This is a modern-English version of The Collector's Handbook to Keramics of the Renaissance and Modern Periods, originally written by Chaffers, William.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.

The Complete Work from which this Handbook is extracted
The Keramic Gallery
BY
WILLIAM CHAFFERS
Containing several hundred illustrations, some in colour, of rare,
curious, and choice examples of Pottery and Porcelain from the
earliest times to the beginning of the nineteenth century
Containing several hundred illustrations, some in color, of rare,
curious, and select examples of Pottery and Porcelain from the
earliest times to the start of the nineteenth century
NEW EDITION, REVISED AND EDITED BY
H. M. CUNDALL, I.S.O., F.S.A.
NEW EDITION, REVISED AND EDITED BY
H. M. CUNDALL, I.S.O., F.S.A.
Royal 8vo, cloth extra, top edge gilt, to range with the same author’s
“Marks and Monograms on Pottery”
Royal 8vo, cloth extra, top edge gilt, to match the same author’s
“Marks and Monograms on Pottery”
This important book, which was long out of print and scarce, is not
reprinted because of its rarity, but because it is an indispensable
companion to the same author’s “Marks and Monograms on Pottery and
Porcelain.”
This significant book, which has been hard to find and unavailable for some time, is being reprinted not just because it's rare, but because it's an essential companion to the same author's “Marks and Monograms on Pottery and Porcelain.”
As originally published in two volumes at 4 guineas, with the examples reproduced by the Woodbury process, it was an inconvenient book for reference, the examples being separated from the text. In this edition the illustrations are all printed in the letterpress, and are seen in conjunction with the history and description of the different potteries.
As originally published in two volumes for 4 guineas, with examples reproduced using the Woodbury process, it was a difficult book to reference since the examples were separate from the text. In this edition, all the illustrations are printed alongside the text, allowing them to be viewed with the history and descriptions of the different potteries.
The book is not a bare reprint, but has been thoroughly edited, in many cases new or additional specimen pieces given, and the references made to the latest edition of the “Marks and Monograms,” so that the book is of the utmost use for the present day.
The book isn't just a simple reprint; it has been completely edited, with many new or additional examples added, and the references updated to the latest edition of the “Marks and Monograms,” making it extremely useful for today's readers.
This work was undertaken by Mr. H. M. Cundall, I.S.O., F.S.A., and no pains have been spared to make it worthy to be in the hands of every collector as well as every library.
This work was done by Mr. H. M. Cundall, I.S.O., F.S.A., and every effort has been made to ensure it is fit for both collectors and libraries.
HANDBOOK TO KERAMICS

Chelsea Statuette, “Melpomene”
Chelsea Figurine, “Melpomene”
THE COLLECTOR’S HANDBOOK
TO
Keramics
Of the Renaissance and Modern Periods
SELECTED FROM HIS LARGER WORK, ENTITLED
SELECTED FROM HIS LARGER WORK, ENTITLED
“The Keramic Gallery”
WITH 350 ILLUSTRATIONS
WITH 350 ILLUSTRATIONS
BY
WILLIAM CHAFFERS
AUTHOR OF “MARKS AND MONOGRAMS ON POTTERY AND PORCELAIN”
“HALL MARKS ON GOLD AND SILVER PLATE,” ETC. ETC.
AUTHOR OF “MARKS AND MONOGRAMS ON POTTERY AND PORCELAIN”
“HALLMARKS ON GOLD AND SILVER PLATE,” ETC. ETC.
LONDON
GIBBINGS AND COMPANY, LIMITED
NEW YORK: CHARLES SCRIBNER’S SONS
1909
LONDON
GIBBINGS AND COMPANY, LIMITED
NEW YORK: CHARLES SCRIBNER’S SONS
1909
Printed by Ballantyne, Hanson & Co.
At the Ballantyne Press, Edinburgh
Printed by Ballantyne, Hanson & Co.
At the Ballantyne Press, Edinburgh
PREFACE
As “The Keramic Gallery” by the late William Chaffers forms a pictorial supplement to his book “Marks and Monograms on Pottery and Porcelain,” so likewise this work, “Handbook to Keramics,” which is an abridged edition of “The Keramic Gallery,” is intended to form a companion volume of illustrations to “The Collector’s Handbook of Marks and Monograms on Pottery and Porcelain.”
As “The Ceramic Gallery” by the late William Chaffers serves as a visual supplement to his book “Marks and Monograms on Pottery and Porcelain,” this work, “Handbook to Ceramics,” which is a condensed version of “The Ceramic Gallery,” is meant to act as a companion volume of illustrations for “The Collector’s Handbook of Marks and Monograms on Pottery and Porcelain.”
Whilst it has been found necessary on account of their size to omit some of the larger illustrations, which appear in the second edition of “The Keramic Gallery,” care has been taken to give representations, as far as possible, of each individual kind of pottery and porcelain, which have been produced in the various foreign and English manufactories from the Renaissance period down to the middle of the nineteenth century.
While it's necessary to leave out some of the larger illustrations due to their size, which are included in the second edition of “The Ceramic Gallery,” we’ve made sure to provide representations of each type of pottery and porcelain produced in various foreign and English factories from the Renaissance period up to the mid-nineteenth century.
Brief accounts, extracted from the larger volume, of the various manufactories are also given, with a[Pg viii] view to help in establishing the period to which any specimen may belong.
Brief summaries, taken from the larger book, of the different factories are also provided, with a[Pg viii] aim to assist in determining the time period to which any sample may belong.
It is hoped that this little work may prove to be of assistance to the Collector in identifying those specimens of Keramics bearing no marks, which may, from time to time, be brought under his notice.
It is hoped that this small work may help the Collector identify those unmarked ceramic specimens that may occasionally come to his attention.
H. M. C.
H.M.C.
CONTENTS
| PAGE | ||
| MAIOLICA— | ||
| Italy | 1 | |
| Spain | 41 | |
| CONTINENTAL FAYENCE— | ||
| France | 50 | |
| Germany | 84 | |
| Netherlands and Luxembourg | 100 | |
| Russia and Sweden | 107 | |
| CONTINENTAL PORCELAIN— | 110 | |
| Italy | 112 | |
| Spain | 127 | |
| Germany | 130 | |
| Austria | 160 | |
| Switzerland | 168 | |
| Netherlands | 170 | |
| Belgium and Luxembourg | 175 | |
| Russia | 179 | |
| Sweden | 184 | |
| Denmark | 185 | |
| France | 187 | |
| GREAT BRITAIN— | ||
| Ceramics | 216 | |
| Porcelain | 255 | |
| ORIENTAL POTTERY AND PORCELAIN— | ||
| China | 285 | |
| Japan | 295 | |
| Iran, Syria, and Turkey | 304 | |
| INDEX | 313 |
LIST OF ILLUSTRATIONS
| Chelsea Statuette, “Melpomene” | Frontispiece | ||
| MAIOLICA | |||
| ITALY | |||
| Figure. | PAGE | ||
| 1. | Urbino—Plateau. Marriage of Alexander and Roxana | 2 | |
| 2. | "Plateau, featuring Leda and the Swan in the center | 3 | |
| 3. | "Plateau. By Alfonso Patanazzi, 1606 | 4 | |
| 4. | "Vase. Apollo and Daphne. Circa 1580 | 5 | |
| 5. | "Cruet. Circa 1570 | 6 | |
| 6. | "Plate. “The Stream of Life;” signed Mo. Giorgio | 7 | |
| 7. | "Vase with Coat of Arms by Mo. Giorgio. 16th century | 7 | |
| 8. | Pesaro—Drug Vase, inscribed “Sir di Cedro.” 17th century | 9 | |
| 9. | "Bowl, Cover, and Dish, 18th century | 10 | |
| 10. | Casteldurante—Vase. Circa 1560 | 11 | |
| 11. | "Plate. Circa 1530 | 11 | |
| 12. | Faenza—Plaque; inscribed “Andrea di Bono, 1491” | 12 | |
| 13. | "Plate with the motto “En Piu.” 15th century | 13 | |
| 14. | Plaque. Joseph Sold by His Brothers. 16th century | 14 | |
| 15. | "Plate featuring Arms and Arabesques, 16th century | 15 | |
| 16. | Diruta—Plate. Circa 1520 | 16 | |
| 17. | "Plate; inscribed "Sura Fiore." Circa 1520 | 16 | |
| 18. | Forli—Plate. Christ among the Doctors. 16th century | 17 | |
| 19. | Viterbo—Plateau. Diana and Actæon. Dated 1544 | 18 | |
| 20. | Cafaggiolo—Plateau. St. George. Circa 1520 | 19 | |
| 21. | Siena—Plate. By Mo. Benedetto. Circa 1520 | 21 | |
| 22. | "Plate. Woman and Two Peacocks. 18th century | 22 | |
| 23. | "Plate. Vintage; signed “Ferdinando Ma. Campani, 1747” | 22 | |
| 24. | "Plate. Galatea. Early 1700s | 23 | |
| [Pg xii]25. | Venice—Plate. Architectural Subject. Circa 1700 | 24 | |
| 26. | Nove—Tureen and Cover. 18th century | 25 | |
| 27. | Florence—Cup and Saucer | 26 | |
| 28. | Padua—Plate. Myrrha Fleeing from her Father | 27 | |
| 29. | Castelli—Bowl and Cover. 18th century | 28 | |
| 30. | "Ewer and Basin. 18th century | 29 | |
| 31. | Monte Lupo—Plate. Three Cavaliers | 31 | |
| 32. | Milan—Écuelle and Dish. 18th century | 32 | |
| 33. | "Ewer and Dish. 18th century | 32 | |
| 34. | "Cup and Plate. 18th century | 32 | |
| 35. | Turin—Dish with pierced Border. Dated 1577 | 33 | |
| 36. | Ferrara—Plateau. Triumph of Bacchus. First half of 18th century | 34 | |
| 37. | Genoa—Bottle. 18th century | 35 | |
| 38. | Savona—Basket. 18th century | 36 | |
| 39. | Loreto—Two Bowls | 37 | |
| 40. | Sgraffiato or Incised pottery—Bowl. About 1460 | 38 | |
| 41. | "Plate. Circa 1540 | 38 | |
| 42. | ""Basket. 19th century | 39 | |
| SPAIN | |||
| 43. | Hispano-Moorish—Vase. 15th century | 40 | |
| 44. | "Azulejo. 14th century | 41 | |
| 45. | "Plateau. 15th or 16th century | 43 | |
| 46. | "Plateau. 15th or 16th century | 44 | |
| 47. | Valencia—Dish | 45 | |
| 48. | Manises—Vase | 46 | |
| 49. | Triana—Bottle in Form of a Lady | 47 | |
| 50. | "Dish. From 1774 | 47 | |
| 51. | Alcora—Plaque with Rococo Frame | 48 | |
| 52. | Talavera pottery—Bowl | 49 | |
| CONTINENTAL FAYENCE | |||
| FRANCE | |||
| 53. | Saint Porchaire—Candlestick | 51 | |
| 54. | "Baby bottle | 52 | |
| 55. | Suitable—Vase | 53 | |
| [Pg xiii]56. | Blois—Candlestick | 54 | |
| 57. | Avignon—Ewer. About 1600 | 55 | |
| 58. | Palissy Pottery—Dish, with Reptiles, Fish, &c. 16th century | 56 | |
| 59. | Nevers—Pilgrim’s Bottle. Second half of 17th century | 57 | |
| 60. | "Ewer. Late 17th century | 58 | |
| 61. | "Pilgrim's Flask | 59 | |
| 62. | Rouen—Ewer | 60 | |
| 63. | "Picture pitcher | 61 | |
| 64. | "Plate | 61 | |
| 65. | "Fruit bowl | 62 | |
| 66. | "Fruit bowl | 62 | |
| 67. | Strasbourg—Fountain | 63 | |
| 68. | "Clock and Bracket | 64 | |
| 69. | Moustiers-Sainte-Marie—Plateau | 65 | |
| 70. | Fruit bowl | 66 | |
| 71. | "Dish | 67 | |
| 72. | "Barber's Basin | 67 | |
| 73. | Varages—Plate | 68 | |
| 74. | Marseille—Tureen | 69 | |
| 75. | Sincerely—Bowl and Cover | 71 | |
| 76. | Lunéville—Pair of Rustic Figures | 73 | |
| 77. | "Dish | 73 | |
| 78. | Aprey—Plate | 74 | |
| 79. | Manorbe—Finial | 75 | |
| 80. | St. Clement—Écuelle | 76 | |
| 81. | Niderviller—Plate | 77 | |
| 82. | St. Armand-les-Eaux—Inkstand | 79 | |
| 83. | Sceaux Penthièvre—Plate | 80 | |
| 84. | Creil—Plate | 81 | |
| 85. | Lille—Dish | 82 | |
| GERMANY | |||
| 86. | Nuremberg—Jug. 15th century | 85 | |
| 87. | "Meal | 86 | |
| 88. | Bayreuth—Coffee-pot | 88 | |
| 89. | Limburg—Cruche | 90 | |
| 90. | Raeren—Cruche | 90 | |
| 91. | Seigburg—Canette | 91 | |
| [Pg xiv]92. | Grenzhausen—Jug | 92 | |
| 93. | "Water fountain | 93 | |
| 94. | Kreussen—Tankard | 94 | |
| 95. | Harburg—Cruche | 95 | |
| 96. | Dresden—Böttcher Coffee-pot | 97 | |
| 97. | Teinitz—Plate | 98 | |
| 98. | Kiel—Bishop Mitre Bowl | 99 | |
| HOLLAND | |||
| 99. | Delft—Cruche | 101 | |
| 100. | "Teapot | 102 | |
| 101. | "Vase | 103 | |
| 102. | "Plate | 103 | |
| 103. | Amsterdam—Dish | 105 | |
| SWEDEN | |||
| 104. | Rörstrand—Butterboat | 108 | |
| 105. | Marieberg—Vase and Cover | 108 | |
| 106. | Plate | 109 | |
| CONTINENTAL PORCELAIN | |||
| ITALY | |||
| 107. | Florence—Cruet | 112 | |
| 108. | "Bowl | 113 | |
| 109. | Shower—Teapot | 113 | |
| 110. | "Basin | 114 | |
| 111. | Naples—Capodimonte—Vase | 115 | |
| 112. | ""Cup saucer | 115 | |
| 113. | "Cup & Saucer | 116 | |
| 114. | ""Coffee maker | 116 | |
| 115. | Treviso—Écuelle | 117 | |
| 116. | "Cup & Saucer | 118 | |
| 117. | Turin, Vinovo—Écuelle | 118 | |
| 118. | Venice—Vase and Cover | 120 | |
| 119. | "Vase | 121 | |
| 120. | Nove—Jardinière | 123 | |
| 121. | "Vase | 124 | |
| [Pg xv]122. | "Vase | 125 | |
| 123. | "Milk jug | 125 | |
| SPAIN | |||
| 124. | Madrid—Retiro Park—Group | 127 | |
| 125. | ""Vase | 128 | |
| 126. | ""Vase | 128 | |
| 127. | Alcora—Plaque | 129 | |
| GERMANY | |||
| 128. | Dresden—Vase | 131 | |
| 129. | "Sugar bowl, cup, and saucer | 132 | |
| 130. | "Cup & Saucer | 132 | |
| 131. | "Vase with Lid | 133 | |
| 132. | "Girl's Bust | 134 | |
| 133. | "Teapot and Saucer | 134 | |
| 134. | Berlin—Group | 135 | |
| 135. | "Group | 136 | |
| 136. | "Milk jug, cup, and saucer | 137 | |
| 137. | Höchst—Lamp-stand | 138 | |
| 138. | "Tray and Sugar Bowl | 139 | |
| 139. | Frankenthal—Plate | 140 | |
| 140. | "Lunch Service | 141 | |
| 141. | Nymphenburg Palace—Tankard | 142 | |
| 142. | "Cup and Saucer | 143 | |
| 143. | Anspach—Cup and Saucer | 143 | |
| 144. | Bayreuth—Cup | 144 | |
| 145. | Kelsterbach—Harlequin | 145 | |
| 146. | Thuringia—Cup and Saucer | 146 | |
| 147. | Closter Veilsdorf—Teapot | 146 | |
| 148. | "Tray | 147 | |
| 149. | Rudolstadt—Milk-pot, Cup, and Saucer | 147 | |
| 150. | Fulda—A Peasant | 148 | |
| 151. | "A Farmer | 148 | |
| 152. | "Cup and saucer | 149 | |
| 153. | "Coffee maker | 149 | |
| 154. | Fürstenberg—Bust of Augusta, Duchess of Brunswick | 150 | |
| 155. | "Medals | 150 | |
| [Pg xvi]156. | Ludwigsburg—Chocolate-pot | 151 | |
| 157. | "Coffee maker | 152 | |
| 158. | Regensburg—Cup and Saucer | 153 | |
| 159. | Grossbreitenbach—Milk-pot | 153 | |
| 160. | Limbach—Sucrier, Cover, and Stand | 154 | |
| 161. | Gera—Sugar Basin | 155 | |
| 162. | "Cup, Lid, and Saucer | 156 | |
| 163. | Gotham—Figure of Bacchus | 157 | |
| 164. | Rauenstein—Cup and Saucer | 158 | |
| 165. | Wallendorf—Vase | 159 | |
| AUSTRIA | |||
| 166. | Vienna—Cabaret | 161 | |
| 167. | "Milk jug | 162 | |
| 168. | "Plate | 163 | |
| 169. | "Cup and Saucer | 164 | |
| 170. | Schlaggenwald—Cup and Saucer | 166 | |
| 171. | Herend—Cabaret, portion of a | 167 | |
| SWITZERLAND | |||
| 172. | Nyon—Cup and Saucer | 168 | |
| 173. | "" | 169 | |
| 174. | Zurich—Group | 169 | |
| HOLLAND | |||
| 175. | Weesp—Ewer | 170 | |
| 176. | "Coffee maker | 170 | |
| 177. | Old Loosdrecht—Vase | 171 | |
| 178. | ""Panel | 172 | |
| 179. | Amsterdam—Pair of Bottles | 172 | |
| 180. | Old Amstel—Teapot and Sucrier | 173 | |
| 181. | ""Sugar bowl | 173 | |
| 182. | The Hague—Plate | 174 | |
| BELGIUM AND LUXEMBURG | |||
| 183. | Tournai—Cup and Saucer | 175 | |
| 184. | "Plate | 176 | |
| [Pg xvii]185. | "Salt shaker | 176 | |
| 186. | Brussels—Milk Jug | 177 | |
| 187. | "Teapot | 177 | |
| 188. | Luxembourg—Two figures of “The Seasons” | 178 | |
| RUSSIA | |||
| 189. | Saint Petersburg—Cup and Saucer | 179 | |
| 190. | "Glass ceiling | 179 | |
| 191. | Moscow—Statuette | 180 | |
| 192. | "Cup and Saucer Set | 181 | |
| 193. | Korzec—Cup and Saucer | 182 | |
| 194. | Baranowka—Milk Jug | 183 | |
| SWEDEN | |||
| 195. | Marieberg—Custard Cup and Cover | 184 | |
| DENMARK | |||
| 196. | Copenhagen—Cabaret | 185 | |
| 197. | "Cabaret | 186 | |
| FRANCE | |||
| 198. | St. Cloud—Jug | 187 | |
| 199. | "Figurine | 188 | |
| 200. | Chantilly—Dish | 189 | |
| 201. | "Couple of Figures | 190 | |
| 202. | Mennecy-Villeroy—Sugar Basin and Stand | 191 | |
| 203. | "Group | 192 | |
| 204. | Sceaux Penthièvre—Cup and Saucer | 193 | |
| 205. | ""Milk container | 193 | |
| 206. | Arras—Sceau | 193 | |
| 207. | Boulogne-sur-Mer—Plaque | 194 | |
| 208. | ""Sugar bowl | 194 | |
| 209. | Étiolles—Cup and Saucer | 195 | |
| 210. | Lille—Cup and Saucer | 195 | |
| [Pg xviii]211. | Bourg-la-Reine—Custard Pot | 196 | |
| 212. | Clignancourt—Milk-pot and Cover | 197 | |
| 213. | "Cup and Plate | 197 | |
| 214. | "Milk Bottle | 197 | |
| 215. | Orleans—Bowl, Cover, and Stand | 199 | |
| 216. | Niderviller—Milk-pot and Cover | 200 | |
| 217. | Boisset—Teapot | 201 | |
| 218. | Caen—Cup and Saucer | 201 | |
| 219. | Valenciennes—Cup and Saucer | 202 | |
| 220. | Strasbourg—Cup and Saucer | 203 | |
| 221. | Paris: Thiroux Street—Sucrier | 204 | |
| 222. | "Rue de Bondy—Ewer and Basin | 204 | |
| 223. | "Rue Fontaine au Roi—A Piece of Tea Set | 205 | |
| 224. | "Faubourg St. Honoré—Teapot | 206 | |
| 225. | Pont-aux-Choux—Teapot | 206 | |
| 226. | "Rue de Crussol—Cup | 207 | |
| 227. | "Belleville—Watch station | 207 | |
| 228. | "Vincennes—Cup & Saucer | 208 | |
| 229. | ""(Royal Factory)—Vase | 210 | |
| 230. | """Cup & Saucer | 211 | |
| 231. | Sèvres—Vase | 212 | |
| 232. | "Bowl | 213 | |
| 233. | "Team | 214 | |
| GREAT BRITAIN | |||
| POTTERY | |||
| 234. | Staffordshire—Tyg | 218 | |
| 235. | "Cup | 218 | |
| 236. | "Flat land | 219 | |
| 237. | Etruria—Wedgwood Vase | 220 | |
| 238. | """ | 222 | |
| 239. | ""The Portland Vase | 223 | |
| 240. | ""Teapot, Caddy, and Plate | 224 | |
| 241. | ""Six Jasper Cameos | 225 | |
| 242. | ""Vase | 225 | |
| 243. | ""Jug | 225 | |
| [Pg xix]244. | Burslem—Obelisk, by Ralph Wood, and Tea Set, by Aaron Wood | 226 | |
| 245. | Chaucer Statuette, by Ralph Wood | 227 | |
| 246. | "Vase, by Moses Steel | 228 | |
| 247. | Shelton—Bowl, by S. Hollins | 229 | |
| 248. | "Basin, by T. & J. Hollins | 229 | |
| 249. | New Hall China Factory—Cup and Saucer | 230 | |
| 250. | Bradwell—Teapot, by Elers | 231 | |
| 251. | Hanley—Barrel, by Miles | 231 | |
| 252. | "Vase, by Elijah Mayer | 232 | |
| 253. | "Plant pot | 233 | |
| 254. | "Vase | 233 | |
| 255. | Tunstall—Jug, by W. Adams | 234 | |
| 256. | Lane End—Sugar Basin | 235 | |
| 257. | "Teapot | 235 | |
| 258. | Longport—Cup, Cover, and Saucer | 235 | |
| 259. | "Dish | 235 | |
| 260. | Lane Delph—Cup, Cover, and Saucer | 236 | |
| 261. | Liverpool—Mug | 237 | |
| 262. | "Punch Bowl | 238 | |
| 263. | Tiles, by J. Sadler | 239 | |
| 264. | "Teapot | 239 | |
| 265. | Jackfield—Teapot | 241 | |
| 266. | Fulham—“Lydia Dwight” | 242 | |
| 267. | Lambeth—Dish | 243 | |
| 268. | Don Pottery—Tea-caddy | 245 | |
| 269. | Leeds—Chestnut Bowl and Cover | 246 | |
| 270. | Castleford—Teapot | 246 | |
| 271. | Swinton—Teapot | 247 | |
| 272. | Newcastle upon Tyne—Dish | 248 | |
| 273. | "Cup | 248 | |
| 274. | St. Anthony's—Jug | 249 | |
| 275. | Nottingham—Mug | 249 | |
| 276. | Bear-Shaped Jug | 250 | |
| 277. | Great Yarmouth—Plate | 250 | |
| 278. | Lowesby—Garden Pot | 251 | |
| 279. | "Vase | 251 | |
| 280. | Bristol—Tiles | 252 | |
| 281. | Cadborough—Vessel in the form of a Pig | 253 | |
| [Pg xx]282. | Swansea—Dish | 254 | |
| PORCELAIN | |||
| 283. | Worcester—A Cup and Saucer | 256 | |
| 284. | "Part of a Tea Set (Japan pattern) | 258 | |
| 285. | ""(with colored transfer) | 258 | |
| 286. | Rockingham—Plate | 259 | |
| 287. | "Vase | 259 | |
| 288. | Derby—Group. Chelsea-Derby | 260 | |
| 289. | "Vase Set" | 261 | |
| 290. | "Plate, by Billingsley | 261 | |
| 291. | "Cup, lid, and saucer. Crown-Derby | 262 | |
| 292. | "Aroma Diffuser" | 262 | |
| 293. | "Cup, Lid, and Saucer" | 263 | |
| 294. | Burton upon Trent—Comport | 264 | |
| 295. | Wirksworth—Cup and Cover | 264 | |
| 296. | Pinxton—Jardinière | 265 | |
| 297. | "Sugar Bowl and Lid | 265 | |
| 298. | Plymouth—Coffee-pot | 266 | |
| 299. | "Beaker and Lid | 266 | |
| 300. | "Centerpiece | 267 | |
| 301. | A female shepherd | 268 | |
| 302. | A Shepherd | 268 | |
| 303. | Bristol—Bowl and Cover | 269 | |
| 304. | "Meal | 269 | |
| 305. | Caughley—Mug | 270 | |
| 306. | "Plate | 270 | |
| 307. | Coalport—Dish | 271 | |
| 308. | Stoke-on-Trent—Spode Cup, Cover, and Saucer | 272 | |
| 309. | """Vase | 273 | |
| 310. | ""Minton Bowl | 274 | |
| 311. | Longton Hall—Vase | 275 | |
| 312. | Bow down—Teapot | 274 | |
| 313. | Bowl | 276 | |
| 314. | "Plate | 276 | |
| 315. | "Statue, “Flora” | 277 | |
| 316. | "Bust of King George II. | 278 | |
| 317. | "Group, “A Tea Party” | 279 | |
| 318. | Chelsea—Statuette, Marshal Conway | 280 | |
| 319. | ""“Pastor” | 280 | |
| [Pg xxi]320. | Chelsea—Vase | 281 | |
| 321. | Swansea—Plate | 282 | |
| 322. | "Plate | 282 | |
| 323. | Nantgarw—Plate | 283 | |
| 324. | "Mug and Saucer | 283 | |
| 325. | Vase | 284 | |
| ORIENTAL | |||
| 326. | China—Stoneware Vase | 286 | |
| 327. | "" | 287 | |
| 328. | "Ceramic Vase | 288 | |
| 329. | ""Jug | 289 | |
| 330. | "Bottle | 290 | |
| 331. | "Container | 291 | |
| 332. | "Plate. Fine china | 292 | |
| 333. | "" | 293 | |
| 334. | Japan—Vase. Hizen ware | 296 | |
| 335. | Fukurokuju statue | 297 | |
| 336. | "Sake Cup and Stand | 298 | |
| 337. | "Jar. Kutani ware | 299 | |
| 338. | Vase. Kishin pottery | 300 | |
| 339. | "Candlestick. Tozan porcelain. | 300 | |
| 340. | "Flask. Satsuma pottery | 301 | |
| 341. | "Incense burner. Imari porcelain | 302 | |
| 342. | Iran—Wall Tile. 13th century | 305 | |
| 343. | "Metallic water bottle. | 306 | |
| 344. | "Rice Dish | 307 | |
| 345. | "Rosewater Spray | 308 | |
| 346. | """ | 309 | |
| 347. | Damascus—Plate | 310 | |
| 348. | "Meal | 311 | |
| 349. | Rhodian—Plate | 312 | |
HANDBOOK TO KERAMICS
MAIOLICA
ITALY
The painted pottery of Italy, ever since its introduction into that country in the 15th century, has been called by the Italians themselves Maiolica. In England it was in the 18th century called Raphael ware, on account of an impression which existed that Raphael himself condescended to paint on some of the ware. The idea probably originated from the fact that many designs were reproduced on maiolica by the keramic artists from engravings of Raphael and other great masters. The best period of this pottery was, however, subsequent to his death, which took place in 1520.
The painted pottery of Italy, since it was introduced to the country in the 15th century, has been referred to by the Italians as Maiolica. In England, in the 18th century, it was known as Raphael ware because of the misconception that Raphael himself had painted on some of the pieces. This idea likely started because many designs on maiolica were replicated by ceramic artists from engravings of Raphael and other great masters. However, the finest period of this pottery came after his death in 1520.
The term maiolica appears to be derived or rather corrupted from Maiorca, one of the Balearic Islands, noted for its pottery from a very early period. It was in the 16th century called Maiorica, and subsequently Maiolica.
The term maiolica seems to come from or has evolved from Maiorca, one of the Balearic Islands, known for its pottery from a very early time. In the 16th century, it was referred to as Maiorica, and later as Maiolica.
URBINO
Urbino was one of the most celebrated of all the Italian fabriques, and must have had by far the most [Pg 2]trade, although no doubt many of the specimens now attributed to this city were the works of other manufactories; there are, however, a considerable number of signed and dated pieces, and the style and touch of the principal artists engaged there may easily be detected. The best known of all the keramic artists of Urbino was Francesco Xanto Avelli da Rovigo, whose works are now so highly appreciated; he usually painted after the designs and engravings of Raphael and other great masters, but seldom adhered strictly to the grouping of the originals; he also painted subjects from Virgil, Ovid, and other poets. The marks which he placed upon his works consisted of one or more initial letters of his name, F.X.A.R., but usually the X. only, or sometimes Xanto, with the date. (See Fig. 1.)
Urbino was one of the most famous of all the Italian fabriques and probably had the largest [Pg 2] trade, although many of the pieces currently credited to this city were actually made by other manufacturers. However, there are quite a few signed and dated works, and it's easy to recognize the style and touch of the main artists who worked there. The most well-known ceramic artist from Urbino was Francesco Xanto Avelli da Rovigo, whose pieces are now highly valued. He typically painted based on the designs and engravings of Raphael and other great masters but often didn’t stick strictly to the original groupings. He also painted themes from Virgil, Ovid, and other poets. The marks he placed on his works consisted of one or more initial letters of his name, F.X.A.R., but usually just the X or sometimes Xanto, along with the date. (See Fig. 1.)

Fig. 1.—Plateau. Marriage of Alexander and Roxana.
After Raphael. Signed and dated “Xanto, 1533.”
Fig. 1.—Plateau. The marriage of Alexander and Roxana.
After Raphael. Signed and dated “Xanto, 1533.”

Fig. 2.—Plateau, with Leda and the Swan in Centre.
16th Century.
Fig. 2.—Plateau, featuring Leda and the Swan at the center.
16th Century.
[Pg 4]Another celebrated artist of Urbino, who flourished in the middle of the 16th century, was Orazio Fontana, whose family name was Pellipario; Fontana being a name taken in consequence of several of the family being manufacturers of vases as well as artists.
[Pg 4]Another well-known artist from Urbino, who was active in the mid-16th century, was Orazio Fontana, originally named Pellipario; he adopted the name Fontana because several family members were both vase manufacturers and artists.

Fig. 3.—Plateau. By Alfonso Patanazzi, 1606.
Fig. 3.—Plateau. By Alfonso Patanazzi, 1606.
[Pg 5]The family of Patanazzi worked in the early part of the 17th century. Alfonso Patanazzi signed his pieces of the years 1606 and 1607 in full, as well as Alf. P. and A. P. (See Fig. 3.)
[Pg 5]The Patanazzi family was active in the early 17th century. Alfonso Patanazzi fully signed his works from 1606 and 1607, as well as with the initials Alf. P. and A. P. (See Fig. 3.)

Fig. 4.—Vase. Apollo and Daphne. Circa 1580.
Fig. 4.—Vase. Apollo and Daphne. Circa 1580.

Fig. 5.—Cruet. About 1570.
Fig. 5.—Cruet. Around 1570.
GUBBIO
Gubbio, in the Duchy of Urbino, is known principally by the works of Maestro Giorgio Andreoli, who seems to have monopolised the secret of the ruby and yellow metallic lustre, with which he enriched not only his own productions but put the finishing touches in lustre on the plates of Xanto and other artists from Urbino, as well as from Castel Durante. There is no doubt that the painting of the piece and the application of the metallic lustre colours were two distinct operations, and that it was painted and the colours fixed in the muffle kiln some months before it was touched with the lustre pigments, and again subjected to another baking. Giorgio was a statuary as well as a painter of maiolica, several of his sculptures in marble being yet extant.
Gubbio, in the Duchy of Urbino, is mainly recognized for the work of Maestro Giorgio Andreoli, who seems to have mastered the secret of the ruby and yellow metallic luster. He enhanced not only his own creations but also added the finishing touches of luster to the plates of Xanto and other artists from Urbino and Castel Durante. It's clear that painting the piece and applying the metallic luster colors were two separate processes; the piece was painted and the colors set in the muffle kiln several months before the lustre pigments were added and it underwent another firing. Giorgio was a sculptor as well as a painter of maiolica, and several of his marble sculptures still exist today.

Fig. 6.—Plate. “Stream of Life.” 16th Century.
Signed by Mo Giorgio. Diam. 7¾ in.
Fig. 6.—Plate. “Stream of Life.” 16th Century.
Signed by Mo George. Diameter 7¾ in.

Fig. 7.—Vase. By Mo Giorgio.
H. 10½ in. 16th Century.
Fig. 7.—Vase. By Mo Giorgio.
H. 10½ in. 16th Century.
[Pg 8]Another painter in lustre, of the school of Mo Giorgio, has signed his pieces with the letter N., which is supposed by some to be a monogram of Vincenzio, the son of Mo Giorgio; and a painter named Perestino, of Gubbio, produced some very beautiful pieces, dated 1533 and 1536.
[Pg 8]Another painter known for his shine, from the school of Mo Giorgio, has signed his works with the letter N., which some believe to be a monogram for Vincenzio, Mo Giorgio's son; and a painter named Perestino, from Gubbio, created some really beautiful works, dated 1533 and 1536.
PESARO
Guido Ubaldo II. della Rovere, who became Duke of Urbino in 1538, was a patron of the fabrique of Pesaro. The maiolica with yellow lustre, blue outlines and imbricated borders, which are assigned to Pesaro, belong to the first part of the 16th century; many of these have portraits and scrolls inscribed with the name of the person to whom they were dedicated. When Passeri visited the town in 1718, there was only one potter, making ordinary vessels. Some years after, in 1757, he sent potters from Urbania and recommenced the manufacture.
Guido Ubaldo II della Rovere, who became Duke of Urbino in 1538, was a patron of the fabrique of Pesaro. The maiolica with yellow luster, blue outlines, and layered borders that are attributed to Pesaro date back to the early 16th century; many of these pieces feature portraits and inscriptions of the names of the individuals to whom they were dedicated. When Passeri visited the town in 1718, there was only one potter creating ordinary vessels. A few years later, in 1757, he brought in potters from Urbania and restarted the production.
According to M. A. Jacquemart, two artists of Lodi—Filippo Antonio Callegari and Antonio Casali—were also established here about the middle of the 18th century. The bowl and cover and dish, Fig. 9, painted and gilt with flowers, are signed by them with their initials. There was another fabrique, [Pg 9]established by Giuseppe Bertolucci of Urbania in 1757; Pietro Lei, a painter of Sassuolo, was engaged there.
According to M. A. Jacquemart, two artists from Lodi—Filippo Antonio Callegari and Antonio Casali—set up shop here around the mid-18th century. The bowl, cover, and dish, Fig. 9, decorated with painted and gilded flowers, are signed by them with their initials. There was another fabrique, [Pg 9] established by Giuseppe Bertolucci from Urbania in 1757; Pietro Lei, a painter from Sassuolo, worked there.

Fig. 8.—Drug Vase.
17th Century.
Fig. 8.—Drug Vase.
17th Century.

Fig. 9.—Bowl, Cover, and Dish.
18th Century.
Fig. 9.—Bowl, Lid, and Plate.
18th Century.
CASTEL DURANTE
Castel Durante, a small town near Urbino, had a very extensive manufactory of maiolica; most of its early productions of the beginning of the 15th century are often confounded with those of Urbino, but there is evidence enough to show the beautiful character of the decorations employed there. Piccolpassi, director of a bottega for maiolica, at Castel[Pg 11] Durante, circa 1550, wrote a treatise on the art of making and decorating it, whilst under the patronage of Guidobaldo II. The manuscript is in the Art Library of the Victoria and Albert Museum. This interesting work is illustrated with pen-and-ink sketches of all the details of manufacture and patterns of the ware, and the prices at which they were to be obtained; allusions are also made in it to other towns celebrated for the same industry; and the principal forms of the vessels are described by name.
Castel Durante, a small town near Urbino, had a large pottery factory for maiolica. Many of its early works from the beginning of the 15th century are often confused with those from Urbino, but there's enough evidence to highlight the beauty of the decorations used there. Piccolpassi, who ran a maiolica workshop in Castel Durante around 1550, wrote a guide on how to make and decorate it while being supported by Guidobaldo II. The manuscript is held in the Art Library of the Victoria and Albert Museum. This fascinating work includes pen-and-ink drawings of all manufacturing details and patterns of the pottery, along with the prices at which they could be bought; it also references other towns known for the same industry and provides names for the main types of vessels.

Fig. 10.—Vase. About 1560.
Fig. 10.—Vase. Circa 1560.

Fig. 11.—Plate. About 1530.
Fig. 11.—Plate. Circa 1530.
In the year 1635 the name of the fabrique was[Pg 12] changed to Urbania in compliment to Pope Urban VIII.; and in 1722 it was the only one which remained in the Duchy of Urbino, where articles of utility alone were made.
In 1635, the name of the fabrique was[Pg 12] changed to Urbania in honor of Pope Urban VIII. By 1722, it was the only one left in the Duchy of Urbino, where only practical items were produced.
A great trade was carried on in pharmacy vases or Vasi da Spezieria, covered with grotesque heads, cornucopiæ, &c., designed and shaded with light blue, touched with yellow, orange, brown and green, the patterns being mostly in a bold style.
A significant trade happened in pharmacy vases, or Vasi da Spezieria, decorated with bizarre faces, cornucopias, etc., designed and shaded in light blue, with touches of yellow, orange, brown, and green, the patterns mainly being in a bold style.
FAENZA
If not the most ancient, Faenza was one of the most celebrated of the manufactories of maiolica in[Pg 13] Italy. It was this town that gave to the French the name by which they have to the present day distinguished their enamelled pottery, as Spain had previously supplied the name to Italy. Thus in Italy it was called maiolica from Maiorca, and in France, faïence from Faenza. The earliest dated piece now extant is probably a plate in the Musée de Cluny, dated 1475, made by Nicolaus de Ragnolis. Another specimen, in the Sèvres Museum, is inscribed “Nicolaus Orsini, 1477”; and in the same collection is a plate, signed “Don Giorgio, 1485,” probably by Maestro Giorgio.
If not the oldest, Faenza was one of the most famous centers of maiolica in[Pg 13] Italy. This town gave the French the name they still use today for their enamelled pottery, just as Spain had earlier provided the name to Italy. So in Italy, it was called maiolica after Maiorca, and in France, faïence after Faenza. The earliest dated piece still known is probably a plate in the Musée de Cluny, dated 1475, made by Nicolaus de Ragnolis. Another piece in the Sèvres Museum is marked “Nicolaus Orsini, 1477”; and in the same collection is a plate signed “Don Giorgio, 1485,” likely by Maestro Giorgio.

Fig. 12.—Plaque. “Andrea di Bono, 1491.”
Fig. 12.—Plaque. “Andrea di Bono, 1491.”

Fig. 13.—Plate. With an Emblem of Two Hearts pierced
with Arrows and the Motto “En Piu.”
15th Century.
Fig. 13.—Plate. Displaying an emblem of two hearts that are pierced.
by Arrows and the slogan “En Piu.”
15th Century.
[Pg 14]The products of this fabrique retained for a long time a special character by which they are easily identified; at first the outlines of the figures were very simple and formal; the yellow lustre does not appear to have been adopted.
[Pg 14]The products of this fabrique maintained a unique character for a long time that made them easily recognizable; initially, the shapes of the figures were quite simple and formal; it seems that the yellow luster was not used.

Fig. 14.—Plaque. Joseph sold by his Brethren.
16th Century.
Fig. 14.—Plaque. Joseph Sold by His Brothers.
16th Century.
In the 16th century a favourite decoration was grotesques and arabesques in blue camaïeu on yellow ground, or alternately on the two colours (see Fig. 15).[Pg 15] The reverses of the Faenza plates are frequently light blue, with concentric circles or a spiral line in a darker colour; when white, with imbrications or zones alternately blue and yellow. Another peculiarity by which the Faenza ware is known, is the presence of red.
In the 16th century, a popular decoration was grotesques and arabesques in blue camaïeu on a yellow background, or sometimes alternating between the two colors (see Fig. 15).[Pg 15] The backs of the Faenza plates are often light blue, featuring concentric circles or a spiral line in a darker shade; when white, they have overlapping patterns or sections that alternate between blue and yellow. Another distinctive feature of Faenza ware is the use of red.

Fig. 15.—Plate. Arms and Arabesques.
16th Century.
Fig. 15.—Plate. Designs and Patterns.
16th Century.
DIRUTA
Many of the lustred pieces of maiolica, with light yellow lustre edged with blue, which were attributed formerly to Pesaro, have been now classed among the wares made at Diruta, from the circumstance of a plate in the Pourtalès Collection—subject, one of Ovid’s Metamorphoses, being similarly decorated with the yellow lustre, and signed by El Frate of Diruta, 1541. Some specimens have “In Deruta” inscribed at length; others have simply the letter D with a bar through it; and early pieces have the signature of the painter, El Frate, but without the yellow lustre.
Many of the lustrous pieces of maiolica, featuring light yellow lustre bordered with blue, which were previously attributed to Pesaro, are now categorized as products from Diruta. This change is based on a plate in the Pourtalès Collection—depicting one of Ovid’s Metamorphoses—that is similarly decorated with yellow lustre and signed by El Frate of Diruta, 1541. Some examples have “In Deruta” fully inscribed; others simply bear the letter D with a line through it; and earlier pieces feature the painter's signature, El Frate, but lack the yellow lustre.

Fig. 16.—Plate. Blue and White.
16th Century.
Fig. 16.—Plate. Blue & White.
16th Century.

Fig. 17.—Plate. Inscribed “Sura Fiore.”
About 1520.
Fig. 17.—Plate. Inscribed “Sura Fiore.”
Circa 1520.
FORLÌ
According to Passeri there were fabriques of maiolica at Forlì in the 14th century. Its contiguity to Faenza exercised a great influence on the decoration of the ware, and the patterns on the obverses and reverses are similar. Fig. 18 has on the back “In la botega di Mo. Jeronimo da Forli.”
According to Passeri, there were fabriques of maiolica in Forlì during the 14th century. Its proximity to Faenza had a strong effect on the decoration of the ware, and the designs on both the front and back are quite similar. Fig. 18 shows on the back, “In la botega di Mo. Jeronimo da Forli.”

Fig. 18.—Plate. Christ amongst the Doctors.
Diam. 14 in. 16th Century.
Fig. 18.—Plate. Jesus Among the Doctors.
Diam. 14 in. 16th Century.
[Pg 18]Rimini is only known by a few specimens, which are actually signed, and by the mention made of its fabriques by Piccolpassi. The pieces are dated 1535, and as late as 1635.
[Pg 18]Rimini is only known through a few signed examples and the references to its fabriques by Piccolpassi. The pieces date back to 1535, with some continuing into 1635.
VITERBO, RAVENNA, AND TREVISO
There were manufactories at these three places in the 16th century, but few specimens of their productions now exist. (See Chaffers’ Marks and Monograms, p. 112.) The first named is illustrated (Fig. 19) by a plateau; a man at the bottom holds a scroll inscribed “VITERBO DIOMED, 1544.”
There were factories in these three locations during the 16th century, but there are now few examples of what they produced. (See Chaffers’ Marks and Monograms, p. 112.) The first one mentioned is shown (Fig. 19) by a plate; a man at the bottom holds a scroll that says “Viterbo Diomed, 1544.”

Fig. 19.—Plateau. Diana and Actæon.
Dated 1544.
Fig. 19.—Plateau. Diana and Actæon.
Created 1544.
CAFAGGIOLO
This fabrique, established towards the end of the 15th century, became very important, lasting probably throughout the 16th century. The name is spelt in different ways, such as Chaffagiuolo, but Cafaggiolo is the general form.
This fabrique, established around the late 15th century, became quite important, likely continuing through the 16th century. The name is spelled in various ways, such as Chaffagiuolo, but Cafaggiolo is the common form.

