This is a modern-English version of Encyclopaedia Britannica, 11th Edition, "Ireland" to "Isabey, Jean Baptiste": Volume 14, Slice 7, originally written by Various.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
| Transcriber’s note: |
A few typographical errors have been corrected. They
appear in the text like this, and the
explanation will appear when the mouse pointer is moved over the marked
passage. Sections in Greek will yield a transliteration
when the pointer is moved over them, and words using diacritic characters in the
Latin Extended Additional block, which may not display in some fonts or browsers, will
display an unaccented version. Links to other EB articles: Links to articles residing in other EB volumes will be made available when the respective volumes are introduced online. |
THE ENCYCLOPÆDIA BRITANNICA
A DICTIONARY OF ARTS, SCIENCES, LITERATURE AND GENERAL INFORMATION
ELEVENTH EDITION
VOLUME XIV SLICE VII
Ireland to Isabey, Jean Baptiste
Articles in This Slice
Articles in This Section
| IRELAND | IRONWOOD |
| IRELAND, CHURCH OF | IRON-WOOD |
| IRENAEUS | IRONY |
| IRENE | IROQUOIS |
| IRETON, HENRY | IRRAWADDY |
| IRIARTE Y OROPESA, TOMÁS DE | IRREDENTISTS |
| IRIDACEAE | IRRIGATION |
| IRIDIUM | IRULAS |
| IRIGA | IRUN |
| IRIS (Greek mythology) | IRVINE |
| IRIS (botany) | IRVING, EDWARD |
| IRISH MOSS | IRVING, SIR HENRY |
| IRKUTSK (government of Russia) | IRVING, WASHINGTON |
| IRKUTSK (Russian town) | IRVINGTON |
| IRMIN | ISAAC (child of Abraham) |
| IRNERIUS | ISAAC I. |
| IRON | ISAAC II. |
| IRON AGE | ISAAC OF ANTIOCH |
| IRON AND STEEL | ISABELLA (queen of Castile) |
| IRON MASK | ISABELLA II. |
| IRON MOUNTAIN | ISABELLA (wife of Charles VI) |
| IRONSIDES | ISABELLA OF HAINAUT |
| IRONTON | ISABEY, JEAN BAPTISTE |
IRELAND, an island lying west of Great Britain, and forming with it the United Kingdom of Great Britain and Ireland. It extends from 51° 26′ to 55° 21′ N., and from 5° 25′ to 10° 30′ W. It is encircled by the Atlantic Ocean, and on the east is separated from Great Britain by narrow shallow seas, towards the north by the North Channel, the width of which at the narrowest part between the Mull of Cantire (Scotland) and Torr Head is only 13½ m.; in the centre by the Irish Sea, 130 m. in width, and in the south by St George’s Channel, which has a width of 69 m. between Dublin and Holyhead (Wales) and of 47 m. at its southern extremity. The island has the form of an irregular rhomboid, the largest diagonal of which, from Torr Head in the north-east to Mizen Head in the south-west, measures 302 m. The greatest breadth due east and west is 174 m., from Dundrum Bay to Annagh Head, county Mayo; and the average breadth is about 110 m. The total area is 32,531 sq. m.
IRELAND, is an island located west of Great Britain, which together forms the United Kingdom of Great Britain and Ireland. It stretches from 51° 26′ to 55° 21′ N and from 5° 25′ to 10° 30′ W. The island is surrounded by the Atlantic Ocean, and to the east, it is separated from Great Britain by narrow, shallow seas. To the north lies the North Channel, which is only 13½ m wide at its narrowest point between the Mull of Cantire (Scotland) and Torr Head. In the center, there’s the Irish Sea, which is 130 m wide, and to the south is St George’s Channel, measuring 69 m in width between Dublin and Holyhead (Wales) and 47 m at its southern end. The island has an irregular rhomboid shape, with its longest diagonal stretching 302 m from Torr Head in the northeast to Mizen Head in the southwest. The widest part, going due east and west, is 174 m from Dundrum Bay to Annagh Head in County Mayo, while the average width is about 110 m. The total area is 32,531 sq. m.
Ireland is divided territorially into four provinces and thirty-two counties:—(a) Ulster (northern division): Counties Antrim, Armagh, Cavan, Donegal, Down, Fermanagh, Londonderry, Monaghan, Tyrone. (b) Leinster (eastern midlands and south-east): Counties Carlow, Dublin, Kildare, Kilkenny, King’s County, Longford, Louth, Meath, Queen’s County, Westmeath, Wexford, Wicklow. (c) Connaught (western midlands): Counties Galway, Leitrim, Mayo, Roscommon, Sligo. (d) Munster (south-western division): Counties Clare, Cork, Kerry, Limerick, Tipperary, Waterford.
Ireland is divided into four provinces and thirty-two counties:—(a) Ulster (northern region): Counties Antrim, Armagh, Cavan, Donegal, Down, Fermanagh, Londonderry, Monaghan, Tyrone. (b) Leinster (eastern midlands and southeast): Counties Carlow, Dublin, Kildare, Kilkenny, King's County, Longford, Louth, Meath, Queen's County, Westmeath, Wexford, Wicklow. (c) Connaught (western midlands): Counties Galway, Leitrim, Mayo, Roscommon, Sligo. (d) Munster (southwestern region): Counties Clare, Cork, Kerry, Limerick, Tipperary, Waterford.
Physical Geography.—Ireland stands on the edge of the European “continental shelf.” Off the peninsula of Mullet (county Mayo) there are 100 fathoms of water within 25 m. of the coast which overlooks the Atlantic; eastward, northward and southward, in the narrow seas, this depth is never reached. The average height of the island is about 400 ft., but the distribution of height is by no means equal. The island has no spinal range or dominating mountain mass. Instead, a series of small, isolated clusters of mountains, reaching from the coast to an extreme distance of some 70 m. inland, almost surrounds a great central plain which seldom exceeds 250 ft. in elevation. A physical description of Ireland, therefore, falls naturally under three heads—the coasts, the mountain rim and the central plain.
Physical Geography.—Ireland is located on the edge of the European “continental shelf.” Off the Mullet Peninsula (county Mayo), there's 100 fathoms of water just 25 meters from the coast that faces the Atlantic; in the narrow seas to the east, north, and south, this depth is never reached. The average height of the island is about 400 feet, but the elevation is not evenly distributed. The island lacks a central mountain range or dominant peak. Instead, a series of small, isolated clusters of mountains stretches from the coast to about 70 miles inland, nearly encircling a large central plain that usually doesn’t exceed 250 feet in elevation. A physical description of Ireland can, therefore, be naturally categorized into three parts—the coasts, the mountain rim, and the central plain.
The capital city and port of Dublin lies a little south of the central point of the eastern coast, at the head of a bay which marks a sudden change in the coastal formation. Southward from its northern horn, the rocky headland of Howth, the coast Coasts. is generally steep, occasionally sheer, and the mountains of county Wicklow approach it closely. Northward (the direction first to be followed) it is low, sandy and fringed with shoals, for here is one point at which the central plain extends to the coast. This condition obtains from 53° 25′ N. until at 54° N. the mountains close down again, and the narrow inlet or fjord of Carlingford Lough separates the abrupt heights of the Carlingford and Mourne Mountains. Then the low and sandy character is resumed; the fine eastward sweep of Dundrum Bay is passed, the coast turns north again, and a narrow channel gives entry to the island-studded lagoon of Strangford Lough. Reaching county Antrim, green wooded hills plunge directly into the sea; the deep Belfast Lough strikes some 10 m. inland, and these conditions obtain nearly to Fair Head, the north-eastern extremity of the island. Here the coast turns westward, changing suddenly to sheer cliffs, where the basaltic formation intrudes its strange regular columns, most finely developed in the famous Giant’s Causeway.
The capital city and port of Dublin is located just south of the central point of the eastern coast, at the head of a bay that marks a sudden change in the coastal shape. Going south from its northern point, the rocky headland of Howth, the coastline is mainly steep, sometimes sheer, and the mountains of County Wicklow come quite close. To the north, which is the direction to follow first, the land is low, sandy, and lined with shoals, as this is one point where the central plain meets the coast. This situation continues from 53° 25′ N until at 54° N the mountains come close again, and the narrow inlet or fjord of Carlingford Lough separates the steep heights of the Carlingford and Mourne Mountains. After that, the coast returns to its low, sandy nature; the beautiful eastward curve of Dundrum Bay is passed, the coastline turns north again, and a narrow channel leads into the lagoon of Strangford Lough, which is dotted with islands. As we reach County Antrim, green wooded hills drop straight into the sea; the deep Belfast Lough extends about 10 miles inland, and this situation remains almost to Fair Head, the northeastern tip of the island. Here, the coast shifts westward, suddenly changing to steep cliffs, where the basalt formation features its unique regular columns, most famously seen in the Giant’s Causeway.
The low land surrounding the plain-track of the Bann intervenes between this and the beginning of a coastal formation which is common to the north-western and western coasts. From the oval indentation of Lough Foyle a bluff coast trends north-westward to Malin Head, the northernmost promontory of the island. Thence over the whole southward stretch to Mizen Head in county Cork is found that physical appearance of a cliff-bound coast fretted with deep fjord-like inlets and fringed with many islands, which throughout the world is almost wholly confined to western seaboards. Mountains impinge upon the sea almost over the whole length, sometimes, as in Slieve League (county Donegal), immediately facing it with huge cliffs. Eight dominant inlets appear. Lough Foyle is divided from Lough Swilly by the diamond-shaped peninsula of Inishowen. Following the coast southward, Donegal Bay is divided from Galway Bay by the hammer-like projection of county Mayo and Connemara, the square inlet of Clew Bay intervening. At Galway Bay the mountain barrier is broken, where the great central plain strikes down to the sea as it does on the east coast north of Dublin. After the stern coast of county Clare there follow the estuary of the great river Shannon, and then three large inlets striking deep into the mountains of Kerry and Cork—Dingle Bay, Kenmare river and Bantry Bay, separating the prongs of the forklike south-western projection of the island. The whole of this coast is wild and beautiful, and may be compared with the west coast of Scotland and even that of Norway, though it has a strong individuality distinct from either; and though for long little known to travellers, it now possesses a number of small watering-places, and is in many parts accessible by railway. The islands though numerous are not as in Scotland and Norway a dominant feature of the coast, being generally small and often mere clusters of reefs. Exceptions, however, are Tory Island and North Aran off the Donegal coast, Achill and Clare off Mayo, the South Arans guarding Galway Bay, the Blasquets and Valencia off the Kerry coast. On many of these desolate rocks, which could have afforded only the barest sustenance, there are remains of the dwellings and churches of early religious settlers who sought solitude here. The settlements on Inishmurray (Sligo), Aranmore in the South Arans, and Scattery in the Shannon estuary, had a fame as retreats of piety and learning far outside Ireland itself, and the significance of a pilgrimage to their sites is not yet wholly forgotten among the peasantry, while the preservation of their remains has come to be a national trust.
The low land around the Bann plain separates this area from the start of a coastal formation common to the northwestern and western coasts. From the oval shape of Lough Foyle, a steep coastline stretches northwest towards Malin Head, the northernmost point of the island. The entire stretch down to Mizen Head in County Cork features a coastline marked by cliffs, deep fjord-like inlets, and many islands, a characteristic that’s mostly found along western seaboards worldwide. Mountains rise almost continuously along the coast, sometimes, like in Slieve League (County Donegal), directly facing it with towering cliffs. There are eight major inlets. Lough Foyle is separated from Lough Swilly by the diamond-shaped Inishowen peninsula. Heading south along the coast, Donegal Bay is split from Galway Bay by the hammer-shaped projection of County Mayo and Connemara, with the square inlet of Clew Bay in between. At Galway Bay, the mountain range gives way, where the expansive central plain meets the sea, similar to the area on the east coast north of Dublin. After the rugged coastline of County Clare, the estuary of the great River Shannon follows, along with three large inlets that penetrate deep into the mountains of Kerry and Cork—Dingle Bay, Kenmare River, and Bantry Bay, separating the prongs of the fork-shaped southwestern part of the island. This entire coast is wild and beautiful, comparable to the west coast of Scotland and even Norway, but it has a distinctive character all its own. Although it was largely unknown to travelers for a long time, it now has several small resorts and many areas accessible by train. The islands, while numerous, are not as prominent as those in Scotland and Norway, generally being small and often just clusters of reefs. Exceptions include Tory Island and North Aran off the Donegal coast, Achill and Clare off Mayo, the South Arans protecting Galway Bay, and the Blasquets and Valencia off the Kerry coast. On many of these desolate rocks, which offered only the most basic sustenance, there are remnants of homes and churches from early religious settlers who sought solitude here. The settlements on Inishmurray (Sligo), Aranmore in the South Arans, and Scattery in the Shannon estuary were well-known as sites of piety and learning far beyond Ireland, and the importance of pilgrimage to these locations is still somewhat remembered among the local people, while the preservation of their remains has become a national responsibility.
The south coast strikes a mean between the east and the west. It is lower than the west though still bold in many places; the inlets are narrower and less deep, but more easily accessible, as appears from the commercial importance of the harbours of Cork and Waterford. Turning northward to the east of Waterford round Carnsore Point, the lagoon-like harbour of Wexford is passed, and then a sweeping, almost unbroken, line continues to Dublin Bay. But this coast, though differing completely from the western, is not lacking in beauty, for, like the Mournes in county Down, the mountains of Wicklow rise close to the sea, and sometimes directly from it.
The south coast finds a balance between the east and the west. It's lower than the west but still quite striking in many areas; the inlets are narrower and shallower, but they are easier to access, which is evident from the economic significance of the harbors in Cork and Waterford. Heading north from Waterford around Carnsore Point, you pass the lagoon-like harbor of Wexford, and then a long, almost continuous stretch leads to Dublin Bay. This coast, while totally different from the western one, is not devoid of beauty. Just like the Mournes in County Down, the Wicklow mountains rise steeply near the sea, sometimes even directly from it.
Every mountain group in Ireland forms an individual mass, isolated by complex systems of valleys in all directions. They seldom exceed 3000 ft. in height, yet generally possess a certain dignity, whether from their commanding position Mountains. or their bold outline. Every variety of form is seen, from steep flat-topped table-mountains as near Loughs Neagh and Erne, to peaks such as those of the Twelve Pins or Bens of Connemara. Unlike the Scottish Highlands no part of them was capable of sheltering a whole native race in opposition to the advance of civilization, though early customs, tradition and the common use of the Erse language yet survive in some strength in the wilder parts of the west. From the coasts there is almost everywhere easy access to the interior through the mountains by valley roads; and though the plain exists unbroken only in the midlands, its ramifications among the hills are always easy to follow. Plain and lowland of an elevation below 500 ft. occupy nearly four-fifths of the total area; and if the sea were to submerge these, four distinct archipelagos would appear, a northern, eastern, western and south-western. The principal groups, with their highest points, are the Mournes (Slieve Donard, 2796 ft.) and the Wicklow mountains (Lugnaquilla, 3039) on the east; the Sperrins (Sawel, 2240) in the north; the Derryveagh group in the north-west (Errigal, 2466); the many groups or short ranges of Sligo, Mayo and Galway (reaching 1695 ft. in the Twelve Pins of Connemara); in the south-west those of Kerry and Cork, where in Carrantuohill or Carntual (3414) the famous Macgillicuddy Reeks which beautify the environs of Killarney include the highest point in the island; and north-east from these, the Galtees of Tipperary (3018) and Slieve Bloom, the farthest inland of the important groups. Nearer the south coast are the Knockmealdown (2609) and Commeragh Mountains (2470) of county Waterford.
Every mountain range in Ireland stands alone, separated by intricate systems of valleys in all directions. They rarely go above 3000 ft. in height but generally carry a certain dignity, whether due to their commanding positions or their bold outlines. There’s every type of shape, from steep flat-topped table mountains like those near Loughs Neagh and Erne, to peaks such as those found in the Twelve Pins or the Bens of Connemara. Unlike the Scottish Highlands, no part of them was able to provide refuge for an entire native community against the encroachment of civilization, although early customs, traditions, and the common use of the Irish language still thrive in some strength in the more rugged areas of the west. From the coasts, there is almost always easy access to the interior through the mountains via valley roads; while the plains are only unbroken in the midlands, their branches among the hills are consistently easy to navigate. Plains and lowlands at elevations below 500 ft. make up nearly four-fifths of the total area; and if the sea were to flood these, four distinct archipelagos would emerge: northern, eastern, western, and south-western. The main ranges, along with their highest points, include the Mournes (Slieve Donard, 2796 ft.) and the Wicklow mountains (Lugnaquilla, 3039 ft.) to the east; the Sperrins (Sawel, 2240 ft.) in the north; the Derryveagh group in the north-west (Errigal, 2466 ft.); various groups or short ranges in Sligo, Mayo, and Galway (reaching 1695 ft. in the Twelve Pins of Connemara); to the south-west, the ranges of Kerry and Cork, where Carrantuohill or Carntual (3414 ft.), the famous Macgillicuddy Reeks that enhance the surroundings of Killarney, includes the highest point on the island; and northeast of these, the Galtees of Tipperary (3018 ft.) and Slieve Bloom, the furthest inland of the significant groups. Closer to the south coast are the Knockmealdown (2609 ft.) and Commeragh Mountains (2470 ft.) in County Waterford.
It will be realized from the foregoing description that it is impossible to draw accurate boundary lines to the great Irish plain, yet it rightly carries the epithet central because it distinctly divides the northern mountain groups from the Central plain. southern. The plain is closely correlated with the bogs which are the best known physical characteristic of Ireland, but the centre of Ireland is not wholly bog-land. Rather the bogs of the plain are intersected by strips of low-lying firm ground, and the central plain consists of these bright green expanses alternating with the brown of the bogs, of which the best known and (with its offshoots) one of the most extensive is the Bog of Allen in the eastern midlands. But the bogs are not confined to the plain. They may be divided into black and red according to the degree of moisture and the vegetable matter which formed them. The black bogs are those of the plain and the deeper valleys, while the red, firmer and less damp, occur on the mountains. The former supply most of the peat, and some of the tree-trunks dug out of them have been found so flexible from immersion that they might be twisted into ropes. Owing to the quantity of tannin they contain, no harmful miasma exhales from the Irish bogs.
It can be seen from the previous description that it's impossible to draw precise borders for the great Irish plain, yet it accurately deserves the label "central" because it clearly separates the northern mountain ranges from the southern ones. The plain is closely linked to the bogs, which are the most recognized physical feature of Ireland, but the center of Ireland isn't all bog-land. Instead, the bogs of the plain are divided by strips of low-lying solid ground, and the central plain consists of these bright green areas that alternate with the brown of the bogs, with the best-known and one of the largest being the Bog of Allen in the eastern midlands. However, the bogs are not limited to the plain. They can be classified as black and red based on their moisture content and the plant materials that created them. The black bogs are found in the plain and deeper valleys, while the red, firmer, and less wet ones are on the mountains. The black bogs provide most of the peat, and some tree trunks dug out of them have been found to be so flexible from being submerged that they can be twisted into ropes. Because of the high tannin content, no harmful miasma is released from the Irish bogs.
The central plain and its offshoots are drained by rivers to all the coasts, but chiefly eastward and westward, and the water-partings in its midst are sometimes impossible to define. The main rivers, however, have generally a mountain Rivers. source, and according as they are fed from bogs or springs may be differentiated as black and bright streams. In this connexion the frequent use of the name Blackwater is noticeable. The principal rivers are—from the Wicklow Mountains, the Slaney, flowing S. to Wexford harbour, and the Liffey, flowing with a tortuous course N. and E. to Dublin Bay; the Boyne, fed from the central plain and discharging into Drogheda Bay; from the mountains of county Down, the Lagan, to Belfast Lough, and the Bann, draining the great Lough Neagh to the northern sea; the Foyle, a collection of streams from the mountains of Tyrone and Donegal, flowing north to Lough Foyle. On the west the rivers are generally short and torrential, excepting the Erne, which drains the two beautiful loughs of that name in county Fermanagh, and the Shannon, the chief river of Ireland, which, rising in a mountain spring in county Cavan, follows a bow-shaped course to the south and south-west, and draws off the major part of the waters of the plain by tributaries from the east. In the south, the Lee and the Blackwater intersect the mountains of Kerry and Cork flowing east, and turn abruptly into estuaries opening south. Lastly, rising in the Slieve Bloom or neighbouring mountains, the Suir, Nore and Barrow follow widely divergent courses to the south to unite in Waterford harbour.
The central plain and its branches are drained by rivers leading to all the coasts, mostly east and west, and the watersheds in the center can be hard to pinpoint. However, the main rivers usually originate in the mountains, and depending on whether they're fed by bogs or springs, they can be classified as dark or clear streams. Notably, the name Blackwater is commonly used. The main rivers include the Slaney, which flows south from the Wicklow Mountains to Wexford harbor, and the Liffey, which flows in a winding path north and east to Dublin Bay; the Boyne, which is fed by the central plain and empties into Drogheda Bay; the Lagan, which flows from the mountains of County Down to Belfast Lough, and the Bann, which drains Lough Neagh into the northern sea; the Foyle, a collection of streams from the Tyrone and Donegal mountains flowing north to Lough Foyle. In the west, the rivers are usually short and fast-flowing, except for the Erne, which drains the two beautiful lakes of the same name in County Fermanagh, and the Shannon, the main river in Ireland, which starts from a mountain spring in County Cavan, takes a curved path south and southwest, collecting most of the waters from the plain through its eastern tributaries. In the south, the Lee and the Blackwater cut through the mountains of Kerry and Cork as they flow east, sharply turning into estuaries that open to the south. Finally, rising in the Slieve Bloom or nearby mountains, the Suir, Nore, and Barrow take widely different routes south before converging in Waterford harbour.
The lakes (called loughs—pronounced lochs) of Ireland are innumerable, and (apart from their formation) are almost all contained in two great regions, (1) The central plain by its nature abounds in loughs—dark, peat-stained pools with low Lakes shores. The principal of these lie in county Westmeath, such as Loughs Ennel, Owel and Derravaragh, famed for their trout-fishing in the May-fly season. (2) The Shannon, itself forming several large loughs, as Allen, Ree and Derg; and the Erne, whose course lies almost wholly through loughs—Gowna, Oughter and the Loughs Erne, irregular of outline and studded with islands—separate this region from the principal lake-region of Ireland, coincident with the province of Connaught. In the north lie Loughs Melvin, close above Donegal Bay, and Gill near Sligo, Lough Gara, draining to the Shannon, and Lough Conn near Ballina (county Mayo), and in the south, the great expanses of Loughs Mask and Corrib, joined by a subterranean channel. To the west of these last, the mountains of Connemara and, to a more marked degree, the narrow plain of bog-land between them and Galway Bay, are sown with small lakes, nearly every hollow of this wild district being filled with water. Apart from these two regions the loughs of Ireland are few but noteworthy. In the south-west the lakes of Killarney are widely famed for their exquisite scenic setting; in the north-east Lough Neagh has no such claim, but is the largest lake in the British Isles, while in the south-east there are small loughs in some of the picturesque glens of county Wicklow.
The lakes (called loughs—pronounced lochs) of Ireland are countless, and (aside from how they formed) are mostly found in two major areas. (1) The central plain naturally has many loughs—dark, peat-stained pools with low shores. The main ones are in County Westmeath, like Loughs Ennel, Owel, and Derravaragh, known for their trout fishing during the mayfly season. (2) The River Shannon itself creates several large loughs, such as Allen, Ree, and Derg; and the Erne flows almost entirely through loughs—Gowna, Oughter, and Loughs Erne, which are irregularly shaped and dotted with islands—separating this area from Ireland's main lake region, which is aligned with the province of Connaught. In the north, you find Loughs Melvin, just above Donegal Bay, and Gill near Sligo, Lough Gara, draining into the Shannon, and Lough Conn near Ballina (County Mayo). In the south, the vast Loughs Mask and Corrib are connected by an underground channel. West of these, the Connemara mountains, and to a greater extent, the narrow bog plain between them and Galway Bay, are filled with small lakes, almost every dip in this wild area holding water. Besides these two regions, the loughs of Ireland are few but significant. In the southwest, the Killarney lakes are famously beautiful for their stunning scenery; in the northeast, Lough Neagh, though not scenic, is the largest lake in the British Isles, while in the southeast, there are smaller loughs in some of the picturesque valleys of County Wicklow.
Climate.—The climate of Ireland is more equable than that of Great Britain as regards both temperature and rainfall. No district in Ireland has a rainfall so heavy as that of large portions of the Highlands of Scotland, or so light as that of several large districts in the east of Great Britain. In January the mean temperature scarcely falls below 40° F. in any part of Ireland, whereas over the larger part of the eastern slope of Great Britain it is some 3° lower; and in July the extremes in Ireland are 59° in the north and 62° in Kilkenny. The range from north to south of Great Britain in the same month is some 10°, but the greater extent of latitude accounts only for a part of this difference, which is mainly occasioned by the physical configuration of the surface of Ireland in its relations to the prevailing moist W.S.W. winds. Ireland presents to these winds no unbroken mountain ridge running north and south, which would result in two climates as distinct as those of the east and west of Ross-shire; but it presents instead only a series of isolated groups, with the result that it is only a few limited districts which enjoy climates approaching in dryness the climates of the whole of the eastern side of Great Britain.
Climate.—The climate of Ireland is more moderate than that of Great Britain in terms of both temperature and rainfall. No area in Ireland experiences rainfall as heavy as that of large parts of the Scottish Highlands, nor as light as some major regions in the east of Great Britain. In January, the average temperature in any part of Ireland rarely drops below 40° F., while much of the eastern slope of Great Britain is about 3° cooler; in July, temperatures range from 59° in the north to 62° in Kilkenny. The temperature difference from north to south of Great Britain in the same month is about 10°, but the larger extent of latitude explains only part of this difference. The primary reason is the physical layout of Ireland relative to the prevailing moist W.S.W. winds. Ireland does not present a continuous mountain range running north and south, which would create two distinct climates like those of the east and west of Ross-shire; instead, it has a series of isolated groups, resulting in only a few limited areas experiencing climates that approach the dryness found on the eastern side of Great Britain.
Geology.—Ireland, rising from shallow seas on the margin of the submarine plateau of western Europe, records in its structure the successive changes that the continent itself has undergone. The first broad view of the country shows us a basin-shaped island consisting of a central limestone plain surrounded by mountains; but the diverse modes of origin of these mountains, and the differences in their trend, suggest at once that they represent successive epochs of disturbance. The north-west highlands of Donegal and the Ox Mountains, with their axes of folding running north-east and south-west, invite comparison with the great chain of Leinster, but also with the Grampians and the backbone of Scandinavia. The ranges from Kerry to Waterford, on the other hand, truncated by the sea at either end, are clearly parts of an east and west system, the continuation of which may be looked for in South Wales and Belgium. The hills of the north-east are mainly the crests of lava-plateaux, which carry the mind towards Skye and the volcanic province of the Faeroe Islands. The two most important points of contrast between the geology of Ireland and that of England are, firstly, the great exposure of Carboniferous rocks in Ireland, Mesozoic strata being almost absent; and, secondly, the presence of volcanic rocks in place of the marine Eocene of England.
Geology.—Ireland, rising from shallow seas on the edge of the underwater plateau of western Europe, shows the successive changes that the continent has experienced in its structure. A broad view of the country reveals a basin-shaped island featuring a central limestone plain surrounded by mountains; however, the different origins of these mountains and their varying orientations indicate that they reflect different geological periods of disturbance. The north-west highlands of Donegal and the Ox Mountains, with their axes of folding stretching north-east and south-west, can be compared to the great chain of Leinster, as well as the Grampians and the backbone of Scandinavia. Conversely, the ranges from Kerry to Waterford, which are truncated by the sea at both ends, clearly form parts of an east-west system, the extension of which can be found in South Wales and Belgium. The hills in the north-east mainly consist of lava plateaus, reminiscent of Skye and the volcanic region of the Faeroe Islands. The two key differences between the geology of Ireland and that of England are, firstly, the significant exposure of Carboniferous rocks in Ireland, with Mesozoic layers being nearly absent; and, secondly, the presence of volcanic rocks instead of the marine Eocene found in England.
The fact that no Cambrian strata have been established by palaeontological evidence in the west of Ireland has made it equally difficult to establish any pre-Cambrian system. The great difference in character, however, between the Silurian strata at Pomeroy in county Tyrone and the adjacent metamorphic series makes it highly probable that the latter masses are truly Archean. They form an interesting and bleak moorland between Cookstown and Omagh, extending north-eastward into Slieve Gallion in county Londonderry, and consist fundamentally of mica-schist and gneiss, affected by earth-pressures, and invaded by granite near Lough Fee. The axis along which they have been elevated runs north-east and south-west, and on either flank a series of “green rocks” appears, consisting of altered amygdaloidal andesitic lavas, intrusive dolerites, coarse gabbros and diorites, and at Beagh-beg and Creggan in central Tyrone ancient rhyolitic tuffs. Red and grey cherts, which have not so far yielded undoubted organic remains occur in this series, and it has in consequence been compared with the Arenig rocks of southern Scotland. The granite invades this “green-rock” series at Slieve Gallion and elsewhere, but is itself pre-Devonian. Even if the volcanic and intrusive basic rocks prove to be Ordovician (Lower Silurian), which is very doubtful, the metamorphic series of the core is clearly distinct, and appears to be “fundamental” so far as Ireland is concerned.
The fact that no Cambrian layers have been identified by fossil evidence in the west of Ireland has made it equally challenging to establish any pre-Cambrian system. However, the significant difference in character between the Silurian layers at Pomeroy in County Tyrone and the nearby metamorphic series strongly suggests that these latter formations are genuinely Archean. They create an interesting and desolate moorland between Cookstown and Omagh, stretching northeastward into Slieve Gallion in County Londonderry, and are primarily made up of mica-schist and gneiss, altered by tectonic pressures, and penetrated by granite near Lough Fee. The axis along which they have been uplifted runs northeast and southwest, and on either side, a series of “green rocks” appears, made up of altered amygdaloidal andesitic lavas, intrusive dolerites, coarse gabbros and diorites, and in Beagh-beg and Creggan in central Tyrone, ancient rhyolitic tuffs. Red and gray cherts, which have not yet produced clear organic remains, are found in this series, and it has consequently been compared to the Arenig rocks of southern Scotland. The granite intrudes into this “green rock” series at Slieve Gallion and elsewhere, but it is itself pre-Devonian. Even if the volcanic and intrusive basic rocks turn out to be Ordovician (Lower Silurian), which is quite doubtful, the core's metamorphic series is clearly distinct and seems to be “fundamental” as far as Ireland is concerned.
The other metamorphic areas of the north present even greater difficulties, owing to the absence of any overlying strata older than the Old Red Sandstone. Their rocks have been variously held to be Archean, Cambrian and Silurian, and their general trend has undoubtedly been determined by post-Silurian earth-movements. Hence it is useful to speak of them merely as “Dalradian,” a convenient term invented by Sir A. Geikie for the metamorphic series of the old kingdom of Dalriada. They come out as mica-schists under the Carboniferous sandstones of northern Antrim, and disappear southward under the basaltic plateaux. The red gneisses near Torr Head probably represent intrusive granite; and this small north-eastern exposure is representative of the Dalradian series which covers so wide a field from central Londonderry to the coast of Donegal. The oldest rocks in this large area are a stratified series of mica-schists, limestones and quartzites, with numerous intrusive sheets of diorite, the whole having been metamorphosed by pressure, with frequent overfolding. Extensive subsequent metamorphism has been produced by the invasion of great masses of granite. Similar rocks come up along the Ox Mountain axis, and occupy the wild west of Mayo and Connemara. The quartzites here form bare white cones and ridges, notably in Errigal and Aghla Mt. in county Donegal, and in the group of the Twelve Bens in county Galway.
The other metamorphic regions in the north face even more challenges because there aren’t any older layers of rock above the Old Red Sandstone. The rocks in these areas have been classified as Archean, Cambrian, and Silurian, and their general direction has clearly been influenced by geological movements after the Silurian period. Therefore, it's practical to refer to them simply as “Dalradian,” a term coined by Sir A. Geikie for the metamorphic series found in the ancient kingdom of Dalriada. These rocks appear as mica-schists beneath the Carboniferous sandstones of northern Antrim and fade away to the south under the basaltic plateaus. The red gneisses near Torr Head likely represent intrusive granite; this small northeastern exposure is characteristic of the Dalradian series, which spans a large area from central Londonderry to the Donegal coast. The oldest rocks in this extensive region are a layered series of mica-schists, limestones, and quartzites, along with multiple intrusive sheets of diorite, all having been transformed by pressure and frequently folded over. Significant later metamorphism has occurred due to the intrusion of large granite masses. Similar rocks are found along the Ox Mountain axis, covering the rugged western areas of Mayo and Connemara. Here, the quartzites create bare white peaks and ridges, especially in Errigal and Aghla Mt. in County Donegal, and within the Twelve Bens group in County Galway.
Following on these rocks of unknown but obviously high antiquity, we find fossiliferous Ordovician (Lower Silurian) strata near Killary harbour on the west, graduating upwards into a complete Gotlandian (Upper Silurian) system. Massive conglomerates occur in these series, which are unconformable on the Dalradian rocks of Connemara. In the Wenlock beds of the west of the Dingle promontory there are contemporaneous tuffs and lavas. Here the Ludlow strata are followed by a thick series of barren beds (the Dingle Beds), which have been variously claimed as Upper Silurian and Lower Devonian. No certain representative of the Dingle Beds has been traced elsewhere throughout the south of Ireland, where the Old Red Sandstone succeeds the uptilted Silurian strata with striking unconformity. The Silurian rocks were indeed greatly folded before the Old Red Sandstone was laid down, the general trend of the folds being from south-west to north-east. The best example of these folds is the axis of Leinster, its core being occupied by granite which is now exposed continuously for 70 m., forming a moorland from Dublin to New Ross. On either flank the Silurian shales, slates and sandstones, which are very rarely fossiliferous, rise with steep dips. They are often contorted, and near the contact with the granite pass into mica-schists and quartzites. The foothills and lowlands throughout southern Wicklow and almost the whole of Wexford, and the corresponding country of western Wicklow and eastern Kildare, are thus formed of Silurian beds, in which numerous contemporaneous and also intrusive igneous rocks are intercalated, striking like the chain N.E. and S.W. In south-eastern Wexford, in northern Wicklow (from Ashford to Bray), and in the promontory of Howth on Dublin Bay, an apparently earlier series of green and red slates and quartzites forms an important feature. The quartzites, like those of the Dalradian series, weather out in cones, such as the two Sugarloaves south of Bray, or in knob-set ridges, such as the crest of Howth or Carrick Mt. in county Wicklow. The radial or fan-shaped markings known as Oldhamia were first detected in this series, but are now known from Cambrian beds in other countries; in default of other satisfactory fossils, the series of Bray and Howth has long been held to be Cambrian.
Following these ancient rocks of unknown but clearly great age, we discover fossil-rich Ordovician (Lower Silurian) layers near Killary Harbour to the west, gradually transitioning upward into a complete Gotlandian (Upper Silurian) system. Massive conglomerates are found in these layers, which are not aligned with the Dalradian rocks of Connemara. In the Wenlock beds on the west side of the Dingle promontory, there are contemporary tuffs and lavas. Here, the Ludlow strata are topped by a thick series of barren beds (the Dingle Beds), which have been variously classified as Upper Silurian and Lower Devonian. No definitive representative of the Dingle Beds has been identified elsewhere in southern Ireland, where the Old Red Sandstone sharply follows the tilted Silurian strata. The Silurian rocks were significantly folded before the Old Red Sandstone was deposited, with the general direction of the folds being from southwest to northeast. The best example of these folds is found in the axis of Leinster, which has a core of granite exposed continuously for 70 meters, forming a moorland that stretches from Dublin to New Ross. On both sides, the Silurian shales, slates, and sandstones, which rarely contain fossils, steeply rise. They are often twisted, and near the contact with the granite, they transition into mica-schists and quartzites. The foothills and lowlands throughout southern Wicklow and nearly all of Wexford, as well as the corresponding regions of western Wicklow and eastern Kildare, are formed from Silurian beds, which incorporate numerous contemporaneous and intrusive igneous rocks arranged in a northeast-southwest direction. In southeastern Wexford, northern Wicklow (from Ashford to Bray), and the Howth promontory in Dublin Bay, a seemingly older series of green and red slates and quartzites stands out. The quartzites, similar to those of the Dalradian series, weather into cone shapes, such as the two Sugarloaves south of Bray, or into knob-like ridges, like the peaks of Howth or Carrick Mountain in County Wicklow. The radial or fan-shaped markings known as Oldhamia were first discovered in this series but are now recognized from Cambrian beds in other countries; in the absence of other satisfactory fossils, the Bray and Howth series has long been considered Cambrian.
All across Ireland, from the Ballyhoura Hills on the Cork border to the southern shore of Belfast Lough, slaty and sandy Silurian beds appear in the axes of the anticlinal folds, surrounded by Old Red Sandstone scarps or Carboniferous Limestone lowlands. These Silurian areas give rise to hummocky regions, where small hills abound, without much relation to the trend of the axis of elevation. The most important area appears north of the town of Longford, and extends thence to the coast of Down. In Slieve Glah it reaches a height of 1057 ft. above the sea. Granite is exposed along its axis from near Newry to Slieve Croob, and again appears at Crossdoney in county Cavan. These occurrences of granite, with that of Leinster, in connexion with the folding of the Silurian strata, make it highly probable that many of the granites of the Dalradian areas, which have a similar trend and which have invaded the schists so intimately as to form with them a composite gneiss, date also from a post-Silurian epoch of earth-movement. Certain western and northern granites are however older, since granite boulders occur in Silurian conglomerates derived from the Dalradian complex.
All across Ireland, from the Ballyhoura Hills on the Cork border to the southern shore of Belfast Lough, you can see slaty and sandy Silurian beds appearing in the folds of the land, surrounded by Old Red Sandstone cliffs or Carboniferous Limestone lowlands. These Silurian areas create hilly regions with plenty of small hills that don’t really follow the direction of the land's rise. The most significant area is just north of the town of Longford, extending all the way to the coast of Down. In Slieve Glah, it reaches an elevation of 1057 ft. above sea level. Granite can be found along its core from near Newry to Slieve Croob, and it shows up again at Crossdoney in County Cavan. The presence of this granite, along with that of Leinster, related to the folding of the Silurian layers, suggests that many of the granites in the Dalradian regions, which share a similar direction and have fused with the schists to form a combined gneiss, likely date back to a post-Silurian period of geological activity. However, some granites in the west and north are older, as granite boulders are found in Silurian conglomerates that come from the Dalradian complex.
This group of N.E. and S.W. ridges and hollows, so conspicuous in the present conformation of Donegal, Sligo and Mayo, in the axis of Newry, and in the yet bolder Leinster Chain, was impressed upon the Irish region at the close of Silurian times, and is clearly a part of the “Caledonian” system of folds, which gave to Europe the guiding lines of the Scottish Highlands and of Scandinavia.
This group of N.E. and S.W. ridges and valleys, so noticeable in the current landscape of Donegal, Sligo, and Mayo, along the line of Newry, and even more prominently in the Leinster Chain, was formed in Ireland at the end of Silurian times. It is clearly part of the “Caledonian” system of folds, which shaped the defining features of the Scottish Highlands and Scandinavia in Europe.


{kind=link}
{kind=link}
On the land-surface thus formed the Devonian lakes gathered, while the rivers poured into them enormous deposits of sand and conglomerate. A large exposure of this Old Red Sandstone stretches 745 from Enniskillen to the Silurian beds at Pomeroy, and some contemporaneous andesites are included, reminding us of the volcanic activity at the same epoch in Scotland. The numerous “felstone” dikes, often lamprophyric, occurring in the north and west of Ireland, are probably also of Devonian age. The conglomerates appear at intervals through the limestone covering of central Ireland, and usually weather out as conspicuous scarps or “hog’s-backs.” The Slieve Bloom Mountains are thus formed of a dome of Old Red Sandstone folded on a core of unconformable Silurian strata; while in several cases the domes are worn through, leaving rings of Old Red Sandstone hills, scarping inwards towards broad exposures of Silurian shales. The Old Red Sandstone is most fully manifest in the rocky or heather-clad ridges that run from the west of Kerry to central Waterford, rising to 3414 ft. in Carrantuohill in Macgillicuddy’s Reeks, and 3015 ft. in Galtymore. In the Dingle Promontory the conglomerates of this period rest with striking unconformity on the Dingle Beds and Upper Silurian series. Here there may be a local break between Lower and Upper Devonian strata. The highest beds of Old Red Sandstone type pass up conformably in the south of Ireland into the Lower Carboniferous, through the “Yellow Sandstone Series” and the “Coomhola Grits” above it. The Yellow Sandstone contains Archanodon, the oldest known fresh-water mollusc, and plant-remains; the Coomhola Grits are marine, and are sometimes regarded as Carboniferous, sometimes as uppermost Devonian.
On the land surface that was formed, the Devonian lakes formed while rivers dumped huge amounts of sand and gravel into them. A large area of Old Red Sandstone stretches 745 from Enniskillen to the Silurian layers at Pomeroy, and some contemporaneous andesites are included, reminding us of the volcanic activity that happened at the same time in Scotland. The many “felstone” dikes, often lamprophyric, found in northern and western Ireland are probably also from the Devonian period. The conglomerates appear at intervals through the limestone covering of central Ireland and usually weather out to form noticeable scarps or “hog’s-backs.” The Slieve Bloom Mountains are made up of a dome of Old Red Sandstone folded over a core of unconformable Silurian layers; in several instances, the domes have eroded away, leaving rings of Old Red Sandstone hills that slope inward toward broad exposures of Silurian shales. The Old Red Sandstone is most clearly seen in the rocky or heather-covered ridges stretching from the west of Kerry to central Waterford, rising to 3,414 ft. at Carrantuohill in Macgillicuddy’s Reeks and 3,015 ft. at Galtymore. On the Dingle Promontory, the conglomerates from this period rest with striking unconformity on the Dingle Beds and Upper Silurian series. Here, there might be a local break between Lower and Upper Devonian layers. The highest beds of Old Red Sandstone type transition smoothly in the south of Ireland into the Lower Carboniferous, through the “Yellow Sandstone Series” and the “Coomhola Grits” above it. The Yellow Sandstone contains Archanodon, the oldest known fresh-water mollusk, and plant remains; the Coomhola Grits are marine and are sometimes classified as Carboniferous, sometimes as uppermost Devonian.

In the south, the Carboniferous deposits open with the Carboniferous Slate, in the base of which the Coomhola Grits occur. Its lower part represents the Lower Carboniferous Shales and Sandstones of the central and northern areas, while its upper part corresponds with a portion of the Carboniferous Limestone. The Carboniferous Limestone, laid down in a sea which covered nearly the whole Irish area, appears in the synclinal folds at Cork city and Kenmare, and is the prevalent rock from the north side of the Knockmealdown Mountains to Enniskillen and Donegal Bay. On the east it spreads to Drogheda and Dublin, and on the west to the heart of Mayo and of Clare. Loughs Mask and Corrib are thus bounded on the west by rugged Silurian and Dalradian highlands, and on the east appear as mere water-filled hollows in the great limestone plain.
In the south, the Carboniferous deposits begin with the Carboniferous Slate, at the base of which the Coomhola Grits are found. The lower part consists of the Lower Carboniferous Shales and Sandstones from the central and northern regions, while the upper part corresponds to a section of the Carboniferous Limestone. The Carboniferous Limestone, formed in a sea that covered almost the entire Irish landmass, is visible in the synclinal folds around Cork city and Kenmare, and is the dominant rock from the north side of the Knockmealdown Mountains to Enniskillen and Donegal Bay. To the east, it extends to Drogheda and Dublin, and to the west, it reaches deep into Mayo and Clare. Loughs Mask and Corrib are bordered on the west by rugged Silurian and Dalradian highlands, while on the east, they appear as simply water-filled depressions in the vast limestone plain.
The Lower Carboniferous Sandstones are conspicuous in the region from Milltown near Inver Bay in southern Donegal to Ballycastle in county Antrim. In the latter place they contain workable coal-seams. The Carboniferous Limestone often contains black flint (chert), and at some horizons conglomerates occur, the pebbles being derived from the unconformable ridges of the “Caledonian” land. A black and often shaly type called “calp” contains much clay derived from the same land-surface. While the limestone has been mainly worn down to a lowland, it forms fine scarps and table-lands in county Sligo and other western regions. Subterranean rivers and water-worn caves provide a special type of scenery below the surface. Contemporaneous volcanic action is recorded by tuffs and lavas south-east of Limerick and north of Philipstown. The beds above the limestone are shales and sandstones, sometimes reaching the true Coal-Measures, but rarely younger than the English Millstone Grit. They are well seen in the high ground about Lough Allen, where the Shannon rises on them, round the Castlecomer and Killenaule coalfields, and in a broad area from the north of Clare to Killarney. Some coals occur in the Millstone Grit horizons. The Upper Coal-Measures, as a rule, have been lost by denudation, much of which occurred before Triassic times. South of the line between Galway and Dublin the coal is anthracitic, while north of this line it is bituminous. The northern coalfields are the L. Carboniferous one at Ballycastle, the high outliers of Millstone Grit and Coal-Measures round Lough Allen, and the Dungannon and Coalisland field in county Tyrone. The last named is in part concealed by Triassic strata. The only important occurrences of coal in the south are in eastern Tipperary, near Killenaule, and in the Leinster coalfield (counties Kilkenny and Carlow and Queen’s County), where there is a high synclinal field, including Lower and Middle Coal-Measures, and resembling in structure the Forest of Dean area in England.
The Lower Carboniferous Sandstones are prominent in the area from Milltown near Inver Bay in southern Donegal to Ballycastle in County Antrim. At Ballycastle, these sandstones include workable coal seams. The Carboniferous Limestone usually contains black flint (chert), and at certain levels, conglomerates can be found, with pebbles coming from the older “Caledonian” land ridges. A type of black, often shaly rock known as “calp” has a lot of clay that comes from the same land surface. Although the limestone has mostly eroded into lowlands, it creates impressive cliffs and plateaus in County Sligo and other western regions. Underground rivers and eroded caves create a unique scenery below the surface. Contemporaneous volcanic activity is indicated by tuffs and lavas found southeast of Limerick and north of Philipstown. The layers above the limestone consist of shales and sandstones, sometimes reaching true Coal Measures, but rarely extending beyond the English Millstone Grit. This is clearly visible in the high ground around Lough Allen, where the Shannon River rises, as well as around the Castlecomer and Killenaule coalfields, and over a wide area from north Clare to Killarney. Some coal deposits are found in the Millstone Grit layers. Generally, the Upper Coal Measures have been eroded away, much of which happened before the Triassic period. South of the line between Galway and Dublin, the coal is anthracitic, while to the north of this line, it is bituminous. The northern coalfields include the Lower Carboniferous one at Ballycastle, the high outcrops of Millstone Grit and Coal Measures around Lough Allen, and the Dungannon and Coalisland coalfields in County Tyrone. The latter is partly covered by Triassic layers. The only significant coal occurrences in the south are in eastern Tipperary, near Killenaule, and in the Leinster coalfield (counties Kilkenny, Carlow, and Queen’s County), which features a high synclinal field that includes Lower and Middle Coal Measures, resembling the structure of the Forest of Dean area in England.
The “Hercynian” earth-movements, which so profoundly affected north-west and north-central Europe at the close of Carboniferous times, gave rise to a series of east and west folds in the Irish region. The Upper Carboniferous beds were thus lifted within easy reach of denuding forces, while the Old Red Sandstone, and the underlying “Caledonian” land-surface, were brought up from below in the cores of domes and anticlines. In the south, even the Carboniferous Limestone has been so far removed that it is found only in the floors of the synclinals. The effect of the structure of these folds on the courses of rivers in the south of Ireland is discussed in the paragraphs dealing with the geology of county Cork. The present central plain itself may be regarded as a vast shallow synclinal, including a multitude of smaller folds. The earth-wrinkles of this epoch were turned into a north-easterly direction by the pre-existing Leinster Chain, and the trend of the anticlinal from Limerick to the Slieve Bloom Mountains, and that of the synclinal of Millstone Grit and Coal-Measures from Cashel through the Leinster coalfield, bear witness to the resistance of this granite mass. The Triassic beds rest on the various Carboniferous series in turn, indicating, as in England, the amount of denudation that followed on the uplift of the Hercynian land. Little encouragement can therefore be given in Ireland to the popular belief in vast hidden coalfields.
The “Hercynian” earth movements, which had a major impact on northwest and north-central Europe at the end of the Carboniferous period, led to a series of east-west folds in the Irish region. The Upper Carboniferous layers were raised into the reach of erosion, while the Old Red Sandstone and the older “Caledonian” land surface were pulled up from below at the centers of dome structures and anticlines. In the south, the Carboniferous Limestone has been worn away to the point that it is only found in the floors of the synclines. The influence of these folds on river courses in southern Ireland is explored in the sections discussing the geology of County Cork. The central plain itself can be seen as a large shallow syncline, containing many smaller folds. The earth features from this period were shifted to a northeast direction by the existing Leinster Chain, and the path of the anticline from Limerick to the Slieve Bloom Mountains, along with the syncline of Millstone Grit and Coal Measures from Cashel through the Leinster coalfield, shows the resistance of this granite formation. The Triassic layers sit on the various Carboniferous series in sequence, indicating, similar to England, the extent of erosion that occurred after the uplift of the Hercynian land. Therefore, there’s little support for the common belief in vast hidden coalfields in Ireland.
The Permian sea has left traces at Holywood on Belfast Lough and near Stewartstown in county Tyrone. Certain conglomeratic beds on which Armagh is built are also believed to be of Permian age. The Triassic sandstones and marls, with marine Rhaetic beds above, are preserved mainly round the basaltic plateaus of the north-east, and extend for some distance into county Down. An elongated outlier south of Carrickmacross indicates their former presence over a much wider area. Rock-salt occurs in these beds north of Carrickfergus.
The Permian sea has left evidence at Holywood on Belfast Lough and near Stewartstown in County Tyrone. Some conglomerate layers that Armagh is built on are also thought to be from the Permian period. The Triassic sandstones and marls, along with marine Rhaetic layers above, are mostly found around the basalt plateaus in the northeast and stretch into County Down. A long outlier south of Carrickmacross shows that these layers used to cover a much larger area. Rock salt is found in these layers north of Carrickfergus.
The Jurassic system is represented in Ireland by the Lower Lias alone, and it is probable that no marine beds higher than the Upper Lias were deposited during this period. From Permian times onward, in fact, the Irish area lay on the western margin of the seas that played so large a part in determining the geology of Europe. The Lower Lias appears at intervals under the scarp of the basaltic plateaus, and contributes, as in Dorsetshire and Devonshire, to the formation of landslips along the coast. The alteration of the fossiliferous Lias by dolerite at Portrush into a flinty rock that looked like basalt served at one time as a prop for the “Neptunist” theory of the origin of igneous rocks. Denudation, consequent on the renewed uplift of the country, affected the Jurassic beds until the middle of Cretaceous times. The sea then returned, in the north-east at any rate, and the first Cretaceous deposits indicate the nearness of a shore-line. Dark “green-sands,” very rich in glauconite, are followed by yellow sandstones with some flint. These two stages represent the Upper Greensand, or the sandy type of the English Gault. Further sands represent the Cenomanian. The Turonian is also sandy, but in most areas was not deposited, or has been denuded away during a local uplift that preceded Senonian times. The Senonian limestone itself, which rests in the extreme north on Trias or even on the schists, is often conglomeratic and glauconitic at the base, the pebbles being worn from the old metamorphic series. The term “Hibernian Greensand” was used by Tate for all the beds below the Senonian; the quarrymen know the conglomeratic Senonian as “Mulatto-stone.” The Senonian chalk, or “White Limestone,” is hard, with numerous bands of flint, and suffered from denudation in early Eocene times. Probably its original thickness 746 was not more than 150 ft., while now only from 40 to 100 ft. remain. This chalk appears to underlie nearly the whole basaltic plateaus, appearing as a fringe round them, and also in an inlier at Templepatrick. The western limit was probably found in the edge of the old continental land in Donegal. Chalk flints occur frequently in the surface-deposits of the south of Ireland, associated with rocks brought from the north during the glacial epoch, and probably also of northern origin. It is just possible, however, that here and there the Cretaceous sea that spread over Devonshire may have penetrated the Irish area.
The Jurassic system in Ireland is represented only by the Lower Lias, and it’s likely that no marine beds higher than the Upper Lias were deposited during this time. From Permian times onward, the Irish region was situated on the western edge of the seas that significantly influenced Europe's geology. The Lower Lias can be found intermittently beneath the cliffs of the basalt plateaus and contributes, like in Dorsetshire and Devonshire, to the formation of landslips along the coast. The change of the fossil-rich Lias by dolerite at Portrush into a flinty rock resembling basalt once supported the "Neptunist" theory regarding the origin of igneous rocks. Erosion, due to the renewed uplift of the land, affected the Jurassic beds until the middle of the Cretaceous period. The sea then returned, at least in the northeast, and the initial Cretaceous deposits show the proximity of a shoreline. Dark “green-sands,” which are very rich in glauconite, are followed by yellow sandstones containing some flint. These two stages represent the Upper Greensand, or the sandy type of the English Gault. Further sands correspond to the Cenomanian. The Turonian is also sandy, but in most regions, it wasn’t deposited or has been eroded away during a local uplift that happened before Senonian times. The Senonian limestone itself, which rests in the far north on Triassic rocks or even on schists, is often conglomeratic and glauconitic at the base, with the pebbles worn from the old metamorphic series. Tate referred to all the beds below the Senonian as “Hibernian Greensand”; quarrymen know the conglomeratic Senonian as “Mulatto-stone.” The Senonian chalk, or “White Limestone,” is hard, with many bands of flint, and experienced erosion in early Eocene times. Its original thickness was likely not more than 150 ft., while only 40 to 100 ft. remain now. This chalk appears to underlie almost the entire basaltic plateaus, showing up as a fringe around them and also as an inlier at Templepatrick. The western edge probably extended to the boundary of the old continental land in Donegal. Chalk flints commonly occur in the surface deposits of southern Ireland, associated with rocks brought from the north during the glacial period, and likely also of northern origin. It’s just possible, however, that the Cretaceous sea that spread over Devonshire may have occasionally reached into the Irish region.
After the Irish chalk had been worn into rolling downs, on which flint-gravels gathered, the great epoch of volcanic activity opened, which was destined to change the character of the whole north-west European area. The critical time had arrived when the sea was to be driven away eastward, while the immense ridges due to the “Alpine” movements were about to emerge as the backbones of new continental lands. Fissure after fissure, running with remarkable constancy N.W. and S.E., broke through the region now occupied by the British Isles, and basalt was pressed up along these cracks, forming thousands of dikes, from the coast of Down to the Dalradian ridges of Donegal. One of these on the north side of Lough Erne is 15 m. long. The more deep-seated type of these rocks is seen in the olivine-gabbro mass of Carlingford Mountain; but most of the igneous region became covered with sheets of basaltic lava, which filled up the hollows of the downs, baked the gravels into a layer of red flints, and built up, pile upon pile, the great plateaus of the north. There was little explosive action, and few of the volcanic vents can now be traced. After a time, a quiet interval allowed of the formation of lakes, in which red iron-ores were laid down. The plant-remains associated with these beds form the only clue to the post-Cretaceous period in which the volcanic epoch opened, and they have been placed by Mr Starkie Gardner in recent years as early Eocene. During this time of comparative rest, rhyolites were extruded locally in county Antrim; and there is very strong evidence that the granite of the Mourne Mountains, and that which cuts the Carlingford gabbro, were added at the same time to the crust. The basalt again broke out, through dikes that cut even the Mourne granite, and some of the best-known columnar masses of lava overlie the red deposits of iron-ore and mark this second basaltic epoch. The volcanic plateaus clearly at one time extended far west and south of their present limits, and the denudation of the lava-flows has allowed a large area of Mesozoic strata also to disappear.
After the Irish chalk had eroded into rolling hills, where flint gravel accumulated, a major period of volcanic activity began, changing the entire north-west European landscape. The crucial moment came when the sea began to retreat eastward, while the massive ridges created by the "Alpine" movements were about to rise as the backbone of new continental land. Numerous fissures, consistently running northwest to southeast, opened up in what is now the British Isles, pushing basalt up along these cracks and creating thousands of dikes, from the coast of Down to the Dalradian ridges of Donegal. One of these dikes on the north side of Lough Erne is 15 meters long. The deeper type of these rocks can be found in the olivine-gabbro mass of Carlingford Mountain, but most of the volcanic region became covered in sheets of basaltic lava, filling the depressions of the hills, baking the gravels into a layer of red flint, and building up the great plateaus of the north, layer after layer. There was little explosive activity, and few volcanic vents can be traced today. After a while, a quiet period allowed lakes to form, where red iron-ores were deposited. The plant remains found in these layers are the only clue to the post-Cretaceous period when the volcanic era began, and they have been classified by Mr. Starkie Gardner in recent years as early Eocene. During this relatively calm time, rhyolites were released locally in County Antrim; and there is strong evidence that the granite of the Mourne Mountains, as well as that which cuts through the Carlingford gabbro, was added to the crust at this time. The basalt erupted again, through dikes that even cut the Mourne granite, and some of the most well-known columnar masses of lava lie on top of the red iron-ore deposits, marking this second basaltic period. The volcanic plateaus once extended much further west and south than they do now, and the erosion of the lava flows has caused a significant area of Mesozoic strata to vanish as well.
Volcanic activity may have extended into Miocene times; but the only fossiliferous relics of Cainozoic periods later than the Eocene are the pale clays and silicified lignites on the south shore of Lough Neagh, and the shelly gravels of pre-glacial age in county Wexford. Both these deposits may be Pliocene. Probably before this period the movements of subsidence had set in which faulted the basalt plateaus, lowered them to form the basin of Lough Neagh, and broke up the continuity of the volcanic land of the North Atlantic area. As the Atlantic spread into the valleys on the west of Ireland, forming the well-known marine inlets, Europe grew, under the influence of the “Alpine” movements, upon the east; and Ireland was caught in, as it were, on the western edge of the new continent. It seems likely that it was separated from the British region shortly before the glacial epoch, and that some of the ice which then abutted on the country travelled across shallow seas. The glacial deposits profoundly modified the surface of the country, whether they resulted from the melting of the ice-sheets of the time of maximum glaciation, or from the movements of local glaciers. Boulder-clays and sands, and gravels rearranged by water, occur throughout the lowlands; while the eskers or “green hills,” characteristic grass-covered ridges of gravel, rise from the great plain, or run athwart valleys and over hill-sides, marking the courses of sub-glacial streams. When the superficial deposits are removed, the underlying rocks are found to be scored and smoothed by ice-action, and whole mountain-sides in the south and west have been similarly moulded during the Glacial epoch. In numerous cases, lakelets have gathered under rocky cirques behind the terminal moraines of the last surviving glaciers.
Volcanic activity may have continued into the Miocene era; however, the only fossil-bearing remnants from the Cenozoic periods after the Eocene are the pale clays and silicified lignites found on the south shore of Lough Neagh, along with the shelly gravels from the pre-glacial age in County Wexford. These deposits could date back to the Pliocene. It's likely that before this period, subsidence began, which caused faults in the basalt plateaus, lowered them to create the basin of Lough Neagh, and disrupted the volcanic land in the North Atlantic region. As the Atlantic expanded into the valleys to the west of Ireland, forming the famous marine inlets, Europe developed, influenced by the "Alpine" movements on the east, and Ireland was essentially caught on the western edge of this new continent. It seems probable that it was separated from the British region just before the glacial epoch, and some of the ice that then reached the country crossed shallow seas. The glacial deposits significantly altered the landscape, regardless of whether they came from the melting ice-sheets during the peak of glaciation or from the movements of local glaciers. Boulder clays, sands, and gravels rearranged by water can be found throughout the lowlands, while the eskers or "green hills," which are characteristic grass-covered ridges of gravel, rise from the vast plain or traverse valleys and hillsides, marking the paths of sub-glacial streams. When the surface deposits are removed, the rocks underneath are revealed to be scratched and polished by ice action, and entire mountain sides in the south and west have been similarly shaped during the Glacial epoch. In many instances, small lakes have formed under rocky cirques behind the terminal moraines of the last remaining glaciers.
There is no doubt that at this epoch various movements of elevation and subsidence affected the north-west of Europe, and modern Ireland may have had extensions into warmer regions on the west and south, while the area now left to us was almost buried under ice. In post-Glacial times, a subsidence admitted the sea into the Lagan valley and across the eastern shore in several places; but elevation, in the days of early human occupation, brought these last marine deposits to light, and raised the beaches and shore-terraces some 10 to 20 ft. along the coast. At Larne, Greenore and in the neck between Howth and Dublin, these raised beaches remain conspicuous. To sum up, then, while the main structural features of Ireland were impressed upon her before the opening of the Mesozoic era, her present outline and superficial contours date from an epoch of climatic and geographical change which falls within the human period.
There’s no doubt that during this time, various movements of rising and sinking land affected the northwest of Europe. Modern Ireland may have extended into warmer areas to the west and south while the land we see today was mostly covered by ice. After the last Ice Age, sinking land allowed the sea to enter the Lagan valley and the eastern shore in several spots. However, rising land during the early human occupation exposed these last marine deposits and lifted the beaches and shore terraces by about 10 to 20 feet along the coast. The raised beaches at Larne, Greenore, and the area between Howth and Dublin are still quite visible. In summary, while the main geological features of Ireland were formed before the Mesozoic era, its current shape and surface features resulted from a period of climatic and geographical change that occurred during human history.
See maps and explanatory memoirs of the Geological Survey of Ireland (Dublin); G. Wilkinson, Practical Geology and Ancient Architecture of Ireland (London, 1845); R. Kane, Industrial Resources of Ireland (2nd ed., Dublin, 1845); G. H. Kinahan, Manual of the Geology of Ireland (London, 1878); E. Hull, Physical Geology and Geography of Ireland (2nd ed., London, 1891); G. H. Kinahan, Economic Geology of Ireland (Dublin, 1889); A. McHenry and W. W. Watts, Guide to the Collection of Rocks and Fossils, Geol. Survey of Ireland (2nd ed., Dublin, 1898).
See maps and explanatory memoirs of the Geological Survey of Ireland (Dublin); G. Wilkinson, Practical Geology and Ancient Architecture of Ireland (London, 1845); R. Kane, Industrial Resources of Ireland (2nd ed., Dublin, 1845); G. H. Kinahan, Manual of the Geology of Ireland (London, 1878); E. Hull, Physical Geology and Geography of Ireland (2nd ed., London, 1891); G. H. Kinahan, Economic Geology of Ireland (Dublin, 1889); A. McHenry and W. W. Watts, Guide to the Collection of Rocks and Fossils, Geol. Survey of Ireland (2nd ed., Dublin, 1898).
Economics and Administration
Economics and Management
Population.—Various computations are in existence of the population of Ireland prior to 1821, in which year the first government census was taken. According to Sir William Petty the number of inhabitants in 1672 was 1,320,000. About a century later the tax-collectors estimated the population at a little over 2,500,000, and in 1791 the same officials calculated that the number had risen to over 4,200,000. The census commissioners returned the population in 1821 as 6,801,827, in 1831 as 7,767,401, and in 1841 as 8,196,597. It is undoubted that a great increase of population set in towards the close of the 18th century and continued during the first 40 years or so of the 19th. This increase was due to a variety of causes—the improvement in the political condition of the country, the creation of leaseholds after the abolition of the 40s. franchise, the productiveness and easy cultivation of the potato, the high prices during the war with France, and probably not least to the natural prolificness of the Irish people. But the census returns of 1851 showed a remarkable alteration—a decrease during the previous decade of over 1,500,000—and since that date, as the following table shows, the continuous decrease in the number of its inhabitants has been the striking feature in the vital statistics of Ireland.
Population.—There are various estimates of the population of Ireland before 1821, the year when the first government census was conducted. According to Sir William Petty, the population in 1672 was 1,320,000. About a century later, tax collectors estimated the population at just over 2,500,000, and in 1791, the same officials reported that the number had increased to over 4,200,000. The census commissioners recorded the population in 1821 as 6,801,827, in 1831 as 7,767,401, and in 1841 as 8,196,597. It's clear that a significant population increase began towards the end of the 18th century and continued during the first 40 years of the 19th century. This growth was due to various factors—improvements in the country's political conditions, the formation of leaseholds after the abolition of the 40s. franchise, the ease of cultivating potatoes, high prices during the war with France, and likely the natural fertility of the Irish people. However, the census returns of 1851 showed a significant change—a decrease of over 1,500,000 in the previous decade—and since then, as the following table shows, the ongoing decline in the population has been a notable aspect of Ireland's vital statistics.
Decrease per cent. of Population 1841-1901.
Decrease population percentage 1841-1901.
| 1841-1851. | 1851-1861. | 1861-1871. | 1871-1881. | 1881-1891. | 1891-1901. | |
| Leinster | 15.25 | 12.86 | 8.11 | 4.49 | 6.8 | 3.5 |
| Munster | 22.47 | 18.53 | 7.93 | 4.98 | 11.8 | 8.4 |
| Ulster | 15.69 | 4.85 | 4.23 | 5.11 | 7.07 | 2.4 |
| Connaught | 28.81 | 9.59 | 7.33 | 3.43 | 12.4 | 9.7 |
| Ireland | 19.85 | 11.50 | 6.67 | 4.69 | 9.08 | 5.3 |
The cause of the continuous though varying decrease which these figures reveal has been emigration. This movement of population took its first great impulse from the famine of 1846 and has continued ever since. When that disaster fell upon the country it found a teeming population fiercely competing for a very narrow margin of subsistence; and so widespread and devastating were its effects that between 1847 and 1852 over 1,200,000 of the Irish people emigrated to other lands. More than 1,000,000 of these went to the United States of America, and to that country the main stream has ever since been directed. Between 1851 and 1905 4,028,589 emigrants left Ireland—2,092,154 males and 1,936,435 females, the proportion of females to males being extraordinarily high as compared with the emigration statistics of other countries. Between these years the numbers fluctuated widely—1852 showing the highest total, 190,322 souls, and 1905 the lowest, 30,676 souls. Since 1892, however, the emigrants in any one year have never exceeded 50,000, probably because the process of exhaustion has been so long in operation. As Ireland is mainly an agricultural country the loss of population has been most marked in the rural districts. The urban population, indeed, has for some years shown a tendency to increase. Thus in 1841 the rural population was returned as 7,052,923 and the urban as 1,143,674, while the corresponding figures in 1901 were respectively 3,073,846 and 1,384,929. This is further borne out by the percentages given in the above table, from which it will be seen that the greatest proportional decrease of population has occurred in the two provinces of Munster and Connaught, which may be regarded as almost purely agricultural. That the United States remained the great centre of attraction for Irish emigrants is proved by the returns for 1905, which show that nearly 80% of the whole number for the year sailed for that country. Ireland does little to swell the rising tide of 747 emigration that now flows from England and Scotland to British North America.
The reason for the ongoing, though fluctuating, decline shown in these figures is emigration. This population movement was first sparked by the famine of 1846 and has continued ever since. When that disaster struck the country, it found a large population fiercely competing for a very slim chance of survival; its effects were so widespread and devastating that between 1847 and 1852, over 1,200,000 Irish people emigrated to other countries. More than 1,000,000 of them went to the United States, which has remained the primary destination ever since. Between 1851 and 1905, 4,028,589 emigrants left Ireland—2,092,154 males and 1,936,435 females, with the number of females compared to males being unusually high compared to emigration statistics from other countries. During this period, the numbers varied greatly—1852 saw the highest total at 190,322 people, while 1905 had the lowest at 30,676 people. However, since 1892, the number of emigrants in any given year has never exceeded 50,000, likely because the process of depletion has been so prolonged. Since Ireland is predominantly an agricultural country, the population loss has been particularly noticeable in rural areas. In fact, the urban population has shown a tendency to grow in recent years. For example, in 1841, the rural population was recorded at 7,052,923 and the urban at 1,143,674, while the corresponding figures in 1901 were 3,073,846 and 1,384,929, respectively. This trend is further supported by the percentages in the table above, indicating that the greatest proportional population decrease occurred in the provinces of Munster and Connaught, which can be considered almost entirely agricultural. The fact that the United States continues to be the main attraction for Irish emigrants is evidenced by the 1905 data, which shows that nearly 80% of all emigrants that year sailed for that country. Ireland contributes little to the growing wave of emigration now moving from England and Scotland to British North America. 747
Turning now to the census figures of 1901, we find that the population had diminished as compared with 1891 by 245,975. During the decade only three counties, Dublin, Down and Antrim, showed any increase, the increase being due to the growth of certain urban areas. Of the total population of 4,458,775, 2,200,040 were males and 2,258,735 were females. The inhabitants of the rural districts (3,073,846) decreased during the decade by over 380,000; that of the urban districts, i.e. of all towns of not less than 2000 inhabitants (1,384,929) increased by over 140,000. This increase was mainly due to the growth of a few of the larger towns, notably of Belfast, the chief industrial centre of Ireland. Between 1891 and 1901 Belfast increased from 273,079 to 349,180; Dublin from 268,587 to 289,108; and Londonderry, another industrial centre in Ulster, from 33,200 to 39,873. On the other hand, towns like Cork (75,978), Waterford (26,743) and Limerick (38,085), remained almost stationary during the ten years, but the urban districts of Pembroke and of Rathmines and Rathgar, which are practically suburbs of Dublin, showed considerable increases.
Turning to the census figures of 1901, we see that the population decreased compared to 1891 by 245,975. During the decade, only three counties—Dublin, Down, and Antrim—experienced any growth, which was mainly due to some urban areas expanding. Of the total population of 4,458,775, 2,200,040 were males and 2,258,735 were females. The population in rural districts (3,073,846) dropped by more than 380,000 during the decade, while urban districts, defined as all towns with at least 2,000 residents (1,384,929), saw an increase of over 140,000. This rise was largely attributed to the growth of a few larger towns, especially Belfast, which is the main industrial hub of Ireland. Between 1891 and 1901, Belfast's population grew from 273,079 to 349,180; Dublin's from 268,587 to 289,108; and Londonderry, another industrial center in Ulster, from 33,200 to 39,873. In contrast, towns like Cork (75,978), Waterford (26,743), and Limerick (38,085) remained nearly unchanged over the ten years, but the urban districts of Pembroke and Rathmines and Rathgar, which are essentially suburbs of Dublin, saw significant increases.
From the returns of occupation in 1901, it appears that the indefinite or non-productive class accounted for about 55% of the entire population. The next largest class was the agricultural, which numbered 876,062, a decrease of about 40,000 as compared with 1891. The industrial class fell from 656,410 to 639,413, but this represented a slight increase in the percentage of the population. The professional class was 131,035, the domestic 219,418, and the commercial had risen from 83,173 in 1891 to 97,889 in 1901. The following table shows the number of births and deaths registered in Ireland during the five years 1901-1905.
From the occupation returns in 1901, it looks like the indefinite or non-productive class made up about 55% of the total population. The next largest group was the agricultural class, which had 876,062 people, down by about 40,000 compared to 1891. The industrial class decreased from 656,410 to 639,413, but this still represented a small increase in its share of the population. The professional class was 131,035, the domestic class had 219,418, and the commercial class grew from 83,173 in 1891 to 97,889 in 1901. The following table shows the number of births and deaths registered in Ireland during the five years from 1901 to 1905.
| Births. | Deaths. | |
| 1901 | 100,976 | 79,119 |
| 1902 | 101,863 | 77,676 |
| 1903 | 101,831 | 77,358 |
| 1904 | 103,811 | 79,513 |
| 1905 | 102,832 | 75,071 |
The number of illegitimate births is always very small in proportion to the legitimate. In 1905 illegitimate births numbered 2710 or 2.6 of the whole, a percentage which has been very constant for a number of years.
The number of illegitimate births is always very small compared to legitimate ones. In 1905, there were 2,710 illegitimate births, which is 2.6% of the total—a percentage that has remained quite stable for several years.
Railways.—The first act of parliament authorizing a railway in Ireland was passed in 1831. The railway was to run from Dublin to Kingstown, a distance of about 6 m., and was opened in 1834. In 1836 the Ulster railway to connect Belfast and Armagh, and the Dublin and Drogheda railway uniting these two towns were sanctioned. In the same year commissioners were nominated by the crown to inquire (inter alia) as to a general system for railways in Ireland, and as to the best mode of directing the development of the means of intercourse to the channels whereby the greatest advantage might be obtained by the smallest outlay. The commissioners presented a very valuable report in 1838, but its specific recommendations were never adopted by the government, though they ultimately proved of service to the directors of private enterprises. Railway development in Ireland progressed at first very slowly and by 1845 only some 65 m. of railway were open. During the next ten years, however, there was a considerable advance, and in 1855 the Irish railways extended to almost 1000 m. The total authorized capital of all Irish railways, exclusive of light railways, at the end of 1905 was £42,881,201, and the paid-up capital, including loans and debenture stock, amounted to £37,238,888. The total gross receipts from all sources of traffic in 1905 were £4,043,368, of which £2,104,108 was derived from passenger traffic and £1,798,520 from goods traffic. The total number of passengers carried (exclusive of season and periodical ticket-holders) was 27,950,150. Under the various acts passed to facilitate the construction of light railways in backward districts some 15 lines have been built, principally in the western part of the island from Donegal to Kerry. These railways are worked by existing companies.
Railways.—The first act of parliament that allowed a railway in Ireland was passed in 1831. The railway was designed to connect Dublin and Kingstown, covering about 6 miles, and it opened in 1834. In 1836, the Ulster railway, which linked Belfast and Armagh, along with the Dublin and Drogheda railway connecting these two towns, were approved. That same year, the crown appointed commissioners to investigate (inter alia) a general railway system for Ireland and the best way to manage the development of transportation to achieve the most benefit with the least expense. The commissioners delivered a valuable report in 1838, but the government never implemented its specific recommendations, although they eventually assisted the directors of private ventures. Railway development in Ireland was initially slow, and by 1845, only about 65 miles of railway were operational. However, over the next ten years, significant progress was made, and by 1855, the Irish railways expanded to nearly 1,000 miles. By the end of 1905, the total authorized capital of all Irish railways, excluding light railways, was £42,881,201, and the paid-up capital, including loans and debenture stock, was £37,238,888. The total gross revenue from all traffic sources in 1905 was £4,043,368, with £2,104,108 coming from passenger traffic and £1,798,520 from goods traffic. The total number of passengers carried (not including season and periodical ticket-holders) was 27,950,150. Under various acts passed to support the construction of light railways in underdeveloped areas, around 15 lines have been built, mainly in the western part of the island from Donegal to Kerry. These railways are operated by existing companies.
The following table shows the principal Irish railways, their mileage and the districts which they serve.
The following table shows the main Irish railways, their mileage, and the areas they serve.
| Name of Railway. | Mileage. | Districts Served. |
Great Southern & Western Great Southern & Western | 1083 | The southern half of Leinster, the whole of Munster, and part of Connaught, the principal towns served being Dublin, Cork, Waterford, Limerick and Sligo. The southern half of Leinster, all of Munster, and part of Connacht, with the main towns being Dublin, Cork, Waterford, Limerick, and Sligo. |
Midland Great Western Midland Great Western Railway | 538 | The central districts of Ireland and a great part of Connaught, the principal towns served being Dublin, Athlone, Galway and Sligo. The central areas of Ireland and a large part of Connacht, with the main towns being Dublin, Athlone, Galway, and Sligo. |
Great Northern Great Northern | 533 | The northern half of Leinster and a great part of Ulster, the principal towns served being Dublin, Belfast, Londonderry, Dundalk, Drogheda, Armagh and Lisburn. The northern half of Leinster and a large part of Ulster, with the main towns being Dublin, Belfast, Londonderry, Dundalk, Drogheda, Armagh, and Lisburn. |
Northern Counties1 (now owned by the Midland Railway of England) Northern Counties1 (now owned by the Midland Railway of England) | 249 | The counties of Antrim, Tyrone and Londonderry. The counties of Antrim, Tyrone, and Londonderry. |
Dublin & South Eastern2 Dublin & South Eastern 2 | 161 | The counties of Dublin, Wicklow, Wexford and Waterford. The counties of Dublin, Wicklow, Wexford, and Waterford. |
Donegal Donegal | 106 | The counties of Tyrone and Donegal. The counties of Tyrone and Donegal. |
Londonderry & Lough Swilly Londonderry & Lough Swilly | 99 | The counties of Londonderry and Donegal. The counties of Londonderry and Donegal. |
Cork, Bandon & South Coast Cork, Bandon & South Coast | 95 | The counties of Cork and Kerry. The counties of Cork and Kerry. |
Belfast & County Down Belfast & County Down | 76 | The county of Down. County Down. |
1 Formerly Belfast and Northern Counties.
2 Formerly Dublin, Wicklow and Wexford.
1 Previously Belfast and Northern Counties.
2 Previously Dublin, Wicklow and Wexford.
There is no lack of cross-channel services between Ireland and Great Britain. Belfast is connected by daily sailings with Glasgow, Ardrossan, Liverpool, Feetwood, Barrow and Heysham Harbour, Dublin with Holyhead and Liverpool, Greenore (Co. Down) with Holyhead, Larne (Co. Antrim) with Stranraer, Rosslare (Co. Wexford) with Fishguard and Kingstown (Co. Dublin) with Holyhead.
There are plenty of ferry services between Ireland and Great Britain. Belfast has daily sailings to Glasgow, Ardrossan, Liverpool, Fleetwood, Barrow, and Heysham Harbour. Dublin connects with Holyhead and Liverpool, while Greenore (Co. Down) links to Holyhead, Larne (Co. Antrim) goes to Stranraer, Rosslare (Co. Wexford) sails to Fishguard, and Kingstown (Co. Dublin) connects with Holyhead.
Navigable Waterways.—Ireland is intersected by a network of canals and waterways, which if efficiently managed and developed would prove of immense service to the country by affording a cheap means for the carriage of goods, especially agricultural produce. Two canals—the Grand and the Royal—connect Dublin with the Shannon; the former leading from the south of Dublin to Shannon Harbour and thence on the other side of that river to Ballinasloe, with numerous branches; the latter from the north side of Dublin to Cloondera on the Shannon, with a branch to Longford. The Barrow Navigation connects a branch of the Grand canal with the tidal part of the river Barrow. In Ulster the Bann navigation connects Coleraine, by means of Lough Neagh, with the Lagan navigation which serves Belfast; and the Ulster canal connects Lough Neagh with Lough Erne. The river Shannon is navigable for a distance of 143 m. in a direct course and occupies almost a central position between the east and west coasts.
Navigable Waterways.—Ireland is crossed by a network of canals and waterways that, if managed and developed properly, would greatly benefit the country by providing an affordable way to transport goods, especially agricultural products. Two canals—the Grand and the Royal—link Dublin to the Shannon; the Grand Canal runs from the south of Dublin to Shannon Harbour and then across the river to Ballinasloe, with many branches; the Royal Canal goes from the north side of Dublin to Cloondera on the Shannon, with a branch to Longford. The Barrow Navigation connects a branch of the Grand Canal to the tidal section of the River Barrow. In Ulster, the Bann Navigation links Coleraine, via Lough Neagh, to the Lagan Navigation that serves Belfast; and the Ulster Canal connects Lough Neagh to Lough Erne. The River Shannon is navigable for 143 miles in a straight line and is almost centrally located between the east and west coasts.
Agriculture.—Ireland possesses as a whole a soil which is naturally fertile and easily cultivated. Strong heavy clay soils, sandy and gravelly soils, are almost entirely absent; and the mixture of soil arising from the various stratifications and from the detritus carried down to the plains has created many districts of remarkable richness. The “Golden Vein” in Munster, which stretches from Cashel in Tipperary to near Limerick, probably forms the most fertile part of the country. The banks of the rivers Shannon, Suir, Nore, Barrow and Bann are lined with long stretches of flat lands capable of producing fine crops. In the districts of the Old and New Red Sandstone, which include the greater part of Cork and portions of Kerry, Waterford, Tyrone, Fermanagh, Monaghan, Mayo and Tipperary, the soil in the hollows is generally remarkably fertile. Even in the mountainous districts which are unsuitable for tillage there is often sufficient soil to yield, with the aid of the moist atmosphere, abundant pasturage of good quality. The excessive moisture in wet seasons in however hostile to cereal crops, especially in the southern and western districts, though improved drainage has 748 done something to mitigate this evil, and might do a great deal more.
Agriculture.—Ireland overall has soil that is naturally fertile and easy to farm. Heavy clay soils, sandy soils, and gravelly soils are almost completely missing; instead, the mix of soil from different layers and from the debris washed down to the plains has created many areas of incredible richness. The “Golden Vein” in Munster, stretching from Cashel in Tipperary to near Limerick, is likely the most fertile part of the country. The banks of the rivers Shannon, Suir, Nore, Barrow, and Bann are lined with long stretches of flat land capable of producing excellent crops. In the areas of the Old and New Red Sandstone, which include most of Cork and parts of Kerry, Waterford, Tyrone, Fermanagh, Monaghan, Mayo, and Tipperary, the soil in the low spots is usually very fertile. Even in the mountainous regions that aren’t suitable for farming, there’s often enough soil to provide, with the help of the moist climate, ample pasturage of good quality. However, the excessive moisture during wet seasons is detrimental to cereal crops, especially in the southern and western regions. Improved drainage has helped somewhat, but it could do a lot more. 748
Irish political history has largely affected the condition of agriculture. Confiscations and settlements, prohibitive laws (such as those which ruined the woollen industry), penal enactments against the Roman Catholics, absenteeism, the creation for political purposes of 40s. freeholders, and other factors have combined to form a story which makes painful reading from whatever point of view, social or political, it be regarded. Happily, however, at the beginning of the 20th century Irish agriculture presented two new features which can be described without necessarily arousing any party question—the work of the Department of Agriculture and the spread of the principle of co-operation. Another outstanding feature has been the effect of the Land Purchase Acts in transferring the ownership of the land from the landlords to the tenants. Before dealing with these three features, some general statistics may be given bearing upon the condition of Irish agriculture.
Irish political history has greatly impacted the state of agriculture. Confiscations and land settlements, restrictive laws (like those that destroyed the woolen industry), discriminatory laws against Roman Catholics, absentee landlords, the creation of 40s. freeholders for political purposes, and other factors have intertwined to create a narrative that is difficult to read from any perspective, whether social or political. Fortunately, at the start of the 20th century, Irish agriculture showcased two new aspects that can be discussed without triggering any political debate—the efforts of the Department of Agriculture and the growth of cooperative principles. Another significant development has been the impact of the Land Purchase Acts, which shifted land ownership from landlords to tenants. Before exploring these three points, some general statistics can be presented regarding the state of Irish agriculture.
Number of Holdings.—Before 1846 the number of small holdings was inordinately large. In 1841, for example, there were no less than 310,436 of between 1 and 5 acres in extent, and 252,799 of between 5 and 15 acres. This condition of affairs was due mainly to two causes—to the 40s. franchise which prevailed between 1793 and 1829, and after that date to the fierce competition for land by a rapidly increasing population which had no other source of livelihood than agriculture. But the potato famine and the repeal of the Corn Laws, occurring almost simultaneously, caused an immediate and startling diminution in the number of smaller holdings. In 1851 the number between 1 and 5 acres in extent had fallen to 88,033 and the number between 5 and 15 acres had fallen to 191,854. Simultaneously the number between 15 and 30 acres had increased from 79,342 to 141,311, and the number above 30 acres from 48,625 to 149,090.
Number of Holdings.—Before 1846, the number of small farms was extremely high. In 1841, for instance, there were 310,436 farms between 1 and 5 acres, and 252,799 farms between 5 and 15 acres. This situation arose mainly from two reasons: the 40s. franchise that existed from 1793 to 1829, and afterwards, the intense competition for land driven by a rapidly growing population that relied solely on agriculture for their livelihood. However, the potato famine and the repeal of the Corn Laws, happening almost at the same time, led to a sudden and striking decrease in the number of smaller farms. By 1851, the number of farms between 1 and 5 acres had dropped to 88,033, and those between 5 and 15 acres fell to 191,854. At the same time, the number of farms between 15 and 30 acres rose from 79,342 to 141,311, and the number of farms over 30 acres increased from 48,625 to 149,090.
Since 1851 these tendencies have not been so marked. Thus in 1905 the number of holdings between 1 and 5 acres was 62,126, the number between 5 and 15 acres 154,560, the number between 15 and 30 acres 134,370 and the number above 30 acres 164,747. Generally speaking, however, it will be seen from the figures that since the middle of the 19th century holdings between 1 and 30 acres have decreased and holdings over 30 acres have increased. Of the total holdings under 30 acres considerably more than one-third are in Ulster, and of the holdings over 30 acres more than one-third are in Munster. The number of holdings of over 500 acres is only 1526, of which 475 are in Connaught. A considerable proportion, however, of these larger holdings, especially in Connaught, consist of more or less waste land, which at the best can only be used for raising a few sheep.
Since 1851, these trends haven't been so obvious. In 1905, there were 62,126 holdings between 1 and 5 acres, 154,560 holdings between 5 and 15 acres, 134,370 holdings between 15 and 30 acres, and 164,747 holdings larger than 30 acres. Generally speaking, the data shows that since the middle of the 19th century, holdings between 1 and 30 acres have decreased, while holdings over 30 acres have increased. Of the total holdings under 30 acres, significantly more than one-third are in Ulster, and of the holdings over 30 acres, more than one-third are in Munster. There are only 1,526 holdings greater than 500 acres, 475 of which are in Connaught. However, a significant portion of these larger holdings, especially in Connaught, consists of mostly unusable land, which can at best be used for raising a few sheep.
Tillage and Pasturage.—The fact that probably about 1,000,000 acres formerly under potatoes went out of cultivation owing to the potato disease in 1847 makes a comparison between the figures for crops in that year with present figures somewhat fallacious. Starting, however, with that year as the most important in Irish economic history in modern times, we find that between 1847 and 1905 the total area under crops—cereals, green crops, flax, meadow and clover—decreased by 582,348 acres. Up to 1861, as the area formerly under potatoes came back gradually into cultivation, the acreage under crops increased; but since that year, when the total crop area was 5,890,536 acres, there has been a steady and gradual decline, the area in 1905 having fallen to 4,656,227 acres. An analysis of the returns shows that the decline has been most marked in the acreage under cereal crops, especially wheat. In 1847 the number of acres under wheat was 743,871 and there has been a steady and practically continuous decrease ever since, the wheat acreage in 1905 being only 37,860 acres. In that year the wheat area, excluding less than 5000 acres in Connaught, was pretty equally divided between the other three provinces. Oats has always been the staple cereal crop in Ireland, but since 1847 its cultivation has declined by over 50%. In that year 2,200,870 acres were under oats and in 1905 only 1,066,806 acres. Nearly one-half of the area under oats is to be found in Ulster; Leinster and Munster are fairly equal; and Connaught has something over 100,000 acres under this crop. The area under barley and rye has also declined during the period under review by about one-half—from 345,070 acres in 1847 to 164,800 in 1905. The growing of these crops is confined almost entirely to Leinster and Munster. Taking all the cereal crops together, their cultivation during the last 60 years has gradually declined (from 3,313,579 acres in 1847 to 1,271,190 in 1905) by over 50%. The area, however, under green crops—potatoes, turnips, mangel-wurzel, beet, cabbage, &c., shows during the same period a much less marked decline—only some 300,000 acres. There has been a very considerable decrease since about 1861 in the acreage under potatoes. This is probably due to two causes—the emigration of the poorer classes who subsisted on that form of food, and the gradual introduction of a more varied dietary. The total area under potatoes in 1905 was 616,755 acres as compared with 1,133,504 acres in 1861. Since about 1885 the acreage under turnips has remained fairly stationary in the neighbourhood of 300,000 acres, while the cultivation of mangel-wurzel has considerably increased. Outside the recognized cereal and green crops, two others may be considered, flax and meadow and clover. The cultivation of the former is practically confined to Ulster and as compared with 20 or 30 years ago has fallen off by considerably more than 50%, despite the proximity of the linen industry. The number of acres under flax in 1905 was only 46,158. The Department of Agriculture has made efforts to improve and foster its cultivation, but without any marked results as regards increasing the area sown. During the period under review the area under meadow and clover has increased by more than 50%, rising from 1,138,946 acres in 1847 to 2,294,506 in 1905. It would thus appear that a large proportion of the land which has ceased to bear cereal or green crops is now laid down in meadow and clover. The balance has become pasturage, and the total area under grass in Ireland has so largely increased that it now embraces more than one-half of the entire country. This increase of the pastoral lands, with the corresponding decrease of the cropped lands, has been the marked feature of Irish agricultural returns since 1847. It is attributable to three chief reasons, the dearth of labour owing to emigration, the greater fall in prices of produce as compared with live stock, and the natural richness of the Irish pastures. The following table shows the growth of pasturage and the shrinkage of the crop areas since 1860.
