This is a modern-English version of The Mechanical Properties of Wood: Including a Discussion of the Factors Affecting the Mechanical Properties, and Methods of Timber Testing, originally written by Record, Samuel J. (Samuel James).
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
THE MECHANICAL PROPERTIES OF WOOD
Frontispiece.
Cover page.
Photomicrograph of a small block of western hemlock. At the top is the cross section showing to the right the late wood of one season's growth, to the left the early wood of the next season. The other two sections are longitudinal and show the fibrous character of the wood. To the left is the radial section with three rays crossing it. To the right is the tangential section upon which the rays appear as vertical rows of beads. × 35. Photo by the author.
Photomicrograph of a small block of western hemlock. At the top is the cross section showing the late wood of one season's growth on the right and the early wood of the next season on the left. The other two sections are longitudinal and illustrate the fibrous structure of the wood. On the left is the radial section with three rays crossing it. On the right is the tangential section where the rays appear as vertical rows of beads. × 35. Photo by the author.
THE MECHANICAL PROPERTIES OF WOOD
Including a Discussion
of the Factors Affecting the Mechanical
Properties,
and Methods of Timber Testing
BY
SAMUEL J. RECORD, M.A., M.F.
ASSISTANT PROFESSOR OF FOREST PRODUCTS, YALE UNIVERSITY
FIRST EDITION
FIRST THOUSAND
1914
BY THE SAME AUTHOR
Identification of the Economic Woods of the United States.
8vo, vi + 117 pages, 15 figures. Cloth, $1.25 net.
TO THE STAFF OF THE
FOREST PRODUCTS LABORATORY, AT MADISON, WISCONSIN
IN APPRECIATION OF THE MANY OPPORTUNITIES
AFFORDED AND COURTESIES EXTENDED
THE AUTHOR
PREFACE
This book was written primarily for students of forestry to whom a knowledge of the technical properties of wood is essential. The mechanics involved is reduced to the simplest terms and without reference to higher mathematics, with which the students rarely are familiar. The intention throughout has been to avoid all unnecessarily technical language and descriptions, thereby making the subject-matter readily available to every one interested in wood.
This book was mainly written for forestry students who need to understand the technical properties of wood. The mechanics are explained in straightforward terms, without using higher mathematics that students usually don't know. The goal has been to steer clear of overly technical language and descriptions, making the content accessible to anyone interested in wood.
Part I is devoted to a discussion of the mechanical properties of wood—the relation of wood material to stresses and strains. Much of the subject-matter is merely elementary mechanics of materials in general, though written with reference to wood in particular. Numerous tables are included, showing the various strength values of many of the more important American woods.
Part I focuses on the mechanical properties of wood—the relationship between wood material and stresses and strains. A lot of the content is basic mechanics of materials in general, but it's specifically tailored to wood. It includes many tables that display the strength values of various important American woods.
Part II deals with the factors affecting the mechanical properties of wood. This is a subject of interest to all who are concerned in the rational use of wood, and to the forester it also, by retrospection, suggests ways and means of regulating his forest product through control of the conditions of production. Attempt has been made, in the light of all data at hand, to answer many moot questions, such as the effect on the quality of wood of rate of growth, season of cutting, heartwood and sapwood, locality of growth, weight, water content, steaming, and defects.
Part II explores the factors that impact the mechanical properties of wood. This topic is important for anyone involved in the sensible use of wood, and it also gives foresters insights on how to manage their forest products by controlling production conditions. Based on the available data, we've tried to address several debated issues, like how growth rate, cutting season, heartwood and sapwood, growth location, weight, water content, steaming, and defects affect wood quality.
Part III describes methods of timber testing. They are for the most part those followed by the U.S. Forest Service. In schools equipped with the necessary machinery the instructions will serve to direct the tests; in others a study of the text with reference to the illustrations should give an adequate conception of the methods employed in this most important line of research.
Part III describes methods for testing timber. Mostly, these are the methods used by the U.S. Forest Service. In schools that have the right equipment, the instructions will guide the tests; in others, studying the text along with the illustrations should provide a good understanding of the techniques used in this crucial area of research.
The appendix contains a copy of the working plan followed by the U.S. Forest Service in the extensive investigations covering the mechanical properties of the woods grown in the United States. It contains many valuable suggestions for the independent investigator. In addition four tables of strength values for structural timbers, both green and air-seasoned, are included. The relation of the stresses developed in different structural forms to those developed in the small clear specimens is given.
The appendix includes a copy of the working plan used by the U.S. Forest Service during extensive research on the mechanical properties of woods grown in the United States. It offers many useful suggestions for independent researchers. Additionally, there are four tables of strength values for both green and air-seasoned structural timbers. The relationship between the stresses created in different structural forms and those developed in small clear specimens is also presented.
In the bibliography attempt was made to list all of the important publications and articles on the mechanical properties of wood, and timber testing. While admittedly incomplete, it should prove of assistance to the student who desires a fuller knowledge of the subject than is presented here.
In the bibliography, we've tried to list all the key publications and articles on the mechanical properties of wood and timber testing. Although it's not exhaustive, it should help students who want a deeper understanding of the topic than what is covered here.
The writer is indebted to the U.S. Forest Service for nearly all of his tables and photographs as well as many of the data upon which the book is based, since only the Government is able to conduct the extensive investigations essential to a thorough understanding of the subject. More than eighty thousand tests have been made at the Madison laboratory alone, and the work is far from completion.
The writer is grateful to the U.S. Forest Service for almost all of his tables and photos, as well as much of the data that the book relies on, since only the government can carry out the extensive research needed for a complete understanding of the topic. Over eighty thousand tests have been conducted at the Madison lab alone, and the work is still ongoing.
The writer also acknowledges his indebtedness to Mr. Emanuel Fritz, M.E., M.F., for many helpful suggestions in the preparation of Part I; and especially to Mr. Harry Donald Tiemann, M.E., M.F., engineer in charge of Timber Physics at the Government Forest Products Laboratory, Madison, Wisconsin, for careful revision of the entire manuscript.
The writer also expresses his gratitude to Mr. Emanuel Fritz, M.E., M.F., for many helpful suggestions in preparing Part I; and especially to Mr. Harry Donald Tiemann, M.E., M.F., the engineer in charge of Timber Physics at the Government Forest Products Laboratory in Madison, Wisconsin, for meticulously reviewing the entire manuscript.
SAMUEL J. RECORD.
SAMUEL J. RECORD.
YALE FOREST SCHOOL, July 1, 1914.
YALE FOREST SCHOOL, July 1, 1914.
CONTENTS
- Foreword
- PART I
THE MECHANICAL PROPERTIES OF WOOD - Introduction
- Fundamental considerations and definitions
- Tensile strength
- Compressive or crushing strength
- Shearing strength
- Transverse or bending strength: Beams
- Toughness: Torsion
- Hardness
- Cleavability
- PART II
FACTORS INFLUENCING THE MECHANICAL PROPERTIES OF WOOD - Introduction
- Rate of growth
- Heartwood and sapwood
- Weight, density, and specific gravity
- Color
- Cross grain
- Knots
- Frost splits
- Shakes, galls, pitch pockets
- Insect injuries
- Marine wood-borer injuries
- Fungous injuries
- Parasitic plant injuries
- Locality of growth
- Season of cutting
- Water content
- Temperature
- Preservatives
- PART III
WOOD TESTING - Working plan
- Forms of material tested
- Size of test specimens
- Moisture determination
- Machine for static tests
- Speed of testing machine
- Bending large beams
- Bending small beams
- Endwise compression
- Compression across the grain
- Shear along the grain
- Impact test
- Hardness test: Abrasion and indentation
- Cleavage test
- Tension test parallel to the grain
- Tension test at right angles to the grain
- Torsion test
- Special tests
- Spike pulling test
- Packing boxes
- Vehicle and implement woods
- Cross-arms
- Other tests
- APPENDIX
- Sample working plan of United States Forest Service
- Strength values for structural timbers
- REFERENCES
- Part I: Some general works on mechanics, materials of construction, and testing of materials
- Part II: Publications and articles on the mechanical properties of wood, and timber testing
- Part III: Publications of the United States Government on the mechanical properties of wood, and timber testing
- IMAGES
- Frontispiece. Photomicrograph of a small block of western hemlock
- 1. Stress-strain diagrams of two longleaf pine beams
- 2. Compression across the grain
- 3. Side view of failures in compression across the grain
- 4. End view of failures in compression across the grain
- 5. Testing a buggy-spoke in endwise compression
- 6. Unequal distribution of stress in a long column due to lateral bending
- 7. Endwise compression of a short column
- 8. Failures of a short column of green spruce
- 9. Failures of short columns of dry chestnut
- 10. Example of shear along the grain
- 11. Failures of test specimens in shear along the grain
- 12. Horizontal shear in a beam
- 13. Oblique shear in a short column
- 14. Failure of a short column by oblique shear
- 15. Diagram of a simple beam
- 16. Three common forms of beams—(1) simple, (2) cantilever, (3) continuous
- 17. Characteristic failures of simple beams
- 18. Failure of a large beam by horizontal shear
- 19. Torsion of a shaft
- 20. Effect of torsion on different grades of hickory
- 21. Cleavage of highly elastic wood
- 22. Cross-sections of white ash, red gum, and eastern hemlock
- 23. Cross-section of longleaf pine
- 24. Relation of the moisture content to the various strength values of spruce
- 25. Cross-section of the wood of western larch showing fissures in the thick-walled cells of the late wood
- 26. Progress of drying throughout the length of a chestnut beam
- 27. Excessive season checking
- 28. Control of season checking by the use of S-irons
- 29. Static bending test on a large beam
- 30. Two methods of loading a beam
- 31. Static bending test on a small beam
- 32. Sample log sheet, giving full details of a transverse bending test on a small pine beam
- 33. Endwise compression test
- 34. Sample log sheet of an endwise compression test on a short pine column
- 35. Compression across the grain
- 36. Vertical section of shearing tool
- 37. Front view of shearing tool
- 38. Two forms of shear test specimens
- 39. Making a shearing test
- 40. Impact testing machine
- 41. Drum record of impact bending test
- 42. Abrasion machine for testing the wearing qualities of woods
- 43. Design of tool for testing the hardness of woods by indentation
- 44. Design of tool for cleavage test
- 45. Design of cleavage test specimen
- 46. Designs of tension test specimens used in United States
- 47. Design of tension test specimen used in New South Wales
- 48. Design of tool and specimen for testing tension at right angles to the grain
- 49. Making a torsion test on hickory
- 50. Method of cutting and marking test specimens
- 51. Diagram of specific gravity apparatus
- TABLES
- I. Comparative strength of iron, steel, and wood
- II. Ratio of strength of wood in tension and in compression
- III. Right-angled tensile strength of small clear pieces of 25 woods in green condition
- IV. Results of compression tests across the grain on 51 woods in green condition, and comparison with white oak
- V. Relation of fibre stress at elastic limit in bending to the crushing strength of blocks cut therefrom in pounds per square inch
- VI. Results of endwise compression tests on small clear pieces of 40 woods in green condition
- VII. Shearing strength along the grain of small clear pieces of 41 woods in green condition
- VIII. Shearing strength across the grain of various American woods
- IX. Results of static bending tests on small clear beams of 49 woods in green condition
- X. Results of impact bending tests on small clear beams of 34 woods in green condition
- XI. Manner of first failure of large beams
- XII. Hardness of 32 woods in green condition, as indicated by the load required to imbed a 0.444-inch steel ball to one-half its diameter
- XIII. Cleavage strength of small clear pieces of 32 woods in green condition
- XIV. Specific gravity, and shrinkage of 51 American woods
- XV. Effect of drying on the mechanical properties of wood, shown in ratio of increase due to reducing moisture content from the green condition to kiln-dry
- XVI. Effect of steaming on the strength of green loblolly pine
- XVII. Speed-strength moduli, and relative increase in strength at rates of fibre strain increasing in geometric ratio
- XVIII. Results of bending tests on green structural timbers
- XIX. Results of compression and shear tests on green structural timbers
- XX. Results of bending tests on air-seasoned structural timbers
- XXI. Results of compression and shear tests on air-seasoned structural timbers
- XXII. Working unit stresses for structural timber expressed in pounds per square inch
- INDEX
- Footnotes
PART I
THE MECHANICAL PROPERTIES OF WOOD
INTRODUCTION
The mechanical properties of wood are its fitness and ability to resist applied or external forces. By external force is meant any force outside of a given piece of material which tends to deform it in any manner. It is largely such properties that determine the use of wood for structural and building purposes and innumerable other uses of which furniture, vehicles, implements, and tool handles are a few common examples.
The mechanical properties of wood refer to its strength and ability to withstand external forces. An external force means any pressure from outside a piece of material that can cause it to change shape. These properties mainly influence how wood is used in construction and building, as well as for countless other purposes, including furniture, vehicles, tools, and tool handles.
Knowledge of these properties is obtained through experimentation either in the employment of the wood in practice or by means of special testing apparatus in the laboratory. Owing to the wide range of variation in wood it is necessary that a great number of tests be made and that so far as possible all disturbing factors be eliminated. For comparison of different kinds or sizes a standard method of testing is necessary and the values must be expressed in some defined units. For these reasons laboratory experiments if properly conducted have many advantages over any other method.
Knowledge of these properties is gained through experimentation, whether by using the wood in real-world applications or through specialized testing equipment in the lab. Because wood varies so widely, it's important to conduct many tests and eliminate as many variables as possible. To compare different types or sizes of wood, a standardized testing method is essential, and the results must be expressed in defined units. For these reasons, properly conducted laboratory experiments offer significant advantages over other methods.
One object of such investigation is to find unit values for strength and stiffness, etc. These, because of the complex structure of wood, cannot have a constant value which will be exactly repeated in each test, even though no error be made. The most that can be accomplished is to find average values, the amount of variation above and below, and the laws which govern the variation. On account of the great variability in strength of different specimens of wood even from the same stick and appearing to be alike, it is important to eliminate as far as possible all extraneous factors liable to influence the results of the tests.
One goal of this investigation is to determine standard values for strength, stiffness, and other characteristics. Due to the complex structure of wood, these values cannot be constant and accurately replicated in every test, even with no errors. The best we can do is find average values, understand the degree of variation above and below those averages, and identify the patterns that govern that variation. Given the significant variability in the strength of different wood samples, even from the same log and looking similar, it's crucial to minimize as many external factors as possible that could affect the test results.
The mechanical properties of wood considered in this book are: (1) stiffness and elasticity, (2) tensile strength, (3) compressive or crushing strength, (4) shearing strength, (5) transverse or bending strength, (6) toughness, (7) hardness, (8) cleavability, (9) resilience. In connection with these, associated properties of importance are briefly treated.
The mechanical properties of wood discussed in this book are: (1) stiffness and elasticity, (2) tensile strength, (3) compressive or crushing strength, (4) shearing strength, (5) transverse or bending strength, (6) toughness, (7) hardness, (8) cleavability, (9) resilience. Related important properties are also briefly covered.
In making use of figures indicating the strength or other mechanical properties of wood for the purpose of comparing the relative merits of different species, the fact should be borne in mind that there is a considerable range in variability of each individual material and that small differences, such as a few hundred pounds in values of 10,000 pounds, cannot be considered as a criterion of the quality of the timber. In testing material of the same kind and grade, differences of 25 per cent between individual specimens may be expected in conifers and 50 per cent or even more in hardwoods. The figures given in the tables should be taken as indications rather than fixed values, and as applicable to a large number collectively and not to individual pieces.
When using numbers that show the strength or other mechanical properties of wood to compare different species, it's important to remember that there's a significant range of variability in each material. Small differences, like a few hundred pounds out of 10,000 pounds, shouldn’t be seen as a measure of the timber's quality. When testing materials of the same type and grade, you might see differences of 25 percent among individual samples in conifers and 50 percent or even more in hardwoods. The numbers in the tables should be viewed as general guides rather than exact values, applicable to a larger group rather than to individual pieces.
FUNDAMENTAL CONSIDERATIONS AND DEFINITIONS
Study of the mechanical properties of a material is concerned mostly with its behavior in relation to stresses and strains, and the factors affecting this behavior. A stress is a distributed force and may be defined as the mutual action (1) of one body upon another, or (2) of one part of a body upon another part. In the first case the stress is external; in the other internal. The same stress may be internal from one point of view and external from another. An external force is always balanced by the internal stresses when the body is in equilibrium.
Studying the mechanical properties of a material mainly focuses on how it reacts to stresses and strains, as well as the factors that influence this behavior. A stress is a distributed force and can be defined as the mutual action (1) between one body and another, or (2) between one part of a body and another part. In the first scenario, the stress is external; in the second, it's internal. The same stress can be considered internal from one perspective and external from another. An external force is always counterbalanced by the internal stresses when the body is in equilibrium.
If no external forces act upon a body its particles assume certain relative positions, and it has what is called its natural shape and size. If sufficient external force is applied the natural shape and size will be changed. This distortion or deformation of the material is known as the strain. Every stress produces a corresponding strain, and within a certain limit (see elastic limit, page 5) the strain is directly proportional to the stress producing it.1 The same intensity of stress, however, does not produce the same strain in different materials or in different qualities of the same material. No strain would be produced in a perfectly rigid body, but such is not known to exist.
If no external forces act on an object, its particles take on specific relative positions, giving it what we call its natural shape and size. If enough external force is applied, the natural shape and size will change. This change or deformation of the material is known as strain. Every stress results in a corresponding strain, and within a certain limit (see elastic limit, page 5) the strain is directly proportional to the stress that causes it.1 However, the same level of stress does not result in the same strain across different materials or even in different qualities of the same material. No strain would occur in a perfectly rigid body, but such a body is not known to exist.
Stress is measured in pounds (or other unit of weight or force). A unit stress is the stress on a unit of the sectional area.
Stress is measured in pounds (or another unit of weight or force). A unit stress is the stress applied to a unit of the sectional area.
| ( | P | ) | ||
| Unit stress | = | --- | ||
| A |
For instance, if a load (P) of one hundred pounds is uniformly supported by a vertical post with a cross-sectional area (A) of ten square inches, the unit compressive stress is ten pounds per square inch.
For example, if a load (P) of one hundred pounds is evenly supported by a vertical post with a cross-sectional area (A) of ten square inches, the unit compressive stress is ten pounds per square inch.
Strain is measured in inches (or other linear unit). A unit strain is the strain per unit of length. Thus if a post 10 inches long before compression is 9.9 inches long under the compressive stress, the total strain is 0.1 inch, and the unit strain is
Strain is measured in inches (or other linear unit). A unit strain is the strain per unit of length. So if a post that is 10 inches long before compression is now 9.9 inches long under the compressive stress, the total strain is 0.1 inch, and the unit strain is
| l | 0.1 | |||
| --- | = | ----- | = | 0.01 inch per inch of length. |
| L | 10 |
As the stress increases there is a corresponding increase in the strain. This ratio may be graphically shown by means of a diagram or curve plotted with the increments of load or stress as ordinates and the increments of strain as abscissæ. This is known as the stress-strain diagram. Within the limit mentioned above the diagram is a straight line. (See Fig. 1.) If the results of similar experiments on different specimens are plotted to the same scales, the diagrams furnish a ready means for comparison. The greater the resistance a material offers to deformation the steeper or nearer the vertical axis will be the line.
As stress increases, the strain also increases. This relationship can be shown in a diagram or curve, where the load or stress is plotted on the vertical axis and the strain is plotted on the horizontal axis. This is called the stress-strain diagram. Within the limit mentioned above, the diagram forms a straight line. (See Fig. 1.) If you plot the results of similar experiments on different samples using the same scales, the diagrams provide an easy way to compare them. The greater the resistance a material has to deformation, the steeper or closer to the vertical axis the line will be.

Figure 1
Figure 1
Stress-strain diagrams of two longleaf pine beams. E.L. = elastic limit. The areas of the triangles 0(EL)A and 0(EL)B represent the elastic resilience of the dry and green beams, respectively.
Stress-strain diagrams of two longleaf pine beams. E.L. = elastic limit. The areas of the triangles O(EL)A and O(EL)B represent the elastic resilience of the dry and green beams, respectively.
There are three kinds of internal stresses, namely, (1) tensile, (2) compressive, and (3) shearing. When external forces act upon a bar in a direction away from its ends or a direct pull, the stress is a tensile stress; when toward the ends or a direct push, compressive stress. In the first instance the strain is an elongation; in the second a shortening. Whenever the forces tend to cause one portion of the material to slide upon another adjacent to it the action is called a shear. The action is that of an ordinary pair of shears. When riveted plates slide on each other the rivets are sheared off.
There are three types of internal stresses: (1) tensile, (2) compressive, and (3) shearing. When external forces pull on a bar away from its ends, creating a direct pull, the stress is tensile stress; when the forces push toward the ends, it’s compressive stress. In the first case, the strain is elongation; in the second, it’s shortening. Whenever the forces cause one part of the material to slide over another part next to it, this action is called shear. This is similar to how a regular pair of scissors works. When riveted plates slide against each other, the rivets can get sheared off.
These three simple stresses may act together, producing compound stresses, as in flexure. When a bow is bent there is a compression of the fibres on the inner or concave side and an elongation of the fibres on the outer or convex side. There is also a tendency of the various fibres to slide past one another in a longitudinal direction. If the bow were made of two or more separate pieces of equal length it would be noted on bending that slipping occurred along the surfaces of contact, and that the ends would no longer be even. If these pieces were securely glued together they would no longer slip, but the tendency to do so would exist just the same. Moreover, it would be found in the latter case that the bow would be much harder to bend than where the pieces were not glued together—in other words, the stiffness of the bow would be materially increased.
These three simple stresses can work together, creating compound stresses, like in bending. When a bow is bent, the fibers on the inner or concave side get compressed, while the fibers on the outer or convex side get stretched. There’s also a tendency for the different fibers to slide past each other along their length. If the bow were made of two or more separate pieces of the same length, you’d notice that when bending, there would be slipping along the surfaces where they touch, and the ends would no longer line up. If these pieces were firmly glued together, they wouldn’t slip, but the tendency to do so would still be present. Also, in this case, you'd find that the bow would be much harder to bend compared to when the pieces weren’t glued together—in other words, the stiffness of the bow would be significantly increased.
Stiffness is the property by means of which a body acted upon by external forces tends to retain its natural size and shape, or resists deformation. Thus a material that is difficult to bend or otherwise deform is stiff; one that is easily bent or otherwise deformed is flexible. Flexibility is not the exact counterpart of stiffness, as it also involves toughness and pliability.
Stiffness is the quality that allows a body, when subjected to external forces, to maintain its natural size and shape or resist deformation. So, a material that's hard to bend or change shape is considered stiff; one that's easy to bend or change is flexible. Flexibility isn’t the direct opposite of stiffness, as it also includes qualities like toughness and pliability.
If successively larger loads are applied to a body and then removed it will be found that at first the body completely regains its original form upon release from the stress—in other words, the body is elastic. No substance known is perfectly elastic, though many are practically so under small loads. Eventually a point will be reached where the recovery of the specimen is incomplete. This point is known as the elastic limit, which may be defined as the limit beyond which it is impossible to carry the distortion of a body without producing a permanent alteration in shape. After this limit has been exceeded, the size and shape of the specimen after removal of the load will not be the same as before, and the difference or amount of change is known as the permanent set.
If you apply increasingly heavier loads to an object and then take them away, you'll find that initially the object returns completely to its original shape once the stress is removed—in other words, the object is elastic. No material is perfectly elastic, though many are almost so under light loads. Eventually, there will be a point where the object does not fully recover. This point is called the elastic limit, which is defined as the threshold beyond which a material cannot be deformed without resulting in a permanent change in shape. Once this limit is surpassed, the size and shape of the object after the load is removed will differ from its original form, and the amount of change is referred to as the permanent set.
Elastic limit as measured in tests and used in design may be defined as that unit stress at which the deformation begins to increase in a faster ratio than the applied load. In practice the elastic limit of a material under test is determined from the stress-strain diagram. It is that point in the line where the diagram begins perceptibly to curve.2 (See Fig. 1.)
Elastic limit, as shown in tests and used in design, can be defined as the amount of stress at which deformation starts to increase at a faster rate than the load applied. In practice, the elastic limit of a material being tested is found from the stress-strain diagram. It’s the point on the line where the diagram noticeably begins to curve.2 (See Fig. 1.)
Resilience is the amount of work done upon a body in deforming it. Within the elastic limit it is also a measure of the potential energy stored in the material and represents the amount of work the material would do upon being released from a state of stress. This may be graphically represented by a diagram in which the abscissæ represent the amount of deflection and the ordinates the force acting. The area included between the stress-strain curve and the initial line (which is zero) represents the work done. (See Fig. 1.) If the unit of space is in inches and the unit of force is in pounds the result is inch-pounds. If the elastic limit is taken as the apex of the triangle the area of the triangle will represent the elastic resilience of the specimen. This amount of work can be applied repeatedly and is perhaps the best measure of the toughness of the wood as a working quality, though it is not synonymous with toughness.
Resilience is the amount of work done on an object to deform it. Within the elastic limit, it also measures the potential energy stored in the material and indicates how much work the material would generate when released from a state of stress. This can be shown in a diagram where the x-axis represents the amount of deflection and the y-axis represents the force applied. The area between the stress-strain curve and the initial line (which is zero) represents the work done. (See Fig. 1.) If the unit of measurement for space is in inches and the unit of force is in pounds, the result is inch-pounds. If the elastic limit is seen as the peak of the triangle, the area of the triangle represents the elastic resilience of the sample. This work can be applied repeatedly and is probably the best way to measure the toughness of the wood as a working quality, although it is not the same as toughness.
Permanent set is due to the plasticity of the material. A perfectly plastic substance would have no elasticity and the smallest forces would cause a set. Lead and moist clay are nearly plastic and wood possesses this property to a greater or less extent. The plasticity of wood is increased by wetting, heating, and especially by steaming and boiling. Were it not for this property it would be impossible to dry wood without destroying completely its cohesion, due to the irregularity of shrinkage.
Permanent set is caused by the plasticity of the material. A completely plastic substance wouldn’t have any elasticity, and even the slightest forces would result in a set. Lead and wet clay are almost plastic, while wood has this property to varying degrees. The plasticity of wood increases when it’s wet, heated, and especially when it’s steamed or boiled. Without this property, drying wood would completely ruin its cohesion because of the uneven shrinkage.
A substance that can undergo little change in shape without breaking or rupturing is brittle. Chalk and glass are common examples of brittle materials. Sometimes the word brash is used to describe this condition in wood. A brittle wood breaks suddenly with a clean instead of a splintery fracture and without warning. Such woods are unfitted to resist shock or sudden application of load.
A material that can change shape only slightly without breaking is called brittle. Chalk and glass are common examples of brittle materials. Sometimes the term brash is used to describe this characteristic in wood. Brittle wood breaks suddenly with a clean fracture instead of a splintery one and without any warning. These types of wood are not suitable for handling shock or sudden loads.
The measure of the stiffness of wood is termed the modulus of elasticity (or coefficient of elasticity). It is the ratio of stress per unit of area to the deformation per unit of length.
The stiffness of wood is called the modulus of elasticity (or coefficient of elasticity). It’s the ratio of stress per area to the deformation per length.
| ( | unit stress | ) | ||
| E | = | ------------- | ||
| unit strain |
It is a number indicative of stiffness, not of strength, and only applies to conditions within the elastic limit. It is nearly the same whether derived from compression tests or from tension tests.
It’s a number that shows stiffness, not strength, and only applies to situations within the elastic limit. It’s almost the same whether it comes from compression tests or tension tests.
A large modulus indicates a stiff material. Thus in green wood tested in static bending it varies from 643,000 pounds per square inch for arborvitæ to 1,662,000 pounds for longleaf pine, and 1,769,000 pounds for pignut hickory. (See Table IX.) The values derived from tests of small beams of dry material are much greater, approaching 3,000,000 for some of our woods. These values are small when compared with steel which has a modulus of elasticity of about 30,000,000 pounds per square inch. (See Table I.)
A large modulus shows that a material is stiff. In static bending tests of green wood, the modulus ranges from 643,000 pounds per square inch for arborvitae to 1,662,000 pounds for longleaf pine, and 1,769,000 pounds for pignut hickory. (See Table IX.) The values obtained from tests on small beams of dry material are much higher, reaching nearly 3,000,000 for some types of wood. However, these values are small compared to steel, which has a modulus of elasticity of about 30,000,000 pounds per square inch. (See Table I.)
| TABLE I | |||||
|---|---|---|---|---|---|
| COMPARATIVE STRENGTH OF IRON, STEEL, AND WOOD | |||||
| MATERIAL | Sp. gr.,dry | Modulus of elasticity in bending | Tensile strength | Crushing strength | Modulus of rupture |
| Lbs. per sq. in. | Lbs. per sq. in. | Lbs. per sq. in. | Lbs. per sq. in. | ||
| Cast iron, cold blast (Hodgkinson) | 7.1 | 17,270,000 | 16,700 | 106,000 | 38,500 |
| Bessenger steel, high grade (Fairbain). | 7.8 | 29,215,000 | 88,400 | 225,600 | |
| Longleaf pine, 3.5% moisture (U.S.) | .63 | 2,800,000 | 13,000 | 21,000 | |
| Redspruce, 3.5% moisture (U.S.) | .41 | 1,800,000 | 8,800 | 14,500 | |
| Pignut hickory, 3.5% moisture (U.S.) | .86 | 2,370,000 | 11,130 | 24,000 | |
| NOTE.—Great variation may be found in different samples of metals as well as of wood. The examples given represent reasonable values. | |||||
TENSILE STRENGTH
Tension results when a pulling force is applied to opposite ends of a body. This external pull is communicated to the interior, so that any portion of the material exerts a pull or tensile force upon the remainder, the ability to do so depending upon the property of cohesion. The result is an elongation or stretching of the material in the direction of the applied force. The action is the opposite of compression.
Tension happens when a pulling force is applied to opposite ends of an object. This external pull is transmitted to the inside, so that any part of the material pulls or exerts a tensile force on the rest, depending on the property of cohesion. The outcome is an elongation or stretching of the material in the direction of the applied force. This process is the opposite of compression.
Wood exhibits its greatest strength in tension parallel to the grain, and it is very uncommon in practice for a specimen to be pulled in two lengthwise. This is due to the difficulty of making the end fastenings secure enough for the full tensile strength to be brought into play before the fastenings shear off longitudinally. This is not the case with metals, and as a result they are used in almost all places where tensile strength is particularly needed, even though the remainder of the structure, such as sills, beams, joists, posts, and flooring, may be of wood. Thus in a wooden truss bridge the tension members are steel rods.
Wood is strongest when pulled in the direction of the grain, and it's quite rare for a piece to be pulled lengthwise in two. This happens because it's hard to secure the end fastenings well enough for the wood's full tensile strength to be effective before the fastenings fail along the grain. This isn't a problem with metals, which is why they’re used almost everywhere that strong tension is required, even if the rest of the structure—like sills, beams, joists, posts, and flooring—can be made of wood. So, in a wooden truss bridge, the tension members are steel rods.
The tensile strength of wood parallel to the grain depends upon the strength of the fibres and is affected not only by the nature and dimensions of the wood elements but also by their arrangement. It is greatest in straight-grained specimens with thick-walled fibres. Cross grain of any kind materially reduces the tensile strength of wood, since the tensile strength at right angles to the grain is only a small fraction of that parallel to the grain.
The tensile strength of wood along the grain relies on the strength of the fibers and is influenced not just by the type and size of the wood pieces but also by how they're arranged. It's highest in straight-grained samples with thick-walled fibers. Any kind of cross grain significantly lowers the tensile strength of wood, as the strength at right angles to the grain is only a small percentage of that along the grain.
| TABLE II | |||
|---|---|---|---|
| RATIO OF STRENGTH OF WOOD IN TENSION AND IN COMPRESSION | |||
| (Bul. 10, U. S. Div. of Forestry, p. 44) | |||
| KIND OF WOOD | Ratio: R = Tensile strength --------------------- compressive strength |
A stick 1 square inch in cross section. | |
| Weight required to— | |||
| Pull apart | Crush endwise | ||
| Hickory | 3.7 | 32,000 | 8,500 |
| Elm | 3.8 | 29,000 | 7,500 |
| Larch | 2.3 | 19,400 | 8,600 |
| Longleaf Pine | 2.2 | 17,300 | 7,400 |
| NOTE.—Moisture condition not given. | |||
Failure of wood in tension parallel to the grain occurs sometimes in flexure, especially with dry material. The tension portion of the fracture is nearly the same as though the piece were pulled in two lengthwise. The fibre walls are torn across obliquely and usually in a spiral direction. There is practically no pulling apart of the fibres, that is, no separation of the fibres along their walls, regardless of their thickness. The nature of tension failure is apparently not affected by the moisture condition of the specimen, at least not so much so as the other strength values.3
Failure of wood in tension parallel to the grain can sometimes happen during bending, especially with dry wood. The tension section of the break looks almost the same as if the piece was pulled apart lengthwise. The fiber walls are torn diagonally and usually in a spiral pattern. There’s basically no pulling apart of the fibers, meaning there’s no separation of the fibers along their walls, no matter how thick they are. The nature of tension failure doesn’t seem to be affected by the moisture condition of the sample, at least not as much as the other strength values.3
Tension at right angles to the grain is closely related to cleavability. When wood fails in this manner the thin fibre walls are torn in two lengthwise while the thick-walled fibres are usually pulled apart along the primary wall.
Tension at right angles to the grain is closely related to how easily wood can split. When wood breaks this way, the thin fiber walls are torn lengthwise, while the thick-walled fibers are typically pulled apart along the main wall.
| TABLE III | ||
|---|---|---|
| TENSILE STRENGTH AT RIGHT ANGLES TO THE GRAIN OF SMALL CLEAR PIECES OF 25 WOODS IN GREEN CONDITION | ||
| (Forest Service Cir. 213) | ||
| COMMON NAME OF SPECIES | When surface of failure is radial | When surface of failure is tangential |
| Lbs. per sq. inch | Lbs. per sq. inch | |
| Hardwoods | ||
| Ash, white | 645 | 671 |
| Basswood | 226 | 303 |
| Beech | 633 | 969 |
| Birch, yellow | 446 | 526 |
| Elm, slippery | 765 | 832 |
| Hackberry | 661 | 786 |
| Locust, honey | 1,133 | 1,445 |
| Maple, sugar | 610 | 864 |
| Oak, post | 714 | 924 |
| red | 639 | 874 |
| swamp white | 757 | 909 |
| white | 622 | 749 |
| yellow | 728 | 929 |
| Sycamore | 540 | 781 |
| Tupelo | 472 | 796 |
| Conifers | ||
| Arborvitæ | 241 | 235 |
| Cypress, bald | 242 | 251 |
| Fir, white | 213 | 304 |
| Hemlock | 271 | 323 |
| Pine, longleaf | 240 | 298 |
| red | 179 | 205 |
| sugar | 239 | 304 |
| western yellow | 230 | 252 |
| white | 225 | 285 |
| Tamarack | 236 | 274 |
COMPRESSIVE OR CRUSHING STRENGTH
Compression across the grain is very closely related to hardness and transverse shear. There are two ways in which wood is subjected to stress of this kind, namely, (1) with the load acting over the entire area of the specimen, and (2) with a load concentrated over a portion of the area. (See Fig. 2.) The latter is the condition more commonly met with in practice, as, for example, where a post rests on a horizontal sill, or a rail rests on a cross-tie. The former condition, however, gives the true resistance of the grain to simple crushing.]
Compression across the grain is closely linked to hardness and lateral shear. Wood can experience this type of stress in two ways: (1) when the load is applied over the entire area of the specimen, and (2) when the load is focused on a specific area. (See Fig. 2.) The second scenario is more commonly encountered in practice, such as when a post sits on a horizontal sill or a rail rests on a cross-tie. However, the first scenario provides the actual resistance of the grain to straightforward crushing.

Figure 2
Figure 2
Compression across the grain.
Compression against the grain.
The first effect of compression across the grain is to compact the fibres, the load gradually but irregularly increasing as the density of the material is increased. If the specimen lies on a flat surface and the load is applied to only a portion of the upper area, the bearing plate indents the wood, crushing the upper fibres without affecting the lower part. (See Fig. 3.) As the load increases the projecting ends sometimes split horizontally. (See Fig. 4.) The irregularities in the load are due to the fact that the fibres collapse a few at a time, beginning with those with the thinnest walls. The projection of the ends increases the strength of the material directly beneath the compressing weight by introducing a beam action which helps support the load. This influence is exerted for a short distance only.
The first effect of compressing wood across the grain is to pack the fibers closer together, with the load gradually but unevenly increasing as the material becomes denser. If the specimen is resting on a flat surface and the load is applied to only part of the upper area, the bearing plate pushes into the wood, crushing the top fibers without impacting the lower part. (See Fig. 3.) As the load gets heavier, the ends that stick out can sometimes split horizontally. (See Fig. 4.) The unevenness in the load happens because the fibers collapse a few at a time, starting with those that have the thinnest walls. The projection of the ends boosts the strength of the material right underneath the compressing weight by creating a beam action that helps carry the load. This effect is only felt for a short distance.
Figure 3
Figure 3
Side view of failures in compression across the grain, showing crushing of blocks under bearing plate. Specimen at right shows splitting at ends.
Side view of failures in compression across the grain, showing blocks crushing under the bearing plate. The specimen on the right shows splitting at the ends.

Figure 4
Figure 4
End view of failures in compression across the grain, showing splitting of the ends of the test specimens.
End view of failures in compression across the grain, showing splitting at the ends of the test specimens.
| TABLE IV | ||
|---|---|---|
| RESULTS OF COMPRESSION TESTS ACROSS THE GRAIN ON 51 WOODS IN GREEN CONDITION, AND COMPARISON WITH WHITE OAK | ||
| (U. S. Forest Service) | ||
| COMMON NAME OF SPECIES | Fibre stress at elastic limit perpendicular to grain | Fiber stress in per cent of white oak, or 853 pounds per sq. in. |
| Lbs. per sq. inch | Per cent | |
| Osage orange | 2,260 | 265.0 |
| Honey locust | 1,684 | 197.5 |
| Black locust | 1,426 | 167.2 |
| Post oak | 1,148 | 134.6 |
| Pignut hickory | 1,142 | 133.9 |
| Water hickory | 1,088 | 127.5 |
| Shagbark hickory | 1,070 | 125.5 |
| Mockernut hickory | 1,012 | 118.6 |
| Big shellbark hickory | 997 | 116.9 |
| Bitternut hickory | 986 | 115.7 |
| Nutmeg hickory | 938 | 110.0 |
| Yellow oak | 857 | 100.5 |
| White oak | 853 | 100.0 |
| Bur oak | 836 | 98.0 |
| White ash | 828 | 97.1 |
| Red oak | 778 | 91.2 |
| Sugar maple | 742 | 87.0 |
| Rock elm | 696 | 81.6 |
| Beech | 607 | 71.2 |
| Slippery elm | 599 | 70.2 |
| Redwood | 578 | 67.8 |
| Bald cypress | 548 | 64.3 |
| Red maple | 531 | 62.3 |
| Hackberry | 525 | 61.6 |
| Incense cedar | 518 | 60.8 |
| Hemlock | 497 | 58.3 |
| Longleaf pine | 491 | 57.6 |
| Tamarack | 480 | 56.3 |
| Silver maple | 456 | 53.5 |
| Yellow birch | 454 | 53.2 |
| Tupelo | 451 | 52.9 |
| Black cherry | 444 | 52.1 |
| Sycamore | 433 | 50.8 |
| Douglas fir | 427 | 50.1 |
| Cucumber tree | 408 | 47.8 |
| Shortleaf pine | 400 | 46.9 |
| Red pine | 358 | 42.0 |
| Sugar pine | 353 | 41.1 |
| White elm | 351 | 41.2 |
| Western yellow pine | 348 | 40.8 |
| Lodgepole pine | 348 | 40.8 |
| Red spruce | 345 | 40.5 |
| White pine | 314 | 36.8 |
| Engelman spruce | 290 | 34.0 |
| Arborvitæ | 288 | 33.8 |
| Largetooth aspen | 269 | 31.5 |
| White spruce | 262 | 30.7 |
| Butternut | 258 | 30.3 |
| Buckeye (yellow) | 210 | 24.6 |
| Basswood | 209 | 24.5 |
| Black willow | 193 | 22.6 |
When wood is used for columns, props, posts, and spokes, the weight of the load tends to shorten the material endwise. This is endwise compression, or compression parallel to the grain. In the case of long columns, that is, pieces in which the length is very great compared with their diameter, the failure is by sidewise bending or flexure, instead of by crushing or splitting. (See Fig. 5.) A familiar instance of this action is afforded by a flexible walking-stick. If downward pressure is exerted with the hand on the upper end of the stick placed vertically on the floor, it will be noted that a definite amount of force must be applied in each instance before decided flexure takes place. After this point is reached a very slight increase of pressure very largely increases the deflection, thus obtaining so great a leverage about the middle section as to cause rupture.
When wood is used for columns, supports, posts, and spokes, the weight it bears tends to compress the material lengthwise. This is endwise compression, or compression along the grain. For long columns, meaning pieces where the length is much greater than their diameter, failure occurs due to bending or flexing sideways, rather than crushing or splitting. (See Fig. 5.) A common example of this action is a flexible walking stick. When downward pressure is applied with the hand on the upper end of the stick that is positioned vertically on the floor, you’ll notice that a certain amount of force must be used before noticeable bending happens. Once that point is reached, even a small increase in pressure significantly raises the bend, creating enough leverage around the middle section to cause it to break.

Figure 5
Figure 5
Testing a buggy spoke in endwise compression, illustrating the failure by sidewise bending of a long column fixed only at the lower end. Photo by U. S. Forest Service
Testing a faulty spoke in endwise compression, demonstrating the failure through sidewise bending of a long column that is fixed only at the lower end. Photo by U. S. Forest Service
The lateral bending of a column produces a combination of bending with compressive stress over the section, the compressive stress being maximum at the section of greatest deflection on the concave side. The convex surface is under tension, as in an ordinary beam test. (See Fig. 6.) If the same stick is braced in such a way that flexure is prevented, its supporting strength is increased enormously, since the compressive stress acts uniformly over the section, and failure is by crushing or splitting, as in small blocks. In all columns free to bend in any direction the deflection will be seen in the direction in which the column is least stiff. This sidewise bending can be overcome by making pillars and columns thicker in the middle than at the ends, and by bracing studding, props, and compression members of trusses. The strength of a column also depends to a considerable extent upon whether the ends are free to turn or are fixed.
The side bending of a column creates a mix of bending along with compressive stress across the section, with the compressive stress being highest at the section with the most deflection on the inward side. The outward surface experiences tension, similar to what happens in a regular beam test. (See Fig. 6.) If the same stick is supported in a way that prevents bending, its load-bearing strength increases significantly, since the compressive stress is distributed evenly across the section, and failure occurs through crushing or splitting, like in small blocks. In all columns that can bend in any direction, the deflection will occur in the direction where the column is least rigid. This sideways bending can be mitigated by making pillars and columns thicker in the middle than at the ends, and by adding bracing through studs, props, and compression members of trusses. The strength of a column also largely depends on whether its ends can rotate or are secured.

Figure 6
Figure 6
Unequal distribution of stress in a long column due to lateral bending.
Uneven stress distribution in a long column from side bending.
The complexity of the computations depends upon the way in which the stress is applied and the manner in which the stick bends. Ordinarily where the length of the test specimen is not greater than four diameters and the ends are squarely faced (See Fig. 7.), the force acts uniformly over each square inch of area and the crushing strength is equal to the maximum load (P) divided by the area of the cross-section (A).
The complexity of the calculations depends on how the stress is applied and how the stick bends. Typically, when the length of the test sample is no greater than four times its diameter and the ends are flat (See Fig. 7.), the force acts evenly across each square inch of area, and the crushing strength is equal to the maximum load (P) divided by the cross-sectional area (A).
| ( | P | ) | ||
| C | = | --- | ||
| A |

Figure 7
Figure 7
Endwise compression of a short column.
Endwise compression of a short column.
It has been demonstrated4 that the ultimate strength in compression parallel to the grain is very nearly the same as the extreme fibre stress at the elastic limit in bending. (See Table 5.) In other words, the transverse strength of beams at elastic limit is practically equal to the compressive strength of the same material in short columns. It is accordingly possible to calculate the approximate breaking strength of beams from the compressive strength of short columns except when the wood is brittle. Since tests on endwise compression are simpler, easier to make, and less expensive than transverse bending tests, the importance of this relation is obvious, though it does not do away with the necessity of making beam tests.
It has been shown4 that the ultimate strength in compression parallel to the grain is almost the same as the extreme fiber stress at the elastic limit in bending. (See Table 5.) In other words, the transverse strength of beams at the elastic limit is nearly equal to the compressive strength of the same material in short columns. Therefore, it's possible to estimate the breaking strength of beams using the compressive strength of short columns, unless the wood is brittle. Since tests on endwise compression are simpler, easier to perform, and cheaper than transverse bending tests, the significance of this relationship is clear, though it doesn't eliminate the need for beam tests.
| TABLE V | ||||||
|---|---|---|---|---|---|---|
| RELATION OF FIBRE STRESS AT ELASTIC LIMIT (r) IN BENDING TO THE CRUSHING STRENGTH (C) OF BLOCKS CUT THEREFROM, IN POUNDS PER SQUARE INCH | ||||||
| (Forest Service Bul. 70, p. 90) | ||||||
| LONGLEAF PINE | ||||||
| MOISTURE CONDITION | Soaked 50 per cent | Green 23 per cent | 14 per cent | 11.5 per cent | 9.5 per cent | Kiln-dry 6.2 per cent |
| Number of tests averaged | 5 | 5 | 5 | 5 | 4 | 5 |
| r in bending | 4,920 | 5,944 | 6,924 | 7,852 | 9,280 | 11,550 |
| C in compression | 4,668 | 5,100 | 6,466 | 7,466 | 8,985 | 10,910 |
| Per cent r is in excess of C | 5.5 | 16.5 | 7.1 | 5.2 | 3.3 | 5.9 |
| SPRUCE | ||||||
| MOISTURE CONDITION | Soaked 30 per cent | Green 30 per cent | 10 per cent | 8.1 per cent | Kiln-dry 3.9 per cent | |
| Number of tests averaged | 5 | 4 | 5 | 3 | 4 | |
| r in bending | 3,002 | 3,362 | 6,458 | 8,400 | 10,170 | |
| C in compression | 2,680 | 3,025 | 6,120 | 7,610 | 9,335 | |
| Per cent r is in excess of C | 12.0 | 11.1 | 5.5 | 10.4 | 9.0 | |
When a short column is compressed until it breaks, the manner of failure depends partly upon the anatomical structure and partly upon the degree of humidity of the wood. The fibres (tracheids in conifers) act as hollow tubes bound closely together, and in giving way they either (1) buckle, or (2) bend.5
When a short column is compressed until it breaks, how it fails depends on both the structure of the material and the moisture content of the wood. The fibers (tracheids in conifers) function like hollow tubes that are tightly packed together, and when they give way, they either (1) buckle or (2) bend.5
The first is typical of any dry thin-walled cells, as is usually the case in seasoned white pine and spruce, and in the early wood of hard pines, hemlock, and other species with decided contrast between the two portions of the growth ring. As a rule buckling of a tracheid begins at the bordered pits which form places of least resistance in the walls. In hardwoods such as oak, chestnut, ash, etc., buckling occurs only in the thinnest-walled elements, such as the vessels, and not in the true fibres.
The first type is common among any dry, thin-walled cells, which is typically seen in seasoned white pine and spruce, as well as in the early wood of hard pines, hemlock, and other species that show a clear contrast between the two parts of the growth ring. Usually, buckling of a tracheid starts at the bordered pits, which are the weakest points in the walls. In hardwoods like oak, chestnut, and ash, buckling only happens in the thinnest-walled elements, such as the vessels, and not in the true fibers.
According to Jaccard6 the folding of the cells is accompanied by characteristic alterations of their walls which seem to split them into extremely thin layers. When greatly magnified, these layers appear in longitudinal sections as delicate threads without any definite arrangements, while on cross section they appear as numerous concentric strata. This may be explained on the ground that the growth of a fibre is by successive layers which, under the influence of compression, are sheared apart. This is particularly the case with thick-walled cells such as are found in late wood.
According to Jaccard6, when the cells fold, their walls undergo distinctive changes that seem to break them into very thin layers. When observed under high magnification, these layers appear as fine threads in longitudinal sections with no specific arrangement, and in cross-section, they look like many concentric layers. This can be explained by the fact that a fiber grows in successive layers that get pushed apart due to compression. This is especially true for thick-walled cells found in late wood.
| TABLE VI | |||
|---|---|---|---|
| RESULTS OF ENDWISE COMPRESSION TESTS ON SMALL CLEAR PIECES OF 40 WOODS IN GREEN CONDITION | |||
| (Forest Service Cir. 213) | |||
| COMMON NAME OF SPECIES | Fibre stress at elastic limit | Crushing strength | Modulus of elasticity |
| Lbs. per sq. inch | Lbs. per sq. inch | Lbs. per sq. inch | |
| Hardwoods | |||
| Ash, white | 3,510 | 4,220 | 1,531,000 |
| Basswood | 780 | 1,820 | 1,016,000 |
| Beech | 2,770 | 3,480 | 1,412,000 |
| Birch, yellow | 2,570 | 3,400 | 1,915,000 |
| Elm, slippery | 3,410 | 3,990 | 1,453,000 |
| Hackberry | 2,730 | 3,310 | 1,068,000 |
| Hickory, big shellbark | 3,570 | 4,520 | 1,658,000 |
| bitternut | 4,330 | 4,570 | 1,616,000 |
| mockernut | 3,990 | 4,320 | 1,359,000 |
| nutmeg | 3,620 | 3,980 | 1,411,000 |
| pignut | 3,520 | 4,820 | 1,980,000 |
| shagbark | 3,730 | 4,600 | 1,943,000 |
| water | 3,240 | 4,660 | 1,926,000 |
| Locust, honey | 4,300 | 4,970 | 1,536,000 |
| Maple, sugar | 3,040 | 3,670 | 1,463,000 |
| Oak, post | 2,780 | 3,330 | 1,062,000 |
| red | 2,290 | 3,210 | 1,295,000 |
| swamp white | 3,470 | 4,360 | 1,489,000 |
| white | 2,400 | 3,520 | 946,000 |
| yellow | 2,870 | 3,700 | 1,465,000 |
| Osage orange | 3,980 | 5,810 | 1,331,000 |
| Sycamore | 2,320 | 2,790 | 1,073,000 |
| Tupelo | 2,280 | 3,550 | 1,280,000 |
| Conifers | |||
| Arborvitæ | 1,420 | 1,990 | 754,000 |
| Cedar, incense | 2,710 | 3,030 | 868,000 |
| Cypress, bald | 3,560 | 3,960 | 1,738,000 |
| Fir, alpine | 1,660 | 2,060 | 882,000 |
| amabilis | 2,763 | 3,040 | 1,579,000 |
| Douglas | 2,390 | 2,920 | 1,440,000 |
| white | 2,610 | 2,800 | 1,332,000 |
| Hemlock | 2,110 | 2,750 | 1,054,000 |
| Pine, lodgepole | 2,290 | 2,530 | 1,219,000 |
| longleaf | 3,420 | 4,280 | 1,890,000 |
| red | 2,470 | 3,080 | 1,646,000 |
| sugar | 2,340 | 2,600 | 1,029,000 |
| western yellow | 2,100 | 2,420 | 1,271,000 |
| white | 2,370 | 2,720 | 1,318,000 |
| Redwood | 3,420 | 3,820 | 1,175,000 |
| Spruce, Engelmann | 1,880 | 2,170 | 1,021,000 |
| Tamarack | 3,010 | 3,480 | 1,596,000 |
The second case, where the fibres bend with more or less regular curves instead of buckling, is characteristic of any green or wet wood, and in dry woods where the fibres are thick-walled. In woods in which the fibre walls show all gradations of thickness—in other words, where the transition from the thin-walled cells of the early wood to the thick-walled cells of the late wood is gradual—the two kinds of failure, namely, buckling and bending, grade into each other. In woods with very decided contrast between early and late wood the two forms are usually distinct. Except in the case of complete failure the cavity of the deformed cells remains open, and in hardwoods this is true not only of the wood fibres but also of the tube-like vessels. In many cases longitudinal splits occur which isolate bundles of elements by greater or less intervals. The splitting occurs by a tearing of the fibres or rays and not by the separation of the rays from the adjacent elements.
The second situation, where the fibers bend in more or less regular curves instead of buckling, is typical of any green or wet wood, as well as dry woods with thick-walled fibers. In woods where the thickness of the fiber walls varies—meaning the transition from the thin-walled cells of the early wood to the thick-walled cells of the late wood is gradual—the two types of failure, buckling and bending, blend into one another. In woods with a clear contrast between early and late wood, the two forms are usually distinct. Unless there is a complete failure, the cavities of the deformed cells stay open, and in hardwoods, this applies not only to the wood fibers but also to the tube-like vessels. In many cases, longitudinal splits happen that isolate bundles of elements at varying intervals. The splitting occurs due to the tearing of the fibers or rays, not because the rays are separating from the adjacent elements.

Figure 8
Figure 8
Failures of short columns of green spruce.
Failures of short columns made of green spruce.

Figure 9
Figure 9
Failures of short columns of dry chestnut.
Failures of short dry chestnut columns.
In examining the lines of rupture in compression parallel to the grain it appears that there does not exist any specific type, that is, one that is characteristic of all woods. Test blocks taken from different parts of the same log may show very decided differences in the manner of failure, while blocks that are much alike in the size, number, and distribution of the elements of unequal resistance may behave very similarly. The direction of rupture is, according to Jaccard, not influenced by the distribution of the medullary rays.7 These are curved with the bundles of fibres to which they are attached. In any case the failure starts at the weakest points and follows the lines of least resistance. The plane of failure, as visible on radial surfaces, is horizontal, and on the tangential surface it is diagonal.
When looking at the lines of breakage in compression parallel to the grain, it seems there isn't a specific type that applies to all woods. Test blocks from different areas of the same log can show significant differences in how they fail, while blocks that are very similar in size, number, and distribution of the elements with varying resistance can behave in a similar way. Jaccard states that the direction of breakage is not affected by how the medullary rays are distributed.7 These rays curve with the fiber bundles they're attached to. In any case, failure begins at the weakest points and follows the paths of least resistance. The failure plane, as seen on radial surfaces, is horizontal, and on the tangential surface, it is diagonal.
SHEARING STRENGTH
Whenever forces act upon a body in such a way that one portion tends to slide upon another adjacent to it the action is called a shear.8 In wood this shearing action may be (1) along the grain, or (2) across the grain. A tenon breaking out its mortise is a familiar example of shear along the grain, while the shoving off of the tenon itself would be shear across the grain. The use of wood for pins or tree-nails involves resistance to shear across the grain. Another common instance of the latter is where the steel edge of the eye of an axe or hammer tends to cut off the handle. In Fig. 10 the action of the wooden strut tends to shear off along the grain the portion AB of the wooden tie rod, and it is essential that the length of this portion be great enough to guard against it. Fig. 11 shows characteristic failures in shear along the grain.
Whenever forces act on a body in such a way that one part tries to slide over another part next to it, this action is called a shear.8 In wood, this shearing action can occur (1) along the grain or (2) across the grain. A tenon breaking out of its mortise is a common example of shear along the grain, while the tenon itself being pushed off would be shear across the grain. Using wood for pins or tree-nails requires it to resist shear across the grain. Another common example of this is when the steel edge of the eye of an axe or hammer tends to cut off the handle. In Fig. 10, the action of the wooden strut tends to shear off along the grain the portion AB of the wooden tie rod, and it's important that this portion be long enough to prevent it. Fig. 11 shows typical failures in shear along the grain.
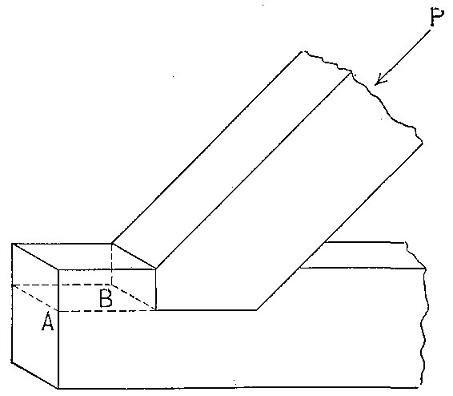
Figure 10
Figure 10
Example of shear along the grain.
Example of shear along the grain.

Figure 11
Figure 11
Failures of test specimens in shear along the grain. In the block at the left the surface of failure is radial; in the one at the right, tangential.
Failures of test samples in shear along the grain. In the block on the left, the failure surface is radial; in the one on the right, it's tangential.
| TABLE VII | ||
|---|---|---|
| SHEARING STRENGTH ALONG THE GRAIN OF SMALL CLEAR PIECES OF 41 WOODS IN GREEN CONDITION | ||
| (Forest Service Cir. 213) | ||
| COMMON NAME OF SPECIES | When surface of failure is radial | When surface of failure is tangential |
| Lbs. per sq. inch | Lbs. per sq. inch | |
| Hardwoods | ||
| Ash, black | 876 | 832 |
| white | 1,360 | 1,312 |
| Basswood | 560 | 617 |
| Beech | 1,154 | 1,375 |
| Birch, yellow | 1,103 | 1,188 |
| Elm, slippery | 1,197 | 1,174 |
| white | 778 | 872 |
| Hackberry | 1,095 | 1,161 |
| Hickory, big shellbark | 1,134 | 1,191 |
| bitternut | 1,134 | 1,348 |
| mockernut | 1,251 | 1,313 |
| nutmeg | 1,010 | 1,053 |
| pignut | 1,334 | 1,457 |
| shagbark | 1,230 | 1,297 |
| water | 1,390 | 1,490 |
| Locust, honey | 1,885 | 2,096 |
| Maple, red | 1,130 | 1,330 |
| sugar | 1,193 | 1,455 |
| Oak, post | 1,196 | 1,402 |
| red | 1,132 | 1,195 |
| swamp white | 1,198 | 1,394 |
| white | 1,096 | 1,292 |
| yellow | 1,162 | 1,196 |
| Sycamore | 900 | 1,102 |
| Tupelo | 978 | 1,084 |
| Conifers | ||
| Arborvitæ | 617 | 614 |
| Cedar, incense | 613 | 662 |
| Cypress, bald | 836 | 800 |
| Fir, alpine | 573 | 654 |
| amabilis | 517 | 639 |
| Douglas | 853 | 858 |
| white | 742 | 723 |
| Hemlock | 790 | 813 |
| Pine, lodgepole | 672 | 747 |
| longleaf | 1,060 | 953 |
| red | 812 | 741 |
| sugar | 702 | 714 |
| western yellow | 686 | 706 |
| white | 649 | 639 |
| Spruce, Engelmann | 607 | 624 |
| Tamarack | 883 | 843 |
Both shearing stresses may act at the same time. Thus the weight carried by a beam tends to shear it off at right angles to the axis; this stress is equal to the resultant force acting perpendicularly at any point, and in a beam uniformly loaded and supported at either end is maximum at the points of support and zero at the centre. In addition there is a shearing force tending to move the fibres of the beam past each other in a longitudinal direction. (See Fig. 12.) This longitudinal shear is maximum at the neutral plane and decreases toward the upper and lower surfaces.
Both shearing stresses can occur simultaneously. The weight on a beam tends to shear it off at a right angle to its length; this stress is equal to the overall force acting perpendicularly at any point, and in a beam that is evenly loaded and supported at both ends, it’s highest at the points of support and zero at the center. Additionally, there’s a shearing force that tries to slide the fibers of the beam past each other in a long direction. (See Fig. 12.) This longitudinal shear is highest at the neutral plane and decreases towards the top and bottom surfaces.

Figure 12
Figure 12
Horizontal shear in a beam.
Horizontal shear in a beam.
Shearing across the grain is so closely related to compression at right angles to the grain and to hardness that there is little to be gained by making separate tests upon it. Knowledge of shear parallel to the grain is important, since wood frequently fails in that way. The value of shearing stress parallel to the grain is found by dividing the maximum load in pounds (P) by the area of the cross section in inches (A).
Shearing along the grain is closely linked to compression at right angles to the grain and to hardness, so there’s not much benefit in doing separate tests for it. Understanding shear parallel to the grain is crucial because wood often fails this way. The shear stress parallel to the grain is calculated by dividing the maximum load in pounds (P) by the area of the cross section in square inches (A).
| ( | P | ) | ||
| Shear | = | --- | ||
| A |
| P | ||
| shear | = | -----. |
| 2 A |
When the value of the angle θ is less than 45 degrees,
When the value of the angle θ is less than 45 degrees,
| P | |||
| the shear along the plane | = | --- | sin θ cos θ. |
| A |
(See Fig. 13.) The effect of oblique shear is often visible in the failures of short columns. (See Fig. 14.)
(See Fig. 13.) The impact of diagonal shear is often seen in the failures of short columns. (See Fig. 14.)

Figure 13
Figure 13
Oblique shear in a short column.
Oblique shear in a short column.