Fig. 20.—Plateau. St. George.
Circa 1520.
Fig. 20.—Plateau. St. George.
Around 1520.
[Pg 20]Among the ornaments on this ware are frequently tablets with SPQR and SPQF (Florentinus), and on several the motto “Semper,” adopted by Pietro de’ Medici in 1470, and continued by Lorenzo il Magnifico. The device of a triangle and the word “Glovis,” meaning when read backwards “si volge” (it turns), was used by Giuliano de’ Medici in 1516, alluding to his change of fortune.
[Pg 20]Among the decorations on this pottery are often tablets with SPQR and SPQF (Florentinus), and on several pieces, the motto “Semper,” which was adopted by Pietro de’ Medici in 1470 and continued by Lorenzo il Magnifico. The symbol of a triangle along with the word “Glovis,” which when read backwards means “si volge” (it turns), was used by Giuliano de’ Medici in 1516, referring to his change in fortune.
Another characteristic of this fabrique is the dark blue background of many of the pieces, and the method in which it was coarsely applied by the brush.
Another characteristic of this fabrique is the dark blue background of many of the pieces and the way it was roughly applied with a brush.
Fig. 20 represents the St. George of Donatello, from the bronze statue in the church of Or San Michele, at Florence.
Fig. 20 shows the St. George by Donatello, from the bronze statue in the Or San Michele church in Florence.
SIENA
The earliest specimens known of this important manufactory are some wall or floor tiles of the commencement of the 16th century. They are of maiolica, ornamented with polychrome designs of chimeræ, dragons, amorini, masks, birds, &c., beautifully painted in brilliant colours, especially orange and yellow on a black ground. They vary in shape, being triangular, pentagonal, or square, to suit the geometrical designs of the wall or floor they covered;[Pg 21] the average diameter is 5 inches. The plate in blue camaïeu on white ground, in the accompanying illustration (Fig. 21) is signed on the reverse “fata in Siena da Mo. Benedetto.”
The earliest known examples of this significant factory are some wall or floor tiles from the early 16th century. They are made of maiolica and decorated with colorful designs of chimeras, dragons, putti, masks, birds, etc., beautifully painted in bright colors, particularly orange and yellow on a black background. They come in different shapes—triangular, pentagonal, or square—to fit the geometric patterns of the wall or floor they adorned; [Pg 21] the average diameter is 5 inches. The plate in blue camaïeu on a white background, shown in the accompanying illustration (Fig. 21), is signed on the back “fata in Siena da Mo. Benedetto.”

Fig. 21.—Plate. By Mo. Benedetto.
About 1520.
Fig. 21.—Plate. By Mo. Benedetto.
Circa 1520.
After a long interval, the name of the town again appears on maiolica of a very characteristic description, accompanied by the names of the artists: Bartolomeo Terenze (or Terchi) Romano in 1727, and Ferdinando Maria Campani, 1733 to 1747, the subjects being taken from Raphael, Annibale Caracci, and other masters (see Figs. 22-24).
After a long time, the name of the town shows up again on distinctive maiolica, along with the names of the artists: Bartolomeo Terenze (or Terchi) Romano in 1727, and Ferdinando Maria Campani from 1733 to 1747. The themes are inspired by Raphael, Annibale Caracci, and other masters (see Figs. 22-24).

Fig. 22.—Plateau. Woman and Peacocks.
18th Century.
Fig. 22.—Plateau. Woman and Peacocks.
18th Century.

Fig. 23.—Plate. Vintage.
Signed Ferdinando Ma
Campani, Siena, 1747.
Fig. 23.—Plate. Retro.
Signed Ferdinando Ma Campani, Siena, 1747.

Fig. 24.—Plate. Galatea.
After Annibale Caracci.
Early 18th Century.
Fig. 24.—Plate. Galatea.
After Annibale Carracci.
Early 18th Century.
PISA
This city was, about the middle of the 16th century, the centre of a considerable trade in the exportation of Italian fayence into Spain, and especially to Valencia, in exchange for the golden metallic lustre ware of that country. Antonio Beuter, a traveller, about 1550, praises the fayence of Pisa as well as those of Pesaro and Castelli. A specimen[Pg 24] bearing the name “PISA,” a large vase of fine form, covered with arabesques on white ground, was in the collection of the late Baron Alphonse de Rothschild.
This city was, around the middle of the 16th century, the hub of significant trade in exporting Italian faience to Spain, especially to Valencia, in exchange for the golden metallic lustreware from that region. Antonio Beuter, a traveler around 1550, praised the faience from Pisa as well as those from Pesaro and Castelli. A piece[Pg 24] featuring the name “PISA,” a large vase with an elegant shape, covered in arabesques on a white background, was part of the collection of the late Baron Alphonse de Rothschild.
VENICE
Little is known respecting the Venetian maiolica of the 16th and 17th centuries, but numerous pieces exist bearing marks with Venice recorded on them. These are specimens of the 17th century with a mark of a fishhook, and from the long intervals between its use, it evidently belongs to a fabrique and not a painter. As an example of Venetian maiolica, circa 1700, see Fig. 25, a plate painted with an architectural subject.
Little is known about Venetian maiolica from the 16th and 17th centuries, but there are many pieces that have marks indicating their origin in Venice. These pieces are from the 17th century and feature a fishhook mark, which suggests that they were made by a factory rather than an individual painter. An example of Venetian maiolica from around 1700 is shown in Fig. 25, which depicts a plate painted with an architectural theme.

Fig. 25.—Plate. Circa 1700.
Fig. 25.—Plate. Approx. 1700.
[Pg 25]In 1753, the Senate of Venice conceded to the brothers Bertolini the establishment at Murano of a kiln for making fayence. But it did not succeed so well as the promoters anticipated, and it was probably discontinued about 1760, as the concession was annulled by a decree of April 1763.
[Pg 25]In 1753, the Senate of Venice granted the Bertolini brothers permission to set up a kiln for making faience in Murano. However, it didn't perform as well as the promoters expected, and it likely shut down around 1760, as the concession was revoked by a decree in April 1763.
NOVE
In 1728, Giovanni Battista Antonibon established in the village of Nove, near Bassano, a manufactory of earthenware, and in 1732 he opened a shop in Venice for the sale of his wares. In 1741 the factory was still in a prosperous state, and carried on by his son, Pasqual Antonibon. In 1766 Pasqual took his son, Giovanni Battista Antonibon, into partnership, and in 1781 Sig. Parolini joined the concern, continuing the fabrication with great success until 1802, when they leased the premises to Giovanni Baroni, and the business was carried on under the name of Fabbrica Baroni Nove. It was prosperous for a short time, and some beautiful examples were produced.
In 1728, Giovanni Battista Antonibon set up an earthenware factory in the village of Nove, near Bassano, and in 1732 he opened a shop in Venice to sell his products. By 1741, the factory was thriving, run by his son, Pasqual Antonibon. In 1766, Pasqual brought his son, Giovanni Battista Antonibon, into the business, and in 1781, Mr. Parolini joined the venture, continuing the production successfully until 1802, when they rented the space to Giovanni Baroni, and the business operated under the name Fabbrica Baroni Nove. It did well for a short period, producing some beautiful pieces.

Fig. 26.—Tureen and Cover.
18th Century.
Fig. 26.—Tureen and Cover.
18th Century.
[Pg 26]Maiolica fina or fayence only is still continued to be made, the manufacture of porcelain, for which at one time the works were so famed, not having been revived.
[Pg 26]Maiolica fina or faience is still being produced, but the porcelain manufacturing that once made the factory so famous hasn't been restarted.
FLORENCE
Of the early maiolica made here little is known, but fayence of the 18th century is occasionally met with, marked with the letter F or Fl.
Of the early maiolica made here, we know very little, but 18th-century faience can occasionally be found, marked with the letter F or Fl.

Fig. 27.—Cup and Saucer.
Fig. 27.—Cup and Saucer.
PADUA
In a street which still retains the name of Boccaleri (makers of vases) were discovered traces of ancient potters’ kilns, and some triangular wall tiles, of blue and white maiolica alternately, of the end of the 15th[Pg 27] or beginning of the 16th century. Among these was a plaque, 20 in. in diameter, of the Virgin and Child between two saints, surrounded by angels. The subject is taken from a cartoon by Nicolo Pizzolo, a painter of Padua and a pupil of Squarcione; on the summit of the throne is written Nicoleti, the name he usually adopted. The plaque is now preserved in the Museum of that city.
In a street that still has the name Boccaleri (vase makers), traces of ancient potters’ kilns were found, along with some triangular wall tiles, alternating in blue and white maiolica, dating from the late 15th[Pg 27] or early 16th century. Among these was a plaque, 20 inches in diameter, featuring the Virgin and Child between two saints, surrounded by angels. The image is based on a design by Nicolo Pizzolo, a painter from Padua and a student of Squarcione; at the top of the throne is the name Nicoleti, which he commonly used. The plaque is now housed in the Museum of that city.

Fig. 28.—Plate. Myrrha fleeing from her Father.
Fig. 28.—Plate. Myrrha escaping from her father.
Fig. 28, a plate, painted on grey ground, is inscribed on the reverse with the name of the place and the date 1548.
Fig. 28, a plate painted on a gray background, has the name of the place and the date 1548 inscribed on the back.
CASTELLI
The manufactory of Castelli, a small town in the Abruzzi, north of the city of Naples, was still flourishing towards the end of the 17th century. Francesco[Pg 28] Saverio Grue, a man of letters and science, became about this time director of this Neapolitan maiolica fabrique. The ware was boldly ornamented with subjects, correctly designed and well painted; sometimes the landscapes were delicately heightened with gold. His sons and brothers continued to add lustre to his name for nearly a century. Francesco Antonio Grue’s works, which have dates, range from 1677 to 1722, the subjects being principally scriptural and mythological. Luigi Grue, about 1720-1740, painted landscapes and figures. Ioanes Grue or Grua painted scriptural subjects from about 1730 to 1750. Saverio Grue was the re-inventor of gilding on fayence; some of his pieces are dated 1749 and 1753. His earliest paintings are without gold, consisting of classical subjects and mottoes on plaques. C. A. Grue was a painter about the same time.
The factory in Castelli, a small town in the Abruzzi, north of Naples, was still thriving toward the end of the 17th century. Francesco[Pg 28] Saverio Grue, a man of letters and science, became the director of this Neapolitan maiolica factory around this time. The pottery was boldly decorated with well-designed and beautifully painted subjects; sometimes the landscapes were subtly enhanced with gold. His sons and brothers continued to elevate his name for nearly a century. Francesco Antonio Grue’s works, which are dated, range from 1677 to 1722, with subjects mainly being scriptural and mythological. Luigi Grue, around 1720-1740, painted landscapes and figures. Ioanes Grue or Grua painted scriptural subjects from about 1730 to 1750. Saverio Grue reinvented gilding on faience; some of his pieces are dated 1749 and 1753. His earliest paintings do not have gold and feature classical subjects and mottos on plaques. C. A. Grue was also painting around this time.

Fig. 29.—Bowl and Cover.
18th Century.
Fig. 29.—Bowl and Cover.
18th Century.

Fig. 30.—Ewer and Basin.
18th Century.
Fig. 30.—Ewer and Basin.
18th Century.
[Pg 30]Fig. 29, a bowl and cover, painted with nude figures after Annibale Caracci; and filled in with fruit, foliage, and cartouches, is signed “Liborius Grue P.”
[Pg 30]Fig. 29, a bowl with a lid, featuring nude figures inspired by Annibale Caracci, and decorated with fruit, leaves, and cartouches, is signed “Liborius Grue P.”
NAPLES
Maiolica was made in the city of Naples in the 17th century, but little is known respecting it. Examples of the fayence of the 18th century are frequently met with, signed FDV—F. del Vecchio; Giustiniani; the letter N crowned, and sometimes the letters H.F.
Maiolica was produced in Naples during the 17th century, but not much is known about it. Examples of 18th-century faience often appear, marked with FDV—F. del Vecchio; Giustiniani; a crowned letter N, and sometimes the letters H.F.
MONTE LUPO
The plates and dishes of coarse heavy earthenware, rudely painted with large caricature figures of soldiers and men in curious Italian costumes of the 17th and 18th centuries, in menacing and warlike attitudes, striding across the plates, holding swords, spears, and other weapons, are usually attributed to Monte Lupo, near Florence. The manufactory is still in existence.
The plates and dishes made of rough, heavy earthenware, clumsily painted with large caricature images of soldiers and men in interesting Italian outfits from the 17th and 18th centuries, depicted in threatening and warlike poses, marching across the plates while wielding swords, spears, and other weapons, are typically linked to Monte Lupo, near Florence. The factory is still operating.
[Pg 31]Fig. 31, is signed on the back “Raffaello Girolamo fecit Monte Lupo 1639.”
[Pg 31]Fig. 31, is signed on the back “Raffaello Girolamo made this in Monte Lupo 1639.”

Fig. 31.—Plate. Three Cavaliers.
Fig. 31.—Plate. Three Knights.
MILAN
No specimens can be identified of an earlier date than the 18th century. The fayence is usually painted with grotesque figures, but sometimes with flowers and scrolls in relief, also with Watteau or Chinese subjects. (See Fig. 33.)
No specimens can be identified that date earlier than the 18th century. The faience is typically painted with bizarre figures, but sometimes also features flowers and scrolls in relief, along with Watteau or Chinese subjects. (See Fig. 33.)
Some pieces, apparently of a later date, are from the manufactory of Pasquale Rubati, and usually signed with his initials.
Some items, seemingly from a later time, are made by Pasquale Rubati's workshop and are typically signed with his initials.

Fig. 32.—Écuelle and Dish.
18th Century.
Fig. 32.—Bowl and Plate.
18th Century.

Fig. 33.—Ewer and Dish.
18th Century.
Fig. 33.—Pitcher and Plate.
18th Century.

Fig. 34.—Cup and Plate.
18th Century.
Fig. 34.—Cup and Plate.
18th Century.
TURIN
That there was a manufactory of maiolica at Turin in the 16th century is proved by a dish with pierced border, painted on the inside with a boy carrying two birds on a long pole; it is marked underneath—Fatta in Torino adi 12 di Setēbre 1577 (see Fig. 35). The manufactory was in existence in the first half of the 18th century and was under Royal patronage, as a large dish which was in the collection of the Marquis D’Azeglio is inscribed on the back of the rim: “Fabrica Reale di Torino GR 1737.” In the centre of the reverse is a monogram composed of F. R. T. (Fabbrica Reale Torino).
That there was a maiolica factory in Turin during the 16th century is shown by a dish with a pierced border, painted on the inside with a boy carrying two birds on a long pole; it is marked underneath—Fatta in Torino adi 12 di Settembre 1577 (see Fig. 35). The factory was operational in the first half of the 18th century and had Royal support, as a large dish from the collection of the Marquis D’Azeglio is inscribed on the back of the rim: “Fabrica Reale di Torino GR 1737.” In the center of the back is a monogram made up of F. R. T. (Fabbrica Reale Torino).

Fig. 35.—Dish.
Dated 1577.
Fig. 35.—Dish.
Dated 1577.
FERRARA
Alfonso I., Duke of Ferrara, himself occasionally worked in a room attached to his palace, and is said to have discovered a fine white colour, which was adopted by the fabriques of Urbino. He died in 1534. His successor, Duke Alfonso II., summoned Camillo Fontana (son of the celebrated Orazio Fontana of Urbino) in 1567 to give new life to the manufactory. All the well-known pieces bearing the impresa of the Duke, a flame of fire and the motto “ARDET ETERNUM,” were produced at this fabrique, about 1579. At a much later period, probably late in the 17th century, there was still a manufactory here.
Alfonso I, Duke of Ferrara, occasionally worked in a room connected to his palace and is said to have discovered a great white color, which was adopted by the fabriques of Urbino. He died in 1534. His successor, Duke Alfonso II, summoned Camillo Fontana (the son of the famous Orazio Fontana of Urbino) in 1567 to revitalize the manufactory. All the well-known pieces featuring the impresa of the Duke, a flame of fire and the motto “Burn forever,” were created at this fabrique, around 1579. Much later, probably in the late 17th century, there was still a manufactory here.

Fig. 36.—Plateau. The Triumph of Bacchus.
First Half of the 18th Century.
Fig. 36.—Plateau. The Victory of Bacchus.
First Half of the 18th Century.
BASSANO, by Venice
A fabrique (according to V. Lazori) was founded here about 1540, by Simone Marinoni, but it is not known how long it lasted. Later pieces of the 17th century bear a certain resemblance to the Castelli ware. In 1728, a manufactory of maiolica was set on foot by the sisters Manardi, which was continued in 1735 by Giovanni Antonio Caffo; and some time after, but previous to 1753, another was carried on by Giovanni Maria Salmazzo.
A fabrique (according to V. Lazori) was established here around 1540 by Simone Marinoni, but it's unclear how long it operated. Later pieces from the 17th century show some resemblance to Castelli ware. In 1728, the Manardi sisters started a maiolica factory, which was taken over in 1735 by Giovanni Antonio Caffo; and sometime after, but before 1753, another was run by Giovanni Maria Salmazzo.
GENOA
Piccolpassi speaks of Genoa as a great mart for maiolica about the year 1540. He tells us the patterns painted—arabesques, leaves, landscapes, &c.—and the prices charged, but no specimens of this early date have hitherto been identified. The fayence of the 18th century, however, is of frequent occurrence; its decoration is much the same as that of Savona, viz. rude and hasty sketches in blue camaïeu, sometimes with small caricature figures in the style of Callot.[Pg 36] In consequence of Genoa’s maritime position, the mark selected for this ware was a beacon, by some erroneously called a lighthouse, from which some object is suspended on a pole.
Piccolpassi talks about Genoa as a major market for maiolica around 1540. He describes the painted designs—like arabesques, leaves, landscapes, etc.—and the prices charged, but no examples from this early period have been found so far. However, 18th-century faience is quite common; its decoration is very similar to that of Savona, consisting of rough and quick sketches in blue camaïeu, sometimes featuring small caricature characters in the style of Callot.[Pg 36] Because of Genoa's location by the sea, the mark used for this pottery was a beacon, which is mistakenly referred to as a lighthouse, with an object hanging from a pole.

Fig. 37.—Bottle.
18th Century.
Fig. 37.—Bottle.
18th Century.
Fig. 37, a bottle, painted in blue with birds and scroll ornaments, has this mark.
Fig. 37, a blue bottle decorated with birds and scroll designs, has this mark.
SAVONA
The manufactory of Savona was founded in the 17th century at the village of Albissola, situated on the coast, near Savona. The ware is generally ornamented in blue on white ground, the designs are roughly executed, and the mark, consisting of a shield of arms of the town, is often seen on the reverse. There are some other marks attributed to Savona: a double triangle with the letter S, called the “knot of Solomon” (Salomone), the sun with G.S., the falcon mark, the tower mark, and the anchor mark, so called from these emblems being depicted on the ware. Fig. 38, a basket, perforated and with two handles, is rudely painted with scrolls in yellow, blue, and green; in the centre is a cartouche with the letters S.A.G.S.
The Savona factory was established in the 17th century in the village of Albissola, located on the coast near Savona. The pottery is typically decorated in blue on a white background, and the designs are somewhat rough. The mark, which features a coat of arms of the town, is often found on the back. There are several other marks associated with Savona: a double triangle with the letter S, known as the “knot of Solomon” (Salomone), the sun with G.S., the falcon mark, the tower mark, and the anchor mark, named for the symbols displayed on the pottery. Fig. 38, a basket with perforations and two handles, is crudely painted with scrolls in yellow, blue, and green; in the center is a cartouche with the letters S.A.G.S.

Fig. 38.—Basket.
18th Century.
Fig. 38.—Basket.
18th Century.
LORETO
Although Santa Casa at Loreto is not strictly speaking a fabrique of maiolica, yet maiolica is actually made within the precincts of the sanctuary. Bowls are made of clay, mixed with the dust shaken from the dress of the Virgin and walls of the sanctuary, and in this form are preserved by the faithful as tokens of their visit to the shrine.
Although Santa Casa at Loreto isn't exactly a fabrique of maiolica, maiolica is indeed produced within the grounds of the sanctuary. Bowls are crafted from clay mixed with dust collected from the Virgin's dress and the walls of the sanctuary, and these are kept by visitors as mementos of their trip to the shrine.

Fig. 39.—Two Bowls.
Fig. 39.—Two Bowls.
SGRAFFIATO OR INCISED WARE
The earthenware vessels with stanniferous enamel, called in Italy sgraffiato ware, have been attributed to Città di Castello. They are engraved in outline and decorated en engobe—that is, the object before being glazed is covered with a second coating of coloured slip or engobe, on which is graved the ornament or design after it has been merely dried by the air, leaving a sort of champ levé, and afterwards baked in the kiln. These fayence vases are generally enamelled in yellow, green, and brown. Fig. 40, a bowl, is decorated with foliage, on the stem are three lions seated, in full relief; round the bowl runs a wreath of yellow flowers; and within is a man wrestling with a dragon, surrounded by a wreath. There was a manufactory of this sgraffiato ware at La Fratta, near Perugia, which was continued down to a late period. Fig. 42, a basket-shaped pot, has ornaments in relief. Similar ware was also made at Pavia in the 17th century.
The earthenware vessels with stanniferous enamel, known in Italy as sgraffiato ware, have been linked to Città di Castello. They are engraved in outline and decorated en engobe—that is, before being glazed, the object is covered with a second layer of colored slip or engobe, on which the ornament or design is etched after it has just dried in the air, creating a sort of champ levé, and then fired in the kiln. These faience vases are generally finished in yellow, green, and brown. Fig. 40, a bowl, features foliage decoration, with three lions in full relief seated on the stem; around the bowl is a wreath of yellow flowers, and inside, a man wrestles with a dragon, surrounded by a wreath. There was a factory producing this sgraffiato ware at La Fratta, near Perugia, which operated for quite a long time. Fig. 42, a basket-shaped pot, has relief ornaments. Similar ware was also made at Pavia in the 17th century.

Fig. 40.—Bowl of Incised Ware.
About 1460.
Fig. 40.—Bowl of Incised Ware.
Circa 1460.

Fig. 41.—Plate.
Diam., 11½ in. About 1540.
Fig. 41.—Plate.
Diameter: 11½ in. Circa 1540.

Fig. 42.—Red Glazed Earthenware Basket.
19th Century.
Fig. 42.—Red Glazed Pottery Basket.
19th Century.
Hispano-Moresque
Hispano-Moresque

Fig. 43.—Vase.
Height 20¾ in. 15th Century.
Fig. 43.—Vase.
Height 20¾ in. 15th Century.
SPAIN
The exact date of the introduction of enamelled pottery with lustre-pigment into Spain is unknown, but the existence of manufactures of “golden” pottery at Calatayud, in Aragon, is testified to by the Mohammedan geographer Edrisi in the 12th century.
The exact date when enamelled pottery with lustre-pigment was introduced to Spain is unclear, but the presence of "golden" pottery production in Calatayud, Aragon, is confirmed by the Muslim geographer Edrisi in the 12th century.

Fig. 44.—Azulejo.
Fig. 44.—Tile.
The Hispano-Moresque period, which is best known to us from the numerous specimens preserved to our time, commences with the 14th century,[Pg 42] when the Alhambra of Granada was erected by the Moors.
The Hispano-Moresque period, which is most familiar to us from the many specimens that have survived to the present day, begins in the 14th century,[Pg 42] when the Moors built the Alhambra in Granada.
The earlier pieces of the 14th and 15th centuries may be distinguished by a golden yellow metallic lustre, and blue enamel on a white ground. The designs are Moorish, consisting of diaper patterns, foliage, fantastic and other animals, shields of arms of Spanish princes, &c., and sometimes Arabic inscriptions, transformed into ornamental designs.
The earlier works from the 14th and 15th centuries can be recognized by their golden yellow metallic shine and blue enamel on a white background. The designs are Moorish, featuring geometric patterns, leaves, imaginative animals, coats of arms of Spanish princes, etc., and occasionally Arabic writing transformed into decorative designs.
Fig. 43, a vase, is decorated with leaves and conventional flowers, in reddish yellow lustre and blue.
Fig. 43, a vase, is decorated with leaves and stylized flowers, in reddish-yellow glaze and blue.
The azulejos or enamelled tiles of the Alhambra, bearing passages from the Koran, shields and other devices, are well known; they date from the beginning of the 14th century (see Fig. 44).
The azulejos or glazed tiles of the Alhambra, featuring verses from the Koran, coats of arms, and other symbols, are famous; they date back to the early 14th century (see Fig. 44).
Malaga. The principal as well as the earliest centre for the manufacture of fayence was in this city, and the finest known specimen of Moorish fayence is the celebrated vase of the Alhambra, which is supposed to be as early as the palace itself, viz. the 14th century, and was probably made here. The colours of the decoration are a pure blue enamel, surrounded or heightened with a yellow lustre on white ground.
Malaga. The main and earliest center for making fayence was in this city, and the most famous example of Moorish fayence is the renowned vase from the Alhambra, believed to date back to the 14th century, around the same time as the palace itself, and was likely produced here. The colors of the decoration feature a vibrant blue enamel, accented with a yellow luster on a white background.
Figs. 45 and 46 are other specimens of the Spanish lustre ware, with shields of arms, of the 15th or 16th century.
Figs. 45 and 46 are additional examples of Spanish lustre ware, featuring coats of arms, from the 15th or 16th century.
Majorca was the next in importance as regards its ancient manufacture, but it must also have had a very extensive trade in fayence, for it was exported to almost every part of the globe. Giovanni de’[Pg 43] Bernardi da Uzzano, writing in 1442 about the productions of the Balearic Isles, says “the fayence of Majorca has a very extensive sale in Italy.”
Mallorca was the next most significant in terms of its ancient craftsmanship, but it must have also had a very large trade in faience, as it was exported to nearly every part of the world. Giovanni de’[Pg 43] Bernardi da Uzzano, writing in 1442 about the products of the Balearic Isles, says “the faience of Majorca has a very extensive sale in Italy.”

Fig. 45.—Plateau.
Fig. 45.—Plateau.
As the keramic art in Spain declined, the Arabic inscriptions, which were perfect on the early vases like that of the Alhambra, were copied, but the painter, not knowing their signification, employed them as ornaments, until at last they became altogether confused and illegible. The arabesques were no longer in such elegant taste, and large coats of arms entirely filled the centres of vases and plates.
As ceramic art in Spain declined, the Arabic inscriptions that had been perfectly crafted on early vases like those from the Alhambra were copied, but the painters, not understanding their meaning, used them simply as decoration. Eventually, these inscriptions became completely jumbled and unreadable. The arabesque designs lost their elegance, and large coats of arms started to dominate the centers of vases and plates.
[Pg 44]Valencia was also celebrated for its fayence, which may be traced back to Roman times, for Saguntum, now Murviedro, is mentioned by Pliny and others as noted for its jasper red pottery. It is impossible to discover the origin of the lustred pottery of Valencia, but it probably dates from the beginning of the 15th century, when it became the most important in Spain. The pieces attributed to this place have Christian devices; many of them bear the inscription, “In principio erat Verbum et Verbum erat apud Deum,” from the first chapter of St. John, and the eagle displayed (not in an escutcheon as in the arms of Aragon), for St. John was particularly venerated at Valencia. Of its earlier productions of the Moorish period nothing is known.
[Pg 44]Valencia was also famous for its pottery, which dates back to Roman times, as Saguntum, now known as Murviedro, is mentioned by Pliny and others for its distinctive jasper red pottery. The exact origin of the lustred pottery from Valencia is unclear, but it likely began in the early 15th century when it became the most significant pottery in Spain. The pieces from this region feature Christian symbols; many include the inscription, “In principio erat Verbum et Verbum erat apud Deum,” from the first chapter of St. John, and showcase the eagle (not in a shield like in the arms of Aragon), because St. John was especially honored in Valencia. Nothing is known about its earlier creations from the Moorish period.

Fig. 46.—Plateau.
Fig. 46.—Plateau.

Fig. 47.—Dish.
Fig. 47.—Dish.
Valencia has from time immemorial been celebrated for its azulejos or enamelled tiles. There are many houses of the 15th and 16th centuries still existing in the ancient cities of Spain, the walls of whose rooms are covered with tiles ornamented with borders, scrolls, and geometrical designs. The celebrity of this manufacture is maintained to the present day. Fayence of all descriptions was [Pg 46]extensively made at Valencia throughout the 17th and 18th centuries. Fig. 47, a dish, is blue and white with a lion in the centre.
Valencia has long been famous for its azulejos or enamelled tiles. Many houses from the 15th and 16th centuries still stand in the ancient cities of Spain, with walls adorned with tiles featuring borders, scrolls, and geometric patterns. The reputation of this craft continues to this day. Fayence of all kinds was [Pg 46]widely produced in Valencia during the 17th and 18th centuries. Fig. 47, a dish, is decorated in blue and white with a lion in the center.
Manises, near Valencia, was also celebrated from the 16th to the 18th century. The decorations appear to be of Oriental design, executed for the most part in a rich copper-coloured lustre. Some dishes with copper-colour lustre have upon them a mark of an open hand, which may be the emblem of the place, and are dated 1610 and 1611. Fig. 48, a vase, is painted in lustre, with foliage, birds and animals, and with a rudely executed shield of arms, seemingly of Sicily or Portugal.
Manises, near Valencia, was also well-known from the 16th to the 18th century. The decorations seem to be of Oriental design, mainly done in a rich copper-colored luster. Some dishes with copper-colored luster have a mark of an open hand, which could be the emblem of the place, and are dated 1610 and 1611. Fig. 48, a vase, is painted in luster, featuring foliage, birds, and animals, along with a crudely done coat of arms, likely from Sicily or Portugal.

Fig. 48.—Vase.
Fig. 48.—Vase.
[Pg 47]Triana, near Seville. There were several fabriques here, one for the manufacture of spires or ornaments of earthenware, with which the gables of the buildings were crowned; others for the azulejos or tiles so much used in Spain, and for fayence vessels of all descriptions. Fig. 49 is a bottle in the form of a lady in the costume of the period of Louis XIV., en grande tenue; inside the fontange or top-knot of the headdress, which forms the spout, is written “Victor. I. Viva. Mi. Arno. Don. Damian. Sant. ✠.”
[Pg 47]Triana, near Seville. There were several fabriques here, one for making spires or decorative pieces out of earthenware to crown the gables of buildings; others for the azulejos or tiles that are commonly used in Spain, and for faience vessels of all kinds. Fig. 49 shows a bottle shaped like a lady dressed in the style of the Louis XIV era, en grande tenue; inside the fontange or top-knot of the headdress, which acts as the spout, is written “Victor. I. Viva. Mi. Arno. Don. Damian. Sant. ✠.”

Fig. 49.—Bottle.
Height 14 in.
Fig. 49.—Bottle.
Height 14 in.

Fig. 50.—Dish.
Dated 1774.
Fig. 50.—Dish.
Created 1774.
Alcora. There was a very important fabrique of fayence at this place, carried on by the Count D’Aranda, in the 18th century.
Alcora. There was a very important ceramics factory at this place, run by Count D’Aranda, in the 18th century.
[Pg 48]The usual mark upon this fayence is the letter A in gold or colour.
[Pg 48]The typical mark on this pottery is the letter A in gold or color.

Fig. 51.—Plaque.
Fig. 51.—Plaque.
Talavera, near Toledo, was one of the most important manufactories in Spain in the 17th and 18th[Pg 49] centuries, and the word talavera was used to indicate all fayence in the same manner as fayence in France and delft in England.
Talavera pottery, near Toledo, was one of the most significant factories in Spain during the 17th and 18th[Pg 49] centuries, and the term talavera was used to refer to all faience in the same way that faience was used in France and delft in England.

Fig. 52.—Bowl.
18th Century.
Fig. 52.—Bowl.
1700s.
Fig. 52, a bowl, is glazed, decorated within and without with a bull fight, storks, and trees, in green, orange and manganese.
Fig. 52, a bowl, is glazed and decorated inside and out with a bullfight, storks, and trees, in green, orange, and manganese.
CONTINENTAL FAYENCE
FRANCE
Maiolica and Fayence are essentially the same, being composed of the same material and covered with a tin glaze or opaque white enamel, which serves to hide the dingy colour of the clay, and forms a fine ground for the reception of colours.
Majolica and Fayence are basically the same, made from the same materials and coated with a tin glaze or opaque white enamel, which hides the dull color of the clay and provides a smooth surface for applying colors.
Saint Porchaire. All the earliest writers on the subject appear to have thought that it was made in Touraine, and it was called Henri Deux ware.
Saint Porchaire. All the earliest writers on the subject seem to have believed that it was made in Touraine, and it was known as Henry II ware.
The ware next became known as Faïence d’Oiron, but in 1888 it was affirmed that the factory of this pottery was at Saint Porchaire.
The pottery later became known as D'Oiron ceramics, but in 1888 it was confirmed that the factory producing this pottery was located in Saint Porchaire.
The distinguishing characteristics of this curious ware are, in the first place, the body, which is of a creamy white pipeclay, very compact and of fine texture, so that it does not, like the ordinary fayence, require an opaque white enamel, but merely a transparent glaze; and secondly, that instead of being painted with enamel colours over the surface, it is inlaid with coloured plates, in the same manner as the champ levé enamels or niello work in metal.
The key features of this unique pottery are, first, the body, which is made of a creamy white pipe clay that's very dense and finely textured. This means it doesn’t need an opaque white enamel like regular faience; it only requires a clear glaze. Secondly, instead of being painted with enamel colors on the surface, it's inlaid with colored plates, similar to champ levé enamels or niello work in metal.
Fig. 53, a candlestick of cream-coloured ware, is inlaid with arabesques and other patterns, in dark brown and reddish brown, with reliefs of three boys,[Pg 51] tragic masks, shields of arms of France, and the cipher of Henri II.; above are three terminal figures of satyrs; date about 1540.
Fig. 53, a cream-colored candlestick, features inlays of arabesques and other designs in dark brown and reddish brown, along with reliefs of three boys,[Pg 51] tragic masks, the arms of France, and the cipher of Henri II.; above, there are three terminal figures of satyrs; dated around 1540.

Fig. 53.—Candlestick.
Fig. 53.—Candle holder.
Fig. 54, a biberon, is inlaid with interlaced bands and scrolls, rosettes, guilloches, masks, &c., in a reddish colour; a curved band on the neck has a[Pg 52] row of ciphers, these being the letters A. M., elegantly arranged as a decorative monogram, probably that of the Constable Anne de Montmorency.
Fig. 54, a biberon, is decorated with interwoven bands and scrolls, rosettes, engravings, masks, etc., in a reddish color; a curved band on the neck features a[Pg 52] row of letters, specifically A. M., elegantly arranged as a decorative monogram, likely belonging to Constable Anne de Montmorency.

Fig. 54.—Biberon.
Height 9¼ in.
Fig. 54.—Baby Bottle.
Height 9¼ in.
[Pg 53]Beauvais was celebrated for the manufacture of decorative pottery in the 14th century, and descriptions of cups of the terre de Beauvais frequently occur in early inventories. Several specimens of it are still in existence; they are of red, green, or blue glaze, with gothic inscriptions and arms of various provinces of France in relief.
[Pg 53]Beauvais was known for producing decorative pottery in the 14th century, and descriptions of cups made from terre de Beauvais often appear in early inventories. Several pieces still exist today; they have red, green, or blue glaze, featuring Gothic inscriptions and the coats of arms of different provinces of France in relief.
Apt. The fabrication of fayence is said to have commenced here about the middle of the 18th century, principally in imitation of jasper and brocatelle marble. The manufactory of M. Bonnet was established about 1780, and marbled ware and vases of a yellow colour were produced.
Apartment. The production of fayence began here around the mid-18th century, mainly imitating jasper and brocatelle marble. M. Bonnet's factory was set up around 1780, creating marbled pieces and vases in a yellow color.

Fig. 55.—Vase.
Fig. 55.—Vase.
Fig. 55 is a yellow vase with masks and vine leaves.
Fig. 55 is a yellow vase featuring masks and vine leaves.
[Pg 54]Blois. A manufactory of fayence was in existence here throughout the 17th and 18th centuries. It was similar to that of Nevers and Rouen. Some specimens are signed Lebarquet.
[Pg 54]Blois. A faience factory operated here during the 17th and 18th centuries. It was similar to those in Nevers and Rouen. Some pieces are signed Lebarquet.

Fig. 56.—Candlestick.
Fig. 56.—Candle holder.
Avignon. A manufactory of pottery flourished here from about 1650 to 1780, but there were also potteries early in the 16th century. The pottery is of a chocolate brown, with a fine metalloid glaze like bronze or tortoiseshell. The ewers and bottles are of elegant forms, resembling those of[Pg 55] Italy, sometimes perforated and ornamented with masks and flowers in relief, or painted yellow.
Avignon. A pottery factory thrived here from around 1650 to 1780, although potteries existed as early as the 16th century. The pottery is a rich chocolate brown, featuring a smooth, metallic glaze akin to bronze or tortoiseshell. The jugs and bottles have elegant shapes, similar to those from [Pg 55] Italy, and are sometimes pierced and decorated with masks and flowers in relief, or painted in yellow.

Fig. 57.—Ewer.
About 1600.
Fig. 57.—Ewer.
Circa 1600.
Bernard Palissy, born 1510, succeeded, after many years of diligent research, in discovering the enamel which decorates his ware. His earthenware, as well as his style of decoration and his beautiful modelling, were quite original. The natural objects represented upon his ware are true in form and colour, being mostly modelled from nature; the shells are copied from tertiary fossils found in the[Pg 56] Paris basin; the fish are those of the Seine, and the reptiles and plants such as he found in the environs of Paris.
Bernard Palissy, born in 1510, eventually found, after many years of hard work, the enamel that embellishes his pottery. His earthenware, along with his unique decorative style and beautiful sculpting, was truly original. The natural objects depicted on his pieces are accurate in both form and color, mainly modeled after real-life examples; the shells are replicas of tertiary fossils discovered in the [Pg 56] Paris basin; the fish are ones from the Seine, and the reptiles and plants are from the areas around Paris.

Fig. 58.—Dish.
16th Century.
Fig. 58.—Dish.
16th Century.
Nevers. The earliest evidence of the making of fayence at Nevers is the foundation of a fabrique by Dominique Conrade, in the latter half of the 16th century, which was carried on by his son and grandson. In 1652, Pierre Custode established another fabrique, which was equally successful, and seven generations of his family were employed in it. Other manufactories were started in the 18th century.
Nevers. The earliest evidence of faience production in Nevers dates back to a factory founded by Dominique Conrade in the latter half of the 16th century, which was continued by his son and grandson. In 1652, Pierre Custode set up another factory that also thrived, with seven generations of his family working there. Additional manufactories began in the 18th century.
The fayences of the first epoch, 1600 to 1660, have frequently been confounded with Italian [Pg 57]maiolica, but a little attention will show the points of difference. In the Nevers ware the figures are always yellow on blue ground; the Italian figures are usually blue on yellow. At Nevers red or metallic lustre was never employed, and the outlines are always traced in manganese violet, never in purple or black. During the second epoch, the ground was a peculiar lapis-lazuli blue, like the Persian colour called bleu de Perse; it entirely covered the piece, was spotted or painted with white, or sometimes in yellow and orange, and decorated with flowers and birds. The Chinese patterns are in light blue en camaïeu, sometimes intermixed with a sort of brown lilac.
The faience from the first period, 1600 to 1660, is often confused with Italian [Pg 57] maiolica, but with a little attention, you can see the differences. In Nevers ware, the figures are always yellow on a blue background; the Italian figures are typically blue on a yellow background. Nevers never used red or metallic luster, and the outlines are always done in manganese violet, never in purple or black. In the second period, the background was a unique lapis lazuli blue, similar to the Persian color known as bleu de Perse; it fully covered the piece, was often spotted or painted with white, or sometimes in yellow and orange, and was decorated with flowers and birds. The Chinese patterns are in light blue en camaïeu, sometimes mixed with a kind of brown lilac.

Fig. 59.—Pilgrim’s Bottle. Bleu de Perse.
2nd half of 17th Century. Height 11½ in.
Fig. 59.—Pilgrim's Bottle. Bleu de Perse.
2nd half of the 17th Century. Height 11½ in.

Fig. 60.—Ewer. Painted with Japanese figures,
2nd half of 17th Century. Height 15⅜ in.
Fig. 60.—Pitcher. Decorated with Japanese figures,
2nd half of the 17th Century. Height 15⅜ in.

Fig. 61.—Pilgrim’s Bottle. Apollo and Daphne;
rev. A
Bacchanalian Scene.
In blue and yellow. Height 12¼ in.
Fig. 61.—Pilgrim’s Bottle. Apollo and Daphne;
rev. A Wild Party Scene.
In blue and yellow. Height 12¼ in.
Rouen. There was a manufactory of pottery at[Pg 60] Rouen early in the 16th century, and towards the end of the next century there were many establishments. At the commencement of the 18th century, the Chinese style pervaded all the Rouen fayence, but it was transformed or travestied and possessed a special physiognomy; the subjects were landscapes and buildings with figures, fantastic birds, dragons, &c., in blue, green, yellow, and red, bordered with the square Chinese ornaments. At a later date the decoration consists principally of flowers issuing from cornucopiæ and rococo ornaments; this sort of style is called in France “à la corne.” The paste of the Rouen fayence is heavier and thicker than that of Delft, but the designs and ornaments are full of taste, decorated in blue camaïeu and in polychrome, some in the style of Nevers, with white on bleu de Perse, but of paler colour. The pieces were frequently of large size, and included fountains, consoles, vases, &c.
Rouen. There was a pottery factory at[Pg 60] Rouen in the early 1500s, and by the end of the following century, there were many establishments. At the start of the 1700s, the Chinese style dominated all Rouen faience, but it was altered or adapted to have a unique look; the designs featured landscapes and buildings with figures, whimsical birds, dragons, etc., in blue, green, yellow, and red, framed with square Chinese patterns. Later on, the decoration mainly consisted of flowers emerging from cornucopias and decorative rococo elements; this style is referred to in France as “à la corne.” The paste of Rouen faience is heavier and thicker than that of Delft, but the designs and decorations are very tasteful, often done in blue camaïeu and polychrome, some in the Nevers style with white on bleu de Perse, although it's a lighter shade. The pieces were often large, including fountains, consoles, vases, etc.

Fig. 62.—Ewer.
Fig. 62.—Jug.

Fig. 63.—Ewer.
Fig. 63.—Jug.

Fig. 64.—Plate.
Fig. 64.—Plate.
Fig. 62 is painted with polychrome decoration of landscapes, &c.; period of Louis XIV.; height 26⅜ in.
Fig. 62 is decorated with colorful images of landscapes, etc.; from the time of Louis XIV.; height 26⅜ in.
Fig. 63 is painted in blue with arabesques and flowers; period of Louis XIV.; height 9¾ in.
Fig. 63 is painted in blue with decorative swirls and flowers; Louis XIV period; height 9¾ in.
[Pg 62]Fig. 64 is painted in the centre with a rose ornament, with medallions and scrolls round the rim, in blue and orange; period of Louis XIV.; diam. 10 in.
[Pg 62]Fig. 64 features a rose design in the center, surrounded by medallions and scrolls around the edge, in blue and orange; from the time of Louis XIV.; diameter 10 in.

Fig. 65.—Compotier.
Fig. 65.—Bowl.

Fig. 66.—Compotier.
Fig. 66.—Fruit bowl.
Fig. 65 is painted in polychrome; period of Louis XV.; diam. 9⅝ in.
Fig. 65 is painted in multiple colors; Louis XV period; diameter 9⅝ in.
Fig. 66 is painted with Chinese figures, &c., in polychrome; period of Louis XV.; diam. 10 in.
Fig. 66 features painted Chinese figures, etc., in color; Louis XV period; diameter 10 in.
[Pg 63]Strassburg[1] and Hagenau were noted for the manufacture of fayence, established by Charles François Hannong about 1709. It was called in France “poterie du Rhin,” and is of a peculiar character, and easily known, being generally decorated with flowers and scrolls in red, rose colour, and green. Charles F. Hannong was succeeded by his sons Paul and Balthasar. The former took charge of the Strassburg works, and the latter the factory which had been started at Hagenau. The Strassburg fayence works were closed in 1780.
[Pg 63]Strasbourg[1] and Hagenau were known for making faience, founded by Charles François Hannong around 1709. In France, it was called “poterie du Rhin,” and it's quite distinctive, usually decorated with flowers and scrolls in red, pink, and green. Charles F. Hannong was followed by his sons Paul and Balthasar. Paul managed the Strasbourg factory, while Balthasar took over the operation started in Hagenau. The Strasbourg faience factory closed in 1780.

Fig. 67.—Fountain.
Fig. 67.—Fountain.

Fig. 68.—Clock and Bracket.
Fig. 68.—Clock and Bracket.
[Pg 65]Fig. 67, polychrome decoration, bears the initials of Paul Hannong; about 1750; height 22¼ in.
[Pg 65]Fig. 67, with colorful decoration, has the initials of Paul Hannong; around 1750; height 22¼ in.
Fig. 68, in three pieces, coloured in maroon, yellow, blue and green, bears the mark of Paul Hannong; about 1750; height 3 ft. 9 in.
Fig. 68, in three parts, colored in maroon, yellow, blue, and green, is marked by Paul Hannong; around 1750; height 3 ft. 9 in.
Moustiers. The products of the Moustiers fabriques may be divided into three periods:—
Moustiers-Sainte-Marie. The products of the Moustiers fabriques can be categorized into three periods:—
1st Epoch. Towards the end of the 17th century. The subjects are hunting scenes, &c., painted in blue; champêtre scenes and figures in costumes of the period of Louis XIV.; and mythological and biblical subjects with arabesque borders. The outlines are sometimes lightly indicated in violet of manganese.
1st Epoch. Towards the end of the 17th century. The themes include hunting scenes, etc., painted in blue; rustic scenes and figures in the fashion of the Louis XIV period; along with mythological and biblical subjects featuring arabesque borders. The outlines are occasionally lightly drawn in manganese violet.