Tillage and Pasturage.—The fact that about 1,000,000 acres that used to grow potatoes went out of cultivation due to the potato disease in 1847 makes comparing the crop figures from that year with today’s figures misleading. However, starting with 1847 as a crucial year in modern Irish economic history, we see that between 1847 and 1905, the total area used for crops—cereals, green crops, flax, meadow, and clover—decreased by 582,348 acres. Until 1861, as the area that was formerly used for potatoes gradually returned to cultivation, the acreage for crops increased; but since that year, when the total crop area was 5,890,536 acres, there has been a steady decrease, with the area in 1905 dropping to 4,656,227 acres. An analysis of the data shows that this decline has been most notable in cereal crops, especially wheat. In 1847, the area under wheat was 743,871 acres, and there has been a consistent and nearly continuous decline since then, with the wheat area in 1905 being only 37,860 acres. In that year, the wheat area, excluding less than 5,000 acres in Connaught, was fairly evenly divided among the other three provinces. Oats have always been the primary cereal crop in Ireland, but since 1847, its cultivation has dropped by over 50%. In that year, there were 2,200,870 acres under oats, and by 1905, only 1,066,806 acres remained. Nearly half of the area under oats is in Ulster; Leinster and Munster are relatively equal; and Connaught has just over 100,000 acres of this crop. The area under barley and rye has also decreased by about half during this period—from 345,070 acres in 1847 to 164,800 acres in 1905. The cultivation of these crops is almost entirely limited to Leinster and Munster. Overall, when considering all cereal crops, their cultivation over the last 60 years has gradually decreased from 3,313,579 acres in 1847 to 1,271,190 acres in 1905, which is a reduction of over 50%. However, the area under green crops—potatoes, turnips, mangel-wurzel, beet, cabbage, etc.—shows a much smaller decline during the same period—only about 300,000 acres. Since around 1861, there has been a significant decrease in the acreage under potatoes. This is likely due to two main reasons—the emigration of poorer classes who relied on that food and the gradual introduction of a more varied diet. The total area under potatoes in 1905 was 616,755 acres compared to 1,133,504 acres in 1861. Since about 1885, the acreage under turnips has remained stable around 300,000 acres, while the cultivation of mangel-wurzel has significantly increased. Besides the recognized cereal and green crops, flax and meadow and clover can also be considered. The cultivation of flax is mostly confined to Ulster and has decreased by more than 50% compared to 20 or 30 years ago, despite the proximity of the linen industry. The area under flax in 1905 was only 46,158 acres. The Department of Agriculture has tried to promote and improve flax cultivation, but with little success in increasing the area sown. During the period analyzed, the area under meadow and clover has grown by more than 50%, rising from 1,138,946 acres in 1847 to 2,294,506 acres in 1905. Thus, it seems that a large portion of the land that stopped producing cereals or green crops is now used for meadow and clover. The remainder has become pasturage, and the total area under grass in Ireland has increased so much that it now covers more than half of the entire country. This growth in pastural lands, along with the corresponding decrease in cropped lands, has been the most notable trend in Irish agricultural reports since 1847. This shift is attributed to three main reasons: the shortage of labor due to emigration, the greater drop in prices for produce compared to livestock, and the natural richness of Irish pastures. The following table shows the growth of pasturage and the decline of crop areas since 1860.
| Year. | Total Area. | Cultivated Area (Crops and Grass). | Crops (other than Meadow and Clover). | Meadow and Clover. | Grass. |
| 1860 | 20,284,893 | 15,453,773 | 4,375,621 | 1,594,518 | 9,483,634 |
| 1880 | 20,327,764 | 15,340,192 | 3,171,259 | 1,909,825 | 10,259,108 |
| 1900 | 20,333,344 | 15,222,104 | 2,493,017 | 2,165,715 | 10,563,372 |
| 1905 | 20,350,725 | 15,232,699 | 2,410,813 | 2,224,165 | 10,597,721 |
One more table may be given showing the proportional areas under the various kinds of crops, grass, woods and plantations, fallow, bog, waste, &c., over a series of years.
One more table can be provided that shows the proportionate areas for different types of crops, grass, woods, and plantations, along with fallow land, bogs, waste, etc., over several years.
| Year. | Cereal Crops. | Green Crops. | Meadow and Clover. | Grass. | Total Agricultural Land. | Woods. | Fallow. | Waste. |
| 1851 | 15.2 | 6.7 | 6.1 | 43.0 | 71.0 | 1.5 | 1.0 | 25.7 |
| 1880 | 8.1 | 5.5 | 8.1 | 50.5 | 72.2 | 1.7 | 0.0 | 22.8 |
| 1905 | 6.3 | 5.3 | 11.3 | 52.1 | 75.0 | 1.5 | 0.0 | 23.5 |
Produce and Live Stock.—With the decrease of the area under cereal and green crops and the increase of pasturage there has naturally been a serious fall in the amount of agricultural produce and a considerable rise in the number of live stock since the middle of the 19th century. Thus in 1851 the number of cattle was returned as 2,967,461 and in 1905 as 4,645,215, the increase during the intervening period having been pretty gradual and general. Sheep in 1851 numbered 2,122,128 and in 1905 3,749,352, but the increase in this case has not been so continuous, several of the intervening years showing a considerably higher total than 1905, and for a good many years past the number of sheep has tended to decline. The number of pigs has also varied considerably from year to year, 1905 showing an increase of about 150,000 as compared with 1851.
Produce and Livestock.—With the decline in the area dedicated to cereal and vegetable crops and the increase in pasture land, there has naturally been a significant drop in agricultural production and a substantial rise in the number of livestock since the mid-19th century. In 1851, the number of cattle was recorded at 2,967,461, while in 1905 it increased to 4,645,215, with the growth during that period being quite gradual and general. The sheep count in 1851 was 2,122,128, and by 1905 it rose to 3,749,352, but this increase hasn’t been consistent; several years in between showed much higher totals than 1905, and for quite some time, the sheep population has been trending downward. The number of pigs has also fluctuated a lot from year to year, with 1905 showing an increase of about 150,000 compared to 1851.
The Department of Agriculture.—By an act of 1899 a Department of Agriculture and other industries and technical instruction was established in Ireland. To this department were transferred numerous powers and duties previously exercised by other authorities, including the Department of Science and Art. To assist the department the act also provided for the establishment of a council of agriculture, an agricultural board and a board of technical instruction, specifying the constitution of each of the three bodies. Certain moneys (exceeding £180,000 per annum) were placed by the act at the disposal of the department, provisions were made for their application, and it was enacted that local authorities might contribute funds. The powers and duties of the department are very wide, but under the present section its chief importance lies in its administrative work with regard to agriculture. In the annual reports of the department this work is usually treated under three heads: (1) agricultural instruction, (2) improvement of live stock, and (3) special investigations.
The Department of Agriculture.—In 1899, a Department of Agriculture and other industries and technical instruction was set up in Ireland. This department took on many powers and responsibilities that were previously held by other authorities, including the Department of Science and Art. To support the department, the act also created a council of agriculture, an agricultural board, and a board of technical instruction, outlining the structure of each of these three bodies. The act allocated certain funds (over £180,000 per year) for the department's use, provided guidelines for their use, and allowed local authorities to contribute funds. The department has extensive powers and duties, but its main significance under the current framework is in its administrative role related to agriculture. In the department's annual reports, this work is typically categorized into three areas: (1) agricultural education, (2) livestock improvement, and (3) specialized research.
1. The ultimate aim of the department’s policy in the matter of agricultural instruction is, as defined by itself, to place within the reach of a large number of young men and young women the means of obtaining in their own country a good technical knowledge of all subjects relating to agriculture, an object which prior to the establishment of the department was for all practical purposes unattainable. Before such a scheme could be put into operation two things had to be done. In the first place, the department had to train teachers of agricultural subjects; and secondly, it had to demonstrate to farmers all over Ireland by a system of itinerant instruction some of the advantages of such technical instruction, in order to induce them to make some sacrifice to obtain a suitable education for their sons and daughters. In order to accomplish the first of these two preliminaries, the department established a Faculty of Agriculture at the Royal College of Science in Dublin, and offered a considerable number of scholarships the competition for which becomes increasingly keen. They also reorganized the Albert Agricultural College at Glasnevin for young men who have neither the time nor the means to attend the highly specialized courses at the Royal College of Science; and the Munster Institute at Cork is now devoted solely to the instruction of girls in such subjects as butter-making, poultry-keeping, calf-rearing, cooking, laundry-work, sewing and gardening. In addition to these three permanent institutions, local schools and classes have been established in different parts of the country where systematic instruction in technical agriculture is given to young men. In this and in other branches of its work the department is assisted by agricultural committees appointed by the county councils. The number of itinerant instructors is governed entirely by the available supply of qualified men. The services of every available student on completing his course at the Royal College of Science are secured by some county council committee. The work of the itinerant instructors is very varied. They hold classes and carry out field demonstrations and experiments, the results of which are duly published in the department’s journal. The department has also endeavoured to encourage the fruit-growing industry in Ireland by the establishment of a horticultural school at Glasnevin, by efforts to secure uniformity in the packing and grading of fruit, by the establishment of experimental fruit-preserving factories, by the planting of orchards on a large scale in a few districts, and by pioneer lectures. As the result of all these efforts there has been an enormous increase in the demand for fruit trees of all kinds.
1. The main goal of the department’s policy on agricultural education is, as stated by itself, to provide a large number of young men and women with the opportunity to gain a solid technical understanding of all things related to agriculture in their own country, something that was practically impossible before the department was established. Before this plan could be implemented, two things needed to happen. First, the department had to train agricultural teachers; and second, it needed to show farmers across Ireland, through a system of traveling instruction, some benefits of this technical education to encourage them to invest in a proper education for their children. To achieve the first of these goals, the department set up a Faculty of Agriculture at the Royal College of Science in Dublin and offered many scholarships that have become highly competitive. They also revamped the Albert Agricultural College in Glasnevin for young men who don’t have the time or money to attend specialized courses at the Royal College of Science, and the Munster Institute in Cork now focuses exclusively on teaching girls skills like butter-making, poultry-keeping, calf-rearing, cooking, laundry work, sewing, and gardening. In addition to these three permanent institutions, local schools and classes have been set up in various parts of the country to provide systematic instruction in technical agriculture to young men. In this and other areas of its work, the department is supported by agricultural committees appointed by the county councils. The number of traveling instructors depends entirely on the availability of qualified individuals. Every available student who completes their course at the Royal College of Science is secured by some county council committee. The work of the traveling instructors is quite diverse. They conduct classes and carry out field demonstrations and experiments, the outcomes of which are published in the department’s journal. The department has also worked to promote the fruit-growing industry in Ireland by creating a horticultural school in Glasnevin, striving for consistency in fruit packing and grading, setting up experimental fruit-preserving factories, planting orchards on a large scale in several areas, and presenting pioneering lectures. As a result of all these efforts, there has been a massive increase in the demand for all types of fruit trees.
2. The marked tendency which has been visible for so many years in Ireland for pasturage to increase at the expense of tillage makes the improvement of live-stock a matter of vital importance to all concerned in agriculture. Elaborate schemes applicable to horse-breeding, cattle-breeding and swine-breeding, have been drawn up by the department on the advice of experts, but the working of the schemes is for the most part left to the various county council committees. The benefits arising from these schemes are being more and more realized by farmers, and the department is able to report an increase in the number of pure bred cattle and horses in Ireland.
2. The clear trend that has been evident for many years in Ireland, where grazing land is expanding at the cost of arable farming, makes livestock improvement crucial for everyone involved in agriculture. Detailed plans for horse, cattle, and pig breeding have been developed by the department based on expert advice, but the implementation of these plans is largely managed by different county council committees. Farmers are increasingly recognizing the advantages of these initiatives, and the department can report a rise in the population of purebred cattle and horses in Ireland.
3. The special investigations carried out by the department naturally vary from year to year, but one of the duties of each instructor in agriculture is to conduct a number of field experiments, mainly on the influence of manures and seeds in the yield of crops. The results of these experiments are issued in the form of leaflets and distributed widely among farmers. One of the most interesting experiments, which may have far-reaching economic effects, has been in the cultivation of tobacco. So far it has been proved (1) that the tobacco plant can be grown successfully in Ireland, and (2) that the crop when blended with American leaf can be manufactured into a mixture suitable for smoking. But whether Irish tobacco can be made a profitable crop depends upon a good many other considerations.
3. The special investigations conducted by the department naturally change from year to year, but every agriculture instructor is expected to carry out several field experiments, primarily focusing on how manures and seeds affect crop yields. The results of these experiments are published as leaflets and widely shared with farmers. One of the most fascinating experiments, which could have significant economic impacts, has been on growing tobacco. So far, it has been demonstrated (1) that tobacco can be successfully cultivated in Ireland, and (2) that when blended with American leaf, it can be processed into a mixture suitable for smoking. However, whether Irish tobacco can become a profitable crop relies on many other factors.
Agricultural Co-operation.—In 1894 the efforts of a number of Irishmen drawn from all political parties were successfully directed towards the formation of the Irish Agricultural Organization Society, which has for its object the organizing of groups of farmers on co-operative principles and the provision of instruction in proper technical methods. The society had at first many difficulties to confront, but after the first two or three years of its existence its progress became more rapid, and co-operation became beyond all question one of the most hopeful features in Irish agriculture.
Agricultural Co-operation.—In 1894, the efforts of various Irish people from all political backgrounds successfully led to the creation of the Irish Agricultural Organization Society. Its purpose is to organize groups of farmers based on co-operative principles and to provide training in proper technical methods. Initially, the society faced many challenges, but after the first couple of years, its progress accelerated, and co-operation became undoubtedly one of the most promising aspects of Irish agriculture.
Perhaps the chief success of the society was seen in the establishment of creameries, which at the end of 1905 numbered 275—123 in Ulster, 102 in Munster, 20 in Leinster and 30 in Connaught. The members numbered over 42,000 and the trade turnover for the year was £1,245,000. Agricultural societies have been established for the purchase of seed, implements, &c., on co-operative lines and of these there are 150, with a membership of some 14,000. The society was also successful in establishing a large number of credit societies, from which farmers can borrow at a low rate of interest. There are also societies for poultry-rearing, rural industries, bee-keeping, bacon-curing, &c., in connexion with the central organization. The system is rounded off by a number of trade federations for the sale and purchase of various commodities. The Department of Agriculture encourages the work of the Organization Society by an annual grant.
Perhaps the main success of the society was in setting up creameries, which by the end of 1905 totaled 275—123 in Ulster, 102 in Munster, 20 in Leinster, and 30 in Connaught. The membership exceeded 42,000, and the trade turnover for the year was £1,245,000. Agricultural societies have been formed for purchasing seeds, equipment, etc., on a cooperative basis, and there are 150 such societies with about 14,000 members. The society also successfully created a significant number of credit societies, allowing farmers to borrow at low interest rates. In addition, there are societies focused on poultry raising, rural industries, beekeeping, bacon curing, etc., connected to the central organization. This system is complemented by various trade federations for buying and selling different goods. The Department of Agriculture supports the work of the Organization Society with an annual grant.
Land Laws.—The relations of landlord and tenant in Ireland have been a frequent subject of legislation (see History below). Under the act of 1881, down to the 31st of March 1906, the rents of 360,135 holdings, representing nearly 11,000,000 acres, had been fixed for the first statutory term of 15 years either by the land commissioners or by agreements between landlords and tenants, the aggregate reduction being over 20% as compared with the old rents. The rents of 120,515 holdings, representing over 3,500,000 acres, had been further fixed for the second statutory term, the aggregate reduction being over 19% as compared with the first term rents. Although the acts of 1870 and 1881 provided facilities for the purchase of holdings by the tenants, it was only after the passing of the Ashbourne Act in 1885 that the transfer of ownership to the occupying tenants began on an extended scale. Under this act between 1885 and 1902, when further proceedings were suspended, the number of loans issued was 25,367 (4221 in Leinster; 5204 in Munster; 12,954 in Ulster, and 2988 in Connaught) and the amount was £9,992,536. Between August 1891 and April 1906, the number of loans issued under the acts of 1891 and 1896 was 40,395 (7838 in Leinster; 7512 in Munster; 14,955 in Ulster, and 10,090 in Connaught) and the amount was £11,573,952. Under the Wyndham Act of 1903 the process was greatly extended.
Land Laws.—The relationship between landlords and tenants in Ireland has often been addressed in legislation (see History below). Under the 1881 act, up until March 31, 1906, rents for 360,135 holdings, covering almost 11,000,000 acres, had been set for the initial statutory term of 15 years, either by land commissioners or through agreements between landlords and tenants, resulting in an overall reduction of over 20% compared to previous rents. Rents for 120,515 holdings, totaling over 3,500,000 acres, were further established for the second statutory term, with an overall reduction of over 19% compared to the first term rents. Although the acts of 1870 and 1881 offered opportunities for tenants to buy their holdings, it wasn't until the Ashbourne Act was passed in 1885 that ownership transfer to occupying tenants began to happen on a larger scale. Between 1885 and 1902, when further actions were halted, 25,367 loans were issued under this act (4,221 in Leinster; 5,204 in Munster; 12,954 in Ulster; and 2,988 in Connaught), totaling £9,992,536. From August 1891 to April 1906, the number of loans issued under the acts of 1891 and 1896 reached 40,395 (7,838 in Leinster; 7,512 in Munster; 14,955 in Ulster; and 10,090 in Connaught), amounting to £11,573,952. The process was further expanded under the Wyndham Act of 1903.
The following tables give summarized particulars, for the period from the 1st of November 1903 to the 31st of March 1906, of (1) estates for which purchase agreements were lodged in cases of sale direct from landlords to tenants; (2) estates for the purchase of which the Land Commission entered into agreements under sects. 6 and 8 of the act; (3) estates in which the offers of the Land Commission to purchase under sect. 7 were accepted by the land judge; and (4) estates for the purchase of which, under sections 72 and 79, originating requests were transmitted by the Congested Districts Board to the Land Commission:—
The following tables provide a summary of details for the period from November 1, 1903, to March 31, 1906, regarding (1) estates with purchase agreements submitted for sales directly from landlords to tenants; (2) estates for which the Land Commission made agreements under sections 6 and 8 of the act; (3) estates where the Land Commission's purchase offers under section 7 were accepted by the land judge; and (4) estates for which originating requests were sent by the Congested Districts Board to the Land Commission under sections 72 and 79:—
| Classification. | No. of Estates. | No. of Purchasers. | Purchase Money. | ||
| Price. | Amount of Advances applied for. | Amount of Proposed Cash Payments. | |||
| Direct Sales | 3446 | 86,898 | £32,811,564 | £32,692,066 | £119,498 |
| Sections 6 and 8 | 54 | 3,5671 | 1,231,014 | 1,226,832 | 4,182 |
| Section 7 | 29 | 1,1741 | 383,388 | 381,722 | 1,666 |
| Sections 72 and 79 | 67 | 5,6061 | 975,211 | 975,211 | .. |
| Total | 3596 | 97,245 | £35,401,177 | £35,275,831 | £125,346 |
| Classification. | No. of Estates. | No. of Purchasers. | Purchase Money. | ||
| Price. | Amount of Advances made. | Amount of Cash Payments. | |||
| Direct Sales | 925 | 16,732 | £8,317,063 | £8,226,736 | £90,327 |
| Sections 6 and 8 | 40 | 3,047 | 1,048,459 | 1,047,007 | 1,452 |
| Section 7 | 29 | 1,174 | 383,388 | 381,722 | 1,666 |
| Sections 72 and 79 | 12 | 763 | 199,581 | 199,581 | .. |
| Total | 1006 | 21,716 | £9,948,491 | £9,855,046 | £93,445 |
| 1 Estimated number of purchasers on resale. | |||||
It will be seen from these two tables that though the amount of advances applied for during the period dealt with amounted to over 750 £35,000,000 the actual advances made were less than £10,000,000. It will be seen further that the act operated almost entirely by means of direct sales by landlords to tenants. Of the total amount advanced up to March 31, 1906, almost one-half was in respect of estates in the province of Leinster, the balance being divided pretty equally between estates in the other three provinces.
It can be seen from these two tables that while the total amount of advances requested during the period in question was over 750 £35,000,000, the actual advances given were less than £10,000,000. Additionally, it is clear that the act mainly worked through direct sales from landlords to tenants. Of the total amount advanced up to March 31, 1906, nearly half was related to estates in the province of Leinster, with the remaining amount fairly evenly split among estates in the other three provinces.
Fisheries.—The deep-sea and coast fisheries of Ireland form a valuable national asset, which still admits of much development and improvement despite the fact that a considerable number of acts of parliament have been passed to promote and foster the fishing industry. In 1882 the Commissioners of Public Works were given further powers to lend money to fishermen on the recommendation of the inspectors of fisheries; and under an act of 1883 the Land Commission was authorized to pay from time to time such sums, not exceeding in all £250,000, as the Commissioners of Public Works might require, for the creation of a Sea Fishery Fund, such fund to be expended—a sum of about £240,000 has been expended—on the construction and improvement of piers and harbours. Specific acts have also been passed for the establishment and development of oyster, pollan and mussel fisheries. Under the Land Purchase Act 1891, a portion of the Sea Fisheries Fund was reserved for administration by the inspectors of fisheries in non-congested districts. Under this head over £36,000 had been advanced on loan up to December 31, 1905, the greater portion of which had been repaid. In 1900 the powers and duties of the inspectors of fisheries were vested in the Department of Agriculture and Technical Instruction. Under the Marine Works Act 1902, which was intended to benefit and develop industries where the people were suffering from congestion, about £34,000 was expended upon the construction and improvement of fishery harbours in such districts.
Fisheries.—The deep-sea and coastal fisheries of Ireland are a valuable national asset that still has a lot of room for growth and improvement. Despite several laws being passed to support and develop the fishing industry, there is more to be done. In 1882, the Commissioners of Public Works were given additional powers to provide loans to fishermen based on recommendations from fisheries inspectors. An act in 1883 allowed the Land Commission to allocate up to £250,000 as needed by the Commissioners of Public Works to create a Sea Fishery Fund, which has spent about £240,000 on building and upgrading piers and harbors. Specific laws have also been enacted to establish and grow the oyster, pollan, and mussel fisheries. Under the Land Purchase Act of 1891, part of the Sea Fisheries Fund was set aside for oversight by fisheries inspectors in less populated areas. By December 31, 1905, over £36,000 had been loaned from this fund, most of which has been paid back. In 1900, the powers and responsibilities of fisheries inspectors were transferred to the Department of Agriculture and Technical Instruction. The Marine Works Act of 1902, aimed at helping industries in overcrowded areas, saw about £34,000 spent on constructing and improving fishery harbors in those regions.
For administrative purposes Ireland is divided into 31 deep-sea and coast fisheries and during 1905, 6190 vessels were engaged in these districts, giving employment to a total of 24,288 hands. Excluding salmon, nearly one million hundredweights of fish were taken, and including shell-fish the total money received by the fishermen exceeded £414,000. In the same year 13,436 hands were engaged in the 25 salmon fishing districts into which the country is divided. In addition to the organized industry which exists in these salmon districts, there is a good deal of ordinary rod and line fishing in the higher reaches of the larger rivers and good trout fishing is obtainable in many districts.
For administrative purposes, Ireland is divided into 31 deep-sea and coastal fisheries. In 1905, 6,190 boats were active in these areas, providing jobs for a total of 24,288 people. Excluding salmon, nearly one million hundredweights of fish were caught, and with shellfish included, the total earnings for the fishermen exceeded £414,000. That same year, 13,436 people worked in the 25 salmon fishing areas into which the country is divided. Alongside the organized industry in these salmon regions, there is also a substantial amount of regular rod and line fishing in the upper reaches of larger rivers, and good trout fishing can be found in many areas.
Mining.—The mineral produce of Ireland is very limited, and its mines and quarries in 1905 gave employment to only about 6000 persons. Coal-fields are found in all the provinces, but in 1905 the total output was less than 100,000 tons and its value at the mines was given as £43,000. Iron ore is worked in Co. Antrim, over 113,000 tons having been produced in 1905. Alum clay or bauxite, from which aluminium is manufactured, is found in the same county. Clays of various kinds, mainly fire and brick clay, are obtained in several places and there are quarries of marble (notably in Connemara), slate, granite, limestone and sandstone, the output of which is considerable. Silver is obtained in small quantities from lead ore in Co. Donegal, and hopes have been entertained of the re-discovery of gold in Co. Wicklow, where regular workings were established about 1796 but were destroyed during the Rebellion.
Mining.—Ireland's mineral resources are quite limited, and its mines and quarries in 1905 provided jobs for only about 6,000 people. Coal fields can be found in all regions, but in 1905, the total production was under 100,000 tons, valued at £43,000 at the mine. Iron ore is extracted in County Antrim, with over 113,000 tons produced in 1905. Alum clay or bauxite, which is used to make aluminum, is also present in that county. Various types of clays, mostly fire and brick clay, are sourced from multiple locations, and there are significant quarries for marble (notably in Connemara), slate, granite, limestone, and sandstone. Silver is extracted in small amounts from lead ore in County Donegal, and there have been hopes of finding gold again in County Wicklow, where mining operations were set up around 1796 but were destroyed during the Rebellion.
Woollen Manufacture.—At an early period the woollen manufactures of Ireland had won a high reputation and were exported in considerable quantities to foreign countries. Bonifazio Uberti (d. c. 1367) refers in a posthumous poem called Dita mundi to the “noble serge” which Ireland sent to Italy, and fine mantles of Irish frieze are mentioned in a list of goods exported from England to Pope Urban VI. In later times, the establishment of a colony from the German Palatinate at Carrick-on-Suir in the reign of James I. served to stimulate the manufacture, but in the succeeding reign the lord-deputy Strafford adopted the policy of fostering the linen trade at the expense of the woollen in order to prevent the latter from competing with English products. An act of the reign of Charles II. prohibited the export of raw wool to foreign countries from Ireland as well as England, while at the same time Ireland was practically excluded by heavy duties from the English markets, and as the Navigation Act of 1663 did not apply to her the colonial market was also closed against Irish exports. The foreign market, however, was still open, and after the prohibition of the export of Irish cattle to England the Irish farmers turned their attention to the breeding of sheep, with such good effect that the woollen manufacture increased with great rapidity. Moreover the improved quality of the wool showed itself in the improvement of the finished article, to the great alarm of the English manufacturer. So much trade jealousy was aroused that both Houses of Parliament petitioned William III. to interfere. In accordance with his wishes the Irish parliament in 1698 placed heavy additional duties on all woollen clothing (except friezes) exported from Ireland, and in 1699 the English Parliament passed an act prohibiting the export from Ireland of all woollen goods to any country except England, to any port of England except six, and from any town in Ireland except six. The cumulative effect of these acts was practically to annihilate the woollen manufacture in Ireland and to reduce whole districts and towns, in which thousands of persons were directly or indirectly supported by the industry, to the last verge of poverty. According to Newenham’s tables the annual average of new drapery exported from Ireland for the three years ending March 1702 was only 20 pieces, while the export of woollen yarn, worsted yarn and wool, which to England was free, amounted to 349,410 stones. In his essay on the Trade of Ireland, published in 1729, Arthur Dobbs estimated the medium exports of wool, worsted and woollen yarn at 227,049 stones, and he valued the export of manufactured woollen goods at only £2353. On the other hand, the imports steadily rose. Between 1779 and 1782 the various acts which had hampered the Irish woollen trade were either repealed or modified, but after a brief period of deceptive prosperity followed by failure and distress, the expansion of the trade was limited to the partial supply of the home market. According to evidence laid before the House of Commons in 1822 one-third of the woollen cloth used in Ireland was imported from England. A return presented to Parliament in 1837 stated that the number of woollen or worsted factories in Ireland was 46, employing 1321 hands. In 1879 the number of factories was 76 and the number of hands 2022. Since then the industry has shown some tendency to increase, though the number of persons employed is still comparatively very small, some 3500 hands.
Woollen Manufacture.—In earlier times, Ireland's woollen industry gained a strong reputation and exported significant amounts to other countries. Bonifazio Uberti (d. c. 1367) mentions in a posthumous poem called Dita mundi the “noble serge” that Ireland sent to Italy, and fine mantles of Irish frieze are listed among goods exported from England to Pope Urban VI. Later, a colony from the German Palatinate was established at Carrick-on-Suir during James I's reign, which boosted manufacturing. However, during the next reign, Lord Deputy Strafford promoted the linen trade at the expense of woollen goods to protect English products from competition. An act during Charles II's reign banned the export of raw wool from Ireland and England to foreign countries. At the same time, heavy duties practically excluded Ireland from English markets, and since the Navigation Act of 1663 didn’t apply to Ireland, the colonial market was also closed to Irish exports. The foreign market remained open, though, and after the ban on exporting Irish cattle to England, Irish farmers focused on sheep breeding, which led to a rapid increase in woollen manufacturing. The improved quality of the wool was reflected in better finished products, raising concerns for English manufacturers. This led to considerable trade jealousy, prompting both Houses of Parliament to ask William III to intervene. Following his desires, the Irish parliament in 1698 imposed heavy additional duties on all woollen clothing (except friezes) exported from Ireland. In 1699, the English Parliament enacted a law prohibiting the export of all woollen goods from Ireland to any country except England, to any port in England except six, and from any town in Ireland except six. The cumulative impact of these laws effectively destroyed the woollen industry in Ireland, leaving entire districts and towns, which relied on this industry for support, in extreme poverty. According to Newenham’s records, the annual average of new drapery exported from Ireland for the three years ending in March 1702 was only 20 pieces, while the export of woollen yarn, worsted yarn, and wool—free to England—totaled 349,410 stones. In his 1729 essay on the Trade of Ireland, Arthur Dobbs estimated average exports of wool, worsted, and woollen yarn at 227,049 stones, valuing woollen goods exports at just £2353. Conversely, imports steadily increased. Between 1779 and 1782, various acts restricting the Irish woollen trade were either repealed or altered, but after a brief period of misleading prosperity followed by setbacks and hardship, trade expansion was limited to partial home market supply. Evidence presented to the House of Commons in 1822 indicated that one-third of the woollen cloth used in Ireland was imported from England. A return to Parliament in 1837 reported 46 woollen or worsted factories in Ireland employing 1,321 people. By 1879, the number of factories rose to 76, with 2,022 employees. Since then, the industry has shown some growth, though the number of workers remains relatively small, around 3,500.
Linen Manufacture.—Flax was cultivated at a very early period in Ireland and was both spun into thread and manufactured into cloth. In the time of Henry VIII. the manufacture constituted one of the principal branches of Irish trade, but it did not prove a very serious rival to the woollen industry until the policy of England was directed to the discouragement of the latter. Strafford, lord-deputy in the reign of Charles I., did much to foster the linen industry. He invested a large sum of his own money in it, imported great quantities of flax seed from Holland and induced skilled workmen from France and the Netherlands to settle in Ireland. A similar policy was pursued with even more energy by his successor in office, the duke of Ormonde, at whose instigation an Irish act was passed in 1665 to encourage the growth of flax and the manufacture of linen. He also established factories and brought over families from Brabant and France to work in them. The English parliament in their desire to encourage the linen industry at the expense of the woollen, followed Ormonde’s lead by passing an act inviting foreign workmen to settle in Ireland, and admitting all articles made of flax or hemp into England free of duty. In 1710, in accordance with an arrangement made between the two kingdoms, a board of trustees was appointed to whom a considerable sum was granted annually for the promotion of the linen manufacture; but the jealousy of English merchants interposed to check the industry whenever it threatened to assume proportions which might interfere with their own trade, and by an act of George II. a tax was imposed on Irish sail-cloth imported into England, which for the time practically ruined the hempen manufacture. Between 1700 and 1777 the board of trustees expended nearly £850,000 on the promotion of the linen trade, 751 and in addition parliamentary bounties were paid on a considerable scale. In 1727 Arthur Dobbs estimated the value of the whole manufacture at £1,000,000. In 1830 the Linen Board ceased to exist, the trade having been for some time in a very depressed condition owing to the importation of machine-made yarns from Scotland and England. A year or two later, however, machinery was introduced on a large scale on the river Bann. The experiment proved highly successful, and from this period may be dated the rise of the linen trade of Ulster, the only great industrial manufacture of which Ireland can boast. Belfast is the centre and market of the trade, but mills and factories are to be found dotted all over the eastern counties of Ulster.
Linen Manufacture.—Flax was grown in Ireland a long time ago and was spun into thread and made into cloth. During the reign of Henry VIII, linen production became one of the main parts of Irish trade, but it didn’t seriously compete with the wool industry until England started to discourage wool production. Strafford, the lord-deputy under Charles I, worked hard to promote the linen industry. He invested a lot of his own money, imported large quantities of flax seed from Holland, and encouraged skilled workers from France and the Netherlands to move to Ireland. His successor, the duke of Ormonde, continued this work with even more vigor, leading to the passing of an Irish act in 1665 to support the growth of flax and linen manufacturing. He also set up factories and brought families from Brabant and France to work in them. The English parliament, aiming to boost the linen industry at the expense of wool, followed Ormonde’s example by passing a law that welcomed foreign workers to Ireland and allowed flax or hemp products to enter England duty-free. In 1710, after an agreement between the two kingdoms, a board of trustees was formed with a significant annual budget to promote linen manufacturing. However, the rivalry from English merchants often hindered the industry whenever it appeared to threaten their own business. A tax imposed by George II on Irish sailcloth imported into England nearly destroyed the hemp production for a time. Between 1700 and 1777, the board of trustees spent nearly £850,000 to support the linen trade, and additional parliamentary incentives were provided on a considerable scale. In 1727, Arthur Dobbs valued the entire linen industry at £1,000,000. By 1830, the Linen Board was dissolved as the trade had been struggling for some time due to the influx of machine-made yarns from Scotland and England. However, a year or two later, machinery was brought in on a large scale at the river Bann. This experiment was very successful, marking the beginning of the rise of the linen trade in Ulster, the only major industrial industry that Ireland can claim. Belfast is the hub and marketplace for this trade, although mills and factories are spread throughout the eastern counties of Ulster.
In 1850 the number of spindles was 396,338 and of power looms 58; in 1905 the corresponding figures were 826,528 and 34,498. In 1850 the number of persons employed in flax mills and factories was 21,121; in 1901 the number in flax, hemp and jute textile factories was 64,802.
In 1850, there were 396,338 spindles and 58 power looms; by 1905, those numbers had risen to 826,528 spindles and 34,498 power looms. In 1850, the workforce in flax mills and factories was 21,121; by 1901, the workforce in flax, hemp, and jute textile factories had grown to 64,802.
Cotton Manufacture.—This was introduced into Ireland in 1777 and under the protection of import duties and bounties increased so rapidly that in 1800 it gave employment to several thousand persons, chiefly in the neighbourhood of Belfast. The trade continued to grow for several years despite the removal of the duties; and the value of cotton goods exported from Ireland to Great Britain rose from £708 in 1814 to £347,606 in 1823. In 1822 the number of hands employed in the industry was stated to be over 17,000. The introduction of machinery, however, which led to the rise of the great cotton industry of Lancashire, had very prejudicial effects, and by 1839 the number of persons employed had fallen to 4622. The trade has dwindled ever since and is now quite insignificant.
Cotton Manufacture.—This was introduced to Ireland in 1777 and, with the support of import duties and incentives, grew so quickly that by 1800 it employed several thousand people, mainly around Belfast. The industry continued to thrive for several years even after the duties were removed, and the value of cotton goods exported from Ireland to Great Britain increased from £708 in 1814 to £347,606 in 1823. In 1822, the number of workers in the industry was reported to be over 17,000. However, the introduction of machinery, which paved the way for the massive cotton industry in Lancashire, had very negative effects, and by 1839 the number of people employed had dropped to 4,622. The trade has continued to decline ever since and is now quite small.
Silk Manufacture.—About the end of the 17th century French Huguenots settled in Dublin and started the manufacture of Irish poplin, a mixture of silk and wool. In 1823 between 3000 and 4000 persons were employed. But with the abolition of the protective duties in 1826 a decline set in; and though Irish poplin is still celebrated, the industry now gives employment to a mere handful of people in Dublin.
Silk Manufacture.—Around the late 17th century, French Huguenots settled in Dublin and began producing Irish poplin, a blend of silk and wool. By 1823, around 3,000 to 4,000 people were working in the industry. However, after the protective tariffs were removed in 1826, a decline began; and while Irish poplin is still renowned, the industry now employs only a small number of people in Dublin.
Distilling and Brewing.—Whisky has been extensively distilled in Ireland for several centuries. An excise duty was first imposed in 1661, the rate charged being 4d. a gallon. The imposition of a duty gave rise to a large amount of illicit distillation, a practice which still prevails to some extent, though efficient police methods have largely reduced it. During recent years the amount of whisky produced has shown a tendency to decrease. In 1900 the number of gallons charged with duty was 9,589,571, in 1903 8,215,355, and in 1906 7,337,928. There are breweries in most of the larger Irish towns, and Dublin is celebrated for the porter produced by the firm of Arthur Guinness & Son, the largest establishment of the kind in the world. The number of barrels of beer—the inclusive term used by the Inland Revenue Department—charged with duty in 1906 was 3,275,309, showing an increase of over 200,000 as compared with 1900.
Distilling and Brewing.—Whisky has been widely distilled in Ireland for several centuries. An excise duty was first introduced in 1661, with a rate of 4d. per gallon. This tax led to a significant amount of illegal distillation, a practice that still exists to some degree, although effective policing has largely reduced it. In recent years, the amount of whisky produced has tended to decline. In 1900, the number of gallons taxed was 9,589,571; in 1903, it was 8,215,355; and in 1906, it was 7,337,928. There are breweries in most of the larger Irish towns, and Dublin is famous for the porter made by Arthur Guinness & Son, the largest brewery of its kind in the world. The number of barrels of beer— the term used by the Inland Revenue Department— taxed in 1906 was 3,275,309, showing an increase of over 200,000 compared to 1900.
The following table shows the net annual amount of excise duties received in Ireland in a series of years:—
The following table shows the total annual excise duties collected in Ireland over a number of years:—
| Articles. | 1900. | 1902. | 1904. | 1906. |
| Beer | £983,841 | £1,200,711 | £1,262,186 | £1,227,528 |
| Licences | 209,577 | 213,092 | 213,964 | 214,247 |
| Spirits | 4,952,061 | 4,292,286 | 4,311,763 | 3,952,509 |
| Other sources | 502 | 436 | 508 | 798 |
| Total | £6,145,981 | £5,706,525 | £5,788,421 | £5,395,082 |
Other Industries.—Shipbuilding is practically confined to Belfast, where the firm of Harland and Wolff, the builders of the great “White Star” liners, have one of the largest yards in the world, giving employment to several thousand hands. There are extensive engineering works in the same city which supply the machinery and other requirements of the linen industry. Paper is manufactured on a considerable scale in various places, and Balbriggan is celebrated for its hosiery.
Other Industries.—Shipbuilding is mostly centered in Belfast, where Harland and Wolff, the builders of the famous “White Star” liners, have one of the largest shipyards in the world, employing thousands of workers. There are large engineering factories in the same city that provide the machinery and other needs for the linen industry. Paper is produced on a significant scale in various locations, and Balbriggan is known for its hosiery.
Commerce and Shipping.—From allusions in ancient writers it would appear that in early times Ireland had a considerable commercial intercourse with various parts of Europe. When the merchants of Dublin fled from their city at the time of the Anglo-Norman invasion it was given by Henry II. to merchants from Bristol, to whom free trade with other portions of the kingdom was granted as well as other advantages. In the Staple Act of Edward III., Dublin, Waterford, Cork and Drogheda are mentioned as among the towns where staple goods could be purchased by foreign merchants. During the 15th century the trade of these and other towns increased rapidly. With the 17th century began the restrictions on Irish trade. In 1637 duties were imposed on the chief commodities to foreign nations not in league with England. Ireland was left out of the Navigation Act of 1663 and in the same year was prohibited from exporting cattle to England in any month previous to July. Sir William Petty estimated the value of Irish exports in 1672 at £500,000 per annum, and owing principally to the prosperity of the woollen industry these had risen in value in 1698 to £996,000, the imports in the same year amounting to £576,000. A rapid fall in exports followed upon the prohibition of the export of woollen manufactures to foreign countries, but in about 20 years’ time a recovery took place, due in part to the increase of the linen trade. Statistics of exports and imports were compiled for various years by writers like Newenham, Arthur Young and César Moreau, but these are vitiated by being given in Irish currency which was altered from time to time, and by the fact that the method of rating at the custom-house also varied. Taking the figures, however, for what they are worth, it appears that between 1701 and 1710 the average annual exports from Ireland to all parts of the world were valued at £553,000 (to Great Britain, £242,000) and the average annual imports at £513,000 (from Great Britain, £242,000). Between 1751 and 1760 the annual values had risen for exports to £2,002,000 (to Great Britain, £1,068,000) and for imports to £1,594,000 (from Great Britain, £734,000). Between 1794 and 1803 the figures had further risen to £4,310,000 (to Great Britain, £3,667,000) and £4,572,000 (from Great Britain £3,404,000). It is clear, therefore, that during the 18th century the increase of commerce was considerable.
Commerce and Shipping.—From references in ancient writers, it seems that Ireland had significant trade connections with various parts of Europe in early times. When the merchants of Dublin fled the city during the Anglo-Norman invasion, Henry II. granted it to merchants from Bristol, who were allowed to trade freely with other parts of the kingdom and enjoyed other benefits. The Staple Act of Edward III. lists Dublin, Waterford, Cork, and Drogheda as towns where foreign merchants could buy staple goods. During the 15th century, the trade in these and other towns grew rapidly. However, the 17th century brought restrictions on Irish trade. In 1637, duties were imposed on key commodities exported to foreign nations that were not allied with England. Ireland was excluded from the Navigation Act of 1663 and was banned from exporting cattle to England before July of that year. Sir William Petty estimated the value of Irish exports in 1672 at £500,000 annually, and due mainly to the success of the woolen industry, this rose to £996,000 by 1698, with imports for that year totaling £576,000. A sharp decline in exports followed the ban on exporting woolen goods to foreign markets, but after about 20 years, recovery occurred, partly due to the growth of the linen trade. Various writers like Newenham, Arthur Young, and César Moreau compiled statistics on exports and imports over the years, but these figures are flawed because they were recorded in Irish currency, which changed frequently, and the customs rating methods also varied. Nonetheless, from the available data, it appears that between 1701 and 1710, the average annual exports from Ireland to all parts of the world were valued at £553,000 (with £242,000 going to Great Britain), while average annual imports stood at £513,000 (also £242,000 from Great Britain). Between 1751 and 1760, the value of exports rose to £2,002,000 (with £1,068,000 from Great Britain) and imports increased to £1,594,000 (with £734,000 from Great Britain). From 1794 to 1803, these numbers further grew to £4,310,000 (with £3,667,000 from Great Britain) and £4,572,000 (with £3,404,000 from Great Britain). It is clear that during the 18th century, commerce saw considerable growth.
In 1825 the shipping duties on the cross-Channel trade were abolished and since that date no official figures are available as to a large part of Irish trade with Great Britain. The export of cattle and other animals, however, is the most important part of this trade and details of this appear in the following table:—
In 1825, the shipping fees on cross-Channel trade were removed, and since then, there's been no official data on a significant portion of Irish trade with Great Britain. The export of cattle and other animals is the most crucial part of this trade, and details can be found in the following table:—
| Year. | Cattle. | Sheep. | Swine. | Total. |
| 1891 | 630,802 | 893,175 | 505,584 | 2,029,561 |
| 1900 | 745,519 | 862,263 | 715,202 | 2,322,984 |
| 1905 | 749,131 | 700,626 | 363,973 | 1,813,730 |
The value of the animals exported in 1905 was estimated (at certain standard rates) at about £14,000,000.
The value of the animals exported in 1905 was estimated (at certain standard rates) at around £14,000,000.
Since 1870 the Board of Trade has ceased to give returns of the foreign and colonial trade for each of the separate kingdoms of England, Scotland and Ireland. Returns are given, however, for the principal ports of each kingdom. Between 1886 and 1905 these imports at the Irish ports rose from £6,802,000 in value to £12,394,000 and the exports from £825,000 to £1,887,000.
Since 1870, the Board of Trade has stopped providing reports on the foreign and colonial trade for each of the individual kingdoms of England, Scotland, and Ireland. However, reports are available for the main ports in each kingdom. Between 1886 and 1905, imports at the Irish ports increased from £6,802,000 in value to £12,394,000, and exports grew from £825,000 to £1,887,000.
The following table shows the value of the total imports and exports of merchandise in the foreign and colonial trade at the ports of Dublin, Belfast and Limerick in each of the years 1901-1905:—
The table below displays the total value of imports and exports of goods in foreign and colonial trade at the ports of Dublin, Belfast, and Limerick for the years 1901-1905:—
| Ports. | 1901. | 1902. | 1903. | 1904. | 1905. |
| Dublin— | £ | £ | £ | £ | £ |
| Imports | 2,666,000 | 2,856,000 | 3,138,000 | 2,771,000 | 2,664,000 |
| Exports | 54,000 | 63,000 | 122,000 | 79,000 | 78,000 |
| Belfast— | |||||
| Imports | 6,626,000 | 6,999,000 | 7,773,000 | 7,033,000 | 6,671,000 |
| Exports | 1,442,000 | 1,344,000 | 1,122,000 | 1,332,000 | 1,780,000 |
| Cork— | |||||
| Imports | 1,062,000 | 1,114,000 | 1,193,000 | 1,156,000 | 1,010,000 |
| Exports | 15,000 | 17,000 | 6,000 | 8,000 | 5,000 |
| Limerick— | |||||
| Imports | 826,000 | 913,000 | 855,000 | 935,000 | 854,000 |
| Exports | 2,000 | 400 | 3,000 | 600 | 3,000 |
The Department of Agriculture published in 1906 a report on the imports and exports at Irish ports for the year 1904. In this report, 752 the compiling of which presented great difficulties in the absence of official returns, are included (1) the direct trade between Ireland and all countries outside of Great Britain, (2) the indirect trade of Ireland with those same countries via Great Britain, and (3) the local trade between Ireland and Great Britain. The value of imports in 1904 is put at £55,148,206, and of exports at £46,606,432. But it is pointed out in the report that while the returns as regards farm produce, food stuffs, and raw materials may be considered approximately complete, the information as to manufactured goods—especially of the more valuable grades—is rough and inadequate. It was estimated that the aggregate value of the actual import and export trade in 1904 probably exceeded a total of £105,000,000. The following table gives some details:—
The Department of Agriculture released a report in 1906 on the imports and exports at Irish ports for the year 1904. This report, 752, was particularly challenging to compile due to the lack of official returns. It includes (1) the direct trade between Ireland and all countries outside of Great Britain, (2) the indirect trade of Ireland with those same countries through Great Britain, and (3) the local trade between Ireland and Great Britain. The value of imports in 1904 was recorded at £55,148,206, and exports at £46,606,432. However, the report notes that while the data for farm produce, food products, and raw materials can be considered nearly complete, the information on manufactured goods—especially those of higher value—is rough and insufficient. It was estimated that the total value of the actual import and export trade in 1904 likely exceeded £105,000,000. The following table provides some details:—
| Imports. | Exports. | |
| I. Farm Produce, Food and Drink Stuffs— | ||
| (a) Live-stock, meat, bacon, fish and dairy produce | £3,028,170 | £23,445,122 |
| (b) Crops, fruit, meal, flour, &c. | 11,859,201 | 1,721,753 |
| (c) Spirits, porter, ale, &c. | 919,161 | 4,222,194 |
| (d) Tea, coffee, tobacco, spices, &c. | 4,230,478 | 1,121,267 |
| II. Raw Materials— | ||
| (a) Coal | 2,663,523 | .. |
| (b) Wood | 1,880,095 | 235,479 |
| (c) Mineral | 1,012,822 | 282,081 |
| (d) Animal and vegetable products | 4,529,002 | 3,067,398 |
| III. Goods, partly manufactured or of simple manufacture | 7,996,143 | 2,576,993 |
| IV. Manufactured goods. | 17,059,611 | 9,934,145 |
From the figures given in the report it would appear that there was in 1904 an excess of imports amounting to over £8,500,000. But owing to the imperfect state of existing information, it is impossible to say with any certainty what is the real state of the balance of visible trade between Ireland and other countries.
From the numbers in the report, it seems that in 1904 there was an excess of imports totaling more than £8,500,000. However, due to the incomplete nature of the available information, it's impossible to determine with any certainty what the actual balance of visible trade is between Ireland and other countries.
Shipping returns also throw some light upon the commercial condition of Ireland. Old figures are not of much value, but it may be stated that Arthur Dobbs gives the number of ships engaged in the Irish trade in 1721 as 3334 with a tonnage of 158,414. According to the statistics of César Moreau the number of ships belonging to Irish ports in 1788 was 1016 with a tonnage of over 60,000, and in 1826 they had increased, according to the trade and navigation returns, to 1391 with a tonnage of over 90,000. In 1905 the vessels registered at Irish ports numbered 934 with a tonnage of over 259,000. In the same year the vessels entering and clearing in the colonial and foreign trade numbered 1199 with a tonnage of over 1,086,000, and the vessels entering and clearing in the trade between Great Britain and Ireland numbered 41,983 with a tonnage of over 9,776,000.
Shipping returns also shed light on the commercial situation in Ireland. Old figures aren't very useful, but it's noted that Arthur Dobbs reported the number of ships involved in Irish trade in 1721 as 3,334, with a total tonnage of 158,414. According to stats from César Moreau, the number of ships registered in Irish ports in 1788 was 1,016, with a tonnage of over 60,000. By 1826, these numbers had increased, based on trade and navigation returns, to 1,391 with a tonnage of over 90,000. In 1905, the vessels registered at Irish ports numbered 934, with a tonnage of over 259,000. That same year, the vessels entering and clearing in colonial and foreign trade totaled 1,199, with a tonnage exceeding 1,086,000, and the vessels entering and clearing in trade between Great Britain and Ireland numbered 41,983, with a tonnage of over 9,776,000.
Government, &c.—The executive government of Ireland is vested in a lord-lieutenant, assisted by a privy council and by a chief secretary, who is always a member of the House of Commons and generally of the cabinet. There are a large number of administrative departments and boards, some, like the Board of Trade, discharging the same duties as the similar department in England; others, like the Congested Districts Board, dealing with matters of purely Irish concern.
Government, &c.—The executive government of Ireland is run by a lord-lieutenant, supported by a privy council and a chief secretary, who is always a member of the House of Commons and usually part of the cabinet. There are many administrative departments and boards, some, like the Board of Trade, carrying out the same duties as the similar department in England; others, like the Congested Districts Board, addressing matters that are strictly relevant to Ireland.
Parliamentary Representation.—The Redistribution of Seats Act 1885 entirely altered the parliamentary representation of Ireland. Twenty-two small boroughs were disenfranchised. The towns of Galway, Limerick and Waterford lost one member each, while Dublin and Belfast were respectively divided into four divisions, each returning one member. As a result of these changes 85 members now represent the counties, 16 the boroughs, and 2 Dublin University—a total of 103. The total number of electors (exclusive of Dublin University) in 1906 was 686,661; 113,595 for the boroughs and 573,066 for the counties. Ireland is represented in the House of Lords by 28 temporal peers elected for life from among the Irish peers.
Parliamentary Representation.—The Redistribution of Seats Act 1885 completely changed how Ireland was represented in Parliament. Twenty-two small boroughs were disempowered. The towns of Galway, Limerick, and Waterford each lost one member, while Dublin and Belfast were divided into four districts, with each returning one member. As a result of these changes, there are now 85 members representing the counties, 16 for the boroughs, and 2 for Dublin University—a total of 103. In 1906, the total number of voters (excluding Dublin University) was 686,661; 113,595 for the boroughs and 573,066 for the counties. Ireland is represented in the House of Lords by 28 life peers elected from among the Irish peers.
Local Government.—Irish local government was entirely remodelled by the Local Government (Ireland) Act 1898, which conferred on Ireland the same system and measure of self-government enjoyed by Great Britain. The administrative and fiscal duties previously exercised by the grand jury in each county were transferred to a county council, new administrative counties being formed for the purposes of the act, in some cases by the alteration of existing boundaries. To the county councils were also assigned the power of assessing and levying the poor rate in rural districts, the management of lunatic asylums, and the administration of certain acts such as the Explosives Act, the Technical Education Act and the Diseases of Animals Act. Subordinate district councils, urban and rural, were also established as in England and Scotland to manage the various local areas within each county. The provisions made for the administration of the Poor Law by the act under consideration are very complicated, but roughly it may be said that it was handed over to these new subordinate local bodies. Six towns—Dublin, Belfast, Cork, Limerick, Londonderry and Waterford—were constituted county boroughs governed by separate county councils; and five boroughs—Kilkenny, Sligo, Clonmel, Drogheda and Wexford—retained their former corporations. The act provides facilities for the conversion into urban districts of (1) towns having town commissioners who are not sanitary authorities and (2) non-municipal towns with populations of over 1500 and entitled to petition for town commissioners.
Local Government.—Irish local government was completely restructured by the Local Government (Ireland) Act 1898, which gave Ireland the same self-government system and framework enjoyed by Great Britain. The administrative and financial responsibilities that were previously managed by the grand jury in each county were transferred to a county council, with new administrative counties being created for the purposes of the act, sometimes by changing existing boundaries. County councils were also given the authority to assess and collect the poor rate in rural areas, manage mental health facilities, and oversee certain laws such as the Explosives Act, the Technical Education Act, and the Diseases of Animals Act. Subordinate district councils, both urban and rural, were also set up like those in England and Scotland to handle various local areas within each county. The provisions for managing the Poor Law under this act are quite complex, but generally, it can be said that it was delegated to these new local bodies. Six towns—Dublin, Belfast, Cork, Limerick, Londonderry and Waterford—were designated as county boroughs governed by separate county councils; and five boroughs—Kilkenny, Sligo, Clonmel, Drogheda, and Wexford—kept their former governing bodies. The act allows for towns to become urban districts if (1) they have town commissioners who are not sanitary authorities and (2) they are non-municipal towns with populations over 1500 that are eligible to petition for town commissioners.
Justice.—The Supreme Court of Judicature is constituted as follows: the court of appeal, which consists of the lord chancellor, the lord chief justice, and the master of the rolls and the chief baron of the exchequer as ex-officio members, and two lords justices of appeal; and the high court of justice which includes (1) the chancery division, composed of the lord chancellor, the master of the rolls and two justices, (2) the king’s bench division composed of the lord chief justice, the chief baron of the exchequer and eight justices, and (3) the land commissions with two judicial commissioners. At the first vacancy the title and rank of chief baron of the exchequer will be abolished and the office reduced to a puisne judgeship. By the County Officers and Courts (Ireland) Act 1877, it was provided that the chairmen of quarter sessions should be called “county court judges and chairmen of quarter sessions” and that their number should be reduced to twenty-one, which was to include the recorders of Dublin, Belfast, Cork, Londonderry and Galway. At the same time the jurisdiction of the county courts was largely extended. There are 66 resident (stipendiary) magistrates, and four police magistrates in Dublin.
Justice.—The Supreme Court of Judicature is made up of the following: the court of appeal, which includes the lord chancellor, the lord chief justice, the master of the rolls, and the chief baron of the exchequer as ex-officio members, along with two lords justices of appeal; and the high court of justice, which consists of (1) the chancery division, made up of the lord chancellor, the master of the rolls, and two justices, (2) the king’s bench division, which includes the lord chief justice, the chief baron of the exchequer, and eight justices, and (3) the land commissions with two judicial commissioners. When the first vacancy occurs, the title and rank of chief baron of the exchequer will be eliminated, and the position will be downgraded to a puisne judgeship. According to the County Officers and Courts (Ireland) Act 1877, it was established that the chairmen of quarter sessions should be referred to as “county court judges and chairmen of quarter sessions” and that their number would be reduced to twenty-one, which would include the recorders of Dublin, Belfast, Cork, Londonderry, and Galway. At the same time, the jurisdiction of the county courts was significantly expanded. There are 66 resident (stipendiary) magistrates and four police magistrates in Dublin.
Police.—The Royal Irish Constabulary were established in 1822 and consisted at first of 5000 men under an inspector-general for each of the four provinces. In 1836 the entire force was amalgamated under one inspector-general. The force, at present consists of about 10,000 men of all ranks, and costs over £1,300,000 a year. Dublin has a separate metropolitan police force.
Police.—The Royal Irish Constabulary was founded in 1822 and initially had 5,000 officers, each supervised by an inspector-general for the four provinces. In 1836, the entire force was merged under a single inspector-general. Currently, the force has about 10,000 members across all ranks and costs over £1,300,000 a year. Dublin has its own separate metropolitan police force.
Crime.—The following table shows the number of persons committed for trial, convicted and acquitted in Ireland in 1886, 1891, 1900 and 1905:—
Crime.—The table below displays the number of individuals committed for trial, convicted, and acquitted in Ireland in 1886, 1891, 1900, and 1905:—
| Year. | Committed. | Convicted. | Acquitted. |
| 1886 | 3,028 | 1,619 | 1286 |
| 1891 | 2,112 | 1,255 | 669 |
| 1900 | 1,682 | 1,087 | 331 |
| 1905 | 2,060 | 1,367 | 417 |
Of the 1367 convicted in 1905, 375 were charged with offences against the person, 205 with offences against property with violence, 545 with offences against property without violence, 52 with malicious injury to property, 44 with forgery and offences against the currency, and 146 with other offences. In 1904, 81,775 cases of drunkenness were brought before Irish magistrates as compared with 227,403 in England and 43,580 in Scotland.
Of the 1,367 people convicted in 1905, 375 were charged with crimes against individuals, 205 with violent property crimes, 545 with non-violent property crimes, 52 with malicious damage to property, 44 with forgery and currency-related offenses, and 146 with other crimes. In 1904, there were 81,775 cases of drunkenness reported to Irish magistrates, compared to 227,403 in England and 43,580 in Scotland.
Poor Law.—The following table gives the numbers in receipt of indoor and outdoor relief (exclusive of persons in institutions for the blind, deaf and dumb, and for idiots and imbeciles) in, the years 1902-1905, together with the total expenditure for relief of the poor:—
Poor Law.—The table below shows the number of people receiving indoor and outdoor assistance (excluding those in facilities for the blind, deaf and mute, and for those with intellectual disabilities) from 1902 to 1905, along with the overall spending for helping the poor:—
| Year. | Aggregate number relieved during the year. | Total Annual Expenditure. | ||
| Indoor. | Outdoor. | Total. | ||
| 1902 | 363,483 | 105,501 | 468,984 | £1,026,691 |
| 1903 | 363,091 | 99,150 | 452,241 | 986,301 |
| 1904 | 390,047 | 98,607 | 488,654 | 1,033,168 |
| 1905 | 434,117 | 124,697 | 558,814 | 1,066,733 |
The average daily number in receipt of relief of all kinds (except outdoor relief) during the same years was as follows: 1902, 41,163; 1903, 43,600; 1904, 43,721; 1905, 43,911. The percentage of indoor paupers to the estimated population in 1905 was 1.00.
The average daily number of people receiving all kinds of relief (except outdoor relief) during those years was: 1902, 41,163; 1903, 43,600; 1904, 43,721; 1905, 43,911. The percentage of indoor poor compared to the estimated population in 1905 was 1.00.
Congested Districts Board.—This body was constituted by the Purchase of Land Act 1891, and is composed of the chief secretary, a member of the Land Commission and five other members. A considerable sum of money was placed at its disposal for carrying out the objects for which it was created. It was provided that where more than 20% of the population of a county lived in electoral divisions of which the total rateable value, when divided by the number of the population, gave a sum of less than £1, 10s. for each individual, these divisions should, for the purposes of the act, form a separate county, called a congested districts county, and should be subject to the operations of the board. In order to improve the condition of affairs in congested districts, the board was empowered (1) to amalgamate small holdings either by directly aiding migration or emigration of occupiers, or by recommending the Land Commission to facilitate amalgamation, and (2) generally to aid and develop out of its resources agriculture, forestry, the breeding of live-stock, weaving, spinning, fishing and any other suitable industries. Further provisions regulating the operations of funds of the board were enacted in 1893, 1896, 1899 and 1903; and by its constituting act the Department of Agriculture was empowered to exercise, at the request of the board, any of its powers and duties in congested districts.
Congested Districts Board.—This organization was established by the Purchase of Land Act 1891 and consists of the chief secretary, a member of the Land Commission, and five additional members. A significant amount of money was allocated for pursuing its goals. It was stipulated that if more than 20% of a county's population lived in electoral divisions where the total rateable value divided by the population was less than £1, 10s. per person, those divisions would form a separate county known as a congested districts county, which would be subject to the board's activities. To improve conditions in congested districts, the board was authorized (1) to merge small holdings, either by directly supporting the relocation or emigration of residents or by advising the Land Commission to facilitate the merging process, and (2) to assist and develop agriculture, forestry, livestock breeding, weaving, spinning, fishing, and any other appropriate industries using its resources. Additional regulations governing the board's funds were put in place in 1893, 1896, 1899, and 1903; and under its founding act, the Department of Agriculture was authorized to perform, at the board's request, any of its powers and responsibilities in congested districts.
Religion.—The great majority of the Irish people belong to the Roman Catholic Church. In 1891 the Roman Catholics numbered 3,547,307 or 75% of the total population, and in 1901 they numbered 3,308,661 or 74%. The adherents of the Church of Ireland come next in number (581,089 in 1901 or 13% of the population), then the Presbyterians (443,276 in 1901 or 10% of the population), the only other denomination with a considerable number of members being the Methodists (62,006 in 1901). As the result of emigration, which drains the Roman Catholic portion of the population more than any other, the Roman Catholics show a larger proportional decline in numbers than the Protestants; for example, between 1891 and 1901 the Roman Catholics decreased by over 6%, the Church of Ireland by a little over 3%, the Presbyterians by less than 1%, while the Methodists actually increased by some 11%. The only counties in which the Protestant religion predominates are Antrim, Down, Armagh and Londonderry.
Religion.—The vast majority of the Irish population belongs to the Roman Catholic Church. In 1891, there were 3,547,307 Roman Catholics, making up 75% of the total population, and by 1901, that number was 3,308,661, or 74%. The Church of Ireland had the next largest following, with 581,089 members in 1901, accounting for 13% of the population. Following them were the Presbyterians, who had 443,276 members in 1901, or 10% of the population, while the only other significant denomination was the Methodists, with 62,006 members in 1901. Due to emigration, which affects the Roman Catholic population more than any other, the Roman Catholics are experiencing a larger proportional decline in numbers compared to the Protestants. For example, between 1891 and 1901, the number of Roman Catholics decreased by over 6%, the Church of Ireland by just over 3%, the Presbyterians by less than 1%, while the Methodists actually saw an increase of about 11%. The only counties where the Protestant religion is the majority are Antrim, Down, Armagh, and Londonderry.
The Roman Catholic Church is governed in Ireland by 4 archbishops, whose sees are in Armagh, Dublin, Cashel and Tuam, and 23 bishops, all nominated by the pope. The episcopal emoluments arise from the mensal parishes, the incumbency of which is retained by the bishops, from licences and from an annual contribution, varying in amount, paid by the clergy of the diocese. The clergy are supported by fees and the voluntary contributions of their flocks. At the census of 1901 there were 1084 parishes, and the clergy numbered 3711. In addition to the secular clergy there are several communities of regular priests scattered over the country, ministering in their own churches but without parochial jurisdiction. There are also numerous monasteries and convents, a large number of which are devoted to educational purposes. The great majority of the secular clergy are educated at Maynooth College (see below).
The Roman Catholic Church in Ireland is led by 4 archbishops, based in Armagh, Dublin, Cashel, and Tuam, along with 23 bishops, all appointed by the pope. The income for the bishops comes from the parishes they oversee, from licenses, and from an annual contribution that varies in amount, paid by the clergy in the diocese. The clergy are supported by fees and voluntary donations from their congregations. In the 1901 census, there were 1,084 parishes and 3,711 clergy members. Besides the secular clergy, there are various communities of regular priests throughout the country, serving in their own churches but without diocesan authority. There are also many monasteries and convents, many of which focus on education. Most of the secular clergy are educated at Maynooth College (see below).
The Protestants of Ireland belong mainly to the Church of Ireland (episcopalian) and the Presbyterian Church. (For the former see Ireland, Church of).
The Protestants of Ireland mainly belong to the Church of Ireland (episcopalian) and the Presbyterian Church. (For the former see Ireland, Church of).
The Presbyterian Church, whose adherents are found principally in Ulster and are the descendants of Scotch settlers, was originally formed in the middle of the 17th century, and in 1840 a reunion took place of the two divisions into which the Church had formerly separated. The governing body is the General Assembly, consisting of ministers and laymen. In 1906 there were 569 congregations, arranged under 36 presbyteries, with 647 ministers. The ministers are supported by a sustentation fund formed of voluntary contributions, the rents of seats and pews, and the proceeds of the commutation of the Regium Donum made by the commissioners under the Irish Church Act 1869. Two colleges are connected with the denomination, the General Assembly’s College, Belfast, and the Magee College, Londonderry. In 1881 the faculty of the Belfast College and the theological professors of the Magee College were incorporated and constituted as a faculty with the power of granting degrees in divinity.
The Presbyterian Church, primarily found in Ulster and made up of descendants of Scottish settlers, was established in the mid-17th century. In 1840, the two branches of the Church that had split earlier reunited. The Church is governed by the General Assembly, which includes both ministers and laypeople. In 1906, there were 569 congregations organized into 36 presbyteries and served by 647 ministers. The ministers are funded through a sustentation fund sourced from voluntary donations, seat and pew rentals, and the proceeds from the commutation of the Regium Donum made by commissioners under the Irish Church Act 1869. Two colleges are affiliated with the denomination: the General Assembly’s College in Belfast and Magee College in Londonderry. In 1881, the faculty of the Belfast College and the theological professors from Magee College were combined and established as a faculty with the authority to grant degrees in divinity.
The Methodist Church in Ireland was formed in 1878 by the Union of the Wesleyan with the Primitive Wesleyan Methodists. The number of ministers is over 250.
The Methodist Church in Ireland was established in 1878 through the merger of the Wesleyan and Primitive Wesleyan Methodists. There are more than 250 ministers.
Education.—The following table shows that the proportion per cent of the total population of five years old and upwards able to read and write has been steadily rising since 1861:—
Education.—The table below indicates that the percentage of the total population aged five and older who can read and write has been steadily increasing since 1861:—
| Proportion per cent. | |||||
| 1861. | 1871. | 1881. | 1891. | 1901. | |
| Read and write | 41 | 49 | 59 | 71 | 79 |
| Read only | 20 | 17 | 16 | 11 | 7 |
| Neither read nor write | 39 | 33 | 25 | 18 | 14 |
Further details on the same subject, according to provinces and religious denominations in 1901, are subjoined:—
Further details on the same topic, broken down by provinces and religious denominations in 1901, are included below:—
| Leinster. | Munster. | Ulster. | Connaught. | |
| Roman Catholics— | ||||
| Read and write | 80 | 80 | 70 | 72 |
| Read only | 7 | 5 | 11 | 7 |
| Neither read nor write | 13 | 15 | 19 | 21 |
| Protestant Episcopalians— | ||||
| Read and write | 95 | 95 | 81 | 93 |
| Read only | 1 | 2 | 9 | 3 |
| Neither read nor write | 4 | 3 | 10 | 4 |
| Presbyterians— | ||||
| Read and write | 97 | 96 | 88 | 95 |
| Read only | 1 | 2 | 7 | 3 |
| Neither read nor write | 2 | 2 | 5 | 2 |
| Methodists— | ||||
| Read and write | 97 | 97 | 90 | 96 |
| Read only | 1 | 1 | 5 | 2 |
| Neither read nor write | 2 | 2 | 5 | 2 |
| Others— | ||||
| Read and write | 91 | 91 | 90 | 94 |
| Read only | 2 | 2 | 6 | 1 |
| Neither read nor write | 7 | 7 | 4 | 5 |
| Total— | ||||
| Read and write | 83 | 81 | 79 | 72 |
| Read only | 6 | 5 | 9 | 7 |
| Neither read nor write | 11 | 14 | 12 | 21 |
Language.—The number of persons who speak Irish only continues to decrease. In 1881 they numbered 64,167; in 1891, 38,192; and in 1901, 20,953. If to those who spoke Irish only are added the persons who could speak both Irish and English, the total number who could speak Irish in 1901 was 641,142 or about 14% of the population. The purely Irish-speaking population is to be found principally in the province of Connaught, where in 1901 they numbered over 12,000. The efforts of the Gaelic League, founded to encourage the study of Gaelic literature and the Irish language, produced results seen in the census returns for 1901, which showed that the pupils learning Irish had very largely increased as compared with 1891.
Language.—The number of people who speak only Irish continues to decline. In 1881, there were 64,167; in 1891, 38,192; and in 1901, 20,953. If we add those who spoke both Irish and English, the total number of people who could speak Irish in 1901 was 641,142, or about 14% of the population. The solely Irish-speaking population is mainly found in the province of Connaught, where in 1901, they numbered over 12,000. The efforts of the Gaelic League, which was established to promote the study of Gaelic literature and the Irish language, resulted in a significant increase in the number of students learning Irish as reflected in the 1901 census returns compared to 1891.
The university of Dublin (q.v.), which is for practical purposes identical with Trinity College, Dublin, was incorporated in 1591. The government is in the hands of a board consisting of the provost and the senior fellows, assisted by Universities and colleges. a council in the election of professors and in the regulation of studies. The council is composed of the provost (and, in his absence, the vice-provost) and elected members. There is also a senate, composed of the chancellor or vice-chancellor and all doctors and masters who have kept their names on the books of Trinity College. Religious tests were abolished in 1873, and the university is now open to all; but, as a matter of fact, the vast majority of the students, even since the abolition of tests, have always belonged to the Church of Ireland, and the divinity school is purely Protestant.
The University of Dublin (q.v.), which is essentially the same as Trinity College, Dublin, was established in 1591. The governance is managed by a board made up of the provost and the senior fellows, with support from a council that helps elect professors and regulate studies. The council consists of the provost (or the vice-provost in his absence) and elected members. There is also a senate formed by the chancellor or vice-chancellor and all doctors and masters who are currently registered at Trinity College. Religious tests were eliminated in 1873, making the university accessible to everyone; however, in reality, the vast majority of students, even after the tests were ended, have always been affiliated with the Church of Ireland, and the divinity school remains strictly Protestant.
In pursuance of the University Education (Ireland) Act 1879, the Queen’s University in Ireland was superseded in 1882 by the Royal University of Ireland, it being provided that the graduates and students of the former should have similar rank in the new university. The government of the Royal University was vested in a senate consisting of a chancellor and senators, with power to grant all such degrees as could be conferred by any university in the United Kingdom, except in theology. Female students had exactly the same rights as male students. The university was simply an examining body, no residence in any college nor attendance at lectures being obligatory. All 754 appointments to the senate and to fellowships were made on the principle that one half of those appointed should be Roman Catholics and the other half Protestants; and in such subjects as history and philosophy there were two courses of study prescribed, one for Roman Catholics and the other for Protestants. In 1905 the number who matriculated was 947, of whom 218 were females, and the number of students who passed the academic examinations was 2190. The university buildings are in Dublin and the fellows were mostly professors in the various colleges whose students were undergraduates.
In line with the University Education (Ireland) Act 1879, Queen’s University in Ireland was replaced in 1882 by the Royal University of Ireland, ensuring that graduates and students from the former had the same status in the new university. The governance of the Royal University was assigned to a senate made up of a chancellor and senators, with the authority to grant all degrees that could be awarded by any university in the United Kingdom, except for theology. Female students had the same rights as male students. The university was essentially an examining body, with no requirement for residence in any college or attendance at lectures. All 754 appointments to the senate and fellowships were based on the principle that half of those appointed would be Roman Catholics and the other half Protestants; and for subjects like history and philosophy, two courses of study were offered—one for Roman Catholics and the other for Protestants. In 1905, 947 students matriculated, 218 of whom were female, and 2,190 students passed the academic examinations. The university buildings are located in Dublin, and most fellows were professors in the different colleges where students were undergraduates.
The three Queen’s Colleges, at Belfast, Cork and Galway, were founded in 1849 and until 1882 formed the Queen’s University. Their curriculum comprised all the usual courses of instruction, except theology. They were open to all denominations, but, as might be expected, the Belfast college (dissolved under the Irish Universities Act 1908; see below) was almost entirely Protestant. Its situation in a great industrial centre also made it the most important and flourishing of the three, its students numbering over 400. It possessed an excellent medical school, which was largely increased owing to private benefactions.
The three Queen’s Colleges in Belfast, Cork, and Galway were established in 1849 and together formed the Queen’s University until 1882. Their curriculum included all the standard courses, except for theology. They were open to all religious denominations, but as expected, the Belfast college (which was closed under the Irish Universities Act 1908; see below) was primarily Protestant. Its location in a major industrial hub also made it the most significant and thriving of the three, with over 400 students enrolled. It had a top-notch medical school, which grew significantly due to private donations.
The Irish Universities Act 1908 provided for the foundation of two new universities, having their seats respectively at Dublin and at Belfast. The Royal University of Ireland at Dublin and the Queen’s College, Belfast, were dissolved. Provision was made for a new college to be founded at Dublin. This college and the existing Queen’s Colleges at Cork and Galway were made constituent colleges of the new university at Dublin. Letters patent dated December 2, 1908, granted charters to these foundations under the titles of the National University of Ireland (Dublin), the Queen’s University of Belfast and the University Colleges of Dublin, Cork and Galway. It was provided by the act that no test of religious belief should be imposed on any person as a condition of his holding any position in any foundation under the act. A body of commissioners was appointed for each of the new foundations to draw up statutes for its government; and for the purpose of dealing with any matter calling for joint action, a joint commission, half from each of the above commissions, was established. Regulations as to grants-in-aid were made by the act, with the stipulation that no sum from them should be devoted to the provision or maintenance of any building, or tutorial or other office, for religious purposes, though private benefaction for such purposes is not prohibited. Provisions were also made as to the transfer of graduates and students, so that they might occupy under the new régime positions equivalent to those which they occupied previously, in respect both of degrees and the keeping of terms. The commissioners were directed to work out schemes for the employment of officers already employed in the institutions affected by the new arrangements, and for the compensation of those whose employment could not be continued. A committee of the privy council in Ireland was appointed, to be styled the Irish Universities Committee.
The Irish Universities Act of 1908 established two new universities located in Dublin and Belfast. The Royal University of Ireland in Dublin and Queen’s College, Belfast, were dissolved. A new college was set to be created in Dublin. This college, along with the existing Queen’s Colleges in Cork and Galway, became part of the new university in Dublin. Letters patent dated December 2, 1908, granted charters to these institutions, naming them the National University of Ireland (Dublin), Queen’s University of Belfast, and University Colleges of Dublin, Cork, and Galway. The act stipulated that no religious test should be required for anyone holding any position in these institutions. Each new foundation had a group of commissioners appointed to create governance statutes, and to address matters requiring collective action, a joint commission was set up with members from each of the individual commissions. The act outlined regulations for grants-in-aid, specifying that no funds could be used for building or maintaining facilities or offices for religious purposes, although private donations for such purposes were allowed. There were also provisions for transferring graduates and students, ensuring they could retain equivalent positions regarding degrees and terms under the new system. The commissioners were instructed to develop plans for the employment of current officers affected by the changes and to compensate those whose jobs could not be continued. A committee of the privy council in Ireland was formed, known as the Irish Universities Committee.
The Roman Catholic University College in Dublin may be described as a survival of the Roman Catholic University, a voluntary institution founded in 1854. In 1882 the Roman Catholic bishops placed the buildings belonging to the university under the control and direction of the archbishop of Dublin, who undertook to maintain a college in which education would be given according to the regulations of the Royal University. In 1883 the direction of the college was entrusted to the Jesuits. Although the college receives no grant from public funds, it has proved very successful and attracts a considerable number of students, the great majority of whom belong to the Church of Rome.
The Roman Catholic University College in Dublin can be seen as a continuation of the Roman Catholic University, a voluntary institution established in 1854. In 1882, the Roman Catholic bishops put the university's buildings under the control of the archbishop of Dublin, who committed to running a college that would provide education in line with the rules of the Royal University. In 1883, the Jesuits were given responsibility for managing the college. Even though the college doesn't receive any funding from public sources, it has been very successful and draws a large number of students, most of whom are members of the Church of Rome.
The Royal College of Science was established in Dublin in 1867 under the authority of the Science and Art Department, London. Its object is to supply a complete course of instruction in science as applicable to the industrial arts. In 1900 the college was transferred from the Science and Art Department to the Department of Agriculture and Technical Instruction.
The Royal College of Science was founded in Dublin in 1867 by the Science and Art Department in London. Its goal is to provide a full course of instruction in science relevant to industrial arts. In 1900, the college was moved from the Science and Art Department to the Department of Agriculture and Technical Instruction.
Maynooth (q.v.) College was founded by an Irish act of parliament in 1795 for the training of Roman Catholic students for the Irish priesthood. By an act of 1844 it was permanently endowed by a grant from the consolidated fund of over £26,000 a year. This grant was withdrawn by the Irish Church Act 1869, the college receiving as compensation a lump sum of over £372,000. The average number of students entering each year is about 100.
Maynooth (q.v.) College was established by an Irish act of parliament in 1795 to train Roman Catholic students for the Irish priesthood. In 1844, it was permanently funded with an annual grant of over £26,000 from the consolidated fund. This grant was taken away by the Irish Church Act of 1869, with the college receiving a one-time payment of over £372,000 as compensation. The average number of students who enroll each year is about 100.
There are two Presbyterian colleges, the General Assembly’s College at Belfast, which is purely theological, and the Magee College, Londonderry, which has literary, scientific and theological courses. In 1881 the Assembly’s College and the theological professors of Magee College were constituted a faculty with power to grant degrees in divinity.
There are two Presbyterian colleges: the General Assembly's College in Belfast, which focuses solely on theology, and Magee College in Londonderry, which offers courses in literature, science, and theology. In 1881, the Assembly's College and the theological professors from Magee College formed a faculty with the authority to grant degrees in divinity.
In addition to the foregoing, seven Roman Catholic institutions were ranked as colleges in the census of 1901:—All Hallows (Drumcondra), Holycross (Clonliffe), University College (Blackrock), St Patrick’s (Carlow), St Kieran’s (Kilkenny), St Stanislaus’s (Tullamore) and St Patrick’s (Thurles). In 1901 the aggregate number of students was 715, of whom 209 were returned as under the faculty of divinity.
In addition to the above, seven Roman Catholic institutions were listed as colleges in the 1901 census: All Hallows (Drumcondra), Holycross (Clonliffe), University College (Blackrock), St. Patrick’s (Carlow), St. Kieran’s (Kilkenny), St. Stanislaus’s (Tullamore), and St. Patrick’s (Thurles). In 1901, the total number of students was 715, with 209 reported as studying under the faculty of divinity.
As regards secondary schools a broad distinction can be drawn according to religion. The Roman Catholics have diocesan schools, schools under religious orders, monastic and convent schools, and Christian Brothers’ schools, which were Schools. attended, according to the census returns in 1901, by nearly 22,000 pupils, male and female. On the other hand are the endowed schools, which are almost exclusively Protestant in their government. Under this heading may be included royal and diocesan schools and schools upon the foundation of Erasmus Smith, and others privately endowed. In 1901 these schools numbered 55 and had an attendance of 2653 pupils. To these must be added various private establishments, which in the same year had over 8000 pupils, mainly Protestants. Dealing with these secondary schools as a whole the census of 1901 gives figures as to the number of pupils engaged upon what the commissioners call the “higher studies,” i.e. studies involving instruction in at least one foreign language. In 1881 the number of such pupils was 18,657; in 1891, 23,484; and in 1901, 28,484, of whom 17,103 were males and 11,381 females, divided as follows among the different religions—Roman Catholics 18,248, Protestant Episcopalians 5669, Presbyterians 3011, Methodists 760, and others 567. This increase in the number of pupils engaged in the higher studies is probably due to a large extent to the scheme for the encouragement of intermediate education which was established by act of parliament in 1879. A sum of £1,000,000, part of the Irish Church surplus, was assigned by that act for the promotion of the intermediate secular education of boys and girls in Ireland. The administration of this fund was entrusted to a board of commissioners, who were to apply its revenue for the purposes of the act (1) by carrying on a system of public examinations, (2) by awarding exhibitions, prizes and certificates to students, and (3) by the payment of results fees to the manager of schools. An amending act was passed in 1900 and the examinations are now held under rules made in virtue of that act. The number of students who presented themselves for examination in 1905 was 9677; the amount expended in exhibitions and prizes was £8536; and the grants to schools amounted to over £50,000. The examinations were held at 259 centres in 99 different localities.
When it comes to secondary schools, a major distinction can be made based on religion. Roman Catholics have diocesan schools, schools run by religious orders, monastic and convent schools, and schools by the Christian Brothers, which were attended by almost 22,000 students, both male and female, according to the 1901 census. On the other side are the endowed schools, which are almost entirely Protestant in governance. This includes royal and diocesan schools and schools established by Erasmus Smith, along with other privately funded ones. In 1901, there were 55 of these schools with an enrollment of 2,653 students. Additionally, there are various private institutions that had over 8,000 students that same year, mainly Protestants. Looking at these secondary schools as a whole, the 1901 census provides figures on students involved in what the commissioners referred to as “higher studies,” meaning education that includes instruction in at least one foreign language. In 1881, the number of such students was 18,657; in 1891, it was 23,484; and in 1901, it rose to 28,484, of whom 17,103 were male and 11,381 female, distributed among various religions—Roman Catholics 18,248, Protestant Episcopalians 5,669, Presbyterians 3,011, Methodists 760, and others 567. This increase in students pursuing higher studies is likely largely due to an initiative to promote intermediate education established by an Act of Parliament in 1879. This act allocated £1,000,000 from the Irish Church surplus to support the intermediate secular education of boys and girls in Ireland. The management of this fund was given to a board of commissioners, who were to use its income for the act’s purposes by (1) conducting a system of public examinations, (2) awarding scholarships, prizes, and certificates to students, and (3) paying results fees to school managers. An amending act was passed in 1900, and the examinations are now conducted under rules made according to that act. In 1905, 9,677 students took the exams; the total amount spent on scholarships and prizes was £8,536; and the funding provided to schools exceeded £50,000. The examinations took place at 259 centers across 99 different locations.
Primary education in Ireland is under the general control of the commissioners of national education, who were first created in 1831 to take the place of the society for the education of the poor, and incorporated in 1845. In the year of their incorporation the schools under the control of the commissioners numbered 3426, with 432,844 pupils, and the amount of the parliamentary grants was £75,000; while in 1905 there were 8659 schools, with 737,752 pupils, and the grant was almost £1,400,000. Of the pupils attending in the latter year, 74% were Roman Catholics, 12% Protestant Episcopalians and 11% Presbyterians. The schools under the commissioners include national schools proper, model and workhouse schools and a number of monastic and convent schools. The Irish Education Act of 1892 provided that the parents of children of not less than 6 nor more than 14 years of age should cause them to attend school in the absence of reasonable excuse on at least 150 days in the year in municipal boroughs and in towns or townships under commissioners; and provisions were made for the partial or total abolition of fees in specified circumstances, for a parliamentary school grant in lieu of abolished school fees, and for the augmentation of the salaries of the national teachers.
Primary education in Ireland is generally managed by the commissioners of national education, who were established in 1831 to replace the society for the education of the poor and were incorporated in 1845. When they were incorporated, there were 3,426 schools under their control, with 432,844 students, and the amount of parliamentary funding was £75,000. By 1905, there were 8,659 schools serving 737,752 students, and the funding had risen to nearly £1,400,000. Of the students in that year, 74% were Roman Catholics, 12% were Protestant Episcopalians, and 11% were Presbyterians. The schools managed by the commissioners include national schools, model and workhouse schools, along with several monastic and convent schools. The Irish Education Act of 1892 mandated that parents of children aged between 6 and 14 must ensure they attend school for at least 150 days a year, unless they have a reasonable excuse, in municipal boroughs and towns under the commissioners. The act also included provisions for the partial or total removal of fees in specific situations, a parliamentary school grant to replace the removed fees, and an increase in salaries for national teachers.
There are 5 reformatory schools, 3 for boys and 2 for girls, and 68 industrial schools, 5 Protestant and 63 Roman Catholic.
There are 5 reform schools, 3 for boys and 2 for girls, and 68 vocational schools, 5 Protestant and 63 Catholic.
By the constituting act of 1899 the control of technical education in Ireland was handed over to the Department of Agriculture and Technical Instruction and now forms an important part of its work. The annual sum of £55,000 was allocated Technical instruction. for the purpose, and this is augmented in various ways. The department has devoted itself to (1) promoting instruction in experimental science, drawing, manual instruction and 755 domestic economy in day secondary schools, (2) supplying funds to country and urban authorities for the organization of schemes for technical instruction in non-agricultural subjects—these subjects embracing not only preparation for the highly organized industries but the teaching of such rural industries as basket-making, (3) the training of teachers by classes held at various centres, (4) the provision of central institutions, and (5) the awarding of scholarships.
By the act established in 1899, the management of technical education in Ireland was transferred to the Department of Agriculture and Technical Instruction, which is now a significant part of its responsibilities. An annual budget of £55,000 was allocated for this purpose, and it has been increased in various ways. The department has focused on (1) promoting instruction in experimental science, drawing, hands-on training, and domestic skills in day secondary schools, (2) providing funds to rural and urban authorities for organizing programs in non-agricultural technical subjects—these subjects include not only preparation for well-organized industries but also teaching rural trades like basket-making, (3) training teachers through classes held at various locations, (4) establishing central institutions, and (5) offering scholarships.
Revenue and Expenditure.—The early statistics as to revenue and expenditure in Ireland are very fragmentary and afford little possibility of comparison. During the first 15 years of Elizabeth’s reign the expenses of Ireland, chiefly on account of wars, amounted, according to Sir James Ware’s estimate, to over £490,000, while the revenue is put by some writers at £8000 per annum and by others at less. In the reign of James I. the customs increased from £50 to over £9000; but although he obtained from various sources about £10,000 a year and a considerable sum also accrued from the plantation of Ulster, the revenue is supposed to have fallen short of the expenditure by about £16,000 a year. During the reign of Charles I. the customs increased fourfold in value, but it was found necessary to raise £120,000 by yearly subsidies. According to the report of the committee appointed by Cromwell to investigate the financial condition of Ireland, the revenue in 1654 was £197,304 and the expenditure £630,814. At the Restoration the Irish parliament granted an hereditary revenue to the king, an excise for the maintenance of the army, a subsidy of tonnage and poundage for the navy, and a tax on hearths in lieu of feudal burdens. “Additional duties” were granted shortly after the Revolution. “Appropriate duties” were imposed at different periods; stamp duties were first granted in 1773, and the post office first became a source of revenue in 1783. In 1706 the hereditary revenue with additional duties produced over £394,000.
