This is a modern-English version of Aviation Engines: Design—Construction—Operation and Repair, originally written by Pagé, Victor Wilfred.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
E-text prepared by Juliet Sutherland, Harry Lamé,
and the Online Distributed Proofreading Team
(http://www.pgdp.net)
E-text prepared by Juliet Sutherland, Harry Lamé,
and the Online Distributed Proofreading Team
(http://www.pgdp.net)
Please see Transcriber’s Notes at the end of this document.
Please see Transcriber’s Notes at the end of this document.
NEWLY RELEASED
AVIATION ENGINES. Their Design, Construction, Operation and Repair.
AIRCRAFT ENGINES. Their Design, Construction, Operation, and Repair.
By Lieut. Victor W. Pagé, Aviation Section, S.C.U.S.R.
By Lieut. Victor W. Pagé, Aviation Section, S.C.U.S.R.
A practical work containing valuable instructions for aviation students, mechanicians, squadron engineering officers and all interested in the construction and upkeep of airplane power plants. 576 octavo pages. 250 illustrations. Price $3.00.
A practical guide filled with useful instructions for aviation students, mechanics, squadron engineering officers, and everyone interested in building and maintaining airplane engines. 576 octavo pages. 250 illustrations. Price $3.00.
AVIATION CHART, or the Location of Airplane Power Plant Troubles Made Easy.
Aviation Chart: Easily Identify Airplane Power Plant Issues.
By Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
By Lt. Victor W. Pagé, A.S., S.C.U.S.R.
A large chart outlining all parts of a typical airplane power plant, showing the points where trouble is apt to occur and suggesting remedies for the common defects. Intended especially for aviators and aviation mechanics on school and field duty. Price 50 cents.
A big chart detailing all the components of a standard airplane engine, showing where problems are likely to happen and offering solutions for common issues. Designed especially for pilots and aviation mechanics in training and on the job. Price 50 cents.
GLOSSARY OF AVIATION TERMS.
Aviation Terms Glossary.
Compiled by Lieuts. Victor W. Pagé, A.S., S.C.U.S.R. and Paul Montariol of the French Flying Corps on duty at Signal Corps Aviation School, Mineola, L. I.
Compiled by Lieuts. Victor W. Pagé, A.S., S.C.U.S.R. and Paul Montariol from the French Flying Corps at the Signal Corps Aviation School, Mineola, L. I.
A complete glossary of practically all terms used in aviation, having lists in both French and English, with equivalents in either language. A very valuable book for all who are about to leave for duty overseas. Price, cloth, $1.00.
A comprehensive glossary of nearly all aviation terms, featuring lists in both French and English, with equivalents in either language. This is an incredibly useful book for anyone preparing to go overseas for duty. Price, cloth, $1.00.
THE NORMAN W. HENLEY PUBLISHING COMPANY
THE NORMAN W. HENLEY PUBLISHING COMPANY
2 WEST 45th ST., NEW YORK
2 W 45th St, New York
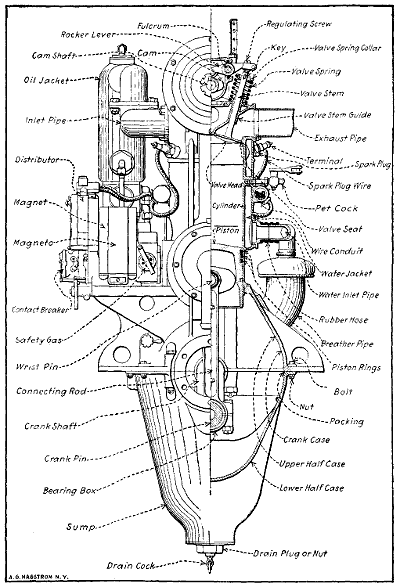
Part Sectional View of Hall-Scott Airplane Motor, Showing Principal Parts.
Part Sectional View of Hall-Scott Airplane Engine, Showing Main Components.
CENSORED
CENSORED
This Book Entitled
This Book Is Called
AVIATION ENGINES
Aircraft Engines
By LIEUT. VICTOR W. PAGÉ
By Lieutenant Victor W. Pagé
has been censored by the United States Government, and pages and parts of pages have been omitted by special instructions from Washington.
has been censored by the United States Government, and pages and parts of pages have been removed by specific orders from Washington.
The book has been passed by THE COMMITTEE ON PUBLIC INFORMATION and is as complete as we can furnish it, and we so advise the purchaser of it.
The book has been approved by THE COMMITTEE ON PUBLIC INFORMATION and is as complete as we can provide it, and we inform the buyer accordingly.
THE NORMAN W. HENLEY PUBLISHING COMPANY
THE NORMAN W. HENLEY PUBLISHING COMPANY
AVIATION ENGINES
Design, Build, Operate, and Repair
A COMPLETE, PRACTICAL TREATISE OUTLINING CLEARLY THE ELEMENTS OF INTERNAL COMBUSTION ENGINEERING WITH SPECIAL REFERENCE TO THE DESIGN, CONSTRUCTION, OPERATION AND REPAIR OF AIRPLANE POWER PLANTS; ALSO THE AUXILIARY ENGINE SYSTEMS, SUCH AS LUBRICATION, CARBURETION, IGNITION AND COOLING.
A FULL, HANDS-ON GUIDE THAT CLEARLY OUTLINES THE KEY ELEMENTS OF INTERNAL COMBUSTION ENGINEERING WITH A FOCUS ON THE DESIGN, CONSTRUCTION, OPERATION, AND REPAIR OF AIRPLANE POWER PLANTS; AS WELL AS THE AUXILIARY ENGINE SYSTEMS, SUCH AS LUBRICATION, CARBURETION, IGNITION, AND COOLING.
IT INCLUDES COMPLETE INSTRUCTIONS FOR ENGINE REPAIRING AND SYSTEMATIC LOCATION OF TROUBLES, TOOL EQUIPMENT AND USE OF TOOLS, ALSO OUTLINES THE LATEST MECHANICAL PROCESSES.
IT INCLUDES COMPLETE INSTRUCTIONS FOR ENGINE REPAIR AND A SYSTEMATIC WAY TO LOCATE TROUBLES, TOOL EQUIPMENT AND TOOL USAGE, AND ALSO OUTLINES THE LATEST MECHANICAL PROCESSES.
BY
BY
First Lieut. VICTOR W. PAGÉ, A. S. S. C., U. S. R.
1st Lieutenant. VICTOR W. PAGÉ, A. S. S. C., U. S. R.
Assistant Engineering Officer, Signal Corps Aviation School, Mineola, L. I.
Author of “The Modern Gasoline Automobile,” Etc.
Assistant Engineering Officer, Signal Corps Aviation School, Mineola, L. I.
Author of “The Modern Gasoline Automobile,” etc.

CONTAINS VALUABLE INSTRUCTIONS FOR ALL AVIATION STUDENTS, MECHANICIANS, SQUADRON ENGINEERING OFFICERS AND ALL INTERESTED IN THE CONSTRUCTION AND UPKEEP OF AIRPLANE POWER PLANTS.
CONTAINS VALUABLE INSTRUCTIONS FOR ALL AVIATION STUDENTS, MECHANICS, SQUADRON ENGINEERING OFFICERS, AND EVERYONE INTERESTED IN THE DESIGN AND MAINTENANCE OF AIRPLANE ENGINES.
NEW YORK
THE NORMAN W. HENLEY PUBLISHING COMPANY
2 West 45th Street
1917
NEW YORK
THE NORMAN W. HENLEY PUBLISHING COMPANY
2 W 45th St
1917
Copyrighted, 1917
by
The Norman W. Henley Publishing Co.
Copyrighted, 1917
by
The Norman W. Henley Publishing Co.
PRINTED IN U. S. A.
Printed in the USA.
ALL ILLUSTRATIONS IN THIS BOOK HAVE BEEN SPECIALLY MADE BY THE PUBLISHERS, AND THEIR USE, WITHOUT PERMISSION, IS STRICTLY PROHIBITED
ALL ILLUSTRATIONS IN THIS BOOK HAVE BEEN SPECIALLY CREATED BY THE PUBLISHERS, AND THEIR USE, WITHOUT PERMISSION, IS STRICTLY PROHIBITED
COMPOSITION, ELECTROTYPING AND PRESSWORK
BY THE PUBLISHERS PRINTING CO., NEW YORK
COMPOSITION, ELECTROTYPING AND PRESSWORK
BY THE PUBLISHERS PRINTING CO., NEW YORK
PREFACE
In presenting this treatise on “Aviation Engines,” the writer realizes that the rapidly developing art makes it difficult to outline all latest forms or describe all current engineering practice. This exposition has been prepared primarily for instruction purposes and is adapted for men in the Aviation Section, Signal Corps, and students who wish to become aviators or aviation mechanicians. Every effort has been made to have the engineering information accurate, but owing to the diversity of authorities consulted and use of data translated from foreign language periodicals, it is expected that some slight errors will be present. The writer wishes to acknowledge his indebtedness to such firms as the Curtiss Aeroplane and Motor Co., Hall-Scott Company, Thomas-Morse Aircraft Corporation and General Vehicle Company for photographs and helpful descriptive matter. Special attention has been paid to instructions on tool equipment, use of tools, trouble “shooting” and engine repairs, as it is on these points that the average aviation student is weakest. Only such theoretical consideration of thermo-dynamics as was deemed absolutely necessary to secure a proper understanding of engine action after consulting several instructors is included, the writer’s efforts having been confined to the preparation of a practical series of instructions that would be of the greatest value to those who need a diversified knowledge of internal-combustion engine operation and repair, and[10] who must acquire it quickly. The engines described and illustrated are all practical forms that have been fitted to airplanes capable of making flights and may be considered fairly representative of the present state of the art.
In presenting this guide on “Aviation Engines,” the author understands that the fast-evolving field makes it challenging to cover all the latest designs or explain all current engineering practices. This document has been created mainly for educational purposes and is tailored for those in the Aviation Section of the Signal Corps, as well as students wanting to become pilots or aviation technicians. Every effort has been made to ensure the engineering information is accurate, but due to the variety of sources consulted and the use of data translated from foreign periodicals, some minor errors are anticipated. The author would like to thank companies like Curtiss Aeroplane and Motor Co., Hall-Scott Company, Thomas-Morse Aircraft Corporation, and General Vehicle Company for providing photographs and useful descriptive material. Special attention has been given to instructions on tool equipment, the use of tools, troubleshooting, and engine repairs, as these areas tend to be where the average aviation student struggles the most. Only the theoretical aspects of thermodynamics deemed essential for a proper understanding of engine function have been included, following consultations with several instructors. The aim has been to create a practical series of instructions that would be most beneficial for those who need a broad understanding of internal combustion engine operation and repair, and who must learn it quickly. The engines described and shown are all practical models that have been installed in airplanes capable of flight and can be considered fairly representative of the current state of the art.
Victor W. Pagé,
1st Lieut. A. S. S. C., U. S. R.
Victor W. Pagé,
1st Lt. A. S. S. C., U. S. R.
Mineola, L. I.,
October, 1917.
Mineola, NY,
October 1917.
CONTENTS
AVIATION ENGINES
DESIGN—CONSTRUCTION—REPAIR
Aviation Engines
Design—Construction—Repair
CHAPTER I
Brief Consideration of Aircraft Types—Essential Requirements of Aerial Motors—Aviation Engines Must Be Light—Factors Influencing Power Needed—Why Explosive Motors Are Best—Historical—Main Types of Internal Combustion Engines.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__.
BRIEF CONSIDERATION OF AIRCRAFT TYPES
The conquest of the air is one of the most stupendous achievements of the ages. Human flight opens the sky to man as a new road, and because it is a road free of all obstructions and leads everywhere, affording the shortest distance to any place, it offers to man the prospect of unlimited freedom. The aircraft promises to span continents like railroads, to bridge seas like ships, to go over mountains and forests like birds, and to quicken and simplify the problems of transportation. While the actual conquest of the air is an accomplishment just being realized in our days, the idea and yearning to conquer the air are old, possibly as old as intellect itself. The myths of different races tell of winged gods and flying men, and show that for ages to fly was the highest conception of the sublime. No other agent is more responsible for sustained flight than the internal combustion motor, and it was only when this form of prime mover had been fully developed that it was possible for man to leave the ground and alight at will, not depending upon the caprices of the winds or lifting power of gases as with the balloon. It is safe to say that the solution of the problem of flight would have been attained many years ago if the proper source of power had been available as all the essential[18] elements of the modern aeroplane and dirigible balloon, other than the power plant, were known to early philosophers and scientists.
The conquest of the air is one of the most incredible achievements of our time. Human flight opens up the sky as a new pathway, and because it's a route without any obstacles and leads everywhere, offering the shortest distance to any destination, it gives humanity the promise of unlimited freedom. Aircraft aim to connect continents like railroads, bridge seas like ships, fly over mountains and forests like birds, and streamline transportation challenges. While the actual success in conquering the air is something we’re just starting to realize today, the idea and desire to fly go back ages, possibly as far back as human intelligence itself. Myths from different cultures tell stories of winged gods and flying people, showing that for centuries, the ability to fly was seen as the ultimate expression of greatness. No other technology has contributed more to sustained flight than the internal combustion engine, and it wasn't until this type of power source was fully developed that humans could take off the ground and land at will, without relying on unpredictable winds or gas lift like with balloons. It's fair to say that the challenges of flight would have been solved long ago if the right power source had been available, as all the key elements of modern airplanes and airships, except for the power plant, were known to early thinkers and scientists.
Aeronautics is divided into two fundamentally different branches—aviatics and aerostatics. The first comprises all types of aeroplanes and heavier than air flying machines such as the helicopters, kites, etc.; the second includes dirigible balloons, passive balloons and all craft which rise in the air by utilizing the lifting force of gases. Aeroplanes are the only practical form of heavier-than-air machines, as the helicopters (machines intended to be lifted directly into the air by propellers, without the sustaining effect of planes), and ornithopters, or flapping wing types, have not been thoroughly developed, and in fact, there are so many serious mechanical problems to be solved before either of these types of air craft will function properly that experts express grave doubts regarding the practicability of either. Aeroplanes are divided into two main types—monoplanes or single surface forms, and bi-planes or machines having two sets of lifting surfaces, one suspended over the other. A third type, the triplane, is not very widely used.
Aeronautics is split into two main branches—aviation and aerostatics. The first includes all kinds of airplanes and heavier-than-air flying machines like helicopters and kites; the second covers dirigible balloons, passive balloons, and any craft that rise into the air by using the lifting power of gases. Airplanes are the only practical type of heavier-than-air machines, as helicopters (machines designed to lift directly into the air using propellers, without the support of wings) and ornithopters, or flapping wing designs, have not been fully developed. In fact, many serious mechanical issues need to be addressed before either of these types of aircraft can operate effectively, leading experts to have significant doubts about their practicality. Airplanes are categorized into two main types—monoplanes, or single-surface designs, and biplanes, or machines with two sets of lifting surfaces, one above the other. A third type, the triplane, is not commonly used.
Dirigible balloons are divided into three classes: the rigid, the semi-rigid, and the non-rigid. The rigid has a frame or skeleton of either wood or metal inside of the bag, to stiffen it; the semi-rigid is reinforced by a wire net and metal attachments; while the non-rigid is just a bag filled with gas. The aeroplane, more than the dirigible and balloon, stands as the emblem of the conquest of the air. Two reasons for this are that power flight is a real conquest of the air, a real victory over the battling elements; secondly, because the aeroplane, or any flying machine that may follow, brings air travel within the reach of everybody. In practical development, the dirigible may be the steamship of the air, which will render invaluable services of a certain kind, and the aeroplane will be the automobile of the air, to be used by the multitude, perhaps for as many purposes as the automobile is now being used.
Dirigible balloons are categorized into three types: rigid, semi-rigid, and non-rigid. The rigid type has a frame or skeleton made of either wood or metal inside the bag to keep it stiff; the semi-rigid is strengthened by a wire net and metal attachments; while the non-rigid is simply a bag filled with gas. The airplane, more than the dirigible or balloon, represents the triumph of air travel. There are two main reasons for this: first, powered flight is a true achievement in the air, a genuine victory over the harsh elements; second, because the airplane, or any future flying machine, makes air travel accessible to everyone. In practical terms, the dirigible could be the steamship of the sky, providing valuable services in specific areas, while the airplane will act as the car of the air, available for the masses, possibly serving as many purposes as cars do today.
ESSENTIAL REQUIREMENTS OF AERIAL MOTORS
One of the marked features of aircraft development has been the effect it has had upon the refinement and perfection of the internal combustion motor. Without question gasoline-motors intended for aircraft are the nearest to perfection of any other type yet evolved. Because of the peculiar demands imposed upon the aeronautical motor it must possess all the features of reliability, economy and efficiency now present with automobile or marine engines and then must have distinctive points of its own. Owing to the unstable nature of the medium through which it is operated and the fact that heavier-than-air machines can maintain flight only as long as the power plant is functioning properly, an airship motor must be more reliable than any used on either land or water. While a few pounds of metal more or less makes practically no difference in a marine motor and has very little effect upon the speed or hill-climbing ability of an automobile, an airship motor must be as light as it is possible to make it because every pound counts, whether the motor is to be fitted into an aeroplane or in a dirigible balloon.
One of the notable aspects of aircraft development has been its impact on the refinement and perfection of internal combustion engines. There's no doubt that gasoline engines designed for aircraft are the closest to perfection of any type yet created. Due to the unique demands placed on aeronautical engines, they must have all the qualities of reliability, economy, and efficiency found in automobile or marine engines, along with their own distinctive features. Because of the unstable nature of the environment they operate in and the fact that heavier-than-air machines can fly only as long as the power plant is working properly, an aircraft engine must be more reliable than any used on land or water. While a few extra pounds of metal make almost no difference in a marine engine and have minimal impact on the speed or climbing ability of a car, an aircraft engine must be as lightweight as possible because every pound matters, whether it's being used in an airplane or a dirigible balloon.
Airship motors, as a rule, must operate constantly at high speeds in order to obtain a maximum power delivery with a minimum piston displacement. In automobiles, or motor boats, motors are not required to run constantly at their maximum speed. Most aircraft motors must function for extended periods at speed as nearly the maximum as possible. Another thing that militates against the aircraft motor is the more or less unsteady foundation to which it is attached. The necessarily light framework of the aeroplane makes it hard for a motor to perform at maximum efficiency on account of the vibration of its foundation while the craft is in flight. Marine and motor car engines, while not placed on foundations as firm as those provided for stationary power plants, are installed on bases of much more stability than the light structure of an aeroplane. The aircraft motor, therefore, must be balanced to a nicety[20] and must run steadily under the most unfavorable conditions.
Airship engines generally need to operate continuously at high speeds to deliver maximum power with minimal piston movement. In cars and boats, engines aren't required to run at their peak speed all the time. Most aircraft engines have to work for long periods at speeds close to their maximum. Another challenge for aircraft engines is the somewhat unstable foundation they are mounted on. The lightweight structure of the airplane makes it difficult for an engine to perform efficiently due to the vibrations while flying. Marine and car engines, although not on foundations as solid as those for stationary power plants, are mounted on bases that are much more stable than an airplane's light frame. Therefore, aircraft engines must be precisely balanced and must run steadily even under the toughest conditions.[20]
AERIAL MOTORS MUST BE LIGHT
The capacity of light motors designed for aerial work per unit of mass is surprising to those not fully conversant with the possibilities that a thorough knowledge of proportions of parts and the use of special metals developed by the automobile industry make possible. Activity in the development of light motors has been more pronounced in France than in any other country. Some of these motors have been complicated types made light by the skillful proportioning of parts, others are of the refined simpler form modified from current automobile practice. There is a tendency to depart from the freakish or unconventional construction and to adhere more closely to standard forms because it is necessary to have the parts of such size that every quality making for reliability, efficiency and endurance are incorporated in the design. Aeroplane motors range from two cylinders to forms having fourteen and sixteen cylinders and the arrangement of these members varies from the conventional vertical tandem and opposed placing to the V form or the more unusual radial motors having either fixed or rotary cylinders. The weight has been reduced so it is possible to obtain a complete power plant of the revolving cylinder air-cooled type that will not weigh more than three pounds per actual horse-power and in some cases less than this.
The power-to-weight ratio of light engines made for aerial use is surprising to those who aren’t familiar with the advancements that a deep understanding of parts proportions and the use of specialized metals from the automotive industry can offer. Development in light engines has been more significant in France than in any other country. Some of these engines have complex designs made lighter through expert part proportioning, while others are simpler models adapted from current automotive practices. There’s a trend to move away from unusual or unconventional designs and stick more to standard forms because it’s essential to have parts sized in a way that ensures reliability, efficiency, and endurance are built into the design. Airplane engines can range from two cylinders to those with fourteen or sixteen cylinders, with configurations varying from conventional vertical tandem and opposed setups to V-shaped or more unique radial engines with either fixed or rotating cylinders. The weight has been reduced, making it possible to achieve a complete power unit of the rotary cylinder, air-cooled type that weighs no more than three pounds per actual horsepower, and in some cases even less than that.
If we give brief consideration to the requirements of the aviator it will be evident that one of the most important is securing maximum power with minimum mass, and it is desirable to conserve all of the good qualities existing in standard automobile motors. These are certainty of operation, good mechanical balance and uniform delivery of power—fundamental conditions which must be attained before a power plant can be considered practical. There are in addition, secondary considerations, none the less desirable, if not absolutely essential. These are minimum[21] consumption of fuel and lubricating oil, which is really a factor of import, for upon the economy depends the capacity and flying radius. As the amount of liquid fuel must be limited the most suitable motor will be that which is powerful and at the same time economical. Another important feature is to secure accessibility of components in order to make easy repair or adjustment of parts possible. It is possible to obtain sufficiently light-weight motors without radical departure from established practice. Water-cooled power plants have been designed that will weigh but four or five pounds per horse-power and in these forms we have a practical power plant capable of extended operation.
If we take a moment to think about what pilots need, it’s clear that one of the most important factors is to achieve maximum power with minimum weight. It’s also vital to retain all the great features found in standard car engines. These include reliable operation, good mechanical balance, and consistent power output—essential conditions that must be met before a power plant can be seen as practical. There are also secondary considerations, which are just as desirable, if not absolutely crucial. These include minimizing fuel and oil consumption, which is really important, as efficiency determines the capacity and flight range. Since the amount of liquid fuel must be limited, the best engine will be one that is both powerful and fuel-efficient. Another key aspect is making the components easily accessible for straightforward repairs or adjustments. It is possible to create lightweight engines without straying far from established methods. Water-cooled engines have been developed that weigh only four or five pounds per horsepower, and in these designs, we have a practical power plant that can operate for extended periods.
FACTORS INFLUENCING POWER NEEDED
Work is performed whenever an object is moved against a resistance, and the amount of work performed depends not only on the amount of resistance overcome but also upon the amount of time utilized in accomplishing a given task. Work is measured in horse-power for convenience. It will take one horse-power to move 33,000 pounds one foot in one minute or 550 pounds one foot in one second. The same work would be done if 330 pounds were moved 100 feet in one minute. It requires a definite amount of power to move a vehicle over the ground at a certain speed, so it must take power to overcome resistance of an airplane in the air. Disregarding the factor of air density, it will take more power as the speed increases if the weight or resistance remains constant, or more power if the speed remains constant and the resistance increases. The airplane is supported by air reaction under the planes or lifting surfaces and the value of this reaction depends upon the shape of the aerofoil, the amount it is tilted and the speed at which it is drawn through the air. The angle of incidence or degree of wing tilt regulates the power required to a certain degree as this affects the speed of horizontal flight as well as the resistance. Resistance may be of two kinds, one that is[22] necessary and the other that it is desirable to reduce to the lowest point possible. There is the wing resistance and the sum of the resistances of the rest of the machine such as fuselage, struts, wires, landing gear, etc. If we assume that a certain airplane offered a total resistance of 300 pounds and we wished to drive it through the air at a speed of sixty miles per hour, we can find the horse-power needed by a very simple computation as follows:
Work happens whenever an object is moved against resistance, and the total work done depends not just on the resistance overcome but also on how much time is spent completing a task. Work is conveniently measured in horsepower. It takes one horsepower to move 33,000 pounds one foot in one minute or 550 pounds one foot in one second. The same amount of work could be done by moving 330 pounds 100 feet in one minute. A specific amount of power is required to move a vehicle on the ground at a certain speed, so power is also needed to overcome the resistance faced by an airplane in the air. Ignoring the factor of air density, more power is required as speed increases if the weight or resistance stays the same, or more power is needed if the speed remains constant and the resistance increases. The airplane is lifted by the air reaction under its wings or lifting surfaces, and this reaction's effectiveness depends on the shape of the airfoil, its angle of tilt, and the speed at which it moves through the air. The angle of incidence, or the degree of wing tilt, influences the power required to some extent, as it impacts the speed of horizontal flight as well as the resistance. Resistance can be categorized into two types: one that is necessary and another that should be minimized as much as possible. There is the wing resistance and the total resistance from the rest of the aircraft, including the fuselage, struts, wires, landing gear, and so on. Assuming a particular airplane has a total resistance of 300 pounds and we want to fly it at a speed of sixty miles per hour, we can easily calculate the horsepower needed as follows:
| The product of 300 pounds resistance times speed of 88 feet per second times 60 seconds in a minute |
= H.P. needed. |
| divided by 33,000 foot pounds per minute in one horse-power |
The result is the horse-power needed, or
The result is the horsepower needed, or
| 300 × 88 × 60 | = 48 H.P. |
| 33,000 |
Just as it takes more power to climb a hill than it does to run a car on the level, it takes more power to climb in the air with an airplane than it does to fly on the level. The more rapid the climb, the more power it will take. If the resistance remains 300 pounds and it is necessary to drive the plane at 90 miles per hour, we merely substitute proper values in the above formula and we have
Just like it requires more energy to go uphill than to drive a car on flat ground, it takes more energy to climb in an airplane than to fly level. The steeper the climb, the more energy it will require. If the drag stays at 300 pounds and the plane needs to go at 90 miles per hour, we just plug in the right values into the formula and we have
| 300 pounds times 132 feet per second times 60 seconds in a minute |
= 72 H.P. |
| 33,000 foot pounds per minute in one horse-power |
The same results can be obtained by dividing the product of the resistance in pounds times speed in feet per second by 550, which is the foot-pounds of work done in one second to equal one horse-power. Naturally, the amount of propeller thrust measured in pounds necessary to drive an airplane must be greater than the resistance by a substantial margin if the plane is to fly and climb as well.[23] The following formulæ were given in “The Aeroplane” of London and can be used to advantage by those desiring to make computations to ascertain power requirements:
The same results can be achieved by dividing the product of the resistance in pounds by the speed in feet per second, and then dividing that by 550, which represents the foot-pounds of work done in one second to equal one horsepower. Obviously, the amount of propeller thrust measured in pounds needed to drive an airplane must significantly exceed the resistance if the plane is to fly and climb effectively.[23] The following formulas were published in “The Aeroplane” of London and can be helpful for those looking to calculate power requirements:
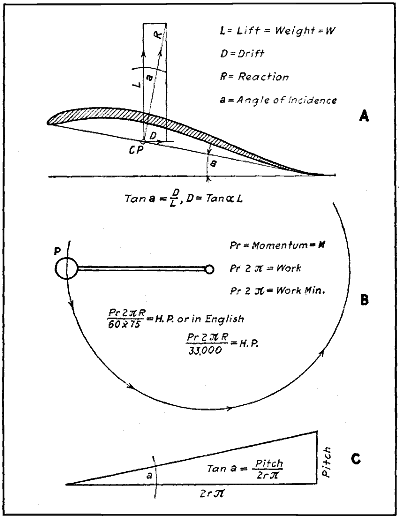
Fig. 1.—Diagrams Illustrating Computations for Horse-Power Required for Airplane Flight.
Fig. 1.—Diagrams Showing Calculations for Horsepower Needed for Airplane Flight.
The thrust of the propeller depends on the power of[24] the motor, and on the diameter and pitch of the propeller. If the required thrust to a certain machine is known, the calculation for the horse-power of the motor should be an easy matter.
The thrust of the propeller depends on the power of[24] the motor, as well as the diameter and pitch of the propeller. If the required thrust for a specific machine is known, calculating the horsepower of the motor should be straightforward.
The required thrust is the sum of three different “resistances.” The first is the “drift” (dynamical head resistance of the aerofoils), i.e., tan α × lift (L), lift being equal to the total weight of machine (W) for horizontal flight and α equal to the angle of incidence. Certainly we must take the tan α at the maximum Ky value for minimum speed, as then the drift is the greatest (Fig. 1, A).
The required thrust is the sum of three different “resistances.” The first is the “drift” (dynamical head resistance of the aerofoils), i.e., tan α × lift (L), lift being equal to the total weight of machine (W) for horizontal flight and α equal to the angle of incidence. Certainly we must take the tan α at the maximum Ky value for minimum speed, as then the drift is the greatest (Fig. 1, A).
Another method for finding the drift is D = K × AV2, when we take the drift again so as to be greatest.
Another method for finding the drift is D = K × AV2, when we determine the drift again to ensure it is maximized.
The second “resistance” is the total head resistance of the machine, at its maximum velocity. And the third is the thrust for climbing. The horse-power for climbing can be found out in two different ways. I first propose to deal with the method, where we find out the actual horse-power wanted for a certain climbing speed to our machine, where
The second “resistance” is the overall head resistance of the machine at its highest speed. The third is the thrust needed for climbing. The horsepower required for climbing can be determined in two different ways. First, I'll address the method that calculates the actual horsepower needed for a specific climbing speed of our machine, where
| H.P. = | climbing speed/sec. × W |
| 550 |
In this case we know already the horse-power for climbing, and we can proceed with our calculation.
In this case, we already know the horsepower needed for climbing, and we can go ahead with our calculation.
With the other method we shall find out the “thrust” in pounds or kilograms wanted for climbing and add it to drift and total head resistance, and we shall have the total “thrust” of our machine and we shall denote it with T, while thrust for climbing shall be Tc.
With the other method, we will determine the “thrust” in pounds or kilograms needed for climbing and add it to the drift and total head resistance. This will give us the total “thrust” of our machine, which we will denote as T, while the thrust for climbing will be Tc.
The following calculation is at our service to find out this thrust for climbing
The following calculation is available to help us determine this thrust for climbing.
| Vc × W | = H.P., |
| 550 |
thence
from there
| Vc = | H.P. × 550 | (1) |
| W |
| H.P. = | Tc × V | , |
| 550 |
then from (1)
then from (1)
|
Tc × V | |||||
| Vc = | = | , | ||||
| W | W |
thence,
then,
| Tc = | Vc × W | . |
| V |
Whether T means drifts, head resistance and thrust for climbing, or drift and head resistance only, the following calculation is the same, only in the latter case, of course, we must add the horse-power required for climbing to the result to obtain the total horse-power.
Whether T represents drifts, head resistance, and thrust for climbing, or just drift and head resistance, the calculation remains the same. However, in the second case, we must add the horse-power needed for climbing to the result to get the total horse-power.
Now, when we know the total thrust, we shall find the horse-power in the following manner:
Now that we know the total thrust, we will calculate the horsepower as follows:
We know that the
We know that the
| H.P. = | P r 2π R |
| 75 × 60 |
in kilograms, or in English measure,
in kilograms, or in Imperial units,
| H.P. = | P r 2π R | (Fig. 1, B) |
| 33,000 |
where
where
| P | = | pressure in klgs. or lbs. |
| r | = | radius on which P is acting. |
| R | = | Revolution/min. |
When P × r = M, then
When P × r = M, then
| H.P. = | M.R.2π | , |
| 4,500 |
thence,
then,
| M = | H.P. × 4,500 | = | 716.2 H.P. | in meter kilograms, |
| R2π | R |
or in English system
or in the English system
| M = | H.P. 33,000 | = | 5253.1 H.P. | in foot pounds. |
| R2π | R |
Now the power on the circumference of the propeller will be reduced by its radius, so it will be M/r = p. A part[26] of p will be used for counteracting the air and bearing friction, so that the total power on the circumference of the propeller will be (M/r) × η = p where η is the mechanical efficiency of the propeller. Now η/tan α = T, where α is taken on the tip of the propeller.
Now, the power at the edge of the propeller will be decreased by its radius, so it will be M/r = p. A part[26] of p will be used to counteract the air and bearing friction, so the total power at the edge of the propeller will be (M/r) × η = p, where η is the mechanical efficiency of the propeller. Now η/tan α = T, where α is measured at the tip of the propeller.
I take α at the tip, but it can be taken, of course, at any point, but then in equation p = M/r, r must be taken only up to this point, and not the whole radius; but it is more comfortable to take it at the tip, as tan α = Pitch/r2π (Fig. 1, C).
I take α at the tip, but it can be taken, of course, at any point, but then in equation p = M/r, r must be taken only up to this point, and not the whole radius; but it is more comfortable to take it at the tip, as tan α = Pitch/r2π (Fig. 1, C).
Now we can write up the equation of the thrust:
Now we can write the equation for the thrust:
| T = | 716.2 H.P. η | , or in English measure | 5253.1 H.P. η | , |
| R r tan α | R r tan α |
thence
from there
| H.P. = | T × R × r tan α | , or in English measure | T × R × r tan α | . |
| 716.2 η | 5253.1 η |
The computations and formulæ given are of most value to the student engineer rather than matters of general interest, but are given so that a general idea may be secured of how airplane design influences power needed to secure sustained flight. It will be apparent that the resistance of an airplane depends upon numerous considerations of design which require considerable research in aerodynamics to determine accurately. It is obvious that the more resistance there is, the more power needed to fly at a given speed. Light monoplanes have been flown with as little as 15 horse-power for short distances,[27] but most planes now built use engines of 100 horse-power or more. Giant airplanes have been constructed having 2,000 horse-power distributed in four power units. The amount of power provided for an airplane of given design varies widely as many conditions govern this, but it will range from approximately one horse-power to each 8 pounds weight in the case of very light, fast machines to one horse-power to 15 or 18 pounds of the total weight in the case of medium speed machines. The development in airplane and power plant design is so rapid, however, that the figures given can be considered only in the light of general averages rather than being typical of current practice.
The calculations and formulas provided are more beneficial for student engineers than for general readers, but they are included to give a sense of how airplane design impacts the power needed for sustained flight. It will be clear that the resistance of an airplane is influenced by many design factors, which require extensive research in aerodynamics to assess accurately. It's evident that the greater the resistance, the more power is required to maintain a specific speed. Lightweight monoplanes have been flown using as little as 15 horsepower for short distances,[27] but most modern planes operate with engines of 100 horsepower or more. Large airplanes have been built with 2,000 horsepower distributed across four power units. The power allocated for a given airplane design varies significantly due to many influencing factors, typically ranging from about one horsepower per 8 pounds of weight for very light, fast aircraft to one horsepower for 15 or 18 pounds of total weight for medium-speed airplanes. However, advancements in airplane and engine design are happening so quickly that the numbers provided should be seen as general averages rather than representative of current standards.
WHY EXPLOSIVE MOTORS ARE BEST
Internal combustion engines are best for airplanes and all types of aircraft for the same reasons that they are universally used as a source of power for automobiles. The gasoline engine is the lightest known form of prime mover and a more efficient one than a steam engine, especially in the small powers used for airplane propulsion. It has been stated that by very careful designing a steam plant an engine could be made that would be practical for airplane propulsion, but even with the latest development it is doubtful if steam power can be utilized in aircraft to as good advantage as modern gasoline-engines are. While the steam-engine is considered very much simpler than a gas-motor, the latter is much more easily mastered by the non-technical aviator and certainly requires less attention. A weight of 10 pounds per horse-power is possible in a condensing steam plant but this figure is nearly double or triple what is easily secured with a gas-motor which may weigh but 5 pounds per horse-power in the water cooled forms and but 2 or 3 pounds in the air-cooled types. The fuel consumption is twice as great in a steam-power plant (owing to heat losses) as would be the case in a gasoline engine of equal power and much less weight.
Internal combustion engines are the best choice for airplanes and all types of aircraft for the same reasons they're widely used in cars. The gasoline engine is the lightest form of prime mover and is more efficient than a steam engine, especially for the low power needed for airplane propulsion. It's been said that with very careful design, a steam engine could be made practical for airplane propulsion, but even with the latest advancements, it's uncertain if steam power can be used in aircraft as effectively as modern gasoline engines. While steam engines are considered much simpler than gas engines, gas engines are much easier for non-technical pilots to understand and require significantly less attention. A condensing steam plant can achieve a weight of 10 pounds per horsepower, but this is nearly double or triple what can be easily achieved with a gas engine, which may weigh only 5 pounds per horsepower for water-cooled models and just 2 or 3 pounds for air-cooled types. The fuel consumption is also twice as high in a steam power plant (due to heat losses) compared to a gasoline engine of equal power and much lighter weight.
[28]The internal-combustion engine has come seemingly like an avalanche of a decade; but it has come to stay, to take its well-deserved position among the powers for aiding labor. Its ready adaptation to road, aerial and marine service has made it a wonder of the age in the development of speed not before dreamed of as a possibility; yet in so short a time, its power for speed has taken rank on the common road against the locomotive on the rail with its century’s progress. It has made aerial navigation possible and practical, it furnishes power for all marine craft from the light canoe to the transatlantic liner. It operates the machine tools of the mechanic, tills the soil for the farmer and provides healthful recreation for thousands by furnishing an economical means of transport by land and sea. It has been a universal mechanical education for the masses, and in its present forms represents the great refinement and development made possible by the concentration of the world’s master minds on the problems incidental to internal combustion engineering.
[28]The internal combustion engine has arrived like a tidal wave over the past decade, but it’s here to stay, ready to claim its rightful place among the forces that assist labor. Its easy adaptability for road, air, and sea travel has made it a marvel of our time, speeding up progress in ways we never thought possible. In such a short time, its speed has put it on par with locomotives, which have benefited from a century of advancement. It has made air travel both possible and practical, providing power for all types of marine vehicles, from small kayaks to massive transatlantic ships. It powers the machinery of craftsmen, helps farmers plow their fields, and offers enjoyable and affordable transportation for thousands on land and water. It has provided a widespread mechanical education for the public and, in its current forms, showcases the significant refinement and development achieved by the world's leading thinkers tackling the challenges of internal combustion engineering.
HISTORICAL
Although the ideal principle of explosive power was conceived some two hundred years ago, at which time experiments were made with gunpowder as the explosive element, it was not until the last years of the eighteenth century that the idea took a patentable shape, and not until about 1826 (Brown’s gas-vacuum engine) that a further progress was made in England by condensing the products of combustion by a jet of water, thus creating a partial vacuum.
Although the concept of explosive power was developed around two hundred years ago, when experiments were conducted with gunpowder as the explosive material, it wasn't until the late eighteenth century that the idea became patentable. It wasn't until about 1826, with Brown's gas-vacuum engine, that further progress was made in England by condensing the combustion byproducts with a jet of water, creating a partial vacuum.
Brown’s was probably the first explosive engine that did real work. It was clumsy and unwieldy and was soon relegated to its place among the failures of previous experiments. No approach to active explosive effect in a cylinder was reached in practice, although many ingenious designs were described, until about 1838 and the following years. Barnett’s engine in England was the first attempt to compress the charge before exploding. From this time[29] on to about 1860 many patents were issued in Europe and a few in the United States for gas-engines, but the progress was slow, and its practical introduction for power came with spasmodic effect and low efficiency. From 1860 on, practical improvement seems to have been made, and the Lenoir motor was produced in France and brought to the United States. It failed to meet expectations, and was soon followed by further improvements in the Hugon motor in France (1862), followed by Beau de Rocha’s four-cycle idea, which has been slowly developed through a long series of experimental trials by different inventors. In the hands of Otto and Langdon a further progress was made, and numerous patents were issued in England, France, and Germany, and followed up by an increasing interest in the United States, with a few patents.
Brown’s engine was probably the first explosive engine to actually do work. It was awkward and unwieldy and quickly became another failure in the long list of previous experiments. No effective use of an explosive action in a cylinder was successfully implemented until around 1838 and the years that followed. Barnett’s engine in England was the first to try compressing the charge before detonating it. From that point[29] until about 1860, numerous patents were issued in Europe and a few in the United States for gas engines, but progress was slow. Their practical application for generating power occurred in fits and starts and with low efficiency. Starting in 1860, practical improvements began to emerge, leading to the production of the Lenoir motor in France, which was later introduced to the United States. However, it did not meet expectations and was soon succeeded by advancements in the Hugon motor in France (1862), followed by Beau de Rocha’s four-cycle concept, which has gradually evolved through a long series of experiments by various inventors. With Otto and Langdon, further advancements were made, resulting in many patents being granted in England, France, and Germany, along with growing interest in the United States, where a few patents were also registered.
From 1870 improvements seem to have advanced at a steady rate, and largely in the valve-gear and precision of governing for variable load. The early idea of the necessity of slow combustion was a great drawback in the advancement of efficiency, and the suggestion of de Rocha in 1862 did not take root as a prophetic truth until many failures and years of experience had taught the fundamental axiom that rapidity of action in both combustion and expansion was the basis of success in explosive motors.
From 1870, improvements appeared to progress steadily, especially in valve gear and precision control for varying loads. The initial belief in the need for slow combustion significantly hindered efficiency advancements, and de Rocha's suggestion in 1862 didn't become widely accepted as a clear truth until many failures and years of experience demonstrated the essential principle that fast action in both combustion and expansion is crucial for success in explosive engines.
With this truth and the demand for small and safe prime movers, the manufacture of gas-engines increased in Europe and America at a more rapid rate, and improvements in perfecting the details of this cheap and efficient prime mover have finally raised it to the dignity of a standard motor and a dangerous rival of the steam-engine for small and intermediate powers, with a prospect of largely increasing its individual units to many hundred, if not to the thousand horse-power in a single cylinder. The unit size in a single cylinder has now reached to about 700 horse-power and by combining cylinders in the same machine, powers of from 1,500 to 2,000 horse-power are now available for large power-plants.
With this reality and the need for smaller, safer prime movers, the production of gas engines has surged in Europe and America at a faster pace. Improvements in refining the details of this affordable and efficient prime mover have elevated it to the status of a standard motor, making it a serious competitor to the steam engine for small to medium power applications. There's a possibility of significantly increasing its power capacity to several hundred, or even up to a thousand horsepower in a single cylinder. The size of a single cylinder has now reached around 700 horsepower, and by combining cylinders within the same machine, power outputs ranging from 1,500 to 2,000 horsepower are now achievable for large power plants.
MAIN TYPES OF INTERNAL-COMBUSTION ENGINES
This form of prime mover has been built in so many different types, all of which have operated with some degree of success that the diversity in form will not be generally appreciated unless some attempt is made to classify the various designs that have received practical application. Obviously the same type of engine is not universally applicable, because each class of work has individual peculiarities which can best be met by an engine designed with the peculiar conditions present in view. The following tabular synopsis will enable the reader to judge the extent of the development of what is now the most popular prime mover for all purposes.
This type of prime mover has been made in many different styles, all of which have operated with varying degrees of success. The variety in design might not be fully recognized unless we attempt to categorize the various designs that have been put to practical use. Clearly, the same type of engine isn't suitable for every situation, since each kind of task has specific requirements that are best addressed by an engine designed with those unique conditions in mind. The following table will help the reader understand the extent of the development of what is now the most popular prime mover for a wide range of applications.
| A. | Internal Combustion (Standard Type) | ||
| 1. | Single Acting (Standard Type) | ||
| 2. | Double Acting (For Large Power Only) | ||
| 3. | Simple (Universal Form) | ||
| 4. | Compound (Rarely Used) | ||
| 5. | Reciprocating Piston (Standard Type) | ||
| 6. | Turbine (Revolving Rotor, not fully developed) | ||
| A1. | Two-Stroke Cycle | ||
| a. | Two Port | ||
| b. | Three Port | ||
| c. | Combined Two and Three Port | ||
| d. | Fourth Port Accelerator | ||
| e. | Differential Piston Type | ||
| f. | Distributor Valve System | ||
| A2. | Four-Stroke Cycle | ||
| a. | Automatic Inlet Valve | ||
| b. | Mechanical Inlet Valve | ||
| c. | Poppet or Mushroom Valve | ||
| d. | Slide Valve | ||
| d 1. | Sleeve Valve | ||
| d 2. | Reciprocating Ring Valve | ||
| d 3. | Piston Valve[31] | ||
| e. | Rotary Valves | ||
| e 1. | Disc | ||
| e 2. | Cylinder or Barrel | ||
| e 3. | Single Cone | ||
| e 4. | Double Cone | ||
| f. | Two Piston (Balanced Explosion) | ||
| g. | Rotary Cylinder, Fixed Crank (Aerial) | ||
| h. | Fixed Cylinder, Rotary Crank (Standard Type) | ||
| A3. | Six-Stroke Cycle | ||
| B. | External Combustion (Practically Obsolete) | ||
| a. | Turbine, Revolving Rotor | ||
| b. | Reciprocating Piston | ||
CLASSIFICATION BY CYLINDER ARRANGEMENT
| Single Cylinder | ||
| a. | Vertical | |
| b. | Horizontal | |
| c. | Inverted Vertical | |
| Double Cylinder | ||
| a. | Vertical | |
| b. | Horizontal (Side by Side) | |
| c. | Horizontal (Opposed) | |
| d. | 45 to 90 Degrees V (Angularly Disposed) | |
| e. | Horizontal Tandem (Double Acting) | |
| Three Cylinder | ||
| a. | Vertical | |
| b. | Horizontal | |
| c. | Rotary (Cylinders Spaced at 120 Degrees) | |
| d. | Radially Placed (Stationary Cylinders) | |
| e. | One Vertical, One Each Side at an Angle | |
| f. | Compound (Two High Pressure, One Low Pressure) | |
| Four Cylinder | ||
| a. | Vertical | |
| b. | Horizontal (Side by Side)[32] | |
| c. | Horizontal (Two Pairs Opposed) | |
| d. | 45 to 90 Degrees V | |
| e. | Twin Tandem (Double Acting) | |
| Five Cylinder | ||
| a. | Vertical (Five Throw Crankshaft) | |
| b. | Radially Spaced at 72 Degrees (Stationary) | |
| c. | Radially Placed Above Crankshaft (Stationary) | |
| d. | Placed Around Rotary Crankcase (72 Degrees Spacing) | |
| Six Cylinder | ||
| a. | Vertical | |
| b. | Horizontal (Three Pairs Opposed) | |
| c. | 45 to 90 Degrees V | |
| Seven Cylinder | ||
| a. | Equally Spaced (Rotary) | |
| Eight Cylinder | ||
| a. | Vertical | |
| b. | Horizontal (Four Pairs Opposed) | |
| c. | 45 to 90 Degrees V | |
| Nine Cylinder | ||
| a. | Equally Spaced (Rotary) | |
| Twelve Cylinder | ||
| a. | Vertical | |
| b. | Horizontal (Six Pairs Opposed) | |
| c. | 45 to 90 Degrees V | |
| Fourteen Cylinder | ||
| a. | Rotary | |
| Sixteen Cylinder | ||
| a. | 45 to 90 Degrees V | |
| b. | Horizontal (Eight Pairs Opposed) | |
| Eighteen Cylinder | ||
| a. | Rotary Cylinder | |
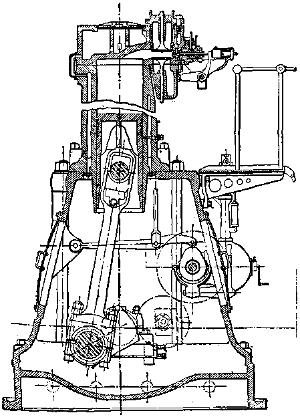
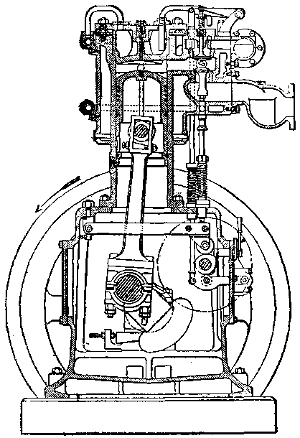
Fig. 2.—Plate Showing Heavy, Slow Speed Internal Combustion Engines Used Only for Stationary Power in Large Installations Giving Weight to Horse-Power Ratio.
Fig. 2.—Plate Showing Heavy, Low-Speed Internal Combustion Engines Used Only for Stationary Power in Large Installations, Emphasizing Weight Relative to Horsepower Ratio.
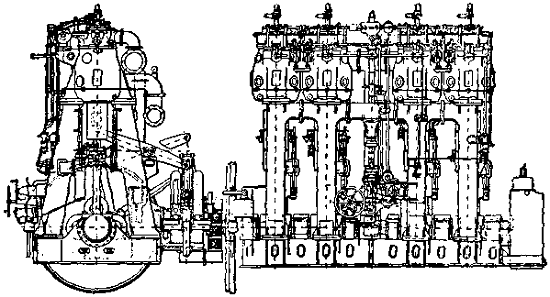
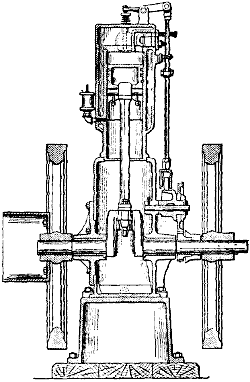
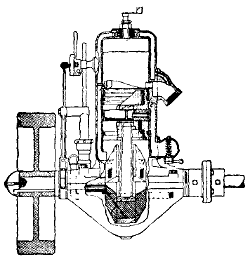
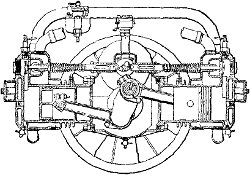

Fig. 3.—Various Forms of Internal Combustion Engines Showing Decrease in Weight to Horse-Power Ratio with Augmenting Speed of Rotation.
Fig. 3.—Different Types of Internal Combustion Engines Demonstrating the Reduction in Weight to Horsepower Ratio as the Speed of Rotation Increases.
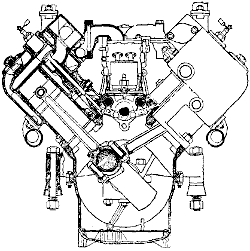
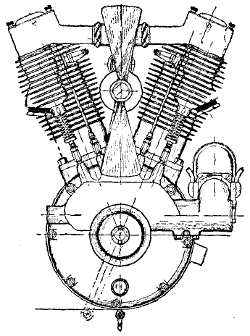
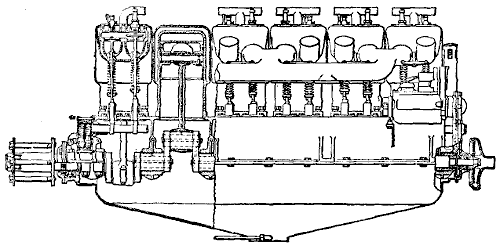
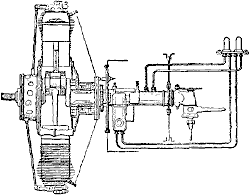
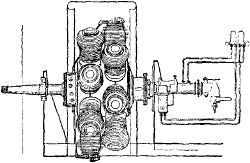
Fig. 4.—Internal Combustion Engine Types of Extremely Fine Construction and Refined Design, Showing Great Power Outputs for Very Small Weight, a Feature Very Much Desired in Airplane Power Plants.
Fig. 4.—Types of Internal Combustion Engines with Extremely Fine Construction and Sleek Design, Delivering High Power Outputs for Minimal Weight, a Highly Desired Trait in Airplane Engines.
[36]Of all the types enumerated above engines having less than eight cylinders are the most popular in everything but aircraft work. The four-cylinder vertical is without doubt the most widely used of all types owing to the large number employed as automobile power plants. Stationary engines in small and medium powers are invariably of the single or double form. Three-cylinder engines are seldom used at the present time, except in marine work and in some stationary forms. Eight- and twelve-cylinder motors have received but limited application and practically always in automobiles, racing motor boats or in aircraft. The only example of a fourteen-cylinder motor to be used to any extent is incorporated in aeroplane construction. This is also true of the sixteen- and eighteen-cylinder forms and of twenty-four-cylinder engines now in process of development.
[36]Among all the types listed above, engines with fewer than eight cylinders are the most common, except for aircraft. The four-cylinder vertical engine is definitely the most popular type due to its extensive use in automobiles. Stationary engines in small and medium sizes are usually single or double cylinder models. Three-cylinder engines are rarely used today, except in marine applications and some stationary setups. Eight- and twelve-cylinder motors have limited use, primarily in automobiles, racing motorboats, or aircraft. The only notable example of a fourteen-cylinder engine used extensively is found in aircraft construction. This also applies to the sixteen- and eighteen-cylinder models, as well as the twenty-four-cylinder engines currently being developed.
The duty an engine is designed for determines the weight per horse-power. High powered engines intended for steady service are always of the slow speed type and consequently are of very massive construction. Various forms of heavy duty type stationary engines are shown at Fig. 2. Some of these engines may weigh as much as 600 pounds per horse-power. A further study is possible by consulting data given on Figs. 3 and 4. As the crank-shaft speed increases and cylinders are multiplied the engines become lighter. While the big stationary power plants may run for years without attention, airplane engines require rebuilding after about 60 to 80 hours air service for the fixed cylinder types and 40 hours or less for the rotary cylinder air-cooled forms. There is evidently a decrease in durability and reliability as the weight is lessened. These illustrations also permit of obtaining a good idea of the variety of forms internal combustion engines are made in.
The duty an engine is designed for determines the weight per horse-power. High powered engines intended for steady service are always of the slow speed type and consequently are of very massive construction. Various forms of heavy duty type stationary engines are shown at Fig. 2. Some of these engines may weigh as much as 600 pounds per horse-power. A further study is possible by consulting data given on Figs. 3 and 4. As the crank-shaft speed increases and cylinders are multiplied the engines become lighter. While the big stationary power plants may run for years without attention, airplane engines require rebuilding after about 60 to 80 hours air service for the fixed cylinder types and 40 hours or less for the rotary cylinder air-cooled forms. There is evidently a decrease in durability and reliability as the weight is lessened. These illustrations also permit of obtaining a good idea of the variety of forms internal combustion engines are made in.
CHAPTER II
Operating Principles of Two- and Four-Stroke Engines—Four-cycle Action—Two-cycle Action—Comparing Two- and Four-cycle Types—Theory of Gas and Gasoline Engine—Early Gas-Engine Forms—Isothermal Law—Adiabatic Law—Temperature Computations—Heat and Its Work—Conversion of Heat to Power—Requisites for Best Power Effect.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
OPERATING PRINCIPLES OF TWO- AND FOUR-STROKE CYCLE ENGINES
Before discussing the construction of the various forms of internal combustion engines it may be well to describe the operating cycle of the types most generally used. The two-cycle engine is the simplest because there are no valves in connection with the cylinder, as the gas is introduced into that member and expelled from it through ports cored into the cylinder walls. These are covered by the piston at a certain portion of its travel and uncovered at other parts of its stroke. In the four-cycle engine the explosive gas is admitted to the cylinder through a port at the head end closed by a valve, while the exhaust gas is expelled through another port controlled in a similar manner. These valves are operated by mechanism distinct from the piston.
Before discussing how to build the different types of internal combustion engines, it's a good idea to explain the operating cycle of the most commonly used types. The two-cycle engine is the simplest because it doesn't have valves associated with the cylinder; instead, the gas enters and exits through ports in the cylinder walls. These ports are covered by the piston during part of its movement and exposed at other times. In the four-cycle engine, the explosive gas enters the cylinder through a port at the head end that is sealed by a valve, while the exhaust gas exits through another port that is also controlled by a valve. These valves are operated by a mechanism separate from the piston.
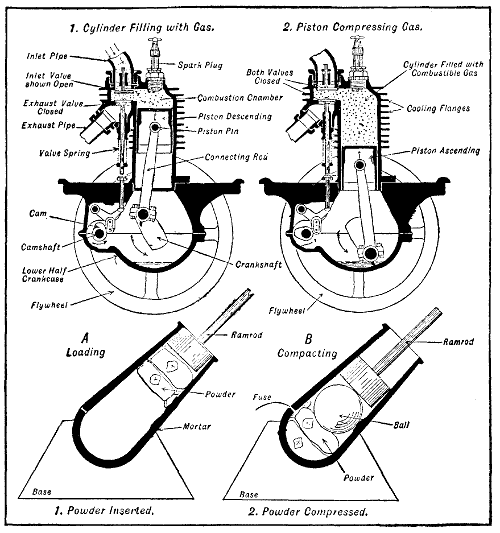
Fig. 5.—Outlining First Two Strokes of Piston in Four-Cycle Engine.
Fig. 5.—Showing the first two strokes of the piston in a four-cycle engine.
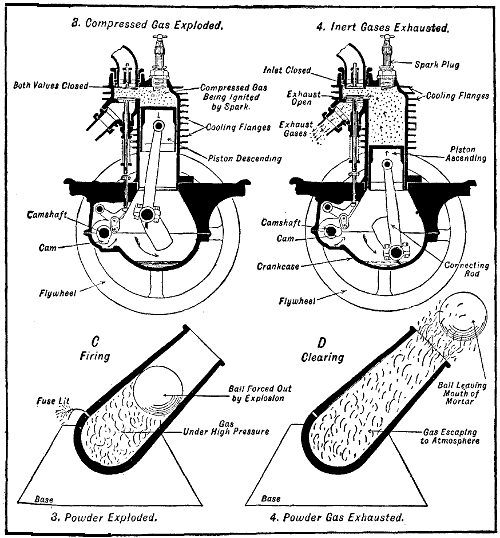
Fig. 6.—Outlining Second Two Strokes of Piston in Four-Cycle Engine.
Fig. 6.—Outlining the Last Two Strokes of the Piston in a Four-Stroke Engine.
The action of the four-cycle type may be easily understood if one refers to illustrations at Figs. 5 and 6. It is called the “four-stroke engine” because the piston must make four strokes in the cylinder for each explosion or power impulse obtained. The principle of the gas-engine of the internal combustion type is similar to that of a gun, i.e., power is obtained by the rapid combustion of some explosive or other quick burning substance. The bullet is driven out of the gun barrel by the pressure of the gas evolved when the charge of powder is ignited. The piston or movable element of the gas-engine is driven[38] from the closed or head end to the crank end of the cylinder by a similar expansion of gases resulting from combustion. The first operation in firing a gun or securing an explosion in the cylinder of the gas-engine is to fill the combustion space with combustible material. This is done by a down stroke of the piston during which time the inlet valve opens to admit the gaseous charge to the cylinder interior. This operation is shown at Fig. 5, A. The second operation is to compress this gas which is done by an upward stroke of the piston as shown at[39] Fig. 5, B. When the top of the compression stroke is reached, the gas is ignited and the piston is driven down toward the open end of the cylinder, as indicated at Fig. 6, C. The fourth operation or exhaust stroke is performed by the return upward movement of the piston as shown at Fig. 6, D during which time the exhaust valve is opened to permit the burnt gases to leave the cylinder. As soon as the piston reaches the top of its exhaust stroke, the energy stored in the fly-wheel rim during the power stroke causes that member to continue revolving and as the piston[41] again travels on its down stroke the inlet valve opens and admits a charge of fresh gas and the cycle of operations is repeated.
The action of the four-cycle type may be easily understood if one refers to illustrations at Figs. 5 and 6. It is called the “four-stroke engine” because the piston must make four strokes in the cylinder for each explosion or power impulse obtained. The principle of the gas-engine of the internal combustion type is similar to that of a gun, i.e., power is obtained by the rapid combustion of some explosive or other quick burning substance. The bullet is driven out of the gun barrel by the pressure of the gas evolved when the charge of powder is ignited. The piston or movable element of the gas-engine is driven[38] from the closed or head end to the crank end of the cylinder by a similar expansion of gases resulting from combustion. The first operation in firing a gun or securing an explosion in the cylinder of the gas-engine is to fill the combustion space with combustible material. This is done by a down stroke of the piston during which time the inlet valve opens to admit the gaseous charge to the cylinder interior. This operation is shown at Fig. 5, A. The second operation is to compress this gas which is done by an upward stroke of the piston as shown at[39] Fig. 5, B. When the top of the compression stroke is reached, the gas is ignited and the piston is driven down toward the open end of the cylinder, as indicated at Fig. 6, C. The fourth operation or exhaust stroke is performed by the return upward movement of the piston as shown at Fig. 6, D during which time the exhaust valve is opened to permit the burnt gases to leave the cylinder. As soon as the piston reaches the top of its exhaust stroke, the energy stored in the fly-wheel rim during the power stroke causes that member to continue revolving and as the piston[41] again travels on its down stroke the inlet valve opens and admits a charge of fresh gas and the cycle of operations is repeated.
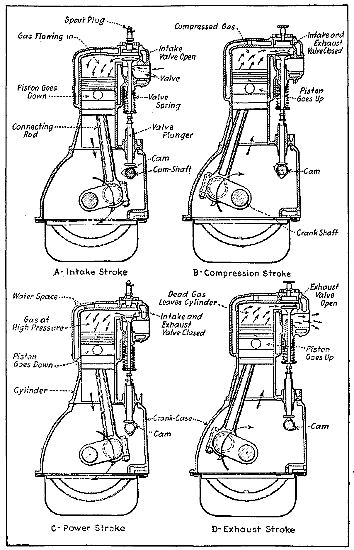
Fig. 7.—Sectional View of L Head Gasoline Engine Cylinder Showing Piston Movements During Four-Stroke Cycle.
Fig. 7.—Sectional view of L head gasoline engine cylinder showing piston movements during the four-stroke cycle.
The illustrations at Fig. 7 show how the various cycle functions take place in an L head type water cooled cylinder engine. The sections at A and C are taken through the inlet valve, those at B and D are taken through the exhaust valve.
The illustrations at Fig. 7 show how the various cycle functions take place in an L head type water cooled cylinder engine. The sections at A and C are taken through the inlet valve, those at B and D are taken through the exhaust valve.
The two-cycle engine works on a different principle, as while only the combustion chamber end of the piston is employed to do useful work in the four-cycle engine, both upper and lower portions are called upon to perform the functions necessary to two-cycle engine operation. Instead of the gas being admitted into the cylinder as is the case with the four-stroke engine, it is first drawn into the engine base where it receives a preliminary compression prior to its transfer to the working end of the cylinder. The views at Fig. 8 should indicate clearly the operation of the two-port two-cycle engine. At A the piston is seen reaching the top of its stroke and the gas above the piston is being compressed ready for ignition, while the suction in the engine base causes the automatic valve to open and admits mixture from the carburetor to the crank case. When the piston reaches the top of its stroke, the compressed gas is ignited and the piston is driven down on the power stroke, compressing the gas in the engine base.
The two-cycle engine works on a different principle, as while only the combustion chamber end of the piston is employed to do useful work in the four-cycle engine, both upper and lower portions are called upon to perform the functions necessary to two-cycle engine operation. Instead of the gas being admitted into the cylinder as is the case with the four-stroke engine, it is first drawn into the engine base where it receives a preliminary compression prior to its transfer to the working end of the cylinder. The views at Fig. 8 should indicate clearly the operation of the two-port two-cycle engine. At A the piston is seen reaching the top of its stroke and the gas above the piston is being compressed ready for ignition, while the suction in the engine base causes the automatic valve to open and admits mixture from the carburetor to the crank case. When the piston reaches the top of its stroke, the compressed gas is ignited and the piston is driven down on the power stroke, compressing the gas in the engine base.
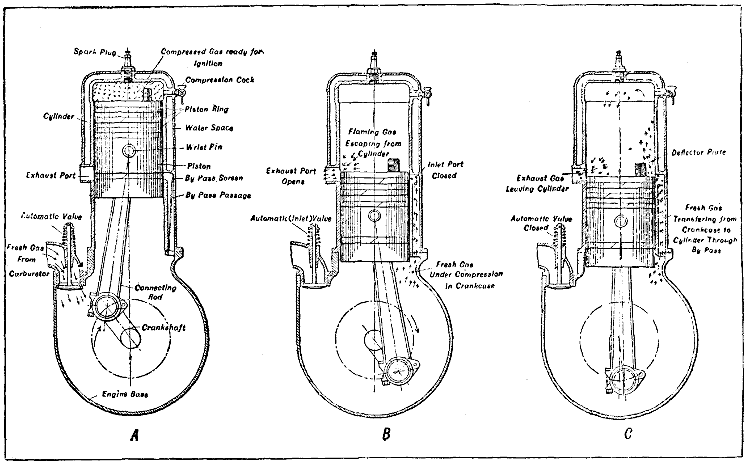
Fig. 8.—Showing Two-port, Two-cycle Engine Operation.
Fig. 8.—Illustrating Two-port, Two-cycle Engine Operation.
When the top of the piston uncovers the exhaust port the flaming gas escapes because of its pressure. A downward movement of the piston uncovers the inlet port opposite the exhaust and permits the fresh gas to bypass through the transfer passage from the engine base to the cylinder. The conditions with the intake and exhaust port fully opened are clearly shown at Fig. 8, C. The deflector plate on the top of the piston directs the entering fresh gas to the top of the cylinder and prevents the main portion of the gas stream from flowing out through the open exhaust port. On the next upstroke of the piston[44] the gas in the cylinder is compressed and the inlet valve opened, as shown at A to permit a fresh charge to enter the engine base.
When the top of the piston uncovers the exhaust port the flaming gas escapes because of its pressure. A downward movement of the piston uncovers the inlet port opposite the exhaust and permits the fresh gas to bypass through the transfer passage from the engine base to the cylinder. The conditions with the intake and exhaust port fully opened are clearly shown at Fig. 8, C. The deflector plate on the top of the piston directs the entering fresh gas to the top of the cylinder and prevents the main portion of the gas stream from flowing out through the open exhaust port. On the next upstroke of the piston[44] the gas in the cylinder is compressed and the inlet valve opened, as shown at A to permit a fresh charge to enter the engine base.
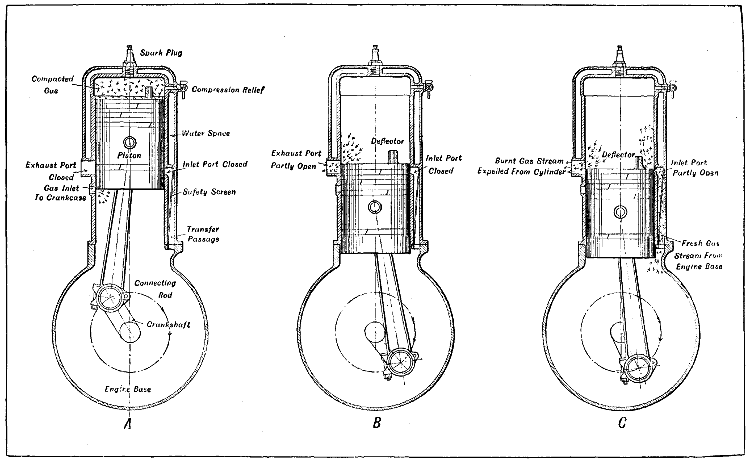
Fig. 9.—Defining Three-port, Two-cycle Engine Action.
Fig. 9.—Defining Three-port, Two-cycle Engine Action.
The operating principle of the three-port, two-cycle engine is practically the same as that previously described with the exception that the gas is admitted to the crank-case through a third port in the cylinder wall, which is uncovered by the piston when that member reaches the end of its upstroke. The action of the three-port form can be readily ascertained by studying the diagrams given at Fig. 9. Combination two- and three-port engines have been evolved and other modifications made to improve the action.
The operating principle of the three-port, two-cycle engine is practically the same as that previously described with the exception that the gas is admitted to the crank-case through a third port in the cylinder wall, which is uncovered by the piston when that member reaches the end of its upstroke. The action of the three-port form can be readily ascertained by studying the diagrams given at Fig. 9. Combination two- and three-port engines have been evolved and other modifications made to improve the action.
THE TWO-CYCLE AND FOUR-CYCLE TYPES
In the earlier years of explosive-motor progress was evolved the two types of motors in regard to the cycles of their operation. The early attempts to perfect the two-cycle principle were for many years held in abeyance from the pressure of interests in the four-cycle type, until its simplicity and power possibilities were demonstrated by Mr. Dugald Clerk in England, who gave the principles of the two-cycle motor a broad bearing leading to immediate improvements in design, which has made further progress in the United States, until at the present time it has an equal standard value as a motor-power in some applications as its ancient rival the four-cycle or Otto type, as demonstrated by Beau de Rocha in 1862.
In the early years of explosive engine development, two types of engines emerged based on their operating cycles. The initial efforts to refine the two-cycle principle were largely sidelined for many years due to the focus on the four-cycle type, until Mr. Dugald Clerk in England showcased its simplicity and power potential. He laid out the principles of the two-cycle engine, leading to immediate design improvements. This progress continued in the United States, and now the two-cycle engine is recognized as equally valuable in certain applications as its long-standing competitor, the four-cycle or Otto type, as demonstrated by Beau de Rocha in 1862.
Thermodynamically, the methods of the two types are equal as far as combustion is concerned, and compression may favor in a small degree the four-cycle type as well as the purity of the charge. The cylinder volume of the two-cycle motor is much smaller per unit of power, and the enveloping cylinder surface is therefore greater per unit of volume. Hence more heat is carried off by the jacket water during compression, and the higher compression available from this tends to increase the economy during compression which is lost during expansion.
Thermodynamically, the methods of the two types are the same when it comes to combustion, and compression might slightly favor the four-cycle type, as well as the cleanliness of the charge. The cylinder volume of the two-cycle engine is much smaller for each unit of power, and as a result, the surface area of the surrounding cylinder is greater per unit of volume. This means that more heat is removed by the jacket water during compression, and the higher compression available from this tends to improve efficiency during compression, which is then lost during expansion.
[45]From the above considerations it may be safely stated that a lower temperature and higher pressure of charge at the beginning of compression is obtained in the two-cycle motor, greater weight of charge and greater specific power of higher compression resulting in higher thermal efficiency. The smaller cylinder for the same power of the two-cycle motor gives less friction surface per impulse than of the other type; although the crank-chamber pressure may, in a measure, balance the friction of the four-cycle type. Probably the strongest points in favor of the two-cycle type are the lighter fly-wheel and the absence of valves and valve gear, making this type the most simple in construction and the lightest in weight for its developed power. Yet, for the larger power units, the four-cycle type will no doubt always maintain the standard for efficiency and durability of action.
[45]Based on the above points, it’s clear that a lower temperature and higher charging pressure at the start of compression are achieved in a two-cycle motor. This results in a greater weight of charge and increased specific power due to higher compression, leading to better thermal efficiency. The smaller cylinder of the two-cycle motor, while producing the same power, has less friction surface per impulse than the other type; although the crank-chamber pressure somewhat balances the friction of the four-cycle type. The main advantages of the two-cycle design are its lighter flywheel and the lack of valves and valve mechanisms, making it simpler to construct and lighter for its power output. However, for larger power units, the four-cycle type will likely continue to be the standard for efficiency and durability.
The distribution of the charge and its degree of mixture with the remains of the previous explosion in the clearance space, has been a matter of discussion for both types of explosive motors, with doubtful results. In Fig. 10, A we illustrate what theory suggests as to the distribution of the fresh charge in a two-cycle motor, and in Fig. 10, B what is the probable distribution of the mixture when the piston starts on its compressive stroke. The arrows show the probable direction of flow of the fresh charge and burnt gases at the crucial moment.
The distribution of the charge and its degree of mixture with the remains of the previous explosion in the clearance space, has been a matter of discussion for both types of explosive motors, with doubtful results. In Fig. 10, A we illustrate what theory suggests as to the distribution of the fresh charge in a two-cycle motor, and in Fig. 10, B what is the probable distribution of the mixture when the piston starts on its compressive stroke. The arrows show the probable direction of flow of the fresh charge and burnt gases at the crucial moment.
In Fig. 10, C is shown the complete out-sweep of the products of combustion for the full extent of the piston stroke of a four-cycle motor, leaving only the volume of the clearance to mix with the new charge and at D the manner by which the new charge sweeps by the ignition device, keeping it cool and avoiding possibilities of pre-ignition by undue heating of the terminals of the sparking device. Thus, by enveloping the sparking device with the pure mixture, ignition spreads through the charge with its greatest possible velocity, a most desirable condition in high-speed motors with side-valve chambers and igniters within the valve chamber.
In Fig. 10, C is shown the complete out-sweep of the products of combustion for the full extent of the piston stroke of a four-cycle motor, leaving only the volume of the clearance to mix with the new charge and at D the manner by which the new charge sweeps by the ignition device, keeping it cool and avoiding possibilities of pre-ignition by undue heating of the terminals of the sparking device. Thus, by enveloping the sparking device with the pure mixture, ignition spreads through the charge with its greatest possible velocity, a most desirable condition in high-speed motors with side-valve chambers and igniters within the valve chamber.
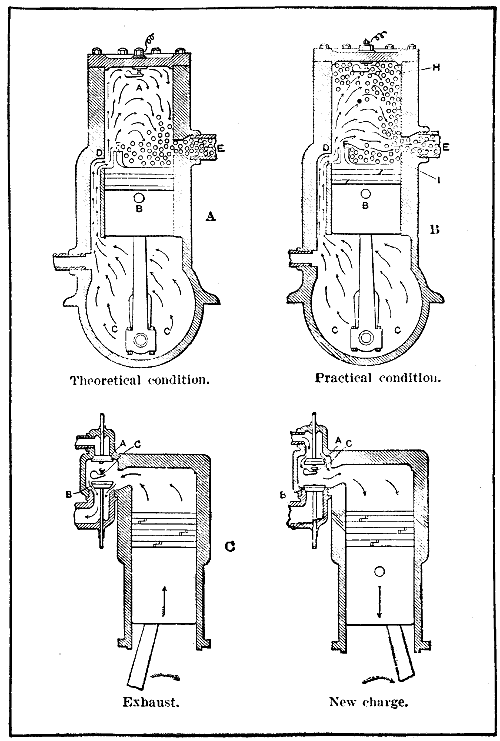
Fig. 10.—Diagrams Contrasting Action of Two- and Four-Cycle Cylinders on Exhaust and Intake Stroke.
Fig. 10.—Diagrams Comparing the Action of Two-Cycle and Four-Cycle Cylinders on Exhaust and Intake Stroke.
THEORY OF THE GAS AND GASOLINE ENGINE
The laws controlling the elements that create a power by their expansion by heat due to combustion, when properly understood, become a matter of computation in regard to their value as an agent for generating power in the various kinds of explosive engines. The method of heating the elements of power in explosive engines greatly widens the limits of temperature as available in other types of heat-engines. It disposes of many of the practical troubles of hot-air, and even of steam-engines, in the simplicity and directness of application of the elements of power. In the explosive engine the difficulty of conveying heat for producing expansive effect by convection is displaced by the generation of the required heat within the expansive element and at the instant of its useful work. The low conductivity of heat to and from air has been the great obstacle in the practical development of the hot-air engine; while, on the contrary, it has become the source of economy and practicability in the development of the internal-combustion engine.
The laws governing the elements that generate power through heat from combustion, when properly understood, become a matter of calculation regarding their effectiveness as agents for generating power in various types of explosive engines. The method of heating the power elements in explosive engines significantly expands the range of temperatures available compared to other types of heat engines. It eliminates many of the practical issues associated with hot-air and even steam engines, thanks to the simplicity and direct application of the power elements. In explosive engines, the challenge of transferring heat to create an expansive effect through convection is replaced by producing the necessary heat within the expansive element at the moment it is needed for useful work. The poor heat conductivity to and from air has been a major obstacle in the practical development of hot-air engines; however, it has become a source of efficiency and practicality in the advancement of internal combustion engines.
The action of air, gas, and the vapors of gasoline and petroleum oil, whether singly or mixed, is affected by changes of temperature practically in nearly the same ratio; but when the elements that produce combustion are interchanged in confined spaces, there is a marked difference of effect. The oxygen of the air, the hydrogen and carbon of a gas, or vapor of gasoline or petroleum oil are the elements that by combustion produce heat to expand the nitrogen of the air and the watery vapor produced by the union of the oxygen in the air and the hydrogen in the gas, as well as also the monoxide and carbonic-acid gas that may be formed by the union of the carbon of gas or vapor with part of the oxygen of the air. The various mixtures as between air and gas, or air and vapor, with the proportion of the products of combustion left in the cylinder from a previous combustion, form the elements to be considered in estimating the amount of[48] pressure that may be obtained by their combustion and expansive force.
The behavior of air, gas, and the vapors of gasoline and petroleum oil, whether used alone or in combination, is influenced by temperature changes in almost the same way; however, when the components that cause combustion are swapped in enclosed spaces, the effects differ significantly. The oxygen in the air, along with the hydrogen and carbon from gas or gasoline vapor, are the elements that generate heat through combustion, causing the nitrogen in the air and the water vapor created by the combination of oxygen in the air and hydrogen in the gas to expand. Additionally, monoxide and carbon dioxide can form from the reaction of carbon in the gas or vapor with some of the oxygen in the air. The different mixtures of air and gas, or air and vapor, along with the leftover combustion products in the cylinder from a previous reaction, are key factors to consider when estimating the pressure that can be achieved from their combustion and the resulting expansion.
EARLY GAS ENGINE FORMS
The working process of the explosive motor may be divided into three principal types: 1. Motors with charges igniting at constant volume without compression, such as the Lenoir, Hugon, and other similar types now abandoned as wasteful in fuel and effect. 2. Motors with charges igniting at constant pressure with compression, in which a receiver is charged by a pump and the gases burned while being admitted to the motor cylinder, such as types of the Simon and Brayton engine. 3. Motors with charges igniting at constant volume with variable compression, such as the later two- and four-cycle motors with compression of the indrawn charge; limited in the two-cycle type and variable in the four-cycle type with the ratios of the clearance space in the cylinder. This principle produces the explosive motor of greatest efficiency.
The working process of the explosive engine can be divided into three main types: 1. Engines with charges igniting at constant volume without compression, like the Lenoir, Hugon, and other similar types that are now considered wasteful in fuel and efficiency. 2. Engines with charges igniting at constant pressure with compression, where a receiver is filled by a pump and the gases are burned as they enter the engine cylinder, such as the Simon and Brayton engines. 3. Engines with charges igniting at constant volume with variable compression, like the later two-cycle and four-cycle engines that compress the drawn-in charge; limited in the two-cycle type and variable in the four-cycle type based on the ratios of the clearance space in the cylinder. This principle leads to the explosive engine with the highest efficiency.
The phenomena of the brilliant light and its accompanying heat at the moment of explosion have been witnessed in the experiments of Dugald Clerk in England, the illumination lasting throughout the stroke; but in regard to time in a four-cycle engine, the incandescent state exists only one-quarter of the running time. Thus the time interval, together with the non-conductibility of the gases, makes the phenomena of a high-temperature combustion within the comparatively cool walls of a cylinder a practical possibility.
The bright light and heat that occur during an explosion have been observed in Dugald Clerk's experiments in England, with the light lasting throughout the impact. However, in a four-cycle engine, the glowing state is present for only one-quarter of the running time. This time interval, combined with the gases' inability to conduct heat, makes the occurrence of high-temperature combustion within the relatively cool walls of a cylinder a realistic possibility.
THE ISOTHERMAL LAW
The natural laws, long since promulgated by Boyle, Gay Lussac, and others, on the subject of the expansion and compression of gases by force and by heat, and their variable pressures and temperatures when confined, are conceded to be practically true and applicable to all gases, whether single, mixed, or combined.
The natural laws, long established by Boyle, Gay Lussac, and others, regarding the expansion and compression of gases due to force and heat, as well as their varying pressures and temperatures when contained, are generally accepted as being true and applicable to all gases, whether they are singular, mixed, or combined.
[49]The law formulated by Boyle only relates to the compression and expansion of gases without a change of temperature, and is stated in these words:
[49]The law created by Boyle only applies to the compression and expansion of gases without a change in temperature, and is expressed as follows:
If the temperature of a gas be kept constant, its pressure or elastic force will vary inversely as the volume it occupies.
If the temperature of a gas stays constant, its pressure or elastic force will change inversely with the volume it occupies.
It is expressed in the formula P × V = C, or pressure × volume = constant. Hence, C/P = V and C/V = P.
It’s expressed as P × V = C, or pressure × volume = constant. So, C/P = V and C/V = P.
Thus the curve formed by increments of pressure during the expansion or compression of a given volume of gas without change of temperature is designated as the isothermal curve in which the volume multiplied by the pressure is a constant value in expansion, and inversely the pressure divided by the volume is a constant value in compressing a gas.
Thus the curve created by changes in pressure during the expansion or compression of a specific volume of gas without a temperature change is called the isothermal curve, where the volume multiplied by the pressure remains constant during expansion, and conversely, the pressure divided by the volume stays constant during the compression of a gas.
But as compression and expansion of gases require force for their accomplishment mechanically, or by the application or abstraction of heat chemically, or by convection, a second condition becomes involved, which was formulated into a law of thermodynamics by Gay Lussac under the following conditions: A given volume of gas under a free piston expands by heat and contracts by the loss of heat, its volume causing a proportional movement of a free piston equal to 1⁄273 part of the cylinder volume for each degree Centigrade difference in temperature, or 1⁄492 part of its volume for each degree Fahrenheit. With a fixed piston (constant volume), the pressure is increased or decreased by an increase or decrease of heat in the same proportion of 1⁄273 part of its pressure for each degree Centigrade, or 1⁄492 part of its pressure for each degree Fahrenheit change in temperature. This is the natural sequence of the law of mechanical equivalent, which is a necessary deduction from the principle that[50] nothing in nature can be lost or wasted, for all the heat that is imparted to or abstracted from a gaseous body must be accounted for, either as heat or its equivalent transformed into some other form of energy. In the case of a piston moving in a cylinder by the expansive force of heat in a gaseous body, all the heat expended in expansion of the gas is turned into work; the balance must be accounted for in absorption by the cylinder or radiation.
But just as compressing and expanding gases require force to happen mechanically, or through the addition or removal of heat chemically, or via convection, a second condition comes into play, which was established as a law of thermodynamics by Gay Lussac under the following circumstances: A specific volume of gas under a free piston expands with heat and contracts with the loss of heat, its volume causing a proportional movement of a free piston equal to 1⁄273 of the cylinder's volume for each degree Celsius change in temperature, or 1⁄492 part of its volume for each degree Fahrenheit. With a fixed piston (constant volume), the pressure increases or decreases with a rise or fall in heat in the same ratio of 1⁄273 of its pressure for each degree Celsius, or 1⁄492 of its pressure for each degree Fahrenheit change in temperature. This follows the natural sequence of the law of mechanical equivalent, which is a necessary conclusion from the principle that[50] nothing in nature can be lost or wasted, because all the heat added to or removed from a gas needs to be accounted for, either as heat or as its equivalent transformed into another form of energy. In the scenario of a piston moving in a cylinder powered by the expansive force of heat in a gas, all the heat used for expanding the gas is converted into work; the remainder must be accounted for through absorption by the cylinder or radiation.
THE ADIABATIC LAW
This theory is equally applicable to the cooling of gases by abstraction of heat or by cooling due to expansion by the motion of a piston. The denominators of these heat fractions of expansion or contraction represent the absolute zero of cold below the freezing-point of water, and read -273° C. or -492.66° = -460.66° F. below zero; and these are the starting-points of reference in computing the heat expansion in gas-engines. According to Boyle’s law, called the first law of gases, there are but two characteristics of a gas and their variations to be considered, viz., volume and pressure: while by the law of Gay Lussac, called the second law of gases, a third is added, consisting of the value of the absolute temperature, counting from absolute zero to the temperatures at which the operations take place. This is the Adiabatic law.
This theory applies equally to the cooling of gases by removing heat or by cooling due to expansion when a piston moves. The denominators of these heat fractions from expansion or contraction represent absolute zero, which is below the freezing point of water, and is -273° C or -492.66° = -460.66° F below zero; these values serve as reference points for calculating heat expansion in gas engines. According to Boyle’s law, known as the first law of gases, there are only two characteristics of a gas to consider: volume and pressure. The law of Gay Lussac, called the second law of gases, introduces a third characteristic, the value of absolute temperature, measured from absolute zero to the temperatures at which processes occur. This is the Adiabatic law.
The ratio of the variation of the three conditions—volume, pressure, and heat—from the absolute zero temperature has a certain rate, in which the volume multiplied by the pressure and the product divided by the absolute temperature equals the ratio of expansion for each degree. If a volume of air is contained in a cylinder having a piston and fitted with an indicator, the piston, if moved to and fro slowly, will alternately compress and expand the air, and the indicator pencil will trace a line or lines upon the card, which lines register the change of pressure and volume occurring in the cylinder. If the piston is perfectly free from leakage, and it be supposed[51] that the temperature of the air is kept quite constant, then the line so traced is called an Isothermal line, and the pressure at any point when multiplied by the volume is a constant, according to Boyle’s law,
The relationship between the changes in the three conditions—volume, pressure, and temperature—compared to the absolute zero temperature has a specific rate. This means that if you multiply the volume by the pressure and divide that product by the absolute temperature, you get the ratio of expansion for each degree. If you have a volume of air in a cylinder with a piston and an indicator, moving the piston back and forth slowly will alternately compress and expand the air. The indicator's pencil will draw a line on the card that shows the changes in pressure and volume within the cylinder. If the piston has no leaks and we assume[51] that the temperature of the air remains constant, the resulting line is called an Isothermal line, and the pressure at any given point multiplied by the volume is constant, according to Boyle’s law.
pv = a constant.
pv = a constant value.
If, however, the piston is moved very rapidly, the air will not remain at constant temperature, but the temperature will increase because work has been done upon the air, and the heat has no time to escape by conduction. If no heat whatever is lost by any cause, the line will be traced over and over again by the indicator pencil, the cooling by expansion doing work precisely equalling the heating by compression. This is the line of no transmission of heat, therefore known as Adiabatic.
If the piston is moved very quickly, the air won’t stay at a constant temperature; instead, the temperature will rise because work is being done on the air, and heat doesn’t have time to escape through conduction. If no heat is lost at all, the indicator pencil will trace the same line repeatedly, with the cooling from expansion doing work that exactly balances the heating from compression. This represents the line of no heat transfer, known as Adiabatic.
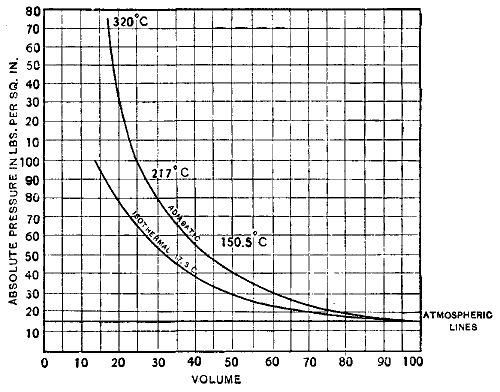
The expansion of a gas 1⁄273 of its volume for every degree Centigrade, added to its temperature, is equal to the decimal .00366, the coefficient of expansion for Centigrade units. To any given volume of a gas, its expansion may be computed by multiplying the coefficient by the[52] number of degrees, and by reversing the process the degree of acquired heat may be obtained approximately. These methods are not strictly in conformity with the absolute mathematical formula, because there is a small increase in the increment of expansion of a dry gas, and there is also a slight difference in the increment of expansion due to moisture in the atmosphere and to the vapor of water formed by the union of the hydrogen and oxygen in the combustion chamber of explosive engines.
The volume of a gas expands by 1⁄273 for every degree Celsius added to its temperature, which equals the decimal .00366, the coefficient of expansion for Celsius units. To find the expansion of any given volume of gas, you can multiply the coefficient by the[52] number of degrees. You can also reverse this process to roughly determine the degree of heat added. These methods don't strictly follow the absolute mathematical formula because there's a slight increase in the expansion increment of a dry gas, and there's also a small difference in the expansion increment due to humidity and the water vapor produced by the combination of hydrogen and oxygen in the combustion chamber of explosive engines.
TEMPERATURE COMPUTATIONS
The ratio of expansion on the Fahrenheit scale is derived from the absolute temperature below the freezing-point of water (32°) to correspond with the Centigrade scale; therefore 1⁄492.66 = .0020297, the ratio of expansion from 32° for each degree rise in temperature on the Fahrenheit scale. As an example, if the temperature of any volume of air or gas at constant volume is raised, say from 60° to 2000° F., the increase in temperature will be 1940°. The ratio will be 1⁄520.66 = .0019206. Then by the formula:
The expansion ratio on the Fahrenheit scale is based on the absolute temperature below the freezing point of water (32°F) to align with the Celsius scale; thus, 1⁄492.66 = .0020297, which is the expansion ratio for each degree increase in temperature on the Fahrenheit scale starting from 32°F. For example, if the temperature of a specific volume of air or gas at constant volume rises from 60 degrees to 2000°F F., the total increase in temperature will be 1940. The corresponding ratio will be 1⁄520.66 = .0019206. Then, using the formula:
Ratio × acquired temp. × initial pressure = the gauge pressure; and .0019206 × 1940° × 14.7 = 54.77 lbs.
Ratio × acquired temperature × initial pressure = the gauge pressure; and .0019206 × 1940s × 14.7 = 54.77 lbs.
By another formula, a convenient ratio is obtained by (absolute pressure)/(absolute temp.) or 14.7⁄520.66 = .028233; then, using the difference of temperature as before, .028233 × 1940° = 54.77 lbs. pressure.
By another method, a useful ratio is calculated by (absolute pressure)/(absolute temperature) or 14.7⁄520.66 = .028233; then, using the temperature difference as before, .028233 × 1940° = 54.77 lbs. pressure.
By another formula, leaving out a small increment due to specific heat at high temperatures:
By another formula, excluding a minor increase from specific heat at high temperatures:
| I. | Atmospheric pressure × absolute temp. + acquired temp. | = |
| Absolute temp. + initial temp. |
absolute pressure due to the acquired temperature, from which the atmospheric pressure is deducted for the gauge pressure. Using the foregoing example, we have
absolute pressure from the measured temperature, from which the atmospheric pressure is subtracted to get the gauge pressure. Using the previous example, we have
| 14.7 × 460.66° + 2000°F | = 69.47 - 14.7 = 54.77, the gauge pressure, |
| 460.66 + 60 degrees |
460.66 being the absolute temperature for zero Fahrenheit.
460.66 is the absolute temperature for zero Fahrenheit.
For obtaining the volume of expansion of a gas from a given increment of heat, we have the approximate formula:
For calculating the volume increase of a gas from a specific amount of heat, we have the approximate formula:
| II. | Volume × absolute temp. + acquired temp. | = heated volume. |
| Absolute temp. + initial temp. |
In applying this formula to the foregoing example, the figures become:
In using this formula for the previous example, the numbers become:
| I. × | 460.66° + 2000°F | = 4.72604 volumes. |
| 460.66 + 60 degrees |
From this last term the gauge pressure may be obtained as follows:
From this last term, you can find the gauge pressure like this:
III. 4.72604 × 14.7 = 69.47 lbs. absolute - 14.7 lbs. atmospheric pressure = 54.77 lbs. gauge pressure; which is the theoretical pressure due to heating air in a confined space, or at constant volume from 60° to 2000° F.
III. 4.72604 × 14.7 = 69.47 lbs. absolute - 14.7 lbs. atmospheric pressure = 54.77 lbs. gauge pressure; which is the theoretical pressure from heating air in a confined space, or at a constant volume from 60 degrees to 2000 °F F.
By inversion of the heat formula for absolute pressure we have the formula for the acquired heat, derived from combustion at constant volume from atmospheric pressure to gauge pressure plus atmospheric pressure as derived from Example I., by which the expression
By rearranging the heat formula for absolute pressure, we get the formula for the heat gained from combustion at constant volume, going from atmospheric pressure to gauge pressure plus atmospheric pressure, as shown in Example I., which leads to the expression
| absolute pressure × absolute temp. + initial temp. |
| initial absolute pressure |
[54]= absolute temperature + temperature of combustion, from which the acquired temperature is obtained by subtracting the absolute temperature.
[54]= absolute temperature + combustion temperature, from which the resulting temperature is found by subtracting the absolute temperature.
Then, for example,
Then, for instance,
| 69.47 × 460.66 + 60 | = 2460.66, and 2460.66 - 460.66 = 2000°F |
| 14.7 |
the theoretical heat of combustion. The dropping of terminal decimals makes a small decimal difference in the result in the different formulas.
the theoretical heat of combustion. The removal of terminal decimals creates a minor decimal difference in the results across the various formulas.
HEAT AND ITS WORK
By Joule’s law of the mechanical equivalent of heat, whenever heat is imparted to an elastic body, as air or gas, energy is generated and mechanical work produced by the expansion of the air or gas. When the heat is imparted by combustion within a cylinder containing a movable piston, the mechanical work becomes an amount measurable by the observed pressure and movement of the piston. The heat generated by the explosive elements and the expansion of the non-combining elements of nitrogen and water vapor that may have been injected into the cylinder as moisture in the air, and the water vapor formed by the union of the oxygen of the air with the hydrogen of the gas, all add to the energy of the work from their expansion by the heat of internal combustion. As against this, the absorption of heat by the walls of the cylinder, the piston, and cylinder-head or clearance walls, becomes a modifying condition in the force imparted to the moving piston.
By Joule’s law of the mechanical equivalent of heat, whenever heat is added to an elastic body, like air or gas, energy is produced, and mechanical work results from the expansion of the air or gas. When heat is provided by combustion inside a cylinder that has a movable piston, the mechanical work can be measured by the observed pressure and movement of the piston. The heat generated by the explosive elements, along with the expansion of non-combining elements like nitrogen and water vapor that may have been injected into the cylinder as moisture in the air, and the water vapor formed from the combination of the oxygen in the air with the hydrogen in the gas, all contribute to the energy of the work resulting from their expansion due to the heat of internal combustion. Conversely, the heat absorbed by the walls of the cylinder, the piston, and the cylinder-head or clearance walls acts as a modifying factor in the force applied to the moving piston.
It is found that when any explosive mixture of air and gas or hydrocarbon vapor is fired, the pressure falls far short of the pressure computed from the theoretical effect of the heat produced, and from gauging the expansion of the contents of a cylinder. It is now well known that in practice the high efficiency which is promised by theoretical calculation is never realized; but it must always be[55] remembered that the heat of combustion is the real agent, and that the gases and vapors are but the medium for the conversion of inert elements of power into the activity of energy by their chemical union. The theory of combustion has been the leading stimulus to large expectations with inventors and constructors of explosive motors; its entanglement with the modifying elements in practice has delayed the best development in construction, and as yet no really positive design of best form or action seems to have been accomplished, although great progress has been made during the past decade in the development of speed, reliability, economy, and power output of the individual units of this comparatively new power.
It has been found that when any explosive mixture of air and gas or hydrocarbon vapor is ignited, the pressure falls significantly short of what is predicted based on the theoretical heat produced and the measured expansion of the contents of a cylinder. It is now widely understood that in practice, the high efficiency promised by theoretical calculations is never achieved; however, it's important to remember that the heat from combustion is the real driving force, and that the gases and vapors are merely the means of transforming inert elements of power into active energy through their chemical reaction. The theory of combustion has greatly fueled high hopes among inventors and builders of explosive engines; its complexity with the modifying factors in real-world use has hindered the optimal development in design. As of yet, no definitive design of the best form or function seems to have been realized, even though significant advancements have been made over the past decade in improving the speed, reliability, efficiency, and power output of individual units of this relatively new energy source.
One of the most serious difficulties in the practical development of pressure, due to the theoretical computations of the pressure value of the full heat, is probably caused by imparting the heat of the fresh charge to the balance of the previous charge that has been cooled by expansion from the maximum pressure to near the atmospheric pressure of the exhaust. The retardation in the velocity of combustion of perfectly mixed elements is now well known from experimental trials with measured quantities; but the principal difficulty in applying these conditions to the practical work of an explosive engine where a necessity for a large clearance space cannot be obviated, is in the inability to obtain a maximum effect from the imperfect mixture and the mingling of the products of the last explosion with the new mixture, which produces a clouded condition that makes the ignition of the mass irregular or chattering, as observed in the expansion lines of indicator cards; but this must not be confounded with the reaction of the spring in the indicator.
One of the biggest challenges in practically developing pressure, based on the theoretical calculations of the total heat's pressure value, is likely caused by transferring heat from the new charge to the remaining cooled charge, which has expanded from maximum pressure to close to atmospheric pressure during exhaust. The slowdown in the combustion velocity of perfectly mixed elements is well understood from experiments with measured quantities. However, the main issue in applying these conditions to the practical operation of an explosive engine—where a large clearance space is unavoidable—is the difficulty in achieving maximum performance from the imperfect mixture and the mixing of the products from the previous explosion with the new mixture. This creates a cloudy situation that leads to irregular or choppy ignition, as seen in the expansion lines of indicator cards; but this should not be confused with the reaction of the spring in the indicator.
Stratification of the mixture has been claimed as taking place in the clearance chamber of the cylinder; but this is not a satisfactory explanation in view of the vortical effect of the violent injection of the air and gas or vapor mixture. It certainly cannot become a perfect mixture in the time of a stroke of a high-speed motor of the two-cycle[56] class. In a four-cycle engine, making 1,500 revolutions per minute, the injection and compression in any one cylinder take place in one twenty-fifth of a second—formerly considered far too short a time for a perfect infusion of the elements of combustion but now very easily taken care of despite the extremely high speed of numerous aviation and automobile power-plants.
Stratification of the mixture has been said to happen in the clearance chamber of the cylinder; however, this isn’t a convincing explanation given the swirling effect caused by the intense injection of the air and gas or vapor mixture. It definitely can’t form a perfect mixture within the time required for a stroke in a high-speed two-cycle motor[56]. In a four-cycle engine running at 1,500 revolutions per minute, the injection and compression in any single cylinder happen in one twenty-fifth of a second—previously thought to be far too short a time for a complete blending of the combustion elements, but now easily managed despite the extremely high speeds of various aviation and automobile engines.
Table I.—Explosion at Constant Volume in a Sealed Chamber.
| Diagram Curve Fig. 8. |
Mixture Injected. | Temp. of Injection Fahr. |
Time of Explosion. Second. |
Observed Gauge Pressure. Pounds. |
Computed Temp. Fahr. |
||||||||
| a | 1 | volume | gas | to | 14 | volumes | air. | 64° | 0.45 | 40. | 1,483° | ||
| b | 1 | „ | „ | „ | 13 | „ | „ | 51° | 0.31 | 51. | 5 | 1,859° | |
| c | 1 | „ | „ | „ | 12 | „ | „ | 51° | 0.24 | 60. | 2,195° | ||
| d | 1 | „ | „ | „ | 11 | „ | „ | 51° | 0.17 | 61. | 2,228° | ||
| e | 1 | „ | „ | „ | 9 | „ | „ | 62° | 0.08 | 78. | 2,835° | ||
| f | 1 | „ | „ | „ | 7 | „ | „ | 62° | 0.06 | 87. | 3,151° | ||
| g | 1 | „ | „ | „ | 6 | „ | „ | 51° | 0.04 | 90. | 3,257° | ||
| h | 1 | „ | „ | „ | 5 | „ | „ | 51° | 0.05 | 5 | 91. | 3,293° | |
| i | 1 | „ | „ | „ | 4 | „ | „ | 66° | 0.16 | 80. | 2,871° | ||
In an examination of the times of explosion and the corresponding pressures in both tables, it will be seen that a mixture of 1 part gas to 6 parts air is the most effective and will give the highest mean pressure in a gas-engine. There is a limit to the relative proportions of illuminating gas and air mixture that is explosive, somewhat variable, depending upon the proportion of hydrogen in the gas. With ordinary coal-gas, 1 of gas to 15 parts of air; and on the lower end of the scale, 1 volume of gas to 2 parts air, are non-explosive. With gasoline vapor the explosive effect ceases at 1 to 16, and a saturated mixture of equal volumes of vapor and air will not explode, while the most intense explosive effect is from a mixture of 1 part vapor to 9 parts air. In the use of gasoline and air mixtures from a carburetor, the best effect is from 1 part saturated air to 8 parts free air.
In looking at the explosion timings and corresponding pressures in both tables, you'll notice that a mixture of 1 part gas to 6 parts air is the most effective and will yield the highest average pressure in a gas engine. There’s a limit to the ratios of illuminating gas and air that can be explosive, which varies based on the hydrogen content in the gas. For regular coal gas, a ratio of 1 part gas to 15 parts air; and on the lower end, 1 volume of gas to 2 parts air, are non-explosive. For gasoline vapor, the explosive effect stops at a ratio of 1 to 16, and a balanced mixture of equal volumes of vapor and air won’t explode, while the strongest explosive effect comes from a mixture of 1 part vapor to 9 parts air. When using gasoline and air mixtures from a carburetor, the best outcome is from 1 part saturated air to 8 parts free air.
Table II.—Properties and Explosive Temperature of a Mixture of One Part
of Illuminating Gas with 660 Thermal Units per Cubic Foot
and Different Proportions of Air, Excluding the Mixture with
the Products of a Previous Explosion.
| Propor- tion, Air to Gas by Volumes. |
Pounds in One Cubic Foot of Mixture. |
Specific Heat. Heat Units Required to Raise 1 Lb. 1 Deg. Fahrenheit. |
Heat to Raise One Cubic Foot of Mixture 1 Deg. Fahr. |
Heat Units Evolved by Combus- tion. |
Ratio Col. 6/5 |
Usual Combus- tion Efficien- cy. |
Usual Rise of Temperature due to Explosion at Constant Volume. |
|||||
| Constant Pressure. |
Constant Volume. |
|||||||||||
| 6 | to | 1 | .074195 | .2668 | .1913 | .014189 | 94. | 28 | 6644. | 6 | .465 | 3090 |
| 7 | to | 1 | .075012 | .2628 | .1882 | .014116 | 82. | 5844. | 4 | .518 | 3027 | |
| 8 | to | 1 | .075647 | .2598 | .1858 | .014059 | 73. | 33 | 5216. | 1 | .543 | 2832 |
| 9 | to | 1 | .076155 | .2575 | .1846 | .014013 | 66. | 4709. | 9 | .56 | 2637 | |
| 10 | to | 1 | .076571 | .2555 | .1825 | .013976 | 60. | 4293. | .575 | 2468 | ||
| 11 | to | 1 | .076917 | .2540 | .1813 | .013945 | 55. | 3944. | .585 | 2307 | ||
| 12 | to | 1 | .077211 | .2526 | .1803 | .013922 | 50. | 77 | 3646. | 7 | .58 | 2115 |
The weight of a cubic foot of gas and air mixture as given in Col. 2 is found by adding the number of volumes of air multiplied by its weight, .0807, to one volume of gas of weight .035 pound per cubic foot and dividing by the total number of volumes; for example, as in the table, 6 × .0807 = .5192⁄7 = .074195 as in the first line, and so on for any mixture or for other gases of different specific weight per cubic foot. The heat units evolved by combustion of the mixture (Col. 6) are obtained by dividing the total heat units in a cubic foot of gas by the total proportion of the mixture, 660⁄7 = 94.28 as in the first line of the table. Col. 5 is obtained by multiplying the weight of a cubic foot of the mixture in Col. 2 by the specific heat at a constant volume (Col. 4), Col. 6/Col. 5 = Col. 7 the total heat[58] ratio, of which Col. 8 gives the usual combustion efficiency—Col. 7 × Col. 8 gives the absolute rise in temperature of a pure mixture, as given in Col. 9.
The weight of a cubic foot of a gas and air mixture, as shown in Column 2, is calculated by adding the number of volumes of air multiplied by its weight, 0.0807, to one volume of gas weighing 0.035 pounds per cubic foot and dividing by the total number of volumes. For instance, as in the table, 6 × 0.0807 = 0.5192/7 = 0.074195 as shown in the first line, and you can do the same for any mixture or for other gases with different specific weights per cubic foot. The heat units produced by burning the mixture (Column 6) are found by dividing the total heat units in a cubic foot of gas by the total proportion of the mixture, 660/7 = 94.28 as shown in the first line of the table. Column 5 is calculated by multiplying the weight of a cubic foot of the mixture in Column 2 by the specific heat at constant volume (Column 4), and then Column 6 divided by Column 5 equals Column 7, the total heat ratio, with Column 8 providing the usual combustion efficiency. Column 7 multiplied by Column 8 gives the absolute temperature rise of a pure mixture, as indicated in Column 9.
The many recorded experiments made to solve the discrepancy between the theoretical and the actual heat development and resulting pressures in the cylinder of an explosive motor, to which much discussion has been given as to the possibilities of dissociation and the increased specific heat of the elements of combustion and non-combustion, as well, also, of absorption and radiation of heat, have as yet furnished no satisfactory conclusion as to what really takes place within the cylinder walls. There seems to be very little known about dissociation, and somewhat vague theories have been advanced to explain the phenomenon. The fact is, nevertheless, apparent as shown in the production of water and other producer gases by the use of steam in contact with highly incandescent fuel. It is known that a maximum explosive mixture of pure gases, as hydrogen and oxygen or carbonic oxide and oxygen, suffers a contraction of one-third their volume by combustion to their compounds, steam or carbonic acid. In the explosive mixtures in the cylinder of a motor, however, the combining elements form so small a proportion of the contents of the cylinder that the shrinkage of their volume amounts to no more than 3 per cent. of the cylinder volume. This by no means accounts for the great heat and pressure differences between the theoretical and actual effects.
The numerous experiments conducted to address the gap between the theoretical and actual heat generation and resulting pressures in the cylinder of an engine have sparked extensive debate around the possible effects of dissociation and the increased specific heat of both combustible and non-combustible elements, as well as the absorption and radiation of heat. However, these efforts have yet to yield a satisfactory understanding of what truly happens within the cylinder walls. There seems to be little knowledge about dissociation, and somewhat unclear theories have been proposed to explain this phenomenon. Nonetheless, the production of water and other producer gases from steam interacting with highly heated fuel demonstrates a clear fact. It is known that a maximum explosive mixture of pure gases like hydrogen and oxygen or carbon monoxide and oxygen experiences a one-third reduction in volume upon combustion to form their compounds, steam or carbon dioxide. In explosive mixtures within a motor's cylinder, however, the combining elements constitute such a small portion of the cylinder's contents that the volume reduction amounts to no more than 3 percent of the total cylinder volume. This doesn't adequately explain the significant differences in heat and pressure observed between theoretical and actual results.
CONVERSION OF HEAT TO POWER
The utilization of heat in any heat-engine has long been a theme of inquiry and experiment with scientists and engineers, for the purpose of obtaining the best practical conditions and construction of heat-engines that would represent the highest efficiency or the nearest approach to the theoretical value of heat, as measured by empirical laws that have been derived from experimental researches relating to its ultimate volume. It is well known that the[59] steam-engine returns only from 12 to 18 per cent. of the power due to the heat generated by the fuel, about 25 per cent. of the total heat being lost in the chimney, the only use of which is to create a draught for the fire; the balance, some 60 per cent., is lost in the exhaust and by radiation. The problem of utmost utilization of force in steam has nearly reached its limit.
The use of heat in any heat engine has been a topic of investigation and experimentation among scientists and engineers for a long time, aimed at achieving the best practical conditions and design for heat engines that would deliver the highest efficiency or come closest to the theoretical value of heat, based on empirical laws derived from experimental research related to its ultimate volume. It’s well-known that the[59] steam engine only returns about 12 to 18 percent of the power from the heat produced by the fuel, with around 25 percent of the total heat wasted through the chimney, which mainly serves to create a draft for the fire; the remaining roughly 60 percent is lost in exhaust and through radiation. The challenge of maximizing the efficiency of steam usage has almost reached its limits.
The internal-combustion system of creating power is comparatively new in practice, and is but just settling into definite shape by repeated trials and modification of details, so as to give somewhat reliable data as to what may be expected from the rival of the steam-engine as a prime mover. For small powers, the gas, gasoline, and petroleum-oil engines are forging ahead at a rapid rate, filling the thousand wants of manufacture and business for a power that does not require expensive care, that is perfectly safe at all times, that can be used in any place in the wide world to which its concentrated fuel can be conveyed, and that has eliminated the constant handling of crude fuel and water.
The internal combustion system for generating power is relatively new and is still being refined through ongoing trials and adjustments. This is helping to establish reliable information on what can be expected from it as a competitor to the steam engine as a primary power source. For smaller power needs, gas, gasoline, and petroleum engines are advancing quickly, meeting the numerous demands of manufacturing and business for a power source that doesn't require costly maintenance, is completely safe at all times, can be used anywhere in the world as long as its concentrated fuel can be transported there, and has removed the need for constantly handling raw fuel and water.
REQUISITES FOR BEST POWER EFFECT
The utilization of heat in a gas-engine is mainly due to the manner in which the products entering into combustion are distributed in relation to the movement of the piston. The investigation of the foremost exponent of the theory of the explosive motor was prophetic in consideration of the later realization of the best conditions under which these motors can be made to meet the requirements of economy and practicability. As early as 1862, Beau de Rocha announced, in regard to the coming power, that four requisites were the basis of operation for economy and best effect. 1. The greatest possible cylinder volume with the least possible cooling surface. 2. The greatest possible rapidity of expansion. Hence, high speed. 3. The greatest possible expansion. Long stroke. 4. The greatest possible pressure at the commencement of expansion. High compression.
The use of heat in a gas engine mainly depends on how the combustion products are arranged in relation to the piston’s movement. The research of the leading advocate for the explosive motor theory was insightful regarding the later realization of optimal conditions for making these motors efficient and practical. As early as 1862, Beau de Rocha stated that four essential requirements formed the basis for operation that maximizes efficiency and effectiveness. 1. The largest possible cylinder volume with the smallest possible cooling surface. 2. The highest possible rate of expansion. Therefore, high speed. 3. The greatest possible expansion, which means long stroke. 4. The highest possible pressure at the start of expansion, known as high compression.
CHAPTER III
Efficiency of Internal Combustion Engines—Various Measures of Efficiency—Temperatures and Pressures—Factors Governing Economy—Losses in Wall Cooling—Value of Indicator Cards—Compression in Explosive Motors—Factors Limiting Compression—Causes of Heat Losses and Inefficiency—Heat Losses to Cooling Water.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__.
EFFICIENCY OF INTERNAL COMBUSTION ENGINES
Efficiencies are worked out through intricate formulas for a variety of theoretical and unknown conditions of combustion in the cylinder: ratios of clearance and cylinder volume, and the uncertain condition of the products of combustion left from the last impulse and the wall temperature. But they are of but little value, except as a mathematical inquiry as to possibilities. The real commercial efficiency of a gas or gasoline-engine depends upon the volume of gas or liquid at some assigned cost, required per actual brake horse-power per hour, in which an indicator card should show that the mechanical action of the valve gear and ignition was as perfect as practicable, and that the ratio of clearance, space, and cylinder volume gave a satisfactory terminal pressure and compression: i.e., the difference between the power figured from the indicator card and the brake power being the friction loss of the engine.
Efficiencies are calculated using complex formulas for various theoretical and unknown combustion conditions inside the cylinder: the ratios of clearance and cylinder volume, along with the unpredictable state of the combustion products left from the last cycle and the wall temperature. However, they are largely just a mathematical exercise in possibilities. The actual commercial efficiency of a gas or gasoline engine relies on the volume of gas or liquid at a specific cost that is needed per actual brake horsepower per hour, where an indicator card should show that the mechanical functioning of the valve gear and ignition was as perfect as possible, and that the ratio of clearance, space, and cylinder volume resulted in an acceptable terminal pressure and compression: i.e., the difference between the power calculated from the indicator card and the brake power represents the friction loss of the engine.
In four-cycle motors of the compression type, the efficiencies are greatly advanced by compression, producing a more complete infusion of the mixture of gas or vapor and air, quicker firing, and far greater pressure than is possible with the two-cycle type previously described. In the practical operation of the gas-engine during the past twenty years, the gas-consumption efficiencies per indicated horse-power have gradually risen from 17 per cent. to a maximum of 40 per cent. of the theoretical heat, and[61] this has been done chiefly through a decreased combustion chamber and increased compression—the compression having gradually increased in practice from 30 lbs. per square inch to above 100; but there seems to be a limit to compression, as the efficiency ratio decreases with greater increase in compression. It has been shown that an ideal efficiency of 33 per cent. for 38 lbs., compression will increase to 40 per cent. for 66 lbs., and 43 per cent. for 88 lbs. compression. On the other hand, greater compression means greater explosive pressure and greater strain on the engine structure, which will probably retain in future practice the compression between the limits of 40 and 90 lbs. except in super-compression engines intended for high altitude work where compression pressures as high as 125 pounds have been used.
In four-cycle compression engines, efficiency significantly improves with compression, leading to a more complete mixing of gas or vapor and air, faster ignition, and much higher pressure than what's achievable with the two-cycle engines described earlier. Over the last twenty years in practical gas-engine operation, the efficiency of gas consumption per indicated horsepower has gradually increased from 17% to a maximum of 40% of the theoretical heat. This improvement has mainly come from reducing the combustion chamber size and increasing compression—actual compression has risen from 30 lbs. per square inch to over 100. However, there appears to be a limit to compression, as the efficiency ratio declines with higher levels of compression. Research has shown that ideal efficiency of 33% at 38 lbs. of compression can increase to 40% at 66 lbs. and 43% at 88 lbs. Conversely, increased compression results in higher explosive pressure and more stress on the engine structure, which is likely to keep future compression practices within the range of 40 to 90 lbs., except for super-compression engines designed for high-altitude work where pressures as high as 125 lbs. have been used.
In experiments made by Dugald Clerk, in England, with a combustion chamber equal to 0.6 of the space swept by the piston, with a compression of 38 lbs., the consumption of gas was 24 cubic feet per indicated horse-power per hour. With 0.4 compression space and 61 lbs. compression, the consumption of gas was 20 cubic feet per indicated horse-power per hour; and with 0.34 compression space and 87 lbs. compression, the consumption of gas fell to 14.8 cubic feet per indicated horse-power per hour—the actual efficiencies being respectively 17, 21, and 25 per cent. This was with a Crossley four-cycle engine.
In experiments conducted by Dugald Clerk in England, using a combustion chamber that occupied 0.6 of the space moved by the piston and a compression of 38 lbs., the gas consumption was 24 cubic feet per indicated horsepower per hour. With a compression space of 0.4 and 61 lbs. of compression, the gas consumption decreased to 20 cubic feet per indicated horsepower per hour; and with a compression space of 0.34 and 87 lbs. of compression, the gas consumption fell to 14.8 cubic feet per indicated horsepower per hour—the actual efficiencies being 17%, 21%, and 25%, respectively. This was tested with a Crossley four-cycle engine.
VARIOUS MEASURES OF EFFICIENCY
The efficiencies in regard to power in a heat-engine may be divided into four kinds, as follows: I. The first is known as the maximum theoretical efficiency of a perfect engine (represented by the lines in the indicator diagram). It is expressed by the formula
The efficiencies related to power in a heat engine can be categorized into four types: I. The first is referred to as the maximum theoretical efficiency of a perfect engine (shown by the lines in the indicator diagram). It is represented by the formula
| T1 - T0 |
| T1 |
and shows the work of a perfect cycle in an engine working between the received temperature + absolute temperature (T1) and[62] the initial atmospheric temperature + absolute temperature (T0). II. The second is the actual heat efficiency, or the ratio of the heat turned into work to the total heat received by the engine. It expresses the indicated horse-power. III. The third is the ratio between the second or actual heat efficiency and the first or maximum theoretical efficiency of a perfect cycle. It represents the greatest possible utilization of the power of heat in an internal-combustion engine. IV. The fourth is the mechanical efficiency. This is the ratio between the actual horse-power delivered by the engine through a dynamometer or measured by a brake (brake horse-power), and the indicated horse-power. The difference between the two is the power lost by engine friction. In regard to the general heat efficiency of the materials of power in explosive engines, we find that with good illuminating gas the practical efficiency varies from 25 to 40 per cent.; kerosene-motors, 20 to 30; gasoline-motors, 20 to 32; acetylene, 25 to 35; alcohol, 20 to 30 per cent. of their heat value. The great variation is no doubt due to imperfect mixtures and variable conditions of the old and new charge in the cylinder; uncertainty as to leakage and the perfection[63] of combustion. In the Diesel motors operating under high pressure, up to nearly 500 pounds, an efficiency of 36 per cent. is claimed.
and shows the operation of a perfect cycle in an engine functioning between the received temperature + absolute temperature (T1) and[62] the initial atmospheric temperature + absolute temperature (T0). II. The second is the actual heat efficiency, which is the ratio of the heat converted into work to the total heat received by the engine. It represents the indicated horse-power. III. The third is the ratio between the second, or actual heat efficiency, and the first, or maximum theoretical efficiency of a perfect cycle. It shows the highest possible utilization of heat power in an internal combustion engine. IV. The fourth is the mechanical efficiency. This is the ratio of the actual horse-power delivered by the engine through a dynamometer or measured by a brake (brake horse-power), to the indicated horse-power. The difference between the two reflects the power lost due to engine friction. Regarding the overall heat efficiency of the fuels used in explosive engines, we find that with good illuminating gas, the practical efficiency ranges from 25 to 40 percent; kerosene motors, 20 to 30; gasoline motors, 20 to 32; acetylene, 25 to 35; alcohol, 20 to 30 percent of their heat value. The large variation is likely caused by imperfect mixtures and changing conditions of the old and new charge in the cylinder, along with uncertainty related to leakage and the completeness[63] of combustion. In Diesel engines operating under high pressure, of nearly 500 pounds, an efficiency of 36 percent is reported.
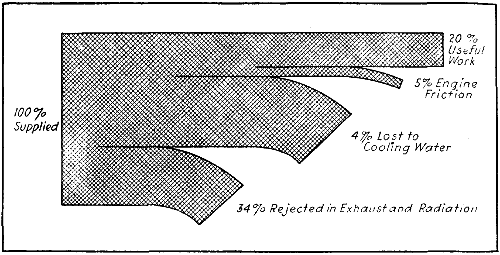
Fig. 12.—Graphic Diagram Showing Approximate Utilization of Fuel Burned in Internal-Combustion Engine.
Fig. 12.—Graphic Diagram Showing Approximate Use of Fuel Burned in Internal Combustion Engine.
The graphic diagram at Fig. 12 is of special value as it shows clearly how the heat produced by charge combustion is expended in an engine of average design.
The graphic diagram at Fig. 12 is of special value as it shows clearly how the heat produced by charge combustion is expended in an engine of average design.
On general principles the greater difference between the heat of combustion and the heat at exhaust is the relative measure of the heat turned into work, which represents the degree of efficiency without loss during expansion. The mathematical formulas appertaining to the computation of the element of heat and its work in an explosive engine are in a large measure dependent upon assumed values, as the conditions of the heat of combustion are made uncertain by the mixing of the fresh charge with the products of a previous combustion, and by absorption, radiation, and leakage. The computation of the temperature from the observed pressure may be made as before explained, but for compression-engines the needed starting-points for computation are very uncertain, and can only be approximated from the exact measure and value of the elements of combustion in a cylinder charge.
On basic principles, the bigger the gap between the heat of combustion and the heat at exhaust, the more heat is converted into work, which indicates the level of efficiency without any losses during expansion. The mathematical formulas related to calculating the heat element and its work in an explosive engine largely depend on assumed values since the conditions of the heat of combustion become uncertain due to the mixing of the fresh charge with gases from previous combustion, as well as due to absorption, radiation, and leakage. The temperature can be calculated from the observed pressure as previously explained, but for compression engines, the necessary starting points for calculations are very uncertain and can only be estimated based on the precise measurements and values of the combustion elements in a cylinder charge.
TEMPERATURES AND PRESSURES
Owing to the decrease from atmospheric pressure in the indrawing charge of the cylinder, caused by valve and frictional obstruction, the compression seldom starts above 13 lbs. absolute, especially in high-speed engines. Col. 3 in the following table represents the approximate absolute compression pressure for the clearance percentage and ratio in Cols. 1 and 2, while Col. 4 indicates the gauge pressure from the atmospheric line. The temperatures in Col. 5 are due to the compression in Col. 3 from an assumed temperature of 560° F. in the mixture of the fresh charge of 6 air to 1 gas with the products of combustion left in the clearance chamber from the exhaust stroke of a medium-speed motor. This temperature is subject to[64] considerable variation from the difference in the heat-unit power of the gases and vapors used for explosive power, as also of the cylinder-cooling effect. In Col. 6 is given the approximate temperatures of explosion for a mixture of air 6 to gas 1 of 660 heat units per cubic foot, for the relative values of the clearance ratio in Col. 2 at constant volume.
Due to the drop in atmospheric pressure during the intake of the cylinder, caused by valve issues and friction, compression rarely starts above 13 lbs. absolute, especially in high-speed engines. Column 3 in the following table shows the approximate absolute compression pressure for the clearance percentage and ratio found in Columns 1 and 2, while Column 4 displays the gauge pressure relative to the atmospheric line. The temperatures listed in Column 5 come from the compression in Column 3, assuming an initial temperature of 560°F F. in the mixture of a fresh charge of 6 parts air to 1 part gas, along with the combustion byproducts left in the clearance chamber after the exhaust stroke of a medium-speed engine. This temperature can vary significantly due to differences in the heat unit power of the gases and vapors used for combustion, as well as the cooling effect of the cylinder. Column 6 presents the approximate explosion temperatures for a mixture of 6 parts air to 1 part gas at 660 heat units per cubic foot, concerning the relative values of the clearance ratio in Column 2 at constant volume.
Table III.—Gas Engine Clearance Ratios, Approximate Compression,
Explosion Temperatures and Explosive Pressures with a Mixture
of Gas with 660 Heat Units per Cubic Foot and Gas Mixture
1 to 6 of Air.
| Clearance Per Cent. of Piston Volume. |
Ratio
|
Approximate Compression from 13 Pounds Absolute. |
Approximate Gauge Pressure. |
Absolute Temperature of Compression from 560 Deg. Fahrenheit in Cylinder. |
Absolute Temperature of Explosion. Gas, 1 part; Air, 6 parts. |
Approximate Explosion Pressure Absolute. |
Approximate Gauge Pressure. |
Approximate Temperature of Explosion, Fahrenheit. |
||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||||
| Lbs. | Deg. | Deg. | Lbs. | Lbs. | Deg. | |||||||||
| .50 | 3. | 57. | 42. | 822. | 2488 | 169 | 144 | 2027 | ||||||
| .444 | 3. | 25 | 65. | 50. | 846. | 2568 | 197 | 182 | 2107 | |||||
| .40 | 3. | 50 | 70. | 55. | 868. | 2638 | 212 | 197 | 2177 | |||||
| .363 | 3. | 75 | 77. | 62. | 889. | 2701 | 234 | 219 | 2240 | |||||
| .333 | 4. | 84. | 69. | 910. | 2751 | 254 | 239 | 2290 | ||||||
| .285 | 4. | 50 | 102. | 88. | 955. | 2842 | 303 | 288 | 2381 | |||||
| .25 | 5. | 114. | 99. | 983. | 2901 | 336 | 321 | 2440 | ||||||
FACTORS GOVERNING ECONOMY
In view of the experiments in this direction, it clearly shows that in practical work, to obtain the greatest economy per effective brake horse-power, it is necessary: 1st. To transform the heat into work with the greatest rapidity mechanically allowable. This means high piston speed. 2d. To have high initial compression. 3d. To reduce the duration of contact between the hot gases and the cylinder walls to the smallest amount possible; which means short stroke and quick speed, with a spherical cylinder head. 4th. To adjust the temperature of the jacket water to[65] obtain the most economical output of actual power. This means water-tanks or water-coils, with air-cooling surfaces suitable and adjustable to the most economical requirement of the engine, which by late trials requires the jacket water to be discharged at about 200° F. 5th. To reduce the wall surface of the clearance space or combustion chamber to the smallest possible area, in proportion to its required volume. This lessens the loss of the heat of combustion by exposure to a large surface, and allows of a higher mean wall temperature to facilitate the heat of compression.
Based on the experiments in this area, it clearly shows that in practical work, to achieve the best efficiency per effective brake horsepower, it is necessary: 1st. To convert heat into work as quickly as mechanically possible. This means high piston speed. 2nd. To have high initial compression. 3rd. To minimize the time the hot gases are in contact with the cylinder walls; this means a short stroke and fast speed, with a spherical cylinder head. 4th. To set the temperature of the jacket water to[65] achieve the most effective actual power output. This involves using water tanks or water coils with air-cooling surfaces that are suitable and adjustable to meet the engine's most economical requirements, which recent trials indicate require the jacket water to be discharged at about 200°F F. 5th. To reduce the wall surface of the clearance space or combustion chamber to the smallest possible area relative to its required volume. This reduces the loss of heat from combustion due to exposure to a large surface and allows for a higher average wall temperature to aid in the heat of compression.
LOSSES IN WALL COOLING
In an experimental investigation of the efficiency of a gas-engine under variable piston speeds made in France, it was found that the useful effect increases with the velocity of the piston—that is, with the rate of expansion of the burning gases with mixtures of uniform volumes: so that the variations of time of complete combustion at constant pressure, and the variations due to speed, in a way compensate in their efficiencies. The dilute mixture, being slow burning, will have its time and pressure quickened by increasing the speed.
In an experimental study on how well a gas engine performs at different piston speeds conducted in France, it was discovered that the engine's effectiveness increases with the piston speed, meaning it rises with the rate at which the burning gases expand when the volumes are consistent. Consequently, the changes in the time it takes for complete combustion at a constant pressure and the changes caused by speed somewhat balance each other out in terms of efficiency. The diluted mixture, which burns slowly, will have its combustion time and pressure accelerated by increasing the speed.
Careful trials give unmistakable evidence that the useful effect increases with the velocity of the piston—that is, with the rate of expansion of the burning gases. The time necessary for the explosion to become complete and to attain its maximum pressure depends not only on the composition of the mixture, but also upon the rate of expansion. This has been verified in experiments with a high-speed motor, at speeds from 500 to 2,000 revolutions per minute, or piston speeds of from 16 to 64 feet per second. The increased speed of combustion due to increased piston speed is a matter of great importance to builders of gas-engines, as well as to the users, as indicating the mechanical direction of improvements to lessen the wearing strain due to high speed and to lighten the vibrating parts with increased strength, in order that the[66] balancing of high-speed engines may be accomplished with the least weight.
Careful trials provide clear evidence that the useful effect increases with the speed of the piston—that is, with the rate at which the burning gases expand. The time required for the explosion to fully occur and reach its maximum pressure depends not only on the composition of the mixture but also on the rate of expansion. This has been confirmed in experiments with a high-speed engine, operating at speeds from 500 to 2,000 revolutions per minute, or piston speeds of 16 to 64 feet per second. The increased speed of combustion resulting from higher piston speeds is very important for gas-engine manufacturers, as well as for users, since it indicates how to improve designs to reduce wear from high speeds and to make the vibrating parts lighter yet stronger, ensuring that the[66] balancing of high-speed engines can be achieved with the least amount of weight.
From many experiments made in Europe and in the United States, it has been conclusively proved that excessive cylinder cooling by the water-jacket results in a marked loss of efficiency. In a series of experiments with a simplex engine in France, it was found that a saving of 7 per cent. in gas consumption per brake horse-power was made by raising the temperature of the jacket water from 141° to 165° F. A still greater saving was made in a trial with an Otto engine by raising the temperature of the jacket water from 61° to 140° F.—it being 9.5 per cent. less gas per brake horse-power.
From many experiments conducted in Europe and the United States, it has been clearly shown that excessive cooling of the cylinder through the water jacket leads to a significant loss of efficiency. In a series of tests with a simplex engine in France, it was discovered that raising the temperature of the jacket water from 141° to 165° F resulted in a 7 percent reduction in gas consumption per brake horsepower. An even greater saving was achieved in a trial with an Otto engine, where increasing the jacket water temperature from 61 degrees to 140° F led to a 9.5 percent decrease in gas use per brake horsepower.
It has been stated that volumes of similar cylinders increase as the cube of their diameters, while the surface of their cold walls varies as the square of their diameters; so that for large cylinders the ratio of surface to volume is less than for small ones. This points to greater economy in the larger engines. The study of many experiments goes to prove that combustion takes place gradually in the gas-engine cylinder, and that the rate of increase of pressure or rapidity of firing is controlled by dilution and compression of the mixture, as well as by the rate of expansion or piston speed. The rate of combustion also depends on the size and shape of the explosion chamber, and is increased by the mechanical agitation of the mixture during combustion, and still more by the mode of firing.
It has been noted that the volumes of similar cylinders increase with the cube of their diameters, while the surface area of their cold walls changes with the square of their diameters. This means that for larger cylinders, the surface-to-volume ratio is lower than for smaller ones. This suggests greater efficiency in larger engines. Research from numerous experiments shows that combustion occurs gradually in the gas-engine cylinder, and the rate of pressure increase or firing speed is influenced by the dilution and compression of the mixture, as well as by the rate of expansion or piston speed. The combustion rate is also affected by the size and shape of the explosion chamber, and it is enhanced by the mechanical mixing of the mixture during combustion, especially by the firing method.
VALUE OF INDICATOR CARDS
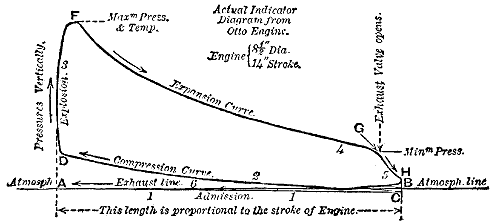
To the uninitiated, indicator cards are considerable of a mystery; to those capable of reading them they form an index relative to the action of any engine. An indicator card, such as shown at Fig. 13, is merely a graphical representation of the various pressures existing in the cylinder for different positions of the piston. The length is to some scale that represents the stroke of the piston. During the intake stroke, the pressure falls below the[67] atmospheric line. During compression, the curve gradually becomes higher owing to increasing pressure as the volume is reduced. After ignition the pressure line moves upward almost straight, then as the piston goes down on the explosion stroke, the pressure falls gradually to the point of exhaust valve, opening when the sudden release of the imprisoned gas causes a reduction in pressure to nearly atmospheric. An indicator card, or a series of them, will always show by its lines the normal or defective condition of the inlet valve and passages; the actual line of compression; the firing moment; the pressure of explosion; the velocity of combustion; the normal or defective line of expansion, as measured by the adiabatic curve,[68] and the normal or defective operation of the exhaust valve, exhaust passages, and exhaust pipe. In fact, all the cycles of an explosive motor may be made a practical study from a close investigation of the lines of an indicator card.
To the uninitiated, indicator cards are considerable of a mystery; to those capable of reading them they form an index relative to the action of any engine. An indicator card, such as shown at Fig. 13, is merely a graphical representation of the various pressures existing in the cylinder for different positions of the piston. The length is to some scale that represents the stroke of the piston. During the intake stroke, the pressure falls below the[67] atmospheric line. During compression, the curve gradually becomes higher owing to increasing pressure as the volume is reduced. After ignition the pressure line moves upward almost straight, then as the piston goes down on the explosion stroke, the pressure falls gradually to the point of exhaust valve, opening when the sudden release of the imprisoned gas causes a reduction in pressure to nearly atmospheric. An indicator card, or a series of them, will always show by its lines the normal or defective condition of the inlet valve and passages; the actual line of compression; the firing moment; the pressure of explosion; the velocity of combustion; the normal or defective line of expansion, as measured by the adiabatic curve,[68] and the normal or defective operation of the exhaust valve, exhaust passages, and exhaust pipe. In fact, all the cycles of an explosive motor may be made a practical study from a close investigation of the lines of an indicator card.
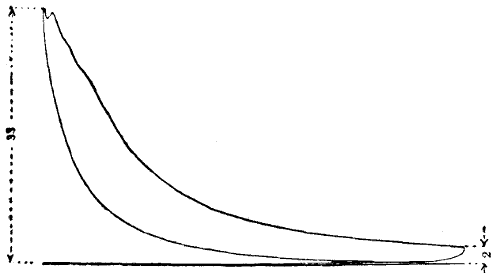
A most unique card is that of the Diesel motor (Fig. 14), which involves a distinct principle in the design and operation of internal-combustion motors, in that instead of taking a mixed charge for instantaneous explosion, its charge primarily is of air and its compression to a pressure at which a temperature is attained above the igniting point of the fuel, then injecting the fuel under a still higher pressure by which spontaneous combustion takes place gradually with increasing volume over the compression for part of the stroke or until the fuel charge is consumed. The motor thus operating between the pressures of 500 and 35 lbs. per square inch, with a clearance of about 7 per cent., has given an efficiency of 36 per cent. of the total heat value of kerosene oil.
A most unique card is that of the Diesel motor (Fig. 14), which involves a distinct principle in the design and operation of internal-combustion motors, in that instead of taking a mixed charge for instantaneous explosion, its charge primarily is of air and its compression to a pressure at which a temperature is attained above the igniting point of the fuel, then injecting the fuel under a still higher pressure by which spontaneous combustion takes place gradually with increasing volume over the compression for part of the stroke or until the fuel charge is consumed. The motor thus operating between the pressures of 500 and 35 lbs. per square inch, with a clearance of about 7 per cent., has given an efficiency of 36 per cent. of the total heat value of kerosene oil.
COMPRESSION IN EXPLOSIVE MOTORS
That the compression in a gas, gasoline, or oil-engine has a direct relation to the power obtained, has been long known to experienced builders, having been suggested by M. Beau de Rocha, in 1862, and afterward brought into practical use in the four-cycle or Otto type about 1880. The degree of compression has had a growth from zero, in the early engines, to the highest available due to the varying ignition temperatures of the different gases and vapors used for explosive fuel, in order to avoid premature explosion from the heat of compression. Much of the increased power for equal-cylinder capacity is due to compression of the charge from the fact that the most powerful explosion of gases, or of any form of explosive material, takes place when the particles are in the closest contact or cohesion with one another, less energy in this form being consumed by the ingredients themselves to bring about their chemical combination, and consequently[69] more energy is given out in useful or available work. This is best shown by the ignition of gunpowder, which, when ignited in the open air, burns rapidly, but without explosion, an explosion only taking place if the powder be confined or compressed into a small space.
The relationship between compression in a gas, gasoline, or oil engine and the power produced has been well known to experienced builders for a long time. This idea was suggested by M. Beau de Rocha in 1862 and later implemented in the four-cycle or Otto type around 1880. The degree of compression has increased from zero in early engines to the highest possible levels, depending on the ignition temperatures of various gases and vapors used as explosive fuels. This increase aims to prevent premature explosion from the heat generated during compression. Much of the extra power achieved from engines with the same cylinder capacity comes from compressing the fuel mixture. This is because the most powerful explosions of gases, or any explosive materials, happen when the particles are in close contact with each other, as less energy is consumed by the ingredients to create their chemical reaction. Consequently, more energy is released for useful work. This is clearly illustrated by the ignition of gunpowder, which burns quickly in open air but does not explode unless it is confined or compressed into a small space.
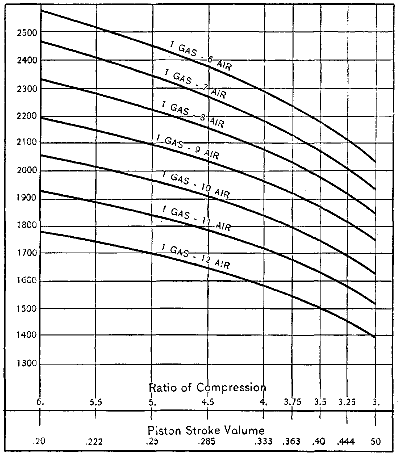
Fig. 15.—Diagram of Heat in the Gas Engine Cylinder.
Fig. 15.—Diagram of Heat in the Gas Engine Cylinder.
In a gas or gasoline-motor with a small clearance or compression space—with high compression—the surface with which the burning gases come into contact is much smaller in comparison with the compression space in a low-compression motor. Another advantage of a high-compression motor is that on account of the smaller clearance of combustion space less cooling water is required than with a low-compression motor, as the temperature,[70] and consequently the pressure, falls more rapidly. The loss of heat through the water-jacket is thus less in the case of a high-compression than in that of a low-compression motor. In the non-compression type of motor the best results were obtained with a charge of 16 to 18 parts of gas and 100 parts of air, while in the compression type the best results are obtained with an explosive mixture of 7 to 10 parts of gas and 100 parts of air, thus showing that by the utilization of compression a weaker charge with a greater thermal efficiency is permissible.
In a gas or gasoline engine with a small clearance or compression space—and high compression—the area where the burning gases make contact is much smaller compared to a low-compression engine. Another benefit of a high-compression engine is that it requires less cooling water due to the smaller combustion space, as the temperature,[70] and therefore the pressure, decreases more quickly. The heat loss through the water jacket is thus less in a high-compression engine than in a low-compression engine. In non-compression engines, the best performance was achieved with a mixture of 16 to 18 parts gas and 100 parts air, while in compression engines, optimal results are achieved with an explosive mixture of 7 to 10 parts gas and 100 parts air, demonstrating that using compression allows for a leaner mixture with greater thermal efficiency.
It has been found that the explosive pressure resulting from the ignition of the charge of gas or gasoline-vapor and air in the gas-engine cylinder is about 41⁄2 times the pressure prior to ignition. The difficulty about getting high compression is that if the pressure is too high the charge is likely to ignite prematurely, as compression always results in increased temperature. The cylinder may become too hot, a deposit of carbon, a projecting electrode or plug body in the cylinder may become incandescent and ignite the charge which has been excessively heated by the high compression and mixture of the hot gases of the previous explosion.
It has been found that the explosive pressure from igniting the mixture of gas or gasoline vapor and air in the gas-engine cylinder is about 41⁄2 times the pressure before ignition. The challenge with achieving high compression is that if the pressure gets too high, the mixture is likely to ignite too soon, since compression always raises the temperature. The cylinder can get too hot, a buildup of carbon, or a protruding electrode or plug in the cylinder can become hot enough to ignite the mixture, which has been overly heated by the high compression and the hot gases from the previous explosion.
FACTORS LIMITING COMPRESSION
With gasoline-vapor and air the compression should not be raised above about 90 to 95 pounds to the square inch, many manufacturers not going above 65 or 70 pounds. For natural gas the compression pressure may easily be raised to from 85 to 100 pounds per square inch. For gases of low calorific value, such as blast-furnace or producer-gas, the compression may be increased to from 140 to 190 pounds. In fact the ability to raise the compression to a high point with these gases is one of the principal reasons for their successful adoption for gas-engine use. In kerosene injection engines the compression of 250 pounds per square inch has been used with marked economy. Many troubles in regard to loss of power and increase of fuel have occurred and will no doubt continue,[71] owing to the wear of valves, piston, and cylinder, which produces a loss in compression and explosive pressure and a waste of fuel by leakage. Faulty adjustment of valve movement is also a cause of loss of power; which may be from tardy closing of the inlet-valve or a too early opening of the exhaust-valve.
With gasoline vapor and air, the compression shouldn't be raised above about 90 to 95 pounds per square inch, with many manufacturers not going above 65 or 70 pounds. For natural gas, the compression pressure can easily be increased to between 85 and 100 pounds per square inch. For gases with low calorific value, like blast-furnace or producer gas, the compression can be increased to between 140 and 190 pounds. In fact, the ability to raise the compression to a high level with these gases is one of the main reasons for their successful use in gas engines. In kerosene injection engines, a compression of 250 pounds per square inch has been used with significant efficiency. Many issues regarding power loss and increased fuel consumption have occurred and will likely continue, owing to the wear of valves, pistons, and cylinders, which results in a loss of compression and explosive pressure, as well as fuel waste due to leakage. Poor adjustment of valve movement is also a cause of power loss, which may occur from a slow closing of the inlet valve or an early opening of the exhaust valve.[71]
The explosive pressure varies to a considerable amount in proportion to the compression pressure by the difference in fuel value and the proportions of air mixtures, so that for good illuminating gas the explosive pressure may be from 2.5 to 4 times the compression pressure. For natural gas 3 to 4.5, for gasoline 3 to 5, for producer-gas 2 to 3, and for kerosene by injection 3 to 6.
The explosive pressure changes significantly based on the compression pressure, influenced by the fuel value and the air mixture ratios. For quality illuminating gas, the explosive pressure can be 2.5 to 4 times the compression pressure. For natural gas, it's 3 to 4.5 times, for gasoline it's 3 to 5 times, for producer gas it's 2 to 3 times, and for kerosene injected, it's 3 to 6 times.
The compression temperatures, although well known and easily computed from a known normal temperature of the explosive mixture, are subject to the effect of the uncertain temperature of the gases of the previous explosion remaining in the cylinder, the temperature of its walls, and the relative volume of the charge, whether full or scant; which are terms too variable to make any computations reliable or available.
The compression temperatures, while well understood and easily calculated from a known normal temperature of the explosive mixture, are influenced by the uncertain temperature of the gases from the previous explosion that are still in the cylinder, the temperature of the cylinder walls, and the relative volume of the charge, whether it's full or low; these factors are too variable to make any calculations dependable or useful.
For the theoretical compression temperatures from a known normal temperature, we append a table of the rise in temperature for the compression pressures in the following table:
For the theoretical compression temperatures based on a known normal temperature, we include a table showing the increase in temperature for the compression pressures in the table below:
Table IV.—Compression Temperatures
from a Standard Temperature of
60 Degrees Fahrenheit
| 100 | lbs. | gauge | 484° | 60 | lbs. | gauge | 373° |
| 90 | lbs. | gauge | 459° | 50 | lbs. | gauge | 339° |
| 80 | lbs. | gauge | 433° | 40 | lbs. | gauge | 301° |
| 70 | lbs. | gauge | 404° | 30 | lbs. | gauge | 258° |
CHART FOR DETERMINING COMPRESSION PRESSURES
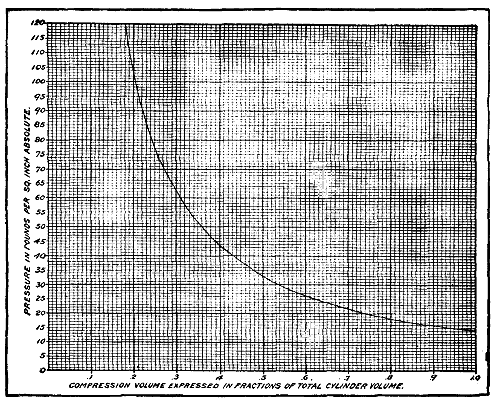
Fig. 16.—Chart Showing Relation Between Compression Volume and Pressure.
Fig. 16.—Chart Showing the Relationship Between Compression Volume and Pressure.
A very useful chart (Fig. 16) for determining compression pressures in gasoline-engine cylinders for various ratios of compression space to total cylinder volume is given by P. S. Tice, and described in the Chilton Automobile Directory by the originator as follows:
A very useful chart (Fig. 16) for determining compression pressures in gasoline-engine cylinders for various ratios of compression space to total cylinder volume is given by P. S. Tice, and described in the Chilton Automobile Directory by the originator as follows:
[72]It is many times desirable to have at hand a convenient means for at once determining with accuracy what the compression pressure will be in a gasoline-engine cylinder, the relationship between the volume of the compression space and the total cylinder volume or that swept by the piston being known. The curve at Fig. 16 is offered as such a means. It is based on empirical data gathered from upward of two dozen modern automobile engines and represents what may be taken to be the results as found in practice. It is usual for the designer to find compression pressure values, knowing the volumes from the equation
[72]It is many times desirable to have at hand a convenient means for at once determining with accuracy what the compression pressure will be in a gasoline-engine cylinder, the relationship between the volume of the compression space and the total cylinder volume or that swept by the piston being known. The curve at Fig. 16 is offered as such a means. It is based on empirical data gathered from upward of two dozen modern automobile engines and represents what may be taken to be the results as found in practice. It is usual for the designer to find compression pressure values, knowing the volumes from the equation
| P2 = P1 I see no text to modernize. Please provide a phrase to work on. | V1 | It seems like there was no text provided for me to modernize. Please share the text you’d like me to work on!1.4 | 1 |
| V2 |
which is for adiabatic compression of air. Equation (1) is right enough in general form but gives results which[73] are entirely too high, as almost all designers know from experience. The trouble lies in the interchange of heat between the compressed gases and the cylinder walls, in the diminution of the exponent (1.4 in the above) due to the lesser ratio of specific heat of gasoline vapor and in the transfer of heat from the gases which are being compressed to whatever fuel may enter the cylinder in an unvaporized condition. Also, there is always some piston leakage, and, if the form of the equation (1) is to be retained, this also tends to lower the value of the exponent. From experience with many engines, it appears that compression reaches its highest value in the cylinder for but a short range of motor speeds, usually during the mid-range. Also, it appears that, at those speeds at which compression shows its highest values, the initial pressure at the start of the compression stroke is from .5 to .9 lb. below atmospheric. Taking this latter loss value, which shows more often than those of lesser value, the compression is seen to start from an initial pressure of 13.9 lbs. per sq. in. absolute.
which is for adiabatic compression of air. Equation (1) is generally accurate, but it produces results that[73] are way too high, as almost all designers know from experience. The issue comes from the heat exchange between the compressed gases and the cylinder walls, the lower exponent (1.4 in the above) due to the reduced specific heat ratio of gasoline vapor, and the heat transfer from the gases that are being compressed to any fuel that might enter the cylinder in an unvaporized state. Additionally, there's always some piston leakage, and if the form of equation (1) is kept, this also tends to lower the value of the exponent. Based on experience with various engines, it seems that compression reaches its peak value in the cylinder for only a short range of engine speeds, typically in the mid-range. It also appears that at those speeds where compression is highest, the initial pressure at the start of the compression stroke is between .5 and .9 lb. below atmospheric. Taking this latter loss, which is more frequently observed than smaller losses, the compression is seen to start from an initial pressure of 13.9 lbs. per sq. in. absolute.
Also, experiment shows that if the exponent be given the value 1.26, instead of 1.4, the equation will embrace all heat losses in the compressed gas, and compensate for the changed ratio of specific heats for the mixture and also for all piston leakage, in the average engine with rings in good condition and tight. In the light of the foregoing, and in view of results obtained from its use, the above curve is offered—values of P2 being found from the equation
Also, experiments show that if you set the exponent to 1.26 instead of 1.4, the equation will account for all heat losses in the compressed gas and adjust for the changed ratio of specific heats in the mixture, as well as all piston leakage, in a typical engine with well-maintained and tight rings. Given this information and the results obtained from its use, the above curve is provided—values of P2 being calculated from the equation.
| P2 = 13.8 ( | V1 | )1.26 |
| V2 |
In using this curve it must be remembered that pressures are absolute. Thus: suppose it is desired to know the volumetric relationships of the cylinder for a compression pressure of 75 lbs. gauge. Add atmospheric pressure to the desired gauge pressure 14.7 + 75 = 89.7 lbs. absolute. Locate this pressure on the scale of ordinates[74] and follow horizontally across to the curve and then vertically downward to the scale of abscissas, where the ratio of the combustion chamber volume to the total cylinder volume is given, which latter is equal to the sum of the combustion chamber volume and that of the piston sweep. In the above case it is found that the combustion space for a compression pressure of 75 lbs. gauge will be .225 of the total cylinder volume, or .225 ÷ .775 = .2905 of the piston sweep volume. Conversely, knowing the volumetric ratios, compression pressure can be read directly by proceeding from the scale of abscissas vertically to the curve and thence horizontally to the scale of ordinates.
When using this curve, it's important to remember that pressures are absolute. So, if you want to find out the volumetric relationships of the cylinder for a compression pressure of 75 lbs. gauge, you need to add atmospheric pressure to the desired gauge pressure: 14.7 + 75 = 89.7 lbs. absolute. Locate this pressure on the ordinate scale[74] and move horizontally to the curve, then go vertically down to the abscissa scale, where you can find the ratio of the combustion chamber volume to the total cylinder volume. The total cylinder volume is the sum of the combustion chamber volume and the piston sweep volume. In this case, the combustion space for a compression pressure of 75 lbs. gauge is .225 of the total cylinder volume, or .225 ÷ .775 = .2905 of the piston sweep volume. On the other hand, if you know the volumetric ratios, you can directly read the compression pressure by moving vertically from the abscissa scale to the curve and then horizontally to the ordinate scale.
CAUSES OF HEAT LOSS AND INEFFICIENCY IN EXPLOSIVE MOTORS
The difference realized in the practical operation of an internal combustion heat engine from the computed effect derived from the values of the explosive elements is probably the most serious difficulty that engineers have encountered in their endeavors to arrive at a rational conclusion as to where the losses were located, and the ways and means of design that would eliminate the causes of loss and raise the efficiency step by step to a reasonable percentage of the total efficiency of a perfect cycle.
The difference observed in the actual performance of an internal combustion engine compared to the expected results based on the values of the explosive elements is arguably the biggest challenge engineers have faced in their efforts to determine where the losses happen. This includes figuring out the design strategies that could eliminate the causes of those losses and gradually increase efficiency to a reasonable percentage of what a perfect cycle could achieve.
An authority on the relative condition of the chemical elements under combustion in closed cylinders attributes the variation of temperature shown in the fall of the expansion curve, and the suppression or retarded evolution of heat, entirely to the cooling action of the cylinder walls, and to this nearly all the phenomena hitherto obscure in the cylinder of a gas-engine. Others attribute the great difference between the theoretical temperature of combustion and the actual temperature realized in the practical operation of the gas-engine, a loss of more than one-half of the total heat energy of the combustibles, partly to the dissociation of the elements of combustion at extremely high temperatures and their reassociation by expansion in the cylinder, to account for the supposed continued[75] combustion and extra adiabatic curve of the expansion line on the indicator card.
An expert on the chemical elements' behavior during combustion in closed cylinders attributes the temperature changes shown in the drop of the expansion curve, along with the delayed release of heat, entirely to the cooling effect of the cylinder walls. This explains nearly all the previously unclear phenomena in a gas engine's cylinder. Others link the significant difference between the theoretical combustion temperature and the actual temperature achieved during the gas engine's operation—a loss of over half the total heat energy of the fuels—partly to the breaking apart of combustion elements at extremely high temperatures and their coming back together as they expand in the cylinder. This accounts for the supposed ongoing combustion and the additional adiabatic curve of the expansion line on the indicator card.[75]
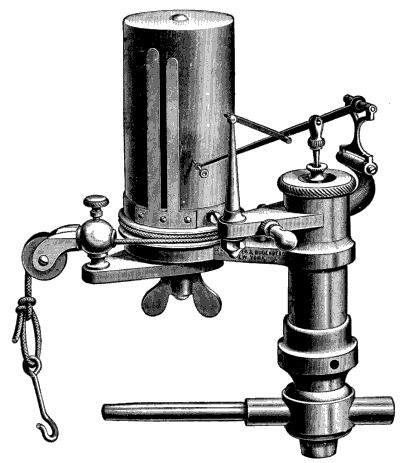
Fig. 17.—The Thompson Indicator, an Instrument for Determining Compressions and Explosion Pressure Values and Recording Them on Chart.
Fig. 17.—The Thompson Indicator, a device for measuring compression and explosion pressure values and recording them on a chart.
The loss of heat to the walls of the cylinder, piston, and clearance space, as regards the proportion of wall surface to the volume, has gradually brought this point to its smallest ratio in the concave piston-head and globular cylinder-head, with the smallest possible space in the inlet and exhaust passage. The wall surface of a cylindrical clearance space or combustion chamber of one-half its unit diameter in length is equal to 3.1416 square units, its volume but 0.3927 of a cubic unit; while the same wall[76] surface in a spherical form has a volume of 0.5236 of a cubic unit. It will be readily seen that the volume is increased 331⁄3 per cent. in a spherical over a cylindrical form for equal wall surfaces at the moment of explosion, when it is desirable that the greatest amount of heat is generated, and carrying with it the greatest possible pressure from which the expansion takes place by the movement of the piston.
The heat loss to the walls of the cylinder, piston, and clearance space, in terms of the ratio of wall surface to volume, has gradually led us to the most efficient design with a concave piston head and a spherical cylinder head, minimizing the space in the inlet and exhaust passage. The wall surface of a cylindrical clearance space or combustion chamber that is half its unit diameter in length equals 3.1416 square units, while its volume is only 0.3927 cubic units. In contrast, the same wall surface in a spherical shape has a volume of 0.5236 cubic units. It's clear that the volume is increased by 331⁄3 percent in a spherical compared to a cylindrical design for the same wall surfaces at the moment of ignition, when generating the maximum amount of heat is desirable, resulting in the highest possible pressure that moves the piston during expansion.
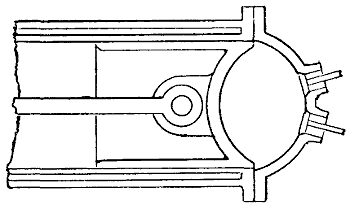
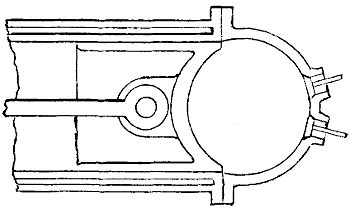
The spherical form cannot continue during the stroke for mechanical reasons; therefore some proportion of piston stroke of cylinder volume must be found to correspond with a spherical form of the combustion chamber to produce the least loss of heat through the walls during the combustion and expansion part of the stroke. This idea is illustrated in Figs. 18 and 19, showing how the relative volumes of cylinder stroke and combustion chamber may be varied to suit the requirements due to the quality of the elements of combustion.
The spherical form cannot continue during the stroke for mechanical reasons; therefore some proportion of piston stroke of cylinder volume must be found to correspond with a spherical form of the combustion chamber to produce the least loss of heat through the walls during the combustion and expansion part of the stroke. This idea is illustrated in Figs. 18 and 19, showing how the relative volumes of cylinder stroke and combustion chamber may be varied to suit the requirements due to the quality of the elements of combustion.
Although the concave piston-head shows economy in regard to the relation of the clearance volume to the wall area at the moment of explosive combustion, it may be clearly seen that its concavity increases its surface area and its capacity for absorbing heat, for which there is no provision for cooling the piston, save its contact with the walls of the cylinder and the slight air cooling of its back by its reciprocal motion. For this reason the concave piston-head has not been generally adopted and the concave cylinder-head, as shown in Fig. 19, with a flat[78] piston-head is the latest and best practice in airplane engine construction.
Although the concave piston-head shows economy in regard to the relation of the clearance volume to the wall area at the moment of explosive combustion, it may be clearly seen that its concavity increases its surface area and its capacity for absorbing heat, for which there is no provision for cooling the piston, save its contact with the walls of the cylinder and the slight air cooling of its back by its reciprocal motion. For this reason the concave piston-head has not been generally adopted and the concave cylinder-head, as shown in Fig. 19, with a flat[78] piston-head is the latest and best practice in airplane engine construction.
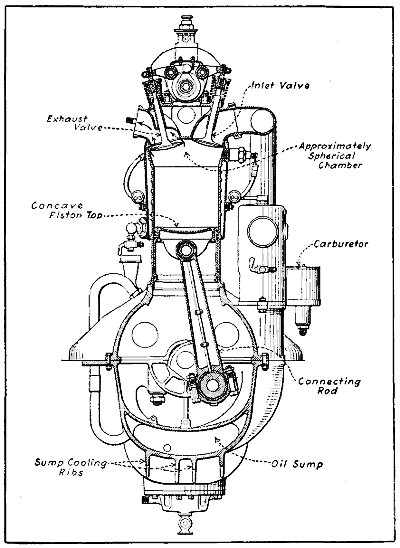
Fig. 20.—Mercedes Aviation Engine Cylinder Section Showing Approximately Spherical Combustion Chamber and Concave Piston Top.
Fig. 20.—Mercedes Aviation Engine Cylinder Section Showing Approximately Spherical Combustion Chamber and Concave Piston Top.
The practical application of the principle just outlined to one of the most efficient airplane motors ever designed, the Mercedes, is clearly outlined at Fig. 20.
The practical application of the principle just outlined to one of the most efficient airplane motors ever designed, the Mercedes, is clearly outlined at Fig. 20.
HEAT LOSSES TO COOLING WATER
The mean temperature of the wall surface of the combustion chamber and cylinder, as indicated by the temperatures of the circulating water, has been found to be an important item in the economy of the gas-engine. Dugald Clerk, in England, a high authority in practical work with the gas-engine, found that 10 per cent. of the gas for a stated amount of power was saved by using water at a temperature in which the ejected water from the cylinder-jacket was near the boiling-point, and ventures the opinion that a still higher temperature for the circulating water may be used as a source of economy. This could be made practical in the case of aviation engines by adjusting the air-cooling surface of the radiator so as to maintain the inlet water at just below the boiling point, and by the rapid circulation induced by the pump pressure, to return the water from the cylinder-jacket a few degrees above the boiling point. The thermal displacement systems of cooling employed in automobiles are working under more favorable temperature conditions than those engines in which cooling is more energetic.
The average temperature of the combustion chamber and cylinder walls, as shown by the temperatures of the circulating water, is a crucial factor in the efficiency of gas engines. Dugald Clerk in England, a leading expert in practical gas engine work, discovered that 10% of the gas used for a specific amount of power could be saved by using water at a temperature where the discharged water from the cylinder jacket was just below boiling point. He suggests that an even higher temperature for the circulating water could provide further savings. This could be implemented in aviation engines by adjusting the air-cooled radiator's surface to keep the inlet water just below boiling and using the pressure from the pump to return the water from the cylinder jacket at a few degrees above boiling. The thermal displacement cooling systems used in cars operate under more favorable temperature conditions than those engines that require more aggressive cooling.
For a given amount of heat taken from the cylinder by the largest volume of circulating water, the difference in temperature between inlet and outlet of the water-jacket should be the least possible, and this condition of the water circulation gives a more even temperature to all parts of the cylinder; while, on the contrary, a cold-water supply, say at 60° F., so slow as to allow the ejected water to flow off at a temperature near the boiling-point, must make a great difference in temperature between the bottom and top of the cylinder, with a loss in economy[79] in gas and other fuels, as well as in water, if it is obtained by measurement.
For a certain amount of heat removed from the cylinder by the largest volume of circulating water, the temperature difference between the water's inlet and outlet should be as small as possible. This condition of water circulation provides a more consistent temperature throughout the cylinder. In contrast, if the cold-water supply is, for example, at 60 degrees F. and is too slow, allowing the expelled water to exit at a temperature close to boiling, it will create a significant temperature difference between the bottom and top of the cylinder. This results in reduced efficiency[79] in gas and other fuels, as well as in water if it is measured.
From the foregoing considerations of losses and inefficiencies, we find that the practice in motor design and construction has not yet reached the desired perfection in its cycular operation. Step by step improvements have been made with many changes in design though many have been without merit as an improvement, farther than to gratify the longings of designers for something different from the other thing, and to establish a special construction of their own. These efforts may in time produce a motor of normal or standard design for each kind of fuel that will give the highest possible efficiency for all conditions of service.
From the above considerations of losses and inefficiencies, we see that motor design and construction haven't yet achieved the desired level of perfection in their cyclic operation. Gradual improvements have been made with many design changes, but many of these have not genuinely improved the motor; they mainly satisfy designers' desires for something different and establish their unique construction styles. These efforts might eventually lead to a standard motor design for each type of fuel that maximizes efficiency under all service conditions.
CHAPTER IV
Engine Parts and Functions—Why Multiple Cylinder Engines Are Best—Describing Sequence of Operations—Simple Engines—Four and Six Cylinder Vertical Tandem Engines—Eight and Twelve Cylinder V Engines—Radial Cylinder Arrangement—Rotary Cylinder Forms.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__.
ENGINE PARTS AND FUNCTIONS
The principal elements of a gas engine are not difficult to understand and their functions are easily defined. In place of the barrel of the gun one has a smoothly machined cylinder in which a small cylindrical or barrel-shaped element fitting the bore closely may be likened to a bullet or cannon ball. It differs in this important respect, however, as while the shot is discharged from the mouth of the cannon the piston member sliding inside of the main cylinder cannot leave it, as its movements back and forth from the open to the closed end and back again are limited by simple mechanical connection or linkage which comprises crank and connection rod. It is by this means that the reciprocating movement of the piston is transformed into a rotary motion of the crank-shaft.
The main parts of a gas engine are easy to understand, and their functions are straightforward. Instead of a gun barrel, you have a smoothly machined cylinder where a small cylindrical or barrel-shaped piece that fits closely inside can be compared to a bullet or cannonball. However, it’s different in a key way: while the shot is fired from the cannon's mouth, the piston inside the main cylinder can't leave. Its movement back and forth from the open end to the closed end is restricted by a simple mechanical connection made up of a crank and connecting rod. This setup converts the piston’s back-and-forth movement into the rotary motion of the crankshaft.
The fly-wheel is a heavy member attached to the crank-shaft of an automobile engine which has energy stored in its rim as the member revolves, and the momentum of this revolving mass tends to equalize the intermittent pushes on the piston head produced by the explosion of the gas in the cylinder. In aviation engines, the weight of the propeller or that of rotating cylinders themselves performs the duty of a fly-wheel, so no separate member is needed. If some explosive is placed in the chamber formed by the piston and closed end of the cylinder and exploded, the piston would be the only part that would yield to the pressure which would produce a downward movement. As this is forced down the crank-shaft is[82] turned by the connecting rod, and as this part is hinged at both ends it is free to oscillate as the crank turns, and thus the piston may slide back and forth while the crank-shaft is rotating or describing a curvilinear path.
The flywheel is a heavy component connected to the crankshaft of a car engine that stores energy in its rim as it spins, and the momentum of this moving mass helps smooth out the inconsistent pushes on the piston head caused by the explosion of gas in the cylinder. In airplane engines, the weight of the propeller or the rotating cylinders themselves acts as a flywheel, so no separate part is needed. If an explosive is placed in the chamber created by the piston and the closed end of the cylinder and detonated, the piston would be the only part that would respond to the pressure, causing a downward movement. As this happens, the crankshaft is[82] turned by the connecting rod, and because this part is hinged at both ends, it can swing freely as the crank turns, allowing the piston to slide back and forth while the crankshaft rotates or moves in a curvilinear path.
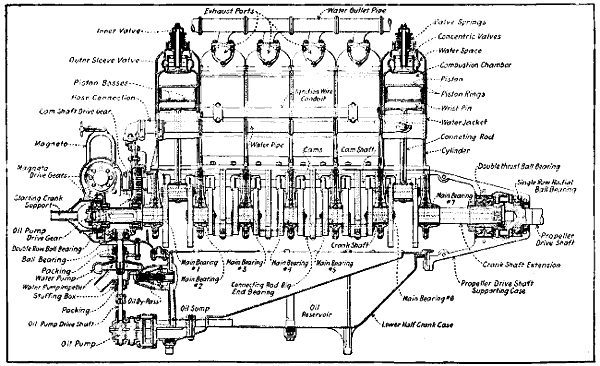
Fig. 21.—Side Sectional View of Typical Airplane Engine, Showing Parts and Their Relation to Each Other. This Engine is an Aeromarine Design and Utilizes a Distinctive Concentric Valve Construction.
Fig. 21.—Side Sectional View of a Typical Airplane Engine, Showing Parts and Their Relationship to Each Other. This engine is an Aeromarine design and uses a unique concentric valve construction.
In addition to the simple elements described it is evident that a gasoline engine must have other parts. The most important of these are the valves, of which there are generally two to each cylinder. One closes the passage connecting to the gas supply and opens during one stroke of the piston in order to let the explosive gas into the combustion chamber. The other member, or exhaust valve, serves as a cover for the opening through which the burned gases can leave the cylinder after their work is done. The spark plug is a simple device which may be compared to the fuse or percussion cap of the cannon. It permits one to produce an electric spark in the cylinder when the piston is at the best point to utilize the pressure which obtains when the compressed gas is fired. The valves are open one at a time, the inlet valve being lifted from its seat while the cylinder is filling and the exhaust valve is opened when the cylinder is being cleared. They are normally kept seated by means of compression springs. In the simple motor shown at Fig. 5, the exhaust valve is operated by means of a pivoted bell crank rocked by a cam which turns at half the speed of the crank-shaft. The inlet valve operates automatically, as will be explained in proper sequence.
In addition to the simple elements described it is evident that a gasoline engine must have other parts. The most important of these are the valves, of which there are generally two to each cylinder. One closes the passage connecting to the gas supply and opens during one stroke of the piston in order to let the explosive gas into the combustion chamber. The other member, or exhaust valve, serves as a cover for the opening through which the burned gases can leave the cylinder after their work is done. The spark plug is a simple device which may be compared to the fuse or percussion cap of the cannon. It permits one to produce an electric spark in the cylinder when the piston is at the best point to utilize the pressure which obtains when the compressed gas is fired. The valves are open one at a time, the inlet valve being lifted from its seat while the cylinder is filling and the exhaust valve is opened when the cylinder is being cleared. They are normally kept seated by means of compression springs. In the simple motor shown at Fig. 5, the exhaust valve is operated by means of a pivoted bell crank rocked by a cam which turns at half the speed of the crank-shaft. The inlet valve operates automatically, as will be explained in proper sequence.
In order to obtain a perfectly tight combustion chamber, both intake and exhaust valves are closed before the gas is ignited, because all of the pressure produced by the exploding gas is to be directed against the top of the movable piston. When the piston reaches the bottom of its power stroke, the exhaust valve is lifted by means of the bell crank which is rocked because of the point or lift on the cam. The cam-shaft is driven by positive gearing and revolves at half the engine speed. The exhaust valve remains open during the whole of the return stroke of the piston, and as this member moves toward[83] the closed end of the cylinder it forces out burned gases ahead of it, through the passage controlled by the exhaust valve. The cam-shaft is revolved at half the engine speed because the exhaust valve is raised from its seat during only one stroke out of four, or only once every two revolutions. Obviously, if the cam was turned at the same speed as the crank-shaft it would remain open once every revolution, whereas the burned gases are expelled from the individual cylinders only once in two turns of the crank-shaft.
To achieve a perfectly sealed combustion chamber, both the intake and exhaust valves are closed before the gas is ignited so that all the pressure from the exploding gas is directed against the top of the movable piston. When the piston reaches the bottom of its power stroke, the exhaust valve is opened by the bell crank, which is activated by the lift on the cam. The camshaft is driven by positive gearing and rotates at half the engine speed. The exhaust valve stays open throughout the entire return stroke of the piston, and as it moves toward[83] the closed end of the cylinder, it pushes out the burned gases through the passage controlled by the exhaust valve. The camshaft rotates at half the engine speed because the exhaust valve is lifted from its seat only once every four strokes, or once every two revolutions. Clearly, if the cam turned at the same speed as the crankshaft, it would stay open once every revolution, while the burned gases are expelled from the individual cylinders only once every two turns of the crankshaft.
WHY MULTIPLE CYLINDER FORMS ARE BEST
Owing to the vibration which obtains from the heavy explosion in the large single-cylinder engines used for stationary power other forms were evolved in which the cylinder was smaller and power obtained by running the engine faster, but these are suitable only for very low powers.
Due to the vibrations caused by the intense explosions in the large single-cylinder engines used for stationary power, other designs were developed where the cylinder was smaller and power was generated by running the engine at higher speeds. However, these are only suitable for very low power applications.
When a single-cylinder engine is employed a very heavy fly-wheel is needed to carry the moving parts through idle strokes necessary to obtain a power impulse. For this reason automobile and aircraft designers must use more than one cylinder, and the tendency is to produce power by frequently occurring light impulses rather than by a smaller number of explosions having greater force. When a single-cylinder motor is employed the construction is heavier than is needed with a multiple-cylinder form. Using two or more cylinders conduces to steady power generation and a lessening of vibration. Most modern motor cars employ four-cylinder engines because a power impulse may be secured twice every revolution of the crank-shaft, or a total of four power strokes during two revolutions. The parts are so arranged that while the charge of gas in one cylinder is exploding, those which come next in firing order are compressing, discharging the inert gases and drawing in a fresh charge respectively. When the power stroke is completed in one cylinder, the piston in that member in[84] which a charge of gas has just been compressed has reached the top of its stroke and when the gas is exploded the piston is reciprocated and keeps the crank-shaft turning. When a multiple-cylinder engine is used the fly-wheel can be made much lighter than that of the simpler form and eliminated altogether in some designs. In fact, many modern multiple-cylinder engines developing 300 horse-power weigh less than the early single- and double-cylinder forms which developed but one-tenth or one-twentieth that amount of energy.
When a single-cylinder engine is used, a very heavy flywheel is required to keep the moving parts going through idle strokes to create a power impulse. Because of this, car and aircraft designers often choose to use multiple cylinders, aiming to generate power through frequent light impulses instead of relying on fewer, more powerful explosions. With a single-cylinder engine, the construction is bulkier than necessary compared to a multi-cylinder design. Using two or more cylinders leads to smoother power generation and reduced vibration. Most modern cars have four-cylinder engines because they can produce a power impulse twice for every crankshaft revolution, resulting in four power strokes over two revolutions. The engine components are arranged so that while one cylinder is exploding gas, the next cylinders are compressing gas, expelling exhaust gases, and drawing in a new charge in sequence. When the power stroke in one cylinder finishes, the piston in that cylinder, which has just compressed the gas, has reached the top of its stroke. When the gas ignites, the piston moves back down, keeping the crankshaft turning. In a multi-cylinder engine, the flywheel can be significantly lighter than what's needed for a single-cylinder engine and can even be eliminated in some designs. In fact, many modern multi-cylinder engines producing 300 horsepower are lighter than early single- and double-cylinder engines that only generated one-tenth or one-twentieth of that power.
DESCRIBING SEQUENCE OF OPERATIONS
Referring to Fig. 22, A, the sequence of operation in a single-cylinder motor can be easily understood. Assuming that the crank-shaft is turning in the direction of the arrow, it will be seen that the intake stroke comes first, then the compression, which is followed by the power impulse, and lastly the exhaust stroke. If two cylinders are used, it is possible to balance the explosions in such a way that one will occur each revolution. This is true with either one of two forms of four-cycle motors. At B, a two-cylinder vertical engine using a crank-shaft in which the crank-pins are on the same plane is shown. The two pistons move up and down simultaneously. Referring to the diagram describing the strokes, and assuming that the outer circle represents the cycle of operations in one cylinder while the inner circle represents the sequence of events in the other cylinder, while cylinder No. 1 is taking in a fresh charge of gas, cylinder No. 2 is exploding. When cylinder No. 1 is compressing, cylinder No. 2 is exhausting. During the time that the charge in cylinder No. 1 is exploded, cylinder No. 2 is being filled with fresh gas. While the exhaust gases are being discharged from cylinder No. 1, cylinder No. 2 is compressing the gas previously taken.
Referring to Fig. 22, A, the sequence of operation in a single-cylinder motor can be easily understood. Assuming that the crank-shaft is turning in the direction of the arrow, it will be seen that the intake stroke comes first, then the compression, which is followed by the power impulse, and lastly the exhaust stroke. If two cylinders are used, it is possible to balance the explosions in such a way that one will occur each revolution. This is true with either one of two forms of four-cycle motors. At B, a two-cylinder vertical engine using a crank-shaft in which the crank-pins are on the same plane is shown. The two pistons move up and down simultaneously. Referring to the diagram describing the strokes, and assuming that the outer circle represents the cycle of operations in one cylinder while the inner circle represents the sequence of events in the other cylinder, while cylinder No. 1 is taking in a fresh charge of gas, cylinder No. 2 is exploding. When cylinder No. 1 is compressing, cylinder No. 2 is exhausting. During the time that the charge in cylinder No. 1 is exploded, cylinder No. 2 is being filled with fresh gas. While the exhaust gases are being discharged from cylinder No. 1, cylinder No. 2 is compressing the gas previously taken.
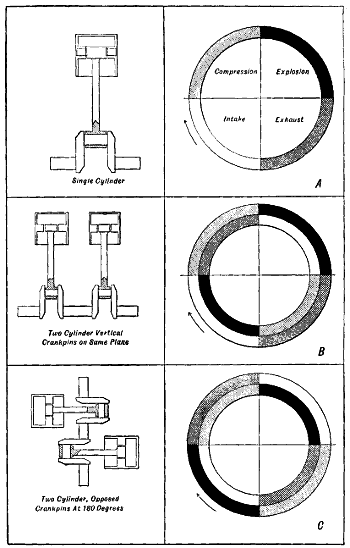
Fig. 22.—Diagrams Illustrating Sequence of Cycles in One- and Two-Cylinder Engines Showing More Uniform Turning Effort on Crank-Shaft with Two-Cylinder Motors.
Fig. 22.—Diagrams Illustrating the Sequence of Cycles in One- and Two-Cylinder Engines, Showing a More Consistent Turning Force on the Crankshaft with Two-Cylinder Motors.
The same condition obtains when the crank-pins are arranged at one hundred and eighty degrees and the cylinders are opposed, as shown at C. The reason that the[86] two-cylinder opposed motor is more popular than that having two vertical cylinders is that it is difficult to balance the construction shown at B, so that the vibration will not be excessive. The two-cylinder opposed motor has much less vibration than the other form, and as the explosions occur evenly and the motor is a simple one to construct, it has been very popular in the past on light cars and has received limited application on some early, light airplanes.
The same condition applies when the crank-pins are set at one hundred and eighty degrees and the cylinders are opposite each other, as shown at C. The reason the two-cylinder opposed motor is more popular than one with two vertical cylinders is that it's hard to balance the design shown at B, which can lead to excessive vibration. The two-cylinder opposed motor experiences much less vibration than the other design, and since the explosions happen evenly and the motor is straightforward to build, it has been very popular in the past for light cars and has also seen some use in early light airplanes.
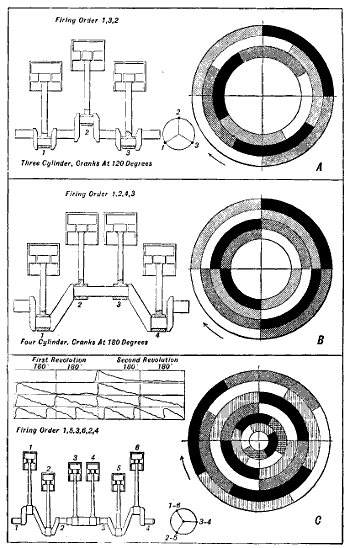
Fig. 23.—Diagrams Demonstrating Clearly Advantages which Obtain when Multiple-Cylinder Motors are Used as Power Plants.
Fig. 23.—Diagrams Clearly Showing the Advantages of Using Multiple-Cylinder Motors as Power Plants.
To demonstrate very clearly the advantages of multiple-cylinder engines the diagrams at Fig. 23 have been prepared. At A, a three-cylinder motor, having crank-pins at one hundred and twenty degrees, which means that they are spaced at thirds of the circle, we have a form of construction that gives a more even turning than that possible with a two-cylinder engine. Instead of one explosion per revolution of the crank-shaft, one will obtain three explosions in two revolutions. The manner in which the explosion strokes occur and the manner they overlap strokes in the other cylinder is shown at A. Assuming that the cylinders fire in the following order, first No. 1, then No. 2, and last No. 3, we will see that while cylinder No. 1, represented by the outer circle, is on the power stroke, cylinder No. 3 has completed the last two-thirds of its exhaust stroke and has started on its intake stroke. Cylinder No. 2, represented by the middle circle, during this same period has completed its intake stroke and two-thirds of its compression stroke. A study of the diagram will show that there is an appreciable lapse of time between each explosion.
To demonstrate very clearly the advantages of multiple-cylinder engines the diagrams at Fig. 23 have been prepared. At A, a three-cylinder motor, having crank-pins at one hundred and twenty degrees, which means that they are spaced at thirds of the circle, we have a form of construction that gives a more even turning than that possible with a two-cylinder engine. Instead of one explosion per revolution of the crank-shaft, one will obtain three explosions in two revolutions. The manner in which the explosion strokes occur and the manner they overlap strokes in the other cylinder is shown at A. Assuming that the cylinders fire in the following order, first No. 1, then No. 2, and last No. 3, we will see that while cylinder No. 1, represented by the outer circle, is on the power stroke, cylinder No. 3 has completed the last two-thirds of its exhaust stroke and has started on its intake stroke. Cylinder No. 2, represented by the middle circle, during this same period has completed its intake stroke and two-thirds of its compression stroke. A study of the diagram will show that there is an appreciable lapse of time between each explosion.
Three-cylinder engines are not used on aircraft at the present time, though Bleriot’s flight across the British Channel was made with a three-cylinder Anzani motor. It was not a conventional form, however. The three-cylinder engine is practically obsolete at this time for any purpose except “penguins” or school machines that are incapable of flight and which are used in some French training schools for aviators.
Three-cylinder engines aren't used in aircraft today, although Bleriot’s flight across the English Channel was powered by a three-cylinder Anzani motor. However, it wasn’t a typical design. The three-cylinder engine is pretty much outdated now for anything other than “penguins” or training machines that can’t fly, which are used in some French aviation schools.
FOUR- AND SIX-CYLINDER ENGINES
In the four-cylinder engine operation which is shown at Fig. 23, B, it will be seen that the power strokes follow each other without loss of time, and one cylinder begins to fire and the piston moves down just as soon as the member ahead of it has completed its power stroke. In a four-cylinder motor, the crank-pins are placed at one hundred and eighty degrees, or on the halves of the crank circle. The crank-pins for cylinders No. 1 and No. 4 are on the same plane, while those for cylinders No. 2 and No. 3 also move in unison. The diagram describing sequence of operations in each cylinder is based on a firing order of one, two, four, three. The outer circle, as in previous instances, represents the cycle of operations in cylinder one. The next one toward the center, cylinder No. 2, the third circle represents the sequence of events in cylinder No. 3, while the inner circle outlines the strokes in cylinder four. The various cylinders are working as follows:
In the four-cylinder engine operation which is shown at Fig. 23, B, it will be seen that the power strokes follow each other without loss of time, and one cylinder begins to fire and the piston moves down just as soon as the member ahead of it has completed its power stroke. In a four-cylinder motor, the crank-pins are placed at one hundred and eighty degrees, or on the halves of the crank circle. The crank-pins for cylinders No. 1 and No. 4 are on the same plane, while those for cylinders No. 2 and No. 3 also move in unison. The diagram describing sequence of operations in each cylinder is based on a firing order of one, two, four, three. The outer circle, as in previous instances, represents the cycle of operations in cylinder one. The next one toward the center, cylinder No. 2, the third circle represents the sequence of events in cylinder No. 3, while the inner circle outlines the strokes in cylinder four. The various cylinders are working as follows:
| 1. | 2. | 3. | 4. |
| Explosion | Compression | Exhaust | Intake |
| Exhaust | Explosion | Intake | Compression |
| Intake | Exhaust | Compression | Explosion |
| Compression | Intake | Explosion | Exhaust |
It will be obvious that regardless of the method of construction, or the number of cylinders employed, exactly the same number of parts must be used in each cylinder assembly and one can conveniently compare any multiple-cylinder power plant as a series of single-cylinder engines joined one behind the other and so coupled that one will deliver power and produce useful energy at the crank-shaft where the other leaves off. The same fundamental laws governing the action of a single cylinder obtain when a number are employed, and the sequence of operation is the same in all members, except that the necessary functions take place at different[89] times. If, for instance, all the cylinders of a four-cylinder motor were fired at the same time, one would obtain the same effect as though a one-piston engine was used, which had a piston displacement equal to that of the four smaller members. As is the case with a single-cylinder engine, the motor would be out of correct mechanical balance because all the connecting rods would be placed on crank-pins that lie in the same plane. A very large fly-wheel would be necessary to carry the piston through the idle strokes, and large balance weights would be fitted to the crank-shaft in an effort to compensate for the weight of the four pistons, and thus reduce vibratory stresses which obtain when parts are not in correct balance.
It will be clear that regardless of how it's built or the number of cylinders used, the same number of parts must be included in each cylinder assembly. You can easily compare any multiple-cylinder power plant to a series of single-cylinder engines lined up one after the other, with each one delivering power and producing useful energy at the crank-shaft where the previous one ends. The same basic laws that govern a single cylinder apply when using multiple cylinders, and the sequence of operation is consistent across all of them, except the necessary functions occur at different[89] times. For example, if all the cylinders of a four-cylinder engine fired simultaneously, it would create the same effect as a one-piston engine with a piston displacement equal to that of the four smaller cylinders. Just like with a single-cylinder engine, the motor would be mechanically unbalanced since all the connecting rods would be attached to crank-pins that are on the same plane. A very large flywheel would be needed to keep the piston moving through the idle strokes, and heavy balance weights would be added to the crank-shaft to try to offset the combined weight of the four pistons, thereby reducing vibratory stresses that occur when parts are unbalanced.
There would be no advantage gained by using four cylinders in this manner, and there would be more loss of heat and more power consumed in friction than in a one-piston motor of the same capacity. This is the reason that when four cylinders are used the arrangement of crank-pins is always as shown at Fig. 23, B—i.e., two pistons are up, while the other two are at the bottom of the stroke. With this construction, we have seen that it is possible to string out the explosions so that there will always be one cylinder applying power to the crank-shaft. The explosions are spaced equally. The parts are in correct mechanical balance because two pistons are on the upstroke while the other two are descending. Care is taken to have one set of moving members weigh exactly the same as the other. With a four-cylinder engine one has correct balance and continuous application of energy. This insures a smoother running motor which has greater efficiency than the simpler one-, two-, and three-cylinder forms previously described. Eliminating the stresses which would obtain if we had an unbalanced mechanism and irregular power application makes for longer life. Obviously a large number of relatively light explosions will produce less wear and strain than would a lesser number of powerful ones. As the parts can be built lighter if the explosions are not heavy, the engine can be operated[90] at higher rotative speeds than when large and cumbersome members are utilized. Four-cylinder engines intended for aviation work have been built according to the designs shown at Fig. 24, but these forms are unconventional and seldom if ever used.
There would be no advantage gained by using four cylinders in this manner, and there would be more loss of heat and more power consumed in friction than in a one-piston motor of the same capacity. This is the reason that when four cylinders are used the arrangement of crank-pins is always as shown at Fig. 23, B—i.e., two pistons are up, while the other two are at the bottom of the stroke. With this construction, we have seen that it is possible to string out the explosions so that there will always be one cylinder applying power to the crank-shaft. The explosions are spaced equally. The parts are in correct mechanical balance because two pistons are on the upstroke while the other two are descending. Care is taken to have one set of moving members weigh exactly the same as the other. With a four-cylinder engine one has correct balance and continuous application of energy. This insures a smoother running motor which has greater efficiency than the simpler one-, two-, and three-cylinder forms previously described. Eliminating the stresses which would obtain if we had an unbalanced mechanism and irregular power application makes for longer life. Obviously a large number of relatively light explosions will produce less wear and strain than would a lesser number of powerful ones. As the parts can be built lighter if the explosions are not heavy, the engine can be operated[90] at higher rotative speeds than when large and cumbersome members are utilized. Four-cylinder engines intended for aviation work have been built according to the designs shown at Fig. 24, but these forms are unconventional and seldom if ever used.
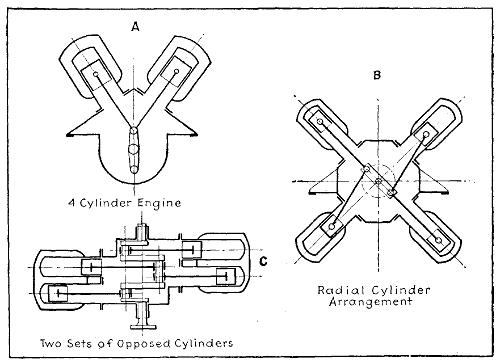
Fig. 24.—Showing Three Possible Though Unconventional Arrangements of Four-Cylinder Engines.
Fig. 24.—Displaying Three Possible Yet Unconventional Configurations of Four-Cylinder Engines.
The six-cylinder type of motor, the action of which is shown at Fig. 23, C, is superior to the four-cylinder, inasmuch as the power strokes overlap, and instead of having two explosions each revolution we have three explosions. The conventional crank-shaft arrangement in a six-cylinder engine is just the same as though one used two three-cylinder shafts fastened together, so pistons 1 and 6 are on the same plane as are pistons 2 and 5. Pistons 3 and 4 also travel together. With the cranks arranged as outlined at Fig. 23, C, the firing order is one, five, three, six, two, four. The manner in which the power strokes overlap is clearly shown in the diagram. An interesting comparison[91] is also made in the diagrams at Fig. 25 and in the upper corner of Fig. 23, C.
The six-cylinder type of motor, the action of which is shown at Fig. 23, C, is superior to the four-cylinder, inasmuch as the power strokes overlap, and instead of having two explosions each revolution we have three explosions. The conventional crank-shaft arrangement in a six-cylinder engine is just the same as though one used two three-cylinder shafts fastened together, so pistons 1 and 6 are on the same plane as are pistons 2 and 5. Pistons 3 and 4 also travel together. With the cranks arranged as outlined at Fig. 23, C, the firing order is one, five, three, six, two, four. The manner in which the power strokes overlap is clearly shown in the diagram. An interesting comparison[91] is also made in the diagrams at Fig. 25 and in the upper corner of Fig. 23, C.
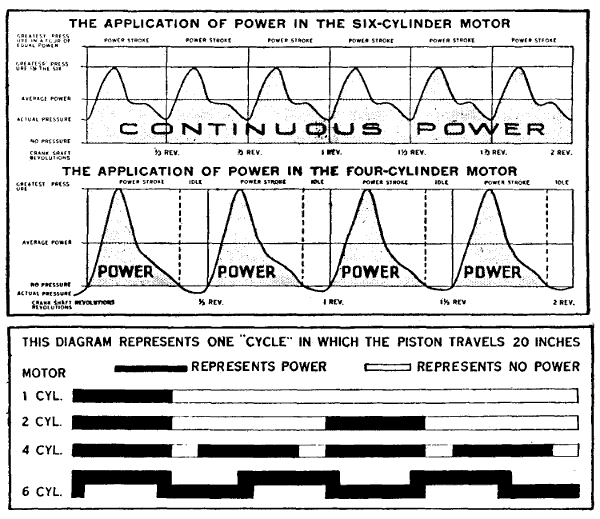
Fig. 25.—Diagrams Outlining Advantages of Multiple Cylinder Motors, and Why They Deliver Power More Evenly Than Single Cylinder Types.
Fig. 25.—Diagrams Showing the Benefits of Multiple Cylinder Motors and Why They Provide Power More Smoothly Than Single Cylinder Models.
A rectangle is divided into four columns; each of these corresponds to one hundred and eighty degrees, or half a revolution. Thus the first revolution of the crank-shaft is represented by the first two columns, while the second revolution is represented by the last two. Taking the portion of the diagram which shows the power impulse in a one-cylinder engine, we see that during the first revolution there has been no power impulse. During the first half of the second revolution, however, an explosion takes place and a power impulse is obtained. The last portion of the second revolution is devoted to exhausting the burned gases, so that there are three idle strokes and but one power stroke. The effect when two cylinders are employed is shown immediately below.
A rectangle is divided into four columns; each one represents one hundred eighty degrees, or half a turn. The first two columns illustrate the first revolution of the crankshaft, while the last two depict the second revolution. Looking at the part of the diagram that shows the power impulse in a one-cylinder engine, we notice that there’s no power impulse during the first revolution. However, an explosion occurs during the first half of the second revolution, generating a power impulse. The final part of the second revolution is spent exhausting the burned gases, resulting in three idle strokes and only one power stroke. The effect of using two cylinders is shown right below.
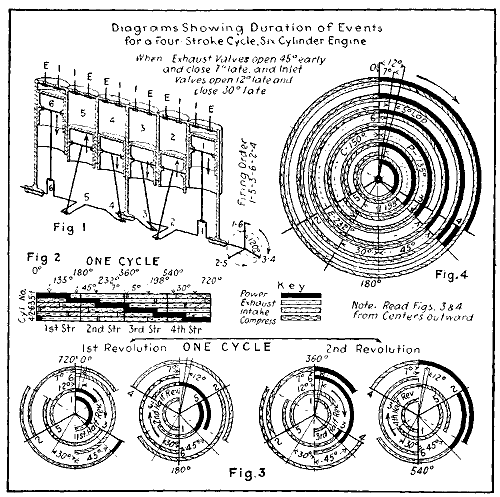
Fig. 26.—Diagrams Showing Duration of Events for a Four-Stroke Cycle, Six-Cylinder Engine.
Fig. 26.—Diagrams Showing the Duration of Events for a Four-Stroke Cycle, Six-Cylinder Engine.
[92]Here we have one explosion during the first half of the first revolution in one cylinder and another during the first half of the second revolution in the other cylinder. With a four-cylinder engine there is an explosion each half revolution, while in a six-cylinder engine there is one and one-half explosions during each half revolution. When six cylinders are used there is no lapse of time between power impulses, as these overlap and a continuous and smooth-turning movement is imparted to the crank shaft. The diagram shown at Fig. 26, prepared by E. P. Pulley, can be studied to advantage in securing an idea of the coordination of effort that takes place in an engine of the six-cylinder type.
[92]Here we have one explosion during the first half of the first revolution in one cylinder and another during the first half of the second revolution in the other cylinder. With a four-cylinder engine there is an explosion each half revolution, while in a six-cylinder engine there is one and one-half explosions during each half revolution. When six cylinders are used there is no lapse of time between power impulses, as these overlap and a continuous and smooth-turning movement is imparted to the crank shaft. The diagram shown at Fig. 26, prepared by E. P. Pulley, can be studied to advantage in securing an idea of the coordination of effort that takes place in an engine of the six-cylinder type.
ACTUAL DURATION OF DIFFERENT STROKES
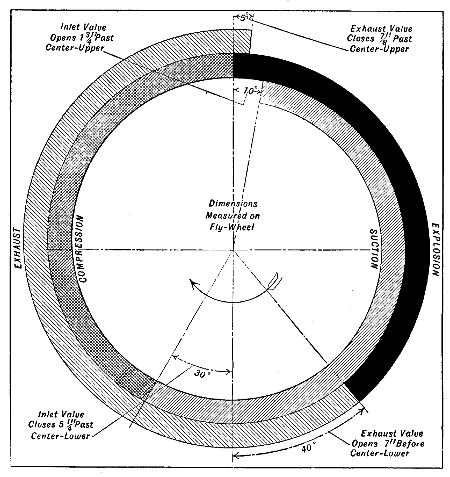
Fig. 27.—Diagram Showing Actual Duration of Different Strokes in Degrees.
Fig. 27.—Diagram Showing the Actual Duration of Different Strokes in Degrees.
In the diagrams previously presented the writer has assumed, for the sake of simplicity, that each stroke takes place during half of one revolution of the crank-shaft, which corresponds to a crank-pin travel of one hundred and eighty degrees. The actual duration of these strokes is somewhat different. For example, the inlet stroke is usually a trifle more than a half revolution, and the exhaust is always considerably more. The diagram showing the comparative duration of the strokes is shown at Fig. 27.[94] The inlet valve opens ten degrees after the piston starts to go down and remains open thirty degrees after the piston has reached the bottom of its stroke. This means that the suction stroke corresponds to a crank-pin travel of two hundred degrees, while the compression stroke is measured by a movement of but one hundred and fifty degrees. It is common practice to open the exhaust valve before the piston reaches the end of the power stroke so that the actual duration of the power stroke is about one hundred and forty degrees, while the exhaust stroke corresponds to a crank-pin travel of two hundred and twenty-five degrees. In this diagram, which represents proper time for the valves to open and close, the dimensions in inches given are measured on the fly-wheel and apply only to a certain automobile motor. If the fly-wheel were smaller ten degrees would take up less than the dimensions given, while if the fly-wheel was larger a greater space on its circumference would represent the same crank-pin travel. Aviation engines are timed by using a timing disc attached to the crank-shaft as they are not provided with fly-wheels. Obviously, the distance measured in inches will depend upon the diameter of the disc, though the number of degrees interval would not change.
In the diagrams previously presented the writer has assumed, for the sake of simplicity, that each stroke takes place during half of one revolution of the crank-shaft, which corresponds to a crank-pin travel of one hundred and eighty degrees. The actual duration of these strokes is somewhat different. For example, the inlet stroke is usually a trifle more than a half revolution, and the exhaust is always considerably more. The diagram showing the comparative duration of the strokes is shown at Fig. 27.[94] The inlet valve opens ten degrees after the piston starts to go down and remains open thirty degrees after the piston has reached the bottom of its stroke. This means that the suction stroke corresponds to a crank-pin travel of two hundred degrees, while the compression stroke is measured by a movement of but one hundred and fifty degrees. It is common practice to open the exhaust valve before the piston reaches the end of the power stroke so that the actual duration of the power stroke is about one hundred and forty degrees, while the exhaust stroke corresponds to a crank-pin travel of two hundred and twenty-five degrees. In this diagram, which represents proper time for the valves to open and close, the dimensions in inches given are measured on the fly-wheel and apply only to a certain automobile motor. If the fly-wheel were smaller ten degrees would take up less than the dimensions given, while if the fly-wheel was larger a greater space on its circumference would represent the same crank-pin travel. Aviation engines are timed by using a timing disc attached to the crank-shaft as they are not provided with fly-wheels. Obviously, the distance measured in inches will depend upon the diameter of the disc, though the number of degrees interval would not change.
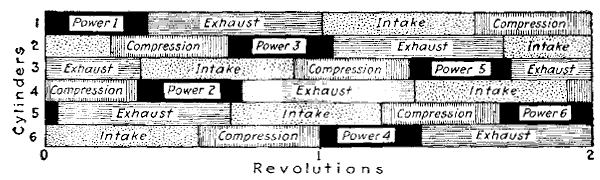
Fig. 28.—Another Diagram to Facilitate Understanding Sequence of Functions in Six-Cylinder Engine.
Fig. 28.—Another Diagram to Help Understand the Sequence of Functions in a Six-Cylinder Engine.
EIGHT- AND TWELVE-CYLINDER V ENGINES
Those who have followed the development of the gasoline engine will recall the arguments that were made when the six-cylinder motor was introduced at a time that the[95] four-cylinder type was considered standard. The arrival of the eight-cylinder has created similar futile discussion of its practicability as this is so clearly established as to be accepted without question. It has been a standard power plant for aeroplanes for many years, early exponents having been the Antoinette, the Woolsley, the Renault, the E. N. V. in Europe and the Curtiss in the United States.
Those who have kept up with the evolution of the gasoline engine will remember the debates that arose when the six-cylinder engine was introduced, at a time when the four-cylinder was seen as the standard. The introduction of the eight-cylinder has sparked similar pointless discussions about its practicality, which is so well established that it's accepted without question. It has been a standard power source for airplanes for many years, with early pioneers including the Antoinette, Woolsley, Renault, E. N. V. in Europe, and Curtiss in the United States.
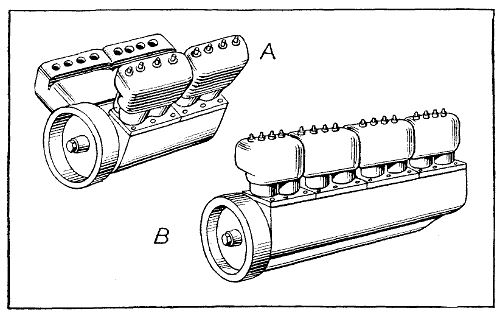
Fig. 29.—Types of Eight-Cylinder Engines Showing the Advantage of the V Method of Cylinder Placing.
Fig. 29.—Types of Eight-Cylinder Engines Showing the Benefits of the V Configuration for Cylinder Arrangement.
The reason the V type shown at Fig. 29, A is favored is that the “all-in-line form” which is shown at Fig. 29, B is not practical for aircraft because of its length. Compared to the standard four-cylinder engine it is nearly twice as long and it required a much stronger and longer crank-shaft. It will be evident that it could not be located to advantage in the airplane fuselage. These undesirable factors are eliminated in the V type eight-cylinder motor, as it consists of two blocks of four cylinders each, so arranged that one set or block is at an angle of forty-five degrees from the vertical center line of the motor, or at an angle of ninety degrees with the other set. This arrangement of cylinders produces a motor that is no[96] longer than a four-cylinder engine of half the power would be.
The reason the V type shown at Fig. 29, A is favored is that the “all-in-line form” which is shown at Fig. 29, B is not practical for aircraft because of its length. Compared to the standard four-cylinder engine it is nearly twice as long and it required a much stronger and longer crank-shaft. It will be evident that it could not be located to advantage in the airplane fuselage. These undesirable factors are eliminated in the V type eight-cylinder motor, as it consists of two blocks of four cylinders each, so arranged that one set or block is at an angle of forty-five degrees from the vertical center line of the motor, or at an angle of ninety degrees with the other set. This arrangement of cylinders produces a motor that is no[96] longer than a four-cylinder engine of half the power would be.
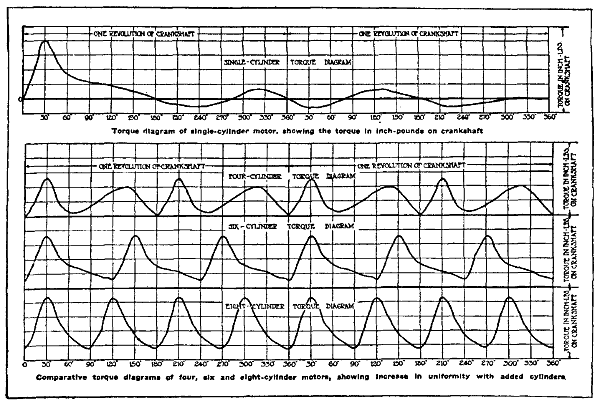
Fig. 30.—Curves Showing Torque of Various Engine Types Demonstrate Graphically Marked Advantage of the Eight-Cylinder Type.
Fig. 30.—Curves Showing Torque of Different Engine Types Show Clearly the Advantages of the Eight-Cylinder Type.
Apparently there is considerable misconception as to the advantage of the two extra cylinders of the eight as compared with the six-cylinder. It should be borne in mind that the multiplication in the number of cylinders noticed since the early days of automobile development has not been for solely increasing the power of the engine, but to secure a more even turning movement, greater flexibility and to eliminate destructive vibration. The ideal internal combustion motor, is the one having the most uniform turning movement with the least mechanical friction loss. Study of the torque outlines or plotted graphics shown at Figs. 25 and 30 will show how multiplication of cylinders will produce steady power delivery due to overlapping impulses. The most practical form would be that which more nearly conforms to the steady running produced by a steam turbine or electric motor. The advocates of the eight-cylinder engine bring up the item of uniform torque[97] as one of the most important advantages of the eight-cylinder design. A number of torque diagrams are shown at Fig. 30. While these appear to be deeply technical, they may be very easily followed when their purpose is explained. At the top is shown the torque diagram of a single-cylinder motor of the four-cycle type. The high point in the line represents the period of greatest torque or power generation, and it will be evident that this occurs early in the first revolution of the crank-shaft. Below this diagram is shown a similar curve except that it is produced by a four-cylinder engine. Inspection will show that the turning-moment is much more uniform than in the[98] single cylinder; similarly, the six-cylinder diagram is an improvement over the four, and the eight-cylinder diagram is an improvement over the six-cylinder.
Apparently there is considerable misconception as to the advantage of the two extra cylinders of the eight as compared with the six-cylinder. It should be borne in mind that the multiplication in the number of cylinders noticed since the early days of automobile development has not been for solely increasing the power of the engine, but to secure a more even turning movement, greater flexibility and to eliminate destructive vibration. The ideal internal combustion motor, is the one having the most uniform turning movement with the least mechanical friction loss. Study of the torque outlines or plotted graphics shown at Figs. 25 and 30 will show how multiplication of cylinders will produce steady power delivery due to overlapping impulses. The most practical form would be that which more nearly conforms to the steady running produced by a steam turbine or electric motor. The advocates of the eight-cylinder engine bring up the item of uniform torque[97] as one of the most important advantages of the eight-cylinder design. A number of torque diagrams are shown at Fig. 30. While these appear to be deeply technical, they may be very easily followed when their purpose is explained. At the top is shown the torque diagram of a single-cylinder motor of the four-cycle type. The high point in the line represents the period of greatest torque or power generation, and it will be evident that this occurs early in the first revolution of the crank-shaft. Below this diagram is shown a similar curve except that it is produced by a four-cylinder engine. Inspection will show that the turning-moment is much more uniform than in the[98] single cylinder; similarly, the six-cylinder diagram is an improvement over the four, and the eight-cylinder diagram is an improvement over the six-cylinder.
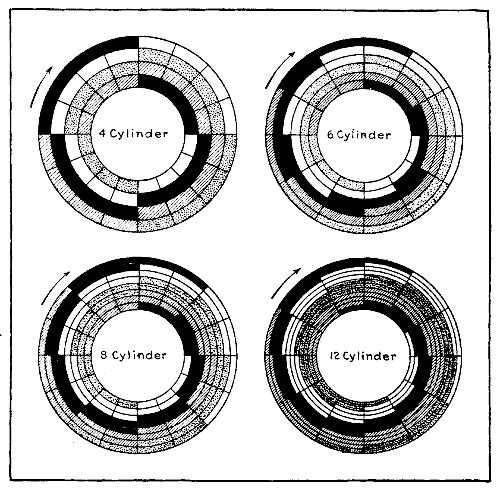
Fig. 31—Diagrams Showing How Increasing Number of Cylinders Makes for More Uniform Power Application.
Fig. 31—Diagrams Showing How a Greater Number of Cylinders Leads to More Consistent Power Application.
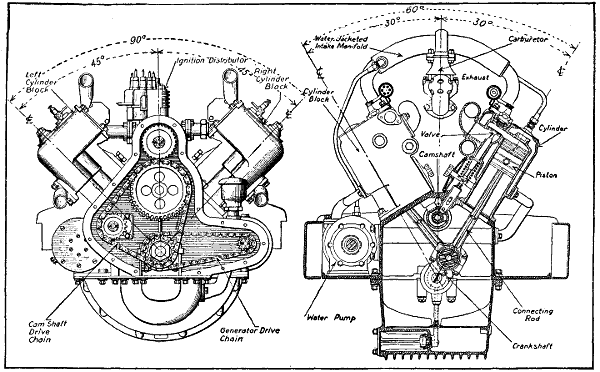
Fig. 32.—How the Angle Between the Cylinders of an Eight- and Twelve-Cylinder V Motor Varies.
Fig. 32.—How the angle between the cylinders of an eight-cylinder and twelve-cylinder V motor changes.
The reason that practically continuous torque is obtained in an eight-cylinder engine is that one cylinder fires every ninety degrees of crank-shaft rotation, and as each impulse lasts nearly seventy-five per cent. of the stroke, one can easily appreciate that an engine that will give four explosions per revolution of the crank-shaft will run more uniformly than one that gives but three explosions per revolution, as the six-cylinder does, and will be twice as smooth running as a four-cylinder, in which but two explosions occur per revolution of the crank-shaft. The comparison is so clearly shown in graphical diagrams and in Fig. 31 that further description is unnecessary.
The reason that practically continuous torque is obtained in an eight-cylinder engine is that one cylinder fires every ninety degrees of crank-shaft rotation, and as each impulse lasts nearly seventy-five per cent. of the stroke, one can easily appreciate that an engine that will give four explosions per revolution of the crank-shaft will run more uniformly than one that gives but three explosions per revolution, as the six-cylinder does, and will be twice as smooth running as a four-cylinder, in which but two explosions occur per revolution of the crank-shaft. The comparison is so clearly shown in graphical diagrams and in Fig. 31 that further description is unnecessary.
Any eight-cylinder engine may be considered a “twin-four,” twelve-cylinder engines may be considered “twin sixes.”
Any eight-cylinder engine can be seen as a "twin-four," while twelve-cylinder engines can be considered "twin-sixes."
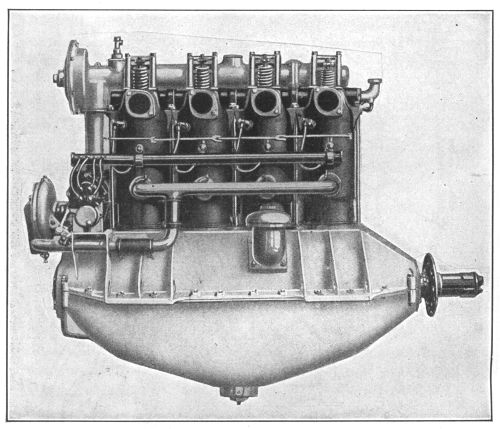
Fig. 33.—The Hall-Scott Four-Cylinder 100 Horse-Power Aviation Motor.
Fig. 33.—The Hall-Scott Four-Cylinder 100 Horsepower Aviation Engine.
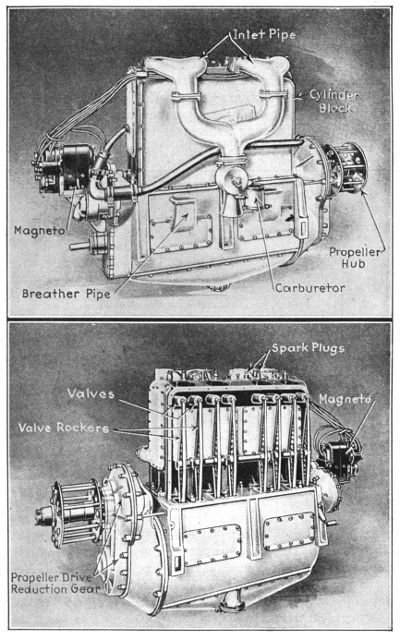
Fig. 34.—Two Views of the Duesenberg Sixteen Valve Four-Cylinder Aviation Motor.
Fig. 34.—Two Views of the Duesenberg Sixteen Valve Four-Cylinder Aviation Engine.
The only points in which an eight-cylinder motor differs from a four-cylinder is in the arrangement of the connecting rod, as in many designs it is necessary to have two rods working from the same crank-pin. This difficulty is easily overcome in some designs by staggering the cylinders and having the two connecting rod big ends of conventional form side by side on a common crank-pin. In other designs one rod is a forked form and works on the outside of a rod of the regular pattern. Still another method is to have a boss just above the main bearing on one connecting rod to which the lower portion of the connecting rod in the opposite cylinder is hinged. As the eight-cylinder engine may actually be made lighter than the six-cylinder of equal power, it is possible to use smaller reciprocating parts, such as pistons, connecting rods and valve gear, and obtain higher engine speed with practically no vibration. The firing order in nearly every case is the same as in a four-cylinder except that the explosions occur alternately in each set of cylinders. The firing order of an eight-cylinder motor is apt to be confusing to the[100] motorist, especially if one considers that there are eight possible sequences. The majority of engineers favor the alternate firing from side to side. Firing orders will be considered in proper sequence.
The only way an eight-cylinder engine differs from a four-cylinder is in the layout of the connecting rods, as in many designs it’s necessary to have two rods operating from the same crank pin. This issue can be easily resolved in some designs by staggering the cylinders and placing the two big ends of the connecting rods side by side on a shared crank pin. In other designs, one rod is forked and works outside a standard rod. Another approach is to have a boss just above the main bearing on one connecting rod, to which the bottom part of the connecting rod from the opposite cylinder is attached. Since an eight-cylinder engine can actually be lighter than a six-cylinder engine with equal power, it’s possible to use smaller reciprocating components, like pistons, connecting rods, and valve gear, achieving higher engine speeds with virtually no vibration. The firing order is usually the same as that of a four-cylinder engine, except that the explosions happen alternately in each set of cylinders. The firing order of an eight-cylinder engine can be confusing for drivers, especially when considering there are eight possible sequences. Most engineers prefer the alternate firing from side to side. Firing orders will be discussed in the proper sequence.
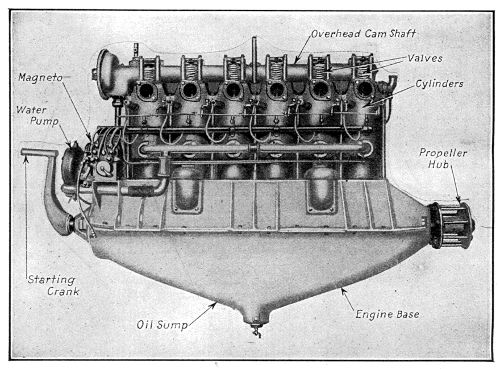
Fig. 35.—The Hall-Scott Six-Cylinder Aviation Engine.
Fig. 35.—The Hall-Scott Six-Cylinder Aircraft Engine.
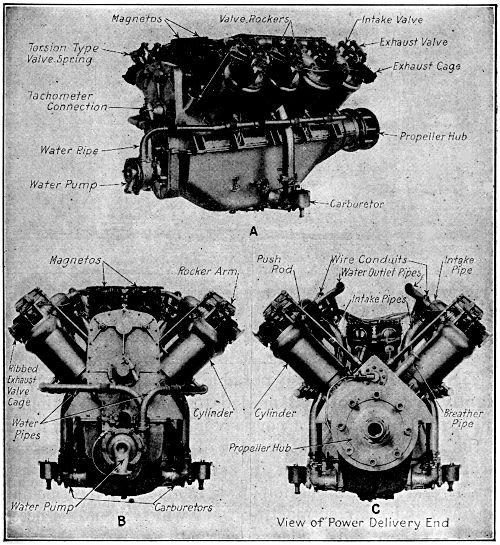
Fig. 36.—The Curtiss Eight-Cylinder, 200 Horse-Power Aviation Engine.
Fig. 36.—The Curtiss 8-Cylinder, 200 Horsepower Aviation Engine.
The demand of aircraft designers for more power has stimulated designers to work out twelve-cylinder motors. These are high-speed motors incorporating all recent features of design in securing light reciprocating parts, large valve openings, etc. The twelve-cylinder motor incorporates the best features of high-speed motor design and there is no need at this time to discuss further the pros and cons of the twelve-cylinder versus the eight or six, because it is conceded by all that there is the same degree of steady power application in the twelve over the eight as there would be in the eight over the six. The question resolves[102] itself into having a motor of high power that will run with minimum vibration and that produces smooth action. This is well shown by diagrams at Fig. 31. It should be remembered that if an eight-cylinder engine will give four explosions per revolution of the fly-wheel, a twelve-cylinder type will give six explosions per revolution, and instead of the impulses coming 90 degrees crank travel apart, as in the case of the eight-cylinder, these will come but 60 degrees of crank travel apart in the case of the twelve-cylinder. For this reason, the cylinders of a twelve are usually separated by 60 degrees while the eight has the blocks spaced 90 degrees apart. The comparison can be easily made by comparing the sectional views of Vee engines at Fig. 32. When one realizes that the actual duration of the power stroke is considerably greater than 120 degrees crank travel, it will be apparent that the overlapping of explosions must deliver a very uniform application of power. Vee engines have been devised[103] having the cylinders spaced but 45 degrees apart, but the explosions cannot be timed at equal intervals as when 90 degrees separate the cylinder center lines.
The demand of aircraft designers for more power has stimulated designers to work out twelve-cylinder motors. These are high-speed motors incorporating all recent features of design in securing light reciprocating parts, large valve openings, etc. The twelve-cylinder motor incorporates the best features of high-speed motor design and there is no need at this time to discuss further the pros and cons of the twelve-cylinder versus the eight or six, because it is conceded by all that there is the same degree of steady power application in the twelve over the eight as there would be in the eight over the six. The question resolves[102] itself into having a motor of high power that will run with minimum vibration and that produces smooth action. This is well shown by diagrams at Fig. 31. It should be remembered that if an eight-cylinder engine will give four explosions per revolution of the fly-wheel, a twelve-cylinder type will give six explosions per revolution, and instead of the impulses coming 90 degrees crank travel apart, as in the case of the eight-cylinder, these will come but 60 degrees of crank travel apart in the case of the twelve-cylinder. For this reason, the cylinders of a twelve are usually separated by 60 degrees while the eight has the blocks spaced 90 degrees apart. The comparison can be easily made by comparing the sectional views of Vee engines at Fig. 32. When one realizes that the actual duration of the power stroke is considerably greater than 120 degrees crank travel, it will be apparent that the overlapping of explosions must deliver a very uniform application of power. Vee engines have been devised[103] having the cylinders spaced but 45 degrees apart, but the explosions cannot be timed at equal intervals as when 90 degrees separate the cylinder center lines.
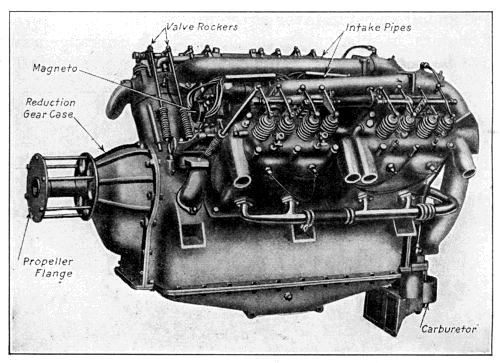
Fig. 37.—The Sturtevant Eight-Cylinder, High Speed Aviation Motor.
Fig. 37.—The Sturtevant Eight-Cylinder, High-Speed Aviation Engine.
RADIAL CYLINDER ARRANGEMENTS
While the fixed cylinder forms of engines, having the cylinders in tandem in the four- and six-cylinder models as shown at Figs. 33 to 35 inclusive and the eight-cylinder V types as outlined at Figs. 36 and 37 have been generally used and are most in favor at the present time, other forms of motors having unconventional cylinder arrangements have been devised, though most of these are practically[104] obsolete. While many methods of decreasing weight and increasing mechanical efficiency of a motor are known to designers, one of the first to be applied to the construction of aeronautical power plants was an endeavor to group the components, which in themselves were not extremely light, into a form that would be considerably lighter than the conventional design. As an example, we may consider those multiple-cylinder forms in which the cylinders are disposed around a short crank-case, either radiating from a common center as at Fig. 38 or of the fan shape shown at Fig. 39. This makes it possible to use a crank-case but slightly larger than that needed for one or two cylinders and it also permits of a corresponding decrease in length of the crank-shaft. The weight of the engine is lessened because of the reduction in crank-shaft and crank-case weight and the elimination of a number of intermediate bearings and their supporting webs which would be necessary with the usual tandem construction. While there are six power impulses to every two revolutions of the crank-shaft,[105] in the six-cylinder engine, they are not evenly spaced as is possible with the conventional arrangement.
While the fixed cylinder forms of engines, having the cylinders in tandem in the four- and six-cylinder models as shown at Figs. 33 to 35 inclusive and the eight-cylinder V types as outlined at Figs. 36 and 37 have been generally used and are most in favor at the present time, other forms of motors having unconventional cylinder arrangements have been devised, though most of these are practically[104] obsolete. While many methods of decreasing weight and increasing mechanical efficiency of a motor are known to designers, one of the first to be applied to the construction of aeronautical power plants was an endeavor to group the components, which in themselves were not extremely light, into a form that would be considerably lighter than the conventional design. As an example, we may consider those multiple-cylinder forms in which the cylinders are disposed around a short crank-case, either radiating from a common center as at Fig. 38 or of the fan shape shown at Fig. 39. This makes it possible to use a crank-case but slightly larger than that needed for one or two cylinders and it also permits of a corresponding decrease in length of the crank-shaft. The weight of the engine is lessened because of the reduction in crank-shaft and crank-case weight and the elimination of a number of intermediate bearings and their supporting webs which would be necessary with the usual tandem construction. While there are six power impulses to every two revolutions of the crank-shaft,[105] in the six-cylinder engine, they are not evenly spaced as is possible with the conventional arrangement.
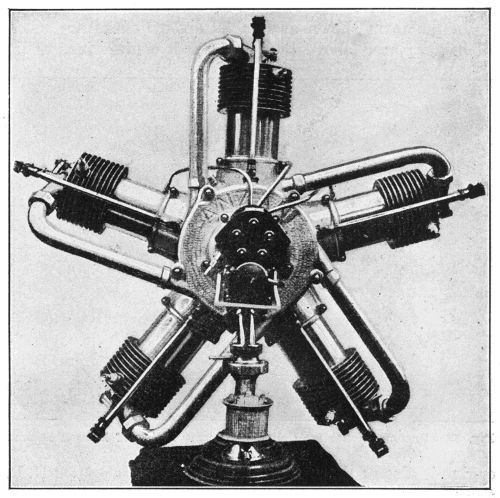
Fig. 38.—Anzani 40-50 Horse-Power Five-Cylinder Air Cooled Engine.
Fig. 38.—Anzani 40-50 Horsepower Five-Cylinder Air-Cooled Engine.
In the Anzani form, which is shown at Fig. 38, the crank-case is stationary and a revolving crank-shaft is employed as in conventional construction. The cylinders are five in number and the engine develops 40 to 50 H.P. with a weight of 72 kilograms or 158.4 lbs. The cylinders are of the usual air-cooled form having cooling flanges only part of the way down the cylinder. By using five cylinders it is possible to have the power impulses come regularly, they coming 145° crank-shaft travel apart, the crank-shaft making two turns to every five explosions. The balance is good and power output regular. The valves are[106] placed directly in the cylinder head and are operated by a common pushrod. Attention is directed to the novel method of installing the carburetor which supplies the mixture to the engine base from which inlet pipes radiate to the various cylinders. This engine is used on French school machines.
In the Anzani form, which is shown at Fig. 38, the crank-case is stationary and a revolving crank-shaft is employed as in conventional construction. The cylinders are five in number and the engine develops 40 to 50 H.P. with a weight of 72 kilograms or 158.4 lbs. The cylinders are of the usual air-cooled form having cooling flanges only part of the way down the cylinder. By using five cylinders it is possible to have the power impulses come regularly, they coming 145 degrees crank-shaft travel apart, the crank-shaft making two turns to every five explosions. The balance is good and power output regular. The valves are[106] placed directly in the cylinder head and are operated by a common pushrod. Attention is directed to the novel method of installing the carburetor which supplies the mixture to the engine base from which inlet pipes radiate to the various cylinders. This engine is used on French school machines.
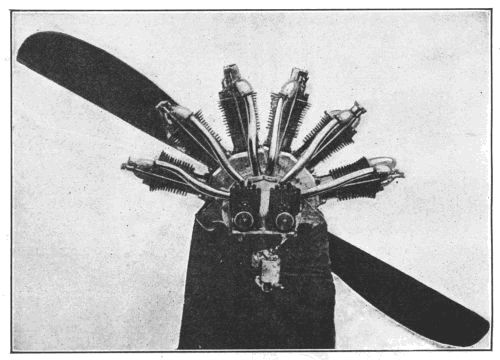
Fig. 39.—Unconventional Six-Cylinder Aircraft Motor of Masson Design.
Fig. 39.—Unusual Six-Cylinder Aircraft Engine of Masson Design.
In the form shown at Fig. 39 six cylinders are used, all being placed above the crank-shaft center line. This engine is also of the air-cooled form and develops 50 H. P. and weighs 105 kilograms, or 231 lbs. The carburetor is connected to a manifold casting attached to the engine base from which the induction pipes radiate to the various cylinders. The propeller design and size relative to the engine is clearly shown in this view. While flights have been made with both of the engines described, this method of construction is not generally followed and has been almost entirely displaced abroad by the revolving motors or by the more conventional eight-cylinder V engines. Both of the engines shown were designed about eight years[107] ago and would be entirely too small and weak for use in modern airplanes intended for active duty.
In the form shown at Fig. 39 six cylinders are used, all being placed above the crank-shaft center line. This engine is also of the air-cooled form and develops 50 H. P. and weighs 105 kilograms, or 231 lbs. The carburetor is connected to a manifold casting attached to the engine base from which the induction pipes radiate to the various cylinders. The propeller design and size relative to the engine is clearly shown in this view. While flights have been made with both of the engines described, this method of construction is not generally followed and has been almost entirely displaced abroad by the revolving motors or by the more conventional eight-cylinder V engines. Both of the engines shown were designed about eight years[107] ago and would be entirely too small and weak for use in modern airplanes intended for active duty.
ROTARY ENGINES
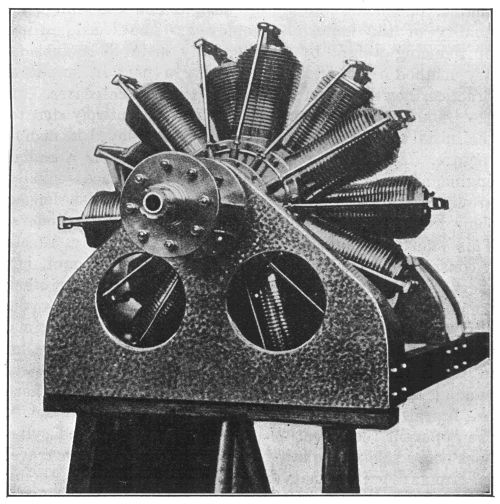
Fig. 40.—The Gnome Fourteen-Cylinder Revolving Motor.
Fig. 40.—The Gnome Fourteen-Cylinder Rotary Engine.
Rotary engines such as shown at Fig. 40 are generally associated with the idea of light construction and it is rather an interesting point that is often overlooked in connection with the application of this idea to flight motors, that the reason why rotary engines are popularly supposed to be lighter than the others is because they form their own fly-wheel, yet on aeroplanes, engines are seldom fitted with a fly-wheel at all. As a matter of fact the[108] Gnome engine is not so light because it is a rotary motor, and it is a rotary motor because the design that has been adopted as that most conducive to lightness is also most suited to an engine working in this way. The cylinders could be fixed and crank-shaft revolve without increasing the weight to any extent. There are two prime factors governing the lightness of an engine, one being the initial design, and the other the quality of the materials employed. The consideration of reducing weight by cutting away metal is a subsidiary method that ought not to play a part in standard practice, however useful it may be in special cases. In the Gnome rotary engine the lightness is entirely due to the initial design and to the materials employed in manufacture. Thus, in the first case, the engine is a radial engine, and has its seven or nine cylinders spaced equally around a crank-chamber that is no wider or rather longer than would be required for any one of the cylinders. This shortening of the crank-chamber not only effects a considerable saving of weight on its own account, but there is a corresponding saving in the shafts and other members, the dimensions of which are governed by the size of the crank-chamber. With regard to materials, nothing but steel is used throughout, and most of the metal is forged chrome nickel steel. The beautifully steady running of the engine is largely due to the fact that there are literally no reciprocating parts in the absolute sense, the apparent reciprocation between the pistons and cylinders being solely a relative reciprocation since both travel in circular paths, that of the pistons, however, being electric by one-half of the stroke length to that of the cylinder.
Rotary engines such as shown at Fig. 40 are generally associated with the idea of light construction and it is rather an interesting point that is often overlooked in connection with the application of this idea to flight motors, that the reason why rotary engines are popularly supposed to be lighter than the others is because they form their own fly-wheel, yet on aeroplanes, engines are seldom fitted with a fly-wheel at all. As a matter of fact the[108] Gnome engine is not so light because it is a rotary motor, and it is a rotary motor because the design that has been adopted as that most conducive to lightness is also most suited to an engine working in this way. The cylinders could be fixed and crank-shaft revolve without increasing the weight to any extent. There are two prime factors governing the lightness of an engine, one being the initial design, and the other the quality of the materials employed. The consideration of reducing weight by cutting away metal is a subsidiary method that ought not to play a part in standard practice, however useful it may be in special cases. In the Gnome rotary engine the lightness is entirely due to the initial design and to the materials employed in manufacture. Thus, in the first case, the engine is a radial engine, and has its seven or nine cylinders spaced equally around a crank-chamber that is no wider or rather longer than would be required for any one of the cylinders. This shortening of the crank-chamber not only effects a considerable saving of weight on its own account, but there is a corresponding saving in the shafts and other members, the dimensions of which are governed by the size of the crank-chamber. With regard to materials, nothing but steel is used throughout, and most of the metal is forged chrome nickel steel. The beautifully steady running of the engine is largely due to the fact that there are literally no reciprocating parts in the absolute sense, the apparent reciprocation between the pistons and cylinders being solely a relative reciprocation since both travel in circular paths, that of the pistons, however, being electric by one-half of the stroke length to that of the cylinder.
While the Gnome engine has many advantages, on the other hand the head resistance offered by a motor of this type is considerable; there is a large waste of lubricating oil due to the centrifugal force which tends to throw the oil away from the cylinders; the gyroscopic effect of the rotary motor is detrimental to the best working of the[109] aeroplane, and moreover it requires about seven per cent. of the total power developed by the motor to drive the revolving cylinders around the shaft. Of necessity, the compression of this type of motor is rather low, and an additional disadvantage manifests itself in the fact that there is as yet no satisfactory way of muffling the rotary type of motor. The modern Gnome engine has been widely copied in various European countries, but its design was originated in America, the early Adams-Farwell engine being the pioneer form. It has been made in seven- and nine-cylinder types and forms of double these numbers. The engine illustrated at Fig. 40 is a fourteen-cylinder form. The simple engines have an odd number of cylinders in order to secure evenly spaced explosions. In the seven-cylinder, the impulses come 102.8° apart. In the nine-cylinder form, the power strokes are spaced 80° apart. The fourteen-cylinder engine is virtually two seven-cylinder types mounted together, the cranks being just the same as in a double cylinder opposed motor, the explosions coming 51.4° apart; while in the eighteen-cylinder model the power impulses come every 40° cylinder travel. Other rotary motors have been devised, such as the Le Rhone and the Clerget in France and several German copies of these various types. The mechanical features of these motors will be fully considered later.
While the Gnome engine has many advantages, on the other hand the head resistance offered by a motor of this type is considerable; there is a large waste of lubricating oil due to the centrifugal force which tends to throw the oil away from the cylinders; the gyroscopic effect of the rotary motor is detrimental to the best working of the[109] aeroplane, and moreover it requires about seven per cent. of the total power developed by the motor to drive the revolving cylinders around the shaft. Of necessity, the compression of this type of motor is rather low, and an additional disadvantage manifests itself in the fact that there is as yet no satisfactory way of muffling the rotary type of motor. The modern Gnome engine has been widely copied in various European countries, but its design was originated in America, the early Adams-Farwell engine being the pioneer form. It has been made in seven- and nine-cylinder types and forms of double these numbers. The engine illustrated at Fig. 40 is a fourteen-cylinder form. The simple engines have an odd number of cylinders in order to secure evenly spaced explosions. In the seven-cylinder, the impulses come 102.8°F apart. In the nine-cylinder form, the power strokes are spaced 80°F apart. The fourteen-cylinder engine is virtually two seven-cylinder types mounted together, the cranks being just the same as in a double cylinder opposed motor, the explosions coming 51.4°F apart; while in the eighteen-cylinder model the power impulses come every 40° cylinder travel. Other rotary motors have been devised, such as the Le Rhone and the Clerget in France and several German copies of these various types. The mechanical features of these motors will be fully considered later.
CHAPTER V
Properties of Liquid Fuels—Distillates of Crude Petroleum—Principles of Carburetion Outlined—Air Needed to Burn Gasoline—What a Carburetor Should Do—Liquid Fuel Storage and Supply—Vacuum Fuel Feed—Early Vaporizer Forms—Development of Float Feed Carburetor—Maybach’s Early Design—Concentric Float and Jet Type—Schebler Carburetor—Claudel Carburetor—Stewart Metering Pin Type—Multiple Nozzle Vaporizers—Two-Stage Carburetor—Master Multiple Jet Type—Compound Nozzle Zenith Carburetor—Utility of Gasoline Strainers—Intake Manifold Design and Construction—Compensating for Various Atmospheric Conditions—How High Altitude Affects Power—The Diesel System—Notes on Carburetor Installation—Notes on Carburetor Adjustment.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__—__A_TAG_PLACEHOLDER_19__—__A_TAG_PLACEHOLDER_20__—__A_TAG_PLACEHOLDER_21__—__A_TAG_PLACEHOLDER_22__—__A_TAG_PLACEHOLDER_23__—__A_TAG_PLACEHOLDER_24__.
There is no appliance that has more material value upon the efficiency of the internal combustion motor than the carburetor or vaporizer which supplies the explosive gas to the cylinders. It is only in recent years that engineers have realized the importance of using carburetors that are efficient and that are so strongly and simply made that there will be little liability of derangement. As the power obtained from the gas-engine depends upon the combustion of fuel in the cylinders, it is evident that if the gas supplied does not have the proper proportions of elements to insure rapid combustion the efficiency of the engine will be low. When a gas engine is used as a stationary installation it is possible to use ordinary illuminating or natural gas for fuel, but when this prime mover is applied to automobiles or airplanes it is evident that considerable difficulty would be experienced in carrying enough compressed coal gas to supply the engine for even a very short trip. Fortunately, the development of the internal-combustion motor was not delayed by the lack of suitable fuel.
No appliance affects the performance of the internal combustion engine more than the carburetor or vaporizer, which delivers explosive gas to the cylinders. Only in recent years have engineers come to appreciate the importance of using efficient carburetors that are built robustly and simply, ensuring minimal risk of malfunction. Since the power generated by a gas engine relies on the combustion of fuel in the cylinders, it's clear that if the supplied gas doesn't have the right mix of elements for quick combustion, the engine's efficiency will suffer. When a gas engine is used as a stationary setup, ordinary illuminating or natural gas can be used as fuel. However, it's obvious that using this engine in cars or airplanes would create significant challenges in carrying enough compressed coal gas for even a short trip. Luckily, the progress of the internal combustion engine wasn't stalled by a lack of suitable fuel.
Engineers were familiar with the properties of certain[111] liquids which gave off vapors that could be mixed with air to form an explosive gas which burned very well in the engine cylinders. A very small quantity of such liquids would suffice for a very satisfactory period of operation. The problem to be solved before these liquids could be applied in a practical manner was to evolve suitable apparatus for vaporizing them without waste. Among the liquids that can be combined with air and burned, gasoline is the most volatile and is the fuel utilized by internal-combustion engines.
Engineers understood the characteristics of certain[111] liquids that released vapors, which could mix with air to create an explosive gas that burned efficiently in engine cylinders. A tiny amount of these liquids was enough for a good amount of operation time. The challenge that needed to be addressed before these liquids could be practically used was to develop appropriate equipment for vaporizing them without wasting any. Among the liquids that can be mixed with air and burned, gasoline is the most volatile and is the fuel used by internal combustion engines.
The widely increasing scope of usefulness of the internal-combustion motor has made it imperative that other fuels be applied in some instances because the supply of gasoline may in time become inadequate to supply the demand. In fact, abroad this fuel sells for fifty to two hundred per cent. more than it does in America because most of the gasoline used must be imported from this country or Russia. Because of this foreign engineers have experimented widely with other substances, such as alcohol, benzol, and kerosene, but more to determine if they can be used to advantage in motor cars than in airplane engines.
The increasing usefulness of the internal combustion engine has made it necessary to consider other fuels since the supply of gasoline could eventually fall short of demand. In fact, internationally, gasoline costs fifty to two hundred percent more than in America because most of it has to be imported from the U.S. or Russia. As a result, foreign engineers have extensively experimented with other substances like alcohol, benzene, and kerosene, mainly to see if they can be effectively used in cars rather than in airplane engines.
DISTILLATES OF CRUDE PETROLEUM
Crude petroleum is found in small quantities in almost all parts of the world, but a large portion of that produced commercially is derived from American wells. The petroleum obtained in this country yields more of the volatile products than those of foreign production, and for that reason the demand for it is greater. The oil fields of this country are found in Pennsylvania, Indiana, and Ohio, and the crude petroleum is usually in association with natural gas. This mineral oil is an agent from which many compounds and products are derived, and the products will vary from heavy sludges, such as asphalt, to the lighter and more volatile components, some of which will evaporate very easily at ordinary temperatures.
Crude oil is found in small amounts in almost every part of the world, but most of what’s produced commercially comes from American wells. The oil from this country produces more volatile products than imported oil, which is why there’s a higher demand for it. The oil fields in the U.S. are mostly located in Pennsylvania, Indiana, and Ohio, and the crude oil is usually found alongside natural gas. This mineral oil is a source for many compounds and products, ranging from heavy substances like asphalt to lighter, more volatile components that can easily evaporate at normal temperatures.
The compounds derived from crude petroleum are composed[112] principally of hydrogen and carbon and are termed “Hydrocarbons.” In the crude product one finds many impurities, such as free carbon, sulphur, and various earthy elements. Before the oil can be utilized it must be subjected to a process of purifying which is known as refining, and it is during this process, which is one of destructive distillation, that the various liquids are separated. The oil was formerly broken up into three main groups of products as follows: Highly volatile, naphtha, benzine, gasoline, eight to ten per cent. Light oils, such as kerosene and light lubricating oils seventy to eighty per cent. Heavy oils or residuum five to nine per cent. From the foregoing it will be seen that the available supply of gasoline is determined largely by the demand existing for the light oils forming the larger part of the products derived from crude petroleum. New processes have been recently discovered by which the lighter oils, such as kerosene, are reduced in proportion and that of gasoline increased, though the resulting liquid is neither the high grade, volatile gasoline known in the early days of motoring nor the low grade kerosene.
The compounds that come from crude oil mainly consist of hydrogen and carbon, so they are called “Hydrocarbons.” In the raw product, there are many impurities, like free carbon, sulfur, and various earthy elements. Before the oil can be used, it needs to go through a purifying process known as refining. During this process, which involves destructive distillation, the different liquids are separated. The oil used to be divided into three main groups of products: Highly volatile substances, like naphtha, benzene, and gasoline, making up eight to ten percent; light oils, such as kerosene and light lubricating oils, which account for seventy to eighty percent; and heavy oils or residuum, which make up five to nine percent. From this, it's clear that the supply of gasoline largely depends on the demand for the light oils that make up the bulk of the products from crude oil. Recently, new processes have been discovered that reduce the amount of lighter oils like kerosene and increase the amount of gasoline produced, although the resulting liquid is neither the high-grade, volatile gasoline known in the early days of motoring nor the low-grade kerosene.
PRINCIPLES OF CARBURETION OUTLINED
The process of carburetion is combining the volatile vapors which evaporate from the hydrocarbon liquids with certain proportions of air to form an inflammable gas. The quantities of air needed vary with different liquids and some mixtures burn quicker than do other combinations of air and vapor. Combustion is simply burning and it may be rapid, moderate or slow. Mixtures of gasoline and air burn quickly, in fact the combustion is so rapid that it is almost instantaneous and we obtain what is commonly termed an “explosion.” Therefore the explosion of gas in the automobile engine cylinder which produces the power is really a combination of chemical elements which produce heat and an increase in the volume of the gas because of the increase in temperature.
The process of carburetion involves mixing the volatile vapors that evaporate from hydrocarbon liquids with specific amounts of air to create a flammable gas. The amount of air required varies depending on the liquid, and some mixtures burn faster than others. Combustion is just the act of burning, and it can happen quickly, moderately, or slowly. Gasoline and air mixtures burn rapidly; in fact, the combustion is so fast that it's almost instant, resulting in what we commonly refer to as an “explosion.” Therefore, the explosion of gas in the car engine cylinder that generates power is actually a chemical reaction that produces heat and expands the volume of the gas due to the rise in temperature.
If the gasoline mixture is not properly proportioned[113] the rate of burning will vary, and if the mixture is either too rich or too weak the power of the explosion is reduced and the amount of power applied to the piston is decreased proportionately. In determining the proper proportions of gasoline and air, one must take the chemical composition of gasoline into account. The ordinary liquid used for fuel is said to contain about eight-four per cent. carbon and sixteen per cent. hydrogen. Air is composed of oxygen and nitrogen and the former has a great affinity, or combining power, with the two constituents of hydro-carbon liquids. Therefore, what we call an explosion is merely an indication that oxygen in the air has combined with the carbon and hydrogen of the gasoline.
If the gasoline mixture isn’t properly balanced[113], the burn rate will change, and if the mixture is too rich or too weak, the explosion power decreases, which in turn reduces the force applied to the piston. To find the right proportions of gasoline and air, you need to consider the chemical makeup of gasoline. The fuel we commonly use is said to be about eighty-four percent carbon and sixteen percent hydrogen. Air is made up of oxygen and nitrogen, and oxygen has a strong tendency to combine with the two components of hydrocarbon liquids. So, what we refer to as an explosion is really just a sign that oxygen in the air has bonded with the carbon and hydrogen in the gasoline.
AIR NEEDED TO BURN GASOLINE
In figuring the proper volume of air to mix with a given quantity of fuel, one takes into account the fact that one pound of hydrogen requires eight pounds of oxygen to burn it, and one pound of carbon needs two and one-third pounds of oxygen to insure its combustion. Air is composed of one part of oxygen to three and one-half portions of nitrogen by weight. Therefore for each pound of oxygen one needs to burn hydrogen or carbon four and one-half pounds of air must be allowed. To insure combustion of one pound of gasoline which is composed of hydrogen and carbon we must furnish about ten pounds of air to burn the carbon and about six pounds of air to insure combustion of hydrogen, the other component of gasoline. This means that to burn one pound of gasoline one must provide about sixteen pounds of air.
In calculating the right amount of air to mix with a certain amount of fuel, it's important to remember that one pound of hydrogen needs eight pounds of oxygen to burn, and one pound of carbon requires two and one-third pounds of oxygen for complete combustion. Air consists of one part oxygen to three and a half parts nitrogen by weight. So, for every pound of oxygen used to burn hydrogen or carbon, you need to provide four and a half pounds of air. To ensure the combustion of one pound of gasoline, which contains both hydrogen and carbon, we need about ten pounds of air to burn the carbon and around six pounds of air for the hydrogen, the other component of gasoline. This means that to burn one pound of gasoline, approximately sixteen pounds of air must be supplied.
While one does not usually consider air as having much weight, at a temperature of sixty-two degrees Fahrenheit about fourteen cubic feet of air will weigh a pound, and to burn a pound of gasoline one would require about two hundred cubic feet of air. This amount will provide for combustion theoretically, but it is common practice to allow twice this amount because the element nitrogen, which is the main constituent of air, is an inert gas and[114] instead of aiding combustion it acts as a deterrent of burning. In order to be explosive, gasoline vapor must be combined with definite quantities of air. Mixtures that are rich in gasoline ignite quicker than those which have more air, but these are only suitable when starting or when running slowly, as a rich mixture ignites much quicker than a weak mixture. The richer mixture of gasoline and air not only burns quicker but produces the most heat and the most effective pressure in pounds per square inch of piston top area.
While people typically don't think of air as being heavy, at a temperature of sixty-two degrees Fahrenheit, about fourteen cubic feet of air weighs a pound, and to burn a pound of gasoline, you'll need around two hundred cubic feet of air. This amount should theoretically be enough for combustion, but it's standard practice to use twice as much because nitrogen, the main component of air, is an inert gas and[114]doesn't support combustion; instead, it hinders it. For gasoline vapor to be explosive, it needs to be mixed with specific amounts of air. Mixtures that are rich in gasoline ignite more quickly than those with more air, but such rich mixtures are only effective when starting or running slowly, as they ignite significantly faster than lean mixtures. A richer gasoline and air mix not only burns faster but also generates more heat and effective pressure in pounds per square inch of the piston top area.
The amount of compression of the charge before ignition also has material bearing on the force of the explosion. The higher the degree of compression the greater the force exerted by the rapid combustion of the gas. It may be stated that as a general thing the maximum explosive pressure is somewhat more than four times the compression pressure prior to ignition. A charge compressed to sixty pounds will have a maximum of approximately two hundred and forty pounds; compacted to eighty pounds it will produce a pressure of about three hundred pounds on each square inch of piston area at the beginning of the power stroke. Mixtures varying from one part of gasoline vapor to four of air to others having one part of gasoline vapor to thirteen of air can be ignited, but the best results are obtained when the proportions are one to five or one to seven, as this mixture is said to be the one that will produce the highest temperature, the quickest explosion, and the most pressure.
The level of compression of the charge before ignition significantly affects the explosion's force. The more compressed the charge, the greater the force generated by the quick combustion of the gas. Generally, the maximum explosive pressure is a bit more than four times the compression pressure before ignition. A charge compressed to sixty pounds will have a maximum pressure of about two hundred and forty pounds; if compacted to eighty pounds, it will create a pressure of roughly three hundred pounds per square inch of piston area at the start of the power stroke. Mixtures can vary from one part gasoline vapor to four parts air to others having one part gasoline vapor to thirteen parts air, and all can ignite, but the best results come from ratios of one to five or one to seven, as this mixture is said to yield the highest temperature, fastest explosion, and most pressure.
WHAT A CARBURETOR SHOULD DO
While it is apparent that the chief function of a carbureting device is to mix hydrocarbon vapors with air to secure mixtures that will burn, there are a number of factors which must be considered before describing the principles of vaporizing devices. Almost any device which permits a current of air to pass over or through a volatile liquid will produce a gas which will explode when[116][115] compressed and ignited in the motor cylinder. Modern carburetors are not only called upon to supply certain quantities of gas, but these must deliver a mixture to the cylinders that is accurately proportioned and which will be of proper composition at all engine speeds.
While it's clear that the main purpose of a carburetor is to mix hydrocarbon vapors with air to create a burnable mixture, there are several factors to consider before explaining how vaporizing devices work. Almost any device that allows air to flow over or through a volatile liquid will produce a gas that can explode when[116][115] compressed and ignited in the engine cylinder. Modern carburetors not only need to supply specific amounts of gas, but they also have to deliver a mixture to the cylinders that is precisely proportioned and properly composed at all engine speeds.
Flexible control of the engine is sought by varying the engine speed by regulating the supply of gas to the cylinders. The power plant should run from its lowest to its highest speed without any irregularity in torque, i.e., the acceleration should be gradual rather than spasmodic. As the degree of compression will vary in value with the amount of throttle opening, the conditions necessary to obtain maximum power differ with varying engine speeds. When the throttle is barely opened the engine speed is low and the gas must be richer in fuel than when the throttle is wide open and the engine speed high.
Flexible control of the engine is achieved by adjusting the engine speed through the regulation of gas supply to the cylinders. The power plant should operate smoothly from its lowest to its highest speed without any irregularities in torque; that is, the acceleration should be gradual instead of jerky. Since the level of compression changes with the throttle opening, the conditions required to achieve maximum power vary with different engine speeds. When the throttle is barely opened, the engine speed is low, and the gas needs to have a higher fuel mixture compared to when the throttle is fully open and the engine speed is high.
When an engine is turning over slowly the compression has low value and the conditions are not so favorable to rapid combustion as when the compression is high. At high engine speeds the gas velocity through the intake piping is higher than at low speeds, and regular engine action is not so apt to be disturbed by condensation of liquid fuel in the manifold due to excessively rich mixture or a superabundance of liquid in the stream of carbureted air.
When an engine is cranking slowly, the compression is lower, and the conditions aren't as favorable for quick combustion compared to when the compression is high. At high engine speeds, the gas moves through the intake pipes faster than at low speeds, and the regular engine performance is less likely to be disrupted by liquid fuel condensing in the manifold due to a mix that's too rich or an excess of liquid in the flow of carbureted air.
LIQUID FUEL STORAGE AND SUPPLY
The problem of gasoline storage and method of supplying the carburetor is one that is determined solely by design of the airplane. While the object of designers should be to supply the fuel to the carburetor by as simple means as possible the fuel supply system of some airplanes is quite complex. The first point to consider is the location of the gasoline tank. This depends upon the amount of fuel needed and the space available in the fuselage.
The issue of storing gasoline and supplying it to the carburetor is determined purely by the airplane's design. Although designers should aim to deliver fuel to the carburetor in the simplest way possible, some airplanes have a fuel supply system that's quite complicated. The first thing to consider is where to place the gasoline tank. This is based on how much fuel is required and the space that’s available in the fuselage.
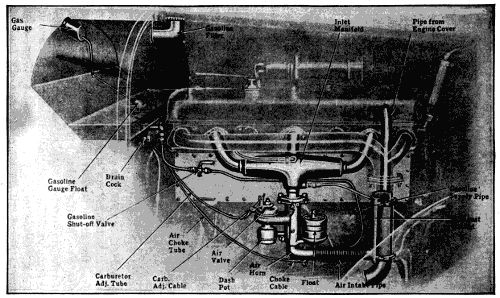
Fig. 41.—How Gravity Feed Fuel Tank May Be Mounted Back of Engine and Secure Short Fuel Line.
Fig. 41.—How to Mount a Gravity Feed Fuel Tank Behind the Engine for a Shorter Fuel Line.
A very simple and compact fuel supply system is shown at Fig. 41. In this instance the fuel container is placed immediately back of the engine cylinder. The carburetor[117] which is carried as indicated is joined to the tank by a short piece of copper or flexible rubber tubing. This is the simplest possible form of fuel supply system and one used on a number of excellent airplanes.
A very simple and compact fuel supply system is shown at Fig. 41. In this instance the fuel container is placed immediately back of the engine cylinder. The carburetor[117] which is carried as indicated is joined to the tank by a short piece of copper or flexible rubber tubing. This is the simplest possible form of fuel supply system and one used on a number of excellent airplanes.
As the sizes of engines increase and the power plant fuel consumption augments it is necessary to use more fuel, and to obtain a satisfactory flying radius without frequent landings for filling the fuel tank it is necessary to supply large containers.
As engine sizes grow and fuel consumption at power plants rises, more fuel is required. To achieve a decent flying range without needing to land often for refueling, it's essential to provide larger fuel containers.
When a very powerful power plant is fitted, as on battle planes of high capacity, it is necessary to carry large quantities of gasoline. In order to use a tank of sufficiently large capacity it may be necessary to carry it lower than the carburetor. When installed in this manner it is necessary to force fuel out of the tank by air pressure or to pump it with a vacuum tank because the gasoline tank is lower than the carburetor it supplies and the gasoline cannot flow by gravity as in the simpler systems. While the pressure and gravity feed systems are generally used in airplanes, it may be well to describe the vacuum lift system which has been widely applied to motor cars and which may have some use in connection with airplanes as these machines are developed.
When a very powerful power plant is installed, like those on high-capacity battle planes, it's necessary to carry large amounts of gasoline. To accommodate a tank with a sufficiently large capacity, it might be required to position it lower than the carburetor. In this setup, fuel must be pushed out of the tank using air pressure or pumped with a vacuum tank because the gasoline tank is lower than the carburetor it's supplying, and the gasoline can't flow by gravity like in simpler systems. While pressure and gravity feed systems are commonly used in airplanes, it’s also useful to describe the vacuum lift system, which has been widely used in motor vehicles and might have some application in the development of airplanes.
STEWART VACUUM FUEL FEED
One of the marked tendencies has been the adoption of a vacuum fuel feed system to draw the gasoline from tanks placed lower than the carburetor instead of using either exhaust gas or air pressure to achieve this end. The device generally fitted is the Stewart vacuum feed tank which is clearly shown in section at Fig. 42. In this system the suction of a motor is employed to draw gasoline from the main fuel tank to the auxiliary tank incorporated in the device and from this tank the liquid flows to the carburetor. It is claimed that all the advantages of the pressure system are obtained with very little more complication than is found on the ordinary gravity feed. The mechanism is all contained in the cylindrical tank shown,[118] which may be mounted either on the front of the dash or on the side of the engine as shown.
One of the marked tendencies has been the adoption of a vacuum fuel feed system to draw the gasoline from tanks placed lower than the carburetor instead of using either exhaust gas or air pressure to achieve this end. The device generally fitted is the Stewart vacuum feed tank which is clearly shown in section at Fig. 42. In this system the suction of a motor is employed to draw gasoline from the main fuel tank to the auxiliary tank incorporated in the device and from this tank the liquid flows to the carburetor. It is claimed that all the advantages of the pressure system are obtained with very little more complication than is found on the ordinary gravity feed. The mechanism is all contained in the cylindrical tank shown,[118] which may be mounted either on the front of the dash or on the side of the engine as shown.
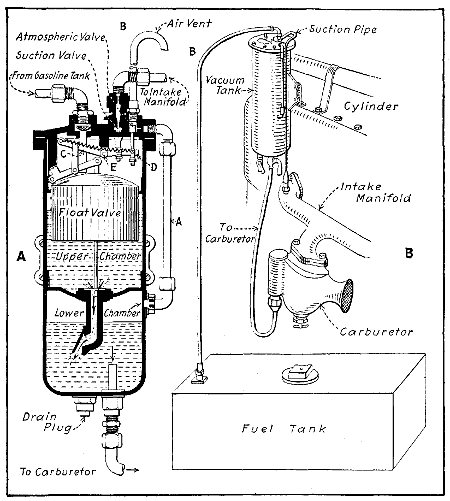
The tank is divided into two chambers, the upper one being the filling chamber and the lower one the emptying chamber. The former, which is at the top of the device, contains the float valve, as well as the pipes running to the main fuel container and to the intake manifold. The lower chamber is used to supply the carburetor with gasoline and is under atmospheric pressure at all times, so the flow of fuel from it is by means of gravity only. Since[119] this chamber is located somewhat above the carburetor, there must always be free flow of fuel. Atmospheric pressure is maintained by the pipes A and B, the latter opening into the air. In order that the fuel will be sucked from a main tank to the upper chamber, the suction valve must be opened and the atmospheric valve closed. Under these conditions the float is at the bottom and the suction at the intake manifold produces a vacuum in the tank which draws the gasoline from the main tank to the upper chamber. When the upper chamber is filled at the proper height the float rises to the top, this closing the suction valve and opening the atmospheric valve. As the suction is now cut off, the lower chamber is filled by gravity owing to there being atmospheric pressure in both upper and lower chambers. A flap valve is provided between the two chambers to prevent the gasoline in the lower one from being sucked back into the upper one. The atmospheric and suction valves are controlled by the levers C and D, both of which are pivoted at E, their outer ends being connected by two coil springs. It is seen that the arrangement of these two springs is such that the float must be held at the extremity of its movement, and that it cannot assume an intermediate position.
The tank is split into two sections: the upper section is the filling chamber and the lower section is the emptying chamber. The filling chamber, located at the top of the device, has the float valve as well as the pipes that go to the main fuel container and the intake manifold. The lower chamber provides gasoline to the carburetor and is always under atmospheric pressure, so fuel flows from it solely by gravity. Since this chamber is situated slightly above the carburetor, there must always be an uninterrupted flow of fuel. Atmospheric pressure is maintained by pipes A and B, with the latter opening into the air. To draw fuel from the main tank into the upper chamber, the suction valve needs to be opened while the atmospheric valve is closed. Under these conditions, the float is at the bottom and the suction at the intake manifold creates a vacuum in the tank, pulling gasoline from the main tank into the upper chamber. When the upper chamber reaches the correct level, the float rises to the top, which closes the suction valve and opens the atmospheric valve. With the suction cut off, the lower chamber fills by gravity due to atmospheric pressure in both chambers. A flap valve is installed between the two chambers to stop gasoline in the lower chamber from being drawn back into the upper one. The atmospheric and suction valves are controlled by levers C and D, both of which pivot at E, with their outer ends connected by two coil springs. This setup ensures that the float must be held at the outer limits of its movement and cannot settle in a middle position.
This intermittent action is required to insure that the upper part of the tank may be under atmospheric pressure part of the time for the gasoline to flow to the lower chamber. When the level of gasoline drops to a certain point, the float falls, thus opening the suction valve and closing the atmospheric valve. The suction of the motor then causes a flow of fuel from the main container. As soon as the level rises to the proper height the float returns to its upper position. It takes about two seconds for the chamber to become full enough to raise the float, as but .05 gallon is transferred at a time. The pipe running from the bottom of the lower chamber to the carburetor extends up a ways, so that there is but little chance of dirt or water being carried to the float chamber.
This intermittent action is needed to ensure that the upper part of the tank is under atmospheric pressure some of the time, allowing gasoline to flow into the lower chamber. When the gasoline level drops to a certain point, the float drops, opening the suction valve and closing the atmospheric valve. The motor's suction then pulls fuel from the main container. As soon as the level rises to the right height, the float goes back up. It takes about two seconds for the chamber to fill enough to lift the float since only .05 gallons is transferred at a time. The pipe that runs from the bottom of the lower chamber to the carburetor is positioned higher up, reducing the likelihood of dirt or water getting into the float chamber.
If the engine is allowed to stand long enough so that the[120] tank becomes empty, it will be replenished after the motor has been cranked over four or five times with the throttle closed. The installation of the Stewart Vacuum-Gravity System is very simple. The suction pipe is tapped into the manifold at a point as near the cylinders as possible, while the fuel pipe is inserted into the gasoline tank and runs to the bottom of that member. There is a screen at the end of the fuel pipe to prevent any trouble due to deposits of sediment in the main container. As the fuel is sucked from the gasoline tank a small vent must be made in the tank filler cap so that the pressure in the main tank will always be that of the atmosphere.
If the engine is left idle long enough for the[120] tank to run dry, it will refill after cranking the motor four or five times with the throttle closed. Setting up the Stewart Vacuum-Gravity System is pretty straightforward. The suction pipe connects to the manifold as close to the cylinders as possible, while the fuel pipe goes into the gasoline tank and reaches the bottom of it. There's a screen at the end of the fuel pipe to prevent issues from sediment buildup in the main tank. As fuel is drawn from the gasoline tank, a small vent must be created in the tank filler cap to ensure that the pressure in the main tank matches atmospheric pressure.
EARLY VAPORIZER FORMS
The early types of carbureting devices were very crude and cumbersome, and the mixture of gasoline vapor and air was accomplished in three ways. The air stream was passed over the surface of the liquid itself, through loosely placed absorbent material saturated with liquid, or directly through the fuel. The first type is known as the surface carburetor and is now practically obsolete. The second form is called the “wick” carburetor because the air stream was passed over or through saturated wicking. The third form was known as a “bubbling” carburetor. While these primitive forms gave fairly good results with the early slow-speed engines and the high grade, or very volatile, gasoline which was first used for fuel, they would be entirely unsuitable for present forms of engines because they would not carburate the lower grades of gasoline which are used to-day, and would not supply the modern high-speed engines with gas of the proper consistency fast enough even if they did not have to use very volatile gasoline. The form of carburetor used at the present time operates on a different principle. These devices are known as “spraying carburetors.” The fuel is reduced to a spray by the suction effect of the entering air stream drawing it through a fine opening.
The early types of carburetors were very basic and clunky, and the mix of gasoline vapor and air was achieved in three ways. The air stream moved over the liquid surface, through loosely packed absorbent material soaked with liquid, or directly through the fuel. The first type is called the surface carburetor and is now almost completely outdated. The second type is known as the “wick” carburetor because the air stream passed over or through the saturated wick material. The third type was called a “bubbling” carburetor. While these primitive designs worked reasonably well with early slow-speed engines and the high-grade, very volatile gasoline that was first used, they wouldn't be suitable for today's engines. They can't carburete the lower grades of gasoline used now and wouldn't supply modern high-speed engines with fuel of the right consistency quickly enough, even if they didn't have to rely on very volatile gasoline. Today’s carburetors work on a different principle. These are known as “spraying carburetors.” The fuel is turned into a spray by the suction created from the incoming air stream drawing it through a fine opening.
The advantage of this construction is that a more[121] thorough amalgamation of the gasoline and air particles is obtained. With the earlier types previously considered the air would combine with only the more volatile elements, leaving the heavier constituents in the tank. As the fuel became stale it was difficult to vaporize it, and it had to be drained off and fresh fuel provided before the proper mixture would be produced. It will be evident that when the fuel is sprayed into the air stream, all the fuel will be used up and the heavier portions of the gasoline will be taken into the cylinder and vaporized just as well as the more volatile vapors.
The benefit of this design is that it achieves a more[121] complete mixing of the gasoline and air particles. With the older types that were considered before, the air would only mix with the more volatile components, leaving the heavier parts stuck in the tank. As the fuel aged, it became hard to vaporize, and it had to be drained and replaced with fresh fuel to create the right mixture. Clearly, when the fuel is sprayed into the air stream, all of it will be used, and the heavier parts of the gasoline will be taken into the cylinder and vaporized just as effectively as the more volatile vapors.
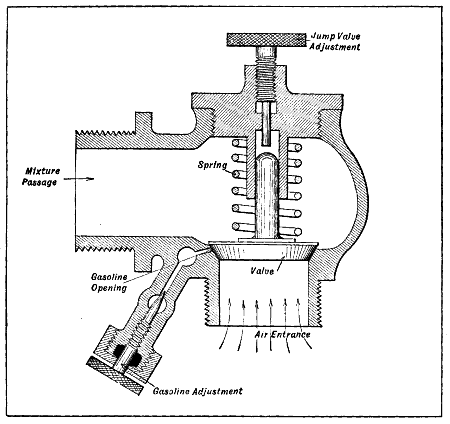
Fig. 43.—Marine-Type Mixing Valve, by which Gasoline is Sprayed into Air Stream Through Small Opening in Air-Valve Seat.
Fig. 43.—Marine-Type Mixing Valve, which sprays gasoline into the air stream through a small opening in the air-valve seat.
The simplest form of spray carburetor is that shown at Fig. 43. In this the gasoline opening through which[122] the fuel is sprayed into the entering air stream is closed by the spring-controlled mushroom valve which regulates the main air opening as well. When the engine draws in a charge of air it unseats the valve and at the same time the air flowing around it is saturated with gasoline particles through the gasoline opening. The mixture thus formed goes to the engine through the mixture passage. Two methods of varying the fuel proportions are provided. One of these consists of a needle valve to regulate the amount of gasoline, the other is a knurled screw which controls the amount of air by limiting the lift of the jump valve.
The simplest form of spray carburetor is that shown at Fig. 43. In this the gasoline opening through which[122] the fuel is sprayed into the entering air stream is closed by the spring-controlled mushroom valve which regulates the main air opening as well. When the engine draws in a charge of air it unseats the valve and at the same time the air flowing around it is saturated with gasoline particles through the gasoline opening. The mixture thus formed goes to the engine through the mixture passage. Two methods of varying the fuel proportions are provided. One of these consists of a needle valve to regulate the amount of gasoline, the other is a knurled screw which controls the amount of air by limiting the lift of the jump valve.
DEVELOPMENT OF FLOAT-FEED CARBURETOR
The modern form of spraying carburetor is provided with two chambers, one a mixing chamber through which the air stream passes and mixes with a gasoline spray, the other a float chamber in which a constant level of fuel is maintained by simple mechanism. A jet or standpipe is used in the mixing chamber to spray the fuel through and the object of the float is to maintain the fuel level to such a point that it will not overflow the jet when the motor is not drawing in a charge of gas. With the simple forms of generator valve in which the gasoline opening is controlled by the air valve, a leak anywhere in either valve or valve seat will allow the gasoline to flow continuously whether the engine is drawing in a charge or not. The liquid fuel collects around the air opening, and when the engine inspires a charge it is saturated with gasoline globules and is excessively rich. With a float-feed construction, which maintains a constant level of gasoline at the right height in the standpipe, liquid fuel will only be supplied when drawn out of the jet by the suction effect of the entering air stream.
The modern version of the carburetor spray has two chambers: a mixing chamber where air flows and mixes with a gasoline spray, and a float chamber that keeps a steady level of fuel using a simple mechanism. A jet or standpipe is used in the mixing chamber to spray the fuel, and the float’s purpose is to maintain the fuel level so it won’t overflow the jet when the engine isn’t drawing in gas. In simpler generator valves, where the gasoline flow is controlled by the air valve, a leak in either the valve or the valve seat can cause gasoline to flow continuously, regardless of whether the engine is taking in gas. Liquid fuel collects around the air opening, and when the engine draws in air, it becomes saturated with gasoline droplets and overly rich. With a float-feed design, which keeps a steady gasoline level at the correct height in the standpipe, fuel will only be delivered when it’s pulled out of the jet by the suction effect of the incoming air stream.
MAYBACH’S EARLY DESIGN
The first form of spraying carburetor ever applied successfully was evolved by Maybach for use on one of the[124] earliest Daimler engines. The general principles of operation of this pioneer float-feed carburetor are shown at Fig. 44, A. The mixing chamber and valve chamber were one and the standpipe or jet protruded into the mixing chamber. It was connected to the float compartment by a pipe. The fuel from the tank entered the top of the float compartment and the opening was closed by a needle valve carried on top of a hollow metal float. When the level of gasoline in the float chamber was lowered the float would fall and the needle valve uncover the opening. This would permit the gasoline from the tank to flow into the float chamber, and as the chamber filled the float would rise until the proper level had been reached, under which conditions the float would shut off the gasoline opening. On every suction stroke of the engine the inlet valve, which was an automatic type, would leave its seat and a stream of air would be drawn through the air opening and around the standpipe or jet. This would cause the gasoline to spray out of the tube and mix with the entering air stream.
The first form of spraying carburetor ever applied successfully was evolved by Maybach for use on one of the[124] earliest Daimler engines. The general principles of operation of this pioneer float-feed carburetor are shown at Fig. 44, A. The mixing chamber and valve chamber were one and the standpipe or jet protruded into the mixing chamber. It was connected to the float compartment by a pipe. The fuel from the tank entered the top of the float compartment and the opening was closed by a needle valve carried on top of a hollow metal float. When the level of gasoline in the float chamber was lowered the float would fall and the needle valve uncover the opening. This would permit the gasoline from the tank to flow into the float chamber, and as the chamber filled the float would rise until the proper level had been reached, under which conditions the float would shut off the gasoline opening. On every suction stroke of the engine the inlet valve, which was an automatic type, would leave its seat and a stream of air would be drawn through the air opening and around the standpipe or jet. This would cause the gasoline to spray out of the tube and mix with the entering air stream.
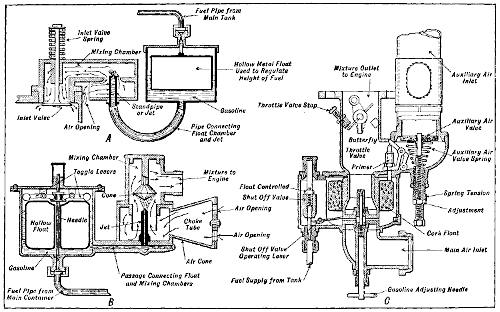
Fig. 44.—Tracing Evolution of Modern Spray Carburetor. A—Early Form Evolved by Maybach. B.—Phœnix-Daimler Modification of Maybach’s Principle. C—Modern Concentric Float Automatic Compensating Carburetor.
Fig. 44.—Tracing the Evolution of the Modern Spray Carburetor. A—Early Version Developed by Maybach. B.—Phœnix-Daimler Adaptation of Maybach’s Concept. C—Modern Concentric Float Automatic Compensating Carburetor.
The form shown at B was a modification of Maybach’s simple device and was first used on the Phœnix-Daimler engines. Several improvements are noted in this device. First, the carburetor was made one unit by casting the float and mixing chambers together instead of making them separate and joining them by a pipe, as shown at A. The float construction was improved and the gasoline shut-off valve was operated through leverage instead of being directly fastened to the float. The spray nozzle was surrounded by a choke tube which concentrated the air stream around it and made for more rapid air flow at low engine speeds. A conical piece was placed over the jet to break up the entering spray into a mist and insure more intimate admixture of air and gasoline. The air opening was provided with an air cone which had a shutter controlling the opening so that the amount of air entering could be regulated and thus vary the mixture proportions within certain limits.
The form shown at B was a modification of Maybach’s simple device and was first used on the Phœnix-Daimler engines. Several improvements are noted in this device. First, the carburetor was made one unit by casting the float and mixing chambers together instead of making them separate and joining them by a pipe, as shown at A. The float construction was improved and the gasoline shut-off valve was operated through leverage instead of being directly fastened to the float. The spray nozzle was surrounded by a choke tube which concentrated the air stream around it and made for more rapid air flow at low engine speeds. A conical piece was placed over the jet to break up the entering spray into a mist and insure more intimate admixture of air and gasoline. The air opening was provided with an air cone which had a shutter controlling the opening so that the amount of air entering could be regulated and thus vary the mixture proportions within certain limits.
CONCENTRIC FLOAT AND JET TYPE
The form shown at B has been further improved, and the type shown at C is representative of modern single jet practice. In this the float chamber and mixing chamber are concentric. A balanced float mechanism which insures steadiness of feed is used, the gasoline jet or standpipe is provided with a needle valve to vary the amount of gasoline supplied the mixture and two air openings are provided. The main air port is at the bottom of the vaporizer, while an auxiliary air inlet is provided at the side of the mixing chamber. There are two methods of controlling the mixture proportions in this form of carburetor. One may regulate the gasoline needle or adjust the auxiliary air valve.
The form shown at B has been further improved, and the type shown at C is representative of modern single jet practice. In this the float chamber and mixing chamber are concentric. A balanced float mechanism which insures steadiness of feed is used, the gasoline jet or standpipe is provided with a needle valve to vary the amount of gasoline supplied the mixture and two air openings are provided. The main air port is at the bottom of the vaporizer, while an auxiliary air inlet is provided at the side of the mixing chamber. There are two methods of controlling the mixture proportions in this form of carburetor. One may regulate the gasoline needle or adjust the auxiliary air valve.
SCHEBLER CARBURETOR
A Schebler carburetor, which has been used on some airplane engines, is shown in Fig. 45. It will be noticed that a metering pin or needle valve opens the jet when the air valve opens. The long arm of a leverage is connected to the air valve, while the short arm is connected to the needle, the reduction in leverage being such that the needle valve is made to travel much less than the air valve. For setting the amount of fuel passed or the size of the jet orifice when running with the air valve closed, there is a screw which raises or lowers the fulcrum of the lever and there is also a dash control having the same effect by pushing down the fulcrum against a small spring. A long extension is given to the venturi tube which is very narrow around the jet orifices, which are horizontal and shown at A in the drawing. Fuel enters the float chamber through the union M, and the spring P holds the metering pin upward against the restraining action of the lever. The air valve may be set by an easily adjustable knurled screw shown in the drawing, and fluttering of the valve is prevented by the piston dash pot carried in a chamber above the valve into which the valve stem projects. The[127] primary air enters beneath the jet passage and there is a small throttle in the intake to increase the speed of air flow for starting purposes. The carburetor is adapted for the use of a hot-air connection to the stove around the exhaust pipe and it is recommended that such a fitting be supplied. The lever which controls the supply of air through the primary air intake is so arranged that if desired it can be connected with a linkage on the dash or control column by means of a flexible wire.
A Schebler carburetor, which has been used on some airplane engines, is shown in Fig. 45. It will be noticed that a metering pin or needle valve opens the jet when the air valve opens. The long arm of a leverage is connected to the air valve, while the short arm is connected to the needle, the reduction in leverage being such that the needle valve is made to travel much less than the air valve. For setting the amount of fuel passed or the size of the jet orifice when running with the air valve closed, there is a screw which raises or lowers the fulcrum of the lever and there is also a dash control having the same effect by pushing down the fulcrum against a small spring. A long extension is given to the venturi tube which is very narrow around the jet orifices, which are horizontal and shown at A in the drawing. Fuel enters the float chamber through the union M, and the spring P holds the metering pin upward against the restraining action of the lever. The air valve may be set by an easily adjustable knurled screw shown in the drawing, and fluttering of the valve is prevented by the piston dash pot carried in a chamber above the valve into which the valve stem projects. The[127] primary air enters beneath the jet passage and there is a small throttle in the intake to increase the speed of air flow for starting purposes. The carburetor is adapted for the use of a hot-air connection to the stove around the exhaust pipe and it is recommended that such a fitting be supplied. The lever which controls the supply of air through the primary air intake is so arranged that if desired it can be connected with a linkage on the dash or control column by means of a flexible wire.
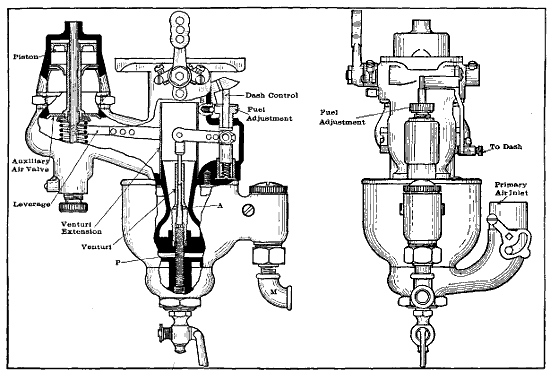
Fig. 45.—New Model of Schebler Carburetor With Metering Valve and Extended Venturi. Note Mechanical Connection Between Air Valve and Fuel Regulating Needle.
Fig. 45.—Updated Model of Schebler Carburetor with Metering Valve and Extended Venturi. Note the Mechanical Link Between the Air Valve and the Fuel Regulating Needle.
THE CLAUDEL (FRENCH) CARBURETOR
This carburetor is of extremely simple construction, because it has no supplementary or auxiliary air valve and no moving parts except the throttle controlling the gas flow. The construction is already shown in Fig. 46.[128] The spray jet is eccentric with a surrounding sleeve or tube in which there are two series of small orifices, one at the top and the other near the bottom. The former are about level with the spray jet opening. The sleeve surrounding the nozzle is closed at the top. The air, passing the upper holes in the sleeve, produces a vacuum in the sleeve, thereby drawing air in through the bottom holes. It is this moving interior column of air that controls the flow of gasoline from the nozzle. Owing to the friction of the small passages, the speed of air flow through the sleeve does not increase as fast as the speed of air flow outside the sleeve, hence there is a tendency for the mixture to remain constant. The throttle of this carburetor is of the barrel type, and the top of the spray nozzle and its surrounding sleeve are located inside the throttle.
This carburetor is of extremely simple construction, because it has no supplementary or auxiliary air valve and no moving parts except the throttle controlling the gas flow. The construction is already shown in Fig. 46.[128] The spray jet is eccentric with a surrounding sleeve or tube in which there are two series of small orifices, one at the top and the other near the bottom. The former are about level with the spray jet opening. The sleeve surrounding the nozzle is closed at the top. The air, passing the upper holes in the sleeve, produces a vacuum in the sleeve, thereby drawing air in through the bottom holes. It is this moving interior column of air that controls the flow of gasoline from the nozzle. Owing to the friction of the small passages, the speed of air flow through the sleeve does not increase as fast as the speed of air flow outside the sleeve, hence there is a tendency for the mixture to remain constant. The throttle of this carburetor is of the barrel type, and the top of the spray nozzle and its surrounding sleeve are located inside the throttle.
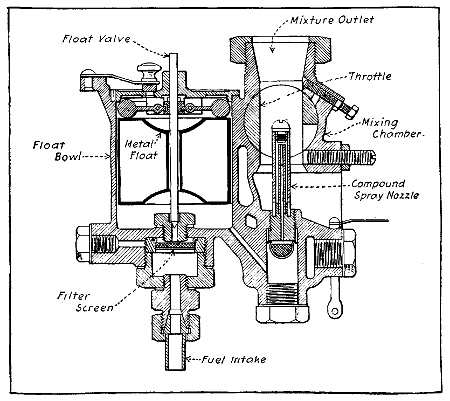
STEWART METERING PIN CARBURETOR
The carburetor shown at Fig. 47 is a metering type in which the vacuum at the jet is controlled by the weight of the metering valve surrounding the upright metering pin. The only moving part is the metering valve, which rises and falls with the changes in vacuum. The air chamber surrounds the metering valve, and there is a mixing chamber above. As the valve is drawn up the gasoline passage is enlarged on account of the predetermined taper on the metering pin, and the air passage also is increased proportionately, giving the correct mixture. A dashpot at the bottom of the valve checks flutter. In idling the valve rests on its seat, practically closing the air and giving the necessary idling mixture. A passage through the valve acts as an aspirating tube. When the valve is closed altogether the primary air passes through ducts in the valve itself, giving the proper amount for idling. The one adjustment consists in raising or lowering the tapered metering pin, increasing or decreasing the supply of gasoline. Dash control is supplied. This pulls down the metering pin, increasing the gasoline flow. The duplex type for eight- and twelve-cylinder motors is the same in[129] principle as model 25, but it is a double carburetor synchronized as to throttle movements, adjustments, etc. The duplex for aeronautical motors is made of cast aluminum alloy.
The carburetor shown at Fig. 47 is a metering type in which the vacuum at the jet is controlled by the weight of the metering valve surrounding the upright metering pin. The only moving part is the metering valve, which rises and falls with the changes in vacuum. The air chamber surrounds the metering valve, and there is a mixing chamber above. As the valve is drawn up the gasoline passage is enlarged on account of the predetermined taper on the metering pin, and the air passage also is increased proportionately, giving the correct mixture. A dashpot at the bottom of the valve checks flutter. In idling the valve rests on its seat, practically closing the air and giving the necessary idling mixture. A passage through the valve acts as an aspirating tube. When the valve is closed altogether the primary air passes through ducts in the valve itself, giving the proper amount for idling. The one adjustment consists in raising or lowering the tapered metering pin, increasing or decreasing the supply of gasoline. Dash control is supplied. This pulls down the metering pin, increasing the gasoline flow. The duplex type for eight- and twelve-cylinder motors is the same in[129] principle as model 25, but it is a double carburetor synchronized as to throttle movements, adjustments, etc. The duplex for aeronautical motors is made of cast aluminum alloy.
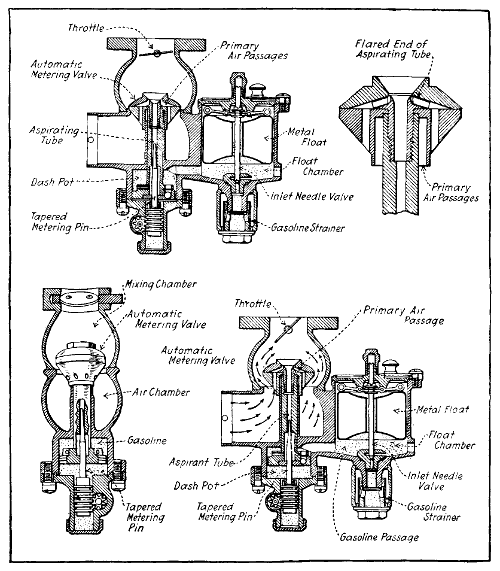
MULTIPLE NOZZLE VAPORIZERS
To secure properly proportioned mixtures some carburetor designers have evolved forms in which two or more nozzles are used in a common mixing chamber. The usual construction is to use two, one having a small opening and placed in a small air tube and used only for low[130] speeds, the other being placed in a larger air tube and having a slightly augmented bore so that it is employed on intermediate speeds. At high speeds both jets would be used in series. Some multiple jet carburetors could be considered as a series of these instruments, each one being designed for certain conditions of engine action. They would vary from small size just sufficient to run the engine at low speed to others having sufficient capacity to furnish gas for the highest possible engine speed when used in conjunction with the smaller members which have been brought into service progressively as the engine speed has been augmented. The multiple nozzle carburetor differs from that in which a single spray tube is used only in the construction of the mixing chamber, as a common float bowl can be used to supply all spray pipes. It is common practice to bring the jets into action progressively by some form of mechanical connection with the throttle or by automatic valves.
To create well-balanced mixtures, some carburetor designers have developed models that use two or more nozzles in a shared mixing chamber. The typical setup involves two nozzles: one with a small opening located in a narrow air tube, which is used only for low speeds, and the other in a larger air tube with a slightly wider bore for intermediate speeds. At high speeds, both jets are used together. Some multiple jet carburetors can be seen as a series of these components, each designed for specific engine conditions. They range from small nozzles just enough to keep the engine running at low speed to larger ones capable of supplying fuel for the maximum engine speed, which operate in conjunction with the smaller nozzles that activate progressively as engine speed increases. The multiple nozzle carburetor differs from single spray tube designs only in how the mixing chamber is constructed, as a shared float bowl can supply all the spray pipes. It’s common to activate the jets progressively through some form of mechanical link to the throttle or by using automatic valves.
The object of any multiple nozzle carburetor is to secure greater flexibility and endeavor to supply mixtures of proper proportions at all speeds of the engine. It should be stated, however, that while devices of this nature lend themselves readily to practical application it is more difficult to adjust them than the simpler forms having but one nozzle. When a number of jets are used the liability of clogging up the carburetor is increased, and if one or more of the nozzles is choked by a particle of dirt or water the resulting mixture trouble is difficult to detect. One of the nozzles may supply enough gasoline to permit the engine to run well at certain speeds and yet not be adequate to supply the proper amount of gas under other conditions. In adjusting a multiple jet carburetor in which the jets are provided with gasoline regulating needles, it is customary to consider each nozzle as a distinct carburetor and to regulate it to secure the best motor action at that throttle position which corresponds to the conditions under which the jet is brought into service. For instance, that supplied the primary mixing chamber[131] should be regulated with the throttle partly closed, while the auxiliary jet should be adjusted with the throttle fully opened.
The goal of any multi-nozzle carburetor is to provide greater flexibility and ensure the right fuel-air mixture at all engine speeds. However, it's important to note that while these devices are easy to use in practice, they are trickier to adjust than simpler models with just one nozzle. Using multiple jets increases the risk of clogging the carburetor, and if one or more nozzles get blocked by dirt or water, it’s tough to pinpoint the mixture issue. One nozzle might supply enough gasoline for the engine to run smoothly at certain speeds, but it may not deliver the right amount of fuel under different conditions. When setting up a multi-jet carburetor with gasoline-regulating needles, it’s common to treat each nozzle like its own separate carburetor and adjust it for optimal engine performance at the throttle position relevant to the conditions when that jet operates. For example, the nozzle feeding the primary mixing chamber[131] should be adjusted with the throttle partially closed, while the auxiliary jet should be set with the throttle fully open.
BALL AND BALL TWO-STAGE CARBURETOR
This is a two-stage vaporizing device, hot air being used in the primary or initial stage of vaporization and cold air in the supplementary stage. Referring to the sectional illustration at Fig. 48, it will be seen that there is a hot-air passage with a choke-valve; the primary venturi appears at B; J is its gasoline jet, and V is a spring-loaded idling valve in a fixed air opening. These parts constitute the primary system. In the secondary system A is a cold-air passage, T a butterfly valve and J a gasoline jet discharging into the cold-air passage. This system is brought into operation by opening the butterfly T. A connection between the butterfly T and the throttle, not shown, throws the butterfly wide open when the throttle is not quite wide open; at all other times the butterfly[132] is held closed by a spring. The cylindrical chamber at the right of the mixing chamber has an extension E of reduced diameter connecting it with the intake manifold through a passage D. A restricted opening connects the float chamber with the cylindrical chamber so that the gasoline level is the same in both. A loosely fitting plunger P in the cylindrical chamber has an upward extension into the small part of the chamber. O is a small air opening and M is a passage from the cylindrical chamber to the mixing chamber. Air constantly passes through this when the carburetor is in operation. The carburetor is really two in one. The primary carburetor is made up of a central jet in a venturi passage. The float chamber is eccentric. In the air passage there is a fixed opening, and additional air is taken in by the opening through suction of a spring-opposed air valve. The second stage, which comes into play as soon as the carburetor is called upon for additional mixture above low medium speeds, is made up of an independent air passage containing another air valve. As the valve is opened this jet is uncovered, and air is led past it. For easy starting an extra passage leads from the float bowl passage to a point above the throttle. All the suction falls upon this passage when the throttle is closed. The passage contains a plunger and acts as a pick-up device. When the vacuum increases the plunger rises and shuts off the flow of gasoline from the intake passage. As the throttle is opened the vacuum in the intake passage is broken, and the plunger falls, causing gasoline to gather above it. This is immediately drawn through the pick-up passage and gives the desired mixture for acceleration.
This is a two-stage vaporizing device, hot air being used in the primary or initial stage of vaporization and cold air in the supplementary stage. Referring to the sectional illustration at Fig. 48, it will be seen that there is a hot-air passage with a choke-valve; the primary venturi appears at B; J is its gasoline jet, and V is a spring-loaded idling valve in a fixed air opening. These parts constitute the primary system. In the secondary system A is a cold-air passage, T a butterfly valve and J a gasoline jet discharging into the cold-air passage. This system is brought into operation by opening the butterfly T. A connection between the butterfly T and the throttle, not shown, throws the butterfly wide open when the throttle is not quite wide open; at all other times the butterfly[132] is held closed by a spring. The cylindrical chamber at the right of the mixing chamber has an extension E of reduced diameter connecting it with the intake manifold through a passage D. A restricted opening connects the float chamber with the cylindrical chamber so that the gasoline level is the same in both. A loosely fitting plunger P in the cylindrical chamber has an upward extension into the small part of the chamber. O is a small air opening and M is a passage from the cylindrical chamber to the mixing chamber. Air constantly passes through this when the carburetor is in operation. The carburetor is really two in one. The primary carburetor is made up of a central jet in a venturi passage. The float chamber is eccentric. In the air passage there is a fixed opening, and additional air is taken in by the opening through suction of a spring-opposed air valve. The second stage, which comes into play as soon as the carburetor is called upon for additional mixture above low medium speeds, is made up of an independent air passage containing another air valve. As the valve is opened this jet is uncovered, and air is led past it. For easy starting an extra passage leads from the float bowl passage to a point above the throttle. All the suction falls upon this passage when the throttle is closed. The passage contains a plunger and acts as a pick-up device. When the vacuum increases the plunger rises and shuts off the flow of gasoline from the intake passage. As the throttle is opened the vacuum in the intake passage is broken, and the plunger falls, causing gasoline to gather above it. This is immediately drawn through the pick-up passage and gives the desired mixture for acceleration.