Figure 14
Figure 14
Failure of short column by oblique shear.
Failure of short column due to diagonal shear.
| TABLE VIII | |||
|---|---|---|---|
| SHEARING STRENGTH ACROSS THE GRAIN OF VARIOUS AMERICAN WOODS | |||
| (J.C. Trautwine. Jour. Franklin Institute. Vol. 109, 1880, pp. 105-106) | |||
| KIND OF WOOD | Lbs. per sq. inch | KIND OF WOOD | Lbs. per sq. inch |
| Ash | 6,280 | Hickory | 7,285 |
| Beech | 5,223 | Locust | 7,176 |
| Birch | 5,595 | Maple | 6,355 |
| Cedar (white) | 1,372 | Oak | 4,425 |
| Cedar (white) | 1,519 | Oak (live) | 8,480 |
| Cedar (Central Amer.) | 3,410 | Pine (white ) | 2,480 |
| Cherry | 2,945 | Pine (northern yellow) | 4,340 |
| Chestnut | 1,536 | Pine (southernyellow) | 5,735 |
| Dogwood | 6,510 | Pine (very resinous yellow) | 5,053 |
| Ebony | 7,750 | Poplar | 4,418 |
| Gum | 5,890 | Spruce | 3,255 |
| Hemlock | 2,750 | Walnut (black) | 4,728 |
| Hickory | 6,045 | Walnut (common) | 2,830 |
| NOTE.—Two specimens of each were tested. All were fairly seasoned and without defects. The piece sheared off was 5/8 in. The single circular area of each pin was 0.322 sq. in. | |||
TRANSVERSE OR BENDING STRENGTH: BEAMS
When external forces acting in the same plane are applied at right angles to the axis of a bar so as to cause it to bend, they occasion a shortening of the longitudinal fibres on the concave side and an elongation of those on the convex side. Within the elastic limit the relative stretching and contraction of the fibres is directly9] proportional to their distances from a plane intermediate between them—the neutral plane. (N1P in Fig. 15.) Thus the fibres half-way between the neutral plane and the outer surface experience only half as much shortening or elongation as the outermost or extreme fibres. Similarly for other distances. The elements along the neutral plane experience no tension or compression in an axial direction. The line of intersection of this plane and the plane of section is known as the neutral axis (N A in Fig. 15.) of the section.
When external forces acting in the same direction are applied at right angles to the axis of a bar, causing it to bend, they lead to a shortening of the longitudinal fibers on the concave side and an elongation of those on the convex side. Within the elastic limit, the relative stretching and contraction of the fibers is directly proportional to their distances from a plane in between them—the neutral plane. (N1P in Fig. 15.) Thus, the fibers halfway between the neutral plane and the outer surface experience only half as much shortening or elongation as the outermost fibers. The same applies to other distances. The elements along the neutral plane experience no tension or compression in an axial direction. The line where this plane intersects the plane of the section is known as the neutral axis (N A in Fig. 15.) of the section.
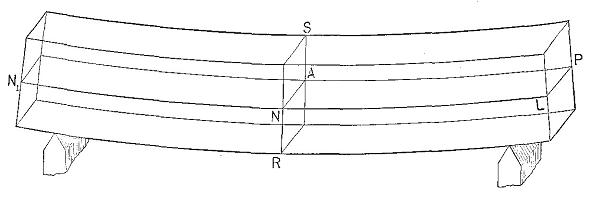
Figure 15
Figure 15
Diagram of a simple beam. N1P = neutral plane, N A = neutral axis of section R S.
Diagram of a simple beam. N1P = neutral plane, N A = neutral axis of section R S.
If the bar is symmetrical and homogeneous the neutral plane is located half-way between the upper and lower surfaces, so long as the deflection does not exceed the elastic limit of the material. Owing to the fact that the tensile strength of wood is from two to nearly four times the compressive strength, it follows that at rupture the neutral plane is much nearer the convex than the concave side of the bar or beam, since the sum of all the compressive stresses on the concave portion must always equal the sum of the tensile stresses on the convex portion. The neutral plane begins to change from its central position as soon as the elastic limit has been passed. Its location at any time is very uncertain.
If the bar is symmetrical and uniform, the neutral plane is positioned halfway between the top and bottom surfaces, as long as the deflection doesn't exceed the material's elastic limit. Because the tensile strength of wood is two to nearly four times its compressive strength, it means that at the point of failure, the neutral plane is much closer to the curved side than the flat side of the bar or beam. This is because the total compressive stresses on the flat side must always equal the total tensile stresses on the curved side. The neutral plane starts to shift from its central position as soon as the elastic limit is exceeded, making its exact location at any given moment quite uncertain.
The external forces acting to bend the bar also tend to rupture it at right angles to the neutral plane by causing one transverse section to slip past another. This stress at any point is equal to the resultant perpendicular to the axis of the forces acting at this point, and is termed the transverse shear (or in the case of beams, vertical shear).
The outside pressures that bend the bar also tend to break it at right angles to the neutral plane by making one cross-section slide past another. This stress at any point equals the resulting force that is perpendicular to the axis of the forces acting at that point and is called transverse shear (or, in the case of beams, vertical shear).
In addition to this there is a shearing stress, tending to move the fibres past one another in an axial direction, which is called longitudinal shear (or in the case of beams, horizontal shear). This stress must be taken into consideration in the design of timber structures. It is maximum at the neutral plane and decreases to zero at the outer elements of the section. The shorter the span of a beam in proportion to its height, the greater is the liability of failure in horizontal shear before the ultimate strength of the beam is reached.
In addition to this, there's a shearing stress that moves the fibers past each other in a straight line, referred to as longitudinal shear (or horizontal shear in the case of beams). This stress needs to be considered when designing wooden structures. It's highest at the neutral plane and decreases to zero at the outer parts of the section. The shorter the span of a beam compared to its height, the more likely it is to fail in horizontal shear before reaching its ultimate strength.
Beams
There are three common forms of beams, as follows:
There are three common types of beams, as follows:
(1) Simple beam—a bar resting upon two supports, one near each end. (See Fig. 16, No. 1.)
(1) Simple beam—a bar that rests on two supports, one near each end. (See Fig. 16, No. 1.)
(2) Cantilever beam—a bar resting upon one support or fulcrum, or that portion of any beam projecting out of a wall or beyond a support. (See Fig. 16, No. 2.)
(2) Cantilever beam—a beam that rests on one support or pivot point, or the part of any beam that extends out from a wall or past a support. (See Fig. 16, No. 2.)
(3) Continuous beam—a bar resting upon more than two supports. (See Fig. 16, No. 3.)
(3) Continuous beam—a beam supported by more than two supports. (See Fig. 16, No. 3.)

Figure 16
Figure 16
Three common forms of beams. 1. Simple. 2. Cantilever. 3. Continuous.
Three common types of beams: 1. Simple. 2. Cantilever. 3. Continuous.
Stiffness of Beams
The two main requirements of a beam are stiffness and strength. The formulæ for the modulus of elasticity (E) or measure of stiffness of a rectangular prismatic simple beam loaded at the centre and resting freely on supports at either end is:10
The two main requirements of a beam are stiffness and strength. The formulas for the modulus of elasticity (E), which measures the stiffness of a rectangular prismatic simple beam loaded at the center and resting freely on supports at both ends, are: 10
| P' l3 | ||
| E | = | ----------- |
| 4 D b h3 | ||
| b | = | breadth or width of beam, inches. |
| h | = | height or depth of beam, inches. |
| l | = | span (length between points of supports) of beam, inches. |
| D | = | deflection produced by load P', inches. |
| P' | = | load at or below elastic limit, pounds. |
From this formulæ it is evident that for rectangular beams of the same material, mode of support, and loading, the deflection is affected as follows:
From this formula, it's clear that for rectangular beams made of the same material, with the same support and loading, the deflection is influenced as follows:
(1) It is inversely proportional to the width for beams of the same length and depth. If the width is tripled the deflection is one-third as great.
(1) It is inversely related to the width for beams of the same length and depth. If the width is tripled, the deflection is one-third as much.
(2) It is inversely proportional to the cube of the depth for beams of the same length and breadth. If the depth is tripled the deflection is one twenty-seventh as great.
(2) It is inversely proportional to the cube of the depth for beams of the same length and width. If the depth is tripled, the deflection is one twenty-seventh as much.
(3) It is directly proportional to the cube of the span for beams of the same breadth and depth. Tripling the span gives twenty-seven times the deflection.
(3) It is directly related to the cube of the span for beams with the same width and depth. Tripling the span results in a deflection that is twenty-seven times greater.
The number of pounds which concentrated at the centre will deflect a rectangular prismatic simple beam one inch may be found from the preceding formulæ by substituting D = 1" and solving for P'. The formulæ then becomes:
The number of pounds that gather at the center will deflect a rectangular prismatic simple beam one inch, which can be found from the previous formulas by substituting D = 1" and solving for P'. The formulas then become:
| 4 E b h3 | ||
| Necessary weight (P') | = | ---------- |
| l3 |
Strength of Beams
The measure of the breaking strength of a beam is expressed in terms of unit stress by a modulus of rupture, which is a purely hypothetical expression for points beyond the elastic limit. The formulæ used in computing this modulus is as follows:
The breaking strength of a beam is measured in terms of unit stress using a modulus of rupture, which is an entirely theoretical expression for points beyond the elastic limit. The formulas used to calculate this modulus are as follows:
| 1.5 P l | ||
| R | = | --------- |
| b h2 | ||
| b, h, l | = | breadth, height, and span, respectively, as in preceding formulæ. |
| R | = | modulus of rupture, pounds per square inch. |
| P | = | maximum load, pounds. |
In calculating the fibre stress at the elastic limit the same formulæ is used except that the load at elastic limit (P1) is substituted for the maximum load (P).
In calculating the fiber stress at the elastic limit, the same formula is used, except that the load at the elastic limit (P1) is substituted for the maximum load (P).
From this formulæ it is evident that for rectangular prismatic beams of the same material, mode of support, and loading, the load which a given beam can support varies as follows:
From this formula, it's clear that for rectangular prism beams made of the same material, supported in the same way, and loaded the same, the amount of load that a specific beam can support varies as follows:
(1) It is directly proportional to the breadth for beams of the same length and depth, as is the case with stiffness.
(1) It is directly related to the width for beams of the same length and depth, just like stiffness.
(2) It is directly proportional to the square of the height for beams of the same length and breadth, instead of as the cube of this dimension as in stiffness.
(2) It is directly related to the square of the height for beams of the same length and width, instead of being related to the cube of this dimension like it is for stiffness.
(3) It is inversely proportional to the span for beams of the same breadth and depth and not to the cube of this dimension as in stiffness.
(3) It is inversely related to the span for beams of the same width and height, not to the cube of this dimension as it is in stiffness.
The fact that the strength varies as the square of the height and the stiffness as the cube explains the relationship of bending to thickness. Were the law the same for strength and stiffness a thin piece of material such as a sheet of paper could not be bent any further without breaking than a thick piece, say an inch board.
The fact that strength changes with the height squared and stiffness changes with the height cubed explains how bending relates to thickness. If strength and stiffness followed the same rule, a thin material like a sheet of paper couldn’t be bent any more than a thick piece, like a one-inch board, without breaking.
| TABLE IX | ||||||
|---|---|---|---|---|---|---|
| RESULTS OF STATIC BENDING TESTS ON SMALL CLEAR BEAMS OF 49 WOODS IN GREEN CONDITION | ||||||
| (Forest Service Cir. 213) | ||||||
| COMMON NAME OF SPECIES | Fibre stress at elastic limit | Modulus of rupture | Modulus of elasticity | Work in Bending | ||
| To elastic limit | To maximum load | Total | ||||
| Lbs. per sq. in. | Lbs. per sq. in. | Lbs. per sq. in. | In.-lbs. per cu. inch | In.-lbs. per cu. inch | In.-lbs. per cu. inch | |
| Hardwoods | ||||||
| Ash, black | 2,580 | 6,000 | 960,000 | 0.41 | 13.1 | 38.9 |
| white | 5,180 | 9,920 | 1,416,000 | 1.10 | 20.0 | 43.7 |
| Basswood | 2,480 | 4,450 | 842,000 | .45 | 5.8 | 8.9 |
| Beech | 4,490 | 8,610 | 1,353,000 | .96 | 14.1 | 31.4 |
| Birch, yellow | 4,190 | 8,390 | 1,597,000 | .62 | 14.2 | 31.5 |
| Elm, rock | 4,290 | 9,430 | 1,222,000 | .90 | 19.4 | 47.4 |
| slippery | 5,560 | 9,510 | 1,314,000 | 1.32 | 11.7 | 44.2 |
| white | 2,850 | 6,940 | 1,052,000 | .44 | 11.8 | 27.4 |
| Gum, red | 3,460 | 6,450 | 1,138,000 | |||
| Hackberry | 3,320 | 7,800 | 1,170,000 | .56 | 19.6 | 52.9 |
| Hickory, big shellbark | 6,370 | 11,110 | 1,562,000 | 1.47 | 24.3 | 78.0 |
| bitternut | 5,470 | 10,280 | 1,399,000 | 1.22 | 20.0 | 75.5 |
| mockernut | 6,550 | 11,110 | 1,508,000 | 1.50 | 31.7 | 84.4 |
| nutmeg | 4,860 | 9,060 | 1,289,000 | 1.06 | 22.8 | 58.2 |
| pignut | 5,860 | 11,810 | 1,769,000 | 1.12 | 30.6 | 86.7 |
| shagbark | 6,120 | 11,000 | 1,752,000 | 1.22 | 18.3 | 72.3 |
| water | 5,980 | 10,740 | 1,563,000 | 1.29 | 18.8 | 52.9 |
| Locust, honey | 6,020 | 12,360 | 1,732,000 | 1.28 | 17.3 | 64.4 |
| Maple, red | 4,450 | 8,310 | 1,445,000 | .78 | 9.8 | 17.1 |
| sugar | 4,630 | 8,860 | 1,462,000 | .88 | 12.7 | 32.0 |
| Oak, post | 4,720 | 7,380 | 913,000 | 1.39 | 9.1 | 17.4 |
| red | 3,490 | 7,780 | 1,268,000 | .60 | 11.4 | 26.0 |
| swamp white | 5,380 | 9,860 | 1,593,000 | 1.05 | 14.5 | 37.6 |
| tanbark | 6,580 | 10,710 | 1,678,000 | 1.49 | ||
| white | 4,320 | 8,090 | 1,137,000 | .95 | 12.1 | 36.7 |
| yellow | 5,060 | 8,570 | 1,219,000 | 1.20 | 11.7 | 30.7 |
| Osage orange | 7,760 | 13,660 | 1,329,000 | 2.53 | 37.9 | 101.7 |
| Sycamore | 2,820 | 6,300 | 961,000 | .51 | 7.1 | 13.6 |
| Tupelo | 4,300 | 7,380 | 1,045,000 | 1.00 | 7.8 | 20.9 |
| Conifers | ||||||
| Arborvitæ | 2,600 | 4,250 | 643,000 | .60 | 5.7 | 9.5 |
| Cedar, incense | 3,950 | 6,040 | 754,000 | |||
| Cypress, bald | 4,430 | 7,110 | 1,378,000 | .96 | 5.1 | 15.4 |
| Fir, alpine | 2,366 | 4,450 | 861,000 | .66 | 4.4 | 7.4 |
| amabilis | 4,060 | 6,570 | 1,323,000 | |||
| Douglas | 3,570 | 6,340 | 1,242,000 | .59 | 6.6 | 13.6 |
| white | 3,880 | 5,970 | 1,131,000 | .77 | 5.2 | 14.9 |
| Hemlock | 3,410 | 5,770 | 917,000 | .73 | 6.6 | 12.9 |
| Pine, lodgepole | 3,080 | 5,130 | 1,015,000 | .54 | 5.1 | 7.4 |
| longleaf | 5,090 | 8,630 | 1,662,000 | .88 | 8.1 | 34.8 |
| red | 3,740 | 6,430 | 1,384,000 | .59 | 5.8 | 28.0 |
| shortleaf | 4,360 | 7,710 | 1,395,000 | |||
| sugar | 3,330 | 5,270 | 966,000 | .66 | 5.0 | 11.6 |
| west, yellow | 3,180 | 5,180 | 1,111,000 | .52 | 4.3 | 15.6 |
| White | 3,410 | 5,310 | 1,073,000 | .62 | 5.9 | 13.3 |
| Redwood | 4,530 | 6,560 | 1,024,000 | |||
| Spruce, Engelmann | 2,740 | 4,550 | 866,000 | .50 | 4.8 | 6.1 |
| red | 3,440 | 5,820 | 1,143,000 | .62 | 6.0 | |
| white | 3,160 | 5,200 | 968,000 | .58 | 6.6 | |
| Tamarack | 4,200 | 7,170 | 1,236,000 | .84 | 7.2 | 30.0 |
Kinds of Loads
There are various ways in which beams are loaded, of which the following are the most important:
There are different ways beams can be loaded, and the following are the most important:
(1) Uniform load occurs where the load is spread evenly over the beam.
(1) Uniform load happens when the load is distributed evenly across the beam.
(2) Concentrated load occurs where the load is applied at single point or points.
(2) Concentrated load happens when the load is applied at a single point or points.
(3) Live or immediate load is one of momentary or short duration at any one point, such as occurs in crossing a bridge.
(3) Live or immediate load is one that lasts for a brief moment or short time at a specific point, like what happens when crossing a bridge.
(4) Dead or permanent load is one of constant and indeterminate duration, as books on a shelf. In the case of a bridge the weight of the structure itself is the dead load. All large beams support a uniform dead load consisting of their own weight.
(4) Dead or permanent load is a constant load that doesn’t change over time, like books on a shelf. For a bridge, the weight of the bridge itself is the dead load. All large beams support a consistent dead load made up of their own weight.
The effect of dead load on a wooden beam may be two or more times that produced by an immediate load of the same weight. Loads greater than the elastic limit are unsafe and will generally result in rupture if continued long enough. A beam may be considered safe under permanent load when the deflections diminish during equal successive periods of time. A continual increase in deflection indicates an unsafe load which is almost certain to rupture the beam eventually.
The impact of dead load on a wooden beam can be two or more times greater than that caused by an immediate load of the same weight. Loads exceeding the elastic limit are unsafe and will usually lead to breaking if they are sustained for long enough. A beam can be viewed as safe under a permanent load when the deflections decrease over equal successive time periods. A continuous increase in deflection signals an unsafe load that is very likely to eventually break the beam.
Variations in the humidity of the surrounding air influence the deflection of dry wood under dead load, and increased deflections during damp weather are cumulative and not recovered by subsequent drying. In the case of longleaf pine, dry beams may with safety be loaded permanently to within three-fourths of their elastic limit as determined from ordinary static tests. Increased moisture content, due to greater humidity of the air, lowers the elastic limit of wood so that what was a safe load for the dry material may become unsafe.
Changes in the humidity of the surrounding air affect how dry wood bends under a constant load, and the greater bending that occurs in damp weather builds up and doesn't go back to normal when the wood dries out again. For longleaf pine, dry beams can safely be loaded permanently up to three-fourths of their elastic limit as shown by regular static tests. Higher moisture content from increased air humidity reduces the elastic limit of wood, meaning that a load that was safe for the dry material may become unsafe.
When a dead load not great enough to rupture a beam has been removed, the beam tends gradually to recover its former shape, but the recovery is not always complete. If specimens from such a beam are tested in the ordinary testing machine it will be found that the application of the dead load did not affect the stiffness, ultimate strength, or elastic limit of the material. In other words, the deflections and recoveries produced by live loads are the same as would have been produced had not the beam previously been subjected to a dead load.11
When a dead load that isn't heavy enough to break a beam is removed, the beam gradually tries to return to its original shape, but it doesn't always succeed fully. If samples from this beam are tested in a standard testing machine, it will be found that applying the dead load didn't impact the stiffness, ultimate strength, or elastic limit of the material. In other words, the deflections and recoveries caused by live loads are the same as if the beam had never been under a dead load.11
Maximum load is the greatest load a material will support and is usually greater than the load at rupture.
Maximum load is the highest load a material can handle, and it's typically more than the load at which it breaks.
Safe load is the load considered safe for a material to support in actual practice. It is always less than the load at elastic limit and is usually taken as a certain proportion of the ultimate or breaking load.
Safe load is the weight that a material can safely hold in real-world situations. It's always less than the load at the elastic limit and is generally calculated as a specific percentage of the ultimate or breaking load.
The ratio of the breaking to the safe load is called the factor of safety.
The ratio of the breaking load to the safe load is known as the safety factor.
| ( | ultimate strength | ) | ||
| Factor of safety | = | ------------------- | ||
| safe load |
In order to make due allowance for the natural variations and imperfections in wood and in the aggregate structure, as well as for variations in the load, the factor of safety is usually as high as 6 or 10, especially if the safety of human life depends upon the structure. This means that only from one-sixth to one-tenth of the computed strength values is considered safe to use. If the depth of timbers exceeds four times their thickness there is a great tendency for the material to twist when loaded. It is to overcome this tendency that floor joists are braced at frequent intervals. Short deep pieces shear out or split before their strength in bending can fully come into play.
In order to take into account the natural variations and imperfections in wood and its overall structure, as well as variations in the load, the safety factor is often as high as 6 or 10, especially when human life depends on the structure. This means that only one-sixth to one-tenth of the calculated strength values is considered safe to use. If the depth of the timber exceeds four times its thickness, there's a significant risk of the material twisting under load. To counteract this tendency, floor joists are braced at regular intervals. Short, deep pieces are prone to shearing or splitting before they can fully utilize their bending strength.
Application of Loads
There are three12 general methods in which loads may be applied to beams, namely:
There are three12 general ways to apply loads to beams, specifically:
(1) Static loading or the gradual imposition of load so that the moving parts acquire no appreciable momentum. Loads are so applied in the ordinary testing machine.
(1) Static loading is when weight is applied gradually so that the moving parts don’t gain significant momentum. Loads are applied in this way in a regular testing machine.
(2) Sudden imposition of load without initial velocity. "Thus in the case of placing a load on a beam, if the load be brought into contact with the beam, but its weight sustained by external means, as by a cord, and then this external support be suddenly (instantaneously) removed, as by quickly cutting the cord, then, although the load is already touching the beam (and hence there is no real impact), yet the beam is at first offering no resistance, as it has yet suffered no deformation. Furthermore, as the beam deflects the resistance increases, but does not come to be equal to the load until it has attained its normal deflection. In the meantime there has been an unbalanced force of gravity acting, of a constantly diminishing amount, equal at first to the entire load, at the normal deflection. But at this instant the load and the beam are in motion, the hitherto unbalanced force having produced an accelerated velocity, and this velocity of the weight and beam gives to them an energy, or vis viva, which must now spend itself in overcoming an excess of resistance over and above the imposed load, and the whole mass will not stop until the deflection (as well as the resistance) has come to be equal to twice that corresponding to the static load imposed. Hence we say the effect of a suddenly imposed load is to produce twice the deflection and stress of the same load statically applied. It must be evident, however, that this case has nothing in common with either the ordinary 'static' tests of structural materials in testing-machines, or with impact tests."13
(2) Sudden imposition of load without initial velocity. "In the case of placing a load on a beam, if the load comes into contact with the beam but its weight is supported by an external means, like a cord, and then this external support is suddenly (instantaneously) removed, for example by quickly cutting the cord, then, even though the load is already touching the beam (meaning there’s no real impact), the beam initially offers no resistance since it hasn’t deformed yet. As the beam starts to deflect, the resistance increases but doesn’t match the load until it reaches its normal deflection. Meanwhile, there’s an unbalanced gravitational force acting, which starts out equal to the entire load but decreases until the normal deflection is achieved. At this moment, both the load and the beam are in motion, with the previously unbalanced force having generated an accelerated velocity, and this velocity gives them energy, or vis viva, which must now work to overcome an excess of resistance beyond the applied load, and the entire mass won’t stop until the deflection (and the resistance) equals twice what corresponds to the static load imposed. Therefore, we conclude that the effect of a suddenly applied load results in twice the deflection and stress of the same load applied statically. However, it should be clear that this situation is completely different from the typical 'static' tests of structural materials in testing machines, or from impact tests."13
(3) Impact, shock, or blow.14 There are various common uses of wood where the material is subjected to sudden shocks and jars or impact. Such is the action on the felloes and spokes of a wagon wheel passing over a rough road; on a hammer handle when a blow is struck; on a maul when it strikes a wedge.
(3) Impact, shock, or blow.14 There are several common ways wood is used where it faces sudden shocks and impacts. This happens with the felloes and spokes of a wagon wheel rolling over a bumpy road; with a hammer handle when it hits something; and with a maul when it strikes a wedge.
Resistance to impact is resistance to energy which is measured by the product of the force into the space through which it moves, or by the product of one-half the moving mass which causes the shock into the square of its velocity. The work done upon the piece at the instant the velocity is entirely removed from the striking body is equal to the total energy of that body. It is impossible, however, to get all of the energy of the striking body stored in the specimen, though the greater the mass and the shorter the space through which it moves, or, in other words, the greater the proportion of weight and the smaller the proportion of velocity making up the energy of the striking body, the more energy the specimen will absorb. The rest is lost in friction, vibrations, heat, and motion of the anvil.
Resistance to impact is the ability to withstand energy, which is calculated by multiplying the force by the distance it travels, or by taking half of the moving mass that causes the shock and multiplying it by the square of its velocity. The work done on the object at the moment the velocity of the impacting body is completely removed is equal to the total energy of that body. However, it's impossible to transfer all of the energy from the striking body into the specimen. The greater the mass and the shorter the distance it travels—or, in other words, the higher the weight relative to the speed contributing to the energy of the striking body—the more energy the specimen will absorb. The rest is lost to friction, vibrations, heat, and the movement of the anvil.
In impact the stresses produced become very complex and difficult to measure, especially if the velocity is high, or the mass of the beam itself is large compared to that of the weight.
In terms of impact, the stresses generated become very complex and hard to measure, especially if the speed is high or the mass of the beam itself is large compared to the weight.
The difficulties attending the measurement of the stresses beyond the elastic limit are so great that commonly they are not reckoned. Within the elastic limit the formulæ for calculating the stresses are based on the assumption that the deflection is proportional to the stress in this case as in static tests.
The challenges in measuring stresses beyond the elastic limit are so significant that they are usually not considered. Within the elastic limit, the formulas for calculating stresses assume that deflection is proportional to stress, just like in static tests.
A common method of making tests upon the resistance of wood to shock is to support a small beam at the ends and drop a heavy weight upon it in the middle. (See Fig. 40.) The height of the weight is increased after each drop and records of the deflection taken until failure. The total work done upon the specimen is equal to the area of the stress-strain diagram plus the effect of local inertia of the molecules at point of contact.
A typical way to test wood’s resistance to shock is to support a small beam at both ends and drop a heavy weight onto it in the center. (See Fig. 40.) The height of the weight is raised after each drop, and deflection measurements are taken until the beam fails. The total work done on the specimen is equal to the area of the stress-strain diagram plus the effect of local inertia of the molecules at the point of contact.
The stresses involved in impact are complicated by the fact that there are various ways in which the energy of the striking body may be spent:
The stresses involved in impact are complicated by the fact that there are different ways the energy of the striking object can be used:
(a) It produces a local deformation of both bodies at the surface of contact, within or beyond the elastic limit. In testing wood the compression of the substance of the steel striking-weight may be neglected, since the steel is very hard in comparison with the wood. In addition to the compression of the fibres at the surface of contact resistance is also offered by the inertia of the particles there, the combined effect of which is a stress at the surface of contact often entirely out of proportion to the compression which would result from the action of a static force of the same magnitude. It frequently exceeds the crushing strength at the extreme surface of contact, as in the case of the swaging action of a hammer on the head of an iron spike, or of a locomotive wheel on the steel rail. This is also the case when a bullet is shot through a board or a pane of glass without breaking it as a whole.
(a) It causes a local deformation of both surfaces at the point of contact, either within or beyond the elastic limit. When testing wood, the compression of the steel striking weight can be ignored since steel is much harder than wood. Besides the compression of the fibers at the contact surface, resistance is also created by the inertia of the particles there, and the combined effect results in a stress at the contact surface that is often completely disproportionate to the compression that would occur from a static force of the same size. This stress often surpasses the crushing strength at the very surface of contact, as seen with the swaging action of a hammer on the head of an iron spike, or a locomotive wheel on a steel rail. The same happens when a bullet goes through a board or a pane of glass without shattering it entirely.
(b) It may move the struck body as a whole with an accelerated velocity, the resistance consisting of the inertia of the body. This effect is seen when a croquet ball is struck with a mallet.
(b) It can cause the entire struck object to move with increased speed, facing resistance due to the object's inertia. This effect is evident when a croquet ball is hit with a mallet.
(c) It may deform a fixed body against its external supports and resistances. In making impact tests in the laboratory the test specimen is in reality in the nature of a cushion between two impacting bodies, namely, the striking weight and the base of the machine. It is important that the mass of this base be sufficiently great that its relative velocity to that of the common centre of gravity of itself and the striking weight may be disregarded.
(c) It can distort a stationary object against its external supports and resistances. In conducting impact tests in the lab, the test specimen effectively acts like a cushion between two impacting objects: the striking weight and the base of the machine. It's crucial that the mass of this base is large enough so that its relative speed compared to the common center of gravity of both itself and the striking weight can be ignored.
(d) It may deform the struck body as a whole against the resisting stresses developed by its own inertia, as, for example, when a baseball bat is broken by striking the ball.
(d) It might distort the entire object being hit due to the opposing forces created by its own inertia, like when a baseball bat shatters upon hitting the ball.
| TABLE X | |||
|---|---|---|---|
| RESULTS OF IMPACT BENDING TESTS ON SMALL CLEAR BEAMS OF 34 WOODS IN GREEN CONDITION | |||
| (Forest Service Cir. 213) | |||
| COMMON NAME OF SPECIES | Fibre stress at elastic limit | Modulus of elasticity | Work in bending to elastic limit |
| Lbs. per sq. in. | Lbs. per sq. in. | In.-lbs. per cu. inch | |
| Hardwoods | |||
| Ash, black | 7,840 | 955,000 | 3.69 |
| white | 11,710 | 1,564,000 | 4.93 |
| Basswood | 5,480 | 917,000 | 1.84 |
| Beech | 11,760 | 1,501,000 | 5.10 |
| Birch, yellow | 11,080 | 1,812,000 | 3.79 |
| Elm, rock | 12,090 | 1,367,000 | 6.52 |
| slippery | 11,700 | 1,569,000 | 4.86 |
| white | 9,910 | 1,138,000 | 4.82 |
| Hackberry | 10,420 | 1,398,000 | 4.48 |
| Locust, honey | 13,460 | 2,114,000 | 4.76 |
| Maple, red | 11,670 | 1,411,000 | 5.45 |
| sugar | 11,680 | 1,680,000 | 4.55 |
| Oak, post | 11,260 | 1,596,000 | 4.41 |
| red | 10,580 | 1,506,000 | 4.16 |
| swamp white | 13,280 | 2,048,000 | 4.79 |
| white | 9,860 | 1,414,000 | 3.84 |
| yellow | 10,840 | 1,479,000 | 4.44 |
| Osage orange | 15,520 | 1,498,000 | 8.92 |
| Sycamore | 8,180 | 1,165,000 | 3.22 |
| Tupelo | 7,650 | 1,310,000 | 2.49 |
| Conifers | |||
| Arborvitæ | 5,290 | 778,000 | 2.04 |
| Cypress, bald | 8,290 | 1,431,000 | 2.71 |
| Fir, alpine | 5,280 | 980,000 | 1.59 |
| Douglas | 8,870 | 1,579,000 | 2.79 |
| white | 7,230 | 1,326,000 | 2.21 |
| Hemlock | 6,330 | 1,025,000 | 2.19 |
| Pine, lodgepole | 6,870 | 1,142,000 | 2.31 |
| longleaf | 9,680 | 1,739,000 | 3.02 |
| red | 7,480 | 1,438,000 | 2.18 |
| sugar | 6,740 | 1,083,000 | 2.34 |
| western yellow | 7,070 | 1,115,000 | 2.51 |
| white | 6,490 | 1,156,000 | 2.06 |
| Spruce, Engelmann | 6,300 | 1,076,000 | 2.09 |
| Tamarack | 7,750 | 1,263,000 | 2.67 |
Impact testing is difficult to conduct satisfactorily and the data obtained are of chief value in a relative sense, that is, for comparing the shock-resisting ability of woods of which like specimens have been subjected to exactly identical treatment. Yet this test is one of the most important made on wood, as it brings out properties not evident from other tests. Defects and brittleness are revealed by impact better than by any other kind of test. In common practice nearly all external stresses are of the nature of impact. In fact, no two moving bodies can come together without impact stress. Impact is therefore the commonest form of applied stress, although the most difficult to measure.
Impact testing is challenging to perform effectively, and the data collected is primarily valuable for comparison purposes, specifically for evaluating the shock-resisting capabilities of similar wood specimens that have been treated in exactly the same way. However, this test is one of the most crucial assessments conducted on wood because it reveals properties that other tests may not show. Defects and brittleness are more easily detected through impact testing than through any other type of test. In practical situations, most external stresses are impact-related. In fact, no two moving objects can collide without creating an impact stress. Consequently, impact is the most common form of applied stress, although it is also the hardest to measure.
Failures in Timber Beams
If a beam is loaded too heavily it will break or fail in some characteristic manner. These failures may be classified according to the way in which they develop, as tension, compression, and horizontal shear; and according to the appearance of the broken surface, as brash, and fibrous. A number of forms may develop if the beam is completely ruptured.
If a beam is overloaded, it will break or fail in a specific way. These failures can be categorized based on how they occur: tension, compression, and horizontal shear; and by the look of the broken surface: brittle or fibrous. Different forms can appear if the beam is fully broken.
Since the tensile strength of wood is on the average about three times as great as the compressive strength, a beam should, therefore, be expected to fail by the formation in the first place of a fold on the compression side due to the crushing action, followed by failure on the tension side. This is usually the case in green or moist wood. In dry material the first visible failure is not infrequently on the lower or tension side, and various attempts have been made to explain why such is the case.15
Since the tensile strength of wood is typically about three times greater than its compressive strength, a beam is expected to first fail by forming a fold on the compression side due to the crushing force, followed by failure on the tension side. This generally happens with green or moist wood. In dry wood, the first visible failure often occurs on the lower or tension side, and several attempts have been made to explain why this happens.15
Within the elastic limit the elongations and shortenings are equal, and the neutral plane lies in the middle of the beam. (See page 23.) Later the top layer of fibres on the upper or compression side fail, and on the load increasing, the next layer of fibres fail, and so on, even though this failure may not be visible. As a result the shortenings on the upper side of the beam become considerably greater than the elongations on the lower side. The neutral plane must be presumed to sink gradually toward the tension side, and when the stresses on the outer fibres at the bottom have become sufficiently great, the fibres are pulled in two, the tension area being much smaller than the compression area. The rupture is often irregular, as in direct tension tests. Failure may occur partially in single bundles of fibres some time before the final failure takes place. One reason why the failure of a dry beam is different from one that is moist, is that drying increases the stiffness of the fibres so that they offer more resistance to crushing, while it has much less effect upon the tensile strength.
Within the elastic limit, the stretches and compressions are equal, and the neutral plane is in the middle of the beam. (See page 23.) Eventually, the top layer of fibers on the upper or compression side fails, and as the load increases, the next layer of fibers fails, and so on, even if this failure isn't visible. As a result, the compressions on the upper side of the beam become much greater than the stretches on the lower side. The neutral plane is expected to gradually shift downward toward the tension side, and when the stresses on the outer fibers at the bottom become high enough, the fibers split apart, with the tension area being much smaller than the compression area. The break is often uneven, similar to direct tension tests. Failure may happen partially in individual bundles of fibers some time before the overall failure occurs. One reason the failure of a dry beam differs from that of a moist one is that drying increases the stiffness of the fibers, making them more resistant to crushing, while it has much less impact on tensile strength.
There is considerable variation in tension failures depending upon the toughness or the brittleness of the wood, the arrangement of the grain, defects, etc., making further classification desirable. The four most common forms are:
There is a significant range of tension failures based on the toughness or brittleness of the wood, the grain pattern, defects, and so on, which makes additional classification necessary. The four most common types are:
(1) Simple tension, in which there is a direct pulling in two of the wood on the under side of the beam due to a tensile stress parallel to the grain, (See Fig. 17, No. 1.) This is common in straight-grained beams, particularly when the wood is seasoned.
(1) Simple tension, where there is a direct pull on two sides of the wood underneath the beam due to a tensile stress that runs parallel to the grain, (See Fig. 17, No. 1.) This is typical in straight-grained beams, especially when the wood is seasoned.
(2) Cross-grained tension, in which the fracture is caused by a tensile force acting oblique to the grain. (See Fig. 17, No. 2.) This is a common form of failure where the beam has diagonal, spiral or other form of cross grain on its lower side. Since the tensile strength of wood across the grain is only a small fraction of that with the grain it is easy to see why a cross-grained timber would fail in this manner.
(2) Cross-grained tension, where the break happens due to a pulling force acting at an angle to the grain. (See Fig. 17, No. 2.) This is a typical type of failure when the beam has diagonal, spiral, or any other form of cross grain on its underside. Given that the tensile strength of wood across the grain is much lower than it is along the grain, it’s easy to understand why a cross-grained piece of wood would fail like this.
(3) Splintering tension, in which the failure consists of a considerable number of slight tension failures, producing a ragged or splintery break on the under surface of the beam. (See Fig. 17, No. 3.) This is common in tough woods. In this case the surface of fracture is fibrous.
(3) Splintering tension, where the failure is due to many minor tension failures, resulting in a jagged or splintered break on the bottom surface of the beam. (See Fig. 17, No. 3.) This is common in strong woods. In this case, the fracture surface is fibrous.
(4) Brittle tension, in which the beam fails by a clean break extending entirely through it. (See Fig. 17, No. 4.) It is characteristic of a brittle wood which gives way suddenly without warning, like a piece of chalk. In this case the surface of fracture is described as brash.
(4) Brittle tension, where the beam breaks cleanly all the way through. (See Fig. 17, No. 4.) This is typical of brittle wood that snaps suddenly without any warning, similar to a piece of chalk. In this situation, the fracture surface is referred to as brash.
Compression failure (see Fig. 17, No. 5) has few variations except that it appears at various distances from the neutral plane of the beam. It is very common in green timbers. The compressive stress parallel to the fibres causes them to buckle or bend as in an endwise compressive test. This action usually begins on the top side shortly after the elastic limit is reached and extends downward, sometimes almost reaching the neutral plane before complete failure occurs. Frequently two or more failures develop at about the same time.
Compression failure (see Fig. 17, No. 5) has few variations, except it can occur at different distances from the neutral plane of the beam. It's very common in green timber. The compressive stress along the fibers causes them to buckle or bend, similar to what happens in an endwise compressive test. This process usually starts on the top side soon after the elastic limit is reached and moves downward, often coming close to the neutral plane before total failure happens. Often, two or more failures occur simultaneously.

Figure 17
Figure 17
Characteristic failures of simple beams.
Common failures of simple beams.
Horizontal shear failure, in which the upper and lower portions of the beam slide along each other for a portion of their length either at one or at both ends (see Fig. 17, No. 6), is fairly common in air-dry material and in green material when the ratio of the height of the beam to the span is relatively large. It is not common in small clear specimens. It is often due to shake or season checks, common in large timbers, which reduce the actual area resisting the shearing action considerably below the calculated area used in the formulæ for horizontal shear. (See page 98 for this formulæ.) For this reason it is unsafe, in designing large timber beams, to use shearing stresses higher than those calculated for beams that failed in horizontal shear. The effect of a failure in horizontal shear is to divide the beam into two or more beams the combined strength of which is much less than that of the original beam. Fig. 18 shows a large beam in which two failures in horizontal shear occurred at the same end. That the parts behave independently is shown by the compression failure below the original location of the neutral plane.
Horizontal shear failure is when the top and bottom parts of the beam slide against each other over part of their length, either at one end or both ends (see Fig. 17, No. 6). This is quite common in air-dry materials and in green materials when the height-to-span ratio of the beam is relatively large. It’s not common in small, clear specimens. This failure often results from shake or seasonal checks, which are common in large timbers, reducing the actual area that resists the shearing action significantly below the calculated area used in the formulas for horizontal shear. (See page 98 for this formula.) Because of this, it’s unsafe to design large timber beams with shearing stresses higher than those calculated for beams that have failed in horizontal shear. When a horizontal shear failure occurs, it effectively splits the beam into two or more beams whose combined strength is much less than that of the original beam. Fig. 18 illustrates a large beam where two horizontal shear failures happened at the same end. The independent behavior of the parts is demonstrated by the compression failure below the original location of the neutral plane.
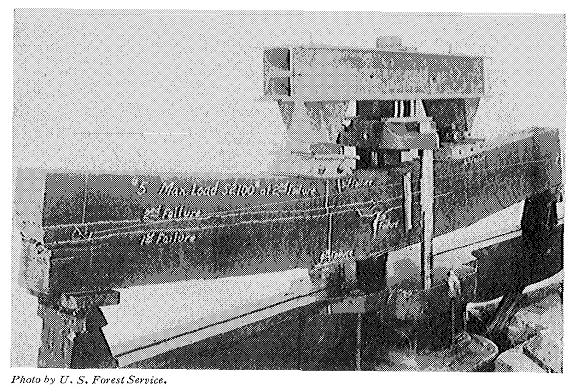
Figure 18
Figure 18
Failure of a large beam by horizontal shear. Photo by U. S, Forest Service.
Failure of a large beam due to horizontal shear. Photo by U.S. Forest Service.
Table XI gives an analysis of the causes of first failure in 840 large timber beams of nine different species of conifers. Of the total number tested 165 were air-seasoned, the remainder green. The failure occurring first signifies the point of greatest weakness in the specimen under the particular conditions of loading employed (in this case, third-point static loading).
Table XI provides an analysis of the causes of initial failure in 840 large timber beams from nine different species of conifers. Out of the total tested, 165 were air-dried, while the rest were still green. The first point of failure indicates the area of greatest weakness in the specimen under the specific loading conditions used (in this case, third-point static loading).
| TABLE XI | ||||
|---|---|---|---|---|
| MANNER OF FIRST FAILURE OF LARGE BEAMS | ||||
| (Forest Service Bul. 108, p. 56) | ||||
| COMMON NAME OF SPECIES | Total number of tests | Per cent of total failing by | ||
| Tension | Compression | Shear | ||
| Longleaf pine: | ||||
| green | 17 | 18 | 24 | 58 |
| dry | 9 | 22 | 22 | 56 |
| Douglas fir: | ||||
| green | 191 | 27 | 72 | 1 |
| dry | 91 | 19 | 76 | 5 |
| Shortleaf pine: | ||||
| green | 48 | 27 | 56 | 17 |
| dry | 13 | 54 | 46 | |
| Western larch: | ||||
| green | 62 | 23 | 71 | 6 |
| dry | 52 | 54 | 19 | 27 |
| Loblolly pine: | ||||
| green | 111 | 40 | 53 | 7 |
| dry | 25 | 60 | 12 | 28 |
| Tamarack: | ||||
| green | 30 | 37 | 53 | 10 |
| dry | 9 | 45 | 22 | 33 |
| Western hemlock: | ||||
| green | 39 | 21 | 74 | 5 |
| dry | 44 | 11 | 66 | 23 |
| Redwood: | ||||
| green | 28 | 43 | 50 | 7 |
| dry | 12 | 83 | 17 | |
| Norway pine: | ||||
| green | 49 | 18 | 76 | 6 |
| dry | 10 | 30 | 60 | 10 |
| NOTE.—These tests were made on timbers ranging in cross section from 4" × 10" to 8" × 16", and with a span of 15 feet. | ||||
TOUGHNESS: TORSION
Toughness is a term applied to more than one property of wood. Thus wood that is difficult to split is said to be tough. Again, a tough wood is one that will not rupture until it has deformed considerably under loads at or near its maximum strength, or one which still hangs together after it has been ruptured and may be bent back and forth without breaking apart. Toughness includes flexibility and is the reverse of brittleness, in that tough woods break gradually and give warning of failure. Tough woods offer great resistance to impact and will permit rougher treatment in manipulations attending manufacture and use. Toughness is dependent upon the strength, cohesion, quality, length, and arrangement of fibre, and the pliability of the wood. Coniferous woods as a rule are not as tough as hardwoods, of which hickory and elm are the best examples.
Toughness refers to several qualities of wood. Wood that’s hard to split is considered tough. Additionally, a tough wood won’t break until it has deformed a lot under loads close to its maximum strength or will still hold together after it has broken, allowing it to be bent back and forth without falling apart. Toughness includes flexibility and is the opposite of brittleness, in that tough woods break gradually and give warning before they fail. Tough woods can resist impact well and can handle rough treatment during manufacturing and use. Toughness depends on the strength, cohesion, quality, length, and arrangement of fibers, as well as the wood’s pliability. Generally, coniferous woods are not as tough as hardwoods, with hickory and elm being the prime examples.

Figure 19
Figure 19
Torsion of a shaft.
Shaft twisting.
The torsion or twisting test is useful in determining the toughness of wood. If the ends of a shaft are turned in opposite directions, or one end is turned and the other is fixed, all of the fibres except those at the axis tend to assume the form of helices. (See Fig. 19.) The strain produced by torsion or twisting is essentially shear transverse and parallel to the fibres, combined with longitudinal tension and transverse compression. Within the elastic limit the strains increase directly as the distance from the axis of the specimen. The outer elements are subjected to tensile stresses, and as they become twisted tend to compress those near the axis. The elongated elements also contract laterally. Cross sections which were originally plane become warped. With increasing strain the lateral adhesion of the outer fibres is destroyed, allowing them to slide past each other, and reducing greatly their power of resistance. In this way the strains on the fibres nearer the axis are progressively increased until finally all of the elements are sheared apart. It is only in the toughest materials that the full effect of this action can be observed. (See Fig. 20.) Brittle woods snap off suddenly with only a small amount of torsion, and their fracture is irregular and oblique to the axis of the piece instead of frayed out and more nearly perpendicular to the axis as is the case with tough woods.
The torsion or twisting test is useful for figuring out the toughness of wood. When the ends of a shaft are turned in opposite directions, or if one end is turned while the other is fixed, all of the fibers except those at the center tend to form helices. (See Fig. 19.) The strain caused by torsion or twisting is mainly shear, both across and along the fibers, mixed with longitudinal tension and transverse compression. Within the elastic limit, the strains increase directly with the distance from the axis of the specimen. The outer fibers experience tensile stresses, and as they twist, they compress those closer to the center. The elongated fibers also contract sideways. Cross sections that were originally flat become warped. As the strain increases, the lateral connection among the outer fibers is broken, allowing them to slide past each other and significantly reducing their resistance. This way, the strain on the fibers closer to the axis is progressively increased until eventually all of the elements are sheared apart. The full effect of this action can only be seen in the toughest materials. (See Fig. 20.) Brittle woods snap suddenly with just a small amount of torsion, and their fracture is irregular and slanted to the axis of the piece, instead of being frayed and more nearly perpendicular to the axis, as is the case with tougher woods.

Figure 20
Figure 20
Effect of torsion on different grades of hickory. Photo by U. S. Forest Service.
Effect of twisting on various grades of hickory. Photo by U.S. Forest Service.
HARDNESS
The term hardness is used in two senses, namely: (1) resistance to indentation, and (2) resistance to abrasion or scratching. In the latter sense hardness combined with toughness is a measure of the wearing ability of wood and is an important consideration in the use of wood for floors, paving blocks, bearings, and rollers. While resistance to indentation is dependent mostly upon the density of the wood, the wearing qualities may be governed by other factors such as toughness, and the size, cohesion, and arrangement of the fibres. In use for floors, some woods tend to compact and wear smooth, while others become splintery and rough. This feature is affected to some extent by the manner in which the wood is sawed; thus edge-grain pine flooring is much better than flat-sawn for uniformity of wear.
The term hardness is used in two ways: (1) resistance to indentation, and (2) resistance to abrasion or scratching. In the second sense, hardness combined with toughness measures how well wood can withstand wear, making it an important factor for using wood in floors, paving blocks, bearings, and rollers. While resistance to indentation mainly depends on the wood's density, wear resistance can be influenced by other factors such as toughness, as well as the size, cohesion, and arrangement of the fibers. When used for floors, some woods tend to compact and become smooth, while others can splinter and feel rough. This characteristic is somewhat influenced by how the wood is cut; for example, edge-grain pine flooring is much better than flat-sawn wood for consistent wear.
| TABLE XII | ||||
|---|---|---|---|---|
| HARDNESS OF 32 WOODS IN GREEN CONDITION, AS INDICATED BY THE LOAD REQUIRED TO IMBED A 0.444-INCH STEEL BALL TO ONE-HALF ITS DIAMETER | ||||
| (Forest Service Cir. 213) | ||||
| COMMON NAME OF SPECIES | Average | End surface | Radial surface | Tangential surface |
| Pounds | Pounds | Pounds | Pounds | |
| Hardwoods | ||||
| 1 Osage orange | 1,971 | 1,838 | 2,312 | 1,762 |
| 2 Honey locust | 1,851 | 1,862 | 1,860 | 1,832 |
| 3 Swamp white oak | 1,174 | 1,205 | 1,217 | 1,099 |
| 4 White oak | 1,164 | 1,183 | 1,163 | 1,147 |
| 5 Post oak | 1,099 | 1,139 | 1,068 | 1,081 |
| 6 Black oak | 1,069 | 1,093 | 1,083 | 1,031 |
| 7 Red oak | 1,043 | 1,107 | 1,020 | 1,002 |
| 8 White ash | 1,046 | 1,121 | 1,000 | 1,017 |
| 9 Beech | 942 | 1,012 | 897 | 918 |
| 10 Sugar maple | 937 | 992 | 918 | 901 |
| 11 Rock elm | 910 | 954 | 883 | 893 |
| 12 Hackberry | 799 | 829 | 795 | 773 |
| 13 Slippery elm | 788 | 919 | 757 | 687 |
| 14 Yellow birch | 778 | 827 | 768 | 739 |
| 15 Tupelo | 738 | 814 | 666 | 733 |
| 16 Red maple | 671 | 766 | 621 | 626 |
| 17 Sycamore | 608 | 664 | 560 | 599 |
| 18 Black ash | 551 | 565 | 542 | 546 |
| 19 White elm | 496 | 536 | 456 | 497 |
| 20 Basswood | 239 | 273 | 226 | 217 |
| Conifers | ||||
| 1 Longleaf pine | 532 | 574 | 502 | 521 |
| 2 Douglas fir | 410 | 415 | 399 | 416 |
| 3 Bald cypress | 390 | 460 | 355 | 354 |
| 4 Hemlock | 384 | 463 | 354 | 334 |
| 5 Tamarack | 384 | 401 | 380 | 370 |
| 6 Red pine | 347 | 355 | 345 | 340 |
| 7 White fir | 346 | 381 | 322 | 334 |
| 8 Western yellow pine | 328 | 334 | 307 | 342 |
| 9 Lodgepole pine | 318 | 316 | 318 | 319 |
| 10 White pine | 299 | 304 | 294 | 299 |
| 11 Engelmann pine | 266 | 272 | 253 | 274 |
| 12 Alpine fir | 241 | 284 | 203 | 235 |
| NOTE.—Black locust and hickory are not included in this table, but their position would be near the head of the list. | ||||
Tests for either form of hardness are of comparative value only. Tests for indentation are commonly made by penetrations of the material with a steel punch or ball.16 Tests for abrasion are made by wearing down wood with sandpaper or by means of a sand blast.
Tests for either type of hardness are only of comparative value. Tests for indentation are usually done by pressing a steel punch or ball into the material. 16 Tests for abrasion involve wearing down wood with sandpaper or using a sandblaster.
CLEAVABILITY
Cleavability is the term used to denote the facility with which wood is split. A splitting stress is one in which the forces act normally like a wedge. (See Fig. 21.) The plane of cleavage is parallel to the grain, either radially or tangentially.
Cleavability refers to how easily wood can be split. A splitting stress occurs when the forces act similarly to a wedge. (See Fig. 21.) The cleavage plane runs parallel to the grain, either radially or tangentially.

Figure 21
Figure 21
Cleavage of highly elastic wood. The cleft runs far ahead of the wedge.
Cleaving highly elastic wood. The split goes way beyond the wedge.
This property of wood is very important in certain uses such as firewood, fence rails, billets, and squares. Resistance to splitting or low cleavability is desirable where wood must hold nails or screws, as in box-making. Wood usually splits more readily along the radius than parallel to the growth rings though exceptions occur, as in the case of cross grain.
This characteristic of wood is really important for specific uses like firewood, fence posts, logs, and lumber. It's beneficial for wood to resist splitting or have low cleavability when it needs to hold nails or screws, like in making boxes. Wood usually splits more easily along the radius than along the growth rings, although there are exceptions, such as with cross grain.
Splitting involves transverse tension, but only a portion of the fibres are under stress at a time. A wood of little stiffness and strong cohesion across the grain is difficult to split, while one with great stiffness, such as longleaf pine, is easily split. The form of the grain and the presence of knots greatly affect this quality.
Splitting involves sideways tension, but only some of the fibers are stressed at any given moment. Wood that is not very stiff but has strong cohesion across the grain is hard to split, while wood that is very stiff, like longleaf pine, splits easily. The orientation of the grain and the presence of knots significantly influence this characteristic.
| TABLE XIII | ||
|---|---|---|
| CLEAVAGE STRENGTH OF SMALL CLEAR PIECES OF 32 WOODS IN GREEN CONDITION | ||
| (Forest Service Cir. 213) | ||
| COMMON NAME OF SPECIES | When surface of failure is radial | When surface of failure is tangential |
| Lbs. per sq. inch | Lbs. per sq. inch | |
| Hardwoods | ||
| Ash, black | 275 | 260 |
| white | 333 | 346 |
| Bashwood | 130 | 168 |
| Beech | 339 | 527 |
| Birch, yellow | 294 | 287 |
| Elm, slippery | 401 | 424 |
| white | 210 | 270 |
| Hackberr | 422 | 436 |
| Locust, honey | 552 | 610 |
| Maple, red | 297 | 330 |
| sugar | 376 | 513 |
| Oak, post | 354 | 487 |
| red | 380 | 470 |
| swamp white | 428 | 536 |
| white | 382 | 457 |
| yellow | 379 | 470 |
| Sycamore | 265 | 425 |
| Tupelo | 277 | 380 |
| Conifers | ||
| Arborvitæ | 148 | 139 |
| Cypress, bald | 167 | 154 |
| Fir, alpine | 130 | 133 |
| Douglas | 139 | 127 |
| white | 145 | 187 |
| Hemlock | 168 | 151 |
| Pine, lodgepole | 142 | 140 |
| longleaf | 187 | 180 |
| red | 161 | 154 |
| sugar | 168 | 189 |
| western yellow | 162 | 187 |
| white | 144 | 160 |
| Spruce, Engelmann | 110 | 135 |
| Tamarack | 167 | 159 |
PART II
FACTORS AFFECTING THE MECHANICAL PROPERTIES OF WOOD
INTRODUCTION
Wood is an organic product—a structure of infinite variation of detail and design.17 It is on this account that no two woods are alike—in reality no two specimens from the same log are identical. There are certain properties that characterize each species, but they are subject to considerable variation. Oak, for example, is considered hard, heavy, and strong, but some pieces, even of the same species of oak, are much harder, heavier, and stronger than others. With hickory are associated the properties of great strength, toughness, and resilience, but some pieces are comparatively weak and brash and ill-suited for the exacting demands for which good hickory is peculiarly adapted.
Wood is an organic material—it's a structure that comes in countless variations of detail and design.17 Because of this, no two types of wood are the same—in fact, no two pieces from the same log are identical. Each species has certain characteristics, but they can vary greatly. For instance, oak is generally seen as hard, heavy, and strong, but some pieces of the same type of oak are much harder, heavier, and stronger than others. Hickory is known for its strength, toughness, and resilience, but some pieces can be relatively weak and brittle, making them unsuitable for the demanding uses that quality hickory is typically ideal for.
It follows that no definite value can be assigned to the properties of any wood and that tables giving average results of tests may not be directly applicable to any individual stick. With sufficient knowledge of the intrinsic factors affecting the results it becomes possible to infer from the appearance of material its probable variation from the average. As yet too little is known of the relation of structure and chemical composition to the mechanical and physical properties to permit more than general conclusions.
It follows that you can't assign a definite value to the properties of any wood, and tables that provide average test results might not be applicable to any specific piece. With enough understanding of the underlying factors influencing the results, it's possible to guess how a material might differ from the average based on its appearance. However, we still know too little about how structure and chemical composition relate to mechanical and physical properties to draw more than general conclusions.
RATE OF GROWTH
To understand the effect of variations in the rate of growth it is first necessary to know how wood is formed. A tree increases in diameter by the formation, between the old wood and the inner bark, of new woody layers which envelop the entire stem, living branches, and roots. Under ordinary conditions one layer is formed each year and in cross section as on the end of a log they appear as rings—often spoken of as annual rings. These growth layers are made up of wood cells of various kinds, but for the most part fibrous. In timbers like pine, spruce, hemlock, and other coniferous or softwood species the wood cells are mostly of one kind, and as a result the material is much more uniform in structure than that of most hardwoods. (See Frontispiece.) There are no vessels or pores in coniferous wood such as one sees so prominently in oak and ash, for example. (See Fig. 22.)
To understand the impact of changes in growth rate, it’s important to first know how wood is formed. A tree gets thicker by adding new layers of wood between the old wood and the inner bark, which cover the entire trunk, live branches, and roots. Normally, one layer forms each year, and when you look at the end of a log, these layers show up as rings—often called annual rings. These growth layers consist of various types of wood cells, but mostly they are fibrous. In types of wood like pine, spruce, hemlock, and other coniferous or softwood species, the wood cells are primarily one kind, which makes the material much more consistent in structure compared to most hardwoods. (See Frontispiece.) Coniferous wood doesn't have vessels or pores like you see prominently in oak and ash, for example. (See Fig. 22.)