Fig. 69.—Plateau.
Fig. 69.—Plateau.
2nd Epoch. From the commencement of the[Pg 66] 18th century to about 1745. The specimens of this period are in blue camaïeu with highly finished and graceful interlaced patterns, among which are cupids, satyrs, nymphs, terminal figures, flowers, masks, &c.; canopies with draperies resting upon consoles, vases, fountains, &c.
2nd Epoch. From the start of the[Pg 66] 18th century to around 1745. The examples from this period are in blue camaïeu with finely detailed and elegant interlaced patterns, featuring cupids, satyrs, nymphs, terminal figures, flowers, masks, etc.; canopies with draperies supported by consoles, vases, fountains, etc.
3rd Epoch. From 1745 to 1789. The fayence is mostly painted in polychrome; the colours are blue, brown, yellow, green, and violet. The decorations are flowers, fruit, and foliage, and sometimes mythological subjects. Other patterns of this period consist of grotesque figures, and caricatures. The outlines of the designs were transferred to the surface of the ware by means of paper patterns, pricked with a fine needle and powdered over with charcoal.
3rd Epoch. From 1745 to 1789. The pottery is mostly painted in multiple colors; the colors include blue, brown, yellow, green, and violet. The decorations feature flowers, fruit, and leaves, and sometimes mythological themes. Other patterns from this period include weird figures and caricatures. The outlines of the designs were copied onto the surface of the pottery using paper patterns that were pricked with a fine needle and dusted with charcoal.

Fig. 70.—Compotier.
Fig. 70.—Fruit bowl.
Fig. 69, painted in green camaïeu with a rustic subject in the style of Boucher, with polychrome floral border; 1720 to 1760; diam. 11⅛ in.
Fig. 69, painted in green camaïeu featuring a rustic theme in the style of Boucher, with a multicolored floral border; 1720 to 1760; diam. 11⅛ in.
Fig. 70. Compotier, painted with a central[Pg 67] hunting subject, after Tempesta, surrounded by a floral border, and outer border of garlands, in polychrome; 1680 to 1720; diam. 10⅜ in.
Fig. 70. Compote dish, featuring a central[Pg 67] hunting scene based on Tempesta, edged with a floral border, and an outer border of garlands, in multiple colors; 1680 to 1720; diameter 10⅜ in.

Fig. 71.—Plate.
Fig. 71.—Plate.

Fig. 72.—Barber’s Basin.
Fig. 72.—Barber's Basin.
Fig. 71. Plate, octagonal, with curved outline, painted with central medallion of Juno standing in a landscape, surrounded by a garland, and round[Pg 68] the border the busts of divinities within medallions, and garlands, in polychrome; 1680 to 1720; diam. 10 in.
Fig. 71. Octagonal plate with a curved edge, featuring a central medallion of Juno in a landscape, surrounded by a garland, and around the border, there are busts of deities in medallions along with garlands, in multiple colors; 1680 to 1720; diameter 10 in.
Fig. 72. Barber’s basin, painted in polychrome with the subject of Diana and Actæon; 1680 to 1720; length 15 in.
Fig. 72. Barber's basin, vividly painted with the scene of Diana and Actæon; 1680 to 1720; length 15 in.
Varages also possessed manufactories in the 18th century for fayence in the style of Moustiers, from which it is only a few miles in distance. Some of this ware bears the mark of a cross, and was called “Faïence à la Croix.” Fig. 73 is painted with rustic figures in landscape, after Wouverman; crimson and green flower border, and marked with a cross. 18th century. Diam. 11½ in.
Varages also had factories in the 18th century that produced faience in the style of Moustiers, which is only a few miles away. Some of this pottery features a cross mark and is known as “Faïence à la Croix.” Fig. 73 is decorated with rustic figures in a landscape, inspired by Wouverman; it has a crimson and green flower border and is marked with a cross. 18th century. Diam. 11½ in.

Fig. 73.—Plate.
Fig. 73.—Plate.
Marseilles. The manufacture of fayence at Marseilles, and elsewhere in the South of France, was in activity early in the 17th century. A little after 1750, twelve fabriques of pottery were in existence. In 1790 there were eleven manufactories existing, but most of them ceased about 1793, on account of the Treaty of Commerce with England. The Revolution[Pg 70] of 1793 gave an additional blow to the keramic industry of Marseilles. In 1805 there were only three factories at work, employing twenty hands. In 1809 only one remained.
Marseille. The production of faience in Marseilles and other parts of Southern France was active in the early 17th century. Shortly after 1750, there were twelve fabriques of pottery. By 1790, eleven manufactories were still operating, but most shut down around 1793 due to the Treaty of Commerce with England. The Revolution[Pg 70] of 1793 dealt another blow to the ceramic industry in Marseilles. By 1805, only three factories were still in operation, employing twenty workers. By 1809, only one was left.

Fig. 74.—Tureen.
Fig. 74.—Tureen.
The fayence is much the same in character as that of Moustiers, and sometimes resembles that of Strassburg. The decorations are frequently in red or green, sometimes with Chinese designs. There is one peculiarity about the Marseillaise fayence which at once fixes its identity, and this is, three green leaves or marks painted on the backs of plates and dishes to hide the imperfections in the enamel caused by the pernettes or points of support on which they rested in the kiln. There is also a great resemblance between the early ware made here and at Genoa, in consequence of the emigration of many workmen. We learn from a complaint made on the subject by the potters of Marseilles to the Intendant of Provence in 1762, from which it seems they took a great number of apprentices at very low wages, and the wages were paid in fayence, which mode of payment they said deteriorated the quality, and caused the workmen to emigrate to Genoa. Also they complained that great quantities of Genoese fayence were imported into Languedoc and Provence, and spread over France, which was absolutely ruinous to the trade of the two provinces, and especially to Marseilles.
The faience has a character similar to that of Moustiers and sometimes resembles that of Strassburg. The decorations often feature red or green, and sometimes include Chinese designs. One distinctive feature of the Marseillaise faience that clearly identifies it is three green leaves or marks painted on the backs of plates and dishes to cover up imperfections in the enamel caused by the pernettes or points of support on which they rested in the kiln. There is also a significant resemblance between the early ceramics made here and those from Genoa, due to the emigration of many craftsmen. We learn from a complaint made by the potters of Marseille to the Intendant of Provence in 1762 that they recruited a large number of apprentices at very low wages, and that these wages were paid in faience, which they claimed reduced the quality and led to craftsmen emigrating to Genoa. They also complained that large quantities of Genoese faience were being imported into Languedoc and Provence, spreading throughout France, which was devastating for the trade in both provinces, especially Marseille.
Fig. 74. Soup tureen, cover, and stand, with polychrome flower decoration and gilding, was made by Savy, about 1750; length of tureen, 15½ in.
Fig. 74. Soup tureen, lid, and stand, featuring multicolored flower designs and gold detailing, made by Savy around 1750; length of tureen, 15½ in.
Sinceny in Picardy. A manufactory was [Pg 71]established here in 1733, by Jean Baptiste de Fayard, Gouverneur de Chaunay et Seigneur de Sinceny. Dr. Warmont (Recherches Historiques sur les faïences de Sinceny, &c., Paris, 1864) divides the products of this manufactory into three periods:—
Sincerity in Picardy. A factory was [Pg 71]established here in 1733 by Jean Baptiste de Fayard, Governor of Chaunay and Lord of Sinceny. Dr. Warmont (Historical Research on Sinceny Faience, etc., Paris, 1864) categorizes the products of this factory into three periods:—
1. Rouennaise, 1734 to 1775.
2. Faïence au feu de réverbère, 1775 to 1789.
3. Décadence de l’Art, 1789 to 1864.
1. Rouennaise, 1734 to 1775.
2. Faïence in the light of the street lamp, 1775 to 1789.
3. Decline of Art, 1789 to 1864.
The earliest pieces were painted in blue; the next in blue touched with red or green and yellow, decorated with lambrequins (mantlings), à la corne (cornucopiæ), birds, and butterflies. Chinese figures were doubtless stencilled by pricked papers and charcoal powder.
The earliest pieces were painted in blue; the next in blue mixed with red, green, and yellow, decorated with lambrequins (mantlings), à la corne (cornucopiæ), birds, and butterflies. Chinese figures were probably stenciled using pricked papers and charcoal powder.

Fig. 75.—Bowl and Cover.
Fig. 75.—Bowl and Lid.
[Pg 72]About 1775 a great improvement was perceptible in the fayence of Sinceny; the paste became finer in quality, the colours brighter and more varied, in more exact imitation of the porcelain of Japan. This was accomplished by what is called le feu de réverbère, in contradistinction to the old process au grand feu; the latter included only one baking, while in the other the ware was placed a second time in the kiln, and the pigments were not exposed to so great a heat, which allowed the employment of brighter colours. Table services decorated in polychrome, with branches of roses, sometimes in green camaïeu; delicate wicker baskets, watch stands, &c., were produced; they were painted with Chinese figures, rococo scrolls, and other ornaments. From 1790 the fayence au feu de réverbère was largely discontinued on account of its expensive character and the introduction of English ware at a lower price; but still, both descriptions were occasionally made.
[Pg 72]Around 1775, a significant improvement was noticeable in the earthenware of Sinceny; the clay became finer, the colors brighter and more diverse, closely mimicking the porcelain of Japan. This was achieved through a method called le feu de réverbère, as opposed to the old technique au grand feu; the latter involved only one firing, while in the former, the items were placed back in the kiln a second time, allowing the pigments to be exposed to lower heat, which enabled the use of more vibrant colors. Tableware decorated in multiple colors, featuring rose branches, sometimes in green camaïeu; delicate wicker baskets, watch stands, etc., were produced; these were painted with Chinese figures, rococo scrolls, and various other designs. From 1790 onwards, the earthenware au feu de réverbère was largely phased out due to its high cost and the arrival of cheaper English ceramics; however, both types were still occasionally made.
Fig. 75 is a bowl and cover, painted in colours inside with a coronet, supported by two cupids on clouds with a flaming heart beneath, 18th century.
Fig. 75 is a bowl and cover, painted in colors on the inside with a coronet, supported by two cupids on clouds with a flaming heart below, 18th century.
Lunéville. Founded in 1731 by Jacques Chambrette, it was called La Manufacture Stanislas; Jacques was succeeded by his son Gabriel and his son-in-law Charles Loyal. They made fayence of blue decoration like Nevers, and sometimes with rose and green colours like the old Strassburg ware. Large figures of lions, dogs, and other animals, of natural size, are sometimes met with.
Lunéville. Founded in 1731 by Jacques Chambrette, it was known as La Manufacture Stanislas; Jacques was succeeded by his son Gabriel and his son-in-law Charles Loyal. They produced faience with blue decorations similar to Nevers, and occasionally in rose and green like the old Strassburg pottery. Large life-sized figures of lions, dogs, and other animals can sometimes be found.

Fig. 76.—A Pair of Rustic Figures. With polychrome decoration.
About 1775. Height 8¾ in.
Fig. 76.—A Pair of Rustic Figures. With colorful decoration.
Circa 1775. Height 8¾ in.

Fig. 77.—Dish. In polychrome.
About 1760. Length 13¼ in.
Fig. 77.—Plate. In multiple colors.
Circa 1760. Length 13¼ in.
[Pg 74]Aprey, near Langres. Established, about 1750, by Lallemand, Baron d’Aprey. About 1780 it was conducted by M. Vilhault, who made a superior kind of fayence. The early style is that of Strassburg with rose colour, green and yellow predominating.
[Pg 74]Aprey, near Langres. Founded around 1750 by Lallemand, Baron d’Aprey. By 1780, it was run by M. Vilhault, who created a high-quality type of faience. The early style resembles that of Strassburg, featuring dominant rose, green, and yellow colors.

Fig. 78.—Plate. In polychrome.
Diam. 9⅜ in.
Fig. 78.—Plate. In multiple colors.
Diam. 9⅜ in.
At Manerbe, near Lisieux in Normandy, and at Malicorne, Infreville, Château-la-Lune and Armentières, those elegant glazed earthenware pinnacles or finials which adorn the gables of old mansions in various parts of Normandy were constructed. They are 5 or 6 feet in height, being a series of small ornaments placed one above another on an iron rod; they partake of the character of the figulines rustiques of Palissy, and have frequently been sold as such.
At Manerbe, near Lisieux in Normandy, and at Malicorne, Infreville, Chateau Moon, and Armentières, those stylish glazed earthenware pinnacles or finials that decorate the gables of old mansions in different parts of Normandy were made. They stand about 5 or 6 feet tall, consisting of a series of small ornaments stacked one on top of the other on an iron rod; they resemble the figulines rustiques of Palissy and are often sold as such.

Fig. 79.—Finial.
About 1600.
Fig. 79.—Finial.
Circa 1600.
[Pg 76]St. Clément. Established about 1750. Little is known of this fabrique. There are some specimens of the 18th century in the Sèvres Museum; also some others of later date, 1819 and 1823.
[Pg 76]St. Clement. Founded around 1750. Not much is known about this fabrique. There are a few pieces from the 18th century in the Sèvres Museum, as well as some from later dates, specifically 1819 and 1823.

Fig. 80.—Écuelle.
With gilt scrolls on white ground.
Fig. 80.—Bowl.
With gold scrolls on a white background.
Toulouse. Established in the 18th century. The ware is very similar in style to early Rouen pottery. A large hunting bottle, with loops for suspension, painted with blue flowers, and bearing round the neck the inscription “Laurens Basso a Toulousa Le 14 Maÿ 1756,” was formerly in the possession of the late Mr. C. W. Reynolds.
Toulouse. Founded in the 18th century. The pottery closely resembles early Rouen ceramics. A large hunting flask, featuring loops for hanging, painted with blue flowers, and inscribed around the neck with “Laurens Basso a Toulousa Le 14 Maÿ 1756,” was previously owned by the late Mr. C. W. Reynolds.
Niderviller.[2] Established in 1760, by Jean Louis, Baron Beyerlé. The ware is in the German style, potters from Germany having been employed in its production, and is remarkable for the richness and delicacy of its decoration, which most frequently consists of flowers in bouquets and garlands. His fayence figures and groups are well modelled. About 1780,[Pg 77] four years before Beyerlé’s death, the factory was purchased by General Count Custine, and carried on by him under M. Lanfray, principally for the manufacture of porcelain, which will be subsequently referred to.
Niderviller.[2] Founded in 1760 by Jean Louis, Baron Beyerlé. The pottery has a German influence, as potters from Germany were involved in its creation. It’s known for its rich and delicate decoration, often featuring floral designs in bouquets and garlands. His faience figures and groups are well-crafted. Around 1780,[Pg 77] four years before Beyerlé’s death, the factory was bought by General Count Custine, who continued operations with M. Lanfray, mainly focusing on porcelain production, which will be discussed later.

Fig. 81.—Vase.
Fig. 81.—Vase.
Fig. 81. Vase with cover, one of a pair; urn shape, painted to resemble deal, with medallions containing landscapes in rose camaïeu, and borders of bay leaves. It bears the mark of Count Custine; date about 1774; height 17⅜ inches.
Fig. 81. Vase with cover, part of a pair; urn shape, painted to look like deal wood, with medallions featuring landscapes in rose camaïeu, and borders of bay leaves. It has the mark of Count Custine; dated around 1774; height 17⅜ inches.
[Pg 78]Douai. Two brothers of the name of Leech, from England, were engaged, in 1782, by M. George Bris, of Douai, to superintend the manufacture of English pottery on a large scale, in a factory (now a Normal School) in the Rue des Carmes. It was one of the first of the kind established in France. The chief workmen, who came originally from England, instructed pupils, who carried the new process to Chantilly, Forges, and other places in France.
[Pg 78]Douai. In 1782, two brothers named Leech from England were hired by M. George Bris of Douai to oversee the large-scale production of English pottery at a factory (now a Normal School) on Rue des Carmes. It was one of the first of its kind established in France. The main workers, who originally came from England, taught students, who then brought the new techniques to Chantilly, Forges, and other locations in France.
Vincennes. In 1768 M. Maurin des Abiez undertook a manufacture of fayence in the manner of Strassburg, it being well known that there did not exist in France any fayence comparable to it in beauty and solidity; he had purchased the secret, and brought to Paris a staff of workmen who had been engaged at Strassburg. He acquired possession of the Château de Vincennes for twenty years. Pierre Antoine Hannong was engaged as director, and the works were carried on for four years, until 1771, when the factory got into difficulties and was closed.
Vincennes. In 1768, M. Maurin des Abiez started a ceramics production similar to that of Strassburg, as it was widely recognized that no ceramics in France matched its beauty and durability; he had acquired the secret and brought a team of artisans from Strassburg to Paris. He secured the Château de Vincennes for twenty years. Pierre Antoine Hannong was hired as the director, and the factory operated for four years until 1771, when it faced challenges and was shut down.
Sarreguemines.[3] Established about 1770 by Paul Utzschneider. The beautiful fayence produced here is in imitation of porphyry, jasper, granite, and other variegated hard marbles, and was sometimes cut and polished by the lathe; it was also made with white raised figures on blue in the style of Wedgwood, and a third kind was red ware like the Japanese. The name is impressed on the ware.
Sarreguemines.[3] Founded around 1770 by Paul Utzschneider. The stunning faience produced here imitates porphyry, jasper, granite, and other colorful hard marbles, and was sometimes shaped and polished using a lathe; it also featured white raised designs on blue similar to Wedgwood, and another type was red pottery like that of the Japanese. The name is stamped on the pieces.
[Pg 79]St. Amand-les-Eaux, near Valenciennes. Founded about 1750 by M. Fauquet, and continued by his son. The latter occupied himself especially with the gilding of his ware, which gave his neighbours the opportunity of saying he melted all his louis-d’ors in making his experiments and ruined himself. In the revolution of 1789 he emigrated, and all his goods were confiscated. In 1807 he attempted to revive the fabrique, and advertised that the St. Amand works were in full activity, making white fayence in the style of Rouen.
[Pg 79]St. Amand-les-Eaux, near Valenciennes. Founded around 1750 by M. Fauquet, and carried on by his son. The son focused particularly on gilding his pieces, which led his neighbors to claim that he melted down all his gold coins during his experiments and ended up bankrupt. During the revolution of 1789, he emigrated, and all his possessions were confiscated. In 1807, he tried to revive the fabrique, announcing that the St. Amand works were fully operational, producing white faience in the style of Rouen.

Fig. 82.—Inkstand.
Fig. 82.—Inkstand.
Fig. 82, an inkstand, with ink and pounce pots and drawer, painted on a grey ground with blue and white flowers under the glaze; about 1760-80.
Fig. 82, an inkwell, with ink and powder pots and a drawer, painted on a grey background with blue and white flowers under the glaze; around 1760-80.
Sceaux Penthièvre. In 1753, Jacques de[Pg 80] Chapelle established a manufactory of a particular sort of fayence, of which he alone possessed the secret. The ware is in the style of Strassburg, its prevailing colours being pink and green; it is painted with flowers, but more carefully finished, and with landscapes and other forms of decoration.
Sceaux Penthièvre. In 1753, Jacques de[Pg 80] Chapelle set up a factory for a specific type of faience, of which he was the only one who knew the secret. The pieces are in the Strassburg style, primarily featuring pink and green colors; they are painted with flowers but have a more detailed finish, along with landscapes and other decorative designs.

Fig. 83.—Plate.
Fig. 83.—Plate.
Bourg-la-Reine. Established in 1773 by Messrs. Jacques and Jullien, who removed hither from Mennecy. The early ware is very similar to that of Sceaux. Besides the white fayence for domestic use, more artistic pieces were produced, painted on the enamel after it had received a slight baking; this ware is principally in imitation of the Italian.
Bourg-la-Reine. Founded in 1773 by Messrs. Jacques and Jullien, who relocated here from Mennecy. The early pottery closely resembles that of Sceaux. In addition to the white earthenware for everyday use, more decorative items were created, painted on the glaze after a brief firing; this pottery mainly mimics the Italian style.
Creil. A manufactory of fine fayence, worked[Pg 81] in the 18th century by M. St Criq, made opaque porcelain and stoneware in the English style, and transferred prints on to the ware.
Creil. A factory known for fine pottery, operated[Pg 81] in the 18th century by M. St Criq, produced opaque porcelain and stoneware in the English style and applied printed designs onto the pieces.

Fig. 84.—Plate.
With a yellow border and transfer-printed landscape.
Fig. 84.—Plate.
With a yellow border and transfer-printed landscape.
Montereau. In 1775, Messrs. Clark, Shaw, & Co., obtained letters patent to carry on a manufactory of English fayence, called Queen’s ware, from clay found in the vicinity. This ware had a very extensive sale, and dealt a severe blow to the manufacture of French fayence. It soon spread over France, and was extensively made at Toulouse, Creil, Sarreguemines, and other places.
Montereau. In 1775, Messrs. Clark, Shaw, & Co. were granted letters patent to operate a factory producing English earthenware, known as Queen’s ware, using clay sourced from the area. This ware enjoyed huge sales and significantly impacted the French earthenware industry. It quickly gained popularity across France and was widely produced in Toulouse, Creil, Sarreguemines, and other locations.
Lille. A manufactory of fayence, was founded[Pg 82] in 1696, by Jacques Feburier, of Tournai, and Jean Bossu, of Ghent, who made a ware à la façon de Hollande.
Lille. A pottery factory was established[Pg 82] in 1696, by Jacques Feburier from Tournai and Jean Bossu from Ghent, who produced items in the style of Dutch ware.

Fig. 85.—Dish.
Fig. 85.—Plate.
Another important manufactory of fayence was established in 1711, by Barthélemy Dorez and Pierre Palissier; it continued in active work for nearly a century. A third fayence manufactory was founded in 1740 by J. Masquelier, and was continued in[Pg 83] the same family until 1827. A fourth was established in 1744, by M. Chanou, who made a brown earthenware called terre du St. Esprit, in the English fashion. There were also two other factories here in the 18th century.
Another important pottery factory for faience was set up in 1711 by Barthélemy Dorez and Pierre Palissier; it operated actively for almost a century. A third faience factory was started in 1740 by J. Masquelier and stayed in the same family until 1827. A fourth was founded in 1744 by M. Chanou, who produced a brown earthenware called terre du St. Esprit, in the English style. There were also two other factories here in the 18th century.
GERMANY
The pottery of Germany consists of two distinct classes: the fayence with opaque white stanniferous glaze, and that which to a great extent is called in England stoneware, in Germany Steingut, and in France grès or sandstone. These epithets exactly describe the quality of the latter ware. It is very serviceable for domestic utensils, such as drinking bottles and vessels of everyday use, and is covered with a thin transparent glaze, effected by throwing common salt into the kiln when the ware is nearly baked—the salt vaporised by the heat surrounds the vessels, and acting upon the silica of their surfaces produces a thin gloss of silicate of soda over the ware, rendering it perfectly impervious.
The pottery of Germany has two main types: the faience, which has an opaque white stanniferous glaze, and what is largely referred to in England as stoneware, in Germany as Steingut, and in France as grès or sandstone. These terms accurately describe the quality of the latter type of pottery. It's very useful for everyday items like drinking bottles and other household vessels, and it's coated with a thin transparent glaze created by adding common salt to the kiln when the pottery is almost finished baking—the heat vaporizes the salt, surrounding the pieces and reacting with the silica on their surfaces to form a thin gloss of silicate of soda, making the pottery completely waterproof.
Nuremberg (Nürnberg). The celebrated Veit Hirschvogel, of Schlettstadt, was born in 1441, and died in 1525; he was a great potter, contemporary with Luca della Robbia, of Florence. The early pieces of pottery are somewhat like maiolica, but the colours are brighter, green predominating in many specimens; figures in relief in niches are frequently seen on vases. Several chimney-pieces of this ware of the 15th century are still in existence, one is in the castle of Salzburg, and many[Pg 85] pieces treasured up in museums are supposed to have been made by Hirschvogel himself. The Nuremberg pottery of the 16th and 17th centuries is not uncommon. Hirschvogel was succeeded by his sons and a host of continuators. Fayence of the 18th century is also met with, painted with scriptural subjects, sometimes in blue camaïeu, sometimes in other colours.
Nuremberg (Nürnberg). The famous Veit Hirschvogel, from Schlettstadt, was born in 1441 and died in 1525; he was a talented potter, contemporary with Luca della Robbia from Florence. His early pottery pieces are somewhat similar to maiolica, but the colors are more vibrant, with green being predominant in many examples; relief figures in niches often appear on vases. Several chimney pieces from this 15th-century pottery still exist, one of which is in the castle of Salzburg, and many[Pg 85] pieces preserved in museums are believed to have been made by Hirschvogel himself. Nuremberg pottery from the 16th and 17th centuries is fairly common. Hirschvogel was succeeded by his sons and many others who continued his work. 18th-century faience can also be found, painted with biblical subjects, sometimes in blue camaïeu, and sometimes in other colors.

Fig. 86.—Jug.
15th Century.
Fig. 86.—Jug.
15th Century.
Fig. 86. Jug, of enamelled earthenware, in[Pg 86] various colours, with figures in low relief; attributed to Veit Hirschvogel; height 13 in.
Fig. 86. Jug made of enamelled earthenware, in[Pg 86] various colors, featuring figures in low relief; attributed to Veit Hirschvogel; height 13 in.

Fig. 87.—Dish.
Fig. 87.—Plate.
Fig. 87. Dish, painted in the centre with Christ rising from the tomb; signed with the painter’s name Glüer, 1723.
Fig. 87. Plate, featuring a painted image of Christ rising from the tomb in the center; signed with the artist’s name Glüer, 1723.
Leipzig. In the convent of St. Paul, which was built in 1207, there was a frieze of bricks, covered with tin enamel glaze, representing in relief the heads of Saints and Apostles, 20 in. by 15 in., 2½ in. thick. On the demolition of the convent a selection of these was deposited in the Dresden Museum; they are of Byzantine character, in green enamel[Pg 87] shaded with black; the hair, beard, and eyes of the figures are coloured.
Leipzig. In the St. Paul convent, built in 1207, there was a brick frieze covered with a tin enamel glaze, featuring reliefs of the heads of Saints and Apostles, measuring 20 inches by 15 inches and 2½ inches thick. When the convent was torn down, a selection of these pieces was moved to the Dresden Museum; they have a Byzantine style, with green enamel[Pg 87] accented with black; the hair, beard, and eyes of the figures are painted.
Strehla. A manufactory for earthenware was in existence here for many centuries. A pulpit of enamelled earthenware still exists, supported by a life-size figure of Moses, ornamented with eight plaques of religious subjects and figures of the four Evangelists, bearing the name of the potter and the date 1565.
Strehla. There has been a pottery factory here for many centuries. A pulpit made of glazed pottery still stands, supported by a life-size figure of Moses, adorned with eight panels depicting religious scenes and representations of the four Evangelists, featuring the potter's name and the date 1565.
Oberdorf. A factory was carried on by a potter named Hans Seltzman; a very fine stove made by him, with an inscription and dated 1514, is in the Palace at Füssen, in Bavaria. Many other places throughout Germany were equally famous in the 16th and 17th centuries, for the manufacture of stoves, as Augsburg, Memmingen, &c.
Oberdorf. A factory run by a potter named Hans Seltzman produced a very fine stove, which has an inscription and is dated 1514. It can be found in the Palace at Füssen, Bavaria. Many other places in Germany were also well-known in the 16th and 17th centuries for making stoves, such as Augsburg, Memmingen, and others.
Bayreuth. The manufacture of a brown stoneware with Renaissance medallions, arabesques, &c., in relief flourished here in the 16th century. At a later period, fine fayence was produced, painted in blue camaïeu. The designs are delicately traced with a brush on a fine paste; the forms are canettes, jardinières, &c. At the end of the 18th century a fabrique of fayence was carried on by a Herr Schmidt, who assiduously copied the English ware; there are specimens in the Sèvres Museum bearing the counterfeit mark of “Wedgwood.”
Bayreuth. The production of brown stoneware featuring Renaissance medallions, arabesques, etc., in relief thrived here in the 16th century. Later on, fine faience was made, painted in blue camaïeu. The designs are carefully drawn with a brush on a fine paste; the shapes include canettes, jardinières, etc. By the end of the 18th century, a fabrique of faience was run by a Herr Schmidt, who diligently copied English pottery; there are examples in the Sèvres Museum that bear the fake mark of “Wedgwood.”

Fig. 88.—Coffee-pot.
Fig. 88.—Coffee maker.
Fig. 88. Coffee-pot and cover, chocolate coloured ground, decorated with gilt scrolls; F, the cypher of Frederick the Great, under a crown in front; about the middle of the 18th century; height 9 in.
Fig. 88. Coffee pot and lid, chocolate-colored background, decorated with gold scrolls; F, the monogram of Frederick the Great, under a crown in front; made in the mid-18th century; height 9 in.
Cologne (Köln). The stoneware made here in the 16th century is better known throughout Europe than any other description of pottery; its durability[Pg 89] for domestic uses and the elegant character of its ornamentation in relief, caused it to be sought for everywhere. The grès de Cologne has been confounded with the grès de Flandres, which latter name is given erroneously and indiscriminately to all stoneware of German manufacture, notwithstanding the German inscriptions the pieces bear and the arms of German cities and families. The best and most highly finished decorative grès or stoneware cruches were undoubtedly made in Germany, if not at Cologne. The clay for making the Cologne ware came from Langerwehe between Düren and Aix-la-Chapelle. The manufactory was not actually in Cologne, but in the vicinity, possibly at Frechen, and at Lauenstein, where a factory was established in the 18th century.
Cologne (the fragrance) (Köln). The stoneware produced here in the 16th century is more recognized across Europe than any other type of pottery; its durability[Pg 89] for household use and the stylish quality of its raised decorations made it highly sought after everywhere. The grès de Cologne has often been mixed up with the grès de Flandres, a term incorrectly and indiscriminately applied to all German-made stoneware, despite the German inscriptions and the coats of arms of German cities and families present on the pieces. The finest and most elaborately crafted decorative grès or stoneware vessels were undoubtedly made in Germany, if not specifically in Cologne. The clay used for creating the Cologne ware originated from Langerwehe, located between Düren and Aix-la-Chapelle. The factory wasn't actually in Cologne but nearby, possibly in Frechen or Lauenstein, where a factory was set up in the 18th century.
There were also factories at Siegburg and Limburg.
There were also factories in Siegburg and Limburg.
All the ware was made in moulds, and it must be borne in mind that the vessels were not always made at the date indicated upon them, for the moulds were used successively through a series of years, and it is no uncommon occurrence to find two different dates upon the same piece. Some of the finest specimens known bear the name of Baldem Mennicken, a potter dwelling at Raeren in the ancient Duchy of Limburg, which town until the treaty of 1814 was part of Holland, and it is probable that the stoneware produced here indicates the origin of grès de Flandres.
All the ceramics were made in molds, and it's important to remember that the vessels weren't always created on the date marked on them. The molds were used over a series of years, so it's not unusual to find two different dates on the same piece. Some of the finest examples known feature the name Baldem Mennicken, a potter living in Raeren in the former Duchy of Limburg, which was part of Holland until the treaty of 1814. It's likely that the stoneware made here points to the origin of grès de Flandres.

Fig. 89.—Limburg Cruche.
Grey and blue. Height 8¾ in.
Fig. 89.—Limburg Crook.
Gray and blue. Height 8¾ in.
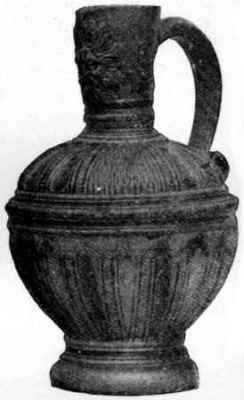
Fig. 90.—Raeren Cruche.
Grey and blue. Height 7¼ in.
Fig. 90.—Raeren Cradle.
Gray and blue. Height 7¼ in.

Fig. 91.—Siegburg Canette.
Cream colour. Dated 1574.
Height 17¼ in.
Fig. 91.—Siegburg Teapot.
Cream color. Dated 1574.
Height 17¼ in.
[Pg 92]Grenzhausen, in Nassau. There was a factory here about 1780, where grès or stoneware was made; it is of a fine quality and easily mistaken for the more ancient grès. The forms are usually plates, dishes, and jugs, in which the decoration consists of a fine blue enamel on grey ground, with incuse ornaments executed by hand.
[Pg 92]Grenzhausen, in Nassau. There was a factory here around 1780 that produced grès or stoneware; it is of high quality and can easily be confused with the older grès. The products are typically plates, dishes, and jugs, featuring a delicate blue enamel over a grey background, with hand-crafted incised decorations.

Fig. 92.—Jug.
Fig. 92.—Jug.
[Pg 93]Fig. 92, a jug of reticulated pattern, is engine-turned, and enriched with brilliant enamel colours, 18th century.
[Pg 93]Fig. 92, a jug with a net-like design, is made using a machine-turning process and enhanced with vibrant enamel colors, from the 18th century.

Fig. 93.—Fountain.
Fig. 93.—Fountain.
[Pg 94]Fig. 93, a large fountain, is purple blue and white, 16th century; height 30 in.
[Pg 94]Fig. 93, a large fountain, is purple, blue, and white, from the 16th century; height 30 inches.
Kreussen, a town of Bavaria, has long been noted for its pottery. The grès of the 17th century, called Kreussener Steingut, is of a dark brown colour, in the forms of cylindrical mugs, tankards, &c., with figures in relief round them, painted in bright coloured enamel.
Kreussen, a town in Bavaria, has been famous for its pottery for a long time. The grès from the 17th century, known as Kreussener Steingut, is a dark brown color and comes in the shapes of cylindrical mugs, tankards, etc., with raised figures around them, painted in bright colored enamel.

Fig. 94.—Tankard.
Fig. 94.—Tankard.
[Pg 95]Fig. 94, a tankard, has a chocolate-coloured ground, with coloured enamel ornaments and figures of the Emperor and the Electors of Germany on horseback, dated 1696.
[Pg 95]Fig. 94, a tankard, has a brown background, with colorful enamel decorations and figures of the Emperor and the German Electors on horseback, dated 1696.
Bunzlau, in Silesia. Grès was made here in the 16th and 17th centuries. The products of the 18th century are distinguished by ornaments in relief, flowers, coats of arms, &c., sometimes gilt. At the present time an extensive trade is still carried on in the manufacture of chocolate and coffee pots, usually covered with a brown glaze, and lined with white. There is preserved a monster coffee-pot, 15 feet high, made at this place in the 18th century.
Bunzlau, in Silesia. Grès was produced here in the 16th and 17th centuries. The products from the 18th century are known for their decorative reliefs, flowers, coats of arms, etc., sometimes in gold. Today, there is still a thriving trade in the production of chocolate and coffee pots, typically covered in a brown glaze and lined with white. A remarkable coffee pot, 15 feet tall, made here in the 18th century, is still preserved.
Harburg, on the Elbe, opposite Hamburg, is noted as the residence of Johann Schaper, who was born towards the end of the 16th century. His exquisite paintings of landscapes and figures are usually in Indian ink or sepia en grisaille, the colours being fixed by heat.
Harburg, on the Elbe, across from Hamburg, is known as the home of Johann Schaper, who was born near the end of the 16th century. His beautiful paintings of landscapes and figures are typically done in Indian ink or sepia en grisaille, with the colors set by heat.

Fig. 95.—Cruche.
Fig. 95.—Cruche.
Fig. 95, a cruche of fine fayence, painted with[Pg 96] a landscape in grey camaïeu, is signed “Joh. Schaper”; it has a white ground with flowers and fruit in natural colours; date about 1640; height 8½ in.
Fig. 95, a jug of fine pottery, painted with[Pg 96] a gray landscape, is signed “Joh. Schaper”; it has a white background with flowers and fruit in natural colors; date around 1640; height 8½ in.
Scherzheim, in Würtemberg. The Wintergursts, father and son, were celebrated potters here, and made fayence from the beginning of the 17th century; it is from their manufactory that the table services, of which each piece represents an animal or a vegetable, were made.
Scherzheim, in Württemberg. The Wintergursts, father and son, were renowned potters here, producing faience since the early 17th century; it is from their factory that the tableware, with each piece depicting an animal or a plant, was created.
Lauenstein, near Coblenz. A manufactory was established in 1760; the grès or stoneware made here was of grey and blue, ornamented with incuse patterns; it was made in large quantities, and carried by the Rhine boats to the markets in Holland, where it met with a ready sale.
Lauenstein, near Koblenz. A factory was set up in 1760; the grès or stoneware produced here was grey and blue, decorated with recessed patterns. It was made in large quantities and transported by boats on the Rhine to markets in Holland, where it sold well.
Höchst, near Mainz. Enamelled fayence was made here in the beginning of the 18th century, at a factory founded by Gelz of Frankfort. The manufactory ceased in 1794, but a potter named Dahl established one in the vicinity. He made statuettes and other ornaments.
Höchst, near Mainz. Enamelled faience was produced here in the early 18th century at a factory started by Gelz from Frankfurt. The factory closed in 1794, but a potter named Dahl set up one nearby. He created figurines and various decorative pieces.
Dresden. A manufactory was established at Meissen, on the Elbe, about 12 miles from Dresden, by Augustus II., King of Poland and Elector of Saxony, for the manufacture of hard paste, or true[Pg 97] porcelain. The experiments of Tschirnhaus and Böttcher commenced about 1706; to the latter is attributed the invention of hard paste. His first attempt produced a red ware, like jasper, which was cut and polished by the lapidary and gilt by the goldsmith. It was made from a kind of brown clay found at Meissen. This red ware, made by Böttcher, was a fine stoneware, having opacity, grain, and toughness.
Dresden. A factory was set up in Meissen, on the Elbe River, about 12 miles from Dresden, by Augustus II, King of Poland and Elector of Saxony, for producing true hard paste porcelain. The experiments by Tschirnhaus and Böttcher began around 1706; Böttcher is credited with inventing hard paste. His first attempt resulted in a red ware similar to jasper, which was cut and polished by lapidaries and gilded by goldsmiths. It was created using a type of brown clay found in Meissen. This red ware, made by Böttcher, was a high-quality stoneware, characterized by its opacity, texture, and durability.

Fig. 96.—Böttcher Coffee-Pot.
Fig. 96.—Böttcher Coffee Pot.
Another kind of pottery was made at the beginning of the 18th century, in imitation of the Japanese; it was called the red pottery of Dresden.
Another type of pottery was created at the start of the 18th century, inspired by Japanese designs; it was known as the red pottery of Dresden.
[Pg 98]Teinitz (Bohemia). A manufactory was carried on in this small town in the 18th century by a potter named Welby.
[Pg 98]Teinitz (Bohemia). In the 18th century, a pottery shop was operated in this small town by a potter named Welby.

Fig 97.—Plate.
Fig 97.—Plate.
Fig. 97. A plate painted in bistre camaïeu with the Discovery of Calisto by Diana. It has an elegant border in grey, with richly gilt designs, resembling the gilding of Vienna. Date about 1800.
Fig. 97. A plate painted in bistre camaïeu featuring the Discovery of Calisto by Diana. It has a stylish grey border with intricate gold designs, similar to the gilding found in Vienna. Date around 1800.
Frankenthal. Paul Hannong, driven from Strassburg in 1753, in consequence of the Vincennes monopoly, founded a manufactory here in the following year for hard paste porcelain; he also made great quantities of fayence, usually decorated with flowers, as at Strassburg. It was called “Poterie du Rhin.”
Frankenthal. Paul Hannong, expelled from Strasbourg in 1753 due to the Vincennes monopoly, started a factory here the following year for hard-paste porcelain; he also produced large amounts of faience, typically adorned with floral designs, similar to those in Strasbourg. It was named “Poterie du Rhin.”
Arnstadt (Gotha). A factory was established here about the middle of the 18th century. A fayence jug, painted in blue camaïeu, with St. George[Pg 99] and the Dragon, coloured flowers on the sides, and a purple and green check border, is in the British Museum.
Arnstadt (Gotha). A factory was set up here around the mid-18th century. A faience jug, painted in blue camaïeu, featuring St. George[Pg 99] and the Dragon, with colored flowers on the sides and a purple and green check border, is in the British Museum.
Kiel was noted for its fayence about 1770; the factory was under the direction of J. Buchwald, who had been master potter at Marieberg, 1761 to 1765; a few years after, probably in 1767 or 1768, he became director of the Kiel manufactory. The paintings of landscapes and flowers in colours are well finished.
Kiel was famous for its faience around 1770; the factory was run by J. Buchwald, who had been the master potter at Marieberg from 1761 to 1765. A few years later, likely in 1767 or 1768, he took over as director of the Kiel manufactory. The paintings of landscapes and flowers in colors are very well done.

Fig. 98.—Bishop’s Mitre Bowl.
Fig. 98.—Bishop's Mitre Bowl.
HOLLAND AND LUXEMBURG
HOLLAND
Delft, a town between the Hague and Rotterdam, was celebrated for its earthenware at a very early period. The exact date of its commencement is not known, but there is a record of a certain Herman Pietersz, a fayence maker, being married in 1584, consequently pottery was being made in the town towards the end of the 16th century. At this period the decorated Dutch pottery showed Italian influence in its design, and it is recorded that a painter on pottery named Vroom studied his art in Italy.
Delft, a town located between The Hague and Rotterdam, was known for its pottery from a very early time. The exact start date isn’t known, but there’s a record of a certain Herman Pietersz, a faience maker, getting married in 1584, which suggests that pottery was being produced in the town by the late 16th century. At that time, the decorated Dutch pottery reflected Italian design influences, and it’s noted that a pottery painter named Vroom learned his craft in Italy.
After the middle of the 17th century the industry increased rapidly, and reached its greatest prosperity about 1680, when there were about thirty different factories, and the ware was decorated by highly skilled artists. No one was allowed to establish a factory unless he had obtained a licence from the Guild of St. Luc.
After the mid-17th century, the industry grew quickly and reached its peak around 1680, when there were about thirty different factories, and the products were decorated by highly skilled artists. No one was permitted to set up a factory unless they had obtained a license from the Guild of St. Luc.
To this period belong famous potters, such as P. J. Van Kessel of “The Metal Pot”; Abram de Kooge of “The Old Moor’s Head,” who decorated landscapes in blue camaïeu; and Albrecht de Keizer, with his two sons-in-law, Jacob and Adrian Pynaker,[Pg 101] of “The Three Porcelain Bottles,” who were the first to imitate oriental porcelain. Other potters of note at this time were the Eenhorns, father and two sons, the Kleftyns, and the five Kams.
To this period belong famous potters, such as P. J. Van Kessel of “The Metal Pot”; Abram de Kooge of “The Old Moor’s Head,” who decorated landscapes in blue camaïeu; and Albrecht de Keizer, along with his two sons-in-law, Jacob and Adrian Pynaker,[Pg 101] of “The Three Porcelain Bottles,” who were the first to replicate oriental porcelain. Other notable potters from this time included the Eenhorns—father and two sons—the Kleftyns, and the five Kams.

Fig. 99.—Cruche.
Fig. 99.—Cruche.
[Pg 102]By the middle of the 18th century, owing to the competition of English pottery, the Delft industry was already on the wane. In 1780 the factories were reduced to one half their former number, and by 1808 only seven existed. All these gradually succumbed, and now only one factory, “The Old Porcelain Bottle,” remains.
[Pg 102]By the mid-18th century, due to the competition from English pottery, the Delft industry was in decline. By 1780, the number of factories had dropped to half of what it had been, and by 1808 only seven remained. All of these gradually closed down, and now only one factory, “The Old Porcelain Bottle,” is still in operation.

Fig. 100.—Teapot.
Fig. 100.—Teapot.
The forms of the Delft ware are very varied; among other curious efforts the potters produced musical instruments. There are four fayence violins extant, all painted in blue camaïeu, with figures in Dutch costume of the 17th century, dancing and singing, musicians and kermess scenes, in the manner of Gerard Lairesse, with cupids and Renaissance ornaments as borders.
The shapes of Delftware are quite diverse; among other interesting creations, the potters made musical instruments. There are four surviving faience violins, all decorated in blue camaïeu, featuring figures in 17th-century Dutch attire, dancing and singing, along with musicians and carnival scenes, styled like Gerard Lairesse, complete with cupids and Renaissance decorations as borders.
[Pg 103]The decorated pieces of Ter Himpelen, although rarely signed, are much prized; he painted fairs and marine subjects on square plaques, about the year 1650. So also are those of Piet Viseer, a celebrated colourist, who flourished about 1750; and of Van Domelaar, who painted Chinese landscapes, &c., about 1580.
[Pg 103]The decorative works of Ter Himpelen, while not often signed, are highly valued; he created fair and marine scenes on square panels around 1650. The same goes for those by Piet Viseer, a renowned colorist who was active around 1750, and Van Domelaar, who painted Chinese landscapes, etc., around 1580.

Fig. 101.—Vase.
Fig. 101.—Vase.
[Pg 104]Fig. 99, a cruche, is painted in blue camaïeu, with a musical party, in the costume of about 1670.
[Pg 104]Fig. 99, a pitcher, is painted in blue shades, featuring a musical gathering, dressed in fashion from around 1670.

Fig. 102.—Plate.
Fig. 102.—Plate.
Fig. 100, a teapot, is painted in polychrome with Chinese landscapes and flowers on a black ground. It has the mark of Louwys Fictoor. Late 17th or early 18th century.
Fig. 100, a teapot, is decorated in multiple colors with Chinese landscapes and flowers on a black background. It bears the mark of Louwys Fictoor. Late 17th or early 18th century.
Fig. 101, a vase, is painted in blue with flowers, in[Pg 105] imitation of a Chinese type. The mark of Ghisbrecht Lambrechtse Kruyk. Later half of 17th century.
Fig. 101, a vase, is painted blue with flowers, in[Pg 105] imitation of a Chinese style. The mark of Ghisbrecht Lambrechtse Kruyk. Later half of the 17th century.
Fig. 102, a plate painted with figures in blue, is one of a set of twelve representing the tobacco industry.
Fig. 102, a plate painted with blue figures, is part of a set of twelve that represents the tobacco industry.
Utrecht. There was a manufactory of tiles here, founded in 1760; they were decorated in blue or violet, en camaïeu, in imitation of Delft; the manufactory was closed in 1855.
Utrecht. There was a tile factory here, established in 1760; they were decorated in blue or violet, en camaïeu, imitating Delft; the factory closed in 1855.
Amsterdam. A German Jew of Breslau, named Hartog, known as Hartog Van Laun, and another, named Brandeis, established a manufactory of fayence near the gate of Weesp, at Amsterdam. The ware is heavy, not very artistic, and usually in blue camaïeu. Fig. 103, a fruit dish, is painted in blue, with a man and woman seated.
Amsterdam. A German Jew from Breslau, named Hartog, known as Hartog Van Laun, and another named Brandeis, started a faience factory near the Weesp gate in Amsterdam. The pottery is heavy, not particularly artistic, and typically in blue camaïeu. Fig. 103, a fruit dish, is painted in blue, featuring a man and woman sitting together.