MASTER MULTIPLE-JET CARBURETOR
This carburetor, shown in detail in Figs. 49 and 50, has been very popular in racing cars and aviation engines because of exceptionally good pick-up qualities and its thorough atomization of fuel. Its principle of operation is the breaking up of the fuel by a series of jets, which[133] vary in number from fourteen to twenty-one, according to the size of the carburetor. These are uncovered by opening the throttle, which is curved—a patented feature—to secure the correct progression of jets. The carburetor has an eccentric float chamber, from which the gasoline is led to the jet piece from which the jets stand up in a row. The tops of these jets are closed until the throttle is opened far enough to pass them, which it does progressively. The air opening is at the bottom, and the throttle opening is such that a modified venturi is formed.[134] The throttle is carried in a cylindrical barrel with the jets placed below it, and the passage from the barrel to the intake is arranged so that there is no interruption in the flow. For easy starting a dash-controlled shutter closes off the air, throwing the suction on the jets, thus giving a rich mixture.
This carburetor, shown in detail in Figs. 49 and 50, has been very popular in racing cars and aviation engines because of exceptionally good pick-up qualities and its thorough atomization of fuel. Its principle of operation is the breaking up of the fuel by a series of jets, which[133] vary in number from fourteen to twenty-one, according to the size of the carburetor. These are uncovered by opening the throttle, which is curved—a patented feature—to secure the correct progression of jets. The carburetor has an eccentric float chamber, from which the gasoline is led to the jet piece from which the jets stand up in a row. The tops of these jets are closed until the throttle is opened far enough to pass them, which it does progressively. The air opening is at the bottom, and the throttle opening is such that a modified venturi is formed.[134] The throttle is carried in a cylindrical barrel with the jets placed below it, and the passage from the barrel to the intake is arranged so that there is no interruption in the flow. For easy starting a dash-controlled shutter closes off the air, throwing the suction on the jets, thus giving a rich mixture.
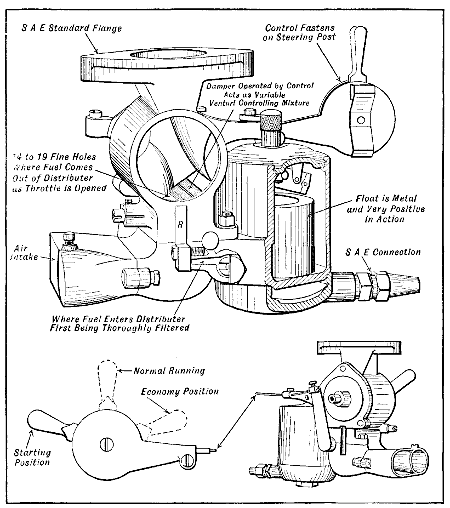
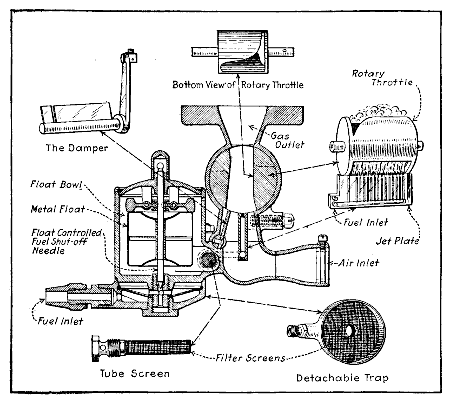
Fig. 50.—Sectional View of Master Carburetor Showing Parts.
Fig. 50.—Sectional View of Master Carburetor Showing Parts.
The only adjustment is for idling, and once that is fixed it need never be touched. This is in the form of a screw and regulates the position of the throttle when at idling position. The dash control has high-speed, normal and rich-starting positions. In installing the Master carburetor the float chamber may be turned either toward the radiator or driver’s seat. If the float is turned toward the radiator, however, a forward lug plate should be ordered; otherwise it will be difficult to install the control. The throttle lever must go all the way to the stop lug[135] or maximum power will not be secured. In adjusting the idle screw it is turned in for rich and out for lean.
The only adjustment needed is for idling, and once that's sorted out, it shouldn’t need to be touched again. This adjustment is made with a screw that controls the throttle position when the engine is idling. The dash control has settings for high-speed, normal, and rich starting. When installing the Master carburetor, the float chamber can face either the radiator or the driver's seat. However, if the float is facing the radiator, you should order a forward lug plate; otherwise, it will be challenging to install the control. The throttle lever must reach the stop lug[135] for maximum power to be achieved. When adjusting the idle screw, turn it in for a richer mixture and out for a leaner one.
COMPOUND NOZZLE ZENITH CARBURETOR
The Zenith carburetor, shown at Fig. 51, has become very popular for airplane engine use because of its simplicity, as mixture compensation is secured by a compensating compound nozzle principle that works very well in practice. To illustrate this principle briefly, let us consider the elementary type of carburetor or mixing valve, as shown in Fig. 52, A. It consists of a single jet or spraying nozzle placed in the path of the incoming air and fed from the usual float chamber. It is a natural[137] inference to suppose that as the speed of the motor increases, both the flow of air and of gasoline will increase in the same proportion. Unhappily, such is not the case. There is a law of liquid bodies which states that the flow of gasoline from the jet increases under suction faster than the flow of air, giving a mixture which grows richer and richer—a mixture containing a much higher percentage of gasoline at high suction than at low. The tendency is shown by the accompanying curve (Fig. 52, B), which gives the ratio of gasoline to air at varying speeds from this type of jet. The mixture is practically constant only between narrow limits and at very high speed. The most common method of correcting this defect is by putting various auxiliary air valves which, adding air, tends to dilute this mixture as it gets too rich. It is difficult with makeshift devices to gauge this dilution accurately for every motor speed.
The Zenith carburetor, shown at Fig. 51, has become very popular for airplane engine use because of its simplicity, as mixture compensation is secured by a compensating compound nozzle principle that works very well in practice. To illustrate this principle briefly, let us consider the elementary type of carburetor or mixing valve, as shown in Fig. 52, A. It consists of a single jet or spraying nozzle placed in the path of the incoming air and fed from the usual float chamber. It is a natural[137] inference to suppose that as the speed of the motor increases, both the flow of air and of gasoline will increase in the same proportion. Unhappily, such is not the case. There is a law of liquid bodies which states that the flow of gasoline from the jet increases under suction faster than the flow of air, giving a mixture which grows richer and richer—a mixture containing a much higher percentage of gasoline at high suction than at low. The tendency is shown by the accompanying curve (Fig. 52, B), which gives the ratio of gasoline to air at varying speeds from this type of jet. The mixture is practically constant only between narrow limits and at very high speed. The most common method of correcting this defect is by putting various auxiliary air valves which, adding air, tends to dilute this mixture as it gets too rich. It is difficult with makeshift devices to gauge this dilution accurately for every motor speed.
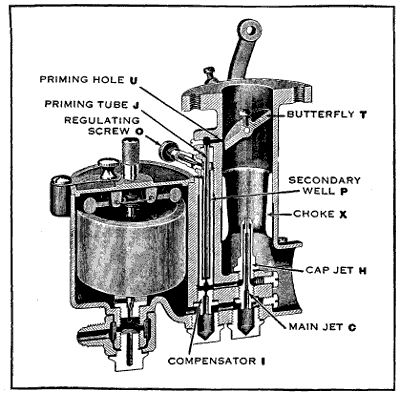
Fig. 51.—Sectional View of Zenith Compound Nozzle Compensating Carburetor.
Fig. 51.—Sectional View of Zenith Compound Nozzle Compensating Carburetor.
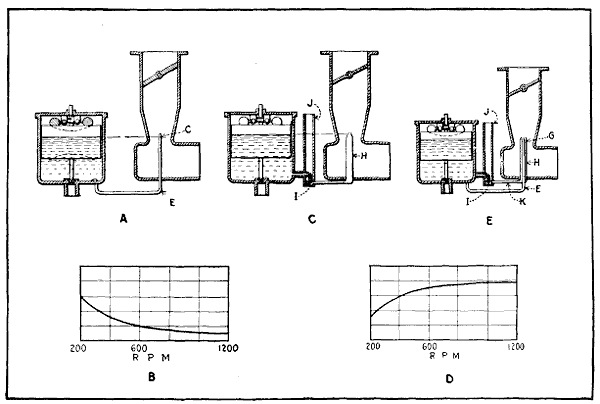
Fig. 52.—Diagrams Explaining Action of Baverey Compound Nozzle Used in Zenith Carburetor.
Fig. 52.—Diagrams Explaining the Function of Baverey Compound Nozzle Used in Zenith Carburetor.
Now, if we have a jet which grows richer as the suction increases, the opposite type of jet is one which would grow leaner under similar conditions. Baverey, the inventor of the Zenith, discovered the principle of the constant flow device which is shown in Fig. 52, C. Here a certain fixed amount of gasoline determined by the opening I is permitted to flow by gravity into the well J open to the air. The suction at jet H has no effect upon the gravity compensator I because the suction is destroyed by the open well J. The compensator, then, delivers a steady rate of flow per unit of time, and as the motor suction increases more air is drawn up, while the amount of gasoline remains the same and the mixture grows poorer and poorer. Fig. 52, D, shows this curve.
Now, if we have a jet which grows richer as the suction increases, the opposite type of jet is one which would grow leaner under similar conditions. Baverey, the inventor of the Zenith, discovered the principle of the constant flow device which is shown in Fig. 52, C. Here a certain fixed amount of gasoline determined by the opening I is permitted to flow by gravity into the well J open to the air. The suction at jet H has no effect upon the gravity compensator I because the suction is destroyed by the open well J. The compensator, then, delivers a steady rate of flow per unit of time, and as the motor suction increases more air is drawn up, while the amount of gasoline remains the same and the mixture grows poorer and poorer. Fig. 52, D, shows this curve.
By combining these two types of rich and poor mixture carburetors the Zenith compound nozzle was evolved. In Fig. 52, E, we have both the direct suction or richer type leading through pipe E and nozzle G and the “constant flow” device of Baverey shown at J, I, K and nozzle H. One counteracts the defects of the other, so that from the cranking of the motor to its highest speed there is[138] a constant ratio of air and gasoline to supply efficient combustion.
By combining these two types of rich and poor mixture carburetors the Zenith compound nozzle was evolved. In Fig. 52, E, we have both the direct suction or richer type leading through pipe E and nozzle G and the “constant flow” device of Baverey shown at J, I, K and nozzle H. One counteracts the defects of the other, so that from the cranking of the motor to its highest speed there is[138] a constant ratio of air and gasoline to supply efficient combustion.
In addition to the compound nozzle the Zenith is equipped with a starting and idling well, shown in the cut of Model L carburetor at P and J. This terminates in a priming hole at the edge of the butterfly valve, where the suction is greatest when this valve is slightly open. The gasoline is drawn up by the suction at the priming hole and, mixed with the air rushing by the butterfly, gives an ideal slow speed mixture. At higher speeds with the butterfly valve opened further the priming well ceases to operate and the compound nozzle drains the well and compensates correctly for any motor speed.
In addition to the compound nozzle the Zenith is equipped with a starting and idling well, shown in the cut of Model L carburetor at P and J. This terminates in a priming hole at the edge of the butterfly valve, where the suction is greatest when this valve is slightly open. The gasoline is drawn up by the suction at the priming hole and, mixed with the air rushing by the butterfly, gives an ideal slow speed mixture. At higher speeds with the butterfly valve opened further the priming well ceases to operate and the compound nozzle drains the well and compensates correctly for any motor speed.

Fig. 53.—The Zenith Duplex Carburetor for Airplane Motors of the V Type.
Fig. 53.—The Zenith Duplex Carburetor for V-Type Airplane Engines.
With the coming of the double motor containing eight or twelve cylinders arranged in two V blocks, the question of good carburetion has been a problem requiring much study. The single carburetor has given only indifferent results due to the strong cross suction in the inlet manifold from one set of cylinders to the other. This naturally led to the adoption of two carburetors in which each set of cylinders was independently fed by a separate carburetor.[139] Results from this system were very good when the two carburetors were working exactly in unison, but as it was extremely difficult to accomplish this co-operation, especially where the adjustable type was employed, this system never gained in favor. The next logical step was the Zenith Duplex, shown at Fig. 53. This consists of two separate and distinct carburetors joined together so that a common gasoline float chamber and air inlet could be used by both. It does away with cross suction in the manifold because each set of cylinders has a separate[140] intake of its own. It does away with two carburetors and makes for simplicity. The practical application of the Zenith carburetor to the Curtiss 90 horse-power OX-2 motor used on the JN-4 standard training machine is shown at Fig. 54, which outlines a rear view of the engine in question. The carburetor is carried low to permit of fuel supply from a gravity tank carried back of the motor.
With the coming of the double motor containing eight or twelve cylinders arranged in two V blocks, the question of good carburetion has been a problem requiring much study. The single carburetor has given only indifferent results due to the strong cross suction in the inlet manifold from one set of cylinders to the other. This naturally led to the adoption of two carburetors in which each set of cylinders was independently fed by a separate carburetor.[139] Results from this system were very good when the two carburetors were working exactly in unison, but as it was extremely difficult to accomplish this co-operation, especially where the adjustable type was employed, this system never gained in favor. The next logical step was the Zenith Duplex, shown at Fig. 53. This consists of two separate and distinct carburetors joined together so that a common gasoline float chamber and air inlet could be used by both. It does away with cross suction in the manifold because each set of cylinders has a separate[140] intake of its own. It does away with two carburetors and makes for simplicity. The practical application of the Zenith carburetor to the Curtiss 90 horse-power OX-2 motor used on the JN-4 standard training machine is shown at Fig. 54, which outlines a rear view of the engine in question. The carburetor is carried low to permit of fuel supply from a gravity tank carried back of the motor.
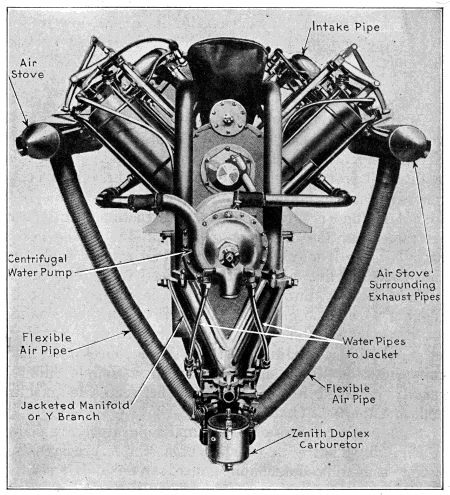
Fig. 54.—Rear View of Curtiss OX-2 90 Horse-Power Airplane Motor Showing Carburetor Location and Hot Air Leads.
Fig. 54.—Rear View of Curtiss OX-2 90 Horsepower Airplane Engine Showing Carburetor Placement and Hot Air Ducts.
UTILITY OF GASOLINE STRAINERS
Many carburetors include a filtering screen at the point where the liquid enters the float chamber in order to keep dirt or any other foreign matter which may be present in the fuel from entering the float chamber. This is not general practice, however, and the majority of vaporizers do not include a filter in their construction. It is very desirable that the dirt should be kept out of the carburetor because it may get under the float control fuel valve and cause flooding by keeping it raised from its seat. If it finds its way into the spray nozzle it may block the opening so that no gasoline will issue or may so constrict the passage that only very small quantities of fuel will be supplied the mixture. Where the carburetor itself is not provided with a filtering screen a simple filter is usually installed in the pipe line between the gasoline tank and the float chamber.
Many carburetors have a filtering screen at the point where the liquid enters the float chamber to prevent dirt and other foreign matter in the fuel from getting into the float chamber. However, this isn't a common practice, and most vaporizers don't have a filter as part of their design. It's really important to keep dirt out of the carburetor because it can get under the float control fuel valve and cause flooding by keeping it raised from its seat. If dirt gets into the spray nozzle, it can block the opening, stopping any gasoline from coming out, or it may constrict the passage so only a very small amount of fuel can mix in. If the carburetor doesn’t have a built-in filtering screen, a simple filter is usually added in the pipeline between the gasoline tank and the float chamber.
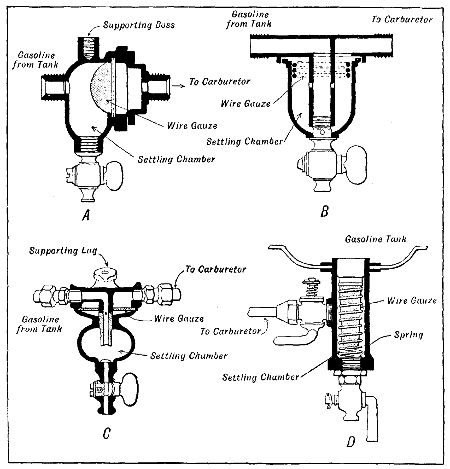
Fig. 55.—Types of Strainers Interposed Between Vaporizer and Gasoline Tank to Prevent Water or Dirt Passing Into Carbureting Device.
Fig. 55.—Types of Strainers Placed Between the Vaporizer and Gasoline Tank to Stop Water or Dirt from Entering the Carbureting Device.
Some simple forms of filters and separators are shown at Fig. 55. That at A consists of a simple brass casting having a readily detachable gauze screen and a settling chamber of sufficient capacity to allow the foreign matter to settle to the bottom, from which it is drained out by a pet cock. Any water or dirt in the gasoline will settle to the bottom of the chamber, and as all fuel delivered to the carburetor must pass through the wire gauze screen it is not likely to contain impurities when it reaches the float chamber. The heavier particles, such as scale from the tank or dirt and even water, all of which have greater weight than the gasoline, will sink to the bottom of the[141] chamber, whereas light particles, such as lint, will be prevented from flowing into the carburetor by the filtering screen.
Some simple forms of filters and separators are shown at Fig. 55. That at A consists of a simple brass casting having a readily detachable gauze screen and a settling chamber of sufficient capacity to allow the foreign matter to settle to the bottom, from which it is drained out by a pet cock. Any water or dirt in the gasoline will settle to the bottom of the chamber, and as all fuel delivered to the carburetor must pass through the wire gauze screen it is not likely to contain impurities when it reaches the float chamber. The heavier particles, such as scale from the tank or dirt and even water, all of which have greater weight than the gasoline, will sink to the bottom of the[141] chamber, whereas light particles, such as lint, will be prevented from flowing into the carburetor by the filtering screen.
The filtering device shown at B is a larger appliance than that shown at A, and should be more efficient as a separator because the gasoline is forced to pass through three filtering screens before it reaches the carburetor. The gasoline enters the device shown at C through a bent pipe which leads directly to the settling chamber and from thence through a wire gauze screen to the upper compartment which leads to the carburetor. The device shown at D is a combination strainer, drain, and sediment[142] cup. The filtering screen is held in place by a spring and both are removed by taking out a plug at the bottom of the device. The shut-off valve at the top of the device is interposed between the sediment cup and the carburetor. This separating device is incorporated with the gasoline tank and forms an integral part of the gasoline supply system. The other types shown are designed to be interposed between the gasoline tank and the carburetor at any point in the pipe line where they may be conveniently placed.
The filtering device shown at B is a larger unit than the one at A and should work more effectively as a separator since the gasoline is forced to pass through three filtering screens before reaching the carburetor. The gasoline enters the device at C through a bent pipe that leads directly to the settling chamber and then through a wire gauze screen to the upper compartment that connects to the carburetor. The device at D is a combination strainer, drain, and sediment[142] cup. The filtering screen is held in place by a spring, and both can be removed by taking out a plug at the bottom of the device. The shut-off valve at the top of the device is situated between the sediment cup and the carburetor. This separating device is part of the gasoline tank and is an essential component of the gasoline supply system. The other types shown are designed to be installed between the gasoline tank and the carburetor at any point in the pipeline where it can be conveniently placed.
INTAKE MANIFOLD DESIGN AND CONSTRUCTION
On four- and six-cylinder engines and in fact on all multiple-cylinder forms, it is important that the piping leading from the carburetor to the cylinders be made in such a way that the various cylinders will receive their full quota of gas and that each cylinder will receive its charge at about the same point in the cycle of operations. In order to make the passages direct the bends should be as few as possible, and when curves are necessary they should be of large radius because an abrupt corner will not only impede gas flow but will tend to promote condensation of the fuel. Every precaution should be taken with four- and six-cylinder engines to insure equitable gas distribution to the valve chambers if regular action of the power plant is desired. If the gas pipe has many turns and angles it will be difficult to charge all cylinders properly. On some six-cylinder aviation engines, two carburetors are used because of trouble experienced with manifolds designed for one carburetor. Duplex carburetors are necessary to secure the best results from eight- and twelve-cylinder V engines.
On four- and six-cylinder engines, as well as all multi-cylinder types, it's crucial that the piping from the carburetor to the cylinders is designed so that each cylinder gets its full amount of gas and that they each receive their charge at roughly the same time in the operational cycle. To make the passages efficient, there should be as few bends as possible, and when curves are needed, they should have a large radius. Sharp corners not only disrupt gas flow but can also lead to fuel condensation. It's important to take every possible precaution with four- and six-cylinder engines to ensure even gas distribution to the valve chambers if you want the power plant to operate properly. If the gas pipe has too many twists and turns, it will be hard to charge all cylinders effectively. In some six-cylinder aviation engines, two carburetors are used to address issues that arise with manifolds meant for a single carburetor. Duplex carburetors are essential for achieving the best performance from eight- and twelve-cylinder V engines.
The problem of intake piping is simplified to some extent on block motors where the intake passage is cored in the cylinder casting and where but one short pipe is needed to join this passage to the carburetor. If the cylinders are cast in pairs a simple pipe of T or Y form can be used with success. When the engine is of a type[143] using individual cylinder castings, especially in the six-cylinder power plants, the proper application and installation of suitable piping is a difficult problem. The reader is referred to the various engine designs outlined to ascertain how the inlet piping has been arranged on representative aviation engines. Intake piping is constructed in two ways, the most common method being to cast the manifold of brass or aluminum. The other method, which is more costly, is to use a built-up construction of copper or brass tubing with cast metal elbows and Y pieces. One of the disadvantages advanced against the cast manifold is that blowholes may exist which produce imperfect castings and which will cause mixture troubles because the entering gas from the carburetor, which may be of proper proportions, is diluted by the excess air which leaks in through the porous casting. Another factor of some moment is that the roughness of the walls has a certain amount of friction which tends to reduce the velocity of the gases, and when projecting pieces are present, such as core wire or other points of metal, these tend to collect the drops of liquid fuel and thus promote condensation. The advantage of the built-up construction is that the walls of the tubing are very smooth, and as the castings are small it is not difficult to clean them out thoroughly before they are incorporated in the manifold. The tubing and castings are joined together by hard soldering, brazing or autogenous welding.
The issue of intake piping is made a bit easier with block motors where the intake passage is formed in the cylinder casting, requiring only one short pipe to connect this passage to the carburetor. If the cylinders are cast in pairs, a simple T or Y-shaped pipe can be effectively used. However, when dealing with engines featuring individual cylinder castings, particularly in six-cylinder power plants, properly applying and installing suitable piping becomes a challenging task. Readers are directed to the various engine designs discussed to understand how the inlet piping is arranged on representative aviation engines. Intake piping is made in two ways, with the most common method being the casting of the manifold from brass or aluminum. The other, more expensive method involves using assembled copper or brass tubing along with cast metal elbows and Y pieces. One of the drawbacks of cast manifolds is the potential for blowholes, which can lead to imperfect castings and cause mixture issues, as the gas entering from the carburetor—though properly proportioned—can be diluted by excess air leaking in through the porous casting. Another important factor is that the rough surfaces create friction, which reduces gas velocity, and the presence of protruding elements like core wire or other metal parts tends to collect droplets of liquid fuel, thus promoting condensation. The benefit of the built-up construction is that the walls of the tubing are very smooth, and since the castings are small, they can be thoroughly cleaned before being integrated into the manifold. The tubing and castings are joined through hard soldering, brazing, or autogenous welding.
COMPENSATING FOR VARYING ATMOSPHERIC CONDITIONS
The low-grade gasoline used at the present time makes it necessary to use vaporizers that are more susceptible to atmospheric variations than when higher grade and more volatile liquids are vaporized. Sudden temperature changes, sometimes being as much as forty degrees rise or fall in twelve hours, affect the mixture proportions to some extent, and not only changes in temperature but variations in altitude also have a bearing on mixture proportions by affecting both gasoline and air. As the temperature[144] falls the specific gravity of the gasoline increases and it becomes heavier, this producing difficulty in vaporizing. The tendency of very cold air is to condense gasoline instead of vaporizing it and therefore it is necessary to supply heated air to some carburetors to obtain proper mixtures during cold weather. In order that the gas mixtures will ignite properly the fuel must be vaporized and thoroughly mixed with the entering air either by heat or high velocity of the gases. The application of air stoves to the Curtiss OX-2 motor is clearly shown at Fig. 54. It will be seen that flexible metal pipes are used to convey the heated air to the air intakes of the duplex mixing chamber.
The low-grade gasoline used at the present time makes it necessary to use vaporizers that are more susceptible to atmospheric variations than when higher grade and more volatile liquids are vaporized. Sudden temperature changes, sometimes being as much as forty degrees rise or fall in twelve hours, affect the mixture proportions to some extent, and not only changes in temperature but variations in altitude also have a bearing on mixture proportions by affecting both gasoline and air. As the temperature[144] falls the specific gravity of the gasoline increases and it becomes heavier, this producing difficulty in vaporizing. The tendency of very cold air is to condense gasoline instead of vaporizing it and therefore it is necessary to supply heated air to some carburetors to obtain proper mixtures during cold weather. In order that the gas mixtures will ignite properly the fuel must be vaporized and thoroughly mixed with the entering air either by heat or high velocity of the gases. The application of air stoves to the Curtiss OX-2 motor is clearly shown at Fig. 54. It will be seen that flexible metal pipes are used to convey the heated air to the air intakes of the duplex mixing chamber.
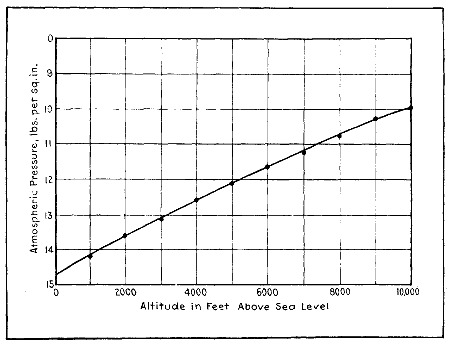
Fig. 56.—Chart Showing Diminution of Air Pressure as Altitude Increases.
Fig. 56.—Chart Showing Decrease in Air Pressure as Elevation Increases.
HOW HIGH ALTITUDE AFFECTS POWER
Any internal combustion engine will show less power at high altitudes than it will deliver at sea level, and this has caused a great deal of questioning. “There is a good[145] reason for this,” says a writer in “Motor Age,” “and it is a physical impossibility for the engine to do otherwise. The difference is due to the lower atmospheric pressure the higher up we get. That is, at sea level the atmosphere has a pressure of 14.7 pounds per square inch; at 5,000 feet above sea level the pressure is approximately 12.13 pounds per square inch, and at 10,000 feet it is 10 pounds per square inch. From this it will be seen that the final pressure attained after the piston has driven the gas into compressed condition ready for firing is lower as the atmospheric pressure drops. This means that there is not so much power in the compressed charge of gas the higher up you get above sea level.
Any internal combustion engine will produce less power at high altitudes than it does at sea level, which has led to a lot of questions. “There’s a good[145] reason for this,” says a writer in “Motor Age,” “and it’s physically impossible for the engine to work differently. The difference is due to the lower atmospheric pressure as we climb higher. At sea level, the atmosphere has a pressure of 14.7 pounds per square inch; at 5,000 feet above sea level, the pressure is about 12.13 pounds per square inch, and at 10,000 feet, it drops to 10 pounds per square inch. As a result, the final pressure reached after the piston compresses the gas in preparation for firing is lower as the atmospheric pressure decreases. This means that there’s less power in the compressed gas charge the higher you go above sea level."
“For example, suppose the compression ratio to be 41⁄2 to 1; in other words, suppose the air space above the piston to have 41⁄2 times the volume when the piston is at the bottom of its stroke that it has when the piston is at the top of the stroke. That is a common compression ratio for an average motor, and is chosen because it is considered to be the best for maximum horse-power and in order that the compression pressure will not be so high as to cause pre-ignition. Knowing the compression ratio, we can determine the final pressure immediately before ignition by substituting in the standard formula:
“For example, let's say the compression ratio is 41⁄2 to 1; in other words, the air space above the piston has 41⁄2 times the volume when the piston is at the bottom of its stroke compared to when the piston is at the top. This is a typical compression ratio for an average engine, chosen because it is thought to be ideal for maximizing horsepower while ensuring that the compression pressure isn’t so high that it causes pre-ignition. By knowing the compression ratio, we can determine the final pressure just before ignition using the standard formula:
| P1 = | ( | V | ) | 1.3 |
| V1 |
in which P is the atmospheric pressure; P1 is the final pressure, and V/V1 is the compression ratio, therefore P1 = 14.7 (4.5)1.3 = 104 pounds per square inch, absolute.
in which P is the atmospheric pressure; P1 is the final pressure, and V/V1 is the compression ratio, therefore P1 = 14.7 (4.5)1.3 = 104 pounds per square inch, absolute.
“That is, 104 pounds per square inch is the most efficient final compression pressure to have for this engine at sea level, since it comes directly from the compression ratio.
“That is, 104 pounds per square inch is the most efficient final compression pressure for this engine at sea level, as it comes directly from the compression ratio.
“Now supposing we consider that the altitude is 7,000[146] feet above sea level. At this height the atmospheric pressure is 11.25 pounds per square inch, approximately. In this case we can again substitute in the formula, using the new atmospheric pressure figure. The equation becomes:
“Now let’s say the altitude is 7,000[146] feet above sea level. At this height, the atmospheric pressure is around 11.25 pounds per square inch. In this case, we can plug in the new atmospheric pressure into the formula. The equation becomes:
P1 = 11.25 (4.5)1.3—79.4 pounds per square inch, absolute.
P1 = 11.25 (4.5)1.3—79.4 psi, absolute.
“Therefore we now have a final compression pressure of only 79.4 pounds per square inch, which is considerably below the pressure we have just found to be the most efficient for the motor. The resulting power drop is evident.
“Therefore we now have a final compression pressure of only 79.4 pounds per square inch, which is considerably below the pressure we have just found to be the most efficient for the motor. The resulting power drop is evident.”
“It should be borne in mind that these final compression pressures are absolute pressures—that is, they include the atmospheric pressure. In the first case, to get the pressure above atmospheric you would subtract 14.7 and in the latter 11.25 would have to be deducted. In other words, where the sea level compression is 89.3 pounds per square inch above the atmosphere, the same motor will have only a compression pressure of 68.15 pounds per square inch above the atmosphere at 7,000 feet elevation.
“It’s important to remember that these final compression pressures are absolute pressures—which means they include atmospheric pressure. In the first case, to find the pressure above atmospheric, you would subtract 14.7, and in the second case, you would need to subtract 11.25. In other words, where the sea level compression is 89.3 pounds per square inch above the atmosphere, the same engine will only have a compression pressure of 68.15 pounds per square inch above the atmosphere at 7,000 feet elevation.”
“From the above it is evident that in order to bring the final compression pressure up to the efficient figure we have determined, a different compression ratio would have to be used. That is, the final volume would have to be less, and as it is impossible to vary this to meet the conditions of altitude, the loss of power cannot be helped except by the replacing of the standard pistons with some that are longer above the wrist-pin so as to reduce the space above the pistons when on top center. Then if the ratio is thereby raised to some such figures as 5 to 1, the engine will again have its proper final pressure, but it will still not have as much power as it would have at sea level, since the horse-power varies directly with the atmospheric pressure, final compression being kept constant. That is, at 7,000 feet the horse-power of[147] an engine that had 40 horse-power at sea level would be equal to
“From the above, it's clear that to bring the final compression pressure up to the efficient level we've identified, a different compression ratio needs to be used. In other words, the final volume must be smaller, and since we can't adjust this based on altitude, the loss of power can't be avoided unless we replace the standard pistons with longer ones above the wrist pin. This change would reduce the space above the pistons when at top dead center. If we raise the ratio to something like 5 to 1, the engine will regain its proper final pressure, but it still won't have as much power as it would at sea level because horsepower directly correlates with atmospheric pressure, assuming final compression remains constant. So, at 7,000 feet, the horsepower of[147] an engine that has 40 horsepower at sea level would be equal to
| 11.25 | = 30.6 horse-power. |
| 14.7 |
“If the original compression ratio of 4.5 were retained, the drop in horse-power would be even greater than this. These computations and remarks will make it clear that the designer who contemplates building an airplane for high altitude use should see to it that it is of sufficient power to compensate for the drop that is inevitable when it is up in the air. This is often illustrated in stationary gas-engine installations. An engine that had a sea-level rating amply sufficient for the work required, might not be powerful enough when brought up several thousand feet.” When one considers that airplanes attain heights of over 18,000 feet, it will be evident that an ample margin of engine power is necessary.
“If the original compression ratio of 4.5 were kept, the decrease in horsepower would be even more significant. These calculations and comments will clearly show that any designer planning to build an airplane for high-altitude use must ensure it has enough power to offset the drop that is unavoidable when it's in the air. This is often seen in stationary gas engine setups. An engine that performs well at sea level might not have enough power when taken up several thousand feet.” Considering that airplanes can reach heights of over 18,000 feet, it's clear that a significant safety margin of engine power is essential.
THE DIESEL SYSTEM
A system of fuel supply developed by the late Dr. Diesel, a German chemist and engineer, is attracting considerable attention at the present time on account of the ability of the Diesel engine to burn low-grade fuels, such as crude petroleum. In this system the engines are built so that very high compressions are used, and only pure air is taken into the cylinder on the induction stroke. This is compressed to a pressure of about 500 pounds per square inch, and sufficient heat is produced by this compression to explode a hydrocarbon mixture. As the air which is compressed to this high point cannot burn, the fuel is introduced into the cylinder combustion chamber under still higher compression than that of the compressed air, and as it is injected in a fine stream it is immediately vaporized because of the heat. Just as soon as the compressed air becomes thoroughly saturated with the liquid fuel, it will explode on account of the degree of[148] heat present in the combustion chamber. Such motors have been used in marine and stationary applications, but are not practical for airplanes or motor cars because of lack of flexibility and great weight in proportion to power developed. The Diesel engine is the standard power plant used in submarine boats and motor ships, as its efficiency renders it particularly well adapted for large units.
A fuel supply system created by the late Dr. Diesel, a German chemist and engineer, is gaining significant attention right now because the Diesel engine can use low-quality fuels like crude oil. In this system, engines are designed to operate at very high compression levels, taking in only pure air during the intake stroke. This air is compressed to about 500 pounds per square inch, generating enough heat through this compression to ignite a hydrocarbon mixture. Since the highly compressed air itself can't burn, the fuel is injected into the combustion chamber at an even higher pressure than the compressed air. As it’s injected in a fine stream, it vaporizes instantly due to the heat. Once the compressed air absorbs enough of the liquid fuel, it will ignite because of the temperature in the combustion chamber. These engines have been used in marine and stationary applications but aren’t practical for airplanes or cars due to their inflexibility and excessive weight relative to the power they produce. The Diesel engine is the standard power source for submarines and motor ships, as its efficiency makes it particularly suitable for large operations.
NOTES ON CARBURETOR INSTALLATION IN AIRPLANES
A writer in “The Aeroplane,” an English publication, discourses on some features of carburetor installation that may be of interest to the aviation student, so portions of the dissertation are reproduced herewith.
A writer in “The Aeroplane,” an English magazine, discusses some aspects of carburetor installation that might interest aviation students, so parts of the discussion are included here.
“Users of airplanes fitted with ordinary type carburetors will do well to note carefully the way in which these are fitted, for several costly machines have been burnt lately through the sheer carelessness of their users. These particular machines were fitted with a high powered V-type engine, made by a firm which is famous as manufacturers of automobiles de luxe. In these engines there are four carburetors, mounted in the V between the cylinders. When the engine is fitted as a tractor, the float chambers are in front of the jet chambers. Consequently, when the tail of the machine is resting on the ground, the jets are lower than the level of the gasoline in the float chamber.
“Users of airplanes equipped with standard carburetors should pay close attention to how these are installed, as several expensive aircraft have been destroyed recently due to simple negligence by their operators. These specific aircraft were equipped with a high-powered V-type engine, manufactured by a company renowned for its luxury automobiles. In these engines, there are four carburetors positioned in the V between the cylinders. When the engine is mounted as a tractor, the float chambers are located in front of the jet chambers. As a result, when the tail of the aircraft is on the ground, the jets are lower than the gasoline level in the float chamber.”
“Quite naturally, the gasoline runs out of the jet, if it is left turned on when the machine is standing in its normal position, and trickles into the V at the top of the crank-case. Thence it runs down to the tail of the engine, where the magnetos are fitted, and saturates them. If left long enough, the gasoline manages to soak well into the fuselage before evaporating. And what does evaporate makes an inflammable gas in the forward cockpit. Then some one comes along and starts up the engine. The spark-gap of the magneto gives one flash, and the whole front of the machine proceeds to give a Fourth of July performance forthwith. Naturally, one safeguard is to turn the petrol off directly the machine lands. Another is never to turn it on till the engine is actually being started up.
“Of course, the gasoline runs out of the jet if it's left on while the machine is in its normal position, and it trickles into the V at the top of the crankcase. From there, it flows down to the tail of the engine, where the magnetos are located, soaking them. If left for too long, the gasoline seeps into the fuselage before evaporating. What does evaporate turns into a flammable gas in the front cockpit. Then someone shows up and starts the engine. The spark gap of the magneto creates one flash, and the whole front of the machine instantly puts on a fireworks show. Naturally, one safety measure is to turn the petrol off right after landing. Another is to never turn it on until the engine is actually being started.”
“One would be asking too much of the human boy—who is officially regarded as the only person fit to fly an aeroplane—if one depended upon his memory of such a detail to save his machine, though one might perhaps reasonably expect the older pilots to remember not to forget. Even so, other means of prevention[149] are preferable, for fire is quite as likely to occur from just the same cause if the engine happens to be a trifle obstinate in starting, and so gives the carburetors several minutes in which to drip—in which operation they would probably be assisted by air-mechanics ‘tickling’ them.
"It would be asking too much of a young pilot—who is officially seen as the only person qualified to fly a plane—if we relied on his memory of such a detail to keep his aircraft safe, although we might reasonably expect more experienced pilots to remember not to forget. Still, other ways to prevent issues[149] are better, since a fire could easily start from the same reason if the engine is a bit stubborn when starting up, which would give the carburetors several minutes to leak—potentially helped along by mechanics 'tickling' them."
“One way out of the trouble is to fit drip tins under the jet chamber to catch the gasoline as it falls. This is all very well just to prevent fire while the machine is being started up, but it will not save it if it is left standing with the tail on the ground and the petrol turned on, for the drip tins will then fill up and run over. And if it catches then, the contents of the drip tins merely add fuel to the fire.
“One way to solve the problem is to place drip pans under the jet chamber to catch the gasoline as it leaks. This works to prevent a fire while the machine is starting up, but it won't help if it's left standing with the tail on the ground and the fuel on, because the drip pans will fill up and overflow. If a fire starts then, the contents of the drip pans will just fuel the flames.”
Reversing Carburetors
“Yet another way is to turn the carburetors round, so that the float chambers are behind the jets, and so come below them when the tail is on the ground, thus cutting off the gasoline low down in the jets. There seems to be no particular mechanical difficulty about this, though I must confess that I did not note very carefully whether the reversal of the float chambers would make them foul any other fittings on the engine. It has been argued, however, that doing this would starve the engine of gasoline when climbing at a steep angle, as the gasoline would then be lowered in the jets and need more suction to get into the cylinders. This is rather a pretty point of amateur motor mechanics to discuss, for, obviously, when the same engine is used as a ‘pusher’ instead of a tractor, the jets are in front of the floats, and there seems to be no falling off in power.
“Another option is to flip the carburetors around so that the float chambers are positioned behind the jets, ending up below them when the tail is on the ground, which would cut off the gasoline low in the jets. There doesn’t seem to be any major mechanical issue with this, although I must admit that I didn’t pay close attention to whether reversing the float chambers would interfere with any other engine components. However, it has been argued that this would starve the engine of gasoline when climbing at a steep angle, as gasoline would then drop lower in the jets and require more suction to reach the cylinders. This is quite an interesting point for amateur motor mechanics to debate, because clearly, when the same engine is used as a ‘pusher’ instead of a tractor, the jets are in front of the floats, and there doesn’t seem to be a loss of power.”
Starvation of Mixture
“Moreover, the higher a machine goes the lower is the atmospheric pressure, and, consequently, the less is the amount of air sucked in at each induction stroke. This means, of course, that with the gasoline supply the mixture at high altitudes is too rich, so that, in order to get precisely the right mixture when very high up, it is necessary to reduce the gasoline supply by screwing down the needle valve between the tank and the carburetor—at least, that has been the experience of various high-flying pilots. No doubt something might be done in the way of forced air feed to compensate for reduced atmospheric pressure, but it remains to be proved whether the extra weight of mechanism involved would pay for the extra power obtained. Variable compression might do something, also, to even things up, but here, also, weight of mechanism has to be considered.
“Moreover, the higher a machine goes, the lower the atmospheric pressure becomes, and as a result, the amount of air drawn in at each induction stroke decreases. This means that with the gasoline supply, the mixture at high altitudes is too rich. Therefore, to achieve the right mixture when at very high altitudes, it’s necessary to reduce the gasoline supply by adjusting the needle valve between the tank and the carburetor—at least, that’s what various high-flying pilots have experienced. Surely, something could be done with forced air feed to make up for the lower atmospheric pressure, but it still needs to be proven whether the extra weight of the mechanism would be worth the additional power gained. Variable compression might also help balance things out, but again, the weight of the mechanism needs to be taken into account.”
“In any case, at present, the higher one goes the more the[150] power of the engine is reduced, for less air means a less volume of mixture per cylinder, and as the petrol feed has to be starved to suit the smaller amount of air available, this means further loss of power. I do not know whether anyone has evolved a carburetor which automatically starves the gasoline feed when high up, but it seems possible that when an airplane is sagging about ‘up against the ceiling’—as a French pilot described the absolute limit of climb for his particular machine—it might be a good thing to have the jets in front of the float chamber, for then a certain amount of automatic starvation would take place.
“In any case, right now, the higher you go, the more the[150] power of the engine decreases. This is because there's less air, which means a smaller volume of mixture per cylinder. Since the petrol feed has to be reduced to match the lower amount of available air, this results in additional power loss. I'm not sure if anyone has developed a carburetor that automatically reduces the gasoline feed at high altitudes, but it seems possible that when an airplane is struggling near its highest altitude—like a French pilot described as the absolute limit of climb for his specific aircraft—it could be beneficial to position the jets in front of the float chamber. This way, some level of automatic reduction could occur.”
“When a machine is right up at its limiting height, and the pilot is doing his best to make it go higher still, it is probably flying with its tail as low as the pilot dares to let it go, and the lateral and longitudinal controls are on the verge of vanishing, so that if the carburetor jets are behind the float chambers there is bound to be an over-rich mixture in any case. There is even a possibility of a careless or ignorant pilot carrying on in this tail-down position till one set of cylinders cuts out altogether, in which case the carburetor feeding that set may flood over, just as if the machine were on the ground, and the whole thing may catch fire. Whereas, with the jets in front of the floats, though the mixture may starve a trifle, there is, at any rate, no danger of fire through climbing with the tail down.
“When a machine is right at its maximum height, and the pilot is doing everything possible to push it even higher, it’s probably flying with its tail as low as the pilot dares, and the lateral and longitudinal controls are nearly non-existent. If the carburetor jets are behind the float chambers, there will definitely be a too-rich mixture in any case. There's even a chance that a careless or uninformed pilot could keep flying in this tail-down position until one set of cylinders completely cuts out. In that case, the carburetor feeding that set might overflow, just as if the machine were on the ground, and the whole thing could catch fire. However, with the jets in front of the floats, while the mixture may be slightly lean, there’s at least no risk of fire from climbing with the tail down.”
A Diving Danger
“On the other hand, in a ‘pusher’ with this type of engine, if the jets are in their normal position—which is in front of the floats—there is danger of fire in a dive. That is to say, if the pilot throttles right down, or switches off and relies on air pressure on his propeller to start the engine again, so that the gasoline is flooding over out of the jets instead of being sucked into the engine, there may be flooding over the magnetos if the dive is very steep and prolonged. In any case, a long dive will mean a certain amount of flooding, and, probably, a good deal of choking and spitting by the engine before it gets rid of the over-rich mixture and picks up steady firing again. Which may indicate to young pilots that it is not good to come down too low under such circumstances, trusting entirely to their engines to pick up at once and get going before they hit the ground.
“On the other hand, in a ‘pusher’ with this kind of engine, if the jets are in their normal position—which is in front of the floats—there’s a risk of fire during a dive. In other words, if the pilot cuts the throttle all the way down or turns off the engine and relies on air pressure on the propeller to restart the engine, the gasoline may spill out of the jets instead of being drawn into the engine. This could lead to flooding the magnetos if the dive is very steep and prolonged. In any case, a long dive will result in some flooding, and likely a lot of choking and sputtering from the engine before it clears the overly rich mixture and starts firing steadily again. This might suggest to inexperienced pilots that it's not wise to go too low in such situations, depending entirely on their engines to restart quickly before they hit the ground.”
“On the whole, it seems that it might be better practice to set the carburetors thwartwise of engines, for then jets and floats would always be at approximately the same level, no matter what the longitudinal position of the machine, and it is never long enough in one position at a big lateral angle to raise any serious carburetor troubles. Car manufacturers who dive cheerfully into[151] the troubled waters of aero-engine designs are a trifle apt to forget that their engines are put into positions on airplanes which would be positively indecent in a motor car. An angle of 1 in 10 is the exception on a car, but it is common on an airplane, and no one ever heard of a car going down a hill of 10 to 1—which is not quite a vertical dive. Therefore, there is every excuse for a well-designed and properly brought-up carburetor misbehaving itself in an aeroplane.
“Overall, it seems like it might be a better idea to position the carburetors sideways on the engines, because that way, the jets and floats would always be at roughly the same level, regardless of the machine's lengthwise position, and it's not often in one spot at a steep angle long enough to cause serious carburetor issues. Car manufacturers who eagerly jump into[151] the tricky world of aero-engine designs tend to forget that their engines are placed in airplanes in ways that would be totally inappropriate in a car. An angle of 1 in 10 is unusual for a car, but it’s normal for an airplane, and nobody has ever seen a car going down a 10 to 1 slope—which isn’t quite a vertical drop. So, there’s plenty of reason for a well-designed and properly calibrated carburetor to act up in an airplane.”
“It seems, then, that it is up to the manufacturers to produce better carburetors—say, with the jet central with the float. But it also behooves the user to show ordinary common sense in handling the material at present available, and not to make a practice of burning up $25,000 worth or so of airplane just because he is too lazy to turn off his gasoline, or to have the tail of his machine lifted up while he is tinkering with his engines.”
“It seems, then, that it's up to the manufacturers to create better carburetors—like ones with the jet aligned with the float. But it also makes sense for the user to exercise basic common sense when using the materials currently available, and not to repeatedly waste around $25,000 worth of airplane just because they are too lazy to shut off their gasoline, or to lift the tail of their aircraft while they are working on the engines.”
NOTES ON CARBURETOR ADJUSTMENT
The modern float feed carburetor is a delicate and nicely balanced appliance that requires a certain amount of attention and care in order to obtain the best results. The adjustments can only be made by one possessing an intelligent knowledge of carburetor construction and must never be made unless the reason for changing the old adjustment is understood. Before altering the adjustment of the leading forms of carburetors, a few hints regarding the quality to be obtained in the mixture should be given some consideration, as if these are properly understood this knowledge will prove of great assistance in adjusting the vaporizer to give a good working proportion of fuel and air. There is some question regarding the best mixture proportions and it is estimated that gas will be explosive in which the proportions of fuel vapor and air will vary from one part of the former to a wide range included between four and eighteen parts of the latter. A one to four mixture is much too rich, while the one in eighteen is much too lean to provide positive ignition.
The modern float feed carburetor is a sensitive and well-balanced device that needs careful attention and maintenance to achieve optimal performance. Adjustments should only be made by someone with a solid understanding of carburetor design, and they should never be made without knowing why the old adjustment needs to be changed. Before adjusting the leading types of carburetors, it's essential to consider the ideal quality of the fuel-air mixture, as understanding this will greatly help in setting the vaporizer for a proper fuel-to-air ratio. There’s some debate about the best mixture proportions, and it's estimated that gas can be explosive when the fuel vapor and air proportions range from one part fuel to between four and eighteen parts air. A one-to-four mixture is too rich, while a one-to-eighteen mixture is too lean to ensure reliable ignition.
A rich mixture should be avoided because the excessive fuel used will deposit carbon and will soot the cylinder walls, combustion chamber interior, piston top and valves and also tend to overheat the motor. A rich mixture will[152] also seriously interfere with flexible control of the engine, as it will choke up on low throttle and run well on open throttle when the full amount of gas is needed. A rich mixture may be quickly discovered by black smoke issuing from the muffler, the exhaust gas having a very pungent odor. If the mixture contains a surplus of air there will be popping sounds in the carburetor, which is commonly termed “blowing back.” To adjust a carburetor is not a difficult matter when the purpose of the various control members is understood. The first thing to do in adjusting a carburetor is to start the motor and to retard the sparking lever so the motor will run slowly leaving the throttle about half open. In order to ascertain if the mixture is too rich cut down the gasoline flow gradually by screwing down the needle valve until the motor commences to run irregularly or misfire. Close the needle valves as far as possible without having the engine come to a stop, and after having found the minimum amount of fuel gradually unscrew the adjusting valve until you arrive at the point where the engine develops its highest speed. When this adjustment is secured the lock nut is screwed in place so the needle valve will keep the adjustment. The next point to look out for is regulation of the auxiliary air supply on those types of carburetors where an adjustable air valve is provided. This is done by advancing the spark lever and opening the throttle. The air valve is first opened or the spring tension reduced to a point where the engine misfires or pops back in the carburetor. When the point of maximum air supply the engine will run on is thus determined, the air valve spring may be tightened by screwing in on the regulating screw until the point is reached where an appreciable speeding up of the engine is noticed. If both fuel and air valves are set right, it will be possible to accelerate the engine speed uniformly without interfering with regularity of engine operation by moving the throttle lever or accelerator pedal from its closed to its wide open position, this being done with the spark lever advanced. All types of carburetors do not have the same[153] means of adjustment; in fact, some adjust only with the gasoline regulating needle; others must have a complete change of spray nozzles; while in others the mixture proportions may be varied only by adjustment of the quantity of entering air. Changing the float level is effective in some carburetors, but this should never be done unless it is certain that the level is not correct. Full instructions for locating carburetion troubles will be given in proper sequence.
A rich fuel mixture should be avoided because the excess fuel will leave carbon deposits and create soot on the cylinder walls, the inside of the combustion chamber, the piston top, and the valves, and it can also cause the engine to overheat. A rich mixture will[152] severely disrupt the engine's flexibility, as it will struggle at low throttle and only run well at full throttle when a lot of gas is needed. You can quickly spot a rich mixture by the black smoke coming from the muffler, which will have a strong smell. If there’s too much air in the mixture, you’ll hear popping noises in the carburetor, often called “blowing back.” Adjusting a carburetor isn't hard once you know what the different controls do. The first step is to start the engine and pull back the spark lever so that the engine runs slowly with the throttle about halfway open. To check if the mixture is too rich, gradually reduce the gasoline flow by turning down the needle valve until the engine starts to run unevenly or misfires. Keep the needle valves as closed as possible without stalling the engine, and after identifying the minimum fuel, slowly unscrew the adjusting valve until you reach the point where the engine runs at its highest speed. Once this adjustment is made, tighten the lock nut so the needle valve retains the setting. Next, you should adjust the auxiliary air supply on carburetors that have an adjustable air valve. This involves advancing the spark lever and opening the throttle. The air valve should first be opened or the spring tension lowered until the engine misfires or pops back in the carburetor. Once you find the maximum air supply the engine can run on, tighten the air valve spring by turning the regulating screw in until you notice a significant increase in engine speed. If both the fuel and air valves are set correctly, you should be able to increase the engine speed smoothly without disrupting its regular operation by moving the throttle lever or accelerator pedal from closed to wide open, with the spark lever advanced. Not all carburetors have the same adjustment methods; some adjust only with the gasoline regulating needle, while others require a complete change of spray nozzles, and some can only adjust the mixture by changing the amount of incoming air. Changing the float level works for some carburetors, but this should only be done if you're sure the level is incorrect. Full instructions for diagnosing carburetion issues will be provided in the correct order.
It is a fact well known to experienced repairmen and motorists that atmospheric conditions have much to do with carburetor action. It is often observed that a motor seems to develop more power at night than during the day, a circumstance which is attributed to the presence of more moisture in the cooler night air. Likewise, taking a motor from sea level to an altitude of 10,000 feet involves using rarefied air in the engine cylinders and atmospheric pressures ranging from 14.7 pounds at sea level to 10.1 pounds per square inch at the high altitude. All carburetors will require some adjustment in the course of any material change from one level to another. Great changes of altitude also have a marked effect on the cooling system of an airplane. Water boils at 212 degrees F. only at sea level. At an altitude of 10,000 feet it will boil at a temperature nineteen degrees lower, or 193 degrees F.
It's a well-known fact among experienced mechanics and drivers that weather conditions significantly affect carburetor performance. It's often noticed that an engine seems to produce more power at night than during the day, which is thought to be due to the higher moisture content in the cooler night air. Similarly, taking an engine from sea level to an altitude of 10,000 feet means dealing with thin air in the engine cylinders and atmospheric pressures that drop from 14.7 pounds at sea level to 10.1 pounds per square inch at higher altitudes. All carburetors will need some adjustment during any significant change from one elevation to another. Major changes in altitude also greatly impact an airplane's cooling system. Water boils at 212 degrees F only at sea level. At 10,000 feet, it boils at a temperature nineteen degrees lower, or 193 degrees F.
In high altitudes the reduced atmospheric pressure, for 5,000 feet or higher than sea level, results in not enough air reaching the mixture, so that either the auxiliary air opening has to be increased, or the gasoline in the mixture cut down. If the user is to be continually at high altitudes he should immediately purchase either a larger dome or a smaller strangling tube, mentioning the size carburetor that is at present in use and the type of motor that it is on, including details as to the bore and stroke. The smaller strangling tube makes an increased suction at the spray nozzle; the air will have to be readjusted to meet it and you can use more auxiliary[154] air, which is necessary. The effect on the motor without a smaller strangling tube is a perceptible sluggishness and failure to speed up to its normal crank-shaft revolutions, as well as failure to give power. It means that about one-third of the regular speed is cut out. The reduced atmospheric pressure reduces the power of the explosion, in that there is not the same quantity of oxygen in the combustion chamber as at sea level; to increase the amount taken in, you must also increase the gasoline speed, which is done by an increased suction through the smaller strangling aperture. Some forms of carburetors are affected more than others by changes of altitude, which explains why the Zenith is so widely employed for airplane engine use. The compensating nozzle construction is not influenced as much by changes of altitude as the simpler nozzle types are.
At high altitudes, the lower atmospheric pressure—5,000 feet or more above sea level—means there's not enough air reaching the fuel mixture. As a result, either the auxiliary air opening needs to be enlarged, or the gasoline in the mixture must be reduced. If someone plans to be at high altitudes frequently, they should consider getting either a larger dome or a smaller strangling tube. They should specify the size of the carburetor currently in use and the type of engine it's on, including details like bore and stroke. The smaller strangling tube creates more suction at the spray nozzle, so the air will need to be readjusted to accommodate this, allowing for more auxiliary air, which is essential. Without a smaller strangling tube, the motor will noticeably lag and fail to reach its normal crankshaft revolutions, resulting in a loss of power—about one-third of the regular speed may be lost. The lower atmospheric pressure decreases the explosion power because there is less oxygen in the combustion chamber compared to sea level. To take in more air, you also need to increase the gasoline flow, which can be achieved by creating more suction through the smaller opening. Some carburetor types are affected more significantly by altitude changes, which is why the Zenith model is so commonly used in airplane engines. The design of the compensating nozzle is less affected by altitude shifts compared to simpler nozzle types.
CHAPTER VI
Early Ignition Systems—Electrical Ignition Best—Fundamentals of Magnetism Outlined—Forms of Magneto—Zones of Magnetic Influence—How Magnets are Made—Electricity and Magnetism Related—Basic Principles of Magneto Action—Essential Parts of Magneto and Functions—Transformer Coil Systems—True High Tension Type—The Berling Magneto—Timing and Care—The Dixie Magneto—Spark Plug Design and Application—Two-Spark Ignition—Special Airplane Plug.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__ and __A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__.
EARLY IGNITION SYSTEMS
One of the most important auxiliary groups of the gasoline engine comprising the airplane power plant and one absolutely necessary to insure engine action is the ignition system or the method employed of kindling the compressed gas in the cylinder to produce an explosion and useful power. The ignition system has been fully as well developed as other parts of the engine, and at the present time practically all ignition systems follow principles which have become standard through wide acceptance.
One of the most important support systems of the gasoline engine in the airplane power plant, and one that is absolutely necessary to ensure the engine works, is the ignition system. This is the method used to ignite the compressed gas in the cylinder to create an explosion and generate useful power. The ignition system has been developed just as thoroughly as other parts of the engine, and currently, almost all ignition systems adhere to principles that have become standard due to widespread acceptance.
During the early stages of development of the gasoline engine various methods of exploding the charge of combustible gas in the cylinder were employed. On some of the earliest engines a flame burned close to the cylinder head, and at the proper time for ignition a slide or valve moved to provide an opening which permitted the flame to ignite the gas back of the piston. This system was practical only on the primitive form of gas engines in which the charge was not compressed before ignition. Later, when it was found desirable to compress the gas a certain degree before exploding it, an incandescent platinum tube in the combustion chamber, which was kept in a heated condition by a flame burning in it, exploded the gas. The naked flame was not suitable in this application[156] because when the slide was opened to provide communication between the flame and the gas the compressed charge escaped from the cylinder with enough pressure to blow out the flame at times and thus cause irregular ignition. When the flame was housed in a platinum tube it was protected from the direct action of the gas, and as long as the tube was maintained at the proper point of incandescence regular ignition was obtained.
During the early development of the gasoline engine, various methods were used to ignite the combustible gas in the cylinder. In some of the first engines, a flame was kept close to the cylinder head, and at the right moment for ignition, a slide or valve opened to allow the flame to ignite the gas behind the piston. This method only worked with the basic type of gas engines that didn’t compress the charge before ignition. Later, when it became necessary to compress the gas to a certain degree before ignition, an incandescent platinum tube was used in the combustion chamber, which stayed heated by a flame inside it to ignite the gas. A direct flame wasn’t suitable for this approach[156] because when the slide opened to connect the flame and the gas, the compressed charge could sometimes escape from the cylinder with enough pressure to blow out the flame and cause inconsistent ignition. However, when the flame was contained in a platinum tube, it was shielded from the direct impact of the gas, and as long as the tube was kept at the right level of incandescence, ignition was consistent.
Some engineers utilized the property of gases firing themselves if compressed to a sufficient degree, while others depended upon the heat stored in the cylinder-head to fire the highly compressed gas. None of these methods were practical in their application to motor car engines because they did not permit flexible engine action which is so desirable. At the present time, electrical ignition systems in which the compressed gas is exploded by the heating value of the minute electric arc or spark in the cylinder are standard, and the general practice seems to be toward the use of mechanical producers of electricity rather than chemical batteries.
Some engineers took advantage of the fact that gases can ignite themselves when compressed enough, while others relied on the heat stored in the cylinder head to ignite the highly compressed gas. However, none of these methods were practical for car engines because they didn’t allow for the flexible engine performance that is so desirable. Nowadays, electrical ignition systems, where the compressed gas is ignited by the heat generated from a tiny electric arc or spark in the cylinder, are the standard. The trend seems to be shifting towards using mechanical devices to generate electricity instead of chemical batteries.
ELECTRICAL IGNITION BEST
Two general forms of electrical ignition systems may be used, the most popular being that in which a current of electricity under high tension is made to leap a gap or air space between the points of the sparking plug screwed into the cylinder. The other form, which has been almost entirely abandoned in automobile and which was never used with airplane engine practice, but which is still used to some extent on marine engines, is called the low-tension system because current of low voltage is used and the spark is produced by moving electrodes in the combustion chamber.
Two main types of electrical ignition systems can be used, with the most common being one where a high-tension electric current jumps across a gap or air space between the electrodes of the spark plug inserted into the cylinder. The other type, which has mostly been phased out in cars and was never used in airplane engines but is still somewhat used in marine engines, is known as the low-tension system. This system uses low-voltage current and generates the spark by moving electrodes within the combustion chamber.
The essential elements of any electrical ignition system, either high or low tension, are: First, a simple and practical method of current production; second, suitable timing apparatus to cause the spark to occur at the right point in the cycle of engine action; third, suitable wiring[157] and other apparatus to convey the current produced by the generator to the sparking member in the cylinder.
The key components of any electrical ignition system, whether high or low voltage, are: first, a straightforward and effective way to produce current; second, an appropriate timing mechanism to ensure the spark happens at the correct moment in the engine's cycle; third, the right wiring and other tools to transmit the current generated by the ignition source to the spark plug in the cylinder.[157]
The various appliances necessary to secure prompt ignition of the compressed gases should be described in some detail because of the importance of the ignition system. It is patent that the scope of a work of this character does not permit one to go fully into the theory and principles of operation of all appliances which may be used in connection with gasoline motor ignition, but at the same time it is important that the elementary principles be considered to some extent in order that the reader should have a proper understanding of the very essential ignition apparatus. The first point considered will be the common methods of generating the electricity, then the appliances to utilize it and produce the required spark in the cylinder. Inasmuch as magneto ignition is universally used in connection with airplane engine ignition it will not be necessary to consider battery ignition systems.
The different tools needed to ensure quick ignition of compressed gases should be explained in detail because the ignition system is crucial. It's clear that the scope of a work like this doesn't allow for a complete discussion of the theory and principles behind all the devices that can be used with gasoline engine ignition. However, it's still important to explore the basic principles to help the reader understand the essential ignition equipment. The first topic will cover the common methods of generating electricity, followed by the devices that use it to create the necessary spark in the cylinder. Since magneto ignition is commonly used in airplane engines, there’s no need to discuss battery ignition systems.
FUNDAMENTALS OF MAGNETISM OUTLINED
To properly understand the phenomena and forces involved in the generation of electrical energy by mechanical means it is necessary to become familiar with some of the elementary principles of magnetism and its relation to electricity. The following matter can be read with profit by those who are not familiar with the subject. Most persons know that magnetism exists in certain substances, but many are not able to grasp the terms used in describing the operation of various electrical devices because of not possessing a knowledge of the basic facts upon which the action of such apparatus is based.
To really understand the processes and forces involved in generating electrical energy through mechanical means, it's important to get to know some basic principles of magnetism and how it relates to electricity. The following information can be beneficial for those who aren't familiar with the topic. Most people know that magnetism is present in certain materials, but many struggle to understand the terminology used to describe how different electrical devices work because they lack knowledge of the fundamental facts that underlie the operation of such equipment.
Magnetism is a property possessed by certain substances and is manifested by the ability to attract and repel other materials susceptible to its effects. When this phenomenon is manifested by a conductor or wire through which a current of electricity is flowing it is termed “electro-magnetism.” Magnetism and electricity are closely related, each being capable of producing the other. Practically[158] all of the phenomena manifested by materials which possess magnetic qualities naturally can be easily reproduced by passing a current of electricity through a body which, when not under electrical influence, is not a magnetic substance. Only certain substances show magnetic properties, these being iron, nickel, cobalt and their alloys.
Magnetism is a characteristic of certain materials that allows them to attract or repel other materials that can respond to it. When this effect occurs in a conductor or wire carrying an electric current, it’s called “electromagnetism.” Magnetism and electricity are closely linked, each capable of creating the other. Almost all the phenomena associated with naturally magnetic materials can be easily generated by running an electric current through a material that isn’t magnetic when not influenced by electricity. Only specific materials, like iron, nickel, cobalt, and their alloys, exhibit magnetic properties.
The earliest known substance possessing magnetic properties was a stone first found in Asia Minor. It was called the lodestone or leading stone, because of its tendency, if arranged so it could be moved freely, of pointing one particular portion toward the north. The compass of the ancient Chinese mariners was a piece of this material, now known to be iron ore, suspended by a light thread or floated on a cork in some liquid so one end would point toward the north magnetic pole of the earth. The reason that this stone was magnetic was hard to define for a time, until it was learned that the earth was one huge magnet and that the iron ore, being particularly susceptible, absorbed and retained some of this magnetism.
The earliest known substance with magnetic properties was a stone first discovered in Asia Minor. It was called lodestone or leading stone because, when it was allowed to move freely, it pointed in a specific direction toward the north. Ancient Chinese sailors used a compass made from this material, now recognized as iron ore, which was either suspended by a light thread or floated on a cork in liquid so that one end would point toward the north magnetic pole of the Earth. For a long time, it was difficult to explain why this stone was magnetic until it was discovered that the Earth itself is one giant magnet and that the iron ore, being especially sensitive, absorbed and retained some of this magnetism.
Most of us are familiar with some of the properties of the magnet because of the extensive sale and use of small horseshoe magnets as toys. As they only cost a few pennies every one has owned one at some time or other and has experimented with various materials to see if they would be attracted. Small pieces of iron or steel were quickly attracted to the magnet and adhered to the pole pieces when brought within the zone of magnetic influence. It was soon learned that brass, copper, tin or zinc were not affected by the magnet. A simple experiment that serves to illustrate magnetic attraction of several substances is shown at A, Fig. 57. In this, several balls are hung from a standard or support, one of these being of iron, another of steel. When a magnet is brought near either of these they will be attracted toward it, while the others will remain indifferent to the magnetic force. Experimenters soon learned that of the common metals only iron or steel were magnetic.
Most of us are familiar with some of the properties of the magnet because of the extensive sale and use of small horseshoe magnets as toys. As they only cost a few pennies every one has owned one at some time or other and has experimented with various materials to see if they would be attracted. Small pieces of iron or steel were quickly attracted to the magnet and adhered to the pole pieces when brought within the zone of magnetic influence. It was soon learned that brass, copper, tin or zinc were not affected by the magnet. A simple experiment that serves to illustrate magnetic attraction of several substances is shown at A, Fig. 57. In this, several balls are hung from a standard or support, one of these being of iron, another of steel. When a magnet is brought near either of these they will be attracted toward it, while the others will remain indifferent to the magnetic force. Experimenters soon learned that of the common metals only iron or steel were magnetic.
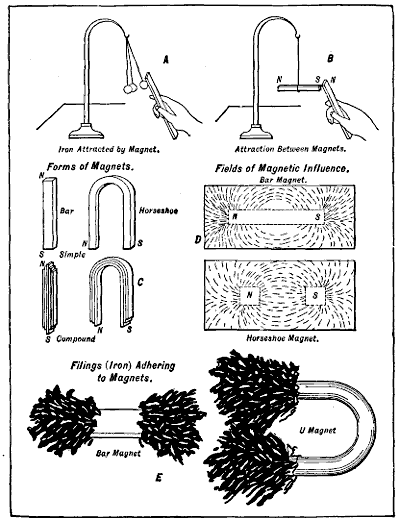
Fig. 57.—Some Simple Experiments to Demonstrate Various Magnetic Phenomena and Clearly Outline Effects of Magnetism and Various Forms of Magnets.
Fig. 57.—Some Simple Experiments to Show Different Magnetic Phenomena and Clearly Explain the Effects of Magnetism and Various Types of Magnets.
If the ordinary bar or horseshoe magnet be carefully[159] examined, one end will be found to be marked N. This indicates the north pole, while the other end is not usually marked and is the south pole. If the north pole of one magnet is brought near the south pole of another, a strong attraction will exist between them, this depending upon[160] the size of the magnets used and the air gap separating the poles. If the south pole of one magnet is brought close to the end of the same polarity of the other there will be a pronounced repulsion of like force. These facts are easily proved by the simple experiment outlined at B, Fig. 57. A magnet will only attract or influence a substance having similar qualities. The like poles of magnets will repel each other because of the obvious impossibility of uniting two influences or forces of practically equal strength but flowing in opposite directions. The unlike poles of magnets attract each other because the force is flowing in the same direction. The flow of magnetism is through the magnet from south to north and the circuit is completed by the flow of magnetic influence through the air gap or metal armature bridging it from the north to the south pole.
If the ordinary bar or horseshoe magnet be carefully[159] examined, one end will be found to be marked N. This indicates the north pole, while the other end is not usually marked and is the south pole. If the north pole of one magnet is brought near the south pole of another, a strong attraction will exist between them, this depending upon[160] the size of the magnets used and the air gap separating the poles. If the south pole of one magnet is brought close to the end of the same polarity of the other there will be a pronounced repulsion of like force. These facts are easily proved by the simple experiment outlined at B, Fig. 57. A magnet will only attract or influence a substance having similar qualities. The like poles of magnets will repel each other because of the obvious impossibility of uniting two influences or forces of practically equal strength but flowing in opposite directions. The unlike poles of magnets attract each other because the force is flowing in the same direction. The flow of magnetism is through the magnet from south to north and the circuit is completed by the flow of magnetic influence through the air gap or metal armature bridging it from the north to the south pole.
FORMS OF MAGNETS AND ZONE OF MAGNETIC INFLUENCE DEFINED
Magnets are commonly made in two forms, either in the shape of a bar or horseshoe. These two forms are made in two types, simple or compound. The latter are composed of a number of magnets of the same form united so the ends of like polarity are laced together, and such a construction will be more efficient and have more strength than a simple magnet of the same weight. The two common forms of simple and compound magnets are shown at C, Fig. 57. The zone in which a magnetic influence occurs is called the magnetic field, and this force can be graphically shown by means of imaginary lines, which are termed “lines of force.” As will be seen from the diagram at D, Fig. 57, the lines show the direction of action of the magnetic force and also show its strength, as they are closer together and more numerous when the intensity of the magnetic field is at its maximum. A simple method of demonstrating the presence of the force is to lay a piece of thin paper over the pole pieces of either a bar or horseshoe magnet and sprinkle fine iron filings[161] on it. The particles of metal arrange themselves in very much the manner shown in the illustrations and prove that the magnetic field actually exists.
Magnets are commonly made in two forms, either in the shape of a bar or horseshoe. These two forms are made in two types, simple or compound. The latter are composed of a number of magnets of the same form united so the ends of like polarity are laced together, and such a construction will be more efficient and have more strength than a simple magnet of the same weight. The two common forms of simple and compound magnets are shown at C, Fig. 57. The zone in which a magnetic influence occurs is called the magnetic field, and this force can be graphically shown by means of imaginary lines, which are termed “lines of force.” As will be seen from the diagram at D, Fig. 57, the lines show the direction of action of the magnetic force and also show its strength, as they are closer together and more numerous when the intensity of the magnetic field is at its maximum. A simple method of demonstrating the presence of the force is to lay a piece of thin paper over the pole pieces of either a bar or horseshoe magnet and sprinkle fine iron filings[161] on it. The particles of metal arrange themselves in very much the manner shown in the illustrations and prove that the magnetic field actually exists.
The form of magnet used will materially affect the size and area of the magnetic field. It will be noted that the field will be concentrated to a greater extent with the horseshoe form because of the proximity of the poles. It should be understood that these lines have no actual existence, but are imaginary and assumed to exist only to show the way the magnetic field is distributed. The magnetic influence is always greater at the poles than at the center, and that is why a horseshoe or U-form magnet is used in practically all magnetos or dynamos. This greater attraction at the poles can be clearly demonstrated by sprinkling iron filings on bar and U magnets, as outlined at E, Fig. 57. A large mass gathers at the pole pieces, gradually tapering down toward the point where the attraction is least.
The form of magnet used will materially affect the size and area of the magnetic field. It will be noted that the field will be concentrated to a greater extent with the horseshoe form because of the proximity of the poles. It should be understood that these lines have no actual existence, but are imaginary and assumed to exist only to show the way the magnetic field is distributed. The magnetic influence is always greater at the poles than at the center, and that is why a horseshoe or U-form magnet is used in practically all magnetos or dynamos. This greater attraction at the poles can be clearly demonstrated by sprinkling iron filings on bar and U magnets, as outlined at E, Fig. 57. A large mass gathers at the pole pieces, gradually tapering down toward the point where the attraction is least.
From the diagrams it will be seen that the flow of magnetism is from one pole to the other by means of curved paths between them. This circuit is completed by the magnetism flowing from one pole to the other through the magnet, and as this flow is continued as long as the body remains magnetic it constitutes a magnetic circuit. If this flow were temporarily interrupted by means of a conductor of electricity moving through the field there would be a current of electricity induced in the conductor every time it cut the lines of force. There are three kinds of magnetic circuits. A non-magnetic circuit is one in which the magnetic influence completes its circuit through some substance not susceptible to the force. A closed magnetic circuit is one in which the influence completes its circuit through some magnetic material which bridges the gap between the poles. A compound circuit is that in which the magnetic influence passes through magnetic substances and non-magnetic substances in order to complete its circuit.
From the diagrams, you can see that the flow of magnetism goes from one pole to the other along curved paths. This circuit is completed by the magnetism flowing through the magnet itself, and as long as this flow is maintained, as long as the object remains magnetic, it creates a magnetic circuit. If this flow is temporarily interrupted by a conductor moving through the magnetic field, an electric current will be induced in the conductor each time it intersects the lines of force. There are three types of magnetic circuits. A non-magnetic circuit is one where the magnetic influence completes its path through a substance that isn't affected by the force. A closed magnetic circuit is one where the influence completes its path through magnetic material that connects the poles. A compound circuit is one where the magnetic influence moves through both magnetic and non-magnetic materials to complete its circuit.
HOW IRON AND STEEL BARS ARE MADE MAGNETIC
Magnetism may be produced in two ways, by contact or induction. If a piece of steel is rubbed on a magnet it will be found a magnet when removed, having a north and south pole and all of the properties found in the energizing magnet. This is magnetizing by contact. A piece of steel will retain the magnetism imparted to it for a considerable length of time, and the influence that remains is known as residual magnetism. This property may be increased by alloying the steel with tungsten and hardening it before it is magnetized. Any material that will retain its magnetic influence after removal from the source of magnetism is known as a permanent magnet. If a piece of iron or steel is brought into the magnetic field of a powerful magnet it becomes a magnet without actual contact with the energizer. This is magnetizing by magnetic induction. If a powerful electric current flows through an insulated conductor wound around a piece of iron or steel it will make a magnet of it. This is magnetizing by electro-magnetic induction. A magnet made in this manner is termed an electro-magnet and usually the metal is of such a nature that it will not retain its magnetism when the current ceases to flow around it. Steel is used in all cases where permanent magnets are required, while soft iron is employed in all cases where an intermittent magnetic action is desired. Magneto field magnets are always made of tungsten steel alloy, so treated that it will retain its magnetism for lengthy periods.
Magnetism can be created in two ways: by contact or induction. When you rub a piece of steel against a magnet, it will become a magnet itself once separated, complete with a north and south pole, along with all the properties of the original magnet. This is magnetizing by contact. A piece of steel can hold on to the magnetism it receives for a long time, and the leftover influence is called residual magnetism. This characteristic can be enhanced by mixing tungsten with the steel and hardening it before magnetization. Any material that keeps its magnetic properties after being removed from the magnet source is referred to as a permanent magnet. If a piece of iron or steel enters the magnetic field of a strong magnet, it becomes magnetized without any direct contact with the magnet. This process is known as magnetizing by magnetic induction. When a strong electric current flows through an insulated wire wrapped around iron or steel, it creates a magnet. This method is called magnetizing by electromagnetic induction. A magnet made this way is called an electromagnet, and typically the metal used won’t retain its magnetism once the current stops. Steel is used whenever permanent magnets are needed, while soft iron is used when an intermittent magnetic effect is required. Magneto field magnets are always made from tungsten steel alloy, which is treated to maintain its magnetism for extended periods.
ELECTRICITY AND MAGNETISM CLOSELY RELATED
There are many points in which magnetism and electricity are alike. For instance, air is a medium that offers considerable resistance to the passage of both magnetic influence and electric energy, although it offers more resistance to the passage of the latter. Minerals like iron or steel are very easily influenced by magnetism and[163] easily penetrated by it. When one of these is present in the magnetic circuit the magnetism will flow through the metal. Any metal is a good conductor for the passage of the electric current, but few metals are good conductors of magnetic energy. A body of the proper metal will become a magnet due to induction if placed in the magnetic field, having a south pole where the lines of force enter it and a north pole where they pass out.
There are many ways that magnetism and electricity are similar. For example, air is a medium that provides significant resistance to the flow of both magnetic influence and electric energy, although it offers more resistance to electric energy. Minerals like iron or steel are easily affected by magnetism and can be easily penetrated by it. When one of these is part of the magnetic circuit, the magnetism will flow through the metal. Any metal is a good conductor for electric current, but few metals are effective conductors of magnetic energy. A piece of the right metal will become a magnet through induction when placed in a magnetic field, having a south pole where the lines of force enter and a north pole where they exit.
We have seen that a magnet is constantly surrounded by a magnetic field and that an electrical conductor when carrying a current is also surrounded by a field of magnetic influence. Now if the conductor carrying a current of electricity will induce magnetism in a bar of iron or steel, by a reversal of this process, a magnetized iron or steel bar will produce a current of electricity in a conductor. It is upon this principle that the modern dynamo or magneto is constructed. If an electro-motive force is induced in a conductor by moving it across a field of magnetic influence, or by passing a magnetic field near a conductor, electricity is said to be generated by magneto-electric induction. All mechanical generators of the electric current using permanent steel magnets to produce a field of magnetic influence are of this type.
We’ve seen that a magnet is always surrounded by a magnetic field and that an electrical conductor carrying a current is also surrounded by a magnetic influence. If a current-carrying conductor can create magnetism in a bar of iron or steel, then by reversing this process, a magnetized iron or steel bar can produce an electric current in a conductor. This principle is what modern dynamos or magnetos are built on. When an electromotive force is generated in a conductor by moving it through a magnetic field or by bringing a magnetic field close to a conductor, it’s referred to as electricity being generated by magneto-electric induction. All mechanical generators of electric current that use permanent steel magnets to create a magnetic influence operate on this principle.
BASIC PRINCIPLES OF MAGNETO OUTLINED
The accompanying diagram, Fig. 58, will show these principles very clearly. As stated on an earlier page, if the lines of force in the magnetic field are cut by a suitable conductor an electrical impulse will be produced in that conductor. In this simple machine the lines of force exist between the poles of a horseshoe magnet. The conductor, which in this case is a loop of copper wire, is mounted upon a spindle in order that it may be rotated in the magnetic field to cut the lines of magnetic influence present between the pole pieces. Both of the ends of this loop are connected, one with the insulated drum shown upon the shaft, the other to the shaft. Two metal brushes are employed to collect the current and cause it[164] to flow through the external circuit. It can be seen that when the shaft is turned in the direction of the arrow the loop will cut through the lines of magnetic influence and a current will be generated therein.
The accompanying diagram, Fig. 58, will show these principles very clearly. As stated on an earlier page, if the lines of force in the magnetic field are cut by a suitable conductor an electrical impulse will be produced in that conductor. In this simple machine the lines of force exist between the poles of a horseshoe magnet. The conductor, which in this case is a loop of copper wire, is mounted upon a spindle in order that it may be rotated in the magnetic field to cut the lines of magnetic influence present between the pole pieces. Both of the ends of this loop are connected, one with the insulated drum shown upon the shaft, the other to the shaft. Two metal brushes are employed to collect the current and cause it[164] to flow through the external circuit. It can be seen that when the shaft is turned in the direction of the arrow the loop will cut through the lines of magnetic influence and a current will be generated therein.
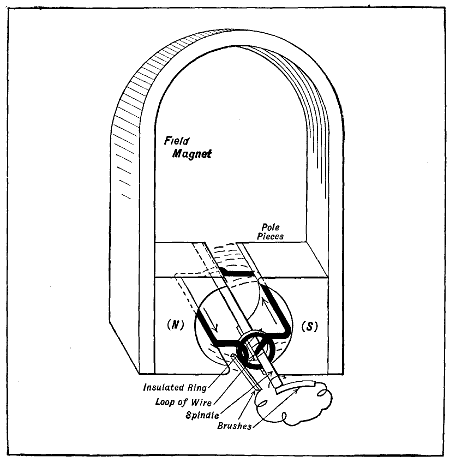
Fig. 58.—Elementary Form of Magneto Showing Principal Parts Simplified to Make Method of Current Generation Clear.
Fig. 58.—Basic Design of a Magneto Highlighting Key Components, Simplified to Clarify the Current Generation Process.
The pressure of the current and the amount produced vary in accordance to the rapidity with which the lines of magnetic influence are cut. The armature of a practical magneto, therefore, differs materially from that shown in the diagram. A large number of loops of wire would be mounted upon this shaft in order that the lines of magnetic influence would be cut a greater number of times in a given period and a core of iron used as a backing[165] for the wire. This would give a more rapid alternating current and a higher electro-motive force than would be the case with a smaller number of loops of wire.
The pressure from the current and the amount generated change based on how quickly the magnetic lines are cut. The armature of a practical magneto, therefore, is quite different from the one shown in the diagram. A large number of wire loops would be placed on this shaft to cut the magnetic lines more times in a given period, and an iron core would be used as a backing for the wire. This setup would produce a faster alternating current and a higher electro-motive force compared to using fewer wire loops.
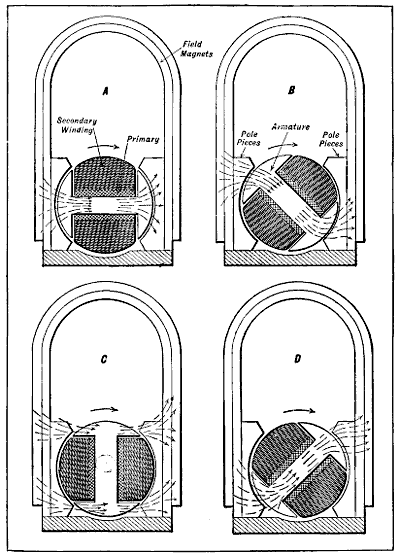
Fig. 59.—Showing How Strength of Magnetic Influence and of the Currents Induced in the Windings of Armature Vary with the Rapidity of Changes of Flow.
Fig. 59.—Illustrating How the Strength of Magnetic Influence and the Currents Induced in the Armature Windings Change with the Speed of Flow Variations.
The illustrations at Fig. 59 show a conventional double[166] winding armature and field magnetic of a practical magneto in part section and will serve to more fully emphasize the points previously made. If the armature or spindle were removed from between the pole pieces there would exist a field of magnetic influence as shown at Fig. 57, but the introduction of this component provides a conductor (the iron core) for the magnetic energy, regardless of its position, though the facility with which the influence will be transmitted depends entirely upon the position of the core. As shown at A, the magnetic flow is through the main body in a straight line, while at B, which position the armature has attained after one-eighth revolution, or 45 degrees travel in the direction of the arrow, the magnetism must pass through in the manner indicated. At C, which position is attained every half revolution, the magnetic energy abandons the longer path through the body of the core for the shorter passage offered by the side pieces, and the field thrown out by the cross bar disappears. On further rotation of the armature, as at D, the body of the core again becomes energized as the magnetic influence resumes its flow through it. These changes in the strength of the magnetic field when distorted by the armature core, as well as the intensity of the energy existing in the field, affect the windings, and the electrical energy induced therein corresponds in strength to the rapidity with which these changes in magnetic flow occur. The most pronounced changes in the strength of the field will occur as the armature passes from position B to D, because the magnetic field existing around the core will be destroyed and again re-established.
The illustrations at Fig. 59 show a conventional double[166] winding armature and field magnetic of a practical magneto in part section and will serve to more fully emphasize the points previously made. If the armature or spindle were removed from between the pole pieces there would exist a field of magnetic influence as shown at Fig. 57, but the introduction of this component provides a conductor (the iron core) for the magnetic energy, regardless of its position, though the facility with which the influence will be transmitted depends entirely upon the position of the core. As shown at A, the magnetic flow is through the main body in a straight line, while at B, which position the armature has attained after one-eighth revolution, or 45 degrees travel in the direction of the arrow, the magnetism must pass through in the manner indicated. At C, which position is attained every half revolution, the magnetic energy abandons the longer path through the body of the core for the shorter passage offered by the side pieces, and the field thrown out by the cross bar disappears. On further rotation of the armature, as at D, the body of the core again becomes energized as the magnetic influence resumes its flow through it. These changes in the strength of the magnetic field when distorted by the armature core, as well as the intensity of the energy existing in the field, affect the windings, and the electrical energy induced therein corresponds in strength to the rapidity with which these changes in magnetic flow occur. The most pronounced changes in the strength of the field will occur as the armature passes from position B to D, because the magnetic field existing around the core will be destroyed and again re-established.
During the most of the armature rotation the changes in strength will be slight and the currents induced in the wire correspondingly small; but at the instant the core becomes remagnetized, as the armature leaves position C, the current produced will be at its maximum, and it is necessary to so time the rotation of the armature that at this instant one of the cylinders is in condition to be fired. It[167] is imperative that the armature be driven in such relation to the crank-shaft that each production of maximum current coincides with the ignition point, this condition existing twice during each revolution of the armature, or at every 180 degrees travel. Each position shown corresponds to 45 degrees travel of the armature, or one-eighth of a turn, and it takes just three-eighths revolution to change the position from A to that shown at D.
During most of the armature's rotation, the changes in strength will be minor and the currents induced in the wire will be correspondingly low; however, at the moment the core becomes remagnetized, as the armature moves past position C, the current generated will be at its peak. It’s crucial to time the armature's rotation so that at this moment, one of the cylinders is ready to be fired. It[167] is essential that the armature is driven in relation to the crankshaft so that each instance of maximum current aligns with the ignition point. This alignment occurs twice during each revolution of the armature, or every 180 degrees of travel. Each position shown corresponds to 45 degrees of travel of the armature, or one-eighth of a turn, and it takes exactly three-eighths of a revolution to change the position from A to the one shown at D.
ESSENTIAL PARTS OF A MAGNETO AND THEIR FUNCTIONS
The magnets which produce the influence that in turn induces the electrical energy in the winding or loops of wire on the armature, and which may have any even number of opposed poles, are called field magnets. The loops of wire which are mounted upon a suitable drum and rotate in the field of magnetic influence in order to cut the lines of force is called an armature winding, while the core is the metal portion. The entire assembly is called the armature. The exposed ends of the magnets are called pole pieces and the arrangement used to collect the current is either a commutator or a collector. The stationary pieces which bear against the collector or commutator and act as terminals for the outside circuit are called brushes. These brushes are often of copper, or some of its alloys, because copper has a greater electrical conductivity than any other metal.
The magnets that create the magnetic field, which then generates electrical energy in the coils of wire on the armature, and that can have any even number of opposing poles, are called field magnets. The wire coils that are mounted on a suitable drum and spin within the magnetic field to intersect the lines of force are referred to as armature windings, while the core is the metal part. The whole setup is known as the armature. The visible ends of the magnets are called pole pieces, and the arrangement used to gather the current is either a commutator or a collector. The stationary parts that press against the collector or commutator and serve as terminals for the external circuit are called brushes. These brushes are often made of copper or one of its alloys, as copper has better electrical conductivity than any other metal.
These brushes are nearly always of carbon, which is sometimes electroplated with copper to increase its electrical conductivity, though cylinders of copper wire gauze impregnated with graphite are utilized at times. Carbon is used because it is not so liable to cut the metal of the commutator as might be the case if the contact was of the metal to metal type. The reason for this is that carbon has the peculiar property in that it materially assists in the lubrication of the commutator, and being of soft, unctuous composition, will wear and conform to any irregularities on the surface of the metal collector rings.
These brushes are usually made of carbon, which is sometimes coated with copper to enhance its electrical conductivity, although copper wire mesh filled with graphite is used at times. Carbon is preferred because it's less likely to damage the metal of the commutator compared to metal-to-metal contact. This is because carbon has a unique property that helps to lubricate the commutator, and its soft, smooth composition allows it to wear down and adapt to any unevenness on the surface of the metal collector rings.
The magneto in common use consists of a number of[168] horseshoe magnets which are compound in form and attached to suitable cast-iron pole pieces used to collect and concentrate the magnetic influence of the various magnets. Between these pole pieces an armature rotates. This is usually shaped like a shuttle, around which are wound coils of insulated wire. These are composed of a large number of turns and the current produced depends in great measure upon the size of the wire and the number of turns per coil. An armature winding of large wire will deliver a current of great amperage, but of small voltage. An armature wound with very fine wire will deliver a current of high voltage but of low amperage. In the ordinary form of magneto, such as used for ignition, the current is alternating in character and the break in the circuit should be timed to occur when the armature is at the point of its greatest potential or pressure. Where such a generator is designed for direct current production the ends of the winding are attached to the segments of a commutator, but where the instrument is designed to deliver an alternating current one end of the winding is fastened to an insulator ring on one end of the armature shaft and the other end is grounded on the frame of the machine.
The magneto commonly used today consists of several[168]horseshoe magnets that are made together and attached to suitable cast-iron pole pieces that collect and concentrate the magnetic influence of the different magnets. An armature rotates between these pole pieces. It's usually shaped like a shuttle, and coils of insulated wire are wound around it. These coils have many turns, and the current produced largely depends on the wire's size and the number of turns per coil. An armature winding with thick wire will provide a high current but low voltage. On the other hand, an armature wound with very thin wire will produce high voltage but low current. In the typical type of magneto used for ignition, the current is alternating, and the circuit break should be timed to happen when the armature is at its maximum potential or pressure. If the generator is designed for direct current production, the ends of the winding are connected to the segments of a commutator. However, if it's meant to deliver alternating current, one end of the winding is attached to an insulator ring on one end of the armature shaft, and the other end is grounded to the machine's frame.
The quantity of the current depends upon the strength of the magnetic field and the number of lines of magnetic influence acting through the armature. The electro-motive force varies as to the length of the armature winding and the number of revolutions at which the armature is rotated.
The amount of current depends on the strength of the magnetic field and the number of magnetic influence lines passing through the armature. The electromotive force changes based on the length of the armature winding and the number of times the armature rotates.
THE TRANSFORMER SYSTEM USES LOW VOLTAGE MAGNETO
The magneto in the various systems which employ a transformer coil is very similar to a low-tension generator in general construction, and the current delivered at the terminals seldom exceeds 100 volts. As it requires many times that potential or pressure to leap the gap which exists between the points of the conventional spark plug, a separate coil is placed in circuit to intensify the current to one of greater capacity. The essential parts[169] of such a system and their relation to each other are shown in diagrammatic form at Fig. 60 and as a complete system at Fig. 61. As is true of other systems the magnetic influence is produced by permanent steel magnets clamped to the cast-iron pole pieces between which the armature rotates. At the point of greatest potential in the armature winding the current is broken by the contact breaker, which is actuated by a cam, and a current of higher value is induced in the secondary winding of the transformer coil when the low voltage current is passed through the primary winding.
The magneto in the various systems which employ a transformer coil is very similar to a low-tension generator in general construction, and the current delivered at the terminals seldom exceeds 100 volts. As it requires many times that potential or pressure to leap the gap which exists between the points of the conventional spark plug, a separate coil is placed in circuit to intensify the current to one of greater capacity. The essential parts[169] of such a system and their relation to each other are shown in diagrammatic form at Fig. 60 and as a complete system at Fig. 61. As is true of other systems the magnetic influence is produced by permanent steel magnets clamped to the cast-iron pole pieces between which the armature rotates. At the point of greatest potential in the armature winding the current is broken by the contact breaker, which is actuated by a cam, and a current of higher value is induced in the secondary winding of the transformer coil when the low voltage current is passed through the primary winding.
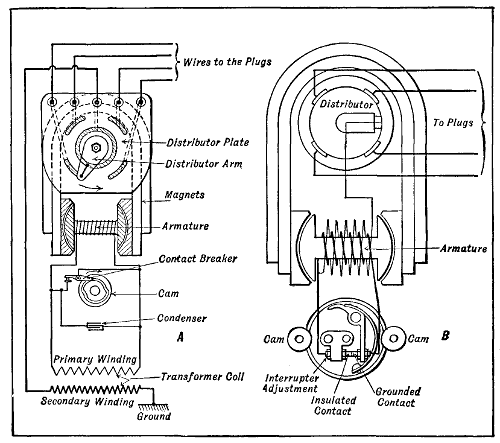
Fig. 60.—Diagrams Explaining Action of Low Tension Transformer Coil and True High Tension Magneto Ignition Systems.
Fig. 60.—Diagrams Explaining the Function of Low Voltage Transformer Coil and Actual High Voltage Magneto Ignition Systems.
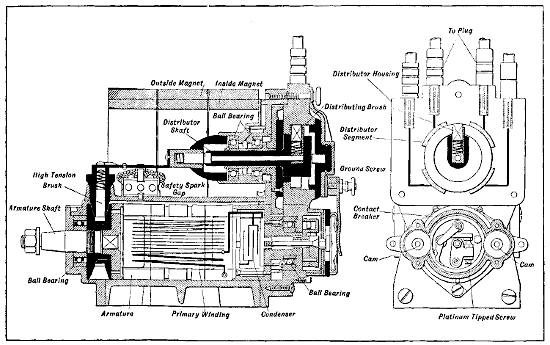
Fig. 60A.—Side Sectional View of Bosch High-Tension Magneto Shows Disposition of Parts. End Elevation Depicts Arrangement of Interruptor and Distributor Mechanism.
Fig. 60A.—Side sectional view of the Bosch high-tension magneto shows the layout of parts. The end elevation depicts the arrangement of the interrupter and distributor mechanism.
It will be noted that the points of the contact breaker are together except for the brief instant when separated by the action of the point of the cam upon the lever. It is obvious that the armature winding is short-circuited[171] upon itself except when the contact points are separated. While the armature winding is thus short-circuited there will be practically no generation of current. When the points are separated there is a sudden flow of current through the primary winding of the transformer coil, inducing a secondary current in the other winding, which can be varied in strength by certain considerations in the preliminary design of the apparatus. This current of higher potential or voltage is conducted directly to the plug if the device is fitted to a single-cylinder engine, or to the distributor arm if fitted to a multiple-cylinder motor. The distributor consists of an insulator in which is placed a number of segments, one for each cylinder to be fired, and so spaced that the number of degrees between them correspond to the ignition points of the motor. A two-cylinder motor would have two segments, a three-cylinder, three segments, and so on within the capacity of the instrument. In the illustration a four-cylinder distributor is fitted, and the distributing arm is in contact[172] with the segment corresponding to the cylinder about to be fired.
It should be noted that the contact breaker points are together except for a brief moment when they are pushed apart by the cam acting on the lever. It's clear that the armature winding is short-circuited upon itself, except when the contact points are apart. While the armature winding is short-circuited, there will be hardly any current generated. When the points separate, a sudden current flows through the primary winding of the transformer coil, inducing a secondary current in the other winding, which can be adjusted in strength based on the initial design of the device. This higher voltage current is sent directly to the plug if the device is used with a single-cylinder engine, or to the distributor arm if it's used with a multi-cylinder engine. The distributor includes an insulator that contains several segments, one for each cylinder to be fired, spaced so that the degrees between them match the ignition points of the engine. A two-cylinder engine would have two segments, a three-cylinder would have three segments, and so forth, depending on the capacity of the instrument. In the illustration, a four-cylinder distributor is equipped, and the distributing arm is making contact with the segment linked to the cylinder that is about to be fired.