Figure 22
Figure 22
Cross sections of a ring-porous hardwood (white ash), a diffuse-porous hardwood (red gum), and a non-porous or coniferous wood (eastern hemlock). × 30. Photomicrographs by the author.
Cross sections of a ring-porous hardwood (white ash), a diffuse-porous hardwood (red gum), and a non-porous or coniferous wood (eastern hemlock). × 30. Photomicrographs by the author.
The structure of the hardwoods is more complex. They are more or less filled with vessels, in some cases (oak, chestnut, ash) quite large and distinct, in others (buckeye, poplar, gum) too small to be seen plainly without a small hand lens. In discussing such woods it is customary to divide them into two large classes—ring-porous and diffuse-porous. (See Fig. 22.) In ring-porous species, such as oak, chestnut, ash, black locust, catalpa, mulberry, hickory, and elm, the larger vessels or pores (as cross sections of vessels are called) become localized in one part of the growth ring, thus forming a region of more or less open and porous tissue. The rest of the ring is made up of smaller vessels and a much greater proportion of wood fibres. These fibres are the elements which give strength and toughness to wood, while the vessels are a source of weakness.
The structure of hardwoods is more complex. They are primarily filled with vessels; in some cases (oak, chestnut, ash), these vessels are quite large and distinct, while in others (buckeye, poplar, gum), they are too small to be easily seen without a magnifying glass. When discussing these woods, they are usually divided into two main categories—ring-porous and diffuse-porous. (See Fig. 22.) In ring-porous species like oak, chestnut, ash, black locust, catalpa, mulberry, hickory, and elm, the larger vessels (or pores, as cross sections of vessels are called) are concentrated in one part of the growth ring, creating a region of more or less open and porous tissue. The rest of the ring consists of smaller vessels and a much larger proportion of wood fibers. These fibers are the components that give strength and toughness to the wood, while the vessels contribute to its weakness.
In diffuse-porous woods the pores are scattered throughout the growth ring instead of being collected in a band or row. Examples of this kind of wood are gum, yellow poplar, birch, maple, cottonwood, basswood, buckeye, and willow. Some species, such as walnut and cherry, are on the border between the two classes, forming a sort of intermediate group.
In diffuse-porous woods, the pores are spread out evenly throughout the growth ring rather than being grouped in a band or row. Examples of this type of wood include gum, yellow poplar, birch, maple, cottonwood, basswood, buckeye, and willow. Some species, like walnut and cherry, are on the edge between the two categories, creating a sort of intermediate group.
If one examines the smoothly cut end of a stick of almost any kind of wood, he will note that each growth ring is made up of two more or less well-defined parts. That originally nearest the centre of the tree is more open textured and almost invariably lighter in color than that near the outer portion of the ring. The inner portion was formed early in the season, when growth was comparatively rapid and is known as early wood (also spring wood); the outer portion is the late wood, being produced in the summer or early fall. In soft pines there is not much contrast in the different parts of the ring, and as a result the wood is very uniform in texture and is easy to work. In hard pine, on the other hand, the late wood is very dense and is deep-colored, presenting a very decided contrast to the soft, straw-colored early wood. (See Fig. 23.) In ring-porous woods each season's growth is always well defined, because the large pores of the spring abut on the denser tissue of the fall before. In the diffuse-porous, the demarcation between rings is not always so clear and in not a few cases is almost, if not entirely, invisible to the unaided eye. (See Fig. 22.)
If you look at the smooth cut end of a piece of almost any type of wood, you'll notice that each growth ring has two more or less distinct parts. The part closest to the center of the tree is more open in texture and usually lighter in color than the part near the outer edge of the ring. The inner part forms early in the season when growth is relatively fast and is called early wood (also known as spring wood); the outer part is the late wood, created during the summer or early fall. In soft pines, there isn't much difference between the different parts of the ring, resulting in very uniform texture that's easy to work with. In hard pine, however, the late wood is quite dense and dark-colored, creating a strong contrast with the soft, straw-colored early wood. (See Fig. 23.) In ring-porous woods, each season's growth is always clearly defined because the large pores from spring meet the denser tissue from fall before. In diffuse-porous woods, the boundary between rings isn't always so clear and in many cases is nearly, if not completely, invisible to the naked eye. (See Fig. 22.)
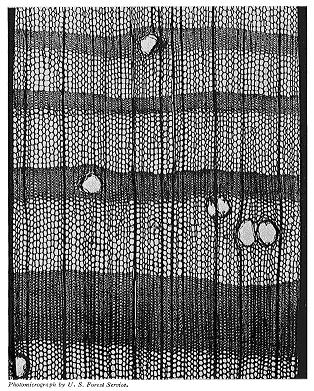
Figure 23
Figure 23
Cross section of longleaf pine showing several growth rings with variations in the width of the dark-colored late wood. Seven resin ducts are visible. × 33. Photomicrograph by U.S. Forest Service.
Cross section of longleaf pine showing several growth rings with variations in the width of the dark-colored late wood. Seven resin ducts are visible. × 33. Photomicrograph by U.S. Forest Service.
If one compares a heavy piece of pine with a light specimen it will be seen at once that the heavier one contains a larger proportion of late wood than the other, and is therefore considerably darker. The late wood of all species is denser than that formed early in the season, hence the greater the proportion of late wood the greater the density and strength. When examined under a microscope the cells of the late wood are seen to be very thick-walled and with very small cavities, while those formed first in the season have thin walls and large cavities. The strength is in the walls, not the cavities. In choosing a piece of pine where strength or stiffness is the important consideration, the principal thing to observe is the comparative amounts of early and late wood. The width of ring, that is, the number per inch, is not nearly so important as the proportion of the late wood in the ring.
If you compare a heavy piece of pine with a lighter one, you'll immediately notice that the heavier piece has a larger amount of late wood, making it significantly darker. The late wood in all species is denser than the wood formed early in the season, so the more late wood there is, the greater the density and strength. When looked at under a microscope, the cells of late wood are thick-walled with tiny cavities, while the early wood has thin walls and larger cavities. The strength comes from the walls, not the cavities. When selecting a piece of pine where strength or stiffness is crucial, the main thing to check is the relative amounts of early and late wood. The width of the ring, or the number of rings per inch, is not nearly as important as the proportion of late wood in the ring.
It is not only the proportion of late wood, but also its quality, that counts. In specimens that show a very large proportion of late wood it may be noticeably more porous and weigh considerably less than the late wood in pieces that contain but little. One can judge comparative density, and therefore to some extent weight and strength, by visual inspection.
It’s not just the amount of late wood that matters; its quality does too. In samples that have a high proportion of late wood, it can be noticeably more porous and weigh much less than the late wood in pieces with only a small amount. You can assess relative density, and thus to some degree weight and strength, just by looking at it.
The conclusions of the U.S. Forest Service regarding the effect of rate of growth on the properties of Douglas fir are summarized as follows:
The U.S. Forest Service's conclusions about how the growth rate affects the properties of Douglas fir can be summarized like this:
"1. In general, rapidly grown wood (less than eight rings per inch) is relatively weak. A study of the individual tests upon which the average points are based shows, however, that when it is not associated with light weight and a small proportion of summer wood, rapid growth is not indicative of weak wood.
"1. Generally, wood that grows quickly (fewer than eight rings per inch) is relatively weak. However, an analysis of the individual tests that make up the average scores shows that when it's not accompanied by lightweight and a low amount of summer wood, rapid growth does not mean the wood is weak."
"2. An average rate of growth, indicated by from 12 to 16 rings per inch, seems to produce the best material.
"2. A typical growth rate, shown by 12 to 16 rings per inch, appears to yield the best material."
"3. In rates of growths lower than 16 rings per inch, the average strength of the material decreases, apparently approaching a uniform condition above 24 rings per inch. In such slow rates of growth the texture of the wood is very uniform, and naturally there is little variation in weight or strength.
"3. At growth rates lower than 16 rings per inch, the average strength of the material decreases and seems to stabilize at around 24 rings per inch. With such slow growth, the wood has a very uniform texture, so there’s little variation in weight or strength."
"An analysis of tests on large beams was made to ascertain if average rate of growth has any relation to the mechanical properties of the beams. The analysis indicated conclusively that there was no such relation. Average rate of growth [without consideration also of density], therefore, has little significance in grading structural timber."18 This is because of the wide variation in the percentage of late wood in different parts of the cross section.
"An analysis of tests on large beams was conducted to determine if the average growth rate relates to the mechanical properties of the beams. The analysis clearly showed that there was no such relation. Therefore, the average growth rate [without also considering density] has little significance in grading structural timber." 18 This is due to the significant variation in the percentage of latewood in different areas of the cross-section.
Experiments seem to indicate that for most species there is a rate of growth which, in general, is associated with the greatest strength, especially in small specimens. For eight conifers it is as follows:19
Experiments suggest that for most species, there’s a growth rate that typically correlates with maximum strength, particularly in smaller specimens. For eight conifers, it is as follows:19
| Rings per inch | |
| Douglas fir | 24 |
| Shortleaf pine | 12 |
| Loblolly pine | 6 |
| Western larch | 18 |
| Western hemlock | 14 |
| Tamarack | 20 |
| Norway pine | 18 |
| Redwood | 30 |
No satisfactory explanation can as yet be given for the real causes underlying the formation of early and late wood. Several factors may be involved. In conifers, at least, rate of growth alone does not determine the proportion of the two portions of the ring, for in some cases the wood of slow growth is very hard and heavy, while in others the opposite is true. The quality of the site where the tree grows undoubtedly affects the character of the wood formed, though it is not possible to formulate a rule governing it. In general, however, it may be said that where strength or ease of working is essential, woods of moderate to slow growth should be chosen. But in choosing a particular specimen it is not the width of ring, but the proportion and character of the late wood which should govern.
No clear explanation has been found yet for the real reasons behind the formation of early and late wood. Several factors may play a role. In conifers, at least, the growth rate alone doesn’t determine the ratio of the two types of wood in a ring; sometimes slow-growing wood can be very hard and heavy, while in other cases it can be the opposite. The quality of the site where the tree grows definitely influences the characteristics of the wood produced, though it’s hard to establish a specific rule about it. Generally, though, it can be said that where strength or ease of working is important, wood from moderate to slow-growing trees should be preferred. However, when selecting a specific specimen, it’s not the width of the ring that should be the main factor, but rather the proportion and quality of the late wood.
In the case of the ring-porous hardwoods there seems to exist a pretty definite relation between the rate of growth of timber and its properties. This may be briefly summed up in the general statement that the more rapid the growth or the wider the rings of growth, the heavier, harder, stronger, and stiffer the wood. This, it must be remembered, applies only to ring-porous woods such as oak, ash, hickory, and others of the same group, and is, of course, subject to some exceptions and limitations.
In ring-porous hardwoods, there appears to be a clear connection between the growth rate of the timber and its characteristics. In simple terms, the faster the growth or the wider the growth rings, the heavier, harder, stronger, and stiffer the wood. However, it’s important to note that this only applies to ring-porous woods like oak, ash, hickory, and others in that category, and there are some exceptions and limitations to this observation.
In ring-porous woods of good growth it is usually the middle portion of the ring in which the thick-walled, strength-giving fibres are most abundant. As the breadth of ring diminishes, this middle portion is reduced so that very slow growth produces comparatively light, porous wood composed of thin-walled vessels and wood parenchyma. In good oak these large vessels of the early wood occupy from 6 to 10 per cent of the volume of the log, while in inferior material they may make up 25 per cent or more. The late wood of good oak, except for radial grayish patches of small pores, is dark colored and firm, and consists of thick-walled fibres which form one-half or more of the wood. In inferior oak, such fibre areas are much reduced both in quantity and quality. Such variation is very largely the result of rate of growth.
In ring-porous woods that grow well, it's usually the middle part of the ring where the thick-walled, sturdy fibers are most plentiful. As the ring width gets smaller, this middle section shrinks, leading to very slow growth that creates relatively light, porous wood made up of thin-walled vessels and wood parenchyma. In high-quality oak, these large vessels in the early wood take up about 6 to 10 percent of the log's volume, while in lower-quality materials, they can make up 25 percent or more. The late wood of good oak, apart from some radial grayish patches with small pores, is dark and solid, consisting of thick-walled fibers that form half or more of the wood. In inferior oak, these fiber areas are significantly reduced in both amount and quality. This variation is mainly due to the growth rate.
Wide-ringed wood is often called "second-growth," because the growth of the young timber in open stands after the old trees have been removed is more rapid than in trees in the forest, and in the manufacture of articles where strength is an important consideration such "second-growth" hardwood material is preferred. This is particularly the case in the choice of hickory for handles and spokes. Here not only strength, but toughness and resilience are important. The results of a series of tests on hickory by the U.S. Forest Service show that "the work or shock-resisting ability is greatest in wide-ringed wood that has from 5 to 14 rings per inch, is fairly constant from 14 to 38 rings, and decreases rapidly from 38 to 47 rings. The strength at maximum load is not so great with the most rapid-growing wood; it is maximum with from 14 to 20 rings per inch, and again becomes less as the wood becomes more closely ringed. The natural deduction is that wood of first-class mechanical value shows from 5 to 20 rings per inch and that slower growth yields poorer stock. Thus the inspector or buyer of hickory should discriminate against timber that has more than 20 rings per inch. Exceptions exist, however, in the case of normal growth upon dry situations, in which the slow-growing material may be strong and tough."20
Wide-ringed wood is often referred to as "second-growth" because younger trees in open areas grow faster after older trees have been cut down than those in a dense forest. When making items where strength is crucial, this "second-growth" hardwood is preferred. This is especially true for hickory used in handles and spokes, where strength, toughness, and resilience matter. Tests conducted by the U.S. Forest Service show that the ability to resist shock or work is highest in wide-ringed wood with 5 to 14 rings per inch, remains fairly consistent from 14 to 38 rings, and drops quickly from 38 to 47 rings. The maximum strength under load is not as high in the fastest-growing wood; it peaks with 14 to 20 rings per inch and lessens again as the wood becomes more tightly ringed. The conclusion is that wood with first-class mechanical quality typically has 5 to 20 rings per inch, while slower growth results in weaker timber. Therefore, an inspector or buyer of hickory should avoid timber with more than 20 rings per inch. However, there are exceptions for normal growth in dry conditions, where slow-growing wood may still be strong and tough.20
The effect of rate of growth on the qualities of chestnut wood is summarized by the same authority as follows: "When the rings are wide, the transition from spring wood to summer wood is gradual, while in the narrow rings the spring wood passes into summer wood abruptly. The width of the spring wood changes but little with the width of the annual ring, so that the narrowing or broadening of the annual ring is always at the expense of the summer wood. The narrow vessels of the summer wood make it richer in wood substance than the spring wood composed of wide vessels. Therefore, rapid-growing specimens with wide rings have more wood substance than slow-growing trees with narrow rings. Since the more the wood substance the greater the weight, and the greater the weight the stronger the wood, chestnuts with wide rings must have stronger wood than chestnuts with narrow rings. This agrees with the accepted view that sprouts (which always have wide rings) yield better and stronger wood than seedling chestnuts, which grow more slowly in diameter."21
The impact of growth rate on the quality of chestnut wood is summarized by the same expert as follows: "When the rings are wide, the shift from spring wood to summer wood is smooth, while in narrow rings, the transition from spring wood to summer wood is abrupt. The width of the spring wood doesn’t change much with the annual ring width, so the narrowing or widening of the annual ring always affects the summer wood. The narrow vessels in the summer wood make it denser than the spring wood, which has wide vessels. Therefore, fast-growing trees with wide rings have more wood density than slow-growing trees with narrow rings. Since more wood density means greater weight, and greater weight means stronger wood, chestnuts with wide rings must have stronger wood than those with narrow rings. This aligns with the common belief that sprouts (which always have wide rings) produce better and stronger wood than seedling chestnuts, which grow more slowly in diameter."21
In diffuse-porous woods, as has been stated, the vessels or pores are scattered throughout the ring instead of collected in the early wood. The effect of rate of growth is, therefore, not the same as in the ring-porous woods, approaching more nearly the conditions in the conifers. In general it may be stated that such woods of medium growth afford stronger material than when very rapidly or very slowly grown. In many uses of wood, strength is not the main consideration. If ease of working is prized, wood should be chosen with regard to its uniformity of texture and straightness of grain, which will in most cases occur when there is little contrast between the late wood of one season's growth and the early wood of the next.
In diffuse-porous woods, as noted, the vessels or pores are spread throughout the ring instead of being concentrated in the early wood. Therefore, the growth rate's effect isn't the same as in ring-porous woods; it is more similar to conditions in conifers. Generally, it can be said that woods with medium growth provide stronger material than wood that has grown very quickly or very slowly. In many wood applications, strength isn’t the primary concern. When ease of working is valued, wood should be selected based on its consistent texture and straight grain, which usually happens when there's little difference between the late wood of one year's growth and the early wood of the next.
HEARTWOOD AND SAPWOOD
Examination of the end of a log of many species reveals a darker-colored inner portion—the heartwood, surrounded by a lighter-colored zone—the sapwood. In some instances this distinction in color is very marked; in others, the contrast is slight, so that it is not always easy to tell where one leaves off and the other begins. The color of fresh sapwood is always light, sometimes pure white, but more often with a decided tinge of green or brown.
Examining the end of a log from various species shows a darker inner part—the heartwood—surrounded by a lighter zone—the sapwood. In some cases, this color difference is very noticeable; in others, the contrast is subtle, making it hard to see where one ends and the other begins. Fresh sapwood is always light in color, sometimes pure white, but more often having a distinct shade of green or brown.
Sapwood is comparatively new wood. There is a time in the early history of every tree when its wood is all sapwood. Its principal functions are to conduct water from the roots to the leaves and to store up and give back according to the season the food prepared in the leaves. The more leaves a tree bears and the more thrifty its growth, the larger the volume of sapwood required, hence trees making rapid growth in the open have thicker sapwood for their size than trees of the same species growing in dense forests. Sometimes trees grown in the open may become of considerable size, a foot or more in diameter, before any heartwood begins to form, for example, in second-growth hickory, or field-grown white and loblolly pines.
Sapwood is relatively new wood. Every tree has a period in its early growth when all of its wood is sapwood. Its main jobs are to transport water from the roots to the leaves and to store and release the nutrients made in the leaves according to the season. The more leaves a tree has and the more vigorous its growth, the more sapwood it needs. As a result, trees that grow quickly in open spaces have thicker sapwood for their size compared to the same species that grow in dense forests. Sometimes, trees that grow in the open can become quite large, a foot or more in diameter, before any heartwood starts to form, like in second-growth hickory or field-grown white and loblolly pines.
As a tree increases in age and diameter an inner portion of the sapwood becomes inactive and finally ceases to function. This inert or dead portion is called heartwood, deriving its name solely from its position and not from any vital importance to the tree, as is shown by the fact that a tree can thrive with its heart completely decayed. Some, species begin to form heartwood very early in life, while in others the change comes slowly. Thin sapwood is characteristic of such trees as chestnut, black locust, mulberry, Osage orange, and sassafras, while in maple, ash, gum, hickory, hackberry, beech, and loblolly pine, thick sapwood is the rule.
As a tree grows older and wider, an inner part of the sapwood becomes inactive and eventually stops working. This inactive or dead part is called heartwood, and it gets its name just from where it is located, not because it plays any vital role for the tree; in fact, a tree can do well even if its heartwood is completely rotted. Some species start forming heartwood early in their life, while others take longer to change. Thin sapwood is typical of trees like chestnut, black locust, mulberry, Osage orange, and sassafras, whereas maple, ash, gum, hickory, hackberry, beech, and loblolly pine usually have thick sapwood.
There is no definite relation between the annual rings of growth and the amount of sapwood. Within the same species the cross-sectional area of the sapwood is roughly proportional to the size of the crown of the tree. If the rings are narrow, more of them are required than where they are wide. As the tree gets larger, the sapwood must necessarily become thinner or increase materially in volume. Sapwood is thicker in the upper portion of the trunk of a tree than near the base, because the age and the diameter of the upper sections are less.
There isn't a clear connection between the yearly growth rings and the amount of sapwood. Within the same species, the cross-sectional area of sapwood is generally proportional to the size of the tree's crown. If the rings are narrow, you need more of them than if they are wide. As the tree grows larger, the sapwood has to get thinner or significantly increase in volume. The sapwood is thicker in the upper part of the trunk than near the base because the upper sections are younger and have a smaller diameter.
When a tree is very young it is covered with limbs almost, if not entirely, to the ground, but as it grows older some or all of them will eventually die and be broken off. Subsequent growth of wood may completely conceal the stubs which, however, will remain as knots. No matter how smooth and clear a log is on the outside, it is more or less knotty near the middle. Consequently the sapwood of an old tree, and particularly of a forest-grown tree, will be freer from knots than the heartwood. Since in most uses of wood, knots are defects that weaken the timber and interfere with its ease of working and other properties, it follows that sapwood, because of its position in the tree, may have certain advantages over heartwood.
When a tree is very young, it's almost completely covered with branches, but as it ages, some or all of them will eventually die and break off. Later growth of wood may completely hide the stubs, which, however, will remain as knots. No matter how smooth and clean a log looks on the outside, it's somewhat knotty near the middle. As a result, the sapwood of an old tree, especially of a forest-grown tree, will have fewer knots than the heartwood. Since knots are considered defects that weaken the timber and complicate its use and other properties, it's clear that sapwood, due to its position in the tree, may have certain advantages over heartwood.
It is really remarkable that the inner heartwood of old trees remains as sound as it usually does, since in many cases it is hundreds of years, and in a few instances thousands of years, old. Every broken limb or root, or deep wound from fire, insects, or falling timber, may afford an entrance for decay, which, once started, may penetrate to all parts of the trunk. The larvæ of many insects bore into the trees and their tunnels remain indefinitely as sources of weakness. Whatever advantages, however, that sapwood may have in this connection are due solely to its relative age and position.
It’s pretty amazing that the inner heartwood of old trees stays as solid as it typically does, considering it can be hundreds, and in some cases even thousands, of years old. Every broken limb or root, or deep wound from fire, insects, or falling wood can create an opening for decay, which, once it starts, can spread throughout the trunk. The larvae of many insects burrow into the trees, leaving tunnels that can weaken them over time. Any benefits sapwood might have in this regard are purely due to its relative age and position.
If a tree grows all its life in the open and the conditions of soil and site remain unchanged, it will make its most rapid growth in youth, and gradually decline. The annual rings of growth are for many years quite wide, but later they become narrower and narrower. Since each succeeding ring is laid down on the outside of the wood previously formed, it follows that unless a tree materially increases its production of wood from year to year, the rings must necessarily become thinner. As a tree reaches maturity its crown becomes more open and the annual wood production is lessened, thereby reducing still more the width of the growth rings. In the case of forest-grown trees so much depends upon the competition of the trees in their struggle for light and nourishment that periods of rapid and slow growth may alternate. Some trees, such as southern oaks, maintain the same width of ring for hundreds of years. Upon the whole, however, as a tree gets larger in diameter the width of the growth rings decreases.
If a tree grows all its life in an open area and the soil and site conditions stay the same, it will grow the fastest when it’s young and will gradually slow down as it ages. The annual growth rings are quite wide for many years, but over time they get narrower and narrower. Since each new ring is added on the outside of the wood that’s already there, unless a tree significantly boosts its wood production each year, the rings will have to get thinner. As a tree reaches maturity, its crown becomes more open and its annual wood production decreases, which further reduces the width of the growth rings. For trees in a forest, a lot depends on how they compete for light and nutrients, causing periods of rapid and slow growth to alternate. Some trees, like southern oaks, keep the same ring width for hundreds of years. Overall, though, as a tree gets bigger in diameter, the growth rings tend to get narrower.
It is evident that there may be decided differences in the grain of heartwood and sapwood cut from a large tree, particularly one that is overmature. The relationship between width of growth rings and the mechanical properties of wood is discussed under Rate of Growth. In this connection, however, it may be stated that as a general rule the wood laid on late in the life of a tree is softer, lighter, weaker, and more even-textured than that produced earlier. It follows that in a large log the sapwood, because of the time in the life of the tree when it was grown, may be inferior in hardness, strength, and toughness to equally sound heartwood from the same log.
It’s clear that there can be noticeable differences in the grain of heartwood and sapwood from a large tree, especially if the tree is old. The link between the width of growth rings and the mechanical properties of wood is discussed under Rate of Growth. However, it should be noted that as a general rule, the wood formed later in a tree's life tends to be softer, lighter, weaker, and more consistently textured than the wood produced earlier. Therefore, in a large log, the sapwood might be less hard, strong, and tough compared to equally healthy heartwood from the same log.
After exhaustive tests on a number of different woods the U.S. Forest Service concludes as follows: "Sapwood, except that from old, overmature trees, is as strong as heartwood, other things being equal, and so far as the mechanical properties go should not be regarded as a defect."22 Careful inspection of the individual tests made in the investigation fails to reveal any relation between the proportion of sapwood and the breaking strength of timber.
After extensive tests on various types of wood, the U.S. Forest Service concludes: "Sapwood, except from old, overmature trees, is as strong as heartwood, assuming other conditions are equal, and in terms of mechanical properties, should not be seen as a defect."22 A thorough review of the individual tests conducted in the study does not show any connection between the amount of sapwood and the breaking strength of timber.
In the study of the hickories the conclusion was: "There is an unfounded prejudice against the heartwood. Specifications place white hickory, or sapwood, in a higher grade than red hickory, or heartwood, though there is no inherent difference in strength. In fact, in the case of large and old hickory trees, the sapwood nearest the bark is comparatively weak, and the best wood is in the heart, though in young trees of thrifty growth the best wood is in the sap."23 The results of tests from selected pieces lying side by side in the same tree, and also the average values for heartwood and sapwood in shipments of the commercial hickories without selection, show conclusively that "the transformation of sapwood into heartwood does not affect either the strength or toughness of the wood.... It is true, however, that sapwood is usually more free from latent defects than heartwood."24
In studying hickories, the conclusion was: "There is an unfounded bias against heartwood. Specifications rank white hickory, or sapwood, higher than red hickory, or heartwood, even though there's no real difference in strength. In fact, with large, old hickory trees, the sapwood closest to the bark is relatively weak, and the best wood is in the heart. However, in young, healthy trees, the best wood is in the sap."23 The results from tests on selected pieces from the same tree and the average values for heartwood and sapwood in shipments of commercial hickories, without selection, clearly show that "the change of sapwood into heartwood does not impact either the strength or toughness of the wood.... It is true, though, that sapwood is usually less likely to have hidden defects compared to heartwood."24
Specifications for paving blocks often require that longleaf pine be 90 per cent heart. This is on the belief that sapwood is not only more subject to decay, but is also weaker than heartwood. In reality there is no sound basis for discrimination against sapwood on account of strength, provided other conditions are equal. It is true that sapwood will not resist decay as long as heartwood, if both are untreated with preservatives. It is especially so of woods with deep-colored heartwood, and is due to infiltrations of tannins, oils, and resins, which make the wood more or less obnoxious to decay-producing fungi. If, however, the timbers are to be treated, sapwood is not a defect; in fact, because of the relative ease with which it can be impregnated with preservatives it may be made more desirable than heartwood.25
Specifications for paving blocks often require that longleaf pine be 90 percent heartwood. This is based on the belief that sapwood is not only more prone to decay, but also weaker than heartwood. In reality, there's no solid reason to discriminate against sapwood when it comes to strength, as long as other conditions are equal. It's true that sapwood won't resist decay as well as heartwood if both are untreated with preservatives. This is especially true for woods with deep-colored heartwood, due to the presence of tannins, oils, and resins that make the wood more or less resistant to decay-causing fungi. However, if the timbers are going to be treated, sapwood is not a flaw; in fact, because it's easier to impregnate with preservatives, it can be seen as more desirable than heartwood. 25
In specifications for structural timbers reference is sometimes made to "boxheart," meaning the inclusion of the pith or centre of the tree within a cross section of the timber. From numerous experiments it appears that the position of the pith does not bear any relation to the strength of the material. Since most season checks, however, are radial, the position of the pith may influence the resistance of a seasoned beam to horizontal shear, being greatest when the pith is located in the middle half of the section.26
In specifications for structural timbers, there are sometimes references to "boxheart," which means the inclusion of the pith or center of the tree within a cross-section of the timber. Many experiments show that the position of the pith does not affect the strength of the material. However, because most seasonal checks are radial, the position of the pith may impact the resistance of a seasoned beam to horizontal shear, being strongest when the pith is in the middle half of the section.26
WEIGHT, DENSITY, AND SPECIFIC GRAVITY
From data obtained from a large number of tests on the strength of different woods it appears that, other things being equal, the crushing strength parallel to the grain, fibre stress at elastic limit in bending, and shearing strength along the grain of wood vary in direct proportion to the weight of dry wood per unit of volume when green. Other strength values follow different laws. The hardness varies in a slightly greater ratio than the square of the density. The work to the breaking point increases even more rapidly than the cube of density. The modulus of rupture in bending lies between the first power and the square of the density. This, of course, is true only in case the greater weight is due to increase in the amount of wood substance. A wood heavy with resin or other infiltrated substance is not necessarily stronger than a similar specimen free from such materials. If differences in weight are due to degree of seasoning, in other words, to the relative amounts of water contained, the rules given above will of course not hold, since strength increases with dryness. But of given specimens of pine or of oak, for example, in the green condition, the comparative strength may be inferred from the weight. It is not permissible, however, to compare such widely different woods as oak and pine on a basis of their weights.27
From data gathered from many tests on the strength of different types of wood, it seems that, all other factors being equal, the crushing strength parallel to the grain, the fiber stress at the elastic limit in bending, and the shearing strength along the grain of wood increase in direct relation to the weight of dry wood per unit of volume when it is green. Other strength values follow different patterns. The hardness increases slightly more than the square of the density. The work needed to reach the breaking point grows even faster than the cube of the density. The modulus of rupture in bending falls between the first power and the square of the density. This is true only if the higher weight is due to an increase in the amount of wood. A wood that is heavy with resin or other infiltrated substances isn’t necessarily stronger than a similar piece without those materials. If weight differences are due to the degree of seasoning, meaning the relative amounts of water present, the guidelines mentioned above won’t apply since strength increases with dryness. However, for specific examples of pine or oak, for instance, in their green state, you can infer relative strength from weight. It isn’t valid to compare vastly different woods like oak and pine based solely on their weights.27
The weight of wood substance, that is, the material which composes the walls of the fibres and other cells, is practically the same in all species, whether pine, hickory, or cottonwood, being a little greater than half again as heavy as water. It varies slightly from beech sapwood, 1.50, to Douglas fir heartwood, 1.57, averaging about 1.55 at 30° to 35° C., in terms of water at its greatest density 4° C. The reason any wood floats is that the air imprisoned in its cavities buoys it up. When this is displaced by water the wood becomes water-logged and sinks. Leaving out of consideration infiltrated substances, the reason a cubic foot of one kind of dry wood is heavier than that of another is because it contains a greater amount of wood substance. Density is merely the weight of a unit of volume, as 35 pounds per cubic foot, or 0.56 grams per cubic centimetre. Specific gravity or relative density is the ratio of the density of any material to the density of distilled water at 4° C. (39.2° F.). A cubic foot of distilled water at 4° C. weighs 62.43 pounds. Hence the specific gravity of a piece of wood with a density of 35 pounds is
The weight of wood, which is the material that makes up the walls of fibers and other cells, is pretty much the same across all species, whether it’s pine, hickory, or cottonwood, being a bit more than one and a half times heavier than water. It ranges slightly from beech sapwood, which is 1.50, to Douglas fir heartwood, which is 1.57, averaging about 1.55 at temperatures between 30° and 35° C. when compared to water at its heaviest density of 4° C. The reason any wood floats is that the air trapped in its cavities keeps it buoyant. When this air is replaced by water, the wood gets saturated and sinks. Ignoring any substances that might be absorbed, the reason a cubic foot of one type of dry wood weighs more than another is that it has a greater amount of wood substance. Density is simply the weight of a unit of volume, like 35 pounds per cubic foot, or 0.56 grams per cubic centimeter. Specific gravity or relative density is the ratio of the density of any material to the density of distilled water at 4° C. (39.2° F.). A cubic foot of distilled water at 4° C. weighs 62.43 pounds. Therefore, the specific gravity of a piece of wood with a density of 35 pounds is
| 35 | |||
| ------- | = | 0.561 | . |
| 62.43 |
To find the weight per cubic foot when the specific gravity is given, simply multiply by 62.43. Thus, 0.561 × 62.43 = 35. In the metric system, since the weight of a cubic centimetre of pure water is one gram, the density in grams per cubic centimetre has the same numerical value as the specific gravity.
To find the weight per cubic foot when you know the specific gravity, just multiply by 62.43. So, 0.561 × 62.43 = 35. In the metric system, since the weight of a cubic centimeter of pure water is one gram, the density in grams per cubic centimeter has the same numerical value as the specific gravity.
Since the amount of water in wood is extremely variable it usually is not satisfactory to refer to the density of green wood. For scientific purposes the density of "oven-dry" wood is used; that is, the wood is dried in an oven at a temperature of 100°C. (212°F.) until a constant weight is attained. For commercial purposes the weight or density of air-dry or "shipping-dry" wood is used. This is usually expressed in pounds per thousand board feet, a board foot being considered as one-twelfth of a cubic foot.
Since the water content in wood can vary a lot, it’s usually not helpful to refer to the density of green wood. For scientific purposes, the density of "oven-dry" wood is used; this means the wood is dried in an oven at 100°C (212°F) until it reaches a constant weight. For commercial purposes, the weight or density of air-dry or "shipping-dry" wood is considered. This is typically expressed in pounds per thousand board feet, with a board foot defined as one-twelfth of a cubic foot.
Wood shrinks greatly in drying from the green to the oven-dry condition. (See Table XIV.) Consequently a block of wood measuring a cubic foot when green will measure considerably less when oven-dry. It follows that the density of oven-dry wood does not represent the weight of the dry wood substance in a cubic foot of green wood. In other words, it is not the weight of a cubic foot of green wood minus the weight of the water which it contains. Since the latter is often a more convenient figure to use and much easier to obtain than the weight of oven-dry wood, it is commonly expressed in tables of "specific gravity or density of dry wood."
Wood shrinks significantly as it dries from its green state to being completely dry. (See Table XIV.) As a result, a block of wood that measures a cubic foot when it's green will measure much less when it's completely dry. This means that the density of dry wood doesn’t accurately reflect the weight of the dry wood in a cubic foot of green wood. In other words, it’s not just the weight of a cubic foot of green wood minus the weight of the water it contains. Since this latter figure is often easier to work with and simpler to obtain than the weight of dry wood, it's usually presented in tables showing the "specific gravity or density of dry wood."
| TABLE XIV | ||||||
|---|---|---|---|---|---|---|
| SPECIFIC GRAVITY, AND SHRINKAGE OF 51 AMERICAN WOODS | ||||||
| (Forest Service Cir. 213) | ||||||
| COMMON NAME OF SPECIES | Moisture content | Specific gravity oven-dry, based on | Shrinkage from green to oven-dry condition | |||
| Volume when green | Volume when oven-dry | In volume | Radial | Tangential | ||
| Per cent | Per cent | Per cent | Per cent | |||
| Hardwoods | ||||||
| Ash, black | 77 | 0.466 | ||||
| white | 38 | .550 | 0.640 | 12.6 | 4.3 | 6.4 |
| " | 47 | .516 | .590 | 11.7 | ||
| Basswood | 110 | .315 | .374 | 14.5 | 6.2 | 8.4 |
| Beech | 61 | .556 | .669 | 16.5 | 4.6 | 10.5 |
| Birch, yellow | 72 | .545 | .661 | 17.0 | 7.9 | 9.0 |
| Elm, rock | 46 | .578 | ||||
| slippery | 57 | .541 | .639 | 15.5 | 5.1 | 9.9 |
| white | 66 | .430 | ||||
| Gum, red | 71 | .434 | ||||
| Hackberry | 50 | .504 | .576 | 14.0 | 4.2 | 8.9 |
| Hickory, big shellbark | 64 | .601 | 17.6 | 7.4 | 11.2 | |
| " | 55 | .666 | 20.9 | 7.9 | 14.2 | |
| bitternut | 65 | .624 | ||||
| mockernut | 64 | .606 | 16.5 | 6.9 | 10.4 | |
| " | 57 | .662 | 18.9 | 8.4 | 11.4 | |
| " | 48 | .666 | ||||
| nutmeg | 76 | .558 | ||||
| pignut | 59 | .627 | 15.0 | 5.6 | 9.8 | |
| " | 54 | .667 | 15.3 | 6.3 | 9.5 | |
| " | 55 | .667 | 16.9 | 6.8 | 10.9 | |
| " | 52 | .667 | 21.2 | 8.5 | 13.8 | |
| shagbark | 65 | .608 | 16.0 | 6.5 | 10.2 | |
| " | 58 | .646 | 18.4 | 7.9 | 11.4 | |
| " | 64 | .617 | ||||
| " | 60 | .653 | 15.5 | 6.5 | 9.7 | |
| water | 74 | .630 | ||||
| Locust, honey | 53 | .695 | .759 | 8.6 | ||
| Maple, red | 69 | .512 | ||||
| sugar | 57 | .546 | .643 | 14.3 | 4.9 | 9.1 |
| " | 56 | .577 | ||||
| Oak, post | 64 | .590 | .732 | 16.0 | 5.7 | 10.6 |
| red | 80 | .568 | .660 | 13.1 | 3.7 | 8.3 |
| swamp white | 74 | .637 | .792 | 17.7 | 5.5 | 10.6 |
| tanbark | 88 | .585 | ||||
| white | 58 | .594 | .704 | 15.8 | 6.2 | 8.3 |
| " | 62 | .603 | .696 | 14.3 | 4.9 | 9.0 |
| " | 78 | .600 | .708 | 16.0 | 4.8 | 9.2 |
| yellow | 77 | .573 | .669 | 14.2 | 4.5 | 9.7 |
| " | 80 | .550 | ||||
| Osage orange | 31 | .761 | .838 | 8.9 | ||
| Sycamore | 81 | .454 | .526 | 13.5 | 5.0 | 7.3 |
| Tupelo | 121 | .475 | .545 | 12.4 | 4.4 | 7.9 |
| TABLE XIV (CONT.) | ||||||
|---|---|---|---|---|---|---|
| SPECIFIC GRAVITY, AND SHRINKAGE OF 51 AMERICAN WOODS | ||||||
| (Forest Service Cir. 213) | ||||||
| COMMON NAME OF SPECIES | Moisture content | Specific gravity oven-dry, based on | Shrinkage from green to oven-dry condition | |||
| Volume when green | Volume when oven-dry | In volume | Radial | Tangential | ||
| Per cent | Per cent | Per cent | Per cent | |||
| Conifers | ||||||
| Arborvitæ | 55 | .293 | .315 | 7.0 | 2.1 | 4.9 |
| Cedar, incense | 80 | .363 | ||||
| Cypress, bald | 79 | .452 | .513 | 11.5 | 3.8 | 6.0 |
| Fir, alpine | 47 | .306 | .321 | 9.0 | 2.5 | 7.1 |
| amabilis | 117 | .383 | ||||
| Douglas | 32 | .418 | .458 | 10.9 | 3.7 | 6.6 |
| white | 156 | .350 | .437 | 10.2 | 3.4 | 7.0 |
| Hemlock (east.) | 129 | .340 | .394 | 9.2 | 2.3 | 5.0 |
| Pine, lodgepole | 44 | .370 | .415 | 11.3 | 4.2 | 7.1 |
| lodgepole | 58 | .371 | .407 | 10.1 | 3.6 | 5.9 |
| longleaf | 63 | .528 | .599 | 12.8 | 6.0 | 7.6 |
| red or Nor | 54 | .440 | .507 | 11.5 | 4.5 | 7.2 |
| shortleaf | 52 | .447 | ||||
| sugar | 123 | .360 | .386 | 8.4 | 2.9 | 5.6 |
| west yellow | 98 | .353 | .395 | 9.2 | 4.1 | 6.4 |
| " | 125 | .377 | .433 | 11.5 | 4.3 | 7.3 |
| " | 93 | .391 | .435 | 9.9 | 3.8 | 5.8 |
| white | 74 | .363 | .391 | 7.8 | 2.2 | 5.9 |
| Redwood | 81 | .334 | ||||
| " | 69 | .366 | ||||
| Spruce, Engelmann | 45 | .325 | .359 | 10.5 | 3.7 | 6.9 |
| " | 156 | .299 | .335 | 10.3 | 3.0 | 6.2 |
| red | 31 | .396 | ||||
| white | 41 | .318 | ||||
| Tamarack | 52 | .491 | .558 | 13.6 | 3.7 | 7.4 |
This weight divided by 62.43 gives the specific gravity per green volume. It is purely a fictitious quantity. To convert this figure into actual density or specific gravity of the dry wood, it is necessary to know the amount of shrinkage in volume. If S is the percentage of shrinkage from the green to the oven-dry condition, based on the green volume; D, the density of the dry wood per cubic foot while green; and d the actual density of oven-dry wood, then
This weight divided by 62.43 gives the specific gravity for the green volume. It's entirely a theoretical number. To turn this figure into the actual density or specific gravity of the dry wood, you need to know how much the volume shrinks. If S is the percentage of shrinkage from the green to the oven-dry state, based on the green volume; D is the density of the dry wood per cubic foot when green; and d is the actual density of the oven-dry wood, then
| D | ||
| ---------- | = | d. |
| 1 - .0 S |
This relation becomes clearer from the following analysis: Taking V and W as the volume and weight, respectively, when green, and v and w as the corresponding volume and weight when oven-dry, then,
This relationship becomes clearer with the following analysis: Taking V and W as the volume and weight, respectively, when green, and v and w as the corresponding volume and weight when oven-dry, then,
| w | W | V - v | V - v | |||||||||||||||||
| d | = | --- | ; | D | = | --- | ; | S | = | ------- | × | 100 | , and | s | = | ------- | × | 100 | , | |
| v | V | V | v |
in which S is the percentage of shrinkage from the green to the oven-dry condition, based on the green volume, and s the same based on the oven-dry volume.
in which S is the percentage of shrinkage from the green state to the oven-dry state, calculated based on the green volume, and s is the same calculation based on the oven-dry volume.
In tables of specific gravity or density of wood it should always be stated whether the dry weight per unit of volume when green or the dry weight per unit of volume when dry is intended, since the shrinkage in volume may vary from 6 to 50 per cent, though in conifers it is usually about 10 per cent, and in hardwoods nearer 15 per cent. (See Table XIV.)
In tables showing the specific gravity or density of wood, it should always be clear whether the measurement refers to the dry weight per unit of volume when the wood is green or when it's dry. This is important because the shrinkage in volume can vary between 6 to 50 percent, although for conifers, it's typically around 10 percent, while for hardwoods, it's closer to 15 percent. (See Table XIV.)
COLOR
In species which show a distinct difference between heartwood and sapwood the natural color of heartwood is invariably darker than that of the sapwood, and very frequently the contrast is conspicuous. This is produced by deposits in the heartwood of various materials resulting from the process of growth, increased possibly by oxidation and other chemical changes, which usually have little or no appreciable effect on the mechanical properties of the wood. (See Heartwood and Sapwood.) Some experiments28 on very resinous longleaf pine specimens, however, indicate an increase in strength. This is due to the resin which increases the strength when dry. Spruce impregnated with crude resin and dried is greatly increased in strength thereby.
In species that clearly differentiate between heartwood and sapwood, the natural color of heartwood is usually darker than that of sapwood, and often the contrast is very noticeable. This difference comes from deposits of various materials in the heartwood that result from growth, which may be enhanced by oxidation and other chemical changes, typically having little or no significant effect on the mechanical properties of the wood. (See Heartwood and Sapwood.) Some experiments28 on highly resinous longleaf pine specimens, however, suggest an increase in strength. This is due to the resin, which enhances strength when dry. Spruce that is impregnated with crude resin and then dried shows a significant increase in strength as well.
Since the late wood of a growth ring is usually darker in color than the early wood, this fact may be used in judging the density, and therefore the hardness and strength of the material. This is particularly the case with coniferous woods. In ring-porous woods the vessels of the early wood not infrequently appear on a finished surface as darker than the denser late wood, though on cross sections of heartwood the reverse is commonly true. Except in the manner just stated the color of wood is no indication of strength.
Since the late wood of a growth ring is usually darker than the early wood, this can be used to assess the density, and therefore the hardness and strength of the material. This is especially true for coniferous woods. In ring-porous woods, the vessels of the early wood often appear darker than the denser late wood on a finished surface, although on cross sections of heartwood, the opposite is usually the case. Aside from this, the color of wood does not indicate its strength.
Abnormal discoloration of wood often denotes a diseased condition, indicating unsoundness. The black check in western hemlock is the result of insect attacks.29 The reddish-brown streaks so common in hickory and certain other woods are mostly the result of injury by birds.30 The discoloration is merely an indication of an injury, and in all probability does not of itself affect the properties of the wood. Certain rot-producing fungi impart to wood characteristic colors which thus become criterions of weakness. Ordinary sap-staining is due to fungous growth, but does not necessarily produce a weakening effect.31
Abnormal discoloration of wood often signals a disease condition, indicating it's not sound. The black checks in western hemlock are caused by insect damage.29 The reddish-brown streaks that are common in hickory and some other woods typically result from bird injuries.30 The discoloration is just a sign of an injury and probably doesn't affect the wood's properties on its own. Some rot-causing fungi give wood specific colors that become indicators of weakness. Regular sap staining is due to fungal growth, but it doesn't always weaken the wood.31
CROSS GRAIN
Cross grain is a very common defect in timber. One form of it is produced in lumber by the method of sawing and has no reference to the natural arrangement of the wood elements. Thus if the plane of the saw is not approximately parallel to the axis of the log the grain of the lumber cut is not parallel to the edges and is termed diagonal. This is likely to occur where the logs have considerable taper, and in this case may be produced if sawed parallel to the axis of growth instead of parallel to the growth rings.
Cross grain is a common defect in wood. One type of it occurs during the sawing process and isn't related to how the wood fibers are naturally arranged. Thus if the saw blade isn't roughly parallel to the log's axis, the grain of the cut lumber won't align with the edges and is called diagonal. This often happens when the logs have a significant taper, and in this situation, it might happen if the logs are cut parallel to the growth axis instead of aligning with the growth rings.
Lumber and timber with diagonal grain is always weaker than straight-grained material, the extent of the defect varying with the degree of the angle the fibres make with the axis of the stick. In the vicinity of large knots the grain is likely to be cross. The defect is most serious where wood is subjected to flexure, as in beams.
Lumber and timber with diagonal grain is always weaker than straight-grained material, with the severity of the defect varying based on the angle the fibers make with the stick's axis. Around large knots, the grain is likely to be cross. This defect is most critical when the wood is under bending stress, like in beams.
Spiral grain is a very common defect in a tree, and when excessive renders the timber valueless for use except in the round. It is produced by the arrangement of the wood fibres in a spiral direction about the axis instead of exactly vertical. Timber with spiral grain is also known as "torse wood." Spiral grain usually cannot be detected by casual inspection of a stick, since it does not show in the so-called visible grain of the wood, by which is commonly meant a sectional view of the annual rings of growth cut longitudinally. It is accordingly very easy to allow spiral-grained material to pass inspection, thereby introducing an element of weakness in a structure.
Spiral grain is a common defect in trees, and when it’s excessive, it makes the timber useless for anything other than round use. It occurs when the wood fibers are arranged in a spiral around the axis instead of being perfectly vertical. Timber with spiral grain is also called "torse wood." Spiral grain usually can’t be seen with a casual look at a piece of wood since it doesn’t appear in the so-called visible grain, which usually refers to a longitudinal view of the annual growth rings. As a result, it’s easy for spiral-grained material to go unnoticed during inspection, which can weaken a structure.
There are methods for readily detecting spiral grain. The simplest is that of splitting a small piece radially. It is necessary, of course, that the split be radial, that is, in a plane passing through the axis of the log, and not tangentially. In the latter case it is quite probable that the wood would split straight, the line of cleavage being between the growth rings.
There are ways to easily detect spiral grain. The simplest method is to split a small piece radially. It's important that the split is radial, meaning it should be in a plane that goes through the axis of the log, not tangentially. If it's tangential, the wood will likely split straight along the line between the growth rings.
In inspection, the elements to examine are the rays. In the case of oak and certain other hardwoods these rays are so large that they are readily seen not only on a radial surface, but on the tangential as well. On the former they appear as flakes, on the latter as short lines. Since these rays are between the fibres it naturally follows that they will be vertical or inclined according as the tree is straight-grained or spiral-grained. While they are not conspicuous in the softwoods, they can be seen upon close scrutiny, and particularly so if a small hand magnifier is used.
In inspection, the elements to look at are the rays. In the case of oak and some other hardwoods, these rays are so large that they're easily seen not only on a radial surface but also on the tangential one. On the former, they look like flakes, and on the latter, they appear as short lines. Since these rays are between the fibers, they will naturally be vertical or inclined depending on whether the tree is straight-grained or spiral-grained. While they aren't obvious in softwoods, they can be seen with close examination, especially if a small hand magnifier is used.
When wood has begun to dry and check it is very easy to see whether or not it is straight- or spiral-grained, since the checks will for the most part follow along the rays. If one examines a row of telephone poles, for example, he will probably find that most of them have checks running spirally around them. If boards were sawed from such a pole after it was badly checked they would fall to pieces of their own weight. The only way to get straight material would be to split it out.
When wood starts to dry and crack, it's really easy to see whether it's straight- or spiral-grained because the cracks usually follow the grain lines. For instance, if you look at a row of telephone poles, you'll likely notice that most of them have cracks spiraling around them. If boards were cut from a pole that has significant cracks, they would fall apart under their own weight. The only way to get straight wood would be to split it out.
KNOTS
Knots are portions of branches included in the wood of the stem or larger branch. Branches originate as a rule from the central axis of a stem, and while living increase in size by the addition of annual woody layers which are a continuation of those of the stem. The included portion is irregularly conical in shape with the tip at the pith. The direction of the fibre is at right angles or oblique to the grain of the stem, thus producing local cross grain.
Knots are parts of branches that are included in the wood of the trunk or larger branch. Branches usually grow from the central axis of the trunk, and as they live, they get bigger by adding annual layers of wood that continue those of the trunk. The included part has an irregular conical shape, with the tip at the center. The direction of the fibers is either perpendicular or diagonal to the grain of the trunk, creating local cross grain.
During the development of a tree most of the limbs, especially the lower ones, die, but persist for a time—often for years. Subsequent layers of growth of the stem are no longer intimately joined with the dead limb, but are laid around it. Hence dead branches produce knots which are nothing more than pegs in a hole, and likely to drop out after the tree has been sawed into lumber. In grading lumber and structural timber, knots are classified according to their form, size, soundness, and the firmness with which they are held in place.32
During a tree’s growth, most branches, especially the lower ones, die but remain attached for a while—often for years. New layers of growth in the trunk no longer connect closely with the dead branch; instead, they grow around it. As a result, dead branches create knots, which are basically pegs in a hole and may fall out after the tree is cut into lumber. When grading lumber and structural timber, knots are categorized based on their shape, size, quality, and how securely they are held in place.32
Knots materially affect checking and warping, ease in working, and cleavability of timber. They are defects which weaken timber and depreciate its value for structural purposes where strength is an important consideration. The weakening effect is much more serious where timber is subjected to bending and tension than where under compression. The extent to which knots affect the strength of a beam depends upon their position, size, number, direction of fibre, and condition. A knot on the upper side is compressed, while one on the lower side is subjected to tension. The knot, especially (as is often the case) if there is a season check in it, offers little resistance to this tensile stress. Small, knots, however, may be so located in a beam along the neutral plane as actually to increase the strength by tending to prevent longitudinal shearing. Knots in a board or plank are least injurious when they extend through it at right angles to its broadest surface. Knots which occur near the ends of a beam do not weaken it. Sound knots which occur in the central portion one-fourth the height of the beam from either edge are not serious defects.
Knots significantly impact checking and warping, ease of work, and the ability to split timber. They are flaws that weaken timber and reduce its value for structural use where strength is crucial. The weakening effect is much more serious when timber is under bending and tension than when it is compressed. How much knots affect the strength of a beam depends on their position, size, number, direction of the grain, and condition. A knot on the top side is compressed, while one on the bottom side is under tension. The knot, especially if there's a seasonal check in it, provides little resistance to this tensile stress. However, small knots can sometimes be positioned along the neutral plane of a beam in a way that actually increases strength by helping to prevent longitudinal shearing. Knots in a board or plank are least harmful when they run through it at a right angle to the widest surface. Knots near the ends of a beam do not weaken it. Sound knots located in the central portion, one-fourth the height of the beam from either edge, are not serious defects.
Extensive experiments by the U.S. Forest Service33 indicate the following effects of knots on structural timbers:
Extensive experiments by the U.S. Forest Service33 show the following effects of knots on structural lumber:
(1) Knots do not materially influence the stiffness of structural timber.
(1) Knots do not significantly affect the stiffness of structural timber.
(2) Only defects of the most serious character affect the elastic limit of beams. Stiffness and elastic strength are more dependent upon the quality of the wood fibre than upon defects in the beam.
(2) Only serious defects affect the elastic limit of beams. Stiffness and elastic strength rely more on the quality of the wood fiber than on defects in the beam.
(3) The effect of knots is to reduce the difference between the fibre stress at elastic limit and the modulus of rupture of beams. The breaking strength is very susceptible to defects.
(3) Knots reduce the difference between the fiber stress at the elastic limit and the modulus of rupture of beams. The breaking strength is highly sensitive to defects.
(4) Sound knots do not weaken wood when subject to compression parallel to the grain.34
(4) Sound knots don't weaken wood when it's under compression parallel to the grain.34
FROST SPLITS
A common defect in standing timber results from radial splits which extend inward from the periphery of the tree, and almost, if not always, near the base. It is most common in trees which split readily, and those with large rays and thin bark. The primary cause of the splitting is frost, and various theories have been advanced to explain the action.
A common issue in standing timber comes from radial splits that extend inward from the tree's outer edge, usually near the base. This is most common in trees that easily split and those with large rays and thin bark. The main cause of the splitting is frost, and several theories have been proposed to explain this phenomenon.
R. Hartig35 believes that freezing forces out a part of the imbibition water of the cell walls, thereby causing the wood to shrink, and if the interior layers have not yet been cooled, tangential strains arise which finally produce radial clefts.
R. Hartig35 believes that freezing pushes some of the absorbed water out of the cell walls, which makes the wood shrink. If the inner layers haven’t cooled down yet, this can create tangential stresses that eventually lead to radial cracks.
Another theory holds that the water is not driven out of the cell walls, but that difference in temperature conditions of inner and outer layers is itself sufficient to set up the strains, resulting in splitting. An air temperature of 14°F. or less is considered necessary to produce frost splits.
Another theory suggests that the water isn't pushed out of the cell walls; rather, the difference in temperature between the inner and outer layers is enough to create the strains that lead to splitting. An air temperature of 14°F or lower is thought to be necessary to cause frost splits.
A still more recent theory is that of Busse36 who considers the mechanical action of the wind a very important factor. He observed: (a) Frost splits sometimes occur at higher temperatures than 14°F. (b) Most splits take place shortly before sunrise, i.e., at the time of lowest air and soil temperature; they are never heard to take place at noon, afternoon, or evening. (c) They always occur between two roots or between the collars of two roots, (d) They are most frequent in old, stout-rooted, broad-crowned trees; in younger stands it is always the stoutest members that are found with frost splits, while in quite young stands they are altogether absent, (e) Trees on wet sites are most liable to splits, due to difference in wood structure, just as difference in wood structure makes different species vary in this regard. (f) Frost splits are most numerous less than three feet above the ground.
A more recent theory is by Busse36 who thinks that the mechanical action of the wind is a really significant factor. He noted: (a) Frost splits can happen at temperatures higher than 14°F. (b) Most splits occur just before sunrise, meaning at the lowest air and soil temperature; they are never heard to happen at noon, in the afternoon, or evening. (c) They always happen between two roots or between the collars of two roots, (d) They are most common in old, thick-rooted, broad-crowned trees; in younger groups it’s usually the thickest trees that show frost splits, while in very young groups they don’t happen at all, (e) Trees in wet areas are more likely to have splits because of differences in wood structure, just as different species vary due to wood structure. (f) Frost splits are most frequent less than three feet off the ground.
When a tree is swayed by the wind the roots are counteracting forces, and the wood fibres are tested in tension and compression by the opposing forces; where the roots exercise tension stresses most effectively the effect of compression stresses is at a minimum; only where the pressure is in excess of the tension, i.e., between the roots, can a separation of the fibre result. Hence, when by frost a tension on the entire periphery is established, and the wind localizes additional strains, failure occurs. The stronger the compression and tension, the severer the strains and the oftener failures occur. The occurrence of reports of frost splits on wind-still days is believed by Busse to be due to the opening of old frost splits where the tension produced by the frost alone is sufficient.
When the wind pushes against a tree, the roots work against it, and the wood fibers are put to the test from pressure and pulling forces. When the roots pull effectively, the impact of compressive forces is at its lowest; only when the pressure exceeds the tension, for example, between the roots, can the fibers start to separate. So, when frost creates tension all around the tree and the wind adds more strain in certain spots, failure can happen. The greater the compression and tension, the harsher the strains and the more frequent the failures. Busse believes that reports of frost splits on calm days happen because old frost splits are opening up when the tension from the frost alone is strong enough.
Frost splits may heal over temporarily, but usually open up again during the following winter. The presence of old splits is often indicated by a ridge of callous, the result of the cambium's effort to occlude the wound. Frost splits not only affect the value of lumber, but also afford an entrance into the living tree for disease and decay.
Frost splits might heal over for a while, but they usually reopen the next winter. The old splits are often marked by a ridge of callous, which forms as the cambium tries to close the wound. Frost splits not only lower the value of lumber but also create an entry point for disease and decay into the living tree.
SHAKES, GALLS, PITCH POCKETS
Heart shake occurs in nearly all overmature timber, being more frequent in hardwoods (especially oak) than in conifers. In typical heart shake the centre of the hole shows indications of becoming hollow and radial clefts of varying size extend outward from the pith, being widest inward. It frequently affects only the butt log, but may extend to the entire hole and even the larger branches. It usually results from a shrinkage of the heartwood due probably to chemical changes in the wood.
Heart shake happens in almost all overmature timber and is more common in hardwoods (especially oak) than in conifers. In typical heart shake, the center of the hole indicates it is becoming hollow, with radial splits of different sizes extending outward from the pith, being widest toward the inside. It often affects only the butt log but can extend to the entire hole and even larger branches. This usually results from shrinkage of the heartwood, likely due to chemical changes in the wood.
When it consists of a single cleft extending across the pith it is termed simple heart shake. Shake of this character in straight-grained trees affects only one or two central boards when cut into lumber, but in spiral-grained timber the damage is much greater. When shake consists of several radial clefts it is termed star shake. In some instances one or more of these clefts may extend nearly to the bark. In felled or converted timber clefts due to heart shake may be distinguished from seasoning cracks by the darker color of the exposed surfaces. Such clefts, however, tend to open up more and more as the timber seasons.
When it has a single split going through the center, it's called simple heart shake. This type of shake in straight-grained trees affects just one or two central boards when they're turned into lumber, but in spiral-grained wood, the damage is much worse. When there are several radial splits, it's known as star shake. Sometimes, one or more of these splits may almost reach the bark. In fallen or processed timber, splits from heart shake can be identified by the darker color of the exposed surfaces compared to seasoning cracks. However, these splits tend to widen as the timber dries out.
Cup or ring shake results from the pulling apart of two or more growth rings. It is one of the most serious defects to which sound timber is subject, as it seriously reduces the technical properties of wood. It is very common in sycamore and in western larch, particularly in the butt portion. Its occurrence is most frequent at the junction of two growth layers of very unequal thickness. Consequently it is likely to occur in trees which have grown slowly for a time, then abruptly increased, due to improved conditions of light and food, as in thinning. Old timber is more subject to it than young trees. The damage is largely confined to the butt log. Cup shake is often associated with other forms of shake, and not infrequently shows traces of decay.
Cup or ring shake happens when two or more growth rings pull apart. It's one of the most significant defects that can affect sound timber because it severely weakens the wood’s technical properties. This issue is very common in sycamore and western larch, especially in the butt section. It tends to occur most often at the junction of two growth layers of very uneven thickness. As a result, it's likely to happen in trees that grew slowly for a while and then suddenly grew faster due to better conditions for light and nutrients, like after thinning. Older timber is more prone to it than younger trees. The damage mainly affects the butt log. Cup shake is often linked with other types of shake and frequently shows signs of decay.
The causes of cup shake are uncertain. The swaying action of the wind may result in shearing apart the growth layers, especially in trees growing in exposed places. Frost may in some instances be responsible for cup shake or at least a contributing factor, although trees growing in regions free from frost often have ring shake. Shrinkage of the heartwood may be concentric as well as radial in its action, thus producing cup shake instead of, or in connection with, heart shake.
The reasons for cup shake are not well understood. The movement caused by the wind can cause the growth layers to separate, especially in trees that are in exposed areas. Frost might sometimes cause cup shake or at least play a part in it, although trees in frost-free areas can still experience ring shake. The shrinkage of the heartwood can happen in both concentric and radial patterns, leading to cup shake occurring instead of or alongside heart shake.
A local defect somewhat similar in effect to cup shake is known as rind gall. If the cambium layer is exposed by the removal of the entire bark or rind it will die. Subsequent growth over the damaged portion does not cohere with the wood previously formed by the old cambium. The defect resulting is termed rind gall. The most common causes of it are fire, gnawing, blazing, chipping, sun scald, lightning, and abrasions.
A local defect similar to cup shake is called rind gall. If the cambium layer is exposed by removing the entire bark or rind, it will die. The growth that occurs over the damaged area doesn’t bond with the wood produced by the old cambium. This results in a defect known as rind gall. The most common causes of rind gall are fire, gnawing, blazing, chipping, sun scald, lightning, and abrasions.
Heart break is a term applied to areas of compression failure along the grain found in occasional logs. Sometimes these breaks are invisible until the wood is manufactured into the finished article. The occurrence of this defect is mostly limited to the dense hardwoods, such as hickory and to heavy tropical species. It is the source of considerable loss in the fancy veneer industry, as the veneer from valuable logs so affected drops to pieces.
Heart break refers to areas of compression failure along the grain found in certain logs. Sometimes these breaks are not visible until the wood is turned into the finished product. This defect mainly occurs in dense hardwoods, like hickory, and heavy tropical species. It leads to significant losses in the fancy veneer industry because the veneer from these valuable logs ends up breaking apart.
The cause of heart break is not positively known. It is highly probable, however, that when the tree is felled the trunk strikes across a rock or another log, and the impact causes actual failure in the log as in a beam.
The exact cause of heart break isn’t clearly understood. However, it’s very likely that when the tree is cut down, the trunk hits a rock or another log, and that impact causes real damage to the log, just like it would to a beam.
Resin or pitch pockets are of common occurrence in the wood of larch, spruce, fir, and especially of longleaf and other hard pines. They are due to accumulations of resin in openings between adjacent layers of growth. They are more frequent in trees growing alone than in those of dense stands. The pockets are usually a few inches in greatest dimension and affect only one or two growth layers. They are hidden until exposed by the saw, rendering it impossible to cut lumber with reference to their position. Often several boards are damaged by a single pocket. In grading lumber, pitch pockets are classified as small, standard, and large, depending upon their width and length.
Resin or pitch pockets are commonly found in the wood of larch, spruce, fir, and especially longleaf and other hard pines. They occur due to the buildup of resin in gaps between the growth rings. These pockets are more common in trees that grow alone than in those found in dense forests. They typically measure a few inches at their largest point and usually impact only one or two growth rings. They remain hidden until revealed by cutting, making it impossible to plan lumber cuts based on their location. Often, multiple boards are ruined by a single pocket. When grading lumber, pitch pockets are categorized as small, standard, and large, based on their width and length.
INSECT INJURIES37
The larvæ of many insects are destructive to wood. Some attack the wood of living trees, others only that of felled or converted material. Every hole breaks the continuity of the fibres and impairs the strength, and if there are very many of them the material may be ruined for all purposes where strength is required.
The larvae of many insects can damage wood. Some target the wood of living trees, while others only infest cut or processed materials. Every hole disrupts the integrity of the fibers and weakens the material, and if there are too many of them, the wood can be rendered useless for any applications that require strength.
Some of the most common insects attacking the wood of living trees are the oak timber worm, the chestnut timber worm, carpenter worms, ambrosia beetles, the locust borer, turpentine beetles and turpentine borers, and the white pine weevil.
Some of the most common insects that attack the wood of living trees include the oak timber worm, chestnut timber worm, carpenter worms, ambrosia beetles, locust borer, turpentine beetles, turpentine borers, and white pine weevil.
The insect injuries to forest products may be classed according to the stage of manufacture of the material. Thus round timber with the bark on, such as poles, posts, mine props, and sawlogs, is subject to serious damage by the same class of insects as those mentioned above, particularly by the round-headed borers, timber worms, and ambrosia beetles. Manufactured unseasoned products are subject to damage from ambrosia beetles and other wood borers. Seasoned hardwood lumber of all kinds, rough handles, wagon stock, etc., made partially or entirely of sapwood, are often reduced in value from 10 to 90 per cent by a class of insects known as powder-post beetles. Finished hardwood products such as handles, wagon, carriage and machinery stock, especially if ash or hickory, are often destroyed by the powder-post beetles. Construction timbers in buildings, bridges and trestles, cross-ties, poles, mine props, fence posts, etc., are sometimes seriously injured by wood-boring larvæ, termites, black ants, carpenter bees, and powder-post beetles, and sometimes reduced in value from 10 to 100 per cent. In tropical countries termites are a very serious pest in this respect.
Insect damage to forest products can be categorized based on the stage of manufacturing of the material. Round timber with bark, like poles, posts, mine props, and sawlogs, can suffer significant harm from the same types of insects mentioned earlier, especially round-headed borers, timber worms, and ambrosia beetles. Unseasoned manufactured products are vulnerable to damage from ambrosia beetles and other wood borers. Seasoned hardwood lumber of all kinds, including rough handles and wagon stock, particularly those made partially or entirely of sapwood, often lose between 10 to 90 percent of their value due to a group of insects called powder-post beetles. Finished hardwood items such as handles, wagon, carriage, and machinery stock, especially if made of ash or hickory, are frequently ruined by powder-post beetles. Construction timbers used in buildings, bridges, trestles, cross-ties, poles, mine props, fence posts, etc., are sometimes severely affected by wood-boring larvae, termites, black ants, carpenter bees, and powder-post beetles, occasionally losing in value ranging from 10 to 100 percent. In tropical regions, termites are a significant pest in this regard.
MARINE WOOD-BORER INJURIES
Vast amounts of timber used for piles in wharves and other marine structures are constantly being destroyed or seriously injured by marine borers. Almost invariably they are confined to salt water, and all the woods commonly used for piling are subject to their attacks. There are two genera of mollusks, Xylotrya and Teredo, and three of crustaceans, Limnoria, Chelura, and Sphoeroma, that do serious damage in many places along both the Atlantic and Pacific coasts.
Huge amounts of timber used for piles in docks and other marine structures are constantly being destroyed or badly damaged by marine borers. They almost always thrive in salt water, and all the types of wood commonly used for piling are vulnerable to their attacks. There are two genera of mollusks, Xylotrya and Teredo, and three types of crustaceans, Limnoria, Chelura, and Sphoeroma, that cause significant damage in many areas along both the Atlantic and Pacific coasts.
These mollusks, which are popularly known as "shipworms," are much alike in structure and mode of life. They attack the exposed surface of the wood and immediately begin to bore. The tunnels, often as large as a lead pencil, extend usually in a longitudinal direction and follow a very irregular, tangled course. Hard woods are apparently penetrated as readily as soft woods, though in the same timber the softer parts are preferred. The food consists of infusoria and is not obtained from the wood substance. The sole object of boring into the wood is to obtain shelter.
These mollusks, commonly called "shipworms," are very similar in structure and lifestyle. They attack the exposed surfaces of wood and quickly start to bore into it. The tunnels, often as big as a pencil, usually extend in a long and irregular, twisted path. They seem to penetrate hard woods just as easily as soft woods, although within the same piece of timber, they prefer the softer parts. Their food consists of tiny microorganisms and isn’t derived from the wood itself. The only reason they bore into the wood is to find shelter.
Although shipworms can live in cold water they thrive best and are most destructive in warm water. The length of time required to destroy an average barked, unprotected pine pile on the Atlantic coast south from Chesapeake Bay and along the entire Pacific coast varies from but one to three years.
Although shipworms can survive in cold water, they do best and cause the most damage in warm water. The time it takes to destroy a typical unprotected pine pile on the Atlantic coast, from Chesapeake Bay southward and along the entire Pacific coast, ranges from just one to three years.
Of the crustacean borers, Limnoria, or the "wood louse," is the only one of great importance, although Sphoeroma is reported destructive in places. Limnoria is about the size of a grain of rice and tunnels into the wood for both food and shelter. The galleries extend inward radially, side by side, in countless numbers, to the depth of about one-half inch. The thin wood partitions remaining are destroyed by wave action, so that a fresh surface is exposed to attack. Both hard and soft woods are damaged, but the rate is faster in the soft woods or softer portions of a wood.
Of the crustacean borers, Limnoria, also known as the "wood louse," is the only one that really matters, although Sphoeroma is reported to be destructive in some areas. Limnoria is about the size of a grain of rice and burrows into the wood for food and shelter. The tunnels extend inward radially, side by side, in countless numbers, to a depth of about half an inch. The thin wood partitions that remain are broken down by wave action, exposing a fresh surface to further attack. Both hard and soft woods suffer damage, but the damage occurs more quickly in soft woods or softer parts of a wood.
Timbers seriously attacked by marine borers are badly weakened or completely destroyed. If the original strength of the material is to be preserved it is necessary to protect the wood from the borers. This is sometimes accomplished by proper injection of creosote oil, and more or less successfully by the use of various kinds of external coatings.38 No treatment, however, has proved entirely satisfactory.
Timbers that are heavily damaged by marine borers are significantly weakened or may be completely ruined. To maintain the original strength of the material, it's essential to safeguard the wood from these borers. This can sometimes be done effectively by properly injecting creosote oil, and various types of external coatings can be somewhat effective as well.38 However, no treatment has been entirely successful.
FUNGOUS INJURIES39
Fungi are responsible for almost all decay of wood. So far as known, all decay is produced by living organisms, either fungi or bacteria. Some species attack living trees, sometimes killing them, or making them hollow, or in the case of pecky cypress and incense cedar filling the wood with galleries like those of boring insects. A much larger variety work only in felled or dead wood, even after it is placed in buildings or manufactured articles. In any case the process of destruction is the same. The mycelial threads penetrate the walls of the cells in search of food, which they find either in the cell contents (starches, sugars, etc.), or in the cell wall itself. The breaking down of the cell walls through the chemical action of so-called "enzymes" secreted by the fungi follows, and the eventual product is a rotten, moist substance crumbling readily under the slightest pressure. Some species remove the ligneous matter and leave almost pure cellulose, which is white, like cotton; others dissolve the cellulose, leaving a brittle, dark brown mass of ligno-cellulose. Fungi (such as the bluing fungus) which merely stain wood usually do not affect its mechanical properties unless the attacks are excessive.
Fungi are responsible for nearly all wood decay. As far as anyone knows, all decay is caused by living organisms, either fungi or bacteria. Some species attack living trees, sometimes killing them or making them hollow, or in the case of pecky cypress and incense cedar, filling the wood with tunnels similar to those made by boring insects. A much larger variety only works on cut or dead wood, even after it’s been used in buildings or manufactured items. In any case, the process of destruction is the same. The mycelial threads penetrate the cell walls in search of food, which they find either in the cell contents (like starches and sugars) or in the cell wall itself. The breakdown of the cell walls occurs through the chemical action of so-called "enzymes" secreted by the fungi, resulting in a rotten, moist substance that crumbles easily under the slightest pressure. Some species remove the woody matter and leave almost pure cellulose, which is white like cotton; others dissolve the cellulose, leaving a brittle, dark brown mass of ligno-cellulose. Fungi (like the bluing fungus) that only stain wood usually don’t affect its mechanical properties unless the damage is severe.
It is evident, then, that the action of rot-causing fungi is to decrease the strength of wood, rendering it unsound, brittle, and dangerous to use. The most dangerous kinds are the so-called "dry-rot" fungi which work in many kinds of lumber after it is placed in the buildings. They are particularly to be dreaded because unseen, working as they do within the walls or inside of casings. Several serious wrecks of large buildings have been attributed to this cause. It is stated40 that in the three years (1911-1913) more than $100,000 was required to repair damage due to dry rot.
It's clear that rot-causing fungi weaken wood, making it unsound, brittle, and unsafe to use. The most dangerous types are the so-called "dry-rot" fungi, which can affect many kinds of lumber once it's installed in buildings. They are particularly feared because they operate out of sight, working within walls or inside casings. Several serious collapses of large structures have been linked to this issue. It is reported40 that over the three years from 1911 to 1913, more than $100,000 was needed to fix damage caused by dry rot.
Dry rot develops best at 75°F. and is said to be killed by a temperature of 110°F.41 Fully 70 per cent humidity is necessary in the air in which a timber is surrounded for the growth of this fungus, and probably the wood must be quite near its fibre saturation condition. Nevertheless Merulius lacrymans (one of the most important species) has been found to live four years and eight months in a dry condition.42 Thorough kiln-drying will kill this fungus, but will not prevent its redevelopment. Antiseptic treatment, such as creosoting, is the best prevention.
Dry rot thrives best at 75°F and is said to be eliminated by a temperature of 110°F.41 A humidity level of 70 percent is necessary in the air surrounding the timber for this fungus to grow, and the wood likely needs to be close to its fiber saturation point. However, Merulius lacrymans (one of the key species) has been found to survive for four years and eight months in dry conditions.42 Complete kiln-drying will kill this fungus, but it won't stop it from coming back. Antiseptic treatments, like creosoting, are the most effective prevention.
All fungi require moisture and air43 for their growth. Deprived of either of these the fungus dies or ceases to develop. Just what degree of moisture in wood is necessary for the "dry-rot" fungus has not been determined, but it is evidently considerably above that of thoroughly air-dry timber, probably more than 15 per cent moisture. Hence the importance of free circulation of air about all timbers in a building.
All fungi need moisture and air43 to grow. Without either of these, the fungus will die or stop developing. The exact level of moisture in wood that is required for the "dry-rot" fungus hasn't been figured out, but it is clearly much higher than that of completely dry timber, likely more than 15 percent moisture. This highlights the importance of good airflow around all the wood in a building.
Warmth is also conducive to the growth of fungi, the most favorable temperature being about 90°F. They cannot grow in extreme cold, although no degree of cold such as occurs naturally will kill them. On the other hand, high temperature will kill them, but the spores may survive even the boiling temperature. Mould fungus has been observed to develop rapidly at 130°F. in a dry kiln in moist air, a condition under which an animal cannot live more than a few minutes. This fungus was killed, however, at about 140° or 145°F.44
Warmth also helps fungi grow, with the ideal temperature being around 90°F. They can’t survive extreme cold, but no natural cold temperature will kill them. On the flip side, high temperatures can kill them, although their spores might endure even boiling temperatures. Mould fungus has been seen to quickly grow at 130°F in a dry kiln with humid air, a situation where an animal can only last for a few minutes. However, this fungus was killed at about 140° or 145°F.44
The fungus (Endothia parasitica And.) which causes the chestnut blight kills the trees by girdling them and has no direct effect upon the wood save possibly the four or five growth rings of the sapwood.45
The fungus (Endothia parasitica And.) that leads to chestnut blight kills the trees by circling them and doesn't directly affect the wood, except maybe the four or five growth rings of the sapwood.45
PARASITIC PLANT INJURIES.46
The most common of the higher parasitic plants damaging timber trees are mistletoes. Many species of deciduous trees are attacked by the common mistletoe (Phoradendron flavescens). It is very prevalent in the South and Southwest and when present in sufficient quantity does considerable damage. There is also a considerable number of smaller mistletoes belonging to the genus Razoumofskya (Arceuthobium) which are widely distributed throughout the country, and several of them are common on coniferous trees in the Rocky Mountains and along the Pacific coast.
The most common higher parasitic plants that harm timber trees are mistletoes. Many types of deciduous trees get attacked by the common mistletoe (Phoradendron flavescens). It's very common in the South and Southwest, and when it shows up in significant amounts, it can cause a lot of damage. There are also quite a few smaller mistletoes from the genus Razoumofskya (Arceuthobium) that are found all over the country, and several of them are often found on coniferous trees in the Rocky Mountains and along the Pacific coast.
One effect of the common mistletoe is the formation of large swellings or tumors. Often the entire tree may become stunted or distorted. The western mistletoe is most common on the branches, where it produces "witches' broom." It frequently attacks the trunk as well, and boards cut from such trees are filled with long, radial holes which seriously damage or destroy the value of the timber affected.
One consequence of the common mistletoe is the development of large growths or tumors. Often, the whole tree may become stunted or warped. The western mistletoe typically grows on the branches, creating "witches' broom." It often targets the trunk too, and lumber sourced from these trees is filled with long, radial holes, which significantly reduce or ruin the quality of the affected timber.
LOCALITY OF GROWTH
The data available regarding the effect of the locality of growth upon the properties of wood are not sufficient to warrant definite conclusions. The subject has, however, been kept in mind in many of the U.S. Forest Service timber tests and the following quotations are assembled from various reports:
"In both the Cuban and longleaf pine the locality where grown appears to have but little influence on weight or strength, and there is no reason to believe that the longleaf pine from one State is better than that from any other, since such variations as are claimed can be found on any 40-acre lot of timber in any State. But with loblolly and still more with shortleaf this seems not to be the case. Being widely distributed over many localities different in soil and climate, the growth of the shortleaf pine seems materially influenced by location. The wood from the southern coast and gulf region and even Arkansas is generally heavier than the wood from localities farther north. Very light and fine-grained wood is seldom met near the southern limit of the range, while it is almost the rule in Missouri, where forms resembling the Norway pine are by no means rare. The loblolly, occupying both wet and dry soils, varies accordingly." Cir. No. 12, p. 6.
"In both Cuban and longleaf pines, the area where they're grown doesn’t seem to have much impact on their weight or strength, and there's no reason to think that longleaf pine from one state is better than that from another, as any differences claimed can be found on any 40-acre plot of timber in any state. However, this doesn’t seem to apply to loblolly and especially shortleaf pine. Because shortleaf pine is found in many areas with different soil and climate conditions, its growth seems to be significantly affected by location. Wood from the southern coast and Gulf region, as well as Arkansas, is generally heavier than wood from places farther north. Very light and fine-grained wood is rarely found near the southern edge of its range, while it's almost common in Missouri, where forms similar to Norway pine are not unusual. The loblolly pine, which grows in both wet and dry soils, shows variation accordingly." Cir. No. 12, p. 6.
" ... It is clear that as all localities have their heavy and their light timber, so they all share in strong and weak, hard and soft material, and the difference in quality of material is evidently far more a matter of individual variation than of soil or climate." Ibid., p.22
"... It's obvious that just like every area has its dense and lighter woods, they also have strong and weak, hard and soft materials. The difference in quality of materials is clearly more about individual variation than about soil or climate." Ibid., p.22
"A representative committee of the Carriage Builders' Association had publicly declared that this important industry could not depend upon the supplies of southern timber, as the oak grown in the South lacked the necessary qualities demanded in carriage construction. Without experiment this statement could be little better than a guess, and was doubly unwarranted, since it condemned an enormous amount of material, and one produced under a great variety of conditions and by at least a dozen species of trees, involving, therefore, a complexity of problems difficult enough for the careful investigator, and entirely beyond the few unsystematic observations of the members of a committee on a flying trip through one of the greatest timber regions of the world.
A representative committee from the Carriage Builders' Association publicly stated that this important industry couldn’t rely on southern timber supplies, as the oak grown in the South didn’t have the necessary qualities needed for carriage construction. Without proper testing, this claim was essentially just a guess and was even more unjustified since it dismissed a huge amount of material produced in a wide range of conditions and by at least a dozen different tree species. This created a complex set of problems that would be challenging for even a thorough investigator, making it far beyond the few random observations made by committee members during a brief visit to one of the largest timber regions in the world.
"A number of samples were at once collected (part of them supplied by the carriage builders' committee), and the fallacy of the broad statement mentioned was fully demonstrated by a short series of tests and a more extensive study into structure and weight of these materials. From these tests it appears that pieces of white oak from Arkansas excelled well-selected pieces from Connecticut, both in stiffness and endwise compression (the two most important forms of resistance)." Report upon the forestry investigations of the U.S.D.A. 1877-1898, p. 331. See also Rep. of Div. of For., 1890, p. 209.
A number of samples were collected at once (some provided by the carriage builders' committee), and the error in the broad statement mentioned was clearly shown through a short series of tests and a more thorough investigation into the structure and weight of these materials. From these tests, it seems that pieces of white oak from Arkansas outperformed well-selected pieces from Connecticut in both stiffness and endwise compression (the two most important types of resistance). Report upon the forestry investigations of the U.S.D.A. 1877-1898, p. 331. See also Rep. of Div. of For., 1890, p. 209.
"In some regions there are many small, stunted hickories, which most users will not touch. They have narrow sap, are likely to be birdpecked, and show very slow growth. Yet five of these trees from a steep, dry south slope in West Virginia had an average strength fully equal to that of the pignut from the better situation, and were superior in toughness, the work to maximum load being 36.8 as against 31.2 for pignut. The trees had about twice as many rings per inch as others from better situations.
"In some areas, there are many small, poorly developed hickories that most people avoid. They have narrow sap, tend to be birdpecked, and grow very slowly. However, five of these trees from a steep, dry south-facing slope in West Virginia had an average strength that matched the stronger pignut from better conditions and were tougher, with a work to maximum load of 36.8 compared to 31.2 for pignut. These trees had about twice as many growth rings per inch as those from better situations."
"This, however, is not very significant, as trees of the same species, age, and size, growing side by side under the same conditions of soil and situation, show great variation in their technical value. It is hard to account for this difference, but it seems that trees growing in wet or moist situations are rather inferior to those growing on fresher soil; also, it is claimed by many hickory users that the wood from limestone soils is superior to that from sandy soils.
"This, however, isn’t very significant, as trees of the same species, age, and size, growing next to each other under the same soil conditions and environment, show a lot of variation in their technical value. It’s hard to explain this difference, but it seems that trees growing in wet or moist areas are generally not as good as those growing in drier soil; also, many hickory users claim that wood from limestone soils is better than that from sandy soils."
"One of the moot questions among hickory men is the relative value of northern and southern hickory. The impression prevails that southern hickory is more porous and brash than hickory from the north. The tests ... indicate that southern hickory is as tough and strong as northern hickory of the same age. But the southern hickories have a greater tendency to be shaky, and this results in much waste. In trees from southern river bottoms the loss through shakes and grub-holes in many cases amounts to as much as 50 per cent.
"One of the ongoing debates among hickory enthusiasts is the relative quality of northern versus southern hickory. Many people believe that southern hickory is more porous and brittle than northern hickory. The tests ... show that southern hickory is just as tough and strong as northern hickory of the same age. However, southern hickories are more likely to be unstable, resulting in significant waste. In trees from southern river bottoms, the damage from instability and holes sometimes accounts for as much as 50 percent."
"It is clear, therefore, that the difference in northern and southern hickory is not due to geographic location, but rather to the character of timber that is being cut. Nearly all of that from southern river bottoms and from the Cumberland Mountains is from large, old-growth trees; that from the north is from younger trees which are grown under more favorable conditions, and it is due simply to the greater age of the southern trees that hickory from that region is lighter and more brash than that from the north." Bul. 80, pp. 52-55.
"It’s clear, then, that the difference between northern and southern hickory isn’t because of where they’re located, but rather the type of timber being cut. Almost all of the wood from southern river bottoms and the Cumberland Mountains comes from large, old-growth trees; in contrast, the wood from the north is from younger trees that grow in better conditions. It's simply because the southern trees are older that hickory from that area is lighter and more brittle than that from the north." Bul. 80, pp. 52-55.
SEASON OF CUTTING
It is generally believed that winter-felled timber has decided advantages over that cut at other seasons of the year, and to that cause alone are frequently ascribed much greater durability, less liability to check and split, better color, and even increased strength and toughness. The conclusion from the various experiments made on the subject is that while the time of felling may, and often does, affect the properties of wood, such result is due to the weather conditions rather than to the condition of the wood.
It’s widely thought that timber cut in winter has notable advantages over wood harvested in other seasons, which is often linked to its greater durability, reduced risk of checking and splitting, better color, and even enhanced strength and toughness. The conclusion from various experiments on this topic is that while the timing of the harvest can and often does impact the properties of the wood, these effects are primarily due to the weather conditions rather than the state of the wood itself.
There are two phases of this question. One is concerned with the physiological changes which might take place during the year in the wood of a living tree. The other deals with the purely physical results due to the weather, as differences in temperature, humidity, moisture, and other features to be mentioned later.
There are two parts to this question. One focuses on the physiological changes that may occur throughout the year in the wood of a living tree. The other looks at the purely physical effects caused by the weather, such as variations in temperature, humidity, moisture, and other factors that will be discussed later.
Those who adhere to the first view maintain that wood cut in summer is quite different in composition from that cut in winter. One opinion is that in summer the "sap is up," while in winter it is "down," consequently winter-felled timber is drier. A variation of this belief is that in summer the sap contains certain chemicals which affect the properties of wood and does not contain them in winter. Again it is sometimes asserted that wood is actually denser in winter than in summer, as part of the wood substance is dissolved out in the spring and used for plant food, being restored in the fall.
Those who support the first view argue that wood cut in summer has a different composition than wood cut in winter. One perspective is that in summer the "sap is up," while in winter it is "down," which means that wood taken in winter is drier. Another version of this belief suggests that during summer, the sap has certain chemicals that influence the wood's properties but that these chemicals are absent in winter. It is also sometimes argued that wood is actually denser in winter compared to summer, as some of the wood’s substances dissolve in the spring and are used as nutrients for plants, then are replenished in the fall.
It is obvious that such views could apply only to sapwood, since it alone is in living condition at the time of cutting. Heartwood is dead wood and has almost no function in the existence of the tree other than the purely mechanical one of support. Heartwood does undergo changes, but they are gradual and almost entirely independent of the seasons.
It’s clear that these views only apply to sapwood, as it’s the only part that’s still alive when it’s cut. Heartwood is dead wood and serves very little purpose for the tree other than providing mechanical support. Heartwood does change, but those changes happen slowly and are mostly unaffected by the seasons.
Sapwood might reasonably be expected to respond to seasonal changes, and to some extent it does. Just beneath the bark there is a thin layer of cells which during the growing season have not attained their greatest density. With the exception of this one annual ring, or portion of one, the density of the wood substance of the sapwood is nearly the same the year round. Slight variations may occur due to impregnation with sugar and starch in the winter and its dissolution in the growing season. The time of cutting can have no material effect on the inherent strength and other mechanical properties of wood except in the outermost annual ring of growth.
Sapwood is expected to respond to seasonal changes, and to some extent, it does. Just under the bark, there’s a thin layer of cells that haven’t reached their maximum density during the growing season. Aside from this one annual ring, or part of one, the density of the wood in the sapwood is pretty much the same throughout the year. There can be slight variations due to the absorption of sugar and starch in the winter and their breakdown during the growing season. The timing of cutting doesn’t significantly affect the inherent strength and other mechanical properties of the wood, except for the outermost annual ring of growth.
The popular belief that sap is up in the spring and summer and is down in the winter has not been substantiated by experiment. There are seasonal differences in the composition of sap, but so far as the amount of sap in a tree is concerned there is fully as much, if not more, during the winter than in summer. Winter-cut wood is not drier, to begin with, than summer-felled—in reality, it is likely to be wetter.47
The common idea that sap rises in the spring and summer and falls in the winter hasn't been proven by experiments. While there are seasonal differences in the composition of sap, the total amount of sap in a tree is actually just as much, if not more, during winter than in summer. Wood cut in winter isn't drier than wood cut in summer—in fact, it’s probably wetter.47
The important consideration in regard to this question is the series of circumstances attending the handling of the timber after it is felled. Wood dries more rapidly in summer than in winter, not because there is less moisture at one time than another, but because of the higher temperature in summer. This greater heat is often accompanied by low humidity, and conditions are favorable for the rapid removal of moisture from the exposed portions of wood. Wood dries by evaporation, and other things being equal, this will proceed much faster in hot weather than in cold.
The key factor to consider regarding this question is the series of circumstances involved in managing the timber after it has been cut down. Wood dries faster in summer than in winter, not because there's less moisture at one time compared to another, but due to the higher temperatures in summer. This increased heat is often paired with lower humidity, creating conditions that are ideal for quickly removing moisture from the exposed areas of the wood. Wood dries through evaporation, and all else being equal, this process happens much more quickly in hot weather than in cold.
It is a matter of common observation that when wood dries it shrinks, and if shrinkage is not uniform in all directions the material pulls apart, causing season checks. (See Fig. 27.) If evaporation proceeds more rapidly on the outside than inside, the greater shrinkage of the outer portions is bound to result in many checks, the number and size increasing with the degree of inequality of drying.
It’s widely noticed that when wood dries, it shrinks, and if the shrinkage isn’t uniform in all directions, the material separates, leading to cracks. (See Fig. 27.) If evaporation happens faster on the outside than the inside, the greater shrinkage of the outer parts will definitely cause many cracks, with both the number and size increasing as the drying unevenness rises.
In cold weather, drying proceeds slowly but uniformly, thus allowing the wood elements to adjust themselves with the least amount of rupturing. In summer, drying proceeds rapidly and irregularly, so that material seasoned at that time is more likely to split and check.
In cold weather, drying happens slowly but evenly, which helps the wood elements adjust with minimal damage. In summer, drying happens quickly and unevenly, making it more likely for the wood to split and crack during that time.
There is less danger of sap rot when trees are felled in winter because the fungus does not grow in the very cold weather, and the lumber has a chance to season to below the danger point before the fungus gets a chance to attack it. If the logs in each case could be cut into lumber immediately after felling and given exactly the same treatment, for example, kiln-dried, no difference due to the season of cutting would be noted.
There's less risk of sap rot when trees are cut down in the winter because the fungus doesn't thrive in extremely cold weather. This allows the wood to dry out below the danger point before the fungus can start to attack it. If the logs could be processed into lumber right after cutting and given the same treatment, like being kiln-dried, there would be no difference based on the season they were cut.
WATER CONTENT48
Water occurs in living wood in three conditions, namely: (1) in the cell walls, (2) in the protoplasmic contents of the cells, and (3) as free water in the cell cavities and spaces. In heartwood it occurs only in the first and last forms. Wood that is thoroughly air-dried retains from 8 to 16 per cent of water in the cell walls, and none, or practically none, in the other forms. Even oven-dried wood retains a small percentage of moisture, but for all except chemical purposes, may be considered absolutely dry.
Water is found in living wood in three ways: (1) in the cell walls, (2) in the protoplasmic contents of the cells, and (3) as free water in the cell cavities and spaces. In heartwood, it only exists in the first and last forms. Wood that's completely air-dried holds about 8 to 16 percent of water in the cell walls and virtually none in the other forms. Even oven-dried wood keeps a small amount of moisture, but for all practical purposes, it can be considered completely dry.
The general effect of the water content upon the wood substance is to render it softer and more pliable. A similar effect of common observation is in the softening action of water on rawhide, paper, or cloth. Within certain limits the greater the water content the greater its softening effect.
The overall effect of water content on wood is to make it softer and more flexible. A similar observation can be seen with how water softens materials like rawhide, paper, or cloth. Up to a certain point, the more water there is, the softer the material becomes.
Drying produces a decided increase in the strength of wood, particularly in small specimens. An extreme example is the case of a completely dry spruce block two inches in section, which will sustain a permanent load four times as great as that which a green block of the same size will support.
Drying significantly increases the strength of wood, especially in small pieces. A striking example is a completely dry spruce block that measures two inches in cross-section, which can support a permanent load that is four times greater than what a green block of the same size can handle.
The greatest increase due to drying is in the ultimate crushing strength, and strength at elastic limit in endwise compression; these are followed by the modulus of rupture, and stress at elastic limit in cross-bending, while the modulus of elasticity is least affected. These ratios are shown in Table XV, but it is to be noted that they apply only to wood in a much drier condition than is used in practice. For air-dry wood the ratios are considerably lower, particularly in the case of the ultimate strength and the elastic limit. Stiffness (within the elastic limit), while following a similar law, is less affected. In the case of shear parallel to the grain, the general effect of drying is to increase the strength, but this is often offset by small splits and checks caused by shrinkage.
The biggest increase from drying is in the ultimate crushing strength and the strength at the elastic limit during endwise compression. This is followed by the modulus of rupture and the stress at the elastic limit in cross-bending, while the modulus of elasticity is the least impacted. These ratios are shown in Table XV, but it’s important to note that they only apply to wood in a much drier state than what is used in practice. For air-dried wood, the ratios are significantly lower, especially for ultimate strength and the elastic limit. Stiffness (within the elastic limit), while following a similar trend, is less affected. In terms of shear parallel to the grain, drying generally increases strength, but this is often countered by small splits and checks caused by shrinkage.
| TABLE XV | ||||||
|---|---|---|---|---|---|---|
| EFFECT OF DRYING ON THE MECHANICAL PROPERTIES OF WOOD, SHOWN IN RATIO OF INCREASE DUE TO REDUCING MOISTURE CONTENT FROM THE GREEN CONDITION TO KILN-DRY (3.5 PER CENT) | ||||||
| (Forest Service Bul. 70, p. 89) | ||||||
| KIND OF STRENGTH | Longleaf pine | Spruce | Chestnut | |||
| (1) | (2) | (1) | (2) | (1) | (2) | |
| Crushing strength parallel to grain | 2.89 | 2.60 | 3.71 | 3.41 | 2.83 | 2.55 |
| Elastic limit in compression parallel to grain | 2.60 | 2.34 | 3.80 | 3.49 | 2.40 | 2.26 |
| Modulus of rupture in bending | 2.50 | 2.20 | 2.81 | 2.50 | 2.09 | 1.82 |
| Stress at elastic limit in bending | 2.90 | 2.55 | 2.90 | 2.58 | 2.30 | 2.00 |
| Crushing strength at right angles to grain | 2.58 | 2.48 | ||||
| Shearing strength parallel to grain | 2.01 | 1.91 | 2.03 | 1.95 | 1.55 | 1.47 |
| Modulus of elasticity in compression parallel to grain | 1.63 | 1.47 | 2.26 | 2.08 | 1.43 | 1.29 |
| Modulus of elasticity in bending | 1.59 | 1.35 | 1.43 | 1.23 | 1.44 | 1.21 |
| NOTE.—The figures in the first column show the relative increase in strength between a green specimen and a kiln-dry specimen of equal size. The figures in the second column show the relative increase of strength of the same block after being dried from a green condition to 3.5 per cent moisture, correction having been made for shrinkage. That is, in the first column the strength values per actual unit of area are used; in the second the values per unit of area of green wood which shrinks to smaller size when dried. See also Cir. 108, Fig. 1, p. 8. | ||||||
The moisture content has a decided bearing also upon the manner in which wood fails. In compression tests on very dry specimens the entire piece splits suddenly into pieces before any buckling takes place (see Fig. 9.), while with wet material the block gives way gradually, due to the buckling or bending of the walls of the fibres along one or more shearing planes. (See Fig. 14.) In bending tests on wet beams, first failure occurs by compression on top of the beam, gradually extending downward toward the neutral axis. Finally the beam ruptures at the bottom. In the case of very dry beams the failure is usually by splitting or tension on the under side (see Fig. 17.), without compression on the upper, and is often sudden and without warning, and even while the load is still increasing. The effect varies somewhat with different species, chestnut, for example, becoming more brittle upon drying than do ash, hemlock, and longleaf pine. The tensile strength of wood is least affected by drying, as a rule.
The moisture content significantly affects how wood fails. In compression tests on very dry samples, the entire piece splits suddenly into fragments before any buckling occurs (see Fig. 9.), while with wet material, the block fails gradually due to the buckling or bending of the fiber walls along one or more shearing planes. (See Fig. 14.) In bending tests on wet beams, the first failure happens by compression at the top of the beam, gradually spreading downward toward the neutral axis. Eventually, the beam breaks at the bottom. For very dry beams, the failure usually occurs by splitting or tension on the underside (see Fig. 17.), without compression on the top, and is often sudden and unexpected, even as the load continues to increase. The effect varies a bit among different species; for instance, chestnut tends to become more brittle when dried compared to ash, hemlock, and longleaf pine. Generally, the tensile strength of wood is least impacted by drying.
In drying wood no increase in strength results until the free water is evaporated and the cell walls begin to dry49. This critical point has been called the fibre-saturation point. (See Fig. 24.) Conversely, after the cell walls are saturated with water, any increase in the amount of water absorbed merely fills the cavities and intercellular spaces, and has no effect on the mechanical properties. Hence, soaking green wood does not lessen its strength unless the water is heated, whereupon a decided weakening results.
In drying wood, there’s no increase in strength until the free water is evaporated and the cell walls start to dry49. This critical point is known as the fibre-saturation point. (See Fig. 24.) On the other hand, once the cell walls are saturated with water, any extra water absorbed just fills the cavities and spaces between cells, having no impact on the mechanical properties. Soaking green wood doesn’t reduce its strength unless the water is heated, which leads to a significant weakening.