Revenue and Expenditure.—The early data on revenue and expenditure in Ireland is quite incomplete and doesn't allow for much comparison. During the first 15 years of Elizabeth’s reign, Ireland's expenses, mainly due to wars, were estimated by Sir James Ware to be over £490,000, while some sources suggest the revenue was around £8,000 per year and others indicate it was even less. In James I's reign, customs revenues increased from £50 to over £9,000; however, though he raised about £10,000 annually from various sources and also gained a significant amount from the plantation of Ulster, the revenue is believed to have fallen short of the expenditures by about £16,000 each year. During Charles I's reign, customs values quadrupled, but it became necessary to raise £120,000 through yearly subsidies. According to a report from the committee appointed by Cromwell to look into Ireland's financial situation, in 1654, the revenue was £197,304 while expenditures reached £630,814. At the Restoration, the Irish parliament provided the king with an hereditary revenue, an excise for army maintenance, a subsidy of tonnage and poundage for the navy, and a hearth tax to replace feudal obligations. “Additional duties” were granted shortly after the Revolution. “Appropriate duties” were imposed at various times; stamp duties were first approved in 1773, and the post office began generating revenue in 1783. In 1706, the hereditary revenue along with additional duties produced over £394,000.
Returns of the ordinary revenue were first presented to the Irish parliament in 1730. From special returns to parliament the following table shows net income and expenditure over a series of years up to 1868:—
Returns of the ordinary revenue were first presented to the Irish parliament in 1730. From special returns to parliament, the following table shows net income and expenditure over a series of years up to 1868:—
| Year. | Income. | Expenditure. |
| 1731 | £405,000 | £407,000 |
| 1741 | 441,000 | 441,000 |
| 1761 | 571,000 | 773,000 |
| 1781 | 739,000 | 1,015,000 |
| 1800 | 3,017,757 | 6,615,000 |
| 1834 | 3,814,000 | 3,439,800 |
| 1850 | 4,332,000 | 4,120,000 |
| 1860 | 7,851,000 | 6,331,000 |
| 1868 | 6,176,000 | 6,621,000 |
The amount of imperial revenue collected and expended in Ireland under various heads for the five years 1902-1906 appears in the following tables:—
The total imperial revenue collected and spent in Ireland under different categories for the five years 1902-1906 is shown in the following tables:—
Revenue.
Income.
| Year. | Customs. | Excise. | Estate, &c. Duties and Stamps. | Property and Income Tax. | Post Office. | Miscel- laneous. | Total Revenue. | Estimated True Revenue. |
| 1902 | £2,244,000 | £5,822,000 | £1,072,000 | £1,143,000 | £923,000 | £149,000 | £11,353,000 | £9,784,000 |
| 1903 | 2,717,000 | 6,011,000 | 922,000 | 1,244,000 | 960,000 | 148,500 | 12,002,500 | 10,205,000 |
| 1904 | 2,545,000 | 5,904,000 | 1,033,000 | 1,038,000 | 980,000 | 146,500 | 11,646,500 | 9,748,500 |
| 1905 | 2,575,000 | 5,584,000 | 1,016,000 | 1,013,000 | 1,002,000 | 150,500 | 11,340,500 | 9,753,500 |
| 1906 | 2,524,000 | 5,506,000 | 890,000 | 983,000 | 1,043,000 | 150,000 | 11,096,000 | 9,447,000 |
Expenditure.
Spending.
| Year. | Consolidated Fund. | Voted. | Local Taxation Accounts. | Total Civil Charges. | Collection of Taxes. | Post Office. | Total Expended. | Estimated True Revenue. | |
| Local Taxation Revenue. | Exchequer Revenue. | ||||||||
| 1902 | £169,000 | £4,271,000 | £389,000 | £1,055,000 | £5,884,000 | £243,000 | £1,087,000 | £7,214,000 | £9,784,000 |
| 1903 | 168,500 | 4,357,500 | 383,000 | 1,058,000 | 5,967,000 | 246,000 | 1,140,000 | 7,353,000 | 10,205,000 |
| 1904 | 170,000 | 4,569,000 | 376,000 | 1,059,000 | 6,174,000 | 248,000 | 1,126,000 | 7,548,000 | 9,784,500 |
| 1905 | 166,000 | 4,547,000 | 374,000 | 1,059,000 | 6,146,000 | 249,000 | 1,172,000 | 7,567,000 | 9,753,500 |
| 1906 | 164,000 | 4,582,500 | 385,000 | 1,059,000 | 6,191,500 | 245,000 | 1,199,000 | 7,635,500 | 9,447,000 |
Subtracting in each year the total expenditure from the estimated true revenue it would appear from the foregoing table that Ireland contributed to imperial services in the years under consideration the following sums: £2,570,000, £2,852,000, £2,200,500, £2,186,500 and £1,811,500.
Subtracting the total expenses from the estimated actual revenue each year, it seems from the table above that Ireland contributed the following amounts to imperial services during the years in question: £2,570,000, £2,852,000, £2,200,500, £2,186,500, and £1,811,500.
The financial relations between Great Britain and Ireland have long been a subject of controversy, and in 1894 a royal commission was appointed to consider them, which presented its report in 1896. The commissioners, though differing on several points, were practically agreed on the following five conclusions: (1) that Great Britain and Ireland must, for the purposes of a financial inquiry, be considered as separate entities; (2) that the Act of Union imposed upon Ireland a burden which, as events showed, she was unable to bear; (3) that the increase of taxation laid upon Ireland between 1853 and 1860 was not justified by the then existing circumstances; (4) that identity of rates of taxation did not necessarily involve equality of burden; (5) that, while the actual tax revenue of Ireland was about one-eleventh of that of Great Britain, the relative taxable capacity of Ireland was very much smaller, and was not estimated by any of the commissioners as exceeding one-twentieth. This report furnished the material for much controversy, but little practical outcome; it was avowedly based on the consideration of Ireland as a separate country, and was therefore inconsistent with the principles of Unionism.
The financial relationship between Great Britain and Ireland has been a longstanding topic of debate, and in 1894, a royal commission was set up to examine this issue, presenting its findings in 1896. The commissioners, while having different opinions on several matters, largely agreed on the following five conclusions: (1) that for the purposes of financial analysis, Great Britain and Ireland should be regarded as separate entities; (2) that the Act of Union imposed a burden on Ireland that, as later events demonstrated, she could not handle; (3) that the increase in taxes imposed on Ireland between 1853 and 1860 was not justified given the circumstances at that time; (4) that identical tax rates do not necessarily mean equal burden sharing; (5) that while Ireland's actual tax revenue was about one-eleventh that of Great Britain, its relative taxable capacity was much lower and was estimated by none of the commissioners to exceed one-twentieth. This report sparked considerable debate but resulted in little practical change; it was clearly based on the view of Ireland as a separate country, which contradicted the principles of Unionism.
The public debt of Ireland amounted to over £134,000,000 in 1817, in which year it was consolidated with the British national debt.
The public debt of Ireland was over £134,000,000 in 1817, the year it was combined with the British national debt.
Local Taxation.—The Local Government (Ireland) Act 1898 effected considerable changes in local finance. The fiscal duties of the grand jury were abolished, and the county council which took the place of the grand jury for both fiscal and administrative purposes was given three sources of revenue: (1) the agricultural grant, (2) the licence duties and other imperial grants, and (3) the poor rate. These may be considered separately. (1) It was provided that the Local Government Board should ascertain the amount of county cess and poor rate levied off agricultural land in Ireland during the year ending (as regards the poor rate) on the 29th of September, and (as regards the county cess) on the 21st of June 1897; and that half this amount, to be called the agricultural grant, should be paid annually without any variation from the original sum out of the consolidated fund to a local taxation account. The amount of the agricultural grant was ascertained to be over £727,000. Elaborate provisions were also made in the act for fixing the proportion of the grant to which each county should be entitled, and the lord-lieutenant was empowered to pay half-yearly the proportion so ascertained to the county council. (2) Before the passing of the act grants were made from the imperial exchequer to the grand juries in aid of the maintenance of lunatics and to boards of guardians for medical and educational purposes and for salaries under the Public Health (Ireland) Act. In 1897 these grants amounted to over £236,000. Under the Local Government Act they ceased, and in lieu thereof it was provided that there should be annually paid out of the consolidated fund to the local taxation account a sum equal to the duties collected in Ireland on certain 756 specified local taxation licences. In addition, it was enacted that a fixed sum of £79,000 should be forthcoming annually from the consolidated fund. (3) The county cess was abolished, and the county councils were empowered to levy a single rate for the rural districts and unions, called by the name of poor rate, for all the purposes of the act. This rate is made upon the occupier and not upon the landlord, and the occupier is not entitled, save in a few specified cases, to deduct any of the rate from his rent. For the year ending the 31st of March 1905, the total receipts of the Irish county councils, exclusive of the county boroughs, were £2,964,298 and their total expenditure was £2,959,961, the two chief items of expenditure being “Union Charges” £1,002,620 and “Road Expenditure” £779,174. During the same period the total receipts from local taxation in Ireland amounted to £4,013,303, and the amount granted from imperial sources in aid of local taxation was £1,781,143.
Local Taxation.—The Local Government (Ireland) Act 1898 made significant changes to local finance. The fiscal responsibilities of the grand jury were eliminated, and the county council, which replaced the grand jury for both financial and administrative matters, was given three revenue sources: (1) the agricultural grant, (2) the license duties and other national grants, and (3) the poor rate. These can be considered separately. (1) It was stated that the Local Government Board would determine the amounts of county cess and poor rate collected from agricultural land in Ireland during the year ending (for the poor rate) on September 29 and (for the county cess) on June 21, 1897; and that half of this amount, referred to as the agricultural grant, would be paid annually without any change from the original sum out of the consolidated fund to a local taxation account. The agricultural grant was determined to be over £727,000. Detailed provisions were also included in the act to establish the proportion of the grant each county would receive, and the lord-lieutenant was authorized to make semi-annual payments of the determined proportion to the county council. (2) Prior to the passage of the act, grants were made from the national treasury to the grand juries to help maintain individuals with mental illnesses and to boards of guardians for medical and educational purposes and salaries under the Public Health (Ireland) Act. In 1897, these grants totaled over £236,000. Under the Local Government Act, these grants ended, and instead, it was designated that an amount equal to the duties collected in Ireland on certain specified local taxation licenses would be paid annually from the consolidated fund to the local taxation account. Additionally, a fixed annual sum of £79,000 was established to come from the consolidated fund. (3) The county cess was eliminated, and the county councils were authorized to impose a single rate for the rural districts and unions, known as the poor rate, for all purposes of the act. This rate is charged to the occupant, not the landlord, and the occupant cannot deduct any portion of the rate from their rent except in a few specified cases. For the year ending March 31, 1905, the total income of the Irish county councils, excluding the county boroughs, was £2,964,298, with total expenditures of £2,959,961, the two main items of expenditure being “Union Charges” at £1,002,620 and “Road Expenditure” at £779,174. During that same period, total local taxation receipts in Ireland reached £4,013,303, with £1,781,143 granted from national sources to support local taxation.
Loans.—The total amount issued on loan, exclusive of closed sources, by the Commissioners of Public Works, up to the 31st of March 1906, was £26,946,393, of which £15,221,913 had been repaid to the exchequer as principal and £9,011,506 as interest, and £1,609,694 had been remitted. Of the sums advanced, about £5,500,000 was under the Improvement of Lands Acts, nearly £3,500,000 under the Public Health Acts, over £3,000,000 for lunatic asylums, and over £3,000,000 under the various Labourers Acts.
Loans.—The total amount issued as loans, excluding closed sources, by the Commissioners of Public Works, up to March 31, 1906, was £26,946,393. Of that, £15,221,913 had been repaid to the exchequer as principal and £9,011,506 as interest, while £1,609,694 had been written off. Of the sums advanced, about £5,500,000 was under the Improvement of Lands Acts, nearly £3,500,000 under the Public Health Acts, over £3,000,000 for mental health facilities, and over £3,000,000 under various Labourers Acts.
Banking.—The Bank of Ireland was established in Dublin in 1783 with a capital of £600,000, which was afterwards enlarged at various times, and on the renewal of its charter in 1821 it was increased to £3,000,000. It holds in Ireland a position corresponding to the Bank of England in England. There are eight other joint-stock banks in Ireland. Including the Bank of Ireland, their subscribed capital amounts to £26,349,230 and their paid-up capital to £7,309,230. The authorized note circulation is £6,354,494 and the actual note circulation in June 1906 was £6,310,243, two of the banks not being banks of issue. The deposits in the joint-stock banks amounted in 1880 to £29,350,000; in 1890 to £33,061,000; in 1900 to £40,287,000; and in 1906 to £45,842,000. The deposits in the Post Office Savings Banks rose from £1,481,000 in 1880 to £10,459,000 in 1906, and the deposits in Trustee Savings Banks from £2,100,165 in 1880 to £2,488,740 in 1905.
Banking.—The Bank of Ireland was founded in Dublin in 1783 with a capital of £600,000, which was later increased at various times, and when its charter was renewed in 1821, it was raised to £3,000,000. It serves in Ireland a role similar to that of the Bank of England in England. There are eight other joint-stock banks in Ireland. Including the Bank of Ireland, their total subscribed capital is £26,349,230 and their paid-up capital is £7,309,230. The authorized note circulation is £6,354,494, and the actual note circulation in June 1906 was £6,310,243, with two of the banks not being banks of issue. The deposits in the joint-stock banks were £29,350,000 in 1880; £33,061,000 in 1890; £40,287,000 in 1900; and £45,842,000 in 1906. Deposits in the Post Office Savings Banks grew from £1,481,000 in 1880 to £10,459,000 in 1906, and deposits in Trustee Savings Banks increased from £2,100,165 in 1880 to £2,488,740 in 1905.
National Wealth.—To arrive at any estimate of the national wealth is exceptionally difficult in the case of Ireland, since the largest part of its wealth is derived from agriculture, and many important factors, such as the amount of capital invested in the linen and other industries, cannot be included, owing to their uncertainty. The following figures for 1905-1906 may, however, be given: valuation of lands, houses, &c., £15,466,000; value of principal crops, £35,362,000; value of cattle, &c., £81,508,000; paid-up capital and reserve funds of joint-stock banks, £11,300,000; deposits in joint-stock and savings banks, £58,791,000; investments in government stock, transferable at Bank of Ireland, £36,952,000; paid-up capital and debentures of railway companies, £38,405,000; paid-up capital of tramway companies, £2,074,000.
National Wealth.—Estimating the national wealth of Ireland is really challenging, mainly because a big portion of it comes from agriculture. Many important factors, like the amount of capital invested in the linen and other industries, can't be included due to their uncertainty. However, here are some figures for 1905-1906: valuation of lands, houses, etc., £15,466,000; value of principal crops, £35,362,000; value of cattle, etc., £81,508,000; paid-up capital and reserve funds of joint-stock banks, £11,300,000; deposits in joint-stock and savings banks, £58,791,000; investments in government stock, transferable at Bank of Ireland, £36,952,000; paid-up capital and debentures of railway companies, £38,405,000; paid-up capital of tramway companies, £2,074,000.
In 1906 the net value of property assessed to estate duty, &c., in Ireland was £16,016,000 as compared with £306,673,000 in England and £38,451,000 in Scotland; and in 1905 the net produce of the income tax in Ireland was £983,000, as compared with £27,423,000 in England and £2,888,000 in Scotland.
In 1906, the total value of property assessed for estate duty, etc., in Ireland was £16,016,000 compared to £306,673,000 in England and £38,451,000 in Scotland. In 1905, the net income tax revenue in Ireland was £983,000, while England collected £27,423,000 and Scotland collected £2,888,000.
Bibliography.—Agriculture: Accounts of the land systems of Ireland will be found in James Godkin’s Land War in Ireland (1870); Sigerson’s History of Land Tenure in Ireland (1871); Joseph Fisher’s History of Land Holding in Ireland (1877); R. B. O’Brien’s History of the Irish Land Question (1880); A. G. Richey’s Irish Land Laws (1880). General information will be found in J. P. Kennedy’s Digest of the evidence given before the Devon Commission (Dublin, 1847-1848); the Report of the Bessborough Commission, 1881, and of the commission on the agriculture of the United Kingdom, 1881. The Department of Agriculture publishes several official annual reports, dealing very fully with Irish agriculture.
References.—Agriculture: Accounts of the land systems of Ireland can be found in James Godkin’s Land War in Ireland (1870); Sigerson’s History of Land Tenure in Ireland (1871); Joseph Fisher’s History of Land Holding in Ireland (1877); R. B. O’Brien’s History of the Irish Land Question (1880); A. G. Richey’s Irish Land Laws (1880). General information is available in J. P. Kennedy’s Digest of the evidence presented to the Devon Commission (Dublin, 1847-1848); the Report of the Bessborough Commission, 1881, and of the commission on the agriculture of the United Kingdom, 1881. The Department of Agriculture publishes several official annual reports that provide comprehensive coverage of Irish agriculture.
Manufactures and Commerce: Discourse on the Woollen Manufacture of Ireland (1698); An Inquiry into the State and Progress of the Linen Manufacture in Ireland (Dublin, 1757); G. E. Howard, Treatise on the Revenue of Ireland (1776); John Hely Hutchinson, Commercial Restraints of Ireland (1779); Lord Sheffield, Observations on the Manufactures, Trade and Present State of Ireland (1785); R. B. Clarendon, A Sketch of the Revenue and Finances of Ireland (1791); the annual reports of the Flax Supply Association and other local bodies, published at Belfast; reports by the Department of Agriculture on Irish imports and exports (these are a new feature and contain much valuable information).
Manufacturers and Trade: Discourse on the Woollen Manufacture of Ireland (1698); An Inquiry into the State and Progress of the Linen Manufacture in Ireland (Dublin, 1757); G. E. Howard, Treatise on the Revenue of Ireland (1776); John Hely Hutchinson, Commercial Restraints of Ireland (1779); Lord Sheffield, Observations on the Manufactures, Trade and Present State of Ireland (1785); R. B. Clarendon, A Sketch of the Revenue and Finances of Ireland (1791); the annual reports of the Flax Supply Association and other local organizations, published in Belfast; reports by the Department of Agriculture on Irish imports and exports (these are a new feature and contain a lot of valuable information).
Miscellaneous: Sir William Petty, Political Anatomy of Ireland (1691); Arthur Dobbs, Essay on the Trade of Ireland (1729); Abstract of the Number of Protestant and Popish Families in Ireland (1726); Arthur Young, Tour in Ireland (1780); T. Newenham, View of the Circumstances of Ireland (1809), and Inquiry into the Population of Ireland (1805); César Moreau, Past and Present State of Ireland (1827); J. M. Murphy, Ireland, Industrial, Political and Social (1870); R. Dennis, Industrial Ireland (1887); Grimshaw, Facts and Figures about Ireland (1893); Report of the Recess Committee (1896, published in Dublin); Report of the Financial Relations Commission (1897); Sir H. Plunkett, Ireland in the New Century (London, 1905); Filson Young, Ireland at the Cross-Roads (London, 1904); Thom’s Almanac, published annually in Dublin, gives a very useful summary of statistics and other information.
Miscellaneous: Sir William Petty, Political Anatomy of Ireland (1691); Arthur Dobbs, Essay on the Trade of Ireland (1729); Abstract of the Number of Protestant and Popish Families in Ireland (1726); Arthur Young, Tour in Ireland (1780); T. Newenham, View of the Circumstances of Ireland (1809), and Inquiry into the Population of Ireland (1805); César Moreau, Past and Present State of Ireland (1827); J. M. Murphy, Ireland, Industrial, Political and Social (1870); R. Dennis, Industrial Ireland (1887); Grimshaw, Facts and Figures about Ireland (1893); Report of the Recess Committee (1896, published in Dublin); Report of the Financial Relations Commission (1897); Sir H. Plunkett, Ireland in the New Century (London, 1905); Filson Young, Ireland at the Cross-Roads (London, 1904); Thom’s Almanac, published annually in Dublin, provides a very useful summary of statistics and other information.
Early History
Early History
On account of its isolated position we might expect to find Ireland in possession of a highly developed system of legends bearing on the origins of its inhabitants. Ireland remained outside the pale of the ancient Roman Historical sources. world, and a state of society which was peculiarly favourable to the preservation of national folk-lore survived in the island until the 16th century. The jealousy with which the hereditary antiquaries guarded the tribal genealogies naturally leads us to hope that the records which have come down to us may shed some light on the difficult problems connected with the early inhabitants of these islands and the west of Europe. Although innumerable histories of Ireland have appeared in print since the publication of Roderick O’Flaherty’s Ogygia (London, 1677), the authors have in almost every case been content to reproduce the legendary accounts without bringing any serious criticism to bear on the sources. This is partly to be explained by the fact that the serious study of Irish philology only dates from 1853 and much of the most important material has not yet appeared in print. In the middle of the 19th century O’Donovan and O’Curry collected a vast amount of undigested information about the early history of the island, but as yet J. B. Bury in his monograph on St Patrick is the only trained historian who has ever adequately dealt with any of the problems connected with ancient Ireland. Hence it is evident that our knowledge of the subject must remain extremely unsatisfactory until the chief sources have been properly sifted by competent scholars. A beginning has been made by Sir John Rhys in his “Studies in Early Irish History” (Proceedings of the British Academy, vol. i.), and by John MacNeill in a suggestive series of papers contributed to the New Ireland Review (March 1906-Feb. 1907). Much might reasonably be expected from the sciences of archaeology and anthropology. But although Ireland is as rich as, or even richer in monuments of the past than, most countries in Europe, comparatively little has been done owing in large measure to the lack of systematic investigation.
Due to its remote location, we might expect Ireland to have a well-developed system of legends about the origins of its people. Ireland stayed outside the bounds of the ancient Roman world, and a social structure that was particularly conducive to preserving national folklore remained on the island until the 16th century. The care with which the hereditary historians protected the tribal genealogies leads us to hope that the records we have might illuminate the complex issues related to the early inhabitants of these islands and western Europe. Even though countless histories of Ireland have been published since Roderick O’Flaherty’s Ogygia (London, 1677), authors have mostly just repeated the legendary stories without applying serious criticism to the sources. This can partly be explained by the fact that serious study of Irish philology only began in 1853, and much of the crucial material still hasn’t been published. In the mid-19th century, O’Donovan and O’Curry gathered a significant amount of unorganized information about the island's early history, but so far, J. B. Bury in his essay on St. Patrick is the only trained historian who has adequately addressed any of the issues related to ancient Ireland. Therefore, it’s clear that our understanding of the subject will remain extremely unsatisfactory until the primary sources have been thoroughly examined by knowledgeable scholars. A start has been made by Sir John Rhys in his “Studies in Early Irish History” (Proceedings of the British Academy, vol. i.), and by John MacNeill in a thought-provoking series of papers published in the New Ireland Review (March 1906-Feb. 1907). We might reasonably expect significant insights from archaeology and anthropology. However, even though Ireland is as rich as, or even richer in, historical monuments than most countries in Europe, relatively little work has been done, largely due to the lack of systematic investigation.
It may be as well to specify some of the more important sources at the outset. Of the classical writers who notice Ireland Ptolemy is the only one who gives us any very definite information. The legendary origins first appear in Nennius and in a number of poems by such writers as Maelmura (d. 884), Cinaed Uah Artacáin (d. 975), Eochaid Ua Flainn (d. 984), Flann Mainistrech (d. 1056) and Gilla Coemgin (d. 1072). They are also embodied in the Leabhar Gabhála or Book of Invasions, the earliest copy of which is contained in the Book of Leinster, a 12th-century MS., Geoffrey Keating’s History, Dugald MacFirbis’s Genealogies and various collections of annals such as those by the Four Masters. Of prime importance for the earlier period are the stories known collectively as the Ulster cycle, among which the lengthy epic the Táin Bo Cúalnge takes first place. Amongst the numerous chronicles the Annals of Ulster, which commence with the year 441, are by far the most trustworthy. The Book of Rights is another compilation which gives valuable information with regard to the relations of the various kingdoms to one another. Finally, there are the extensive collections of genealogies preserved in Rawlinson B 502, the Books of Leinster and Ballymote.
It might be useful to highlight some of the key sources right from the start. Among the classical writers who mention Ireland, Ptolemy is the only one who provides very specific information. The legendary origins first appear in Nennius and in various poems by writers like Maelmura (d. 884), Cinaed Uah Artacáin (d. 975), Eochaid Ua Flainn (d. 984), Flann Mainistrech (d. 1056), and Gilla Coemgin (d. 1072). They are also included in the Leabhar Gabhála or Book of Invasions, the earliest copy of which is found in the Book of Leinster, a 12th-century manuscript, as well as in Geoffrey Keating’s History, Dugald MacFirbis’s Genealogies, and various collections of annals like those by the Four Masters. Very important for the earlier period are the stories known as the Ulster cycle, with the lengthy epic Táin Bo Cúalnge taking the lead. Among the many chronicles, the Annals of Ulster, which begin with the year 441, are by far the most reliable. The Book of Rights is another compilation that provides valuable information about the relationships between the different kingdoms. Lastly, there are extensive collections of genealogies preserved in Rawlinson B 502, the Books of Leinster, and Ballymote.
Earliest Inhabitants.—There is as yet no certain evidence to show that Ireland was inhabited during the palaeolithic period. But there are abundant traces of man in the neolithic state of culture (see Sir W. R. W. Wilde’s Catalogue of the antiquities in the Museum of the Royal Irish Academy). The use of bronze was perhaps introduced about 1450 B.C. The craniological evidence is unfortunately at present insufficient to show whether the introduction of metal coincided with any particular invasion 757 either from Britain or the European continent. At any rate it was not until well on in the Bronze Age, perhaps about 600 or 500 B.C., that the Goidels, the first invaders speaking a Celtic language, set foot in Ireland. The newcomers probably overran the whole island, subduing but not exterminating the older race with which they doubtless intermarried freely, as pre-Celtic types are frequent among the populations of Connaught and Munster at the present day. What the language was that was spoken by the neolithic aborigines is a question which will probably never be settled. The division into provinces or “fifths” (Ulster, Leinster, Connaught, E. Munster and W. Munster) appears to be older than the historical period, and may be due to the Goidels. Between 300 B.C. and 150 B.C. various Belgic and other Brythonic tribes established themselves in Britain bringing with them the knowledge of how to work in iron. Probably much about the same time certain Belgic tribes effected settlements in the S.E. of Ireland. Some time must have elapsed before any Brythonic people undertook to defy the powerful Goidelic states, as the supremacy of the Brythonic kingdom of Tara does not seem to have been acknowledged before the 4th century of our era. The early Belgic settlers constituted perhaps in the main trading states which acted as intermediaries of commerce between Ireland and Gaul.1 In addition to these Brythonic colonies a number of Pictish tribes, who doubtless came over from Scotland, conquered for themselves parts of Antrim and Down where they maintained their independence till late in the historical period. Picts are also represented as having settled in the county of Roscommon; but we have at present no means of ascertaining when this invasion took place.
Earliest Inhabitants.—There is still no definitive evidence that Ireland was inhabited during the Paleolithic period. However, there are plenty of signs of humans in the Neolithic stage of culture (see Sir W. R. W. Wilde’s Catalogue of the antiquities in the Museum of the Royal Irish Academy). The use of bronze likely began around 1450 BCE Unfortunately, the current craniological evidence is not enough to indicate whether the introduction of metal corresponded with any specific invasion from Britain or the European continent. In any case, it wasn’t until later in the Bronze Age, probably around 600 or 500 B.C., that the Goidels, the first invaders who spoke a Celtic language, arrived in Ireland. The newcomers likely spread across the entire island, subduing but not wiping out the older race, with whom they probably intermarried extensively, as pre-Celtic types are still common among the populations of Connaught and Munster today. The language spoken by the Neolithic natives is a question that may never be answered. The division into provinces or “fifths” (Ulster, Leinster, Connaught, E. Munster, and W. Munster) seems to predate the historical period and may have originated with the Goidels. Between 300 BCE and 150 BCE, various Belgic and other Brythonic tribes settled in Britain, bringing with them the knowledge of ironworking. Around the same time, certain Belgic tribes likely established settlements in the southeast of Ireland. Some time must have passed before any Brythonic people dared to challenge the powerful Goidelic states, as the supremacy of the Brythonic kingdom of Tara does not appear to have been recognized until the 4th century of our era. The early Belgic settlers were likely primarily trading states that acted as intermediaries for commerce between Ireland and Gaul.1 In addition to these Brythonic colonies, several Pictish tribes, who probably came over from Scotland, conquered parts of Antrim and Down, where they maintained their independence until late in the historical period. Picts are also thought to have settled in County Roscommon; however, we currently have no way to determine when this invasion occurred.
Classical Writers.—Greek and Roman writers seem to have possessed very little definite information about the island, though much of what they relate corresponds to the state of society disclosed in the older epics. Strabo held the inhabitants to be mere savages, addicted to cannibalism and having no marriage ties. Solinus speaks of the luxurious pastures, but the natives he terms an inhospitable and warlike nation. The conquerors among them having first drunk the blood of their enemies, afterwards besmear their faces therewith; they regard right and wrong alike. Whenever a woman brings forth a male child, she puts his first food on the sword of her husband, and lightly introduces the first auspicium of nourishment into his little mouth with the point of the sword. Pomponius Mela speaks of the climate as unfit for ripening grain, but he, too, notices the luxuriance of the grass. However, it is not until we reach Ptolemy that we feel we are treading on firm ground. His description is of supreme importance for the study of early Irish ethnography. Ptolemy gives the names of sixteen peoples in Ireland, several of which can be identified. As we should expect from our knowledge of later Irish history scarcely any towns are mentioned. In the S.E., probably in Co. Wicklow, we find the Manapii—evidently a colony from N.E. Gaul. North of them, perhaps in Kildare, a similar people, the Cauci, are located. In Waterford and Wexford are placed the Brigantes, who also occur in Yorkshire. The territory to the west of the Brigantes is occupied by a people called by Ptolemy the Iverni. Their capital he gives as Ivernis, and in the extreme S.W. of the island he marks the mouth of the river Iernos, by which the top of Dingle Bay called Castlemaine Harbour is perhaps intended. The Iverni must have been a nation of considerable importance, as they play a prominent part in the historical period, where they are known as the Érnai or Éraind of Munster. It would seem that the Iverni were the first native tribe with whom foreign traders came in contact, as it is from them that the Latin name for the whole island is derived. The earliest form was probably Iveriyō or Iveriyū, genitive Iveryonos, from which come Lat. Iverio, Hiverio (Antonine Itinerary), Hiberio (Confession of St Patrick), Old Irish Ériu, Hériu, gen. Hérenn with regular loss of intervocalic v, Welsh Iwerddon (from the oblique cases). West of the Iverni in Co. Kerry Ptolemy mentions the Vellabori, and going in a northerly direction following the coast we find the Gangani, Autini (Autiri), Nagnatae (Magnatae). Erdini (cf. the name Lough Erne), Vennicnii, Rhobogdii, Darini and Eblanii, none of whom can be identified with certainty. In south Ulster Ptolemy locates a people called the Voluntii who seem to correspond to the Ulidians of a later period (Ir. Ulaid, in Irish Lat. Uloti). About Queen’s county or Tipperary are situated the Usdiae, whose name is compared with the later Ossory (Ir. Os-raige). Lastly, in the north of Wexford we find the Coriondi who occur in Irish texts near the Boyne (Mid. Ir. Coraind). It would seem as if Ptolemy’s description of Ireland answered in some measure to the state of affairs which we find obtaining in the older Ulster epic cycle.2 Both are probably anterior to the foundation of a central state at Tara.
Classical Writers.—Greek and Roman writers seem to have had very little accurate information about the island, though much of what they describe aligns with the societal conditions revealed in the older epics. Strabo considered the inhabitants to be mere savages, engaged in cannibalism and lacking marriage bonds. Solinus mentions the rich pastures, but labels the natives as hostile and warlike. The conquerors among them, after drinking the blood of their enemies, smear their faces with it; they view right and wrong as the same. When a woman gives birth to a male child, she places his first food on her husband's sword and gently introduces the first auspicium of nourishment into his little mouth using the sword's tip. Pomponius Mela describes the climate as unsuitable for growing grain, yet he also notes the abundance of grass. However, it's only when we reach Ptolemy that we feel on solid ground. His description is crucial for understanding early Irish ethnography. Ptolemy lists the names of sixteen peoples in Ireland, several of which can be identified. As we would expect given our knowledge of later Irish history, hardly any towns are mentioned. In the southeast, likely in Co. Wicklow, we find the Manapii—clearly a colony from northeast Gaul. North of them, possibly in Kildare, there's a similar group, the Cauci. In Waterford and Wexford are the Brigantes, who also appear in Yorkshire. The area west of the Brigantes is inhabited by a group Ptolemy refers to as the Iverni. He names their capital Ivernis and marks the mouth of the river Iernos in the extreme southwest of the island, which likely refers to the top of Dingle Bay known as Castlemaine Harbour. The Iverni must have been a significant nation, as they play an important role in the historical period when they're known as the Érnai or Éraind of Munster. It appears that the Iverni were the first native tribe that foreign traders encountered, as it is from them that the Latin name for the whole island is derived. The earliest form was probably Iveriyō or Iveriyū, genitive Iveryonos, from which come Lat. Iverio, Hiverio (Antonine Itinerary), Hiberio (Confession of St Patrick), Old Irish Ériu, Hériu, gen. Hérenn with regular loss of intervocalic v, Welsh Iwerddon (from the oblique cases). West of the Iverni in Co. Kerry, Ptolemy mentions the Vellabori, and moving north along the coast we find the Gangani, Autini (Autiri), Nagnatae (Magnatae), Erdini (cf. the name Lough Erne), Vennicnii, Rhobogdii, Darini, and Eblanii, none of whom can be positively identified. In south Ulster, Ptolemy locates a group called the Voluntii, who seem to correspond with the Ulidians of a later period (Ir. Ulaid, in Irish Lat. Uloti). Around Queen’s county or Tipperary, we find the Usdiae, whose name is compared to the later Ossory (Ir. Os-raige). Finally, in the north of Wexford, we discover the Coriondi, who appear in Irish texts near the Boyne (Mid. Ir. Coraind). It seems Ptolemy’s description of Ireland somewhat reflects the conditions found in the older Ulster epic cycle.2 Both likely predate the establishment of a central state at Tara.
Legendary Origins.—We can unfortunately derive no further assistance from external sources and must therefore examine the native traditions. From the 9th century onwards we find accounts of various races who had colonized the island. These stories naturally become amplified as times goes on, and in what we may regard as the classical or standard versions to be found in Keating, the Four Masters, Dugald MacFirbis and elsewhere, no fewer than five successive invasions are enumerated. The first colony is represented as having arrived in Ireland in A.M. 2520, under the leadership of an individual named Partholan who hailed from Middle Greece. His company landed in Kenmare Bay and settled in what is now Co. Dublin. After occupying the island for 300 years they were all carried off by a plague and were buried at Tallaght (Ir. Tamlacht, “plague-grave”), at which place a number of ancient remains (probably belonging, however, to the Viking period) have come to light. In A.M. 2850 a warrior from Scythia called Nemed reached Ireland with 900 fighting men. Nemed’s people are represented as having to struggle for their existence with a race of sea-pirates known as the Fomorians. The latter’s stronghold was Tory Island, where they had a mighty fortress. After undergoing great hardship the Nemedians succeeded in destroying the fortress and in slaying the enemies’ leaders, but the Fomorians received reinforcements from Africa. A second battle was fought in which both parties were nearly exterminated. Of the Nemedians only thirty warriors escaped, among them being three descendants of Nemed, who made their way each to a different country (A.M. 3066). One of them, Simon Brec, proceeded to Greece, where his posterity multiplied to such an extent that the Greeks grew afraid and reduced them to slavery. In time their position became so intolerable that they resolved to escape, and they arrived in Ireland A.M. 3266. This third body of invaders is known collectively as Firbolgs, and is ethnologically and historically very important. They are stated to have had five leaders, all brothers, each of whom occupied one of the provinces or “fifths.” We find them landing in different places. One party, the Fir Galeoin, landed at Inber Slangi, the mouth of the Slaney, and occupied much of Leinster. Another, the Fir Domnand, settled in Mayo where their name survives in Irrus Domnand, the ancient name for the district of Erris. A third band, the Firbolg proper, took possession of Munster. Many authorities such as Keating and MacFirbis admit that descendants of the Firbolgs were still to be found in parts of Ireland in their own day, though they are characterized as “tattling, guileful, tale-bearing, noisy, contemptible, mean, wretched, unsteady, harsh and inhospitable.” The Firbolgs had scarcely established themselves in the island when a fresh set of invaders appeared on the scene. These were the Tuatha Dé Danann (“tribes of the god Danu”), who according to the story were also descended from Nemed. They came originally from Greece and were highly skilled in necromancy. Having to flee from Greece on account of a Syrian invasion they proceeded to Scandinavia. Under Nuadu Airgetláim they 758 moved to Scotland, and finally arrived in Ireland (A.M. 3303), bringing with them in addition to the celebrated Lia Fáil (“stone of destiny”) which they set up at Tara, the cauldron of the Dagda and the sword and spear of Lugaid Lámfada. Eochaid, son of Erc, king of the Firbolgs, having declined to surrender the sovereignty of Ireland, a great battle was fought on the plain of Moytura near Cong (Co. Mayo), the site of a prehistoric cemetery. In this contest the Firbolgs were overthrown with great slaughter, and the remnants of the race according to Keating and other writers took refuge in Arran, Islay, Rathlin and the Hebrides, where they dwelt until driven out by Picts. Twenty-seven years later the Tuatha Dé had to defend themselves against the Fomorians, who were almost annihilated at the battle of north Moytura near Sligo. The Tuatha Dé then enjoyed undisturbed possession of Ireland until the arrival of the Milesians in A.M. 3500.
Legendary Origins.—Unfortunately, we can't get any more help from outside sources, so we have to look at local traditions. Starting from the 9th century, we find stories about different groups that settled on the island. These tales naturally grew over time, and in what we consider the classic or standard versions found in Keating, the Four Masters, Dugald MacFirbis, and others, there are no fewer than five successive invasions listed. The first group is said to have arrived in Ireland in A.M. 2520, led by a man named Partholan from Middle Greece. His people landed in Kenmare Bay and settled in what is now County Dublin. After occupying the island for 300 years, they were all wiped out by a plague and buried in Tallaght (Ir. Tamlacht, “plague-grave”), where some ancient remains have been discovered (likely from the Viking period). In AM 2850, a warrior from Scythia named Nemed arrived in Ireland with 900 warriors. Nemed’s people had to fight for survival against a race of sea-pirates known as the Fomorians. The Fomorians had their stronghold on Tory Island, where they built a powerful fortress. After enduring great hardships, the Nemedians managed to destroy the fortress and kill the Fomorian leaders, but the Fomorians were reinforced by allies from Africa. A second battle ensued, in which both sides nearly wiped each other out. Only thirty warriors from the Nemedians survived, including three descendants of Nemed, who each went to different countries (AM 3066). One of them, Simon Brec, went to Greece, where his descendants multiplied so much that the Greeks became fearful and enslaved them. Eventually, their situation became so unbearable that they decided to escape and arrived in Ireland in AM 3266. This third group of invaders is collectively known as the Firbolgs, and they are significant both ethnically and historically. They reportedly had five leaders, all brothers, each of whom took control of one of the provinces or “fifths.” They landed in various locations; one group, the Fir Galeoin, landed at Inber Slangi, the mouth of the Slaney, and took much of Leinster. Another group, the Fir Domnand, settled in Mayo, where their name is still remembered in Irrus Domnand, the old name for the Erris district. A third group, the Firbolg proper, claimed Munster as their territory. Many sources, such as Keating and MacFirbis, agree that descendants of the Firbolgs could still be found in parts of Ireland in their time, though they characterized them as “tattling, deceptive, gossiping, noisy, despicable, petty, miserable, unstable, harsh, and unwelcoming.” The Firbolgs barely got settled on the island when a new group of invaders showed up. These were the Tuatha Dé Danann (“tribes of the god Danu”), who, according to the legend, were also descended from Nemed. They originally came from Greece and were highly skilled in sorcery. After fleeing Greece due to a Syrian invasion, they traveled to Scandinavia. Under Nuadu Airgetláim, they moved to Scotland, and finally arrived in Ireland (AM 3303), bringing with them the famous Lia Fáil (“stone of destiny”), which they set up at Tara, along with the cauldron of the Dagda and the sword and spear of Lugaid Lámfada. Eochaid, son of Erc, king of the Firbolgs, refused to surrender the sovereignty of Ireland, leading to a massive battle on the plain of Moytura near Cong (Co. Mayo), the site of an ancient cemetery. In this battle, the Firbolgs were defeated with significant casualties, and the remnants of their race, according to Keating and others, took refuge in Arran, Islay, Rathlin, and the Hebrides, where they lived until they were driven out by the Picts. Twenty-seven years later, the Tuatha Dé had to defend themselves against the Fomorians, who were almost completely destroyed at the battle of north Moytura near Sligo. The Tuatha Dé then held uncontested control over Ireland until the arrival of the Milesians in AM 3500.
All the early writers dwell with great fondness on the origin and adventures of this race. The Milesians came primarily from Scythia and after sojourning for some time in Egypt, Crete and in Scythia again, they finally arrived in Spain. In the line of mythical ancestors which extends without interruption up to Noah, the names of Fenius Farsaid, Goedel Glas, Eber Scot and Breogan constantly recur in Irish story. At length eight sons of Miled (Lat. Milesius) set forth to conquer Ireland. The spells of the Tuatha Dé accounted for most of their number. However, after two battles the newcomers succeeded in overcoming the older race; and two brothers, Eber Find and Eremon, divided the island between them, Eber Find taking east and west Munster, whilst Eremon received Leinster and Connaught. Lugaid, son of the brother of Miled, took possession of south-west Munster. At the same time Ulster was left to Eber son of Ir son of Miled. The old historians agree that Ireland was ruled by a succession of Milesian monarchs until the reign of Roderick O’Connor, the last native king. The Tuatha Dé are represented as retiring into the síd or fairy mounds. Eber Find and Eremon did not remain long in agreement. The historians place the beginnings of the antithesis between north and south at the very commencement of the Milesian domination. A battle was fought between the two brothers in which Eber Find lost his life. In the reign of Eremon the Picts are stated to have arrived in Ireland, coming from Scythia. It will have been observed that Scythia had a peculiar attraction for medieval Irish chroniclers on account of its resemblance to the name Scotti, Scots. The Picts first settled in Leinster; but the main body were forced to remove to Scotland, only a few remaining behind in Meath. Among the numerous mythical kings placed by the annalists between Eremon and the Christian era we may mention Tigernmas (A.M. 3581), Ollam Fodla (A.M. 3922) who established the meeting of Tara, Cimbaeth (c. 305 B.C.) the reputed founder of Emain Macha, Ugaine Mór, Labraid Loingsech, and Eochaid Feidlech, who built Rath Cruachan for his celebrated daughter, Medb queen of Connaught. During the 1st century of our era we hear of the rising of the aithech-tuatha, i.e. subject or plebeian tribes, or in other words the Firbolgs, who paid daer- or base rent to the Milesians. From a resemblance in the name which is probably fortuitous these tribes have been identified with the Attecotti of Roman writers. Under Cairbre Cinnchait (“cathead”) the oppressed peoples succeeded in wresting the sovereignty from the Milesians, whose princes and nobles were almost exterminated (A.D. 90). The line of Eremon was, however, restored on the accession of Tuathal Techtmar (“the legitimate”), who reigned A.D. 130-160. This ruler took measures to consolidate the power of the ardrí (supreme king). He constructed a number of fortresses on the great central plain and carved out the kingdom of Meath to serve as his mensal land. The new kingdom was composed of the present counties of Meath, Westmeath and Longford together with portions of Monaghan, Cavan, King’s Co. and Kildare. He was also the first to levy the famous Leinster tribute, the boroma, in consequence of an insult offered to him by one of the kings of that province. This tribute, which was only remitted in the 7th century at the instance of St Moling, must have been the source of constant war and oppression. A grandson of Tuathal’s, the famous Conn Cétchathach (“the hundred-fighter”), whose death is placed in the year 177 after a reign of about twenty years, was constantly at war with the Munster ruler Eogan Mór, also called Mog Nuadat, of the race of Eber Find. Eogan had subdued the Érnai and the Corco Laigde (descendants of Lugaid son of Ith) in Munster, and even the supreme king was obliged to share the island with him. Hence the well-known names Leth Cuinn or “Conn’s half” (north Ireland), and Leth Moga or “Mug’s half” (south Ireland). The boundary line ran from the Bay of Galway to Dublin along the great ridge of gravel known as Eiscir Riada which stretches across Ireland. Mog Nuadat had a son Ailill Aulom who plays a prominent part in the Irish sagas and genealogies, and his sons Eogan, Cian and Cormac Cas, all became the ancestors of well-known families. Conn’s grandson, Cormac son of Art, is represented as having reigned in great splendour (254-266) and as having been a great patron of learning. It was during this reign that the sept of the Dési were expelled from Meath. They settled in Munster where their name still survives in the barony of Decies (Co. Waterford). A curious passage in Cormac’s Glossary connects one of the leaders of this sept, Cairpre Musc, with the settlements of the Irish in south Wales which may have taken place as early as the 3rd century. Of greater consequence was the invasion of Ulster by the three Collas, cousins of the ardrí Muredach. The stronghold of Emain Macha was destroyed and the Ulstermen were driven across the Newry River into Dalriada, which was inhabited by Picts.
All of the early writers reflect with great fondness on the origins and adventures of this race. The Milesians mainly came from Scythia, and after staying for a while in Egypt, Crete, and Scythia again, they finally arrived in Spain. In the line of mythical ancestors that connects directly to Noah, the names Fenius Farsaid, Goedel Glas, Eber Scot, and Breogan frequently appear in Irish stories. Eventually, eight sons of Miled (Lat. Milesius) set out to conquer Ireland. Most of their number were accounted for by the spells of the Tuatha Dé. However, after two battles, the newcomers managed to defeat the older race; and two brothers, Eber Find and Eremon, split the island between them, with Eber Find taking east and west Munster, while Eremon received Leinster and Connaught. Lugaid, son of Miled's brother, took over south-west Munster. At the same time, Ulster was given to Eber, son of Ir, son of Miled. The ancient historians agree that Ireland was ruled by a series of Milesian monarchs until the reign of Roderick O’Connor, the last native king. The Tuatha Dé are described as retreating into the síd or fairy mounds. Eber Find and Eremon didn’t stay in agreement for long. The historians indicate that the conflict between north and south began right at the start of the Milesian rule. A battle was fought between the two brothers in which Eber Find lost his life. During Eremon's reign, the Picts are said to have arrived in Ireland from Scythia. It’s notable that Scythia held a particular appeal for medieval Irish chroniclers due to its similarity to the name Scotti, Scots. The Picts first settled in Leinster, but the majority were forced to move to Scotland, leaving only a few behind in Meath. Among the many mythical kings listed by the annalists between Eremon and the Christian era, we can mention Tigernmas (AM 3581), Ollam Fodla (A.M. 3922), who established the meeting of Tara, Cimbaeth (c. 305 BCE), the alleged founder of Emain Macha, Ugaine Mór, Labraid Loingsech, and Eochaid Feidlech, who built Rath Cruachan for his notable daughter, Medb, queen of Connaught. During the 1st century of our era, we hear about the uprising of the aithech-tuatha, or plebeian tribes, also known as the Firbolgs, who paid daer- or base rent to the Milesians. Due to a coincidental resemblance in the name, these tribes have been linked to the Attecotti of Roman writers. Under Cairbre Cinnchait (“Cathead”), the oppressed peoples succeeded in taking sovereignty from the Milesians, whose princes and nobles were almost wiped out (CE 90). However, the line of Eremon was restored with the reign of Tuathal Techtmar (“the legitimate”), who ruled from CE 130-160. This ruler took steps to strengthen the power of the ardrí (supreme king). He built several fortresses on the great central plain and created the kingdom of Meath to serve as his royal land. The new kingdom consisted of what are now the counties of Meath, Westmeath, and Longford, along with parts of Monaghan, Cavan, King's Co., and Kildare. He was also the first to impose the famous Leinster tribute, the boroma, following an insult from one of the kings of that province. This tribute, which was only revoked in the 7th century at the request of St. Moling, must have been a source of ongoing conflict and oppression. A grandson of Tuathal, the famous Conn Cétchathach (“the hundred-fighter”), who died in 177 after reigning for about twenty years, was continually at war with the Munster ruler Eogan Mór, also known as Mog Nuadat, of the lineage of Eber Find. Eogan had defeated the Érnai and the Corco Laigde (descendants of Lugaid son of Ith) in Munster, and even the supreme king had to share the island with him. Hence, the well-known terms Leth Cuinn or “Conn’s half” (north Ireland) and Leth Moga or “Mug’s half” (south Ireland). The boundary extended from the Bay of Galway to Dublin along the prominent ridge of gravel known as Eiscir Riada, which stretches across Ireland. Mog Nuadat had a son, Ailill Aulom, who plays a significant role in Irish sagas and genealogies, and his sons Eogan, Cian, and Cormac Cas all became the ancestors of well-known families. Conn’s grandson, Cormac son of Art, is depicted as having reigned in great splendor (254-266) and as a major patron of learning. During this reign, the sept of the Dési was expelled from Meath. They settled in Munster, where their name still lives on in the barony of Decies (Co. Waterford). A curious passage in Cormac’s Glossary links one of the leaders of this sept, Cairpre Musc, with the settlements of the Irish in south Wales, which may have occurred as early as the 3rd century. Of greater significance was the invasion of Ulster by the three Collas, cousins of the ardrí Muredach. The stronghold of Emain Macha was destroyed, and the Ulstermen were pushed across the Newry River into Dalriada, which was inhabited by Picts.
The old inhabitants of Ulster are usually termed Ulidians to distinguish them from the Milesian peoples who overran the province. With the advent of Niall Nóigiallach (“N. of the nine hostages” reigned 379-405) son of Eochaid Muigmedóin (358-366) we are treading safer ground. It was about this time that the Milesian kingdom of Tara was firmly established. Nor was Niall’s activity confined to Ireland alone. Irish sources represent him as constantly engaged in marauding expeditions oversea, and it was doubtless on one of these that St Patrick was taken captive. These movements coincide with the inroads of the Picts and Scots recorded by Roman writers. It is probably from this period that the Irish colonies in south Wales, Somerset, Devon and Cornwall date. And the earliest migrations from Ulster to Argyll may also have taken place about this time. Literary evidence of the colonization of south Wales is preserved both in Welsh and Irish sources, and some idea of the extent of Irish oversea activity may be gathered from the distribution of the Ogam inscriptions in Wales, south-west England and the Isle of Man.
The ancient people of Ulster are often called Ulidians to set them apart from the Milesian groups who took over the region. With the arrival of Niall Nóigiallach (“N. of the nine hostages,” who ruled from 379-405), son of Eochaid Muigmedóin (358-366), we're on more solid ground. It was around this time that the Milesian kingdom of Tara was securely established. Niall wasn’t just active in Ireland; Irish sources show he was frequently involved in raiding expeditions overseas, and it was likely during one of these that St. Patrick was captured. These movements align with the invasions of the Picts and Scots noted by Roman writers. This period likely marks the beginning of Irish colonies in south Wales, Somerset, Devon, and Cornwall. The earliest migrations from Ulster to Argyll might have also occurred around this time. Literary evidence of the colonization of south Wales is found in both Welsh and Irish sources, and the spread of Ogam inscriptions in Wales, southwest England, and the Isle of Man provides some insight into the extent of Irish overseas activity.
Criticism of the Legendary Origins.—It is only in recent years that the Irish legendary origins have been subjected to serious criticism. The fondly cherished theory which attributes Milesian descent to the bulk of the native population has at length been assailed. MacNeill asserts that in MacFirbis’s genealogies the majority of the tribes in early Ireland do not trace their descent to Eremon and Eber Find; they are rather the descendants of the subject races, one of which figures in the list of conquests under the name of Firbolg. The stories of the Fomorians were doubtless suggested in part by the Viking invasions, but the origin of the Partholan legend has not been discovered. The Tuatha Dé do not appear in any of the earliest quasi-historical documents, nor in Nennius, and they scarcely correspond to any particular race. It seems more probable that a special invasion was assigned to them by later writers in order to explain the presence of mythical personages going by their name in the heroic cycles, as they were found inconvenient by the monkish historians. In the early centuries of our era Ireland would therefore have been occupied by the Firbolgs and kindred races and the Milesians. According to MacNeill the Firbolg tribal names are formed with the suffix -raige, e.g. Ciarraige, Kerry, Osraige, Ossory, or with the obscure words Corcu and mocu (maccu), e.g. Corco Duibne, Corkaguiney, Corco Mruad, Corcomroe, Macu Loegdae, Macu Teimne. In the case of corcu and mocu the name which follows is frequently the name of an eponymous ancestor. The Milesians on the other hand named 759 themselves after an historical ancestor employing terms such as ui, “descendants,” cland, “children,” dál, “division,” cinél, “kindred,” or síl, “seed.” In this connexion it may be noted that practically all the Milesian pedigrees converge on three ancestors in the 2nd century—Conn Cétchathach king of Tara, Cathair Mór of Leinster, and Ailill Aulom of Munster,—whilst in scarcely any of them are mythological personages absent when we go farther back than A.D. 300. Special genealogies were framed to link up other races, e.g. the Éraind and Corcu Loegdi of Munster and the Ulidians with the Milesians of Tara.
Criticism of the Legendary Origins.—It has only been in recent years that the Irish legendary origins have faced serious criticism. The long-held belief that most of the native population descended from the Milesians has finally been challenged. MacNeill argues that in MacFirbis’s genealogies, most tribes in early Ireland do not trace their lineage back to Eremon and Eber Find; instead, they are descendants of the subject races, one of which is named Firbolg in the list of conquests. The tales of the Fomorians were likely partly inspired by the Viking invasions, but the origin of the Partholan legend remains unknown. The Tuatha Dé do not appear in any of the earliest semi-historical documents, nor in Nennius, and they don’t correspond to any specific race. It seems more likely that later writers invented a special invasion for them to explain the presence of mythical figures with their name in the heroic cycles, which the monastic historians found troublesome. In the early centuries of our era, Ireland was likely occupied by the Firbolgs, related races, and the Milesians. According to MacNeill, the names of the Firbolg tribes are formed with the suffix -raige, e.g. Ciarraige, Kerry, Osraige, Ossory, or with the obscure words Corcu and mocu (maccu), e.g. Corco Duibne, Corkaguiney, Corco Mruad, Corcomroe, Macu Loegdae, Macu Teimne. In the case of corcu and mocu, the name that follows is often that of an eponymous ancestor. The Milesians, on the other hand, named themselves after a historical ancestor using terms like ui, “descendants,” cland, “children,” dál, “division,” cinél, “kindred,” or síl, “seed.” It’s worth noting that almost all the Milesian genealogies trace back to three ancestors in the 2nd century—Conn Cétchathach, king of Tara, Cathair Mór of Leinster, and Ailill Aulom of Munster—while very few of them lack mythological figures if we go further back than CE 300. Special genealogies were created to connect other races, e.g. the Éraind and Corcu Loegdi of Munster and the Ulidians with the Milesians of Tara.
The peculiar characteristic of the Milesian conquest is the establishment of a central monarchy at Tara. No trace of such a state of affairs is to be found in the Ulster epic. In the Táin Bó Cúalnge we find Ireland divided into fifths, each ruled over by its own king. These divisions were: Ulster with Emain Macha as capital, Connaught with Cruachu as residence, north Munster from Slieve Bloom to north Kerry, south Munster from south Kerry to Waterford, and Leinster consisting of the two kingdoms of Tara and Ailinn. Moreover, the kings of Tara mentioned in the Ulster cycle do not figure in any list of Milesian kings. It would appear then that the central kingdom of Tara was an innovation subsequent to the state of society described in the oldest sagas and the political position reflected in Ptolemy’s account. It was probably due to an invasion undertaken by Brythons3 from Britain, but it is impossible to assign a precise date for their arrival. Until the end of the 3rd century the Milesian power must have been confined to the valley of the Boyne and the district around Tara. At the beginning of the 4th century the three Collas founded the kingdom of Oriel (comprising the present counties of Armagh, Monaghan, north Louth, south Fermanagh) and drove the Ulidians into the eastern part of the province. Brian and Fiachra, sons of Eochaid Muigmedóin, conquered for themselves the country of the Ui Briuin (Roscommon, Leitrim, Cavan) and Tír Fiachrach, the territory of the Firbolg tribe the Fir Domnann in the valley of the Moy (Co. Mayo). Somewhat later south Connaught was similarly wrested from the older race and colonized by descendants of Brian and Fiachra, later known as Ui Fiachrach Aidni and Ui Briuin Seola. The north of Ulster is stated to have been conquered and colonized by Conall and Eogan, sons of Niall Nóigiallach. The former gave his name to the western portion, Tír Conaill (Co. Donegal), whilst Inishowen was called Tír Eogain after Eogan. The name Tír Eogain later became associated with south Ulster where it survives in the county name Tyrone. The whole kingdom of the north is commonly designated the kingdom of Ailech, from the ancient stronghold near Derry which the sons of Niall probably took over from the earlier inhabitants. At the end of the 5th century Maine, a relative of the king of Tara, was apportioned a tract of Firbolg territory to the west of the Suck in Connaught, which formed the nucleus of a powerful state known as Hy Maine (in English commonly called the “O’Kelly’s country”). Thus practically the whole of the north and west gradually came under the sway of the Milesian rulers. Nevertheless one portion retained its independence. This was Ulidia, consisting of Dalriada, Dal Fiatach, Dal Araide, including the present counties of Antrim and Down. The bulk of the population here was probably Pictish; but the Dal Fiatach, representing the old Ulidians or ancient population of Ulster, maintained themselves until the 8th century when they were subdued by their Pictish neighbours. The relationship of Munster and Leinster to the Tara dynasty is not so easy to define. The small kingdom of Ossory remained independent until a very late period. As for Leinster none of the Brythonic peoples mentioned by Ptolemy left traces of their name, although it is possible that the ruling family may have been derived from them. It would seem that the Fir Galeoin who play such a prominent part in the Táin had been crushed before authentic history begins. The king of Leinster was for centuries the most determined opponent of the ardrí, an antithesis which is embodied in the story of the boroma tribute. When we turn to Munster we find that Cashel was the seat of power in historical times. Now Cashel (a loanword from Lat. castellum) was not founded Until the beginning of the 5th century by Core son of Lugaid. The legendary account attributes the subjugation of the various peoples inhabiting Munster to Mog Nuadat, and the pedigrees are invariably traced up to his son Ailill Aulom. Rhys adopts the view that the race of Eber Find was not Milesian but a branch of the Érnai, and this theory has much in its favour. The allegiance of the rulers of Munster to Niall and his descendants can at the best of times only have been nominal.
The unique aspect of the Milesian conquest is the establishment of a central monarchy at Tara. There’s no evidence of this situation in the Ulster epic. In the Táin Bó Cúalnge, we find Ireland divided into five regions, each ruled by its own king. These regions were: Ulster with Emain Macha as its capital, Connaught with Cruachu as its residence, north Munster from Slieve Bloom to north Kerry, south Munster from south Kerry to Waterford, and Leinster made up of the two kingdoms of Tara and Ailinn. Additionally, the kings of Tara mentioned in the Ulster cycle don’t appear in any list of Milesian kings. It seems that the central kingdom of Tara was a later development following the social structure described in the oldest sagas and the political scenarios reflected in Ptolemy’s account. This change likely resulted from an invasion by Brythons from Britain, but it's hard to pinpoint an exact date for their arrival. Until the end of the 3rd century, the Milesian influence was probably limited to the Boyne Valley and the area around Tara. At the beginning of the 4th century, the three Collas established the kingdom of Oriel (which includes present-day counties of Armagh, Monaghan, north Louth, south Fermanagh) and forced the Ulidians into the eastern part of the province. Brian and Fiachra, the sons of Eochaid Muigmedóin, took control of the land of the Ui Briuin (Roscommon, Leitrim, Cavan) and Tír Fiachrach, the territory of the Firbolg tribe, the Fir Domnann, in the valley of the Moy (Co. Mayo). Soon after, south Connaught was similarly taken from the older inhabitants and settled by descendants of Brian and Fiachra, who became known as Ui Fiachrach Aidni and Ui Briuin Seola. The northern part of Ulster was reportedly conquered and settled by Conall and Eogan, sons of Niall Nóigiallach. The former named the western part Tír Conaill (Co. Donegal), while Inishowen was named Tír Eogain after Eogan. The name Tír Eogain later became linked with south Ulster, where it survives in the name of the county Tyrone. The entire northern kingdom is commonly referred to as the kingdom of Ailech, named after the ancient stronghold near Derry, which the sons of Niall likely took over from the earlier inhabitants. By the end of the 5th century, Maine, a relative of the king of Tara, was given a portion of Firbolg land west of the Suck in Connaught, forming the basis of a powerful state known as Hy Maine (commonly referred to as “O’Kelly’s country”). Thus, almost the entire north and west gradually fell under the control of the Milesian rulers. However, one area managed to remain independent. This was Ulidia, consisting of Dalriada, Dal Fiatach, Dal Araide, covering what are now the counties of Antrim and Down. The majority of the population there was likely Pictish; however, the Dal Fiatach, representing the old Ulidians or ancient population of Ulster, sustained themselves until the 8th century when they were defeated by their Pictish neighbors. The connections between Munster and Leinster with the Tara dynasty aren’t as clear. The small kingdom of Ossory stayed independent until much later. As for Leinster, none of the Brythonic groups mentioned by Ptolemy left behind traces of their name, although it’s possible that the ruling family may have been descended from them. It seems that the Fir Galeoin, who play a significant role in the Táin, had been defeated before authentic history begins. For centuries, the king of Leinster was the most determined rival of the ardrí, a conflict that is embodied in the story of the boroma tribute. When we turn to Munster, we see that Cashel was the main seat of power in historical times. Notably, Cashel (a loanword from the Latin castellum) was not founded until the early 5th century by Core, the son of Lugaid. The legendary narrative attributes the domination of the various groups inhabiting Munster to Mog Nuadat, and the family trees are consistently traced back to his son Ailill Aulom. Rhys believes that the lineage of Eber Find was not Milesian but a branch of the Érnai, and this theory has significant support. The loyalty of the rulers of Munster to Niall and his descendants can only have been nominal at best.
In this way we get a number of over-kingdoms acknowledging only the supremacy of the Tara dynasty. These were (1) Munster with Cashel as centre, (2) Connaught, (3) Ailech, (4) Oriel, (5) Ulidia, (6) Meath, (7) Leinster, (8) Ossory. Some of these states might be split up into various parts at certain periods, each part becoming for the time-being an over-kingdom. For instance, Ailech might be resolved into Tír Conaill and Tír Eogain according to political conditions. Hence the number of over-kingdoms is given variously in different documents. The supremacy was vested in the descendants of Niall Nóigiallach without interruption until 1002; but as Niall’s descendants were represented by four reigning families, the high-kingship passed from one branch to another. Nevertheless after the middle of the 8th century the title of ardrí (high-king) was only held by the Cinél Eogain (northern Hy Neill) and the rulers of Meath (southern Hy Neill), as the kingdom of Oriel had dropped into insignificance. The supremacy of the ardrí was more often than not purely nominal. This must have been particularly the case in Leth Moga.
In this way, we have several over-kingdoms that recognize only the authority of the Tara dynasty. These were (1) Munster with Cashel as the center, (2) Connaught, (3) Ailech, (4) Oriel, (5) Ulidia, (6) Meath, (7) Leinster, (8) Ossory. Some of these states might have been split into different parts at certain times, with each part temporarily becoming an over-kingdom. For example, Ailech could be divided into Tír Conaill and Tír Eogain depending on political circumstances. As a result, the number of over-kingdoms varies in different documents. The supremacy was held by the descendants of Niall Nóigiallach without interruption until 1002; however, since Niall’s descendants were represented by four ruling families, the high kingship shifted from one branch to another. Still, after the middle of the 8th century, the title of ardrí (high-king) was mainly held by the Cinél Eogain (northern Hy Neill) and the rulers of Meath (southern Hy Neill), as the kingdom of Oriel had become insignificant. The authority of the ardrí was often merely symbolic. This was likely especially true in Leth Moga.
Religion in Early Ireland.—Our knowledge of the beliefs of the pagan Irish is very slight. The oldest texts belonging to the heroic cycle are not preserved in any MS. before 1100, and though the sagas were certainly committed to writing several centuries before that date, it is evident that the monkish transcribers have toned down or omitted features that savoured too strongly of paganism. Supernatural beings play an important part in the Táin Bó Cualgne, Cuchulinn’s Sickbed, the Wooing of Emer and similar stories, but the relations between ordinary mortals and such divine or semi-divine personages is not easy to establish. It seems unlikely that the ancient Irish had a highly developed pantheon. On the other hand there are abundant traces of animistic worship, which have survived in wells, often associated with a sacred tree (Ir. bile), bulláns, pillar stones, weapons. There are also traces of the worship of the elements, prominent among which are sun and fire. The belief in earth spirits or fairies (Ir. aes síde, síd) forms perhaps the most striking feature of Irish belief. The sagas teem with references to the inhabitants of the fairy mounds, who play such an important part in the mind of the peasantry of our own time. These supernatural beings are sometimes represented as immortal, but often they fall victims to the prowess of mortals. Numerous cases of marriage between fairies and mortals are recorded. The Tuatha Dé Danann is used as a collective name for the aes síde. The representatives of this race in the Táin Bó Cualgne play a somewhat similar part to the gods of the ancient Greeks in the Iliad, though they are of necessity of a much more shadowy nature. Prominent among them were Manannán mac Lir, who is connected with the sea and the Isle of Man, and the Dagda, the father of a numerous progeny. One of them, Bodb Derg, resided near Portumna on the shore of Lough Derg, whilst another, Angus Mac-in-óg, dwelt at the Brug of the Boyne, the well-known tumulus at New Grange. The Dagda’s daughter Brigit transmitted many of her attributes to the Christian saint of the same name (d. 523). The ancient Brigit seems to have been the patroness of the arts and was probably also the goddess of fertility. At any rate it is with her that the sacred fire at Kildare which 760 burnt almost uninterruptedly until the time of the Reformation was associated; and she was commonly invoked in the Hebrides, and until quite recently in Donegal, to secure good crops. Well-known fairy queens are Clidna (south Munster) and Aibell (north Munster). We frequently hear of three goddesses of war—Ana, Bodb and Macha, also generally called Morrígu and Badb. They showed themselves in battles hovering over the heads of the combatants in the form of a carrion crow. The name Bodb appears on a Gaulish stone as (Cathu-)bodvae. The Geniti glinni and demna aeir were other fierce spirits who delighted in carnage.
Religion in Early Ireland.—Our understanding of the beliefs of the pagan Irish is quite limited. The earliest texts related to the heroic cycle weren't recorded in any manuscripts before 1100, and although the sagas were definitely written down several centuries earlier, it’s clear that the monkish scribes softened or left out elements that were too heavily tied to paganism. Supernatural beings are significant figures in the Táin Bó Cualgne, Cuchulinn’s Sickbed, the Wooing of Emer, and similar tales, but the interactions between ordinary people and such divine or semi-divine characters are not easy to clarify. It seems unlikely that the ancient Irish had a well-developed pantheon. On the other hand, there are many signs of animistic worship, which have persisted in features like wells, often linked with a sacred tree (Ir. bile), bulláns, pillar stones, and weapons. Evidence also exists of the worship of the elements, particularly the sun and fire. The belief in earth spirits or fairies (Ir. aes síde, síd) might be the most striking aspect of Irish belief. The sagas are full of mentions of the inhabitants of the fairy mounds, who are still significant in the minds of the peasantry today. Sometimes, these supernatural beings are shown as immortal, but often they fall prey to the strength of mortals. There are many accounts of marriages between fairies and mortals. The Tuatha Dé Danann is a collective name for the aes síde. The representatives of this group in the Táin Bó Cualgne play a somewhat similar role to the gods of ancient Greece in the Iliad, although they are necessarily more elusive. Notable among them were Manannán mac Lir, associated with the sea and the Isle of Man, and the Dagda, who fathered many offspring. One of them, Bodb Derg, lived near Portumna by Lough Derg, while another, Angus Mac-in-óg, resided at the Brug of the Boyne, the famous tumulus at New Grange. The Dagda’s daughter Brigit passed on many of her qualities to the Christian saint of the same name (d. 523). The ancient Brigit seems to have been the patroness of the arts and likely the goddess of fertility as well. At any rate, she’s associated with the sacred fire at Kildare, which 760 burned almost continuously until the Reformation; she was often invoked in the Hebrides and until recently in Donegal for good harvests. Well-known fairy queens include Clidna (south Munster) and Aibell (north Munster). We often hear of three goddesses of war—Ana, Bodb, and Macha, also commonly known as Morrígu and Badb. They appeared during battles, hovering over the fighters in the form of a carrion crow. The name Bodb appears on a Gaulish stone as (Cathu-)bodvae. The Geniti glinni and demna aeir were other fierce spirits that delighted in bloodshed.
When we come to treat of religious rites and worship, our sources leave us completely in the dark. We hear in several documents of a great idol covered with gold and silver named Cromm Cruach, or Cenn Cruaich, which was surrounded by twelve lesser idols covered with brass or bronze, and stood on Mag Slecht (the plain of prostrations) near Ballymagauran, Co. Cavan. In one text the Cromm Cruach is styled the chief idol of Ireland. According to the story St Patrick overthrew the idol, and one of the lives of the saint states that the mark of his crosier might still be seen on the stone. In the Dindsenchus we are told that the worshippers sacrificed their children to the idol in order to secure corn, honey and milk in plenty. On the occasion of famine the druids advised that the son of a sinless married couple should be brought to Ireland to be killed in front of Tara and his blood mixed with the soil of Tara. We might naturally expect to find the druids active in the capacity of priests in Ireland. D’Arbois de Jubainville maintains that in Gaul the three classes of druids, vates and gutuatri, corresponded more or less to the pontifices, augurs and flamens of ancient Rome. In ancient Irish literature the functions of the druids correspond fairly closely to those of their Gaulish brethren recorded by Caesar and other writers of antiquity. Had we contemporary accounts of the position of the druid in Ireland prior to the introduction of Christianity, it may be doubted if any serious difference would be discovered. In early Irish literature the druids chiefly appear as magicians and diviners, but they are also the repositaries of the learning of the time which they transmitted to the disciples accompanying them (see Druidism). The Druids were believed to have the power to render a person insane by flinging a magic wisp of straw in his face, and they were able to raise clouds of mist, or to bring down showers of fire and blood. They claimed to be able to foretell the future by watching the clouds, or by means of divining-rods made of yew. They also resorted to sacrifice. They possessed several means for rendering a person invisible, and various peculiar and complicated methods of divination, such as Imbas forosna, tein laegda, and díchetal do chennaib, are described in early authorities. Whether or not the Irish druids taught that the soul was immortal is a question which it is impossible to decide. There is one passage which seems to support the view that they agreed with the Gaulish druids in this respect, but it is not safe to deny the possible influence of Christian teaching in the document in question. The Irish, however, possessed some more or less definite notions about an abode of everlasting youth and peace inhabited by fairies. The latter either dwell in the síd, and this is probably the earlier conception, or in islands out in the ocean where they live a life of never-ending delight. These happy abodes were known by various names, as Tír Tairngiri (Land of Promise), Mag Mell (Plain of Pleasures). Condla Caem son of Conn Cétchathach was carried in a boat of crystal by a fairy maiden to the land of youth, and among other mortals who went thither Bran, son of Febal, and Ossian are the most famous. The doctrine of metempsychosis seems to have been familiar in early Ireland. Mongan king of Dalriada in the 7th century is stated to have passed after death into various shapes—a wolf, a stag, a salmon, a seal, a swan. Fintan, nephew of Partholan, is also reported to have survived the deluge and to have lived in various shapes until he was reborn as Tuan mac Cairill in the 6th century. This legend appears to have been worked up, if not manufactured, by the historians of the 9th to 11th centuries to support their fictions. It may, however, be mentioned that Giraldus Cambrensis and the Speculum Regale state in all seriousness that certain of the inhabitants of Ossory were able at will to assume the form of wolves, and similar stories are not infrequent in Irish romance.
When we look at religious rituals and worship, our sources leave us totally in the dark. Several documents mention a large idol covered in gold and silver called Cromm Cruach, or Cenn Cruaich, which was surrounded by twelve smaller idols made of brass or bronze. It stood on Mag Slecht (the plain of prostrations) near Ballymagauran, Co. Cavan. One text describes Cromm Cruach as the main idol of Ireland. According to legend, St. Patrick knocked down the idol, and one account of the saint says that the mark of his staff can still be seen on the stone. In the Dindsenchus, we learn that worshippers sacrificed their children to the idol to ensure a plentiful supply of grain, honey, and milk. During a famine, the druids suggested that the son of a sinless married couple should be brought to Ireland to be killed in front of Tara, with his blood mixed into the soil of Tara. We might expect that the druids acted as priests in Ireland. D’Arbois de Jubainville argues that in Gaul, the three classes of druids—vates and gutuatri—were similar to the pontifices, augurs, and flamens of ancient Rome. In ancient Irish literature, the functions of the druids align closely with those of their Gaulish counterparts as described by Caesar and other ancient writers. If we had contemporary accounts of the druid's role in Ireland before Christianity arrived, it’s unlikely we would find major differences. In early Irish literature, druids mainly appear as magicians and diviners, but they also held the knowledge of the time, which they passed on to their disciples (see Druidism). Druids were thought to have the power to drive someone insane with a magic wisp of straw thrown in their face and could create fog or bring down showers of fire and blood. They claimed to predict the future by observing clouds or using divining rods made from yew. They practiced sacrifice and had various techniques for making someone invisible, along with unique and complex methods of divination, such as Imbas forosna, tein laegda, and díchetal do chennaib, mentioned in early texts. Whether Irish druids believed in the immortality of the soul is impossible to determine. One passage seems to support the idea that they shared this belief with Gaulish druids, but we can't rule out the influence of Christian teachings in that document. The Irish, however, had some clear beliefs about a place of eternal youth and peace inhabited by fairies. They either lived in the síd, which is likely the older concept, or on islands in the ocean where they enjoyed a life of endless pleasure. These magical places had various names, such as Tír Tairngiri (Land of Promise) and Mag Mell (Plain of Pleasures). Condla Caem, son of Conn Cétchathach, was taken by a fairy maiden in a crystal boat to the land of youth, and among the mortals who went there, Bran, son of Febal, and Ossian are the most famous. The idea of reincarnation seems to have been known in early Ireland. Mongan, king of Dalriada in the 7th century, was said to have transformed into different animals after his death—a wolf, a stag, a salmon, a seal, and a swan. Fintan, nephew of Partholan, allegedly survived the flood and lived in various forms until he was reborn as Tuan mac Cairill in the 6th century. This legend seems to have been embellished, if not created, by historians from the 9th to the 11th centuries to support their narratives. However, it’s worth noting that Giraldus Cambrensis and the Speculum Regale seriously claim that some people in Ossory could change into wolves at will, and similar tales appear frequently in Irish romance.
Conversion to Christianity.—In the beginning of the 4th century there was an organized Christian church in Britain; and in view of the intimate relations existing between Wales and Ireland during that century it is safe to conclude that there were Christians in Ireland before the time of St Patrick. Returned colonists from south Wales, traders and the raids of the Irish in Britain with the consequent influx of British captives sold into slavery must have introduced the knowledge of Christianity into the island considerably before A.D. 400. In this connexion it is interesting to find an Irishman named Fith (also called Iserninus) associated with St Patrick at Auxerre. Further, the earliest Latin words introduced into Irish show the influence of British pronunciation (e.g. O. Ir. trindóit from trinitāt-em shows the Brythonic change of ā to ó). Irish records preserve the names of three shadowy pre-Patrician saints who were connected with south-east Ireland, Declan, Ailbe and Ciaran.
Conversion to Christianity.—At the start of the 4th century, there was a structured Christian church in Britain. Given the close ties between Wales and Ireland during that time, it's reasonable to assume that Christians were present in Ireland before St. Patrick's arrival. Colonists returning from south Wales, traders, and the Irish raids in Britain that led to British captives being sold into slavery likely brought the knowledge of Christianity to the island well before CE 400. It's also noteworthy that an Irishman named Fith (also known as Iserninus) is connected with St. Patrick in Auxerre. Additionally, the earliest Latin words introduced into Irish reflect British pronunciation (for example, O. Ir. trindóit derived from trinitāt-em shows the Brythonic shift of ā to ó). Irish records mention three elusive saints from before Patrick's time associated with south-east Ireland: Declan, Ailbe, and Ciaran.
In one source the great heresiarch Pelagius is stated to have been a Scot. He may have been descended from an Irish family settled in south Wales. We have also the statement of Prosper of Aquitaine that Palladius was sent by Pope Celestine as first bishop to the Scots that believe in Christ. But though we may safely assume that a number of scattered communities existed in Ireland, and probably not in the south alone, it is unlikely that there was any organization before the time of St Patrick. This mission arose out of the visit of St Germanus of Auxerre to Britain. The British bishops had grown alarmed at the rapid growth of Pelagianism in Britain and sought the aid of the Gaulish church. A synod summoned for the occasion commissioned Germanus and Lupus to go to Britain, which they accordingly did in 429; Pope Celestine, we are told, had given his sanction to the mission through the deacon Palladius. The heresy was successfully stamped out in Britain, but distinct traces of it are to be found some three centuries later in Ireland, and it is to Irish monks on the European continent that we owe the preservation of the recently discovered copies of Pelagius’s Commentary. Palladius’s activity in Britain probably marked him out as the man to undertake the task of bringing Ireland into touch with Western Christianity. In any case Prosper and the Irish Annals represent him as arriving in Ireland in 431 with episcopal rank. His missionary activity unfortunately is extremely obscure. Tradition associates his name with Co. Wicklow, but Irish sources state that after a brief sojourn there he proceeded to the land of the Picts, among whom he was beginning to labour when his career was cut short by death.
In one source, the notable heresiarch Pelagius is said to have been a Scot. He might have come from an Irish family that settled in southern Wales. We also have the account from Prosper of Aquitaine stating that Palladius was sent by Pope Celestine as the first bishop to the Scots who believe in Christ. While we can reasonably assume that several scattered communities existed in Ireland, likely not just in the south, it’s improbable that there was any organization before St. Patrick’s time. This mission stemmed from St. Germanus of Auxerre’s visit to Britain. The British bishops had become concerned about the rapid rise of Pelagianism in Britain and sought help from the Gallic church. A synod was called for the occasion and tasked Germanus and Lupus with going to Britain, which they did in 429; we’re told that Pope Celestine had approved the mission through the deacon Palladius. The heresy was effectively eliminated in Britain, but distinct traces of it were found about three centuries later in Ireland. It is to the Irish monks on the European continent that we owe the preservation of the recently discovered copies of Pelagius’s Commentary. Palladius’s efforts in Britain likely marked him as the one to bring Ireland into contact with Western Christianity. In any case, both Prosper and the Irish Annals depict him as arriving in Ireland in 431 with the rank of bishop. His missionary work, unfortunately, is very unclear. Tradition links his name with County Wicklow, but Irish sources claim that after a brief stay there, he went to the land of the Picts, where he was starting to work when his life was abruptly ended by death.
St Patrick.—At this juncture Germanus of Auxerre decided to consecrate his pupil Patrick for the purpose of carrying on the work begun by Palladius. Patrick would possess several qualifications for the dignity of a missionary bishop to Ireland. Born in Britain about 389, he had been carried into slavery in Ireland when a youth of sixteen. He remained with his master for seven years, and must have had ample opportunity for observing the conditions, and learning the language, of the people around him; and such knowledge would have been indispensable to the Christian bishop in view of the peculiar state of Irish society (see Patrick, St). The new bishop landed in Wicklow in 432. Leinster was probably the province in which Christianity was already most strongly represented, and Patrick may have entrusted this part of his sphere to two fellow-workers from Gaul, Auxilius and Iserninus. At any rate he seems rather to have addressed himself more especially to the task of founding churches in Meath, Ulster and Connaught. In Ireland the land nominally belonged to the tribe, but in reality a kind of feudal system existed. In order to succeed with the body of the tribe it was necessary to secure the adherence of the chief. The conversion in consequence was in large measure only apparent; and such pagan superstitions and practices as did not run directly counter to the new teaching were tolerated by the saint. Thus, whilst the mass of the people practically still continued in heathendom, the apostle was enabled to found 761 churches and schools and educate a priesthood which should provide the most effective and certain means of conversion. It would be a mistake to suppose that his success was as rapid or as complete as is generally assumed. There can be no doubt that he met with great opposition both from the high-king Loigaire and from the druids. But though Loigaire refused to desert the faith of his ancestors we are told that a number of his nearest kinsmen accepted Christianity; and if there be any truth in the story of the codification of the Brehon Laws we gather that he realized that the future belonged to the new religion. St Patrick’s work seems to fall under two heads. In the first place he planted the faith in parts of the north and west which had probably not yet heard the gospel. He also organized the already existing Christian communities, and with this in view founded a church at Armagh as his metropolitan see (444). It is further due to him that Ireland became linked up with Rome and the Christian countries of the Western church, and that in consequence Latin was introduced as the language of the church. It seems probable that St Patrick consecrated a considerable number of bishops with small but definite dioceses which doubtless coincided in the main with the territories of the tuatha. In any case the ideal of the apostle from Britain was almost certainly very different from the monastic system in vogue in Ireland in the 6th and 7th centuries.
St Patrick.—At this point, Germanus of Auxerre decided to ordain his student Patrick to continue the work started by Palladius. Patrick had several qualities that made him suitable for the role of a missionary bishop in Ireland. He was born in Britain around 389 and was taken into slavery in Ireland at the age of sixteen. He was with his master for seven years, giving him plenty of opportunities to observe the conditions and learn the language of the people around him; this knowledge was essential for a Christian bishop, considering the unique nature of Irish society (see Patrick, St). The new bishop arrived in Wicklow in 432. Leinster was likely the province where Christianity was already well established, and Patrick may have assigned this area to two colleagues from Gaul, Auxilius and Iserninus. In any case, he seemed to focus more on establishing churches in Meath, Ulster, and Connaught. In Ireland, land was officially owned by the tribe, but a sort of feudal system was in place. To be successful with the tribe, gaining the support of the chief was essential. As a result, conversions were largely superficial; many pagan beliefs and practices that didn’t directly clash with the new teachings were tolerated by the saint. Thus, while most of the population remained essentially pagan, the apostle was able to establish churches and schools and train a priesthood that would effectively promote conversion. It would be misleading to think that his success was as quick or complete as is often believed. There is no doubt that he faced significant resistance from both the high king Loigaire and the druids. While Loigaire refused to abandon the faith of his ancestors, it is said that several of his closest relatives embraced Christianity. If the story of the codification of the Brehon Laws holds any truth, it suggests that Loigaire understood that the future belonged to the new faith. St Patrick’s efforts can be seen in two main areas. Firstly, he introduced Christianity to parts of the north and west that likely had not yet heard the gospel. He also organized the already existing Christian communities and, toward this goal, established a church at Armagh as his main see (444). Additionally, it was thanks to him that Ireland became connected with Rome and the Christian nations of the Western church, leading to the introduction of Latin as the church’s language. It seems likely that St Patrick consecrated a significant number of bishops with small but defined dioceses, which probably aligned mainly with the territories of the tuatha. In any case, the vision of the apostle from Britain was almost certainly very different from the monastic system that was prevalent in Ireland during the 6th and 7th centuries.
The Early Irish Church.—The church founded by St Patrick was doubtless in the main identical in doctrine with the churches of Britain and Gaul and other branches of the Western church; but after the recall of the Roman legions from Britain the Irish church was shut off from the Roman world, and it is only natural that there should not have been any great amount of scruple with regard to orthodox doctrine. This would explain the survival of the writings of Pelagius in Ireland until the 8th century. Even Columba himself, in his Latin hymn Altus prosator, was suspected by Gregory the Great of favouring Arian doctrines. After the death of St Patrick there was apparently a relapse into paganism in many parts of the island. The church itself gradually became grafted on to the feudal organization, the result of which was the peculiar system which we find in the 6th and 7th centuries. Wherever Roman law and municipal institutions had been in force the church was modelled on the civil society. The bishops governed ecclesiastical districts co-ordinate with the civil divisions. In Ireland there were no cities and no municipal institutions; the nation consisted of groups of tribes connected by kinship, and loosely held together by a feudal system which we shall examine later. Although St Patrick endeavoured to organize the Irish church on regular diocesan lines, after his death an approximation to the lay system was under the circumstances almost inevitable. When a chief became a Christian and bestowed lands on the church, he at the same time transferred all his rights as a chief; but these rights still remained with his sept, albeit subordinate to the uses of the church. At first all church offices were exclusively confined to members of the sept. In this new sept there was consequently a twofold succession. The religious sept or family consisted in the first instance not only of the ecclesiastical persons to whom the gift was made, but of all the céli or vassals, tenants and slaves, connected with the land bestowed. The head was the coarb (Ir. comarba, “co-heir”), i.e. the inheritor both of the spiritual and temporal rights and privileges of the founder; he in his temporal capacity exacted rent and tribute like other chiefs, and made war not on temporal chiefs only, the spectacle of two coarbs making war on each other not being unusual. The ecclesiastical colonies that went forth from a parent family generally remained in subordination to it, in the same way that the spreading branches of a ruling family remained in general subordinate to it. The heads of the secondary families were also called the coarbs of the original founder. Thus there were coarbs of Columba at Iona, Kells, Derry, Durrow and other places. The coarb of the chief spiritual foundation was called the high coarb (ard-chomarba). The coarb might be a bishop or only an abbot, but in either case all the ecclesiastics in the family were subject to him; in this way it frequently happened that bishops, though their superior functions were recognized, were in subjection to abbots who were only priests, as in the case of St Columba, or even to a woman, as in the case of St Brigit. This singular association of lay and spiritual powers was liable to the abuse of allowing the whole succession to fall into lay hands, as happened to a large extent in later times. The temporal chief had his steward who superintended the collection of his rents and tributes; in like manner the coarb of a religious sept had his airchinnech (Anglo-Irish erenach, herenach), whose office was generally, but not necessarily, hereditary. The office embodied in a certain sense the lay succession in the family.