TRUE HIGH-TENSION MAGNETOS ARE SELF-CONTAINED
The true high-tension magneto differs from the preceding inasmuch as the current of high voltage is produced in the armature winding direct, without the use of the separate coil. Instead of but one coil, the armature carries two, one of comparatively coarse wire, the other of many turns of finer wire. The arrangement of these windings can be readily ascertained by reference to the diagram B, Fig. 60, which shows the principle of operation very clearly. The simplicity of the ignition system is evident by inspection of Fig. 62. One end of the primary winding (coarse wire) is coupled or grounded to the armature core, and the other passes to the insulated part of the interrupter. While in some forms the interrupter or contact breaker mechanism does not revolve, the desired motion being imparted to the contact lever to separate the points of a revolving cam, in this the cam or tripping mechanism is stationary and the contact breaker revolves. This arrangement makes it possible to conduct the current from the revolving primary coil to the interrupter by a direct connection, eliminating[173] the use of brushes, which would otherwise be necessary. In other forms of this appliance where the winding is stationary, the interrupter may be operated by a revolving cam, though, if desired, the used of a brush at this point will permit this construction with a revolving winding.
The true high-tension magneto differs from the preceding inasmuch as the current of high voltage is produced in the armature winding direct, without the use of the separate coil. Instead of but one coil, the armature carries two, one of comparatively coarse wire, the other of many turns of finer wire. The arrangement of these windings can be readily ascertained by reference to the diagram B, Fig. 60, which shows the principle of operation very clearly. The simplicity of the ignition system is evident by inspection of Fig. 62. One end of the primary winding (coarse wire) is coupled or grounded to the armature core, and the other passes to the insulated part of the interrupter. While in some forms the interrupter or contact breaker mechanism does not revolve, the desired motion being imparted to the contact lever to separate the points of a revolving cam, in this the cam or tripping mechanism is stationary and the contact breaker revolves. This arrangement makes it possible to conduct the current from the revolving primary coil to the interrupter by a direct connection, eliminating[173] the use of brushes, which would otherwise be necessary. In other forms of this appliance where the winding is stationary, the interrupter may be operated by a revolving cam, though, if desired, the used of a brush at this point will permit this construction with a revolving winding.
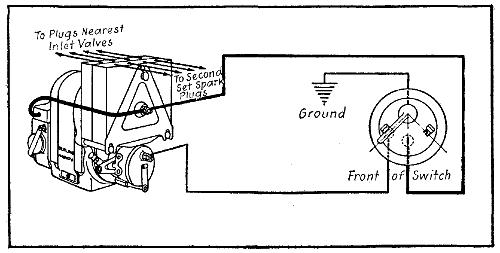
During the revolution of the armature the grounded lever makes and breaks contact with the insulated point, short-circuiting the primary winding upon itself until the armature reaches the proper position of maximum intensity of current production, at which time the circuit is broken, as in the former instance. One end of the secondary winding (fine wire) is grounded on the live end of the primary, the other end being attached to the revolving arm of the distributor mechanism. So long as a closed circuit is maintained feeble currents will pass through the primary winding, and so long as the contact points are together this condition will exist. When the current reaches its maximum value, because of the armature being in the best position, the cam operates the interrupter and the points are separated, breaking the short circuit which has existed in the primary winding.
During the revolution of the armature, the grounded lever makes and breaks contact with the insulated point, short-circuiting the primary winding until the armature reaches the optimal position for maximum current production. At that point, the circuit is broken, similar to the previous situation. One end of the secondary winding (fine wire) is grounded to the live end of the primary, while the other end connects to the revolving arm of the distributor mechanism. As long as a closed circuit is maintained, weak currents will flow through the primary winding, and this will continue as long as the contact points are together. When the current hits its maximum value, due to the armature being in the best position, the cam activates the interrupter, causing the points to separate and breaking the short circuit in the primary winding.
The secondary circuit has been open while the distributor arm has moved from one contact to another and there has been no flow of energy through this winding. While the electrical pressure will rise in this, even if the distributor arm contacted with one of the segments, there would be no spark at the plug until the contact points separated, because the current in the secondary winding would not be of sufficient strength. When the interrupter operates, however, the maximum primary current will be diverted from its short circuit and can flow to the ground only through the secondary winding and spark-plug circuit. The high pressure now existing in the secondary winding will be greatly increased by the sudden flow of primary current, and energy of high enough potential to successfully bridge the gap at the plug is thereby produced in the winding.
The secondary circuit has been open while the distributor arm has moved from one contact to another, resulting in no energy flow through this winding. Although the electrical pressure will rise here, even if the distributor arm touches one of the segments, there won't be a spark at the plug until the contact points separate, because the current in the secondary winding won't be strong enough. However, when the interrupter operates, the maximum primary current will be redirected from its short circuit and can only flow to the ground through the secondary winding and spark-plug circuit. The high pressure already present in the secondary winding will be significantly increased by the sudden flow of primary current, producing a high enough energy potential to successfully bridge the gap at the plug.
THE BERLING MAGNETO
The Berling magneto is a true high tension type delivering two impulses per revolution, but it is made in a variety of forms, both single and double spark. Its principle of action does not differ in essentials from the high tension type previously described. This magneto is used on Curtiss aviation engines and will deliver sparks in a positive manner sufficient to insure ignition of engines up to 200 horse-power and at rotative speeds of the magneto armature up to 4,000 r. p. m. which is sufficient to take care of an eight-cylinder V engine running up to 2,000[175] r. p. m. The magneto is driven at crank-shaft speed on four-cylinder engines, at 11⁄2 times crank-shaft speed on six-cylinder engines and at twice crank-shaft speed on eight-cylinder V types. The types “D” and “DD” BERLING Magnetos are interchangeable with corresponding magnetos of other standard makes. The dimensions of the four-, six- and eight-cylinder types “D” and “DD” are all the same.
The Berling magneto is a true high-tension type that delivers two sparks per revolution, and it's available in different versions, including single and double spark. Its basic operating principle is essentially the same as the high-tension type described earlier. This magneto is used in Curtiss aviation engines and can generate sparks effectively enough to ensure ignition for engines up to 200 horsepower, with magneto armature speeds reaching up to 4,000 rpm. This performance is adequate for an eight-cylinder V engine running up to 2,000 rpm. The magneto is powered at crankshaft speed on four-cylinder engines, 1.5 times crankshaft speed on six-cylinder engines, and at double crankshaft speed on eight-cylinder V models. The “D” and “DD” BERLING Magnetos are interchangeable with equivalent magnetos from other standard brands. The dimensions of the four-, six-, and eight-cylinder “D” and “DD” types are all the same.
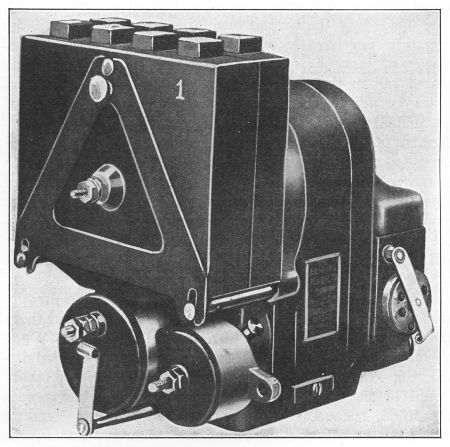
The ideal method of driving the magneto is by means of flexible direct connecting coupling to a shaft intended for the purpose of driving the magneto. As the magneto must be driven at a high speed, a coupling of some flexibility is preferable. The employment of such a coupling will facilitate the mounting of the magneto, because a small inaccuracy in the lining up of the magneto with the driving shaft will be taken care of by the flexible coupling, whereas with a perfectly rigid coupling the line-up of the magneto must be absolutely accurate. Another advantage of the flexible coupling is that the vibration of the motor will not be as fully transmitted to the armature shaft on the magneto as in case a rigid coupling is used. This means prolonged life for the magneto.
The best way to drive the magneto is by using a flexible direct connecting coupling to a shaft specifically designed for that purpose. Since the magneto needs to operate at high speeds, a flexible coupling is more suitable. Using this type of coupling will make it easier to install the magneto because any minor misalignment with the driving shaft can be adjusted by the flexible coupling, unlike a rigid coupling, which requires perfect alignment. Another benefit of a flexible coupling is that it reduces the transmission of motor vibration to the armature shaft of the magneto, leading to a longer lifespan for the magneto.
The next best method of driving the magneto is by means of a gear keyed to the armature shaft. When this method of driving is employed, great care must be exercised in providing sufficient clearance between the gear on the magneto and the driving gear. If there should be a tight spot between these two gears it will react disadvantageously on the magneto. The third available method is to drive the magneto by means of a chain. This is the least desirable of the three methods and should be resorted to only in case of absolute necessity. It is difficult to provide sufficient clearance when using a chain without rendering the timing less accurate and positive.
The next best way to drive the magneto is by using a gear connected to the armature shaft. When using this method, it's important to ensure there's enough clearance between the gear on the magneto and the driving gear. If there’s a tight spot between these two gears, it can negatively affect the magneto. The third option is to drive the magneto with a chain. This is the least preferred of the three methods and should only be used if absolutely necessary. It's hard to maintain enough clearance when using a chain without compromising the timing accuracy and reliability.
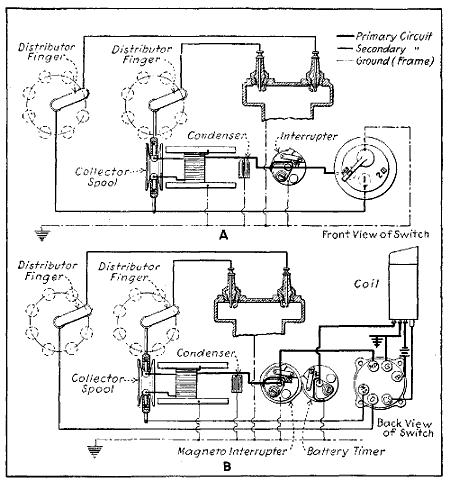
Fig. 64.—Wiring Diagrams of Berling Magneto Ignition Systems.
Fig. 64.—Wiring Diagrams of Berling Magneto Ignition Systems.
Fig. 64, A shows diagrammatically the circuit of the “D” type two-spark independent magneto and the switch used with it. In position OFF the primary winding[176] of the magneto is short-circuited and in this position the switch serves as an ordinary cut-out or grounding switch. In position “1” the switch connects the magneto in such a way that it operates as an ordinary single-spark magneto. In this position one end of the secondary winding is grounded to the body of the motor. This is the starting position. In this position of the switch the entire voltage generated in the magneto is concentrated at one spark-plug instead of being divided in half. With the motor turning over very slowly, as is the case in starting, the full voltage generated by the[177] magneto will not in all cases be sufficient to bridge simultaneously two spark gaps, but is amply sufficient to bridge one. Also, this position of the switch tends to retard the ignition and should be used in starting to prevent back-firing. With the switch in position “2” the magneto applies ignition to both plugs in each cylinder simultaneously. This is the normal running position.
Fig. 64, A shows diagrammatically the circuit of the “D” type two-spark independent magneto and the switch used with it. In position OFF the primary winding[176] of the magneto is short-circuited and in this position the switch serves as an ordinary cut-out or grounding switch. In position “1” the switch connects the magneto in such a way that it operates as an ordinary single-spark magneto. In this position one end of the secondary winding is grounded to the body of the motor. This is the starting position. In this position of the switch the entire voltage generated in the magneto is concentrated at one spark-plug instead of being divided in half. With the motor turning over very slowly, as is the case in starting, the full voltage generated by the[177] magneto will not in all cases be sufficient to bridge simultaneously two spark gaps, but is amply sufficient to bridge one. Also, this position of the switch tends to retard the ignition and should be used in starting to prevent back-firing. With the switch in position “2” the magneto applies ignition to both plugs in each cylinder simultaneously. This is the normal running position.
Fig. 64, B shows diagrammatically the circuit of the type “DD” BERLING high-tension two-spark dual magneto. This type is recommended for certain types of heavy-duty airplane motors, which it is impossible to turn over fast enough to give the magneto sufficient speed to generate even a single spark of volume great enough to ignite the gas in the cylinder. The dual feature consists of the addition to the magneto of a battery interrupter. The equipment consists of the magneto, coil and special high-tension switch. The coil is intended to operate on six volts. Either a storage battery or dry cells may be used.
Fig. 64, B shows diagrammatically the circuit of the type “DD” BERLING high-tension two-spark dual magneto. This type is recommended for certain types of heavy-duty airplane motors, which it is impossible to turn over fast enough to give the magneto sufficient speed to generate even a single spark of volume great enough to ignite the gas in the cylinder. The dual feature consists of the addition to the magneto of a battery interrupter. The equipment consists of the magneto, coil and special high-tension switch. The coil is intended to operate on six volts. Either a storage battery or dry cells may be used.
With the switch in the OFF position, the magneto is grounded, and the battery circuit is open. With the switch in the second or battery position marked “BAT,” one end of the secondary winding of the magneto is grounded, and the magneto operates as a single-spark magneto delivering high-tension current to the inside distributor, and the battery circuit being closed the high-tension current from the coil is delivered to the outside distributor. In this position the battery current is supplied to one set of spark plugs, no matter how slowly the motor is turned over, but as soon as the motor starts, the magneto supplies current as a single-spark magneto to the other set of the spark-plugs. After the engine is running, the switch should be thrown to the position marked “MAG.” The battery and coil are then disconnected, and the magneto furnishes ignition to both plugs in each cylinder. This is the normal running position. Either a non-vibrating coil type “N-1” is[178] furnished or a combined vibrating and non-vibrating coil type “VN-1.”
With the switch in the OFF position, the magneto is grounded, and the battery circuit is open. When the switch is in the second position labeled “BAT,” one end of the secondary winding of the magneto is grounded, and the magneto works as a single-spark magneto delivering high-tension current to the inside distributor, while the battery circuit is closed, allowing high-tension current from the coil to go to the outside distributor. In this position, battery current is sent to one set of spark plugs, regardless of how slowly the motor is cranked, but once the motor starts, the magneto delivers current as a single-spark magneto to the other set of spark plugs. After the engine is running, the switch should be moved to the position marked “MAG.” The battery and coil are then disconnected, and the magneto provides ignition to both plugs in each cylinder. This is the normal running position. A non-vibrating coil type “N-1” is[178] provided, or a combined vibrating and non-vibrating coil type “VN-1.”
SETTING BERLING MAGNETO
The magneto may be set according to one of two different methods, the selection of which is, to some extent, governed by the characteristics of the engine, but largely due to the personal preference on the part of the user. In the first method described below, the most advantageous position of the piston for fully advanced ignition is determined in relation to the extreme advanced position of the magneto. In this case, the fully retarded ignition will not be a matter of selection, but the timing range of the magneto is wide enough to bring the fully retarded ignition after top-center position of the piston. The second method for the setting of the magneto fixes the fully retarded position of the magneto in relation to that position of the piston where fully retarded ignition is desired. In this case, the extreme advance position of the magneto will not always correspond with the best position of the piston for fully advanced ignition, and the amount of advance the magneto should have to meet ideal requirements in this respect must be determined by experiment.
The magneto can be set using one of two different methods, which are influenced by the engine's characteristics but largely depend on the user's personal preference. In the first method, outlined below, the ideal position of the piston for fully advanced ignition is determined relative to the maximum advanced position of the magneto. Here, fully retarded ignition is not a choice, since the timing range of the magneto is broad enough to allow fully retarded ignition after the piston reaches the top-center position. The second method for setting the magneto establishes the fully retarded position of the magneto based on where the fully retarded ignition is needed on the piston. In this scenario, the maximum advance position of the magneto may not always align with the best piston position for fully advanced ignition, so the ideal amount of advance needed for the magneto must be figured out through experimentation.
First Method:
1. Designate one cylinder as cylinder No. 1.
1. Label one cylinder as cylinder No. 1.
2. Turn the crank-shaft until the piston in cylinder No. 1 is in the position where the fully advanced spark is desired to occur.
2. Turn the crankshaft until the piston in cylinder No. 1 is in the position where you want the fully advanced spark to happen.
3. Remove the cover from the distributor block and turn the armature shaft in the direction of rotation of the magneto until the distributor finger-brush comes into such a position that this brush makes contact with the segment which is connected to the cable terminal marked “1.” This is either one of the two bottom segments, depending upon the direction of rotation.
3. Take off the cover from the distributor block and spin the armature shaft in the direction the magneto rotates until the distributor finger-brush is in a position where it touches the segment connected to the cable terminal labeled “1.” This is either one of the two bottom segments, depending on the rotation direction.
4. Place the cam housing in extreme advance, i.e.,[179] turn the cam housing until it stops, in the direction opposite to the direction of rotation of the armature. With the cam housing in this position, open the cover.
4. Position the cam housing all the way to the front, i.e.,[179] rotate the cam housing until it can’t turn anymore, in the opposite direction to how the armature rotates. With the cam housing in this position, take off the cover.
5. With the armature in the approximate position as described in “3,” turn the armature slightly in either direction to such a point that the platinum points of the magneto interrupter will just begin to open at the end of the cam, adjacent to the fibre lever on the interrupter.
5. With the armature roughly positioned as described in “3,” slightly turn the armature in either direction until the platinum points of the magneto interrupter just start to open at the end of the cam, next to the fiber lever on the interrupter.
6. With this exact position of the armature, fix the magneto to the driving member of the engine.
6. With the armature positioned like this, attach the magneto to the engine's driving component.
Second Method:
1. Designate one cylinder as cylinder No. 1.
1. Label one cylinder as cylinder No. 1.
2. Turn the crank-shaft until the piston in cylinder No. 1 is in the position at which the fully retarded spark is desired to occur.
2. Turn the crankshaft until the piston in cylinder No. 1 is in the position where you want the spark to be fully retarded.
3. Same as No. 3 under First Method.
3. Same as No. 3 under First Method.
4. Place the cam housing in extreme retard, i.e., turn the cam housing until it stops, in the same direction as the direction of rotation of the armature. With the cam housing in this position, open the cover.
4. Put the cam housing in full retard, meaning turn the cam housing until it stops, in the same direction that the armature rotates. With the cam housing in this position, open the cover.
5. Same as No. 5 under First Method.
5. Same as No. 5 under First Method.
6. Same as No. 6 under First Method.
6. Same as No. 6 under First Method.
WIRING THE MAGNETO
The wiring of the magneto is clearly shown by wiring diagram.
The wiring of the magneto is clearly shown by wiring diagram.
First determine the sequence of firing for the cylinders and then connect the cables to the spark plug in the cylinders in proper sequence, beginning with cylinder No. 1 marked on the distributor block.
First, figure out the firing order for the cylinders and then connect the cables to the spark plug in the cylinders in the correct order, starting with cylinder No. 1, which is marked on the distributor block.
The switch used with the independent type must be mounted in such a manner that there will be a metallic connection between the frame of the magneto and the metal portion of the switch.
The switch used with the independent type must be installed in a way that creates a metal connection between the magneto's frame and the metal part of the switch.
It is advisable to use a separate battery, either storage or dry cells, as a source of current for the dual equipment.[180] Connecting to the same battery that is used with the generator and other electrical equipment may cause trouble, as a “ground” in this battery causes the coil to overheat.
It’s recommended to use a separate battery, either a storage battery or dry cells, as a power source for the dual equipment.[180] Connecting to the same battery used with the generator and other electrical devices can cause issues, as a “ground” in this battery may lead to the coil overheating.
CARE AND MAINTENANCE
Lubrication:
Use only the very best of oil for the oil cups.
Use only the best oil for the oil cups.
Put five drops of oil in the oil cup at the driving end of the magneto for every fifty hours of actual running.
Put five drops of oil into the oil cup at the driving end of the magneto for every fifty hours of actual running time.
Put five drops of oil in the oil cup at the interrupter end of the magneto, located at one side of the cam housing, for every hundred hours of actual running.
Put five drops of oil in the oil cup at the interrupter end of the magneto, located on one side of the cam housing, for every hundred hours of actual running.
Lubricate the embossed cams in the cam housing with a thin film of vaseline every fifty hours of actual running. Wipe off all superfluous vaseline. Never use oil in the interrupter. Do not lubricate any other part of the interrupter.
Lubricate the embossed cams in the cam housing with a thin layer of Vaseline every fifty hours of operation. Wipe off any excess Vaseline. Never use oil in the interrupter. Don't lubricate any other parts of the interrupter.
Adjusting the Interrupter:
With the fibre lever in the center of one of the embossed cams, as at Fig. 65, the opening between the platinum contacts should be not less than .016′′ and not more than .020′′. The gauge riveted to the adjusting wrench should barely be able to pass between the contacts when fully open. The platinum contacts must be smoothed off with a very fine file. When in closed position, the platinum contacts should make contact with each other over their entire surfaces.
With the fibre lever in the center of one of the embossed cams, as at Fig. 65, the opening between the platinum contacts should be not less than .016 inches and not more than .020″. The gauge riveted to the adjusting wrench should barely be able to pass between the contacts when fully open. The platinum contacts must be smoothed off with a very fine file. When in closed position, the platinum contacts should make contact with each other over their entire surfaces.
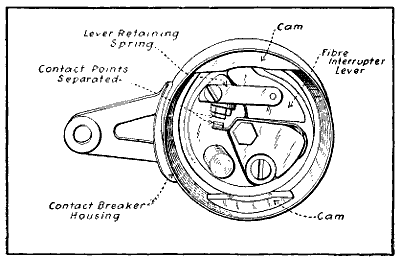
Fig. 65.—The Berling Magneto Breaker Box Showing Contact Points Separated and Interruptor Lever on Cam.
Fig. 65.—The Berling Magneto Breaker Box Displaying Contact Points Separated and Interruptor Lever on Cam.
When inspecting the interrupter, make sure that the ground brush in the back of the interrupter base is making good contact with the surface on which it rubs.
When checking the interrupter, ensure that the ground brush at the back of the interrupter base is making solid contact with the surface it rubs against.
Cleaning the Distributor:
The distributor block cover should be removed for inspection every twenty-five hours of actual running and the carbon deposit from the distributor finger-brush wiped off the distributor block by rubbing with a rag[181] or piece of waste dipped in gasoline or kerosene. The high-tension terminal brush on the side of the magneto should also be carefully inspected for proper tension.
The distributor block cover should be taken off for inspection every twenty-five hours of actual operation, and the carbon buildup from the distributor finger-brush should be wiped off the distributor block with a rag[181] or a piece of waste soaked in gasoline or kerosene. The high-tension terminal brush on the side of the magneto should also be carefully checked for the right tension.
LOCATING TROUBLE
Trouble in the ignition system is indicated by the motor “missing,” stopping entirely, or by inability to start.
Trouble in the ignition system is shown by the engine “missing,” stopping completely, or by being unable to start.
It is safe to assume that the trouble is not in the magneto, and the carburetor, gasoline supply and spark-plugs should first be investigated.
It’s reasonable to conclude that the issue isn’t with the magneto, so the carburetor, fuel supply, and spark plugs should be examined first.
If the magneto is suspected, the first thing to do is to determine if it will deliver a spark. To determine this, disconnect one of the high-tension leads from the spark-plug in one of the cylinders and place it so that there is approximately 1⁄16′′ between the terminal and the cylinder frame.
If you suspect the magneto, the first step is to check if it can produce a spark. To do this, disconnect one of the high-tension wires from the spark plug in one of the cylinders and position it so that there's about 1/16'' between the terminal and the cylinder frame.
Open the pet cocks on the other cylinders to prevent the engine from firing and turn over the engine until the piston is approaching the end of the compression[182] stroke in the cylinder from which the cable has been removed. Set the magneto in the advance position and rapidly rock the engine over the top-center position, observing closely if a spark occurs between the end of the high-tension cable and the frame.
Open the pet cocks on the other cylinders to stop the engine from firing, and crank the engine until the piston is near the end of the compression[182] stroke in the cylinder where the cable has been disconnected. Set the magneto to the advance position and quickly rock the engine past the top-center position, watching carefully for any spark between the end of the high-tension cable and the frame.
If the magneto is of the dual type, the trouble may be either in the magneto or in the battery or coil system, therefore disconnect the battery and place the switch in the position marked “MAG.” The magneto will then operate as an independent magneto and should spark in the proper manner. After this the battery system should be investigated. To test the operation of the battery and coil, examine all connections, making sure that they are clean and tight, and then with the switch, in the “BAT,” rock the piston slowly back and forth. If a type “VN-1” coil is used, a shower of sparks should jump between the high-tension cable terminal and the cylinder frame when the piston is in the correct position for firing. If no spark occurs, remove the cover from the coil and see that the vibrating tongue is free. If a type “N-1” coil is used, a single spark will occur. The battery should furnish six volts when connected to the coil, and this should also be verified.
If the magneto is the dual type, the issue could be in the magneto itself or in the battery or coil system. Disconnect the battery and switch it to the setting labeled “MAG.” The magneto will then work as a standalone magneto and should produce sparks correctly. After this, check the battery system. To test the battery and coil, check all connections to ensure they are clean and tight, then with the switch in the “BAT” position, slowly rock the piston back and forth. If a type “VN-1” coil is in use, there should be a flurry of sparks jumping between the high-tension cable terminal and the cylinder frame when the piston is in the right position for firing. If there's no spark, remove the cover from the coil and make sure the vibrating tongue is free. If a type “N-1” coil is used, a single spark will occur. The battery should supply six volts when connected to the coil, and this should be confirmed as well.
If the coil still refuses to give a spark and all connections are correct, the coil should be replaced and the defective coil returned to the manufacturer.
If the coil still doesn't spark and all connections are correct, the coil needs to be replaced and the faulty coil returned to the manufacturer.
If both magneto and coil give a spark when tested as just described, the spark-plugs should be investigated. To do this, disconnect the cables and remove the spark-plugs. Then reconnect the cables to the plugs and place them so that the frame portions of the plugs are in metallic connection with the frame of the motor. Then turn over the motor, thus revolving the magneto armature, and see if a spark is produced at the spark gaps of the plugs.
If both the magneto and coil create a spark when tested as described, the spark plugs should be checked. To do this, disconnect the cables and take out the spark plugs. Next, reconnect the cables to the plugs and position them so that the metal parts of the plugs are in contact with the motor's frame. Then, start the motor to spin the magneto armature, and check if a spark is generated at the gaps of the plugs.
The most common defects in spark-plugs are breaking down of the insulation, fouling due to carbon, or too large or small a spark gap. To clean the plugs a stiff brush[183] and gasoline should be used. The spark gap should be about 1⁄32′′ and never less than 1⁄64′′. Too small a gap may have been caused by beads of metal forming due to the heat of the spark. Too long a gap may have been caused by the points burning off.
The most common issues with spark plugs are the breakdown of insulation, fouling from carbon buildup, or having a spark gap that's too big or too small. To clean the plugs, use a stiff brush[183] and gasoline. The spark gap should be about 1/32″ and never less than 1⁄64″. A gap that's too small may result from metal beads forming due to the heat of the spark. A gap that's too large may occur from the points burning away.
If the magneto and spark plugs are in good condition and the engine does not run satisfactorily, the setting should be verified according to instructions previously given, and, if necessary, readjusted.
If the magneto and spark plugs are in good shape and the engine isn't running well, the settings should be checked according to the instructions provided earlier, and adjusted if needed.
Be careful to observe that both the type “VN-1” and type “N-1” coils are so arranged that the spark occurs on the opening of the contacts of the timer. As this is just the reverse of the usual operation, it should be carefully noted when any change in the setting of the timer is made. The timer on the dual type magneto is adjusted so that the battery spark occurs about 5° later[184] than the magneto spark. This provides an automatic advance as soon as the switch is thrown to the magneto position “MAG.” This relative timing can be easily adjusted by removing the interrupter and shifting the cam in the direction desired.
Be careful to note that both the “VN-1” and “N-1” coils are set up so that the spark happens when the timer contacts open. Since this is the opposite of the typical operation, it should be carefully considered whenever you change the timer settings. The timer on the dual type magneto is configured so that the battery spark occurs about 5 degrees later[184] than the magneto spark. This allows for automatic advance as soon as you switch to the magneto position “MAG.” You can easily adjust this relative timing by removing the interrupter and shifting the cam in the desired direction.
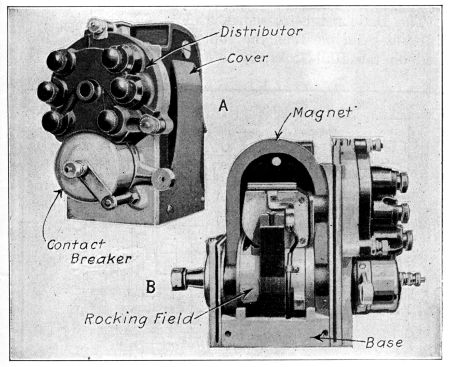
Fig. 66.—The Dixie Model 60 for Six-Cylinder Airplane Engine Ignition.
Fig. 66.—The Dixie Model 60 for Six-Cylinder Airplane Engine Ignition.
THE DIXIE MAGNETO
The Dixie magneto, shown at Fig. 66, operates on a different principle than the rotary armature type. It is used on the Hall-Scott and other aviation engines. In this magneto the rotating member consists of two pieces of magnetic material separated by a non-magnetic center piece. This member constitutes true rotating poles for the magnet and rotates in a field structure, composed of two laminated field pieces, riveted between two non-magnetic rings. The bearings for the rotating poles are[185] mounted in steel plates, which lie against the poles of the magnets. When the magnet poles rotate, the magnetic lines of force from each magnet pole are carried directly to the field pieces and through the windings, without reversal through the mass of the rotating member and with only a single air gap. There are no losses by flux reversal in the rotating part, such as take place in other[186] machines, and this is said to account for the high efficiency of the instrument.
The Dixie magneto, shown at Fig. 66, operates on a different principle than the rotary armature type. It is used on the Hall-Scott and other aviation engines. In this magneto the rotating member consists of two pieces of magnetic material separated by a non-magnetic center piece. This member constitutes true rotating poles for the magnet and rotates in a field structure, composed of two laminated field pieces, riveted between two non-magnetic rings. The bearings for the rotating poles are[185] mounted in steel plates, which lie against the poles of the magnets. When the magnet poles rotate, the magnetic lines of force from each magnet pole are carried directly to the field pieces and through the windings, without reversal through the mass of the rotating member and with only a single air gap. There are no losses by flux reversal in the rotating part, such as take place in other[186] machines, and this is said to account for the high efficiency of the instrument.
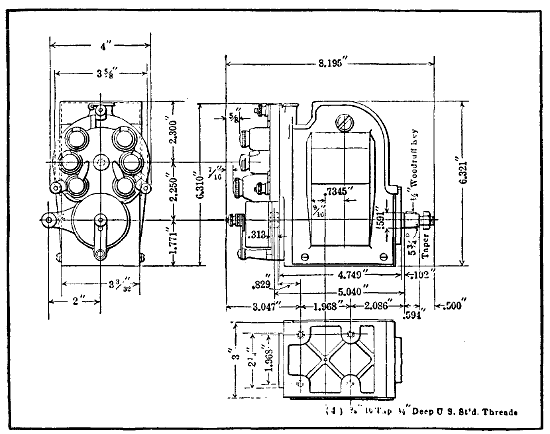
Fig. 67.—Installation Dimensions of Dixie Model 60 Magneto.
Fig. 67.—Installation Dimensions of Dixie Model 60 Magneto.
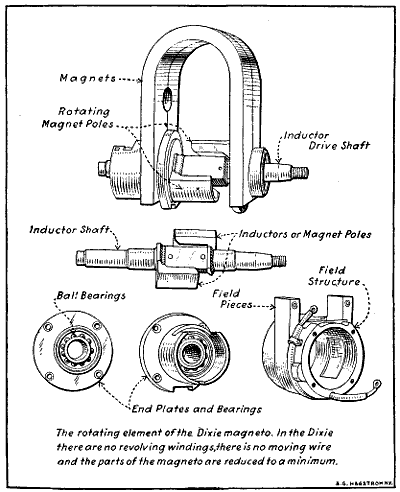
Fig. 68.—The Rotating Elements of the Dixie Magneto.
Fig. 68.—The Rotating Parts of the Dixie Magneto.
And this “Mason Principle” involved in the operation of the Dixie is simplified by a glance at the field structure, consisting of the non-magnetic rings, assembled to which are the field pieces between which the rotating poles revolve (see Fig. 68). Rotating between the limbs of the magnets, these two pieces of magnetic material form true extensions to the poles of the magnets, and are, in consequence, always of the same polarity. It will be seen there is no reversal of the magnetism through them, and consequently no eddy current or hysteresis losses which are present in the usual rotor or inductor types. The simplicity features of construction stand out prominently here, in that there are no revolving windings, a detail entirely differing from the orthodox high-tension instrument. This simplicity becomes instantly apparent when it is found that the circuit breaker, instead of revolving as it does in other types, is stationary and that the whole breaker mechanism is exposed by simply turning the cover spring aside and removing cover. This makes inspection and adjustment particularly simple, and the fact that no special tool is necessary for adjustment of the platinum points—an ordinary small screw-driver is the whole “kit of tools” needed in the work of disassembling or assembling—is a feature of some value.
And this “Mason Principle” involved in the operation of the Dixie is simplified by a glance at the field structure, consisting of the non-magnetic rings, assembled to which are the field pieces between which the rotating poles revolve (see Fig. 68). Rotating between the limbs of the magnets, these two pieces of magnetic material form true extensions to the poles of the magnets, and are, in consequence, always of the same polarity. It will be seen there is no reversal of the magnetism through them, and consequently no eddy current or hysteresis losses which are present in the usual rotor or inductor types. The simplicity features of construction stand out prominently here, in that there are no revolving windings, a detail entirely differing from the orthodox high-tension instrument. This simplicity becomes instantly apparent when it is found that the circuit breaker, instead of revolving as it does in other types, is stationary and that the whole breaker mechanism is exposed by simply turning the cover spring aside and removing cover. This makes inspection and adjustment particularly simple, and the fact that no special tool is necessary for adjustment of the platinum points—an ordinary small screw-driver is the whole “kit of tools” needed in the work of disassembling or assembling—is a feature of some value.
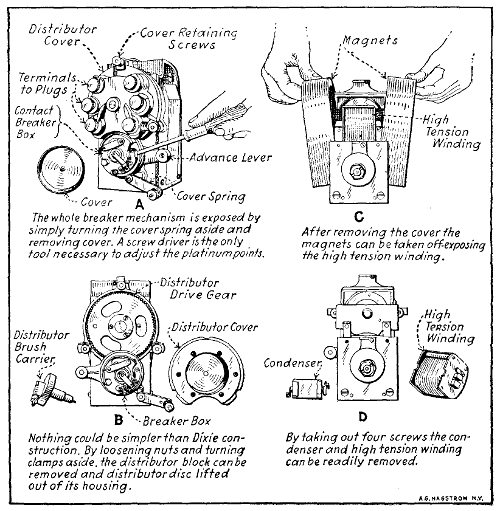
Fig. 69.—Suggestions for Adjusting and Dismantling Dixie Magneto. A—Screw Driver Adjusts Contact Points. B—Distributor Block Removed. C—Taking off Magnets. D—Showing How Easily Condenser and High Tension Windings are Removed.
Fig. 69.—Suggestions for Adjusting and Taking Apart Dixie Magneto. A—Screwdriver Adjusts Contact Points. B—Distributor Block Removed. C—Removing Magnets. D—Demonstrating How Easily the Condenser and High Tension Windings are Taken Off.
With dust- and water-protecting casing removed, and one of the magnets withdrawn, as in Fig. 69, the winding can be seen with its core resting on the field pole pieces and the primary lead attached to its side. An important feature of the high-tension winding is that the heads are of insulating material, and there is not the tendency for the high-tension current to jump to the side as in the ordinary armature type magneto. The high-tension current is carried to the distributor by means of an insulated block with a spindle, at one end of which is a spring brush bearing directly on the winding, thus shortening[187] the path of the high-tension current and eliminating the use of rubber spools and insulating parts. The moving parts of the magneto need never be disturbed if the high-tension winding is to be removed. This winding constitutes all of the magneto windings, no external spark coil being necessary. The condenser is placed directly above the winding and is easily removable by taking out two screws, instead of being placed in an armature where it is inaccessible except to an expert, and where it cannot be replaced except at the factory whence it emanated.
With dust- and water-protecting casing removed, and one of the magnets withdrawn, as in Fig. 69, the winding can be seen with its core resting on the field pole pieces and the primary lead attached to its side. An important feature of the high-tension winding is that the heads are of insulating material, and there is not the tendency for the high-tension current to jump to the side as in the ordinary armature type magneto. The high-tension current is carried to the distributor by means of an insulated block with a spindle, at one end of which is a spring brush bearing directly on the winding, thus shortening[187] the path of the high-tension current and eliminating the use of rubber spools and insulating parts. The moving parts of the magneto need never be disturbed if the high-tension winding is to be removed. This winding constitutes all of the magneto windings, no external spark coil being necessary. The condenser is placed directly above the winding and is easily removable by taking out two screws, instead of being placed in an armature where it is inaccessible except to an expert, and where it cannot be replaced except at the factory whence it emanated.
CARE OF THE DIXIE MAGNETO
The bearings of the magneto are provided with oil cups and a few drops of light oil every 1,000 miles are sufficient. The breaker lever should be lubricated every 1,000 miles with a drop of light oil, applied with a tooth-pick. The proper distance between the platinum points when separated should not exceed .020 or one-fiftieth of an inch. A gauge of the proper size is attached to the screwdriver furnished with the magneto. The platinum contacts should be kept clean and properly adjusted. Should the contacts become pitted, a fine file should be used to smooth them in order to permit them to come into perfect contact. The distributor block should be removed occasionally and inspected for an accumulation of carbon dust. The inside of the distributor block should be cleaned with a cloth moistened with gasoline and then wiped dry with a clean cloth. When replacing the block, care must be exercised in pushing the carbon brush into the socket. Do not pull out the carbon brushes in the distributor because you think there is not enough tension on the small brass springs. In order to obtain the most efficient results, the normal setting of the spark-plug points should not exceed .025 of an inch, and it is advisable to have the gap just right before a spark-plug is inserted.
The magneto bearings come with oil cups, and a few drops of light oil every 1,000 miles are enough. The breaker lever should be lubricated every 1,000 miles with a drop of light oil, applied with a toothpick. The proper distance between the platinum points when separated should not exceed .020 or one-fiftieth of an inch. A gauge of the right size is attached to the screwdriver included with the magneto. The platinum contacts should be kept clean and properly adjusted. If the contacts become pitted, a fine file should be used to smooth them out so they can make perfect contact. The distributor block should be removed occasionally and checked for carbon dust buildup. The inside of the distributor block should be cleaned with a cloth dampened with gasoline and then wiped dry with a clean cloth. When putting the block back, be careful to push the carbon brush into the socket. Don’t pull out the carbon brushes in the distributor just because you think the small brass springs aren't providing enough tension. For the best results, the normal setting of the spark plug points should not exceed .025 of an inch, and it's a good idea to ensure the gap is just right before inserting a spark plug.
The spark-plug electrodes may be easily set by means of the gauge attached to the screwdriver. The setting of the spark-plug points is an important function which is usually overlooked, with the result that the magneto is blamed when it is not at fault.
The spark plug electrodes can be easily adjusted using the gauge attached to the screwdriver. Adjusting the spark plug points is a crucial task that often gets ignored, leading to the magneto being blamed when it isn't actually the problem.
TIMING OF THE DIXIE MAGNETO
In order to obtain the utmost efficiency from the engine, the magneto must be correctly timed to it. This operation is usually performed when the magneto is fitted to the engine at the factory. The correct setting may vary according to individuality of the engine, and some[190] engines may require an earlier setting in order to obtain the best results. However, should the occasion arise to retime the magneto, the procedure is as follows: Rotate the crank-shaft of the engine until one of the pistons, preferably that of cylinder No. 1, is 1⁄16 of an inch ahead of the end of the compression stroke. With the timing lever in full retard position, the driving shaft of the magneto should be rotated in the direction in which it will be driven. The circuit breaker should be closely observed and when the platinum contact points are about to separate, the drive gear or coupling should be secured to the drive shaft of the magneto. Care should be taken not to alter the position of the magneto shaft when tightening the nut to secure the gear or coupling, after which the magneto should be secured to its base. Remove the distributor block and determine which terminal of the block is in contact with the carbon brush of the distributor finger and connect with plug wire leading to No. 1 cylinder to this terminal. Connect the remaining plug wires in turn according to the proper sequence of firing of the cylinders. (See the wiring diagram for a typical six-cylinder engine at Fig. 70.) A terminal on the end of the cover spring of the magneto is provided for the purpose of connecting the wire leading to a ground switch for stopping the engine.
In order to obtain the utmost efficiency from the engine, the magneto must be correctly timed to it. This operation is usually performed when the magneto is fitted to the engine at the factory. The correct setting may vary according to individuality of the engine, and some[190] engines may require an earlier setting in order to obtain the best results. However, should the occasion arise to retime the magneto, the procedure is as follows: Rotate the crank-shaft of the engine until one of the pistons, preferably that of cylinder No. 1, is 1⁄16 of an inch ahead of the end of the compression stroke. With the timing lever in full retard position, the driving shaft of the magneto should be rotated in the direction in which it will be driven. The circuit breaker should be closely observed and when the platinum contact points are about to separate, the drive gear or coupling should be secured to the drive shaft of the magneto. Care should be taken not to alter the position of the magneto shaft when tightening the nut to secure the gear or coupling, after which the magneto should be secured to its base. Remove the distributor block and determine which terminal of the block is in contact with the carbon brush of the distributor finger and connect with plug wire leading to No. 1 cylinder to this terminal. Connect the remaining plug wires in turn according to the proper sequence of firing of the cylinders. (See the wiring diagram for a typical six-cylinder engine at Fig. 70.) A terminal on the end of the cover spring of the magneto is provided for the purpose of connecting the wire leading to a ground switch for stopping the engine.
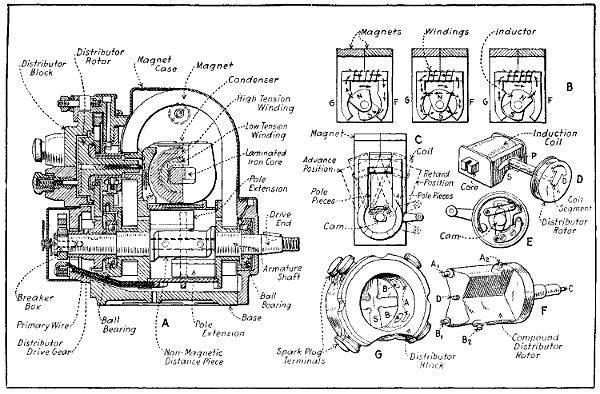
Fig. 69A.—Sectional Views Outlining Construction of Dixie Magneto with Compound Distributor for Eight-Cylinder Engine Ignition.
Fig. 69A.—Sectional Views Outlining the Construction of the Dixie Magneto with a Compound Distributor for Eight-Cylinder Engine Ignition.
A special model or type of magneto is made for V engines which use a compound distributor construction instead of the simple type on the model illustrated and a different interior arrangement permits the production of four sparks per revolution of the rotors. This makes it possible to run the magneto slower than would be possible with the two-spark form. The application of two compound distributor magnetos of this type to a Thomas-Morse 135 horse-power motor of the eight-cylinder V pattern is clearly shown at Fig. 71.
A special model or type of magneto is made for V engines which use a compound distributor construction instead of the simple type on the model illustrated and a different interior arrangement permits the production of four sparks per revolution of the rotors. This makes it possible to run the magneto slower than would be possible with the two-spark form. The application of two compound distributor magnetos of this type to a Thomas-Morse 135 horse-power motor of the eight-cylinder V pattern is clearly shown at Fig. 71.
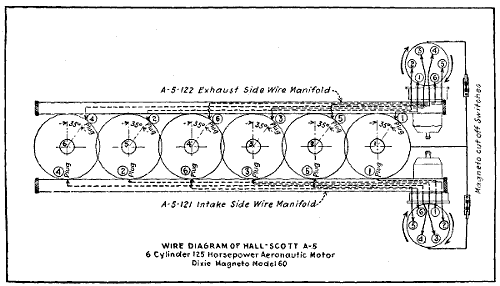
Fig. 70.—Wiring Diagram of Dixie Magneto Installation on Hall-Scott Six-Cylinder 125 Horse-Power Aeronautic Motor.
Fig. 70.—Wiring Diagram of Dixie Magneto Installation on Hall-Scott Six-Cylinder 125 Horsepower Aeronautic Motor.
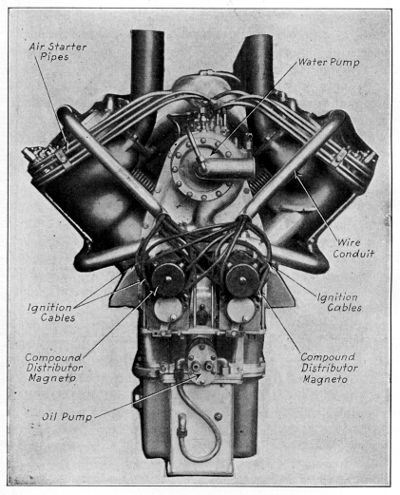
Fig. 71.—How Magneto Ignition is Installed on Thomas-Morse 135 Horse-Power Motor.
Fig. 71.—How to Install Magneto Ignition on the Thomas-Morse 135 Horsepower Motor.
SPARK-PLUG DESIGN AND APPLICATION
With the high-tension system of ignition the spark is produced by a current of high voltage jumping between two points which break the complete circuit, which would exist otherwise in the secondary coil and its external connections. The spark-plug is a simple device which[193] consists of two terminal electrodes carried in a suitable shell member, which is screwed into the cylinder. Typical spark-plugs are shown in section at Fig. 72 and the construction can be easily understood. The secondary wire from the coil is attached to a terminal at the top of a central electrode member, which is supported in a bushing of some form of insulating material. The type shown at A employs a molded porcelain as an insulator, while that depicted at B uses a bushing of mica. The insulating bushing and electrode are housed in a steel body, which is provided with a screw thread at the bottom, by which means it is screwed into the combustion chamber.
With the high-tension system of ignition the spark is produced by a current of high voltage jumping between two points which break the complete circuit, which would exist otherwise in the secondary coil and its external connections. The spark-plug is a simple device which[193] consists of two terminal electrodes carried in a suitable shell member, which is screwed into the cylinder. Typical spark-plugs are shown in section at Fig. 72 and the construction can be easily understood. The secondary wire from the coil is attached to a terminal at the top of a central electrode member, which is supported in a bushing of some form of insulating material. The type shown at A employs a molded porcelain as an insulator, while that depicted at B uses a bushing of mica. The insulating bushing and electrode are housed in a steel body, which is provided with a screw thread at the bottom, by which means it is screwed into the combustion chamber.
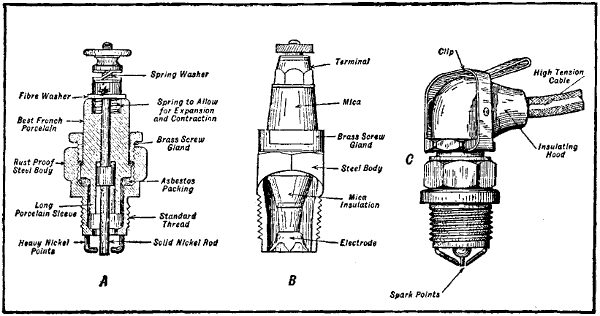
Fig. 72.—Spark-Plug Types Showing Construction and Arrangement of Parts.
Fig. 72.—Spark Plug Types Showing Construction and Arrangement of Parts.
When porcelain is used as an insulating material it is kept from direct contact with the metal portion by some form of yielding packing, usually asbestos. This is necessary because the steel and porcelain have different coefficients of expansion and some flexibility must be provided at the joints to permit the materials to expand differently when heated. The steel body of the plug which is screwed into the cylinder is in metallic contact with it and carries sparking points which form one of the terminals of the air gap over which the spark occurs. The[194] current entering at the top of the plug cannot reach the ground, which is represented by the metal portion of the engine, until it has traversed the full length of the central electrode and overcome the resistance of the gap between it and the terminal point on the shell. The porcelain bushing is firmly seated against the asbestos packing by means of a brass screw gland which sets against a flange formed on the porcelain, and which screws into a thread at the upper portion of the plug body.
When porcelain is used as an insulating material, it is kept from direct contact with the metal part by some kind of flexible packing, usually asbestos. This is necessary because steel and porcelain expand at different rates, so some flexibility must be allowed at the joints to let the materials expand differently when heated. The steel part of the plug, which screws into the cylinder, is in metallic contact with it and carries sparking points that form one of the terminals of the air gap where the spark occurs. The[194] current entering at the top of the plug can't reach the ground, represented by the metal part of the engine, until it has traveled the full length of the central electrode and overcome the resistance of the gap between it and the terminal point on the shell. The porcelain bushing is securely seated against the asbestos packing using a brass screw gland that presses against a flange made on the porcelain and screws into a thread at the upper part of the plug body.
The mica plug shown at B is somewhat simpler in construction than that shown at A. The mica core which keeps the central electrode separated from the steel body is composed of several layers of pure sheet mica wound around the steel rod longitudinally, and hundreds of stamped steel washers which are forced over this member and compacted under high pressure with some form of a binding material between them. Porcelain insulators are usually molded from high-grade clay and are approximately of the shapes desired by the designers of the plug. The central electrode may be held in place by mechanical means such as nuts, packings, and a shoulder on the rod, as shown at A. Another method sometimes used is to cement the electrode in place by means of some form of fire-clay cement. Whatever method of fastening is used, it is imperative that the joints be absolutely tight so that no gas can escape at the time of explosion. Porcelain is the material most widely used because it can be glazed so that it will not absorb oil, and it is subjected to such high temperature in baking that it is not liable to crack when heated.
The mica plug shown at B is a bit simpler in construction than the one at A. The mica core, which keeps the central electrode separate from the steel body, consists of several layers of pure sheet mica wrapped around the steel rod lengthwise, along with hundreds of stamped steel washers that are pressed over this component and compacted under high pressure with some sort of binding material between them. Porcelain insulators are usually made from high-quality clay and are shaped to meet the designers' specifications for the plug. The central electrode may be secured in place using mechanical methods like nuts, packings, and a shoulder on the rod, as shown at A. Another method sometimes used is to cement the electrode in place using some kind of fire-clay cement. Regardless of the fastening method used, it's crucial that the joints are completely airtight to prevent any gas from escaping during an explosion. Porcelain is the most commonly used material because it can be glazed to avoid oil absorption, and it undergoes such high temperatures during baking that it's unlikely to crack when heated.
The spark-plugs may be screwed into any convenient part of the combustion chamber, the general practice being to install them in the caps over the inlet valves, or in the side of the combustion chamber, so the points will be directly in the path of the entering fresh gases from the carburetor.
The spark plugs can be screwed into any suitable spot in the combustion chamber, with the common practice being to place them in the caps over the intake valves or on the side of the combustion chamber, so the electrode tips are right in the path of the incoming fresh gases from the carburetor.
Other insulating materials sometimes used are glass,[195] steatite (which is a form of soapstone) and lava. Mica and porcelain are the two common materials used because they give the best results. Glass is liable to crack, while lava or the soapstone insulating bushings absorb oil. The spark gap of the average plug is equal to about 1⁄32 of an inch for coil ignition and 1⁄40 of an inch when used in magneto circuits. A simple gauge for determining the gap setting is the thickness of an ordinary visiting card for magneto plugs, or a space equal to the thickness of a worn dime for a coil plug. The insulating bushings are made in a number of different ways, and while details of construction vary, spark-plugs do not differ essentially in design. The dimensions of the standardized plug recommended by the S. A. E. are shown at Fig. 73.
Other insulating materials sometimes used are glass,[195] steatite (which is a form of soapstone) and lava. Mica and porcelain are the two common materials used because they give the best results. Glass is liable to crack, while lava or the soapstone insulating bushings absorb oil. The spark gap of the average plug is equal to about 1⁄32 of an inch for coil ignition and 1⁄40 of an inch when used in magneto circuits. A simple gauge for determining the gap setting is the thickness of an ordinary visiting card for magneto plugs, or a space equal to the thickness of a worn dime for a coil plug. The insulating bushings are made in a number of different ways, and while details of construction vary, spark-plugs do not differ essentially in design. The dimensions of the standardized plug recommended by the S. A. E. are shown at Fig. 73.
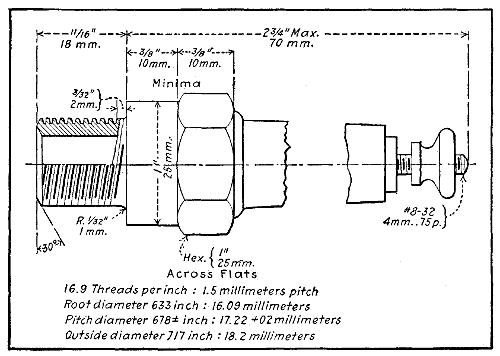
Fig. 73.—Standard Airplane Engine Plug Suggested by S. A. E. Standards Committee.
Fig. 73.—Standard Airplane Engine Plug Proposed by the S. A. E. Standards Committee.
It is often desirable to have a water-tight joint between the high-tension cable and the terminal screw on top of the insulating bushing of the spark-plug, especially in marine applications. The plug shown at C, Fig. 72,[196] is provided with an insulating member or hood of porcelain, which is secured by a clip in such a manner that it makes a water-tight connection. Should the porcelain of a conventional form of plug become covered with water or dirty oil, the high-tension current is apt to run down this conducting material on the porcelain and reach the ground without having to complete its circuit by jumping the air gap and producing a spark. It will be evident that wherever a plug is exposed to the elements, which is often the case in airplane service, that it should be protected by an insulating hood which will keep the insulator dry and prevent short circuiting of the spark. The same end can be attained by slipping an ordinary rubber nipple over the porcelain insulator of any conventional plug and bringing up one end over the cable.
It is often desirable to have a water-tight joint between the high-tension cable and the terminal screw on top of the insulating bushing of the spark-plug, especially in marine applications. The plug shown at C, Fig. 72,[196] is provided with an insulating member or hood of porcelain, which is secured by a clip in such a manner that it makes a water-tight connection. Should the porcelain of a conventional form of plug become covered with water or dirty oil, the high-tension current is apt to run down this conducting material on the porcelain and reach the ground without having to complete its circuit by jumping the air gap and producing a spark. It will be evident that wherever a plug is exposed to the elements, which is often the case in airplane service, that it should be protected by an insulating hood which will keep the insulator dry and prevent short circuiting of the spark. The same end can be attained by slipping an ordinary rubber nipple over the porcelain insulator of any conventional plug and bringing up one end over the cable.
TWO-SPARK IGNITION
On most aviation engines, especially those having large cylinders, it is sometimes difficult to secure complete combustion by using a single-spark plug. If the combustion is not rapid the efficiency of the engine will be reduced proportionately. The compressed charge in the cylinder does not ignite all at once or instantaneously, as many assume, but it is the strata of gas nearest the plug which is ignited first. This in turn sets fire to consecutive layers of the charge until the entire mass is aflame. One may compare the combustion of gas in the gas-engine cylinder to the phenomenon which obtains when a heavy object is thrown into a pool of still water. First a small circle is seen at the point where the object has passed into the water, this circle in turn inducing other and larger circles until the whole surface of the pool has been agitated from the one central point. The method of igniting the gas is very similar, as the spark ignites the circle of gas immediately adjacent to the sparking point, and this circle in turn ignites a little larger one concentric with it. The second circle of flame[197] sets fire to more of the gas, and finally the entire contents of the combustion chamber are burning.
On most aircraft engines, especially those with large cylinders, it's often challenging to achieve complete combustion using just one spark plug. If the combustion process isn't fast enough, the engine's efficiency will decrease accordingly. The compressed mixture in the cylinder doesn't ignite all at once, as many people think; instead, it's the layer of gas closest to the plug that ignites first. This then ignites the subsequent layers of gas until the entire mixture is on fire. You can compare the combustion of gas in an engine cylinder to what happens when a heavy object is thrown into a still pool of water. First, a small circle appears where the object enters the water, which then creates larger circles until the entire surface of the pool is disturbed from that one central point. The way gas is ignited is quite similar: the spark ignites the ring of gas right next to the spark point, and that ring then ignites a slightly larger one around it. The second ring of flame[197] ignites more gas, and eventually, the whole combustion chamber is burning.
While ordinarily combustion is sufficiently rapid with a single plug so that the proper explosion is obtained at moderate engine speeds, if the engine is working fast and the cylinders are of large capacity more power may be obtained by setting fire to the mixture at two different points instead of but one. This may be accomplished by using two sparking-plugs in the cylinder instead of one, and experiments have shown that it is possible to gain from twenty-five to thirty per cent. in motor power at high speed with two-spark plugs, because the combustion of gas is accelerated by igniting the gas simultaneously in two places. The double-plug system on airplane engines is also a safeguard, as in event of failure of one plug in the cylinder the other would continue to fire the gas, and the engine will continue to function properly.
While generally combustion is fast enough with a single spark plug to create the right explosion at moderate engine speeds, when the engine is running quickly and the cylinders are large, you can get more power by igniting the mixture at two different points instead of just one. This can be achieved by using two spark plugs in the cylinder instead of one, and experiments have shown that it’s possible to gain around twenty-five to thirty percent more motor power at high speeds with two spark plugs, because igniting the gas in two places at once speeds up the combustion process. The double-plug system in airplane engines also serves as a safety feature; if one plug fails in the cylinder, the other will keep firing the gas, allowing the engine to keep running smoothly.
In using magneto ignition some precautions are necessary relating to wiring and also the character of the spark-plugs employed. The conductor should be of good quality, have ample insulation, and be well protected from accumulations of oil, which would tend to decompose rubber insulation. It is customary to protect the wiring by running it through the conduits of fiber or metal tubing lined with insulating material. Multiple strand cables should be used for both primary and secondary wiring, and the insulation should be of rubber at least 3⁄16 inch thick.
In using magneto ignition, some precautions are necessary regarding the wiring and the type of spark plugs used. The conductor should be high quality, well insulated, and protected from oil buildup, which can degrade rubber insulation. It's common to safeguard the wiring by running it through fiber or metal tubing lined with insulating material. Use multi-strand cables for both primary and secondary wiring, and the insulation should be at least 3⁄16 inch thick.
The spark-plugs commonly used for battery and coil ignition cannot always be employed when a magneto is fitted. The current produced by the mechanical generator has a greater amperage and more heat value than that obtained from transformer coils excited by battery current. The greater heat may burn or fuse the slender points used on some battery plugs and heavier electrodes are needed to resist the heating effect of the more intense arc. While the current has greater amperage it is not of as high potential or voltage as that commonly produced by the secondary winding of an induction coil, and it[198] cannot overcome as much of a gap. Manufacturers of magneto plugs usually set the spark points about 1⁄64 of an inch apart. The most efficient magneto plug has a plurality of points so that when the distance between one set becomes too great the spark will take place between one of the other pairs of electrodes which are not separated by so great an air space.
The spark plugs typically used for battery and coil ignition can't always be used when a magneto is installed. The current generated by the mechanical generator has a higher amperage and more heat than that produced by transformer coils powered by battery current. This increased heat can burn or fuse the thin points found on some battery plugs, so heavier electrodes are required to withstand the heating effect of the stronger arc. Although the current has a greater amperage, it doesn't have as high a potential or voltage as that usually produced by the secondary winding of an induction coil, and it[198] can't bridge as large a gap. Manufacturers of magneto plugs generally set the spark points about 1⁄64 of an inch apart. The most efficient magneto plug has multiple points so that when the distance between one set becomes too large, the spark will occur between one of the other pairs of electrodes that aren't separated by as wide an air gap.
SPECIAL PLUGS FOR AIRPLANE WORK
Airplane work calls for special construction of spark-plugs, owing to the high compression used in the engines and the fact that they are operated on open throttle practically all the time, thus causing a great deal of heat to[199] be developed. The plug shown at Fig. 74 was recently described in “The Automobile,” and has been devised especially for airplane engines and automobile racing power plants. The core C is built up of mica washers, and has square shoulders. As mica washers of different sizes may be used, and accurate machining, such as is necessary with conical clamping surfaces, is not required, the plug can be produced economically. The square shoulders of the core afford two gasket seats, and when the core is clamped in the shell by means of check nut E, it is accurately centered and a tight joint is formed. This construction also makes a shorter plug than where conical fits are used, thus improving the heat radiation through the stem. The lower end of the shell is provided with a baffle plate O, which tends to keep the oil away from the mica. There are perforations L in this baffle plate to prevent burnt gases being pocketed behind the baffle plate and pre-igniting the new charge. This construction also brings the firing point out into the firing chamber of the engine, and has all the other advantages of a closed-end plug. The stem P is made of brass or copper, on account of their superior heat conductivity, and the electrode J is swedged into the bottom of the stem, as shown at K, in a secure manner.
Airplane work calls for special construction of spark-plugs, owing to the high compression used in the engines and the fact that they are operated on open throttle practically all the time, thus causing a great deal of heat to[199] be developed. The plug shown at Fig. 74 was recently described in “The Automobile,” and has been devised especially for airplane engines and automobile racing power plants. The core C is built up of mica washers, and has square shoulders. As mica washers of different sizes may be used, and accurate machining, such as is necessary with conical clamping surfaces, is not required, the plug can be produced economically. The square shoulders of the core afford two gasket seats, and when the core is clamped in the shell by means of check nut E, it is accurately centered and a tight joint is formed. This construction also makes a shorter plug than where conical fits are used, thus improving the heat radiation through the stem. The lower end of the shell is provided with a baffle plate O, which tends to keep the oil away from the mica. There are perforations L in this baffle plate to prevent burnt gases being pocketed behind the baffle plate and pre-igniting the new charge. This construction also brings the firing point out into the firing chamber of the engine, and has all the other advantages of a closed-end plug. The stem P is made of brass or copper, on account of their superior heat conductivity, and the electrode J is swedged into the bottom of the stem, as shown at K, in a secure manner.
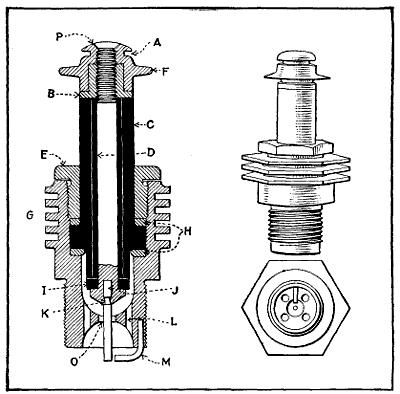
The shell is finned, as shown at G, to provide greater heat radiating surface. There is also a fin F at the top of the stem, to increase the radiation of heat from the stem and electrode. The top of this finned portion is slightly countersunk, and the stem is riveted into same, thereby reducing the possibility of leakage past the threads on the stem. This finned portion is necked at A to take a slip terminal.
The shell has fins, as indicated at G, to create a larger surface area for heat radiation. There's also a fin F at the top of the stem to enhance heat radiation from both the stem and the electrode. The upper part of this finned section is slightly recessed, and the stem is riveted into it, which minimizes the chance of leakage around the threads on the stem. This finned section is narrowed at A to accommodate a slip terminal.
In building up the core a small section of washers, I, is built up before the mica insulating tube D is placed on. This construction gives a better support to section I. Baffle plate O is bored out to allow the electrode J to pass through, and the clearance between baffle plate and electrode is made larger than the width of the gap between[200] the firing points, so that there is no danger of the spark jumping from the electrode to the baffle plate.
In building the core, a small section of washers is assembled before placing the mica insulating tube D on top. This setup provides better support for section I. The baffle plate O is drilled out to let the electrode J pass through, and the space between the baffle plate and the electrode is made wider than the gap between the firing points, ensuring there's no risk of the spark jumping from the electrode to the baffle plate.
This plug will be furnished either with or without the finned portion, to meet individual requirements. The manufacturers lay special stress upon the simplicity of construction and upon the method of clamping, which is claimed to make the plug absolutely gas-tight.
This plug will be provided with or without the finned part, depending on individual needs. The manufacturers emphasize the straightforward design and the clamping method, which they claim ensures the plug is completely gas-tight.
CHAPTER VII
Why Lubrication Is Necessary—Friction Defined—Theory of Lubrication—Derivation of Lubricants—Properties of Cylinder Oils—Factors Influencing Lubrication System Selection—Gnome Type Engines Use Castor Oil—Hall-Scott Lubrication System—Oil Supply by Constant Level Splash System—Dry Crank-Case System Best for Airplane Engines—Why Cooling Systems Are Necessary—Cooling Systems Generally Applied—Cooling by Positive Pump Circulation—Thermo-Syphon System—Direct Air-Cooling Methods—Air-Cooled Engine Design Considerations.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__.
WHY LUBRICATION IS NECESSARY
The importance of minimizing friction at the various bearing surfaces of machines to secure mechanical efficiency is fully recognized by all mechanics, and proper lubricity of all parts of the mechanism is a very essential factor upon which the durability and successful operation of the motor car power plant depends. All of the moving members of the engine which are in contact with other portions, whether the motion is continuous or intermittent, of high or low velocity, or of rectilinear or continued rotary nature, should be provided with an adequate supply of oil. No other assemblage of mechanism is operated under conditions which are so much to its disadvantage as the motor car, and the tendency is toward a simplification of oiling methods so that the supply will be ample and automatically applied to the points needing it.
The importance of reducing friction at the various bearing surfaces of machines to ensure mechanical efficiency is fully recognized by all mechanics, and proper lubrication of all parts of the mechanism is a crucial factor for the durability and successful operation of the motor vehicle's power plant. All the moving parts of the engine that come into contact with other components, whether the motion is continuous or intermittent, fast or slow, or linear or rotational, should be supplied with enough oil. No other collection of machinery operates under conditions that are as challenging as those faced by a motor car, and the trend is moving toward simplifying oiling methods so that the supply is sufficient and automatically delivered to the areas that need it.
In all machinery in motion the members which are in contact have a tendency to stick to each other, and the very minute projections which exist on even the smoothest of surfaces would have a tendency to cling or adhere to each other if the surfaces were not kept apart by some elastic and unctuous substance. This will flow or spread out over the surfaces and smooth out the inequalities existing[202] which tend to produce heat and retard motion of the pieces relative to each other.
In all moving machinery, the parts that touch each other tend to stick together, and even the tiniest bumps on the smoothest surfaces can cling to one another if they aren't separated by some flexible and slippery substance. This material will flow or spread over the surfaces and smooth out the irregularities that can cause friction and slow down the movement of the pieces in relation to each other.[202]
A general impression which obtains is that well machined surfaces are smooth, but while they are apparently free from roughness, and no projections are visible to the naked eye, any smooth bearing surface, even if very carefully ground, will have a rough appearance if examined with a magnifying glass. An exaggerated condition to illustrate this point is shown at Fig. 75. The amount of friction will vary in proportion to the pressure on the surfaces in contact and will augment as the loads increase; the rougher surfaces will have more friction than smoother ones and soft bodies will produce more friction than hard substances.
A general impression which obtains is that well machined surfaces are smooth, but while they are apparently free from roughness, and no projections are visible to the naked eye, any smooth bearing surface, even if very carefully ground, will have a rough appearance if examined with a magnifying glass. An exaggerated condition to illustrate this point is shown at Fig. 75. The amount of friction will vary in proportion to the pressure on the surfaces in contact and will augment as the loads increase; the rougher surfaces will have more friction than smoother ones and soft bodies will produce more friction than hard substances.
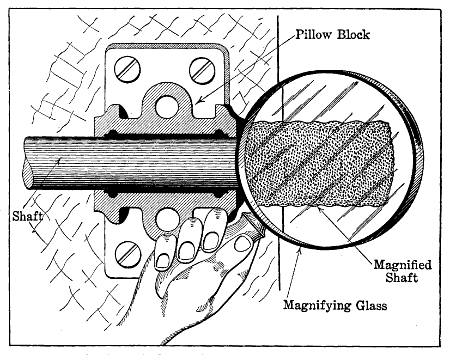
Fig. 75.—Showing Use of Magnifying Glass to Demonstrate that Apparently Smooth Metal Surfaces May Have Minute Irregularities which Produce Friction.
Fig. 75.—Showing Use of Magnifying Glass to Demonstrate that Smooth Metal Surfaces Might Actually Have Tiny Irregularities that Cause Friction.
FRICTION DEFINED
Friction is always present in any mechanism as a resisting force that tends to retard motion and bring all moving parts to a state of rest. The absorption of power by friction may be gauged by the amount of heat which exists at the bearing points. Friction of solids may be divided into two classes: sliding friction, such as exists between the piston and cylinder, or the bearings of a gas-engine, and rolling friction, which is that present when the load is supported by ball or roller bearings, or that which exists between the tires or the driving wheels and the road. Engineers endeavor to keep friction losses as low as possible, and much care is taken in all modern airplane engines to provide adequate methods of lubrication, or anti-friction bearings at all points where considerable friction exists.
Friction is always present in any mechanism as a resisting force that slows down motion and eventually brings all moving parts to a stop. The amount of power lost to friction can be measured by the heat generated at the bearing points. Friction in solids can be divided into two types: sliding friction, like what occurs between a piston and cylinder or the bearings of a gas engine, and rolling friction, which happens when a load is supported by ball or roller bearings, or when tires interact with the road. Engineers aim to minimize friction losses as much as possible, and a lot of care is taken in modern airplane engines to ensure there are effective lubrication methods or anti-friction bearings at all points where there is significant friction.
THEORY OF LUBRICATION
The reason a lubricant is supplied to bearing points will be easily understood if one considers that these elastic substances flow between the close fitting surfaces, and by filling up the minute depressions in the surfaces and covering the high spots act as a cushion which[203] absorbs the heat generated and takes the wear instead of the metallic bearing surface. The closer the parts fit together the more fluid the lubricant must be to pass between their surfaces, and at the same time it must possess sufficient body so that it will not be entirely forced out by the pressure existing between the parts.
The reason a lubricant is supplied to bearing points is easy to understand when you consider that these flexible substances flow between tightly fitting surfaces. By filling in the tiny depressions on those surfaces and covering the high spots, they act as a cushion that[203] absorbs the heat generated and takes on the wear instead of the metal bearing surface. The tighter the parts fit together, the more fluid the lubricant needs to be to flow between them, while at the same time, it must have enough thickness so it won't be completely pushed out by the pressure between the parts.
Oils should have good adhesive, as well as cohesive, qualities. The former are necessary so that the oil film will cling well to the surfaces of the bearings; the latter, so the oil particles will cling together and resist the tendency to separation which exists all the time the bearings are in operation. When used for gas-engine lubrication the oil should be capable of withstanding considerable heat in order that it will not be vaporized by the hot portions of the cylinder. It should have sufficient cold test so that it will remain fluid and flow readily at low temperature. Lubricants should be free from acid, or alkalies,[204] which tend to produce a chemical action with metals and result in corrosion of the parts to which they are applied. It is imperative that the oil be exactly the proper quality and nature for the purpose intended and that it be applied in a positive manner. The requirements may be briefly summarized as follows:
Oils should have strong adhesive and cohesive properties. The adhesive quality is essential for the oil film to stick well to the surfaces of the bearings; the cohesive quality helps the oil particles stick together and resist separation while the bearings are in use. When used for gas-engine lubrication, the oil needs to handle high heat so it doesn’t vaporize from the hot parts of the cylinder. It should also have a good cold test so it remains fluid and flows easily at low temperatures. Lubricants must be free from acids or alkalies, which can cause chemical reactions with metals and lead to corrosion of the parts they contact. It’s crucial that the oil be exactly the right quality and type for its intended use and that it is applied effectively. The requirements can be summarized as follows:
First—It must have sufficient body to prevent seizing of the parts to which it is applied and between which it is depended upon to maintain an elastic film, and yet it must not have too much viscosity, in order to minimize the internal or fluid friction which exists between the particles of the lubricant itself.
First—It must have enough thickness to prevent the parts it’s applied to from sticking together and to maintain a flexible layer between them. However, it also shouldn't be too thick to reduce the internal or fluid friction that occurs between the particles of the lubricant itself.
Second—The lubricant must not coagulate or gum; must not injure the parts to which it is applied, either by chemical action or by producing injurious deposits, and it should not evaporate readily.
Second—The lubricant must not thicken or become sticky; it must not harm the parts it’s applied to, either through chemical reactions or by leaving harmful deposits, and it should not evaporate easily.
Third—The character of the work will demand that the oil should not vaporize when heated or thicken to such a point that it will not flow readily when cold.
Third—The nature of the work requires that the oil should not evaporate when heated or thicken to the extent that it won't flow easily when cold.
Fourth—The oil must be free from acid, alkalies, animal or vegetable fillers, or other injurious agencies.
Fourth—The oil must be free from acid, alkalis, animal or vegetable fillers, or any other harmful substances.
Fifth—It must be carefully selected for the work required and should be a good conductor of heat.
Fifth—It must be carefully chosen for the job it needs to do and should be a good heat conductor.
DERIVATION OF LUBRICANTS
The first oils which were used for lubricating machinery were obtained from animal and vegetable sources, though at the present time most unguents are of mineral derivation. Lubricants may exist as fluids, semifluids, or solids. The viscosity will vary from light spindle or dynamo oils, which have but little more body than kerosene, to the heaviest greases and tallows. The most common solid employed as a lubricant is graphite, sometimes termed “plumbago” or “black lead.” This substance is of mineral derivation.
The first oils used to lubricate machinery came from animal and plant sources, but nowadays, most lubricants are made from minerals. Lubricants can be in the form of liquids, semi-liquids, or solids. Their thickness ranges from light spindle or dynamo oils, which are only slightly thicker than kerosene, to the heaviest greases and tallow. The most common solid lubricant is graphite, also known as "plumbago" or "black lead." This substance comes from mineral sources.
The disadvantage of oils of organic origin, such as those obtained from animal fats or vegetable substances, is that they will absorb oxygen from the atmosphere,[205] which causes them to thicken or become rancid. Such oils have a very poor cold test, as they solidify at comparatively high temperatures, and their flashing point is so low that they cannot be used at points where much heat exists. In most animal oils various acids are present in greater or less quantities, and for this reason they are not well adapted for lubricating metallic surfaces which may be raised high enough in temperature to cause decomposition of the oils.
The downside of oils from organic sources, like those derived from animal fats or plant materials, is that they absorb oxygen from the air,[205] which results in them thickening or going rancid. These oils don’t perform well in cold conditions, as they solidify at relatively high temperatures, and their flash point is so low that they can’t be used in high-heat environments. Most animal oils contain different acids in varying amounts, making them unsuitable for lubricating metal surfaces that can reach temperatures high enough to break down the oils.
Lubricants derived from the crude petroleum are called “Oleonaphthas” and they are a product of the process of refining petroleum through which gasoline and kerosene are obtained. They are of lower cost than vegetable or animal oil, and as they are of non-organic origin, they do not become rancid or gummy by constant exposure to the air, and they will have no corrosive action on metals because they contain no deleterious substances in chemical composition. By the process of fractional distillation mineral oils of all grades can be obtained. They have a lower cold and higher flash test and there is not the liability of spontaneous combustion that exists with animal oils.
Lubricants made from crude oil are known as “Oleonaphthas,” and they result from refining petroleum, which also produces gasoline and kerosene. They are cheaper than vegetable or animal oils, and since they are non-organic, they don’t go rancid or become sticky when exposed to air. Additionally, they won’t corrode metals because they don’t contain harmful substances in their chemical makeup. Through fractional distillation, mineral oils of all grades can be produced. They have a lower freezing point and a higher flash point, and there’s less risk of spontaneous combustion compared to animal oils.
The organic oils are derived from fatty substances, which are present in the bodies of all animals and in some portions of plants. The general method of extracting oil from animal bodies is by a rendering process, which consists of applying sufficient heat to liquefy the oil and then separating it from the tissue with which it is combined by compression. The only oil which is used to any extent in gas-engine lubrication that is not of mineral derivation is castor oil. This substance has been used on high-speed racing automobile engines and on airplane power plants. It is obtained from the seeds of the castor plant, which contain a large percentage of oil.
The organic oils come from fatty substances found in all animals and some parts of plants. The main way to extract oil from animal bodies is through a rendering process, which involves applying enough heat to melt the oil and then separating it from the tissue it's mixed with by pressing. The only oil commonly used for gas engine lubrication that's not mineral-based is castor oil. This oil has been used in high-speed racing car engines and airplane engines. It's extracted from the seeds of the castor plant, which have a high percentage of oil.
Among the solid substances which may be used for lubricating purposes may be mentioned tallow, which is obtained from the fat of animals, and graphite and soapstone, which are of mineral derivation. Tallow is never[206] used at points where it will be exposed to much heat, though it is often employed as a filler for greases used in transmission gearing of autos. Graphite is sometimes mixed with oil and applied to cylinder lubrication, though it is most often used in connection with greases in the landing gear parts and for coating wires and cables of the airplane. Graphite is not affected by heat, cold, acids, or alkalies, and has a strong attraction for metal surfaces. It mixes readily with oils and greases and increases their efficiency in many applications. It is sometimes used where it would not be possible to use other lubricants because of extremes of temperature.
Among the solid substances that can be used for lubrication are tallow, which comes from animal fat, and graphite and soapstone, which are derived from minerals. Tallow is never used in areas that will be exposed to high heat, but it is often used as a filler in the greases for car transmission gears. Graphite is sometimes blended with oil for cylinder lubrication, but it is most commonly used with greases in landing gear parts and for coating wires and cables on airplanes. Graphite is resistant to heat, cold, acids, and alkalis, and it has a strong affinity for metal surfaces. It mixes easily with oils and greases and enhances their efficiency in various applications. It is sometimes used in situations where other lubricants would not work due to extreme temperatures.
The oils used for cylinder lubrication are obtained almost exclusively from crude petroleum derived from American wells. Special care must be taken in the selection of crude material, as every variety will not yield oil of the proper quality to be used as a cylinder lubricant. The crude petroleum is distilled as rapidly as possible with fire heat to vaporize off the naphthas and the burning oils. After these vapors have been given off superheated steam is provided to assist in distilling. When enough of the light elements have been eliminated the residue is drawn off, passed through a strainer to free it from grit and earthy matters, and is afterwards cooled to separate the wax from it. This is the dark cylinder oil and is the grade usually used for steam-engine cylinders.
The oils used for cylinder lubrication come almost entirely from crude oil sourced from American wells. It's crucial to choose the right type of crude, as not all varieties will produce oil of the necessary quality for cylinder lubrication. The crude oil is quickly distilled using fire heat to vaporize the naphthas and lighter oils. Once those vapors are released, superheated steam is introduced to aid in the distillation process. When enough of the lighter components have been removed, the remaining substance is drawn off, filtered to remove any grit and impurities, and is then cooled to separate the wax. This results in the dark cylinder oil, which is typically used for steam-engine cylinders.
PROPERTIES OF CYLINDER OILS
The oil that is to be used in the gasoline engine must be of high quality, and for that reason the best grades are distilled in a vacuum that the light distillates may be separated at much lower temperatures than ordinary conditions of distilling permit. If the degree of heat is not high the product is not so apt to decompose and deposit carbon. If it is desired to remove the color of the oil which is caused by free carbon and other impurities it can be accomplished by filtering the oil through charcoal. The greater the number of times the oil is filtered,[207] the lighter it will become in color. The best cylinder oils have flash points usually in excess of 500 degrees F., and while they have a high degree of viscosity at 100 degrees F. they become more fluid as the temperature increases.
The oil used in gasoline engines must be high quality, which is why the best grades are distilled in a vacuum. This allows light distillates to be separated at much lower temperatures than regular distilling. When the heat is kept low, the product is less likely to decompose and create carbon deposits. If you want to remove the color of the oil caused by free carbon and other impurities, you can filter the oil through charcoal. The more times the oil is filtered, [207] the lighter it will appear. The best cylinder oils typically have flash points above 500 degrees F., and although they are quite viscous at 100 degrees F., they become more fluid as the temperature rises.
The lubricating oils obtained by refining crude petroleum may be divided into three classes:
The lubricating oils made by refining crude oil can be categorized into three classes:
First—The natural oils of great body which are prepared for use by allowing the crude material to settle in tanks at high temperature and from which the impurities are removed by natural filtration. These oils are given the necessary body and are free from the volatile substances they contain by means of superheated steam which provides a source of heat.
First—The natural oils with a rich consistency are made ready for use by letting the raw material settle in heated tanks, from which the impurities are filtered out naturally. These oils gain the required consistency and are stripped of their volatile components using superheated steam that acts as a heat source.
Second—Another grade of these natural oils which are filtered again at high temperatures and under pressure through beds of animal charcoal to improve their color.
Second—Another type of these natural oils is filtered again at high temperatures and under pressure through layers of animal charcoal to enhance their color.
Third—Pale, limpid oils, obtained by distillation and subsequent chemical treatment from the residuum produced in refining petroleum to obtain the fuel oils.
Third—Clear, light oils, derived through distillation and further chemical processing from the leftover material created during the refining of petroleum to produce fuel oils.
Authorities agree that any form of mixed oil in which animal and mineral lubricants are combined should never be used in the cylinder of a gas engine as the admixture of the lubricants does not prevent the decomposition of the organic oil into the glycerides and fatty acids peculiar to the fat used. In a gas-engine cylinder the flame tends to produce more or less charring. The deposits of carbon will be much greater with animal oils than with those derived from the petroleum base because the constituents of a fat or tallow are not of the same volatile character as those which comprise the hydro-carbon oils which will evaporate or volatilize before they char in most instances.
Authorities agree that any type of mixed oil that combines animal and mineral lubricants should never be used in the cylinder of a gas engine. This is because mixing these lubricants doesn't stop the breakdown of the organic oil into the glycerides and fatty acids specific to the fat used. In a gas engine cylinder, the flame tends to cause charring. The carbon buildup will be significantly greater with animal oils compared to those derived from petroleum because the components of fat or tallow are not as volatile as those in hydrocarbon oils, which typically evaporate or turn into gas before they char.
FACTORS INFLUENCING LUBRICATION SYSTEM SELECTION
The suitability of oil for the proper and efficient lubrication of all internal combustion engines is determined chiefly by the following factors:
The suitability of oil for effectively lubricating all internal combustion engines primarily depends on the following factors:
[208]1. Type of cooling system (operating temperatures).
[208]1. Kind of cooling system (operating temperatures).
2. Type of lubricating system (method of applying oil to the moving parts).
2. Type of lubricating system (how oil is applied to the moving parts).
3. Rubbing speeds of contact surfaces.
3. Rubbing speeds of contact surfaces.
Were the operating temperatures, bearing surface speeds and lubrication systems identical, a single oil could be used in all engines with equal satisfaction. The only change then necessary in viscosity would be that due to climatic conditions. As engines are now designed, only three grades of oil are necessary for the lubrication of all types with the exception of Knight, air-cooled and some engines which run continuously at full load. In the specification of engine lubricants the feature of load carried by the engine should be carefully considered.
If the operating temperatures, bearing surface speeds, and lubrication systems were the same, one type of oil could work equally well in all engines. The only adjustment needed for viscosity would be based on climate conditions. Currently, only three grades of oil are needed to lubricate all types of engines, except for Knight engines, air-cooled ones, and some engines that operate continuously at full load. When specifying engine lubricants, the load carried by the engine should be taken into careful consideration.
Full Load Engines.
Full Load Engines.
- Marine.
- Racing automobile.
- Aviation.
- Farm tractor.
- Some stationary.
Variable Load Engines.
Variable Load Engines.
- Pleasure automobile.
- Commercial vehicle.
- Motor cycle.
- Some stationary.
Of the forms outlined, the only one we have any immediate concern about is the airplane power plant. The Platt & Washburn Refining Company, who have made a careful study of the lubrication problem as applied to all types of engines, have found a peculiar set of conditions to apply to oiling high-speed constant-duty or “full-load” engines. Modern airplane engines are designed to operate continuously at a fairly uniform high rotative speed and at full load over long periods of time. As a sequence to this heavy duty the operating[209] temperatures are elevated. For the sake of extreme lightness in weight of all parts, very thin alloy steel aluminum or cast iron pistons are fitted and the temperature of the thin piston heads at the center reaches anywhere between 600° and 1,400° Fahr., as in automobile racing engines. Freely exposed to such intense heat hydro-carbon oils are partially “cracked” into light and heavy products or polymerized into solid hydro-carbons. From these facts it follows that only heavy mineral oils of low carbon residue and of the greatest chemical purity and stability should be used to secure good lubrication. In all cases the oil should be sufficiently heavy to assure the highest horse-power and fuel and oil economy compatible with perfect lubrication, avoiding, at the same time, carbonization and ignition failure. When aluminum pistons are used their superior heat-conducting properties aid materially in reducing the rate of oil destruction.
Of the types mentioned, the only one we need to focus on right now is the airplane power plant. The Platt & Washburn Refining Company, which has thoroughly examined the lubrication issues related to all engine types, has discovered a specific set of conditions for lubricating high-speed, constant-duty, or “full-load” engines. Modern airplane engines are built to run continuously at a fairly steady high speed and at full load for extended periods. As a result of this heavy-duty operation, the working temperatures are high. To keep all parts as light as possible, they use very thin alloy steel, aluminum, or cast iron pistons, and the temperature of the thin piston heads in the center reaches anywhere between 600 degrees and 1,400°F Fahrenheit, similar to auto racing engines. When exposed to such intense heat, hydrocarbon oils can be partially “cracked” into lighter and heavier products or may even polymerize into solid hydrocarbons. Because of this, it’s essential to use only heavy mineral oils with low carbon residue and the highest levels of chemical purity and stability for effective lubrication. In every case, the oil needs to be heavy enough to maximize horsepower and ensure fuel and oil efficiency without sacrificing good lubrication, while also preventing carbon buildup and ignition failure. When aluminum pistons are used, their excellent heat-conducting properties significantly help in reducing the rate at which the oil breaks down.
The extraordinary evolutions described by airplanes in flight make it a matter of vital necessity to operate engines inclined at all angles to the vertical as well as in an upside-down position. To meet this situation lubricating systems have been elaborated so as to deliver an abundance of oil where needed and to eliminate possible flooding of cylinders. This is done by applying a full force feed system, distributing oil under considerable pressure to all working parts. Discharged through the bearings, the oil drains down to the suction side of a second pump located in the bottom of the base chamber. This pump being of greater capacity than the first prevents the accumulation of oil in the crank-case, and forces it to a separate oil reservoir-cooler, whence it flows back in rapid circulation to the pump feeding the bearings. With this arrangement positive lubrication is entirely independent of engine position. The lubricating system of the Thomas-Morse aviation engines, which is shown at Fig. 76, is typical of current practice.
The extraordinary evolutions described by airplanes in flight make it a matter of vital necessity to operate engines inclined at all angles to the vertical as well as in an upside-down position. To meet this situation lubricating systems have been elaborated so as to deliver an abundance of oil where needed and to eliminate possible flooding of cylinders. This is done by applying a full force feed system, distributing oil under considerable pressure to all working parts. Discharged through the bearings, the oil drains down to the suction side of a second pump located in the bottom of the base chamber. This pump being of greater capacity than the first prevents the accumulation of oil in the crank-case, and forces it to a separate oil reservoir-cooler, whence it flows back in rapid circulation to the pump feeding the bearings. With this arrangement positive lubrication is entirely independent of engine position. The lubricating system of the Thomas-Morse aviation engines, which is shown at Fig. 76, is typical of current practice.

Fig. 76.—Pressure Feed Oiling System of Thomas Aviation Engine Includes Oil Cooling Means.
Fig. 76.—Pressure Feed Oiling System of Thomas Aviation Engine Includes Oil Cooling System.
GNOME TYPE ENGINES USE CASTOR OIL
The construction and operation of rotative radial cylinder engines introduce additional difficulties of lubrication to those already referred to and merit especial attention. Owing to the peculiar alimentation systems of Gnome type engines, atomized gasoline mixed with air is drawn through the hollow stationary crank-shaft directly into the crank-case which it fills on the way to the cylinders. Therein lies the trouble. Hydrocarbon oils are soon dissolved by the gasoline and washed off, leaving the bearing surfaces without adequate protection and exposed to instant wear and destruction. So castor oil is resorted to as an indispensable but unfortunate compromise. Of vegetable origin, it leaves a much more bulky carbon deposit in the explosion chambers than does mineral oil and its great affinity for oxygen causes the formation of voluminous gummy deposit in the crank-case. Engines employing it need to be dismounted and thoroughly scraped out at frequent intervals. It is advisable to use only unblended chemically pure castor oil in rotative engines, first by virtue of its insolubility in gasoline and second because its extra heavy body can resist the high temperature of air-cooled cylinders.
The construction and operation of rotary radial cylinder engines come with extra lubrication challenges beyond those already mentioned and deserve special attention. Because of the unique fuel systems in Gnome-type engines, atomized gasoline mixed with air is drawn through the hollow stationary crankshaft directly into the crankcase, filling it on the way to the cylinders. This is where the problem arises. Hydrocarbon oils quickly dissolve in the gasoline and are washed away, leaving the bearing surfaces unprotected and vulnerable to rapid wear and damage. That's why castor oil is used as an essential but unfortunate compromise. Being plant-based, it creates a much bulkier carbon buildup in the combustion chambers than mineral oil, and its strong attraction to oxygen leads to the formation of a large gummy residue in the crankcase. Engines using it need to be taken apart and thoroughly cleaned out frequently. It’s best to use only pure, unblended castor oil in rotary engines, both because it doesn’t dissolve in gasoline and because its thick consistency can withstand the high temperatures of air-cooled cylinders.
HALL-SCOTT LUBRICATION SYSTEM
The oiling system of the Hall-Scott type A-5 125 horse-power engine is clearly shown at Fig. 77. It is completely described in the instruction book issued by the company from which the following extracts are reproduced by permission. Crank-shaft, connecting rods and all other parts within the crank-case and cylinders are lubricated directly or indirectly by a force-feed oiling system. The cylinder walls and wrist pins are lubricated by oil spray thrown from the lower end of connecting rod bearings. This system is used only upon A-5 engines. Upon A-7a and A-5a engines a small tube supplies oil[212] from connecting rod bearing directly upon the wrist pin. The oil is drawn from the strainer located at the lowest portion of the lower crank-case, forced around the main intake manifold oil jacket. From here it is circulated to the main distributing pipe located along the lower left hand side of upper crank-case. The oil is then forced directly to the lower side of crank-shaft, through holes drilled in each main bearing cup. Leakage from these main bearings is caught in scuppers placed upon the cheeks of the crank-shafts furnishing oil under pressure to the connecting rod bearings. A-7a and A-5a engines have small tubes leading from these bearings which convey the oil under pressure to the wrist pins.
The oiling system of the Hall-Scott type A-5 125 horse-power engine is clearly shown at Fig. 77. It is completely described in the instruction book issued by the company from which the following extracts are reproduced by permission. Crank-shaft, connecting rods and all other parts within the crank-case and cylinders are lubricated directly or indirectly by a force-feed oiling system. The cylinder walls and wrist pins are lubricated by oil spray thrown from the lower end of connecting rod bearings. This system is used only upon A-5 engines. Upon A-7a and A-5a engines a small tube supplies oil[212] from connecting rod bearing directly upon the wrist pin. The oil is drawn from the strainer located at the lowest portion of the lower crank-case, forced around the main intake manifold oil jacket. From here it is circulated to the main distributing pipe located along the lower left hand side of upper crank-case. The oil is then forced directly to the lower side of crank-shaft, through holes drilled in each main bearing cup. Leakage from these main bearings is caught in scuppers placed upon the cheeks of the crank-shafts furnishing oil under pressure to the connecting rod bearings. A-7a and A-5a engines have small tubes leading from these bearings which convey the oil under pressure to the wrist pins.
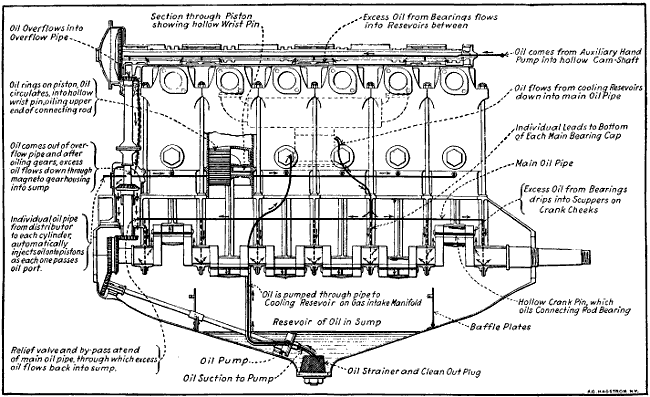
Fig. 77.—Diagram of Oiling System, Hall-Scott Type A 125 Horse-Power Engine.
Fig. 77.—Diagram of the Oiling System, Hall-Scott Type A 125 Horsepower Engine.
A bi-pass located at the front end of the distributing oil pipe can be regulated to lessen or raise the pressure. By screwing the valve in, the pressure will raise and more oil will be forced to the bearings. By unscrewing, pressure is reduced and less oil is fed. A-7a and A-5a engines have oil relief valves located just off of the main oil pump in the lower crank-case. This regulates the pressure at all times so that in cold weather there will be no danger of bursting oil pipes due to excessive pressure. If it is found the oil pressure is not maintained at a high enough level, inspect this valve. A stronger spring will not allow the oil to bi-pass so freely, and consequently the pressure will be raised; a weaker spring will bi-pass more oil and reduce the oil pressure materially. Independent of the above-mentioned system, a small, directly driven rotary oiler feeds oil to the base of each individual cylinder. The supply of oil is furnished by the main oil pump located in the lower crank-case. A small sight-feed regulator is furnished to control the supply of oil from this oiler. This instrument should be placed higher than the auxiliary oil distributor itself to enable the oil to drain by gravity feed to the oiler. If there is no available place with the necessary height in the front seat of plane, connect it directly to the intake L fitting on the oiler in an upright position. It should[214] be regulated with full open throttle to maintain an oil level in the glass, approximately half way.
A bypass at the front of the oil distribution pipe can be adjusted to lower or increase the pressure. Turning the valve in will raise the pressure and push more oil to the bearings. Turning it out will lower the pressure and reduce oil flow. The A-7a and A-5a engines have oil relief valves located just off the main oil pump in the lower crankcase. This keeps the pressure regulated at all times, so there’s no risk of oil pipes bursting from excessive pressure in cold weather. If the oil pressure isn’t high enough, check this valve. A stronger spring will prevent the oil from bypassing easily, increasing the pressure; a weaker spring will allow more oil to bypass, significantly lowering the oil pressure. In addition to the system described above, a small, directly driven rotary oiler supplies oil to the base of each individual cylinder. The main oil pump located in the lower crankcase provides the oil supply. A small sight-feed regulator controls the oil flow from this oiler. This regulator should be positioned higher than the auxiliary oil distributor itself so that oil can drain into the oiler by gravity. If there isn’t a suitable high spot available in the front of the plane, connect it directly to the intake L fitting on the oiler in an upright position. It should be adjusted with the throttle fully open to maintain an oil level in the glass, approximately halfway.
An oil pressure gauge is provided. This should be run to the pilot’s instrument board. The gauge registers the oil pressure upon the bearings, also determining its circulation. Strict watch should be maintained of this instrument by pilot, and if for any reason its hand should drop to 0 the motor should be immediately stopped and the trouble found before restarting engine. Care should be taken that the oil does not work up into the gauge, as it will prevent the correct gauge registering of oil pressure. The oil pressure will vary according to weather conditions and viscosity of oil used. In normal weather, with the engine properly warmed up, the pressure will register on the oil gauge from 5 to 10 pounds when the engine is turning from 1,275 to 1,300 r. p. m. This does not apply to all aviation engines, however, as the proper pressure advised for the Curtiss OX-2 motor is from 40 to 55 pounds at the gauge.
An oil pressure gauge is included. This should be connected to the pilot’s instrument panel. The gauge shows the oil pressure on the bearings and indicates its circulation. The pilot should keep a close eye on this instrument, and if the needle drops to 0 for any reason, the engine should be stopped immediately, and the issue fixed before restarting. Care should be taken to ensure that oil doesn’t enter the gauge, as that will prevent accurate readings of oil pressure. The oil pressure will change based on weather conditions and the viscosity of the oil used. In normal weather, with the engine fully warmed up, the pressure should read between 5 to 10 pounds on the oil gauge when the engine is running at 1,275 to 1,300 r.p.m. However, this does not apply to all aviation engines, as the recommended pressure for the Curtiss OX-2 engine is between 40 to 55 pounds on the gauge.
The oil sump plug is located at the lowest point of the lower crank-case. This is a combination dirt, water and sediment trap. It is easily removed by unscrewing. Oil is furnished mechanically to the cam-shaft housing under pressure through a small tube leading from the main distributing pipe at the propeller end of engine directly into the end of cam-shaft housing. The opposite end of this housing is amply relieved to allow the oil to rapidly flow down upon cam-shaft, magneto, pinion-shaft, and crank-shaft gears, after which it returns to lower crank-case. An outside overflow pipe is also provided to carry away the surplus oil.
The oil sump plug is found at the lowest point of the lower crankcase. It's designed to trap dirt, water, and sediment. You can easily remove it by unscrewing it. Oil is sent mechanically to the camshaft housing under pressure through a small tube that connects from the main distributing pipe at the engine's propeller end directly into the camshaft housing. The other end of this housing is shaped to let the oil flow down quickly onto the camshaft, magneto, pinion shaft, and crankshaft gears, and then it returns to the lower crankcase. There's also an external overflow pipe to carry away any excess oil.
DRAINING OIL FROM CRANK-CASE
The oil strainer is placed at the lowest point of the lower crank-case. This strainer should be removed after every five to eight hours running of the engine and cleaned thoroughly with gasoline. It is also advisable to squirt distillate up into the case through the opening[215] where the strainer has been removed. Allow this distillate to drain out thoroughly before replacing the plug with strainer attached. Be sure gasket is in place on plug before replacing. Pour new oil in through either of the two breather pipes on exhaust side of motor. Be sure to replace strainer screens if removed. If, through oversight, the engine does not receive sufficient lubrication and begins to heat or pound, it should be stopped immediately. After allowing engine to cool pour at least three gallons of oil into oil sump. Fill radiator with water after engine has cooled. Should there be apparent damage, the engine should be thoroughly inspected immediately without further running. If no obvious damage has been done, the engine should be given a careful examination at the earliest opportunity to see that the running without oil has not burned the bearings or caused other trouble.
The oil strainer is located at the lowest point of the lower crankcase. This strainer should be taken out every five to eight hours of engine operation and cleaned thoroughly with gasoline. It's also a good idea to spray distillate into the case through the opening[215] where the strainer was removed. Let the distillate drain out completely before putting the plug back in with the strainer attached. Make sure the gasket is in place on the plug before replacing it. Pour new oil through either of the two breather pipes on the exhaust side of the motor. Be sure to put back the strainer screens if they were removed. If, by accident, the engine doesn't get enough lubrication and starts to overheat or knock, stop it right away. After letting the engine cool, pour in at least three gallons of oil into the oil sump. Fill the radiator with water after the engine has cooled down. If there’s any visible damage, the engine should be inspected immediately without running it further. If no obvious damage is found, the engine should be carefully checked as soon as possible to ensure that running it without oil hasn't burned the bearings or caused other issues.
Oils best adapted for Hall-Scott engines have the following properties: A flash test of not less than 400° F.; viscosity of not less than 75 to 85 taken at 21° F. with Saybolt’s Universal Viscosimeter.
Oils that are best suited for Hall-Scott engines have these characteristics: A flash test of at least 400°F F.; viscosity between 75 to 85 measured at 21°C F. using Saybolt’s Universal Viscosimeter.
Zeroline heavy duty oil, manufactured by the Standard Oil Company of California; also,
Zeroline heavy duty oil, made by the Standard Oil Company of California; also,
Gargoyle mobile B oil, manufactured by the Vacuum Oil Company, both fulfill the above specifications. One or the other of these oils can be obtained all over the world.
Gargoyle mobile B oil, made by the Vacuum Oil Company, meets the above specifications. You can find either of these oils available worldwide.
Monogram extra heavy is also recommended.
Monogram extra heavy is also recommended.
OIL SUPPLY BY CONSTANT LEVEL SPLASH SYSTEM
The splash system of lubrication that depends on the connecting rod to distribute the lubricant is one of the most successful and simplest forms for simple four- and six-cylinder vertical automobile engines, but is not as well adapted to the oiling of airplane power plants for reasons previously stated. If too much oil is supplied the surplus will work past the piston rings and into the combustion chamber, where it will burn and cause carbon[216] deposits. Too much oil will also cause an engine to smoke and an excess of lubricating oil is usually manifested by a bluish-white smoke issuing from the exhaust.
The splash lubrication system that relies on the connecting rod to spread the oil is one of the most effective and straightforward designs for simple four- and six-cylinder vertical car engines, but it's not as suitable for lubricating airplane engines for the reasons mentioned earlier. If too much oil is provided, the excess will pass through the piston rings and into the combustion chamber, where it'll burn and create carbon[216] deposits. An overload of oil can also cause an engine to smoke, typically showing up as bluish-white smoke coming from the exhaust.
A good method of maintaining a constant level of oil for the successful application of the splash system is shown at Fig. 78. The engine base casting includes a separate chamber which serves as an oil container and which is below the level of oil in the crank-case. The lubricant is drawn from the sump or oil container by means of a positive oil pump which discharges directly into the engine case. The level is maintained by an overflow pipe which allows all excess lubricant to flow back into the oil container at the bottom of the cylinder. Before passing into the pump again the oil is strained or filtered by a screen of wire gauze and all foreign matter removed. Owing to the rapid circulation of the oil it may be used over and over again for quite a period of time. The oil is introduced directly into the crank-case by a breather pipe and the level is indicated by a rod carried by a float which rises when the container is replenished and falls when the available supply diminishes. It will be noted that with such system the only apparatus required besides the oil tank which is cast integral with the bottom of the crank-case is a suitable pump to maintain circulation of oil. This member is always positively driven, either by means of shaft and universal coupling or direct gearing. As the system is entirely automatic in action, it will furnish a positive supply of oil at all desired points, and it cannot be tampered with by the inexpert because no adjustments are provided or needed.
A good method of maintaining a constant level of oil for the successful application of the splash system is shown at Fig. 78. The engine base casting includes a separate chamber which serves as an oil container and which is below the level of oil in the crank-case. The lubricant is drawn from the sump or oil container by means of a positive oil pump which discharges directly into the engine case. The level is maintained by an overflow pipe which allows all excess lubricant to flow back into the oil container at the bottom of the cylinder. Before passing into the pump again the oil is strained or filtered by a screen of wire gauze and all foreign matter removed. Owing to the rapid circulation of the oil it may be used over and over again for quite a period of time. The oil is introduced directly into the crank-case by a breather pipe and the level is indicated by a rod carried by a float which rises when the container is replenished and falls when the available supply diminishes. It will be noted that with such system the only apparatus required besides the oil tank which is cast integral with the bottom of the crank-case is a suitable pump to maintain circulation of oil. This member is always positively driven, either by means of shaft and universal coupling or direct gearing. As the system is entirely automatic in action, it will furnish a positive supply of oil at all desired points, and it cannot be tampered with by the inexpert because no adjustments are provided or needed.
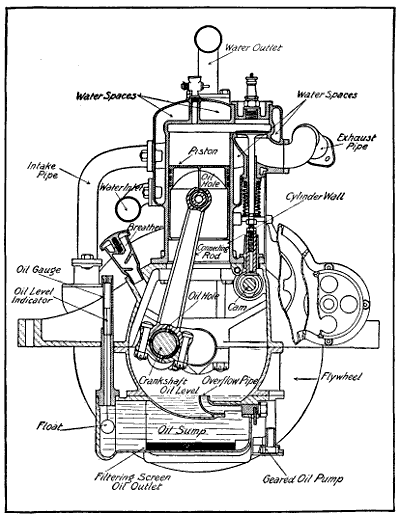
Fig. 78.—Sectional View of Typical Motor Showing Parts Needing Lubrication and Method of Applying Oil by Constant Level Splash System. Note also Water Jacket and Spaces for Water Circulation.
Fig. 78.—Sectional View of Typical Motor Showing Parts That Need Lubrication and How to Apply Oil Using a Constant Level Splash System. Note the Water Jacket and the Areas for Water Circulation.
DRY CRANK-CASE SYSTEM BEST FOR AIRPLANE ENGINES
In most airplane power plants it is considered desirable to supply the oil directly to the parts needing it by suitable leads instead of depending solely upon the distributing action of scoops on the connecting rod big ends. A system of this nature is shown at Fig. 77. The oil[217] is carried in the crank-case, as is common practice, but the normal oil level is below the point where it will be reached by the connecting rod. It is drawn from the crank-case by a plunger pump which directs it to a manifold leading directly to conductors which supply the main[218] journals. After the oil has been used on these points it drains back into the bottom of the crank-case. An excess is provided which is supplied to the connecting rod ends by passages drilled into the webs of the crank-shaft and part way into the crank-pins as shown by the dotted lines. The oil which is present at the connecting rod crank-pins is thrown off by centrifugal force and lubricates the cylinder walls and other internal parts. Regulating screws are provided so that the amount of oil supplied the different points may be regulated at will. A relief check valve is installed to take care of excess lubricant and to allow any oil that does not pass back into the pipe line to overflow or bi-pass into the main container.
In most airplane power plants it is considered desirable to supply the oil directly to the parts needing it by suitable leads instead of depending solely upon the distributing action of scoops on the connecting rod big ends. A system of this nature is shown at Fig. 77. The oil[217] is carried in the crank-case, as is common practice, but the normal oil level is below the point where it will be reached by the connecting rod. It is drawn from the crank-case by a plunger pump which directs it to a manifold leading directly to conductors which supply the main[218] journals. After the oil has been used on these points it drains back into the bottom of the crank-case. An excess is provided which is supplied to the connecting rod ends by passages drilled into the webs of the crank-shaft and part way into the crank-pins as shown by the dotted lines. The oil which is present at the connecting rod crank-pins is thrown off by centrifugal force and lubricates the cylinder walls and other internal parts. Regulating screws are provided so that the amount of oil supplied the different points may be regulated at will. A relief check valve is installed to take care of excess lubricant and to allow any oil that does not pass back into the pipe line to overflow or bi-pass into the main container.
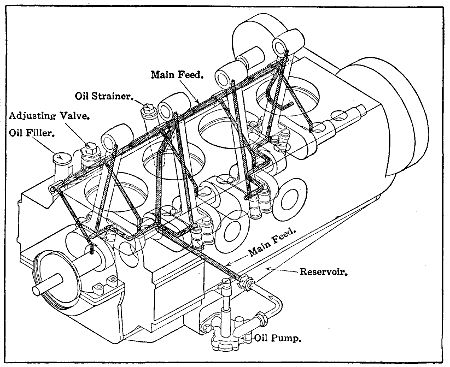
Fig. 79.—Pressure Feed Oil-Supply System of Airplane Power Plants has Many Good Features.
Fig. 79.—Pressure Feed Oil-Supply System of Airplane Power Plants has many great features.
A simple system of this nature is shown graphically in a phantom view of the crank-case at Fig. 79, in which[219] the oil passages are made specially prominent. The oil is taken from a reservoir at the bottom of the engine base by the usual form of gear oil pump and is supplied to a main feed manifold which extends the length of the crank-case. Individual conductors lead to the five main bearings, which in turn supply the crank-pins by passages drilled through the crank-shaft web. In this power plant the connecting rods are hollow section bronze castings and the passage through the center of the connecting rod serves to convey the lubricant from the crank-pins to the wrist-pins. The cylinder walls are oiled by the spray of lubricant thrown off the revolving crank-shaft by centrifugal force. Oil projection by the dippers on the connecting rod ends from constant level troughs is unequal upon the cylinder walls of the two-cylinder blocks of an eight- or twelve-cylinder V engine. This gives rise, on one side of the engine, to under-lubrication, and, on the other side, to over-lubrication, as shown at Fig. 80, A. This applies to all modifications of splash lubricating systems.
A simple system of this nature is shown graphically in a phantom view of the crank-case at Fig. 79, in which[219] the oil passages are made specially prominent. The oil is taken from a reservoir at the bottom of the engine base by the usual form of gear oil pump and is supplied to a main feed manifold which extends the length of the crank-case. Individual conductors lead to the five main bearings, which in turn supply the crank-pins by passages drilled through the crank-shaft web. In this power plant the connecting rods are hollow section bronze castings and the passage through the center of the connecting rod serves to convey the lubricant from the crank-pins to the wrist-pins. The cylinder walls are oiled by the spray of lubricant thrown off the revolving crank-shaft by centrifugal force. Oil projection by the dippers on the connecting rod ends from constant level troughs is unequal upon the cylinder walls of the two-cylinder blocks of an eight- or twelve-cylinder V engine. This gives rise, on one side of the engine, to under-lubrication, and, on the other side, to over-lubrication, as shown at Fig. 80, A. This applies to all modifications of splash lubricating systems.
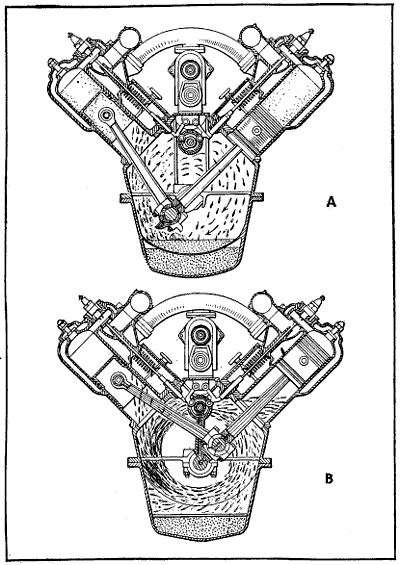
Fig. 80.—Why Pressure Feed System is Best for Eight-Cylinder Vee Airplane Engines.
Fig. 80.—Why the Pressure Feed System is the Best for Eight-Cylinder Vee Airplane Engines.
When a force-feed lubricating system is used, the oil, escaping past the cheeks of both ends of the crank-pin bearings, is thrown off at a tangent to the crank-pin circle in all directions, supplying the cylinders on both sides with an equal quantity of oil, as at Fig. 80, B.
When a force-feed lubricating system is used, the oil, escaping past the cheeks of both ends of the crank-pin bearings, is thrown off at a tangent to the crank-pin circle in all directions, supplying the cylinders on both sides with an equal quantity of oil, as at Fig. 80, B.
WHY COOLING SYSTEMS ARE NECESSARY
The reader should understand from preceding chapters that the power of an internal-combustion motor is obtained by the rapid combustion and consequent expansion of some inflammable gas. The operation in brief is that when air or any other gas or vapor is heated, it will expand and that if this gas is confined in a space which will not permit expansion, pressure will be exerted against all sides of the containing chamber. The more a gas is heated, the more pressure it will exert upon the walls of the combustion chamber it[221] confines. Pressure in a gas may be created by increasing its temperature and inversely heat may be created by pressure. When a gas is compressed its total volume is reduced and the temperature is augmented.
The reader should understand from the earlier chapters that the power of an internal combustion engine comes from the quick burning and subsequent expansion of some flammable gas. In short, when air or any other gas or vapor is heated, it expands, and if this gas is contained in a space that doesn’t allow for expansion, it creates pressure against all sides of the chamber holding it. The hotter the gas gets, the more pressure it will put on the walls of the combustion chamber it’s in. Pressure in a gas can be generated by raising its temperature, and on the flip side, heat can be produced by applying pressure. When a gas is compressed, its total volume decreases, and the temperature goes up.
The efficiency of any form of heat engine is determined by the power obtained from a certain fuel consumption. A definite amount of energy will be liberated in the form of heat when a pound of any fuel is burned. The efficiency of any heat engine is proportional to the power developed from a definite quantity of fuel with the least loss of thermal units. If the greater proportion of the heat units derived by burning the explosive mixture could be utilized in doing useful work, the efficiency of the gasoline engine would be greater than that of any other form of energizing power. There is a great loss of heat from various causes, among which can be cited the reduction of pressure through cooling the motor and the loss of heat through the exhaust valves when the burned gases are expelled from the cylinder.
The efficiency of any type of heat engine is based on the power produced from a specific fuel consumption. A certain amount of energy is released as heat when a pound of any fuel is burned. The efficiency of any heat engine is related to the power generated from a specific amount of fuel with minimal loss of thermal energy. If a larger portion of the heat energy generated from burning the fuel could be used for productive work, the efficiency of gasoline engines would exceed that of any other power source. There is significant heat loss due to various factors, including pressure reduction from cooling the engine and heat loss through the exhaust valves when the burnt gases exit the cylinder.
The loss through the water jacket of the average automobile power plant is over 50 per cent. of the total fuel efficiency. This means that more than half of the heat units available for power are absorbed and dissipated by the cooling water. Another 16 per cent. is lost through the exhaust valve, and but 331⁄3 per cent. of the heat units do useful work. The great loss of heat through the cooling systems cannot be avoided, as some method must be provided to keep the temperature of the engine within proper bounds. It is apparent that the rapid combustion and continued series of explosions would soon heat the metal portions of the engine to a red heat if some means were not taken to conduct much of this heat away. The high temperature of the parts would burn the lubricating oil, even that of the best quality, and the piston and rings would expand to such a degree, especially when deprived of oil, that they would seize in the cylinder. This would score the walls, and the friction which ensued would tend to bind the parts so tightly[222] that the piston would stick, bearings would be burned out, the valves would warp, and the engine would soon become inoperative.
The heat loss through the water jacket of an average car engine is over 50 percent of the total fuel efficiency. This means that more than half of the heat energy available for power is absorbed and wasted by the cooling water. Another 16 percent is lost through the exhaust valve, leaving only about 331⁄3 percent of the heat energy doing useful work. The significant heat loss through cooling systems is unavoidable, as a method must be used to keep the engine temperature in check. It's clear that the rapid combustion and constant series of explosions would quickly heat the metal parts of the engine to a red-hot state if measures weren't taken to carry a lot of this heat away. The high temperature of the components would burn the lubricating oil, even if it's high quality, and the piston and rings would expand so much, especially without oil, that they would get stuck in the cylinder. This would damage the walls, and the resulting friction would cause the parts to bind so tightly that the piston would jam, the bearings would burn out, the valves would warp, and the engine would soon stop working.
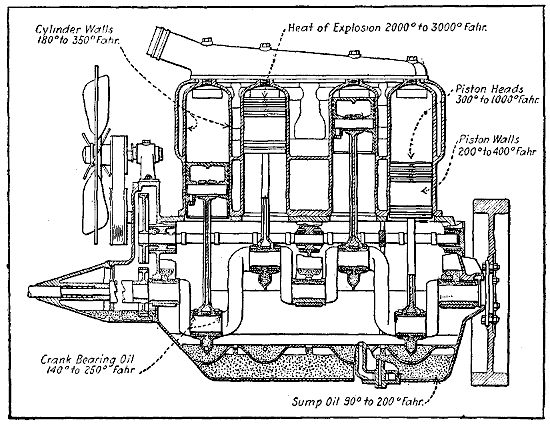
Fig. 81.—Operating Temperatures of Automobile Engine Parts Useful as a Guide to Understand Airplane Power Plant Heat.
Fig. 81.—Operating Temperatures of Car Engine Parts Useful as a Guide to Understand Airplane Engine Heat.
The best temperature to secure efficient operation is one on which considerable difference of opinion exists among engineers. The fact that the efficiency of an engine is dependent upon the ratio of heat converted into useful work compared to that generated by the explosion of the gas is an accepted fact. It is very important that the engine should not get too hot, and on the other hand it is equally vital that the cylinders be not robbed of too much heat. The object of cylinder cooling is to keep the temperature of the cylinder below the danger point, but at the same time to have it as high as possible to secure maximum power from the gas burned. The usual operating temperatures of an[223] automobile engine are shown at Fig. 81, and this can be taken as an approximation of the temperatures apt to exist in an airplane engine of conventional design as well when at ground level or not very high in the air. The newer very high compression airplane engines in which compressions of eight or nine atmospheres are used, or about 125 pounds per square inch, will run considerably hotter than the temperatures indicated.
The best temperature to secure efficient operation is one on which considerable difference of opinion exists among engineers. The fact that the efficiency of an engine is dependent upon the ratio of heat converted into useful work compared to that generated by the explosion of the gas is an accepted fact. It is very important that the engine should not get too hot, and on the other hand it is equally vital that the cylinders be not robbed of too much heat. The object of cylinder cooling is to keep the temperature of the cylinder below the danger point, but at the same time to have it as high as possible to secure maximum power from the gas burned. The usual operating temperatures of an[223] automobile engine are shown at Fig. 81, and this can be taken as an approximation of the temperatures apt to exist in an airplane engine of conventional design as well when at ground level or not very high in the air. The newer very high compression airplane engines in which compressions of eight or nine atmospheres are used, or about 125 pounds per square inch, will run considerably hotter than the temperatures indicated.
COOLING SYSTEMS GENERALLY APPLIED
There are two general systems of engine cooling in common use, that in which water is heated by the absorption of heat from the engine and then cooled by air, and the other method in which the air is directed onto the cylinder and absorbs the heat directly instead of through the medium of water. When the liquid is employed in cooling it is circulated through jackets which surround the cylinder casting and the water may be kept in motion by two methods. The one generally favored is to use a positive circulating pump of some form which is driven by the engine to keep the water in motion. The other system is to utilize a natural principle that heated water is lighter than cold liquid and that it will tend to rise to the top of the cylinder when it becomes heated to the proper temperature and cooled water takes its place at the bottom of the water jacket.
There are two main systems for cooling engines that are commonly used: one where water absorbs heat from the engine, gets heated, and then is cooled by air, and the other where air is directed onto the cylinder to absorb heat directly instead of using water. When using liquid for cooling, it flows through jackets that surround the cylinder casing, and the water can be kept moving in two ways. The preferred method is to use a positive circulating pump powered by the engine to keep the water flowing. The alternative method relies on the natural principle that heated water is lighter than cold water, so when it gets hot enough, it rises to the top of the cylinder while cooler water takes its place at the bottom of the water jacket.
Air-cooling methods may be by radiation or convection. In the former case the effective outer surface of the cylinder is increased by the addition of flanges machined or cast thereon, and the air is depended on to rise from the cylinder as heated and be replaced by cooler air. This, of course, is found only on stationary engines. When a positive air draught is directed against the cylinder by means of the propeller slip stream in an airplane, cooling is by convection and radiation both. Sometimes the air draught may be directed against the[224] cylinder walls by some form of jacket which confines it to the heated portions of the cylinder.
Air-cooling methods can be through radiation or convection. In the first case, the effective outer surface of the cylinder is increased by adding flanges that are machined or cast onto it, and relies on the heated air rising from the cylinder to be replaced by cooler air. This is typically seen only in stationary engines. When a positive air draft is directed against the cylinder by the propeller slipstream in an airplane, cooling happens through both convection and radiation. Sometimes, the air draft can be directed against the cylinder walls using a type of jacket that contains it to the heated areas of the cylinder.
COOLING BY POSITIVE WATER CIRCULATION
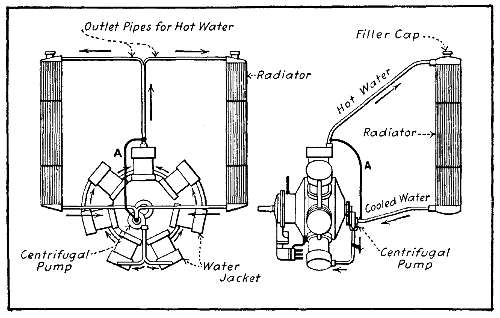
Fig. 82.—Water Cooling of Salmson Seven-Cylinder Radial Airplane Engine.
Fig. 82.—Water Cooling System for Salmson Seven-Cylinder Radial Airplane Engine.
A typical water-cooling system in which a pump is depended upon to promote circulation of the cooling liquid is shown at Figs. 82 and 83. The radiator is carried at the front end of the fuselage in most cases, and serves as a combined water tank and cooler, but in some cases it is carried at the side of the engine, as in Fig. 84, or attached to the central portion of the aerofoil or wing structure. It is composed of an upper and lower portion joined together by a series of pipes which may be round and provided with a series of fins to radiate the heat, or which may be flat in order to have the water pass through in thin sheets and cool it more easily. Cellular or honeycomb coolers are composed of a large number of bent tubes which will expose a large area of surface to the cooling influence of the air draught forced through the radiator either by the forward movement of the vehicle or by some type of fan. The cellular and[225] flat tube types have almost entirely displaced the flange tube radiators which were formerly popular because they cool the water more effectively, and may be made lighter than the tubular radiator could be for engines of the same capacity.
A typical water-cooling system in which a pump is depended upon to promote circulation of the cooling liquid is shown at Figs. 82 and 83. The radiator is carried at the front end of the fuselage in most cases, and serves as a combined water tank and cooler, but in some cases it is carried at the side of the engine, as in Fig. 84, or attached to the central portion of the aerofoil or wing structure. It is composed of an upper and lower portion joined together by a series of pipes which may be round and provided with a series of fins to radiate the heat, or which may be flat in order to have the water pass through in thin sheets and cool it more easily. Cellular or honeycomb coolers are composed of a large number of bent tubes which will expose a large area of surface to the cooling influence of the air draught forced through the radiator either by the forward movement of the vehicle or by some type of fan. The cellular and[225] flat tube types have almost entirely displaced the flange tube radiators which were formerly popular because they cool the water more effectively, and may be made lighter than the tubular radiator could be for engines of the same capacity.

Fig. 83.—How Water Cooling System of Thomas Airplane Engine is Installed in Fuselage.
Fig. 83.—How the water cooling system of the Thomas airplane engine is installed in the fuselage.
The water is drawn from the lower header of the radiator by the pump and is forced through a manifold to the lower portion of the water jackets of the cylinder. It becomes heated as it passes around the cylinder walls and combustion chambers and the hot water passes out of the top of the water jacket to the upper portion of the radiator. Here it is divided in thin streams and directed against comparatively cool metal which abstracts the heat from the water. As it becomes cooler it falls to the bottom of the radiator because its weight increases as the temperature becomes lower. By the time it reaches[226] the lower tank of the radiator it has been cooled sufficiently so that it may be again passed around the cylinders of the motor. The popular form of circulating pump is known as the “centrifugal type” because a rotary impeller of paddle-wheel form throws water which it receives at a central point toward the outside and thus causes it to maintain a definite rate of circulation. The pump is always a separate appliance attached to the engine and driven by positive gearing or direct-shaft connection. The centrifugal pump is not as positive as the gear form, and some manufacturers prefer the latter because of the positive pumping features. They are very simple in form, consisting of a suitable cast body in which a pair of spur pinions having large teeth are carried. One of these gears is driven by suitable means, and as it turns the other member they maintain a flow of water around the pump body. The pump should always be installed in series with the water pipe which[227] conveys the cool liquid from the lower compartment of the radiator to the coolest portion of the water jacket.
The water is drawn from the lower header of the radiator by the pump and pushed through a manifold to the lower part of the cylinder's water jackets. It heats up as it flows around the cylinder walls and combustion chambers, and the hot water exits from the top of the water jacket to the upper part of the radiator. Here, it splits into thin streams and is directed against relatively cool metal, which absorbs heat from the water. As it cools down, it falls to the bottom of the radiator because its weight increases as the temperature drops. By the time it reaches[226] the lower tank of the radiator, it has cooled enough to be circulated again around the motor's cylinders. The common type of circulating pump is called the "centrifugal type" because a rotary impeller in the shape of a paddle wheel pushes the water it collects at a central point out towards the sides, maintaining a consistent circulation rate. The pump is always a separate unit connected to the engine and driven by positive gearing or direct-shaft connection. The centrifugal pump is not as efficient as the gear type, so some manufacturers prefer the latter due to its reliable pumping capabilities. They are quite simple, consisting of a suitable cast body that holds a pair of large-toothed spur pinions. One of these gears is powered by some means, and as it turns, it drives the other gear, keeping water flowing around the pump body. The pump should always be installed in series with the water pipe which[227] carries the cool liquid from the lower part of the radiator to the coolest section of the water jacket.
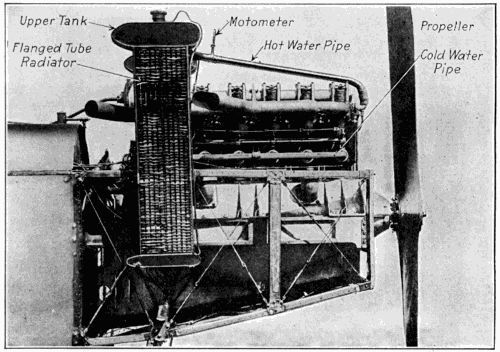
Fig. 84.—Finned Tube Radiators at the Side of Hall-Scott Airplane Power Plant Installed in Standard Fuselage.
Fig. 84.—Finned Tube Radiators on the Side of the Hall-Scott Airplane Power Plant Installed in a Standard Fuselage.
WATER CIRCULATION BY NATURAL SYSTEM
Some automobile engineers contend that the rapid water circulation obtained by using a pump may cool the cylinders too much, and that the temperature of the engine may be reduced so much that the efficiency will be lessened. For this reason there is a growing tendency to use the natural method of water circulation as the cooling liquid is supplied to the cylinder jackets just below the boiling point and the water issues from the jacket at the top of the cylinder after it has absorbed sufficient heat to raise it just about to the boiling point.
Some car engineers argue that the quick water circulation from using a pump can cool the cylinders too much, causing the engine temperature to drop so low that efficiency decreases. Because of this, there's a growing trend to rely on natural water circulation. In this method, the cooling liquid is provided to the cylinder jackets just below the boiling point, and the water exits the jacket at the top of the cylinder after absorbing enough heat to nearly reach the boiling point.
As the water becomes heated by contact with the hot cylinder and combustion-chamber walls it rises to the top of the water jacket, flows to the cooler, where enough of the heat is absorbed to cause it to become sensibly greater in weight. As the water becomes cooler, it falls to the bottom of the radiator and it is again supplied to the water jacket. The circulation is entirely automatic and continues as long as there is a difference in temperature between the liquid in the water spaces of the engine and that in the cooler. The circulation becomes brisker as the engine becomes hotter and thus the temperature of the cylinders is kept more nearly to a fixed point. With the thermosyphon system the cooling liquid is nearly always at its boiling point, whereas if the circulation is maintained by a pump the engine will become cooler at high speed and will heat up more at low speed.
As the water heats up from contact with the hot cylinder and walls of the combustion chamber, it rises to the top of the water jacket and flows to the cooler, where it absorbs enough heat to noticeably increase in weight. As the water cools down, it falls to the bottom of the radiator and is sent back to the water jacket. The circulation is fully automatic and continues as long as there’s a temperature difference between the liquid in the engine's water spaces and that in the cooler. The flow increases as the engine gets hotter, helping to keep the cylinder temperature more consistent. With the thermosyphon system, the cooling liquid is almost always at its boiling point, while if a pump maintains circulation, the engine will cool down at high speeds and heat up more at low speeds.
With the thermosyphon, or natural system of cooling, more water must be carried than with the pump-maintained circulation methods. The water spaces around the cylinders should be larger, the inlet and discharge water manifolds should have greater capacity, and be free from sharp corners which might impede the flow. The radiator must also carry more water than the form used in connection with the pump because of the brisker[228] pump circulation which maintains the engine temperature at a lower point. Consideration of the above will show why the pump system is almost universally used in connection with airplane power plant cooling.
With a thermosyphon, or natural cooling system, more water needs to be moved compared to pump-based circulation methods. The water spaces around the cylinders should be larger, the inlet and discharge water manifolds should be bigger, and they should avoid sharp corners that could slow down the flow. The radiator also needs to handle more water than the type used with a pump due to the faster pump circulation that keeps the engine temperature lower. Considering these factors explains why the pump system is nearly always used for cooling airplane power plants.
DIRECT AIR-COOLING METHODS
The earliest known method of cooling the cylinder of gas-engines was by means of a current of air passed through a jacket which confined it close to the cylinder walls and was used by Daimler on his first gas-engine. The gasoline engine of that time was not as efficient as the later form, and other conditions which materialized made it desirable to cool the engine by water. Even as gasoline engines became more and more perfected there has always existed a prejudice against air cooling, though many forms of engines have been used, both in automobile and aircraft applications where the air-cooling method has proven to be very practical.
The earliest known way to cool the cylinder of gas engines was by using a stream of air that flowed through a jacket designed to keep it close to the cylinder walls. This method was used by Daimler on his first gas engine. At that time, gasoline engines weren't as efficient as the later models, and other developments made it necessary to cool the engine with water. Even as gasoline engines improved over time, there has always been some bias against air cooling. However, many types of engines in both cars and aircraft have successfully utilized air cooling and proven it to be very practical.
The simplest system of air cooling is that in which the cylinders are provided with a series of flanges which increase the effective radiating surface of the cylinder and directing an air-current from a fan against the flanges to absorb the heat. This increase in the available radiating surface of an air-cooled cylinder is necessary because air does not absorb heat as readily as water and therefore more surface must be provided that the excess heat be absorbed sufficiently fast to prevent distortion of the cylinders. Air-cooling systems are based on a law formulated by Newton, which is: “The rate for cooling for a body in a uniform current of air is directly proportional to the speed of the air current and the amount of radiating surface exposed to the cooling effect.”
The simplest air cooling system uses cylinders with a series of flanges that increase the effective radiating surface. A fan directs an air current against these flanges to absorb heat. This increase in radiating surface is necessary because air doesn’t absorb heat as easily as water, so more surface area is needed to absorb excess heat quickly and prevent the cylinders from warping. Air-cooling systems are based on a principle formulated by Newton, which states: “The rate of cooling for a body in a uniform current of air is directly proportional to the speed of the air current and the amount of radiating surface exposed to the cooling effect.”
AIR-COOLED ENGINE DESIGN CONSIDERATIONS
There are certain considerations which must be taken into account in designing an air-cooled engine, which are often overlooked in those forms cooled by water. Large[229] valves must be provided to insure rapid expulsion of the flaming exhaust gas and also to admit promptly the fresh cool mixture from the carburetor. The valves of air-cooled engines are usually placed in the cylinder-head, in order to eliminate any pockets or sharp passages which would impede the flow of gas or retain some of the products of combustion and their heat. When high power is desired multiple-cylinder engines should be used, as there is a certain limit to the size of a successful[230] air-cooled cylinder. Much better results are secured from those having small cubical contents because the heat from small quantities of gas will be more quickly carried off than from greater amounts. All successful engines of the aviation type which have been air-cooled have been of the multiple-cylinder type.
There are certain factors that need to be considered when designing an air-cooled engine that are often missed in water-cooled designs. Large[229] valves must be included to ensure the quick release of hot exhaust gases and to allow for the fast intake of fresh, cool mixture from the carburetor. In air-cooled engines, the valves are typically located in the cylinder head to avoid any pockets or sharp edges that could restrict gas flow or trap combustion byproducts and their heat. When aiming for high power, using multiple-cylinder engines is preferable, as there’s a limit to how large a single air-cooled cylinder can be successful. Better performance is achieved with engines that have smaller displacement because the heat from smaller amounts of gas dissipates more quickly than from larger amounts. All successful air-cooled engines in aviation have been of the multiple-cylinder type.

Fig. 85.—Anzani Testing His Five-Cylinder Air Cooled Aviation Motor Installed in Bleriot Monoplane. Note Exposure of Flanged Cylinders to Propeller Slip Stream.
Fig. 85.—Anzani Testing His Five-Cylinder Air-Cooled Aviation Engine Installed in Bleriot Monoplane. Note the Exposure of Flanged Cylinders to Propeller Slipstream.
An air-cooled engine must be placed in the fuselage, as at Fig. 85, in such a way that there will be a positive circulation of air around it all the time that it is in operation. The air current may be produced by the tractor screw at the front end of the motor, or by a suction or blower fan attached to the crank-shaft as in the Renault engine or by rotating the cylinders as in the Le Rhone and Gnome motors. Greater care is required in lubrication of the air-cooled cylinders and only the best quality of oil should be used to insure satisfactory oiling.
An air-cooled engine must be placed in the fuselage, as at Fig. 85, in such a way that there will be a positive circulation of air around it all the time that it is in operation. The air current may be produced by the tractor screw at the front end of the motor, or by a suction or blower fan attached to the crank-shaft as in the Renault engine or by rotating the cylinders as in the Le Rhone and Gnome motors. Greater care is required in lubrication of the air-cooled cylinders and only the best quality of oil should be used to insure satisfactory oiling.
The combustion chambers must be proportioned so that distribution of metal is as uniform as possible in order to prevent uneven expansion during increase in temperature and uneven contraction when the cylinder is cooled. It is essential that the inside walls of the combustion chamber be as smooth as possible because any sharp angle or projection may absorb sufficient heat to remain incandescent and cause trouble by igniting the mixture before the proper time. The best grades of cast iron or steel should be used in the cylinder and piston and the machine work must be done very accurately so the piston will operate with minimum friction in the cylinder. The cylinder bore should not exceed 41⁄2 or 5 inches and the compression pressure should never exceed 75 pounds absolute, or about five atmospheres, or serious overheating will result.
The combustion chambers need to be designed so that the metal distribution is as even as possible to avoid uneven expansion as temperatures rise and uneven contraction as the cylinder cools. It’s crucial for the inside walls of the combustion chamber to be as smooth as possible because any sharp angles or protrusions could absorb enough heat to stay hot and accidentally ignite the mixture too early. The best quality cast iron or steel should be used for the cylinder and piston, and the machining must be done very precisely so the piston operates with minimal friction in the cylinder. The cylinder bore shouldn’t go over 41⁄2 or 5 inches, and the compression pressure should never exceed 75 pounds absolute, or about five atmospheres, or else serious overheating will occur.
As an example of the care taken in disposing of the exhaust gases in order to obtain practical air-cooling, some cylinders are provided with a series of auxiliary exhaust ports uncovered by the piston when it reaches the end of its power stroke. The auxiliary exhaust ports open just as soon as the full force of the explosion has[231] been spent and a portion of the flaming gases is discharged through the ports in the bottom of the cylinder. Less of the exhaust gases remains to be discharged through the regular exhaust member in the cylinder-head and this will not heat the walls of the cylinder nearly as much as the larger quantity of hot gas would. That the auxiliary exhaust port is of considerable value is conceded by many designers of fixed and fan-shaped air-cooled motors for airplanes.
As an example of the care taken in managing exhaust gases for effective air cooling, some cylinders are designed with extra exhaust ports that open when the piston reaches the end of its power stroke. These additional exhaust ports activate right after the full force of the explosion has been released, allowing some of the hot gases to escape through ports at the bottom of the cylinder. This means that less exhaust gas needs to be released through the main exhaust outlet in the cylinder head, which helps prevent excessive heating of the cylinder walls compared to what would happen with a larger volume of hot gas. Many designers of fixed and fan-shaped air-cooled engines for airplanes acknowledge the significant benefits of having these auxiliary exhaust ports.
Among the advantages stated for direct air cooling, the greatest is the elimination of cooling water and its cooling auxiliaries, which is a factor of some moment, as it permits considerable reduction in horse-power-weight ratio of the engine, something very much to be desired. In the temperate zone, where the majority of airplanes are used, the weather conditions change in a very few months from the warm summer to the extreme cold winter, and when water-cooled systems are employed it is necessary to add some chemical substance to the water to prevent it from freezing. The substances commonly employed are glycerine, wood alcohol, or a saturated solution of calcium chloride. Alcohol has the disadvantage in that it vaporizes readily and must be often renewed. Glycerine affects the rubber hose, while the calcium chloride solution crystallizes and deposits salt in the radiator and water pipes.
Among the benefits of direct air cooling, the most significant is the removal of cooling water and its related components, which is quite important since it allows for a substantial decrease in the horsepower-to-weight ratio of the engine—something that is highly desirable. In temperate regions, where most airplanes operate, weather conditions shift dramatically within just a few months from warm summer to freezing winter. When using water-cooled systems, it becomes necessary to add a chemical to the water to prevent it from freezing. The chemicals typically used include glycerin, wood alcohol, or a saturated solution of calcium chloride. Alcohol has the drawback of evaporating quickly, requiring frequent replacement. Glycerin can damage rubber hoses, while the calcium chloride solution crystallizes and leaves
One of the disadvantages of an air-cooling method, as stated by those who do not favor this system, is that engines cooled by air cannot be operated for extended periods under constant load or at very high speed without heating up to such a point that premature ignition of the charge may result. The water-cooling systems, at the other hand, maintain the temperature of the engine more nearly constant than is possible with an air-cooled motor, and an engine cooled by water can be operated under conditions of inferior lubrication or poor mixture adjustment that would seriously interfere with proper and efficient cooling by air.
One of the downsides of air-cooling methods, according to critics of this system, is that engines cooled by air can’t run for long periods under constant load or at very high speeds without overheating to the point where premature ignition of the fuel might occur. Water-cooling systems, on the other hand, keep the engine temperature much more stable than what’s possible with an air-cooled engine, and a water-cooled engine can operate under conditions of inadequate lubrication or poor mixture adjustment that would significantly disrupt proper and efficient cooling by air.
[232]Air-cooled motors, as a rule, use less fuel than water-cooled engines, because the higher temperature of the cylinder does not permit of a full charge of gas being inspired on the intake stroke. As special care is needed in operating an air-cooled engine to obtain satisfactory results and because of the greater difficulty which obtains in providing proper lubrication and fuel mixtures which will not produce undue heating, the air-cooled system has but few adherents at the present time, and practically all airplanes, with but very few exceptions, are provided with water-cooled power plants. Those fitted with air-cooled engines are usually short-flight types where maximum lightness is desired in order to obtain high speed and quick climb. The water-cooled engines are best suited for airplanes intended for long flights. The Gnome, Le Rhone and Clerget engines are thoroughly practical and have been widely used in France and England. These are rotary radial cylinder types. The Anzani is a fixed cylinder engine used on training machines, while the Renault is a V-type engine made in eight- and twelve-cylinder V forms that has been used on reconnaissance and bombing airplanes with success. These types will be fully considered in proper sequence.
[232]Air-cooled engines generally use less fuel than water-cooled engines because the higher temperature of the cylinder prevents a full charge of gas from being drawn in during the intake stroke. Operating an air-cooled engine requires special care to achieve satisfactory performance, and it is more challenging to ensure proper lubrication and fuel mixtures that won’t cause excessive heating. As a result, the air-cooled system has few supporters today, and nearly all airplanes, with very few exceptions, are equipped with water-cooled engines. Airplanes with air-cooled engines are typically short-range models where maximum lightness is crucial for achieving high speed and quick climbs. Water-cooled engines are better suited for planes designed for long flights. The Gnome, Le Rhone, and Clerget engines are highly practical and have seen widespread use in France and England. These are rotary radial cylinder engines. The Anzani is a fixed cylinder engine used on training aircraft, while the Renault is a V-type engine available in eight- and twelve-cylinder configurations, which has been successfully used on reconnaissance and bombing planes. These types will be fully discussed in the proper order.
CHAPTER VIII
Methods of Cylinder Construction—Block Castings—Influence on Crank-Shaft Design—Combustion Chamber Design—Bore and Stroke Ratio—Meaning of Piston Speed—Advantage of Off-Set Cylinders—Valve Location of Vital Import—Valve Installation Practice—Valve Design and Construction—Valve Operation—Methods of Driving Cam-Shaft—Valve Springs—Valve Timing—Blowing Back—Lead Given Exhaust Valve—Exhaust Closing, Inlet Opening—Closing the Inlet Valve—Time of Ignition—How an Engine Is Timed—Gnome “Monosoupape” Valve Timing—Springless Valves—Four Valves per Cylinder.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__—__A_TAG_PLACEHOLDER_19__—__A_TAG_PLACEHOLDER_20__—__A_TAG_PLACEHOLDER_21__—__A_TAG_PLACEHOLDER_22__
The improvements noted in the modern internal combustion motors have been due to many conditions. The continual experimenting by leading mechanical minds could have but one ultimate result. The parts of the engines have been lightened and strengthened, and greater power has been obtained without increasing piston displacement. A careful study has been made of the many conditions which make for efficient motor action, and that the main principles are well recognized by all engineers is well shown by the standardization of design noted in modern power plants. There are many different methods of applying the same principle, and it will be the purpose of this chapter to define the ways in which the construction may be changed and still achieve the same results. The various components may exist in many different forms, and all have their advantages and disadvantages. That all methods are practical is best shown by the large number of successful engines which use radically different designs.
The improvements seen in modern internal combustion engines have been due to various factors. Ongoing experimentation by top mechanical experts can only lead to one ultimate result. The engine parts have been made lighter and stronger, and more power has been achieved without increasing piston displacement. A thorough study has been conducted on the many factors that contribute to efficient motor operation, and the fact that all engineers recognize the core principles is clearly demonstrated by the standardization of design observed in modern power plants. There are many different ways to apply the same principle, and the goal of this chapter is to outline how construction can be modified while still achieving the same results. The various components can take many different forms, each with its own advantages and disadvantages. The practicality of all methods is best illustrated by the large number of successful engines that utilize radically different designs.
METHODS OF CYLINDER CONSTRUCTION
One of the most important parts of the gasoline engine and one that has material bearing upon its efficiency is the cylinder unit. The cylinders may be cast[234] individually, or in pairs, and it is possible to make all cylinders a unit or block casting. Some typical methods of cylinder construction are shown in accompanying illustrations. The appearance of individual cylinder castings may be ascertained by examination of the Hall-Scott airplane engine. Air-cooled engine cylinders are always of the individual pattern.
One of the most important parts of the gasoline engine, which significantly impacts its efficiency, is the cylinder unit. The cylinders can be cast individually or in pairs, and it's possible to create all cylinders as a single unit or block casting. Some typical methods of cylinder construction are illustrated in the accompanying images. You can see the design of individual cylinder castings by looking at the Hall-Scott airplane engine. Air-cooled engine cylinders are always made in the individual pattern.
Considered from a purely theoretical point of view, the individual cylinder casting has much in its favor. It is advanced that more uniform cooling is possible than where the cylinders are cast either in pairs or three or four in one casting. More uniform cooling insures that the expansion or change of form due to heating will be more equal. This is an important condition because the cylinder bore must remain true under all conditions of operation. If the heating effect is not uniform, which condition is liable to obtain if metal is not evenly distributed, the cylinder may become distorted by heat and the bore be out of truth. When separate cylinders are used it is possible to make a uniform water space and have the cooling liquid evenly distributed around the cylinder. In multiple cylinder castings this is not always the rule, as in many instances, especially in four-cylinder block motors where compactness is the main feature, there is but little space between the cylinders for the passage of water. Under such circumstances the cooling effect is not even, and the stresses which obtain because of unequal expansion may distort the cylinder to some extent. When steel cylinders are made from forgings, the water jackets are usually of copper or sheet steel attached to the forging by autogenous welding; in the case of the latter and, in some cases, the former may be electro-deposited on the cylinders.
When looked at from a purely theoretical perspective, the individual cylinder casting has a lot of advantages. It's argued that more uniform cooling is possible compared to casting cylinders in pairs or groups of three or four. More uniform cooling ensures that the expansion or shape changes caused by heating will be more consistent. This is crucial because the cylinder bore needs to stay true under all operating conditions. If the heating isn't uniform—something that can happen if the metal isn't evenly distributed—the cylinder can become distorted by heat, causing the bore to be misaligned. Using separate cylinders allows for a uniform water space and an even distribution of cooling liquid around the cylinder. In multiple cylinder castings, this isn't always the case, particularly in four-cylinder block engines where compactness is a priority, resulting in very little space between the cylinders for water flow. In such situations, the cooling effect isn't even, and the stresses from unequal expansion can distort the cylinder to some degree. When steel cylinders are made from forgings, the water jackets are typically made of copper or sheet steel, which are attached to the forging through autogenous welding; in some cases, the latter or even the former may be electro-deposited on the cylinders.
BLOCK CASTINGS
The advantage of casting the cylinders in blocks is that a motor may be much shorter than it would be if individual castings were used. It is admitted that when[235] the cylinders are cast together a more compact, rigid, and stronger power plant is obtained than when cast separately. There is a disadvantage, however, in that if one cylinder becomes damaged it will be necessary to replace the entire unit, which means scrapping three good cylinders because one of the four has failed. When the cylinders are cast separately one need only replace the one that has become damaged. The casting of four cylinders in one unit is made possible by improved[236] foundry methods, and when proper provision is made for holding the cores when the metal is poured and the cylinder casts are good, the construction is one of distinct merit. It is sometimes the case that the proportion of sound castings is less when cylinders are cast in block, but if the proper precautions are observed in molding and the proper mixtures of cast iron used, the ratio of defective castings is no more than when cylinders are molded individually. As an example of the courage of engineers in departing from old-established rules, the cylinder casting shown at Fig. 86 may be considered typical. This is used on the Duesenberg four-cylinder sixteen-valve 43⁄4′′ × 7′′ engine which has a piston displacement of 496 cu. in. At a speed of 2,000 r.p.m., corresponding to a piston speed of 2,325 ft. per min., the engine is guaranteed to develop 125 horse-power. The weight of the model engine without gear reduction is 436 lbs., but a number of refinements have been made in the design whereby it is expected to get the weight down to 390 lbs. The four cylinders are cast from semi-steel in a single block, with integral heads. The cylinder construction is the same as that which has always been used by Mr. Duesenberg, inlet and exhaust valves being arranged horizontally opposite each other in the head. There are large openings in the water jacket at both sides and at the ends, which are closed by means of aluminum covers, water-tightness being secured by the use of gaskets. This results in a saving in weight because the aluminum covers can be made considerably lighter than it would be possible to cast the jacket walls, and, besides, it permits of obtaining a more nearly uniform thickness of cylinder wall, as the cores can be much better supported. The cooling water passes completely around each cylinder, and there is a very considerable space between the two central cylinders, this being made necessary in order to get the large bearing area desirable for the central bearing.
The advantage of casting the cylinders in blocks is that a motor may be much shorter than it would be if individual castings were used. It is admitted that when[235] the cylinders are cast together a more compact, rigid, and stronger power plant is obtained than when cast separately. There is a disadvantage, however, in that if one cylinder becomes damaged it will be necessary to replace the entire unit, which means scrapping three good cylinders because one of the four has failed. When the cylinders are cast separately one need only replace the one that has become damaged. The casting of four cylinders in one unit is made possible by improved[236] foundry methods, and when proper provision is made for holding the cores when the metal is poured and the cylinder casts are good, the construction is one of distinct merit. It is sometimes the case that the proportion of sound castings is less when cylinders are cast in block, but if the proper precautions are observed in molding and the proper mixtures of cast iron used, the ratio of defective castings is no more than when cylinders are molded individually. As an example of the courage of engineers in departing from old-established rules, the cylinder casting shown at Fig. 86 may be considered typical. This is used on the Duesenberg four-cylinder sixteen-valve 4³/₄" × 7 inches engine which has a piston displacement of 496 cu. in. At a speed of 2,000 r.p.m., corresponding to a piston speed of 2,325 ft. per min., the engine is guaranteed to develop 125 horse-power. The weight of the model engine without gear reduction is 436 lbs., but a number of refinements have been made in the design whereby it is expected to get the weight down to 390 lbs. The four cylinders are cast from semi-steel in a single block, with integral heads. The cylinder construction is the same as that which has always been used by Mr. Duesenberg, inlet and exhaust valves being arranged horizontally opposite each other in the head. There are large openings in the water jacket at both sides and at the ends, which are closed by means of aluminum covers, water-tightness being secured by the use of gaskets. This results in a saving in weight because the aluminum covers can be made considerably lighter than it would be possible to cast the jacket walls, and, besides, it permits of obtaining a more nearly uniform thickness of cylinder wall, as the cores can be much better supported. The cooling water passes completely around each cylinder, and there is a very considerable space between the two central cylinders, this being made necessary in order to get the large bearing area desirable for the central bearing.
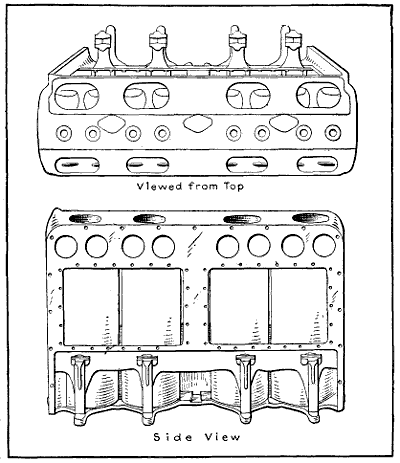
Fig. 86.—Views of Four-Cylinder Duesenberg Airplane Engine Cylinder Block.
Fig. 86.—Views of Four-Cylinder Duesenberg Airplane Engine Cylinder Block.
It is common practice to cast the water jackets integral[237] with the cylinders, if cast iron or aluminum is used, and this is also the most economical method of applying it because it gives good results in practice. An important detail is that the water spaces must be proportioned so that they are equal around the cylinders whether these members are cast individually, in pairs, threes or fours. When cylinders are cast in block form it is good practice to leave a large opening in the jacket wall which will assist in supporting the core and make for uniform water space. It will be noticed that the casting shown at Fig. 86 has a large opening in the side of the cylinder block. These openings are closed after the interior of the casting is thoroughly cleaned of all sand, core wire, etc., by brass, cast iron or aluminum plates. These also have particular value in that they may be removed after the motor has been in use, thus permitting one to clean out the interior of the water jacket and dispose of the rust, sediment, and incrustation which are always present after the engine has been in active service for a time.
It is common practice to cast the water jackets integral[237] with the cylinders, if cast iron or aluminum is used, and this is also the most economical method of applying it because it gives good results in practice. An important detail is that the water spaces must be proportioned so that they are equal around the cylinders whether these members are cast individually, in pairs, threes or fours. When cylinders are cast in block form it is good practice to leave a large opening in the jacket wall which will assist in supporting the core and make for uniform water space. It will be noticed that the casting shown at Fig. 86 has a large opening in the side of the cylinder block. These openings are closed after the interior of the casting is thoroughly cleaned of all sand, core wire, etc., by brass, cast iron or aluminum plates. These also have particular value in that they may be removed after the motor has been in use, thus permitting one to clean out the interior of the water jacket and dispose of the rust, sediment, and incrustation which are always present after the engine has been in active service for a time.
Among the advantages claimed for the practice of casting cylinders in blocks may be mentioned compactness, lightness, rigidity, simplicity of water piping, as well as permitting the use of simple forms of inlet and exhaust manifolds. The light weight is not only due to the reduction of the cylinder mass but because the block construction permits one to lighten the entire motor. The fact that all cylinders are cast together decreases vibration, and as the construction is very rigid, disalignment of working parts is practically eliminated. When inlet and exhaust manifolds are cored in the block casting, as is sometimes the case, but one joint is needed on each of these instead of the multiplicity of joints which obtain when the cylinders are individual castings. The water piping is also simplified. In the case of a four-cylinder block motor but two pipes are used; one for the water to enter the cylinder jacket, the other for the cooling liquid to discharge through.
Among the benefits of casting cylinders in blocks are compactness, lightness, rigidity, and the simplicity of water piping, along with the ability to use straightforward forms of inlet and exhaust manifolds. The light weight comes not only from reducing the cylinder mass but also because the block construction allows for a lighter overall motor. Casting all the cylinders together reduces vibration, and the construction's rigidity almost completely eliminates misalignment of moving parts. When inlet and exhaust manifolds are included in the block casting, which sometimes happens, only one joint is required for each, compared to the many joints needed when each cylinder is cast individually. The water piping is also more straightforward. In a four-cylinder block motor, only two pipes are needed: one for the water to enter the cylinder jacket and the other for the cooling liquid to exit.
INFLUENCE ON CRANK-SHAFT DESIGN
The method of casting the cylinders has a material influence on the design of the crank-shaft as will be shown in proper sequence. When four cylinders are combined in one block it is possible to use a two-bearing crank-shaft. Where cylinders are cast in pairs a three-bearing crank-shaft is commonly supplied, and when cylinders are cast as individual units it is thought necessary to supply a five-bearing crank-shaft, though sometimes shafts having but three journals are used successfully. Obviously the shafts must be stronger and stiffer to withstand the stresses imposed if two supporting bearings are used than if a larger number are employed. In this connection it may be stated that there is less difficulty in securing alignment with a lesser number of bearings and there is also less friction. On the other hand, the greater the number of points of support a crank-shaft has the lighter the webs can be made and still have requisite strength.
The way the cylinders are cast significantly affects the design of the crankshaft, as will be demonstrated in due time. When four cylinders are combined into a single block, a two-bearing crankshaft can be used. When cylinders are cast in pairs, a three-bearing crankshaft is typically provided, and when cylinders are cast as individual units, a five-bearing crankshaft is often considered necessary, although sometimes shafts with just three journals are successfully used. Clearly, the shafts need to be stronger and stiffer to handle the stresses involved when using two supporting bearings compared to when more bearings are used. It’s worth noting that it’s easier to achieve alignment with fewer bearings, and there’s also less friction. However, the more support points a crankshaft has, the lighter the webs can be made while still maintaining the necessary strength.
COMBUSTION CHAMBER DESIGN
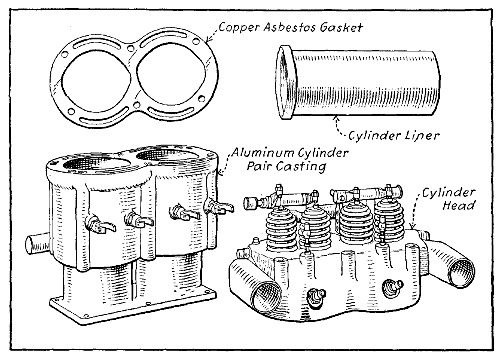
Fig. 87.—Twin-Cylinder Block of Sturtevant Airplane Engine is Cast of Aluminum, and Has Removable Cylinder Head.
Fig. 87.—The twin-cylinder block of the Sturtevant airplane engine is made of aluminum and features a removable cylinder head.
Another point of importance in the design of the cylinder, and one which has considerable influence upon the power developed, is the shape of the combustion chamber. The endeavor of designers is to obtain maximum power from a cylinder of certain proportions, and the greater energy obtained without increasing piston displacement or fuel consumption the higher the efficiency of the motor. To prevent troubles due to pre-ignition it is necessary that the combustion chamber be made so that there will be no roughness, sharp corners, or edges of metal which may remain incandescent when heated or which will serve to collect carbon deposits by providing a point of anchorage. With the object of providing an absolutely clean combustion chamber some makers use a separable head unit to their twin cylinder castings, such as shown at Fig. 87 and Fig. 88. These permit one to machine the entire interior of the cylinder and combustion chamber. The relation of valve location and combustion chamber design will be considered in proper sequence. These cylinders are cast of aluminum, instead of cast iron, as[240] is customary, and are provided with steel or cast iron cylinder liners forced in the soft metal casting bores.
Another point of importance in the design of the cylinder, and one which has considerable influence upon the power developed, is the shape of the combustion chamber. The endeavor of designers is to obtain maximum power from a cylinder of certain proportions, and the greater energy obtained without increasing piston displacement or fuel consumption the higher the efficiency of the motor. To prevent troubles due to pre-ignition it is necessary that the combustion chamber be made so that there will be no roughness, sharp corners, or edges of metal which may remain incandescent when heated or which will serve to collect carbon deposits by providing a point of anchorage. With the object of providing an absolutely clean combustion chamber some makers use a separable head unit to their twin cylinder castings, such as shown at Fig. 87 and Fig. 88. These permit one to machine the entire interior of the cylinder and combustion chamber. The relation of valve location and combustion chamber design will be considered in proper sequence. These cylinders are cast of aluminum, instead of cast iron, as[240] is customary, and are provided with steel or cast iron cylinder liners forced in the soft metal casting bores.
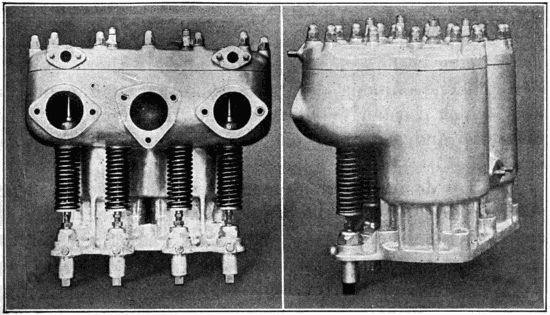
Fig. 88.—Aluminum Cylinder Pair Casting of Thomas 150 Horse-Power Airplane Engine is of the L Head Type.
Fig. 88.—The aluminum cylinder pair casting for the Thomas 150 horsepower airplane engine is of the L-head type.
BORE AND STROKE RATIO
A question that has been a vexed one and which has been the subject of considerable controversy is the proper proportion of the bore to the stroke. The early gas engines had a certain well-defined bore to stroke ratio, as it was usual at that time to make the stroke twice as long as the bore was wide, but this cannot be done when high speed is desired. With the development of the present-day motor the stroke or piston travel has been gradually shortened so that the relative proportions of bore and stroke have become nearly equal. Of late there seems to be a tendency among designers to return to the proportions which formerly obtained, and the stroke is sometimes one and a half or one and three-quarter times the bore.
A question that has been quite a challenge and has sparked a lot of debate is the right ratio of bore to stroke. Early gas engines had a specific bore to stroke ratio, typically making the stroke twice as long as the bore was wide. However, this isn't feasible when aiming for high speeds. With the evolution of modern engines, the stroke or piston travel has been gradually reduced, leading to nearly equal proportions of bore and stroke. Recently, there seems to be a trend among designers to go back to the ratios that were used in the past, with the stroke sometimes being one and a half to one and three-quarters times the bore.
Engines designed for high speed should have the stroke not much longer than the diameter of the bore. The disadvantage of short-stroke engines is that they will not pull well at low speeds, though they run with great regularity and smoothness at high velocity. The long-stroke engine is much superior for slow speed work, and it will pull steadily and with increasing power at low speed. It was formerly thought that such engines should never turn more than a moderate number of revolutions, in order not to exceed the safe piston speed of 1,000 feet per minute. This old theory or rule of practice has been discarded in designing high efficiency automobile racing and aviation engines, and piston speeds from 2,500 to 3,000 feet per minute are sometimes used, though the average is around 2,000 feet per minute. While both short- and long-stroke motors have their advantages, it would seem desirable to average between the two. That is why a proportion of four to five or six seems to be more general than that of four to seven or eight, which would be a long-stroke ratio. Careful analysis of a number[241] of foreign aviation motors shows that the average stroke is about 1.2 times the bore dimensions, though some instances were noted where it was as high as 1.7 times the bore.
Engines designed for high speeds should have strokes that aren't much longer than the diameter of the bore. The downside of short-stroke engines is that they don’t perform well at low speeds, although they run very smoothly and consistently at high speeds. Long-stroke engines are much better for slow-speed tasks, pulling steadily with increasing power at low speeds. It used to be believed that these engines shouldn’t exceed a moderate number of revolutions to stay below a safe piston speed of 1,000 feet per minute. This old theory has been abandoned in the design of high-efficiency racing cars and aviation engines, where piston speeds of 2,500 to 3,000 feet per minute are sometimes used, although the average is around 2,000 feet per minute. While both short- and long-stroke engines have their benefits, it seems preferable to find a balance between the two. That's why a proportion of four to five or six is more common than four to seven or eight, which would indicate a long-stroke ratio. A detailed analysis of several foreign aviation engines shows that the average stroke is about 1.2 times the bore dimensions, although some cases were noted where it reached as high as 1.7 times the bore.
MEANING OF PISTON SPEED
The factor which limits the stroke and makes the speed of rotation so dependent upon the travel of the piston is piston speed. Lubrication is the main factor which determines piston speed, and the higher the rate of piston travel the greater care must be taken to insure proper oiling. Let us fully consider what is meant by piston speed.
The factor that limits the stroke and makes the speed of rotation highly dependent on the piston’s travel is piston speed. Lubrication is the key element that dictates piston speed, and the faster the piston moves, the more careful we need to be to ensure it’s properly oiled. Let's take a closer look at what we mean by piston speed.
Assume that a motor has a piston travel or stroke of six inches, for the sake of illustration. It would take two strokes of the piston to cover one foot, or twelve inches, and as there are two strokes to a revolution it will be seen that this permits of a normal speed of 1,000 revolutions per minute for an engine with a six-inch stroke, if one does not exceed 1,000 feet per minute. If the stroke was only four inches, a normal speed of 1,500 revolutions per minute would be possible without exceeding the prescribed limit. The crank-shaft of a small engine, having three-inch stroke, could turn at a speed of 2,000 revolutions per minute without danger of exceeding the safe speed limit. It will be seen that the longer the stroke the slower the speed of the engine, if one desires to keep the piston speed within the bounds as recommended, but modern practice allows of greatly exceeding the speeds formerly thought best.
Assume that a motor has a piston travel or stroke of six inches, for illustration. It would take two strokes of the piston to cover one foot, or twelve inches, and since there are two strokes per revolution, this allows for a normal speed of 1,000 revolutions per minute for an engine with a six-inch stroke if you don’t exceed 1,000 feet per minute. If the stroke were only four inches, a normal speed of 1,500 revolutions per minute would be possible without going over the limit. The crankshaft of a small engine with a three-inch stroke could run at a speed of 2,000 revolutions per minute without risking exceeding the safe speed limit. It’s clear that the longer the stroke, the slower the engine speed needs to be if you want to keep the piston speed within recommended limits, but modern practices allow for speeds that far exceed what was once considered optimal.
ADVANTAGES OF OFF-SET CYLINDERS
Another point upon which considerable difference of opinion exists relates to the method of placing the cylinder upon the crank-case—i.e., whether its center line should be placed directly over the center of the crank-shaft, or to one side of center. The motor shown at Fig. 90 is an off-set type, in that the center line of the[242] cylinder is a little to one side of the center of the crank-shaft. Diagrams are presented at Fig. 91 which show the advantages of off-set crank-shaft construction. The view at A is a section through a simple motor with the conventional cylinder placing, the center line of both crank-shaft and cylinder coinciding. The view at B shows[243] the cylinder placed to one side of center so that its center line is distinct from that of the crank-shaft and at some distance from it. The amount of off-set allowed is a point of contention, the usual amount being from fifteen to twenty-five per cent. of the stroke. The advantages of the off-set are shown at Fig. 91, C. If the crank turns in direction of the arrow there is a certain resistance to motion which is proportional to the amount of energy exerted by the engine and the resistance offered by the load. There are two thrusts acting against the cylinder wall to be considered, that due to explosion or expansion of the gas, and that which resists the motion of the piston. These thrusts may be represented by arrows, one which acts directly in a vertical direction on the piston top, the[244] other along a straight line through the center of the connecting rod. Between these two thrusts one can draw a line representing a resultant force which serves to bring the piston in forcible contact with one side of the cylinder wall, this being known as side thrust. As shown at C, the crank-shaft is at 90 degrees, or about one-half stroke, and the connecting rod is at 20 degrees angle. The shorter connecting rod would increase the diagonal resultant and side thrusts, while a longer one would reduce the angle of the connecting rod and the side thrust of the piston would be less. With the off-set construction, as shown at D, it will be noticed that with the same connecting-rod length as shown at C and with the crank-shaft at 90 degrees of the circle that the connecting-rod angle is 14 degrees and the side thrust is reduced proportionately.
Another point upon which considerable difference of opinion exists relates to the method of placing the cylinder upon the crank-case—i.e., whether its center line should be placed directly over the center of the crank-shaft, or to one side of center. The motor shown at Fig. 90 is an off-set type, in that the center line of the[242] cylinder is a little to one side of the center of the crank-shaft. Diagrams are presented at Fig. 91 which show the advantages of off-set crank-shaft construction. The view at A is a section through a simple motor with the conventional cylinder placing, the center line of both crank-shaft and cylinder coinciding. The view at B shows[243] the cylinder placed to one side of center so that its center line is distinct from that of the crank-shaft and at some distance from it. The amount of off-set allowed is a point of contention, the usual amount being from fifteen to twenty-five per cent. of the stroke. The advantages of the off-set are shown at Fig. 91, C. If the crank turns in direction of the arrow there is a certain resistance to motion which is proportional to the amount of energy exerted by the engine and the resistance offered by the load. There are two thrusts acting against the cylinder wall to be considered, that due to explosion or expansion of the gas, and that which resists the motion of the piston. These thrusts may be represented by arrows, one which acts directly in a vertical direction on the piston top, the[244] other along a straight line through the center of the connecting rod. Between these two thrusts one can draw a line representing a resultant force which serves to bring the piston in forcible contact with one side of the cylinder wall, this being known as side thrust. As shown at C, the crank-shaft is at 90 degrees, or about one-half stroke, and the connecting rod is at 20 degrees angle. The shorter connecting rod would increase the diagonal resultant and side thrusts, while a longer one would reduce the angle of the connecting rod and the side thrust of the piston would be less. With the off-set construction, as shown at D, it will be noticed that with the same connecting-rod length as shown at C and with the crank-shaft at 90 degrees of the circle that the connecting-rod angle is 14 degrees and the side thrust is reduced proportionately.
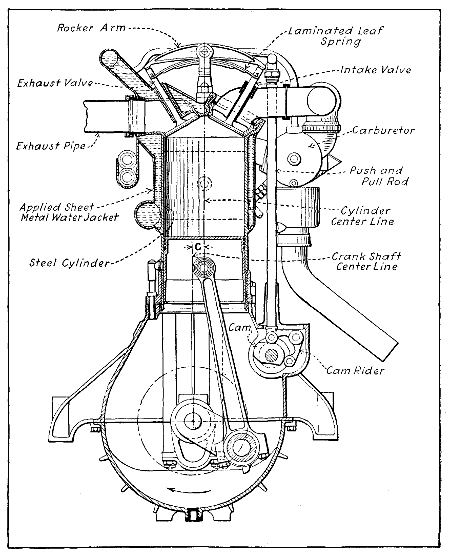
Fig. 90.—Cross Section of Austro-Daimler Engine, Showing Offset Cylinder Construction. Note Applied Water Jacket and Peculiar Valve Action.
Fig. 90.—Cross Section of Austro-Daimler Engine, Showing Offset Cylinder Construction. Note the Applied Water Jacket and Unique Valve Action.
Another important advantage is that greater efficiency is obtained from the explosion with an off-set crank-shaft, because the crank is already inclined when the piston is at top center, and all the energy imparted to the piston by the burning mixture can be exerted directly into producing a useful turning effort. When a cylinder is placed directly on a line with the crank-shaft, as shown at A, it will be evident that some of the force produced by the expansion of the gas will be exerted in a direct line and until the crank moves the crank throw and connecting rod are practically a solid member. The pressure which might be employed in obtaining useful turning effort is wasted by causing a direct pressure upon the lower half of the main bearing and the upper half of the crank-pin bushing.
Another important advantage is that more efficiency is achieved from the explosion with an off-set crankshaft, because the crank is already tilted when the piston is at top center, and all the energy from the burning mix can be used directly to create useful rotational force. When a cylinder is aligned directly with the crankshaft, as shown at A, it's clear that some of the force generated by the gas expansion will act in a straight line. Until the crank moves, the crank throw and connecting rod function as a solid piece. The pressure that could be used to generate useful rotational force is wasted by putting direct pressure on the lower half of the main bearing and the upper half of the crankpin bushing.
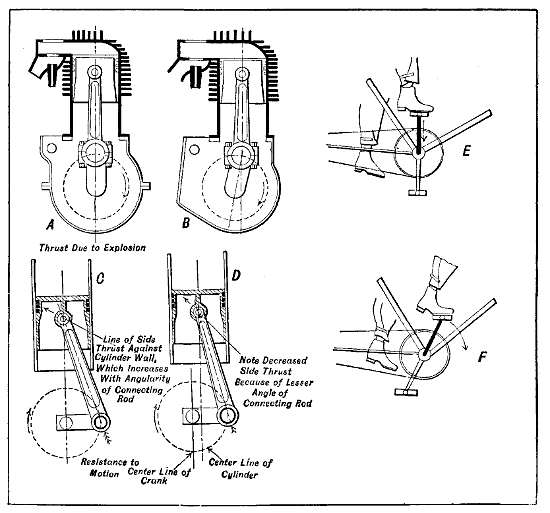
Fig. 91.—Diagrams Demonstrating Advantages of Offset Crank-Shaft Construction.
Fig. 91.—Diagrams Showing the Benefits of Offset Crank-Shaft Design.
Very good and easily understood illustrations showing advantages of the off-set construction are shown at E and F. This is a bicycle crank-hanger. It is advanced that the effort of the rider is not as well applied when the crank is at position E as when it is at position F. Position E corresponds to the position of the parts when the cylinder is placed directly over the crank-shaft center.[245] Position F may be compared to the condition which is present when the off-set cylinder construction is used.
Very clear and easy-to-understand illustrations showing the advantages of the offset construction are presented at points E and F. This is a bicycle crank-hanger. It is suggested that the rider's effort is not applied as effectively when the crank is in position E as it is in position F. Position E corresponds to the position of the parts when the cylinder is placed directly over the crankshaft center.[245] Position F can be compared to the situation when the offset cylinder construction is used.
VALVE LOCATION OF VITAL IMPORT
It has often been said that a chain is no stronger than its weakest link, and this is as true of the explosive motor as it is of any other piece of mechanism. Many motors which appeared to be excellently designed and which were well constructed did not prove satisfactory because some minor detail or part had not been properly considered by the designer. A factor having material bearing upon the efficiency of the internal combustion motor is the location of the valves and the shape of the combustion chamber which is largely influenced by their placing. The fundamental consideration of valve design is that the gases be admitted and discharged from the cylinder as quickly as possible in order that the speed of gas flow will not be impeded and produce back pressure. This is imperative in obtaining satisfactory operation in any form of motor. If the inlet passages are constricted the cylinder will not fill with explosive mixture promptly, whereas if the exhaust gases are not fully expelled the parts of the inert products of combustion retained dilute the fresh charge, making it slow burning and causing lost power and overheating. When an engine employs water as a cooling medium this substance will absorb the surplus heat readily, and the effects of overheating are not noticed as quickly as when air-cooled cylinders are employed. Valve sizes have a decided bearing upon the speed of motors and some valve locations permit the use of larger members than do other positions.
It’s often said that a chain is only as strong as its weakest link, and this applies to explosive motors just like any other mechanism. Many motors that seemed well-designed and built turned out to be unsatisfactory because some small detail or part was overlooked by the designer. One key factor affecting the efficiency of the internal combustion engine is the positioning of the valves and the shape of the combustion chamber, which is largely determined by their placement. The main goal of valve design is to allow gases to enter and exit the cylinder as quickly as possible, so the gas flow isn’t restricted, avoiding back pressure. This is crucial for the effective operation of any motor. If the inlet passages are too narrow, the cylinder won’t fill with the explosive mixture quickly. On the other hand, if the exhaust gases aren’t completely expelled, leftover inert products of combustion will dilute the fresh charge, causing it to burn slowly and leading to lost power and overheating. When an engine uses water for cooling, it absorbs excess heat readily, so the effects of overheating aren’t as noticeable as they are in air-cooled cylinders. Valve sizes significantly impact motor speed, and some valve placements allow for larger valves than others.
While piston velocity is an important factor in determinations of power output, it must be considered from the aspect of the wear produced upon the various parts of the motor. It is evident that engines which run very fast, especially of high power, must be under a greater strain than those operating at lower speeds. The valve-operating mechanism is especially susceptible to the influence[246] of rapid movement, and the slower the engine the longer the parts will wear and the more reliable the valve action.
While piston speed is an important factor in determining power output, it should be considered in terms of the wear it causes on different parts of the engine. It's clear that engines running at high speeds, especially powerful ones, are under more strain than those operating at lower speeds. The valve-operating mechanism is particularly affected by rapid movement, meaning that the slower the engine runs, the longer the parts will last and the more dependable the valve action will be.
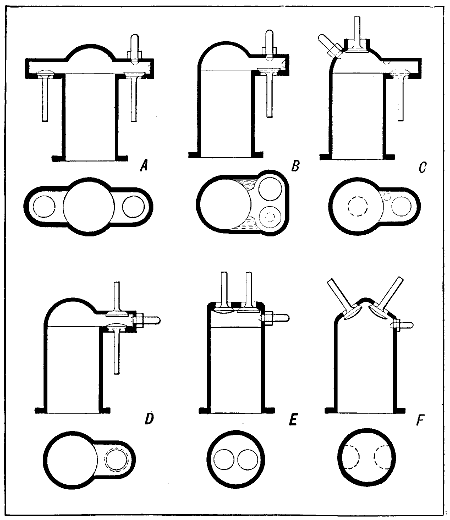
Fig. 92.—Diagram Showing Forms of Cylinder Demanded by Different Valve Placings. A—T Head Type, Valves on Opposite Sides. B—L Head Cylinder, Valves Side by Side. C—L Head Cylinder, One Valve in Head, Other in Pocket. D—Inlet Valve Over Exhaust Member, Both in Side Pocket. E—Valve-in-the-Head Type with Vertical Valves. F—Inclined Valves Placed to Open Directly into Combustion Chamber.
Fig. 92.—Diagram Showing Types of Cylinder Required by Different Valve Positions. A—T Head Type, Valves on Opposite Sides. B—L Head Cylinder, Valves Side by Side. C—L Head Cylinder, One Valve in Head, Other in Pocket. D—Inlet Valve Above Exhaust Member, Both in Side Pocket. E—Valve-in-the-Head Type with Vertical Valves. F—Inclined Valves Positioned to Open Directly into Combustion Chamber.
As will be seen by reference to the accompanying illustration, Fig. 92, there are many ways in which valves may be placed in the cylinder. Each method outlined possesses some point of advantage, because all of the types[247] illustrated are used by reputable automobile manufacturers. The method outlined at Fig. 92, A, is widely used, and because of its shape the cylinder is known as the “T” form. It is approved for automobile use for several reasons, the most important being that large valves can be employed and a well-balanced and symmetrical cylinder casting obtained. Two independent cam-shafts are needed, one operating the inlet valves, the other the exhaust members. The valve-operating mechanism can be very simple in form, consisting of a plunger actuated by the cam which transmits the cam motion to the valve-stem, raising the valve as the cam follower rides on the point of the cam. Piping may be placed without crowding, and larger manifolds can be fitted than in some other constructions. This has special value, as it permits the use of an adequate discharge pipe on the exhaust side with its obvious advantages. This method of cylinder construction is never found on airplane engines because it does not permit of maximum power output.
As will be seen by reference to the accompanying illustration, Fig. 92, there are many ways in which valves may be placed in the cylinder. Each method outlined possesses some point of advantage, because all of the types[247] illustrated are used by reputable automobile manufacturers. The method outlined at Fig. 92, A, is widely used, and because of its shape the cylinder is known as the “T” form. It is approved for automobile use for several reasons, the most important being that large valves can be employed and a well-balanced and symmetrical cylinder casting obtained. Two independent cam-shafts are needed, one operating the inlet valves, the other the exhaust members. The valve-operating mechanism can be very simple in form, consisting of a plunger actuated by the cam which transmits the cam motion to the valve-stem, raising the valve as the cam follower rides on the point of the cam. Piping may be placed without crowding, and larger manifolds can be fitted than in some other constructions. This has special value, as it permits the use of an adequate discharge pipe on the exhaust side with its obvious advantages. This method of cylinder construction is never found on airplane engines because it does not permit of maximum power output.
On the other hand, if considered from a viewpoint of actual heat efficiency, it is theoretically the worst form of combustion chamber. This disadvantage is probably compensated for by uniformity of expansion of the cylinder because of balanced design. The ignition spark-plug may be located directly over the inlet valve in the path of the incoming fresh gases, and both valves may be easily removed and inspected by unscrewing the valve caps without taking off the manifolds.
On the other hand, if you look at it from the perspective of actual heat efficiency, it's theoretically the least effective type of combustion chamber. This drawback is likely offset by the consistent expansion of the cylinder due to the balanced design. The ignition spark plug can be placed directly above the inlet valve in the path of the incoming fresh gases, and both valves can be easily taken out and checked by unscrewing the valve caps without removing the manifolds.
The valve installation shown at C is somewhat unusual, though it provides for the use of valves of large diameter. Easy charging is insured because of the large inlet valve directly in the top of the cylinder. Conditions may be reversed if necessary, and the gases discharged through this large valve. Both methods are used, though it would seem that the free exhaust provided by allowing the gases to escape directly from the combustion chamber through the overhead valve to the exhaust manifold[248] would make for more power. The method outlined at Fig. 92, F and at Fig. 90 is one that has been widely employed on large automobile racing motors where extreme power is required, as well as in engines constructed for aviation service. The inclination of the valves permits the use of large valves, and these open directly into the combustion chamber. There are no pockets to retain heat or dead gas, and free intake and outlet of gas is obtained. This form is quite satisfactory from a theoretical point of view because of the almost ideal combustion chamber form. Some difficulty is experienced, however, in properly water-jacketing the valve chamber which experience has shown to be necessary if the engine is to have high power.
The valve installation shown at C is somewhat unusual, though it provides for the use of valves of large diameter. Easy charging is insured because of the large inlet valve directly in the top of the cylinder. Conditions may be reversed if necessary, and the gases discharged through this large valve. Both methods are used, though it would seem that the free exhaust provided by allowing the gases to escape directly from the combustion chamber through the overhead valve to the exhaust manifold[248] would make for more power. The method outlined at Fig. 92, F and at Fig. 90 is one that has been widely employed on large automobile racing motors where extreme power is required, as well as in engines constructed for aviation service. The inclination of the valves permits the use of large valves, and these open directly into the combustion chamber. There are no pockets to retain heat or dead gas, and free intake and outlet of gas is obtained. This form is quite satisfactory from a theoretical point of view because of the almost ideal combustion chamber form. Some difficulty is experienced, however, in properly water-jacketing the valve chamber which experience has shown to be necessary if the engine is to have high power.
The motor shown at Fig. 92, B and Fig. 88 employs cylinders of the “L” type. Both valves are placed in a common extension from the combustion chamber, and being located side by side both are actuated from a common cam-shaft. The inlet and exhaust pipes may be placed on the same side of the engine and a very compact assemblage is obtained, though this is optional if passages are cored in the cylinder pairs to lead the gases to opposite sides. The valves may be easily removed if desired, and the construction is fairly good from the viewpoint of both foundry man and machinist. The chief disadvantage is the limited area of the valves and the loss of heat efficiency due to the pocket. This form of combustion chamber, however, is more efficient than the “T” head construction, though with the latter the use of larger valves probably compensates for the greater heat loss. It has been stated as an advantage of this construction that both manifolds can be placed at the same side of the engine and a compact assembly secured. On the other hand, the disadvantage may be cited that in order to put both pipes on the same side they must be of smaller size than can be used when the valves are oppositely placed. The “L” form cylinder is sometimes made more efficient if but one valve is placed in the pocket[249] while the other is placed over it. This construction is well shown at Fig. 92, D and is found on Anzani motors.
The motor shown at Fig. 92, B and Fig. 88 employs cylinders of the “L” type. Both valves are placed in a common extension from the combustion chamber, and being located side by side both are actuated from a common cam-shaft. The inlet and exhaust pipes may be placed on the same side of the engine and a very compact assemblage is obtained, though this is optional if passages are cored in the cylinder pairs to lead the gases to opposite sides. The valves may be easily removed if desired, and the construction is fairly good from the viewpoint of both foundry man and machinist. The chief disadvantage is the limited area of the valves and the loss of heat efficiency due to the pocket. This form of combustion chamber, however, is more efficient than the “T” head construction, though with the latter the use of larger valves probably compensates for the greater heat loss. It has been stated as an advantage of this construction that both manifolds can be placed at the same side of the engine and a compact assembly secured. On the other hand, the disadvantage may be cited that in order to put both pipes on the same side they must be of smaller size than can be used when the valves are oppositely placed. The “L” form cylinder is sometimes made more efficient if but one valve is placed in the pocket[249] while the other is placed over it. This construction is well shown at Fig. 92, D and is found on Anzani motors.
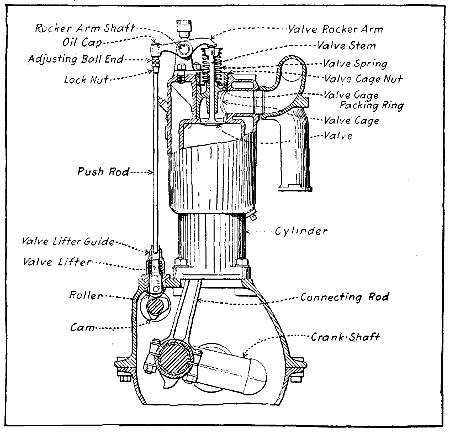
Fig. 93.—Sectional View of Engine Cylinder Showing Valve and Cage Installation.
Fig. 93.—Sectional View of Engine Cylinder Showing Valve and Cage Installation.
The method of valve application shown at Fig. 87 is an ingenious method of overcoming some of the disadvantages inherent with valve-in-the-head motors. In the first place it is possible to water-jacket the valves thoroughly, which is difficult to accomplish when they are mounted in cages. The water circulates directly around the walls of the valve chambers, which is superior to a construction where separate cages are used, as there are two thicknesses of metal with the latter, that of the valve-cage proper and the wall of the cylinder. The cooling medium is in contact only with the outer wall, and as there is always a loss of heat conductivity at a joint it[250] is practically impossible to keep the exhaust valves and their seats at a uniform temperature. The valves may be of larger size without the use of pockets when seating directly in the head. In fact, they could be equal in diameter to almost half the bore of the cylinder, which provides an ideal condition of charge placement and exhaust. When valve grinding is necessary the entire head is easily removed by taking off six nuts and loosening inlet manifold connections, which operation would be necessary even if cages were employed, as in the engine shown at Fig. 93.
The method of valve application shown at Fig. 87 is an ingenious method of overcoming some of the disadvantages inherent with valve-in-the-head motors. In the first place it is possible to water-jacket the valves thoroughly, which is difficult to accomplish when they are mounted in cages. The water circulates directly around the walls of the valve chambers, which is superior to a construction where separate cages are used, as there are two thicknesses of metal with the latter, that of the valve-cage proper and the wall of the cylinder. The cooling medium is in contact only with the outer wall, and as there is always a loss of heat conductivity at a joint it[250] is practically impossible to keep the exhaust valves and their seats at a uniform temperature. The valves may be of larger size without the use of pockets when seating directly in the head. In fact, they could be equal in diameter to almost half the bore of the cylinder, which provides an ideal condition of charge placement and exhaust. When valve grinding is necessary the entire head is easily removed by taking off six nuts and loosening inlet manifold connections, which operation would be necessary even if cages were employed, as in the engine shown at Fig. 93.
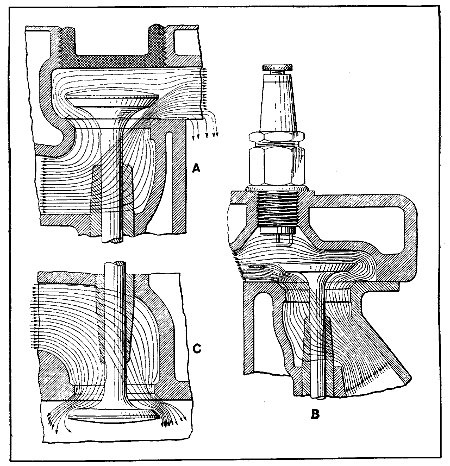
Fig. 94.—Diagrams Showing How Gas Enters Cylinder Through Overhead Valves and Other Types. A—Tee Head Cylinder. B—L Head Cylinder. C—Overhead Valve.
Fig. 94.—Diagrams Showing How Gas Enters Cylinder Through Overhead Valves and Other Types. A—Tee Head Cylinder. B—L Head Cylinder. C—Overhead Valve.
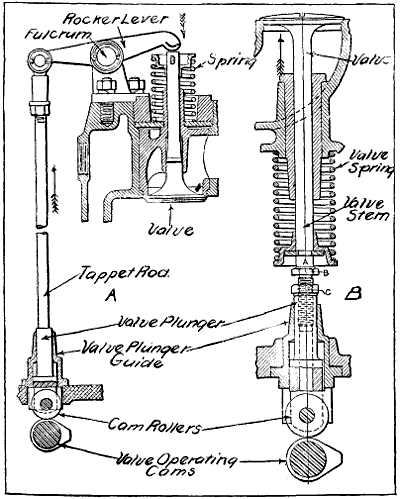
Fig. 95.—Conventional Methods of Operating Internal Combustion Motor Valves.
Fig. 95.—Standard Methods for Operating Internal Combustion Engine Valves.
[251]At Fig. 94, A and B, a section through a typical “L”-shaped cylinder is depicted. It will be evident that where a pocket construction is employed, in addition to its faculty for absorbing heat, the passage of gas would be impeded. For example, the inlet gas rushing in through the open valve would impinge sharply upon the valve-cap or combustion head directly over the valve and then must turn at a sharp angle to enter the combustion chamber[252] and then at another sharp angle to fill the cylinders. The same conditions apply to the exhaust gases, though they are reversed. When the valve-in-the-head type of cylinder is employed, as at C, the only resistance offered the gas is in the manifold. As far as the passage of the gases in and out of the cylinder is concerned, ideal conditions obtain. It is claimed that valve-in-the-head motors are more flexible and responsive than other forms, but the construction has the disadvantage in that the valves must be opened through a rather complicated system of push rods and rocker arms instead of the simpler and direct plunger which can be used with either the “T” or “L” head cylinders. This is clearly outlined in the illustrations at Fig. 95, where A shows the valve in the head-operating mechanism necessary if the cam-shaft is carried at the cylinder base, while B shows the most direct push-rod action obtained with “T” or “L” head cylinder placing.
[251]At Fig. 94, A and B, a section through a typical “L”-shaped cylinder is depicted. It will be evident that where a pocket construction is employed, in addition to its faculty for absorbing heat, the passage of gas would be impeded. For example, the inlet gas rushing in through the open valve would impinge sharply upon the valve-cap or combustion head directly over the valve and then must turn at a sharp angle to enter the combustion chamber[252] and then at another sharp angle to fill the cylinders. The same conditions apply to the exhaust gases, though they are reversed. When the valve-in-the-head type of cylinder is employed, as at C, the only resistance offered the gas is in the manifold. As far as the passage of the gases in and out of the cylinder is concerned, ideal conditions obtain. It is claimed that valve-in-the-head motors are more flexible and responsive than other forms, but the construction has the disadvantage in that the valves must be opened through a rather complicated system of push rods and rocker arms instead of the simpler and direct plunger which can be used with either the “T” or “L” head cylinders. This is clearly outlined in the illustrations at Fig. 95, where A shows the valve in the head-operating mechanism necessary if the cam-shaft is carried at the cylinder base, while B shows the most direct push-rod action obtained with “T” or “L” head cylinder placing.
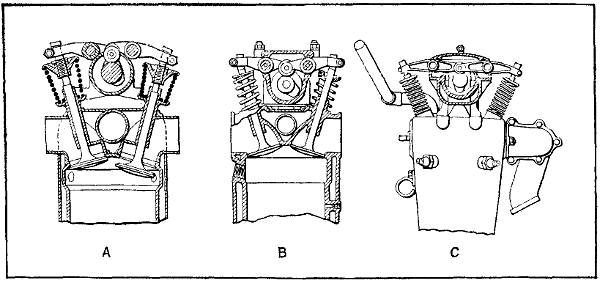
Fig. 96.—Examples of Direct Valve Actuation by Overhead Cam-Shaft. A—Mercedes. B—Hall-Scott. C—Wisconsin.
Fig. 96.—Examples of Direct Valve Actuation by Overhead Cam-Shaft. A—Mercedes. B—Hall-Scott. C—Wisconsin.
CENSORED
CENSORED
CENSORED
CENSORED
The objection can be easily met by carrying the cam-shaft above the cylinders and driving it by means of gearing. The types of engine cylinders using this construction are shown at Fig. 96, and it will be evident that a positive and direct valve action is possible by following the construction originated by the Mercedes (German)[254] aviation engine designers and outlined at A. The other forms at B and C are very clearly adaptations of this design. The Hall-Scott engine at Fig. 97 is depicted in part section and no trouble will be experienced in understanding the bevel pinion and gear drive from the crank-shaft[255] to the overhead cam-shaft through a vertical counter-shaft. A very direct valve action is used in the Duesenberg engines, one of which is shown in part section at Fig. 98. The valves are parallel with the piston top and are actuated by rocker arms, one end of which bears against the valve stem, and the other rides the cam-shaft.
The objection can be easily met by carrying the cam-shaft above the cylinders and driving it by means of gearing. The types of engine cylinders using this construction are shown at Fig. 96, and it will be evident that a positive and direct valve action is possible by following the construction originated by the Mercedes (German)[254] aviation engine designers and outlined at A. The other forms at B and C are very clearly adaptations of this design. The Hall-Scott engine at Fig. 97 is depicted in part section and no trouble will be experienced in understanding the bevel pinion and gear drive from the crank-shaft[255] to the overhead cam-shaft through a vertical counter-shaft. A very direct valve action is used in the Duesenberg engines, one of which is shown in part section at Fig. 98. The valves are parallel with the piston top and are actuated by rocker arms, one end of which bears against the valve stem, and the other rides the cam-shaft.
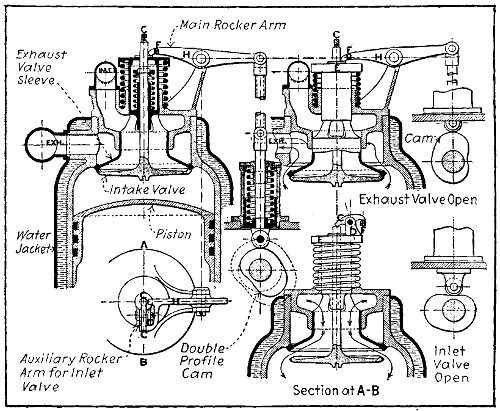
Fig. 99.—Sectional Views Showing Arrangement of Novel Concentric Valve Arrangement Devised by Panhard for Aerial Engines.
Fig. 99.—Sectional Views Showing the Layout of the New Concentric Valve Setup Created by Panhard for Aerial Engines.
The form shown at Fig. 99 shows an ingenious application of the valve-in-the-head idea which permits one to obtain large valves. It has been used on some of the Panhard aviation engines and on the American Aeromarine power plants. The inlet passage is controlled by the sliding sleeve which is hollow and slotted so as to permit the inlet gases to enter the cylinder through the regular type poppet valve which seats in the exhaust sleeve. When the exhaust valve is operated by the tappet rod and rocker arm the intake valve is also carried[256] down with it. The intake gas passage is closed, however, and the burned gases are discharged through the large annular passage surrounding the sleeve. When the inlet valve leaves its seat in the sleeve the passage of cool gas around the sleeve keeps the temperature of both valves to a low point and the danger of warping is minimized. A dome-shaped combustion chamber may be used, which is an ideal form in conserving heat efficiency, and as large valves may be installed the flow of both fresh and exhaust gases may be obtained with minimum resistance. The intake valve is opened by a small auxiliary rocker arm which is lifted when the cam follower rides into the depression in the cam by the action of the strong spring around the push rod. When the cam follower rides on the high point the exhaust sleeve is depressed from its seat against the cylinder. By using a cam having both positive and negative profiles, a single rod suffices for both valves because of its push and pull action.
The form shown at Fig. 99 shows an ingenious application of the valve-in-the-head idea which permits one to obtain large valves. It has been used on some of the Panhard aviation engines and on the American Aeromarine power plants. The inlet passage is controlled by the sliding sleeve which is hollow and slotted so as to permit the inlet gases to enter the cylinder through the regular type poppet valve which seats in the exhaust sleeve. When the exhaust valve is operated by the tappet rod and rocker arm the intake valve is also carried[256] down with it. The intake gas passage is closed, however, and the burned gases are discharged through the large annular passage surrounding the sleeve. When the inlet valve leaves its seat in the sleeve the passage of cool gas around the sleeve keeps the temperature of both valves to a low point and the danger of warping is minimized. A dome-shaped combustion chamber may be used, which is an ideal form in conserving heat efficiency, and as large valves may be installed the flow of both fresh and exhaust gases may be obtained with minimum resistance. The intake valve is opened by a small auxiliary rocker arm which is lifted when the cam follower rides into the depression in the cam by the action of the strong spring around the push rod. When the cam follower rides on the high point the exhaust sleeve is depressed from its seat against the cylinder. By using a cam having both positive and negative profiles, a single rod suffices for both valves because of its push and pull action.
VALVE DESIGN AND CONSTRUCTION
Valve dimensions are an important detail to be considered and can be determined by several conditions, among which may be cited method of installation, operating mechanism, material employed, engine speed desired, manner of cylinder cooling and degree of lift desired. A review of various methods of valve location has shown that when the valves are placed directly in the head we can obtain the ideal cylinder form, though larger valves may be used if housed in a separate pocket, as afforded by the “T” head construction. The method of operation has much to do with the size of the valves. For example, if an automatic inlet valve is employed it is good practice to limit the lift and obtain the required area of port opening by augmenting the diameter. Because of this a valve of the automatic type is usually made twenty per cent. larger than one mechanically operated. When both are actuated by cam mechanism, as is now common practice, they are usually made the same[257] size and are interchangeable, which greatly simplifies manufacture. The relation of valve diameter to cylinder bore is one that has been discussed for some time by engineers. The writer’s experience would indicate that they should be at least half the bore, if possible. While the mushroom type or poppet valve has become standard and is the most widely used form at the present time, there is some difference of opinion among designers as to the materials employed and the angle of the seat. Most valves have a bevel seat, though some have a flat seating. The flat seat valve has the distinctive advantage of providing a clear opening with lesser lift, this conducing to free gas flow. It also has value because it is silent in operation, but the disadvantage is present that best material and workmanship must be used in their construction to obtain satisfactory results. As it can be made very light it is particularly well adapted for use as an automatic inlet valve. Among other disadvantages cited is the claim that it is more susceptible to derangement, owing to the particles of foreign matter getting under the seat. With a bevel seat it is argued that the foreign matter would be more easily dislodged by the gas flow, and that the valve would close tighter because it is drawn positively against the bevel seat.
Valve dimensions are a crucial detail to consider and can be influenced by several factors, such as the installation method, operating mechanism, material used, desired engine speed, cylinder cooling method, and required valve lift. A review of different valve placements has shown that placing the valves directly in the head allows for the ideal cylinder shape, although larger valves can be used if they are housed in a separate pocket, as seen in “T” head designs. The method of operation significantly impacts valve size. For instance, when using an automatic inlet valve, it's advisable to limit the lift and increase the diameter to achieve the necessary port opening area. Consequently, automatic valves are typically made about twenty percent larger than mechanically operated ones. When both types are operated by cam mechanisms, as is common today, they are generally the same size and interchangeable, which simplifies manufacturing. The relationship between valve diameter and cylinder bore has been discussed by engineers for some time. My experience suggests that valves should be at least half the bore size when possible. While the mushroom type or poppet valve has become standard and is the most widely used today, there are differing opinions among designers regarding the materials used and the angle of the seat. Most valves have a bevel seat, while some feature a flat seating. The flat seat valve has the advantage of providing a clear opening with less lift, which helps facilitate gas flow. It’s also valued for its silent operation, but it requires high-quality materials and craftsmanship to achieve satisfactory results. Its lightweight design makes it well-suited for use as an automatic inlet valve. However, a drawback is that it may be more prone to malfunction due to foreign particles getting under the seat. In contrast, it is argued that with a bevel seat, foreign matter is more easily dislodged by gas flow, and the valve seals tighter because it is pressed positively against the bevel seat.[257]
Several methods of valve construction are the vogue, the most popular form being the one-piece type; those which are composed of a head of one material and stem of another are seldom used in airplane engines because they are not reliable. In the built-up construction the head is usually of high nickel steel or cast iron, which metals possess good heat-resisting qualities. Heads made of these materials are not likely to warp, scale, or pit, as is sometimes the case when ordinary grades of machinery steel are used. The cast-iron head construction is not popular because it is often difficult to keep the head tight on the stem. There is a slight difference in expansion ratio between the head and the stem, and as the stem is either screwed or riveted to the cast-iron head[258] the constant hammering of the valve against its seat may loosen the joint. As soon as the head is loose on the stem the action of the valve becomes erratic. The best practice is to machine the valves from tungsten steel forgings. This material has splendid heat-resisting qualities and will not pit or become scored easily. Even the electrically welded head to stem types which are used in automobile engines are not looked upon with favor in the aviation engine. Valve stem guides and valve stems must be machined very accurately to insure correct action. The usual practice in automobile engines is shown at Fig. 100.
Several methods of valve construction are the vogue, the most popular form being the one-piece type; those which are composed of a head of one material and stem of another are seldom used in airplane engines because they are not reliable. In the built-up construction the head is usually of high nickel steel or cast iron, which metals possess good heat-resisting qualities. Heads made of these materials are not likely to warp, scale, or pit, as is sometimes the case when ordinary grades of machinery steel are used. The cast-iron head construction is not popular because it is often difficult to keep the head tight on the stem. There is a slight difference in expansion ratio between the head and the stem, and as the stem is either screwed or riveted to the cast-iron head[258] the constant hammering of the valve against its seat may loosen the joint. As soon as the head is loose on the stem the action of the valve becomes erratic. The best practice is to machine the valves from tungsten steel forgings. This material has splendid heat-resisting qualities and will not pit or become scored easily. Even the electrically welded head to stem types which are used in automobile engines are not looked upon with favor in the aviation engine. Valve stem guides and valve stems must be machined very accurately to insure correct action. The usual practice in automobile engines is shown at Fig. 100.
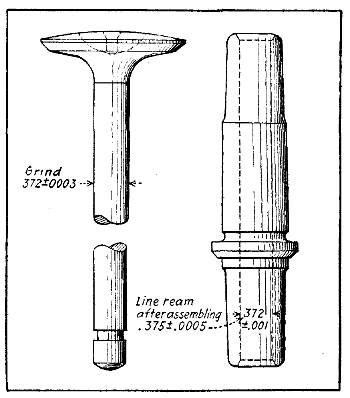
Fig. 100.—Showing Clearance Allowed Between Valve Stem and Valve Stem Guide to Secure Free Action.
Fig. 100.—Showing the space allowed between the valve stem and the valve stem guide to ensure smooth operation.
VALVE OPERATION
The methods of valve operation commonly used vary according to the type of cylinder construction employed. In all cases the valves are lifted from their seats by cam-actuated mechanism. Various forms of valve-lifting cams are shown at Fig. 101. As will be seen, a cam consists[259] of a circle to which a raised, approximately triangular member has been added at one point. When the cam follower rides on the circle, as shown at Fig. 102, there is no difference in height between the cam center and its periphery and there is no movement of the plunger. As soon as the raised portion of the cam strikes the plunger it will lift it, and this reciprocating movement is transmitted to the valve stem by suitable mechanical connections.
The methods of valve operation commonly used vary according to the type of cylinder construction employed. In all cases the valves are lifted from their seats by cam-actuated mechanism. Various forms of valve-lifting cams are shown at Fig. 101. As will be seen, a cam consists[259] of a circle to which a raised, approximately triangular member has been added at one point. When the cam follower rides on the circle, as shown at Fig. 102, there is no difference in height between the cam center and its periphery and there is no movement of the plunger. As soon as the raised portion of the cam strikes the plunger it will lift it, and this reciprocating movement is transmitted to the valve stem by suitable mechanical connections.
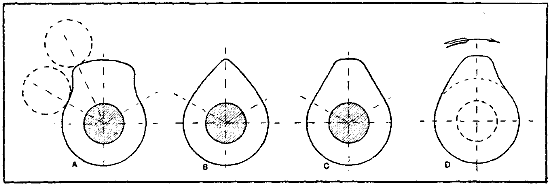
Fig. 101.—Forms of Valve-Lifting Cams Generally Employed. A—Cam Profile for Long Dwell and Quick Lift. B—Typical Inlet Cam Used with Mushroom Type Follower. C—Average Form of Cam. D—Designed to Give Quick Lift and Gradual Closing.
Fig. 101.—Forms of Valve-Lifting Cams Generally Used. A—Cam Profile for Extended Dwell and Rapid Lift. B—Typical Inlet Cam Used with Mushroom-Type Follower. C—Average Shape of Cam. D—Created to Provide Quick Lift and Gradual Closing.
The cam forms outlined at Fig. 101 are those commonly used. That at A is used on engines where it is desired to obtain a quick lift and to keep the valve fully opened as long as possible. It is a noisy form, however, and is not very widely employed. That at B is utilized more often as an inlet cam while the profile shown at C is generally depended on to operate exhaust valves. The cam shown at D is a composite form which has some of the features of the other three types. It will give the quick opening of form A, the gradual closing of form B, and the time of maximum valve opening provided by cam profile C.
The cam forms outlined at Fig. 101 are those commonly used. That at A is used on engines where it is desired to obtain a quick lift and to keep the valve fully opened as long as possible. It is a noisy form, however, and is not very widely employed. That at B is utilized more often as an inlet cam while the profile shown at C is generally depended on to operate exhaust valves. The cam shown at D is a composite form which has some of the features of the other three types. It will give the quick opening of form A, the gradual closing of form B, and the time of maximum valve opening provided by cam profile C.
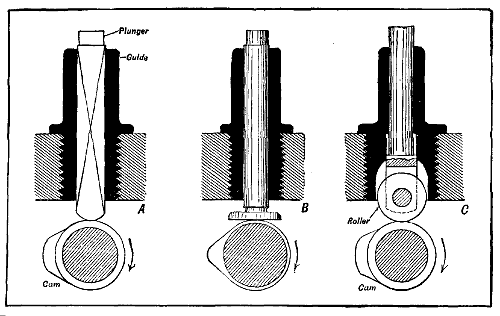
Fig. 102.—Showing Principal Types of Cam Followers which Have Received General Application.
Fig. 102.—Displaying the Main Types of Cam Followers That Are Widely Used.
The various types of valve plungers used are shown at Fig. 102. That shown at A is the simplest form, consisting of a simple cylindrical member having a rounded end which follows the cam profile. These are sometimes[260] made of square stock or kept from rotating by means of a key or pin. A line contact is possible when the plunger is kept from turning, whereas but a single point bearing is obtained when the plunger is cylindrical and free to revolve. The plunger shown at A will follow only cam profiles which have gradual lifts. The plunger shown at B is left free to revolve in the guide bushing and is provided with a flat mushroom head which serves as a cam follower. The type shown at C carries a roller at its lower end and may follow very irregular cam profiles if abrupt lifts are desired. While forms A and B are the simplest, that outlined at C in its various forms is more widely used. Compound plungers are used on the Curtiss OX-2 motors, one inside the other. The small or inner one works on a cam of conventional design, the outer plunger follows a profile having a flat spot to permit of a pull rod action instead of a push rod action. All the methods in which levers are used to operate valves are more or less noisy because clearance must be left between the valve stem and the stop of the plunger. The space must be taken up before the valve will leave its seat, and when[261] the engine is operated at high speeds the forcible contact between the plunger and valve stem produces a rattling sound until the valves become heated and expand and the stems lengthen out. Clearance must be left between the valve stems and actuating means. This clearance is clearly shown in Fig. 103 and should be .020′′ (twenty thousandths) when engine is cold. The amount of clearance allowed depends entirely upon the design of the engine and length of valve stem. On the Curtiss OX-2 engines the clearance is but .010′′ (ten thousandths) because the valve stems are shorter. Too little clearance will result in loss of power or misfiring when engine is hot. Too much clearance will not allow the valve to open its full amount and will disturb the timing.
The various types of valve plungers used are shown at Fig. 102. That shown at A is the simplest form, consisting of a simple cylindrical member having a rounded end which follows the cam profile. These are sometimes[260] made of square stock or kept from rotating by means of a key or pin. A line contact is possible when the plunger is kept from turning, whereas but a single point bearing is obtained when the plunger is cylindrical and free to revolve. The plunger shown at A will follow only cam profiles which have gradual lifts. The plunger shown at B is left free to revolve in the guide bushing and is provided with a flat mushroom head which serves as a cam follower. The type shown at C carries a roller at its lower end and may follow very irregular cam profiles if abrupt lifts are desired. While forms A and B are the simplest, that outlined at C in its various forms is more widely used. Compound plungers are used on the Curtiss OX-2 motors, one inside the other. The small or inner one works on a cam of conventional design, the outer plunger follows a profile having a flat spot to permit of a pull rod action instead of a push rod action. All the methods in which levers are used to operate valves are more or less noisy because clearance must be left between the valve stem and the stop of the plunger. The space must be taken up before the valve will leave its seat, and when[261] the engine is operated at high speeds the forcible contact between the plunger and valve stem produces a rattling sound until the valves become heated and expand and the stems lengthen out. Clearance must be left between the valve stems and actuating means. This clearance is clearly shown in Fig. 103 and should be .020 inches (twenty thousandths) when engine is cold. The amount of clearance allowed depends entirely upon the design of the engine and length of valve stem. On the Curtiss OX-2 engines the clearance is but .010 inches (ten thousandths) because the valve stems are shorter. Too little clearance will result in loss of power or misfiring when engine is hot. Too much clearance will not allow the valve to open its full amount and will disturb the timing.
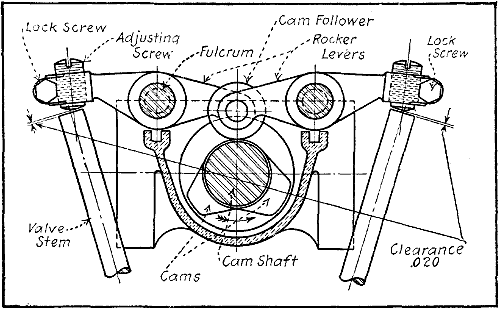
Fig. 103.—Diagram Showing Proper Clearance to Allow Between Adjusting Screw and Valve Stems in Hall-Scott Aviation Engines.
Fig. 103.—Diagram showing the correct clearance to maintain between the adjusting screw and valve stems in Hall-Scott aviation engines.
METHODS OF DRIVING CAM-SHAFT
Two systems of cam-shaft operation are used. The most common of these is by means of gearing of some form. If the cam-shaft is at right angles to the crank-shaft it may be driven by worm, spiral, or bevel gearing.[262] If the cam-shaft is parallel to the crank-shaft, simple spur gear or chain connection may be used to turn it. A typical cam-shaft for an eight-cylinder V engine is shown at Fig. 104. It will be seen that the sixteen cams are forged integrally with the shaft and that it is spur-gear driven. The cam-shaft drive of the Hall-Scott motor is shown at Fig. 97.
Two systems of cam-shaft operation are used. The most common of these is by means of gearing of some form. If the cam-shaft is at right angles to the crank-shaft it may be driven by worm, spiral, or bevel gearing.[262] If the cam-shaft is parallel to the crank-shaft, simple spur gear or chain connection may be used to turn it. A typical cam-shaft for an eight-cylinder V engine is shown at Fig. 104. It will be seen that the sixteen cams are forged integrally with the shaft and that it is spur-gear driven. The cam-shaft drive of the Hall-Scott motor is shown at Fig. 97.
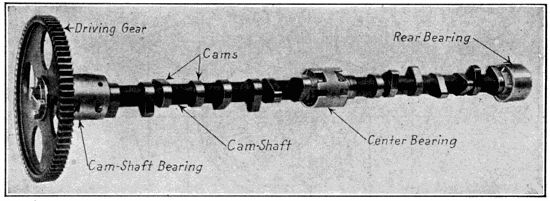
Fig. 104.—Cam-Shaft of Thomas Airplane Motor Has Cams Forged Integral. Note Split Cam-Shaft Bearings and Method of Gear Retention.
Fig. 104.—The camshaft of the Thomas airplane motor has cams forged as a single piece. Note the split camshaft bearings and the method used for gear retention.
While gearing is more commonly used, considerable attention has been directed of late to silent chains for cam-shaft operation. The ordinary forms of block or roller chain have not proven successful in this application, but the silent chain, which is in reality a link belt operating over toothed pulleys, has demonstrated its worth. The tendency to its use is more noted on foreign motors than those of American design. It first came to public notice when employed on the Daimler-Knight engine for driving the small auxiliary crank-shafts which reciprocated the sleeve valves. The advantages cited for the application of chains are, first, silent operation, which obtains even after the chains have worn considerably; second, in designing it is not necessary to figure on maintaining certain absolute center distances between the crank-shaft and cam-shaft sprockets, as would be the case if conventional forms of gearing were used. On some forms of motor employing gears, three and even four[263] members are needed to turn the cam-shaft. With a chain drive but two sprockets are necessary, the chain forming a flexible connection which permits the driving and driven members to be placed at any distance apart that the exigencies of the design demand. When chains are used it is advised that some means for compensating chain slack be provided, or the valve timing will lag when chains are worn. Many combination drives may be worked out with chains that would not be possible with other forms of gearing. Direct gear drive is favored at the present time by airplane engine designers because they are the most certain and positive means, even when a number of gears must be used as intermediate drive members. With overhead cam-shafts, bevel gears work out very well in practice, as in the Hall-Scott motors and others of that type.
While gears are more commonly used, there has been a lot of recent focus on silent chains for cam-shaft operation. Traditional block or roller chains haven't been successful in this role, but the silent chain, which is essentially a link belt running over toothed pulleys, has proven its effectiveness. Its use is more commonly seen in foreign motors than in American designs. It first came into the spotlight when used in the Daimler-Knight engine to drive the small auxiliary crank-shafts that moved the sleeve valves. The key benefits of using chains include: first, quiet operation, which continues even after the chains have worn significantly; and second, in design, there’s no need to maintain precise center distances between the crank-shaft and cam-shaft sprockets as would be required with traditional gearing. In some motor configurations that use gears, three or even four components are needed to rotate the cam-shaft. However, with a chain drive, only two sprockets are required, allowing for a flexible connection that lets the driving and driven parts be spaced based on design needs. When using chains, it's recommended to incorporate a method to compensate for chain slack, or valve timing may lag as the chains wear. Many combination drives can be developed with chains that wouldn't be feasible with other gearing types. Currently, airplane engine designers prefer direct gear drives because they are the most reliable, even when several gears are employed as intermediate drive components. With overhead cam-shafts, bevel gears perform exceptionally well in practice, as seen in Hall-Scott motors and others of that kind.
VALVE SPRINGS
Another consideration of importance is the use of proper valve-springs, and particular care should be taken with those, of automatic valves. The spring must be weak enough to allow the valve to open when the suction is light, and must be of sufficient strength to close it in time at high speeds. It should be made as large as possible in diameter and with a large number of convolutions, in order that fatigue of the metal be obviated, and it is imperative that all springs be of the same strength when used on a multiple-cylinder engine. Practically all valves used to control the gas flow in airplane engines are mechanically operated. On the exhaust valve the spring must be strong enough so that the valve will not be sucked in on the inlet stroke. It should be borne in mind that if the spring is too strong a strain will be imposed on the valve-operating mechanism, and a hammering action produced which may cause deformation of the valve-seat. Only pressure enough to insure that the operating mechanism will follow the cam is required. It is common practice to make the inlet and exhaust valve springs of[264] the same tension when the valves are of the same size and both mechanically operated. This is done merely to simplify manufacture and not because it is necessary for the inlet valve-spring to be as strong as the other. Valve springs of the helical coil type are generally used, though torsion or “scissors” springs and laminated or single-leaf springs are also utilized in special applications. Two[265] springs are used on each valve in some valve-in-the-head types; a spring of small pitch diameter inside the regular valve-spring and concentric with it. Its function is to keep the valve from falling into the cylinder in event of breakage of the main spring in some cases, and to provide a stronger return action in others.
Another important factor is using the right valve springs, especially for automatic valves. The spring needs to be soft enough to let the valve open when the suction is low, but also strong enough to close it quickly at high speeds. It should be as wide as possible in diameter and have a lot of coils to prevent metal fatigue. It's crucial that all springs have the same strength when used on a multi-cylinder engine. Almost all valves controlling gas flow in airplane engines are mechanically operated. For the exhaust valve, the spring has to be strong enough to prevent the valve from being pulled in during the intake stroke. Keep in mind that if the spring is too strong, it will put extra strain on the valve-operating mechanism, causing a hammering effect that could deform the valve seat. You only need enough pressure to ensure that the operating mechanism can follow the cam. It's common to make the intake and exhaust valve springs of[264] the same tension when the valves are the same size and both mechanically operated. This is just to simplify manufacturing, not because the intake valve spring needs to be as strong as the exhaust one. Helical coil-type valve springs are typically used, but torsion or “scissors” springs and laminated or single-leaf springs may be used in special cases. In some valve-in-the-head designs, two[265] springs are used for each valve: a smaller pitch diameter spring positioned inside the standard valve spring and concentric with it. Its purpose is to prevent the valve from falling into the cylinder if the main spring breaks, and to provide a stronger return action in some situations.
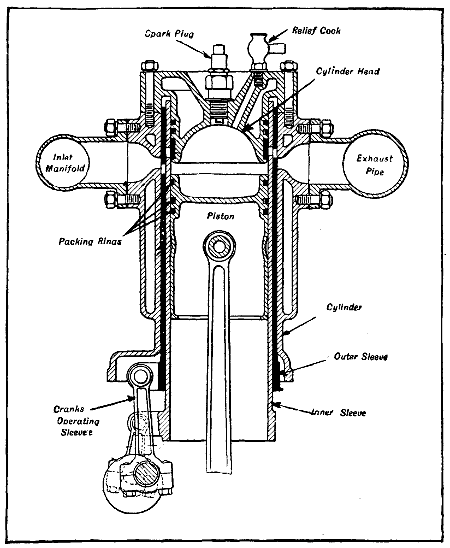
Fig. 105.—Section Through Cylinder of Knight Motor, Showing Important Parts of Valve Motion.
Fig. 105.—Section Through Cylinder of Knight Motor, Showing Key Parts of Valve Movement.
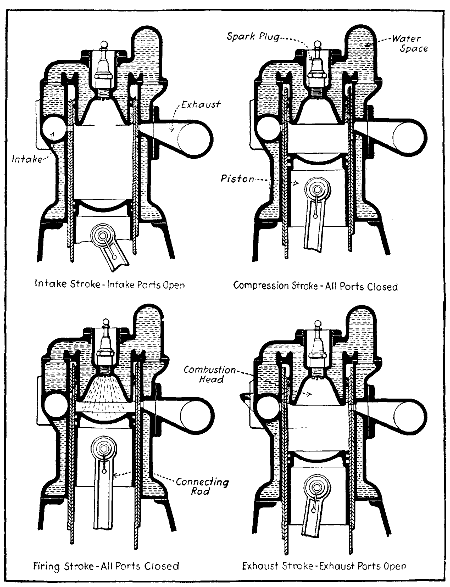
Fig. 106.—Diagrams Showing Knight Sleeve Valve Action.
Fig. 106.—Diagrams Showing Knight Sleeve Valve Action.
KNIGHT SLIDE VALVE MOTOR
The sectional view through the cylinder at Fig. 105 shows the Knight sliding sleeves and their actuating means very clearly. The diagrams at Fig. 106 show graphically the sleeve movements and their relation to the crank-shaft and piston travel. The action may be summed up as follows: The inlet port begins to open when the lower edge of the opening of the outside sleeve which is moving down passes the top of the slot in the inner member also moving downwardly. The inlet port is closed when the lower edge of the slot in the inner sleeve which is moving up passes the top edge of the port in the outer sleeve which is also moving toward the top of the cylinder. The inlet opening extends over two hundred degrees of crank motion. The exhaust port is uncovered slightly when the lower edge of the port in the inner sleeve which is moving down passes the lower edge of the portion of the cylinder head which protrudes in the cylinder. When the top of the port in the outer sleeve traveling toward the bottom of the cylinder passes the lower edge of the slot in the cylinder wall the exhaust passage is closed. The exhaust opening extends over a period corresponding to about two hundred and forty degrees of crank motion. The Knight motor has not been applied to aircraft to the writer’s knowledge, but an eight-cylinder Vee design that might be useful in that connection if lightened is shown at Fig. 107. The main object is to show that the Knight valve action is the only other besides the mushroom or poppet valve that has been applied successfully to high speed gasoline engines.
The sectional view through the cylinder at Fig. 105 shows the Knight sliding sleeves and their actuating means very clearly. The diagrams at Fig. 106 show graphically the sleeve movements and their relation to the crank-shaft and piston travel. The action may be summed up as follows: The inlet port begins to open when the lower edge of the opening of the outside sleeve which is moving down passes the top of the slot in the inner member also moving downwardly. The inlet port is closed when the lower edge of the slot in the inner sleeve which is moving up passes the top edge of the port in the outer sleeve which is also moving toward the top of the cylinder. The inlet opening extends over two hundred degrees of crank motion. The exhaust port is uncovered slightly when the lower edge of the port in the inner sleeve which is moving down passes the lower edge of the portion of the cylinder head which protrudes in the cylinder. When the top of the port in the outer sleeve traveling toward the bottom of the cylinder passes the lower edge of the slot in the cylinder wall the exhaust passage is closed. The exhaust opening extends over a period corresponding to about two hundred and forty degrees of crank motion. The Knight motor has not been applied to aircraft to the writer’s knowledge, but an eight-cylinder Vee design that might be useful in that connection if lightened is shown at Fig. 107. The main object is to show that the Knight valve action is the only other besides the mushroom or poppet valve that has been applied successfully to high speed gasoline engines.
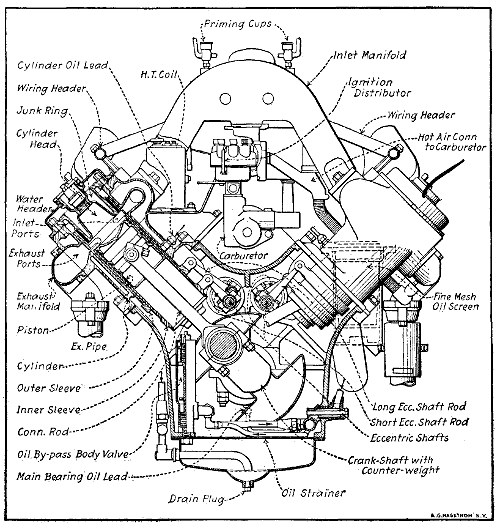
Fig. 107.—Cross Sectional View of Knight Type Eight Cylinder V Engine.
Fig. 107.—Cross Sectional View of Knight Type Eight-Cylinder V Engine.
VALVE TIMING
It is in valve timing that the greatest difference of opinion prevails among engineers, and it is rare that one will see the same formula in different motors. It is true that the same timing could not be used with motors of[267] different construction, as there are many factors which determine the amount of lead to be given to the valves. The most important of these is the relative size of the valve to the cylinder bore, the speed of rotation it is desired to obtain, the fuel efficiency, the location of the valves, and other factors too numerous to mention.
The biggest disagreement among engineers is about valve timing, and it's uncommon to see the same formula used across different engines. It's true that the same timing can't be applied to engines of[267] different designs, since many factors determine the amount of lead for the valves. The most important factors include the size of the valve compared to the cylinder bore, the desired speed of rotation, fuel efficiency, the valve placement, and several other factors that are too many to list.
Most of the readers should be familiar with the cycle of operation of the internal combustion motor of the four-stroke type, and it seems unnecessary to go into detail except to present a review. The first stroke of the piston is one in which a charge of gas is taken into the[268] motor; the second stroke, which is in reverse direction to the first, is a compression stroke, at the end of which the spark takes place, exploding the charge and driving the piston down on the third or expansion stroke, which is in the same direction as the intake stroke, and finally, after the piston has nearly reached the end of this stroke, another valve opens to allow the burned gases to escape, and remains open until the piston has reached the end of the fourth stroke and is in a position to begin the series over again. The ends of the strokes are reached when the piston comes to a stop at either top or bottom of the cylinder and reverses its motion. That point is known as a center, and there are two for each cylinder, top and bottom centers, respectively.
Most readers should be familiar with how a four-stroke internal combustion engine works, so there's no need to go into too much detail, just a brief overview. The first stroke of the piston involves taking in a charge of gas into the[268]engine; the second stroke, moving in the opposite direction, is the compression stroke. At the end of this stroke, the spark ignites the gas, causing an explosion that pushes the piston down during the third stroke, which is the expansion stroke and moves in the same direction as the intake stroke. Finally, just before the piston reaches the end of this stroke, another valve opens to let the burned gases escape, remaining open until the piston completes the fourth stroke and is ready to start the process again. The strokes end when the piston stops at either the top or bottom of the cylinder and reverses direction. These stopping points are known as centers, with one at the top and one at the bottom of each cylinder.
All circles may be divided into 360 parts, each of which is known as a degree, and, in turn, each of these degrees may be again divided into minutes and seconds, though we need not concern ourselves with anything less than the degree. Each stroke of the piston represents 180 degrees travel of the crank, because two strokes represent one complete revolution of three hundred and sixty degrees. The top and bottom centers are therefore separated by 180 degrees. Theoretically each phase of a four-cycle engine begins and ends at a center, though in actual practice the inertia or movement of the gases makes it necessary to allow a lead or lag to the valve, as the case may be. If a valve opens before a center, the distance is called “lead”; if it closes after a center, this distance is known as “lag.” The profile of the cams ordinarily used to open or close the valves represents a considerable time in relation to the 180 degrees of the crank-shaft travel, and the area of the passages through which the gases are admitted or exhausted is quite small owing to the necessity of having to open or close the valves at stated times; therefore, to open an adequately large passage for the gases it is necessary to open the valves earlier and close them later than at centers.
All circles can be divided into 360 parts, each known as a degree, and each of these degrees can be further divided into minutes and seconds, though we don't need to worry about anything smaller than a degree. Each piston stroke represents 180 degrees of crank travel, because two strokes equal one full revolution of 360 degrees. The top and bottom centers are therefore 180 degrees apart. Theoretically, each phase of a four-cycle engine starts and ends at a center, but in reality, the inertia or movement of the gases requires allowing a lead or lag for the valve, depending on the situation. If a valve opens before reaching a center, the distance is called "lead"; if it closes after a center, this distance is known as "lag." The design of the cams typically used to open or close the valves takes up a significant amount of time in relation to the 180 degrees of crankshaft travel, and the size of the passages for the gases to enter or exit is quite small due to the need to open or close the valves at specific times. Therefore, to create a sufficiently large passage for the gases, it's necessary to open the valves earlier and close them later than when they reach the centers.
That advancing the opening of the exhaust valve was[269] of value was discovered on the early motors and is explained by the necessity of releasing a large amount of gas, the volume of which has been greatly raised by the heat of combustion. When the inlet valves were mechanically operated it was found that allowing them to lag at closing enabled the inspiration of a greater volume of gas. Disregarding the inertia or flow of the gases, opening the exhaust at center would enable one to obtain full value of the expanding gases the entire length of the piston stroke, and it would not be necessary to keep the valve open after the top center, as the reverse stroke would produce a suction effect which might draw some of the inert charge back into the cylinder. On the other hand, giving full consideration to the inertia of the gas, opening the valve before center is reached will provide for quick expulsion of the gases, which have sufficient velocity at the end of the stroke, so that if the valve is allowed to remain open a little longer, the amount of lag varying with the opinions of the designer, the cylinder is cleared in a more thorough manner.
The value of advancing the opening of the exhaust valve was discovered in early engines and is explained by the need to release a large amount of gas, the volume of which has significantly increased due to the heat of combustion. When the inlet valves were mechanically operated, it became clear that allowing them to close slowly enabled the intake of a greater volume of gas. Ignoring the inertia or flow of the gases, opening the exhaust at the center would allow for maximum use of the expanding gases throughout the entire piston stroke, and it wouldn’t be necessary to keep the valve open after reaching top dead center, as the reverse stroke would create a suction effect that might pull some of the inert charge back into the cylinder. On the other hand, taking into account the inertia of the gas, opening the valve before reaching center will facilitate quick expulsion of the gases, which have enough velocity by the end of the stroke, so if the valve is kept open a bit longer, with the amount of lag varying based on the designer's views, the cylinder gets cleared more effectively.
BLOWING BACK
When the factor of retarded opening is considered without reckoning the inertia of the gases, it would appear that if the valve were allowed to remain open after center had passed, say, on the closing of the inlet, the piston, having reversed its motion, would have the effect of expelling part of the fresh charge through the still open valve as it passed inward at its compression stroke. This effect is called blowing back, and is often noted with motors where the valve settings are not absolutely correct, or where the valve-springs or seats are defective and prevent proper closing.
When we consider the delayed opening factor without accounting for the inertia of the gases, it seems that if the valve were to stay open after the center had passed, like when the inlet closes, the piston, reversing its motion, would end up pushing some of the fresh charge back out through the valve that's still open as it moves inward during the compression stroke. This is known as blowing back and is often seen in engines where the valve adjustments aren't quite right, or where the valve springs or seats are faulty and don't allow for proper closure.
This factor is not of as much import as might appear, as on closer consideration it will be seen that the movement of the piston as the crank reaches either end of the stroke is less per degree of angular movement than it is when the angle of the connecting rod is greater. Then,[270] again, a certain length of time is required for the reversal of motion of the piston, during which time the crank is in motion but the piston practically at a standstill. If the valves are allowed to remain open during this period, the passage of the gas in or out of the cylinder will be by its own momentum.
This factor is not as important as it might seem, as a closer look reveals that the piston's movement when the crank reaches either end of the stroke is less per degree of angular movement than when the angle of the connecting rod is greater. Then, [270] again, a certain amount of time is needed for the piston's motion to reverse, during which the crank is moving while the piston is almost stationary. If the valves stay open during this time, the gas will move in or out of the cylinder due to its own momentum.
LEAD GIVEN EXHAUST VALVE
The faster a motor turns, all other things being equal, the greater the amount of lead or advance it is necessary to give the opening of the exhaust valve. It is self-evident truth that if the speed of a motor is doubled it travels twice as many degrees in the time necessary to lower the pressure. As most designers are cognizant of this fact, the valves are proportioned accordingly. It is well to consider in this respect that the cam profile has much to do with the manner in which the valve is opened; that is, the lift may be abrupt and the gas allowed to escape in a body, or the opening may be gradual, the gas issuing from the cylinder in thin streams. An analogy may be made with the opening of any bottle which contains liquid highly carbonated. If the cork is removed suddenly the gas escapes with a loud pop, but, on the other hand, if the bottle is uncorked gradually, the gas escapes from the receptacle in thin streams around the cork, and passage of the gases to the air is accomplished without noise. While the second plan is not harsh, it is slower than the former, as must be evident.
The faster a motor spins, all else being equal, the more lead or advance is needed for the exhaust valve to open. It's a clear truth that if a motor's speed doubles, it moves through twice as many degrees in the time it takes to reduce the pressure. Since most designers understand this, they size the valves accordingly. It's also important to note that the cam profile significantly affects how the valve opens; the lift can be abrupt, allowing gas to escape in a rush, or it can be gradual, with gas trickling out of the cylinder in thin streams. You can compare this to opening a bottle of highly carbonated liquid. If the cork is popped off quickly, the gas bursts out with a loud noise, but if the bottle is opened slowly, the gas escapes around the cork in thin streams, allowing the gas to exit quietly. While the second method isn't harsh, it's slower than the first, which is obvious.
EXHAUST CLOSING, INLET OPENING
A point which has been much discussed by engineers is the proper relation of the closing of the exhaust valve and the opening of the inlet. Theoretically they should succeed each other, the exhaust closing at upper dead center and the inlet opening immediately afterward. The reason why a certain amount of lag is given the exhaust closing in practice is that the piston cannot drive the[271] gases out of the cylinder unless they are compressed to a degree in excess of that existing in the manifold or passages, and while toward the end of the stroke this pressure may be feeble, it is nevertheless indispensable. At the end of the piston’s stroke, as marked by the upper dead center, this compression still exists, no matter how little it may be, so that if the exhaust valve is closed and the inlet opened immediately afterward, the pressure which exists in the cylinder may retard the entrance of the fresh gas and a certain portion of the inert gas may penetrate into the manifold. As the piston immediately begins to aspirate, this may not be serious, but as these gases are drawn back into the cylinder the fresh charge will be diluted and weakened in value. If the spark-plug is in a pocket, the points may be surrounded by this weak gas, and the explosion will not be nearly as energetic as when the ignition spark takes place in pure mixture.
A topic that engineers often discuss is the right timing between closing the exhaust valve and opening the inlet. Ideally, the exhaust should close at the top dead center, with the inlet opening right after. However, in practice, there’s a delay in closing the exhaust because the piston can’t push the gases out of the cylinder unless they’re compressed more than the pressure in the manifold or passages. Even though the pressure may be low towards the end of the stroke, it’s still necessary. At the end of the piston’s stroke, marked by the top dead center, some compression remains, even if it’s minimal. If the exhaust valve closes and the inlet opens immediately afterward, the existing pressure in the cylinder can slow down the entry of fresh gas, allowing some of the inert gas to enter the manifold. While this may not be a big issue as the piston starts to draw in air, when these gases are pulled back into the cylinder, the fresh charge gets diluted and weakened. If the spark plug is in a pocket, it might be surrounded by this weak gas, resulting in a much less powerful explosion compared to when the ignition spark occurs in a pure mixture.
It is a well-known fact that the exhaust valve should close after dead center and that a certain amount of lag should be given to opening of the inlet. The lag given the closing of the exhaust valve should not be as great as that given the closing of the inlet valve. Assuming that the excess pressure of the exhaust will equal the depression during aspiration, the time necessary to complete the emptying of the cylinder will be proportional to the volume of the gas within it. At the end of the suction stroke the volume of gas contained in the cylinder is equal to the cylindrical volume plus the space of the combustion chamber. At the end of the exhaust stroke the volume is but that of the dead space, and from one-third to one-fifth its volume before compression. While it is natural to assume that this excess of burned gas will escape faster than the fresh gas will enter the cylinder, it will be seen that if the inlet valve were allowed to lag twenty degrees, the exhaust valve lag need not be more than five degrees, providing that the capacity of the combustion chamber was such that the gases occupied one-quarter of their former volume.
It’s a well-known fact that the exhaust valve should close after the dead center and that there should be a slight delay before the inlet opens. The delay for the closing of the exhaust valve shouldn’t be as long as that for the inlet valve. Assuming the excess pressure from the exhaust matches the drop in pressure during aspiration, the time needed to completely empty the cylinder will depend on the volume of gas inside it. At the end of the suction stroke, the volume of gas in the cylinder equals the cylindrical volume plus the combustion chamber space. At the end of the exhaust stroke, the volume is just the dead space, about one-third to one-fifth of its volume before compression. While it makes sense to think that this excess burnt gas will escape faster than fresh gas can enter the cylinder, it’s clear that if the inlet valve lags by twenty degrees, the exhaust valve only needs to lag by five degrees, assuming the combustion chamber can handle gases occupying a quarter of their previous volume.
[272]It is evident that no absolute rule can be given, as back pressure will vary with the design of the valve passages, the manifolds, and the construction of the muffler. The more direct the opening, the sooner the valve can be closed and the better the cylinder cleared. Ten degrees represent an appreciable angle of the crank, and the time required for the crank to cover this angular motion is not inconsiderable and an important quantity of the exhaust may escape, but the piston is very close to the dead center after the distance has been covered.
[272]It’s clear that there's no one-size-fits-all rule, as back pressure will differ based on the design of the valve passages, the manifolds, and how the muffler is built. The more direct the opening, the quicker the valve can close and the better the cylinder can be cleared. Ten degrees is a significant angle of the crank, and the time it takes for the crank to move through this angle is substantial. A significant amount of exhaust could escape, but the piston is very close to the dead center once the distance has been traveled.
Before the inlet valve opens there should be a certain depression in the cylinder, and considerable lag may be allowed before the depression is appreciable. So far as the volume of fresh gas introduced during the admission stroke is concerned, this is determined by the displacement of the piston between the point where the inlet valve opens and the point of closing, assuming that sufficient gas has been inspired so that an equilibrium of pressure has been established between the interior of the cylinder and the outer air. The point of inlet opening varies with different motors. It would appear that a fair amount of lag would be fifteen degrees past top center for the inlet opening, as a certain depression will exist in the cylinder, assuming that the exhaust valve has closed five or ten degrees after center, and at the same time the piston has not gone down far enough on its stroke to materially decrease the amount of gas which will be taken into the cylinder.
Before the inlet valve opens, there should be a certain amount of vacuum in the cylinder, and there can be a noticeable delay before this vacuum becomes significant. In terms of the volume of fresh gas that enters during the intake stroke, this is determined by the piston’s travel between when the inlet valve opens and when it closes, assuming that enough gas has been drawn in to create a balance of pressure between the inside of the cylinder and the outside air. The timing of the inlet opening can vary among different engines. It seems that a reasonable delay would be fifteen degrees past top dead center for the inlet opening, as a certain vacuum will be in the cylinder, assuming that the exhaust valve has closed five or ten degrees after center, and at the same time, the piston hasn't moved down far enough in its stroke to significantly reduce the amount of gas that will enter the cylinder.
CLOSING THE INLET VALVE
As in the case with the other points of opening and closing, there is a wide diversity of practice as relates to closing the inlet valve. Some of the designers close this exactly at bottom center, but this practice cannot be commended, as there is a considerable portion of time, at least ten or fifteen degrees angular motion of the crank, before the piston will commence to travel to any extent on its compression stroke. The gases rushing into the[273] cylinder have considerable velocity, and unless an equilibrium is obtained between the pressure inside and that of the atmosphere outside, they will continue to rush into the cylinder even after the piston ceases to exert any suction effect.
As with other points of opening and closing, there’s a lot of variation in how the inlet valve is closed. Some designers shut it exactly at the bottom center, but this isn’t a good practice because there’s a significant delay—at least ten or fifteen degrees of crank motion—before the piston starts to move during its compression stroke. The gases flowing into the [273] cylinder are moving quickly, and unless there’s a balance between the pressure inside and the atmospheric pressure outside, they’ll keep rushing into the cylinder even after the piston stops creating any suction.
For this reason, if the valve is closed exactly on center, a full charge may not be inspired into the cylinder, though if the time of closing is delayed, this momentum or inertia of the gas will be enough to insure that a maximum charge is taken into the cylinder. The writer considers that nothing will be gained if the valve is allowed to remain open longer than twenty degrees, and an analysis of practice in this respect would seem to confirm this opinion. From that point in the crank movement the piston travel increases and the compressive effect is appreciable, and it would appear that a considerable proportion of the charge might be exhausted into the manifold and carburetor if the valve were allowed to remain open beyond a point corresponding to twenty degrees angular movement of the crank.
For this reason, if the valve closes exactly at center, a full charge may not be drawn into the cylinder. However, if the closing is delayed, the momentum or inertia of the gas will be sufficient to ensure that a maximum charge enters the cylinder. The author believes that nothing will be gained if the valve stays open longer than twenty degrees, and an analysis of practice in this area seems to back up this view. Beyond that point in the crank movement, the piston travel increases and the compressive effect becomes noticeable. It seems that a significant portion of the charge could be pushed back into the manifold and carburetor if the valve remains open beyond a point that corresponds to twenty degrees of crank movement.
TIME OF IGNITION
In this country engineers unite in providing a variable time of ignition, though abroad some difference of opinion is noted on this point. The practice of advancing the time of ignition, when affected electrically, was severely condemned by early makers, these maintaining that it was necessary because of insufficient heat and volume of the spark, and it was thought that advancing ignition was injurious. The engineers of to-day appreciate the fact that the heat of the electric spark, especially when from a mechanical generator of electrical energy, is the only means by which we can obtain practically instantaneous explosion, as required by the operation of motors at high speeds, and for the combustion of large volumes of gas.
In this country, engineers come together to provide a variable ignition timing, although there are some differing opinions on this abroad. The practice of advancing ignition timing through electrical means was strongly criticized by early manufacturers, who argued it was necessary due to inadequate heat and spark volume, and there was a belief that advancing ignition could be harmful. Today's engineers recognize that the heat generated by an electric spark, especially from a mechanical generator, is the only way to achieve nearly instantaneous explosions, which is essential for operating motors at high speeds and for burning large volumes of gas.
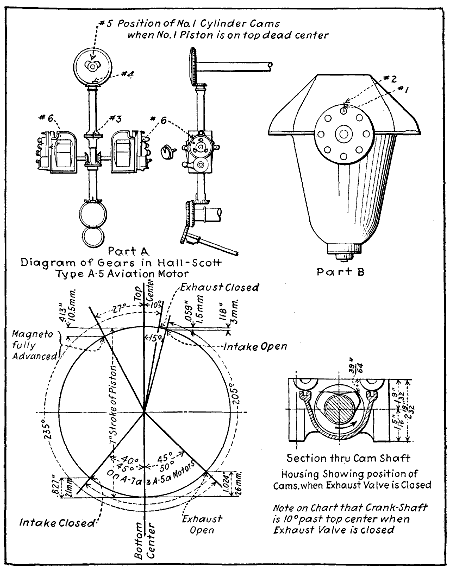
Fig. 108.—Diagrams Explaining Valve and Ignition Timing of Hall-Scott Aviation Engine.
Fig. 108.—Diagrams Explaining Valve and Ignition Timing of Hall-Scott Aviation Engine.
It is apparent that a motor with a fixed point of[274] ignition is not as desirable, in every way, as one in which the ignition can be advanced to best meet different requirements, and the writer does not readily perceive any advantage outside of simplicity of control in establishing a fixed point of ignition. In fact, there seems to be some difference of opinion among those designers who favor[275] fixed ignition, and in one case this is located forty-three degrees ahead of center, and in another motor the point is fixed at twenty degrees, so that it may be said that this will vary as much as one hundred per cent. in various forms. This point will vary with different methods of ignition, as well as the location of the spark-plug or igniter. For the sake of simplicity, most airplane engines use set spark; if an advancing and retarding mechanism is fitted, it is only to facilitate starting, as the spark is kept advanced while in flight, and control is by throttle alone.
It's clear that a motor with a fixed ignition point isn't as desirable in every way as one where the ignition can be adjusted to meet different needs. The author doesn't see any benefits to having a fixed ignition point besides easier control. In fact, there's quite a debate among designers who prefer fixed ignition. In one case, it's set forty-three degrees ahead of center, while in another motor, it's fixed at twenty degrees, which means it can vary by as much as one hundred percent across different models. This point will shift based on the ignition methods used, as well as the placement of the spark plug or igniter. For simplicity's sake, most airplane engines use a fixed spark; if there is a mechanism for advancing and retarding the spark, it’s mainly to make starting easier, since the spark remains advanced during flight, and the control is only through the throttle.
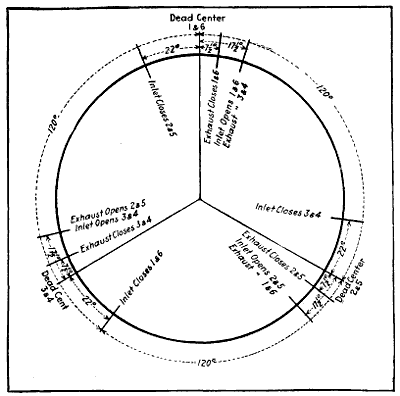
Fig. 109.—Timing Diagram of Typical Six-Cylinder Engine.
Fig. 109.—Timing Diagram of a Typical Six-Cylinder Engine.
It is obvious by consideration of the foregoing that there can be no arbitrary rules established for timing,[276] because of the many conditions which determine the best times for opening and closing the valves. It is customary to try various settings when a new motor is designed until the most satisfactory points are determined, and the setting which will be very suitable for one motor is not always right for one of different design. The timing diagram shown at Fig. 108 applies to the Hall-Scott engine, and may be considered typical. It should be easily followed in view of the very complete explanation given in preceding pages. Another six-cylinder engine diagram is shown at Fig. 109, and an eight-cylinder timing diagram is shown at Fig. 110. In timing automobile engines no trouble is experienced, because timing marks[277] are always indicated on the engine fly-wheel register with an indicating trammel on the crank-case. To time an airplane engine accurately, as is necessary to test for a suspected cam-shaft defect, a timing disc of aluminum is attached to the crank-shaft which has the timing marks indicated thereon. If the disc is made 10 or 12 inches in diameter, it may be divided into degrees without difficulty.
It is obvious by consideration of the foregoing that there can be no arbitrary rules established for timing,[276] because of the many conditions which determine the best times for opening and closing the valves. It is customary to try various settings when a new motor is designed until the most satisfactory points are determined, and the setting which will be very suitable for one motor is not always right for one of different design. The timing diagram shown at Fig. 108 applies to the Hall-Scott engine, and may be considered typical. It should be easily followed in view of the very complete explanation given in preceding pages. Another six-cylinder engine diagram is shown at Fig. 109, and an eight-cylinder timing diagram is shown at Fig. 110. In timing automobile engines no trouble is experienced, because timing marks[277] are always indicated on the engine fly-wheel register with an indicating trammel on the crank-case. To time an airplane engine accurately, as is necessary to test for a suspected cam-shaft defect, a timing disc of aluminum is attached to the crank-shaft which has the timing marks indicated thereon. If the disc is made 10 or 12 inches in diameter, it may be divided into degrees without difficulty.
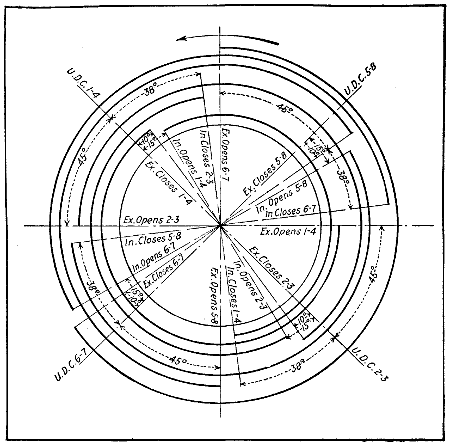
Fig. 110.—Timing Diagram of Typical Eight-Cylinder V Engine.
Fig. 110.—Timing Diagram of a Typical Eight-Cylinder V Engine.
HOW AN ENGINE IS TIMED
In timing a motor from the marks on the timing disc rim it is necessary to regulate the valves of but one cylinder at a time. Assuming that the disc is revolving in the direction of engine rotation, and that the firing order of the cylinders is 1-3-4-2, the operation of timing would be carried on as follows: The crank-shaft would be revolved until the line marked “Exhaust opens 1 and 4” registered with the trammel on the motor bed. At this point the exhaust-valve of either cylinder No. 1 or No. 4 should begin to open. This can be easily determined by noting which of these cylinders holds the compressed charge ready for ignition. Assuming that the spark has occurred in cylinder No. 1, then when the fly-wheel is turned from the position to that in which the line marked “Exhaust opens 1 and 4” coincides with the trammel point, the valve-plunger under the exhaust-valve of cylinder No. 1 should be adjusted in such a way that there is no clearance between it and the valve stem. Further movement of the wheel in the same direction should produce a lift of the exhaust valve. The disc is turned about two hundred and twenty-five degrees, or a little less than three-quarters of a revolution; then the line marked “Exhaust closes 1 and 4” will register with the trammel point. At this period the valve-plunger and the valve-stem should separate and a certain amount of clearance obtain between them. The next cylinder to time would be No. 3. The crank-shaft is rotated until mark “Exhaust opens 2 and 3” comes in line with the trammel. At this[278] point the exhaust valve of cylinder No. 3 should be just about opening. The closing is determined by rotating the shaft until the line “Exhaust closes 2 and 3” comes under the trammel.
In timing a motor using the marks on the timing disc rim, you need to adjust the valves for one cylinder at a time. If we assume the disc is spinning in the direction of the engine's rotation and the firing order of the cylinders is 1-3-4-2, the timing process goes like this: Rotate the crankshaft until the line labeled “Exhaust opens 1 and 4” aligns with the trammel on the motor bed. At this point, the exhaust valve for either cylinder No. 1 or No. 4 should start to open. You can easily tell which of these cylinders is holding the compressed charge ready for ignition. If we assume the spark has occurred in cylinder No. 1, then as the flywheel is turned to where the line marked “Exhaust opens 1 and 4” aligns with the trammel point, the valve plunger under the exhaust valve of cylinder No. 1 should be adjusted so that there’s no clearance between it and the valve stem. Continuing to turn the wheel in the same direction should lift the exhaust valve. Rotate the disc about two hundred and twenty-five degrees, or just under three-quarters of a revolution; then the line marked “Exhaust closes 1 and 4” will align with the trammel point. At this time, the valve plunger and the valve stem should have some separation, allowing for a bit of clearance. The next cylinder to time would be No. 3. Rotate the crankshaft until the mark “Exhaust opens 2 and 3” lines up with the trammel. At this point, the exhaust valve of cylinder No. 3 should just be starting to open. To find when it closes, continue rotating the shaft until the line “Exhaust closes 2 and 3” comes under the trammel.
This operation is carried on with all the cylinders, it being well to remember that but one cylinder is working at a time and that a half-revolution of the fly-wheel corresponds to a full working stroke of all the cylinders, and that while one is exhausting the others are respectively taking in a new charge, compressing and exploding. For instance, if cylinder No. 1 has just completed its power-stroke, the piston in cylinder No. 3 has reached the point where the gas may be ignited to advantage. The piston of cylinder No. 4, which is next to fire, is at the bottom of its stroke and will have inspired a charge, while cylinder No. 2, which is the last to fire, will have just finished expelling a charge of burned gas, and will be starting the intake stroke. This timing relates to a four-cylinder engine in order to simplify the explanation. The timing instructions given apply only to the conventional motor types. Rotary cylinder engines, especially the Gnome “monosoupape,” have a distinctive valve timing on account of the peculiarities of design.
This operation involves all the cylinders, but it's important to remember that only one cylinder is working at a time. A half-revolution of the flywheel equals a full working stroke of all the cylinders. While one is exhausting, the others are taking in a new charge, compressing, and exploding. For example, if cylinder No. 1 has just finished its power stroke, the piston in cylinder No. 3 is at the point where the gas can be ignited effectively. The piston of cylinder No. 4, which is the next to fire, is at the bottom of its stroke and will have drawn in a charge, while cylinder No. 2, which is the last to fire, has just expelled the burned gas and will be starting its intake stroke. This timing example is for a four-cylinder engine to keep things simple. The timing details provided only apply to standard engine types. Rotary cylinder engines, like the Gnome “monosoupape,” have unique valve timing due to their specific design features.
GNOME “MONOSOUPAPE” VALVE TIMING
In the present design of the Gnome motor, a cycle of operations somewhat different from that employed in the ordinary four-cycle engine is made use of, says a writer in “The Automobile,” in describing the action of this power-plant. This cycle does away with the need for the usual inlet valve and makes the engine operable with only a single valve, hence the name monosoupape, or “single-valve.” The cycle is as follows: A charge being compressed in the outer end of the cylinder or combustion chamber, it is ignited by a spark produced by the spark-plug located in the side of this chamber, and the burning charge expands as the piston moves down in the cylinder while the latter revolves around the crank-shaft. When[279] the piston is about half-way down on the power stroke, the exhaust valve, which is located in the center of the cylinder-head, is mechanically opened, and during the following upstroke of the piston the burnt gases are expelled from the cylinder through the exhaust valve directly into the atmosphere.
In the current design of the Gnome engine, a cycle of operations that differs from the typical four-cycle engine is utilized, according to an article in “The Automobile” that describes how this power plant works. This cycle eliminates the need for a standard inlet valve and allows the engine to operate with just a single valve, which is why it’s called monosoupape, or “single-valve.” The cycle is as follows: A mixture is compressed at the outer end of the cylinder or combustion chamber, ignited by a spark from the spark plug located on the side of this chamber, and the burning mixture expands as the piston moves down in the cylinder while it spins around the crankshaft. When[279] the piston is about halfway down on the power stroke, the exhaust valve located in the center of the cylinder head is mechanically opened, and during the following upstroke of the piston, the burned gases are expelled from the cylinder through the exhaust valve directly into the atmosphere.
Instead of closing at the end of the exhaust stroke, or a few degrees thereafter, the exhaust valve is held open for about two-thirds of the following inlet stroke of the piston, with the result that fresh air is drawn through the exhaust valve into the cylinder. When the cylinder is still 65 degrees from the end of the inlet half-revolution, the exhaust valve closes. As no more air can get into the cylinder, and as the piston continues to move inwardly, it is obvious that a partial vacuum is formed.
Instead of closing at the end of the exhaust stroke or a few degrees after, the exhaust valve stays open for about two-thirds of the next intake stroke of the piston, allowing fresh air to be drawn in through the exhaust valve into the cylinder. When the cylinder is still 65 degrees away from the end of the intake half-revolution, the exhaust valve closes. Since no more air can enter the cylinder and the piston keeps moving inward, it's clear that a partial vacuum forms.
When the cylinder approaches within 20 degrees of the end of the inlet half-revolution a series of small inlet ports all around the circumference of the cylinder wall is uncovered by the top edge of the piston, whereby the combustion chamber is placed in communication with the crank chamber. As the pressure in the crank chamber is substantially atmospheric and that in the combustion chamber is below atmospheric, there results a suction effect which causes the air from the crank chamber to flow into the combustion chamber. The air in the crank chamber is heavily charged with gasoline vapor, which is due to the fact that a spray nozzle connected with the gasoline supply tank is located inside the chamber. The proportion of gasoline vapor in the air in the crank chamber is several times as great as in the ordinary combustible mixture drawn from a carburetor into the cylinder. This extra-rich mixture is diluted in the combustion chamber with the air which entered it through the exhaust valve during the first part of the inlet stroke, thus forming a mixture of the proper proportion for complete combustion.
When the cylinder gets within 20 degrees of completing the inlet half-revolution, a series of small inlet ports around the entire circumference of the cylinder wall are exposed by the top edge of the piston, allowing the combustion chamber to connect with the crank chamber. Since the pressure in the crank chamber is nearly at atmospheric level while the pressure in the combustion chamber is below atmospheric, this creates a suction effect that pulls air from the crank chamber into the combustion chamber. The air in the crank chamber is loaded with gasoline vapor because a spray nozzle linked to the gasoline supply tank is located inside it. The amount of gasoline vapor in the crank chamber's air is significantly higher than what you'd find in a typical combustible mixture drawn from a carburetor into the cylinder. This overly rich mixture is mixed in the combustion chamber with the air that entered through the exhaust valve during the first part of the inlet stroke, creating a mixture with the right proportions for complete combustion.
The inlet ports in the cylinder wall remain open until[280] 20 degrees of the compression half-revolution has been completed, and from that moment to near the end of the compression stroke the gases are compressed in the cylinder. Near the end of the stroke ignition takes place and this completes the cycle.
The inlet ports in the cylinder wall stay open until[280] 20 degrees of the compression half-revolution is finished, and from that point until just before the end of the compression stroke, the gases get compressed in the cylinder. Right before the end of the stroke, ignition happens, completing the cycle.
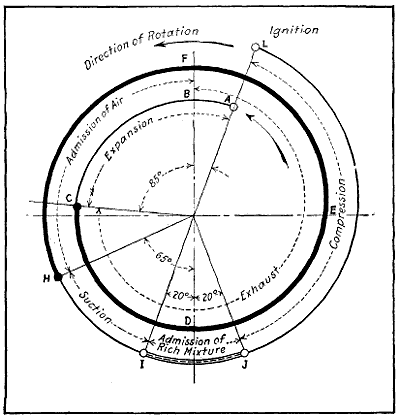
Fig. 111.—Timing Diagram Showing Peculiar Valve Timing of Gnome “Monosoupape” Rotary Motor.
Fig. 111.—Timing Diagram Showing Unique Valve Timing of Gnome “Monosoupape” Rotary Engine.
The exact timing of the different phases of the cycle is shown in the diagram at Fig. 111. It will be seen that ignition occurs substantially 20 degrees ahead of the outer dead center, and expansion of the burning gases continues until 85 degrees past the outer dead center, when the piston is a little past half-stroke. Then the exhaust-valve opens and remains open for somewhat more than a complete revolution of the cylinders, or, to be exact, for 390 degrees of cylinder travel, until 115 degrees past the top dead center on the second revolution. Then for 45 degrees of travel the charge within the cylinder is expanded, whereupon the inlet ports are uncovered and remain open for 40 degrees of cylinder travel, 20 degrees on each side of the inward dead center position.
The exact timing of the different phases of the cycle is shown in the diagram at Fig. 111. It will be seen that ignition occurs substantially 20 degrees ahead of the outer dead center, and expansion of the burning gases continues until 85 degrees past the outer dead center, when the piston is a little past half-stroke. Then the exhaust-valve opens and remains open for somewhat more than a complete revolution of the cylinders, or, to be exact, for 390 degrees of cylinder travel, until 115 degrees past the top dead center on the second revolution. Then for 45 degrees of travel the charge within the cylinder is expanded, whereupon the inlet ports are uncovered and remain open for 40 degrees of cylinder travel, 20 degrees on each side of the inward dead center position.
SPRINGLESS VALVES
Springless valves are the latest development on French racing car engines, and it is possible that the positively-operated types will be introduced on aviation engines also. Two makes of positively-actuated valves are shown at Fig. 112. The positive-valve motor differs from the conventional form by having no necessity for valve-springs, as a cam not only assures the opening of the valve, but also causes it to return to the valve-seat. In this respect it is much like the sleeve-valve motor, where the uncovering of the ports is absolutely positive. The cars equipped with these valves were a success in long-distance auto races. Claims made for this type of valve mechanism include the possibility of a higher number of revolutions and consequently greater engine power. With the spring-controlled, single-cam operated valve a point is reached where the spring is not capable of returning the valve[281] to its seat before the cam has again begun its opening movement. It is possible to extend the limits considerably by using a light valve on a strong spring, but the valve still remains a limiting factor in the speed of the motor.
Springless valves are the latest development on French racing car engines, and it is possible that the positively-operated types will be introduced on aviation engines also. Two makes of positively-actuated valves are shown at Fig. 112. The positive-valve motor differs from the conventional form by having no necessity for valve-springs, as a cam not only assures the opening of the valve, but also causes it to return to the valve-seat. In this respect it is much like the sleeve-valve motor, where the uncovering of the ports is absolutely positive. The cars equipped with these valves were a success in long-distance auto races. Claims made for this type of valve mechanism include the possibility of a higher number of revolutions and consequently greater engine power. With the spring-controlled, single-cam operated valve a point is reached where the spring is not capable of returning the valve[281] to its seat before the cam has again begun its opening movement. It is possible to extend the limits considerably by using a light valve on a strong spring, but the valve still remains a limiting factor in the speed of the motor.
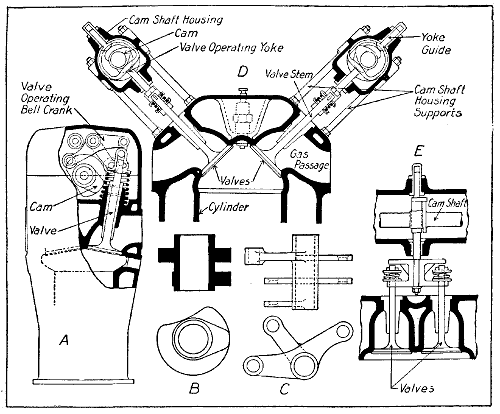
Fig. 112.—Two Methods of Operating Valves by Positive Cam Mechanism Which Closes as Well as Opens Them.
Fig. 112.—Two Ways to Operate Valves Using a Positive Cam Mechanism That Both Closes and Opens Them.
A part sectional view through a cylinder of an engine designed by G. Michaux is shown at Fig. 112, A. There are two valves per cylinder, inclined at about ten degrees from the vertical. The valve-stems are of large diameter, as owing to positive control, there is no necessity of lightening this part in an unusual degree. A single overhead[282] cam-shaft has eight pairs of cams, which are shown in detail at B. For each valve there is a three-armed rocker, one arm of which is connected to the stem of the valve and the two others are in contact respectively with the opening and closing cams. The connection to the end of the valve-stem is made by a short connecting link, which is screwed on to the end of the valve-stem and locked in position. This allows some adjustment to be made between the valves and the actuating rocker. It will be evident that one cam and one rocker arm produce the opening of the valve and that the corresponding rocker arm and cam result in the closing of the valve. If the opening cam has the usual convex profile, the closing cam has a correspondingly concave profile. It will be noticed that a light valve-spring is shown in drawing. This is provided to give a final seating to its valve after[283] it has been closed by the cam. This is not absolutely necessary, as an engine has been run successfully without these springs. The whole mechanism is contained within an overhead aluminum cover.
A part sectional view through a cylinder of an engine designed by G. Michaux is shown at Fig. 112, A. There are two valves per cylinder, inclined at about ten degrees from the vertical. The valve-stems are of large diameter, as owing to positive control, there is no necessity of lightening this part in an unusual degree. A single overhead[282] cam-shaft has eight pairs of cams, which are shown in detail at B. For each valve there is a three-armed rocker, one arm of which is connected to the stem of the valve and the two others are in contact respectively with the opening and closing cams. The connection to the end of the valve-stem is made by a short connecting link, which is screwed on to the end of the valve-stem and locked in position. This allows some adjustment to be made between the valves and the actuating rocker. It will be evident that one cam and one rocker arm produce the opening of the valve and that the corresponding rocker arm and cam result in the closing of the valve. If the opening cam has the usual convex profile, the closing cam has a correspondingly concave profile. It will be noticed that a light valve-spring is shown in drawing. This is provided to give a final seating to its valve after[283] it has been closed by the cam. This is not absolutely necessary, as an engine has been run successfully without these springs. The whole mechanism is contained within an overhead aluminum cover.
The positive-valve system used on the De Lage motor is shown at D. In this the valves are actuated as shown in sectional views D and E. The valve system is unique in that four valves are provided per cylinder, two for exhaust and two for intake. The valves are mounted side by side, as shown at E, so the double actuator member may be operated by a single set of cams. The valve-operating member consists of a yoke having guide bars at the top and bottom. The actuating cam works inside of this yoke. The usual form of cam acts on the lower portion of the yoke to open the valve, while the concave cam acts on the upper part to close the valves. In this design provision is made for expansion of the valve-stems due to heat, and these are not positively connected to the actuating member. As shown at E, the valves are held against the seat by short coil springs at the upper end of the stem. These are very stiff and are only intended to provide for expansion. A slight space is left between the top of the valve-stem and the portion of the operating member that bears against them when the regular profile cam exerts its pressure on the bottom of the valve-operating mechanism. Another novelty in this motor design is that the cam-shafts and the valve-operating members are carried in casing attached above the motor by housing supports in the form of small steel pillars. The overhead cam-shafts are operated by means of bevel gearing.
The positive-valve system used in the De Lage motor is shown at D. In this system, the valves are activated as illustrated in sectional views D and E. What makes this valve system special is that there are four valves per cylinder—two for exhaust and two for intake. The valves are positioned side by side, as shown at E, allowing the double actuator member to be operated by a single set of cams. The valve-operating member consists of a yoke with guide bars at both the top and bottom. The actuating cam works within this yoke. The standard form of cam acts on the lower section of the yoke to open the valve, while the concave cam operates on the upper section to close the valves. This design accommodates the expansion of the valve stems due to heat, and these stems are not rigidly connected to the actuating member. As shown at E, the valves are kept against their seats by short coil springs located at the top of the stem. These springs are quite stiff and are meant solely to allow for expansion. A slight gap is maintained between the top of the valve stem and the part of the operating member that presses against it when the standard profile cam applies pressure to the bottom of the valve-operating mechanism. Another innovation in this motor design is that the cam shafts and valve-operating members are housed in a casing attached above the motor by support brackets in the form of small steel pillars. The overhead cam shafts are driven using bevel gearing.
FOUR VALVES PER CYLINDER
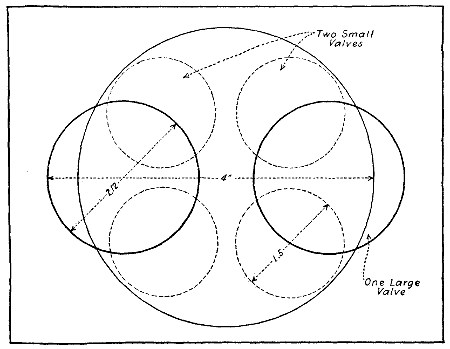
Fig. 113.—Diagram Comparing Two Large Valves and Four Small Ones of Practically the Same Area. Note How Easily Small Valves are Installed to Open Directly Into the Cylinder.
Fig. 113.—Diagram Comparing Two Large Valves and Four Small Ones of Practically the Same Area. Note How Easily Small Valves Can Be Installed to Open Directly Into the Cylinder.
Mention has been previously made of the sixteen-valve four-cylinder Duesenberg motor and its great power output for the piston displacement. This is made possible by the superior volumetric efficiency of a motor provided with four valves in each cylinder instead of[284] but two. This principle was thoroughly tried out in racing automobile motors, and is especially valuable in permitting of greater speed and power output from simple four- and six-cylinder engines. On eight- and twelve-cylinder types, it is doubtful if the resulting complication due to using a very large number of valves would be worth while. When extremely large valves are used, as shown in diagram at Fig. 113, it is difficult to have them open directly into the cylinder, and pockets are sometimes necessary. A large valve would weigh more than two smaller valves having an area slightly larger in the aggregate; it would require a stiffer valve spring on account of its greater weight. A certain amount of metal in the valve-head is necessary to prevent warping; therefore, the inertia forces will be greater in the large valve than in the two smaller valves. As a greater port[286] area is obtained by the use of two valves, the gases will be drawn into the cylinder or expelled faster than with a lesser area. Even if the areas are practically the same as in the diagram at Fig. 113, the smaller valves may have a greater lift without imposing greater stresses on the valve-operating mechanism and quicker gas intake and exhaust obtained. The smaller valves are not affected by heat as much as larger ones are. The quicker gas movements made possible, as well as reduction of[287] inertia forces, permits of higher rotative speed, and, consequently, greater power output for a given piston displacement. The drawings at Fig. 114 show a sixteen-valve motor of the four-cylinder type that has been designed for automobile racing purposes, and it is apparent that very slight modifications would make it suitable for aviation purposes. Part of the efficiency is due to the reduction of bearing friction by the use of ball bearings, but the multiple-valve feature is primarily responsible for the excellent performance.
Mention has been previously made of the sixteen-valve four-cylinder Duesenberg motor and its great power output for the piston displacement. This is made possible by the superior volumetric efficiency of a motor provided with four valves in each cylinder instead of[284] but two. This principle was thoroughly tried out in racing automobile motors, and is especially valuable in permitting of greater speed and power output from simple four- and six-cylinder engines. On eight- and twelve-cylinder types, it is doubtful if the resulting complication due to using a very large number of valves would be worth while. When extremely large valves are used, as shown in diagram at Fig. 113, it is difficult to have them open directly into the cylinder, and pockets are sometimes necessary. A large valve would weigh more than two smaller valves having an area slightly larger in the aggregate; it would require a stiffer valve spring on account of its greater weight. A certain amount of metal in the valve-head is necessary to prevent warping; therefore, the inertia forces will be greater in the large valve than in the two smaller valves. As a greater port[286] area is obtained by the use of two valves, the gases will be drawn into the cylinder or expelled faster than with a lesser area. Even if the areas are practically the same as in the diagram at Fig. 113, the smaller valves may have a greater lift without imposing greater stresses on the valve-operating mechanism and quicker gas intake and exhaust obtained. The smaller valves are not affected by heat as much as larger ones are. The quicker gas movements made possible, as well as reduction of[287] inertia forces, permits of higher rotative speed, and, consequently, greater power output for a given piston displacement. The drawings at Fig. 114 show a sixteen-valve motor of the four-cylinder type that has been designed for automobile racing purposes, and it is apparent that very slight modifications would make it suitable for aviation purposes. Part of the efficiency is due to the reduction of bearing friction by the use of ball bearings, but the multiple-valve feature is primarily responsible for the excellent performance.
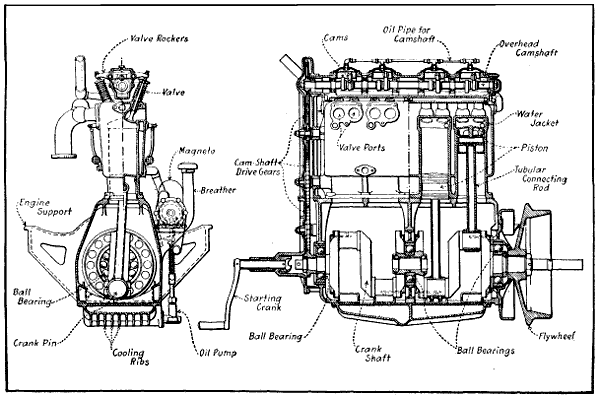
Fig. 114.—Sectional Views of Sixteen-Valve Four-Cylinder Automobile Racing Engine That May Have Possibilities for Aviation Service.
Fig. 114.—Sectional Views of a Sixteen-Valve Four-Cylinder Racing Engine That Could Be Used for Aviation Purposes.
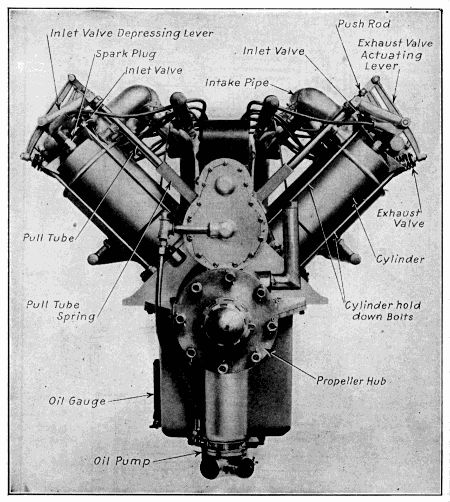
Fig. 115.—Front View of Curtiss OX-3 Aviation Motor, Showing Unconventional Valve Action by Concentric Push Rod and Pull Tube.
Fig. 115.—Front View of Curtiss OX-3 Aviation Engine, Showing Unusual Valve Action by Concentric Push Rod and Pull Tube.
CHAPTER IX
Constructional Details of Pistons—Aluminum Cylinders and Pistons—Piston Ring Construction—Leak Proof Piston Rings—Keeping Oil Out of Combustion Chamber—Connecting Rod Forms—Connecting Rods for Vee Engines—Cam-Shaft and Crank-Shaft Designs—Ball Bearing Crank-Shafts—Engine Base Construction.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__.
CONSTRUCTIONAL DETAILS OF PISTONS
The piston is one of the most important parts of the gasoline motor inasmuch as it is the reciprocating member that receives the impact of the explosion and which transforms the power obtained by the combustion of gas to mechanical motion by means of the connecting rod to which it is attached. The piston is one of the simplest elements of the motor, and it is one component which does not vary much in form in different types of motors. The piston is a cylindrical member provided with a series of grooves in which packing rings are placed on the outside and two bosses which serve to hold the wrist pin in its interior. It is usually made of cast iron or aluminum, though in some motors where extreme lightness is desired, such as those used for aëronautic work, it may be made of steel. The use of the more resisting material enables the engineer to use lighter sections where it is important that the weight of this member be kept as low as possible consistent with strength.
The piston is one of the most crucial parts of the gasoline engine because it’s the moving component that absorbs the force of the explosion and converts the energy from burning fuel into mechanical motion through the connecting rod it’s attached to. The piston is one of the simplest elements of the engine and its design doesn’t change much across different types of engines. It’s a cylindrical piece that has a series of grooves on the outside for packing rings and two bosses inside that hold the wrist pin. It's usually made of cast iron or aluminum, although in some engines where minimizing weight is essential, like those used in aviation, it can be made of steel. Using a stronger material allows engineers to create lighter designs while still ensuring strength where it’s most needed.
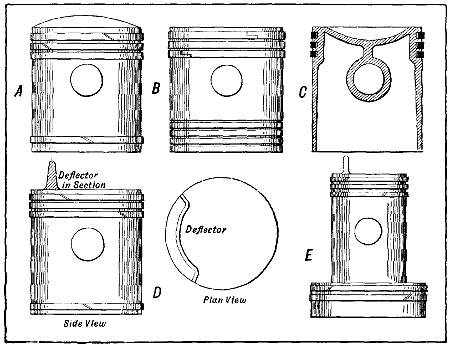
Fig. 116.—Forms of Pistons Commonly Employed in Gasoline Engines. A—Dome Head Piston and Three Packing Rings. B—Flat Top Form Almost Universally Used. C—Concave Piston Utilized in Knight Motors and Some Having Overhead Valves. D—Two-Cycle Engine Member with Deflector Plate Cast Integrally. E—Differential of Two-Diameter Piston Used in Some Engines Operating on Two-Cycle Principle.
Fig. 116.—Types of Pistons Typically Used in Gasoline Engines. A—Dome Head Piston with Three Packing Rings. B—Flat Top Design Widely Used. C—Concave Piston Used in Knight Motors and Some With Overhead Valves. D—Two-Cycle Engine Component with Built-in Deflector Plate. E—Differential of Two-Diameter Piston Used in Certain Engines Working on the Two-Cycle Principle.
A number of piston types are shown at Fig. 116. That at A has a round top and is provided with four split packing rings and two oil grooves. A piston of this type is generally employed in motors where the combustion chamber is large and where it is desired to obtain a higher degree of compression than would be possible with a flat top piston. This construction is also stronger because of the arched piston top. The most common form[289] of piston is that shown at B, and it differs from that previously described only in that it has a flat top. The piston outlined in section at C is a type used on some of the sleeve-valve motors of the Knight pattern, and has a concave head instead of the convex form shown at A. The design shown at D in side and plan views is the conventional form employed in two-cycle engines. The deflector plate on the top of the cylinder is cast integral and is utilized to prevent the incoming fresh gases from flowing directly over the piston top and out of the exhaust port, which is usually opposite the inlet opening. On these types of two-cycle engines where a two-diameter cylinder is employed, the piston shown at E is[291] used. This is known as a “differential piston,” and has an enlarged portion at its lower end which fits the pumping cylinder. The usual form of deflector plate is provided at the top of the piston and one may consider it as two pistons in one.
A number of piston types are shown at Fig. 116. That at A has a round top and is provided with four split packing rings and two oil grooves. A piston of this type is generally employed in motors where the combustion chamber is large and where it is desired to obtain a higher degree of compression than would be possible with a flat top piston. This construction is also stronger because of the arched piston top. The most common form[289] of piston is that shown at B, and it differs from that previously described only in that it has a flat top. The piston outlined in section at C is a type used on some of the sleeve-valve motors of the Knight pattern, and has a concave head instead of the convex form shown at A. The design shown at D in side and plan views is the conventional form employed in two-cycle engines. The deflector plate on the top of the cylinder is cast integral and is utilized to prevent the incoming fresh gases from flowing directly over the piston top and out of the exhaust port, which is usually opposite the inlet opening. On these types of two-cycle engines where a two-diameter cylinder is employed, the piston shown at E is[291] used. This is known as a “differential piston,” and has an enlarged portion at its lower end which fits the pumping cylinder. The usual form of deflector plate is provided at the top of the piston and one may consider it as two pistons in one.
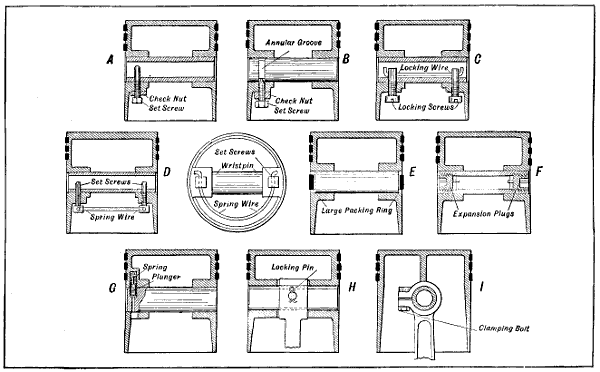
Fig. 117.—Typical Methods of Piston Pin Retention Generally Used in Engines of American Design. A—Single Set Screw and Lock Nut. B—Set Screw and Check Nut Fitting Groove in Wrist Pin. C, D—Two Locking Screws Passing Into Interior of Hollow Wrist Pin. E—Split Ring Holds Pin in Place. F—Use of Taper Expanding Plugs Outlined. G—Spring Pressed Plunger Type. H—Piston Pin Pinned to Connecting Rod. I—Wrist Pin Clamped in Connecting Rod Small End by Bolt.
Fig. 117.—Typical Methods of Piston Pin Retention Commonly Used in American Designed Engines. A—Single Set Screw and Lock Nut. B—Set Screw and Check Nut Fitting Groove in Wrist Pin. C, D—Two Locking Screws Passing Into the Interior of Hollow Wrist Pin. E—Split Ring Holds Pin in Place. F—Use of Taper Expanding Plugs Outlined. G—Spring Pressed Plunger Type. H—Piston Pin Pinned to Connecting Rod. I—Wrist Pin Clamped in Connecting Rod Small End by Bolt.
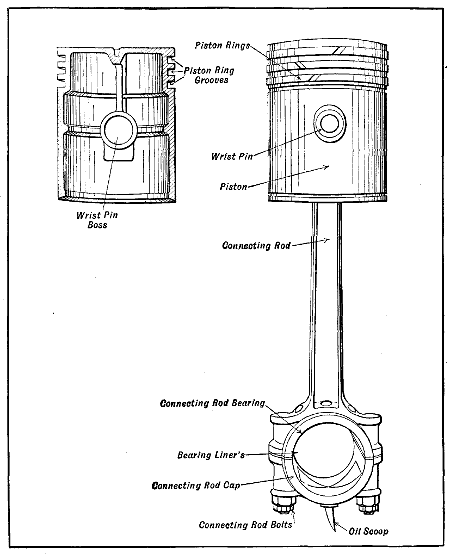
Fig. 118.—Typical Piston and Connecting Rod Assembly.
Fig. 118.—Typical Piston and Connecting Rod Assembly.
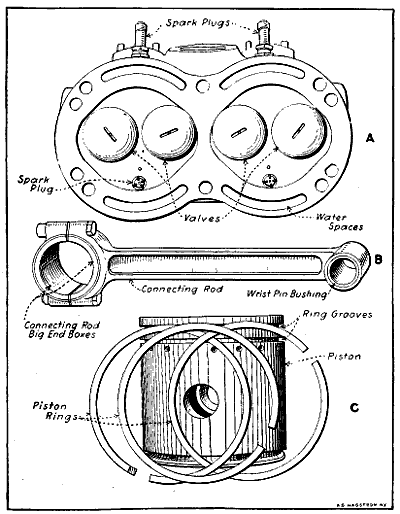
Fig. 119.—Parts of Sturtevant Aviation Engine. A—Cylinder Head Showing Valves. B—Connecting Rod. C—Piston and Rings.
Fig. 119.—Parts of Sturtevant Aviation Engine. A—Cylinder Head Showing Valves. B—Connecting Rod. C—Piston and Rings.
One of the important conditions in piston design is the method of securing the wrist pin which is used to[292] connect the piston to the upper end of the connecting rod. Various methods have been devised to keep the pin in place, the most common of these being shown at Fig. 117. The wrist pin should be retained by some positive means which is not liable to become loose under the vibratory stresses which obtain at this point. If the[293] wrist pin was free to move it would work out of the bosses enough so that the end would bear against the cylinder wall. As it is usually made of steel, which is a harder material than cast iron used in cylinder construction, the rubbing action would tend to cut a groove in the cylinder wall which would make for loss of power because it would permit escape of gas. The wrist pin member is a simple cylindrical element that fits the bosses closely, and it may be either hollow or solid stock. A typical piston and connecting rod assembly which shows a piston in section also is given at Fig. 118. The piston of the Sturtevant aëronautical motor is shown at Fig. 119, the aluminum piston of the Thomas airplane motor with piston rings in place is shown at Fig. 120. A good view of the wrist pin and connecting rod are also given. The iron piston of the Gnome “Monosoupape” airplane engine and the unconventional connecting rod assembly are clearly depicted at Fig 121.
One of the important conditions in piston design is the method of securing the wrist pin which is used to[292] connect the piston to the upper end of the connecting rod. Various methods have been devised to keep the pin in place, the most common of these being shown at Fig. 117. The wrist pin should be retained by some positive means which is not liable to become loose under the vibratory stresses which obtain at this point. If the[293] wrist pin was free to move it would work out of the bosses enough so that the end would bear against the cylinder wall. As it is usually made of steel, which is a harder material than cast iron used in cylinder construction, the rubbing action would tend to cut a groove in the cylinder wall which would make for loss of power because it would permit escape of gas. The wrist pin member is a simple cylindrical element that fits the bosses closely, and it may be either hollow or solid stock. A typical piston and connecting rod assembly which shows a piston in section also is given at Fig. 118. The piston of the Sturtevant aëronautical motor is shown at Fig. 119, the aluminum piston of the Thomas airplane motor with piston rings in place is shown at Fig. 120. A good view of the wrist pin and connecting rod are also given. The iron piston of the Gnome “Monosoupape” airplane engine and the unconventional connecting rod assembly are clearly depicted at Fig 121.
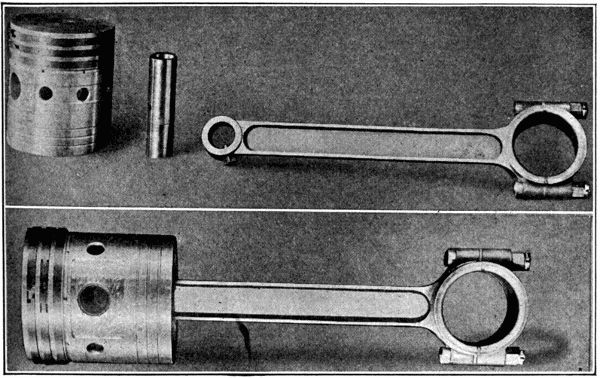
Fig. 120.—Aluminum Piston and Light But Strong Steel Connecting Rod and Wrist Pin of Thomas Aviation Engine.
Fig. 120.—Aluminum Piston and Lightweight Yet Durable Steel Connecting Rod and Wrist Pin of Thomas Aviation Engine.
The method of retention shown at A is the simplest and consists of a set screw having a projecting portion[294] passing into the wrist pin and holding it in place. The screw is kept from turning or loosening by means of a check nut. The method outlined at B is similar to that shown at A, except that the wrist pin is solid and the point of the set screw engages an annular groove turned in the pin for its reception. A very positive method is shown at C. Here the retention screws pass into the wrist pin and are then locked by a piece of steel wire which passes through suitable holes in the ends. The method outlined at D is sometimes employed, and it varies from that shown at C only in that the locking wire, which is made of spring steel, is passed through the heads of the locking screws. Some designers machine a large groove around the piston at such a point that when the wrist pin is put in place a large packing ring may be sprung in the groove and utilized to hold the wrist pin in place.
The retention method shown at A is the simplest and involves a set screw with a protruding part[294] that fits into the wrist pin and secures it. A check nut prevents the screw from turning or loosening. The method outlined at B is similar to A, but the wrist pin is solid and the set screw fits into a circular groove machined into the pin. A more secure option is shown at C, where retention screws go into the wrist pin and are locked in place by a piece of steel wire that goes through holes in the ends. The method at D is sometimes used, differing from C only in that the locking wire, made of spring steel, goes through the heads of the locking screws. Some designers create a large groove around the piston so that when the wrist pin is installed, a large packing ring can be fitted into the groove to keep the wrist pin secure.
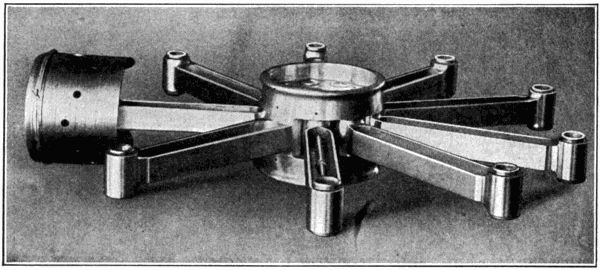
Fig. 121.—Cast Iron Piston of “Monosoupape” Gnome Engine Installed On One of the Short Connecting Rods.
Fig. 121.—Cast Iron Piston of “Monosoupape” Gnome Engine Installed On One of the Short Connecting Rods.
The system shown at F is not so widely used as the simpler methods, because it is more costly and does not offer any greater security when the parts are new than the simple lock shown at A. In this a hollow wrist pin is used, having a tapered thread cut at each end. The wrist pin is slotted at three or four points, for a distance equal to the length of the boss, and when taper expansion plugs[295] are screwed in place the ends of the wrist pin are expanded against the bosses. This method has the advantage of providing a certain degree of adjustment if the wrist pin should loosen up after it has been in use for some time. The taper plugs would be screwed in deeper and the ends of the wrist pin expanded proportionately to take up the loss motion. The method shown at G is an ingenious one. One of the piston bosses is provided with a projection which is drilled out to receive a plunger. The wrist pin is provided with a hole of sufficient size to receive the plunger, which is kept in place by means of a spring in back of it. This makes a very positive lock and one that can be easily loosened when it is desired to remove the wrist pin. To unlock, a piece of fine rod is thrust into the hole at the bottom of the boss which pushes the plunger back against the spring until the wrist pin can be pushed out of the piston.
The system shown at F isn't as commonly used as the simpler methods because it's more expensive and doesn’t provide any more security than the simple lock shown at A when the parts are new. In this system, a hollow wrist pin is used, with a tapered thread cut on both ends. The wrist pin is slotted at three or four points for a distance equal to the length of the boss, and when taper expansion plugs[295] are screwed in, the ends of the wrist pin expand against the bosses. This method has the advantage of offering a certain degree of adjustment if the wrist pin becomes loose after some time. The taper plugs can be screwed in deeper, expanding the ends of the wrist pin accordingly to eliminate the lost motion. The method shown at G is quite clever. One of the piston bosses features a projection that’s drilled out to hold a plunger. The wrist pin has a hole large enough to accommodate the plunger, which is held in place by a spring behind it. This creates a very secure lock that can be easily released when it's time to take out the wrist pin. To unlock it, a fine rod is inserted into the hole at the bottom of the boss, pushing the plunger back against the spring until the wrist pin can be ejected from the piston.
Some engineers think it advisable to oscillate the wrist pin in the piston bosses, instead of in the connecting rod small end. It is argued that this construction gives more bearing surface at the wrist pin and also provides for more strength because of the longer bosses that can be used. When this system is followed the piston pin is held in place by locking it to the connecting rod by some means. At H the simplest method is outlined. This consisted of driving a taper pin through both rod and wrist pin and then preventing it from backing out by putting a split cotter through the small end of the tapered locking pin. Another method, which is depicted at I, consists of clamping the wrist pin by means of a suitable bolt which brings the slit connecting rod end together as shown.
Some engineers believe it's better to move the wrist pin in the piston bosses instead of in the small end of the connecting rod. They argue that this design offers more bearing surface at the wrist pin and also provides greater strength due to the longer bosses that can be utilized. When using this method, the piston pin is secured by attaching it to the connecting rod in some way. At H, the simplest approach is described. This involves driving a taper pin through both the rod and the wrist pin, then preventing it from moving out by inserting a split cotter through the small end of the tapered locking pin. Another method, shown at I, involves clamping the wrist pin with a suitable bolt that brings the split connecting rod end together, as illustrated.
ALUMINUM FOR CYLINDERS AND PISTONS
Aluminum pistons outlined at Fig. 122, have replaced cast iron members in many airplane engines, as these weigh about one-third as much as the cast iron forms of the same size, while the reduction in the inertia forces[296] has made it possible to increase the engine speed without correspondingly stressing the connecting rods, crank-shaft and engine bearings.
Aluminum pistons outlined at Fig. 122, have replaced cast iron members in many airplane engines, as these weigh about one-third as much as the cast iron forms of the same size, while the reduction in the inertia forces[296] has made it possible to increase the engine speed without correspondingly stressing the connecting rods, crank-shaft and engine bearings.
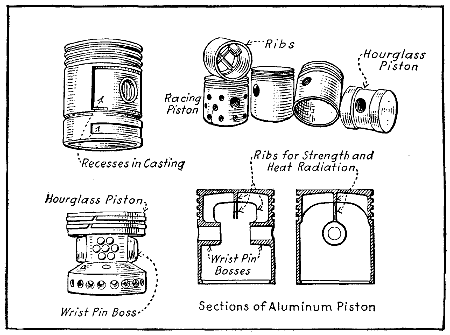
Fig. 122.—Types of Aluminum Pistons Used In Aviation Engines.
Fig. 122.—Types of Aluminum Pistons Used in Aviation Engines.
Aluminum has not only been used for pistons, but a number of motors will be built for the coming season that will use aluminum cylinder block castings as well. Of course, the aluminum alloy is too soft to be used as a bearing for the piston, and it will not withstand the hammering action of the valve. This makes the use of cast iron or steel imperative in all motors. When used in connection with an aluminum cylinder block the cast iron pieces are placed in the mould so that they act as cylinder liners and valve seats, and the molten metal is poured around them when the cylinder is cast. It is said that this construction results in an intimate bond between the cast iron and the surrounding aluminum metal. Steel liners may also be pressed into the aluminum cylinders after these are bored out to receive them. Aluminum has for a number of years been used in many motor[297] car parts. Alloys have been developed that have greater strength than cast iron and that are not so brittle. Its use for manifolds and engine crank and gear cases has been general for a number of years.
Aluminum has not only been used for pistons, but several engines will be made for the upcoming season that will incorporate aluminum cylinder block castings as well. Of course, the aluminum alloy is too soft to be used as a piston bearing, and it won't endure the knocking action of the valve. This makes the use of cast iron or steel essential in all engines. When used alongside an aluminum cylinder block, the cast iron parts are positioned in the mold so they function as cylinder liners and valve seats, and the molten metal is poured around them when the cylinder is cast. It's said that this method creates a strong bond between the cast iron and the surrounding aluminum. Steel liners can also be pressed into the aluminum cylinders after they are bored out to accommodate them. Aluminum has been used in various auto parts for many years. Alloys have been developed that are stronger than cast iron and less brittle. Its use in manifolds and engine crank and gear cases has been common for many years.
At first thought it would seem as though aluminum would be entirely unsuited for use in those portions of internal combustion engines exposed to the heat of the explosion, on account of the low melting point of that metal and its disadvantageous quality of suddenly “wilting” when a critical point in the temperature is reached. Those who hesitated to use aluminum on account of this defect lost sight of the great heat conductivity of that metal, which is considerably more than that of cast iron. It was found in early experiments with aluminum pistons that this quality of quick radiation meant that aluminum pistons remained considerably cooler than cast iron ones in service, which was attested to by the reduced formation of carbon deposit thereon. The use of aluminum makes possible a marked reduction in power plant weight. A small four-cylinder engine which was not particularly heavy even with cast iron cylinders was found to weigh 100 pounds less when the cylinder block, pistons, and upper half of the crank-case had been made of aluminum instead of cast iron. Aluminum motors are no longer an experiment, as a considerable number of these have been in use on cars during the past year without the owners of the cars being apprised of the fact. Absolutely no complaint was made in any case of the aluminum motor and it was demonstrated, in addition to the saving in weight, that the motors cost no more to assemble and cooled much more efficiently than the cast iron form. One of the drawbacks to the use of aluminum is its growing scarcity, which results in making it a “near precious” metal.
At first glance, it might seem that aluminum wouldn't be suitable for parts of internal combustion engines that are exposed to the heat of the explosion, due to its low melting point and the tendency to suddenly lose its strength when it reaches a critical temperature. Those who were hesitant to use aluminum because of this flaw overlooked its excellent heat conductivity, which is significantly greater than that of cast iron. Early experiments with aluminum pistons showed that this ability to quickly radiate heat meant that aluminum pistons stayed much cooler than cast iron ones in operation, as evidenced by the reduced buildup of carbon deposits. Using aluminum leads to a significant reduction in the weight of power plants. A small four-cylinder engine, which wasn’t especially heavy even with cast iron cylinders, was found to weigh 100 pounds less when the cylinder block, pistons, and upper half of the crankcase were made of aluminum instead of cast iron. Aluminum engines are no longer experimental, as a considerable number have been used in cars over the past year without the car owners even knowing. There have been absolutely no complaints regarding the aluminum engine, and it has been shown, in addition to the weight savings, that these engines cost no more to assemble and cool much more effectively than the cast iron kind. One of the downsides of using aluminum is its increasing scarcity, which makes it a “near precious” metal.
PISTON RING CONSTRUCTION
As all pistons must be free to move up and down in the cylinder with minimum friction, they must be less in[298] diameter than the bore of the cylinder. The amount of freedom or clearance provided varies with the construction of the engine and the material the piston is made of, as well as its size, but it is usual to provide from .005 to .010 of an inch to compensate for the expansion of the piston due to heat and also to leave sufficient clearance for the introduction of lubricant between the working surfaces. Obviously, if the piston were not provided with packing rings, this amount of clearance would enable a portion of the gases evolved when the charge is exploded to escape by it into the engine crank-case. The packing members or piston rings, as they are called, are split rings of cast iron, which are sprung into suitable grooves machined on the exterior of the piston, three or four of these being the usual number supplied. These have sufficient elasticity so that they bear tightly against the cylinder wall and thus make a gas-tight joint. Owing to the limited amount of surface in contact with the cylinder wall and the elasticity of the split rings the amount of friction resulting from the contact of properly fitted rings and the cylinder is not of enough moment to cause any damage and the piston is free to slide up and down in the cylinder bore.
As all pistons need to be able to move up and down in the cylinder with minimal friction, they should be narrower in[298] diameter than the cylinder bore. The amount of space or clearance given depends on the engine's design, the material of the piston, and its size, but typically, a clearance of .005 to .010 inches is provided to account for the piston expanding due to heat and to allow enough room for lubricant between the moving parts. Clearly, if the piston didn't have packing rings, this clearance would let some gases escape into the engine crankcase when the charge is ignited. The packing components, known as piston rings, are split rings made of cast iron, fitted into specific grooves on the outside of the piston, usually with three or four rings in place. They are flexible enough to press tightly against the cylinder wall, creating a gas-tight seal. Because of the limited surface area in contact with the cylinder wall and the elasticity of the split rings, the friction from well-fitting rings against the cylinder isn’t significant enough to cause any damage, allowing the piston to slide freely up and down in the cylinder bore.
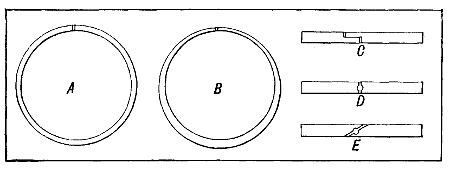
Fig. 123.—Types of Piston Rings and Ring Joints. A—Concentric Ring. B—Eccentrically Machined Form. C—Lap Joint Ring. D—Butt Joint, Seldom Used. E—Diagonal Cut Member, a Popular Form.
Fig. 123.—Types of Piston Rings and Ring Joints. A—Concentric Ring. B—Eccentrically Machined Form. C—Lap Joint Ring. D—Butt Joint, Rarely Used. E—Diagonal Cut Member, a Popular Type.
These rings are made in two forms, as outlined at Fig. 123. The design shown at A is termed a “concentric[299] ring,” because the inner circle is concentric with the outer one and the ring is of uniform thickness at all points. The ring shown at B is called an “eccentric ring,” and it is thicker at one part than at others. It has theoretical advantages in that it will make a tighter joint than the other form, as it is claimed its expansion due to heat is more uniform. The piston rings must be split in order that they may be sprung in place in the grooves, and also to insure that they will have sufficient elasticity to take the form of the cylinder at the different points in their travel. If the cylinder bore varies by small amounts the rings will spring out at the points where the bore is larger than standard, and spring in at those portions where it is smaller than standard.
These rings are made in two forms, as outlined at Fig. 123. The design shown at A is termed a “concentric[299] ring,” because the inner circle is concentric with the outer one and the ring is of uniform thickness at all points. The ring shown at B is called an “eccentric ring,” and it is thicker at one part than at others. It has theoretical advantages in that it will make a tighter joint than the other form, as it is claimed its expansion due to heat is more uniform. The piston rings must be split in order that they may be sprung in place in the grooves, and also to insure that they will have sufficient elasticity to take the form of the cylinder at the different points in their travel. If the cylinder bore varies by small amounts the rings will spring out at the points where the bore is larger than standard, and spring in at those portions where it is smaller than standard.
It is important that the joint should be as nearly gas-tight as possible, because if it were not a portion of the gases would escape through the slots in the piston rings. The joint shown at C is termed a “lap joint,” because the ends of the ring are cut in such a manner that they overlap. This is the approved joint. The butt joint shown at D is seldom used and is a very poor form, the only advantage being its cheapness. The diagonal cut shown at E is a compromise between the very good form shown at C and the poor joint depicted at D. It is also widely used, though most constructors prefer the lap joint, because it does not permit the leakage of gas as much as the other two types.
It’s crucial for the joint to be as gas-tight as possible, because if it isn’t, some of the gases could leak through the slots in the piston rings. The joint marked at C is called a “lap joint” because the ends of the ring are shaped to overlap. This is the preferred joint. The butt joint shown at D is rarely used and is a very poor design, with the only benefit being that it’s inexpensive. The diagonal cut shown at E is a compromise between the effective design at C and the poor joint depicted at D. It’s also commonly used, but most builders prefer the lap joint because it minimizes gas leakage compared to the other two types.
There seems to be some difference of opinion relative to the best piston ring type—some favoring the eccentric pattern, others the concentric form. The concentric ring has advantages from the lubricating engineer’s point of view; as stated by the Platt & Washburn Company in their text-book on engine lubrication, the smaller clearance behind the ring possible with the ring of uniform section is advantageous.
There seems to be some disagreement about the best type of piston ring—some prefer the eccentric design, while others like the concentric one. The concentric ring has benefits from the lubricating engineer’s perspective; as mentioned by the Platt & Washburn Company in their textbook on engine lubrication, the smaller clearance behind the ring that comes with a uniform section is beneficial.
Fig. 124, A, shows a concentric piston ring in its groove. Since the ring itself is concentric with the groove, very small clearance between the back of the ring[300] and the bottom of its groove may be allowed. Small clearance leaves less space for the accumulation of oil and carbon deposits. The gasket effect of this ring is uniform throughout the entire length of its edges, which is its marked advantage over the eccentric ring. This type of piston ring rarely burns fast in its groove. There are a large number of different concentric rings manufactured of different designs and of different efficiency.
Fig. 124, A, shows a concentric piston ring in its groove. Since the ring itself is concentric with the groove, very small clearance between the back of the ring[300] and the bottom of its groove may be allowed. Small clearance leaves less space for the accumulation of oil and carbon deposits. The gasket effect of this ring is uniform throughout the entire length of its edges, which is its marked advantage over the eccentric ring. This type of piston ring rarely burns fast in its groove. There are a large number of different concentric rings manufactured of different designs and of different efficiency.