Figure 24
Figure 24
Relation of the moisture content to the various strength values of spruce. FSP = fibre-saturation point.
Relation of the moisture content to the various strength values of spruce. FSP = fiber-saturation point.
The strengthening effects of drying, while very marked in the case of small pieces, may be fully offset in structural timbers by inherent weakening effects due to the splitting apart of the wood elements as a result of irregular shrinkage, and in some cases also to the slitting of the cell walls (see Fig. 25). Consequently with large timbers in commercial use it is unsafe to count upon any greater strength, even after seasoning, than that of the green or fresh condition.
The drying process can significantly strengthen smaller pieces of wood, but this effect can be completely negated in larger structural timbers. This is because the wood can weaken internally due to splitting from uneven shrinkage, and sometimes even from the splitting of the cell walls (see Fig. 25). Therefore, for large timbers used in construction, it's not safe to expect any increased strength after drying compared to their green or fresh state.

Figure 25
Figure 25
Cross section of the wood of western larch showing fissures in the thick-walled cells of the late wood. Highly magnified. Photo by U. S. Forest Service.
Cross section of the wood of western larch showing cracks in the thick-walled cells of the late wood. Highly magnified. Photo by U. S. Forest Service.
In green wood the cells are all intimately joined together and are at their natural or normal size when saturated with water. The cell walls may be considered as made up of little particles with water between them. When wood is dried the films of water between the particles become thinner and thinner until almost entirely gone. As a result the cell walls grow thinner with loss of moisture,—in other words, the cell shrinks.
In fresh wood, the cells are all closely connected and are at their normal size when full of water. The cell walls can be thought of as made up of tiny particles with water in between. When wood dries, the films of water between the particles get thinner and thinner until they’re almost completely gone. As a result, the cell walls become thinner as they lose moisture—in other words, the cell shrinks.
It is at once evident that if drying does not take place uniformly throughout an entire piece of timber, the shrinkage as a whole cannot be uniform. The process of drying is from the outside inward, and if the loss of moisture at the surface is met by a steady capillary current of water from the inside, the shrinkage, so far as the degree of moisture affected it, would be uniform. In the best type of dry kilns this condition is approximated by first heating the wood thoroughly in a moist atmosphere before allowing drying to begin.
It’s clear that if drying doesn’t happen evenly across a piece of timber, the shrinkage as a whole won’t be uniform. The drying process occurs from the outside in, and if the moisture loss at the surface is matched by a continuous flow of water from the inside, the shrinkage—based on how moisture affects it—would be uniform. The best dry kilns achieve this by first heating the wood thoroughly in a humid environment before starting the drying process.
In air-seasoning and in ordinary dry kilns this condition too often is not attained, and the result is that a dry shell is formed which encloses a moist interior. (See Fig. 26.) Subsequent drying out of the inner portion is rendered more difficult by this "case-hardened" condition. As the outer part dries it is prevented from shrinking by the wet interior, which is still at its greatest volume. This outer portion must either check open or the fibres become strained in tension. If this outer shell dries while the fibres are thus strained they become "set" in this condition, and are no longer in tension. Later when the inner part dries, it tends to shrink away from the hardened outer shell, so that the inner fibres are now strained in tension and the outer fibres are in compression. If the stress exceeds the cohesion, numerous cracks open up, producing a "honey-combed" condition, or "hollow-horning," as it is called. If such a case-hardened stick of wood be resawed, the two halves will cup from the internal tension and external compression, with the concave surface inward.
In air seasoning and regular dry kilns, this condition is often not achieved, resulting in a dry outer layer that traps a moist interior. (See Fig. 26.) The drying of the inner part becomes more challenging due to this "case-hardened" condition. As the outer layer dries, it can't shrink because of the wet interior, which is still at its largest volume. This outer layer must either crack open or the fibers will become strained under tension. If the outer shell dries while the fibers are under strain, they become "set" in this state and are no longer tense. Later, when the inner part dries, it tends to pull away from the hardened outer shell, causing the inner fibers to experience tension and the outer fibers to be compressed. If the stress surpasses the cohesion, numerous cracks form, creating a "honey-combed" condition, or "hollow-horning." If such a case-hardened piece of wood is resawed, the two halves will cup due to the internal tension and external compression, with the concave surface facing inward.

Figure 26
Figure 26
Progress of drying throughout the length of a chestnut beam, the black spots indicating the presence of free water in the wood. The first section at the left was cut one-fourth inch from the end, the next one-half inch, the next one inch, and all the others one inch apart. The illustration shows case-hardening very clearly. Photo by U. S. Forest Service.
Progress of drying along the length of a chestnut beam, with the black spots showing where there's still free water in the wood. The first section on the left was cut a quarter inch from the end, the next half inch, then one inch, and all the others are one inch apart. The illustration clearly demonstrates case-hardening. Photo by U. S. Forest Service.
For a given surface area the loss of water from wood is always greater from the ends than from the sides, due to the fact that the vessels and other water-carriers are cut across, allowing ready entrance of drying air and outlet for the water vapor. Water does not flow out of boards and timbers of its own accord, but must be evaporated, though it may be forced out of very sappy specimens by heat. In drying a log or pole with the bark on, most of the water must be evaporated through the ends, but in the case of peeled timbers and sawn boards the loss is greatest from the surface because the area exposed is so much greater.
For a given surface area, wood loses water more from the ends than from the sides because the vessels and other water-carrying structures are cut across, which allows drying air to enter easily and water vapor to escape. Water doesn’t flow out of boards and timber on its own; it has to evaporate, although heat can force it out of very sappy pieces. When drying a log or pole with the bark still on, most of the water has to evaporate through the ends, but for peeled timbers and sawn boards, the majority of the loss happens from the surface since the exposed area is much larger.
The more rapid drying of the ends causes local shrinkage, and were the material sufficiently plastic the ends would become bluntly tapering. The rigidity of the wood substance prevents this and the fibres are split apart. Later, as the remainder of the stick dries many of the checks will come together, though some of the largest will remain and even increase in size as the drying proceeds. (See Fig. 27.)
The faster drying of the ends leads to local shrinkage, and if the material were flexible enough, the ends would become bluntly tapered. However, the stiffness of the wood prevents this, causing the fibers to split apart. Later, as the rest of the stick dries, many of the cracks will close up, though some of the largest ones will stay and even get bigger as the drying continues. (See Fig. 27.)

Figure 27
Figure 27
Excessive season checking. Photo by U.S. Forest Service.
Excessive season checking. Photo by U.S. Forest Service.
A wood cell shrinks very little lengthwise. A dry wood cell is, therefore, practically of the same length as it was in a green or saturated condition, but is smaller in cross section, has thinner walls, and a larger cavity. It is at once evident that this fact makes shrinkage more irregular, for wherever cells cross each other at a decided angle they will tend to pull apart upon drying. This occurs wherever pith rays and wood fibres meet. A considerable portion of every wood is made up of these rays, which for the most part have their cells lying in a radial direction instead of longitudinally. (See Frontispiece.) In pine, over 15,000 of these occur on a square inch of a tangential section, and even in oak the very large rays which are readily visible to the eye as flakes on quarter-sawed material represent scarcely one per cent of the number which the microscope reveals.
A wood cell shrinks very little in length. A dry wood cell, therefore, is practically the same length as it was when it was green or saturated, but is smaller in cross-section, has thinner walls, and a larger cavity. It's clear that this makes shrinkage more uneven, because wherever cells cross each other at a sharp angle, they tend to pull apart when drying. This happens wherever pith rays and wood fibers meet. A significant part of every piece of wood is made up of these rays, which mostly have their cells arranged radially instead of longitudinally. (See Frontispiece.) In pine, there are over 15,000 of these per square inch of a tangential section, and even in oak, the very large rays that are easily seen as flakes on quarter-sawed material represent barely one percent of the number that the microscope uncovers.
A pith ray shrinks in height and width, that is, vertically and tangentially as applied to the position in a standing tree, but very little in length or radially. The other elements of the wood shrink radially and tangentially, but almost none lengthwise or vertically as applied to the tree. Here, then, we find the shrinkage of the rays tending to shorten a stick of wood, while the other cells resist it, and the tendency of a stick to get smaller in circumference is resisted by the endwise reaction or thrust of the rays. Only in a tangential direction, or around the stick in direction of the annual rings of growth, do the two forces coincide. Another factor to the same end is that the denser bands of late wood are continuous in a tangential direction, while radially they are separated by alternate zones of less dense early wood. Consequently the shrinkage along the rings (tangential) is fully twice as much as toward the centre (radial). (See Table XIV.) This explains why some cracks open more and more as drying advances. (See Fig. 27.)
A pith ray shrinks in height and width, which means vertically and tangentially when looking at a standing tree, but hardly at all in length or radially. The other parts of the wood shrink radially and tangentially, but almost not at all lengthwise or vertically when related to the tree. So, we see that the shrinkage of the rays tries to shorten a piece of wood, while the other cells push back, and the tendency of a piece to get smaller in circumference is countered by the endwise force or push of the rays. The only direction where these two forces align is tangentially, or around the stick in the direction of the annual growth rings. Another factor contributing to this is that the denser bands of late wood run continuously in a tangential direction, while radially they are separated by alternating zones of less dense early wood. As a result, shrinkage along the rings (tangential) is fully twice as much as towards the center (radial). (See Table XIV.) This explains why some cracks widen more and more as drying continues. (See Fig. 27.)
Although actual shrinkage in length is small, nevertheless the tendency of the rays to shorten a stick produces strains which are responsible for some of the splitting open of ties, posts, and sawed timbers with box heart. At the very centre of a tree the wood is light and weak, while farther out it becomes denser and stronger. Longitudinal shrinkage is accordingly least at the centre and greater toward the outside, tending to become greatest in the sapwood. When a round or a box-heart timber dries fast it splits radially, and as drying continues the cleft widens partly on account of the greater tangential shrinkage and also because the greater contraction of the outer fibres warps the sections apart. If a small hardwood stem is split while green for a short distance at the end and placed where it can dry out rapidly, the sections will become bow-shaped with the concave sides out. These various facts, taken together, explain why, for example, an oak tie, pole, or log may split open its entire length if drying proceeds rapidly and far enough. Initial stresses in the living trees produce a similar effect when the log is sawn into boards. This is especially so in Eucalyptus globulus and to a less extent with any rapidly grown wood.
Although the actual shrinkage in length is minimal, the tendency of the rays to shorten a stick creates strains that cause some ties, posts, and sawn timbers with box heart to split open. At the very center of a tree, the wood is light and weak, while it becomes denser and stronger as you move outward. Longitudinal shrinkage is therefore least at the center and increases toward the outside, often being greatest in the sapwood. When round or box-heart timber dries quickly, it splits radially, and as drying continues, the crack widens partly due to increased tangential shrinkage and also because the greater contraction of the outer fibers causes the sections to warp apart. If a small hardwood stem is split while green for a short distance at the end and placed where it can dry rapidly, the sections will curve outward with the concave sides facing out. Collectively, these facts explain why, for instance, an oak tie, pole, or log can completely split along its length if drying happens too quickly and extensively. Initial stresses in living trees create a similar effect when the log is sawn into boards. This is particularly true for Eucalyptus globulus and, to a lesser extent, for any rapidly grown wood.
The use of S-shaped thin steel clamps to prevent large checks and splits is now a common practice in this country with crossties and poles as it has been for a long time in European countries. These devices are driven into the butts of the timbers so as to cross incipient checks and prevent their widening. In place of the regular S-hook another of crimped iron has been devised. (See Fig. 28.) Thin straps of iron with one tapered edge are run between intermeshing cogs and crimped, after which they may be cut off any length desired. The time for driving S-irons of either form is when the cracks first appear.
The use of S-shaped thin steel clamps to prevent large cracks and splits is now a common practice in this country for crossties and poles, as it has been for a long time in European countries. These clamps are driven into the ends of the timbers to cross early checks and stop them from widening. Instead of the standard S-hook, a crimped iron alternative has been created. (See Fig. 28.) Thin iron straps with one tapered edge are run between interlocking cogs and crimped, after which they can be cut to any desired length. The best time to drive S-irons of either type is when the cracks first appear.