Fig. 103.—Dish.
Fig. 103.—Dish.
[Pg 106]Overtoom. A manufactory of fine fayence was established in 1754, in the parish of Amstelveen, near Amsterdam; it lasted ten years. The Barons Van Haeren and Van Palland were the proprietors, and Ariel Blankers was the director. The fayence, though heavy, was of a fine white enamel and of good forms; besides table and tea services, groups of birds, modelled from nature, statuettes, &c., were made.
[Pg 106]Overtoom. A fine pottery factory was set up in 1754 in the parish of Amstelveen, near Amsterdam; it operated for ten years. The Barons Van Haeren and Van Palland were the owners, and Ariel Blankers was the manager. The pottery, while heavy, featured a nice white glaze and good shapes; in addition to table and tea sets, they also produced groups of birds modeled after nature, figurines, and more.
LUXEMBURG
An important fabrique was established at Luxemburg by the brothers Boch, in 1767, who had removed from Audun le Riche in France. They made various descriptions of earthenware, as well as fine fayence, and largely imitated the English Queen’s ware.
An important fabrique was set up in Luxembourg by the Boch brothers in 1767, after moving from Audun le Riche in France. They produced various types of earthenware and fine faience, and they heavily imitated the English Queen’s ware.
RUSSIA AND SWEDEN
RUSSIA
St. Petersburg. About the year 1700, Peter the Great, during his stay at Saardam, induced some potters of Delft to emigrate to St. Petersburg, where he established a manufactory. We have no information on the subject, except a notice of it in the “Connaissances Politiques,” of Beausobre, published at Riga in 1773: “There is also among the porcelain manufactories at St. Petersburg a fabrique of fayence, on the other side of the Neva, where they make every description of vessels of correct design and in good taste. A private gentleman of Revel has also established at his own cost, near this city, a fabrique of fayence, and has obtained painters and potters from Germany.”
Saint Petersburg. Around the year 1700, Peter the Great, while staying in Saardam, persuaded some potters from Delft to move to St. Petersburg, where he set up a factory. We don’t have much information about this, except for a mention in the “Connaissances Politiques” by Beausobre, published in Riga in 1773: “There is also among the porcelain factories in St. Petersburg a fabrique of faience, on the other side of the Neva, where they produce all kinds of vessels with good design and taste. A private gentleman from Revel has also funded a fabrique of faience near this city and has brought in painters and potters from Germany.”
SWEDEN
Rörstrand, a suburb of Stockholm, where a factory for earthenware was established in 1726. The works were at first under the direction of Jean Wolf. He was succeeded by C. C. Hünger. In 1772 they were managed by Nordenstople, and later by Geyer.
Rörstrand, a neighborhood in Stockholm, where a pottery factory was set up in 1726. The factory was initially run by Jean Wolf. He was followed by C. C. Hünger. In 1772, it was managed by Nordenstople, and later by Geyer.

Fig. 104.—Butterboat.
Fig. 104.—Butter dish.
Marieberg
Marieberg

Fig. 105.—Vase and Cover.
Fig. 105.—Jar and Lid.
[Pg 109]Fig. 104, a butterboat, leaf-shaped, is painted with flowers; dated 1771.
[Pg 109]Fig. 104, a butterboat shaped like a leaf, is decorated with flowers; dated 1771.
Stockholm is the same manufactory as Rörstrand, but the mark was altered when the latter town was united to the capital.
Stockholm is the same factory as Rörstrand, but the branding changed when the latter town was merged with the capital.
Marieberg, near Stockholm. The second Swedish pottery was established in 1750, on the expiration of the monopoly of Rörstrand, by M. Ehrenreich, under the patronage of Count Scheffer, Councillor of State. The fayence was something like Delft ware, and it was also ornamented with transfer printing.
Marieberg, near Stockholm. The second Swedish pottery was established in 1750, after the monopoly of Rörstrand ended, by M. Ehrenreich, with the support of Count Scheffer, Councillor of State. The faience was similar to Delft ware and was also decorated with transfer printing.

Fig. 106.—Plate.
Fig. 106.—Plate.
Fig. 105, a vase and cover, is coloured in relief; date about 1770.
Fig. 105, a vase with a lid, is decorated with colored relief; dated around 1770.
Fig. 106, a plate with pierced border, has a shield of arms and flowers; dated 1768.
Fig. 106, a plate with a cut-out border, features a coat of arms and flowers; dated 1768.
CONTINENTAL PORCELAIN
Porcelain has this distinguishing characteristic, that when held up to a strong light it appears translucent, unlike fayence, which is perfectly opaque. Its fracture is hard and white internally, like a broken piece of alabaster.
Ceramic has a unique feature: when held up to bright light, it looks see-through, unlike faience, which is completely opaque. Its break is tough and has a white color inside, similar to a broken piece of alabaster.
Porcelain of soft paste has the appearance of an unctuous white enamel like cream; it is also to the touch of a soft, warm, and soapy nature, something like the surface of fine fayence. The pâte tendre is also soft in another sense, being unable to bear so great a degree of heat in the furnace as hard porcelain. The soft paste may, therefore, be easily cut or scratched with a steel point or a file, which would have no effect upon the hard paste; it is consequently liable to become much scratched by frequent use. The hard paste or true porcelain is of the whiteness of milk; it feels to the touch of a hard and cold nature, and is somewhat heavier than the soft; underneath the plates and other pieces the rim or edge is left unpolished, or without glaze.
Porcelain made from soft paste looks like a smooth white enamel, similar to cream. It also feels soft, warm, and a bit soapy to the touch, much like the surface of fine earthenware. The pâte tendre is softer in another way, as it can't withstand as high temperatures in the kiln as hard porcelain. Because of this, it can be easily cut or scratched with a steel point or file, which wouldn't affect hard paste. As a result, it tends to get scratched quite a bit with regular use. The hard paste, or true porcelain, has a milky whiteness and feels hard and cool to the touch, and it is somewhat heavier than the soft variety. The rims or edges of plates and other pieces are left unpolished or without glaze.
The painting upon porcelain is executed after the ware has been baked. Whilst in a biscuit state, the piece to be painted is dipped into a diluted glaze; it readily absorbs the water, leaving on the surface a thin coating of components which quickly dries[Pg 111] into a solid shell, uniformly thick over all its parts, and sufficiently firm to bear handling without being rubbed off during removal into the seggar or case which protects it in the kiln.
The painting on porcelain is done after the piece has been fired. While the piece is still in its bisque state, it is dipped into a diluted glaze; it easily absorbs the water, leaving a thin layer of particles on the surface that quickly dries[Pg 111] into a solid shell, evenly thick across all parts, and strong enough to be handled without rubbing off during the move into the seggar or container that protects it in the kiln.
The amateur must be upon his guard in collecting porcelain, and not place too much reliance on the marks which he may find upon the ware. When the mark is not indented on the paste, or baked with the porcelain when at its greatest heat (au grand feu), it gives no guarantee of its genuineness. The mark was nearly always affixed before glazing. It is necessary in forming a correct judgment of the authenticity of a piece of valuable china, such as Sèvres, that many things be taken into consideration: First, above all it is most important to be satisfied whether the porcelain be of hard or soft paste, and whether such description of paste was made at the particular epoch represented by the mark; then, if the decoration be in keeping with the style adopted at the time indicated, the colours, the finish, and various other indicia must also be taken into consideration.
The amateur needs to be cautious when collecting porcelain and shouldn't rely too heavily on the marks found on the pieces. If the mark isn't indented into the material or baked into the porcelain at its highest temperature (au grand feu), it doesn't guarantee authenticity. The mark was usually added before glazing. To accurately judge the authenticity of a valuable piece of china, like Sèvres, several factors should be considered: First and foremost, it's crucial to determine whether the porcelain is hard or soft paste and whether that type of paste was made during the specific period indicated by the mark. Additionally, the decoration should match the style of the time, and the colors, finish, and other indicia must also be taken into account.
ITALY
Florence. The first successful attempt in Europe to imitate porcelain was made at Florence as early as 1580, under the auspices of Francesco I. de’ Medici, but it was not so hard as that of China; that is to say, it was not composed of kaolin and petuntse, but was a soft paste and translucent, which is one of the principal tests of porcelain. For some reason, the manufacture of this porcelain was abandoned after the death of the inventor.
Florence. The first successful attempt in Europe to replicate porcelain was made in Florence as early as 1580, sponsored by Francesco I. de’ Medici. However, it wasn’t as hard as the porcelain from China; that is, it didn’t consist of kaolin and petuntse, but was a soft paste and translucent, which is one of the main characteristics of porcelain. For some reason, the production of this porcelain was stopped after the inventor passed away.

Fig. 107.—Cruet.
Fig. 107.—Bottle.
Fig. 107, a cruet for oil and vinegar, has scroll ornament in blue; on either spout A and O (Aceto and Olio). About 1600.
Fig. 107, a small container for oil and vinegar, features blue scroll designs; on each spout, A and O (Aceto and Olio). Around 1600.
[Pg 113]Fig. 108, a bowl, is painted inside and out with blue flowers. About 1600.
[Pg 113]Fig. 108, a bowl, is decorated with blue flowers both inside and out. Around 1600.

Fig. 108.—Bowl.
Fig. 108.—Bowl.
Doccia. The manufactory was founded in 1735 by the Marquis Carlo Ginori, contemporaneously with the manufactory at Sèvres. About 1760 it rose to great importance, and large groups were executed from the models of the most celebrated sculptors. In 1821 the moulds of the Capo di Monte porcelain were transferred to Doccia.
Shower. The factory was established in 1735 by Marquis Carlo Ginori, at the same time as the factory in Sèvres. Around 1760, it gained significant prominence, and large collections were produced based on the designs of the most famous sculptors. In 1821, the molds for Capo di Monte porcelain were moved to Doccia.

Fig. 109.—Teapot.
Fig. 109.—Teapot.
[Pg 114]About 1860 the fabrication of the imitative Capo di Monte ware of the 18th century, in coloured mezzo-rilievo, was brought to great perfection, as well as the successful imitation of the maiolica of Xanto and Maestro Giorgio of the 16th century, by the invention and introduction of metallic lustres in the colouring.
[Pg 114]Around 1860, the production of the imitation Capo di Monte pottery from the 18th century, featuring colored mezzo-rilievo, reached an impressive level of craftsmanship. This also includes the successful imitation of the maiolica created by Xanto and Maestro Giorgio from the 16th century, thanks to the invention and use of metallic lusters in the coloring process.

Fig. 110.—Basin.
Fig. 110.—Basin.
Fig. 109, a teapot, is painted with flowers and purple border.
Fig. 109, a teapot, is decorated with flowers and a purple border.
Fig. 110, a basin, has a band of flowers in relief. Diameter 5½ in.
Fig. 110, a basin, features a raised band of flowers. Diameter 5½ in.
Naples—Capo di Monte. This manufactory was founded by Charles III. in 1736. It is considered of native origin, as the art, which was kept so profound a secret in Dresden, could, at that early period, have scarcely had time to be introduced here, and the char[Pg 115]acter of its productions are also essentially different. The king himself took great interest in it, and is said to have worked occasionally in the manufactory. The beautiful Capo di Monte services and groups in coloured relief are of the second period, circa 1760.
Naples—Capodimonte. This factory was established by Charles III in 1736. It’s considered to be of local origin because the techniques that were a closely guarded secret in Dresden were unlikely to have made their way here at that time, and the style of its products is also quite different. The king himself was very interested in it and is said to have occasionally worked at the factory. The beautiful Capo di Monte dinnerware and groups in colored relief belong to the second period, around 1760.

Fig. 111.—Vase.
Fig. 111.—Vase.

Fig. 112.—Saucer.
Fig. 112.—Dish.

Fig. 113.—Cup and Saucer.
Fig. 113.—Cup and Saucer.

Fig. 114.—Coffee-pot.
Fig. 114.—Coffee maker.
Fig. 111, a vase, has green ornaments, on gold ground, and medallions of figures.
Fig. 111, a vase, has green decorations on a gold background and medallions of figures.
Fig. 112, a saucer, bears a portrait of Ferdinand IV. and legend.
Fig. 112, a saucer, features a portrait of Ferdinand IV and an inscription.
[Pg 117]Fig. 113, a cup and saucer, is painted with landscape and figures.
[Pg 117]Fig. 113, a cup and saucer, is decorated with a landscape and people.
Fig. 114, a coffee-pot, has classical subjects.
Fig. 114, a coffee pot, features classical themes.
Treviso. There was a manufactory of soft porcelain probably established towards the end of the 18th century, carried on by the brothers Giuseppe and Andrea Fontebasso.
Treviso. There was a soft porcelain factory likely founded around the late 18th century, run by the brothers Giuseppe and Andrea Fontebasso.

Fig. 115.—Écuelle.
Fig. 115.—Bowl.
Fig. 115, an écuelle, with blue ground, has gold fret[Pg 118] borders and oval medallions of Italian buildings, landscapes, and figures.
Fig. 115, a bowl with a blue background, features gold fret[Pg 118] borders and oval medallions of Italian architecture, landscapes, and people.

Fig. 116.—Cup and Saucer.
Fig. 116.—Cup and Saucer.
Fig. 116, the cup is painted with a garden scene, with a man and woman holding flowers, the former also holding a bird, the latter a cage.
Fig. 116, the cup is painted with a garden scene, showing a man and woman holding flowers; the man also has a bird, while the woman holds a cage.
Turin—Vinovo. Vittorio Amedeo Gioanetti established a manufactory of porcelain at Vinovo or Vineuf in 1770. Attempts in this direction had been previously made, but they were unsuccessful, and it was not until Gioanetti applied himself to the manufacture that it succeeded. The ware was noted for its fine grain and the whiteness of its glaze, as well as for the colours employed in its decoration.
Turin—Vinovo. Vittorio Amedeo Gioanetti started a porcelain factory in Vinovo, or Vineuf, in 1770. There had been earlier attempts to create one, but they failed, and it wasn't until Gioanetti dedicated himself to the production that it finally succeeded. The products were known for their fine texture and the brightness of their glaze, along with the colors used in their decoration.

Fig. 117.—Écuelle.
Fig. 117.—Bowl.
[Pg 119]Fig. 117, an écuelle, is ornamented in gold, with initials and the Royal Arms.
[Pg 119]Fig. 117, a bowl, is decorated in gold, featuring initials and the Royal Arms.
Venice. Porcelain of soft paste was made here probably about 1720.
Venice. Soft-paste porcelain was likely produced here around 1720.
The “Casa eccellentissima Vezzi” was founded by Francesco Vezzi, a goldsmith of Venice. He invested the sum of 30,000 ducats in a porcelain company, amongst whose shareholders were Luca Mantovani and others. The site of the Vezzi manufactory of porcelain was at S. Nicolo in Venice. How long after Vezzi’s death it was carried on does not appear, but judging from the statements made to the Senate in 1765, it did not long survive him, and the secret of his process for making porcelain had evidently not been disclosed.
The “Casa eccellentissima Vezzi” was started by Francesco Vezzi, a goldsmith from Venice. He invested 30,000 ducats in a porcelain company, which included shareholders like Luca Mantovani and others. The Vezzi porcelain factory was located at S. Nicolo in Venice. It's unclear how long the business continued after Vezzi's death, but based on statements made to the Senate in 1765, it didn't last long after he passed away, and it seems that the secret of his porcelain-making process was never shared.
Materials for making porcelain were to be obtained in the Venetian dominions, but not such as to produce the hard or Oriental porcelain; they were therefore procured from Saxony, as were probably also some of the workmen, which will account for the fact that the “Casa eccellentissima Vezzi” produced both hard and soft paste.
Materials for making porcelain were to be sourced from the Venetian territories, but not the kind that would produce hard or Oriental porcelain; instead, they were obtained from Saxony, and likely some of the craftsmen came from there too. This explains why the “Casa eccellentissima Vezzi” produced both hard and soft paste.
The pieces made at the Vezzi manufactory are painted with masquerades, grotesque Chinese figures and decorations in relief, flowers, birds, arabesques, and geometrical patterns and colours, statuettes, &c., especially in the Venetian red which pervades all the decorations, the handles, borders, and mouldings being sometimes covered with silver or platinum, producing the effect of oxidised metal mountings. Another striking peculiarity in the decoration of porcelain of this period is a border of black or coloured diaper work formed by crossed lines, having in the interstices small gilt points or crosses bordered by scrolls. These specimens are mostly of hard paste in the form of bowls, plates, tureens, &c.
The pieces made at the Vezzi manufactory are painted with masks, bizarre Chinese figures, and relief decorations featuring flowers, birds, arabesques, and geometric patterns and colors. They include statuettes, etc., especially in the Venetian red that fills all the decorations, with the handles, borders, and moldings sometimes covered in silver or platinum, creating the look of oxidized metal fittings. Another distinctive feature of the porcelain decoration from this period is a border of black or colored diaper work made from crossed lines, with small gilt dots or crosses in the spaces bordered by scrolls. These items are mostly hard paste in the shape of bowls, plates, tureens, etc.

Fig. 118.—Vase and Cover.
Fig. 118.—Vase and Lid.

Fig. 119.—Vase. Cozzi period.
Height 17 in.
Fig. 119.—Vase. Cozzi period.
Height 17 inches.
A beautiful example of this porcelain is represented in Fig. 118, a vase and cover of hard paste painted in lake camaïeu, heightened by gold, with a continuous landscape; the peculiar border, noticed above, with marks and interlaced bands, is shown on the cover; the edges, knob, and flutings are raised and plated with silver or platinum.
A beautiful example of this porcelain is shown in Fig. 118, a vase and cover made of hard paste, painted in lake camaïeu and embellished with gold, featuring a continuous landscape. The unique border mentioned earlier, with marks and interlaced bands, is displayed on the cover; the edges, knob, and flutings are raised and coated with silver or platinum.
After the Vezzi manufactory had ceased to exist we have no documents to prove that any efforts were made to introduce the manufacture of porcelain into Venice until December 1757, when a petition was presented to the Venetian College by Frederick Hewelcke & Co., who stated that the sale introduced and directed by them in Dresden[Pg 122] of Saxon porcelain had been carried on in a very flourishing manner, but that in consequence of the then existing war (the Seven Years’ War, which commenced in 1756), they had been obliged to abandon Saxony and to seek refuge in a foreign country.
After the Vezzi factory shut down, we have no records showing any attempts to start porcelain manufacturing in Venice until December 1757, when Frederick Hewelcke & Co. submitted a petition to the Venetian College. They noted that they had successfully sold Saxon porcelain in Dresden[Pg 122], but due to the ongoing war (the Seven Years’ War, which began in 1756), they had to leave Saxony and seek safety in another country.
On the 18th of March 1758, a decree granted to the Hewelckes the privileges they had requested. It seems that the undertaking proved eventually to be unfortunate, and at the termination of that war, which had brought them to Venice, they returned to their native country.
On March 18, 1758, a decree granted the Hewelckes the privileges they had requested. Unfortunately, it seems the venture ended badly, and when that war, which had taken them to Venice, concluded, they returned to their home country.
In 1765, the Senate granted to Giminiano Cozzi, in the Contrada di San Giobbe, Venice, protection and pecuniary assistance in carrying out a manufacture of porcelain. Cozzi’s first efforts were directed towards the imitation of the Oriental ware; and a very large trade was carried on by him for nearly fifty years. He produced statuettes in biscuit, in glazed white porcelain, and coloured groups, vases, &c. The gilding on Cozzi’s porcelain is especially fine, the pure gold of the sequin having been used in its decoration.
In 1765, the Senate granted Giminiano Cozzi in the Contrada di San Giobbe, Venice, support and financial aid to establish a porcelain manufacturing business. Cozzi initially focused on mimicking Oriental styles and maintained a significant trade for almost fifty years. He created statuettes in biscuit, glazed white porcelain, and colorful groups, vases, etc. The gilding on Cozzi’s porcelain is particularly exquisite, using pure gold from sequins for decoration.
The manufactory ceased to exist in 1812.
The factory stopped operating in 1812.
Nove. The manufacture of porcelain at Nove may be traced back as far as the 12th January 1752, when Pasqual Antonibon brought from Dresden a certain Sigismund Fischer to construct a furnace for making porcelain in the Saxon style.
Nine. The production of porcelain in Nove dates back to January 12, 1752, when Pasqual Antonibon brought a man named Sigismund Fischer from Dresden to build a furnace for making porcelain in the Saxon style.
From this time forward he continued his experiments, and must have made great progress in the art, for in February 1761 he had three furnaces, of which one was for Saxon (ad uso di Sassonia),[Pg 123] the other two for French porcelain (ad uso di Francia).
From this point on, he kept experimenting and must have made significant advancements in the craft, because by February 1761, he had three furnaces—one for Saxon porcelain (ad uso di Sassonia),[Pg 123] and the other two for French porcelain (ad uso di Francia).
In 1762, Antonibon submitted specimens of his porcelain to the Board of Trade, and petitioned that the patent rights which had been conceded to Hewelcke should be extended to him. At that time, the report states, Antonibon had at Nove a manufactory, rich in buildings, machinery, and tools. The capital embarked in it was estimated at 80,000 ducats, and so great was the sale of his products that he gave employment to 150 men and their families, in addition to 100 people employed in his retail business, carried on at his three shops in Venice. This extensive manufactory was, however, principally for maiolica.
In 1762, Antonibon presented samples of his porcelain to the Board of Trade and requested that the patent rights previously granted to Hewelcke be extended to him. At that time, the report indicated that Antonibon had a factory in Nove, complete with buildings, machinery, and tools. The investment in the factory was estimated at 80,000 ducats, and the demand for his products was so high that he employed 150 workers and their families, in addition to 100 people working in his retail business at his three shops in Venice. However, this large factory was mainly focused on maiolica.

Fig. 120.—Jardinière.
By Antonibon.
Fig. 120.—Planter.
By Antonibon.
On the 7th April 1763, a decree was made in his favour; and he appears to have set earnestly to work in his manufacture of porcelain. His competitor,[Pg 124] Hewelcke, shortly after deserted Venice; but he had a more formidable rival in Giminiano Cozzi, who obtained a decree for making porcelain in 1765, in which Pasqual Antonibon’s manufacture is noticed, the Senate declaring it to be the duty of the magistrate to make such arrangements as would lead to an amicable understanding between the rival manufacturers and their workmen.
On April 7, 1763, a decree was issued in his favor; and he seemingly got right to work on his porcelain production. His competitor, [Pg 124] Hewelcke, soon left Venice; however, he faced a tougher rival in Giminiano Cozzi, who received a decree to produce porcelain in 1765. This decree acknowledged Pasqual Antonibon’s manufacture, with the Senate stating that it was the magistrate's responsibility to facilitate a friendly agreement between the competing manufacturers and their workers.

Fig. 121.—Vase.
Fig. 121.—Vase.
Pasqual Antonibon and his son Giovanni Battista[Pg 125] continued the fabrication of porcelain until the 6th February 1781, when they entered into partnership with Signor Parolini. The same manufacture, con sommo onore dell’arte, was continued by them until the 6th February 1802, when it was leased to Giovanni Baroni, who produced some very charming pieces both in form and decoration; but in a few years, from being badly conducted, it began to fall off, and by degrees it went to decay and was abandoned. The “Fabbrica Baroni,” however, lingered on for more than twenty years.
Pasqual Antonibon and his son Giovanni Battista[Pg 125] continued making porcelain until February 6, 1781, when they teamed up with Signor Parolini. They kept producing the same high-quality items until February 6, 1802, when they leased the business to Giovanni Baroni, who created some really lovely pieces in both shape and design. However, after a few years of poor management, the quality started to decline, and eventually, the operation fell apart and was abandoned. The “Fabbrica Baroni,” though, managed to stay in business for more than twenty years.

Fig. 122.—Vase.
Fig. 122.—Vase.
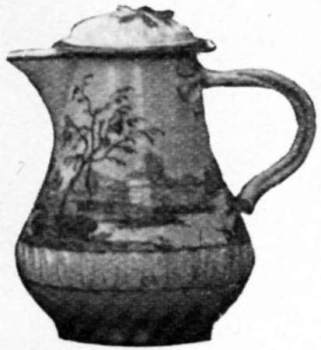
Fig. 123.—Milk-pot.
Fig. 123.—Milk pot.
An example of the Baroni fabrique, in porcelain, with female figure handles, and painted with classical subjects, is given. (See Fig. 121.)
An example of the Baroni fabrique, made of porcelain, featuring handles shaped like female figures, and decorated with classical themes, is shown. (See Fig. 121.)
On 21st May 1825, the old firm of “Pasqual Antonibon and Sons” resumed the works, the actual proprietors being Gio. Batt. Antonibon and his son Francesco; they continued the manufacture of[Pg 126] porcelain until 1835, but all their efforts to sustain it were ineffectual; they could not compete with the porcelain manufactories of France and Germany, so they were compelled to abandon the factory.
On May 21, 1825, the old company “Pasqual Antonibon and Sons” started operations again, with Gio. Batt. Antonibon and his son Francesco as the actual owners; they kept producing porcelain until 1835, but all their efforts to keep it going were unsuccessful; they couldn't compete with the porcelain factories in France and Germany, so they had to close the factory.
SPAIN
Madrid—Buen Retiro. This manufactory (Soft Paste), called “La China,” was founded by Charles III. in 1759, in the gardens attached to his palace, El Buen Retiro, at Madrid. It was organised by workmen whom he brought with him from Naples. The early ware produced here consequently resembles that of Capo di Monte.
Madrid—Good Rest. This factory (Soft Paste), known as “La China,” was established by Charles III in 1759, in the gardens next to his palace, The Good Retreat, in Madrid. He organized it with workers he brought from Naples. As a result, the early products made here were similar to those from Capo di Monte.

Fig. 124.—Group.
Fig. 124.—Group.
[Pg 128]The royal manufactory was taken possession of by the French, and the place converted into a fortification, which surrendered in 1812 to the Duke of Wellington. It was subsequently blown up by Lord Hill when the misconduct or perfidy of Ballasteros compelled him to evacuate Madrid.
[Pg 128]The French took over the royal factory and transformed it into a fort. It surrendered in 1812 to the Duke of Wellington. Later, Lord Hill blew it up when Ballasteros's misconduct or betrayal forced him to leave Madrid.

Fig. 125.—Vase.
Height 22 in.
Fig. 125.—Vase.
Height 22 in.

Fig. 126.—Vase.
With scenes from “Don Quixote.”
Height 17 in.
Fig. 126.—Vase.
Featuring scenes from “Don Quixote.”
Height 17 in.
Ferdinand VII., on his restoration, recreated La China, at La Mancha, once a villa of the Alva family[Pg 129] on the Manzanares; but this factory also has ceased to exist, at least as regards artistic merit.
Ferdinand VII, upon his return to power, restored La China in La Mancha, which used to be a villa of the Alva family[Pg 129] on the Manzanares; however, this establishment no longer exists, at least in terms of artistic value.
Alcora. The Comte de Laborde, in his View of Spain, in 1808, says, “On ne fait de Porcelaine (en Espagne) qu’à Alcora et à Madrid: celle d’Alcora est très commune, on en fait très peu.” In confirmation of this assertion M. Chas. Davillier, on a visit to Spain, saw an engraving of a furnace for baking porcelain with this inscription: “Modele de four pour la porselene naturele, fait par Haly pour M. le Comte d’Aranda Alcora, 29 Juin 1756.” The works are also noticed by Don Antonio Ponz, Viaje de España, in 1793.
Alcora. The Comte de Laborde, in his View of Spain, in 1808, says, “Porcelain is made (in Spain) only in Alcora and Madrid: the one from Alcora is very common, and they make very little of it.” To support this claim, M. Chas. Davillier, during a visit to Spain, saw an engraving of a furnace for baking porcelain with the inscription: “Model of a furnace for natural porcelain, made by Haly for M. le Comte d’Aranda Alcora, June 29, 1756.” The works are also mentioned by Don Antonio Ponz in Viaje de España, in 1793.

Fig. 127.—Plaque.
Fig. 127.—Plaque.
GERMANY
Dresden. The celebrated porcelain manufactory at Dresden, or rather at Meissen (in its vicinity), was established by Augustus II., Elector of Saxony, for the manufacture of true porcelain, that is, hard paste. The experiments of Tschirnhaus and Böttcher commenced about 1706, and to the latter is attributed the invention of hard paste. His first attempt was a red ware, like jasper, which was cut and polished by the lapidary, and ornamented by gilding; it was a fine stoneware, having the opacity, grain, and toughness of pottery. Later, Böttcher succeeded in discovering the mode of making true porcelain by the accidental detection of the kaolin necessary for the purpose. In consequence of this important discovery, Augustus II. established the great manufactory at Meissen, of which Böttcher was appointed Director in 1710, and about 1715 he succeeded in making a fine white porcelain. The first decorations upon this ware were very imperfect, consisting of a blue colour under the glaze, in imitation of Nankin blue porcelain. It was under Horoldt’s direction, in 1720, that paintings of a superior character, accompanied by gilding, and medallions of Chinese figures were introduced, and magnificent services completed.[Pg 131] In 1731, Kändler, a sculptor, superintended the modelling of animals, groups, vases, &c., while other artists painted birds, insects, and copies of paintings principally of the Flemish school. The best productions emanated from the Dresden manufactory from 1731 to 1756.
Dresden. The famous porcelain factory in Dresden, or more accurately near Meissen, was established by Augustus II, the Elector of Saxony, for creating true porcelain, which means hard paste. Tschirnhaus and Böttcher began their experiments around 1706, and Böttcher is credited with inventing hard paste. His first attempt produced a red ware resembling jasper, which was cut and polished by lapidaries and decorated with gold; it was a high-quality stoneware, with the opacity, texture, and durability of pottery. Later, Böttcher discovered how to make true porcelain after accidentally finding the necessary kaolin. Because of this significant discovery, Augustus II set up the major factory in Meissen, appointing Böttcher as Director in 1710, and around 1715 he successfully created fine white porcelain. The initial decorations on this ware were quite basic, featuring a blue color beneath the glaze, meant to mimic Nankin blue porcelain. Under Horoldt’s guidance in 1720, higher quality paintings were introduced, along with gilding and medallions of Chinese figures, resulting in beautiful completed sets.[Pg 131] In 1731, Kändler, a sculptor, oversaw the creation of models for animals, groups, vases, etc., while other artists painted birds, insects, and reproductions of artworks mainly from the Flemish school. The finest productions came from the Dresden factory from 1731 to 1756.

Fig. 128.—Vase.
Fig. 128.—Vase.

Fig. 129.—Sucrier, Cup and Saucer.
Etched by Busch.
Fig. 129.—Sugar Bowl, Cup, and Saucer.
Etched by Busch beer.

Fig. 130.—Cup and Saucer.
Of the Marcolini period, with gros bleu ground.
Cup and Saucer.
From the Marcolini period, featuring a deep blue background.
Kändler modelled men and animals of the natural size, as well as peacocks, herons, pelicans, and other birds. Among the pieces produced about this time by, or under the direction of, Kändler, at Meissen was Count Bruhl’s tailor mounted upon a goat, with all the implements of his trade about him. This vain man had a great desire that his likeness should be executed in porcelain at the royal manufactory, and his request was complied with, but probably not in such a way as to gratify[Pg 133] his vanity, for not only the tailor but his wife were thus immortalised, aere perennius, in porcelain. In 1754 Dietrich became Director, and he was succeeded in 1796 by Marcolini, whose beautiful productions are well known. Porcelain of his period is always distinguished by a star underneath crossed swords. In spite of the precautions taken at Meissen to prevent the secret becoming known—the penalty being death, or perpetual imprisonment in the Castle of Königstein—some workmen escaped to reveal it elsewhere.
Kändler created life-sized figures of men and animals, as well as peacocks, herons, pelicans, and other birds. Among the pieces made around this time by Kändler, or under his direction, at Meissen was Count Bruhl’s tailor sitting on a goat, surrounded by all his tools. This conceited man was eager for his likeness to be made in porcelain at the royal factory, and his wish was granted, but probably not in a way that satisfied his vanity, as both the tailor and his wife were immortalized in porcelain, aere perennius. In 1754, Dietrich became the Director, and he was succeeded in 1796 by Marcolini, whose beautiful works are well known. Porcelain from his time is always marked by a star beneath crossed swords. Despite the precautions at Meissen to keep the secret safe—the penalty for leaks was death or lifelong imprisonment in the Castle of Königstein—some workers managed to escape and disclose it elsewhere.

Fig. 131.—Vase and Cover.
Painted with views of public buildings in Dresden.
Fig. 131.—Vase with Lid.
Decorated with scenes of public buildings in Dresden.
The white Meissen porcelain was sometimes ornamented by private persons, especially by a Baron Busch, Canon of Hildesheim, who was the only person possessed of the secret of engraving with a diamond on china.
The white Meissen porcelain was occasionally decorated by private individuals, particularly by a Baron Busch, a Canon of Hildesheim, who was the only person with the secret to engraving on china with a diamond.

Fig. 132.—Bust of a Girl.
White porcelain.
Fig. 132.—Girl's Bust.
White porcelain.

Fig. 133.—Teapot and Saucer.
Pink ground, painted with landscapes and figures.
Fig. 133.—Teapot and Cup.
Pink background, decorated with landscapes and people.
[Pg 135]Berlin. This manufactory for Hard Paste was established by Wilhelm Caspar Wegeli in 1751, in the Neue Friedrichsstrasse. It was carried on for about ten years, but it never remunerated the originator, and he abandoned it in 1761, when Gottskowski, a celebrated banker, became the purchaser, and removed the works to Leipziger Strasse; assisted by his capital, they were brought to great perfection.
[Pg 135]Berlin. This factory for Hard Paste was founded by Wilhelm Caspar Wegeli in 1751, on Neue Friedrichsstrasse. It operated for about ten years, but it never generated profit for its founder, who shut it down in 1761. Gottskowski, a well-known banker, then bought it and moved the operation to Leipziger Strasse; with his financial backing, the factory was significantly improved.

Fig. 134.—Group.
In plain white. Wegeli period.
Height 9 in.
Fig. 134.—Group.
In plain white. Wegeli period.
Height 9 in.
Johann Ernst Gottskowski obtained the secret of porcelain from Ernst Heinrich Richard, who had been employed by Wegeli. Gottskowski did not personally manage the manufactory, but placed it under the management of the Commissioner Grunenger, which led to his employment from the year 1763 to 1786 as the head of the royal porcelain manufactory at Berlin.
Johann Ernst Gottskowski got the secret to making porcelain from Ernst Heinrich Richard, who had worked for Wegeli. Gottskowski didn't run the factory himself but put it in the hands of Commissioner Grunenger. This decision led to Grunenger's role as the head of the royal porcelain factory in Berlin from 1763 to 1786.
In 1763, Gottskowski gave up to the king the whole of his factory of porcelain, receiving 225,000[Pg 136] dollars, and entering into a contract for the sale of his secrets.
In 1763, Gottskowski surrendered his entire porcelain factory to the king, receiving $225,000[Pg 136] and signing a contract to sell his secrets.

Fig. 135.—Group.
Wegeli period.
Height 6¾ in.
Fig. 135.—Group.
Wegeli period.
Height 6.75 in.
With a view to encouraging the manufacture in his kingdom, the king made presents of superb services of Berlin china to several German princes in the year 1766. When Frederick the Great occupied Dresden, in the seven years’ war, he expatriated many of the best modellers and painters to form his royal manufactory; among these were Meyer, Klipsel, and[Pg 137] Böhme. The king also transported great quantities of the clay and a portion of the collection. Independently of this, and the better to insure employment for the five hundred persons engaged in the processes, he restricted the Jews resident in any part of his dominions from entering into the marriage state, until each man had obtained a certificate from himself, which was only granted on the production of a voucher from the Director of the manufactory that porcelain to a given amount had been purchased, and that there was reasonable cause for granting the indulgence. Of course the Jews more readily disposed of their purchases than the general dealers, and the device was attended with favourable results. To insure the success of the establishment and extend its operations, Frederick embraced every opportunity that was presented; and it was so well supported that in 1776 seven hundred men were constantly employed, and it is said that three thousand pieces of porcelain were made daily.
To promote manufacturing in his kingdom, the king gifted exquisite sets of Berlin china to several German princes in 1766. When Frederick the Great took over Dresden during the Seven Years' War, he took many of the best modelers and painters to create his royal factory; among them were Meyer, Klipsel, and[Pg 137] Böhme. The king also moved large quantities of clay and part of the collection. To ensure that the five hundred people working in the factory had jobs, he prohibited Jews living in his realms from getting married until each man obtained a certificate from him, which was only given if they presented a voucher from the factory's Director confirming that porcelain of a specific value had been bought and that there was a good reason for granting the permission. Naturally, the Jews were quicker to sell their purchases than general dealers, and this strategy yielded positive results. To ensure the success of the factory and expand its operations, Frederick seized every opportunity that came his way; the factory was so well supported that by 1776, seven hundred men were consistently employed, and it is said that three thousand pieces of porcelain were produced daily.

Fig. 136.—Milk-pot, Cup and Saucer.
Fig. 136.—Milk Jug, Cup and Saucer.
[Pg 138]In 1769 an order was published permitting a lottery company to purchase annually to the amount of 90,000 dollars.
[Pg 138]In 1769, a notice was published allowing a lottery company to spend up to 90,000 dollars each year.
About 1872, the Berlin Royal Porcelain Manufactory was working seven kilns, and employing three hundred workmen; the annual produce amounted on an average to half a million finished articles, value 150,000 Prussian dollars. The superintendence was entrusted to Herr Kolbe (who succeeded Herr Frick in the direction), under whom were Dr. Eisner as chemist, Herr Mantel as master modeller, and Herr Looschen as head painter.
Around 1872, the Berlin Royal Porcelain Manufactory was operating seven kilns and had three hundred workers. The yearly output averaged about half a million finished items, worth 150,000 Prussian dollars. The management was overseen by Herr Kolbe (who took over from Herr Frick), with Dr. Eisner as the chemist, Herr Mantel as the master modeler, and Herr Looschen as the head painter.

Fig. 137.—Lamp-stand.
Fig. 137.—Lamp stand.
Höchst, a town situated on the Main, and now in Nassau, belonged to the Electors of Mainz. A manufactory was founded in 1746 by J. C. Göltz and J. F. Clarus, two merchants of Frankfort, assisted by A. von Löwenfinck, but they were unsuccessful, and called in Ringler, of Vienna, who had escaped from the manufactory. During the Electorate of Johann Friedrich Karl, Archbishop of Mainz, their porcelain ranked among the first in Europe. About 1760 the celebrated modeller Melchior was engaged, and some very elegant statuettes and designs for vases, &c., were produced. Melchior left the manufactory about 1785, and his successor, Ries, was not so skilful, and all his figures having disproportionate heads, the so-called “thick-head” period commenced. Christian[Pg 139] Gottlieb Kuntze was another celebrated worker in this fabrique. On the invasion of the French under General Custine in 1794, all the materials were sold by auction.
Höchst, a town located on the Main River, is now part of Nassau and used to belong to the Electors of Mainz. In 1746, a factory was established by J. C. Göltz and J. F. Clarus, two merchants from Frankfurt, with help from A. von Löwenfinck, but they weren't successful and brought in Ringler from Vienna, who had escaped from another factory. During the Electorate of Johann Friedrich Karl, Archbishop of Mainz, their porcelain was among the best in Europe. Around 1760, the famous modeller Melchior joined, creating some very elegant statuettes and designs for vases, etc. Melchior left the factory around 1785, and his successor, Ries, lacked skill, resulting in all his figures having disproportionate heads, marking the start of the so-called “thick-head” period. Christian[Pg 139] Gottlieb Kuntze was another well-known artist in this fabrique. When the French invaded under General Custine in 1794, all the materials were sold at auction.

Fig. 138.—Tray and Sucrier.
Fig. 138.—Tray and Sugar Bowl.
Frankenthal, in Bavaria. Established in 1754, by Paul Hannong, who, having discovered the secret of hard porcelain, offered it to the royal manufactory at Sèvres, but the authorities not agreeing as to the price, the offer was declined, and they commenced persecuting him—for in that year a decree forbade the making of translucent ware in France except at Sèvres—and Hannong was compelled to go to Frankenthal, leaving his fayence manufactory at Strassburg in charge of his sons. In 1761 the factory was purchased by the Elector Carl Theodore, and it[Pg 140] attained great celebrity, which it maintained until he became Elector of Bavaria, in 1777. It then declined, and all the stock and utensils were sold in 1800 and removed to Greinstadt. The following chronogram denotes the year 1775:—
Frankenthal, in Bavaria. Founded in 1754 by Paul Hannong, who, after discovering the secret to hard porcelain, presented it to the royal factory in Sèvres. However, since the authorities couldn't agree on the price, they rejected his offer and began to persecute him—because that year a decree was issued banning the production of translucent ware in France, except at Sèvres. Hannong was forced to move to Frankenthal, leaving his pottery factory in Strassburg under the care of his sons. In 1761, the factory was bought by Elector Carl Theodore, and it[Pg 140] gained considerable fame, which it kept until he became Elector of Bavaria in 1777. After that, it declined, and all the stock and equipment were sold in 1800 and transferred to Greinstadt. The following chronogram indicates the year 1775:—
VarIantIbVs · fLosCVLIs · DIVersI · CoLores ·
fabrICæ · sVb · reVIVIsCentIs · soLIs · hVIVs ·
raDIIs · eXVLtantIs ·
In·frankenthaL· ✴
VarIantIbVs · fLosCVLIs · DIVersI · CoLores ·
fabrICæ · sVb · reVIVIsCentIs · soLIs · hVIVs ·
raDIIs · eXVLtantIs ·
In·frankenthaL· ✴
It occurs on a porcelain plate, Fig. 139, having in the centre the initials of Carl Theodore, interlaced and crowned, within a gold star of flaming rays; radiating from this are thirty divisions, and on the border thirty more, all numbered and painted with small bouquets, en camaïeu, of all the various shades of colour employed in the manufactory.
It appears on a porcelain plate, Fig. 139, featuring the initials of Carl Theodore, interlaced and crowned, inside a gold star with bright rays. Radiating from this are thirty sections, and on the edge, there are thirty more, all numbered and decorated with small bouquets, en camaïeu, in all the different colors used in the factory.

Fig. 139.—Plate.
Fig. 139.—Plate.

Fig. 140.—A Déjeuner Service.
Fig. 140.—A Breakfast Set.
Neudeck, on the Au, and Nymphenburg. This factory was established in 1747, by a potter named Niedermayer. Graf von Hainshausen became its patron in 1754, and in 1756 he sent for Ringler, who organised the establishment, and it was then placed under the protection of the Elector Maximilian Joseph. On the death of his successor, Carl Theodore, in 1799, the Frankenthal manufactory was abandoned,[Pg 142] and transferred to Nymphenburg, which is still a royal establishment, and well supported. The pieces are manufactured in white at Nymphenburg, but chiefly decorated at Munich and elsewhere; that is the reason why on the same piece the Nymphenburg mark is frequently found impressed, with the mark of some other factory painted in colour.
Neudeck, on the Au, and Nymphenburg Palace. This factory was founded in 1747 by a potter named Niedermayer. Graf von Hainshausen became its patron in 1754, and in 1756 he invited Ringler to help with the establishment, which was then placed under the protection of Elector Maximilian Joseph. After the death of his successor, Carl Theodore, in 1799, the Frankenthal manufactory was closed,[Pg 142] and moved to Nymphenburg, which is still a royal establishment and well-supported. The pieces are made in white at Nymphenburg, but mainly decorated in Munich and other places; that’s why the same piece often shows the Nymphenburg mark stamped on it along with the mark of another factory painted in color.

Fig. 141.—Tankard.
Fig. 141.—Tankard.
Fig. 141, moulded in relief and painted with flowers; marks, the coat of Bavaria, 1765 in gold, two leaves and I. A. H. in green; height 7¼ in.
Fig. 141, made with a raised design and decorated with flowers; features the coat of Bavaria, 1765 in gold, with two leaves and I. A. H. in green; height 7¼ in.
[Pg 143]Fig. 142, painted in colours; marks, the coat of arms of Bavaria, and A incised; diameter 3¼ in. and 5¼ in.
[Pg 143]Fig. 142, color illustration; features the coat of arms of Bavaria, and the letter A incised; diameter 3¼ in. and 5¼ in.

Fig. 142.—Cup and Saucer.
Fig. 142.—Cup and Saucer.

Fig. 143.—Cup and Saucer.
Fig. 143.—Coffee Cup and Saucer.
Anspach, a town which belonged to the Margraves[Pg 144] of Anspach and is now in Bavaria. There was a factory here about 1760.
Anspach is a town that used to belong to the Margraves[Pg 144] of Anspach and is now in Bavaria. There was a factory here around 1760.
Fig. 143 is painted with figures in colour; signed “Schelk, pinx.”; mark A in blue; diameter 3 ins. and 5¼ in.
Fig. 143 is painted with colored figures; signed “Schelk, pinx.”; mark A in blue; diameter 3 inches and 5¼ inches.
Bayreuth was under the same rulers as Anspach, and is now also in Bavaria. There was a manufactory here in the 18th century, but little appears to be known respecting it.
Bayreuth was ruled by the same leaders as Anspach and is now also part of Bavaria. There was a factory here in the 18th century, but not much is known about it.