Fig. 124.—Diagrams Showing Advantages of Concentric Piston Rings.
Fig. 124.—Diagrams Showing Benefits of Concentric Piston Rings.
Figs. 124, B and 124, C show eccentric rings assembled in the ring groove. It will be noted that there is a large space between the thin ends of this ring and the bottom of the groove. This empty space fills up with oil which in the case of the upper ring frequently is carbonized, restricting the action of the ring and nullifying its usefulness. The edges of the thin ends are not sufficiently wide to prevent rapid escape of gases past them. In a practical way this leakage means loss of compression and noticeable drop in power. When new and properly fitted, very little difference can be noted between the tightness of eccentric and concentric rings. Nevertheless, after several months’ use, a more rapid leakage will always occur past the eccentric than past the concentric. If continuous trouble with the carbonization of cylinders, smoking and sooting of spark-plugs is experienced, it is[301] a sure indication that mechanical defects exist in the engine, assuming of course, that a suitable oil has been used. Such trouble can be greatly lessened, if not entirely eliminated, by the application of concentric rings (lap joint), of any good make, properly fitted into the grooves of the piston. Too much emphasis cannot be put upon this point. If the oil used in the engine is of the correct viscosity, and serious carbon deposit, smoking, etc., still result, the only certain remedy then is to have the cylinders rebored and fitted with properly designed, oversized pistons and piston rings.
Figs. 124, B and 124, C show eccentric rings assembled in the ring groove. It will be noted that there is a large space between the thin ends of this ring and the bottom of the groove. This empty space fills up with oil which in the case of the upper ring frequently is carbonized, restricting the action of the ring and nullifying its usefulness. The edges of the thin ends are not sufficiently wide to prevent rapid escape of gases past them. In a practical way this leakage means loss of compression and noticeable drop in power. When new and properly fitted, very little difference can be noted between the tightness of eccentric and concentric rings. Nevertheless, after several months’ use, a more rapid leakage will always occur past the eccentric than past the concentric. If continuous trouble with the carbonization of cylinders, smoking and sooting of spark-plugs is experienced, it is[301] a sure indication that mechanical defects exist in the engine, assuming of course, that a suitable oil has been used. Such trouble can be greatly lessened, if not entirely eliminated, by the application of concentric rings (lap joint), of any good make, properly fitted into the grooves of the piston. Too much emphasis cannot be put upon this point. If the oil used in the engine is of the correct viscosity, and serious carbon deposit, smoking, etc., still result, the only certain remedy then is to have the cylinders rebored and fitted with properly designed, oversized pistons and piston rings.
LEAK-PROOF PISTON RINGS
In order to reduce the compression loss and leakage of gas by the ordinary simple form of diagonal or lap joint one-piece piston ring a number of compound rings have been devised and are offered by their makers to use in making replacements. The leading forms are shown at Fig. 125. That shown at A is known as the “Statite” and consists of three rings, one carried inside while the other two are carried on the outside. The ring shown at B is a double ring and is known as the McCadden. This is composed of two thin concentric lap joint rings so disposed relative to each other that the opening in the inner ring comes opposite to the opening in the outer ring.
In order to reduce the compression loss and leakage of gas by the ordinary simple form of diagonal or lap joint one-piece piston ring a number of compound rings have been devised and are offered by their makers to use in making replacements. The leading forms are shown at Fig. 125. That shown at A is known as the “Statite” and consists of three rings, one carried inside while the other two are carried on the outside. The ring shown at B is a double ring and is known as the McCadden. This is composed of two thin concentric lap joint rings so disposed relative to each other that the opening in the inner ring comes opposite to the opening in the outer ring.
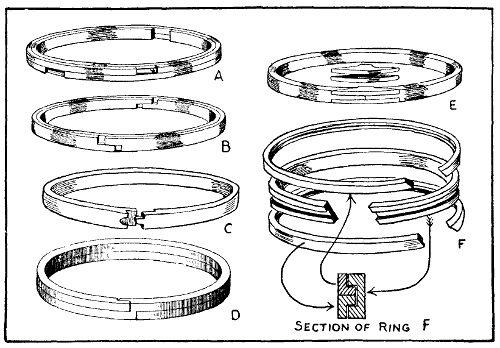
Fig. 125.—Leak-Proof and Other Compound Piston Rings.
Fig. 125.—Leak-Proof and Other Compound Piston Rings.
The form shown at C is known as the “Leektite,” and is a single ring provided with a peculiar form of lap and dove tail joint. The ring shown at D is known as the “Dunham” and is of the double concentric type being composed of two rings with lap joints which are welded together at a point opposite the joint so that there is no passage by which the gas can escape. The Burd high compression ring is shown at E. The joints of these rings are sealed by means of an H-shaped coupler of bronze which closes the opening. The ring ends are made with tongues which interlock with the coupling. The[302] ring shown at F is called the “Evertite” and is a three-piece ring composed of three members as shown in the sectional view below the ring. The main part or inner ring has a circumferential channel in which the two outer rings lock, the resulting cross-section being rectangular just the same as that of a regular pattern ring. All three rings are diagonally split and the joints are spaced equally and the distances maintained by small pins. This results in each joint being sealed by the solid portion of the other rings.
The form shown at C is called the “Leektite,” which is a single ring featuring a unique type of lap and dove tail joint. The ring shown at D is known as the “Dunham” and is a double concentric type, made up of two rings with lap joints that are welded together at a point opposite the joint, ensuring that there is no way for the gas to escape. The Burd high compression ring is shown at E. The joints of these rings are sealed using an H-shaped bronze coupler that closes the opening. The ring ends are designed with tongues that interlock with the coupling. The[302] ring shown at F is called the “Evertite” and consists of three pieces as shown in the sectional view below the ring. The main part or inner ring has a circumferential channel where the two outer rings fit together, resulting in a rectangular cross-section just like that of a regular pattern ring. All three rings are diagonally split, and the joints are spaced evenly, with distances maintained by small pins. This design ensures that each joint is sealed by the solid part of the other rings.
The use of a number of light steel rings instead of one wide ring in the groove is found on a number of automobile power plants, but as far as known, this construction is not used in airplane power plants. It is contended that where a number of light rings is employed a more flexible packing means is obtained and the possibility of leakage is reduced. Rings of this design are made of square section steel wire and are given a spring temper. Owing to the limited width the diagonal[303] cut joint is generally employed instead of the lap joint which is so popular on wider rings.
The use of several light steel rings instead of a single wide ring in the groove is seen in various car engines, but as far as we know, this design isn’t used in aircraft engines. It's argued that when multiple light rings are used, it creates a more flexible sealing method and reduces the risk of leakage. These rings are made from square section steel wire and are given a spring temper. Due to their limited width, the diagonal[303] cut joint is usually used instead of the lap joint, which is commonly found on wider rings.
KEEPING OIL OUT OF COMBUSTION CHAMBERS
An examination of the engine design that is economical in oil consumption discloses the use of tight piston rings, large centrifugal rings on the crank-shaft where it passes through the case, ample cooling fins in the pistons, vents between the crank-case chamber and the valve enclosures, etc. Briefly put, cooling of the oil in this engine has been properly cared for and leakage reduced to a minimum. To be specific regarding details of design: Oil surplus can be kept out of the explosion chambers by leaving the lower edge of the piston skirt sharp and by the use of a shallow groove (C), Fig. 126, just below the lower piston ring. Small holes are bored through the piston walls at the base of this groove and communicate with the crank-case. The similarity of the sharp edges of piston skirt (D) and piston ring to a carpenter’s plane bit, makes their operation plain.
An examination of the engine design that is economical in oil consumption discloses the use of tight piston rings, large centrifugal rings on the crank-shaft where it passes through the case, ample cooling fins in the pistons, vents between the crank-case chamber and the valve enclosures, etc. Briefly put, cooling of the oil in this engine has been properly cared for and leakage reduced to a minimum. To be specific regarding details of design: Oil surplus can be kept out of the explosion chambers by leaving the lower edge of the piston skirt sharp and by the use of a shallow groove (C), Fig. 126, just below the lower piston ring. Small holes are bored through the piston walls at the base of this groove and communicate with the crank-case. The similarity of the sharp edges of piston skirt (D) and piston ring to a carpenter’s plane bit, makes their operation plain.
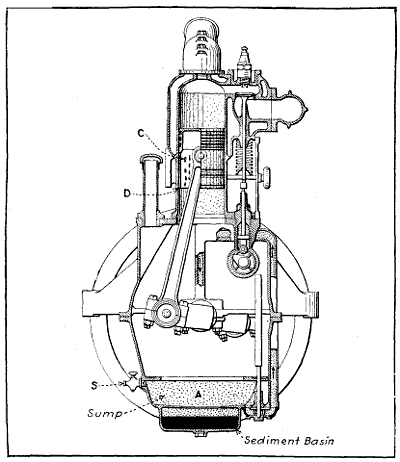
Fig. 126.—Sectional View of Engine Showing Means of Preventing Oil Leakage By Piston Rings.
Fig. 126.—Sectional View of Engine Showing How to Prevent Oil Leakage with Piston Rings.
The cooling of oil in the sump (A) can be accomplished most effectively by radiating fins on its outer surface. The lower crank-case should be fully exposed to the outer air. A settling basin for sediment (B) should be provided having a cubic content not less than one-tenth of the total oil capacity as outlined at Fig. 126. The depth of this basin should be at least 21⁄2 inches, and its walls vertical, as shown, to reduce the mixing of sediment with the oil in circulation. The inlet opening to the oil pump should be near the top of the sediment basin in order to prevent the entrance into the pump with the oil of any solid matter or water condensed from the products of combustion. This sediment basin should be drained after every five to seven hours air service of an airplane engine. Concerning filtering screens there is little to be said, save that their areas should be ample and the mesh coarse enough (one-sixteenth of an inch) to[304] offer no serious resistance to the free flow of cold or heavy oil through them; otherwise the oil in the crank-case may build up above them to an undesirable level. The necessary frequency of draining and flushing out the oil sump differs greatly with the age (condition) of the engine and the suitability of the oil used. In broad terms, the oil sump of a new engine should be thoroughly drained and flushed with kerosene at the end of the first 200[305] miles, next at the end of 500 miles and thereafter every 1,000 miles. While these instructions apply specifically to automobile motors, it is very good practice to change the oil in airplane engines frequently. In many cases, the best results have been secured when the oil supply is completely replenished every five hours that the engine is in operation.
The cooling of oil in the sump (A) can be accomplished most effectively by radiating fins on its outer surface. The lower crank-case should be fully exposed to the outer air. A settling basin for sediment (B) should be provided having a cubic content not less than one-tenth of the total oil capacity as outlined at Fig. 126. The depth of this basin should be at least 21⁄2 inches, and its walls vertical, as shown, to reduce the mixing of sediment with the oil in circulation. The inlet opening to the oil pump should be near the top of the sediment basin in order to prevent the entrance into the pump with the oil of any solid matter or water condensed from the products of combustion. This sediment basin should be drained after every five to seven hours air service of an airplane engine. Concerning filtering screens there is little to be said, save that their areas should be ample and the mesh coarse enough (one-sixteenth of an inch) to[304] offer no serious resistance to the free flow of cold or heavy oil through them; otherwise the oil in the crank-case may build up above them to an undesirable level. The necessary frequency of draining and flushing out the oil sump differs greatly with the age (condition) of the engine and the suitability of the oil used. In broad terms, the oil sump of a new engine should be thoroughly drained and flushed with kerosene at the end of the first 200[305] miles, next at the end of 500 miles and thereafter every 1,000 miles. While these instructions apply specifically to automobile motors, it is very good practice to change the oil in airplane engines frequently. In many cases, the best results have been secured when the oil supply is completely replenished every five hours that the engine is in operation.
CONNECTING ROD FORMS
The connecting rod is the simple member that joins the piston to the crank-shaft and which transmits the power imparted to the piston by the explosion so that it may be usefully applied. It transforms the reciprocating movement of the piston to a rotary motion at the crank-shaft. A typical connecting rod and its wrist pin are shown at Fig. 120. It will be seen that it has two bearings, one at either end. The small end is bored out to receive the wrist pin which joins it to the piston, while the large end has a hole of sufficient size to go on the crank-pin. The airplane and automobile engine connecting rod is invariably a steel forging, though in marine engines it is sometimes made a steel or high tensile strength bronze casting. In all cases it is desirable to have softer metals than the crank-shaft and wrist pin at the bearing point, and for this reason the connecting rod is usually provided with bushings of anti-friction or white metal at the lower end, and bronze at the upper. The upper end of the connecting rod may be one piece, because the wrist pin can be introduced after it is in place between the bosses of the piston. The lower bearing must be made in two parts in most cases, because the crank-shaft cannot be passed through the bearing owing to its irregular form. The rods of the Gnome engine are all one piece types, as shown at Fig. 127, owing to the construction of the “mother” rod which receives the crank-pins. The complete connecting rod assembly is shown in Fig. 121, also at A, Fig. 127. The “mother[306]” rod, with one of the other rods in place and one about to be inserted, is shown at Fig. 127, B. The built-up crank-shaft which makes this construction feasible is shown at Fig. 127, C.
The connecting rod is the simple member that joins the piston to the crank-shaft and which transmits the power imparted to the piston by the explosion so that it may be usefully applied. It transforms the reciprocating movement of the piston to a rotary motion at the crank-shaft. A typical connecting rod and its wrist pin are shown at Fig. 120. It will be seen that it has two bearings, one at either end. The small end is bored out to receive the wrist pin which joins it to the piston, while the large end has a hole of sufficient size to go on the crank-pin. The airplane and automobile engine connecting rod is invariably a steel forging, though in marine engines it is sometimes made a steel or high tensile strength bronze casting. In all cases it is desirable to have softer metals than the crank-shaft and wrist pin at the bearing point, and for this reason the connecting rod is usually provided with bushings of anti-friction or white metal at the lower end, and bronze at the upper. The upper end of the connecting rod may be one piece, because the wrist pin can be introduced after it is in place between the bosses of the piston. The lower bearing must be made in two parts in most cases, because the crank-shaft cannot be passed through the bearing owing to its irregular form. The rods of the Gnome engine are all one piece types, as shown at Fig. 127, owing to the construction of the “mother” rod which receives the crank-pins. The complete connecting rod assembly is shown in Fig. 121, also at A, Fig. 127. The “mother[306]” rod, with one of the other rods in place and one about to be inserted, is shown at Fig. 127, B. The built-up crank-shaft which makes this construction feasible is shown at Fig. 127, C.
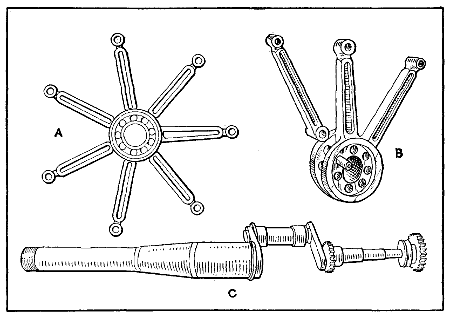
Fig. 127.—Connecting Rod and Crank-Shaft Construction of Gnome “Monosoupape” Engine.
Fig. 127.—Connecting Rod and Crank-Shaft Construction of Gnome “Monosoupape” Engine.
Some of the various designs of connecting rods that have been used are shown at Fig. 128. That at A is a simple form often employed in single-cylinder motors, having built-up crank-shafts. Both ends of the connecting rod are bushed with a one-piece bearing, as it can be assembled in place before the crank-shaft assembly is built up. A built-up crank-shaft such as this type of connecting rod would be used with is shown at Fig. 106. The pattern shown at B is one that has been used to some extent on heavy work, and is known as the “marine type.” It is made in three pieces, the main portion being a steel forging having a flanged lower end to which the bronze boxes are secured by bolts. The modified marine type depicted at C is the form that has received the widest application in automobile and aviation engine construction.[308] It consists of two pieces, the main member being a steel drop forging having the wrist-pin bearing and the upper crank-pin bearing formed integral, while the lower crank-pin bearing member is a separate forging secured to the connecting rod by bolts. In this construction bushings of anti-friction metal are used at the lower end, and a bronze bushing is forced into the upper- or wrist-pin end. The rod shown at D has also been widely used. It is similar in construction to the form shown at C, except that the upper end is split in order to permit of a degree of adjustment of the wrist-pin bushing, and the lower bearing cap is a hinged member which is retained by one bolt instead of two. When it is desired to assemble it on the crank-shaft the lower cap is swung to one side and brought back into place when the connecting rod has been properly located. Sometimes the lower bearing member is split diagonally instead of horizontally, such a construction being outlined at E.
Some of the various designs of connecting rods that have been used are shown at Fig. 128. That at A is a simple form often employed in single-cylinder motors, having built-up crank-shafts. Both ends of the connecting rod are bushed with a one-piece bearing, as it can be assembled in place before the crank-shaft assembly is built up. A built-up crank-shaft such as this type of connecting rod would be used with is shown at Fig. 106. The pattern shown at B is one that has been used to some extent on heavy work, and is known as the “marine type.” It is made in three pieces, the main portion being a steel forging having a flanged lower end to which the bronze boxes are secured by bolts. The modified marine type depicted at C is the form that has received the widest application in automobile and aviation engine construction.[308] It consists of two pieces, the main member being a steel drop forging having the wrist-pin bearing and the upper crank-pin bearing formed integral, while the lower crank-pin bearing member is a separate forging secured to the connecting rod by bolts. In this construction bushings of anti-friction metal are used at the lower end, and a bronze bushing is forced into the upper- or wrist-pin end. The rod shown at D has also been widely used. It is similar in construction to the form shown at C, except that the upper end is split in order to permit of a degree of adjustment of the wrist-pin bushing, and the lower bearing cap is a hinged member which is retained by one bolt instead of two. When it is desired to assemble it on the crank-shaft the lower cap is swung to one side and brought back into place when the connecting rod has been properly located. Sometimes the lower bearing member is split diagonally instead of horizontally, such a construction being outlined at E.
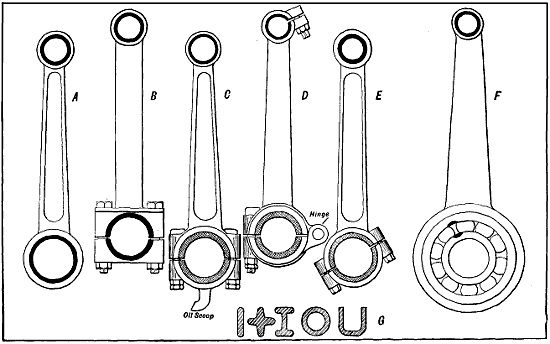
Fig. 128.—Connecting Rod Types Summarized. A—Single Connecting Rod Made in One Piece, Usually Fitted in Small Single-Cylinder Engines Having Built-Up Crank-Shafts. B—Marine Type, a Popular Form on Heavy Engines. C—Conventional Automobile Type, a Modified Marine Form. D—Type Having Hinged Lower Cap and Split Wrist Pin Bushing. E—Connecting Rod Having Diagonally Divided Big End. F—Ball-Bearing Rod. G—Sections Showing Structural Shapes Commonly Employed in Connecting Rod Construction.
Fig. 128.—Connecting Rod Types Summarized. A—Single Connecting Rod Made in One Piece, Usually Used in Small Single-Cylinder Engines with Built-Up Crankshafts. B—Marine Type, a Popular Design for Heavy Engines. C—Conventional Automobile Type, a Modified Marine Design. D—Type with a Hinged Lower Cap and Split Wrist Pin Bushing. E—Connecting Rod with a Diagonally Divided Big End. F—Ball-Bearing Rod. G—Sections Showing Common Structural Shapes Used in Connecting Rod Construction.
In a number of instances, instead of plain bushed bearings anti-friction forms using ball or rollers have been used at the lower end. A ball-bearing connecting rod is shown at F. The big end may be made in one piece, because if it is possible to get the ball bearing on the crank-pins it will be easy to put the connecting rod in place. Ball bearings are not used very often on connecting rod big ends because of difficulty of installation, though when applied properly they give satisfactory service and reduce friction to a minimum. One of the advantages of the ball bearing is that it requires no adjustment, whereas the plain bushings depicted in the other connecting rods must be taken up from time to time to compensate for wear.
In several cases, instead of simple bush bearings, anti-friction types using balls or rollers have been used at the lower end. A ball-bearing connecting rod is shown at F. The big end can be made in one piece because if you can fit the ball bearing on the crank pins, it will be easy to install the connecting rod. Ball bearings aren't used very often on the big ends of connecting rods due to installation challenges. However, when applied correctly, they provide good service and minimize friction. One of the benefits of ball bearings is that they don’t require adjustment, while the plain bushings shown in the other connecting rods need periodic adjustment to account for wear.
This can be done in forms shown at B, C, D, and E by bringing the lower bearing caps closer to the upper one and scraping out the brasses to fit the shaft. A number of liners or shims of thin brass or copper stock, varying from .002 inch to .005 inch, are sometimes interposed between the halves of the bearings when it is first[309] fitted to the crank-pin. As the brasses wear the shims may be removed and the portions of the bearings brought close enough together to take up any lost motion that may exist, though in some motors no shims are provided and depreciation can be remedied only by installing new brasses and scraping to fit.
This can be done in the ways shown at B, C, D, and E by bringing the lower bearing caps closer to the upper one and adjusting the brasses to fit the shaft. Several liners or shims made of thin brass or copper, varying from .002 inch to .005 inch, are sometimes placed between the halves of the bearings when it is first[309] fitted to the crank-pin. As the brasses wear, the shims can be removed, and the halves of the bearings can be brought closer together to eliminate any lost motion that may be present, although in some motors no shims are provided, and wear can only be fixed by installing new brasses and adjusting to fit.
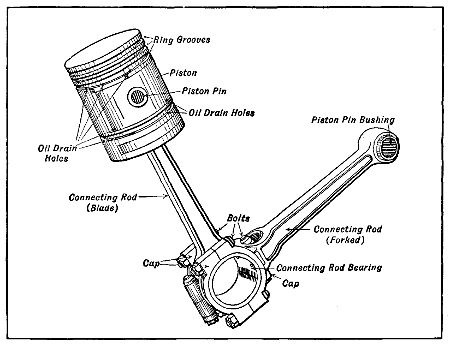
Fig. 129.—Double Connecting Rod Assembly For Use On Single Crank-Pin of Vee Engine.
Fig. 129.—Double Connecting Rod Assembly for Use on Single Crank-Pin of Vee Engine.
The various structural shapes in which connecting rods are formed are shown in section at G. Of these the I section is most widely used in airplane engines, because it is strong and a very easy shape to form by the drop-forging process or to machine out of the solid bar when extra good steel is used. Where extreme lightness is desired, as in small high-speed motors used for cycle propulsion, the section shown at the extreme left is often used. If the rod is a cast member as in some marine engines, the cross, hollow cylinder, or U sections are sometimes used. If the sections shown at the right are employed,[310] advantage is often taken of the opportunity for passing lubricant through the center of the hollow round section on vertical motors or at the bottom of the U section, which would be used on a horizontal cylinder power plant.
The different shapes that connecting rods come in are shown in section at G. The I section is the most commonly used in airplane engines because it’s strong and easy to create through the drop-forging process or to machine from solid steel when high-quality material is used. When extreme lightness is needed, like in small high-speed motors for bikes, the shape on the far left is often chosen. If the rod is a cast component, like in some marine engines, the cross, hollow cylinder, or U sections are sometimes used. When using the sections shown on the right, [310] there’s often an opportunity to run lubricant through the center of the hollow round section on vertical motors or at the bottom of the U section, which would be used in a horizontal cylinder power plant.
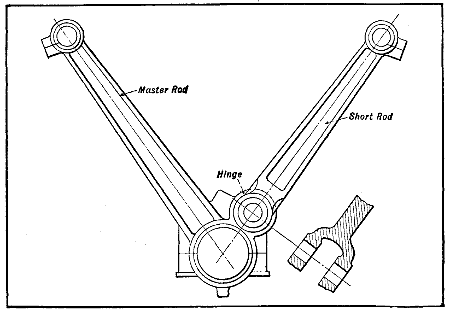
Fig. 130.—Another Type of Double Connecting Rod for Vee Engines.
Fig. 130.—Another Type of Double Connecting Rod for Vee Engines.
Connecting rods of Vee engines are made in two distinct styles. The forked or “scissors” joint rod assembly is employed when the cylinders are placed directly opposite each other. The “blade” rod, as shown at Fig. 129, fits between the lower ends of the forked rod, which oscillate on the bearing which encircles the crank-pin. The lower end of the “blade” rod is usually attached to the bearing brasses, the ends of the “forked” rod move on the outer surfaces of the brasses. Another form of rod devised for use under these conditions is shown at Fig. 130 and installed in an aviation engine at Fig. 132. In this construction the shorter rod is attached to a boss on the master rod by a short pin to form a hinge and to permit the short rod to oscillate as the conditions dictate.[312] This form of rod can be easily adjusted when the bearing depreciates, a procedure that is difficult with the forked type rod. The best practice, in the writer’s opinion, is to stagger the cylinders and use side-by-side rods as is done in the Curtiss engine. Each rod may be fitted independently of the other and perfect compensation for wear of the big ends is possible.
Connecting rods of Vee engines are made in two distinct styles. The forked or “scissors” joint rod assembly is employed when the cylinders are placed directly opposite each other. The “blade” rod, as shown at Fig. 129, fits between the lower ends of the forked rod, which oscillate on the bearing which encircles the crank-pin. The lower end of the “blade” rod is usually attached to the bearing brasses, the ends of the “forked” rod move on the outer surfaces of the brasses. Another form of rod devised for use under these conditions is shown at Fig. 130 and installed in an aviation engine at Fig. 132. In this construction the shorter rod is attached to a boss on the master rod by a short pin to form a hinge and to permit the short rod to oscillate as the conditions dictate.[312] This form of rod can be easily adjusted when the bearing depreciates, a procedure that is difficult with the forked type rod. The best practice, in the writer’s opinion, is to stagger the cylinders and use side-by-side rods as is done in the Curtiss engine. Each rod may be fitted independently of the other and perfect compensation for wear of the big ends is possible.
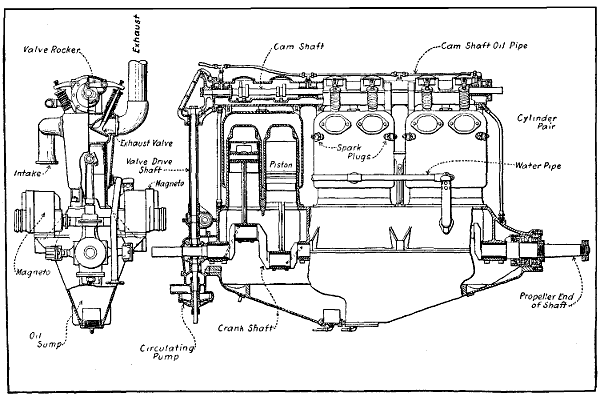
Fig. 131.—Part Sectional View of Wisconsin Aviation Engine, Showing Four-Bearing Crank-Shaft, Overhead Cam-Shaft, and Method of Combining Cylinders in Pairs.
Fig. 131.—Part Sectional View of Wisconsin Aviation Engine, Showing Four-Bearing Crankshaft, Overhead Camshaft, and Method of Combining Cylinders in Pairs.
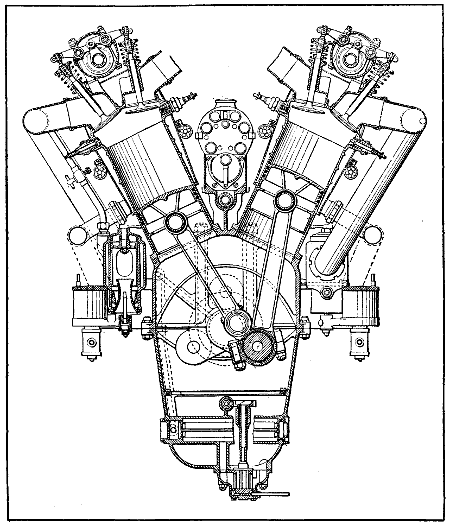
Fig. 132.—Part Sectional View of Renault Twelve-Cylinder Water-Cooled Engine, Showing Connecting Rod Construction and Other Important Internal Parts.
Fig. 132.—Part Sectional View of Renault Twelve-Cylinder Water-Cooled Engine, Showing Connecting Rod Design and Other Key Internal Components.
CAM-SHAFT AND CRANK-SHAFT DESIGN
Before going extensively into the subject of crank-shaft construction it will be well to consider cam-shaft design, which is properly a part of the valve system and which has been considered in connection with the other elements which have to do directly with cylinder construction to some extent. Cam-shafts are usually simple members carried at the base of the cylinder in the engine case of Vee type motors by suitable bearings and having the cams employed to lift the valves attached at intervals. A typical cam-shaft design is shown at Fig. 133. Two main methods of cam-shaft construction are followed—that in which the cams are separate members, keyed and pinned to the shaft, and the other where the cams are formed integral, the latter being the most suitable for airplane engine requirements.
Before going extensively into the subject of crank-shaft construction it will be well to consider cam-shaft design, which is properly a part of the valve system and which has been considered in connection with the other elements which have to do directly with cylinder construction to some extent. Cam-shafts are usually simple members carried at the base of the cylinder in the engine case of Vee type motors by suitable bearings and having the cams employed to lift the valves attached at intervals. A typical cam-shaft design is shown at Fig. 133. Two main methods of cam-shaft construction are followed—that in which the cams are separate members, keyed and pinned to the shaft, and the other where the cams are formed integral, the latter being the most suitable for airplane engine requirements.
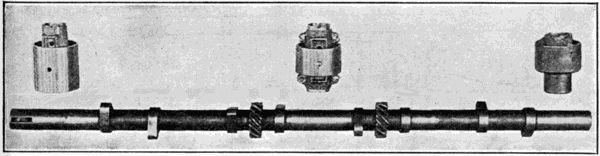
Fig. 133.—Typical Cam-Shaft, with Valve Lifting Cams and Gears to Operate Auxiliary Devices Forged Integrally.
Fig. 133.—Standard Camshaft, featuring valve-lifting cams and gears designed to operate integrated auxiliary devices.
The cam-shafts shown at Figs. 133 and 134, B, are of the latter type, as the cams are machined integrally. In this case not only the cams but also the gears used in driving the auxiliary shafts are forged integral. This is a more expensive construction, because of the high initial cost of forging dies as well as the greater expense of machining. It has the advantage over the other form in which the cams are keyed in place in that it is stronger, and as the cams are a part of the shaft they can never become loose, as might be possible where they are separately formed and assembled on a simple shaft.
The cam-shafts shown at Figs. 133 and 134, B, are of the latter type, as the cams are machined integrally. In this case not only the cams but also the gears used in driving the auxiliary shafts are forged integral. This is a more expensive construction, because of the high initial cost of forging dies as well as the greater expense of machining. It has the advantage over the other form in which the cams are keyed in place in that it is stronger, and as the cams are a part of the shaft they can never become loose, as might be possible where they are separately formed and assembled on a simple shaft.
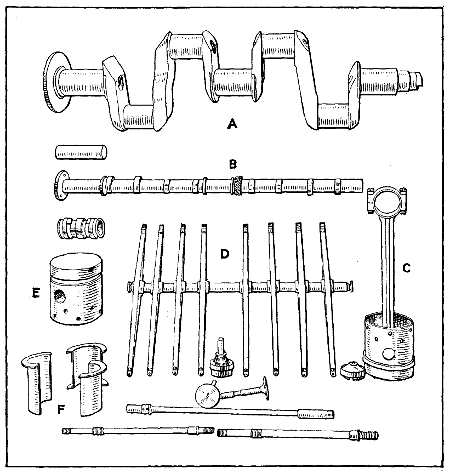
Fig. 134.—Important Parts of Duesenberg Aviation Engine. A—Three Main Bearing Crank-Shaft. B—Cam-Shaft with Integral Cams. C—Piston and Connecting Rod Assembly. D—Valve Rocker Group. E—Piston. F—Main Bearing Brasses.
Fig. 134.—Key Components of the Duesenberg Aviation Engine. A—Three Main Bearing Crankshaft. B—Camshaft with Integrated Cams. C—Piston and Connecting Rod Assembly. D—Valve Rocker Assembly. E—Piston. F—Main Bearing Brasses.
The importance of the crank-shaft has been previously[314] considered, and some of its forms have been shown in views of the motors presented in earlier portions of this work. The crank-shaft is one of the parts subjected to the greatest strain and extreme care is needed in its construction and design, because practically the entire duty of transmitting the power generated by the motor to the gearset devolves upon it. Crank-shafts are usually made of high tensile strength steel of special composition. They may be made in four ways, the most common being from[315] a drop or machine forging which is formed approximately to the shape of the finished shaft and in rare instances (experimental motors only) they may be steel castings. Sometimes they are made from machine forgings, where considerably more machine work is necessary than would be the case where the shaft is formed between dies. Some engineers favor blocking the shaft out of a solid slab of metal and then machining this rough blank to form. In some radial-cylinder motors of the Gnome and Le Rhone type the crank-shafts are built up of two pieces, held together by taper fastenings or bolts.
The importance of the crankshaft has been previously[314] considered, and some of its forms have been shown in views of the engines presented in earlier sections of this work. The crankshaft is one of the parts subjected to the greatest strain, and extreme care is needed in its construction and design because practically the entire responsibility of transmitting the power generated by the engine to the gearset rests on it. Crankshafts are usually made of high tensile strength steel with a special composition. They can be produced in four ways, the most common being from[315] a drop or machine forging that is shaped roughly to the final form of the shaft, and in rare cases (only in experimental engines) they may be made as steel castings. Sometimes they are produced from machine forgings, which require significantly more machining than would be necessary if the shaft were formed between dies. Some engineers prefer to block the shaft out of a solid slab of metal and then machine this rough piece to shape. In some radial-cylinder engines of the Gnome and Le Rhone type, the crankshafts are made up of two pieces, held together by taper fittings or bolts.
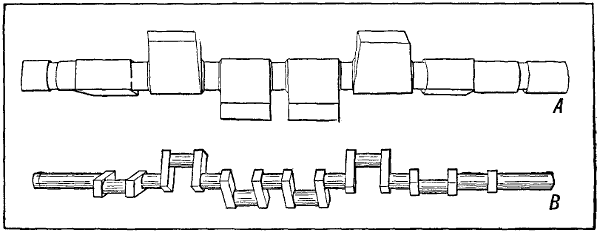
Fig. 135.—Showing Method of Making Crank-Shaft. A—The Rough Steel Forging Before Machining. B—The Finished Six-Throw, Seven-Bearing Crank-Shaft.
Fig. 135.—Showing Method of Making Crank-Shaft. A—The Rough Steel Forging Before Machining. B—The Finished Six-Throw, Seven-Bearing Crank-Shaft.
The form of the shaft depends on the number of cylinders and the form has material influence on the method of construction. For instance, a four-cylinder crank-shaft could be made by either of the methods outlined. On the other hand, a three- or six-cylinder shaft is best made by the machine forging process, because if drop forged or cut from the blank it will have to be heated and the crank throws bent around so that the pins will lie in three planes one hundred and twenty degrees apart, while the other types described need no further attention, as the crank-pins lie in planes one hundred and eighty degrees apart. This can be better understood by referring to Fig. 135, which shows a six-cylinder shaft in the rough and finished stages. At A the appearance[316] of the machine forging before any of the material is removed is shown, while at B the appearance of the finished crank-shaft is clearly depicted. The built-up crank-shaft is seldom used on multiple-cylinder motors, except in some cases where the crank-shafts revolve on ball bearings as in some automobile racing engines.
The form of the shaft depends on the number of cylinders and the form has material influence on the method of construction. For instance, a four-cylinder crank-shaft could be made by either of the methods outlined. On the other hand, a three- or six-cylinder shaft is best made by the machine forging process, because if drop forged or cut from the blank it will have to be heated and the crank throws bent around so that the pins will lie in three planes one hundred and twenty degrees apart, while the other types described need no further attention, as the crank-pins lie in planes one hundred and eighty degrees apart. This can be better understood by referring to Fig. 135, which shows a six-cylinder shaft in the rough and finished stages. At A the appearance[316] of the machine forging before any of the material is removed is shown, while at B the appearance of the finished crank-shaft is clearly depicted. The built-up crank-shaft is seldom used on multiple-cylinder motors, except in some cases where the crank-shafts revolve on ball bearings as in some automobile racing engines.
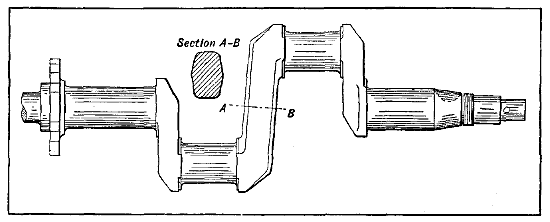
Fig. 136.—Showing Form of Crank-Shaft for Twin-Cylinder Opposed Power Plant.
Fig. 136.—Showing the Shape of the Crankshaft for a Twin-Cylinder Opposed Power Plant.
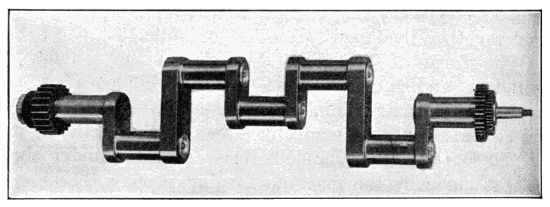
Fig. 137.—Crank-Shaft of Thomas-Morse Eight-Cylinder Vee Engine.
Fig. 137.—Crank-Shaft of Thomas-Morse Eight-Cylinder Vee Engine.
Crank-shaft form will vary with a number of cylinders and it is possible to use a number of different arrangements of crank-pins and bearings for the same number of cylinders. The simplest form of crank-shaft is that used on simple radial cylinder motors as it would consist of but one crank-pin, two webs, and the crank-shaft. As the number of cylinders increase in Vee motors as a general rule more crank-pins are used. The crank-shaft that[317] would be used on a two-cylinder opposed motor is shown at Fig. 136. This has two throws and the crank-pins are spaced 180 degrees apart. The bearings are exceptionally long. Four-cylinder crank-shafts may have two, three or five main bearings and three or four crank-pins. In some forms of two-bearing crank-shafts, such as used when four-cylinders are cast in a block, or unit casting, two of the pistons are attached to one common crank-pin, so that in reality the crank-shaft has but three crank-pins. A typical three bearing, four-cylinder crank-shaft is shown at Fig. 134, A. The same type can be used for an eight-cylinder Vee engine, except for the greater length of crank-pins to permit of side by side rods as shown at Fig. 137. Six cylinder vertical tandem and twelve-cylinder Vee engine crank-shafts usually have four or seven main bearings depending upon the disposition of the crank-pins and arrangement of cylinders. At Fig. 138, A,[318] the bottom view of a twelve-cylinder engine with bottom half of crank case removed is given. This illustrates clearly the arrangement of main bearings when the crank-shaft is supported on four journals. The crank-shaft shown at Fig. 138, B, is a twelve-cylinder seven-bearing type.
Crank-shaft form will vary with a number of cylinders and it is possible to use a number of different arrangements of crank-pins and bearings for the same number of cylinders. The simplest form of crank-shaft is that used on simple radial cylinder motors as it would consist of but one crank-pin, two webs, and the crank-shaft. As the number of cylinders increase in Vee motors as a general rule more crank-pins are used. The crank-shaft that[317] would be used on a two-cylinder opposed motor is shown at Fig. 136. This has two throws and the crank-pins are spaced 180 degrees apart. The bearings are exceptionally long. Four-cylinder crank-shafts may have two, three or five main bearings and three or four crank-pins. In some forms of two-bearing crank-shafts, such as used when four-cylinders are cast in a block, or unit casting, two of the pistons are attached to one common crank-pin, so that in reality the crank-shaft has but three crank-pins. A typical three bearing, four-cylinder crank-shaft is shown at Fig. 134, A. The same type can be used for an eight-cylinder Vee engine, except for the greater length of crank-pins to permit of side by side rods as shown at Fig. 137. Six cylinder vertical tandem and twelve-cylinder Vee engine crank-shafts usually have four or seven main bearings depending upon the disposition of the crank-pins and arrangement of cylinders. At Fig. 138, A,[318] the bottom view of a twelve-cylinder engine with bottom half of crank case removed is given. This illustrates clearly the arrangement of main bearings when the crank-shaft is supported on four journals. The crank-shaft shown at Fig. 138, B, is a twelve-cylinder seven-bearing type.
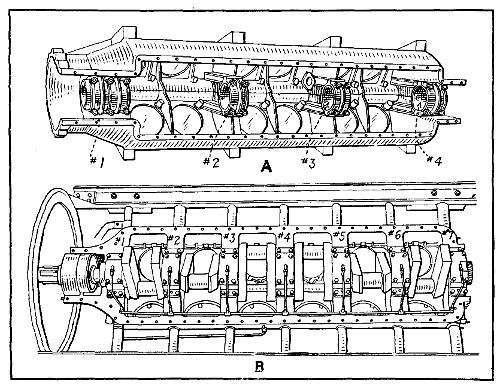
Fig. 138.—Crank-Case and Crank-Shaft Construction for Twelve-Cylinder Motors. A—Duesenberg. B—Curtiss.
Fig. 138.—Crankcase and Crankshaft Design for Twelve-Cylinder Motors. A—Duesenberg. B—Curtiss.
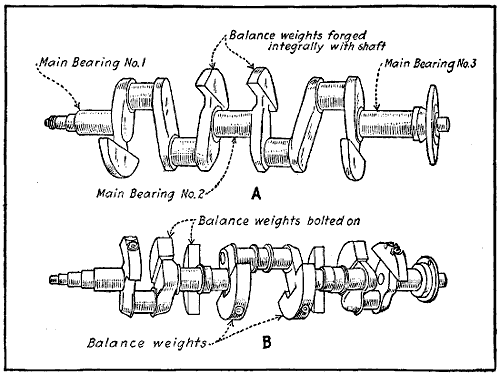
Fig. 139.—Counterbalanced Crank-Shafts Reduce Engine Vibration and Permit of Higher Rotative Speeds.
Fig. 139.—Counterbalanced crankshafts reduce engine vibration and allow for higher rotation speeds.
In some automobile engines, extremely good results have been secured in obtaining steady running with minimum vibration by counterbalancing the crank-shafts as outlined at Fig. 139. The shaft at A is a type suitable for a high speed four-cylinder vertical or an eight-cylinder Vee type. That at B is for a six-cylinder vertical or a twelve-cylinder V with scissors joint rods. If counterbalancing crank-shafts helps in an automobile engine, it should have advantages of some moment in airplane engines, even though the crank-shaft weight is greater.
In some automobile engines, extremely good results have been secured in obtaining steady running with minimum vibration by counterbalancing the crank-shafts as outlined at Fig. 139. The shaft at A is a type suitable for a high speed four-cylinder vertical or an eight-cylinder Vee type. That at B is for a six-cylinder vertical or a twelve-cylinder V with scissors joint rods. If counterbalancing crank-shafts helps in an automobile engine, it should have advantages of some moment in airplane engines, even though the crank-shaft weight is greater.
BALL-BEARING CRANK-SHAFTS
While crank-shafts are usually supported in plain journals there seems to be a growing tendency of late to use anti-friction bearings of the ball type for their support. This is especially noticeable on block motors where but two main bearings are utilized. When ball bearings are selected with proper relation to the load which obtains they will give very satisfactory service. They permit the crank-shaft to turn with minimum friction, and if properly selected will never need adjustment. The front end is supported by a bearing which is clamped in such a manner that it will take a certain amount of load in a direction parallel to the axis of the shaft, while the rear end is so supported that the outer race of the bearing has a certain amount of axial freedom or “float.” The inner race or cone of each bearing is firmly clamped against shoulders on the crank-shaft. At the front end of the crank-shaft timing gear and a suitable check nut are used, while at the back end the bearing is clamped by a threaded retention member between the fly-wheel and a shoulder on the crank-shaft. The fly-wheel is held in place by a taper and key retention. The ball bearings are carried in a light housing of bronze or malleable iron, which in turn are held in the crank-case by bolts. The Renault engine uses ball bearings at front and rear ends of the crank-shaft, but has plain bearings around intermediate crank-shaft journals. The rotary engines of the Gnome, Le Rhone and Clerget forms would not be practical if ball bearings were not used as the bearing friction and consequent depreciation would be very high.
While crankshafts are typically supported by plain journals, there seems to be an increasing trend lately to use ball-type anti-friction bearings for their support. This is especially noticeable in block motors, which use only two main bearings. When properly chosen based on the load they need to handle, these ball bearings provide excellent service. They allow the crankshaft to turn with minimal friction, and if selected correctly, they won’t require adjustments. The front end is supported by a bearing that’s clamped to handle a certain amount of load parallel to the shaft's axis, while the rear end is supported in a way that allows the outer race of the bearing some axial freedom or "float." The inner race or cone of each bearing is tightly clamped against the shoulders on the crankshaft. At the front end of the crankshaft, a timing gear and a suitable check nut are used, while at the back end, the bearing is secured by a threaded retention member positioned between the flywheel and a shoulder on the crankshaft. The flywheel is held in place by a taper and key system. The ball bearings are housed in a lightweight casing made of bronze or malleable iron, which is then secured in the crankcase with bolts. The Renault engine uses ball bearings at both ends of the crankshaft but has plain bearings around the intermediate crankshaft journals. The rotary engines of the Gnome, Le Rhone, and Clerget designs would not be practical without ball bearings, as the bearing friction and resulting wear would be excessively high.
ENGINE-BASE CONSTRUCTION
One of the important parts of the power plant is the substantial casing or bed member, which is employed to support the cylinders and crank-shaft and which is attached directly to the fuselage engine supporting members.[320] This will vary widely in form, but as a general thing it is an approximately cylindrical member which may be divided either vertically or horizontally in two or more parts. Airplane engine crank-cases are usually made of aluminum, a material which has about the same strength as cast iron, but which only weighs a third as much. In rare cases cast iron is employed, but is not favored by most engineers because of its brittle nature, great weight and low resistance to tensile stresses. Where exceptional strength is needed alloys of bronze may be used, and in some cases where engines are produced in large quantities a portion of the crank-case may be a sheet steel or aluminum stamping.
One important part of the power plant is the substantial casing or bed member, which supports the cylinders and crankshaft and is directly attached to the engine-supporting members of the fuselage.[320] This can vary widely in shape, but generally, it's an approximately cylindrical component that can be divided either vertically or horizontally into two or more parts. Airplane engine crankcases are usually made of aluminum, a material with similar strength to cast iron but weighing only a third as much. In rare cases, cast iron is used, but most engineers avoid it because it's brittle, heavy, and has low resistance to tensile stress. Where exceptional strength is required, bronze alloys may be used, and in some instances, when engines are produced in large quantities, part of the crankcase might be made from sheet steel or aluminum stamping.
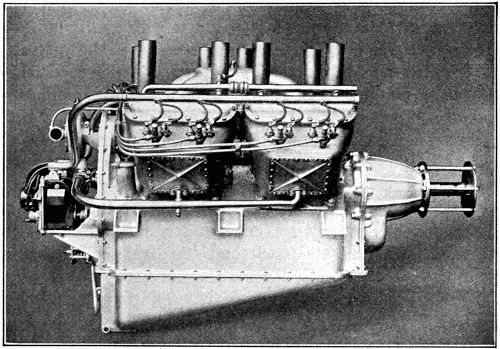
Fig. 140.—View of Thomas 135 Horse-Power Aeromotor, Model 8, Showing Conventional Method of Crank-Case Construction.
Fig. 140.—View of Thomas 135 Horsepower Aeromotor, Model 8, Showing Standard Method of Crankcase Construction.
Crank-cases are always large enough to permit the crank-shaft and parts attached to it to turn inside and obviously its length is determined by the number of cylinders and their disposition. The crank-case of the radial cylinder or double-opposed cylinder engine would be substantially the same in length. That of a four-cylinder[321] will vary in length with the method of casting the cylinder. When the four-cylinders are cast in one unit and a two-bearing crank-shaft is used, the crank-case is a very compact and short member. When a three-bearing crank-shaft is utilized and the cylinders are cast in pairs, the engine base is longer than it would be to support a block casting, but is shorter than one designed to sustain individual[322] cylinder castings and a five-bearing crank-shaft. It is now common construction to cast an oil container integral with the bottom of the engine base and to draw the lubricating oil from it by means of a pump, as shown at Fig. 140. The arms by which the motor is supported[323] in the fuselage are substantial-ribbed members cast integrally with the upper half.
Crank-cases are always large enough to permit the crank-shaft and parts attached to it to turn inside and obviously its length is determined by the number of cylinders and their disposition. The crank-case of the radial cylinder or double-opposed cylinder engine would be substantially the same in length. That of a four-cylinder[321] will vary in length with the method of casting the cylinder. When the four-cylinders are cast in one unit and a two-bearing crank-shaft is used, the crank-case is a very compact and short member. When a three-bearing crank-shaft is utilized and the cylinders are cast in pairs, the engine base is longer than it would be to support a block casting, but is shorter than one designed to sustain individual[322] cylinder castings and a five-bearing crank-shaft. It is now common construction to cast an oil container integral with the bottom of the engine base and to draw the lubricating oil from it by means of a pump, as shown at Fig. 140. The arms by which the motor is supported[323] in the fuselage are substantial-ribbed members cast integrally with the upper half.
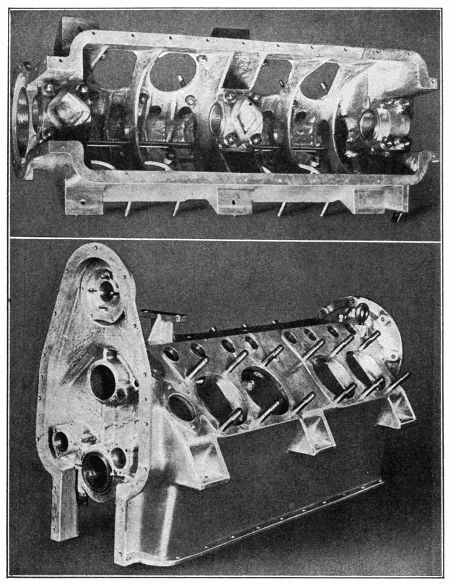
Fig. 141.—Views of Upper Half of Thomas Aeromotor Crank-Case.
Fig. 141.—Views of the upper half of the Thomas Aeromotor crankcase.
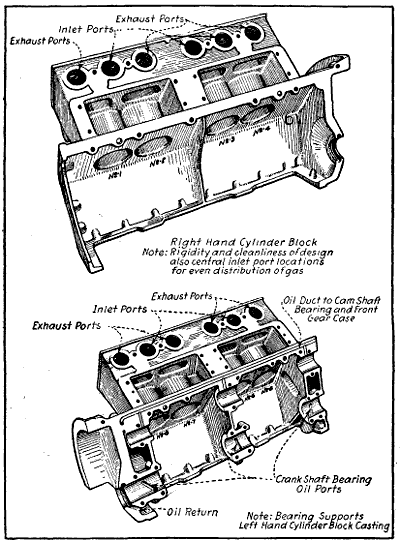
Fig. 142.—Method of Constructing Eight-Cylinder Vee Engine, Possible if Aluminum Cylinder and Crank-Case Castings are Used.
Fig. 142.—How to Build an Eight-Cylinder Vee Engine, Possible if Aluminum Cylinder and Crankcase Castings are Used.
The approved method of crank-case construction favored by the majority of engineers is shown at the top of Fig. 141, bottom side up. The upper half not only forms a bed for the cylinder but is used to hold the crank-shaft as well. In the illustration, the three-bearing boxes form part of the case, while the lower brasses are in the form of separately cast caps retained by suitable bolts. In the construction outlined the bottom part of the case serves merely as an oil container and a protection for the interior mechanism of the motor. The cylinders are held down by means of studs screwed into the crank-case top, as shown at Fig. 141, lower view. If the aluminum cylinder motor has any future, the method of construction outlined at Fig. 142, which has been used in cast iron for an automobile motor, might be used for an eight-cylinder Vee engine for airplane use. The simplicity of the crank-case needed for a revolving cylinder motor and its small weight can be well understood by examination of the illustration at Fig. 143, which shows the engine crank-case for the nine-cylinder “Monosoupape” Gnome engine. This consists of two accurately machined forgings held together by bolts as clearly indicated.
The approved method of crank-case construction favored by the majority of engineers is shown at the top of Fig. 141, bottom side up. The upper half not only forms a bed for the cylinder but is used to hold the crank-shaft as well. In the illustration, the three-bearing boxes form part of the case, while the lower brasses are in the form of separately cast caps retained by suitable bolts. In the construction outlined the bottom part of the case serves merely as an oil container and a protection for the interior mechanism of the motor. The cylinders are held down by means of studs screwed into the crank-case top, as shown at Fig. 141, lower view. If the aluminum cylinder motor has any future, the method of construction outlined at Fig. 142, which has been used in cast iron for an automobile motor, might be used for an eight-cylinder Vee engine for airplane use. The simplicity of the crank-case needed for a revolving cylinder motor and its small weight can be well understood by examination of the illustration at Fig. 143, which shows the engine crank-case for the nine-cylinder “Monosoupape” Gnome engine. This consists of two accurately machined forgings held together by bolts as clearly indicated.
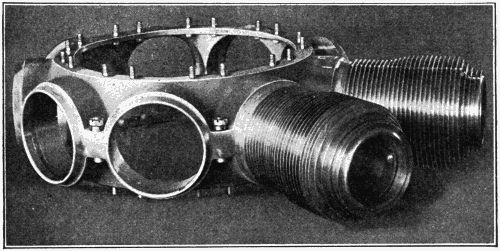
Fig. 143.—Simple and Compact Crank-Case, Possible When Radial Cylinder Engine Design is Followed.
Fig. 143.—Simple and Compact Crankcase, Possible When Using Radial Cylinder Engine Design.
CHAPTER X
Power Plant Installation—Curtiss OX-2 Engine Mounting and Operating Rules—Standard S. A. E. Engine Bed Dimensions—Hall-Scott Engine Installation and Operation—Fuel System Rules—Ignition System—Water System—Preparations to Start Engine—Mounting Radial and Rotary Engines—Practical Hints to Locate Engine Troubles—All Engine Troubles Summarized—Location of Engine Troubles Made Easy.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
The proper installation of the airplane power plant is more important than is generally supposed, as while these engines are usually well balanced and run with little vibration, it is necessary that they be securely anchored and that various connections to the auxiliary parts be carefully made in order to prevent breakage from vibration and that attendant risk of motor stoppage while in the air. The type of motor to be installed determines the method of installation to be followed. As a general rule six-cylinder vertical engine and eight-cylinder Vee type are mounted in substantially the same way. The radial, fixed cylinder forms and the radial, rotary cylinder Gnome and Le Rhone rotary types require an entirely different method of mounting. Some unconventional mountings have been devised, notably that shown at Fig. 144, which is a six-cylinder German engine that is installed in just the opposite way to that commonly followed. The inverted cylinder construction is not generally followed because even with pressure feed, dry crank-case type lubricating system there is considerable danger of over-lubrication and of oil collecting and carbonizing in the combustion chamber and gumming up the valve action much quicker than would be the case if the engine was operated in the conventional upright position. The reason for mounting an engine in this way is to obtain a lower center of gravity and also to make for[325] more perfect streamlining of the front end of the fuselage in some cases. It is rather doubtful if this slight advantage will compensate for the disadvantages introduced by this unusual construction. It is not used to any extent now but is presented merely to show one of the possible systems of installing an airplane engine.
The proper installation of the airplane power plant is more important than is generally supposed, as while these engines are usually well balanced and run with little vibration, it is necessary that they be securely anchored and that various connections to the auxiliary parts be carefully made in order to prevent breakage from vibration and that attendant risk of motor stoppage while in the air. The type of motor to be installed determines the method of installation to be followed. As a general rule six-cylinder vertical engine and eight-cylinder Vee type are mounted in substantially the same way. The radial, fixed cylinder forms and the radial, rotary cylinder Gnome and Le Rhone rotary types require an entirely different method of mounting. Some unconventional mountings have been devised, notably that shown at Fig. 144, which is a six-cylinder German engine that is installed in just the opposite way to that commonly followed. The inverted cylinder construction is not generally followed because even with pressure feed, dry crank-case type lubricating system there is considerable danger of over-lubrication and of oil collecting and carbonizing in the combustion chamber and gumming up the valve action much quicker than would be the case if the engine was operated in the conventional upright position. The reason for mounting an engine in this way is to obtain a lower center of gravity and also to make for[325] more perfect streamlining of the front end of the fuselage in some cases. It is rather doubtful if this slight advantage will compensate for the disadvantages introduced by this unusual construction. It is not used to any extent now but is presented merely to show one of the possible systems of installing an airplane engine.
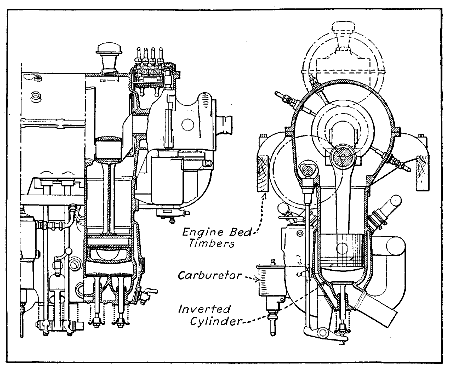
Fig. 144.—Unconventional Mounting of German Inverted Cylinder Motor.
Fig. 144.—Unusual Setup of German Inverted Cylinder Engine.
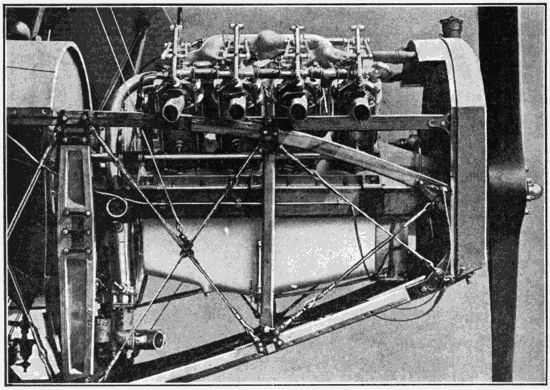
Fig. 145.—How Curtiss Model OX-2 Motor is Installed in Fuselage of Curtiss Tractor Biplane. Note Similarity of Mounting to Automobile Power Plant.
Fig. 145.—How the Curtiss Model OX-2 Engine is Installed in the Fuselage of the Curtiss Tractor Biplane. Note the Similarity of the Mounting to an Automobile Engine.
In a number of airplanes of the tractor-biplane type the power plant installation is not very much different than that which is found in automobile practice. The illustration at Fig. 145 is a very clear representation of the method of mounting the Curtiss eight-cylinder 90 H. P. or model OX-2 engine in the fuselage of the Curtiss JN-4 tractor biplane which is so generally used in the United States as a training machine. It will be observed that the fuel tank is mounted under a cowl directly behind the motor and that it feeds the carburetor by means of a[326] flexible fuel pipe. As the tank is mounted higher than the carburetor, it will feed that member by gravity. The radiator is mounted at the front end of the fuselage and connected to the water piping on the motor by the usual rubber hose connections. An oil pan is placed under the engine and the top is covered with a hood just as in motor car practice. The panels of aluminum are attached to the sides of the fuselage and are supplied with doors which open and provide access to the carburetor, oil-gauge and other parts of the motor requiring inspection. The complete installation with the power plant enclosed is given at Fig. 146, and in this it will be observed that the exhaust pipes are connected to discharge members that lead the gases above the top plane. In the engine shown at Fig. 145 the exhaust flows directly into the air at the sides of the machine through short pipes bolted to the exhaust gas outlet ports. The installation of the[328] radiator just back of the tractor screw insures that adequate cooling will be obtained because of the rapid air flow due to the propeller slip stream.
In a number of airplanes of the tractor-biplane type the power plant installation is not very much different than that which is found in automobile practice. The illustration at Fig. 145 is a very clear representation of the method of mounting the Curtiss eight-cylinder 90 H. P. or model OX-2 engine in the fuselage of the Curtiss JN-4 tractor biplane which is so generally used in the United States as a training machine. It will be observed that the fuel tank is mounted under a cowl directly behind the motor and that it feeds the carburetor by means of a[326] flexible fuel pipe. As the tank is mounted higher than the carburetor, it will feed that member by gravity. The radiator is mounted at the front end of the fuselage and connected to the water piping on the motor by the usual rubber hose connections. An oil pan is placed under the engine and the top is covered with a hood just as in motor car practice. The panels of aluminum are attached to the sides of the fuselage and are supplied with doors which open and provide access to the carburetor, oil-gauge and other parts of the motor requiring inspection. The complete installation with the power plant enclosed is given at Fig. 146, and in this it will be observed that the exhaust pipes are connected to discharge members that lead the gases above the top plane. In the engine shown at Fig. 145 the exhaust flows directly into the air at the sides of the machine through short pipes bolted to the exhaust gas outlet ports. The installation of the[328] radiator just back of the tractor screw insures that adequate cooling will be obtained because of the rapid air flow due to the propeller slip stream.
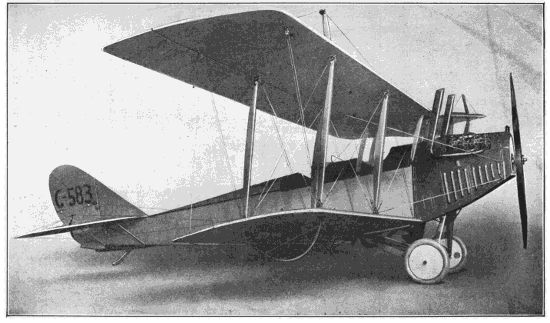
Fig. 146.—Latest Model of Curtiss JN-4 Training Machine, Showing Thorough Enclosure of Power Plant and Method of Disposing of the Exhaust Gases.
Fig. 146.—Latest Model of Curtiss JN-4 Training Machine, Displaying Complete Coverage of the Power Plant and the Way Exhaust Gases are Handled.
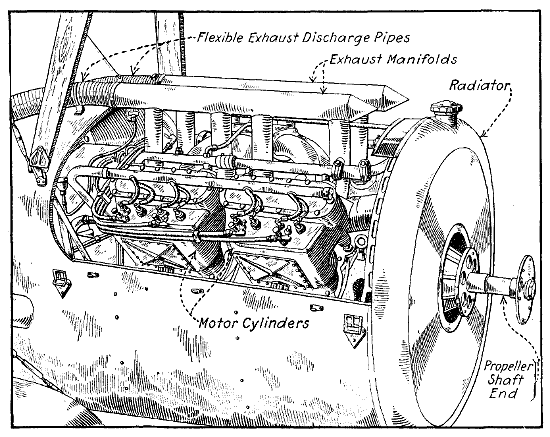
Fig. 147.—Front View of L. W. F. Tractor Biplane Fuselage, Showing Method of Installing Thomas Aeromotor and Method of Disposing of Exhaust Gases.
Fig. 147.—Front View of L. W. F. Tractor Biplane Fuselage, Showing Method of Installing Thomas Aeromotor and Method of Handling Exhaust Gases.
INSTALLATION OF CURTISS OX-2 ENGINE
The following instructions are given in the Curtiss Instruction Book for installing the OX-2 engine and preparing it for flights, and taken in connection with the very clear illustration presented no difficulty should be experienced in understanding the proper installation, and mounting of this power plant. The bearers or beds should be 2 inches wide by 3 inches deep, preferably of laminated hard wood, and placed 115⁄8 inches apart. They must be well braced. The six arms of the base of the motor are[329] drilled for 3⁄8-inch bolts, and none but this size should he used.
The following instructions are provided in the Curtiss Instruction Book for installing the OX-2 engine and getting it ready for flights. With the very clear illustration included, you shouldn't have any trouble understanding the correct installation and mounting of this power plant. The bearers or beds should be 2 inches wide by 3 inches deep, ideally made of laminated hardwood, and placed 115⁄8 inches apart. They must be well braced. The six arms of the motor's base are [329] drilled for 3⁄8-inch bolts, and only this size should be used.
1. Anchoring the Motor. Put the bolts in from the bottom, with a large washer under the head of each so the head cannot cut into the wood. On every bolt use a castellated nut and a cotter pin, or an ordinary nut and a lock washer, so the bolt will not work loose. Always set motor in place and fasten before attaching any auxiliary apparatus, such as carburetor, etc.
1. Anchoring the Motor. Insert the bolts from the bottom, using a large washer under each head to prevent it from digging into the wood. For each bolt, use a castellated nut with a cotter pin, or an ordinary nut with a lock washer, to ensure the bolt stays secure. Always position the motor and secure it before connecting any additional equipment, like the carburetor, etc.
2. Inspecting the Ignition-Switch Wires. The wires leading from the ignition switch must be properly connected—one end to the motor body for ground, and the other end to the post on the breaker box of the magneto.
2. Inspecting the Ignition-Switch Wires. The wires that come from the ignition switch need to be connected correctly—one end to the motor body for ground and the other end to the post on the breaker box of the magneto.
3. Filling the Radiator. Be sure that the water from the radiator fills the cylinder jackets. Pockets of air may remain in the cylinder jackets even though the radiator may appear full. Turn the motor over a few times by hand after filling the radiator, and then add more water if the radiator will take it. The air pockets, if allowed to remain, may cause overheating and develop serious trouble when the motor is running.
3. Filling the Radiator. Make sure the water from the radiator fills the cylinder jackets. There might be air pockets in the cylinder jackets even if the radiator looks full. Turn the engine over a few times by hand after filling the radiator, and then add more water if the radiator can take it. If the air pockets are left in, they can cause overheating and lead to serious issues when the engine is running.
4. Filling the Oil Reservoir. Oil is admitted into the crank-case through the breather tube at the rear. It is well to strain all oil put into the crank-case. In filling the oil reservoir be sure to turn the handle on the oil sight-gauge till it is at right angles with the gauge. The oil sight-gauge is on the side of the lower half of the crank-case. Put in about 3 gallons of the best obtainable oil, Mobile B recommended. It is important to remember that the very best oil is none too good.
4. Filling the Oil Reservoir. Oil is added to the crankcase through the breather tube at the back. It’s a good idea to filter all oil before putting it into the crankcase. When filling the oil reservoir, make sure to turn the handle on the oil sight gauge until it’s at a right angle to the gauge. The oil sight gauge is located on the side of the lower half of the crankcase. Put in about 3 gallons of the best oil you can find, Mobile B is recommended. It’s important to keep in mind that using the highest quality oil is essential.
5. Oiling Exposed Moving Parts. Oil all rocker-arm bearings before each flight. A little oil should be applied where the push rods pass through the stirrup straps.
5. Oiling Exposed Moving Parts. Oil all rocker-arm bearings before each flight. Apply a little oil where the push rods go through the stirrup straps.
6. Filling the Gasoline Tanks. Be certain that all connections in the gasoline system are tight.
6. Filling the Gasoline Tanks. Make sure that all the connections in the gasoline system are secure.
7. Turning on the Gasoline. Open the cock leading from the gasoline tank to the carburetor.
7. Turning on the Gasoline. Open the valve that connects the gasoline tank to the carburetor.
8. Charging the Cylinders. With the ignition switch[330] OFF, prime the motor by squirting a little gasoline in each exhaust port and then turn the propeller backward two revolutions. Never open the exhaust valve by operating the rocker-arm by hand, as the push-rod is liable to come out of its socket in the cam follower and bend the rocker-arm when the motor turns over.
8. Charging the Cylinders. With the ignition switch[330] OFF, start the motor by squirting a bit of gasoline into each exhaust port and then turn the propeller backward two times. Don’t manually open the exhaust valve by fiddling with the rocker-arm, as the push-rod could pop out of its socket in the cam follower and bend the rocker-arm when the motor turns over.
9. Starting the Motor by Hand. Always retard the spark part way, to prevent back-firing, by pulling forward the wire attached to the breaker box. Failure to so retard the spark in starting may result in serious injury to the operator. Turn on the ignition switch with throttle partly open; give a quick, strong pull down and outward on the starting crank or propeller. As soon as the motor is started advance the spark by releasing the retard wire.
9. Starting the Motor by Hand. Always pull back the spark a little to avoid back-firing by pulling forward the wire connected to the breaker box. Not doing this when starting could cause serious injury to the operator. Turn on the ignition switch with the throttle slightly open; make a quick, strong pull down and outward on the starting crank or propeller. Once the motor starts, advance the spark by letting go of the retard wire.
10. Oil Circulation. Let the motor run at low speed for a few minutes in order to establish oil circulation in all bearings. With all parts functioning properly, the throttle may be opened gradually for warming up before flight.
10. Oil Circulation. Allow the engine to run at a low speed for a few minutes to ensure oil circulates through all the bearings. Once all parts are working correctly, you can gradually open the throttle to warm up the engine before takeoff.
STANDARD S.A.E. ENGINE BED DIMENSIONS
The Society of Automotive Engineers have made efforts to standardize dimensions of bed timbers for supporting power plant in an aeroplane. Owing to the great difference in length no standardization is thought possible in this regard. The dimensions recommended are as follows:
The Society of Automotive Engineers has worked to standardize the dimensions of bed timbers used to support power plants in airplanes. Due to the significant differences in length, standardization in this area is considered impossible. The recommended dimensions are as follows:
| Distance between timbers | 12 | in. | 14 | in. | 16 | in. | ||
| Width of bed timbers | 1 | 1⁄2 | in. | 1 | 3⁄4 | in. | 2 | in. |
| Distance between centers of bolts | 13 | 1⁄2 | in. | 15 | 3⁄4 | in. | 18 | in. |
It will be evident that if any standard of this nature were adopted by engine builders that the designers of fuselage could easily arrange their bed timbers to conform to these dimensions, whereas it would be difficult to have them adhere to any standard longitudinal dimensions which are much more easily varied in fuselages than the transverse dimensions are. It, however, should[332] be possible to standardize the longitudinal positions of the holding down bolts as the engine designer would still be able to allow himself considerable space fore-and-aft of the bolts.
It will be clear that if any standard like this were adopted by engine builders, fuselage designers could easily position their bed timbers to fit these dimensions. On the other hand, it would be challenging for them to stick to any standard longitudinal dimensions, which can be more easily adjusted in fuselages than the transverse dimensions. However, it should[332] be possible to standardize the longitudinal placement of the holding down bolts, as the engine designer would still have ample room to adjust positions in front of and behind the bolts.
HALL-SCOTT ENGINE INSTALLATION
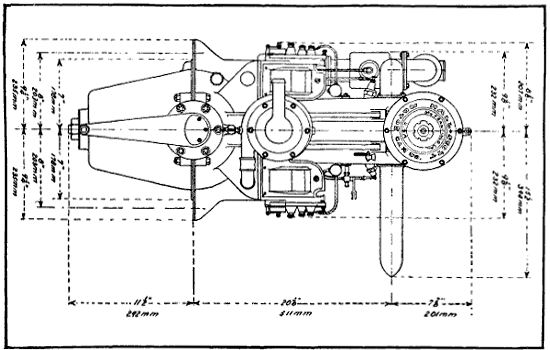
Fig. 148.—End Elevation of Hall-Scott A-7 Four-Cylinder Motor, with Installation Dimensions.
Fig. 148.—End Elevation of Hall-Scott A-7 Four-Cylinder Engine, with Installation Dimensions.
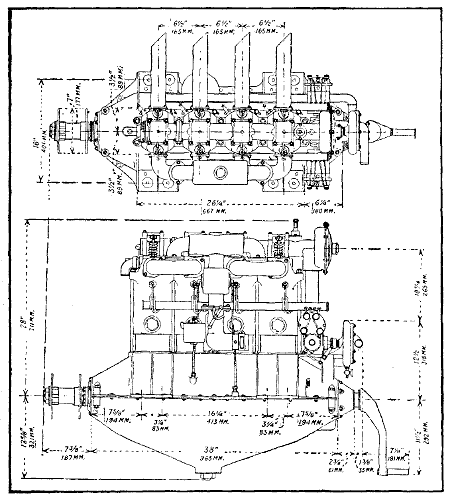
Fig. 149.—Plan and Side Elevation of Hall-Scott A-7 Four-Cylinder Airplane Engine, with Installation Dimensions.
Fig. 149.—Plan and Side Elevation of Hall-Scott A-7 Four-Cylinder Airplane Engine, with Installation Dimensions.
The very thorough manner in which installation diagrams are prepared by the leading engine makers leaves nothing to the imagination. The dimensions of the Hall-Scott four-cylinder airplane engine are given clearly in[333] our inch measurements with the metric equivalents at Figs. 148 and 149, the former showing a vertical elevation while the latter has a plan view and side elevation. The installation of this engine in airplanes is clearly shown at Figs. 150 and 151, the former having the radiator installed at the front of the motor and having all exhaust pipes joined to one common discharge funnel, which deflects the gas over the top plane while the latter has the radiator placed vertically above the motor at the back end and has a direct exhaust gas discharge to the air.
The very thorough manner in which installation diagrams are prepared by the leading engine makers leaves nothing to the imagination. The dimensions of the Hall-Scott four-cylinder airplane engine are given clearly in[333] our inch measurements with the metric equivalents at Figs. 148 and 149, the former showing a vertical elevation while the latter has a plan view and side elevation. The installation of this engine in airplanes is clearly shown at Figs. 150 and 151, the former having the radiator installed at the front of the motor and having all exhaust pipes joined to one common discharge funnel, which deflects the gas over the top plane while the latter has the radiator placed vertically above the motor at the back end and has a direct exhaust gas discharge to the air.
CENSORED
CENSORED
CENSORED
CENSORED
The dimensions of the six-cylinder Hall-Scott motor which is known as the type A-5 125 H. P. are given at Fig. 152, which is an end sectional elevation, and at Fig. 153, which is a plan view. The dimensions are given both in inch sizes and the metric equivalents. The appearance[334] of a Hall-Scott six-cylinder engine installed in a fuselage is given at Fig. 154, while a diagram showing the location of the engine and the various pipes leading to the auxiliary groups is outlined at Fig. 155. The following instructions for installing the Hall-Scott power plant are[336] reproduced from the instruction book issued by the maker. Operating instructions which are given should enable any good mechanic to make a proper installation and to keep the engine in good running condition.
The dimensions of the six-cylinder Hall-Scott motor which is known as the type A-5 125 H. P. are given at Fig. 152, which is an end sectional elevation, and at Fig. 153, which is a plan view. The dimensions are given both in inch sizes and the metric equivalents. The appearance[334] of a Hall-Scott six-cylinder engine installed in a fuselage is given at Fig. 154, while a diagram showing the location of the engine and the various pipes leading to the auxiliary groups is outlined at Fig. 155. The following instructions for installing the Hall-Scott power plant are[336] reproduced from the instruction book issued by the maker. Operating instructions which are given should enable any good mechanic to make a proper installation and to keep the engine in good running condition.
CENSORED
CENSORED
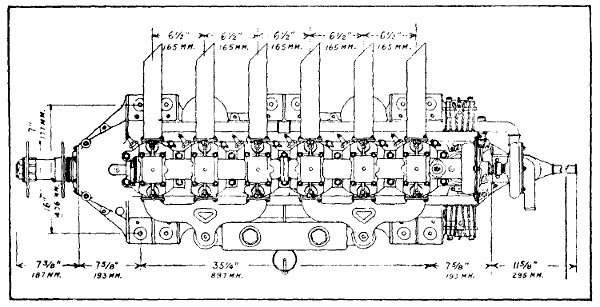
Fig. 153.—Plan View of Hall-Scott Type A-5 125 Horse-Power Airplane Engine, Showing Installation Dimensions.
Fig. 153.—Top View of Hall-Scott Type A-5 125 Horsepower Airplane Engine, Displaying Installation Measurements.
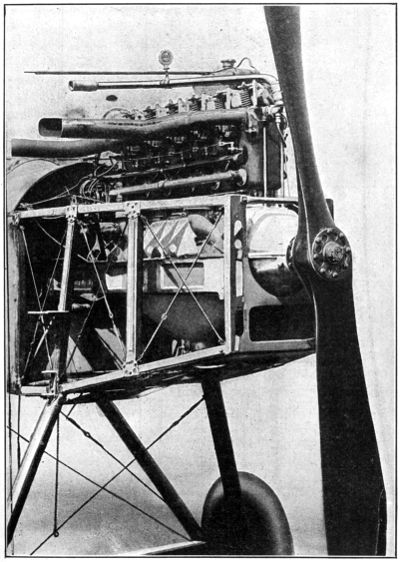
Fig. 154.—Three-Quarter View of Hall-Scott Type A-5 125 Horse-Power Six-Cylinder Engine, with One of the Side Radiators Removed to Show Installation in Standard Fuselage.
Fig. 154.—Three-Quarter View of Hall-Scott Type A-5 125 Horsepower Six-Cylinder Engine, with One of the Side Radiators Removed to Show Installation in Standard Fuselage.
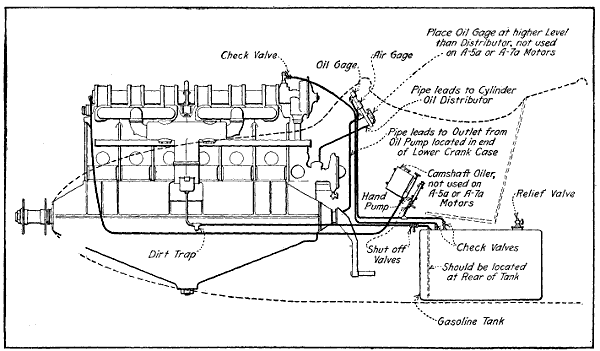
Fig. 155.—Diagram Showing Proper Installation of Hall-Scott Type A-5 125 Horse-Power Engine with Pressure Feed Fuel Supply System.
Fig. 155.—Diagram Showing Proper Installation of Hall-Scott Type A-5 125 Horsepower Engine with Pressure Feed Fuel Supply System.
FUEL SYSTEM INSTALLATION
Gasoline giving the best results with this equipment is as follows: Gravity 58-62 deg. Baume A. Initial boiling point—Richmond method—102° Fahr. Sulphur .014. Calorimetric bomb test 20610 B. T. U. per pound. If the gasoline tank is placed in the fuselage below the level of the carburetor, a hand pump must be used to maintain air pressure in gas tank to force the gasoline to the carburetor. After starting the engine the small auxiliary air pump upon the engine will maintain sufficient pressure. A-7a and A-5a engines are furnished with a new type auxiliary air pump. This should be frequently oiled and care taken so no grit or sand will enter which might lodge between the valve and its seat, which would make it fail to operate properly. An air relief valve is furnished with each engine. It should be screwed into the gas tank and properly regulated to maintain the pressure required.[337] This is done by screwing the ratchet on top either up or down. If two tanks are used in a plane one should be installed in each tank. All air pump lines should be carefully[339] gone over quite frequently to ascertain if they are tight. Check valves have to be placed in these lines. In some cases the gasoline tank is placed above the engine, allowing it to drain by gravity to the carburetor. When using this system there should be a drop of not less than two feet from the lowest portion of the gasoline tank to the upper part of the carburetor float chamber. Even this height might not be sufficient to maintain the proper volume of gasoline to the carburetor at high speeds. Air pressure is advised upon all tanks to insure the proper supply of gasoline. When using gravity feed without air pressure be sure to vent the tank to allow circulation of air. If gravity tank is used and the engine runs satisfactorily at low speeds but cuts out at high speeds the trouble is undoubtedly due to insufficient height of the tank above the carburetor. The tank should be raised or air pressure system used.
Gasoline that works best with this equipment has the following specifications: Gravity 58-62 degrees Baumé A. Initial boiling point—Richmond method—102°F Fahrenheit. Sulfur .014. Calorimetric bomb test shows 20610 B.T.U. per pound. If the gasoline tank is installed in the fuselage below the carburetor, a hand pump is necessary to maintain air pressure in the gas tank to push the gasoline to the carburetor. Once the engine starts, the small auxiliary air pump on the engine will keep enough pressure. The A-7a and A-5a engines come with a new type of auxiliary air pump. This pump should be frequently oiled, and care must be taken to ensure no grit or sand enters, as this could get caught between the valve and its seat, causing it to malfunction. An air relief valve is included with each engine. It should be screwed into the gas tank and adjusted properly to maintain the necessary pressure.[337] This is done by turning the ratchet on top either up or down. If two tanks are used in a plane, one should be installed in each tank. All air pump lines should be checked regularly to ensure they are secure. Check valves need to be installed in these lines. In some cases, the gasoline tank is positioned above the engine, allowing it to drain by gravity to the carburetor. When using this system, there should be a minimum drop of two feet from the lowest part of the gasoline tank to the top part of the carburetor float chamber. Even this height might not be enough to provide the correct volume of gasoline to the carburetor at high speeds. Air pressure is recommended on all tanks to ensure an adequate supply of gasoline. When using gravity feed without air pressure, be sure to vent the tank to allow for air circulation. If the gravity tank is used and the engine runs well at low speeds but stalls at high speeds, the issue is likely due to insufficient height of the tank above the carburetor. The tank should be raised or an air pressure system should be used.
IGNITION SWITCHES
Two “DIXIE” switches are furnished with each engine. Both of these should be installed in the pilot’s seat, one controlling the R. H., and the other the L. H. magneto. By shorting either one or the other it can be quickly determined if both magnetos, with their respective spark-plugs, are working correctly. Care should be taken not to use spark-plugs having special extensions or long protruding points. Plugs giving best results are extremely small with short points.
Two "DIXIE" switches come with each engine. Both of these should be installed in the pilot's seat, one controlling the right-hand magneto and the other the left-hand magneto. By shorting either switch, you can quickly check if both magnetos and their respective spark plugs are functioning properly. Be careful not to use spark plugs with special extensions or long protruding points. The plugs that give the best results are very small with short points.
WATER SYSTEMS
A temperature gauge should be installed in the water pipe, coming directly from the cylinder nearest the propeller (note illustration above). This instrument installed in the radiator cap has not always given satisfactory results. This is especially noticeable when the water in the radiator becomes low, not allowing it to touch the bulb on the moto-meter. For ordinary running,[340] it should not indicate over 150 degrees Fahr. In climbing tests, however, a temperature of 160 degrees Fahr. can be maintained without any ill effects upon the engine. In case the engine becomes overheated, the indicator will register above 180 degrees Fahr., in which case it should be stopped immediately. Overheating is most generally caused by retarded spark, excessive carbon in the cylinders, insufficient lubrication, improperly timed valves, lack of water, clogging of water system in any way which would obstruct the free circulation of the water.
A temperature gauge should be installed in the water pipe that comes directly from the cylinder closest to the propeller (see the illustration above). The instrument placed in the radiator cap hasn't always provided reliable results. This is especially noticeable when the water level in the radiator is low, preventing it from making contact with the bulb on the moto-meter. During normal operation, it should not exceed 150 degrees Fahrenheit. However, during climbing tests, a temperature of 160 degrees Fahrenheit can be sustained without harming the engine. If the engine overheats, the indicator will show above 180 degrees Fahrenheit, at which point the engine should be stopped immediately. Overheating is usually caused by a retarded spark, excessive carbon buildup in the cylinders, inadequate lubrication, incorrectly timed valves, low water levels, or any blockage in the water system that hinders proper circulation of the water.
Overheating will cause the engine to knock, with possible damaging results. Suction pipes should be made out of thin tubing, and run within a quarter or an eighth of an inch of each other, so that when a hose is placed over the two, it will not be possible to suck together. This is often the case when a long rubber hose is used, which causes overheating. Radiators should be flushed out and cleaned thoroughly quite often. A dirty radiator may cause overheating.
Overheating can make the engine knock, potentially causing damage. Suction pipes should be made of thin tubing and run within a quarter or an eighth of an inch apart so that when a hose is placed over them, they won't be able to suck together. This often happens with a long rubber hose, which can lead to overheating. Radiators should be flushed and cleaned regularly. A dirty radiator can cause overheating.
When filling the radiator it is very important to remove the plug on top of the water pump until water appears. This is to avoid air pockets being formed in the circulating system, which might not only heat up the engine, but cause considerable damage. All water pump hoses and connections should be tightly taped and shellacked after the engine is properly installed in the plane. The greatest care should be taken when making engine installation not to use smaller inside diameter hose connection than water pump suction end casting. One inch and a quarter inside diameter should be used on A-7 and A-5 motors, while nothing less than one inch and a half inside diameter hose or tubing on all A-7a and A-5a engines. It is further important to have light spun tubing, void of any sharp turns, leads from pump to radiator and cylinder water outlet to radiator. In other words, the water circulation through the engine must be as little restricted as possible. Be sure no light hose is used, that[341] will often suck together when engine is started. To thoroughly drain the water from the entire system, open the drain cock at the lowest side of the water pump.
When filling the radiator, it’s crucial to remove the plug on top of the water pump until water starts to flow. This helps prevent air pockets from forming in the circulating system, which can not only overheat the engine but also cause significant damage. All water pump hoses and connections should be tightly taped and sealed after the engine is properly installed in the plane. Take great care during engine installation *not* to use smaller inside diameter hose connections than the water pump suction end casting. Use one and a quarter inch inside diameter for A-7 and A-5 motors, and nothing less than one and a half inch inside diameter hose or tubing for all A-7a and A-5a engines. It's also important to have light, spun tubing with no sharp turns leading from the pump to the radiator and from the cylinder water outlet to the radiator. In other words, water circulation through the engine must be as unrestricted as possible. Make sure no lightweight hose is used, as it can easily collapse when the engine starts. To drain all the water from the entire system, open the drain cock at the lowest point of the water pump.
PREPARATIONS TO START ENGINE
Always replenish gasoline tanks through a strainer which is clean. This strainer must catch all water and other impurities in the gasoline. Pour at least three gallons of fresh oil into the lower crank-case. Oil all rocker arms through oilers upon rocker arm housing caps. Be sure radiators are filled within one inch of the top.
Always refill gasoline tanks using a clean strainer. This strainer must filter out all water and other impurities from the gasoline. Add at least three gallons of fresh oil into the lower crankcase. Oil all rocker arms through the oilers located on the rocker arm housing caps. Make sure the radiators are filled within one inch of the top.
After all the parts are oiled, and the tanks filled, the following must be looked after before starting: See if crank-shaft flange is tight on shaft. See if propeller bolts are tight and evenly drawn up. See if propeller bolts are wired. See if propeller is trued up to within 1⁄8′′.
After all the parts are oiled and the tanks are filled, the following must be checked before starting: Make sure the crankshaft flange is tight on the shaft. Check if the propeller bolts are tight and evenly tightened. Ensure that the propeller bolts are wired. Confirm that the propeller is aligned to within 1/8".
Every four days the magnetos should be oiled if the engine is in daily use.
Every four days, the magnetos should be oiled if the engine is used daily.
Every month all cylinder hold-down nuts should be gone over to ascertain if they are tight. (Be sure to recotter nuts.)
Every month, all the cylinder hold-down nuts should be checked to make sure they are tight. (Make sure to recotter the nuts.)
See if magnetos are bolted on tight and wired.
See if the magnetos are securely fastened and connected.
See if magneto cables are in good condition.
See if the magneto cables are in good shape.
See if rocker arm tappets have a .020′′ clearance from valve stem when valve is seated.
See if rocker arm tappets have a .020 inches clearance from the valve stem when the valve is seated.
See if tappet clamp screws are tight and cottered.
Check if the tappet clamp screws are tight and secured with cotter pins.
See if all gasoline, oil, water pipes and connections are in perfect condition.
Check if all gasoline, oil, and water pipes and connections are in perfect condition.
Air on gas line should be tested for leaks.
Air in the gas line should be checked for leaks.
Pump at least three pounds air pressure into gasoline tank.
Pump at least three pounds of air pressure into the gas tank.
After making sure that above rules have been observed, test compression of cylinders by turning propeller.
After ensuring that the above rules have been followed, test the compression of the cylinders by turning the propeller.
“DO NOT FORGET TO SHORT BOTH MAGNETOS”
“DON'T FORGET TO SHORT BOTH MAGNETOS”
Be sure all compression release and priming cocks do not leak compression. If they do, replace same with a[342] new one immediately, as this might cause premature firing.
Be sure all compression release and priming cocks don’t leak compression. If they do, replace them with a[342] new one right away, as this could cause premature firing.
Open priming cocks and squirt some gasoline into each.
Open the priming cocks and squirt some gas into each one.
Close cocks.
Close birds.
Open compression release cocks.
Open compression release valves.
Open throttle slightly.
Slightly open the throttle.
If using Berling magnetos they should be three-quarters advanced.
If you're using Berling magnetos, they should be set to three-quarters advanced.
If all the foregoing directions have been carefully followed, the engine is ready for starting.
If all the previous instructions have been closely followed, the engine is ready to start.
In cranking engine either by starting crank, or propeller, it is essential to throw it over compression quickly.
In starting the engine, whether with a starting crank or a propeller, it’s important to get it past compression quickly.
Immediately upon starting, close compression release cocks.
Immediately upon starting, close the compression release cocks.
When engine is running, advance magnetos.
When the engine is running, advance the magnetos.
After it has warmed up, short one magneto and then the other, to be sure both magnetos and spark-plugs are firing properly. If there is a miss, the fouled plug must be located and cleaned. There is a possibility that the jets in the carburetor are stopped up. If this is the case, do not attempt to clean same with any sharp instrument. If this is done, it might change the opening in the jets, thus spoiling the adjustment. Jets and nozzles should be blown out with air or steam.
After it has warmed up, turn off one magneto and then the other to make sure both magnetos and spark plugs are firing correctly. If there’s a miss, you need to find and clean the fouled plug. There’s also a chance that the jets in the carburetor are clogged. If that’s the case, don’t try to clean them with any sharp tools. If you do, it could change the openings in the jets and ruin the adjustment. Jets and nozzles should be cleared with air or steam.
An open intake or exhaust valve, which might have become sluggish or stuck from carbon, might cause trouble. Be sure to remedy this at once by using a little coal-oil or kerosene on same, working the valve by hand until it becomes free. We recommend using graphite on valve stems mixed with oil to guard against sticking or undue wear.
An open intake or exhaust valve that has become sluggish or stuck due to carbon buildup can cause problems. Make sure to fix this right away by applying a little kerosene or coal oil, and manually work the valve until it moves freely. We suggest using a mixture of graphite and oil on the valve stems to prevent sticking or excessive wear.
INSTALLING ROTARY AND RADIAL CYLINDER ENGINES
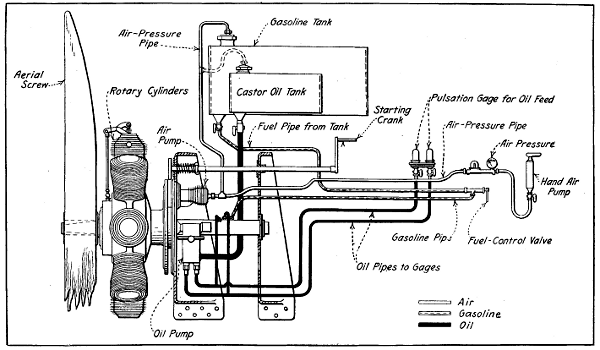
Fig. 156.—Diagram Defining Installation of Gnome “Monosoupape” Motor in Tractor Biplane. Note Necessary Piping for Fuel, Oil, and Air Lines.
Fig. 156.—Diagram Defining Installation of Gnome “Monosoupape” Motor in Tractor Biplane. Note Necessary Piping for Fuel, Oil, and Air Lines.
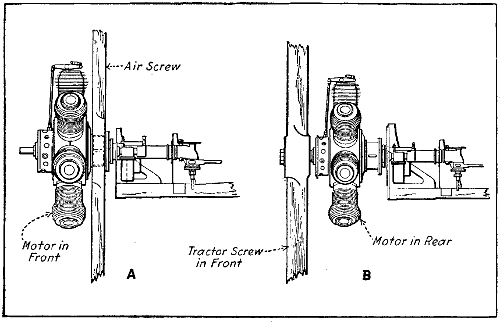
Fig. 157.—Showing Two Methods of Placing Propeller on Gnome Rotary Motor.
Fig. 157.—Showing Two Ways to Position the Propeller on the Gnome Rotary Motor.
When rotary engines are installed simple steel stamping or “spiders,” are attached to the fuselage to hold the fixed crank-shaft. Inasmuch as the motor projects clear of the fuselage proper there is plenty of room back of[344] the front spider plate to install the auxiliary parts such as the oil pump, air pump and ignition magneto and also the fuel and oil containers. The diagram given at Fig. 156 shows how a Gnome “monosoupape” engine is installed on the anchorage plates and it also outlines clearly the piping necessary to convey the oil and fuel and also the air-piping needed to put pressure on both fuel and oil tanks to insure positive supply of these liquids which may be carried in tanks placed lower than the motor in some installations. The diagram given at Figs. 157 and 158 shows other mountings of Gnome engines and are self-explanatory. The simple mounting possible when the Anzani ten-cylinder radial fixed type engine is used given at Fig. 159. The front end of the fuselage is provided with a substantial pressed steel plate having members projecting from it which may be bolted to the longerons. The bolts that hold the two halves of the crank-case together project through the steel plate and hold the engine securely to the front end of the fuselage.
When rotary engines are installed simple steel stamping or “spiders,” are attached to the fuselage to hold the fixed crank-shaft. Inasmuch as the motor projects clear of the fuselage proper there is plenty of room back of[344] the front spider plate to install the auxiliary parts such as the oil pump, air pump and ignition magneto and also the fuel and oil containers. The diagram given at Fig. 156 shows how a Gnome “monosoupape” engine is installed on the anchorage plates and it also outlines clearly the piping necessary to convey the oil and fuel and also the air-piping needed to put pressure on both fuel and oil tanks to insure positive supply of these liquids which may be carried in tanks placed lower than the motor in some installations. The diagram given at Figs. 157 and 158 shows other mountings of Gnome engines and are self-explanatory. The simple mounting possible when the Anzani ten-cylinder radial fixed type engine is used given at Fig. 159. The front end of the fuselage is provided with a substantial pressed steel plate having members projecting from it which may be bolted to the longerons. The bolts that hold the two halves of the crank-case together project through the steel plate and hold the engine securely to the front end of the fuselage.
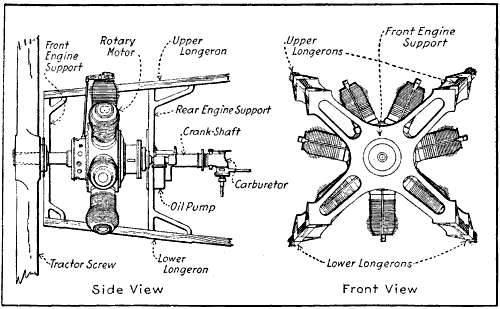
Fig. 158.—How Gnome Rotary Motor May Be Attached to Airplane Fuselage Members.
Fig. 158.—How the Gnome Rotary Engine Can Be Attached to Airplane Fuselage Components.
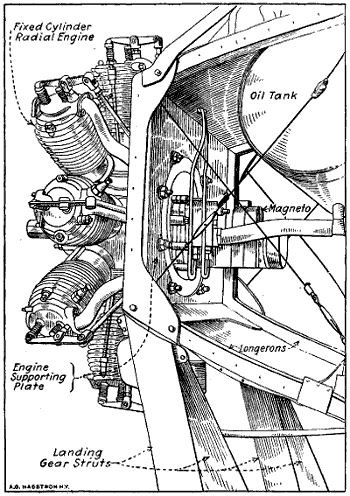
Fig. 159.—How Anzani Ten-Cylinder Radial Engine is Installed to Plate Securely Attached to Front End of Tractor Airplane Fuselage.
Fig. 159.—How the Anzani Ten-Cylinder Radial Engine is Installed to a Plate Firmly Attached to the Front End of the Tractor Airplane Fuselage.
PRACTICAL HINTS TO LOCATE ENGINE TROUBLES
One who is not thoroughly familiar with engine construction will seldom locate troubles by haphazard experimenting and it is only by a systematic search that the cause can be discovered and the defects eliminated. In this chapter the writer proposes to outline some of the most common power-plant troubles and to give sufficient advice to enable those who are not thoroughly informed to locate them by a logical process of elimination. The internal-combustion motor, which is the power plant of all gasoline automobiles as well as airplanes, is composed of a number of distinct groups, which in turn include distinct components. These various appliances are so closely related to each other that defective action of any one may interrupt the operation of the entire power plant. Some of the auxiliary groups are more necessary than others and the power plant will continue to operate for a time even after the failure of some important parts of some of the auxiliary groups. The gasoline engine in itself is[346] a complete mechanism, but it is evident that it cannot deliver any power without some means of supplying gas to the cylinders and igniting the compressed gas charge after it has been compressed in the cylinders. From this[347] it is patent that the ignition and carburetion systems are just as essential parts of the power plant as the piston, connecting rod, or cylinder of the motor. The failure of either the carburetor or igniting means to function properly will be immediately apparent by faulty action of the power plant.
Someone who isn’t completely familiar with engine construction will rarely find issues through random trial and error, and it’s only through a systematic approach that the cause can be identified and the problems fixed. In this chapter, the author plans to outline some of the most common power-plant issues and provide enough guidance to help those who are not well-informed find them through a logical process of elimination. The internal-combustion engine, which powers all gasoline cars and airplanes, consists of several distinct groups, each containing specific components. These different parts are so interconnected that a malfunction in any one of them can disrupt the operation of the entire power plant. Some of the auxiliary groups are more critical than others, and the power plant can keep running for a while even after some important parts of some auxiliary groups fail. The gasoline engine itself is[346] a complete system, but it’s clear that it can’t generate power without a way to supply gas to the cylinders and ignite the compressed gas charge once it’s in the cylinders. From this[347] it’s clear that the ignition and carburetion systems are just as crucial to the power plant as the piston, connecting rod, or the cylinder of the engine. If either the carburetor or the ignition system isn’t working properly, it will be immediately noticeable through the poor performance of the power plant.
To insure that the motor will continue to operate it is necessary to keep it from overheating by some form of cooling system and to supply oil to the moving parts to reduce friction. The cooling and lubrication groups are not so important as carburetion and ignition, as the engine would run for a limited period of time even should the cooling system fail or the oil supply cease. It would only be a few moments, however, before the engine would overheat if the cooling system was at fault, and the parts seize if the lubricating system should fail. Any derangement in the carburetor or ignition mechanism would manifest itself at once because the engine operation would be affected, but a defect in the cooling or oiling system would not be noticed so readily.
To ensure that the engine keeps running, it’s important to prevent it from overheating with a cooling system and to provide oil to the moving parts to minimize friction. The cooling and lubrication systems aren’t as critical as the carburetion and ignition, since the engine could operate for a while even if the cooling system fails or the oil supply stops. However, it wouldn’t take long before the engine overheats with a cooling system issue, and the parts would seize if the lubrication system fails. Any problems with the carburetor or ignition would show up immediately because they would affect engine performance, but a failure in the cooling or oiling system wouldn’t be as obvious.
The careful aviator will always inspect the motor mechanism before starting on a trip of any consequence, and if inspection is carefully carried out and loose parts tightened it is seldom that irregular operation will be found due to actual breakage of any of the components of the mechanism. Deterioration due to natural causes matures slowly, and sufficient warning is always given when parts begin to wear so satisfactory repairs may be promptly made before serious derangement or failure is manifested.
The careful pilot always checks the engine before taking off on any significant journey, and if this inspection is done thoroughly and any loose parts are tightened, it's rare to encounter issues from actual breakage of any components. Wear and tear from natural causes happens gradually, and there's usually enough warning when parts start to wear down, so necessary repairs can be made quickly before any serious problems or failures occur.
A TYPICAL ENGINE STOPPAGE ANALYZED
Before describing the points that may fail in the various auxiliary systems it will be well to assume a typical case of engine failure and show the process of locating the trouble in a systematic manner by indicating the various steps which are in logical order and which could[348] reasonably be followed. In any case of engine failure the ignition system, motor compression, and carburetor should be tested first. If the ignition system is functioning properly one should determine the amount of compression in all cylinders and if this is satisfactory the carbureting group should be tested. If the ignition system is working properly and there is a decided resistance in the cylinders when the propeller is turned, proving that there is good compression, one may suspect the carburetor.
Before explaining the potential issues that can arise in various auxiliary systems, it's helpful to consider a typical engine failure case and demonstrate how to systematically identify the problem by outlining the steps that logically should be followed. In any engine failure situation, the ignition system, engine compression, and carburetor should be checked first. If the ignition system is working correctly, you should check the compression levels in all cylinders, and if those are acceptable, then test the carburetor. If the ignition system is functioning properly and there's noticeable resistance in the cylinders when the propeller is turned, indicating that compression is good, you can suspect the carburetor.
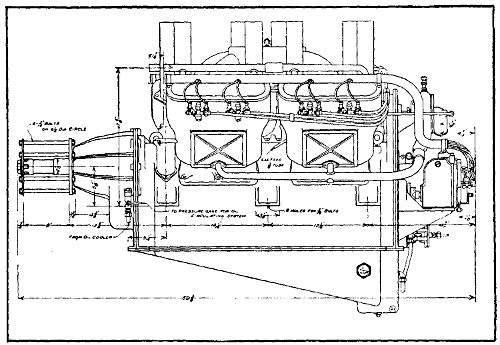
Fig. 160.—Side Elevation of Thomas 135 Horse-Power Airplane Engine, Giving Important Dimensions.
Fig. 160.—Side View of the Thomas 135 Horsepower Airplane Engine, Showing Key Dimensions.
If the carburetor appears to be in good condition, the trouble may be caused by the ignition being out of time, which condition is possible when the magneto timing gear or coupling is attached to the armature shaft by a taper and nut retention instead of the more positive key or taper-pin fastening. It is possible that the inlet manifold may be broken or perforated, that the exhaust valve is stuck on its seat because of a broken or bent stem, broken or loose cam, or failure of the cam-shaft drive because the teeth are stripped from the engine shaft or cam-shaft[349] gears; or because the key or other fastening on either gear has failed, allowing that member to turn independently of the shaft to which it normally is attached. The gasoline feed pipe may be clogged or broken, the fuel supply may be depleted, or the shut-off cock in the gasoline line may have jarred closed. The gasoline filter may be filled with dirt or water which prevents passage of the fuel.
If the carburetor looks to be in good shape, the problem might be due to the ignition being out of sync. This can happen when the magneto timing gear or coupling is attached to the armature shaft with a taper and nut instead of the more reliable key or taper-pin fastening. It's possible that the inlet manifold could be cracked or holed, that the exhaust valve is stuck in its seat due to a broken or bent stem, a broken or loose cam, or a failure in the cam-shaft drive because the teeth are stripped from the engine shaft or cam-shaft gears; or because the key or other fastening on either gear has failed, which allows that part to turn independently of the shaft it usually connects to. The gasoline feed pipe might be blocked or damaged, the fuel supply could be low, or the shut-off valve in the gasoline line might have accidentally closed. The gasoline filter could be clogged with dirt or water, which prevents the fuel from flowing through.
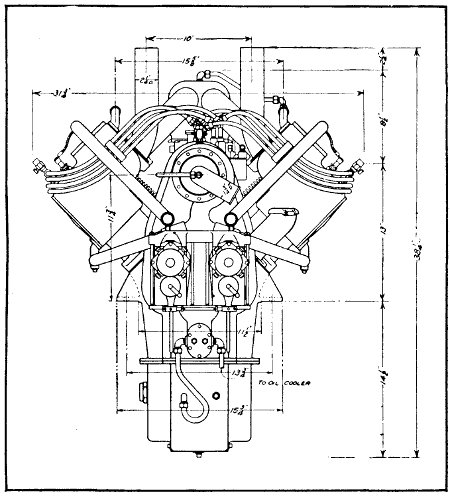
Fig. 161.—Front Elevation of Thomas-Morse 135 Horse-Power Aeromotor, Showing Main Dimensions.
Fig. 161.—Front Elevation of Thomas-Morse 135 Horsepower Aeromotor, Showing Main Dimensions.
The defects outlined above, except the failure of the[350] gasoline supply, are very rare, and if the container is found to contain fuel and the pipe line to be clear to the carburetor, it is safe to assume the vaporizing device is at fault. If fuel continually runs out of the mixing chamber the carburetor is said to be flooded. This condition results from failure of the shut-off needle to seat properly or from a punctured hollow metal float or a gasoline-soaked cork float. It is possible that not enough gasoline is present in the float chamber. If the passage controlled by the float-needle valve is clogged or if the float was badly out of adjustment, this contingency would be probable. When the carburetor is examined, if the gasoline level appears to be at the proper height, one may suspect that a particle of lint, or dust, or fine scale, or rust from the gasoline tank has clogged the bore of the jet in the mixing chamber.
The issues mentioned above, except for the failure of the[350] gasoline supply, are pretty rare. If the container has fuel and the pipeline to the carburetor is clear, it’s safe to assume the vaporizing device is the problem. If fuel keeps spilling out of the mixing chamber, the carburetor is considered flooded. This happens when the shut-off needle doesn’t seat properly or if there’s a puncture in the hollow metal float or a gasoline-soaked cork float. It's also possible that there isn’t enough gasoline in the float chamber. If the passage controlled by the float-needle valve is blocked, or if the float is significantly out of adjustment, this could happen. When checking the carburetor, if the gasoline level looks right, you might want to consider that a piece of lint, dust, fine scale, or rust from the gasoline tank is blocking the jet in the mixing chamber.
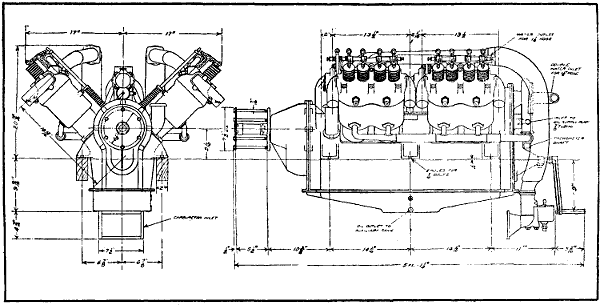
Fig. 162.—Front and Side Elevations of Sturtevant Airplane Engine, Giving Principal Dimensions to Facilitate Installation.
Fig. 162.—Front and Side Elevations of Sturtevant Airplane Engine, Showing Key Dimensions to Make Installation Easier.
If the ignition system and carburetor appear to be in good working order, and the hand crank shows that there is no compression in one or more of the cylinders, it means some defect in the valve system. If the engine is a multiple-cylinder type and one finds poor compression in all of the cylinders it may be due to the rare defect of improper valve timing. This may be caused by a gear having altered its position on the cam-shaft or crank-shaft, because of a sheared key or pin having permitted the gear to turn about half of a revolution and then having caught and held the gear in place by a broken or jagged end so that cam-shaft would turn, but the valves open at the wrong time. If but one of the cylinders is at fault and the rest appear to have good compression the trouble may be due to a defective condition either inside or outside of that cylinder. The external parts may be inspected easily, so the following should be looked for: a broken valve, a warped valve-head, broken valve-springs, sticking or bent valve-stems, dirt under valve-seat, leak at valve-chamber cap or spark-plug gasket. Defective priming cock, cracked cylinder head (rarely occurs), leak through cracked spark-plug insulation, valve-plunger[352] stuck in the guide, lack of clearance between valve-stem end and top of plunger caused by loose adjusting screw which has worked up and kept the valve from seating. The faulty compression may be due to defects inside the motor. The piston-head may be cracked (rarely occurs), piston rings may be broken, the slots in the piston rings may be in line, the rings may have lost their elasticity or have become gummed in the grooves of the piston, or the piston and cylinder walls may be badly scored by a loose wrist pin or by defective lubrication. If the motor is a type with a separate head it is possible the gasket or packing between the cylinder and combustion chamber may leak, either admitting water to the cylinder or allowing compression to escape.
If the ignition system and carburetor seem to be functioning well, but the hand crank indicates there’s no compression in one or more cylinders, it suggests there’s a problem with the valve system. If the engine has multiple cylinders and you find low compression in all of them, it could be a rare issue of incorrect valve timing. This might happen if a gear has shifted on the camshaft or crankshaft because a key or pin broke, allowing the gear to rotate about half a turn and then get stuck in place by a broken or jagged edge. This would let the camshaft turn, but the valves would open at the wrong times. If only one cylinder is affected while the others seem to have good compression, the issue might be a defect either inside or outside that cylinder. The external parts are easy to check, so look for: a broken valve, a warped valve head, broken valve springs, sticking or bent valve stems, dirt under the valve seat, a leak at the valve chamber cap or spark plug gasket. Also check for a faulty priming cock, a cracked cylinder head (which is rare), a leak through a cracked spark plug insulation, or a stuck valve plunger in the guide. There could also be an issue with a lack of clearance between the end of the valve stem and the top of the plunger due to a loose adjusting screw that has moved, keeping the valve from sealing properly. The compression issue might originate from inside the motor. The piston head could be cracked (which is rare), the piston rings could be broken, their slots might be aligned, the rings might have lost their elasticity or could be stuck in the piston grooves, or the piston and cylinder walls might be badly scratched due to a loose wrist pin or poor lubrication. If the motor has a separate head, it’s possible that the gasket or packing between the cylinder and combustion chamber might be leaking, either allowing water into the cylinder or letting compression escape.
CONDITIONS THAT CAUSE FAILURE OF IGNITION SYSTEM
If the first test of the motor had showed that the compression was as it should be and that there were no serious mechanical defects and there was plenty of gasoline at the carburetor, this would have demonstrated that the ignition system was not functioning properly. If a battery is employed to supply current the first step is to take the spark-plugs out of the cylinders and test the system by turning over the engine by hand. If there is no spark in any of the plugs, this may be considered a positive indication that there is a broken main current lead from the battery, a defective ground connection, a loose battery terminal, or a broken connector. If none of these conditions are present, it is safe to say that the battery is no longer capable of delivering current. While magneto ignition is generally used on airplane engines, there is apt to be some development of battery ignition, especially on engines equipped with electric self-starters which are now being experimented with. The spark-plugs may be short circuited by cracked insulation or carbon and oil deposits around the electrode. The secondary wires may be broken or have defective insulation which permits[353] the current to ground to some metal part of the fuselage or motor. The electrodes of the spark-plug may be too far apart to permit a spark to overcome the resistance of the compressed gas, even if a spark jumps the air space, when the plug is laid on the cylinder.
If the first test of the motor showed that the compression was right, there were no serious mechanical defects, and there was plenty of gasoline in the carburetor, this would indicate that the ignition system wasn’t working properly. If a battery is used to provide current, the first step is to remove the spark plugs from the cylinders and test the system by turning the engine over by hand. If there’s no spark in any of the plugs, this usually means there's a broken main current lead from the battery, a faulty ground connection, a loose battery terminal, or a broken connector. If none of these problems are found, it’s safe to say that the battery can no longer deliver current. While magneto ignition is typically used in airplane engines, there might be some development of battery ignition, especially in engines equipped with electric self-starters that are currently being tested. The spark plugs can be short-circuited due to cracked insulation or carbon and oil deposits around the electrode. The secondary wires might be broken or have faulty insulation that allows the current to ground to some metal part of the fuselage or engine. The electrodes of the spark plug could be too far apart to allow a spark to overcome the resistance of the compressed gas, even when a spark jumps the air gap when the plug is placed on the cylinder.
If magnetos are fitted as is usually the case at present and a spark is obtained between the points of the plug and that device or the wire leading to it from the magneto is in proper condition, the trouble is probably caused by the magneto being out of time. This may result if the driving gear is loose on the armature-shaft or crank-shaft, and is a rare occurrence. If no spark is produced at the plugs the secondary wire may be broken, the ground wire may make contact with some metallic portion of the chassis before it reaches the switch, the carbon collecting brushes may be broken or not making contact, the contact points of the make-and-break device may be out of adjustment, the wiring may be attached to wrong terminals, the distributor filled with metallic particles, carbon, dust or oil accumulations, the distributor contacts may not be making proper connection because of wear and there may be a more serious derangement, such as a burned out secondary winding or a punctured condenser.
If magnetos are installed, which is usually the case today, and you get a spark between the spark plug points, but the device or wire from the magneto is in good condition, the problem is likely that the magneto is out of time. This can happen if the driving gear is loose on the armature shaft or crankshaft, but it's uncommon. If there’s no spark at the plugs, the secondary wire might be broken, the ground wire could be touching some metal part of the chassis before reaching the switch, the carbon brushes might be broken or not making contact, the contact points of the make-and-break device could be out of adjustment, the wiring might be connected to the wrong terminals, the distributor may be filled with metal particles, carbon, dust, or oil buildup, the distributor contacts might not be connecting properly due to wear, or there could be a more serious issue, like a burned-out secondary winding or a punctured condenser.
If the motor runs intermittently, i.e., starts and runs only a few revolutions, aside from the conditions previously outlined, defective operation may be due to seizing between parts because of insufficient oil or deficient cooling, too much oil in the crank-case which fouls the cylinder after the crank-shaft has revolved a few turns, and derangements in the ignition or carburetion systems that may be easily remedied. There are a number of defective conditions which may exist in the ignition group, that will result in “skipping” or irregular operation and the following points should be considered first: weak source of current due to worn out dry cells or discharged storage batteries; weak magnets in magneto, or defective contacts at magneto; dirt in magneto distributor or poor contact at collecting brushes. Dirty or cracked insulator[354] at spark-plug will cause short circuit and can only be detected by careful examination. The following points should also be checked over when the plug is inspected: Excessive space between electrodes, points too close together, loose central electrodes, or loose point on plug body, soot or oil particles between electrodes, or on the surface of the insulator, cracked insulator, oil or water on outside of insulator. Short circuits in the condenser or internal wiring of induction coils or magnetos, which are fortunately not common, can seldom be remedied except at the factory where these devices were made. If an engine stops suddenly and the defect is in the ignition system the trouble is usually never more serious than a broken or loose wire. This may be easily located by inspecting the wiring at the terminals. Irregular operation or misfiring is harder to locate because the trouble can only be found after the many possible defective conditions have been checked over, one by one.
If the motor runs intermittently, meaning it starts and only runs for a few revolutions, apart from the conditions mentioned before, the problem might be due to parts seizing because of not enough oil or poor cooling, too much oil in the crankcase that fouls the cylinder after the crankshaft has turned a few times, or issues with the ignition or carburetor systems that can be easily fixed. There are several faulty conditions that can occur in the ignition group, leading to "skipping" or irregular operation, and the following points should be checked first: a weak source of current from worn-out dry cells or dead storage batteries; weak magnets in the magneto or faulty contacts in the magneto; dirt in the magneto distributor or poor contact at the collecting brushes. A dirty or cracked insulator at the spark plug will cause a short circuit, which can only be found through careful inspection. The following aspects should also be checked when examining the plug: excessive gap between electrodes, points that are too close together, loose central electrodes, or a loose point on the plug body, soot or oil debris between electrodes, or on the surface of the insulator, cracked insulator, oil or water on the outside of the insulator. Short circuits in the condenser or internal wiring of induction coils or magnetos, which are thankfully rare, can usually only be fixed at the factory where these devices were made. If an engine suddenly stops and the issue is in the ignition system, the problem is typically not more serious than a broken or loose wire. This can usually be found by checking the wiring at the terminals. Irregular operation or misfiring is trickier to diagnose because the problem must be identified after examining all the potential faulty conditions one by one.
COMMON DEFECTS IN FUEL SYSTEMS
Defective carburetion often causes misfiring or irregular operation. The common derangement of the components of the fuel system that are common enough to warrant suspicion and the best methods for their location follows: First, disconnect the feed pipe from the carburetor and see if the gasoline flows freely from the tank. If the stream coming out of the pipe is not the full size of the orifice it is an indication that the pipe is clogged with dirt or that there is an accumulation of rust, scale, or lint in the strainer screens of the filter. It is also possible that the fuel shut-off valve may be wholly or partly closed. If the gasoline flows by gravity the liquid may be air bound in the tank, while if a pressure-feed system is utilized the tank may leak so that it does not retain pressure; the check valve retaining the pressure may be defective or the pipe conveying the air or gas under pressure to the tank may be clogged.
Defective carburetion often leads to misfiring or inconsistent performance. The common problems with the fuel system components are frequent enough to raise suspicion, and here are the best ways to identify them: First, disconnect the fuel line from the carburetor and check if the gasoline flows freely from the tank. If the flow is smaller than the orifice, it indicates that the pipe is clogged with dirt or there’s an accumulation of rust, scale, or lint in the filter screens. It’s also possible that the fuel shut-off valve is completely or partially closed. If the gasoline flows by gravity, it might be air locked in the tank. If a pressure-feed system is in use, the tank could be leaking, preventing it from holding pressure; the check valve that keeps the pressure may be faulty, or the pipe that delivers air or gas under pressure to the tank might be blocked.
[355]If the gasoline flows from the pipe in a steady stream the carburetor demands examination. There may be dirt or water in the float chamber, which will constrict the passage between the float chamber and the spray nozzle, or a particle of foreign matter may have entered the nozzle and stopped up the fine holes therein. The float may bind on its guide, the needle valve regulating the gasoline-inlet opening in bowl may stick to its seat. Any of the conditions mentioned would cut down the gasoline supply and the engine would not receive sufficient quantities of gas. The air-valve spring may be weak or the air valve broken. The gasoline-adjusting needle may be loose and jar out of adjustment, or the air-valve spring-adjusting nuts may be such a poor fit on the stem that adjustments will not be retained. These instructions apply only to carburetors having air valves and mixture regulating means which are used only in rare instances in airplane work. Air may leak in through the manifold, due to a porous casting, or leaky joints in a built up form and dilute the mixture. The air-intake dust screen may be so clogged with dirt and lint that not enough air will pass through the mesh. Water or sediment in the gasoline will cause misfiring because the fuel feed varies when the water or dirt constricts the standpipe bore.
[355]If the gasoline is flowing steadily from the pipe, the carburetor needs to be checked. There might be dirt or water in the float chamber, which can block the passage between the float chamber and the spray nozzle, or a piece of debris may have clogged the small holes in the nozzle. The float could be stuck on its guide, and the needle valve that controls the gasoline-inlet opening in the bowl might be stuck in place. Any of these issues could reduce the gasoline supply, preventing the engine from getting enough fuel. The air-valve spring might be weak, or the air valve could be damaged. The gasoline-adjusting needle might be loose and come out of adjustment, or the air-valve spring-adjusting nuts might fit poorly on the stem, making it hard to keep adjustments. These instructions only apply to carburetors that have air valves and mixture regulation, which are rarely used in airplane work. Air might leak in through the manifold due to a porous casting or loose joints in a constructed form, diluting the mixture. The air-intake dust screen could be so clogged with dirt and lint that not enough air can pass through the mesh. Water or sediment in the gasoline can cause misfiring because the fuel supply fluctuates when the water or dirt blocks the standpipe bore.
It is possible that the carburetor may be out of adjustment. If clouds of black smoke are emitted at the exhaust pipe it is positive indication that too much gasoline is being supplied the mixture and the supply should be cut down by screwing in the needle valve on types where this method of regulation is provided, and by making sure that the fuel level is at the proper height, or that the proper nozzle is used in those forms where the spray nozzle has no means of adjustment. If the mixture contains too much air there will be a pronounced popping back in the carburetor. This may be overcome by screwing in the air-valve adjustment so the spring tension is increased or by slightly opening up the gasoline-supply regulation needle. When a carburetor is properly adjusted[356] and the mixture delivered the cylinder burns properly, the exhaust gas will be clean and free from the objectionable odor present when gasoline is burned in excess.
It’s possible that the carburetor isn’t adjusted correctly. If you see clouds of black smoke coming out of the exhaust pipe, it’s a clear sign that too much gasoline is getting mixed in, and you should reduce the supply by tightening the needle valve on models that allow for this adjustment, and by ensuring that the fuel level is set correctly or that the right nozzle is used in designs without adjustment options for the spray nozzle. If the mixture has too much air, you’ll hear a noticeable popping sound from the carburetor. You can fix this by tightening the air-valve adjustment to increase the spring tension or by slightly opening the gasoline-supply adjustment needle. When a carburetor is properly adjusted[356] and delivers the right mixture, the cylinder will burn properly, and the exhaust gases will be clean and free from the unpleasant smell associated with burning excess gasoline.
The character of combustion may be judged by the color of the flame which issues from it when the engine is running with an open throttle after nightfall. If the flame is red, it indicates too much gasoline. If yellowish, it shows an excess of air, while a properly proportioned mixture will be evidenced by a pronounced blue flame, such as given by a gas-stove burner.
The nature of combustion can be assessed by the color of the flame produced when the engine is running at full throttle after dark. A red flame means there's too much gasoline. A yellowish flame indicates too much air, while a well-balanced mixture will produce a strong blue flame, similar to that of a gas stove burner.
The Duplex Model O. D. Zenith carburetor used upon most of the six- and eight-cylinder airplane engines consists of a single float chamber, and a single air intake, joined to two separate and distinct spray nozzles, venturi and idling adjustments. It is to be noted that as the carburetor barrels are arranged side by side, both valves are mounted on the same shaft, and work in unison through a single operating lever. It is not necessary to alter their position. In order to make the engine idle well, it is essential that the ignition, especially the spark-plugs, should be in good condition. The gaskets between carburetor and manifold, and between manifold and cylinders should be absolutely air-tight. The adjustment for low speed on the carburetor is made by turning in or out the two knurled screws, placed one on each side of the float chamber. After starting the engine and allowing it to become thoroughly warmed, one side of the carburetor should be adjusted so that the three cylinders it affects fire properly at low speed. The other side should be adjusted in the same manner until all six cylinders fire perfectly at low speed. As the adjustment is changed on the knurled screw a difference in the idling of the engine should be noticed. If the engine begins to run evenly or speeds up it shows that the mixture becomes right in its proportion.
The Duplex Model O. D. Zenith carburetor used on most six- and eight-cylinder airplane engines has a single float chamber and a single air intake, connected to two separate and distinct spray nozzles, venturi, and idling adjustments. It's important to note that since the carburetor barrels are placed side by side, both valves are mounted on the same shaft and operate together through a single control lever. Their position does not need to be changed. To ensure the engine idles smoothly, the ignition system, especially the spark plugs, must be in good condition. The gaskets between the carburetor and manifold, as well as between the manifold and cylinders, should be completely air-tight. The low-speed adjustment on the carburetor is made by turning in or out the two knurled screws, one on each side of the float chamber. After starting the engine and letting it warm up thoroughly, you should adjust one side of the carburetor so that the three cylinders it affects fire properly at low speed. The other side should then be adjusted in the same way until all six cylinders fire perfectly at low speed. As you change the adjustment on the knurled screw, you should notice a difference in how the engine idles. If the engine starts to run smoothly or speeds up, it indicates that the fuel mixture is becoming proportionate.
Be sure the butterfly throttle is closed as far as possible by screwing out the stop screw which regulates the[357] closed position for idling. Care should be taken to have the butterfly held firmly against this stop screw at all times while idling engine. If three cylinders seem to run irregularly after changing the position of the butterfly, still another adjustment may have to be made with the knurled screw. Unscrewing this makes the mixture leaner. Screwing in closes off some of the air supply to the idling jet, making it richer. After one side has been made to idle satisfactorily repeat the same procedure with the opposite three cylinders. In other words, each side should be idled independently to about the same speed.
Make sure the butterfly throttle is closed as much as possible by adjusting the stop screw that controls the[357] closed position for idling. It’s important to keep the butterfly pressed firmly against this stop screw at all times while the engine is idling. If three cylinders seem to run unevenly after adjusting the butterfly, you may need to make another adjustment with the knurled screw. Turning it counterclockwise makes the mixture leaner. Turning it clockwise restricts some of the air supply to the idling jet, making it richer. Once one side is idling smoothly, repeat the same steps for the other three cylinders. In other words, each side should be idled separately to around the same speed.
Remember that the main jet and compensating jet have no appreciable effect on the idling of the engine. The idling mixture is drawn directly through the opening determined by the knurled screw and enters the carburetor barrel through the small hole at the edge of each butterfly. This is called the priming hole and is only effective during idling. Beyond that point the suction is transferred to the main jet and compensator, which controls the power of the engine beyond the idling position of the throttle.
Remember that the main jet and compensating jet don't really affect how the engine idles. The idling mixture comes straight through the opening set by the knurled screw and enters the carburetor barrel through the small hole at the edge of each butterfly. This is known as the priming hole and only works when the engine is idling. After that, the suction shifts to the main jet and compensator, which regulates the engine's power beyond the idle position of the throttle.
DEFECTS IN OILING SYSTEMS
While troubles existing in the ignition or carburetion groups are usually denoted by imperfect operation of the motor, such as lost power, and misfiring, derangements of the lubrication or cooling systems are usually evident by overheating, diminution in engine capacity, or noisy operation. Overheating may be caused by poor carburetion as much as by deficient cooling or insufficient oiling. When the oiling group is not functioning as it should the friction between the motor parts produces heat. If the cooling system is in proper condition, as will be evidenced by the condition of the water in the radiator, and the carburetion group appears to be in good condition, the overheating is probably caused by some defect in the oiling system.
While issues with the ignition or carburetor are usually indicated by the engine running poorly, like a loss of power or misfiring, problems with the lubrication or cooling systems are typically noticeable through overheating, a decrease in engine performance, or noisy operation. Overheating can be caused by bad carburetion as much as by inadequate cooling or insufficient oiling. When the oiling system isn’t working properly, the friction between engine parts generates heat. If the cooling system is in good condition, as shown by the state of the water in the radiator, and the carburetor seems fine, then the overheating is likely due to a flaw in the oiling system.
The conditions that most commonly result in poor[358] lubrication are: Insufficient oil in the engine crank-case or sump, broken or clogged oil pipes, screen at filter filled with lint or dirt, broken oil pump, or defective oil-pump drive. The supply of oil may be reduced by a defective inlet or discharge-check valve at the mechanical oiler or worn pumps. A clogged oil passage or pipe leading to an important bearing point will cause trouble because the oil cannot get between the working surfaces. It is well to remember that much of the trouble caused by defective oiling may be prevented by using only the best grades of lubricant, and even if all parts of the oil system are working properly, oils of poor quality will cause friction and overheating.
The main reasons for poor [358] lubrication are: not enough oil in the engine crankcase or sump, broken or blocked oil pipes, a filter screen clogged with lint or dirt, a broken oil pump, or a faulty oil-pump drive. The flow of oil can also decrease due to a faulty inlet or discharge check valve at the mechanical oiler or worn-out pumps. A blocked oil passage or pipe leading to a crucial bearing point can cause problems because oil can't reach the working surfaces. It's important to remember that a lot of issues caused by bad oiling can be avoided by using only high-quality lubricants, and even if all parts of the oil system are functioning properly, low-quality oils will lead to friction and overheating.
DEFECTS IN COOLING SYSTEMS OUTLINED
Cooling systems are very simple and are not liable to give trouble as a rule if the radiator is kept full of clean water and the circulation is not impeded. When overheating is due to defective cooling the most common troubles are those that impede water circulation. If the radiator is clogged or the piping of water jackets filled with rust or sediment the speed of water circulation will be slow, which will also be the case if the water pump or its driving means fail. Any scale or sediment in the water jackets or in the piping or radiator passages will reduce the heat conductivity of the metal exposed to the air, and the water will not be cooled as quickly as though the scale was not present.
Cooling systems are quite simple and usually don't cause issues as long as the radiator stays full of clean water and the circulation isn't blocked. When overheating happens due to cooling problems, the most common issues are those that block water circulation. If the radiator is blocked or the water jackets have built up rust or sediment, the water circulation will be slow. This will also happen if the water pump or its driving mechanism fails. Any scale or sediment in the water jackets, piping, or radiator passages will decrease the heat conductivity of the metal exposed to the air, and the water won't be cooled as quickly as it would without the scale.
The rubber hose often used in making the flexible connections demanded between the radiator and water manifolds of the engine may deteriorate inside and particles of rubber hang down that will reduce the area of the passage. The grease from the grease cups mounted on the pump-shaft bearing to lubricate that member often finds its way into the water system and rots the inner walls of the rubber hose, this resulting in strips of the partly decomposed rubber lining hanging down and restricting[359] the passage. The cooling system is prone to overheat after antifreezing solutions of which calcium chloride forms a part have been used. This is due to the formation of crystals of salt in the radiator passages or water jackets, and these crystals can only be dissolved by suitable chemical means, or removed by scraping when the construction permits.
The rubber hose commonly used to make the flexible connections between the radiator and engine water manifolds can break down internally, causing rubber particles to fall and reduce the passage area. Grease from the grease cups on the pump-shaft bearing, which lubricates that part, often ends up in the water system, damaging the inner walls of the rubber hose. This results in strips of partially decomposed rubber lining hanging down and blocking the passage. The cooling system can easily overheat after using antifreeze solutions that contain calcium chloride. This happens because salt crystals form in the radiator passages or water jackets, and these crystals can only be dissolved with the right chemicals or removed by scraping when the structure allows.
Overheating is often caused by some condition in the fuel system that produces too rich or too lean mixture. Excess gasoline may be supplied if any of the following conditions are present: Bore of spray nozzle or standpipe too large, auxiliary air-valve spring too tight, gasoline level too high, loose regulating valve, fuel-soaked cork float, punctured sheet-metal float, dirt under float control shut-off valve or insufficient air supply because of a clogged air screen. If pressure feed is utilized there may be too much pressure in the tank, or the float controlled mechanism operating the shut-off in the float bowl of the carburetor may not act quickly enough.
Overheating is usually caused by an issue in the fuel system that results in a mixture that's either too rich or too lean. Excess gasoline can be delivered if any of these conditions occur: the bore of the spray nozzle or standpipe is too large, the auxiliary air-valve spring is too tight, the gasoline level is too high, there's a loose regulating valve, a fuel-soaked cork float, a punctured sheet-metal float, dirt under the float control shut-off valve, or insufficient air supply due to a clogged air screen. If pressure feed is used, there might be too much pressure in the tank, or the float-controlled mechanism that operates the shut-off in the carburetor's float bowl might not respond quickly enough.
SOME CAUSES OF NOISY OPERATION
There are a number of power-plant derangements which give positive indication because of noisy operation. Any knocking or rattling sounds are usually produced by wear in connecting rods or main bearings of the engine, though sometimes a sharp metallic knock, which is very much the same as that produced by a loose bearing, is due to carbon deposits in the cylinder heads, or premature ignition due to advanced spark-time lever. Squeaking sounds invariably indicate dry bearings, and whenever such a sound is heard it should be immediately located and oil applied to the parts thus denoting their dry condition. Whistling or blowing sounds are produced by leaks, either in the engine itself or in the gas manifolds. A sharp whistle denotes the escape of gas under pressure and is usually caused by a defective packing or gasket that seals a portion of the combustion chamber or that is[360] used for a joint as the exhaust manifold. A blowing sound indicates a leaky packing in crank-case. Grinding noises in the motor are usually caused by the timing gears and will obtain if these gears are dry or if they have become worn. Whenever a loud knocking sound is heard careful inspection should be made to locate the cause of the trouble. Much harm may be done in a few minutes if the engine is run with loose connecting rod or bearings that would be prevented by taking up the wear or looseness between the parts by some means of adjustment.
There are several issues with power plants that can be indicated by noisy operation. Any knocking or rattling sounds usually come from wear in the connecting rods or main bearings of the engine. However, sometimes a sharp metallic knock, similar to that from a loose bearing, can be caused by carbon buildup in the cylinder heads or premature ignition due to an advanced spark timing lever. Squeaking sounds almost always mean dry bearings, and whenever you hear such a sound, it should be quickly located and oiled to address the dryness. Whistling or blowing sounds indicate leaks, either within the engine or in the gas manifolds. A sharp whistle suggests gas escaping under pressure, usually due to a faulty packing or gasket that seals a part of the combustion chamber or is used at a joint like the exhaust manifold. A blowing sound points to a leaky packing in the crankcase. Grinding noises in the motor typically stem from the timing gears and can occur if these gears are dry or worn down. If a loud knocking sound is heard, a thorough inspection should be conducted to find the source of the issue. Significant damage can happen in just a few minutes if the engine runs with loose connecting rods or bearings, which can often be fixed by adjusting the wear or looseness between the parts.
BRIEF SUMMARY OF HINTS FOR STARTING ENGINE
First make sure that all cylinders have compression. To ascertain this, open pet cocks of all cylinders except the one to be tested, crank over motor and see that a strong opposition to cranking is met with once in two revolutions. If motor has no pet cocks, crank and notice that oppositions are met at equal distances, two to every revolution of the starting crank in a four-cylinder motor. If compression is lacking, examine the parts of the cylinder or cylinders at fault in the following order, trying to start the motor whenever any one fault is found and remedied. See that the valve push rods or rocker arms do not touch valve stems for more than approximately 1⁄2 revolution in every 2 revolutions, and that there is not more than .010 to .020 inch clearance between them depending on the make of the motor. Make sure that the exhaust valve seats. To determine this examine the spring and see that it is connected to the valve stem properly. Take out valve and see that there is no obstruction, such as carbon, on its seat. See that valve works freely in its guide. Examine inlet valve in same manner. Listen for hissing sound while cranking motor for leaks at other places.
First, make sure all cylinders have compression. To check this, open the pet cocks of all cylinders except the one you're testing, crank the motor, and see that you feel strong resistance every two revolutions. If there are no pet cocks, crank it and notice that resistance occurs at equal distances, two times for every revolution of the starting crank in a four-cylinder motor. If compression is low, inspect the faulty cylinder parts in the following order, trying to start the motor whenever you find and fix an issue. Ensure that the valve push rods or rocker arms don’t touch the valve stems for more than about ½ revolution every 2 revolutions, and that there’s not more than .010 to .020 inch clearance between them depending on the motor's make. Verify that the exhaust valve seats properly. To do this, check that the spring is correctly connected to the valve stem. Remove the valve and make sure there’s no blockage, like carbon, on its seat. Ensure the valve moves freely in its guide. Check the inlet valve in the same way. Listen for a hissing sound while cranking the motor for leaks in other areas.
Make sure that a spark occurs in each cylinder as follows: If magneto or magneto and battery with non-vibrating coil is used: Disconnect wire from spark-plug,[361] hold end about 1⁄8 inch from cylinder or terminal of spark-plug. Have motor cranked briskly and see if spark occurs. Examine adjustment of interrupter points. See that wires are placed correctly and not short circuited. Take out spark-plug and lay it on the cylinder, being careful that base of plug only touches the cylinder and that ignition wire is connected. Have motor cranked briskly and see if spark occurs. Check timing of magneto and see that all brushes are making contact.
Make sure a spark happens in each cylinder as follows: If you’re using a magneto or a magneto with a non-vibrating battery, disconnect the wire from the spark plug,[361] and hold the end about 1⁄8 inch away from the cylinder or the terminal of the spark plug. Crank the motor quickly and check if a spark occurs. Examine the adjustment of the interrupter points. Ensure that the wires are connected properly and aren’t short-circuited. Remove the spark plug and lay it on the cylinder, making sure only the base of the plug touches the cylinder and that the ignition wire is connected. Crank the motor quickly again and see if a spark happens. Check the timing of the magneto and ensure all brushes are making contact.
See if there is gasoline in the carburetor. See that there is gasoline in the tank. Examine valve at tank. Prime carburetor and see that spray nozzle passage is clear. Be sure throttle is open. Prime cylinders by putting about a teaspoonful of gasoline in through pet cock or spark-plug opening. Adjust carburetor if necessary.
See if there’s gas in the carburetor. Make sure there’s gas in the tank. Check the valve at the tank. Prime the carburetor and ensure the spray nozzle passage is clear. Make sure the throttle is open. Prime the cylinders by pouring about a teaspoon of gasoline through the petcock or spark plug opening. Adjust the carburetor if needed.
LOCATION OF ENGINE TROUBLES MADE EASY
The following tabulation has been prepared and originated by the writer to outline in a simple manner the various troubles and derangements that interfere with efficient internal-combustion engine action. The parts and their functions are practically the same in all gas or gasoline engines of the four-cycle type, and the general instructions given apply just as well to all hydro-carbon engines, even if the parts differ in form materially. The essential components are clearly indicated in the many part sectional drawings in this book so they may be easily recognized. The various defects that may materialize are tabulated in a manner that makes for ready reference, and the various defective conditions are found opposite the part affected, and under a heading that denotes the main trouble to which the others are contributing causes. The various symptoms denoting the individual troubles outlined are given to facilitate their recognition in a positive manner.
The following table has been created by the author to simply outline the different issues and malfunctions that disrupt the effective operation of internal combustion engines. The parts and their functions are essentially the same in all four-cycle gas or gasoline engines, and the general instructions provided apply equally to all hydrocarbon engines, even if the parts differ significantly in shape. The key components are clearly shown in the various sectional drawings throughout this book so they can be easily identified. The different defects that may occur are organized for quick reference, with the related defective conditions listed next to the affected part, under a heading that indicates the primary issue along with contributing causes. The symptoms associated with the individual problems outlined are included to help ensure they can be recognized clearly.
Brief note is also made of the remedies for the restoration of the defective part or condition. It is apparent[362] that a table of this character is intended merely as a guide, and it is a compilation of practically all the known troubles that may materialize in gas-engine operation. While most of the defects outlined are common enough to warrant suspicion, they will never exist in an engine all at the same time, and it will be necessary to make a systematic search for such of those as exist.
A brief note is also made about the solutions for fixing the defective part or condition. It is clear[362] that a table like this is meant to serve as a guide, and it includes nearly all the known issues that can arise in gas engine operation. While most of the defects listed are common enough to raise suspicion, they will never all occur in an engine at the same time, and it will be necessary to conduct a systematic search for those that do exist.
To use the list advantageously, it is necessary to know one main trouble easily recognized. For example, if the power plant is noisy, look for the possible troubles under the head of Noisy Operation; if it lacks capacity, the derangement will undoubtedly be found under the head of Lost Power. It is assumed in all cases that the trouble exists in the power plant or its components, and not in the auxiliary members of the ignition, carburetion, lubrication, or cooling systems. The novice and student will readily recognize the parts of the average aviation engine by referring to the very complete and clearly lettered illustrations of mechanism given in many parts of this treatise.
To use the list effectively, you need to identify one main issue easily recognized. For instance, if the power plant is noisy, check for possible issues under Noisy Operation; if it has insufficient capacity, the problem will likely be found under Lost Power. In all instances, it is assumed that the issue exists within the power plant or its components, not in the auxiliary parts of the ignition, carburetion, lubrication, or cooling systems. Beginners and students will easily recognize the components of a typical aviation engine by looking at the detailed and clearly labeled illustrations of the mechanisms provided in various sections of this guide.
| LOST POWER AND OVERHEATING[363] | |||
| PART AFFECTED | NATURE OF TROUBLE | SYMPTOMS AND EFFECTS | REMEDY |
| Water Pipe Joint. | Loose. | Loss of water, heating. | Tighten bolts, replace gaskets. |
| Spark Plug. | Leakage in threads, insulation, or packing. | Loss of power. Hissing caused by escaping gas. | Replace insulation if defective, screw down tighter. |
| Compression Release Cock. | Leak in threads. Leak in fitting. | Loss of power. Whistling or hissing. | Tighten if loose. Grind fitting to new seating in body. |
| Combustion Chamber. | Crack or blowhole. Roughness. Carbon deposits. Sharp edges. | Loss of compression. Preignition. | Fill by welding. Smooth out roughness. Scrape out or dissolve carbon. |
| Valve Chamber Cap. | Leak in threads. Defective gasket. | Loss of compression. Hissing. | Remove. Apply pipe compound to threads and replace. Use new gasket or packing. |
| Valve Head. | Warped. Scored or pitted. Carbonized. Covered with scale. Loose on stem (two-piece valves only). | Loss of compression. | True up in lathe. Grind to seat. Scrape off. Smooth with emery cloth. Tighten by riveting. |
| Valve Seat. | Warped or pitted. Covered with carbon. Foreign matter between valve and seat. | Loss of compression. | Use reseating reamer. Clean off and grind valve to seat. |
| Valve Stem. | Covered with scale. Bent. Binding in guide. Stuck in guide. | Valve does not close. Loss of compression. | Clean with emery cloth; straighten. True up and smooth off. free with kerosene. |
| Valve Stem Guide. | Burnt or rough. Loose in valve chamber. | Valve may stick. Action irregular. | Clean out hole. Screw in tighter. |
| Valve Spring. | Weak or broken. | Valve does not close. | |
| Valve Operating Plunger. | Loose in guide. Too much clearance between valve stem. | Valve action poor. Lift insufficient. | Replace with new. Adjust screw closer. |
| Valve Lift Adjusting Screw. | Threads stripped. Too near valve. Too far from valve. | Poor valve action. | Replace with new. Adjust with proper reference to valve stem. |
| Valve Lift Cam.[364] | Worn cam contour. Loose on shaft. Out of time. | Not enough valve lift. Will not lift valve. Valve opens at wrong time. | Replace with new. Replace pins or keys. Set to open properly. |
| Cam-shaft. | Sprung or twisted. | Valves out of time. | Straighten. |
| Cam-shaft Bushing. | Worn. | Not enough valve lift. | Replace. |
| Cam-shaft Drive Gear. | Loose on shaft. Out of time. Worn or broken teeth. | Irregular valve action. | Fasten securely. Time properly. Replace with new. |
| Cam Fastenings. | Worn or broken. | Valves out of time. | Replace with new. |
| Cylinder Wall. | Scored, gas leaks. Poor lubrication causes friction. | Poor compression. Overheating. | Grind out bore. Repair oiling system. |
| Piston. | Binds in cylinder. Walls scored. Worn out of round. | Overheating. Poor compression. | Lap off excess metal. Replace with new. |
| Piston Rings. | Loss of spring. Loose in grooves. Scored. Worn or broken. Slots in line. | Loss of compression. Gas blows by. | Peen ring or replace. Fit new rings. Grind smooth. Replace. Turn slots apart. |
| Carbon in grooves. Insufficient opening. Binding on cylinder. | Overheating because of friction. | Remove deposits. File slot. Grind or lap to fit cylinder bore. | |
| Wristpin. | Loose, scores cylinder. | Loss of compression. | Fasten securely. Replace cylinder if groove is deep. |
| Crank-shaft. | Scored or rough on journals. Sprung. | Overheating because of friction. | Smooth up. Straighten. |
| Crank Bearings. Main Bearings. | Adjusted too tight. Defective oiling. Brasses burned. | Overheating because of friction. | Adjust freely, clean out oil holes and enlarge oil grooves. |
| Oil Sump. | Insufficient oil. Poor lubricant. Dirty oil. | Overheating. | Replenish supply. Use best oil. Wash out with kerosene; put in clean oil. |
| Water Space. Water Pipes. | Clogged with sediment or scale. | Overheating. | Dissolve foreign matter and remove. |
| Piston Head. | Cracked (rare). Carbon deposits. | Loss of compression. Preignition. | Weld by autogenous process. Scrape off carbon accumulations. |
| NOISY OPERATION OF POWER PLANT[365] | |||
| PART AFFECTED | NATURE OF TROUBLE | CHARACTER OF NOISE | REMEDY |
| Compression Release Cock. | Leakage. | Hissing. | Previously given. |
| Spark Plug. | Leakage. | Hissing. | Previously given. |
| Valve Chamber Cap. | Leakage. | Hiss or whistle. | Previously given. |
| Combustion Chamber. | Carbon deposits. | Knocking. | Previously given. |
| Inlet Valve Seat. | Defects previously given. | Popping in carburetor. | Previously given. |
| Valve Head. | Loose on stem. | Clicking. | Previously given. |
| Valve Stem. Valve Stem Guide. | Wear or looseness. | Rattle or clicking. | Previously given. |
| Inlet Valve. | Closes too late. Opens too early. | Blowback in carburetor. | Previously given. |
| Valve Spring. | Weak or broken. | Blowback in carburetor. | Previously given. |
| Cylinder Casting. | Retaining bolts loose. Piston strikes at upper end. | Sharp metallic knock. | Tighten bolts. Round edges of piston top. |
| Cylinder Wall. | Scored. | Hissing. | Previously given. |
| Valve Stem Clearance. | Too much. Too little (inlet valve). | Clicking. Blowback in carburetor. | Previously given. |
| Valve Operating Plunger. Plunger Guide. | Looseness. | Rattle or clicking. | Previously given. |
| Timing Gears. | Loose on fastenings. Worn teeth. Meshed too deeply. | Metallic knock. Rattle. Grinding. | Previously given. |
| Cylinder or Piston. | No oil, or poor lubricant. | Grinding. | Repair oil system. |
| Cam. | Loose on shaft. Worn contour. | Metallic knock. | Previously given. |
| Cam-shaft Bearing. | Looseness or wear. | Slight knock. | Previously given. |
| Cam Fastening. | Looseness. | Clicking. | Previously given. |
| Piston. | Binding in cylinder. Worn oval, causes side slap in cylinder. | Grinding or dull squeak. Dull hammering. | Previously given. |
| Piston Head. | Carbon deposits. | Knocking. | Previously given. |
| Piston Rings. | Defective oiling. Leakage. Binding in cylinder. | Squeaking. Hissing. Grinding. | Previously given. |
| Wrist-pin. | Loose in piston. Worn. | Dull metallic knock. | Replace with new member. |
| Connecting Rod.[366] | Wear in upper bushing. Wear at crank-pin. Side play in piston. | Distinct knock. | Adjust or replace. Scrape and fit. Use longer wrist-pin bushing. |
| Crank Bearings. | Looseness. Excessive end play. Binding, fitted too tight. | Metallic knock. Intermittent knock. Squeaking. | Refit bearings. Longer bushings needed. Insert shims to allow more play. |
| Main Bearings. | Looseness. Defective lubrication. | Metallic knock. Squeaking. | Fit brasses closer to shaft. Clean out oil holes and grooves. |
| Connecting Rod Bolts. Main Bearing Bolts. | Loose. | Sharp knock. | Tighten. |
| Crank-shaft. | Defective oiling. | Squeaking. | Previously given. |
| Engine Base. | Loose on frame. | Sharp pounding. | Tighten bolts. |
| Lower Half Crank-case. | Bolts loose. | Knocking. | Tighten bolts. |
| Fly-wheel. | Loose on crank-shaft. | Very sharp knock. | Tighten retention bolts or fit new keys. |
| Oil Sump. | Oil level too low. Poor lubricant. | Grinding and squeak in all bearings. | Replenish with best cylinder oil. |
| Valve Plunger Retention Stirrups. | Looseness. | Clicking. | Tighten nuts. |
| Fan. | Blade loose. Blade strikes cooler. | Clicking or rattle. | Tighten. Bend back. |
| Exhaust Pipe Joints. | Leakage. | Sharp hissing. | Tighten or use new gasket. |
| Crank-case Packing. | Leakage. | Blowing sound. | Use new packing. Tighten bolts. |
| Water Pipe. | Leaks. Loss of water. Clogged with sediment. | Pounding because engine heats. | Previously given. |
| Water Jacket. | Clogged with sediment. Walls covered with scale. | Knocking because engine heats. | Dissolve scale and flush out water space with water under pressure. |
| “SKIPPING” OR IRREGULAR OPERATION[367] | |||
| PART AFFECTED | NATURE OF TROUBLE | SYMPTOMS AND EFFECTS | REMEDY |
| Compression Relief Cock. | Leak in threads or spigot. | Dilutes mixture with air, causes blowback. | Screw down tighter. Grind spigot to seat with emery. |
| Spark-Plug. | Leak in threads. Defective gasket. Cracked insulator. Points too near. Points covered with carbon. Too much air gap. | Dilutes mixture. Allows short circuit. No spark. | Screw down tighter. Replace with new. Set points 1/64″ apart for magneto, 1/32″ for battery spark. |
| Valve Chamber Cap. | Leak in threads. Defective gasket. | Dilutes mixture by allowing air to enter cylinder on suction stroke. | Previously given. |
| Combustion Chamber. | Carbon deposits. | Preignition. | Scrape out. |
| Valve Head. | Warped or pitted. Loose on stem. | Dilutes charge with poor air or gas. | Previously given. |
| Valve Stem. | Binding in guide. Sticking. | Irregular valve action. | Previously given. |
| Valve Seat. | Scored or warped. Cracked. Covered with scale. Dirt under valve. | Gas leak, poor mixture. Poor compression. Valve will not close. | Previously given. |
| Induction Pipe. | Leak at joints. Crack or blowhole. | Mixture diluted with excess air. | Stop all leaks. |
| Inlet Valve. | Closes too late. Opens too early. | Blowback in carburetor. | Time properly. |
| Exhaust Valve. | Opens too late. Closes too early. | Retention of burnt gas dilutes charge. | Time properly. |
| Valve Stem Guide. | Bent or carbonized. | Causes valve to stick. | Previously given. |
| Inlet Valve Stem Guide.[368] | Worn, stem loose. | Air drawn in on suction thins gas. | Bush guide or use new member. |
| Valve Spring. | Weakened or broken. | Irregular action. | Use new spring. |
| Valve Stem Clearance. | Too little. Too much. | Valve will not shut. Valve opens late, closes early. | Adjust gap .009 inches inlet, .010″ exhaust. |
| Valve Spring Collar Key. | Broken. | Releases spring. | Replace. |
| Cam. | Worn cam contour. Loose on shaft. Out of time. | Valve lift reduced. Does not lift valve. Valves operate at wrong time. | Previously given. |
| Cam-shaft Bearing. | Looseness or wear. | Valve timing altered. Valve lift decreased. | Replace. |
| Cam-shaft. | Twisted. | Valves out of time. | Previously given. |
| Cam Fastening. | Worn or broken. | Valve action irregular. | Replace with new. |
| Valve Operating Plunger. | Loose in guide. | Alters valve timing. | Replace with new. |
| Valve Plunger Guide. | Wear in bore. Loose on engine base. | Alters valve timing. | Replace or bush. Fasten securely. |
| Timing Gears. | Not properly meshed. Loose on shaft. | Valves out of time. Valves do not operate. | Retime properly. Fasten to shaft. |
| Piston. | Walls scored. | Leakage of gas. | Smooth up if possible. |
| Piston Head. | Carbon deposits. Crack or blowhole (rare). | Cause premature ignition. | Previously given. |
| Piston Rings. | No spring. Loose in grooves. Worn or broken. | Leakage weakens suction. | Previously given. |
| Cylinder Wall. | Scored by wristpin. Scored by lack of oil. | Gas leaks by. Poor suction. | Previously given. |
Ignition System Issues Only
Motor Will Not Start or Starts Hard
Loose Battery Terminal.
Magneto Ground Wire Shorted.
Magneto Defective (No Spark at Plugs).
Broken Spark Plug Insulation.
Carbon Deposits or Oil Between Plug Points.
Spark-Plug Points Too Near Together or Far Apart.
Wrong Cables to Plugs.
Short Circuited Secondary Cable.
Broken Secondary Cable.
Loose Battery Terminal.
Magneto Ground Wire Shorted.
Magneto Faulty (No Spark at Plugs).
Damaged Spark Plug Insulation.
Carbon Buildup or Oil Between Plug Points.
Spark Plug Points Too Close Together or Too Far Apart.
Incorrect Cables to Plugs.
Short-Circuited Secondary Cable.
Damaged Secondary Cable.
| Dry Battery Weak. | ⎫ | Battery Systems Only. |
| Storage Battery Discharged. | ⎬ | |
| Poor Contact at Timer. | ⎮ | |
| Timer Points Dirty. | ⎭ |
| Poor Contact at Switch. | ⎫ | Battery and Coil Ignition System Only. |
| Primary Wires Broken, or Short Circuited. | ⎮ | |
| Battery Grounded in Metal Container. | ⎬ | |
| Battery Connectors Broken or Loose. | ⎮ | |
| Timer Points Out of Adjustment. | ⎮ | |
| Defects in Induction Coil. | ⎭ |
Ignition Timing Wrong, Spark Too Late or Too Early.
Defective Platinum Points in Breaker Box (Magneto).
Points Not Separating.
Broken Contact Maker Spring.
No Contact at Secondary Collector Brush.
Platinum Contact Points Burnt or Pitted.
Contact Breaker Bell Crank Stuck.
Fiber Bushing in Bell Crank Swollen.
Short Circuiting Spring Always in Contact.
Dirt or Water in Magneto Casing.
Oil in Contact Breaker.
Oil Soaked Brush and Collector Ring.
Distributor Filled with Carbon Particles.
Ignition Timing Incorrect, Spark Too Late or Too Early.
Defective Platinum Points in Breaker Box (Magneto).
Points Not Separating.
Broken Contact Maker Spring.
No Contact at Secondary Collector Brush.
Platinum Contact Points Burnt or Pitted.
Contact Breaker Bell Crank Jammed.
Fiber Bushing in Bell Crank Swollen.
Short Circuiting Spring Always Making Contact.
Dirt or Water in Magneto Casing.
Oil in Contact Breaker.
Oil-Soaked Brush and Collector Ring.
Distributor Full of Carbon Particles.
Motor Stops Without Warning
Broken Magneto Carbon Brush.
Broken Lead Wire.
Broken Ground Wire.
Battery Ignition Systems.
Water on High Tension Magneto Terminal.
Main Secondary Cable Burnt Through by Hot Exhaust Pipe (Transformer Coil, Magneto Systems).
Particle of Carbon Between Spark Plug Points.
Magneto Short Circuited by Ground Wire.
Magneto Out of Time, Due to Slipping Drive.
Water or Oil in Safety Spark Gap (Multi-cylinder Magneto).
Magneto Contact Breaker or Timer Stuck in Retard Position.
Worn Fiber Block in Magneto Contact Breaker.
Binding Fiber Bushing in Contact Breaker Bell Crank.
Spark Advance Rod or Wire Broken.
Contact Breaker Parts Stuck.
Broken Magneto Carbon Brush.
Broken Lead Wire.
Broken Ground Wire.
Battery Ignition Systems.
Water on High Tension Magneto Terminal.
Main Secondary Cable Burnt Through by Hot Exhaust Pipe (Transformer Coil, Magneto Systems).
Particle of Carbon Between Spark Plug Points.
Magneto Short Circuited by Ground Wire.
Magneto Out of Time, Due to Slipping Drive.
Water or Oil in Safety Spark Gap (Multi-cylinder Magneto).
Magneto Contact Breaker or Timer Stuck in Retard Position.
Worn Fiber Block in Magneto Contact Breaker.
Binding Fiber Bushing in Contact Breaker Bell Crank.
Spark Advance Rod or Wire Broken.
Contact Breaker Parts Stuck.
Motor Runs Irregularly or Misfires
Loose Wiring or Terminals.
Broken Spark-Plug Insulator.
Spark-Plug Points Sooted or Oily.
Wrong Spark Gap at Plug Points.
Leaking Secondary Cable.
Prematurely Grounded Primary Wire.
Batteries Running Down (Battery Ignition only).
Poor Adjustment of Contact Points at Timer.
Wire Broken Inside of Insulation.
Loose Platinum Points in Magneto.
Weak Contact Spring.
Broken Collector Brush.
Dirt in Magneto Distributor Casing or Contact Breaker.
Worn Fiber Block or Cam Plate in Magneto.
Worn Cam or Contact Roll in Timer (Battery System only).[371]
Dirty Oil in Timer.
Sticking Coil Vibrators.
Coil Vibrator Points Pitted.
Oil Soaked Magneto Winding.
Punctured Magneto or Coil Winding.
Distributor Contact Segments Rough.
Sulphated Storage Battery Terminals.
Weak Magnets in Magneto.
Poor Contact at Magneto Contact Breaker Points.
Loose Wiring or Terminals.
Broken Spark Plug Insulator.
Spark Plug Points Sooty or Oily.
Incorrect Spark Gap at Plug Points.
Leaking Secondary Cable.
Prematurely Grounded Primary Wire.
Batteries Running Low (Battery Ignition only).
Poor Adjustment of Contact Points at Timer.
Wire Broken Inside Insulation.
Loose Platinum Points in Magneto.
Weak Contact Spring.
Broken Collector Brush.
Dirt in Magneto Distributor Casing or Contact Breaker.
Worn Fiber Block or Cam Plate in Magneto.
Worn Cam or Contact Roll in Timer (Battery System only).[371]
Dirty Oil in Timer.
Sticking Coil Vibrators.
Coil Vibrator Points Pitted.
Oil Soaked Magneto Winding.
Punctured Magneto or Coil Winding.
Distributor Contact Segments Rough.
Sulfated Storage Battery Terminals.
Weak Magnets in Magneto.
Poor Contact at Magneto Contact Breaker Points.
DEFECTS IN ELECTRICAL SYSTEM COMPONENTS
To further simplify the location of electrical system faults it is thought desirable to outline the defects that can be present in the various parts of the individual devices comprising the ignition system. If an airplane engine is provided with magneto ignition solely, as most engines are at the present time, no attention need be paid to such items as storage or dry batteries, timer or induction coil. There seems to be some development in the direction of battery ignition so it has been considered desirable to include components of these systems as well as the almost universally used magneto group. Spark-plugs, wiring and switches are needed with either system.
To make it easier to locate faults in electrical systems, it’s helpful to outline the defects that can occur in different parts of the individual devices that make up the ignition system. If an airplane engine uses only magneto ignition, as most engines do today, there’s no need to worry about things like storage or dry batteries, timers, or induction coils. However, since there seems to be some progress toward battery ignition, we’ve decided to include components from these systems along with the nearly universally used magneto group. Spark plugs, wiring, and switches are needed for either system.
| SPARK-PLUGS | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Insulation cracked. | Plug inoperative. | New insulation. | |
| Insulation oil soaked. | Cylinder misfires. | Clean. | |
| Carbon deposits. | Short circuited spark. | Remove. | |
| Insulator loose. | Cylinder misfires. | Tighten. | |
| Gasket broken. | Gas leaks by. | New gasket. | |
| Electrode loose on shell. | Cylinder misfires. | Tighten. | |
| Wire loose in insulator. | Cylinder misfires. | Tighten. | |
| Air gap too close. | Short circuits spark. | Set correctly. | |
| Air gap too wide. | Spark will not jump. | Set points 1⁄32″ apart. | |
| Loose terminal. | Cylinder may misfire. | Tighten. | |
| Plug loose in cylinder. | Gas leaks. | Tighten. | |
| Mica insulation oil soaked. | Short circuits spark. | Replace. | |
| MAGNETO[372] | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Dirty oil in distributor. | Engine misfires. | Clean. | |
| Metal dust in distributor. | Engine misfires. | Clean. | |
| Brushes not making contact. | Current cannot pass. | Strengthen spring. | |
| Distributor segments worn. | Engine misfires. | Secure even bearing. | |
| Collecting brush broken. | Engine misfires. | New brush. | |
| Distributing brush broken. | Engine misfires. | New brush. | |
| Oil soaked winding. | Engine misfires. | Clean. | |
| Magnets loose on pole pieces. | Engine misfires. | Tighten screws. | |
| Armature rubs. | Engine misfires. | Repair bearings. | |
| Bearings worn. | Noisy. | Replace. | |
| Magnets weak. | Weak spark. | Recharge. | |
| Contact breaker points pitted. | Engine misfires. | Clean. | |
| Breaker points out of adjustment. | Engine misfires. | Reset. | |
| Defective winding (rare). | No spark. | Replace. | |
| Punctured condenser (rare). | Weak or no spark. | Replace. | |
| Driving gear loose. | Noise. | Tighten. | |
| Magneto armature out of time. | Spark will not fire charge. | Retime. | |
| Magneto loose on base. | Misfiring and noisy. | Tighten. | |
| Contact breaker cam worn. | Misfiring. | Replace. | |
| Fibre shoe or rolls worn (Bosch). | Misfiring. | Replace. | |
| Fibre bushing binding in contact lever (Bosch). | Misfiring. | Ream slightly. | |
| Contact lever return spring broken. | No spark. | Replace. | |
| Contact lever return spring weak. | Misfiring. | Replace. | |
| Ground wire grounded. | No spark. | Insulate. | |
| Ground wire broken. | Engine will not stop. | Connect up. | |
| Safety spark gap dirty. | No spark. | Clean. | |
| Fused metal in spark gap. | No spark. | Remove. | |
| Safety spark gap points too close. | Misfiring. | Set properly. | |
| Loose distributor terminals. | Misfiring. | Tighten. | |
| Contact breaker sticks. | No spark control. | Remove and clean bearings. | |
| Magneto switch short-circuited. | No spark. | Insulate. | |
| Magneto switch open circuit. | No engine stop. | Restore contact. | |
| STORAGE BATTERY | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Electrolyte low. | Weak current. | Replenish with distilled water. | |
| Loose terminals. | Misfiring. | Tighten. | |
| Sulphated terminals. | Misfiring. | Clean thoroughly and coat with vaseline. | |
| Battery discharged. | Misfiring or no spark. | New charge. | |
| Electrolyte weak. | Weak current. | Bring to proper specific gravity. | |
| Plates sulphated. | Poor capacity. | Special slow charge. | |
| Sediment or mud in bottom. | Weak current. | Clean out. | |
| Active material loose in grids. | Poor capacity. | New plates. | |
| Moisture or acid on top of cells. | Shorts terminals. | Remove.[373] | |
| Plugged vent cap. | Buckles cell jars. | Make vent hole. | |
| Cracked vent cap. | Acid spills out. | New cap. | |
| Cracked cell jar. | Electrolyte runs out. | New jar. | |
| DRY CELL BATTERY | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Broken wires. | No current. | New wires. | |
| Loose terminals. | Misfiring. | Tighten. | |
| Weak cell (7 amperes or less). | Misfiring. | New cells. | |
| Cells in contact. | Short circuit. | Separate and insulate. | |
| Water in battery box. | Short circuit. | Dry out. | |
| TIMER | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Contact segments worn or pitted. | Misfiring. | Grind down smooth. | |
| Platinum points pitted. | Misfiring. | Smooth with oil stone. | |
| Dirty oil or metal dust in interior. | Misfiring. | Clean out. | |
| Worn bearing. | Misfiring. | Replace. | |
| Loose terminals. | Misfiring. | Tighten. | |
| Worn revolving contact brush. | Misfiring. | Replace. | |
| Out of time. | Irregular spark. | Reset. | |
| INDUCTION COIL | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Loose terminals. | Misfiring. | Tighten. | |
| Broken connections. | No spark. | Make new joints. | |
| Vibrators out of adjustment. | Misfiring. | Readjust. | |
| Vibrator points pitted. | Misfiring. | Clean. | |
| Defective condenser | } rare. | No spark. | Send to maker for repairs. |
| Defective winding | |||
| Poor contact at switch. | Misfiring. | Tighten. | |
| Broken internal wiring. | No spark. | Replace. | |
| Poor coil unit. | One cylinder affected. | Replace. | |
| WIRING | |||
| DEFECT | TROUBLE CAUSED | REMEDY | |
| Loose terminals anywhere. | Misfiring. | Tighten. | |
| Broken plug wire. | One cylinder will not fire. | Replace. | |
| Broken timer wire. | One coil will not buzz. | Replace. | |
| Broken main battery wire. | } No spark. | Replace. | |
| Broken battery ground wire. | |||
| Broken magneto ground wire. | Engine will not stop. | Replace. | |
| Chafed insulation anywhere. | } Misfiring. | Insulate. | |
| Short circuit anywhere. | |||
Carburetor Issues Summarized
Motor Starts Hard or Will Not Start
No Gasoline in Tank.
No Gasoline in Carburetor Float Chamber.
Tank Shut-Off Closed.
Clogged Filter Screen.
Fuel Supply Pipe Clogged.
Gasoline Level Too Low.
Gasoline Level Too High (Flooding).
Bent or Stuck Float Lever.
Loose or Defective Inlet Manifold.
Not Enough Gasoline at Jet.
Cylinders Flooded with Gas.
Fuel Soaked Cork Float (Causes Flooding).
Water in Carburetor Spray Nozzle.
Dirt in Float Chamber.
Gas Mixture Too Lean.
Carburetor Frozen (Winter Only).
No Gas in Tank.
No Gas in Carburetor Float Chamber.
Tank Shut-Off Closed.
Clogged Filter Screen.
Fuel Supply Pipe Blocked.
Gas Level Too Low.
Gas Level Too High (Flooding).
Bent or Stuck Float Lever.
Loose or Faulty Inlet Manifold.
Not Enough Gas at Jet.
Cylinders Flooded with Gas.
Fuel-Soaked Cork Float (Causes Flooding).
Water in Carburetor Spray Nozzle.
Dirt in Float Chamber.
Gas Mixture Too Lean.
Carburetor Frozen (Winter Only).
Motor Stops In Flight
Gasoline Shut-Off Valve Jarred Closed.
Gasoline Supply Pipe Clogged.
No Gasoline in Tank.
Spray Nozzle Stopped Up.
Water in Spray Nozzle.
Particles of Carbon Between Spark-Plug Points.
Magneto Short Circuited by Ground in Wire.
Air Lock in Gasoline Pipe.
Broken Air Line or Leaky Tank (Pressure Feed System Only).
Fuel Supply Pipe Partially Clogged.
Air Vent in Tank Filler Cap Stopped Up (Gravity and Vacuum Feed System).
Float Needle Valve Stuck.
Water or Dirt in Spray Nozzle.
Mixture Adjusting Needle Jarred Loose (Rotary Motors Only).
Gasoline Shut-Off Valve Jammed Closed.
Gasoline Supply Pipe Blocked.
No Gasoline in Tank.
Spray Nozzle Clogged.
Water in Spray Nozzle.
Carbon Particles Between Spark Plug Contacts.
Magneto Short-Circuited by Grounded Wire.
Air Lock in Gasoline Line.
Broken Air Line or Leaky Tank (Pressure Feed System Only).
Fuel Supply Pipe Partially Blocked.
Air Vent in Tank Filler Cap Clogged (Gravity and Vacuum Feed System).
Float Needle Valve Stuck.
Water or Dirt in Spray Nozzle.
Mixture Adjusting Needle Jarred Loose (Rotary Motors Only).
Motor Races, Will Not Throttle Down
Air Leak in Inlet Piping.
Air Leak Through Inlet Valve Guides.
Control Rods Broken.
Defective Induction Pipe Joints.
Leaky Carburetor Flange Packing.
Throttle Not Closing.
Poor Slow Speed Adjustment (Zenith Carburetor).
Air Leak in Inlet Piping.
Air Leak Through Inlet Valve Guides.
Control Rods Broken.
Defective Induction Pipe Joints.
Leaky Carburetor Flange Packing.
Throttle Not Closing.
Poor Slow Speed Adjustment (Zenith Carburetor).
Motor Misfires
Carburetor Float Chamber Getting Dry.
Water or Dirt in Gasoline.
Poor Gasoline Adjustment (Rotary Motors).
Not Enough Gasoline in Float Chamber.
Too Much Gasoline, Carburetor Flooding.
Incorrect Jet or Choke (Zenith Carburetor).
Broken Cylinder Head Packing Between Cylinders.
Carburetor Float Chamber Running Low.
Water or Dirt in Gasoline.
Inadequate Gasoline Adjustment (Rotary Motors).
Insufficient Gasoline in Float Chamber.
Excessive Gasoline, Carburetor Flooding.
Wrong Jet or Choke (Zenith Carburetor).
Damaged Cylinder Head Packing Between Cylinders.
Noisy Operation
Popping or Blowing Back in Carburetor.
Incorrectly Timed Inlet Valves.
Inlet Valve Not Seating.
Defective Inlet Valve Spring.
Dirt Under Inlet Valve Seat.
Not Enough Gasoline (Open Needle Valve).
Muffler or Manifold Explosions.
Mixture Not Exploding Regularly.
Exhaust Valve Sticking.
Dirt Under Exhaust Valve Seat.
Popping or Blowing Back in Carburetor.
Incorrectly Timed Inlet Valves.
Inlet Valve Not Seating Properly.
Defective Inlet Valve Spring.
Dirt Under Inlet Valve Seat.
Insufficient Gasoline (Open Needle Valve).
Muffler or Manifold Explosions.
Mixture Not Igniting Regularly.
Exhaust Valve Sticking.
Dirt Under Exhaust Valve Seat.
CHAPTER XI
Tools for Adjusting and Erecting—Forms of Wrenches—Use and Care of Files—Split Pin Removal and Installation—Complete Chisel Set—Drilling Machines—Drills, Reamers, Taps and Dies—Measuring Tools—Micrometer Calipers and Their Use—Typical Tool Outfits—Special Hall-Scott Tools—Overhauling Airplane Engines—Taking Engine Down—Defects in Cylinders—Carbon Deposits, Cause and Prevention—Use of Carbon Scrapers—Burning Out Carbon with Oxygen—Repairing Scored Cylinders—Valve Removal and Inspection—Reseating and Truing Valves—Valve Grinding Processes—Depreciation in Valve Operating System—Piston Troubles—Piston Ring Manipulation—Fitting Piston Rings—Wrist-Pin Wear—Inspection and Refitting of Engine Bearings—Scraping Brasses to Fit—Fitting Connecting Rods—Testing for Bearing Parallelism—Cam-Shafts and Timing Gears—Precautions in Reassembling Parts.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__—__A_TAG_PLACEHOLDER_19__—__A_TAG_PLACEHOLDER_20__—__A_TAG_PLACEHOLDER_21__—__A_TAG_PLACEHOLDER_22__—__A_TAG_PLACEHOLDER_23__—__A_TAG_PLACEHOLDER_24__—__A_TAG_PLACEHOLDER_25__—__A_TAG_PLACEHOLDER_26__—__A_TAG_PLACEHOLDER_27__—__A_TAG_PLACEHOLDER_28__—__A_TAG_PLACEHOLDER_29__—__A_TAG_PLACEHOLDER_30__—__A_TAG_PLACEHOLDER_31__.
TOOLS FOR ADJUSTING AND ERECTING
A very complete outfit of small tools, some of which are furnished as part of the tool equipment of various engines are shown in group at Fig. 163. This group includes all of the tools necessary to complete a very practical kit and it is not unusual for the mechanic who is continually dismantling and erecting engines to possess even a larger assortment than indicated. The small bench vise provided is a useful auxiliary that can be clamped to any convenient bench or table or even fuselage longeron in an emergency and should have jaws at least three inches wide and capable of opening four or five inches. It is especially useful in that it will save trips to the bench vises, as it has adequate capacity to handle practically any of the small parts that need to be worked on when making repairs. A blow torch, tinner’s snips and soldering copper are very useful in sheet metal work and in making any repairs requiring the use of solder. The torch can be used in any operation requiring a source of[378] heat. The large box wrench shown under the vise is used for removing large special nuts and sometimes has one end of the proper size to fit the valve chamber cap. The piston ring removers are easily made from thin strips of sheet metal securely brazed or soldered to a light wire handle. These are used in sets of three for removing and applying piston rings in a manner to be indicated. The uses of the wrenches, screw drivers, and pliers shown are known to all and the variety outlined should be sufficient for all ordinary work of restoration. The wrench equipment is very complete, including a set of open end S-wrenches to fit all standard bolts, a spanner wrench, socket or box wrenches for bolts that are inaccessible with the ordinary type, adjustable end wrenches, a thin monkey wrench of medium size, a bicycle wrench for handling small nuts and bolts, a Stillson wrench for pipe and a large adjustable monkey wrench for the stubborn fastenings of large size.
A very complete outfit of small tools, some of which are furnished as part of the tool equipment of various engines are shown in group at Fig. 163. This group includes all of the tools necessary to complete a very practical kit and it is not unusual for the mechanic who is continually dismantling and erecting engines to possess even a larger assortment than indicated. The small bench vise provided is a useful auxiliary that can be clamped to any convenient bench or table or even fuselage longeron in an emergency and should have jaws at least three inches wide and capable of opening four or five inches. It is especially useful in that it will save trips to the bench vises, as it has adequate capacity to handle practically any of the small parts that need to be worked on when making repairs. A blow torch, tinner’s snips and soldering copper are very useful in sheet metal work and in making any repairs requiring the use of solder. The torch can be used in any operation requiring a source of[378] heat. The large box wrench shown under the vise is used for removing large special nuts and sometimes has one end of the proper size to fit the valve chamber cap. The piston ring removers are easily made from thin strips of sheet metal securely brazed or soldered to a light wire handle. These are used in sets of three for removing and applying piston rings in a manner to be indicated. The uses of the wrenches, screw drivers, and pliers shown are known to all and the variety outlined should be sufficient for all ordinary work of restoration. The wrench equipment is very complete, including a set of open end S-wrenches to fit all standard bolts, a spanner wrench, socket or box wrenches for bolts that are inaccessible with the ordinary type, adjustable end wrenches, a thin monkey wrench of medium size, a bicycle wrench for handling small nuts and bolts, a Stillson wrench for pipe and a large adjustable monkey wrench for the stubborn fastenings of large size.
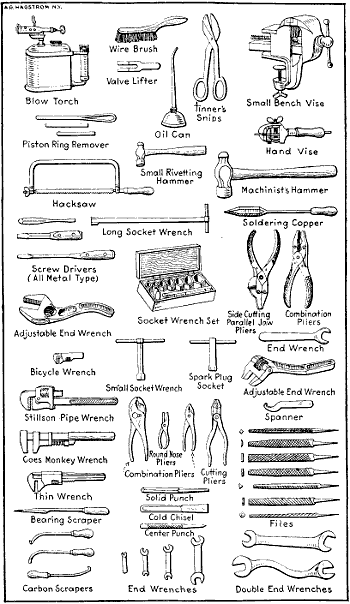
Fig. 163.—Practical Hand Tools Useful in Dismantling and Repairing Airplane Engines.
Fig. 163.—Hand Tools Helpful for Taking Apart and Fixing Airplane Engines.
Four different types of pliers are shown, one being a parallel jaw type with size cutting attachment, while the other illustrated near it is a combination parallel jaw type adapted for use on round work as well as in handling flat stock. The most popular form of pliers is the combination pattern shown beneath the socket wrench set. This is made of substantial drop forgings having a hinged joint that can be set so that a very wide opening at the jaws is possible. These can be used on round work and for wire cutting as well as for handling flat work. Round nose pliers are very useful also.
Four different types of pliers are shown here. One is a parallel jaw type with a cutting attachment, and the other one nearby is a combination parallel jaw type designed for use on round materials as well as handling flat stock. The most popular type of pliers is the combination pattern displayed below the socket wrench set. These are made from strong drop forgings and have a hinged joint that allows for a very wide opening at the jaws. They can be used on round materials and for cutting wire, as well as for handling flat materials. Round nose pliers are also very useful.
A very complete set of files, including square, half round, mill, flat bastard, three-cornered and rat tail are also necessary. A hacksaw frame and a number of saws, some with fine teeth for tubing and others with coarser teeth for bar or solid stock will be found almost indispensable. A complete punch and chisel set should be provided, samples of which are shown in the group while the complete outfit is outlined in another illustration. A number of different forms and sizes of chisels are necessary,[379] as one type is not suitable for all classes of work. The adjustable end wrenches can be used in many places where a monkey wrench cannot be fitted and where it will be difficult to use a wrench having a fixed opening. The Stillson pipe wrench is useful in turning studs, round rods, and pipes that cannot be turned by any other means. A complete shop kit must necessarily include various sizes for Stillson and monkey wrenches, as no one size can be expected to handle the wide range of work the engine repairman must cope with. Three sizes of each form of wrench can be used, one, a 6 inch, is as small as is needed while, a 12 inch tool will handle almost any piece of pipe or nut used in engine construction.
A complete set of files, including square, half-round, mill, flat bastard, three-cornered, and rat tail files, is also essential. You'll need a hacksaw frame along with several saws—some with fine teeth for tubing and others with coarser teeth for bar or solid stock, which are nearly indispensable. A full punch and chisel set is necessary, with examples shown in the group, while the complete outfit is detailed in another illustration. You'll require various forms and sizes of chisels, as one type isn’t suitable for all kinds of work. Adjustable end wrenches can be handy in many situations where a monkey wrench can't fit and where it’s difficult to use a fixed-opening wrench. The Stillson pipe wrench is great for turning studs, round rods, and pipes that can’t be turned by other means. A complete shop kit should definitely include different sizes of Stillson and monkey wrenches since no single size can manage the wide range of tasks an engine repairman faces. Three sizes of each type of wrench are useful, with a 6-inch size being the smallest and a 12-inch tool able to handle almost any pipe or nut used in engine construction.
Three or four sizes of hammers should be provided, according to individual requirement, these being small riveting, medium and heavyweight machinist’s hammers. A very practical tool of this nature for the repair shop can be used as a hammer, screw driver or pry iron. It is known as the “Spartan” hammer and is a tool steel drop forging in one piece having the working surfaces properly hardened and tempered while the metal is distributed so as to give a good balance to the head and a comfortable grip to the handle. The hammer head provides a positive and comfortable T-handle when the tool is used as a screw driver or “tommy” bar. Machinist’s hammers are provided with three types of heads, these being of various weights. The form most commonly used is termed the “ball pein” on account of the shape of the portion used for riveting. The straight pein is just the same as the cross pein, except that in the latter the straight portion is at right angles to the hammer handle, while in the former it is parallel to that member.
Three or four sizes of hammers should be provided based on individual needs, including small riveting, medium, and heavy machinist’s hammers. A very practical tool for the repair shop can serve as a hammer, screwdriver, or pry bar. It’s known as the “Spartan” hammer, made from a single piece of tool steel, with the working surfaces properly hardened and tempered. The metal is shaped to ensure a good balance in the head and a comfortable grip on the handle. The hammer head offers a positive and comfortable T-handle when the tool is used as a screwdriver or "tommy" bar. Machinist’s hammers come with three types of heads, each varying in weight. The most commonly used form is called the “ball pein” because of the shape of the part used for riveting. The straight pein is the same as the cross pein, except that in the latter, the straight part is at a right angle to the hammer handle, while in the former, it’s parallel to it.
FORMS OF WRENCHES
Wrenches have been made in infinite variety and there are a score or more patterns of different types of adjustable socket and off-set wrenches. The various wrench[380] types that differ from the more conventional monkey wrenches or those of the Stillson pattern are shown at Fig. 164. The “perfect handle” is a drop forged open end form provided with a wooden handle similar to that used on a monkey wrench in order to provide a better grip for the hand. The “Saxon” wrench is a double alligator form, so called because the jaws are in the form of a V-groove having one side of the V plain, while the other is serrated in order to secure a tight grip on round objects. In the form shown, two jaws of varying sizes are provided, one for large work, the other to handle the smaller rods. One of the novel features in connection with this wrench is the provision of a triple die block in the centre of the handle which is provided with three most commonly used of the standard threads including 5⁄16-inch-18, 3⁄8-inch-16, and 1⁄2-inch-13. This is useful in cleaning up burred threads on bolts before they are replaced, as burring is unavoidable if it has been necessary to drive them out with a hammer. The “Lakeside” wrench has an adjustable pawl engaging with one of a series of notches by which the opening may be held in any desired position.
Wrenches have been made in infinite variety and there are a score or more patterns of different types of adjustable socket and off-set wrenches. The various wrench[380] types that differ from the more conventional monkey wrenches or those of the Stillson pattern are shown at Fig. 164. The “perfect handle” is a drop forged open end form provided with a wooden handle similar to that used on a monkey wrench in order to provide a better grip for the hand. The “Saxon” wrench is a double alligator form, so called because the jaws are in the form of a V-groove having one side of the V plain, while the other is serrated in order to secure a tight grip on round objects. In the form shown, two jaws of varying sizes are provided, one for large work, the other to handle the smaller rods. One of the novel features in connection with this wrench is the provision of a triple die block in the centre of the handle which is provided with three most commonly used of the standard threads including 5⁄16-inch-18, 3⁄8-inch-16, and 1⁄2-inch-13. This is useful in cleaning up burred threads on bolts before they are replaced, as burring is unavoidable if it has been necessary to drive them out with a hammer. The “Lakeside” wrench has an adjustable pawl engaging with one of a series of notches by which the opening may be held in any desired position.
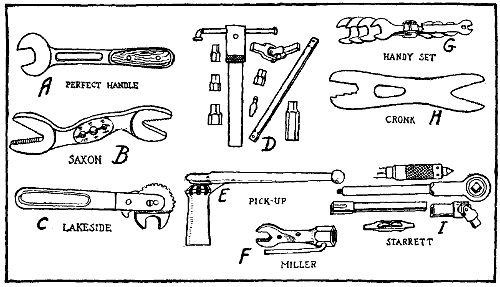
Ever since the socket wrench was invented it has been[381] a popular form because it can be used in many places where the ordinary open end or monkey wrench cannot be applied owing to lack of room for the head of the wrench. A typical set which has been made to fit in a very small space is shown at D. It consists of a handle, which is nickel-plated and highly polished, a long extension bar, a universal joint and a number of case hardened cold drawn steel sockets to fit all commonly used standard nuts and bolt heads. Two screw-driver bits, one small and the other large to fit the handle, and a long socket to fit spark-plugs are also included in this outfit. The universal joint permits one to remove nuts in a position that would be inaccessible to any other form of wrench, as it enables the socket to be turned even if the handle is at one side of an intervening obstruction.
Ever since the socket wrench was invented, it has become a popular tool because it can be used in many situations where a regular open-end or monkey wrench can't fit due to limited space for the head of the wrench. A typical set made to fit in a very tight spot is shown at D. It includes a handle that's nickel-plated and highly polished, a long extension bar, a universal joint, and several case-hardened cold drawn steel sockets to fit all commonly used standard nuts and bolt heads. The set also comes with two screwdriver bits, one small and the other large for the handle, and a long socket for spark plugs. The universal joint allows you to remove nuts in places that would be hard to reach with any other type of wrench, as it lets the socket be turned even if the handle is off to the side of an obstruction.
The “Pick-up” wrench, shown at E, is used for spark-plugs and the upper end of the socket is provided with a series of grooves into which a suitable blade carried by the handle can be dropped. The handle is pivoted to the top of the socket in such a way that the blades may be picked up out of the grooves by lifting on the end of the handle and dropped in again when the handle is swung around to the proper point to get another hold on the socket. The “Miller” wrench shown at F, is a combination socket and open end type, made especially for use with spark-plugs. Both the open end and the socket are convenient. The “Handy” set shown at G, consists of a number of thin stamped wrenches of steel held together in a group by a simple clamp fitting, which enables either end of any one of the four double wrenches to be brought into play according to the size of the nut to be turned. The “Cronk” wrench shown at H, is a simple stamping having an alligator opening at one end and a stepped opening capable of handling four different sizes of standard nuts or bolt heads at the other. Such wrenches are very cheap and are worth many times their small cost, especially for fitting nuts where there is not sufficient room to admit the more conventional pattern. The[382] “Starrett” wrench set, which is shown at I, consists of a ratchet handle together with an extension bar and universal joint, a spark-plug socket, a drilling attachment which takes standard square shank drills from 1⁄8-inch to 1⁄2-inch in diameter, a double ended screw-driver bit and several adjustments to go with the drilling attachment. Twenty-eight assorted cold drawn steel sockets similar in design to those shown at D, to fit all standard sizes of square and hexagonal headed nuts are also included. The reversible ratchet handle, which may be slipped over the extension bar or the universal joint and which is also adapted to take the squared end of any one of the sockets is exceptionally useful in permitting, as it does, the instant release of pressure when it is desired to swing the handle back to get another hold on the nut. The socket wrench sets are usually supplied in hard wood cases or in leather bags so that they may be kept together and protected against loss or damage. With a properly selected socket wrench set, either of the ratchet handle or T-handle form, any nut on the engine may be reached and end wrenches will not be necessary.
The “Pick-up” wrench, shown at E, is designed for spark plugs, and the top of the socket features a series of grooves where a suitable blade attached to the handle can fit in. The handle is pivoted at the top of the socket, allowing you to lift the blades out of the grooves by pulling on the handle and then drop them back in when the handle is swung around to the right position to grip the socket again. The “Miller” wrench, shown at F, combines a socket and open-end design, specifically made for spark plugs. Both the open end and the socket are user-friendly. The “Handy” set, shown at G, includes several thin stamped steel wrenches held together by a simple clamp, allowing either end of any of the four double wrenches to be used based on the size of the nut you need to turn. The “Cronk” wrench, shown at H, is simply stamped with an alligator opening at one end and a stepped opening on the other that can accommodate four different sizes of standard nuts or bolt heads. These wrenches are very affordable and are worth many times their cost, especially for fitting nuts in tight spaces where traditional wrenches won't fit. The “Starrett” wrench set, shown at I, consists of a ratchet handle along with an extension bar and universal joint, a spark plug socket, a drilling attachment that accepts standard square shank drills from 1/8-inch to 1/2-inch in diameter, a double-ended screwdriver bit, and several accessories for the drilling attachment. It also includes twenty-eight assorted cold drawn steel sockets similar in design to those shown at D, designed to fit all standard sizes of square and hexagonal-headed nuts. The reversible ratchet handle can be attached to the extension bar or the universal joint and can accommodate any one of the sockets. It's particularly useful for quickly releasing pressure when you need to reposition the handle for a better grip on the nut. Socket wrench sets typically come in sturdy wooden cases or leather bags to keep everything organized and protected from loss or damage. With a properly selected socket wrench set, whether it's a ratchet handle or T-handle design, you can access any nut on the engine without needing additional end wrenches.
USE AND CARE OF FILES
Mention has been previously made of the importance of providing a complete set of files and suitable handles. These should be in various grades or degrees of fineness and three of each kind should be provided. In the flat and half round files three grades are necessary, one with coarse teeth for roughing, and others with medium and fine teeth for the finishing cuts. The round or rat tail file is necessary in filing out small holes, the half round for finishing the interior of large ones. Half round files are also well adapted for finishing surfaces of peculiar contour, such as the inside of bearing boxes, connecting rod and main bearing caps, etc. Square files are useful in finishing keyways or cleaning out burred splines, while the triangular section or three-cornered file is of value in[383] cleaning out burred threads and sharp corners. Flat files are used on all plane surfaces.
Mention has already been made about the importance of having a complete set of files and appropriate handles. These should come in different grades or levels of fineness, with three of each type provided. For flat and half round files, three grades are necessary: one with coarse teeth for rough work, and others with medium and fine teeth for finishing. The round or rat tail file is needed for filing small holes, while the half round file is used for finishing the insides of larger holes. Half round files are also great for finishing surfaces with unique shapes, like the insides of bearing boxes, connecting rod, and main bearing caps. Square files are helpful for finishing keyways or cleaning out rough splines, and the triangular or three-cornered file is useful for cleaning out burred threads and sharp corners. Flat files are used on all flat surfaces.
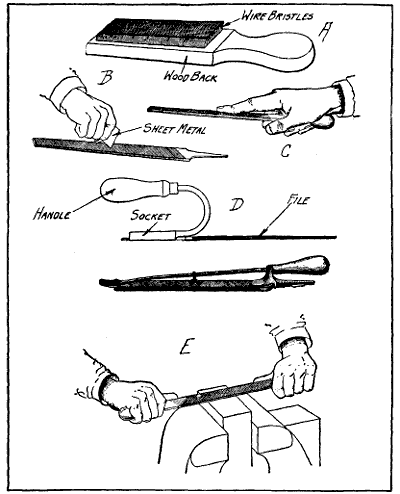
The file brush shown at Fig. 165, A, consists of a large number of wire bristles attached to a substantial wood back having a handle of convenient form so that the bristles may be drawn through the interstices between the teeth of the file to remove dirt and grease. If the[384] teeth are filled with pieces of soft metal, such as solder or babbitt, it may be necessary to remove this accumulation with a piece of sheet metal as indicated at Fig. 165, B. The method of holding a file for working on plain surfaces when it is fitted with the regular form of wooden handle is shown at C, while two types of handles enabling the mechanic to use the flat file on plain surfaces of such size that the handle type indicated at C, could not be used on account of interfering with the surface finished are shown at D. The method of using a file when surfaces are finished by draw filing is shown at E. This differs from the usual method of filing and is only used when surfaces are to be polished and very little metal removed.
The file brush shown at Fig. 165, A, consists of a large number of wire bristles attached to a substantial wood back having a handle of convenient form so that the bristles may be drawn through the interstices between the teeth of the file to remove dirt and grease. If the[384] teeth are filled with pieces of soft metal, such as solder or babbitt, it may be necessary to remove this accumulation with a piece of sheet metal as indicated at Fig. 165, B. The method of holding a file for working on plain surfaces when it is fitted with the regular form of wooden handle is shown at C, while two types of handles enabling the mechanic to use the flat file on plain surfaces of such size that the handle type indicated at C, could not be used on account of interfering with the surface finished are shown at D. The method of using a file when surfaces are finished by draw filing is shown at E. This differs from the usual method of filing and is only used when surfaces are to be polished and very little metal removed.
SPLIT PIN REMOVAL AND INSERTION
One of the most widely used of the locking means to prevent nuts or bolts from becoming loose is the simple split pin, sometimes called a “cotter pin.” These can be handled very easily if the special pliers shown at Fig. 166, A, are used. They have a curved jaw that permits of grasping the pin firmly and inserting it in the hole ready to receive it. It is not easy to insert these split pins by other means because the ends are usually spread out and it is hard to enter the pin in the hole. With the cotter pin pliers the ends may be brought close together and as the plier jaws are small the pin may be easily pushed in place. Another use of this plier, also indicated, is to bend over the ends of the split pin in order to prevent it from falling out. To remove these pins a simple curved lever, as shown at Fig. 166, B, is used. This has one end tapering to a point and is intended to be inserted in the eye of the cotter pin, the purchase offered by the handle permitting of ready removal of the pin after the ends have been closed by the cotter pin pliers.
One of the most widely used of the locking means to prevent nuts or bolts from becoming loose is the simple split pin, sometimes called a “cotter pin.” These can be handled very easily if the special pliers shown at Fig. 166, A, are used. They have a curved jaw that permits of grasping the pin firmly and inserting it in the hole ready to receive it. It is not easy to insert these split pins by other means because the ends are usually spread out and it is hard to enter the pin in the hole. With the cotter pin pliers the ends may be brought close together and as the plier jaws are small the pin may be easily pushed in place. Another use of this plier, also indicated, is to bend over the ends of the split pin in order to prevent it from falling out. To remove these pins a simple curved lever, as shown at Fig. 166, B, is used. This has one end tapering to a point and is intended to be inserted in the eye of the cotter pin, the purchase offered by the handle permitting of ready removal of the pin after the ends have been closed by the cotter pin pliers.
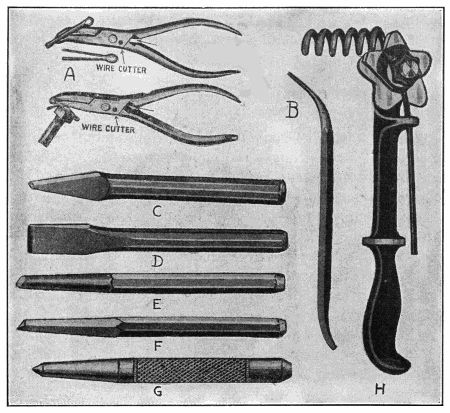
Fig. 166.—Outlining Use of Cotter Pin Pliers, Spring Winder, and Showing Practical Outfit of Chisels.
Fig. 166.—Outlining the Use of Cotter Pin Pliers, Spring Winder, and Showing a Practical Set of Chisels.
COMPLETE CHISEL SET
A complete chisel set suitable for repair shop use is also shown at Fig. 166. The type at C is known as a “cape” chisel and has a narrow cutting point and is intended to chip keyways, remove metal out of corners and for all other work where the broad cutting edge chisel, shown at D, cannot be used. The form with the wide cutting edge is used in chipping, cutting sheet metal, etc. At E, a round nose chisel used in making oil ways is outlined, while a similar tool having a pointed cutting edge and often used for the same purpose is shown at F. The centre punch depicted at G, is very useful for marking parts either for identification or for drilling. In addition[386] to the chisels shown, a number of solid punches or drifts resembling very much that shown at E, except that the point is blunt should be provided to drive out taper pins, bolts, rivets, and other fastenings of this nature. These should be provided in the common sizes. A complete set of real value would start at 1⁄8-inch and increase by increments of 1⁄32-inch up to 1⁄2-inch. A simple spring winder is shown at Fig. 166, H, this making it possible for the repairman to wind coil springs, either on the lathe or in the vise. It will handle a number of different sizes of wire and can be set to space the coils as desired.
A complete chisel set suitable for repair shop use is also shown at Fig. 166. The type at C is known as a “cape” chisel and has a narrow cutting point and is intended to chip keyways, remove metal out of corners and for all other work where the broad cutting edge chisel, shown at D, cannot be used. The form with the wide cutting edge is used in chipping, cutting sheet metal, etc. At E, a round nose chisel used in making oil ways is outlined, while a similar tool having a pointed cutting edge and often used for the same purpose is shown at F. The centre punch depicted at G, is very useful for marking parts either for identification or for drilling. In addition[386] to the chisels shown, a number of solid punches or drifts resembling very much that shown at E, except that the point is blunt should be provided to drive out taper pins, bolts, rivets, and other fastenings of this nature. These should be provided in the common sizes. A complete set of real value would start at 1⁄8-inch and increase by increments of 1⁄32-inch up to 1⁄2-inch. A simple spring winder is shown at Fig. 166, H, this making it possible for the repairman to wind coil springs, either on the lathe or in the vise. It will handle a number of different sizes of wire and can be set to space the coils as desired.
DRILLING MACHINES
Drilling machines may be of two kinds, hand or power operated. For drilling small holes in metal it is necessary to run the drill fast, therefore the drill chuck is usually driven by gearing in order to produce high drill speed without turning the handle too fast. A small hand drill is shown at Fig. 167, A. As will be observed, the chuck spindle is driven by a small bevel pinion, which in turn, is operated by a large bevel gear turned by a crank. The gear ratio is such that one turn of the handle will turn the chuck five or six revolutions. A drill of this design is not suited for drills any larger than one-quarter inch. For use with drills ranging from one-eighth to three-eighths, or even half-inch the hand drill presses shown at C and D are used. These have a pad at the upper end by which pressure may be exerted with the chest in order to feed the drill into the work, and for this reason they are termed “breast drills.” The form at C has compound gearing, the drill chuck being driven by the usual form of bevel pinion in mesh with a larger bevel gear at one end of a countershaft. A small helical spur pinion at the other end of this countershaft receives its motion from a larger gear turned by the hand crank. This arrangement of gearing permits of high spindle speed without the use of large gears, as would be necessary[387] if but two were used. The form at D gives two speeds, one for use with small drills is obtained by engaging the lower bevel pinion with the chuck spindle and driving it by the large ring gear. The slow speed is obtained by shifting the clutch so that the top bevel pinion drives the drill chuck. As this meshes with a gear but slightly larger in diameter, a slow speed of the drill chuck is possible. Breast drills are provided with a[388] handle screwed into the side of the frame, these are used to steady the drill press. For drilling extremely large holes which are beyond the capacity of the usual form of drill press the ratchet form shown at B, may be used or the bit brace outlined at E. The drills used with either of these have square shanks, whereas those used in the drill presses have round shanks. The bit brace is also used widely in wood work and the form shown is provided with a ratchet by which the bit chuck may be turned through only a portion of a revolution in either direction if desired.
Drilling machines may be of two kinds, hand or power operated. For drilling small holes in metal it is necessary to run the drill fast, therefore the drill chuck is usually driven by gearing in order to produce high drill speed without turning the handle too fast. A small hand drill is shown at Fig. 167, A. As will be observed, the chuck spindle is driven by a small bevel pinion, which in turn, is operated by a large bevel gear turned by a crank. The gear ratio is such that one turn of the handle will turn the chuck five or six revolutions. A drill of this design is not suited for drills any larger than one-quarter inch. For use with drills ranging from one-eighth to three-eighths, or even half-inch the hand drill presses shown at C and D are used. These have a pad at the upper end by which pressure may be exerted with the chest in order to feed the drill into the work, and for this reason they are termed “breast drills.” The form at C has compound gearing, the drill chuck being driven by the usual form of bevel pinion in mesh with a larger bevel gear at one end of a countershaft. A small helical spur pinion at the other end of this countershaft receives its motion from a larger gear turned by the hand crank. This arrangement of gearing permits of high spindle speed without the use of large gears, as would be necessary[387] if but two were used. The form at D gives two speeds, one for use with small drills is obtained by engaging the lower bevel pinion with the chuck spindle and driving it by the large ring gear. The slow speed is obtained by shifting the clutch so that the top bevel pinion drives the drill chuck. As this meshes with a gear but slightly larger in diameter, a slow speed of the drill chuck is possible. Breast drills are provided with a[388] handle screwed into the side of the frame, these are used to steady the drill press. For drilling extremely large holes which are beyond the capacity of the usual form of drill press the ratchet form shown at B, may be used or the bit brace outlined at E. The drills used with either of these have square shanks, whereas those used in the drill presses have round shanks. The bit brace is also used widely in wood work and the form shown is provided with a ratchet by which the bit chuck may be turned through only a portion of a revolution in either direction if desired.
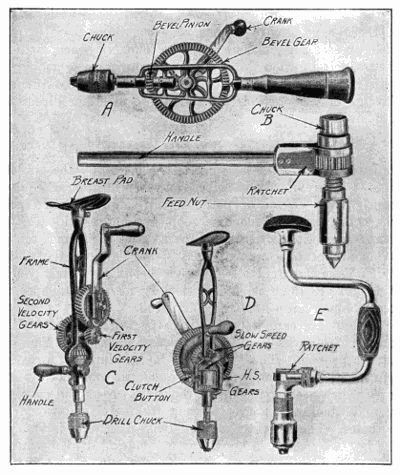
Fig. 167.—Forms of Hand Operated Drilling Machines.
Fig. 167.—Types of Hand-Operated Drilling Machines.
DRILLS, REAMERS, TAPS AND DIES
In addition to the larger machine tools and the simple hand tools previously described, an essential item of equipment of any engine or plane repair shop, even in cases where the ordinary machine tools are not provided, is a complete outfit of drills, reamers, and threading tools. Drills are of two general classes, the flat and the twist drills. The flat drill has an angle between cutting edges of about 110 degrees and is usually made from special steel commercially known as drill rod.
In addition to the larger machine tools and the basic hand tools mentioned earlier, a crucial piece of equipment for any engine or plane repair shop, even if standard machine tools are lacking, is a full set of drills, reamers, and threading tools. Drills fall into two main categories: flat and twist drills. The flat drill has an angle of about 110 degrees between its cutting edges and is typically made from a type of steel known commercially as drill rod.
A flat drill cannot be fed into the work very fast because it removes metal by a scraping, rather than a cutting process. The twist drill in its simplest form is cylindrical throughout the entire length and has spiral flutes which are ground off at the end to form the cutting lip and which also serve to carry the metal chips out of the holes. The simplest form of twist drill used is shown at Fig. 168, C, and is known as a “chuck” drill, because it must be placed in a suitable chuck to turn it. A twist drill removes metal by cutting and it is not necessary to use a heavy feed as the drill will tend to feed itself into the work.
A flat drill cannot be fed into the work very fast because it removes metal by a scraping, rather than a cutting process. The twist drill in its simplest form is cylindrical throughout the entire length and has spiral flutes which are ground off at the end to form the cutting lip and which also serve to carry the metal chips out of the holes. The simplest form of twist drill used is shown at Fig. 168, C, and is known as a “chuck” drill, because it must be placed in a suitable chuck to turn it. A twist drill removes metal by cutting and it is not necessary to use a heavy feed as the drill will tend to feed itself into the work.
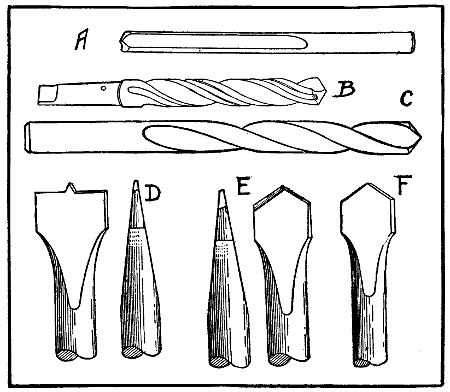
Fig. 168.—Forms of Drills Used in Hand and Power Drilling Machines.
Fig. 168.—Types of Drills Used in Hand and Power Drilling Machines.
Larger drills than 3⁄4-inch are usually made with a tapered shank as shown at Fig. 168, B. At the end of the taper a tongue is formed which engages with a suitable opening in the collet, as the piece used to support[389] the drill is called. The object of this tongue is to relieve the tapered portion of the drill from the stress of driving by frictional contact alone, as this would not turn the drill positively and the resulting slippage would wear the socket, this depreciation changing the taper and making it unfit for other drills. The tongue is usually proportioned so it is adequate to drive the drill under any condition. A small keyway is provided in the collet into which a tapering key of flat stock may be driven against the end of the tongue to drive the drill from the spindle. A standard taper for drill shanks generally accepted by the machine trade is known as the Morse and is a taper of five-eighths of an inch to the foot. The Brown and Sharp form tapers six-tenths of an inch to the foot. Care must be taken, therefore, when purchasing drills and collets,[390] to make sure that the tapers coincide, as no attempt should be made to run a Morse taper in a Brown and Sharp collet, or vice versa.
Larger drills than 3⁄4-inch are usually made with a tapered shank as shown at Fig. 168, B. At the end of the taper a tongue is formed which engages with a suitable opening in the collet, as the piece used to support[389] the drill is called. The object of this tongue is to relieve the tapered portion of the drill from the stress of driving by frictional contact alone, as this would not turn the drill positively and the resulting slippage would wear the socket, this depreciation changing the taper and making it unfit for other drills. The tongue is usually proportioned so it is adequate to drive the drill under any condition. A small keyway is provided in the collet into which a tapering key of flat stock may be driven against the end of the tongue to drive the drill from the spindle. A standard taper for drill shanks generally accepted by the machine trade is known as the Morse and is a taper of five-eighths of an inch to the foot. The Brown and Sharp form tapers six-tenths of an inch to the foot. Care must be taken, therefore, when purchasing drills and collets,[390] to make sure that the tapers coincide, as no attempt should be made to run a Morse taper in a Brown and Sharp collet, or vice versa.
Sometimes cylindrical drills have straight flutes, as outlined at Fig. 168, A. Such drills are used with soft metals and are of value when the drill is to pass entirely through the work. The trouble with a drill with spiral flutes is that it will tend to draw itself through as the cutting lips break through. This catching of the drill may break it or move the work from its position. With a straight flute drill the cutting action is practically the same as with the flat drill shown at Fig. 168, E and F.
Sometimes cylindrical drills have straight flutes, as outlined at Fig. 168, A. Such drills are used with soft metals and are of value when the drill is to pass entirely through the work. The trouble with a drill with spiral flutes is that it will tend to draw itself through as the cutting lips break through. This catching of the drill may break it or move the work from its position. With a straight flute drill the cutting action is practically the same as with the flat drill shown at Fig. 168, E and F.
If a drill is employed in boring holes through close-grained, tough metals, as wrought or malleable iron and steel, the operation will be facilitated by lubricating the drill with plenty of lard oil or a solution of soda and water. Either of these materials will effectually remove the heat caused by the friction of the metal removed against the lips of the drill, and the danger of heating the drill to a temperature that will soften it by drawing the temper is minimized. In drilling large or deep holes it is good practice to apply the lubricating medium directly at the drill point. Special drills of the form shown at Fig. 168, B, having a spiral oil tube running in a suitably formed channel, provides communication between the point of the drill and a suitable receiving hole on a drilled shank. The oil is supplied by a pump and its pressure not only promotes positive circulation and removal of heat, but also assists in keeping the hole free of chips. In drilling steel or wrought iron, lard oil applied to the point of the drill will facilitate the drilling, but this material should never be used with either brass or cast iron.
If a drill is employed in boring holes through close-grained, tough metals, as wrought or malleable iron and steel, the operation will be facilitated by lubricating the drill with plenty of lard oil or a solution of soda and water. Either of these materials will effectually remove the heat caused by the friction of the metal removed against the lips of the drill, and the danger of heating the drill to a temperature that will soften it by drawing the temper is minimized. In drilling large or deep holes it is good practice to apply the lubricating medium directly at the drill point. Special drills of the form shown at Fig. 168, B, having a spiral oil tube running in a suitably formed channel, provides communication between the point of the drill and a suitable receiving hole on a drilled shank. The oil is supplied by a pump and its pressure not only promotes positive circulation and removal of heat, but also assists in keeping the hole free of chips. In drilling steel or wrought iron, lard oil applied to the point of the drill will facilitate the drilling, but this material should never be used with either brass or cast iron.
The sizes to be provided depend upon the nature of the work and the amount of money that can be invested in drills. It is common practice to provide a set of drills, such as shown at Fig. 169, which are carried in a suitable metal stand, these being known as number drills on account[391] of conforming to the wire gauge standards. Number drills do not usually run higher than 5⁄16 inch in diameter. Beyond this point drills are usually sold by the diameter. A set of chuck drills, ranging from 3⁄8 to 3⁄4 inch, advancing by 1⁄32 inch, and a set of Morse taper shank drills ranging from 3⁄4 to 11⁄4 inches, by increments of 1⁄16 inch, will be all that is needed for the most pretentious repair shop, as it is cheaper to bore holes larger than 11⁄4 inches with a boring tool than it is to carry a number of large drills in stock that would be used very seldom, perhaps not enough to justify their cost.
The sizes to be provided depend upon the nature of the work and the amount of money that can be invested in drills. It is common practice to provide a set of drills, such as shown at Fig. 169, which are carried in a suitable metal stand, these being known as number drills on account[391] of conforming to the wire gauge standards. Number drills do not usually run higher than 5⁄16 inch in diameter. Beyond this point drills are usually sold by the diameter. A set of chuck drills, ranging from 3⁄8 to 3⁄4 inch, advancing by 1⁄32 inch, and a set of Morse taper shank drills ranging from 3⁄4 to 11⁄4 inches, by increments of 1⁄16 inch, will be all that is needed for the most pretentious repair shop, as it is cheaper to bore holes larger than 11⁄4 inches with a boring tool than it is to carry a number of large drills in stock that would be used very seldom, perhaps not enough to justify their cost.
Fig. 169.—Useful Set of Number Drills, Showing Stand for Keeping These in an Orderly Manner.
Fig. 169.—Helpful Set of Number Drills, Displaying Stand for Organizing These Neatly.
In grinding drills, care must be taken to have the lips of the same length, so that they will form the same angle with the axis. If one lip is longer than the other, as shown in the flat drill at Fig. 168, E, the hole will be larger than the drill size, and all the work of cutting will come upon the longest lip. The drill ends should be symmetrical, as shown at Fig. 168, F.
In grinding drills, care must be taken to have the lips of the same length, so that they will form the same angle with the axis. If one lip is longer than the other, as shown in the flat drill at Fig. 168, E, the hole will be larger than the drill size, and all the work of cutting will come upon the longest lip. The drill ends should be symmetrical, as shown at Fig. 168, F.
Fig. 170.—Illustrating Standard Forms of Hand and Machine Reamers.
Fig. 170.—Showing Standard Types of Hand and Machine Reamers.
It is considered very difficult to drill a hole to an exact diameter, but for the most work a variation of a few thousandths of an inch is of no great moment. Where accuracy is necessary, holes must be reamed out to the required size. In reaming, a hole is drilled about 1⁄32 inch[392] smaller than is required, and is enlarged with a cutting tool known as the reamer. Reamers are usually of the fluted form shown at Fig. 170, A. Tools of this nature are not designed to remove considerable amounts of metal, but are intended to augment the diameter of the drill hole by only a small fraction of an inch. Reamers are tapered slightly at the point in order that they will enter the hole easily, but the greater portion of the fluted part is straight, all cutting edges being parallel. Hand reamers are made in either the straight or taper forms, that at A, Fig. 170, being straight, while B has tapering flutes. They are intended to be turned by a wrench similar to that employed in turning a tap, as shown at[393] Fig. 172, C. The reamer shown at Fig. 170, C, is a hand reamer. The form at D has spiral flutes similar to a twist drill, and as it is provided with a taper shank it is intended to be turned by power through the medium of a suitable collet.
It is considered very difficult to drill a hole to an exact diameter, but for the most work a variation of a few thousandths of an inch is of no great moment. Where accuracy is necessary, holes must be reamed out to the required size. In reaming, a hole is drilled about 1⁄32 inch[392] smaller than is required, and is enlarged with a cutting tool known as the reamer. Reamers are usually of the fluted form shown at Fig. 170, A. Tools of this nature are not designed to remove considerable amounts of metal, but are intended to augment the diameter of the drill hole by only a small fraction of an inch. Reamers are tapered slightly at the point in order that they will enter the hole easily, but the greater portion of the fluted part is straight, all cutting edges being parallel. Hand reamers are made in either the straight or taper forms, that at A, Fig. 170, being straight, while B has tapering flutes. They are intended to be turned by a wrench similar to that employed in turning a tap, as shown at[393] Fig. 172, C. The reamer shown at Fig. 170, C, is a hand reamer. The form at D has spiral flutes similar to a twist drill, and as it is provided with a taper shank it is intended to be turned by power through the medium of a suitable collet.
As the solid reamers must become reduced in size when sharpened, various forms of inserted blade reamers have been designed. One of these is shown at E, and as the cutting surfaces become reduced in diameter it is possible to replace the worn blades with others of proper size. Expanding reamers are of the form shown at F. These have a bolt passing through that fits into a tapering hole in the interior of the split reamer portion of the tool. If the hole is to be enlarged a few thousandths of an inch, it is possible to draw up on the nut just above the squared end of the shank, and by drawing the tapering wedge farther into the reamer body, the cutting portion will be expanded and will cut a larger hole.
As solid reamers get smaller when sharpened, different types of inserted blade reamers have been created. One type is shown at E, where the cutting surfaces decrease in diameter, allowing worn blades to be replaced with ones of the correct size. Expanding reamers are shown at F. They feature a bolt that goes through and fits into a tapered hole inside the split reamer part of the tool. If you need to enlarge the hole by a few thousandths of an inch, you can tighten the nut just above the squared end of the shank. By pulling the tapering wedge further into the reamer body, the cutting part will expand and create a larger hole.
Reamers must be very carefully sharpened or there will be a tendency toward chattering with a consequent production of a rough surface. There are several methods of preventing this chattering, one being to separate the cutting edges by irregular spaces, while the most common method, and that to be preferred on machine reamers, is to use spiral flutes, as shown at Fig. 170, D. Special taper reamers are made to conform to the various taper pin sizes which are sometimes used in holding parts together in an engine. A taper of 1⁄16 inch per foot is intended for holes where a pin, once driven in, is to remain in place. When it is desired that the pin be driven out, the taper is made steeper, generally 1⁄4 inch per foot, which is the standard taper used on taper pins.
Reamers must be very carefully sharpened or there will be a tendency toward chattering with a consequent production of a rough surface. There are several methods of preventing this chattering, one being to separate the cutting edges by irregular spaces, while the most common method, and that to be preferred on machine reamers, is to use spiral flutes, as shown at Fig. 170, D. Special taper reamers are made to conform to the various taper pin sizes which are sometimes used in holding parts together in an engine. A taper of 1⁄16 inch per foot is intended for holes where a pin, once driven in, is to remain in place. When it is desired that the pin be driven out, the taper is made steeper, generally 1⁄4 inch per foot, which is the standard taper used on taper pins.
When threads are to be cut in a small hole, it will be apparent that it will be difficult to perform this operation economically on a lathe, therefore when internal threading is called for, a simple device known as a “tap” is used. There are many styles of taps, all conforming to different standards. Some are for metric or foreign[394] threads, some conform to the American standards, while others are used for pipe and tubing. Hand taps are the form most used in repair shops, these being outlined at Fig. 171, A and B. They are usually sold in sets of three, known respectively as taper, plug, and bottoming. The taper tap is the one first put into the hole, and is then followed by the plug tap which cuts the threads deeper. If it is imperative that the thread should be full size clear to the bottom of the hole, the third tap of the set, which is straight-sided, is used. It would be difficult to start a bottoming tap into a hole because it would be larger in diameter at its point than the hole. The taper tap, as shown at A, Fig. 171, has a portion of the cutting lands ground away at the point in order that it will enter the hole. The manipulation of a tap is not hard, as it does not need to be forced into the work, as the thread[395] will draw it into the hole as the tap is turned. The tapering of a tap is done so that no one thread is called upon to remove all of the metal, as for about half way up the length of the tap each succeeding thread is cut a little larger by the cutting edge until the full thread enters the hole. Care must be taken to always enter a tap straight in order to have the thread at correct angles to the surface.
When threads are to be cut in a small hole, it will be apparent that it will be difficult to perform this operation economically on a lathe, therefore when internal threading is called for, a simple device known as a “tap” is used. There are many styles of taps, all conforming to different standards. Some are for metric or foreign[394] threads, some conform to the American standards, while others are used for pipe and tubing. Hand taps are the form most used in repair shops, these being outlined at Fig. 171, A and B. They are usually sold in sets of three, known respectively as taper, plug, and bottoming. The taper tap is the one first put into the hole, and is then followed by the plug tap which cuts the threads deeper. If it is imperative that the thread should be full size clear to the bottom of the hole, the third tap of the set, which is straight-sided, is used. It would be difficult to start a bottoming tap into a hole because it would be larger in diameter at its point than the hole. The taper tap, as shown at A, Fig. 171, has a portion of the cutting lands ground away at the point in order that it will enter the hole. The manipulation of a tap is not hard, as it does not need to be forced into the work, as the thread[395] will draw it into the hole as the tap is turned. The tapering of a tap is done so that no one thread is called upon to remove all of the metal, as for about half way up the length of the tap each succeeding thread is cut a little larger by the cutting edge until the full thread enters the hole. Care must be taken to always enter a tap straight in order to have the thread at correct angles to the surface.
In cutting external threads on small rods or on small pieces, such as bolts and studs, it is not always economical to do this work in the lathe, especially in repair work. Dies are used to cut threads on pieces that are to be placed in tapped holes that have been threaded by the corresponding size of tap. Dies for small work are often made solid, as shown at Fig. 171, C, but solid dies are usually limited to sizes below 1⁄2 inch. Sometimes the solid die is cylindrical in shape, with a slot through one side which enables one to obtain a slight degree of adjustment by squeezing the slotted portion together. Large dies, or the sizes over 1⁄2 inch, are usually made in two pieces in order that the halves may be closed up or brought nearer together. The advantage of this form of die is that either of the two pieces may be easily sharpened, and as it may be adjusted very easily the thread may be cut by easy stages. For example, the die may be adjusted to cut large, which will produce a shallow thread that will act as an accurate guide when the die is closed up and a deeper thread cut.
In cutting external threads on small rods or on small pieces, such as bolts and studs, it is not always economical to do this work in the lathe, especially in repair work. Dies are used to cut threads on pieces that are to be placed in tapped holes that have been threaded by the corresponding size of tap. Dies for small work are often made solid, as shown at Fig. 171, C, but solid dies are usually limited to sizes below 1⁄2 inch. Sometimes the solid die is cylindrical in shape, with a slot through one side which enables one to obtain a slight degree of adjustment by squeezing the slotted portion together. Large dies, or the sizes over 1⁄2 inch, are usually made in two pieces in order that the halves may be closed up or brought nearer together. The advantage of this form of die is that either of the two pieces may be easily sharpened, and as it may be adjusted very easily the thread may be cut by easy stages. For example, the die may be adjusted to cut large, which will produce a shallow thread that will act as an accurate guide when the die is closed up and a deeper thread cut.
Fig. 172.—Showing Holder Designs for One- and Two-Piece Thread Cutting Dies.
Fig. 172.—Showing Holder Designs for One- and Two-Piece Thread Cutting Dies.
A common form of die holder for an adjustable die is shown at Fig. 172, A. As will be apparent, it consists of a central body portion having guide members to keep the die pieces from falling out and levers at each end in order to permit the operator to exert sufficient force to remove the metal. The method of adjusting the depth of thread with a clamp screw when a two-piece die is employed is also clearly outlined. The diestock shown at B is used for the smaller dies of the one-piece pattern, having a slot in order that they may be closed up slightly[396] by the clamp screw. The reverse side of the diestock shown at B is outlined below it, and the guide pieces, which may be easily moved in or out, according to the size of the piece to be threaded by means of eccentrically disposed semi-circular slots in the adjustment plate, are shown. These movable guide members have small pins let into their surface which engage the slots, and they may be moved in or out, as desired, according to the position of the adjusting plate. The use of the guide pieces makes for accurate positioning or centering of the rod to be threaded. Dies are usually sold in sets, and are commonly furnished as a portion of a complete outfit such as[397] outlined at Fig. 173. That shown has two sizes of diestock, a tap wrench, eight assorted dies, eight assorted taps, and a small screw driver for adjusting the die. An automobile repair shop should be provided with three different sets of taps and dies, as three different standards for the bolts and nuts are used in fastening automobile components. These are the American, metric (used on foreign engines), and the S. A. E. standard threads. A set of pipe dies and taps will also be found useful.
A common form of die holder for an adjustable die is shown at Fig. 172, A. As will be apparent, it consists of a central body portion having guide members to keep the die pieces from falling out and levers at each end in order to permit the operator to exert sufficient force to remove the metal. The method of adjusting the depth of thread with a clamp screw when a two-piece die is employed is also clearly outlined. The diestock shown at B is used for the smaller dies of the one-piece pattern, having a slot in order that they may be closed up slightly[396] by the clamp screw. The reverse side of the diestock shown at B is outlined below it, and the guide pieces, which may be easily moved in or out, according to the size of the piece to be threaded by means of eccentrically disposed semi-circular slots in the adjustment plate, are shown. These movable guide members have small pins let into their surface which engage the slots, and they may be moved in or out, as desired, according to the position of the adjusting plate. The use of the guide pieces makes for accurate positioning or centering of the rod to be threaded. Dies are usually sold in sets, and are commonly furnished as a portion of a complete outfit such as[397] outlined at Fig. 173. That shown has two sizes of diestock, a tap wrench, eight assorted dies, eight assorted taps, and a small screw driver for adjusting the die. An automobile repair shop should be provided with three different sets of taps and dies, as three different standards for the bolts and nuts are used in fastening automobile components. These are the American, metric (used on foreign engines), and the S. A. E. standard threads. A set of pipe dies and taps will also be found useful.
Fig. 173.—Useful Outfit of Taps and Dies for the Engine Repair Shop.
Fig. 173.—Handy Set of Taps and Dies for the Engine Repair Shop.
MEASURING TOOLS
The tool outfit of the machinist or the mechanic who aspires to do machine work must include a number of measuring tools which are not needed by the floor man or one who merely assembles and takes apart the finished pieces. The machinist who must convert raw material into finished products requires a number of measuring tools, some of which are used for taking only approximate measurements, such as calipers and scales, while others are intended to take very accurate measurements, such as the Vernier and the micrometer. A number of common forms of calipers are shown at Fig. 174. These are known as inside or outside calipers, depending upon the measurements they are intended to take. That at A[398] is an inside caliper, consisting of two legs, A and D, and a gauging piece, B, which can be locked to leg A, or released from that member by the screw, C. The object of this construction is to permit of measurements being taken at the bottom of a two diameter hole, where the point to be measured is of larger diameter than the portion of the hole through which the calipers entered. It will be apparent that the legs A and D must be brought close together to pass through the smaller holes. This may be done without losing the setting, as the guide bar B will remain in one position as determined by the size of the hole to be measured, while the leg A may be swung in to clear the obstruction as the calipers are lifted out. When it is desired to ascertain the measurements the leg A is pushed back into place into the slotted portion of the guide B, and locked by the clamp screw C. A tool of this form is known as an internal transfer caliper.
The tool outfit of the machinist or the mechanic who aspires to do machine work must include a number of measuring tools which are not needed by the floor man or one who merely assembles and takes apart the finished pieces. The machinist who must convert raw material into finished products requires a number of measuring tools, some of which are used for taking only approximate measurements, such as calipers and scales, while others are intended to take very accurate measurements, such as the Vernier and the micrometer. A number of common forms of calipers are shown at Fig. 174. These are known as inside or outside calipers, depending upon the measurements they are intended to take. That at A[398] is an inside caliper, consisting of two legs, A and D, and a gauging piece, B, which can be locked to leg A, or released from that member by the screw, C. The object of this construction is to permit of measurements being taken at the bottom of a two diameter hole, where the point to be measured is of larger diameter than the portion of the hole through which the calipers entered. It will be apparent that the legs A and D must be brought close together to pass through the smaller holes. This may be done without losing the setting, as the guide bar B will remain in one position as determined by the size of the hole to be measured, while the leg A may be swung in to clear the obstruction as the calipers are lifted out. When it is desired to ascertain the measurements the leg A is pushed back into place into the slotted portion of the guide B, and locked by the clamp screw C. A tool of this form is known as an internal transfer caliper.
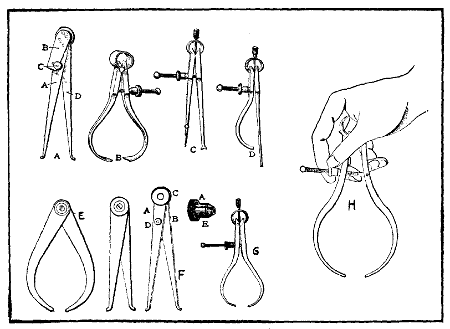
Fig. 174.—Common Forms of Inside and Outside Calipers.
Fig. 174.—Common Types of Inside and Outside Calipers.
The form of caliper shown at B is an outside caliper. Those at C and D are special forms for inside and outside[399] work, the former being used, if desired, as a divider, while the latter may be employed for measuring the walls of tubing. The calipers at E are simple forms, having a friction joint to distinguish them from the spring calipers shown at B, C and D. In order to permit of ready adjustment of a spring caliper, a split nut as shown at G is sometimes used. A solid nut caliper can only be adjusted by screwing the nut in or out on the screw, which may be a tedious process if the caliper is to be set from one extreme to the other several times in succession. With a slip nut as shown at G it is possible to slip it from one end of the thread to the other without turning it, and of locking it in place at any desired point by simply allowing the caliper leg to come in contact with it. The method of adjusting a spring caliper is shown at Fig. 174, H.
The form of caliper shown at B is an outside caliper. Those at C and D are special forms for inside and outside[399] work, the former being used, if desired, as a divider, while the latter may be employed for measuring the walls of tubing. The calipers at E are simple forms, having a friction joint to distinguish them from the spring calipers shown at B, C and D. In order to permit of ready adjustment of a spring caliper, a split nut as shown at G is sometimes used. A solid nut caliper can only be adjusted by screwing the nut in or out on the screw, which may be a tedious process if the caliper is to be set from one extreme to the other several times in succession. With a slip nut as shown at G it is possible to slip it from one end of the thread to the other without turning it, and of locking it in place at any desired point by simply allowing the caliper leg to come in contact with it. The method of adjusting a spring caliper is shown at Fig. 174, H.
Among the most common of the machinist’s tools are those used for linear measurements. The usual forms are shown in group, Fig. 175. The most common tool, which is widely known, is the carpenter’s folding two-foot rule or the yardstick. While these are very convenient for taking measurements where great accuracy is not required, the machinist must work much more accurately than the carpenter, and the standard steel scale which is shown at D, is a popular tool for the machinist. The steel scale is in reality a graduated straight edge and forms an important part of various measuring tools. These are made of high grade steel and vary from 1 to 48 inches in length. They are carefully hardened in order to preserve the graduations, and all surfaces and edges are accurately ground to insure absolute parallelism. The graduations on the high grade scales are produced with a special device known as a dividing engine, but on cheaper scales, etching suffices to provide a fairly accurate graduation. The steel scales may be very thin and flexible, or may be about an eighth of an inch thick on the twelve-inch size, which is that commonly used with combination squares, protractors and other tools of that[400] nature. The repairman’s scale should be graduated both with the English system, in which the inches are divided into eighths, sixteenths, thirty-secondths and sixty-fourths, and also in the metric system, divided into millimeters and centimeters. Some machinists use scales graduated in tenths, twentieths, fiftieths and hundredths.[401] This is not as good a system of graduation as the more conventional one first described.
Among the most common of the machinist’s tools are those used for linear measurements. The usual forms are shown in group, Fig. 175. The most common tool, which is widely known, is the carpenter’s folding two-foot rule or the yardstick. While these are very convenient for taking measurements where great accuracy is not required, the machinist must work much more accurately than the carpenter, and the standard steel scale which is shown at D, is a popular tool for the machinist. The steel scale is in reality a graduated straight edge and forms an important part of various measuring tools. These are made of high grade steel and vary from 1 to 48 inches in length. They are carefully hardened in order to preserve the graduations, and all surfaces and edges are accurately ground to insure absolute parallelism. The graduations on the high grade scales are produced with a special device known as a dividing engine, but on cheaper scales, etching suffices to provide a fairly accurate graduation. The steel scales may be very thin and flexible, or may be about an eighth of an inch thick on the twelve-inch size, which is that commonly used with combination squares, protractors and other tools of that[400] nature. The repairman’s scale should be graduated both with the English system, in which the inches are divided into eighths, sixteenths, thirty-secondths and sixty-fourths, and also in the metric system, divided into millimeters and centimeters. Some machinists use scales graduated in tenths, twentieths, fiftieths and hundredths.[401] This is not as good a system of graduation as the more conventional one first described.
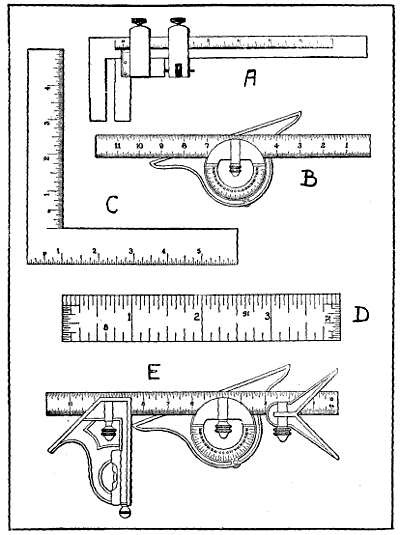
Fig. 175.—Measuring Appliances for the Machinist and Floor Man.
Fig. 175.—Measuring Tools for the Machinist and Floor Worker.
Some steel scales are provided with a slot or groove cut the entire length on one side and about the center of the scales. This permits the attachment of various fittings such as the protractor head, which enables the machinist to measure angles, or in addition the heads convert the scale into a square or a tool permitting the accurate bisecting of pieces of circular section. Two scales are sometimes joined together to form a right angle, such as shown at Fig. 175, C. This is known as a square and is very valuable in ascertaining the truth of vertical pieces that are supposed to form a right angle with a base piece.
Some steel scales are provided with a slot or groove cut the entire length on one side and about the center of the scales. This permits the attachment of various fittings such as the protractor head, which enables the machinist to measure angles, or in addition the heads convert the scale into a square or a tool permitting the accurate bisecting of pieces of circular section. Two scales are sometimes joined together to form a right angle, such as shown at Fig. 175, C. This is known as a square and is very valuable in ascertaining the truth of vertical pieces that are supposed to form a right angle with a base piece.
The Vernier is a device for reading finer divisions on a scale than those into which the scale is divided. Sixty-fourths of an inch are about the finest division that can be read accurately with the naked eye. When fine work is necessary a Vernier is employed. This consists essentially of two rules so graduated that the true scale has each inch divided into ten equal parts, the upper or Vernier portion has ten divisions occupying the same space as nine of the divisions of the true scale. It is evident, therefore, that one of the divisions of the Vernier is equal to nine-tenths of one of those on the true scale. If the Vernier scale is moved to the right so that the graduations marked “1” shall coincide, it will have moved one-tenth of a division on the scale or one-hundredth of an inch. When the graduations numbered 5 coincide the Vernier will have moved five-hundredths of an inch; when the lines marked 0 and 10 coincide, the Vernier will have moved nine-hundredths of an inch, and when 10 on the Vernier comes opposite 10 on the scales, the upper rule will have moved ten-hundredths of an inch, or the whole of one division on the scale. By this means the scale, though it may be graduated only to tenths of an inch, may be accurately set at points with positions expressed in hundredths of an inch. When graduated to read in thousandths, the true scale is divided into fifty parts and[402] the Vernier into twenty parts. Each division of the Vernier is therefore equal to nineteen-twentieths of one of the true scale. If the Vernier be moved so the lines of the first division coincide, it will have moved one-twentieth of one-fiftieth, or .001 inch. The Vernier principle can be readily grasped by studying the section of the Vernier scale and true scale shown at Fig. 176, A.
The Vernier is a device for reading finer divisions on a scale than those into which the scale is divided. Sixty-fourths of an inch are about the finest division that can be read accurately with the naked eye. When fine work is necessary a Vernier is employed. This consists essentially of two rules so graduated that the true scale has each inch divided into ten equal parts, the upper or Vernier portion has ten divisions occupying the same space as nine of the divisions of the true scale. It is evident, therefore, that one of the divisions of the Vernier is equal to nine-tenths of one of those on the true scale. If the Vernier scale is moved to the right so that the graduations marked “1” shall coincide, it will have moved one-tenth of a division on the scale or one-hundredth of an inch. When the graduations numbered 5 coincide the Vernier will have moved five-hundredths of an inch; when the lines marked 0 and 10 coincide, the Vernier will have moved nine-hundredths of an inch, and when 10 on the Vernier comes opposite 10 on the scales, the upper rule will have moved ten-hundredths of an inch, or the whole of one division on the scale. By this means the scale, though it may be graduated only to tenths of an inch, may be accurately set at points with positions expressed in hundredths of an inch. When graduated to read in thousandths, the true scale is divided into fifty parts and[402] the Vernier into twenty parts. Each division of the Vernier is therefore equal to nineteen-twentieths of one of the true scale. If the Vernier be moved so the lines of the first division coincide, it will have moved one-twentieth of one-fiftieth, or .001 inch. The Vernier principle can be readily grasped by studying the section of the Vernier scale and true scale shown at Fig. 176, A.
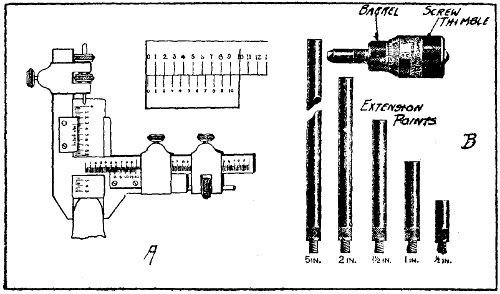
Fig. 176.—At Left, Special Form of Vernier Caliper for Measuring Gear Teeth; at Right, Micrometer for Accurate Internal Measurements.
Fig. 176.—On the Left, a Special Type of Vernier Caliper for Measuring Gear Teeth; on the Right, a Micrometer for Precise Internal Measurements.
The caliper scale which is shown at Fig. 175, A, permits of taking the over-all dimension of any parts that will go between the jaws. This scale can be adjusted very accurately by means of a fine thread screw attached to a movable jaw and the divisions may be divided by eye into two parts if one sixty-fourth is the smallest of the divisions. A line is indicated on the movable jaw and coincides with the graduations on the scale. As will be apparent, if the line does not coincide exactly with one of the graduations it will be at some point between the lines and the true measurement may be approximated without trouble.
The caliper scale which is shown at Fig. 175, A, permits of taking the over-all dimension of any parts that will go between the jaws. This scale can be adjusted very accurately by means of a fine thread screw attached to a movable jaw and the divisions may be divided by eye into two parts if one sixty-fourth is the smallest of the divisions. A line is indicated on the movable jaw and coincides with the graduations on the scale. As will be apparent, if the line does not coincide exactly with one of the graduations it will be at some point between the lines and the true measurement may be approximated without trouble.
A group of various other measuring tools of value to the machinist is shown at Fig. 177. The small scale at A is termed a “center gauge,” because it can be used to test[403] the truth of the taper of either a male or female lathe center. The two smaller nicks, or v’s, indicate the shape of a standard thread, and may be used as a guide for grinding the point of a thread-cutting tool. The cross level which is shown at B is of marked utility in erecting, as it will indicate absolutely if the piece it is used to test is level. It will indicate if the piece is level along its width as well as its length.
A group of various other measuring tools of value to the machinist is shown at Fig. 177. The small scale at A is termed a “center gauge,” because it can be used to test[403] the truth of the taper of either a male or female lathe center. The two smaller nicks, or v’s, indicate the shape of a standard thread, and may be used as a guide for grinding the point of a thread-cutting tool. The cross level which is shown at B is of marked utility in erecting, as it will indicate absolutely if the piece it is used to test is level. It will indicate if the piece is level along its width as well as its length.
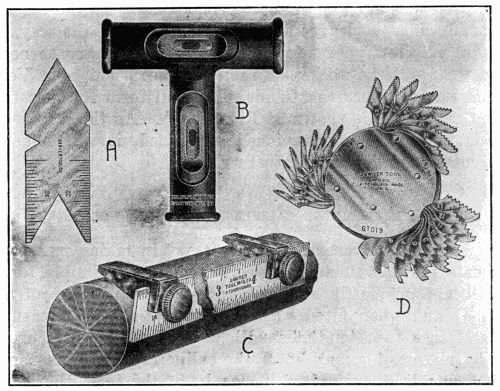
Fig. 177.—Measuring Appliances of Value in Airplane Repair Work.
Fig. 177.—Useful Measuring Tools for Airplane Repair Work.
A very simple attachment for use with a scale that enables the machinist to scribe lines along the length of a cylindrical piece is shown at Fig. 177, C. These are merely small wedge-shaped clamps having an angular face to rest upon the bars. The thread pitch gauge which is shown at Fig. 177, D, is an excellent pocket tool for the mechanic, as it is often necessary to determine without loss of time the pitch of the thread on a bolt or in a nut. This consists of a number of leaves having serrations on one edge corresponding to the standard thread it is to be[404] used in measuring. The tool shown gives all pitches up to 48 threads per inch. The leaves may be folded in out of the way when not in use, and their shape admits of their being used in any position without the remainder of the set interfering with the one in use. The fine pitch gauges have slim, tapering leaves of the correct shape to be used in finding the pitch of small nuts. As the tool is round when the leaves are folded back out of the way, it is an excellent pocket tool, as there are no sharp corners to wear out the pocket. Practical application of a Vernier having measuring heads of special form for measuring gear teeth is shown at Fig. 176, A. As the action of this tool has been previously explained, it will not be necessary to describe it further.
A very simple attachment for use with a scale that enables the machinist to scribe lines along the length of a cylindrical piece is shown at Fig. 177, C. These are merely small wedge-shaped clamps having an angular face to rest upon the bars. The thread pitch gauge which is shown at Fig. 177, D, is an excellent pocket tool for the mechanic, as it is often necessary to determine without loss of time the pitch of the thread on a bolt or in a nut. This consists of a number of leaves having serrations on one edge corresponding to the standard thread it is to be[404] used in measuring. The tool shown gives all pitches up to 48 threads per inch. The leaves may be folded in out of the way when not in use, and their shape admits of their being used in any position without the remainder of the set interfering with the one in use. The fine pitch gauges have slim, tapering leaves of the correct shape to be used in finding the pitch of small nuts. As the tool is round when the leaves are folded back out of the way, it is an excellent pocket tool, as there are no sharp corners to wear out the pocket. Practical application of a Vernier having measuring heads of special form for measuring gear teeth is shown at Fig. 176, A. As the action of this tool has been previously explained, it will not be necessary to describe it further.
MICROMETER CALIPERS AND THEIR USE
Where great accuracy is necessary in taking measurements the micrometer caliper, which in the simple form will measure easily .001 inch (one-thousandth part of an inch) and when fitted with a Vernier that will measure .0001 inch (one ten-thousandth part of an inch), is used. The micrometer may be of the caliper form for measuring outside diameters or it may be of the form shown at Fig. 176, B, for measuring internal diameters. The operation of both forms is identical except that the internal micrometer is placed inside of the bore to be measured while the external form is used just the same as a caliper. The form outlined will measure from one and one-half to six and a half inches as extension points are provided to increase the range of the instrument. The screw has a movement of one-half inch and a hardened anvil is placed in the end of the thimble in order to prevent undue wear at that point. The extension points or rods are accurately made in standard lengths and are screwed into the body of the instrument instead of being pushed in, this insuring firmness and accuracy. Two forms of micrometers for external measurements are shown at Fig. 178. The[405] top one is graduated to read in thousandths of an inch, while the lower one is graduated to indicate hundredths of a millimeter. The mechanical principle involved in the construction of a micrometer is that of a screw free to move in a fixed nut. An opening to receive the work to be measured is provided by the backward movement of the thimble which turns the screw and the size of the opening is indicated by the graduations on the barrel.
Where great accuracy is necessary in taking measurements the micrometer caliper, which in the simple form will measure easily .001 inch (one-thousandth part of an inch) and when fitted with a Vernier that will measure .0001 inch (one ten-thousandth part of an inch), is used. The micrometer may be of the caliper form for measuring outside diameters or it may be of the form shown at Fig. 176, B, for measuring internal diameters. The operation of both forms is identical except that the internal micrometer is placed inside of the bore to be measured while the external form is used just the same as a caliper. The form outlined will measure from one and one-half to six and a half inches as extension points are provided to increase the range of the instrument. The screw has a movement of one-half inch and a hardened anvil is placed in the end of the thimble in order to prevent undue wear at that point. The extension points or rods are accurately made in standard lengths and are screwed into the body of the instrument instead of being pushed in, this insuring firmness and accuracy. Two forms of micrometers for external measurements are shown at Fig. 178. The[405] top one is graduated to read in thousandths of an inch, while the lower one is graduated to indicate hundredths of a millimeter. The mechanical principle involved in the construction of a micrometer is that of a screw free to move in a fixed nut. An opening to receive the work to be measured is provided by the backward movement of the thimble which turns the screw and the size of the opening is indicated by the graduations on the barrel.
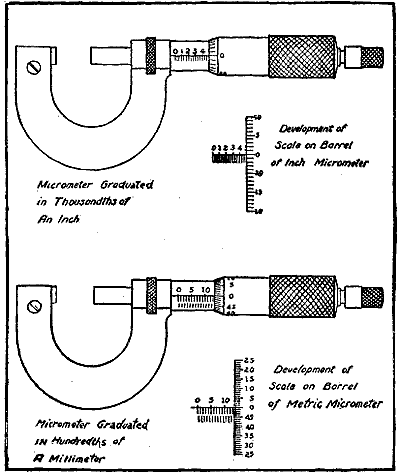
Fig. 178.—Standard Forms of Micrometer Caliper for External Measurements.
Fig. 178.—Standard Forms of Micrometer Caliper for External Measurements.
[406]The article to be measured is placed between the anvil and spindle, the frame being held stationary while the thimble is revolved by the thumb and finger. The pitch of the screw thread on the concealed part of the spindle is 40 to an inch. One complete revolution of the spindle, therefore, moves it longitudinally one-fortieth, or twenty-five thousandths of an inch. As will be evident from the development of the scale on the barrel of the inch micrometer, the sleeve is marked with forty lines to the inch, each of these lines indicating twenty-five thousandths. The thimble has a beveled edge which is graduated into twenty-five parts. When the instrument is closed the graduation on the beveled edge of the thimble marked 0 should correspond to the 0 line on the barrel. If the micrometer is rotated one full turn the opening between the spindle and anvil will be .025 inch. If the thimble is turned only one graduation, or one twenty-fifth of a revolution, the opening between the spindle and anvil will be increased only by .001 inch (one-thousandth of an inch).
[406]The item to be measured is placed between the anvil and spindle, with the frame remaining still while the thimble is rotated using the thumb and finger. The thread pitch on the hidden part of the spindle is 40 threads per inch. Thus, one complete turn of the spindle moves it longitudinally one-fortieth of an inch, or twenty-five thousandths of an inch. This is clear from the scale developed on the barrel of the inch micrometer, which has the sleeve marked with forty lines per inch, each line representing twenty-five thousandths. The thimble has a beveled edge divided into twenty-five parts. When the instrument is closed, the graduation on the beveled edge of the thimble marked 0 should align with the 0 line on the barrel. If the micrometer is turned one full rotation, the gap between the spindle and anvil will be .025 inch. If the thimble is turned only one graduation, or one twenty-fifth of a rotation, the gap between the spindle and anvil will only increase by .001 inch (one-thousandth of an inch).
As many of the dimensions of the airplane parts, especially of those of foreign manufacture or such parts as ball and roller bearings, are based on the metric system, the competent repairman should possess both inch and metric micrometers in order to avoid continual reference to a table of metric equivalents. With a metric micrometer there are fifty graduations on the barrel, these representing .01 of a millimeter, or approximately .004 inch. One full turn of the barrel means an increase of half a millimeter, or .50 mm. (fifty one-hundredths). As it takes two turns to augment the space between the anvil and the stem by increments of one millimeter, it will be evident that it would not be difficult to divide the spaces on the metric micrometer thimble in halves by the eye, and thus the average workman can measure to .0002 inch plus or minus without difficulty. As set in the illustration, the metric micrometers show a space of 13.5 mm., or about one millimeter more than half an inch. The[407] inch micrometer shown is set to five-tenths or five hundred one-thousandths or one-half inch. A little study of the foregoing matter will make it easy to understand the action of either the inch or metric micrometer.
As many dimensions of airplane parts, especially those from foreign manufacturers or parts like ball and roller bearings, use the metric system, a skilled repairman should have both inch and metric micrometers to avoid constantly checking a table of metric equivalents. A metric micrometer has fifty markings on the barrel, each representing .01 millimeter, or about .004 inch. One full turn of the barrel increases the measurement by half a millimeter, or .50 mm. (fifty hundredths). Since it takes two turns to increase the space between the anvil and the stem by one millimeter, it's clear that dividing the spaces on the metric micrometer thimble in halves with the eye is not difficult, allowing the average worker to measure to .0002 inch plus or minus easily. As shown in the illustration, the metric micrometers indicate a measurement of 13.5 mm., which is about one millimeter more than half an inch. The[407] inch micrometer shown is set to five-tenths or five hundred one-thousandths, or one-half inch. A bit of study on this topic will make it easy to understand how either the inch or metric micrometer works.
Both of the micrometers shown have a small knurled knob at the end of the barrel. This controls the ratchet stop, which is a device that permits a ratchet to slip by a pawl when more than a certain amount of pressure is applied, thereby preventing the measuring spindle from turning further and perhaps springing the instrument. A simple rule that can be easily memorized for reading the inch micrometer is to multiply the number of vertical divisions on the sleeve by 25 and add to that the number of divisions on the bevel of the thimble reading from the zero to the line which coincides with the horizontal line on the sleeve. For example: if there are ten divisions visible on the sleeve, multiply this number by 25, then add the number of divisions shown on the bevel of the thimble, which is 10. The micrometer is therefore opened 10 × 25 equals 250 plus 10 equals 260 thousandths.
Both micrometers shown have a small knurled knob at the end of the barrel. This controls the ratchet stop, a device that allows the ratchet to slip past a pawl when more than a certain amount of pressure is applied, preventing the measuring spindle from turning further and possibly damaging the instrument. A simple rule that's easy to remember for reading the inch micrometer is to multiply the number of vertical divisions on the sleeve by 25 and then add that to the number of divisions on the bevel of the thimble that reads from the zero to the line aligning with the horizontal line on the sleeve. For example, if there are ten divisions visible on the sleeve, multiply this number by 25, then add the number of divisions shown on the bevel of the thimble, which is also 10. The micrometer is therefore set to 10 × 25 equals 250 plus 10 equals 260 thousandths.
Micrometers are made in many sizes, ranging from those having a maximum opening of one inch to special large forms that will measure forty or more inches. While it is not to be expected that the repairman will have use for the big sizes, if a caliper having a maximum opening of six inches is provided with a number of extension rods enabling one to measure smaller objects, practically all of the measuring needed in repairing engine parts can be made accurately. Two or three smaller micrometers having a maximum range of two or three inches will also be found valuable, as most of the measurements will be made with these tools which will be much easier to handle than the larger sizes.
Micrometers come in various sizes, from those with a maximum opening of one inch to special large ones that can measure forty inches or more. While it’s unlikely that a repair person will need the larger sizes, having a caliper that opens up to six inches, along with a set of extension rods for measuring smaller objects, will cover almost all the measuring required for repairing engine parts accurately. A couple of smaller micrometers with a maximum range of two or three inches will also be very useful, as most measurements will be taken with these tools, which are much easier to handle than the larger ones.
TYPICAL TOOL OUTFITS
The equipment of tools necessary for repairing airplane engines depends entirely upon the type of the power[408] plant and while the common hand tools can be used on all forms, the work is always facilitated by having special tools adapted for reaching the nuts and screws that would be hard to reach otherwise. Special spanners and socket wrenches are very desirable. Then again, the nature of the work to be performed must be taken into consideration. Rebuilding or overhauling an engine calls for considerably more tools than are furnished for making field repairs or minor adjustments. A complete set of tools supplied to men working on Curtiss OX-2 engines and JN-4 training biplanes is shown at Fig. 179. The tools are placed in a special box provided with a hinged cover and are arranged in the systematic manner outlined. The various tools and supplies shown are: A, hacksaw blades; B, special socket wrenches for engine bolts and nuts; C, ball pein hammers, four sizes; D, five assorted sizes of screw drivers ranging from very long for heavy work to short and small for fine work; E, seven pairs of pliers including combination in three sizes, two pairs of cutting pliers and one round nose; F, two split pin extractors and spreaders; G, wrench set including three adjustable monkey wrenches, one Stillson or pipe wrench, five sizes adjustable end wrenches and ten double end S wrenches; H, set of files, including flat, three cornered and half round; I, file brush; J, chisel and drift pin; K, three small punches or drifts; L, hacksaw frame; M, soldering copper; N, special spanners for propeller retaining nuts; O, special spanners; P, socket wrenches, long handle; Q, long handle, stiff bristle brushes for cleaning motor; R, gasoline blow torch; S, hand drill; T, spools of safety wire; U, flash lamp; V, special puller and castle wrenches; W, oil can; X, large adjustable monkey wrench; Y, washer and gasket cutter; Z, ball of heavy twine. In addition to the tools, various supplies, such as soldering acid, solder, shellac, valve grinding compound, bolts and nuts, split pins, washers, wood screws, etc., are provided.
The equipment of tools necessary for repairing airplane engines depends entirely upon the type of the power[408] plant and while the common hand tools can be used on all forms, the work is always facilitated by having special tools adapted for reaching the nuts and screws that would be hard to reach otherwise. Special spanners and socket wrenches are very desirable. Then again, the nature of the work to be performed must be taken into consideration. Rebuilding or overhauling an engine calls for considerably more tools than are furnished for making field repairs or minor adjustments. A complete set of tools supplied to men working on Curtiss OX-2 engines and JN-4 training biplanes is shown at Fig. 179. The tools are placed in a special box provided with a hinged cover and are arranged in the systematic manner outlined. The various tools and supplies shown are: A, hacksaw blades; B, special socket wrenches for engine bolts and nuts; C, ball pein hammers, four sizes; D, five assorted sizes of screw drivers ranging from very long for heavy work to short and small for fine work; E, seven pairs of pliers including combination in three sizes, two pairs of cutting pliers and one round nose; F, two split pin extractors and spreaders; G, wrench set including three adjustable monkey wrenches, one Stillson or pipe wrench, five sizes adjustable end wrenches and ten double end S wrenches; H, set of files, including flat, three cornered and half round; I, file brush; J, chisel and drift pin; K, three small punches or drifts; L, hacksaw frame; M, soldering copper; N, special spanners for propeller retaining nuts; O, special spanners; P, socket wrenches, long handle; Q, long handle, stiff bristle brushes for cleaning motor; R, gasoline blow torch; S, hand drill; T, spools of safety wire; U, flash lamp; V, special puller and castle wrenches; W, oil can; X, large adjustable monkey wrench; Y, washer and gasket cutter; Z, ball of heavy twine. In addition to the tools, various supplies, such as soldering acid, solder, shellac, valve grinding compound, bolts and nuts, split pins, washers, wood screws, etc., are provided.
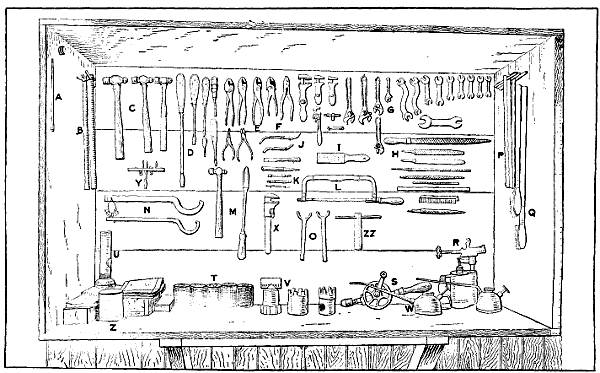
Fig. 179.—Special Tools for Maintaining Curtiss OX-2 Motor Used in Curtiss JN-4 Training Biplane.
Fig. 179.—Special Tools for Maintaining the Curtiss OX-2 Engine Used in the Curtiss JN-4 Training Biplane.
SPECIAL HALL-SCOTT TOOLS
| NO. | TOOL | DIRECTIONS FOR USE |
| 1 | Engine hoisting hook, 6-cylinder | Hook under cam-shaft housing, when hoisting engine. |
| 2 | Engine hoisting hook, 4-cylinder | Hook under cam-shaft housing, when hoisting engine. |
| 3 | Water plug wrench | For use on water plugs on top and end of cylinders. |
| 4 | Vertical shaft flange puller | For pulling lower pinion shaft flange from shaft. (Used on A-5 and A-7 engines only.) |
| 5 | Oil gun | For general lubrication use. |
| 6 | Magneto gear puller | For pulling magneto gears from magneto shaft. |
| 7 | Socket wrench, 1⁄4 inch A.L.A.M. | For use on bolts and nuts on crank cases. |
| 8 | Socket wrench, 1⁄4 inch A.L.A.M | For use on crank cases and magneto gear housings. |
| 9 | Socket wrench, 1/4" A.L.A.M. | For use on magneto gear housings. |
| 10 | Socket wrench, 3/8″ standard | For bolts and nuts which fasten magnetos to crank-case. |
| 11 | Socket wrench, 1⁄4 inch A.L.A.M. | For use on magneto gear housings. |
| 12 | Vertical shaft gear puller | For removing water pump and magneto drive gear. |
| 13 | Brace and facing cutter | For facing lugs on cylinders for cylinder hold down stud washers. |
| 14 | Handle for brace | Use with brace. |
| 15 | Valve grinding brace | For grinding in valves. |
| 16 | Socket wrench base, 3⁄8 inches A.L.A.M. | For thrust bearing cap screws. |
| 17 | Brace and facing cutter, 5⁄16″ A.L.A.M. | For facing lugs on rocker arm covers. |
| 18 | Valve grinding screw driver | For grinding in valves. |
| 19 | Valve spring tool | For putting on and taking off valve springs. |
| 20 | Block-valve spring tool | For use with valve spring tool. |
| 21 | Socket wrench, 5/8″ A.L.A.M. | For main bearing nuts. |
| 22 | Socket wrench, 1⁄4 inch A.L.A.M. | For use on cam-shaft housing. |
| 23 | Socket wrench, 5/16″ A.L.A.M. | For cam-shaft housing hold down stud nuts. |
| 24 | Socket wrench, 1⁄2″ A.L.A.M. | For cylinder hold down stud nuts. |
| 25 | Socket wrench, 5⁄16 inch A.L.A.M. | For carburetor and water pump bolts and nuts. |
| 26 | Socket wrench, 5/16″ A.L.A.M. | For carburetor and water pump bolts and nuts. |
| 27 | Socket wrench | For use on carburetor jets. |
| 28 | Magneto screw driver | For general magneto use. |
| 29 | Brass bar, 1 inch diameter × 7 inches long | For driving piston pins from pistons. |
| 30 | Hack saw | For general use. |
| 31 | Oil can | For cam-shaft housing lubrication.[411] |
| 32 | Gasoline or distillate can | For priming or other use. |
| 33 | Oil can | For magneto gear lubrication. |
| 34 | Shellac can | For rubber hose connections and gaskets. |
| 35 | Magneto cleaner | For use on magnetos. |
| 36 | Clamps | For holding cylinder hold down studs, when fitting main bearings. |
| 37 | Piston guards | For use in pistons, when out of engine, to protect them. |
| 38 | Screw driver | For general use. |
| 39 | Vertical shaft clamps | For clamping vertical shaft flanges, when timing engine. |
| 40 | Thrust adjusting nut wrench | For adjusting propeller thrust bearing. |
| 41 | Stuffing box spanner wrench | For adjusting stuffing box nut on vertical shaft. |
| 42 | Water pump spanner wrench | For adjusting water pump stuffing nut. |
| 43 | Wrench | For use on cylinder relief cocks and cylinder priming cocks. |
| 44 | Hose clamp wrench | For use on hose clamps. |
| 45 | Scraper | For cleaning piston ring grooves on pistons. |
| 46 | Crank-shaft nut wrench | For adjusting crank-shaft nut. |
| 47 | Spark-plug wrench | For putting in and taking out spark-plugs in cylinders. |
| 48 | Timing disc (single disc) | For use on crank-shaft to time engine. |
| Specify type motor disc should be made for. If double disc is required, specify the two types of motors the disc is to be made for. Double disc. | ||
| 49 | Main bearing scraper | For scraping in bearings. |
| 50 | Cylinder carbon scraper | For removing carbon from heads of cylinders. |
| 51 | Valve seating tool | For seating valves in cylinder heads. |
| 52 | Scraper, small | For general bearing use. |
| 53 | Scraper, large | For general bearing use. |
| 54 | Crank-shaft flange puller | For pulling crank-shaft flange from crank-shaft. |
| 55 | Piston and connecting rod racks. | |
| 56 | Main bearing stud nuts and shim rack. | |
| 57 | Main bearing board rack. | |
| 58 | Rocker arm and cover rack. | |
[412]The special tools and fixtures recommended by the Hall-Scott Company for work on their engines are clearly shown at Fig. 180. All tools are numbered and their uses may be clearly understood by reference to the illustration and explanatory list given on pages 410 and 411.
[412]The special tools and fixtures recommended by the Hall-Scott Company for work on their engines are clearly shown at Fig. 180. All tools are numbered and their uses may be clearly understood by reference to the illustration and explanatory list given on pages 410 and 411.
OVERHAULING AIRPLANE ENGINES
After an airplane engine has been in use for a period ranging from 60 to 80 hours, depending upon the type, it is necessary to give it a thorough overhauling before it is returned to service. To do this properly, the engine is removed from the fuselage and placed on a special supporting stand, such as shown at Fig. 181, so it can be placed in any position and completely dismantled. With a stand of this kind it is as easy to work on the bottom of the engine as on the top and every part can be instantly reached. The crank-case shown in place in illustration is in a very convenient position for scraping in the crank-shaft bearings.
After an airplane engine has been in use for a period ranging from 60 to 80 hours, depending upon the type, it is necessary to give it a thorough overhauling before it is returned to service. To do this properly, the engine is removed from the fuselage and placed on a special supporting stand, such as shown at Fig. 181, so it can be placed in any position and completely dismantled. With a stand of this kind it is as easy to work on the bottom of the engine as on the top and every part can be instantly reached. The crank-case shown in place in illustration is in a very convenient position for scraping in the crank-shaft bearings.
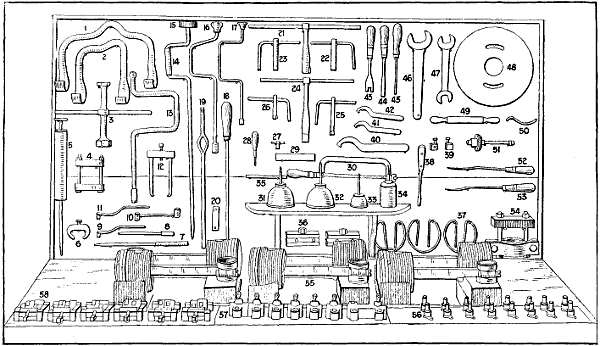
Fig. 180.—Special Tools and Appliances to Facilitate Overhauling Work on Hall-Scott Airplane Engines.
Fig. 180.—Special Tools and Equipment to Make Overhauling Hall-Scott Airplane Engines Easier.
In order to look over the parts of an engine and to restore the worn or defective components it is necessary to take the engine entirely apart, as it is only when the power plant is thoroughly dismantled that the parts can be inspected or measured to determine defects or wear. If one is not familiar with the engine to be inspected, even though the work is done by a repairman of experience, it will be found of value to take certain precautions when dismantling the engine in order to insure that all parts will be replaced in the same position they occupied before removal. There are a number of ways of identifying the parts, one of the simplest and surest being to mark them with steel numbers or letters or with a series of center punch marks in order to retain the proper relation when reassembling. This is of special importance in connection with dismantling multiple cylinder engines as it is vital that pistons, piston rings, connecting rods, valves, and other cylinder parts be always replaced in[414] the same cylinder from which they were removed, because it is uncommon to find equal depreciation in all cylinders. Some repairmen use small shipping tags to identify the pieces. This can be criticised because the tags may become detached and lost and the identity of the piece mistaken. If the repairing is being done in a shop where other engines of the same make are being worked on, the repairman should be provided with a large chest fitted with a lock and key in which all of the smaller parts, such as rods, bolts and nuts, valves, gears, valve springs, cam-shafts, etc., may be stored to prevent the possibility of confusion with similar members of other[415] engines. All parts should be thoroughly cleaned with gasoline or in the potash kettle as removed, and wiped clean and dry. This is necessary to show wear which will be evidenced by easily identified indications in cases where the machine has been used for a time, but in others, the deterioration can only be detected by delicate measuring instruments.
To examine the parts of an engine and repair any worn or damaged components, you need to completely dismantle the engine. It’s only when the power plant is fully taken apart that you can check or measure the parts to find defects or wear. If you're not familiar with the engine being inspected, even if the work is done by an experienced mechanic, it’s wise to take certain precautions while dismantling. This ensures that all parts are replaced in their original positions. One of the easiest and most reliable ways to identify parts is by marking them with steel letters or numbers or using a series of center punch marks, which helps maintain their correct relationships during reassembly. This is particularly important for multi-cylinder engines, as it's crucial that pistons, piston rings, connecting rods, valves, and other parts are always replaced in the same cylinder from which they were taken, since wear is rarely identical across all cylinders. Some mechanics use small shipping tags for identification, but this can be problematic since the tags might fall off and get lost, leading to confusion about which piece is which. If repairs are being done in a shop where other engines of the same type are present, the mechanic should have access to a large, lockable storage chest for small parts like rods, bolts, nuts, valves, gears, valve springs, camshafts, etc., to avoid mix-ups with similar parts from other[415] engines. All parts should be thoroughly cleaned with gasoline or in a potash kettle as they are removed, and wiped down until dry. This cleaning is necessary to reveal wear, which will be noticeable through clear signs in cases where the machine has been used for a while, but in other cases, deterioration can only be detected with precise measuring instruments.
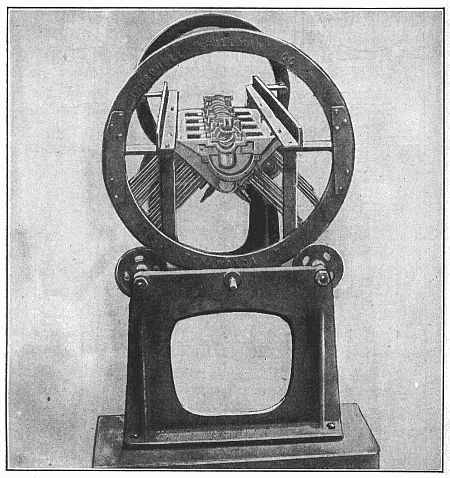
Fig. 181.—Special Stand to Make Motor Overhauling Work Easier.
Fig. 181.—Special Stand to Make Motor Maintenance Work Easier.
In taking down a motor the smaller parts and fittings such as spark-plugs, manifolds and wiring should be removed first. Then the more important members such as cylinders may be removed from the crank-case to give access to the interior and make possible the examination of the pistons, rings and connecting rods. After the cylinders are removed the next operation is to disconnect the connecting rods from the crank-shaft and to remove them and the pistons attached as a unit. Then the crank-case is dismembered, in most cases by removing the bottom half or oil sump, thus exposing the main bearings and crank-shaft. The first operation is the removal of the inlet and exhaust manifolds. In some cases the manifolds are cored integral with the cylinder head casting and it is merely necessary to remove a short pipe leading from the carburetor to one inlet opening and the exhaust pipe from the outlet opening common to all cylinders. In order to remove the carburetor it is necessary to shut off the gasoline supply at the tank and to remove the pipe coupling at the float chamber. It is also necessary to disconnect the throttle operating rod. After the cylinders are removed and before taking the crank-case apart it is well to remove the water pump and magneto. The wiring on most engines of modern development is carried in conduits and usually releasing two or three minor fastenings will permit one to take off the plug wiring as a unit. The wire should be disconnected from both spark-plugs and magneto distributor before its removal. When the cylinders are removed, the pistons, piston rings, and connecting rods are clearly exposed and their condition may be readily noticed.
When taking apart a motor, start by removing the smaller parts and fittings like spark plugs, manifolds, and wiring. Then, take off the bigger parts like the cylinders to access the inside and inspect the pistons, rings, and connecting rods. After the cylinders are off, the next step is to disconnect the connecting rods from the crankshaft and remove them, along with the attached pistons, as a single unit. Then, disassemble the crankcase, usually by taking off the bottom half or oil sump to reveal the main bearings and crankshaft. First, remove the intake and exhaust manifolds. Sometimes, the manifolds are cast as part of the cylinder head, so you just need to take off a short pipe from the carburetor to one intake and the exhaust pipe that connects all the cylinders. To remove the carburetor, you should shut off the fuel supply at the tank and disconnect the pipe coupling at the float chamber. You also need to disconnect the throttle operating rod. After the cylinders are off and before taking apart the crankcase, it’s a good idea to remove the water pump and magneto. In most modern engines, the wiring is contained in conduits, and usually, you can remove the plug wiring as a single unit by loosening a couple of minor fastenings. Disconnect the wire from both the spark plugs and the magneto distributor before removing it. Once the cylinders are off, the pistons, piston rings, and connecting rods are clearly visible, so you can easily check their condition.
[416]Before disturbing the arrangement of the timing gears, it is important that these be marked so that they will be replaced in exactly the same relation as intended by the engine designer. If the gears are properly marked the valve timing and magneto setting will be undisturbed when the parts are replaced after overhauling. With the cylinders off, it is possible to ascertain if there is any undue wear present in the connecting rod bearings at either the wrist pin or crank-pin ends and also to form some idea of the amount of carbon deposits on the piston top and back of the piston rings. Any wear of the timing gears can also be determined. The removal of the bottom plate of the engine enables the repairman to see if the main bearings are worn unduly. Often bearings may be taken up sufficiently to eliminate all looseness. In other cases they may be worn enough so that careful refitting will be necessary. Where the crank-case is divided horizontally into two portions, the upper one serving as an engine base to which the cylinders and in fact all important working parts are attached, the lower portion performs the functions of an oil container and cover for the internal mechanism. This is the construction generally followed.
[416]Before messing with the timing gears, it’s important to mark them so they can be put back exactly as the engine designer intended. If the gears are properly marked, the valve timing and magneto setting will stay the same when the parts are reinstalled after servicing. With the cylinders removed, you can check for any excessive wear in the connecting rod bearings at both the wrist pin and crank pin ends, as well as get an idea of the carbon buildup on the top of the piston and the back of the piston rings. You can also check for wear on the timing gears. Removing the bottom plate of the engine allows the technician to see if the main bearings are overly worn. Sometimes, the bearings can be adjusted enough to eliminate all looseness. In other cases, they might be worn enough that careful refitting is needed. When the crankcase is split horizontally into two parts, the upper part acts as the engine base where the cylinders and all essential working parts are attached, while the lower part serves as an oil container and cover for the internal components. This is the typical design used.
DEFECTS IN CYLINDERS
After the cylinders have been removed and stripped of all fittings, they should be thoroughly cleaned and then carefully examined for defects. The interior or bore should be looked at with a view of finding score marks, grooves, cuts or scratches in the interior, because there are many faults that may be ascribed to depreciation at this point. The cylinder bore may be worn out of round, which can only be determined by measuring with an internal caliper or dial indicator even if the cylinder bore shows no sign of wear. The flange at the bottom of the cylinder by which it is held to the engine base may be cracked. The water jacket wall may have opened up due[417] to freezing of the jacket water at some time or other or it may be filled with scale and sediment due to the use of impure cooling water. The valve seat may be scored or pitted, while the threads holding the valve chamber cap may be worn so that the cap will not be a tight fit. The detachable head construction makes it possible to remove that member and obtain ready access to the piston tops for scraping out carbon without taking the main cylinder portion from the crank-case. When the valves need grinding the head may be removed and carried to the bench where the work may be performed with absolute assurance that none of the valve grinding compound will penetrate into the interior of the cylinder as is sometimes unavoidable with the I-head cylinder. If the cylinder should be scored, the water jacket and combustion head may be saved and a new cylinder casting purchased at considerably less cost than that of the complete unit cylinder.
After removing the cylinders and taking off all fittings, they should be thoroughly cleaned and carefully inspected for any defects. The interior, or bore, should be checked for score marks, grooves, cuts, or scratches, as many issues may be linked to wear in this area. The cylinder bore might be worn out of round, which can only be determined by using an internal caliper or dial indicator, even if the bore shows no visible signs of wear. The flange at the bottom of the cylinder, which attaches it to the engine base, may be cracked. The water jacket wall might have opened up due to frozen water at some point or could be filled with scale and sediment from using impure cooling water. The valve seat could be scored or pitted, and the threads holding the valve chamber cap might be worn, making it not fit tightly. The detachable head design allows for easy removal, giving access to the tops of the pistons for scraping off carbon without having to take the main cylinder part out of the crankcase. When the valves need grinding, the head can be removed and taken to the bench, ensuring that no valve grinding compound will accidentally get into the cylinder, which can happen with I-head cylinders. If the cylinder is scored, the water jacket and combustion head can be salvaged, and a new cylinder casting can be purchased at a significantly lower cost than a complete unit cylinder.
The detachable head construction has only recently been applied on airplane engines, though it was one of the earliest forms of automobile engine construction. In the early days it was difficult to procure gaskets or packings that would be both gas and water tight. The sheet asbestos commonly used was too soft and blew out readily. Besides a new gasket had to be made every time the cylinder head was removed. Woven wire and asbestos packings impregnated with rubber, red lead, graphite and other filling materials were more satisfactory than the soft sheet asbestos, but were prone to burn out if the water supply became low. Materials such as sheet copper or brass proved to be too hard to form a sufficiently yielding packing medium that would allow for the inevitable slight inaccuracies in machining the cylinder head and cylinder. The invention of the copper-asbestos gasket, which is composed of two sheets of very thin, soft copper bound together by a thin edging of the same material and having a piece of sheet asbestos interposed solved this problem. Copper-asbestos packings form an effective seal against leakage of water and a positive retention[418] means for keeping the explosion pressure in the cylinder. The great advantage of the detachable head is that it permits of very easy inspection of the piston tops and combustion chamber and ready removal of carbon deposits.
The detachable head design has only recently been used in airplane engines, although it was one of the earliest methods for building automobile engines. In the past, it was tough to find gaskets or seals that were both gas and water tight. The common sheet asbestos was too soft and would blow out easily. Plus, a new gasket had to be made every time the cylinder head was taken off. Woven wire and asbestos packings treated with rubber, red lead, graphite, and other fillers were more reliable than the soft sheet asbestos, but they tended to burn out if the water supply dropped. Materials like sheet copper or brass were too hard to create a flexible packing medium that could compensate for the inevitable minor inaccuracies in machining the cylinder head and cylinder. The invention of the copper-asbestos gasket, made of two sheets of very thin, soft copper bonded together by a thin border of the same material with a piece of sheet asbestos in between, solved this issue. Copper-asbestos packings create an effective seal against water leaks and ensure proper containment of explosion pressure in the cylinder. The major advantage of the detachable head is that it allows for very easy inspection of the piston tops and combustion chamber, as well as straightforward removal of carbon deposits.
CARBON DEPOSITS, THEIR CAUSE AND PREVENTION
Most authorities agree that carbon is the result of imperfect combustion of the fuel and air mixture as well as the use of lubricating oils of improper flash point. Lubricating oils that work by the piston rings may become decomposed by the great heat in the combustion chamber, but at the same time one cannot blame the lubricating oil for all of the carbon deposits. There is little reason to suspect that pure petroleum oil of proper body will deposit excessive amounts of carbon, though if the oil is mixed with castor oil, which is of vegetable origin, there would be much carbon left in the interior of the combustion chamber. Fuel mixtures that are too rich in gasoline also produce these undesirable accumulations.
Most experts agree that carbon forms from incomplete burning of the fuel and air mixture, as well as from using lubricating oils with the wrong flash point. The lubricating oils that work around the piston rings can break down from the intense heat in the combustion chamber, but you can’t blame the oil for all the carbon buildup. There’s little reason to think that pure petroleum oil with the right viscosity will create too much carbon, although mixing it with castor oil, which comes from plants, would lead to a significant amount of carbon accumulating inside the combustion chamber. Fuel mixtures that contain too much gasoline also cause these unwanted deposits.
A very interesting chemical analysis of a sample of carbon scraped from the interior of a motor vehicle engine shows that ordinarily the lubricant is not as much to blame as is commonly supposed. The analysis was as follows:
A very interesting chemical analysis of a sample of carbon scraped from the inside of a car engine shows that the lubricant isn’t actually as culpable as people usually think. The analysis was as follows:
| Oil | 14.3 | % |
| Other combustible matter | 17.9 | |
| Sand, clay, etc. | 24.8 | |
| Iron oxide | 24.5 | |
| Carbonate of lime | 8.9 | |
| Other constituents | 9.6 |
It is extremely probable that the above could be divided into two general classes, these being approximately 32.2% oil and combustible matter and a much larger proportion, or 67.8% of earthy matter. The presence of such a large percentage of earthy matter is undoubtedly due to the impurities in the air, such as road dust which[419] has been sucked in through the carburetor. The fact that over 17% of the matter which is combustible was not of an oily nature lends strong support to this view. There would not be the amount of earthy material present in the carbon deposits of an airplane engine as above stated because the air is almost free from dust at the high altitudes planes are usually flown. One could expect to find more combustible and less earthy matter and the carbon would be softer and more easily removed. It is very good practice to provide a screen on the air intake to reduce the amounts of dust sucked in with the air as well as observing the proper precautions relative to supplying the proper quantities of air to the mixture and of not using any more oil than is needed to insure proper lubrication of the internal mechanism.
It’s very likely that what was mentioned above can be split into two main categories: about 32.2% oil and combustible materials, and a much larger portion, around 67.8%, of earthy substances. The large percentage of earthy material is definitely because of impurities in the air, like road dust, which[419] gets pulled in through the carburetor. The fact that over 17% of the combustible matter isn’t oily supports this idea. There wouldn’t be as much earthy material in the carbon deposits of an airplane engine as mentioned because the air at high altitudes is almost dust-free. You'd expect to find more combustible materials and less earthy matter, making the carbon softer and easier to remove. It's a good practice to have a screen on the air intake to minimize the dust that gets taken in with the air, along with taking the right precautions to provide the correct air mixture and not using more oil than necessary to ensure proper lubrication of the internal parts.
USE OF CARBON SCRAPERS
It is not unusual for one to hear an aviator complain that the engine he operates is not as responsive as it was when new after he has run it but relatively few hours. There does not seem to be anything actually wrong with the engine, yet it does not respond readily to the throttle and is apt to overheat. While these symptoms denote a rundown condition of the mechanism, the trouble is often due to nothing more serious than accumulations of carbon. The remedy is the removal of this matter out of place. The surest way of cleaning the inside of the motor thoroughly is to remove the cylinders, if these members are cast integrally with the head or of removing the head member if that is a separate casting, to expose all parts.
It’s common to hear a pilot complain that the engine they operate isn’t as responsive as it was when it was new, even after just a few hours of use. There doesn’t seem to be anything actually wrong with the engine, but it doesn’t respond easily to the throttle and tends to overheat. While these symptoms indicate a worn-out condition of the mechanism, the issue is often just due to carbon buildup. The solution is to remove this misplaced matter. The best way to thoroughly clean the inside of the engine is to take out the cylinders if they are cast together with the head, or to remove the head if it’s a separate piece, to expose all parts.
In certain forms of cylinders, especially those of the L form, it is possible to introduce simple scrapers down through the valve chamber cap holes and through the spark-plug hole if this component is placed in the cylinder in some position that communicates directly to the interior of the cylinder or to the piston top. No claim can be made for originality or novelty of this process as[420] is has been used for many years on large stationary engines. The first step is to dismantle the inlet and exhaust piping and remove the valve caps and valves, although if the deposit is not extremely hard or present in large quantities one can often manipulate the scrapers in the valve cap openings without removing either the piping or the valves. Commencing with the first cylinder, the crank-shaft is turned till the piston is at the top of its stroke, then the scraper may be inserted, and the operation of removing the carbon started by drawing the tool toward the opening. As this is similar to a small hoe, the cutting edge will loosen some of the carbon and will draw it toward the opening. A swab is made of a piece of cloth or waste fastened at the end of a wire and well soaked in kerosene to clean out the cylinder.
In some types of cylinders, especially L-shaped ones, you can use simple scrapers through the valve chamber cap holes and the spark-plug hole if it's positioned to access the inside of the cylinder or the top of the piston. This method isn't original or new, as it has been used for many years on large stationary engines. The first step is to take apart the inlet and exhaust piping and remove the valve caps and valves. However, if the buildup isn't really hard or excessive, you can often use the scrapers in the valve cap openings without taking off the piping or valves. Starting with the first cylinder, turn the crankshaft until the piston is at the top of its stroke, then insert the scraper and begin removing the carbon by pulling the tool toward the opening. Since this works like a small hoe, the cutting edge will loosen some carbon and pull it toward the opening. To clean out the cylinder, use a swab made from a piece of cloth or waste attached to the end of a wire and soaked in kerosene.
When available, an electric motor with a length of flexible shaft and a small circular cleaning brush having wire bristles can be used in the interior of the engine. The electric motor need not be over one-eighth horsepower running 1,200 to 1,600 R. P. M., and the wire brush must, of course, be of such size that it can be easily inserted through the valve chamber cap. The flexible shaft permits one to reach nearly all parts of the cylinder interior without difficulty and the spreading out and flattening of the brush insures that considerable surface will be covered by that member.
When available, an electric motor with a flexible shaft and a small circular cleaning brush with wire bristles can be used inside the engine. The electric motor doesn't need to be more than one-eighth horsepower running at 1,200 to 1,600 RPM, and the wire brush must be sized so that it can easily fit through the valve chamber cap. The flexible shaft allows you to reach almost all areas of the cylinder interior without any hassle, and the spreading and flattening of the brush ensures that a significant surface area will be covered by it.
BURNING OUT CARBON WITH OXYGEN
A process of recent development that gives very good results in removing carbon without disassembling the motor depends on the process of burning out that material by supplying oxygen to support the combustion and to make it energetic. A number of concerns are already offering apparatus to accomplish this work, and in fact any shop using an autogenous welding outfit may use the oxygen tank and reducing valve in connection with a simple special torch for burning the carbon. Results[421] have demonstrated that there is little danger of damaging the motor parts, and that the cost of oxygen and labor is much lower than the old method of removing the cylinders and scraping the carbon out, as well as being very much quicker than the alternative process of using carbon solvent. The only drawback to this system is that there is no absolute insurance that every particle of carbon will be removed, as small protruding particles may be left at points that the flame does not reach and cause pre-ignition and consequent pounding, even after the oxygen treatment. It is generally known that carbon will burn in the presence of oxygen, which supports combustion of all materials, and this process takes advantage of this fact and causes the gas to be injected into the combustion chamber over a flame obtained by a match or wax taper.
A recently developed process that effectively removes carbon without taking apart the engine uses combustion by supplying oxygen to fuel the burn and increase its energy. Several companies are already offering equipment for this task, and any shop with an oxy-fuel welding setup can utilize the oxygen tank and pressure regulator with a simple special torch designed for burning carbon. Results[421] show that there's minimal risk of damaging the engine parts, and the costs for oxygen and labor are significantly less than the old method of dismantling the cylinders and scraping out the carbon. It’s also much faster than using carbon solvents. The only downside to this system is that there’s no guarantee every particle of carbon will be removed, as small bits might remain in areas the flame can't reach, potentially leading to pre-ignition and knocking, even after the oxygen treatment. It’s widely known that carbon burns in the presence of oxygen, which supports the combustion of materials, and this process takes advantage of that fact, injecting gas into the combustion chamber over a flame lit by a match or wax taper.
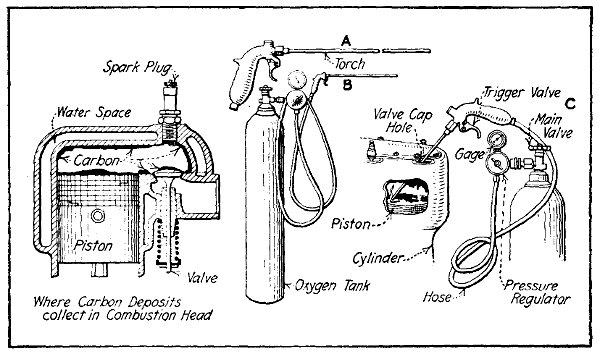
Fig. 182.—Showing Where Carbon Deposits Collect in Engine Combustion Chamber, and How to Burn Them Out with the Aid of Oxygen. A—Special Torch. B—Torch Coupled to Oxygen Tank. C—Torch in Use.
Fig. 182.—Showing Where Carbon Build-Up Accumulates in the Engine's Combustion Chamber and How to Remove It Using Oxygen. A—Special Torch. B—Torch Connected to Oxygen Tank. C—Torch in Action.
It is suggested by those favoring this process that the night before the oxygen is to be used the engine be given a conventional kerosene treatment. A half tumbler full of this liquid or of denatured alcohol is to be poured[422] into each cylinder and permitted to remain there over night. As a precaution against fire, the gasoline is shut off from the carburetor before the torch is inserted in the cylinder and the motor started so that the gasoline in the pipe and carburetor float chamber will be consumed. Work is done on one cylinder at a time. A note of caution was recently sounded by a prominent spark-plug manufacturer recommending that the igniter member be removed from the cylinder in order not to injure it by the heat developed. The outfits on the market consist of a special torch having a trigger controlled valve and a length of flexible tubing such as shown at Fig. 182, A, and a regulating valve and oxygen tank as shown at B. The gauge should be made to register about twelve pounds pressure.
It is suggested by those favoring this process that the night before the oxygen is to be used the engine be given a conventional kerosene treatment. A half tumbler full of this liquid or of denatured alcohol is to be poured[422] into each cylinder and permitted to remain there over night. As a precaution against fire, the gasoline is shut off from the carburetor before the torch is inserted in the cylinder and the motor started so that the gasoline in the pipe and carburetor float chamber will be consumed. Work is done on one cylinder at a time. A note of caution was recently sounded by a prominent spark-plug manufacturer recommending that the igniter member be removed from the cylinder in order not to injure it by the heat developed. The outfits on the market consist of a special torch having a trigger controlled valve and a length of flexible tubing such as shown at Fig. 182, A, and a regulating valve and oxygen tank as shown at B. The gauge should be made to register about twelve pounds pressure.
The method of operation is very simple and is outlined at C. The burner tube is placed in the cylinder and the trigger valve is opened and the oxygen permitted to circulate in the combustion chamber. A lighted match or wax taper is dropped in the chamber and the injector tube is moved around as much as possible so as to cover a large area. The carbon takes fire and burns briskly in the presence of the oxygen. The combustion of the carbon is accompanied by sparks and sometimes by flame if the deposit is of an oily nature. Once the carbon begins to burn the combustion continues without interruption as long as the oxygen flows into the cylinder. Full instructions accompany each outfit and the amount of pressure for which the regulator should be set depends upon the design of the torch and the amount of oxygen contained in the storage tank.
The operation method is straightforward and is outlined in section C. The burner tube is placed inside the cylinder, and the trigger valve is opened to allow oxygen to flow into the combustion chamber. A lit match or wax taper is dropped into the chamber, and the injector tube is moved around as much as possible to cover a large area. The carbon ignites and burns steadily in the presence of oxygen. The combustion of the carbon produces sparks and sometimes flames, especially if the residue is oily. Once the carbon starts burning, the combustion continues without interruption as long as oxygen flows into the cylinder. Complete instructions come with each setup, and the pressure setting for the regulator depends on the torch's design and the oxygen amount in the storage tank.
REPAIRING SCORED CYLINDERS
If the engine has been run at any time without adequate lubrication, one or more of the cylinders may be found to have vertical scratches running up and down the cylinder walls. The depth of these will vary according[423] to the amount of time the cylinder was without lubrication, and if the grooves are very deep the only remedy is to purchase a new member. Of course, if sufficient stock is available in the cylinder walls, the cylinders may be rebored and new pistons which are oversize, i.e., larger than standard, may be fitted. Where the scratches are not deep they may be ground out with a high speed emery wheel or lapped out if that type of machine is not available. Wrist pins have been known to come loose, especially when these are retained by set screws that are not properly locked, and as wrist-pins are usually of hardened steel it will be evident that the sharp edge of that member can act as a cutting tool and make a pronounced groove in the cylinder. Cylinder grinding is a job that requires skilled mechanics, but may be accomplished on any lathe fitted with an internal grinding attachment. While automobile engine cylinders usually have sufficient wall thickness to stand reboring, those of airplane engines seldom have sufficient metal to permit of enlarging the bore very much by a boring tool. A few thousandths of an inch may be ground out without danger, however. An airplane engine cylinder with deep grooves must be scrapped as a general rule.
If the engine has ever been run without enough lubrication, one or more of the cylinders might have vertical scratches along the cylinder walls. The depth of these scratches will vary based on how long the cylinder was without lubrication, and if the grooves are very deep, the only solution is to buy a new part. However, if there's enough material left in the cylinder walls, the cylinders can be rebored, and oversize pistons—meaning larger than standard—can be fitted. If the scratches aren't deep, they can be ground out with a high-speed emery wheel or lapped out if that type of machine isn't available. Wrist pins can sometimes become loose, especially if they're held in by set screws that aren't properly secured, and since wrist pins are usually made of hardened steel, the sharp edge can act like a cutting tool, creating noticeable grooves in the cylinder. Cylinder grinding is a job that requires skilled mechanics but can be done on any lathe equipped with an internal grinding attachment. While automobile engine cylinders generally have enough wall thickness for reboring, airplane engine cylinders often don't have enough material to enlarge the bore significantly with a boring tool. However, grinding out a few thousandths of an inch is usually safe. As a general rule, an airplane engine cylinder with deep grooves must be discarded.
Where the grooves in the cylinder are not deep or where it has warped enough so the rings do not bear equally at all parts of the cylinder bore, it is possible to obtain a fairly accurate degree of finish by a lapping process in which an old piston is coated with a mixture of fine emery and oil and is reciprocated up and down in the cylinder as well as turned at the same time. This may be easily done by using a dummy connecting rod having only a wrist pin end boss, and of such size at the other end so that it can be held in the chuck of a drill press. The cylinder casting is firmly clamped on the drill press table by suitable clamping blocks, and a wooden block is placed in the combustion chamber to provide a stop for the piston at its lower extreme position. The back gears are put in and the drill chuck is revolved slowly. All the[424] while that the piston is turning the drill chuck should be raised up and down by the hand feed lever, as the best results are obtained when the lapping member is given a combination of rotary and reciprocating motion.
Where the grooves in the cylinder aren't very deep or where it has warped enough that the rings don't make contact evenly across the entire cylinder bore, you can get a pretty accurate finish using a lapping process. In this process, an old piston is covered with a mix of fine emery and oil and moved up and down in the cylinder while also being rotated. This can be easily achieved by using a dummy connecting rod that only has a wrist pin end boss, and the other end is sized to fit in the chuck of a drill press. The cylinder casting is securely clamped on the drill press table with appropriate clamping blocks, and a wooden block is placed in the combustion chamber to act as a stop for the piston at its lowest position. The back gears are engaged, and the drill chuck is turned slowly. During the time the piston is turning the drill chuck, it should be moved up and down using the hand feed lever, as the best results come from giving the lapping piece a mix of rotary and reciprocating motion. All the[424]
VALVE REMOVAL AND INSPECTION
One of the most important parts of the gasoline engine and one that requires frequent inspection and refitting to keep in condition, is the mushroom or poppet valve that controls the inlet and exhaust gas flow. In overhauling it is essential that these valves be removed from their seatings and examined carefully for various defects which will be enumerated at proper time. The problem that concerns us now is the best method of removing the valve. These are held against the seating in the cylinder by a coil spring which exerts its pressure on the cylinder casting at the upper end and against a suitable collar held by a key at the lower end of the valve stem. In order to remove the valve it is necessary to first compress the spring by raising the collar and pulling the retaining key out of the valve stem. Many forms of valve spring lifters have been designed to permit ready removal of the valves.
One of the most important parts of the gasoline engine, which needs regular inspection and maintenance to stay in good shape, is the mushroom or poppet valve that controls the flow of inlet and exhaust gases. When overhauling, it’s crucial to remove these valves from their seats and check them carefully for various defects that will be listed later. The issue we’re addressing now is the best way to remove the valve. They are held against the seating in the cylinder by a coil spring, which applies pressure to the cylinder casting at the top and against a collar held by a key at the bottom of the valve stem. To remove the valve, you first need to compress the spring by raising the collar and pulling the retaining key out of the valve stem. Many types of valve spring lifters have been designed to make it easier to remove the valves.
When the cylinder is of the valve in-the-head form, the method of valve removal will depend entirely upon the system of cylinder construction followed. In the Sturtevant cylinder design it is possible to remove the head from the cylinder castings and the valve springs may be easily compressed by any suitable means when the cylinder head is placed on the work bench where it can be easily worked on. The usual method is to place the head on a soft cloth with the valves bearing against the bench. The valve springs may then be easily pushed down with a simple forked lever and the valve stem key removed to release the valve spring collar. In the Curtiss OX-2 (see Fig. 1821⁄2) and Hall-Scott engines it is not possible to remove the valves without taking the cylinder[425] off the crank-case, because the valve seats are machined directly in the cylinder head and the valve domes are cast integrally with the cylinder. This means that if the valves need grinding the cylinder must be removed from the engine base to provide access to the valve heads which are inside of that member, and which cannot be reached from the outside as is true of the L-cylinder construction. In the Curtiss VX engines, the valves are carried in detachable cages which may be removed when the valves need attention.
When the cylinder is of the valve in-the-head form, the method of valve removal will depend entirely upon the system of cylinder construction followed. In the Sturtevant cylinder design it is possible to remove the head from the cylinder castings and the valve springs may be easily compressed by any suitable means when the cylinder head is placed on the work bench where it can be easily worked on. The usual method is to place the head on a soft cloth with the valves bearing against the bench. The valve springs may then be easily pushed down with a simple forked lever and the valve stem key removed to release the valve spring collar. In the Curtiss OX-2 (see Fig. 1821⁄2) and Hall-Scott engines it is not possible to remove the valves without taking the cylinder[425] off the crank-case, because the valve seats are machined directly in the cylinder head and the valve domes are cast integrally with the cylinder. This means that if the valves need grinding the cylinder must be removed from the engine base to provide access to the valve heads which are inside of that member, and which cannot be reached from the outside as is true of the L-cylinder construction. In the Curtiss VX engines, the valves are carried in detachable cages which may be removed when the valves need attention.
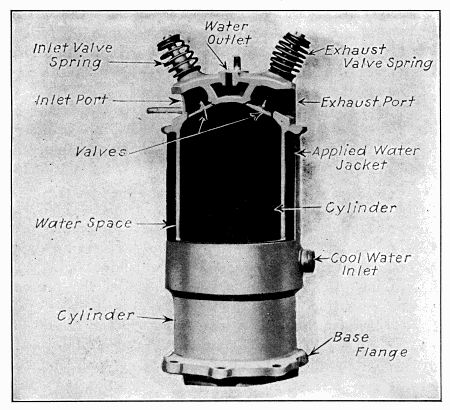
Fig. 1821⁄2.—Part Sectional View, Showing Valve Arrangement in Cylinder of Curtiss OX-2 Aviation Engine.
Fig. 1821⁄2.—Part Sectional View, Showing Valve Arrangement in Cylinder of Curtiss OX-2 Aviation Engine.
RESEATING AND TRUING VALVES
Much has been said relative to valve grinding, and despite the mass of information given in the trade prints[426] it is rather amusing to watch the average repairman or the engine user who prides himself on maintaining his own motor performing this essential operation. The common mistakes are attempting to seat a badly grooved or pitted valve head on an equally bad seat, which is an almost hopeless job, and of using coarse emery and bearing down with all one’s weight on the grinding tool with the hope of quickly wearing away the rough surfaces. The use of improper abrasive material is a fertile cause of failure to obtain a satisfactory seating. Valve grinding is not a difficult operation if certain precautions are taken before undertaking the work. The most important of these is to ascertain if the valve head or seat is badly scored or pitted. If such is found to be the case no ordinary amount of grinding will serve to restore the surfaces. In this event the best thing to do is to remove the valve from its seating and to smooth down both the valve head and the seat in the cylinder before attempt is made to fit them together by grinding. Another important precaution is to make sure that the valve stem is straight, and that the head is not warped out of shape.
A lot has been said about valve grinding, and even with the extensive information available in trade publications[426], it's quite amusing to see the average repair technician or engine owner who takes pride in maintaining their own engine tackle this crucial task. Common mistakes include trying to seat a badly grooved or pitted valve head onto a similarly damaged seat, which is virtually futile, and using coarse emery while putting all their weight on the grinding tool in the hopes of quickly smoothing out the rough surfaces. Using the wrong abrasive material is a major reason for failing to achieve a satisfactory seating. Valve grinding isn’t hard if certain precautions are taken before starting the work. The most important step is to check if the valve head or seat is badly scored or pitted. If that’s the case, no amount of grinding will fix the surfaces. In that situation, the best approach is to remove the valve from its seat and smooth both the valve head and the seat in the cylinder before attempting to fit them together by grinding. Another essential precaution is to ensure that the valve stem is straight and that the head isn't warped.
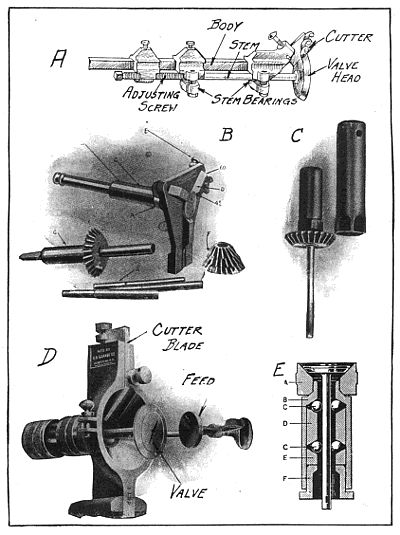
Fig. 183.—Tools for Restoring Valve Head and Seats.
Fig. 183.—Tools for Restoring Valve Head and Seats.
A number of simple tools is available at the present time for reseating valves, these being outlined at Fig. 183. That shown at A is a simple fixture for facing off the valve head. The stem is supported by suitable bearings carried by the body or shank of the tool, and the head is turned against an angularly disposed cutter which is set for the proper valve seat angle. The valve head is turned by a screw-driver, the amount of stock removed from the head depending upon the location of the adjusting screw. Care must be taken not to remove too much metal, only enough being taken off to remove the most of the roughness. Valves are made in two standard tapers, the angle being either 45 or 60 degrees. It is imperative that the cutter blade be set correctly in order that the bevel is not changed. A set of valve truing and valve-seat reaming cutters is shown at Fig. 183, B. This is adaptable to various size valve heads, as the cutter[427] blade D may be moved to correspond to the size of the valve head being trued up. These cutter blades are made of tool steel and have a bevel at each end, one at 45 degrees, the other at 60 degrees. The valve seat reamer shown at G will take any one of the heads shown at F.[428] It will also take any one of the guide bars shown at H. The function of the guide bars is to fit the valve stem bearing in order to locate the reamer accurately and to insure that the valve seat is machined concentrically with its normal center. Another form of valve seat reamer and a special wrench used to turn it is shown at C. The valve head truer shown at Fig. 183, D, is intended to be placed in a vise and is adaptable to a variety of valve head sizes. The smaller valves merely fit deeper in the conical depression. The cutter blade is adjustable and the valve stem is supported by a simple self-centering bearing. In operation it is intended that the valve stem, which protrudes through the lower portion of the guide bearing, shall be turned by a drill press or bit stock while the valve head is set against the cutter by pressure of a pad carried at the end of a feed screw which is supported by a hinged bridge member. This can be swung out of place as indicated to permit placing the valve head against the cutter or removing it.
A number of simple tools is available at the present time for reseating valves, these being outlined at Fig. 183. That shown at A is a simple fixture for facing off the valve head. The stem is supported by suitable bearings carried by the body or shank of the tool, and the head is turned against an angularly disposed cutter which is set for the proper valve seat angle. The valve head is turned by a screw-driver, the amount of stock removed from the head depending upon the location of the adjusting screw. Care must be taken not to remove too much metal, only enough being taken off to remove the most of the roughness. Valves are made in two standard tapers, the angle being either 45 or 60 degrees. It is imperative that the cutter blade be set correctly in order that the bevel is not changed. A set of valve truing and valve-seat reaming cutters is shown at Fig. 183, B. This is adaptable to various size valve heads, as the cutter[427] blade D may be moved to correspond to the size of the valve head being trued up. These cutter blades are made of tool steel and have a bevel at each end, one at 45 degrees, the other at 60 degrees. The valve seat reamer shown at G will take any one of the heads shown at F.[428] It will also take any one of the guide bars shown at H. The function of the guide bars is to fit the valve stem bearing in order to locate the reamer accurately and to insure that the valve seat is machined concentrically with its normal center. Another form of valve seat reamer and a special wrench used to turn it is shown at C. The valve head truer shown at Fig. 183, D, is intended to be placed in a vise and is adaptable to a variety of valve head sizes. The smaller valves merely fit deeper in the conical depression. The cutter blade is adjustable and the valve stem is supported by a simple self-centering bearing. In operation it is intended that the valve stem, which protrudes through the lower portion of the guide bearing, shall be turned by a drill press or bit stock while the valve head is set against the cutter by pressure of a pad carried at the end of a feed screw which is supported by a hinged bridge member. This can be swung out of place as indicated to permit placing the valve head against the cutter or removing it.
As the sizes of valve heads and stems vary considerably a “Universal” valve head truing tool must have some simple means of centering the valve stem in order to insure concentric machining of the valve head. A valve head truer which employs an ingenious method of guiding the valve stem is shown at Fig. 183, E. The device consists of a body portion, B, provided with an external thread at the top on which the cutter head, A, is screwed. A number of steel balls, C, are carried in the grooves which may be altered in size by the adjustment nut, F, which screws in the bottom of the body portion, B. As the nut F is screwed in against the spacer member E, the V-grooves are reduced in size and the steel balls, C, are pressed out in contact with the valve stem. As the circle or annulus is filled with balls in both upper and lower portions the stem may be readily turned because it is virtually supported by ball bearing guides. When a larger valve stem is to be supported, the adjusting nut F, is screwed out which increases the size of the grooves[429] and permits the balls, C, to spread out and allow the larger stem to be inserted.
As the sizes of valve heads and stems vary considerably a “Universal” valve head truing tool must have some simple means of centering the valve stem in order to insure concentric machining of the valve head. A valve head truer which employs an ingenious method of guiding the valve stem is shown at Fig. 183, E. The device consists of a body portion, B, provided with an external thread at the top on which the cutter head, A, is screwed. A number of steel balls, C, are carried in the grooves which may be altered in size by the adjustment nut, F, which screws in the bottom of the body portion, B. As the nut F is screwed in against the spacer member E, the V-grooves are reduced in size and the steel balls, C, are pressed out in contact with the valve stem. As the circle or annulus is filled with balls in both upper and lower portions the stem may be readily turned because it is virtually supported by ball bearing guides. When a larger valve stem is to be supported, the adjusting nut F, is screwed out which increases the size of the grooves[429] and permits the balls, C, to spread out and allow the larger stem to be inserted.
VALVE GRINDING PROCESSES
Mention has been previously made of the importance of truing both valve head and seat before attempt is made to refit the parts by grinding. After smoothing the valve seat the next step is to find some way of turning the valve. Valve heads are usually provided with a screw-driver slot passing through the boss at the top of the valve or with two drilled holes to take a forked grinding tool. A combination grinding tool has been devised which may be used when either the two drilled holes or the slotted head form of valve is to be rotated. This consists of a special form of screw driver having an enlarged boss just above the blade, this boss serving to support a U-shape piece which can be securely held in operative position by the clamp screw or which can be turned out of the way if the screw driver blade is to be used.
Mention has already been made of the importance of making both the valve head and seat flat before trying to refit the parts by grinding. After smoothing the valve seat, the next step is to find a way to turn the valve. Valve heads usually have a screwdriver slot at the top or two drilled holes for a forked grinding tool. A combination grinding tool has been designed that can be used whether the valve has two drilled holes or a slotted head. This tool is a special type of screwdriver with an enlarged boss just above the blade. This boss supports a U-shaped piece that can be securely held in place by the clamp screw or turned out of the way if the screwdriver blade needs to be used.
As it is desirable to turn the valve through a portion of a revolution and back again rather than turning it always in the same direction, a number of special tools has been designed to make this oscillating motion possible without trouble. A simple valve grinding tool is shown at Fig. 184, C. This consists of a screw-driver blade mounted in a handle in such a way that the end may turn freely in the handle. A pinion is securely fastened to the screw-driver blade shank, and is adapted to fit a race provided with a wood handle and guided by a bent bearing member securely fastened to the screw-driver handle. As the rack is pushed back and forth the pinion must be turned first in one direction and then in the other.
As it is desirable to turn the valve through a portion of a revolution and back again rather than turning it always in the same direction, a number of special tools has been designed to make this oscillating motion possible without trouble. A simple valve grinding tool is shown at Fig. 184, C. This consists of a screw-driver blade mounted in a handle in such a way that the end may turn freely in the handle. A pinion is securely fastened to the screw-driver blade shank, and is adapted to fit a race provided with a wood handle and guided by a bent bearing member securely fastened to the screw-driver handle. As the rack is pushed back and forth the pinion must be turned first in one direction and then in the other.
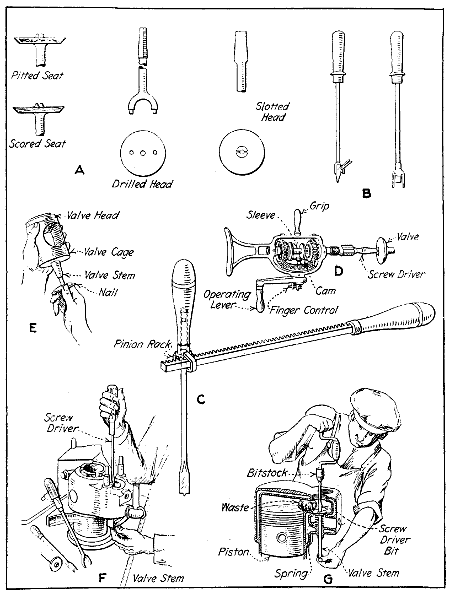
Fig. 184.—Tools and Processes Utilized in Valve Grinding.
Fig. 184.—Tools and Processes Used in Valve Grinding.
A valve grinding tool patterned largely after a breast drill is shown at Fig. 184, D. This is worked in such a manner that a continuous rotation of the operating crank will result in an oscillating movement of the chuck carrying the screw-driver blade. The bevel pinions which are[430] used to turn the chuck are normally free unless clutched to the chuck stem by the sliding sleeve which must turn with the chuck stem and which carries clutching members at each end to engage similar members on the bevel pinions and lock these to the chuck stem, one at a time. The bevel gear carries a cam-piece which moves the clutch[431] sleeve back and forth as it revolves. This means that the pinion giving forward motion of the chuck is clutched to the chuck spindle for a portion of a revolution of the gear and clutch sleeve is moved back by the cam and clutched to the pinion giving a reverse motion of the chuck during the remainder of the main drive gear revolution.
A valve grinding tool patterned largely after a breast drill is shown at Fig. 184, D. This is worked in such a manner that a continuous rotation of the operating crank will result in an oscillating movement of the chuck carrying the screw-driver blade. The bevel pinions which are[430] used to turn the chuck are normally free unless clutched to the chuck stem by the sliding sleeve which must turn with the chuck stem and which carries clutching members at each end to engage similar members on the bevel pinions and lock these to the chuck stem, one at a time. The bevel gear carries a cam-piece which moves the clutch[431] sleeve back and forth as it revolves. This means that the pinion giving forward motion of the chuck is clutched to the chuck spindle for a portion of a revolution of the gear and clutch sleeve is moved back by the cam and clutched to the pinion giving a reverse motion of the chuck during the remainder of the main drive gear revolution.
It sometimes happens that the adjusting screw on the valve lift plunger or the valve lift plunger itself when L head cylinders are used does not permit the valve head to rest against the seat. It will be apparent that unless a definite space exists between the end of the valve stem and the valve lift plunger that grinding will be of little avail because the valve head will not bear properly against the abrasive material smeared on the valve seat.
It sometimes occurs that the adjusting screw on the valve lift plunger or the valve lift plunger itself, when using L head cylinders, prevents the valve head from resting against the seat. It's clear that unless there's a specific gap between the end of the valve stem and the valve lift plunger, grinding won't be very effective because the valve head won't make proper contact with the abrasive material smeared on the valve seat.
The usual methods of valve grinding are clearly outlined at Fig. 184. The view at the left shows the method of turning the valve by an ordinary screw driver and also shows a valve head at A, having both the drilled holes and the screw-driver slot for turning the member and two special forms of fork-end valve grinding tools. In the sectional view shown at the right, the use of the light spring between the valve head and the bottom of the valve chamber to lift the valve head from the seat whenever pressure on the grinding tool is released is clearly indicated. It will be noted also that a ball of waste or cloth is interposed in the passage between the valve chamber and the cylinder interior to prevent the abrasive material from passing into the cylinder from the valve chamber. When a bitstock is used, instead of being given a true rotary motion the chuck is merely oscillated through the greater part of the circle and back again. It is necessary to lift the valve from its seat frequently as the grinding operation continues; this is to provide an even distribution of the abrasive material placed between the valve head and its seat. Only sufficient pressure is given to the bitstock to overcome the uplift of the spring and to insure that the valve will be held against the seat. Where[432] the spring is not used it is possible to raise the valve from time to time with the hand which is placed under the valve stem to raise it as the grinding is carried on. It is not always possible to lift the valve in this manner when the cylinders are in place on the engine base owing to the space between the valve lift plunger and the end of the valve stem. In this event the use of the spring as shown in sectional view will be desirable.
The usual methods of valve grinding are clearly outlined at Fig. 184. The view at the left shows the method of turning the valve by an ordinary screw driver and also shows a valve head at A, having both the drilled holes and the screw-driver slot for turning the member and two special forms of fork-end valve grinding tools. In the sectional view shown at the right, the use of the light spring between the valve head and the bottom of the valve chamber to lift the valve head from the seat whenever pressure on the grinding tool is released is clearly indicated. It will be noted also that a ball of waste or cloth is interposed in the passage between the valve chamber and the cylinder interior to prevent the abrasive material from passing into the cylinder from the valve chamber. When a bitstock is used, instead of being given a true rotary motion the chuck is merely oscillated through the greater part of the circle and back again. It is necessary to lift the valve from its seat frequently as the grinding operation continues; this is to provide an even distribution of the abrasive material placed between the valve head and its seat. Only sufficient pressure is given to the bitstock to overcome the uplift of the spring and to insure that the valve will be held against the seat. Where[432] the spring is not used it is possible to raise the valve from time to time with the hand which is placed under the valve stem to raise it as the grinding is carried on. It is not always possible to lift the valve in this manner when the cylinders are in place on the engine base owing to the space between the valve lift plunger and the end of the valve stem. In this event the use of the spring as shown in sectional view will be desirable.
The abrasive generally used is a paste made of medium or fine emery and lard oil or kerosene. This is used until the surfaces are comparatively smooth, after which the final polish or finish is given with a paste of flour emery, grindstone dust, crocus, or ground glass and oil. An erroneous impression prevails in some quarters that the valve head surface and the seating must have a mirror-like polish. While this is not necessary it is essential that the seat in the cylinder and the bevel surface of the head be smooth and free from pits or scratches at the completion of the operation. All traces of the emery and oil should be thoroughly washed out of the valve chamber with gasoline before the valve mechanism is assembled and in fact it is advisable to remove the old grinding compound at regular intervals, wash the seat thoroughly and supply fresh material as the process is in progress.
The abrasive usually used is a paste made of medium or fine emery mixed with lard oil or kerosene. This is applied until the surfaces are relatively smooth, after which the final polish or finish is done with a paste made of flour emery, grindstone dust, crocus, or ground glass combined with oil. Some people mistakenly believe that the valve head surface and seating need to have a perfect mirror-like finish. While this isn’t necessary, it’s crucial that the seat in the cylinder and the beveled surface of the head are smooth and free from pits or scratches by the end of the process. All traces of the emery and oil should be completely cleaned out of the valve chamber with gasoline before assembling the valve mechanism. In fact, it's a good idea to regularly remove the old grinding compound, thoroughly clean the seat, and apply fresh material as the process continues.
The truth of seatings may be tested by taking some Prussian blue pigment and spreading a thin film of it over the valve seat. The valve is dropped in place and is given about one-eighth turn with a little pressure on the tool. If the seating is good both valve head and seat will be covered uniformly with color. If high spots exist, the heavy deposit of color will show these while the low spots will be made evident because of the lack of pigment. The grinding process should be continued until the test shows an even bearing of the valve head at all points of the cylinder seating. When the valves are held in cages it is possible to catch the cage in a vise and to turn the valve in any of the ways indicated. It is much[433] easier to clean off the emery and oil and there is absolutely no danger of getting the abrasive material in the cylinder if the construction is such that the valve cage or cylinder head member carrying the valve can be removed from the cylinder. When valves are held in cages, the tightness of the seat may be tested by partially filling the cage with gasoline and noticing how much liquid oozes out around the valve head. The degree of moisture present indicates the efficacy of the grinding process.
The truth of how well the seating fits can be checked by taking some Prussian blue pigment and spreading a thin layer over the valve seat. The valve is then dropped into place and turned about one-eighth of a turn with a bit of pressure on the tool. If the seating is good, both the valve head and seat will be evenly coated with color. If there are high spots, the heavy deposits of color will show those, while the low spots will be noticeable due to the lack of pigment. The grinding process should continue until the test shows that the valve head is evenly touching all points of the cylinder seating. When the valves are held in cages, you can secure the cage in a vise and turn the valve in any of the indicated methods. It’s much easier to clean off the emery and oil, and there’s absolutely no risk of getting abrasive material in the cylinder if the design allows the valve cage or cylinder head carrying the valve to be removed from the cylinder. When valves are held in cages, you can check the tightness of the seat by partially filling the cage with gasoline and observing how much liquid seeps out around the valve head. The amount of moisture present indicates how effective the grinding process has been.
The valves of Curtiss OX-2 cylinders are easily ground in by using a simple fixture or tool and working from the top of the cylinder instead of from the inside. A tube having a bore just large enough to go over the valve stem is provided with a wooden handle or taped at one end and a hole of the same size as that drilled through the valve stem is put in at the other. To use, the open end of the tube is pushed over the valve stem and a split pin pushed through the tube and stem. The valve may be easily manipulated and ground in place by oscillating in the customary manner.
The valves of Curtiss OX-2 cylinders can be easily ground in using a simple fixture or tool, working from the top of the cylinder instead of the inside. A tube that's just the right size to fit over the valve stem has a wooden handle or is taped at one end, with a hole the same size drilled through the valve stem at the other end. To use it, just slide the open end of the tube over the valve stem and insert a split pin through the tube and stem. The valve can then be easily adjusted and ground in place by moving it back and forth as usual.
DEPRECIATION IN VALVE OPERATING SYSTEMS
There are a number of points to be watched in the valve operating system because valve timing may be seriously interfered with if there is much lost motion at the various bearing points in the valve lift mechanism. The two conventional methods of opening valves are shown at Fig. 185. That at A is the type employed when the valve cages are mounted directly in the head, while the form at B is the system used when the valves are located in a pocket or extension of the cylinder casting as is the case if an L, or T-head cylinder is used. It will be evident that there are several points where depreciation may take place. The simplest form is that shown at B, and even on this there are five points where lost motion may be noted. The periphery of the valve opening cam or roller may be worn, though this is not likely unless the roller or cam has[434] been inadvertently left soft. The pin which acts as a bearing for the roller may become worn, this occurring quite often. Looseness may materialize between the bearing surfaces of the valve lift plunger and the plunger guide casting, and there may also be excessive clearance between the top of the plunger and the valve stem.
There are a number of points to be watched in the valve operating system because valve timing may be seriously interfered with if there is much lost motion at the various bearing points in the valve lift mechanism. The two conventional methods of opening valves are shown at Fig. 185. That at A is the type employed when the valve cages are mounted directly in the head, while the form at B is the system used when the valves are located in a pocket or extension of the cylinder casting as is the case if an L, or T-head cylinder is used. It will be evident that there are several points where depreciation may take place. The simplest form is that shown at B, and even on this there are five points where lost motion may be noted. The periphery of the valve opening cam or roller may be worn, though this is not likely unless the roller or cam has[434] been inadvertently left soft. The pin which acts as a bearing for the roller may become worn, this occurring quite often. Looseness may materialize between the bearing surfaces of the valve lift plunger and the plunger guide casting, and there may also be excessive clearance between the top of the plunger and the valve stem.
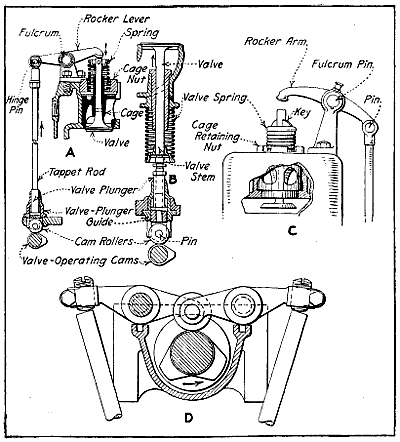
Fig. 185.—Outlining Points in Valve Operating Mechanism Where Depreciation is Apt to Exist.
Fig. 185.—Highlighting Areas in the Valve Operating Mechanism Where Wear and Tear is Likely to Occur.
On the form shown at A, there are several parts added to those indicated at B. A walking beam or rocker lever is necessary to transform the upward motion of the tappet rod to a downward motion of the valve stem. The pin[435] on which this member fulcrums may wear as will also the other pin acting as a hinge or bearing for the yoke end of the tappet rod. It will be apparent that if slight play existed at each of the points mentioned it might result in a serious diminution of valve opening. Suppose, for example, that there were .005-inch lost motion at each of three bearing points, the total lost motion would be .015-inch or sufficient to produce noisy action of the valve mechanism. When valve plungers of the adjustable form, such as shown at B, are used, the hardened bolt head in contact with the end of the valve stem may become hollowed out on account of the hammering action at that point. It is imperative that the top of this member be ground off true and the clearance between the valve stem and plunger properly adjusted. If the plunger is a non-adjustable type it will be necessary to lengthen the valve stem by some means in order to reduce the excessive clearance. The only remedy for wear at the various hinges and bearing pins is to bore the holes out slightly larger and to fit new hardened steel pins of larger diameter. Depreciation between the valve plunger guide and the valve plunger is usually remedied by fitting new plunger guides in place of the worn ones. If there is sufficient stock in the plunger guide casting as is sometimes the case when these members are not separable from the cylinder casting, the guide may be bored out and bushed with a light bronze bushing.
On the form shown at A, several parts have been added to those indicated at B. A walking beam or rocker lever is needed to convert the upward motion of the tappet rod into a downward motion of the valve stem. The pin[435] on which this part pivots may wear down, as will the other pin that acts as a hinge or bearing for the yoke end of the tappet rod. It will be clear that if there is slight play at each of these points, it could lead to a serious reduction in valve opening. For example, if there were .005-inch of lost motion at each of the three bearing points, the total lost motion would be .015-inch, which is enough to cause noisy operation of the valve mechanism. When adjustable valve plungers, like the ones shown at B, are used, the hardened bolt head in contact with the end of the valve stem may get hollowed out due to the hammering action at that spot. It's essential to grind the top of this component true and properly adjust the clearance between the valve stem and plunger. If the plunger is non-adjustable, the valve stem will need to be lengthened somehow to reduce the excessive clearance. The only solution for wear at the various hinges and bearing pins is to bore the holes slightly larger and fit in new hardened steel pins of larger diameter. Wear between the valve plunger guide and the valve plunger is typically fixed by replacing the worn plunger guides with new ones. If there is enough material in the plunger guide casting, which is sometimes the case when these components aren't separable from the cylinder casting, the guide can be bored out and fitted with a light bronze bushing.
A common cause of irregular engine operation is due to a sticking valve. This may be owing to a bent valve stem, a weak or broken valve spring or an accumulation of burnt or gummed oil between the valve stem and the valve stem guide. In order to prevent this the valve stem must be smoothed with fine emery cloth and no burrs or shoulders allowed to remain on it, and the stem must also be straight and at right angles to the valve head. If the spring is weak it may be strengthened in some cases by stretching it out after annealing so that a larger space will exist between the coils and re-hardening. Obviously[436] if a spring is broken the only remedy is replacement of the defective member.
A common reason for uneven engine performance is a sticking valve. This can happen because of a bent valve stem, a weak or broken valve spring, or a buildup of burnt or gummed oil between the valve stem and the valve stem guide. To prevent this, the valve stem should be smoothed with fine emery cloth, making sure there are no rough edges or bumps, and the stem must be straight and at a right angle to the valve head. If the spring is weak, it can sometimes be strengthened by stretching it out after heating it so there’s more space between the coils and then re-hardening it. Obviously[436] if a spring is broken, the only solution is to replace the damaged part.
Mention has been made of wear in the valve stem guide and its influence on engine action. When these members are an integral part of the cylinder the only method of compensating for this wear is to drill the guide out and fit a bushing, which may be made of steel tube.
Mention has been made of wear in the valve stem guide and how it affects engine performance. When these parts are a permanent part of the cylinder, the only way to address this wear is to drill out the guide and install a bushing, which can be made from a steel tube.
In some engines, especially those of recent development, the valve stem guide is driven or screwed into the cylinder casting and is a separate member which may be removed when worn and replaced with a new one. When the guides become enlarged to such a point that considerable play exists between them and the valve stems, they may be easily knocked out or unscrewed.
In some engines, particularly newer ones, the valve stem guide is either pressed or screwed into the cylinder casting and is a separate component that can be removed when worn and replaced with a new one. When the guides become so enlarged that there is significant movement between them and the valve stems, they can be easily knocked out or unscrewed.
PISTON TROUBLES
If an engine has been entirely dismantled it is very easy to examine the pistons for deterioration. While it is important that the piston be a good fit in the cylinder it is mainly upon the piston rings that compression depends. The piston should fit the cylinder with but little looseness, the usual practice being to have the piston about .001-inch smaller than the bore for each inch of piston diameter at the point where the least heat is present or at the bottom of the piston. It is necessary to allow more than this at the top of the piston owing to its expansion due to the direct heat of the explosion. The clearance is usually graduated and a piston that would be .005-inch smaller than the cylinder bore at the bottom would be about .0065-inch at the middle and .0075-inch at the top. If much more play than this is evidenced the piston will “slap” in the cylinder and the piston will be worn at the ends more than in the center. Aluminum or alloy pistons require more clearance than cast iron ones do, usually 1.50 times as much. Pistons sometimes warp out of shape and are not truly cylindrical. This results in the high spots rubbing on the cylinder while the low[437] spots will be blackened where a certain amount of gas has leaked by.
If an engine has been completely taken apart, it’s pretty easy to check the pistons for wear. While it’s important for the piston to fit well in the cylinder, the compression mainly relies on the piston rings. The piston should fit the cylinder with only a little looseness, with the standard practice being to have the piston about .001 inches smaller than the bore for every inch of piston diameter at the spot where there’s the least heat, which is at the bottom of the piston. It’s essential to allow for more space at the top of the piston because it expands from the heat of the explosion. The clearance is usually adjusted, so a piston that is .005 inches smaller than the cylinder bore at the bottom would be about .0065 inches at the middle and .0075 inches at the top. If there’s significantly more play than this, the piston will "slap" in the cylinder, and the ends of the piston will wear more than the center. Aluminum or alloy pistons need more clearance than cast iron ones, usually about 1.50 times more. Sometimes, pistons can warp and lose their cylindrical shape. This causes the high spots to rub against the cylinder while the low spots get blackened from a certain amount of gas leaking by.
Mention has been previously made of the necessity of reboring or regrinding a cylinder that has become scored or scratched and which allows the gas to leak by the piston rings. When the cylinder is ground out, it is necessary to use a larger piston to conform to the enlarged cylinder bore. Most manufacturers are prepared to furnish over-size pistons, there being four standard over-size dimensions adopted by the S. A. E. for rebored cylinders. These are .010-inch, .020-inch, .030-inch, and .040-inch larger than the original bore.
Mention has already been made about the need to reboring or regrinding a cylinder that has become scored or scratched, which allows gas to leak past the piston rings. When the cylinder is ground out, it’s necessary to use a larger piston to fit the enlarged cylinder bore. Most manufacturers can provide oversized pistons, with four standard oversized dimensions established by the S. A. E. for rebored cylinders. These dimensions are .010-inch, .020-inch, .030-inch, and .040-inch larger than the original bore.
The piston rings should be taken out of the piston grooves and all carbon deposits removed from the inside of the ring and the bottom of the groove. It is important to take this deposit out because it prevents the rings from performing their proper functions by reducing the ring elasticity, and if the deposit is allowed to accumulate it may eventually result in sticking and binding of the ring, this producing excessive friction or loss of compression. When the rings are removed they should be tested to see if they retain their elasticity and it is also well to see that the small pins in some pistons which keep the rings from turning around so the joints will not come in line are still in place. If no pins are found there is no cause for alarm because these dowels are not always used. When fitted, they are utilized with rings having a butt joint or diagonal cut as the superior gas retaining qualities of the lap or step joint render the pins unnecessary.
The piston rings should be taken out of the piston grooves, and all carbon buildup removed from the inside of the rings and the bottom of the grooves. It's important to get rid of this buildup because it prevents the rings from doing their job by reducing their elasticity. If the buildup is allowed to accumulate, it may eventually cause the rings to stick and bind, leading to excessive friction or loss of compression. When the rings are removed, they should be tested to see if they still retain their elasticity, and it's also a good idea to check that the small pins in some pistons, which keep the rings from rotating so the joints don’t line up, are still in place. If no pins are found, there's no need to worry because these dowels aren't always used. When they are fitted, they're used with rings that have a butt joint or diagonal cut, as the better gas-retaining qualities of the lap or step joint make the pins unnecessary.
If gas has been blowing by the ring or if these members have not been fitting the cylinder properly the points where the gas passed will be evidenced by burnt, brown or roughened portions of the polished surface of the pistons and rings. The point where this discoloration will be noticed more often is at the thin end of an eccentric ring, the discoloration being present for about 1⁄2-inch or 3⁄4-inch each side of the slot. It may be possible that[438] the rings were not true when first put in. This made it possible for the gas to leak by in small amounts initially which increased due to continued pressure until quite a large area for gas escape had been created.
If gas has been leaking past the ring or if these parts haven't been fitting the cylinder properly, you'll see evidence of this at the spots where the gas escaped, shown by burnt, brown, or rough areas on the polished surface of the pistons and rings. The discoloration is usually most noticeable at the thin end of an eccentric ring, typically extending about 1⁄2-inch or 3⁄4-inch on either side of the slot. It's possible that[438] the rings weren't perfectly round when they were first installed. This allowed gas to leak in small amounts at first, and as pressure continued, the escape area grew significantly.
PISTON RING MANIPULATION
Removing piston rings without breaking them is a difficult operation if the proper means are not taken, but is a comparatively simple one when the trick is known. The tools required are very simple, being three strips of thin steel about one-quarter inch wide and four or five inches long and a pair of spreading tongs made up of one-quarter inch diameter keystock tied in the center with a copper wire to form a hinge. The construction is such that when the hand is closed and the handles brought together the other end of the expander spreads out, an action just opposite to that of the conventional pliers. The method of using the tongs and the metal strips is clearly indicated at Fig. 186. At A the ring expander is shown spreading the ends of the rings sufficiently to insert the pieces of sheet metal between one of the rings and the piston. Grasp the ring as shown at B, pressing with the thumbs on the top of the piston and the ring will slide off easily, the thin metal strips acting as guide members to prevent the ring from catching in the other piston grooves. Usually no difficulty is experienced in removing the top or bottom rings, as these members may be easily expanded and worked off directly without the use of a metal strip. When removing the intermediate rings, however, the metal strips will be found very useful. These are usually made by the repairman by grinding the teeth from old hacksaw blades and rounding the edges and corners in order to reduce the liability of cutting the fingers. By the use of the three metal strips a ring is removed without breaking or distorting it and practically no time is consumed in the operation.
Removing piston rings without breaking them is a difficult operation if the proper means are not taken, but is a comparatively simple one when the trick is known. The tools required are very simple, being three strips of thin steel about one-quarter inch wide and four or five inches long and a pair of spreading tongs made up of one-quarter inch diameter keystock tied in the center with a copper wire to form a hinge. The construction is such that when the hand is closed and the handles brought together the other end of the expander spreads out, an action just opposite to that of the conventional pliers. The method of using the tongs and the metal strips is clearly indicated at Fig. 186. At A the ring expander is shown spreading the ends of the rings sufficiently to insert the pieces of sheet metal between one of the rings and the piston. Grasp the ring as shown at B, pressing with the thumbs on the top of the piston and the ring will slide off easily, the thin metal strips acting as guide members to prevent the ring from catching in the other piston grooves. Usually no difficulty is experienced in removing the top or bottom rings, as these members may be easily expanded and worked off directly without the use of a metal strip. When removing the intermediate rings, however, the metal strips will be found very useful. These are usually made by the repairman by grinding the teeth from old hacksaw blades and rounding the edges and corners in order to reduce the liability of cutting the fingers. By the use of the three metal strips a ring is removed without breaking or distorting it and practically no time is consumed in the operation.
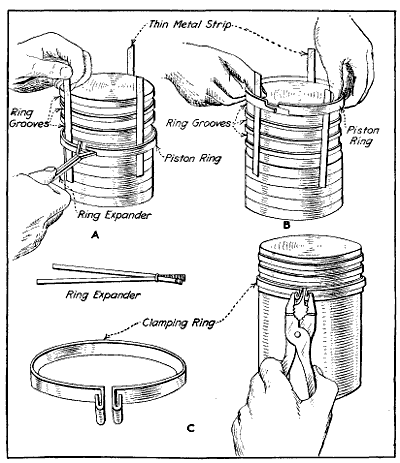
Fig. 186.—Method of Removing Piston Rings, and Simple Clamp to Facilitate Insertion of Rings in Cylinder.
Fig. 186.—How to Remove Piston Rings and a Simple Clamp to Help Insert Rings in the Cylinder.
FITTING PISTON RINGS
Before installing new rings, they should be carefully fitted to the grooves to which they are applied. The tools required are a large piece of fine emery cloth, a thin, flat file, a small vise with copper or leaden jaw clips, and a smooth hard surface such as that afforded by the top of a surface plate or a well planed piece of hard wood. After making sure that all deposits of burnt oil and carbon have been removed from the piston grooves, three rings are selected, one for each groove. The ring is turned all around its circumference into the groove it is to fit, which can be done without springing it over the piston as the outside edge of the ring may be used to test the width of the groove just as well as the inside edge. The ring should be a fair fit and while free to move circumferentially there should be no appreciable up and down motion. If the ring is a tight fit it should be laid edge down upon the piece of emery cloth which is placed on the surface plate and carefully rubbed down until it fits the groove it is to occupy. It is advisable to fit each piston ring individually and to mark them in some way to insure that they will be placed in the groove to which they are fitted.
Before installing new rings, they should be carefully fitted into the grooves where they will be used. The tools needed include a large piece of fine sandpaper, a thin, flat file, a small vise with copper or lead jaw clips, and a smooth, hard surface like the top of a surface plate or a well-planed piece of hardwood. After confirming that all burnt oil and carbon deposits have been removed from the piston grooves, select three rings, one for each groove. The ring is turned all around its circumference into the groove it will fit, which can be done without forcing it over the piston, as the outer edge of the ring can be used to test the width of the groove just as effectively as the inner edge. The ring should fit well and, while able to move around it, there should be no significant up-and-down motion. If the ring is too tight, it should be placed edge down on the sandpaper, which is positioned on the surface plate, and carefully rubbed down until it fits the designated groove. It’s a good idea to fit each piston ring individually and mark them in some way to ensure they are placed in the correct groove.
The repairman next turns his attention to fitting the ring in the cylinder itself. The ring should be pushed into the cylinder at least two inches up from the bottom and endeavor should be made to have the lower edge of the ring parallel with the bottom of the cylinder. If the ring is not of correct diameter, but is slightly larger than the cylinder bore, this condition will be evident by the angular slots of the rings being out of line or by difficulty in inserting the ring if it is a lap joint form. If such is the case the ring is removed from the cylinder and placed in the vise between soft metal jaw clips. Sufficient metal is removed with a fine file from the edges of the ring at the slot until the edges come into line and a slight space exists between them when the ring is placed into the cylinder. It is important that this space be left between the[440] ends, for if this is not done when the ring becomes heated the expansion of metal may cause the ends to abut and the ring to jam in the cylinder.
The repairman now focuses on fitting the ring into the cylinder itself. The ring should be pushed into the cylinder at least two inches from the bottom, making sure the lower edge of the ring is parallel to the bottom of the cylinder. If the ring is not the correct diameter and is slightly larger than the cylinder bore, this will be noticeable by the angular slots of the rings being misaligned or by difficulty in inserting the ring if it’s a lap joint type. In that case, the ring is taken out of the cylinder and placed in a vise between soft metal jaw clips. A fine file is used to remove enough metal from the edges of the ring at the slot until the edges align, leaving a small gap between them when the ring is placed back into the cylinder. It’s important to leave this gap at the[440]ends because if this is not done, when the ring heats up, the metal expansion may cause the ends to touch and the ring to jam in the cylinder.
It is necessary to use more than ordinary caution in replacing the rings on the piston because they are usually made of cast iron, a metal that is very fragile and liable to break because of its brittleness. Special care should be taken in replacing new rings as these members are[441] more apt to break than old ones. This is probably accounted for by the heating action on used rings which tends to anneal the metal as well as making it less springy. The bottom ring should be placed in position first which is easily accomplished by springing the ring open enough to pass on the piston and then sliding it into place in the lower groove which on some types of engines is below the wrist pin, whereas in others all grooves are above that member. The other members are put in by a reversal of the process outlined at Fig. 186, A and B. It is not always necessary to use the guiding strips of metal when replacing rings as it is often possible, by putting the rings on the piston a little askew and maneuvering them to pass the grooves without springing the ring into them. The top ring should be the last one placed in position.
It is necessary to use more than ordinary caution in replacing the rings on the piston because they are usually made of cast iron, a metal that is very fragile and liable to break because of its brittleness. Special care should be taken in replacing new rings as these members are[441] more apt to break than old ones. This is probably accounted for by the heating action on used rings which tends to anneal the metal as well as making it less springy. The bottom ring should be placed in position first which is easily accomplished by springing the ring open enough to pass on the piston and then sliding it into place in the lower groove which on some types of engines is below the wrist pin, whereas in others all grooves are above that member. The other members are put in by a reversal of the process outlined at Fig. 186, A and B. It is not always necessary to use the guiding strips of metal when replacing rings as it is often possible, by putting the rings on the piston a little askew and maneuvering them to pass the grooves without springing the ring into them. The top ring should be the last one placed in position.
Before placing pistons in the cylinder one should make sure that the slots in the piston rings are spaced equidistant on the piston, and if pins are used to keep the ring from turning one should be careful to make sure that these pins fit into their holes in the ring and that they are not under the ring at any point. Practically all cylinders are chamfered at the lower end to make insertion of piston rings easier. The operation of putting on a cylinder casting over a piston really requires two pairs of hands, one to manipulate the cylinder, the other person to close the rings as they enter the cylinder. This may be done very easily by a simple clamp member made of sheet brass or iron and used to close the ring as indicated at Fig. 186, C. It is apparent that the clamp must be adjusted to each individual ring and that the split portion of the clamp must coincide with the split portion of the ring. The cylinder should be well oiled before any attempt is made to install the pistons. The engine should be run with more than the ordinary amount of lubricant for several hours after new piston rings have been inserted. On first starting the engine, one may be disappointed in that the compression is even less than that obtained with the old rings. This condition will soon be remedied as the rings become[442] polished and adapt themselves to the contour of the cylinder.
Before placing pistons in the cylinder one should make sure that the slots in the piston rings are spaced equidistant on the piston, and if pins are used to keep the ring from turning one should be careful to make sure that these pins fit into their holes in the ring and that they are not under the ring at any point. Practically all cylinders are chamfered at the lower end to make insertion of piston rings easier. The operation of putting on a cylinder casting over a piston really requires two pairs of hands, one to manipulate the cylinder, the other person to close the rings as they enter the cylinder. This may be done very easily by a simple clamp member made of sheet brass or iron and used to close the ring as indicated at Fig. 186, C. It is apparent that the clamp must be adjusted to each individual ring and that the split portion of the clamp must coincide with the split portion of the ring. The cylinder should be well oiled before any attempt is made to install the pistons. The engine should be run with more than the ordinary amount of lubricant for several hours after new piston rings have been inserted. On first starting the engine, one may be disappointed in that the compression is even less than that obtained with the old rings. This condition will soon be remedied as the rings become[442] polished and adapt themselves to the contour of the cylinder.
WRIST PIN WEAR
While wrist pins are usually made of very tough steel, case hardened with the object of wearing out an easily renewable bronze bushing in the upper end of the connecting rod rather than the wrist pin it sometimes happens that these members will be worn so that even the replacement of a new bushing in the connecting rod will not reduce the lost motion and attendant noise due to a loose wrist pin. The only remedy is to fit new wrist pins to the piston. Where the connecting rod is clamped to the wrist pin and that member oscillates in the piston bosses the wear will usually be indicated on bronze bushings which are pressed into the piston bosses. These are easily renewed and after running a reamer through them of the proper size no difficulty should be experienced in replacing either the old or a new wrist pin depending upon the condition of that member. If no bushings are provided, as in alloy pistons, the bosses can sometimes be bored out and thin bushings inserted, though this is not always possible. The alternative is to ream out the bosses and upper end of rod a trifle larger after holes are trued up and fit oversize wrist pins.
While wrist pins are typically made of very tough steel, case-hardened to wear out a replaceable bronze bushing in the upper end of the connecting rod instead of the wrist pin, there are times when these parts will wear down so much that even installing a new bushing in the connecting rod won’t fix the excess movement and noise from a loose wrist pin. The only solution is to install new wrist pins in the piston. When the connecting rod is locked to the wrist pin and that part moves in the piston bosses, the wear is usually visible on the bronze bushings pressed into the piston bosses. These are easy to replace, and after running a reamer through them of the correct size, there should be no trouble fitting either the old or a new wrist pin, depending on its condition. If no bushings are used, as in alloy pistons, the bosses can sometimes be bored out and thin bushings added, although this isn’t always feasible. The alternative is to ream out the bosses and upper end of the rod slightly larger after the holes are corrected and fit oversized wrist pins.
INSPECTION AND REFITTING OF ENGINE BEARINGS
While the engine is dismantled one has an excellent opportunity to examine the various bearing points in the engine crank-case to ascertain if any looseness exists due to depreciation of the bearing surfaces. As will be evident, both main crank-shaft bearings and the lower end of the connecting rods may be easily examined for deterioration. With the rods in place, it is not difficult to feel the amount of lost motion by grasping the connecting rod firmly with the hand and moving it up and down. After the connecting rods have been removed and the[443] propeller hub taken off the crank-shaft to permit of ready handling, any looseness in the main bearing may be detected by lifting up on either the front or rear end of the crank-shaft and observing if there is any lost motion between the shaft journal and the main bearing caps. It is not necessary to take an engine entirely apart to examine the main bearings, as in most forms these may be readily reached by removing the sump. The symptoms of worn main bearings are not hard to identify. If an engine knocks regardless of speed or spark-lever position, and the trouble is not due to carbon deposits in the combustion chamber, one may reasonably surmise that the main bearings have become loose or that lost motion may exist at the connecting rod big ends, and possibly at the wrist pins. The main journals of any well resigned engine are usually proportioned with ample surface and will not wear unduly unless lubrication has been neglected. The connecting rod bearings wear quicker than the main bearings owing to being subjected to a greater unit stress, and it may be necessary to take these up.
While the engine is taken apart, it's a great chance to check the various bearing points in the engine crankcase to see if there's any looseness from wear on the bearing surfaces. Clearly, both the main crankshaft bearings and the lower ends of the connecting rods can be easily checked for wear. With the rods still attached, you can easily feel any lost motion by gripping the connecting rod firmly and moving it up and down. After removing the connecting rods and taking off the propeller hub from the crankshaft for easier handling, you can detect any looseness in the main bearing by lifting either end of the crankshaft and checking for lost motion between the shaft journal and the main bearing caps. You don’t need to disassemble the entire engine to check the main bearings, as they can usually be accessed by removing the sump. It’s not hard to spot signs of worn main bearings. If an engine knocks no matter the speed or spark lever position, and the issue isn’t from carbon buildup in the combustion chamber, it’s reasonable to think that the main bearings have become loose or that there’s lost motion at the connecting rod big ends, and possibly at the wrist pins. The main journals of any well-designed engine typically have enough surface area and won’t wear excessively unless lubrication has been neglected. The connecting rod bearings wear out faster than the main bearings due to higher stress, and it may be necessary to adjust those.
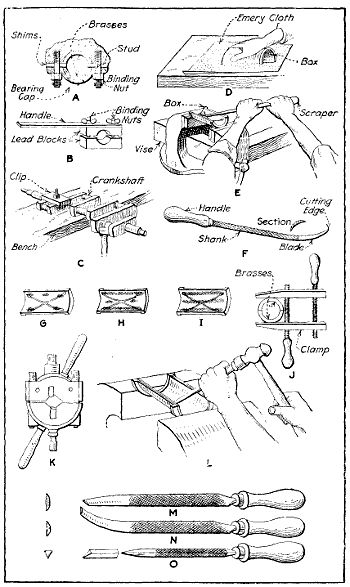
Fig. 187.—Tools and Processes Used in Refitting Engine Bearings.
Fig. 187.—Tools and Processes Used in Refitting Engine Bearings.
ADJUSTING MAIN BEARINGS
When the bearings are not worn enough to require refitting the lost motion can often be eliminated by removing one or more of the thin shims or liners ordinarily used to separate the bearing caps from the seat. These are shown at Fig. 187, A. Care must be taken that an even number of shims of the same thickness are removed from each side of the journal. If there is considerable lost motion after one or two shims have been removed, it will be advisable to take out more shims and to scrape the bearing to a fit before the bearing cap is tightened up. It may be necessary to clean up the crank-shaft journals as these may be scored due to not having received clean oil or having had bearings seize upon them. It is not difficult to true up the crank-pins or main journals if the score marks are not deep. A fine file and[445] emery cloth may be used, or a lapping tool such as depicted at Fig. 187, B. The latter is preferable because the file and emery cloth will only tend to smooth the surface while the lap will have the effect of restoring the crank to proper contour.
When the bearings are not worn enough to require refitting the lost motion can often be eliminated by removing one or more of the thin shims or liners ordinarily used to separate the bearing caps from the seat. These are shown at Fig. 187, A. Care must be taken that an even number of shims of the same thickness are removed from each side of the journal. If there is considerable lost motion after one or two shims have been removed, it will be advisable to take out more shims and to scrape the bearing to a fit before the bearing cap is tightened up. It may be necessary to clean up the crank-shaft journals as these may be scored due to not having received clean oil or having had bearings seize upon them. It is not difficult to true up the crank-pins or main journals if the score marks are not deep. A fine file and[445] emery cloth may be used, or a lapping tool such as depicted at Fig. 187, B. The latter is preferable because the file and emery cloth will only tend to smooth the surface while the lap will have the effect of restoring the crank to proper contour.
A lapping tool may be easily made, as shown at B, the blocks being of lead or hard wood. As the width of these are about half that of the crank-pin the tool may be worked from side to side as it is rotated. An abrasive paste composed of fine emery powder and oil is placed between the blocks, and the blocks are firmly clamped to the crank-pin. As the lead blocks bed down, the wing nut should be tightened to insure that the abrasive will be held with some degree of pressure against the shaft. A liberal supply of new abrading material is placed between the lapping blocks and crank-shaft from time to time and the old mixture cleaned off with gasoline. It is necessary to maintain a side to side movement of the lapping tool in order to have the process affect the whole width of the crank-pin equally. The lapping is continued until a smooth surface is obtained. If a crank-pin is worn out of true to any extent the only method of restoring it is to have it ground down to proper circular form by a competent mechanic having the necessary machine tools to carry on the work accurately. A crank-pin truing tool that may be worked by hand is shown at Fig. 187, K.
A lapping tool may be easily made, as shown at B, the blocks being of lead or hard wood. As the width of these are about half that of the crank-pin the tool may be worked from side to side as it is rotated. An abrasive paste composed of fine emery powder and oil is placed between the blocks, and the blocks are firmly clamped to the crank-pin. As the lead blocks bed down, the wing nut should be tightened to insure that the abrasive will be held with some degree of pressure against the shaft. A liberal supply of new abrading material is placed between the lapping blocks and crank-shaft from time to time and the old mixture cleaned off with gasoline. It is necessary to maintain a side to side movement of the lapping tool in order to have the process affect the whole width of the crank-pin equally. The lapping is continued until a smooth surface is obtained. If a crank-pin is worn out of true to any extent the only method of restoring it is to have it ground down to proper circular form by a competent mechanic having the necessary machine tools to carry on the work accurately. A crank-pin truing tool that may be worked by hand is shown at Fig. 187, K.
After the crank-shaft is trued the next operation is to fit it to the main bearings or rather to scrape these members to fit the shaft journal. In order to bring the brasses closer together, it may be necessary to remove a little metal from the edges of the caps to compensate for the lost motion. A very simple way of doing this is shown at Fig. 187, D. A piece of medium emery cloth is rested on the surface plate and the box or brass is pushed back and forth over that member by hand, the amount of pressure and rapidity of movement being determined by the amount of metal it is necessary to remove. This is better than filing, because the edges will be flat and there will be[446] no tendency for the bearing caps to rock when placed against the bearing seat. It is important to take enough off the edges of the boxes to insure that they will grip the crank tightly. The outer diameter must be checked with a pair of calipers during this operation to make sure that the surfaces remain parallel. Otherwise, the bearing brasses will only grip at one end and with such insufficient support they will quickly work loose, both in the bearing seat and bearing cap.
After the crank-shaft is trued the next operation is to fit it to the main bearings or rather to scrape these members to fit the shaft journal. In order to bring the brasses closer together, it may be necessary to remove a little metal from the edges of the caps to compensate for the lost motion. A very simple way of doing this is shown at Fig. 187, D. A piece of medium emery cloth is rested on the surface plate and the box or brass is pushed back and forth over that member by hand, the amount of pressure and rapidity of movement being determined by the amount of metal it is necessary to remove. This is better than filing, because the edges will be flat and there will be[446] no tendency for the bearing caps to rock when placed against the bearing seat. It is important to take enough off the edges of the boxes to insure that they will grip the crank tightly. The outer diameter must be checked with a pair of calipers during this operation to make sure that the surfaces remain parallel. Otherwise, the bearing brasses will only grip at one end and with such insufficient support they will quickly work loose, both in the bearing seat and bearing cap.
SCRAPING BRASSES TO FIT
To insure that the bearing brasses will be a good fit on the trued-up crank-pins or crank-shaft journals, they must be scraped to fit the various crank-shaft journals. The process of scraping, while a tedious one, is not difficult, requiring only patience and some degree of care to do a good job. The surface of the crank-pin is smeared with Prussian blue pigment which is spread evenly over the entire surface. The bearings are then clamped together in the usual manner with the proper bolts, and the crank-shaft revolved several times to indicate the high spots on the bearing cap. At the start of the process of scraping in, the bearing may seat only at a few points as shown at Fig. 187, G. Continued scraping will bring the bearing surface as indicated at H, which is a considerable improvement, while the process may be considered complete when the brass indicates a bearing all over as at I. The high spots are indicated by blue, as where the shaft does not bear on the bearing there is no color. The high spots are removed by means of a scraping tool of the form shown at Fig. 187, F, which is easily made from a worn-out file. These are forged to shape and ground hollow as indicated in the section, and are kept properly sharpened by frequent rubbing on an ordinary oil stone. To scrape properly, the edge of the scraper must be very keen. The straight and curved half-round scrapers, shown at M and N, are used for bearings. The[447] three-cornered scraper, outlined at O, is also used on curved surfaces, and is of value in rounding off the sharp corners. The straight or curved half-round type works well on soft-bearing metals, such as babbitt, or white brass, but on yellow brass or bronze it cuts very slowly, and as soon as the edge becomes dull considerable pressure is needed to remove any metal, this calling for frequent sharpening.
To insure that the bearing brasses will be a good fit on the trued-up crank-pins or crank-shaft journals, they must be scraped to fit the various crank-shaft journals. The process of scraping, while a tedious one, is not difficult, requiring only patience and some degree of care to do a good job. The surface of the crank-pin is smeared with Prussian blue pigment which is spread evenly over the entire surface. The bearings are then clamped together in the usual manner with the proper bolts, and the crank-shaft revolved several times to indicate the high spots on the bearing cap. At the start of the process of scraping in, the bearing may seat only at a few points as shown at Fig. 187, G. Continued scraping will bring the bearing surface as indicated at H, which is a considerable improvement, while the process may be considered complete when the brass indicates a bearing all over as at I. The high spots are indicated by blue, as where the shaft does not bear on the bearing there is no color. The high spots are removed by means of a scraping tool of the form shown at Fig. 187, F, which is easily made from a worn-out file. These are forged to shape and ground hollow as indicated in the section, and are kept properly sharpened by frequent rubbing on an ordinary oil stone. To scrape properly, the edge of the scraper must be very keen. The straight and curved half-round scrapers, shown at M and N, are used for bearings. The[447] three-cornered scraper, outlined at O, is also used on curved surfaces, and is of value in rounding off the sharp corners. The straight or curved half-round type works well on soft-bearing metals, such as babbitt, or white brass, but on yellow brass or bronze it cuts very slowly, and as soon as the edge becomes dull considerable pressure is needed to remove any metal, this calling for frequent sharpening.
When correcting errors on flat or curved surfaces by hand-scraping, it is desirable, of course, to obtain an evenly spotted bearing with as little scraping as possible. When the part to be scraped is first applied to the surface-plate, or to a journal in the case of a bearing, three or four “high” spots may be indicated by the marking material. The time required to reduce these high spots and obtain a bearing that is distributed over the entire surface depends largely upon the way the scraping is started. If the first bearing marks indicate a decided rise in the surface, much time can be saved by scraping larger areas than are covered by the bearing marks; this is especially true of large shaft and engine bearings, etc. An experienced workman will not only remove the heavy marks, but also reduce a larger area; then, when the bearing is tested again, the marks will generally be distributed somewhat. If the heavy marks which usually appear at first are simply removed by light scraping, these “point bearings” are gradually enlarged, but a much longer time will be required to distribute them.
When fixing errors on flat or curved surfaces by hand-scraping, it’s best to achieve an evenly spotted bearing with as little scraping as possible. When the part to be scraped first touches the surface plate, or a journal in the case of a bearing, three or four "high" spots may show up from the marking material. The time it takes to lower these high spots and create a bearing that covers the entire surface largely depends on how scraping is initiated. If the first bearing marks show a significant rise in the surface, you can save a lot of time by scraping larger areas than just the bearing marks; this is especially true for large shaft and engine bearings, etc. An experienced worker will not only remove the heavy marks but also work on a larger area; then, when the bearing is tested again, the marks will usually be spread out a bit. If the heavy marks that typically show up at first are just removed with light scraping, these "point bearings" will gradually expand, but it will take much longer to distribute them.
The number of times the bearing must be applied to the journal for testing is important, especially when the box or bearing is large and not easily handled. The time required to distribute the bearing marks evenly depends largely upon one’s judgment in “reading” these marks. In the early stages of the scraping operation, the marks should be used partly as a guide for showing the high areas, and instead of merely scraping the marked spot the surface surrounding it should also be reduced, unless it is evident that the unevenness is local. The idea should[448] be to obtain first a few large but generally distributed marks; then an evenly and finely spotted surface can be produced quite easily.
The number of times the bearing needs to be applied to the journal for testing is crucial, especially when the box or bearing is large and hard to handle. The time it takes to distribute the bearing marks evenly depends largely on one’s ability to interpret these marks. In the early stages of the scraping process, the marks should serve as a guide to identify the high spots, and instead of just scraping the marked area, the surrounding surface should also be leveled unless it’s clear that the unevenness is localized. The goal should be to first create a few large but generally spread-out marks; then, it’s much easier to achieve a smooth and evenly spotted surface.
In fitting brasses when these are of the removable type, two methods may be used. The upper half of the engine base may be inverted on a suitable bench or stand and the boxes fitted by placing the crank-shaft in position, clamping down one bearing cap at a time and fitting each bearing in succession until they bed equally. From that time on the bearings should be fitted at the same time so the shaft will be parallel with the bottom of the cylinders. Considerable time and handling of the heavy crank-shaft may be saved if a preliminary fitting of the bearing brasses is made by clamping them together with a carpenter’s wood clamp as shown at Fig. 187, J, and leaving the crank-shaft attached to the bench as shown at C. The brasses are revolved around the crank-shaft journal and are scraped to fit wherever high spots are indicated until they begin to seat fairly. When the brasses assume a finished appearance the final scraping should be carried on with all bearings in place and revolving the crank-shaft to determine the area of the seating. When the brasses are properly fitted they will not only show a full bearing surface, but the shaft will not turn unduly hard if revolved with a moderate amount of leverage.
In fitting brasses when these are of the removable type, two methods may be used. The upper half of the engine base may be inverted on a suitable bench or stand and the boxes fitted by placing the crank-shaft in position, clamping down one bearing cap at a time and fitting each bearing in succession until they bed equally. From that time on the bearings should be fitted at the same time so the shaft will be parallel with the bottom of the cylinders. Considerable time and handling of the heavy crank-shaft may be saved if a preliminary fitting of the bearing brasses is made by clamping them together with a carpenter’s wood clamp as shown at Fig. 187, J, and leaving the crank-shaft attached to the bench as shown at C. The brasses are revolved around the crank-shaft journal and are scraped to fit wherever high spots are indicated until they begin to seat fairly. When the brasses assume a finished appearance the final scraping should be carried on with all bearings in place and revolving the crank-shaft to determine the area of the seating. When the brasses are properly fitted they will not only show a full bearing surface, but the shaft will not turn unduly hard if revolved with a moderate amount of leverage.
Bearings of white metal or babbitt can be fitted tighter than those of bronze, and care must be observed in supplying lubricant as considerably more than the usual amount is needed until the bearings are run in by several hours of test block work. Before the scraping process is started it is well to chisel an oil groove in the bearing as shown at Fig. 187, L. Grooves are very helpful in insuring uniform distribution of oil over the entire width of bearing and at the same time act as reservoirs to retain a supply of oil. The tool used is a round-nosed chisel, the effort being made to cut the grooves of uniform depth and having smooth sides. Care should be taken not to cut the grooves too deeply, as this will seriously[449] reduce the strength of the bearing bushing. The shape of the groove ordinarily provided is clearly shown at Fig. 187, G, and it will be observed that the grooves do not extend clear to the edge of the bearing, but stop about a quarter of an inch from that point. The hole through which the oil is supplied to the bearing is usually drilled in such a way that it will communicate with the groove.
Bearings of white metal or babbitt can be fitted tighter than those of bronze, and care must be observed in supplying lubricant as considerably more than the usual amount is needed until the bearings are run in by several hours of test block work. Before the scraping process is started it is well to chisel an oil groove in the bearing as shown at Fig. 187, L. Grooves are very helpful in insuring uniform distribution of oil over the entire width of bearing and at the same time act as reservoirs to retain a supply of oil. The tool used is a round-nosed chisel, the effort being made to cut the grooves of uniform depth and having smooth sides. Care should be taken not to cut the grooves too deeply, as this will seriously[449] reduce the strength of the bearing bushing. The shape of the groove ordinarily provided is clearly shown at Fig. 187, G, and it will be observed that the grooves do not extend clear to the edge of the bearing, but stop about a quarter of an inch from that point. The hole through which the oil is supplied to the bearing is usually drilled in such a way that it will communicate with the groove.
The tool shown at Fig. 187, K, is of recent development, and is known as a “crank-shaft equalizer.” This is a hand-operated turning tool, carrying cutters which are intended to smooth down scored crank-pins without using a lathe. The feed may be adjusted by suitable screws and the device may be fitted to crank-pins and shaft-journals of different diameters by other adjusting screws. This device is not hard to operate, being merely clamped around the crank-shaft in the same manner as the lapping tool previously described, and after it has been properly adjusted it is turned around by the levers provided for the purpose, the continuous rotary motion removing the metal just as a lathe tool would.
The tool shown at Fig. 187, K, is of recent development, and is known as a “crank-shaft equalizer.” This is a hand-operated turning tool, carrying cutters which are intended to smooth down scored crank-pins without using a lathe. The feed may be adjusted by suitable screws and the device may be fitted to crank-pins and shaft-journals of different diameters by other adjusting screws. This device is not hard to operate, being merely clamped around the crank-shaft in the same manner as the lapping tool previously described, and after it has been properly adjusted it is turned around by the levers provided for the purpose, the continuous rotary motion removing the metal just as a lathe tool would.
FITTING CONNECTING RODS
In the marine type rod, which is the form generally used in airplane engines, one or two bolts are employed at each side and the cap must be removed entirely before the bearing can be taken off of the crank-pin. The tightness of the brasses around the crank-pin can never be determined solely by the adjustment of the bolts, as while it is important that these should be drawn up as tightly as possible, the bearing should fit the shaft without undue binding, even if the brasses must be scraped to insure a proper fit. As is true of the main bearings, the marine form of connecting rod in some engines has a number of liners or shims interposed between the top and lower portions of the rod end, and these may be reduced in number when necessary to bring the brasses closer together. The general tendency in airplane engines is to[450] eliminate shims in either the main or connecting rod bearings, and when wear is noticed the boxes or liners are removed and new ones supplied. The brasses are held in the connecting rod and cap by brass rivets and are generally attached in the main bearing by small brass machine screws. The form of box generally favored is a brass sand casting rich in copper to secure good heat conductivity which forms a backing for a thin layer of white brass, babbitt or similar anti-friction metal.
In the marine-type rod, which is commonly used in airplane engines, one or two bolts are placed on each side, and the cap needs to be completely removed before the bearing can be taken off the crank pin. The tightness of the brasses around the crank pin can't be determined just by the bolt adjustment. While it's important to tighten these as much as possible, the bearing has to fit the shaft without causing excessive binding, even if that means the brasses have to be scraped to ensure a proper fit. Similar to the main bearings, some engines with marine-style connecting rods have several liners or shims placed between the top and bottom parts of the rod end, and the number of these can be reduced when needed to bring the brasses closer together. The general trend in airplane engines is to eliminate shims in both the main and connecting rod bearings, and when wear is noticed, the boxes or liners are taken out and replaced with new ones. The brasses in the connecting rod and cap are held in place by brass rivets and are usually secured in the main bearing by small brass machine screws. The preferred style of box is typically a brass sand casting rich in copper to ensure good heat conductivity, which acts as a backing for a thin layer of white brass, babbitt, or another type of anti-friction metal.
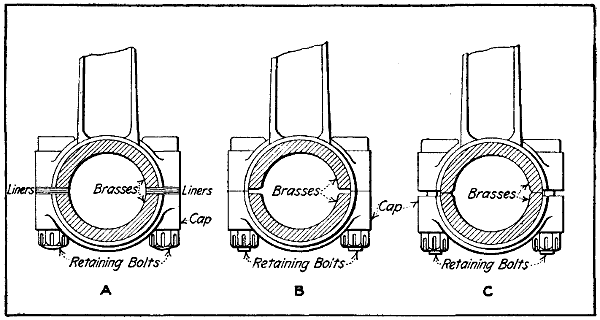
Fig. 188.—Showing Points to Observe When Fitting Connecting Rod Brasses.
Fig. 188.—Showing Things to Notice When Fitting Connecting Rod Bearings.
In fitting new brasses there are two conditions to be avoided, these being outlined at Fig. 188, B and C. In the case shown at C the light edges of the bushings are in contact, but the connecting rod and its cap do not meet. When the retaining nuts are tightened the entire strain is taken on the comparatively small area of the edges of the bushings which are not strong enough to withstand the strains existing and which flatten out quickly, permitting the bearing to run loose. In the example outlined at B the edges of the brasses do not touch when the connecting rod cap is drawn in place. This is not good practice, because the brasses soon become loose in their retaining member. In the case outlined it is necessary[451] to file off the faces of the rod and cap until these meet, and to insure contact of the edges of the brasses as well. In event of the brasses coming together before the cap and rod make contact, as shown at C, the bearing halves should be reduced at the edges until both the caps and brasses meet against each other or the surfaces of the liners as shown at A.
In fitting new brasses there are two conditions to be avoided, these being outlined at Fig. 188, B and C. In the case shown at C the light edges of the bushings are in contact, but the connecting rod and its cap do not meet. When the retaining nuts are tightened the entire strain is taken on the comparatively small area of the edges of the bushings which are not strong enough to withstand the strains existing and which flatten out quickly, permitting the bearing to run loose. In the example outlined at B the edges of the brasses do not touch when the connecting rod cap is drawn in place. This is not good practice, because the brasses soon become loose in their retaining member. In the case outlined it is necessary[451] to file off the faces of the rod and cap until these meet, and to insure contact of the edges of the brasses as well. In event of the brasses coming together before the cap and rod make contact, as shown at C, the bearing halves should be reduced at the edges until both the caps and brasses meet against each other or the surfaces of the liners as shown at A.
SPRUNG CAM-SHAFT
If the cam-shaft is sprung or twisted it will alter the valve timing to such an extent that the smoothness of operation of the engine will be materially affected. If this condition is suspected the cam-shaft may be swung on lathe centers and turned to see if it runs out and can be straightened in any of the usual form of shaft-straightening machines. The shaft may be twisted without being sprung. This can only be determined by supporting one end of the shaft in an index head and the other end on a milling machine center. The cams are then checked to see that they are separated by the proper degree of angularity. This process is one that requires a thorough knowledge of the valve timing of the engine in question, and is best done at the factory where the engine was made. The timing gears should also be examined to see if the teeth are worn enough so that considerable back lash or lost motion exists between them. This is especially important where worm or spiral gears are used. A worn timing gear not only produces noise, but it will cause the time of opening and closing of the engine valves to vary materially.
If the camshaft is bent or twisted, it will change the valve timing to the point that the engine’s smooth operation will be significantly affected. If this condition is suspected, the camshaft can be set up in lathe centers and turned to check for wobbling and can be straightened using standard shaft-straightening machines. The shaft might be twisted without being bent. This can only be verified by supporting one end of the shaft in an index head and the other end on a milling machine center. The cams are then inspected to ensure they are spaced at the correct angle. This process requires a comprehensive understanding of the engine's valve timing and is best performed at the factory where the engine was manufactured. The timing gears should also be checked for excessive wear that could cause significant backlash or play between them. This is particularly critical when using worm or spiral gears. A worn timing gear not only causes noise but will also lead to significant variations in the timing of the engine valves opening and closing.
PRECAUTIONS IN REASSEMBLING PARTS
When all of the essential components of a power plant have been carefully looked over and cleaned and all defects eliminated, either by adjustment or replacement of worn portions, the motor should be reassembled, taking[452] care to have the parts occupy just the same relative positions they did before the motor was dismantled. As each part is added to the assemblage care should be taken to insure adequate lubrication of all new points of bearing by squirting liberal quantities of cylinder oil upon them with a hand oil can or syringe provided for the purpose. In adjusting the crank-shaft bearings, tighten them one at a time and revolve the shafts each time one of the bearing caps is set up to insure that the newly adjusted bearing does not have undue friction. All retaining keys and pins must be positively placed and it is good practice to cover such a part with lubricant before replacing it because it will not only drive in easier, but the part may be removed more easily if necessary at some future time. If not oiled, rust collects around it.
When all the essential parts of a power plant have been thoroughly inspected and cleaned, and any defects fixed by adjusting or replacing worn parts, the motor should be reassembled, making sure that the parts are in the same relative positions they were in before disassembly. As each part is added, be careful to ensure proper lubrication of all new bearing points by applying plenty of cylinder oil with a hand oil can or syringe. When adjusting the crankshaft bearings, tighten them one at a time and rotate the shafts each time one of the bearing caps is tightened to make sure the newly adjusted bearing doesn’t have excessive friction. All retaining keys and pins must be securely placed, and it’s a good idea to apply lubricant to these parts before reinstalling them, as this makes them easier to insert and allows for easier removal later if needed. Without lubrication, rust can accumulate around them.
When a piece is held by more than one bolt or screw, especially if it is a casting of brittle material such as cast iron or aluminum, the fastening bolts should be tightened uniformly. If one bolt is tightened more than the rest it is liable to spring the casting enough to break it. Spring washers, check nuts, split pins or other locking means should always be provided, especially on parts which are in motion or subjected to heavy loads.
When a part is secured by multiple bolts or screws, especially if it’s made of a brittle material like cast iron or aluminum, the bolts should be tightened evenly. If one bolt is tightened more than the others, it could cause the part to flex enough to break. Spring washers, lock nuts, split pins, or other locking mechanisms should always be used, particularly on parts that move or carry heavy loads.
Before placing the cylinder over the piston it is imperative that the slots in the piston rings are spaced equidistant and that the piston is copiously oiled before the cylinder is slipped over it. When reassembling the inlet and exhaust manifolds it is well to use only perfect packings or gaskets and to avoid the use of those that seem to have hardened up or flattened out too much in service. If it is necessary to use new gaskets it is imperative to employ these at all joints on a manifold, because if old and new gaskets are used together the new ones are apt to keep the manifold from bedding properly upon the used ones. It is well to coat the threads of all bolts and screws subjected to heat, such as cylinder head and exhaust manifold retaining bolts, with a mixture of graphite and oil. Those that enter the water jacket should[453] be covered with white or red lead or pipe thread compound. Gaskets will hold better if coated with shellac before the manifold or other parts are placed over them. The shellac fills any irregularities in the joint and assists materially in preventing leakage after the joint is made up and the coating has a chance to set.
Before placing the cylinder over the piston, it's crucial to ensure that the slots in the piston rings are evenly spaced and that the piston is well-oiled before sliding the cylinder over it. When reassembling the inlet and exhaust manifolds, it's best to use only perfect gaskets and to avoid those that seem to have hardened or flattened too much during use. If new gaskets are necessary, it’s essential to use them at all joints on a manifold because mixing old and new gaskets can prevent the manifold from sealing properly onto the used ones. It's also wise to coat the threads of all bolts and screws that will be exposed to heat, like the cylinder head and exhaust manifold retaining bolts, with a mix of graphite and oil. Those that go into the water jacket should be covered with white or red lead or pipe thread compound. Gaskets will adhere better if coated with shellac before the manifold or other parts are placed over them. The shellac fills any irregularities in the joint and greatly helps in preventing leakage once the joint is assembled and the coating has had time to set.
Before assembling on the shaft, it is necessary to fit the bearings by scraping, the same instructions given for restoring the contour of the main bearings applying just as well in this case. It is apparent that if the crank-pins are not round no amount of scraping will insure a true bearing. A point to observe is to make sure that the heads of the bolts are imbedded solidly in their proper position, and that they are not raised by any burrs or particles of dirt under the head which will flatten out after the engine has been run for a time and allow the bolts to slack off. Similarly, care should be taken that there is no foreign matter under the brasses and the box in which they seat. To guard against this the bolts should be struck with a hammer several times after they are tightened up, and the connecting rod can be hit sharply several times under the cap with a wooden mallet or lead hammer. It is important to pin the brasses in place to prevent movement, as lubrication may be interfered with if the bushing turns round and breaks the correct register between the oil hole in the cap and brasses.
Before putting everything together on the shaft, it's important to fit the bearings by scraping them, using the same instructions that apply to restoring the contour of the main bearings. If the crank-pins aren’t perfectly round, no amount of scraping will ensure a proper bearing. One thing to keep in mind is to ensure that the heads of the bolts are firmly set in their correct position, and that they aren’t elevated by any burrs or dirt under the head, which could flatten out after the engine has been run for a while and cause the bolts to loosen. Similarly, make sure there’s no foreign matter under the brasses and the box where they sit. To prevent this, the bolts should be struck with a hammer a few times after being tightened, and the connecting rod can also be hit firmly several times under the cap with a wooden mallet or lead hammer. It’s crucial to secure the brasses in place to avoid any movement, as lubrication could be affected if the bushing rotates and disrupts the alignment between the oil hole in the cap and the brasses.
Care should be taken in screwing on the retaining nuts to insure that they will remain in place and not slack off. Spring washers should not be used on either connecting rod ends or main bearing nuts, because these sometimes snap in two pieces and leave the nut slack. The best method of locking is to use well-fitting split pins and castellated nuts.
Care should be taken when screwing on the retaining nuts to ensure they stay in place and don’t come loose. Spring washers shouldn’t be used on either connecting rod ends or main bearing nuts, as these can sometimes break into two pieces and leave the nut loose. The best way to secure them is by using properly fitting split pins and castellated nuts.
TESTING BEARING PARALLELISM
It is not possible to give other than general directions regarding the proper degree of tightening for a connecting rod bearing, but as a guide to correct adjustment[454] it may be said that if the connecting rod cap is tightened sufficiently so the connecting rod will just about fall over from a vertical position due to the piston weight when the bolts are fully tightened up, the adjustment will be nearly correct. As previously stated, babbitt or white metal bearings can be set up more tightly than bronze, as the metal is softer and any high spots will soon be leveled down with the running of the engine. It is important that care be taken to preserve parallelism of the wrist-pins and crank-shafts while scraping in bearings. This can be determined in two ways. That shown at Fig. 189, A, is used when the parts are not in the engine assembly and when the connecting rod bearing is being fitted to a mandrel or arbor the same size as the crank-pin. The arbor, which is finished very smooth and of uniform diameter, is placed in two V blocks, which in turn are supported by a level surface plate. An adjustable height gauge may be tried, first at one side of the wrist-pin which is placed at the upper end of the connecting rod, then at the other, and any variation will be easily determined by the degree of tilting of the rod. This test may be made with the wrist-pin alone, or if the piston is in place, a straight edge or spirit level may be employed. The spirit level will readily show any inclination while the straight edge is used in connection with the height gauge as indicated. Of course, the surface plate must be absolutely level when tests are made.
It is not possible to give other than general directions regarding the proper degree of tightening for a connecting rod bearing, but as a guide to correct adjustment[454] it may be said that if the connecting rod cap is tightened sufficiently so the connecting rod will just about fall over from a vertical position due to the piston weight when the bolts are fully tightened up, the adjustment will be nearly correct. As previously stated, babbitt or white metal bearings can be set up more tightly than bronze, as the metal is softer and any high spots will soon be leveled down with the running of the engine. It is important that care be taken to preserve parallelism of the wrist-pins and crank-shafts while scraping in bearings. This can be determined in two ways. That shown at Fig. 189, A, is used when the parts are not in the engine assembly and when the connecting rod bearing is being fitted to a mandrel or arbor the same size as the crank-pin. The arbor, which is finished very smooth and of uniform diameter, is placed in two V blocks, which in turn are supported by a level surface plate. An adjustable height gauge may be tried, first at one side of the wrist-pin which is placed at the upper end of the connecting rod, then at the other, and any variation will be easily determined by the degree of tilting of the rod. This test may be made with the wrist-pin alone, or if the piston is in place, a straight edge or spirit level may be employed. The spirit level will readily show any inclination while the straight edge is used in connection with the height gauge as indicated. Of course, the surface plate must be absolutely level when tests are made.