The Early Irish Church.—The church established by St. Patrick was likely similar in doctrine to the churches in Britain, Gaul, and other branches of the Western church; however, after the Roman legions were recalled from Britain, the Irish church became isolated from the Roman world, and it’s natural that there wouldn't have been significant concern regarding orthodox doctrine. This could explain why the writings of Pelagius survived in Ireland until the 8th century. Even Columba was suspected by Gregory the Great of supporting Arian doctrines in his Latin hymn Altus prosator. After St. Patrick's death, there seemed to be a return to paganism in many areas of the island. The church itself gradually integrated into the feudal organization, leading to a unique system in the 6th and 7th centuries. Where Roman law and municipal institutions existed, the church mirrored civil society. Bishops governed ecclesiastical districts that aligned with civil divisions. In Ireland, there were no cities or municipal institutions; the nation was made up of tribes connected by kinship, loosely united by a feudal system that we’ll look at later. Although St. Patrick tried to organize the Irish church along structured diocesan lines, after his death, a shift towards the lay system was almost unavoidable. When a chief converted to Christianity and granted lands to the church, he simultaneously transferred all his rights as a chief; these rights still belonged to his kin group but were subordinate to the church's uses. At first, all church positions were strictly reserved for members of the kin group. Consequently, this new kin group had a dual succession. The religious kin or family initially included not only the ecclesiastical figures who received the gift but also all the céli or vassals, tenants, and slaves associated with the granted land. The leader was the coarb (Ir. comarba, “co-heir”), meaning the inheritor of both the spiritual and temporal rights and privileges of the founder; in his temporal role, he collected rents and tributes like other chiefs and waged war, not just against temporal chiefs, making it common for two coarbs to fight each other. The ecclesiastical groups that emerged from a main family usually stayed subordinate to it, just as branches of a ruling family typically remained under its authority. The leaders of these secondary families were also called the coarbs of the original founder. Thus, there were coarbs of Columba in Iona, Kells, Derry, Durrow, and other locations. The coarb of the main spiritual foundation was known as the high coarb (ard-chomarba). The coarb could be a bishop or just an abbot, but in either case, all ecclesiastics in the family were under his authority; this often meant that bishops, despite their higher functions being acknowledged, were subordinate to abbots who were merely priests, as in the case of St. Columba, or even to a woman, as with St. Brigit. This unusual combination of lay and spiritual powers could lead to the whole succession falling into lay hands, which happened significantly in later times. The temporal chief had a steward who oversaw the collection of rents and tributes; similarly, the coarb of a religious kin group had his airchinnech (Anglo-Irish erenach, herenach), whose role was generally, but not necessarily, hereditary. This position represented, in some sense, the lay succession within the family.
From the beginning the life of the converts must have been in some measure coenobitic. Indeed it could hardly have been otherwise in a pagan and half-savage land. St Patrick himself in his Confession makes mention of monks in Ireland in connexion with his mission, but the few glimpses we get of the monastic life of the decades immediately following his death prove that the earliest type of coenobium differed considerably from that known at a later period. The coenobium of the end of the 5th century consisted of an ordinary sept or family whose chief had become Christian. After making a gift of his lands the chief either retired, leaving it in the hands of a coarb, or remained as the religious head himself. The family went on with their usual avocations, but some of the men and women, and in some cases all, practised celibacy, and all joined in fasting and prayer. It may be inferred from native documents that grave disorders were prevalent under this system. A severer and more exclusive type of monasticism succeeded this primitive one, but apart from the separation of the sexes the general character never entirely changed.
From the start, the lives of the converts must have been somewhat communal. It’s hard to imagine it being any different in a pagan and semi-barbaric land. St. Patrick himself mentions monks in Ireland in relation to his mission in his Confession, but the few snapshots we have of monastic life in the decades right after his death show that the earliest form of community living was quite different from what we know later on. By the end of the 5th century, a community was basically an ordinary family or clan whose leader had converted to Christianity. After donating his lands, the chief either stepped back, leaving it to a coarb, or stayed on as the religious leader himself. The family continued their usual daily activities, but some of the men and women—sometimes all of them—practiced celibacy, and everyone participated in fasting and prayer. Native documents suggest that serious issues were common under this system. A stricter and more exclusive form of monasticism followed this basic model, but aside from the separation of men and women, the overall character remained largely the same.
Diocesan organization as understood in countries under Roman Law being unknown, there was not that limitation of the number of bishops which territorial jurisdiction renders necessary, and consequently the number of bishops increased beyond all proportions. Thus, St Mochta, abbot of Louth, and a reputed disciple of St Patrick, is stated to have had no less than 100 bishops in his monastic family. All the bishops in a coenobium were subject to the abbot; but besides the bishop in the monastic families, every tuath or tribe had its own bishop. The church in Ireland having been evolved out of the monastic nuclei already described the tribe bishop was an episcopal development of a somewhat later period. He was an important personage, his status being fixed in the Brehon laws, from which we learn that his honour price was seven cumals, and that he had the right to be accompanied by the same number of followers as a petty king. The power of the bishops was considerable, as they were strong enough to resist the kings with regard to the right of sanctuary, ever a fertile source of dissension. The tuath bishop in later centuries corresponded to the diocesan bishop as closely as it was possible in two systems so different as tribal and municipal government. When diocesan jurisdiction was introduced into Ireland in the 12th century the tuath became a diocese. Many of the old dioceses represent ancient tuatha, and even enlarged modern dioceses coincide with the territories of ancient tribal states. Thus the diocese of Kilmacduagh was the territory of the Hui Fiachrach Aidne; that of Kilfenora was the tribe land of Corco-Mruad or Corcomroe. Many deaneries also represent tribe territories. Thus the deanery of Musgrylin (Co. Cork) was the ancient Muscraige Mitaine, and no doubt had its tribe bishop in ancient times. Bishops without dioceses and monastic bishops were not unknown outside Ireland in the Eastern and Western churches in very early times, but they had disappeared with rare exceptions in the 6th century when the Irish reintroduced the monastic bishops and the monastic church into Britain and the continent.
Diocesan organization, as understood in countries under Roman Law, was unknown, so there wasn’t a limit on the number of bishops that territorial jurisdiction would require, leading to a significant increase in the number of bishops. For example, St. Mochta, the abbot of Louth and a noted disciple of St. Patrick, reportedly had no fewer than 100 bishops in his monastic community. All the bishops in a coenobium were under the authority of the abbot; in addition to the bishop in the monastic community, every **tuath** or tribe had its own bishop. The church in Ireland grew out of the previously mentioned monastic centers, and the tribe bishop was an episcopal development that came later. He held significant status, as defined by the Brehon laws, which indicated that his honor price was seven **cumals**, and he could be accompanied by the same number of followers as a minor king. The bishops held considerable power since they could challenge the kings regarding the right of sanctuary, which was often a source of conflict. In later centuries, the **tuath** bishop became similar to the diocesan bishop, even though the tribal and municipal governance systems were quite different. When diocesan jurisdiction was established in Ireland in the 12th century, the **tuath** became a diocese. Many of the old dioceses reflect ancient **tuatha**, and even modern dioceses that expanded match the territories of old tribal states. For instance, the diocese of Kilmacduagh was part of the Hui Fiachrach Aidne, and the diocese of Kilfenora was the tribal land of Corco-Mruad or Corcomroe. Many deaneries also correspond to tribal territories; for example, the deanery of Musgrylin (Co. Cork) was the ancient Muscraige Mitaine, and it likely had its tribe bishop in earlier times. Bishops without dioceses and monastic bishops existed outside Ireland in both the Eastern and Western churches in very early times, but they had mostly disappeared by the 6th century when the Irish reintroduced monastic bishops and the monastic church to Britain and the continent.
In the 8th and 9th centuries, when the great emigration of Irish scholars and ecclesiastics took place, the number of wandering bishops without dioceses became a reproach to the Irish church; and there can be no doubt that it led to much inconvenience and abuse, and was subversive of the stricter discipline that the popes had succeeded in establishing in the Western 762 church. They were accused of ordaining serfs without the consent of their lords, consecrating bishops per saltum, i.e. of making men bishops who had not previously received the orders of priests, and of permitting bishops to be consecrated by a single bishop. This custom can hardly, however, be a reproach to the Irish church, as the practice was never held to be invalid; and besides, the Nicene canons of discipline were perhaps not known in Ireland until comparatively late times. The isolated position of Ireland, and the existence of tribal organization in full vigour, explain fully the anomalies of Irish discipline, many of which were also survivals of the early Christian practices before the complete organization of the church.
In the 8th and 9th centuries, during the mass migration of Irish scholars and church leaders, the presence of wandering bishops without dioceses became a source of embarrassment for the Irish church. It undoubtedly caused a lot of issues and was damaging to the stricter discipline that the popes had managed to establish in the Western church. They were criticized for ordaining serfs without their lords' permission, for making bishops without them first being priests, and for allowing a single bishop to consecrate other bishops. However, this custom shouldn't really be blamed on the Irish church, as the practice was never considered invalid, and the Nicene canons of discipline may not have been known in Ireland until much later. The isolated nature of Ireland and the strong tribal organization help explain the irregularities in Irish discipline, many of which were also remnants of early Christian practices before the church was fully organized.
After the death of St Patrick the bond between the numerous church families which his authority supplied was greatly relaxed; and the saint’s most formidable opponents, the druids, probably regained much of their old power. The transition period which follows the loosening of a people’s faith in its old religion and before the authority of the new is universally accepted is always a time of confusion and relaxation of morals. Such a period appears to have followed the fervour of St Patrick’s time. To judge from the early literature the marriage-tie seems to have been regarded very lightly, and there can be little doubt that pagan marriage customs were practised long after the introduction of Christianity. The Brehon Laws assume the existence of married as well as unmarried clergy, and when St Patrick was seeking a bishop for the men of Leinster he asked for “a man of one wife.” Marriage among the secular clergy went on in Ireland until the 15th century. Like the Gaulish druids described by Caesar, the poet (fili) and the druid possessed a huge stock of unwritten native lore, probably enshrined in verse which was learnt by rote by their pupils. The exalted position occupied by the learned class in ancient Ireland perhaps affords the key to the wonderful outbursts of scholarly activity in Irish monasteries from the 6th to the 9th centuries. That some of the filid embraced Christianity from the outset is evident from the story of Dubthach. As early as the second half of the 5th century Enda, a royal prince of Oriel (c. 450-540), after spending some time at Whithorn betook himself to Aranmore, off the coast of Galway, and founded a school there which attracted scholars from all over Ireland. The connexion between Ireland and Wales was strong in the 6th century, and it was from south Wales that the great reform movement in the Irish monasteries emanated. Findian of Clonard (c. 470-548) is usually regarded as the institutor of the type of monastery for which Ireland became so famous during the next few centuries. He spent some time in Wales, where he came under the influence of St David, Gildas and Cadoc; and on returning to Ireland he founded his famous monastery at Clonard (Co. Meath) about 520. Here no less than 3000 students are said to have received instruction at the same time. Such a monastery consisted of countless tiny huts of wattles and clay (or, where stone was plentiful, of beehive cells) built by the pupils and enclosed by a fosse, or trench, like a permanent military encampment. The pupils sowed their own corn, fished in the streams, and milked their own cows. Instruction was probably given in the open air. Twelve of Findian’s disciples became known as the twelve apostles of Ireland, the monastic schools they founded becoming the greatest centres of learning and religious instruction not only in Ireland, but in the whole of the west of Europe. Among the most famous were Moville (Co. Down), founded by another Findian, c. 540; Clonmacnoise, founded by Kieran, 541; Derry, founded by Columba, 546; Clonfert, founded by Brendan, 552; Bangor, founded in 558 by Comgall; Durrow, founded by Columba, c. 553. The chief reform due to the influence of the British church4 seems to have been the introduction of monastic life in the strict sense of the word, i.e. communities entirely separated from the laity with complete separation of the sexes.
After St. Patrick died, the connection between the various church communities he had established weakened significantly, and his toughest rivals, the druids, likely regained much of their former influence. The period that follows a decline in faith in an old religion and precedes the widespread acceptance of a new one is often marked by confusion and a relaxation of morals. This seems to have occurred after the enthusiasm of St. Patrick's era. Early literature suggests that marriage was taken quite lightly, and it's clear that pagan marriage customs continued long after Christianity was introduced. The Brehon Laws recognize the existence of both married and single clergy, and when St. Patrick was looking for a bishop for the men of Leinster, he requested "a man of one wife." Secular clergy continued to marry in Ireland until the 15th century. Like the Gallic druids described by Caesar, the poet (fili) and the druid had a vast collection of unwritten local traditions, likely preserved in verse that their students memorized. The high status of the learned class in ancient Ireland may explain the remarkable scholarly activity in Irish monasteries from the 6th to the 9th centuries. The fact that some of the filid accepted Christianity early on is evident from the story of Dubthach. As early as the second half of the 5th century, Enda, a royal prince of Oriel (c. 450-540), after spending some time at Whithorn, went to Aranmore off the coast of Galway and established a school there that attracted scholars from all over Ireland. The connection between Ireland and Wales was strong in the 6th century, and it was from south Wales that a major reform movement in Irish monasteries originated. Findian of Clonard (c. 470-548) is generally considered the founder of the type of monastery that made Ireland famous in the following centuries. He spent some time in Wales, where he was influenced by St. David, Gildas, and Cadoc; upon returning to Ireland, he established his renowned monastery at Clonard (Co. Meath) around 520. Here, as many as 3,000 students were said to receive instruction at the same time. Such a monastery consisted of numerous small huts made of wattles and clay (or beehive cells where stone was abundant), constructed by the students and surrounded by a trench like a permanent military camp. The students grew their own grain, fished in streams, and milked their own cows. Instruction likely took place outdoors. Twelve of Findian’s disciples came to be known as the twelve apostles of Ireland, with the monastic schools they created becoming leading centers of learning and religious instruction not just in Ireland, but throughout western Europe. Among the most notable were Moville (Co. Down), founded by another Findian around 540; Clonmacnoise, founded by Kieran in 541; Derry, founded by Columba in 546; Clonfert, founded by Brendan in 552; Bangor, founded by Comgall in 558; and Durrow, established by Columba, around 553. The main reform attributed to the influence of the British church seems to be the establishment of monastic life in the strictest sense, i.e., communities completely separated from the laity with total separation of the sexes.
One almost immediate outcome of the reformation effected by Findian was that wonderful spirit of missionary enterprise which made the name of Scot and of Ireland so well known throughout Europe, while at the same time the Irish were being driven out of their colonies in Wales and south-west Britain owing to the advance of the Saxon power. In 563 Columba founded the monastery of Hí (Iona), which spread the knowledge of the Gospel among the Picts of the Scottish mainland. From this same solitary outpost went forth the illustrious Aidan to plant another Iona at Lindisfarne, which, “long after the poor parent brotherhood had fallen to decay, expanded itself into the bishopric of Durham.” And Lightfoot claims for Aidan “the first place in the evangelization of the English race. Augustine was the apostle of Kent, but Aidan was the apostle of England.” In 590 Columbanus, a native of Leinster (b. 543), went forth from Bangor, accompanied by twelve companions, to preach the Gospel on the continent of Europe. Columbanus was the first of the long stream of famous Irish monks who left their traces in Italy, Switzerland, Germany and France; amongst them being Gallus or St Gall, founder of St Gallen, Kilian of Würzburg, Virgil of Salzburg, Cathald of Tarentum and numerous others. At the beginning of the 8th century a long series of missionary establishments extended from the mouths of the Meuse and Rhine to the Rhône and the Alps, whilst many others founded by Germans are the offspring of Irish monks. Willibrord, the apostle of the Frisians, for instance, spent twelve years in Ireland. Other Irishmen seeking remote places wherein to lead the lives of anchorites, studded the numerous islands on the west coast of Scotland with their little buildings. Cormac ua Liathain, a disciple of St Columba, visited the Orkneys, and when the Northmen first discovered Iceland they found there books and other traces of the early Irish church. It may be mentioned that the geographer Dicuil who lived at the court of Charlemagne gives a description of Iceland which must have been obtained from some one who had been there. The peculiarities which owing to Ireland’s isolation had survived were brought into prominence when the Irish missionaries came into contact with Roman ecclesiastics. The chief points of difference were the calculation of Easter and the form of the tonsure, in addition to questions of discipline such as the consecration of bishops per saltum and bishops without dioceses. With regard to tonsure it would seem that the druids shaved the front part of the head from ear to ear. St Patrick doubtless introduced the ordinary coronal tonsure, but in the period following his death the old druidical tonsure was again revived. In the calculation of Easter the Irish employed the old Roman and Jewish 84-years’ cycle which they may have received from St Patrick and which had once prevailed all over Europe. Shut off from the world, they were probably ignorant of the new cycle of 532 years which had been adopted by Rome in 463. This question aroused a controversy which waxed hottest in England, and as the Irish monks stubbornly adhered to their traditions they were vehemently attacked by their opponents. As early as 633 the church of the south of Ireland, which had been more in contact with Gaul, had been won over to the Roman method of computation. The north and Iona on the other hand refused to give in until Adamnán induced the north of Ireland to yield in 697, while Iona held out until 716, although by this time the monastery had lost its influence in Pictland. Owing to these controversies the real work of the early Irish missionaries in converting the pagans of Britain and central Europe, and sowing the seeds of culture there, is apt to be overlooked. Thus, when the Anglo-Saxon, Winfrid, surnamed Boniface, appeared in the kingdom of the Franks as papal legate in 723, to romanize the existing church of the time, neither the Franks, the Thuringians, the Alemanni nor the Bavarians could be considered as pagans. What Irish missionaries and their foreign pupils had implanted for more than a century quite independently of Rome, Winfrid organized and established under Roman authority partly by force of arms.
One nearly immediate result of the changes brought about by Findian was the amazing spirit of missionary work that made the names of Scotland and Ireland well-known across Europe. At the same time, the Irish were being pushed out of their colonies in Wales and southwest Britain due to the rise of Saxon power. In 563, Columba started the monastery of Hí (Iona), which spread the teaching of the Gospel among the Picts of the Scottish mainland. From this same isolated outpost, the renowned Aidan went out to establish another Iona at Lindisfarne, which, long after the original brotherhood had declined, grew into the bishopric of Durham. Lightfoot argues that Aidan deserves “the first place in the evangelization of the English people. Augustine was the apostle of Kent, but Aidan was the apostle of England.” In 590, Columbanus, a native of Leinster (born 543), set out from Bangor with twelve companions to preach the Gospel across mainland Europe. Columbanus was the first in a long line of famous Irish monks who left their mark in Italy, Switzerland, Germany, and France, including figures like Gallus or St. Gall, who founded St. Gallen, Kilian of Würzburg, Virgil of Salzburg, Cathald of Tarentum, and many others. At the beginning of the 8th century, a long series of missionary foundations stretched from the mouths of the Meuse and Rhine to the Rhône and the Alps, while many others established by Germans were the results of Irish monks’ efforts. For example, Willibrord, the apostle of the Frisians, spent twelve years in Ireland. Other Irishmen, looking for remote areas to live as hermits, filled the many islands along the west coast of Scotland with their small structures. Cormac ua Liathain, a disciple of St. Columba, visited the Orkneys, and when the Norsemen first found Iceland, they discovered books and other remnants of the early Irish church there. Notably, the geographer Dicuil, who lived at Charlemagne's court, provided a description of Iceland that must have come from someone who had been there. The unique customs that survived due to Ireland's isolation became especially evident when the Irish missionaries interacted with Roman clerics. The main differences included how to calculate Easter and the style of tonsure, as well as disciplinary questions like the consecration of bishops per saltum and bishops without dioceses. Regarding tonsure, it seems that the druids shaved the front part of the head from ear to ear. St. Patrick likely introduced the common circular tonsure, but in the years following his death, the old druidic tonsure made a comeback. When it came to the calculation of Easter, the Irish used the old Roman and Jewish 84-year cycle, which they may have inherited from St. Patrick and which had once been common across Europe. Cut off from outside influence, they were probably unaware of the new 532-year cycle that Rome had adopted in 463. This issue sparked a controversy that was especially intense in England, and as the Irish monks stubbornly stuck to their traditions, they faced fierce opposition. As early as 633, the church in southern Ireland, which had more contact with Gaul, had adopted the Roman method of calculation. Meanwhile, the north and Iona resisted until Adamnán persuaded the north of Ireland to comply in 697, while Iona held out until 716, although by then the monastery had lost its influence in Pictland. Because of these disputes, the true contributions of the early Irish missionaries in converting the pagans of Britain and central Europe, and in planting the seeds of culture there, might be overlooked. Thus, when the Anglo-Saxon Winfrid, known as Boniface, arrived in the Frankish kingdom as a papal legate in 723 to align the existing church with Roman practices, neither the Franks, Thuringians, Alemanni, nor Bavarians could be seen as pagans. What Irish missionaries and their foreign followers had established independently of Rome for over a century was organized and institutionalized under Roman authority, partly through military force.
During the four centuries which elapsed between the arrival of St Patrick and the establishment of a central state in Dublin by the Norsemen the history of Ireland is almost a blank as 763 regards outstanding events. From the time that the Milesians of Tara had come to be recognized as suzerains of the whole island all political development ceases. The annals contain nothing save a record of intertribal warfare, which the high-king was rarely powerful enough to stay. The wonderful achievements of the Irish monks did not affect the body politic as a whole, and it may be doubted if there was any distinct advance in civilization in Ireland from the time of Niall Nóigiallach to the Anglo-Norman invasion. Niall’s posterity held the position of ardrí uninterruptedly until 1002. Four of his sons, Loigaire, Conall Crimthand, Fiacc and Maine, settled in Meath and adjoining territories, and their posterity were called the southern Hy Neill. The other four, Eogan, Enna Find, Cairpre and Conall Gulban, occupied the northern part of Ulster. Their descendants were known as the northern Hy Neill.5 The descendants of Eogan were the O’Neills and their numerous kindred septs; the posterity of Conall Gulban were the O’Donnells and their kindred septs. Niall died in 406 in the English Channel whilst engaged in a marauding expedition. He was succeeded by his nephew Dathi, son of Fiachra, son of Eochaid Muigmedóin, who is stated to have been struck by lightning at the foot of the Alps in 428. Loigaire, son of Niall (428-463), is identified with the story of St Patrick. According to tradition it was during his reign that the codification of the Senchus Mór took place. A well-known story represents him as constantly at war with the men of Leinster. His successor, Ailill Molt (463-483), son of Dathi, is remarkable as being the last high-king for 500 years who was not a direct descendant of Niall.
During the four centuries between the arrival of St. Patrick and the establishment of a central government in Dublin by the Norsemen, Ireland's history is almost empty in terms of significant events. Once the Milesians of Tara were recognized as rulers of the entire island, political development came to a halt. The historical records contain only accounts of tribal warfare, which the high king rarely had the power to stop. The remarkable accomplishments of Irish monks didn't significantly impact the overall political situation, and it’s questionable whether Ireland saw any true advancement in civilization from the time of Niall Nóigiallach until the Anglo-Norman invasion. Niall’s descendants held the title of high king (ardrí) continuously until 1002. Four of his sons—Loigaire, Conall Crimthand, Fiacc, and Maine—settled in Meath and nearby regions, and their descendants became known as the southern Hy Neill. The other four sons—Eogan, Enna Find, Cairpre, and Conall Gulban—took over the northern part of Ulster, with their descendants referred to as the northern Hy Neill. The descendants of Eogan became the O’Neills and their many related clans; the descendants of Conall Gulban became the O’Donnells and their related clans. Niall died in 406 in the English Channel while leading a raiding expedition. He was succeeded by his nephew Dathi, the son of Fiachra, son of Eochaid Muigmedóin, who is said to have been struck by lightning at the foot of the Alps in 428. Loigaire, Niall’s son (428-463), is associated with the story of St. Patrick. According to tradition, it was during his reign that the codification of the Senchus Mór happened. A well-known tale portrays him as constantly at war with the people of Leinster. His successor, Ailill Molt (463-483), son of Dathi, is notable for being the last high king for 500 years who was not a direct descendant of Niall.
In 503 a body of colonists under Fergus, son of Erc, moved from Dalriada to Argyll and effected settlements there. The circumstances which enabled the Scots to succeed in occupying Kintyre and Islay cannot now be ascertained. The little kingdom had great difficulty to maintain itself, and its varying fortunes are very obscure. Neither is it clear that bodies of Scots had not already migrated to Argyll. Diarmait, son of Fergus Cerbaill (544-565), of the southern Hy Neill, undoubtedly professed Christianity though he still clung to many pagan practices, such as polygamy and the use of druidical incantations in battle. The annals represent him as getting into trouble with the Church on account of his violation of the right of sanctuary. At an assembly held at Tara in 554 Curnan, son of the king of Connaught, slew a nobleman, a crime punishable with death. The author of the deed fled for sanctuary to St Columba. But Diarmait pursued him, and disregarding the opposition of the saint seized Curnan and hanged him. St Columba’s kinsmen, the northern Hy Neill, took up the quarrel, and attacked and defeated the king at Culdreimne in 561. In this battle Diarmait is stated to have employed druids to form an airbe druad (fence of protection?) round his host. A few years later Diarmait seized by force the chief of Hy Maine, who had slain his herald and had taken refuge with St Ruadan of Lothra. According to the legend the saint, accompanied by St Brendan of Birr, followed the king to Tara and solemnly cursed it, from which time it was deserted. It has been suggested that Tara was abandoned during the plague of 548-549. Others have surmised that it was abandoned as a regular place of residence long before this, soon after the northern and southern branches of the Hy Neill had consolidated their power at Ailech and in Westmeath. Whatever truth there may be in the legend, it demonstrates conclusively the absence of a rallying point where the idea of a central government might have taken root. Aed, son of Ainmire (572-598) of the northern Hy Neill, figures prominently in the story of St Columba. It was during his reign that the famous assembly of Drumcet (near Newtown-limavaddy in Co. Derry) was held. The story goes that the filid had increased in number to such an extent that they included one-third of the freemen. There was thus quite an army of impudent swaggering idlers roaming about the country and quartering themselves on the chiefs and nobles during the winter and spring, story-telling, and lampooning those who dared to hesitate to comply with their demands.
In 503, a group of settlers led by Fergus, son of Erc, moved from Dalriada to Argyll and established settlements there. The reasons that allowed the Scots to successfully settle in Kintyre and Islay are unclear today. The small kingdom struggled to survive, and its fluctuating fortunes are quite obscure. It's also not certain whether groups of Scots had already migrated to Argyll. Diarmait, son of Fergus Cerbaill (544-565), from the southern Hy Neill, certainly embraced Christianity, though he still held onto many pagan traditions, like polygamy and using druidic spells in battle. The records show he clashed with the Church for violating the right of sanctuary. At a gathering at Tara in 554, Curnan, son of the king of Connaught, killed a nobleman, an offense punishable by death. The perpetrator fled to St. Columba for sanctuary. However, Diarmait pursued him and, ignoring the saint's objections, captured Curnan and hanged him. St. Columba's relatives, the northern Hy Neill, took up the cause and attacked Diarmait, defeating him at Culdreimne in 561. In this battle, it's said Diarmait used druids to create an airbe druad (fence of protection?) around his troops. A few years later, Diarmait forcibly took the chief of Hy Maine, who had killed his herald and sought refuge with St. Ruadan of Lothra. According to legend, the saint, accompanied by St. Brendan of Birr, followed Diarmait to Tara and placed a solemn curse on it, leading to its abandonment. Some suggest Tara was deserted during the plague of 548-549, while others think it was left as a regular residence much earlier, soon after the northern and southern branches of the Hy Neill united their power at Ailech and in Westmeath. Regardless of the truth behind the legend, it clearly shows the lack of a central rallying point for a government to take root. Aed, son of Ainmire (572-598) from the northern Hy Neill, plays a significant role in the story of St. Columba. During his reign, the notable assembly of Drumcet (near Newtownlimavaddy in Co. Derry) took place. The story goes that the number of filid had grown so much that they made up one-third of the freemen. As a result, there was quite an army of arrogant, idle individuals roaming the land, staying with chiefs and nobles during the winter and spring, sharing stories, and mocking those who hesitated to meet their demands.
Some idea of the style of living of the learned professions in early Ireland may be gathered from the income enjoyed in later times by the literati of Tír Conaill (Co. Donegal). It has been computed that no less than £2000 was set aside yearly in this small state for the maintenance of the class. No wonder, then, that Aed determined to banish them from Ireland. At the convention of Drumcet the number of filid was greatly reduced, lands were assigned for their maintenance, the ollams were required to open schools and to support the inferior bards as teachers. This reform may have helped to foster the cultivation of the native literature, and it is possible that we owe to it the preservation of the Ulster epic. But the Irish were unfortunately incapable of rising above the saga, consisting of a mixture of prose and verse. Their greatest achievement in literature dates back to the dawn of history, and we find no more trace of development in the world of letters than in the political sphere. The Irishman, in his own language at any rate, seems incapable of a sustained literary effort, a consequence of which is that he invents the most intricate measures. Sense is thus too frequently sacrificed to sound. The influence of the professional literary class kept the clan spirit alive with their elaborate genealogies, and in their poems they only pandered to the vanity and vices of their patrons. That no new ideas came in may be gathered from the fact that the bulk of Irish literature so far published dates from before 800, though the MSS. which contain it are much later. Bearing in mind how largely the Finn cycle is modelled on the older Ulster epic, works of originality composed between 1000 and 1600 are with one or two exceptions conspicuously absent.
Some idea of the lifestyle of the educated classes in early Ireland can be gleaned from the income that the literati of Tír Conaill (Co. Donegal) received in later times. It has been estimated that around £2000 was allocated annually in this small state for their upkeep. No wonder, then, that Aed decided to banish them from Ireland. At the convention of Drumcet, the number of filid was greatly reduced, lands were designated for their support, and the ollams were required to establish schools and assist the lesser bards as teachers. This reform might have encouraged the growth of native literature, and it’s possible that we owe the preservation of the Ulster epic to it. However, the Irish unfortunately seemed incapable of moving beyond the saga, which was a mix of prose and verse. Their greatest literary achievement dates back to the beginning of history, and there’s little sign of development in literature, much like in the political arena. The Irishman, at least in his own language, appears unable to sustain a literary effort, which results in the creation of the most complex structures. As a result, meaning is often sacrificed for rhythm. The influence of the professional literary class kept clan identity alive with their detailed genealogies, and in their poems, they merely catered to the vanity and vices of their patrons. The absence of new ideas is evident since most published Irish literature predates 800, even though the manuscripts that contain it were produced much later. Considering how significantly the Finn cycle is modeled on the older Ulster epic, works of originality created between 1000 and 1600 are, with one or two exceptions, notably missing.
At the convention of Drumcet the status of the Dalriadic settlement in Argyll was also regulated. The ardrí desired to make the colony an Irish state tributary to the high-king; but on the special pleading of St Columba it was allowed to remain independent. Aed lost his life in endeavouring to exact the boroma tribute from Brandub, king of Leinster, who defeated him at Dunbolg in 598. After several short reigns the throne was occupied by Aed’s son Domnall (627-641). His predecessor, Suibne Menn, had been slain by the king of Dalaraide, Congal Claen. The latter was driven out of the country by Domnall, whereupon Congal collected an army of foreign adventurers made up of Saxons, Dalriadic Scots, Britons and Picts to regain his lands and to avenge himself on the high-king. In a sanguinary encounter at Mag Raith (Moira in Co. Down), which forms the subject of a celebrated romance, Congal was slain and the power of the settlement in Kintyre weakened for a considerable period. A curious feature of Hy Neill rule about this time was joint kingship. From 563 to 656 there were no less than five such pairs. In 681 St Moling of Ferns prevailed upon the ardrí Finnachta (674-690) to renounce for ever the boroma, tribute, which had always been a source of friction between the supreme king and the ruler of Leinster. This was, however, unfortunately not the last of the boroma. Fergal (711-722), in trying to enforce it again, was slain in a famous battle at Allen in Kildare. As a sequel Fergal’s son, Aed Allan (734-743), defeated the men of Leinster with great slaughter at Ballyshannon (Co. Kildare) in 737. If there was so little cohesion among the various provinces it is small wonder that Ireland fell such an easy prey to the Vikings in the next century. In 697 an assembly was held at Tara in which a law known as Cáin Adamnáin was passed, at the instance of Adamnán, prohibiting women from taking part in battle; a decision that shows how far Ireland with its tribal system lagged behind Teutonic and Latin countries in civilization. A similar enactment exempting the clergy, known as Cáin Patraic, was agreed to in 803. The story goes that the ardrí Aed Oirdnigthe (797-819) made a hostile incursion into Leinster and forced the primate of Armagh and all his clergy to attend him. When representations were made to the king as to the impropriety of his conduct, he referred the matter to his adviser, Fothud, who was also a cleric. Fothud pronounced that 764 the clergy should be exempted, and three verses purporting to be his decision are still extant.
At the Drumcet convention, the status of the Dalriadic settlement in Argyll was also addressed. The ardrí wanted to make the colony an Irish state under the high king’s control, but thanks to St. Columba’s special appeal, it was allowed to stay independent. Aed lost his life trying to collect the boroma tribute from Brandub, the king of Leinster, who defeated him at Dunbolg in 598. After a series of short reigns, Aed’s son Domnall took the throne (627-641). His predecessor, Suibne Menn, had been killed by Congal Claen, the king of Dalaraide. Domnall drove Congal out of the country, prompting him to gather an army of foreign warriors, including Saxons, Dalriadic Scots, Britons, and Picts, to reclaim his lands and seek revenge on the high king. In a bloody battle at Mag Raith (Moira in County Down), which is the subject of a well-known romance, Congal was killed, significantly weakening the Dalriadic settlement's power in Kintyre for a long time. A curious aspect of Hy Neill rule during this time was the practice of joint kingship. From 563 to 656, there were five pairs of joint kings. In 681, St. Moling of Ferns persuaded the ardrí Finnachta (674-690) to permanently renounce the boroma tribute, which had always caused tension between the supreme king and the ruler of Leinster. Unfortunately, this was not the end of the boroma. Fergal (711-722), in his attempt to enforce it again, was killed in a famous battle at Allen in Kildare. Following this, Fergal’s son, Aed Allan (734-743), inflicted a heavy defeat on the men of Leinster at Ballyshannon (County Kildare) in 737. With so little unity among the different provinces, it’s not surprising that Ireland became an easy target for the Vikings in the next century. In 697, an assembly was held at Tara where a law called Cáin Adamnáin was passed at Adamnán's request, banning women from participating in battle; this shows how much Ireland lagged behind Teutonic and Latin countries in terms of civilization due to its tribal system. A similar law exempting the clergy, known as Cáin Patraic, was established in 803. The story goes that ardrí Aed Oirdnigthe (797-819) launched a hostile invasion into Leinster and compelled the primate of Armagh and all his clergy to serve him. When concerns about his behavior were raised, he referred the issue to his advisor, Fothud, who was also a cleric. Fothud ruled that the clergy should be exempt, and three verses said to be his decision still exist.
Invasion of the Northmen.—The first incursion of the Northmen took place in A.D. 795, when they plundered and burnt the church of Rechru, now Lambay, an island north of Dublin Bay. When this event occurred, the power of the over-king was a mere shadow. The provincial kingdoms had split up into more or less independent principalities, almost constantly at war with each other. The oscillation of the centre of power between Meath and Tír Eogain, according as the ardrí belonged to the southern or northern Hy Neill, produced corresponding perturbations in the balance of parties among the minor kings. The army consisted of a number of tribes, each commanded by its own chief, and acting as so many independent units without cohesion. The tribesmen owed fealty only to their chiefs, who in turn owed a kind of conditional allegiance to the over-king, depending a good deal upon the ability of the latter to enforce it. A chief might through pique or other causes withdraw his tribe even on the eve of a battle without such defection being deemed dishonourable. What the tribe was to the nation or the province, the fine or sept was to the tribe itself. The head of a sept had a voice not only in the question of war or peace, for that was determined by the whole tribe, but in all subsequent operations. However brave the individual soldiers of such an army might be, the army itself was unreliable against a well-organized and disciplined enemy. Again, such tribal forces were only levies gathered together for a few weeks at most, unprovided with military stores or the means of transport, and consequently generally unprepared to attack fortifications of any kind, and liable to melt away as quickly as they were gathered together. Admirably adapted for a sudden attack, such an army was wholly unfit to carry on a regular campaign or take advantage of a victory. These defects of the Irish military system were abundantly shown throughout the Viking period and also in Anglo-Norman times.
Invasion of the Northmen.—The first incursion of the Northmen happened in CE 795, when they raided and burned the church of Rechru, now known as Lambay, an island north of Dublin Bay. At that time, the power of the over-king was just a shadow. The provincial kingdoms had fragmented into mostly independent principalities, often at war with one another. The shifting center of power between Meath and Tír Eogain, depending on whether the ardrí was from the southern or northern Hy Neill, caused noticeable disturbances in the balance of power among the minor kings. The army was made up of various tribes, each led by its own chief, functioning as separate units without cohesion. The tribesmen were loyal only to their chiefs, who in turn had a kind of conditional loyalty to the over-king, largely depending on the over-king's ability to enforce it. A chief could, out of spite or other reasons, pull his tribe away even right before a battle without it being considered dishonorable. Just as the tribe was to the nation or province, the fine or sept was to the tribe itself. The leader of a sept had a say not only in matters of war or peace, which were decided by the whole tribe, but also in all the following actions. However brave the individual soldiers in such an army might be, the army itself was unreliable against a well-organized and disciplined enemy. Moreover, these tribal forces were just temporary levies gathered for a few weeks at most, lacking military supplies or transport means, and thus generally unprepared for attacking any kind of fortifications, often vanishing as quickly as they had gathered. Perfectly suited for a surprise attack, such an army was completely unfit for conducting a regular campaign or capitalizing on a victory. These shortcomings of the Irish military system were clearly displayed throughout the Viking era and also during Anglo-Norman times.
The first invaders were probably Norwegians6 from Hördaland in search of plunder and captives. Their attacks were not confined to the sea-coasts; they were able to ascend the rivers in their ships, and already in 801 they are found on the upper Shannon. At the outset the invaders arrived in small bodies, but as these met with considerable resistance large fleets commanded by powerful Vikings followed. With such forces it was possible to put fleets of boats on the inland lakes. Rude earthen or stockaded forts, serving as magazines and places of retreat, were erected; or in some cases use was made of strongholds already existing, such as Dun Almain in Kildare, Dunlavin in Wicklow and Fermoy in Cork. Some of these military posts in course of time became trading stations or grew into towns. During the first half of the 9th century attacks were incessant in most parts of the island. In 801 we find Norwegians on the upper Shannon; in 820 the whole of Ireland was harried; and five years later we hear of Vikings in Co. Dublin, Meath, Kildare, Wicklow, Queen’s Co., Kilkenny and Tipperary. However, the invaders do not appear to have acted in concert until 830. About this time a powerful leader, named Turgeis (Turgesius), accompanied by two nobles, Saxolb and Domrair (Thorir), arrived with a “royal fleet.” Sailing up the Shannon they built strongholds on Lough Ree and devastated Connaught and Meath. Eventually Turgeis established himself in Armagh, whilst his wife Ota settled at Clonmacnoise and profaned the monastery church with pagan rites. Indeed, the numerous ecclesiastical establishments appear to have been quite as much the object of the invaders’ fury as the civil authorities. The monastery of Armagh was rebuilt ten times, and as often destroyed. It was sacked three times in one month. Turgeis himself is reported to have usurped the abbacy of Armagh. To escape from the continuous attacks on the monasteries, Irish monks and scholars fled in large numbers to the continent carrying with them their precious books. Among them were many of the greatest lights in the world of letters of the time, such as Sedulius Scottus and Johannes Scottus Erigena. The figure of Turgeis has given rise to considerable discussion, as there is no mention of him in Scandinavian sources. It seems probable that his Norwegian name was Thorgils and he was possibly related to Godfred, father of Olaf the White, who figures prominently in Irish history a little later. Turgeis apparently united the Viking forces, as he is styled the first king of the Norsemen in Ireland. A permanent sovereignty over the whole of Ireland, such as Turgeis seems to have aimed at, was then as in later times impossible because of the state of society. During his lifetime various cities were founded—the first on Irish soil. Dublin came into existence in 840, and Waterford and Limerick appear in history about the same time. Although the Norsemen were constantly engaged in conflict with the Irish, these cities soon became important commercial centres trading with England, France and Norway. Turgeis was captured and drowned by the ardrí Maelsechlainn in 844, and two years later Domrair was slain. However cruel and rapacious the Vikings may have been, the work of disorder and ruin was not all theirs. The condition of the country afforded full scope for the jealousy, hatred, cupidity and vanity which characterize the tribal state of political society. For instance, Fedilmid, king of Munster and archbishop of Cashel, took the opportunity of the misfortunes of the country to revive the claims of the Munster dynasty to be kings of Ireland. To enforce this claim he ravaged and plundered a large part of the country, took hostages from Niall Caille the over-king (833-845), drove out the comarba of St Patrick, or archbishop of Armagh, and for a whole year occupied his place as bishop. On his return he plundered the termon lands of Clonmacnoise “up to the church door,” an exploit which was repeated the following year. There is no mention of his having helped to drive out the foreigners.
The first invaders were likely Norwegians6 from Hördaland looking for loot and captives. Their attacks weren’t limited to the coasts; they managed to navigate up the rivers in their ships, and already in 801 they were seen on the upper Shannon. Initially, the invaders came in small groups, but as they faced significant resistance, larger fleets led by powerful Vikings followed. With such forces, they could deploy fleets of boats on inland lakes. They built crude earthen forts or stockaded structures to serve as supply depots and refuge, or sometimes they utilized existing strongholds like Dun Almain in Kildare, Dunlavin in Wicklow, and Fermoy in Cork. Some of these military sites later developed into trading posts or towns. During the first half of the 9th century, attacks were relentless across most of the island. In 801, we find Norwegians on the upper Shannon; in 820, all of Ireland faced raids; and five years later, Vikings were reported in Co. Dublin, Meath, Kildare, Wicklow, Queen’s Co., Kilkenny, and Tipperary. However, the invaders didn’t seem to coordinate until 830. Around this time, a strong leader named Turgeis (Turgesius), along with two nobles, Saxolb and Domrair (Thorir), arrived with a “royal fleet.” Sailing up the Shannon, they built strongholds on Lough Ree and devastated Connaught and Meath. Eventually, Turgeis settled in Armagh, while his wife Ota established herself at Clonmacnoise and defiled the monastery church with pagan rituals. Indeed, the numerous religious sites seemed to attract as much of the invaders’ wrath as the civil authorities. The monastery in Armagh was rebuilt ten times and destroyed just as often, being sacked three times in one month. Turgeis himself is said to have seized the abbacy of Armagh. To escape the ongoing attacks on the monasteries, Irish monks and scholars fled in large numbers to the continent with their precious books. Among them were some of the greatest intellectuals of the time, such as Sedulius Scottus and Johannes Scottus Erigena. The figure of Turgeis has led to much debate, as he isn’t mentioned in Scandinavian records. It's likely his Norwegian name was Thorgils, and he may have been related to Godfred, father of Olaf the White, who becomes prominent in Irish history shortly after. Turgeis apparently united the Viking factions, as he is referred to as the first king of the Norsemen in Ireland. Having a lasting rule over all of Ireland, which Turgeis seemed to be aiming for, was impossible due to the societal conditions. During his lifetime, several cities were founded—the first on Irish soil. Dublin was established in 840, with Waterford and Limerick emerging in history around the same period. Although the Norsemen were continually in conflict with the Irish, these cities quickly became significant commercial hubs trading with England, France, and Norway. Turgeis was captured and drowned by the ardrí Maelsechlainn in 844, and two years later, Domrair was killed. However cruel and plundering the Vikings may have been, the chaos and destruction weren’t solely their doing. The state of the country allowed for the jealousy, hatred, greed, and vanity typical of tribal political societies to flourish. For instance, Fedilmid, king of Munster and archbishop of Cashel, seized the opportunity provided by the country's misfortunes to revive the Munster dynasty's claims to kingship over Ireland. To solidify this claim, he ravaged and plundered much of the country, took hostages from Niall Caille the over-king (833-845), expelled the comarba of St Patrick, who was the archbishop of Armagh, and occupied his position as bishop for a whole year. Upon his return, he looted the termon lands of Clonmacnoise “up to the church door,” a feat he repeated the following year. There’s no record of him having helped to drive out the foreigners.
For some years after the death of Turgeis the Norsemen appear to have lacked a leader and to have been hard pressed. It was during this period that Dublin was chosen as the point of concentration for their forces. In 848 a Danish fleet from the south of England arrived in Dublin Bay. The Danes are called in Irish Dubgaill, or black foreigners, as distinguished from the Findgaill7 or white foreigners, i.e. Norwegians. The origin of these terms, as also of the Irish name for Norway (Lochlann), is obscure. At first the Danes and Norwegians appear to have made common cause, but two years later the new city of Dublin was stormed by the Danes. In 851 the Dublin Vikings succeeded in vanquishing the Danes after a three days’ battle at Snaim Aignech (Carlingford Lough), whereupon the defeated party under their leader Horm took service with Cerball, king of Ossory. Even in the first half of the 9th century there must have been a great deal of intermarriage between the invaders and the native population, due in part at any rate to the number of captive women who were carried off. A mixed race grew up, recruited by many Irish of pure blood, whom a love of adventure and a lawless spirit led away. This heterogeneous population was called Gallgoidel or foreign Irish (whence the modern name Galloway), and like their northern kinsmen they betook themselves to the sea and practised piracy. The Christian element in this mixed society soon lapsed to a large extent, if not entirely, into paganism. The Scandinavian settlements were almost wholly confined to the seaport towns, and except Dublin included none of the surrounding territory. Owing to its position and the character of the country about it, especially the coast-land to the north of the Liffey which formed a kind of border-land between the territories of the kings of Meath and Leinster, a considerable tract passed into the possession of so powerful a city as Dublin.
For several years after Turgeis's death, the Norsemen seemed to lack a leader and were under pressure. It was during this time that Dublin was selected as their main stronghold. In 848, a Danish fleet from the south of England arrived in Dublin Bay. The Irish referred to the Danes as Dubgaill, or black foreigners, to distinguish them from the Findgaill7 or white foreigners, meaning Norwegians. The origins of these terms, as well as the Irish name for Norway (Lochlann), are unclear. Initially, the Danes and Norwegians seemed to unite, but two years later, the Danes stormed the newly established city of Dublin. In 851, the Dublin Vikings managed to defeat the Danes after a three-day battle at Snaim Aignech (Carlingford Lough), after which the defeated group joined Cerball, king of Ossory. Even in the first half of the 9th century, there must have been a significant amount of intermarriage between the invaders and the local population, partly due to the many captive women taken. A mixed race emerged, bolstered by numerous Irish of pure descent who were drawn away by adventure and a rebellious spirit. This diverse population was called Gallgoidel or foreign Irish (which gave rise to the modern name Galloway), and like their northern relatives, they took to the sea and engaged in piracy. The Christian aspect of this mixed society largely faded, if not completely, into paganism. The Scandinavian settlements were mainly limited to coastal towns, with Dublin being the only city that included any surrounding land. Due to its location and the nature of the land around it, especially the coastal area north of the Liffey, which acted as a sort of boundary between the territories of the kings of Meath and Leinster, a significant area fell under the control of a powerful city like Dublin.
The social and political condition of Ireland, and the pastoral occupation of the inhabitants, were unfavourable to the development of foreign commerce, and the absence of coined money among them shows that it did not exist on an extensive scale. 765 The foreign articles of luxury (dress, ornaments, wine, &c.) required by them were brought to the great oenachs or fairs held periodically in various parts of the country. A flourishing commerce, however, soon grew up in the Scandinavian towns; mints were established, and many foreign traders—Flemings, Italians and others—settled there. It was through these Scandinavian trading communities that Ireland came into contact with the rest of Europe in the 11th and 12th centuries. If evidence were needed it is only necessary to point to the names of three of the Irish provinces, Ulster, Leinster, Munster, which are formed from the native names (Ulaid, Laigin, Muma-n) with the addition of Norse staðr; and the very name by which the island is now generally known is Scandinavian in form (Ira-land, the land of the Irish). The settlers in the Scandinavian towns early came to be looked upon by the native Irish as so many septs of a tribe added to the system of petty states forming the Irish political system. They soon mixed in the domestic quarrels of neighbouring tribes, at first selling their protection, but afterwards as vassals, sometimes as allies, like the septs and tribes of the Goidel among themselves. The latter in turn acted in similar capacities with the Irish-Norwegian chiefs, Irish tribes often forming part of the Scandinavian armies in Britain. This intercourse led to frequent intermarriage between the chiefs and nobility of the two peoples. As an instance, the case of Cerball, king of Ossory (d. 887), may be cited. Eyvindr, surnamed Austmaðr, “the east-man,”8 son of Björn, agreed to defend Cerball’s territory on condition of receiving his daughter Raforta in marriage. Among the children of this marriage were Helgi Magri, one of the early settlers in Iceland, and Thurida, wife of Thorstein the Red. Three other daughters of Cerball married Scandinavians: Gormflaith (Kormlöð) married Grimolf, who settled in Iceland, Fridgerda married Thorir Hyrna, and Ethne (Edna) married Hlöðver, father of Earl Sigurd Digri who fell at Clontarf. Cerball’s son Domnall (Dufnialr) was the founder of an Icelandic family, whilst the names Raudi and Baugr occur in the same family. Hence the occurrence of such essentially Irish names as Konall, Kjaran, Njall, Kormakr, Brigit, Kaðlin, &c., among Icelanders and Norwegians cannot be a matter for surprise; nor that a number of Norse words were introduced into Irish, notably terms connected with trade and the sea.
The social and political situation in Ireland, along with the rural lifestyle of its people, didn't really support the growth of foreign trade, and the lack of coin money among them indicates that it wasn't a widespread practice. 765 The luxury goods they wanted (like clothing, jewelry, wine, etc.) were brought to the major fairs, called oenachs, that were held regularly across the country. However, a successful trade network quickly developed in the Scandinavian towns; mints were set up, and many foreign traders—including Flemings, Italians, and others—began to settle there. It was through these Scandinavian trading communities that Ireland connected with the rest of Europe in the 11th and 12th centuries. For proof, one only needs to look at the names of three Irish provinces: Ulster, Leinster, and Munster, which are derived from the native names (Ulaid, Laigin, Muma-n) with the Norse addition staðr; even the name we generally use for the island now has a Scandinavian origin (Ira-land, meaning the land of the Irish). The settlers in the Scandinavian towns were soon regarded by the native Irish as additional clans contributing to the network of small states that comprised the Irish political system. They quickly got involved in the local conflicts of nearby tribes, initially offering protection for payment, but later becoming vassals or allies, much like the various clans and tribes among the Goidel. The latter also took on similar roles with the Irish-Norwegian leaders, with Irish tribes often joining Scandinavian armies in Britain. This interaction led to frequent intermarriages between the leaders and elites of the two groups. One example is Cerball, king of Ossory (d. 887). Eyvindr, known as Austmaðr, or “the east-man,” son of Björn, agreed to defend Cerball’s land in exchange for marrying his daughter Raforta. Their children included Helgi Magri, one of the early settlers in Iceland, and Thurida, who married Thorstein the Red. Three other daughters of Cerball married Scandinavians: Gormflaith (Kormlöð) married Grimolf, who settled in Iceland, Fridgerda married Thorir Hyrna, and Ethne (Edna) married Hlöðver, the father of Earl Sigurd Digri who died at Clontarf. Cerball’s son Domnall (Dufnialr) founded an Icelandic family, and names like Raudi and Baugr appear in that same lineage. Therefore, it shouldn’t be surprising that distinctively Irish names like Konall, Kjaran, Njall, Kormakr, Brigit, Kaðlin, etc., show up among Icelanders and Norwegians, nor that several Norse words made their way into Irish, especially those related to trade and the sea.
The obscure contest between the Norwegians and Danes for supremacy in Dublin appears to have made the former feel the need of a powerful leader. At any rate, in 851-852 the king of Lochlann (Norway) sent his son Amlaib (Olaf the White) to assume sovereignty over the Norsemen in Ireland and to receive tribute and vassals. From this time it is possible to speak of a Scandinavian kingdom of Dublin, a kingdom which lasted almost without interruption until the Norman Conquest. The king of Dublin exercised overlordship over the other Viking communities in the island, and thus became the most dangerous opponent of the ardrí, with whom he was constantly at variance. Amlaib was accompanied by Ivar, who is stated in one source to have been his brother. Some writers wish to identify this prince with the famous Ivar Beinlaus, son of Ragnar Lodbrok. Amlaib was opposed to the ardrí Maelsechlainn I. (846-863) who had overcome Turgeis. This brave ruler gained a number of victories over the Norsemen, but in true Irish fashion they were never followed up. Although his successor Aed Finnliath (863-879) gave his daughter in marriage to Amlaib, no better relations were established. The king of Dublin was certainly the most commanding figure in Ireland in his day, and during his lifetime the Viking power was greatly extended. In 870 he captured the strongholds of Dumbarton and Dunseverick (Co. Antrim). He disappears from the scene in 873. One source represents him as dying in Ireland, but the circumstances are quite obscure. Ivar only survived Olaf two or three years, and it is stated that he died a Christian. During the ensuing period Dublin was the scene of constant family feuds, which weakened its power to such an extent that in 901 Dublin and Waterford were captured by the Irish and were obliged to acknowledge the supremacy of the high-king. The Irish Annals state that there were no fresh invasions of the Northmen for about forty years dating from 877. During this period Ireland enjoyed comparative rest notwithstanding the intertribal feuds in which the Norse settlers shared, including the campaigns of Cormac, son of Cuilennan, the scholarly king-bishop of Cashel.
The unclear rivalry between the Norwegians and Danes for control in Dublin seems to have made the Norwegians feel the need for a strong leader. In any case, in 851-852, the king of Lochlann (Norway) sent his son Amlaib (Olaf the White) to take charge of the Norsemen in Ireland and to collect tribute and vassals. From this point, we can talk about a Scandinavian kingdom of Dublin, which lasted nearly uninterrupted until the Norman Conquest. The king of Dublin held power over other Viking communities on the island and thus became the most significant rival to the ardrí, with whom he was always in conflict. Amlaib was joined by Ivar, who one source claims was his brother. Some writers believe this prince to be the famous Ivar Beinlaus, son of Ragnar Lodbrok. Amlaib was opposed to the ardrí Maelsechlainn I. (846-863), who had defeated Turgeis. This brave ruler won several victories against the Norsemen, but in true Irish fashion, these victories were never fully utilized. Though Amlaib's daughter was married to his successor Aed Finnliath (863-879), relations didn’t improve. The king of Dublin was undoubtedly the most prominent figure in Ireland during his time, and throughout his life, Viking power expanded significantly. In 870, he captured the fortresses of Dumbarton and Dunseverick (Co. Antrim). He vanished from the historical record in 873. One source suggests he died in Ireland, but the details are quite unclear. Ivar lived only two or three years after Olaf, and it's noted that he died a Christian. During the following time, Dublin was marked by ongoing family feuds, which weakened its power to the point that in 901, Dublin and Waterford were taken by the Irish and forced to acknowledge the high-king's supremacy. The Irish Annals note that there were no new invasions from the Northmen for about forty years starting from 877. During this time, Ireland experienced relative peace, despite the intertribal conflicts involving the Norse settlers, including the campaigns of Cormac, son of Cuilennan, the learned king-bishop of Cashel.
Towards the end of this interval of repose a certain Sigtrygg, who was probably a great-grandson of the Ivar mentioned above, addressed himself to the task of winning back the kingdom of his ancestor. Waterford was retaken in 914 by Ivar, grandson of Ragnall and Earl Ottir, and Sigtrygg won a signal victory over the king of Leinster at Cenn Fuait (Co. Kilkenny?) two years later. Dublin was captured, and the high-king Niall Glúndub (910-919) prepared to oppose the invaders. A battle of prime importance was gained by Sigtrygg over the ardrí, who fell fighting gallantly at Kilmashogue near Dublin in 919. Between 920 and 970 the Scandinavian power in Ireland reached its zenith. The country was desolated and plundered by natives and foreigners alike. The lower Shannon was more thoroughly occupied by the Norsemen, with which fact the rise of Limerick is associated. Carlow, Kilkenny and the territory round Lough Neagh were settled, and after the capture of Lough Erne in 932 much of Longford was colonized. The most prominent figures at this time were Muirchertach “of the leather cloaks,” son of Niall Glúndub, Cellachan of Cashel and Amlaib (Olaf) Cuarán. The first-named waged constant warfare against the foreigners and was the most formidable opponent the Scandinavians had yet met. In his famous circuit of Ireland (941) he took all the provincial kings, as well as the king of Dublin, as hostages, and after keeping them for five months at Ailech he handed them over to the feeble titular ardrí, showing that his loyalty was greater than his ambition. Unlike Muirchertach, Cellachan of Cashel, the hero of a late romance, was not particular whether he fought for or against the Norsemen. In 920 Sigtrygg (d. 927) was driven out of Dublin by his brother Godfred (d. 934) and retired to York, where he became king of Northumbria. His sons Olaf and Godfred were expelled by Æthelstan. The former, better known as Amlaib (Olaf) Cuarán, married the daughter of Constantine, king of Scotland, and fought at Brunanburh (938). Born about 920, he perhaps became king of York in 941. Expelled in 944-945 he went to Dublin and drove out his cousin Blákáre, son of Godfred. At the same time he held sway over the kingdom of Man and the Isles. We find this romantic character constantly engaged on expeditions in England, Ireland and Scotland. In 956 Congalach, the high-king, was defeated and slain by the Norse of Dublin. In 973 his son Domnall, in alliance with Amlaib, defeated the high-king Domnall O’Neill at Cell Mona (Kilmoon in Co. Meath). This Domnall O’Neill, son of Muirchertach, son of Niall Glúndub, was the first to adopt the name O’Neill (Ir. ua, ó = “grandson”). The tanists or heirs of the northern and southern Hy Neill having died, the throne fell to Maelsechlainn II., of the Cland Colmáin, the last of the Hy Neill who was undisputed king of Ireland. Maelsechlainn, who succeeded in 980, had already distinguished himself as king of Meath in war with the Norsemen. In the first year of his reign as high-king he defeated them in a bloody battle at Tara, in which Amlaib’s son, Ragnall, fell. This victory, won over the combined forces of the Scandinavians of Dublin, Man and the Isles, compelled Amlaib to deliver up all his captives and hostages,—among whom were Domnall Claen, king of Leinster, and several notables—to forgo the tribute which he had imposed upon the southern Hy Neill and to pay a large contribution of cattle and money. Amlaib’s spirit was so broken by this defeat that he retired to the monastery of Hí, where he died the same year.
Towards the end of this period of rest, a man named Sigtrygg, likely a great-grandson of the Ivar mentioned earlier, set out to reclaim his ancestor's kingdom. In 914, Ivar, the grandson of Ragnall, and Earl Ottir regained Waterford, and two years later, Sigtrygg achieved a significant victory against the king of Leinster at Cenn Fuait (County Kilkenny?). Dublin was captured, and the high king Niall Glúndub (910-919) prepared to counter the invaders. Sigtrygg won an important battle against the ardrí, who bravely fell at Kilmashogue near Dublin in 919. Between 920 and 970, Scandinavian power in Ireland peaked. The land was devastated and plundered by both locals and outsiders. The lower Shannon was more fully occupied by the Norsemen, which marked the rise of Limerick. Areas like Carlow, Kilkenny, and the land surrounding Lough Neagh were settled, and after Lough Erne was captured in 932, much of Longford was colonized. Key figures of this time included Muirchertach “of the leather cloaks,” son of Niall Glúndub, Cellachan of Cashel, and Amlaib (Olaf) Cuarán. Muirchertach constantly fought against the foreigners and was the most formidable opponent the Scandinavians had faced. During his famous tour of Ireland in 941, he took all the provincial kings, including the king of Dublin, as hostages, keeping them for five months at Ailech before handing them over to the weak titular ardrí, demonstrating loyalty that outweighed ambition. In contrast to Muirchertach, Cellachan of Cashel, the hero of a later story, was indifferent about whether he fought for or against the Norsemen. In 920, Sigtrygg (d. 927) was ousted from Dublin by his brother Godfred (d. 934) and went to York, where he became the king of Northumbria. His sons Olaf and Godfred were later expelled by Æthelstan. Olaf, better known as Amlaib (Olaf) Cuarán, married the daughter of Constantine, king of Scotland, and fought at Brunanburh (938). Born around 920, he may have become king of York in 941. After being expelled in 944-945, he returned to Dublin and ousted his cousin Blákáre, son of Godfred. Simultaneously, he ruled over the kingdom of Man and the Isles. This adventurous figure was often involved in military campaigns in England, Ireland, and Scotland. In 956, Congalach, the high king, was defeated and killed by the Norse of Dublin. In 973, his son Domnall, allied with Amlaib, defeated high king Domnall O’Neill at Cell Mona (Kilmoon in County Meath). This Domnall O’Neill, son of Muirchertach and Niall Glúndub, was the first to take the name O’Neill (Ir. ua, ó = “grandson”). With the tanists or heirs of the northern and southern Hy Neill deceased, the throne went to Maelsechlainn II., from the Cland Colmáin, the last undisputed king of Ireland from the Hy Neill. Maelsechlainn, who began his reign in 980, had already made a name for himself as king of Meath in battles against the Norsemen. In the first year of his reign as high king, he defeated them in a fierce battle at Tara, where Amlaib’s son, Ragnall, was killed. This victory over the united forces of the Scandinavians from Dublin, Man, and the Isles forced Amlaib to release all his captives and hostages—including Domnall Claen, king of Leinster, and several other notables—abandon the tribute he had imposed on the southern Hy Neill, and pay a large sum in cattle and money. Amlaib’s spirit was so crushed by this defeat that he retreated to the monastery of Hí, where he died the same year.
The Dalcais Dynasty.—We have already seen that the dominant race in Munster traced descent from Ailill Aulom. The Cashel dynasty claimed to descend from his eldest son Eogan, whilst the Dalcassians of Clare derived their origin from a younger son Cormac Cas. Ailill Aulom is said to have ordained that the 766 succession to the throne should alternate between the two lines, as in the case of the Hy Neill. This, however, is perhaps a fiction of later poets who wished to give lustre to the ancestry of Brian Boruma, as very few of the Dalcais princes appear in the list of the kings of Cashel. The Dalcassians play no prominent part in history until, in the middle of the 10th century, they were ruled by Kennedy (Cennétig), son of Lorcan, king of Thomond (d. 954), by whom their power was greatly extended. He left two sons, Mathgamain (Mahon) and Brian, called Brian Boruma, probably from a village near Killaloe.9 About the year 920 a Viking named Tomrair, son of Elgi, had seized the lower Shannon and established himself in Limerick, from which point constant incursions were made into all parts of Munster. After a period of guerrilla warfare in the woods of Thomond, Mathgamain concluded a truce with the foreigners, in which Brian refused to join. Thereupon Mathgamain crossed the Shannon and gained possession of the kingdom of Cashel, as Dunchad, the representative of the older line, had just died. Receiving the support of several of the native tribes, he felt himself in a position to attack the settlements of the foreigners in Munster. This aroused the ruler of Limerick, Ivar, who determined to carry the war into Thomond. He was supported by Maelmuad, king of Desmond, and Donoban, king of Hy Fidgeinte, and Hy Cairpri. Their army was met by Mathgamain at Sulchoit near Tipperary, where the Norsemen were defeated with great slaughter (968). This decisive victory gave the Dalcais Limerick, which they sacked and burnt, and Mathgamain then took hostages of all the chiefs of Munster. Ivar escaped to Britain, but returned after a year and entrenched himself at Inis Cathaig (Scattery Island in the lower Shannon). A conspiracy was formed between Ivar and his son Dubcenn and the two Munster chieftains Donoban and Maelmuad. Donoban was married to the daughter of a Scandinavian king of Waterford, and his own daughter was married to Ivar of Waterford.10 In 976 Inis Cathaig was attacked and plundered by the Dalcais and the garrison, including Ivar and Dubcenn, slain. Shortly before this Mathgamain had been murdered by Donoban, and Brian thus became king of Thomond, whilst Maelmuad succeeded to Cashel. In 977 Brian made a sudden and rapid inroad into Donoban’s territory, captured his fortress and slew the prince himself with a vast number of his followers. Maelmuad, the other conspirator, met with a like fate at Belach Lechta in Barnaderg (near Ballyorgan). After this battle Brian was acknowledged king of all Munster (978). After reducing the Dési, who were in alliance with the Northmen of Waterford and Limerick, in 984 he subdued Ossory and took hostages from the kings of East and West Leinster. In this manner he became virtually king of Leth Moga.
The Dalcais Dynasty.—We've already established that the main lineage in Munster descended from Ailill Aulom. The Cashel dynasty claimed to descend from his eldest son Eogan, while the Dalcassians of Clare traced their roots to a younger son, Cormac Cas. Ailill Aulom is said to have decreed that the succession to the throne should alternate between the two branches, similar to the Hy Neill. However, this might be a later creation by poets aiming to enhance the heritage of Brian Boruma, as very few of the Dalcais princes appear in the list of kings of Cashel. The Dalcassians don’t play a significant role in history until the mid-10th century when they were ruled by Kennedy (Cennétig), the son of Lorcan, king of Thomond (d. 954), who greatly expanded their power. He had two sons, Mathgamain (Mahon) and Brian, known as Brian Boruma, likely named after a village near Killaloe. Around 920, a Viking named Tomrair, son of Elgi, took control of the lower Shannon and established himself in Limerick, from which he constantly raided all parts of Munster. After a phase of guerrilla warfare in the forests of Thomond, Mathgamain settled a truce with the invaders, which Brian refused to accept. Consequently, Mathgamain crossed the Shannon and took control of the kingdom of Cashel following the death of Dunchad, the representative of the older line. Gathering support from several native tribes, he felt empowered to attack the foreign settlements in Munster. This provoked the ruler of Limerick, Ivar, who decided to launch an offensive into Thomond. He was backed by Maelmuad, king of Desmond, and Donoban, king of Hy Fidgeinte, and Hy Cairpri. Their army faced Mathgamain at Sulchoit near Tipperary, where the Norsemen suffered a major defeat with heavy casualties (968). This pivotal victory granted the Dalcais Limerick, which they looted and burned, and Mathgamain then took hostages from all the chiefs of Munster. Ivar fled to Britain but returned after a year and fortified himself at Inis Cathaig (Scattery Island in the lower Shannon). A conspiracy formed between Ivar and his son Dubcenn and the two Munster leaders Donoban and Maelmuad. Donoban was married to the daughter of a Scandinavian king of Waterford, and his daughter was married to Ivar of Waterford. In 976, the Dalcais attacked and plundered Inis Cathaig, killing the garrison, including Ivar and Dubcenn. Shortly before this, Mathgamain had been murdered by Donoban, allowing Brian to become king of Thomond, while Maelmuad ascended to Cashel. In 977, Brian launched a swift incursion into Donoban’s territory, capturing his fortress and killing the prince along with many of his followers. Maelmuad, the other conspirator, met a similar fate at Belach Lechta in Barnaderg (near Ballyorgan). After this battle, Brian was recognized as king of all Munster (978). After defeating the Dési, who had allied with the Northmen of Waterford and Limerick, in 984 he conquered Ossory and took hostages from the kings of East and West Leinster. This way, he effectively became king of Leth Moga.
This rapid rise of the Dalcassian leader was bound to bring him into conflict with the ardrí. Already in 982 Maelsechlainn had invaded Thomond and uprooted the venerable tree under which the Dalcais rulers were inaugurated. After the battle of Tara he had placed his half-brother Gluniarind, son of Amlaib Cuarán, in Dublin. This prince was murdered in 989 and was succeeded by Sigtrygg Silkiskeggi, son of Amlaib and Gormflaith, sister of Maelmorda, king of Leinster. In the same year Maelsechlainn took Dublin and imposed an annual tribute on the city. During these years there were frequent trials of strength between the ardrí and the king of Munster. In 992 Brian invaded Meath, and four years later Maelsechlainn defeated Brian in Munster. In 998 Brian ascended the Shannon with a large force, intending to attack Connaught, and Maelsechlainn, who received no support from the northern Hy Neill, came to terms with him. All hostages held by the over-king from the Northmen and Irish of Leth Moga were to be given up to Brian, which was a virtual surrender of all his rights over the southern half of Ireland; while Brian on his part recognized Maelsechlainn as sole king of Leth Cuinn. In 1000 Leinster revolted against Brian and entered into an alliance with the king of Dublin. Brian advanced towards the city, halting at a place called Glen Mama near Dunlavin (Co. Wicklow). He was attacked by the allied forces, who were repulsed with great slaughter. Maelmorda, king of Leinster, was taken prisoner, and Sigtrygg fled for protection to Ailech. The victor gave proof at once that he was not only a clever general but also a skilful diplomatist. Maelmorda was restored to his kingdom, Sigtrygg received Brian’s daughter in marriage, whilst Brian took to himself the Dublin king’s mother, the notorious Gormflaith, who had already been divorced by Maelsechlainn. After thus establishing peace and consolidating his power, Brian returned to his residence Cenn Corad and matured his plan of obtaining the high-kingship for himself. When everything was ready he entered Mag Breg with an army consisting of his own troops, those of Ossory, his South Connaught vassals and the Norsemen of Munster. The king of Dublin also sent a small force to his assistance. Maelsechlainn, taken by surprise and feeling himself unequal to the contest, endeavoured to gain time. An armistice was concluded, during which he was to decide whether he would give Brian hostages (i.e. abdicate) or not. He applied to the northern Hy Neill to come to his assistance, and even offered to abdicate in favour of the chief of the Cinél Eogain, but the latter refused unless Maelsechlainn undertook to cede to them half the territory of his own tribe, the Cland Colmáin. The attempt to unite the whole of the Eremonian against the Eberian race and preserve a dynasty that had ruled Ireland for 600 years, having failed, Maelsechlainn submitted to Brian, and without any formal act of cession the latter became ardrí. During a reign of twelve years (1002-1014) he is said to have effected much improvement in the country by the erection and repair of churches and schools, and the construction of bridges, causeways, roads and fortresses. We are also told that he administered rigid and impartial justice and dispensed royal hospitality. As he was liberal to the bards, they did not forget his merits.
This quick rise of the Dalcassian leader was bound to cause conflict with the ardrí. Already in 982, Maelsechlainn had invaded Thomond and uprooted the ancient tree under which the Dalcais rulers were inaugurated. After the battle of Tara, he placed his half-brother Gluniarind, son of Amlaib Cuarán, in Dublin. This prince was murdered in 989 and was succeeded by Sigtrygg Silkiskeggi, son of Amlaib and Gormflaith, sister of Maelmorda, king of Leinster. In the same year, Maelsechlainn took Dublin and imposed an annual tribute on the city. During these years, there were frequent power struggles between the ardrí and the king of Munster. In 992, Brian invaded Meath, and four years later, Maelsechlainn defeated Brian in Munster. In 998, Brian moved up the Shannon with a large force, planning to attack Connaught, and Maelsechlainn, who received no support from the northern Hy Neill, negotiated terms with him. All hostages held by the over-king from the Northmen and the Irish of Leth Moga were to be handed over to Brian, which was a practical surrender of all his rights over the southern half of Ireland; while Brian acknowledged Maelsechlainn as the sole king of Leth Cuinn. In 1000, Leinster rebelled against Brian and allied with the king of Dublin. Brian advanced towards the city, stopping at a place called Glen Mama near Dunlavin (Co. Wicklow). He was attacked by the allied forces, who were driven back with heavy losses. Maelmorda, king of Leinster, was captured, and Sigtrygg fled for safety to Ailech. The victor immediately showed that he was not only a skilled general but also a talented diplomat. Maelmorda was restored to his kingdom, Sigtrygg received Brian’s daughter in marriage, while Brian took the Dublin king’s mother, the infamous Gormflaith, who had already been divorced by Maelsechlainn. After establishing peace and consolidating his power, Brian returned to his residence, Cenn Corad, and carefully planned to obtain the high-kingship for himself. When everything was ready, he entered Mag Breg with an army made up of his own troops, those from Ossory, his South Connaught vassals, and the Norsemen of Munster. The king of Dublin also sent a small force to support him. Maelsechlainn, caught off guard and feeling inadequate for the fight, tried to buy time. An armistice was agreed upon, during which he had to decide whether to give Brian hostages (i.e., abdicate) or not. He reached out to the northern Hy Neill for help and even offered to step down in favor of the chief of the Cinél Eogain, but the latter refused unless Maelsechlainn agreed to give up half the territory of his own tribe, the Cland Colmáin. The effort to unite all the Eremonian against the Eberian race and preserve a dynasty that had ruled Ireland for 600 years failed, so Maelsechlainn submitted to Brian, and without any formal act of cession, the latter became ardrí. During a reign of twelve years (1002-1014), he is said to have greatly improved the country by building and repairing churches and schools, and constructing bridges, causeways, roads, and fortresses. We are also told that he administered strict and fair justice and provided royal hospitality. Being generous to the bards, they did not forget his contributions.
Towards the end of Brian’s reign a conspiracy was entered into between Maelmorda, king of Leinster, and his nephew Sigtrygg of Dublin. The ultimate cause of this movement was an insult offered by Murchad, Brian’s son, to the king of Leinster, who was egged on by his sister Gormflaith. Sigtrygg secured promises of assistance from Sigurd, earl of Orkney, and Brodir of Man. In the spring of 1014 Maelmorda and Sigtrygg had collected a considerable army in Dublin, consisting of contingents from all the Scandinavian settlements in the west in addition to Maelmorda’s own Leinster forces, the whole being commanded by Sigurd, earl of Orkney. This powerful prince, whose mother was a daughter of Cerball of Ossory (d. 887), appears to have aimed at the supreme command of all the Scandinavian settlements of the west, and in the course of a few years conquered the kingdom of the Isles, Sutherland, Ross, Moray and Argyll. To meet such formidable opponents, Brian, now an old man unable to lead in person, mustered all the forces of Munster and Connaught, and was joined by Maelsechlainn in command of the forces of Meath. The northern Hy Neill and the Ulaid took no part in the struggle. Brian advanced into the plain of Fingall, north of Dublin, where a council of war was held. The longest account of the battle that followed occurs in a source very partial to Brian and the deeds of Munstermen, in which Maelsechlainn is accused of treachery, and of holding his troops in reserve. The battle, generally known as the battle of Clontarf, though the chief fighting took place close to Dublin, about the small river Tolka, was fought on Good Friday 1014. After a stout and protracted resistance the Norse forces were routed. Maelsechlainn with his Meathmen came down on the fugitives as they tried to cross the bridge leading to Dublin or to reach their ships. On both sides the slaughter was terrible, and most of the leaders lost their lives. Brian himself perished along with his son Murchad and Maelmorda. This great struggle finally disposed of the possibility of Scandinavian supremacy in Ireland, but in spite of this it can only be regarded as a national misfortune. The power of the kingdom of Dublin had been already broken by the defeat of Amlaib Cuarán at Tara in 980, and the main result of the battle of Clontarf was to weaken the central power and to throw the 767 whole island into a state of anarchy. Although beaten on the field of battle the Norsemen still retained possession of their fortified cities, and gradually they assumed the position of native tribes. The Dalcassian forces had been so much weakened by the great struggle that Maelsechlainn was again recognized as king of Ireland. However, the effects of Brian’s revolution were permanent; the prescriptive rights of the Hy Neill were disputed, and from the battle of Clontarf until the coming of the Normans the history of Ireland consisted of a struggle for ascendancy between the O’Brians of Munster, the O’Neills of Ulster and the O’Connors of Connaught.
Towards the end of Brian’s reign, a conspiracy was formed between Maelmorda, the king of Leinster, and his nephew Sigtrygg from Dublin. The main reason for this alliance was an insult from Murchad, Brian’s son, directed at the king of Leinster, who was encouraged by his sister Gormflaith. Sigtrygg got promises of support from Sigurd, earl of Orkney, and Brodir from Man. In the spring of 1014, Maelmorda and Sigtrygg had gathered a significant army in Dublin, made up of troops from all the Scandinavian settlements in the west, along with Maelmorda’s own forces from Leinster, all commanded by Sigurd, earl of Orkney. This powerful leader, whose mother was a daughter of Cerball of Ossory (d. 887), appeared to be aiming for control over all the Scandinavian settlements in the west. Within a few years, he conquered the kingdom of the Isles, Sutherland, Ross, Moray, and Argyll. To confront such strong opponents, Brian, now an old man unable to lead troops himself, gathered all the forces from Munster and Connaught, and was joined by Maelsechlainn, who commanded the forces of Meath. The northern Hy Neill and the Ulaid did not participate in the conflict. Brian moved into the plains of Fingall, north of Dublin, where a war council was held. The longest account of the ensuing battle comes from a source that strongly favors Brian and the achievements of the Munstermen, which accuses Maelsechlainn of treachery and of holding his troops back. The battle, commonly known as the battle of Clontarf—although most of the fighting occurred near Dublin, around the small river Tolka—took place on Good Friday, 1014. After fierce and extended resistance, the Norse forces were defeated. Maelsechlainn and his men from Meath attacked the fleeing Norse as they tried to cross the bridge to Dublin or reach their ships. There was terrible slaughter on both sides, and many leaders lost their lives, including Brian himself, along with his son Murchad and Maelmorda. This significant conflict effectively ended the threat of Scandinavian dominance in Ireland, but it can still be viewed as a national tragedy. The power of the kingdom of Dublin had already been diminished by the defeat of Amlaib Cuarán at Tara in 980, and the main outcome of the battle of Clontarf was the weakening of central authority, plunging the entire island into chaos. Even after being beaten in battle, the Norsemen maintained control of their fortified cities and gradually began to integrate as if they were native tribes. The Dalcassian forces had been greatly weakened by the intense battle, enabling Maelsechlainn to be recognized again as king of Ireland. However, the changes brought on by Brian’s revolution were lasting; the traditional rights of the Hy Neill were contested, and from the battle of Clontarf until the arrival of the Normans, Ireland's history became a struggle for power among the O'Brians of Munster, the O'Neills of Ulster, and the O'Connors of Connaught.
From the Battle of Clontarf to the Anglo-Norman Invasion.—The death of Maelsechlainn in 1022 afforded an opportunity for an able and ambitious man to subdue Ireland, establish a strong central government, break up the tribal system and further the gradual fusion of factions into a homogeneous nation. Such a man did not arise; those who afterwards claimed to be ardrí lacked the qualities of founders of strong dynasties, and are termed by the annalists “kings with opposition.” Brian was survived by two sons, Tadg and Donnchad, the elder of whom was slain in 1023. Donnchad (d. 1064) was certainly the most distinguished figure in Ireland in his day. He subdued more than half of Ireland, and almost reached the position once held by his father. His strongest opponent was his son-in-law Diarmait Mael-na-mBó, king of Leinster, who was also the foster-father of his brother Tadg’s son, Tordelbach (Turlough) O’Brian. On the death of Diarmait in 1072 Tordelbach (d. 1086) reigned supreme in Leth Moga; Meath and Connaught also submitted to him, but he failed to secure the allegiance of the northern Hy Neill. He was succeeded by his son Muirchertach (d. 1119), who spent most of his life contending against his formidable opponent Domnall O’Lochlainn, king of Tír Eogain (d. 1121). The struggle for the sovereignty between these two rivals continued, with intervals of truce negotiated by the clergy, without any decisive advantage on either side. In 1102 Magnus Barefoot made his third and last expedition to the west with the express design of conquering Ireland. Muirchertach opposed him with a large force, and a conference was arranged at which a son of Magnus was betrothed to Biadmuin, daughter of the Irish prince. He was also mixed up in English affairs, and as a rule maintained cordial relations with Henry I. After the death of Domnall O’Lochlainn there was an interregnum of about fifteen years with no ardrí, until Tordelbach (Turlough) O’Connor, king of Connaught, resolved to reduce the other provinces. Munster and Meath were repeatedly ravaged, and in 1151 he crushed Tordelbach (Turlough) O’Brian, king of Thomond, at Moanmor. O’Connor’s most stubborn opponent was Muirchertach O’Lochlainn, with whom he wrestled for supremacy until the day of his death (1156). Tordelbach, who enjoyed a great reputation even after his death, was remembered as having thrown bridges over the Shannon, and as a patron of the arts. However, war was so constant in Ireland at this time that under the year 1145 the Four Masters describe the island as a “trembling sod.” Tordelbach was succeeded by his son Ruadri (Roderick, q.v.), who after some resistance had to acknowledge Muirchertach O’Lochlainn’s supremacy. The latter, however, was slain in 1166 in consequence of having wantonly blinded the king of Dal Araide. Ruadri O’Connor, now without a serious rival, was inaugurated with great pomp at Dublin.
From the Battle of Clontarf to the Anglo-Norman Invasion.—The death of Maelsechlainn in 1022 created an opening for a capable and ambitious leader to conquer Ireland, establish a strong central government, dismantle the tribal system, and promote the gradual unification of factions into a single nation. Unfortunately, such a leader did not emerge; those who later claimed the title of ardrí lacked the qualities necessary to build strong dynasties and were referred to by the annalists as “kings with opposition.” Brian was survived by two sons, Tadg and Donnchad, with the elder being killed in 1023. Donnchad (d. 1064) was certainly the most prominent figure in Ireland at his time. He controlled more than half of Ireland and almost reached the level of power once held by his father. His strongest rival was his son-in-law Diarmait Mael-na-mBó, the king of Leinster, who was also the foster-father of his brother Tadg’s son, Tordelbach (Turlough) O’Brian. After Diarmait’s death in 1072, Tordelbach (d. 1086) became the dominant power in Leth Moga; Meath and Connaught also came under his control, but he could not gain the loyalty of the northern Hy Neill. He was succeeded by his son Muirchertach (d. 1119), who spent most of his life battling against his formidable opponent Domnall O’Lochlainn, king of Tír Eogain (d. 1121). The fight for supremacy between these two rivals continued, with pauses for truce brokered by the clergy, but neither side managed to gain a decisive advantage. In 1102, Magnus Barefoot launched his third and final expedition to the west, aiming to conquer Ireland. Muirchertach confronted him with a large army, and they arranged a meeting where a son of Magnus was betrothed to Biadmuin, the daughter of the Irish prince. He was also involved in English matters and generally maintained friendly relations with Henry I. After Domnall O’Lochlainn's death, there was a gap of about fifteen years without an ardrí, until Tordelbach (Turlough) O’Connor, king of Connaught, decided to bring the other provinces under his control. Munster and Meath were repeatedly attacked, and in 1151 he defeated Tordelbach (Turlough) O’Brian, king of Thomond, at Moanmor. O’Connor’s most determined opponent was Muirchertach O’Lochlainn, with whom he fought for leadership until O’Lochlainn’s death in 1156. Tordelbach, who retained a great reputation even after his death, was remembered for building bridges over the Shannon and for his support of the arts. However, conflict was rampant in Ireland at this time, and in 1145 the Four Masters described the island as a “trembling sod.” Tordelbach was succeeded by his son Ruadri (Roderick, q.v.), who, after some resistance, had to recognize Muirchertach O’Lochlainn’s authority. The latter was killed in 1166 after he had cruelly blinded the king of Dal Araide. Ruadri O’Connor, now without a serious rival, was crowned with great ceremony in Dublin.
Diarmait MacMurchada (Dermod MacMurrough), great-grandson of Diarmait Mael-na-mBó, as king of Leinster was by descent and position much mixed up with foreigners, and generally in a state of latent if not open hostility to the high-kings of the Hy Neill and Dalcais dynasties. He was a tyrant and a bad character. In 1152 Tigernan O’Rourke, prince of Breifne, had been dispossessed of his territory by Tordelbach O’Connor, aided by Diarmait, and the latter is accused also of carrying off Derbforgaill, wife of O’Rourke. On learning that O’Rourke was leading an army against him with the support of Ruadri, he burnt his castle of Ferns and went to Henry II. to seek assistance. The momentous consequences of this step belong to the next section, and it now remains for us to state the condition of the church and society in the century preceding the Anglo-Norman invasion.
Diarmait MacMurchada (Dermod MacMurrough), the great-grandson of Diarmait Mael-na-mBó, was the king of Leinster and had deep connections with foreigners. He was often in a state of simmering, if not outright, conflict with the high-kings of the Hy Neill and Dalcais dynasties. He was considered a tyrant and had a notorious reputation. In 1152, Tigernan O’Rourke, the prince of Breifne, lost his land to Tordelbach O’Connor, with Diarmait’s help, and he is also accused of abducting Derbforgaill, O’Rourke’s wife. When O’Rourke began rallying an army against him with Ruadri's backing, Diarmait burned his castle in Ferns and went to Henry II. to ask for help. The significant outcomes of this decision will be discussed in the next section, and now we need to outline the state of the church and society in the century leading up to the Anglo-Norman invasion.
Although the Irish Church conformed to Roman usage in the matter of Easter celebration and tonsure in the 7th century, the bond between Ireland and Rome was only slight until several centuries later. Whatever co-ordination may have existed in the church of the 8th century was doubtless destroyed during the troubled period of the Viking invasions. It is probable that St Patrick established Armagh as a metropolitan see, but the history of the primacy, which during a long period can only have been a shadow, is involved in obscurity. Its supremacy was undoubtedly recognized by Brian Boruma in 1004, when he laid 20 oz. of gold upon the high altar. In the 11th century a competitor arose in the see of Dublin. The Norse rulers were bound to come under the influence of Christianity at an early date. For instance, Amlaib Cuarán was formally converted in England in 942 and was baptized by Wulfhelm of Canterbury. The antithesis between the king of Dublin and the ardrí seems to have had the effect of linking the Dublin Christian community rather with Canterbury than Armagh. King Sigtrygg founded the bishopric of Dublin in 1035, and the early bishops of Dublin, Waterford and Limerick were all consecrated by the English primate. As Lanfranc and Anselm were both anxious to extend their jurisdiction over the whole of Ireland, the submission of Dublin opened the way for Norman and Roman influences. At the beginning of the 12th century Gilbert, bishop of Limerick and papal legate, succeeded in winning over Celsus, bishop of Armagh (d. 1129), to the reform movement. Celsus belonged to a family which had held the see for 200 years; he was grandson of a previous primate and is said to have been himself a married man. Yet he became, in the skilful hands of Gilbert and Maelmaedóc O’Morgair, the instrument of overthrowing the hereditary succession to the primatial see. In 1118 the important synod of Rathbressil was held, at which Ireland was divided into dioceses, this being the first formal attempt at getting rid of that anarchical state of church government which had hitherto prevailed. The work begun under Celsus was completed by his successor Maelmaedóc (Malachy). At a national synod held about 1134 Maelmaedóc, in his capacity as bishop of Armagh, was solemnly elected to the primacy; and armed with full power of church and state he was able to overcome all opposition. Under his successor Gelasius, Cardinal Paparo was despatched as supreme papal legate. At the synod of Kells (1152) there was established that diocesan system which has ever since continued without material alteration. Armagh was constituted the seat of the primacy, and Cashel, Tuam and Dublin were raised to the rank of archbishoprics. It was also ordained that tithes should be levied for the support of the clergy.
Although the Irish Church adopted Roman practices for celebrating Easter and tonsure in the 7th century, the connection between Ireland and Rome remained weak until several centuries later. Any coordination that may have existed in 8th-century church matters was likely disrupted during the Viking invasions. St. Patrick likely established Armagh as a major church center, but the history of its leadership, which must have been minimal for a long period, is not very clear. Brian Boruma acknowledged its authority in 1004 when he placed 20 oz. of gold on the high altar. In the 11th century, a rival emerged in Dublin. The Norse rulers were bound to adopt Christianity early on; for example, Amlaib Cuarán was formally converted in England in 942 and baptized by Wulfhelm of Canterbury. The rivalry between the king of Dublin and the ardrí seemed to tie the Dublin Christian community more closely to Canterbury than to Armagh. King Sigtrygg established the bishopric of Dublin in 1035, and the early bishops of Dublin, Waterford, and Limerick were all consecrated by the English primate. As both Lanfranc and Anselm sought to extend their authority over all of Ireland, Dublin's acceptance of this power paved the way for Norman and Roman influences. At the start of the 12th century, Gilbert, bishop of Limerick and papal legate, managed to win Celsus, the bishop of Armagh (d. 1129), over to the reform movement. Celsus came from a family that had held the see for 200 years; he was the grandson of a previous primate and reportedly married. However, under the skillful guidance of Gilbert and Maelmaedóc O’Morgair, he became the tool to dismantle the hereditary primacy. In 1118, the significant synod of Rathbressil was held, dividing Ireland into dioceses, marking the first formal attempt to eliminate the chaotic church governance that had previously existed. The progress initiated under Celsus was completed by his successor Maelmaedóc (Malachy). At a national synod around 1134, Maelmaedóc, serving as bishop of Armagh, was officially elected to the primacy; empowered by church and state, he was able to overcome all opposition. Under his successor Gelasius, Cardinal Paparo was sent as the supreme papal legate. At the synod of Kells (1152), the diocesan system was established, which has continued with little change since then. Armagh became the seat of primacy, while Cashel, Tuam, and Dublin were elevated to archbishoprics. It was also decreed that tithes should be collected to support the clergy.