Fig. 144.—Cup.
Fig. 144.—Cup.
Fig. 144 is painted in colours, and gilt inside; mark, “Metzsch 1748 Bayr”; diameter 2¾ in.
Fig. 144 is painted in colors and gold inside; marked, “Metzsch 1748 Bayr”; diameter 2¾ in.
Kelsterbach, in Hesse. A manufactory for pottery was founded here about 1758, where later[Pg 145] porcelain was also made. The works only lasted about sixteen years.
Kelsterbach, in Hesse. A pottery factory was established here around 1758, where later[Pg 145] porcelain was also produced. The factory only operated for about sixteen years.

Fig. 145.—Harlequin.
Fig. 145.—Harlequin.
Fig. 145 is painted in colours; mark, H. D. under a crown, in blue; height 6¾ in.
Fig. 145 is painted in color; mark, H. D. under a crown, in blue; height 6¾ in.
Thuringia. In the middle of the 18th century a number of small porcelain factories sprang up in this district. It is said that they owe their origin to a chemist named Macheleid, who discovered by accident a deposit of kaolin, and obtained permission from the Prince of Schwarzburg to establish a factory at[Pg 146] Sitzenroda, which in 1762 was removed to Volkstedt.
Thuringia. In the mid-18th century, several small porcelain factories emerged in this region. It's believed that they originated from a chemist named Macheleid, who accidentally discovered a deposit of kaolin and received permission from the Prince of Schwarzburg to set up a factory at [Pg 146] Sitzenroda, which was moved to Volkstedt in 1762.

Fig. 146.—Cup and Saucer.
Diam. 2¾ in. and 5¾ in.
Cup and Saucer.
Diameter 2¾ in. and 5¾ in.
Closter, or Kloster, Veilsdorf, or Volkstedt. The porcelain manufactory of Sitzenroda was transferred to Volkstedt, in Thuringia, in 1762, where it was farmed by a merchant named Nonne, of Erfurt, who greatly enlarged and improved the works. About the year 1770 it was carried on by Greiner. In 1795 more than 120 workmen were employed.
Closter, or Monastery, Veilsdorf, or Volkstedt. The porcelain factory from Sitzenroda was moved to Volkstedt, in Thuringia, in 1762, where it was run by a merchant named Nonne from Erfurt, who significantly expanded and improved the production. Around 1770, Greiner took over the operation. By 1795, more than 120 workers were employed.

Fig. 147.—Teapot.
Fig. 147.—Teapot.

Fig. 148.—Tray.
Fig. 148.—Tray.
Fig. 148 is moulded in rococo style, and painted with flowers; mark, shield of Saxe-Meiningen between C. V.; length 12½ in.
Fig. 148 is shaped in a rococo style and painted with flowers; note the shield of Saxe-Meiningen between C. V.; length 12½ in.
Rudolstadt. The factory at Volkstedt was afterwards removed to Rudolstadt, near Jena. Gotthelf Greiner had the direction of several of the other Thuringian manufactories; he died in 1797.
Rudolstadt. The factory in Volkstedt was later moved to Rudolstadt, close to Jena. Gotthelf Greiner oversaw several other manufacturers in Thuringia; he passed away in 1797.

Fig. 149.—Milk-pot and Cup and Saucer.
Fig. 149.—Milk jug and cup with saucer.
[Pg 148]Fulda, in Hesse. A factory was established here about 1763 by Arnandus, Prince-Bishop of Fulda, for the manufacture of porcelain. The best artists were employed, and many grand vases, figures, and services of a fine white paste and handsomely decorated were produced.
[Pg 148]Fulda, in Hesse. A factory was set up here around 1763 by Arnandus, the Prince-Bishop of Fulda, to produce porcelain. The finest artists were hired, and many exquisite vases, figures, and sets made from high-quality white paste, beautifully decorated, were created.

Fig. 150.—A Peasant.
Fig. 150.—A Farmer.

Fig. 151.—A Peasant.
Fig. 151.—A Farmer.

Fig. 152.—Cup and Saucer.
Fig. 152.—Cup and Saucer.

Fig. 153.—Coffee-pot.
Fig. 153.—Coffee maker.
Fürstenberg. In Brunswick, established in 1750, by the help of Bengraf, who came from Höchst; he died the same year, and Baron von Lang, a distinguished chemist, undertook the direction of the works, under the patronage of Carl, Duke of Brunswick. The manufactory was carried on by the Government up to the middle of last century.
Fürstenberg. In Brunswick, founded in 1750 with the help of Bengraf, who came from Höchst; he passed away the same year, and Baron von Lang, a notable chemist, took charge of the operations, under the support of Carl, Duke of Brunswick. The factory was run by the Government until the middle of the last century.
Fig. 154, a bust of Augusta, Duchess of Brunswick, grand-daughter of King George II., is in white biscuit; mark, F in blue, a running horse, and W; height 20½ in.
Fig. 154, a bust of Augusta, Duchess of Brunswick, granddaughter of King George II, is made of white biscuit; mark, F in blue, a running horse, and W; height 20½ in.

Fig. 154.—Bust.
Fig. 154.—Bust.

Fig. 155—Medallions.
In white biscuit.
Fig. 155—Medallions.
In white porcelain.
[Pg 151]Fig. 155. Portraits of O. D. Beckmann and A. L. Schlötzer; marked with a running horse and F; length 2⅞ in.
[Pg 151]Fig. 155. Portraits of O. D. Beckmann and A. L. Schlötzer; marked with a running horse and F; length 2⅞ in.
Ludwigsburg, in Würtemberg. Established by J. J. Ringler in 1758, under the patronage of Carl Eugene, the reigning duke. It was celebrated for the excellence of its productions and the fine paintings on its vases and services, as well as for its excellent groups. This factory ceased in 1824.
Ludwigsburg, in Würtemberg. Founded by J. J. Ringler in 1758, with support from Carl Eugene, the ruling duke. It was known for the quality of its products and the beautiful paintings on its vases and dinnerware, as well as its impressive sculptures. This factory closed in 1824.

Fig. 156.—Chocolate-pot.
Fig. 156.—Chocolate pot.
Fig. 156 is painted with figures of Hope and Music[Pg 152] in panels; mark, double C under a crown, in blue; height 5¼ in.
Fig. 156 features depictions of Hope and Music[Pg 152] in panels; it displays a mark, double C under a crown, in blue; height 5¼ in.

Fig. 157.—Coffee-pot.
Fig. 157.—Coffee maker.
Fig. 157 is painted in lake camaïeu, with a landscape and buildings after Claude, and has a gilt, arabesque and scroll border.
Fig. 157 is painted in lake camaïeu, featuring a landscape and buildings inspired by Claude, and has a gilded border with arabesques and scrolls.
[Pg 153]Regensburg, or Ratisbon. This factory was established about 1760.
[Pg 153]Regensburg, or Regensburg. This factory was set up around 1760.
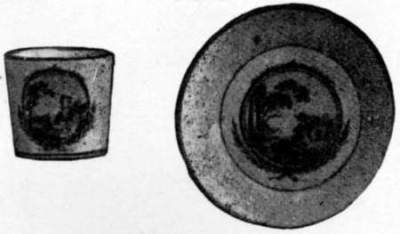
Fig. 158.—Cup and Saucer.
Fig. 158.—Cup and Saucer.
Grossbreitenbach. A factory was established here about 1770 by Greiner. The demand for his porcelain was so great, that not being able to enlarge his works at Limbach, he started this as well as Veilsdorf and Volkstedt.
Grossbreitenbach. A factory was set up here around 1770 by Greiner. The demand for his porcelain was so high that, unable to expand his operations in Limbach, he also started this factory along with ones in Veilsdorf and Volkstedt.

Fig. 159.—Milk-pot.
Fig. 159.—Milk jug.
Fig. 159 is grey blue ware in imitation of Wedgwood,[Pg 154] with classical group in white relief, bearing a wreath with the cypher F. G. C. under a crown; marks, “Breitenbach et Limbach,” and “Gruber”; height 4 in.
Fig. 159 is gray-blue ceramic that imitates Wedgwood, [Pg 154] featuring a classical design in white relief, showcasing a wreath with the initials F. G. C. beneath a crown; marked with “Breitenbach et Limbach” and “Gruber”; height 4 in.
LIMBACH
LIMBACH

Fig. 160.—Sucrier, Cover, and Stand.
Fig. 160.—Sugar Bowl, Lid, and Stand.
[Pg 155]Limbach, Saxe-Meiningen. This manufactory was also under the direction of Gotthelf Greiner. It was established about 1762.
[Pg 155]Limbach, Saxe-Meiningen. This factory was also managed by Gotthelf Greiner. It was founded around 1762.
Fig. 160 is painted with flowers; mark, two letters L crossed; diameters 4⅞ and 8¼ in.
Fig. 160 is decorated with flowers; marked with two crossed L's; diameters 4⅞ and 8¼ in.
Gera. A manufactory was founded here about 1780.
Gera. A factory was established here around 1780.

Fig. 161.—Sugar Basin.
Fig. 161.—Sugar Bowl.
[Pg 156]Fig. 161 is painted with festoons of pink flowers; mark, G in blue; height 6¼ in.
[Pg 156]Fig. 161 is decorated with garlands of pink flowers; note G in blue; height 6¼ in.

Fig. 162.—Cup, Cover, and Saucer.
Fig. 162.—Cup, Lid, and Saucer.
Fig. 162 is grained in imitation of oak, with medallions painted with views, “Schloss aus dem Kohlenhofe” on cup, and “Lauchstaedt vor dem Brunnen” on saucer; signed, “Rühlig Fec”; mark, G in blue; diameters 3 and 5¼ in.
Fig. 162 is designed to look like oak, featuring medallions painted with images, “Schloss aus dem Kohlenhofe” on the cup, and “Lauchstaedt vor dem Brunnen” on the saucer; signed, “Rühlig Fec”; mark, G in blue; diameters 3 and 5¼ in.
Baden-Baden. A porcelain manufactory was established in 1753 by the widow Sperl and workmen from Höchst, with the patronage of the reigning Margrave, under Pfälzer. It ceased in 1778.
Baden-Baden. A porcelain factory was founded in 1753 by widow Sperl and craftsmen from Höchst, with the support of the ruling Margrave, under Pfälzer. It closed in 1778.
GOTHA
Gotha

Fig. 163.—Figure of Bacchus.
In white biscuit.
Height 11 in.
Fig. 163.—Statue of Bacchus.
In white ceramic.
Height 11 in.
[Pg 158]Gotha. Founded in 1780 by Rothenberg, and afterwards (1802) conducted by Henneberg.
[Pg 158]Gotha. Established in 1780 by Rothenberg and later managed by Henneberg in 1802.
Rauenstein, in Saxe-Meiningen. A factory for hard paste was established here in 1760.
Rauenstein, in Saxe-Meiningen. A factory for hard paste was set up here in 1760.

Fig. 164.—Cup and Saucer.
Fig. 164.—Cup and Saucer.
Fig. 164 is painted with flowers; mark, R—n; diameters 3 and 5 in.
Fig. 164 is painted with flowers; mark, R—n; diameters 3 and 5 inches.
Wallendorf, in Saxe-Coburg. There was also a factory for hard paste established by Greiner and Haman here in 1762.
Wallendorf, in Saxe-Coburg. Greiner and Haman established a factory for hard paste here in 1762.
[Pg 159]Fig. 165 is painted in dark blue, and with leaves in relief; mark, W, in blue; height 10 in.
[Pg 159]Fig. 165 is painted in dark blue, with raised leaves; marked W in blue; height 10 inches.

Fig. 165.—Vase.
Fig. 165.—Vase.
AUSTRIA
VIENNA
This manufactory for hard paste was founded about 1717. There are several traditions as to its origin: one is that a musician named La France, and a billiard-marker, named Dupuis, brought with them to Vienna, in October 1717, a certain Cristofle Conrad Hünger, who had been employed at Meissen as an enamel painter and gilder, and that in the following year they were joined by a man named Stölzel of Meissen, who was possessed of the secret, and became director. Another that it was a private enterprise set on foot by Claude du Pasquier, who obtained from the Emperor Charles VII. a privilege for twenty-five years. Major Byng Hall (Adventures of a Bric-à-Brac Hunter), however, says that it was established in 1718 by Claude Innocenz de Blaquier, who engaged one Stenzel or Stölzel to co-operate with him. With this object in view De Blaquier proceeded secretly to Meissen, where he contrived to scrape acquaintance with the arcanist in a coffee-house. He engaged with Stenzel in a game of billiards, taking care to lose, and thus he secured his object. Stenzel after some slight hesitation, accepted an offer of a thousand dollars to be paid yearly.
This factory for hard paste was established around 1717. There are several stories about its beginnings: one claims that a musician named La France and a billiard-marker named Dupuis brought a certain Cristofle Conrad Hünger to Vienna in October 1717. He had worked at Meissen as an enamel painter and gilder, and in the following year, they were joined by a man named Stölzel from Meissen, who held the secret and became the director. Another story suggests it was a private venture started by Claude du Pasquier, who obtained a privilege from Emperor Charles VII for twenty-five years. However, Major Byng Hall (Adventures of a Bric-à-Brac Hunter) states that it was founded in 1718 by Claude Innocenz de Blaquier, who recruited a man named Stenzel or Stölzel to work with him. To this end, De Blaquier secretly went to Meissen, where he managed to befriend the arcanist in a coffee shop. He played billiards with Stenzel, purposely losing to achieve his goal. After some initial hesitation, Stenzel accepted an offer of a thousand dollars to be paid yearly.

Fig. 166.—Cabaret.
Fig. 166.—Cabaret.
De Blaquier had to contend with many difficulties owing to his not being possessed of the secret, and at the end of the second year Stenzel not having been paid regularly according to his contract, returned to Meissen, after having maliciously destroyed many of[Pg 162] the models. The works had consequently to be suspended. But De Blaquier, being a man of energy and determination, endeavoured by numerous experiments to discover the porcelain mixture, and his efforts were finally crowned with success.
De Blaquier faced a lot of challenges because he didn't have the secret, and by the end of the second year, Stenzel, not having been paid regularly according to his contract, went back to Meissen after deliberately ruining many of[Pg 162] the models. As a result, the work had to be put on hold. However, De Blaquier, being a man of energy and determination, tried many experiments to find the porcelain mixture, and his efforts eventually paid off.

Fig. 167.—Milk-pot.
Fig. 167.—Milk jug.
After twenty-five years’ labour De Blaquier decided in 1744 to offer the works to the Government.
After twenty-five years of hard work, De Blaquier decided in 1744 to propose the works to the Government.
The young Empress Maria Theresa resolved to support the factory, which promised to give occupation and profit to her subjects, honour and gain to[Pg 163] the State. She therefore commanded that it should be taken by State contract from its owner, and that De Blaquier should receive the direction with a salary of 1500 florins a year.
The young Empress Maria Theresa decided to back the factory, which promised to provide jobs and income for her people, along with honor and benefit to[Pg 163] the State. She ordered that it be taken over by a government contract from its owner, and that De Blaquier be appointed to manage it with a salary of 1500 florins a year.

Fig. 168.—Plate.
Fig. 168.—Plate.
From 1747 to 1790 was the best period for figures and groups, while from 1780 to 1820 painting on china became celebrated, the subjects being taken from paintings by Watteau, Lancret, Boucher, Angelica Kauffmann, and others.
From 1747 to 1790, it was the prime time for figures and groups, while from 1780 to 1820, painting on china gained popularity, with subjects drawn from works by Watteau, Lancret, Boucher, Angelica Kauffmann, and others.
[Pg 164]In 1785 the most important improvements were made under the Baron de Lorgenthal or Sorgenthal; artists of the highest talents were employed, a first-rate chemist named Leithner was engaged to prepare the colours and gilding, the chefs d’œuvre of the early masters were copied, while the gilding was brought to a perfection which has never been surpassed.
[Pg 164]In 1785, significant improvements were made under Baron de Lorgenthal or Sorgenthal. Top artists were hired, a leading chemist named Leithner was brought in to prepare the colors and gilding, the masterpieces of the early masters were replicated, and the gilding reached a level of perfection that has never been matched.

Fig. 169.—Cup and “Trembleuse” Saucer.
18th Century.
Cup and "Trembleuse" Saucer.
18th Century.
After the death of the Baron in 1805, Neidermayer became Director. The manufacture continued[Pg 165] in its flourishing condition until about 1815. From the year 1784 to the date of its extinction, it was the custom to mark every piece with the number of the year, which circumstance may be of great service to the connoisseur who seeks early specimens of Vienna porcelain. It is stamped without colour underneath the piece—or rather indented, the first numeral being omitted; thus the number 792 stands for 1792; 802 for 1802; and so on.
After the Baron died in 1805, Neidermayer took over as Director. The manufacturing continued[Pg 165] in its successful state until around 1815. From 1784 until it closed, it was standard practice to mark every piece with the year it was made, which can be really helpful for collectors looking for early examples of Vienna porcelain. The year is stamped in plain text underneath the piece—or rather, indented—with the first numeral left out; so, for instance, the number 792 represents 1792, 802 stands for 1802, and so on.
From 1827, under the direction of Scholtz, who followed Niedermayer, the manufactory began to decline, and what with economy, indifferent workmen, and bad artists copying from French models its doom was sealed. It gradually dwindled down to a second-rate factory, and in consequence of the great annual expense it was discontinued in 1864. The books on art belonging to the factory, and all the drawings of its most successful period, together with many of the models, the library, and the keramic collection, were given to the Imperial Museum in Vienna, to be retained as a lasting memorial of its celebrity.
From 1827, under the leadership of Scholtz, who succeeded Niedermayer, the factory started to decline. Due to budget cuts, unskilled workers, and poor artists imitating French designs, its fate was sealed. It slowly became a second-rate factory, and because of the high annual costs, it was shut down in 1864. The art books belonging to the factory, along with all the drawings from its most successful period, many models, the library, and the ceramic collection, were donated to the Imperial Museum in Vienna to serve as a lasting tribute to its former glory.
Fig. 166 is painted in camaïeu on purple ground, and gilt; mark, shield crowned; length of tray 12 in.
Fig. 166 is painted in camaïeu on a purple background and gilded; it features a crowned shield; the tray measures 12 inches in length.
Fig. 167 is painted in colours and gilt, with busts of ladies, entitled “L’Hérisson” and “Fantaisie Moderne”; mark, the shield in blue; height 6 in.
Fig. 167 is painted in colors and gold, featuring busts of women, titled “L’Hérisson” and “Fantaisie Moderne”; note the shield in blue; height 6 in.
Fig. 168 is painted in colours, with two nymphs in a landscape playing with the infant Bacchus; mark, the Austrian shield of arms, in blue; the painting attributed to Fürstler.
Fig. 168 is painted in color, featuring two nymphs in a landscape playing with the infant Bacchus; note the Austrian shield of arms in blue; the painting is attributed to Fürstler.
[Pg 166]Schlaggenwald, in Bohemia. This manufactory was established in the year 1810. George Lippert was the owner in 1842, and much improved the industry. Some pieces are marked “Lippert & Haas.”
[Pg 166]Schlaggenwald, in Bohemia. This factory was founded in 1810. George Lippert owned it in 1842 and significantly advanced the industry. Some items are labeled “Lippert & Haas.”

Fig. 170.—Cup and Saucer.
Fig. 170.—Cup and Saucer.
Fig. 170 is painted in colours, with medallions containing figures of Justice; mark, S; diam. 2½ and 5 in.
Fig. 170 is painted in colors, featuring medallions with images of Justice; mark, S; diameter 2½ and 5 inches.
Herend, in Hungary. There was a manufactory of porcelain here towards the end of the 18th century, but particulars concerning its origin are not known.
Herend, in Hungary. There was a porcelain factory here toward the end of the 18th century, but details about its origins are not known.
Fig. 171 is painted in oriental style, with flowers, &c.; late 18th century.[Pg 167]
Fig. 171 is painted in an Eastern style, featuring flowers, etc.; late 18th century.[Pg 167]

Fig. 171.—Portion of a Cabaret or Breakfast Service.
Fig. 171.—A section of a Cabaret or Breakfast Set.
SWITZERLAND
Nyon, on the lake of Geneva. A manufactory was in full work here towards the end of the 18th century. It is said to have been established by a French flower painter named Maubrée, and several Genevese artists painted on the porcelain, occasionally marking it with a “G” or “Geneva” in full; but there never was a manufactory of china at Geneva itself.
Nyon, by Lake Geneva. A factory was in full operation here toward the end of the 18th century. It’s rumored to have been started by a French flower painter named Maubrée, and several artists from Geneva painted on the porcelain, sometimes marking it with a “G” or writing out “Geneva” completely; however, there was never a china factory in Geneva itself.

Fig. 172.—Cup and Saucer.
Fig. 172.—Cup and Saucer.
Zürich. Established here in 1763 by a few Zürich gentlemen, with the aid of a workman, named Spengler, from Höchst. Another German, Sonnenschein, a sculptor, was employed to model figures and groups. The factory was not a financial success. In 1793 the works were sold to a potter named Nehracher, and on his death in 1800 the works ceased.[Pg 169]
Zurich. Founded here in 1763 by several gentlemen from Zürich, with the help of a craftsman named Spengler from Höchst. Another German, Sonnenschein, a sculptor, was hired to create models of figures and groups. The factory struggled financially. In 1793, the works were sold to a potter named Nehracher, and after his death in 1800, the works shut down.[Pg 169]
NYON
NYON

Fig. 173.—Cup and Saucer.
With mark, fish in blue.
Fig. 173.—Cup & Saucer.
With a blue fish mark.
Fig. 174 represents a soldier trampling on a Turk and unveiling a lady, martial and love trophies on the ground.
Fig. 174 shows a soldier stepping on a Turk and revealing a lady, with martial and love trophies scattered on the ground.

Fig. 174.—A Group.
Fig. 174.—A Group.
HOLLAND
Weesp. The first manufactory for porcelain in Holland was at Weesp, near Amsterdam. It was established in 1764 by the Count Cronsfeldt-Diepenbroick, who had by some means obtained the secret of the composition of hard paste. After existing seven years, the factory was closed in 1771. Notwithstanding the unsuccessful result from a commercial point of view, it was reopened by a Protestant minister, the Rev. De Moll, of Oude Loosdrecht, associated with some capitalists of Amsterdam, but the next year it was removed to Loosdrecht. The decorations are very much of the Saxon character.
Weesp. The first porcelain factory in Holland was in Weesp, close to Amsterdam. It was set up in 1764 by Count Cronsfeldt-Diepenbroick, who somehow found out the secret to making hard paste. After seven years of operation, the factory shut down in 1771. Despite the lack of commercial success, it was reopened by a Protestant minister, the Rev. De Moll, from Oude Loosdrecht, who partnered with some investors from Amsterdam, but the following year it was relocated to Loosdrecht. The decorations have a distinctly Saxon style.

Fig. 175.—Ewer.
With mark, W.
Fig. 175.—Ewer.
Marked W.

Fig. 176.—Coffee-pot.
Mark, a cross and dots.
Fig. 176.—Coffee maker.
Mark, a cross and dots.
[Pg 171]Oude Loosdrecht, situated between Utrecht and Amsterdam, was the next town where porcelain was successfully made. It sprang from the ashes of Weesp, and in 1772 became a company, with the Rev. De Moll at its head; after his death, in 1782, the concern passed into the hands of his partners, J. Rendorp, A. Dedel, C. Van der Hoop, Gysbz, and J. Hope, and was by them removed, in 1784, to Oude Amstel. The ware is of fine quality, decorated in the Saxon style; specimens are frequently met with, having gilt borders and a light blue flower between green leaves.
[Pg 171]Old Loosdrecht, located between Utrecht and Amsterdam, became the next town to successfully produce porcelain. It emerged from the remnants of Weesp, and in 1772, it was established as a company led by Rev. De Moll; after his death in 1782, the business was taken over by his partners, J. Rendorp, A. Dedel, C. Van der Hoop, Gysbz, and J. Hope, who moved it to Oude Amstel in 1784. The porcelain is of high quality and features decorations in the Saxon style; examples are often found with gilded edges and light blue flowers surrounded by green leaves.

Fig. 177.—Vase.
Fig. 177.—Vase.

Fig. 178.—Panel.
Mark, M : o L. in blue.
Width 12¾ in.
Fig. 178.—Panel.
Mark, M: o L. in blue.
Width 12¾ in.
Amsterdam. Fig. 179. Painted in lake camaïeu with birds and trees; the mark, lion, in blue.
Amsterdam. Fig. 179. Painted in lake camaïeu with birds and trees; the mark, lion, in blue.

Fig. 179.—A Pair of Bottles.
Fig. 179.—A Pair of Bottles.
[Pg 173]Oude Amstel. On the death of the Rev. De Moll in the year 1782, the manufactory of Loosdrecht was removed to Oude Amstel (Old Amstel), near Amsterdam, and carried on with redoubled zeal by the same company, directed by a German named Däuber, about 1784. It flourished under his direction for a few years, and produced a fine description of porcelain, but it gradually declined, in consequence of the large importations from England which inundated the country. In 1789 it came into the hands of J. Rendorp, C. Van der Hoop, and Gysbz, still remaining under Däuber’s direction, but it was entirely demolished at the close of the 18th century.
[Pg 173]Old Amstel. After the Rev. De Moll passed away in 1782, the factory in Loosdrecht was moved to Oude Amstel (Old Amstel), near Amsterdam, and was run with renewed energy by the same company, led by a German named Däuber, around 1784. It thrived under his leadership for a few years and produced high-quality porcelain, but it gradually declined due to the massive imports from England flooding the market. In 1789, it was taken over by J. Rendorp, C. Van der Hoop, and Gysbz, still under Däuber's management, but it was fully shut down by the end of the 18th century.

Fig. 180.—Teapot and Sucrier.
Fig. 180.—Teapot and Sugar Bowl.

Fig. 181.—Sucrier.
Fig. 181.—Sugar Bowl.
[Pg 174]The Hague. About the year 1775, a porcelain manufactory for both hard and soft paste was opened at The Hague, under the direction of a German named Leichner or Lynker. The works ceased in 1785 or 1786.
[Pg 174]The Hague. Around 1775, a porcelain factory for both hard and soft paste was established in The Hague, managed by a German named Leichner or Lynker. The factory closed down in 1785 or 1786.

Fig. 182.—Plate.
Of soft paste.
Fig. 182.—Plate.
Made of soft paste.
Fig. 182 bears the mark of a stork in blue; diam. 9½ in.
Fig. 182 has a blue stork emblem; diameter 9½ in.
BELGIUM AND LUXEMBURG
BELGIUM
Tournai. Established in 1750 by Peterinck. For some time previous to 1815 the works were carried on by M. Maximilien de Bettignies, who, in consequence of the annexation of Tournai to Belgium, ceded it in that year to his brother Henri, and established another factory at St. Amand-les-Eaux. Soft paste, which has been discontinued for many years in every other fabrique in France, is still made at both places, and they consequently produce the closest imitations of old Sèvres pâte tendre.
Tournai. Founded in 1750 by Peterinck. For a while before 1815, the business was managed by M. Maximilien de Bettignies, who, due to Tournai becoming part of Belgium, handed it over that year to his brother Henri and set up another factory at St. Amand-les-Eaux. Soft paste, which has not been made in any other fabrique in France for many years, is still produced in both locations, allowing them to create the closest replicas of old Sèvres pâte tendre.

Fig. 183.—Cup and Saucer.
With the early mark in gold.
Cup and Saucer.
Featuring the early mark in gold.
Fig. 184 is painted in blue; mark, crossed swords and three crosses; diam. 9½ in.
Fig. 184 is painted in blue; mark, crossed swords and three crosses; diam. 9½ in.

Fig. 184.—Plate.
Fig. 184.—Plate.

Fig. 185.—Salt-cellar.
Fig. 185.—Salt shaker.
[Pg 177]Fig. 185 is painted with birds; mark, crossed swords and four crosses, in gold; height 4⅜ in.
[Pg 177]Fig. 185 is painted with birds; it features crossed swords and four crosses in gold; height 4⅜ in.
Brussels. There was a manufactory of hard paste porcelain here towards the end of the 18th century.
Brussels. There was a factory for hard paste porcelain here towards the end of the 18th century.

Fig. 186.—Milk Jug.
Signed L. Cretté.
Fig. 186.—Milk Jug.
Signed L. Cretté.

Fig. 187.—Teapot.
Fig. 187.—Teapot.
LUXEMBURG
A factory for hard paste porcelain was established at Sept Fontaines about 1806, by the brothers Boch. Both pottery and porcelain were made here, including plates, vases, figures, &c.
A factory for hard paste porcelain was established at Sept Fontaines around 1806 by the Boch brothers. They produced both pottery and porcelain here, including plates, vases, figures, etc.
LUXEMBURG
LUXEMBOURG

Fig. 188.—Two Figures of “The Seasons.”
With mark, B. L.
Fig. 188.—Two Figures of "The Seasons."
With mark, B. L.
RUSSIA
At St. Petersburg, an Imperial china manufactory was established in 1744, by the Empress Elizabeth Petrowna, with workmen from Meissen. Catherine II. patronised the works, and in 1765 enlarged them considerably, under the direction of the minister, J. A. Olsoufieff, since which this fabrique has held a distinguished place among European manufactories. The paste is hard and of a blueish cast, finely glazed, and it betrays its Dresden origin.
At St. Petersburg, an Imperial china factory was set up in 1744 by Empress Elizabeth Petrowna, with workers brought in from Meissen. Catherine II supported the factory and significantly expanded it in 1765, under the guidance of the minister, J. A. Olsoufieff. Since then, this fabrique has held a prominent position among European factories. The paste is hard with a bluish tint, well-glazed, and shows its Dresden origins.

Fig. 189.—Cup and Saucer.
With the mark of the Emperor Paul.
Fig. 189.—Cup & Saucer.
Featuring the mark of Emperor Paul.

Fig. 190.—Verrière.
Fig. 190.—Stained Glass Window.
[Pg 180]Moscow, 1720. The potter Eggebrecht, who had undertaken a manufactory of delft at Dresden, by direction of Böttcher, had, after that was discontinued, left to go to Moscow, and, being acquainted with some of the processes for making porcelain, commenced manufacturing it at Moscow.
[Pg 180]Moscow, 1720. The potter Eggebrecht, who had started a delft factory in Dresden under Böttcher's guidance, after that was shut down, moved to Moscow. Familiar with some of the techniques for producing porcelain, he began manufacturing it in Moscow.

Fig. 191.—Statuette.
Mark, G in blue.
Height 8 in.
Fig. 191.—Statue.
Mark, G in blue.
Height 8 in.

Fig. 192.—Cup and Saucer.
With view of Moscow. Mark, A. Popoffe’s initials.
Fig. 192.—Cup & Saucer.
Featuring a view of Moscow. Marked with A. Popoffe’s initials.
A porcelain manufactory was established at Twer, by an Englishman named Gardner, in 1787, and another by A. Popoff.
A porcelain factory was set up in Twer by an Englishman named Gardner in 1787, along with another one by A. Popoff.
[Pg 182]Korzec, in Volhynia. About 1803, Mérault, a chemist of the Sèvres manufactory, went to direct the fabrique at Korzec, taking with him a laboratory assistant named Pétion. After carrying it on for a few years, Mérault abandoned the direction, and returned to France.
[Pg 182]Korzec, in Volhynia. Around 1803, Mérault, a chemist from the Sèvres factory, went to manage the factory in Korzec, bringing along a lab assistant named Pétion. After running it for a few years, Mérault stepped down from the management role and went back to France.

Fig. 193.—Pâte dure Cup and Saucer.
Painted with a
portrait of a lady, en grisaille, with gilt borders.
Mark, Eye within a triangle.
Fig. 193.—Hard Paste Cup and Saucer.
Featuring a painted portrait of a woman, in grey tones, with gold borders.
Mark: Eye within a triangle.
Baranowka, in Volhynia. A small factory existed [Pg 183]here at which the porcelain clay found in the neighbourhood was used.
Baranowka, in Volhynia. A small factory was located [Pg 183]here that utilized the porcelain clay sourced from the area.

Fig. 194.—Milk Jug.
Mark, the name of the town.
Fig. 194.—Milk Jug.
Mark, the town's name.
SWEDEN
Marieberg. This manufactory produced porcelain (soft paste), as well as fayence. In quality as well as in decoration the porcelain is like that of Mennecy-Villeroy in France. The industry was established by Ehrenreich, under the patronage of Count Scheffer, Councillor of State, in 1750, and altogether ceased about 1780.
Marieberg. This factory made porcelain (soft paste) and faience. The quality and decoration of the porcelain are similar to that of Mennecy-Villeroy in France. The industry was founded by Ehrenreich, with support from Count Scheffer, Councillor of State, in 1750, and it completely shut down around 1780.

Fig. 195.—Custard Cup and Cover.
Mark, M.B. combined.
Height 3¼ in.
Fig. 195.—Custard Cup with Lid.
Mark, M.B. combined.
Height 3¼ in.
DENMARK
Copenhagen. This manufactory was commenced by an apothecary of the name of Müller, in 1772, and Baron von Lang, from the Fürstenberg manufactory, is said to have been instrumental in forming it. The capital was raised in shares, but the factory not being successful, the Government interfered, and it became a royal establishment in 1775, and has remained so ever since.
Copenhagen. This factory was started by an apothecary named Müller in 1772, and Baron von Lang from the Fürstenberg factory is said to have played a key role in its establishment. The capital was raised through shares, but since the factory was not successful, the Government stepped in, and it became a royal establishment in 1775, which it has remained ever since.

Fig. 196.—Cabaret.
With portraits of Raphael, and other celebrated painters.
Fig. 196.—Club.
Featuring portraits of Raphael and other famous painters.

Fig. 197.—Cabaret.
Fig. 197.—Cabaret.
FRANCE
St. Cloud. A factory was established here about 1695 for the production of porcelain, at which time M. Morin was proprietor, and M. Chicanneau director of the works.
St. Cloud. A factory was set up here around 1695 to make porcelain, with M. Morin as the owner and M. Chicanneau as the manager of the operations.

Fig. 198.—Jug.
Fig. 198.—Jug.
[Pg 188]According to letters patent of 1702, granted to the heirs of Chicanneau, his widow, Barbe Courdray, and her children, were interested in the works; their father had made many experiments and attempts to discover the secret of true porcelain, and from the year 1696 had produced some nearly equal to the porcelain of China. His children, to whom he imparted the secret, successfully continued the fabrication, and were permitted to manufacture porcelain at St. Cloud, or in any other part or parts of the kingdom, except Rouen and its faubourgs. In 1712 a renewal of the patent took place for ten years, and in the meantime the widow Barbe Courdray married a M. Trou.
[Pg 188]According to the patent letters from 1702, granted to the heirs of Chicanneau, his widow, Barbe Courdray, and her children, were involved in the works; their father had conducted many experiments to uncover the secret of true porcelain, and since 1696, he had created some that was nearly on par with Chinese porcelain. His children, to whom he passed on the secret, successfully continued the production and were allowed to manufacture porcelain in St. Cloud or anywhere else in the kingdom, except Rouen and its suburbs. In 1712, the patent was renewed for another ten years, and during this time, Barbe Courdray married a Mr. Trou.

Fig. 199.—Statuette.
Astronomy seated, holding the sun.
Fig. 199.—Statue.
Astronomy sitting down, holding the sun.
In 1722 letters patent were granted for twenty years more to Jean and Jean Baptiste Chicanneau, Marie Moreau, the widow of Pierre Chicanneau (third son) and Henri and Gabriel Trou, children of Barbe Courdray by her second marriage. About this time serious disagreements occurred between the two families, and they separated, Gabriel and Henri Trou remaining at St. Cloud, patronised by the Duke of Orleans; while Marie Moreau opened another establishment in the Rue de la Ville l’Évêque, Faubourg St. Honoré, directed by Dominique François[Pg 189] Chicanneau. In 1742 another arrêt granted privileges for twenty years to both these establishments, and Marie Moreau dying in 1743 left Dominique her business.
In 1722, the government granted a patent for another twenty years to Jean and Jean Baptiste Chicanneau, Marie Moreau, the widow of Pierre Chicanneau (their third son), and Henri and Gabriel Trou, who were the children of Barbe Courdray from her second marriage. Around this time, serious disagreements arose between the two families, and they split up. Gabriel and Henri Trou stayed at St. Cloud, supported by the Duke of Orleans, while Marie Moreau opened a new establishment on Rue de la Ville l’Évêque, Faubourg St. Honoré, managed by Dominique François[Pg 189] Chicanneau. In 1742, another arrêt granted privileges for twenty years to both of these establishments, and when Marie Moreau passed away in 1743, she left her business to Dominique.
The manufactory at St. Cloud was destroyed by fire (the act of an incendiary) in 1773, and the manufacture ceased, the proprietors not being able to raise sufficient funds to rebuild it.
The factory at St. Cloud was burned down (the work of an arsonist) in 1773, and production stopped, as the owners couldn’t gather enough money to rebuild it.
Chantilly. This manufactory was founded in 1725 by Ciquaire Cirou, under the patronage of the Prince de Condé, as appears by letters patent dated 1735, who was succeeded by Antheaume and others. The porcelain was highly esteemed, and there was hardly any object which they did not produce, from the lofty vase to the simplest knife handle. The Chantilly pattern was a great favourite for ordinary services; it was called “Barbeau,” and consisted of a small blue flower running over the white paste.
Chantilly. This factory was established in 1725 by Ciquaire Cirou, with the support of the Prince de Condé, as indicated by letters patent from 1735. He was later succeeded by Antheaume and others. The porcelain was highly valued, and there was hardly anything they didn’t make, from large vases to simple knife handles. The Chantilly pattern was especially popular for everyday tableware; it was known as “Barbeau,” featuring a small blue flower spread across the white surface.

Fig. 200.—Dish.
Mark, hunting horn and P, in gold.
Diameter 12 in.
Fig. 200.—Plate.
Mark, hunting horn and P, in gold.
Diameter 12 in.

Fig. 201.—Pair of Figures.
Fig. 201.—Pair of Figures.
Rouen. Louis Poterat, Sieur de St. Ètienne, of St. Sever, at Rouen, obtained letters patent in 1673,[Pg 191] stating that he had discovered processes for fabricating porcelain similar to that of China, and wares resembling those of Delft; but the former was of a very rude character and never arrived at any perfection.
Rouen. Louis Poterat, Lord of St. Ètienne, from St. Sever in Rouen, got a patent in 1673,[Pg 191] claiming he had discovered ways to make porcelain similar to that of China, and products resembling those from Delft; however, the porcelain was quite rough and never reached a high standard of quality.
After the establishment at St. Cloud had commenced selling porcelain, the proprietors of the Rouen manufactory appear to have revived their porcelain in the hopes of competing with them, but with no good result.
After the factory in St. Cloud started selling porcelain, the owners of the Rouen factory seem to have tried to bring back their porcelain in hopes of competing, but it didn’t work out well.
Mennecy-Villeroy. This important manufactory was established in 1735 by François Barbin, under the patronage of the Duc de Villeroy. The early specimens are similar to the porcelaine tendre of St. Cloud, of a milky translucent appearance.
Mennecy-Villeroy. This significant factory was founded in 1735 by François Barbin, with support from the Duc de Villeroy. The initial pieces closely resemble the porcelaine tendre from St. Cloud, featuring a milky translucent look.

Fig. 202.—Sugar Basin and Stand.
Fig. 202.—Sugar Bowl and Stand.
Barbin was succeeded about 1748 by Messieurs[Pg 192] Jacques and Jullien, and the manufactory continued in a flourishing state until 1773, when on the expiration of the lease it was removed to Bourg-la-Reine.
Barbin was succeeded around 1748 by Messieurs[Pg 192] Jacques and Jullien, and the factory continued to thrive until 1773, when the lease ended and it moved to Bourg-la-Reine.

Fig. 203.—Group of Children.
Fig. 203.—Kids Group.
Sceaux Penthièvre, near Paris. Established in 1750 by Jacques Chapelle; it was situated opposite the Petit Châtelet, and was under the patronage of the Duc de Penthièvre. It was carried on by Glot in 1773. The Prince-Protector died in 1794,[Pg 193] but the production of pâte tendre ceased before that time.
Sceaux Penthièvre, near Paris. Founded in 1750 by Jacques Chapelle; it was located across from the Petit Châtelet and was supported by the Duc de Penthièvre. It was taken over by Glot in 1773. The Prince-Protector passed away in 1794,[Pg 193] but the production of pâte tendre had already stopped before then.

Fig. 204.—Cup and Saucer.
Fig. 204.—Cup and Saucer.

Fig. 205.—Milk-pot.
Mark, S. X.
Fig. 205.—Milk pitcher.
Mark, S. X.
Arras. Established in 1782 by the Demoiselles Deleneur, under the patronage of M. de Calonne, Intendant de Flandre et de l’Artois; it only lasted a few years.
Arras. Founded in 1782 by the Deleneur sisters, with the support of M. de Calonne, Intendant of Flanders and Artois; it only lasted a few years.

Fig. 206.—Seau.
Mark, A. R.
Fig. 206.—Bucket.
Mark, A. R.
[Pg 194]Boulogne-sur-mer. Established by M. Haffringue, in the 19th century, with the kaolin of Limoges.
[Pg 194]Boulogne-sur-Mer. Founded by M. Haffringue in the 19th century, using the kaolin from Limoges.

Fig. 207.—Plaque.
White biscuit.
Fig. 207.—Plaque.
White ceramic.

Fig. 208.—Sucrier.
White biscuit.
Fig. 208.—Sugar bowl.
White ceramic.
[Pg 195]Étiolles (Seine-et-Oise), near Corbeil. Established in 1768, by Monnier, for soft paste porcelain. The works lasted only a short time.
[Pg 195]Étiolles (Seine-et-Oise), close to Corbeil. Founded in 1768 by Monnier, it produced soft paste porcelain. The factory operated for only a brief period.

Fig. 209.—Cup and Saucer.
Mark, E. Pellevé, 1770.
Diameter 2½ and 5 in.
Cup and Saucer.
Mark, E. Pellevé, 1770.
Diameter 2.5 and 5 inches.
Lille. Established in 1711 by Barthélemy Dorez and Pierre Pelissier, his nephew, natives of Lille.[Pg 196] The porcelain (pâte tendre) of this time was like that of St. Cloud, but in the Delft style, the favourite ornamentation being Chinese designs. At a later period (in 1784) a manufactory of hard porcelain was established by Leperre Durot, under the patronage of the Dauphin; it was styled “Manufacture Royale de Monseigneur le Dauphin.” The porcelain of Leperre Durot is richly adorned with gold and with carefully painted bouquets of flowers.
Lille. Founded in 1711 by Barthélemy Dorez and his nephew Pierre Pelissier, who were both from Lille.[Pg 196] The porcelain (pâte tendre) from this era resembled that of St. Cloud, but it featured the Delft style, with Chinese designs being the preferred decoration. Later on (in 1784), a hard porcelain factory was established by Leperre Durot, under the patronage of the Dauphin; it was called “Manufacture Royale de Monseigneur le Dauphin.” Leperre Durot's porcelain is lavishly decorated with gold and intricately painted flower bouquets.

Fig. 210.—Cup and Saucer.
With mark, crowned Dolphin.
Fig. 210.—Cup and Saucer.
With mark, crowned Dolphin.
M. Roger succeeded Leperre Durot, and in 1792 he sold his interest in the works to Messieurs Regnault and Graindorge; they were, however, soon ruined, and the establishment was closed.
M. Roger took over from Leperre Durot, and in 1792 he sold his share of the business to Messieurs Regnault and Graindorge; however, they soon faced ruin, and the establishment closed down.
Bourg-la-Reine. Started in 1773 by Messieurs Jacques and Jullien, who removed thither on the expiration of their lease at Mennecy. It was in active existence, making china purely of an industrial character, in 1788.
Bourg-la-Reine. Started in 1773 by Messieurs Jacques and Jullien, who moved there after their lease at Mennecy ended. It was actively producing china for industrial purposes by 1788.

Fig. 211.—Custard Cup.
Mark, B. R.
Height 3¼ in.
Fig. 211.—Custard Cup.
Mark, B. R.
Height 3.25 in.
[Pg 197]Clignancourt. Established in 1775 by Pierre Deruelle, under the patronage of Monsieur le Comte de Provence, brother of the king (afterwards Louis XVIII.).
[Pg 197]Clignancourt. Founded in 1775 by Pierre Deruelle, with the support of Monsieur le Comte de Provence, the king's brother (who later became Louis XVIII).