Fig. 189.—Methods of Testing to Insure Parallelism of Bearings After Fitting.
Fig. 189.—Ways to Test for Parallelism of Bearings After Installation.
When the connecting rods are being fitted with the crank-shaft in place in crank-case, and that member secured in the frame, a steel square may be used as it is reasonable to assume that the wrist-pin, and consequently the piston it carries, should observe a true relation with the top of the engine base. If the piston side is at right angles with the top of the engine base it is reasonable to assume that the wrist-pin and crank-pin are parallel. If the piston is canted to one side or the other, it will indicate that the brasses have been scraped tapering, which would mean considerable heating and undue friction[455] if the piston is installed in the cylinder on account of the pressure against one portion of the cylinder wall. If the degree of canting is not too great, the connecting rods may be sprung very slightly to straighten up the piston, but this is a makeshift that is not advised. The height gauge method shown above may be used instead of the steel square, if desired, because the top of the crank-case is planed or milled true and should be parallel with the center line of the crank-shaft.
When fitting the connecting rods with the crankshaft in the crankcase and securing that component in the frame, a steel square can be used because it's reasonable to expect that the wrist pin, and therefore the piston it holds, should align correctly with the top of the engine base. If the piston side is at a right angle to the top of the engine base, it’s reasonable to assume that the wrist pin and crank pin are parallel. If the piston is tilted to one side or the other, it indicates that the bushings have been scraped at an angle, which would lead to significant heating and excessive friction if the piston is installed in the cylinder due to the pressure against one part of the cylinder wall. If the tilt isn’t too pronounced, the connecting rods can be slightly bent to realign the piston, but this is a temporary fix that isn’t recommended. The height gauge method mentioned earlier can be used instead of the steel square if preferred, since the top of the crankcase is machined flat and should be parallel to the centerline of the crankshaft.
CAM-SHAFTS AND TIMING GEARS
Knocking sounds are also evident if the cam-shaft is loose in its bearings, and also if the cams or timing gears are loose on the shaft. The cam-shaft is usually supported by solid bearings of the removable bushing type, having no compensation for depreciation. If these bearings wear the only remedy is replacement with new ones. In the older makes of cars it was general practice to machine the cams separately and to secure these to the cam-shaft by means of taper pins or keys. These members sometimes loosened and caused noise. In the event of the cams being loose, care should be taken to use new keys or taper pins, as the case may be. If the fastening used was a pin, the hole through the cam-shaft will invariably be slightly oval from wear. In order to insure a tight job, the holes in cam and shaft must be reamed with the next larger size of standard taper reamer and a larger pin driven in. Another point to watch is the method of retaining the cam-shaft gear in place. On some engines the gear is fastened to a flange on the cam-shaft by retaining screws. These are not apt to become loose, but where reliance is placed on a key the cam-shaft gear may often be loose on its supporting member. The only remedy is to enlarge the key slot in both gear and shaft and to fit a larger retaining key.
Knocking sounds can also occur if the camshaft is loose in its bearings, as well as if the cams or timing gears are loose on the shaft. The camshaft is typically supported by solid bearings of the removable bushing type, which don’t adjust for wear. If these bearings wear out, the only solution is to replace them with new ones. In older car models, it was common practice to machine the cams separately and attach them to the camshaft using taper pins or keys. Sometimes these parts would loosen and produce noise. If the cams are loose, it's important to use new keys or taper pins as needed. If a pin was used, the hole in the camshaft will usually be slightly oval from wear. To ensure a secure fit, the holes in the cam and shaft must be reamed with the next larger size of standard taper reamer, and a larger pin should be used. Another thing to consider is how the camshaft gear is held in place. In some engines, the gear is secured to a flange on the camshaft with retaining screws. These are less likely to come loose, but if a key is relied upon, the camshaft gear may often be loose on its supporting member. The only fix is to enlarge the key slot in both the gear and shaft and fit a larger retaining key.
CHAPTER XII
Aviation Engine Types—Division in Classes—Anzani Engines—Canton and Unné Engine—Construction of Gnome Engines—“Monosoupape” Gnome—German “Gnome” Type—Le Rhone Engine—Renault Air-Cooled Engine—Simplex Model “A” Hispano-Suiza—Curtiss Aviation Motors—Thomas-Morse Model 88 Engine—Duesenberg Engine—Aeromarine Six-Cylinder—Wisconsin Aviation Engines—Hall-Scott Engines—Mercedes Motor—Benz Motor—Austro-Daimler—Sunbeam-Coatalen.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__—__A_TAG_PLACEHOLDER_19__.
AVIATION ENGINE TYPES
Inasmuch as numerous forms of airplane engines have been devised, it would require a volume of considerable size to describe even the most important developments of recent years. As considerable explanatory matter has been given in preceding chapters and the principles involved in internal combustion engine operation considered in detail, a relatively brief review of the features of some of the most successful airplane motors should suffice to give the reader a complete enough understanding of the art so all types of engines can be readily recognized and the advantages and disadvantages of each type understood, as well as defining the constructional features enough so the methods of locating and repairing the common engine and auxiliary system troubles will be fully grasped.
Given the many types of airplane engines that have been developed, it would take a substantial amount of content to cover even the key advancements of recent years. Since significant explanatory information has been provided in previous chapters and the principles behind internal combustion engine operation have been thoroughly examined, a relatively short overview of some of the most successful airplane engines should be enough to give the reader a clear understanding of the field. This way, all types of engines can be easily identified, and the pros and cons of each type can be understood. Additionally, the construction features will be defined sufficiently so that the methods for identifying and fixing common engine and auxiliary system issues can be fully comprehended.
Aviation engines can be divided into three main classes. One of the earliest attempts to devise distinctive power plant designs for aircraft involved the construction of engines utilizing a radial arrangement of the cylinders or a star-wise disposition. Among the engines of this class may be mentioned the Anzani, R. E. P. and the Salmson or Canton and Unné forms. The two former are air-cooled, the latter design is water-cooled. Engines[458] of this type have been built in cylinder numbers ranging from three to twenty. While the simple forms were popular in the early days of aviation engine development, they have been succeeded by the more conventional arrangements which now form the largest class. The reason for the adoption of a star-wise arrangement of cylinders has been previously considered. Smoothness of running can only be obtained by using a considerable number of cylinders. The fundamental reason for the adoption of the star-wise disposition is that a better distribution of stress is obtained by having all of the pistons acting on the same crank-pin so that the crank-throw and pin are continuously under maximum stress. Some difficulty has been experienced in lubricating the lower cylinders in some forms of six cylinder, rotary crank, radial engines but these have been largely overcome so they are not as serious in practice as a theoretical consideration would indicate.
Aviation engines can be divided into three main classes. One of the earliest efforts to create unique power plant designs for aircraft involved building engines with a radial arrangement of the cylinders or a star configuration. Notable examples of this type include the Anzani, R. E. P., and the Salmson or Canton and Unné designs. The first two are air-cooled, while the latter design is water-cooled. Engines[458] of this type have been made with cylinder counts ranging from three to twenty. Although the simpler designs were popular in the early days of aviation engine development, they have been followed by more conventional designs, which now make up the largest class. The reason for choosing a star arrangement of cylinders has already been discussed. A smoother operation can only be achieved by using a significant number of cylinders. The main reason for adopting the star configuration is that it provides better stress distribution since all the pistons act on the same crank-pin, ensuring that the crank-throw and pin are constantly under maximum stress. Some issues have arisen with lubricating the lower cylinders in certain six-cylinder rotary crank radial engines, but these have mostly been resolved, so they are not as problematic in practice as one might think.
Another class of engines developed to meet aviation requirements is a complete departure from the preceding class, though when the engines are at rest, it is difficult to differentiate between them. This class includes engines having a star-wise disposition of the cylinders but the cylinders themselves and the crank-case rotate and the crank-shaft remains stationary. The important rotary engines are the Gnome, the Le Rhone and the Clerget. By far the most important classification is that including engines which retain the approved design of the types of power plants that have been so widely utilized in automobiles and which have but slight modifications to increase reliability and mechanical strength and produce a reduction in weight. This class includes the vertical engines such as the Duesenberg and Hall-Scott four-cylinder; the Wisconsin, Aeromarine, Mercedes, Benz, and Hall-Scott six-cylinder vertical engines and the numerous eight- and twelve-cylinder Vee designs such as the Curtiss, Renault, Thomas-Morse, Sturtevant, Sunbeam, and others.
Another group of engines created to meet aviation needs is completely different from the previous group, although when the engines are stationary, it’s hard to tell them apart. This group includes engines with a star-like arrangement of cylinders, where both the cylinders and the crankcase rotate while the crankshaft stays still. The key rotary engines are the Gnome, the Le Rhone, and the Clerget. The most significant category includes engines that maintain the well-established design of the types of power plants widely used in cars, with only minor changes to enhance reliability, mechanical strength, and reduce weight. This category covers vertical engines like the Duesenberg and Hall-Scott four-cylinder; the Wisconsin, Aeromarine, Mercedes, Benz, and Hall-Scott six-cylinder vertical engines, along with various eight- and twelve-cylinder Vee designs such as the Curtiss, Renault, Thomas-Morse, Sturtevant, Sunbeam, and others.
ANZANI ENGINES
The attention of the mechanical world was first directed to the great possibilities of mechanical flight when Bleriot crossed the English Channel in July, 1909, in a monoplane of his own design and construction, having the power furnished by a small three-cylinder air-cooled engine rated at about 24 horse-power and having cylinders 4.13 inches bore and 5.12 inches stroke, stated to develop the power at about 1600 R.P.M. and weighing 145 pounds. The arrangement of this early Anzani engine is shown at Fig. 190, and it will be apparent that in the main, the lines worked out in motorcycle practice were followed to a large extent. The crank-case was of the usual vertically divided pattern, the cylinders and heads being cast in one piece and held to the crank-case by stud bolts passing through substantial flanges at the cylinder base. In order to utilize but a single crank-pin for the three cylinders it was necessary to use two forked rods and one rod of the conventional type. The arrangement shown at Fig. 190, called for the use of counter-balanced flywheels which were built up in connection with shafts and a crank-pin to form what corresponds to the usual crank-shaft assembly.
The attention of the mechanical world was first directed to the great possibilities of mechanical flight when Bleriot crossed the English Channel in July, 1909, in a monoplane of his own design and construction, having the power furnished by a small three-cylinder air-cooled engine rated at about 24 horse-power and having cylinders 4.13 inches bore and 5.12 inches stroke, stated to develop the power at about 1600 R.P.M. and weighing 145 pounds. The arrangement of this early Anzani engine is shown at Fig. 190, and it will be apparent that in the main, the lines worked out in motorcycle practice were followed to a large extent. The crank-case was of the usual vertically divided pattern, the cylinders and heads being cast in one piece and held to the crank-case by stud bolts passing through substantial flanges at the cylinder base. In order to utilize but a single crank-pin for the three cylinders it was necessary to use two forked rods and one rod of the conventional type. The arrangement shown at Fig. 190, called for the use of counter-balanced flywheels which were built up in connection with shafts and a crank-pin to form what corresponds to the usual crank-shaft assembly.
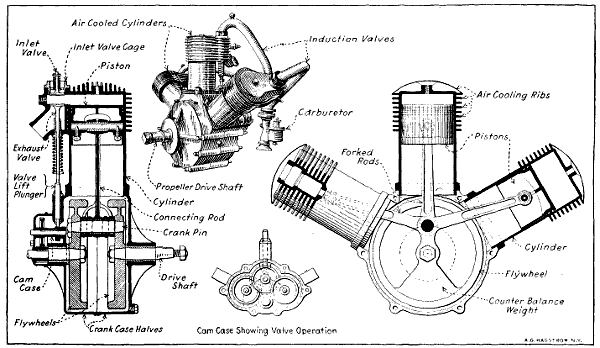
Fig. 190.—Views Outlining Construction of Three-Cylinder Anzani Aviation Motor.
Fig. 190.—Views Showing the Construction of the Three-Cylinder Anzani Aviation Engine.
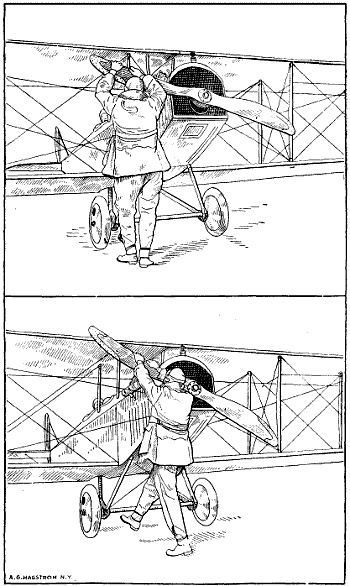
Fig. 190a.—Illustrations Depicting Wrong and Right Methods of “Swinging the Stick” to Start Airplane Engine. At Top, Poor Position to Get Full Throw and Get Out of the Way. Below, Correct Position to Get Quick Turn Over of Crank-Shaft and Spring Away from Propeller.
Fig. 190a.—Illustrations Showing Incorrect and Correct Ways of “Swinging the Stick” to Start an Airplane Engine. At the Top, Bad Position for Full Throw and Getting Out of the Way. Below, Good Position for Quick Crankshaft Turnover and Springing Away from the Propeller.
The inlet valves were of the automatic type so that a very simple valve mechanism consisting only of the exhaust valve push rods was provided. One of the difficulties of this arrangement of cylinders was that the impulses are not evenly spaced. For instance, in the forms where the cylinders were placed 60 degrees apart the space between the firing of the first cylinder and that next in order was 120 degrees crank-shaft rotation, after which there was an interval of 300 degrees before the last cylinder to fire delivered its power stroke. In order to increase the power given by the simple three-cylinder air-cooled engine a six-cylinder water-cooled type, as shown at Figs. 191 and 192, was devised. This was practically the same in action as the three-cylinder except[462] that a double throw crank-shaft was used and while the explosions were not evenly spaced the number of explosions obtained resulted in fairly uniform application of power.
The inlet valves were of the automatic type so that a very simple valve mechanism consisting only of the exhaust valve push rods was provided. One of the difficulties of this arrangement of cylinders was that the impulses are not evenly spaced. For instance, in the forms where the cylinders were placed 60 degrees apart the space between the firing of the first cylinder and that next in order was 120 degrees crank-shaft rotation, after which there was an interval of 300 degrees before the last cylinder to fire delivered its power stroke. In order to increase the power given by the simple three-cylinder air-cooled engine a six-cylinder water-cooled type, as shown at Figs. 191 and 192, was devised. This was practically the same in action as the three-cylinder except[462] that a double throw crank-shaft was used and while the explosions were not evenly spaced the number of explosions obtained resulted in fairly uniform application of power.
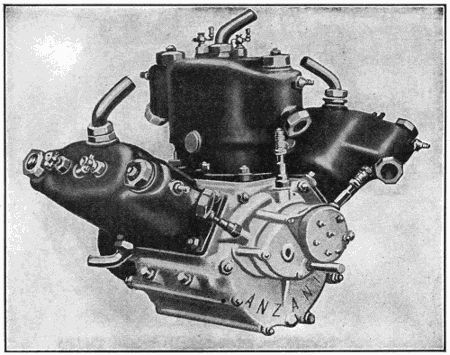
Fig. 191.—The Anzani Six-Cylinder Water-Cooled Aviation Engine.
Fig. 191.—The Anzani 6-Cylinder Water-Cooled Aviation Engine.
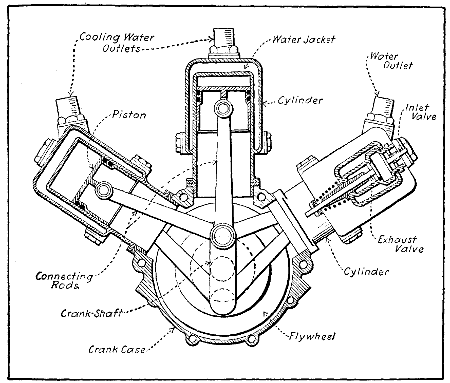
Fig. 192.—Sectional View of Anzani Six-Cylinder Water-Cooled Aviation Engine.
Fig. 192.—Sectional View of Anzani Six-Cylinder Water-Cooled Aviation Engine.
The latest design of three-cylinder Anzani engine, which is used to some extent for school machines, is shown at Fig. 193. In this, the three-cylinders are symmetrically arranged about the crank-case or 120 degrees apart. The balance is greatly improved by this arrangement and the power strokes occur at equal intervals of 240 degrees of crank-shaft rotation. This method of construction is known as the Y design. By grouping two of these engines together, as outlined at Fig. 194, which gives an internal view, and at Fig. 195, which shows the sectional view, and using the ordinary form of double throw crank-shaft with crank-pins separated by 180 degrees, a six-cylinder radial engine is produced which runs[463] very quietly and furnishes a steady output of power. The peculiarity of the construction of this engine is in the method of grouping the connecting rod about the common crank-pin without using forked rods or the “Mother rod” system employed in the Gnome engines. In the Anzani the method followed is to provide each connecting rod big end with a shoe which consists of a portion of a hollow cylinder held against the crank-pin by split clamping rings. The dimensions of these shoes are so proportioned that the two adjacent connecting rods of a group of three will not come into contact even when the connecting rods are at the minimum relative angle. The three shoes of each group rest upon a bronze sleeve which is in halves and which surrounds the crank-pin[464] and rotates relatively to it once in each crank-shaft revolution. The collars, which are of tough bronze, resist the inertia forces while the direct pressure of the explosions is transmitted directly to the crank-pin bushing by the shoes at the big end of the connecting rod. The same method of construction, modified to some extent, is used in the Le Rhone rotary cylinder engine.
The latest design of three-cylinder Anzani engine, which is used to some extent for school machines, is shown at Fig. 193. In this, the three-cylinders are symmetrically arranged about the crank-case or 120 degrees apart. The balance is greatly improved by this arrangement and the power strokes occur at equal intervals of 240 degrees of crank-shaft rotation. This method of construction is known as the Y design. By grouping two of these engines together, as outlined at Fig. 194, which gives an internal view, and at Fig. 195, which shows the sectional view, and using the ordinary form of double throw crank-shaft with crank-pins separated by 180 degrees, a six-cylinder radial engine is produced which runs[463] very quietly and furnishes a steady output of power. The peculiarity of the construction of this engine is in the method of grouping the connecting rod about the common crank-pin without using forked rods or the “Mother rod” system employed in the Gnome engines. In the Anzani the method followed is to provide each connecting rod big end with a shoe which consists of a portion of a hollow cylinder held against the crank-pin by split clamping rings. The dimensions of these shoes are so proportioned that the two adjacent connecting rods of a group of three will not come into contact even when the connecting rods are at the minimum relative angle. The three shoes of each group rest upon a bronze sleeve which is in halves and which surrounds the crank-pin[464] and rotates relatively to it once in each crank-shaft revolution. The collars, which are of tough bronze, resist the inertia forces while the direct pressure of the explosions is transmitted directly to the crank-pin bushing by the shoes at the big end of the connecting rod. The same method of construction, modified to some extent, is used in the Le Rhone rotary cylinder engine.
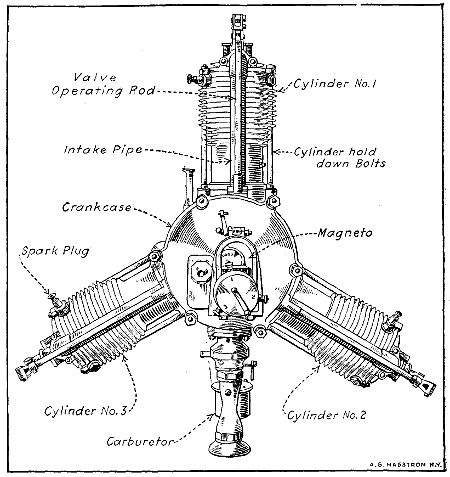
Fig. 193.—Three-Cylinder Anzani Air-Cooled Y-Form Engine.
Fig. 193.—Three-Cylinder Anzani Air-Cooled Y-Shape Engine.
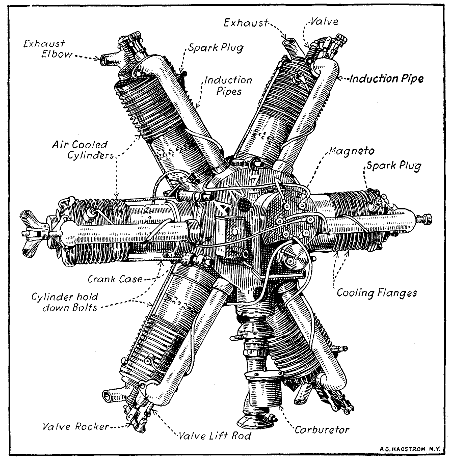
Fig. 194.—Anzani Fixed Crank-Case Engine of the Six-Cylinder Form Utilizes Air Cooling Successfully.
Fig. 194.—Anzani Fixed Crank-Case Engine of the Six-Cylinder Type Successfully Uses Air Cooling.
Both cylinders and pistons of the Anzani engines are of cast iron, the cylinders being provided with a liberal number of cooling flanges which are cast integrally. A series of auxiliary exhaust ports is drilled near the base[465] of each cylinder so that a portion of the exhaust gases will flow out of the cylinder when the piston reaches the end of its power stroke. This reduces the temperature of the gases passing around the exhaust valves and prevents warping of these members. Another distinctive feature of this engine design is the method of attaching the Zenith carburetor to an annular chamber surrounding the rear portion of the crank-case from which the intake pipes leading to the intake valves radiate. The magneto[466] is the usual six-cylinder form having the armature geared to revolve at one and one-half times crank-shaft speed.
Both the cylinders and pistons of the Anzani engines are made of cast iron, with the cylinders featuring a good number of cooling flanges that are cast as part of the piece. A series of extra exhaust ports is drilled near the bottom[465] of each cylinder, allowing some of the exhaust gases to escape when the piston hits the end of its power stroke. This helps to lower the temperature of the gases around the exhaust valves and stops these parts from warping. Another unique aspect of this engine design is the way the Zenith carburetor is connected to an annular chamber that surrounds the back part of the crankcase, with intake pipes extending to the intake valves. The magneto[466] is the standard six-cylinder type, with the armature geared to turn at one and a half times the crankshaft speed.
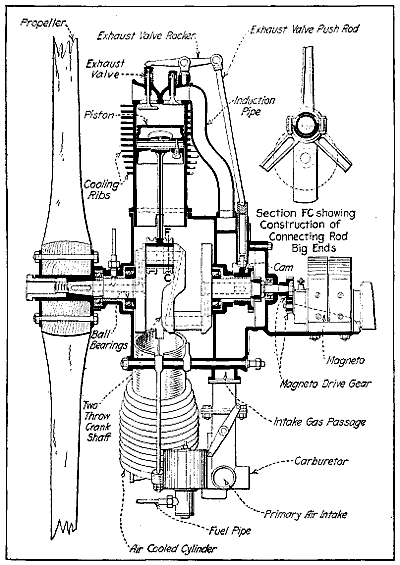
Fig. 195.—Sectional View Showing Internal Parts of Six-Cylinder Anzani Engine, with Starwise Disposition of Cylinders.
Fig. 195.—Cross-Sectional View Showing Internal Components of Six-Cylinder Anzani Engine, with Starwise Arrangement of Cylinders.
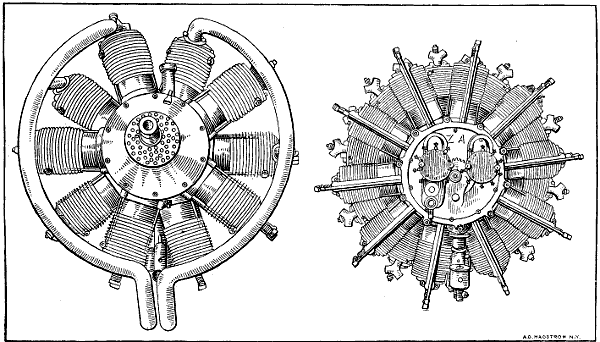
Fig. 196.—The Anzani Ten-Cylinder Aviation Engine at the Left, and the Twenty-Cylinder Fixed Type at the Right.
Fig. 196.—The Anzani Ten-Cylinder Aviation Engine on the Left, and the Twenty-Cylinder Fixed Type on the Right.
The Anzani aviation engines are also made in ten- and twenty-cylinder forms as shown at Fig. 196. It will[468] be apparent that in the ten-cylinder form explosions will occur every 72 degrees of crank-shaft rotation, while in the twenty-cylinder, 200 horse-power engine at any instant five of the cylinders are always working and explosions are occurring every 36 degrees of crank-shaft rotation. On the twenty-cylinder engine, two carburetors[469] are used and two magnetos, which are driven at two and one-half times crank-shaft speed. The general cylinder and valve construction is practically the same, as in the simpler engines.
The Anzani aviation engines are also made in ten- and twenty-cylinder forms as shown at Fig. 196. It will[468] be apparent that in the ten-cylinder form explosions will occur every 72 degrees of crank-shaft rotation, while in the twenty-cylinder, 200 horse-power engine at any instant five of the cylinders are always working and explosions are occurring every 36 degrees of crank-shaft rotation. On the twenty-cylinder engine, two carburetors[469] are used and two magnetos, which are driven at two and one-half times crank-shaft speed. The general cylinder and valve construction is practically the same, as in the simpler engines.
CANTON AND UNNÉ ENGINE
This engine, which has been devised specially for aviation service, is generally known as the “Salmson” and is manufactured in both France and Great Britain. It is a nine-cylinder water-cooled radial engine, the nine cylinders being symmetrically disposed around the crank-shaft while the nine connecting rods all operate on a common crank-pin in somewhat the same manner as the rods in the Gnome motor. The crank-shaft of the Salmson engine is not a fixed one and inasmuch as the cylinders do not rotate about the crank-shaft it is necessary for that member to revolve as in the conventional engine. The stout hollow steel crank-shaft is in two pieces and has a single throw. The crank-shaft is built up somewhat the same as that of the Gnome engine. Ball bearings are used throughout this engine as will be evident by inspecting the sectional view given at Fig. 199. The nine steel connecting rods are machined all over and are fitted at each end with bronze bushings, the distance between the bearing centers being about 3.25 times crank length. The method of connecting up the rods to the crank-pin is one of the characteristic features of this design. No “mother” rod as supplied in the Gnome engine is used in this type inasmuch as the steel cage or connecting rod carrier is fitted with symmetrically disposed big end retaining pins. Inasmuch as the carrier is mounted on ball bearings some means must be provided of regulating the motion of the carrier as if no means were provided the resulting motion of the pistons would be irregular.
This engine, which has been devised specially for aviation service, is generally known as the “Salmson” and is manufactured in both France and Great Britain. It is a nine-cylinder water-cooled radial engine, the nine cylinders being symmetrically disposed around the crank-shaft while the nine connecting rods all operate on a common crank-pin in somewhat the same manner as the rods in the Gnome motor. The crank-shaft of the Salmson engine is not a fixed one and inasmuch as the cylinders do not rotate about the crank-shaft it is necessary for that member to revolve as in the conventional engine. The stout hollow steel crank-shaft is in two pieces and has a single throw. The crank-shaft is built up somewhat the same as that of the Gnome engine. Ball bearings are used throughout this engine as will be evident by inspecting the sectional view given at Fig. 199. The nine steel connecting rods are machined all over and are fitted at each end with bronze bushings, the distance between the bearing centers being about 3.25 times crank length. The method of connecting up the rods to the crank-pin is one of the characteristic features of this design. No “mother” rod as supplied in the Gnome engine is used in this type inasmuch as the steel cage or connecting rod carrier is fitted with symmetrically disposed big end retaining pins. Inasmuch as the carrier is mounted on ball bearings some means must be provided of regulating the motion of the carrier as if no means were provided the resulting motion of the pistons would be irregular.
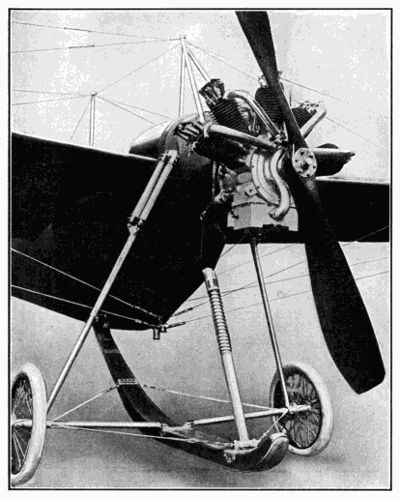
Fig. 197.—Application of R. E. P. Five-Cylinder Fan-Shape Air-Cooled Motor to Early Monoplane.
Fig. 197.—Use of R. E. P. Five-Cylinder Fan-Shaped Air-Cooled Motor in Early Monoplane.
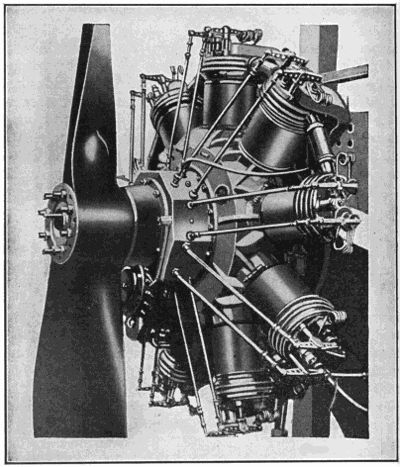
Fig. 198.—The Canton and Unné Nine-Cylinder Water-Cooled Radial Engine.
Fig. 198.—The Canton and Unné Nine-Cylinder Water-Cooled Radial Engine.
The method by which the piston strokes are made to occur at precise intervals involves a somewhat lengthy and detailed technical explanation. It is sufficient to say[470] that an epicyclic train of gears, one of which is rigidly attached to the crank-case so it cannot rotate is used, while other gears make a connection between the fixed gear and with another gear which is exactly the same size as the fixed gear attached to the crank-case and which is formed integrally with the connecting rod carrier. The action of the gearing is such that the cage carrying the big end retaining pins does not rotate independently of[471] the crank-shaft, though, of course, the crank-shaft or rather crank-pin bearings must turn inside of the big end carrier cage.
The way the piston strokes are timed to happen at specific intervals involves a somewhat long and technical explanation. It's enough to say[470] that an epicyclic gear system is used, where one gear is fixed to the crankcase and doesn’t rotate, while other gears connect the fixed gear to another gear of the same size that's also attached to the crankcase and is part of the connecting rod carrier. The gearing works so that the assembly holding the big end retaining pins doesn’t rotate separately from[471] the crankshaft, although the crankshaft, or more specifically the crank-pin bearings, must rotate inside the big end carrier assembly.