Figure 28
Figure 28
Control of season checking by the use of S-irons. Photo by U. S. Forest Service.
Control of season checking using S-irons. Photo by U.S. Forest Service.
The tendency of logs to split emphasizes the importance of converting them into planks or timbers while in a green condition. Otherwise the presence of large checks may render much lumber worthless which might have been cut out in good condition. The loss would not be so great if logs were perfectly straight-grained, but this is seldom the case, most trees growing more or less spirally or irregularly. Large pieces crack more than smaller ones, quartered lumber less than that sawed through and through, thin pieces, especially veneers, less than thicker boards.
The tendency of logs to split highlights the importance of turning them into planks or timbers while they're still green. Otherwise, large cracks can make a lot of lumber worthless that could have been cut in good condition. The loss wouldn’t be as significant if the logs were perfectly straight-grained, but that’s rarely the case; most trees grow in a spiral or irregular pattern. Larger pieces crack more than smaller ones, quartered lumber cracks less than boards cut straight through, and thin pieces, especially veneers, crack less than thicker boards.
In order to prevent cracks at the ends of boards, small straps of wood may be nailed on them or they may be painted. This method is usually considered too expensive, except in the case of valuable material. Squares used for shuttles, furniture, gun-stocks, and tool handles should always be protected at the ends. One of the best means is to dip them into melted paraffine, which seals the ends and prevents loss of moisture there. Another method is to glue paper on the ends. In some cases abroad paper is glued on to all the surfaces of valuable exotic balks. Other substances sometimes employed for the purpose of sealing the wood are grease, carbolineum, wax, clay, petroleum, linseed oil, tar, and soluble glass. In place of solid beams, built-up material is often preferable, as the disastrous results of season checks are thereby largely overcome or minimized.
To prevent cracks at the ends of boards, you can nail small strips of wood on them or paint them. This method is usually seen as too costly, except for valuable materials. Squares used for shuttles, furniture, gun stocks, and tool handles should always be protected at the ends. One of the best ways to do this is by dipping them in melted paraffin, which seals the ends and stops moisture loss. Another method is to glue paper to the ends. In some places, paper is glued to all surfaces of valuable exotic timbers. Other substances that can be used to seal the wood include grease, carbolineum, wax, clay, petroleum, linseed oil, tar, and soluble glass. Instead of solid beams, using built-up materials is often better, as it significantly reduces or avoids the damaging effects of seasonal checks.
TEMPERATURE
The effect of temperature on wood depends very largely upon the moisture content of the wood and the surrounding medium. If absolutely dry wood is heated in absolutely dry air the wood expands. The extent of this expansion is denoted by a coefficient corresponding to the increase in length or other dimensions for each degree rise in temperature divided by the original length or other dimension of the specimen. The coefficient of linear expansion of oak has been found to be .00000492; radial expansion, .0000544, or about eleven times the longitudinal. Spruce expands less than oak, the ratio of radial to longitudinal expansion being about six to one. Metals and glass expand equally in all directions, since they are homogeneous substances, while wood is a complicated structure. The coefficient of expansion of iron is .0000285, or nearly six times the coefficient of linear expansion of oak and seven times that of spruce50.
The effect of temperature on wood is mainly influenced by the moisture content of the wood and the surrounding environment. When completely dry wood is heated in completely dry air, it expands. The degree of this expansion is measured by a coefficient that indicates the increase in length or other dimensions for each degree rise in temperature, divided by the original length or dimension of the sample. The coefficient of linear expansion for oak is .00000492; for radial expansion, it is .0000544, which is about eleven times greater than the longitudinal expansion. Spruce expands less than oak, with the ratio of radial to longitudinal expansion being about six to one. Metals and glass expand uniformly in all directions because they are homogeneous materials, whereas wood has a complex structure. The coefficient of expansion for iron is .0000285, which is nearly six times that of the linear expansion coefficient of oak and seven times that of spruce50.
Under ordinary conditions wood contains more or less moisture, so that the application of heat has a drying effect which is accompanied by shrinkage. This shrinkage completely obscures the expansion due to the heating.
Under normal conditions, wood has some level of moisture, so applying heat dries it out, which causes it to shrink. This shrinkage completely hides the expansion caused by the heat.
Experiments made at the Yale Forest School revealed the effect of temperature on the crushing strength of wet wood. In the case of wet chestnut wood the strength decreases 0.42 per cent for each degree the water is heated above 60° F.; in the case of spruce the decrease is 0.32 per cent.
Experiments at the Yale Forest School showed how temperature affects the crushing strength of wet wood. For wet chestnut wood, the strength drops by 0.42 percent for each degree the water is heated above 60°F; for spruce, the decrease is 0.32 percent.
The effects of high temperature on wet wood are very marked. Boiling produces a condition of great pliability, especially in the case of hardwoods. If wood in this condition is bent and allowed to dry, it rigidly retains the shape of the bend, though its strength may be somewhat reduced. Except in the case of very dry wood the effect of cold is to increase the strength and stiffness of wood. The freezing of any free water in the pores of the wood will augment these conditions.
The effects of high temperature on wet wood are quite noticeable. Boiling makes the wood very flexible, especially with hardwoods. If wood is bent while in this flexible state and then allowed to dry, it will keep the shape of the bend, though it might lose some strength. Except for very dry wood , cold typically makes wood stronger and stiffer. Freezing any free water in the wood's pores will enhance these effects.
The effect of steaming upon the strength of cross-ties was investigated by the U.S. Forest Service in 1904. The conclusions were summarized as follows:
The impact of steaming on the strength of cross-ties was studied by the U.S. Forest Service in 1904. The findings were summarized as follows:
"(1) The steam at pressure up to 40 pounds applied for 4 hours, or at a pressure of 20 pounds up to 20 hours, increases the weight of ties. At 40 pounds' pressure applied for 4 hours and at 20 pounds for 5 hours the wood began to be scorched.
"(1) Steam at a pressure of up to 40 pounds applied for 4 hours, or at 20 pounds for up to 20 hours, increases the weight of ties. When using 40 pounds of pressure for 4 hours and 20 pounds for 5 hours, the wood started to get scorched."
"(2) The steamed and saturated wood, when tested immediately after treatment, exhibited weaknesses in proportion to the pressure and duration of steaming. (See Table XVI.) If allowed to air-dry subsequently the specimens regained the greater part of their strength, provided the pressure and duration had not exceeded those cited under (1). Subsequent immersion in water of the steamed wood and dried specimens showed that they were weaker than natural wood similarly dried and resoaked."51
"(2) The steamed and soaked wood, when tested right after treatment, showed weaknesses based on the pressure and time of steaming. (See Table XVI.) If they were left to air-dry afterward, the samples regained most of their strength, as long as the pressure and duration didn't go beyond what was mentioned in (1). When the steamed wood and dried samples were immersed in water again, they proved to be weaker than natural wood that had been dried and then soaked again."51
| TABLE XVI | |||||||
|---|---|---|---|---|---|---|---|
| EFFECT OF STEAMING ON THE STRENGTH OF GREEN LOBLOLLY PINE | |||||||
| (Forest Service, Cir. 39) | |||||||
| Treatment | Cylinder conditions | Strength | |||||
| Steaming | Static | Impact | |||||
| Period | Pressure | Temperature | Bending modulus of rupture | Compression parallel to grain | Height of drop causing complete failure | Average of the three strengths | |
| Hrs. | Lbs. per sq. inch | °F. | Per cent | Per cent | Per cent | Per cent | |
| Untreated wood = 100% | |||||||
| Steam, at pressures various | 4 | 230[a] | 91.3 | 79.1 | 96.4 | 88.9 | |
| 4 | 10 | 238 | 78.2 | 93.7 | 93.3 | 88.4 | |
| 4 | 20 | 253 | 83.3 | 84.2 | 91.4 | 80.8 | |
| 4 | 30 | 269 | 80.4 | 78.4 | 89.8 | 82.9 | |
| 4 | 40 | 283 | 78.1 | 74.4 | 74.0 | 75.5 | |
| 4 | 50 | 292 | 75.8 | 71.5 | 63.9 | 70.4 | |
| 4 | 100 | 337 | 41.4 | 65.0 | 55.2 | 53.9 | |
| Steam, for various periods | 1 | 20 | 257 | 100.6 | 98.6 | 86.7 | 95.3 |
| 2 | 20 | 267 | 88.4 | 93.0 | 107.0 | 96.1 | |
| 3 | 20 | 260 | 90.0 | 93.6 | 84.1 | 89.2 | |
| 4 | 20 | 253 | 83.3 | 84.2 | 91.4 | 86.3 | |
| 5 | 20 | 253 | 85.0 | 78.1 | 84.2 | 82.4 | |
| 6 | 20 | 242 | 95.2 | 89.8 | 76.0 | 87.0 | |
| 10 | 20 | 255 | 73.7 | 82.0 | 76.0 | 77.2 | |
| 20 | 20 | 258 | 67.5 | 65.0 | 99.0 | 77.2 | |
| [Footnote a: It will be noted that the temperature was 230°. This is the maximum temperature by the maximum-temperature recording thermometer, and is due to the handling of the exhaust valve. The average temperature was that of exhaust steam.] | |||||||
"(3) A high degree of steaming is injurious to wood in strength and spike-holding power. The degree of steaming at which pronounced harm results will depend upon the quality of the wood and its degree of seasoning, and upon the pressure (temperature) of steam and the duration of its application. For loblolly pine the limit of safety is certainly 30 pounds for 4 hours, or 20 pounds for 6 hours."52
"(3) Excessive steaming damages wood by reducing its strength and ability to hold spikes. The level of steaming that causes noticeable harm will depend on the quality of the wood, how well it has been seasoned, the pressure (temperature) of the steam, and how long it is applied. For loblolly pine, the safe limit is definitely 30 pounds for 4 hours or 20 pounds for 6 hours."52
Experiments made at the Yale Forest School showed that steaming above 30 pounds' gauge pressure reduces the strength of wood permanently while wet from 25 to 75 per cent.
Experiments conducted at the Yale Forest School demonstrated that steaming at over 30 pounds of gauge pressure permanently decreases the strength of wet wood by 25 to 75 percent.
PRESERVATIVES
The exact effects of chemical impregnation upon the mechanical properties of wood have not been fully determined, though they have been the subject of considerable investigation.53 More depends upon the method of treatment than upon the preservatives used. Thus preliminary steaming at too high pressure or for too long a period will materially weaken the wood, (See Tempurature, supra.)
The precise effects of chemical treatment on the mechanical properties of wood are not yet fully understood, although they have been extensively studied.53 More depends on the treatment method rather than the preservatives used. For example, excessive steaming at high pressure or for an extended time can significantly weaken the wood, (See Tempurature, supra.)
The presence of zinc chloride does not weaken wood under static loading, although the indications are that the wood becomes brittle under impact. If the solution is too strong it will decompose the wood.
The presence of zinc chloride doesn't weaken wood under static loading, but it seems that the wood becomes brittle when impacted. If the solution is too concentrated, it can break down the wood.
Soaking in creosote oil causes wood to swell, and accordingly decreases the strength to some extent, but not nearly so much so as soaking in water.54
Soaking in creosote oil makes wood swell, which reduces its strength somewhat, but not nearly as much as soaking it in water.54
Soaking in kerosene seems to have no significant weakening effect.55
Soaking in kerosene doesn't seem to have any major weakening effect.55
PART III
TIMBER TESTING56
WORKING PLAN
Preliminary to making a series of timber tests it is very important that a working plan be prepared as a guide to the investigation. This should embrace: (1) the purpose of the tests; (2) kind, size, condition, and amount of material needed; (3) full description of the system of marking the pieces; (4) details of any special apparatus and methods employed; (5) proposed method of analyzing the data obtained and the nature of the final report. Great care should be taken in the preparation of this plan in order that all problems arising may be anticipated so far as possible and delays and unnecessary work avoided. A comprehensive study of previous investigations along the same or related lines should prove very helpful in outlining the work and preparing the report. (For sample working plan see Appendix.)
Before conducting a series of timber tests, it's crucial to create a working plan to guide the investigation. This plan should include: (1) the purpose of the tests; (2) the type, size, condition, and quantity of materials needed; (3) a detailed description of how to mark the pieces; (4) specifics about any special equipment and methods used; (5) the proposed approach for analyzing the data collected and the format of the final report. Careful preparation of this plan is essential to anticipate potential issues and avoid delays and unnecessary work. A thorough review of previous studies on similar topics will be very useful for outlining the project and preparing the report. (For sample working plan see Appendix.)
FORMS OF MATERIAL TESTED
In general, four forms of material are tested, namely: (1) large timbers, such as bridge stringers, car sills, large beams, and other pieces five feet or more in length, of actual sizes and grades in common use; (2) built-up structural forms and fastenings, such as built-up beams, trusses, and various kind of joints; (3) small clear pieces, such as are used in compression, shear, cleavage, and small cross-breaking tests; (4) manufactured articles, such as axles, spokes, shafts, wagon-tongues, cross-arms, insulator pins, barrels, and packing boxes.
In general, four types of materials are tested: (1) large timbers, like bridge stringers, car sills, large beams, and other pieces that are five feet or longer, made of actual sizes and grades that are commonly used; (2) built-up structural forms and fastenings, including built-up beams, trusses, and various kinds of joints; (3) small clear pieces used in compression, shear, cleavage, and small cross-breaking tests; (4) manufactured items like axles, spokes, shafts, wagon-tongues, cross-arms, insulator pins, barrels, and packing boxes.
As the moisture content is of fundamental importance (see Water Content, pages 75-84.), all standard tests are usually made in the green condition. Another series is also usually run in an air-dry condition of about 12 per cent moisture. In all cases the moisture is very carefully determined and stated with the results in the tables.
As moisture content is crucial (see Water Content, pages 75-84.), all standard tests are typically conducted in the green state. Another set of tests is usually performed in an air-dry condition of about 12 percent moisture. In all instances, the moisture is precisely measured and reported with the results in the tables.
SIZE OF TEST SPECIMENS
The size of the test specimen must be governed largely by the purpose for which the test is made. If the effect of a single factor, such as moisture, is the object of experiment, it is necessary to use small pieces of wood in order to eliminate so far as possible all disturbing factors. If the specimens are too large, it is impossible to secure enough perfect pieces from one tree to form a series for various tests. Moreover, the drying process with large timbers is very difficult and irregular, and requires a long period of time, besides causing checks and internal stresses which may obscure the results obtained.
The size of the test sample should primarily depend on the purpose of the test. If the goal is to study the effect of a single factor, like moisture, then small pieces of wood should be used to minimize any other influencing factors. If the samples are too large, it's hard to get enough flawless pieces from one tree to conduct a range of tests. Additionally, drying large timbers is quite challenging and inconsistent, taking a long time and leading to cracks and internal stresses that could interfere with the results.
On the other hand, the smaller the dimensions of the test specimen the greater becomes the relative effect of the inherent factors affecting the mechanical properties. For example, the effect of a knot of given size is more serious in a small stick than in a large one. Moreover, the smaller the specimen the fewer growth rings it contains, hence there is greater opportunity for variation due to irregularities of grain.
On the other hand, the smaller the test specimen, the more significant the relative impact of the inherent factors influencing its mechanical properties. For instance, the effect of a knot of a specific size is more pronounced in a small stick than in a large one. Additionally, the smaller the specimen, the fewer growth rings it has, leading to a greater chance of variation due to irregularities in the grain.
Tests on large timbers are considered necessary to furnish designers data on the probable strength of the different sizes and grades of timber on the market; their coefficients of elasticity under bending (since the stiffness rather than the strength often determines the size of a beam); and the manner of failure, whether in bending fibre stress or horizontal shear. It is believed that this information can only be obtained by direct tests on the different grades of car sills, stringers, and other material in common use.
Tests on large wooden beams are seen as essential to provide designers with information on the likely strength of various sizes and grades of timber available today; their elasticity coefficients when bent (since stiffness, rather than strength, often decides the size of a beam); and how they fail, whether through bending stress or horizontal shear. It's believed that this information can only be gathered through direct testing on the different grades of car sills, stringers, and other commonly used materials.
When small pieces are selected for test they very often are clear and straight-grained, and thus of so much better grade than the large sticks that tests upon them may not yield unit values applicable to the larger sizes. Extensive experiments show, however, (1) that the modulus of elasticity is approximately the same for large timbers as for small clear specimens cut from them, and (2) that the fibre stress at elastic limit for large beams is, except in the weakest timbers, practically equal to the crushing strength of small clear pieces of the same material.57
When small samples are tested, they are often clear and straight-grained, making them of much higher quality than the larger pieces. As a result, tests on these small samples might not provide unit values that apply to the larger sizes. However, extensive experiments show that (1) the modulus of elasticity is about the same for large timbers as it is for small clear specimens cut from them, and (2) the fiber stress at the elastic limit for large beams is, except for the weakest timbers, practically equal to the crushing strength of small clear pieces of the same material.
MOISTURE DETERMINATION
In order for tests to be comparable, it is necessary to know the moisture content of the specimens at the zone of failure. This is determined from disks an inch thick cut from the timber immediately after testing.
To make tests comparable, it's essential to know the moisture content of the specimens at the point of failure. This is determined from disks that are an inch thick, cut from the timber right after testing.
In cases, as in large beams, where it is desirable to know not only the average moisture content but also its distribution through the timber, the disks are cut up so as to obtain an outside, a middle, and an inner portion, of approximately equal areas. Thus in a section 10" × 12" the outer strip would be one inch wide, and the second one a little more than an inch and a quarter. Moisture determinations are made for each of the three portions separately.
In situations like large beams, where it’s important to know not just the average moisture content but also how it varies throughout the wood, the disks are sliced to get an outer, a middle, and an inner section, each with roughly equal areas. For example, in a section measuring 10" × 12", the outer strip would be one inch wide, and the second one would be just over an inch and a quarter. Moisture tests are conducted for each of these three sections separately.
The procedure is as follows:
Here's how it works:
(1) Immediately after sawing, loose splinters are removed and each section is weighed.
(1) Right after cutting, loose splinters are removed and each section is weighed.
(2) The material is put into a drying oven at 100° C. (212° F.) and dried until the variation in weight for a period of twenty-four hours is less than 0.5 per cent.
(2) The material is placed in a drying oven at 100° C. (212° F.) and dried until the weight change over a period of twenty-four hours is less than 0.5 percent.
(3) The disk is again carefully weighed.
(3) The disk is weighed again with care.
(4) The loss in weight expressed in per cent of the dry weight indicates the moisture content of the specimen from which the specimen was cut.
(4) The weight loss shown as a percentage of the dry weight indicates the moisture content of the specimen from which the sample was taken.
MACHINE FOR STATIC TESTS
The standard screw machines used for metal tests are also used for wood, but in the case of wood tests the readings must be taken "on the fly," and the machine operated at a uniform speed without interruption from beginning to end of the test. This is on account of the time factor in the strength of wood. (See Speed of Testing Machine, page 92.)
The standard screw machines used for metal tests are also used for wood, but for wood tests, the readings need to be taken "on the fly," and the machine must be operated at a consistent speed without stopping from start to finish of the test. This is due to the time factor in the strength of wood. (See Speed of Testing Machine, page 92.)
The standard machines for static tests can be used for transverse bending, compression, tension, shear, and cleavage. A common form consists of three main parts, namely: (1) the straining mechanism, (2) the weighing apparatus, and (3) the machinery for communicating motion to the screws.
The standard machines for static tests can be used for transverse bending, compression, tension, shear, and cleavage. A common design consists of three main parts: (1) the straining mechanism, (2) the weighing apparatus, and (3) the machinery for transmitting motion to the screws.
The straining mechanism consists of two parts, one of which is a movable crosshead operated by four (sometimes two or three) upright steel straining screws which pass through openings in the platform and bear upward on the bed of the machine upon which the weighing platform rests as a fulcrum. At the lower ends of these screws are geared nuts all rotated simultaneously by a system of gears which cause the movable crosshead to rise and fall as desired.
The straining mechanism has two parts. One part is a movable crosshead that's controlled by four (or sometimes two or three) vertical steel straining screws. These screws go through openings in the platform and push up on the machine's bed, which the weighing platform uses as a fulcrum. At the bottom of these screws are geared nuts that are all turned at the same time by a gear system, allowing the movable crosshead to move up and down as needed.
The stationary part of the straining mechanism, which is used only for tension and cleavage tests, consists of a steel cage above the movable crosshead and rests directly upon the weighing platform. The top of the cage contains a square hole into which one end of the test specimen may be clamped, the crosshead containing a similar clamp for the other end, in making tension tests.
The fixed part of the straining mechanism, which is only used for tension and cleavage tests, is a steel cage positioned above the movable crosshead and sits directly on the weighing platform. The top of the cage has a square hole where one end of the test specimen can be clamped, while the crosshead has a similar clamp for the other end when conducting tension tests.
For testing long beams a special form of machine with an extended platform is used. (See Fig. 29.)
For testing long beams, a special type of machine with a long platform is used. (See Fig. 29.)
The weighing platform rests upon knife edges carried by primary levers of the weighing apparatus, the fulcrum being on the bed of the machine, and any pressure upon it is directly transmitted through a series of levers to the weighing beam. This beam is adjusted by means of a poise running on a screw. In operation the beam is kept floating by means of another poise moved back and forth by a screw which is operated by a hand wheel or automatically. The larger units of stress are read from the graduations along the side of the beam, while the intermediate smaller weights are observed on the dial on the rear end of the beam.
The weighing platform sits on knife edges supported by primary levers of the weighing device, with the fulcrum located on the base of the machine. Any pressure applied is directly transmitted through a series of levers to the weighing beam. This beam is adjusted using a poise that moves along a screw. During operation, the beam stays balanced with another poise that is moved back and forth by a screw, which can be operated by a hand wheel or automatically. The larger stress units are read from the markings along the side of the beam, while the smaller, intermediate weights are indicated on the dial at the rear end of the beam.
The machine is driven by power from a shaft or a motor and is so geared that various speeds are obtainable. One man can operate it.
The machine is powered by a shaft or a motor and is designed to achieve different speeds. It can be operated by one person.
In making tests the operation of the straining screws is always downward so as to bring pressure to bear upon the weighing platform. For tests in tension and cleavage the specimen is placed between the top of the stationary cage and the movable head and subjected to a pull. For tests in transverse bending, compression, and cleavage the specimen is placed between the movable head and the platform, and a direct compression force applied.
In conducting tests, the straining screws always operate downward to apply pressure on the weighing platform. For tension and cleavage tests, the specimen is placed between the top of the stationary cage and the movable head, then subjected to a pull. For transverse bending, compression, and cleavage tests, the specimen is positioned between the movable head and the platform, with a direct compression force applied.
Testing machines are usually calibrated to a portion of their capacity before leaving the factory. The delicacy of the weighing levers is verified by determining the number of pounds necessary to move the beam between the stops while a load of 1,000 pounds rests on the platform. The usual requirement is that ten pounds should accomplish this movement.
Testing machines are typically calibrated to a fraction of their capacity before they leave the factory. The sensitivity of the weighing levers is checked by measuring how many pounds are needed to shift the beam between the stops while a load of 1,000 pounds rests on the platform. The typical standard is that ten pounds should be enough to make this movement happen.
The size of machine suitable for compression tests on 2" × 2" sticks or for 2" × 2" beams with 26 to 36-inch span has a capacity of 30,000 pounds.
The size of the machine suitable for compression tests on 2" × 2" sticks or for 2" × 2" beams with a 26 to 36-inch span has a capacity of 30,000 pounds.
SPEED OF TESTING MACHINE
In instructions for making static tests the rate of application of the stress, i.e., the speed of the machine, is given because the strength of wood varies with the speed at which the fibres are strained. The speed of the crosshead of the testing machine is practically never constant, due to mechanical defects of the apparatus and variations in the speed of the motor, but so long as it does not exceed 25 per cent the results will not be appreciably affected. In fact, a change in speed of 50 per cent will not cause the strength of the wood to vary more than 2 per cent.58
In the instructions for conducting static tests, the rate at which stress is applied, meaning the machine's speed, is specified because the strength of wood changes depending on how fast the fibers are strained. The speed of the crosshead on the testing machine is almost never constant, due to mechanical issues and fluctuations in motor speed, but as long as it doesn't exceed 25 percent, the results won't be significantly affected. In fact, a 50 percent change in speed will not alter the wood's strength by more than 2 percent.58
Following are the formulæ used in determining the speed of the movable head of the machine in inches per minute (n):
Following are the formulas used to determine the speed of the machine's movable head in inches per minute (n):
| (1) | For endwise compression | n | = | Z l |
| Z l2 | ||||
| (2) | For beams (centre loading) | n | = | ------ |
| 6h | ||||
| Z l2 | ||||
| (3) | For beams (third-point loading) | n | = | ------ |
| 5.4 h | ||||
| Z | = | rate of fibre strain per inch of fibre length. | ||
| l | = | span of beam or length of compression specimen. | ||
| h | = | height of beam. |
| The values commonly used for Z are as follows: | |||
| Bending large beams | Z | = | 0.0007 |
| Bending small beams | Z | = | 0.0015 |
| Endwise compression-large specimens | Z | = | 0.0015 |
| Endwise compression-small specimens | Z | = | 0.003 |
| Right-angled compression-large specimens | Z | = | 0.007 |
| Right-angled compression-small specimens | Z | = | 0.015 |
| Shearing parallel to the grain | Z | = | 0.015 |
Example: At what speed should the crosshead move to give the required rate of fibre strain in testing a small beam 2" × 2" × 30". (Span = 28".) Substituting these values in equation (2) above:
Example: At what speed should the crosshead move to achieve the needed rate of fiber strain when testing a small beam measuring 2" × 2" × 30"? (Span = 28"). Plugging these values into equation (2) above:
| (0.0015 × 282) | ||||
| n | = | ----------------- | = | 0.1 inch per minute. |
| (6 × 2) |
In order that tests may be intelligently compared, it is important that account be taken of the speed at which the stress was applied. In determining the basis for a ratio between time and strength the rate of strain, which is controllable, and not the ratio of stress, which is circumstantial, should be used. In other words, the rate at which the movable head of the testing machine descends and not the rate of increase in the load is to be regulated. This ratio, to which the name speed-strength modulus has been given, may be expressed as a coefficient which, if multiplied into any proportional change in speed, will give the proportional change in strength. This ratio is derived from empirical curves. (See Table XVII.)
To effectively compare tests, it's essential to consider how quickly the stress was applied. When establishing a ratio between time and strength, you should use the rate of strain, which can be controlled, rather than the ratio of stress, which depends on circumstances. In simpler terms, the speed at which the movable head of the testing machine moves down should be adjusted, not the rate at which the load increases. This ratio, referred to as speed-strength modulus, can be represented as a coefficient that, when multiplied by any proportional change in speed, will provide the proportional change in strength. This ratio is based on empirical curves. (See Table XVII.)
| TABLE XVII | ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SPEED-STRENGTH MODULI AND RELATIVE INCREASE IN STRENGTH AT RATES OF FIBRE STRAIN INCREASING IN GEOMETRICAL RATIO. (Tiemann, loc. cit.) | ||||||||||||||||||||||
| (Values in parentheses are approximate) | ||||||||||||||||||||||
| Rate of fibre strain. Ten-thousandths inch per minute per inch | 2/3 | 2 | 6 | 18 | 54 | 162 | 486 | |||||||||||||||
| COMPRESSION | Speed of crosshead. Inches per minute | 0.000383 | 0.00115 | 0.00345 | 0.0103 | 0.0310 | 0.0931 | .279 | ||||||||||||||
| Specimens | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | |
| Relative crushing strength | 100.0 | 100.0 | 100.0 | 103.4 | 100.8 | 101.5 | 107.5 | 102.7 | 103.8 | 113.9 | 105.5 | 107.9 | 121.3 | 108.3 | 116.4 | 128.8 | 110.0 | 118.9 | ||||
| Speed-strength modulus, T | 0.017 | (0.006) | (0.009) | 0.033 | 0.012 | 0.016 | 0.047 | 0.021 | 0.029 | 0.053 | 0.027 | 0.039 | 0.060 | 0.023 | 0.049 | (0.052) | (0.015) | (0.040) | ||||
| BENDING | Speed of crosshead. Inches per minute | 0.0072 | 0.0216 | 0.0648 | 0.194 | 0.583 | 1.75 | 5.25 | ||||||||||||||
| Specimens | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | Wet | Dry | All | |
| Relative crushing strength | 97.4 | 99.0 | 98.2 | 100.0 | 100.0 | 100.0 | 105.1 | 102.1 | 103.7 | 111.3 | 105.8 | 108.1 | 117.9 | 108.6 | 112.7 | 123.7 | 109.6 | 116.3 | 126.3 | 110.3 | 118.9 | |
| Speed-strength modulus, T | (0.014) | (0.005) | 0.012 | 0.033 | 0.014 | 0.026 | 0.049 | 0.026 | 0.037 | 0.053 | 0.033 | 0.038 | 0.049 | 0.014 | 0.035 | 0.038 | 0.006 | 0.025 | (0.023) | (0.004) | (0.014) | |
| NOTE.—The usual speeds of testing at the U.S. Forest Service laboratory are at rates of fibre strain of 15 and 10 ten-thousandths in. per min. per in. for compression and bending respectively. | ||||||||||||||||||||||
BENDING LARGE BEAMS
Apparatus: A static bending machine (described above), with a special crosshead for third-point loading and a long platform bearing knife-edge supports, is required. (See Fig. 29.)
Apparatus: A static bending machine (described above), with a special crosshead for third-point loading and a long platform with knife-edge supports, is needed. (See Fig. 29.)
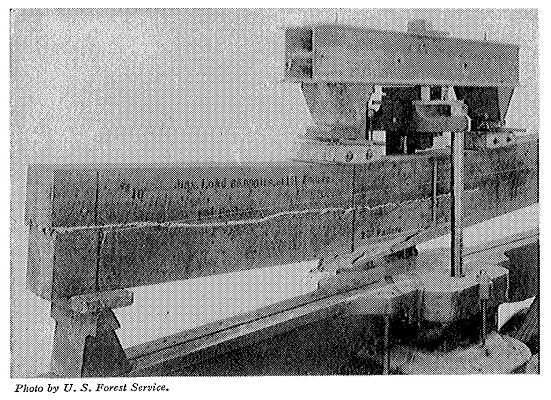
Figure 29
Figure 29
Static bending test on large beam. Note arrangement of wire and scale for measuring deflection; also method of applying load at "third-points."
Static bending test on a large beam. Note the arrangement of wire and scale for measuring deflection, as well as the method of applying the load at "third points."
Preparing the material: Standard sizes and grades of beams and timbers in common use are employed. The ends are roughly squared and the specimen weighed and measured, taking the cross-sectional dimensions midway of the length. Weights should be to the nearest pound, lengths to the nearest 0.1 inch, and cross-sectional dimensions to the nearest 0.01 inch.
Preparing the material: Standard sizes and grades of beams and timbers commonly used are utilized. The ends are roughly squared, and the specimen is weighed and measured, taking the cross-sectional dimensions halfway along the length. Weights should be rounded to the nearest pound, lengths to the nearest 0.1 inch, and cross-sectional dimensions to the nearest 0.01 inch.
Marking and sketching: The butt end of the beam is marked A and the top end B. While facing A, the top side is marked a, the right hand b, the bottom c, the left hand d. Sketches are made of each side and end, showing (1) size, location, and condition of knots, checks, splits, and other defects; (2) irregularities of grain; (3) distribution of heartwood and sapwood; and on the ends: (4) the location of the pith and the arrangement of the growth rings, (5) number of rings per inch, and (6) the proportion of late wood.
Marking and Sketching: The end of the beam is marked A and the top end B. While facing A, the top side is marked a, the right side b, the bottom c, and the left side d. Sketches are made of each side and end, showing (1) size, location, and condition of knots, checks, splits, and other defects; (2) irregularities in the grain; (3) distribution of heartwood and sapwood; and on the ends: (4) the location of the pith and the arrangement of the growth rings, (5) the number of rings per inch, and (6) the proportion of late wood.
The number of rings per inch and the proportion of late wood should always be determined along a radius or a line normal to the rings. The average number of rings per inch is the total number of rings divided by the length of the line crossing them. The proportion of late wood is equal to the sum of the widths of the late wood crossed by the line, divided by the length of the line. Rings per inch should be to the nearest 0.1; late wood to the nearest 0.1 per cent.
The number of rings per inch and the amount of late wood should always be measured along a radius or a line perpendicular to the rings. The average number of rings per inch is calculated by dividing the total number of rings by the length of the line that crosses them. The amount of late wood is calculated by taking the sum of the widths of the late wood intersected by the line and dividing it by the length of the line. Rings per inch should be measured to the nearest 0.1; late wood to the nearest 0.1 percent.
Since in large beams a great variation in rate of growth and relative amount of late wood is likely in different parts of the section, it is advisable to consider the cross section in three volumes, namely, the upper and lower quarters and the middle half. The determination should be made upon each volume separately, and the average for the entire cross section obtained from these results.
Since large beams can show significant differences in growth rate and the amount of latewood in various parts of the cross-section, it's a good idea to divide the cross-section into three parts: the upper and lower quarters, and the middle half. Each section should be assessed separately, and then you can calculate the average for the whole cross-section from these results.
At the conclusion of the test the failure, as it appears on each surface, is traced on the sketches, with the failures numbered in the order of their occurrence. If the beam is subsequently cut up and used for other tests an additional sketch may be desirable to show the location of each piece.
At the end of the test, the failures noted on each surface are marked on the sketches, with the failures numbered in the order they occurred. If the beam is later cut up and used for other tests, an additional sketch may be useful to indicate where each piece is located.
Adjusting specimen in machine: The beam is placed in the machine with the side marked a on top, and with the ends projecting equally beyond the supports. In order to prevent crushing of the fibre at the points where the stress is applied it is necessary to use bearing blocks of maple or other hard wood with a convex surface in contact with the beam. Roller bearings should be placed between the bearing blocks and the knife edges of the crosshead to allow for the shortening due to flexure. (See Fig. 29.) Third-point loading is used, that is, the load is applied at two points one-third the span of the beam apart. (See Fig. 30.) This affords a uniform bending moment throughout the central third of the beam.
Adjusting specimen in machine: The beam is placed in the machine with the side marked a facing up and with the ends sticking out equally beyond the supports. To prevent crushing of the fiber at the points where the stress is applied, it is necessary to use bearing blocks made of maple or another hardwood with a curved surface in contact with the beam. Roller bearings should be positioned between the bearing blocks and the knife edges of the crosshead to accommodate the shortening caused by bending. (See Fig. 29.) Third-point loading is used, meaning that the load is applied at two points spaced one-third the length of the beam apart. (See Fig. 30.) This creates a consistent bending moment throughout the central third of the beam.
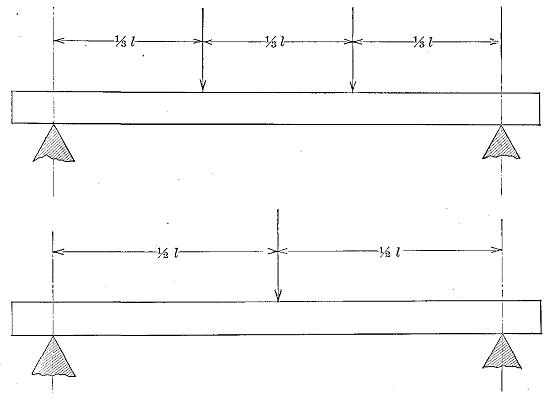
Figure 30
Figure 30
Two methods of loading a beam, namely, third-point loading (upper), and centre loading (lower).
Two ways to load a beam are third-point loading (upper) and center loading (lower).
Measuring the deflection: The method of measuring the deflection should be such that any compression at the points of support or at the application of the load will not affect the reading. This may be accomplished by driving a small nail near each end of the beam, the exact location being on the neutral plane and vertically above each knife-edge support. Between these nails a fine wire is stretched free of the beam and kept taut by means of a rubber band or coiled spring on one end. Behind the wire at a point on the beam midway between the supports a steel scale graduated to hundredths of an inch is fastened vertically by means of thumb-tacks or small screws passing through holes in it. Attachment should be made on the neutral plane.
Measuring the deflection: The method for measuring deflection should ensure that any compression at the support points or where the load is applied won’t impact the reading. This can be done by driving a small nail near each end of the beam, with the exact spot being on the neutral plane and directly above each knife-edge support. A fine wire is then stretched between these nails, free from the beam and kept tight using a rubber band or coiled spring on one end. Behind the wire, at a point on the beam halfway between the supports, a steel scale marked in hundredths of an inch is secured vertically using thumbtacks or small screws through its holes. The attachment should be made on the neutral plane.
The first reading is made when the scale beam is balanced at zero load, and afterward at regular increments of the load which is applied continuously and at a uniform speed. (See Speed of Testing Machine, page 92.) If desired, however, the load may be read at regular increments of deflection. The deflection readings should be to the nearest 0.01 inch. To avoid error due to parallax, the readings may be taken by means of a reading telescope about ten feet distant and approximately on a level with the wire. A mirror fastened to the scale will increase the accuracy of the readings if the telescope is not used. As in all tests on timber, the strain must be continuous to rupture, not intermittent, and readings must be taken "on the fly." The weighing beam is kept balanced after the yield point is reached and the maximum load, and at least one point beyond it, noted.
The first reading is taken when the scale beam is balanced at zero load, and then at regular increments of the load that is applied continuously and at a steady pace. (See Speed of Testing Machine, page 92.) If preferred, the load can also be read at regular increments of deflection. The deflection readings should be to the nearest 0.01 inch. To prevent errors due to parallax, readings can be taken using a reading telescope positioned about ten feet away and roughly level with the wire. Attaching a mirror to the scale can enhance the accuracy of the readings if the telescope isn’t used. As with all tests on timber, the strain must be continuous to the point of rupture, not intermittent, and readings should be taken "on the fly." The weighing beam is kept balanced after crossing the yield point, and the maximum load, along with at least one point beyond it, should be noted.
Log of the test: The proper log sheet for this test consists of a piece of cross-section paper with space at the margin for notes. (See Fig. 32.) The load in some convenient unit (1,000 to 10,000 pounds, depending upon the dimensions of the specimen) is entered on the ordinates, the deflection in tenths of an inch on the abscissæ. The increments of load should be chosen so as to furnish about ten points on the stress-strain diagram below the elastic limit.
Log of the test: The appropriate log sheet for this test consists of a piece of graph paper with space in the margin for notes. (See Fig. 32.) The load in a convenient unit (1,000 to 10,000 pounds, depending on the size of the specimen) is recorded on the vertical axis, and the deflection in tenths of an inch is noted on the horizontal axis. The load increments should be selected to provide about ten points on the stress-strain diagram below the elastic limit.
As the readings of the wire on the scale are made they are entered directly in their proper place on the cross-section paper. In many cases a test should be continued until complete failure results. The points where the various failures occur are indicated on the stress-strain diagram. A brief description of the failure is made on the margin of the log sheet, and the form traced on the sketches.
As the readings from the wire on the scale are taken, they are recorded directly in the correct spots on the cross-section paper. Often, a test should continue until total failure happens. The points where different failures occur are marked on the stress-strain diagram. A brief description of the failure is noted in the margin of the log sheet, and the form is outlined in the sketches.
Disposal of the specimen: Two one-inch sections are cut from the region of failure to be used in determining the moisture content. (See Moisture Determination, page 90.) A two-inch section may be cut for subsequent reference and identification, and possible microscopic study. The remainder of the beam may be cut into small beams and compression pieces.
Disposal of the specimen: Two one-inch sections are cut from the failure area to determine the moisture content. (See Moisture Determination, page 90.) A two-inch section can be cut for future reference and identification, as well as potential microscopic examination. The rest of the beam may be sliced into smaller beams and compression pieces.
Calculating the results: The formulæ used in calculating the results of tests on large rectangular simple beams loaded at third points of the span are as follows:
Calculating the results: The formulas used to calculate the results of tests on large rectangular simple beams loaded at third points of the span are as follows:
| 0.75 P | |||
| (1) | J | = | -------- |
| b h | |||
| l (P1 + 0.75 W) | |||
| (2) | r | = | -------------------- |
| b h2 | |||
| l (P + 0.75 W) | |||
| (3) | R | = | ---------------- |
| b h2 | |||
| P1l3 | |||
| (4) | E | = | --------------- |
| 4.7 D b h 3 | |||
| 0.87 P 1 D | |||
| (5) | S | = | -------------- |
| 2 V | |||
| b, h, l | = | breadth, height, and span of specimen, inches. | |
| D | = | total deflection at elastic limit, inches. | |
| P | = | maximum load, pounds. | |
| P1 | = | load at elastic limit, pounds. | |
| E | = | modulus of elasticity, pounds per square inch. | |
| r | = | fibre stress at elastic limit, pounds per sq. inch. | |
| R | = | modulus of rupture, pounds per square inch. | |
| S | = | elastic resilience or work to elastic limit, inch-pounds per cu. in. | |
| J | = | greatest calculated longitudinal shear, pounds per square inch. | |
| V | = | volume of beam, cubic inches. | |
| W | = | weight of the beam. |
In large beams the weight should be taken into account in calculating the fibre stress. In (2) and (3) three-fourths of the weight of the beam is added to the load for this reason.
In large beams, the weight needs to be considered when calculating the fiber stress. In (2) and (3), three-fourths of the beam's weight is included in the load for this reason.
BENDING SMALL BEAMS
Apparatus: An ordinary static bending machine, a steel I-beam bearing two adjustable knife-edge supports to rest on the platform, and a special deflectometer, are required. (See Fig. 31.)
Equipment: A regular static bending machine, a steel I-beam with two adjustable knife-edge supports to rest on the platform, and a special deflectometer are needed. (See Fig. 31.)
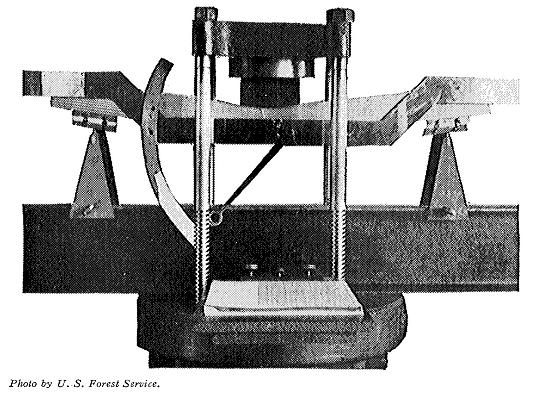
Figure 31
Figure 31
Static bending test on small beam. Note the use of the deflectometer with indicator and dial for measuring the deflection; also roller bearings between beam and supports.
Static bending test on a small beam. Note the use of the deflectometer with an indicator and dial for measuring the deflection; also, roller bearings are placed between the beam and the supports.
Preparing the material: The specimens may be of any convenient size, though beams 2" × 2" × 30" tested over a 28-inch span, are considered best. The beams are surfaced on all four sides, care being taken that they are not damaged by the rollers of the surfacing machine. Material for these tests is sometimes cut from large beams after failure. The specimens are carefully weighed in grams, and all dimensions measured to the nearest 0.01 inch. If to be tested in a green or fresh condition the specimens should be kept in a damp box or covered with moist sawdust until needed. No defects should be allowed in these specimens.
Preparing the material: The samples can be any convenient size, but beams measuring 2" × 2" × 30" tested over a 28-inch span are preferred. The beams are smoothed on all four sides, making sure they aren't damaged by the rollers of the surfacing machine. Material for these tests is sometimes taken from larger beams after they fail. The samples are carefully weighed in grams, and all dimensions are measured to the nearest 0.01 inch. If they are to be tested in a green or fresh condition, the specimens should be kept in a damp box or covered with moist sawdust until needed. No defects should be present in these specimens.
Marking and sketching: Sketches are made of each end of the specimen to show the character of the growth, and after testing, the manner of failure is shown for all four sides. In obtaining data regarding the rate of growth and the proportion of late wood the same procedure is followed as with large beams.
Marking and sketching: Sketches are created for each end of the specimen to illustrate the growth characteristics, and after testing, the way it failed is depicted on all four sides. To gather data about the growth rate and the amount of latewood, the same process is used as with large beams.
Adjusting specimen in machine: The beam should be correctly centred in the machine and each end should have a plate with roller bearings between it and the support. Centre loading is used. Between the movable head of the machine and the specimen is placed a bearing block of maple or other hard wood, the lower surface of which is curved in a direction along the beam, the curvature of which should be slightly less than that of the beam at rupture, in order to prevent the edges from crushing into the fibres of the test piece.
Adjusting specimen in machine: The beam should be properly centered in the machine, and each end should have a plate with roller bearings between it and the support. Center loading is used. A bearing block made of maple or another hardwood is placed between the movable head of the machine and the specimen. The lower surface of this block is curved in the same direction as the beam, with the curvature being slightly less than that of the beam at the point of rupture to prevent the edges from crushing into the fibers of the test piece.
Measuring the deflection: The method of measuring deflection of large beams can be used for small sizes, but because of the shortness of the span and consequent slight deformation in the latter, it is hardly accurate enough for good work. The special deflectometer shown in Fig. 31 allows closer reading, as it magnifies the deflection ten times. It rests on two small nails driven in the beam on the neutral plane and vertically above the supports. The fine wire on the wheel at the base of the indicator is attached to another small nail driven in the beam on the neutral plane midway between the end nails. All three nails should be in place before the beam is put into the machine. The indicator is adjustable by means of a thumb-screw at the base and is set at zero before the load is applied. Deflections are read to the nearest 0.001 inch. For rate of application of load see Speed of Testing Machine, page 92. The speed should be uniform from start to finish without stopping. Readings must be made "on the fly."
Measuring the deflection: The method for measuring the deflection of large beams can also be applied to smaller sizes, but due to the shorter span and resulting minimal deformation in those cases, it’s not precise enough for quality work. The special deflectometer shown in Fig. 31 provides a more accurate reading, as it magnifies the deflection by ten times. It sits on two small nails driven into the beam on the neutral plane and directly above the supports. A fine wire connected to the wheel at the base of the indicator is attached to another small nail driven into the beam on the neutral plane, placed midway between the end nails. All three nails should be set before placing the beam into the machine. The indicator can be adjusted using a thumb-screw at the base and is calibrated to zero before the load is applied. Deflections are measured to the nearest 0.001 inch. For the load application rate, see Speed of Testing Machine, page 92. The speed needs to be consistent from start to finish without stopping. Readings should be taken "on the fly."
Log of the test: The log sheets used for small beams (see Fig. 32) are the same as for large sizes and the procedure is practically identical. The stress-strain diagram is continued to or beyond the maximum load, and in a portion of the tests should be continued to six-inch deflection or until the specimen fails to support a load of 200 pounds. Deflection readings for equal increments of load are taken until well beyond the elastic limit, after which the scale beam is kept balanced and the load read for each 0.1 inch deflection. The load and deflection at first failure, the maximum load, and any points of sudden change should be shown on the diagram, even though they do not occur at one of the regular points. A brief description of the failure and the nature of any defects is entered on the log sheet.
Log of the test: The log sheets used for small beams (see Fig. 32) are the same as those for larger sizes, and the procedure is essentially the same. The stress-strain diagram is extended to or beyond the maximum load, and in some tests, it should be carried to a six-inch deflection or until the specimen can no longer support a load of 200 pounds. Deflection readings for equal increments of load are recorded until well beyond the elastic limit, after which the scale beam is kept balanced and the load is noted for each 0.1 inch deflection. The load and deflection at the first failure, the maximum load, and any points of sudden change should be marked on the diagram, even if they don't occur at one of the regular points. A brief description of the failure and the nature of any defects is recorded on the log sheet.

Figure 32
Figure 32
Sample log sheet, giving full details of a transverse bending test on a small pine beam.
Sample log sheet, providing complete details of a transverse bending test on a small pine beam.
Calculating the results: The formulæ used in calculating the results of tests on small rectangular simple beams are as follows:
Calculating the results: The formulas used to calculate the results of tests on small rectangular simple beams are as follows:
| 0.75 P | |||
| (1) | J | = | -------- |
| b h | |||
| 1.5 P1 l | |||
| (2) | r | = | ------------ |
| b h2 | |||
| 1.5 P l | |||
| (3) | R | = | --------- |
| b h2 | |||
| P1 l 3 | |||
| (4) | E | = | ------------ |
| 4 D b h3 | |||
| P1 D | |||
| (5) | S | = | --------- |
| 2 V |
The same legend is used as on page 98. The weight of the beam itself is disregarded.
The same legend is used as on page 98. The weight of the beam is ignored.
ENDWISE COMPRESSION
Apparatus: An ordinary static testing machine and a compressometer are required. (See Fig. 33.)
Apparatus: You need a standard static testing machine and a compressometer. (See Fig. 33.)
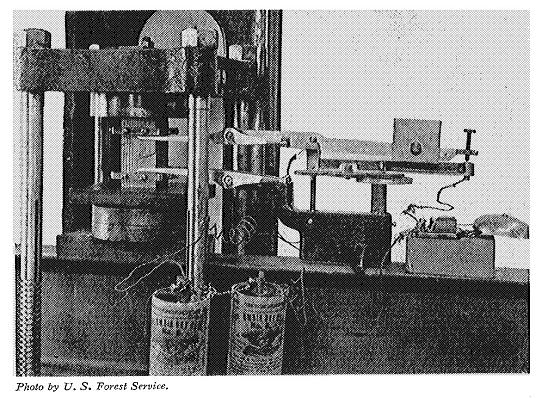
Figure 33
Figure 33
Endwise compression test, showing method of measuring the deformation by means of a compressometer.
Endwise compression test, demonstrating the method for measuring deformation using a compressometer.
Preparing the material: Two classes of specimens are commonly used, namely, (1) posts 24 inches in length, and (2) small clear blocks approximately 2" × 2" × 8". The specimens are surfaced on all four sides and both ends squared smoothly and evenly. They are carefully weighed, measured, rate of growth and proportion of late wood determined, as in bending tests. After the test a moisture section is cut and weighed. Ordinarily these specimens should be free from defects.
Preparing the material: Two types of specimens are typically used, namely, (1) posts that are 24 inches long, and (2) small clear blocks that are about 2" × 2" × 8". The specimens are smoothed on all four sides and both ends are squared evenly. They are carefully weighed, measured, and the growth rate and proportion of late wood are determined, just like in bending tests. After the test, a moisture section is cut and weighed. Generally, these specimens should be free from defects.
Sketching: Sketches are made of each end of the specimens to show the character of the growth. After testing, the manner of failure is shown for all four sides, and the various parts of the failure are numbered in the order of their occurrence.
Sketching: Sketches are created for each end of the specimens to illustrate the growth characteristics. After testing, the way the failure occurs is displayed for all four sides, and the different parts of the failure are numbered in the order they happened.
Adjusting specimen in machine: The compressometer collars are adjusted, the distance between them being 20 inches for the posts and 6 inches for the blocks. If the two ends of the blocks are not exactly parallel a ball-and-socket block can be placed between the upper end of the specimen and the movable head of the machine to overcome the irregularity. If the blocks are true they can simply be stood on end upon the platform and the movable head allowed to press directly upon the upper end.
Adjusting specimen in machine: The compressometer collars are adjusted, with the distance between them set at 20 inches for the posts and 6 inches for the blocks. If the two ends of the blocks aren’t perfectly parallel, a ball-and-socket block can be placed between the upper end of the specimen and the movable head of the machine to address the irregularity. If the blocks are straight, they can just be stood upright on the platform, allowing the movable head to press directly onto the upper end.
Measuring the deformation: The deformation is measured by a compressometer. (See Fig. 33.) The latter registers to 0.001 inch. In the case of posts the compression between the collars is communicated to the four points on the arms by means of brass rods; with short blocks, as in Fig. 33, the points of the arms are in direct contact with the collars. The operator lowers the fulcrum of the apparatus by moving the micrometer screws at such a rate that the set-screw in the rear end of the upper lever is kept barely touching the fixed arm below it, being guided by a bell operated by electric contact.
Measuring the deformation: Deformation is measured using a compressometer. (See Fig. 33.) This device registers to 0.001 inch. For posts, the compression between the collars is transferred to the four points on the arms through brass rods; with short blocks, as in Fig. 33, the arms are in direct contact with the collars. The operator lowers the fulcrum of the apparatus by adjusting the micrometer screws at a rate that keeps the set-screw at the rear end of the upper lever barely touching the fixed arm beneath it, guided by a bell operated by electric contact.
Log of the test: The load is applied continuously at a uniform rate of speed. (See Speed of Testing Maching, page 92.) Readings are taken from the scale of the compressometer at regular increments of either load or compression. The stress-strain diagram is continued to at least one deformation point beyond the maximum load, and in event of sudden failure, the direction of the curve beyond the maximum point is indicated. A brief description of the failure is entered on the log sheet. (See Fig. 34.)
Log of the test: The load is applied continuously at a consistent speed. (See Speed of Testing Machine, page 92.) Readings are taken from the scale of the compressometer at regular intervals of either load or compression. The stress-strain diagram is extended to at least one deformation point past the maximum load, and in case of sudden failure, the direction of the curve beyond the maximum point is noted. A brief description of the failure is recorded on the log sheet. (See Fig. 34.)
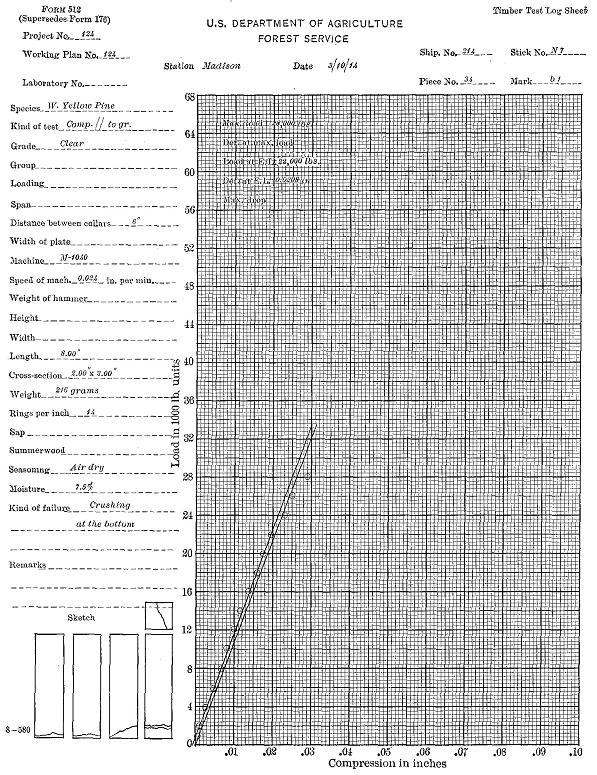
Figure 34
Figure 34
Sample log sheet of an endwise compression test on a short pine column.
Sample log sheet of an endwise compression test on a short pine column.
In short specimens the failure usually occurs in one or several planes diagonal to the axis of the specimen. If the ends are more moist than the middle a crushing may occur on the extreme ends in a horizontal plane. Such a test is not valid and should always be culled. If the grain is diagonal or the stress is unevenly applied a diagonal shear may occur from top to bottom of the test specimen. Such tests are also invalid and should be culled. When the plane (or several planes) of failure occurs through the body of the specimen the test is valid. It may sometimes be advantageous to allow the extreme ends to dry slightly before testing in order to bring the planes of failure within the body. This is a perfectly legitimate procedure provided no drying is allowed from the sides of the specimen, and the moisture disk is cut from the region of failure.
In short specimens, failure usually happens along one or more diagonal planes relative to the axis of the specimen. If the ends are more moist than the middle, crushing might occur at the extreme ends in a horizontal plane. Such a test is invalid and should always be discarded. If the grain is diagonal or the stress is applied unevenly, diagonal shear may happen from the top to the bottom of the test specimen. These tests are also invalid and should be discarded. When the failure plane (or multiple planes) occurs through the body of the specimen, the test is considered valid. It can sometimes help to let the extreme ends dry slightly before testing to keep the failure planes within the body. This is a perfectly acceptable practice as long as no drying occurs from the sides of the specimen and the moisture disk is cut from the area of failure.
Calculating the results: The formulæ used in calculating the results of tests on endwise compression are as follows:
Calculating the results: The formulas used to calculate the results of tests on endwise compression are as follows:
| P | |||
| (1) | C | = | ----- |
| A | |||
| P1 | |||
| (2) | c | = | ------- |
| A | |||
| P1 l | |||
| (3) | E | = | --------- |
| A D | |||
| P D | |||
| (4) | S | = | ----- |
| 2 V | |||
| C | = | crushing strength, pounds per square inch. | |
| c | = | fibre strength at elastic limit, pounds per square inch. | |
| A | = | area of cross section, square inches. | |
| l | = | distance between centres of collars, inches. | |
| D | = | total shortening at elastic limit, inches. | |
| V | = | volume of specimen, cubic inches. |
Remainder of legend as on page 98.
Remainder of the legend on __A_TAG_PLACEHOLDER_0__.
COMPRESSION ACROSS THE GRAIN
Apparatus: An ordinary static testing machine, a bearing plate, and a deflectometer are required. (See Fig. 35.)
Equipment: You need a standard static testing machine, a bearing plate, and a deflectometer. (See Fig. 35.)
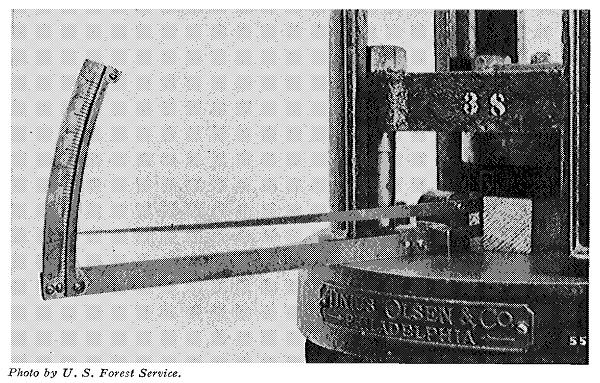
Figure 35
Figure 35
Compression across the grain. Note method of measuring the deformation by means of a deflectomoter.
Compression across the grain. Note the method of measuring the deformation using a deflectometer.
Preparing the material: Two classes of specimens are used, namely, (1) sections of commercial sizes of ties, beams, and other timbers, and (2) small, clear specimens with the length several times the width. Sometimes small cubes are tested, but the results are hardly applicable to conditions in practice. In (2) the sides are surfaced and the ends squared. The specimens are then carefully measured and weighed, defects noted, rate of growth and proportion of late wood determined, as in bending tests. (See page 95.) After the test a moisture section is cut and weighed.
Preparing the material: Two types of samples are used, specifically, (1) sections of standard sizes of ties, beams, and other lumber, and (2) small, clear samples that are several times longer than they are wide. Sometimes small cubes are tested, but the results are rarely relevant to real-world conditions. In (2), the sides are smoothed out and the ends squared off. The samples are then carefully measured and weighed, with defects noted, growth rates measured, and the amount of late wood assessed, similar to bending tests. (See page 95.) After the test, a moisture sample is taken and weighed.
Sketching: Sketches are made as in endwise compression tests. (See page 102.)
Sketching: Sketches are created just like in endwise compression tests. (See page 102.)
Adjusting specimen in machine: The specimen is laid horizontally upon the platform of the machine and a steel bearing plate placed on its upper surface immediately beneath the centre of the movable head. For the larger specimens this plate is six inches wide; for the smaller sizes, two inches wide. The plate in all cases projects over the edges of the test piece, and in no case should the length of the latter be less than four times the width of the plate.
Adjusting specimen in machine: The specimen is positioned horizontally on the machine's platform, and a steel bearing plate is placed on its upper surface directly under the center of the movable head. For larger specimens, this plate is six inches wide; for smaller ones, it's two inches wide. In all cases, the plate extends beyond the edges of the test piece, and the length of the test piece should never be less than four times the width of the plate.
Measuring the deformation: The compression is measured by means of a deflectometer (see Fig. 35), which, after the first increment of load is applied, is adjusted (by means of a small set screw) to read zero. The actual downward motion of the movable head (corresponding to the compression of the specimen) is multiplied ten times on the scale from which the readings are made.
Measuring the deformation: The compression is measured using a deflectometer (see Fig. 35), which, after the initial load is applied, is adjusted (with a small set screw) to display zero. The actual downward motion of the movable head (related to the compression of the specimen) is amplified ten times on the scale from which the readings are taken.
Log of the test: The load is applied continuously and at uniform speed (see Speed of Testing Machine, page 92), until well beyond the elastic limit. The compression readings are taken at regular load increments and entered on the cross-section paper in the usual way. Usually there is no real maximum load in this case, as the strength continually increases as the fibres are crushed more compactly together.
Log of the test: The load is applied continuously and at a steady speed (see Speed of Testing Machine, page 92), until it goes well beyond the elastic limit. The compression readings are taken at consistent load increments and recorded on cross-section paper in the usual manner. Typically, there isn't a true maximum load in this case, as the strength keeps increasing as the fibers are pressed together more tightly.
Calculating the results: Ordinarily only the fibre stress at the elastic limit (c) is computed. It is equal to the load at elastic limit (P1) divided by the area under the plate (B).
Calculating the results: Normally, only the fiber stress at the elastic limit (c) is calculated. It's equal to the load at the elastic limit (P1) divided by the area under the plate (B).
| ( | P1 | ) | ||
| c | = | ------- | ||
| B |
SHEAR ALONG THE GRAIN
Apparatus: An ordinary static testing machine and a special tool designed for producing single shear are required. (See Figs. 36 and 37.) This shearing apparatus consists of a solid steel frame with set screws for clamping the block within it firmly in a vertical position. In the centre of the frame is a vertical slot in which a square-edged steel plate slides freely. When the testing block is in position, this plate impinges squarely along the upper surface of the tenon or lip, which, as vertical pressure is applied, shears off.
Apparatus: You need a regular static testing machine and a special tool made for single shear. (See Figs. 36 and 37.) This shearing device consists of a solid steel frame with set screws to securely clamp the block in a vertical position. In the center of the frame, there’s a vertical slot where a square-edged steel plate moves freely. When the testing block is set up, this plate presses directly down on the upper surface of the tenon or lip, causing it to shear off as vertical pressure is applied.

Figure 36
Figure 36
Vertical section of shearing tool.
Vertical section of cutting tool.

Figure 37
Figure 37
Front view of shearing tool with test specimen and steel plate in position for testing.
Front view of the shearing tool with the test specimen and steel plate ready for testing.
Preparing the material: The specimens are usually in the form of small, clear, straight-grained blocks with a projecting tenon or lip to be sheared off. Two common forms and sizes are shown in Figure 38. Part of the blocks are cut so that the shearing surface is parallel to the growth rings, or tangential; others at right angles to the growth rings, or radial. It is important that the upper surface of the tenon or lip be sawed exactly parallel to the base of the block. When the form with a tenon is used the under cut is extended a short distance horizontally into the block to prevent any compression from below.
Preparing the material: The specimens typically come as small, clear blocks with a straight grain and a protruding tenon or lip that needs to be sheared off. Two common shapes and sizes are shown in Figure 38. Some of the blocks are cut so that the shearing surface is parallel to the growth rings, or tangential; others are cut at right angles to the growth rings, or radial. It's crucial that the upper surface of the tenon or lip is sawed perfectly parallel to the base of the block. When using the form with a tenon, the undercut is extended a short distance horizontally into the block to prevent any compression from beneath.
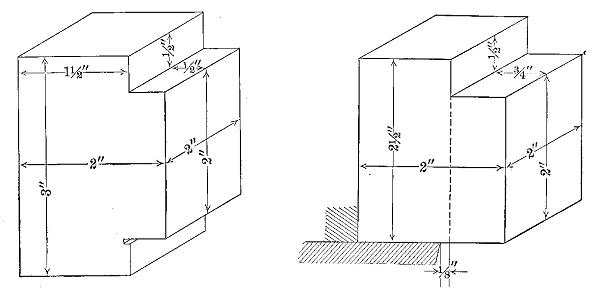
Figure 38
Figure 38
Two forms of shear test specimens.
Two types of shear test samples.
In designing a shearing specimen it is necessary to take into consideration the proportions of the area of shear, since, if the length of the portion to be sheared off is too great in the direction of the shearing face, failure would occur by compression before the piece would shear. Inasmuch as the endwise compressive strength is sometimes not more than five times the shearing strength, the shearing surface should be less than five times the surface to which the load is applied. This condition is fulfilled in the specimens illustrated.
In designing a shearing specimen, it's important to consider the proportions of the shear area. If the length of the part being sheared is too long in the direction of the shearing face, it will fail due to compression before it shears off. Since the endwise compressive strength is often no more than five times the shearing strength, the shearing surface should be less than five times the area where the load is applied. This condition is met in the illustrated specimens.
Shearing specimens are frequently cut from beams after testing. In this case the specific gravity (dry), proportion of late wood, and rate of growth are assumed to be the same as already recorded for the beams. In specimens not so taken, these quantities are determined in the usual way. The sheared-off portion is used for a moisture section.
Shearing samples are often cut from beams after testing. In this case, the dry specific gravity, amount of late wood, and growth rate are assumed to be the same as what has already been recorded for the beams. For samples that aren't taken this way, these values are determined in the usual manner. The cut-off portion is used for a moisture analysis.
Adjusting specimen in machine: The test specimen is placed in the shearing apparatus with the tenon or lip under the sliding plate, which is centred under the movable head of the machine. (See Fig. 39.) In order to reduce to a minimum the friction due to the lateral pressure of the plate against the bearings of the slot, the apparatus is sometimes placed upon several parallel steel rods to form a roller base. A slight initial load is applied to take up the lost motion of the machinery, and the beam balanced.
Adjusting specimen in machine: The test specimen is positioned in the shearing apparatus with the tenon or lip under the sliding plate, which is centered under the movable head of the machine. (See Fig. 39.) To minimize friction caused by the lateral pressure of the plate against the bearings of the slot, the apparatus is sometimes set on several parallel steel rods to create a roller base. A slight initial load is applied to eliminate any slack in the machinery, and the beam is balanced.

Figure 39
Figure 39
Making a shearing test.
Conducting a shearing test.
Log of the test: The load is applied continuously and at a uniform rate until failure, but no deformations are measured. The points noted are the maximum load and the length of time required to reach it. Sketches are made of the failure. If the failure is not pure shear the test is culled.
Log of the test: The load is applied steadily and at a consistent rate until failure occurs, but no deformations are recorded. The main observations are the maximum load and the duration it takes to reach that load. Sketches are created of the failure. If the failure isn't purely shear, the test is discarded.
The shearing strength per square inch is found by dividing the maximum load by the cross-sectional area.
The shearing strength per square inch is calculated by dividing the maximum load by the cross-sectional area.
| ( | P | ) | ||
| Q | = | --- | ||
| A |
IMPACT TEST
Apparatus: There are several types of impact testing machines.59 One of the simplest and most efficient for use with wood is illustrated in Figure 40. The base of the machine is 7 feet long, 2.5 feet wide at the centre, and weighs 3,500 pounds. Two upright columns, each 8 feet long, act as guides for the striking head. At the top of the column is the hoisting mechanism for raising or lowering the striking weights. The power for operating the machine is furnished by a motor set on the top. The hoisting-mechanism is all controlled by a single operating lever, shown on the side of the column, whereby the striking weight may be raised, lowered, or stopped at the will of the operator. There is an automatic safety device for stopping the machine when the weight reaches the top.
Apparatus: There are several types of impact testing machines.59 One of the simplest and most efficient for use with wood is shown in Figure 40. The base of the machine is 7 feet long, 2.5 feet wide at the center, and weighs 3,500 pounds. Two upright columns, each 8 feet long, serve as guides for the striking head. At the top of each column is the hoisting mechanism for raising or lowering the striking weights. The power to operate the machine comes from a motor positioned on top. The hoisting mechanism is entirely controlled by a single operating lever located on the side of the column, allowing the operator to raise, lower, or stop the striking weight as desired. There is an automatic safety device that stops the machine when the weight reaches the top.

Figure 40
Figure 40
Impact testing machine.
Impact testing device.
The weight is lifted by a chain, one end of which passes over a sprocket wheel in the hoisting mechanism. On the lower end of the chain is hung an electro-magnet of sufficient magnetic strength to support the heaviest striking weights. When it is desired to drop the striking weight the electric current is broken and reversed by means of an automatic switch and current breaker. The height of drop may be regulated by setting at the desired height on one of the columns a tripping pin which throws the switch on the magnet and so breaks and reverses the current.
The weight is lifted by a chain, one end of which goes over a sprocket wheel in the hoisting system. At the bottom of the chain hangs an electromagnet strong enough to hold the heaviest striking weights. When you want to drop the striking weight, the electric current is interrupted and reversed using an automatic switch and circuit breaker. You can adjust the drop height by placing a tripping pin at the desired height on one of the columns, which activates the switch on the magnet to interrupt and reverse the current.
There are four striking weights, weighing respectively 50, 100, 250, and 500 pounds, any one of which may be used, depending upon the desired energy of blow. When used for compression tests a flat steel head six inches in diameter is screwed into the lower end of the weight. For transverse tests, a well-rounded knife edge is screwed into the weight in place of the flat head. Knife edges for supporting the ends of the specimen to be tested, are securely bolted to the base of the machine.
There are four notable weights, weighing 50, 100, 250, and 500 pounds, any one of which can be used depending on the amount of force needed. When performing compression tests, a flat steel head with a six-inch diameter is attached to the bottom of the weight. For transverse tests, a well-rounded knife edge replaces the flat head on the weight. Knife edges, used for supporting the ends of the specimen being tested, are firmly bolted to the base of the machine.
The record of the behavior of the specimen at time of impact is traced upon a revolving drum by a pencil fixed in the striking head. (See Fig. 41.) When a drop is made the pencil comes in contact with the drum and is held in place by a spring. The drum is revolved very slowly, either automatically or by hand. The speed of the drum can be recorded by a pencil in the end of a tuning fork which gives a known number of vibrations per second.
The behavior of the specimen at the moment of impact is recorded on a rotating drum by a pencil attached to the striking head. (See Fig. 41.) When a drop occurs, the pencil touches the drum and is held in position by a spring. The drum turns very slowly, either automatically or manually. The speed of the drum can be measured by a pencil attached to a tuning fork that produces a known number of vibrations per second.

Figure 41
Figure 41
Drum record of impact bending test.
Drum record of impact bending test.
One size of this machine will handle specimens for transverse tests 9 inches wide and 6-foot span; the other, 12 inches wide and 8-foot span. For compression tests a free fall of about 6.5 feet may be obtained. For transverse tests the fall is a little less, depending upon the size of the specimen.
One version of this machine can accommodate specimens for transverse tests that are 9 inches wide and have a 6-foot span; the other can handle specimens that are 12 inches wide and have an 8-foot span. For compression tests, a free fall of about 6.5 feet can be achieved. For transverse tests, the fall is slightly less, depending on the size of the specimen.
The machine is calibrated by dropping the hammer upon a copper cylinder. The axial compression of the plug is noted. The energy used in static tests to produce this axial compression under stress in a like piece of metal is determined. The external energy of the blow (i.e., the weight of the hammer × the height of drop) is compared with the energy used in static tests at equal amounts of compression. For instance:
The machine is set up by dropping a hammer onto a copper cylinder. The axial compression of the plug is measured. The energy used in static tests to create this axial compression under stress in a similar piece of metal is calculated. The external energy of the blow (i.e., the weight of the hammer × the height of the drop) is compared to the energy used in static tests at the same levels of compression. For example:
| Energy delivered, impact test | 35,000 inch-pounds | |
| Energy computed from static test | 26,400 inch-pounds | |
| Efficiency of blow of hammer | 75.3 per cent. |
Preparing the material: The material used in making impact tests is of the same size and prepared in the same way as for static bending and compression tests. Bending in impact tests is more commonly used than compression, and small beams with 28-inch span are usually employed.
Preparing the material: The material used for impact tests is the same size and prepared in the same way as for static bending and compression tests. Bending is more frequently tested in impact tests than compression, and small beams with a 28-inch span are typically used.
Method: In making an impact bending test the hammer is allowed to rest upon the specimen and a zero or datum line is drawn. The hammer is then dropped from increasing heights and drum records taken until first failure. The first drop is one inch and the increase is by increments of one inch until a height of ten inches is reached, after which increments of two inches are used until complete failure occurs or 6-inch deflection is secured.
Method: For the impact bending test, the hammer is placed on the specimen, and a baseline is marked. The hammer is then dropped from gradually higher positions, and measurements are recorded until the first failure. The initial drop is one inch, and the height is increased by one inch increments until it reaches ten inches, after which the increments are two inches until the specimen completely fails or a 6-inch deflection is achieved.
The 50-pound hammer is used when with drops up to 68 inches it is reasonably certain it will produce complete failure or 6-inch deflection in the case of all specimens of a species; for all other species a 100-pound hammer is used.
The 50-pound hammer is used when drops up to 68 inches are likely to cause complete failure or a 6-inch deflection in all specimens of a species; for all other species, a 100-pound hammer is used.
Results: The tracing on the drum (see Fig. 41) represents the actual deflection of the stick and the subsequent rebounds for each drop. The distance from the lowest point in each case to the datum line is measured and its square in tenths of a square inch entered as an abscissa on cross-section paper, with the height of drop in inches as the ordinate. The elastic limit is that point on the diagram where the square of the deflection begins to increase more rapidly than the height of drop. The difference between the datum line and the final resting point after each drop represents the set the material has received.
Results: The tracing on the drum (see Fig. 41) shows the actual deflection of the stick and the subsequent rebounds for each drop. The distance from the lowest point in each instance to the datum line is measured, and its square in tenths of a square inch is recorded as an abscissa on cross-section paper, with the height of the drop in inches as the ordinate. The elastic limit is where the square of the deflection starts to increase more quickly than the height of the drop on the diagram. The difference between the datum line and the final resting point after each drop indicates the set the material has experienced.
The formulæ used in calculating the results of impact tests in bending when the load is applied at the centre up to the elastic limit are as follows:
The formulas used to calculate the results of impact tests in bending when the load is applied at the center up to the elastic limit are as follows:
| 3 W H l | |||
| (1) | r | = | ----------- |
| D b h2 | |||
| F S l2 | |||
| (2) | E | = | ----------- |
| 6 D h | |||
| W H | |||
| (3) | S | = | ------- |
| l b h | |||
| H | = | height of drop of hammer, including deflection, inches. | |
| S | = | modulus of elastic resilience, inch-pounds per cubic inch. | |
| W | = | weight of hammer, pounds. |
Remainder of legend as on page 98.
Remainder of the legend on __A_TAG_PLACEHOLDER_0__.
HARDNESS TEST: ABRASION AND INDENTATION
Abrasion: The machine used by the U.S. Forest Service is a modified form of the Dorry abrasion machine. (See Fig. 42.) Upon the revolving horizontal disk is glued a commercial sandpaper, known as garnet paper, which is commonly employed in factories in finishing wood.
Abrasion: The machine used by the U.S. Forest Service is a modified version of the Dorry abrasion machine. (See Fig. 42.) On the spinning horizontal disk is attached a type of commercial sandpaper called garnet paper, which is widely used in factories for finishing wood.

Figure 42
Figure 42
Abrasion machine for testing the wearing qualities of woods.
Abrasion machine for testing the durability of wood.
A small block of the wood to be tested is fixed in one clamp and a similar block of some wood chosen as a standard, as sugar maple, at 10 per cent moisture, in the opposite, and held against the same zone of sandpaper by a weight of 26 pounds each. The size of the section under abrasion for each specimen is 2" × 2". The conditions for wear are the same for both specimens. The speed of rotation is 68 revolutions a minute.
A small piece of wood to be tested is secured in one clamp, while a similar piece of standard wood, like sugar maple at 10 percent moisture, is held in the opposite clamp. Both are pressed against the same area of sandpaper by a weight of 26 pounds each. The size of the section being rubbed for each sample is 2" × 2". The conditions for wear are identical for both samples. The rotation speed is 68 revolutions per minute.
The test is continued until the standard specimen is worn a specified amount, which varies with the kind of wood under test. A comparison of the wear of the two blocks affords a fair idea of their relative resistance to abrasion.
The test goes on until the standard sample is worn down a certain amount, which differs depending on the type of wood being tested. Comparing the wear of the two blocks gives a good indication of their relative resistance to abrasion.
Another method makes use of a sand blast to abrade the woods and is the one employed in New South Wales.60 The apparatus consists essentially of a nozzle through which sand can be propelled at a high velocity against the test specimen by means of a steam jet.
Another method uses a sandblast to roughen the wood and is the one used in New South Wales.60 The device mainly consists of a nozzle that shoots sand at high speed onto the test specimen using a steam jet.
The wood to be tested is cut into blocks 3" × 3" × 1', and these are weighed to the nearest grain just before placing in the apparatus. Steam from the boiler at a pressure of about 43 pounds per square inch is ejected from a nozzle in such a way that particles of fine quartz sand are caught up and thrown violently against the block which is being rotated. Only superheated steam strikes the block, thus leaving the wood dry. The test is continued for two minutes, after which the specimen is removed and immediately weighed.
The wood to be tested is cut into 3" × 3" × 1' blocks, and these are weighed to the nearest grain just before being placed in the equipment. Steam from the boiler at a pressure of about 43 pounds per square inch is ejected from a nozzle in a way that sends fine quartz sand particles flying violently against the rotating block. Only superheated steam hits the block, keeping the wood dry. The test lasts for two minutes, after which the specimen is removed and weighed right away.
By comparison with the original weight the loss from abrasion is determined, and by comparison with a certain wood chosen as a standard, a coefficient of wear-resistance can be obtained. The amount of wear will vary more or less according to the surface exposed, and in these tests quarter-sawed material was used with the edge grain to the blast.
By comparing it to the original weight, the loss from abrasion is measured, and by comparing it to a certain type of wood selected as a standard, a wear-resistance coefficient can be calculated. The amount of wear will vary depending on the surface exposed, and for these tests, quarter-sawed material was used with the edge grain facing the blast.
Indentation: The tool used for this test consists of a punch with a hemispherical end or steel ball having a diameter of 0.444 inch, giving a surface area of one-fourth square inch. It is fitted with a guard plate, which works loosely until the penetration has progressed to a depth of 0.222 inch, whereupon it tightens. (See Fig. 43.) The effect is that of sinking a ball half its diameter into the specimen. This apparatus is fitted into the movable head of the static testing machine.
Indentation: The tool used for this test consists of a punch with a rounded end or a steel ball that has a diameter of 0.444 inches, which provides a surface area of one-fourth square inch. It features a guard plate that moves loosely until the penetration reaches a depth of 0.222 inches, at which point it tightens. (See Fig. 43.) The effect is similar to pressing a ball halfway into the specimen. This apparatus is installed into the movable head of the static testing machine.

Figure 43
Figure 43
Design of tool for testing the hardness of woods by indentation.
Design of a tool to test the hardness of wood through indentation.
The wood to be tested is cut square with the grain into rectangular blocks measuring 2" × 2" × 6". A block is placed on the platform and the end of the punch forced into the wood at the rate of 0.25 inch per minute. The operator keeps moving the small handle of the guard plate back and forth until it tightens. At this instant the load is read and recorded.
The wood being tested is cut square with the grain into rectangular blocks that are 2" × 2" × 6". A block is positioned on the platform, and the end of the punch is pushed into the wood at a rate of 0.25 inches per minute. The operator continuously moves the small handle of the guard plate back and forth until it tightens. At that moment, the load is read and recorded.
Two penetrations each are made on the tangential and radial surfaces, and one on each end of every specimen tested.
Two penetrations are made on the tangential and radial surfaces, and one on each end of every specimen tested.
In choosing the places on the block for the indentations, effort should be made to get a fair average of heartwood and sapwood, fine and coarse grain, early and late wood.
In selecting the spots on the block for the indentations, it's important to achieve a good mix of heartwood and sapwood, fine and coarse grain, and early and late wood.
CLEAVAGE TEST
A static testing machine and a special cleavage testing device are required. (See Fig. 44.) The latter consists essentially of two hooks, one of which is suspended from the centre of the top of the cage, the other extended above the movable head.
A static testing machine and a special cleavage testing device are needed. (See Fig. 44.) The latter mainly includes two hooks, one hanging from the center of the top of the cage, and the other positioned above the movable head.
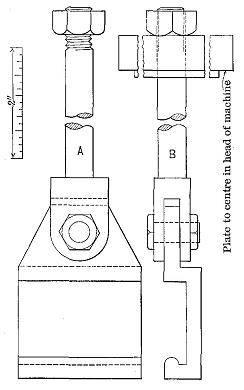
Figure 44
Figure 44
Design of tool for cleavage test.
Design of a tool for the cleavage test.
The specimens are 2" × 2" × 3.75". At one end a one-inch hole is bored, with its centre equidistant from the two sides and 0.25 inch from the end. (See Fig. 45.) This makes the cross section to be tested 2" × 3". Some of the blocks are cut radially and some tangentially, as indicated in the figure.
The samples measure 2" × 2" × 3.75". A one-inch hole is drilled at one end, centered equally between the two sides and 0.25 inch from the end. (See Fig. 45.) This results in a cross section for testing of 2" × 3". Some of the blocks are cut radially while others are cut tangentially, as shown in the figure.
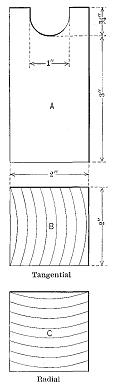
Figure 45
Figure 45
Design of cleavage test specimen.
Cleavage test specimen design.
The free ends of the hooks are fitted into the notch in the end of the specimen. The movable head of the machine is then made to descend at the rate of 0.25 inch per minute, pulling apart the hooks and splitting the block. The maximum load only is taken and the result expressed in pounds per square inch of width. A piece one-half inch thick is split off parallel to the failure and used for moisture determination.
The free ends of the hooks are placed into the notch at the end of the specimen. The movable part of the machine is then lowered at a speed of 0.25 inches per minute, which pulls the hooks apart and splits the block. Only the maximum load is measured, and the result is given in pounds per square inch of width. A piece that is half an inch thick is split off parallel to where it failed and used to measure moisture.
TENSION TEST PARALLEL TO THE GRAIN
Since the tensile strength of wood parallel to the grain is greater than the compressive strength, and exceedingly greater than the shearing strength, it is very difficult to make satisfactory tension tests, as the head and shoulders of the test specimen (which is subjected to both compression and shear) must be stronger than the portion subjected to a pure tensile stress.
Since the tensile strength of wood along the grain is stronger than its compressive strength, and much stronger than its shearing strength, it's really challenging to conduct effective tension tests. The head and shoulders of the test sample (which is subjected to both compression and shear) need to be stronger than the part that only faces tensile stress.
Various designs of test specimens have been made. The one first employed by the Division of Forestry61 was prepared as follows: Sticks were cut measuring 1.5" × 2.5" × 16". The thickness at the centre was then reduced to three-eighths of an inch by cutting out circular segments with a band saw. This left a breaking section of 2.5" × 0.375". Care was taken to cut the specimen as nearly parallel to the grain as possible, so that its failure would occur in a condition of pure tension. The specimen was then placed between the plane wedge-shaped steel grips of the cage and the movable head of the static machine and pulled in two. Only the maximum load was recorded. (See Fig. 46, No. 1.)
Various designs of test specimens have been created. The first one used by the Division of Forestry61 was prepared as follows: Sticks were cut to dimensions of 1.5" × 2.5" × 16". The thickness in the center was then reduced to three-eighths of an inch by cutting out circular segments with a band saw. This left a breaking section of 2.5" × 0.375". Care was taken to cut the specimen as parallel to the grain as possible so that its failure would happen under pure tension. The specimen was then placed between the wedge-shaped steel grips of the cage and the movable head of the static machine and pulled apart. Only the maximum load was recorded. (See Fig. 46, No. 1.)