Fig. 212.—Milk-pot and Cover.
Fig. 213.—Cup and Dish. Fig. 214.—Milk Jug.
Fig. 212.—Milk Jug and Lid.
Fig. 213.—Cup and Plate. Fig. 214.—Milk Jug.
[Pg 198]Lunéville. A factory called “Manufacture Stanislas” was established in 1731. It lasted only a short time, but a later manufactory, founded about 1769, was celebrated for its productions.
[Pg 198]Lunéville. A factory known as “Manufacture Stanislas” was set up in 1731. It didn't last long, but a later factory, started around 1769, became famous for its products.
Paul Louis Cyfflé, sculptor, obtained, in 1768, letters patent for fifteen years, by virtue of which he established another manufactory for superior vessels of the material called terre de Lorraine, and in the following year a new privilege was granted for making groups and statuettes with his improved paste, under the name of pâte de marbre.
Paul Louis Cyfflé, a sculptor, received a patent in 1768 for fifteen years, allowing him to set up another factory for high-quality vessels made from a material called terre de Lorraine. The next year, he was granted a new privilege to create groups and statuettes using his enhanced paste, known as pâte de marbre.
Orleans. Established by M. Gerréault in 1753, under the protection of the Duc de Penthièvre; the porcelain first made here was of the soft paste, but hard paste was subsequently produced. Gerréault was succeeded by Bourdon fils about 1788, Piédor, Dubois, and lastly, Le Brun, from 1808 to 1811.
Orleans. Founded by M. Gerréault in 1753, with support from the Duc de Penthièvre; the first porcelain created here was soft paste, but hard paste was later made. Gerréault was followed by Bourdon fils around 1788, then Piédor, Dubois, and finally, Le Brun, from 1808 to 1811.
Niderviller. Established about 1760 by Baron de Beyerlé. After successfully carrying on this branch for several years, he attempted hard porcelain in 1768, and procured potters and artists from Saxony. Three or four years before his death, which happened in 1784, the estate was bought by General de Custine. This new proprietor continued the fabrique, under the direction of M. Lanfray, who paid especial attention to the production of fine porcelain; the fabrication of statuettes was greatly increased.
Niderviller. Founded around 1760 by Baron de Beyerlé. After successfully running this operation for several years, he started making hard porcelain in 1768 and brought in potters and artists from Saxony. About three or four years before his death in 1784, the estate was purchased by General de Custine. This new owner kept the fabrique going under the leadership of M. Lanfray, who focused on producing high-quality porcelain; the production of statuettes saw significant growth.
ORLEANS
New Orleans

Fig. 215.—Bowl, Cover, and Stand.
Mark, heraldic label in blue.
Fig. 215.—Bowl, Lid, and Stand.
Mark, blue heraldic label.

Fig. 216.—Milk-pot and Cover.
Mark, double C under coronet, in blue.
Height 6½ in.
Fig. 216.—Milk Jug and Lid.
Mark, double C under a crown, in blue.
Height 6½ in.
After the decapitation of the unfortunate de Custine, his estates, being forfeited to the Republic, were sold on the 25 Germinal, An X (1802), to M. Lanfray, and carried on by him until his death in 1827, when the manufactory was sold to L. G. Dryander, of Saarbrücken. For many years he continued to make porcelain, as well as fayence groups and statuettes, but the distance of his fabrique from the kaolin of St. Yrieix prevented him from competing successfully with those of Limoges, and this branch was abandoned.
After the beheading of the unfortunate de Custine, his estates, which were forfeited to the Republic, were sold on the 25 Germinal, An X (1802), to M. Lanfray, who ran it until his death in 1827. The manufactory was then sold to L. G. Dryander of Saarbrücken. For many years, he continued to produce porcelain, along with faience groups and statuettes, but the distance of his factory from the kaolin of St. Yrieix made it hard for him to compete successfully with those in Limoges, so this branch was eventually dropped.
Boissette, near Melun. A factory was [Pg 201]established in 1777 by Jacques Vermonet père et fils, but it lasted only a short time.
Boisset, near Melun. A factory was [Pg 201]set up in 1777 by Jacques Vermonet and his son, but it didn't last long.

Fig. 217.—Teapot.
Fig. 217.—Teapot.
Caen, Normandy. Established and supported by some of the principal inhabitants, at the time of the French Revolution (about 1793), when several workmen from Sèvres came to join it. It was carried on for a few years, but no market being found for the ware, the factory was discontinued at the commencement of the last century. It is hard paste, and equal to that of Sèvres, and of the same forms.
Caen, Normandy. Set up and backed by key local residents during the French Revolution (around 1793), when several craftsmen from Sèvres joined in. It operated for a few years, but since there was no market for the products, the factory was closed at the start of the last century. It is hard paste and comparable to that of Sèvres, with the same shapes.

Fig. 218.—Cup and Saucer.
With “Caen” stencilled in red.
Fig. 218.—Cup and Saucer.
With “Caen” printed in red.
Valenciennes (Nord). By an Order of Council, dated 24th May 1785, M. Fauquet was permitted to[Pg 202] carry on a manufacture of porcelain at Valenciennes. He was originally established at St. Amand in the manufacture of fayence as early as 1775, and probably carried on both works simultaneously.
Valenciennes (Nord). By an Order of Council, dated May 24, 1785, Mr. Fauquet was allowed to[Pg 202] start a porcelain manufacturing operation in Valenciennes. He had originally been set up in St. Amand producing faience as early as 1775, and likely managed both factories at the same time.

Fig. 219.—Cup and Saucer.
Mark, F. L. V., in cipher, in
blue.
Diam. 3¾ and 6¼ in.
Fig. 219.—Cup & Saucer.
Mark, F. L. V., in code, in blue.
Diam. 3¾ and 6¼ in.
St. Amand-les-eaux. Founded by M. Maximilien de Bettignies in 1815, for the manufacture of pâte tendre porcelain like the old Sèvres. He was formerly proprietor of the Tournai manufactory, which he ceded to his brother Henri when that city became re-annexed to Belgium.
St. Amand-les-Eaux. Founded by M. Maximilien de Bettignies in 1815 for the production of pâte tendre porcelain similar to the old Sèvres. He was previously the owner of the Tournai factory, which he handed over to his brother Henri when that city was re-annexed to Belgium.
Strassburg. About the year 1752, Paul Hannong obtained the secret of true porcelain from[Pg 203] Ringler, and started a factory here, but in consequence of the monopoly of Sèvres he was compelled to relinquish it, and in 1753 removed to Frankenthal, where he greatly flourished under the protection of the Elector Palatine Carl Theodore.
Strasbourg. Around 1752, Paul Hannong learned the secret of making true porcelain from[Pg 203] Ringler and started a factory here. However, due to the Sèvres monopoly, he had to give it up and moved to Frankenthal in 1753, where he thrived with the support of Elector Palatine Carl Theodore.

Fig. 220.—Cup and Saucer.
Mark, J. H.
Diam. 2⅝ and 5⅝ in.
Fig. 220.—Cup and Saucer.
Mark, J. H.
Diam. 2.625 and 5.625 in.
Marseilles. An important manufactory of porcelain was established here by Jacques Gaspard Robert about 1766. Porcelain was made also by Honoré Savy and Veuve Perrin, but was only of secondary importance. The works were closed about the period of the French Revolution in 1793.
Marseille. An important porcelain factory was set up here by Jacques Gaspard Robert around 1766. Porcelain was also produced by Honoré Savy and Veuve Perrin, but their work was not as significant. The factory shut down around the time of the French Revolution in 1793.
Paris. Rue Thiroux. Established in 1778 by[Pg 204] André Marie Lebeuf, and the ware was called “Porcelaine de la Reine.”
Paris. Rue Thiroux. Founded in 1778 by[Pg 204] André Marie Lebeuf, and the product was known as “Porcelaine de la Reine.”

Fig. 221.—Sucrier.
Mark, crowned A.
Fig. 221.—Sugar bowl.
Mark, crowned A.
Paris. Rue de Bondy. Opened in 1780 by Dihl and Guerhard, under the patronage of the Duc d’Angoulême, and the ware was called “Porcelaine d’Angoulême.”
Paris. Rue de Bondy. Launched in 1780 by Dihl and Guerhard, with the support of the Duc d’Angoulême, and the product was named “Porcelaine d’Angoulême.”

Fig. 222.—Ewer and Basin.
Fig. 222.—Pitcher and Bowl.
[Pg 205]Paris. Rue Fontaine au Roi. This factory, called “De la Courtille,” was established in 1773 by Jean Baptiste Locré, who was afterwards joined by Russinger in 1784. The latter during the Revolution became sole director.
[Pg 205]Paris Rue Fontaine au Roi. This factory, named “De la Courtille,” was founded in 1773 by Jean Baptiste Locré, who was later joined by Russinger in 1784. Russinger became the sole director during the Revolution.

Fig. 223.—Part of a Tea Service.
Fig. 223.—A section of a tea set.
Paris. Faubourg St. Honoré. A factory was established here by Veuve Chicanneau, née Marie[Pg 206] Moreau. The teapot, Fig. 224, was probably made at these works.
Paris. Faubourg St. Honoré. Veuve Chicanneau, née Marie[Pg 206] Moreau, set up a factory here. The teapot, Fig. 224, was likely produced at this site.

Fig. 224.—Teapot.
Mark, Ve M. & C.
Fig. 224.—Teapot.
Mark, Ve M. & C.
Paris. Pont-aux-Choux. In 1784, Louis Honoré de la Marre de Villars opened an establishment for the manufacture of porcelain in the Rue des Boulets, Faubourg St. Antoine. It was afterwards disposed of to Jean Baptiste Outrequin de Montarcy and Edmé Toulouse, who in 1786 obtained a brêvet from the Duke of Orleans, Louis Philippe Joseph, and authority to sign the productions with the letters L. P., and to take the title of Manufacture de M. le Duc d’Orléans. They were afterwards established in Rue Amelot, au Pont-aux-Choux, by which name the porcelain is generally known.
Paris. Pont-aux-Choux. In 1784, Louis Honoré de la Marre de Villars started a porcelain manufacturing business on Rue des Boulets in Faubourg St. Antoine. Later, it was sold to Jean Baptiste Outrequin de Montarcy and Edmé Toulouse, who in 1786 received a patent from the Duke of Orleans, Louis Philippe Joseph, and permission to brand their products with the letters L. P., and to call themselves Manufacture de M. le Duc d’Orléans. They then moved to Rue Amelot, au Pont-aux-Choux, which is how the porcelain is commonly known.

Fig. 225.—Teapot.
Fig. 225.—Teapot.
[Pg 207]The former name ceased in 1793, with the condemnation of the Duke of Orleans, and the objects subsequently produced were inscribed merely “Fabrique du Pont-aux-Choux.”
[Pg 207]The old name ended in 1793, following the condemnation of the Duke of Orleans, and the items made afterward were labeled simply “Fabrique du Pont-aux-Choux.”
Paris. Rue de Crussol. Established in 1789 by Charles Potter, an Englishman, and the ware was called the “Prince of Wales’s China.”
Paris. Rue de Crussol. Founded in 1789 by Charles Potter, an Englishman, the ceramics were known as the “Prince of Wales’s China.”

Fig. 226.—Cup.
Fig. 226.—Cup.
Paris. Belleville. Originally established in 1790 by Jacob Petit; but later removed to Fontainebleau. The products of the first period were much esteemed, being well painted and well modelled, bearing Petit’s mark; but the proprietor unwisely altered his original plan and imitated Dresden, counterfeiting also the mark of the crossed swords. Jacob Petit also made biscuit figures, birds’ nests, flowers, &c.
Paris. Belleville. Originally founded in 1790 by Jacob Petit; later moved to Fontainebleau. The items from the first period were highly valued for their excellent painting and modeling, featuring Petit’s mark; however, the owner foolishly changed his initial concept and started copying Dresden, also faking the crossed swords mark. Jacob Petit also created biscuit figures, bird nests, flowers, etc.

Fig. 227.—Watch-stand.
Plain white of rococo form.
Mark, J. P. in blue. Height 5 in.
Fig. 227.—Watch holder.
Simple white in a rococo style.
Mark, J. P. in blue. Height 5 in.
[Pg 208]Paris. Rue du Faubourg St. Denis. Fabrique de Charles Philippe Comte d’Artois, afterwards Charles X. This manufacture was the most ancient of all those established in Paris. Hannong of Strassburg, who brought into France the secret of hard porcelain, formed the first establishment in 1769. Having obtained the protection of Charles Philippe, Comte d’Artois, it was called by his name. The factory belonged actually to Bourdon des Planches, who continued the manufacture of hard porcelain, &c., but the works were closed in 1810.
[Pg 208]Paris. Rue du Faubourg St. Denis. Factory of Charles Philippe Comte d’Artois, later known as Charles X. This factory was the oldest of all those established in Paris. Hannong of Strasbourg, who introduced the secret of hard porcelain to France, started the first establishment in 1769. After gaining the support of Charles Philippe, Comte d’Artois, it was named after him. The factory actually belonged to Bourdon des Planches, who continued the production of hard porcelain, etc., but the factory was closed in 1810.
Vincennes. There was a porcelain manufactory here in 1786, quite apart from the royal factory. It was directed by M. Le Maire, probably the same who founded that in Rue Popincourt, which was ceded to M. Nast in 1783. There were four establishments at Vincennes; the first by the brothers Dubois, subsequently transferred to Sèvres; the second by Maurin des Aubiez, in 1767; the third by Pierre Antoine Hannong; and the fourth that described above.
Vincennes. There was a porcelain factory here in 1786, separate from the royal factory. It was run by M. Le Maire, likely the same person who started the one on Rue Popincourt, which was handed over to M. Nast in 1783. There were four establishments in Vincennes: the first by the Dubois brothers, later moved to Sèvres; the second by Maurin des Aubiez in 1767; the third by Pierre Antoine Hannong; and the fourth as mentioned above.

Fig. 228.—Cup and Saucer.
Mark, H. L. L., in gold .
Diam. 2½ and 5 in.
Fig. 228.—Cup & Saucer.
Mark, H. L. L., in gold.
Diam. 2.5 and 5 in.
VINCENNES AND SÈVRES
The history of the celebrated manufactory at Sèvres must be traced back to that of St. Cloud, which was founded as early as 1695. Here Louis XIV. accorded his patronage and favour by granting exclusive privileges. In 1735 the secret of the manufacture was carried, by some of the workmen, to Chantilly, and for a time continued there by the brothers Dubois. They left in a few years, taking with them their secret, and settled at Vincennes, where a laboratory was granted them, but after three years they were dismissed.
The history of the famous factory in Sèvres goes back to St. Cloud, which was established as early as 1695. Here, Louis XIV showed his support by granting exclusive privileges. In 1735, some workers took the secret of the manufacturing process to Chantilly, where the Dubois brothers continued to produce for a time. They eventually left after a few years, taking their secret with them, and moved to Vincennes, where they were given a workshop, but after three years, they were let go.
In 1745, a sculptor, named Charles Adam, formed a company, and the scheme was approved of by the king, privileges being accorded them for thirty years, and a place granted for their works in the Château de Vincennes. In 1753 the privileges of Charles Adam were purchased by Eloy Brichard, and Louis XV. took a third share; hence the factory became a royal establishment. Madame de Pompadour considerably encouraged the ceramic art, and it arrived at the height of perfection. The buildings were found too small to meet the increasing demands for the beautiful productions, and in 1756 the works were[Pg 210] removed to a large edifice at SÈVRES built expressly for the company.
In 1745, a sculptor named Charles Adam started a company, and the plan was approved by the king, granting them privileges for thirty years along with a location for their works in the Château de Vincennes. In 1753, Eloy Brichard bought Charles Adam's privileges, and Louis XV took a one-third stake, making the factory a royal establishment. Madame de Pompadour greatly supported the ceramic arts, leading to its peak of perfection. The buildings became too small to accommodate the rising demand for their beautiful products, and in 1756, the works were [Pg 210] moved to a large facility in SÈVRES specifically built for the company.
A favourite decoration of Vincennes porcelain was flowers and birds, on a beautiful bleu de roi ground, and cupids painted in camaïeu of a single colour.
A popular decoration of Vincennes porcelain featured flowers and birds on a gorgeous bleu de roi background, with cupids painted in camaïeu of a single color.

Fig. 229.—Vase.
Bleu de roi ground, with panels with birds in gold.
Mark, double L enclosing a dot, in gold.
Height 9¼ in.
Fig. 229.—Vase.
Royal blue background, with panels featuring birds in gold.
Mark, double L encircling a dot, in gold.
Height 9¼ in.
In 1760 the king became sole proprietor, and M. Boileau was appointed director.
In 1760, the king became the sole owner, and M. Boileau was appointed as the director.
[Pg 211]In 1769, after Macquer had brought the making of hard paste to perfection, the manufacture was successfully established at Sèvres, and both descriptions of china continued to be made until 1804, when, Brongniart being director, soft paste was altogether discontinued, and declared to be “useless in art, of expensive manipulation, dangerous to the workmen, subject to great risk in the furnace, &c.”
[Pg 211]In 1769, after Macquer perfected the process of making hard paste, production was successfully set up in Sèvres, and both types of china continued to be produced until 1804. At that time, under Brongniart's direction, soft paste was completely discontinued, being labeled as "useless in art, costly to produce, hazardous for the workers, and highly risky in the kiln, etc."

Fig. 230.—Cup and Saucer.
Bleu de roi ground, with white medallions enclosing birds in gold.
Mark, double L, in blue.
Diam. 2⅝ and 5⅜ in.
Cup and saucer.
Royal blue with white medallions featuring birds in gold.
Mark, double L, in blue.
Diam. 2⅝ and 5⅜ in.
The principal colours used in decorating the ground of the Sèvres vases were:—
The main colors used in decorating the background of the Sèvres vases were:—
1. The bleu céleste, or turquoise, invented in 1752 by Hellot.
1. The bleu céleste, or turquoise, created in 1752 by Hellot.
2. The rich cobalt blue, called bleu de roi, of which there were two varieties, the darker being designated gros bleu.
2. The rich cobalt blue, known as bleu de roi, had two versions, with the darker one referred to as gros bleu.
[Pg 212]3. The violet pensée, a beautiful violet from a mixture of manganese, one of the rarest decorations of the pâte tendre.
[Pg 212]3. The violet pensée, a stunning violet made from a blend of manganese, is one of the rarest features of the pâte tendre.

Fig. 231.—Vase.
Fig. 231.—Vase.
4. The rose Pompadour (called in England rose Du-Barry), a charming pink or rose colour invented in 1757 by Xhrouet of Sèvres.
4. The rose Pompadour (known in England as rose Du-Barry), is a lovely pink or rose color created in 1757 by Xhrouet of Sèvres.
[Pg 213]5. The clear yellow or jonquille, a sort of canary colour.
[Pg 213]5. The bright yellow or jonquille, a type of canary color.
6. The vert pré, or bright grass green.
6. The vert pré, or vibrant grass green.

Fig. 232.—Écuelle.
Dated 1771.
Fig. 232.—Bowl.
Dated 1771.
7. The vert pomme, or apple green.
7. The vert pomme, or apple green.
8. The rouge de fer, a brilliant red.
8. The rouge de fer, a bright red.
9. The œil de perdrix was at a later period a favourite ornament for the grounds of vases.
9. The œil de perdrix later became a popular decoration for the bases of vases.

Fig. 233.—Biscuit Group. Cupid and Psyche.
Fig. 233.—Biscuit Group. Cupid and Psyche.
[Pg 215]The forms are exceedingly varied, but names are assigned to each, either from the designers of the models or their special shapes or ornamentation; these may be found at length in Marks and Monograms on Pottery and Porcelain, 10th edition.
[Pg 215]The designs are incredibly diverse, but each one is given a name, either based on the designers of the pieces or their unique shapes or decorations; you can find these in detail in Marks and Monograms on Pottery and Porcelain, 10th edition.
The beautiful pâte tendre ware of Sèvres was always much esteemed, and never could have been produced at a reasonable price even at the time it was made, the expense of decoration as well as the risk in firing being so great. It was manufactured for royal presents or occasionally sold by express permission at exorbitant prices, which bore a more approximate value to the present exorbitant prices than is generally supposed.
The beautiful pâte tendre pottery from Sèvres was always highly valued and could never have been produced affordably, even when it was made, due to the high costs of decoration and the risks involved in firing. It was created for royal gifts or occasionally sold with special permission at inflated prices, which were actually more similar to today’s extreme prices than most people realize.
GREAT BRITAIN
POTTERY
The earthenware vessels made in England previous to the 16th century were of a very coarse description, rudely fashioned and usually devoid of ornament, sometimes cast in a mould in grotesque forms, and occasionally covered with a yellow or green glaze. Numerous specimens of early English cups are found in excavations in London and other parts of England, and may be identified by comparison with the vessels in Norman and mediæval manuscripts.
The earthenware vessels made in England before the 16th century were very rough, poorly made, and usually plain, sometimes shaped in molds with bizarre designs, and occasionally finished with a yellow or green glaze. Many examples of early English cups have been discovered in digs in London and other areas of England, and they can be recognized by comparing them to the vessels depicted in Norman and medieval manuscripts.
Although inexpensive, they were badly burned, and not very durable; and the German stoneware with a salt glaze was eagerly sought after throughout the 16th century, and imported in large quantities. These stone pots were usually impressed with the arms of German towns; a rose or other device in front, and a ferocious bearded visage under the spout. They were derisively called bellarmines, after the celebrated Cardinal Bellarmin, who in the 16th century made himself so conspicuous by his zealous opposition to the Reformed religion.
Although they were cheap, they were poorly made and not very durable; the German stoneware with a salt glaze was highly sought after throughout the 16th century and imported in large amounts. These stone pots were typically stamped with the coat of arms of German towns; a rose or some other symbol on the front, and a fierce bearded face under the spout. They were mockingly referred to as bellarmines, named after the famous Cardinal Bellarmin, who became well-known in the 16th century for his strong opposition to the Reformed religion.
These bellarmines were in general use throughout England in the 16th and beginning of the 17th century at inns and public-houses for serving ale to[Pg 217] the customers. The importation of these stone pots was always monopolised by the potters of Cologne, near which city they were made. In the reign of Queen Elizabeth we find one William Simpson presenting a memorial that he may be allowed to bring “the drinking stone pottes made at Culloin” into this country, and requesting permission to make similar stone pots in England; but he was not successful in his suit.
These bellarmines were commonly used across England in the 16th and early 17th centuries at inns and pubs for serving ale to[Pg 217] customers. The import of these stone pots was exclusively controlled by the potters of Cologne, where they were produced. During Queen Elizabeth's reign, a man named William Simpson submitted a request to be allowed to bring “the drinking stone pots made at Culloin” into the country and sought permission to create similar stone pots in England, but his request was denied.
In 1626, however, two other potters, named Rous and Cullyn, merchants of the city of London, obtained the exclusive privilege of making stone pots and jugs in this country, and a patent was granted them for fourteen years; the preamble states that “heretofore, and at this present, our kingdom of England has been served with stone pottes, stone jugges, and stone bottells, out of foreign parts, from beyond the seas.”
In 1626, two other potters, Rous and Cullyn, who were merchants from London, received the exclusive right to produce stone pots and jugs in this country, and they were granted a patent for fourteen years. The preamble states that “in the past, and even now, our kingdom of England has relied on imported stone pots, stone jugs, and stone bottles from abroad.”
STAFFORDSHIRE
When Dr. Plot wrote his natural history of this county in 1686 there were very few manufactories of pottery; he only speaks of one at Amblecott and another at Wednesbury; but he says: “The greatest pottery they have in this country is carried on at Burslem, near Newcastle-under-Lyme.” The earthenware made here towards the end of the 17th century was of a very coarse character, and the decoration extremely rude, consisting merely of patterns trailed over the surface in coloured clay, technically termed slip, diluted to the consistence of syrup, so that it could run out through a quill. The[Pg 218] usual colours of these slips were orange, white, and red, the orange forming the ground and the white and red the paint. After the dishes had been thus ornamented they were glazed with lead ore beaten into dust, finely sifted, and strewed over the surface, which gave it the gloss but not the colour. The vessels remained twenty-four hours in the kiln, and were then drawn for sale, principally to poor cratemen, who hawked them at their backs all over the country.
When Dr. Plot wrote his natural history of this county in 1686, there were very few pottery factories; he only mentions one in Amblecott and another in Wednesbury. However, he notes: “The largest pottery they have in this country is in Burslem, near Newcastle-under-Lyme.” The earthenware produced here towards the end of the 17th century was quite rough, and the decoration was very basic, consisting only of patterns trailed over the surface in colored clay, technically called slip, thinned to the consistency of syrup so it could be squeezed out through a quill. The[Pg 218] typical colors of these slips were orange, white, and red, with orange as the background and white and red as the paint. After the dishes were decorated this way, they were glazed with lead ore that was crushed into dust, sifted finely, and spread over the surface, which added gloss but not color. The vessels stayed in the kiln for twenty-four hours before being taken out for sale, mostly to poor craftsmen who carried them on their backs all over the country.

Fig. 234.—Tyg. With four handles.
Dated 1621.
Fig. 234.—Tyg. With four handles.
Dated 1621.

Fig. 235.—Mug. With two handles.
Dated 1682.
Fig. 235.—Mug. With two handles.
Dated 1682.

Fig. 236.—Plateau. With Charles II. and his Queen, in relief.
By Ralph Toft. 1677.
Fig. 236.—Plateau. Featuring Charles II and his Queen, in relief.
By Ralph Toft. 1677.
The forms of these vessels were tygs or mugs, with two or more handles for passing round a table, candlesticks, dishes, &c. The earliest names found upon them are Thomas and Ralph Toft, William Talor, Joseph Glass; all names still known in Staffordshire.
The shapes of these vessels were tygs or mugs, featuring two or more handles for sharing at a table, along with candlesticks, dishes, etc. The earliest names found on them are Thomas and Ralph Toft, William Talor, and Joseph Glass; all names still recognized in Staffordshire.
[Pg 220]Burslem. The family of Wedgwood was of long standing at Burslem, and many members of it were employed in making pottery long before the birth of the great potter, Josiah Wedgwood. His father, grandfather, and great-grandfather, as well as many of his other relations, were all engaged in the trade. Josiah Wedgwood was born in 1730, at Burslem; he was the youngest of thirteen children; his father, Thomas Wedgwood, died when Josiah was only nine years old. His eldest brother, Thomas, succeeded his father as a potter, and Josiah was bound apprentice to him in 1744, after the expiration of which he left his brother’s house to make knife handles, imitation agate, and tortoiseshell small wares, at Stoke. Here, in 1752, he entered into partnership with John Harrison, which only lasted two years.
[Pg 220]Burslem. The Wedgwood family had been established in Burslem for a long time, and many of its members worked in pottery long before the famous potter, Josiah Wedgwood, was born. His father, grandfather, great-grandfather, and many other relatives were all involved in the business. Josiah Wedgwood was born in 1730 in Burslem; he was the youngest of thirteen children. His father, Thomas Wedgwood, passed away when Josiah was just nine years old. His oldest brother, Thomas, took over the family pottery business, and Josiah became his apprentice in 1744. After completing his apprenticeship, he left his brother's home to make knife handles, imitation agate, and tortoiseshell small wares in Stoke. There, in 1752, he formed a partnership with John Harrison, which lasted only two years.

Fig. 237.—Vase.
Pale blue jasper, with subjects in relief.
Fig. 237.—Vase.
Light blue jasper, featuring raised designs.
Next Josiah Wedgwood went into partnership with Thomas Whieldon of Fenton Low, one of the most eminent potters of his day, and they remained [Pg 221]together five years; while here Wedgwood also produced that fine green glaze which covered his dessert services, in imitation of leaves.
Next, Josiah Wedgwood partnered with Thomas Whieldon of Fenton Low, one of the top potters of his time, and they worked [Pg 221] together for five years. During this time, Wedgwood also created the beautiful green glaze that adorned his dessert services, mimicking leaves.
At the expiration of the partnership in 1759 Wedgwood returned to Burslem, and commenced business on his own account at the “Churchyard” works. He soon became so successful that he was compelled to enlarge his establishment, and to take over the “Ivy House” works. He engaged the services of his cousin, Thomas Wedgwood, who had gained his experience at the Worcester works, and in 1765 he took him into partnership, and three years later Thomas Bentley joined the firm. The first ware which gained him reputation was his fine cream-coloured ware, which remained a staple article from 1762 down to the time of his decease, and after royalty had approved of it the name was changed to Queen’s ware.
At the end of the partnership in 1759, Wedgwood returned to Burslem and started his own business at the “Churchyard” works. He quickly became so successful that he had to expand his operation and take over the “Ivy House” works. He brought in his cousin, Thomas Wedgwood, who had gained experience at the Worcester works, and in 1765, he made him a partner. Three years later, Thomas Bentley joined the firm. The first product that earned him recognition was his fine cream-colored ware, which remained a staple from 1762 until his death, and after royalty approved it, the name was changed to Queen’s ware.
Wedgwood also produced, about this date, a sort of red ware, formed of the same ochreous clay as was used by the Elers nearly a century before; it required no glaze except what it derived from friction on the wheel and lathe, and was covered with engine-turned ornament; and in 1766 he began to make a black ware, which he called basaltes or black Egyptian. The business increased so much that he was obliged to open a new manufactory at Etruria in 1769.
Wedgwood also made, around this time, a type of red pottery made from the same yellowish clay that the Elers used nearly a century earlier; it didn’t need any glaze other than what it got from being polished on the wheel and lathe, and it featured engine-turned designs. In 1766, he started producing a black pottery that he named basalt or black Egyptian. The business grew so much that he had to open a new factory in Etruria in 1769.
In 1773 he made “a fine white terra-cotta of great beauty and delicacy, suitable for cameos, portraits, and bas-reliefs”; this was the forerunner of the jasper ware, which became by constant attention and successive improvements the most beautiful of all his[Pg 222] wares. In 1776 the solid jasper ware was invented, which, however, attained its greatest perfection ten years later. In the manufacture of this elegant ware Wedgwood largely employed sulphate of barytes, and for many years derived great profits, none of the workmen having any idea of the nature of the material upon which they were operating, until a letter containing a bill of parcels referring to a quantity of the article fell into the hands of a dishonest servant, who told the secret, and deprived the inventor of that particular source of emolument: for when the same article was made by those who employed inferior workmen, to whom they only paid one-fourth of the salary given by Wedgwood, the price of jasper ware became so reduced that he was unable to employ those exquisite modellers whom he had formerly engaged to superintend that branch of the manufacture.
In 1773, he created "a beautiful white terra-cotta of great elegance and delicacy, ideal for cameos, portraits, and bas-reliefs"; this was the precursor to jasper ware, which, through continuous attention and improvements, became the most stunning of all his[Pg 222] products. In 1776, solid jasper ware was invented, reaching its peak perfection ten years later. In producing this elegant ware, Wedgwood used a lot of sulphate of barytes and made significant profits for many years, as none of the workers knew the true nature of the material they were working with. This changed when a letter containing an invoice for a quantity of the material fell into the hands of a dishonest employee, who revealed the secret and cut off the inventor's source of income: when the same item was made by those who hired less skilled workers at only a quarter of Wedgwood's pay, the price of jasper ware dropped so low that he could no longer afford to hire the talented modelers he had previously employed to oversee that part of the production.

Fig. 238.—Vase.
Of basaltes ware.
Fig. 238.—Vase.
Made of basalt ware.

Fig. 239.—The Portland Vase.
Of black and white jasper.
Fig. 239.—The Portland Vase.
Made of black and white jasper.
In 1785 a “jasper dip” was introduced, in which[Pg 224] the white clay vessels were dipped, and received a coating of jasper, instead of being jasper throughout. This was considered a great improvement, and caused an increase of 20 per cent. in the price.
In 1785, a "jasper dip" technique was introduced, where[Pg 224] white clay vessels were dipped to get a layer of jasper instead of being made of jasper all the way through. This was seen as a significant improvement and led to a 20 percent increase in price.

Fig. 240.—Teapot, Caddy, and Plate.
With printed transfer.
Fig. 240.—Teapot, Caddy, and Plate.
With printed transfer.
Flaxman was engaged by Wedgwood and Bentley as early as 1775, and he furnished them with drawings and models. After Bentley’s death in 1780 Flaxman’s fame as a sculptor obtained him more important work, but still, as time permitted, he worked for Wedgwood up to the time of his departure for Rome in 1787.
Flaxman was hired by Wedgwood and Bentley as early as 1775, and he provided them with drawings and models. After Bentley passed away in 1780, Flaxman’s reputation as a sculptor earned him more significant projects, but he still worked for Wedgwood as long as he could until he left for Rome in 1787.
Josiah Wedgwood died on the 3rd of January 1795, in his 65th year.
Josiah Wedgwood passed away on January 3, 1795, at the age of 65.

Fig. 241.—Six Jasper Cameos.
Fig. 241.—Six Jasper Cameos.

Fig. 242.—Vase.
Granite ground, with gilt festoons and handles.
Fig. 242.—Vase.
Granite base, adorned with gold decorations and handles.

Fig. 243.—Ewer.
Of agate ware.
Fig. 243.—Ewer.
Made of agate ware.

Fig. 244.—An Obelisk, by Ralph Wood,
and A Tea Set, by Aaron Wood.
Fig. 244.—An Obelisk, by Ralph Wood,
and A Tea Set, by Aaron Wood.
[Pg 227]In 1773 Ralph Shawe of Burslem took out a patent for chocolate-coloured ware, striped with white and lined with white, glazed with salt. He afterwards transferred his factory to France.
[Pg 227]In 1773, Ralph Shawe from Burslem got a patent for chocolate-colored pottery, featuring white stripes and a white lining, finished with a salt glaze. He later moved his factory to France.
Ralph Wood was established at Burslem about 1730, and was succeeded about 1750 by his son Aaron Wood, who served his apprenticeship to Thos. Wedgwood; he was a very clever cutter of moulds for stoneware plates and dishes, with raised pattern borders, &c., which have been erroneously termed Elizabethan. Cream ware is said to have been invented by him. He was succeeded, about 1770, by his son Enoch Wood, who was also a sculptor, and made many busts of eminent men. His successors were Wood and Caldwell, who continued the manufacture of busts and groups.
Ralph Wood started his business in Burslem around 1730 and was followed about 1750 by his son Aaron Wood, who apprenticed under Thos. Wedgwood. Aaron was a skilled cutter of molds for stoneware plates and dishes, featuring raised pattern borders, etc., which are mistakenly referred to as Elizabethan. He is credited with inventing creamware. Around 1770, he was succeeded by his son Enoch Wood, who was also a sculptor and created many busts of notable figures. His successors were Wood and Caldwell, who continued to produce busts and groups.

Fig. 245.—Statuette.
Chaucer, by Ralph Wood.
Fig. 245.—Statuette.
Chaucer, by Ralph Wood.
[Pg 228]Moses Steel was a manufacturer at Burslem in 1715. The name of a descendant is found on a vase, with blue ground and white figures in relief, in the style of Wedgwood, in the Victoria and Albert Museum.
[Pg 228]Moses Steel was a manufacturer in Burslem in 1715. The name of one of his descendants appears on a vase, featuring a blue background and white figures in relief, in the style of Wedgwood, located in the Victoria and Albert Museum.

Fig. 246.—Vase.
Fig. 246.—Vase.
Shelton. Astbury of Shelton, early in the 18th century, made red crouch, and white stoneware. It is said he derived his knowledge of mixing the clays by pretending to be an idiot and obtaining employment at the Elers’ manufactory at Bradwell;[Pg 229] after gaining their secret, he set up in business against them.
Shelton, Astbury of Shelton, in the early 18th century, created red crouch and white stoneware. It's said that he learned how to mix the clays by pretending to be clueless and getting a job at the Elers’ factory in Bradwell;[Pg 229] after uncovering their secret, he started his own business competing with them.
The first use of calcined flints as an ingredient in the composition of pottery is attributed to the younger Astbury; it led to the manufacture of fine fayence, and paved the way for the great improvements afterwards achieved by Wedgwood.
The first use of calcined flints as an ingredient in pottery is credited to the younger Astbury; it resulted in the production of fine faience and set the stage for the significant advancements later made by Wedgwood.
Samuel Hollins of Shelton established about 1760 a manufactory of fine red ware teapots; he procured the clay from Bradwell. He was succeeded about 1777 by T. and J. Hollins.
Samuel Hollins of Shelton started a factory for high-quality red stoneware teapots around 1760; he got the clay from Bradwell. He was followed in about 1777 by T. and J. Hollins.

Fig. 247.—Green Bowl.
With ornaments in relief.
Signed “S. Hollins.”
Fig. 247.—Green Bowl.
With raised decorations.
Signed “S. Hollins.”

Fig. 248.—Basin.
With white ground and blue figures in relief.
Stamped T. and J. Hollins.
Fig. 248.—Bowl.
With a white background and blue raised figures.
Stamped T. and J. Hollins.
[Pg 230]The New Hall China Works at Shelton owed their origin to the purchase of Champion’s (Cookworthy’s) patent by a company of potters in 1777, and were the first porcelain manufactory in Staffordshire. The ware made here was not of a fine character; inferior artists were employed in its production, and it was never held in any great esteem. The manufacture consequently soon fell to decay, after many changes. The mark is the name of the works in a double ring.
[Pg 230]The New Hall China Factory in Shelton was established when a group of potters bought Champion’s (Cookworthy’s) patent in 1777, making it the first porcelain factory in Staffordshire. The products made here weren't very high quality; less skilled artists were used in the process, and it was never highly regarded. As a result, the business quickly declined after various changes. The mark consists of the name of the factory encircled in a double ring.

Fig. 249.—Cup and Saucer.
Painted with flowers.
Cup and Saucer.
Decorated with flowers.
Bradwell. A potter to whom Staffordshire was indebted for great improvements in the ware was John Philip Elers, who about 1690 came over from Holland and settled at Bradwell. He was descended from a noble family of Saxony.
Bradwell. A potter to whom Staffordshire owed significant advancements in pottery was John Philip Elers, who arrived from Holland around 1690 and settled in Bradwell. He came from a noble family in Saxony.
Elers was a clever chemist, and discovered the art of mixing the clays of Staffordshire to greater perfection than had ever before been attained. He manufactured to a considerable extent an improved kind of red pottery, in imitation of that of Japan,[Pg 231] while by the addition of manganese to the clays, he made a fine black ware, which a century afterwards was adopted and improved by Wedgwood.
Elers was a talented chemist who perfected the art of mixing Staffordshire clays better than anyone had before. He produced a significant amount of an enhanced type of red pottery that mimicked Japanese styles,[Pg 231] and by adding manganese to the clays, he created a beautiful black ware that was later adopted and improved by Wedgwood a century later.

Fig. 250.—Teapot.
Of red ware, with flowers in relief.
Fig. 250.—Teapot.
Made of red pottery, featuring raised flower designs.
Hanley. Shaw mentions a Mr. Miles of Miles’s[Pg 232] Bank, Hanley, who produced the brown stoneware about 1700. There is in the Victoria and Albert Museum a fayence barrel of brown glaze with gilt hoops, dating apparently from the first half of the 18th century, and it is impressed with the name of Miles (see Fig. 251).
Hanley. Shaw talks about a Mr. Miles from Miles’s[Pg 232] Bank in Hanley, who created the brown stoneware around 1700. In the Victoria and Albert Museum, there is a faience barrel with a brown glaze and gold hoops, which seems to be from the early 18th century, and it has the name of Miles stamped on it (see Fig. 251).

Fig. 251.—Barrel.
Fig. 251.—Barrel.
Elijah Mayer of Hanley was a contemporary of Wedgwood. He was noted for his cream-coloured ware and brown-line ware, but he produced many other varieties. A vase of unglazed drab terra-cotta, with festoons, &c., in relief, coloured (see Fig. 252).
Elijah Mayer from Hanley was a contemporary of Wedgwood. He was known for his cream-colored and brown-line pottery, but he made many other types as well. There is a vase made of unglazed drab terracotta, featuring relief decorations like festoons, etc., in color (see Fig. 252).

Fig. 252.—Vase.
Fig. 252.—Vase.
He also produced basaltes ware tea services, with animals, &c., in relief.
He also made basalt ware tea sets featuring raised designs of animals, etc.
[Pg 233]Palmer of Hanley was a great pirate of Wedgwood’s inventions, and Mrs. Palmer, who seems to have been the active manager of her husband’s business, engaged persons surreptitiously to obtain Wedgwood and Bentley’s new patterns as soon as they arrived at the London warehouse, for the purpose of copying them. Palmer had a London partner of the name of Neale. They imitated Wedgwood’s black Egyptian vases and other inventions, and eventually his Etruscan painted vases. In 1776 Palmer failed, and the business was carried on by Neale & Co., who by some means discovered the secret of the jasper body. They became formidable rivals of Wedgwood.
[Pg 233]Palmer of Hanley was a notorious pirate of Wedgwood’s designs, and Mrs. Palmer, who seemed to actively manage her husband’s business, secretly hired people to get Wedgwood and Bentley’s new patterns as soon as they arrived at the London warehouse, intending to copy them. Palmer had a London partner named Neal. They copied Wedgwood’s black Egyptian vases and other creations, eventually including his Etruscan painted vases. In 1776, Palmer went bankrupt, and the business was taken over by Neale & Co., who somehow uncovered the secret of the jasper body. They became serious competitors of Wedgwood.

Fig. 253.—Jardinière.
Of blue and white jasper.
Fig. 253.—Planter.
Made of blue and white jasper.

Fig.254.—Vase.
Fig.254.—Vase.
J. Voyez of Hanley was a clever artist; he was employed by Wedgwood and afterwards by Neale and Palmer.
J. See of Hanley was a talented artist; he worked for Wedgwood and later for Neale and Palmer.
[Pg 234]Fenton. Thomas Whieldon of Fenton established a pottery in 1740; besides the common household articles, he made fancy marbled ware. Aaron Wood and Josiah Spode were his apprentices, and Josiah Wedgwood was in partnership with him until 1759.
[Pg 234]Fenton. Thomas Whieldon of Fenton started a pottery in 1740; in addition to everyday household items, he created decorative marbled pottery. Aaron Wood and Josiah Spode trained as his apprentices, and Josiah Wedgwood was his business partner until 1759.
Tunstall. Enoch Booth of Tunstall, and John Warburton of Cobridge in the same county, were extensive potters, and first made cream-coloured pottery by the use of fluid glaze introduced by Booth.
Tunstall. Enoch Booth from Tunstall, and John Warburton from Cobridge in the same county, were influential potters, and they were the first to create cream-colored pottery using the fluid glaze that Booth developed.
William Adams of Tunstall was a favourite pupil of Wedgwood, and while with him executed some of his finest specimens of jasper ware. He afterwards went into business on his own account, and carried on an extensive trade.
Will Adams from Tunstall was a favorite student of Wedgwood, and during his time with him, he created some of his best examples of jasper ware. He later started his own business and ran a large operation.

Fig. 255.—Jug.
Of blue jasper.
Fig. 255.—Jug.
Made of blue jasper.
[Pg 235]Lane End. John Turner of Lane End made a fine description of ware, and his productions were the most successful imitation of Wedgwood’s jasper, with ornaments in relief, and only second to the latter’s in excellence; he also made a fine white stoneware.
[Pg 235]Lane End. John Turner of Lane End provided an excellent description of his products, and his creations were the best imitation of Wedgwood’s jasper, featuring raised designs, coming in just behind the original in quality; he also produced high-quality white stoneware.

Fig. 256.—Sugar Basin.
Of yellow clay, with figures in relief.
Fig. 256.—Sugar Bowl.
Made of yellow clay, featuring raised designs.

Fig. 257.—Teapot.
With medallion, figures in relief.
Fig. 257.—Teapot.
Featuring a medallion with figures in relief.
Longport. The Messrs. Davenport of Longport made great improvements in the manufacture of earthenware; they were celebrated especially for their stone china. The manufactory was established in 1793, and has been successfully carried on up to the present day in the same family.
Longport. The Davenports of Longport made significant advancements in producing earthenware, and they became well-known for their stone china. The factory was founded in 1793 and has been successfully run by the same family to this day.

Fig. 258.—Cup, Cover, and Saucer.
Fig. 258.—Cup, Lid, and Saucer.

Fig. 259.—Dish.
Fig. 259.—Plate.
[Pg 236]Lane Delph (now Middle Fenton). Miles Mason of Lane Delph early in the last century produced some fine ware. The ironstone china was brought to great perfection by Charles James Mason, and the forms were of a high quality, very much resembling porcelain.
[Pg 236]Lane Delph (now Middle Fenton). Miles Mason of Lane Delph made some excellent pottery in the early 1900s. The ironstone china reached a high level of quality thanks to Charles James Mason, and the shapes were of great quality, closely resembling porcelain.

Fig. 260.—Cup, Cover, and Saucer.
Fig. 260.—Cup, Lid, and Saucer.
Stoke-on-Trent. Thomas Minton established a manufactory at Stoke-upon-Trent in 1791; he was apprenticed to Turner of Caughley as an engraver. His productions were of the useful kind, viz., services for the table, in imitation of common nankin. He died in 1836, and was succeeded by his second son, the celebrated Herbert Minton, who brought the potter’s art to great perfection. He largely increased the business, and manufactured articles in earthenware, hard and soft porcelain, and parian.[Pg 237] Reproductions of Italian maiolica, Delia Robbia, Palissy, and Henri II. ware were also extensively made by him. He died in 1858, and was succeeded by Michael Daintry Hollins and Colin Minton Campbell, his nephew and heir. The founder’s grandsons afterwards succeeded to the business; the firm of Messrs. Minton & Co. still exists, but there are no members of the family now connected with it.
Stoke-on-Trent. Thomas Minton started a factory in Stoke-upon-Trent in 1791; he trained as an engraver under Turner of Caughley. His products were practical, primarily tableware that mimicked common nankin. He passed away in 1836 and was followed by his second son, the renowned Herbert Minton, who greatly advanced the pottery craft. He significantly expanded the business and produced items in earthenware, hard and soft porcelain, and parian.[Pg 237] He also extensively manufactured reproductions of Italian maiolica, Delia Robbia, Palissy, and Henri II. ware. He died in 1858 and was succeeded by Michael Daintry Hollins and Colin Minton Campbell, his nephew and heir. The founder's grandsons later took over the business; the firm of Messrs. Minton & Co. still operates, but there are no family members currently involved.