Fig. 199.—Sectional View Showing Construction of Canton and Unné Water-Cooled Radial Cylinder Engine.
Fig. 199.—Sectional View Showing Construction of Canton and Unné Water-Cooled Radial Cylinder Engine.
Cylinders of this engine are of nickel steel machined all over and carry water-jackets of spun copper which are attached to the cylinders by brazing. The water jackets are corrugated to permit the cylinder to expand freely. The ignition is similar to that of the fixed crank rotating cylinder engine. An ordinary magneto of the two spark type driven at 13⁄4 times crank-shaft speed is sufficient to ignite the seven-cylinder form, while in the[472] nine-cylinder engines the ignition magneto is of the “shield” type giving four sparks per revolution. The magneto is driven at 11⁄9 times crank-shaft speed. Nickel steel valves are used and are carried in castings or cages which screw into bosses in the cylinder head. Each valve is cam operated through a tappet, push rod and rocker arm, seven cams being used on a seven-cylinder engine and nine cams on the nine-cylinder. One cam serves to open both valves as in its rotation it lifts the tappets in succession and so operates the exhaust and inlet valves respectively. This method of operation involves the same period of intake and exhaust. In normal engine practice the inlet valve opens 12 degrees late and closes 20 degrees late. The exhaust opens 45 degrees early and closes 6 degrees late. This means about 188 degrees in the case of inlet valve and 231 degrees crank-shaft travel for exhaust valves. In the Salmson engine, the exhaust closes and the inlet opens at the outer dead center and the exhaust opens and the inlet closes at about the inner dead center. This engine is also made in a fourteen-cylinder 200 B. H. P. design which is composed of two groups of seven-cylinders, and it has been made in an eighteen-cylinder design of 600 horse-power. The nine-cylinder 130 horse-power has a cylinder bore of 4.73 inches and a stroke of 5.52 inches. Its normal speed of rotation is 1250 R. P. M. Owing to the radial arrangement of the cylinders, the weight is but 41⁄4 pounds per B. H. P.
The cylinders of this engine are made of nickel steel, completely machined, and feature water jackets crafted from spun copper, attached to the cylinders through brazing. The water jackets are corrugated to allow for free expansion of the cylinders. The ignition system works similarly to that of the fixed crank rotating cylinder engine. A standard two-spark magneto, driven at 13⁄4 times the crankshaft speed, is adequate for igniting the seven-cylinder version. In the nine-cylinder engines, the ignition magneto is of the "shield" type, producing four sparks per revolution, and it operates at 11⁄9 times the crankshaft speed. Nickel steel valves are utilized, housed in castings or cages that screw into bosses in the cylinder head. Each valve is operated by a cam through a tappet, push rod, and rocker arm, with seven cams for the seven-cylinder engine and nine cams for the nine-cylinder engine. One cam controls the opening of both valves in succession by lifting the tappets in rotation, thus operating the exhaust and inlet valves. This operation method results in equal periods for intake and exhaust. Typically, the inlet valve opens 12 degrees late and closes 20 degrees late. The exhaust valve opens 45 degrees early and closes 6 degrees late. This corresponds to approximately 188 degrees of crankshaft travel for the inlet valve and 231 degrees for the exhaust valves. In the Salmson engine, the exhaust closes and the inlet opens at the outer dead center, while the exhaust opens and the inlet closes around the inner dead center. There's also a fourteen-cylinder, 200 B.H.P. version of this engine made up of two groups of seven cylinders, as well as an eighteen-cylinder design producing 600 horsepower. The nine-cylinder, 130 horsepower engine has a cylinder bore of 4.73 inches and a stroke of 5.52 inches, with a normal rotation speed of 1250 R.P.M. Due to the radial arrangement of the cylinders, the weight is only 41⁄4 pounds per B.H.P.
CONSTRUCTION OF EARLY GNOME MOTOR
It cannot be denied that for a time one of the most widely used of aeroplane motors was the seven-cylinder revolving air-cooled Gnome, made in France. For a total weight of 167 pounds this motor developed 45 to 47 horsepower at 1,000 revolutions, being equal to 3.35 pounds per horse-power, and has proved its reliability by securing many long-distance and endurance records. The same[474] engineers have produced a nine-cylinder and by combining two single engines a fourteen-cylinder revolving Gnome, having a nominal rating of 100 horse-power, with which world’s speed records were broken. A still more powerful engine has been made with eighteen-cylinders. The nine-cylinder “monosoupape” delivers 100 horse-power at 1200 R. P. M., the engine of double that number of cylinders is rated at about 180 horse-power.
It’s undeniable that for a while, one of the most popular airplane engines was the seven-cylinder, air-cooled Gnome, made in France. Weighing in at 167 pounds, this engine produced 45 to 47 horsepower at 1,000 RPM, which is about 3.35 pounds per horsepower, and has proven its reliability by setting numerous long-distance and endurance records. The same[474] engineers also created a nine-cylinder version and, by combining two single engines, a fourteen-cylinder Gnome engine, with a nominal rating of 100 horsepower, with which world speed records were shattered. An even more powerful engine has been developed with eighteen cylinders. The nine-cylinder “monosoupape” produces 100 horsepower at 1200 RPM, while the double-cylinder engine is rated at approximately 180 horsepower.
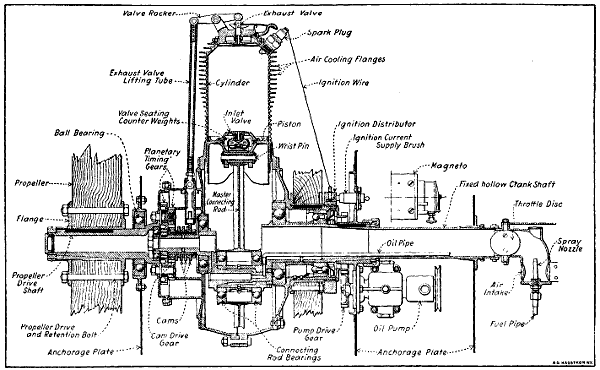
Fig. 200.—Sectional View Outlining Construction of Early Type Gnome Valve-in-Piston Type Motor.
Fig. 200.—Section View Showing How the Early Gnome Valve-in-Piston Type Engine Was Built.
Except in the number of cylinders and a few mechanical details the fourteen-cylinder motor is identical with the seven-cylinder one; fully three-quarters of the parts used by the assemblers would do just as well for one motor as for the other. Owing to the greater power demands of the modern airplane the smaller sizes of Gnome engines are not used as much as they were except for school machines. There is very little in this motor that is common to the standard type of vertical motorcar engine. The cylinders are mounted radially round a circular crank-case; the crank-shaft is fixed, and the entire mass of cylinders and crank-case revolves around it as outlined at Fig. 200. The explosive mixture and the lubricating oil are admitted through the fixed hollow crank-shaft, passed into the explosion chamber through an automatic intake valve in the piston head in the early pattern, and the spent gases exhausted through a mechanically operated valve in the cylinder head. The course of the gases is practically a radial one. A peculiarity of the construction of the motor is that nickel steel is used throughout. Aluminum is employed for the two oil pump housings; the single compression ring known as the “obdurator” for each piston is made of brass; there are three or four brass bushes; gun metal is employed for certain pins—the rest is machined out of chrome nickel steel. The crank-case is practically a steel hoop, the depth depending on whether it has to receive seven-or fourteen-cylinders; it has seven or fourteen holes bored as illustrated on its circumference. When fourteen or eighteen cylinders are used the holes are[475] bored in two distinct planes, and offset in relation one to the other.
Except in the number of cylinders and a few mechanical details the fourteen-cylinder motor is identical with the seven-cylinder one; fully three-quarters of the parts used by the assemblers would do just as well for one motor as for the other. Owing to the greater power demands of the modern airplane the smaller sizes of Gnome engines are not used as much as they were except for school machines. There is very little in this motor that is common to the standard type of vertical motorcar engine. The cylinders are mounted radially round a circular crank-case; the crank-shaft is fixed, and the entire mass of cylinders and crank-case revolves around it as outlined at Fig. 200. The explosive mixture and the lubricating oil are admitted through the fixed hollow crank-shaft, passed into the explosion chamber through an automatic intake valve in the piston head in the early pattern, and the spent gases exhausted through a mechanically operated valve in the cylinder head. The course of the gases is practically a radial one. A peculiarity of the construction of the motor is that nickel steel is used throughout. Aluminum is employed for the two oil pump housings; the single compression ring known as the “obdurator” for each piston is made of brass; there are three or four brass bushes; gun metal is employed for certain pins—the rest is machined out of chrome nickel steel. The crank-case is practically a steel hoop, the depth depending on whether it has to receive seven-or fourteen-cylinders; it has seven or fourteen holes bored as illustrated on its circumference. When fourteen or eighteen cylinders are used the holes are[475] bored in two distinct planes, and offset in relation one to the other.
The cylinders of the small engine which have a bore of 43⁄10 inches and a stroke of 47⁄10 inches, are machined out of the solid bar of steel until the thickness of the walls is only 1.5 millimeters—.05905 inch, or practically 1⁄16 inch. Each one has twenty-two fins which gradually taper down as the region of greatest pressure is departed from. In addition to carrying away heat, the fins assist in strengthening the walls of the cylinder. The barrel of the cylinder is slipped into the hole bored for it on the circumference of the crank-case and secured by a locking member in the nature of a stout compression ring, sprung onto a groove on the base of the cylinder within the crank chamber. On each lateral face of the crank chamber are seven holes, drilled right through the chamber parallel with the crank-shaft. Each one of these holes receives a stout locking-pin of such a diameter that it presses against the split rings of two adjacent cylinders; in addition each cylinder is fitted with a key-way. This construction is not always followed, some of the early Gnome engines using the same system of cylinder retention as used on the latest “monosoupape” pattern.
The cylinders of the small engine have a bore of 43⁄10 inches and a stroke of 47⁄10 inches. They are machined from solid steel bars until the wall thickness is just 1.5 millimeters—.05905 inch, which is nearly 1⁄16 inch. Each cylinder has twenty-two fins that gradually taper off as you move away from the area of highest pressure. Besides helping to dissipate heat, the fins also strengthen the cylinder walls. The cylinder barrel is inserted into the hole made for it on the crankcase's edge and secured with a strong compression ring that fits into a groove at the base of the cylinder inside the crank chamber. On each side of the crank chamber, there are seven holes drilled through the chamber parallel to the crankshaft. Each of these holes holds a sturdy locking pin of a diameter that presses against the split rings of two neighboring cylinders; additionally, each cylinder has a key-way. This design isn't always used; some of the early Gnome engines employed the same cylinder retention method as the latest “monosoupape” model.
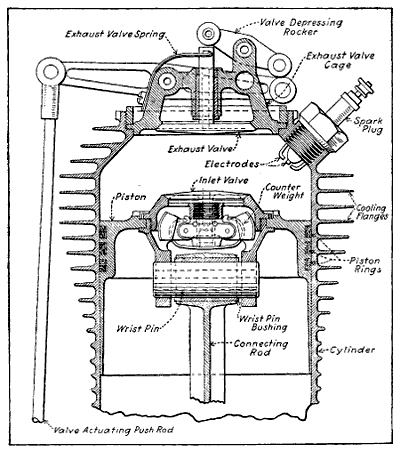
Fig. 201.—Sectional View of Early Type Gnome Cylinder and Piston Showing Construction and Application of Inlet and Exhaust Valves.
Fig. 201.—Sectional View of Early Type Gnome Cylinder and Piston Showing How the Inlet and Exhaust Valves Are Made and Used.
The exhaust valve is mounted in the cylinder head, Fig. 201, its seating being screwed in by means of a special box spanner. On the fourteen-cylinder model the valve is operated directly by an overhead rocker arm with a gun metal rocker at its extremity coming in contact with the extremity of the valve stem. As in standard motor car practice, the valve is opened under the lift of the vertical push rod, actuated by the cam. The distinctive feature is the use of a four-blade leaf spring with a forked end encircling the valve stems and pressing against a collar on its extremity. On the seven-cylinder model the movement is reversed, the valve being opened on the downward pull of the push rod, this lifting the outer extremity of the main rocker arm, which tips a secondary and smaller rocker arm in direct contact with[476] the extremity of the valve stem. The springs are the same in each case. The two types are compared at A and B, Fig. 202.
The exhaust valve is mounted in the cylinder head, Fig. 201, its seating being screwed in by means of a special box spanner. On the fourteen-cylinder model the valve is operated directly by an overhead rocker arm with a gun metal rocker at its extremity coming in contact with the extremity of the valve stem. As in standard motor car practice, the valve is opened under the lift of the vertical push rod, actuated by the cam. The distinctive feature is the use of a four-blade leaf spring with a forked end encircling the valve stems and pressing against a collar on its extremity. On the seven-cylinder model the movement is reversed, the valve being opened on the downward pull of the push rod, this lifting the outer extremity of the main rocker arm, which tips a secondary and smaller rocker arm in direct contact with[476] the extremity of the valve stem. The springs are the same in each case. The two types are compared at A and B, Fig. 202.
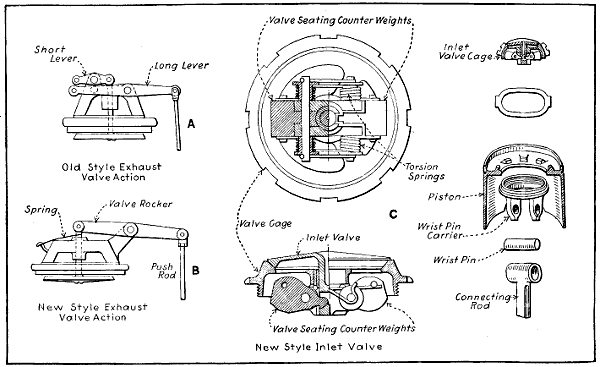
Fig. 202.—Details of Old Style Gnome Motor Inlet and Exhaust Valve Construction and Operation.
Fig. 202.—Details of Old Style Gnome Motor Inlet and Exhaust Valve Construction and Operation.
The pistons, like the cylinders, are machined out of the solid bar of nickel steel, and have a portion of their wall cut away, so that the two adjacent ones will not come together at the extremity of their stroke. The head[478] of the piston is slightly reduced in diameter and is provided with a groove into which is fitted a very light L-section brass split ring; back of this ring and carried within the groove is sprung a light steel compression ring, serving to keep the brass ring in expansion. As already mentioned, the intake valves are automatic, and are mounted in the head of the piston as outlined at Fig. 202, C. The valve seating is in halves, the lower portion being made to receive the wrist-pin and connecting rod, and the upper portion, carrying the valve, being screwed into it. The spring is composed of four flat blades, with the hollowed stem of the automatic valve passing through their center and their two extremities attached to small levers calculated to give balance against centrifugal force. The springs are naturally within the piston, and are lubricated by splash from the crank chamber. They are of a delicate construction, for it is necessary that they shall be accurately balanced so as to have no tendency to fly open under the action of centrifugal force. The intake valve is withdrawn by the use of special tools through the cylinder head, the exhaust valve being first dismounted.
The pistons, like the cylinders, are machined out of the solid bar of nickel steel, and have a portion of their wall cut away, so that the two adjacent ones will not come together at the extremity of their stroke. The head[478] of the piston is slightly reduced in diameter and is provided with a groove into which is fitted a very light L-section brass split ring; back of this ring and carried within the groove is sprung a light steel compression ring, serving to keep the brass ring in expansion. As already mentioned, the intake valves are automatic, and are mounted in the head of the piston as outlined at Fig. 202, C. The valve seating is in halves, the lower portion being made to receive the wrist-pin and connecting rod, and the upper portion, carrying the valve, being screwed into it. The spring is composed of four flat blades, with the hollowed stem of the automatic valve passing through their center and their two extremities attached to small levers calculated to give balance against centrifugal force. The springs are naturally within the piston, and are lubricated by splash from the crank chamber. They are of a delicate construction, for it is necessary that they shall be accurately balanced so as to have no tendency to fly open under the action of centrifugal force. The intake valve is withdrawn by the use of special tools through the cylinder head, the exhaust valve being first dismounted.
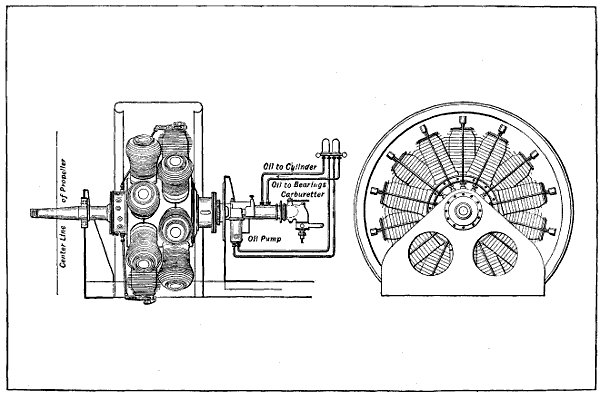
Fig. 203.—The Gnome Fourteen-Cylinder 100 Horse-Power Aviation Engine.
Fig. 203.—The Gnome Fourteen-Cylinder 100 Horsepower Aviation Engine.
The fourteen-cylinder motor shown at Fig. 203, has a two-throw crank-shaft with the throws placed at 180 degrees, each one receiving seven connecting rods. The parts are the same as for the seven-cylinder motor, the larger one consisting of two groups placed side by side. For each group of seven-cylinders there is one main connecting rod, together with six auxiliary rods. The main connecting rod, which, like the others, is of H section, has machined with it two L-section rings bored with six holes—511⁄2 degrees apart to take the six other connecting rods. The cage of the main connecting rod carries two ball races, one on either side, fitting onto the crank-pin and receiving the thrust of the seven connecting rods. The auxiliary connecting rods are secured in position in each case by a hollow steel pin passing through the two rings. It is evident that there is a slightly greater angularity for the six shorter rods, known as auxiliary connecting[480] rods, than for the longer main rods; this does not appear to have any influence on the running of the motor.
The fourteen-cylinder motor shown at Fig. 203, has a two-throw crank-shaft with the throws placed at 180 degrees, each one receiving seven connecting rods. The parts are the same as for the seven-cylinder motor, the larger one consisting of two groups placed side by side. For each group of seven-cylinders there is one main connecting rod, together with six auxiliary rods. The main connecting rod, which, like the others, is of H section, has machined with it two L-section rings bored with six holes—511⁄2 degrees apart to take the six other connecting rods. The cage of the main connecting rod carries two ball races, one on either side, fitting onto the crank-pin and receiving the thrust of the seven connecting rods. The auxiliary connecting rods are secured in position in each case by a hollow steel pin passing through the two rings. It is evident that there is a slightly greater angularity for the six shorter rods, known as auxiliary connecting[480] rods, than for the longer main rods; this does not appear to have any influence on the running of the motor.
Coming to the manner in which the earliest design exhaust valves are operated on the old style motor, this at first sight appears to be one of the most complicated parts of the motor, probably because it is one in which standard practice is most widely departed from. Within the cylindrical casing bolted to the rear face of the crank-case are seven, thin flat-faced steel rings, forming female cams. Across a diameter of each ring is a pair of projecting rods fitting in brass guides and having their extremities terminating in a knuckle eye receiving the adjustable push rods operating the overhead rocker arms of the exhaust valve. The guides are not all in the same plane, the difference being equal to the thickness of the steel rings, the total thickness being practically 2 inches. Within the female cams is a group of seven male cams of the same total thickness as the former and rotating within them. As the boss of the male cam comes into contact with the flattened portion of the ring forming the female cam, the arm is pushed outward and the exhaust valve opened through the medium of the push-rod and overhead rocker. This construction was afterwards changed to seven male cams and simple valve operating plunger and roller cam followers as shown at Fig. 204.
Coming to the manner in which the earliest design exhaust valves are operated on the old style motor, this at first sight appears to be one of the most complicated parts of the motor, probably because it is one in which standard practice is most widely departed from. Within the cylindrical casing bolted to the rear face of the crank-case are seven, thin flat-faced steel rings, forming female cams. Across a diameter of each ring is a pair of projecting rods fitting in brass guides and having their extremities terminating in a knuckle eye receiving the adjustable push rods operating the overhead rocker arms of the exhaust valve. The guides are not all in the same plane, the difference being equal to the thickness of the steel rings, the total thickness being practically 2 inches. Within the female cams is a group of seven male cams of the same total thickness as the former and rotating within them. As the boss of the male cam comes into contact with the flattened portion of the ring forming the female cam, the arm is pushed outward and the exhaust valve opened through the medium of the push-rod and overhead rocker. This construction was afterwards changed to seven male cams and simple valve operating plunger and roller cam followers as shown at Fig. 204.
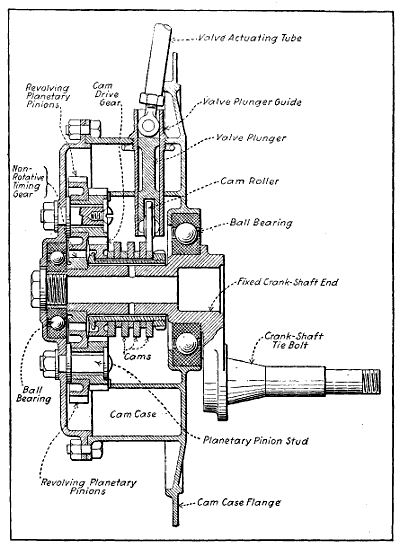
Fig. 204.—Cam and Cam-Gear Case of the Gnome Seven-Cylinder Revolving Engine.
Fig. 204.—Cam and Cam-Gear Case of the Gnome Seven-Cylinder Revolving Engine.
On the face of the crank-case of the fourteen-cylinder motor opposite to the valve mechanism is a bolted-on end plate, carrying a pinion for driving the two magnetos and the two oil pumps, and having bolted to it the distributor for the high-tension current. Each group of seven-cylinders has its own magneto and lubricating pump. The two magnetos and the two pumps are mounted on the fixed platform carrying the stationary crank-shaft, being driven by the pinion on the revolving crank chamber. The magnetos are geared up in the proportion of 4 to 7. Mounted on the end plate back of the driving pinion are the two high-tension distributor plates, each one with seven brass segments let into it and connection[481] made to the plugs by means of plain brass wire. The wire passes through a hole in the plug and is then wrapped round itself, giving a loose connection.
On the front of the crankcase of the fourteen-cylinder engine, across from the valve mechanism, there's a bolted-on end plate that holds a pinion for powering the two magnetos and the two oil pumps, and it's also where the distributor for the high-tension current is attached. Each set of seven cylinders has its own magneto and oil pump. The two magnetos and pumps are mounted on a stable platform that supports the stationary crankshaft, and they're driven by the pinion in the rotating crank chamber. The magnetos are geared in a 4 to 7 ratio. On the end plate behind the driving pinion, there are two high-tension distributor plates, each with seven brass segments embedded in them, and connections to the plugs are made using plain brass wire. The wire goes through a hole in the plug and is wrapped around itself, creating a loose connection.
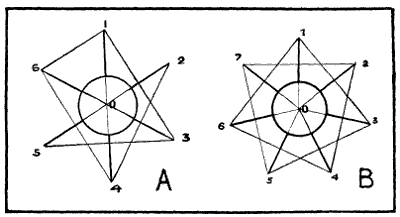
Fig. 205.—Diagrams Showing Why An Odd Number of Cylinders is Best for Rotary Cylinder Motors.
Fig. 205.—Diagrams Showing Why an Odd Number of Cylinders is Best for Rotary Cylinder Motors.
[482]A good many people doubtless wonder why rotary engines are usually provided with an odd number of cylinders in preference to an even number. It is a matter of even torque, as can easily be understood from the accompanying diagram. Fig. 205, A, represents a six-cylinder rotary engine, the radial lines indicating the cylinders. It is possible to fire the charges in two ways, firstly, in rotation, 1, 2, 3, 4, 5, 6, thus having six impulses in one revolution and none in the next; or alternately, 1, 3, 5, 2, 4, 6, in which case the engine will have turned through an equal number of degrees between impulses 1 and 3, and 3 and 5, but a greater number between 5 and 2, even again between 2 and 4, 4 and 6, and a less number between 6 and 1, as will be clearly seen on reference to the diagram. Turning to Fig. 205, B, which represents a seven-cylinder engine. If the cylinders fire alternately it is obvious that the engine turns through an equal number of degrees between each impulse, thus, 1, 3, 5, 7, 2, 4, 6, 1, 3, etc. Thus supposing the engine to be revolving, the explosion takes place as each alternate cylinder passes, for instance, the point 1 on the diagram, and the ignition is actually operated in this way by a single contact.
[482]A good many people doubtless wonder why rotary engines are usually provided with an odd number of cylinders in preference to an even number. It is a matter of even torque, as can easily be understood from the accompanying diagram. Fig. 205, A, represents a six-cylinder rotary engine, the radial lines indicating the cylinders. It is possible to fire the charges in two ways, firstly, in rotation, 1, 2, 3, 4, 5, 6, thus having six impulses in one revolution and none in the next; or alternately, 1, 3, 5, 2, 4, 6, in which case the engine will have turned through an equal number of degrees between impulses 1 and 3, and 3 and 5, but a greater number between 5 and 2, even again between 2 and 4, 4 and 6, and a less number between 6 and 1, as will be clearly seen on reference to the diagram. Turning to Fig. 205, B, which represents a seven-cylinder engine. If the cylinders fire alternately it is obvious that the engine turns through an equal number of degrees between each impulse, thus, 1, 3, 5, 7, 2, 4, 6, 1, 3, etc. Thus supposing the engine to be revolving, the explosion takes place as each alternate cylinder passes, for instance, the point 1 on the diagram, and the ignition is actually operated in this way by a single contact.
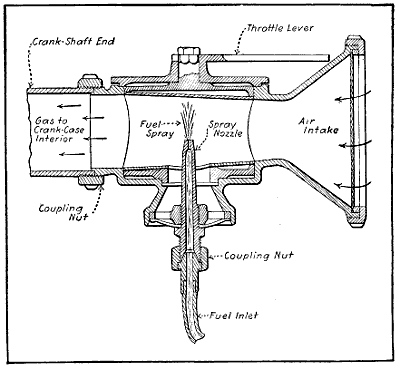
Fig. 206.—Simple Carburetor Used On Early Gnome Engines Attached to Fixed Crank-Shaft End.
Fig. 206.—Basic Carburetor Used On Early Gnome Engines Connected to Fixed Crank-Shaft End.
[483]The crank-shaft of the Gnome, as already explained, is fixed and hollow. For the seven- and nine-cylinder motors it has a single throw, and for the fourteen- and eighteen-cylinder models has two throws at 180 degrees. It is of the built-up type, this being necessary on account of the distinctive mounting of the connecting rods. The carburetor shown at Fig. 206 is mounted at one end of the stationary crank-shaft, and the mixture is drawn in through a valve in the piston as already explained. There is neither float chamber nor jet. In many of the tests made at the factory it is said the motor will run with the extremity of the gasoline pipe pushed into the hollow[484] crank-shaft, speed being regulated entirely by increasing or decreasing the flow through the shut-off valve in the base of the tank. Even under these conditions the motor has been throttled down to run at 350 revolutions without misfiring. Its normal speed is 1,000 to 1,200 revolutions a minute. Castor oil is used for lubricating the engine, the oil being injected into the hollow crank-shaft through slight-feed fittings by a mechanically operated pump which is clearly shown in sectional diagrams at Fig. 207.
[483]The crank-shaft of the Gnome, as already explained, is fixed and hollow. For the seven- and nine-cylinder motors it has a single throw, and for the fourteen- and eighteen-cylinder models has two throws at 180 degrees. It is of the built-up type, this being necessary on account of the distinctive mounting of the connecting rods. The carburetor shown at Fig. 206 is mounted at one end of the stationary crank-shaft, and the mixture is drawn in through a valve in the piston as already explained. There is neither float chamber nor jet. In many of the tests made at the factory it is said the motor will run with the extremity of the gasoline pipe pushed into the hollow[484] crank-shaft, speed being regulated entirely by increasing or decreasing the flow through the shut-off valve in the base of the tank. Even under these conditions the motor has been throttled down to run at 350 revolutions without misfiring. Its normal speed is 1,000 to 1,200 revolutions a minute. Castor oil is used for lubricating the engine, the oil being injected into the hollow crank-shaft through slight-feed fittings by a mechanically operated pump which is clearly shown in sectional diagrams at Fig. 207.
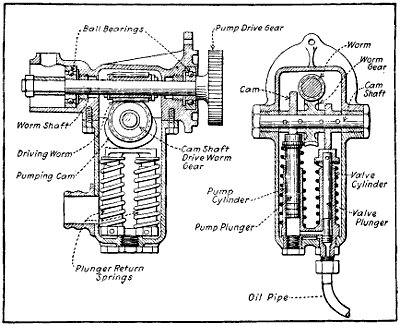
The Gnome is a considerable consumer of lubricant, the makers’ estimate being 7 pints an hour for the 100 horse-power motor; but in practice this is largely exceeded. The gasoline consumption is given as 300 to 350 grammes per horse-power. The total weight of the fourteen-cylinder motor is 220 pounds without fuel or lubricating[485] oil. Its full power is developed at 1,200 revolutions, and at this speed about 9 horse-power is lost in overcoming air resistance to cylinder rotation.
The Gnome uses a lot of lubricant, with manufacturers estimating around 7 pints per hour for the 100-horsepower engine; however, in reality, this amount is often surpassed. The fuel consumption is reported to be between 300 and 350 grams per horsepower. The total weight of the fourteen-cylinder engine is 220 pounds without fuel or oil. It reaches its maximum power at 1,200 revolutions, and at this speed, around 9 horsepower is wasted fighting air resistance during cylinder rotation.[485]
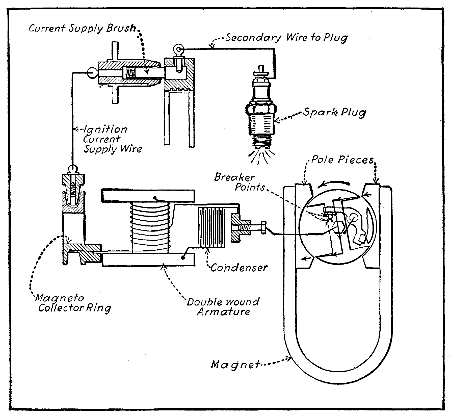
Fig. 208.—Simplified Diagram Showing Gnome Motor Magneto Ignition System.
Fig. 208.—Simplified Diagram Showing Gnome Motor Magneto Ignition System.
While the Gnome engine has many advantages, on the other hand, the head resistance offered by a motor of this type is considerable; there is a large waste of lubricating oil due to the centrifugal force which tends to throw the oil away from the cylinders; the gyroscopic effect of the rotary motor is detrimental to the best working of the aeroplane, and moreover it requires about seven per cent. of the total power developed by the motor to drive the revolving cylinders around the shaft. Of necessity, the[486] compression of this type of motor is rather low, and an additional disadvantage manifests itself in the fact that there is as yet no satisfactory way of muffling the rotary type of motor.
While the Gnome engine has many benefits, it also has significant drawbacks. The head resistance from this type of motor is quite high, leading to a lot of wasted lubricating oil due to the centrifugal force pushing the oil away from the cylinders. The gyroscopic effect of the rotary motor negatively impacts the optimal performance of the airplane, and it also uses about seven percent of the total power generated by the motor just to turn the revolving cylinders around the shaft. As a result, the compression of this type of motor is relatively low, and another downside is that there isn't an effective method yet for muffling the rotary motor.
GNOME “MONOSOUPAPE” TYPE
The latest type of Gnome engine is known as the “monosoupape” type because but one valve is used in the cylinder head, the inlet valve in the piston being dispensed with on account of the trouble caused by that member on earlier engines. The construction of this latest type follows the lines established in the earlier designs to some extent and it differs only in the method of charging. The very rich mixture of gas and air is forced into the crank-case through the jet inside the crank-shaft, and enters the cylinder when the piston is at its lowest position, through the half-round openings in the guiding flange and the small holes or ports machined in the cylinder and clearly shown at Fig. 210. The returning piston covers the port, and the gas is compressed and fired in the usual way. The exhaust is through a large single valve in the cylinder head, which gives rise to the name “monosoupape,” or single-valve motor, and this valve also remains open a portion of the intake stroke to admit air into the cylinder and dilute the rich gas forced in from the crank-case interior. Aviators who have used the early form of Gnome say that the inlet valve in the piston type was prone to catch on fire if any valve defect materialized, but the “monosoupape” pattern is said to be nearly free of this danger. The bore of the 100 horse-power nine-cylinder engine is 110 mm., the piston stroke 150 mm. Extremely careful machine work and fitting is necessary. In many parts, tolerances of less than .0004′′ (four ten thousandths of an inch) are all that are allowed. This is about one-sixth the thickness of the average human hair, and in other parts the size must be absolutely standard, no appreciable variation being allowable. The manufacture[487] of this engine establishes new mechanical standards of engine production in this country. Much machine work is needed in producing the finished components from the bar and forging.
The latest type of Gnome engine is known as the “monosoupape” type because but one valve is used in the cylinder head, the inlet valve in the piston being dispensed with on account of the trouble caused by that member on earlier engines. The construction of this latest type follows the lines established in the earlier designs to some extent and it differs only in the method of charging. The very rich mixture of gas and air is forced into the crank-case through the jet inside the crank-shaft, and enters the cylinder when the piston is at its lowest position, through the half-round openings in the guiding flange and the small holes or ports machined in the cylinder and clearly shown at Fig. 210. The returning piston covers the port, and the gas is compressed and fired in the usual way. The exhaust is through a large single valve in the cylinder head, which gives rise to the name “monosoupape,” or single-valve motor, and this valve also remains open a portion of the intake stroke to admit air into the cylinder and dilute the rich gas forced in from the crank-case interior. Aviators who have used the early form of Gnome say that the inlet valve in the piston type was prone to catch on fire if any valve defect materialized, but the “monosoupape” pattern is said to be nearly free of this danger. The bore of the 100 horse-power nine-cylinder engine is 110 mm., the piston stroke 150 mm. Extremely careful machine work and fitting is necessary. In many parts, tolerances of less than .0004" (four ten thousandths of an inch) are all that are allowed. This is about one-sixth the thickness of the average human hair, and in other parts the size must be absolutely standard, no appreciable variation being allowable. The manufacture[487] of this engine establishes new mechanical standards of engine production in this country. Much machine work is needed in producing the finished components from the bar and forging.
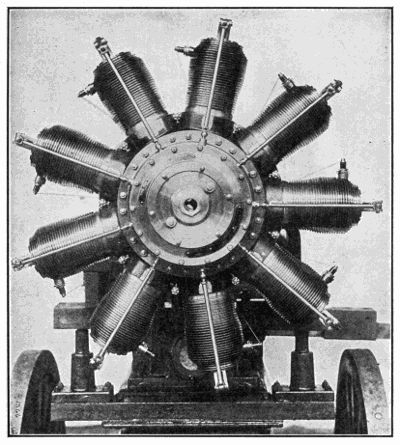
Fig. 209.—The G. V. Gnome “Monosoupape” Nine-Cylinder Rotary Engine Mounted on Testing Stand.
Fig. 209.—The G. V. Gnome “Monosoupape” Nine-Cylinder Rotary Engine Mounted on Testing Stand.
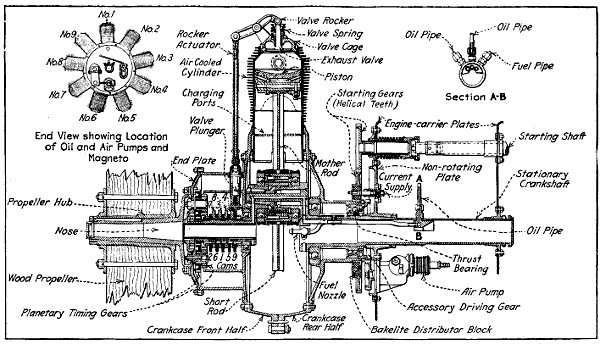
Fig. 210.—Sectional View Showing Construction of General Vehicle Co. “Monosoupape” Gnome Engine.
Fig. 210.—Sectional View Showing Construction of General Vehicle Co. “Monosoupape” Gnome Engine.
The cylinders, for example, are machined from 6 inch solid steel bars, which are sawed into blanks 11 inches in length and weighing about 97 pounds. The first operation is to drill a 21⁄16 inch hole through the center of the block. A heavy-duty drilling machine performs this[489][488] work, then the block goes to the lathe for further operations. Fig. 211 shows six stages of the progress of a cylinder, a few of the intermediate steps being omitted. These give, however, a good idea of the work done. The turning of the gills, or cooling flanges, is a difficult proposition, owing to the depth of the cut and the thin metal that forms the gills. This operation requires the utmost care of tools and the use of a good lubricant to prevent[490] the metal from tearing as the tools approach their full depth. These gills are only 0.6 mm., or 0.0237 in., thick at the top, tapering to a thickness of 1.4 mm. (0.0553 in.) at the base, and are 16 mm. (0.632 in.) deep. When the machine work is completed the cylinder weighs but 51⁄2 pounds.
The cylinders, for example, are machined from 6 inch solid steel bars, which are sawed into blanks 11 inches in length and weighing about 97 pounds. The first operation is to drill a 21⁄16 inch hole through the center of the block. A heavy-duty drilling machine performs this[489][488] work, then the block goes to the lathe for further operations. Fig. 211 shows six stages of the progress of a cylinder, a few of the intermediate steps being omitted. These give, however, a good idea of the work done. The turning of the gills, or cooling flanges, is a difficult proposition, owing to the depth of the cut and the thin metal that forms the gills. This operation requires the utmost care of tools and the use of a good lubricant to prevent[490] the metal from tearing as the tools approach their full depth. These gills are only 0.6 mm., or 0.0237 in., thick at the top, tapering to a thickness of 1.4 mm. (0.0553 in.) at the base, and are 16 mm. (0.632 in.) deep. When the machine work is completed the cylinder weighs but 51⁄2 pounds.
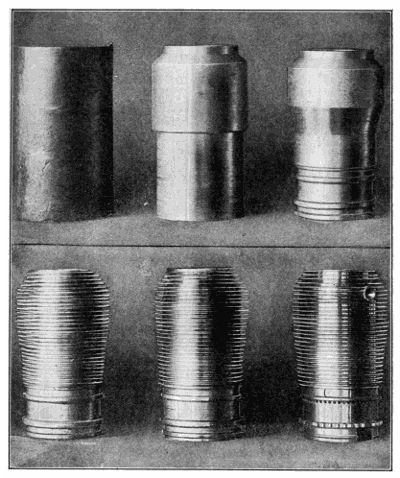
Fig. 211.—How a Gnome Cylinder is Reduced from Solid Chunk of Steel Weighing 97 Pounds to Finished Cylinder Weighing 51⁄2 Pounds.
Fig. 211.—How a Gnome Cylinder is Reduced from a Solid Chunk of Steel Weighing 97 Pounds to a Finished Cylinder Weighing 51⁄2 Pounds.
GNOME FUEL SYSTEM, IGNITION AND LUBRICATION
The following description of the fuel supply, ignition and oiling of the “monosoupape,” or single valve Gnome, is taken from “The Automobile.”
The following description of the fuel supply, ignition, and oiling of the “monosoupape,” or single valve Gnome, is taken from “The Automobile.”
Gasoline is fed to the engine by means of air pressure at 5 pounds per sq. in., which is produced by the air pump on the engine clearly shown at Fig. 210. A pressure gauge convenient to the operator indicates this pressure, and a valve enables the operator to control it. No carburetor is used. The gasoline flows from the tank through a shut-off valve near the operator and through a tube leading through the hollow crank-shaft to a spray nozzle located in the crank-case. There is no throttle valve, and as each cylinder always receives the same amount of air as long as the atmospheric pressure is the same, the output cannot be varied by reducing the fuel supply, except within narrow limits. A fuel capacity of 65 gallons is provided. The fuel consumption is at the rate of 12 U. S. gallons per hour.
Gasoline is fed to the engine by means of air pressure at 5 pounds per sq. in., which is produced by the air pump on the engine clearly shown at Fig. 210. A pressure gauge convenient to the operator indicates this pressure, and a valve enables the operator to control it. No carburetor is used. The gasoline flows from the tank through a shut-off valve near the operator and through a tube leading through the hollow crank-shaft to a spray nozzle located in the crank-case. There is no throttle valve, and as each cylinder always receives the same amount of air as long as the atmospheric pressure is the same, the output cannot be varied by reducing the fuel supply, except within narrow limits. A fuel capacity of 65 gallons is provided. The fuel consumption is at the rate of 12 U. S. gallons per hour.
The high-tension magnetos, with double cam or two break per revolution interrupter, is located on the thrust plate in an inverted position, and is driven at such a speed as to produce nine sparks for every two revolutions; that is, at 21⁄4 times engine speed. A Splitdorf magneto is fitted. There is no distributor on the magneto. The high-tension collector brush of the magneto is connected to a distributor brush holder carried in the bearer plate of the engine. The brush in this brush holder is pressed against a distributor ring of insulating material molded in position in the web of a gear wheel[491] keyed to the thrust plate, which gear serves also for starting the engine by hand. Molded in this ring of insulating material are nine brass contact sectors, connecting with contact screws at the back side of the gear, from which bare wires connect to the spark-plugs. The distributor revolves at engine speed, instead of at half engine speed as on ordinary engines, and the distributor brush is brought into electrical connection with each spark-plug every time the piston in the cylinder in which this spark-plug is located approaches the outer dead center. However, on the exhaust stroke no spark is being generated in the magneto, hence none is produced at the spark-plug.
The high-tension magnetos, featuring a double cam or dual break per revolution interrupter, are positioned on the thrust plate upside down and operate at a speed that produces nine sparks for every two revolutions; specifically, at 21⁄4 times the engine speed. A Splitdorf magneto is installed. There is no distributor on the magneto. The high-tension collector brush of the magneto connects to a distributor brush holder mounted on the engine's bearer plate. The brush in this holder presses against a distributor ring made of insulating material molded into the web of a gear wheel[491] that is keyed to the thrust plate, which also functions for manual engine starting. This ring of insulating material contains nine brass contact sectors that connect with contact screws on the gear's back side, from which bare wires lead to the spark plugs. The distributor rotates at engine speed, rather than at half engine speed like in typical engines, and the distributor brush establishes electrical contact with each spark plug whenever the piston in the corresponding cylinder approaches the outer dead center. However, during the exhaust stroke, no spark is generated in the magneto, so none is produced at the spark plug.
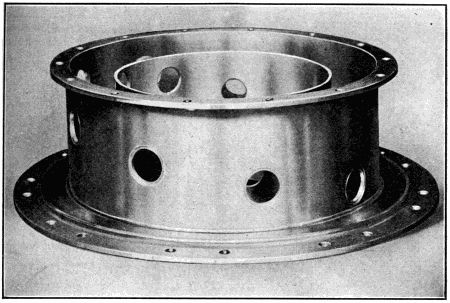
Fig. 212.—The Gnome Engine Cam-Gear Case, a Fine Example of Accurate Machine Work.
Fig. 212.—The Gnome Engine Cam-Gear Case, a great example of precise machine work.
Ordinarily the engine is started by turning on the propeller, but for emergency purposes as in seaplanes or for a quick “get away” if landing inadvertently in enemy territory, a hand starting crank is provided. This is supported in bearings secured to the pressed steel carriers of the engine and is provided with a universal[492] joint between the two supports so as to prevent binding of the crank in the bearings due to possible distortion of the supports. The gear on this starting crank and the one on the thrust plate with which it meshes are cut with helical teeth of such hand that the starting pinion is thrown out of mesh as soon as the engine picks up its cycle. A coiled spring surrounds part of the shaft of the starting crank and holds it out of gear when not in use.
Usually, the engine starts by turning on the propeller, but for emergencies, like in seaplanes or for a quick escape if landing unexpectedly in enemy territory, a hand starting crank is included. This crank is supported in bearings attached to the pressed steel carriers of the engine and has a universal[492] joint between the two supports to prevent the crank from binding in the bearings due to any distortion of the supports. The gear on this starting crank and the one on the thrust plate that it engages are designed with helical teeth so that the starting pinion disengages as soon as the engine completes its cycle. A coiled spring wraps around part of the shaft of the starting crank, keeping it out of gear when not in use.
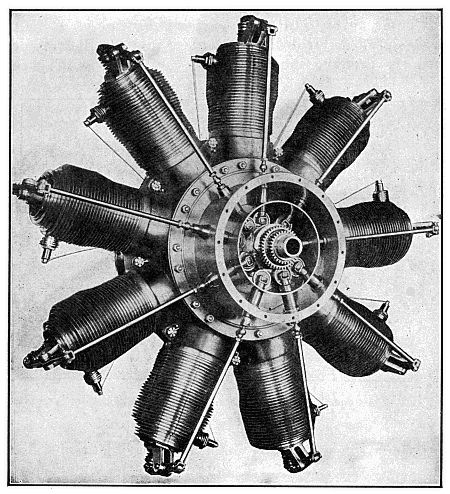
Fig. 213.—G. V. Gnome “Monosoupape,” with Cam-Case Cover Removed to Show Cams and Valve-Operating Plungers with Roller Cam Followers.
Fig. 213.—G. V. Gnome “Monosoupape,” with Cam-Case Cover Removed to Show Cams and Valve-Operating Plungers with Roller Cam Followers.
Lubricating oil is carried in a tank of 25 gallon capacity, and if this tank has to be placed in a low position[493] it is connected with the air-pressure line, so that the suction of the oil pump is not depended upon to get the oil to the pump. From the bottom of the oil tank a pipe leads to the pump inlet. There are two outlets from the pump, each entering the hollow crank-shaft, and there is a branch from each outlet pipe to a circulation indicator convenient to the operator. One of the oil leads feeds to the housing in the thrust plate containing the two rear ball bearings, and the other lead feeds through the crank-pin to the cams, as already explained.
Lubricating oil is stored in a 25-gallon tank, and if this tank needs to be placed low[493], it's connected to the air-pressure line, so the oil pump doesn’t have to rely on suction to get the oil to the pump. A pipe runs from the bottom of the oil tank to the pump inlet. The pump has two outlets, both of which go into the hollow crankshaft, and each outlet pipe branches off to a circulation indicator that the operator can easily see. One of the oil lines feeds into the housing in the thrust plate where the two rear ball bearings are located, while the other line directs oil through the crank pin to the cams, as previously explained.
Owing to the effect of centrifugal force and the fact that the oil is not used over again, the oil consumption of a revolving cylinder engine is considerably higher than that of a stationary cylinder engine. Fuel consumption is also somewhat higher, and for this reason the revolving cylinder engine is not so well suited for types of airplanes designed for long trips, as the increased weight of supplies required for such trips, as compared with stationary cylinder type motors, more than offsets the high weight efficiency of the engine itself. But for short trips, and especially where high speed is required, as in single seated scout and battle planes or “avions de chasse,” as the French say, the revolving cylinder engine has the advantage. The oil consumption of the Gnome engine is as high as 2.4 gallon per hour. Castor oil is used for lubrication because it is not cut by the gasoline mist present in the engine interior as an oil of mineral derivation would be.
Due to the effect of centrifugal force and the fact that the oil isn't recycled, the oil consumption of a rotary engine is significantly higher than that of a stationary engine. Fuel consumption is also a bit higher, which is why the rotary engine isn't ideal for airplanes designed for long trips. The added weight of supplies needed for these trips, compared to stationary engines, outweighs the engine's higher weight efficiency. However, for short trips, especially where speed is crucial, as in single-seat scout and fighter planes, the rotary engine has the upper hand. The oil consumption of the Gnome engine can reach 2.4 gallons per hour. Castor oil is used for lubrication because it isn't affected by the gasoline mist inside the engine like mineral oils would be.
GERMAN “GNOME” TYPE ENGINE
A German adaptation of the Gnome design is shown at Fig. 214. This is known as the Bayerischen Motoren Gesellschaft engine and the type shown is an early design rated at 50 horse-power. The bore is 110 mm., the stroke is 120 mm., and it is designed to run at a speed of 1,200 R. P. M. It is somewhat similar in design to the early Gnome “valve-in-piston” design except that two valves[495] are carried in the piston top instead of one. The valve operating arrangement is different also, as a single four point cam is used to operate the seven exhaust valves. It is driven by epicyclic gearing, the cam being driven by an internal gear machined integrally with it, the cam being turned at 7⁄8 times the engine speed. Another feature is the method of holding the cylinders on the crank-case. The cylinder is provided with a flange that registers with a corresponding member of the same diameter on the crank-case. A U section, split clamping ring is bolted in place as shown, this holding both flanges firmly together and keeping the cylinder firmly seated against the crank-case flange. The “monosoupape” type has also been copied and has received some application in Germany, but the most successful German airplanes are powered with six-cylinder vertical engines such as the Benz and Mercedes.
A German adaptation of the Gnome design is shown at Fig. 214. This is known as the Bayerischen Motoren Gesellschaft engine and the type shown is an early design rated at 50 horse-power. The bore is 110 mm., the stroke is 120 mm., and it is designed to run at a speed of 1,200 R. P. M. It is somewhat similar in design to the early Gnome “valve-in-piston” design except that two valves[495] are carried in the piston top instead of one. The valve operating arrangement is different also, as a single four point cam is used to operate the seven exhaust valves. It is driven by epicyclic gearing, the cam being driven by an internal gear machined integrally with it, the cam being turned at 7⁄8 times the engine speed. Another feature is the method of holding the cylinders on the crank-case. The cylinder is provided with a flange that registers with a corresponding member of the same diameter on the crank-case. A U section, split clamping ring is bolted in place as shown, this holding both flanges firmly together and keeping the cylinder firmly seated against the crank-case flange. The “monosoupape” type has also been copied and has received some application in Germany, but the most successful German airplanes are powered with six-cylinder vertical engines such as the Benz and Mercedes.

Fig. 214.—The 50 Horse-Power Rotary Bayerischen Motoren Gesellschaft Engine, a German Adaptation of the Early Gnome Design.
Fig. 214.—The 50 Horse-Power Rotary Bayerischen Motoren Gesellschaft Engine, a German adaptation of the early Gnome design.
THE LE RHONE MOTOR
The Le Rhone motor is a radial revolving cylinder engine that has many of the principles which are incorporated in the Gnome but which are considered to be an improvement by many foreign aviators. Instead of having but one valve in the cylinder head, as the latest type “monosoupape” Gnome has, the Le Rhone has two valves, one for intake and one for exhaust in each cylinder. By an ingenious rocker arm and tappet rod arrangement it is possible to operate both valves with a single push rod. Inlet pipes communicate with the crank-case at one end and direct the fresh gas to the inlet valve cage at the other. Another peculiarity in the design is the method of holding the cylinders in place. Instead of having a vertically divided crank-case as the Gnome engine has and clamping both halves of the case around the cylinders, the crank-case of the Le Rhone engine is in the form of a cylinder having nine bosses provided with threaded openings into which the cylinders are screwed.[496] A thread is provided at the base of each cylinder and when the cylinder has been screwed down the proper amount it is prevented from further rotation about its own axis by a substantial lock nut which screws down against the threaded boss on the crank-case. The external appearance of the Le Rhone type motor is clearly shown at Fig. 215, while the general features of construction are clearly outlined in the sectional views given at Figs. 216 and 217.
The Le Rhone motor is a radial revolving cylinder engine that has many of the principles which are incorporated in the Gnome but which are considered to be an improvement by many foreign aviators. Instead of having but one valve in the cylinder head, as the latest type “monosoupape” Gnome has, the Le Rhone has two valves, one for intake and one for exhaust in each cylinder. By an ingenious rocker arm and tappet rod arrangement it is possible to operate both valves with a single push rod. Inlet pipes communicate with the crank-case at one end and direct the fresh gas to the inlet valve cage at the other. Another peculiarity in the design is the method of holding the cylinders in place. Instead of having a vertically divided crank-case as the Gnome engine has and clamping both halves of the case around the cylinders, the crank-case of the Le Rhone engine is in the form of a cylinder having nine bosses provided with threaded openings into which the cylinders are screwed.[496] A thread is provided at the base of each cylinder and when the cylinder has been screwed down the proper amount it is prevented from further rotation about its own axis by a substantial lock nut which screws down against the threaded boss on the crank-case. The external appearance of the Le Rhone type motor is clearly shown at Fig. 215, while the general features of construction are clearly outlined in the sectional views given at Figs. 216 and 217.
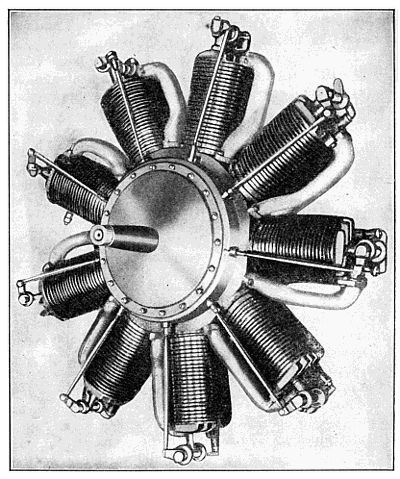
Fig. 215.—Nine-Cylinder Revolving Le Rhone Type Aviation Engine.
Fig. 215.—Nine-Cylinder Rotating Le Rhone Type Aircraft Engine.
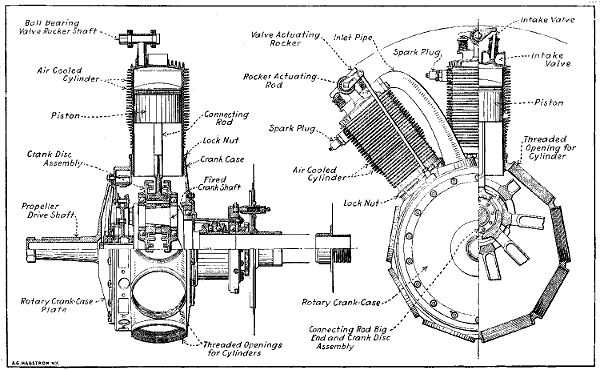
Fig. 216.—Part Sectional Views of Le Rhone Rotary Cylinder Engine, Showing Method of Cylinder Retention, Valve Operation and Novel Crank Disc Assembly.
Fig. 216.—Part Sectional Views of Le Rhone Rotary Cylinder Engine, Showing Method of Cylinder Retention, Valve Operation and Novel Crank Disc Assembly.
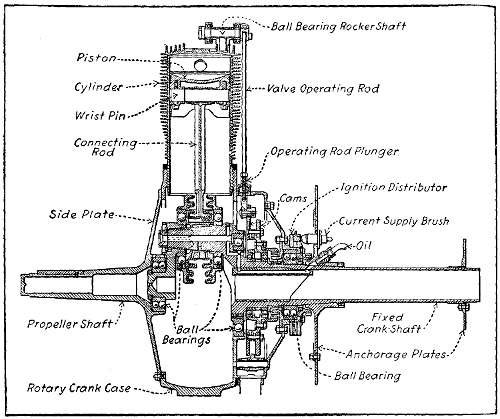
Fig. 217.—Side Sectional View of Le Rhone Aviation Engine.
Fig. 217.—Side Sectional View of the Le Rhone Aviation Engine.
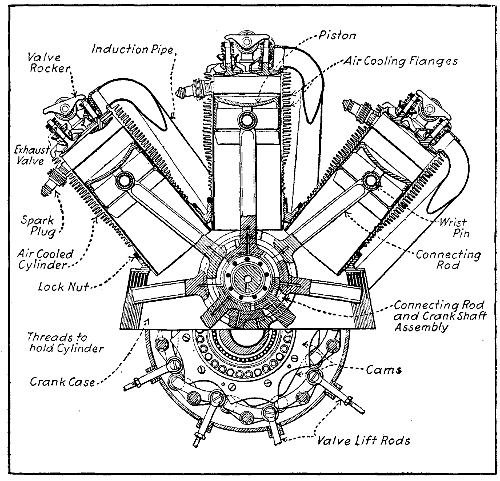
Fig. 218.—View Showing Le Rhone Valve Action and Connecting Rod Big End Arrangement.
Fig. 218.—View Showing Le Rhone Valve Action and Connecting Rod Big End Arrangement.
[498]The two main peculiarities of this motor are the method of valve actuation by two large cams and the distinctive crank-shaft and connecting rod big end construction. The connecting rods are provided with “feet” or shoes on the end which fit into grooves lined with bearing metal which are machined into crank discs revolving on ball bearings and which are held together so that the connecting rod big ends are sandwiched between them by clamping screws. This construction is a modification of that used on the Anzani six-cylinder radial engine. There are three grooves machined in each crank disc and three connecting rod big ends run in each pair of grooves. The details of this construction can be readily ascertained by reference to explanatory diagrams at Figs. 218 and 219, A. Three of the rods which work[499] in the groove nearest the crank-pin are provided with short shoes as shown at Fig. 219, B. The short shoes are used on the rods employed in cylinders number 1, 4, and 7. The set of connecting rods that work in the central grooves are provided with medium-length shoes and actuate the pistons in cylinders numbers 3, 6, and 9. The three rods that work in the outside grooves have still longer shoes and are employed in cylinders numbers 2, 5, and 8. The peculiar profile of the inlet and exhaust cam plates are shown at C, Fig. 219, while the construction of the wrist-pin, wrist-pin bushing and piston are clearly outlined at the sectional view at E. The method[500] of valve actuation is clearly outlined at Fig. 220, which shows an end section through the cam case and also a partial side elevation showing one of the valve operating levers which is fulcrumed at a central point and which has a roller at one end bearing on one cam while the roller or cam follower at the other end bears on the other cam. The valve rocker arm actuating rod is, of course, operated by this simple lever and is attached to it in such a way that it can be pulled down to depress the inlet valve and pushed up to open the exhaust valve.
[498]The two main peculiarities of this motor are the method of valve actuation by two large cams and the distinctive crank-shaft and connecting rod big end construction. The connecting rods are provided with “feet” or shoes on the end which fit into grooves lined with bearing metal which are machined into crank discs revolving on ball bearings and which are held together so that the connecting rod big ends are sandwiched between them by clamping screws. This construction is a modification of that used on the Anzani six-cylinder radial engine. There are three grooves machined in each crank disc and three connecting rod big ends run in each pair of grooves. The details of this construction can be readily ascertained by reference to explanatory diagrams at Figs. 218 and 219, A. Three of the rods which work[499] in the groove nearest the crank-pin are provided with short shoes as shown at Fig. 219, B. The short shoes are used on the rods employed in cylinders number 1, 4, and 7. The set of connecting rods that work in the central grooves are provided with medium-length shoes and actuate the pistons in cylinders numbers 3, 6, and 9. The three rods that work in the outside grooves have still longer shoes and are employed in cylinders numbers 2, 5, and 8. The peculiar profile of the inlet and exhaust cam plates are shown at C, Fig. 219, while the construction of the wrist-pin, wrist-pin bushing and piston are clearly outlined at the sectional view at E. The method[500] of valve actuation is clearly outlined at Fig. 220, which shows an end section through the cam case and also a partial side elevation showing one of the valve operating levers which is fulcrumed at a central point and which has a roller at one end bearing on one cam while the roller or cam follower at the other end bears on the other cam. The valve rocker arm actuating rod is, of course, operated by this simple lever and is attached to it in such a way that it can be pulled down to depress the inlet valve and pushed up to open the exhaust valve.
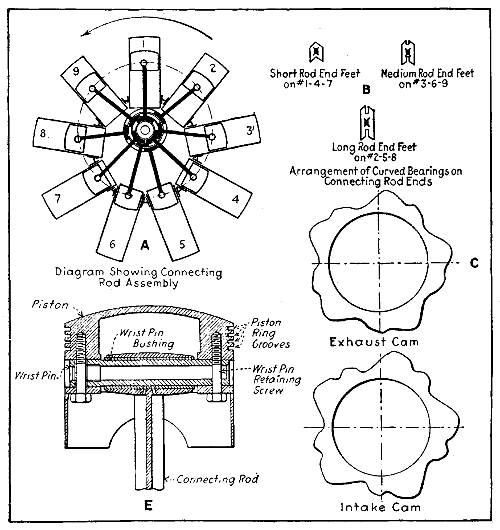
Fig. 219.—Diagrams Showing Important Components of Le Rhone Motor.
Fig. 219.—Diagrams Showing Key Components of the Le Rhone Engine.
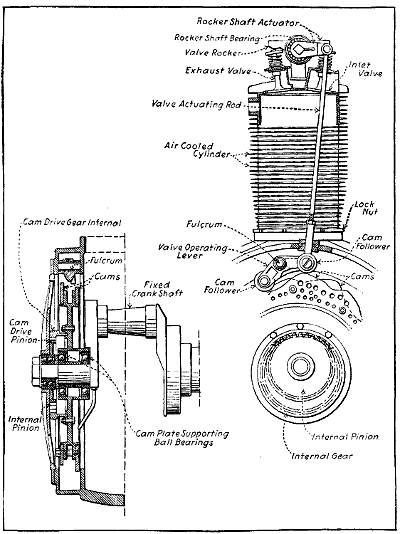
Fig. 220.—How the Cams of the Le Rhone Motor Can Operate Two Valves with a Single Push Rod.
Fig. 220.—How the Cams of the Le Rhone Engine Can Operate Two Valves with a Single Push Rod.
[501]A carburetor of peculiar construction is employed in the Le Rhone engine, this being a very simple type as outlined at Fig. 221. It is attached to the threaded end of the hollow crank-shaft by a right and left coupling.[502] The fuel is pumped to the spray nozzle, the opening in which is controlled by a fuel regulating needle having a long taper which is lifted out of the jet opening when the air-regulating slide is moved. The amount of fuel supplied the carburetor is controlled by a special needle valve fitting which combines a filter screen and which is shown at B. In regulating the speed of the Le Rhone engine, there are two possible means of controlling the mixture, one by altering the position of the air-regulating slide, which also works the metering needle in the jet, and the other by controlling the amount of fuel supplied to the spray nozzle through the special fitting provided for that purpose.
[501]A carburetor of peculiar construction is employed in the Le Rhone engine, this being a very simple type as outlined at Fig. 221. It is attached to the threaded end of the hollow crank-shaft by a right and left coupling.[502] The fuel is pumped to the spray nozzle, the opening in which is controlled by a fuel regulating needle having a long taper which is lifted out of the jet opening when the air-regulating slide is moved. The amount of fuel supplied the carburetor is controlled by a special needle valve fitting which combines a filter screen and which is shown at B. In regulating the speed of the Le Rhone engine, there are two possible means of controlling the mixture, one by altering the position of the air-regulating slide, which also works the metering needle in the jet, and the other by controlling the amount of fuel supplied to the spray nozzle through the special fitting provided for that purpose.
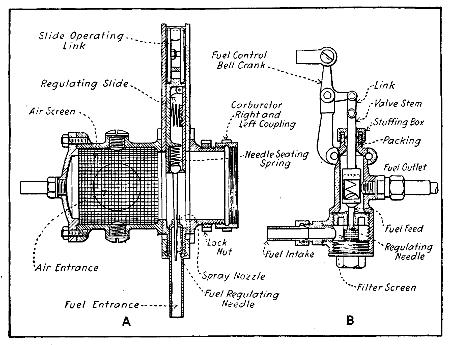
Fig. 221.—The Le Rhone Carburetor at A and Fuel Supply Regulating Device at B.
Fig. 221.—The Le Rhone Carburetor at A and the Fuel Supply Regulating Device at B.
In considering the action of this engine one can refer to Fig. 222. The crank O. M. is fixed, while the cylinders can turn about the crank-shaft center O and the piston[503] turns around the crank-pin M, because of the eccentricity of the centers of rotation the piston will reciprocate in the cylinders. This distance is at its maximum when the cylinder is above O and at a minimum when it is above M, and the difference between these two positions is equal to the stroke, which is twice the distance of the crank-throw O, M. The explosion pressure resolves itself into the force F exerted along the line of the connecting rod A, M, and also into a force N, which tends to make the cylinders rotate around point O in the direction of the arrow. An odd number of cylinders acting on one crank-pin is desirable to secure equally spaced explosions, as the basic action is the same as the Gnome engine.
In considering the action of this engine one can refer to Fig. 222. The crank O. M. is fixed, while the cylinders can turn about the crank-shaft center O and the piston[503] turns around the crank-pin M, because of the eccentricity of the centers of rotation the piston will reciprocate in the cylinders. This distance is at its maximum when the cylinder is above O and at a minimum when it is above M, and the difference between these two positions is equal to the stroke, which is twice the distance of the crank-throw O, M. The explosion pressure resolves itself into the force F exerted along the line of the connecting rod A, M, and also into a force N, which tends to make the cylinders rotate around point O in the direction of the arrow. An odd number of cylinders acting on one crank-pin is desirable to secure equally spaced explosions, as the basic action is the same as the Gnome engine.
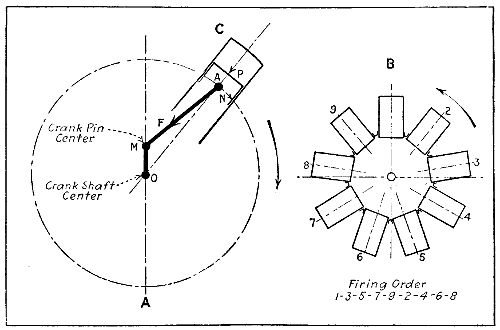
Fig. 222.—Diagrams Showing Le Rhone Motor Action and Firing Order.
Fig. 222.—Diagrams Showing the Le Rhone Engine Action and Firing Order.
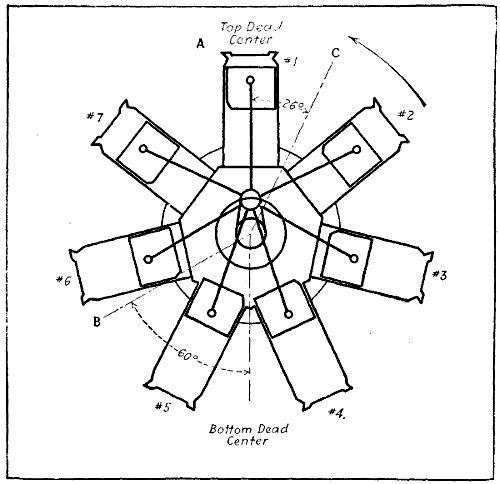
Fig. 223.—Diagram Showing Positions of Piston in Le Rhone Rotary Cylinder Motor.
Fig. 223.—Diagram Showing Positions of Piston in Le Rhone Rotary Cylinder Engine.
The magneto is driven by a gear having 36 teeth attached to crank-case which meshes with 16-tooth pinion on armature. The magneto turns at 2.25 times crank-case speed. Two cams, one for inlet, one for exhaust, are mounted on a carrying member and act on nine rocker arms which are capable of giving a push-and-pull[504] motion to the valve-actuating rocker-operating rods. A gear driven by the crank-case meshes with a larger member having internal teeth carried by the cam carrier. Each cam has five profiles and is mounted in staggered relation to the other. These give the nine fulcrumed levers the proper motion to open the inlet and exhaust valves at the proper time. The cams are driven at 45⁄50 or 9⁄10 of the motor speed. The cylinder dimensions and timing follows; the weight can be approximated by figuring 3 pounds per horse-power.
The magneto is powered by a gear with 36 teeth attached to the crankcase, which meshes with a 16-tooth pinion on the armature. The magneto runs at 2.25 times the speed of the crankcase. Two cams, one for the inlet and one for the exhaust, are mounted on a support and act on nine rocker arms that can push and pull[504] to move the valve-actuating rocker-operating rods. A gear driven by the crankcase connects with a larger component that has internal teeth carried by the cam carrier. Each cam has five profiles and is offset in relation to the others. This arrangement allows the nine fulcrumed levers to properly open the inlet and exhaust valves at the right times. The cams are driven at 45⁄50 or 9⁄10 of the motor speed. The cylinder dimensions and timing follow, and the weight can be estimated by calculating 3 pounds per horsepower.
| 80 | H.P. | 105 | M/M bore | 4.20 inches | bore. |
| 140 | M/M stroke | 5.60 inches | stroke. | ||
| 110 | H.P. | 112 | M/M bore | 4.48 inches | bore. |
| 170 | M/M stroke | 6.80 inches | stroke. | ||
| Timing— | Intake valve opening, lag | 18° | ⎫ | 110 H.P. | 18° | ⎫ | 80 H.P. |
| Intake valve closing, lag | 35° | ⎮ | 35° | ⎮ | |||
| Exhaust valve opening, lead | 55° | ⎬ | 45° | ⎬ | |||
| Exhaust valve closing, lag | 5° | ⎮ | 5° | ⎮ | |||
| Ignition time advance | 26° | ⎭ | 26° | ⎭ |
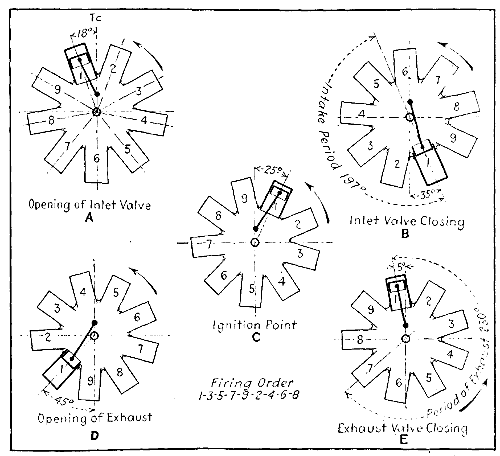
Fig. 224.—Diagrams Showing Valve Timing of Le Rhone Aviation Engine.
Fig. 224.—Diagrams Showing Valve Timing of Le Rhone Aviation Engine.
THE RENAULT AIR-COOLED VEE ENGINE
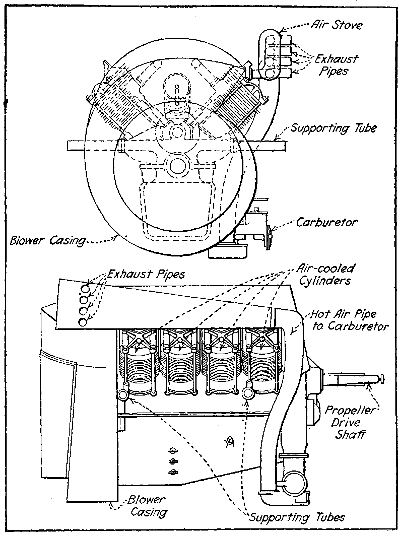
Fig. 225.—Diagrams Showing How Cylinder Cooling is Effected in Renault Vee Engines.
Fig. 225.—Diagrams Showing How Cylinder Cooling Works in Renault Vee Engines.
Air-cooled stationary engines are rarely used in airplanes, but the Renault Frères of France have for several years manufactured a complete series of such engines of the general design shown at Fig. 225, ranging from a[506] low-powered one developed eight or nine years ago and rated at 40 and 50 horse-power, to later eight-cylinder models rated at 70 horse-power and a twelve-cylinder, or twin six, rated at 90 horse-power. The cylinders are of cast iron and are furnished with numerous cooling ribs[507] which are cast integrally. The cylinder heads are separate castings and are attached to the cylinder as in early motorcycle engine practice, and serve to hold the cylinder in place on the aluminum alloy crank-case by a cruciform yoke and four long hold-down bolts (Fig. 226). The pistons are of cast steel and utilize piston rings of cast iron. The valves are situated on the inner side of the cylinder head, the arrangement being unconventional in that the exhaust valves are placed above the inlet. The inlet valves seat in an extension of the combustion head and are actuated by direct push rod and cam in the usual manner while an overhead gear in which rockers are operated[508] by push rods is needed to actuate the exhaust valves. The valve action is clearly shown in Figs. 226 and 227. The air stream by which the cylinders are cooled is produced by a centrifugal or blower type fan of relatively large diameter which is mounted on the end of a crank-shaft and the air blast is delivered from this blower into an enclosed space between the cylinder from which it escapes only after passing over the cooling fins. In spite of the fact that considerable prejudice exists against air-cooling fixed cylinder engines, the Renault has given very good service in both England and France.
Air-cooled stationary engines are rarely used in airplanes, but the Renault Frères of France have for several years manufactured a complete series of such engines of the general design shown at Fig. 225, ranging from a[506] low-powered one developed eight or nine years ago and rated at 40 and 50 horse-power, to later eight-cylinder models rated at 70 horse-power and a twelve-cylinder, or twin six, rated at 90 horse-power. The cylinders are of cast iron and are furnished with numerous cooling ribs[507] which are cast integrally. The cylinder heads are separate castings and are attached to the cylinder as in early motorcycle engine practice, and serve to hold the cylinder in place on the aluminum alloy crank-case by a cruciform yoke and four long hold-down bolts (Fig. 226). The pistons are of cast steel and utilize piston rings of cast iron. The valves are situated on the inner side of the cylinder head, the arrangement being unconventional in that the exhaust valves are placed above the inlet. The inlet valves seat in an extension of the combustion head and are actuated by direct push rod and cam in the usual manner while an overhead gear in which rockers are operated[508] by push rods is needed to actuate the exhaust valves. The valve action is clearly shown in Figs. 226 and 227. The air stream by which the cylinders are cooled is produced by a centrifugal or blower type fan of relatively large diameter which is mounted on the end of a crank-shaft and the air blast is delivered from this blower into an enclosed space between the cylinder from which it escapes only after passing over the cooling fins. In spite of the fact that considerable prejudice exists against air-cooling fixed cylinder engines, the Renault has given very good service in both England and France.

Fig. 226.—End Sectional View of Renault Air-Cooled Aviation Engine.
Fig. 226.—End Sectional View of Renault Air-Cooled Aviation Engine.
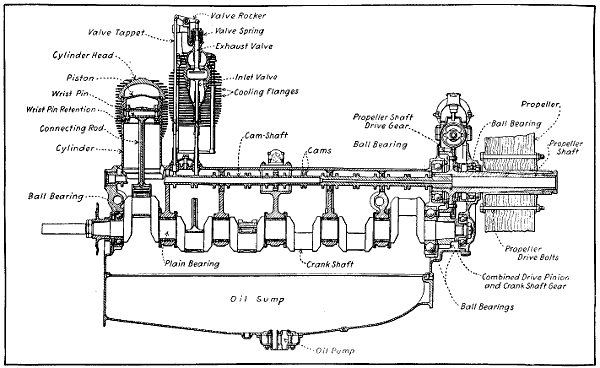
Fig. 227.—Side Sectional View of Renault Twelve-Cylinder Air-Cooled Aviation Engine Crank-Case, Showing Use of Plain and Ball Bearings for Crank-Shaft Support.
Fig. 227.—Side Sectional View of Renault 12-Cylinder Air-Cooled Aviation Engine Crankcase, Showing Use of Plain and Ball Bearings for Crankshaft Support.
As will be seen by the sectional view at Fig. 227, the steel crank-shaft is carried in a combination of plain bearings inside the crank-case and by ball bearings at the ends. Owing to air cooling, special precautions are taken with the lubrication system, though the lubrication is not forced or under high pressure. An oil pump of the gear-wheel type delivers oil from the sump at the bottom of the crank-case to a chamber above, from which the oil flows by gravity along suitable channels to the various main bearings. It flows from the bearings into hollow rings fastened to the crank-webs, and the oil thrown from the whirling connecting rod big ends bathes the internal parts in an oil mist. In the eight-cylinder designs ignition is effected by a magneto giving four sparks per revolution and is accordingly driven at engine speed. In the twelve-cylinder machine two magnetos of the ordinary revolving armature or two-spark type, each supplying six cylinders, are fitted as outlined at Fig. 228. The carburetor is a float feed form. Warm air is supplied for Winter and damp weather by air pipes surrounding the exhaust pipes. The normal speed of the Renault engine is 1,800 R. P. M., but as the propeller is mounted upon an extension of the cam-shaft the normal propeller speed is but half that of the engine, which makes it possible to use a propeller of large diameter and high efficiency. Owing to the air cooling, but low compression may be used, this being about 60 pounds per square inch,[510] which, of course, lowers the mean effective pressure and makes the engine less efficient than water-cooled forms where it is possible to use compression pressure of 100[512] or more pounds per square inch. The 70 horse-power engine has cylinders with a bore of 3.78 inches and a stroke of 5.52 inches. Its weight is given as 396 pounds, when in running order, which figures 5.7 pounds per horse-power. The same cylinder size is used on the twelve-cylinder 100 horse-power and the stroke is the same. This engine in running order weighs 638 pounds, which figures approximately 6.4 pounds per B. H. P.
As will be seen by the sectional view at Fig. 227, the steel crank-shaft is carried in a combination of plain bearings inside the crank-case and by ball bearings at the ends. Owing to air cooling, special precautions are taken with the lubrication system, though the lubrication is not forced or under high pressure. An oil pump of the gear-wheel type delivers oil from the sump at the bottom of the crank-case to a chamber above, from which the oil flows by gravity along suitable channels to the various main bearings. It flows from the bearings into hollow rings fastened to the crank-webs, and the oil thrown from the whirling connecting rod big ends bathes the internal parts in an oil mist. In the eight-cylinder designs ignition is effected by a magneto giving four sparks per revolution and is accordingly driven at engine speed. In the twelve-cylinder machine two magnetos of the ordinary revolving armature or two-spark type, each supplying six cylinders, are fitted as outlined at Fig. 228. The carburetor is a float feed form. Warm air is supplied for Winter and damp weather by air pipes surrounding the exhaust pipes. The normal speed of the Renault engine is 1,800 R. P. M., but as the propeller is mounted upon an extension of the cam-shaft the normal propeller speed is but half that of the engine, which makes it possible to use a propeller of large diameter and high efficiency. Owing to the air cooling, but low compression may be used, this being about 60 pounds per square inch,[510] which, of course, lowers the mean effective pressure and makes the engine less efficient than water-cooled forms where it is possible to use compression pressure of 100[512] or more pounds per square inch. The 70 horse-power engine has cylinders with a bore of 3.78 inches and a stroke of 5.52 inches. Its weight is given as 396 pounds, when in running order, which figures 5.7 pounds per horse-power. The same cylinder size is used on the twelve-cylinder 100 horse-power and the stroke is the same. This engine in running order weighs 638 pounds, which figures approximately 6.4 pounds per B. H. P.
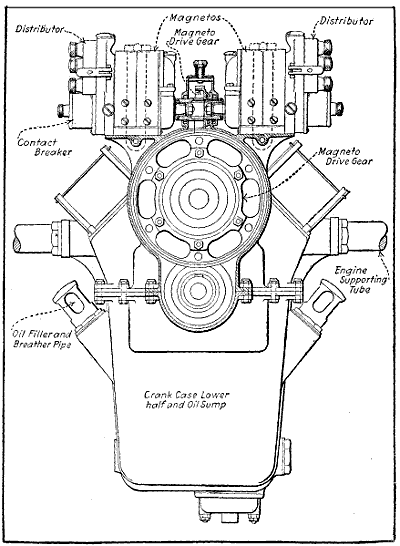
Fig. 228.—End View of Renault Twelve-Cylinder Engine Crank-Case, Showing Magneto Mounting.
Fig. 228.—End View of Renault Twelve-Cylinder Engine Crankcase, Showing Magneto Mounting.
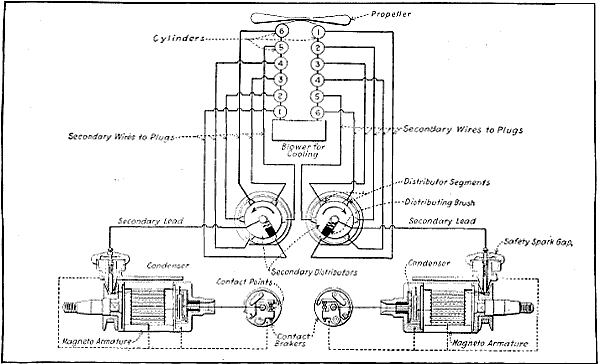
Fig. 229.—Diagram Outlining Renault Twelve-Cylinder Engine Ignition System.
Fig. 229.—Diagram Showing the Ignition System of the Renault Twelve-Cylinder Engine.
SIMPLEX MODEL “A” HISPANO-SUIZA
The Model A is of the water-cooled four-cycle Vee type, with eight cylinders, 4.7245 inch bore by 5.1182 inch stroke, piston displacement 718 cubic inches. At sea-level it develops 150 horse-power at 1,450 R. P. M. It can be run successfully at much higher speeds, depending on propeller design and gearing, developing proportionately increased power. The weight, including carburetor, two magnetos, propeller hub, starting magneto and crank, but without radiator, water or oil or exhaust pipes, is 445 pounds. Average fuel consumption is .5 pound per horse-power hour and the oil consumption at 1,450 R. P. M. is three quarts per hour. The external appearance is shown at Fig. 230.
The Model A is of the water-cooled four-cycle Vee type, with eight cylinders, 4.7245 inch bore by 5.1182 inch stroke, piston displacement 718 cubic inches. At sea-level it develops 150 horse-power at 1,450 R. P. M. It can be run successfully at much higher speeds, depending on propeller design and gearing, developing proportionately increased power. The weight, including carburetor, two magnetos, propeller hub, starting magneto and crank, but without radiator, water or oil or exhaust pipes, is 445 pounds. Average fuel consumption is .5 pound per horse-power hour and the oil consumption at 1,450 R. P. M. is three quarts per hour. The external appearance is shown at Fig. 230.
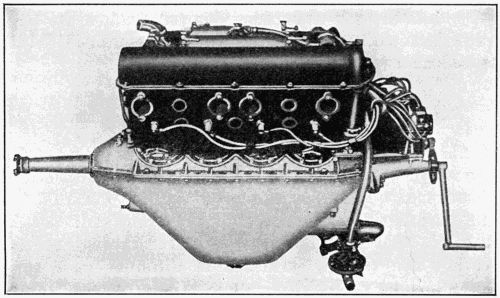
Fig. 230.—The Simplex Model A Hispano-Suiza Aviation Engine, a Very Successful Form.
Fig. 230.—The Simplex Model A Hispano-Suiza Aviation Engine, a Highly Successful Version.
Four cylinders are contained in each block, which is of built-up construction; the water jackets and valve ports are cast aluminum and the individual cylinders heat-treated steel forgings threaded into the bored holes of the aluminum castings. Each block after assembly is given a number of protective coats of enamel, both inside and out, baked on. Coats on the inside are applied under pressure. The pistons are aluminum castings, ribbed. Connecting rods are tubular, of the forked type. One rod bears directly on the crank-pin; the other rod has a bearing on the outside of the one first mentioned.
Four cylinders are inside each block, which is built up from multiple parts; the water jackets and valve ports are made of cast aluminum, and the individual cylinders are heat-treated steel forgings that screw into the drilled holes of the aluminum castings. After assembly, each block receives several layers of protective enamel, applied both inside and outside, that are baked on. The inside layers are applied under pressure. The pistons are ribbed aluminum castings. The connecting rods are tubular and forked. One rod connects directly to the crank pin, while the other rod rests on the outside of the first one mentioned.
The crank-shaft is of the five-bearing type, very short, stiff in design, bored for lightness and for the oiling system. The crank-shaft extension is tapered for the[513] French standard propeller hub, which is keyed and locked to the shaft. This makes possible instant change of propellers. The case is in two halves divided on the center line of the crank-shaft, the bearings being fitted between the upper and lower sections. The lower half is deep, providing a large oil reservoir and stiffening the engine. The upper half is simple and provides magneto supports on extension ledges of the two main faces. The valves are of large diameter with hollow stems, working in cast iron bushings. They are directly operated by a single hollow cam-shaft located over the valves. The cam-shafts are driven from the crank-shaft by vertical shafts and bevel gears. The cam-shafts, cams and heads of the valve stems are all enclosed in oil-tight removable housings of cast aluminum.
The crankshaft is a five-bearing type, very short and stiff in design, drilled for lightness and for the oiling system. The crankshaft extension is tapered for the [513] French standard propeller hub, which is keyed and locked to the shaft. This allows for instant propeller changes. The case is made up of two halves divided along the center line of the crankshaft, with the bearings fitted between the upper and lower sections. The lower half is deep, providing a large oil reservoir and reinforcing the engine. The upper half is straightforward and provides magneto supports on extension ledges of the two main faces. The valves are large in diameter with hollow stems, working in cast iron bushings. They are directly operated by a single hollow camshaft located above the valves. The camshafts are driven from the crankshaft by vertical shafts and bevel gears. The camshafts, cams, and heads of the valve stems are all enclosed in oil-tight removable housings made of cast aluminum.
Oiling is by a positive pressure system. The oil is taken through a filter and steel tubes cast in the case to main bearings, through crank-shaft to crank-pins. The fourth main bearing is also provided with an oil lead from the system and through tubes running up the end of each cylinder block, oil is provided for the cam-shafts,[514] cams and bearings. The surplus oil escapes through the end of the cam-shaft where the driving gears are mounted, and with the oil that has gathered in the top casing, descends through the drive shaft and gears to the sump.
Oiling uses a positive pressure system. The oil is filtered and sent through steel tubes cast into the case to the main bearings and then through the crankshaft to the crankpins. The fourth main bearing also gets an oil supply from the system, and oil flows through tubes running up the end of each cylinder block to provide for the camshafts, cams, and bearings. Excess oil escapes through the end of the camshaft where the driving gears are mounted, and the oil that collects in the top casing flows down through the drive shaft and gears to the sump.[514]
Ignition is by two eight-cylinder magnetos firing two spark-plugs per cylinder. The magnetos are driven from each of the two vertical shafts by small bevel pinions meshing in bevel gears. The carburetor is mounted between the two cylinder blocks and feeds the two blocks through aluminum manifolds which are partly water-jacketed. The engine can be equipped with a geared hand crank-starting device.
Ignition comes from two eight-cylinder magnetos that trigger two spark plugs in each cylinder. The magnetos are powered by small bevel pinions connected to each of the two vertical shafts, which mesh with bevel gears. The carburetor sits between the two cylinder blocks and supplies fuel to both blocks through aluminum manifolds that are partially cooled by water. The engine can be fitted with a geared hand crank starting system.
STURTEVANT MODEL 5A 140 HORSE-POWER ENGINE
These motors are of the eight-cylinder “V” type, four-stroke cycle, water-cooled, having a bore of 4 inches and a stroke of 51⁄2 inches, equivalent to 102 mm. × 140 mm. The normal operating speed of the crank-shaft is 2,000 R. P. M. The propeller shaft is driven through reducing gears which can be furnished in different gear ratios. The standard ratio is 5:3, allowing a propeller speed of 1,200 R. P. M.
These motors are eight-cylinder “V” type, four-stroke cycle, water-cooled, with a bore of 4 inches and a stroke of 51⁄2 inches, which is equivalent to 102 mm × 140 mm. The crankshaft normally operates at a speed of 2,000 RPM. The propeller shaft is driven through reduction gears that can be provided in various gear ratios. The standard ratio is 5:3, allowing for a propeller speed of 1,200 RPM.
The construction of the motor is such as to permit of the application of a direct drive. The change from the direct drive to gear drive, or vice versa, can be accomplished in approximately one hour.
The design of the motor allows for the use of a direct drive. Switching from direct drive to gear drive, or the other way around, can be done in about one hour.
The cylinders are cast in pairs from an aluminum alloy and are provided with steel sleeves, carefully fitted into each cylinder. A perfect contact is secured between cylinder and sleeve; at the same time a sleeve can be replaced without injury to the cylinder proper. No difficulties due to expansion occur on account of the rapid transmission of heat and the fact that the sleeve is always at higher temperature than the cylinder. A moulded copper asbestos gasket is placed between the cylinder and the head, permitting the cooling water to circulate[515] freely and at the same time insuring a tight joint. The cylinder heads are cast in pairs from an aluminum alloy and contain ample water passages for circulation of cooling water over the entire head. Trouble due to hot valves is thereby eliminated, a most important consideration in the operation of an aeroplane motor. The water jacket of the head corresponds to the water jacket of the cylinders and large openings in both allow the unobstructed circulation of the cooling water. The cylinder heads and cylinders are both held to the base by six long bolts. The valves are located in the cylinder heads and are mechanically operated. The valves and valve springs are especially accessible and of such size as to permit high volumetric efficiency. The valves are constructed of hardened tungsten steel, the heads and stems being made from one piece. The valve rocker arms located on the top of the cylinder are provided with adjusting screws. A check nut enables the adjusting screw to be securely locked in position, once the correct clearance has been determined. The rocker arm bearings are adequately lubricated by a compression grease cup. Cam-rollers are interposed between the cams and the push rods in order to reduce the side thrust on the push rods.
The cylinders are cast in pairs from an aluminum alloy and have steel sleeves carefully fitted into each one. There’s a perfect fit between the cylinder and the sleeve, and the sleeve can be replaced without damaging the cylinder itself. There are no issues with expansion because heat transfers quickly, and the sleeve is always at a higher temperature than the cylinder. A molded copper-asbestos gasket is placed between the cylinder and the head, allowing cooling water to circulate freely while ensuring a tight seal. The cylinder heads are also cast in pairs from an aluminum alloy and have ample water passages for cooling water to flow over the entire head. This setup prevents problems with hot valves, which is crucial for the operation of an airplane engine. The water jacket in the head matches the water jacket in the cylinders, and large openings in both allow unobstructed cooling water circulation. The cylinder heads and cylinders are attached to the base with six long bolts. The valves are in the cylinder heads and are mechanically operated. The valves and valve springs are easy to access and designed for high volumetric efficiency. The valves are made of hardened tungsten steel, with the heads and stems crafted from a single piece. The valve rocker arms on top of the cylinder come with adjusting screws. A check nut lets you securely lock the adjusting screw once the correct clearance is set. The rocker arm bearings are well-lubricated by a compression grease cup. Cam-rollers are placed between the cams and the push rods to minimize side thrust on the push rods.
A system of double springs is employed which greatly reduces the stress on each spring and insures utmost reliability. A spring of extremely large diameter returns the valve; a second spring located at the cylinder base handles the push rod linkage. These springs, which operate under low stress, are made from the best of steel and are given a special double heat treatment. The pistons are made from a special aluminum alloy; are deeply ribbed in the head for cooling and strength and provided with two piston rings. These pistons are exceedingly light weight in order to minimize vibration and prevent wear on the bearings. The piston pin is made of chrome nickel steel, bored hollow and hardened. It is allowed to turn, both in piston and connecting rod. The[516] piston rings are of special design, developed after years of experimenting in aeronautical engines.
A system of double springs is used that significantly reduces the stress on each spring and ensures maximum reliability. A large-diameter spring returns the valve, while a second spring at the cylinder base manages the push rod linkage. These springs operate under low stress and are made from high-quality steel, receiving a special double heat treatment. The pistons are crafted from a unique aluminum alloy, deeply ribbed in the head for cooling and strength, and are equipped with two piston rings. These pistons are very lightweight to minimize vibration and reduce wear on the bearings. The piston pin is made from chrome nickel steel, hollow bored, and hardened. It is allowed to rotate in both the piston and connecting rod. The[516] piston rings feature a special design developed after years of testing in aeronautical engines.
The connecting rods are of “H” section, machined all over from forgings of a special air-hardening chrome nickel steel which, after being heat treated has a tensile strength of 280,000 pounds per square inch. They are consequently very strong and yet unusually light, and being machined all over are of absolutely uniform section, which gives as nearly perfect balance as can be obtained. The big ends are lined with white metal and the small ends are bushed with phosphor bronze. The connecting rods are all alike and take their bearings side by side on the crank-pin, the cylinders being offset to permit of this arrangement. The crank-shaft is machined from the highest grade chrome nickel steel, heat treated in order to obtain the best properties of this material. It is 21⁄4 inches in diameter (57 mm.) and bored hollow throughout, insuring maximum strength with minimum weight. It is carried in three large, bronze-backed white metal bearings. A new method of producing these bearings insures a perfect bond between the two metals and eliminates breakage.
The connecting rods have an “H” shape, made entirely from special air-hardening chrome nickel steel forgings that, after heat treatment, reach a tensile strength of 280,000 pounds per square inch. They're very strong yet surprisingly lightweight, and since they're machined all around, they have a perfectly uniform section, providing nearly perfect balance. The big ends are lined with white metal, and the small ends are fitted with phosphor bronze bushings. All the connecting rods are identical and sit side by side on the crank-pin, with the cylinders offset to allow for this configuration. The crankshaft is made from high-quality chrome nickel steel and heat treated to enhance its properties. It has a diameter of 21⁄4 inches (57 mm) and is hollow throughout, ensuring maximum strength with minimal weight. It is supported by three large, bronze-backed white metal bearings. A new method for creating these bearings ensures a strong bond between the two metals and prevents breakage.
The base is cast from an aluminum alloy. Great strength and rigidity is combined with light weight. The sides extend considerably below the center line of the crank-shaft, providing an extremely deep section. At all highly stressed points, deep ribs are provided to distribute the load evenly and eliminate bending. The lower half of the base is of cast aluminum alloy of extreme lightness. This collects the lubricating oil and acts as a small reservoir for same. An oil-filtering screen of large area covers the entire surface of the sump. The propeller shaft is carried on two large annular ball bearings driven from the crank-shaft by hardened chrome nickel steel spur gears. These gears are contained within an oil-tight casing integral with the base on the opposite end from the timing gears. A ball-thrust bearing is provided on the propeller shaft to take the thrust of[517] a propeller or tractor, as the case may be. In case of the direct drive a stub shaft is fastened direct to the crank-shaft and is fitted with a double thrust bearing.
The base is made from an aluminum alloy. It combines great strength and rigidity with lightweight. The sides extend well below the centerline of the crankshaft, creating a very deep section. At all highly stressed points, deep ribs are included to distribute the load evenly and prevent bending. The lower half of the base is made of an extremely lightweight cast aluminum alloy. This section collects the lubricating oil and serves as a small reservoir for it. A large oil-filtering screen covers the entire surface of the sump. The propeller shaft is supported by two large annular ball bearings, which are driven from the crankshaft by hardened chrome nickel steel spur gears. These gears are housed within an oil-tight casing that is integrated with the base on the opposite end from the timing gears. A ball-thrust bearing is provided on the propeller shaft to support the thrust of a propeller or tractor, depending on the application. In the case of direct drive, a stub shaft is directly attached to the crankshaft and equipped with a double thrust bearing.
The cam-shaft is contained within the upper half of the base between the two groups of cylinders, and is supported in six bronze bearings. It is bored hollow throughout and the cams are formed integral with the shaft and ground to the proper shape and finish. An important development in the shape of cams has resulted in a maintained increase of power at high speeds. The gears operating the cam-shaft, magneto, oil and water pumps are contained within an oil-tight casing and operate in a bath of oil.
The camshaft is located in the upper part of the base between the two sets of cylinders and is supported by six bronze bearings. It's hollow throughout, and the cams are made as part of the shaft and shaped and finished correctly. A significant improvement in cam shapes has led to a consistent increase in power at high speeds. The gears that run the camshaft, magneto, oil, and water pumps are housed in an oil-tight casing and work in an oil bath.
Lubrication is of the complete forced circulating system, the oil being supplied to every bearing under high pressure by a rotary pump of large capacity. This is operated by gears from the crank-shaft. The oil passages from the pump to the main bearings are cast integral with the base, the hollow crank-shaft forming a passage through the connecting rod bearings and the hollow cam-shaft distributing the oil to the cam-shaft bearings. The entire surface of the lower half of the base is covered with a fine mesh screen through which the oil passes before reaching the pump. Approximately one gallon of oil is contained within the base and this is continually circulated through an external tank by a secondary pump operated by an eccentric on the cam-shaft. This also draws fresh oil from the external tank which can be made of any desired capacity.
Lubrication in the complete forced circulating system involves oil being supplied to every bearing under high pressure by a large-capacity rotary pump. This pump is operated by gears connected to the crankshaft. The oil passages from the pump to the main bearings are cast directly into the base, while the hollow crankshaft allows oil to flow through the connecting rod bearings, and the hollow camshaft distributes oil to the camshaft bearings. The entire surface of the lower half of the base is fitted with a fine mesh screen that the oil passes through before reaching the pump. The base holds about one gallon of oil, which is continuously circulated through an external tank by a secondary pump driven by an eccentric on the camshaft. This setup also draws fresh oil from the external tank, which can be customized to any desired size.
SPECIFICATIONS—MODEL 5A TYPE 8
THE CURTISS AVIATION MOTORS
The Curtiss OX motor has eight cylinders, 4-inch bore, 5-inch stroke, delivers 90 horse-power at 1,400 turns, and the weight turns out at 4.17 pounds per horse-power. This motor has cast iron cylinders with monel metal jackets, overhead inclined valves operated by means of two rocker arms, push-and-pull rods from the central cam-shaft located in the crank-case. The cam and push rod design is extremely ingenious and the whole valve construction turns out very light. This motor is an evolution from the early Curtiss type motor which was used by Glenn Curtiss when he won the Gordon Bennett Cup at Rheims. A slightly larger edition of this type motor is the OXX-5, as shown at Figs. 231 and 232, which has cylinders 41⁄4 inches by 5 inches, delivers 100 horse-power at 1,400 turns and has the same fuel and oil consumption as the OX type motor, namely, .60 pound of fuel per brake horse-power hour and .03 pound of lubricating oil per brake horse-power hour.
The Curtiss OX motor has eight cylinders, 4-inch bore, 5-inch stroke, delivers 90 horse-power at 1,400 turns, and the weight turns out at 4.17 pounds per horse-power. This motor has cast iron cylinders with monel metal jackets, overhead inclined valves operated by means of two rocker arms, push-and-pull rods from the central cam-shaft located in the crank-case. The cam and push rod design is extremely ingenious and the whole valve construction turns out very light. This motor is an evolution from the early Curtiss type motor which was used by Glenn Curtiss when he won the Gordon Bennett Cup at Rheims. A slightly larger edition of this type motor is the OXX-5, as shown at Figs. 231 and 232, which has cylinders 41⁄4 inches by 5 inches, delivers 100 horse-power at 1,400 turns and has the same fuel and oil consumption as the OX type motor, namely, .60 pound of fuel per brake horse-power hour and .03 pound of lubricating oil per brake horse-power hour.
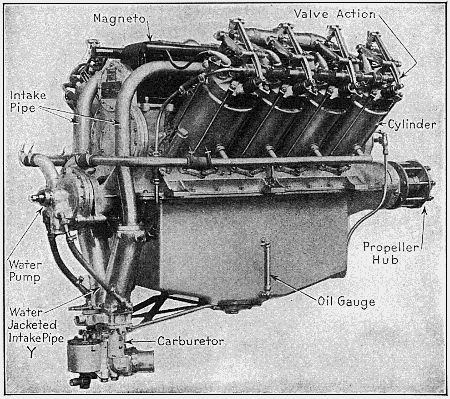
Fig. 231.—The Curtiss OXX-5 Aviation Engine is an Eight-Cylinder Type Largely Used on Training Machines.
Fig. 231.—The Curtiss OXX-5 Aviation Engine is an eight-cylinder type commonly used in training aircraft.
The Curtiss Company have developed in the last two years a larger-sized motor now known as the V-2, which was originally rated at 160 horse-power and which[519] has since been refined and improved so that the motor gives 220 horse-power at 1,400 turns, with a fuel consumption of 52⁄100 of a pound per brake horse-power hour and an oil consumption of .02 of a pound per brake horse-power hour. This larger motor has a weight of 3.45 pounds per horse-power and is now said to be giving very satisfactory service. The V-2 motor has drawn steel cylinders, with a bore of 5 inches and a stroke of 7 inches, with a steel water jacket top and a monel metal cylindrical jacket, both of which are brazed on to the cylinder barrel itself. Both these motors use side by side connecting rods and fully forced lubrication. The cam-shafts act as a gallery from which the oil is distributed to the cam-shaft bearings, the main crank-shaft[520] bearings, and the gearing. Here again we find extremely short rods, which, as before mentioned, enables the height and the consequent weight of construction to be very much reduced. For ordinary flying at altitudes of 5,000 to 6,000 feet, the motors are sent out with an aluminum liner, bolted between the cylinder and the crank-case in order to give a compression ratio which does not result in pre-ignition at a low altitude. For high flying, however, these aluminum liners are taken out and the compression[521] volume is decreased to about 18.6 per cent. of the total volume.
The Curtiss Company has developed a larger motor in the last two years, now known as the V-2. Initially rated at 160 horsepower, it has since been refined to produce 220 horsepower at 1,400 RPM, with a fuel consumption of 52⁄100 pound per brake horsepower hour and an oil consumption of .02 pound per brake horsepower hour. This larger motor weighs 3.45 pounds per horsepower and is now reported to be providing very satisfactory service. The V-2 motor features steel cylinders with a bore of 5 inches and a stroke of 7 inches, along with a steel water jacket top and a Monel metal cylindrical jacket, both brazed onto the cylinder barrel. Both motors use side-by-side connecting rods and fully forced lubrication. The camshafts act as a distribution system that sends oil to the camshaft bearings, the main crankshaft bearings, and the gearing. Once again, we see extremely short rods, which helps minimize the height and weight of the construction. For regular flying at altitudes of 5,000 to 6,000 feet, the motors come with an aluminum liner bolted between the cylinder and the crankcase to ensure a compression ratio that prevents pre-ignition at lower altitudes. For high-altitude flying, however, these aluminum liners are removed, decreasing the compression volume to about 18.6 percent of the total volume.
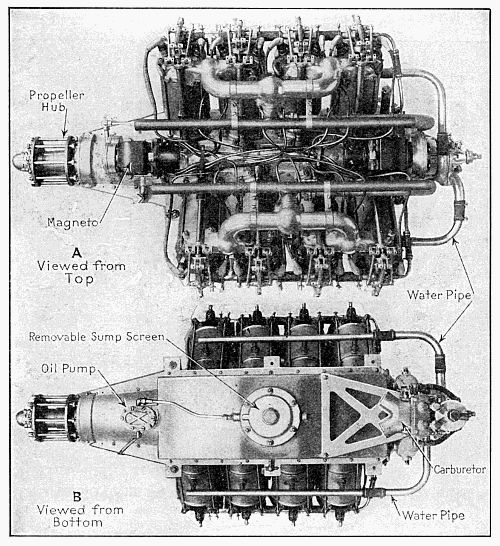
Fig. 232.—Top and Bottom Views of the Curtiss OXX-5 100 Horse-Power Aviation Engine.
Fig. 232.—Top and Bottom Views of the Curtiss OXX-5 100 HP Aviation Engine.
The Curtiss Aeroplane Company announces that it has recently built, and is offering, a twelve-cylinder 5′′ × 7′′ motor, which was designed for aeronautical uses primarily. This engine is rated at 250 horse-power, but it is claimed to develop 300 at 1,400 R. P. M. Weights—Motor, 1,125 pounds; radiator, 120 pounds; cooling water, 100 pounds; propeller, 95 pounds.
The Curtiss Aeroplane Company announces that it has recently built and is offering a twelve-cylinder 5 inches × 7 inches engine, primarily designed for aviation purposes. This engine is rated at 250 horsepower but is claimed to produce 300 at 1,400 RPM. Weights—Engine, 1,125 pounds; radiator, 120 pounds; cooling water, 100 pounds; propeller, 95 pounds.
Gasoline Consumption per Horse-power Hour, 6⁄10 pounds.
Gasoline Use per HP Hour, 6⁄10 pounds.
Oil Consumption per Hour at Maximum Speed—2 pints.
Oil Consumption per Hour at Maximum Speed—2 pints.
Installation Dimensions—Overall length, 845⁄8 inches; overall width, 341⁄8 inches; overall depth, 40 inches; width at bed, 301⁄2 inches; height from bed, 211⁄8 inches; depth from bed, 181⁄2 inches.
Installation Dimensions—Overall length, 84 5/8 inches; overall width, 34 1/8 inches; overall depth, 40 inches; width at bed, 30 1/2 inches; height from bed, 21 1/8 inches; depth from bed, 18 1/2 inches.
THOMAS-MORSE MODEL 88 ENGINE
The Thomas-Morse Aircraft Corporation of Ithaca, N. Y., has produced a new engine, Model 88, bearing a close resemblance to the earlier model. The main features of that model have been retained; in fact, many parts are interchangeable in the two engines. Supported by the great development in the wide use of aluminum, the Thomas engineers have adopted this material for cylinder construction, which adoption forms the main departure from previous accepted design.
The Thomas-Morse Aircraft Corporation in Ithaca, N.Y., has created a new engine, Model 88, which looks quite similar to the previous model. The key features from that model have been kept; in fact, many parts can be swapped between the two engines. Thanks to the significant advancements in the widespread use of aluminum, the Thomas engineers have chosen this material for the cylinder construction, which is the main change from the previously accepted design.
The marked tendency to-day toward a higher speed of rotation has been conclusively justified, in the opinion of the Thomas engineers, by the continued reliable performance of engines with crank-shafts operating at speeds near 2,000 revolutions per minute, driving the propeller through suitable gearing at the most efficient speed. High speed demands that the closest attention be paid to the design of reciprocating and rotating parts and their adjacent units. Steel of the highest obtainable[522] tensile strength must be used for connecting rods and piston pins, that they may be light and yet retain a sufficient factor of safety. Piston design is likewise subjected to the same strict scrutiny. At the present day, aluminum alloy pistons operate so satisfactorily that they may be said to have come to stay.
The noticeable trend nowadays toward higher rotation speeds has been thoroughly justified, according to the Thomas engineers, by the consistent and reliable performance of engines with crankshafts running at speeds close to 2,000 revolutions per minute, driving the propeller through appropriate gearing at the most efficient speed. High speed requires meticulous attention to the design of both reciprocating and rotating parts and their surrounding units. The highest quality steel with maximum tensile strength must be used for connecting rods and piston pins, so they can be lightweight while still having a sufficient safety margin. Piston design is also subjected to the same rigorous evaluation. Today, aluminum alloy pistons work so well that it's fair to say they are here to stay.
The statement often made in the past, that the gearing down of an engine costs more in the weight of reduction gears and propeller shaft than is warranted by the increase in horse-power, is seldom heard to-day.
The common belief in the past that reducing an engine's gearing costs more in the weight of reduction gears and propeller shafts than the boost in horsepower justifies is rarely mentioned today.
The mean effective pressure remaining the same, the brake horse-power of any engine increases as the speed. That is, an engine delivering 100 brake horse-power at 1,500 revolutions per minute will show 133 brake horse-power at 2,000 revolutions per minute, an increase of 33 brake horse-power. To utilize this increase in horse-power, a matter of some fifteen pounds must be spent in gearing and another fifteen perhaps on larger valves, bearings, etc. Two per cent. may be assumed lost in the gears. In other words, the increase in horse-power due to increasing the speed has been attained at the expense of about one pound per brake horse-power.
The mean effective pressure staying the same, the brake horsepower of any engine increases with speed. For example, an engine that delivers 100 brake horsepower at 1,500 revolutions per minute will show 133 brake horsepower at 2,000 revolutions per minute, resulting in a gain of 33 brake horsepower. To make use of this horsepower increase, about fifteen pounds needs to be invested in gearing and another fifteen might be spent on larger valves, bearings, and so on. You can assume that two percent is lost in the gears. In other words, the boost in horsepower from increasing the speed has come at a cost of about one pound per brake horsepower.
The advantages of the eight-cylinder engine over the six and twelve, briefly stated, are: lower weight per horse-power, shorter length, simpler and stiffer crank-shaft, cam-shaft and crank-case, and simpler and more direct manifold arrangement. As to torque, the eight is superior to the six, and yet in practice not enough inferior to the twelve to warrant the addition of four more cylinders. It must, however, be recognized that the eight is subject to the action of inherent unbalanced inertia couples, which set up horizontal vibrations, impossible of total elimination. These vibrations are functions of the reciprocating weights, which, as already mentioned, are cut down to the minimum. Vibrations due to the elasticity of crank-case, crank-shaft, etc., can be and are reduced in the Thomas engine to minor quantities by ample webbing of the crank-case and judicious[523] use of metal elsewhere. All things considered, there is actually so little difference to be discerned between the balance of a properly designed eight-cylinder engine and that of a six or twelve as to make a discussion of the pros and cons more one of theory than of practice.
The benefits of the eight-cylinder engine compared to the six and twelve can be summed up as follows: it has a lighter weight per horsepower, a shorter length, a simpler and sturdier crankshaft, camshaft, and crankcase, along with a simpler and more direct manifold setup. In terms of torque, the eight outperforms the six, yet in reality, it doesn’t fall short enough compared to the twelve to justify adding four extra cylinders. However, it’s important to note that the eight experiences inherent unbalanced inertia couples, which cause horizontal vibrations that can't be completely eliminated. These vibrations are linked to the reciprocating weights, which have, as previously stated, been minimized. Vibrations from the flexibility of the crankcase, crankshaft, and similar components can and are reduced in the Thomas engine to negligible levels through extensive webbing of the crankcase and careful use of metal elsewhere. Taking everything into account, there’s actually very little difference in balance between a well-designed eight-cylinder engine and a six or twelve, making the discussion of their advantages and disadvantages more theoretical than practical.
The main criticisms of the L head cylinder engine are that it is less efficient and heavier. This is granted, as it relates to cylinders alone. More thorough investigation, however, based on the main desideratum, weight-power ratio, leads us to other conclusions, particularly with reference to high speed engines. The valve gear must not be forgotten. A cylinder cannot be taken completely away from its component parts and judged, as to its weight value, by itself alone. A part away from the whole becomes an item unimportant in comparison with the whole. The valve gear of a high speed engine is a too often overlooked feature. The stamp of approval has been made by high speed automobile practice upon the overhead cam-shaft drive, with valves in the cylinder head operated direct from the cam-shaft or by means of valve lifters or short rockers.
The main criticisms of the L head cylinder engine are that it’s less efficient and heavier. This is true when considering just the cylinders. However, a deeper investigation, focusing on the key factor of weight-power ratio, leads us to different conclusions, especially regarding high-speed engines. We must also consider the valve gear. A cylinder can’t be evaluated on its own in terms of weight; it needs to be viewed in the context of its overall structure. When you isolate a part from the whole, it often seems less significant in comparison. The valve gear in a high-speed engine is a feature that is frequently overlooked. The endorsement from high-speed automobile engineering has gone to the overhead camshaft drive, where valves in the cylinder head are operated directly from the camshaft or via valve lifters or short rockers.
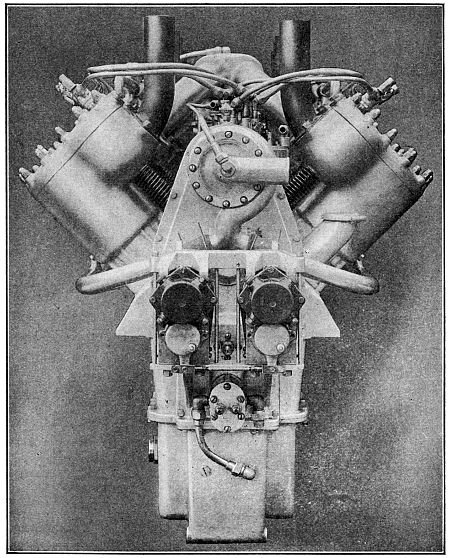
Fig. 233.—End View of Thomas-Morse 150 Horse-Power Aluminum Cylinder Aviation Motor Having Detachable Cylinder Heads.
Fig. 233.—End View of Thomas-Morse 150 Horsepower Aluminum Cylinder Aviation Engine with Removable Cylinder Heads.
The overhead cam-shaft mechanism applied to an eight-cylinder engine calls for two separate cam-shafts carried above and supported by the cylinders in an oil-tight housing, and driven by a series of spur gears or bevels from the crank-shaft. It is patent that this valve gearing is heavy and complicated in comparison with the simple moving valve units of the L head engine, which are operated from one single cam-shaft, housed rigidly in the crank-case. The inherently lower volumetric efficiency of the L head engine is largely overcome by the use of a properly designed head, large valves and ample gas passages. Again, the customary use of a dual ignition system gives to the L head a relatively better opportunity for the advantageous placing of spark-plugs, in order that better flame propagation and complete combustion may be secured.
The overhead camshaft system used in an eight-cylinder engine requires two separate camshafts mounted above and supported by the cylinders in a sealed housing, driven by a set of spur gears or bevels from the crankshaft. It's clear that this valve mechanism is heavy and complicated compared to the straightforward moving valve units of the L-head engine, which operate from a single camshaft securely housed in the crankcase. The naturally lower volumetric efficiency of the L-head engine is mostly offset by a well-designed head, larger valves, and sufficient gas passages. Additionally, the typical use of a dual ignition system gives the L-head a better chance for optimally placing spark plugs, allowing for improved flame propagation and complete combustion.
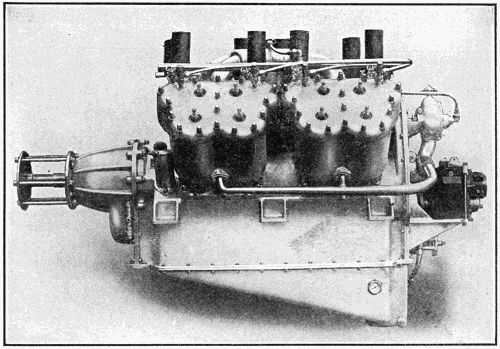
Fig. 234.—Side View of Thomas-Morse High Speed 150 Horse-Power Aviation Motor with Geared Down Propeller Drive.
Fig. 234.—Side View of Thomas-Morse High-Speed 150 Horsepower Aviation Engine with Geared Down Propeller Drive.
[524]The Thomas Model 88 engine is 41⁄8 inch bore and 51⁄2 inch stroke. The cylinders and cylinder heads are of aluminum, and as steel liners are used in the cylinders the pistons are also made of aluminum. This engine is actually lighter than the earlier model of less power. It weighs but 525 pounds, with self-starter. The general[525] features of design can be readily ascertained by study of the illustrations: Fig. 233, which shows an end view; Fig. 234, which is a side view, and Fig. 235, which outlines the reduction gear-case and the propeller shaft supporting bearings.
[524]The Thomas Model 88 engine is 41⁄8 inch bore and 51⁄2 inch stroke. The cylinders and cylinder heads are of aluminum, and as steel liners are used in the cylinders the pistons are also made of aluminum. This engine is actually lighter than the earlier model of less power. It weighs but 525 pounds, with self-starter. The general[525] features of design can be readily ascertained by study of the illustrations: Fig. 233, which shows an end view; Fig. 234, which is a side view, and Fig. 235, which outlines the reduction gear-case and the propeller shaft supporting bearings.
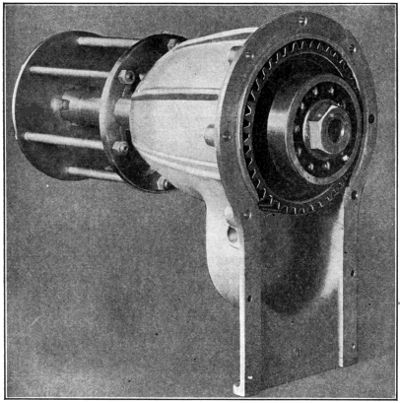
Fig. 235.—The Reduction Gear-Case of Thomas-Morse 150 Horse-Power Aviation Motor, Showing Ball Bearing and Propeller Drive Shaft Gear.
Fig. 235.—The Reduction Gear-Case of the Thomas-Morse 150 Horsepower Aviation Motor, Showing the Ball Bearing and Propeller Drive Shaft Gear.
SIXTEEN-VALVE DUESENBERG ENGINE
This engine is a four-cylinder, 43⁄4′′ × 7′′, 125 horse-power at 2,100 R. P. M. of the crank-shaft and 1,210 R. P. M. of the propeller. Motors are sold on above rating; actual power tests prove this motor capable of developing 140 horse-power at 2,100 R. P. M. of the motor. The exact weight with magneto, carburetor, gear reduction and propeller hub, as illustrated, 509 pounds; without gear reduction, 436 pounds. This motor has been produced as a power plant weighing 3.5 pounds per horse-power, yet nothing has been sacrificed in rigidity and strength. At its normal speed it develops 1 horse-power[526] for every 3.5 cubic inches piston displacement. Cylinders are semi-steel, with aluminum plates enclosing water jackets. Pistons specially ribbed and made of Magnalite aluminum compound. Piston rings are special Duesenberg design, being three-piece rings. Valves are tungsten steel, 115⁄16′′ inlets and 2′′ exhausts, two of each to each cylinder. Arranged horizontally in the head, allowing very thorough water-jacketing. Inlet valves in cages. Exhaust valves, seating directly in the cylinder head, are removable through the inlet valve holes. Valve stems lubricated by splash in the valve action covers. Valve rocker arms forged with cap screw and nut at[527] upper end to adjust clearance. Entirely enclosed by aluminum housing, as is entire valve mechanism. Connecting rods are tubular, chrome nickel steel, light and strong. Crank-shaft is one-piece forging, hollow bored, 21⁄2-inch diameter at main bearings. Connecting rod bearings, 21⁄4-inch diameter, 3 inches long. Front main bearing, 31⁄2 inches long; intermediate main bearing, 31⁄2 inches long; rear main bearing, 4 inches long. Crank-case of aluminum, barrel type, oil pan on bottom removable. Hand hole plates on both sides. Strongly webbed.
This engine is a four-cylinder, 43⁄4″ × 7 inches producing 125 horsepower at 2,100 RPM of the crankshaft and 1,210 RPM of the propeller. Motors are sold with this rating; actual power tests show this motor can produce 140 horsepower at 2,100 RPM of the motor. The exact weight with magneto, carburetor, gear reduction, and propeller hub, as shown, is 509 pounds; without gear reduction, it’s 436 pounds. This motor has been designed as a power plant weighing 3.5 pounds per horsepower, yet it maintains strength and rigidity. At its normal speed, it produces 1 horsepower[526] for every 3.5 cubic inches of piston displacement. The cylinders are semi-steel with aluminum plates enclosing the water jackets. The pistons are specially ribbed and made of Magnalite aluminum alloy. The piston rings are a unique Duesenberg design, consisting of three-piece rings. The valves are made of tungsten steel, 1 15/16″ inlets and 2 inches exhausts, with two of each for each cylinder. They are arranged horizontally in the head, allowing for very thorough water cooling. The inlet valves are in cages, while the exhaust valves seat directly in the cylinder head and can be removed through the inlet valve openings. The valve stems are lubricated by splash in the valve action covers. The valve rocker arms are forged with a cap screw and nut at[527] the upper end for clearance adjustment. The entire mechanism is enclosed in aluminum housing. The connecting rods are tubular, made of chrome nickel steel, making them light and strong. The crankshaft is a one-piece forging, hollow bored, with a 21⁄2-inch diameter at the main bearings. The connecting rod bearings are 21⁄4-inch diameter and 3 inches long. The front main bearing is 31⁄2 inches long; the intermediate main bearing is 31⁄2 inches long; and the rear main bearing is 4 inches long. The crankcase is aluminum, barrel-shaped, with a removable oil pan on the bottom. Hand hole plates are fitted on both sides. It is strongly webbed.
The oiling system of this sixteen-valve Duesenberg motor is one of its vital features. An oil pump located in the base and submerged in oil forces oil through cored passages to the three main bearings, then through tubes under each connecting rod into which the rod dips. The oil is thrown off from these and lubricates every part of the motor. This constitutes the main oiling system; it is supplemented by a splash system, there being a trough under each connecting rod into which the rod slips. The oil is returned to the main supply sump by gravity, where it is strained and re-used. Either system is in itself sufficient to operate the motor. A pressure gauge is mounted for observation on a convenient part of the system. A pressure of approximately 25 pounds is maintained by the pressure system, which insures efficient lubrication at all speeds of the motor. The troughs under the connecting rods are so constructed that no matter what the angle of flight may be, oil is retained in each individual trough so that each connecting rod can dip up its supply of oil at each revolution.
The oiling system of this sixteen-valve Duesenberg motor is one of its critical features. An oil pump located in the base and submerged in oil pushes oil through cored passages to the three main bearings, then through tubes under each connecting rod that the rod dips into. The oil is thrown off from these and lubricates every part of the engine. This makes up the main oiling system, which is backed up by a splash system, featuring a trough under each connecting rod where the rod slides. The oil returns to the main supply sump by gravity, where it gets filtered and reused. Either system alone is sufficient to run the engine. A pressure gauge is installed for monitoring on a convenient part of the system. A pressure of about 25 pounds is maintained by the pressure system, ensuring effective lubrication at all engine speeds. The troughs under the connecting rods are designed so that regardless of the angle of flight, oil is kept in each trough, allowing every connecting rod to pick up its oil supply at each revolution.
AEROMARINE SIX-CYLINDER VERTICAL MOTOR
These motors are four-stroke cycle, six-cylinder vertical type, with cylinder 45⁄16′′ bore by 51⁄8′′ stroke. The general appearance of this motor is shown in illustration at Fig. 236. This engine is rated at 85-90 horse-power. All reciprocating and revolving parts of this[528] motor are made of the highest grades of steel obtainable as are the studs, nuts and bolts. The upper and lower parts of crank-case are made of composition aluminum casting. Lower crank-case is made of high grade aluminum composition casting and is bolted directly to the upper half. The oil reservoir in this lower half casting provides sufficient oil capacity for five hours’ continuous running at full power. Increased capacity can be provided if needed to meet greater endurance requirements. Oil is forced under pressure to all bearings by means of high-pressured duplex-geared pumps. One side of this pump delivers oil under pressure to all the bearings, while the other side draws the oil from the splash case and delivers it to the main sump. The oil reservoir is entirely separate from the crank-case chamber. Under no circumstances will oil flood the cylinder, and the oiling system is not affected in any way by any angle of flight or position of motor. An oil pressure gauge is placed on instrument board of machine, which gives at all times[529] the pressure in oil system, and a sight glass at lower half of case indicates the amount of oil contained. The oil pump is external on magneto end of motor, and is very accessible. An external oil strainer is provided, which is removable in a few minutes’ time without the loss of any oil. All oil from reservoir to the motor passes through this strainer. Pressure gauge feed is also attached and can be piped to any part of machine desired.
These motors are four-stroke cycle, six-cylinder vertical type, with cylinder 4⅝″ bore by 5 1/8″ stroke. The general appearance of this motor is shown in illustration at Fig. 236. This engine is rated at 85-90 horse-power. All reciprocating and revolving parts of this[528] motor are made of the highest grades of steel obtainable as are the studs, nuts and bolts. The upper and lower parts of crank-case are made of composition aluminum casting. Lower crank-case is made of high grade aluminum composition casting and is bolted directly to the upper half. The oil reservoir in this lower half casting provides sufficient oil capacity for five hours’ continuous running at full power. Increased capacity can be provided if needed to meet greater endurance requirements. Oil is forced under pressure to all bearings by means of high-pressured duplex-geared pumps. One side of this pump delivers oil under pressure to all the bearings, while the other side draws the oil from the splash case and delivers it to the main sump. The oil reservoir is entirely separate from the crank-case chamber. Under no circumstances will oil flood the cylinder, and the oiling system is not affected in any way by any angle of flight or position of motor. An oil pressure gauge is placed on instrument board of machine, which gives at all times[529] the pressure in oil system, and a sight glass at lower half of case indicates the amount of oil contained. The oil pump is external on magneto end of motor, and is very accessible. An external oil strainer is provided, which is removable in a few minutes’ time without the loss of any oil. All oil from reservoir to the motor passes through this strainer. Pressure gauge feed is also attached and can be piped to any part of machine desired.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The cylinders are made of high-grade castings and are machined and ground accurately to size. Cylinders are bolted to crank-case with chrome nickel steel studs and nuts which securely lock cylinder to upper half of crank-case. The main retaining cylinder studs go through crank-case and support crank-shaft bearings so that crank-shaft and cylinders are tied together as one unit. Water jackets are of copper, 1⁄16′′ thick, electrically deposited. This makes a non-corrosive metal. Cooling is furnished by a centrifugal pump, which delivers 25 gallons per minute at 1,400 R. P. M. Pistons are made cast iron, accurately machined and ground to exact dimensions, which are carefully balanced. Piston rings are semi-steel rings of Aeromarine special design.
The cylinders are made of high-quality castings and are precisely machined and ground to the correct size. They are fastened to the crankcase using chrome nickel steel studs and nuts, which securely attach the cylinders to the upper half of the crankcase. The main retaining cylinder studs pass through the crankcase and support the crankshaft bearings, effectively linking the crankshaft and cylinders as a single unit. The water jackets are made of copper, 1⁄16″ thick, and are electrically deposited, making them non-corrosive. Cooling is provided by a centrifugal pump that delivers 25 gallons per minute at 1,400 RPM. The pistons are made of cast iron, accurately machined and ground to precise dimensions and carefully balanced. The piston rings are semi-steel rings with a special design by Aeromarine.
[530]Connecting rods are of chrome nickel steel, H-section. Crank-shaft is made of chrome nickel steel, machined all over, and cut from solid billet, and is accurately balanced through the medium of balance weights being forged integral with crank. It is drilled for lightness and plugged for force feed lubrication. There are seven main bearings to crank-shaft. All bearings are of high-grade babbitt, die cast, and are interchangeable and easily replaced. The main bearings of the crank-shaft are provided with a single groove to take oil under pressure from pressure tube which is cast integral with case. Connecting rod bearings are of the same type. The gudgeon pin is hardened, ground and secured in connecting rod, and is allowed to work in piston. Cam-shaft is of steel, with cams forged integral, drilled for lightness and forced-feed lubrication, and is case-hardened.[531] The bearings of cam-shaft are of bronze. Magneto, two high-tension Bosch D. U. 6. The intake manifold for carburetors are aluminum castings and are so designed that each carburetor feeds three cylinders, thereby insuring easy flow of vapor at all speeds. Weight, 420 pounds.
[530]Connecting rods are made of chrome nickel steel with an H-section. The crankshaft is also made of chrome nickel steel, machined all around, and made from a solid billet, and it’s accurately balanced using balance weights that are forged as part of the crank. It's drilled to reduce weight and plugged for force feed lubrication. There are seven main bearings for the crankshaft. All bearings are made of high-quality babbitt, die-cast, and are interchangeable and easy to replace. The main bearings of the crankshaft have a single groove to channel oil under pressure from a pressure tube that is cast as part of the case. The connecting rod bearings are the same type. The gudgeon pin is hardened, ground, and secured in the connecting rod, allowing it to move within the piston. The camshaft is made of steel, with cams forged as part of it, drilled to reduce weight and designed for forced-feed lubrication, and case-hardened.[531] The camshaft bearings are made of bronze. The magneto consists of two high-tension Bosch D.U. 6 units. The intake manifold for the carburetors is made of aluminum castings and is designed so that each carburetor supplies three cylinders, ensuring smooth vapor flow at all speeds. Weight: 420 pounds.
WISCONSIN AVIATION ENGINES
The new six-cylinder Wisconsin aviation engines, one of which is shown at Fig. 237, are of the vertical type, with cylinders in pairs and valves in the head. Dimensioned drawings of the six-cylinder vertical type are given at Figs. 238 and 239. The cylinders are made of aluminum alloy castings, are bored and machined and then fitted with hardened steel sleeves about 1⁄16 inch in thickness. After these sleeves have been shrunk into the cylinders, they are finished by grinding in place. Gray iron valve seats are cast into the cylinders. The valve seats and cylinders, as well as the valve ports, are[532] entirely surrounded by water jackets. The valves set in the heads at an angle of 25° from the vertical, are made of tungsten steel and are provided with double springs, the outer or main spring and the inner or auxiliary spring, which is used as a precautionary measure to prevent a valve falling into the cylinder in remote case of a main spring breaking. The cam-shaft is made of one solid forging, case-hardened. It is carried in an aluminum housing bolted to the top of the cylinders. This housing is split horizontally, the upper half carrying the chrome vanadium steel rocker levers. The lower half has an oil return trough cast integral, into which the excess oil overflows and then drains back to the crank-case. Small inspection plates are fitted over the cams and inner ends of the cam rocker levers. The cam-shaft runs in bronze bearings and the drive is through vertical shaft and bevel gears.
The new six-cylinder Wisconsin aviation engines, one of which is shown at Fig. 237, are of the vertical type, with cylinders in pairs and valves in the head. Dimensioned drawings of the six-cylinder vertical type are given at Figs. 238 and 239. The cylinders are made of aluminum alloy castings, are bored and machined and then fitted with hardened steel sleeves about 1⁄16 inch in thickness. After these sleeves have been shrunk into the cylinders, they are finished by grinding in place. Gray iron valve seats are cast into the cylinders. The valve seats and cylinders, as well as the valve ports, are[532] entirely surrounded by water jackets. The valves set in the heads at an angle of 25°C from the vertical, are made of tungsten steel and are provided with double springs, the outer or main spring and the inner or auxiliary spring, which is used as a precautionary measure to prevent a valve falling into the cylinder in remote case of a main spring breaking. The cam-shaft is made of one solid forging, case-hardened. It is carried in an aluminum housing bolted to the top of the cylinders. This housing is split horizontally, the upper half carrying the chrome vanadium steel rocker levers. The lower half has an oil return trough cast integral, into which the excess oil overflows and then drains back to the crank-case. Small inspection plates are fitted over the cams and inner ends of the cam rocker levers. The cam-shaft runs in bronze bearings and the drive is through vertical shaft and bevel gears.
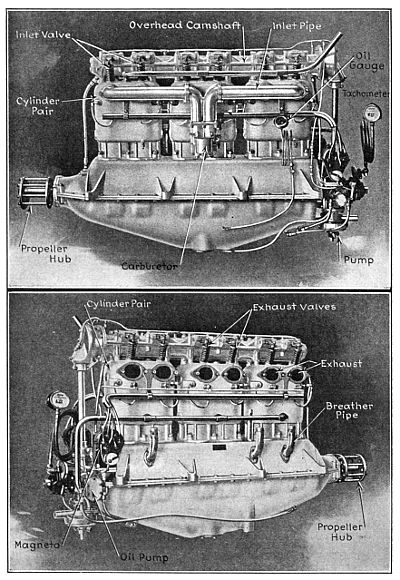
Fig. 237.—The Wisconsin Aviation Engine, at Top, as Viewed from Carburetor Side. Below, the Exhaust Side.
Fig. 237.—The Wisconsin Aviation Engine, at the top, shown from the carburetor side. Below, the exhaust side.
The crank-case is made of aluminum, the upper half[533] carrying the bearings for the crank-shaft. The lower half carries the oil sump in which all of the oil except that circulating through the system at the time is carried. The crank-shaft is made of chrome vanadium steel of an elastic limit of 115,000 pounds. The crank-pins and ends of the shaft are drilled for lightness and the cheeks are also drilled for oil circulation. The crank-shaft runs in bronze-backed, Fahrig metal-lined bearings, four in number. A double thrust bearing is also provided, so that the motor may be used either in a tractor or pusher type of machine. Outside of the thrust bearing an annular ball bearing is used to take the radial load of the propeller. The propeller is mounted on a taper. At the opposite end of the shaft a bevel gear is fitted which drives the cam-shaft, through a vertical shaft, and also drives the water and oil pumps and magnetos. All gears are made of chrome vanadium steel, heat-treated.
The crankcase is made of aluminum, with the upper half[533] supporting the bearings for the crankshaft. The lower half holds the oil sump that contains all the oil except for what’s circulating through the system at that moment. The crankshaft is made of chrome vanadium steel with an elastic limit of 115,000 pounds. The crankpins and ends of the shaft are drilled for weight reduction, and the cheeks are also drilled for oil circulation. The crankshaft runs in four bronze-backed, Fahrig metal-lined bearings. There’s also a double thrust bearing so the motor can be used in either a tractor or pusher type machine. An annular ball bearing is used outside the thrust bearing to handle the radial load of the propeller. The propeller is mounted on a taper. At the opposite end of the shaft, there’s a bevel gear that drives the camshaft via a vertical shaft, as well as powering the water and oil pumps and magnetos. All gears are made of heat-treated chrome vanadium steel.
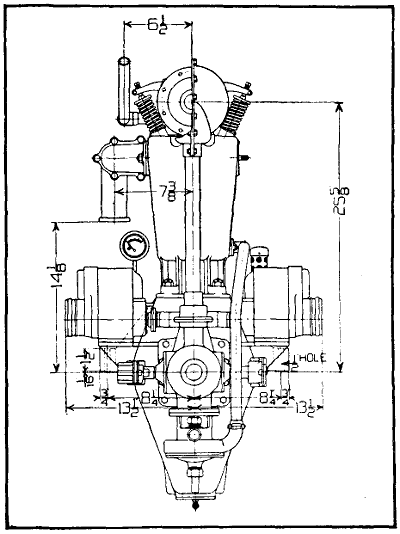
Fig. 238.—Dimensioned End Elevation of Wisconsin Six Motor.
Fig. 238.—End elevation drawing of the Wisconsin Six Motor with measurements.
The connecting rods are tubular and machined from chrome vanadium steel forgings. Oil tubes are fitted to the rods which carry the oil up to the wrist-pins and pistons. The rods complete with bushings weigh 51⁄2 pounds each. The pistons are made of aluminum alloy and are very light and strong, weighing only 2 pounds 2 ounces each. Two leak-proof rings are fitted to each piston. The wrist-pins are hollow, of hardened steel, and are free to turn either in the piston or the rod. A bronze bushing is fitted in the upper end of the rod, but no bushing is fitted in the pistons, the hardened steel wrist-pins making an excellent bearing in the aluminum alloy.
The connecting rods are tubular and made from chrome vanadium steel forgings. Oil tubes are attached to the rods, carrying oil up to the wrist pins and pistons. Each rod, complete with bushings, weighs 5½ pounds. The pistons are made of aluminum alloy, making them very lightweight and strong, weighing just 2 pounds 2 ounces each. Each piston has two leak-proof rings. The wrist pins are hollow, made of hardened steel, and can rotate freely in either the piston or the rod. A bronze bushing is installed at the upper end of the rod, while the pistons have no bushing, since the hardened steel wrist pins provide an excellent bearing in the aluminum alloy.
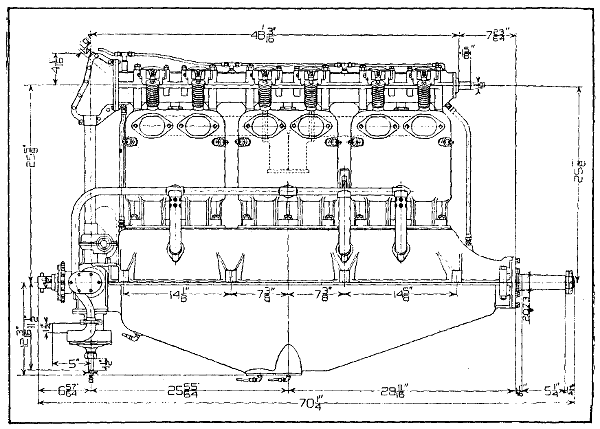
Fig. 239.—Dimensioned Side Elevation of Wisconsin Six Motor.
Fig. 239.—Dimensioned Side Elevation of Wisconsin Six Motor.
The water circulation is by centrifugal pump, which is mounted at the lower end of the vertical shaft. The water is pumped through brass pipes to the lower end of the cylinder water jackets and leaves the upper end of the jackets just above the exhaust valves. The lubricating system is one of the main features of the engines, being designed to work with the motor at any angle. The oil is carried in the sump, from where it is taken[534] by the oil circulating pump through a strainer and forced through a header, extending the full length of the crank-case, and distributed to the main bearings. From the main bearings it is forced through the hollow crank-shaft to the connecting rod big ends and then through[535] tubes on the rods to wrist-pins and pistons. Another lead takes oil from the main header to the cam-shaft bearings. The oil forced out of the ends of the cam-shaft bearings fills pockets under the cams and in the cam rocker levers. The excess flows back through pipes and through the train of gears to the crank-case. A strainer is fitted at each end of the crank-case, through which the oil is drawn by separate pumps and returned to the sump. Either one of these pumps is large enough to take care of all of the return oil, so that the operation is perfect whether the motor is inclined up or down. No splash is used in the crank-case, the system being a full force feed. An oil level indicator is provided, showing the amount of oil in the sump at all times. The oil pressure in these motors is carried at ten pounds, a relief valve being fitted to hold the pressure constant.
The water is circulated by a centrifugal pump located at the bottom of the vertical shaft. The water is pumped through brass pipes to the bottom of the cylinder water jackets and exits at the top of the jackets just above the exhaust valves. The lubrication system is a key feature of the engines, designed to function with the motor at any angle. The oil is stored in the sump, from where it is drawn by the oil circulating pump through a strainer and forced through a header that runs the entire length of the crankcase, distributing it to the main bearings. From the main bearings, it is pushed through the hollow crankshaft to the big ends of the connecting rods and then through tubes on the rods to the wrist pins and pistons. Another line directs oil from the main header to the camshaft bearings. The oil that seeps out of the ends of the camshaft bearings fills pockets beneath the cams and in the cam rocker levers. The excess oil flows back through pipes and through the gear train to the crankcase. A strainer is placed at each end of the crankcase, from which the oil is drawn by separate pumps and returned to the sump. Either of these pumps is capable of handling all the return oil, ensuring smooth operation whether the motor is inclined up or down. There is no splash lubrication in the crankcase; the system uses full force feed. An oil level indicator shows the amount of oil in the sump at all times. The oil pressure in these motors is maintained at ten pounds, with a relief valve installed to keep the pressure consistent.