Social Conditions.—In the middle ages there were considerable forests in Ireland encompassing broad expanses of upland pastures and marshy meadows. It is traditionally stated that fences first came into general use in the 7th century. There were no cities or large towns before the arrival of the Norsemen; no stone bridges spanned the rivers; stepping stones or hurdle bridges at the fords or shallows offered the only mode of crossing the broadest streams, and connecting the unpaved roads or bridle paths which crossed the country over hill and dale from the principal dúns. The forests abounded in game, the red deer and wild boar were common, whilst wolves ravaged the flocks. Scattered over the country were numerous small hamlets, composed mainly of wicker cabins, among which were some which might be called houses; other hamlets were composed of huts of the rudest kind. Here and there were large villages that had grown up about groups of houses surrounded by an earthen mound or rampart; similar groups enclosed in this manner were also to be found without any annexed hamlet. Sometimes there were two or three circumvallations or even more, and where water was plentiful the ditch between was flooded. The simple rampart enclosed a space called lis11 which contained 768 the agricultural buildings and the groups of houses of the owners. The enclosed houses belonged to the free men (aire, pl. airig). The size of the houses and of the enclosing mound and ditch marked the wealth and rank of the aire. If his wealth consisted of chattels only, he was a bó-aire (cow-aire). When he possessed ancestral land he was a flaith or lord, and was entitled to let his lands for grazing, to have a hamlet in which lived labourers and to keep slaves. The larger fort with several ramparts was a dún, where the rí (chieftain) lived and kept his hostages if he had subreguli. The houses of all classes were of wood, chiefly wattles and wicker-work plastered with clay. In shape they were most frequently cylindrical, having conical roofs thatched with rushes or straw. The oratories were of the same form and material, but the larger churches and kingly banqueting halls were rectangular and made of sawn boards. Bede, speaking of a church built by Finan at Lindisfarne, says, “nevertheless, after the manner of the Scots, he made it not of stone but of hewn oak and covered it with reeds.” When St Maelmaedóc in the first half of the 12th century thought of building a stone oratory at Bangor it was deemed a novelty by the people, who exclaimed, “we are Scotti not Galli.” Long before this, however, stone churches had been built in other parts of Ireland, and many round towers. In some of the stone-forts of the south-west (Ir. cathir) the houses within the rampart were made of stone in the form of a beehive, and similar cloghans, as they are called, are found in the western isles of Scotland.
Social Conditions.—In the Middle Ages, there were extensive forests in Ireland that included wide stretches of hilly pastures and marshy meadows. It’s generally said that fences became common in the 7th century. Before the Norsemen arrived, there were no cities or large towns; no stone bridges crossed the rivers, and the only ways to cross the widest streams were stepping stones or hurdle bridges at fords or shallow areas, connecting the unpaved roads or bridle paths that wound through the countryside from the main dúns. The forests were rich in wildlife, with red deer and wild boar being common, while wolves threatened the flocks. Scattered throughout the land were numerous small hamlets, mostly made up of wicker cabins, with some that could be considered houses; other hamlets consisted of very basic huts. Occasionally, larger villages had formed around groups of houses surrounded by an earthen mound or rampart; similar groups enclosed in this way could also be found without any attached hamlet. Sometimes, there were two or three rings of defense or more, and in areas with ample water, the ditches between them were often flooded. The simple rampart enclosed a space known as lis11 which housed the agricultural buildings and the groups of houses belonging to the owners. The enclosed houses belonged to free men (aire, pl. airig). The size of the houses and the enclosing mound and ditch indicated the wealth and status of the aire. If his wealth was just in goods, he was a bó-aire (cow-aire). If he owned ancestral land, he was a flaith or lord, entitled to let his land for grazing, maintain a hamlet where laborers lived, and keep slaves. The larger fort with multiple ramparts was a dún, where the rí (chieftain) lived and held hostages if he had subreguli. The houses of all classes were primarily made of wood, mostly with wattle and wicker-work covered in clay. They were often cylindrical in shape, with conical roofs thatched with rushes or straw. The oratories had the same shape and material, but larger churches and royal banquet halls were rectangular and made of sawn timber. Bede, referencing a church built by Finan at Lindisfarne, noted, “nevertheless, after the manner of the Scots, he made it not of stone but of hewn oak and covered it with reeds.” When St Maelmaedóc considered building a stone oratory at Bangor in the early 12th century, it was seen as something new by the people, who exclaimed, “we are Scotti not Galli.” Long before this, however, stone churches had been constructed in other parts of Ireland, as well as many round towers. In some of the stone-forts in the south-west (Ir. cathir), the houses within the rampart were made of stone in the shape of a beehive, and similar structures, known as cloghans, can also be found in the western isles of Scotland.
Here and there in the neighbourhood of the hamlets were patches of corn grown upon allotments which were gavelled, or redistributed, every two or three years. Around the dúns and raths, where the corn land was the fixed property of the lord, the cultivation was better. Oats was the chief corn crop, but wheat, barley and rye were also grown. Much attention was paid to bee-keeping and market-gardening, which had probably been introduced by the church. The only industrial plants were flax and the dye-plants, chief among which were woad and rud, roid (a kind of bed-straw?). Portions of the pasture lands were reserved as meadows; the tilled land was manured. There are native names for the plough, so it may be assumed that some form of that implement, worked by oxen, yoked together with a simple straight yoke, was in use in early times. Wheeled carts were also known; the wheels were often probably only solid disks, though spoked wheels were used for chariots. Droves of swine under the charge of swineherds wandered through the forests; some belonged to the rí, others to lords (flaith) and others again to village communities. The house-fed pig was then as now an important object of domestic economy, and its flesh was much prized. Indeed, fresh pork was one of the inducements held out to visitors to the Irish Elysium. Horned cattle constituted the chief wealth of the country, and were the standard for estimating the worth of anything, for the Irish had no coined money and carried on all commerce by barter. The unit of value was called a sét, a word denoting a jewel or precious object of any kind. The normal sét was an average milch-cow. Gold, silver, bronze, tin, clothes and all other kinds of property were estimated in séts. Three séts were equal to a cumal (female slave). Sheep were kept everywhere for their flesh and their wool, and goats were numerous. Horses were extensively employed for riding, working in the fields and carrying loads. Irish horsemen rode without saddle or stirrups. So important a place did bee-culture hold in the rural economy of the ancient Irish that a lengthy section is devoted to the subject in the Brehon Laws. The honey was used both in cooking and for making mead, as well as for eating.
Here and there in the neighborhood of the small villages were patches of corn grown on allotments that were assigned or redistributed every two or three years. Around the dúns and raths, where the cornfields were permanent property of the lord, the farming was better. Oats were the main crop, but wheat, barley, and rye were also grown. A lot of attention was given to beekeeping and market gardening, likely introduced by the church. The only industrial plants were flax and dye plants, mainly woad and rud, or roid (a type of bed-straw?). Some of the pasture land was set aside as meadows; the cultivated land was fertilized. There are native names for the plow, so it can be assumed that some form of that tool, worked by oxen with a simple straight yoke, was used in early times. Wheeled carts were also known; their wheels were probably often just solid disks, although spoked wheels were used for chariots. Herds of swine, managed by swineherds, roamed the forests; some belonged to the rí, others to lords (flaith), and others to village communities. The house-fed pig was, then as now, a key part of domestic economy, and its meat was highly valued. In fact, fresh pork was one of the attractions offered to visitors to the Irish Elysium. Horned cattle were the main wealth of the country, serving as a standard for valuing anything, since the Irish had no coined money and conducted all trade through barter. The unit of value was called a sét, which means a jewel or precious object of any kind. The typical sét was an average dairy cow. Gold, silver, bronze, tin, clothing, and all other types of property were valued in séts. Three séts were equal to a cumal (female slave). Sheep were raised everywhere for their meat and wool, and goats were abundant. Horses were widely used for riding, working in the fields, and carrying loads. Irish horsemen rode without saddles or stirrups. Beekeeping was so important in the rural economy of ancient Ireland that a lengthy section is dedicated to it in the Brehon Laws. Honey was used in cooking, for making mead, and for eating.
The ancient Irish were in the main a pastoral people. When they had sown their corn, they drove their herds and flocks to the mountains, where such existed, and spent the summer there, returning in autumn to reap their corn and take up their abode in their more sheltered winter residences. This custom of “booleying” (Ir. buaile, “shieling”) is not originally Irish, according to some writers, but was borrowed from the Scandinavians. Where the tribe had land on the sea-coast they also appear to have migrated thither in summer. The chase in the summer occupied the freemen, not only as a source of enjoyment but also as a matter of necessity, for wolves were very numerous. For this purpose they bred dogs of great swiftness, strength and sagacity, which were much admired by the Romans.
The ancient Irish primarily lived as pastoral people. After sowing their crops, they would take their herds and flocks to the mountains, where they spent the summer, returning in autumn to harvest their crops and settle in their more sheltered winter homes. This practice of “booleying” (Ir. buaile, “shieling”) is said by some writers not to be originally Irish but borrowed from the Scandinavians. Where the tribe had land by the sea, they also seemed to migrate there in the summer. The hunt during the summer engaged the freemen, serving not only as a source of enjoyment but also as a necessity due to the high number of wolves. They raised dogs that were remarkably swift, strong, and clever, which were greatly admired by the Romans.
The residences within enclosing ramparts did not consist of one house with several apartments, but every room was a separate house. Thus the buildings forming the residence of a well-to-do farmer of the bó-aire class as described in the Laws, consisted of a living-house in which he slept and took his meals, a cooking-house, a kiln for drying corn, a barn, a byre for calves, a sheep-fold and a pigsty. In the better classes the women had a separate house known as grianán (sun-chamber). The round houses were constructed in the following manner. The wall was formed of long stout poles placed in a circle close to one another, with their ends fixed firmly in the ground. The spaces between were closed in with rods (usually hazel) firmly interwoven. The poles were peeled and polished smooth. The whole surface of the wicker-work was plastered on the outside and made brilliantly white with lime, or occasionally striped in various colours, leaving the white poles exposed to view. There was no chimney; the fire was made in the centre of the house and the smoke escaped through a hole in the roof, or through the door as in Hebridean houses of the present day. Near the fire, fixed in a kind of holder, was a candle of tallow or raw beeswax. Around the wall in the houses of the wealthy were arranged the bedsteads, or rather compartments, with testers and fronts, sometimes made of carved yew. At the foot of each compartment, and projecting into the main room, there was a low fixed seat, often stuffed with some soft material, for use during the day. Besides these there were on the floor of the main apartment a number of detached movable couches or seats, all low, with one or more low tables of some sort. In the halls of the kings the position of each person’s bed and seat, and the portion of meat which he was entitled to receive from the distributor, were regulated according to a rigid rule of precedence. Each person who had a seat in the king’s house had his shield suspended over him. Every king had hostages for the fealty of his vassals; they sat unarmed in the hall, and those who had become forfeited by a breach of treaty or allegiance were placed along the wall in fetters. There were places in the king’s hall for the judge, the poet, the harper, the various craftsmen, the juggler and the fool. The king had his bodyguard of four men always around him; these were commonly men whom he had saved from execution or redeemed from slavery. Among the miscellaneous body of attendants about the house of a king or noble were many Saxon slaves, in whom there was a regular trade until it was abolished by the action of the church in 1171. The slaves slept on the ground in the kitchen or in cabins outside the fort.
The homes within the enclosed walls weren't just one house with multiple apartments. Each room was its own separate house. So, the buildings that made up the residence of a wealthy farmer of the bó-aire class, as described in the Laws, included a living house for sleeping and eating, a cooking house, a kiln for drying corn, a barn, a calf shed, a sheep pen, and a pigsty. In wealthier households, women had a separate house called a grianán (sun chamber). The round houses were built like this: the walls were made of long, sturdy poles arranged in a circle, with their ends firmly set in the ground. The gaps in between were filled with rods (usually hazel) that were tightly woven together. The poles were stripped of bark and polished smooth. The outside of the woven structure was plastered and made brilliantly white with lime, or occasionally striped with various colors, with the white poles left visible. There was no chimney; the fire was in the center of the house, and smoke escaped through a hole in the roof or the door, similar to Hebridean houses today. Near the fire, there was a candle made of tallow or raw beeswax, fixed in a sort of holder. Along the walls in the houses of the wealthy were bedsteads or compartments with canopies and fronts, sometimes carved from yew. At the foot of each compartment, jutting into the main room, was a low fixed seat, often cushioned for daytime use. Besides these, the main room floor had several low, movable couches or seats and one or more low tables. In the kings' halls, the arrangements for each person's bed and seat, as well as their portion of meat from the distributor, were strictly regulated by hierarchy. Each person with a seat in the king's house had their shield hanging above them. Every king held hostages from his vassals to ensure their loyalty; these hostages sat unarmed in the hall, while those who had violated treaties or allegiance were placed along the wall in chains. There were designated spots in the king's hall for the judge, the poet, the harpist, various craftsmen, the juggler, and the fool. The king was always accompanied by a bodyguard of four men, typically individuals he had saved from execution or freed from slavery. Among the diverse attendants in the household of a king or noble were many Saxon slaves, who were part of a regular trade until it was ended by the church's actions in 1171. The slaves slept on the ground in the kitchen or in cabins outside the fort.
The children of the upper classes in Ireland, both boys and girls, were not reared at home but were sent elsewhere to be fostered. It was usual for a chief to send his child to one of his own sub-chiefs, but the parents often chose a chief of their own rank. For instance, the ollam fili, or chief poet, who ranked in some respects with a tribe-king, sent his sons to be fostered by the king of his own territory. Fosterage might be undertaken out of affection or for payment. In the latter case the fee varied according to rank, and there are numerous laws extant fixing the cost and regulating the food and dress of the child according to his position. Sometimes a chief acted as foster-father to a large number of children. The cost of the fosterage of boys seems to have been borne by the mother’s property, that of the daughters by the father’s. The ties created by fosterage were nearly as close and as binding on children as those of blood.
The children from Ireland's upper classes, both boys and girls, weren't raised at home; they were sent elsewhere to be cared for. It was common for a chief to send their child to one of their sub-chiefs, but parents often opted for a chief of similar rank. For example, the ollam fili, or chief poet, who held a rank comparable to that of a tribe-king, would send his sons to be cared for by the king of their own area. Foster care could happen out of affection or for a fee. In the latter case, the cost varied depending on rank, and there are many existing laws outlining the expenses and specifying the food and clothing of the child based on their status. Sometimes a chief would act as a foster-father to many children. The expenses for raising boys seemed to be covered by the mother's property, while the costs for daughters were paid by the father's. The bonds formed through foster care were nearly as strong and binding for the children as those of blood relationships.
There is ample evidence that great laxity prevailed with regard to the marriage tie even after the introduction of Christianity, as marrying within the forbidden degrees and repudiation continued to be very frequent in spite of the efforts of the church. Marriage by purchase was universal, and the wealth of the contracting parties constituted the primary element of a legitimate union. The bride and bridegroom should be provided with a joint fortune proportionate to their rank. When they were of equal rank, and the family of each contributed an equal 769 share to the marriage portion, the marriage was legal in the full sense and the wife was a wife of equal rank. The church endeavoured to make the wife of a first marriage the only true wife; but concubinage was known as an Irish institution until long after the Anglo-Norman invasion, and it is recognized in the Laws. If a concubine had sons her position did not differ materially in some respects from that of a chief wife. As the tie of the sept was blood, all the acknowledged children of a man, whether legitimate or illegitimate, belonged equally to his sept. Even adulterine bastardy was no bar to a man becoming chief of his tribe, as in the case of Hugh O’Neill, earl of Tyrone. (See O’Neill.)
There is plenty of evidence that there was a lot of looseness regarding marriage even after Christianity was introduced, as people continued to marry within prohibited degrees and divorce frequently, despite the church's efforts. Marrying for money was common, and the wealth of the people getting married was the main factor in a legitimate union. The bride and groom were expected to have a combined fortune that matched their social status. When they were of equal status, and both families contributed equally to the marriage portion, the marriage was fully legal and the wife was considered equal in rank. The church tried to declare the wife from a first marriage as the only true wife; however, concubinage was recognized as an Irish tradition until long after the Anglo-Norman invasion, and it was acknowledged in the Laws. If a concubine had sons, her position was not significantly different from that of a chief wife in some ways. Since the bond of the sept was based on blood, all recognized children of a man, whether legitimate or illegitimate, belonged equally to his sept. Even children born from adultery did not prevent a man from becoming chief of his tribe, as in the case of Hugh O’Neill, earl of Tyrone. (See O’Neill.)
The food of the Irish was very simple, consisting in the main of oaten cakes, cheese, curds, milk, butter, and the flesh of domestic animals both fresh and salted. The better classes were acquainted with wheaten bread also. The food of the inhabitants of the Land of Promise consisted of fresh pork, new milk and ale. Fish, especially salmon, and game should of course be added to the list. The chief drinks were ale and mead.
The food of the Irish was quite simple, mainly made up of oatmeal cakes, cheese, curds, milk, butter, and the meat of domesticated animals, both fresh and salted. The more well-off people also had wheaten bread. The food of the people in the Land of Promise included fresh pork, new milk, and ale. Fish, especially salmon, along with game, should definitely be included in the list. The main drinks were ale and mead.
The dress of the upper classes was similar to that of a Scottish Highlander before it degenerated into the present conventional garb of a highland regiment. Next the skin came a shirt (léine) of fine texture often richly embroidered. Over this was a tightly fitting tunic (inar, lend) reaching below the hips with a girdle at the waist. In the case of women the inar fell to the feet. Over the left shoulder and fastened with a brooch hung the loose cloak (brat), to which the Scottish plaid corresponds. The kilt seems to have been commonly worn, especially by soldiers, whose legs were usually bare, but we also hear of tight-fitting trousers extending below the ankles. The feet were either entirely naked or encased in shoes of raw hide fastened with thongs. Sandals and shoes of bronze are mentioned in Irish literature, and quite a number are to be seen in museums. A loose flowing garment, intermediate between the brat and lend, usually of linen dyed saffron, was commonly worn in outdoor life, and was still used in the Hebrides about 1700. A modified form of this over-tunic with loose sleeves and made of frieze formed probably the general covering of the peasantry. Among the upper classes the garments were very costly and variously coloured. It would seem that the number of colours in the dress indicated the rank of the wearer. The hair was generally worn long by men as well as women, and ringlets were greatly admired. Women braided their hair into tresses, which they confined with a pin. The beard was also worn long. Like all ancient and semi-barbarous people, the Irish were fond of ornaments. Indeed the profusion of articles of gold which have been found is remarkable; in the Dublin Museum may be seen bracelets, armlets, finger-rings, torques, crescents, gorgets, necklets, fibulae and diadems, all of solid gold and most exquisite workmanship.
The clothing of the upper classes resembled that of a Scottish Highlander before it evolved into the current standard uniform of a Highland regiment. Underneath, there was a fine-textured shirt (léine) often richly embroidered. On top of this was a snug tunic (inar, lend) that reached below the hips, secured with a belt at the waist. For women, the inar extended all the way to the feet. A loose cloak (brat) hung over the left shoulder and was fastened with a brooch, similar to the Scottish plaid. The kilt was commonly worn, especially by soldiers, who usually left their legs bare, but there were also tight-fitting trousers that extended below the ankles. Feet were either completely bare or covered in rawhide shoes secured with thongs. Sandals and bronze shoes are mentioned in Irish literature, and many examples can be found in museums. A loose, flowing garment, somewhere between the brat and lend, typically made of saffron-dyed linen, was commonly worn for outdoor activities and was still used in the Hebrides around 1700. A modified version of this over-tunic, featuring loose sleeves and made of frieze, likely served as the general attire for the peasantry. Among the upper classes, the garments were quite pricey and came in a variety of colors. It seems that the number of colors in one's clothing indicated their social rank. Both men and women generally wore their hair long, with ringlets being particularly admired. Women braided their hair into tresses and secured them with a pin. Beards were also worn long. Like many ancient and semi-barbarous cultures, the Irish loved adornments. The abundance of gold items found is remarkable; in the Dublin Museum, you can see bracelets, armlets, finger rings, torques, crescents, gorgets, necklaces, fibulae, and diadems, all made of solid gold and showcasing exquisite craftsmanship.
The principal weapons of the Irish soldiers were a lance, a sword and a shield; though prior to the Anglo-Norman invasion they had adopted the battle-axe from the Scandinavians. The shields were of two kinds. One was the sciath, oval or oblong in shape, made of wicker-work covered with hide, and often large enough to cover the whole body. This was doubtless the form introduced by the Brythonic invaders. But round shields, smaller in size, were also commonly employed. These were made of bronze backed with wood, or of yew covered with hide. This latter type scarcely goes back to the round shield of the Bronze age. Armour and helmets were not generally employed at the time of the Anglo-Norman invasion.
The main weapons of the Irish soldiers were a lance, a sword, and a shield; although before the Anglo-Norman invasion, they had started using the battle-axe from the Scandinavians. There were two types of shields. One was the sciath, which was oval or oblong in shape, made from wicker covered with hide, and often big enough to protect the whole body. This was likely the style introduced by the Brythonic invaders. But smaller round shields were also commonly used. These were made of bronze with a wooden backing or of yew covered with hide. The latter type hardly dates back to the round shield of the Bronze Age. Armor and helmets were generally not used at the time of the Anglo-Norman invasion.
In the Brehon Laws the land belongs in theory to the tribe, but this did not by any means correspond to the state of affairs. We find that the power of the petty king has made a very considerable advance, and that all the elements of feudalism are present, save that there was no central authority strong enough to organize the whole of Irish society on a feudal basis. The tuath or territory of a rí (represented roughly by a modern barony) was divided among the septs. The lands of a sept consisted of the estates in severally of the lords (flathi), and of the ferand duthaig, or common lands of the sept. The dwellers on each of these kinds of land differed materially from each other. On the former lived a motley population of slaves, horse-boys, and mercenaries composed of broken men of other clans, many of whom were fugitives from justice, possessing no rights either in the sept or tribe and entirely dependent on the bounty of the lord, and consequently living about his fortified residence. The poorer servile classes or cottiers, wood-cutters, swine-herds, &c., who had a right of domicile (acquired after three generations), lived here and there in small hamlets on the mountains and poorer lands of the estate. The good lands were let to a class of tenants called fuidirs, of whom there were several kinds, some grazing the land with their own cattle, others receiving both land and cattle from the lord. Fuidirs had no rights in the sept; some were true serfs, others tenants-at-will; they lived in scattered homesteads like the farmers of the present time. The lord was responsible before the law for the acts of all the servile classes on his estates, both new-comers and senchleithe, i.e. descendants of fuidirs, slaves, &c., whose families had lived on the estate during the time of three lords. He paid their blood-fines and received compensation for their slaughter, maiming or plunder. The fuidirs were the chief source of a lord’s wealth, and he was consequently always anxious to increase them.
In the Brehon Laws, the land is theoretically owned by the tribe, but this doesn't really reflect the reality. It's clear that the power of the small kings has grown significantly, and all the elements of feudalism are there, except there wasn't a central authority strong enough to organize all of Irish society on a feudal system. The tuath or territory of a rí (kind of like a modern barony) was divided among the clans. The lands of a clan were made up of the individually owned estates of the lords (flathi) and the ferand duthaig, or common lands of the clan. The people living on these different types of land varied greatly from one another. The first type had a diverse population of slaves, stable hands, and mercenaries, many of whom were outcasts from other clans, fugitives without rights in the clan or tribe, entirely dependent on the lord's generosity, and typically lived near his fortified residence. The poorer laborers or cottiers, woodcutters, swineherds, etc., who had a right to live there (gained after three generations), resided in small villages on the mountains and less valuable lands of the estate. The better lands were rented to a group of tenants called fuidirs, who came in different types—some grazing their own cattle, while others received both land and cattle from the lord. Fuidirs had no rights in the clan; some were actual serfs, while others were tenants-at-will. They lived in scattered homesteads like modern farmers. The lord was legally responsible for the actions of all the servile classes on his estates, including newcomers and senchleithe, i.e., descendants of fuidirs, slaves, etc., whose families had lived on the estate during the tenure of three lords. He paid their fines for killing and received compensation for any injuries or thefts. The fuidirs were the main source of a lord’s wealth, so he was always eager to increase their numbers.
The freemen were divided into freemen pure and simple, freemen possessing a quantity of stock, and nobles (flathi) having vassals. Wealth consisted in cattle. Those possessed of large herds of kine lent out stock under various conditions. In the case of a chief such an offer could not be refused. In return, a certain customary tribute was paid. Such a transaction might be of two kinds. By the one the freemen took saer-stock and retained his status. But if he accepted daer-stock he at once descended to the rank of a vassal. In this way it was possible for the chief to extend his power enormously. Rent was commonly paid in kind. As a consequence of this, in place of receiving the farm produce at his own home the chief or noble reserved to himself the right of quartering himself and a certain number of followers in the house of his vassal, a practice which must have been ruinous to the small farmers. Freemen who possessed twenty-one cows and upwards were called airig (sing, aire), or, as we should say, had the franchise, and might fulfil the functions of bail, witness, &c. As the chief sought to extend his power in the tuath, he also endeavoured to aggrandize his position at the expense of other tuatha by compelling them to pay tribute to him. Such an aggregate of tuatha acknowledging one rí was termed a mórthuath. The ruler of a mórthuath paid tribute to the provincial king, who in his turn acknowledged at any rate in theory the overlordship of the ardrí.
The freemen were categorized into pure freemen, freemen with a certain amount of livestock, and nobles (flathi) who had vassals. Wealth was measured in cattle. Those with large herds lent out livestock under various conditions. A chief's offer couldn’t be turned down. In return, a customary tribute was paid. Such transactions came in two types: in one, the freemen took saer-stock and maintained their status. However, if they accepted daer-stock, they immediately became a vassal. This allowed the chief to significantly increase his power. Rent was usually paid in kind. Because of this, instead of receiving farm produce at their own homes, chiefs or nobles claimed the right to stay and bring a number of followers into the homes of their vassals, which must have been detrimental to small farmers. Freemen with twenty-one cows or more were called airig (sing, aire), meaning they had the franchise and could perform roles like bailiff or witness. As the chief sought to increase his power within the tuath, he also tried to enhance his position at the expense of other tuatha by forcing them to pay tribute to him. This collection of tuatha acknowledging one rí was known as a mórthuath. The ruler of a mórthuath paid tribute to the provincial king, who, in theory at least, acknowledged the overlordship of the ardrí.
The privileges and tributes of the provincial kings are preserved in a remarkable 10th century document, the Book of Rights. The rules of succession were extraordinarily complicated. Theoretically the members of a sept claimed common descent from the same ancestor, and the land belonged to the freemen. The chief and nobles, however, from various causes had come to occupy much of the territory as private property: the remainder consisted of tribe-land and commons-land. The portions of the tribe-land were not occupied for a fixed term, as the land of the sept was liable to gavelkind or redistribution from time to time. In some cases, however, land which belonged originally to a flaith was owned by a family; and after a number of generations such property presented a great similarity to the gavelled land. A remarkable development of family ownership was the geilfine system, under which four groups of persons, all nearly related to each other, held four adjacent tracts of land as a sort of common property, subject to regulations now very difficult to understand.12 The king’s mensal land, as also that of the tanist or successor to the royal office appointed during the king’s lifetime, was not divided up but passed on in its entirety to the next individual elected to the position. When the family of an aire remained in possession of his estate in a corporate capacity, they formed a “joint and undivided family,” the head of which was an aire, and thus kept up the rank of the family. Three or four poor members of a sept might combine their property and agree to form a “joint family,” one of whom 770 as the head would be an aire. In consequence of this organization the homesteads of airig commonly included several families, those of his brothers, sons, &c. (see Brehon Laws).
The privileges and tributes of the provincial kings are preserved in a remarkable 10th-century document, the Book of Rights. The rules of succession were extremely complicated. Theoretically, members of a sept claimed common descent from the same ancestor, and the land belonged to the freemen. However, the chief and nobles, for various reasons, had come to occupy much of the territory as private property: the rest consisted of tribe land and common land. The portions of tribe land were not occupied for a fixed term, as the land of the sept was subject to gavelkind or redistribution from time to time. In some cases, though, land that originally belonged to a flaith was owned by a family; and after several generations, such property resembled the gavelled land. A notable development of family ownership was the geilfine system, where four groups of people, all nearly related to each other, held four adjacent tracts of land as a sort of common property, subject to regulations that are now quite difficult to understand.12 The king’s mensal land, as well as that of the tanist or successor to the royal office chosen during the king’s lifetime, was not divided but passed on in its entirety to the next individual elected to the position. When the family of an aire remained in possession of his estate as a corporate entity, they formed a “joint and undivided family,” the head of which was an aire, thus maintaining the family’s rank. Three or four poorer members of a sept might pool their property and agree to form a “joint family,” one of whom would be the head as an aire. As a result of this structure, the homesteads of airig commonly included several families, including those of his brothers, sons, etc. (see Brehon Laws).
The ancient Irish never got beyond very primitive notions of justice. Retaliation for murder and other injuries was a common method of redress, although the church had endeavoured to introduce various reforms. Hence we find in the Brehon Laws a highly complicated system of compensatory payment; but there was no authority except public opinion to enforce the payment of the fines determined by the brehon in cases submitted to him.
The ancient Irish never advanced beyond very basic ideas of justice. Revenge for murder and other offenses was a common way to seek justice, although the church tried to implement different reforms. This is why we see in the Brehon Laws a complex system of compensation payments; however, there was no authority other than public opinion to enforce the payment of fines set by the brehon in cases brought to him.
There were many kinds of popular assemblies in ancient Ireland. The sept had its special meeting summoned by its chief for purposes such as the assessment of blood-fines due from the sept, and the distribution of those due to it. At larger gatherings the question of peace and war would be deliberated. But the most important of all such assemblies was the fair (oenach), which was summoned by a king, those summoned by the kings of provinces having the character of national assemblies. The most famous places of meeting were Tara, Telltown and Carman. The oenach had many objects. The laws were publicly promulgated or rehearsed; there were councils to deal with disputes and matters of local interest; popular sports such as horse-racing, running and wrestling were held; poems and tales were recited, and prizes were awarded to the best performers of every dán or art; while at the same time foreign traders came with their wares, which they exchanged for native produce, chiefly skins, wool and frieze. At some of these assemblies match-making played a prominent part. Tradition connects the better known of these fairs with pagan rites performed round the tombs of the heroes of the race; thus the assembly of Telltown was stated to have been instituted by Lugaid Lámfada. Crimes committed at an oenach could not be commuted by payment of fines. Women and men assembled for deliberation in separate airechta or gatherings, and no man durst enter the women’s airecht under pain of death.
There were many types of popular gatherings in ancient Ireland. Each clan had its own meeting called by its leader for purposes like assessing blood-fines owed by the clan and distributing what was owed to it. In larger gatherings, they would discuss issues of peace and war. But the most significant of all these gatherings was the fair (oenach), which was called by a king, with those led by the provincial kings serving as national assemblies. The most famous meeting spots were Tara, Telltown, and Carman. The oenach had many purposes. Laws were publicly announced or recited; councils were held to resolve disputes and address local issues; popular sports like horse racing, running, and wrestling took place; poems and stories were performed, and prizes were awarded to the best performers in all kinds of arts (dán); meanwhile, foreign traders arrived with their goods, which they exchanged for local products, mainly skins, wool, and frieze. At some of these gatherings, matchmaking was a key feature. Tradition links these fairs with pagan ceremonies held around the tombs of legendary heroes; for example, the assembly at Telltown was said to have been founded by Lugaid Lámfada. Crimes committed at an oenach could not be resolved by paying fines. Men and women held discussions in separate airechta or gatherings, and no man was allowed to enter the women’s airecht under penalty of death.
The noble professions almost invariably ran in families, so that members of the same household devoted themselves for generations to one particular science or art, such as poetry, history, medicine, law. The heads of the various professions in the tuath received the title of ollam. It was the rule for them to have paying apprentices living with them. The literary ollam or fili was a person of great distinction. He was provided with mensal land for the support of himself and his scholars, and he was further entitled to free quarters for himself and his retinue. The harper, the metal-worker (cerd), and the smith were also provided with mensal land, in return for which they gave to the chief their skill and the product of their labour as customary tribute (béstigi).
The noble professions typically ran in families, so members of the same household often dedicated themselves for generations to one specific field or craft, like poetry, history, medicine, or law. The leaders of the various professions in the tuath were given the title of ollam. It was customary for them to have paying apprentices living with them. The literary ollam or fili was a person of high status. He was given land to support himself and his students, and he was also entitled to free accommodation for himself and his entourage. The harper, the metal-worker (cerd), and the smith were also allocated land, for which they provided the chief with their expertise and the products of their work as customary tribute (béstigi).
Authorities.—The Annals of the Four Masters, ed. J. O’Donovan (7 vols., Dublin, 1856); Annals of Ulster (4 vols., London, 1887-1892); Keating’s Forus Feasa ar Éirinn (3 vols., ed. D. Comyn and P. Dinneen, London, 1902-1908); E. Windisch, Táin Bó Cúalnge (Leipzig, 1905), with a valuable introduction; P. W. Joyce, A Social History of Ancient Ireland (2 vols., London, 1903), also A Short History of Ireland from the Earliest Times to 1608 (London, 1895); A. G. Richey, A Short History of the Irish People (Dublin, 1887); W. F. Skene, Celtic Scotland (3 vols., Edinburgh, 1876-1880); J. Rhys, “Studies in Early Irish History,” in Proceedings of the British Academy, vol. i.; John MacNeill, papers in New Ireland Review (March 1906-February 1907); Leabhar na gCeart, ed. O’Donovan (Dublin, 1847); E. O’Curry, The Manners and Customs of the Ancient Irish, ed. W. K. Sullivan (3 vols., London, 1873); G. T. Stokes, Ireland and the Celtic Church, revised by H. J. Lawlor (London6, 1907); J. Healy, Ireland’s Ancient Schools and Scholars (Dublin3, 1897); H. Zimmer, article “Keltische Kirche” in Hauck’s Realencyklopädie für protestantische Theologie und Kirche (trans. A. Meyer, London, 1902), cf. H. Williams, “H. Zimmer on the History of the Celtic Church,” Zeitschr. f. celt. Phil. iv. 527-574; H. Zimmer, “Die Bedeutung des irischen Elements in der mittelalterlichen Kultur,” Preussische Jahrbücher, vol. lix., trans. J. L. Edmands, The Irish Element in Medieval Culture (New York, 1891); J. H. Todd, St Patrick, the Apostle of Ireland (Dublin, 1864); J. B. Bury, Life of St Patrick (London, 1905); W. Reeves, Adamnan’s Life of Columba (Dublin, 1857; also ed. with introd. by J. T. Fowler, Oxford, 1894); M. Roger, L’Enseignement des lettres classiques d’Ausone à Alcuin (Paris, 1905); J. H. Todd, The War of the Gædhil with the Gall (London, 1867); L. J. Vogt, Dublin som Norsk By (Christiania, 1897); J. Steenstrup, Normannerne, vols. ii., iii. (Copenhagen, 1878-1882); W. G. Collingwood, Scandinavian Britain (London, 1908).
Authorities.—The Annals of the Four Masters, ed. J. O’Donovan (7 vols., Dublin, 1856); Annals of Ulster (4 vols., London, 1887-1892); Keating’s Forus Feasa ar Éirinn (3 vols., ed. D. Comyn and P. Dinneen, London, 1902-1908); E. Windisch, Táin Bó Cúalnge (Leipzig, 1905), with a valuable introduction; P. W. Joyce, A Social History of Ancient Ireland (2 vols., London, 1903), also A Short History of Ireland from the Earliest Times to 1608 (London, 1895); A. G. Richey, A Short History of the Irish People (Dublin, 1887); W. F. Skene, Celtic Scotland (3 vols., Edinburgh, 1876-1880); J. Rhys, “Studies in Early Irish History,” in Proceedings of the British Academy, vol. i.; John MacNeill, papers in New Ireland Review (March 1906-February 1907); Leabhar na gCeart, ed. O’Donovan (Dublin, 1847); E. O’Curry, The Manners and Customs of the Ancient Irish, ed. W. K. Sullivan (3 vols., London, 1873); G. T. Stokes, Ireland and the Celtic Church, revised by H. J. Lawlor (London6, 1907); J. Healy, Ireland’s Ancient Schools and Scholars (Dublin3, 1897); H. Zimmer, article “Keltische Kirche” in Hauck’s Realencyklopädie für protestantische Theologie und Kirche (trans. A. Meyer, London, 1902), cf. H. Williams, “H. Zimmer on the History of the Celtic Church,” Zeitschr. f. celt. Phil. iv. 527-574; H. Zimmer, “Die Bedeutung des irischen Elements in der mittelalterlichen Kultur,” Preussische Jahrbücher, vol. lix., trans. J. L. Edmands, The Irish Element in Medieval Culture (New York, 1891); J. H. Todd, St Patrick, the Apostle of Ireland (Dublin, 1864); J. B. Bury, Life of St Patrick (London, 1905); W. Reeves, Adamnan’s Life of Columba (Dublin, 1857; also ed. with introd. by J. T. Fowler, Oxford, 1894); M. Roger, L’Enseignement des lettres classiques d’Ausone à Alcuin (Paris, 1905); J. H. Todd, The War of the Gædhil with the Gall (London, 1867); L. J. Vogt, Dublin som Norsk By (Christiania, 1897); J. Steenstrup, Normannerne, vols. ii., iii. (Copenhagen, 1878-1882); W. G. Collingwood, Scandinavian Britain (London, 1908).
History from the Anglo-Norman Invasion.
History of the Anglo-Norman Invasion.
According to the Metalogus of John of Salisbury, who in 1155 went on a mission from King Henry II. to Pope Adrian IV., the only Englishman who has ever occupied the papal chair, the pope in response to the envoy’s “Bull” of Adrian IV. prayers granted to the king of the English the hereditary lordship of Ireland, sending a letter, with a ring as the symbol of investiture. Giraldus Cambrensis, in his Expugnatio Hibernica, gives what purports to be the text of this letter, known as “the Bull Laudabiliter,” and adds further a Privilegium of Pope Alexander III. confirming Adrian’s grant. The Privilegium is undoubtedly spurious, a fact which lends weight to the arguments of those who from the 19th century onwards have attacked the genuineness of the “Bull.” This latter, indeed, appears to have been concocted by Gerald, an ardent champion of the English cause in Ireland, from genuine letters of Pope Alexander III., still preserved in the Black Book of the Exchequer, which do no more than commend King Henry for reducing the Irish to order and extirpating tantae abominationis spurcitiam, and exhort the Irish bishops and chiefs to be faithful to the king to whom they had sworn allegiance.13
According to the Metalogus by John of Salisbury, who in 1155 was sent by King Henry II to Pope Adrian IV—the only English pope—the pope responded to the envoy’s “Bull” of Pope Adrian IV. prayers by granting the king of England the hereditary lordship of Ireland. He sent a letter along with a ring, symbolizing the gift of authority. Giraldus Cambrensis, in his Expugnatio Hibernica, claims to provide the text of this letter, called “the Bull Laudabiliter,” and further includes a Privilegium from Pope Alexander III that confirms Adrian’s gift. The Privilegium is definitely fake, which supports the arguments of those who, since the 19th century, have questioned the authenticity of the “Bull.” In fact, it seems this document was created by Gerald, a strong supporter of the English cause in Ireland, based on genuine letters from Pope Alexander III, which are still kept in the Black Book of the Exchequer. These letters merely praise King Henry for bringing order to Ireland and eliminating tantae abominationis spurcitiam, urging the Irish bishops and leaders to remain loyal to the king they had sworn allegiance to.13
Henry was, indeed, at the outset in a position to dispense with the moral aid of a papal concession, of which even if it existed he certainly made no use. In 1156 Dermod MacMurrough (Diarmait MacMurchada), deposed for his tyranny from the kingdom of Leinster, repaired to Henry in Aquitaine (see Early History above). The king was busy with the French, but gladly seized the opportunity, and gave Dermod a letter authorizing him to raise forces in England. Thus armed, and provided with gold extorted from his former subjects in Leinster, Dermod went to Bristol and sought the acquaintance of Richard de Clare, earl of Pembroke, a Norman noble of great ability but broken fortunes. Earl Richard, whom later usage has named Strongbow, agreed to reconquer Dermod’s kingdom for him. The stipulated consideration was the hand of Eva his only child, and according to feudal law his sole heiress, to whose issue lands and kingdoms would naturally pass. But Irish customs admitted no estates of inheritance, and Eva had no more right to the reversion of Leinster than she had to that of Japan. It is likely that Strongbow had no conception of this, and that his first collision with the tribal system was an unpleasant surprise. Passing through Wales, Dermod agreed with Robert Fitzstephen and Maurice Fitzgerald to invade Ireland in the ensuing spring.
Henry was, at the beginning, in a position to manage without the moral support of a papal concession, which even if it existed, he certainly didn't use. In 1156, Dermod MacMurrough, who had been deposed for his tyranny from the kingdom of Leinster, went to Henry in Aquitaine (see Early History above). The king was occupied with the French, but eagerly took the opportunity and gave Dermod a letter allowing him to gather forces in England. Armed with this letter and gold taken from his former subjects in Leinster, Dermod went to Bristol and sought out Richard de Clare, the earl of Pembroke, a talented Norman noble whose fortunes had declined. Earl Richard, later known as Strongbow, agreed to help Dermod reclaim his kingdom. The agreed-upon exchange was the hand of Eva, his only child and, according to feudal law, his only heiress, whose descendants would naturally inherit lands and kingdoms. However, Irish customs didn’t recognize estates of inheritance, and Eva had no more right to the inheritance of Leinster than she did to that of Japan. It's likely that Strongbow was unaware of this and that his first encounter with the tribal system came as an unpleasant surprise. While passing through Wales, Dermod made an agreement with Robert Fitzstephen and Maurice Fitzgerald to invade Ireland the following spring.
About the 1st of May 1169 Fitzstephen landed on the Wexford shore with a small force, and next day Maurice de Prendergast brought another band nearly to the same spot. Dermod joined them, and the Danes of Wexford soon The invasion of Strongbow. submitted. According to agreement Dermod granted the territory of Wexford, which had never belonged to him, to Robert and Maurice and their heirs for ever; and here begins the conflict between feudal and tribal law which was destined to deluge Ireland in blood. Maurice Fitzgerald soon followed with a fresh detachment. About a year after the first landing Raymond Le Gros was sent over by Earl Richard with his advanced guard, and Strongbow himself landed near Waterford on the 23rd of August 1170 with 200 knights and about 1000 other troops.
About May 1, 1169, Fitzstephen landed on the Wexford shore with a small group, and the next day, Maurice de Prendergast brought another band almost to the same spot. Dermod joined them, and the Danes of Wexford soon The Strongbow invasion. submitted. As part of their agreement, Dermod granted the territory of Wexford, which had never belonged to him, to Robert and Maurice and their heirs forever; and here begins the conflict between feudal and tribal law that was destined to flood Ireland with blood. Maurice Fitzgerald soon followed with a new detachment. About a year after the initial landing, Raymond Le Gros was sent over by Earl Richard with his advanced guard, and Strongbow himself landed near Waterford on August 23, 1170, with 200 knights and about 1,000 other troops.
The natives did not understand that this invasion was quite different from those of the Danes. They made alliances with the strangers to aid them in their intestine wars, and the annalist writing in later years (Annals of Lough Cé) describes with pathetic brevity the change wrought in Ireland:—“Earl Strongbow came into Erin with Dermod MacMurrough to avenge his expulsion by Roderick, son of Turlough O’Connor; and Dermod gave 771 him his own daughter and a part of his patrimony, and Saxon foreigners have been in Erin since then.”
The locals didn't realize that this invasion was very different from the ones by the Danes. They formed alliances with the newcomers to help them in their internal battles, and the historian writing years later (Annals of Lough Cé) succinctly describes the changes that happened in Ireland:—“Earl Strongbow came to Erin with Dermod MacMurrough to get revenge for his expulsion by Roderick, son of Turlough O’Connor; and Dermod gave him his own daughter and part of his estate, and Saxon foreigners have been in Erin ever since.”
Most of the Norman leaders were near relations, many being descended from Nesta, daughter of Rhys Ap Tudor, prince of South Wales, the most beautiful woman of her time, and mistress of Henry I. Her children by that king were called Fitzhenry. She afterwards married Gerald de Windsor, by whom she had three sons—Maurice, ancestor of all the Geraldines; William, from whom sprang the families of Fitzmaurice, Carew, Grace and Gerard; and David, who became bishop of St David’s. Nesta’s daughter, Angareth, married to William de Barri, bore the chronicler Giraldus Cambrensis, and was ancestress of the Irish Barries. Raymond le Gros, Hervey de Montmorency, and the Cogans were also descendants of Nesta, who, by her second husband, Stephen the Castellan, was mother of Robert Fitzstephen.
Most of the Norman leaders were closely related, many being descendants of Nesta, daughter of Rhys Ap Tudor, prince of South Wales, who was the most beautiful woman of her time and the mistress of Henry I. Her children with that king were called Fitzhenry. She later married Gerald de Windsor, by whom she had three sons—Maurice, the ancestor of all the Geraldines; William, from whom the families of Fitzmaurice, Carew, Grace, and Gerard descended; and David, who became bishop of St David’s. Nesta’s daughter, Angareth, married William de Barri and gave birth to the chronicler Giraldus Cambrensis and was the ancestor of the Irish Barries. Raymond le Gros, Hervey de Montmorency, and the Cogans were also descendants of Nesta, who, with her second husband, Stephen the Castellan, was the mother of Robert Fitzstephen.
While waiting for Strongbow’s arrival, Raymond and Hervey were attacked by the Danes of Waterford, whom they overthrew. Strongbow himself took Waterford and Dublin, and the Danish inhabitants of both readily combined with their French-speaking kinsfolk, and became firm supporters of the Anglo-Normans against the native Irish.
While waiting for Strongbow to arrive, Raymond and Hervey were attacked by the Danes from Waterford, whom they defeated. Strongbow himself captured Waterford and Dublin, and the Danish residents of both cities quickly joined forces with their French-speaking relatives, becoming strong supporters of the Anglo-Normans against the native Irish.
Alarmed at the principality forming near him, Henry invaded Ireland in person, landing near Waterford on the 18th of October 1172. Giraldus says he had 500 knights and many other soldiers; Regan, the metrical chronicler, says he had 4000 men, of whom 400 were knights; the Annals of Lough Cé that he had 240 ships. The Irish writers tell little about these great events, except that the king of the Saxons took the hostages of Munster at Waterford, and of Leinster, Ulster, Thomond and Meath at Dublin. They did not take in the grave significance of doing homage to a Norman king, and becoming his “man.”
Alarmed by the principality forming near him, Henry personally invaded Ireland, landing near Waterford on October 18, 1172. Giraldus claims he had 500 knights and many other soldiers; Regan, the metrical chronicler, states he brought 4,000 men, including 400 knights; the Annals of Lough Cé mention he had 240 ships. The Irish writers provide little detail about these major events, only noting that the king of the Saxons took hostages from Munster at Waterford, and from Leinster, Ulster, Thomond, and Meath at Dublin. They didn’t grasp the serious significance of paying homage to a Norman king and becoming his “man.”
Henry’s farthest point westward was Cashel, where he received the homage of Donald O’Brien, king of Thomond, but he does not appear to have been present at the famous synod. Christian O’Conarchy, bishop of Lismore and papal Henry II. in Ireland. legate, presided, and the archbishops of Dublin, Cashel and Tuam attended with their suffragans, as did many abbots and other dignitaries. The primate of Armagh, the saintly Gelasius, was absent, and presumably his suffragans also, but Giraldus says he afterwards came to the king at Dublin, and favoured him in all things. Henry’s sovereignty was acknowledged, and constitutions made which drew Ireland closer to Rome. In spite of the “enormities and filthinesses,” which Giraldus says defiled the Irish Church, nothing worse could be found to condemn than marriages within the prohibited degrees and trifling irregularities about baptism. Most of the details rest on the authority of Giraldus only, but the main facts are clear. The synod is not mentioned by the Irish annalists, nor by Regan, but it is by Hoveden and Ralph de Diceto. The latter says it was held at Lismore, an error arising from the president having been bishop of Lismore. Tradition says the members met in Cormac’s chapel.
Henry’s farthest point west was Cashel, where he received the loyalty of Donald O’Brien, king of Thomond, but he doesn’t seem to have been present at the famous synod. Christian O’Conarchy, bishop of Lismore and papal legate, presided, and the archbishops of Dublin, Cashel, and Tuam attended with their suffragans, along with many abbots and other dignitaries. The primate of Armagh, the saintly Gelasius, was absent, and presumably so were his suffragans, but Giraldus notes that he later came to the king in Dublin and supported him in all matters. Henry’s authority was recognized, and rules were established that brought Ireland closer to Rome. Despite the “enormities and filthinesses” that Giraldus claims tarnished the Irish Church, nothing worse could be found to condemn than marriages within the prohibited degrees and minor issues regarding baptism. Most of the details rely solely on Giraldus's accounts, but the main points are clear. The synod is not mentioned by the Irish annalists or by Regan, but it is referenced by Hoveden and Ralph de Diceto. The latter claims it was held in Lismore, an error stemming from the president being the bishop of Lismore. Tradition states that the attendees gathered in Cormac’s chapel.
Henry at first tried to be suzerain without displacing the natives, and received the homage of Roderick O’Connor, the high king. But the adventurers were uncontrollable, and he had to let them conquer what they could, exercising a precarious authority over the Normans only through a viceroy. The early governors seemingly had orders to deal as fairly as possible with the natives, and this involved them in quarrels with the “conquerors,” whose object was to carve out principalities for themselves, and who only nominally respected the sovereign’s wishes. The mail-clad knights were not uniformly successful against the natives, but they generally managed to occupy the open plains and fertile valleys. Geographical configuration preserved centres of resistance—the O’Neills in Tyrone and Armagh, the O’Donnells in Donegal, and the Macarthies in Cork being the largest tribes that remained practically unbroken. On the coast from Bray to Dundalk, and by the navigable rivers of the east and south coasts, the Norman put his iron foot firmly down.
Henry initially tried to be the ruler without displacing the locals and received the loyalty of Roderick O’Connor, the high king. However, the adventurers were uncontrollable, and he had to allow them to conquer what they could, maintaining a shaky authority over the Normans only through a viceroy. The early governors seemed to have orders to treat the locals fairly, which got them into conflicts with the "conquerors," whose goal was to create their own principalities and who only slightly honored the sovereign’s wishes. The armored knights weren’t always successful against the locals, but they usually managed to take over the open plains and fertile valleys. The geographical layout preserved centers of resistance—the O’Neills in Tyrone and Armagh, the O’Donnells in Donegal, and the Macarthies in Cork being the largest tribes that remained mostly intact. Along the coast from Bray to Dundalk, and by the navigable rivers of the east and south coasts, the Normans firmly established their presence.
Prince John landed at Waterford in 1185, and the neighbouring chiefs hastened to pay their respects to the king’s son. Prince and followers alike soon earned hatred, the former showing the incurable vices of his character, and pulling the beards of the chieftains. After eight disgraceful months he left the government to John de Courci, but retained the title “Dominus Hiberniae.” It was even intended to crown him; and Urban III. sent a licence and a crown of peacock’s feathers, which was never placed on his head. Had Richard I. had children Ireland might have become a separate kingdom.
Prince John arrived in Waterford in 1185, and the local chiefs quickly came to pay their respects to the king’s son. However, both he and his followers quickly became disliked; he displayed the unchangeable flaws in his character and even pulled the beards of the chiefs. After eight shameful months, he handed over the administration to John de Courci but kept the title "Dominus Hiberniae." There were even plans to crown him, and Urban III sent a license and a crown made of peacock feathers, which was never actually placed on his head. If Richard I had had children, Ireland might have become a separate kingdom.
Henry II. had granted Meath, about 800,000 acres, to Hugh de Lacy (d. 1186), reserving scarcely any prerogative to the crown, and making his vassal almost independent. De Lacy sublet the land among kinsmen and retainers, and to his grants the families of Nugent, Tyrell, Nangle, Tuyt, Fleming and others owe their importance in Irish history. It is not surprising that the Irish bordering on Meath should have thought De Lacy the real king of Ireland.
Henry II had granted Meath, about 800,000 acres, to Hugh de Lacy (d. 1186), reserving hardly any rights for the crown, and making his vassal almost independent. De Lacy leased the land to relatives and followers, and the families of Nugent, Tyrell, Nangle, Tuyt, Fleming, and others owe their significance in Irish history to his grants. It’s not surprising that the Irish living near Meath considered De Lacy the true king of Ireland.
During his brother Richard I.’s reign, John’s viceroy was William Marshal, earl of Pembroke, who married Strongbow’s daughter, and thus succeeded to his claims in Leinster. John’s reputation was no better in Ireland than in King John. England. He thwarted or encouraged the Anglo-Normans as best suited him, but on the whole they increased their possessions. In 1210 John, now king, visited Ireland again, and being joined by Cathal Crovderg O’Connor, king of Connaught, marched from Waterford by Dublin to Carrickfergus without encountering any serious resistance from Hugh de Lacy (second son of the Hugh de Lacy mentioned above), who had been made earl of Ulster in 1205. John did not venture farther west than Trim, but most of the Anglo-Norman lords swore fealty to him, and he divided the partially obedient districts into twelve counties—Dublin (with Wicklow), Meath (with Westmeath), Louth, Carlow, Kilkenny, Wexford, Waterford, Cork, Limerick, Kerry and Tipperary. John’s resignation of his kingdom to the pope in 1213 included Ireland, and thus for the second time was the papal claim to Ireland formally recorded.
During his brother Richard I’s reign, John’s deputy was William Marshal, the Earl of Pembroke, who married Strongbow’s daughter and therefore inherited his claims in Leinster. John’s reputation in Ireland was just as poor as it was in King John. England. He either hindered or supported the Anglo-Normans based on what suited him, but overall they expanded their lands. In 1210, John, now king, returned to Ireland and, with the help of Cathal Crovderg O’Connor, the king of Connaught, marched from Waterford through Dublin to Carrickfergus without facing any significant resistance from Hugh de Lacy (the second son of the earlier mentioned Hugh de Lacy), who had become the Earl of Ulster in 1205. John didn’t go any further west than Trim, but most of the Anglo-Norman lords pledged their loyalty to him, and he divided the partly obedient areas into twelve counties—Dublin (with Wicklow), Meath (with Westmeath), Louth, Carlow, Kilkenny, Wexford, Waterford, Cork, Limerick, Kerry, and Tipperary. John’s resignation of his kingdom to the pope in 1213 included Ireland, which marked the second time the papal claim to Ireland was officially recorded.
During Henry III.’s long reign the Anglo-Norman power increased, but underwent great modifications. Richard Marshal, grandson of Strongbow, and to a great extent heir of his power, was foully murdered by his own feudatories—men Henry III. (1216-1272). of his own race; and the colony never quite recovered this blow. On the other hand, the De Burghs, partly by alliance with the Irish, partly by sheer hard fighting, made good their claims to the lordship of Connaught, and the western O’Connors henceforth play a very subordinate part in Irish history. Tallage was first imposed on the colony in the first year of this reign, but yielded little, and tithes were not much better paid.
During Henry III's long reign, Anglo-Norman power grew but saw significant changes. Richard Marshal, the grandson of Strongbow and largely his heir, was brutally murdered by his own feudal lords—men of his own kind; and the colony never fully recovered from this blow. On the flip side, the De Burghs, through alliances with the Irish and by fighting hard, secured their claims to the lordship of Connaught, and the western O’Connors played a much less important role in Irish history from then on. Tallage was first imposed on the colony in the first year of this reign, but it brought in little revenue, and tithes weren’t paid much better.
On the 14th of January 1217 the king wrote from Oxford to his justiciary, Geoffrey de Marisco, directing that no Irishman should be elected or preferred in any cathedral in Ireland, “since by that means our land might be disturbed, Objections to Irish clergy. which is to be deprecated.” This order was annulled in 1224 by Honorius III., who declared it “destitute of all colour of right and honesty.” The pope’s efforts failed, for in the 14th century several Cistercian abbeys excluded Irishmen, and as late as 1436 the monks of Abingdon complained bitterly that an Irish abbot had been imposed on them by lay violence. Parliament was not more liberal, for the statute of Kilkenny, passed in 1366, ordained that “no Irishman be admitted into any cathedral or collegiate church, nor to any benefice among the English of the land,” and also “that no religious house situated among the English shall henceforth receive an Irishman to their profession.” This was confirmed by the English parliament in 1416, and an Irish act of Richard III. enabled the archbishop of Dublin to collate Irish clerks for Separation of the two races. two years, an exception proving the rule. Many Irish monasteries admitted no Englishmen, and at least one attempt was made, in 1250, to apply the same rule to cathedrals. The races remained nearly separate, the Irish simply staying outside the feudal system. If an Englishman 772 slew an Irishman (except one of the five regal and privileged bloods) he was not to be tried for murder, for Irish law admitted composition (eric) for murder. In Magna Charta there is a proviso that foreign merchants shall be treated as English merchants are treated in the country whence the travellers came. Yet some enlightened men strove to fuse the two nations together, and the native Irish, or that section which bordered on the settlements and suffered great oppression, offered 8000 marks to Edward I. for the privilege of living under English law. The justiciary supported their petition, but the prelates and nobles refused to consent.
On January 14, 1217, the king wrote from Oxford to his justiciar, Geoffrey de Marisco, instructing that no Irishman should be elected or preferred in any cathedral in Ireland, “since this could disturb our land, which should be avoided.” This order was reversed in 1224 by Honorius III, who stated it was “lacking any basis of right and honesty.” The pope's efforts were unsuccessful, as in the 14th century, several Cistercian abbeys barred Irishmen, and as late as 1436, the monks of Abingdon complained bitterly that an Irish abbot had been forced upon them through lay violence. Parliament wasn't more accommodating, as the statute of Kilkenny, passed in 1366, mandated that “no Irishman be admitted into any cathedral or collegiate church, nor to any benefice among the English of the land,” and also “that no religious house located among the English shall henceforth accept an Irishman into their profession.” This was reaffirmed by the English parliament in 1416, and an Irish act of Richard III allowed the archbishop of Dublin to appoint Irish clerks for two years, an exception that proved the rule. Many Irish monasteries did not accept Englishmen, and at least one attempt was made, in 1250, to apply the same rule to cathedrals. The races remained largely separate, with the Irish effectively outside the feudal system. If an Englishman killed an Irishman (except one of the five regal and privileged bloodlines), he would not be tried for murder, as Irish law accepted compensation (eric) for murder. Magna Carta includes a provision that foreign merchants should be treated as English merchants are treated in their country of origin. Yet some progressive individuals sought to unify the two nations, and the native Irish, particularly those close to the settlements who faced significant oppression, offered 8000 marks to Edward I for the right to live under English law. The justiciar supported their request, but the prelates and nobles refused to agree.
There is a vague tradition that Edward I. visited Ireland about 1256, when his father ordained that the prince’s seal should have regal authority in that country. A vast number of documents remain to prove that he did Edward I. (1272-1307). not neglect Irish business. Yet this great king cannot be credited with any specially enlightened views as to Ireland. Hearing with anger of enormities committed in his name, he summoned the viceroy, Robert de Ufford (d. 1298), to explain, who coolly said that he thought it expedient to wink at one knave cutting off another, “whereat the king smiled and bade him return into Ireland.” The colonists were strong enough to send large forces to the king in his Scottish wars, but as there was no corresponding immigration this really weakened the English, whose best hopes lay in agriculture and the arts of peace, while the Celtic race waxed proportionally numerous. Outwardly all seemed fair. The De Burghs were supreme in Connaught, and English families occupied eastern Ulster. The fertile southern and central lands were dominated by strong castles. But Tyrone and Tyrconnel, and the mountains everywhere, sheltered the Celtic race, which, having reached its lowest point under Edward I., began to recover under his son.
There’s a vague tradition that Edward I visited Ireland around 1256, when his father ordered that the prince’s seal should hold royal authority there. A lot of documents still exist to show that he didn’t ignore Irish matters. Yet, this great king can’t be credited with any particularly enlightened views about Ireland. Hearing with anger about abuses committed in his name, he called in the viceroy, Robert de Ufford (d. 1298), for an explanation. Ufford casually mentioned that he thought it best to look the other way while one criminal eliminated another, "to which the king smiled and told him to return to Ireland." The colonists were strong enough to send large forces to the king during his wars in Scotland, but since there was no corresponding immigration, this actually weakened the English, whose best opportunities lay in farming and peaceful arts, while the Celtic population grew proportionally. Outwardly, everything seemed fine. The De Burghs were dominant in Connaught, and English families occupied eastern Ulster. The rich southern and central lands were controlled by strong castles. But Tyrone and Tyrconnel, along with the mountains everywhere, provided refuge for the Celtic people, who, after hitting their lowest point under Edward I, began to recover under his son.
In 1315, the year after Bannockburn, Edward Bruce landed near Larne with 6000 men, including some of the best knights in Scotland. Supported by O’Neill and other chiefs, and for a time assisted by his famous brother, Bruce Edward II. (1307-1327). gained many victories. There was no general effort of the natives in their favour; perhaps the Irish thought one Norman no better than another, and their total incapacity for national organization forbade the idea of a native sovereign. The family quarrels of the O’Connors at this time, and their alliances with the Burkes, or De Burghs, and the Berminghams, may be traced in great detail in the annalists—the general result being fatal to the royal tribe of Connaught, which is said to have lost 10,000 warriors in the battle of Templetogher. In other places the English were less successful, the Butlers being beaten by the O’Carrolls in 1318, and Richard de Clare falling about the same time in the decisive battle of Dysert O’Dea. The O’Briens re-established their sway in Thomond and the illustrious name of Clare disappears from Irish history. Edward Bruce fell in battle near Dundalk, and most of his army recrossed the channel, leaving behind a reputation for cruelty and rapacity. The colonists were victorious, but their organization was undermined, and the authority of the crown, which had never been able to keep the peace, grew rapidly weaker. Within twenty years after the great victory of Dundalk, the quarrels of the barons allowed the Irish to recover much of the land they had lost.
In 1315, the year after Bannockburn, Edward Bruce landed near Larne with 6,000 men, including some of Scotland's best knights. With support from O'Neill and other chiefs, and for a while aided by his famous brother, Bruce gained many victories. There wasn't a collective effort from the locals in their favor; perhaps the Irish viewed one Norman as no different from another, and their complete inability to organize nationally made the idea of a native ruler unrealistic. The family disputes among the O'Connors during this time, along with their alliances with the Burkes (or De Burghs) and the Berminghams, can be traced in detail by historians—the end result being disastrous for the royal family of Connaught, which reportedly lost 10,000 warriors in the battle of Templetogher. In other areas, the English were less successful, with the Butlers being defeated by the O'Carrolls in 1318, and Richard de Clare falling around the same time in the critical battle of Dysert O'Dea. The O'Briens regained their power in Thomond, and the notable name of Clare vanished from Irish history. Edward Bruce died in battle near Dundalk, and most of his army crossed back over the channel, leaving a legacy of cruelty and greed. The colonists were successful, but their organization crumbled, and the authority of the crown, which had never effectively maintained peace, quickly weakened. Within twenty years after the significant victory at Dundalk, the feuds among the barons allowed the Irish to reclaim much of the land they had lost.
John de Bermingham, earl of Louth, the conqueror of Bruce, was murdered in 1329 by the Gernons, Cusacks, Everards and other English of that county, who disliked his firm government. They were never brought to justice. Edward III. (1327-1377). Talbot of Malahide and two hundred of Bermingham’s relations and adherents were massacred at the same time. In 1333, William de Burgh, the young earl of Ulster, was murdered by the Mandevilles and others; in this case signal vengeance was taken, but the feudal dominion never recovered the blow, and on the north-east coast the English laws and language were soon confined to Drogheda and Dundalk. The earl left one daughter, Elizabeth, who was of course a royal ward. She married Lionel, duke of Clarence, and from her springs the royal line of England from Edward IV., as well as James V. of Scotland and his descendants.
John de Bermingham, earl of Louth, who defeated Bruce, was killed in 1329 by the Gernons, Cusacks, Everards, and other English from that county who opposed his strong leadership. They were never held accountable. Edward III (1327-1377). Talbot of Malahide and two hundred of Bermingham’s family and supporters were also killed at the same time. In 1333, William de Burgh, the young earl of Ulster, was murdered by the Mandevilles and others; in this case, there was significant retribution, but the feudal power never fully recovered from that blow, and soon the English laws and language were limited to Drogheda and Dundalk on the north-east coast. The earl had one daughter, Elizabeth, who became a royal ward. She married Lionel, duke of Clarence, and from her, the royal line of England descended from Edward IV., as well as James V. of Scotland and his descendants.
The two chief men among the De Burghs were loth to hold their lands of a little absentee girl. Having no grounds for opposing the royal title to the wardship of the heiress, they abjured English law and became Irish chieftains. As such they were obeyed, for the king’s arm was short in Ireland. The one appropriated Mayo as the Lower (Oughter) M‘William, and the earldom of Mayo perpetuates the memory of the event. The other as the Upper (Eighter) M‘William took Galway, and from him the earls of Clanricarde afterwards sprung.
The two main men among the De Burghs were reluctant to hold their lands from a young girl who was absent. With no reason to challenge the royal claim to the wardship of the heiress, they rejected English law and became Irish chieftains. As such, they were obeyed, since the king had little power in Ireland. One took control of Mayo as Lower (Oughter) M'William, and the earldom of Mayo keeps the memory of this event alive. The other, as Upper (Eighter) M'William, took Galway, and from him, the earls of Clanricarde later descended.
Edward III. being busy with foreign wars had little time to spare for Ireland, and the native chiefs everywhere seized their opportunity. Perhaps the most remarkable of these aggressive chiefs was Lysaght O’More, who reconquered Leix. Clyn the Franciscan annalist, whose Latinity is so far above the medieval level as almost to recall Tacitus, sums up Lysaght’s career epigrammatically: “He was a slave, he became a master; he was a subject, he became a prince (de servo dominus, de subjecto princeps effectus).” The two great earldoms whose contests form a large part of the history of the south of Ireland were created by Edward III. James Butler, eldest son of Edmund, earl of Carrick, became earl of Ormonde and palatine of Tipperary in 1328. Next year Maurice Fitzgerald was made earl of Desmond, and from his three brethren descended the historic houses of the White Knight, the knight of Glin, and the knight of Kerry. The earldom of Kildare dates from 1316. In this reign too was passed the statute of Kilkenny (q.v.), a confession by the crown that obedient subjects were the minority. The enactments against Irish dress and customs, and against marriage and fostering proved a dead letter.
Edward III, busy with foreign wars, had little time for Ireland, and the local chiefs took advantage of this. One of the most notable among these assertive chiefs was Lysaght O'More, who reclaimed Leix. Clyn, the Franciscan annalist, whose writing is so much better than typical medieval Latin that it almost resembles Tacitus, summarizes Lysaght’s story concisely: “He was a slave, he became a master; he was a subject, he became a prince (de servo dominus, de subjecto princeps effectus).” The two major earldoms, which play a significant role in the history of southern Ireland, were established by Edward III. James Butler, the eldest son of Edmund, earl of Carrick, became earl of Ormonde and palatine of Tipperary in 1328. The following year, Maurice Fitzgerald was made earl of Desmond, and from his three brothers descended the notable houses of the White Knight, the knight of Glin, and the knight of Kerry. The earldom of Kildare was established in 1316. During this reign, the statute of Kilkenny (q.v.) was also passed, which was a clear acknowledgment by the crown that obedient subjects were the minority. The laws against Irish dress, customs, marriages, and fostering turned out to be ineffective.
In two expeditions to Ireland Richard II. at first overcame all opposition, but neither had any permanent effect. Art MacMurrough, the great hero of the Leinster Celts, practically had the best of the contest. The king in Richard II. (1377-1399). his despatches divided the population into Irish enemies, Irish rebels and English subjects. As he found them so he left them, lingering in Dublin long enough to lose his own crown. But for MacMurrough and his allies the house of Lancaster might never have reigned. No English king again visited Ireland until James II., declared by his English subjects to have abdicated, and by the more outspoken Scots to have forfeited the crown, appealed to the loyalty or piety of the Catholic Irish.
In two trips to Ireland, Richard II initially defeated all resistance, but neither campaign had lasting results. Art MacMurrough, the key figure of the Leinster Celts, effectively won the struggle. In his reports, the king categorized the population into Irish enemies, Irish rebels, and English subjects. He found them as he left them, staying in Dublin just long enough to lose his own crown. Without MacMurrough and his allies, the house of Lancaster might never have ruled. No English king returned to Ireland until James II, who was declared by his English subjects to have abdicated and by the more vocal Scots to have lost the crown, sought the loyalty or faith of the Catholic Irish.
Henry IV. had a bad title, and his necessities were conducive to the growth of the English constitution, but fatal to the Anglo-Irish. His son Thomas, duke of Clarence, was viceroy in 1401, but did very little. “Your son,” wrote the Henry IV. (1399-1413). Irish council to Henry, “is so destitute of money that he has not a penny in the world, nor can borrow a single penny, because all his jewels and his plate that he can spare, and those which he must of necessity keep, are pledged to lie in pawn.” The nobles waged private war unrestrained, and the game of playing off one chieftain against another was carried on with varying success. The provisions of the statute of Kilkenny against trading with the Irish failed, for markets cannot exist without buyers.
Henry IV had a weak claim to the throne, and his needs helped shape the English constitution, but they were disastrous for the Anglo-Irish. His son Thomas, the Duke of Clarence, served as viceroy in 1401 but accomplished very little. “Your son,” the Irish council wrote to Henry, “is so broke that he doesn’t have a penny to his name, nor can he borrow any money, because all the jewels and silverware he can spare, as well as what he has to keep, are pawned.” The nobles engaged in unchecked private wars, and the tactic of playing one chieftain against another was used with mixed results. The laws from the statute of Kilkenny that prohibited trading with the Irish were ineffective, since markets can't function without buyers.
The brilliant reign of Henry V. was a time of extreme misery to the colony in Ireland. Half the English-speaking people fled to England, where they were not welcome. The Henry V. (1413-1422). disastrous reign of the third Lancastrian completed the discomfiture of the original colony in Ireland. Quarrels between the Ormonde and Talbot parties paralysed the government, and a “Pale” of 30 m. by 20 was all that remained. Even the walled towns, Kilkenny, Ross, Wexford, Kinsale, Youghal, Clonmel, Kilmallock, Thomastown, Fethard and Cashel, were almost starved Henry VI. (1422-1461). out; Waterford itself was half ruined and half deserted. Only one parliament was held for thirty years, but taxation was not remitted on that account. No viceroy even pretended to reside continuously. The north and west were still 773 worse off than the south. Some thoughtful men saw clearly the danger of leaving Ireland to be seized by the first chance comer, and the Libel of English Policy, written about 1436, contains a long and interesting passage declaring England’s interests in protecting Ireland as “a boterasse and a poste” of her own power. Sir John Talbot, immortalized by Shakespeare, was several times viceroy; he was almost uniformly successful in the field, but feeble in council. He held a parliament at Trim which made one law against men of English race wearing moustaches, lest they should be mistaken for Irishmen, and another obliging the sons of agricultural labourers to follow their father’s vocation under pain of fine and imprisonment. The earls of Shrewsbury are still earls of Waterford, and retain the right to carry the white staff as hereditary stewards, but the palatinate jurisdiction over Wexford was taken away by Henry VIII. The Ulster annalists give a very different estimate of the great Talbot from that of Shakespeare: “A son of curses for his venom and a devil for his evils; and the learned say of him that there came not from the time of Herod, by whom Christ was crucified, any one so wicked in evil deeds” (O’Donovan’s Four Masters).
The brilliant reign of Henry V was a time of extreme misery for the colony in Ireland. Half the English-speaking population fled to England, where they were not welcomed. The disastrous reign of the third Lancastrian completed the downfall of the original colony in Ireland. Conflicts between the Ormonde and Talbot factions paralyzed the government, and only a “Pale” of 30 miles by 20 miles remained. Even the walled towns—Kilkenny, Ross, Wexford, Kinsale, Youghal, Clonmel, Kilmallock, Thomastown, Fethard, and Cashel—were nearly starved out; Waterford itself was half ruined and half deserted. Only one parliament was convened in thirty years, but taxes were still collected regardless. No viceroy even attempted to stay for long. The north and west were in even worse condition than the south. Some worried individuals recognized the danger of leaving Ireland vulnerable to anyone who might take advantage, and the *Libel of English Policy*, written around 1436, includes a lengthy and interesting section discussing England’s interests in protecting Ireland as “a bulwark and a post” of its own power. Sir John Talbot, famously immortalized by Shakespeare, served as viceroy several times; he was usually successful in battle but ineffective in negotiations. He convened a parliament at Trim that enacted a law prohibiting men of English descent from wearing mustaches to avoid being mistaken for Irishmen, and another requiring the sons of agricultural laborers to continue their fathers' work under the threat of fines and imprisonment. The earls of Shrewsbury are still the earls of Waterford and retain the right to carry the white staff as hereditary stewards, but Henry VIII removed their palatinate jurisdiction over Wexford. The Ulster annalists provide a very different view of the great Talbot compared to Shakespeare: “A son of curses for his venom and a devil for his evils; and the learned say of him that there came not from the time of Herod, by whom Christ was crucified, anyone so wicked in evil deeds” (O’Donovan’s *Four Masters*).
In 1449 Richard, duke of York, right heir by blood to the throne of Edward III., was forced to yield the regency of France to his rival Somerset, and to accept the Irish viceroyalty. He landed at Howth with his wife Cicely Richard of York in Ireland. Neville, and Margaret of Anjou hoped thus to get rid of one who was too great for a subject. The Irish government was given to him for ten years on unusually liberal terms. He ingratiated himself with both races, taking care to avoid identification with any particular family. At the baptism of his son George—“false, fleeting, perjured Clarence”—who was born in Dublin Castle, Desmond and Ormonde stood sponsors together. In legislation Richard fared no better than others. The rebellion of Jack Cade, claiming to be a Mortimer and cousin to the duke of York, took place at this time. This adventurer, at once ludicrous and formidable, was a native of Ireland, and was thought to be put forward by Richard to test the popularity of the Yorkist cause. Returning suddenly to England in 1450, Richard left the government to James, earl of Ormonde and Wiltshire, who later married Eleanor, daughter of Edmund Beaufort, duke of Somerset, and was deeply engaged on the Lancastrian side. This earl began the deadly feud with the house of Kildare, which lasted for generations. After Blore Heath Richard was attainted by the Lancastrian parliament, and returned to Dublin, where the colonial parliament acknowledged him and assumed virtual independence. A separate coinage was established, and the authority of the English parliament was repudiated. William Overy, a bold squire of Ormonde’s, offered to arrest Richard as an attainted traitor, but was seized, tried before the man whom he had come to take, and hanged, drawn and quartered. The duke only maintained his separate kingdom about a year. His party triumphed in England, but he himself fell at Wakefield.
In 1449, Richard, duke of York, the rightful heir to Edward III, was forced to hand over the regency of France to his rival Somerset and take on the role of viceroy in Ireland. He arrived at Howth with his wife, Cicely Neville, and Margaret of Anjou hoped to get rid of someone who was too powerful for a subject. The Irish government was granted to him for ten years under unusually generous terms. He worked to gain the favor of both groups, making sure to avoid being tied to any specific family. At the baptism of his son George—“false, fleeting, perjured Clarence”—who was born in Dublin Castle, Desmond and Ormonde served as joint sponsors. In terms of legislation, Richard didn't fare any better than others. During this period, Jack Cade, who claimed to be a Mortimer and cousin to the duke of York, led a rebellion. This figure, both ridiculous and threatening, was originally from Ireland and was thought to have been put forward by Richard to gauge support for the Yorkist cause. Richard suddenly returned to England in 1450, leaving the government in the hands of James, earl of Ormonde and Wiltshire, who later married Eleanor, the daughter of Edmund Beaufort, duke of Somerset, and was heavily involved on the Lancastrian side. This earl initiated a deadly feud with the house of Kildare that lasted for generations. After the Battle of Blore Heath, Richard was declared an outlaw by the Lancastrian parliament and went back to Dublin, where the local parliament recognized him and claimed virtual independence. A separate currency was created, and the authority of the English parliament was rejected. William Overy, a bold squire loyal to Ormonde, attempted to arrest Richard as a traitor but was captured, tried by the very man he sought to detain, and was executed. The duke managed to maintain his separate kingdom for about a year. His faction succeeded in England, but he was killed at Wakefield.
Among the few prisoners taken on the bloody field of Towton was Ormonde, whose head long adorned London Bridge. He and his brothers were attainted in England and by the Yorkist parliament in Ireland, but the importance Edward IV. (1461-1483). of the family was hardly diminished by this. For the first six years of Edward’s reign the two Geraldine earls engrossed official power. The influence of Queen Elizabeth Woodville, whom Desmond had offended, then made itself felt. Tiptoft, earl of Worcester, became deputy. He was an accomplished Oxonian, who made a speech at Rome in such good Latin as to draw tears from the eyes of that great patron of letters Pope Pius II. (Aeneas Sylvius). But his Latinity did not soften his manners, and he was thought cruel even in that age. Desmond was beheaded, ostensibly for using Irish exactions, really, as the partisans of his family hold, to please Elizabeth. The remarkable lawlessness of this reign was increased by the practice of coining. Several mints had been established since Richard of York’s time; the standards varied and imitation was easy.
Among the few prisoners captured on the bloody field of Towton was Ormonde, whose head had long been displayed on London Bridge. He and his brothers were declared traitors in England and by the Yorkist parliament in Ireland, but the family's significance was hardly diminished by this. For the first six years of Edward's reign, the two Geraldine earls held most of the official power. The influence of Queen Elizabeth Woodville, whom Desmond had upset, then became apparent. Tiptoft, the earl of Worcester, was appointed deputy. He was an educated man from Oxford who gave a speech in Rome in such polished Latin that it brought tears to the eyes of the great patron of letters, Pope Pius II (Aeneas Sylvius). However, his mastery of Latin did not soften his demeanor, and he was regarded as cruel even in that time. Desmond was executed, officially for imposing Irish taxes, but really, as his family's supporters argue, to appease Elizabeth. The extraordinary lawlessness of this reign was intensified by the practice of coining. Several mints had been established since Richard of York's time; the standards varied, and imitation was easy.
During Richard III.’s short reign the earl of Kildare, head
of the Irish Yorkists, was the strongest man in Ireland. He
espoused the cause of Lambert Simnel (1487), whom
the Irish in general seem always to have thought a
Richard III.
Henry VII. (1485-1509).
true Plantagenet. The Italian primate, Octavian
de Palatio, knew better, and incurred the wrath of Kildare
by refusing to officiate at the impostor’s coronation. The local
magnates and several distinguished visitors attended,
and Lambert was shown to the people borne aloft
on “great D’Arcy of Platten’s” shoulders. His
enterprise ended in the battle of Stoke, near Newark,
where the flower of the Anglo-Irish soldiery fell. “The Irish,”
says Bacon, “did not fail in courage or fierceness, but, being
almost naked men, only armed with darts and skeins, it was
rather an execution than a fight upon them.” Conspicuous
among Henry VII.’s adherents in Ireland were the citizens of
Waterford, who, with the men of Clonmel, Callan, Fethard
and the Butler connexion generally, were prepared to take the
field in his favour. Waterford was equally conspicuous some
years later in resisting Perkin Warbeck, who besieged it unsuccessfully,
and was chased by the citizens, who fitted out a
fleet at their own charge. The king conferred honour and rewards
on the loyal city, to which he gave the proud title of urbs intacta.
Other events of this reign were the parliament of Drogheda,
held by Sir Edward Poynings, which gave the control of Irish
legislation to the English council (“Poynings’s Act”—the
great bone of contention in the later days of Flood and Grattan),
and the battle of Knockdoe, in which the earl of Kildare used
the viceregal authority to avenge a private quarrel.
During Richard III's brief reign, the Earl of Kildare, leader of the Irish Yorkists, was the most powerful figure in Ireland. He supported Lambert Simnel (1487), who the Irish generally believed was a real Plantagenet. The Italian primate, Octavian de Palatio, knew otherwise and earned Kildare's displeasure by refusing to conduct the impostor’s coronation. Local nobles and several notable guests attended the event, and Lambert was displayed to the public, carried high on “great D’Arcy of Platten’s” shoulders. His venture ended at the Battle of Stoke, near Newark, where the best of the Anglo-Irish soldiers were defeated. “The Irish,” Bacon noted, “did not lack in bravery or ferocity, but, being almost naked men, armed only with darts and knives, it was more like an execution than a battle for them.” Notable among Henry VII's supporters in Ireland were the citizens of Waterford, who, along with the men from Clonmel, Callan, Fethard, and the Butler family in general, were ready to fight for him. Waterford later stood out for successfully resisting Perkin Warbeck, who besieged the city without success and was driven away by the citizens, who outfitted a fleet at their own expense. The king rewarded the loyal city with the proud title of urbs intacta. Other significant events during this reign included the Parliament of Drogheda, held by Sir Edward Poynings, which placed control of Irish legislation in the hands of the English council (“Poynings’s Act”—the major point of contention in the later battles involving Flood and Grattan), and the Battle of Knockdoe, where the Earl of Kildare used his vice-regal power to settle a personal dispute.
Occupied in pleasure or foreign enterprise, Henry VIII. at first paid little attention to Ireland. The royal power was practically confined to what in the previous century had become known as the “Pale,” that is Dublin, Henry VIII. (1509-1547). Louth, Kildare and a part of Meath, and within this narrow limit the earls of Kildare were really more powerful than the crown. Waterford, Drogheda, Dundalk, Cork, Limerick and Galway were not Irish, but rather free cities than an integral part of the kingdom; and many inland towns were in the same position. The house of Ormonde had created a sort of small Pale about Kilkenny, and part of Wexford had been colonized by men of English race. The Desmonds were Irish in all but pride of blood. The Barretts, Condons, Courcies, Savages, Arundels, Carews and others had disappeared or were merged in the Celtic mass. Anglo-Norman nobles became chiefs of pseudo-tribes, which acknowledged only the Brehon law, and paid dues and services in kind. These pseudo-tribes were often called “nations,” and a vast number of exactions were practised by the chiefs. “Coyne and livery”—the right of free-quarters for man and beast—arose among the Anglo-Normans, and became more oppressive than any native custom. When Henry took to business, he laid the foundation of reconquest. The house of Kildare, which had actually besieged Dublin (1534), was overthrown, and the Pale saved from a standing danger (see Fitzgerald). But the Pale scarcely extended 20 m. from Dublin, a march of uncertain width intervening between it and the Irish districts. Elsewhere, says an elaborate report, all the English folk were of “Irish language and Irish condition,” except in the cities and walled towns. Down and Louth paid black rent to O’Neill, Meath and Kildare to O’Connor, Wexford to the Kavanaghs, Kilkenny and Tipperary to O’Carroll, Limerick to the O’Briens, and Cork to the MacCarthies. MacMurrough Kavanagh, in Irish eyes the representative of King Dermod, received an annual pension from the exchequer. Henry set steadily to work to reassert the royal title. He assumed the style of king of Ireland, so as to get rid of the notion that he held the island of the pope. The Irish chiefs acknowledged his authority and his ecclesiastical supremacy, abjuring at the same time that of the Holy See. The lands of the earl of Shrewsbury and other absentees, who had performed no duties, were resumed; and both Celtic and feudal nobles were encouraged to come to court. Here begins the long line of official deputies, often men of moderate birth and fortune. 774 Butler and Geraldine, O’Neill and O’Donnell, continued to spill each other’s blood, but the feudal and tribal systems were alike doomed. In the names of these Tudor deputies and other officers we see the origin of many great Irish families—Skeffington, Brabazon, St Leger, Fitzwilliam, Wingfield, Bellingham, Carew, Bingham, Loftus and others. Nor were the Celts overlooked. O’Neill and O’Brien went to London to be invested as earls of Tyrone and Thomond respectively. O’Donnell, whose descendants became earls of Tyrconnel, went to court and was well received. The pseudo-chief MacWilliam became earl of Clanricarde, and others reached lower steps in the peerage, or were knighted by the king’s own hand. All were encouraged to look to the crown for redress of grievances, and thus the old order slowly gave place to the new.
Caught up in pleasure or foreign ventures, Henry VIII. initially paid little attention to Ireland. The royal authority was mostly limited to what had become known in the previous century as the “Pale,” specifically Dublin, Louth, Kildare, and part of Meath, where the earls of Kildare were more powerful than the crown. Waterford, Drogheda, Dundalk, Cork, Limerick, and Galway were more like free cities than an integral part of the kingdom; many inland towns found themselves in the same situation. The house of Ormonde had created a small Pale around Kilkenny, and part of Wexford had been settled by Englishmen. The Desmonds were Irish in everything but their pride of lineage. The Barretts, Condons, Courcies, Savages, Arundels, Carews, and others had either vanished or blended into the Celtic mass. Anglo-Norman nobles became leaders of pseudo-tribes that recognized only Brehon law, offering dues and services in kind. These pseudo-tribes were often called “nations,” and their chiefs practiced numerous exactions. “Coyne and livery”—the right to free quarters for people and livestock—emerged among the Anglo-Normans and became more burdensome than any native custom. When Henry focused on the situation, he laid the groundwork for reconquest. The house of Kildare, which had even besieged Dublin in 1534, was toppled, and the Pale was safeguarded from a looming threat (see Fitzgerald). However, the Pale barely stretched 20 miles from Dublin, with an uncertain boundary separating it from the Irish regions. In other areas, as a detailed report noted, most English people spoke “Irish language and Irish condition,” except in the cities and fortified towns. Down and Louth paid black rent to O’Neill, Meath and Kildare to O’Connor, Wexford to the Kavanaghs, Kilkenny and Tipperary to O’Carroll, Limerick to the O’Briens, and Cork to the MacCarthies. MacMurrough Kavanagh, viewed by the Irish as the representative of King Dermod, received an annual pension from the treasury. Henry diligently worked to reaffirm the royal title. He styled himself king of Ireland to eliminate the idea that he ruled the island on behalf of the pope. The Irish chiefs acknowledged his authority and ecclesiastical supremacy while simultaneously renouncing that of the Holy See. The lands of the earl of Shrewsbury and other absentees who had failed to fulfill their duties were reclaimed; both Celtic and feudal nobles were urged to come to court. This marks the beginning of a long line of official deputies, often from modest backgrounds. Butler and Geraldine, O’Neill and O’Donnell continued their bloodshed, but both the feudal and tribal systems were inevitably doomed. In the names of these Tudor deputies and other officials, we can trace the origin of many prominent Irish families—Skeffington, Brabazon, St Leger, Fitzwilliam, Wingfield, Bellingham, Carew, Bingham, Loftus, and others. The Celts were not neglected either. O’Neill and O’Brien traveled to London to be appointed earls of Tyrone and Thomond, respectively. O’Donnell, whose descendants became earls of Tyrconnel, went to court and was warmly welcomed. The pseudo-chief MacWilliam was made earl of Clanricarde, and others rose to lower ranks in the peerage or were knighted by the king himself. All were encouraged to seek redress for grievances from the crown, thus allowing the old order to gradually yield to the new.