Figure 46
Figure 46
Designs of tension test specimens used in United States.
Designs of tension test specimens used in the United States.
The difficulty of making such tests compared with the minor importance of the results is so great that they are at present omitted by the U.S. Forest Service. A form of specimen is suggested, however, and is as follows: "A rod of wood about one inch in diameter is bored by a hollow drill from the stick to be tested. The ends of this rod are inserted and glued in corresponding holes in permanent hardwood wedges. The specimen is then submitted to the ordinary tension test. The broken ends are punched from the wedges."62 (See Fig. 46, No. 2.)
The challenge of conducting such tests, compared to the relatively low significance of the results, is so substantial that the U.S. Forest Service currently skips them. A type of specimen is suggested, though, as follows: "A wooden rod about one inch in diameter is drilled out with a hollow drill from the stick being tested. The ends of this rod are inserted and glued into matching holes in sturdy hardwood wedges. The specimen is then subjected to a standard tension test. The broken ends are punched out of the wedges."62 (See Fig. 46, No. 2.)
The form used by the Department of Forestry of New South Wales63 is as shown in Fig. 47. The specimen has a total length of 41 inches and is circular in cross section. On each end is a head 4 inches in diameter and 7 inches long. Below each head is a shoulder 8.5 inches long, which tapers from a diameter of 2.75 inches to 1.25 inches. In the middle is a cylindrical portion 1.25 inches in diameter and 10 inches long.
The form used by the Department of Forestry of New South Wales63 is shown in Fig. 47. The specimen measures a total length of 41 inches and has a circular cross-section. Each end features a head that is 4 inches in diameter and 7 inches long. Below each head is a shoulder that is 8.5 inches long, tapering from a diameter of 2.75 inches to 1.25 inches. In the center, there is a cylindrical portion that is 1.25 inches in diameter and 10 inches long.

Figure 47
Figure 47
Design of tension test specimen used in New South Wales.
Design of tension test specimen used in New South Wales.
In making the test the specimen is fitted in the machine, and an extensometer attached to the middle portion and arranged to record the extension between the gauge points 8 inches apart. The area of the cross section then is 1.226 square inches, and the tensile strength is equal to the total breaking load applied divided by this area.
In conducting the test, the specimen is placed in the machine, and an extensometer is attached to the middle part to measure the extension between the gauge points that are 8 inches apart. The cross-sectional area is 1.226 square inches, and the tensile strength is calculated by dividing the total breaking load applied by this area.
TENSION TEST AT RIGHT ANGLES TO THE GRAIN
A static testing machine and a special testing device (see Fig. 48) are required. The latter consists essentially of two double hooks or clamps, one of which is suspended from the centre of the top of the cage, the other extended above the movable head. The specimens are 2" × 2" × 2.5". At each end a one-inch hole is bored with its centre equidistant from the two sides and 0.25 inch from the ends. This makes the cross section to be tested 1" × 2".
A static testing machine and a special testing device (see Fig. 48) are needed. The latter essentially consists of two double hooks or clamps, one suspended from the center at the top of the cage, and the other extended above the movable head. The specimens are 2" × 2" × 2.5". Each end has a one-inch hole drilled with its center equidistant from the two sides and 0.25 inch from the ends. This results in a tested cross-section of 1" × 2".

Figure 48
Figure 48
Design of tool and specimen for testing tension at right angles to the grain.
Design of tool and specimen for testing tension at right angles to the grain.
The free ends of the clamps are fitted into the notches in the ends of the specimen. The movable head of the machine is then made to descend at the rate of 0.25 inch per minute, pulling the specimen in two at right angles to the grain. The maximum load only is taken and the result expressed in pounds per inch of width. A piece one-half inch thick is split off parallel to the failure and used for moisture determination.
The free ends of the clamps are put into the notches at the ends of the specimen. The movable head of the machine is then lowered at a rate of 0.25 inch per minute, pulling the specimen apart at a right angle to the grain. Only the maximum load is recorded, and the result is expressed in pounds per inch of width. A piece that is half an inch thick is cut off parallel to the failure and used for moisture measurement.
TORSION TEST64
Apparatus: The torsion test is made in a Riehle-Miller torsional testing machine or its equivalent. (See Fig. 49.)
Equipment: The torsion test is performed using a Riehle-Miller torsional testing machine or a similar device. (See Fig. 49.)

Figure 49
Figure 49
Making a torsion test on hickory.
Making a torsion test on hickory.
Preparation of material: The test pieces are cylindrical, 1.5 inches in diameter and 18 inches gauge length, with squared ends 4 inches long joined to the cylindrical portion with a fillet. The dimensions are carefully measured, and the usual data obtained in regard to the rate of growth, proportion of late wood, location and kind of defects. The weight of the cylindrical portion of the specimen is obtained after the test.
Preparation of material: The test pieces are cylindrical, 1.5 inches in diameter and 18 inches long, with squared ends that are 4 inches long connected to the cylindrical part with a fillet. The dimensions are carefully measured, and the usual data is gathered regarding the growth rate, amount of late wood, location and types of defects. The weight of the cylindrical part of the specimen is recorded after the test.
Making the test: After the specimen is fitted in the machine the load is applied continuously at the rate of 22° per minute. A troptometer is used in measuring the deformation. Readings are made until failure occurs, the points being entered on the cross-section paper. The character of the failure is described. Moisture determinations are made by the disk method.
Making the test: After the sample is placed in the machine, the load is applied continuously at a rate of 22° per minute. A troptometer measures the deformation. Readings are taken until failure happens, with the points recorded on the cross-section paper. The nature of the failure is described. Moisture measurements are done using the disk method.
Results: The conditions of ultimate rupture due to torsion appear not to be governed by definite mathematical laws; but where the material is not overstrained, laws may be assumed which are sufficiently exact for practical cases. The formulæ commonly used for computations are as follows:
Results: The conditions for ultimate failure due to twisting don't seem to follow specific mathematical laws; however, when the material isn't overstressed, we can assume laws that are accurate enough for practical applications. The formulas typically used for calculations are as follows:
| 5.1 M | |||
| (1) | T | = | ------- |
| c3 | |||
| 114.6 T f | |||
| (2) | G | = | ----------- |
| a c | |||
| a | = | angle measured by troptometer at elastic limit, in degrees. | |
| c | = | diameter of specimen, inches. | |
| f | = | gauge length of specimen, inches. | |
| G | = | modulus of elasticity in shear across the grain, pounds per square inch. | |
| M | = | moment of torsion at elastic limit, inch-pounds. | |
| T | = | outer fibre torsional stress at elastic limit, pounds per square inch. |
SPECIAL TESTS
Spike-pulling Test
Spike-pulling tests apply to problems of railroad maintenance, and the results are used to compare the spike-holding powers of various woods, both untreated and treated with different preservatives, and the efficiency of various forms of spikes. Special tests are also made in which the spike is subjected to a transverse load applied repetitively by a blow.
Spike-pulling tests are relevant to railroad maintenance issues, and the results are used to compare the spike-holding capabilities of different types of wood, both untreated and treated with various preservatives, as well as the effectiveness of different kinds of spikes. There are also specific tests where the spike is exposed to a repeated transverse load from a strike.
For details of tests and results see:
For details about tests and results, see:
| Cir. 38, | U.S.F.S.: | Instructions to engineers of timber tests, p. 26. | ||
| Cir. 46, | U.S.F.S.: | Holding force of railroad spikes in wooden ties. | ||
| Bul. 118, | U.S.F.S.: | Prolonging the life of cross-ties, pp. 37-40. |
Packing Boxes
Special tests on the strength of packing boxes of various woods have been made by the U.S. Forest Service to determine the merits of different kinds of woods as box material with the view of substituting new kinds for the more expensive ones now in use. The methods of tests consisted in applying a load along the diagonal of a box, an action similar to that which occurs when a box is dropped on one of its corners. The load was measured at each one-fourth inch in deflection, and notes were made of the primary and subsequent failures.
Special tests on the strength of packing boxes made from different types of wood have been conducted by the U.S. Forest Service to evaluate the benefits of various woods as box materials, aiming to replace more expensive options currently in use. The testing methods involved applying a load diagonally across a box, mimicking what happens when a box is dropped on one of its corners. The load was measured for every quarter-inch of deflection, and observations were recorded regarding both initial and subsequent failures.
For details of tests and results, see:
For information on tests and results, refer to:
| Cir. 47, | U.S.F.S.: | Strength of packing boxes of various woods. | ||
| Cir. 214, | U.S.F.S.: | Tests of packing boxes of various forms. |
Vehicle and Implement Woods
Tests were made by the U.S. Forest Service to obtain a better knowledge of the mechanical properties of the woods at present used in the manufacture of vehicles and implements and of those which might be substituted for them. Tests were made upon the following materials: hickory buggy spokes (see Fig. 5); hickory and red oak buggy shafts; wagon tongues; Douglas fir and southern pine cultivator poles.
Tests were conducted by the U.S. Forest Service to gain a better understanding of the mechanical properties of the woods currently used in making vehicles and equipment, as well as those that could serve as substitutes. Tests were performed on the following materials: hickory buggy spokes (see Fig. 5); hickory and red oak buggy shafts; wagon tongues; Douglas fir and southern pine cultivator poles.
Details of the tests and results may be found in:
Details of the tests and results can be found in:
| Cir. 142, | U.S.F.S.: | Tests on vehicle and implement woods. |
Cross-arms
In tests by the U.S. Forest Service on cross-arms a special apparatus was devised in which the load was distributed along the arm as in actual practice. The load was applied by rods passing through the pinholes in the arms. Nuts on these rods pulled down on the wooden bearing-blocks shaped to fit the upper side of the arm. The lower ends of these rods were attached to a system of equalizing levers, so arranged that the load at each pinhole would be the same. In all the tests the load was applied vertically by means of the static machine.
In tests conducted by the U.S. Forest Service on cross-arms, a special device was created to distribute the load along the arm just like in real situations. The load was applied using rods that passed through the pinholes in the arms. Nuts on these rods pulled down on wooden bearing blocks shaped to match the upper side of the arm. The lower ends of these rods were connected to a system of equalizing levers, arranged so that the load at each pinhole would be the same. In all the tests, the load was applied vertically using a static machine.
| Cir. 204, | U.S.F.S.: | Strength tests of cross-arms. |
Other Tests
Many other kinds of tests are made as occasion demands. One kind consists of barrels and liquid containers, match-boxes, and explosive containers. These articles are subjected to shocks such as they would receive in transit and in handling, and also to hydraulic pressure.
Many other types of tests are conducted as needed. One type involves barrels and liquid containers, matchboxes, and explosive containers. These items are exposed to shocks similar to what they would experience during transportation and handling, as well as hydraulic pressure.
One of the most important tests from a practical standpoint is that of built-up structures such as compounded beams composed of small pieces bolted together, mortised joints, wooden trusses, etc. Tests of this kind can best be worked out according to the specific requirements in each case.
One of the most important tests from a practical perspective is that of built-up structures like composite beams made of small pieces bolted together, mortised joints, wooden trusses, etc. Tests like these can be most effectively designed according to the specific needs of each situation.
APPENDIX
SAMPLE WORKING PLAN OF THE U.S. FOREST SERVICE
MECHANICAL PROPERTIES OF WOODS GROWN IN THE UNITED STATES
Working Plan No. 124
PURPOSE OF WORK
It is the general purpose of the work here outlined to provide:
It is the main goal of the work described here to provide:
(a) Reliable data for comparing the mechanical properties of various species;
(a) Reliable data for comparing the mechanical properties of different species;
(b) Data for the establishment of correct strength functions or working stresses;
(b) Data for establishing accurate strength functions or working stresses;
(c) Data upon which may be based analyses of the influence on the mechanical properties of such factors as:
(c) Data that can be used to analyze the impact of factors on the mechanical properties, such as:
Locality;
Location;
Distance of timber from the pith of the tree;
Distance of wood from the center of the tree;
Height of timber in the tree;
Height of the wood in the tree;
Change from the green to the air-dried condition, etc.
Change from the green to the air-dried condition, etc.
The mechanical properties which will be considered and the principal tests used to determine them are as follows:
The mechanical properties that we will look at and the main tests used to measure them are:
Strength and stiffness—
Strength and rigidity—
Static bending;
Static flexing;
Compression parallel to grain;
Compression along the grain;
Compression perpendicular to grain;
Compression across the grain;
Shear.
Shear.
Toughness—
Resilience—
Impact bending;
Impact bending;
Static bending;
Static bending.
Work to maximum load and total work.
Work to maximum capacity and overall effort.
Cleavability—
Cleavability—
Cleavage test.
Cleavage test.
Hardness—
Hardness—
Modification of Janka ball test for surface hardness.
Modification of the Janka ball test for surface hardness.
MATERIAL
Selection and Number of Trees
The material will be from trees selected in the forest by one qualified to determine the species. From each locality, three to five dominant trees of merchantable size and approximately average age will be so chosen as to be representative of the dominant trees of the species. Each species will eventually be represented by trees from five to ten localities. These localities will be so chosen as to be representative of the commercial range of the species. Trees from one to three localities will be used to represent each species until most of the important species have been tested.
The materials will come from trees picked in the forest by someone qualified to identify the species. From each area, three to five dominant trees of marketable size and about average age will be selected to represent the dominant trees of that species. Each species will eventually have trees from five to ten different areas. These areas will be chosen to reflect the commercial range of the species. Trees from one to three areas will be used to represent each species until the majority of the important species have been tested.
The 16-foot butt log will be taken from each tree selected and the entire merchantable hole of one average tree for each species.
The 16-foot butt log will be taken from each chosen tree, along with the complete merchantable section of one average tree for each species.
Field Notes and Shipping Instructions
Field notes as outlined in Form—a Shipment Description, Manual of the Branch of Products, will be fully and carefully made by the collector. The age of each tree selected will be recorded and any other information likely to be of interest or importance will also be made a part of these field notes. Each log will have the bark left on. It will be plainly marked in accordance with directions given under Detailed Instructions. All material will be shipped to the laboratory immediately after being cut. No trees will be cut until the collector is notified that the laboratory is ready to receive the material.
Field notes as outlined in Form—a Shipment Description, Manual of the Branch of Products, will be thoroughly and carefully completed by the collector. The age of each selected tree will be recorded, and any other relevant information will also be included in these field notes. Each log will have the bark retained. It will be clearly marked according to the instructions provided under Detailed Instructions. All material will be shipped to the laboratory right after being cut. No trees will be cut until the collector is informed that the laboratory is ready to receive the material.
DETAILED INSTRUCTIONS
Part of Tree to be Tested
(a) For determining the value of tree and locality and the influence on the mechanical properties of distance from the pith, a 4-foot bolt will be cut from the top end of each 16-foot butt log.
(a) To assess the value of the tree and its location, as well as how distance from the pith affects the mechanical properties, a 4-foot section will be cut from the top end of each 16-foot butt log.
(b) For investigating the variation of properties with the height of timber in the tree, all the logs from one average tree will be used.
(b) To examine how properties change with the height of wood in the tree, we will use all the logs from one typical tree.
(c) For investigating the effect of drying the wood, the bolt next below that provided for in (a) will be used in the case of one tree from each locality.
(c) To examine the impact of drying the wood, the bolt right below the one mentioned in (a) will be used for one tree from each location.
Marking and Grouping of Material
The marking will be standard except as noted. Each log will be considered a "piece." The piece numbers will be plainly marked upon the butt end of each log by the collector. The north side of each log will also be marked.
The marking will be standard except where noted. Each log will be considered a "piece." The piece numbers will be clearly marked on the butt end of each log by the collector. The north side of each log will also be marked.
When only one bolt from a tree is used it will be designated by the number of the log from which it is cut. Whenever more than one bolt is taken from a tree, each 4-foot bolt or length of trunk will be given a letter (mark), a, b, c, etc., beginning at the stump.
When only one bolt from a tree is used, it will be labeled with the number of the log it was cut from. Whenever more than one bolt is taken from a tree, each 4-foot bolt or piece of trunk will get a letter mark, a, b, c, etc., starting from the stump.
All bolts will be sawed into 2-1/2" × 2-1/2" sticks and the sticks marked according to the sketch, Fig. 50. The letters N, E, S, and W indicate the cardinal points when known; when these are unknown, H, K, L, and M will be used. Thus, N5, K8, S7, M4 are stick numbers, the letter being a part of the stick number.
All bolts will be cut into 2-1/2" × 2-1/2" pieces, and the pieces will be labeled according to the sketch, Fig. 50. The letters N, E, S, and W represent the cardinal points when known; if these are unknown, H, K, L, and M will be used instead. So, N5, K8, S7, M4 are piece numbers, with the letter being part of the piece number.

Figure 50
Figure 50
Method of cutting and marking test specimens.
Method of cutting and marking test specimens.
Only straight-grained specimens, free from defects which will affect their strength, will be tested.
Only specimens with straight grain that are free from defects affecting their strength will be tested.
Care of Material
No material will be kept in the bolt or log long enough to be damaged or disfigured by checks, rot, or stains.
No material will be stored in the bolt or log long enough to get damaged or marked by checks, rot, or stains.
Green material: The material to be tested green will be kept in a green state by being submerged in water until near the time of test. It will then be surfaced, sawed to length, and stored in damp sawdust at a temperature of 70°F. (as nearly as practicable) until time of test. Care should be taken to avoid as much as possible the storage of green material in any form.
Green material: The material that will be tested while green will be kept submerged in water until just before the test. It will then be surfaced, cut to length, and stored in damp sawdust at a temperature of 70°F (as close as possible) until it's time for testing. Efforts should be made to minimize the storage of green material in any form.
Air-dry material: The material to be air-dried will be cut into sticks 2-1/2" × 2-1/2" × 4'. The ends of these sticks will be paraffined to prevent checking. This material will be so piled as to leave an air space of at least one-half inch on each side of each stick, and in such a place that it will be protected from sunshine, rain, snow, and moisture from the ground. The sticks will be surfaced and cut to length just previous to test.
Air-dry material: The material meant for air drying will be cut into sticks measuring 2-1/2" × 2-1/2" × 4'. The ends of these sticks will be coated with paraffin to prevent cracking. This material will be stacked in a way that leaves at least a half-inch air space on each side of every stick, and in a location where it is shielded from sunlight, rain, snow, and moisture from the ground. The sticks will be surfaced and cut to length right before testing.
Order of Tests
The order of tests in all cases will be such as to eliminate so far as possible from the comparisons the effect of changes of condition of the specimens due to such factors as storage and weather conditions.
The sequence of tests in all cases will be arranged to minimize, as much as possible, the influence of changes in the condition of the specimens caused by factors like storage and weather conditions.
The material used for determining the effect of height in tree will be tested in such order that the average time elapsing from time of cutting to time of test will be approximately the same for all bolts from any one tree.
The material used to assess the impact of height in trees will be tested in a way that ensures the average time from cutting to testing is roughly the same for all samples from any single tree.
Tests on Green Material
The tests on all bolts, except those from which a comparison of green and dry timber is to be gotten, will be as follows:
The tests on all bolts, except for those used to compare green and dry timber, will be as follows:
Static bending: One stick from each pair. A pair consists of two adjacent sticks equidistant from the pith, as N7 and N8, or H5 and H6.
Static bending: One stick from each pair. A pair consists of two nearby sticks that are the same distance from the center, like N7 and N8, or H5 and H6.
Impact bending: Four sticks; one to be taken from near the pith; one from near the periphery; and two representative of the cross section.
Impact bending: Four sticks; one taken from close to the center, one from near the edge, and two that represent the cross section.
Compression parallel to grain: One specimen from each stick. These will be marked "1" in addition to the number of the stick from which they are taken.
Compression parallel to grain: One sample from each stick. These will be labeled "1" along with the number of the stick they come from.
Hardness: One specimen from each of the other 50 per cent of the static bending sticks. These specimens will be marked "4."
Hardness: One sample from each of the other 50 percent of the static bending sticks. These samples will be labeled "4."
Shear: Six specimens from sticks not tested in bending or from the ends cut off in preparing the bending specimens. Two specimens will be taken from near the pith; two from near the periphery; and two that are representative of the average growth. One of each two will be tested in radial shear and the other in tangential shear. These specimens will have the mark "3."
Shear: Six samples from sticks that haven't been tested in bending or from the ends trimmed while preparing the bending samples. Two samples will be taken from close to the pith; two from near the outer edge; and two that represent the average growth. One of each pair will be tested for radial shear and the other for tangential shear. These samples will be labeled with the mark "3."
Cleavage: Six specimens chosen and divided just as those for shearing. These specimens will have the mark "5." (For sketches showing radial and tangential cleavage, see Fig. 45.)
Cleavage: Six samples selected and split in the same way as those for shearing. These samples will be labeled "5." (For diagrams showing radial and tangential cleavage, see Fig. 45.)
When it is impossible to secure clear specimens for all of the above tests, tests will have precedence in the order in which they are named.
When it's not possible to obtain clear samples for all of the tests mentioned above, the tests will be prioritized in the order they are listed.
Tests to Determine the Effect of Air-drying
These tests will be made on material from the adjacent bolts mentioned in "c" under Part of Tree to be Tested. Both bolts will be cut as outlined above. One-half the sticks from each bolt will be tested green, the other half will be air-dried and tested. The division of green and air-dry will be according to the following scheme:
These tests will be conducted on material from the nearby bolts mentioned in "c" under Part of Tree to be Tested. Both bolts will be cut as described above. Half of the pieces from each bolt will be tested while green, and the other half will be air-dried before testing. The split between green and air-dried will follow the scheme below:
| STICK NUMBERS | |||||||||||||
| Lower bolt, | 1, | 4, | 5, | 8, | 9, | etc. | } | Tested green | |||||
| Upper bolt, | 2, | 3, | 6, | 7, | 10, | ||||||||
| Lower bolt, | 2, | 3, | 6, | 7, | 10, | etc. | } | Air-dried and tested | |||||
| Upper bolt, | 1, | 4, | 5, | 8, | 9, | ||||||||
All green sticks from these two bolts will be tested as if they were from the same bolt and according to the plan previously outlined for green material from single bolts. The tests on the air-dried material will be the same as on the green except for the difference of seasoning.
All green sticks from these two bolts will be tested as if they were from the same bolt and according to the plan outlined earlier for green material from single bolts. The tests on the air-dried material will be the same as those for the green, except for the difference in seasoning.
The material will be tested at as near 12 per cent moisture as is practicable. The approximate weight of the air-dried specimens at 12 per cent moisture will be determined by measuring while green 20 per cent of the sticks to be air-dried and assuming their dry gravity to be the same as that of the specimens tested green. This 20 per cent will be weighed as often as is necessary to determine the proper time of test.
The material will be tested at around 12 percent moisture as closely as possible. The estimated weight of the air-dried samples at 12 percent moisture will be calculated by measuring 20 percent of the sticks to be air-dried while they are still green and assuming their dry density to be the same as that of the specimens tested while green. This 20 percent will be weighed as often as needed to determine the right testing time.
Methods of Test
All tests will be made according to Circular 38 except in case of conflict with the instructions given below:
All tests will be conducted according to Circular 38, unless there's a conflict with the instructions provided below:
Static bending: The tests will be on specimens 2" × 2" × 30" on 28-inch span. Load will be applied at the centre.
Static bending: The tests will be on samples measuring 2" × 2" × 30" with a 28-inch span. The load will be applied at the center.
In all tests the load-deflection curve will be carried to or beyond the maximum load. In one-third of the tests the load-deflection curve will be continued to 6-inch deflection, or till the specimen fails to support a 200-pound load. Deflection readings for equal increments of load will be taken until well past the elastic limit, after which the scale beam will be kept balanced and the load read for each 0.1-inch deflection. The load and deflection at first failure, maximum load and points of sudden change, will be shown on the curve sheet even if they do not occur at one of the regular load or deflection increments.
In all tests, the load-deflection curve will be recorded up to or beyond the maximum load. In one-third of the tests, the load-deflection curve will continue to a 6-inch deflection or until the specimen can no longer support a 200-pound load. Deflection readings for consistent load increments will be taken until well past the elastic limit, after which the scale beam will be kept balanced and the load measured for each 0.1-inch deflection. The load and deflection at first failure, maximum load, and points of sudden change will be indicated on the curve sheet, even if they don't occur at one of the standard load or deflection increments.
Impact bending: The impact bending tests will be on specimens of the same size as those used in static bending. The span will be 28 inches.
Impact bending: The impact bending tests will be conducted on specimens that are the same size as those used in static bending. The span will be 28 inches.
The tests will be by increment drop. The first drop will be 1 inch and the increase will be by increments of 1 inch till a height of 10 inches is reached, after which increments of 2 inches will be used until complete failure occurs or 6-inch deflection is secured.
The tests will be done using incremental drops. The first drop will be 1 inch, and the increase will go up by 1 inch until we reach a height of 10 inches. After that, we’ll increase by 2 inches until we either reach complete failure or a 6-inch deflection is achieved.
A 50-pound hammer will be used when with drops up to 68 inches it is practically certain that it will produce complete failure or 6-inch deflection in the case of all specimens of a species. For all other species, a 100-pound hammer will be used.
A 50-pound hammer will be used when dropped from heights up to 68 inches, as it is almost guaranteed to cause complete failure or a 6-inch deflection in all specimens of one species. For all other species, a 100-pound hammer will be used.
In all cases drum records will be made until first failure. Also the height of drop causing complete failure or 6-inch deflection will be noted.
In every case, drum records will be kept until the first failure occurs. Additionally, the height of the drop that causes complete failure or a 6-inch deflection will be recorded.
Compression parallel to grain: This test will be on specimens 2" × 2" × 8" in size. On 20 per cent of these tests load-compression curves for a 6-inch centrally located gauge length will be taken. Readings will be continued until the elastic limit is well passed. The other 80 per cent of the tests will be made for the purpose of obtaining the maximum load only.
Compression parallel to grain: This test will be on specimens 2" × 2" × 8" in size. For 20 percent of these tests, load-compression curves will be recorded for a 6-inch centrally located gauge length. Readings will continue until well beyond the elastic limit. The remaining 80 percent of the tests will focus on determining only the maximum load.
Compression perpendicular to grain: This test will be on specimens 2" × 2" × 6" in size. The bearing plates will be 2 inches wide. The rate of descent of the moving head will be 0.024 inch per minute. The load-compression curve will be plotted to 0.1 inch compression and the test will then be discontinued.
Compression perpendicular to grain: This test will be on specimens measuring 2" × 2" × 6". The bearing plates will be 2 inches wide. The moving head will descend at a rate of 0.024 inches per minute. The load-compression curve will be plotted up to 0.1 inches of compression, after which the test will stop.
Hardness: The tool shown in Fig. 43 (an adaptation of the apparatus used by the German investigator, Janka) will be used. The rate of descent of the moving head will be 0.25 inch per minute. When the penetration has progressed to the point at which the plate "a" becomes tight, due to being pressed against the wood, the load will be read and recorded.
Hardness: The tool shown in Fig. 43 (an adaptation of the device used by the German researcher, Janka) will be used. The moving head will descend at a rate of 0.25 inches per minute. When the penetration has progressed to the point where plate "a" becomes tight because it is pressed against the wood, the load will be read and recorded.
Two penetrations will be made on a tangential surface, two on a radial, and one on each end of each specimen tested. The choice between the two radial and between the two tangential surfaces and the distribution of the penetrations over the surfaces will be so made as to get a fair average of heart and sap, slow and fast growth, and spring and summer wood. Specimens will be 2" × 2" × 6".
Two penetrations will be made on a tangential surface, two on a radial surface, and one on each end of each specimen tested. The selection between the two radial and two tangential surfaces and the placement of the penetrations over the surfaces will be done to get a fair average of heartwood and sapwood, slow and fast growth, and spring and summer wood. Specimens will be 2" × 2" × 6".
Shear: The tests will be made with a tool slightly modified from that shown in Circular 38. The speed of descent of head will be 0.015 inch per minute. The only measurements to be made are those of the shearing area. The offset will be 1/8 inch. Specimens will be 2" × 2" × 2-1/2" in size. (For definition of offset and form of test specimen, see Fig. 38.)
Shear: The tests will be conducted using a tool that’s been slightly altered from the one shown in Circular 38. The head will descend at a speed of 0.015 inches per minute. The only measurements taken will be of the shearing area. The offset will be 1/8 inch. Specimens will measure 2" × 2" × 2-1/2". (For the definition of offset and the form of the test specimen, see Fig. 38.)
Cleavage: The cleavage tests will be made on specimens of the form and size shown in Fig. 45. The apparatus will be as shown in Fig. 44. The maximum load only will be taken and the result expressed in pounds per inch of width. The speed of the moving head will be 0.25 inch per minute.
Cleavage: The cleavage tests will be conducted on samples of the form and size shown in Fig. 45. The setup will be as depicted in Fig. 44. Only the maximum load will be recorded, and the result will be expressed in pounds per inch of width. The speed of the moving head will be 0.25 inches per minute.
Moisture Determinations
Moisture determinations will be made on all specimens tested except those to be photographed or kept for exhibit. A 1-inch disk will be cut from near the point of failure of bending and compression parallel specimens, from the portion under the plate in the case of the compression perpendicular specimens, and from the centre of the hardness test specimens. The beads from the shear specimens will be used as moisture disks. In the case of the cleavage specimens a piece 1/2 inch thick will be split off parallel to the failure and used as a moisture disk.
Moisture measurements will be taken on all tested samples, except those that will be photographed or displayed. A 1-inch disk will be cut from close to the point of failure for the bending and compression parallel specimens, from the section under the plate for the compression perpendicular specimens, and from the center of the hardness test specimens. The beads from the shear specimens will serve as moisture disks. For the cleavage specimens, a 1/2 inch thick piece will be split off parallel to the failure and used as a moisture disk.
RECORDS
All records will be standard.
All records will be uniform.
PHOTOGRAPHS
Cross Sections
Just before cutting into sticks, the freshly cut end of at least one bolt from each tree will be photographed. A scale of inches will be shown in this photograph.
Just before cutting into sections, the freshly cut end of at least one bolt from each tree will be photographed. A scale in inches will be included in this photograph.
Specimens
Three photographs will be made of a group consisting of four 2" × 2" × 30" specimens chosen from the material from each locality. Two of these specimens will be representative of average growth, one of fast and one of slow growth. These photographs will show radial, tangential, and end surfaces for each specimen.
Three photographs will be taken of a group made up of four 2" × 2" × 30" samples selected from the material from each site. Two of these samples will represent average growth, one will show fast growth, and one will show slow growth. These photographs will display the radial, tangential, and end surfaces for each sample.
Failures
Typical and abnormal failures of material from each site will be photographed.
Typical and unusual failures of material from each site will be photographed.
Disposition of Material
The specimens photographed to show typical and abnormal failures will be saved for purposes of exhibit until deemed by the person in charge of the laboratory to be of no further value.
The specimens that were photographed to show typical and unusual failures will be kept for display purposes until the lab supervisor decides they are no longer useful.
SHRINKAGE AND SPECIFIC GRAVITY
Appendix to Working Plan 124
PURPOSE OF WORK
It is the purpose of this work to secure data on the shrinkage and specific gravity of woods tested under Project 124. The figures to be obtained are for use as average working values rather than as the basis for a detailed study of the principles involved.
The goal of this work is to collect data on the shrinkage and specific gravity of woods tested under Project 124. The figures we obtain will be used as average working values rather than as the foundation for an in-depth study of the underlying principles.
MATERIAL
The material will be taken from that provided for mechanical tests.
The material will come from what’s provided for mechanical tests.
RADIAL AND TANGENTIAL SHRINKAGE
Specimens
Preparation: Two specimens 1 inch thick, 4 inches wide, and 1 inch long will be obtained from near the periphery of each "d" bolt. These will be cut from the sector-shaped sections left after securing the material for the mechanical tests or from disks cut from near the end of the bolt. They will be taken from adjoining pieces chosen so that the results will be comparable for use in determining radial and tangential shrinkage. (When a disk is used, care must be taken that it is green and has not been affected by the shrinkage and checking near the end of the bolt.)
Preparation: Two samples, 1 inch thick, 4 inches wide, and 1 inch long, will be taken from near the edge of each "d" bolt. These will be cut from the sector-shaped sections left after obtaining the material for the mechanical tests or from disks cut from near the end of the bolt. They will be sourced from adjacent pieces selected to ensure that the results are comparable for determining radial and tangential shrinkage. (When using a disk, it's important to ensure that it is fresh and hasn't been affected by shrinkage and cracking near the end of the bolt.)
One of these specimens will be cut with its width in the radial direction and will be used for the determination of radial shrinkage. The other will have its width in the tangential direction and will be used for tangential shrinkage. These specimens will not be surfaced.
One of these samples will be cut with its width in the radial direction and will be used to determine radial shrinkage. The other will have its width in the tangential direction and will be used for tangential shrinkage. These samples will not be surfaced.
Marking: The shrinkage specimens will retain the shipment and piece numbers and marks of the bolts from which they are taken, and will have the additional mark 7R or 7T according as their widths are in the radial or tangential direction.
Marking: The shrinkage samples will keep the shipment and piece numbers and marks of the bolts they are taken from, and will carry the extra mark 7R or 7T depending on whether their widths are in the radial or tangential direction.
Shrinkage measurements: The shrinkage specimens will be carefully weighed and measured soon after cutting. Rings per inch, per cent sap, and per cent summer wood will be measured. They will then be air-dried in the laboratory to constant weight, and afterward oven-dried at 100°C. (212°F.), when they will again be weighed and measured.
Shrinkage measurements: The shrinkage samples will be carefully weighed and measured right after cutting. We'll measure rings per inch, percentage of sap, and percentage of summer wood. Then, they will be air-dried in the lab until they reach a constant weight, and afterward, they will be oven-dried at 100°C (212°F), at which point they will be weighed and measured again.
VOLUMETRIC SHRINKAGE AND SPECIFIC GRAVITY
Specimens
Selection and preparation: Four 2" × 2" × 6" specimens will be cut from the mechanical test sticks of each "d" bolt; also from each of the composite bolts used in getting a comparison of green and air-dry. One of these specimens will be taken from near the pith and one from near the periphery; the other two will be representative of the average growth of the bolt. The sides of these specimens will be surfaced and the ends smooth sawn.
Selection and preparation: Four 2" × 2" × 6" samples will be cut from the mechanical test sticks of each "d" bolt; similarly, from each of the composite bolts used to compare green and air-dried conditions. One of these samples will be taken from near the center and one from near the edge; the other two will represent the average growth of the bolt. The sides of these samples will be planed, and the ends will be finished with a smooth cut.
Marking: Each specimen will retain the shipment, piece, and stick numbers and mark of the stick from which it is cut, and will have the additional mark "S."
Marking: Each specimen will keep the shipment, piece, and stick numbers and the mark of the stick it is cut from, and will also have the additional mark "S."
Manipulation: Soon after cutting, each specimen will be weighed and its volume will be determined by the method described below. The rings per inch and per cent summer wood, where possible, will be determined, and a carbon impression of the end of the specimen made. It will then be air-dried in the laboratory to a constant weight and afterward oven-dried at 100°C. When dry, the specimen will be taken from the oven, weighed, and a carbon impression of its end made. While still warm the specimen will be dipped in hot paraffine. The volume will then be determined by the following method:
Manipulation: Soon after cutting, each sample will be weighed, and its volume will be measured using the method outlined below. The rings per inch and the percentage of summer wood, when possible, will be analyzed, and a carbon impression of the end of the sample will be created. It will then be air-dried in the lab until it reaches a constant weight and afterward oven-dried at 100°C. Once dry, the sample will be removed from the oven, weighed, and a carbon impression of its end will be made. While it's still warm, the sample will be dipped in hot paraffin. The volume will then be determined by the following method:
On one pan of a pair of balances is placed a container having in it water enough for the complete submersion of the test specimen. This container and water is balanced by weights placed on the other scale pan. The specimen is then held completely submerged and not touching the container while the scales are again balanced. The weight required to balance is the weight of water displaced by the specimen, and hence if in grams is numerically equal to the volume of the specimen in cubic centimetres. A diagrammatic sketch of the arrangement of this apparatus is shown in Fig. 51.
On one side of a balance scale, there's a container filled with enough water to completely submerge the test specimen. This container, along with the water, is balanced by weights placed on the other side of the scale. The specimen is then held fully submerged without touching the container, while the scales are balanced again. The weight needed to balance the scale equals the weight of the water displaced by the specimen, which means that in grams, it numerically matches the volume of the specimen in cubic centimeters. A diagram showing this setup is displayed in Fig. 51.