Fig. 261.—Mug.
Fig. 261.—Mug.
Liverpool. Early in the 18th century, and probably much before that, Liverpool was noted for the manufacture of pottery. Little is known of its early history, and it was not until Mr. Jos. Mayer rescued from oblivion many interesting particulars that anything like a succinct account was published. In his interesting notice of the Art of Pottery in Liverpool, we learn that the most celebrated of the early potters was Alderman Thomas Shaw, who had works for making pottery in the beginning of the 18th century; several large plaques and monumental slabs of his make are in existence, dated from 1716 to 1756. About this time, there seems to have been a large demand for punch bowls; as these formed the principal ornaments on the sideboards of the middle classes, and especially on board the ships, which were constantly going and coming in the port, considerable pains were taken[Pg 238] in decorating them, and many are still in existence painted with ships, convivial mottoes, and inscriptions.
Liverpool. In the early 18th century, and likely even earlier, Liverpool was recognized for its pottery production. Not much is known about its early history, and it wasn't until Mr. Jos. Mayer brought attention to many intriguing details that a clear account was published. In his fascinating overview of the Art of Pottery in Liverpool, we discover that the most famous of the early potters was Alderman Thomas Shaw, who operated pottery works at the beginning of the 18th century; several large plaques and memorial slabs made by him still exist, dated from 1716 to 1756. Around this time, there seems to have been a high demand for punch bowls, which were the main decorative items on the sideboards of the middle classes, especially on the ships constantly arriving and departing from the port. Considerable effort was put into decorating these bowls, and many still exist, adorned with images of ships, cheerful sayings, and inscriptions.
Another important establishment was founded by Mr. John Sadler, the son of a painter, who had learnt the art of engraving.
Another important establishment was created by Mr. John Sadler, the son of a painter, who had learned the art of engraving.
He was the inventor, about 1752, of the method of transferring prints from engraved copper plates upon pottery, and in conjunction with Guy Green, proposed to take out a patent in 1756, the draft of which is still preserved, but they preferred keeping the invention secret to the doubtful security of patent rights.
He invented, around 1752, a method for transferring prints from engraved copper plates to pottery. Together with Guy Green, he planned to apply for a patent in 1756, and the draft of it is still kept, but they chose to keep the invention a secret rather than rely on the uncertain protection of patent rights.

Fig. 262.—Punch Bowl.
Fig. 262.—Punch Bowl.
Wedgwood availed himself of this new mode of decoration, and sent his Queen’s ware weekly to Messrs. Sadler and Green to be printed.
Wedgwood took advantage of this new style of decoration and sent his Queen’s ware to Messrs. Sadler and Green weekly to be printed.

Fig. 263.—Tiles.
By J. Sadler.
Fig. 263.—Tiles.
By J. Sadler.

Fig. 264.—Teapot.
With portrait of Wesley.
Fig. 264.—Teapot.
Featuring a portrait of Wesley.
[Pg 240]Richard Chaffers was the principal manufacturer of Liverpool; he served his apprenticeship with Alderman Shaw, and in 1752 established a bank for the manufacture of blue and white earthenware and fine porcelain, which gained him great reputation; they were largely exported to our American Colonies (now the United States).
[Pg 240]Richard Chaffers was the leading manufacturer in Liverpool. He completed his apprenticeship with Alderman Shaw and, in 1752, set up a factory for producing blue and white earthenware and fine porcelain, which earned him a great reputation. His products were widely exported to the American Colonies (now the United States).
His porcelain works were established about the same time as those of Worcester and Derby, and his productions had a great sale in England.
His porcelain creations were established around the same time as those of Worcester and Derby, and his products sold very well in England.
The Liverpool establishments of Pennington, Philip Christian and Richard Abbey were on an extensive scale, but towards the end of the eighteenth century only one of any importance survived, and that belonged to Messrs. Worthington, Humble and Holland, who in 1796 established a large manufactory on the south bank of the Mersey. As Wedgwood had christened his settlement Etruria they called theirs Herculaneum. A larger capital being required, in 1806 an increase of proprietors took place. The first wares made here were Queen’s and blue printed ware. About 1800 the production of porcelain was commenced, the mark used being “Herculaneum,” or “Herculaneum Pottery.” About 1836, when the factory came into possession of Messrs. Case, Mort & Co., the mark used was a bird called the liver, which forms the crest of the Borough of Liverpool.
The Liverpool businesses of Pennington, Philip C. and Richard Abbey were quite large, but by the late eighteenth century, only one significant establishment remained, which belonged to Messrs. Worthington, Humble, and Netherlands. They started a big factory on the south bank of the Mersey in 1796. Just as Wedgwood named his settlement Etruria, they named theirs Herculaneum. Since they needed more investment, they brought in additional owners in 1806. The first products made here were Queen’s and blue printed ware. Around 1800, they began producing porcelain, using the mark "Herculaneum" or "Herculaneum Pottery." By 1836, when the factory was taken over by Messrs. Case, Mort & Co., the mark they used featured a bird called the liver, which is the crest of the Borough of Liverpool.
Jackfield, near Thursfield, in Shropshire. There was an old pottery here about 1760. The ware was of a red clay, with a brilliant black glaze, sometimes with scrolls and flowers in relief. Tea services[Pg 241] are frequently seen. The jugs were known in the locality as “black decanters.” About 1780 the works were taken by Mr. John Rose, and subsequently removed to Coalport, on the opposite side of the Severn, where the well-known Salopian porcelain was made.
Jackfield, near Thursfield in Shropshire, had an old pottery around 1760. The pottery featured red clay with a shiny black glaze, often decorated with raised scrolls and flowers. Tea sets[Pg 241] are commonly found. Locally, the jugs were called “black decanters.” Around 1780, Mr. John Rose took over the operation and later moved it to Coalport, on the other side of the Severn River, where the famous Salopian porcelain was produced.

Fig. 265.—Teapot.
Fig. 265.—Teapot.
Fig. 265. A black glazed teapot inscribed “Richard and Ruth Goodin, 1769.”
Fig. 265. A black glazed teapot with the inscription “Richard and Ruth Goodin, 1769.”
Fulham. The first successful imitation of the grès de Cologne was made by John Dwight, an Oxfordshire gentleman, and in course of time it almost entirely superseded the importation from abroad. This great potter took out his first patent in 1671, and probably established a manufactory at Fulham in that year, which was successfully carried on through two patents of fourteen years each. The Fulham stoneware is of exceedingly hard and close texture, very compact and sonorous, covered with a salt glaze, of grey colour, ornamented with a brilliant blue enamel in bands, leaves, and flowers, having medallions of kings and queens of England in front, with Latin names and titles, or their initials only.
Fulham. The first successful imitation of the grès de Cologne was created by John Dwight, a gentleman from Oxfordshire, and over time it almost completely replaced imports from abroad. This prominent potter obtained his first patent in 1671 and likely established a factory in Fulham that same year, which thrived through two patents lasting fourteen years each. The Fulham stoneware is extremely hard and tight in texture, very dense and resonant, covered with a salt glaze of grey color, adorned with vibrant blue enamel in bands, leaves, and flowers, featuring medallions of kings and queens of England on the front, along with their Latin names and titles, or just their initials.
Dwight produced a great variety of objects, and[Pg 242] brought the potter’s art to a great perfection. The figures, busts, and groups are exquisitely modelled, and will bear comparison with any contemporary manufactures of Europe. A careful inspection will convince any unprejudiced mind of the erroneous impression which exists, that until the time of Wedgwood the potter’s art in England was at a very low ebb, and that none but the rudest description of pottery was made, without any attempt to display artistic excellence. For here, a century before Josiah Wedgwood’s time, we have examples of English pottery which would do credit to the atelier of that distinguished potter himself. John Dwight died in the year 1737, and with him also departed the glory of his manufactory at Fulham.
Dwight created a wide range of objects and[Pg 242] brought the art of pottery to a high level of excellence. The figures, busts, and groups are beautifully crafted and compare favorably with any contemporary products from Europe. A close look will show any fair-minded person that the belief that English pottery was poor until Wedgwood is incorrect, and that only the most basic types of pottery were produced with no effort to achieve artistic quality. Here, a century before Josiah Wedgwood’s time, we have examples of English pottery that would be a credit to the workshop of that famous potter himself. John Dwight passed away in 1737, and with him, the glory of his factory in Fulham also faded.

Fig. 266.—“Lydia Dwight.
Dyed March 3, 1673.”
Fig. 266.—“Lydia Dwight.
Dyed March 3, 1673.”
[Pg 243]Lambeth. The next important pottery in England in the 17th century was that of Lambeth. In the History of Lambeth it is related that about 1650 some Dutch potters established themselves here, and by degrees the industry became important, for the village contained no less than twenty manufactories, in which were made the glazed pottery and tiles used in London and various parts of England. The ware was very much of the character of Delft, with a fine white creamy glaze, painted with landscapes and figures in blue.
[Pg 243]Lambeth. The next significant pottery in England during the 17th century was Lambeth. In the History of Lambeth, it's noted that around 1650, some Dutch potters settled here, and gradually, the industry grew to be quite important, as the village had at least twenty factories producing glazed pottery and tiles used in London and various parts of England. The pottery was similar to Delft ware, featuring a smooth white creamy glaze, decorated with landscapes and figures in blue.

Fig. 267.—Dish.
Fig. 267.—Plate.
[Pg 244]The white bottles or jugs, upon which are written the names of wines accompanied by dates, were made here.
[Pg 244]The white bottles or jugs, labeled with the names of wines and dates, were made here.
The trade flourished here for more than a century, until about 1780 or 1790, at which time the Staffordshire potters, by the great improvements they had made in the quality of their ware, and having coal and clay ready to their hand, were enabled to produce it at a cheaper rate, and eventually beat the Lambeth potters out of the field.
The trade thrived here for over a hundred years, until around 1780 or 1790. At that point, the Staffordshire potters, thanks to significant improvements they made in the quality of their products and their access to coal and clay, were able to produce their wares at a lower cost, ultimately pushing the Lambeth potters out of the market.
The Lambeth potters, about the end of the 17th century, appear also to have copied the forms of the Palissy ware, especially in large oval dishes with initials and dates. Fig. 267 is an example of one of these dishes.
The Lambeth potters, around the end of the 17th century, seem to have mimicked the styles of Palissy ware, particularly with large oval dishes featuring initials and dates. Fig. 267 shows an example of one of these dishes.
Yearsley, in Yorkshire. A pottery of coarse character was made here in the 17th century. A factory was established by an ancestor of Josiah Wedgwood about the year 1700; and on the estate of Sir George Wombwell fragments of pottery, of a coarse brown ware, with lead glaze, have been frequently found on the site of the old manufactory.
Yearsley, in Yorkshire. A type of rough pottery was produced here in the 17th century. A factory was set up by an ancestor of Josiah Wedgwood around 1700, and on Sir George Wombwell's estate, pieces of coarse brown pottery with a lead glaze have often been discovered at the location of the old factory.
[Pg 245]There was also a manufactory established at the Manor-house, York, about 1665, of which little is known except the mention of its existence by Ralph Thoresby and Horace Walpole; although it is by the former erroneously called porcelain, the ware was actually a fine stoneware, with a salt glaze.
[Pg 245]There was also a factory set up at the Manor-house, York, around 1665, about which not much is known except for its mention by Ralph Thoresby and Horace Walpole; although Thoresby mistakenly referred to it as porcelain, the product was actually a high-quality stoneware with a salt glaze.
Don Pottery. There was a pottery on the river Don, near Doncaster, established by Mr. John Green of New-hill, who came from the Leeds pottery about 1790. In 1807 some other members of his family joined the firm, and it was for a short time “Greens, Clark, & Co.”
Don Pottery. There was a pottery on the River Don, near Doncaster, started by Mr. John Green of New-hill, who came from the Leeds pottery around 1790. In 1807, some other family members joined the business, and it was briefly called “Greens, Clark, & Co.”

Fig. 268.—Tea Caddy.
Of yellow clay, ornamented with
chocolate brown appliqué
medallions of female figures in relief.
Fig. 268.—Tea Container.
Made of yellow clay, decorated with chocolate brown appliqué
medallions featuring reliefs of female figures.
The Don Pottery was very similar to that of Leeds, frequently producing pierced work-baskets, vases, dinner, dessert and tea services, &c.
The Don Pottery was quite similar to that of Leeds, often making pierced work-baskets, vases, dinnerware, dessert sets, tea sets, etc.
Leeds. This ware was made by Messrs. Hartley, Greens, & Co. in 1770. It is of a sort of cream colour, and has much perforated or basket-work, sharply cut out of the borders in various patterns.[Pg 246] Important centre-pieces with figures were also made here.
Leeds. This pottery was created by Hartley, Greens, & Co. in 1770. It has a cream color and features a lot of perforated or basket-like designs, sharply cut out in various patterns.[Pg 246] They also produced significant centerpieces with figures here.

Fig. 269.—Chestnut Bowl and Cover.
Fig. 269.—Chestnut Bowl with Lid.
Castleford, about twelve miles from Leeds. Here David Dunderdale established works in 1790 for the finer kinds of pottery, especially Queen’s ware and the black Egyptian.
Castleford, about twelve miles from Leeds. Here, David Dunderdale set up factories in 1790 for high-quality pottery, particularly Queen’s ware and the black Egyptian style.

Fig. 270.—Teapot.
With ornaments in relief, of white
ware edged with blue.
Fig. 270.—Teapot.
Featuring raised decorations, made of white ceramic with blue trim.
[Pg 247]Swinton, near Rotherham. Initiated by Edward Butler in 1757, on the estate of the Marquis of Rockingham. In 1765 it was carried on by William Malpas, and in 1778 by Messrs. Bingley, Brameld, & Co., who enlarged the works, and made earthenware of a very superior quality. Rockingham teapots, of a mottled chocolate colour, glazed inside with white, were in great repute. But the aims of the Messrs. Brameld were of a higher character, and some works of artistic merit were produced. When the Rockingham works were closed in 1842 many of the moulds were purchased by Mr. John Reed, and transferred to the Mexborough pottery.
[Pg 247]Swinton, near Rotherham. Started by Edward Butler in 1757, on the estate of the Marquis of Rockingham. In 1765, William Malpas took over, followed in 1778 by Messrs. Bingley, Brameld, & Co., who expanded the factory and produced high-quality earthenware. Rockingham teapots, with a mottled chocolate color and glazed white inside, were very popular. However, the Messrs. Brameld aimed higher and created some pieces of artistic merit. When the Rockingham factory closed in 1842, many of the molds were bought by Mr. John Reed and moved to the Mexborough pottery.

Fig. 271.—Teapot.
Fig. 271.—Teapot.
[Pg 248]Newcastle-on-Tyne. There were some extensive manufactories here at the end of the 18th century for making Queen’s ware, some of which is perforated like that of Leeds, and has wicker pattern borders. Some of the earthenware mugs have a pink metallic lustre, and are ornamented with transfer engravings. On the inside was usually a toad in relief.
[Pg 248]Newcastle upon Tyne. At the end of the 18th century, there were several large factories here producing Queen’s ware, some of which features perforations similar to that of Leeds and has wicker-pattern borders. Some of the earthenware mugs have a pink metallic sheen and are decorated with transfer engravings. Inside, there was often a raised design of a toad.

Fig. 272.—Dish.
Of Queen’s ware, marked “fell.”
Fig. 272.—Dish.
Made of Queen's ware, labeled "fell."

Fig. 273.—Mug.
With printed monument of Lord Nelson;
inside is a toad;
marked “Fell & Co., Newcastle Pottery.”
Fig. 273.—Cup.
Featuring a printed tribute to Lord Nelson; inside there's a toad;
labeled “Fell & Co., Newcastle Pottery.”
St. Anthony’s, about 2½ miles from [Pg 249]Newcastle-upon-Tyne. Established by Sewell & Donkin in 1780. Queen’s ware and pink metallic lustre, also printed subjects, were produced; pierced wicker baskets, like that of Leeds, were also made.
St. Anthony's, about 2½ miles from [Pg 249]Newcastle-upon-Tyne. Founded by Sewell & Donkin in 1780. It produced Queen’s ware and pink metallic luster, as well as printed designs; they also made pierced wicker baskets similar to those from Leeds.

Fig. 274.—Jug.
With cupids in relief, coloured with
pink metallic lustred clouds.
Fig. 274.—Pitcher.
Decorated with cupids in relief, featuring pink metallic lustre clouds.
Nottingham. Stoneware was made here in the first half of the 18th century; it usually has a dark brown glaze, with a slightly metallic lustre, is very hard and durable, and is frequently ornamented with outlines of stalks and flowers, especially the pink.
Nottingham. Stoneware was produced here in the first half of the 18th century; it typically features a dark brown glaze with a slightly shiny finish, is very tough and long-lasting, and is often decorated with designs of stalks and flowers, particularly in pink.

Fig. 275.—Mug.
Inscribed, “Made at Nottingham, the 17th
August 1771.”
Fig. 275.—Cup.
Inscribed, “Made in Nottingham, August 17, 1771.”

Fig. 276.—Jug.
In the form of a Bear.
Fig. 276.—Jug.
Bear-shaped.
Great Yarmouth. A potter named Absolon about 1790 decorated pottery of the cream colour. The favourite subjects are single flowers and plants, with their names on the back of the piece.
Great Yarmouth. In around 1790, a potter named Absolon decorated cream-colored pottery. His favorite designs featured individual flowers and plants, complete with their names on the back of each piece.

Fig. 277.—Plate.
Fig. 277.—Plate.
[Pg 251]Lowesby, in Leicestershire. A pottery was established by Sir Francis Fowkes, about the year 1835. Red terra-cotta with black enamelled ornaments, in imitation of Wedgwood, was made.
[Pg 251]Lowesby, in Leicestershire. A pottery was set up by Sir Francis Fowkes around 1835. They produced red terra-cotta with black enamel decorations, imitating Wedgwood.

Fig. 278.—Garden Pot.
Fig. 278.—Garden Pot.

Fig. 279.—Vase.
Fig. 279.—Vase.
Bristol. At Redcliffe Backs a manufactory of Delft ware was carried on in the 18th century by Richard Frank.
Bristol. At Redcliffe Supporters, Richard Frank operated a factory producing Delftware in the 18th century.
At Temple Backs, Bristol, Joseph Ring, son-in-law of Cookworthy (after the porcelain works had been relinquished in 1777), opened a manufactory called the “Bristol Pottery.” It was continued for[Pg 252] many years, and about 1820 it was occupied by Messrs. Pountney & Allies. The articles produced were similar to those of the superior potteries in Staffordshire.
At Temple Supports, Bristol, Joseph Ring, who was Cookworthy's son-in-law (after the porcelain factory was given up in 1777), started a business called the “Bristol Pottery.” This continued for[Pg 252] many years, and around 1820, it was taken over by Messrs. Pountney & Allies. The items made there were similar to those from the top potteries in Staffordshire.
BRISTOL (Redcliffe Backs)
BRISTOL (Redcliffe Backs)

Fig. 280.—Tiles.
St. Mary Redcliffe Church.
Fig. 280.—Tiles.
St. Mary Redcliffe Church.
Cadborough, near Rye in Sussex. A pottery was established here early in the 19th century for the manufacture of common sorts of pottery, but some vases of glazed ware of elegant forms were also [Pg 253]produced. The works are now carried on at Bellevue Pottery, Rye.
Cadborough, near Rye in Sussex. A pottery was set up here in the early 19th century for making everyday pottery, but some beautifully shaped glazed vases were also [Pg 253]produced. The operations are now based at Bellevue Pottery, Rye.

Fig. 281.—Vessel.
In form of a pig.
Fig. 281.—Vessel.
Shaped like a pig.
Swansea. Established about 1750; it was greatly enlarged by George Haynes in 1780, who styled it the “Cambrian Pottery.” In 1802 the works were purchased by Lewis Weston Dillwyn, and about 1810 an improved ware was made which was termed opaque porcelain; with the assistance of Young, a draughtsman employed in delineating natural history, the ware became remarkable for its beautiful and truthful paintings.
Swansea. Founded around 1750; it was significantly expanded by George Haynes in 1780, who named it the “Cambrian Pottery.” In 1802, the facility was bought by Lewis Weston Dillwyn, and around 1810, an upgraded product called opaque porcelain was created; with the help of Young, a draftsman working on natural history illustrations, the product became known for its stunning and accurate paintings.
The early Swansea ware was elegant in form, and frequently covered with a deep blue glaze.
The early Swansea ware had an elegant shape and was often coated with a rich blue glaze.

Fig. 282.—Dish.
Mark, Swansea and letter C.
Fig. 282.—Plate.
Mark, Swansea and letter C.
GREAT BRITAIN
PORCELAIN
The manufacture of porcelain in England began much earlier than has been generally supposed, and the invention was patented in England by John Dwight of Fulham in 1671, while that at St. Cloud was not patented until 1702, thirty years afterwards.
The production of porcelain in England started much sooner than most people think, and John Dwight of Fulham patented the invention in 1671, while the one at St. Cloud wasn't patented until 1702, thirty years later.
Worcester. Although this manufactory originated more than a century and a half ago, and has always been carried on by private enterprise, it is still in a flourishing state. It was established in 1751, chiefly through the exertions of Dr. Wall, a physician and a good practical chemist, who in conjunction with others formed the “Worcester Porcelain Company.” The early productions were principally of the useful description, and were sold at a cheaper rate than the wares of Bow and Chelsea. About the year 1757, the important method of multiplying designs upon the biscuit ware by means of transferring impressions of engraved copper plates to the surface, was adopted at Worcester almost at the same time as at Liverpool, the invention being in fact claimed by both; but specimens are found bearing the names of Sadler and Green of Liverpool, and Richard Holdship and Robert Hancock of Worcester, dated in the same year. Bat printing succeeded the printing from engraved or etched plates. This new style was accomplished thus: instead of the design being first printed upon paper and then transferred, the plate was stippled with a fine point by London artists after designs of landscapes, shells, fruit, and flowers by Cipriani, Bartolozzi, Cosway, and Angelica Kauffmann, who were so fashionable about the end of the 18th century. The copper plate being carefully cleaned, a thin coating of linseed oil was laid upon it, and removed by the palm of the hand from the surface, leaving the oil in the engraved spots; instead of paper, bats of glue were used, cut into squares of the size of the engraving; one of these bats was pressed on to the plate, so as to receive the oil out of the engraved holes, and laid on to the china, transferring the oil to the surface; it was then dusted with the colour required, the superfluous colour being removed carefully with cotton wool, and the china was then placed in the kiln.
Worcester. Although this factory started more than a century and a half ago and has always been run by private enterprise, it is still thriving. It was founded in 1751, mainly through the efforts of Dr. Wall, a physician and skilled chemist, who, along with others, created the “Worcester Porcelain Company.” The early products were mainly practical items and were sold at lower prices than those from Bow and Chelsea. Around 1757, the crucial technique of reproducing designs on biscuit ware by transferring impressions from engraved copper plates was adopted at Worcester almost simultaneously with Liverpool; both locations claimed the invention. However, examples exist that feature the names of Sadler and Green from Liverpool, as well as Richard Holdship and Robert Hancock from Worcester, all dated in the same year. Bat printing followed the method of printing from engraved or etched plates. This new technique worked like this: instead of printing the design on paper first and then transferring it, the plate was dotted with a fine point by London artists after designs by Cipriani, Bartolozzi, Cosway, and Angelica Kauffmann, who were quite popular at the end of the 18th century. The copper plate was carefully cleaned, then a thin layer of linseed oil was applied, and the excess was removed with the palm of the hand, leaving oil in the engraved areas. Instead of using paper, glue bats were cut into squares the size of the engraving; one of these bats was pressed onto the plate to absorb the oil from the engraved spots and then placed on the china, transferring the oil to the surface. It was then sprinkled with the desired color, the excess was gently removed with cotton wool, and the china was placed in the kiln.

Fig. 283.—Cup and Saucer.
Fig. 283.—Cup and Saucer.
[Pg 257]In 1783 the Worcester porcelain works were purchased by Mr. Thomas Flight, from whom they afterwards passed to Messrs. Flight and Barr; the principal painters at this time were: J. Pennington, who painted figures; S. Astles, flowers; G. Davis, exotic birds in the Chelsea style; Webster, landscapes and flowers; J. Barker, shells; Brewer of Derby, landscapes; while Thomas Baxter, an accomplished artist, painted figure subjects.
[Pg 257]In 1783, Mr. Thomas Flight bought the Worcester porcelain works, which later changed hands to Messrs. Flight and Barr. The main painters at that time were: J. Pennington, who painted figures; S. Astles, who focused on flowers; G. Davis, who did exotic birds in the Chelsea style; Webster, who painted landscapes and flowers; J. Barker, who specialized in shells; Brewer from Derby, who depicted landscapes; and Thomas Baxter, a talented artist, who painted figure subjects.
The Worcester works remained with Messrs. Flight & Barr until 1840, when the two principal manufactories of Worcester—that of Flight & Barr, and that of the Messrs. Chamberlain, were amalgamated; the plant and stock were removed to the premises of the latter, and the new firm was styled Chamberlain & Co. The last-named works were established by Robert Chamberlain in 1786; he was the first apprentice at the Old Worcester Porcelain Company, and he and his brother Humphrey took premises in High Street. At first they only decorated porcelain, which they bought of Turner of Caughley; but they afterwards manufactured largely on their own account,[Pg 258] and their business increased to a great extent, being patronised by the royal family.
The Worcester factory stayed with Messrs. Flight & Barr until 1840, when the two main Worcester manufacturers—Flight & Barr and the Chamberlain brothers—merged; the equipment and inventory were moved to the latter's location, and the new company was named Chamberlain & Co. The Chamberlain factory was started by Robert Chamberlain in 1786; he was the first apprentice at the Old Worcester Porcelain Company, and he and his brother Humphrey set up shop on High Street. Initially, they only decorated porcelain that they bought from Turner of Caughley, but later they began producing a lot on their own, and their business grew significantly, gaining support from the royal family.[Pg 258]

Fig. 284.—Portion of a Tea Service.
Japanese pattern, blue, red, and gold.
Fig. 284.—A section of a tea set.
Japanese design, blue, red, and gold.

Fig. 285.—Portion of a Tea Service.
Transfer coloured, and partly gilt.
Fig. 285.—A portion of a tea set.
Color transfer with some gold accents.
These two works which were united in 1840, remained so until 1852, when Messrs. Kerr & Binns became the ostensible proprietors. In 1862 another Joint Stock Company was formed, Mr. R. W. Binns having the direction of the artistic department and Mr. Edward Phillips being general superintendent.
These two works, which joined together in 1840, stayed that way until 1852, when Messrs. Kerr & Binns became the visible owners. In 1862, another joint-stock company was established, with Mr. R. W. Binns overseeing the artistic department and Mr. Edward Phillips as the general superintendent.
Swinton, near Rotherham. The manufacture of porcelain at the Rockingham Works was introduced, under the patronage of the Earl Fitzwilliam, about the year 1823 by Thomas Brameld, who spared no expense in endeavouring to bring it to perfection. The china was of a superior description, and the painting and decoration were of a high character. In 1832 royal patronage was obtained and a magnificent service was ordered by King William IV.; instead, however, of placing the firm in a flourishing condition, it was actually the cause of its ruin, for the expense incurred by the engagement of first-class artists, and the super-abundance of gold employed in decorating the service, resulted in so great a loss that the manufacture was totally discontinued a few years after.
Swinton, near Rotherham. The production of porcelain at the Rockingham Factory was started around 1823 by Thomas Brameld, with the support of Earl Fitzwilliam. He invested heavily in trying to perfect the craft. The china produced was of high quality, and the painting and decoration were exceptional. In 1832, the company gained royal support and received a grand order from King William IV. However, instead of boosting the business, this order led to its downfall. The costs of hiring top artists and the excessive use of gold for decorating the service resulted in significant financial losses, causing the company to completely cease production just a few years later.

Fig. 286.—Plate.
Fig. 286.—Plate.

Fig. 287.—Vase.
Centre-piece of the service made for King William IV.
Height 14 in.
Fig. 287.—Vase.
Centerpiece of the service made for King William IV.
Height 14 in.
[Pg 260]Derby. The earliest manufactory was called “The Derby Pot Works,” and was carried on at Cock Pit Hill by Messrs. John and Christopher Heath for pottery and porcelain. It is said to have been on an extensive scale, but little is known of its operations. The proprietors, who were bankers in Full Street, became bankrupt in 1780, when the stock was sold and the works discontinued.
[Pg 260]Derby. The first factory was known as “The Derby Pot Works,” and it was operated at Cock Pit Hill by John and Christopher Heath for pottery and porcelain. It was reportedly quite large, but not much is known about how it functioned. The owners, who were bankers on Full Street, went bankrupt in 1780, leading to the sale of stock and the closure of the factory.

Fig. 288.—Group.
Chelsea Derby.
Fig. 288.—Group.
Chelsea Derby.

Fig. 289.—Pair of Vases.
Chelsea Derby.
Fig. 289.—Pair of Vases.
Chelsea Derby.

Fig. 290.—Plate.
With flowers by Billingsley.
Fig. 290.—Plate.
Featuring flowers by Billingsley.
The “Derby Porcelain Manufactory” was founded in 1751 by William Duesbury; the first productions were chimney ornaments, lambs, sheep, and services for the table, but it was probably not until he purchased the Chelsea works in 1769 that any great[Pg 262] reputation was acquired, and few if any of the early specimens can be identified. Some beautiful examples of porcelain painted in the Chinese style were produced about this time, but as the rage for oriental ware seemed so prevalent, the proprietor, to insure the sale of his china, copied the Chinese marks as well as the style of decoration. Crown Derby was produced from 1780, and was continued by Bloor, the successor of Duesbury, as late as 1830. After the purchase of the Chelsea and Bow works, the Derby porcelain manufactory rose to great importance, the proprietors having of course retained the best workmen who had been engaged there. In fact, with all the models and moulds, the mixers, throwers, and painters of those two great establishments, the manufactory may be considered as the Chelsea and Bow works continued in another locality. Upon the death of William Duesbury, in 1785, his son William continued the business, and a third William Duesbury succeeded in the beginning of the last century. About 1815, Robert Bloor took over the works, which were altogether closed in 1848. An offshoot, however, is still carried on.
The “Derby Porcelain Manufactory” was established in 1751 by William Duesbury. The initial products included chimney decorations, lambs, sheep, and tableware, but it wasn't until he acquired the Chelsea works in 1769 that it gained significant reputation, and it's unlikely that many, if any, of the early pieces can be identified. Some stunning examples of porcelain decorated in the Chinese style were created around this time, but since there was a strong demand for oriental ceramics, the owner began copying Chinese marks along with the decorative styles to ensure his china would sell. Crown Derby started being produced in 1780 and continued under Bloor, Duesbury's successor, until as late as 1830. After the acquisition of the Chelsea and Bow works, the Derby porcelain manufactory grew in importance, as the owners retained the best artisans from those facilities. In fact, with all the models and molds, along with the mixers, throwers, and painters from those two major establishments, the manufactory can be seen as a continuation of the Chelsea and Bow works in a different location. After William Duesbury passed away in 1785, his son William took over the business, and a third William Duesbury succeeded him at the start of the last century. Around 1815, Robert Bloor took control of the works, which eventually closed in 1848. However, an offshoot of the original operation continues to this day.

Fig. 291.—Cup, Cover, and Saucer.
Crown Derby.
Fig. 291.—Cup, Lid, and Saucer.
Crown Derby.

Fig. 292.—Scent Vase.
Crown Derby.
Fig. 292.—Scent Vase.
Crown Derby.

Fig. 293.—Cup, Cover, and Saucer.
Crown Derby.
Cup, Lid, and Saucer.
Crown Derby.
[Pg 264]Burton-on-Trent. A manufactory of earthenware was established here early in the last century, and from about 1839 porcelain was made for seven years.
[Pg 264]Burton upon Trent. A pottery factory was set up here in the early 1800s, and from around 1839, they produced porcelain for seven years.

Fig. 294.—Comport.
Fig. 294.—Comport.
Wirksworth. A manufactory of china as well as pottery, established by a Mr. Gill, existed here about 1770, and continued for about twenty years.
Wirksworth. There was a china and pottery factory founded by a Mr. Gill around 1770, which operated for about twenty years.

Fig. 295.—Cup.
Fig. 295.—Cup.
Pinxton in Derbyshire. Established about 1795, by Billingsley in partnership with John Coke; the former was a practical potter, having been engaged at the Derby works as a flower painter, in which capacity he excelled; he brought with him a staff of workmen and their families, and the factory went[Pg 265] on successfully for about five or six years, when Billingsley left; it was continued by Coke, and afterwards by Cutts the foreman, but was altogether discontinued about 1812. The ware made here by Billingsley was of a peculiar transparent character; and a favourite pattern was the French sprig or “Chantilly,” being an imitation of the Angoulême china.
Pinxton in Derbyshire. Founded around 1795 by Billingsley in partnership with John Coke; Billingsley was a skilled potter who previously worked at the Derby factory as a floral painter, where he excelled. He brought along a team of workers and their families, and the factory operated successfully for about five or six years until Billingsley left. After that, Coke took over, and then Cutts, the foreman, continued it, but it was completely shut down around 1812. The pottery created here by Billingsley had a unique translucent quality; one popular design was the French sprig or “Chantilly,” which mimicked Angoulême china.

Fig. 296.—Jardinière.
Fig. 296.—Planter.

Fig. 297.—Sugar Bowl and Cover.
Fig. 297.—Sugar Bowl and Lid.
Lowestoft. According to Gillingham’s History of Lowestoft, written in 1790, an attempt was made to manufacture porcelain there in 1756 by Mr.[Pg 266] Hewlin Luson of Gunton Hall, he having found some fine clay on his estate suitable for the purpose, and in the following year Messrs. Gillingwater, Walker, Browne, Aldred, and Richman, established the Lowestoft porcelain works, which existed until 1802. The porcelain was of soft paste, and in 1902 fragments of it and moulds were found on the site of the factory. The theory that hard paste was made at Lowestoft or that Chinese porcelain was painted there has now been abandoned.
Lowestoft. According to Gillingham’s History of Lowestoft, written in 1790, an attempt was made to produce porcelain there in 1756 by Mr.[Pg 266] Hewlin Luson of Gunton Hall, who discovered some high-quality clay on his estate that was suitable for the purpose. The following year, Messrs. Gillingwater, Walker, Browne, Aldred, and Richman established the Lowestoft porcelain works, which operated until 1802. The porcelain produced was of soft paste, and in 1902, pieces of it and molds were discovered at the factory site. The belief that hard paste was made in Lowestoft or that Chinese porcelain was decorated there has now been discarded.
Plymouth. About the year 1755 William Cookworthy commenced his experiments to ascertain the nature of true porcelain of hard paste, and searched with great perseverance throughout England for the materials which were the constituent parts of Chinese porcelain. At length a friend of his discovered on the estate of Lord Camelford, in the parish of St. Stephen’s, Cornwall, “a certain white saponaceous clay, and close by it a species of granite or moorstone, white with greenish spots, which he immediately perceived to be the two long sought-for ingredients, the one giving whiteness and body to the paste, the other vitrification and transparency.”
Plymouth. Around 1755, William Cookworthy began his experiments to figure out the true nature of hard-paste porcelain, diligently searching throughout England for the materials that made up Chinese porcelain. Eventually, a friend found on Lord Camelford's estate in the parish of St. Stephen’s, Cornwall, “a certain white saponaceous clay, and nearby a type of granite or moorstone, white with greenish spots, which he immediately recognized as the two long-sought ingredients, one providing whiteness and substance to the paste, the other giving it vitrification and transparency.”

Fig. 298.—Coffee-pot.
Fig. 298.—Coffee Maker.

Fig. 299.—Beaker and Cover.
Fig. 299.—Cup and Lid.

Fig. 300.—Centrepiece.
Fig. 300.—Centerpiece.
[Pg 268]The patent was obtained in 1768, and the materials were described as growan stone and growan clay. The works were carried on for nearly six years, and consequently a considerable quantity of ware was made. Cookworthy engaged the services of a French artist, M. Soqui, whose ornamental delineations on the articles produced here were very beautiful. Some elegant salt-cellars and table ornaments in the form of open conch shells resting on a bed of coral, &c., all well modelled in hard paste, were favourites for the table.
[Pg 268]The patent was obtained in 1768, and the materials were described as growan stone and growan clay. The works continued for nearly six years, resulting in a significant amount of ware being produced. Cookworthy hired a French artist, M. Soqui, whose ornamental designs on the items made here were very beautiful. Some elegant salt cellars and table decorations shaped like open conch shells resting on a bed of coral, etc., all expertly crafted in hard paste, were popular choices for the table.

Fig. 301.—A Shepherdess.
Fig. 301.—A Shepherdess.

Fig. 302.—A Shepherd.
Fig. 302.—A Shepherd.
Cookworthy and Lord Camelford continued to work this manufactory until 1774, when the patent right was sold and transferred to Richard Champion.
Cookworthy and Lord Camelford continued to operate this factory until 1774, when the patent rights were sold and transferred to Richard Champion.
[Pg 269]Bristol. A manufactory of soft paste porcelain was founded at Bristol about 1750. Later Richard Champion, having in 1774 purchased Cookworthy’s patent, opened a manufactory for hard paste. The ware was brought to great perfection, but the large outlay prevented its being remunerative, and in three or four years he sold his interest in the patent to a company of Staffordshire potters.
[Pg 269]Bristol. A factory for soft paste porcelain was started in Bristol around 1750. Later, in 1774, Richard Champion bought Cookworthy’s patent and opened a factory for hard paste. The products of this factory became very refined, but the significant investment made it unprofitable, and within three or four years, he sold his stake in the patent to a group of potters from Staffordshire.

Fig. 303.—Bowl and Cover.
Fig. 303.—Bowl and Lid.

Fig. 304.—Dish.
Fig. 304.—Plate.
[Pg 270]Caughley, near Broseley, Salop. Established in 1751 by a Mr. Brown, and afterwards carried on by a Mr. Gallimore. It was not until 1772 that it rose to any importance, when Thomas Turner commenced operations. He came from the Worcester porcelain manufactory; he was an engraver, and probably learnt his art from Robert Hancock.
[Pg 270]Caughley, near Broseley, Shropshire. Founded in 1751 by a Mr. Brown, and later run by a Mr. Gallimore. It wasn't until 1772 that it became significant when Thomas Turner started working there. He came from the Worcester porcelain factory; he was an engraver and likely learned his craft from Robert Hancock.

Fig. 305.—Mug.
Painted in blue.
Fig. 305.—Mug.
Blue painted.

Fig. 306.—Plate.
Blue willow pattern.
Fig. 306.—Plate.
Blue willow design.
The excellence of Turner’s porcelain gained him great patronage. In 1780 he produced the celebrated “willow pattern,” and completed the first blue printed table service made in England. Thomas Minton of Stoke assisted in the completion of it, being articled as an engraver at Caughley.
The quality of Turner’s porcelain earned him a lot of support. In 1780, he created the famous “willow pattern” and finished the first blue printed table service made in England. Thomas Minton from Stoke helped complete it, having been apprenticed as an engraver at Caughley.
In 1799 Turner retired and John Rose became[Pg 271] proprietor; the latter removed the works to Coalport about 1814 or 1815.
In 1799, Turner retired and John Rose became[Pg 271] the owner; he moved the operations to Coalport around 1814 or 1815.
Coalport, in Shropshire. The porcelain works here were established about 1780 by John Rose, who had removed his manufactory from Jackfield. He carried on this and the Caughley works simultaneously. In 1820, both the Swansea and the Nantgarw manufactories having been purchased, they were incorporated with Coalport, and Billingsley of Nantgarw was engaged as mixer of the clays; he remained at Coalport until his death in 1828. The “worm sprig” and the “Tournay sprig” were much made at Coalport.
Coalport, in Shropshire. The porcelain factory here was set up around 1780 by John Rose, who moved his production from Jackfield. He operated this and the Caughley factory at the same time. In 1820, after acquiring both the Swansea and Nantgarw factories, they became part of Coalport, and Billingsley from Nantgarw was brought on as the clay mixer; he stayed at Coalport until his death in 1828. The “worm sprig” and the “Tournay sprig” were commonly produced at Coalport.

Fig. 307.—Dish.
Marked “Coalport improved Feltspar (sic) Porcelain.”
Fig. 307.—Dish.
Marked “Coalport improved Feldspar Porcelain.”
[Pg 272]Colebrook Dale is another name for the Coalport works.
[Pg 272]Colebrookdale refers to the Coalport factory.
Stoke-on-Trent. The first Josiah Spode had a factory here in 1784 for the production of earthenware. He died in 1797 and was succeeded by his son Josiah, who commenced the manufacture of porcelain about 1800. He was a most successful man of business and was appointed potter to the Prince of Wales. Josiah Spode took William Copeland into partnership, and the works are still carried on by Messrs. Copeland & Sons.
Stoke-on-Trent. The original Josiah Spode opened a factory here in 1784 to make earthenware. He passed away in 1797, and his son Josiah took over, starting to produce porcelain around 1800. He was very successful in business and was named the potter to the Prince of Wales. Josiah Spode brought William Copeland into the partnership, and the business is still operated by Messrs. Copeland & Sons.

Fig. 308.—Cup, Cover, and Saucer.
Fig. 308.—Cup, Lid, and Saucer.

Fig. 309.—Vase.
Fig. 309.—Vase.
Herbert Minton when he succeeded to the business at Stoke-on-Trent (see page 236), greatly[Pg 274] developed the manufacture of hard and soft porcelain, and copies were made of Sèvres porcelain vases.
Herbert Minton took over the business at Stoke-on-Trent (see page 236) and significantly[Pg 274] advanced the production of hard and soft porcelain, creating replicas of Sèvres porcelain vases.
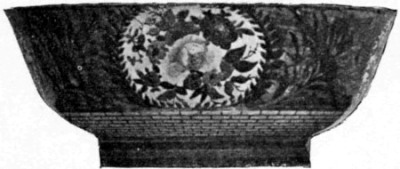
Fig. 310.—Bowl.
Blue and gold, painted with flowers.
Fig. 310.—Bowl.
Blue and gold, decorated with flowers.
Longton Hall. A porcelain factory was established here about 1752 by William Littler. The ware appears to have been rather vitreous in character, and somewhat resembles Chelsea and Bow porcelain. The works closed about 1759, and the moulds, &c., are believed to have been purchased by Duesbury of Derby.
Longton Hall. A porcelain factory was set up here around 1752 by William Littler. The pottery seems to have had a somewhat glassy quality and is similar to Chelsea and Bow porcelain. The factory shut down around 1759, and it's believed that Duesbury from Derby bought the molds, etc.
LONGTON HALL
LONGTON HALL

Fig. 311.—Vase.
Fig. 311.—Vase.
[Pg 276]Bow. The manufactory of porcelain at Stratford-le-Bow was established about the middle of the 18th century. Thomas Frye, an eminent painter, appears to have been instrumental in bringing the china to that perfection for which the manufactory was celebrated. He took out two patents for the improvement of porcelain; the first in 1744 was in conjunction with Edward Heylyn, the second in 1749. In 1750 the works were disposed of to Messrs. Weatherby & Crowther.
[Pg 276]Bow. The porcelain factory in Stratford-le-Bow was founded around the middle of the 18th century. Thomas Frye, a notable painter, played a key role in achieving the high quality for which the factory became known. He obtained two patents to improve porcelain; the first in 1744 with Edward Heylyn, and the second in 1749. In 1750, the factory was sold to Messrs. Weatherby & Crowther.

Fig. 312.—Teapot.
Printed with King of Prussia.
Fig. 312.—Teapot.
Printed with King of Prussia.

Fig. 313.—Bowl.
Fig. 313.—Bowl.

Fig. 314.—Plate.
Printed with Æneas and Anchises.
Fig. 314.—Plate.
Printed with Aeneas and Anchises.

Fig. 315.—Statuette, “Flora.”
Fig. 315.—Statuette, "Flora."

Fig. 316.—Bust of George II.
Fig. 316.—Bust of George II.
The interesting bowl (now in the British Museum), made at the Bow works in the year 1760, and painted by Thomas Craft, is accompanied by a short history of the works, which informs us that the names of the[Pg 279] proprietors were known all over the world, that they employed 300 persons, about 90 painters, and 200 turners, throwers, &c., all under one roof. (See Fig. 313.) In 1775 or 1776 the works were sold to Duesbury, and all the moulds and implements were transferred to Derby.
The interesting bowl (now in the British Museum), made at the Bow works in 1760 and painted by Thomas Craft, comes with a brief history of the works. It tells us that the names of the[Pg 279] proprietors were recognized worldwide, and they employed 300 people, including about 90 painters and 200 turners, throwers, etc., all under one roof. (See Fig. 313.) In 1775 or 1776, the works were sold to Duesbury, and all the molds and tools were moved to Derby.

Fig. 317.—Group: “A Tea Party.”
Fig. 317.—Group: “Tea Party.”
For a more detailed account of the Bow porcelain manufactory, the reader is referred to Marks and Monograms on Pottery and Porcelain, by W. Chaffers.
For a more detailed account of the Bow porcelain factory, the reader is referred to Marks and Monograms on Pottery and Porcelain, by W. Chaffers.
Chelsea. This celebrated porcelain manufactory was established about 1740, shortly after that of Bow, and the early productions of the two are frequently mistaken one for the other; but, fortunately, the Chelsea wares, especially the finest pieces,[Pg 280] were subsequently marked with an anchor in gold or red. The period of its greatest excellence was from 1750 to 1765.
Chelsea. This famous porcelain factory was founded around 1740, shortly after Bow, and the early products from both are often confused for each other; however, the Chelsea pieces, especially the most exquisite ones,[Pg 280] were later marked with an anchor in gold or red. The time of its highest quality was from 1750 to 1765.
The early pieces were copied principally from the Oriental, being decorated with Chinese patterns, and these were marked with an embossed anchor.
The early pieces were mainly copied from the Oriental style, featuring Chinese patterns, and these were stamped with an embossed anchor.