The moment when Protestantism and Ultramontanism are about to begin their still unfinished struggle is a fit time to notice the chief points in medieval Irish church history. Less than two years before Strongbow’s arrival Pope The Irish Church. Eugenius had established an ecclesiastical constitution in Ireland depending on Rome, but the annexation was very imperfectly carried out, and the hope of fully asserting the Petrine claims was a main cause of Adrian’s gift to Henry II. Hitherto the Scandinavian section of the church in Ireland had been most decidedly inclined to receive the hierarchical and diocesan as distinguished from the monastic and quasi-tribal system. The bishops or abbots of Dublin derived their succession from Canterbury from 1038 to 1162, and the bishops of Waterford and Limerick also sought consecration there. But both Celt and Northman acknowledged the polity of Eugenius, and it was chiefly in the matters of tithe, Peter’s pence, canonical degrees and the observance of festivals that Rome had still victories to gain. Between churchmen of Irish and English race there was bitter rivalry; but the theory that the ancient Celtic church remained independent, and as it were Protestant, while the English colony submitted to the Vatican, is a mere controversial figment. The crown was weak and papal aggression made rapid progress. It was in the Irish church, about the middle of the 13th century, that the system of giving jurisdiction to the bishops “in temporalibus” was adopted by Innocent IV. The vigour of Edward I. obtained a renunciation in particular cases, but the practice continued unabated. The system of provisions was soon introduced at the expense of free election, and was acknowledged by the statute of Kilkenny. In the more remote districts it must have been almost a matter of necessity. Many Irish parishes grew out of primitive monasteries, but other early settlements remained monastic, and were compelled by the popes to adopt the rule of authorized orders, generally that of the Augustinian canons. That order became much the most numerous in Ireland, having not less than three hundred houses. Of other sedentary orders the Cistercians were the most important, and the mendicants were very numerous. Both Celtic chiefs and Norman nobles founded convents after Henry II. ’s time, but the latter being wealthier were most distinguished in this way. Religious houses were useful as abodes of peace in a turbulent country, and the lands attached were better cultivated than those of lay proprietors. Attempts to found a university at Dublin (1311) or Drogheda (1465) failed for want of funds. The work of education was partially done by the great abbeys, boys of good family being brought up by the Cistercians of Dublin and Jerpoint, and by the Augustinians of Dublin, Kells and Connel, and girls by the canonesses of Gracedieu. A strong effort was made to save these six houses, but Henry VIII. would not hear of it, and there was no Irish Wolsey partially to supply the king’s omissions.
The time when Protestantism and Ultramontanism are about to start their ongoing struggle is a good opportunity to highlight key moments in medieval Irish church history. Less than two years before Strongbow arrived, Pope Eugenius established a church structure in Ireland that relied on Rome, but the takeover was poorly executed, and the desire to fully assert the Petrine claims was a major reason for Adrian’s gift to Henry II. So far, the Scandinavian part of the church in Ireland had strongly favored a hierarchical and diocesan system over a monastic and quasi-tribal one. The bishops or abbots of Dublin traced their succession from Canterbury from 1038 to 1162, and the bishops of Waterford and Limerick also sought consecration there. However, both the Celts and Northmen recognized Eugenius's leadership, and it was mainly in areas like tithes, Peter’s pence, canonical degrees, and the observance of festivals that Rome still had victories to achieve. There was fierce competition between Irish and English churchmen; however, the idea that the ancient Celtic church was independent and, in a sense, Protestant while the English colony submitted to the Vatican is simply a debatable myth. The crown was weak, and papal influence grew quickly. Around the middle of the 13th century, the Irish church adopted a system that allowed bishops jurisdiction “in temporalibus,” sanctioned by Innocent IV. The strength of Edward I led to a renunciation in specific cases, but the practice continued without pause. The system of provisions was introduced soon after, at the cost of free election, and was recognized by the statute of Kilkenny. In more remote areas, it was almost a necessity. Many Irish parishes emerged from early monasteries, but other initial settlements remained monastic and were forced by the popes to adopt the rules of authorized orders, typically that of the Augustinian canons. That order became the most numerous in Ireland, with at least three hundred houses. Among other sedentary orders, the Cistercians were the most significant, while the mendicants were very prevalent. Both Celtic chiefs and Norman nobles established convents after Henry II's time, but the wealthier Normans were more notable in this regard. Religious houses served as places of peace in a turbulent country, and the land they held was generally better cultivated than that of lay owners. Attempts to establish a university in Dublin (1311) or Drogheda (1465) failed due to lack of funding. Education was partially conducted by the major abbeys, with boys from good families being raised by the Cistercians of Dublin and Jerpoint, and by the Augustinians of Dublin, Kells, and Connel, while girls were educated by the canonesses of Gracedieu. A significant effort was made to preserve these six houses, but Henry VIII would not consider it, and there was no Irish Wolsey to partially fill in for the king's oversights.
Ample evidence exists that the Irish church was full of abuses before the movement under Henry VIII. We have detailed accounts of three sees—Clonmacnoise, Enaghdune and Ardagh. Ross, also in a wild district, was in rather better case. But even in Dublin strange things happened; thus the archiepiscopal crozier was in pawn for eighty years from 1449. The morals of the clergy were no better than in other countries, and we have evidence of many scandalous irregularities. But perhaps the most severe condemnation is that of the report to Henry VIII. in 1515. “There is,” says the document, “no archbishop, ne bishop, abbot, ne prior, parson, ne vicar, ne any other person of the church, high or low, great or small, English or Irish, that useth to preach the word of God, saving the poor friars beggars ... the church of this land use not to learn any other science, but the law of canon, for covetise of lucre transitory.” Where his hand reached Henry had little difficulty in suppressing the monasteries or taking their lands, which Irish chiefs swallowed as greedily as men of English blood. But the friars, though pretty generally turned out of doors, were themselves beyond Henry’s power, and continued to preach everywhere among the people. Their devotion and energy may be freely admitted; but the mendicant orders, especially the Carmelites, were not uniformly distinguished for morality. Monasticism was momentarily suppressed under Oliver Cromwell, but the Restoration brought the monks back to their old haunts. The Jesuits, placed by Paul III. under the protection of Conn O’Neill, “prince of the Irish of Ulster,” came to Ireland towards the end of Henry’s reign, and helped to keep alive the Roman tradition. Anglicanism was regarded as a symbol of conquest and intrusion. The Four Masters thus describes the Reformation: “A heresy and new error arising in England, through pride, vain glory, avarice, and lust, and through many strange sciences, so that the men of England went into opposition to the pope and to Rome.” The destruction of relics and images and the establishment of a schismatic hierarchy is thus recorded: “Though great was the persecution of the Roman emperors against the church, scarcely had there ever come so great a persecution from Rome as this.”
Ample evidence shows that the Irish church was rife with abuses before the movement under Henry VIII. We have detailed accounts of three dioceses—Clonmacnoise, Enaghdune, and Ardagh. Ross, also in a wild area, was in somewhat better shape. But even in Dublin, strange things occurred; for instance, the archbishop's crozier was pawned for eighty years starting in 1449. The morals of the clergy were no better than in other countries, with evidence of many scandalous irregularities. Perhaps the most damning condemnation comes from the report to Henry VIII in 1515. “There is,” says the document, “no archbishop, bishop, abbot, prior, parson, vicar, or any other person of the church, high or low, great or small, English or Irish, who preaches the word of God, except for the poor begging friars ... the church in this land does not teach any other knowledge but the law of canon, for the sake of fleeting profit.” Wherever he had influence, Henry had little trouble suppressing the monasteries or seizing their lands, which Irish chiefs took as eagerly as the English. However, the friars, though largely turned out, were beyond Henry’s control and continued to preach everywhere among the people. Their dedication and energy can be acknowledged; but the mendicant orders, especially the Carmelites, were not consistently known for their morality. Monasticism was briefly suppressed under Oliver Cromwell, but the Restoration brought the monks back to their previous places. The Jesuits, placed under the protection of Conn O’Neill, “prince of the Irish of Ulster,” arrived in Ireland towards the end of Henry’s reign and helped maintain the Roman tradition. Anglicanism was seen as a symbol of conquest and intrusion. The Four Masters describe the Reformation this way: “A heresy and new error arising in England, through pride, vanity, greed, and lust, and through many strange teachings, causing the people of England to oppose the pope and Rome.” The destruction of relics and images and the establishment of a breakaway hierarchy is noted: “Though there was great persecution from the Roman emperors against the church, there has hardly ever been such a severe persecution from Rome as this.”
The able opportunist Sir Anthony St Leger, who was accused by one party of opposing the Reformation and by the other of lampooning the Sacrament, continued to rule during the early days of Edward VI. To him succeeded Edward VI. (1547-1553). Sir Edward Bellingham, a Puritan soldier whose hand was heavy on all who disobeyed the king. He bridled Connaught by a castle at Athlone, and Munster by a garrison at Leighlin Bridge. The O’Mores and O’Connors were brought low, and forts erected where Maryborough and Philipstown now stand. Both chiefs and nobles were forced to respect the king’s representative, but Bellingham was not wont to flatter those in power, and his administration found little favour in England. Sir Francis Bryan, Henry VIII.’s favourite, succeeded him, and on his death St Leger was again appointed. Neither St Leger nor his successor Sir James Croft could do anything with Ulster, where the papal primate Wauchop, a Scot by birth, stirred up rebellion among the natives and among the Hebridean invaders. But little was done under Edward VI. to advance the power of the crown, and that little was done by Bellingham.
The capable opportunist Sir Anthony St Leger, who was accused by one side of opposing the Reformation and by the other of mocking the Sacrament, continued to lead during the early days of Edward VI. He was succeeded by Edward VI (1547-1553). Sir Edward Bellingham, a Puritan soldier whose grip was tight on anyone who disobeyed the king. He gained control of Connaught with a castle at Athlone, and Munster with a garrison at Leighlin Bridge. The O’Mores and O’Connors were brought low, and forts were built where Maryborough and Philipstown now stand. Both chiefs and nobles had to respect the king’s representative, but Bellingham was not one to flatter those in power, and his rule didn't find much favor in England. Sir Francis Bryan, Henry VIII’s favorite, took over after him, and upon his death, St Leger was appointed again. Neither St Leger nor his successor Sir James Croft could achieve much in Ulster, where the papal primate Wauchop, a Scot by birth, incited rebellion among the locals and the Hebridean invaders. Very little was accomplished under Edward VI to strengthen the crown's power, and that little was done by Bellingham.
The English government long hesitated about the official establishment of Protestantism, and the royal order to that effect was withheld until 1551. Copies of the new liturgy were sent over, and St Leger had the communion The Reformation. service translated into Latin, for the use of priests and others who could read, but not in English. The popular feeling was strong against innovation, as Edward Staples, bishop of Meath, found to his cost. The opinions of Staples, like those of Cranmer, advanced gradually until at last he went to Dublin and preached boldly against the mass. He saw men shrink from him on all sides. “My lord,” said a beneficed priest, whom he had himself promoted, and who wept as he spoke, “before ye went last to Dublin ye were the best beloved man in your diocese that ever came in it, now ye are the worst beloved.... Ye have preached against the sacrament of the altar and the saints, and will make us worse than Jews.... The country folk would eat you.... Ye have more curses than ye have hairs of your head, and I advise you for Christ’s sake not to preach at Navan.” Staples answered that preaching was his duty, and that he would not fail; but he feared for his life. On the same prelate fell the task of conducting a public controversy with the archbishop of Armagh, George Dowdall, which of course ended in the conversion 775 of neither. Dowdall fled; his see was treated as vacant, and Cranmer cast about him for a Protestant to fill St Patrick’s chair. His first nominee, Dr Richard Turner, resolutely declined the honour, declaring that he would be unintelligible to the people; and Cranmer could only answer that English was spoken in Ireland, though he did indeed doubt whether it was spoken in the diocese of Armagh. John Bale, a man of great learning and ability, became bishop of Ossory. There is no reason to doubt his sincerity, but he was coarse and intemperate—Froude roundly calls him a foul-mouthed ruffian—without the wisdom of the serpent or the harmlessness of the dove. His choice rhetoric stigmatized the dean of St Patrick’s as ass-headed, a blockhead who cared only for his kitchen and his belly.
The English government hesitated for a long time about officially establishing Protestantism, and the royal decree to do so was held back until 1551. Copies of the new liturgy were sent over, and St Leger had the communion service translated into Latin for priests and others who could read, but not in English. Public sentiment was strongly against change, as Edward Staples, bishop of Meath, discovered the hard way. Staples' views, like those of Cranmer, developed gradually until he eventually went to Dublin and boldly preached against the mass. He noticed people shrinking away from him on all sides. “My lord,” said a priest he had promoted, who was crying as he spoke, “before your last trip to Dublin, you were the most beloved man in your diocese, now you are the least liked.... You have preached against the sacrament of the altar and the saints, and will make us worse than Jews.... The country folk would eat you alive.... You have more curses than you have hairs on your head, and I advise you, for Christ’s sake, not to preach at Navan.” Staples responded that preaching was his duty and that he wouldn’t back down, but he feared for his life. It fell to Staples to engage in a public debate with the archbishop of Armagh, George Dowdall, which ultimately converted neither of them. Dowdall fled; his position was treated as vacant, and Cranmer looked for a Protestant to fill St Patrick’s chair. His first choice, Dr. Richard Turner, firmly turned down the offer, stating he would be unintelligible to the people; Cranmer could only reply that English was spoken in Ireland, though he doubted whether it was spoken in the diocese of Armagh. John Bale, a highly learned and capable man, became bishop of Ossory. There’s no reason to question his sincerity, but he was rough and hot-tempered—Froude frankly calls him a foul-mouthed ruffian—lacking the wisdom of the serpent and the harmlessness of the dove. His colorful rhetoric labeled the dean of St Patrick’s as a fool, a blockhead who only cared about his kitchen and his stomach.
The Reformation having made no real progress, Mary found it easy to recover the old ways. Dowdall was restored; Staples and others were deprived. Bale fled for bare life, and his see was treated as vacant. Yet the queen Mary (1553-1558). found it impossible to restore the monastic lands, though she showed some disposition to scrutinize the titles of grantees. She was Tudor enough to declare her intention of maintaining the old prerogatives of the crown against the Holy See, and assumed the royal title without papal sanction. Paul IV. was fain to curb his fiery temper, and to confer graciously what he could not withhold. English Protestants fled to Ireland to escape the Marian persecution; but had the reign continued a little longer, Dublin would probably have been no safe place of refuge.
The Reformation having made no real progress, Mary found it easy to bring back the old ways. Dowdall was reinstated; Staples and others were removed from their positions. Bale fled for his life, and his see was considered vacant. Yet the queen Mary (1553-1558). found it impossible to return the monastic lands, although she did show some interest in examining the titles of the grantees. She was Tudor enough to announce her intention to uphold the old rights of the crown against the Holy See and claimed the royal title without papal approval. Paul IV struggled to control his fiery temper and had to graciously grant what he could not refuse. English Protestants fled to Ireland to escape the Marian persecution; however, if her reign had lasted a bit longer, Dublin would likely have become an unsafe refuge.
Mary scarcely varied the civil policy of her brother’s ministers. Gerald of Kildare, who had been restored to his estates by Edward VI., was created earl of Kildare. The plan of settling Leix and Offaly by dividing the country between colonists and natives holding by English tenure failed, owing to the unconquerable love of the people for their own customs. But resistance gradually grew fainter, and we hear little of the O’Connors after this. The O’Mores, reduced almost to brigandage, gave trouble till the end of Elizabeth’s reign, and a member of the clan was chief contriver of the rebellion of 1641. Maryborough and Philipstown, King’s county and Queen’s county, commemorate Mary’s marriage.
Mary hardly changed the civil policy set by her brother's ministers. Gerald of Kildare, who had his estates restored by Edward VI, was made the Earl of Kildare. The plan to settle Leix and Offaly by splitting the land between colonists and natives holding English titles failed because the people’s deep attachment to their own customs couldn’t be overcome. However, resistance slowly started to fade, and we hear little from the O’Connors after this point. The O’Mores, who were almost reduced to banditry, continued to cause issues until the end of Elizabeth’s reign, and a member of their clan was the main architect of the rebellion in 1641. Maryborough and Philipstown, in King’s County and Queen’s County, commemorate Mary’s marriage.
Anne Boleyn’s daughter succeeded quietly, and Sir Henry Sidney was sworn lord-justice with the full Catholic ritual. When Thomas Radclyffe, earl of Sussex, superseded him as lord-lieutenant, the litany was chanted in Elizabeth (1558-1603). English, both cathedrals having been painted, and scripture texts substituted for “pictures and popish fancies.” At the beginning of 1560 a parliament was held which restored the ecclesiastical legislation of Henry and Edward. In two important points the Irish Church was made more dependent on the state than in England: congés d’élire were abolished and heretics made amenable to royal commissioners or to parliament without reference to any synod or convocation. According to a contemporary list, this parliament consisted of 3 archbishops, 17 bishops, 23 temporal peers, and members returned by 10 counties and 28 cities and boroughs. Some of the Irish bishops took the oath of supremacy, some were deprived. In other cases Elizabeth connived at what she could not prevent, and hardly pretended to enforce uniformity except in the Pale and in the large towns.
Anne Boleyn’s daughter took the throne without much fuss, and Sir Henry Sidney was sworn in as lord-justice with the full Catholic ceremony. When Thomas Radclyffe, the earl of Sussex, replaced him as lord-lieutenant, the litany was sung in Elizabeth (1558-1603). English, with both cathedrals being revamped, and scripture texts replacing “pictures and popish fancies.” At the start of 1560, a parliament was called that reinstated the ecclesiastical laws from Henry and Edward’s reign. In two significant ways, the Irish Church became more dependent on the state than it was in England: congés d’élire were eliminated, and heretics could be tried by royal commissioners or parliament without needing any synod or convocation. According to a contemporary list, this parliament included 3 archbishops, 17 bishops, 23 temporal peers, and representatives from 10 counties and 28 cities and boroughs. Some Irish bishops took the oath of supremacy, while others were removed from their positions. In some cases, Elizabeth turned a blind eye to what she could not stop, and she hardly pretended to enforce uniformity except in the Pale and in the larger towns.
Ulster demanded the immediate attention of Elizabeth. Her father had conferred the earldom of Tyrone on Conn Bacach O’Neill, with remainder to his supposed son Matthew, created baron of Dungannon, the offspring of a Rebellion of Shane O’Neill. smith’s wife at Dundalk, who in her husband’s lifetime brought the child to Conn as his own. When the chief’s legitimate son Shane grew up he declined to be bound by this arrangement, which the king may have made in partial ignorance of the facts. “Being a gentleman,” he said, “my father never refusid no child that any woman namyd to be his.” When Tyrone died, Matthew’s son, Brian O’Neill, baron of Dungannon, claimed his earldom under the patent. Shane being chosen O’Neill by his tribe claimed to be chief by election, and earl as Conn’s lawful son. Thus the English government was committed to the cause of one who was at best an adulterine bastard, while Shane appeared as champion of hereditary right (See O’Neill). Shane maintained a contest which had begun under Mary until 1567, with great ability and a total absence of morality, in which Sussex had no advantage over him. The lord-lieutenant twice tried to have Shane murdered; once he proposed to break his safe-conduct; and he held out hopes of his sister’s hand as a snare. Shane was induced to visit London, where the government detained him for some time. On his return to Ireland, Sussex was outmatched both in war and diplomacy; the loyal chiefs were crushed one by one; and the English suffered checks of which the moral effect was ruinous. Shane diplomatically acknowledged Elizabeth as his sovereign, and sometimes played the part of a loyal subject, wreaking his private vengeance under colour of expelling the Scots from Ulster. At last, in 1566, the queen placed the sword of state in Sidney’s strong grasp. Shane was driven helplessly from point to point, and perished miserably at the hands of the MacDonnells, whom he had so often oppressed and insulted.
Ulster urgently needed Elizabeth's attention. Her father had given the earldom of Tyrone to Conn Bacach O’Neill, with the expectation that it would go to his supposed son Matthew, who had been made baron of Dungannon. Matthew was the child of a smith’s wife from Dundalk, who claimed him as Conn's son during her husband’s lifetime. When Conn’s legitimate son Shane grew up, he refused to accept this arrangement, which the king might have made without fully understanding the situation. “Being a gentleman,” he said, “my father never rejected any child that any woman claimed to be his.” After Tyrone died, Matthew's son, Brian O’Neill, baron of Dungannon, claimed his earldom based on the patent. Shane, elected as O’Neill by his tribe, claimed chiefdom through election and the title of earl as Conn's rightful son. This situation forced the English government to support someone who was, at best, an illegitimate son, while Shane positioned himself as the defender of hereditary rights (See O’Neill). Shane engaged in a conflict that began under Mary and continued until 1567, demonstrating great skill paired with complete lack of morality, where Sussex had no upper hand against him. The lord-lieutenant made two attempts to have Shane killed; once he suggested breaking his safe-conduct, and also dangled the prospect of his sister’s hand as a trap. Shane was persuaded to go to London, where the government held him for a while. On returning to Ireland, Sussex was outmatched in both battle and politics; the loyal chiefs were defeated one by one; and the English faced setbacks that had devastating moral consequences. Shane officially recognized Elizabeth as his sovereign and sometimes acted like a loyal subject, enacting his personal vendettas under the guise of driving the Scots out of Ulster. Finally, in 1566, the queen entrusted the sword of state to Sidney. Shane was driven from place to place, ultimately meeting a tragic end at the hands of the MacDonnells, whom he had frequently oppressed and insulted.
Peace was soon broken by disturbances in the south. The earl of Desmond having shown rebellious tendencies was detained for six years in London. Treated leniently, but grievously pressed for money, he tried to escape, and, First Desmond Rebellion, 1574. the attempt being judged treasonable, he was persuaded to surrender his estates—to receive them back or not at the queen’s discretion. Seizing the opportunity, English adventurers proposed to plant a military colony in the western half of Munster, holding the coast from the Shannon to Cork harbour. Some who held obsolete title-deeds were encouraged to go to work at once by the example of Sir Peter Carew, who had established his claims in Carlow. Carew’s title had been in abeyance for a century and a half, yet most of the Kavanaghs attorned to him. Falling foul of Ormonde’s brothers, seizing their property and using great cruelty and violence, Sir Peter drove the Butlers, the only one among the great families really loyal, into rebellion. Ormonde, who was in London, could alone restore peace; all his disputes with Desmond were at once settled in his favour, and he was even allowed to resume the exaction of coyne and livery, the abolition of which had been the darling wish of statesmen. The Butlers returned to their allegiance, but continued to oppose Carew, and great atrocities were committed on both sides. Sir Peter had great but undefined claims in Munster also, and the people there took warning. His imitators in Cork were swept away. Sidney first, and after him Humphrey Gilbert, could only circumscribe the rebellion. The presidency of Munster, an office the creation of which had long been contemplated, was then conferred on Sir John Perrot, who drove James “Fitzmaurice” Fitzgerald into the mountains, reduced castles everywhere, and destroyed a Scottish contingent which had come from Ulster to help the rebels. Fitzmaurice came in and knelt in the mud at the president’s feet, confessing his sins; but he remained the real victor. The colonizing scheme was dropped, and the first presidency of Munster left the Desmonds and their allies in possession. Similar plans were tried unsuccessfully in Ulster, first by a son of Sir Thomas Smith, afterwards by Walter Devereux, earl of Essex, a knight-errant rather than a statesman, who was guilty of many bloody deeds. He treacherously captured Sir Brian O’Neill and massacred his followers. The Scots in Rathlin were slaughtered wholesale. Essex struggled on for more than three years, seeing his friends gradually drop away, and dying ruined and unsuccessful.
Peace was soon disrupted by unrest in the south. The Earl of Desmond, showing signs of rebellion, was held for six years in London. Although he was treated gently, he faced serious pressure for money, which led him to attempt an escape. That attempt was deemed treasonous, and he was persuaded to give up his estates, which he could potentially reclaim at the queen’s discretion. Taking advantage of the situation, English adventurers suggested establishing a military colony in the western half of Munster, controlling the coast from the Shannon to Cork Harbour. Some individuals with outdated title deeds were motivated to take immediate action by Sir Peter Carew, who had successfully asserted his claims in Carlow. Carew's title had been dormant for a century and a half, yet many of the Kavanaghs acknowledged him. However, he clashed with Ormonde's brothers, seizing their property and employing extreme cruelty. This drove the Butlers, the only truly loyal family among the great houses, into rebellion. Ormonde, who was in London, was the only one who could restore peace; all of his disputes with Desmond were quickly resolved in his favor, and he was even permitted to resume collecting coyne and livery, which statesmen had long wished to abolish. The Butlers pledged their loyalty once again, but continued to resist Carew, resulting in severe atrocities on both sides. Sir Peter also had significant but unspecified claims in Munster, and the local population took note. His imitators in Cork were eliminated. Sidney, followed by Humphrey Gilbert, could only contain the rebellion. The presidency of Munster, an office that had been planned for a long time, was then granted to Sir John Perrot, who drove James “Fitzmaurice” Fitzgerald into the mountains, captured castles everywhere, and defeated a Scottish unit that had come from Ulster to assist the rebels. Fitzmaurice approached and knelt in the mud at the president’s feet, confessing his wrongdoings; however, he remained the true victor. The colonization plan was abandoned, leaving the Desmonds and their allies in control of the first presidency of Munster. Similar attempts were made in Ulster, first by a son of Sir Thomas Smith and later by Walter Devereux, Earl of Essex, who was more of a knight-errant than a statesman and was responsible for many violent acts. He treacherously captured Sir Brian O’Neill and slaughtered his followers. The Scots in Rathlin were killed en masse. Essex fought for more than three years, watching his allies gradually abandon him, ultimately dying in ruin and failure.
Towards the end of 1575 Sidney was again persuaded to become viceroy. The Irish recognized his great qualities, and he went everywhere without interruption. Henceforth presidencies became permanent institutions. Sir William Drury in Munster hanged four hundred persons in one year, Sir Nicholas Malby in reducing the Connaught Burkes spared neither young nor old, and burned all corn and houses. The Desmonds determined on a great effort. A holy war was declared. Fitzmaurice landed in Kerry with a few followers, and accompanied by the 776 famous Nicholas Sanders, who was armed with a legate’s commission and a banner blessed by the pope. Fitzmaurice fell soon after in a skirmish near Castleconnell, but Sanders and Desmond’s brothers still kept the field. When it was too late to act with effect, Desmond himself, a vain man, neither frankly loyal nor a bold rebel, took the field. He surprised Youghal, then an English town, by night, sacked it, and murdered the people. Roused at last, Elizabeth sent over Ormonde as general of Munster, and after long delay gave him the means of conducting a campaign. It was as much a war of Butlers against Geraldines as of loyal subjects against rebels, and Ormonde did his work only too well. Lord Baltinglass raised a hopeless subsidiary revolt in Wicklow (1580), which was signalized by a crushing defeat of the lord deputy, Lord Grey de Wilton (Arthegal) in Glenmalure. A force of Italians and Spaniards landing at Smerwick in Kerry, Grey hurried thither, and the foreigners, who had no commission, surrendered at discretion, and were put to the sword. Neither Grey nor the Spanish ambassador seems to have seen anything extraordinary in thus disposing of inconvenient prisoners. Spenser and Raleigh were present. Sanders perished obscurely in 1581, and in 1583 Desmond himself was hunted down and killed in the Kerry mountains. More than 500,000 Irish acres were forfeited to the crown. The horrors of this war it is impossible to exaggerate. The Four Masters says that the lowing of a cow or the voice of a ploughman could scarcely be heard from Cashel to the farthest point of Kerry; Ormonde, who, with all his severity, was honourably distinguished by good faith, claimed to have killed 5000 men in a few months. Spenser, an eye-witness, says famine slew far more than the sword. The survivors were unable to walk, but crawled out of the woods and glens. “They looked like anatomies of death; they did eat the dead carrion and one another soon after, insomuch as the very carcasses they spared not to scrape out of their graves; ... to a plot of watercresses or shamrocks they flocked as to a feast.”
Towards the end of 1575, Sidney was once again convinced to become viceroy. The Irish admired his great qualities, and he traveled everywhere without interruption. From then on, presidencies became permanent institutions. Sir William Drury in Munster hanged four hundred people in a single year, and Sir Nicholas Malby, while suppressing the Connaught Burkes, spared neither the young nor the old, burning all crops and houses. The Desmonds decided to make a significant effort. A holy war was declared. Fitzmaurice landed in Kerry with a few followers, joined by the famous Nicholas Sanders, who was armed with a papal commission and a banner blessed by the pope. Fitzmaurice soon fell in a skirmish near Castleconnell, but Sanders and Desmond's brothers continued the fight. When it was too late to act effectively, Desmond himself, a vain man who was neither openly loyal nor a bold rebel, took to the field. He surprised Youghal, which was then an English town, by night, looted it, and killed the inhabitants. Finally stirred, Elizabeth sent Ormonde as general of Munster, and after a long delay, gave him the means to conduct a campaign. It was as much a war between the Butlers and the Geraldines as it was between loyal subjects and rebels, and Ormonde carried out his tasks all too effectively. Lord Baltinglass led a hopeless secondary revolt in Wicklow (1580), which resulted in a crushing defeat for the Lord Deputy, Lord Grey de Wilton (Arthegal), in Glenmalure. A force of Italians and Spaniards landed at Smerwick in Kerry, and Grey hurried there, where the foreigners, lacking any commission, surrendered willingly and were executed. Neither Grey nor the Spanish ambassador seemed to think there was anything unusual about dealing with inconvenient prisoners in this way. Spenser and Raleigh were present. Sanders died in obscurity in 1581, and in 1583, Desmond himself was hunted down and killed in the Kerry mountains. More than 500,000 Irish acres were confiscated by the crown. The horrors of this war are impossible to overstate. The Four Masters states that the lowing of a cow or the voice of a ploughman could hardly be heard from Cashel to the furthest point of Kerry; Ormonde, despite his severity, was honorably noted for his good faith, claimed to have killed 5,000 men in just a few months. Spenser, an eyewitness, stated that famine claimed far more lives than the sword. The survivors were unable to walk, instead crawling out of the woods and glens. “They looked like skeletons; they ate the dead bodies and one another soon after, to the point where they didn't hesitate to dig up carcasses from their graves; ... to a patch of watercress or shamrocks they flocked as to a feast.”
In 1584 Sir John Perrot, the ablest man available after Sidney’s retirement, became lord-deputy. Sir John Norris, famed in the Netherland wars, was president of Munster, and so impressed the Irish that they averred him to be in league with the devil. Perrot held a parliament in 1585 in which the number of members was considerably increased. He made a strenuous effort to found a university in Dublin, and proposed to endow it with the revenues of St Patrick’s, reasonably arguing that one cathedral was enough for any city. Here he was opposed by Adam Loftus, archbishop of Dublin and chancellor, who had expressed his anxiety for a college, but had no idea of endowing it at his own expense. The colonization of the Munster forfeitures was undertaken at this time. It failed chiefly from the grants to individuals who neglected to plant English farmers, and were often absentees themselves. Raleigh obtained 42,000 acres. The quit rents reserved to the crown were less than one penny per acre. Racked with the stone, hated by the official clique, thwarted on all sides, Perrot was goaded into using words capable of a treasonable interpretation. Archbishop Loftus pursued him to the end. He died in the Tower of London under sentence for treason, and we may charitably hope that Elizabeth would have pardoned him. In his will, written after sentence, he emphatically repudiates any treasonable intention—“I deny my Lord God if ever I proposed the same.”
In 1584, Sir John Perrot, the most capable person available after Sidney's retirement, became lord deputy. Sir John Norris, known for his accomplishments in the Netherlands wars, was the president of Munster and impressed the Irish to the point that they claimed he was in league with the devil. Perrot held a parliament in 1585, during which he significantly increased the number of members. He made a serious attempt to establish a university in Dublin and suggested funding it with the revenues from St. Patrick's, arguing that one cathedral was enough for any city. However, he was opposed by Adam Loftus, the archbishop of Dublin and chancellor, who had voiced his concerns about a college but had no intention of funding it himself. During this time, the colonization of the Munster forfeitures was attempted. It mainly failed due to grants given to individuals who failed to bring in English farmers and often weren't present themselves. Raleigh acquired 42,000 acres. The quit rents owed to the crown were less than a penny per acre. Afflicted with kidney stones, disliked by the official circle, and thwarted at every turn, Perrot was driven to use words that could be interpreted as treasonous. Archbishop Loftus relentlessly pursued him. He died in the Tower of London under a treason sentence, and we can reasonably hope that Elizabeth would have pardoned him. In his will, written after sentencing, he strongly denied any treasonous intent—“I deny my Lord God if ever I proposed the same.”
In 1584 Hugh O’Neill, if O’Neill he was (being second son of Matthew, mentioned above), became chief of part of Tyrone; in 1587 he obtained the coveted earldom, and in 1593 was the admitted head of the whole tribe. A Last Desmond Rebellion. quarrel with the government was inevitable, and, Hugh Roe O’Donnell having joined him, Ulster was united against the crown. In 1598 James Fitzthomas Fitzgerald assumed the title of Desmond, to which he had some claims by blood, and which he pretended to hold as Tyrone’s gift. Tyrone had received a crown of peacock’s feathers from the pope, who was regarded by many as king of Ireland. The title of Sugan or straw-rope earl has been generally given to the Desmond pretender. Both ends of the island were soon in a blaze, and the Four Masters says that in seventeen days there was not one son of a Saxon left alive in the Desmond territories. Edmund Spenser lost his all, escaping only to die of misery in a London garret. Tyrone more than held his own in the north, completely defeated Sir Henry Bagnal in the battle of the Yellow Ford (1598), invaded Munster, and ravaged the lands of Lord Barrymore, who had remained true to his allegiance. Tyrone’s ally, Hugh Roe O’Donnell, overthrew the president of Connaught, Sir Conyers Clifford. “The Irish of Connaught,” says the Four Masters, “were not pleased at Clifford’s death; ... he had never told them a falsehood.” Robert Devereux, earl of Essex, came over in 1599 with a great army, but did nothing of moment, was outgeneralled and outwitted by Tyrone, and threw up his command to enter on the mad and criminal career which led to the scaffold. In 1600 Sir George Carew became president of Munster, and, as always happened when the crown was well served, the rebellion was quickly put down. Charles Blount, Lord Mountjoy (afterwards earl of Devonshire), who succeeded Essex, joined Carew, and a Spanish force which landed at Kinsale surrendered. The destruction of their crops starved the people into submission, and the contest was only less terrible than the first Desmond war because it was much shorter. In Ulster Mountjoy was assisted by Sir Henry Docwra, who founded the second settlement at Derry, the first under Edward Randolph having been abandoned. Hugh O’Donnell sought help in Spain, where he died. Tyrone submitted at last, craving pardon on his knees, renouncing his Celtic chiefry, and abjuring all foreign powers; but still retaining his earldom, and power almost too great for a subject. Scarcely was the compact signed when he heard of the great queen’s death. He burst into tears, not of grief, but of vexation at not having held out for better terms.
In 1584, Hugh O’Neill, if that was indeed his name (he was the second son of Matthew, mentioned earlier), became the chief of part of Tyrone. By 1587, he had gained the much-desired earldom, and in 1593, he was recognized as the leader of the entire tribe. A Last Desmond Revolt. conflict with the government was unavoidable, and with Hugh Roe O’Donnell joining him, Ulster stood united against the crown. In 1598, James Fitzthomas Fitzgerald claimed the title of Desmond, which he had some blood ties to and claimed it as a gift from Tyrone. Tyrone received a crown made of peacock feathers from the pope, who many considered the king of Ireland. The title of Sugan, or straw-rope earl, has generally been associated with the Desmond claimant. Soon, both ends of the island were engulfed in flames, and the Four Masters states that in seventeen days, not a single Saxon survived in the Desmond territories. Edmund Spenser lost everything, managing only to escape and dying in misery in a London attic. Tyrone more than held his ground in the north, completely defeating Sir Henry Bagnal at the battle of the Yellow Ford (1598), invading Munster, and devastating the lands of Lord Barrymore, who remained loyal. Tyrone’s ally, Hugh Roe O’Donnell, defeated the president of Connaught, Sir Conyers Clifford. “The Irish of Connaught,” says the Four Masters, “were not happy about Clifford’s death; ... he had never lied to them.” Robert Devereux, earl of Essex, arrived in 1599 with a large army, but he achieved nothing significant, was outmaneuvered and outsmarted by Tyrone, and then abandoned his command to pursue a reckless and criminal path that led to his execution. In 1600, Sir George Carew became president of Munster, and as it often happened when the crown was effectively served, the rebellion was swiftly suppressed. Charles Blount, Lord Mountjoy (who later became the earl of Devonshire), succeeded Essex, teamed up with Carew, and a Spanish force that had landed at Kinsale surrendered. The destruction of their crops forced the people into submission, and this conflict was only slightly less horrific than the first Desmond war because it was much shorter. In Ulster, Mountjoy was supported by Sir Henry Docwra, who established the second settlement at Derry, the first one under Edward Randolph having been abandoned. Hugh O’Donnell sought help in Spain, where he died. Tyrone finally submitted, begging for forgiveness on his knees, renouncing his Celtic leadership, and rejecting all foreign powers; yet he still kept his earldom and power that was almost too great for a subject. Hardly had the agreement been signed when he learned of the queen’s death. He broke down in tears, not out of sorrow, but out of frustration for not having asked for better terms.
In reviewing the Irish government of Elizabeth we shall
find much to blame, a want of truth in her dealings and of
steadiness in her policy. Violent efforts of coercion
were succeeded by fits of clemency, of parsimony
Elizabethan Conquest of Ireland.
Religious policy.
or of apathy. Yet it is fair to remember that she was
surrounded by enemies, that her best energies were
expended in the death-struggle with Spain, and that she was
rarely able to give undivided attention to the Irish problem.
After all she conquered Ireland, which her predecessors had failed
to do, though many of them were as crooked in action and less
upright in intention. Considering the times, Elizabeth cannot
be called a persecutor. “Do not,” she said to the
elder Essex, “seek too hastily to bring people that
have been trained in another religion from that in
which they have been brought up.” Elizabeth saw that the
Irish could only be reached through their own language. But
for that harvest the labourers were necessarily few. The fate
of Bishop Daly of Kildare, who preached in Irish, and who thrice
had his house burned over his head, was not likely to encourage
missionaries. In all wild parts divine service was neglected,
and wandering friars or subtle Jesuits, supported by every
patriotic or religious feeling of the people, kept Ireland faithful
to Rome. Against her many shortcomings we must set the
queen’s foundation of the university of Dublin, which has been
the most successful English institution in Ireland, and which
has continually borne the fairest fruit.
In looking back at Elizabeth's rule over Ireland, we can see a lot to criticize, including dishonesty in her actions and inconsistency in her policies. Intense attempts at control alternated with periods of mercy, frugality, or indifference. However, it’s important to remember she was surrounded by enemies, her main focus was on fighting Spain, and she often couldn’t dedicate her full attention to the issues in Ireland. Ultimately, she managed to conquer Ireland, a feat her predecessors failed to achieve, even though many of them acted dishonestly and had less noble intentions. Given the context of her time, Elizabeth shouldn’t be labeled a persecutor. “Don’t,” she advised the older Essex, “be too quick to try to change the beliefs of people raised in a different faith.” Elizabeth understood that to connect with the Irish, communication had to be in their own language. Unfortunately, there weren’t many willing to do that. The experience of Bishop Daly of Kildare, who preached in Irish and endured his house being burned down three times, likely discouraged potential missionaries. In remote areas, religious services were often ignored, and wandering friars or clever Jesuits, backed by the people's patriotic or religious sentiments, kept Ireland loyal to Rome. Despite her many failures, we must also acknowledge the queen’s establishment of the University of Dublin, which has become the most successful English institution in Ireland and has consistently yielded positive results.
Great things were expected of James I. He was Mary Stuart’s son, and there was a curious antiquarian notion afloat that, because the Irish were the original “Scoti,” a Scottish king would sympathize with Ireland. Corporate James I. (1603-1625). towns set up the mass, and Mountjoy, who could argue as well as fight, had to teach them a sharp lesson. Finding Ireland conquered and in no condition to rise again, James established circuits and a complete system of shires. Sir John Davies was sent over as solicitor-general. His famous book (Discoverie of the State of Ireland) in which he glorifies his own and the king’s exploits gives far too much credit to the latter and far too little to his great predecessor.
Great things were expected from James I. He was Mary Stuart’s son, and there was a strange old belief going around that, since the Irish were the original “Scoti,” a Scottish king would feel for Ireland. Corporate James I (1603-1625). towns established the mass, and Mountjoy, who was just as good at arguing as he was at fighting, had to teach them a tough lesson. Finding Ireland conquered and unable to rise again, James set up circuits and a complete system of counties. Sir John Davies was sent over as solicitor-general. His famous book (Discoverie of the State of Ireland), in which he praises his own and the king’s accomplishments, gives way too much credit to the latter and far too little to his great predecessor.
Two legal decisions swept away the customs of tanistry and of Irish gavelkind, and the English land system was violently 777 substituted. The earl of Tyrone was harassed by sheriffs and other officers, and the government, learning that he was engaged in an insurrectionary design, prepared to seize him. The information was probably false, but Tyrone was growing old and perhaps despaired of making good his defence. By leaving Ireland he played into his enemies’ hands. Rory O’Donnell, created earl of Tyrconnel, accompanied him. Cuconnaught Maguire had already gone. The “flight of the earls,” as it is called, completed the ruin of the Celtic cause. Reasons or pretexts for declaring forfeitures against O’Cahan were easily found. O’Dogherty, chief of Inishowen, and foreman of the grand jury which found a bill for treason against the earls of Tyrone and Tyrconnel, was insulted by Sir George Paulet, the governor of Derry. O’Dogherty rose, Derry was sacked, and Paulet murdered. O’Dogherty having been killed and O’Hanlon and others being implicated, the whole of northern Ulster was at Plantation of Ulster. the disposal of the government. Tyrone, Donegal, Armagh, Cavan, Fermanagh and Derry were parcelled out among English and Scottish colonists, portions being reserved to the natives. The site of Derry was granted to the citizens of London, who fortified and armed it, and Londonderry became the chief bulwark of the colonists in two great wars. Whatever may have been its morality, in a political point of view the plantation of Ulster was successful. The northern province, which so severely taxed the energies of Elizabeth, has since been the most prosperous and loyal part of Ireland. But the conquered people remained side by side with the settlers; and Sir George Carew, who reported on the plantation in 1611, clearly foresaw that they would rebel again. Those natives who retained land were often oppressed by their stronger neighbours, and sometimes actually swindled out of their property. It is probable that in the neglect of the grantees to give proper leases to their tenants arose the Ulster tenant-right custom which attracted so much notice in more modern times.
Two legal decisions ended the customs of tanistry and Irish gavelkind, and the English land system was forcefully put in place. The Earl of Tyrone faced constant pressure from sheriffs and other officials, and the government, aware that he was involved in a rebellious scheme, readied to capture him. The information was likely false, but Tyrone was aging and perhaps resigned to the situation. By leaving Ireland, he played right into his enemies’ plans. Rory O’Donnell, newly named Earl of Tyrconnel, went with him. Cuconnaught Maguire had already left. The “flight of the earls,” as it’s called, marked the complete downfall of the Celtic cause. Justifications for declaring forfeitures against O’Cahan were easily found. O’Dogherty, chief of Inishowen and head of the grand jury that indicted the earls of Tyrone and Tyrconnel for treason, was insulted by Sir George Paulet, the governor of Derry. O’Dogherty retaliated, Derry was looted, and Paulet was killed. After O’Dogherty was slain and with O’Hanlon and others being involved, the entire northern Ulster was at the government’s mercy. Tyrone, Donegal, Armagh, Cavan, Fermanagh, and Derry were divided among English and Scottish settlers, with some portions reserved for the natives. The site of Derry was granted to the citizens of London, who fortified and armed it, making Londonderry the main stronghold for the settlers in two major wars. Regardless of its moral implications, from a political standpoint, the plantation of Ulster was effective. The northern province, which had heavily strained Elizabeth's administration, has since become the most prosperous and loyal region in Ireland. However, the conquered people lived alongside the settlers; and Sir George Carew, who reported on the plantation in 1611, could clearly see that they would rise up again. Those natives who kept land were often oppressed by their more powerful neighbors and sometimes outright cheated out of their property. It's likely that the failure of the grantees to provide proper leases to their tenants led to the Ulster tenant-right custom that gained much attention in later times.
The parliamentary history of the English colony in Ireland corresponds pretty closely to that of the mother country. First there are informal meetings of eminent persons; then, in 1295, there is a parliament of which some The Irish Parliament. acts remain, and to which only knights of the shire were summoned to represent the commons. Burgesses were added as early as 1310. The famous parliament of Kilkenny in 1366 was largely attended, but the details of its composition are not known. That there was substantial identity in the character of original and copy may be inferred from the fact that the well-known tract called Modus tenendi parliamentum was exemplified under the Great Seal of Ireland in 6 Hen. V. The most ancient Irish parliament remaining on record was held in 1374, twenty members in all being summoned to the House of Commons, from the counties of Dublin, Louth, Kildare and Carlow, the liberties and crosses of Meath, the city of Dublin, and the towns of Drogheda and Dundalk. The liberties were those districts in which the great vassals of the crown exercised palatinate jurisdiction, and the crosses were the church lands, where alone the royal writ usually ran. Writs for another parliament in the same year were addressed in addition to the counties of Waterford, Cork and Limerick; the liberties and crosses of Ulster, Wexford, Tipperary and Kerry; the cities of Waterford, Cork and Limerick; and the towns of Youghal, Kinsale, Ross, Wexford and Kilkenny. The counties of Clare and Longford, and the towns of Galway and Athenry, were afterwards added, and the number of popular representatives does not appear to have much exceeded sixty during the later middle ages. In the House of Lords the temporal peers were largely outnumbered by the bishops and mitred abbots. In the parliament which conferred the royal title on Henry VIII. it was finally decided that the proctors of the clergy had no voice or votes. Elizabeth’s first parliament, held in 1559, was attended by 76 members of the Lower House, which increased to 122 in 1585. In 1613 James I. by a wholesale creation of new boroughs, generally of the last insignificance, increased the House of Commons to 232, and thus secured an Anglican majority to carry out his policy. He told those who remonstrated to mind their own business. “What is it to you if I had created 40 noblemen and 400 boroughs? The more the merrier, the fewer the better cheer.” In 1639 the House of Commons had 274 members, a number which was further increased to 300 at the Revolution, and so it remained until the Union.
The parliamentary history of the English colony in Ireland closely mirrors that of the mother country. Initially, there were informal meetings of notable individuals; then, in 1295, a parliament was convened that included some The Irish Parliament. acts, with only knights of the shire summoned to represent the commons. Burgesses were included as early as 1310. The well-known parliament of Kilkenny in 1366 had substantial attendance, though the specifics of its makeup are unknown. The noticeable similarities between the original and its copy can be inferred from the fact that the famous document titled Modus tenendi parliamentum was exemplified under the Great Seal of Ireland in 6 Hen. V. The oldest recorded Irish parliament took place in 1374, summoning a total of twenty members to the House of Commons from the counties of Dublin, Louth, Kildare, and Carlow, as well as from the liberties and crosses of Meath, the city of Dublin, and the towns of Drogheda and Dundalk. The liberties represented areas where powerful vassals of the crown exercised jurisdiction, and the crosses indicated church lands, where royal writs were typically enforced. Writs for another parliament in the same year were sent to the counties of Waterford, Cork, and Limerick; the liberties and crosses of Ulster, Wexford, Tipperary, and Kerry; the cities of Waterford, Cork, and Limerick; and the towns of Youghal, Kinsale, Ross, Wexford, and Kilkenny. The counties of Clare and Longford, along with the towns of Galway and Athenry, were added later, and the number of popular representatives did not seem to exceed sixty during the later middle ages. In the House of Lords, temporal peers were largely outnumbered by bishops and mitred abbots. In the parliament that granted the royal title to Henry VIII, it was finally confirmed that the proctors of the clergy had no voice or votes. Elizabeth’s first parliament in 1559 had 76 members in the Lower House, which grew to 122 by 1585. In 1613, James I extensively created new boroughs, mostly insignificant, raising the House of Commons to 232 and ensuring an Anglican majority to promote his agenda. He told those who objected to mind their own affairs. “What is it to you if I had created 40 noblemen and 400 boroughs? The more the merrier, the fewer the better cheer.” By 1639, the House of Commons had 274 members, a figure that increased to 300 at the Revolution, which remained until the Union.
Steeped in absolutist ideas, James was not likely to tolerate religious dissent. He thought he could “mak what liked him law and gospel.” A proclamation for banishing Romish priests issued in 1605, and was followed Religious policy of James I. by an active and general persecution, which was so far from succeeding that they continued to flock in from abroad, the lord-deputy Arthur Chichester admitting that every house and hamlet was to them a sanctuary. The most severe English statutes against the Roman Catholic laity had never been re-enacted in Ireland, and, in the absence of law, illegal means were taken to enforce uniformity. Privy seals addressed to men of wealth and position commanded their attendance at church before the deputy or the provincial president, on pain of unlimited fine and imprisonment by the Irish Star Chamber. The Roman Catholic gentry and lawyers, headed by Sir Patrick Barnewall, succeeded in proving the flagrant illegality of these mandates, and the government had to yield. On the whole Protestantism made little progress, though the number of Protestant settlers increased. As late as 1622, when Sir Henry Cary, Viscount Falkland, was installed as deputy, the illustrious James Ussher, then bishop of Meath, preached from the text “he beareth not the sword in vain,” and descanted on the over-indulgence shown to recusants. The primate, Christopher Hampton, in a letter which is a model of Christian eloquence, mildly rebuked his eminent suffragan.
Steeped in absolutist ideas, James was unlikely to tolerate religious dissent. He believed he could “make whatever he liked law and gospel.” A proclamation to banish Roman priests was issued in 1605, followed by widespread persecution that was so ineffective that they continued to come in from abroad. The lord-deputy Arthur Chichester admitted that every house and village was a sanctuary for them. The harshest English laws against Roman Catholic laypeople had never been put into effect in Ireland, and in the absence of legal measures, illegal methods were used to enforce uniformity. Privy seals sent to wealthy and influential individuals required them to attend church before the deputy or the provincial president, under threat of unlimited fines and imprisonment by the Irish Star Chamber. The Roman Catholic gentry and lawyers, led by Sir Patrick Barnewall, managed to prove the blatant illegality of these orders, forcing the government to back down. Overall, Protestantism made little progress, even though the number of Protestant settlers grew. As late as 1622, when Sir Henry Cary, Viscount Falkland, took office as deputy, the esteemed James Ussher, then bishop of Meath, preached from the text “he bears not the sword in vain,” discussing the excessive leniency shown to recusants. The primate, Christopher Hampton, in a letter that exemplified Christian eloquence, gently reprimanded his prominent suffragan.
The necessities of Charles I. induced his ministers to propose
that a great part of Connaught should be declared forfeited,
owing to mere technical flaws in title, and planted like
Ulster. Such was the general outcry that the scheme
Charles I. (1625-1649).
Administration of Strafford.
had to be given up; and, on receiving a large
grant from the Irish parliament, the king promised
certain graces, of which the chief were security for titles, free
trade, and the substitution of an oath of allegiance for that of
supremacy. Having got the money, Charles as usual broke
his word; and in 1635 the lord-deputy Strafford
began a general system of extortion. The Connaught
and Munster landowners were shamelessly forced to
pay large fines for the confirmation of even recent
titles. The money obtained by oppressing the Irish nation was
employed to create an army for the oppression of the Scottish
and English nations. The Roman Catholics were neither awed
nor conciliated. Twelve bishops, headed by the primate Ussher,
solemnly protested that “to tolerate popery is a grievous sin.”
The Ulster Presbyterians were rigorously treated. Of the
prelates employed by Strafford in this persecution the ablest
was John Bramhall (1594-1663) of Derry, who not only oppressed
the ministers but insulted them by coarse language.
The “black oath,” which bound those who took it never to
oppose Charles in anything, was enforced on all ministers, and
those who refused it were driven from their manses and often
stripped of their goods.
The needs of Charles I led his ministers to suggest that a large portion of Connaught should be declared forfeited due to minor technical flaws in title and cultivated like Ulster. The public backlash was so intense that the plan had to be scrapped; after receiving a significant grant from the Irish parliament, the king promised certain concessions, of which the main ones were security for titles, free trade, and replacing the oath of supremacy with an oath of allegiance. Once he got the money, Charles broke his promise, as usual, and in 1635, the lord-deputy Strafford initiated a widespread system of extortion. Landowners in Connaught and Munster were shamelessly forced to pay hefty fines just to confirm even their recent titles. The money collected from oppressing the Irish people was used to build an army to oppress the Scottish and English nations. The Roman Catholics were neither intimidated nor appeased. Twelve bishops, led by the primate Ussher, formally protested that “to tolerate popery is a grievous sin.” The Ulster Presbyterians faced harsh treatment. Among the bishops employed by Strafford in this persecution, the most capable was John Bramhall (1594-1663) of Derry, who not only persecuted the ministers but also insulted them with crude language. The “black oath,” which compelled those who took it never to oppose Charles in anything, was enforced on all ministers, and those who refused it were expelled from their homes and often stripped of their belongings.
Strafford was recalled to expiate his career on the scaffold; the army was disbanded; and the helm of the state remained in the hands of a land-jobber and of a superannuated soldier. Disbanded troops are the ready weapons Rebellion of 1641. of conspiracy, and the opportunity was not lost. The Roman Catholic insurgents of 1641 just failed to seize Dublin, but quickly became masters of nearly the whole country. That there was no definite design of massacring the Protestants is likely, but it was intended to drive them out of the country. Great numbers were killed, often in cold blood and with circumstances of great barbarity. The English under Sir Charles Coote and others retaliated. In 1642 a Scottish army under General Robert Monro landed in Ulster, and formed a rallying point for the colonists. Londonderry, Enniskillen, Coleraine, Carrickfergus and some other places defied Sir Phelim O’Neill’s 778 tumultuary host. Trained in foreign wars, Owen Roe O’Neill gradually formed a powerful army among the Ulster Irish, and showed many of the qualities of a skilful general. But like other O’Neills, he did little out of Ulster, and his great victory over Monro at Benburb on the Blackwater (June 5, 1646) had no lasting results. The English of the Pale were forced into rebellion, but could never get on with the native Irish, who hated them only less than the new colonists. Ormonde throughout maintained the position of a loyal subject, and, as the king’s representative, played a great but hopeless part. The Celts cared nothing for the king except as a weapon against the Protestants; the old Anglo-Irish Catholics cared much, but the nearer Charles approached them the more completely he alienated the Protestants. In 1645 Rinuccini reached Ireland as papal legate. He could never co-operate with the Roman Catholic confederacy at Kilkenny, which was under old English influence, and by throwing in his lot with the Celts only widened the gulf between the two sections. The state of parties at this period in Ireland has been graphically described by Carlyle. “There are,” he says, “Catholics of the Pale, demanding freedom of religion, under my lord this and my lord that. There are Old-Irish Catholics, under pope’s nuncios, under Abba O’Teague of the excommunications, and Owen Roe O’Neill, demanding not religious freedom only, but what we now call ‘repeal of the union,’ and unable to agree with Catholics of the English Pale. Then there are Ormonde Royalists, of the Episcopalian and mixed creeds, strong for king without covenant; Ulster and other Presbyterians strong for king and covenant; lastly, Michael Jones and the Commonwealth of England, who want neither king nor covenant.”
Strafford was brought back to pay for his actions on the scaffold; the army was disbanded; and the control of the state fell into the hands of a land speculator and an aging soldier. Disbanded troops are easy tools for conspiracy, and the chance was not missed. The Roman Catholic rebels of 1641 nearly took Dublin but quickly gained control of almost the entire country. While there might not have been a clear plan to massacre the Protestants, they did aim to drive them out. Many were killed, often in cold blood and in extremely brutal ways. The English, led by Sir Charles Coote and others, retaliated. In 1642, a Scottish army under General Robert Monro landed in Ulster, becoming a rallying point for the settlers. Londonderry, Enniskillen, Coleraine, Carrickfergus, and a few other places resisted Sir Phelim O’Neill’s chaotic forces. Trained in foreign wars, Owen Roe O’Neill gradually built a strong army among the Ulster Irish, displaying many qualities of a skilled general. However, like other O’Neills, he achieved little outside of Ulster, and his significant victory over Monro at Benburb on the Blackwater (June 5, 1646) had no lasting impact. The English of the Pale were pushed into rebellion but could never get along with the native Irish, who they were despised by almost as much as the new settlers. Ormonde consistently held the role of a loyal subject and, as the king’s representative, played a major but ultimately futile part. The Celts cared little for the king except as a tool against the Protestants; the old Anglo-Irish Catholics valued him greatly, but the closer Charles got to them, the more he alienated the Protestants. In 1645, Rinuccini arrived in Ireland as papal legate. He could never collaborate with the Roman Catholic confederacy in Kilkenny, which was under old English influence, and by aligning himself with the Celts, he only deepened the divide between the two groups. Carlyle vividly described the political landscape in Ireland during this time. “There are,” he states, “Catholics of the Pale, demanding freedom of religion, under my lord this and my lord that. There are Old-Irish Catholics, under the pope’s nuncios, under Abba O’Teague with the excommunications, and Owen Roe O’Neill, demanding not just religious freedom but what we now call ‘repeal of the union,’ and unable to reach an agreement with Catholics of the English Pale. Then there are Ormonde Royalists, who hold Episcopal and mixed creeds, strongly supporting the king without a covenant; Ulster and other Presbyterians, who strongly support the king and the covenant; lastly, Michael Jones and the Commonwealth of England, who want neither a king nor a covenant.”
In all their negotiations with Ormonde and Glamorgan, Henrietta Maria and the earl of Bristol, the pope and Rinuccini stood out for an arrangement which would have destroyed the royal supremacy and established Romanism in Ireland, leaving to the Anglicans bare toleration, and to the Presbyterians not even that. Charles behaved with his usual weakness. Ormonde was forced to surrender Dublin to the Parliamentarians (July 1647), and the inextricable knot awaited Cromwell’s sword.
In all their negotiations with Ormonde and Glamorgan, Henrietta Maria and the Earl of Bristol, the Pope and Rinuccini pushed for a deal that would have undermined royal authority and established Roman Catholicism in Ireland, allowing Anglicans only bare tolerance and leaving Presbyterians with nothing. Charles acted with his usual indecisiveness. Ormonde had to hand over Dublin to the Parliamentarians (July 1647), and the complicated situation awaited Cromwell’s intervention.
Cromwell’s campaign (1640-1650) showed how easily a good general with an efficient army might conquer Ireland. Resistance in the field was soon at an end; the starving-out policy of Carew and Mountjoy was employed Cromwell. against the guerrillas, and the soldiers were furnished with scythes to cut down the green corn. Bibles were also regularly served out to them. Oliver’s severe conduct at Drogheda and elsewhere is not morally defensible, but such methods were common in the wars of the period, and much may be urged in his favour. Strict discipline was maintained, soldiers being hanged for stealing chickens; faith was always kept; and short, sharp action was more merciful in the long run than a milder but less effective policy. Cromwell’s civil policy, to use Macaulay’s words, was “able, straightforward, and cruel.” He thinned the disaffected population by allowing foreign enlistment, and 40,000 are said to have been thus got rid of. Already Irish Catholics of good family had learned to offer their swords to foreign princes. In Spain, France and the Empire they often rose to the distinction which they were denied at home. About 9000 persons were sent to the West Indies, practically into slavery. Thus, and by the long war, the population was reduced to some 850,000, of whom 150,000 were English and Scots. Then came the transplantation beyond the Shannon. The Irish Catholic gentry were removed bodily with their servants and such tenants as consented to follow them, and with what remained of their cattle. They suffered dreadful hardships. To exclude foreign influences, a belt of 1 m. was reserved to soldiers on the coast from Sligo to the Shannon, but the idea was not fully carried out. The derelict property in the other provinces was divided between adventurers who had advanced money and soldiers who had fought in Ireland. Many of the latter sold their claims to officers or speculators, who were thus enabled to form estates. The majority of Irish labourers stayed to work under the settlers, and the country gradually became peaceful and prosperous. Some fighting Catholics haunted woods and hills under the name of tories, afterwards given in derision to a great party, and were hunted down with as little compunction as the wolves to which they were compared. Measures of great severity were taken against Roman Catholic priests; but it is said that Cromwell had great numbers in his pay, and that they kept him well informed. All classes of Protestants were tolerated, and Jeremy Taylor preached unmolested. Commercial equality being given to Ireland, the woollen trade at once revived, and a shipping interest sprang up. A legislative union was also effected, and Irish members attended at Westminster.
Cromwell’s campaign (1640-1650) demonstrated how quickly a skilled general with an effective army could conquer Ireland. Resistance on the battlefield ended swiftly; Carew and Mountjoy's starvation strategy was used against the guerrillas, and soldiers were supplied with scythes to cut down the ripe corn. Bibles were also regularly distributed to them. Oliver's harsh actions at Drogheda and other locations are not morally justifiable, but such tactics were common in the wars of that time, and there are arguments to support his decisions. Strict discipline was enforced, with soldiers being executed for stealing chickens; promises were always upheld; and quick, decisive actions were often more merciful in the long term than a gentler but less effective approach. Cromwell’s civil policies, in Macaulay’s words, were “effective, straightforward, and ruthless.” He reduced the discontented population by allowing foreign enlistments, and it's said that about 40,000 people were removed in this manner. Already, Irish Catholics from noble families had learned to offer their swords to foreign rulers. In Spain, France, and the Empire, they often achieved the recognition that was denied to them at home. About 9,000 individuals were sent to the West Indies, practically into slavery. Thus, alongside the prolonged conflict, the population dwindled to around 850,000, of which 150,000 were English and Scots. Then came the relocation beyond the Shannon. The Irish Catholic gentry were forcibly removed with their servants and any tenants willing to follow them, along with what remains of their livestock. They endured horrific hardships. To limit foreign influences, a one-mile buffer zone was designated for soldiers along the coast from Sligo to the Shannon, but this plan was not fully implemented. The abandoned properties in other provinces were divided among investors who had provided funding and soldiers who had fought in Ireland. Many of the latter sold their claims to officers or speculators, allowing them to establish estates. Most Irish laborers remained to work for the settlers, and gradually, the region became peaceful and prosperous. Some fighting Catholics took refuge in the woods and hills, known as tories, a term later used derisively for a large group; they were hunted down with as little mercy as the wolves to which they were compared. Harsh measures were enacted against Roman Catholic priests; however, it’s said that Cromwell had many of them on his payroll, keeping him well-informed. All types of Protestants were tolerated, and Jeremy Taylor preached without interruption. With commercial equality granted to Ireland, the wool trade quickly revived, and a shipping industry emerged. A legislative union was also established, allowing Irish members to participate at Westminster.
Charles II. was bound in honour to do something for such Irish Catholics as were innocent of the massacres of 1641, and the claims were not scrutinized too severely. It was found impossible to displace the Cromwellians, but Charles II. (1660-1685). they were shorn of about one-third of their lands. When the Caroline settlement was complete it was found that the great rebellion had resulted in reducing the Catholic share of the fertile parts of Ireland from two-thirds to one-third. Ormonde, whose wife had been allowed by Cromwell’s clemency to make him some remittances from the wreck of his estate, was largely and deservedly rewarded. A revenue of £30,000 was settled on the king, in consideration of which Ireland was in 1663 excluded from the benefit of the Navigation Act, and her nascent shipping interest ruined. In 1666 the importation of Irish cattle and horses into England was forbidden, the value of the former at once falling five-fold, of the latter twenty-fold. Dead meat, butter and cheese were also excluded, yet peace brought a certain prosperity. The woollen manufacture grew and flourished, and Macaulay is probably warranted in saying that under Charles II. Ireland was a pleasanter place of residence than it has been before or since. But it was pleasant only for those who conformed to the state religion. Roman Catholicism was tolerated, or rather connived at; but its professors were subject to frequent alarms, and to great severities during the ascendancy of Titus Oates. Bramhall became primate, and his hand was heavy against the Ulster Presbyterians. Jeremy Taylor began a persecution which stopped the influx of Scots into Ireland. Deprived of the means of teaching, the Independents and other sectaries soon disappeared. In a military colony women were scarce, and the “Ironsides” had married natives. Roman Catholicism held its own. The Quakers became numerous during this reign, and their peaceful industry was most useful. They venerate as their founder William Edmundson (1627-1712), a Westmorland man who had borne arms for the Parliament, and who settled in Antrim in 1652.
Charles II was obligated to help those Irish Catholics who were not involved in the massacres of 1641, and the claims were not examined too rigorously. It was found impossible to remove the Cromwellians, but they lost about a third of their lands. When the settlement under Charles was completed, it was discovered that the great rebellion had reduced the Catholic share of the fertile regions of Ireland from two-thirds to one-third. Ormonde, whose wife had been allowed by Cromwell’s mercy to send him some money from the remains of his estate, was significantly and justly rewarded. A revenue of £30,000 was allocated to the king, for which Ireland was excluded from the benefits of the Navigation Act in 1663, devastating its emerging shipping industry. In 1666, the importation of Irish cattle and horses into England was banned, causing the value of cattle to drop five-fold and horses to plummet twenty-fold. Dead meat, butter, and cheese were also prohibited, yet peace brought some prosperity. The wool industry grew and thrived, and Macaulay is likely justified in saying that under Charles II, Ireland was a more pleasant place to live than at any other time before or since. However, it was only pleasant for those who followed the state religion. Roman Catholicism was tolerated, or more accurately, overlooked; yet its followers faced frequent fears and severe hardships, especially during the influence of Titus Oates. Bramhall became the primate and was harsh towards the Ulster Presbyterians. Jeremy Taylor began a persecution that halted the influx of Scots into Ireland. Deprived of the means to teach, the Independents and other sects quickly vanished. In a military colony, women were scarce, and the “Ironsides” had married local women. Roman Catholicism persisted. The Quakers became numerous during this reign, and their peaceful work was very beneficial. They regard William Edmundson (1627-1712), a man from Westmorland who fought for the Parliament and settled in Antrim in 1652, as their founder.
The duke of Ormonde was lord-lieutenant at the death of Charles II. At seventy-five his brain was as clear as ever, and James saw that he was no fit tool for his purpose. “See, gentlemen,” said the old chief, lifting his glass James II. (1685-1689). at a military dinner-party, “they say at court I am old and doting. But my hand is steady, nor doth my heart fail.... To the king’s health.” Calculating on his loyal subservience, James appointed his brother-in-law, Lord Clarendon, to succeed Ormonde. Monmouth’s enterprise made no stir, but gave an excuse for disarming the Protestant militia. The tories at once emerged from their hiding-places, and Clarendon found Ireland in a ferment. It was now the turn of the Protestants to feel persecution. Richard Talbot, one of the few survivors of Drogheda, governed the king’s Irish policy, while the lord-lieutenant was kept in the dark. Finally Talbot, created earl of Tyrconnel, himself received the sword of state. Protestants were weeded out of the army, Protestant officers in particular being superseded by idle Catholics of gentle blood, where they could be found, and in any case by Catholics. Bigotry rather than religion was Tyrconnel’s ruling passion, and he filled up offices with Catholics independently of character. Sir Alexander Fitton, a man convicted of forgery, became chancellor, and but three Protestant judges were left on the bench. The outlawries growing out of the affairs of 1641 were reversed as quickly as possible. Protestant corporations were dissolved by 779 “quo warrantos”; but James was still Englishman enough to refuse an Irish parliament, which might repeal Poyning’s Act and the Act of Settlement.
The Duke of Ormonde was the lord-lieutenant at the time of Charles II's death. At seventy-five, his mind was as sharp as ever, and James realized he wasn’t the right pawn for his plans. “Look, gentlemen,” said the old chief, raising his glass at a military dinner, “they’re saying at court that I’m old and senile. But my hand is steady, and my heart hasn’t wavered... To the king’s health.” Counting on his loyal support, James appointed his brother-in-law, Lord Clarendon, as Ormonde’s successor. Monmouth’s venture didn’t cause much commotion but provided a reason to disarm the Protestant militia. The Tories quickly came out from hiding, and Clarendon discovered that Ireland was in a state of unrest. Now it was the Protestants who faced persecution. Richard Talbot, one of the few who survived Drogheda, was in charge of the king's Irish policy, while the lord-lieutenant was kept uninformed. Eventually, Talbot was made the Earl of Tyrconnel and received the sword of state himself. Protestants were removed from the army, particularly Protestant officers who were replaced by idle Catholics of noble lineage wherever possible, and otherwise by Catholics. Bigotry, rather than genuine faith, drove Tyrconnel’s actions, and he filled positions with Catholics regardless of their qualifications. Sir Alexander Fitton, a man found guilty of forgery, became chancellor, and only three Protestant judges remained on the bench. The outlawries resulting from the events of 1641 were reversed as swiftly as possible. Protestant corporations were dissolved through “quo warrantos”; however, James was still English enough to deny an Irish parliament that could repeal Poyning’s Act and the Act of Settlement.
At the close of 1688 James was a fugitive in France. By this time Londonderry and Enniskillen had closed their gates, and the final struggle had begun. In March 1689 James reached Ireland with some French troops, and summoned a parliament which repealed the Act of Settlement. The estates of absentees were vested in the crown, and, as only two months law was given, this was nearly equivalent to confiscating the property of all Protestants. Between 2000 and 3000 Protestants were attainted by name, and moreover the act was not published. The appalling list may be read in the State of the Protestants by William King, archbishop of Dublin, one of many divines converted by the logic of events to believe in the lawfulness of resistance. Interesting details may be gleaned from Edmundson’s Diary. The dispossessed Protestants escaped by sea or flocked into Ulster, where a gallant stand was made. The glories of Londonderry and Enniskillen will live as long as the English language. The Irish cause produced one great achievement—the defence of Limerick, and one great leader—Patrick Sarsfield. The Roman Catholic Celts aided by France were entirely beaten, the Protestant colonists aided by England were entirely victorious William III. at the battle of the Boyne, on the 1st of July 1690; and at the battle of Aughrim on the 12th of July 1691. Even the siege of Limerick showed the irreconcilable divisions which had nullified the efforts of 1641. Hugh Baldearg O’Donnell, last of Irish chiefs, sold his services to William for £500 a year. But it was their king that condemned the Irish to hopeless failure. He called them cowards, whereas the cowardice was really his own, and he deserted them in their utmost need. They repaid him with the opprobrious nickname of “Sheemas-a-Cacagh,” or dirty James.
At the end of 1688, James was a fugitive in France. By then, Londonderry and Enniskillen had shut their gates, and the final battle had started. In March 1689, James arrived in Ireland with some French troops and called for a parliament that repealed the Act of Settlement. The properties of absentee landowners were transferred to the crown, and since it was only given two months' notice, this was nearly the same as confiscating the property of all Protestants. Between 2,000 and 3,000 Protestants were formally accused, and the act wasn't even published. The shocking list can be found in the State of the Protestants by William King, the archbishop of Dublin, who, like many others, came to believe in the right to resist due to the situation. Interesting details can also be found in Edmundson’s Diary. The dispossessed Protestants either escaped by sea or crowded into Ulster, where they made a brave stand. The legacies of Londonderry and Enniskillen will endure as long as the English language. The Irish cause yielded one significant triumph—the defense of Limerick—and one great leader—Patrick Sarsfield. The Roman Catholic Celts, supported by France, were completely defeated, while the Protestant colonists, backed by England, achieved full victory at the battle of the Boyne on July 1, 1690, and at the battle of Aughrim on July 12, 1691. Even the siege of Limerick revealed the deep divisions that had undermined the efforts of 1641. Hugh Baldearg O’Donnell, the last of the Irish chiefs, sold his services to William for £500 a year. But it was their king who condemned the Irish to certain failure. He called them cowards, whereas the real cowardice was his own, and he abandoned them in their greatest hour of need. They returned the favor by giving him the derogatory nickname “Sheemas-a-Cacagh,” or dirty James.
Irish rhetoric commonly styles Limerick “the city of the violated treaty.” The articles of capitulation (Oct. 3, 1691) may be read in Thomas Leland’s History of Ireland (1773) or in F. P. Plowden’s History of Ireland (1809); from the first their interpretation was disputed. Hopes of religious liberty were held out, but were not fulfilled. Lords Justices Porter and Coningsby promised to do their utmost to obtain a parliamentary ratification, but the Irish parliament would not be persuaded. There was a paragraph in the original draft which would have protected the property of the great majority of Roman Catholics, but this was left out in the articles actually signed. William thought the omission accidental, but this is hardly possible. At all events he ratified the treaty in the sense most favourable to the Catholics, while the Irish parliament adhered to the letter of the document. Perhaps no breach of faith was intended, but the sorrowful fact remains that the modern settlement of Ireland has the appearance of resting on a broken promise. More than 1,000,000 Irish acres were forfeited, and, though some part returned to Catholic owners, the Catholic interest in the land was further diminished. William III. was the most liberally minded man in his dominions; but the necessities of his position, such is the awful penalty of greatness, forced him into intolerance against his will, and he promised to discourage the Irish woollen trade. His manner of disposing of the Irish forfeitures was inexcusable. The lands were resumed by the English parliament, less perhaps from a sense of justice than from a desire to humiliate the deliverer of England, and were resold to the highest bidder. Nevertheless it became the fashion to reward nameless English services at the expense of Ireland. Pensions and sinecures which would not bear the light in England were charged on the Irish establishment, and even bishoprics were given away on the same principle. The tremendous uproar raised by Swift about Wood’s halfpence was heightened by the fact that Wood shared his profits with the duchess of Kendal, the mistress of George I.
Irish rhetoric often refers to Limerick as “the city of the violated treaty.” The articles of capitulation (Oct. 3, 1691) can be found in Thomas Leland’s History of Ireland (1773) or in F. P. Plowden’s History of Ireland (1809); from the first, their interpretation was contested. Promises of religious freedom were made but not delivered on. Lords Justices Porter and Coningsby pledged to do their best to secure parliamentary approval, but the Irish parliament wouldn’t be swayed. There was a section in the original draft that would have protected the property of most Roman Catholics, but this was excluded in the articles that were actually signed. William believed the omission was accidental, but it’s hard to see how that could be true. Regardless, he ratified the treaty in the way most beneficial to Catholics, while the Irish parliament stuck to the strict wording of the document. Maybe no breach of faith was intended, but the unfortunate truth is that the modern settlement of Ireland seems to be based on a broken promise. Over 1,000,000 Irish acres were lost, and while some land was returned to Catholic owners, the Catholic presence in landownership diminished further. William III. was the most open-minded ruler in his realm; however, the demands of his position—such is the harsh cost of greatness—forced him into intolerance against his wishes, and he promised to limit the Irish woollen trade. His handling of the Irish confiscated lands was unjustifiable. The lands were taken back by the English parliament, possibly less due to a sense of justice than a desire to humiliate England's savior, and resold to the highest bidder. Still, it became common to reward nameless English services at the cost of Ireland. Pensions and sinecures that wouldn’t be accepted in England were charged to the Irish treasury, and even bishoprics were distributed on the same basis. The uproar created by Swift regarding Wood’s halfpence was intensified by the fact that Wood shared his profits with the Duchess of Kendal, the mistress of George I.
From the first the victorious colonists determined to make another 1641 impossible, and the English government failed to moderate their severity. In 1708 Swift declared that the Papists were politically as inconsiderable as the women and children. In despair of effecting anything at home, the young and strong enlisted in foreign armies, and the almost incredible number of 450,000 are said to have emigrated for this purpose between 1691 and 1745. This and the hatred felt towards James II. prevented any rising in 1715 or 1745. The panic-stricken severity of minorities is proverbial, but it is not to be forgotten that the Irish Protestants had been turned out of house and home twice within fifty years. The restrictions on Irish commerce provoked Locke’s friend William Molyneux (1656-1698) to write his famous plea for legislative independence (1698). Much of the learning contained in it now seems obsolete, but the question is less an antiquarian one than he supposed. Later events have shown that a mother country must have supreme authority, or must relax the tie with self-governing colonies merely into a close alliance. In the case of Ireland the latter plan has always been impossible. In 1703 the Irish parliament begged for a legislative union, but as that would have involved at least partial free trade the English monopolists prevented it. By Poynings’s law (see above) England had control of all Irish legislation, and was therefore an accomplice in the penal Penal laws. laws. These provided that no Papist might teach a school or any child but his own, or send children abroad, the burden of proof lying on the accused, and the decision being left to magistrates without a jury. Mixed marriages were forbidden between persons of property, and the children might be forcibly brought up Protestants. A Catholic could not be a guardian, and all wards in chancery were brought up Protestants. The Protestant eldest son of a Catholic landed proprietor might make his father tenant for life and secure his own inheritance. Among Catholic children land went in compulsory gavelkind. Catholics could not take longer leases than thirty-one years at two-thirds of a rack rent; they were even required to conform within six months of an inheritance accruing, on pain of being ousted by the next Protestant heir. Priests from abroad were banished, and their return declared treason. All priests were required to register and to remain in their own parishes, and informers were to be rewarded at the expense of the Catholic inhabitants. No Catholic was allowed arms, two justices being empowered to search; and if he had a good horse any Protestant might claim it on tendering £5.
From the start, the victorious colonists were determined to prevent another 1641, and the English government failed to ease their harshness. In 1708, Swift stated that Papists were politically as insignificant as women and children. Frustrated by the lack of change at home, the young and strong enlisted in foreign armies, and an astonishing 450,000 are said to have emigrated for this reason between 1691 and 1745. This, along with the animosity toward James II, stopped any rebellions in 1715 or 1745. The extreme harshness of minorities is well-known, but it's important to remember that Irish Protestants had been forced out of their homes twice within fifty years. The restrictions on Irish commerce led Locke’s friend William Molyneux (1656-1698) to write his famous plea for legislative independence (1698). Much of the knowledge in it now seems outdated, but the issue is less about history than he thought. Later events have shown that a mother country needs to have ultimate authority or must loosen the bond with self-governing colonies into just a close alliance. In Ireland’s case, the latter has always been impossible. In 1703, the Irish parliament requested a legislative union, but since that would have involved at least some free trade, the English monopolists blocked it. By Poynings’s law (see above), England controlled all Irish legislation, making it complicit in the penal laws. These laws stipulated that no Papist could teach a school or any child except their own, or send children abroad, with the burden of proof on the accused and decisions made by magistrates without a jury. Mixed marriages were banned between property owners, and the children could be forced to be raised as Protestants. A Catholic could not be a guardian, and all wards in chancery were raised as Protestants. The Protestant eldest son of a Catholic landowner could make his father a tenant for life and secure his own inheritance. Among Catholic children, land was distributed in compulsory gavelkind. Catholics couldn’t take leases longer than thirty-one years at two-thirds of a standard rent; they were even required to conform within six months of receiving an inheritance, under the threat of being ousted by the next Protestant heir. Priests from abroad were exiled, and returning was deemed treason. All priests had to register and stay in their own parishes, and informants were rewarded at the expense of Catholic residents. No Catholic was allowed to have weapons, and two justices could search; if a Catholic had a good horse, any Protestant could claim it by offering £5.
These laws were of course systematically evaded. The property of Roman Catholics was often preserved through Protestant trustees, and it is understood that faith was generally kept. Yet the attrition if slow was sure, and by the end of the century the proportion of land belonging to Roman Catholics was probably not more than one-tenth of the whole. We can see now that if the remaining Roman Catholic landlords had been encouraged they would have done much to reconcile the masses to the settlement. Individuals are seldom as bad as corporations, and the very men who made the laws against priests practically shielded them. The penal laws put a premium on hypocrisy, and many conformed only to preserve their property or to enable them to take office. Proselytizing schools, though supported by public grants, entirely failed.
These laws were clearly avoided on a large scale. The property of Roman Catholics was often kept safe through Protestant trustees, and it’s understood that their faith was generally preserved. However, the decline, though slow, was certain, and by the end of the century, the share of land owned by Roman Catholics was likely no more than one-tenth of the total. Looking back, we can see that if the remaining Roman Catholic landlords had been supported, they could have played a significant role in bringing the masses to accept the settlement. Individuals are rarely as bad as organizations, and those who created the laws against priests effectively protected them. The penal laws promoted hypocrisy, and many people only complied to protect their property or to allow themselves to hold office. Proselytizing schools, despite being funded by public grants, completely failed.
The restraints placed by English commercial jealousy on Irish trade destroyed manufacturing industry in the south and west (see the section Economics above). Driven by the Caroline legislation against cattle into breeding Commercial restraints. sheep, Irish graziers produced the best wool in Europe. Forbidden to export it, or to work it up profitably at home, they took to smuggling, for which the indented coast gave great facilities. The enormous profits of the contraband trade with France enabled Ireland to purchase English goods to an extent greater than her whole lawful traffic. The moral effect was disastrous. The religious penal code it was thought meritorious to evade; the commercial penal code was ostentatiously defied; and both tended to make Ireland the least law-abiding country in Europe. The account of the smugglers is the most interesting and perhaps the most valuable part of J. A. Froude’s work in Ireland, and should be compared with the Irish and Scottish chapters of Lecky’s History.
The restrictions imposed by English commercial jealousy on Irish trade wiped out the manufacturing industry in the south and west (see the section Economics above). Driven by the Caroline laws against cattle, Irish graziers shifted to breeding sheep and produced the finest wool in Europe. However, since they were forbidden to export it or to process it profitably at home, they turned to smuggling, taking advantage of the rugged coastline. The huge profits from the illegal trade with France allowed Ireland to purchase English goods far beyond what their legal trade could support. The moral implications were severe. The religious penal code was seen as something to evade with pride; the commercial penal code was openly defied, leading to Ireland becoming one of the least law-abiding countries in Europe. The stories of the smugglers are the most fascinating and possibly the most valuable part of J. A. Froude’s work on Ireland, and should be compared with the Irish and Scottish chapters of Lecky’s History.
When William III. promised to depress the Irish woollen trade, he promised to do all he could for Irish linen. England did not fulfil the second promise; still the Ulster weavers were not crushed, and their industry flourished. Ulster prosperous. Some Huguenot refugees, headed by Louis Crommelin (1652-1727), were established by William III. at Lisburn, and founded the manufacturing prosperity of Ulster. Other Huguenots attempted other industries, but commercial restraints brought them to nought. The peculiar character of the flax business has prevented it from crossing the mountains which bound the northern province. Wool was the natural staple of the south.
When William III promised to suppress the Irish wool trade, he also committed to supporting Irish linen. England didn’t keep the second promise; still, the Ulster weavers weren’t defeated, and their industry thrived. Ulster thriving. Some Huguenot refugees, led by Louis Crommelin (1652-1727), were settled by William III in Lisburn and established Ulster's manufacturing success. Other Huguenots tried to pursue different industries, but commercial restrictions hindered them. The unique nature of the flax industry has kept it from spreading beyond the mountains that border the northern province. Wool was the main staple in the south.
The Scottish Presbyterians who defended Londonderry were treated little better than the Irish Catholics who besieged it—the sacramental test of 1704 being the work of the English council rather than of the Irish parliament. Dissenters. In 1715 the Irish House of Commons resolved that any one who should prosecute a Presbyterian for accepting a commission in the army without taking the test was an enemy to the king and to the Protestant interest. Acts of indemnity were regularly passed throughout the reign of George II., and until 1780, when the Test Act was repealed. A bare toleration had been granted in 1720. Various abuses, especially forced labour on roads which were often private jobs, caused the Oakboy Insurrection in 1764. Eight years later the Steelboys rose against the exactions of absentee landlords, who often turned out Protestant yeomen to get a higher rent from Roman Catholic cottiers. The dispossessed men carried to America an undying hatred of England which had much to say to the American revolution, and that again reacted on Ireland. Lawless Protestant associations, called Peep o’ Day Boys, terrorized the north and were the progenitors of the Orangemen (1789). Out of the rival “defenders” Ribbonism in part sprung, and the United Irishmen drew from both sources (1791).
The Scottish Presbyterians who defended Londonderry were treated little better than the Irish Catholics who surrounded it—the sacramental test of 1704 being set up by the English council instead of the Irish parliament. Dissidents. In 1715, the Irish House of Commons decided that anyone who prosecuted a Presbyterian for accepting a military commission without taking the test was an enemy of the king and the Protestant cause. Acts of indemnity were regularly passed during the reign of George II, and continued until 1780 when the Test Act was repealed. A minimal level of toleration was granted in 1720. Various abuses, particularly forced labor on roads that were often private projects, led to the Oakboy Insurrection in 1764. Eight years later, the Steelboys rose up against the demands of absentee landlords, who often evicted Protestant yeomen to charge higher rents to Roman Catholic tenants. The dispossessed men took with them a lasting hatred of England, which had a significant impact on the American revolution, and that in turn affected Ireland. Lawless Protestant groups known as Peep o’ Day Boys spread fear in the north and were the forerunners of the Orangemen (1789). From the rival “defenders” partly emerged Ribbonism, and the United Irishmen drew from both influences (1791).
The Ulster peasants were never as badly off as those of the south and west. Writers the most unlike each other—Swift and Hugh Boulter, George Berkeley and George Stone, Arthur Young and Dr Thomas Campbell—all Poverty of the peasantry. tell the same tale. Towards the end of the 17th century Raleigh’s fatal gift had already become the food of the people. When Sir Stephen Rice (1637-1715), chief baron of the Irish exchequer, went to London in 1688 to urge the Catholic claims on James II., the hostile populace escorted him in mock state with potatoes stuck on poles. Had manufactures been given fair play in Ireland, population might have preserved some relation to capital. As it was, land became almost the only property, and the necessity of producing wool for smuggling kept the country in grass. The poor squatted where they could, receiving starvation wages, and paying exorbitant rents for their cabins, partly with their own labour. Unable to rise, the wretched people multiplied on their potato plots with perfect recklessness. During the famine which began in the winter of 1739 one-fifth of the population is supposed to have perished; yet it is hardly noticed in literature, and seems not to have touched the conscience of that English public which in 1755 subscribed £100,000 for the sufferers by the Lisbon earthquake. As might be expected where men were allowed to smuggle and forbidden to work, redress was sought in illegal combinations and secret societies. The dreaded name of Whiteboy was first heard in 1761; and agrarian crime has never since been long absent. Since the Union we have had the Threshers, the Terry Alts, the Molly Maguires, the Rockites, and many others. Poverty has been the real cause of all these disturbances, which were often aggravated by the existence of factions profoundly indicative of barbarism. Communism, cupidity, scoundrelism of all kinds have contributed to every disturbance. The tendency shown to screen the worst criminals is sometimes the result of sympathy, but more often of fear. The cruelties which have generally accompanied Whiteboyism is common to servile insurrections all over the world. No wonder if Irish landlords were formerly tyrannical, for they were in the position of slave-owners. The steady application of modern principles, by extending legal protection to all, has altered the slavish character of the oppressed Irish. The cruelty has not quite died out, but it is much rarer than formerly; and, generally speaking, the worst agrarianism has of late years been seen in the districts which retain most of the old features.