Fig. 240.—Power, Torque and Efficiency Curves of Wisconsin Aviation Motor.
Fig. 240.—Power, Torque, and Efficiency Curves of Wisconsin Aviation Motor.
Ignition is by two Bosch magnetos, each on a separate set of plugs fired simultaneously on opposite sides of the cylinders. Should one magneto fail, the other would still run the engine at only a slight loss in power. The Zenith double carburetor is used, three cylinders being supplied by each carburetor. This insures a higher volumetric efficiency, which means more power, as there is no overlapping[536] of inlet valves whatever by this arrangement. All parts of these motors are very accessible. The water and oil pumps, carburetors, magnetos, oil strainer or other parts can be removed without disturbing other parts. The lower crank-case can be removed for inspection or adjustment of bearings, as the crank-shaft and bearing caps are carried by the upper half. The motor supporting lugs are also part of the upper crank-case.
Ignition is via two Bosch magnetos, each connected to a separate set of plugs that fire simultaneously on opposite sides of the cylinders. If one magneto fails, the other can still operate the engine with only a slight reduction in power. The Zenith double carburetor is used, supplying three cylinders from each carburetor. This design ensures greater volumetric efficiency, meaning more power, as there’s no overlap of inlet valves due to this arrangement. All components of these engines are very easy to access. The water and oil pumps, carburetors, magnetos, oil strainer, and other parts can be removed without interfering with other components. The lower crankcase can be taken off for inspecting or adjusting the bearings, since the crankshaft and bearing caps are supported by the upper half. The motor supporting lugs are also part of the upper crankcase.