Figure 51
Figure 51
Diagram of specific gravity apparatus, showing a balance with container (c) filled with water in which the test block (b) is held submerged by a light rod (a) which is adjustable vertically and provided with a sharp point to be driven into the specimen.
Diagram of specific gravity apparatus, showing a balance with a container (c) filled with water, where the test block (b) is held underwater by a lightweight rod (a) that can be adjusted vertically and has a pointed end for penetrating the specimen.
Air-dry specimens will be dipped in water and then wiped dry after the first weighing and just before being immersed for weighing their displacement. All displacement determinations will be made as quickly as possible in order to minimize the absorption of water by the specimen.
Air-dry samples will be soaked in water and then dried off after the initial weighing and just before being submerged for measuring their displacement. All displacement measurements will be conducted as quickly as possible to reduce the amount of water absorbed by the sample.
STRENGTH VALUES FOR STRUCTURAL TIMBERS
(From Cir. 189, U.S. Forest Service)
The following tables bring together in condensed form the average strength values resulting from a large number of tests made by the Forest Service on the principal structural timbers of the United States. These results are more completely discussed in other publications of the Service, a list of which is given on pages 157-159.
The tables below compile the average strength values derived from numerous tests conducted by the Forest Service on the main structural woods of the United States. You can find a more detailed discussion of these results in other publications from the Service, with a list available on pages 157-159.
The tests were made at the laboratories of the U.S. Forest Service, in cooperation with the following institutions: Yale Forest School, Purdue University, University of California, University of Oregon, University of Washington, University of Colorado, and University of Wisconsin.
The tests were conducted at the labs of the U.S. Forest Service, in collaboration with the following institutions: Yale Forest School, Purdue University, University of California, University of Oregon, University of Washington, University of Colorado, and University of Wisconsin.
Tables XVIII and XIX give the average results obtained from tests on green material, while Tables XX and XXI give average results from tests on air-seasoned material. The small specimens, which were invariably 2" × 2" in cross section, were free from defects such as knots, checks, and cross grain; all other specimens were representative of material secured in the open market. The relation of stresses developed in different structural forms to those developed in the small clear specimens is shown for each factor in the column headed "Ratio to 2" × 2"." Tests to determine the mechanical properties of different species are often confined to small, clear specimens. The ratios included in the tables may be applied to such results in order to approximate the strength of the species in structural sizes, and containing the defects usually encountered, when tests on such forms are not available.
Tables XVIII and XIX show the average results from tests on green material, while Tables XX and XXI display average results from tests on air-seasoned materials. The small specimens, which were always 2" × 2" in cross section, were free from defects like knots, checks, and cross grain; all other specimens represented material sourced from the open market. The relationship of stresses developed in different structural forms to those in the small clear specimens is illustrated for each factor in the column labeled "Ratio to 2" × 2"." Tests to determine the mechanical properties of various species are often limited to small, clear specimens. The ratios included in the tables can be used to estimate the strength of the species in structural sizes, accounting for the defects typically encountered when tests on those forms are not available.
A comparison of the results of tests on seasoned material with those from tests on green material shows that, without exception, the strength of the 2" × 2" specimens is increased by lowering the moisture content, but that increase in strength of other sizes is much more erratic. Some specimens, in fact, show an apparent loss in strength due to seasoning. If structural timbers are seasoned slowly, in order to avoid excessive checking, there should be an increase in their strength. In the light of these facts it is not safe to base working stresses on results secured from any but green material. For a discussion of factors of safety and safe working stresses for structural timbers see the Manual of the American Railway Engineering Association, Chicago, 1911. A table from that publication, giving working unit stresses for structural timber, is reproduced in this book, see Table XXII.
A comparison of the results from tests on seasoned material with those from tests on green material shows that, without exception, the strength of the 2" × 2" specimens increases as the moisture content decreases, but the increase in strength for other sizes is much more inconsistent. Some specimens even appear to lose strength due to seasoning. If structural timbers are seasoned slowly to prevent excessive checking, there should be an increase in their strength. Given these facts, it's not safe to base working stresses on results from anything other than green material. For a discussion on factors of safety and safe working stresses for structural timbers, see the Manual of the American Railway Engineering Association, Chicago, 1911. A table from that publication, which lists working unit stresses for structural timber, is reproduced in this book, see Table XXII.
| TABLE XVIII | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BENDING TESTS ON GREEN MATERIAL | |||||||||||||
| Species | Sizes | Number of tests | Per cent of moisture | Rings per inch | F.S. at E.L. | M. of R. | M. of E. | Calculated shear | |||||
| Cross Section | Span | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | ||||
| Inches | Ins. | Lbs. | Lbs. | 1,000 lbs. | Lbs. | ||||||||
| Longleaf pine | 12 by 12 | 138 | 4 | 28.6 | 9.7 | 4,029 | 0.83 | 6,710 | 0.74 | 1,523 | 0.99 | 261 | 0.86 |
| 10 by 16 | 168 | 4 | 26.8 | 16.7 | 6,453 | .85 | 6,453 | .71 | 1,626 | 1.05 | 306 | 1.01 | |
| 8 by 16 | 156 | 7 | 28.4 | 14.6 | 3,147 | .64 | 5,439 | .60 | 1,368 | .89 | 390 | 1.29 | |
| 6 by 16 | 132 | 1 | 40.3 | 21.8 | 4,120 | .83 | 6,460 | .71 | 1,190 | .77 | 378 | 1.25 | |
| 6 by 10 | 180 | 1 | 31.0 | 6.2 | 3,580 | .72 | 6,500 | .72 | 1,412 | .92 | 175 | .58 | |
| 6 by 8 | 180 | 2 | 27.0 | 8.2 | 3,735 | .75 | 5,745 | .63 | 1,282 | .83 | 121 | .40 | |
| 2 by 2 | 30 | 15 | 33.9 | 14.1 | 4,950 | 1.00 | 9,070 | 1.00 | 1,540 | 1:00 | 303 | 1.00 | |
| Douglas fir | 8 by 16 | 180 | 191 | 31.5 | 11.0 | 3,968 | .76 | 5,983 | .72 | 1,517 | .95 | 269 | .81 |
| 5 by 8 | 180 | 84 | 30.1 | 10.8 | 3,693 | .71 | 5,178 | .63 | 1,533 | .96 | 172 | .52 | |
| 2 by 12 | 180 | 27 | 35.7 | 20.3 | 3,721 | .71 | 5,276 | .64 | 1,642 | 1.03 | 256 | .77 | |
| 2 by 10 | 180 | 26 | 32.9 | 21.6 | 3,160 | .60 | 4,699 | .57 | 1,593 | 1.00 | 189 | .57 | |
| 2 by 8 | 180 | 29 | 33.6 | 17.6 | 3,593 | .69 | 5,352 | .65 | 1,607 | 1.01 | 171 | .51 | |
| 2 by 2 | 24 | 568 | 30.4 | 11.6 | 5,227 | 1.00 | 9,070 | 1.00 | 1,540 | 1.00 | 303 | 1.00 | |
| Douglas fir (fire-killed) | 8 by 16 | 180 | 30 | 36.8 | 10.9 | 3,503 | .80 | 4,994 | .64 | 1,531 | .94 | 330 | 1.19 |
| 2 by 12 | 180 | 32 | 34.2 | 17.7 | 3,489 | .80 | 5,085 | .66 | 1,624 | .99 | 247 | .89 | |
| 2 by 10 | 180 | 32 | 38.9 | 18.1 | 3,851 | .88 | 5,359 | .69 | 1,716 | 1.05 | 216 | .78 | |
| 2 by 8 | 180 | 31 | 37.0 | 15.7 | 3,403 | .78 | 5,305 | .68 | 1,676 | 1.02 | 169 | .61 | |
| 2 by 2 | 30 | 290 | 33.2 | 17.2 | 4,360 | 1.00 | 7,752 | 1.00 | 1,636 | 1.00 | 277 | 1.00 | |
| Shortleaf pine | 8 by 16 | 180 | 12 | 39.5 | 12.1 | 3,185 | .73 | 5,407 | .70 | 1,438 | 1.03 | 362 | 1.40 |
| 8 by 14 | 180 | 12 | 45.8 | 12.7 | 3,234 | .74 | 5,781 | .75 | 1,494 | 1.07 | 338 | 1.31 | |
| 8 by 12 | 180 | 24 | 52.2 | 11.8 | 3,265 | .75 | 5,503 | .71 | 1,480 | 1.06 | 277 | 1.07 | |
| 5 by 8 | 180 | 24 | 47.8 | 11.5 | 3,519 | .81 | 5,732 | .74 | 1,485 | 1.06 | 185 | .72 | |
| 2 by 2 | 30 | 254 | 51.7 | 13.6 | 4,350 | 1.00 | 7,710 | 1.00 | 1,395 | 1.00 | 258 | 1.00 | |
| Western larch | 8 by 16 | 180 | 32 | 51.0 | 25.3 | 3,276 | .77 | 4,632 | .64 | 1,272 | .97 | 298 | 1.11 |
| 8 by 12 | 180 | 30 | 50.3 | 23.2 | 3,376 | .79 | 5,286 | .73 | 1,331 | 1.02 | 254 | .94 | |
| 5 by 8 | 180 | 14 | 56.0 | 25.6 | 3,528 | .83 | 5,331 | .74 | 1,432 | 1.09 | 169 | .63 | |
| 2 by 2 | 28 | 189 | 46.2 | 26.2 | 4,274 | 1.00 | 7,251 | 1.00 | 1,310 | 1.00 | 269 | 1.00 | |
| Loblolly pine | 8 by 16 | 180 | 17 | 15.8 | 6.1 | 3,094 | .75 | 5,394 | .69 | 1,406 | .98 | 383 | 1.44 |
| 5 by 12 | 180 | 94 | 60.9 | 5.9 | 3,030 | .74 | 5,028 | .64 | 1,383 | .96 | 221 | .83 | |
| 2 by 2 | 30 | 44 | 70.9 | 5.4 | 4,100 | 1.00 | 7,870 | 1.00 | 1,440 | 1.00 | 265 | 1.00 | |
| Tamarack | 6 by 12 | 162 | 15 | 57.6 | 16.6 | 2,914 | .75 | 4,500 | .66 | 1,202 | 1.05 | 255 | 1.11 |
| 4 by 10 | 162 | 15 | 43.5 | 11.4 | 2,712 | .70 | 4,611 | .68 | 1,238 | 1.08 | 209 | .91 | |
| 2 by 2 | 30 | 82 | 38.8 | 14.0 | 3,875 | 1.00 | 6,820 | 1.00 | 1,141 | 1.00 | 229 | 1.00 | |
| Western hemlock | 8 by 16 | 180 | 39 | 42.5 | 15.6 | 3,516 | .80 | 5,296 | .73 | 1,445 | 1.01 | 261 | .92 |
| 2 by 2 | 28 | 52 | 51.8 | 12.1 | 4.406 | 1.00 | 7,294 | 1.00 | 1,428 | 1.00 | 284 | 1.00 | |
| Redwood | 8 by 16 | 180 | 14 | 86.5 | 19.9 | 3,734 | .79 | 4,492 | .64 | 1,016 | .96 | 300 | 1.21 |
| 6 by 12 | 180 | 14 | 87.3 | 17.8 | 3,787 | .80 | 4,451 | .64 | 1,068 | 1.00 | 224 | .90 | |
| 7 by 9 | 180 | 14 | 79.8 | 16.7 | 4,412 | .93 | 5,279 | .76 | 1,324 | 1.25 | 199 | .80 | |
| 3 by 14 | 180 | 13 | 86.1 | 23.7 | 3,506 | .74 | 4,364 | .62 | 947 | .89 | 255 | 1.03 | |
| 2 by 12 | 180 | 12 | 70.9 | 18.6 | 3,100 | .65 | 3,753 | .54 | 1,052 | .99 | 187 | .75 | |
| 2 by 10 | 180 | 13 | 55.8 | 20.0 | 3,285 | .69 | 4,079 | .58 | 1,107 | 1.04 | 169 | .68 | |
| 2 by 8 | 180 | 13 | 63.8 | 21.5 | 2,989 | .63 | 4,063 | .58 | 1,141 | 1.08 | 134 | .54 | |
| 2 by 2 | 28 | 157 | 75.5 | 19.1 | 4,750 | 1.00 | 6,980 | 1.00 | 1,061 | 1.00 | 248 | 1.00 | |
| Norway pine | 6 by 12 | 162 | 15 | 50.3 | 12.5 | 2,305 | .82 | 3,572 | .69 | 987 | 1.03 | 201 | 1.17 |
| 4 by 12 | 162 | 18 | 47.9 | 14.7 | 2,648 | .94 | 4,107 | .79 | 1,255 | 1.31 | 238 | 1.38 | |
| 4 by 10 | 162 | 16 | 45.7 | 13.3 | 2,674 | .95 | 4,205 | .81 | 1,306 | 1.36 | 198 | 1.15 | |
| 2 by 2 | 30 | 133 | 32.3 | 11.4 | 2,808 | 1.00 | 5,173 | 1.00 | 960 | 1.00 | 172 | 1.00 | |
| Red spruce | 2 by 10 | 144 | 14 | 32.5 | 21.9 | 2,394 | .66 | 3,566 | .60 | 1,180 | 1.02 | 181 | .80 |
| 2 by 2 | 26 | 60 | 37.3 | 21.3 | 3,627 | 1.00 | 5,900 | 1.00 | 1,157 | 1.00 | 227 | 1.00 | |
| White spruce | 2 by 10 | 144 | 16 | 40.7 | 9.3 | 2,239 | .72 | 3,288 | .63 | 1,081 | 1.08 | 166 | .83 |
| 2 by 2 | 26 | 83 | 58.3 | 10.2 | 3.090 | 1.00 | 5,185 | 1.00 | 998 | 1.00 | 199 | 1.00 | |
| Note.—Following is an
explanation of the abbreviations used in the foregoing tables: F.S. at E.L. = Fiber stress at elastic limit. M. of E. = Modulus of elasticity. M. of R. = Modulus of rupture. Cr. str. at E.L. = Crushing strength at elastic limit. Cr. str. at max. ld. = Crushing strength at maximum load. | |||||||||||||
| TABLE XIX | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| COMPRESSION AND SHEAR TESTS ON GREEN MATERIAL | ||||||||||||||
| Species | Compression parallel to grain | Compression perpendicular to grain | Shear | |||||||||||
| Size of specimen | No. of tests | Per cent of moisture | Cr. str. at E. L. per square inch | M. of E. per square inch | Cr. str. at max. ld., per square inch | Stress area | Height | No. of tests | Per cent of moisture | Cr. str. at max. ld., per square inch | No. of tests | Per cent of moisture | Shear strength per square inch | |
| Inches | Lbs. | 1,000 lbs. | Lbs. | Inches | Inches | Lbs. | Lbs. | |||||||
| Longleaf pine | 4 by 4 | 46 | 26.3 | 3,480 | 4,800 | 4 by 4 | 4 | 22 | 25.3 | 568 | 44 | 21.8 | 973 | |
| 2 by 2 | 14 | 34.7 | 4,400 | |||||||||||
| Douglas fir | 6 by 6 | 515 | 30.7 | 2,780 | 1,181 | 3,500 | 4 by 8 | 16 | 259 | 30.3 | 570 | 531 | 29.7 | 765 |
| 5 by 6 | 170 | 30.9 | 2,720 | 2,123 | 3,490 | |||||||||
| 2 by 2 | 902 | 29.8 | 3,500 | 1,925 | 4,030 | |||||||||
| Douglas fir (fire-killed) | 6 by 6 | 108 | 34.8 | 2,620 | 1,801 | 3,290 | 6 by 8 | 16 | 24 | 33.7 | 368 | 77 | 35.8 | 631 |
| 2 by 2 | 204 | 37.9 | 3,430 | |||||||||||
| Shortleaf pine | 6 by 6 | 95 | 41.2 | 2,514 | 1,565 | 3,436 | 5 by 8 | 16 | 12 | 37.7 | 361 | 179 | 47.0 | 704 |
| 5 by 8 | 23 | 43.5 | 2,241 | 1,529 | 3,423 | 5 by 8 | 14 | 12 | 42.8 | 366 | ||||
| 2 by 2 | 281 | 51.4 | 3,570 | 5 by 8 | 12 | 24 | 53.0 | 325 | ||||||
| 5 by 5 | 8 | 24 | 47.0 | 344 | ||||||||||
| 2 by 2 | 2 | 277 | 48.5 | 400 | ||||||||||
| Western larch | 6 by 6 | 107 | 49.1 | 2,675 | 1,575 | 3,510 | 6 by 8 | 16 | 22 | 43.6 | 417 | 179 | 40.7 | 700 |
| 2 by 2 | 491 | 50.6 | 3,026 | 1,545 | 3,696 | 6 by 8 | 12 | 20 | 40.2 | 416 | ||||
| 4 by 6 | 6 | 53 | 52.8 | 478 | ||||||||||
| 4 by 4 | 4 | 30 | 50.4 | 472 | ||||||||||
| Loblolly pine | 8 by 8 | 14 | 63.4 | 1,560 | 365 | 2,140 | 8 by 4 | 8 | 16 | 67.2 | 392 | 121 | 83.2 | 630 |
| 4 by 8 | 18 | 60.0 | 2,430 | 691 | 3,560 | 4 by 4 | 8 | 38 | 44.6 | 546 | ||||
| 2 by 2 | 53 | 74.0 | 3,240 | |||||||||||
| Tamarack | 6 by 7 | 4 | 49.9 | 2,332 | 1,432 | 3,032 | 24 | 39.2 | 668 | |||||
| 4 by 7 | 6 | 27.7 | 2,444 | 1,334 | 3,360 | |||||||||
| 2 by 2 | 165 | 36.8 | 3,190 | |||||||||||
| Western hemlock | 6 by 6 | 82 | 46.6 | 2,905 | 1,617 | 3,355 | 6 by 4 | 6 | 30 | 48.7 | 434 | 54 | 65.7 | 630 |
| 2 by 2 | 131 | 55.6 | 2,938 | 1,737 | 3,392 | |||||||||
| Redwood | 6 by 6 | 34 | 83.6 | 3,194 | 1,240 | 3,882 | 6 by 8 | 16 | 13 | 86.7 | 473 | 148 | 84.2 | 742 |
| 2 by 2 | 143 | 36.8 | 3,490 | 1,222 | 3,980 | 6 by 6 | 12 | 14 | 83.0 | 424 | ||||
| 6 by 7 | 9 | 13 | 74.7 | 477 | ||||||||||
| 6 by 3 | 14 | 13 | 75.6 | 411 | ||||||||||
| 6 by 2 | 12 | 12 | 66.5 | 430 | ||||||||||
| 6 by 2 | 10 | 11 | 55.0 | 423 | ||||||||||
| 6 by 2 | 8 | 12 | 56.7 | 396 | ||||||||||
| 2 by 2 | 2 | 186 | 75.5 | 569 | ||||||||||
| Norway pine | 6 by 7 | 5 | 29.0 | 1,928 | 905 | 2,404 | 20 | 26.7 | 589 | |||||
| 4 by 7 | 8 | 28.4 | 2,154 | 1,063 | 2,652 | |||||||||
| 2 by 2 | 178 | 26.8 | 2,504 | |||||||||||
| Red spruce | 2 by 2 | 58 | 35.4 | 2,750 | 2 by 2 | 2 | 43 | 31.8 | 310 | 30 | 32.0 | 758 | ||
| White spruce | 2 by 2 | 84 | 61.0 | 2,370 | 2 by 2 | 2 | 46 | 50.4 | 270 | 40 | 58.0 | 651 | ||
| Note.—Following is an
explanation of the abbreviations used in the foregoing tables: F.S. at E.L. = Fiber stress at elastic limit. M. of E. = Modulus of elasticity. M. of R. = Modulus of rupture. Cr. str. at E.L. = Crushing strength at elastic limit. Cr. str. at max. ld. = Crushing strength at maximum load. | ||||||||||||||
| TABLE XX | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BENDING TESTS ON AIR-SEASONED MATERIAL | |||||||||||||
| Species | Sizes | Number of tests | Per cent of moisture | Rings per inch | F.S. at E.L. | M. of R. | M. of E. | Calculated shear | |||||
| Cross Section | Span | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | Average per sq. inch | Ratio to 2" by 2" | ||||
| Inches | Ins. | Lbs. | Lbs. | 1,000 lbs. | Lbs. | ||||||||
| Longleaf pine | 8 by 16 | 180 | 5 | 22.2 | 16.0 | 3,390 | 0.50 | 4,274 | 0.37 | 1,747 | 1.00 | 288 | 0.75 |
| 6 by 16 | 132 | 1 | 23.4 | 17.1 | 3,470 | .51 | 6,610 | .57 | 1,501 | .86 | 388 | 1.01 | |
| 6 by 10 | 177 | 2 | 19.0 | 8.8 | 4,560 | .68 | 7,880 | .68 | 1,722 | .99 | 214 | .56 | |
| 4 by 11 | 180 | 1 | 18.4 | 23.9 | 3,078 | .46 | 8,000 | .69 | 1,660 | .95 | 251 | .66 | |
| 6 by 8 | 177 | 6 | 20.0 | 13.7 | 4,227 | .63 | 8,196 | .71 | 1,634 | .94 | 177 | .46 | |
| 2 by 2 | 30 | 17 | 15.9 | 13.9 | 6,750 | 1.00 | 11,520 | 1.00 | 1,740 | 1.00 | 383 | 1.00 | |
| Douglas fir | 8 by 16 | 180 | 91 | 20.8 | 13.1 | 4,563 | .68 | 6,372 | .61 | 1,549 | .91 | 269 | .64 |
| 5 by 8 | 180 | 30 | 14.9 | 12.2 | 5,065 | .76 | 6,777 | .65 | 1,853 | 1.09 | 218 | .52 | |
| 2 by 2 | 24 | 211 | 19.0 | 16.4 | 6,686 | 1.00 | 10,378 | 1.00 | 1,695 | 1.00 | 419 | 1.00 | |
| Shortleaf pine | 8 by 16 | 180 | 3 | 17.0 | 12.3 | 4,220 | .54 | 6,030 | .50 | 1,517 | .85 | 398 | .98 |
| 8 by 14 | 180 | 3 | 16.0 | 12.3 | 4,253 | .55 | 5,347 | .44 | 1,757 | .98 | 307 | .76 | |
| 8 by 12 | 180 | 7 | 16.0 | 12.4 | 5,051 | .65 | 7,331 | .60 | 1,803 | 1.01 | 361 | .89 | |
| 5 by 8 | 180 | 6 | 12.2 | 22.5 | 7,123 | .92 | 9,373 | .77 | 1,985 | 1.11 | 301 | .74 | |
| 2 by 2 | 30 | 67 | 14.2 | 13.7 | 7,780 | 1.00 | 12,120 | 1.00 | 1,792 | 1.00 | 404 | 1.00 | |
| Western larch | 8 by 16 | 180 | 23 | 18.3 | 21.9 | 3,343 | .57 | 5,440 | .53 | 1,409 | .90 | 349 | .96 |
| 8 by 12 | 180 | 29 | 17.8 | 23.4 | 3,631 | .62 | 6,186 | .60 | 1,549 | .99 | 295 | .81 | |
| 5 by 8 | 180 | 10 | 13.6 | 27.6 | 4,730 | .80 | 7,258 | .71 | 1,620 | 1.04 | 221 | .61 | |
| 2 by 2 | 30 | 240 | 16.1 | 26.8 | 5,880 | 1.00 | 10,254 | 1.00 | 1,564 | 1.00 | 364 | 1.00 | |
| Loblolly pine | 8 by 16 | 180 | 14 | 20.5 | 7.4 | 4,195 | .81 | 6,734 | .72 | 1,619 | 1.10 | 462 | 1.45 |
| 6 by 16 | 126 | 4 | 20.2 | 5.0 | 2,432 | .47 | 4,295 | .46 | 1,324 | .90 | 266 | .84 | |
| 6 by 10 | 174 | 3 | 21.3 | 4.7 | 3,100 | .60 | 6,167 | .66 | 1,449 | .99 | 173 | .54 | |
| 4 by 12 | 174 | 4 | 19.8 | 4.7 | 2,713 | .52 | 5,745 | .61 | 1,249 | .85 | 185 | .58 | |
| 8 by 8 | 180 | 9 | 22.9 | 4.9 | 2,903 | .56 | 4,557 | .48 | 1,136 | .77 | 93 | .29 | |
| 6 by 7 | 144 | 2 | 21.1 | 5.0 | 2,990 | .58 | 4,968 | .53 | 1,286 | .88 | 116 | .36 | |
| 4 by 8 | 132 | 8 | 19.5 | 9.1 | 3,384 | .65 | 6,194 | .66 | 1,200 | .82 | 196 | .62 | |
| 2 by 2 | 30 | 123 | 17.6 | 6.6 | 5,170 | 1.00 | 9,400 | 1.00 | 1,467 | 1.00 | 318 | 1.00 | |
| Tamarack | 6 by 12 | 162 | 5 | 23.0 | 15.1 | 3,434 | .45 | 5,640 | .43 | 1,330 | .82 | 318 | .75 |
| 4 by 10 | 162 | 4 | 14.4 | 9.7 | 4,100 | .54 | 5,320 | .41 | 1,386 | .84 | 252 | .59 | |
| 2 by 2 | 30 | 47 | 11.3 | 16.2 | 7,630 | 1.00 | 13,080 | 1.00 | 1,620 | 1.00 | 425 | 1.00 | |
| Western hemlock | 8 by 16 | 180 | 44 | 17.7 | 17.8 | 4,398 | .69 | 6,420 | .62 | 1,737 | 1.04 | 406 | 1.06 |
| 2 by 2 | 28 | 311 | 17.9 | 19.4 | 6,333 | 1.00 | 10,369 | 1.00 | 1,666 | 1.00 | 382 | 1.00 | |
| Redwood | 8 by 16 | 180 | 6 | 26.3 | 22.4 | 3,797 | .79 | 4,428 | .57 | 1,107 | .96 | 294 | 1.05 |
| 6 by 12 | 180 | 6 | 16.1 | 17.7 | 3,175 | .66 | 3,353 | .43 | 728 | .64 | 167 | .60 | |
| 7 by 9 | 180 | 6 | 15.9 | 15.2 | 3,280 | .69 | 4,002 | .51 | 1,104 | .96 | 147 | .53 | |
| 3 by 14 | 180 | 6 | 13.1 | 24.4 | 5,033 | .64 | 291 | 1.04 | |||||
| 2 by 12 | 180 | 5 | 13.8 | 14.4 | 3,928 | .82 | 5,336 | .68 | 1,249 | 1.09 | 260 | .93 | |
| 2 by 10 | 180 | 5 | 13.8 | 24.8 | 3,757 | .79 | 4,606 | .59 | 1,198 | 1.05 | 186 | .67 | |
| 2 by 8 | 180 | 6 | 13.7 | 20.7 | 4,314 | .90 | 5,050 | .65 | 1,313 | 1.15 | 166 | .60 | |
| 2 by 2 | 28 | 122 | 15.2 | 18.8 | 4,777 | 1.00 | 7,798 | 1.00 | 1,146 | 1.00 | 279 | 1.00 | |
| Norway pine | 6 by 12 | 162 | 5 | 16.7 | 8.1 | 2,968 | .56 | 5,204 | .61 | 1,123 | .97 | 286 | 1.02 |
| 4 by 10 | 162 | 5 | 13.7 | 12.0 | 5,170 | .98 | 6,904 | .82 | 1,712 | 1.48 | 317 | 1.13 | |
| 2 by 2 | 30 | 60 | 14.9 | 11.2 | 5,280 | 1.00 | 8,470 | 1.00 | 1,158 | 1.00 | 281 | 1.00 | |
| Note.—Following is an
explanation of the abbreviations used in the foregoing tables: F.S. at E.L. = Fiber stress at elastic limit. M. of E. = Modulus of elasticity. M. of R. = Modulus of rupture. Cr. str. at E.L. = Crushing strength at elastic limit. Cr. str. at max. ld. = Crushing strength at maximum load. | |||||||||||||
| TABLE XXI | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| COMPRESSION AND SHEAR TESTS ON AIR-SEASONED MATERIAL | ||||||||||||||
| Species | Compression parallel to grain | Compression perpendicular to grain | Shear | |||||||||||
| Size of specimen | No. of tests | Per cent of moisture | Cr. str. at E. L. per square inch | M. of E. per square inch | Cr. str. at max. ld., per square inch | Stress area | Height | No. of tests | Per cent of moisture | Cr. str. at max. ld., per square inch | No. of tests | Per cent of moisture | Shear strength | |
| Inches | Lbs. | 1,000 lbs. | Lbs. | Inches | Inches | Lbs. | Lbs. | |||||||
| Longleaf pine | 4 by 5 | 46 | 26.3 | 3,480 | 4,800 | 4 by 5 | 4 | 22 | 25.1 | 572 | 52 | 20.2 | 984 | |
| Douglas fir | 6 by 6 | 259 | 20.3 | 3,271 | 1,038 | 4,258 | 4 by 8 | 16 | 44 | 20.8 | 732 | 465 | 22.1 | 822 |
| 2 by 2 | 247 | 18.7 | 3,842 | 1,084 | 5,002 | 4 by 8 | 10 | 32 | 18.1 | 584 | ||||
| 4 by 4 | 8 | 51 | 20.2 | 638 | ||||||||||
| | 4 by 4 | 6 | 49 | 24.0 | 613 | |||||||||
| 4 by 4 | 4 | 29 | 24.8 | 603 | ||||||||||
| Shortleaf pine | 6 by 6 | 29 | 15.7 | 4,070 | 1,951 | 6,030 | 8 by 5 | 16 | 4 | 17.8 | 725 | 85 | 1,135 | |
| 2 by 2 | 57 | 14.2 | 6,380 | 8 by 5 | 14 | 3 | 16.3 | 757 | ||||||
| 8 by 5 | 12 | 5 | 15.1 | 730 | ||||||||||
| 5 by 5 | 8 | 6 | 13.0 | 918 | ||||||||||
| 2 by 2 | 2 | 57 | 13.9 | 926 | ||||||||||
| Western larch | 6 by 6 | 112 | 16.0 | 5,445 | 8 by 6 | 16 | 17 | 18.8 | 491 | 193 | 15.0 | 905 | ||
| 4 by 4 | 81 | 14.7 | 6,161 | 8 by 6 | 12 | 18 | 17.6 | 526 | ||||||
| 2 by 2 | 270 | 14.8 | 5,934 | 5 by 4 | 8 | 22 | 13.3 | 735 | ||||||
| Loblolly pine | 6 by 6 | 23 | 3,357 | 1,693 | 5,005 | 8 by 5 | 16 | 12 | 19.8 | 602 | 156 | 11.3 | 1,115 | |
| 5 by 5 | 10 | 22.4 | 2,217 | 545 | 2,950 | 8 by 5 | 8 | 7 | 22.9 | 679 | ||||
| 4 by 8 | 8 | 19.4 | 3,010 | 633 | 3,920 | 4 by 5 | 8 | 8 | 19.5 | 715 | ||||
| 2 by 2 | 69 | 5,547 | ||||||||||||
| Tamarack | 6 by 7 | 3 | 15.7 | 2,257 | 1,042 | 3,323 | 2 by 2 | 2 | 57 | 16.2 | 697 | 60 | 14.0 | 879 |
| 4 by 7 | 3 | 13.6 | 3,780 | 1,301 | 4,823 | |||||||||
| 4 by 4 | 57 | 14.9 | 3,386 | 1,353 | 4,346 | |||||||||
| 2 by 2 | 66 | 14.6 | 4,790 | |||||||||||
| Western hemlock | 6 by 6 | 102 | 18.6 | 4,840 | 2,140 | 5,814 | 7 by 6 | 15 | 25 | 18.2 | 514 | 131 | 17.7 | 924 |
| 2 by 2 | 463 | 17.0 | 4,560 | 1,923 | 5,403 | 6 by 6 | 6 | 26 | 16.8 | 431 | ||||
| 4 by 4 | 4 | 6 | 15.9 | 488 | ||||||||||
| Redwood | 6 by 6 | 18 | 16.9 | 4,276 | 8 by 6 | 16 | 5 | 25.4 | 548 | 95 | 12.4 | 671 | ||
| 2 by 2 | 115 | 14.6 | 5,119 | 6 by 6 | 12 | 6 | 14.7 | 610 | ||||||
| 7 by 6 | 9 | 5 | 14.8 | 500 | ||||||||||
| 3 by 6 | 14 | 2 | 12.6 | 470 | ||||||||||
| 2 by 6 | 12 | 2 | 16.2 | 498 | ||||||||||
| 2 by 6 | 10 | 4 | 14.3 | 511 | ||||||||||
| 2 by 6 | 8 | 2 | 13.2 | 429 | ||||||||||
| 2 by 2 | 2 | 145 | 13.8 | 564 | ||||||||||
| Norway pine | 6 by 7 | 4 | 15.2 | 2,670 | 1,182 | 4,212 | 2 by 2 | 2 | 36 | 10.0 | 924 | 44 | 11.9 | 1,145 |
| 4 by 7 | 2 | 22.2 | 3,275 | 1,724 | 4,575 | |||||||||
| 4 by 4 | 55 | 16.6 | 3,048 | 1,367 | 4,217 | |||||||||
| 2 by 2 | 44 | 11.2 | 7,550 | |||||||||||
| Note.—Following is an explanation of the abbreviations used in the foregoing tables: F.S. at E.L. = Fiber stress at elastic limit. M. of E. = Modulus of elasticity. M. of R. = Modulus of rupture. Cr. str. at E.L. = Crushing strength at elastic limit. Cr. str. at max. ld. = Crushing strength at maximum load. | ||||||||||||||
| TABLE XXII | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [b]WORKING UNIT-STRESSES FOR STRUCTURAL TIMBER[c] | ||||||||||||||
| EXPRESSED IN POUNDS PER SQUARE INCH | ||||||||||||||
| (From Manual of the American Railway Engineering Assn., 1911, p. 153) | ||||||||||||||
| NOTE.—The working unit-stresses given in the table are intended for railroad bridges and trestles. For highway bridges and trestles the unit-stresses may be increased twenty-five (25) per cent. For buildings and similar structures, in which the timber is protected from the weather and practically free from impact, the unit-stresses may be increased fifty (50) per cent. To compute the deflection of a beam under long-continued loading instead of that when the load is first applied, only fifty (50) per cent of the corresponding modulus of elasticity given in the table is to be employed. | ||||||||||||||
| KIND OF TIMBER | BENDING | SHEARING | COMPRESSION | Ratio of length of stringer to depth | ||||||||||
| Extreme fibre stress | Modulus of elasticity | Parallel to the grain | Longitudinal shear in beams | Perpendicular to the grain | Parallel to the grain | For columns under 15 diameters working stress | Formulæ for working stress in long columns over 15 diameters | |||||||
| Average ultimate | Working stress | Average | Average ultimate | Working stress | Average ultimate | Working stress | Elastic limit | Working stress | Average ultimate | Working stress | ||||
| Douglas fir | 6100 | 1200 | 1,510,000 | 690 | 170 | 270 | 110 | 630 | 310 | 3600 | 1200 | 900 | 1200 (1 - l / 60 d) | 10 |
| Longleaf pine | 6500 | 1300 | 1,610,000 | 720 | 180 | 300 | 120 | 520 | 260 | 3800 | 1300 | 980 | 1300 (1 - l / 60 d) | 10 |
| Shortleaf pine | 5600 | 1100 | 1,480,000 | 710 | 170 | 330 | 130 | 340 | 170 | 3400 | 1100 | 830 | 1100 (1 - l / 60 d) | 10 |
| White pine | 4400 | 900 | 1,130,000 | 400 | 100 | 180 | 70 | 290 | 150 | 3000 | 1000 | 750 | 1000 (1 - l / 60 d) | 10 |
| Spruce | 4800 | 1000 | 1,310,000 | 600 | 150 | 170 | 70 | 370 | 180 | 3200 | 1100 | 830 | 1100 (1 - l / 60 d) | |
| Norway pine | 4200 | 800 | 1,190,000 | 590[d] | 130 | 250 | 100 | 150 | 2600[d] | 800 | 600 | 800 (1 - l / 60 d) | ||
| Tamarack | 4600 | 900 | 1,220,000 | 670 | 170 | 260 | 100 | 220 | 3200[d] | 1000 | 750 | 1000 (1 - l / 60 d) | ||
| Western hemlock | 5800 | 1100 | 1,480,000 | 630 | 160 | 270[d] | 100 | 440 | 220 | 3500 | 1200 | 900 | 1200 (1 - l / 60 d) | |
| Redwood | 5000 | 900 | 800,000 | 300 | 80 | 400 | 150 | 3300 | 900 | 680 | 900 (1 - l / 60 d ) | |||
| Bald cypress | 4800 | 900 | 1,150,000 | 500 | 120 | 340 | 170 | 3900 | 1100 | 830 | 1100 (1 - l / 60 d) | |||
| Red cedar | 4200 | 800 | 800,000 | 470 | 230 | 2800 | 900 | 680 | 900 (1 - l / 60 d) | |||||
| White oak | 5700 | 1100 | 1,150,000 | 840 | 210 | 270 | 110 | 920 | 450 | 3500 | 1300 | 980 | 1300 (1 - l / 60 d) | 12 |
| These unit-stresses are for a green condition of timber and are to be used without increasing the live load stresses for impact. | l = Length in inches. d = Least side in inches. | |||||||||||||
| [Footnote b: Adopted, Vol. 1909, pp. 537, 564, 609-611.] | ||||||||||||||
| [Footnote c: Green timber in exposed work.] | ||||||||||||||
| [Footnote d: Partially air-dry] | ||||||||||||||
BIBLIOGRAPHY
Part I: Some general works on mechanics, materials of construction, and testing of materials.
Part II: Publications and articles on the mechanical properties of wood, and timber testing.
Part III: Publications of the U.S. Government on the mechanical properties of wood, and timber testing.
PART I.
SOME GENERAL WORKS ON MECHANICS, MATERIALS OF CONSTRUCTION, AND TESTING OF MATERIALS
ALLAN, WILLIAM: Strength of beams under transverse loads. New York, 1893.
ALLAN, WILLIAM: Strength of beams under transverse loads. New York, 1893.
ANDERSON, SIR JOHN: The strength of materials and structures. London, 1902.
ANDERSON, SIR JOHN: The strength of materials and structures. London, 1902.
BARLOW, PETER: Strength of materials, 1st ed. 1817; rev. 1867.
BARLOW, PETER: Strength of Materials, 1st ed. 1817; rev. 1867.
BURR, WILLIAM H.: The elasticity and resistance of the materials of engineering. New York, 1911.
BURR, WILLIAM H.: The flexibility and durability of engineering materials. New York, 1911.
CHURCH, IRVING P.: Mechanics of engineering. New York, 1911.
CHURCH, IRVING P.: Engineering Mechanics. New York, 1911.
HATFIELD, R.G.: Theory of transverse strain. 1877.
HATFIELD, R.G.: Theory of transverse strain. 1877.
HATT, W.K., and SCOFIELD, H.H.: Laboratory manual of testing materials. New York, 1913.
HATT, W.K., and SCOFIELD, H.H.: Laboratory Manual of Testing Materials. New York, 1913.
JAMESON, J.M.: Exercises in mechanics. (Wiley technical series.) New York, 1913.
JAMESON, J.M.: Exercises in Mechanics. (Wiley Technical Series.) New York, 1913.
JAMIESON, ANDREW: Strength of materials. (Applied mechanics and mechanical engineering, Vol. II.) London, 1911.
JAMIESON, ANDREW: Strength of materials. (Applied mechanics and mechanical engineering, Vol. II.) London, 1911.
JOHNSON, J.B.: The materials of construction. New York, 1910.
JOHNSON, J.B.: The materials of construction. New York, 1910.
KENT, WILLIAM: The strength of materials. New York, 1890.
KENT, WILLIAM: The strength of materials. New York, 1890.
KOTTCAMP, J.P.: Exercises for the applied mechanics laboratory. (Wiley technical series.) New York, 1913.
KOTTCAMP, J.P.: Exercises for the Applied Mechanics Laboratory. (Wiley Technical Series.) New York, 1913.
LANZA, GAETANO: Applied mechanics. New York, 1901.
LANZA, GAETANO: Applied mechanics. New York, 1901.
MERRIMAN, MANSFIELD: Mechanics of materials. New York, 1912.
MERRIMAN, MANSFIELD: Mechanics of materials. New York, 1912.
MURDOCK, H.E.: Strength of materials. New York, 1911.
MURDOCK, H.E.: Strength of materials. New York, 1911.
RANKINE, WILLIAM J.M.: A manual of applied mechanics. London, 1901.
RANKINE, WILLIAM J.M.: A manual of applied mechanics. London, 1901.
THIL, A.: Conclusion de l'étude présentée à la Commission des méthodes d'essai des matériaux de construction. Paris, 1900.
THIL, A.: Conclusion of the study presented to the Commission for testing methods of construction materials. Paris, 1900.
THURSTON, ROBERT H.: A treatise on non-metallic materials of engineering: stone, timber, fuel, lubricants, etc. (Materials of engineering, Part I.) New York, 1899.
THURSTON, ROBERT H.: A guide to non-metallic engineering materials: stone, wood, fuel, lubricants, etc. (Engineering Materials, Part I.) New York, 1899.
UNWIN, WILLIAM C.: The testing of materials of construction. London, 1899.
UNWIN, WILLIAM C.: The testing of construction materials. London, 1899.
WATERBURY, L.A.: Laboratory manual for testing materials of construction. New York, 1912.
WATERBURY, L.A.: Laboratory manual for testing construction materials. New York, 1912.
WOOD, DEVOLSON: A treatise on the resistance of materials. New York, 1897.
WOOD, DEVOLSON: A study on the resistance of materials. New York, 1897.
PART II.
PUBLICATIONS AND ARTICLES ON THE MECHANICAL PROPERTIES OF WOOD, AND TIMBER TESTING
ABBOT, ARTHUR V.: Testing machines, their history, construction and use. Van Nostrand's Eng. Mag., Vol. XXX, 1884, pp. 204-214; 325-344; 382-397; 477-490.
ABBOT, ARTHUR V.: Testing machines, their history, construction and use. Van Nostrand's Eng. Mag., Vol. XXX, 1884, pp. 204-214; 325-344; 382-397; 477-490.
ADAMS, E.E.: Tests to determine the strength of bolted timber joints. Cal. Jour, of Technology, Sept., 1904.
ADAMS, E.E.: Tests to determine the strength of bolted timber joints. Cal. Jour, of Technology, Sept., 1904.
ALVAREZ, ARTHUR C.: The strength of long seasoned Douglas fir and redwood. Univ. of Cal. Pub. in Eng., Vol. I, No. 2, Berkeley, 1913, pp. 11-20.
ALVAREZ, ARTHUR C.: The strength of long-seasoned Douglas fir and redwood. Univ. of Cal. Pub. in Eng., Vol. I, No. 2, Berkeley, 1913, pp. 11-20.
BARLOW, PETER: An essay on the strength and stress of timber. London, 1817; 3d ed., 1826.
BARLOW, PETER: An essay on the strength and stress of timber. London, 1817; 3rd ed., 1826.
——: Experiments on the strength of different kinds of wood made in the carriage department, Royal Arsenal, Woolwich. Jour. Franklin Inst., Vol. X, 1832, pp. 49-52. Reprinted from Philosophical Mag. and Annals of Philos., No. 63, Mch., 1832.
——: Experiments on the strength of different types of wood conducted in the carriage department, Royal Arsenal, Woolwich. Jour. Franklin Inst., Vol. X, 1832, pp. 49-52. Reprinted from Philosophical Mag. and Annals of Philos., No. 63, Mar., 1832.
BATES, ONWARD: Pine stringers and floorbeams for bridges. Trans. Am. Soc. C.E., Vol. XXIII.
BATES, ONWARD: Pine stringers and floor beams for bridges. Trans. Am. Soc. C.E., Vol. XXIII.
BAUSCHINGER, JOHANN: Untersuchungen über die Elasticität und Festigkeit von Fichten- und Kiefernbauhölzern. Mitt. a. d. mech.-tech. Laboratorium d. k. techn. Hochschule in München, 9. Hft., München, 1883.
BAUSCHINGER, JOHANN: Studies on the Elasticity and Strength of Spruce and Pine Construction Timbers. Reports from the Mechanical-Technical Laboratory of the Royal Technical University in Munich, 9. Edition, Munich, 1883.
——: Verhandlungen der Münchener Conferenz und der von ihr gewählten ständigen Commission zur Vereinbarung einheitlicher Prüfungsmethoden für Bau- und Constructions-material. Ibid., 14. Hft., 1886.
——: Proceedings of the Munich Conference and the permanent commission it selected to establish standardized testing methods for building and construction materials. Ibid., 14. Hft., 1886.
——: Untersuchungen über die Elasticität und Festigkeit verschiedener Nadelhölzer. Ibid., 16. Hft., 1887.
——: Studies on the elasticity and strength of various softwoods. Ibid., 16. issue, 1887.
BEARE, T. HUDSON: Timber: its strength and how to test it. Engineering, London, Dec. 9, 1904.
BEARE, T. HUDSON: Timber: its strength and how to test it. Engineering, London, Dec. 9, 1904.
BEAUVERIE, J.: Le bois. I. Paris, 1905, pp. 105-185.
BEAUVERIE, J.: The Wood. I. Paris, 1905, pp. 105-185.
——: Les bois industriels. Paris, 1910, pp. 55-77. Bending tests with wood, executed at the Danish State Testing Laboratory, Copenhagen. Proc. Int. Assn. Test. Mat., 1912, XXIII2, pp. 17. See also Eng. Record, Vol. LXVI, 1912, p. 269.
——: Industrial woods. Paris, 1910, pp. 55-77. Bending tests with wood conducted at the Danish State Testing Laboratory, Copenhagen. Proc. Int. Assn. Test. Mat., 1912, XXIII2, pp. 17. See also Eng. Record, Vol. LXVI, 1912, p. 269.
BERG, WALTER G.: Berg's complete timber test record. Chicago, 1899. Reprint from Am. By. Bridges and Buildings. BOULGER, G.S.: Wood. London, 1908, pp. 112-121.
BERG, WALTER G.: Berg's complete timber test record. Chicago, 1899. Reprint from American Bridge and Building. BOULGER, G.S.: Wood. London, 1908, pp. 112-121.
BOUNICEAU,—: Note et expériences sur la torsion des bois. [N.p., n.d.]
BOUNICEAU,—: Notes and experiments on the twisting of wood. [N.p., n.d.]
BREUIL, M. PIERRE: Contribution to the discussion on the testing of wood. Proc. Int. Assn. Test. Mat., 1906, Disc, 1e, pp. 2.
BREUIL, M. PIERRE: Contribution to the discussion on the testing of wood. Proc. Int. Assn. Test. Mat., 1906, Disc, 1e, pp. 2.
BROWN, T.S.: An Account of some experiments made by order of Col. Totten, at Fort Adams, Newport, R.I., to ascertain the relative stiffness and strength of the following kinds of timber, viz.: white pine (Pinus strobus), spruce (Abies nigra), and southern pine (Pinus australis), also called long-leaved pine. Jour. Franklin Inst., Vol. VII (n.s.), 1831, pp. 230-238.
BROWN, T.S.: A report on experiments conducted by order of Col. Totten at Fort Adams, Newport, R.I., to determine the relative stiffness and strength of the following types of timber: white pine (Pinus strobus), spruce (Abies nigra), and southern pine (Pinus australis), also known as long-leaved pine. Jour. Franklin Inst., Vol. VII (n.s.), 1831, pp. 230-238.
BUCHANAN, C.P.: Some tests of old timber. Eng. News, Vol. LXIV, No. 23, 1910, p. 67.
BUCHANAN, C.P.: Some tests of old timber. Eng. News, Vol. 64, No. 23, 1910, p. 67.
BUSGEN, M.: Zur Bestimmung der Holzhärten. Zeitschrift f. Forst- und Jagdwesen. Berlin, 1904, pp. 543-562.
BUSGEN, M.: On the Determination of Wood Hardness. Journal of Forestry and Hunting. Berlin, 1904, pp. 543-562.
CHEVANDIER, E., et WERTHEIM, G.: Mémoire sur les propriétés mécaniques du bois. Paris, 1846.
CHEVANDIER, E., and WERTHEIM, G.: Report on the Mechanical Properties of Wood. Paris, 1846.
CIESLAR, A.: Studien über die Qualität rasch erwachsenen Fichtenholzes. Centralblatt f. d. ges. Forstwesen, Wien, 1902, pp. 337-403.
CIESLAR, A.: Studies on the Quality of Rapidly Grown Spruce Wood. Central Journal of Forestry, Vienna, 1902, pp. 337-403.
CLINE, McGARVEY: Forest Service investigations of American woods with special reference to investigations of mechanical properties. Proc. Int. Assn. Test. Mat., 1912, XXIII5, pp. 17.
CLINE, McGARVEY: Forest Service studies of American forests focusing on the mechanical properties. Proc. Int. Assn. Test. Mat., 1912, XXIII5, pp. 17.
——: Forest Service tests to determine the influence of different methods and rates of loading on the strength and stiffness of timber. Proc. Am. Soc. Test. Mat., Vol. VIII, 1908, pp. 535-540.
——: Forest Service tests to find out how different methods and amounts of loading affect the strength and stiffness of timber. Proc. Am. Soc. Test. Mat., Vol. VIII, 1908, pp. 535-540.
——: The Forest Products Laboratory: its purpose and work. Proc. Am. Soc. Test. Mat., Vol. X, 1910, pp. 477-489.
——: The Forest Products Laboratory: its purpose and work. Proc. Am. Soc. Test. Mat., Vol. X, 1910, pp. 477-489.
——: Specifications and grading rules for Douglas fir timber: an analysis of Forest Service tests on structural timbers. Proc. Am. Soc. Test. Mat., Vol. XI, 1911, pp. 744-766.
——: Specifications and grading rules for Douglas fir timber: an analysis of Forest Service tests on structural timbers. Proc. Am. Soc. Test. Mat., Vol. XI, 1911, pp. 744-766.
Comparative strength and resistance of various tie timbers. Elec. Traction Weekly, Chicago, June 15, 1912.
Comparative strength and resistance of different types of tie timbers. Elec. Traction Weekly, Chicago, June 15, 1912.
DAY, FRANK M.: Microscopic examination of timber with regard to its strength. 1883, pp. 6.
DAY, FRANK M.: Analyzing wood under a microscope to assess its strength. 1883, pp. 6.
DEWELL, H.D.: Tests of some joints used in heavy timber framing. Eng. News, Mch. 19, 1914, pp. 594-598; et seq.
DEWELL, H.D.: Tests of some joints used in heavy timber framing. Eng. News, March 19, 1914, pp. 594-598; et seq.
DÖRR, KARL: Die Festigkeit von Fichten- und Kiefernholz. Deutsche Bauzeitung, Berlin, Aug. 17, 1910. See also Zeitschrift d. ver. deutsch. Ing., Bd. 54, Nr. 36, 1910, p. 1503.
DÖRR, KARL: The Strength of Spruce and Pine Wood. German Construction Journal, Berlin, Aug. 17, 1910. See also Journal of the Association of German Engineers, Vol. 54, No. 36, 1910, p. 1503.
DUPIN, CHARLES: Expériences sur la flexibilité, la force, et l'élasticité des bois. Jour, de l'École Polytechnique, Vol. X, 1815.
DUPIN, CHARLES: Experiments on the flexibility, strength, and elasticity of woods. Journal of the Polytechnic School, Vol. X, 1815.
DUPONT, ADOLPHE, et BOUQUET DE LA GRYE: Les bois indigènes et étrangers. Paris, 1875, pp. 273-352.
DUPONT, ADOLPHE, and BOUQUET DE LA GRYE: Indigenous and Foreign Woods. Paris, 1875, pp. 273-352.
ESTRADA, ESTEBAN DUQUE: On the strength and other properties of Cuban woods. Van Nostrand's Eng. Mag., Vol. XXIX, 1883, pp. 417-426; 443-449.
ESTRADA, ESTEBAN DUQUE: On the strength and other properties of Cuban woods. Van Nostrand's Eng. Mag., Vol. XXIX, 1883, pp. 417-426; 443-449.
EVERETT, W.H.: Memorandum on mechanical tests of some Indian timbers. Govt. Bul. No. 6 (o.s.), Calcutta.
EVERETT, W.H.: Memorandum on mechanical tests of some Indian timbers. Govt. Bul. No. 6 (o.s.), Calcutta.
EXNER, WILHELM FRANZ: Die mechanische Technologie des Holzes. Wien, 1871. (A translation and revision of Chevandier and Wertheim's Mémoire sur les propriétés mécaniques du bois.)
EXNER, WILHELM FRANZ: The Mechanical Technology of Wood. Vienna, 1871. (A translation and revision of Chevandier and Wertheim's Memoir on the Mechanical Properties of Wood.)
——: Die technischen Eigenschaften der Hölzer. Lorey's Handbuch der Forstwissenschaft, II. Bd., 6. Kap., Tübingen, 1903.
——: The technical properties of woods. Lorey's Handbook of Forestry Science, Vol. II, Chap. 6, Tübingen, 1903.
FERNOW, B.E.: Scientific timber testing. Digest of Physical Tests, Vol. I, No. 2, 1896, pp. 87-95.
FERNOW, B.E.: Scientific timber testing. Digest of Physical Tests, Vol. I, No. 2, 1896, pp. 87-95.
FOWKE, FRANCIS: Experiments on British colonial and other woods. 1867.
FOWKE, FRANCIS: Experiments on British Colonial and Other Woods. 1867.
GARDNER, ROLAND: I. Mechanical tests, properties, and uses of thirty Philippine woods. II. Philippine sawmills, lumber market and prices. Bul. 4, Bu. For., P.I., 1906. (2d ed., 1907, contains tests of 34 woods.)
GARDNER, ROLAND: I. Mechanical tests, properties, and uses of thirty Philippine woods. II. Philippine sawmills, lumber market, and prices. Bul. 4, Bu. For., P.I., 1906. (2nd ed., 1907, includes tests of 34 woods.)
GAYER, KARL: Forest utilization. (Vol. V, Schlich's Manual of Forestry. Translation of Die Forstbenutzung, Berlin, 1894.) London, 1908.
GAYER, KARL: Forest utilization. (Vol. V, Schlich's Manual of Forestry. Translation of Die Forstbenutzung, Berlin, 1894.) London, 1908.
GOLLNER, H.: Ueber die Festigkeit des Schwarzföhrenholzes. Mitt. a. d. forstl. Versuchswesen Oesterreichs. II. Bd., 3. Hft., Wien, 1881.
GOLLNER, H.: On the Strength of Black Pine Wood. Reports from the Forestry Experimental Station of Austria. Vol. II, No. 3, Vienna, 1881.
GOTTGETREU, RUDOLPH: Physische und chemische Beschaffenheit der Baumaterialien. 3d ed., Berlin, 1880.
GOTTGETREU, RUDOLPH: Physical and Chemical Properties of Building Materials. 3rd ed., Berlin, 1880.
GREEN, A.O.: Tasmanian timbers: their qualities and uses. Hobart, Tasmania, 1903, pp. 63.
GREEN, A.O.: Tasmanian timbers: their qualities and uses. Hobart, Tasmania, 1903, pp. 63.
GREGORY, W.B.: Tests of creosoted timber. Trans. Am. Soc. C.E., Vol. LXXVI, 1913, pp. 1192-1203. See also ibid., Vol. LXX, p. 37.
GREGORY, W.B.: Tests of creosoted timber. Trans. Am. Soc. C.E., Vol. 76, 1913, pp. 1192-1203. See also ibid., Vol. 70, p. 37.
GRISARD, JULES, et VANDENBERGHE, MAXIMILIEN: Les bois industriels, indigènes et exotiques; synonymie et description des espèces, propriétés physiques des bois, qualités, défauts, usages et emplois. Paris, 189-. From Bul. de la Société nationale d'acclimatation de France, Vols. XXXVIII-XL.
GRISARD, JULES, and VANDENBERGHE, MAXIMILIEN: Industrial Woods, Native and Exotic; Synonyms and Descriptions of Species, Physical Properties of Woods, Qualities, Defects, Uses, and Applications. Paris, 189-. From Bulletin of the National Society for the Acclimatization of France, Vols. XXXVIII-XL.
Hardwoods of Western Australia. Engineering, Vol. LXXXIII, Jan. 11, 1907, pp. 35-37.
Hardwoods of Western Australia. Engineering, Vol. 83, Jan. 11, 1907, pp. 35-37.
HATT, WILLIAM KENDRICK: A Preliminary program for the timber test work to be undertaken by the Bureau of Forestry, United States Department of Agriculture. Proc. Am. Soc. Test. Mat., Vol. III, 1903, pp. 308-343. Appendix I: Method of determining the effect of the rate of application of load on the strength of timber, pp. 325-327; App. II: A discussion on the effect of moisture on strength and stiffness of timber, together with a plan of procedure for future tests, pp. 328-334.
HATT, WILLIAM KENDRICK: A preliminary program for the timber test work to be conducted by the Bureau of Forestry, United States Department of Agriculture. Proc. Am. Soc. Test. Mat., Vol. III, 1903, pp. 308-343. Appendix I: Method for determining the effect of the rate of load application on the strength of timber, pp. 325-327; App. II: A discussion on the effect of moisture on the strength and stiffness of timber, along with a plan for future tests, pp. 328-334.
HATT, WILLIAM KENDRICK: Relation of timber tests to forest products. Proc. Int. Assn. Test. Mat., 1906, C 2 e, pp. 6.
HATT, WILLIAM KENDRICK: The connection between timber tests and forest products. Proc. Int. Assn. Test. Mat., 1906, C 2 e, pp. 6.
——: Structural timber. Proc. Western Ry. Club, St. Louis, Mch. 17, 1908.
——: Structural timber. Proc. Western Ry. Club, St. Louis, March 17, 1908.
——: Abstract of report on the present status of timber tests in the Forest Service, United States Department of Agriculture. Proc. Int. Assn. Test. Mat., 1909, XVL, pp. 10.
——: Abstract of report on the current status of timber tests in the Forest Service, U.S. Department of Agriculture. Proc. Int. Assn. Test. Mat., 1909, XVL, pp. 10.
—— and TURNER, W.P.: The Purdue University impact machine. Proc. Am. Soc. Test. Mat., Vol. VI, 1906, pp. 462-475.
—— and TURNER, W.P.: The Purdue University impact machine. Proc. Am. Soc. Test. Mat., Vol. VI, 1906, pp. 462-475.
HAUPT, HERMAN: formulæ for the strain upon timber. Center of gravity of an ungula and semi-cylinder. Jour. Franklin Inst., Vol. XIX, 3d series, 1850, pp. 408-413.
HAUPT, HERMAN: formulas for the stress on wood. Center of gravity of a wedge and semi-cylinder. Journal of the Franklin Institute, Vol. XIX, 3rd series, 1850, pp. 408-413.
HEARDING, W.H.: Report upon experiments ... upon the compressive power of pine and hemlock timber. Washington, 1872, pp. 12.
HEARDING, W.H.: Report on experiments ... on the compressive strength of pine and hemlock timber. Washington, 1872, pp. 12.
HOWE, MALVERD A.: Wood in compression; bearing values for inclined cuts. Eng. News, Vol. LXVIII, 1912, pp. 190-191.
HOWE, MALVERD A.: Wood in compression; bearing values for inclined cuts. Eng. News, Vol. 68, 1912, pp. 190-191.
HOYER, EGBERT: Lehrbuch der vergleichenden mechanischen Technologie. 1878.
HOYER, EGBERT: Textbook of Comparative Mechanical Technology. 1878.
IHLSENG, MANGUS C.: On the modulus of elasticity of some American woods as determined by vibration. Van Nostrand's Eng. Mag., Vol. XIX, 1878, pp. 8-9.
IHLSENG, MANGUS C.: On the elasticity of some American woods as determined by vibration. Van Nostrand's Eng. Mag., Vol. XIX, 1878, pp. 8-9.
——: On a mode of measuring the velocity of sounds in woods. Am. Jour. Sci. and Arts, Vol. XVII, 1879.
——: On a way to measure the speed of sound in forests. Am. Jour. Sci. and Arts, Vol. XVII, 1879.
JACCARD, P.: Étude anatomique des bois comprimés. Mitt. d. Schw. Centralanstalt f. d. forst. Versuchswesen. X. Bd., 1. Hft., Zurich, 1910, pp. 53-101.
JACCARD, P.: Anatomical Study of Compressed Woods. Mitt. d. Schw. Centralanstalt f. d. forst. Versuchswesen. Vol. X, No. 1, Zurich, 1910, pp. 53-101.
JANKA, GABRIEL: Untersuchungen über die Elasticität und Festigkeit der österreichischen Bauhölzer. I. Fichte Südtirols; II. Fichte von Nordtirol vom Wienerwalde und Erzgebirge; III. Fichte aus den Karpaten, aus dem Böhmerwalde, Ternovanerwalde und den Zentralalpen. Technische Qualität des Fichtenholzes im allgemeinen; IV. Lärche aus dem Wienerwalde, aus Schlesien, Nord- und Südtirol. Mitt. a. d. forst. Untersuchungswesen Oesterreichs, Wien, 1900-13.
JANKA, GABRIEL: Studies on the Elasticity and Strength of Austrian Construction Timbers. I. Spruce from South Tyrol; II. Spruce from North Tyrol from the Wienerwald and Erzgebirge; III. Spruce from the Carpathians, from the Bohemian Forest, Ternova Forest, and the Central Alps. General Technical Quality of Spruce Wood; IV. Larch from the Wienerwald, from Silesia, North and South Tyrol. Reports from Austrian Forestry Research, Vienna, 1900-13.
——: Untersuchungen über Holzqualität. Centralblatt f. d. ges. Forstwesen. Wien, 1904, pp. 95-115.
——: Research on Wood Quality. Central Journal for Forestry. Vienna, 1904, pp. 95-115.
——: Ueber neuere holztechnologische Untersuchungen. Oesterr. Vierteljahresschrift für Forstwesen, Wien, 1906, pp. 248-269.
——: About recent wood technology studies. Austrian Quarterly Journal for Forestry, Vienna, 1906, pp. 248-269.
——: Die Härte des Holzes. Centralblatt f. d. ges. Forstwesen, Wien, 1906, pp. 193-202; 241-260.
——: The hardness of wood. Centralblatt f. d. ges. Forstwesen, Vienna, 1906, pp. 193-202; 241-260.
JANKA, GABRIEL: Die Einwirkung von Süss- und Salzwässern auf die gewerblichen Eigenschaften der Hauptholzarten. I. Teil. Untersuchungen u. Ergebnisse in mechanisch-technischer Hinsicht. Mitt. a. d. forst. Versuchswesen Oesterreichs, 33. Hft., Wien, 1907.
JANKA, GABRIEL: The Impact of Fresh and Saltwater on the Commercial Properties of Main Timber Species. Part I. Studies and Results in Mechanical and Technical Aspects. Reports from the Forestry Research Stations of Austria, Issue 33, Vienna, 1907.
——: Results of trials with timber carried out at the Austrian forestry testing-station at Mariabrunn. Proc. Int. Assn. Test. Mat., 1906, Disc. 2 e, pp. 7.
——: Results of tests with wood conducted at the Austrian forestry testing station in Mariabrunn. Proc. Int. Assn. Test. Mat., 1906, Disc. 2 e, pp. 7.
——: Ueber die an der k. k. forstlichen Versuchsanstalt Mariabrunnen gewonnenen Resultate der Holzfestigkeitsprüfungen. Zeitschrift d. Oesterr. Ing. u. Arch. Ver., Wien, Aug. 9, 1907.
——: About the results of the wood strength tests obtained at the k. k. forestry research institute Mariabrunnen. Journal of the Austrian Engineers and Architects Association, Vienna, August 9, 1907.
——: Ueber Holzhärteprufüng. Centralblatt f. d. ges. Forstwesen, Wien, 1908, pp. 443-456.
——: On Wood Hardness Testing. Central Journal for Forestry, Vienna, 1908, pp. 443-456.
——: Testing the hardness of wood by means of the ball test. Proc. Int. Assn. Test. Mat., 1912, XXIII3.
——: Testing the hardness of wood using the ball test. Proc. Int. Assn. Test. Mat., 1912, XXIII3.
JENNY, K.: Untersuchungen über die Festigkeit der Hölzer aus den Ländern der ungarischen Krone. Budapest, 1873.
JENNY, K.: Studies on the Strength of Woods from the Regions of the Hungarian Crown. Budapest, 1873.
JOHNSON, J.B.: Time tests of timber in endwise compression. Paper before Section D, Am. Assn. for Adv. of Sci., Aug., 1898.
JOHNSON, J.B.: Time tests of wood in endwise compression. Paper presented at Section D, American Association for the Advancement of Science, August 1898.
JOHNSON, WALTER B.: Experiments on the adhesion of iron spikes of various forms when driven into different species of timbers. Jour. Franklin Inst., Vol. XIX (n.s.), 1837, pp. 281-292.
JOHNSON, WALTER B.: Experiments on how well iron spikes of different shapes stick when driven into various types of wood. Jour. Franklin Inst., Vol. XIX (n.s.), 1837, pp. 281-292.
JULIUS, G.A.: Western Australia timber tests, 1906. The physical characteristics of the hardwoods of Western Australia. Perth, 1906, pp. 36.
JULIUS, G.A.: Timber tests of Western Australia, 1906. The physical features of the hardwoods in Western Australia. Perth, 1906, pp. 36.
——: Supplement to the Western Australia timber tests, 1906. The hardwoods of Australia. Perth, 1907, pp. 6.
——: Supplement to the Western Australia timber tests, 1906. The hardwoods of Australia. Perth, 1907, pp. 6.
KARMARSH, CARL: Handbuch der mechanischen Technologie. I. Aufl., 1837; V. Aufl., 1875; verm. von H. Fisher, 1888.
KARMARSH, CARL: Handbook of Mechanical Technology. 1st edition, 1837; 5th edition, 1875; revised by H. Fisher, 1888.
KIDDER, F.E.: Experiments on the transverse strength of southern and white pine. Van Nostrand's Eng. Mag., Vol. XXII, 1880, pp. 166-168.
KIDDER, F.E.: Experiments on the transverse strength of southern and white pine. Van Nostrand's Eng. Mag., Vol. XXII, 1880, pp. 166-168.
——: Experiments on the strength and stiffness of small spruce beams. Ibid., Vol. XXIV, 1881, pp. 473-477.
——: Experiments on the strength and stiffness of small spruce beams. Ibid., Vol. XXIV, 1881, pp. 473-477.
——: Experiments on the fatigue of small spruce beams. Jour. Franklin Inst., Vol. CXIV, 1882, pp. 261-279.
——: Experiments on the fatigue of small spruce beams. Jour. Franklin Inst., Vol. CXIV, 1882, pp. 261-279.
KIDWELL, EDGAR: The efficiency of built-up wooden beams. Trans. Am. Inst. Min. Eng., Feb., June, 1898.
KIDWELL, EDGAR: The effectiveness of constructed wooden beams. Trans. Am. Inst. Min. Eng., Feb., June, 1898.
KIRKALDY, WM. G.: Illustrations of David Kirkaldy's system of mechanical testing. London, 1891.
KIRKALDY, WM. G.: Illustrations of David Kirkaldy's system of mechanical testing. London, 1891.
KUMMER, FREDERICK A.: The effects of preservative treatment on the strength of timber. Proc. Am. Soc. Test. Mat., Vol. IV, 1904, pp. 434-438.
KUMMER, FREDERICK A.: The impact of preservative treatment on the strength of wood. Proc. Am. Soc. Test. Mat., Vol. IV, 1904, pp. 434-438.
LABORDÈRE, P., and ANSTETT, F.: Contribution to the study of means for improving the strength of wood for pavements. Proc. Int. Assn. Test. Mat., 1912, XXIII4, pp. 12.
LABORDÈRE, P., and ANSTETT, F.: Contribution to the study of ways to enhance the strength of wood for pavements. Proc. Int. Assn. Test. Mat., 1912, XXIII4, pp. 12.
LANZA, GAETANO: An account of certain tests on the transverse strength and stiffness of large spruce beams. Trans. Am. Soc. Mech. Eng., Vol. IV, 1882, pp. 119-135. See also Jour. Franklin Inst., Vol. XCV, 1883, pp. 81-94.
LANZA, GAETANO: A report on various tests regarding the strength and stiffness of large spruce beams. Trans. Am. Soc. Mech. Eng., Vol. IV, 1882, pp. 119-135. Also, see Jour. Franklin Inst., Vol. XCV, 1883, pp. 81-94.
LASLETT, T.: Properties and characteristics of timber. Chatham, 1867.
LASLETT, T.: Properties and characteristics of timber. Chatham, 1867.
——: Timber and timber trees, native and foreign. (2d ed. revised and enlarged by H. Marshall Ward.) London and New York, 1894.
——: Timber and timber trees, native and foreign. (2nd ed. revised and enlarged by H. Marshall Ward.) London and New York, 1894.
LEA, W.: Tables of strength and deflection of timber. London, 1861.
LEA, W.: Tables of strength and deflection of timber. London, 1861.
LEDEBUR, A.: Die Verarbeitung des Holzes auf mechanischem Wege. 1881.
LEDEBUR, A.: The Mechanical Processing of Wood. 1881.
LORENZ, N. VON: Analytische Untersuchung des Begriffes der Holzhärte. Centralblatt f. d. ges. Forstwesen, Wien, 1909, pp. 348-387.
LORENZ, N. VON: An Analytical Study of the Concept of Wood Hardness. Central Journal for Forestry, Vienna, 1909, pp. 348-387.
LUDWIG, PAUL: Die Regelprobe. Ein neues Verfahren zur Härtebestimmung von Materialien. Berlin. 1908.
LUDWIG, PAUL: The Rule Test. A New Method for Determining the Hardness of Materials. Berlin. 1908.
MACFARLAND, H.B.: Tests of longleaf pine bridge timbers. Bul. 149, Am. Ry. Eng. Assn., Sept., 1912. See also Eng. News, Dec. 12, 1912, p. 1035.
MACFARLAND, H.B.: Tests of longleaf pine bridge timbers. Bul. 149, Am. Ry. Eng. Assn., Sept., 1912. See also Eng. News, Dec. 12, 1912, p. 1035.
McKAY, DONALD: On the weight and strength of American ship-timber. Jour. Franklin Inst., Vol. XXXIX (3d series), 1860, p. 322.
McKAY, DONALD: On the weight and strength of American ship timber. Jour. Franklin Inst., Vol. XXXIX (3d series), 1860, p. 322.
MALETTE, J.: Essais des bois de construction. Revue Technique, Apr. 25, 1905.
MALETTE, J.: Essays on Construction Lumber. Technical Review, Apr. 25, 1905.
MANN, JAMES: Australian timber: its strength, durability, and identification. Melbourne, 1900.
MANN, JAMES: Australian timber: its strength, durability, and identification. Melbourne, 1900.
MARTIN, CLARENCE A.: Tests on the relation between cross-bending and direct compressive strength in timber. Railroad Gazette, Mch. 13, 1903.
MARTIN, CLARENCE A.: Tests on the relationship between cross-bending and direct compressive strength in timber. Railroad Gazette, March 13, 1903.
Methods of testing metals and alloys ... Recommended by the Fourth Congress of the International Association for Testing Materials, held at Brussels, Sept. 3-6, 1906. London, 1907, pp. 54. Methods of testing wood, pp. 39-49.
Methods for testing metals and alloys ... Recommended by the Fourth Congress of the International Association for Testing Materials, held in Brussels, September 3-6, 1906. London, 1907, pp. 54. Methods for testing wood, pp. 39-49.
MIKOLASCHEK, CARL: Untersuchungen über die Elasticität und Festigkeit der wichtigsten Bau- und Nutzhölzer. Mitt. a. d. forstl. Versuchswesen Oesterreiches, II. Bd., 1. Hft., Wien, 1879.
MIKOLASCHEK, CARL: Studies on the Elasticity and Strength of Major Construction and Utility Woods. Reports from the Forestry Trial Service of Austria, Vol. II, Issue 1, Vienna, 1879.
MOELLER, JOSEPH: Die Rohstoffe des Tischler- und Drechslergewerbes. I. Theil: Das Holz. Kassel, 1883, pp. 68-122.
MOELLER, JOSEPH: The Raw Materials of the Carpentry and Woodturning Trades. Volume I: The Wood. Kassel, 1883, pp. 68-122.
MOLESWORTH, G.L.: Graphic diagrams of strength of teak beams. Roorke, 1881.
MOLESWORTH, G.L.: Graphic diagrams showing the strength of teak beams. Roorke, 1881.
MORGAN, J.J.: Bending strength of yellow pine timber. Eng. Record, Vol. LXVII, 1913, pp. 608-609.
MORGAN, J.J.: Strength of yellow pine timber. Eng. Record, Vol. 67, 1913, pp. 608-609.
MOROTO, K.: Untersuchungen über die Biegungselasticität und -Festigkeit der japanischen Bauhölzer. Centralblatt f. d. ges. Forstwesen, Wien, 1908, pp. 346-355.
MOROTO, K.: Studies on the Bending Elasticity and Strength of Japanese Construction Timber. Centralblatt für das ges. Forstwesen, Vienna, 1908, pp. 346-355.
NORDLINGER, H.: Die technischen Eigenschaften der Hölzer für Forst- und Baubeamte, Technologen und Gewerbetreibende. Stuttgart, 1860.
NORDLINGER, H.: The Technical Properties of Woods for Forestry and Construction Officials, Technologists, and Tradespeople. Stuttgart, 1860.
——: Druckfestigkeit des Holzes. 1882.
Wood compressive strength. 1882.
——: Die gewerblichen Eigenschaften der Hölzer. Stuttgart, 1890.
——: The commercial properties of woods. Stuttgart, 1890.
NORTH, A.T.: The grading of timber on the strength basis. Address before Western Society of Engineers. Lumber World Review, May 25, 1914, pp. 27-29.
NORTH, A.T.: Grading timber based on strength. Address to the Western Society of Engineers. Lumber World Review, May 25, 1914, pp. 27-29.
NORTON, W.A.: Results of experiments on the set of bars of wood, iron, and steel, after a transverse stress. Van Nostrand's Eng. Mag., Vol. XVII, 1877, pp. 531-535.
NORTON, W.A.: Results of experiments on the collection of wooden, iron, and steel bars under transverse stress. Van Nostrand's Eng. Mag., Vol. XVII, 1877, pp. 531-535.
PACCINOTTI E PERI: [Investigations into the elasticity of timbers.] Il Cimento, Vol. LVIII, 1845.
PACCINOTTI AND PERI: [Research on the elasticity of woods.] Il Cimento, Vol. LVIII, 1845.
PALACIO, E.: Tensile tests of timber. La Ingenieria, Buenos Aires, May 31, 1903, et seq.
PALACIO, E.: Tensile tests of timber. La Ingenieria, Buenos Aires, May 31, 1903, et seq.
PARENT,—: Expériences sur la résistance des bois de chêne et de sapin. Mémoires de l'Académie des Sciences, 1707-08.
PARENT,—: Experiments on the resistance of oak and fir wood. Memoirs of the Academy of Sciences, 1707-08.
Propositions relatives à l'établissement d'un precédé uniforme pour l'essai des qualités techniques des bois. Proc. Int. Assn. Test. Mat., 1901, Annexe, pp. 13-28.
Proposals regarding the establishment of a uniform method for testing the technical qualities of wood. Proc. Int. Assn. Test. Mat., 1901, Appendix, pp. 13-28.
ROGERS, CHARLES G.: A manual of forest engineering for India. Vol. I, Calcutta, 1900, pp. 50-91.
ROGERS, CHARLES G.: A guide to forest engineering for India. Vol. I, Calcutta, 1900, pp. 50-91.
RUDELOFF, M.: Der heutige Stand der Holzuntersuchungen. Mitt. a. d. königlichen tech. Versuchsanstalt, Berlin, IV, 1899.
RUDELOFF, M.: The Current State of Wood Research. Mitt. a. d. königlichen tech. Versuchsanstalt, Berlin, IV, 1899.
——: Principles of a standard method of testing wood. Proc. Int. Assn. Test. Mat., 1906, 23 C, pp. 16.
——: Principles of a standard method for testing wood. Proc. Int. Assn. Test. Mat., 1906, 23 C, pp. 16.
——: Large vs. small test-pieces in testing wood. Proc. Int. Soc. Test. Mat., 1912, XXIII1, pp. 7.
——: Large vs. small test pieces in testing wood. Proc. Int. Soc. Test. Mat., 1912, XXIII1, pp. 7.
SARGENT, CHARLES SPRAGUE: Woods of the United States, with an account of their structure, qualities, and uses. New York, 1885.
SARGENT, CHARLES SPRAGUE: Woods of the United States, with a description of their structure, qualities, and uses. New York, 1885.
SCHNEIDER, A.: Zusammengesetzte Träger. Zeitschrift d. Oesterr. Ing. u. Arch. Ver., Nov. 24; Dec. 9, 1899.
SCHNEIDER, A.: Composite Beams. Journal of the Austrian Engineers and Architects Association, Nov. 24; Dec. 9, 1899.
SCHWAPPACH, A.F.: Beiträge zur Kenntniss der Qualität des Rotbuchenholzes. Zeitschrift f. Forst- und Jagdwesen, Berlin, 1894, pp. 513-539.
SCHWAPPACH, A.F.: Contributions to the Understanding of the Quality of Red Beech Wood. Journal of Forestry and Game Management, Berlin, 1894, pp. 513-539.
——: Untersuchungen über Raumgewicht und Druckfestigkeit des Holzes wichtiger Waldbäume. Berlin, 1897-98.
——: Studies on the density and compression strength of the wood of important forest trees. Berlin, 1897-98.
SEBERT, H.: Notice sur les bois de la Nouvelle Calédonie suivie de considerations génerates sur les propriétés mécaniques des bois et sur les precédés employés pour les mesurer. Paris.
SEBERT, H.: Notice on the woods of New Caledonia followed by general considerations on the mechanical properties of woods and the methods used to measure them. Paris.
SHERMAN, EDWARD C.: Crushing tests on water-soaked timbers. Eng. News, Vol. LXII, 1909, p. 22.
SHERMAN, EDWARD C.: Crushing tests on water-soaked wood. Eng. News, Vol. 62, 1909, p. 22.
SNOW, CHARLES H.: The principal species of wood: their characteristic properties. New York, 1908.
SNOW, CHARLES H.: The main types of wood: their unique properties. New York, 1908.
STAUFFER, OTTMAR: Untersuchungen über specifisches Trockengewicht, sowie anatomisches Verhalten des Holzes der Birke. München, 1892.
STAUFFER, OTTMAR: Studies on specific dry weight and anatomical properties of birch wood. Munich, 1892.
STENS, D.: Ueber die Eigenschaftenimprägnierter Grubenholzer, insbesondere über ihre Festigkeit. Glückauf, Essen, Mch. 6, 1907.
STENS, D.: On the Properties of Impregnated Mine Timber, Particularly Regarding Their Strength. Glückauf, Essen, March 6, 1907.
Strength of wood for pavements. Can. Eng., Toronto, Sept. 12, 1912.
Strength of wood for pavements. Can. Eng., Toronto, Sept. 12, 1912.
STÜBSCHEN-KISCHNER: Karmarsch-Heerins technisches Wröterbuch. 3. Aufl., 1886.
STÜBSCHEN-KISCHNER: Karmarsch-Heerin's technical dictionary. 3rd ed., 1886.
TALBOT, ARTHUR N.: Tests of timber beams. Bul. 41, Eng. Exp. Sta., Univ. of Ill., Urbana, 1910.