The Ulster peasants were never as bad off as those in the south and west. Writers who couldn't be more different—Swift and Hugh Boulter, George Berkeley and George Stone, Arthur Young and Dr. Thomas Campbell— all Peasant poverty. tell the same story. By the end of the 17th century, Raleigh’s disastrous gift had already become the staple food for the people. When Sir Stephen Rice (1637-1715), chief baron of the Irish exchequer, went to London in 1688 to advocate for Catholic rights with James II, the hostile crowd mockingly escorted him with potatoes stuck on sticks. If manufacturing had been allowed to thrive in Ireland, the population might have maintained some balance with capital. As things were, land became about the only asset, and the need to produce wool for smuggling kept the country devoted to grazing. The poor squatted wherever they could, earning starvation wages and paying outrageous rents for their cottages, partly with their own labor. Unable to improve their situation, the miserable people multiplied recklessly on their potato plots. During the famine that began in the winter of 1739, it's believed that one-fifth of the population perished; yet this tragedy is hardly acknowledged in literature and seems not to have stirred the conscience of the English public, which in 1755 donated £100,000 for the victims of the Lisbon earthquake. As expected, where people were allowed to smuggle but forbidden to work, they sought justice through illegal groups and secret societies. The feared name of Whiteboy first emerged in 1761, and agrarian crime has never really disappeared since. Since the Union, we've seen the Threshers, the Terry Alts, the Molly Maguires, the Rockites, and many others. Poverty has been the root cause of all these disturbances, often made worse by the presence of factions that highlight a deeper barbarism. Communism, greed, and all kinds of dishonest behavior have fueled every upheaval. The tendency to protect the worst criminals sometimes stems from sympathy but more often from fear. The brutality that typically accompanied Whiteboyism is common in slave revolts worldwide. It’s no surprise that Irish landlords were once tyrannical, as they were like slave-owners. The consistent application of modern principles, by extending legal protection to everyone, has transformed the oppressed Irish. While cruelty hasn't completely disappeared, it's now much less common than before; generally speaking, the worst agrarian violence in recent years has been found in the regions that still display many of the old traits.
The medieval colony in Ireland was profoundly modified by the pressure of the surrounding tribes. While partially adopting their laws and customs, the descendants of the conquerors often spoke the language of the natives, and in so doing nearly lost their own. The Book of Howth and many documents composed in the Pale during the 16th century show this clearly. Those who settled in Ireland after 1641 were in a very different mood. They hated, feared and despised the Irish, and took pride in preserving their pure English speech. Molyneux and Petty, who founded the Royal Society of Dublin in 1683, were equally Englishmen, though the former was born in Ireland. Swift and Berkeley did not consider themselves Irishmen at all. Burke and Goldsmith, coming later, though they might not call themselves Englishmen, were not less free from provincialism. It would be hard to name four other men who, within the same period, used Shakespeare’s language with equal grace and force. They were all educated at Trinity College, Dublin. The Sheridans were men of Irish race, but with the religion they adopted the literary tone of the dominant caste, which was small and exclusive, with the virtues and the vices of an aristocracy. Systematic infringement of English copyright was discreditable in itself, but sure evidence of an appetite for reading. “The bookseller’s property,” says Gibbon of his first volume, “was twice invaded by the pirates of Dublin.” The oratory of the day was of a high order, and incursions into the wide field of pamphlet literature often repay the student. Handel was appreciated in Dublin at a time when it was still the fashion to decry him in London. The public buildings of the Irish capital have great architectural merit, and private houses still preserve much evidence of a refined taste. Angelica Kauffmann worked long in Ireland; James Barry and Sir Martin Archer Shee were of Irish birth; and on the whole, considering the small number of educated inhabitants, it must be admitted that the Ireland of Flood and Grattan was intellectually fertile.
The medieval colony in Ireland was deeply influenced by the surrounding tribes. While they partially adopted their laws and customs, the descendants of the conquerors often spoke the native language, nearly losing their own in the process. The Book of Howth and many documents created in the Pale during the 16th century illustrate this clearly. Those who settled in Ireland after 1641 had a very different attitude. They hated, feared, and looked down on the Irish, taking pride in preserving their pure English speech. Molyneux and Petty, who founded the Royal Society of Dublin in 1683, were both Englishmen, even though the former was born in Ireland. Swift and Berkeley didn’t consider themselves Irish at all. Burke and Goldsmith, who came later, may not have called themselves Englishmen, but they were equally free of provincialism. It would be hard to name four others men who, during the same period, used Shakespeare’s language with as much grace and strength. They were all educated at Trinity College, Dublin. The Sheridans were of Irish descent, but with the religion they adopted the literary style of the dominant class, which was small and exclusive and had the virtues and vices of an aristocracy. Systematic violation of English copyright was disgraceful in itself, but it clearly showed a desire for reading. “The bookseller’s property,” says Gibbon of his first volume, “was twice invaded by the pirates of Dublin.” The oratory of the time was of a high standard, and forays into the broad field of pamphlet literature often reward the researcher. Handel was appreciated in Dublin at a time when it was still popular to criticize him in London. The public buildings of the Irish capital are architecturally impressive, and private homes still show evidence of refined taste. Angelica Kauffmann worked for a long time in Ireland; James Barry and Sir Martin Archer Shee were born there; and overall, considering the small number of educated residents, it must be acknowledged that the Ireland of Flood and Grattan was intellectually vibrant.
The volunteers (see Flood, Henry) extorted partial free trade (1779), but manufacturing traditions had perished, and common experience shows how hard these are to recover. The demand for union was succeeded by a craving Struggle for independence. for independence. Poynings’s law was repealed, and in 1782, in Grattan’s opinion, Ireland was at last a nation. The ensuing period of eighteen years is the best known in Irish history. The quarrel and reconciliation of Flood and Grattan (q.v.), the kindly patriotism of Lord Charlemont, the eloquence, the devotion, the corruption, are household words. (Details will be found in the biographical articles on these and other men of the period.) In the parliament of 1784, out of 300 members 82 formed the regular opposition, of whom 30 were the nominees of Whig potentates and 52 were really elected. The majority contained 29 members considered independent, 44 who expected to be bought, 44 placemen, 12 sitting for regular government boroughs, and 12 who were supposed to support the government on public grounds. The remaining seats were proprietary, and were let to government for valuable consideration. The House of Lords, composed largely of borough mongers and controlled by political bishops, was even less independent. Only Protestant freeholders had votes, which encouraged leases for lives, about the worst kind of tenure, and the object of each proprietor was to control as many votes as possible. The necessity of finding Protestants checked subdivision for a time, but in 1793 the Roman Catholics received the franchise, and it became usual to make leases in common, so that each lessee should have a freehold interest of 40s. The landlord indeed had little choice, for his importance depended on the poll-book. Salaries, sinecures, even commissions in the army were reserved for those who contributed to the return of some local magnate.
The volunteers (see Flood, Henry) managed to push for partial free trade (1779), but the manufacturing traditions had disappeared, and it’s well-known how difficult they are to revive. The call for unity was followed by a strong desire for independence. Poynings’s law was repealed, and in 1782, Grattan believed that Ireland was finally a nation. The next eighteen years are the most recognized in Irish history. The disputes and reconciliations between Flood and Grattan (q.v.), the sincere patriotism of Lord Charlemont, the eloquence, dedication, and corruption are all widely acknowledged. (For more details, please refer to the biographical articles on these and other prominent figures of the time.) In the parliament of 1784, out of 300 members, 82 formed the official opposition, with 30 being the appointees of Whig leaders and 52 being genuinely elected. The majority included 29 members considered independent, 44 who expected to be bribed, 44 placemen, 12 representing regular government boroughs, and 12 who were thought to support the government on legitimate grounds. The remaining seats were proprietary and were rented to the government for a substantial fee. The House of Lords, mostly filled with borough traders and influenced by political bishops, was even less independent. Only Protestant freeholders could vote, which encouraged leases for lives, a particularly unfavorable form of tenure, and each proprietor aimed to control as many votes as possible. The need to find Protestants temporarily limited subdivision, but in 1793, Roman Catholics gained the right to vote, and it became common to create joint leases, so each lessee would hold a freehold interest of 40s. The landlord really had little choice, as his significance relied on the poll-book. Salaries, sinecures, and even military commissions were reserved for those who helped ensure the victory of some local powerful figure.
But no political cause swelled the population as much as the potato. Introduced by Raleigh in 1610, the cultivation of this important tuber developed with extraordinary rapidity. The Elizabethan wars were most injurious Dependence on the potato. to industry, for men will not sow unless they hope to reap, and the very essence of military policy had been to deprive a recalcitrant people of the means of living. The Mantuan peasant was grieved at the notion of his harvest being gathered by barbarian soldiers, and the Irishman could not be better pleased to see his destroyed. There was no security for any one, and every one was tempted to live from hand to mouth. The decade of anarchy which followed 1641 stimulated this tendency fearfully. The labour of one man could plant potatoes enough to feed forty, and they could neither be destroyed nor carried away easily. When Petty wrote, early in Charles II.’s reign, this demoralizing esculent was already the national food. Potatoes cannot be kept very long, but there was no attempt to keep them at all; they were left in the ground, and dug as required. A frost which penetrated deep caused the famine of 1739. Even with the modern system of storing in pits the potato does not last through the summer, and the “meal months”—June, July and August—always brought great hardship. The danger increased as the growing population pressed ever harder upon the available land. Between 1831 and 1842 there were six seasons of dearth, approaching in some places to famine.
But no political cause increased the population as much as the potato. Introduced by Raleigh in 1610, the cultivation of this important tuber grew rapidly. The Elizabethan wars were very damaging to industry, because people won’t plant unless they expect to harvest, and the main military strategy was to deprive a stubborn population of their means of survival. The Mantuan peasant was upset at the idea of his harvest being taken by invading soldiers, and the Irishman was none too happy to see his crops destroyed. There was no security for anyone, and everybody was tempted to live day to day. The decade of chaos that followed 1641 greatly fueled this trend. The labor of one person could plant enough potatoes to feed forty, and they were neither easy to destroy nor carry away. By the time Petty wrote, early in Charles II’s reign, this demoralizing food was already the national staple. Potatoes don’t last very long, but there was no effort to store them; they were left in the ground and dug up as needed. A deep frost caused the famine of 1739. Even with the modern method of storing them in pits, potatoes don’t survive through the summer, and the “meal months” of June, July, and August always brought significant hardship. The risk grew as the increasing population put more pressure on the available land. Between 1831 and 1842, there were six seasons of scarcity, with some areas facing near famine.
The population increased from 2,845,932 in 1785 to 5,356,594 in 1803. They married and were given in marriage. Wise men foresaw the deluge, but people who were already half-starved every summer did not think their case could well be worse. In 1845 the population had swelled to 8,295,061, the greater part of whom depended on the potato only. There was no margin, and when the “precarious exotic” failed an awful famine was the result.
The population grew from 2,845,932 in 1785 to 5,356,594 in 1803. People got married and were given in marriage. Wise individuals predicted the disaster, but those who were already nearly starving every summer didn't believe their situation could get any worse. By 1845, the population had risen to 8,295,061, most of whom relied solely on potatoes. There was no safety net, and when the "risky crop" failed, a terrible famine followed.
Great public and private efforts were made to meet the case, and relief works were undertaken, on which, in March 1847, 734,000 persons, representing a family aggregate of not less than 3,000,000, were employed. It was found that labour and exposure were not good for half-starved men. The jobbing was frightful, and is probably inseparable from wholesale operations of this kind. The policy of the government was accordingly changed, and the task of feeding a whole people was undertaken. More than 3,000,000 rations, generally cooked, were at one time distributed, but no exertions could altogether avert death in a country where the usual machinery for carrying, distributing and preparing food was almost entirely wanting. From 200,000 to 300,000 perished of starvation or of fever caused by insufficient food. An exodus followed which, necessary as it was, caused dreadful hardship, and among the Roman Catholic Irish in America Fenianism took its rise. One good result of the famine was thoroughly to awaken Englishmen to their duty towards Ireland. Since then, purse-strings have been even too readily untied at the call of Irish distress.
Great public and private efforts were made to address the situation, and relief efforts were launched that, in March 1847, employed 734,000 people, representing a total of at least 3,000,000 family members. It was discovered that working and being exposed to the elements were harmful for malnourished individuals. The labor conditions were terrible, and this is likely unavoidable in large-scale operations like this. Consequently, the government's approach was altered, and they took on the responsibility of feeding an entire population. At one point, over 3,000,000 rations, mostly cooked, were distributed, but no amount of effort could completely prevent death in a country where the normal systems for transporting, distributing, and preparing food were nearly nonexistent. Between 200,000 and 300,000 people died from starvation or from fevers caused by inadequate nutrition. An exodus followed that, while necessary, caused immense suffering, and among the Roman Catholic Irish in America, Fenianism began to emerge. One positive outcome of the famine was that it fully awakened the English public to their responsibilities towards Ireland. Since then, financial support has often been more readily given in response to Irish suffering.
Great brutalities disgraced the rebellion of 1798, but the people had suffered much and had French examples before them. The real originator of the movement was Theobald Wolfe Tone (q.v.), whose proffered services Rebellion of 1798. were rejected by Pitt, and who founded the United Irishmen. His Parisian adventures detailed by himself are most interesting, and his tomb is still the object of an annual pilgrimage. Tone was a Protestant, but he had imbibed socialist ideas, and hated the priests whose influence counteracted his own. In Wexford, where the insurrection went farthest, the ablest leaders were priests, but they acted against the policy of their church.
Great brutalities marred the rebellion of 1798, but the people had endured a lot and had French examples to look to. The true initiator of the movement was Theobald Wolfe Tone (q.v.), whose offered help was turned down by Pitt, and who then established the United Irishmen. His adventures in Paris, as he recounted, are very intriguing, and his grave is still a site for an annual pilgrimage. Tone was a Protestant, but he had absorbed socialist ideas and resented the priests whose influence undermined his own. In Wexford, where the uprising progressed the furthest, the most capable leaders were priests, but they acted against the policies of their church.
The inevitable union followed (1st January 1801). From this period the history of Ireland naturally becomes intermingled with English politics (see English History), and much of the detail will also be found in the biographical Union of Great Britain and Ireland. articles on prominent Irishmen and other politicians. Pitt had some time before (1785) offered a commercial partnership, which had been rejected on the ground that it involved the ultimate right of England to tax Ireland. He was not less liberally inclined in religious matters, but George III. stood in the way, and like William III. the minister would not risk his imperial designs. Carried in great measure by means as corrupt as those by which the constitution of ’82 had been worked, the union earned no gratitude. But it was a political necessity, and Grattan never gave his countrymen worse advice than when he urged them to “keep knocking at the union.” The advice has, however, been taken. Robert Catholic Emancipation. Emmet’s insurrection (1803) was the first emphatic protest. Then came the struggle for emancipation. It was proposed to couple the boon with a veto on the appointment of Roman Catholic bishops. It was the ghost of the old question of investitures. The remnant of the Roman Catholic aristocracy would have granted it; even Pius VII. was not invincibly opposed to it; but Daniel O’Connell took the lead against it. Under his guidance the Catholic association became a formidable body. At last the priests gained control of the elections; the victor of Waterloo was obliged to confess that the king’s government could no longer be carried on, and Catholic emancipation had to be granted in 1829. The tithe war followed, and this most oppressive of all taxes was unfortunately commuted (1838) only in deference to clamour and violence. The repeal agitation was Repeal agitation. unsuccessful, but let us not be extreme to mark the faults of O’Connell’s later years. He doubtless believed in repeal at first; probably he ceased to believe in it, but he was already deeply committed, and had abandoned a lucrative profession for politics. With some help from Father Mathew he kept the monster meetings in order, and his constant denunciations of lawless violence distinguish him from his imitators. His trial took place in 1844. There is a sympathetic sketch of O’Connell’s career in Lecky’s Leaders of Public Opinion in Ireland (1871); Sir Thomas Wyse’s Historical Sketch of the late Catholic Association (1829) gives the best account of the religious struggle, and much may be learned from W. J. Fitzpatrick’s Life of Bishop Doyle (1880).
The inevitable union happened on January 1, 1801. From this point, Ireland's history naturally intertwines with English politics (see English History), and much of the detail can also be found in the biographical Union of Great Britain and Ireland. articles on notable Irish figures and other politicians. Pitt had previously offered a commercial partnership in 1785, which was rejected because it implied England's ultimate right to tax Ireland. He was also liberal in religious matters, but George III was an obstacle, and like William III, the minister wouldn’t jeopardize his imperial ambitions. The union was largely enacted through means as corrupt as those used to establish the constitution of ’82, earning no gratitude. Nonetheless, it was politically necessary, and Grattan gave his fellow countrymen bad advice when he urged them to “keep knocking at the union.” However, this advice was followed. Robert Catholic liberation. Emmet’s insurrection in 1803 was the first strong protest. Then began the fight for emancipation. It was suggested to tie the benefits of emancipation to a veto on the appointment of Roman Catholic bishops, recalling the old issue of investitures. The remnants of the Roman Catholic aristocracy might have accepted it; even Pius VII wasn’t completely against it; but Daniel O’Connell opposed it. Under his leadership, the Catholic association became a powerful organization. Eventually, the priests gained control of elections; the victor of Waterloo had to admit that the king’s government could no longer function, and Catholic emancipation was granted in 1829. The tithe war followed, and this most burdensome tax was unfortunately converted in 1838 only due to public outcry and violence. The repeal movement was Repeal movement. unsuccessful, but let's not be too harsh in judging O’Connell’s later years. He probably believed in repeal at first; he likely stopped believing in it later, but he was already deeply involved and had left a profitable career for politics. With some help from Father Mathew, he maintained order at the massive meetings, and his consistent condemnation of lawless violence set him apart from his imitators. His trial occurred in 1844. There is a sympathetic overview of O’Connell’s career in Lecky’s Leaders of Public Opinion in Ireland (1871); Sir Thomas Wyse’s Historical Sketch of the Late Catholic Association (1829) offers the best account of the religious struggle, and much can be learned from W. J. Fitzpatrick’s Life of Bishop Doyle (1880).
The national system of education introduced in 1833 was the real recantation of intolerant opinions, but the economic state of Ireland was fearful. The famine, emigration and the new poor law nearly got rid of starvation, but the people never became frankly loyal, feeling that they owed more to their own importunity and to their own misfortunes than to the wisdom of their rulers. The literary efforts of young Ireland eventuated in another rebellion (1848); a revolutionary wave could not roll over Europe without touching the unlucky island. After the failure of that outbreak there was peace until the close of the American civil war released a number of adventurers trained to the use of arms and filled with hatred to England.
The national education system introduced in 1833 was a true turnaround from intolerant views, but the economic situation in Ireland was dire. The famine, emigration, and the new poor law nearly eradicated starvation, but the people still didn’t feel genuinely loyal, believing they owed more to their own determination and struggles than to the wisdom of their leaders. The literary efforts of young Ireland led to another rebellion in 1848; a wave of revolution couldn’t sweep across Europe without impacting the unfortunate island. After the failure of that revolt, there was peace until the end of the American Civil War, which freed a number of adventurers experienced with weapons and filled with hatred for England.
Already in 1858 the discovery of the Phoenix conspiracy had shown that the policy of John Mitchel (1815-1875) and his associates was not forgotten. John O’Mahony, one of the men of ’48, organized a formidable secret society in America, which his historical studies led him to call the Fenian brotherhood (see Fenians).
Already in 1858, the discovery of the Phoenix conspiracy had shown that John Mitchel (1815-1875) and his associates were still remembered. John O’Mahony, one of the men from ’48, set up a powerful secret society in America, which his historical research led him to name the Fenian Brotherhood (see Fenians).
The Fenian movement disclosed much discontent, and was attended by criminal outrages in England. The disestablishment of the Irish Church, the privileged position of which had long been condemned by public opinion, was then decreed (1869) and the land question was next taken in hand (1870). These reforms did not, however, put an end to Irish agitation. The Home Rule party which demanded the restoration of a separate Irish parliament, showed increased activity, and the general election of 1874 gave it a strong representation at Westminster, where one section of the party developed into the “obstructionists” (see the articles on Isaac Butt and C. S. Parnell).
The Fenian movement revealed a lot of discontent and was accompanied by violent incidents in England. In 1869, the disestablishment of the Irish Church, which had long been criticized by public opinion, was enacted, followed by efforts to address the land issue in 1870. However, these reforms didn't end the agitation in Ireland. The Home Rule party, which called for the restoration of an independent Irish parliament, became more active, and the general election in 1874 resulted in a solid representation at Westminster, where part of the party evolved into the “obstructionists” (see the articles on Isaac Butt and C. S. Parnell).
Isaac Butt, who died in May 1879, led a parliamentary party of fifty-four, but the Conservatives were strong enough to outvote them and the Liberals together. His procedure was essentially lawyer-like, for he respected the House of Commons and dreaded revolutionary violence. His death left the field 782 clear for younger and bolder men. William Shaw succeeded him as chairman of the Irish party in Parliament; but after the election of 1880, Parnell, who had the Land League at his back, ousted him by 23 votes to 18.
Isaac Butt, who passed away in May 1879, led a parliamentary party of fifty-four, but the Conservatives were strong enough to outvote both them and the Liberals. His approach was very much that of a lawyer; he had a deep respect for the House of Commons and feared revolutionary violence. His death opened the way for younger and bolder leaders. William Shaw took over as chairman of the Irish party in Parliament; however, after the 1880 election, Parnell, supported by the Land League, replaced him by a vote of 23 to 18. 782
The Land Law of 1860, known as Deasy’s Act, had been based on the principle that every tenancy rested on contract either expressed or implied. The act of 1870, admitting the divergence between theory and practice, The Land League. protected the tenants’ improvements and provided compensation for disturbance within certain limits, but not where the ejectment was for non-payment of rent. In good times this worked well enough, but foreign competition began to tell, and 1879 was the worst of several bad seasons. A succession of wet summers told against all farmers, and in mountainous districts it was difficult to dry the turf on which the people depended for fuel. A famine was feared, and in the west there was much real distress. The Land League, of which Michael Davitt (q.v.) was the founder, originated in Mayo in August, and at a meeting in Dublin in October the organization was extended to all Ireland, with Parnell as president. The country was thickly covered with branches before the end of the year, and in December Parnell went to America to collect money. He was absent just three months, visiting over sixty cities and towns; and 200,000 dollars were subscribed. Parnell had to conciliate the Clan-na-Gael and the Fenians generally, both in Ireland and America, while abstaining from action which would make his parliamentary position untenable. He did not deny that he would like an armed rebellion, but acknowledged that it was an impossibility. Speaking at Cincinnati on the 23rd of February 1880, he declared that the first thing necessary was to undermine English power by destroying the Irish landlords. Ireland might thus become independent. “And let us not forget,” he added, “that that is the ultimate goal at which all we Irishmen aim. None of us, whether we be in America or in Ireland, or wherever we may be, will be satisfied until we have destroyed the last link which keeps Ireland bound to England.” At Galway in October of the same year he said that he “would not have taken off his coat” to help the tenant farmers had he not known that that was the way to legislative independence. Fenianism and agrarianism, essentially different as they are, might be worked to the same end.
The Land Law of 1860, known as Deasy’s Act, was based on the idea that every tenancy was founded on a contract, either stated or implied. The act of 1870 recognized the gap between theory and practice, The Land League. protected the improvements made by tenants and offered compensation for disruptions within certain limits, but not when the eviction was due to unpaid rent. In good times, this system worked well enough, but foreign competition started to impact the situation, and 1879 turned out to be the worst of several difficult seasons. A series of wet summers affected all farmers, and in hilly areas, it was tough to dry the turf that people relied on for fuel. A famine was feared, and there was considerable distress in the west. The Land League, founded by Michael Davitt (q.v.), started in Mayo in August, and by a meeting in Dublin in October, it expanded to all of Ireland, with Parnell as president. By the end of the year, the country was filled with branches, and in December, Parnell traveled to America to raise funds. He was gone for just three months, visiting over sixty cities and towns, and managed to collect $200,000. Parnell had to gain the support of the Clan-na-Gael and the Fenians both in Ireland and America while avoiding actions that could jeopardize his position in Parliament. He did not deny that he would have preferred an armed rebellion, but recognized it was impractical. Speaking in Cincinnati on February 23, 1880, he stated that the first step was to weaken English power by eliminating the Irish landlords. This, he suggested, could lead Ireland to independence. “And let us not forget,” he added, “that is the ultimate goal for all of us Irishmen. None of us, whether we are in America, in Ireland, or anywhere else, will be satisfied until we have removed the last link that keeps Ireland tied to England.” In Galway in October of the same year, he mentioned that he “would not have taken off his coat” to assist the tenant farmers had he not believed that this was the path to legislative independence. While Fenianism and agrarianism are fundamentally different, they could be directed toward the same goal.
To meet the partial failure of the potatoes in Connaught and Donegal, very large sums were subscribed and administered by two committees, one under the duchess of Marlborough and the other under the lord mayor of Dublin. When Lord Beaconsfield appealed to the country in March 1880, he reminded the country in a letter to the viceroy, the duke of Marlborough, that there was a party in Ireland “attempting to sever the constitutional tie which unites it to Great Britain in that bond which has favoured the power and prosperity of both,” and that such an agitation might in the end be “scarcely less disastrous than pestilence and famine.” But the general election did not turn mainly upon Ireland, and the result gave Gladstone a majority of 50 over Conservatives and Home Rulers combined. Earl Cowper became lord-lieutenant, with W. E. Forster (q.v.) as chief secretary, and Parnell remained chairman of his own party in parliament. The Compensation for Disturbance Bill, even where the ejectment was for non-payment of rent, passed the House of Commons, but the Lords threw it out, and this has often been represented as the great cause of future trouble. Probably it made little real difference, for the extreme party in Ireland were resolved to stop at nothing. It is not easy to defend the principle that a landlord who has already lost his rent should also have to pay the defaulter before getting a new tenant or deriving a profit from the farm by working it Boycotting. himself. Speaking at Ennis on the 19th of September, Parnell told the people to punish a man for taking a farm from which another had been evicted “by isolating him from his kind as if he was a leper of old.” The advice was at once taken and its scope largely extended. For refusing to receive rents at figures fixed by the tenants, Captain Boycott (1832-1897), Lord Erne’s agent in Mayo, was severely “boycotted,” the name of the first victim being given to the new system. His servants were forced to leave him, his crops were left unsaved, even the post and telegraph were interfered with. The Ulster Orangemen resolved to get in the crops, and to go in armed force sufficient for the purpose. The government allowed 50 of them to go under the protection of about 900 soldiers. The cost seemed great, but the work was done and the law vindicated. In Cork William Bence-Jones (1812-1882) was attacked. The men in the service of the steam-packet companies refused to put his cattle on board, and they were eventually smuggled across the Channel in small lots. Several associations were formed which had more or less success against the League, and at last a direct attack was made. Parnell with four other members of parliament and the chief officers of the Land League were indicted for conspiracy in the Queen’s Bench. No means of intimidating the jurors was neglected, and in the then state of public feeling a verdict was hardly to be expected. On the 25th of January 1881 the jury disagreed, and Parnell became stronger than ever.
To address the partial failure of the potato crop in Connaught and Donegal, large amounts of money were raised and managed by two committees, one led by the Duchess of Marlborough and the other by the Lord Mayor of Dublin. When Lord Beaconsfield appealed to the nation in March 1880, he reminded the public in a letter to the Viceroy, the Duke of Marlborough, that there was a faction in Ireland "trying to break the constitutional connection that ties it to Great Britain, which has benefited both in terms of power and prosperity," and that such agitation could eventually be "hardly less disastrous than disease and famine." However, the general election did not primarily focus on Ireland, and the outcome gave Gladstone a majority of 50 over the combined Conservatives and Home Rulers. Earl Cowper became Lord Lieutenant, with W. E. Forster (q.v.) as Chief Secretary, while Parnell remained the chairman of his party in Parliament. The Compensation for Disturbance Bill, even where evictions were for non-payment of rent, passed the House of Commons, but the Lords rejected it, which has often been cited as a significant cause of future conflict. Likely, it made little real difference, as the extreme faction in Ireland was determined to stop at nothing. It’s not easy to justify the idea that a landlord who has already lost rent should also have to pay the non-paying tenant before getting a new renter or making a profit from the farm by working it himself. Speaking in Ennis on September 19, Parnell urged the public to punish anyone who took a farm from which another had been evicted "by isolating him from his community as if he were an old-time leper." The advice was quickly adopted and its application greatly widened. For refusing to accept rents set by the tenants, Captain Boycott (1832-1897), Lord Erne’s agent in Mayo, faced extreme "boycotting," thereby giving his name to the new method. His workers were compelled to leave, his crops were left unharvested, and even the post and telegraph services were disrupted. The Ulster Orangemen decided to help gather the crops and went in armed groups to do so. The government allowed 50 of them to go with the protection of about 900 soldiers. Although it seemed expensive, the task was completed and the law upheld. In Cork, William Bence-Jones (1812-1882) was attacked. Workers from the steamship companies refused to load his cattle, which were eventually smuggled across the Channel in small batches. Several associations were formed that had varying degrees of success against the League, and eventually, a direct confrontation occurred. Parnell, along with four other Members of Parliament and the chief officers of the Land League, were charged with conspiracy in the Queen’s Bench. Every effort was made to intimidate the jurors, and given the public sentiment at the time, a favorable verdict was unlikely. On January 25, 1881, the jury could not reach a decision, and Parnell emerged stronger than ever.
Then followed a reign of terror which lasted for years. No one was safe, and private spite worked freely in the name of freedom. The system originated by Parnell’s Ennis speech became an all-devouring tyranny. In the House of Commons, on the 24th of May 1882, Gladstone said that boycotting required a sanction like every other creed, and that the sanction which alone made it effective “is the murder which is not to be denounced.” The following description by a resident in Munster was published in The Times of the 5th of November 1885: “Boycotting means that a peaceable subject of the queen is denied food and drink, and that he is ruined in his business; that his cattle are unsaleable at fairs; that the smith will not shoe his horse, nor the carpenter mend his cart; that old friends pass him by on the other side, making the sign of the cross; that his children are hooted at the village school; that he sits apart like an outcast in his usual place of public worship: all for doing nothing but what the law says he has a perfect right to do. I know of a man who is afraid to visit his own son. A trader who is even suspected of dealing with such a victim of tyranny may be ruined by the mere imputation; his customers shun him from fear, and he is obliged to get a character from some notorious leaguer. Membership of the National League is, in many cases, as necessary a protection as ever was a certificate of civism under Robespierre. The real Jacobins are few, but the masses groan and submit.” Medicine was refused by a shopkeeper even for the sick child of a boycotted person. A clergyman was threatened for visiting a parishioner who was under the ban of the League. Sometimes no one could be found to dig a grave. The League interfered in every relation of life, and the mere fact of not belonging to it was often severely punished. “The people,” says the report of the Cowper Commission, “are more afraid of boycotting, which depends for its success on the probability of outrage, than they are of the judgments of the courts of justice. This unwritten law in some districts is supreme.”
Then came a reign of terror that lasted for years. No one felt safe, and personal grudges were openly acted upon in the name of freedom. The system established by Parnell’s speech in Ennis turned into an all-consuming tyranny. In the House of Commons, on May 24, 1882, Gladstone stated that boycotting needed a sanction like any other belief, and that the only sanction that truly made it effective “is the murder which is not to be denounced.” A resident from Munster described the situation in a piece published in The Times on November 5, 1885: “Boycotting means that a law-abiding subject of the queen is denied food and drink, and that he is ruined in his business; his cattle cannot be sold at fairs; the blacksmith won’t shoe his horse, nor will the carpenter fix his cart; old friends avoid him, making the sign of the cross; his children are ridiculed at the village school; he sits apart like an outcast in his usual seat at church: all for doing nothing but what the law says he has every right to do. I know of a man who is too afraid to visit his own son. A trader who is even suspected of associating with such a victim of tyranny can be ruined by mere suspicion; his customers avoid him out of fear, and he has to seek a good character from some notorious member of the League. Being a member of the National League is, in many cases, as essential a protection as having a citizenship certificate under Robespierre. The actual Jacobins are few, but the masses suffer and submit.” A shopkeeper refused to sell medicine even for the sick child of a boycotted person. A clergyman was threatened for visiting a parishioner who was ostracized by the League. Sometimes, no one could be found to dig a grave. The League interfered in every aspect of life, and simply not belonging to it was often harshly punished. “The people,” says the report of the Cowper Commission, “are more afraid of boycotting, which relies on the likelihood of violence for its success, than they are of the decisions made by the courts. This unwritten law is supreme in some areas.”
The session of parliament of 1881 was chiefly occupied with Ireland. “With fatal and painful precision,” Gladstone told the House of Commons on the 28th of January, “the steps of crime dogged the steps of the Land Coercion. League,” and the first thing was to restore the supremacy of the law. In 1871 there had been an agrarian war in Westmeath, and an act had been passed authorizing the arrest of suspected persons and their detention without trial. The ringleaders disappeared and the county became quiet again. It was now proposed to do the same thing for the whole of Ireland, the power of detention to continue until the 30th of September 1882. Parnell cared nothing for the dignity of the House of Commons. His leading idea was that no concession could be got from England by fair means, and he made himself as disagreeable as possible. Parliamentary forms were used with great success to obstruct parliamentary action. The “Coercion Bill” was introduced on the 24th of January 1881. There was a sitting of 22 hours and another of 41 hours, and on the 2nd of February 783 the debate was closured by the Speaker on his own responsibility and the bill read a first time. The Speaker’s action was approved by the House generally, but acrimonious debates were raised by Irish members. Parnell and 35 of his colleagues were suspended, and the bill became law on the 2nd of March, but not before great and permanent changes were made in parliamentary procedure. An Arms Bill, which excited the same sort of opposition, was also passed into law.
The 1881 parliament session was primarily focused on Ireland. “With tragic and painful clarity,” Gladstone told the House of Commons on January 28th, “criminal actions were closely following the activities of the Land Coercion. League,” and the priority was to restore the rule of law. In 1871, there had been an agrarian conflict in Westmeath, which led to a law allowing the arrest and detention without trial of suspected individuals. The leaders vanished and the county settled down again. Now, there was a proposal to implement the same strategy across all of Ireland, with the detention powers set to last until September 30, 1882. Parnell ignored the dignity of the House of Commons. His main belief was that no concessions could be gained from England through fair means, and he made himself as difficult as possible. He skillfully used parliamentary procedures to block legislative actions. The “Coercion Bill” was introduced on January 24, 1881. There was one session that lasted 22 hours and another that went on for 41 hours, and on February 2 783 the debate was ended by the Speaker on his own authority and the bill was read for the first time. The House generally approved the Speaker’s decision, but it sparked heated debates among Irish members. Parnell and 35 of his colleagues were suspended, and the bill became law on March 2, though not before significant and lasting changes were made to parliamentary procedures. An Arms Bill, which faced similar opposition, was also enacted into law.
That a Land Act should be passed was a foregone conclusion as soon as the result of the general election was known. There were many drafts and plans which never saw the light, but it was at last resolved to adopt the policy Land Act, 1881. known as the “Three F’s”—free sale, fixity of tenure and fair rents. By the first tenants at will were empowered to sell their occupation interests, the landlord retaining a right of pre-emption. By the second the tenant was secured from eviction except for non-payment of rent. By the third the tenant was given the right to have a “fair rent” fixed by a newly formed Land Commission Court, the element of competition being entirely excluded. There were several exceptions and qualifying clauses, but most of them have been swept away by later acts. The act of 1881 can scarcely be said to have worked well or smoothly, but it is not easy to see how any sort of settlement could have been reached without accepting the principle of having the rent fixed by a third party. Drastic as the bill was, Parnell refused to be a party to it, and on the second reading, which was carried by 352 to 176, he walked out of the House with 35 of his followers. When the bill became law in August he could not prevent the tenants from using it, but he did what he could to discourage them in order to please his American paymasters, who repudiated all parliamentary remedies. In September a convention was held in Dublin, and Parnell reported its action to the American Land League: “Resolutions were adopted for national self-government, the unconditional liberation of the land for the people, tenants not to use the rent-fixing clauses of the Land Act, but follow old Land League lines, and rely on the old methods to reach justice. The executive of the League is empowered to select test cases, in order that tenants in surrounding districts may realize, by the results of cases decided, the hollowness of the act” (Barry O’Brien, Life of C. S. Parnell, i. 306). His organ United Ireland declared that the new courts must be cowed into giving satisfactory decisions. The League, however, could not prevent the farmers from using the fair-rent clauses. It was more successful in preventing free sale, maintaining the doctrine that, rent or no rent, no evictions were to be allowed. At the first sitting of the Land Commission in Dublin the crier, perhaps by accident, declared “the court of the Land League to be open.” Speaking at Leeds on the 7th of October, Gladstone said “the resources of civilization were not exhausted,” adding that Parnell “stood between the living and the dead, not like Aaron to stay the plague, but to spread the plague.” Two days later Parnell called the prime minister a “masquerading knight-errant,” ready to oppress the unarmed, but submissive to the Boers as soon as he found “that they were able to shoot straighter than his own soldiers.” Four days after this Parnell was arrested under the Coercion Act and lodged in Kilmainham Kilmainham “Treaty.” gaol. The Land League having retorted by ordering the tenants to pay no rent, it was declared illegal, and suppressed by proclamation. Parnell is said to have disapproved of the no-rent manifesto, as also Mr John Dillon, who was in Kilmainham with him, but both of them signed it (ib. i. 319). At Liverpool on the 27th of October Gladstone described Parnell and his party as “marching through rapine to the disintegration and dismemberment of the empire.” In 1881, 4439 agrarian outrages were reported; nothing attracted more attention in England than the cruel mutilations of cattle, which became very frequent. The Ladies’ Land League tried to carry on the work of the suppressed organization and there was even an attempt at a Children’s League. Sex had no effect in softening the prevalent style of oratory, but the government thought it better to take no notice. The imprisonment of suspects under the Coercion Act had not the expected result, and outrages were incessant, the agitation being supported by constant supplies of money from America. Gladstone resolved on a complete change of policy. It was decided to check evictions by an Arrears Bill, and the three imprisoned members of parliament—Messrs Parnell, Dillon and O’Kelly—were released on the 2nd of May 1882, against the wishes of the Irish government. This was known as the Kilmainham Treaty. Lord Cowper and Forster at once resigned, and were succeeded by Lord Spencer and Lord Frederick Cavendish, who entered Dublin on the 6th of May.
That a Land Act should be passed was obvious as soon as the results of the general election came in. There were many drafts and plans that never got adopted, but it was finally decided to implement the policy known as the “Three F’s”—free sale, fixity of tenure, and fair rents. First, tenants at will were allowed to sell their leasehold interests, with the landlord retaining a right of first refusal. Second, tenants were protected from eviction unless they failed to pay rent. Third, tenants had the right to have a “fair rent” set by a newly established Land Commission Court, completely excluding competition. There were a few exceptions and addendums, but most of them have been eliminated by subsequent acts. The 1881 act can't really be said to have functioned well or smoothly, but it's hard to see how any kind of agreement could have been reached without accepting the idea of having rent set by an outside party. Even though the bill was drastic, Parnell refused to support it, and during the second reading, which passed with a vote of 352 to 176, he walked out with 35 of his followers. When the bill became law in August, he couldn't stop the tenants from using it, but he did what he could to discourage them to appease his American backers, who rejected all parliamentary solutions. In September, a convention was held in Dublin, and Parnell reported its actions to the American Land League: “Resolutions were adopted for national self-government, the unconditional liberation of the land for the people, tenants not to use the rent-fixing clauses of the Land Act, but to follow old Land League lines and rely on the old methods to achieve justice. The League’s executive is authorized to select test cases so that tenants in surrounding areas can see the emptiness of the act from the outcomes of those cases” (Barry O’Brien, Life of C. S. Parnell, i. 306). His publication United Ireland stated that the new courts must be forced into giving satisfactory outcomes. However, the League couldn't stop farmers from using the fair-rent clauses. It was more successful in blocking free sale, insisting that no evictions were to be allowed, whether there was rent or not. At the first meeting of the Land Commission in Dublin, the announcer mistakenly declared “the court of the Land League to be open.” Speaking in Leeds on October 7th, Gladstone stated “the resources of civilization are not exhausted,” adding that Parnell “stood between the living and the dead, not like Aaron to stop the plague, but to spread the plague.” Two days later, Parnell called the prime minister a “masquerading knight-errant,” ready to oppress the defenseless, but submissive to the Boers as soon as he realized “that they could shoot straighter than his own soldiers.” Four days later, Parnell was arrested under the Coercion Act and taken to Kilmainham Kilmainham Agreement. jail. The Land League retaliated by instructing tenants not to pay rent, which was declared illegal and suppressed by proclamation. Parnell reportedly disapproved of the no-rent manifesto, as did Mr. John Dillon, who was with him in Kilmainham, yet both signed it (ib. i. 319). At Liverpool on October 27th, Gladstone described Parnell and his party as “marching through plunder to the disintegration and dismantlement of the empire.” In 1881, 4,439 agrarian outrages were reported; nothing drew more attention in England than the brutal mutilations of cattle, which became very common. The Ladies’ Land League attempted to continue the work of the suppressed organization, and there was even an effort to create a Children’s League. Gender had no impact on softening the prevailing style of oratory, but the government felt it was better to ignore it. The imprisonment of individuals under the Coercion Act did not produce the expected results, and outrages continued without cease, fueled by constant funding from America. Gladstone decided on a complete policy overhaul. It was determined to halt evictions with an Arrears Bill, and the three imprisoned MPs—Messrs Parnell, Dillon, and O’Kelly—were released on May 2, 1882, against the wishes of the Irish government. This came to be known as the Kilmainham Treaty. Lord Cowper and Forster immediately resigned and were replaced by Lord Spencer and Lord Frederick Cavendish, who arrived in Dublin on May 6th.
That same evening Lord Frederick and the permanent under-secretary Thomas Henry Burke were murdered in the Phoenix Park in broad daylight. The weapons were amputating knives imported for the purpose. The assassins drove Phoenix Park murders. rapidly away; no one, not even those who saw the deed from a distance, knew what had been done. A Dublin tradesman named Field, who had been a juror in a murder trial, was attacked by the same gang and stabbed in many places. He escaped with life, though with shattered health, and it was the identification of the man who drove his assailants’ car that afterwards led to the discovery of the whole conspiracy. The clue was obtained by a private examination of suspected persons under the powers given by the Crimes Act. To obtain convictions the evidence of an informer was wanted, and the person selected was James Carey, a member of the Dublin Corporation and a chief contriver of the murders. He swore that they had been ordered immediately after the appearance of an article in the Freeman’s Journal which declared that a “clean sweep” should be made of Dublin Castle officials. The evidence disclosed the fact that several abortive attempts had been previously made to murder Forster. Out of twenty persons, subsequently arraigned, five were hanged, and others sentenced to long terms of imprisonment. Carey embarked for South Africa in the following July, and was murdered on board ship by Patrick O’Donnell, who was brought to England, convicted, and hanged on the 17th of December 1883.
That same evening, Lord Frederick and the permanent under-secretary, Thomas Henry Burke, were murdered in Phoenix Park in broad daylight. The weapons used were amputating knives brought in specifically for this purpose. The assassins quickly drove away; no one, not even those who saw the attack from a distance, knew what had happened. A Dublin tradesman named Field, who had been a juror in a murder trial, was attacked by the same gang and stabbed multiple times. He survived, though his health was severely damaged, and it was the identification of the driver of the assailants’ car that eventually led to the uncovering of the entire conspiracy. The clue was obtained through a private examination of suspected individuals under the powers granted by the Crimes Act. To secure convictions, they needed the testimony of an informant, and the chosen individual was James Carey, a member of the Dublin Corporation and a key planner of the murders. He testified that the orders for the attacks had come immediately after an article appeared in the Freeman’s Journal, which stated that a “clean sweep” should be made of Dublin Castle officials. The evidence revealed that several unsuccessful attempts had been made previously to kill Forster. Out of twenty individuals later charged, five were hanged, and others were sentenced to long prison terms. Carey left for South Africa the following July and was murdered on board a ship by Patrick O’Donnell, who was brought to England, convicted, and hanged on December 17, 1883.
Mr (afterwards Sir) G. O. Trevelyan had been appointed chief secretary in May 1882, and in July the Crimes Prevention Act was passed for three years on lines indicated by Lord Cowper. In the first six months of the year National League. 2597 agrarian outrages were reported, and in the last six months 836. They fell to 834 in 1883, and to 744 in 1884. The Arrears Bill also became law. Money enough was advanced out of the surplus property of the Irish Church to pay for tenants of holdings under £30 one year’s rent upon all arrears accruing before November 1880, giving them a clear receipt to that date on condition of their paying another year themselves; of the many reasons against the measure the most important was that it was a concession to agrarian violence. But the same could be and was said of the Land Act of 1881. That had been passed, and it was probably impossible to make it work at all smoothly without checking evictions by dealing with old arrears. The Irish National League was, however, founded in October to take up the work of the defunct Land League, and the country continued to be disturbed. The law was paralysed, for no jury could be trusted to convict even on the clearest evidence, and the National League branches assumed judicial functions. Men were openly tried all over the country for disobeying the revolutionary decrees, and private spite was often the cause of their being accused. “Tenants,” to quote the Cowper Commission again, “who have paid even the judicial rents have been summoned to appear before self-constituted tribunals, and if they failed to do so, or on appearing failed to satisfy those tribunals, have been fined or boycotted.” In February 1883 Mr Trevelyan gave an account of his stewardship at Hawick, and said that all law-abiding Irishmen, whether Conservative or Liberal, were on one side, while on the other were those who “planned and executed the Galway and Dublin murders, the boycotting and 784 firing into houses, the mutilation of cattle and intimidation of every sort.” In this year the campaign of outrage in Ireland Dynamite. was reinforced by one of dynamite in Great Britain. The home secretary, Sir W. Harcourt, brought in an Explosives Bill on the 9th of April, which was passed through all its stages in one day and received the royal assent on the next. The dynamiters were for the most part Irish-Americans, who for obvious reasons generally spared Ireland, but one land-agent’s house in Kerry was shaken to its foundations in November 1884. At Belfast in the preceding June Lord Spencer, who afterwards became a Home Ruler, had announced that the secret conspirators would “not terrify the English nation.” On the 22nd of February 1883 Forster made his great attack on Parnell in the House of Commons, accusing him of moral complicity with Irish crime. A detailed answer was never attempted, and public attention was soon drawn to the trial of the “Invincibles” who contrived the Phoenix Park murders. On the 11th of December Parnell received a present of £37,000 from his followers in Ireland. The tribute, as it was called, was raised in spite of a papal prohibition. As a complement Labourers Act. to the Land Act and Arrears Act, boards of guardians were this year empowered to build labourers’ cottages with money borrowed on the security of the rates and repayable out of them. Half an acre of land went with the cottage, and by a later act this was unwisely extended to one acre. That the labourers had been badly housed was evident, and there was little chance of improvement by private capitalists, for cottage property is not remunerative. But the working of the Labourers Acts was very costly, cottages being often assigned to people who were not agricultural labourers at all. In many districts the building was quite overdone, and the rent obtainable being far less than enough to recoup the guardians, the system operated as out-door relief for the able-bodied and as a rate in aid of wages.
Mr. G. O. Trevelyan (later Sir) was appointed chief secretary in May 1882, and in July, the Crimes Prevention Act was enacted for three years based on ideas from Lord Cowper. In the first six months of that year, there were 2,597 reports of agrarian violence, and in the last six months, there were 836. This number dropped to 834 in 1883 and then to 744 in 1884. The Arrears Bill also became law, allowing enough funds to be drawn from the surplus property of the Irish Church to cover one year’s rent for tenants of holdings under £30 for all arrears that had accumulated before November 1880, provided they paid another year's rent themselves. The main argument against this measure was that it was a concession to agrarian violence, which could similarly be said about the Land Act of 1881. That act had already been passed, and it would likely be impossible to implement it smoothly without addressing old arrears to prevent evictions. However, the Irish National League was founded in October to continue the work of the now-defunct Land League, and the country remained unstable. The law was ineffective; no jury could be trusted to convict, even with clear evidence, and National League branches took on judicial roles. People were openly put on trial across the country for not following revolutionary decrees, often driven by personal grudges. “Tenants,” as noted by the Cowper Commission, “who have paid even judicial rents have been summoned to appear before self-appointed tribunals, and if they didn’t show up, or failed to satisfy those tribunals, they were fined or boycotted.” In February 1883, Mr. Trevelyan reported on his time in Hawick, saying that all law-abiding Irish people, whether Conservative or Liberal, were on one side, while on the other were those who “planned and carried out the Galway and Dublin murders, the boycotting and firing into houses, the mutilation of livestock, and all sorts of intimidation.” That year, the campaign of violence in Ireland was intensified by a wave of dynamite attacks in Great Britain. The home secretary, Sir W. Harcourt, introduced an Explosives Bill on April 9, which was rushed through all its stages in one day and received royal approval the next. The dynamite attackers were mostly Irish-Americans, who generally spared Ireland due to obvious reasons, but one land agent's home in Kerry was damaged in November 1884. In June of the previous year, Lord Spencer, who later supported Home Rule, announced that the secret conspirators would “not frighten the English nation.” On February 22, 1883, Forster made a strong accusation against Parnell in the House of Commons, claiming he was morally complicit in Irish crime. No detailed response was ever made, and public focus soon shifted to the trial of the “Invincibles” who orchestrated the Phoenix Park murders. On December 11, Parnell received a gift of £37,000 from his supporters in Ireland, raised despite a papal ban. As a complement to the Land Act and the Arrears Act, boards of guardians were empowered this year to construct laborers’ cottages funded by loans secured against the rates, to be repaid from those rates. Each cottage came with half an acre of land, which was later foolishly extended to one acre. It was clear that laborers had been poorly housed, and there was little hope for improvement by private investors, as cottage properties were not profitable. However, the implementation of the Labourers Acts was very expensive, often assigning cottages to people who weren’t agricultural workers at all. In many areas, construction was excessive, and the rent received was far less than what was needed to cover costs, leading the system to operate as outdoor relief for the able-bodied and as a supplement to wages.
The Explosives Act, strong as it was, did not at once effect its object. In February 1884 there was a plot to blow up four London railway stations by means of clockwork infernal machines containing dynamite, brought from America. Three Irish-Americans were convicted, of whom one, John Daly, who was sentenced to penal servitude for life, lived to be mayor of Limerick in 1899. In January 1885 Parnell visited Thurles, where he gave a remarkable proof of his power by breaking down local opposition to his candidate for Tipperary. In April the prince and princess of Wales visited Ireland. At Dublin they were well received, and at Belfast enthusiastically, but there were hostile demonstrations at Mallow and Cork. In May it was intended to renew the Crimes Prevention Act, but before that was done the government was beaten on a financial question by 264 to 252, Parnell and 39 of his followers voting with the Conservatives. The Crimes Prevention Act expired on the 12th of July, and the want of it was at once felt. The number of agrarian outrages reported in the first six months of the year was 373; in the last six months they rose to 543, and the number of persons boycotted was almost trebled. Lord Salisbury came into office, with Lord Carnarvon as lord-lieutenant and Sir W. Hart Dyke as chief secretary. The lord-lieutenant had an interview with Parnell, of which very conflicting accounts were given, but the Irish leader issued a manifesto advising his friends to vote against the Liberals as oppressors and coercionists, who promised everything and did nothing. The constitutional Liberal party in Ireland was in fact annihilated by the extension of the franchise to agricultural labourers and very small farmers. The most important Irish measure of Ashbourne Act. the session was the Ashbourne Act, by which £5,000,000 was allotted on the security of the land for the creation of an occupying proprietary. Later the same sum was again granted, and there was still a good deal unexpended when the larger measure of 1891 became law. In December 1885, when the general election was over, an anonymous scheme of Home Rule appeared in some newspapers, and in spite of disclaimers it was at once believed that Gladstone had made up his mind to surrender. In October 1884, only fourteen months before, he had told political friends that he had a sneaking regard for Parnell, and that Home Rule might be a matter for serious consideration within ten years (Sir A. West’s Recollections, 1899, ii. 206). The shortening of the time was perhaps accounted for by the fact that the new House of Commons consisted of 331 Liberals, 249 Conservatives, 86 Home Rulers and Independents, Parnell thus holding the balance of parties. In Ireland there had been 66 elections contested, and out of 451,000 voters 93,000 were illiterates. Such were the constituencies to whom it was proposed to hand Ireland over. On the 26th of January 1886 the government were defeated by a combination of Liberal and Nationalists on an issue not directly connected with Ireland, and their resignation Home Rule Bill, 1886. immediately followed. Gladstone became prime minister, with Lord Aberdeen as lord-lieutenant and Mr John Morley as chief secretary. Lord Hartington and Mr Goschen were not included in this administration. In February Parnell again showed his power by forcing Captain O’Shea upon the unwilling electors of Galway. He introduced a Land Bill to relieve tenants from legal process if they paid half their rent, and foretold disorder in consequence of its rejection. In April the Government of Ireland Bill was brought in, Mr Chamberlain (q.v.), Mr Trevelyan and others leaving the ministry. The bill attempted to safeguard British interests, while leaving Ireland at the mercy of the native politicians. Irish members were excluded from the imperial parliament. The local legislature was to consist of two orders sitting and voting together, but with the power of separating on the demand of either order present. The 28 representative peers, with 75 other members having an income of £200, or a capital of £4000, elected for ten years by £25 occupiers, were to constitute the first order. The second was to have 204 members returned for five years by the usual parliamentary electorate. The status of the lord-lieutenant was unalterable by this legislature. Holders of judicial offices and permanent civil servants had the option of retiring with pensions, but the constabulary, whom the Home Rulers had openly threatened to punish when their time came, were to come after an interval under the power of the Irish Parliament. Parnell accepted the bill, but without enthusiasm.
The Explosives Act, as robust as it was, did not immediately achieve its goal. In February 1884, there was a plot to blow up four railway stations in London using clockwork bombs filled with dynamite brought from America. Three Irish-Americans were convicted; one of them, John Daly, who was sentenced to life in prison, lived to become the mayor of Limerick in 1899. In January 1885, Parnell visited Thurles, demonstrating his influence by overcoming local opposition to his candidate for Tipperary. In April, the Prince and Princess of Wales visited Ireland. They received a warm welcome in Dublin and an enthusiastic one in Belfast, but faced protests in Mallow and Cork. In May, the plan was to renew the Crimes Prevention Act, but before that could happen, the government lost a financial vote 264 to 252, with Parnell and 39 of his followers siding with the Conservatives. The Crimes Prevention Act expired on July 12, and its absence was immediately felt. The number of reported agrarian crimes in the first six months of the year was 373; in the last six months, it increased to 543, and the number of boycotted individuals nearly tripled. Lord Salisbury took office, appointing Lord Carnarvon as lord-lieutenant and Sir W. Hart Dyke as chief secretary. The lord-lieutenant met with Parnell, leading to conflicting reports, but the Irish leader issued a statement advising his supporters to vote against the Liberals, labeling them as oppressors and coercionists who made empty promises. The constitutional Liberal party in Ireland was effectively destroyed by the expansion of voting rights to agricultural workers and small farmers. The most significant Irish legislation of the session was the Ashbourne Act, which allocated £5,000,000 for creating an occupying proprietary based on land security. Later, the same amount was granted again, and there was still a considerable amount left unspent when the larger measure of 1891 was enacted. In December 1885, after the general election, an anonymous Home Rule plan appeared in some newspapers, and despite denials, it was quickly assumed that Gladstone intended to submit. Just fourteen months earlier, in October 1884, he had confided in political allies that he had a soft spot for Parnell and that Home Rule could be a serious topic of consideration within ten years (Sir A. West’s Recollections, 1899, ii. 206). The shortened timeline was likely due to the new House of Commons consisting of 331 Liberals, 249 Conservatives, and 86 Home Rulers and Independents, with Parnell holding the balance of power. In Ireland, 66 elections were contested, and out of 451,000 voters, 93,000 were illiterate. These were the constituents to whom control of Ireland was proposed to be handed over. On January 26, 1886, the government was defeated by a coalition of Liberals and Nationalists on an issue not directly related to Ireland, leading to their immediate resignation. Home Rule Bill, 1886. Gladstone became prime minister, with Lord Aberdeen as lord-lieutenant and Mr. John Morley as chief secretary. Lord Hartington and Mr. Goschen were excluded from this administration. In February, Parnell again demonstrated his power by forcing Captain O’Shea upon the reluctant voters of Galway. He introduced a Land Bill that would protect tenants from legal action if they paid half their rent, warning of disorder if it was rejected. In April, the Government of Ireland Bill was introduced, with Mr. Chamberlain (q.v.), Mr. Trevelyan, and others leaving the ministry. The bill sought to protect British interests while leaving Ireland vulnerable to the local politicians. Irish members were excluded from the imperial parliament. The local legislature would consist of two chambers that could sit and vote together, but could separate at the demand of either chamber. The first chamber would include 28 representative peers and 75 other members with an income of £200 or a capital of £4,000, elected for ten years by £25 occupiers. The second chamber would consist of 204 members elected for five years by the usual parliamentary electorate. The position of the lord-lieutenant could not be altered by this legislature. Holders of judicial positions and permanent civil servants had the choice to retire with pensions, but the police, whom the Home Rulers had openly threatened to discipline when the opportunity arose, would be subject to the authority of the Irish Parliament after a transition period. Parnell accepted the bill but without enthusiasm.
The Government of Ireland Bill gave no protection to landowners, but as the crisis was mainly agrarian, it would have been hardly decent to make no show of considering them. A Land Purchase Bill was accordingly introduced on the 16th of April by the prime minister under “an obligation of honour and policy,” to use his own words. Fifty millions sterling in three years was proposed as payment for what had been officially undervalued at 113 millions. It was assumed that there would be a rush to sell, the choice apparently lying between that and confiscation, and priority was to be decided by lot. The Irish landlords, however, showed no disposition to sell their country, and the Purchase Bill was quickly dropped, though Gladstone had declared the two measures to be inseparable. He reminded the landlords that the “sands were running in the hour-glass,” but this threat had no effect. The Unionists of Ireland had been taken by surprise, and out of Ulster they had no organization capable of opposing the National League and the government combined. Individuals went to England and spoke wherever they could get a hearing, but it was uphill work. In Ulster the Orange lodges were always available, and the large Protestant population made itself felt. Terrible riots took place at Belfast in June, July and August. In October there was an inquiry by a royal commission with Mr Justice Day at its head, and on the report being published in the following January there were fresh riots. Foolish and criminal as these disturbances were, they served to remind the English people that Ireland would not cease to be troublesome under Home Rule. In parliament the Home Rule Bill soon got into rough water; John Bright declared against it. The “dissentient Liberals,” as Gladstone always called them, were not converted by the abandonment of the Purchase Bill, and on the 7th of June 93 of them voted against the second reading, 785 which was lost by 30 votes. A general election followed in July, and 74 Liberal Unionists were returned, forming with the Conservatives a Unionist party, which outnumbered Gladstonians and Parnellites together by over a hundred. Gladstone resigned, and Lord Salisbury became prime minister, with Lord Londonderry as lord-lieutenant and Sir M. Hicks-Beach (afterwards Lord St Aldwyn) as chief secretary.
The Government of Ireland Bill didn't offer any protection for landowners, but since the crisis was mostly about land, it would have been inappropriate to ignore them. So, a Land Purchase Bill was introduced on April 16th by the prime minister under what he called “an obligation of honour and policy.” The proposal was to pay fifty million pounds over three years for land that had been officially undervalued at one hundred thirteen million. It was expected that there would be a rush to sell, with the choice apparently being between selling or confiscation, and priority would be determined by lottery. However, the Irish landlords didn't seem inclined to sell their land, and the Purchase Bill was quickly abandoned, even though Gladstone had stated that the two measures were inseparable. He reminded the landlords that the “sands were running in the hourglass,” but this warning fell on deaf ears. The Unionists in Ireland were caught off guard, and outside of Ulster, they had no organization that could effectively oppose the combined forces of the National League and the government. Individuals traveled to England and spoke wherever they could, but it was an uphill battle. In Ulster, the Orange lodges were always ready, and the large Protestant population made an impact. Terrible riots occurred in Belfast during June, July, and August. In October, a royal commission led by Mr. Justice Day conducted an inquiry, and when the report was released the following January, more riots erupted. As foolish and criminal as these disturbances were, they served to remind the English people that Ireland wouldn’t stop being a challenge under Home Rule. In parliament, the Home Rule Bill quickly faced opposition; John Bright spoke out against it. The “dissentient Liberals,” as Gladstone always referred to them, were not swayed by the withdrawal of the Purchase Bill, and on June 7th, 93 of them voted against the second reading, which lost by 30 votes. A general election took place in July, and 74 Liberal Unionists were elected, joining with the Conservatives to form a Unionist party that outnumbered the Gladstonians and Parnellites combined by over a hundred. Gladstone resigned, and Lord Salisbury became prime minister, with Lord Londonderry as lord-lieutenant and Sir M. Hicks-Beach (later Lord St Aldwyn) as chief secretary.
The political stroke having failed, agrarianism again occupied the ground. The “plan of campaign” was started, against Parnell’s wishes, towards the end of 1886. The gist of this movement was that tenants should offer what The “Plan of Campaign.” they were pleased to consider a fair rent, and if it was refused, should pay the money into the hands of a committee. In March 1887 Sir M. Hicks-Beach resigned on account of illness, and Mr Arthur Balfour (q.v.) became chief secretary. The attempt to govern Ireland under what was called “the ordinary law” was necessarily abandoned, and a perpetual Crimes Act was passed which enabled the lord-lieutenant to proclaim disturbed districts and dangerous associations, and substituted trial by magistrates for trial by jury in the case of certain acts of violence. In August the National League was suppressed by proclamation. The conservative instincts of the Vatican were alarmed by the lawless state of Ireland, and an eminent ecclesiastic, Monsignor Persico, arrived in the late summer on a special commission of inquiry. He made no secret of his belief that the establishment of an occupying proprietary was the only lasting cure, but the attitude of the clergy became gradually more moderate. The government passed a bill giving leaseholders the benefit of the act of 1881, and prescribing a temporary reduction upon judicial rents already fixed. This last provision was open to many great and obvious objections, but was more or less justified by the fall in prices which had taken place since 1881.
The political movement having failed, agrarianism took center stage again. The “plan of campaign” was initiated, against Parnell’s wishes, towards the end of 1886. The main idea of this movement was that tenants should offer what they thought was a fair rent, and if it was rejected, they should pay the money into the hands of a committee. In March 1887, Sir M. Hicks-Beach resigned due to illness, and Mr. Arthur Balfour (q.v.) became chief secretary. The attempt to govern Ireland under what was called “the ordinary law” was inevitably abandoned, and a permanent Crimes Act was passed, allowing the lord-lieutenant to declare certain areas as disturbed and dangerous groups, and replacing trial by jury with trial by magistrates for specific violent acts. In August, the National League was shut down by proclamation. The conservative instincts of the Vatican were disturbed by the chaotic situation in Ireland, and a prominent church leader, Monsignor Persico, came in late summer on a special inquiry mission. He openly believed that establishing an occupying ownership was the only lasting solution, but the clergy's stance gradually became more moderate. The government enacted a bill providing leaseholders the benefits of the act of 1881, along with a temporary reduction on already determined judicial rents. This last provision faced many significant and clear objections, but was somewhat justified by the price drop that had occurred since 1881.
The steady administration of the Crimes Act by Mr Balfour gradually quieted the country. Parnell had now gained the bulk of the Liberal party, including Lord Spencer (in spite of all that he had said and done) and Sir G. Trevelyan (in spite of his Hawick speech). In the circumstances the best chance for Home Rule was not to stir the land question. Cecil Rhodes, hoping to help imperial federation, gave Parnell £10,000 for the cause. In September 1887 a riot arising out of the “plan of campaign” took place at Mitchelstown. The police fired, and two lives were lost, Mr Henry Labouchere and Mr (afterwards Sir John) Brunner, both members of parliament, being present at the time. The coroner’s jury brought in a verdict against the police, but that was a matter of course, and the government ignored it. A telegram sent by Gladstone a little later, ending with the words “remember Mitchelstown,” created a good deal of feeling, but it did the Home Rulers no good. In October Mr Chamberlain visited Ulster, where he was received with enthusiasm, and delivered several stirring Unionist speeches. In November Lord Hartington and Mr Goschen were in Dublin, and addressed a great loyalist meeting there.
The consistent enforcement of the Crimes Act by Mr. Balfour gradually calmed the nation. Parnell had now won over most of the Liberal party, including Lord Spencer (despite everything he had said and done) and Sir G. Trevelyan (regardless of his Hawick speech). Given the situation, the best chance for Home Rule was to avoid stirring up the land issue. Cecil Rhodes, aiming to support imperial federation, donated £10,000 to Parnell's cause. In September 1887, a riot related to the “plan of campaign” broke out in Mitchelstown. The police opened fire, resulting in two fatalities, with Mr. Henry Labouchere and Mr. (later Sir John) Brunner, both members of parliament, present at the scene. The coroner’s jury ruled against the police, but that was expected, and the government disregarded it. A telegram sent by Gladstone soon after, concluding with “remember Mitchelstown,” stirred quite a bit of emotion, but it didn’t benefit the Home Rulers. In October, Mr. Chamberlain visited Ulster, where he was warmly welcomed and delivered several inspiring Unionist speeches. In November, Lord Hartington and Mr. Goschen were in Dublin, addressing a large loyalist gathering there.
In July 1888 an act was passed appointing a commission, consisting of Sir James Hannen, Mr Justice Day and Mr Justice A. L. Smith, to inquire into certain charges made by The Times against Parnell and his party. What Parnell Commission. caused most excitement was the publication by The Times on the 15th of May 1887 of a facsimile letter purporting to have been written by Parnell on the 15th of May 1882, nine days after the Phoenix Park murders. The writer of this letter suggested that his open condemnation of the murders had been a matter of expediency, and that Burke deserved his fate. Parnell at once declared that this was a forgery, but he did nothing more at the time. Other alleged incriminating letters followed. The case of O’Donnell v. Walter, tried before the Lord Chief Justice of England in July 1888, brought matters to a head, and the special commission followed. The proceedings were necessarily of enormous length, and the commissioners did not report until the 13th of February 1890, but the question of the letters was decided just twelve months earlier, Richard Pigott, who shot himself at Madrid, having confessed to the forgeries. A few days later, on the 8th of March 1889, Parnell was entertained at dinner by the Eighty Club, Lords Spencer and Rosebery being present; and he was well received on English platforms when he chose to appear. Yet the special commission shed a flood of light on the agrarian and Nationalist movement in Ireland. Eight members of parliament were pronounced by name to have conspired for the total political separation of the two islands. The whole party were proved to have disseminated newspapers tending to incite to sedition and the commission of crime, to have abstained from denouncing the system of intimidation, and to have compensated persons injured in committing crime. (See Parnell.)
In July 1888, a law was enacted to establish a commission made up of Sir James Hannen, Justice Day, and Justice A. L. Smith, to investigate specific allegations made by The Times against Parnell and his party. The most sensational aspect was the publication by The Times on May 15, 1887, of a facsimile letter that supposedly had been written by Parnell on May 15, 1882, just nine days after the Phoenix Park murders. The letter's author implied that Parnell's public condemnation of the murders was merely strategic and that Burke deserved what happened to him. Parnell immediately stated that this was a forgery, but he took no further action at that time. More alleged incriminating letters emerged later. The case of O’Donnell v. Walter, heard by the Lord Chief Justice of England in July 1888, escalated the situation, leading to the formation of the special commission. The proceedings took an extensive amount of time, and the commissioners did not present their report until February 13, 1890, but the issue of the letters was resolved a year earlier when Richard Pigott, who committed suicide in Madrid, confessed to the forgeries. A few days later, on March 8, 1889, Parnell was honored with a dinner by the Eighty Club, attended by Lords Spencer and Rosebery, and he was well-received at English events when he chose to attend. However, the special commission revealed a significant amount of information about the agrarian and Nationalist movement in Ireland. Eight members of Parliament were named as conspiring for the complete political separation of the two islands. The entire party was found to have spread newspapers encouraging sedition and criminal acts, refrained from condemning intimidation, and compensated individuals harmed while committing crimes. (See Parnell.)
The conduct of the agrarian war had in the meantime almost passed from Parnell’s hands. The “plan of campaign” was not his work, still less its latest and most remarkable exploit. To punish Mr Smith-Barry (afterwards New Tipperary. Lord Barrymore) for his exertions in favour of a brother landlord, his tenants in Tipperary were ordered to give up their holdings. A sum of £50,000 was collected to build “New Tipperary,” and the fine shops and flourishing concerns in the town were deserted to avoid paying small ground-rents. The same course was pursued with the farmers, some of whom had large capitals invested. Mr William O’Brien presided at the inaugural dinner on the 12th of April, and some English M.P.’s were present, but his chief supporter throughout was Father Humphreys. Parnell was invited, but neither came nor answered. No shopkeeper nor farmer had any quarrel with his landlord. “Heretofore,” a tenant wrote in The Times in the following December, “people were boycotted for taking farms; I am boycotted for not giving up mine, which I have held for twenty-five years. A neighbour of mine, an Englishman, is undergoing the same treatment, and we alone. We are the only Protestant tenants on the Cashel estate. The remainder of the tenants, about thirty, are clearing everything off their land, and say they will allow themselves to be evicted.” In the end the attack on Mr Smith-Barry completely failed, and he took back his misguided tenants. But the town of Tipperary has not recovered its old prosperity.
The agrarian war had nearly shifted out of Parnell’s control. The “plan of campaign” wasn’t his doing, let alone its latest and most notable action. To retaliate against Mr. Smith-Barry (later known as Lord Barrymore) for supporting a fellow landlord, his tenants in Tipperary were instructed to surrender their holdings. A total of £50,000 was raised to create “New Tipperary,” and the upscale shops and thriving businesses in the town were abandoned to dodge small ground-rent payments. The same tactic was applied to the farmers, some of whom had significant investments at stake. Mr. William O’Brien chaired the inaugural dinner on April 12th, with some English M.P.s in attendance, but his main supporter was Father Humphreys. Parnell was invited but neither showed up nor responded. No shopkeeper or farmer had any issue with their landlord. “In the past,” a tenant wrote in The Times the following December, “people were boycotted for taking farms; I am being boycotted for not giving up mine, which I’ve held for twenty-five years. A neighbor of mine, an Englishman, is facing the same treatment, and we are the only ones. We are the only Protestant tenants on the Cashel estate. The other tenants, about thirty in total, are removing everything from their land and say they’ll let themselves be evicted.” Ultimately, the effort against Mr. Smith-Barry completely failed, and he took back his misguided tenants. However, the town of Tipperary has not regained its former prosperity.
The principal Irish measure passed in 1891 was Mr Balfour’s Purchase Act, to extend and modify the operation of the Ashbourne acts. £30,000,000 were provided to convert tenants into proprietors, the instalments paid being Land purchase. again available, so that all the tenanted land in Ireland might ultimately be passed through if desired. The land itself in one shape or another formed the security, and guaranteed stock was issued which the holder might exchange for consols. The 40th clause of the Land Act of 1896 greatly stimulated the creation of occupying owners in the case of over-incumbered estates, but solvent landlords were not in a hurry to sell. The interests of the tenant were so carefully guarded that the prices obtainable were ruinous to the vendor unless he had other resources. The security of the treasury was also so jealously scrutinized that even the price which the tenant might be willing to pay was often disallowed. Thus the Land Commission really fixed the price of all property, and the last vestige of free contract was obliterated. Compulsory purchase became a popular cry, especially in Ulster. Owners, however, could not with any pretence of justice be forced to sell at ruinous prices, nor tenants be forced to give more than they thought fair. If the state, for purposes of its own, insisted upon expropriating all landlords, it was bound to find the difference, or to enter upon a course of undisguised confiscation. The Purchase Act was not the only one relied on by Mr Balfour. The Light Railways Act, passed by him in 1890, did much to open up some of the poorest parts of the west, and the temporary scarcity of that year was dealt with by relief works.
The main Irish measure passed in 1891 was Mr. Balfour’s Purchase Act, which aimed to expand and adjust the Ashbourne acts. £30,000,000 were allocated to turn tenants into property owners, with the installments being Buying land. reusable, so that eventually all the rented land in Ireland could be transferred if desired. The land itself served as collateral, and guaranteed stock was issued, which the holder could swap for consols. The 40th clause of the Land Act of 1896 significantly boosted the creation of owner-occupiers in the case of heavily indebted estates, but financially stable landlords were not in a rush to sell. The rights of the tenants were so meticulously protected that the prices available were ruinous for sellers unless they had other means. The security of the treasury was also scrutinized so carefully that even the price a tenant might be willing to pay was often turned down. Thus, the Land Commission essentially set the prices for all properties, and the last remnants of free contract were eliminated. Compulsory purchase became a popular demand, especially in Ulster. However, owners could not justly be forced to sell at ruinous prices, nor could tenants be compelled to pay more than they considered fair. If the state insisted on expropriating all landlords for its own reasons, it had to cover the difference or embark on a path of outright confiscation. The Purchase Act was not the only legislation Mr. Balfour depended on. The Light Railways Act, which he passed in 1890, significantly contributed to developing some of the poorest areas in the west, and the temporary scarcity of that year was addressed through relief works.
An action begun by Parnell against The Times was settled by the payment of a substantial sum. The Nationalist leader seemed to stand higher than ever, but the writ in the divorce proceedings, brought by Captain O’Shea against his wife, with Parnell’s downfall. the Irish leader as co-respondent, was hanging over him. To 786 public astonishment, when the case came on for trial there was no defence, and on the 17th of November 1890 a decree nisi was granted. Parnell’s subsequent marriage with the respondent before a registrar did him no good with his Roman Catholic supporters. The Irish bishops remained silent, while in England the “Nonconformist conscience” revolted. Three days after the verdict a great meeting was held in the Leinster Hall, Dublin, attended by 25 members of the Irish parliamentary party. The result was an enthusiastic vote of confidence in Parnell, moved by Mr Justin M‘Carthy and seconded by Mr T. M. Healy. Five days later he was unanimously re-elected chairman by his party in parliament, but the meeting was scarcely over when Gladstone’s famous letter to Mr Morley became public. The writer in effect demanded Parnell’s resignation of the leadership as the condition upon which he could continue at the head of the Liberal party. He had to choose between the Nonconformist vote and the Irish leader, and he preferred the former. Next day the secession of the Irish members from their chief began. Long and acrimonious debates followed in committee-room 15, and on the 6th of December Parnell was left in the chair with only 26 supporters. The majority of 45 members—Anti-Parnellites, as they came to be called—went into another room, unanimously deposed him, and elected Mr Justin M‘Carthy in his place. Parnell then began a campaign as hopeless as that of Napoleon after Leipzig. He seized the office of United Ireland in person. The Fenian element was with him, as he admitted, but the clergy were against him, and the odds were too great, especially against a Protestant politician. His candidate in a by-election at Kilkenny was beaten by nearly two to one, and he himself was injured in the eyes by lime being thrown at him. Similar defeats followed at Sligo and Carlow. He went over to France to meet Messrs Dillon and O’Brien, who had not yet taken sides, but nothing was agreed to, and in the end both these former followers went against him. Every Saturday he went from London to Dublin and addressed some Sunday meeting in the country. The last was on the 27th of September. On the 6th of October 1891 he died at Brighton, from the effects of a chill following on overwork and excitement. His funeral at Glasnevin was attended by 200,000 people. At the general election of 1892, however, only 9 Parnellites—the section which under Mr John Redmond remained staunch to his memory—were returned to parliament.
An action initiated by Parnell against The Times was resolved with a significant payment. The Nationalist leader appeared to be in a stronger position than ever, but the divorce proceedings filed by Captain O’Shea against his wife, naming the Irish leader as co-respondent, loomed over him. To Parnell's fall. everyone’s surprise, when the trial commenced, there was no defense, and on November 17, 1890, a decree nisi was granted. Parnell’s later marriage to the respondent in front of a registrar didn't help his standing with his Roman Catholic supporters. The Irish bishops stayed silent, while in England the "Nonconformist conscience" reacted strongly. Three days after the verdict, a large meeting was held at Leinster Hall in Dublin, attended by 25 members of the Irish parliamentary party. The outcome was an enthusiastic vote of confidence in Parnell, proposed by Mr. Justin M‘Carthy and seconded by Mr. T. M. Healy. Five days later, he was unanimously re-elected chairman by his party in parliament, but just after that, Gladstone’s famous letter to Mr. Morley became public. In essence, the letter demanded Parnell resign from leadership as a condition for continuing at the helm of the Liberal party. He had to choose between the Nonconformist vote and the Irish leader, and he chose the former. The next day, the Irish members began to break away from him. Lengthy and heated debates took place in committee-room 15, and on December 6, Parnell was left in the chair with only 26 supporters. The majority of 45 members—Anti-Parnellites, as they came to be known—went to another room, unanimously removed him, and elected Mr. Justin M‘Carthy in his place. Parnell then started a campaign as futile as Napoleon’s after Leipzig. He personally took control of United Ireland. The Fenian faction was on his side, as he admitted, but the clergy opposed him, and the odds were too high, especially against a Protestant politician. His candidate in a by-election in Kilkenny was defeated by nearly two to one, and he himself was injured when lime was thrown at him. He faced similar defeats in Sligo and Carlow. He traveled to France to meet Messrs. Dillon and O’Brien, who had not yet taken sides, but nothing was decided, and ultimately both of these former supporters turned against him. Every Saturday, he traveled from London to Dublin to speak at various Sunday meetings in the countryside. The last one was on September 27. On October 6, 1891, he passed away in Brighton due to complications from a chill after overwork and stress. His funeral at Glasnevin drew 200,000 attendees. However, in the general election of 1892, only 9 Parnellites—the faction that remained loyal to his memory under Mr. John Redmond—were elected to parliament.
The “Parnellite split,” as it was called, proved fatal to the cause of Home Rule, for the Nationalist party broke up into factions. No one of the sectional leaders commanded general confidence, and personal rivalries were of the bitterest kind. An important result of these quarrels was to stop the supply of American money, without which neither the Land League nor the Home Rule agitation could have been worked. The Unionist party had adopted a policy of local government for Ireland while opposing legislative independence, and a bill was introduced into the House of Commons by Mr Balfour in February 1892. The principle was affirmed by a great majority, but the measure could not then be proceeded with. At the general election in July the Gladstonians and Nationalists together obtained a majority of 40 over Conservatives and Liberal Unionists. Lord Salisbury resigned in August, and was succeeded by Gladstone, with Lord Houghton (afterwards earl of Crewe) as lord-lieutenant and Mr John Morley as chief secretary. The Crimes Act, which had already been relaxed, was altogether suspended, and the proclamation declaring the National League illegal was revoked. The lord-lieutenant, on taking up his quarters in Dublin, refused a loyal address because of its Unionist tone; and in October the government issued a commission, with Mr Justice Mathew as chairman, which had the restoration of the evicted tenants as its avowed object. Two of the commissioners very shortly resigned, and the whole inquiry became somewhat farcical. It was given in evidence that out of £234,431 collected under the plan of campaign only £125,000 had been given to evicted tenants. In February 1893, on the application of the sheriff of Kerry, an order from Dublin Castle, refusing protection, was pronounced illegal in the Queen’s Bench, and persons issuing it were declared liable to criminal prosecution. In the same month Gladstone Home Rule Bill 1893. introduced his second Home Rule Bill, which proposed to retain 80 Irish members in the imperial parliament instead of 103, but they were not to vote on any proceedings expressly confined to Great Britain. On the 8th of April 1886 he had told the House of Commons that it “passed the wit of man” to draw a practical distinction between imperial and non-imperial affairs. On the 20th of July 1888 he informed the same assembly that there was no difficulty in doing so. It had become evident, in the meantime, to numberless Englishmen that the exclusion of the Irish members would mean virtual separation. The plan now proposed met with no greater favour, for a good many English Home Rulers had been mainly actuated all along by the wish to get the Irish members out of their way. The financial provisions of the bill were objected to by the Nationalists as tending to keep Ireland in bondage.
The “Parnellite split,” as it was known, was disastrous for the Home Rule movement because the Nationalist party split into factions. None of the sectional leaders had broad support, and personal rivalries ran deep. One major outcome of these conflicts was the halt in the flow of American money, which was crucial for both the Land League and the Home Rule campaign to operate. The Unionist party had taken a stance on local governance for Ireland while opposing legislative independence, and Mr. Balfour introduced a bill in the House of Commons in February 1892. The principle was backed by a substantial majority, but the bill could not move forward at that time. During the general election in July, the Gladstonians and Nationalists combined to achieve a majority of 40 over the Conservatives and Liberal Unionists. Lord Salisbury resigned in August and was replaced by Gladstone, with Lord Houghton (later earl of Crewe) as lord-lieutenant and Mr. John Morley as chief secretary. The Crimes Act, which had already been loosened, was completely suspended, and the announcement declaring the National League illegal was withdrawn. When the lord-lieutenant settled in Dublin, he declined a loyal address because of its Unionist tone; in October, the government set up a commission, chaired by Mr. Justice Mathew, aimed at restoring the evicted tenants. Two of the commissioners quickly resigned, making the entire inquiry seem somewhat ridiculous. Evidence showed that out of £234,431 raised under the campaign plan, only £125,000 had gone to evicted tenants. In February 1893, following a request from the sheriff of Kerry, a directive from Dublin Castle denying protection was ruled illegal in the Queen’s Bench, and those who issued it were subject to criminal charges. That same month, Gladstone introduced his second Home Rule Bill, which suggested keeping 80 Irish members in the imperial parliament instead of 103, but they wouldn’t be allowed to vote on any matters specifically related to Great Britain. On April 8, 1886, he had told the House of Commons that it was “beyond human comprehension” to make a practical distinction between imperial and non-imperial issues. By July 20, 1888, he stated to the same assembly that there was no issue in doing so. In the meantime, it had become clear to many Englishmen that excluding the Irish members would effectively mean a separation. The proposed plan was met with little enthusiasm, as many English Home Rulers had largely been motivated by a desire to remove the Irish members from the equation. The Nationalists opposed the financial aspects of the bill, believing they would keep Ireland subjugated.
During the year 1892 a vast number of Unionist meetings were held throughout Ireland, the most remarkable being the great Ulster convention in Belfast, and that of the three other provinces in Dublin, on the 14th and 23rd of June. On the 22nd of April 1893, the day after the second reading of the bill, the Albert Hall in London was filled by enthusiastic Unionist delegates from all parts of Ireland. Next day the visitors were entertained by Lord Salisbury at Hatfield, the duke of Devonshire, Mr Balfour, Mr Goschen and Mr Chamberlain being present. Between the second reading and the third on 1st September the government majority fell from 43 to 34. A great part of the bill was closured by what was known as the device of the “gag” without discussion, although it occupied the House of Commons altogether eighty-two nights. It was thrown out by the Lords by 419 to 41, and the country undoubtedly acquiesced in their action. On the 3rd of March 1894 Gladstone resigned, and Lord Rosebery (q.v.) became prime minister. A bill to repeal the Crimes Act of 1887 was read a second time in the Commons by 60, but went no farther. A committee on the Irish Land Acts was closured at the end of July by the casting vote of the chairman, Mr Morley, and the minority refused to join in the report. The bill to restore the evicted tenants, which resulted from the Mathew Commission, was rejected in the Lords by 249 to 30. In March 1895 Mr Morley introduced a Land Bill, but the government majority continued to dwindle. Another Crimes Act Repeal Bill passed the second reading in May by only 222 to 208. In July, however, the government were defeated on the question of the supply of small-arms ammunition. A general election followed, which resulted in a Unionist majority of 150. The Liberal Unionists, whose extinction had once been so confidently foretold, had increased from 46 to 71, and the Parnellites, in spite of the most violent clerical opposition, from 9 to 12. Lord Cadogan became lord-lieutenant of Ireland, and Mr Gerald Balfour—who announced a policy of “killing Home Rule by kindness”—chief secretary.
During 1892, many Unionist meetings took place across Ireland, the most notable being the large Ulster convention in Belfast, along with gatherings from the other three provinces in Dublin, on June 14th and 23rd. On April 22nd, 1893, the day after the bill's second reading, the Albert Hall in London was packed with enthusiastic Unionist delegates from all over Ireland. The next day, Lord Salisbury hosted the visitors at Hatfield, joined by the Duke of Devonshire, Mr. Balfour, Mr. Goschen, and Mr. Chamberlain. Between the second and third readings on September 1st, the government majority dropped from 43 to 34. A significant portion of the bill was passed using what was called the “gag,” without discussion, even though it occupied the House of Commons for a total of eighty-two nights. The Lords rejected it by 419 to 41, and the public clearly supported their decision. On March 3rd, 1894, Gladstone resigned, and Lord Rosebery (q.v.) became prime minister. A bill to repeal the Crimes Act of 1887 was read a second time in the Commons with a vote of 60, but it went no further. In late July, a committee on the Irish Land Acts was closed by the casting vote of the chairman, Mr. Morley, and the minority refused to sign the report. The bill to restore evicted tenants, which stemmed from the Mathew Commission, was turned down in the Lords by 249 to 30. In March 1895, Mr. Morley introduced a Land Bill, but the government majority continued to shrink. Another Crimes Act Repeal Bill passed the second reading in May by a narrow margin of 222 to 208. However, in July, the government was defeated over the supply of small-arms ammunition. A general election ensued, resulting in a Unionist majority of 150. The Liberal Unionists, once predicted to fade away, had increased from 46 to 71, while the Parnellites, despite fierce clerical opposition, grew from 9 to 12. Lord Cadogan was appointed lord-lieutenant of Ireland, and Mr. Gerald Balfour, who declared a policy of “killing Home Rule by kindness,” became chief secretary.
In the session of 1896 a new Land Act was added to the statute-book. The general effect was to decide most disputed points in favour of the tenants, and to repeal the exceptions made by former acts in the landlord’s Land Act 1896. favour. Dairy farms, to mention only a few of the most important points which had been hitherto excluded, were admitted within the scope of the Land Acts, and purely pastoral holdings of between £50 and £100 were for the first time included. A presumption of law in the tenant’s favour was created as to improvements made since 1850. The 40th clause introduced the principle of compulsory sale to the tenants of estates in the hands of receivers. The tendency of this provision to lower the value of all property was partly, but only partly, neutralized by the firmness of the land judge. The landlords of Ireland, who had made so many sacrifices and worked so hard to return Lord Salisbury to power, felt that 787 the measure was hardly what they had a right to expect from a Unionist administration. In their opinion it unsettled the agricultural mind, and encouraged judicial tenants to go to law at the expiration of the first fifteen years’ term instead of bargaining amicably with their landlords.
In the 1896 session, a new Land Act was added to the law books. The overall effect was to resolve most disputed issues in favor of tenants and to revoke the exceptions made by earlier laws that benefited landlords. Dairy farms, among other crucial points previously excluded, were included in the Land Acts for the first time, and purely pastoral holdings valued between £50 and £100 were also included. A legal presumption was established that favored tenants regarding improvements made since 1850. The 40th clause introduced the principle of compulsory sale to tenants of estates managed by receivers. The impact of this provision in lowering the value of properties was somewhat, but not entirely, countered by the decisiveness of the land judge. Irish landlords, who had made numerous sacrifices and worked hard to get Lord Salisbury back into power, felt that the measure was not what they had the right to expect from a Unionist government. They believed it unsettled the agricultural mindset and encouraged tenants to pursue legal action at the end of the first fifteen years instead of negotiating peacefully with their landlords.
In the autumn of this year was published the report of the royal commission on the financial relations between England and Ireland. Mr Hugh C. E. Childers was the original chairman of this commission, which was appointed Financial relations. in 1894 with the object of determining the fiscal contribution of Ireland under Home Rule, and after his death in 1896 The O’Conor Don presided. The report—or rather the collection of minority reports—gave some countenance to those who held that Ireland was overtaxed, and there was a strong agitation on the subject, in which some Irish Unionists joined without perceiving the danger of treating the two islands as “separate entities.” No individual Irishman was taxed on a higher scale than any corresponding citizen of Great Britain. No tax, either on commodities or property, was higher in Ireland than in England. The alleged grievance was, however, exploited to the utmost extent by the Nationalist party. In 1897 a royal commission, with Sir Edward Fry as chairman, was appointed to inquire into the operation of the Land Acts. Voluminous evidence was taken in different parts of Ireland, and the commissioners reported in the following year. The methods and procedure of the Land Commission were much criticized, and many recommendations were made, but no legislation followed. This inquiry proved, what few in Ireland doubted, that the prices paid for occupancy interest or tenant right increased as the landlord’s rent was cut down.