Fig. 241.—Timing Diagram, Wisconsin Aviation Engine.
Fig. 241.—Timing Diagram, Wisconsin Aviation Engine.
The six-cylinder motor, without carburetors or magnetos, weighs 547 pounds. With carburetor and magnetos, the weight is 600 pounds. The weight of cooling water in the motor is 38 pounds. The sump will carry 4 gallons of oil, or about 28 pounds. A radiator can be furnished suitable for the motor, weighing 50 pounds. This radiator will hold 3 gallons of water or about 25 pounds. The motor will drive a two-blade, 8 feet diameter by 6.25 feet pitch Paragon propeller 1400 revolutions per minute, developing 148 horse-power. The weight of this propeller is 42 pounds. This makes a total weight of motor, complete with propeller, radiator filled with water, but without lubricating oil, 755 pounds, or about 5.1 pounds per horse-power for complete power plant. The fuel consumption is .5 pound per horse-power per hour. The lubricating oil consumption is .0175 pound per horse-power per hour, or a total of 2.6 pounds per hour at 1400 revolutions per minute. This would make the weight of fuel and oil, per hour’s run at full power at 1400 revolutions per minute, 76.6 pounds.
The six-cylinder engine, without carburetors or magnetos, weighs 547 pounds. With carburetors and magnetos, the weight increases to 600 pounds. The weight of the cooling water in the engine is 38 pounds. The sump holds 4 gallons of oil, which is about 28 pounds. A radiator suitable for the engine can weigh 50 pounds and can hold 3 gallons of water, approximately 25 pounds. The engine drives a two-blade Paragon propeller with an 8-foot diameter and a 6.25-foot pitch at 1400 revolutions per minute, producing 148 horsepower. The propeller itself weighs 42 pounds. Therefore, the total weight of the engine, complete with the propeller and a water-filled radiator, but without lubricating oil, is 755 pounds, or about 5.1 pounds per horsepower for the entire power plant. The fuel consumption is 0.5 pounds per horsepower per hour. The lubricating oil consumption is 0.0175 pounds per horsepower per hour, totaling 2.6 pounds per hour at 1400 revolutions per minute. This means the combined weight of fuel and oil used per hour at full power at 1400 revolutions per minute is 76.6 pounds.
PRINCIPAL DIMENSIONS
Following are the principal dimensions of the six-cylinder motor:
Following are the main dimensions of the six-cylinder motor:
The horse-power developed at 1200 revolutions per minute is 130, at 1300 revolutions per minute 140, at 1400 revolutions per minute 148. 1400 is the maximum speed at which it is recommended to run these motors.
The horsepower produced at 1200 revolutions per minute is 130, at 1300 revolutions per minute it's 140, and at 1400 revolutions per minute it's 148. 1400 is the highest speed at which it's advised to operate these motors.
TWELVE-CYLINDER ENGINE
A twelve-cylinder V-type engine illustrated, is also being built by this company, similar in dimensions of cylinders to the six. The principal differences being in the drive to cam-shaft, which is through spur gears instead of bevel. A hinged type of connecting rod is used which does not increase the length of the motor and, at the same time, this construction provides for ample bearings. A double centrifugal water pump is provided for this motor, so as to distribute the water uniformly to both sets of cylinders. Four magnetos are used, two for each set of six cylinders. The magnetos are very accessibly located on a bracket on the spur gear cover. The carburetors are located on the outside of the motors, where they are very accessible, while the exhaust is in the center of the valley. The crank-shaft on the twelve is 21⁄2 inches in diameter and the shaft is bored to reduce weight. Dimensioned drawings of the twelve-cylinder engine are given at Figs. 242 and 243 and should prove useful for purposes of comparison with other motors.
A twelve-cylinder V-type engine illustrated, is also being built by this company, similar in dimensions of cylinders to the six. The principal differences being in the drive to cam-shaft, which is through spur gears instead of bevel. A hinged type of connecting rod is used which does not increase the length of the motor and, at the same time, this construction provides for ample bearings. A double centrifugal water pump is provided for this motor, so as to distribute the water uniformly to both sets of cylinders. Four magnetos are used, two for each set of six cylinders. The magnetos are very accessibly located on a bracket on the spur gear cover. The carburetors are located on the outside of the motors, where they are very accessible, while the exhaust is in the center of the valley. The crank-shaft on the twelve is 21⁄2 inches in diameter and the shaft is bored to reduce weight. Dimensioned drawings of the twelve-cylinder engine are given at Figs. 242 and 243 and should prove useful for purposes of comparison with other motors.
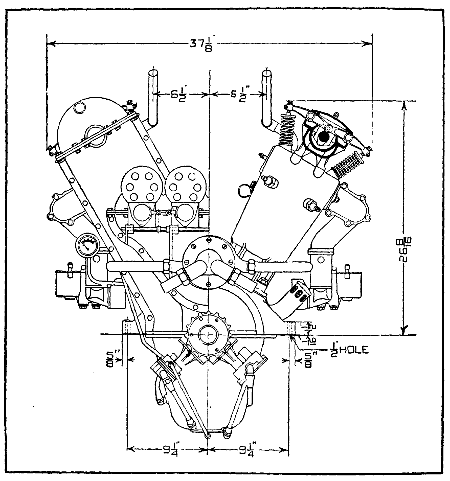
Fig. 242.—Dimensioned End View of Wisconsin Twelve-Cylinder Airplane Motor.
Fig. 242.—Dimensioned End View of Wisconsin Twelve-Cylinder Airplane Motor.
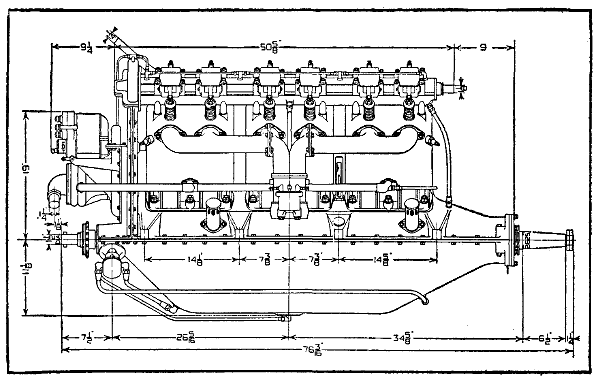
Fig. 243.—Dimensioned Side Elevation of Wisconsin Twelve-Cylinder Airplane Motor.
Fig. 243.—Dimensioned Side Elevation of Wisconsin Twelve-Cylinder Airplane Motor.
HALL-SCOTT AVIATION ENGINES
The following specifications of the Hall-Scott “Big Four” engines apply just as well to the six-cylinder vertical types which are practically the same in construction except for the structural changes necessary to accommodate the two extra cylinders. Cylinders are cast[538] separately from a special mixture of semi-steel, having cylinder head with valve seats integral. Special attention has been given to the design of the water jacket around the valves and head, there being two inches of water space above same. The cylinder is annealed, rough machined, then the inner cylinder wall and valve seats ground to mirror finish. This adds to the durability of the cylinder, and diminishes a great deal of the excess friction.
The following specifications for the Hall-Scott “Big Four” engines also apply to the six-cylinder vertical types, which are essentially the same in design except for the modifications needed to fit the two extra cylinders. The cylinders are cast[538] separately using a special blend of semi-steel, with the cylinder head featuring integrated valve seats. The design of the water jacket around the valves and head has been carefully considered, providing two inches of water space above it. The cylinder is annealed, roughly machined, and then the inner cylinder wall and valve seats are ground to a mirror finish. This enhances the durability of the cylinder and significantly reduces excess friction.
[539]Great care is taken in the casting and machining of these cylinders, to have the bore and walls concentric with each other. Small ribs are cast between outer and inner walls to assist cooling as well as to transfer stresses direct from the explosion to hold-down bolts which run from steel main bearing caps to top of cylinders. The cylinders are machined upon the sides so that when assembled on the crank-case with grooved hold-down washers tightened, they form a solid block, greatly assisting the rigidity of crank-case.
[539]Great care is taken in the casting and machining of these cylinders to ensure that the bore and walls are perfectly aligned. Small ribs are cast between the outer and inner walls to help with cooling and to transfer stresses directly from the explosion to the hold-down bolts, which run from the steel main bearing caps to the top of the cylinders. The cylinders are machined on the sides so that when they are assembled on the crankcase with tightened grooved hold-down washers, they create a solid block, significantly enhancing the rigidity of the crankcase.
The connecting rods are very light, being of the I beam type, milled from a solid Chrome nickel die forging. The caps are held on by two 1⁄2′′-20 thread Chrome nickel through bolts. The rods are first roughed out, then annealed. Holes are drilled, after which the rods are hardened and holes ground parallel with each other. The piston end is fitted with a gun metal bushing, while the crank-pin end carries two bronze serrated shells, which are tinned and babbitted hot, being broached to harden the babbitt. Between the cap and rod proper are placed[540] laminated shims for adjustment. Crank-cases are cast of the best aluminum alloy, hand scraped and sand blasted inside and out. The lower oil case can be removed without breaking any connections, so that the connecting rods and other working parts can readily be inspected. An extremely large strainer and dirt trap is located in the center and lowest point of the case, which is easily removed from the outside without disturbing the oil pump or any working parts. A Zenith carburetor is provided. Automatic valves and springs are absent, making the adjustment simple and efficient. This carburetor is not affected by altitude to any appreciable extent. A Hall-Scott device, covered by U. S. Patent No. 1,078,919, allows the oil to be taken direct from the crank-case and run around the carburetor manifold, which assists carburetion as well as reduces crank-case heat. Two waterproof four-cylinder Splitdorf “Dixie” magnetos are provided. Both magneto interruptors are connected to a rock shaft integral with the motor, making outside connections unnecessary. It is worthy of note that with this independent double magneto system, one complete magneto can become inoperative, and still the motor will run and continue to give good power.
The connecting rods are very lightweight, made from I-beam shaped solid chrome nickel die forgings. The caps are secured with two 1/2"-20 thread chrome nickel through bolts. The rods are initially roughed out and then annealed. Holes are drilled, and afterward, the rods are hardened and the holes ground parallel to each other. The piston end features a gun metal bushing, while the crank-pin end has two bronze serrated shells that are tinned and babbitted while hot, then broached to harden the babbitt. Laminated shims are placed between the cap and the rod for adjustment. Crankcases are cast from the best aluminum alloy, hand scraped, and sand blasted inside and out. The lower oil case can be removed without disconnecting anything, allowing for easy inspection of the connecting rods and other moving parts. A large strainer and dirt trap is located at the center and lowest point of the case, which can be easily removed from the outside without disturbing the oil pump or any moving parts. A Zenith carburetor is included. Automatic valves and springs are not present, simplifying adjustments. This carburetor is not significantly affected by altitude. A Hall-Scott device, covered by U.S. Patent No. 1,078,919, allows oil to be taken directly from the crankcase and circulated around the carburetor manifold, which aids in carburetion and lowers crankcase heat. Two waterproof four-cylinder Splitdorf “Dixie” magnetos are installed. Both magneto interrupters are connected to a rock shaft that is part of the motor, making external connections unnecessary. It's important to note that with this independent double magneto system, if one complete magneto fails, the motor can still run and maintain good power.
The pistons as provided in the A-7 engines are cast from a mixture of steel and gray iron. These are extremely light, yet provided with six deep ribs under the arch head, greatly aiding the cooling of the piston as well as strengthening it. The piston pin bosses are located very low in order to keep the heat from the piston head away from the upper end of the connecting rod, as well as to arrange them at the point where the piston fits the cylinder best. Three 1⁄4′′ rings are carried. The pistons as provided in the A-7a engines are cast from aluminum alloy. Four 1⁄4′′ rings are carried. In both piston types a large diameter, heat treated, Chrome nickel steel wrist-pin is provided, assembled in such a way as to assist the circular rib between the wrist-pin bosses to keep the piston from being distorted from the explosions.
The pistons in the A-7 engines are made from a mix of steel and gray iron. They are very lightweight but have six deep ribs under the arch head, which helps cool the piston and strengthens it. The piston pin bosses are positioned low to prevent heat from the piston head from affecting the upper end of the connecting rod, as well as to ensure they are placed where the piston fits best into the cylinder. Each piston has three 1/4" rings. The pistons in the A-7a engines are made from aluminum alloy and have four ¼″ rings. In both types of pistons, a large-diameter, heat-treated Chrome nickel steel wrist-pin is used, designed to help the circular rib between the wrist-pin bosses prevent the piston from being distorted by the explosions.
[541]The oiling system is known as the high pressure type, oil being forced to the under side of the main bearings with from 5 to 30 points pressure. This system is not affected by extreme angles obtained in flying, or whether the motor is used for push or pull machines. A large gear pump is located in the lowest point of the oil sump, and being submerged at all times with oil, does away with troublesome stuffing boxes and check valves. The oil is first drawn from the strainer in oil sump to the long jacket around the intake manifold, then forced to the main distributor pipe in crank-case, which leads to all main bearings. A bi-pass, located at one end of the distributor pipe, can be regulated to provide any pressure required, the surplus oil being returned to the case. A special feature of this system is the dirt, water and sediment trap, located at the bottom of the oil sump. This can be removed without disturbing or dismantling the oil pump or any oil pipes. A small oil pressure gauge is provided, which can be run to the aviator’s instrument board. This registers the oil pressure, and also determines its circulation.
[541]The oiling system is a high-pressure type, with oil being pushed to the underside of the main bearings at pressures ranging from 5 to 30 psi. This system isn’t affected by extreme angles during flight or whether the engine is used in push or pull configurations. A large gear pump sits at the lowest point of the oil sump and is always submerged in oil, eliminating the need for troublesome stuffing boxes and check valves. The oil is first drawn from the strainer in the oil sump to the long jacket surrounding the intake manifold, then pushed to the main distributor pipe in the crankcase, which supplies oil to all the main bearings. A by-pass at one end of the distributor pipe can be adjusted to set the required pressure, with any excess oil returning to the case. A notable feature of this system is the dirt, water, and sediment trap located at the bottom of the oil sump. This trap can be removed without disturbing or dismantling the oil pump or any oil pipes. A small oil pressure gauge is included, which can be connected to the aviator’s instrument panel. This gauge indicates the oil pressure and also helps track its circulation.
The cooling of this motor is accomplished by the oil as well as the water, this being covered by patent No. 1,078,919. This is accomplished by circulating the oil around a long intake manifold jacket; the carburetion of gasoline cools this regardless of weather conditions. Crank-case heat is therefore kept at a minimum. The uniform temperature of the cylinders is maintained by the use of ingenious internal outlet pipes, running through the head of each of the six-cylinders, rubber hose connections being used so that any one of the cylinders may be removed without disturbing the others. Slots are cut in these pipes so that cooler water is drawn directly around the exhaust valves. Extra large water jackets are provided upon the cylinders, two inches of water space is left above the valves and cylinder head. The water is circulated by a large centrifugal pump insuring ample circulation at all speeds.
The motor is cooled by both oil and water, as detailed in patent No. 1,078,919. This is done by circulating oil around a long intake manifold jacket; the gasoline carburetion cools it, no matter the weather conditions. As a result, crankcase heat is kept to a minimum. The cylinders maintain a consistent temperature thanks to clever internal outlet pipes that run through the head of each of the six cylinders, with rubber hose connections allowing any cylinder to be removed without affecting the others. Slots in these pipes let cooler water circulate directly around the exhaust valves. There are extra-large water jackets on the cylinders, with two inches of water space above the valves and cylinder head. Water is circulated by a large centrifugal pump, ensuring adequate flow at all speeds.
[542]The crank-shaft is of the five bearing type, being machined from a special heat treated drop forging of the highest grade nickel steel. The forging is first drilled, then roughed out. After this the shaft is straightened, turned down to a grinding size, then ground accurately to size. The bearing surfaces are of extremely large size, over-size, considering general practice in the building of high speed engines of similar bore and stroke. The crank-shaft bearings are 2′′ in diameter by 115⁄16′′ long, excepting the rear main bearing, which is 43⁄8′′ long, and front main bearing, which is 23⁄16′′ long. Steel oil scuppers are pinned and sweated onto the webs of the shaft, which allows of properly oiling the connecting rod bearings. Two thrust bearings are installed on the propeller end of the shaft, one for pull and the other for push. The propeller is driven by the crank-shaft flange, which is securely held in place upon the shaft by six keys. These drive an outside propeller flange, the propeller being clamped between them by six through bolts. The flange is fitted to a long taper on crank-shaft. This enables the propeller to be removed without disturbing the bolts. Timing gears and starting ratchets are bolted to a flange turned integral with shaft.
[542]The crankshaft has five bearings and is made from a specially heat-treated drop forging of high-grade nickel steel. The forging is drilled first, then roughly shaped. After that, the shaft is straightened, turned down to a grinding size, and then precisely ground to size. The bearing surfaces are extremely large, oversized compared to the usual practices in constructing high-speed engines with similar bore and stroke. The crankshaft bearings measure 2 inches in diameter and 1 15/16″ long, except for the rear main bearing, which is 43⁄8″ long, and the front main bearing, which is 23⁄16 inches long. Steel oil scuppers are pinned and welded onto the webs of the shaft to ensure proper lubrication of the connecting rod bearings. Two thrust bearings are installed at the propeller end of the shaft, one for pulling and the other for pushing. The propeller is driven by the crankshaft flange, which is securely held in place on the shaft by six keys. These engage an outer propeller flange, with the propeller clamped between them by six through bolts. The flange is fitted to a long taper on the crankshaft, allowing the propeller to be removed without disturbing the bolts. Timing gears and starting ratchets are bolted to a flange that is integrated with the shaft.
The cam-shaft is of the one piece type, air pump eccentric, and gear flange being integral. It is made from a low carbon specially heat treated nickel forging, is first roughed out and drilled entire length; the cams are then formed, after which it is case hardened and ground to size. The cam-shaft bearings are extra long, made from Parson’s White Brass. A small clutch is milled in gear end of shaft to drive revolution indicator. The cam-shaft is enclosed in an aluminum housing bolted directly on top of all six cylinders, being driven by a vertical shaft in connection with bevel gears. This shaft, in conjunction with rocker arms, rollers and other working parts, are oiled by forcing the oil into end of shaft, using same as a distributor, allowing the surplus supply to flow back into the crank-case through hollow vertical[543] tube. This supply oils the magneto and pump gears. Extremely large Tungsten valves, being one-half the cylinder diameter, are seated in the cylinder heads. Large diameter oil tempered springs held in tool steel cups, locked with a key, are provided. The ports are very large and short, being designed to allow the gases to enter and exhaust with the least possible resistance. These valves are operated by overhead one piece cam-shaft in connection with short Chrome nickel rocker arms. These arms have hardened tool steel rollers on cam end with hardened tool steel adjusting screws opposite. This construction allows accurate valve timing at all speeds with least possible weight.
The camshaft is a one-piece design with an air pump eccentric and an integral gear flange. It's made from a low-carbon, specially heat-treated nickel forging. It’s first roughly shaped and drilled the entire length, then the cams are formed before being case-hardened and ground to size. The camshaft bearings are long and made from Parson’s White Brass. A small clutch is milled into the gear end of the shaft to drive the revolution indicator. The camshaft is housed in an aluminum casing that bolts directly on top of all six cylinders and is driven by a vertical shaft connected to bevel gears. This shaft, along with rocker arms, rollers, and other moving parts, is lubricated by forcing oil into the end of the shaft, which acts as a distributor, allowing excess oil to flow back into the crankcase through a hollow vertical tube. This oil supply also lubricates the magneto and pump gears. Extremely large tungsten valves, which are half the diameter of the cylinder, are fitted into the cylinder heads. Large-diameter, oil-tempered springs are held in tool steel cups, secured with a key. The ports are large and short, designed to minimize resistance for gas entry and exhaust. These valves are operated by an overhead one-piece camshaft in conjunction with short chrome-nickel rocker arms. These rocker arms feature hardened tool steel rollers on the cam end and hardened tool steel adjusting screws on the opposite end. This design facilitates precise valve timing at all speeds while minimizing weight.
CENSORED
CENSORED
GERMAN AIRPLANE MOTORS
In a paper on “Aviation Motors,” presented by E. H. Sherbondy before the Cleveland section of the S. A. E. in June, 1917, the Mercedes and Benz airplane motor is discussed in some detail and portions of the description follow.
In a paper on “Aviation Motors,” presented by E. H. Sherbondy to the Cleveland section of the S. A. E. in June 1917, the Mercedes and Benz airplane engine is discussed in detail, and parts of the description follow.
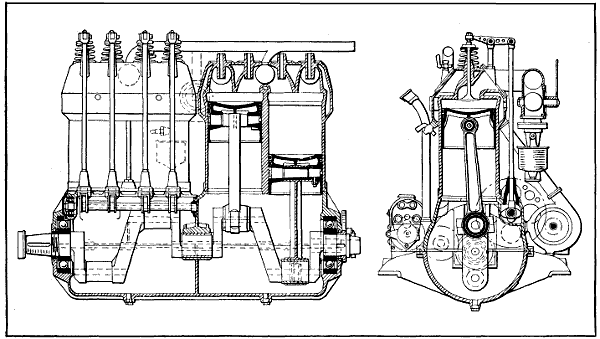
Fig. 244.—Side and End Sectional Views of Four-Cylinder Argus Engine, a German 100 Horse-Power Design Having Bore and Stroke of 140 mm., or 5.60 inches, and Developing Its Power at 1,368 R.P.M. Weight, 350 Pounds.
Fig. 244.—Side and end sectional views of the Four-Cylinder Argus Engine, a German design with a power output of 100 horsepower. It has a bore and stroke of 140 mm (5.60 inches) and operates at 1,368 RPM. Weight: 350 pounds.
MERCEDES MOTOR
The 150 horse-power six-cylinder Mercedes motor is 140 millimeters bore and 160 millimeters stroke. The Mercedes company started with smaller-sized cylinders, namely 100 millimeters bore and 140 millimeters stroke, six-cylinders. The principal features of the design are forged steel cylinders with forged steel elbows for gas passages, pressed steel water jackets, which when welded together forms the cylinder assembly, the use of inclined overhead valves operated by means of an overhead cam-shaft through rocker arms which multiply with the motion of the cam. By the use of steel cylinders, not only is the weight greatly reduced, but certain freedom from distortion through unequal sections, leaks and cracks are entirely avoided. The construction is necessarily very expensive. It is certainly a sound job. In the details of this construction there are a number of important things, such as finished gas passages, water-cooled valve guides and a very small mass of metal, which is water-cooled, surrounding the spark-plug. Of course, it is necessary to use very high compression in aviation motors in order to secure high power and economy and owing to the fact that aviation motors are worked at nearly their maximum, the heat flow through the cylinder, piston, and valves is many times higher than that encountered in automobile motors. It has been found necessary to develop special types of pistons to carry the heat from the center of the head in order to prevent pre-ignition. In the Mercedes motor the pistons have a drop forged steel head which includes the piston boss and this head is screwed into a cast iron skirt which has been machined inside to secure uniform wall thickness.
The 150-horsepower six-cylinder Mercedes engine has a 140 millimeter bore and a 160 millimeter stroke. The Mercedes company initially produced smaller cylinders, specifically with a 100 millimeter bore and a 140 millimeter stroke, also six-cylinders. The key features of the design include forged steel cylinders with forged steel elbows for gas passage, and pressed steel water jackets that, when welded together, create the cylinder assembly. The engine utilizes inclined overhead valves operated by an overhead camshaft through rocker arms that amplify the cam's motion. Using steel cylinders not only significantly reduces weight but also minimizes distortion from uneven sections, completely avoiding leaks and cracks. The construction is quite costly, but it's definitely a well-executed job. In the specifics of this design, there are several important aspects, like finished gas passages, water-cooled valve guides, and a minimal amount of metal around the spark plug that's also water-cooled. Naturally, high compression is essential in aviation engines to achieve both high power and fuel efficiency. Since aviation engines operate close to their limits, the heat flow through the cylinder, piston, and valves is several times greater than that in automobile engines. It has become necessary to create special piston types to transfer heat from the center of the head to prevent pre-ignition. In the Mercedes engine, the pistons feature a drop-forged steel head that includes the piston boss, which is screwed into a cast iron skirt that has been machined on the inside to ensure uniform wall thickness.
CENSORED
CENSORED
[548]The carburetor used on this 150 horse-power Mercedes motor is precisely of the same type used on the Twin Six motor. It has two venturi throats, in the center of which is placed the gasoline spray nozzle of conventional type, fixed size orifices, immediately above which are placed two panel type throttles with side outlets. An idling or primary nozzle is arranged to discharge above the top of the venturi throat. The carburetor body is of cast aluminum and is water jacketed. It is bolted directly to air passage passing through the top and bottom half of the crank-case which passes down through the oil reservoir. The air before reaching the carburetor proper to some extent has cooled the oil in the crank chamber and has itself been heated to assist[549] in the vaporization. The inlet pipes themselves are copper. All the passages between the venturi throat and the inlet valve have been carefully finished and polished. The only abnormal thing in the design of this motor is the short connecting rod which is considerably less than twice the stroke and would be considered very bad practice in motor car engines. A short connecting rod, however, possesses two very real virtues in that it cuts down height of the motor and the piston passes over the bottom dead center much more slowly than with a long rod.
[548]The carburetor on this 150 horsepower Mercedes engine is exactly like the one used on the Twin Six engine. It features two venturi throats, with the gasoline spray nozzle of conventional design positioned in the center, along with fixed size orifices right above it. Two panel-type throttles with side outlets are situated above those. An idling or primary nozzle is set to discharge above the top of the venturi throat. The carburetor body is made of cast aluminum and is water-jacketed. It is bolted directly to the air passage that runs through the top and bottom halves of the crankcase, which extends down into the oil reservoir. The air, before reaching the carburetor, has cooled the oil in the crank chamber to some degree, and has also been heated to help with vaporization. The inlet pipes are made of copper. All the passages between the venturi throat and the inlet valve have been expertly finished and polished. The only unusual aspect of this engine's design is the short connecting rod, which is much less than twice the stroke and would generally be seen as poor practice in car engines. However, a short connecting rod has two significant advantages: it reduces the height of the engine, and the piston moves past the bottom dead center much more slowly than it would with a longer rod. [549]
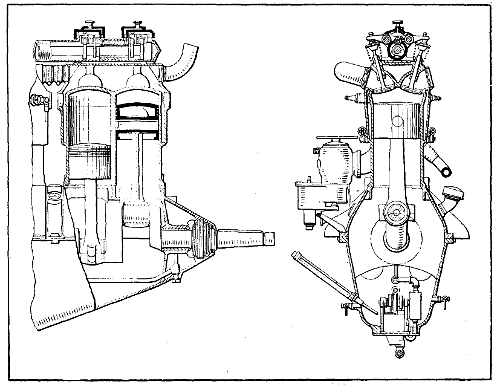
Fig. 245.—Part Sectional View of 90 Horse-Power Mercedes Engine, Which is Typical of the Design of Larger Sizes.
Fig. 245.—Part Sectional View of 90 Horsepower Mercedes Engine, Which is Typical of the Design of Larger Sizes.
Other features of the design are a very stiff crank-case, both halves of which are bolted together by means of long through bolts, the crank-shaft main bearings are seated in the lower half of the case instead of in the usual caps and no provision is made for taking up the main bearings. The Mercedes company uses a plunger[550] type of pump having mechanically operated piston valves and it is driven by means of worm gearing.
Other features of the design include a very rigid crankcase, with both halves bolted together using long through bolts. The crankshaft's main bearings are mounted in the lower half of the case rather than in the usual caps, and there is no way to adjust the main bearings. The Mercedes company utilizes a plunger[550] type pump that has mechanically operated piston valves, which is driven by worm gearing.
The overhead cam-shaft construction is extremely light. The cam-shaft is mounted in a nearly cylindrical cast bronze case and is driven by means of bevel gears from the crank-shaft. The vertical bevel gear shaft through which the drive is taken from the crank-shaft to the cam-shaft operates at one and one-half times the crank-shaft speeds and the reduction to the half-time cam-shaft is secured through a pair of bevels. On this vertical shaft there is mounted the water pump and a bevel gear for driving two magnetos. The water pump mounted on this shaft tends to steady the drive and avoid vibration in the gearing.
The overhead camshaft design is very light. The camshaft is housed in a nearly cylindrical cast bronze case and is driven by bevel gears connected to the crankshaft. The vertical bevel gear shaft that transfers the drive from the crankshaft to the camshaft runs at one and a half times the speed of the crankshaft, and the speed reduction to the half-time camshaft is achieved through a pair of bevel gears. On this vertical shaft, there’s a water pump and a bevel gear that drives two magnetos. The water pump on this shaft helps stabilize the drive and reduce vibrations in the gearing.
The cylinder sizes of six-cylinder aviation motors which have been built by Mercedes are
The cylinder sizes of the six-cylinder aircraft engines made by Mercedes are
| Bore | Stroke | Horse-power |
| 105 mm. | 140 mm. | 100 |
| 120 mm. | 140 mm. | 135 |
| 140 mm. | 150 mm. | 150 |
| 140 mm. | 160 mm. | 160 |
The largest of these motors has recently had its horsepower increased to 176 at 1450 R. P. M. This general design of motor has been the foundation for a great many other aviation motor designs, some of which have proved very successful but none of which is equal to the original. Among the motors which follow more or less closely the scheme of design and arrangement are the Hall-Scott, the Wisconsin motor, the Renault water-cooled, the Packard, the Christofferson and the Rolls-Royce. Each of these motors show considerable variation in detail. The Rolls-Royce and Renault are the only ones who have used the steel cylinder with the steel jacket. The Wisconsin motor uses an aluminum cylinder with a hardened steel liner and cast-iron valve seats. The Christofferson has somewhat similar design to the Wisconsin with the exception that the valve seats are threaded into the aluminum[551] jacket and the cylinder head has a blank end which is secured to the aluminum casting by means of the valve seat pieces. The Rolls-Royce motors show small differences in details of design in cylinder head and cam-shaft housing from the Mercedes on which it has taken out patents, not only abroad but in this country.
The largest of these engines has recently had its horsepower boosted to 176 at 1450 RPM. This general engine design has been the basis for many other aviation engine designs, some of which have been very successful, but none match the original. Among the engines that closely follow the design and layout are the Hall-Scott, the Wisconsin engine, the Renault water-cooled, the Packard, the Christofferson, and the Rolls-Royce. Each of these engines shows significant variation in detail. The Rolls-Royce and Renault are the only ones that have used a steel cylinder with a steel jacket. The Wisconsin engine features an aluminum cylinder with a hardened steel liner and cast-iron valve seats. The Christofferson has a design somewhat similar to the Wisconsin, except that the valve seats are threaded into the aluminum[551] jacket, and the cylinder head has a blank end secured to the aluminum casting using the valve seat pieces. The Rolls-Royce engines exhibit minor differences in design details in the cylinder head and camshaft housing compared to the Mercedes from which it has obtained patents, both internationally and domestically.
THE BENZ MOTOR
In the Kaiser prize contest for aviation motors a four-cylinder Benz motor of 130 by 180 mm. won first prize, developing 103 B. H. P. at 1290 R. P. M. The fuel consumption was 210 grams per horse-power hour. Total weight of the motor was 153 kilograms. The oil consumption was .02 of a kilogram per horse-power hour. This motor was afterward expanded into a six-cylinder design and three different sizes were built.
In the Kaiser prize contest for aviation engines, a four-cylinder Benz engine with a bore and stroke of 130 by 180 mm won first place, producing 103 B.H.P. at 1290 RPM. Its fuel consumption was 210 grams per horsepower hour. The total weight of the engine was 153 kilograms, and the oil consumption was 0.02 kilograms per horsepower hour. This engine was later developed into a six-cylinder version, and three different sizes were produced.
The accompanying table gives some of the details of weight, horse-power, etc.
The table below provides details about weight, horsepower, and more.
| Motor type | B | FD | FF | |||
| Rated horse-power | 85 | 100 | 150 | |||
| Horse-power at 1250 r.p.m | 88 | 108 | 150 | |||
| Horse-power at 1350 r.p.m | 95 | 115 | 160 | |||
| Bore in millimeters | 106 | 116 | 130 | |||
| Stroke in millimeters | 150 | 160 | 180 | |||
| Offset of the cylinders in millimeters | 18 | 20 | 20 | |||
| Rate of gasoline consumption in grams | 240 | 230 | 225 | |||
| Oil consumption in grams per b.h.p. hour | 10 | 10 | 10 | |||
| Oil capacity in kilograms | 36 | 4 | 4 | 1⁄2 | ||
| Water capacity in litres | 5 | 1⁄2 | 7 | 1⁄2 | 9 | 1⁄2 |
| The weight with water and oil but with two magnetos, fuel feeder and air pump in kilograms | 170 | 200 | 245 | |||
| The weight of motors, including the water pump, two magnetos, double ignition, etc. | 160 | 190 | 230 | |||
| The weight of the exhaust pipe, complete in kilograms | 4 | 4 | .8 | 5 | 1⁄2 | |
| The weight of the propeller hub in kilograms. | 3 | 1⁄2 | 4 | 4 | ||
The Benz cylinder is a simple, straightforward design and a very reliable construction and not particularly difficult to manufacture. The cylinder is cast of iron without[552] a water jacket but including 45 degrees angle elbows to the valve ports. The cylinders are machined wherever possible and at other points have been hand filed and scraped, after which a jacket, which is pressed in two halves, is gas welded by means of short pipes welded on to the jacket. The bottom and the top of the cylinders become water galleries, and by this means separate water pipes with their attendant weight and complication are eliminated. Rubber rings held in aluminum clamps serve to connect the cylinders together. The whole construction turns out very neat and light. The cylinder walls are 4 mm. or 3⁄16′′ thick and the combustion chamber is of cylindrical pancake form and is 140 mm. or 5.60 inch in diameter. The valve seats are 68 mm. in diameter and the valve port is 62 mm. in diameter.
The Benz cylinder features a simple, straightforward design that is very reliable and not too difficult to manufacture. The cylinder is made of cast iron without a water jacket, but it includes 45-degree angle elbows for the valve ports. The cylinders are machined where possible, and in other places, they are hand-filed and scraped. After that, a jacket, pressed in two halves, is gas welded using short pipes attached to the jacket. The bottom and top of the cylinders serve as water galleries, which eliminates the need for separate water pipes, reducing weight and complexity. Rubber rings held in aluminum clamps connect the cylinders together. Overall, the construction is very neat and light. The cylinder walls are 4 mm or 3⁄16 inches thick, and the combustion chamber has a cylindrical pancake shape with a diameter of 140 mm or 5.60 inches. The valve seats are 68 mm in diameter, and the valve port has a diameter of 62 mm.
The passage joining the port is 57 mm. in diameter. In order to insert the valves into the cylinder the valve stem is made with two diameters and the valve has to be cocked to insert it in the guide, which has a bronze bushing at its upper end to compensate for the smaller valve stem diameter. The valve stem is 14 mm. or 9⁄16′′ in diameter and is reduced at its upper portion to 91⁄2 mm. The valves are operated through a push rod and rocker arm construction, which is 7⁄16′′ and exceedingly light. Rocker arm supports are steel studs with enlarged heads to take a double row ball bearing. A roller is mounted at one end of the rocker arm to impinge on the end of the valve stem, and the rocker arm has an adjustable globe stud at the other end. The push rods are light steel tubes with a wall thickness of 0.75 mm. and have a hardened steel cup at their upper end to engage the rocker arm globe stud and a hardened steel globe at their lower end to socket in the roller plunger.
The passage connecting to the port is 57 mm in diameter. To insert the valves into the cylinder, the valve stem is made with two different diameters, and the valve needs to be tilted to be placed in the guide, which has a bronze bushing at the top to accommodate the smaller valve stem diameter. The valve stem is 14 mm or 9⁄16″ in diameter, and it narrows at the upper section to 91⁄2 mm. The valves are operated via a push rod and rocker arm setup that measures 7⁄16 inches and is very lightweight. The rocker arm supports are steel studs with enlarged heads designed to hold a double row ball bearing. A roller is attached at one end of the rocker arm to press against the end of the valve stem, while the other end of the rocker arm features an adjustable globe stud. The push rods are made from light steel tubes with a wall thickness of 0.75 mm, equipped with a hardened steel cup at the top to connect with the rocker arm globe stud and a hardened steel globe at the bottom to fit into the roller plunger.
The Benz cam-shaft has a diameter of 26 mm. and is bored straight through 18 mm. and there is a spiral gear made integrally with the shaft in about the center of its length for driving the oil pump gear. The cam faces are 10 mm. wide. There is also, in addition to the intake[553] and exhaust cams, a set of half compression cams. The shaft is moved longitudinally in its bearings by means of an eccentric to put these cams into action. At the fore end of the shaft is a driving gear flange which is very small in diameter and very thin. The flange is 68 mm. in diameter and 4 mm. thick and is tapped to take 6 mm. bolts. The total length of cam-shaft is 1038 mm., and it becomes a regular gun boring job to drill a hole of this length.
The Benz camshaft has a diameter of 26 mm and is bored straight through 18 mm. There’s a spiral gear that’s integrated with the shaft roughly in the middle of its length for driving the oil pump gear. The cam faces are 10 mm wide. In addition to the intake and exhaust cams, there’s also a set of half compression cams. The shaft is moved lengthwise in its bearings using an eccentric to activate these cams. At the front end of the shaft is a small drive gear flange that’s thin. The flange measures 68 mm in diameter and 4 mm thick and is threaded to accommodate 6 mm bolts. The total length of the camshaft is 1038 mm, and drilling a hole of this length becomes a standard gun boring job.
The cam-shaft gear is 140 mm. or 51⁄2 inches outside diameter. It has fifty-four teeth and the gear face is 15 mm. or 19⁄32′′. The flange and web have an average thickness of 4 mm. or 5⁄32′′ and the web is drilled full of holes interposed between the spur gear mounted on the cam-shaft and the cam-shaft gear. There is a gear which serves to drive the magnetos and tachometer, also the air pump. The shaft is made integrally with this gear and has an eccentric portion against which the air pump roll plunger impinges.
The camshaft gear has an outside diameter of 140 mm, or 51⁄2 inches. It features fifty-four teeth, and the gear face measures 15 mm, or 19⁄32″. The flange and web have an average thickness of 4 mm, or 5⁄32″, and the web is drilled full of holes placed between the spur gear mounted on the camshaft and the camshaft gear. There's a gear that drives the magnetos, tachometer, and air pump. The shaft is integrated with this gear and has an eccentric portion that the air pump roll plunger presses against.
The seven-bearing crank-shaft is finished all over in a beautiful manner, and the shaft out of the particular motor we have shows no signs of wear whatever. The crank-pins are 55 mm. in diameter and 69 mm. long. Through both the crank-pin and main bearings there is drilled a 28 mm. hole, and the crank cheeks are plugged with solder. The crank cheeks are also built to convey the lubricant to the crank-pins. At the fore end of the crank cheek there is pressed on a spur driving gear. There is screwed on to the front end of the shaft a piece which forms a bevel water pump driving gear and the starting dog. At the rear end of the shaft very close to the propeller hub mounting there is a double thrust bearing to take the propeller thrust.
The seven-bearing crankshaft is beautifully finished all over, and the shaft from this specific motor shows no signs of wear at all. The crank pins are 55 mm in diameter and 69 mm long. There is a 28 mm hole drilled through both the crank pin and main bearings, and the crank cheeks are sealed with solder. The crank cheeks are also designed to deliver lubricant to the crank pins. At the front end of the crank cheek, a spur driving gear is pressed on. Attached to the front end of the shaft is a piece that forms a bevel water pump driving gear and the starting dog. At the rear end of the shaft, very close to the propeller hub mounting, there's a double thrust bearing to handle the propeller thrust.
Long, shouldered studs are screwed into the top half of the crank-case portion of the case and pass clean through the bottom half of the case. The case is very stiff and well ribbed. The three center bearing diaphragms have double walls. The center one serves as a[554] duct through which water pipe passes, and those on either side of the center form the carburetor intake air passages and are enlarged in section at one side to take the carburetor barrel throttle.
Long, shouldered bolts are securely fastened into the upper half of the crankcase and extend clean through the lower half. The case is very sturdy and well-reinforced. The three central bearing diaphragms have double walls. The middle one acts as a[554] duct for the water pipe, while the ones on either side of the center create the air intake passages for the carburetor and are enlarged on one side to accommodate the carburetor barrel throttle.
The pistons are of cast iron and carry three concentric rings 1⁄4 inch wide on their upper end, which are pinned at the joint. The top of the piston forms the frustum of the cone and the pistons are 110 mm. in length. The lower portion of the skirt is machined inside and has a wall thickness of 1 mm. Riveted to the piston head is a conical diaphragm which contacts with the piston pin when in place and serves to carry the heat off the center of the piston.
The pistons are made of cast iron and have three concentric rings that are ¼ inch wide on their upper end, which are pinned at the joint. The top of the piston is shaped like a frustum of a cone, and the pistons are 110 mm long. The lower part of the skirt is machined on the inside and has a wall thickness of 1 mm. A conical diaphragm is riveted to the piston head, which connects with the piston pin when in position and helps to dissipate heat from the center of the piston.
The oil pump assembly comprises a pair of plunger pumps which draw oil from a separate outside pump, and constructed integrally with it is a gear pump which delivers the oil under about 60 pound pressure through a set of copper pipes in the base to the main bearings. The plunger oil pump shows great refinement of detail. A worm wheel and two eccentrics are machined up out of one piece and serve to operate the plungers.
The oil pump assembly includes two plunger pumps that pull oil from an external pump. Integrated with these is a gear pump that delivers oil at around 60 pounds of pressure through a set of copper pipes in the base to the main bearings. The plunger oil pump exhibits a high level of detail refinement. A worm wheel and two eccentrics are machined from a single piece and are used to operate the plungers.
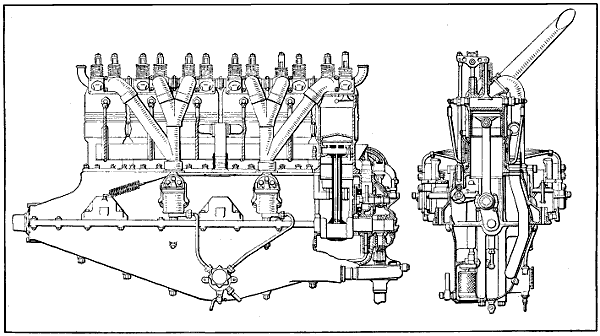
Fig. 246.—Part Sectional Side View and Sectional End View of Benz 160 Horse-Power Aviation Engine.
Fig. 246.—Side View and End View of the Benz 160 Horsepower Aviation Engine.
Some interesting details of the 160 horse-power Benz motor, which is shown at Fig. 246, are reproduced from the “Aerial Age Weekly,” and show how carefully the design has been considered.
Some interesting details of the 160 horse-power Benz motor, which is shown at Fig. 246, are reproduced from the “Aerial Age Weekly,” and show how carefully the design has been considered.
AUSTRO-DAIMLER ENGINE
One of the first very successful European flying engines which was developed in Europe is the Austro-Daimler, which is shown in end section in a preceding chapter. The first of these motors had four-cylinders, 120 by 140 millimeters, bore and stroke, with cast iron cylinders, overhead valves operated by means of a single rocker arm, controlled by two cams and the valves were closed by a single leaf spring which oscillates with the rocker arm. The cylinders are cast singly and have either copper or steel jackets applied to them. The four-cylinder design was afterwards expanded to the six-cylinder design and still later a six-cylinder motor of 130 by 175 millimeters was developed. This motor uses an offset crank-shaft, as does the Benz motor, and the effect of offset has been discussed earlier on in this treatise. The Benz motor also uses an offset cam-shaft which improves the valve operation and changes the valve lift diagram. The lubrication also is different than any other aviation motor, since[558] individual high pressure metering pumps are used to deliver fresh oil only to the bearings and cylinders, as was the custom in automobile practice some ten years ago.
One of the first very successful European flying engines which was developed in Europe is the Austro-Daimler, which is shown in end section in a preceding chapter. The first of these motors had four-cylinders, 120 by 140 millimeters, bore and stroke, with cast iron cylinders, overhead valves operated by means of a single rocker arm, controlled by two cams and the valves were closed by a single leaf spring which oscillates with the rocker arm. The cylinders are cast singly and have either copper or steel jackets applied to them. The four-cylinder design was afterwards expanded to the six-cylinder design and still later a six-cylinder motor of 130 by 175 millimeters was developed. This motor uses an offset crank-shaft, as does the Benz motor, and the effect of offset has been discussed earlier on in this treatise. The Benz motor also uses an offset cam-shaft which improves the valve operation and changes the valve lift diagram. The lubrication also is different than any other aviation motor, since[558] individual high pressure metering pumps are used to deliver fresh oil only to the bearings and cylinders, as was the custom in automobile practice some ten years ago.
SUNBEAM AVIATION ENGINES
These very successful engines have been developed by Louis Coatalen. At the opening of the war the largest sized Coatalen motor was 225 horse-power and was of the L-head type having a single cam-shaft for operating valves and was an evolution from the twelve-cylinder racing car which the Sunbeam Company had previously built. Since 1914 the Sunbeam Company have produced engines of six-, eight-, twelve- and eighteen-cylinders from 150 to 500 horse-power with both iron and aluminum cylinders. For the last two years all the motors have had overhead cam-shafts with a separate shaft for operating the intake and exhaust valves. Cam-shafts are connected through to the crank-shaft by means of a train of spur gears, all of which are mounted on two double row ball bearings. In the twin six, 350 horse-power engine, operating at 2100 R. P. M., requires about 4 horse-power to operate the cam-shafts. This motor gives 362 horsepower at 2100 revolutions and has a fuel consumption of 51⁄100 of a pint per brake horse-power hour. The cylinders are 110 by 160 millimeters. The same design has been expanded into an eighteen-cylinder which gives 525 horsepower at 2100 turns. There has also been developed a very successful eight-cylinder motor rated at 2220 horsepower which has a bore and stroke of 120 by 130 millimeters, weight 450 pounds. This motor is an aluminum block construction with steel sleeves inserted. Three valves are operated, one for the inlet and two for the exhaust. One cam-shaft operates the three valves.
These highly successful engines were developed by Louis Coatalen. At the start of the war, the largest Coatalen engine produced 225 horsepower and featured an L-head design with a single camshaft for operating the valves, evolving from the twelve-cylinder racing car previously built by the Sunbeam Company. Since 1914, the Sunbeam Company has manufactured engines with six, eight, twelve, and eighteen cylinders, ranging from 150 to 500 horsepower, utilizing both iron and aluminum cylinders. For the past two years, all the engines have included overhead camshafts with a separate shaft for managing the intake and exhaust valves. Camshafts connect to the crankshaft via a series of spur gears, all mounted on two double-row ball bearings. In the twin six, 350 horsepower engine, operating at 2100 RPM, about 4 horsepower is needed to operate the camshafts. This motor generates 362 horsepower at 2100 revolutions and consumes 51⁄100 of a pint per brake horsepower hour. The cylinders measure 110 by 160 millimeters. The same design has been adapted into an eighteen-cylinder engine that produces 525 horsepower at 2100 RPM. Additionally, a highly successful eight-cylinder engine has been developed, rated at 2220 horsepower, with a bore and stroke of 120 by 130 millimeters and weighing 450 pounds. This engine features an aluminum block construction with steel sleeves inserted. Three valves are operated—one for the intake and two for the exhaust—controlled by a single camshaft.
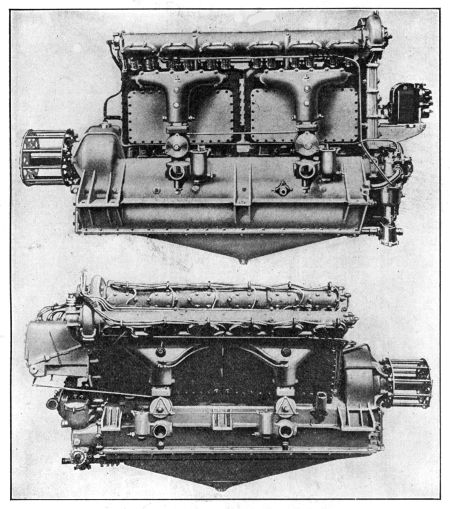
Fig. 247.—At Top, the Sunbeam Overhead Valve 170 Horse-Power Six-Cylinder Engine. Below, Side View of Sunbeam 350 Horse-Power Twelve-Cylinder Vee Engine.
Fig. 247.—At the top, the Sunbeam Overhead Valve 170 Horse-Power Six-Cylinder Engine. Below, a side view of the Sunbeam 350 Horse-Power Twelve-Cylinder Vee Engine.
The modern Sunbeam engines operate with a mean effective pressure of 135 pounds with a compression ratio of 6 to 1 sea level. The connecting rods are of the articulated type as in the Renault motor and are very short.[559] The weight of these motors turns out at 2.6 pounds per brake horse-power, and they are able to go through a 100 hour test without any trouble of any kind. The lubricating system comprises a dry base and oil pump for drawing the oil off from the base, whence it is delivered to the filter and cooling system. It then is pumped by a separate high pressure gear pump through the entire motor. In these larger European motors, castor-oil is[561] used largely for lubrication. It is said that without the use of castor-oil it is impossible to hold full power for five hours. Coatalen favors aluminum cylinders rather than cast iron. The series of views in Figs. 247 to 250 inclusive, illustrates the vertical, narrow type of engine; the V-form; and the broad arrow type wherein three rows, each of six-cylinders, are set on a common crank-case. In this water-cooled series the gasoline and oil consumption are notably low, as is the weight per horse-power.
The modern Sunbeam engines operate with a mean effective pressure of 135 pounds with a compression ratio of 6 to 1 sea level. The connecting rods are of the articulated type as in the Renault motor and are very short.[559] The weight of these motors turns out at 2.6 pounds per brake horse-power, and they are able to go through a 100 hour test without any trouble of any kind. The lubricating system comprises a dry base and oil pump for drawing the oil off from the base, whence it is delivered to the filter and cooling system. It then is pumped by a separate high pressure gear pump through the entire motor. In these larger European motors, castor-oil is[561] used largely for lubrication. It is said that without the use of castor-oil it is impossible to hold full power for five hours. Coatalen favors aluminum cylinders rather than cast iron. The series of views in Figs. 247 to 250 inclusive, illustrates the vertical, narrow type of engine; the V-form; and the broad arrow type wherein three rows, each of six-cylinders, are set on a common crank-case. In this water-cooled series the gasoline and oil consumption are notably low, as is the weight per horse-power.
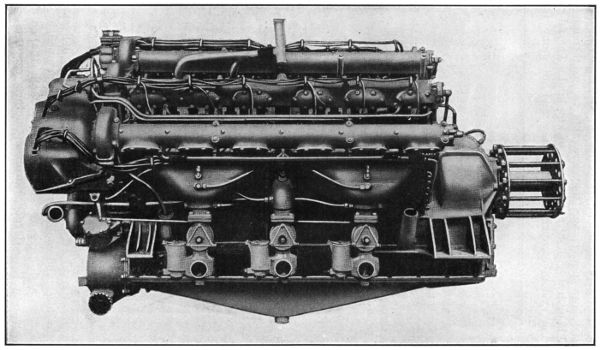
Fig. 248.—Side View of Eighteen-Cylinder Sunbeam Coatalen Aircraft Engine Rated at 475 B.H.P.
Fig. 248.—Side View of Eighteen-Cylinder Sunbeam Coatalen Aircraft Engine Rated at 475 B.H.P.
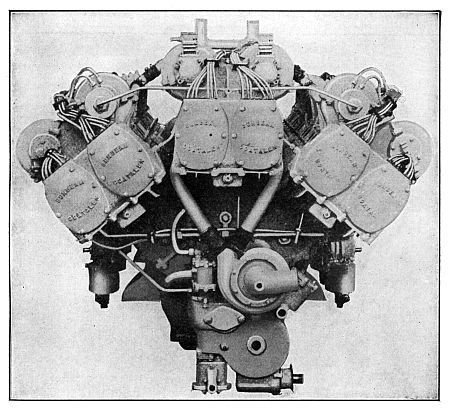
Fig. 249.—Sunbeam Eighteen-Cylinder Motor, Viewed from Pump and Magneto End.
Fig. 249.—Sunbeam 18-Cylinder Engine, Viewed from the Pump and Magneto End.
In the eighteen-cylinder overhead valve Sunbeam-Coatalen aircraft engine of 475 brake horse-power, there are no fewer than half a dozen magnetos. Each magneto is inclosed. Two sparks are furnished to each cylinder[562] from independent magnetos. On this engine there are also no fewer than six carburetors. Shortness of crank-shaft, and therefore of engine length, and absence of vibration are achieved by the linking of the connecting-rods. Those concerned with three-cylinders in the broad arrow formation work on one crank-pin, the outer rods being linked to the central master one. In consequence of this arrangement, the piston travel in the case of the central row of cylinders is 160 mm., while the stroke of the pistons of the cylinders set on either side is in each case 168 mm. Inasmuch as each set of six-cylinders is completely balanced in itself, this difference in stroke does not affect the balance of the engine as a whole. The[563] duplicate ignition scheme also applies to the twelve-cylinder 350 brake horse-power Sunbeam-Coatalen overhead valve aircraft engine type. It is distinguishable, incidentally, by the passage formed through the center of each induction pipe for the sparking plug in the center cylinder of each block of three. In this, as in the eighteen-cylinder and the six-cylinder types, there are two cam-shafts for each set of cylinders. These cam-shafts are lubricated by low pressure and are operated through a train of inclosed spur wheels at the magneto end of the machine. The six-cylinder, 170 brake horse-power vertical type employs the same general principles, including the detail that each carburetor serves gas to a group of three-cylinders only. It will be observed that this engine presents notably little head resistance, being suitable for multi-engined aircraft.
In the 18-cylinder overhead valve Sunbeam-Coatalen aircraft engine with 475 brake horsepower, there are at least six magnetos. Each magneto is enclosed. Two sparks are supplied to each cylinder from independent magnetos. This engine also has six carburetors. The short crankshaft, which leads to a shorter engine length and no vibration, is achieved by linking the connecting rods. The three-cylinder groups in a broad arrow formation operate on one crank-pin, with the outer rods linked to the central master rod. As a result of this setup, the piston travel for the central row of cylinders is 160 mm, while the stroke of the pistons for the cylinders on either side is 168 mm each. Since each set of six cylinders is completely balanced on its own, this difference in stroke does not impact the overall balance of the engine. The [563] duplicate ignition system is also used in the twelve-cylinder 350 brake horsepower Sunbeam-Coatalen overhead valve aircraft engine type. Notably, this type features a passage through the center of each induction pipe for the spark plug in the center cylinder of each block of three. In this, as well as in the 18-cylinder and six-cylinder types, each set of cylinders has two camshafts. These camshafts are lubricated by low pressure and are operated through a system of enclosed spur gears at the magneto end of the machine. The six-cylinder, 170 brake horsepower vertical type follows the same general principles, including the detail that each carburetor supplies fuel to a group of only three cylinders. It is worth noting that this engine has remarkably low head resistance, making it suitable for multi-engine aircraft.
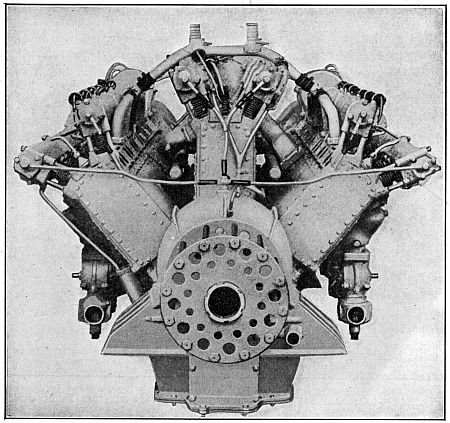
Fig. 250.—Propeller End of Sunbeam Eighteen-Cylinder 475 B.H.P. Aviation Engine.
Fig. 250.—Propeller End of Sunbeam Eighteen-Cylinder 475 B.H.P. Aviation Engine.
INDICATING METERS FOR AUXILIARY SYSTEMS
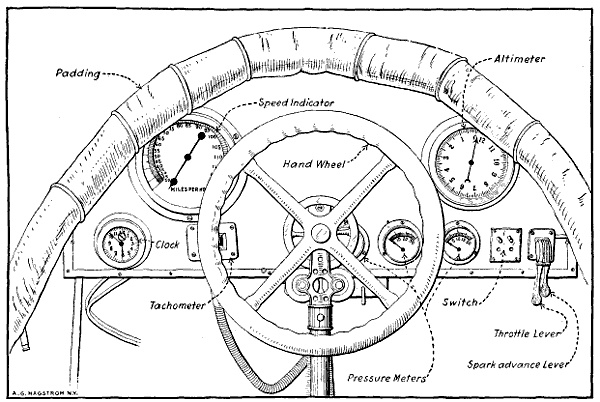
Fig. 251.—View of Airplane Cowl Board, Showing the Various Navigating and Indicating Instruments to Aid the Aviator in Flight.
Fig. 251.—View of Airplane Cowl Board, showing the different navigation and indication instruments to help the pilot in flight.
The proper functioning of the power plant and the various groups comprising it may be readily ascertained at any time by the pilot because various indicating meters and pressure gauges are provided which are located on a dash or cowl board in front of the aviator, as shown at Fig. 251. The speed indicator corresponds to the speedometer of an automobile and gives an indication of the speed the airplane is making, which taken in conjunction with the clock will make it possible to determine the distance covered at a flight. The altimeter, which is an aneroid barometer, outlines with fair accuracy the height above the ground at which a plane is flying. These instruments are furnished to enable the aviator to navigate the airplane when in the air, and if the machine is to be used for cross-country flying, they may be supplemented by a compass and a drift set. It will be evident that these are purely navigating instruments and only indicate the motor condition in an indirect manner. The best way of keeping track of the motor action is to watch the tachometer[565] or revolution counter which is driven from the engine by a flexible shaft. This indicates directly the number of revolutions the engine is making per minute and, of course, any slowing up of the engine in normal flights indicates that something is not functioning as it should. The tachometer operates on the same principle as the speed indicating device or speedometer used in automobiles except that the dial is calibrated to show revolutions per minute instead of miles per hour. At the extreme right of the dash at Fig. 251 the spark advance and throttle control levers are placed. These, of course, regulate the motor speed just as they do in an automobile. Next to the engine speed regulating levers is placed a push button cut-out switch to cut out the ignition and stop the motor. Three pressure gauges are placed in a line. The one at the extreme right indicates the pressure of air on the fuel when a pressure feed system is used. The middle one shows oil pressure, while that nearest the center of the dash board is employed to show the air pressure available in the air starting system. It will be evident that the character of the indicating instruments will vary with the design of the airplane. If it was provided with an electrical starter instead of an air system electrical indicating instruments would have to be provided.
The proper functioning of the power plant and the various groups comprising it may be readily ascertained at any time by the pilot because various indicating meters and pressure gauges are provided which are located on a dash or cowl board in front of the aviator, as shown at Fig. 251. The speed indicator corresponds to the speedometer of an automobile and gives an indication of the speed the airplane is making, which taken in conjunction with the clock will make it possible to determine the distance covered at a flight. The altimeter, which is an aneroid barometer, outlines with fair accuracy the height above the ground at which a plane is flying. These instruments are furnished to enable the aviator to navigate the airplane when in the air, and if the machine is to be used for cross-country flying, they may be supplemented by a compass and a drift set. It will be evident that these are purely navigating instruments and only indicate the motor condition in an indirect manner. The best way of keeping track of the motor action is to watch the tachometer[565] or revolution counter which is driven from the engine by a flexible shaft. This indicates directly the number of revolutions the engine is making per minute and, of course, any slowing up of the engine in normal flights indicates that something is not functioning as it should. The tachometer operates on the same principle as the speed indicating device or speedometer used in automobiles except that the dial is calibrated to show revolutions per minute instead of miles per hour. At the extreme right of the dash at Fig. 251 the spark advance and throttle control levers are placed. These, of course, regulate the motor speed just as they do in an automobile. Next to the engine speed regulating levers is placed a push button cut-out switch to cut out the ignition and stop the motor. Three pressure gauges are placed in a line. The one at the extreme right indicates the pressure of air on the fuel when a pressure feed system is used. The middle one shows oil pressure, while that nearest the center of the dash board is employed to show the air pressure available in the air starting system. It will be evident that the character of the indicating instruments will vary with the design of the airplane. If it was provided with an electrical starter instead of an air system electrical indicating instruments would have to be provided.
COMPRESSED AIR-STARTING SYSTEMS
Two forms of air-starting systems are in general use, one in which the crank-shaft is turned by means of an air motor, the other class where compressed air is admitted to the cylinders proper and the motor turned over because of the air pressure acting on the engine pistons. A system known as the “Never-Miss” utilizes a small double-cylinder air pump is driven from the engine by means of suitable gearing and supplies air to a substantial container located at some convenient point in the fuselage. The air is piped from the container to a dash-control valve and from this member to a peculiar form[566] of air motor mounted near the crank-shaft. The air motor consists of a piston to which a rack is fastened which engages a gear mounted on the crank shaft provided with some form of ratchet clutch to permit it to revolve only in one direction, and then only when the gear is turning faster than the engine crank-shaft.
Two types of air-starting systems are commonly used: one where an air motor turns the crankshaft, and another where compressed air is introduced directly to the cylinders, causing the engine pistons to move the motor. A system called the “Never-Miss” uses a small double-cylinder air pump driven by the engine through gears, providing air to a large container located in a convenient spot in the fuselage. The air is then routed from the container to a dash-control valve, and from there to a unique type of air motor positioned near the crankshaft. The air motor features a piston connected to a rack that engages a gear on the crankshaft, which has a ratchet clutch to allow it to rotate only in one direction, and only when the gear is spinning faster than the engine crankshaft.
The method of operation is extremely simple, the dash-control valve admitting air from the supply tank to the top of the pump cylinder. When in the position shown in cut the air pressure will force the piston and rack down and set the engine in motion. A variety of air motors are used and in some the pump and motor may be the same device, means being provided to change the pump to an air motor when the engine is to be turned over.
The way it works is very straightforward: the dash-control valve lets air from the supply tank into the top of the pump cylinder. When it’s in the position shown in the illustration, the air pressure pushes the piston and rack down, starting the engine. A range of air motors are used, and in some cases, the pump and motor can be the same unit, with a method to switch the pump to an air motor when it's time to start the engine.
The “Christensen” air starting system is shown at Figs. 252 and 253. An air pump is driven by the engine, and this supplies air to an air reservoir or container attached to the fuselage. This container communicates with the top of an air distributor when a suitable control valve is open. An air pressure gauge is provided to enable one to ascertain the air pressure available. The top of each cylinder is provided with a check valve, through which air can flow only in one direction, i.e., from the tank to the interior of the cylinder. Under explosive pressure these check valves close. The function of the distributor is practically the same as that of an ignition timer, its purpose being to distribute the air to the cylinders of the engine only in the proper firing order. All the while that the engine is running and the car is in motion the air pump is functioning, unless thrown out of action by an easily manipulated automatic control. When it is desired to start the engine a starting valve is opened which permits the air to flow to the top of the distributor, and then through a pipe to the check valve on top of the cylinder about to explode. As the air is going through under considerable pressure it will move the piston down just as the explosion would, and start the engine rotating. The inside of the distributor rotates and directs a charge[567] of air to the cylinder next to fire. In this way the engine is given a number of revolutions, and finally a charge of gas will be ignited and the engine start off on its cycle of operation. To make starting positive and easier some gasoline is injected in with the air so an inflammable mixture is present in the cylinders instead of air only. This ignites easily and the engine starts off sooner than would otherwise be the case. The air pressure required varies from 125 to 250 pounds per square inch, depending upon the size and type of the engine to be set in motion.
The “Christensen” air starting system is shown at Figs. 252 and 253. An air pump is driven by the engine, and this supplies air to an air reservoir or container attached to the fuselage. This container communicates with the top of an air distributor when a suitable control valve is open. An air pressure gauge is provided to enable one to ascertain the air pressure available. The top of each cylinder is provided with a check valve, through which air can flow only in one direction, i.e., from the tank to the interior of the cylinder. Under explosive pressure these check valves close. The function of the distributor is practically the same as that of an ignition timer, its purpose being to distribute the air to the cylinders of the engine only in the proper firing order. All the while that the engine is running and the car is in motion the air pump is functioning, unless thrown out of action by an easily manipulated automatic control. When it is desired to start the engine a starting valve is opened which permits the air to flow to the top of the distributor, and then through a pipe to the check valve on top of the cylinder about to explode. As the air is going through under considerable pressure it will move the piston down just as the explosion would, and start the engine rotating. The inside of the distributor rotates and directs a charge[567] of air to the cylinder next to fire. In this way the engine is given a number of revolutions, and finally a charge of gas will be ignited and the engine start off on its cycle of operation. To make starting positive and easier some gasoline is injected in with the air so an inflammable mixture is present in the cylinders instead of air only. This ignites easily and the engine starts off sooner than would otherwise be the case. The air pressure required varies from 125 to 250 pounds per square inch, depending upon the size and type of the engine to be set in motion.
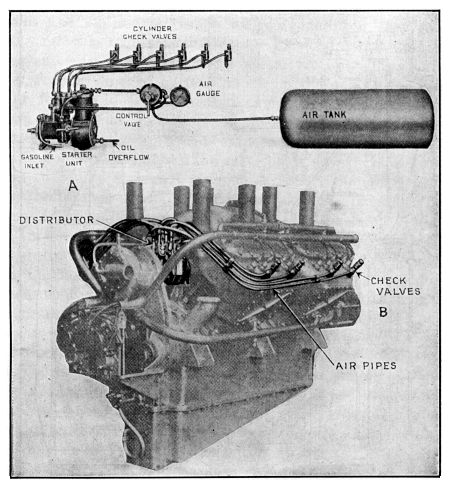
Fig. 252.—Parts of Christensen Air Starting System Shown at A, and Application of Piping and Check Valves to Cylinders of Thomas-Morse Aeromotor Outlined at B.
Fig. 252.—Parts of the Christensen Air Starting System shown at A, and the application of piping and check valves to the cylinders of the Thomas-Morse Aeromotor outlined at B.
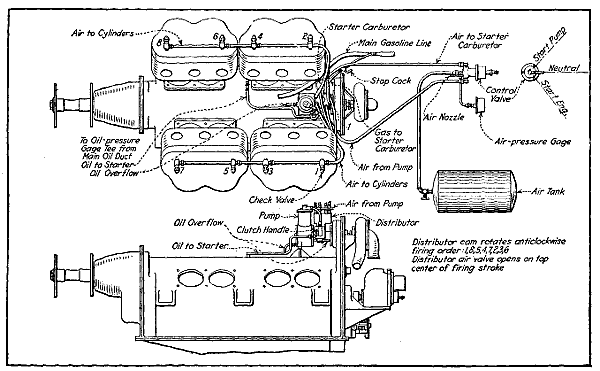
Fig. 253.—Diagrams Showing Installation of Air Starting System on Thomas-Morse Aviation Motor.
Fig. 253.—Diagrams Showing Installation of Air Starting System on Thomas-Morse Aviation Engine.
ELECTRIC STARTING SYSTEMS
Starters utilizing electric motors to turn over the engine have been recently developed, and when properly made and maintained in an efficient condition they answer all the requirements of an ideal starting device. The capacity is very high, as the motor may draw current from a storage battery and keep the engine turning over for considerable time on a charge. The objection against their use is that it requires considerable complicated and costly apparatus which is difficult to understand and which requires the services of an expert electrician to repair should it get out of order, though if battery ignition is used the generator takes the place of the usual ignition magneto.
Recently, electric motors designed to start engines have been developed. When built and maintained properly, they meet all the criteria of an ideal starting device. Their capacity is quite high since the motor can draw power from a storage battery and keep the engine running for a significant amount of time on a single charge. The downside is that these systems require complex and expensive equipment, which can be hard to understand and needs an expert electrician for repairs if something goes wrong. However, if battery ignition is used, the generator replaces the standard ignition magneto.
In the Delco system the electric current is generated by a combined motor-generator permanently geared to the engine. When the motor is running it turns the armature and the motor generator is acting as a dynamo, only supplying current to a storage battery. On account of the varying speeds of the generator, which are due to the fluctuation in engine speed, some form of automatic switch which will disconnect the generator from the battery at such times that the motor speed is not sufficiently high to generate a current stronger than that delivered by the battery is needed. These automatic switches are the only delicate part of the entire apparatus, and while they require very delicate adjustment they seem to perform very satisfactorily in practice.
In the Delco system, electricity is generated by a motor-generator that’s permanently connected to the engine. When the motor runs, it turns the armature, and the motor-generator functions like a dynamo, supplying power to a storage battery. Because the generator speed varies due to changes in engine speed, there needs to be an automatic switch that disconnects the generator from the battery when the motor speed isn’t high enough to produce a current stronger than what the battery provides. These automatic switches are the only delicate parts of the entire system, and although they require precise adjustments, they tend to work very well in practice.
When it is desired to start the engine an electrical connection is established between the storage battery and the motor-generator unit, and this acts as a motor and turns the engine over by suitable gearing which engages the gear teeth cut into a special gear or disc attached to the engine crank-shaft. When the motor-generator furnishes current for ignition as well as for starting the motor, the fact that the current can be used for this work as well as starting justifies to a certain extent the rather[570] complicated mechanism which forms a complete starting and ignition system, and which may also be used for lighting if necessary in night flying.
When you want to start the engine, an electrical connection is made between the storage battery and the motor-generator unit. This unit acts as a motor and turns the engine over through a set of gears that engage with the gear teeth on a specialized gear or disc connected to the engine crankshaft. When the motor-generator provides power for both ignition and starting the motor, the fact that the current can be used for both functions justifies to some extent the somewhat[570] complicated mechanism that makes up the complete starting and ignition system, which can also be used for lighting if needed during night flying.
An electric generator and motor do not complete a self-starting system, because some reservoir or container for electric current must be provided. The current from the generator is usually stored in a storage battery from which it can be made to return to the motor or to the same armature that produced it. The fundamental units of a self-starting system, therefore, are a generator to produce the electricity, a storage battery to serve as a reservoir, and an electric motor to rotate the motor crank-shaft. Generators are usually driven by enclosed gearing, though silent chains are used where the center distance between the motor shaft and generator shaft is too great for the gears. An electric starter may be directly connected to the gasoline engine, as is the case where the combined motor-generator replaces the fly-wheel in an automobile engine. The motor may also drive the engine by means of a silent chain or by direct gear reduction.
An electric generator and motor don’t create a self-starting system on their own because there needs to be a reservoir or container for electric current. The current generated is typically stored in a battery, which can then send the electricity back to the motor or to the same armature that created it. So, the key components of a self-starting system are a generator to produce electricity, a storage battery to hold it, and an electric motor to turn the crankshaft. Generators are usually powered by enclosed gearing, although silent chains are used when the distance between the motor shaft and generator shaft is too far for gears. An electric starter might be directly linked to the gasoline engine, like when a combined motor-generator replaces the flywheel in a car engine. The motor can also power the engine through a silent chain or direct gear reduction.
Every electric starter must use a switch of some kind for starting purposes and most systems include an output regulator and a reverse current cut-out. The output regulator is a simple device that regulates the strength of the generator current that is supplied the storage battery. A reverse current cut-out is a form of check valve that prevents the storage battery from discharging through the generator. Brief mention is made of electric starting because such systems will undoubtedly be incorporated in some future airplane designs. Battery ignition is already being experimented with.
Every electric starter needs some type of switch for starting, and most systems include an output regulator and a reverse current cut-out. The output regulator is a straightforward device that controls the strength of the generator current supplied to the storage battery. A reverse current cut-out acts like a check valve, stopping the storage battery from discharging back through the generator. We briefly mention electric starting because these systems will definitely be part of future airplane designs. Battery ignition is already being tested.
BATTERY IGNITION SYSTEM PARTS
A battery ignition system in its simplest form consists of a current producer, usually a set of dry cells or a storage battery, an induction coil to transform the low tension current to one having sufficient strength to jump[571] the air gap at the spark-plug, an igniter member placed in the combustion chamber and a timer or mechanical switch operated by the engine so that the circuit will be closed only when it is desired to have a spark take place in the cylinders. Battery ignition systems may be of two forms, those in which the battery current is stepped up or intensified to enable it to jump an air gap between the points of the spark plug, these being called “high tension” systems and the low tension form (never used on airplane motors) in which the battery current is not intensified to a great degree and a spark produced in the cylinder by the action of a mechanical circuit breaker in the combustion chamber. The low tension system is the simplest electrically but the more complex mechanically. The high tension system has the fewest moving parts but numerous electrical devices. At the present time all airplane engines use high tension ignition systems, the magneto being the most popular at the present time. The current distribution and timing devices used with modern battery systems are practically the same as similar parts of a magneto.
A battery ignition system, at its most basic, includes a power source, usually a set of dry cells or a storage battery, an induction coil that boosts the low voltage current to a level strong enough to bridge the air gap at the spark plug, an igniter placed in the combustion chamber, and a timer or mechanical switch controlled by the engine to ensure the circuit closes only when a spark is needed in the cylinders. Battery ignition systems come in two types: those that increase the battery current to allow it to jump the air gap between the spark plug points, known as “high tension” systems, and the low tension type (which is never used in airplane engines) that doesn’t amplify the battery current significantly and generates a spark in the cylinder through a mechanical circuit breaker in the combustion chamber. The low tension system is the simplest electrically but more complicated mechanically. The high tension system has fewer moving parts but more electrical components. Currently, all airplane engines use high tension ignition systems, with magnetos being the most common. The current distribution and timing devices in modern battery systems are almost identical to the similar parts of a magneto.[571]
INDEX
| A | |
| PAGE | |
| Action of Four-cycle Engine | 38 |
| Action of Le Rhone Rotary Engine | 503 |
| Action of Two-cycle Engine | 41 |
| Action of Vacuum Feed System | 119 |
| Actual Duration of Different Functions | 93 |
| Actual Heat Efficiency | 62 |
| Adiabatic Diagram | 51 |
| Adiabatic Law | 50 |
| Adjustment of Bearings | 449 |
| Adjustment of Carburetors | 151 |
| Aerial Motors, Must be Light | 20 |
| Aerial Motors, Operating Conditions of | 19 |
| Aerial Motors, Requirements of | 19 |
| Aeromarine Six-cylinder Engine | 527 |
| Aeronautics, Division in Branches | 18 |
| Aerostatics | 18 |
| Air-cooled Engine Design | 229 |
| Air-cooling Advantages | 231 |
| Air-cooling, Direct Method | 228 |
| Air-cooling Disadvantages | 231 |
| Air-cooling Systems | 223 |
| Aircraft, Heavier Than Air | 17 |
| Aircraft, Lighter Than Air | 18 |
| Aircraft Types, Brief Consideration of | 17 |
| Air Needed to Burn Gasoline | 113 |
| Airplane Engine, Power Needed | 21 |
| Airplane Engines, Overhauling | 412 |
| Airplane Engine, How to Time | 269 |
| Airplane Engine Lubrication | 209 |
| Airplane, How Supported | 21 |
| Airplane Motors, German | 543 |
| Airplane Motor Types | 20 |
| Airplane Motors, Weight of | 21 |
| Airplane Power Plant Installation | 324 |
| Airplane Types | 18 |
| Airplanes, Horse-power Used in | 26 |
| Air Pressure Diminution, With Altitude | 144 |
| Altitude, How it Affects Mixture | 153 |
| Aluminum, Use in Pistons | 297 |
| American Aviation Engines, Statistics[574] | 546 |
| Anzani Radial Engine Installation | 344 |
| Anzani Six-cylinder Star Engine | 465 |
| Anzani Six-cylinder Water-cooled Engine | 459 |
| Anzani Ten- and Twenty-cylinder Engines | 468 |
| Anzani Three-cylinder Engine | 459 |
| Anzani Three-cylinder Y Type | 462 |
| Argus Engine Construction | 545 |
| Armature Windings | 168 |
| Atmospheric Conditions, Compensating For | 143 |
| Austro-Daimler Engine | 557 |
| Aviatics | 18 |
| Aviation Engine, Aeromarine | 527 |
| Aviation Engine, Anzani Six-cylinder Star | 465 |
| Aviation Engine, Canton and Unné | 469 |
| Aviation Engine Cooling | 219 |
| Aviation Engine, Curtiss | 519 |
| Aviation Engine Cylinders | 233 |
| Aviation Engine, Early Gnome | 472 |
| Aviation Engine, German Gnome Type | 495 |
| Aviation Engine, Gnome Monosoupape | 486 |
| Aviation Engine, How To Dismantle | 415 |
| Aviation Engine, How to Start | 460 |
| Aviation Engine, Le Rhone Rotary | 495 |
| Aviation Engine Oiling | 218 |
| Aviation Engine Parts, Functions of | 82 |
| Aviation Engine, Renault Air-cooled | 507 |
| Aviation Engine, Stand for Supporting | 414 |
| Aviation Engine, Sturtevant | 515 |
| Aviation Engine, Thomas-Morse | 521 |
| Aviation Engine Types | 457 |
| Aviation Engine, Wisconsin | 531 |
| Aviation Engines, Anzani Six-cylinder Water-cooled | 459 |
| Aviation Engines, Anzani Ten- and Twenty-cylinder | 468 |
| Aviation Engines, Anzani Three-cylinder | 459 |
| Aviation Engines, Anzani Y Type | 462 |
| Aviation Engines, Argus | 545 |
| Aviation Engines, Austro-Daimler | 557 |
| Aviation Engines, Benz | 551 |
| Aviation Engines, Four- and Six-cylinder | 88 |
| Aviation Engines, German | 543 |
| Aviation Engines, Hall-Scott | 539 |
| Aviation Engines, Hispano-Suiza | 512 |
| Aviation Engines, Mercedes | 543 |
| Aviation Engines, Overhauling | 412 |
| Aviation Engines, Principal Parts of | 80 |
| Aviation Engines, Starting Systems For | 567 |
| Aviation Engines, Sunbeam | 558 |
| B[575] | |
| Balanced Crank-shafts | 318 |
| Ball-bearing Crank-shafts | 319 |
| Battery Ignition Systems | 571 |
| Baverey Compound Nozzle | 137 |
| Bearings, Adjustment of | 449 |
| Bearing Alignment | 453 |
| Bearing Brasses, Fitting | 450 |
| Bearing Parallelism, Testing | 453 |
| Bearing Scrapers and Their Use | 446 |
| Benz Aviation Engines | 551 |
| Benz Engine Statistics | 551 |
| Berling Magneto | 174 |
| Berling Magneto, Adjustment of | 180 |
| Berling Magneto Care | 180 |
| Berling Magneto Circuits | 176 |
| Berling Magneto, Setting | 178 |
| Block Castings | 234 |
| Blowing Back | 269 |
| Bolts, Screwing Down | 452 |
| Bore and Stroke Ratio | 240 |
| Boyle’s Law | 49 |
| Brayton Engine | 48 |
| Breaker Box, Adjustment of | 180 |
| Breast and Hand Drills | 387 |
| Burning Out Carbon Deposits | 421 |
| Bushings, Camshaft, Wear in | 456 |
| C | |
| Calipers, Inside and Outside | 398 |
| Cam Followers, Types of | 260 |
| Cams for Valve Actuation | 259 |
| Cam-shaft Bushings | 456 |
| Cam-shaft Design | 313 |
| Cam-shaft Drive Methods | 261 |
| Cam-shaft Testing | 451 |
| Cam-shafts and Timing Gears | 456 |
| Canton and Unné Engine | 469 |
| Carbon, Burning out with Oxygen | 421 |
| Carbon Deposits, Cause of | 418 |
| Carbon Removal | 419 |
| Carbon Scrapers, How Used | 420 |
| Carburetion Principles | 112 |
| Carburetion System Troubles | 355 |
| Carburetor, Claudel | 127 |
| Carburetor, Compound Nozzle Zenith | 135 |
| Carburetor, Concentric Float and Jet Type[576] | 125 |
| Carburetor, Duplex Zenith | 138 |
| Carburetor, Duplex Zenith, Trouble in | 357 |
| Carburetor Installation, In Airplanes | 148 |
| Carburetor, Le Rhone | 501 |
| Carburetor, Master Multiple Jet | 133 |
| Carburetor, Schebler | 125 |
| Carburetor Troubles, How to Locate | 354 |
| Carburetor, Two Stage | 131 |
| Carburetor, What it Should Do | 114 |
| Carburetors, Float Feed | 122 |
| Carburetors, Multiple Nozzle | 130 |
| Carburetors, Notes on Adjustment | 151 |
| Carburetors, Reversing Position of | 149 |
| Carburetors, Spraying | 120 |
| Care of Dixie Magneto | 188 |
| Castor Oil, for Cylinder Lubrication | 205 |
| Castor Oil, Why Used In Gnome Engines | 211 |
| Center Gauge | 403 |
| Chisels, Forms of | 384 |
| Christensen Air Starting System | 567 |
| Circuits, Magnetic | 161 |
| Classification of Engines | 458 |
| Claudel Carburetor | 127 |
| Cleaning Distributor | 180 |
| Clearances Between Valve Stem and Actuators | 261 |
| Combustion Chamber Design | 239 |
| Combustion Chambers, Spherical | 76 |
| Common Tools, Outfit of | 378 |
| Comparing Two-cycle and Four-cycle Types | 44 |
| Compound Cam Followers | 260 |
| Compound Piston Rings | 301 |
| Compressed Air Starting System | 565 |
| Compression, Factors Limiting | 69 |
| Compression, in Explosive Motors, Value of | 68 |
| Compression Pressures, Chart for | 72 |
| Compression Temperature | 71 |
| Computations for Horse-power Needed | 25 |
| Computations for Temperature | 52 |
| Concentric Piston Ring | 299 |
| Concentric Valves | 255 |
| Connecting Rod Alignment, Testing | 454 |
| Connecting Rod, Conventional | 308 |
| Connecting Rod Forms | 305 |
| Connecting Rod, Gnome Engine | 305 |
| Connecting Rods, Fitting | 449 |
| Connecting Rods for Vee Engines | 310 |
| Connecting Rods, Le Rhone | 498 |
| Connecting Rods, Master[577] | 310 |
| Constant Level Splash System | 215 |
| Construction of Dixie Magneto | 186 |
| Construction of Pistons | 288 |
| Conversion of Heat to Power | 58 |
| Cooling by Air | 223 |
| Cooling by Positive Water Circulation | 224 |
| Cooling, Heat Loss in | 66 |
| Cooling System Defects | 358 |
| Cooling Systems Used | 223 |
| Cooling Systems, Why Needed | 219 |
| Cotter Pin Pliers | 384 |
| Crank-case, Conventional | 320 |
| Crank-case Forms | 320 |
| Crank-case, Gnome | 323 |
| Crank-shaft, Built Up | 315 |
| Crank-shaft Construction | 315 |
| Crank-shaft Design | 315 |
| Crank-shaft Equalizer | 449 |
| Crank-shaft Form | 315 |
| Crank-shaft, Gnome Engine | 483 |
| Crank-shafts, Balanced | 318 |
| Crank-shafts, Ball Bearing | 319 |
| Cross Level | 403 |
| Crude Petroleum, Distillates of | 111 |
| Curtiss Aviation Engines | 519 |
| Curtiss Engine Installation | 328 |
| Curtiss Engine Repairing Tools | 408 |
| Cutting Oil Grooves | 448 |
| Cylinder Blocks, Advantages of | 237 |
| Cylinder Block, Duesenberg | 235 |
| Cylinder Castings, Individual | 234 |
| Cylinder Construction | 233 |
| Cylinder Faults and Correction | 416 |
| Cylinder Form and Crank-shaft Design | 238 |
| Cylinder Head Packings | 417 |
| Cylinder Head, Removable | 239 |
| Cylinder, I Head Form | 248 |
| Cylinder, L Head Form | 248 |
| Cylinder Oils | 206 |
| Cylinder Placing | 20 |
| Cylinder Placing in V Motor | 99 |
| Cylinder Retention, Gnome | 475 |
| Cylinder, T Head Form | 248 |
| Cylinders, Cast in Blocks | 235 |
| Cylinders, Odd Number in Rotary Engines | 482 |
| Cylinders, Repairing Scored | 423 |
| Cylinders, Valve Location in | 245 |
| D[578] | |
| Defects in Cylinders | 417 |
| Defects in Dry Battery | 373 |
| Defects in Fuel System | 354 |
| Defects in Induction Coil | 373 |
| Defects in Magneto | 372 |
| Defects in Storage Battery | 372 |
| Defects in Timer | 373 |
| Defects in Wiring and Remedies | 373 |
| Die Holder | 394 |
| Dies for Thread Cutting | 395 |
| Diesel Motor Cards | 67 |
| Diesel System | 144 |
| Direct Air Cooling | 228 |
| Dirigible Balloons | 18 |
| Dismantling Airplane Engine | 415 |
| Distillates of Crude Petroleum | 111 |
| Division of Circle in Degrees | 268 |
| Dixie Ignition Magneto | 184 |
| Dixie Magneto, Care of | 188 |
| Draining Oil From Crank-case | 214 |
| Drilling Machines | 386 |
| Drills, Types and Use | 388 |
| Driving Cam-shaft, Methods of | 262 |
| Dry Cell Battery, Defects in | 373 |
| Duesenberg Sixteen Valve Engine | 525 |
| Duesenberg Valve Action | 255 |
| Duplex Zenith Carburetor | 138 |
| E | |
| Early Gnome Motor, Construction of | 472 |
| Early Ignition Systems | 155 |
| Early Types of Gas Engine | 28 |
| Early Vaporizer Forms | 120 |
| Eccentric Piston Ring | 299 |
| Economy, Factors Governing | 64 |
| Efficiency, Actual Heat | 62 |
| Efficiency, Maximum Theoretical | 61 |
| Efficiency, Mechanical | 62 |
| Efficiency of Internal Combustion Engine | 60 |
| Efficiency, Various Measures of | 61 |
| Eight-cylinder Engine | 95 |
| Eight-cylinder Timing Diagram | 276 |
| Electricity and Magnetism, Relation of | 162 |
| Electrical Ignition Best | 156 |
| Electric Starting Systems | 569 |
| Engine, Advantages of V Type | 95 |
| Engine Base Construction[579] | 319 |
| Engine Bearings, Adjusting | 443 |
| Engine Bearings, Refitting | 442 |
| Engine Bed Timbers, Standard | 330 |
| Engine, Four-cycle, Action of | 38 |
| Engine, Four-cycle, Piston Movements in | 40 |
| Engine Functions, Duration of | 93 |
| Engine Ignition, Locating Troubles | 353 |
| Engine Installation, Gnome | 344 |
| Engine Installation, Anzani Radial | 344 |
| Engine Installation, Hall-Scott | 332 |
| Engine Installation, Rotary | 342 |
| Engine Operation, Sequence of | 84 |
| Engine Parts and Functions | 80 |
| Engine Starts Hard, Ignition Troubles Causing | 369 |
| Engine Stoppage, Causes of | 347 |
| Engine Temperatures | 221 |
| Engine Trouble Charts | 369 |
| Engine Troubles, Cooling | 358 |
| Engine Troubles, Hints For Locating | 345 |
| Engine Troubles, Ignition | 353 |
| Engine Troubles, Noisy Operation | 359 |
| Engine Troubles, Oiling | 357 |
| Engine Troubles Summarized | 350 |
| Engine, Two-cycle, Action of | 41 |
| Engines, Classification of | 458 |
| Engines, Cylinder Arrangement | 31-32 |
| Engines, Eight-cylinder V | 95 |
| Engines, Four-cylinder Forms | 88 |
| Engines, Graphic Comparison of | 33-34-35 |
| Engines, Internal Combustion, Types of | 30 |
| Engines, Multiple Cylinder, Power Delivery in | 91 |
| Engines, Multiple Cylinder, Why Best | 83 |
| Engines, Rotary Cylinder | 107 |
| Engines, Six-cylinder Forms | 88 |
| Engines, Twelve-cylinder | 96 |
| Equalizer, Crank-shaft | 449 |
| Exhaust Closing | 270 |
| Exhaust Valve Design, Early Gnome | 475 |
| Exhaust Valve Opening | 270 |
| Explosive Gases, Mixtures of | 56 |
| Explosive Motors, Inefficiency in | 74 |
| Explosive Motors, Why Best | 27 |
| F | |
| Factors Governing Economy | 64 |
| Factors Limiting Compression | 70 |
| Faults in Ignition | 352 |
| Figuring Horse-power Needed[580] | 21 |
| Files, Use and Care of | 383 |
| First Law of Gases | 49 |
| Fitting Bearings By Scraping | 447 |
| Fitting Brasses | 450 |
| Fitting Connecting Rods | 449 |
| Fitting Main Bearings | 448 |
| Fitting Piston Rings | 439 |
| Float Feed Carburetor Development | 124 |
| Float Feed Carburetors | 122 |
| Force Feed Oiling System | 218 |
| Forked Connecting Rods | 310 |
| Four-cycle Engine, Action of | 38 |
| Four-cycle Engine, Why Best | 45 |
| Fourteen-cylinder Engine | 474 |
| Four Valves Per Cylinder | 284 |
| Friction, Definition of | 302 |
| Fuel Feed By Gravity | 116 |
| Fuel Feed by Vacuum Tank | 117 |
| Fuel Storage and Supply | 116 |
| Fuel Strainers, Types of | 141 |
| Fuel Strainers, Utility of | 140 |
| Fuel System Faults | 354 |
| Fuel System Installation, Hall-Scott | 336 |
| Fuel System, Gnome | 490 |
| Fuel Utilization Chart | 62 |
| G | |
| Gas Engine, Beau de Rocha’s Principles | 59 |
| Gas Engine Development | 28 |
| Gas Engine, Early Forms of | 48 |
| Gas Engine, Inventors of | 29 |
| Gas Engine, Theory of | 47 |
| Gases, Compression of | 49 |
| Gases, First Law of | 49 |
| Gases, Second Law of | 50 |
| Gaskets, How to Use | 452 |
| Gasoline, Air Needed to Burn | 113 |
| Gas Engines, Parts of | 80 |
| Gas Vacuum Engine, Brown’s | 28 |
| German Airplane Motors | 543 |
| German Gnome Type Engine | 495 |
| Gnome Aviation Engine, Early Form | 472 |
| Gnome Crank-shaft | 483 |
| Gnome Cylinder, Machining | 489 |
| Gnome Cylinder Retention | 475 |
| Gnome Engine, Fuel, Lubrication and Ignition | 490 |
| Gnome Engine, German Type[581] | 495 |
| Gnome Engine Installation | 344 |
| Gnome Firing Order | 482 |
| Gnome Fourteen-cylinder, Engine | 474 |
| Gnome Fourteen-cylinder Engine Details | 480 |
| Gnome Monosoupape, How to Time | 278 |
| Gnome Monosoupape Type Engine | 486 |
| Graphic Comparison of Engine Types | 33-34-35 |
| Graphic Comparison, Two- and Four-cycle | 46 |
| Gravity Feed System | 116 |
| Grinding Valves | 429 |
| H | |
| Hall-Scott Aviation Engines | 539 |
| Hall-Scott Engine Installation | 332 |
| Hall-Scott Engine, Preparations For Starting | 341 |
| Hall-Scott Engine Tools | 410 |
| Hall-Scott Lubrication System | 211 |
| Hall-Scott Statistic Sheet | 544 |
| Heat and Its Work | 54 |
| Heat in Gas Engine Cylinder | 69 |
| Heat Given to Cooling Water | 78 |
| Heat Loss, Causes of | 74 |
| Heat Loss in Airplane Engine | 221 |
| Heat Loss in Wall Cooling | 65 |
| High Altitude, How it Affects Power | 144 |
| High Tension Magneto | 172 |
| Hints For Locating Engine Troubles | 345 |
| Hints for Starting Engine | 361 |
| Hispano-Suiza Model A Engine | 512 |
| Horse-power Needed in Airplane | 21 |
| Horse-power Needed, How Figured | 22 |
| How An Engine is Timed | 277 |
| I | |
| Ignition, Electric | 156 |
| Ignition, Elements of | 157 |
| Ignition of Gnome Engine | 490 |
| Ignition System, Battery | 571 |
| Ignition Systems, Early | 155 |
| Ignition System Faults | 352 |
| Ignition, Time of | 273 |
| Ignition, Two Spark | 196 |
| I Head Cylinders | 248 |
| Improvements in Gas Engines | 29 |
| Indicating Meters, Engine Speed | 563 |
| Indicating Meters, Oil and Air Pressure[582] | 563 |
| Indicator Cards, How To Read | 66 |
| Indicator Cards, Value of | 66 |
| Individual Cylinder Castings | 234 |
| Induction Coil, Defects in | 373 |
| Inefficiency, Causes of | 74 |
| Inlet Valve Closing | 272 |
| Inlet Valve Opening | 270 |
| Installation, Airplane Engine | 324 |
| Installation, Curtiss OX-2 Engine | 328 |
| Installation, Hall-Scott Engine | 332 |
| Installation of Rotary Engines | 342 |
| Intake Manifold Construction | 143 |
| Intake Manifold Design | 142 |
| Internal Combustion Engine, Efficiency of | 60, 62 |
| Internal Combustion Engines, Main Types of | 30 |
| Inverted Engine Placing | 325 |
| Isothermal Diagram | 51 |
| Isothermal Law | 48 |
| K | |
| Keeping Oil Out of Combustion Chamber | 303 |
| Knight Sleeve Valves | 266 |
| L | |
| Lag and Lead, Explanation of | 268 |
| Lapping Crank-pins | 445 |
| Lead Given Exhaust Valve | 270 |
| Leak Proof Piston Rings | 301 |
| Lenoir Engine Action | 48 |
| Le Rhone Cams and Valve Actuation | 500 |
| Le Rhone Carburetor | 501 |
| Le Rhone Connecting Rod Assembly, Distinctive | 498 |
| Le Rhone Engine Action | 503 |
| Le Rhone Rotary Engine | 495 |
| L Head Cylinders | 248 |
| Liquid Fuels, Properties of | 110 |
| Locating Carburetor Troubles | 354 |
| Locating Engine Troubles | 350 |
| Locating Ignition Troubles | 353 |
| Locating Oiling Troubles | 357 |
| Location of Magneto Trouble | 181 |
| Losses in Wall Cooling | 65 |
| Lost Power and Overheating, Summary of Troubles Causing | 363 |
| Lubricants, Derivation of | 204 |
| Lubricants, Requirements of | 204 |
| Lubricating System Classification[583] | 208 |
| Lubricating Systems, Selection of | 208 |
| Lubrication By Constant Level Splash System | 215 |
| Lubrication By Dry Crank-case Method | 218 |
| Lubrication By Force Feed Best | 218 |
| Lubrication of Magneto | 180 |
| Lubrication System, Gnome | 490 |
| Lubrication System, Hall-Scott | 211 |
| Lubrication System, Thomas-Morse | 210 |
| Lubrication, Theory of | 202 |
| Lubrication, Why Necessary | 201 |
| M | |
| Magnetic Circuits | 161 |
| Magnetic Influence Defined | 158 |
| Magnetic Lines of Force | 161 |
| Magnetic Substances | 158 |
| Magnetism, Flow Through Armature | 166 |
| Magnetism, Fundamentals of | 157 |
| Magnetism, Relation to Electricity | 162 |
| Magneto, Action of High Tension | 173 |
| Magneto Armature Windings | 168 |
| Magneto, Basic Principles of | 163 |
| Magneto, Berling | 174 |
| Magneto, Defects in | 372 |
| Magneto Distributor, Cleaning | 180 |
| Magneto Ignition Systems | 169 |
| Magneto Ignition Wiring | 179 |
| Magneto Interrupter, Adjustment of | 180 |
| Magneto, Low Voltage | 168 |
| Magneto, Lubrication of | 180 |
| Magneto Maintenance | 180 |
| Magneto, Method of Driving | 175 |
| Magneto Parts and Functions | 167 |
| Magneto, The Dixie | 184 |
| Magneto Timing | 179 |
| Magneto, Timing Dixie | 188 |
| Magneto, Transformer System | 171 |
| Magneto Trouble, Location of | 181 |
| Magneto, True High Tension | 172 |
| Magneto, Two Spark Dual | 177 |
| Magnets, Forms of | 160 |
| Magnets, How Produced | 162 |
| Magnets, Properties of | 159 |
| Main Bearings, Fitting | 448 |
| Manifold, Intake | 143 |
| Master Multiple Jet Carburetor | 133 |
| Master Rod Construction[584] | 310 |
| Maximum Theoretical Efficiency | 61 |
| Meaning of Piston Speed | 241 |
| Measures of Efficiency | 61 |
| Measuring Tools | 397 |
| Mechanical Efficiency | 62 |
| Mercedes Aviation Engine | 543 |
| Metering Pin Carburetor, Stewart | 128 |
| Micrometer Caliper, Beading | 405 |
| Micrometer Calipers, Types and Use | 404 |
| Mixture, Effect of Altitude on | 153 |
| Mixture, Proportions of | 151 |
| Mixture, Starvation of | 149 |
| Monosoupape Gnome Engine | 486 |
| Mother Bod, Gnome Engine | 305 |
| Motor Misfires, Carburetor Faults Causing | 374 |
| Motor Misfires, Ignition Troubles Causing | 370 |
| Motor Races, Carburetor Faults Causing | 374 |
| Motor Starts Hard, Carburetor Faults Causing | 374 |
| Motor Stops In Flight, Carburetor Faults | 374 |
| Motor Stops Without Warning, Ignition Troubles | 370 |
| Multiple Cylinder Engine, Why Best | 83 |
| Multiple Nozzle Vaporizers | 129 |
| Multiple Valve Advantages | 286 |
| N | |
| Noisy Engine Operation, Causes of | 359 |
| Noisy Operation, Carburetor Faults Causing | 374 |
| Noisy Operation, Summary of Troubles Causing | 365 |
| O | |
| Off-set Cylinders, Reason for | 243 |
| Oil Bi-pass, Function of | 213 |
| Oil, Draining From Crank-case | 214 |
| Oil Grooves, Cutting | 448 |
| Oil Pressure in Hall-Scott System | 214 |
| Oil Pressure Relief Bi-pass | 213 |
| Oiling System Defects | 357 |
| Oils for Cylinder Lubrication | 206 |
| Oils for Hall-Scott Engine | 215 |
| Oils for Lubrication | 204 |
| Operating Principles of Engines | 37 |
| Oscillating Piston Pin | 295 |
| Otto Four-cycle Cards | 67 |
| Overhauling Aviation Engines | 412 |
| Overhead Cam-shaft Location | 252 |
| Overheating, Causes of | 359 |
| P[585] | |
| Panhard Concentric Valves | 255 |
| Petroleum, Distillates of | 111 |
| Piston, Differential | 291 |
| Piston Pin Retention | 293 |
| Piston Ring Construction | 298 |
| Piston Ring Joints | 299 |
| Piston Ring Manipulation | 438 |
| Piston Ring Troubles | 437 |
| Piston Rings, Compound | 301 |
| Piston Rings, Concentric | 299 |
| Piston Rings, Eccentric | 299 |
| Piston Rings, Fitting | 439 |
| Piston Rings, Leak Proof | 301 |
| Piston Rings, Replacing | 441 |
| Piston Speed in Airplane Engines | 241 |
| Piston Speed, Meaning of | 241 |
| Piston Troubles and Remedies | 436 |
| Pistons, Aluminum | 296 |
| Pistons, Details of | 288 |
| Pistons for Two-cycle Engines | 289 |
| Positive Valve Systems | 283 |
| Power, Affected by High Altitude | 145 |
| Power Delivery in Multiple Cylinder Engines | 91 |
| Power, How Obtained From Heat | 58 |
| Power Needed in Airplane Engines | 21 |
| Power Used in Airplanes | 26 |
| Precautions in Assembling Parts | 452 |
| Pressure Relief Fitting | 213 |
| Pressures and Temperatures | 63 |
| Principles of Carburetion | 112 |
| Principles of Magneto Action | 163 |
| Properties of Cylinder Oils | 207 |
| Properties of Liquid Fuels | 110 |
| Pump Circulation Systems | 226 |
| Pump Forms | 226 |
| R | |
| Radial Cylinder Arrangement | 103 |
| Reading Indicator Cards | 67 |
| Reamers, Types and Use | 392 |
| Reassembling Parts, Precautions in | 451 |
| Removable Cylinder Head | 239 |
| Renault Air Cooled Engine | 507 |
| Renault Engine Details | 508 |
| Repairing Scored Cylinders | 423 |
| Requisites for Best Power Effect | 59 |
| Reseating and Truing Valves[586] | 426 |
| Resistance, Influence of | 22 |
| Rotary Cylinder Engines | 107 |
| Rotary Engine, Le Rhone | 495 |
| Rotary Engines, Castor Oil for | 211 |
| Rotary Engines, Installing | 342 |
| Rotary Engines, Why Odd Number of Cylinders | 109 |
| Rotary Engines, Why Odd Number of Cylinders Is Used | 482 |
| S | |
| S. A. E. Engine Bed Dimensions | 330 |
| Salmson Nine-cylinder Engine | 470 |
| Scissors Joint Rods | 310 |
| Scored Cylinders, Repairing | 422 |
| Scrapers, Types of Bearing | 446 |
| Scraping Bearings to Fit | 447 |
| Second Law of Gases | 50 |
| Sequence of Engine Operation | 84 |
| Shebler Carburetor | 125 |
| Six-cylinder Timing Diagram | 275 |
| Sixteen Valve Duesenberg Engine | 525 |
| Skipping or Irregular Operation, Causes of | 367 |
| Sliding Sleeve Valves | 266 |
| Spark Plug Air Gaps, Setting | 197 |
| Spark Plug, Design of | 193 |
| Spark Plug, Mica | 194 |
| Spark Plug, Porcelain | 193 |
| Spark Plugs, Defects in | 371 |
| Spark Plugs for Two Spark Ignition | 197 |
| Spark Plug, Special for Airplane Engine | 199 |
| Spark Plug, Standard S. A. E. | 195 |
| Spherical Combustion Chambers | 76 |
| Splash Lubrication | 215 |
| Split Pin Remover | 384 |
| Spraying Carburetors | 120 |
| Springless Valves | 280 |
| Springs, for Valves | 263 |
| Spring Winder | 384 |
| Sprung Cam-shaft, Testing | 451 |
| Stand for Supporting Engine | 414 |
| Starting Engine, Hints for | 361 |
| Starting Hall-Scott Engine | 341 |
| Starting System, Christensen | 567 |
| Starting Systems, Compressed Air | 565 |
| Starting Systems, Electric | 569 |
| Statistics, American Engines | 546, 547 |
| Statistic Sheet, Hall-Scott Engines | 544 |
| Statistics of Benz Engine[587] | 551 |
| Steam Engine, Efficiency of | 59 |
| Steam Engine, Why Not Used | 27 |
| Steel Scale, Machinists’ | 399 |
| Stewart Metering Pin Carburetor | 128 |
| Storage Battery, Defects in | 372 |
| Stroke and Bore Ratio | 240 |
| Sturtevant Model 5A Engine | 515 |
| Summary of Engine Types | 30 |
| Sunbeam Aviation Engines | 588 |
| Sunbeam Eighteen-Cylinder Engine | 561 |
| T | |
| Tap and Die Sets | 397 |
| Taps for Thread Cutting | 394 |
| Tee Head Cylinders | 247 |
| Temperature Computations | 52 |
| Temperatures and Explosive Pressures | 64 |
| Temperatures and Pressures | 63 |
| Temperatures, Operating | 221 |
| Testing Bearing Parallelism | 453 |
| Testing Connecting Rod Alignment | 454 |
| Testing Fit of Bearings | 446 |
| Testing Sprung Cam-shaft | 451 |
| Theory of Gas Engine | 47 |
| Theory of Lubrication | 203 |
| Thermo-syphon Cooling System | 227 |
| Thomas-Morse Aviation Engine | 521 |
| Thomas-Morse Lubrication System | 210 |
| Thread Pitch Gauge | 403 |
| Time of Ignition | 273 |
| Timer, Defects in | 373 |
| Times of Explosion | 56 |
| Timing Dixie Magneto | 188 |
| Timing Gears, Effects of Wear | 456 |
| Timing Magneto | 179 |
| Timing Valves | 267 |
| Tool Outfits, Typical | 408 |
| Tools for Adjusting and Erecting | 378 |
| Tools for Bearing Work | 445 |
| Tools for Curtiss Engines | 408 |
| Tools for Grinding Valves | 430 |
| Tools for Hall-Scott Engines | 410, 411 |
| Tools for Measuring | 397 |
| Tools for Reseating Valves | 426 |
| Trouble in Carburetion System | 355 |
| Trouble, Location of Magneto | 181 |
| Troubles, Engine, How to Locate[588] | 345 |
| Troubles, Ignition | 353 |
| Troubles in Oiling System | 357 |
| True High Tension Magneto | 172 |
| Twelve-Cylinder Engines | 96 |
| Two-and Four-Cycle Types, Comparison of | 44 |
| Two-Cycle Engine Action | 41 |
| Two-Cycle Three-Port Engine | 43 |
| Two-Cycle Two-Port Engine | 42 |
| Two-Spark Ignition | 196 |
| Two-Stage Carburetor | 131 |
| Types of Aircraft | 17 |
| Types of Internal Combustion Engines | 30 |
| V | |
| Vacuum Fuel Feed, Stewart | 119 |
| Value of Compression | 69 |
| Value of Indicator Cards | 66 |
| Valve Actuation, Le Rhone | 500 |
| Valve Design and Construction | 256 |
| Valve-Grinding Processes | 429 |
| Valve-Lifting Cams | 259 |
| Valve-Lifting Plungers | 260 |
| Valve Location Practice | 245 |
| Valve Operating Means | 252 |
| Valve Operating System, Depreciation in | 433 |
| Valve Operation | 258 |
| Valve Removal and Inspection | 424 |
| Valve Seating, How to Test | 432 |
| Valve Springs | 263 |
| Valve Timing, Exhaust | 270 |
| Valve Timing, Gnome Monosoupape | 278 |
| Valve Timing, Intake | 270 |
| Valve Timing, Lag and Lead | 269 |
| Valve Timing Procedure | 277 |
| Valve Timing Practice | 267 |
| Valves, Electric Welded | 258 |
| Valves, Flat and Bevel Seat | 257 |
| Valves, Four per Cylinder | 284 |
| Valves, How Placed in Cylinder | 247 |
| Valves in Cages | 249 |
| Valves in Removable Heads | 249 |
| Valves, Materials Used for | 258 |
| Valves, Reseating | 426 |
| Vaporizer, Simple Forms of | 120 |
| V Engines, Cylinder Arrangement in | 102 |
| Vernier, How Used | 401 |
| W[589] | |
| Wall Cooling, Losses in | 65 |
| Water Cooling by Natural Circulation | 227 |
| Water Cooling System | 224 |
| Weight of Airplane Motors | 21 |
| Wiring, Defects in | 373 |
| Wiring Magneto Ignition System | 179 |
| Wisconsin Engines | 531 |
| Wrenches, Forms of | 380 |
| Wristpin Retention | 293 |
| Wristpin Retention Locks | 295 |
| Wristpin Wear and Remedy | 442 |
| Z | |
| Zenith Carburetor, Action of | 137 |
| Zenith Duplex Carburetor, Troubles in | 356 |
| Zenith Carburetor Installation | 139 |
LIST OF ILLUSTRATIONS
| Frontispiece. | Part Sectional View of Hall-Scott Airplane Motor, Showing Principal Parts. |
| Fig. 1. | Diagrams Illustrating Computations for Horse-Power Required for Airplane Flight. |
| Fig. 2. | Plate Showing Heavy, Slow Speed Internal Combustion Engines Used Only for Stationary Power in Large Installations Giving Weight to Horse-Power Ratio. |
| Fig. 3. | Various Forms of Internal Combustion Engines Showing Decrease in Weight to Horse-Power Ratio with Augmenting Speed of Rotation. |
| Fig. 4. | Internal Combustion Engine Types of Extremely Fine Construction and Refined Design, Showing Great Power Outputs for Very Small Weight, a Feature Very Much Desired in Airplane Power Plants. |
| Fig. 5. | Outlining First Two Strokes of Piston in Four-Cycle Engine. |
| Fig. 6. | Outlining Second Two Strokes of Piston in Four-Cycle Engine. |
| Fig. 7. | Sectional View of L Head Gasoline Engine Cylinder Showing Piston Movements During Four-Stroke Cycle. |
| Fig. 8. | Showing Two-port, Two-cycle Engine Operation. |
| Fig. 9. | Defining Three-port, Two-cycle Engine Action. |
| Fig. 10. | Diagrams Contrasting Action of Two- and Four-Cycle Cylinders on Exhaust and Intake Stroke. |
| Fig. 11. | Diagram Isothermal and Adiabatic Lines. |
| Fig. 12. | Graphic Diagram Showing Approximate Utilization of Fuel Burned in Internal-Combustion Engine. |
| Fig. 13. | Otto Four-Cycle Card. |
| Fig. 14. | Diesel Motor Card. |
| Fig. 15. | Diagram of Heat in the Gas Engine Cylinder. |
| Fig. 16. | Chart Showing Relation Between Compression Volume and Pressure. |
| Fig. 17. | The Thompson Indicator, an Instrument for Determining Compressions and Explosion Pressure Values and Recording Them on Chart. |
| Fig. 18. | Spherical Combustion Chamber. |
| Fig. 19. | Enlarged Combustion Chamber. |
| Fig. 20. | Mercedes Aviation Engine Cylinder Section Showing Approximately Spherical Combustion Chamber and Concave Piston Top. |
| Fig. 21. | Side Sectional View of Typical Airplane Engine, Showing Parts and Their Relation to Each Other. This Engine is an Aeromarine Design and Utilizes a Distinctive Concentric Valve Construction. |
| Fig. 22. | Diagrams Illustrating Sequence of Cycles in One- and Two-Cylinder Engines Showing More Uniform Turning Effort on Crank-Shaft with Two-Cylinder Motors. |
| Fig. 23. | Diagrams Demonstrating Clearly Advantages which Obtain when Multiple-Cylinder Motors are Used as Power Plants. |
| Fig. 24. | Showing Three Possible Though Unconventional Arrangements of Four-Cylinder Engines. |
| Fig. 25. | Diagrams Outlining Advantages of Multiple Cylinder Motors, and Why They Deliver Power More Evenly Than Single Cylinder Types. |
| Fig. 26. | Diagrams Showing Duration of Events for a Four-Stroke Cycle, Six-Cylinder Engine. |
| Fig. 27. | Diagram Showing Actual Duration of Different Strokes in Degrees. |
| Fig. 28. | Another Diagram to Facilitate Understanding Sequence of Functions in Six-Cylinder Engine. |
| Fig. 29. | Types of Eight-Cylinder Engines Showing the Advantage of the V Method of Cylinder Placing. |
| Fig. 30. | Curves Showing Torque of Various Engine Types Demonstrate Graphically Marked Advantage of the Eight-Cylinder Type. |
| Fig. 31. | Diagrams Showing How Increasing Number of Cylinders Makes for More Uniform Power Application. |
| Fig. 32. | How the Angle Between the Cylinders of an Eight- and Twelve-Cylinder V Motor Varies. |
| Fig. 33. | The Hall-Scott Four-Cylinder 100 Horse-Power Aviation Motor. |
| Fig. 34. | Two Views of the Duesenberg Sixteen Valve Four-Cylinder Aviation Motor. |
| Fig. 35. | The Hall-Scott Six-Cylinder Aviation Engine. |
| Fig. 36. | The Curtiss Eight-Cylinder, 200 Horse-Power Aviation Engine. |
| Fig. 37. | The Sturtevant Eight-Cylinder, High Speed Aviation Motor. |
| Fig. 38. | Anzani 40-50 Horse-Power Five-Cylinder Air Cooled Engine. |
| Fig. 39. | Unconventional Six-Cylinder Aircraft Motor of Masson Design. |
| Fig. 40. | The Gnome Fourteen-Cylinder Revolving Motor. |
| Fig. 41. | How Gravity Feed Fuel Tank May Be Mounted Back of Engine and Secure Short Fuel Line. |
| Fig. 42. | The Stewart Vacuum Fuel Feed Tank. |
| Fig. 43. | Marine-Type Mixing Valve, by which Gasoline is Sprayed into Air Stream Through Small Opening in Air-Valve Seat. |
| Fig. 44. | Tracing Evolution of Modern Spray Carburetor. A—Early Form Evolved by Maybach. B.—Phœnix-Daimler Modification of Maybach’s Principle. C—Modern Concentric Float Automatic Compensating Carburetor. |
| Fig. 45. | New Model of Schebler Carburetor With Metering Valve and Extended Venturi. Note Mechanical Connection Between Air Valve and Fuel Regulating Needle. |
| Fig. 46. | The Claudel Carburetor. |
| Fig. 47. | The Stewart Metering Pin Carburetor. |
| Fig. 48. | The Ball and Ball Two-Stage Carburetor. |
| Fig. 49. | The Master Carburetor. |
| Fig. 50. | Sectional View of Master Carburetor Showing Parts. |
| Fig. 51. | Sectional View of Zenith Compound Nozzle Compensating Carburetor. |
| Fig. 52. | Diagrams Explaining Action of Baverey Compound Nozzle Used in Zenith Carburetor. |
| Fig. 53. | The Zenith Duplex Carburetor for Airplane Motors of the V Type. |
| Fig. 54. | Rear View of Curtiss OX-2 90 Horse-Power Airplane Motor Showing Carburetor Location and Hot Air Leads. |
| Fig. 55. | Types of Strainers Interposed Between Vaporizer and Gasoline Tank to Prevent Water or Dirt Passing Into Carbureting Device. |
| Fig. 56. | Chart Showing Diminution of Air Pressure as Altitude Increases. |
| Fig. 57. | Some Simple Experiments to Demonstrate Various Magnetic Phenomena and Clearly Outline Effects of Magnetism and Various Forms of Magnets. |
| Fig. 58. | Elementary Form of Magneto Showing Principal Parts Simplified to Make Method of Current Generation Clear. |
| Fig. 59. | Showing How Strength of Magnetic Influence and of the Currents Induced in the Windings of Armature Vary with the Rapidity of Changes of Flow. |
| Fig. 60. | Diagrams Explaining Action of Low Tension Transformer Coil and True High Tension Magneto Ignition Systems. |
| Fig. 60A. | Side Sectional View of Bosch High-Tension Magneto Shows Disposition of Parts. End Elevation Depicts Arrangement of Interruptor and Distributor Mechanism. |
| Fig. 61. | Berling Two-Spark Dual Ignition System. |
| Fig. 62. | Berling Double-Spark Independent System. |
| Fig. 63. | Type DD Berling High Tension Magneto. |
| Fig. 64. | Wiring Diagrams of Berling Magneto Ignition Systems. |
| Fig. 65. | The Berling Magneto Breaker Box Showing Contact Points Separated and Interruptor Lever on Cam. |
| Fig. 66. | The Dixie Model 60 for Six-Cylinder Airplane Engine Ignition. |
| Fig. 67. | Installation Dimensions of Dixie Model 60 Magneto. |
| Fig. 68. | The Rotating Elements of the Dixie Magneto. |
| Fig. 69. | Suggestions for Adjusting and Dismantling Dixie Magneto. A—Screw Driver Adjusts Contact Points. B—Distributor Block Removed. C—Taking off Magnets. D—Showing How Easily Condenser and High Tension Windings are Removed. |
| Fig. 69A. | Sectional Views Outlining Construction of Dixie Magneto with Compound Distributor for Eight-Cylinder Engine Ignition. |
| Fig. 70. | Wiring Diagram of Dixie Magneto Installation on Hall-Scott Six-Cylinder 125 Horse-Power Aeronautic Motor. |
| Fig. 71. | How Magneto Ignition is Installed on Thomas-Morse 135 Horse-Power Motor. |
| Fig. 72. | Spark-Plug Types Showing Construction and Arrangement of Parts. |
| Fig. 73. | Standard Airplane Engine Plug Suggested by S. A. E. Standards Committee. |
| Fig. 74. | Special Mica Plug for Aviation Engines. |
| Fig. 75. | Showing Use of Magnifying Glass to Demonstrate that Apparently Smooth Metal Surfaces May Have Minute Irregularities which Produce Friction. |
| Fig. 76. | Pressure Feed Oiling System of Thomas Aviation Engine Includes Oil Cooling Means. |
| Fig. 77. | Diagram of Oiling System, Hall-Scott Type A 125 Horse-Power Engine. |
| Fig. 78. | Sectional View of Typical Motor Showing Parts Needing Lubrication and Method of Applying Oil by Constant Level Splash System. Note also Water Jacket and Spaces for Water Circulation. |
| Fig. 79. | Pressure Feed Oil-Supply System of Airplane Power Plants has Many Good Features. |
| Fig. 80. | Why Pressure Feed System is Best for Eight-Cylinder Vee Airplane Engines. |
| Fig. 81. | Operating Temperatures of Automobile Engine Parts Useful as a Guide to Understand Airplane Power Plant Heat. |
| Fig. 82. | Water Cooling of Salmson Seven-Cylinder Radial Airplane Engine. |
| Fig. 83. | How Water Cooling System of Thomas Airplane Engine is Installed in Fuselage. |
| Fig. 84. | Finned Tube Radiators at the Side of Hall-Scott Airplane Power Plant Installed in Standard Fuselage. |
| Fig. 85. | Anzani Testing His Five-Cylinder Air Cooled Aviation Motor Installed in Bleriot Monoplane. Note Exposure of Flanged Cylinders to Propeller Slip Stream. |
| Fig. 86. | Views of Four-Cylinder Duesenberg Airplane Engine Cylinder Block. |
| Fig. 87. | Twin-Cylinder Block of Sturtevant Airplane Engine is Cast of Aluminum, and Has Removable Cylinder Head. |
| Fig. 88. | Aluminum Cylinder Pair Casting of Thomas 150 Horse-Power Airplane Engine is of the L Head Type. |
| Fig. 90. | Cross Section of Austro-Daimler Engine, Showing Offset Cylinder Construction. Note Applied Water Jacket and Peculiar Valve Action. |
| Fig. 91. | Diagrams Demonstrating Advantages of Offset Crank-Shaft Construction. |
| Fig. 92. | Diagram Showing Forms of Cylinder Demanded by Different Valve Placings. A—T Head Type, Valves on Opposite Sides. B—L Head Cylinder, Valves Side by Side. C—L Head Cylinder, One Valve in Head, Other in Pocket. D—Inlet Valve Over Exhaust Member, Both in Side Pocket. E—Valve-in-the-Head Type with Vertical Valves. F—Inclined Valves Placed to Open Directly into Combustion Chamber. |
| Fig. 93. | Sectional View of Engine Cylinder Showing Valve and Cage Installation. |
| Fig. 94. | Diagrams Showing How Gas Enters Cylinder Through Overhead Valves and Other Types. A—Tee Head Cylinder. B—L Head Cylinder. C—Overhead Valve. |
| Fig. 95. | Conventional Methods of Operating Internal Combustion Motor Valves. |
| Fig. 96. | Examples of Direct Valve Actuation by Overhead Cam-Shaft. A—Mercedes. B—Hall-Scott. C—Wisconsin. |
| Fig. 97. | CENSORED |
| Fig. 98. | CENSORED |
| Fig. 99. | Sectional Views Showing Arrangement of Novel Concentric Valve Arrangement Devised by Panhard for Aerial Engines. |
| Fig. 100. | Showing Clearance Allowed Between Valve Stem and Valve Stem Guide to Secure Free Action. |
| Fig. 101. | Forms of Valve-Lifting Cams Generally Employed. A—Cam Profile for Long Dwell and Quick Lift. B—Typical Inlet Cam Used with Mushroom Type Follower. C—Average Form of Cam. D—Designed to Give Quick Lift and Gradual Closing. |
| Fig. 102. | Showing Principal Types of Cam Followers which Have Received General Application. |
| Fig. 103. | Diagram Showing Proper Clearance to Allow Between Adjusting Screw and Valve Stems in Hall-Scott Aviation Engines. |
| Fig. 104. | Cam-Shaft of Thomas Airplane Motor Has Cams Forged Integral. Note Split Cam-Shaft Bearings and Method of Gear Retention. |
| Fig. 105. | Section Through Cylinder of Knight Motor, Showing Important Parts of Valve Motion. |
| Fig. 106. | Diagrams Showing Knight Sleeve Valve Action. |
| Fig. 107. | Cross Sectional View of Knight Type Eight Cylinder V Engine. |
| Fig. 108. | Diagrams Explaining Valve and Ignition Timing of Hall-Scott Aviation Engine. |
| Fig. 109. | Timing Diagram of Typical Six-Cylinder Engine. |
| Fig. 110. | Timing Diagram of Typical Eight-Cylinder V Engine. |
| Fig. 111. | Timing Diagram Showing Peculiar Valve Timing of Gnome “Monosoupape” Rotary Motor. |
| Fig. 112. | Two Methods of Operating Valves by Positive Cam Mechanism Which Closes as Well as Opens Them. |
| Fig. 113. | Diagram Comparing Two Large Valves and Four Small Ones of Practically the Same Area. Note How Easily Small Valves are Installed to Open Directly Into the Cylinder. |
| Fig. 114. | Sectional Views of Sixteen-Valve Four-Cylinder Automobile Racing Engine That May Have Possibilities for Aviation Service. |
| Fig. 115. | Front View of Curtiss OX-3 Aviation Motor, Showing Unconventional Valve Action by Concentric Push Rod and Pull Tube. |
| Fig. 116. | Forms of Pistons Commonly Employed in Gasoline Engines. A—Dome Head Piston and Three Packing Rings. B—Flat Top Form Almost Universally Used. C—Concave Piston Utilized in Knight Motors and Some Having Overhead Valves. D—Two-Cycle Engine Member with Deflector Plate Cast Integrally. E—Differential of Two-Diameter Piston Used in Some Engines Operating on Two-Cycle Principle. |
| Fig. 117. | Typical Methods of Piston Pin Retention Generally Used in Engines of American Design. A—Single Set Screw and Lock Nut. B—Set Screw and Check Nut Fitting Groove in Wrist Pin. C, D—Two Locking Screws Passing Into Interior of Hollow Wrist Pin. E—Split Ring Holds Pin in Place. F—Use of Taper Expanding Plugs Outlined. G—Spring Pressed Plunger Type. H—Piston Pin Pinned to Connecting Rod. I—Wrist Pin Clamped in Connecting Rod Small End by Bolt. |
| Fig. 118. | Typical Piston and Connecting Rod Assembly. |
| Fig. 119. | Parts of Sturtevant Aviation Engine. A—Cylinder Head Showing Valves. B—Connecting Rod. C—Piston and Rings. |
| Fig. 120. | Aluminum Piston and Light But Strong Steel Connecting Rod and Wrist Pin of Thomas Aviation Engine. |
| Fig. 121. | Cast Iron Piston of “Monosoupape” Gnome Engine Installed On One of the Short Connecting Rods. |
| Fig. 122. | Types of Aluminum Pistons Used In Aviation Engines. |
| Fig. 123. | Types of Piston Rings and Ring Joints. A—Concentric Ring. B—Eccentrically Machined Form. C—Lap Joint Ring. D—Butt Joint, Seldom Used. E—Diagonal Cut Member, a Popular Form. |
| Fig. 124. | Diagrams Showing Advantages of Concentric Piston Rings. |
| Fig. 125. | Leak-Proof and Other Compound Piston Rings. |
| Fig. 126. | Sectional View of Engine Showing Means of Preventing Oil Leakage By Piston Rings. |
| Fig. 127. | Connecting Rod and Crank-Shaft Construction of Gnome “Monosoupape” Engine. |
| Fig. 128. | Connecting Rod Types Summarized. A—Single Connecting Rod Made in One Piece, Usually Fitted in Small Single-Cylinder Engines Having Built-Up Crank-Shafts. B—Marine Type, a Popular Form on Heavy Engines. C—Conventional Automobile Type, a Modified Marine Form. D—Type Having Hinged Lower Cap and Split Wrist Pin Bushing. E—Connecting Rod Having Diagonally Divided Big End. F—Ball-Bearing Rod. G—Sections Showing Structural Shapes Commonly Employed in Connecting Rod Construction. |
| Fig. 129. | Double Connecting Rod Assembly For Use On Single Crank-Pin of Vee Engine. |
| Fig. 130. | Another Type of Double Connecting Rod for Vee Engines. |
| Fig. 131. | Part Sectional View of Wisconsin Aviation Engine, Showing Four-Bearing Crank-Shaft, Overhead Cam-Shaft, and Method of Combining Cylinders in Pairs. |
| Fig. 132. | Part Sectional View of Renault Twelve-Cylinder Water-Cooled Engine, Showing Connecting Rod Construction and Other Important Internal Parts. |
| Fig. 133. | Typical Cam-Shaft, with Valve Lifting Cams and Gears to Operate Auxiliary Devices Forged Integrally. |
| Fig. 134. | Important Parts of Duesenberg Aviation Engine. A—Three Main Bearing Crank-Shaft. B—Cam-Shaft with Integral Cams. C—Piston and Connecting Rod Assembly. D—Valve Rocker Group. E—Piston. F—Main Bearing Brasses. |
| Fig. 135. | Showing Method of Making Crank-Shaft. A—The Rough Steel Forging Before Machining. B—The Finished Six-Throw, Seven-Bearing Crank-Shaft. |
| Fig. 136. | Showing Form of Crank-Shaft for Twin-Cylinder Opposed Power Plant. |
| Fig. 137. | Crank-Shaft of Thomas-Morse Eight-Cylinder Vee Engine. |
| Fig. 138. | Crank-Case and Crank-Shaft Construction for Twelve-Cylinder Motors. A—Duesenberg. B—Curtiss. |
| Fig. 139. | Counterbalanced Crank-Shafts Reduce Engine Vibration and Permit of Higher Rotative Speeds. |
| Fig. 140. | View of Thomas 135 Horse-Power Aeromotor, Model 8, Showing Conventional Method of Crank-Case Construction. |
| Fig. 141. | Views of Upper Half of Thomas Aeromotor Crank-Case. |
| Fig. 142. | Method of Constructing Eight-Cylinder Vee Engine, Possible if Aluminum Cylinder and Crank-Case Castings are Used. |
| Fig. 143. | Simple and Compact Crank-Case, Possible When Radial Cylinder Engine Design is Followed. |
| Fig. 144. | Unconventional Mounting of German Inverted Cylinder Motor. |
| Fig. 145. | How Curtiss Model OX-2 Motor is Installed in Fuselage of Curtiss Tractor Biplane. Note Similarity of Mounting to Automobile Power Plant. |
| Fig. 146. | Latest Model of Curtiss JN-4 Training Machine, Showing Thorough Enclosure of Power Plant and Method of Disposing of the Exhaust Gases. |
| Fig. 147. | Front View of L. W. F. Tractor Biplane Fuselage, Showing Method of Installing Thomas Aeromotor and Method of Disposing of Exhaust Gases. |
| Fig. 148. | End Elevation of Hall-Scott A-7 Four-Cylinder Motor, with Installation Dimensions. |
| Fig. 149. | Plan and Side Elevation of Hall-Scott A-7 Four-Cylinder Airplane Engine, with Installation Dimensions. |
| Fig. 150. | CENSORED |
| Fig. 151. | CENSORED |
| Fig. 152. | CENSORED |
| Fig. 153. | Plan View of Hall-Scott Type A-5 125 Horse-Power Airplane Engine, Showing Installation Dimensions. |
| Fig. 154. | Three-Quarter View of Hall-Scott Type A-5 125 Horse-Power Six-Cylinder Engine, with One of the Side Radiators Removed to Show Installation in Standard Fuselage. |
| Fig. 155. | Diagram Showing Proper Installation of Hall-Scott Type A-5 125 Horse-Power Engine with Pressure Feed Fuel Supply System. |
| Fig. 156. | Diagram Defining Installation of Gnome “Monosoupape” Motor in Tractor Biplane. Note Necessary Piping for Fuel, Oil, and Air Lines. |
| Fig. 157. | Showing Two Methods of Placing Propeller on Gnome Rotary Motor. |
| Fig. 158. | How Gnome Rotary Motor May Be Attached to Airplane Fuselage Members. |
| Fig. 159. | How Anzani Ten-Cylinder Radial Engine is Installed to Plate Securely Attached to Front End of Tractor Airplane Fuselage. |
| Fig. 160. | Side Elevation of Thomas 135 Horse-Power Airplane Engine, Giving Important Dimensions. |
| Fig. 161. | Front Elevation of Thomas-Morse 135 Horse-Power Aeromotor, Showing Main Dimensions. |
| Fig. 162. | Front and Side Elevations of Sturtevant Airplane Engine, Giving Principal Dimensions to Facilitate Installation. |
| Fig. 163. | Practical Hand Tools Useful in Dismantling and Repairing Airplane Engines. |
| Fig. 164. | Wrenches are Offered in Many Forms. |
| Fig. 165. | Illustrating Use and Care of Files. |
| Fig. 166. | Outlining Use of Cotter Pin Pliers, Spring Winder, and Showing Practical Outfit of Chisels. |
| Fig. 167. | Forms of Hand Operated Drilling Machines. |
| Fig. 168. | Forms of Drills Used in Hand and Power Drilling Machines. |
| Fig. 169. | Useful Set of Number Drills, Showing Stand for Keeping These in an Orderly Manner. |
| Fig. 170. | Illustrating Standard Forms of Hand and Machine Reamers. |
| Fig. 171. | Tools for Thread Cutting. |
| Fig. 172. | Showing Holder Designs for One- and Two-Piece Thread Cutting Dies. |
| Fig. 173. | Useful Outfit of Taps and Dies for the Engine Repair Shop. |
| Fig. 174. | Common Forms of Inside and Outside Calipers. |
| Fig. 175. | Measuring Appliances for the Machinist and Floor Man. |
| Fig. 176. | At Left, Special Form of Vernier Caliper for Measuring Gear Teeth; at Right, Micrometer for Accurate Internal Measurements. |
| Fig. 177. | Measuring Appliances of Value in Airplane Repair Work. |
| Fig. 178. | Standard Forms of Micrometer Caliper for External Measurements. |
| Fig. 179. | Special Tools for Maintaining Curtiss OX-2 Motor Used in Curtiss JN-4 Training Biplane. |
| Fig. 180. | Special Tools and Appliances to Facilitate Overhauling Work on Hall-Scott Airplane Engines. |
| Fig. 181. | Special Stand to Make Motor Overhauling Work Easier. |
| Fig. 182. | Showing Where Carbon Deposits Collect in Engine Combustion Chamber, and How to Burn Them Out with the Aid of Oxygen. A—Special Torch. B—Torch Coupled to Oxygen Tank. C—Torch in Use. |
| Fig. 1821⁄2. | Part Sectional View, Showing Valve Arrangement in Cylinder of Curtiss OX-2 Aviation Engine. |
| Fig. 183. | Tools for Restoring Valve Head and Seats. |
| Fig. 184. | Tools and Processes Utilized in Valve Grinding. |
| Fig. 185. | Outlining Points in Valve Operating Mechanism Where Depreciation is Apt to Exist. |
| Fig. 186. | Method of Removing Piston Rings, and Simple Clamp to Facilitate Insertion of Rings in Cylinder. |
| Fig. 187. | Tools and Processes Used in Refitting Engine Bearings. |
| Fig. 188. | Showing Points to Observe When Fitting Connecting Rod Brasses. |
| Fig. 189. | Methods of Testing to Insure Parallelism of Bearings After Fitting. |
| Fig. 190. | Views Outlining Construction of Three-Cylinder Anzani Aviation Motor. |
| Fig. 190a. | Illustrations Depicting Wrong and Right Methods of “Swinging the Stick” to Start Airplane Engine. At Top, Poor Position to Get Full Throw and Get Out of the Way. Below, Correct Position to Get Quick Turn Over of Crank-Shaft and Spring Away from Propeller. |
| Fig. 191. | The Anzani Six-Cylinder Water-Cooled Aviation Engine. |
| Fig. 192. | Sectional View of Anzani Six-Cylinder Water-Cooled Aviation Engine. |
| Fig. 193. | Three-Cylinder Anzani Air-Cooled Y-Form Engine. |
| Fig. 194. | Anzani Fixed Crank-Case Engine of the Six-Cylinder Form Utilizes Air Cooling Successfully. |
| Fig. 195. | Sectional View Showing Internal Parts of Six-Cylinder Anzani Engine, with Starwise Disposition of Cylinders. |
| Fig. 196. | The Anzani Ten-Cylinder Aviation Engine at the Left, and the Twenty-Cylinder Fixed Type at the Right. |
| Fig. 197. | Application of R. E. P. Five-Cylinder Fan-Shape Air-Cooled Motor to Early Monoplane. |
| Fig. 198. | The Canton and Unné Nine-Cylinder Water-Cooled Radial Engine. |
| Fig. 199. | Sectional View Showing Construction of Canton and Unné Water-Cooled Radial Cylinder Engine. |
| Fig. 200. | Sectional View Outlining Construction of Early Type Gnome Valve-in-Piston Type Motor. |
| Fig. 201. | Sectional View of Early Type Gnome Cylinder and Piston Showing Construction and Application of Inlet and Exhaust Valves. |
| Fig. 202. | Details of Old Style Gnome Motor Inlet and Exhaust Valve Construction and Operation. |
| Fig. 203. | The Gnome Fourteen-Cylinder 100 Horse-Power Aviation Engine. |
| Fig. 204. | Cam and Cam-Gear Case of the Gnome Seven-Cylinder Revolving Engine. |
| Fig. 205. | Diagrams Showing Why An Odd Number of Cylinders is Best for Rotary Cylinder Motors. |
| Fig. 206. | Simple Carburetor Used On Early Gnome Engines Attached to Fixed Crank-Shaft End. |
| Fig. 207. | Sectional Views of the Gnome Oil Pump. |
| Fig. 208. | Simplified Diagram Showing Gnome Motor Magneto Ignition System. |
| Fig. 209. | The G. V. Gnome “Monosoupape” Nine-Cylinder Rotary Engine Mounted on Testing Stand. |
| Fig. 210. | Sectional View Showing Construction of General Vehicle Co. “Monosoupape” Gnome Engine. |
| Fig. 211. | How a Gnome Cylinder is Reduced from Solid Chunk of Steel Weighing 97 Pounds to Finished Cylinder Weighing 51⁄2 Pounds. |
| Fig. 212. | The Gnome Engine Cam-Gear Case, a Fine Example of Accurate Machine Work. |
| Fig. 213. | G. V. Gnome “Monosoupape,” with Cam-Case Cover Removed to Show Cams and Valve-Operating Plungers with Roller Cam Followers. |
| Fig. 214. | The 50 Horse-Power Rotary Bayerischen Motoren Gesellschaft Engine, a German Adaptation of the Early Gnome Design. |
| Fig. 215. | Nine-Cylinder Revolving Le Rhone Type Aviation Engine. |
| Fig. 216. | Part Sectional Views of Le Rhone Rotary Cylinder Engine, Showing Method of Cylinder Retention, Valve Operation and Novel Crank Disc Assembly. |
| Fig. 217. | Side Sectional View of Le Rhone Aviation Engine. |
| Fig. 218. | View Showing Le Rhone Valve Action and Connecting Rod Big End Arrangement. |
| Fig. 219. | Diagrams Showing Important Components of Le Rhone Motor. |
| Fig. 220. | How the Cams of the Le Rhone Motor Can Operate Two Valves with a Single Push Rod. |
| Fig. 221. | The Le Rhone Carburetor at A and Fuel Supply Regulating Device at B. |
| Fig. 222. | Diagrams Showing Le Rhone Motor Action and Firing Order. |
| Fig. 223. | Diagram Showing Positions of Piston in Le Rhone Rotary Cylinder Motor. |
| Fig. 224. | Diagrams Showing Valve Timing of Le Rhone Aviation Engine. |
| Fig. 225. | Diagrams Showing How Cylinder Cooling is Effected in Renault Vee Engines. |
| Fig. 226. | End Sectional View of Renault Air-Cooled Aviation Engine. |
| Fig. 227. | Side Sectional View of Renault Twelve-Cylinder Air-Cooled Aviation Engine Crank-Case, Showing Use of Plain and Ball Bearings for Crank-Shaft Support. |
| Fig. 228. | End View of Renault Twelve-Cylinder Engine Crank-Case, Showing Magneto Mounting. |
| Fig. 229. | Diagram Outlining Renault Twelve-Cylinder Engine Ignition System. |
| Fig. 230. | The Simplex Model A Hispano-Suiza Aviation Engine, a Very Successful Form. |
| Fig. 231. | The Curtiss OXX-5 Aviation Engine is an Eight-Cylinder Type Largely Used on Training Machines. |
| Fig. 232. | Top and Bottom Views of the Curtiss OXX-5 100 Horse-Power Aviation Engine. |
| Fig. 233. | End View of Thomas-Morse 150 Horse-Power Aluminum Cylinder Aviation Motor Having Detachable Cylinder Heads. |
| Fig. 234. | Side View of Thomas-Morse High Speed 150 Horse-Power Aviation Motor with Geared Down Propeller Drive. |
| Fig. 235. | The Reduction Gear-Case of Thomas-Morse 150 Horse-Power Aviation Motor, Showing Ball Bearing and Propeller Drive Shaft Gear. |
| Fig. 236. | The Six-Cylinder Aeromarine Engine. |
| Fig. 237. | The Wisconsin Aviation Engine, at Top, as Viewed from Carburetor Side. Below, the Exhaust Side. |
| Fig. 238. | Dimensioned End Elevation of Wisconsin Six Motor. |
| Fig. 239. | Dimensioned Side Elevation of Wisconsin Six Motor. |
| Fig. 240. | Power, Torque and Efficiency Curves of Wisconsin Aviation Motor. |
| Fig. 241. | Timing Diagram, Wisconsin Aviation Engine. |
| Fig. 242. | Dimensioned End View of Wisconsin Twelve-Cylinder Airplane Motor. |
| Fig. 243. | Dimensioned Side Elevation of Wisconsin Twelve-Cylinder Airplane Motor. |
| Fig. 244. | Side and End Sectional Views of Four-Cylinder Argus Engine, a German 100 Horse-Power Design Having Bore and Stroke of 140 mm., or 5.60 inches, and Developing Its Power at 1,368 R.P.M. Weight, 350 Pounds. |
| Fig. 245. | Part Sectional View of 90 Horse-Power Mercedes Engine, Which is Typical of the Design of Larger Sizes. |
| Fig. 246. | Part Sectional Side View and Sectional End View of Benz 160 Horse-Power Aviation Engine. |
| Fig. 247. | At Top, the Sunbeam Overhead Valve 170 Horse-Power Six-Cylinder Engine. Below, Side View of Sunbeam 350 Horse-Power Twelve-Cylinder Vee Engine. |
| Fig. 248. | Side View of Eighteen-Cylinder Sunbeam Coatalen Aircraft Engine Rated at 475 B.H.P. |
| Fig. 249. | Sunbeam Eighteen-Cylinder Motor, Viewed from Pump and Magneto End. |
| Fig. 250. | Propeller End of Sunbeam Eighteen-Cylinder 475 B.H.P. Aviation Engine. |
| Fig. 251. | View of Airplane Cowl Board, Showing the Various Navigating and Indicating Instruments to Aid the Aviator in Flight. |
| Fig. 252. | Parts of Christensen Air Starting System Shown at A, and Application of Piping and Check Valves to Cylinders of Thomas-Morse Aeromotor Outlined at B. |
| Fig. 253. | Diagrams Showing Installation of Air Starting System on Thomas-Morse Aviation Motor. |
CATALOGUE
Of the LATEST and BEST
Latest and greatest
PRACTICAL and MECHANICAL
PRACTICAL and MECHANICAL
BOOKS
BOOKS
Including Automobile and Aviation Books
Including Car and Aviation Books
Any of these books will be sent prepaid to any part of the world, on receipt of price. Remit by Draft, Postal Order, Express Order or Registered Letter
Any of these books will be shipped prepaid to any location in the world upon receiving payment. Please pay by Draft, Postal Order, Express Order, or Registered Letter.
Published and For Sale By
The Norman W. Henley Publishing Co.,
2 West 45th Street, New York, U.S.A.
For Sale By Owner
The Norman W. Henley Publishing Co.
2 West 45th Street, New York, U.S.A.
INDEX
| PAGES | |
| Air Brakes | 21, 24 |
| Arithmetic | 14, 25, 31 |
| Automobile Books | 3, 4, 5, 6 |
| Automobile Charts | 6, 7 |
| Automobile Ignition Systems | 5 |
| Automobile Lighting | 5 |
| Automobile Questions and Answers | 4 |
| Automobile Repairing | 4 |
| Automobile Starting Systems | 5 |
| Automobile Trouble Charts | 5, 6 |
| Automobile Welding | 5 |
| Aviation | 7 |
| Aviation Chart | 7 |
| Batteries, Storage | 5 |
| Bevel Gear | 19 |
| Boiler-Room Chart | 9 |
| Brazing | 7 |
| Cams | 19 |
| Carburetion Trouble Chart | 6 |
| Change Gear | 19 |
| Charts | 6, 7, 8 |
| Coal | 22 |
| Coke | 9 |
| Combustion | 22 |
| Compressed Air | 10 |
| Concrete | 10, 11, 12 |
| Concrete for Farm Use | 11 |
| Concrete for Shop Use | 11 |
| Cosmetics | 27 |
| Cyclecars | 5 |
| Dictionary | 12 |
| Dies | 12, 13 |
| Drawing | 13, 14 |
| Drawing for Plumbers | 28 |
| Drop Forging | 13 |
| Dynamo Building | 14 |
| Electric Bells | 14 |
| Electric Switchboards | 14, 16 |
| Electric Toy Making | 15 |
| Electric Wiring | 14, 15, 16 |
| Electricity | 14, 15, 16, 17 |
| Encyclopedia | 24 |
| E-T Air Brake | 24 |
| Every-day Engineering | 34 |
| Factory Management | 17 |
| Ford Automobile | 3 |
| Ford Trouble Chart | 6 |
| Formulas and Recipes | 29 |
| Fuel | 17 |
| Gas Construction | 18 |
| Gas Engines | 18, 19 |
| Gas Tractor | 33 |
| Gearing and Cams | 19 |
| Glossary of Aviation Terms | 7, 12 |
| Heating | 31, 32 |
| Horse-Power Chart | 9 |
| Hot-Water Heating | 31, 32 |
| House Wiring | 15, 17 |
| How to Run an Automobile | 3 |
| Hydraulics | 5 |
| Ice and Refrigeration | 20 |
| Ignition Systems | 5 |
| Ignition-Trouble Chart | 6 |
| India Rubber | 30 |
| Interchangeable Manufacturing | 24 |
| Inventions | 20 |
| Knots | 20 |
| Lathe Work | 20 |
| Link Motions | 22 |
| Liquid Air | 21 |
| Locomotive Boilers | 22 |
| Locomotive Breakdowns | 22 |
| Locomotive Engineering | 21, 22, 23, 24 |
| Machinist Book | 24, 25, 26 |
| Magazine, Mechanical | 34 |
| Manual Training | 26 |
| Marine Engineering | 26 |
| Marine Gasoline Engines | 19 |
| Mechanical Drawing | 13, 14 |
| Mechanical Magazine | 34 |
| Mechanical Movements | 25 |
| Metal Work | 12, 13 |
| Motorcycles | 5, 6 |
| Patents | 20 |
| Pattern Making | 27 |
| Perfumery | 27 |
| Perspective | 13 |
| Plumbing | 28, 29 |
| Producer Gas | 19 |
| Punches | 13 |
| Questions and Answers on Automobile | 4 |
| Questions on Heating | 32 |
| Railroad Accidents | 23 |
| Railroad Charts | 9 |
| Recipe Book | 29 |
| Refrigeration | 20 |
| Repairing Automobiles | 4 |
| Rope Work | 20 |
| Rubber | 30 |
| Rubber Stamps | 30 |
| Saw Filing | 30 |
| Saws, Management of | 30 |
| Sheet-Metal Works | 12, 13 |
| Shop Construction | 25 |
| Shop Management | 25 |
| Shop Practice | 25 |
| Shop Tools | 25 |
| Sketching Paper | 14 |
| Soldering | 7 |
| Splices and Rope Work | 20 |
| Steam Engineering | 30, 31 |
| Steam Heating | 31, 32 |
| Steel | 32 |
| Storage Batteries | 5 |
| Submarine Chart | 9 |
| Switchboards | 14, 16 |
| Tapers | 21 |
| Telegraphy, Wireless | 17 |
| Telephone | 16 |
| Thread Cutting | 26 |
| Tool Making | 24 |
| Toy Making | 15 |
| Train Rules | 23 |
| Tractive Power Chart | 9 |
| Tractor, Gas | 33 |
| Turbines | 33 |
| Vacuum Heating | 32 |
| Valve Setting | 22 |
| Ventilation | 31 |
| Watch Making | 33 |
| Waterproofing | 12 |
| Welding with Oxy-acetylene Flame | 5, 33 |
| Wireless Telegraphy | 17 |
| Wiring | 14, 15 |
| Wiring Diagrams | 14 |
Any of these books promptly sent prepaid to any address in the world on receipt of price.
Any of these books will be quickly shipped prepaid to any address in the world upon receiving payment.
HOW TO REMIT—By Postal Money Order, Express Money Order, Bank Draft or Registered Letter.
HOW TO SEND MONEY—By Postal Money Order, Express Money Order, Bank Draft, or Registered Mail.
AUTOMOBILES AND MOTORCYCLES
The Modern Gasoline Automobile—Its Design, Construction, and Operation, 1918 Edition. By Victor W. Pagé, M.S.A.E.
The Modern Gasoline Automobile—Its Design, Construction, and Operation, 1918 Edition. By Victor W. Pagé, M.S.A.E.
This is the most complete, practical and up-to-date treatise on gasoline automobiles and their component parts ever published. In the new revised and enlarged 1918 edition, all phases of automobile construction, operation and maintenance are fully and completely described, and in language anyone can understand. Every part of all types of automobiles, from light cycle-cars to heavy motor trucks and tractors, are described in a thorough manner, not only the automobile, but every item of it; equipment, accessories, tools needed, supplies and spare parts necessary for its upkeep, are fully discussed.
This is the most comprehensive, practical, and up-to-date guide on gasoline cars and their parts ever published. In the new revised and expanded 1918 edition, every aspect of car construction, operation, and maintenance is thoroughly explained in simple language anyone can understand. Every component of all types of vehicles, from small cycle-cars to large trucks and tractors, is covered in detail. Not only is the car itself discussed, but also every related item, including equipment, accessories, necessary tools, supplies, and spare parts needed for maintenance, are fully addressed.
It is clearly and concisely written by an expert familiar with every branch of the automobile industry and the originator of the practical system of self-education on technical subjects. It is a liberal education in the automobile art, useful to all who motor for either business or pleasure.
It's clearly and concisely written by an expert who knows every part of the automobile industry and came up with a practical system for self-education on technical topics. It's a well-rounded education in the art of automobiles, useful for anyone who drives for business or pleasure.
Anyone reading the incomparable treatise is in touch with all improvements that have been made in motor-car construction. All latest developments, such as high speed aluminum motors and multiple valve and sleeve-valve engines, are considered in detail. The latest ignition, carburetor and lubrication practice is outlined. New forms of change speed gears, and final power transmission systems, and all latest chassis improvements are shown and described. This book is used in all leading automobile schools and is conceded to be the Standard Treatise. The chapter on Starting and Lighting Systems has been greatly enlarged, and many automobile engineering features that have long puzzled laymen are explained so clearly that the underlying principles can be understood by anyone. This book was first published six years ago and so much new matter has been added that it is nearly twice, its original size. The only treatise covering various forms of war automobiles and recent developments in motor-truck design as well as pleasure cars. This book is not too technical for the layman nor too elementary for the more expert. It is an incomparable work of reference, for home or school. 1,000 6x9 pages, nearly 1,000 illustrations, 12 folding plates. Cloth bound. Price $3.00
Anyone reading this unmatched guide is informed about all the advancements in car construction. It covers all the latest innovations, like high-speed aluminum engines and multiple valve and sleeve-valve engines, in detail. The newest ignition methods, carburetors, and lubrication techniques are outlined. New designs for gear changes, final power transmission systems, and all recent chassis improvements are shown and described. This book is used in all top automotive schools and is regarded as the Standard Guide. The chapter on Starting and Lighting Systems has been significantly expanded, and many automotive engineering concepts that have long confused non-experts are explained so clearly that anyone can grasp the fundamental principles. This book was first published six years ago, and so much new information has been added that it is nearly twice its original size. It is the only guide that covers various types of military vehicles and recent developments in truck design as well as cars for personal use. This book is not too technical for beginners nor too basic for experts. It is an invaluable reference work, whether for home or school. 1,000 6x9 pages, nearly 1,000 illustrations, 12 folding plates. Cloth bound. Price $3
WHAT IS SAID OF THIS BOOK:
“It is the best book on the Automobile seen up to date.”—J. H. Pile, Associate Editor Automobile Trade Journal.
“It is the best book on automobiles I've seen so far.”—J. H. Pile, Associate Editor Automobile Trade Journal.
“Every Automobile Owner has use for a book of this character.”—The Tradesman.
“Every car owner can benefit from a book like this.”—The Tradesman.
“This book is superior to any treatise heretofore published on the subject.”—The Inventive Age.
“This book is better than any previous work published on the topic.”—The Inventive Age.
“We know of no other volume that is so complete in all its departments, and in which the wide field of automobile construction with its mechanical intricacies is so plainly handled, both in the text and in the matter of illustrations.”—The Motorist.
“We don’t know of any other book that covers everything so thoroughly, where the broad subject of car design and its mechanical details are explained so clearly, both in the writing and in the illustrations.”—The Motorist.
“The book is very thorough, a careful examination failing to disclose any point in connection with the automobile, its care and repair, to have been overlooked.”—Iron Age.
“The book is very comprehensive, and a detailed review shows that no aspect related to the automobile, its maintenance, and repair has been neglected.”—Iron Age.
“Mr. Pagé has done a great work, and benefit to the Automobile Field.”—W. C. Hasford, Mgr. Y. M. C. A. Automobile School, Boston, Mass.
“Mr. Pagé has done an excellent job and contributed greatly to the automotive industry.”—W. C. Hasford, Mgr. Y. M. C. A. Automobile School, Boston, Mass.
“It is just the kind of a book a motorist needs if he wants to understand his car.”—American Thresherman.
“It’s exactly the kind of book a driver needs if they want to understand their car.” —American Thresherman.
The Model T Ford Car, Its Construction, Operation and Repair. By Victor W. Pagé, M.S.A.E.
The Model T Ford Car, Its Construction, Operation and Repair. By Victor W. Pagé, M.S.A.E.
This is a complete instruction book. All parts of the Ford Model T Car are described and illustrated; the construction is fully described and operating principles made clear to everyone. Every Ford owner needs this practical book. You don’t have to guess about the construction or where the trouble is, as it shows how to take all parts apart and how to locate and fix all faults. The writer, Mr. Pagé, has operated a Ford car for many years and writes from actual knowledge. Among the contents are: 1. The Ford Car: Its Parts and Their Functions. 2. The Engine and Auxiliary Groups. How the Engine Works—The Fuel Supply System—The Carburetor—Making the Ignition Spark—Cooling and Lubrication. 3. Details of Chassis. Change Speed Gear—Power Transmission—Differential Gear Action—Steering Gear—Front Axle—Frame and Springs—Brakes. 4. How to Drive and Care for the Ford. The Control System Explained—Starting the Motor—Driving the Car—Locating Roadside Troubles—Tire Repairs—Oiling the Chassis—Winter Care of Car. 5. Systematic Location of Troubles and Remedies. Faults in Engine—Faults in Carburetor—Ignition Troubles—Cooling and Lubrication System Defects—Adjustment of Transmission Gear—General Chassis Repairs. 95 illustrations, 300 pages, 2 large folding plates. Price $1.00
This is a comprehensive guidebook. Every part of the Ford Model T Car is detailed and explained; the design is thoroughly described, and the operating principles are made clear for everyone. Every Ford owner needs this practical manual. You won’t have to guess about the construction or where the issues are, as it shows you how to disassemble all parts and how to identify and fix any problems. The author, Mr. Pagé, has driven a Ford car for many years and writes from real experience. Among the topics are: 1. The Ford Car: Its Parts and Their Functions. 2. The Engine and Auxiliary Groups. How the Engine Works—The Fuel Supply System—The Carburetor—Creating the Ignition Spark—Cooling and Lubrication. 3. Chassis Details. Change Speed Gear—Power Transmission—Differential Gear Action—Steering Gear—Front Axle—Frame and Springs—Brakes. 4. How to Drive and Maintain the Ford. The Control System Explained—Starting the Engine—Driving the Car—Identifying Roadside Issues—Tire Repairs—Oiling the Chassis—Winter Care for the Car. 5. Systematic Troubleshooting and Solutions. Engine Issues—Carburetor Problems—Ignition Troubles—Cooling and Lubrication System Defects—Transmission Gear Adjustments—General Chassis Repairs. 95 illustrations, 300 pages, 2 large folding plates. Price $1.00
How to Run an Automobile. By Victor W. Pagé, M.S.A.E.
How to Drive a Car. By Victor W. Pagé, M.S.A.E.
This treatise gives concise instructions for starting and running all makes of gasoline automobiles, how to care for them, and gives distinctive features of control. Describes every step for shifting gears, controlling engines, etc. Among the chapters contained are: I.—Automobile Parts and Their Functions. II.—General Starting and Driving Instructions. III.—Typical 1917 Control Systems. IV.—Care of Automobiles. 178 pages. 72 specially made illustrations. Price $1.00
This guide provides clear instructions for starting and operating all types of gasoline cars, how to maintain them, and highlights unique control features. It explains every step for shifting gears, managing engines, and more. The chapters included are: I.—Car Parts and Their Functions. II.—General Starting and Driving Instructions. III.—Typical 1917 Control Systems. IV.—Car Maintenance. 178 pages. 72 specially made illustrations. Price $1.00
[4]Automobile Repairing Made Easy. By Victor W. Pagé, M.S.A.E.
[4]Car Repair Made Easy. By Victor W. Pagé, M.S.A.E.
A comprehensive, practical exposition of every phase of modern automobile repairing practice. Outlines every process incidental to motor car restoration. Gives plans for workshop construction, suggestions for equipment, power needed, machinery and tools necessary to carry on business successfully. Tells how to overhaul and repair all parts of all automobiles. Everything is explained so simply that motorists and students can acquire a full working knowledge of automobile repairing. This work starts with the engine, then considers carburetion, ignition, cooling and lubrication systems. The clutch, change speed gearing and transmission system are considered in detail. Contains instructions for repairing all types of axles, steering gears and other chassis parts. Many tables, short cuts in figuring and rules of practice are given for the mechanic. Explains fully valve and magneto timing, “tuning” engines, systematic location of trouble, repair of ball and roller bearings, shop kinks, first aid to injured and a multitude of subjects of interest to all in the garage and repair business. This book contains special instructions on electric starting, lighting and ignition systems, tire repairing and rebuilding, autogenous welding, brazing and soldering, heat treatment of steel, latest timing practice, eight and twelve-cylinder motors, etc. 53⁄4x8. Cloth. 1,056 pages, 1,000 illustrations, 11 folding plates. Price $3.00
A detailed, practical guide to every aspect of modern automobile repair. It outlines every process involved in restoring cars. It provides plans for setting up a workshop, suggestions for equipment, the power needed, and the machinery and tools required for running a successful business. It explains how to overhaul and repair all parts of all vehicles in a way that's easy for both car owners and students to understand, so they can gain a complete working knowledge of auto repair. The book starts with the engine and then covers carburetion, ignition, cooling, and lubrication systems. It goes into detail about the clutch, transmission, and gear shifting. It includes instructions for fixing all types of axles, steering systems, and other chassis components. There are many tables, shortcuts for calculations, and practical rules for mechanics. It thoroughly explains valve and magneto timing, tuning engines, systematic trouble-shooting, repairing ball and roller bearings, workshop tips, emergency assistance for injuries, and many topics of interest to anyone in the garage and repair industry. This book offers specialized instructions on electric starting, lighting and ignition systems, tire repair and rebuilding, autogenous welding, brazing and soldering, heat treatment of steel, latest timing techniques, eight and twelve-cylinder engines, etc. 53⁄4x8. Cloth. 1,056 pages, 1,000 illustrations, 11 folding plates. Price $3.00
WHAT IS SAID OF THIS BOOK:
“‘Automobile Repairing Made Easy’ is the best book on the subject I have ever seen and the only book I ever saw that is of any value in a garage.”—Fred Jeffrey, Martinsburg, Neb. “I wish to thank you for sending me a copy of ‘Automobile Repairing Made Easy.’ I do not think it could be excelled.”—S. W. Gisriel, Director of Instruction, Y. M. C. A., Philadelphia, Pa.
“‘Automobile Repairing Made Easy’ is the best book on the topic I've ever come across and the only one I've seen that's truly useful in a garage.”—Fred Jeffrey, Martinsburg, Neb. “I want to thank you for sending me a copy of ‘Automobile Repairing Made Easy.’ I don't think it can be beaten.”—S. W. Gisriel, Director of Instruction, Y. M. C. A., Philadelphia, Pa.
Questions and Answers Relating to Modern Automobile Construction, Driving and Repair. By Victor W. Pagé, M.S.A.E.
Questions and Answers About Modern Car Construction, Driving, and Repair. By Victor W. Pagé, M.S.A.E.
A practical self-instructor for students, mechanics and motorists, consisting of thirty-seven lessons in the form of questions and answers, written with special reference to the requirements of the non-technical reader desiring easily understood, explanatory matter relating to all branches of automobiling. The subject-matter is absolutely correct and explained in simple language. If you can’t answer all of the following questions, you need this work. The answers to these and over 2,000 more are to be found in its pages. Give the name of all important parts of an automobile and describe their functions. Describe action of latest types of kerosene carburetors. What is the difference between a “double” ignition system and a “dual” ignition system? Name parts of an induction coil. How are valves timed? What is an electric motor starter and how does it work? What are advantages of worm drive gearing? Name all important types of ball and roller bearings. What is a “three-quarter” floating axle? What is a two-speed axle? What is the Vulcan electric gear shift? Name the causes of lost power in automobiles. Describe all noises due to deranged mechanism and give causes? How can you adjust a carburetor by the color of the exhaust gases? What causes “popping” in the carburetor? What tools and supplies are needed to equip a car? How do you drive various makes of cars? What is a differential lock and where is it used? Name different systems of wire wheel construction, etc., etc. A popular work at a popular price. 51⁄4x71⁄2. Cloth. 650 pages, 350 illustrations, 3 folding plates. Price $1.50
A practical self-guide for students, mechanics, and car owners, featuring thirty-seven lessons in a question-and-answer format, specifically designed for non-technical readers who want clear explanations about all aspects of driving and car maintenance. The information is completely accurate and presented in straightforward language. If you can’t answer all the following questions, you need this book. The answers to these and over 2,000 more are included in its pages. Name all the important parts of a car and explain their functions. Describe how the latest types of kerosene carburetors work. What’s the difference between a “double” ignition system and a “dual” ignition system? List the parts of an induction coil. How are valves timed? What is an electric motor starter and how does it operate? What are the benefits of worm drive gearing? Name all the major types of ball and roller bearings. What is a “three-quarter” floating axle? What is a two-speed axle? What is the Vulcan electric gear shift? What causes power loss in cars? Describe all sounds from malfunctioning mechanisms and identify their causes. How can you adjust a carburetor based on exhaust gas color? What causes “popping” in the carburetor? What tools and supplies are necessary for equipping a car? How do you drive different makes of cars? What is a differential lock and where is it used? Name different types of wire wheel construction, etc., etc. A popular book at a great price. 51⁄4x71⁄2. Cloth. 650 pages, 350 illustrations, 3 folding plates. Price $1.50
WHAT IS SAID OF THIS BOOK:
“If you own a car—get this book.”—The Glassworker.
“If you have a car—check out this book.”—The Glassworker.
“Mr. Page has the faculty of making difficult subjects plain and understandable.”—Bristol Press.
“Mr. Page has the ability to make complex topics simple and easy to understand.”—Bristol Press.
“We can name no writer better qualified to prepare a book of instruction on automobiles than Mr. Victor W. Pagé.”—Scientific American.
“We can’t think of a better writer to create a guide on cars than Mr. Victor W. Pagé.” —Scientific American.
“The best automobile catechism that has appeared.”—Automobile Topics.
“The best car guide that has come out.”—Automobile Topics.
“There are few men, even with long experience, who will not find this book useful. Great pains have been taken to make it accurate. Special recommendation must be given to the illustrations, which have been made specially for the work. Such excellent books as this greatly assist in fully understanding your automobile.”—Engineering News.
“There are few men, even with a lot of experience, who won’t find this book helpful. Great care has been taken to make it accurate. Special praise should go to the illustrations, which were created specifically for this work. Excellent books like this really help in fully understanding your car.”—Engineering News.
The Automobilist’s Pocket Companion and Expense Record. Arranged by Victor W. Pagé, M.S.A.E.
The Automobilist’s Pocket Companion and Expense Record. Arranged by Victor W. Pagé, M.S.A.E.
This book is not only valuable as a convenient cost record but contains much information of value to motorists. Includes a condensed digest of auto laws of all States, a lubrication schedule, hints for care of storage battery and care of tires, location of road troubles, anti-freezing solutions, horse-power table, driving hints and many useful tables and recipes of interest to all motorists. Not a technical book in any sense of the word, just a collection of practical facts in simple language for the everyday motorist. Price $1.00
This book is not just a helpful cost record; it also has a lot of useful information for drivers. It includes a summary of auto laws from all states, a lubrication schedule, tips for taking care of your storage battery and tires, how to identify road issues, anti-freezing solutions, a horsepower table, driving tips, and many helpful tables and recipes that will interest all drivers. It’s not a technical manual at all—just a collection of practical facts in straightforward language for the everyday motorist. Price $1.00
[5]Modern Starting, Lighting and Ignition Systems. By Victor W. Pagé, M.E.
[5]Modern Starting, Lighting and Ignition Systems. By Victor W. Pagé, M.E.
This practical volume has been written with special reference to the requirements of the non-technical reader desiring easily understood, explanatory matter, relating to all types of automobile ignition, starting and lighting systems. It can be understood by anyone, even without electrical knowledge, because elementary electrical principles are considered before any attempt is made to discuss features of the various systems. These basic principles are clearly stated and illustrated with simple diagrams. All the leading systems of starting, lighting and ignition have been described and illustrated with the co-operation of the experts employed by the manufacturers. Wiring diagrams are shown in both technical and non-technical forms. All symbols are fully explained. It is a comprehensive review of modern starting and ignition system practice, and includes a complete exposition of storage battery construction, care and repair. All types of starting motors, generators, magnetos, and all ignition or lighting system-units are fully explained. Every person in the automobile business needs this volume. Among some of the subjects treated are: I.—Elementary Electricity; Current Production; Flow; Circuits; Measurements; Definitions; Magnetism; Battery Action; Generator Action. II.—Battery Ignition Systems. III.—Magneto Ignition Systems. IV.—Elementary Exposition of Starting System Principles. V.—Typical Starting and Lighting Systems; Practical Application; Wiring Diagrams; Auto-lite, Bijur, Delco, Dyneto-Entz, Gray and Davis, Remy, U. S. L., Westinghouse, Bosch-Rushmore, Genemotor, North-East, etc. VI.—Locating and Repairing Troubles in Starting and Lighting Systems. VII.—Auxiliary. Electric Systems; Gear-shifting by Electricity; Warning Signals; Electric Brake; Entz-Transmission, Wagner-Saxon Circuits, Wagner-Studebaker Circuits. 51⁄4x71⁄2. Cloth. 530 pages, 297 illustrations, 3 folding plates. Price $1.50
This practical book is designed for non-technical readers who want straightforward explanations about all kinds of automobile ignition, starting, and lighting systems. Anyone can understand it, even without electrical knowledge, because basic electrical concepts are covered before discussing the various systems. These fundamental principles are clearly explained and accompanied by simple diagrams. All the main systems for starting, lighting, and ignition are described and illustrated with the assistance of experts from the manufacturers. Wiring diagrams are presented in both technical and easy-to-understand formats, and all symbols are thoroughly explained. It provides a comprehensive overview of modern practices in starting and ignition systems, including a complete discussion on storage battery construction, maintenance, and repair. All types of starting motors, generators, magnetos, and ignition or lighting system units are fully detailed. Everyone in the automobile industry needs this book. Some of the topics covered include: I.—Basic Electricity; Current Production; Flow; Circuits; Measurements; Definitions; Magnetism; Battery Action; Generator Action. II.—Battery Ignition Systems. III.—Magneto Ignition Systems. IV.—Basic Explanation of Starting System Principles. V.—Common Starting and Lighting Systems; Practical Applications; Wiring Diagrams; Auto-lite, Bijur, Delco, Dyneto-Entz, Gray and Davis, Remy, U. S. L., Westinghouse, Bosch-Rushmore, Genemotor, North-East, etc. VI.—Identifying and Fixing Issues in Starting and Lighting Systems. VII.—Auxiliary Electric Systems; Gear-shifting via Electricity; Warning Signals; Electric Brake; Entz-Transmission, Wagner-Saxon Circuits, Wagner-Studebaker Circuits. 51⁄4x71⁄2. Cloth. 530 pages, 297 illustrations, 3 folding plates. Price $1.50
Automobile Welding With the Oxy-Acetylene Flame. By M. Keith Dunham.
Welding Cars with the Oxy-Acetylene Flame. By M. Keith Dunham.
This is the only complete book on the “why” and “how” of Welding with the Oxy-Acetylene Flame, and from its pages one can gain information so that he can weld anything that comes along.
This is the only complete book on the “why” and “how” of Welding with the Oxy-Acetylene Flame, and from its pages, you can gain information so that you can weld anything that comes your way.
No one can afford to be without this concise book, as it first explains the apparatus to be used, and then covers in detail the actual welding of all automobile parts. The welding of aluminum, cast iron, steel, copper, brass and malleable iron is clearly explained, as well as the proper way to burn the carbon out of the combustion head of the motor. Among the contents are: Chapter I.—Apparatus Knowledge. Chapter II.—Shop Equipment and Initial Procedure. Chapter III.—Cast Iron. Chapter IV.—Aluminum. Chapter V.—Steel. Chapter VI.—Malleable Iron, Copper, Brass, Bronze. Chapter VII.—Carbon Burning and other Uses of Oxygen and Acetylene. Chapter VIII.—How to Figure Cost of Welding. 167 pages, fully illustrated. Price $1.00
No one can go without this handy book, which first explains the equipment needed and then goes into detail about welding all types of car parts. The welding of aluminum, cast iron, steel, copper, brass, and malleable iron is clearly explained, along with the right method for burning carbon out of the engine's combustion head. The contents include: Chapter I.—Equipment Overview. Chapter II.—Workshop Setup and Initial Procedures. Chapter III.—Cast Iron. Chapter IV.—Aluminum. Chapter V.—Steel. Chapter VI.—Malleable Iron, Copper, Brass, Bronze. Chapter VII.—Carbon Removal and Other Uses of Oxygen and Acetylene. Chapter VIII.—Calculating Welding Costs. 167 pages, fully illustrated. Price $1
Storage Batteries Simplified. By Victor W. Pagé, M.S.A.E.
Storage Batteries Made Easy. By Victor W. Pagé, M.S.A.E.
A comprehensive treatise devoted entirely to secondary batteries and their maintenance, repair and use.
A complete guide focused entirely on secondary batteries and how to maintain, repair, and use them.
This is the most up-to-date book on this subject. Describes fully the Exide, Edison, Gould, Willard, U. S. L. and other storage battery forms in the types best suited for automobile, stationary and marine work. Nothing of importance has been omitted that the reader should know about the practical operation and care of storage batteries. No details have been slighted. The instructions for charging and care have been made as simple as possible. Brief Synopsis of Chapters: Chapter I.—Storage Battery Development; Types of Storage Batteries; Lead Plate Types; The Edison Cell. Chapter II.—Storage Battery Construction; Plates and Girds; Planté Plates; Fauré Plates; Non-Lead Plates; Commercial Battery Designs. Chapter III.—Charging Methods; Rectifiers; Converters; Rheostats; Rules for Charging. Chapter IV.—Battery Repairs and Maintenance. Chapter V.—Industrial Application of Storage Batteries; Glossary of Storage Battery Terms. 208 Pages. Very Fully Illustrated. Price $1.50 net.
This is the latest book on this topic. It thoroughly covers the Exide, Edison, Gould, Willard, U.S.L., and other types of storage batteries that are best for automotive, stationary, and marine use. Nothing important has been left out that the reader needs to know about the practical use and maintenance of storage batteries. No details have been overlooked. The instructions for charging and maintenance have been made as straightforward as possible. Brief Synopsis of Chapters: Chapter I.—Storage Battery Development; Types of Storage Batteries; Lead Plate Types; The Edison Cell. Chapter II.—Storage Battery Construction; Plates and Grids; Planté Plates; Fauré Plates; Non-Lead Plates; Commercial Battery Designs. Chapter III.—Charging Methods; Rectifiers; Converters; Rheostats; Rules for Charging. Chapter IV.—Battery Repairs and Maintenance. Chapter V.—Industrial Applications of Storage Batteries; Glossary of Storage Battery Terms. 208 Pages. Very Fully Illustrated. Price $1.50 net profit.
Motorcycles, Side Cars and Cyclecars; their Construction, Management and Repair. By Victor W. Pagé, M.S.A.E.
Motorcycles, Side Cars and Cyclecars; their Construction, Management and Repair. By Victor W. Pagé, M.S.A.E.
The only complete work published for the motorcyclist and cyclecarist. Describes fully all leading types of machines, their design, construction, maintenance, operation and repair. This treatise outlines fully the operation of two- and four-cycle power plants and all ignition, carburetion and lubrication systems in detail. Describes all representative types of free engine clutches, variable speed gears and power transmission systems. Gives complete instructions for operating and repairing all types. Considers fully electric self-starting and lighting systems, all types of spring frames and spring forks and shows leading control methods. For those desiring technical information a complete series of tables and many formulæ to assist in designing are included. The work tells how to figure power needed to climb grades, overcome air resistance and attain high speeds. It shows how to select gear ratios for various weights and powers, how to figure braking efficiency required, gives sizes of belts and chains to transmit power safely, and shows how to design sprockets, belt pulleys, etc. This work also includes complete formulæ for figuring horse-power, shows how dynamometer tests are[6] made, defines relative efficiency of air and water-cooled engines, plain and anti-friction bearings and many other data of a practical, helpful, engineering nature. Remember that you get this information in addition to the practical description and instructions which alone are worth several times the price of the book. 550 pages. 350 specially made illustrations, 5 folding plates. Cloth. Price $1.50
The only comprehensive guide published for motorcyclists and cyclecar enthusiasts. It fully describes all leading types of machines, including their design, construction, maintenance, operation, and repair. This treatise covers the operation of two- and four-cycle engines and provides detailed information on all ignition, carburetion, and lubrication systems. It explains all representative types of free engine clutches, variable speed gears, and power transmission systems. There are complete instructions for operating and repairing all types. It thoroughly considers electric self-starting and lighting systems, all types of spring frames and spring forks, and presents leading control methods. For those seeking technical knowledge, it includes a complete series of tables and numerous formulas to aid in design. The book explains how to calculate the power needed to climb grades, overcome air resistance, and achieve high speeds. It shows how to select gear ratios based on different weights and powers, calculate the required braking efficiency, provides sizes of belts and chains for safe power transmission, and demonstrates how to design sprockets, belt pulleys, etc. This work also contains complete formulas for calculating horsepower, shows how dynamometer tests are[6] conducted, defines the relative efficiency of air and water-cooled engines, plain and anti-friction bearings, and many other practical engineering data. Keep in mind that you receive this information in addition to the practical descriptions and instructions, which alone are worth several times the book’s price. 550 pages. 350 specially made illustrations, 5 folding plates. Cloth. Price $1.50
WHAT IS SAID OF THIS BOOK:
“Here is a book that should be in the cycle repairer’s kit.”—American Blacksmith.
“Here’s a book that should be in every bike repair kit.” —American Blacksmith.
“The best way for any rider to thoroughly understand his machine, is to get a copy of this book; it is worth many times its price.”—Pacific Motorcyclist.
“The best way for any rider to really understand their bike is to get a copy of this book; it's worth way more than what you pay for it.”—Pacific Motorcyclist.
AUTOMOBILE AND MOTORCYCLE CHARTS
Chart. Location of Gasoline Engine Troubles Made Easy—A Chart Showing Sectional View of Gasoline Engine. Compiled by Victor W. Pagé, M.S.A.E.
Chart. Location of Gasoline Engine Troubles Made Easy—A Chart Showing Sectional View of Gasoline Engine. Compiled by Victor W. Pagé, M.S.A.E.
It shows clearly all parts of a typical four-cylinder gasoline engine of the four-cycle type.
It clearly shows all parts of a typical four-cylinder gasoline engine that uses a four-stroke cycle.
It outlines distinctly all parts liable to give trouble and also details the derangements apt to interfere with smooth engine operation.
It clearly outlines all the parts that could cause issues and also describes the malfunctions that might disrupt smooth engine operation.
Valuable to students, motorists, mechanics, repairmen, garagemen, automobile salesmen, chauffeurs, motorboat owners, motor-truck and tractor drivers, aviators, motor-cyclists, and all others who have to do with gasoline power plants.
Valuable to students, drivers, mechanics, repair workers, garage operators, car salespeople, chauffeurs, boat owners, truck and tractor drivers, pilots, motorcyclists, and everyone else involved with gasoline power systems.
It simplifies location of all engine troubles, and while it will prove invaluable to the novice, it can be used to advantage by the more expert. It should be on the walls of every public and private garage, automobile repair shop, club house or school. It can be carried in the automobile or pocket with ease, and will insure against loss of time when engine trouble manifests itself.
It makes it easier to identify all engine problems, and while it will be super helpful for beginners, experienced mechanics can benefit from it too. It should be displayed on the walls of every public and private garage, auto repair shop, clubhouse, or school. It's portable enough to carry in your car or pocket and will help prevent wasting time when engine issues arise.
This sectional view of engine is a complete review of all motor troubles. It is prepared by a practical motorist for all who motor. More information for the money than ever before offered. No details omitted. Size 25x38 inches. Securely mailed on receipt of 25 Cents
This sectional view of the engine is a thorough overview of all engine issues. It’s created by a hands-on driver for everyone who drives. More value for your money than ever before offered. No details left out. Size 25x38 inches. Shipped securely upon receipt of 25 Cents
Chart. Location of Ford Engine Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
Chart. Location of Ford Engine Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
This shows clear sectional views depicting all portions of the Ford power plant and auxiliary groups. It outlines clearly all parts of the engine, fuel supply system, ignition group and cooling system, that are apt to give trouble, detailing all derangements that are liable to make an engine lose power, start hard or work irregularly. This chart is valuable to students, owners, and drivers, as it simplifies location of all engine faults. Of great advantage as an instructor for the novice, it can be used equally well by the more expert as a work of reference and review. It can be carried in the tool-box or pocket with ease and will save its cost in labor eliminated the first time engine trouble manifests itself. Prepared with special reference to the average man’s needs and is a practical review of all motor troubles because it is based on the actual experience of an automobile engineer-mechanic with the mechanism the chart describes. It enables the non-technical owner or operator of a Ford car to locate engine derangements by systematic search, guided by easily recognized symptoms instead of by guesswork. It makes the average owner independent of the roadside repair shop when touring. Must be seen to be appreciated. Size 25x38 inches. Printed on heavy bond paper. Price 25 cents
This provides clear sectional views showing all parts of the Ford power plant and its auxiliary groups. It clearly outlines all components of the engine, fuel supply system, ignition system, and cooling system that might cause problems, detailing all issues that could cause an engine to lose power, be hard to start, or run unevenly. This chart is valuable for students, owners, and drivers since it simplifies the identification of engine faults. It's especially useful for beginners and can also serve as a reference and review tool for more experienced individuals. It can easily fit in a toolbox or pocket and can save its cost in labor the first time engine trouble occurs. Designed with the average person's needs in mind, it serves as a practical review of all motor issues, based on the real experiences of an automobile engineer-mechanic familiar with the mechanisms described in the chart. It helps non-technical owners or operators of Ford cars identify engine problems through a systematic approach, guided by easily recognizable symptoms instead of guesswork. It empowers the average owner to be independent from roadside repair shops while traveling. It must be seen to be appreciated. Size 25x38 inches. Printed on heavy bond paper. Price 25 cents
Chart. Lubrication of the Motor Car Chassis. Compiled by Victor W. Pagé, M.S.A.E.
Chart. Lubrication of the Motor Car Chassis. Compiled by Victor W. Pagé, M.S.A.E.
This chart presents the plan view of a typical six-cylinder chassis of standard design and all parts are clearly indicated that demand oil, also the frequency with which they must be lubricated and the kind of oil to use. A practical chart for all interested in motor-car maintenance. Size 24x38 inches. Price 25 cents
This chart shows the top view of a typical six-cylinder chassis with a standard design, clearly marking all the parts that need oil, along with how often they should be lubricated and what type of oil to use. It's a useful chart for anyone interested in car maintenance. Size 24x38 inches. Price 25 cents
Chart. Location of Carburetion Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
Chart. Location of Carburetion Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
This chart shows all parts of a typical pressure feed fuel supply system and gives causes of trouble, how to locate defects and means of remedying them. Size 24x38 inches. Price 25 cents
This chart displays all components of a standard pressure feed fuel supply system and outlines potential issues, how to identify defects, and ways to fix them. Size 24x38 inches. Price 25 cents
Chart. Location of Ignition System Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
Chart. Ignition System Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
In this diagram all parts of a typical double ignition system using battery and magneto current are shown, and suggestions are given for readily finding ignition troubles and eliminating them when found. Size 24x38 inches. Price 25 cents
In this diagram, all components of a typical double ignition system using battery and magneto current are displayed, along with tips for easily identifying ignition issues and resolving them once detected. Size 24x38 inches. Price 25 cents
[7]Chart. Location of Cooling and Lubrication System Faults. Compiled by Victor W. Pagé, M.S.A.E.
[7]Chart. Location of Cooling and Lubrication System Faults. Compiled by Victor W. Pagé, M.S.A.E.
This composite diagram shows a typical automobile power plant using pump circulated water-cooling system and the most popular lubrication method. Gives suggestions for curing all overheating and loss of power faults due to faulty action of the oiling or cooling group. Size 24x38 inches. Price 25 cents
This diagram shows a typical car engine that uses a pump-operated water-cooling system and the most common lubrication method. It provides suggestions for fixing overheating and power loss issues caused by problems with the oiling or cooling system. Size 24x38 inches. Price 25 cents
Chart. Motorcycle Troubles Made Easy. Compiled by Victor W Pagé, M.S.A.E.
Chart. Motorcycle Issues Simplified. Compiled by Victor W. Pagé, M.S.A.E.
A chart showing sectional view of a single-cylinder gasoline engine. This chart simplifies location of all power-plant troubles. A single-cylinder motor is shown for simplicity. It outlines distinctly all parts liable to give trouble and also details the derangements apt to interfere with smooth engine operation. This chart will prove of value to all who have to do with the operation, repair or sale of motorcycles. No details omitted. Size 30x20 inches Price 25 cents
A chart displaying a sectional view of a single-cylinder gasoline engine. This chart makes it easy to identify all potential power plant issues. A single-cylinder motor is used for clarity. It clearly outlines all parts that may cause problems and highlights the issues that can disrupt smooth engine performance. This chart will be helpful for anyone involved in the operation, repair, or sale of motorcycles. No details are omitted. Size 30x20 inches Price 25 cents
AVIATION
Aviation Engines, their Design, Construction, Operation and Repair. By Lieut. Victor W. Pagé, Aviation Section, S.C.U.S.R.
Aviation Engines, their Design, Construction, Operation and Repair. By Lieut. Victor W. Pagé, Aviation Section, S.C.U.S.R.
A practical work containing valuable instructions for aviation students, mechanicians, squadron engineering officers and all interested in the construction and upkeep of airplane power plants.
A practical guide filled with useful instructions for aviation students, mechanics, squadron engineering officers, and anyone interested in building and maintaining airplane engines.
The rapidly increasing interest in the study of aviation, and especially of the highly developed internal combustion engines that make mechanical flight possible, has created a demand for a text-book suitable for schools and home study that will clearly and concisely explain the workings of the various aircraft engines of foreign and domestic manufacture.
The rapidly growing interest in studying aviation, particularly in the advanced internal combustion engines that enable mechanical flight, has led to a need for a textbook suitable for schools and self-study that will clearly and briefly explain how different aircraft engines, both foreign and domestic, operate.
This treatise, written by a recognized authority on all of the practical aspects of internal combustion engine construction, maintenance and repair fills the need as no other book does.
This guide, created by a recognized expert on all the practical aspects of building, maintaining, and repairing internal combustion engines, meets the need like no other book.
The matter is logically arranged; all descriptive matter is simply expressed and copiously illustrated so that anyone can understand airplane engine operation and repair even if without previous mechanical training. This work is invaluable for anyone desiring to become an aviator or aviation mechanician.
The information is organized logically; all descriptive content is clearly explained and richly illustrated, making it easy for anyone to grasp how airplane engines work and how to repair them, even without prior mechanical training. This resource is essential for anyone looking to become a pilot or an aviation mechanic.
The latest rotary types, such as the Gnome, Monosoupape, and Le Rhone, are fully explained, as well as the recently developed Vee and radial types. The subjects of carburetion, ignition, cooling and lubrication also are covered in a thorough manner. The chapters on repair and maintenance are distinctive and found in no other book on this subject.
The latest rotary engines, like the Gnome, Monosoupape, and Le Rhone, are fully detailed, along with the newly developed Vee and radial types. The topics of carburetion, ignition, cooling, and lubrication are also thoroughly addressed. The chapters on repair and maintenance are unique and aren't found in any other book on this topic.
Invaluable to the student, mechanic and soldier wishing to enter the aviation service.
Invaluable for students, mechanics, and soldiers looking to join the aviation service.
Not a technical book, but a practical, easily understood work of reference for all interested in aeronautical science. 576 octavo pages. 253 specially made engravings. Price $3.00 net
Not a technical book, but a practical, easy-to-understand reference for anyone interested in aeronautical science. 576 octavo pages. 253 specially created engravings. Price $3.00 after fees
GLOSSARY OF AVIATION TERMS
Termes D’Aviation, English-French, French-English. Compiled by Lieuts. Victor W. Pagé, A.S., S.C.U.S.R., and Paul Montariol of the French Flying Corps, on duty on Signal Corps Aviation School, Mineola, L. I.
Aviation Terms, English-French, French-English. Compiled by Lieutenants Victor W. Pagé, A.S., S.C.U.S.R., and Paul Montariol of the French Flying Corps, assigned to the Signal Corps Aviation School, Mineola, L. I.
A complete, well illustrated volume intended to facilitate conversation between English-speaking and French aviators. A very valuable book for all who are about to leave for duty overseas.
A comprehensive, well-illustrated book designed to help English-speaking and French pilots communicate. It's an invaluable resource for anyone preparing to head overseas for duty.
Approved for publication by Major W. G. Kilner, S.C., U.S.C.O. Signal Corps Aviation School. Hazelhurst Field, Mineola, L. I.
Approved for publication by Major W. G. Kilner, S.C., U.S.C.O. Signal Corps Aviation School. Hazelhurst Field, Mineola, L. I.
This book should be in every Aviator’s and Mechanic’s Kit for ready reference. 128 pages. Fully illustrated with detailed engravings. Price $1.00
This book belongs in every aviator's and mechanic's toolkit for quick reference. 128 pages. Fully illustrated with detailed images. Price $1.00
Aviation Chart. Location of Airplane Power Plant Troubles Made Easy. By Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
Aviation Chart. Locating Airplane Power Plant Issues Made Easy. By Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
A large chart outlining all parts of a typical airplane power plant, showing the points where trouble is apt to occur and suggesting remedies for the common defects. Intended especially for Aviators and Aviation Mechanics on School and Field Duty. Price 50 cents
A comprehensive chart detailing all components of a standard airplane power plant, highlighting areas where issues are likely to happen and offering solutions for common problems. Designed specifically for aviators and aviation mechanics in training and on-site work. Price 50 cents
BRAZING AND SOLDERING
Brazing and Soldering. By James F. Hobart.
Brazing and Soldering. By James F. Hobart.
The only book that shows you just how to handle any job of brazing or soldering that comes along; it tells you what mixture to use, how to make a furnace if you need one. Full of valuable kinks. The fifth edition of this book has just been published, and to it much new matter and a large number of tested formulæ for all kinds of solders and fluxes have been added. Illustrated. Price 25 cents
The only book that teaches you how to tackle any brazing or soldering job you might encounter; it explains which mixture to use and how to create a furnace if necessary. Packed with useful tips. The fifth edition of this book has just come out, containing a lot of new information and many tested formulas for various solders and fluxes. Illustrated. Price 25 cents
CHARTS
Aviation Chart. Location of Airplane Power Plant Troubles Made Easy. By Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
Aviation Chart. Finding Airplane Power Plant Issues Made Simple. By Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
A large chart outlining all parts of a typical airplane power plant, showing the points where trouble is apt to occur and suggesting remedies for the common defects. Intended especially for Aviators and Aviation Mechanics on School and Field Duty. Price 50 cents
A big chart detailing all the components of a typical airplane power plant, highlighting where issues are likely to arise and offering solutions for common defects. Designed especially for aviators and aviation mechanics on school and field duty. Price 50 cents
Gasoline Engine Troubles Made Easy—A Chart Showing Sectional View of Gasoline Engine. Compiled by Lieut. Victor W. Pagé, A.S., S.C.U.S.R.
Gasoline Engine Troubles Made Easy—A Chart Showing Sectional View of Gasoline Engine. Compiled by Lieutenant Victor W. Pagé, A.S., S.C.U.S.R.
It shows clearly all parts of a typical four-cylinder gasoline engine of the four-cycle type. It outlines distinctly all parts liable to give trouble and also details the derangements apt to interfere with smooth engine operation.
It clearly shows all the components of a typical four-cylinder gasoline engine of the four-cycle type. It specifically highlights all the parts that are likely to cause issues and also describes the problems that could disrupt smooth engine operation.
Valuable to students, motorists, mechanics, repairmen, garagemen, automobile salesmen, chauffeurs, motor-boat owners, motor-truck and tractor drivers, aviators, motor-cyclists, and all others who have to do with gasoline power plants.
Valuable to students, drivers, mechanics, repair workers, garage owners, car salespeople, chauffeurs, boat owners, truck and tractor drivers, pilots, motorcyclists, and anyone else involved with gasoline-powered engines.
It simplifies location of all engine troubles, and while it will prove invaluable to the novice, it can be used to advantage by the more expert. It should be on the walls of every public and private garage, automobile repair shop, club house or school. It can be carried in the automobile or pocket with ease and will insure against loss of time when engine trouble manifests itself.
It makes finding all engine problems easier, and while it will be incredibly helpful for beginners, experienced users can also benefit from it. It should be displayed in every public and private garage, auto repair shop, clubhouse, or school. It can easily be carried in a car or pocket and will help prevent time loss when engine issues arise.
This sectional view of engine is a complete review of all motor troubles. It is prepared by a practical motorist for all who motor. No details omitted. Size 25x38 inches. Price 25 cents
This sectional view of the engine is a thorough guide to all engine issues. It’s created by an experienced driver for everyone who drives. No details left out. Size 25x38 inches. Price 25 cents
Lubrication of the Motor Car Chassis.
Car Chassis Lubrication.
This chart presents the plan view of a typical six-cylinder chassis of standard design and all parts are clearly indicated that demand oil, also the frequency with which they must be lubricated and the kind of oil to use. A practical chart for all interested in motor-car maintenance. Size 24x38 inches. Price 25 cents
This chart shows the layout of a standard six-cylinder chassis, with all the parts that need oil clearly marked, along with how often they should be lubricated and what type of oil to use. It’s a useful chart for anyone interested in car maintenance. Size 24x38 inches. Price 25 cents
Location of Carburetion Troubles Made Easy.
Solving Carburetion Issues Made Easy.
This chart shows all parts of a typical pressure feed fuel supply system and gives causes of trouble, how to locate defects and means of remedying them. Size 24x38 inches. Price 25 cents
This chart displays all components of a standard pressure feed fuel supply system and outlines potential issues, how to identify faults, and ways to fix them. Size 24x38 inches. Price 25 cents
Location of Ignition System Troubles Made Easy.
Finding Ignition System Problems Made Simple.
In this chart all parts of a typical double ignition system using battery and magneto current are shown and suggestions are given for readily finding ignition troubles and eliminating them when found. Size 24x38 inches. Price 25 cents
In this chart, all components of a standard dual ignition system that uses both battery and magneto current are displayed, along with tips for easily identifying ignition issues and fixing them once detected. Size 24x38 inches. Price 25 cents
Location of Cooling and Lubrication System Faults.
Where to Find Problems with the Cooling and Lubrication System.
This composite chart shows a typical automobile power plant using pump circulated water-cooling system and the most popular lubrication method. Gives suggestions for curing all overheating and loss of power faults due to faulty action of the oiling or cooling group. Size 24x38 inches. Price 25 Cents
This composite chart displays a standard car engine that uses a pump-circulated water-cooling system and the most common lubrication method. It offers tips for fixing issues related to overheating and power loss caused by problems with the oiling or cooling system. Size 24x38 inches. Price 25 cents
Motorcycle Troubles Made Easy—A Chart Showing Sectional View of Single-Cylinder Gasoline Engine. Compiled by Victor W. Pagé, M.S.A.E.
Motorcycle Troubles Made Easy—A Chart Showing Sectional View of Single-Cylinder Gasoline Engine. Compiled by Victor W. Pagé, M.S.A.E.
This chart simplifies location of all power-plant troubles, and will prove invaluable to all who have to do with the operation, repair or sale of motorcycles. No details omitted. Size 25x38 inches. Price 25 cents
This chart makes it easy to find all power plant issues and will be extremely helpful for anyone involved in the operation, repair, or sale of motorcycles. All details included. Size 25x38 inches. Price 25 cents
Location of Ford Engine Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
Location of Ford Engine Troubles Made Easy. Compiled by Victor W. Pagé, M.S.A.E.
This shows clear sectional views depicting all portions of the Ford power plant and auxiliary groups. It outlines clearly all parts of the engine, fuel supply system, ignition group and cooling system, that are apt to give trouble, detailing all derangements that are liable to make an engine lose power, start hard or work irregularly. This chart is valuable to students, owners, and drivers, as it simplifies location of all engine faults. Of great advantage as an instructor for the novice, it can be used equally well by the more expert as a work of reference and review. It can be carried in the toolbox or pocket with ease and will save its cost in labor eliminated the first time engine trouble manifests itself. Prepared with special reference to the average man’s needs and is a practical review of all motor troubles because it is based on the actual experience of an automobile engineer-mechanic with the mechanism the chart describes. It enables the non-technical owner or operator of a Ford car to locate engine derangements by systematic search, guided by easily recognized symptoms instead of by guesswork. It makes the average owner independent of the roadside repair shop when touring. Must be seen to be appreciated. Size 25x38 inches. Printed on heavy bond paper. Price 25 cents
This shows clear sectional views that illustrate all parts of the Ford power plant and its auxiliary systems. It clearly outlines all components of the engine, fuel supply system, ignition system, and cooling system that are likely to cause issues, detailing all problems that can make an engine lose power, start difficultly, or operate irregularly. This chart is valuable for students, owners, and drivers as it simplifies the identification of engine faults. It's especially helpful for beginners, but experienced users can also use it as a reference and review tool. It can easily fit in a toolbox or pocket and will save its cost in labor the first time engine trouble arises. It's designed with the average person's needs in mind and serves as a practical overview of all motor issues because it is based on the real-world experience of an automobile engineer-mechanic with the mechanisms depicted on the chart. It enables non-technical owners or operators of Ford cars to locate engine issues through systematic searching, guided by easily recognizable symptoms instead of guesswork. It makes the average owner less dependent on roadside repair shops while traveling. Must be seen to be appreciated. Size 25x38 inches. Printed on heavy bond paper. Price 25 cents
[9]Modern Submarine Chart—with Two Hundred Parts Numbered and Named.
[9]Modern Submarine Chart—with Two Hundred Parts Numbered and Named.
A cross-section view, showing clearly and distinctly all the interior of a Submarine of the latest type. You get more information from this chart, about the construction and operation of a Submarine, than in any other way. No details omitted—everything is accurate and to scale. It is absolutely correct in every detail, having been approved by Naval Engineers. All the machinery and devices fitted in a modern Submarine Boat are shown, and to make the engraving more readily understood all the features are shown in operative form, with Officers and Men in the act of performing the duties assigned to them in service conditions. This CHART IS REALLY AN ENCYCLOPEDIA OF A SUBMARINE. It is educational and worth many times its cost. Mailed in a Tube for 25 Cents
A cross-section view that clearly shows all the interior parts of the latest type of Submarine. This chart provides more information about the construction and operation of a Submarine than any other resource. No details are left out—everything is accurate and to scale. It is completely correct in every detail, having been approved by Naval Engineers. All the machinery and devices found in a modern Submarine are displayed, and to make the engraving easier to understand, all features are illustrated in action, with Officers and Crew carrying out their assigned duties under service conditions. THIS CHART IS TRULY AN ENCYCLOPEDIA OF A SUBMARINE. It is educational and worth many times its price. Shipped in a Tube for 25 cents
Box Car Chart.
Boxcar Chart.
A chart showing the anatomy of a box car, having every part of the car numbered and its proper name given in a reference list. Price 25 Cents
A chart displaying the parts of a box car, with each part numbered and its correct name listed in a reference guide. Price 25 Cents
Gondola Car Chart.
Gondola Car Schedule.
A chart showing the anatomy of a gondola car, having every part of the car numbered and its proper reference name given in a reference list. Price 25 Cents
A chart displaying the anatomy of a gondola car, with each part of the car numbered and its correct reference name provided in a reference list. Price 25 Cents
Passenger-Car Chart.
Car Passenger Chart.
A chart showing the anatomy of a passenger-car, having every part of the car numbered and its proper name given in a reference list 25 Cents
A diagram detailing the anatomy of a passenger car, with every part numbered and its correct name listed in a reference guide 25 Cents
Steel Hopper Bottom Coal Car.
Steel Hopper Bottom Coal Truck.
A chart showing the anatomy of a steel Hopper Bottom Coal Car, having every part of the car numbered and its proper name given in a reference list. Price 25 Cents
A chart displaying the anatomy of a steel Hopper Bottom Coal Car, with each part of the car numbered and its correct name listed in a reference guide. Price 25 cents
Tractive Power Chart.
Tractive Power Chart.
A chart whereby you can find the tractive power or drawbar pull of any locomotive without making a figure. Shows what cylinders are equal, how driving wheels and steam pressure affect the power. What sized engine you need to exert a given drawbar pull or anything you desire in this line. Price 50 Cents
A chart that lets you find the tractive power or drawbar pull of any locomotive without having to do any calculations. It shows which cylinders are equal and how driving wheels and steam pressure impact the power. It also indicates what size engine you need to achieve a specific drawbar pull or anything else related. Price 50 Cents
Horse-Power Chart.
Horsepower Chart.
Shows the horse-power of any stationary engine without calculation. No matter what the cylinder diameter of stroke, the steam pressure of cut-off, the revolutions, or whether condensing or non-condensing, it’s all there. Easy to use, accurate, and saves time and calculations. Especially useful to engineers and designers. Price 50 Cents
Shows the horsepower of any stationary engine without any calculations. No matter the cylinder diameter, stroke, steam pressure, revolutions, or whether it's condensing or non-condensing, it’s all included. It’s easy to use, accurate, and saves time and effort. Especially useful for engineers and designers. Price 50 Cents
Boiler Room Chart. By Geo. L. Fowler.
Boiler Room Chart. By Geo. L. Fowler.
A chart—size 14x28 inches—showing in isometric perspective the mechanisms belonging in a modern boiler room. The various parts are shown broken or removed, so that the internal construction is fully illustrated. Each part is given a reference number, and these, with the corresponding name, are given in a glossary printed at the sides. This chart is really a dictionary of the boiler room—the names of more than 200 parts being given. Price 25 Cents
A chart—14x28 inches in size—displaying the mechanisms found in a modern boiler room from an isometric perspective. The different parts are shown either broken or removed, fully illustrating the internal construction. Each part is assigned a reference number, which, along with its corresponding name, is provided in a glossary printed along the sides. This chart serves as a dictionary of the boiler room, listing the names of over 200 parts. Price 25 Cents
COKE
Modern Coking Practice, Including Analysis of Materials and Products.
Current Coking Methods, Including Material and Product Analysis.
By J. E. Christopher and T. H. Byrom.
By J. E. Christopher and T. H. Byrom.
This, the standard work on the subject, has just been revised. It is a practical work for those engaged in Coke manufacture and the recovery of By-products. Fully illustrated with folding plates. It has been the aim of the authors, in preparing this book, to produce one which shall be of use and benefit to those who are associated with, or interested in, the modern developments of the industry. Among the Chapters contained in Volume I are: Introduction; Classification of Fuels; Impurities of Coals; Coal Washing; Sampling and Valuation of Coals, etc.; Power of Fuels; History of Coke Manufacture; Developments in the Coke Oven Design; Recent Types of Coke Ovens; Mechanical Appliances at Coke Ovens; Chemical and Physical Examination of Coke. Volume II covers fully the subject of By-Products. Price, per volume $3.00 net
This standard work on the subject has just been updated. It's a practical guide for those involved in coke manufacturing and by-product recovery. Fully illustrated with folding plates, the authors aimed to create a resource that would be helpful for anyone interested in the modern advancements in the industry. Volume I includes chapters on: Introduction; Classification of Fuels; Impurities of Coals; Coal Washing; Sampling and Valuation of Coals, etc.; Power of Fuels; History of Coke Manufacture; Developments in Coke Oven Design; Recent Types of Coke Ovens; Mechanical Appliances at Coke Ovens; and Chemical and Physical Examination of Coke. Volume II thoroughly addresses By-Products. Price per volume $3.00 net
COMPRESSED AIR
Compressed Air in All Its Applications. By Gardner D. Hiscox.
Compressed Air in All Its Applications. By Gardner D. Hiscox.
This is the most complete book on the subject of Air that has ever been issued, and its thirty-five chapters include about every phase of the subject one can think of. It may be called an encyclopedia of compressed air. It is written by an expert, who, in its 665 pages, has dealt with the subject in a comprehensive manner, no phase of it being omitted. Includes the physical properties of air from a vacuum to its highest pressure, its thermodynamics, compression, transmission and uses as a motive power, in the Operation of Stationary and Portable Machinery, in Mining, Air Tools, Air Lifts, Pumping of Water, Acids, and Oils; the Air Blast for Cleaning and Painting the Sand Blast and its Work, and the Numerous Appliances in which Compressed Air is a Most Convenient and Economical Transmitter of Power for Mechanical Work, Railway Propulsion, Refrigeration, and the Various Uses to which Compressed Air has been applied. Includes forty-four tables of the physical properties of air, its compression, expansion, and volumes required for various kinds of work, and a list of patents on compressed air from 1875 to date. Over 500 illustrations, 5th Edition, revised and enlarged.
This is the most comprehensive book on the subject of Air that has ever been published, and its thirty-five chapters cover almost every aspect of the topic one can imagine. It can be called an encyclopedia of compressed air. It’s written by an expert who, in its 665 pages, has tackled the subject in a thorough way, leaving no aspect unchecked. It includes the physical properties of air from a vacuum to its highest pressure, its thermodynamics, compression, transmission, and uses as a power source in the operation of stationary and portable machinery, in mining, air tools, air lifts, water pumping, acids, and oils; the air blast for cleaning and painting, the sand blast and its applications, and the numerous devices where compressed air serves as a convenient and economical means of transmitting power for mechanical work, railway propulsion, refrigeration, and various applications of compressed air. It features forty-four tables detailing the physical properties of air, its compression, expansion, and volumes needed for different tasks, as well as a list of patents on compressed air from 1875 to the present. There are over 500 illustrations, 5th Edition, revised and enlarged.
Cloth bound. Price $5.00
Cloth-bound. Price $5.00
Half Morocco. Price $6.50
Half Morocco. Price $6.50
CONCRETE
Concrete Workers’ Reference Books. A Series of Popular Handbooks for Concrete Users. Prepared by A. A. Houghton 50 cents
Concrete Workers’ Reference Books. A Series of Handy Guides for Concrete Users. Prepared by A.A. Houghton 50 cents
The author, in preparing this Series, has not only treated on the usual types of construction, but explains and illustrates molds and systems that are not patented, but which are equal in value and often superior to those restricted by patents. These molds are very easily and cheaply constructed and embody simplicity, rapidity of operation, and the most successful results in the molded concrete. Each of these books is fully illustrated, and the subjects are exhaustively treated in plain English.
The author, in preparing this series, has not only covered the usual types of construction but also explains and shows molds and systems that aren't patented but are just as good, if not better, than those protected by patents. These molds are easy and inexpensive to make and feature simplicity, quick operation, and great results in molded concrete. Each of these books is fully illustrated, and the topics are thoroughly discussed in straightforward language.
Concrete Wall Forms. By A. A. Houghton.
Concrete Wall Forms. By A. A. Houghton.
A new automatic wall clamp is illustrated with working drawings. Other types of wall forms, clamps, separators, etc., are also illustrated and explained. (No. 1 of Series) Price 50 cents
A new automatic wall clamp is shown with detailed drawings. Other kinds of wall forms, clamps, separators, etc., are also displayed and explained. (No. 1 of Series) Price 50 cents
Concrete Floors and Sidewalks. By A. A. Houghton.
Concrete Floors and Sidewalks. By A. A. Houghton.
The molds for molding squares, hexagonal and many other styles of mosaic floor and sidewalk blocks are fully illustrated and explained. (No. 2 of Series) Price 50 cents
The molds for creating square, hexagonal, and various other styles of mosaic floor and sidewalk blocks are fully illustrated and explained. (No. 2 of Series) Price 50 cents
Practical Concrete Silo Construction. By A. A. Houghton.
Practical Concrete Silo Construction. By A. A. Houghton.
Complete working drawings and specifications are given for several styles of concrete silos, with illustrations of molds for monolithic and block silos. The tables, data, and information presented in this book are of the utmost value in planning and constructing all forms of concrete silos. (No. 3 of Series) Price 50 cents
Complete working drawings and specifications are provided for various styles of concrete silos, along with illustrations of molds for monolithic and block silos. The tables, data, and information included in this book are extremely valuable in planning and building all types of concrete silos. (No. 3 of Series) Price 50 cents
Molding Concrete Chimneys, Slate and Hoof Tiles. By A. A. Houghton.
Molding Concrete Chimneys, Slate and Hoof Tiles. By A. A. Houghton.
The manufacture of all types of concrete slate and roof tile is fully treated. Valuable data on all forms of reinforced concrete roofs are contained within its pages. The construction of concrete chimneys by block and monolithic systems is fully illustrated and described. A number of ornamental designs of chimney construction with molds are shown in this valuable treatise. (No. 4 of Series.) Price 50 cents
The production of all kinds of concrete slate and roof tiles is thoroughly covered. This book includes important information on all types of reinforced concrete roofs. The construction of concrete chimneys using block and monolithic systems is completely illustrated and explained. Several decorative designs for chimney construction using molds are featured in this helpful guide. (No. 4 of Series.) Price 50 cents
Molding and Curing Ornamental Concrete. By A. A. Houghton.
Molding and Curing Ornamental Concrete. By A.A. Houghton.
The proper proportions of cement and aggregates for various finishes, also the method of thoroughly mixing and placing in the molds, are fully treated. An exhaustive treatise on this subject that every concrete worker will find of daily use and value. (No. 5 of Series.) Price 50 cents
The right amounts of cement and aggregates for different finishes, as well as the way to mix them well and pour them into molds, are explained in detail. This comprehensive guide will be useful for every concrete worker on a daily basis. (No. 5 of Series.) Price 50 cents
Concrete Monuments, Mausoleums and Burial Vaults. By A. A. Houghton.
Concrete Monuments, Mausoleums and Burial Vaults. By A.A. Houghton.
The molding of concrete monuments to imitate the most expensive cut stone is explained in this treatise with working drawings of easily built molds. Cutting inscriptions and designs are also fully treated. (No. 6 of Series.) Price 50 cents
The creation of concrete monuments designed to look like high-quality cut stone is detailed in this guide, complete with working drawings for making simple molds. The process of carving inscriptions and designs is thoroughly covered as well. (No. 6 of Series.) Price 50 cents
Molding Concrete Bathtubs, Aquariums and Natatoriums. By A. A. Houghton.
Molding Concrete Bathtubs, Aquariums, and Swimming Pools. By A. A. Houghton.
Simple molds and instruction are given for molding many styles of concrete bathtubs, swimming-pools, etc. These molds are easily built and permit rapid and successful work. (No. 7 of Series.) Price 50 cents
Simple molds and instructions are provided for creating various styles of concrete bathtubs, swimming pools, etc. These molds are easy to construct and allow for quick and effective work. (No. 7 of Series.) Price 50 cents
[11]Concrete Bridges, Culverts and Sewers. By A. A. Houghton.
[11]Concrete Bridges, Culverts, and Sewers. By A. A. Houghton.
A number of ornamental concrete bridges with illustrations of molds are given. A collapsible center or core for bridges, culverts and sewers is fully illustrated with detailed instructions for building. (No. 8 of Series.) Price 50 cents
A selection of decorative concrete bridges with mold illustrations is provided. A foldable center or core for bridges, culverts, and sewers is fully illustrated with comprehensive instructions for construction. (No. 8 of Series.) Price 50¢
Constructing Concrete Porches. By A. A. Houghton.
Building Concrete Porches. By A. A. Houghton.
A number of designs with working drawings of molds are fully explained so any one can easily construct different styles of ornamental concrete porches without the purchase of expensive molds. (No. 9 of Series.) Price 50 cents
A variety of designs with detailed drawings of molds are clearly explained, making it easy for anyone to build different styles of decorative concrete porches without buying expensive molds. (No. 9 of Series.) Price 50 cents
Molding Concrete Flower-Pots, Boxes, Jardinieres, Etc. By A. A. Houghton.
Molding Concrete Flower Pots, Boxes, Gardeners, Etc. By A.A. Houghton.
The molds for producing many original designs of flower-pots, urns, flower-boxes, jardinieres, etc., are fully illustrated and explained, so the worker can easily construct and operate same. (No. 10 of Series.) Price 50 cents
The molds for creating a variety of unique designs for flower pots, urns, flower boxes, planters, etc., are completely illustrated and explained, allowing the user to easily build and use them. (No. 10 of Series.) Price 50 cents
Molding Concrete Fountains and Lawn Ornaments. By A. A. Houghton.
Molding Concrete Fountains and Lawn Ornaments. By A.A. Houghton.
The molding of a number of designs of lawn seats, curbing, hitching posts, pergolas, sun dials and other forms of ornamental concrete for the ornamentation of lawns and gardens, is fully illustrated and described. (No. 11 of Series.) Price 50 cents
The design of various lawn furniture, curbs, hitching posts, pergolas, sundials, and other decorative concrete items for beautifying lawns and gardens is thoroughly illustrated and explained. (No. 11 of Series.) Price 50 cents
Concrete from Sand Molds. By A. A. Houghton.
Concrete from Sand Molds. By A.A. Houghton.
A Practical Work treating on a process which has heretofore been held as a trade secret by the few who possessed it, and which will successfully mold every and any class of ornamental concrete work. The process of molding concrete with sand molds is of the utmost practical value, possessing the manifold advantages of a low cost of molds, the ease and rapidity of operation, perfect details to all ornamental designs, density and increased strength of the concrete, perfect curing of the work without attention and the easy removal of the molds regardless of any undercutting the design may have. 192 pages. Fully illustrated Price $2.00
A Practical Work discussing a process that has previously been kept as a trade secret by the few who knew it, and which can successfully create any type of ornamental concrete work. The method of molding concrete with sand molds is extremely practical, offering numerous benefits such as low mold costs, ease and speed of operation, precise details for all ornamental designs, increased density and strength of the concrete, effective curing of the work without needing attention, and easy removal of the molds, no matter how intricate the design may be. 192 pages. Fully illustrated Price $2.00
Ornamental Concrete without Molds. By A. A. Houghton.
Ornamental Concrete without Molds. By A. A. Houghton.
The process for making ornamental concrete without molds has long been held as a secret, and now, for the first time, this process is given to the public. The book reveals the secret and is the only book published which explains a simple, practical method whereby the concrete worker is enabled, by employing wood and metal templates of different designs, to mold or model in concrete any Cornice, Archivolt, Column, Pedestal, Base Cap, Urn or Pier in a monolithic form—right upon the job. These may be molded in units or blocks and then built up to suit the specifications demanded. This work is fully illustrated, with detailed engravings. Price $2.00
The process for creating decorative concrete without molds has been a closely guarded secret, and for the first time, this method is now available to the public. This book unveils the secret and is the only one published that explains a straightforward, practical technique allowing concrete workers to use wooden and metal templates of various designs to shape or model concrete into any cornice, arch, column, pedestal, base cap, urn, or pier in a single piece—right at the job site. These can be molded in units or blocks and then assembled to meet the required specifications. This work is fully illustrated with detailed engravings. Price $2
Concrete for the Farm and in the Shop. By H. Colin Campbell, C.E., E.M.
Concrete for the Farm and in the Shop. By H. Colin Campbell, C.E., E.M.
“Concrete for the Farm and in the Shop” is a new book from cover to cover, illustrating and describing in plain, simple language many of the numerous applications of concrete within the range of the home worker. Among the subjects treated are: Principles of Reinforcing; Methods of Protecting Concrete so as to Insure Proper Hardening; Home-made Mixers; Mixing by Hand and Machine; Form Construction, Described and Illustrated by Drawings and Photographs; Construction of Concrete Walls and Fences; Concrete Fence Posts; Concrete Gate Posts; Corner Posts; Clothes Line Posts; Grape Arbor Posts; Tanks; Troughs; Cisterns; Hog Wallows; Feeding Floors and Barnyard Pavements; Foundations; Well Curbs and Platforms; Indoor Floors; Sidewalks; Steps; Concrete Hotbeds and Cold Frames; Concrete Slab Roofs; Walls for Buildings; Repairing Leaks in Tanks and Cisterns; and all topics associated with these subjects as bearing upon securing the best results from concrete are dwelt upon at sufficient length in plain every-day English so that the inexperienced person desiring to undertake a piece of concrete construction can, by following the directions set forth in this book, secure 100 per cent. success every time. A number of convenient and practical tables for estimating quantities, and some practical examples, are also given. (5x7.) 149 pages. 51 illustrations. Price 75 cents
“Concrete for the Farm and in the Shop” is a completely new book that explains and illustrates, in straightforward language, the many uses of concrete for the home worker. The topics covered include: Principles of Reinforcing; Methods for Protecting Concrete to Ensure Proper Hardening; Homemade Mixers; Mixing by Hand and Machine; Form Construction, Explained and Illustrated with Drawings and Photos; Building Concrete Walls and Fences; Concrete Fence Posts; Gate Posts; Corner Posts; Clothesline Posts; Grape Arbor Posts; Tanks; Troughs; Cisterns; Hog Wallows; Feeding Floors and Barnyard Pavements; Foundations; Well Curbs and Platforms; Indoor Floors; Sidewalks; Steps; Concrete Hotbeds and Cold Frames; Concrete Slab Roofs; Walls for Buildings; Repairing Leaks in Tanks and Cisterns; and all related topics that help achieve the best results with concrete are discussed in detail in clear, everyday language so that anyone inexperienced who wants to take on a concrete project can follow the instructions in this book and achieve 100 percent success every time. There are also several handy and practical tables for estimating quantities, along with some real-world examples. (5x7.) 149 pages. 51 illustrations. Price 75 cents
Popular Handbook for Cement and Concrete Users. By Myron H. Lewis.
Popular Handbook for Cement and Concrete Users. By Myron H. Lewis.
This is a concise treatise of the principles and methods employed in the manufacture and use of cement in all classes of modern works. The author has brought together in this work all the salient matter of interest to the user of concrete and its many diversified products. The matter is presented in logical and systematic order, clearly written, fully illustrated and free from involved mathematics. Everything of value to the concrete user is given, including kinds of cement employed in construction, concrete architecture, inspection and testing, waterproofing, coloring and painting, rules, tables, working and cost data. The book comprises thirty-three chapters, as follow: Introductory. Kinds of Cement and How They are Made. Properties. Testing and Requirements of Hydraulic Cement. Concrete and Its Properties. Sand, Broken Stone and Gravel for Concrete. How to Proportion the Materials. How to Mix and Place Concrete. Forms of Concrete Construction. The Architectural and Artistic Possibilities of Concrete. Concrete Residences. Mortars, Plasters and Stucco, and How to Use Them. The Artistic Treatment of Concrete Surfaces. Concrete Building[12] Blocks. The Making of Ornamental Concrete. Concrete Pipes, Fences, Posts, etc. Essential Features and Advantages of Reenforced Concrete. How to Design Reenforced Concrete Beams, Slabs and Columns. Explanations of the Methods and Principles in Designing Reenforced Concrete, Beams and Slabs. Systems of Reenforcement Employed. Reenforced Concrete in Factory and General Building Construction. Concrete in Foundation Work. Concrete Retaining Walls, Abutments and Bulkheads. Concrete Arches and Arch Bridges. Concrete Beam and Girder Bridges. Concrete in Sewerage and Draining Works. Concrete Tanks, Dams and Reservoirs. Concrete Sidewalks, Curbs and Pavements. Concrete in Railroad Construction. The Utility of Concrete on the Farm. The Waterproofing of Concrete Structures. Grout of Liquid Concrete and Its Use. Inspection of Concrete Work. Cost of Concrete Work. Some of the special features of the book are: 1.—The Attention Paid to the Artistic and Architectural Side of Concrete Work. 2.—The Authoritative Treatment of the Problem of Waterproofing Concrete. 3.—An Excellent Summary of the Rules to be Followed in Concrete Construction. 4.—The Valuable Cost Data and Useful Tables given. A valuable Addition to the Library of Every Cement and Concrete User. Price $2.50
This is a brief guide on the principles and techniques used in the production and application of cement for various modern projects. The author has compiled all the key information relevant to concrete users and its various products. The content is organized logically and systematically, clearly written, well-illustrated, and free of complex mathematics. Everything useful for concrete users is included, such as types of cement used in construction, concrete architecture, inspection and testing, waterproofing, coloring and painting, rules, tables, working data, and cost information. The book contains thirty-three chapters, as follows: Introductory. Types of Cement and How They Are Made. Properties. Testing and Requirements of Hydraulic Cement. Concrete and Its Properties. Sand, Broken Stone, and Gravel for Concrete. How to Proportion the Materials. How to Mix and Place Concrete. Forms of Concrete Construction. The Architectural and Artistic Possibilities of Concrete. Concrete Residences. Mortars, Plasters, and Stucco, and How to Use Them. The Artistic Treatment of Concrete Surfaces. Concrete Building[12] Blocks. The Making of Ornamental Concrete. Concrete Pipes, Fences, Posts, etc. Essential Features and Advantages of Reinforced Concrete. How to Design Reinforced Concrete Beams, Slabs, and Columns. Explanations of the Methods and Principles in Designing Reinforced Concrete Beams and Slabs. Systems of Reinforcement Used. Reinforced Concrete in Factory and General Building Construction. Concrete in Foundation Work. Concrete Retaining Walls, Abutments, and Bulkheads. Concrete Arches and Arch Bridges. Concrete Beam and Girder Bridges. Concrete in Sewerage and Drainage Systems. Concrete Tanks, Dams, and Reservoirs. Concrete Sidewalks, Curbs, and Pavements. Concrete in Railroad Construction. The Utility of Concrete on the Farm. The Waterproofing of Concrete Structures. Grout of Liquid Concrete and Its Use. Inspection of Concrete Work. Cost of Concrete Work. Some of the special features of the book are: 1.—The Attention Paid to the Artistic and Architectural Aspects of Concrete Work. 2.—The Authoritative Treatment of the Waterproofing Concrete Issue. 3.—An Excellent Summary of the Rules to be Followed in Concrete Construction. 4.—The Valuable Cost Data and Helpful Tables provided. A valuable addition to the library of every cement and concrete user. Price $2.50
WHAT IS SAID OF THIS BOOK:
“The field of Concrete Construction is well covered and the matter contained is well within the understanding of any person.”—Engineering-Contracting.
“The area of Concrete Construction is thoroughly explored, and the information provided is easily understandable for anyone.” —Engineering-Contracting.
“Should be on the bookshelves of every contractor, engineer, and architect in the land.”—National Builder.
“Every contractor, engineer, and architect should have this on their bookshelves.”—National Builder.
Waterproofing Concrete. By Myron H. Lewis.
Waterproofing Concrete. By Myron H. Lewis.
Modern Methods of Waterproofing Concrete and Other Structures. A condensed statement of the Principles, Rules, and Precautions to be Observed in Waterproofing and Dampproofing Structures and Structural Materials. Paper binding. Illustrated. Price 50 cents
Modern Methods of Waterproofing Concrete and Other Structures. A brief overview of the Principles, Guidelines, and Safety Measures to Follow in Waterproofing and Dampproofing Structures and Construction Materials. Paper binding. Illustrated. Price 50 cents
DICTIONARIES
Aviation Terms, Termes D’Aviation, English-French, French-English. Compiled by Lieuts. Victor W. Pagé, A.S., S.C.U.S.R., and Paul Montariol, of the French Flying Corps, on duty on Signal Corps Aviation School, Mineola, L. I.
Aviation Terms, Termes D’Aviation, English-French, French-English. Compiled by Lieuts. Victor W. Pagé, A.S., S.C.U.S.R., and Paul Montariol, of the French Flying Corps, while assigned to the Signal Corps Aviation School, Mineola, L. I.
The lists contained are confined to essentials, and special folding plates are included to show all important airplane parts. The lists are divided in four sections as follows: 1.—Flying Field Terms. 2.—The Airplane. 3.—The Engine. 4.—Tools and Shop Terms.
The lists included focus on the essentials, and special folding plates are added to display all the key airplane parts. The lists are divided into four sections as follows: 1.—Flying Field Terms. 2.—The Airplane. 3.—The Engine. 4.—Tools and Shop Terms.
A complete, well illustrated volume intended to facilitate conversation between English-speaking and French aviators. A very valuable book for all who are about to leave for duty overseas.
A complete, well-illustrated book designed to help English-speaking and French aviators communicate. It's an incredibly useful resource for anyone preparing to leave for duty abroad.
Approved for publication by Major W. G. Kilner, S.C., U.S.C.O. Signal Corps Aviation School, Hazelhurst Field, Mineola, L. I. This book should be in every Aviator’s and Mechanic’s Kit for ready reference. 128 pages, fully illustrated, with detailed engravings. Price $1.00
Approved for publication by Major W. G. Kilner, S.C., U.S.C.O. Signal Corps Aviation School, Hazelhurst Field, Mineola, L. I. This book should be in every aviator's and mechanic's kit for easy reference. 128 pages, fully illustrated, with detailed engravings. Price $1.00
Standard Electrical Dictionary. By T. O’Conor Sloane.
Standard Electrical Dictionary. By T. O’Conor Sloane.
An indispensable work to all interested in electrical science. Suitable alike for the student and professional. A practical handbook of reference containing definitions of about 5,000 distinct words, terms and phrases. The definitions are terse and concise; and include every term used in electrical science. Recently issued. An entirely new edition. Should be in the possession of all who desire to keep abreast with the progress of this branch of science. Complete, concise and convenient. 682 pages, 393 illustrations. Price $3.00
An essential resource for anyone interested in electrical science. Suitable for both students and professionals. This practical reference handbook contains definitions of around 5,000 unique words, terms, and phrases. The definitions are clear and straightforward, covering every term used in electrical science. Recently released. This is a completely new edition. Everyone wanting to stay updated with advancements in this field should have it. Complete, concise, and easy to use. 682 pages, 393 illustrations. Price $3.00
DIES—METAL WORK
Dies: Their Construction and Use for the Modern Working of Sheet Metals. By J. V. Woodworth.
Dies: Their Construction and Use for the Modern Working of Sheet Metals. By J.V. Woodworth.
A most useful book, and one which should be in the hands of all engaged in the press working of metals; treating on the Designing, Constructing, and Use of Tools, Fixtures and Devices, together with the manner in which they should be used in the Power Press, for the cheap and rapid production of the great variety of sheet-metal articles now in use. It is designed as a guide to the production of sheet-metal parts at the minimum of cost with the maximum of output. The hardening and tempering of Press tools and the classes of work which may be produced to the best advantage by the use of dies in the power press are fully treated. Its 515 illustrations show dies, press fixtures and sheet-metal working devices, the descriptions of which are so clear and practical that all metal-working mechanics will be able to understand how to design, construct and use them. Many of the dies and press fixtures treated were either constructed by the author or under his supervision. Others were built by skilful mechanics and are in use in large sheet-metal establishments and machine shops. 6th Revised and Enlarged Edition. Price $3.00
A highly useful book that should be in the hands of everyone involved in metal press work; it covers the design, construction, and use of tools, fixtures, and devices, along with how to use them in the power press for affordable and fast production of the wide range of sheet-metal products currently in use. It aims to guide the production of sheet-metal parts at the lowest cost with the highest output. The hardening and tempering of press tools and the types of work that can be best accomplished using dies in the power press are thoroughly discussed. Its 515 illustrations show dies, press fixtures, and sheet-metal working devices, with descriptions that are so clear and practical that all metalworking mechanics will understand how to design, construct, and use them. Many of the dies and press fixtures discussed were either built by the author or under his oversight. Others were made by skilled mechanics and are currently in use in large sheet-metal companies and machine shops. 6th Revised and Enlarged Edition. Price $3.00
[13]Punches, Dies and Tools for Manufacturing in Presses. By J. V. Woodworth.
[13]Punches, Dies, and Tools for Manufacturing in Presses. By J.V. Woodworth.
This work is a companion volume to the author’s elementary work entitled “Dies: Their Construction and Use.” It does not go into the details of die-making to the extent of the author’s previous book, but gives a comprehensive review of the field of operations carried on by presses. A large part of the information given has been drawn from the author’s personal experience. It might well be termed an Encyclopedia of Die-Making, Punch-Making, Die-Sinking, Sheet-Metal Working, and Making of Special Tools, Sub-presses, Devices and Mechanical Combinations for Punching, Cutting, Bending, Forming, Piercing, Drawing, Compressing and Assembling Sheet-Metal Parts, and also Articles of other Materials in Machine Tools. 2d Edition. Price $4.00
This book is a companion volume to the author's introductory work titled “Dies: Their Construction and Use.” It doesn’t delve into the specifics of die-making as deeply as the author's earlier book, but it provides a thorough overview of the operations conducted by presses. Much of the information presented comes from the author's personal experience. It could be described as an Encyclopedia of Die-Making, Punch-Making, Die-Sinking, Sheet-Metal Working, and the Creation of Special Tools, Sub-presses, Devices, and Mechanical Combinations for Punching, Cutting, Bending, Forming, Piercing, Drawing, Compressing, and Assembling Sheet-Metal Parts, as well as Items Made from Other Materials in Machine Tools. 2d Edition. Price $4.00
Drop Forging, Die-Sinking and Machine-Forming of Steel. By J. V. Woodworth.
Drop Forging, Die-Sinking and Machine-Forming of Steel. By J.V. Woodworth.
This is a practical treatise on Modern Shop Practice, Processes, Methods, Machine Tools, and Details treating on the Hot and Cold Machine-Forming of Steel and Iron into Finished Shapes: together with Tools, Dies, and Machinery involved in the manufacture of Duplicate Forgings and Interchangeable Hot and Cold Pressed Parts from Bar and Sheet Metal. This book fills a demand of long standing for information regarding drop-forgings, die-sinking and machine-forming of steel and the shop practice involved, as it actually exists in the modern drop-forging shop. The processes of die-sinking and force-making, which are thoroughly described and illustrated in this admirable work, are rarely to be found explained in such a clear and concise manner as is here set forth. The process of die-sinking relates to the engraving or sinking of the female or lower dies, such as are used for drop-forgings, hot and cold machine-forging, swedging, and the press working of metals. The process of force-making relates to the engraving or raising of the male or upper dies used in producing the lower dies for the press-forming and machine-forging of duplicate parts of metal.
This is a practical guide on Modern Shop Practices, Processes, Methods, Machine Tools, and Details focused on the Hot and Cold Machine-Forming of Steel and Iron into Finished Shapes. It includes information on Tools, Dies, and Machinery involved in creating Duplicate Forgings and Interchangeable Hot and Cold Pressed Parts from Bar and Sheet Metal. This book addresses a long-standing need for information about drop-forgings, die-sinking, and machine-forming of steel, as well as the shop practices that are currently used in modern drop-forging shops. The processes of die-sinking and force-making, which are thoroughly described and illustrated in this excellent work, are rarely explained in such a clear and concise manner as presented here. The die-sinking process involves engraving or creating the female or lower dies used for drop-forgings, hot and cold machine-forging, swedging, and metal press working. The force-making process involves engraving or crafting the male or upper dies used to produce the lower dies for press-forming and machine-forging of duplicate metal parts.
In addition to the arts above mentioned the book contains explicit information regarding the drop-forging and hardening plants, designs, conditions, equipment, drop hammers, forging machines, etc., machine forging, hydraulic forging, autogenous welding and shop practice. The book contains eleven chapters, and the information contained in these chapters is just what will prove most valuable to the forged-metal worker. All operations described in the work are thoroughly illustrated by means of perspective half-tones and outline sketches of the machinery employed. 300 detailed illustrations. Price $2.50
In addition to the previously mentioned crafts, the book includes detailed information about drop-forging and hardening processes, designs, conditions, equipment, drop hammers, forging machines, and more, along with machine forging, hydraulic forging, autogenous welding, and shop practices. The book has eleven chapters, and the content in these chapters will be incredibly useful to anyone working with forged metal. Every operation described is accompanied by clear perspective half-tones and outline sketches of the machinery used. It features 300 detailed illustrations. Price $2.50
DRAWING—SKETCHING PAPER
Practical Perspective. By Richards and Colvin.
Practical Perspective. By Richards and Colvin.
Shows just how to make all kinds of mechanical drawings in the only practical perspective isometric. Makes everything plain, so that any mechanic can understand a sketch or drawing in this way. Saves time in the drawing room, and mistakes in the shops. Contains practical examples of various classes of work. 4th Edition. Price 50 cents
Shows exactly how to create all sorts of mechanical drawings in the only practical perspective: isometric. Makes everything clear, so any mechanic can understand a sketch or drawing like this. Saves time in the drawing room and prevents mistakes in the shops. Contains practical examples of different types of work. 4th Edition. Price 50 cents
Linear Perspective Self-Taught. By Herman T. C. Kraus.
Linear Perspective Self-Taught. By Herman T. C. Kraus.
This work gives the theory and practice of linear perspective, as used in architectural, engineering and mechanical drawings. Persons taking up the study of the subject by themselves will be able, by the use of the instruction given, to readily grasp the subject, and by reasonable practice become good perspective draftsmen. The arrangement of the book is good; the plate is on the left-hand, while the descriptive text follows on the opposite page, so as to be readily referred to. The drawings are on sufficiently large scale to show the work clearly and are plainly figured. There is included a self-explanatory chart which gives all information necessary for the thorough understanding of perspective. This chart alone is worth many times over the price of the book. 2d Revised and Enlarged Edition. Price $2.50
This book covers the theory and practice of linear perspective, which is used in architectural, engineering, and mechanical drawings. Anyone studying this topic on their own will be able, using the provided instructions, to quickly understand the subject and become proficient perspective draftsmen with some practice. The layout of the book is effective; the plate is on the left side and the descriptive text follows on the opposite page for easy reference. The drawings are large enough to clearly show the details and are straightforward. There's also a self-explanatory chart that includes all the information needed to fully understand perspective. This chart alone is worth many times the price of the book. 2d Revised and Enlarged Edition. Price $2.50
Self-Taught Mechanical Drawing and Elementary Machine Design. By F. L. Sylvester, M.E., Draftsman, with additions by Erik Oberg, associate editor of “Machinery.”
Self-Taught Mechanical Drawing and Basic Machine Design. By F.L. Sylvester, M.E., Draftsman, with contributions from Erik Oberg, associate editor of “Machinery.”
This is a practical treatise on Mechanical Drawing and Machine Design, comprising the first principles of geometric and mechanical drawing, workshop mathematics, mechanics, strength of materials and the calculations and design of machine details. The author’s aim has been to adapt this treatise to the requirements of the practical mechanic and young draftsman and to present the matter in as clear and concise a manner as possible. To meet the demands of this class of students, practically all the important elements of machine design have been dealt with, and in addition algebraic formulas have been explained, and the elements of trigonometry treated in the manner best suited to the needs of the practical man. The book is divided into 20 chapters, and in arranging the material, mechanical drawing, pure and simple, has been taken up first, as a thorough understanding of the principles of representing objects facilitates the further study of mechanical subjects. This is followed by the mathematics necessary for the solution of the problems in machine design which are presented later, and a practical introduction to theoretical mechanics and the strength of materials. The various elements entering into machine design, such as cams, gears, sprocket-wheels, cone pulleys, bolts, screws, couplings, clutches, shafting and fly-wheels, have been treated in such a way as to make possible the use of the work as a text-book for a continuous course of study. It is easily comprehended and assimilated even by students of limited previous training. 330 pages, 215 engravings. Price $2.00
This is a practical guide on Mechanical Drawing and Machine Design, covering the basic principles of geometric and mechanical drawing, workshop math, mechanics, the strength of materials, and the calculations and design of machine components. The author's goal was to make this guide suitable for practical mechanics and young draftsmen, presenting the information as clearly and concisely as possible. To cater to these students' needs, nearly all essential aspects of machine design have been addressed, along with explanations of algebraic formulas and trigonometry tailored for practical use. The book is divided into 20 chapters, starting with mechanical drawing to ensure a solid understanding of how to represent objects, which helps with further study of mechanical topics. This is followed by the math needed to solve machine design problems discussed later, along with a practical introduction to theoretical mechanics and the strength of materials. Various elements involved in machine design, such as cams, gears, sprockets, cone pulleys, bolts, screws, couplings, clutches, shafts, and flywheels, are presented in a way that makes this work suitable as a textbook for a continuous course of study. It is easy to understand and digest, even for students with limited prior training. 330 pages, 215 engravings. Price $2.00
[14]A New Sketching Paper.
A New Sketching Paper.
A new specially ruled paper to enable you to make sketches or drawings in isometric perspective without any figuring or fussing. It is being used for shop details as well as for assembly drawings, as it makes one sketch do the work of three, and no workman can help seeing just what is wanted.
A new type of specially ruled paper lets you create sketches or drawings in isometric perspective without any calculations or hassle. It's being used for shop details as well as for assembly drawings, making one sketch as effective as three, and every worker can easily see exactly what's needed.
| Pads of 40 sheets, 6x9 inches. | Price | 25 cents |
| Pads of 40 sheets, 9x12 inches. | Price | 50 cents |
| 40 sheets, 12x18 inches. | Price | $1.00 |
ELECTRICITY
Arithmetic of Electricity. By Prof. T. O’Conor Sloane.
Arithmetic of Electricity. By Prof. T. O'Conor Sloane.
A practical treatise on electrical calculations of all kinds reduced to a series of rules, all of the simplest forms, and involving only ordinary arithmetic; each rule illustrated by one or more practical problems, with detailed solution of each one. This book is classed among the most useful works published on the science of electricity, covering as it does the mathematics of electricity in a manner that will attract the attention of those who are not familiar with algebraical formulas. 20th Edition. 160 pages. Price $1.00
A practical guide on electrical calculations of all types, simplified into a series of straightforward rules that involve only basic math. Each rule is demonstrated with one or more real-world problems, along with detailed solutions for each. This book is considered one of the most valuable resources published on electricity, addressing the mathematics of the subject in a way that will engage those who aren't familiar with algebraic formulas. 20th Edition. 160 pages. Price $1.00
Commutator Construction. By Wm. Baxter, Jr.
Commutator Building. By Wm. Baxter, Jr.
The business end of any dynamo or motor of the direct current type is the commutator. This book goes into the designing, building, and maintenance of commutators, shows how to locate troubles and how to remedy them; everyone who fusses with dynamos needs this. 4th Edition. Price 25 cents
The main part of any direct current dynamo or motor is the commutator. This book covers the design, construction, and maintenance of commutators, explains how to identify issues, and provides solutions; anyone working with dynamos will find this essential. 4th Edition. Price 25 cents
Dynamo Building for Amateurs, or How to Construct a Fifty-Watt Dynamo. By Arthur J. Weed, Member of N. Y. Electrical Society.
Dynamo Building for Amateurs, or How to Construct a Fifty-Watt Dynamo. By Arthur J. Weed, Member of the N.Y. Electrical Society.
A practical treatise showing in detail the construction of a small dynamo or motor, the entire machine work of which can be done on a small foot lathe. Dimensioned working drawings are given for each piece of machine work, and each operation is clearly described. This machine, when used as a dynamo, has an output of fifty watts; when used as a motor it will drive a small drill press or lathe. It can be used to drive a sewing machine on any and all ordinary work. The book is illustrated with more than sixty original engravings, showing the actual construction of the different parts. Among the contents are chapters on: 1. Fifty-Watt Dynamo. 2. Side Bearing Rods. 3. Field Punching. 4. Bearings. 5. Commutator. 6. Pulley. 7. Brush Holders. 8. Connection Board. 9. Armature Shaft. 10. Armature. 11. Armature Winding. 12. Field Winding. 13. Connecting and starting.
A practical guide that details how to build a small dynamo or motor, with all the machine work able to be done on a small foot lathe. It provides dimensioned working drawings for each machine component, and each operation is explained clearly. This machine can generate fifty watts when used as a dynamo and can drive a small drill press or lathe when used as a motor. It can also power a sewing machine for all regular tasks. The book features over sixty original engravings that illustrate the actual construction of the various parts. The contents include chapters on: 1. Fifty-Watt Dynamo. 2. Side Bearing Rods. 3. Field Punching. 4. Bearings. 5. Commutator. 6. Pulley. 7. Brush Holders. 8. Connection Board. 9. Armature Shaft. 10. Armature. 11. Armature Winding. 12. Field Winding. 13. Connecting and starting.
| Paper. | Price | 50 Cents |
| Cloth. | Price | $1 |
Electric Bells. By M. B. Sleeper.
Electric Bells. By M. B. Sleeper.
A complete treatise for the practical worker in Installing, Operating and Testing Bell Circuits, Burglar Alarms, Thermostats, and other apparatus used with Electric Bells.
A comprehensive guide for the practical worker in installing, operating, and testing bell circuits, burglar alarms, thermostats, and other devices used with electric bells.
Both the electrician and the experimenter will find in this book new material which is essential in their work. Tools, bells, batteries, unusual circuits, burglar alarms, annunciator systems, thermostats, circuit breakers, time alarms, and other apparatus used in bell circuits are described from the standpoints of their application, construction and repair. The detailed instruction for building the apparatus will appeal to the experimenter particularly.
Both electricians and experimenters will find new material in this book that is essential for their work. Tools, bells, batteries, unique circuits, burglar alarms, annunciator systems, thermostats, circuit breakers, time alarms, and other equipment used in bell circuits are described in terms of their application, construction, and repair. The detailed instructions for building the equipment will be especially appealing to experimenters.
The practical worker will find the chapter on Wiring, Calculation of Wire Sizes and Magnet Winding, Upkeep of Systems, and the Location of Faults, of the greatest value in their work. Among the chapters are: Tools and Materials for Bell Work; How and Why Bell Work; Batteries for Small Installations; Making Bells and Push Buttons; Wiring Bell Systems; Construction of Annunciators and Signals; Burglary Alarms and Auxiliary Apparatus; More Elaborate Bell Systems; Finding Faults and Remedying Them. 124 pages, fully illustrated. Price 50 cents
The practical worker will find the chapter on Wiring, Calculating Wire Sizes, Magnet Winding, System Maintenance, and Locating Faults to be extremely valuable in their work. Among the chapters are: Tools and Materials for Bell Work; The How and Why of Bell Work; Batteries for Small Installations; Making Bells and Push Buttons; Wiring Bell Systems; Building Annunciators and Signals; Burglary Alarms and Additional Equipment; More Advanced Bell Systems; Troubleshooting and Fixing Issues. 124 pages, fully illustrated. Price 50 cents
Electric Lighting and Heating Pocket Book. By Sydney F. Walker.
Electric Lighting and Heating Pocket Book. By Sydney F. Walker.
This book puts in convenient form useful information regarding the apparatus which is likely to be attached to the mains of an electrical company. Tables of units and equivalents are included and useful electrical laws and formulas are stated. 438 pages, 300 engravings. Bound in leather. Pocket book form. Price $3.00
This book provides useful information about the equipment that will likely connect to the electrical company's mains. It includes tables of units and equivalents, as well as important electrical laws and formulas. 438 pages, 300 illustrations. Bound in leather. Pocket-sized. Price $3.00
Electric Wiring, Diagrams and Switchboards. By Newton Harrison, with additions by Thomas Poppe.
Electric Wiring, Diagrams and Switchboards. By Newton Harrison, with updates by Thomas Poppe.
A thoroughly practical treatise covering the subject of Electric Wiring in all its branches, deluding explanations and diagrams which are thoroughly explicit and greatly simplify the subject. Practical every-day problems in wiring are presented and the method of obtaining intelligent results clearly shown. Only arithmetic is used. Ohm’s law is given a simple explanation with reference to wiring for direct and alternating currents. The fundamental principle of drop of potential in circuits is shown with its various applications. The simple circuit is developed with the position of mains, feeders and branches; their treatment[15] as a part of a wiring plan and their employment in house wiring clearly illustrated. Some simple facts about testing are included in connection with the wiring. Molding and conduit work are given careful consideration; and switchboards are systematically treated, built up and illustrated, showing the purpose they serve, for connection with the circuits, and to shunt and compound wound machines. The simple principles of switchboard construction, the development of the switchboard, the connections of the various instruments, including the lightning arrester, are also plainly set forth.
A practical guide that addresses Electric Wiring in all its aspects, including clear explanations and diagrams that make the subject easier to understand. Real-world wiring problems are discussed, and the method for achieving effective results is clearly outlined. Only basic arithmetic is required. Ohm’s law is explained simply in relation to wiring for both direct and alternating currents. The fundamental concept of potential drop in circuits is explained along with its various uses. The basic circuit is illustrated, showing the position of mains, feeders, and branches; their treatment as part of a wiring plan and their use in home wiring are clearly demonstrated. Some essential facts about testing are included regarding the wiring. Molding and conduit work are given careful attention, and switchboards are systematically explained, built up, and illustrated to show their function for connecting with circuits and managing shunt and compound-wound machines. The basic principles of switchboard construction, the evolution of the switchboard, and the connections of different instruments, including the lightning arrester, are also clearly described.
Alternating current wiring is treated, with explanations of the power factor, conditions calling for various sizes of wire, and a simple way of obtaining the sizes for single-phase, two-phase and three-phase circuits. This is the only complete work issued showing and telling you what you should know about direct and alternating current wiring. It is a ready reference. The work is free from advanced technicalities and mathematics, arithmetic being used throughout. It is in every respect a handy, well-written, instructive, comprehensive volume on wiring for the wireman, foreman, contractor, or electrician. 2nd Revised Edition. 303 pages, 130 illustrations. Price $1.50
Alternating current wiring is explained, including the power factor, conditions that require different wire sizes, and an easy method for determining sizes for single-phase, two-phase, and three-phase circuits. This is the only complete guide that shows and explains everything you need to know about direct and alternating current wiring. It's a practical reference. The content avoids complex technical jargon and advanced math, using simple arithmetic throughout. It’s an easy-to-use, well-written, informative, and comprehensive book on wiring for wiremen, foremen, contractors, or electricians. 2nd Revised Edition. 303 pages, 130 illustrations. Price $1.50
Electric Furnaces and their Industrial Applications. By J. Wright.
Electric Furnaces and their Industrial Applications. By J. Wright.
This is a book which will prove of interest to many classes of people: the manufacturer who desires to know what product can be manufactured successfully in the electric furnace, the chemist who wishes to post himself on the electro-chemistry, and the student of science who merely looks into the subject from curiosity. New, Revised and Enlarged Edition. 320 pages. Fully illustrated, cloth. Price $3.00
This book will be interesting to a wide range of readers: the manufacturer wanting to know what can be successfully produced in an electric furnace, the chemist looking to learn about electrochemistry, and the science student exploring the topic out of curiosity. New, Revised and Enlarged Edition. 320 pages. Fully illustrated, cloth. Price $3
Electric Toy Making, Dynamo Building, and Electric Motor Construction. By Prof. T. O’Conor Sloane.
Electric Toy Making, Dynamo Building, and Electric Motor Construction. By Prof. T. O’Conor Sloane.
This work treats of the making at home of electrical toys, electrical apparatus, motors, dynamos, and instruments in general, and is designed to bring within the reach of young and old the manufacture of genuine and useful electrical appliances. The work is especially designed for amateurs and young folks.
This book covers how to make electrical toys, devices, motors, dynamos, and instruments at home. It's meant to make the creation of real and useful electrical appliances accessible to everyone, both young and old. This guide is especially tailored for hobbyists and young people.
Thousands of our young people are daily experimenting, and busily engaged in making electrical toys and apparatus of various kinds. The present work is just what is wanted to give the much needed information in a plain, practical manner, with illustrations to make easy the carrying out of the work. 20th Edition. Price $1.00
Thousands of young people today are constantly experimenting and actively involved in creating electrical toys and devices of all sorts. This book provides the essential information in a straightforward, practical way, with illustrations that make the projects easier to complete. 20th Edition. Price $1.00
Practical Electricity. By Prof. T. O’Conor Sloane.
Practical Electricity. By Prof. T. O’Conor Sloane.
This work of 768 pages was previously known as Sloane’s Electricians’ Hand Book, and is intended for the practical electrician who has to make things go. The entire field of electricity is covered within its pages. Among some of the subjects treated are: The Theory of the Electric Current and Circuit, Electro-Chemistry, Primary Batteries, Storage Batteries, Generation and Utilization of Electric Powers, Alternating Current, Armature Winding, Dynamos and Motors, Motor Generators, Operation of the Central Station Switchboards, Safety Appliances, Distribution of Electric Light and Power, Street Mains, Transformers, Arc and Incandescent Lighting, Electric Measurements, Photometry, Electric Railways, Telephony, Bell-Wiring, Electric-Plating, Electric Heating, Wireless Telegraphy, etc. It contains no useless theory; everything is to the point. It teaches you just what you want to know about electricity. It is the standard work published on the subject. Forty-one chapters, 556 engravings. Price $2.50
This 768-page book was formerly known as Sloane’s Electricians’ Hand Book and is designed for the practical electrician who needs to get things done. It covers the entire field of electricity. Some of the topics included are: The Theory of Electric Current and Circuits, Electro-Chemistry, Primary Batteries, Storage Batteries, Generation and Use of Electric Power, Alternating Current, Armature Winding, Dynamos and Motors, Motor Generators, Operation of Central Station Switchboards, Safety Devices, Distribution of Electric Light and Power, Street Mains, Transformers, Arc and Incandescent Lighting, Electrical Measurements, Photometry, Electric Railways, Telephony, Bell Wiring, Electric Plating, Electric Heating, Wireless Telegraphy, and more. It contains no unnecessary theory; everything is straightforward. It teaches you exactly what you need to know about electricity. It is the definitive work published on the subject. Forty-one chapters, 556 illustrations. Price $2.50
Electricity Simplified. By Prof. T. O’Conor Sloane.
Electricity Made Simple. By Prof. T. O’Conor Sloane.
The object of “Electricity Simplified” is to make the subject as plain as possible and to show what the modern conception of electricity is; to show how two plates of different metal, immersed in acid, can send a message around the globe; to explain how a bundle of copper wire rotated by a steam engine can be the agent in lighting our streets; to tell what the volt, ohm and ampere are, and what high and low tension mean; and to answer the questions that perpetually arise in the mind in this age of electricity. 13th Edition. 172 pages. Illustrated. Price $1.00
The goal of “Electricity Simplified” is to make the topic as clear as possible and to explain what modern electricity means; to demonstrate how two different metal plates, dipped in acid, can send a message around the world; to describe how a bundle of copper wire spun by a steam engine can help light our streets; to define what volts, ohms, and amperes are, as well as what high and low tension refer to; and to address the questions that constantly come to mind in this electric age. 13th Edition. 172 pages. Illustrated. Price $1
House Wiring. By Thomas W. Poppe.
Home Electrical Wiring. By Thomas W. Poppe.
This work describes and illustrates the actual installation of Electric Light Wiring, the manner in which the work should be done, and the method of doing it. The book can be conveniently carried in the pocket. It is intended for the Electrician, Helper and Apprentice. It solves all Wiring Problems and contains nothing that conflicts with the rulings of the National Board of Fire Underwriters. It gives just the information essential to the Successful Wiring of a Building. Among the subjects treated are: Locating the Meter. Panel-Boards. Switches. Plug Receptacles. Brackets. Ceiling Fixtures. The Meter Connections. The Feed Wires. The Steel Armored Cable System. The Flexible Steel Conduit System. The Ridig Conduit System. A digest of the National Board of Fire Underwriters’ rules relating to metallic wiring systems. Various switching arrangements explained and diagrammed. The easiest method of testing the Three- and Four-way circuits explained. The grounding of all metallic wiring systems and the reason for doing so shown and explained. The insulation of the metal parts of lamp fixtures and the reason for the same described and illustrated. 125 pages. 2nd Edition, revised and enlarged. Fully illustrated. Flexible cloth. Price 50 cents
This book explains and shows how to install Electric Light Wiring, the proper way to do the work, and the method for it. It’s small enough to fit in your pocket. It’s meant for Electricians, Helpers, and Apprentices. It addresses all Wiring Problems and doesn’t conflict with the regulations of the National Board of Fire Underwriters. It provides just the essential information needed for Successfully Wiring a Building. Topics covered include: Locating the Meter, Panel Boards, Switches, Plug Receptacles, Brackets, Ceiling Fixtures, Meter Connections, Feed Wires, Steel Armored Cable System, Flexible Steel Conduit System, Rigid Conduit System, a summary of the National Board of Fire Underwriters’ rules on metallic wiring systems, various switching arrangements with explanations and diagrams, the simplest method for testing Three- and Four-way circuits, grounding all metallic wiring systems and why it’s necessary, and the insulation of the metal parts of lamp fixtures along with the reasons for it, illustrated and described. 125 pages. 2nd Edition, revised and enlarged. Fully illustrated. Flexible cloth. Price 50 cents
[16]How to Become a Successful Electrician. By Prof. T. O’Conor Sloane.
[16]How to Become a Successful Electrician. By Prof. T. O’Conor Sloane.
Every young man who wishes to become a successful electrician should read this book. It tells in simple language the surest and easiest way to become a successful electrician. The studies to be followed, methods of work, field of operation and the requirements of the successful electrician are pointed out and fully explained. Every young engineer will find this an excellent stepping stone to more advanced works on electricity which he must master before success can be attained. Many young men become discouraged at the very outstart by attempting to read and study books that are far beyond their comprehension. This book serves as the connecting link between the rudiments taught in the public schools and the real study of electricity. It is interesting from cover to cover. 18th Revised Edition, just issued. 205 pages. Illustrated. Price $1.00
Every young man who wants to be a successful electrician should read this book. It describes, in straightforward language, the easiest and most reliable way to succeed in this field. The necessary studies, work methods, areas of operation, and the requirements for becoming a successful electrician are clearly outlined and thoroughly explained. Every young engineer will find this an excellent stepping stone to more advanced texts on electricity that he needs to master before achieving success. Many young men get discouraged right at the start by trying to read and study books that are too complex for them. This book acts as a bridge between the basics taught in public schools and the actual study of electricity. It’s engaging from start to finish. 18th Revised Edition, just issued. 205 pages. Illustrated. Price $1
Management of Dynamos. By Lummis-Paterson.
Dynamos Management. By Lummis-Paterson.
A handbook of theory and practice. This work is arranged in three parts. The first part covers the elementary theory of the dynamo. The second part, the construction and action of the different classes of dynamos in common use are described; while the third part relates to such matters as affect the practical management and working of dynamos and motors. 4th Edition. 292 pages, 117 illustrations. Price $1.50
A handbook of theory and practice. This book is divided into three sections. The first section discusses the basic theory of the dynamo. The second section explains how different types of dynamos commonly used are built and work, while the third section pertains to aspects that influence the practical operation and management of dynamos and motors. 4th Edition. 292 pages, 117 illustrations. Price $1.50
Standard Electrical Dictionary. By T. O’Conor Sloane.
Standard Electrical Dictionary. By T. O’Conor Sloane.
An indispensable work to all interested in electrical science. Suitable alike for the student and professional. A practical handbook of reference containing definitions of about 5,000 distinct words, terms and phrases. The definitions are terse and concise and include every term used in electrical science. Recently issued. An entirely new edition. Should be in the possession of all who desire to keep abreast with the progress of this branch of science. In its arrangement and typography the book is very convenient. The word or term defined is printed in black-faced type, which readily catches the eye, while the body of the page is in smaller but distinct type. The definitions are well worded, and so as to be understood by the non-technical reader. The general plan seems to be to give an exact, concise definition, and then amplify and explain in a more popular way. Synonyms are also given, and references to other words and phrases are made. A very complete and accurate index of fifty pages is at the end of the volume; and as this index contains all synonyms, and as all phrases are indexed in every reasonable combination of words, reference to the proper place in the body of the book is readily made. It is difficult to decide how far a book of this character is to keep the dictionary form, and to what extent it may assume the encyclopedia form. For some purposes, concise, exactly worded definitions are needed; for other purposes, more extended descriptions are required. This book seeks to satisfy both demands, and does it with considerable success. 682 pages, 393 illustrations. 12th Edition. Price $3.00
An essential resource for anyone interested in electrical science. Ideal for both students and professionals. This practical handbook provides definitions for about 5,000 unique words, terms, and phrases. The definitions are clear and concise, covering every term used in electrical science. Recently published. This is a completely new edition. It should be owned by anyone who wants to stay updated with advancements in this field. The book is conveniently arranged and well-formatted. The defined word or term is highlighted in bold type, making it easy to spot, while the main text is in smaller, clear type. The definitions are well-crafted and accessible for non-technical readers. The general approach is to provide a precise, concise definition followed by a more detailed explanation. Synonyms are also included, along with references to related words and phrases. A comprehensive index of fifty pages is included at the end of the volume; this index features all synonyms, and all phrases are indexed in various reasonable combinations of words, making it easy to find the relevant sections in the book. It can be challenging to determine how much a book of this type should maintain a dictionary format versus adopting an encyclopedia style. For some purposes, concise definitions are necessary; for others, more detailed descriptions are required. This book aims to fulfill both needs and does so quite successfully. 682 pages, 393 illustrations. 12th Edition. Price $3
Storage Batteries Simplified. By Victor W. Pagé, M.E.
Storage Batteries Made Easy. By Victor W. Pagé, M.E.
A complete treatise on storage battery operating principles, repairs and applications. The greatly increasing application of storage batteries in modern engineering and mechanical work has created a demand for a book that will consider this subject completely and exclusively. This is the most thorough and authoritative treatise ever published on this subject. It is written in easily understandable, non-technical language so that any one may grasp the basic principles of storage battery action as well as their practical industrial applications. All electric and gasoline automobiles use storage batteries. Every automobile repairman, dealer or salesman should have a good knowledge of maintenance and repair of these important elements of the motor car mechanism. This book not only tells how to charge, care for and rebuild storage batteries but also outlines all the industrial uses. Learn how they run street cars, locomotives and factory trucks. Get an understanding of the important functions they perform in submarine boats, isolated lighting plants, railway switch and signal systems, marine applications, etc. This book tells how they are used in central station standby service, for starting automobile motors and in ignition systems. Every practical use of the modern storage battery is outlined in this treatise. 320 pages, fully illustrated. Price $1.50
A complete guide on how storage batteries work, how to repair them, and their applications. The growing use of storage batteries in today’s engineering and mechanical work has created a need for a book that covers this topic in depth and detail. This is the most comprehensive and authoritative guide ever published on this subject. It’s written in clear, easy-to-understand language so that anyone can grasp the basic principles of how storage batteries function and their practical uses in industry. All electric and gasoline cars use storage batteries. Every car repairman, dealer, or salesperson should have a solid understanding of how to maintain and repair these crucial components of vehicle mechanics. This book not only explains how to charge, care for, and rebuild storage batteries but also details all their industrial applications. Discover how they power streetcars, locomotives, and factory trucks. Understand the important roles they play in submarines, isolated lighting systems, railway switch and signaling systems, marine applications, and more. This book explains how they are utilized in central station backup service, to start car engines, and in ignition systems. Every practical use of modern storage batteries is covered in this guide. 320 pages, fully illustrated. Price $1.50
Switchboards. By William Baxter, Jr.
Switchboards. By William Baxter, Jr.
This book appeals to every engineer and electrician who wants to know the practical side of things. It takes up all sorts and conditions of dynamos, connections and circuits, and shows by diagram and illustration just how the switchboard should be connected. Includes direct and alternating current boards, also those for arc lighting, incandescent and power circuits. Special treatment on high voltage boards for power transmission. 2nd Edition. 190 pages, Illustrated. Price $1.50
This book is for every engineer and electrician who wants to understand the practical aspects of their work. It covers various types of dynamos, connections, and circuits, and clearly illustrates how the switchboard should be set up with diagrams. It includes direct and alternating current boards, as well as those for arc lighting, incandescent, and power circuits. There’s also a special section on high voltage boards for power transmission. 2nd Edition. 190 pages, Illustrated. Price $1.50
Telephone Construction, Installation, Wiring, Operation and Maintenance. By W. H. Radcliffe and H. C. Cushing.
Telephone Construction, Installation, Wiring, Operation and Maintenance. By W. H. Radcliffe and H.C. Cushing.
This book is intended for the amateur, the wireman, or the engineer who desires to establish a means of telephonic communication between the rooms of his home, office, or shop. It deals only with such things as may be of use to him rather than with theories.
This book is meant for the hobbyist, the electrician, or the engineer who wants to set up a way to communicate by phone between the rooms of their home, office, or workshop. It focuses solely on practical information that is useful rather than on theories.
Gives the principles of construction and operation of both the Bell and Independent instruments; approved methods of installing and wiring them; the means of protecting them from lightning and abnormal currents; their connection together for operation as series or bridging stations; and rules for their inspection and maintenance. Line wiring and the wiring and operation of special telephone systems are also treated. Intricate mathematics are avoided, and all apparatus, circuits and systems are thoroughly described. The appendix[17] contains definitions of units and terms used in the text. Selected wiring tables, which are very helpful, are also included. Among the subjects treated are Construction, Operation, and Installation of Telephone Instruments; Inspection and Maintenance of Telephone Instruments; Telephone Line Wiring; Testing Telephone Line Wires and Cables; Wiring and Operation of Special Telephone Systems, etc. 2nd Edition, Revised and Enlarged. 223 pages, 154 illustrations. Price $1.00
Gives the principles of construction and operation of both the Bell and Independent instruments; approved methods for installing and wiring them; ways to protect them from lightning and abnormal currents; how to connect them for operation as series or bridging stations; and rules for their inspection and maintenance. Line wiring and the wiring and operation of special telephone systems are also addressed. Complicated math is avoided, and all equipment, circuits, and systems are thoroughly described. The appendix[17] contains definitions of units and terms used in the text. Selected wiring tables, which are very helpful, are also included. Among the topics covered are Construction, Operation, and Installation of Telephone Instruments; Inspection and Maintenance of Telephone Instruments; Telephone Line Wiring; Testing Telephone Line Wires and Cables; Wiring and Operation of Special Telephone Systems, etc. 2nd Edition, Revised and Enlarged. 223 pages, 154 illustrations. Price $1
Wireless Telegraphy and Telephony Simply Explained. By Alfred P. Morgan.
Wireless Telegraphy and Telephony Made Easy. By Alfred P. Morgan.
This is undoubtedly one of the most complete and comprehensible treatises on the subject ever published, and a close study of its pages will enable one to master all the details of the wireless transmission of messages. The author has filled a long-felt want and has succeeded in furnishing a lucid, comprehensible explanation in simple language of the theory and practice of wireless telegraphy and telephony.
This is definitely one of the most complete and easy-to-understand books on the topic ever published, and a careful read of its pages will help someone master all the details of sending messages wirelessly. The author has addressed a long-standing need and has managed to provide a clear, straightforward explanation in simple language of the theory and practice of wireless telegraphy and telephony.
Among the contents are: Introductory; Wireless Transmission and Reception—The Aerial System, Earth Connections—The Transmitting Apparatus, Spark Coils and Transformers, Condensers, Helixes, Spark Gaps, Anchor Gaps, Aerial Switches—The Receiving Apparatus, Detectors, etc.—Tuning and Coupling, Tuning Coils, Loose Couplers, Variable Condensers, Directive Wave Systems—Miscellaneous Apparatus, Telephone Receivers, Range of Stations, Static Interference—Wireless Telephones, Sound and Sound Waves, The Vocal Cords and Ear—Wireless Telephone, How Sounds Are Changed into Electric Waves—Wireless Telephones, The Apparatus—Summary. 154 pages, 156 engravings. Price $1.00
Among the contents are: Introductory; Wireless Transmission and Reception—The Aerial System, Earth Connections—The Transmitting Equipment, Spark Coils and Transformers, Capacitors, Helixes, Spark Gaps, Anchor Gaps, Aerial Switches—The Receiving Equipment, Detectors, etc.—Tuning and Coupling, Tuning Coils, Loose Couplers, Variable Capacitors, Directional Wave Systems—Miscellaneous Equipment, Telephone Receivers, Range of Stations, Static Interference—Wireless Telephones, Sound and Sound Waves, The Vocal Cords and Ear—Wireless Telephone, How Sounds Are Converted into Electric Waves—Wireless Telephones, The Equipment—Summary. 154 pages, 156 engravings. Price $1.00
Wiring a House. By Herbert Pratt.
Wiring a House. By Herbert Pratt.
Shows a house already built; tells just how to start about wiring it; where to begin; what wire to use; how to run it according to Insurance Rules; in fact, just the information you need. Directions apply equally to a shop. 4th Edition. Price 25 cents
Shows a house that's already constructed; explains how to begin wiring it; where to start; what type of wire to use; how to install it according to Insurance Rules; basically, all the information you need. The instructions are the same for a shop. 4th Edition. Price 25 cents
FACTORY MANAGEMENT, ETC.
Modern Machine Shop Construction, Equipment and Management. By O. E. Perrigo, M.E.
Modern Machine Shop Construction, Equipment and Management. By O. E. Perrigo, M.E.
The only work published that describes the modern machine shop or manufacturing plant from the time the grass is growing on the site intended for it until the finished product is shipped. By a careful study of its thirty-two chapters the practical man may economically build, efficiently equip, and successfully manage the modern machine shop or manufacturing establishment. Just the book needed by those contemplating the erection of modern shop buildings, the rebuilding and reorganization of old ones, or the introduction of modern shop methods, time and cost systems. It is a book written and illustrated by a practical shop man for practical shop men who are too busy to read theories and want facts. It is the most complete all-around book of its kind ever published. It is a practical book for practical men, from the apprentice in the shop to the president in the office. It minutely describes and illustrates the most simple and yet the most efficient time and cost system yet devised. 2nd Revised and Enlarged Edition, just issued. 384 pages, 219 illustrations. Price $5.00
The only work published that details the modern machine shop or manufacturing plant from the time the land is cleared for it until the finished product is shipped. By carefully studying its thirty-two chapters, the hands-on worker can economically build, efficiently equip, and successfully manage a modern machine shop or manufacturing facility. This is the essential book for those planning to construct new shop buildings, renovate and reorganize old ones, or implement modern shop methods, along with time and cost systems. It's written and illustrated by a practical shop worker for practical shop workers who are too busy to read theories and prefer facts. It’s the most comprehensive all-around book of its kind ever published. It serves as a practical guide for everyone, from apprentices on the shop floor to executives in the office. It thoroughly describes and illustrates the simplest yet most effective time and cost system ever created. 2nd Revised and Enlarged Edition, just released. 384 pages, 219 illustrations. Price $5
FUEL
Combustion of Coal and the Prevention of Smoke. By Wm. M. Barr.
Burning Coal and Stopping Smoke. By William M. Barr.
This book has been prepared with special reference to the generation of heat by the combustion of the common fuels found in the United States, and deals particularly with the conditions necessary to the economic and smokeless combustion of bituminous coals in Stationary and Locomotive Steam Boilers.
This book has been created with a focus on heat generation through the burning of common fuels found in the United States, and it specifically addresses the conditions required for efficient and smoke-free combustion of bituminous coals in stationary and locomotive steam boilers.
The presentation of this important subject is systematic and progressive. The arrangement of the book is in a series of practical questions to which are appended accurate answers, which describe in language, free from technicalities, the several processes involved in the furnace combustion of American fuels; it clearly states the essential requisites for perfect combustion, and points out the best methods for furnace construction for obtaining the greatest quantity of heat from any given quality of coal. Nearly 350 pages, fully illustrated. Price $1.00
The presentation of this important topic is structured and sequential. The layout of the book consists of practical questions followed by clear answers that describe, in straightforward language, the different processes involved in burning American fuels in a furnace. It clearly outlines the key requirements for achieving perfect combustion and highlights the best construction methods for furnaces to maximize heat output from any type of coal. Nearly 350 pages, fully illustrated. Price $1
Smoke Prevention and Fuel Economy. By Booth and Kershaw.
Smoke Prevention and Fuel Efficiency. By Booth and Kershaw.
A complete treatise for all interested in smoke prevention and combustion, being based on the German work of Ernst Schmatolla, but it is more than a mere translation of the German treatise, much being added. The authors show as briefly as possible the principles of fuel combustion, the methods which have been and are at present in use, as well as the proper scientific methods for obtaining all the energy in the coal and burning it without smoke. Considerable space is also given to the examination of the waste gases, and several of the representative English and American mechanical stoker and similar appliances are described. The losses carried away in the waste gases are thoroughly analyzed and discussed in the Appendix, and abstracts are also here given of various patents on combustion apparatus. The book is complete and contains much of value to all who have charge of large plants. 194 pages. Illustrated. Price $2.50
A comprehensive guide for anyone interested in smoke prevention and combustion, based on the German work of Ernst Schmatolla. However, it's more than just a translation; a lot of additional content has been included. The authors concisely present the principles of fuel combustion, the methods that have been and are currently in use, and the correct scientific techniques for maximizing energy from coal while burning it without producing smoke. The book also dedicates considerable space to examining waste gases and describes several representative mechanical stokers and similar appliances from England and America. The losses carried away in waste gases are thoroughly analyzed and discussed in the Appendix, which also includes summaries of various patents related to combustion devices. This book is complete and offers valuable insights for anyone responsible for managing large plants. 194 pages. Illustrated. Price $2.50
GAS ENGINES AND GAS
Gas, Gasoline and Oil Engines. By Gardner D. Hiscox. Revised by Victor W. Pagé, M.E.
Gas, Gasoline and Oil Engines. By Gardner D. Hiscox. Revised by Victor W. Pagé, M.E.
Just issued New 1918 Edition, Revised and Enlarged. Every user of a gas engine needs this book. Simple, instructive and right up-to-date. The only complete work on the subject. Tells all about internal combustion engineering, treating exhaustively on the design, construction and practical application of all forms of gas, gasoline, kerosene and crude petroleum-oil engines. Describes minutely all auxiliary systems, such as lubrication, carburetion and ignition. Considers the theory and management of all forms of explosive motors for stationary and marine work, automobiles, aeroplanes and motor-cycles. Includes also Producer Gas and Its Production. Invaluable instructions for all students, gas-engine owners, gas-engineers, patent experts, designers, mechanics, draftsmen and all having to do with the modern power. Illustrated by over 400 engravings, many specially made from engineering drawings, all in correct proportion. 650 pages, 435 engravings. Price $2.50 net
Just released: New 1918 Edition, Revised and Enlarged. Every gas engine user needs this book. It's simple, informative, and completely up-to-date. This is the only comprehensive work on the topic. It covers everything about internal combustion engineering, thoroughly discussing the design, construction, and practical use of all types of gas, gasoline, kerosene, and crude petroleum-oil engines. It provides detailed descriptions of all auxiliary systems like lubrication, carburetion, and ignition. It also explores the theory and management of all kinds of explosive engines for stationary and marine applications, as well as automobiles, airplanes, and motorcycles. It includes Producer Gas and its production as well. This is an invaluable resource for all students, gas engine owners, gas engineers, patent experts, designers, mechanics, draftsmen, and anyone involved with modern power. Illustrated with over 400 engravings, many specifically created from engineering drawings, all to scale. 650 pages, 435 engravings. Price $2.50 net
The Gasoline Engine on the Farm: Its Operation, Repair and Uses. By Xeno W. Putnam.
The Gasoline Engine on the Farm: Its Operation, Repair and Uses. By Xeno W. Putnam.
This is a practical treatise on the Gasoline and Kerosene Engine intended for the man who wants to know just how to manage his engine and how to apply it to all kinds of farm work to the best advantage.
This is a practical guide on the Gasoline and Kerosene Engine aimed at those who want to understand how to operate their engine and how to make the most of it for various types of farm work.
This book abounds with hints and helps for the farm and suggestions for the home and house-wife. There is so much of value in this book that it is impossible to adequately describe it in such small space. Suffice to say that it is the kind of a book every farmer will appreciate and every farm home ought to have. Includes selecting the most suitable engine for farm work, its most convenient and efficient installation, with chapters on troubles, their remedies, and how to avoid them. The care and management of the farm tractor in plowing, harrowing, harvesting and road grading are fully covered; also plain directions are given for handling the tractor on the road. Special attention is given to relieving farm life of its drudgery by applying power to the disagreeable small tasks which must otherwise be done by hand. Many home made contrivances for cutting wood, supplying kitchen, garden, and barn with water, loading, hauling and unloading hay, delivering grain to the bins or the feed trough are included; also full directions for making the engine milk the cows, churn, wash, sweep the house and clean the windows, etc. Very fully illustrated with drawings of working parts and cuts showing Stationary, Portable and Tractor Engines doing all kinds of farm work. All money-making farms utilize power. Learn how to utilize power by reading the pages of this book. It is an aid to the result getter, invaluable to the up-to-date farmer, student, blacksmith, implement dealer and, in fact, all who can apply practical knowledge of stationary gasoline engines or gas tractors to advantage. 530 pages. Nearly 180 engravings. Price $2.00
This book is full of tips and tricks for farming and suggestions for the home and homemaker. There's so much valuable information in this book that it's hard to capture it all in such a small space. Simply put, it's the kind of book that every farmer will appreciate and every farm home should have. It covers how to choose the best engine for farm work, its easiest and most efficient installation, and includes chapters on common issues, their solutions, and how to prevent them. The care and management of the farm tractor for tasks like plowing, harrowing, harvesting, and road grading are thoroughly discussed; there are also straightforward instructions for operating the tractor on the road. Special focus is given to making farm life less tedious by using power for the small, unpleasant tasks that would otherwise need to be done by hand. It also features several homemade devices for cutting wood, providing water to the kitchen, garden, and barn, loading, hauling, and unloading hay, and delivering grain to bins or feed troughs; plus comprehensive instructions for using the engine to milk cows, churn, wash, sweep the house, and clean the windows, among other tasks. The book is richly illustrated with drawings of working parts and images of stationary, portable, and tractor engines performing various farm tasks. Every profitable farm uses power effectively. Discover how to make the most of power by reading this book. It's a valuable resource for anyone looking to achieve results, and it's essential for modern farmers, students, blacksmiths, implement dealers, and anyone who can use practical knowledge of stationary gasoline engines or gas tractors to their advantage. 530 pages. Nearly 180 engravings. Price $2
WHAT IS SAID OF THIS BOOK:
“Am much pleased with the book and find it to be very complete and up-to-date. I will heartily recommend it to students and farmers whom I think would stand in need of such a work, as I think it is an exceptionally good one.”—N. S. Gardiner, Prof. in Charge, Clemson Agr. College of S. C.; Dept. of Agri. and Agri. Exp. Station, Clemson College, S. C.
“I'm very pleased with the book and find it to be thorough and current. I will wholeheartedly recommend it to students and farmers who I believe would benefit from such a resource, as I think it is exceptionally good.”—N. S. Gardiner, Prof. in Charge, Clemson Agr. College of S. C.; Dept. of Agri. and Agri. Exp. Station, Clemson College, S. C.
“I feel that Mr. Putnam’s book covers the main points which a farmer should know.”—R. T. Burdick, Instructor in Agronomy, University of Vermont, Burlington, Vt.
“I think Mr. Putnam’s book addresses the essential information that a farmer needs to know.”—R. T. Burdick, Instructor in Agronomy, University of Vermont, Burlington, Vt.
Gasoline Engines: Their Operation, Use and Care. By A. Hyatt Verrill.
Gasoline Engines: Their Operation, Use, and Maintenance. By A. Hyatt Verrill.
The simplest, latest and most comprehensive popular work published on Gasoline Engines, describing what the Gasoline Engine is; its construction and operation; how to install it; how to select it; how to use it and how to remedy troubles encountered. Intended for Owners, Operators and Users of Gasoline Motors of all kinds. This work fully describes and illustrates the various types of Gasoline Engines used in Motor Boats, Motor Vehicles and Stationary Work. The parts, accessories and appliances are described with chapters on ignition, fuel, lubrication, operation and engine troubles. Special attention is given to the care, operation and repair of motors, with useful hints and suggestions on emergency repairs and makeshifts. A complete glossary of technical terms and an alphabetically arranged table of troubles and their symptoms form most valuable and unique features of this manual. Nearly every illustration in the book is original, having been made by the author. Every page is full of interest and value. A book which you cannot afford to be without. 275 pages, 152 specially made engravings. Price $1.50
The latest and most complete guide on Gasoline Engines is written in an easy-to-understand style. It covers everything from what a Gasoline Engine is to its construction and operation, how to install it, choose it, use it, and troubleshoot any issues that arise. This guide is meant for owners, operators, and users of all types of Gasoline Motors. It extensively describes and illustrates various Gasoline Engines used in motorboats, vehicles, and stationary applications. The parts, accessories, and tools are detailed, along with chapters on ignition, fuel, lubrication, operation, and engine issues. There’s a strong focus on caring for, operating, and repairing motors, with practical tips for emergency fixes and workarounds. A comprehensive glossary of technical terms and an alphabetically arranged list of problems and their symptoms are highly valuable and unique aspects of this manual. Most illustrations in the book are original creations by the author. Every page is engaging and informative. This is a book you can’t afford to be without. 275 pages, 152 specially made engravings. Price $1.50
Gas Engine Construction, or How to Build a Half-horsepower Gas Engine. By Parsell and Weed.
Gas Engine Construction, or How to Build a Half-Horsepower Gas Engine. By Parsell and Cannabis.
A practical treatise of 300 pages describing the theory and principles of the action of Gas Engines of various types and the design and construction of a half-horsepower Gas Engine, with illustrations of the work in actual progress, together with the dimensioned working drawings, giving clearly the sizes of the various details; for the student, the scientific investigator, and the amateur mechanic. This book treats of the subject more from the standpoint of practice than that of theory. The principles of operation of Gas Engines are clearly and simply described, and then the actual construction of a half-horsepower engine is taken up, step by step, showing in detail the making of the Gas Engine. 3rd Edition. 300 pages. Price $2.50
A practical guide of 300 pages detailing the theory and principles behind different types of gas engines and the design and construction of a half-horsepower gas engine, complete with illustrations of the work in progress, and dimensioned working drawings that clearly show the sizes of various components. This book is aimed at students, scientific researchers, and hobbyist mechanics. It focuses more on practical applications than on theory. The operational principles of gas engines are explained clearly and simply, followed by a step-by-step guide to building a half-horsepower engine, showcasing the entire process of creating the gas engine. 3rd Edition. 300 pages. Price $2.50
[19]How to Run and Install Two- and Four-Cycle Marine Gasoline Engines. By C. Von Culin.
[19]How to Run and Install Two- and Four-Cycle Marine Gasoline Engines. By C. Von Culin.
Revised and enlarged edition just issued. The object of this little book is to furnish a pocket instructor for the beginner, the busy man who uses an engine for pleasure or profit, but who does not have the time or inclination for a technical book, but simply to thoroughly understand how to properly operate, install and care for his own engine. The index refers to each trouble, remedy, and subject alphabetically. Being a quick reference to find the cause, remedy and prevention for troubles, and to become an expert with his own engine. Pocket size. Paper binding. Price 25 cents
Revised and expanded edition just released. This handy book is designed as a quick guide for beginners and busy individuals who use an engine for fun or profit but don't have the time or interest to dive into a technical manual. It's all about understanding how to operate, install, and maintain their own engine properly. The index lists each issue, solution, and topic alphabetically, making it easy to find the cause, fix, and prevention for problems, helping users become experts with their own engines. Pocket-sized. Paper binding. Price 25 cents
Modern Gas Engines and Producer Gas Plants. By R. E. Mathot.
Modern Gas Engines and Producer Gas Plants. By R. E. Mathot.
A guide for the gas engine designer, user, and engineer in the construction, selection, purchase, installation, operation, and maintenance of gas engines. More than one book on gas engines has been written, but not one has thus far even encroached on the field covered by this book. Above all, Mr. Mathot’s work is a practical guide. Recognizing the need of a volume that would assist the gas engine user in understanding thoroughly the motor upon which he depends for power, the author has discussed his subject without the help of any mathematics and without elaborate theoretical explanations. Every part of the gas engine is described in detail, tersely, clearly, with a thorough understanding of the requirements of the mechanic. Helpful suggestions as to the purchase of an engine, its installation, care, and operation, form a most valuable feature of the work. 320 pages, 175 detailed illustrations. Price $2.50
A guide for gas engine designers, users, and engineers on how to construct, select, purchase, install, operate, and maintain gas engines. Many books have been written about gas engines, but none have really tackled the areas covered in this book. Above all, Mr. Mathot’s work is a practical guide. Recognizing the need for a resource that would help gas engine users fully understand the engine they rely on for power, the author has addressed the topic without using any mathematics or complicated theoretical explanations. Every part of the gas engine is described in detail, straightforwardly, and clearly, with a solid understanding of what mechanics need. Useful tips on buying an engine, installing it, caring for it, and operating it are a highly valuable aspect of the work. 320 pages, 175 detailed illustrations. Price $2.50
The Modern Gas Tractor. By Victor W. Pagé, M. E.
The Modern Gas Tractor. By Victor W. Pagé, M. E.
A complete treatise describing all types and sizes of gasoline, kerosene and oil tractors. Considers design and construction exhaustively, gives complete instructions for care, operation and repair, outlines all practical applications on the road and in the field. The best and latest work on farm tractors and tractor power plants. A work needed by farmers, students, blacksmiths, mechanics, salesmen, implement dealers, designers and engineers. 2nd Edition, Revised. 504 pages, 228 illustrations, 3 folding plates. Price $2.00
A comprehensive guide covering all types and sizes of gasoline, kerosene, and oil tractors. It thoroughly examines design and construction, provides detailed instructions for maintenance, operation, and repairs, and outlines all practical uses both on the road and in the field. This is the best and most current resource on farm tractors and tractor power plants. It's essential for farmers, students, blacksmiths, mechanics, salespeople, equipment dealers, designers, and engineers. 2nd Edition, Revised. 504 pages, 228 illustrations, 3 folding plates. Price $2.00
GEARING AND CAMS
Bevel Gear Tables. By D. Ag. Engstrom.
Bevel Gear Tables. By D. Ag. Engstrom.
A book that will at once commend itself to mechanics and draftsmen. Does away with all the trigonometry and fancy figuring on bevel gears, and makes it easy for anyone to lay them out or make them just right. There are 36 full-page tables that show every necessary dimension for all sizes or combinations you’re apt to need. No puzzling, figuring or guessing. Gives placing distance, all the angles (including cutting angles), and the correct cutter to use. A copy of this prepares you for anything in the bevel-gear line. 3rd Edition. 66 pages. Price $1.00
A book that will appeal to mechanics and draftsmen alike. It eliminates the need for trigonometry and complicated calculations on bevel gears, making it easy for anyone to design or build them correctly. There are 36 full-page tables that provide every necessary measurement for all sizes or combinations you might need. No more puzzling, calculating, or guessing. It provides placement distances, all the angles (including cutting angles), and the right cutter to use. Owning this book prepares you for anything related to bevel gears. 3rd Edition. 66 pages. Price $1
Change Gear Devices. By Oscar E. Perrigo.
Gear Change Devices. By Oscar E. Perrigo.
A practical book for every designer, draftsman, and mechanic interested in the invention and development of the devices for feed changes on the different machines requiring such mechanism. All the necessary information on this subject is taken up, analyzed, classified, sifted, and concentrated for the use of busy men who have not the time to go through the masses of irrelevant matter with which such a subject is usually encumbered and select such information as will be useful to them.
A practical book for every designer, draftsman, and mechanic interested in inventing and developing devices for changing feeds on various machines that need this mechanism. All the necessary information on this topic is covered, analyzed, organized, filtered, and consolidated for the use of busy people who don’t have the time to sift through the overwhelming amount of irrelevant content typically associated with this subject and find the useful information they need.
It shows just what has been done, how it has been done, when it was done, and who did it. It saves time in hunting up patent records and re-inventing old ideas. 88 pages. 3rd Edition. Price $1.00
It shows exactly what has been done, how it was done, when it was done, and who did it. It saves time searching for patent records and re-creating old ideas. 88 pages. 3rd Edition. Price $1.00
Drafting of Cams. By Louis Rouillion.
Creating Cams. By Louis Rouillion.
The laying out of cams is a serious problem unless you know how to go at it right. This puts you on the right road for practically any kind of cam you are likely to run up against. 3rd Edition. Price 25 Cents
The arrangement of cams is a significant challenge unless you know the correct approach. This gets you on the right path for nearly any type of cam you might encounter. 3rd Edition. Price 25 Cents
HYDRAULICS
Hydraulic Engineering. By Gardner D. Hiscox.
Hydraulic Engineering. By Gardner D. Hiscox.
A treatise on the properties, power, and resources of water for all purposes. Including the measurement of streams, the flow of water in pipes or conduits; the horsepower of falling water, turbine and impact water-wheels, wave motors, centrifugal, reciprocating and air-lift pumps. With 300 figures and diagrams and 36 practical tables. All who are interested in water-works development will find this book a useful one, because it is an entirely practical treatise upon a subject of present importance and cannot fail in having a far-reaching influence, and for this reason should have a place in the working library of every engineer. Among the subjects treated are: Historical Hydraulics; Properties of Water; Measurement of the Flow of Streams;[20] Flow from Sub-surface Orifices and Nozzles; Flow of Water in Pipes; Siphons of Various Kinds; Dams and Great Storage Reservoirs; City and Town Water Supply; Wells and Their Reinforcement; Air-lift Methods of Raising Water; Artesian Wells; Irrigation of Arid Districts; Water Power; Water Wheels; Pumps and Pumping Machinery; Reciprocating Pumps; Hydraulic Power Transmission; Hydraulic Mining; Canals; Ditches; Conduits and Pipe Lines; Marine Hydraulics; Tidal and Sea Wave Power, etc. 320 pages. Price $4.00
A comprehensive guide on the properties, power, and resources of water for various uses. It covers the measurement of streams, water flow in pipes or channels, the horsepower of falling water, turbine and impact water-wheels, wave motors, centrifugal, reciprocating, and air-lift pumps. With 300 figures and diagrams and 36 practical tables. Anyone interested in waterworks development will find this book valuable, as it provides a completely practical analysis of a timely topic and is sure to have a significant impact, which is why it should be included in the working library of every engineer. The topics covered include: Historical Hydraulics; Properties of Water; Measurement of Stream Flow;[20] Flow from Sub-surface Orifices and Nozzles; Water Flow in Pipes; Various Types of Siphons; Dams and Large Storage Reservoirs; City and Town Water Supply; Wells and Their Reinforcement; Air-lift Methods for Raising Water; Artesian Wells; Irrigation in Arid Areas; Water Power; Water Wheels; Pumps and Pumping Machinery; Reciprocating Pumps; Hydraulic Power Transmission; Hydraulic Mining; Canals; Ditches; Conduits and Pipelines; Marine Hydraulics; Tidal and Sea Wave Power, etc. 320 pages. Price $4.00
ICE AND REFRIGERATION
Pocketbook of Refrigeration and Ice Making. By A. J. Wallis-Taylor.
Pocketbook of Refrigeration and Ice Making. By A.J. Wallis-Taylor.
This is one of the latest and most comprehensive reference books published on the subject of refrigeration and cold storage. It explains the properties and refrigerating effect of the different fluids in use, the management of refrigerating machinery and the construction and insulation of cold rooms with their required pipe surface for different degrees of cold; freezing mixtures and non-freezing brines, temperatures of cold rooms for all kinds of provisions, cold storage charges for all classes of goods, ice making and storage of ice, data and memoranda for constant reference by refrigerating engineers, with nearly one hundred tables containing valuable references to every fact and condition required in the installment and operation of a refrigerating plant. New edition just published. Price $1.50
This is one of the most recent and comprehensive reference books on refrigeration and cold storage. It covers the properties and cooling effects of various fluids used, how to manage refrigerating machinery, and the construction and insulation of cold rooms, including the necessary pipe surface for different temperature levels. It discusses freezing mixtures, non-freezing brines, temperatures for storing all types of provisions, cold storage fees for different goods, ice production and storage, and serves as a reference guide for refrigerating engineers with nearly one hundred tables that provide important information on every aspect needed for installing and operating a refrigeration system. A new edition has just been published. Price $1.50
INVENTIONS—PATENTS
Inventors’ Manual: How to Make a Patent Pay.
Inventors’ Manual: How to Profit from Your Patent.
This is a book designed as a guide to inventors in perfecting their inventions, taking out their patents and disposing of them. It is not in any sense a Patent Solicitor’s Circular nor a Patent Broker’s Advertisement. No advertisements of any description appear in the work. It is a book containing a quarter of a century’s experience of a successful inventor, together with notes based upon the experience of many other inventors.
This book serves as a guide for inventors to refine their inventions, secure patents, and sell them. It’s not a Patent Solicitor’s Circular or a Patent Broker’s Advertisement in any way. There are no ads of any kind included in this work. It shares 25 years of experience from a successful inventor, along with insights drawn from the experiences of many other inventors.
Among the subjects treated in this work are: How to Invent. How to Secure a Good Patent. Value of Good Invention. How to Exhibit an Invention. How to Interest Capital. How to Estimate the Value of a Patent. Value of Design Patents. Value of Foreign Patents. Value of Small Inventions. Advice on Selling Patents. Advice on the Formation of Stock Companies. Advice on the Formation of Limited Liability Companies. Advice on Disposing of Old Patents. Advice as to Patent Attorneys. Advice as to Selling Agents. Forms of Assignments. License and Contracts. State Laws Concerning Patent Rights. 1900 Census of the United States by Counts of Over 10,000 Population. Revised Edition. 120 pages. Price $1.00
Among the topics covered in this work are: How to Invent. How to Get a Good Patent. The Value of a Good Invention. How to Showcase an Invention. How to Attract Investors. How to Estimate a Patent’s Value. The Value of Design Patents. The Value of Foreign Patents. The Value of Small Inventions. Tips on Selling Patents. Tips on Forming Stock Companies. Tips on Forming Limited Liability Companies. Tips on Selling Old Patents. Guidance on Patent Attorneys. Guidance on Sales Agents. Assignment Forms. Licenses and Contracts. State Laws Regarding Patent Rights. 1900 Census of the United States with Populations Over 10,000. Revised Edition. 120 pages. Price $1
KNOTS
Knots, Splices and Rope Work. By A. Hyatt Verrill.
Knots, Splices and Rope Work. By A. Hyatt Verrill.
This is a practical book giving complete and simple directions for making all the most useful and ornamental knots in common use, with chapters on Splicing, Pointing, Seizing, Serving, etc. This book is fully illustrated with 154 original engravings, which show how each knot, tie or splice is formed, and its appearance when finished. The book will be found of the greatest value to Campers, Yachtsmen, Travelers, Boy Scouts, in fact, to anyone having occasion to use or handle rope or knots for any purpose. The book is thoroughly reliable and practical, and is not only a guide, but a teacher. It is the standard work on the subject. Among the contents are: 1. Cordage, Kinds of Rope. Construction of Rope, Parts of Rope Cable and Bolt Rope. Strength of Rope, Weight of Rope. 2. Simple Knots and Bends. Terms Used in Handling Rope. Seizing Rope. 3. Ties and Hitches. 4. Noose, Loops and Mooring Knots. 5. Shortenings, Grommets and Salvages. 6. Lashings, Seizings and Splices. 7. Fancy Knots and Rope Work. 128 pages, 150 original engravings. 2nd Revised Edition. Price 75 cents
This is a practical book that provides clear and straightforward instructions for creating all the most useful and decorative knots commonly used. It includes chapters on Splicing, Pointing, Seizing, Serving, and more. The book is fully illustrated with 154 original engravings, showing how each knot, tie, or splice is made and what it looks like when completed. It will be extremely valuable for Campers, Yachtsmen, Travelers, Boy Scouts, and anyone else who needs to use or manage rope or knots for any reason. The book is reliable and practical, serving not just as a guide but also as a teacher. It is the standard reference on the topic. Among the contents are: 1. Cordage, Types of Rope. How Rope is Made, Parts of Rope Cable and Bolt Rope. Strength of Rope, Weight of Rope. 2. Simple Knots and Bends. Terms Used When Handling Rope. Seizing Rope. 3. Ties and Hitches. 4. Nooses, Loops, and Mooring Knots. 5. Shortening, Grommets and Salvages. 6. Lashings, Seizings, and Splices. 7. Decorative Knots and Rope Work. 128 pages, 150 original engravings. 2nd Revised Edition. Price 75 cents
LATHE WORK
Lathe Design, Construction, and Operation, with Practical Examples of Lathe Work. By Oscar E. Perrigo.
Lathe Design, Construction, and Operation, with Practical Examples of Lathe Work. By Oscar E. Perrigo.
A new, revised edition, and the only complete American work on the subject, written by a man who knows not only how work ought to be done, but who also knows how to do it, and how to convey this knowledge to others. It is strictly up-to-date in its descriptions and illustrations. Lathe history and the relations of the lathe to manufacturing are given; also a description of the various devices for feeds and thread-cutting mechanisms from early efforts in this direction to the present time. Lathe design is thoroughly discussed, including back gearing, driving cones, thread-cutting gears, and all the essential elements of the modern lathe. The classification of lathes is taken up, giving the essential differences of the several types of lathes including, as is usually understood, engine lathes, bench lathes, speed lathes, forge lathes, gap lathes, pulley lathes, forming lathes, multiple-spindle lathes, rapid-reduction lathes, precision lathes, turret lathes, special lathes, electrically driven lathes,[21] etc. In addition to the complete exposition on construction and design, much practical matter on lathe installation, care and operation has been incorporated in the enlarged new edition. All kinds of lathe attachments for drilling, milling, etc., are described and complete instructions are given to enable the novice machinist to grasp the art of lathe operation as well as the principles involved in design. A number of difficult machining operations are described at length and illustrated. The new edition has nearly 500 pages and 350 illustrations. Price $2.50
A new, updated edition, and the only complete American work on the topic, written by someone who not only understands how work should be done but also knows how to do it and teach this knowledge to others. It includes current descriptions and illustrations. The history of lathes and their relationship to manufacturing are covered; it also describes various devices for feeds and thread-cutting mechanisms from early developments to today. Lathe design is thoroughly covered, including back gearing, driving cones, thread-cutting gears, and all the key components of the modern lathe. The classification of lathes is discussed, highlighting the key differences among several types such as engine lathes, bench lathes, speed lathes, forge lathes, gap lathes, pulley lathes, forming lathes, multiple-spindle lathes, rapid-reduction lathes, precision lathes, turret lathes, special lathes, and electrically driven lathes,[21] etc. Besides the complete explanation of construction and design, a lot of practical information on lathe installation, maintenance, and operation has been added to this expanded edition. It describes various lathe attachments for drilling, milling, etc., and provides thorough instructions to help beginner machinists learn lathe operation as well as the underlying design principles. Several complex machining processes are described in detail and illustrated. The new edition has almost 500 pages and 350 illustrations. Price $2.50
WHAT IS SAID OF THIS BOOK:
“This is a lathe book from beginning to end, and is just the kind of a book which one delights to consult—a masterly treatment of the subject in hand.”—Engineering News.
“This is a lathe book from start to finish, and it’s exactly the kind of book that’s a pleasure to refer to—a skillful approach to the topic at hand.”—Engineering News.
“This work will be of exceptional interest to any one who is interested in lathe practice, as one very seldom sees such a complete treatise on a subject as this is on the lathe.”—Canadian Machinery.
“This work will be of exceptional interest to anyone who is into lathe practice, as you rarely see such a complete guide on a topic as this is on the lathe.” —Canadian Machinery.
Practical Metal Turning. By Joseph G. Horner.
Practical Metal Turning. By Joseph G. Horner.
A work of 404 pages, fully illustrated, covering in a comprehensive manner the modern practice of machining metal parts in the lathe, including the regular engine lathe, its essential design, its uses, its tools, its attachments, and the manner of holding the work and performing the operations. The modernized engine lathe, its methods, tools and great range of accurate work. The turret lathe, its tools, accessories and methods of performing its functions. Chapters on special work, grinding, tool holders, speeds, feeds, modern tool steels, etc. Second edition $3.50
A 404-page book, fully illustrated, that thoroughly covers the current practices for machining metal parts on a lathe. This includes the standard engine lathe, its key design features, uses, tools, attachments, and how to hold the work and carry out the operations. The modern engine lathe is discussed, including its methods, tools, and wide range of precise work. It also covers the turret lathe, its tools, accessories, and operational methods. There are chapters on specialized work, grinding, tool holders, speeds, feeds, modern tool steels, and more. Second edition $3.50
Turning and Boring Tapers. By Fred H. Colvin.
Turning and Boring Tapers. By Fred H. Colvin.
There are two ways to turn tapers; the right way and one other. This treatise has to do with the right way; it tells you how to start the work properly, how to set the lathe, what tools to use and how to use them, and forty and one other little things that you should know. Fourth edition 25 cents
There are two ways to make tapers: the correct way and another way. This guide is about the correct way; it shows you how to start the project properly, how to set up the lathe, what tools to use and how to use them, and forty-one other little things you need to know. Fourth edition 25 cents
LIQUID AIR
Liquid Air and the Liquefaction of Gases. By T. O’Conor Sloane.
Liquid Air and the Liquefaction of Gases. By T. O’Conor Sloane.
This book gives the history of the theory, discovery and manufacture of Liquid Air, and contains an illustrated description of all the experiments that have excited the wonder of audiences all over the country. It shows how liquid air, like water, is carried hundreds of miles and is handled in open buckets. It tells what may be expected from it in the near future.
This book presents the history of the theory, discovery, and production of Liquid Air, and includes an illustrated account of all the experiments that have amazed audiences across the country. It demonstrates how liquid air, similar to water, is transported hundreds of miles and managed in open buckets. It discusses what can be anticipated from it in the near future.
A book that renders simple one of the most perplexing chemical problems of the century. Startling developments illustrated by actual experiments.
A book that simplifies one of the most confusing chemical issues of the century. Shocking discoveries shown through real experiments.
It is not only a work of scientific interest and authority, but is intended for the general reader, being written in a popular style—easily understood by every one. Second edition. 365 pages. Price $2.00
It’s not just a scientifically valuable and credible work; it’s also meant for the average reader, written in a simple style that everyone can understand. Second edition. 365 pages. Price $2.00
LOCOMOTIVE ENGINEERING
Air-Brake Catechism. By Robert H. Blackall.
**Air-Brake Q&A.** By Robert H. Blackall.
This book is a standard text-book. It covers the Westinghouse Air-Brake Equipment, including the No. 5 and the No. 6 E.-T. Locomotive Brake Equipment; the K (Quick Service) Triple Valve for Freight Service; and the Cross-Compound Pump. The operation of all parts of the apparatus is explained in detail, and a practical way of finding their peculiarities and defects, with a proper remedy, is given. It contains 2,000 questions with their answers, which will enable any railroad man to pass any examination on the subject of Air Brakes. Endorsed and used by air-brake instructors and examiners on nearly every railroad in the United States. Twenty-sixth edition. 411 pages, fully illustrated with colored plates and diagrams. Price $2.00
This book is a standard textbook. It covers the Westinghouse Air-Brake Equipment, including the No. 5 and No. 6 E.-T. Locomotive Brake Equipment; the K (Quick Service) Triple Valve for Freight Service; and the Cross-Compound Pump. The operation of all parts of the equipment is explained in detail, and a practical method for identifying their unique features and issues, along with appropriate solutions, is provided. It includes 2,000 questions and answers that will help any railroad worker pass any exam on the topic of Air Brakes. It is endorsed and used by air-brake instructors and examiners on nearly every railroad in the United States. Twenty-sixth edition. 411 pages, fully illustrated with colored plates and diagrams. Price $2.00
American Compound Locomotives. By Fred H. Colvin.
American Compound Locomotives. By Fred H. Colvin.
The only book on compounds for the engineman or shopman that shows in a plain, practical way the various features of compound locomotives in use. Shows how they are made, what to do when they break down or balk. Contains sections as follows: A Bit of History. Theory of Compounding Steam Cylinders. Baldwin Two-Cylinder Compound. Pittsburg Two-Cylinder Compound. Rhode Island Compound. Richmond Compound. Rogers Compound. Schenectady Two-Cylinder Compound. Vauclain Compound. Tandem Compounds. Baldwin Tandem. The Colvin-Wightman Tandem. Schenectady Tandem. Balanced Locomotives. Baldwin Balanced Compound. Plans for Balancing. Locating Blows. Breakdowns. Reducing Valves. Drifting. Valve Motion. Disconnecting. Power of Compound Locomotives. Practical Notes.
The only book on compounds forengineers or shop workers that clearly explains the various aspects of the compound locomotives in use. It details how they are constructed and what to do when they experience breakdowns or issues. It includes sections such as: A Bit of History. Theory of Compounding Steam Cylinders. Baldwin Two-Cylinder Compound. Pittsburg Two-Cylinder Compound. Rhode Island Compound. Richmond Compound. Rogers Compound. Schenectady Two-Cylinder Compound. Vauclain Compound. Tandem Compounds. Baldwin Tandem. The Colvin-Wightman Tandem. Schenectady Tandem. Balanced Locomotives. Baldwin Balanced Compound. Plans for Balancing. Locating Blows. Breakdowns. Reducing Valves. Drifting. Valve Motion. Disconnecting. Power of Compound Locomotives. Practical Notes.
Fully illustrated and containing ten special “Duotone” inserts on heavy Plate Paper, showing different types of Compounds. 142 pages. Price $1.00
Fully illustrated and featuring ten special “Duotone” inserts on heavy plate paper, displaying different types of compounds. 142 pages. Price $1.00
[22]Application of Highly Superheated Steam to Locomotives. By Robert Garbe.
[22]Using Highly Superheated Steam in Locomotives. By Robert Garbe.
A practical book which cannot be recommended too highly to those motive-power men who are anxious to maintain the highest efficiency in their locomotives. Contains special chapters on Generation of Highly Superheated Steam; Superheated Steam and the Two-Cylinder Simple Engine; Compounding and Superheating; Designs of Locomotive Superheaters; Constructive Details of Locomotives Using Highly Superheated Steam. Experimental and Working Results. Illustrated with folding plates and tables. Cloth. Price $2.50
A must-read for anyone in the motive power field who wants to keep their locomotives running at peak efficiency. It includes special chapters on Generating Highly Superheated Steam; Superheated Steam and the Two-Cylinder Simple Engine; Compounding and Superheating; Designs for Locomotive Superheaters; and Constructive Details of Locomotives Using Highly Superheated Steam. You'll find Experimental and Working Results too. Illustrated with folding plates and tables. Cloth. Price $2.50
Combustion of Coal and the Prevention of Smoke. By Wm. M. Barr.
Burning Coal and How to Stop Smoke. By William M. Barr.
This book has been prepared with special reference to the generation of heat by the combustion of the common fuels found in the United States and deals particularly with the conditions necessary to the economic and smokeless combustion of bituminous coal in Stationary and Locomotive Steam Boilers.
This book has been created with a focus on the heat generated by burning the common fuels available in the United States and specifically addresses the conditions needed for the efficient and smokeless burning of bituminous coal in stationary and locomotive steam boilers.
Presentation of this important subject is systematic and progressive. The arrangement of the book is in a series of practical questions to which are appended accurate answers, which describe in language free from technicalities the several processes involved in the furnace combustion of American fuels; it clearly states the essential requisites for perfect combustion, and points out the best methods of furnace construction for obtaining the greatest quantity of heat from any given quality of coal. Nearly 350 pages, fully illustrated. Price $1.00
Presentation of this important topic is organized and straightforward. The book is arranged in a series of practical questions followed by precise answers, explaining in simple terms the various processes involved in the furnace combustion of American fuels. It clearly outlines the essential requirements for optimal combustion and highlights the best methods of furnace construction to achieve the maximum amount of heat from any type of coal. Nearly 350 pages, fully illustrated. Price $1.00
Diary of a Round-House Foreman. By T. S. Reilly.
Diary of a Round-House Foreman. By T.S. Reilly.
This is the greatest book of railroad experiences ever published. Containing a fund of information and suggestions along the line of handling men, organizing, etc., that one cannot afford to miss. 176 pages. Price $1.00
This is the best book on railroad experiences ever published. It has a wealth of information and tips on managing people, organizing, and more that you really can't afford to miss. 176 pages. Price $1.00
Link Motions, Valves and Valve Setting. By Fred H. Colvin, Associate Editor of “American Machinist.”
Link Motions, Valves and Valve Setting. By Fred H. Colvin, Associate Editor of “American Machinist.”
A handy book for the engineer or machinist that clears up the mysteries of valve setting. Shows the different valve gears in use, how they work, and why. Piston and slide valves of different types are illustrated and explained. A book that every railroad man in the motive-power department ought to have. Contains chapters on Locomotive Link Motion, Valve Movements, Setting Slide Valves, Analysis by Diagrams, Modern Practice, Slip of Block, Slice Valves, Piston Valves, Setting Piston Valves, Joy-Allen Valve Gear, Walschaert Valve Gear, Gooch Valve Gear, Alfree-Hubbell Valve Gear, etc., etc. Fully illustrated. Price 50 cents
A practical guide for engineers and machinists that demystifies valve setting. It displays the various valve gears currently in use, explains how they function, and why. Different types of piston and slide valves are illustrated and described. This is a must-have book for everyone in the railroad motive-power department. It includes chapters on Locomotive Link Motion, Valve Movements, Setting Slide Valves, Analysis by Diagrams, Modern Practice, Slip of Block, Slice Valves, Piston Valves, Setting Piston Valves, Joy-Allen Valve Gear, Walschaert Valve Gear, Gooch Valve Gear, Alfree-Hubbell Valve Gear, and more. Fully illustrated. Price 50 cents
Locomotive Boiler Construction. By Frank A. Kleinhans.
Locomotive Boiler Construction. By Frank A. Kleinhans.
The construction of boilers in general is treated and, following this, the locomotive boiler is taken up in the order in which its various parts go through the shop. Shows all types of boilers used; gives details of construction; practical facts, such as life of riveting, punches and dies; work done per day, allowance for bending and flanging sheets and other data. Including the recent Locomotive Boiler Inspection Laws and Examination Questions with their answers for Government Inspectors. Contains chapters on Laying-Out Work; Flanging and Forging; Punching; Shearing; Plate Planing; General Tables; Finishing Parts; Bending; Machinery Parts; Riveting; Boiler Details; Smoke-Box Details; Assembling and Calking; Boiler-Shop Machinery, etc., etc.
The construction of boilers is discussed in general, and then the focus shifts to the locomotive boiler, following the order in which its various parts are processed in the shop. It showcases all types of boilers in use, provides construction details, and includes practical information such as the lifespan of riveting, punches, and dies; daily work output; allowances for bending and flanging sheets; and other relevant data. It also covers the recent Locomotive Boiler Inspection Laws and Exam Questions along with their answers for Government Inspectors. The content includes chapters on Layout Work; Flanging and Forging; Punching; Shearing; Plate Planing; General Tables; Finishing Parts; Bending; Machinery Parts; Riveting; Boiler Details; Smoke-Box Details; Assembling and Calking; Boiler-Shop Machinery, etc.
There isn’t a man who has anything to do with boiler work, either new or repair work, who doesn’t need this book. The manufacturer, superintendent, foreman and boiler worker—all need it. No matter what the type of boiler, you’ll find a mint of information that you wouldn’t be without. Over 400 pages, five large folding plates. Price $3.00
There isn’t a person involved in boiler work, whether it’s installing new ones or repairing them, who doesn’t need this book. Manufacturers, superintendents, foremen, and boiler technicians all benefit from it. No matter what kind of boiler you’re dealing with, you’ll find a wealth of information you won’t want to miss. Over 400 pages, five large folding plates. Price $3.00
Locomotive Breakdowns and their Remedies. By Geo. L. Fowler. Revised by Wm. W. Wood, Air-Brake Instructor. Just issued. Revised pocket edition.
Locomotive Breakdowns and Their Solutions. By Geo. L. Fowler. Revised by Wm. W. Wood, Air-Brake Instructor. Recently released. Updated pocket edition.
It is out of the question to try and tell you about every subject that is covered in this pocket edition of Locomotive Breakdowns. Just imagine all the common troubles that an engineer may expect to happen some time, and then add all of the unexpected ones, troubles that could occur, but that you have never thought about, and you will find that they are all treated with the very best methods of repair. Walschaert Locomotive Valve Gear Troubles, Electric Headlight Troubles, as well as Questions and Answers on the Air Brake are all included. 312 pages. 8th Revised Edition. Fully illustrated. Price $1.00
It’s impossible to go over every topic included in this pocket edition of Locomotive Breakdowns. Just think of all the common issues an engineer might face eventually, then add in all the unexpected problems that could arise, even those you’ve never considered, and you’ll find that they’re all addressed with the best repair methods available. Walschaert Locomotive Valve Gear issues, Electric Headlight problems, and Questions and Answers about the Air Brake are all part of it. 312 pages. 8th Revised Edition. Fully illustrated. Price $1
Locomotive Catechism. By Robert Grimshaw.
Locomotive Q&A. By Robert Grimshaw.
The revised edition of “Locomotive Catechism,” by Robert Grimshaw, is a New Book from Cover to Cover. It contains twice as many pages and double the number of illustrations of previous editions. Includes the greatest amount of practical information ever published on the construction and management of modern locomotives. Specially Prepared Chapters on the Walschaert Locomotive Valve Gear, the Air-Brake Equipment and the Electric Headlight are given.
The updated version of “Locomotive Catechism” by Robert Grimshaw is a brand-new book from start to finish. It has twice as many pages and double the illustrations compared to earlier editions. This edition includes the most practical information ever published on building and operating modern locomotives. There are specially prepared chapters on the Walschaert Locomotive Valve Gear, Air-Brake Equipment, and the Electric Headlight.
[23]It commends itself at once to every Engineer and Fireman, and to all who are going in for examination or promotion. In plain language, with full, complete answers, not only all the questions asked by the examining engineer are given, but those which the young and less experienced would ask the veteran, and which old hands ask as “stickers.” It is a veritable Encyclopedia of the Locomotive, is entirely free from mathematics, easily understood and thoroughly up to date. Contains over 4,000 Examination Questions with their Answers. 825 pages, 437 illustrations, and 3 folding plates. 28th Revised Edition. Price $2.50
[23]It is highly recommended for every Engineer and Fireman, as well as anyone preparing for exams or promotions. It clearly presents full, complete answers to all the questions posed by the examining engineer, along with those questions that beginners might ask the experienced veterans, and the tricky ones that seasoned professionals might pose as challenges. This book is a true Encyclopedia of the Locomotive, completely free of complex math, easy to understand, and thoroughly current. It includes over 4,000 examination questions and their answers. 825 pages, 437 illustrations, and 3 folding plates. 28th Revised Edition. Price $2.50
Practical Instructor and Reference Book for Locomotive Firemen and Engineers. By Chas. F. Lockhart.
Practical Instructor and Reference Book for Locomotive Firemen and Engineers. By Chas. F. Lockhart.
An entirely new book on the Locomotive. It appeals to every railroad man, as it tells him how things are done and the right way to do them. Written by a man who has had years of practical experience in locomotive shops and on the road firing and running. The information given in this book cannot be found in any other similar treatise. Eight hundred and fifty-one questions with their answers are included, which will prove specially helpful to those preparing for examination. Practical information on: The Construction and Operation of Locomotives, Breakdowns and their Remedies, Air Brakes and Valve Gears. Rules and Signals are handled in a thorough manner. As a book of reference it cannot be excelled. The book is divided into six parts, as follows: 1. The Fireman’s Duties. 2. General Description of the Locomotive. 3. Breakdowns and their Remedies. 4. Air Brakes. 5. Extracts from Standard Rules. 6. Questions for Examination. The 851 questions have been carefully selected and arranged. These cover the examinations required by the different railroads. 368 pages, 88 illustrations. Price $1.50
An entirely new book on locomotives. It appeals to every railroad worker, as it explains how things are done and the right way to do them. Written by someone with years of hands-on experience in locomotive shops and on the tracks, both firing and running. The information in this book isn’t found in any other similar work. It includes 851 questions with answers that will be especially helpful for those preparing for exams. Practical information covers: The Construction and Operation of Locomotives, Breakdowns and their Remedies, Air Brakes, and Valve Gears. Rules and Signals are discussed in depth. As a reference book, it’s unmatched. The book is divided into six parts: 1. The Fireman’s Duties. 2. General Description of the Locomotive. 3. Breakdowns and their Remedies. 4. Air Brakes. 5. Extracts from Standard Rules. 6. Questions for Examination. The 851 questions have been carefully chosen and organized. They cover the exams required by different railroads. 368 pages, 88 illustrations. Price $1.50
Prevention of Railroad Accidents, or Safety in Railroading. By George Bradshaw.
Prevention of Railroad Accidents, or Safety in Railroading. By George Bradshaw.
This book is a heart-to-heart talk with Railroad Employees, dealing with facts, not theories, and showing the men in the ranks, from every-day experience, how accidents occur and how they may be avoided. The book is illustrated with seventy original photographs and drawings showing the safe and unsafe methods of work. No visionary schemes, no ideal pictures. Just Plain Facts and Practical Suggestions are given. Every railroad employee who reads the book is a better and safer man to have in railroad service. It gives just the information which will be the means of preventing many injuries and deaths. All railroad employees should procure a copy, read it, and do their part in preventing accidents. 169 pages. Pocket size. Fully illustrated. Price 50 cents
This book is a straightforward conversation with Railroad Employees, focusing on facts rather than theories, and demonstrating, through real-life experiences, how accidents happen and how to prevent them. It includes seventy original photos and illustrations showing both safe and unsafe work methods. No fanciful ideas or perfect scenarios—just clear facts and practical tips. Every railroad employee who reads this book will be a more competent and safer member of the railroad team. It provides essential information that can help prevent many injuries and fatalities. All railroad employees should get a copy, read it, and contribute to accident prevention. 169 pages. Pocket size. Fully illustrated. Price 50 cents
Train Rule Examinations Made Easy. By G. E. Collingwood.
Train Rule Exams Made Simple. By G.E. Collingwood.
This is the only practical work on train rules in print. Every detail is covered, and puzzling points are explained in simple, comprehensive language, making it a practical treatise for the Train Dispatcher, Engineman, Trainman, and all others who have to do with the movements of trains. Contains complete and reliable information of the Standard Code of Train Rules for single track. Shows Signals in Colors, as used on the different roads. Explains fully the practical application of train orders, giving a clear and definite understanding of all orders which may be used. The meaning and necessity for certain rules are explained in such a manner that the student may know beyond a doubt the rights conferred under any orders he may receive or the action required by certain rules. As nearly all roads require trainmen to pass regular examinations, a complete set of examination questions, with their answers, are included. These will enable the student to pass the required examinations with credit to himself and the road for which he works. 2nd Edition, Revised. 256 pages, fully illustrated, with Train Signals in Colors. Price $1.25
This is the only practical guide on train rules available. Every detail is included, and confusing points are explained in straightforward, easy-to-understand language, making it a useful resource for Train Dispatchers, Engineers, Train Crew, and everyone else involved in train operations. It provides complete and accurate information on the Standard Code of Train Rules for single track. It shows signals in colors as used by different railroads. It fully explains the practical application of train orders, giving a clear understanding of all possible orders. The meaning and importance of certain rules are described in a way that helps students clearly understand their rights with any orders they receive or actions required by specific rules. Since almost all railroads require train personnel to pass regular exams, a complete set of exam questions and answers is provided. This will help students pass their required exams successfully, benefiting both themselves and the railroad they work for. 2nd Edition, Revised. 256 pages, fully illustrated, with Train Signals in Colors. Price $1.25
The Walschaert and Other Modern Radial Valve Gears for Locomotives. By Wm. W. Wood.
The Walschaert and Other Modern Radial Valve Gears for Locomotives. By Wm. W. Wood.
If you would thoroughly understand the Walschaert Valve Gear you should possess a copy of this book, as the author takes the plainest form of a steam engine—a stationary engine in the rough, that will only turn its crank in one direction—and from it builds up, with the reader’s help, a modern locomotive equipped with the Walschaert Valve Gear, complete. The points discussed are clearly illustrated: Two large folding plates that show the positions of the valves of both inside or outside admission type, as well as the links and other parts of the gear when the crank is at nine different points in its revolution, are especially valuable in making the movement clear. These employ sliding cardboard models which are contained in a pocket in the cover.
If you really want to understand the Walschaert Valve Gear, you should get a copy of this book. The author starts with the simplest form of a steam engine—a basic stationary engine that only turns its crank in one direction—and uses it to build, with the reader's help, a complete modern locomotive equipped with the Walschaert Valve Gear. The topics discussed are clearly illustrated, with two large folding plates showing the positions of the valves for both inside and outside admission types, along with the links and other parts of the gear when the crank is at nine different points in its rotation. These illustrations are especially useful for clarifying the movement. They use sliding cardboard models that are stored in a pocket in the cover.
The book is divided into five general divisions, as follows: 1. Analysis of the gear. 2. Designing and erecting the gear. 3. Advantages of the gear. 4. Questions and answers relating to the Walschaert Valve Gear. 5. Setting valves with the Walschaert Valve Gear; the three primary types of locomotive valve motion; modern radial valve gears other than the Walschaert; the Hobart All-free Valve and Valve Gear, with questions and answers on breakdowns; the Baker-Pilliod Valve Gear; the Improved Baker-Pilliod Valve Gear, with questions and answers on breakdowns.
The book is split into five main sections, as follows: 1. Gear Analysis. 2. Designing and Building the Gear. 3. Benefits of the Gear. 4. Questions and Answers about the Walschaert Valve Gear. 5. Setting Valves with the Walschaert Valve Gear; the three main types of locomotive valve motion; modern radial valve gears besides the Walschaert; the Hobart All-free Valve and Valve Gear, including questions and answers on breakdowns; the Baker-Pilliod Valve Gear; the Improved Baker-Pilliod Valve Gear, with questions and answers on breakdowns.
The questions with full answers given will be especially valuable to firemen and engineers in preparing for an examination for promotion. 245 pages. 3rd Revised Edition. Price $1.50
The complete questions with detailed answers will be particularly helpful for firefighters and engineers preparing for a promotion exam. 245 pages. 3rd Revised Edition. Price $1.50
[24]Westinghouse E-T Air-Brake Instruction Pocket Book. By Wm. W. Wood, Air-Brake Instructor.
[24]Westinghouse E-T Air-Brake Instruction Pocket Book. By Wm. W. Wood, Air-Brake Instructor.
Here is a book for the railroad man, and the man who aims to be one. It is without doubt the only complete work published on the Westinghouse E-T Locomotive Brake Equipment. Written by an Air-Brake Instructor who knows just what is needed. It covers the subject thoroughly. Everything about the New Westinghouse Engine and Tender Brake Equipment, including the standard No. 5 and the Perfected No. 6 style of brake, is treated in detail. Written in plain English and profusely illustrated with Colored Plates, which enable one to trace the flow of pressures throughout the entire equipment. The best book ever published on the Air Brake. Equally good for the beginner and the advanced engineer. Will pass any one through any examination. It informs and enlightens you on every point. Indispensable to every engineman and trainman.
Here’s a book for railroad workers and those who aspire to join the field. It's definitely the only complete guide published on the Westinghouse E-T Locomotive Brake Equipment. Written by an Air-Brake Instructor who knows exactly what’s needed, it covers the topic thoroughly. It goes into detail about everything related to the New Westinghouse Engine and Tender Brake Equipment, including the standard No. 5 and the Perfected No. 6 style of brake. The text is in straightforward language and is filled with colorful illustrations that help you follow the pressure flow throughout the entire system. This is the best book ever released on the Air Brake. It's perfect for both beginners and experienced engineers. It will prepare anyone for any examination. It informs and clarifies every aspect. It's essential for every engineman and trainman.
Contains examination questions and answers on the E-T equipment. Covering what the E-T Brake is. How it should be operated. What to do when defective. Not a question can be asked of the engineman up for promotion, on either the No. 5 or the No. 6 E-T equipment, that is not asked and answered in the book. If you want to thoroughly understand the E-T equipment get a copy of this book. It covers every detail. Makes Air-Brake troubles and examinations easy. Price $1.50
Contains exam questions and answers about the E-T equipment. It covers what the E-T Brake is, how it should be operated, and what to do if it's defective. There isn’t a question that can be asked of the engineer being promoted, on either the No. 5 or No. 6 E-T equipment, that isn’t answered in this book. If you want to fully understand the E-T equipment, get a copy of this book. It covers every detail and simplifies Air-Brake issues and tests. Price $1.50
MACHINE-SHOP PRACTICE
American Tool Making and Interchangeable Manufacturing. By J. V. Woodworth.
American Tool Making and Interchangeable Manufacturing. By J.V. Woodworth.
A “shoppy” book, containing no theorizing, no problematical or experimental devices. There are no badly proportioned and impossible diagrams, no catalogue cuts, but a valuable collection of drawings and descriptions of devices, the rich fruits of the author’s own experience. In its 500-odd pages the one subject only, Tool Making, and whatever relates thereto, is dealt with. The work stands without a rival. It is a complete, practical treatise, on the art of American Tool Making and system of interchangeable manufacturing as carried on to-day in the United States. In it are described and illustrated all of the different types and classes of small tools, fixtures, devices, and special appliances which are in general use in all machine-manufacturing and metal-working establishments where economy, capacity, and interchangeability in the production of machined metal parts are imperative. The science of jig making is exhaustively discussed, and particular attention is paid to drill jigs, boring, profiling and milling fixtures and other devices in which the parts to be machined are located and fastened within the contrivances. All of the tools, fixtures, and devices illustrated and described have been or are used for the actual production of work, such as parts of drill presses, lathes, patented machinery, typewriters, electrical apparatus, mechanical appliances, brass goods, composition parts, mould products, sheet-metal articles, drop-forgings, jewelry, watches, medals, coins, etc. 531 pages. Price $4.00
A straightforward book with no theorizing, complex problems, or experimental techniques. There are no poorly designed or impossible diagrams, no catalog images, just a valuable mix of drawings and descriptions of tools, derived from the author's own experiences. In its 500-plus pages, the book focuses solely on Tool Making and everything related to it. This work has no equal. It is a complete, practical guide to the art of American Tool Making and the system of interchangeable manufacturing that is practiced today in the United States. It describes and illustrates various types and categories of small tools, fixtures, devices, and special equipment commonly used in machine manufacturing and metalworking shops, where efficiency, capacity, and interchangeability in producing machined metal parts are crucial. The science of jig making is thoroughly covered, with special attention given to drill jigs, boring, profiling, milling fixtures, and other devices for locating and securing machined parts. All tools, fixtures, and devices illustrated and described have been or are actively used in the production of components for drill presses, lathes, patented machinery, typewriters, electrical devices, mechanical tools, brass items, composite parts, molded products, sheet metal articles, drop forgings, jewelry, watches, medals, coins, etc. 531 pages. Price $4
HENLEY’S ENCYCLOPEDIA OF PRACTICAL ENGINEERING AND ALLIED TRADES. Edited by Joseph G. Horner, A.M.I., M.E.
HENLEY’S ENCYCLOPEDIA OF PRACTICAL ENGINEERING AND ALLIED TRADES. Edited by Joseph G. Horner, A.M.I., M.E.
This set of five volumes contains about 2,500 pages with thousands of illustrations, including diagrammatic and sectional drawings with full explanatory details. This work covers the entire practice of Civil and Mechanical Engineering. The best known experts in all branches of engineering have contributed to these volumes. The Cyclopedia is admirably well adapted to the needs of the beginner and the self-taught practical man, as well as the mechanical engineer, designer, draftsman, shop superintendent, foreman, and machinist. The work will be found a means of advancement to any progressive man. It is encyclopedic in scope, thorough and practical in its treatment on technical subjects, simple and clear in its descriptive matter, and without unnecessary technicalities or formulæ. The articles are as brief as may be and yet give a reasonably clear and explicit statement of the subject, and are written by men who have had ample practical experience in the matters of which they write. It tells you all you want to know about engineering and tells it so simply, so clearly, so concisely, that one cannot help but understand. As a work of reference it is without a peer. Complete set of five volumes, price $25.00
This set of five volumes contains about 2,500 pages with thousands of illustrations, including diagrams and detailed sectional drawings. This work encompasses the entire field of Civil and Mechanical Engineering. Leading experts in all areas of engineering have contributed to these volumes. The Cyclopedia is perfectly suited for beginners and self-taught practitioners, as well as mechanical engineers, designers, draftsmen, shop supervisors, foremen, and machinists. This work will help anyone looking to advance in their career. It is comprehensive in scope, thorough and practical in its approach to technical subjects, and straightforward and clear in its descriptions, avoiding unnecessary jargon or formulas. The articles are as concise as possible while still providing a clear and explicit explanation of each topic, and they are authored by individuals with extensive practical experience in their fields. It offers all the information you need about engineering in a way that is simple, clear, and concise, making it easy to understand. As a reference resource, it is unmatched. Complete set of five volumes, price $25
The Modern Machinist. By John T. Usher.
The Modern Machinist. By John T. Usher.
This is a book, showing by plain description and by profuse engravings made expressly for the work, all that is best, most advanced, and of the highest efficiency in modern machine-shop practice, tools and implements, showing the way by which and through which, as Mr. Maxim says “American machinists have become and are the finest mechanics in the world.” Indicating as it does, in every line, the familiarity of the author with every detail of daily experience in the shop, it cannot fail to be of service to any man practically connected with the shaping or finishing of metals.
This book provides a clear description and numerous illustrations created specifically for this work, showcasing the best, most advanced, and most efficient practices in modern machine shops, tools, and equipment. It illustrates how, as Mr. Maxim states, “American machinists have become and are the finest mechanics in the world.” With every line reflecting the author’s deep understanding of daily shop experiences, it will undoubtedly be useful for anyone involved in shaping or finishing metal.
There is nothing experimental or visionary about the book, all devices being in actual use and giving good results. It might be called a compendium of shop methods, showing a variety of special tools and appliances which will give new ideas to many mechanics, from the superintendent down to the man at the bench. It will be found a valuable addition to any machinist’s library, and should be consulted whenever a new or difficult job is to be done, whether it is boring, milling, turning, or planing, as they are all treated m a practical manner. Fifth edition. 320 pages. 250 illustrations. Price $2.50
There’s nothing experimental or groundbreaking about the book; all the tools mentioned are currently in use and show great results. It could be described as a collection of workshop techniques, showcasing a range of specialized tools and gadgets that will inspire many mechanics, from the manager to the worker at the bench. This book is a valuable addition to any machinist’s library and should be referenced whenever tackling a new or challenging task, whether it involves boring, milling, turning, or planing, as all are covered in a practical way. Fifth edition. 320 pages. 250 illustrations. Price $2.50
THE WHOLE FIELD OF MECHANICAL MOVEMENTS COVERED BY MR. HISCOX’S TWO BOOKS
We publish two books by Gardner D. Hiscox that will keep you from “inventing” things that have been done before, and suggest ways of doing things that you have not thought of before. Many a man spends time and money pondering over some mechanical problem, only to learn, after he has solved the problem, that the same thing has been accomplished and put in practice by others long before. Time and money spent in an effort to accomplish what has already been accomplished are time and money LOST. The whole field of mechanics, every known mechanical movement, and practically every device are covered by these two books. If the thing you want has been invented, it is illustrated in them. If it hasn’t been invented, then you’ll find in them the nearest things to what you want, some movements or devices that will apply in your case, perhaps; or which will give you a key from which to work. No book or set of books ever published is of more real value to the Inventor, Draftsman, or practical Mechanic than the two volumes described below.
We publish two books by Gardner D. Hiscox that will help you avoid "inventing" things that have already been done and will suggest methods you may not have considered. Many people waste time and money trying to solve a mechanical problem, only to find out that someone else has already figured it out and put it into practice long ago. Time and money spent trying to achieve what’s already been achieved are time and money WASTED. These two books cover the entire field of mechanics, every known mechanical movement, and almost every device. If what you’re looking for has been invented, you’ll find it illustrated in these books. If it hasn’t been invented yet, you’ll discover the closest alternatives, along with movements or devices that might be applicable to your situation, or that could give you a starting point to work from. No book or collection of books ever published has more real value for the Inventor, Draftsman, or practical Mechanic than the two volumes described below.
Mechanical Movements, Powers, and Devices. By Gardner D. Hiscox.
Mechanical Movements, Powers, and Devices. By Gardner D. Hiscox.
This is a collection of 1,890 engravings of different mechanical motions and appliances, accompanied by appropriate text, making it a book of great value to the inventor, the draftsman, and to all readers with mechanical tastes. The book is divided into eighteen sections or chapters, in which the subject-matter is classified under the following heads: Mechanical Powers; Transmission of Power; Measurement of Power; Steam Power; Air Power Appliances; Electric Power and Construction; Navigation and Roads; Gearing; Motion and Devices; Controlling Motion; Horological; Mining; Mill and Factory Appliances; Construction and Devices; Drafting Devices; Miscellaneous Devices, etc. 15th Edition. 400 octavo pages. Price $3.00
This is a collection of 1,890 engravings showcasing various mechanical movements and devices, paired with relevant text, making it a valuable resource for inventors, designers, and anyone interested in mechanics. The book is divided into eighteen sections or chapters, organizing the material under the following topics: Mechanical Powers; Transmission of Power; Measurement of Power; Steam Power; Air Power Appliances; Electric Power and Construction; Navigation and Roads; Gearing; Motion and Devices; Controlling Motion; Horological; Mining; Mill and Factory Appliances; Construction and Devices; Drafting Devices; Miscellaneous Devices, etc. 15th Edition. 400 octavo pages. Price $3.00
Mechanical Appliances, Mechanical Movements and Novelties of Construction. By Gardner D. Hiscox.
Mechanical Appliances, Mechanical Movements and Novelties of Construction. By Gardner D. Hiscox.
This is a supplementary volume to the one upon mechanical movements. Unlike the first volume, which is more elementary in character, this volume contains illustrations and descriptions of many combinations of motions and of mechanical devices and appliances found in different lines of machinery, each device being shown by a line drawing with a description showing its working parts and the method of operation. From the multitude of devices described and illustrated might be mentioned, in passing, such items as conveyors and elevators, Pony brakes, thermometers, various types of boilers, solar engines, oil-fuel burners, condensers, evaporators, Corliss and other valve gears, governors, gas engines, water motors of various descriptions, air ships, motors and dynamos, automobile and motor bicycles, railway lock signals, car couplers, link and gear motions, ball bearings, breech-block mechanism for heavy guns, and a large accumulation of others of equal importance. One thousand specially made engravings. 396 octavo pages. Fourth edition. Price $3.00
This is a complementary edition to the one on mechanical movements. Unlike the first volume, which is more basic in nature, this volume includes illustrations and descriptions of various combinations of motions, along with mechanical devices and equipment found in different types of machinery. Each device is illustrated with a line drawing, accompanied by a description that explains its working parts and how it operates. Among the many devices described and illustrated, you can find items like conveyors and elevators, pony brakes, thermometers, various types of boilers, solar engines, oil-fuel burners, condensers, evaporators, Corliss and other valve gears, governors, gas engines, water motors of different kinds, airships, motors and dynamos, automobiles and motorcycles, railway lock signals, car couplers, link and gear motions, ball bearings, breech-block mechanisms for heavy guns, and a large variety of others that are equally important. One thousand specially made engravings. 396 octavo pages. Fourth edition. Price $3.00
Machine-Shop Tools and Shop Practice. By W. H. Vandervoort.
Machine-Shop Tools and Shop Practice. By W.H. Vandervoort.
A work of 555 pages and 673 illustrations, describing in every detail the construction, operation and manipulation of both hand and machine tools. Includes chapters on filing, fitting and scraping surfaces; on drills, reamers, taps and dies; the lathe and its tools: planers, shapers, and their tools; milling machines and cutters; gear cutters and gear cutting; drilling machines and drill work; grinding machines and their work; hardening and tempering; gearing, belting and transmission machinery; useful data and tables. Sixth edition. Price $3.00
A 555-page book with 673 illustrations, detailing the construction, operation, and use of both hand and machine tools. It covers topics like filing, fitting, and scraping surfaces; drills, reamers, taps, and dies; the lathe and its tools; planers, shapers, and their tools; milling machines and cutters; gear cutters and gear cutting; drilling machines and drill work; grinding machines and their uses; hardening and tempering; gearing, belting, and transmission machinery; along with useful data and tables. Sixth edition. Price $3
Machine-Shop Arithmetic. By Colvin-Cheney.
Machine Shop Math. By Colvin-Cheney.
This is an arithmetic of the things you have to do with daily. It tells you plainly about: how to find areas in figures; how to find surface or volume of balls or spheres; handy ways for calculating; about compound gearing; cutting screw threads on any lathe; drilling for taps; speeds of drills; taps, emery wheels, grindstones, milling cutters, etc.; all about the Metric system with conversion tables; properties of metals; strength of bolts and nuts; decimal equivalent of an inch. All sorts of machine-shop figuring and 1,001 other things, any one of which ought to be worth more than the price of this book to you, as it saves you the trouble of bothering the boss. 6th Edition. 131 pages. Price 50 cents
This is a practical guide for your daily tasks. It clearly covers: how to calculate areas in shapes; how to determine the surface area or volume of balls or spheres; useful methods for calculations; information on compound gearing; how to cut screw threads on any lathe; drilling for taps; drill speeds; taps, emery wheels, grindstones, milling cutters, and more; everything about the Metric system with conversion tables; properties of metals; strength of bolts and nuts; decimal equivalents of an inch. It includes all kinds of machine shop calculations and 1,001 other useful tips, each of which should be worth more than the book's price to you, as it saves you from having to ask your boss. 6th Edition. 131 pages. Price 50 cents
Modern Machine-Shop Construction, Equipment and Management. By Oscar E. Perrigo.
Modern Machine-Shop Construction, Equipment and Management. By Oscar E. Perrigo.
The only work published that describes the Modern Shop or Manufacturing Plant from the time the grass is growing on the site intended for it until the finished product is shipped. Just the book needed by those contemplating the erection of modern shop buildings, the rebuilding and reorganization of old ones, or the introduction of Modern Shop Methods, time and cost systems. It is a book written and illustrated by a practical shop man for practical shop men who are too busy to read theories and want facts. It is the most complete all-round book of its kind ever published. Second Edition, Revised. 384 large quarto pages. 219 original and specially made illustrations. 2nd Revised and Enlarged Edition. Price $5.00
The only book that explains the Modern Shop or Manufacturing Plant from the moment grass starts growing on the site to when the finished product is shipped. This is the essential guide for anyone thinking about building modern shop facilities, renovating and reorganizing existing ones, or implementing Modern Shop Methods, including time and cost systems. It’s written and illustrated by a practical shop expert for practical shop professionals who are too busy for theories and just want the facts. It's the most comprehensive book of its kind ever published. Second Edition, Revised. 384 large quarto pages. 219 original and specially created illustrations. 2nd Revised and Enlarged Edition. Price $5
[26]Modern Milling Machines: Their Design, Construction, and Operation. By Joseph G. Horner.
[26]Modern Milling Machines: Their Design, Construction, and Operation. By Joseph G. Horner.
This book describes and illustrates the Milling Machine and its work in such a plain, clear and forceful manner, and illustrates the subject so clearly and completely, that the up-to-date machinist, student or mechanical engineer cannot afford to do without the valuable information which it contains. It describes not only the early machines of this class, but notes their gradual development into the splendid machines of the present day, giving the design and construction of the various types, forms, and special features produced by prominent manufacturers, American and foreign. 304 pages, 300 illustrations. Cloth. Price $4.00
This book explains and showcases the Milling Machine and its operation in a straightforward, clear, and impactful way. It covers the topic so thoroughly that any modern machinist, student, or mechanical engineer cannot afford to miss out on the valuable information it offers. It not only details the early machines in this category but also traces their development into the impressive machines we have today, discussing the design and construction of various types, styles, and unique features made by leading manufacturers, both American and international. 304 pages, 300 illustrations. Cloth. Price $4.00
“Shop Kinks.” By Robert Grimshaw.
“Shop Kinks.” By Robert Grimshaw.
A book of 400 pages and 222 illustrations, being entirely different from any other book on machine-shop practice. Departing from conventional style, the author avoids universal or common shop usage and limits his work to showing special ways of doing things better, more cheaply and more rapidly than usual. As a result the advanced methods of representative establishments of the world are placed at the disposal of the reader. This book shows the proprietor where large savings are possible, and how products may be improved. To the employee it holds out suggestions that, properly applied, will hasten his advancement. No shop can afford to be without it. It bristles with valuable wrinkles and helpful suggestions. It will benefit all, from apprentice to proprietor. Every machinist, at any age, should study its pages. Fifth edition. Price $2.50
A book with 400 pages and 222 illustrations, completely unique compared to any other book on machine shop practices. The author breaks away from traditional methods, steering clear of common practices and focusing instead on showcasing specific techniques that are better, cheaper, and faster than usual. As a result, the advanced methods used by leading establishments worldwide are made available to the reader. This book shows owners where they can save significantly and how to enhance their products. For employees, it offers tips that, when properly applied, can speed up their career growth. No shop can afford to be without it. It’s packed with valuable insights and useful advice. It benefits everyone, from apprentices to business owners. Every machinist, regardless of their age, should take the time to study its contents. Fifth edition. Price $2.50
Threads and Thread Cutting. By Colvin and Stabel.
Threads and Thread Cutting. By Colvin and Stabel.
This clears up many of the mysteries of thread-cutting, such as double and triple threads, internal threads, catching threads, use of hobs, etc. Contains a lot of useful hints and several tables. Third edition. Price 25 cents
This explains a lot of the complexities of thread-cutting, including double and triple threads, internal threads, catching threads, and the use of hobs, among others. It includes plenty of helpful tips and several tables. Third edition. Price 25 cents
MANUAL TRAINING
Economics of Manual Training. By Louis Rouillion.
The Economics of Manual Training. By Louis Rouillion.
The only book published that gives just the information needed by all interested in Manual Training, regarding Buildings, Equipment, and Supplies. Shows exactly what is needed for all grades of the work from the Kindergarten to the High and Normal School. Gives itemized lists of everything used in Manual Training Work and tells just what it ought to cost. Also shows where to buy supplies, etc. Contains 174 pages, and is fully illustrated. Second edition. Price $1.50
The only book available that provides all the essential information for anyone interested in Manual Training, covering Buildings, Equipment, and Supplies. It details everything required for all levels of work, from Kindergarten to High and Normal School. Includes itemized lists of everything used in Manual Training and indicates what it should cost. Also includes information on where to purchase supplies, etc. Contains 174 pages and is fully illustrated. Second edition. Price $1.50
MARINE ENGINEERING
The Naval Architect’s and Shipbuilder’s Pocket Book of Formulæ, Rules, and Tables and Marine Engineer’s and Surveyor’s Handy Book of Reference. By Clement Mackrow and Lloyd Woollard.
The Naval Architect’s and Shipbuilder’s Pocket Book of Formulas, Rules, and Tables and Marine Engineer’s and Surveyor’s Handy Book of Reference. By Clement Mackrow and Lloyd Woollard.
The eleventh Revised and Enlarged Edition of this most comprehensive work has just been issued. It is absolutely indispensable to all engaged in the Shipbuilding Industry, as it condenses into a compact form all data and formulæ that are ordinarily required. The book is completely up to date, including among other subjects a section on Aeronautics. 750 pages, limp leather binding. Price $5.00 net
The eleventh Revised and Enlarged Edition of this comprehensive work has just been released. It is essential for anyone involved in the Shipbuilding Industry, as it consolidates all the necessary data and formulas into a compact format. The book is fully updated, featuring, among other topics, a section on Aeronautics. 750 pages, soft leather binding. Price $5.00 net
Marine Engines and Boilers: Their Design and Construction. By Dr. G. Bauer, Leslie S. Robertson and S. Bryan Donkin.
Marine Engines and Boilers: Their Design and Construction. By Dr. G. Bauer, Leslie S. Robertson, and S. Bryan Donkin.
In the words of Dr. Bauer, the present work owes its origin to an oft felt want of a condensed treatise embodying the theoretical and practical rules used in designing marine engines and boilers. The need of such a work has been felt by most engineers engaged in the construction and working of marine engines, not only by the younger men, but also by those of greater experience. The fact that the original German work was written by the chief engineer of the famous Vulcan Works, Stettin, is in itself a guarantee that this book is in all respects thoroughly up-to-date, and that it embodies all the information which is necessary for the design and construction of the highest types of marine engines and boilers. It may be said that the motive power which Dr. Bauer has placed in the fast German liners that have been turned out of late years from the Stettin Works represent the very best practice in marine engineering of the present day. The work is clearly written, thoroughly systematic, theoretically sound; while the character of the plans, drawings, tables, and statistics is without reproach. The illustrations are careful reproductions from actual working drawings, with some well-executed photographic views of completed engines and boilers. 744 pages, 550 illustrations and numerous tables. Cloth. Price $9.00 net
In Dr. Bauer’s words, this work comes from a common need for a concise guide that includes both the theoretical and practical rules for designing marine engines and boilers. Engineers involved in building and operating marine engines have recognized this necessity, not just the newcomers, but also those with more experience. The fact that the original German version was authored by the chief engineer of the renowned Vulcan Works in Stettin ensures that this book is completely current and contains all the information needed for designing and constructing top-quality marine engines and boilers. It can be said that the power systems Dr. Bauer has placed in the fast German liners produced in recent years at the Stettin Works represent the finest practices in modern marine engineering. The work is clearly written, well-organized, theoretically solid; and the quality of the plans, drawings, tables, and statistics is impeccable. The illustrations are carefully reproduced from actual working drawings, along with some high-quality photographs of completed engines and boilers. 744 pages, 550 illustrations, and numerous tables. Cloth. Price $9.00 net
MINING
Ore Deposits, with a Chapter on Hints to Prospectors. By J. P. Johnson.
Ore Deposits, with a Chapter on Tips for Prospectors. By J.P. Johnson.
This book gives a condensed account of the ore deposits at present known in South Africa. It is also intended as a guide to the prospector. Only an elementary knowledge of geology and some mining experience are necessary in order to understand this work. With these qualifications, it will materially assist one in his search for metalliferous mineral occurrences and, so far as simple ores are concerned, should enable one to form some idea of the possibilities of any he may find. Illustrated. Cloth. Price $2.00
This book provides a brief overview of the ore deposits currently known in South Africa. It's also meant to serve as a guide for prospectors. An basic understanding of geology and some mining experience are all you need to grasp this work. With these skills, it will significantly help you in your search for metal-bearing minerals and, especially for simple ores, should give you a sense of the potential of any you discover. Illustrated. Cloth. Price $2.00
Practical Coal Mining. By T. H. Cockin.
Practical Coal Mining. By T. H. Cockin.
An important work, containing 428 pages and 213 illustrations, complete with practical details, which will intuitively impart to the reader not only a general knowledge of the principles of coal mining, but also considerable insight into allied subjects. The treatise is positively up-to-date in every instance, and should be in the hands of every colliery engineer, geologist, mine operator, superintendent, foreman, and all others who are interested in or connected with the industry. 3d Edition. Cloth. Price $2.50
An important book with 428 pages and 213 illustrations, packed with practical information that will intuitively give readers not just a basic understanding of coal mining principles, but also significant insights into related topics. This guide is completely current in every way and should be in the hands of every mine engineer, geologist, mine operator, superintendent, foreman, and anyone else involved in the industry. 3d Edition. Cloth. Price $2.50
Physics and Chemistry of Mining. By T. H. Byrom.
Physics and Chemistry of Mining. By T.H. Byrom.
A practical work for the use of all preparing for examinations in mining or qualifying for colliery managers’ certificates. The aim of the author in this excellent book is to place clearly before the reader useful and authoritative data which will render him valuable assistance in his studies. The only work of its kind published. The information incorporated in it will prove of the greatest practical utility to students, mining engineers, colliery managers, and all others who are specially interested in the present-day treatment of mining problems. 160 pages, illustrated. Price $2.00
A practical guide for anyone preparing for exams in mining or qualifying for colliery managers’ certificates. The author’s goal in this excellent book is to present clear, useful, and authoritative information that will be a great help in your studies. This is the only book of its kind available. The information included will be incredibly useful for students, mining engineers, colliery managers, and anyone else who is particularly interested in modern mining issues. 160 pages, illustrated. Price $2.00
PATTERN MAKING
Practical Pattern Making. By F. W. Barrows.
Practical Pattern Making. By F. W. Barrows.
This book, now in its second edition, is a comprehensive and entirely practical treatise on the subject of pattern making, illustrating pattern work in both wood and metal, and with definite instructions on the use of plaster of paris in the trade. It gives specific and detailed descriptions of the materials used by pattern makers, and describes the tools, both those for the bench and the more interesting machine tools, having complete chapters on the Lathe, the Circular Saw, and the Band Saw. It gives many examples of pattern work, each one fully illustrated and explained with much detail. These examples, in their great variety, offer much that will be found of interest to all pattern makers, and especially to the younger ones, who are seeking information on the more advanced branches of their trade.
This book, now in its second edition, is a thorough and practical guide on pattern making, showcasing pattern work in both wood and metal, along with clear instructions on using plaster of Paris in the field. It provides specific and detailed descriptions of the materials used by pattern makers and outlines the tools, including those for the bench and the more intriguing machine tools, with complete chapters dedicated to the Lathe, the Circular Saw, and the Band Saw. It features numerous examples of pattern work, each one fully illustrated and explained in detail. These diverse examples will be of great interest to all pattern makers, especially younger ones looking for information on more advanced aspects of their craft.
In this second edition of the work will be found much that is new, even to those who have long practised this exacting trade. In the description of patterns as adapted to the Moulding Machine many difficulties which have long prevented the rapid and economical production of castings are overcome; and this great, new branch of the trade is given much space. Stripping plate and stool plate work and the less expensive vibrator, or rapping plate work, are all explained in detail.
In this second edition of the work, there's a lot that’s new, even for those who have been in this demanding trade for a while. The description of patterns suited for the Moulding Machine addresses many challenges that have made it hard to produce castings quickly and cost-effectively. This emerging area of the trade is given considerable attention. Stripping plates, stool plates, and the more affordable vibrator or rapping plate work are all explained in detail.
Plain, every-day rules for lessening the cost of patterns, with a complete system of cost keeping, a detailed method of marking, applicable to all branches of the trade, with complete information showing what the pattern is, its specific title, its cost, date of production, material of which it is made, the number of pieces and core-boxes, and its location in the pattern safe, all condensed into a most complete card record, with cross index. The book closes with an original and practical method for the inventory and valuation of patterns. Containing nearly 350 pages and 170 illustrations. Price $2.00
Plain, everyday rules for reducing the cost of patterns, along with a complete system for keeping track of expenses, and a detailed method for labeling that applies to all areas of the industry. It includes thorough details about each pattern, such as its specific title, cost, production date, materials used, number of pieces and core boxes, and its location in the pattern safe, all summarized in a comprehensive card record with a cross-index. The book concludes with an original and practical method for inventory and valuation of patterns. It contains nearly 350 pages and 170 illustrations. Price $2.00
PERFUMERY
Perfumes and Cosmetics: Their Preparation and Manufacture. By G. W. Askinson, Perfumer.
Perfumes and Cosmetics: Their Preparation and Manufacture. By G.W. Atkinson, Perfumer.
A comprehensive treatise, in which there has been nothing omitted that could be of value to the perfumer or manufacturer of toilet preparations. Complete directions for making handkerchief perfumes, smelling-salts, sachets, fumigating pastilles; preparations for the care of the skin, the mouth, the hair, cosmetics, hair dyes and other toilet articles are given, also a detailed description of aromatic substances; their nature, tests of purity, and wholesome manufacture, including a chapter on synthetic products, with formulas for their use. A book of general as well as professional interest, meeting the wants not only of the druggist and perfume manufacturer, but also of the general public. Among the contents are: 1. The History of Perfumery. 2. About Aromatic Substances in General. 3. Odors from the Vegetable Kingdom. 4. The Aromatic Vegetable Substances Employed in Perfumery. 5. The Animal Substances Used in Perfumery. 6. The Chemical Products Used in Perfumery. 7. The Extraction of Odors. 8. The Special Characteristics of Aromatic Substances. 9 The Adulteration of Essential Oils and Their Recognition. 10. Synthetic Products. 11. Table of Physical Properties of Aromatic Chemicals. 12. The Essences or Extracts Employed in Perfumery. 13. Directions for Making the Most Important Essences and Extracts.[28] 14. The Division of Perfumery. 15. The Manufacture of Handkerchief Perfumes. 16. Formulas for Handkerchief Perfumes. 17. Ammoniacal and Acid Perfumes. 18. Dry Perfumes. 19. Formulas for Dry Perfumes. 20. The Perfumes Used for Fumigation. 21. Antiseptic and Therapeutic Value of Perfumes. 22. Classification of Odors. 23. Some Special Perfumery Products. 24. Hygiene and Cosmetic Perfumery. 25. Preparations for the Care of the Skin. 26. Manufacture of Casein. 27. Formulas for Emulsions. 28. Formulas for Cream. 29. Formulas for Meals, Pastes and Vegetable Milk. 30. Preparations Used for the Hair. 31. Formulas for Hair Tonics and Restorers. 32. Pomades and Hair Oils 33. Formulas for the Manufacture of Pomades and Hair Oils. 34. Hair Dyes and Depilatories. 35. Wax Pomades, Bandolines and Brilliantines. 36. Skin Cosmetics and Face Lotions. 37. Preparations for the Nails. 38. Water Softeners and Bath Salts. 39. Preparations for the Care of the Mouth. 40. The Colors Used in Perfumery. 41. The Utensils Used in the Toilet. Fourth edition, much enlarged and brought up to date. Nearly 400 pages, illustrated. Price $5.00
A complete guide that covers everything valuable for perfumers and manufacturers of personal care products. It includes detailed instructions for creating handkerchief perfumes, smelling salts, sachets, and fumigating pastilles; as well as recipes for skin care, oral hygiene, hair care, cosmetics, hair dyes, and other personal care items. The book also contains an in-depth description of aromatic substances, their properties, purity tests, and safe manufacturing practices, including a section on synthetic products with formulas for their application. This book is of general and professional interest, catering not just to pharmacists and perfume makers, but also to the general public. Among the contents are: 1. The History of Perfumery. 2. About Aromatic Substances in General. 3. Odors from the Vegetable Kingdom. 4. The Aromatic Vegetable Substances Used in Perfumery. 5. The Animal Substances Used in Perfumery. 6. The Chemical Products Used in Perfumery. 7. The Extraction of Odors. 8. The Special Characteristics of Aromatic Substances. 9. The Adulteration of Essential Oils and Their Recognition. 10. Synthetic Products. 11. Table of Physical Properties of Aromatic Chemicals. 12. The Essences or Extracts Used in Perfumery. 13. Directions for Making the Most Important Essences and Extracts.[28] 14. The Division of Perfumery. 15. The Manufacture of Handkerchief Perfumes. 16. Formulas for Handkerchief Perfumes. 17. Ammoniacal and Acid Perfumes. 18. Dry Perfumes. 19. Formulas for Dry Perfumes. 20. The Perfumes Used for Fumigation. 21. Antiseptic and Therapeutic Value of Perfumes. 22. Classification of Odors. 23. Some Special Perfumery Products. 24. Hygiene and Cosmetic Perfumery. 25. Preparations for Skin Care. 26. Manufacture of Casein. 27. Formulas for Emulsions. 28. Formulas for Cream. 29. Formulas for Meals, Pastes, and Plant-Based Milk. 30. Preparations for Hair Care. 31. Formulas for Hair Tonics and Restoratives. 32. Pomades and Hair Oils. 33. Formulas for Manufacturing Pomades and Hair Oils. 34. Hair Dyes and Depilatories. 35. Wax Pomades, Bandolines, and Brilliantines. 36. Skin Cosmetics and Face Lotions. 37. Preparations for Nails. 38. Water Softeners and Bath Salts. 39. Preparations for Oral Care. 40. The Colors Used in Perfumery. 41. The Utensils Used for Personal Care. Fourth edition, significantly expanded and updated. Nearly 400 pages, illustrated. Price $5
WHAT IS SAID OF THIS BOOK:
“The most satisfactory work on the subject of Perfumery that we have ever seen.”
“The best work on the subject of perfumery that we have ever seen.”
“We feel safe in saying that here is a book on Perfumery that will not disappoint you, for it has practical and excellent formulæ that are within your ability to prepare readily.”
“We're confident that this book on perfumery won’t let you down, as it contains practical and excellent formulas that you can easily prepare.”
“We recommend the volume as worthy of confidence, and say that no purchaser will be disappointed in securing from its pages good value for its cost, and a large dividend on the same, even if he should use but one per cent. of its working formulæ. There is money in it for every user of its information.”—Pharmaceutical Record.
“We recommend this book as trustworthy, and we believe that anyone who purchases it will find that it offers good value for the price and a significant return on investment, even if they only use one percent of its practical formulas. There’s money to be made for everyone who utilizes its information.”—Pharmaceutical Record.
PLUMBING
Mechanical Drawing for Plumbers. By R. M. Starbuck.
Mechanical Drawing for Plumbers. By R. M. Starbuck.
A concise, comprehensive and practical treatise on the subject of mechanical drawing in its various modern applications to the work of all who are in any way connected with the plumbing trade. Nothing will so help the plumber in estimating and in explaining work to customers and workmen as a knowledge of drawing, and to the workman it is of inestimable value if he is to rise above his position to positions of greater responsibility. Among the chapters contained are: 1. Value to plumber of knowledge of drawing; tools required and their use; common views needed in mechanical drawing. 2. Perspective versus mechanical drawing in showing plumbing construction. 3. Correct and incorrect methods in plumbing drawing; plan and elevation explained. 4. Floor and cellar plans and elevation; scale drawings; use of triangles. 5. Use of triangles; drawing of fittings, traps, etc. 6. Drawing plumbing elevations and fittings. 7. Instructions in drawing plumbing elevations. 8. The drawing of plumbing fixtures; scale drawings. 9. Drawings of fixtures and fittings. 10. Inking of drawings. 11. Shading of drawings. 12. Shading of drawings. 13. Sectional drawings; drawing of threads. 14. Plumbing elevations from architect’s plan. 15. Elevations of separate parts of the plumbing system. 16. Elevations from the architect’s plans. 17. Drawings of detail plumbing connections. 18. Architect’s plans and plumbing elevations of residence. 19. Plumbing elevations of residence (continued); plumbing plans for cottage. 20. Plumbing elevations; roof connections. 21. Plans and plumbing elevations for six-flat building. 22. Drawing of various parts of the plumbing system; use of scales. 23. Use of architect’s scales. 24. Special features in the illustrations of country plumbing. 25. Drawing of wrought-iron piping, valves, radiators, coils, etc. 26. Drawing of piping to illustrate heating systems. 150 illustrations. Price $1.50
A straightforward, complete, and practical guide on mechanical drawing and its various modern uses for anyone involved in the plumbing trade. Having knowledge of drawing will greatly assist plumbers in estimating work and explaining it to customers and colleagues. For workers looking to advance to higher roles, this knowledge is invaluable. Among the chapters included are: 1. Importance of drawing knowledge for plumbers; necessary tools and their usage; common views in mechanical drawing. 2. Perspective vs. mechanical drawing in depicting plumbing construction. 3. Correct and incorrect methods in plumbing drawing; explanations of plans and elevations. 4. Floor and basement plans and elevations; scaled drawings; use of triangles. 5. Use of triangles; drawing fittings, traps, etc. 6. Drawing plumbing elevations and fittings. 7. Instructions for drawing plumbing elevations. 8. Drawing plumbing fixtures; scaled drawings. 9. Drawings of fixtures and fittings. 10. Inking drawings. 11. Shading drawings. 12. Shading drawings. 13. Sectional drawings; drawing threads. 14. Plumbing elevations based on architect’s plans. 15. Elevations of individual components of the plumbing system. 16. Elevations from the architect’s plans. 17. Drawings of detailed plumbing connections. 18. Architect’s plans and plumbing elevations for residences. 19. Plumbing elevations for residences (continued); plumbing plans for cottages. 20. Plumbing elevations; roof connections. 21. Plans and plumbing elevations for six-flat buildings. 22. Drawing various components of the plumbing system; use of scales. 23. Use of architect’s scales. 24. Special features in illustrations of rural plumbing. 25. Drawing wrought-iron piping, valves, radiators, coils, etc. 26. Drawing piping to illustrate heating systems. 150 illustrations. Price $1.50
Modern Plumbing Illustrated. By R. M. Starbuck.
Modern Plumbing Made Easy. By R. M. Starbuck.
This book represents the highest standard of plumbing work. It has been adopted and used as a reference book by the United States Government in its sanitary work in Cuba, Porto Rico and the Philippines, and by the principal Boards of Health of the United States and Canada.
This book represents the highest standard of plumbing work. It has been adopted and used as a reference book by the United States Government in its sanitary work in Cuba, Porto Rico, and the Philippines, as well as by the main Boards of Health in the United States and Canada.
It gives connections, sizes and working data for all fixtures and groups of fixtures. It is helpful to the master plumber in demonstrating to his customers and in figuring work. It gives the mechanic and student quick and easy access to the best modern plumbing practice. Suggestions for estimating plumbing construction are contained in its pages. This book represents, in a word, the latest and best up-to-date practice and should be in the hands of every architect, sanitary engineer and plumber who wishes to keep himself up to the minute on this important feature of construction. Contains following chapters, each illustrated with a full-page plate: Kitchen sink, laundry tubs, vegetable wash sink; lavatories, pantry sinks, contents of marble slabs; bath tub, foot and sitz bath, shower bath; water closets, venting of water closets; low-down water closets, water closets operated by flush valves, water closet range; slop sink, urinals, the bidet; hotel and restaurant sink, grease trap; refrigerators, safe wastes, laundry waste, lines of refrigerators, bar sinks, soda fountain sinks; horse stall, frost-proof water closets; connections for S traps, venting; connections for drum traps; soil-pipe connections; supporting of soil pipe; main trap and fresh-air inlet: floor drains and cellar drains, subsoil drainage; water closets and floor connections; local venting; connections for bath rooms; connections for bath rooms, continued; examples of poor practice; roughing work ready for test; testing of plumbing systems; method of continuous venting; continuous venting for two-floor work; continuous venting for two lines of fixtures on three or more floors; continuous venting of water closets; plumbing for cottage house; construction for cellar piping; plumbing for residence, use of special fittings; plumbing for two-flat house: plumbing for apartment building, plumbing for double apartment building; plumbing for office building; plumbing for public toilet rooms; plumbing for public toilet rooms, continued; plumbing for bath establishment; plumbing for engine house, factory plumbing, automatic flushing for schools, factories, etc.; use of flushing valves; urinals for public toilet rooms; the Durham system, the destruction of pipes by electrolysis; construction of work[29] without use of lead; automatic sewage lift; automatic sump tank; country plumbing; construction of cesspools; septic tank and automatic sewage siphon; water supply for country house; thawing of water mains and service by electricity; double boilers; hot water supply of large buildings; automatic control of hot-water tank; suggestions for estimating plumbing construction. 407 octavo pages, fully illustrated by 57 full-page engravings. Third, revised and enlarged edition, just issued. Price $4.00
It provides connections, sizes, and operational details for all fixtures and groups of fixtures. It's useful for the master plumber in showcasing to customers and calculating work. It offers mechanics and students quick and easy access to the best modern plumbing practices. The pages include suggestions for estimating plumbing construction. This book represents, in short, the latest and most up-to-date practices and should be in the hands of every architect, sanitary engineer, and plumber who wants to stay current on this important aspect of construction. It contains the following chapters, each illustrated with a full-page plate: Kitchen sink, laundry tubs, vegetable wash sink; lavatories, pantry sinks, contents of marble slabs; bath tub, foot and sitz bath, shower bath; water closets, venting of water closets; low-down water closets, water closets operated by flush valves, water closet range; slop sink, urinals, the bidet; hotel and restaurant sink, grease trap; refrigerators, safe wastes, laundry waste, lines of refrigerators, bar sinks, soda fountain sinks; horse stall, frost-proof water closets; connections for S traps, venting; connections for drum traps; soil-pipe connections; supporting of soil pipe; main trap and fresh-air inlet; floor drains and cellar drains, subsoil drainage; water closets and floor connections; local venting; connections for bathrooms; connections for bathrooms, continued; examples of poor practice; roughing work ready for test; testing of plumbing systems; method of continuous venting; continuous venting for two-floor work; continuous venting for two lines of fixtures on three or more floors; continuous venting of water closets; plumbing for cottage houses; construction for cellar piping; plumbing for residences, use of special fittings; plumbing for two-flat houses; plumbing for apartment buildings, plumbing for double apartment buildings; plumbing for office buildings; plumbing for public toilet rooms; plumbing for public toilet rooms, continued; plumbing for bath establishments; plumbing for engine houses, factory plumbing, automatic flushing for schools, factories, etc.; use of flushing valves; urinals for public toilet rooms; the Durham system, the destruction of pipes by electrolysis; construction of work[29] without the use of lead; automatic sewage lift; automatic sump tank; country plumbing; construction of cesspools; septic tank and automatic sewage siphon; water supply for country houses; thawing of water mains and service by electricity; double boilers; hot water supply for large buildings; automatic control of hot water tank; suggestions for estimating plumbing construction. 407 octavo pages, fully illustrated by 57 full-page engravings. Third, revised and enlarged edition, just issued. Price $4.00
Standard Practical Plumbing. By R. M. Starbuck.
Standard Practical Plumbing. By R. M. Starbuck.
A complete practical treatise of 450 pages, covering the subject of Modern Plumbing in all its branches, a large amount of space being devoted to a very complete and practical treatment of the subject of Hot Water Supply and Circulation and Range Boiler Work. Its thirty chapters include about every phase of the subject one can think of, making it an indispensable work to the master plumber, the journeyman plumber, and the apprentice plumber, containing chapters on: the plumber’s tools; wiping solder; composition and use; joint wiping; lead work; traps; siphonage of traps; venting; continuous venting; house sewer and sewer connections; house drain; soil piping, roughing; main trap and fresh air inlet; floor, yard, cellar drains, rain leaders, etc.; fixture wastes; water closets; ventilation; improved plumbing connections; residence plumbing; plumbing for hotels, schools, factories, stables, etc.; modern country plumbing; filtration of sewage and water supply; hot and cold supply; range boilers; circulation; circulating pipes; range boiler problems; hot water for large buildings; water lift and its use; multiple connections for hot water boilers; heating of radiation by supply system; theory for the plumber; drawing for the plumber. Fully illustrated by 347 engravings. Price $3.00
A comprehensive, practical guide of 450 pages, covering the topic of Modern Plumbing in all its aspects, with a significant amount of space dedicated to a thorough and practical examination of Hot Water Supply, Circulation, and Range Boiler Work. Its thirty chapters address nearly every aspect of the subject imaginable, making it an essential resource for master plumbers, journeyman plumbers, and apprentice plumbers. It includes chapters on: plumbing tools; wiping solder; its composition and use; joint wiping; lead work; traps; siphonage of traps; venting; continuous venting; house sewer and sewer connections; house drains; soil piping, roughing; main trap and fresh air inlet; floor, yard, and cellar drains; rain leaders, etc.; fixture wastes; water closets; ventilation; improved plumbing connections; residential plumbing; plumbing for hotels, schools, factories, stables, etc.; modern rural plumbing; sewage and water supply filtration; hot and cold supply; range boilers; circulation; circulating pipes; range boiler issues; hot water for large buildings; water lift and its application; multiple connections for hot water boilers; heating of radiation by supply system; plumber's theory; drawing for plumbers. Fully illustrated with 347 engravings. Price $3.00
RECIPE BOOK
Henley’s Twentieth Century Book of Recipes, Formulas and Processes. Edited by Gardner D. Hiscox.
Henley’s Twentieth Century Book of Recipes, Formulas and Processes. Edited by Gardner D. Hiscox.
The most valuable Techno-chemical Formula Book published, including over 10,000 selected scientific, chemical, technological, and practical recipes and processes.
The most valuable Techno-Chemical Formula Book released, featuring over 10,000 carefully chosen scientific, chemical, technological, and practical recipes and processes.
This is the most complete Book of Formulas ever published, giving thousands of recipes for the manufacture of valuable articles for everyday use. Hints, Helps, Practical Ideas, and Secret Processes are revealed within its pages. It covers every branch of the useful arts and tells thousands of ways of making money, and is just the book everyone should have at his command.
This is the most comprehensive Book of Formulas ever published, providing thousands of recipes for creating valuable everyday items. Tips, assistance, practical ideas, and secret processes are unveiled within its pages. It encompasses every area of practical skills and offers countless ways to earn money, making it an essential book for everyone to have at their fingertips.
Modern in its treatment of every subject that properly falls within its scope, the book may truthfully be said to present the very latest formulas to be found in the arts and industries, and to retain those processes which long experience has proven worthy of a permanent record. To present here even a limited number of the subjects which find a place in this valuable work would be difficult. Suffice to say that in its pages will be found matter of intense interest and immeasurably practical value to the scientific amateur and to him who wishes to obtain a knowledge of the many processes used in the arts, trades and manufacture, a knowledge which will render his pursuits more instructive and remunerative. Serving as a reference book to the small and large manufacturer and supplying intelligent seekers with the information necessary to conduct a process, the work will be found of inestimable worth to the Metallurgist, the Photographer, the Perfumer, the Painter, the Manufacturer of Glues, Pastes, Cements, and Mucilages, the Compounder of Alloys, the Cook, the Physician, the Druggist, the Electrician, the Brewer, the Engineer, the Foundryman, the Machinist, the Potter, the Tanner, the Confectioner, the Chiropodist, the Manicurist, the Manufacturer of Chemical Novelties and Toilet Preparations, the Dyer, the Electroplater, the Enameler, the Hat Maker, the Ink Manufacturer, the Optician, the Farmer, the Dairyman, the Paper Maker, the Wood and Metal Worker, the Chandler and Soap Maker, the Veterinary Surgeon, and the Technologist in general.
Modern in its approach to every topic that fits within its scope, this book can genuinely be said to offer the most recent techniques available in the arts and industries, while also preserving those methods that long experience has shown to be worth keeping a permanent record of. It would be challenging to list even a fraction of the subjects covered in this valuable work. It’s enough to say that inside, readers will find content that is both incredibly interesting and practically useful for the scientific amateur and anyone looking to learn about the various techniques used in arts, trades, and manufacturing—a knowledge that will make their endeavors more educational and profitable. Acting as a reference guide for both small and large manufacturers and providing those seeking knowledge with the essential information needed to carry out a process, this work is invaluable for Metallurgists, Photographers, Perfumers, Painters, Glue, Paste, Cement, and Mucilage Manufacturers, Alloy Compounders, Cooks, Physicians, Druggists, Electricians, Brewers, Engineers, Foundry Workers, Machinists, Potters, Tanners, Confectioners, Chiropodists, Manicurists, Manufacturers of Chemical Innovations and Toiletries, Dyers, Electroplaters, Enamelers, Hat Makers, Ink Manufacturers, Opticians, Farmers, Dairymen, Paper Makers, Wood and Metal Workers, Chandlers, Soap Makers, Veterinary Surgeons, and Technologists in general.
A mine of information, and up-to-date in every respect. A book which will prove of value to EVERYONE, as it covers every branch of the Useful Arts. Every home needs this book; every office, every factory, every store, every public and private enterprise—EVERYWHERE—should have a copy. 800 pages. Price $3.00
A treasure trove of information, and current in every way. This book will be beneficial to EVERYONE, as it encompasses every area of the Useful Arts. Every household should have this book; every office, every factory, every store, and every public and private organization—EVERYWHERE—should own a copy. 800 pages. Price $3.00
WHAT IS SAID OF THIS BOOK:
“Your Twentieth Century Book of Recipes, Formulas, and Processes duly received. I am glad to have a copy of it, and if I could not replace it, money couldn’t buy it. It is the best thing of the sort I ever saw.” (Signed) M. E. Trux, Sparta, Wis.
“Your Twentieth Century Book of Recipes, Formulas, and Processes has been received. I’m happy to have a copy of it, and if I couldn’t replace it, no amount of money could buy it. It’s the best of its kind I’ve ever seen.” (Signed) M.E. Trux, Sparta, Wis.
“There are few persons who would not be able to find in the book some single formula that would repay several times the cost of the book.”—Merchants’ Record and Show Window.
“There are few people who wouldn’t be able to find in the book some single idea that would make it worth several times the price of the book.”—Merchants’ Record and Show Window.
“I purchased your book, ‘Henley’s Twentieth Century Book of Recipes, Formulas and Processes,’ about a year ago and it is worth its weight in gold.”—Wm. H. Murray, Bennington, Vt.
“I bought your book, ‘Henley’s Twentieth Century Book of Recipes, Formulas and Processes,’ about a year ago and it’s worth its weight in gold.”—Wm. H. Murray, Bennington, Vt.
“ONE OF THE WORLD’S MOST USEFUL BOOKS”
“Some time ago I got one of your ‘Twentieth Century Books of Formulas,’ and have made my living from it ever since. I am alone since my husband’s death with two small children to care for and am trying so hard to support them. I have customers who take from me Toilet Articles I put up, following directions given in the book, and I have found everyone of them to be fine.”—Mrs. J. H. McMaken, West Toledo, Ohio.
“Some time ago, I got one of your ‘Twentieth Century Books of Formulas,’ and I’ve made my living from it ever since. Since my husband passed away, I’ve been alone with two small children to care for, and I’m trying really hard to support them. I have customers who buy the toilet articles I create, following the instructions in the book, and I’ve found that every single one of them is great.” —Mrs. J.H. McMaken, West Toledo, Ohio.
RUBBER
Rubber Hand Stamps and the Manipulation of India Rubber. By T. O’Conor Sloane.
Rubber Hand Stamps and the Manipulation of India Rubber. By T. O'Conor Sloane.
This book gives full details on all points, treating in a concise and simple manner the elements of nearly everything it is necessary to understand for a commencement in any branch of the India Rubber Manufacture. The making of all kinds of Rubber Hand Stamps, Small Articles of India Rubber, U. S. Government Composition, Dating Hand Stamps, the Manipulation of Sheet Rubber, Toy Balloons, India Rubber Solutions, Cements, Blackings, Renovating, Varnish, and Treatment for India Rubber Shoes, etc.; the Hektograph Stamp Inks, and Miscellaneous Notes, with a Short Account of the Discovery, Collection and Manufacture of India Rubber, are set forth in a manner designed to be readily understood, the explanations being plain and simple. Including a chapter on Rubber Tire Making and Vulcanizing; also a chapter on the uses of rubber in Surgery and Dentistry. 3rd Revised and Enlarged Edition. 175 pages. Illustrated $1.00
This book provides comprehensive details on all aspects, presenting the essentials clearly and simply for anyone starting in the India Rubber Manufacturing industry. It covers the production of various Rubber Hand Stamps, small India Rubber items, U.S. Government compositions, Dating Hand Stamps, the handling of Sheet Rubber, Toy Balloons, India Rubber Solutions, cements, blackings, renovation, varnish, and treatments for India Rubber shoes, among others. It also includes information on Hektograph Stamp Inks and miscellaneous notes, along with a brief history of the discovery, collection, and production of India Rubber, all explained in an understandable way. Additionally, there’s a chapter on making and vulcanizing Rubber Tires, as well as a chapter on the applications of rubber in Surgery and Dentistry. 3rd Revised and Enlarged Edition. 175 pages. Illustrated $1
SAWS
Saw Filing and Management of Saws. By Robert Grimshaw.
Saw Filing and Management of Saws. By Robert Grimshaw.
A practical hand-book on filing, gumming, swaging, hammering, and the brazing of band saws, the speed, work, and power to run circular saws, etc. A handy book for those who have charge of saws, or for those mechanics who do their own filing, as it deals with the proper shape and pitches of saw teeth of all kinds and gives many useful hints and rules for gumming, setting, and filing, and is a practical aid to those who use saws for any purpose. Complete tables of proper shape, pitch, and saw teeth as well as sizes and number of teeth of various saws are included. 3rd Edition, Revised and Enlarged. Illustrated. Price $1.00
A practical handbook on filing, gumming, swaging, hammering, and brazing band saws, along with the speed, work, and power needed to run circular saws, etc. This is a handy book for anyone in charge of saws or for mechanics who do their own filing, as it covers the proper shape and pitch of all kinds of saw teeth and offers many useful tips and guidelines for gumming, setting, and filing. It's a practical resource for anyone who uses saws for any purpose. Complete tables of the appropriate shape, pitch, and teeth size for various saws are included. 3rd Edition, Revised and Enlarged. Illustrated. Price $1.00
STEAM ENGINEERING
American Stationary Engineering. By W. E. Crane.
American Stationary Engineering. By W. E. Crane.
This book begins at the boiler room and takes in the whole power plant. A plain talk on every-day work about engines, boilers, and their accessories. It is not intended to be scientific or mathematical. All formulas are in simple form so that any one understanding plain arithmetic can readily understand any of them. The author has made this the most practical book in print; has given the results of his years of experience, and has included about all that has to do with an engine room or a power plant. You are not left to guess at a single point. You are shown clearly what to expect under the various conditions; how to secure the best results; ways of preventing “shut downs” and repairs; in short, all that goes to make up the requirements of a good engineer, capable of taking charge of a plant. It’s plain enough for practical men and yet of value to those high in the profession.
This book starts in the boiler room and covers the entire power plant. It's a straightforward discussion about everyday work involving engines, boilers, and their accessories. It's not meant to be scientific or mathematical. All formulas are presented simply so that anyone who understands basic math can easily grasp them. The author has created the most practical book available; he shares the insights from his years of experience and includes nearly everything related to an engine room or a power plant. You won't be left guessing about anything. You'll clearly see what to expect under different conditions, how to achieve the best results, how to prevent breakdowns and repairs; in short, everything you need to be a competent engineer capable of managing a plant. It's straightforward enough for practical workers yet valuable for those at a high level in the profession.
A partial list of contents is: The boiler room, cleaning boilers, firing, feeding; pumps, inspection and repair; chimneys, sizes and cost; piping; mason work; foundations; testing cement; pile driving; engines, slow and high speed; valves; valve setting; Corliss engines, setting valves, single and double eccentric; air pumps and condensers; different types of condensers; water needed; lining up; pounds; pins not square in crosshead or crank; engineers’ tools; pistons and piston rings; bearing metal; hardened copper; drip pipes from cylinder jacket; belts, how made, care of; oils; greases; testing lubricants; rules and tables, including steam tables; areas of segments; squares and square roots; cubes and cube root; areas and circumferences of circles. Notes on: Brick work; explosions; pumps; pump valves; heaters, economizers; safety valves; lap, lead, and clearance. Has a complete examination for a license, etc., etc. 3rd Edition. 345 pages, illustrated. Price $2.00
A partial list of contents is: The boiler room, cleaning boilers, firing, feeding; pumps, inspection and repair; chimneys, sizes and costs; piping; masonry; foundations; testing cement; pile driving; engines, slow and high speed; valves; valve setting; Corliss engines, setting valves, single and double eccentric; air pumps and condensers; different types of condensers; water needed; lining up; pounds; pins not square in crosshead or crank; engineers’ tools; pistons and piston rings; bearing metal; hardened copper; drip pipes from cylinder jacket; belts, how made, care of; oils; greases; testing lubricants; rules and tables, including steam tables; areas of segments; squares and square roots; cubes and cube roots; areas and circumferences of circles. Notes on: Brickwork; explosions; pumps; pump valves; heaters, economizers; safety valves; lap, lead, and clearance. Includes a complete examination for a license, etc., etc. 3rd Edition. 345 pages, illustrated. Price $2.00
Engine Runner’s Catechism. By Robert Grimshaw.
Engine Runner’s Guide. By Robert Grimshaw.
A practical treatise for the stationary engineer, telling how to erect, adjust, and run the principal steam engines in use in the United States. Describing the principal features of various special and well-known makes of engines: Temper Cut-off, Shipping and Receiving Foundations, Erecting and Starting, Valve Setting, Care and Use, Emergencies, Erecting and Adjusting Special Engines.
A practical guide for stationary engineers, explaining how to set up, adjust, and operate the main steam engines commonly used in the United States. It covers the key features of various well-known engine models, including Temper Cut-off, Shipping and Receiving Foundations, Erecting and Starting, Valve Setting, Maintenance and Usage, Emergencies, and Erecting and Adjusting Special Engines.
The questions asked throughout the catechism are plain and to the point, and the answers are given in such simple language as to be readily understood by anyone. All the instructions given are complete and up-to-date; and they are written in a popular style, without any technicalities or mathematical formulæ. The work is of a handy size for the pocket, clearly and well printed, nicely bound, and profusely illustrated.
The questions in the catechism are straightforward and direct, and the answers are provided in easy-to-understand language for everyone. All the instructions are thorough and current; they're written in a relatable style without any technical jargon or complex math. The book is portable, clearly printed, well-bound, and filled with illustrations.
To young engineers this catechism will be of great value, especially to those who may be preparing to go forward to be examined for certificates of competency; and to engineers generally it will be of no little service, as they will find in this volume more really practical and useful information than is to be found anywhere else within a like compass. 387 pages. 7th Edition. Price $2.00
To young engineers, this guide will be incredibly valuable, especially for those getting ready to take exams for competency certificates. For engineers in general, it will also be quite helpful, as they will discover more truly practical and useful information in this book than in any other source of similar length. 387 pages. 7th Edition. Price $2.00
[31]Modern Steam Engineering in Theory and Practice. By Gardner D. Hiscox.
[31]Modern Steam Engineering in Theory and Practice. By Gardner D. Hiscox.
This is a complete and practical work issued for Stationary Engineers and Firemen, dealing with the care and management of boilers, engines, pumps, superheated steam, refrigerating machinery, dynamos, motors, elevators, air compressors, and all other branches with which the modern engineer must be familiar. Nearly 200 questions with their answers on steam and electrical engineering, likely to be asked by the Examining Board, are included.
This is a comprehensive and practical guide for Stationary Engineers and Firemen, focused on the maintenance and management of boilers, engines, pumps, superheated steam, refrigeration systems, generators, motors, elevators, air compressors, and all other areas that today's engineer needs to know. It also includes nearly 200 questions and their answers on steam and electrical engineering that might be asked by the Examining Board.
Among the chapters are: Historical: steam and its properties; appliances for the generation of steam; types of boilers; chimney and its work; heat economy of the feed water; steam pumps and their work; incrustation and its work; steam above atmospheric pressure; flow of steam from nozzles; superheated steam and its work; adiabatic expansion of steam; indicator and its work; steam engine proportions; slide valve engines and valve motion; Corliss engine and its valve gear; compound engine and its theory; triple and multiple expansion engine; steam turbine; refrigeration; elevators and their management; cost of power; steam engine troubles; electric power and electric plants. 487 pages, 405 engravings. 3rd Edition. Price $3.00
Among the chapters are: Historical: steam and its properties; appliances for generating steam; types of boilers; chimney and its function; heat efficiency of the feed water; steam pumps and their operation; scaling and its effects; steam under atmospheric pressure; steam flow from nozzles; superheated steam and its function; adiabatic expansion of steam; indicator and its operation; steam engine dimensions; slide valve engines and valve movement; Corliss engine and its valve system; compound engine and its principles; triple and multiple expansion engine; steam turbine; refrigeration; elevators and their operation; cost of power; steam engine issues; electric power and power plants. 487 pages, 405 illustrations. 3rd Edition. Price $3
Steam Engine Catechism. By Robert Grimshaw.
Steam Engine Guide. By Robert Grimshaw.
This unique volume of 413 pages is not only a catechism on the question and answer principle but it contains formulas and worked-out answers for all the Steam problems that appertain to operation and management of the Steam Engine. Illustrations of various valves and valve gear with their principles of operation are given. Thirty-four Tables that are indispensable to every engineer and fireman that wishes to be progressive and is ambitious to become master of his calling are within its pages. It is a most valuable instructor in the service of Steam Engineering. Leading engineers have recommended it as a valuable educator for the beginner as well as a reference book for the engineer. It is thoroughly indexed for every detail. Every essential question on the Steam Engine with its answer is contained in this valuable work. 16th Edition. Price $2.00
This unique volume of 413 pages isn't just a guide based on the question and answer method; it also includes formulas and detailed solutions for all steam-related issues connected to the operation and management of the steam engine. It features illustrations of various valves and valve gear along with explanations of how they work. Inside, you’ll find thirty-four tables that are essential for any engineer or fireman looking to advance and master their profession. This book is an invaluable resource for anyone in the field of steam engineering. Top engineers have endorsed it as a great learning tool for beginners and a useful reference for seasoned professionals. It's thoroughly indexed to cover every detail. Every important question about the steam engine comes with its answer in this comprehensive work. 16th Edition. Price $2.00
Steam Engineer’s Arithmetic. By Colvin-Cheney.
Steam Engineer's Math. By Colvin-Cheney.
A practical pocket-book for the steam engineer. Shows how to work the problems of the engine room and shows “why.” Tells how to figure horsepower of engines and boilers; area of boilers; has tables of areas and circumferences; steam tables; has a dictionary of engineering terms. Puts you on to all of the little kinks in figuring whatever there is to figure around a power plant. Tells you about the heat unit; absolute zero; adiabatic expansion; duty of engines; factor of safety; and a thousand and one other things; and everything is plain and simple—not the hardest way to figure, but the easiest. 2nd Edition. Price 50 Cents
A handy guide for steam engineers. It shows you how to tackle problems in the engine room and explains “why.” It explains how to calculate the horsepower of engines and boilers, the area of boilers, and includes tables of areas and circumferences, steam tables, and a dictionary of engineering terms. It gives you the inside scoop on all the little tricks for calculating anything involved in a power plant. It covers topics like heat units, absolute zero, adiabatic expansion, engine duty, safety factors, and many more. Everything is clear and straightforward—not the hardest way to figure things out, but the easiest. 2nd Edition. Price 50 Cent
Engine Tests and Boiler Efficiencies. By J. Buchetti.
Engine Tests and Boiler Efficiencies. By J. Buchetti.
This work fully describes and illustrates the method of testing the power of steam engines, turbines and explosive motors. The properties of steam and the evaporative power of fuels. Combustion of fuel and chimney draft; with formulas explained or practically computed. 255 pages, 179 illustrations. Price $3.00
This book thoroughly explains and shows how to test the power of steam engines, turbines, and combustion engines. It covers the characteristics of steam and the evaporative capacity of fuels, along with fuel combustion and chimney draft; including formulas that are either explained or calculated practically. 255 pages, 179 illustrations. Price $3.00
Horsepower Chart.
Horsepower Chart.
Shows the horsepower of any stationary engine without calculation. No matter what the cylinder diameter of stroke, the steam pressure of cut-off, the revolutions, or whether condensing or non-condensing, it’s all there. Easy to use. accurate, and saves time and calculations. Especially useful to engineers and designers. Price 50 Cents
Shows the horsepower of any stationary engine without any calculations. Regardless of the cylinder diameter, stroke, steam pressure at cut-off, revolutions, or whether it's condensing or non-condensing, everything is displayed. It's easy to use, accurate, and saves time and calculations. This is especially useful for engineers and designers. Price 50 Cents
STEAM HEATING AND VENTILATION
Practical Steam, Hot-Water Heating and Ventilation. By A. G. King.
Practical Steam, Hot-Water Heating and Ventilation. By A.G. King.
This book is the standard and latest work published on the subject and has been prepared for the use of all engaged in the business of steam, hot-water heating, and ventilation. It is an original and exhaustive work. Tells how to get heating contracts, how to install heating and ventilating apparatus, the best business methods to be used, with “Tricks of the Trade” for shop use. Rules and data for estimating radiation and cost and such tables and information as make it an indispensable work for everyone interested in steam, hot-water heating, and ventilation. It describes all the principal systems of steam, hot-water, vacuum, vapor, and vacuum-vapor heating, together with the new accelerated systems of hot-water circulation, including chapters on up-to-date methods of ventilation and the fan or blower system of heating and ventilation. Containing chapters on: I. Introduction. II. Heat. III. Evolution of artificial heating apparatus. IV. Boiler surface and settings. V. The chimney flue. VI. Pipe and fittings. VII. Valves, various kinds. VIII. Forms of radiating surfaces. IX.[32] Locating of radiating surfaces. X. Estimating radiation. XI. Steam-heating apparatus XII. Exhaust-steam heating. XIII. Hot-water heating. XIV. Pressure systems of hot-water work. XV. Hot-water appliances. XVI. Greenhouse heating. XVII. Vacuum vapor and vacuum exhaust heating. XVIII. Miscellaneous heating. XIX. Radiator and pipe connections. XX. Ventilation. XXI. Mechanical ventilation and hot-blast heating. XXII. Steam appliances. XXIII. District heating. XXIV. Pipe and boiler covering. XXV. Temperature regulation and heat control. XXVI. Business methods. XXVII. Miscellaneous. XXVIII. Rules, tables, and useful information. 367 pages, 300 detailed engravings. 2nd Edition—Revised. Price $3.00
This book is the most up-to-date and authoritative resource available on the topic and has been created for anyone involved in steam, hot-water heating, and ventilation. It’s a comprehensive and original work that explains how to secure heating contracts, install heating and ventilation systems, and implement effective business practices. It also includes practical tips for the workshop. You'll find rules and data for estimating radiation and costs, along with tables and information that make it essential for anyone interested in steam, hot-water heating, and ventilation. The book covers all the major systems of steam, hot-water, vacuum, vapor, and vacuum-vapor heating, as well as the latest accelerated hot-water circulation systems. There are also chapters on contemporary ventilation methods and the fan or blower systems for heating and ventilation. The chapters include: I. Introduction. II. Heat. III. Evolution of artificial heating equipment. IV. Boiler surface and settings. V. The chimney flue. VI. Pipe and fittings. VII. Valves, various types. VIII. Types of radiating surfaces. IX.[32] Locating radiating surfaces. X. Estimating radiation. XI. Steam-heating equipment. XII. Exhaust-steam heating. XIII. Hot-water heating. XIV. Pressure systems for hot-water work. XV. Hot-water devices. XVI. Greenhouse heating. XVII. Vacuum vapor and vacuum exhaust heating. XVIII. Miscellaneous heating. XIX. Radiator and pipe connections. XX. Ventilation. XXI. Mechanical ventilation and hot-blast heating. XXII. Steam devices. XXIII. District heating. XXIV. Pipe and boiler insulation. XXV. Temperature regulation and heat control. XXVI. Business practices. XXVII. Miscellaneous. XXVIII. Rules, tables, and useful information. 367 pages, 300 detailed illustrations. 2nd Edition—Revised. Price $3
Five Hundred Plain Answers to Direct Questions on Steam, Hot-Water, Vapor and Vacuum Heating Practice. By Alfred G. King.
Five Hundred Straightforward Answers to Direct Questions on Steam, Hot-Water, Vapor, and Vacuum Heating Practices. By Alfred G. King.
This work, just off the press, is arranged in question and answer form; it is intended as a guide and text-book for the younger, inexperienced fitter and as a reference book for all fitters. This book tells “how” and also tells “why”. No work of its kind has ever been published. It answers all the questions regarding each method or system that would be asked by the steam fitter or heating contractor, and may be used as a text or reference book, and for examination questions by Trade Schools or Steam Fitters’ Associations. Rules, data, tables and descriptive methods are given, together with much other detailed information of daily practical use to those engaged in or interested in the various methods of heating. Valuable to those preparing for examinations. Answers every question asked relating to modern Steam, Hot-Water, Vapor and Vacuum Heating. Among the contents are: The Theory and Laws of Heat. Methods of Heating. Chimneys and Flues. Boilers for Heating. Boiler Trimmings and Settings. Radiation. Steam Heating. Boiler, Radiator and Pipe Connections for Steam Heating. Hot Water Heating. The Two-Pipe Gravity System of Hot Water Heating. The Circuit System of Hot Water Heating. The Overhead System of Hot Water Heating. Boiler, Radiator and Pipe Connections for Gravity Systems of Hot Water Heating. Accelerated Hot Water Heating. Expansion Tank Connections. Domestic Hot Water Heating. Valves and Air Valves. Vacuum Vapor and Vacuo-Vapor Heating. Mechanical Systems of Vacuum Heating. Non-Mechanical Vacuum Systems. Vapor Systems. Atmospheric and Modulating Systems. Heating Greenhouses. Information, Rules and Tables. 200 pages, 127 illustrations. Octavo. Cloth. Price $1.50
This new release is organized in a question-and-answer format; it's designed as a guide and textbook for young, inexperienced fitters and as a reference for all fitters. This book explains not just “how” but also “why.” No other book like this has been published before. It addresses all the questions a steam fitter or heating contractor might have about each method or system, making it suitable as a textbook or reference guide, as well as for exam questions by Trade Schools or Steam Fitters’ Associations. It includes rules, data, tables, and descriptive methods, along with a wealth of other detailed information useful in daily practice for those involved in or interested in various heating methods. It's valuable for anyone preparing for exams. It answers every question about modern Steam, Hot-Water, Vapor, and Vacuum Heating. Among the contents are: The Theory and Laws of Heat. Methods of Heating. Chimneys and Flues. Boilers for Heating. Boiler Trimmings and Settings. Radiation. Steam Heating. Boiler, Radiator, and Pipe Connections for Steam Heating. Hot Water Heating. The Two-Pipe Gravity System of Hot Water Heating. The Circuit System of Hot Water Heating. The Overhead System of Hot Water Heating. Boiler, Radiator, and Pipe Connections for Gravity Systems of Hot Water Heating. Accelerated Hot Water Heating. Expansion Tank Connections. Domestic Hot Water Heating. Valves and Air Valves. Vacuum Vapor and Vacuo-Vapor Heating. Mechanical Systems of Vacuum Heating. Non-Mechanical Vacuum Systems. Vapor Systems. Atmospheric and Modulating Systems. Heating Greenhouses. Information, Rules, and Tables. 200 pages, 127 illustrations. Octavo. Cloth. Price $1.50
STEEL
Steel: Its Selection, Annealing, Hardening, and Tempering. By E. R. Markham.
Steel: Its Selection, Annealing, Hardening, and Tempering. By E.R. Markham.
This work was formerly known as “The American Steel Worker,” but on the publication of the new, revised edition, the publishers deemed it advisable to change its title to a more suitable one. It is the standard work on Hardening, Tempering, and Annealing Steel of all kinds. This book tells how to select, and how to work, temper, harden, and anneal steel for everything on earth. It doesn’t tell how to temper one class of tools and then leave the treatment of another kind of tool to your imagination and judgment, but it gives careful instructions for every detail of every tool, whether it be a tap, a reamer or just a screw-driver. It tells about the tempering of small watch springs, the hardening of cutlery, and the annealing of dies. In fact, there isn’t a thing that a steel worker would want to know that isn’t included. It is the standard book on selecting, hardening and tempering all grades of steel. Among the chapter headings might be mentioned the following subjects: Introduction; the workman; steel; methods of heating; heating tool steel; forging; annealing; hardening baths; baths for hardening; hardening steel; drawing the temper after hardening; examples of hardening; pack hardening; case hardening; spring tempering; making tools of machine steel; special steels; steel for various tools; causes of trouble; high-speed steels, etc. 400 pages. Very fully illustrated. Fourth edition. Price $2.50
This work was previously called “The American Steel Worker,” but with the release of the new, revised edition, the publishers decided it was better to change the title to something more fitting. It’s the go-to guide on hardening, tempering, and annealing all types of steel. This book covers how to choose and work with steel, how to temper, harden, and anneal it for any application. It doesn’t just explain how to temper one kind of tool and leave you guessing about others; it provides detailed instructions for every aspect of every tool, whether it's a tap, a reamer, or simply a screwdriver. It discusses the tempering of small watch springs, the hardening of cutlery, and the annealing of dies. Basically, it includes everything a steel worker would want to know. It is the definitive book on selecting, hardening, and tempering all grades of steel. Some of the chapter titles include: Introduction; the workman; steel; heating methods; heating tool steel; forging; annealing; hardening baths; hardening steel; drawing the temper after hardening; examples of hardening; pack hardening; case hardening; spring tempering; making tools from machine steel; special steels; steel for various tools; causes of trouble; high-speed steels, etc. 400 pages. Very fully illustrated. Fourth edition. Price $2.50
Hardening, Tempering, Annealing, and Forging of Steel. By J. V. Woodworth.
Hardening, Tempering, Annealing, and Forging of Steel. By J.V. Woodworth.
A new work treating in a clear, concise manner all modern processes for the heating, annealing, forging, welding, hardening and tempering of steel, making it a book of great practical value to the metal-working mechanic in general, with special directions for the successful hardening and tempering of all steel tools used in the arts, including milling cutters, taps, thread dies, reamers, both solid and shell, hollow mills, punches and dies, and all kinds of sheet-metal working tools, shear blades, saws, fine cutlery, and metal-cutting tools of all description, as well as for all implements of steel both large and small. In this work the simplest and most satisfactory hardening and tempering processes are given.
A new book clearly and concisely covers all modern methods for heating, annealing, forging, welding, hardening, and tempering steel, making it highly valuable for metalworking professionals. It includes specific instructions for effectively hardening and tempering all steel tools used in various trades, such as milling cutters, taps, thread dies, reamers (both solid and shell), hollow mills, punches, dies, and various sheet-metal working tools, shear blades, saws, fine cutlery, and all types of metal-cutting tools, as well as large and small steel implements. This work provides the simplest and most effective hardening and tempering processes available.
The uses to which the leading brands of steel may be adapted are concisely presented, and their treatment for working under different conditions explained, also the special methods for the hardening and tempering of special brands.
The ways the top steel brands can be used are clearly outlined, along with explanations of how to work with them under various conditions, including specific techniques for hardening and tempering particular brands.
A chapter devoted to the different processes for case-hardening is also included, and special reference made to the adaptation of machinery steel for tools of various kinds, Fourth edition. 288 pages. 201 illustrations. Price $2.50
A chapter focused on the various methods of case-hardening is also included, with specific reference to adapting machinery steel for different types of tools. Fourth edition. 288 pages. 201 illustrations. Price $2.50
TRACTORS
The Modern Gas Tractor. By Victor W. Pagé, M.E.
The Modern Gas Tractor. By Victor W. Pagé, M.E.
A complete treatise describing all types and sizes of gasoline, kerosene and oil tractors. Considers design and construction exhaustively, gives complete instructions for care, operation and repair, outlines all practical applications on the road and in the field. The best and latest work on farm tractors and tractor power plants. A work needed by farmers, students, blacksmiths, mechanics, salesmen, implement dealers, designers, and engineers. Second edition, revised and enlarged. 504 pages. Nearly 300 illustrations and folding plates. Price $2.00
A comprehensive guide covering all types and sizes of gasoline, kerosene, and oil tractors. It thoroughly examines design and construction, provides detailed instructions for maintenance, operation, and repair, and outlines all practical uses on the road and in the field. This is the best and most up-to-date resource on farm tractors and tractor power plants. It's essential for farmers, students, blacksmiths, mechanics, salespeople, equipment dealers, designers, and engineers. Second edition, revised and expanded. 504 pages. Nearly 300 illustrations and fold-out plates. Price $2.00
TURBINES
Marine Steam Turbines. By Dr. G. Bauer and O. Lasche. Assisted by E. Ludwig and H. Vogel.
Marine Steam Turbines. By Dr. G. Bauer and O. Lasche. Assisted by E. Ludwig and H. Vogel.
Translated from the German and edited by M. G. S. Swallow. The book is essentially practical and discusses turbines in which the full expansion of steam passes through a number of separate turbines arranged for driving two or more shafts, as in the Parsons system, and turbines in which the complete expansion of steam from inlet to exhaust pressure occurs in a turbine on one shaft, as in the case of the Curtis machines. It will enable a designer to carry out all the ordinary calculation necessary for the construction of steam turbines, hence it fills a want which is hardly met by larger and more theoretical works. Numerous tables, curves and diagrams will be found, which explain with remarkable lucidity the reason why turbine blades are designed as they are, the course which steam takes through turbines of various types, the thermodynamics of steam turbine calculation, the influence of vacuum on steam consumption of steam turbines, etc. In a word, the very information which a designer and builder of steam turbines most requires. Large octavo, 214 pages. Fully illustrated and containing eighteen tables, including an entropy chart. Price, net $3.50
Translated from the German and edited by M. G. S. Swallow. This book is primarily practical and covers turbines where steam fully expands through several separate turbines to drive two or more shafts, like in the Parsons system, as well as turbines where steam fully expands from inlet to exhaust pressure on one shaft, like in the Curtis machines. It will help designers perform all the standard calculations needed for constructing steam turbines, addressing a need that's barely covered by larger, more theoretical works. You'll find numerous tables, curves, and diagrams that clearly explain why turbine blades are designed the way they are, the flow of steam through different types of turbines, the thermodynamics involved in steam turbine calculations, the impact of vacuum on steam consumption in steam turbines, and more. In short, it provides the essential information that designers and builders of steam turbines need most. Large octavo, 214 pages. Fully illustrated and containing eighteen tables, including an entropy chart. Price, net $3.50
WATCH MAKING
Watchmaker’s Handbook. By Claudius Saunier.
Watchmaker's Handbook. By Claudius Saunier.
No work issued can compare with this book for clearness and completeness. It contains 498 pages and is intended as a workshop companion for those engaged in watch-making and allied mechanical arts. Nearly 250 engravings and fourteen plates are included. This is the standard work on watch-making. Price $3.00
No published work can match this book for clarity and thoroughness. It has 498 pages and is designed as a helpful guide for anyone involved in watchmaking and related mechanical fields. It features almost 250 illustrations and fourteen plates. This is the definitive book on watchmaking. Price $3
WELDING
Automobile Welding with the Oxy-Acetylene Flame. By M. Keith Dunham.
Car Welding with the Oxy-Acetylene Flame. By M. Keith Dunham.
Explains in a simple manner apparatus to be used, its care, and how to construct necessary shop equipment. Proceeds then to the actual welding of all automobile parts, in a manner understandable by every one. Gives principles never to be forgotten. Aluminum, cast iron, steel, copper, brass, bronze, and malleable iron are fully treated, as well as a clear explanation of the proper manner to burn the carbon out of the combustion head. This book is of utmost value, since the perplexing problems arising when metal is heated to a melting point are fully explained and the proper methods to overcome them shown. 167 pages, fully illustrated. Price $1.00
Explains in a straightforward way how to use the equipment, take care of it, and create the necessary shop tools. Then moves on to the actual welding of all car parts, in a way that's easy for everyone to understand. Provides principles that should never be forgotten. Aluminum, cast iron, steel, copper, brass, bronze, and malleable iron are thoroughly covered, along with a clear explanation of how to properly burn the carbon out of the combustion head. This book is extremely valuable, as it fully addresses the tricky issues that arise when metal is heated to its melting point and shows the correct methods to solve them. 167 pages, fully illustrated. Price $1.00
Every Practical Man Needs A Magazine Which
Will Tell Him How To Make And Do Things
Every practical person needs a magazine that will show them how to make and do things.
Have us enter your subscription to the best mechanical magazine on the market. Only one dollar a year for twelve numbers. Subscribe today to
Subscribe to the best mechanical magazine on the market for just one dollar a year for twelve issues. Sign up today to
Everyday Engineering
Daily Engineering
A monthly magazine devoted to practical mechanics for everyday men. Its aim is to popularize engineering as a science, teaching the elements of applied mechanics and electricity in a straightforward and understandable manner. The magazine maintains its own experimental laboratory where the devices described in articles submitted to the Editor are first tried out and tested before they are published. This important innovation places the standard of the published material very high, and it insures accuracy and dependability.
A monthly magazine focused on practical mechanics for everyday people. Its goal is to make engineering accessible as a science, teaching the basics of applied mechanics and electricity in a clear and easy-to-understand way. The magazine has its own experimental laboratory where the devices mentioned in articles submitted to the Editor are tested and tried out before publication. This key innovation raises the standard of the published content significantly, ensuring accuracy and reliability.
The magazine is the only one in this country that specializes in practical model building. Articles in past issues have given comprehensive designs for many model boats, including submarines and chasers, model steam and gasoline engines, electric motors and generators, etc., etc. This feature is a permanent one in this magazine.
The magazine is the only one in this country that focuses on practical model building. Articles in previous issues have provided detailed designs for various model boats, including submarines and chasers, model steam and gas engines, electric motors, generators, and more. This feature is a regular part of this magazine.
Another popular department is that devoted to automobiles and airplanes. Care, maintenance, and operation receive full and authoritative treatment. Every article is written from the practical, everyday man, standpoint rather than from that of the professional.
Another popular department is focused on cars and airplanes. Care, maintenance, and operation are covered comprehensively and authoritatively. Every article is written from the perspective of the everyday person rather than that of the professional.
The magazine entertains while it instructs. It is a journal of practical, dependable information given in such a style that it may be readily assimilated and applied by the man with little or no technical training. The aim is to place before the man who leans toward practical mechanics, a series of concise, crisp, readable talks on what is going on and how it is done. These articles are profusely illustrated with clear, snappy photographs, specially posed to illustrate the subject in the magazine’s own studio by its own staff of technically-trained illustrators and editors.
The magazine entertains while educating. It's a source of practical, reliable information presented in a style that's easy for anyone with little or no technical background to understand and use. The goal is to offer those interested in practical mechanics a series of clear, engaging articles about what's happening and how it works. These articles are filled with sharp, eye-catching photos, specifically staged to highlight the topic in the magazine's own studio by its team of trained illustrators and editors.
The subscription price of the magazine is one dollar per year of twelve numbers. Sample copy sent on receipt of ten cents.
The magazine subscription costs one dollar for a year, which includes twelve issues. You can get a sample copy by sending ten cents.
Enter your subscription to this practical magazine with your bookseller.
Enter your subscription to this practical magazine with your bookseller.
The Norman W. Henley Publishing Co.,
The Norman W. Henley Publishing Co.,
2 West 45th Street, New York
2 West 45th Street, New York
Transcriber’s Notes
General remarks:
General comments:
- Where the small illustrations are not clear enough to see all details in the drawings, hyperlinks in the left margin link to larger scale images.
- Some page numbers are missing due to full-page illustrations having been moved around.
- There are some differences in wording between the Table of Contents, the lists of sections per chapter, and the actual section titles. Their meaning is clear, and they have been left as they were in the original work. The hyperlinks link to the proper sections or paragraphs.
- Some in-line multi-line formulas have been transcribed as single-line formulas, where necessary with brackets added.
- Page 56, table: Fig. 8 in the first column does not refer to Fig. 8 in this work.
- Page 186, Fig. 67: the dimensions in the lower right corner are partly illegible, they possibly read (4) 3⁄8″ 16 Tap 1⁄2″ Deep U. S. St'd. Threads.
- The original work does not have a Figure 89.
- Page 283, Fig. 113: the dimension 4 inches should probably refer to the cylinder diameter (if drawing is to scale), not to the cylinder diameter plus part of the large valve as in the drawing.
- Page 303, table: it is uncertain what free with kerosene means, there may be a word omitted.
- Page 544, entirely censored. It is not clear what this page originally contained (possibly a table), since text and numbering of illustrations are uninterrupted. The text CENSORED has been moved to after the first paragraph of the section on Mercedes Engines.
- The List of Illustrations does not occur in the original work.
Changes made:
None
- The text of the original work (including inconsistencies in accents, spelling, hyphenation and lay-out, and differences between the main text, illustrations and advertisements) has been followed, except when listed below. Only some minor obvious typographical errors have been corrected silently.
- Where the author used x for multiplication, this has been replaced by × in the body of the text (not in the advertisements or illustrations).
- The illustrations have been moved so as not to disrupt the flow of the text.
- Engine and aircraft types are not always named consistently in the original; Curtiss engine O X 2, OX-2, 0X2 and 0 X 2 have all been changed to OX-2, Curtiss aircraft JN4 and JN-4 to JN-4.
- Multi-page tables: repeated headings have been removed, and the tables treated as one consecutive table.
- Page 22: The product of has been moved into the first formula.
- Page 25: When B × r = M changed to When P × r = M.
- Page 74: .225 ÷ 775 = .2905 changed to .225 ÷ .775 = .2905.
- Page 137 (caption): Bavary changed to Baverey as elsewhere.
- Page 172: evidently changed to evident.
- Page 214: drop to O (capital o) changed to drop to 0 (zero).
- Page 248: actual from a common changed to actuated from a common.
- Page 256: values changed to valves.
- Page 280: Fig. 6 changed to Fig. 112.
- Page 306: Fig. 127, B changed to Fig. 127, C (2nd reference).
- Page 324: Rhone changed to Le Rhone as elsewhere.
- Page 334: Check values changed to Check valves.
- Page 364: LeRhone changed to Le Rhone as elsewhere.
- Page 390: Fig. 62, D changed to Fig. 168, B.
- Page 408: Stilson changed to Stillson as elsewhere.
- Page 490: both valves changed to both halves.
- Page 514: standard ratio is 5.3 changed to standard ratio is 5:3.
- Page 529: gallons per minute 1,400 R. P. M. changed to gallons per minute at 1,400 R. P. M.
- Page 546: Hispano Suiza changed to Hispano-Suiza as elsewhere.
- Page 556: Diameter of crank-shaft, 56 mm. changed to Diameter of crank-shaft, 55 mm.
- Page 7 (advertisements): Hazlehurst Field changed to Hazelhurst Field.
- Page 21 (advertisements): Rhose Island Compound changed to Rhode Island Compound.
- Index: Shebler changed to Schebler, camshaft changed to cam-shaft, wristpin changed to wrist-pin, etc. (all as in text).
Download ePUB
If you like this ebook, consider a donation!