Fig. 318.—Marshal Conway.
Fig. 318.—Marshal Conway.

Fig. 319.—Shepherd.
Fig. 319.—Shepherd.
The beautiful vases in the French style, in imitation of Sèvres, with gros bleu, crimson, turquoise, and apple-green grounds were made from 1760 to 1765.
The stunning vases in the French style, mimicking Sèvres, with gros bleu, crimson, turquoise, and apple-green backgrounds were made from 1760 to 1765.
[Pg 281]In 1769, by order of M. Sprimont, the proprietor, the Chelsea porcelain manufactory was sold by auction.
[Pg 281]In 1769, at the request of M. Sprimont, the owner, the Chelsea porcelain factory was sold at auction.

Fig. 320.—Vase. “Death of Cleopatra.”
Fig. 320.—Vase. “Death of Cleopatra.”
The works were purchased by W. Duesbury of Derby, and carried on by him at Chelsea until 1784. The later pieces made here under his direction are easily distinguished; these vessels are of simple elegant forms, with the frequent recurrence of gold stripes, and the same forms and style were adopted simultaneously at Derby, but they are inferior to the[Pg 282] vases made when M. Sprimont had the works under his direction.
The works were bought by W. Duesbury of Derby and continued by him at Chelsea until 1784. The later pieces produced here under his leadership are easy to identify; these vessels have simple, elegant shapes, often featuring gold stripes. The same forms and style were also used at Derby around the same time, but they are of lesser quality compared to the[Pg 282] vases made when M. Sprimont was in charge of the works.
WALES
Swansea. The manufacture of porcelain was revived at Swansea in 1814 by L. L. Dillwyn. At that time Billingsley had commenced making his porcelain at Nantgarw; it naturally attracted Dillwyn’s attention, and conceiving that the kilns used by Billingsley & Walker might be considerably improved, he made arrangements with them to carry on their process at Swansea. Hence the origin of the Swansea porcelain, which obtained great repute, and was continued for six or seven years. Baxter, a clever painter of figure subjects, left Worcester and entered Dillwyn’s service in 1816 and continued there for three years, returning to Worcester in 1819. In the year 1820 the manufactory was discontinued, and all the moulds and appliances were purchased by John Rose, who removed them to Coalport about the same time as those of Nantgarw.
Swansea. The production of porcelain was revived in Swansea in 1814 by L. L. Dillwyn. At that time, Billingsley had started making his porcelain at Nantgarw, which naturally caught Dillwyn’s attention. Believing that the kilns used by Billingsley & Walker could be significantly improved, he made arrangements with them to continue their process in Swansea. This led to the creation of Swansea porcelain, which gained considerable fame and was produced for six or seven years. Baxter, a skilled painter of figure subjects, left Worcester to join Dillwyn's team in 1816 and stayed for three years before returning to Worcester in 1819. In 1820, the factory was closed down, and all the molds and tools were bought by John Rose, who relocated them to Coalport around the same time as those from Nantgarw.

Fig. 321.—Plate.
Fig. 321.—Plate.

Fig. 322.—Plate.
Fig. 322.—Plate.
[Pg 283]Nantgarw. Established in 1813 by Billingsley, the celebrated flower painter of Derby, with Walker, after they left Worcester. They produced some very fine porcelain, of the same peculiar character as that of Pinxton, with a sort of vitreous appearance and a granulated fracture like that of lump sugar. Being very soft the paste would not in all cases stand the heat of the kiln; some of the early pieces are consequently found cracked on the glaze, or slightly warped and bent.
[Pg 283]Nantgarw. Founded in 1813 by Billingsley, the famous flower painter from Derby, along with Walker, after they left Worcester. They created some really impressive porcelain, similar in unique style to that of Pinxton, with a glossy look and a texture resembling granulated sugar. Because the paste was quite soft, it sometimes couldn’t withstand the kiln’s heat; as a result, some of the earlier pieces show cracks in the glaze or are slightly warped and bent.

Fig. 323.—Plate.
Fig. 323.—Plate.

Fig. 324.—Cup and Saucer.
Fig. 324.—Cup and Saucer.
[Pg 284]The Nantgarw porcelain was of remarkably fine body and texture, but its production was expensive. About the year 1820 the manufacture was discontinued; Billingsley and Walker having disposed of their interest in the concern to J. Rose, the moulds and everything connected with the works were removed to Coalport.
[Pg 284]Nantgarw porcelain had an incredibly fine quality and texture, but making it was costly. Around 1820, production stopped; Billingsley and Walker sold their stake in the business to J. Rose, and all the molds and related equipment were moved to Coalport.

Fig. 325.—Vase.
Fig. 325.—Vase.
ORIENTAL POTTERY AND PORCELAIN
CHINA
The porcelain of China is composed of two earths, the one a decomposed felspathic rock called kaolin, and the other a rock of the same geological origin, mixed with quartz, called petuntse. They both harmonise so completely that they have an equally resisting power when placed in the kiln. The kaolin used in making porcelain is much softer than petuntse when dug out of the quarry, yet it is this which, by its mixture with the other, gives strength and firmness to the work.
The porcelain from China is made from two types of clay: one is a decomposed feldspathic rock called kaolin, and the other is a rock of the same geological origin mixed with quartz, known as petuntse. They blend so well that they have the same strength when fired in the kiln. The kaolin used for porcelain is much softer than petuntse when it's mined, but it’s this combination that provides strength and durability to the finished product.
Chinese porcelain was classified by the late Dr. S. W. Bushell, C.M.G., under the following periods:—
Chinese porcelain was classified by the late Dr. S. W. Bushell, C.M.G., under these periods:—
1. Primitive period, including the Sung dynasty (960-1279) and the Yuan dynasty (1280-1367).
1. Primitive period, including the Sung dynasty (960-1279) and the Yuan dynasty (1280-1367).
2. Ming period, comprising the whole of the Ming dynasty (1368-1643).
2. Ming period, covering the entire Ming dynasty (1368-1643).
3. K’ang Hsi period, extending from the fall of the Ming dynasty to the close of the reign of K’ang Hsi (1662-1722).
3. K’ang Hsi period, spanning from the end of the Ming dynasty to the conclusion of K’ang Hsi's reign (1662-1722).
4. Yung Chêng and Chiên Lung period (1723-1795), the two reigns being conjoined.
4. Yung Chêng and Chiên Lung period (1723-1795), the two reigns being connected.
[Pg 286]5. Modern period, from the beginning of the reign of Chia Ch’ing to the present day.
[Pg 286]5. Modern period, from the start of Chia Ch’ing's reign to today.

Fig. 326.—Stoneware Vase.
With Céladon green glaze.
Ming dynasty.
Fig. 326.—Stoneware Vase.
With celadon green glaze.
Ming dynasty.
The most ancient mode of decoration was the blue camaïeu, and it is still much esteemed in China; it was executed on the ware, simply dried before the[Pg 287] glaze was applied, and then placed in the kiln. Being all completed in one baking, au grand feu, the painting thus executed became imperishable.
The oldest form of decoration was the blue camaïeu, which is still highly valued in China. It was done directly on the pottery, allowing it to dry before the[Pg 287] glaze was added, and then it was put in the kiln. Since everything was done in one firing, au grand feu, the artwork became permanent.

Fig. 327.—Stoneware Vase.
With Céladon crackle glaze.
Fig. 327.—Stoneware Vase.
Featuring Céladon crackle glaze.
It is on this blue ware that the greater number of the Chinese characters are found denoting the period in which the porcelain was made. The cobalt on the earlier pieces was not so fine as on those of the Siouen-te and Ching-hoa periods, which are now much[Pg 288] sought after. It is extremely difficult to tell even the approximate date of the coloured pieces, especially as there was a conventional method of decorating them which had been practised from time immemorial; the painters worked according to given models or patterns, and monsters, deities, or flowers and landscapes, of the same uncouth and rude designs, were placed in successive ages upon the ware.
It is on this blue pottery that most of the Chinese characters indicating the period in which the porcelain was made can be found. The cobalt used in the earlier pieces wasn’t as high quality as that of the Siouen-te and Ching-hoa periods, which are now highly[Pg 288] sought after. It is really hard to even estimate the date of the colored pieces, especially since there was a traditional way of decorating them that had been used for ages; the painters followed set models or patterns, and figures, gods, or flowers and landscapes, with the same awkward and crude designs, were applied to the pottery over different periods.

Fig. 328.—Porcelain Vase.
Painted in enamel colours.
Fig. 328.—Ceramic Vase.
Painted in enamel colors.
The Père d’Entrecolles tells us the manner of painting vases in China, and how the different parts[Pg 289] of a landscape on one vase were intrusted to various hands according to their ability to paint special objects mechanically. He says: “One is employed solely to form the coloured circle which is seen round the border of the ware, a second traces the flowers in outline, which a third fills in with colour; another excels only in painting the water and the mountains, while the next is only competent to portray birds or animals.”
The Père d’Entrecolles describes how vases are painted in China and explains that different sections[Pg 289] of a landscape on a single vase are handled by different artists based on their skills in painting specific objects. He mentions: “One person is responsible solely for creating the colored circle around the edge of the piece, a second outlines the flowers, which a third then colors in; another specializes in painting water and mountains, while the next is only skilled at illustrating birds or animals.”

Fig. 329.—Porcelain Ewer.
Painted in enamel colours,
and mounted with Florentine copper gilt.
17th century.
Fig. 329.—Ceramic Pitcher.
Decorated with enamel colors and finished with gilt Florentine copper.
17th century.
[Pg 290]A sort of very hard stoneware, covered with a thick glaze, may be the most ancient description seen at the present day. The surface is covered with a semi-opaque glaze which is called céladon by the French, and which varies in colour from a russet grey to a sea green. The glaze of this ware is frequently seen crackled all over in irregular lines, which is termed in England crackle. This crackle china is the most esteemed of Oriental porcelain, although it arises from a defective cause.
[Pg 290]A type of very hard stoneware, coated with a thick glaze, is probably the oldest description we have today. The surface is covered with a semi-opaque glaze known as céladon in French, which ranges in color from a reddish grey to a sea green. This type of ware often exhibits a crackled surface with irregular lines, referred to as crackle in England. Despite being the result of a defective issue, this crackle china is the most highly regarded of Oriental porcelain.

Fig. 330.—Bottle.
Powder blue porcelain.
Ming dynasty.
Fig. 330.—Bottle.
Powder blue porcelain.
Ming dynasty.

Fig. 331.—Jar.
Painted with plum blossoms.
Ming dynasty.
Fig. 331.—Container.
Decorated with plum blossoms.
Ming dynasty.
The same effect may be easily produced upon all terra-cottas of which the paste is more sensible to the changes of temperature than the exterior coating or glaze. In fayence this accident is of frequent occurrence; the red porous clay, being more expansive, draws away the enamel, which, being less elastic, is separated into fragments, and the greater the resistance the more they are multiplied. Now one of the qualities of porcelain is precisely to avoid this double action. Its paste is composed of a felspathic rock, decomposed and infusible, called kaolin; the cover or glaze comes also from a felspathic rock, slightly crystallised; these melt and assimilate together [Pg 292]harmoniously in vitrification, and a complete affinity is evident between the two elements of porcelain. Nevertheless the Chinese, in modifying the glaze, are able to render it more or less expansive and to break the harmony between its own shrinkage and that of the paste or body which it covers.
The same effect can easily happen with all terra-cottas where the clay reacts more to temperature changes than the outer coating or glaze. In faience, this issue often arises; the red, porous clay, being more expansive, pulls away from the enamel, which is less flexible and breaks into pieces, and the greater the resistance, the more pieces there are. One of the key qualities of porcelain is that it avoids this dual action. Its clay is made from a type of decomposed and non-fusible feldspathic rock called kaolin; the glaze also comes from a slightly crystallized feldspathic rock. These materials melt and blend together [Pg 292] seamlessly during vitrification, showing a complete compatibility between the two components of porcelain. However, the Chinese, by altering the glaze, can make it more or less expansive, disrupting the harmony between its shrinkage and that of the underlying clay body it covers.

Fig. 332.—Plate.
Egg shell porcelain.
Fig. 332.—Plate.
Eggshell porcelain.
Hence the crackle, at the option of the potter, is made of large, middling, or small size.
Hence the crackle, chosen by the potter, can be large, medium, or small.
Various kinds of crackle are thus produced, sometimes upon one and the same piece, as by exposing the porcelain or portions of it when at its greatest[Pg 293] heat to a sudden cold or contact of water, large fissures may be obtained. These cracks are sometimes filled in with black, red, chocolate, or purple colours.
Various types of crackle are created, sometimes on the same piece, by exposing the porcelain or parts of it, when it's at its highest[Pg 293] heat, to a sudden cold or splashes of water, resulting in large fissures. These cracks are sometimes filled with black, red, chocolate, or purple colors.
Others may be classed among the curiosities of porcelain—for example, cups or bowls which have an outer reticulated coating, pierced or cut out into arabesques, completely insulated from the inner vessel, except at the rim at top and bottom where it is joined; these have been used for tea or hot liquids, and may be held in the hand with impunity, notwithstanding the heat enclosed within it.
Others can be considered curiosities of porcelain—for instance, cups or bowls that have an outer lattice pattern, pierced or cut into intricate designs, completely separate from the inner container, except at the top and bottom where they connect; these have been used for tea or hot drinks and can be held in the hand without fear, despite the heat inside.

Fig. 333.—Plate.
Egg shell porcelain.
Fig. 333.—Plate.
Eggshell porcelain.
Another variety consists in cutting or punching out pieces of the paste or body of the ware in patterns before it is baked; the pieces so cut out are small[Pg 294] ovals like grains of rice placed in more or less numerous stars, rosettes, &c. The vase thus ornamented is dipped into the glaze which fills up all these small holes, and then placed in the kiln. The pattern, being much more transparent than the body of the ware, is distinctly seen, but especially so when held to the light.
Another method involves cutting or punching out pieces of the paste or body of the pottery in patterns before it’s baked; the cut-out pieces are small ovals like grains of rice arranged in more or less numerous stars, rosettes, etc. The vase that’s decorated this way is dipped in glaze, which fills all these small holes, and then placed in the kiln. The pattern is much more transparent than the body of the pottery, making it clearly visible, especially when held up to the light.
Another beautiful effect is produced by means of the glaze itself, which is of a light or dark shade according to its intensity or thickness; for example: a fish, animal, or other object is stamped incuse on the upper surface of a plate, it is then filled in with a coloured glaze and vitrified, and is consequently shaded according to the thickness of the glaze on each portion of the design, the surface being perfectly smooth.
Another stunning effect is created by the glaze itself, which comes in light or dark shades depending on its intensity or thickness. For instance, when a fish, animal, or another object is impressed into the upper surface of a plate, it's then filled with a colored glaze and fired. As a result, it is shaded based on the thickness of the glaze on each part of the design, while the surface remains perfectly smooth.
Vases are sometimes seen separated in the middle into two pieces (which must have been cut while the clay was soft), the upper half being completely divided from the lower half—in arabesques and dove-tail patterns, in such a manner, that although separate, they cannot be altogether removed from each other; the wonder is, that in the baking, the edges in juxtaposition should not have become again cemented together.
Vases are sometimes found split in the middle into two pieces (which must have been cut while the clay was still soft), with the top half completely separate from the bottom half—in intricate designs and dove-tail patterns—so that even though they are separate, they can’t be completely taken away from each other; the amazing thing is that during the firing process, the edges pressed together didn’t end up being glued back together.
The Chinese themselves are great forgers, and endeavour to impose not only upon the Europeans, but upon their own countrymen, many of whom are great amateurs, and are willing to pay extravagant prices for ancient examples of porcelain, especially if made by a celebrated potter.
The Chinese are skilled forgers and try to trick not just Europeans but also their own people, many of whom are keen collectors and are ready to pay high prices for ancient pieces of porcelain, particularly if they were made by a famous potter.
JAPAN
The information concerning the origin of making porcelain in Japan is very scanty. Dr. Hoffmann of Leyden published a history of the principal porcelain manufactories in 1799, which is appended to M. Stanislas Julien’s account of those of China: it was a translation from a Japanese work. He says it was to a colony of Koræans established in the province of Omi, in the island of Nippon, in the year 27 B.C., that the introduction of this art was attributed. About the same epoch there lived in the province of Idsumi, situated like that of Omi in the island of Nippon, a man named Nomino Sukuné, who made, in pottery and porcelain, vases and notably figures of the size of life, to substitute for slaves, which it had been previously the custom to bury with their masters. Nomino received as a recompense authorisation to take the name of Fazi, in the Koræan language Patzi, artist-workman.
The information about the origins of porcelain making in Japan is quite limited. Dr. Hoffmann from Leyden published a history of the main porcelain factories in 1799, which is included in M. Stanislas Julien’s account of those in China; it was a translation of a Japanese work. He mentions that the introduction of this craft is attributed to a colony of Koreans established in the Omi province on the island of Nippon in the year 27 B.C. Around the same time, a man named Nomino Sukuné lived in the Idsumi province, which, like Omi, is located on the island of Nippon. He created pottery and porcelain vases, as well as life-sized figures, to be used instead of slaves, who were traditionally buried with their masters. Nomino was rewarded with the right to take on the name Fazi, which means artist-workman in the Korean language Patzi.
Under Sei-wa (859-876 A.D.) the number of fabriques increased considerably.
Under Sei-wa (859-876 CE), the number of factories grew significantly.
Under Syun-tok (1211-1221), a Japanese potter named Katosiro-uye-mon commenced the making of small vases in which to preserve tea, but for want of a better process he placed them in the kiln on their orifices, which consequently appeared as if they had been used, and the vases were little cared for. Desirous of improving himself in the art, Katosiro, accompanied by a Bonze or Buddhist monk, visited China in 1211, with orders from his Government to make himself acquainted with all the secret processes of the manufacture, which was at that time brought to so great perfection there.
Under Syun-tok (1211-1221), a Japanese potter named Katosiro-uye-mon started making small vases to store tea. However, due to a lack of better techniques, he placed them in the kiln upside down, which made them look used, and the vases didn't get much care. Wanting to improve his skills in the craft, Katosiro, along with a Buddhist monk, visited China in 1211. He had orders from his government to learn all the secret methods of production, which were highly refined at that time.

Fig. 334.—Porcelain Vase.
Hizen ware.
About 1690.
Fig. 334.—Porcelain Vase.
Hizen pottery.
Circa 1690.

Fig. 335.—Fukurokuji.
The god of longevity.
Fig. 335.—Fukurokuji.
The longevity god.
On his return, he made such important improvements in the composition and decoration of porcelain that henceforth it became superior in many instances to the Chinese, especially in the manufacture of the best specimens, upon which much time and labour were bestowed. The porcelain of Japan is very much like that of China, but the colours are more brilliant on the fine pieces; it has a better finish, and the designs are more of the European character, the flowers, birds, &c., being more natural, and the ky-lins, dragons, and other monsters less hideous; the paste is of better quality and a purer white, especially in ware of the 17th and 18th centuries.
On his return, he made significant improvements in the design and decoration of porcelain, making it often superior to Chinese porcelain, especially in the production of the finest pieces, which required considerable time and effort. Japanese porcelain closely resembles Chinese porcelain, but the colors are more vibrant in the high-quality items; it has a better finish, and the designs have a more European style, with flowers, birds, etc., appearing more realistic, while the kylins, dragons, and other mythical creatures look less monstrous. The material is of higher quality and a purer white, particularly in pieces from the 17th and 18th centuries.

Fig. 336.—Saké Cup and Stand.
Porcelain gold ornament on red ground.
Fig. 336.—Sake Cup and Stand.
Porcelain with gold decoration on a red background.

Fig. 337.—Stoneware Jar.
Ôto ware.
Fig. 337.—Stoneware Jar.
Ôto pottery.

Fig. 338.—Porcelain Vase.
Kishin ware.
Fig. 338.—Porcelain Vase.
Kishin pottery.

Fig. 339.—Candlestick.
Tozan porcelain.
Painted in blue.
Fig. 339.—Candlestick.
Tozan porcelain.
Painted in blue.
Perhaps the most beautiful of all the porcelain made in Japan is the egg shell, so called because it is extremely thin and translucent, yet so compact that it can be formed into large vases, as well as plates and bowls or cups.
Perhaps the most beautiful porcelain produced in Japan is the egg shell, named for its extreme thinness and translucence, yet so sturdy that it can be crafted into large vases, as well as plates, bowls, or cups.
The small cups without saucers, which are usually placed upon présentoirs of lac, are seldom painted on[Pg 301] the exterior; but within is frequently found a fillet of gold, and slight sketches in blue or gold indicating the outline of a mountain, the sun, clouds, and a line of birds taking flight, or sometimes animals, all in outline. On other pieces are birds, flowers, and animals delicately painted in colours.
The small cups without saucers, which are usually placed on présentoirs of lac, are rarely decorated on the outside[Pg 301]; however, inside you often find a gold band and slight sketches in blue or gold showing the outline of a mountain, the sun, clouds, and a line of birds flying away, or sometimes animals, all in outline. Other pieces feature birds, flowers, and animals delicately painted in colors.

Fig. 340.—Flask.
Satsuma ware.
Fig. 340.—Flask.
Satsuma ceramics.
The art has been continued to the present day; those beautiful and extremely delicate cups and saucers, thin as paper, are frequently seen covered on the outside with a casing of bamboo threads woven together; the larger basins and covers are also made of equally thin porcelain.
The art continues to this day; those beautiful and incredibly delicate cups and saucers, as thin as paper, are often seen covered on the outside with a weave of bamboo threads; the larger bowls and lids are also made of equally thin porcelain.
All these are produced now, as they were in ancient times, at Imari, in the province of Hizen. It is not in the village itself that these manufac[Pg 302]tories are established, but as many as twenty-four or twenty-five are situated near the mountain of Idsumi-yama, whence the kaolin is obtained of which the vessels are made.
All these are produced today, just like they were in ancient times, in Imari, in the province of Hizen. The factories aren’t located in the village itself; instead, there are about twenty-four or twenty-five situated near the mountain of Idsumi-yama, where the kaolin is sourced for making the vessels.
Crackle china was made in Japan as well as in China from a very early period, and was frequently painted with flowers, landscapes, and birds.
Crackle china was produced in Japan as well as in China from a very early time and was often decorated with flowers, landscapes, and birds.

Fig. 341.—Incense-burner.
Imari porcelain. 18th century.
Fig. 341.—Incense Burner.
Imari porcelain. 18th century.
According to the late Sir Augustus W. Franks, K.C.B., “the ceramic wares of Japan exhibit great differences in their composition, texture, and appearance, but may be roughly classed under three principal heads: (1) common pottery and stoneware,[Pg 303] generally ornamented simply by scoring and glazing the surface; (2) a cream-coloured faïence, with a glaze, often crackled and delicately painted in colours; (3) hard porcelain.
According to the late Sir Augustus W. Franks, K.C.B., “the ceramic wares of Japan show significant variations in their composition, texture, and appearance, but can be roughly categorized into three main types: (1) common pottery and stoneware,[Pg 303] typically decorated simply by scoring and glazing the surface; (2) a cream-colored faïence, with a glaze that is often crackled and lightly painted in colors; (3) hard porcelain.
“To the first of these classes belong the wares of Bizen, old Seto, Shigaraki, and other small fabrics, including the Raku wares. The principal factories of the second class are Awata, Satsuma, and the recent imitations of the latter at Ôta and elsewhere. Among the porcelain, the coarsest is that made at Kutani, but the most celebrated fabrics are in the province of Hizen, at Seto in Owari, and Kiyomidzu near Kiôto.”
“To the first of these categories belong the pottery from Bizen, old Seto, Shigaraki, and other smaller production areas, including Raku pottery. The main factories of the second category are Awata, Satsuma, and the recent imitations of the latter at Ôta and other places. Among the porcelain, the coarsest is made at Kutani, but the most famous pieces are from the province of Hizen, at Seto in Owari, and Kiyomidzu near Kyoto.”
PERSIA, SYRIA, AND TURKEY
PERSIA
Siliceous-glazed wares were produced in Persia at a very early period, and the late Mr. C. Drury E. Fortnum, in his Historical Treatise on Majolica, states that the decoration by means of metallic lustre was practised in that country in the course of the thirteenth century, if not long before. Glass-glazed bricks, tiles, and other wares, were made in Babylon at a remote period, as well as in Assyria and Egypt; and it is probable that the art of their manufacture spread into the surrounding countries.
Silica-glazed wares were made in Persia quite early on, and the late Mr. C. Drury E. Fortnum, in his Historical Treatise on Majolica, mentions that the technique of decorating with metallic lustre was done in that region during the thirteenth century, if not earlier. Glass-glazed bricks, tiles, and other wares were produced in Babylon a long time ago, as well as in Assyria and Egypt; and it's likely that the skill of making them spread to nearby countries.
The Persian ware is principally decorated with blue and black. The lustres are a rich orange gold, a dark copper colour, and a brass lustre. The patterns upon the tiles and vases are similar, and consist of elegant arabesques, foliage, and ornamented flowers, more or less in imitation of nature. Among these we notice the tulip, the Indian pink, the rose, and other flowers. The tulip in Persia is the emblem of Affection, which is thus symbolised at the present day. The bowls and vases are sometimes ornamented with fabulous birds, gazelles, antelopes, hares, &c., mixed with scrolls and foliage. The forms include hemispherical and cylindrical[Pg 305] cups, vases, and bowls on conical feet; common forms are a bottle with a very long neck, probably used to hold wine, and ewers and basins, the former like a bottle with handle and long spout, used especially for ablutions, the latter with a pierced cover. The tiles being mostly made to cover walls, form continuous arabesques when placed side by side. Chardin says of them, “In truth, nothing can be seen more lively or more brilliant than this sort of work, nor of equally fine design.”
The Persian pottery is mainly decorated with blue and black. The glazes feature rich golden orange, dark copper, and brass tones. The designs on the tiles and vases are alike, featuring elegant arabesques, foliage, and decorative flowers, mostly mimicking nature. Notable among these are the tulip, Indian pink, rose, and other blooms. The tulip represents affection in Persia, a meaning that continues today. The bowls and vases sometimes depict mythical birds, gazelles, antelopes, hares, etc., combined with scrolls and foliage. The shapes include hemispherical and cylindrical cups, vases, and bowls on conical bases; common shapes include a long-necked bottle likely used for wine, and ewers and basins, with ewers resembling a bottle with a handle and long spout, mainly used for washing, and basins featuring a pierced lid. The tiles are primarily made to cover walls, creating continuous arabesques when placed together. Chardin remarks, “In truth, nothing can be seen more lively or more brilliant than this kind of work, nor of equally fine design.”

Fig. 342.—Wall Tile.
Glazed earthenware.
13th century.
Fig. 342.—Wall Tile.
Glazed ceramics.
13th century.
The Persian fayence was probably the same as[Pg 306] the Gombroon ware, which was shipped by the English East India Company from a port of that name in the Persian Gulf, where they formed their first establishment about the year 1600, and whence the great bulk of Chinese porcelain was exported.
The Persian fayence was likely the same as[Pg 306] the Gombroon ware, which was sent by the English East India Company from a port of that name in the Persian Gulf, where they set up their first base around the year 1600, and from where most of the Chinese porcelain was exported.

Fig. 343.—Water-bottle.
With metallic lustre.
15th or 16th century.
Fig. 343.—Water bottle.
With a shiny metallic finish.
15th or 16th century.
[Pg 307]It has long been a vexata quæstio whether porcelain was ever made in Persia; some say the idea is altogether chimerical, but M. Jacquemart endeavours to prove that both hard and soft porcelain were made at Iran, and has devoted three or four long chapters to the support of his theory (Les Merveilles de la Céramique).
[Pg 307]For a long time, it has been a debated question whether porcelain was ever produced in Persia; some argue that the idea is completely unrealistic, but M. Jacquemart tries to prove that both hard and soft porcelain were made in Iran and has dedicated three or four lengthy chapters to support his theory (Les Merveilles de la Céramique).

Fig. 344.—Dish for Rice.
Fig. 344.—Rice Bowl.
The nearest approach to porcelain in Persian ware is a sort of siliceous frit or fine stoneware, which possesses a very slight degree of translucency[Pg 308] but is not true porcelain composed of kaolin and petuntse like Chinese porcelain. Small creamy white basins, with the sides pierced with slashes and filled with translucent glazes, are semi-translucent and have the appearance of porcelain.
The closest thing to porcelain in Persian ceramics is a type of siliceous frit or fine stoneware that has a little bit of translucency[Pg 308], but it's not true porcelain made from kaolin and petuntse like Chinese porcelain. Small, creamy white basins with slashed sides filled with translucent glazes are semi-translucent and look a lot like porcelain.

Fig. 345.—Rose-water Sprinkler.
Fig. 345.—Rose Water Sprinkler.

Fig. 346.—Rose-water Sprinkler.
Fig. 346.—Rose Water Sprinkler.
SYRIA AND TURKEY
Dr. Fortnum was of opinion that what is generally known as Damascus ware was probably made not only in that city but at Constantinople, Broussa, and all the principal sites of manufacturing industry throughout Syria and Asia Minor. It is distinguished by the great brilliancy of its enamel colours, the principal of which are a deep lapis-lazuli blue, turquoise, a vivid emerald green, a brilliant red purple, orange or buff, olive green and black. The pieces consist principally of circular dishes, jugs with long cylindrical necks and globular bodies, flasks, &c., and the best specimens were probably produced during the first half of the 16th century.
Dr. Fortnum believed that what we commonly refer to as Damascus ware was likely made not just in that city but also in Constantinople, Broussa, and various major manufacturing sites across Syria and Asia Minor. It’s recognized for the vibrant brilliance of its enamel colors, which mainly include a deep lapis-lazuli blue, turquoise, a bright emerald green, a striking red-purple, orange or buff, olive green, and black. The pieces mostly consist of circular dishes, jugs with long cylindrical necks and round bodies, flasks, etc., and the finest examples were probably produced during the first half of the 16th century.

Fig. 347.—Damascus Plate.
Painted in colours.
Fig. 347.—Damascus Plate.
Colorfully painted.
Remains of potteries are stated to have been found at Lindus on the Island of Rhodes, and at[Pg 311] one period all the ware of Asia Minor was attributed to those works and was called Rhodian. The pottery actually manufactured there appears, however, to have been of a somewhat coarser character than that made at Damascus and elsewhere. Richly painted tiles with diapering and conventional floral patterns under a vitreous glaze were used largely for the decoration of palaces, mosques, and tombs throughout Asia Minor and Syria; these tiles are also to be found at Constantinople.
Remnants of pottery have been discovered at Lindus on the Island of Rhodes, and at[Pg 311] one time, all the pottery from Asia Minor was linked to these workshops and was referred to as Rhodian. However, the pottery actually produced there seems to have been somewhat rougher than that made in Damascus and other places. Beautifully painted tiles with intricate designs and traditional floral patterns under a glossy glaze were widely used to decorate palaces, mosques, and tombs across Asia Minor and Syria; these tiles can also be found in Constantinople.

Fig. 348.—Damascus Dish.
Fig. 348.—Damascus Plate.

Fig. 349.—Rhodian Plate.
Fig. 349.—Rhodian Plate.
INDEX
Adams, William, 234
Alcora, 47, 129
Amstel, Oude, 173
Amsterdam, 105, 172
Anspach, 143
Aprey, 74
Apt, 53
Armentières, 74
Arnstadt, 98
Arras, 193
Asia Minor, 310
Astbury, 228
Avignon, 54
Baden-Baden, 156
Baranowka, 182
Bassano, 35
Bayreuth, 87, 144
Beauvais, 53
Berlin, 135
Blois, 54
Boissette, 200
Booth, Enoch, 234
Boulogne-sur-Mer, 194
Bourg-la-Reine, 80, 196
Bow, 274
Bradwell, 230
Bristol, 251, 269
Broussa, 310
Brussels, 177
Buen Retiro, 127
Bunzlau, 95
Burslem, 220
Burton-on-Trent, 264
Cadborough, 252
Caen, 201
Cafaggiolo, 19
Capo di Monte, 114
Castel Durante, 10
Castelli, 27
Castleford, 246
Caughley, 270
Chaffers, Richard, 240
Chantilly, 189
Château-la-Lune, 74
Chelsea, 279
China, 285
Città di Castello, 37
Clignancourt, 197
Closter Veilsdorf, 146
Coalport, 241, 271
Cobridge, 234
Colebrook Dale, 272
Cologne (Köln), 88
Constantinople, 312
Copenhagen, 185
Creil, 80
Damascus, 310
Davenport, Messrs., 235
Delft, 100
Derby, 260
Diruta, 15
Doccia, 113
Don Pottery, 245
Douai, 78
Dresden, 96, 130
Dwight, John, 241
Elers, John Philip, 230
Étiolles, 195
Etruria, 221
[Pg 314]
Faenza, 12
Faïence d’Oiron, 50
Fenton, 234
Ferrara, 34
Florence, 26, 112
Fontainebleau, 207
Forlì, 17
Frankenthal, 98, 139
Frechen, 89
Fulda, 148
Fulham, 241
Fürstenberg, 149
Genoa, 35
Gera, 155
Gotha, 158
Great Yarmouth, 250
Grenzhausen, 92
Grossbreitenbach, 153
Gubbio, 6
Hagenau, 63
Hague, The, 174
Hanley, 231
Harburg, 95
Henri Deux ware, 50
Herend, 166
Hispano-Moresque ware, 41
Höchst, 96, 138
Hollins, Samuel, 229
Infreville, 74
Jackfield, 240
Japan, 295
Kelsterbach, 144
Kiel, 99
Kloster Veilsdorf, 146
Korzec, 182
Kreussen, 94
La Fratta, 39
Lambeth, 243
Lane Delph, 236
Lane End, 235
Lauenstein, 89, 96
Leeds, 245
Leipzig, 86
Lille, 81, 195
Limbach, 155
Limburg, 89
Liverpool, 237
Longton Hall, 274
Longport, 235
Loosdrecht, Oude, 171
Loreto, 37
Lowesby, 251
Lowestoft, 265
Ludwigsburg, 151
Lunéville, 72, 198
Luxemburg, 106, 177
Madrid, 127
Majorca, 42
Malaga, 42
Malicorne, 74
Manerbe, 74
Manises, 46
Marieberg, 109, 184
Marseilles, 69, 202
Mason, Miles, 236
Mayer, Elijah, 232
Meissen, 130
Mennecy-Villeroy, 191
Milan, 31
Minton, Herbert, 236, 273
Minton, Thomas, 236
Monte Lupo, 30
Montereau, 81
Moscow, 180
Moustiers, 65
Murano, 25
Nantgarw, 283
Naples, 30, 114
Neale, 233
Neudeck, 141
Nevers, 56
Newcastle-on-Tyne, 248
New Hall China Works, 230
Niderviller, 76, 198
[Pg 315]
Nottingham, 249
Nove, 25, 122
Nuremberg (Nürnberg), 84
Nymphenburg, 141
Nyon, 168
Oberdorf, 87
Oiron, Faïence d’, 50
Orleans, 198
Overtoom, 106
Oude Amstel, 173
Oude Loosdrecht, 171
Padua, 26
Palissy, Bernard, 55
Palmer, 233
Paris, 203
" Belleville, 207
" Faubourg St. Honoré, 205
" Pont-aux-Choux, 206
" Rue de Bondy, 204
" Rue de Crussol, 207
" Rue Fontaine au Roi, 205
" Rue du Faubourg St. Denis, 208
" Rue Thiroux, 203
Pavia, 39
Persia, 304
Pesaro, 8
Pinxton, 264
Pisa, 23
Plymouth, 266
Raeren, 89
Ratisbon, 153
Rauenstein, 158
Ravenna, 18
Regensburg, 153
Rhodes, Island of, 310
Rimini, 18
Rockingham, 247, 260
Rörstrand, 107
Rouen, 59, 190
Rudolstadt, 147
St. Anthony’s, 248
St. Armand-les-Eaux, 79, 202
St. Clément, 76
St. Cloud, 187
St. Petersburg, 107, 179
St. Porchaire, 50
Salopian, 270
Sarreguemines (Saargemünd), 78
Savona, 36
Sceaux Penthièvre, 79, 192
Scherzheim, 96
Schlaggenwald, 166
Sèvres, 209
Sgraffiato, 37
Shawe, Ralph, 227
Shelton, 228
Siegburg, 89
Siena, 20
Sinceny, 70
Spode, Josiah, 272
Staffordshire, 217
Steel, Moses, 228
Stockholm, 109
Stoke-on-Trent, 236, 272
Strassburg, 63, 202
Strehla, 87
Swansea, 253, 282
Swinton, 247, 258
Syria, 310
Talavera, 48
Teinitz, 98
Thuringia, 145
Toft, Ralph, 219
Toft, Thomas, 219
Toulouse, 76
Tournai, 175
Treviso, 18, 117
Triana, 46
Tunstall, 234
Turkey, 310
Turin, 33, 118
Turner, John, 235
Urbino, 1
Utrecht, 105
Valencia, 44
Valenciennes, 201
[Pg 316]
Varages, 68
Venice, 24, 119
Vienna, 160
Vincennes, 78, 208, 209
Vineuf, 118
Vinovo, 118
Viterbo, 18
Volkstedt, 146
Voyez, J., 233
Wallendorf, 158
Warburton, J., 234
Wedgwood, 220
Weesp, 170
Whieldon, Thomas, 234
Wirksworth, 264
Wood, Aaron, 227
Wood, Enoch, 228
Wood, Ralph, 227
Worcester, 255
Yarmouth, Great, 250
Yearsley, 244
York, 245
Zürich, 168
Adams, William, 234
Alcora, 47, 129
Amstel, Oude, 173
Amsterdam, 105, 172
Anspach, 143
Aprey, 74
Apt, 53
Armentières, 74
Arnstadt, 98
Arras, 193
Asia Minor, 310
Astbury, 228
Avignon, 54
Baden-Baden, 156
Baranowka, 182
Bassano, 35
Bayreuth, 87, 144
Beauvais, 53
Berlin, 135
Blois, 54
Boissette, 200
Booth, Enoch, 234
Boulogne-sur-Mer, 194
Bourg-la-Reine, 80, 196
Bow, 274
Bradwell, 230
Bristol, 251, 269
Broussa, 310
Brussels, 177
Buen Retiro, 127
Bunzlau, 95
Burslem, 220
Burton-on-Trent, 264
Cadborough, 252
Caen, 201
Cafaggiolo, 19
Capo di Monte, 114
Castel Durante, 10
Castelli, 27
Castleford, 246
Caughley, 270
Chaffers, Richard, 240
Chantilly, 189
Château-la-Lune, 74
Chelsea, 279
China, 285
Città di Castello, 37
Clignancourt, 197
Closter Veilsdorf, 146
Coalport, 241, 271
Cobridge, 234
Colebrook Dale, 272
Cologne (Köln), 88
Constantinople, 312
Copenhagen, 185
Creil, 80
Damascus, 310
Davenport, Messrs., 235
Delft, 100
Derby, 260
Diruta, 15
Doccia, 113
Don Pottery, 245
Douai, 78
Dresden, 96, 130
Dwight, John, 241
Elers, John Philip, 230
Étiolles, 195
Etruria, 221
[Pg 314]
Faenza, 12
Faïence d’Oiron, 50
Fenton, 234
Ferrara, 34
Florence, 26, 112
Fontainebleau, 207
Forlì, 17
Frankenthal, 98, 139
Frechen, 89
Fulda, 148
Fulham, 241
Fürstenberg, 149
Genoa, 35
Gera, 155
Gotha, 158
Great Yarmouth, 250
Grenzhausen, 92
Grossbreitenbach, 153
Gubbio, 6
Hagenau, 63
Hague, The, 174
Hanley, 231
Harburg, 95
Henri Deux ware, 50
Herend, 166
Hispano-Moresque ware, 41
Höchst, 96, 138
Hollins, Samuel, 229
Infreville, 74
Jackfield, 240
Japan, 295
Kelsterbach, 144
Kiel, 99
Kloster Veilsdorf, 146
Korzec, 182
Kreussen, 94
La Fratta, 39
Lambeth, 243
Lane Delph, 236
Lane End, 235
Lauenstein, 89, 96
Leeds, 245
Leipzig, 86
Lille, 81, 195
Limbach, 155
Limburg, 89
Liverpool, 237
Longton Hall, 274
Longport, 235
Loosdrecht, Oude, 171
Loreto, 37
Lowesby, 251
Lowestoft, 265
Ludwigsburg, 151
Lunéville, 72, 198
Luxemburg, 106, 177
Madrid, 127
Majorca, 42
Malaga, 42
Malicorne, 74
Manerbe, 74
Manises, 46
Marieberg, 109, 184
Marseilles, 69, 202
Mason, Miles, 236
Mayer, Elijah, 232
Meissen, 130
Mennecy-Villeroy, 191
Milan, 31
Minton, Herbert, 236, 273
Minton, Thomas, 236
Monte Lupo, 30
Montereau, 81
Moscow, 180
Moustiers, 65
Murano, 25
Nantgarw, 283
Naples, 30, 114
Neale, 233
Neudeck, 141
Nevers, 56
Newcastle-on-Tyne, 248
New Hall China Works, 230
Niderviller, 76, 198
[Pg 315]
Nottingham, 249
Nove, 25, 122
Nuremberg (Nürnberg), 84
Nymphenburg, 141
Nyon, 168
Oberdorf, 87
Oiron, Faïence d’, 50
Orleans, 198
Overtoom, 106
Oude Amstel, 173
Oude Loosdrecht, 171
Padua, 26
Palissy, Bernard, 55
Palmer, 233
Paris, 203
Belleville, __A_TAG_PLACEHOLDER_0__
Faubourg St. Honoré, __A_TAG_PLACEHOLDER_0__
Pont-aux-Choux, __A_TAG_PLACEHOLDER_0__
Rue de Bondy, __A_TAG_PLACEHOLDER_0__
"Rue de Crussol, __A_TAG_PLACEHOLDER_0__"
Rue Fontaine au Roi, __A_TAG_PLACEHOLDER_0__
Rue du Faubourg St. Denis, __A_TAG_PLACEHOLDER_0__
Rue Thiroux, __A_TAG_PLACEHOLDER_0__
Pavia, 39
Persia, 304
Pesaro, 8
Pinxton, 264
Pisa, 23
Plymouth, 266
Raeren, 89
Ratisbon, 153
Rauenstein, 158
Ravenna, 18
Regensburg, 153
Rhodes, Island of, 310
Rimini, 18
Rockingham, 247, 260
Rörstrand, 107
Rouen, 59, 190
Rudolstadt, 147
St. Anthony’s, 248
St. Armand-les-Eaux, 79, 202
St. Clément, 76
St. Cloud, 187
St. Petersburg, 107, 179
St. Porchaire, 50
Salopian, 270
Sarreguemines (Saargemünd), 78
Savona, 36
Sceaux Penthièvre, 79, 192
Scherzheim, 96
Schlaggenwald, 166
Sèvres, 209
Sgraffiato, 37
Shawe, Ralph, 227
Shelton, 228
Siegburg, 89
Siena, 20
Sinceny, 70
Spode, Josiah, 272
Staffordshire, 217
Steel, Moses, 228
Stockholm, 109
Stoke-on-Trent, 236, 272
Strassburg, 63, 202
Strehla, 87
Swansea, 253, 282
Swinton, 247, 258
Syria, 310
Talavera, 48
Teinitz, 98
Thuringia, 145
Toft, Ralph, 219
Toft, Thomas, 219
Toulouse, 76
Tournai, 175
Treviso, 18, 117
Triana, 46
Tunstall, 234
Turkey, 310
Turin, 33, 118
Turner, John, 235
Urbino, 1
Utrecht, 105
Valencia, 44
Valenciennes, 201
[Pg 316]
Varages, 68
Venice, 24, 119
Vienna, 160
Vincennes, 78, 208, 209
Vineuf, 118
Vinovo, 118
Viterbo, 18
Volkstedt, 146
Voyez, J., 233
Wallendorf, 158
Warburton, J., 234
Wedgwood, 220
Weesp, 170
Whieldon, Thomas, 234
Wirksworth, 264
Wood, Aaron, 227
Wood, Enoch, 228
Wood, Ralph, 227
Worcester, 255
Yarmouth, Great, 250
Yearsley, 244
York, 245
Zürich, 168
Printed by Ballantyne, Hanson & Co.
Edinburgh & London
Printed by Ballantyne, Hanson & Co.
Edinburgh & London
Footnotes:
References:
[1] As Strassburg and Hagenau belonged to France at this period, they are included in the French section.
[1] Since Strassburg and Hagenau were part of France during this time, they are included in the French section.
[2] Now Niederweiler, in Germany.
__A_TAG_PLACEHOLDER_0__ Now Niederweiler, Germany.
Transcriber’s Notes:
Transcriber's Notes:
Punctuation has been corrected without note.
Punctuation has been fixed without comment.
Images have been moved from the middle of a paragraph to a nearby paragraph break.
Images have been shifted from the center of a paragraph to the next paragraph break.
The text in the list of illustrations is presented as in the original text, but the links navigate to the page number closest to the illustration’s loaction in this document.
The text in the list of illustrations is presented like in the original text, but the links direct you to the page number nearest to the illustration's location in this document.
Download ePUB
If you like this ebook, consider a donation!