TALBOT, ARTHUR N.: Tests of timber beams. Bul. 41, Eng. Exp. Sta., Univ. of Ill., Urbana, 1910.
Tests of wooden beams made at the Massachusetts Institute of Technology on spruce, white pine, yellow pine, and oak beams of commercial sizes. Technology Quarterly, Boston, Vol. VII, 1894.
Tests of wooden beams conducted at the Massachusetts Institute of Technology on spruce, white pine, yellow pine, and oak beams in commercial sizes. Technology Quarterly, Boston, Vol. VII, 1894.
TETMAJER, L. v.: Zur Frage der Knickungsfestigkeit der Bauhölzer. Schweizerische Bauzeitung, Bd. 11, Nr. 17.
TETMAJER, L. v.: On the Question of the Buckling Strength of Construction Timber. Swiss Construction Journal, Vol. 11, No. 17.
——: Methoden und Resultate der Prüfung der schweizerischen Bauhölzer. Mitt. d. Anstalt z. Prüfung v. Baumaterialien am eidgenössischen Polytechnicum in Zürich. 2. Hft., 1884.
——: Methods and results of testing Swiss construction timber. Reports from the Institute for Testing Building Materials at the Federal Polytechnic in Zurich. 2nd issue, 1884.
——: Methoden und Resultate der Prüfung der schweizerischen Bauhölzer. Mitt. d. Materialprüfungs-Anstalt am Schweiz. Polytechnikum in Zürich. Landesaustellungs-Ausgabe, 2. Hft., Zürich, 1896.
——: Methods and Results of Testing Swiss Construction Lumber. Report of the Materials Testing Institute at the Swiss Polytechnic in Zurich. National Exhibition Edition, Volume 2, Zurich, 1896.
THELEN, ROLF: The structural timbers of the Pacific Coast. Proc. Am. Soc. Test. Mat., Vol. VIII, 1908, pp. 558-567.
THELEN, ROLF: The structural timbers of the Pacific Coast. Proc. Am. Soc. Test. Mat., Vol. VIII, 1908, pp. 558-567.
THURSTON, R.H.: Torsional resistance of materials determined by a new apparatus with automatic registry. Jour. Franklin Inst., Vol. LXV, 1873, pp. 254-260.
THURSTON, R.H.: Torsional resistance of materials measured with a new device featuring automatic recording. Jour. Franklin Inst., Vol. LXV, 1873, pp. 254-260.
——: On the strength of American timber. Ibid., Vol. LXXVIII, 1879, pp. 217-235.
——: On the strength of American timber. Ibid., Vol. LXXVIII, 1879, pp. 217-235.
——: Experiments on the strength of yellow pine. Ibid., Vol. LXXIX, 1880, pp. 157-163.
——: Experiments on the strength of yellow pine. Ibid., Vol. LXXIX, 1880, pp. 157-163.
——: Influence of time on bending strength and elasticity. Proc. Am. Assn. for Adv. Sci., 1881. Also Proc. Inst. C.E., Vol. LXXI.
——: Impact of time on bending strength and elasticity. Proc. Am. Assn. for Adv. Sci., 1881. Also Proc. Inst. C.E., Vol. LXXI.
THURSTON, R.H.: On Flint's investigations of Nicaraguan woods. Ibid., Vol. XCIV, 1887, pp. 289-315.
THURSTON, R.H.: On Flint's studies of Nicaraguan woods. Ibid., Vol. XCIV, 1887, pp. 289-315.
TIEMANN, HARRY DONALD: The effect of moisture and other extrinsic factors upon the strength of wood. Proc. Am. Soc. Test. Mat., Vol. VII, 1907, pp. 582-594.
TIEMANN, HARRY DONALD: The impact of moisture and other external factors on the strength of wood. Proc. Am. Soc. Test. Mat., Vol. VII, 1907, pp. 582-594.
——: The effect of the speed of testing upon the strength of wood and the standardization of tests for speed. Ibid., Vol. VIII, 1908, pp. 541-557.
——: The impact of testing speed on wood strength and the standardization of speed tests. Ibid., Vol. VIII, 1908, pp. 541-557.
——: The theory of impact and its application to testing materials. Jour. Franklin Inst., Vol. CLXVIII, 1909, pp. 235-259; 336-364.
——: The theory of impact and how it applies to testing materials. Journal of the Franklin Institute, Vol. 168, 1909, pp. 235-259; 336-364.
——: Some results of dead load bending tests of timber by means of a recording deflectometer. Proc. Am. Soc. Test. Mat., Vol. IX, 1909, pp. 534-548.
——: Some outcomes of dead load bending tests on timber using a recording deflectometer. Proc. Am. Soc. Test. Mat., Vol. IX, 1909, pp. 534-548.
TJADEN, M.E.H.: Het Indrukken van Paalkoppen in Kespen. De Ingenieur, Sept. 11, 1909.
TJADEN, M.E.H.: The Imprinting of Pile Caps in Kespen. The Engineer, Sept. 11, 1909.
——: Weerstand van Hout loodrecht op de Vezelrichting. Ibid., May, 1911.
——: Resistance of wood perpendicular to the grain direction. Ibid., May, 1911.
——: Buigvastheid van Hout. Ibid., May 31, 1913.
——: Buigvastheid van Hout. Ibid., May 31, 1913.
TRAUTWINE, JOHN C.: Shearing strength of some American woods. Jour. Franklin Inst., Vol. CIX, 1880, pp. 105-106.
TRAUTWINE, JOHN C.: Shearing strength of some American woods. Jour. Franklin Inst., Vol. CIX, 1880, pp. 105-106.
TREDGOLD, THOMAS: Elementary principles of carpentry. London, 1870.
TREDGOLD, THOMAS: Basic Principles of Carpentry. London, 1870.
TURNBULL, W.: A practical treatise on the strength and stiffness of timber. London, 1833.
TURNBULL, W.: A practical guide on the strength and stiffness of wood. London, 1833.
Untersuchungen über den Einfluss des Blauwerdens auf die Festigkeit von Kiefernholz. Mitt. a. d. könig. techn. Versuchsanstalten, I, 1897.
Untersuchungen über den Einfluss des Blauwerdens auf die Festigkeit von Kiefernholz. Mitt. a. d. könig. techn. Versuchsanstalten, I, 1897.
Verfahren zur Prüfung v. Metallen und Legierungen, von hydraulischen Bindemitteln, von Holz, von Ton-, Steinzeug- und Zementröhren. Empfohlen v. dem in Brüssel v. 3-6, IX, 1906, abgeh. IV. Kongress des internationalen Verbandes f. die Materialprüfungen der Technik. Wien, 1907.
Verfahren zur Prüfung von Metallen und Legierungen, von hydraulischen Bindemitteln, von Holz, von Ton-, Steinzeug- und Zementröhren. Empfohlen von dem in Brüssel vom 3-6. IX, 1906, abgehaltenen IV. Kongress des internationalen Verbandes für die Materialprüfungen der Technik. Wien, 1907.
WARREN, W.H.: Australian timbers. Sydney, 1892.
WARREN, W.H.: Australian timbers. Sydney, 1892.
——: The strength, elasticity, and other properties of New South Wales hardwood timbers. Sydney, 1911.
——: The strength, flexibility, and other characteristics of hardwood timbers from New South Wales. Sydney, 1911.
——: The strength, elasticity, and other properties of New South Wales hardwood timbers. Proc. Int. Assn. Test. Mat., 1912, XXIII6, pp. 9.
——: The strength, flexibility, and other characteristics of hardwood timber from New South Wales. Proceedings of the International Association of Testing Materials, 1912, XXIII6, pp. 9.
——: The properties of New South Wales hardwood timbers. Builder, London, Nov. 1, 1912.
——: The characteristics of hardwood timber in New South Wales. Builder, London, Nov. 1, 1912.
——: The hardwood timbers of New South Wales, Australia. Jour. Soc. of Arts, London, Dec. 6, 1912.
——: The hardwood trees of New South Wales, Australia. Jour. Soc. of Arts, London, Dec. 6, 1912.
WELLINGTON, A.M.: Experiments on impregnated timber. Railroad Gazette, 1880.
WELLINGTON, A.M.: Experiments on treated wood. Railroad Gazette, 1880.
WIJKANDER, ——: Untersuchung der Festigkeitseigenschaften schwedischer Holzarten in der Materialprüfungsanstalt des Chalmers'schen Institutes ausgeführt. 1897.
WIJKANDER, ——: Study of the Strength Properties of Swedish Wood Species Conducted at the Materials Testing Institute of Chalmers Institute. 1897.
WING, CHARLES B.: Transverse strength of the Douglas fir. Eng. News, Vol. XXXIII, Mch. 14, 1895.
WING, CHARLES B.: Strength of Douglas fir across its width. Eng. News, Vol. XXXIII, March 14, 1895.
PART III.
PUBLICATIONS OF THE U.S. GOVERNMENT ON THE MECHANICAL PROPERTIES OF WOOD, AND TIMBER TESTING
MISCELLANEOUS
House Misc. Doc. 42, pt. 9, 47th Cong., 2d sess., 1884. (Vol. IX, Tenth Census report.) Report on the forests of North America (exclusive of Mexico). Part II, The Woods of the United States.
House Misc. Doc. 42, pt. 9, 47th Cong., 2d sess., 1884. (Vol. IX, Tenth Census report.) Report on the forests of North America (excluding Mexico). Part II, The Woods of the United States.
House Report No. 1442, 53d Cong., 2d sess. Investigations and tests of American timber. 1894, pp. 4.
House Report No. 1442, 53rd Cong., 2nd sess. Investigations and tests of American timber. 1894, pp. 4.
War Dept. Doc. 1. Resolutions of the conventions held at Munich, Dresden, Berlin, and Vienna, for the purpose of adopting uniform methods for testing construction materials with regard to their mechanical properties. By J. Bauschinger. Translated by O.M. Carter and E.A. Gieseler. 1896, pp. 44.
War Department Document 1. Resolutions from the conventions held in Munich, Dresden, Berlin, and Vienna aimed at establishing consistent methods for testing construction materials concerning their mechanical properties. By J. Bauschinger. Translated by O.M. Carter and E.A. Gieseler. 1896, pp. 44.
War Dept. Doc. 11. On tests of construction materials. Translations from the French and from the German. By O.M. Carter and E.A. Gieseler. 1896, pp. 84.
War Dept. Doc. 11. On tests of construction materials. Translations from the French and from the German. By O.M. Carter and E.A. Gieseler. 1896, pp. 84.
House Doc. No. 181, 55th Cong., 3d sess. Report upon the forestry investigations of the U.S. Department of Agriculture, 1877-1898. By B.E. Fernow, 1899, pp. 401. Contains chapter on The work in timber physics in the Division of Forestry, by Filibert Roth, pp. 330-395.
House Doc. No. 181, 55th Cong., 3d sess. Report on the forestry investigations of the U.S. Department of Agriculture, 1877-1898. By B.E. Fernow, 1899, pp. 401. Includes a chapter on The work in timber physics in the Division of Forestry, by Filibert Roth, pp. 330-395.
FOREST SERVICE
Cir. 7—The Government timber tests [189-], pp. 4.
Cir. 7—The Government timber tests [189-], pp. 4.
Cir. 8—Strength of "boxed" or "turpentine" timber. 1892, pp. 4.
Cir. 8—Strength of "boxed" or "turpentine" wood. 1892, pp. 4.
Bul. 6—Timber Physics. Pt. I. Preliminary report. 1. Need of the investigation. 2. Scope and historical development of the science of "timber physics." 3. Organization and methods of timber examinations in the Division of Forestry. By B.E. Fernow, 1892, pp. 57.
Bul. 6—Timber Physics. Pt. I. Preliminary report. 1. Need for the investigation. 2. Scope and historical development of the science of "timber physics." 3. Organization and methods of timber examinations in the Division of Forestry. By B.E. Fernow, 1892, pp. 57.
Unnumbered Cir.—Instructions for the collection of test pieces of pines for timber investigations [1893], pp. 4.
Unnumbered Cir.—Instructions for collecting test samples of pines for timber studies [1893], pp. 4.
Cir. 9—Effect of turpentine gathering on the timber of longleaf pine. By B.E. Fernow [1893], p. 1.
Cir. 9—Impact of collecting turpentine on longleaf pine timber. By B.E. Fernow [1893], p. 1.
Bul. 8—Timber physics. Pt. II. Progress report. Results of investigations on longleaf pine. 1893, pp. 92.
Bul. 8—Timber physics. Pt. II. Progress report. Results of investigations on longleaf pine. 1893, pp. 92.
Bul. 10—Timber: an elementary discussion of the characteristics and properties of wood. By Filibert Roth. 1895, pp. 88.
Bul. 10—Timber: a basic discussion of the characteristics and properties of wood. By Filibert Roth. 1895, pp. 88.
Bul. 12—Economical designing of timber trestle bridges. By A.L. Johnson, 1896, pp. 57.
Bul. 12—Cost-effective design of timber trestle bridges. By A.L. Johnson, 1896, pp. 57.
Cir. 12—Southern pine, mechanical and physical properties. 1896, pp. 12.
Cir. 12—Southern pine, mechanical and physical properties. 1896, pp. 12.
Cir. 15—Summary of mechanical tests on thirty-two species of American woods. 1897, pp. 12.
Cir. 15—Summary of mechanical tests on thirty-two species of American woods. 1897, pp. 12.
Cir. 18—Progress in timber physics. 1898, pp. 20.
Cir. 18—Advancements in Timber Physics. 1898, pp. 20.
Cir. 19—Progress in timber physics: Bald cypress (Taxodium distichum). By Filibert Roth, 1898, pp. 24.
Cir. 19—Advancements in timber physics: Bald cypress (Taxodium distichum). By Filibert Roth, 1898, pp. 24.
Y.B. Extr. 288—Tests on the physical properties of woods. By F.E. Olmstead, 1902, pp. 533-538.
Y.B. Extr. 288—Tests on the physical properties of wood. By F.E. Olmstead, 1902, pp. 533-538.
Unnumbered Cir.—Timber tests. [1903], pp. 15.
Unnumbered Cir.—Timber tests. [1903], pp. 15.
Unnumbered Cir.—Timber preservation and timber testing at the Louisiana Purchase Exposition. 1904, pp. 6.
Unnumbered Cir.—Timber preservation and timber testing at the Louisiana Purchase Exposition. 1904, pp. 6.
Cir. 32—Progress report on the strength of structural timber. By W.K. Hatt, 1904, pp. 28.
Cir. 32—Progress report on the strength of structural timber. By W.K. Hatt, 1904, pp. 28.
Bul. 58—The red gum. By Alfred Chittenden. Includes a discussion of The mechanical properties of red gum wood, by W.K. Hatt. 1905, pp. 56.
Bul. 58—The red gum. By Alfred Chittenden. Includes a discussion of the mechanical properties of red gum wood, by W.K. Hatt. 1905, pp. 56.
Cir. 38—Instructions to engineers of timber tests. By W.K. Hatt, 1906, pp. 55. Revised edition, 1909, pp. 56.
Cir. 38—Instructions for timber testing engineers. By W.K. Hatt, 1906, pp. 55. Revised edition, 1909, pp. 56.
Cir. 39—Experiments on the strength of treated timber. By W.K. Hatt, 1906, pp. 31. Revised edition, 1908.
Cir. 39—Experiments on the strength of treated timber. By W.K. Hatt, 1906, pp. 31. Revised edition, 1908.
Bul. 70—Effect of moisture upon the strength and stiffness of wood. By H.D. Tiemann, 1906, pp. 144.
Bul. 70—How moisture affects the strength and stiffness of wood. By H.D. Tiemann, 1906, pp. 144.
Cir. 46—Holding force of railroad spikes in wooden ties. By W.K. Hatt, 1906, pp. 7.
Cir. 46—The gripping strength of railroad spikes in wooden ties. By W.K. Hatt, 1906, pp. 7.
Cir. 47—Strength of packing boxes of various woods. By W.K. Hatt, 1906, pp. 7.
Cir. 47—Strength of packing boxes made from different types of wood. By W.K. Hatt, 1906, pp. 7.
Cir. 108—The strength of wood as influenced by moisture. By H.D. Tiemann, 1907, pp. 42.
Cir. 108—The strength of wood as affected by moisture. By H.D. Tiemann, 1907, pp. 42.
Cir. 115—Second progress report on the strength of structural timber. By W.K. Hatt, 1907, pp. 39.
Cir. 115—Second progress report on the strength of structural timber. By W.K. Hatt, 1907, pp. 39.
Cir. 142—Tests of vehicle and implement woods. By H.B. Holroyd and H.S. Betts, 1908, pp. 29.
Cir. 142—Tests of vehicle and implement woods. By H.B. Holroyd and H.S. Betts, 1908, pp. 29.
Cir. 146—Experiments with railway cross-ties. By H.B. Eastman, 1908, pp. 32.
Cir. 146—Experiments with railway cross-ties. By H.B. Eastman, 1908, pp. 32.
Cir. 179—Utilization of California eucalypts. By H.S. Betts and C. Stowell Smith, 1910, pp. 30.
Cir. 179—Use of California eucalypts. By H.S. Betts and C. Stowell Smith, 1910, pp. 30.
Bul. 75—California tanbark oak. Part II, Utilization of the wood of tanbark oak, by H.S. Betts, 1911, pp. 24-32.
Bul. 75—California tanbark oak. Part II, Using the wood of tanbark oak, by H.S. Betts, 1911, pp. 24-32.
Bul. 88—Properties and uses of Douglas fir. By McGarvey Cline and J.B. Knapp, 1911, pp. 75.
Bul. 88—Properties and uses of Douglas fir. By McGarvey Cline and J.B. Knapp, 1911, pp. 75.
Cir. 189—Strength values for structural timbers. By McGarvey Cline, 1912, pp. 8.
Cir. 189—Strength values for structural timbers. By McGarvey Cline, 1912, pp. 8.
Cir. 193—Mechanical properties of redwood. By A.L. Heim, 1912, pp. 32.
Cir. 193—Mechanical properties of redwood. By A.L. Heim, 1912, pp. 32.
Bul. 108—Tests of structural timbers. By McGarvey Cline and A.L. Heim, 1912, pp. 1231.
Bul. 108—Tests of structural timbers. By McGarvey Cline and A.L. Heim, 1912, pp. 1231.
Bul. 112—Fire-killed Douglas fir: a study of its rate of deterioration, usability, and strength. By J.B. Knapp, 1912, pp. 18.
Bul. 112—Fire-damaged Douglas fir: a study of its deterioration rate, usability, and strength. By J.B. Knapp, 1912, pp. 18.
Bul. 115—Mechanical properties of western hemlock. By O.P.M. Goss, 1913, pp. 45.
Bul. 115—Mechanical properties of western hemlock. By O.P.M. Goss, 1913, pp. 45.
Bul. 122—Mechanical properties of western larch. By O.P.M. Goss, 1913, pp. 45.
Bul. 122—Mechanical properties of western larch. By O.P.M. Goss, 1913, pp. 45.
Cir. 213—Mechanical properties of woods grown in the United States. 1913, pp. 4.
Cir. 213—Mechanical properties of woods grown in the United States. 1913, pp. 4.
Cir. 214—Tests of packing boxes of various forms. By John A. Newlin, 1913, pp. 23.
Cir. 214—Tests of packing boxes of different shapes. By John A. Newlin, 1913, pp. 23.
Review Forest Service Investigations. 1913. [Outline of investigations.] Vol. I, pp. 17-21. A microscopic study of the mechanical failure of wood, by Warren D. Brush. Vol. II, pp. 33-38.
Review Forest Service Investigations. 1913. [Outline of investigations.] Vol. I, pp. 17-21. A close-up study of how wood fails mechanically, by Warren D. Brush. Vol. II, pp. 33-38.
Bul. 67, U.S.D.A.—Tests of Rocky Mountain woods for telephone poles. By Norman deW. Betts and A.L. Heim, 1914, pp. 28.
Bul. 67, U.S.D.A.—Tests of Rocky Mountain woods for telephone poles. By Norman deW. Betts and A.L. Heim, 1914, pp. 28.
Bul. 77, U.S.D.A.—Rocky Mountain mine timbers. By Norman deW. Betts, 1914, pp. 34.
Bul. 77, U.S.D.A.—Rocky Mountain mine timbers. By Norman deW. Betts, 1914, pp. 34.
Bul. 86, U.S.D.A.—Tests of wooden barrels. By J.A. Newlin, 1914, pp. 12.
Bul. 86, U.S.D.A.—Tests of wooden barrels. By J.A. Newlin, 1914, pp. 12.
REPORTS OF TESTS ON THE STRENGTH OF STRUCTURAL MATERIAL, MADE AT THE WATERTOWN ARSENAL, MASS.
House Ex. Doc. No. 12, 47th Cong., 1st sess., 1882. Strength of wood grown on the Pacific slope, pp. 19-93.
House Ex. Doc. No. 12, 47th Cong., 1st sess., 1882. Strength of wood grown on the Pacific slope, pp. 19-93.
Senate Ex. Doc. No. 1, 47th Cong., 2d sess., 1883. Resistance of white and yellow pines to forces of compression in the direction of the fibers, as used for columns, or posts, pp. 239-395.
Senate Ex. Doc. No. 1, 47th Cong., 2d sess., 1883. The resistance of white and yellow pines to compressive forces along the fibers, used for columns or posts, pp. 239-395.
Senate Ex. Doc. No. 5, 48th Cong., 1st sess., 1884. Tests of California laurel wood by compression, indentation, shearing, transverse tension, pp. 223-236. Tests of North American woods (under supervision of Prof. C.S. Sargent in charge of the forestry division of the Tenth Census), with 16 photographs of fractures of American woods, pp. 237-347.
Senate Ex. Doc. No. 5, 48th Cong., 1st sess., 1884. Tests of California laurel wood by compression, indentation, shearing, transverse tension, pp. 223-236. Tests of North American woods (under the supervision of Prof. C.S. Sargent, who is in charge of the forestry division of the Tenth Census), with 16 photographs of fractures of American woods, pp. 237-347.
Senate Ex. Doc. No. 35, 49th Cong., 1st sess., 1885. Adhesion of nails, spikes, and screws in various woods. Experiments on the resistance of cut nails, wire nails (steel), wood screws, lag screws in white pine, yellow pine, chestnut, white oak, and laurel, pp. 448-471.
Senate Ex. Doc. No. 35, 49th Cong., 1st sess., 1885. Adhesion of nails, spikes, and screws in various woods. Experiments on the resistance of cut nails, wire nails (steel), wood screws, lag screws in white pine, yellow pine, chestnut, white oak, and laurel, pp. 448-471.
House Ex. Doc. No. 14, 51st Cong., 1st sess., 1890. Adhesion of spikes and bolts in railroad ties, pp. 595-617.
House Ex. Doc. No. 14, 51st Cong., 1st sess., 1890. Adhesion of spikes and bolts in railroad ties, pp. 595-617.
House Ex. Doc. No. 161, 52d Cong., 1st sess., 1892. Adhesion of nails in wood, pp. 744-745.
House Ex. Doc. No. 161, 52nd Cong., 1st sess., 1892. Adhesion of nails in wood, pp. 744-745.
House Ex. Doc. No. 92, 53d Cong., 3d sess., 1895. Woods—compression tests (endwise compression), pp. 471-476.
House Ex. Doc. No. 92, 53rd Cong., 3rd sess., 1895. Woods—compression tests (endwise compression), pp. 471-476.
House Doc. No. 54, 54th Cong., 1st sess., 1896. Compression tests on Douglas fir wood, pp. 536-563. Expansion and contraction of oak and pine wood, pp. 567-574.
House Doc. No. 54, 54th Cong., 1st sess., 1896. Compression tests on Douglas fir wood, pp. 536-563. Expansion and contraction of oak and pine wood, pp. 567-574.
House Doc. No. 164, 55th Cong., 2d sess., 1898. Compression tests of timber posts, pp. 405-411. New posts of yellow pine and spruce, pp. 413-450; Old yellow pine posts from Boston Fire Brick Co. building, No. 394 Federal St., Boston, Mass., pp. 451-473.
House Doc. No. 164, 55th Cong., 2d sess., 1898. Compression tests of timber posts, pp. 405-411. New posts made of yellow pine and spruce, pp. 413-450; Old yellow pine posts from the Boston Fire Brick Co. building, No. 394 Federal St., Boston, Mass., pp. 451-473.
House Doc. No. 143, 55th Cong., 3d sess., 1899. Fire-proofed wood (endwise and transverse tests), pp. 676-681.
House Doc. No. 143, 55th Cong., 3d sess., 1899. Fire-proofed wood (endwise and transverse tests), pp. 676-681.
House Doc. No. 190, 56th Cong., 2d sess., 1901. Cypress wood for United States Engineer Corps; compression and transverse tests, pp. 1121-1126. Old white pine and red oak from roof trusses of Old South Church, Boston, Mass., pp. 1127-1130. Compression of rubber, balata, and wood buffers, pp. 1149-1158.
House Doc. No. 190, 56th Cong., 2d sess., 1901. Cypress wood for the United States Engineer Corps; compression and transverse tests, pp. 1121-1126. Old white pine and red oak from roof trusses of Old South Church, Boston, Mass., pp. 1127-1130. Compression of rubber, balata, and wood buffers, pp. 1149-1158.
House Doc. No. 335, 57th Cong., 2d sess., 1903. Douglas fir and white oak woods. Transverse and shearing tests; also observations on heat conductivity of sticks over wood fires and a stick exposed to low temperature. Expansion crosswise the grain of wood after submersion, pp. 519-561. Adhesion of lag screws and bolts in wood, pp. 563-578.
House Doc. No. 335, 57th Cong., 2d sess., 1903. Douglas fir and white oak woods. Transverse and shearing tests; also observations on heat conductivity of sticks over wood fires and a stick exposed to low temperatures. Expansion across the grain of wood after soaking, pp. 519-561. Adhesion of lag screws and bolts in wood, pp. 563-578.
INDEX
Annual rings, 44
Growth rings, __A_TAG_PLACEHOLDER_0__
Apparatus, testing, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__-111, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__
Arborvitae, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Ash, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
black, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__
Aspen, largetooth, 13
Aspen, giant-toothed, __A_TAG_PLACEHOLDER_0__
Axis, neutral, 23
Axis, neutral, __A_TAG_PLACEHOLDER_0__
Basswood, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__
Beams, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-37, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
cantilever, 24
cantilever, __A_TAG_PLACEHOLDER_0__
continuous, 24
continuous, __A_TAG_PLACEHOLDER_0__
simple, 24
simple, __A_TAG_PLACEHOLDER_0__
Beech, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__
Bending large beams, 94-99
Bending big beams, __A_TAG_PLACEHOLDER_0__-99
strength, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-37, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Bibliography, 145-160
Bibliography, __A_TAG_PLACEHOLDER_0__-160
yellow, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Black check, 59
Black check, __A_TAG_PLACEHOLDER_0__
Bow, flexure of a, 4
Bow, curve of a, __A_TAG_PLACEHOLDER_0__
Brash, 6
Brash, __A_TAG_PLACEHOLDER_0__
Breaking strength of beams, 15
Beam breaking strength, __A_TAG_PLACEHOLDER_0__
Brittleness, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Butternut, 13
Butternut, __A_TAG_PLACEHOLDER_0__
Cantilever, 24
Cantilever, __A_TAG_PLACEHOLDER_0__
Testing machine calibration, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__
Case-hardening, 80
Case-hardening, __A_TAG_PLACEHOLDER_0__
Catalpa, 44
Catalpa, __A_TAG_PLACEHOLDER_0__
Cedar, Central American, 22
Cedar, Central American, __A_TAG_PLACEHOLDER_0__
incense, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
red, 144
red, __A_TAG_PLACEHOLDER_0__
white, 22
white, __A_TAG_PLACEHOLDER_0__
Checking, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__-84
Chelura, 67
Chelura, __A_TAG_PLACEHOLDER_0__
Chestnut, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
Cleavage, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Coefficient of elasticity (see Modulus of elasticity)
Elasticity coefficient (see __A_TAG_PLACEHOLDER_0__)
expansion, 84
expansion, __A_TAG_PLACEHOLDER_0__
Cold, effect of, 86
Cold, impact of, __A_TAG_PLACEHOLDER_0__
Column, long, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Compression across the grain, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-107, __A_TAG_PLACEHOLDER_2__
endwise, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
parallel to grain (see C. endwise)
parallel to grain (__A_TAG_PLACEHOLDER_0__)
perpendicular to grain (see C. right angles to grain)
perpendicular to grain (__A_TAG_PLACEHOLDER_0__)
right angles to grain, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__
Compressive strength, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Compressometer, 103
Compressometer, __A_TAG_PLACEHOLDER_0__
Coniferous wood, 44
Conifer wood, __A_TAG_PLACEHOLDER_0__
Creosote, effect of, 87
Creosote, its effect, __A_TAG_PLACEHOLDER_0__
Cross-arms, testing, 124
Cross-arms, testing, __A_TAG_PLACEHOLDER_0__
Cross-grained tension failure, 34
Cross-grained tension failure, __A_TAG_PLACEHOLDER_0__
Crushing strength, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
formula for, 104
formula for, __A_TAG_PLACEHOLDER_0__
Cucumber tree, 13
Cucumber tree, __A_TAG_PLACEHOLDER_0__
Cup shake, 64
Cup shake, __A_TAG_PLACEHOLDER_0__
Cypress, bare, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__
Dead Load (see Load)
Dead Load (__A_TAG_PLACEHOLDER_0__)
Definitions, 2-7
Definitions, __A_TAG_PLACEHOLDER_0__-7
Deformation, measuring, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__
Density, 54-58
Density, __A_TAG_PLACEHOLDER_0__-58
Dogwood, 22
Dogwood, __A_TAG_PLACEHOLDER_0__
Drying, 75-84
Drying, __A_TAG_PLACEHOLDER_0__-84
Dry rot, 69
Dry rot, __A_TAG_PLACEHOLDER_0__
Durability, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Ease of work, influencing factors, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__
Ebony, 22
Ebony, __A_TAG_PLACEHOLDER_0__
Modulus of elasticity __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
formulas for, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
Elastic limit, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
resilience, 6
resilience, __A_TAG_PLACEHOLDER_0__
formulas for, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
rock, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
slippery, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
Elongation, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Eucalyptus globulus, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
viminalis, 54
viminalis, __A_TAG_PLACEHOLDER_0__
Failures, bending, __A_TAG_PLACEHOLDER_0__-37, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
compression, endwise, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-19, __A_TAG_PLACEHOLDER_2__
cross-grained, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
shearing, 19
shearing, __A_TAG_PLACEHOLDER_0__
tension, 8
tension, __A_TAG_PLACEHOLDER_0__
Fibre-saturation point, 78
Fibre saturation point, __A_TAG_PLACEHOLDER_0__
Fibre strain, rate of, 92-93
Fibre strain rate, __A_TAG_PLACEHOLDER_0__-93
stress, 15
stress, __A_TAG_PLACEHOLDER_0__
at elastic limit, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
formulas, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
Fir, Alpine, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
amabilis, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Douglas, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__, __A_TAG_PLACEHOLDER_14__, __A_TAG_PLACEHOLDER_15__, __A_TAG_PLACEHOLDER_16__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
Flexibility, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Formulas, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
Frost splits, 62-64
Frost cracks, __A_TAG_PLACEHOLDER_0__-64
diagonal, 60
diagonal, __A_TAG_PLACEHOLDER_0__
spiral, 60
spiral, __A_TAG_PLACEHOLDER_0__
locality of, effect, 70-73
locality of, effect, __A_TAG_PLACEHOLDER_0__-73
rate of effect __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
measuring, 95-96
measuring, __A_TAG_PLACEHOLDER_0__-96
Hackberry, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Hardness, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-41, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__-118, __A_TAG_PLACEHOLDER_4__
Heart break, 65
Heartache, __A_TAG_PLACEHOLDER_0__
shake, 64
shake, __A_TAG_PLACEHOLDER_0__
Heartwood, __A_TAG_PLACEHOLDER_0__-54, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Heat, effect of, 84-86
Heat, effect of, __A_TAG_PLACEHOLDER_0__-86
Hemlock, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__
western, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
big shellbark, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
bitternut, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
mockernut, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
nutmeg, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
pignut, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
shagbark, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
water, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
Hollow-horning, 80
Hollow-horning, __A_TAG_PLACEHOLDER_0__
Impact, __A_TAG_PLACEHOLDER_0__-33, __A_TAG_PLACEHOLDER_1__-114, __A_TAG_PLACEHOLDER_2__
Implement woods, testing, 124
Implement woods, testing, __A_TAG_PLACEHOLDER_0__
Injuries, fungal, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-70
insect, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-67, __A_TAG_PLACEHOLDER_2__
marine wood-borer, 67-68
marine wood borer, __A_TAG_PLACEHOLDER_0__-68
parasitic plant, 70
parasitic plant, __A_TAG_PLACEHOLDER_0__
Kerosene, effect of, 87
Kerosene, impact of, __A_TAG_PLACEHOLDER_0__
Knots, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-62, __A_TAG_PLACEHOLDER_3__
Larch, 8
Larch, __A_TAG_PLACEHOLDER_0__
western, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
Late wood, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
measuring, 96
measuring, __A_TAG_PLACEHOLDER_0__
relation to strength, 47-49
relation to strength, __A_TAG_PLACEHOLDER_0__-49
Limit of elasticity, 5
Limit of elasticity, __A_TAG_PLACEHOLDER_0__
Limnoria, 67
Limnoria, __A_TAG_PLACEHOLDER_0__
Live load, 28
Live load, __A_TAG_PLACEHOLDER_0__
Load, application of, 29
Load, app of, __A_TAG_PLACEHOLDER_0__
concentrated, 28
concentrated, __A_TAG_PLACEHOLDER_0__
immediate, 28
immediate response, __A_TAG_PLACEHOLDER_0__
kinds of, 26
types of, __A_TAG_PLACEHOLDER_0__
live, 28
live, __A_TAG_PLACEHOLDER_0__
maximum, 29
maximum, __A_TAG_PLACEHOLDER_0__
permanent, 28
permanent, __A_TAG_PLACEHOLDER_0__
safe, 29
safe, __A_TAG_PLACEHOLDER_0__
uniform, 26
uniform, __A_TAG_PLACEHOLDER_0__
static, 29
static, __A_TAG_PLACEHOLDER_0__
sudden, 29
sudden, __A_TAG_PLACEHOLDER_0__
third-point, 97
third-point, __A_TAG_PLACEHOLDER_0__
vibratory, 29
vibrating, __A_TAG_PLACEHOLDER_0__
Locust, 22
Locust, __A_TAG_PLACEHOLDER_0__
black, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
honey, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Log of tests, __A_TAG_PLACEHOLDER_0__-98, __A_TAG_PLACEHOLDER_1__-102, __A_TAG_PLACEHOLDER_2__-104, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__
Machine for static tests, __A_TAG_PLACEHOLDER_0__-92 Maple, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
red, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
silver, 13
silver, __A_TAG_PLACEHOLDER_0__
sugar, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Marking test samples, __A_TAG_PLACEHOLDER_0__-95, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-131
Material for tests, 88-90, 94, 99-100, 102, 106, 107-110, 113, 115-116, 117, 118, 119-120, 121, 122, 123-125, 128-134, 135, 136
Material for tests, __A_TAG_PLACEHOLDER_0__-90, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-100, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__-110, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__-116, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__-120, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__-125, __A_TAG_PLACEHOLDER_14__-134, __A_TAG_PLACEHOLDER_15__, __A_TAG_PLACEHOLDER_16__
Mechanical properties, definition of, 1
Mechanical properties, definition of, __A_TAG_PLACEHOLDER_0__
factors affecting, 43-87
factors influencing, __A_TAG_PLACEHOLDER_0__-87
Medullary rays (see Rays)
Medullary rays (__A_TAG_PLACEHOLDER_0__)
Mistletoe, 70
Mistletoe, __A_TAG_PLACEHOLDER_0__
Modulus of elasticity, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
formulas, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
of rupture, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
speed-strength, 94
speed-strength, __A_TAG_PLACEHOLDER_0__
Moisture, determination, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-134
effect of, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__-84, __A_TAG_PLACEHOLDER_5__-139
Natural shape and size, 2
Natural shape and size, __A_TAG_PLACEHOLDER_0__
Neutral axis, 23
Neutral axis, __A_TAG_PLACEHOLDER_0__
Oak, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__
black, 40
black, __A_TAG_PLACEHOLDER_0__
bur, 13
bur, __A_TAG_PLACEHOLDER_0__
live, 22
live, __A_TAG_PLACEHOLDER_0__
post, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
red, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__
swamp white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
tanbark, 56
tanbark, __A_TAG_PLACEHOLDER_0__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__
yellow, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
Osage orange, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__
Oven-dry, 57
Oven-dry, __A_TAG_PLACEHOLDER_0__
Packing Boxes, testing, 124
Packing Boxes, testing, __A_TAG_PLACEHOLDER_0__
Permanent set, 5
Permanent setup, __A_TAG_PLACEHOLDER_0__
Permeability, 54
Permeability, __A_TAG_PLACEHOLDER_0__
Pitch pockets, 65
Pitch pockets, __A_TAG_PLACEHOLDER_0__
Pith rays (see Rays)
Pith rays (__A_TAG_PLACEHOLDER_0__)
Cuban, 71
Cuban, __A_TAG_PLACEHOLDER_0__
loblolly, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__
lodgepole, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
longleaf, 6, 7, 8, 9, 13, 14, 16, 20, 27, 32, 36, 40, 42, 46, 57, 59, 65, 71, 78, 140, 141, 142, 143, 144
longleaf, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__, __A_TAG_PLACEHOLDER_14__, __A_TAG_PLACEHOLDER_15__, __A_TAG_PLACEHOLDER_16__, __A_TAG_PLACEHOLDER_17__, __A_TAG_PLACEHOLDER_18__, __A_TAG_PLACEHOLDER_19__, __A_TAG_PLACEHOLDER_20__, __A_TAG_PLACEHOLDER_21__, __A_TAG_PLACEHOLDER_22__, __A_TAG_PLACEHOLDER_23__
northern yellow, 22
northern yellow, __A_TAG_PLACEHOLDER_0__
Norway (see Red pine)
Norway (__A_TAG_PLACEHOLDER_0__)
red, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__, __A_TAG_PLACEHOLDER_14__, __A_TAG_PLACEHOLDER_15__
shortleaf, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__
sugar, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
western yellow, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__
Plasticity, 6
Plasticity, __A_TAG_PLACEHOLDER_0__
Pliability, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
yellow, 44
yellow, __A_TAG_PLACEHOLDER_0__
Pores, 44
Pores, __A_TAG_PLACEHOLDER_0__
Preservatives, effect of, 86
Preservatives, their impact, __A_TAG_PLACEHOLDER_0__
Rays, 60
Rays, __A_TAG_PLACEHOLDER_0__
impact on compression failure, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__
shrinkage, 81-82
shrinkage, __A_TAG_PLACEHOLDER_0__-82
Redwood, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__
Resilience, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
elastic, 6
elastic, __A_TAG_PLACEHOLDER_0__
formulas for, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Resin, effect of, 59
Resin, its effect, __A_TAG_PLACEHOLDER_0__
pockets, 65
pockets, __A_TAG_PLACEHOLDER_0__
Rind-gall, 65
Rind-gall, __A_TAG_PLACEHOLDER_0__
Ring, annual, 44
Annual ring, __A_TAG_PLACEHOLDER_0__
-shake, 64-65
-shake, __A_TAG_PLACEHOLDER_0__-65
Rupture modulus, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Safe Load, 29
Safe Load, __A_TAG_PLACEHOLDER_0__
-stain, 59
-stain, __A_TAG_PLACEHOLDER_0__
-wood, __A_TAG_PLACEHOLDER_0__-54, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Sassafras, 51
Sassafras, __A_TAG_PLACEHOLDER_0__
of cutting, effect of, 73-75
of cutting, effect of, __A_TAG_PLACEHOLDER_0__-75
Seasoning, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-84
Set, 5
Set, __A_TAG_PLACEHOLDER_0__
cup, 64
cup, __A_TAG_PLACEHOLDER_0__
heart, 64
heart, __A_TAG_PLACEHOLDER_0__
ring, 64
ring, __A_TAG_PLACEHOLDER_0__
star, 64
star, __A_TAG_PLACEHOLDER_0__
across the grain, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
along the grain, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__-110
horizontal, 24
horizontal, __A_TAG_PLACEHOLDER_0__
failure, 35-37
failure, __A_TAG_PLACEHOLDER_0__-37
transverse, 23
cross, __A_TAG_PLACEHOLDER_0__
vertical, 23
vertical, __A_TAG_PLACEHOLDER_0__
Shipping dry, 57
Dry shipping, __A_TAG_PLACEHOLDER_0__
Shipworms, 67
Shipworms, __A_TAG_PLACEHOLDER_0__
Shrinkage, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__-82, __A_TAG_PLACEHOLDER_5__-137
S-irons, 83
S-irons, __A_TAG_PLACEHOLDER_0__
Site, impact on wood, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__-73
Sketching test samples, __A_TAG_PLACEHOLDER_0__-95, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
Span, 25
Span, __A_TAG_PLACEHOLDER_0__
Specific gravity, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-137
Speed of testing machine, 93-94
Testing machine speed, __A_TAG_PLACEHOLDER_0__-94
-strength modulus, 94
-strength modulus, __A_TAG_PLACEHOLDER_0__
Sphæeroma, 67
Sphæeroma, __A_TAG_PLACEHOLDER_0__
Spike-pulling test, 123
Spike-pulling test, __A_TAG_PLACEHOLDER_0__
Spiral grain, 60
Spiral grain, __A_TAG_PLACEHOLDER_0__
Splintering tension failure, 34
Splintering tension breakdown, __A_TAG_PLACEHOLDER_0__
Spring wood (see Early wood)
Spring wood (__A_TAG_PLACEHOLDER_0__)
Spruce, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
Engelmann, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
red, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__
white, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__
Static tests, machine for, 90-92
Static tests, machine for, __A_TAG_PLACEHOLDER_0__-92
Stiffness, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__
Strain, definition of, 2
Strain, definition of, __A_TAG_PLACEHOLDER_0__
unit, 3
unit, __A_TAG_PLACEHOLDER_0__
Stress, compressive, 3
Stress, compression, __A_TAG_PLACEHOLDER_0__
definition of, 2
definition of, __A_TAG_PLACEHOLDER_0__
internal, 2
internal, __A_TAG_PLACEHOLDER_0__
torsional, 38
torsional, __A_TAG_PLACEHOLDER_0__
Stress, unit, 3
Stress, unit, __A_TAG_PLACEHOLDER_0__
-strain diagram, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__-98, __A_TAG_PLACEHOLDER_2__
Structural timbers, strength of, 138-144
Strength of structural timbers, __A_TAG_PLACEHOLDER_0__-144
Summer wood, (see Late wood)
Summer wood, (__A_TAG_PLACEHOLDER_0__)
Sycamore, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__
Tamarack, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__, __A_TAG_PLACEHOLDER_5__, __A_TAG_PLACEHOLDER_6__, __A_TAG_PLACEHOLDER_7__, __A_TAG_PLACEHOLDER_8__, __A_TAG_PLACEHOLDER_9__, __A_TAG_PLACEHOLDER_10__, __A_TAG_PLACEHOLDER_11__, __A_TAG_PLACEHOLDER_12__, __A_TAG_PLACEHOLDER_13__, __A_TAG_PLACEHOLDER_14__, __A_TAG_PLACEHOLDER_15__
Temperature, effect of, 84-86
Temperature, effect of, __A_TAG_PLACEHOLDER_0__-86
Tensile strength, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__
right angles to grain, 8
right angles to grain, __A_TAG_PLACEHOLDER_0__
Tension, 7
Tension, __A_TAG_PLACEHOLDER_0__
failures, 34
failures, __A_TAG_PLACEHOLDER_0__
tests, 118-122
tests, __A_TAG_PLACEHOLDER_0__-122
Teredo, 67
Teredo, __A_TAG_PLACEHOLDER_0__
Tests, impact, 31-33
Tests, impact, __A_TAG_PLACEHOLDER_0__-33
timber, 88-136
timber, __A_TAG_PLACEHOLDER_0__-136
Test specimens, size of, 89-90
Test specimens, size of, __A_TAG_PLACEHOLDER_0__-90
Timber testing, 88-136
Timber testing __A_TAG_PLACEHOLDER_0__-136
Vehicle woods, testing, 124
Vehicle woods, testing, __A_TAG_PLACEHOLDER_0__
Variability of wood, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Walnut, black, 22
Black walnut, __A_TAG_PLACEHOLDER_0__
common, 22
common, __A_TAG_PLACEHOLDER_0__
Water content, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
effect of, __A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__, __A_TAG_PLACEHOLDER_3__, __A_TAG_PLACEHOLDER_4__-84
Wear, resistance to (see Abrasion)
Durability, resistance to (__A_TAG_PLACEHOLDER_0__)
Weight, relation to mechanical properties, 54-55
Weight, link to mechanical properties, __A_TAG_PLACEHOLDER_0__-55
Willow, 44
Willow, __A_TAG_PLACEHOLDER_0__
black, 13
black, __A_TAG_PLACEHOLDER_0__
Work (see Resilience), 30, 54
Work (__A_TAG_PLACEHOLDER_0__), __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__
Xylotrya, 67
Xylotrya, __A_TAG_PLACEHOLDER_0__
Yellow Poplar, 44
Yellow Tulip, __A_TAG_PLACEHOLDER_0__
Zinc Chloride, effect of, 87
Zinc Chloride, impact of, __A_TAG_PLACEHOLDER_0__
FOOTNOTES
[Footnote 1: This is in accordance with the discovery made in 1678 by Robert Hooke, and is known as Hooke's law.]
[Footnote 1: This aligns with the discovery made in 1678 by Robert Hooke, and is known as Hooke's law.]
[Footnote 2: If the straight portion does not pass through the origin, a parallel line should be drawn through the origin, and the load at elastic limit taken from this line. (See Fig. 32.)]
[Footnote 2: If the straight part doesn’t go through the origin, you should draw a parallel line through the origin and take the load at the elastic limit from this line. (See Fig. 32.)]
[Footnote 3: See Brush, Warren D.: A microscopic study of the mechanical failure of wood. Vol. II, Rev. F.S. Investigations, Washington, D.C., 1912, p. 35.]
[Footnote 3: See Brush, Warren D.: A detailed study of how wood fails mechanically. Vol. II, Rev. F.S. Investigations, Washington, D.C., 1912, p. 35.]
[Footnote 4: See Circular No. 18, U.S. Division of Forestry: Progress in timber physics, pp. 13-18; also Bulletin 70, U.S. Forest Service: Effect of moisture on the strength and stiffness of wood, pp. 42, 89-90.]
[Footnote 4: See Circular No. 18, U.S. Division of Forestry: Progress in timber physics, pp. 13-18; also Bulletin 70, U.S. Forest Service: Effect of moisture on the strength and stiffness of wood, pp. 42, 89-90.]
[Footnote 5: See Bulletin 70, op. cit., p. 129.]
[Footnote 5: See Bulletin 70, op. cit., p. 129.]
[Footnote 6: Jaccard, P.: Étude anatomique des bois comprimés. Mit. d. Schw. Centralanstalt f.d. forst. Versuchswesen. X. Band, 1. Heft. Zurich, 1910, p. 66.]
[Footnote 6: Jaccard, P.: Anatomical Study of Compressed Woods. Mit. d. Schw. Centralanstalt f.d. forst. Versuchswesen. Vol. X, No. 1. Zurich, 1910, p. 66.]
[Footnote 7: This does not correspond exactly with the conclusions of A. Thil, who says ("Constitution anatomique du bois," pp. 140-141): "The sides of the medullary rays sometimes produce planes of least resistance varying in size with the height of the rays. The medullary rays assume a direction more or less parallel to the lumen of the cells on which they border; the latter curve to the right or left to make room for the ray and then close again beyond it. If the force acts parallel to the axis of growth, the tracheids are more likely to be displaced if the marginal cells of the medullary rays are provided with weak walls that are readily compressed. This explains why on the radial surface of the test blocks the plane of rupture passes in a direction nearly following a medullary ray, whereas on the tangential surface the direction of the plane of rupture is oblique—but with an obliquity varying with the species and determined by the pitch of the spirals along which the medullary rays are distributed in the stem." See Jaccard, op. cit., pp. 57 et seq.]
[Footnote 7: This doesn't exactly match A. Thil's conclusions, who states ("Constitution anatomique du bois," pp. 140-141): "The sides of the medullary rays sometimes create planes of least resistance that vary in size with the height of the rays. The medullary rays tend to run more or less parallel to the lumen of the cells they border; those cells bend to the right or left to make space for the ray and then close again afterward. When the force acts parallel to the growth axis, the tracheids are more likely to be moved if the outer cells of the medullary rays have weak walls that can be easily compressed. This explains why, on the radial surface of the test blocks, the fracture plane runs almost along a medullary ray, while on the tangential surface, the fracture plane is diagonal—but with the angle varying by species and determined by the spacing of the spirals along which the medullary rays are arranged in the stem." See Jaccard, op. cit., pp. 57 et seq.]
[Footnote 8: Shear should not be confused with ordinary cutting or incision.]
[Footnote 8: Shear shouldn't be confused with regular cutting or slicing.]
[Footnote 9: While in reality this relationship does not exactly hold, the formulæ for beams are based on its assumption.]
[Footnote 9: While this relationship doesn't exactly hold true in reality, the formulas for beams are based on this assumption.]
[Footnote 10: Only this form of beam is considered since it is the simplest. For cantilever and continuous beams, and beams rigidly fixed at one or both ends, as well as for different methods of loading, different forms of cross section, etc., other formulæ are required. See any book on mechanics.]
[Footnote 10: Only this type of beam is considered since it is the simplest. For cantilever and continuous beams, and beams that are firmly fixed at one or both ends, as well as for different loading methods, different cross-section shapes, etc., other formulas are needed. See any book on mechanics.]
[Footnote 11: See Tiemann, Harry D.: Some results of dead load bending tests of timber by means of a recording deflectometer. Proc. Am. Soc. for Testing Materials. Phila. Vol. IX, 1909, pp. 534-548.]
[Footnote 11: See Tiemann, Harry D.: Some results of dead load bending tests of timber using a recording deflectometer. Proc. Am. Soc. for Testing Materials. Phila. Vol. IX, 1909, pp. 534-548.]
[Footnote 12: A fourth might be added, namely, vibratory, or harmonic repetition, which is frequently serious in the case of bridges.]
[Footnote 12: A fourth could be included, namely, vibratory, or harmonic repetition, which is often critical in the case of bridges.]
[Footnote 13: Johnson, J.B.: The materials of construction, pp. 81-82.]
[Footnote 13: Johnson, J.B.: The materials of construction, pp. 81-82.]
[Footnote 14: See Tiemann, Harry D.: The theory of impact and its application to testing materials. Jour. Franklin Inst., Oct., Nov., 1909, pp. 235-259, 336-364.]
[Footnote 14: See Tiemann, Harry D.: The theory of impact and its application to testing materials. Jour. Franklin Inst., Oct., Nov., 1909, pp. 235-259, 336-364.]
[Footnote 15: See Proc. Int. Assn. for Testing Materials, 1912, XXIII2, pp. 12-13.]
[Footnote 15: See Proc. Int. Assn. for Testing Materials, 1912, XXIII2, pp. 12-13.]
[Footnote 16: See articles by Gabriel Janka listed in bibliography, pages 151-152.]
[Footnote 16: See articles by Gabriel Janka listed in bibliography, pages 151-152.]
[Footnote 17: For details regarding the structure of wood see Record, Samuel J.: Identification of the economic woods of the United States. New York, John Wiley & Sons, 1912.]
[Footnote 17: For details about the structure of wood, see Record, Samuel J.: Identification of the economic woods of the United States. New York, John Wiley & Sons, 1912.]
[Footnote 18: Bul. 88: Properties and uses of Douglas fir, p. 29.]
[Footnote 18: Bul. 88: Properties and uses of Douglas fir, p. 29.]
[Footnote 19: Bul. 108, U. S. Forest Service: Tests of structural timbers, p. 37.]
[Footnote 19: Bul. 108, U. S. Forest Service: Tests of structural timbers, p. 37.]
[Footnote 20: Bul. 80: The commercial hickories, pp. 48-50.]
[Footnote 20: Bul. 80: The commercial hickories, pp. 48-50.]
[Footnote 21: Bul. 53: Chestnut in southern Maryland, pp. 20-21.]
[Footnote 21: Bul. 53: Chestnut in southern Maryland, pp. 20-21.]
[Footnote 22: Bul. 108: Tests of structural timber, p. 35.]
[Footnote 22: Bul. 108: Tests of structural timber, p. 35.]
[Footnote 23: Bul. 80: The commercial hickories, p. 50.]
[Footnote 23: Bul. 80: The commercial hickories, p. 50.]
[Footnote 24: Loc. cit.]
[Footnote 24: Loc. cit.]
[Footnote 25: Although the factor of heart or sapwood does not influence the mechanical properties of the wood and there is usually no difference in structure observable under the microscope, nevertheless sapwood is generally decidedly different from heartwood in its physical properties. It dries better and more easily than heartwood, usually with less shrinkage and little checking or honeycombing. This is especially the case with the more refractory woods, such as white oaks and Eucalyptus globulus and viminalis. It is usually much more permeable to air, even in green wood, notably so in loblolly pine and even in white oak. As already stated, it is much more subject to decay. The sapwood of white oak may be impregnated with creosote with comparative ease, while the heartwood is practically impenetrable. These facts indicate a difference in its chemical nature.—H.D. Tiemann.]
[Footnote 25: Although the presence of heartwood or sapwood doesn’t affect the wood’s mechanical properties and there’s typically no observable difference in structure under the microscope, sapwood is usually quite different from heartwood in its physical properties. It dries more efficiently and easily than heartwood, often with less shrinkage and minimal checking or honeycombing. This is particularly true for more challenging woods, like white oaks and Eucalyptus globulus and viminalis. It’s also generally more permeable to air, even in its green state, especially in loblolly pine and white oak. As mentioned earlier, it’s more prone to decay. The sapwood of white oak can be treated with creosote quite easily, while the heartwood is nearly impermeable. These facts suggest a difference in its chemical composition.—H.D. Tiemann.]
[Footnote 26: Bul. 108, U.S. Forest Service, p. 36.]
[Footnote 26: Bul. 108, U.S. Forest Service, p. 36.]
[Footnote 27: The oaks for some unknown reason fall below the normal strength for weight, whereas the hickories rise above. Certain other woods also are somewhat exceptional to the normal relation of strength and density.]
[Footnote 27: For some unknown reason, oaks have lower strength for their weight, while hickories are stronger. Some other types of wood also stand out from the usual relationship between strength and density.]
[Footnote 28: Bul. 70, U.S. Forest Service, p. 92; also p. 126, appendix.]
[Footnote 28: Bul. 70, U.S. Forest Service, p. 92; also p. 126, appendix.]
[Footnote 29: See Burke, H.E.: Black check in western hemlock. Cir. No. 61, U.S. Bu. Entomology, 1905.]
[Footnote 29: See Burke, H.E.: Black check in western hemlock. Cir. No. 61, U.S. Bu. Entomology, 1905.]
[Footnote 30: See McAtee, W.L.: Woodpeckers in relation to trees and wood products. Bul. No. 39, U.S. Biol. Survey, 1911.]
[Footnote 30: See McAtee, W.L.: Woodpeckers and their relationship with trees and wood products. Bul. No. 39, U.S. Biol. Survey, 1911.]
[Footnote 31: See Von Schrenck, Hermann: The "bluing" and the "red rot" of the western yellow pine, with special reference to the Black Hills forest reserve. Bul. No. 36, U.S. Bu. Plant Industry, Washington, 1903, pp. 13-14.
[Footnote 31: See Von Schrenck, Hermann: The "bluing" and the "red rot" of the western yellow pine, with special reference to the Black Hills forest reserve. Bul. No. 36, U.S. Bu. Plant Industry, Washington, 1903, pp. 13-14.]
Weiss, Howard, and Barnum, Charles T.: The prevention of sapstain in lumber. Cir. 192, U.S. Forest Service, Washington, 1911, pp. 16-17.]
Weiss, Howard, and Barnum, Charles T.: The prevention of sapstain in lumber. Cir. 192, U.S. Forest Service, Washington, 1911, pp. 16-17.
[Footnote 32: See Standard classification of structural timber. Yearbook Am. Soc. for Testing Materials, 1913, pp. 300-303. Contains three plates showing standard defects.]
[Footnote 32: See Standard classification of structural timber. Yearbook Am. Soc. for Testing Materials, 1913, pp. 300-303. Contains three plates showing standard defects.]
[Footnote 33: Bul. 108, pp. 52 et seq.]
[Footnote 33: Bul. 108, pp. 52 and following]
[Footnote 34: Bul. 115, U.S. Forest Service: Mechanical properties of western hemlock, p. 20.]
[Footnote 34: Bul. 115, U.S. Forest Service: Mechanical properties of western hemlock, p. 20.]
[Footnote 35: Hartig, R.: The diseases of trees (trans. by Somerville and Ward), London and New York, 1894, pp. 282-294.]
[Footnote 35: Hartig, R.: The diseases of trees (trans. by Somerville and Ward), London and New York, 1894, pp. 282-294.]
[Footnote 36: Busse, W.: Frost-, Ring- und Kernrisse. Forstwiss. Centralb., XXXII, 2, 1910, pp. 74-81.]
[Footnote 36: Busse, W.: Frost, Ring, and Core Cracks. Forestry Science Central, XXXII, 2, 1910, pp. 74-81.]
[Footnote 37: For detailed information regarding insect injuries, the reader is referred to the various publications of the U.S. Bureau of Entomology, Washington, D.C.]
[Footnote 37: For detailed information about insect damage, the reader is directed to the various publications of the U.S. Bureau of Entomology, Washington, D.C.]
[Footnote 38: See Smith, C. Stowell: Preservation of piling against marine wood borers. Cir. 128, U.S. Forest Service, 1908, pp. 15.]
[Footnote 38: See Smith, C. Stowell: Preservation of piling against marine wood borers. Cir. 128, U.S. Forest Service, 1908, pp. 15.]
[Footnote 39: See Von Schrenck, H.: The decay of timber and methods of preventing it. Bul. 14, U.S. Bu. Plant Industry, Washington, D.C., 1902. Also Buls. 32, 114, 214, 266.
[Footnote 39: See Von Schrenck, H.: The decay of timber and methods of preventing it. Bul. 14, U.S. Bu. Plant Industry, Washington, D.C., 1902. Also Buls. 32, 114, 214, 266.]
Meineoke, E.P.: Forest tree diseases common in California and Nevada, U.S. Forest Service, Washington, D.C., 1914.
Meineoke, E.P.: Common forest tree diseases in California and Nevada, U.S. Forest Service, Washington, D.C., 1914.
Hartig, R.: The diseases of trees. London and New York, 1894.]
Hartig, R.: The Diseases of Trees. London and New York, 1894.]
[Footnote 40: Dry rot in factory timbers, by Inspection Dept. Associated Factory Mutual Fire Insurance Cos., 31 Milk Street, Boston, 1913.]
[Footnote 40: Dry rot in factory wood, by Inspection Dept. Associated Factory Mutual Fire Insurance Cos., 31 Milk Street, Boston, 1913.]
[Footnote 41: Falck, Richard: Die Meruliusfaüle des Bauholzes, Hausschwammforschungen, 6. Heft., Jena, 1912.]
[Footnote 41: Falck, Richard: The Merulius Fungus of Timber, Research on House Fungi, Issue 6, Jena, 1912.]
[Footnote 42: Mez, Carl: Der Hausschwamm. Dresden, 1908, p. 63.]
[Footnote 42: Mez, Carl: The House Fungus. Dresden, 1908, p. 63.]
[Footnote 43: A culture of fungus placed in a glass jar and the air pumped out ceases to grow, but will start again as soon as oxygen is admitted.]
[Footnote 43: A culture of fungus put in a glass jar with the air removed stops growing, but will start growing again as soon as oxygen is let in.]
[Footnote 44: Experiments in kiln-drying Eucalyptus in Berkeley, U.S. Forest Service.]
[Footnote 44: Experiments in kiln-drying Eucalyptus in Berkeley, U.S. Forest Service.]
[Footnote 45: See Anderson, Paul J.: The morphology and life history of the chestnut blight fungus. Bul. No. 7, Penna. Chestnut Tree Blight Com., Harrisburg, 1914, p. 17.]
[Footnote 45: See Anderson, Paul J.: The morphology and life history of the chestnut blight fungus. Bul. No. 7, Penna. Chestnut Tree Blight Com., Harrisburg, 1914, p. 17.]
[Footnote 46: See York, Harlan H.: The anatomy and some of the biological aspects of the "American mistletoe." Bul. 120, Sci. Ser. No. 13, Univ. of Texas, Austin, 1909.
[Footnote 46: See York, Harlan H.: The anatomy and some biological aspects of the "American mistletoe." Bul. 120, Sci. Ser. No. 13, Univ. of Texas, Austin, 1909.]
Bray, Wm. L.: The mistletoe pest in the Southwest. Bul. 166, U.S. Bu. Plant Ind., Washington, 1910.
Bray, Wm. L.: The mistletoe problem in the Southwest. Bul. 166, U.S. Bu. Plant Ind., Washington, 1910.
Meinecke, E.P.: Forest tree diseases common in California and Nevada. U.S. Forest Service, Washington, 1914, pp. 54-58.]
Meinecke, E.P.: Common forest tree diseases in California and Nevada. U.S. Forest Service, Washington, 1914, pp. 54-58.
[Footnote 47: See Record, S.J.: Sap in relation to the properties of wood. Proc. Am. Wood Preservers' Assn., Baltimore, Md., 1913, pp. 160-166.
[Footnote 47: See Record, S.J.: Sap and its connection to the properties of wood. Proc. Am. Wood Preservers' Assn., Baltimore, Md., 1913, pp. 160-166.]
Kempfer, Wm. H.: The air-seasoning of timber. In Bul. 161, Am. Ry. Eng. Assn., 1913, p. 214.]
Kempfer, Wm. H.: The air-drying of timber. In Bul. 161, Am. Ry. Eng. Assn., 1913, p. 214.]
[Footnote 48: See Tiemann, H.D.: Effect of moisture upon the strength and stiffness of wood. Bul. 70, U.S. Forest Service, Washington, D.C., 1906; also Cir. 108, 1907.]
[Footnote 48: See Tiemann, H.D.: Effect of moisture on the strength and stiffness of wood. Bul. 70, U.S. Forest Service, Washington, D.C., 1906; also Cir. 108, 1907.]
[Footnote 49: The wood of Eucalyptus globulus (blue gum) appears to be an exception to this rule. Tiemann says: "The wood of blue gum begins to shrink immediately from the green condition, even at 70 to 90 per cent moisture content, instead of from 30 or 25 per cent as in other species of hardwoods." Proc. Soc. Am. For., Washington, Vol. VIII, No. 3, Oct., 1913, p. 313.]
[Footnote 49: The wood of Eucalyptus globulus (blue gum) seems to be an exception to this rule. Tiemann states: "The wood of blue gum starts to shrink right away from the green condition, even at 70 to 90 percent moisture content, instead of beginning at 30 or 25 percent like in other hardwood species." Proc. Soc. Am. For., Washington, Vol. VIII, No. 3, Oct., 1913, p. 313.]
[Footnote 50: See Schlich's Manual of Forestry, Vol. V. (rev. ed.), p. 75.]
[Footnote 50: See Schlich's Manual of Forestry, Vol. V. (rev. ed.), p. 75.]
[Footnote 51: Cir. 39. Experiments on the strength of treated timber, p. 18.]
[Footnote 51: Cir. 39. Experiments on the strength of treated timber, p. 18.]
[Footnote 52: Ibid., p. 21. See also Cir. 108, p. 19, table 5.]
[Footnote 52: Ibid., p. 21. See also Cir. 108, p. 19, table 5.]
[Footnote 53: Hatt, W. K.: Experiments on the strength of treated timber. Cir. 39, U.S. Forest Service, 1906, p. 31.]
[Footnote 53: Hatt, W. K.: Experiments on the strength of treated timber. Cir. 39, U.S. Forest Service, 1906, p. 31.]
[Footnote 54: Teesdale, Clyde II.: The absorption of creosote by the cell walls of wood. Cir. 200, U. S. Forest Service, 1912, p. 7.]
[Footnote 54: Teesdale, Clyde II.: The absorption of creosote by the cell walls of wood. Cir. 200, U. S. Forest Service, 1912, p. 7.]
[Footnote 55: Tiemann, H.D.: Effect of moisture upon the strength and stiffness of wood. Bul. 70, U. S. Forest Service, 1907, pp. 122-123, tables 43-44.]
[Footnote 55: Tiemann, H.D.: Impact of moisture on the strength and stiffness of wood. Bul. 70, U.S. Forest Service, 1907, pp. 122-123, tables 43-44.]
[Footnote 56: The methods of timber testing described here are for the most part those employed by the U. S. Forest Service. See Cir. 38 (rev. ed.), 1909.]
[Footnote 56: The methods for testing timber discussed here are mainly those used by the U.S. Forest Service. See Cir. 38 (rev. ed.), 1909.]
[Footnote 57: Bul. 108, U. S. Forest Service: Tests of structural timbers, pp. 53-54.]
[Footnote 57: Bul. 108, U. S. Forest Service: Tests of structural timbers, pp. 53-54.]
[Footnote 58: See Tiemann, Harry Donald: The effect of the speed of testing upon the strength and the standardization of tests for speed. Proc. Am. Soc. for Testing Materials, Vol. VIII, Philadelphia, 1908.]
[Footnote 58: See Tiemann, Harry Donald: The effect of the speed of testing on the strength and standardization of speed tests. Proc. Am. Soc. for Testing Materials, Vol. VIII, Philadelphia, 1908.]
[Footnote 59: For description of U.S. Forest Service automatic and autographic impact testing machine, see Proc. Am. Soc. for Testing Materials, Vol. VIII, 1908, pp. 538-540.]
[Footnote 59: For a description of the U.S. Forest Service's automatic and autographic impact testing machine, see Proc. Am. Soc. for Testing Materials, Vol. VIII, 1908, pp. 538-540.]
[Footnote 60: See Warren, W.H.: The strength, elasticity, and other properties of New South Wales hardwood timbers. Dept. For., N.S.W., Sydney, 1911, pp. 88-95.]
[Footnote 60: See Warren, W.H.: The strength, elasticity, and other properties of New South Wales hardwood timbers. Dept. For., N.S.W., Sydney, 1911, pp. 88-95.]
[Footnote 61: Bul. No. 8: Timber physics, Part II., 1893, p. 7.]
[Footnote 61: Bul. No. 8: Timber Physics, Part II, 1893, p. 7.]
[Footnote 62: Cir. 38: Instructions to engineers of timber tests, 1906, p. 24.]
[Footnote 62: Cir. 38: Guidelines for timber test engineers, 1906, p. 24.]
[Footnote 63: Warren, W.H.: The strength, elasticity, and other properties of New South Wales hardwood timbers, 1911, pp. 58-62.]
[Footnote 63: Warren, W.H.: The strength, elasticity, and other properties of New South Wales hardwood timbers, 1911, pp. 58-62.]
[Footnote 64: Wood is so seldom subjected to a pure stress of this kind that the torsion test is usually omitted.]
[Footnote 64: Wood is rarely exposed to pure stress like this, so the torsion test is typically skipped.]
Download ePUB
If you like this ebook, consider a donation!