In the fall of this year, the report from the royal commission on the financial relations between England and Ireland was published. Mr. Hugh C. E. Childers was the original chairman of this commission, which was established in 1894 to determine Ireland's fiscal contribution under Home Rule. After his death in 1896, The O’Conor Don took over as chairman. The report—or rather, the collection of minority reports—supported those who believed that Ireland was overtaxed, leading to strong agitation on the topic, with some Irish Unionists joining in without recognizing the risk of treating the two islands as "separate entities." No individual Irishman was taxed at a higher rate than any comparable citizen of Great Britain. No tax on goods or property was higher in Ireland than in England. However, the alleged grievance was heavily exploited by the Nationalist party. In 1897, a royal commission, chaired by Sir Edward Fry, was set up to investigate the implementation of the Land Acts. Extensive evidence was gathered from various regions in Ireland, and the commissioners reported the following year. The methods and procedures of the Land Commission faced significant criticism, and many recommendations were made, but no legislation resulted. This inquiry confirmed what few in Ireland doubted: that the prices paid for occupancy interest or tenant rights increased as landlords' rents were reduced.
The session of 1898 was largely occupied with the discussion of a bill to establish county and district councils on the lines of the English Act of 1888. The fiscal jurisdiction of grand juries, which had lasted for more than two Local Government Act 1898. centuries and a half, was entirely swept away. Local government for Ireland had always been part of the Unionist programme, and the vote on the abortive bill of 1892 had committed parliament to legislation. It may, nevertheless, be doubted whether enough attention was paid to the local peculiarities of Ireland, and whether English precedents were not too closely followed. In Ireland the poor-rate used to be divided between landlord and tenant, except on holdings valued at £4 and under, in which the landlord paid the whole. Councils elected by small farmers were evidently unfit to impose taxes so assessed. The poor-rate and the county cess, which latter was mostly paid by the tenants, were consolidated, and an agricultural grant of £730,000 was voted by parliament in order to relieve both parties. The consolidated rate was now paid by the occupier, who would profit by economy and lose by extravagance. The towns gained nothing by the agricultural grant, but union rating was established for the first time. The net result of the county council elections in the spring of 1899 was to displace, except in some northern counties, nearly all the men who had hitherto done the local business. Nationalist pledges were exacted, and long service as a grand juror was an almost certain bar to election. The Irish gentry, long excluded, as landlords and Unionists, from political life, now felt to a great extent that they had no field for activity in local affairs. The new councils very generally passed resolutions of sympathy with the Boers in the South African war. The one most often adopted, though sometimes rejected as too mild, was that of the Limerick corporation, hoping “that it may end in another Majuba Hill.” Efforts not wholly unsuccessful were made to hinder recruiting in Ireland, and every reverse or repulse of British arms was greeted with Nationalist applause.
The 1898 session was mostly centered around discussing a bill to create county and district councils based on the English Act of 1888. The financial authority of grand juries, which had existed for over two and a half centuries, was completely eliminated. Local government in Ireland had always been part of the Unionist agenda, and the vote on the failed bill of 1892 had obligated parliament to take action. However, there were doubts about whether enough attention was given to the unique aspects of Ireland and whether English models were followed too closely. In Ireland, the poor-rate was typically split between landlords and tenants, except for properties valued at £4 or less, where the landlord covered the entire cost. Councils elected by small farmers were clearly not suited to impose such taxes. The poor-rate and the county cess, which were mostly paid by tenants, were combined, and parliament allocated an agricultural grant of £730,000 to alleviate the burden on both groups. The consolidated rate was now paid by the occupier, who would benefit from saving money and suffer from overspending. The towns did not benefit from the agricultural grant, but union rating was established for the first time. The overall outcome of the county council elections in the spring of 1899 was the replacement of nearly all the local officials, except in some northern counties. Nationalist promises were strictly enforced, and long service as a grand juror almost guaranteed a candidate would not be elected. The Irish gentry, who had long been excluded as landlords and Unionists from political life, felt largely that they had no role to play in local matters. The new councils commonly passed resolutions expressing sympathy with the Boers during the South African war. The resolution most frequently adopted, though sometimes criticized as too lenient, was from the Limerick corporation, which hoped “that it may end in another Majuba Hill.” Efforts were made, with some success, to impede military recruitment in Ireland, and every setback for British forces was met with Nationalist cheers.
The scheme for a Roman Catholic University—of which Mr Arthur Balfour, speaking for himself and not for the government, made himself a prominent champion—was much canvassed in 1899, but it came to nothing. It had not been forgotten that this question wrecked the Liberal party in 1874.
The plan for a Roman Catholic University— which Mr. Arthur Balfour, speaking for himself and not for the government, strongly supported—got a lot of attention in 1899, but it ended up going nowhere. People still remembered that this issue had caused the Liberal party to collapse in 1874.
The chief Irish measure of 1899 was an Agricultural and Technical Instruction Act, which established a new department (see the section Economics above) with the chief secretary at its head and an elaborate system Board of Agriculture. of local committees. Considerable funds were made available, and Mr (afterwards Sir) Horace Plunkett, who as an independent Conservative member had been active in promoting associations for the improvement of Irish methods in this direction, became the first vice-president. The new county councils were generally induced to further attempts at technical instruction and to assist them out of the rates, but progress in this direction was necessarily slow in a country where organized industries have hitherto been so few. In agriculture, and especially in cattle-breeding, improvement was formerly due mainly to the landlords, who had now been deprived by law of much of their power. The gap has been partly filled by the new department, and a good deal has been done. Some experience has been gained not only through the voluntary associations promoted by Sir H. Plunkett, but also from the Congested Districts Board founded under the Land Purchase Act of 1891. This board has power within the districts affected by it to foster agriculture and fisheries, to enlarge holdings, and to buy and hold land. In March 1899 it had from first to last laid out a little more than half a million. The principal source of income was a charge of £41,250 a year upon the Irish Church surplus, but the establishment expenses were paid by parliament.
The main Irish law of 1899 was the Agricultural and Technical Instruction Act, which set up a new department (see the section Economics above) led by the chief secretary and included a detailed system of local committees. Significant funds were allocated, and Mr. (later Sir) Horace Plunkett, who had actively promoted associations to improve Irish practices as an independent Conservative member, became the first vice-president. The new county councils were often encouraged to support technical instruction initiatives and fund them from local taxes, but progress was inevitably slow in a country where organized industries had been limited. In agriculture, especially in cattle breeding, improvements had mainly come from landlords, who had recently lost much of their power due to legal changes. The new department has partially filled this gap, and substantial progress has been made. Experience has been gained not only through the voluntary associations led by Sir H. Plunkett but also from the Congested Districts Board established under the Land Purchase Act of 1891. This board has the authority within the affected districts to promote agriculture and fisheries, expand land holdings, and buy and manage land. By March 1899, it had spent just over half a million in total. The main source of income was a charge of £41,250 a year from the Irish Church surplus, while establishment costs were covered by parliament.
At the opening of the session in January 1900 there was a formal reconciliation of the Dillonite, Healyite, and Redmondite or Parnellite factions. It was evident from the speeches made on the occasion that there 1900. was not much cordiality between the various leaders, but the outward solidarity of the party was calculated to bring in renewed subscriptions both at home and from America. It was publicly agreed that England’s difficulty in South Africa was Ireland’s opportunity, and that all should abstain from supporting an amendment to the address which admitted that the war would have to be fought out. Mr John Redmond was chosen chairman, and the alliance of Nationalists and Gladstonian Liberals was dissolved. The United Irish League, founded in Mayo in 1898 by Mr William O’Brien, had recently become a sort of rival to the parliamentary party, its avowed object being to break up the great grass farms, and its methods resembling those of the old Land League.
At the start of the session in January 1900, there was a formal reconciliation of the Dillonite, Healyite, and Redmondite or Parnellite factions. It was clear from the speeches given that there wasn't much warmth between the various leaders, but the outward unity of the party was expected to attract renewed donations both from home and America. It was publicly agreed that England's problems in South Africa were Ireland's chance, and that everyone should refrain from supporting an amendment to the address that acknowledged the war would need to be fought through to the end. Mr. John Redmond was selected as chairman, and the alliance of Nationalists and Gladstonian Liberals was broken. The United Irish League, established in Mayo in 1898 by Mr. William O’Brien, had recently become a kind of rival to the parliamentary party, with its declared aim being to dismantle the large grass farms, using methods similar to those of the old Land League.
The most striking event, however, in Ireland in the earlier part of 1900 was Queen Victoria’s visit. Touched by the gallantry of the Irish regiments in South Africa, and moved to some extent, no doubt, by the presence of the duke of Connaught in Dublin as commander-in-chief, the queen determined in April to make up for the loss of her usual spring holiday abroad by paying a visit to Ireland. The last time the queen had been in Dublin was in 1861 with the Prince Consort. Since then, besides the visit of the prince and princess of Wales in 1885, Prince Albert Victor and Prince George of Wales had visited Ireland in 1887, and the duke and duchess of York (afterwards prince and princess of Wales) in 1897; but the lack of any permanent royal residence and the long-continued absence of the sovereign in person had aroused repeated comment. Directly the announcement of the queen’s intention was made the greatest public interest was taken in the project. Shortly before St Patrick’s Day the queen issued an order which intensified this interest, that Irish soldiers might in future wear a sprig of shamrock in their headgear on this national festival. For some years past the “wearing of the green” had been regarded by the army authorities as improper, and friction had consequently occurred, but the queen’s order put an end in a graceful manner to what had formerly been a grievance. The result was that St Patrick’s Day was celebrated in London and throughout the empire as it never had been before, and when the queen went over to Dublin at the beginning of April she was received with the greatest enthusiasm.
The most notable event in Ireland in the early part of 1900 was Queen Victoria’s visit. Inspired by the bravery of the Irish regiments in South Africa, and likely influenced by the presence of the Duke of Connaught in Dublin as commander-in-chief, the queen decided in April to compensate for missing her usual spring holiday abroad by visiting Ireland. The last time the queen had been in Dublin was in 1861 with the Prince Consort. Since then, apart from the visit of the Prince and Princess of Wales in 1885, Prince Albert Victor and Prince George of Wales had been to Ireland in 1887, and the Duke and Duchess of York (later the Prince and Princess of Wales) in 1897; however, the absence of a permanent royal residence and the long absence of the sovereign had sparked frequent comments. Once the announcement of the queen’s visit was made, there was immense public interest in the plan. Shortly before St. Patrick’s Day, the queen issued an order that further heightened this interest, allowing Irish soldiers to wear a sprig of shamrock in their headgear during this national celebration. For several years, the "wearing of the green" had been viewed by the army authorities as inappropriate, causing friction, but the queen’s order gracefully resolved what had been a longstanding issue. As a result, St. Patrick’s Day was celebrated in London and across the empire like never before, and when the queen arrived in Dublin at the beginning of April, she was met with tremendous enthusiasm.
The general election later in the year made no practical 788 difference in the strength of parties, but Mr George Wyndham took Mr Gerald Balfour’s place as chief secretary, without a seat in the Cabinet. Both before and after the election the United Irish League steadily advanced, fresh branches continually springing up.
The general election later this year didn't really change the power of the parties, but Mr. George Wyndham replaced Mr. Gerald Balfour as chief secretary, even though he didn't have a seat in the Cabinet. Both before and after the election, the United Irish League kept growing, with new branches popping up all the time.
The visit of Mr Redmond and others to America in 1901 was not believed to have brought in much money, and the activity of the League was more or less restrained by want of funds. Boycotting, however, became Recent years. rife, especially in Sligo, and paid agents also promoted an agitation against grass farms in Tipperary, Clare and other southern counties. In Roscommon there was a strike against rent, especially on the property of Lord De Freyne. This was due to the action of the Congested Districts Board in buying the Dillon estate and reducing all the rents without consulting the effect upon others. It was argued that no one else’s tenants could be expected to pay more. Some prosecutions were undertaken, but the government was much criticized for not using the special provisions of the Crimes Act; and in April 1902 certain counties were “proclaimed” under it. In February 1902 Lord Rosebery definitely repudiated Home Rule, and steps to oppose his followers were at once taken among Irish voters in English constituencies.
The visit of Mr. Redmond and others to America in 1901 didn't seem to bring in much money, and the League's activities were mostly held back by a lack of funds. Boycotting, however, became widespread, especially in Sligo, and paid agents also stirred up protests against grass farms in Tipperary, Clare, and other southern counties. In Roscommon, there was a rent strike, particularly on Lord De Freyne's property. This was a result of the Congested Districts Board purchasing the Dillon estate and reducing all the rents without considering the impact on others. It was argued that no other tenants should be expected to pay more. Some legal actions were taken, but the government faced heavy criticism for not using the special provisions of the Crimes Act; and in April 1902, certain counties were “proclaimed” under it. In February 1902, Lord Rosebery clearly rejected Home Rule, and immediate efforts were made to oppose his supporters among Irish voters in English constituencies.
Lord Cadogan resigned the viceroyalty in July 1902, and was succeeded by Lord Dudley. In November Sir Antony Macdonnell (b. 1844), a member of the Indian Council, became under-secretary to the lord-lieutenant. During a long and successful career in India (1865-1901) Sir Antony had never concealed his Nationalist proclivities, but his appointment, about the form of which there was nothing peculiar, was favoured by Lord Lansdowne and Lord George Hamilton, and ultimately sanctioned by Mr Balfour, who had been prime minister since Lord Salisbury’s resignation in July. About the same time a conference took place in Dublin between certain landlords and some members of the Nationalist party, of whom Mr W. O’Brien was the most conspicuous. Lord Dunraven presided, and it was agreed to recommend a great extension of the Land Purchase system with a view to give the vendor as good an income as before, while decreasing the tenants’ annual burden. This was attempted in Mr Wyndham’s Land Purchase Act of 1903, which gave the tenants a material reduction, a bonus of 12% on the purchase-money being granted to vendors from funds provided by parliament. A judicial decision made it doubtful whether this percentage became the private property of tenants for life on settled estates, but a further act passed in 1904 answered the question in the affirmative. After this the sale of estates proceeded rapidly. In March 1903 was published the report of the Royal Commission on Irish University Education appointed two years before with Lord Robertson as chairman, Trinity College, Dublin, being excluded from the inquiry. The report, which was not really unanimous, was of little value as a basis for legislation. It recommended an examining university with the Queen’s Colleges at Belfast, Cork and Galway, and with a new and well-endowed Roman Catholic college in Dublin.
Lord Cadogan resigned as viceroy in July 1902 and was succeeded by Lord Dudley. In November, Sir Antony Macdonnell (b. 1844), a member of the Indian Council, became the under-secretary to the lord-lieutenant. Throughout his long and successful career in India (1865-1901), Sir Antony had never hidden his Nationalist views, but his appointment, which wasn’t unusual, was supported by Lord Lansdowne and Lord George Hamilton, and ultimately approved by Mr. Balfour, who had been prime minister since Lord Salisbury’s resignation in July. Around the same time, a conference was held in Dublin between certain landlords and some members of the Nationalist party, with Mr. W. O'Brien being the most prominent. Lord Dunraven chaired the meeting, and it was agreed to recommend a significant expansion of the Land Purchase system to ensure that vendors maintained a good income while reducing the annual burden on tenants. This was attempted in Mr. Wyndham’s Land Purchase Act of 1903, which provided tenants with a significant reduction, granting vendors a 12% bonus on the purchase price from funds provided by Parliament. A judicial ruling made it unclear whether this percentage became the private property of tenants for life on settled estates; however, a further act passed in 1904 clarified this in the affirmative. Following this, the sale of estates moved quickly. In March 1903, the report from the Royal Commission on Irish University Education, which had been appointed two years earlier with Lord Robertson as chairman, was published, excluding Trinity College, Dublin, from the inquiry. The report, which was not truly unanimous, was of little use as a foundation for legislation. It recommended establishing an examining university alongside the Queen’s Colleges in Belfast, Cork, and Galway, as well as a new and well-funded Roman Catholic college in Dublin.
In August was formed the Irish Reform Association out of the wreckage of the late Land Conference and under Lord Dunraven’s presidency, and it was seen that Sir A. Macdonnell took a great interest in the proceedings. The “Devolution” question. Besides transferring private bill legislation to Dublin on the Scottish plan, to which no one in Ireland objected, it was proposed to hand over the internal expenditure of Ireland to a financial council consisting half of nominated and half of elected members, and to give an Irish assembly the initiative in public Irish bills. This policy, which was called Devolution, found little support anywhere, and was ultimately repudiated both by Mr Wyndham and by Mr Balfour. But a difficult parliamentary crisis, caused by Irish Unionist suspicions on the subject, was only temporarily overcome by Mr Wyndham’s resignation in March 1905. Mr Walter Long succeeded him. One of the chief questions at issue was the position actually occupied by Sir Antony Macdonnell. The new chief secretary, while abstaining from displacing the under-secretary, whose encouragement of “devolution” had caused considerable commotion among Unionists, announced that he considered him as on the footing of an ordinary and subordinate civil servant, but Mr Wyndham had said that he was “invited by me rather as a colleague than as a mere under-secretary to register my will,” and Lord Lansdowne that he “could scarcely expect to be bound by the narrow rules of routine which are applicable to an ordinary member of the civil service.” While Mr Long remained in office no further complication arose, but in 1906 (Sir A. Macdonnell being retained in office by the Liberal government) his Nationalist leanings again became prominent, and the responsibility of the Unionist government in introducing him into the Irish administration became a matter of considerable heart-burning among the Unionist party.
In August, the Irish Reform Association was formed from the remnants of the recent Land Conference, with Lord Dunraven as its president. It was clear that Sir A. Macdonnell was very interested in what was happening. The "Devolution" issue. In addition to moving private bill legislation to Dublin using the Scottish model, which nobody in Ireland opposed, there were plans to transfer Ireland's internal spending to a financial council made up of half nominated and half elected members, and to let an Irish assembly take the lead on public Irish bills. This policy, known as Devolution, received little support anywhere and was eventually rejected by both Mr. Wyndham and Mr. Balfour. However, a tough parliamentary crisis, driven by Irish Unionist suspicions about the issue, was only temporarily resolved by Mr. Wyndham’s resignation in March 1905, with Mr. Walter Long taking over. One of the main points of contention was Sir Antony Macdonnell's actual position. The new chief secretary, while choosing not to replace the under-secretary—whose support for “devolution” had sparked considerable unrest among Unionists—stated that he viewed him as a typical subordinate civil servant. But Mr. Wyndham had said that he was "invited by me more as a colleague than just as a mere under-secretary to carry out my wishes," and Lord Lansdowne noted that he "could hardly expect to be restricted by the strict rules of routine that apply to an ordinary civil service member." During Mr. Long's time in office, no further complications arose, but in 1906 (with Sir A. Macdonnell kept on by the Liberal government), his Nationalist tendencies became noticeable again, and the Unionist government faced significant backlash for bringing him into the Irish administration.
Mr Balfour resigned in December 1905 and was succeeded by Sir Henry Campbell-Bannerman, Lord Aberdeen becoming lord-lieutenant for the second time, with Mr James Bryce as chief secretary. The general election at the beginning of 1906 was disastrous to the Unionist party, and the Liberal government secured an enormous majority. Mr Walter Long, unseated at Bristol, had made himself very popular among Irish Unionists, and a seat was found him in the constituency of South Dublin. Speaking in August 1906 he raised anew the Macdonnell question and demanded the production of all correspondence connected with the under-secretary’s appointment. Sir A. Macdonnell at once admitted through the newspapers that he had in his possession letters (rumoured to be “embarrassing” to the Unionist leaders) which he might publish at his own discretion; and the discussion as to how far his appointment by Mr Wyndham had prejudiced the Unionist cause was reopened in public with much bitterness, in view of the anticipation of further steps in the Home Rule direction by the Liberal ministry. In 1908 Sir Antony resigned and was created a peer as Baron Macdonnell. Soon after the change of government in 1906 a royal commission, with ex-Lord Justice Fry as chairman, was appointed to investigate the condition of Trinity College, Dublin, and another under Lord Dudley to inquire into the question of the congested districts.
Mr. Balfour resigned in December 1905 and was succeeded by Sir Henry Campbell-Bannerman, with Lord Aberdeen becoming lord-lieutenant for the second time, and Mr. James Bryce as chief secretary. The general election at the start of 1906 was a disaster for the Unionist party, and the Liberal government secured a huge majority. Mr. Walter Long, who lost his seat at Bristol, had become very popular among Irish Unionists, and a seat was found for him in the South Dublin constituency. Speaking in August 1906, he brought up the Macdonnell issue again and demanded that all correspondence related to the under-secretary’s appointment be made public. Sir A. Macdonnell immediately acknowledged through the newspapers that he had letters (rumored to be "embarrassing" to the Unionist leaders) that he might publish at his discretion; and the debate about how his appointment by Mr. Wyndham had harmed the Unionist cause was reignited in public with a lot of bitterness, especially given the expectation of further moves towards Home Rule by the Liberal government. In 1908, Sir Antony resigned and was made a peer as Baron Macdonnell. Soon after the government changed in 1906, a royal commission was set up, chaired by ex-Lord Justice Fry, to investigate the condition of Trinity College, Dublin, and another under Lord Dudley to look into the issue of the congested districts.
Mr Bryce being appointed ambassador to Washington, Mr Birrell faced the session of 1907 as chief secretary. Before he left office Mr Bryce publicly sketched a scheme of his own for remodelling Irish University Education, but his scheme was quietly put on the shelf by his successor and received almost universal condemnation. Mr Birrell began by introducing a bill for the establishment of an Irish Council, which would have given the Home Rulers considerable leverage, but, to the surprise of the English Liberals, it was summarily rejected by a Nationalist convention in Dublin, and was forthwith abandoned. The extreme party of Sinn Fein (“ourselves alone”) were against it because of the power it gave to the government officials, and the Roman Catholic clergy because it involved local control of primary education, which would have imperilled their position as managers. An Evicted Tenants Bill was however passed at the end of the session, which gave the Estates Commissioners unprecedented powers to take land compulsorily. In the late summer and autumn, agitation in Ireland (led by Mr Ginnell, M.P.) took the form of driving cattle off large grass farms, as part of a campaign against what was known as “ranching.” This reckless and lawless practice extended to several counties, but was worst in Galway and Roscommon. The government was determined not to use the Crimes Act, and the result was that offenders nearly always went unpunished, benches of magistrates being often swamped by the chairmen of district councils who were ex officio justices under the act of 1898.
Mr. Bryce was appointed ambassador to Washington, and Mr. Birrell took on the role of chief secretary for the session of 1907. Before leaving office, Mr. Bryce publicly outlined his own plan to revamp Irish university education, but his proposal was quietly shelved by his successor and faced almost universal disapproval. Mr. Birrell began by introducing a bill to create an Irish Council, which would have given the Home Rulers significant influence, but, much to the surprise of the English Liberals, it was quickly rejected by a Nationalist convention in Dublin and was promptly abandoned. The radical faction of Sinn Fein ("ourselves alone") opposed it because of the authority it would grant government officials, while the Roman Catholic clergy were against it since it involved local control of primary education, which threatened their role as managers. An Evicted Tenants Bill was passed at the end of the session, granting the Estates Commissioners unprecedented power to acquire land forcibly. In late summer and autumn, protests in Ireland, led by Mr. Ginnell, M.P., took the form of driving cattle off large pasture farms as part of a campaign against "ranching." This reckless and lawless behavior spread to several counties, but was most severe in Galway and Roscommon. The government was determined not to use the Crimes Act, which meant that offenders nearly always escaped punishment, as magistrate benches were often overwhelmed by the chairmen of district councils who were ex officio justices under the 1898 act.
The general election of 1910 placed the Liberal and Unionist parties in a position of almost exact equality in the House of Commons, and it was at once evident that the Nationalists under Mr Redmond’s leadership would hold the balance of power and control the fortunes of Mr Asquith’s government. 789 A small body of “independent Nationalists,” led by Mr William O’Brien and Mr T. M. Healy, voiced the general dislike in Ireland of the Budget of 1909, the rejection of which by the House of Lords had precipitated the dissolution of parliament. But although this band of free-lances was a menace to Mr Redmond’s authority and to the solidarity of the “pledge-bound” Irish parliamentary party, the two sections did not differ in their desire to get rid of the “veto” of the House of Lords, which they recognized as the standing obstacle to Home Rule, and which it was the avowed policy of the government to abolish.
The general election of 1910 put the Liberal and Unionist parties in almost equal standing in the House of Commons, and it was immediately clear that the Nationalists, under Mr. Redmond’s leadership, would hold the balance of power and influence the fate of Mr. Asquith’s government. 789 A small group of “independent Nationalists,” led by Mr. William O’Brien and Mr. T. M. Healy, expressed the widespread dissatisfaction in Ireland with the Budget of 1909, whose rejection by the House of Lords had led to the dissolution of parliament. However, although this group of independents posed a threat to Mr. Redmond’s authority and the unity of the “pledge-bound” Irish parliamentary party, both factions shared a common goal of eliminating the “veto” of the House of Lords, which they recognized as the ongoing obstacle to Home Rule, and it was the government’s stated policy to abolish it.
Bibliography.—Ancient: The Annals of the Four Masters, ed. J. O’Donovan (1851), compiled in Donegal under Charles I., gives a continuous account of Celtic Ireland down to 1616. The independent Annals of Lough Cé (Rolls series) end with 1590. The Topographia and Expugnatio of Giraldus Cambrensis (Rolls series) are chiefly valuable for his account of the Anglo-Norman invaders and for descriptions of the country. Sir J. T. Gilbert’s Viceroys of Ireland (Dublin, 1865) gives a connected view of the feudal establishment to the accession of Henry VIII. The Calendar of Documents relating to Ireland in the Public Record Office extends from 1171 to 1307. Christopher Pembridge’s Annals from 1162 to 1370 were published by William Camden and reprinted in Sir J. T. Gilbert’s Chartularies of St Mary’s Abbey (Dublin, 1884). The Annals of Clyn, Dowling and Grace have been printed by the Irish Archaeological Society and the Celtic Society.
References.—Ancient: The Annals of the Four Masters, edited by J. O’Donovan (1851), was compiled in Donegal under Charles I. and provides a continuous account of Celtic Ireland up to 1616. The independent Annals of Lough Cé (Rolls series) conclude in 1590. The Topographia and Expugnatio by Giraldus Cambrensis (Rolls series) are mainly important for his accounts of the Anglo-Norman invaders and descriptions of the landscape. Sir J. T. Gilbert’s Viceroys of Ireland (Dublin, 1865) offers a detailed view of the feudal setup leading to the reign of Henry VIII. The Calendar of Documents relating to Ireland in the Public Record Office spans from 1171 to 1307. Christopher Pembridge’s Annals from 1162 to 1370 were published by William Camden and later reprinted in Sir J. T. Gilbert’s Chartularies of St Mary’s Abbey (Dublin, 1884). The Annals of Clyn, Dowling and Grace have been published by the Irish Archaeological Society and the Celtic Society.
For the 16th century see volumes ii. and iii. of the Printed State Papers (1834), and the Calendars of State Papers, Ireland, including that of the Carew MSS. 1515 to 1603. See also Richard Stanihurst’s Chronicle, continued by John Hooker, which is included in Holinshed’s Chronicles; E. Spenser, View of the State of Ireland, edited by H. Morley (1890); Fynes Moryson, History of Ireland (1735); Thomas Stafford, Pacata Hibernia (1810); and R. Bagwell, Ireland under the Tudors (1885-1890).
For the 16th century, see volumes ii. and iii. of the Printed State Papers (1834), and the Calendars of State Papers, Ireland, including the Carew MSS. from 1515 to 1603. Also, check out Richard Stanihurst’s Chronicle, continued by John Hooker, which is included in Holinshed’s Chronicles; E. Spenser, View of the State of Ireland, edited by H. Morley (1890); Fynes Moryson, History of Ireland (1735); Thomas Stafford, Pacata Hibernia (1810); and R. Bagwell, Ireland under the Tudors (1885-1890).
For the 17th century see the Calendars of Irish State Papers, 1603-1665 (Dublin, 1772); Strafford Letters, edited by W. Knowler (1739): Thomas Carte, Life of Ormonde (1735-1736), and Ormonde Papers (1739); Roger Boyle, earl of Orrery, State letters (1743); the Contemporary History of Affairs in Ireland, 1641-1652 (1879-1880), and History of the Irish Confederation and the War in Ireland, 1641-1649 (1882-1891), both edited by Sir J. T. Gilbert; Edmund Ludlow’s Memoirs, edited by C. H. Firth (1894); the Memoirs of James Touchet, earl of Castlehaven (1815); and Cromwell’s Letters and Speeches, edited by T. Carlyle (1904). See also J. P. Prendergast, The Cromwellian Settlement of Ireland (1870); Denis Murphy, Cromwell in Ireland (1885): M. A. Hickson, Ireland in the 17th Century (1884); Sir John Temple, History of the Irish Rebellion (1812); P. Walsh, History of the Remonstrance (1674); George Story, Impartial History of the Wars of Ireland (1693); Thomas Witherow, Derry and Enniskillen (1873); Philip Dwyer, Siege of Derry (1893); Lord Macaulay, History of England; and S. R. Gardiner, History of England, 1603-1656. Further writings which may be consulted are: The Embassy in Ireland of Rinuccini, 1645-1649, translated from the Italian by A. Hutton (1873); Sir William Petty’s Down Survey, edited by T. A. Larcom (1851), and his Economic Writings, edited by C. H. Hull (1899); Charles O’Kelly’s Macariae Excidium, edited by J. C. O’Callaghan (1850); and A Jacobite Narrative of the War in Ireland, 1688-91, edited by Sir J. T. Gilbert (1892).
For the 17th century, see the Calendars of Irish State Papers, 1603-1665 (Dublin, 1772); Strafford Letters, edited by W. Knowler (1739); Thomas Carte, Life of Ormonde (1735-1736), and Ormonde Papers (1739); Roger Boyle, Earl of Orrery, State letters (1743); the Contemporary History of Affairs in Ireland, 1641-1652 (1879-1880), and History of the Irish Confederation and the War in Ireland, 1641-1649 (1882-1891), both edited by Sir J. T. Gilbert; Edmund Ludlow’s Memoirs, edited by C. H. Firth (1894); the Memoirs of James Touchet, Earl of Castlehaven (1815); and Cromwell’s Letters and Speeches, edited by T. Carlyle (1904). Also, check out J. P. Prendergast, The Cromwellian Settlement of Ireland (1870); Denis Murphy, Cromwell in Ireland (1885); M. A. Hickson, Ireland in the 17th Century (1884); Sir John Temple, History of the Irish Rebellion (1812); P. Walsh, History of the Remonstrance (1674); George Story, Impartial History of the Wars of Ireland (1693); Thomas Witherow, Derry and Enniskillen (1873); Philip Dwyer, Siege of Derry (1893); Lord Macaulay, History of England; and S. R. Gardiner, History of England, 1603-1656. Additional writings that may be consulted include: The Embassy in Ireland of Rinuccini, 1645-1649, translated from the Italian by A. Hutton (1873); Sir William Petty’s Down Survey, edited by T. A. Larcom (1851), and his Economic Writings, edited by C. H. Hull (1899); Charles O’Kelly’s Macariae Excidium, edited by J. C. O’Callaghan (1850); and A Jacobite Narrative of the War in Ireland, 1688-91, edited by Sir J. T. Gilbert (1892).
For the 18th century J. A. Froude’s English in Ireland and W. E. H. Lecky’s History of England cover the whole ground. See also the Letters 1724-1738 of Archbishop Hugh Boulter, edited by G. Faulkner (1770); the Works of Dean Swift; John Campbell’s Philosophical Survey of Ireland (1778); Arthur Young’s Tour in Ireland (1780); Henry Grattan’s Life of the Right Hon. Henry Grattan (1839-1846); the Correspondence of the Marquess Cornwallis, edited by C. Ross (1859); Wolfe Tone’s Autobiography, edited by R. B. O’Brien (1893); and R. R. Madden’s United Irishmen (1842-1846).
For the 18th century, J. A. Froude’s English in Ireland and W. E. H. Lecky’s History of England cover the entire topic. Also, check out the Letters 1724-1738 of Archbishop Hugh Boulter, edited by G. Faulkner (1770); the Works of Dean Swift; John Campbell’s Philosophical Survey of Ireland (1778); Arthur Young’s Tour in Ireland (1780); Henry Grattan’s Life of the Right Hon. Henry Grattan (1839-1846); the Correspondence of the Marquess Cornwallis, edited by C. Ross (1859); Wolfe Tone’s Autobiography, edited by R. B. O’Brien (1893); and R. R. Madden’s United Irishmen (1842-1846).
For the 19th and the beginning of the 20th century see the Annual Register; R. M. Martin, Ireland before and after the Union (1848); Sir T. Wyse, Historical Sketch of the late Catholic Association (1829); G. L. Smyth, Ireland, Historical and Statistical (1844-1849); Sir C. E. Trevelyan, The Irish Crisis (1880); N. W. Senior, Journals, Conversations and Essays relating to Ireland (1868); Sir G. C. Lewis, On Local Disturbances in Ireland and on the Irish Church Question (1836); John Morley, Life of W. E. Gladstone; Lord Fitzmaurice, Life of Lord Granville (1905); and R. Barry O’Brien, Life of Parnell (1898). Other authorities are Isaac Butt, Irish Federalism (1870); H. O. Arnold-Forster, The Truth about the Land League (1883); A. V. Dicey, England’s Case against Home Rule (1886); W. E. Gladstone, History of an Idea (1886), and a reply to this by J. E. Webb entitled The Queen’s Enemies in America (1886); and Mrs E. Lynn Linton, About Ireland (1890). See also the Report of the Parnell Special Commission (1890); the Report of the Bessborough Commission (1881), of the Richmond Commission (1881), of the Cowper Commission (1887), and of the Mathew Commission (1893), and the Report of the Congested Districts Board (1899).
For the 19th and early 20th century, see the Annual Register; R. M. Martin, Ireland before and after the Union (1848); Sir T. Wyse, Historical Sketch of the Late Catholic Association (1829); G. L. Smyth, Ireland, Historical and Statistical (1844-1849); Sir C. E. Trevelyan, The Irish Crisis (1880); N. W. Senior, Journals, Conversations and Essays Relating to Ireland (1868); Sir G. C. Lewis, On Local Disturbances in Ireland and on the Irish Church Question (1836); John Morley, Life of W. E. Gladstone; Lord Fitzmaurice, Life of Lord Granville (1905); and R. Barry O’Brien, Life of Parnell (1898). Other sources include Isaac Butt, Irish Federalism (1870); H. O. Arnold-Forster, The Truth about the Land League (1883); A. V. Dicey, England’s Case Against Home Rule (1886); W. E. Gladstone, History of an Idea (1886), along with a response by J. E. Webb called The Queen’s Enemies in America (1886); and Mrs E. Lynn Linton, About Ireland (1890). Also refer to the Report of the Parnell Special Commission (1890); the Report of the Bessborough Commission (1881), the Richmond Commission (1881), the Cowper Commission (1887), the Mathew Commission (1893), and the Report of the Congested Districts Board (1899).
For the church in Ireland see: Henry Cotton, Fasti ecclesiae hibernicae (1848-1878); W. M. Brady, The Episcopal Succession (Rome, 1876); R. Mant, History of the Church of Ireland (1840); J. T. Ball, The Reformed Church in Ireland, 1537-1886 (1886); and W. D. Killen, Ecclesiastical History of Ireland (1875). A. Theiner’s Vetera Monumenta (Rome, 1864) contains documents concerning the medieval church, and there are many others in Ussher’s Works, and for a later period in Cardinal Moran’s Spicilegium Ossoriense (1874-1884). The Works of Sir James Ware, edited by Walter Harris, are generally useful, and Alice S. Green’s The Making of Ireland and its Undoing (1908), although written from a partisan standpoint, may also be consulted.
For the church in Ireland, see: Henry Cotton, Fasti ecclesiae hibernicae (1848-1878); W. M. Brady, The Episcopal Succession (Rome, 1876); R. Mant, History of the Church of Ireland (1840); J. T. Ball, The Reformed Church in Ireland, 1537-1886 (1886); and W. D. Killen, Ecclesiastical History of Ireland (1875). A. Theiner’s Vetera Monumenta (Rome, 1864) contains documents about the medieval church, and there are many others in Ussher’s Works, and for a later period in Cardinal Moran’s Spicilegium Ossoriense (1874-1884). The Works of Sir James Ware, edited by Walter Harris, are generally useful, and Alice S. Green’s The Making of Ireland and its Undoing (1908), although written from a partisan viewpoint, may also be consulted.
1 The importance of the commerce between Ireland and Gaul in early times, and in particular the trade in wine, has been insisted upon by H. Zimmer in papers in the Abh. d. Berl. Akad. d. Wissenschaften (1909).
1 H. Zimmer has emphasized the significance of trade between Ireland and Gaul in ancient times, especially the wine trade, in articles published in the Abh. d. Berl. Akad. d. Wissenschaften (1909).
2 On the subject of Ptolemy’s description of Ireland see articles by G. H. Orpen in the Journal of the Royal Society of Antiquaries of Ireland (June 1894), and John MacNeill in the New Ireland Review (September 1906).
2 Regarding Ptolemy’s description of Ireland, check out articles by G. H. Orpen in the Journal of the Royal Society of Antiquaries of Ireland (June 1894) and John MacNeill in the New Ireland Review (September 1906).
3 Scholars are only beginning to realize how close was the connexion between Ireland and Wales from early times. Pedersen has recently pointed out the large number of Brythonic and Welsh loan words received into Irish from the time of the Roman occupation of Britain to the beginning of the literary period. Welsh writers now assume an Irish origin for much of the contents of the Mabinogion.
3 Scholars are just starting to understand how closely connected Ireland and Wales were from early times. Pedersen has recently highlighted the significant number of Brythonic and Welsh loanwords that made their way into Irish from the time of the Roman occupation of Britain to the start of the literary period. Welsh writers now believe that a lot of the content in the Mabinogion comes from Irish origins.
4 It seems probable that the celebrated monastery of Whithorn in Galloway played some part in the reform movement, at any rate in the north of Ireland. Findian of Moville spent some years there.
4 It seems likely that the famous monastery of Whithorn in Galloway was involved in the reform movement, at least in northern Ireland. Findian of Moville spent some years there.
5 The O’Neills who played such an important part in later Irish history do not take their name from Niall Nóigiallach, though they are descended from him. They take their name from Niall Glúndub (d. 919).
5 The O’Neills, who played a significant role in later Irish history, don't get their name from Niall Nóigiallach, even though they are his descendants. Their name comes from Niall Glúndub (d. 919).
6 At this period it is extremely difficult to distinguish between Norwegians and Danes on account of the close connexion between the ruling families of both countries.
6 During this time, it's really hard to tell Norwegians from Danes because of the close ties between the ruling families of both nations.
7 This name survives in Fingall, the name of a district north of Dublin city. Dubgall is contained in the proper names MacDougall, MacDowell.
7 This name lives on in Fingall, which is a district north of Dublin city. Dubgall is found in the surnames MacDougall and MacDowell.
8 In Anglo-Norman times the Scandinavians of Dublin and other cities are always called Ostmen, i.e. Eastmen; hence the name Ostmanstown, now Oxmanstown, a part of the city of Dublin.
8 During the Anglo-Norman period, the Scandinavians in Dublin and other cities were referred to as Ostmen, i.e. Eastmen; this is the origin of the name Ostmanstown, which is now known as Oxmanstown, a district in Dublin.
9 On the name see K. Meyer Erin, iv. pp. 71-73.
9 For information on the name, refer to K. Meyer Erin, iv. pp. 71-73.
10 Donaban, the son of this Ivar of Waterford, is the ancestor of the O’Donavans, Donoban that of the O’Donovans.
10 Donaban, the son of Ivar of Waterford, is the ancestor of the O’Donavans, and Donoban is that of the O’Donovans.
11 The term rath was perhaps applied to the rampart, but both lis and rath are used to denote the whole structure.
11 The term rath may have been used to refer to the rampart, but both lis and rath are used to describe the entire structure.
12 See D’Arbois de Jubainville, Revue celtique, xxv. 1 ff., 181 ff.
12 See D’Arbois de Jubainville, Revue celtique, xxv. 1 ff., 181 ff.
13 The whole question is discussed by Mr J. H. Round in his article on “The Pope and the Conquest of Ireland” (Commune of London, 1899, pp. 171-200), where further references will be found.
13 Mr. J. H. Round addresses the entire issue in his article titled "The Pope and the Conquest of Ireland" (Commune of London, 1899, pp. 171-200), which includes additional references.
IRELAND, CHURCH OF. The ancient Church of Ireland (described in the Irish Church Act 1869 by this its historic title) has a long and chequered history, which it will be interesting to trace in outline. The beginnings of Christianity in Ireland are difficult to trace, but there is no doubt that the first Christian missionary whose labours were crowned with any considerable success was Patrick (fl. c. 450), who has always been reckoned the patron saint of the country. For six centuries the Church of which he was the founder occupied a remarkable position in Western Christendom. Ireland, in virtue at once of its geographical situation and of the spirit of its people, was less affected than other countries by the movements of European thought; and thus its development, social and religious, was largely independent of foreign influences, whether Roman or English. In full communion with the Latin Church, the Irish long preserved many peculiarities, such as their monastic system and the date at which Easter was kept, which distinguished them in discipline, though not conspicuously in doctrine, from the Christians of countries more immediately under papal control (see Ireland: Early History). The incessant incursions of the Danes, who were the scourge of the land for a period of nearly three hundred years, prevented the Church from redeeming the promise of her infancy; and at the date of the English conquest of Ireland (1172) she had lost much of her ancient zeal and of her independence. By this time she had come more into line with the rest of Europe, and the Synod of Cashel put the seal to a new policy by its acknowledgment of the papal jurisdiction and by its decrees assimilating the Church, in ritual and usages, to that of England. There was no thought of a breach of continuity, but the distinctive features of Celtic Christianity gradually disappeared from this time onwards. English influence was strong only in the region round Dublin (known as the Pale); and beyond this district the Irish were not disposed to view with favour any ecclesiastical reforms which had their origin in the sister country. Thus from the days of Henry VIII. the Reformation movement was hindered in Ireland by national prejudice, and it never succeeded in gaining the allegiance of the Irish people as a whole. The policy which directed its progress was blundering and stupid, and reflects little credit on the English statesmen who were responsible for it. No attempt was made to commend the principles of the Reformation to the native Irish by conciliating national sentiment; and the policy which forbade the translation of the Prayer Book into the Irish language, and suggested that where English was not understood Latin might be used as an alternative, was doomed to failure from the beginning. And, in fact, the reformed church of Ireland is to this day the church of a small section only of the population.
IRELAND, CHURCH. The ancient Church of Ireland (referred to in the Irish Church Act 1869 by this historic name) has a long and complex history, which is interesting to outline. The origins of Christianity in Ireland are hard to pinpoint, but it's clear that the first Christian missionary who achieved significant success was Patrick (fl. c. 450), who is always regarded as the country's patron saint. For six centuries, the Church he founded held a noteworthy position in Western Christendom. Due to its geographical location and the nature of its people, Ireland was less influenced by European intellectual movements than other countries, allowing its social and religious development to be largely independent of foreign influences, whether Roman or English. While remaining in full communion with the Latin Church, the Irish maintained many distinctive practices, such as their monastic system and the unique date for Easter, setting them apart in discipline, although not significantly in doctrine, from Christians in countries more directly under papal authority (see Ireland: Early History). The constant invasions by the Danes, who tormented the land for nearly three hundred years, hindered the Church from fulfilling its early potential; by the time of the English conquest of Ireland (1172), it had lost much of its original zeal and independence. By this point, it had aligned more closely with the rest of Europe, and the Synod of Cashel formalized this shift by acknowledging papal authority and issuing decrees that brought the Church’s rituals and practices in line with those of England. There was no intention of disconnecting from the past, but the unique aspects of Celtic Christianity began to fade from then on. English influence was primarily strong only in the Dublin area (known as the Pale), and outside of this region, the Irish were generally not receptive to any church reforms originating from England. Since the time of Henry VIII, the Reformation movement was stymied in Ireland by national biases, and it never successfully garnered the support of the Irish population as a whole. The approach taken to advance the Reformation was clumsy and misguided, reflecting poorly on the English leaders responsible for it. No effort was made to present the principles of the Reformation to the native Irish by accommodating their national sentiments; the policy that banned translating the Prayer Book into Irish and suggested using Latin where English was not understood was destined to fail from the start. Consequently, the reformed church of Ireland remains, to this day, the church of only a small segment of the population.
The Reformation period begins with the passing of the Irish Supremacy Act 1537. As in England, the changes in religion of successive sovereigns alternately checked and promoted the progress of the movement, although in Ireland the mass of the people were less deeply affected by the religious controversies of the times than in Great Britain. At Mary’s accession five bishops either abandoned, or were deprived of, their sees; but the Anglo-Irish who remained faithful to the Reformation were not subjected to persecution such as would have been their fate on the other side of the Channel. Again, under Elizabeth, while two bishops (William Walsh of Meath and Thomas Leverous of Kildare) were deprived for open resistance 790 to the new order of things, and while stern measures were taken to suppress treasonable plotting against the constitution, the uniform policy of the government in ecclesiastical matters was one of toleration. James I. caused the Supremacy Act to be rigorously enforced, but on political rather than on religious grounds. In distant parts of Ireland, indeed, the unreformed order of service was often used without interference from the secular authority, although the bishops had openly accepted the Act of Uniformity.
The Reformation period starts with the passing of the Irish Supremacy Act in 1537. Just like in England, the religious changes brought by different rulers alternately slowed down and advanced the movement. However, in Ireland, the general population was less impacted by the religious debates of the time compared to Great Britain. When Mary came to power, five bishops either left or were removed from their positions; but the Anglo-Irish who stayed loyal to the Reformation didn’t face persecution like they would have across the Channel. Again, under Elizabeth, while two bishops (William Walsh of Meath and Thomas Leverous of Kildare) were removed for openly resisting the new order, and strict actions were taken to quell treasonous plotting against the government, the overall policy of the government regarding church matters was one of tolerance. James I enforced the Supremacy Act strictly, but for political reasons rather than religious ones. In remote areas of Ireland, the unreformed service order was often used without interference from the secular authority, even though the bishops had openly accepted the Act of Uniformity.
The episcopal succession, then, was unbroken at the Reformation. The Marian prelates are admitted on all hands to have been the true bishops of the Church, and in every case they were followed by a line of lawful successors, leading down to the present occupants of the several sees. The rival lines of Roman Catholic titulars are not in direct succession to the Marian bishops, and cannot be regarded as continuous with the medieval Church. The question of the continuity of the pre-Reformation Church with the Church of the Celtic period before the Anglo-Norman conquest of Ireland is more difficult. Ten out of eleven archbishops of Armagh who held office between 1272 and 1439 were consecrated outside Ireland, and there is no evidence forthcoming that any one of them derived his apostolic succession through bishops of the Irish Church. It may be stated with confidence that the present Church of Ireland is the direct and legitimate successor of the Church of the 14th and 15th centuries, but it cannot so clearly be demonstrated that any existing organization is continuous with the Church of St Patrick. In the reign of James I. the first Convocation of the clergy was summoned in Ireland, of which assembly the most notable act was the adoption of the “Irish Articles” (1615). These had been drawn up by Usher, and were more decidedly Calvinistic in tone than the Thirty-nine Articles, which were not adopted as standards in Ireland until 1634, when Strafford forced them on Convocation. During the Commonwealth period the bishoprics which became vacant were not filled; but on the accession of Charles II. the Church was strengthened by the translation of John Bramhall (the most learned and zealous of the prelates) from Derry to the primatial see of Armagh, and the consecration of twelve other bishops, among whom was Jeremy Taylor. The short period during which the policy of James II. prevailed in Ireland was one of disaster to the Church; but under William and Mary she regained her former position. She had now been reformed for more than 100 years, but had made little progress; and the tyrannical provisions of the Penal Code introduced by the English government made her more unpopular than ever. The clergy, finding their ministrations unacceptable to the great mass of the population, were tempted to indolence and non-residence; and although bright exceptions could be named, there was much that called for reform. To William King (1650-1729), bishop of Derry, and subsequently archbishop of Dublin, it was mainly due that the work of the Church was reorganized, and the impulse which he gave it was felt all through the 18th century. His ecclesiastical influence was exerted in direct opposition to Primate Hugh Boulter and his school, who aimed at making the Established Church the instrument for the promotion of English political opinions rather than the spiritual home of the Irish people. In 1800 the Act of Union was passed by the Legislature; and thenceforward, until Disestablishment, there was but one “United Church of England and Ireland.”
The line of bishops remained unbroken during the Reformation. The Marian bishops are widely acknowledged as the legitimate bishops of the Church, and each was succeeded by a legitimate successor, continuing all the way to the current holders of the various sees. The rival lines of Roman Catholic titulars do not directly succeed the Marian bishops and cannot be seen as continuous with the medieval Church. The issue of whether the pre-Reformation Church is connected to the Celtic Church prior to the Anglo-Norman conquest of Ireland is more complicated. Out of eleven archbishops of Armagh who served from 1272 to 1439, ten were consecrated outside of Ireland, and there is no evidence that any of them received apostolic succession from Irish bishops. It can be confidently stated that the present Church of Ireland is the direct and legitimate successor of the Church from the 14th and 15th centuries, but it cannot be clearly demonstrated that any existing organization is linked continuously to the Church of St. Patrick. During the reign of James I, the first Convocation of clergy was convened in Ireland, and one notable action of this assembly was the adoption of the “Irish Articles” (1615). These were drafted by Usher and had a more distinctively Calvinistic tone than the Thirty-nine Articles, which were not adopted as standards in Ireland until 1634, when Strafford imposed them on the Convocation. During the Commonwealth period, vacant bishoprics were not filled; however, when Charles II came to power, the Church gained strength from the transfer of John Bramhall (the most knowledgeable and dedicated of the bishops) from Derry to the primatial see of Armagh, along with the consecration of twelve other bishops, including Jeremy Taylor. The brief period of James II's rule in Ireland was disastrous for the Church, but it regained its previous standing under William and Mary. By this time, the Church had been reformed for over a century but had made little real progress, and the oppressive measures of the Penal Code imposed by the English government made it more unpopular than ever. The clergy, finding their services unappealing to the vast majority of the population, were tempted to become complacent and non-resident; while there were notable exceptions, many areas needed reform. William King (1650-1729), bishop of Derry and later archbishop of Dublin, played a key role in reorganizing the Church's work, and the momentum he created was felt throughout the 18th century. His ecclesiastical influence stood in direct opposition to Primate Hugh Boulter and his followers, who sought to make the Established Church a tool for promoting English political views instead of serving as the spiritual home for the Irish people. In 1800, the Act of Union was passed by the Legislature, and from then until Disestablishment, there was only one “United Church of England and Ireland.”
Continuous agitation for the removal of Roman Catholic disabilities brought about in 1833 the passing of the Church Temporalities Act, one of the most important provisions of which was the reduction of the number of Irish archbishoprics from four to two, and of bishoprics from eighteen to ten, the funds thus released being administered by commissioners. In 1838 the Tithe Rentcharge Act, which transferred the payment of tithes from the occupiers to the owners of land, was passed, and thus a substantial grievance was removed. It became increasingly plain, however, as years passed, that all such measures of relief were inadequate to allay the dissatisfaction felt by the majority of Irishmen because of the continued existence of the Established Church. Her position had been pledged to her by the Act of Union, and she was undoubtedly the historical representative of the ancient Church of the land; but such arguments proved unavailing in view of the visible fact that she had not gained the affections of the people. The census of 1861 showed that out of a total population of 5,798,967 only 693,357 belonged to the Established Church, 4,505,265 being Roman Catholics; and once this had been made clear, the passing of the Act of Disestablishment was only a question of time. Introduced by Mr Gladstone, and passed in 1869, it became law on the 1st of January 1871.
Continuous pressure for the removal of Roman Catholic restrictions led to the passing of the Church Temporalities Act in 1833. One of its key provisions was cutting the number of Irish archbishoprics from four to two and reducing bishoprics from eighteen to ten, with the funds freed up being managed by commissioners. In 1838, the Tithe Rentcharge Act was passed, which shifted the responsibility of paying tithes from land occupiers to landowners, addressing a significant grievance. However, as time went on, it became increasingly clear that these relief measures were insufficient to ease the discontent among most Irish people due to the ongoing presence of the Established Church. Its position had been secured by the Act of Union, and it was undoubtedly the historical representative of the ancient Church in the country; however, such arguments fell flat given that it had not earned the love of the people. The census of 1861 revealed that out of a total population of 5,798,967, only 693,357 belonged to the Established Church, while 4,505,265 were Roman Catholics. Once this was understood, the passing of the Act of Disestablishment became just a matter of time. Introduced by Mr. Gladstone and passed in 1869, it became law on January 1, 1871.
The Church was thus suddenly thrown on her own resources, and called on to reorganize her ecclesiastical system, as well as to make provision for the maintenance of her future clergy. A convention of the bishops, clergy, and laity was summoned in 1870, and its first act was to declare the adherence of the Church of Ireland to the ancient standards, and her determination to uphold the doctrine and discipline of the Catholic and Apostolic Church, while reaffirming her witness, as Protestant and Reformed, against the innovations of Rome. Under the constitution then agreed on, the supreme governing body of the Church is the General Synod, consisting of the bishops and of 208 clerical and 416 lay representatives of the several dioceses, whose local affairs are managed by subordinate Diocesan Synods. The bishops are elected as vacancies arise, and, with certain restrictions, by the Diocesan Synods, the Primate, whose see is Armagh, being chosen by the bishops out of their own number. The patronage of benefices is vested in boards of nomination, on which both the diocese and the parish are represented. The Diocesan Courts, consisting of the bishop, his chancellor, and two elected members, one clerical and the other lay, deal as courts of first instance with legal questions; but there is an appeal to the Court of the General Synod, composed of three bishops and four laymen who have held judicial office. During the years 1871 to 1878 the revision of the Prayer Book mainly occupied the attention of the General Synod; but although many far-reaching resolutions were proposed by the then predominant Evangelical party, few changes of moment were carried, and none which affected the Church’s doctrinal position. A two-thirds majority of both the lay and clerical vote is necessary before any change can be made in the formularies, and an ultimate veto rests, on certain conditions, with the house of bishops.
The Church was suddenly left to fend for itself and needed to reorganize its structure, as well as plan for the future support of its clergy. In 1870, a gathering of bishops, clergy, and laypeople was called, and their first action was to reaffirm the Church of Ireland's commitment to the traditional standards and its decision to uphold the doctrine and practices of the Catholic and Apostolic Church, while also affirming its stance as Protestant and Reformed against the changes from Rome. According to the constitution they established, the main governing body of the Church is the General Synod, which includes the bishops as well as 208 clerical and 416 lay representatives from various dioceses, with local matters managed by subordinate Diocesan Synods. Bishops are elected as positions become available, and, with some restrictions, by the Diocesan Synods, while the Primate, based in Armagh, is selected from among the bishops. The appointment of benefices is managed by boards of nomination that include representatives from both the diocese and the parish. The Diocesan Courts, made up of the bishop, his chancellor, and two elected members (one clerical and one lay), handle legal questions as courts of first instance; however, there is an appeal option to the Court of the General Synod, which consists of three bishops and four laypeople who have held judicial roles. Between 1871 and 1878, the General Synod primarily focused on revising the Prayer Book, but although many significant resolutions were proposed by the dominant Evangelical faction at the time, few meaningful changes were made, and none that affected the Church's doctrinal stance. A two-thirds majority of both lay and clerical votes is required for any change to be made in the formularies, and an ultimate veto, under certain conditions, lies with the house of bishops.
The effects of Disestablishment have been partly good and partly evil. On the one hand, the Church has now all the benefits of autonomy and is free from the anomalies incidental to state control. Her laws are definite, and the authority of her judicial courts is recognized by all her members. The place given to the laity in her synods has quickened in them the sense of responsibility so essential to the Church’s progress. And although there are few worldly inducements to men to take orders in Ireland, the clergy are, for the most part, the equals of their predecessors in social standing and in intellectual equipment, while the standard of clerical activity is higher than in pre-Disestablishment days. On the other hand, the vesting of patronage in large bodies like synods, or (as is the case in some districts) in nominators with little knowledge of the Church beyond the borders of their own parish, is not an ideal system, although it is working better as the dangers of parochialism and provinciality are becoming more generally recognized than in the early years of Disestablishment.
The effects of Disestablishment have been both positive and negative. On one hand, the Church now enjoys the benefits of independence and is free from the inconsistencies that come with state control. Its laws are clear, and all members acknowledge the authority of its judicial courts. The role of laypeople in its synods has increased their sense of responsibility, which is crucial for the Church's growth. Although there are few worldly incentives for men to become clergy in Ireland, for the most part, the clergy maintain the same social status and intellectual capabilities as their predecessors, and the level of clerical activity is higher than it was before Disestablishment. On the other hand, the concentration of patronage in large bodies like synods, or in some areas, in nominators who have limited understanding of the Church beyond their own parish, is not an ideal approach, even though it is improving as the challenges of localism and provincialism are becoming more widely recognized than they were in the early years of Disestablishment.
The finances are controlled by the Representative Church Body, to which the sum of £7,581,075, sufficient to provide life annuities for the existing clergy (2043 in number), amounting to £596,913, was handed over by the Church Temporalities Commissioners in 1870. So skilfully was this fund administered, and so generous were the contributions of clergy and laity, at and since Disestablishment, that while on 31st December 1906 only 136 annuitants were living, the total assets in the custody of the Representative Church Body amounted at that date to £8,729,941. Of this sum no less than £6,525,952 represented the free-will offerings of the members of the Church 791 for the thirty-seven years ending 31st December 1906. Out of the interest on capital, augmented by the annual parochial assessments, which are administered by the central office, provision has to be made for two archbishops at £2500 per annum, eleven bishops, who receive about £1500 each, and over 1500 parochial clergy. Of the clergy only 338 are curates, while 1161 are incumbents, the average annual income of a benefice being about £240, with (in most cases) a house. The large majority of the clergy receive their training in the Divinity School of Trinity College, Dublin. At the census of 1901 the members of the Church of Ireland numbered 579,385 out of a total population of 4,456,546.
The finances are managed by the Representative Church Body, which received £7,581,075 from the Church Temporalities Commissioners in 1870. This amount is enough to cover life annuities for the current clergy (2,043 in total), costing £596,913. The fund was managed so well, and the contributions from both clergy and laity were so generous during and after Disestablishment, that by December 31, 1906, while only 136 annuitants were still alive, the total assets held by the Representative Church Body reached £8,729,941. Of this total, £6,525,952 came from the voluntary donations of church members over the thirty-seven years ending December 31, 1906. From the interest on this capital, alongside annual parish assessments managed by the central office, funds are allocated for two archbishops at £2,500 each year, eleven bishops receiving about £1,500 each, and over 1,500 parish clergy. Among the clergy, only 338 are curates, while 1,161 are incumbents, with the average annual income for a benefice being around £240, and in most cases, they also receive housing. Most clergy are trained at the Divinity School of Trinity College, Dublin. According to the 1901 census, the members of the Church of Ireland totalled 579,385 out of a national population of 4,456,546. 791
See R. Mant, History of the Church of Ireland (2 vols., London, 1840); Essays on the Irish Church, by various writers (Oxford, 1866); Maziere Brady, The Alleged Conversion of the Irish Bishops (London, 1877); A. T. Lee, The Irish Episcopal Succession (Dublin, 1867); G. T. Stokes, Ireland and the Celtic Church (London, 1888), Ireland and the Anglo-Norman Church (London, 1892), Some Worthies of the Irish Church (London, 1900); T. Olden, The Church of Ireland (London, 1892); J. T. Ball, The Reformed Church of Ireland (London, 1890); H. C. Groves, The Titular Archbishops of Ireland (Dublin, 1897); W. Lawlor, The Reformation in Ireland (London, 1906); Reports of the Representative Church Body (Dublin, 1872-1905).
See R. Mant, History of the Church of Ireland (2 vols., London, 1840); Essays on the Irish Church, by various writers (Oxford, 1866); Maziere Brady, The Alleged Conversion of the Irish Bishops (London, 1877); A. T. Lee, The Irish Episcopal Succession (Dublin, 1867); G. T. Stokes, Ireland and the Celtic Church (London, 1888), Ireland and the Anglo-Norman Church (London, 1892), Some Worthies of the Irish Church (London, 1900); T. Olden, The Church of Ireland (London, 1892); J. T. Ball, The Reformed Church of Ireland (London, 1890); H. C. Groves, The Titular Archbishops of Ireland (Dublin, 1897); W. Lawlor, The Reformation in Ireland (London, 1906); Reports of the Representative Church Body (Dublin, 1872-1905).
IRENAEUS, bishop of Lyons at the end of the 2nd century, was one of the most distinguished theologians of the ante-Nicene Church. Very little is known of his early history. His childhood was spent in Asia Minor, probably at or near Smyrna; for he himself tells us (Adv. haer. iii. 3, 4, and Euseb. Hist. Eccl. v. 20) that as a child he heard the preaching of Polycarp, the aged bishop of Smyrna (d. February 22, 156). But we do not know when this was. He can hardly have been born very long after 130, for later on he frequently mentions having met certain Christian presbyters who had actually seen John, the disciple of our Lord. The circumstances under which he came into the West are also unknown to us; the only thing which is certain is that at the time of the persecution of the Gallic Church under Marcus Aurelius (177) he was a presbyter of the church at Lyons. In 177 or 178 he went to Rome on a mission from this church, to make representations to Bishop Eleutherius in favour of a more lenient treatment of the Montanists (see Montanism.; Eus. v. 4. 2). On his return he was called upon to undertake the direction of the church at Lyons in the place of Bishop Pothinus, who had perished in the persecution (Eus. v. 5. 8). As bishop he carried on a great and fruitful work. Though the statement of Gregory of Tours (Hist. Franc. i. 29), that within a short time he succeeded in converting all Lyons to Christianity, is probably exaggerated, from him at any rate dates the wide spread of Christianity in Lyons and its neighbourhood. He devoted particular attention to trying to reconcile the numerous sects which menaced the existence of the church (see below). In the dispute on the question of Easter, which for a long time disturbed the Christian Church both in West and East, he endeavoured by means of many letters to effect a compromise, and in particular to exercise a moderating influence on Victor, the bishop of Rome, and his unyielding attitude towards the dissentient churches of Africa, thus justifying his name of “peace-maker” (Eirenaios) (Eus. H. E. v. 24. 28). The date of his death is unknown. His martyrdom under Septimius Severus is related by Gregory of Tours, but by no earlier writer.
IRENAEUS, bishop of Lyons at the end of the 2nd century, was one of the most notable theologians of the early Church before the Nicene Council. Very little is known about his early life. He spent his childhood in Asia Minor, likely around Smyrna; he stated himself (Adv. haer. iii. 3, 4, and Euseb. Hist. Eccl. v. 20) that as a child he heard Polycarp, the elderly bishop of Smyrna (d. February 22, 156), preach. However, we don't know when this occurred. He must have been born not long after 130, since he often mentions meeting certain Christian presbyters who had actually seen John, the disciple of our Lord. The circumstances of his move to the West are also unclear; what we do know is that during the persecution of the Gallic Church under Marcus Aurelius (177), he was a presbyter of the church in Lyons. In 177 or 178, he traveled to Rome on a mission from this church to ask Bishop Eleutherius for more lenient treatment of the Montanists (see Montanism.; Eus. v. 4. 2). On his return, he was called to lead the church in Lyons in place of Bishop Pothinus, who had died in the persecution (Eus. v. 5. 8). As bishop, he carried out significant and impactful work. Although Gregory of Tours’ statement (Hist. Franc. i. 29) that he quickly converted all of Lyons to Christianity is likely exaggerated, he is credited with greatly spreading Christianity in Lyons and its surrounding areas. He focused particularly on reconciling the many sects that threatened the church's existence (see below). In the dispute over the timing of Easter, which long troubled the Christian Church in both the West and East, he sought to find a compromise through numerous letters, especially aiming to moderate the stance of Victor, the bishop of Rome, and his inflexible attitude toward the dissenting churches in Africa, earning him the title “peace-maker” (Eirenaios) (Eus. H. E. v. 24. 28). The date of his death remains unknown. His martyrdom under Septimius Severus is described by Gregory of Tours, but no earlier writers mention it.
The chief work of Irenaeus, written about 180, is his “Refutation and Overthrow of Gnosis, falsely so called” (usually indicated by the name Against the Heresies). Of the Greek original of this work only fragments survive; it only exists in full in an old Latin translation, the slavish fidelity of which to a certain extent makes up for the loss of the original text. The treatise is divided into five books: of these the first two contain a minute and well-informed description and criticism of the tenets of various heretical sects, especially the Valentinians; the other three set forth the true doctrines of Christianity, and it is from them that we find out the theological opinions of the author. Irenaeus admits himself that he is not a good writer. And indeed, as he worked, his materials assumed such unmanageable proportions that he could not succeed in throwing them into a satisfactory form. But however clumsily he may have handled his material, he has produced a work which is even nowadays rightly valued as the first systematic exposition of Catholic belief. The foundation upon which Irenaeus bases his system consists in the episcopate, the canon of the Old and New Testaments, and the rule of faith. With their assistance he sets forth and upholds, in opposition to the gnostic dualism, i.e. the severing of the natural and the supernatural, the Catholic monism, i.e. the unity of the life of faith as willed by God. The “grace of truth” (the charisma), which the apostles had called down upon their first disciples by prayer and laying-on of hands, and which was to be imparted anew by way of succession (διαδοχή, successio) to the bishops from generation to generation without a break, makes those who receive it living witnesses of the salvation offered to the faithful by written and spoken tradition. The Scriptures of the Old and New Testaments, rightly expounded by the church alone, give us an insight into God’s plan of salvation for mankind, and explain to us the covenant which He made on various occasions (Moses and Christ; or Noah, Abraham, Moses and Christ). Finally, the “rule of faith” (regula fidei), received at baptism, contains in itself all the riches of Christian truth. To distribute these, i.e. to elucidate the rule of faith as set forth in the creed, and further to point out its agreement with the Scriptures, is the object of Irenaeus as a theologian. Hence he lays the greatest stress on the conception of God’s disposition of salvation towards mankind (oeconomia), the object of which is that mankind, who in Adam were sunk in sin and death, should in Christ, comprised as it were in his person, be brought back to life. God, as the head of the family, so to speak, disposes of all. The Son, the Word (Logos) for ever dwelling with the Father, carries out His behests. The Holy Ghost (Pneuma), however, as the Spirit of wisdom for ever dwelling with the Father, controls what the Father has appointed and the Son fulfilled, and this Spirit lives in the church. The climax of the divine plan of salvation is found in the incarnation of the Word. God was to become man, and in Christ he became man. Christ must be God; for if not, the devil would have had a natural claim on him, and he would have been no more exempt from death than the other children of Adam; he must be man, if his blood were indeed to redeem us. On God incarnate the power of the devil is broken, and in Him is accomplished the reconciliation between God and man, who henceforth pursues his true object, namely, to become like unto God. In the God-man God has drawn men up to Himself. Into their human, fleshly and perishable nature imperishable life is thereby engrafted; it has become deified, and death has been changed into immortality. In the sacrament of the Lord’s Supper it is the heavenly body of the God-man which is actually partaken of in the elements. This exposition by Irenaeus of the divine economy and the incarnation was taken as a criterion by later theologians, especially in the Greek Church (cf. Athanasius, Gregory of Nyssa, Cyril of Alexandria, John of Damascus). He himself was especially influenced by St John and St Paul. Before him the Fourth Gospel did not seem to exist for the Church; Irenaeus made it a living force. His conception of the Logos is not that of the philosophers and apologists; he looks upon the Logos not as the “reason” of God, but as the “voice” with which the Father speaks in the revelation to mankind, as did the writer of the Fourth Gospel. And the Pauline epistles are adopted almost bodily by Irenaeus, according to the ideas contained in them; his expositions often present the appearance of a patchwork of St Paul’s ideas. Certainly, it is only one side of Paul’s thought that he displays to us. The great conceptions of justification and atonement are hardly ever touched by Irenaeus. In Irenaeus is no longer heard the Jew, striving about and against the law, who has had to break free from his early tradition of Pharisaism.
The main work of Irenaeus, written around 180, is his “Refutation and Overthrow of Gnosis, falsely so called” (usually referred to as Against the Heresies). Only fragments of the original Greek text survive; the full work exists only in an old Latin translation, which, despite its strictness, somewhat compensates for the loss of the original. The treatise is divided into five books: the first two provide a detailed and informed description and critique of the beliefs of various heretical groups, especially the Valentinians; the other three outline the true doctrines of Christianity, revealing the author’s theological views. Irenaeus acknowledges that he's not a great writer. As he worked, his materials became so extensive that he struggled to present them in a coherent manner. Yet, despite any awkwardness in his writing, he produced a work that is still rightly regarded as the first systematic explanation of Catholic belief. Irenaeus bases his system on the episcopate, the canon of the Old and New Testaments, and the rule of faith. With their help, he establishes and defends, against gnostic dualism, i.e. the separation of the natural and supernatural, the Catholic monism, i.e. the unity of faith as envisioned by God. The “grace of truth” (the charisma), which the apostles invoked upon their first disciples through prayer and laying on of hands, is meant to be passed down through succession (succession, successio) to bishops from one generation to the next without interruption. This makes recipients living witnesses to the salvation provided to the faithful through written and spoken tradition. The Scriptures of the Old and New Testaments, interpreted correctly by the church alone, give us insight into God’s plan for humanity's salvation and explain the covenants He made on various occasions (with Moses and Christ; or Noah, Abraham, Moses, and Christ). Finally, the “rule of faith” (regula fidei), received during baptism, encompasses all the riches of Christian truth. Irenaeus aims to distribute these—i.e., to clarify the rule of faith as stated in the creed and further demonstrate its consistency with the Scriptures. Hence, he emphasizes the concept of God’s plan of salvation for humanity (oeconomia), which intends for humanity, who fell into sin and death through Adam, to be restored to life in Christ, as if included in his person. God, as the head of the family, governs everything. The Son, the Word (Logos), eternally present with the Father, executes His commands. The Holy Spirit (Pneuma), as the Spirit of wisdom also eternally with the Father, guides what the Father has ordained and the Son has achieved, and this Spirit dwells within the church. The culmination of the divine plan of salvation is found in the incarnation of the Word. God was to become man, and in Christ, he did. Christ must be God; otherwise, the devil would rightfully claim him, and he would not be exempt from death like the other children of Adam; he must also be man, so that his blood could indeed redeem us. The power of the devil is broken through the God-man, and in Him, the reconciliation between God and humanity is accomplished, thus allowing humanity to pursue its true purpose: to become like God. In the God-man, God has elevated humans to Himself. Into their human, physical, and mortal nature, eternal life is implanted; it has been made divine, and death has transformed into immortality. In the sacrament of the Lord’s Supper, it is the heavenly body of the God-man that is truly taken in the elements. This explanation by Irenaeus of the divine plan and the incarnation became a standard for later theologians, especially in the Greek Church (cf. Ath
Till recent times whatever other writings and letters of Irenaeus are mentioned by Eusebius appeared to be lost, with the exception of a fragment here or there. Recently, however, two Armenian scholars, Karapet Ter-Měkěrttschian and Erwand 792 Ter-Minassianz, have published from an Armenian translation a German edition (Leipzig, 1907; minor edition 1908) of the work “in proof of the apostolic teaching” mentioned by Eusebius (H. E. v. 26). This work, which is in the form of a dialogue with one Marcianus, otherwise unknown to us, contains a statement of the fundamental truths of Christianity. It is the oldest catechism extant, and an excellent example of how Bishop Irenaeus was able not only to defend Christianity as a theologian and expound it theoretically, but also to preach it to laymen.
Until recently, any other writings and letters from Irenaeus that Eusebius mentioned seemed to have been lost, except for a few fragments. However, two Armenian scholars, Karapet Ter-Měkěrttschian and Erwand Ter-Minassianz, have recently published a German edition (Leipzig, 1907; minor edition 1908) based on an Armenian translation of the work “in proof of the apostolic teaching” referenced by Eusebius (H. E. v. 26). This work, which takes the form of a dialogue with one Marcianus, who is otherwise unknown to us, outlines the fundamental truths of Christianity. It is the oldest existing catechism and serves as an excellent example of how Bishop Irenaeus managed to not only defend Christianity as a theologian and explain it theoretically but also to preach it to everyday people.
Bibliography.—The edition of the Benedictine R. Massuet (Paris, 1710 and 1734, reprinted in Migne, Cursus patrologiae, Series Graeca, vol. v., Paris, 1857) long continued to be the standard one, till it was superseded by the editions of Adolph Stieren (2 vols., Leipzig, 1848-1853) and of W. Wigan Harvey (2 vols., Cambridge, 1857), the latter being the only edition which contains the Syriac fragments. For an English translation see the Ante-Nicene Library. Of modern monographs consult H. Ziegler, Irenaeus, der Bischof von Lyon (Berlin, 1871); Friedrich Loofs, Irenaeus-Handschriften (Leipzig, 1888); Johannes Werner, Der Paulinismus des Irenaeus (Leipzig, 1889); Johannes Kunze, Die Gotteslehre des Irenaeus (Leipzig, 1891); Ernst Klebba, Die Anthropologie des heiligen Irenaeus (Münster, 1894); Albert Dufourcq, Saint Irénée (Paris, 1904); Franz Stoll, Die Lehre des Heil. Irenaeus von der Erlösung und Heiligung (Mainz, 1905); also the histories of dogma, especially Harnack, and Bethune-Baker, An Introduction to the Early History of Christian Doctrine (London, 1903).
References.—The edition by Benedictine R. Massuet (Paris, 1710 and 1734, reprinted in Migne, Cursus patrologiae, Series Graeca, vol. v., Paris, 1857) remained the standard for a long time, until it was replaced by the editions of Adolph Stieren (2 vols., Leipzig, 1848-1853) and W. Wigan Harvey (2 vols., Cambridge, 1857), with Harvey's being the only edition that includes the Syriac fragments. For an English translation, see the Ante-Nicene Library. For modern monographs, refer to H. Ziegler, Irenaeus, der Bischof von Lyon (Berlin, 1871); Friedrich Loofs, Irenaeus-Handschriften (Leipzig, 1888); Johannes Werner, Der Paulinismus des Irenaeus (Leipzig, 1889); Johannes Kunze, Die Gotteslehre des Irenaeus (Leipzig, 1891); Ernst Klebba, Die Anthropologie des heiligen Irenaeus (Münster, 1894); Albert Dufourcq, Saint Irénée (Paris, 1904); Franz Stoll, Die Lehre des Heil. Irenaeus von der Erlösung und Heiligung (Mainz, 1905); and also the histories of dogma, especially Harnack and Bethune-Baker, An Introduction to the Early History of Christian Doctrine (London, 1903).
1. Irene (752-803), the wife of Leo IV., East Roman emperor. Originally a poor but beautiful Athenian orphan, she speedily gained the love and confidence of her feeble husband, and at his death in 780 was left by him sole guardian of the empire and of their ten-year-old son Constantine VI. Seizing the supreme power in the name of the latter, Irene ruled the empire at her own discretion for ten years, displaying great firmness and sagacity in her government. Her most notable act was the restoration of the orthodox image-worship, a policy which she always had secretly favoured, though compelled to abjure it in her husband’s lifetime. Having elected Tarasius, one of her partisans, to the patriarchate (784), she summoned two church councils. The former of these, held in 786 at Constantinople, was frustrated by the opposition of the soldiers. The second, convened at Nicaea in 787, formally revived the adoration of images and reunited the Eastern church with that of Rome. As Constantine approached maturity he began to grow restive under her autocratic sway. An attempt to free himself by force was met and crushed by the empress, who demanded that the oath of fidelity should thenceforward be taken in her name alone. The discontent which this occasioned swelled in 790 into open resistance, and the soldiers, headed by the Armenian guard, formally proclaimed Constantine VI. as the sole ruler. A hollow semblance of friendship was maintained between Constantine and Irene, whose title of empress was confirmed in 792; but the rival factions remained, and Irene, by skilful intrigues with the bishops and courtiers, organized a powerful conspiracy on her own behalf. Constantine could only flee for aid to the provinces, but even there he was surrounded by participants in the plot. Seized by his attendants on the Asiatic shore of the Bosporus, the emperor was carried back to the palace at Constantinople; and there, by the orders of his mother, his eyes were stabbed out. An eclipse of the sun and a darkness of seventeen days’ duration were attributed by the common superstition to the horror of heaven. Irene reigned in prosperity and splendour for five years. She is said to have endeavoured to negotiate a marriage between herself and Charlemagne; but according to Theophanes, who alone mentions it, the scheme was frustrated by Aëtius, one of her favourites. A projected alliance between Constantine and Charlemagne’s daughter, Rothrude, was in turn broken off by Irene. In 802 the patricians, upon whom she had lavished every honour and favour, conspired against her, and placed on the throne Nicephorus, the minister of finance. The haughty and unscrupulous princess, “who never lost sight of political power in the height of her religious zeal,” was exiled to Lesbos and forced to support herself by spinning. She died the following year. Her zeal in restoring images and monasteries has given her a place among the saints of the Greek church.
1. Irene (752-803), the wife of Leo IV, the Eastern Roman emperor. She started as a poor but beautiful orphan from Athens, quickly earning the love and trust of her weak husband. When he died in 780, he left her as the sole guardian of the empire and their ten-year-old son, Constantine VI. Taking control in her son's name, Irene ruled the empire independently for ten years, showing great strength and wisdom in her leadership. One of her most significant actions was restoring the orthodox veneration of images, a policy she had always secretly supported but was forced to deny during her husband's reign. She appointed Tarasius, one of her supporters, as patriarch in 784 and called two church councils. The first, held in 786 in Constantinople, was disrupted by opposition from the soldiers. The second council, convened in Nicaea in 787, officially reinstated the worship of images and reunited the Eastern church with Rome. As Constantine reached maturity, he became restless under her rule. An attempt to assert himself by force was met with resistance and crushed by the empress, who insisted that oaths of loyalty be declared only in her name. This led to growing discontent, which flared into open rebellion in 790 when the soldiers, led by the Armenian guard, declared Constantine VI as the sole ruler. A fake friendship was maintained between Constantine and Irene, whose title as empress was confirmed in 792, but rival factions persisted. Irene skillfully maneuvered to create a powerful conspiracy in her favor with bishops and courtiers. Constantine could only seek help in the provinces, but even there, he found himself surrounded by conspirators. Captured by his attendants on the Asian side of the Bosporus, the emperor was taken back to the palace in Constantinople, where, on his mother’s orders, his eyes were gouged out. Superstitions attributed a solar eclipse and a darkness lasting seventeen days to this horrifying act. Irene enjoyed a prosperous and splendid reign for five years. She reportedly attempted to negotiate a marriage with Charlemagne; however, Theophanes claims that one of her favorites, Aëtius, thwarted the plan. A proposed alliance between Constantine and Charlemagne’s daughter, Rothrude, was also called off by Irene. In 802, the patricians whom she had showered with honors and favor conspired against her and put Nicephorus, the finance minister, on the throne. The proud and ruthless princess, “who never lost sight of political power amid her religious fervor,” was exiled to Lesbos and forced to make a living by spinning. She died the following year. Her dedication to restoring images and monasteries earned her a place among the saints of the Greek church.
See E. Gibbon, The Decline and Fall of the Roman Empire (ed. J. Bury, London, 1896), vol. v.; G. Finlay, History of Greece (ed. 1877, Oxford,) vol. ii.; F. C. Schlosser, Geschichte der bilderstürmenden Kaiser des oströmischen Reiches (Frankfort, 1812); J. D. Phoropoulos, Εἰρήνη ἡ αὐτοκράτειρα Ῥωμαίων (Leipzig, 1887); J. B. Bury, The Later Roman Empire (London, 1889), ii. 480-498; C. Diehl, Figures byzantines (Paris, 1906), pp. 77-109.
See E. Gibbon, The Decline and Fall of the Roman Empire (ed. J. Bury, London, 1896), vol. v.; G. Finlay, History of Greece (ed. 1877, Oxford,) vol. ii.; F. C. Schlosser, Geschichte der bilderstürmenden Kaiser des oströmischen Reiches (Frankfort, 1812); J. D. Phoropoulos, Η Ειρήνη, αυτοκράτειρα των Ρωμαίων (Leipzig, 1887); J. B. Bury, The Later Roman Empire (London, 1889), ii. 480-498; C. Diehl, Figures byzantines (Paris, 1906), pp. 77-109.
2. Irene (c. 1066-c. 1120), the wife of Alexius I. The best-known fact of her life is the unsuccessful intrigue by which she endeavoured to divert the succession from her son John to Nicephorus Bryennius, the husband of her daughter Anna. Having failed to persuade Alexius, or, upon his death, to carry out a coup d’état with the help of the palace guards, she retired to a monastery and ended her life in obscurity.
2. Irene (c. 1066-c. 1120), the wife of Alexius I. The most notable thing about her life is the failed attempt to change the line of succession from her son John to Nicephorus Bryennius, who was her daughter Anna's husband. After trying and failing to convince Alexius, or, after his death, to execute a coup d'état with the palace guards' help, she withdrew to a monastery and lived out her days in obscurity.
3. Irene (d. 1161), the first wife of Manuel Comnenus. She was the daughter of the count of Sulzbach, and sister-in-law of the Roman emperor Conrad II., who arranged her betrothal. The marriage was celebrated at Constantinople in 1146. The new empress, who had exchanged her earlier name of Bertha for one more familiar to the Greeks, became a devoted wife, and by the simplicity of her manner contrasted favourably with most Byzantine queens of the age.
3. Irene (d. 1161), the first wife of Manuel Comnenus. She was the daughter of the count of Sulzbach and the sister-in-law of Roman Emperor Conrad II., who arranged her engagement. The wedding took place in Constantinople in 1146. The new empress, who changed her original name of Bertha to one that was more familiar to the Greeks, became a devoted wife and her humble nature stood out positively compared to most Byzantine queens of the time.
H. v. Kap-Herr, Die abendländische Politik des Kaisers Manuel (Strassburg, 1881).
H. v. Kap-Herr, The Western Politics of Emperor Manuel (Strasbourg, 1881).
IRETON, HENRY (1611-1651), English parliamentary general, eldest son of German Ireton of Attenborough, Nottinghamshire, was baptized on the 3rd of November 1611, became a gentleman commoner of Trinity College, Oxford, in 1626, graduated B.A. in 1629, and entered the Middle Temple the same year. On the outbreak of the Civil War he joined the parliamentary army, fought at Edgehill and at Gainsborough in July 1643, was made by Cromwell deputy-governor of the Isle of Ely, and next year served under Manchester in the Yorkshire campaign and at the second battle of Newbury, afterwards supporting Cromwell in his accusations of incompetency against the general. On the night before the battle of Naseby, in June 1645, he succeeded in surprising the Royalist army and captured many prisoners, and next day, on the suggestion of Cromwell, he was made commissary-general and appointed to the command of the left wing, Cromwell himself commanding the right. The wing under Ireton was completely broken by the impetuous charge of Rupert, and Ireton was wounded and taken prisoner, but after the rout of the enemy which ensued on the successful charge of Cromwell he regained his freedom. He was present at the siege of Bristol in the September following, and took an active part in the subsequent victorious campaign which resulted in the overthrow of the royal cause. On the 30th of October 1645 Ireton entered parliament as member for Appleby, and while occupied with the siege of Oxford he was, on the 15th of June 1646, married to Bridget, daughter of Oliver Cromwell. This union brought Ireton into still closer connexion with Cromwell, with whose career he was now more completely identified. But while Cromwell’s policy was practically limited to making the best of the present situation, and was generally inclined to compromise, Ireton’s attitude was based on well-grounded principles of statesmanship. He was opposed to the destructive schemes of the extreme party, disliked especially the abstract and unpractical theories of the Republicans and the Levellers, and desired, while modifying their mutual powers, to retain the constitution of King, Lords and Commons. He urged these views in the negotiations of the army with the parliament, and in the conferences with the king, being the person chiefly entrusted with the drawing up of the army proposals, including the manifesto called “The Heads of the Proposals.” He endeavoured to prevent the breach between the army and the parliament, but when the division became inevitable took the side of the former. He persevered in supporting the negotiations with the king till his action aroused great suspicion and unpopularity. He became at length convinced of the hopelessness of dealing with Charles, and after the king’s flight to the Isle of Wight treated his further proposals with coldness and urged the parliament 793 to establish an administration without him. Ireton served under Fairfax in the second civil war in the campaigns in Kent and Essex, and was responsible for the executions of Lucas and Lisle at Colchester. After the rejection by the king of the last offers of the army, he showed special zeal in bringing about his trial, was one of the chief promoters of “Pride’s Purge,” attended the court regularly, and signed the death-warrant. The regiment of Ireton having been chosen by lot to accompany Cromwell in his Irish campaign, Ireton was appointed major-general; and on the recall of his chief to take the command in Scotland, he remained with the title and powers of lord-deputy to complete Cromwell’s work of reduction and replantation. This he proceeded to do with his usual energy, and as much by the severity of his methods of punishment as by his military skill was rapidly bringing his task to a close, when he died on the 26th of November 1651 of fever after the capture of Limerick. His loss “struck a great sadness into Cromwell,” and perhaps there was no one of the parliamentary leaders who could have been less spared, for while he possessed very high abilities as a soldier, and great political penetration and insight, he resembled in stern unflinchingness of purpose the protector himself. By his wife, Bridget Cromwell, who married afterwards General Charles Fleetwood, Ireton left one son and three daughters.
IRETON, HENRY (1611-1651) was an English parliamentary general and the eldest son of German Ireton from Attenborough, Nottinghamshire. He was baptized on November 3, 1611, became a gentleman commoner at Trinity College, Oxford, in 1626, graduated with a B.A. in 1629, and joined the Middle Temple the same year. When the Civil War broke out, he joined the parliamentary army, fought at Edgehill and Gainsborough in July 1643, and was appointed deputy-governor of the Isle of Ely by Cromwell. The following year, he served under Manchester in the Yorkshire campaign and at the second battle of Newbury, later backing Cromwell’s accusations of incompetence against the general. The night before the battle of Naseby in June 1645, he surprisingly attacked the Royalist army and captured many prisoners. The next day, on Cromwell’s recommendation, he was made commissary-general and put in charge of the left wing, while Cromwell commanded the right. Ireton's wing was overwhelmed by Rupert’s aggressive charge, and he was wounded and taken prisoner. However, after Cromwell’s successful charge led to the enemy’s rout, he regained his freedom. He participated in the siege of Bristol the following September and played an active role in the victorious campaign that ultimately crushed the royal cause. On October 30, 1645, Ireton became a member of parliament for Appleby, and while focusing on the siege of Oxford, he married Bridget, the daughter of Oliver Cromwell, on June 15, 1646. This marriage further connected Ireton to Cromwell, with whom he was now more closely aligned. While Cromwell’s approach was mainly about making the best of the current situation and often leaned towards compromise, Ireton held strong, principled views on governance. He opposed the radical plans of the extreme factions, particularly the impractical theories of the Republicans and the Levellers, and aimed to retain the constitution of King, Lords, and Commons while balancing their powers. He advocated these views during the army’s negotiations with parliament and in talks with the king, being primarily responsible for drafting the army's proposals, including the manifesto known as "The Heads of the Proposals." He tried to prevent a split between the army and parliament but sided with the army when a divide became unavoidable. He continued to support negotiations with the king until his actions led to growing suspicion and unpopularity. Ultimately convinced that dealing with Charles was futile, after the king fled to the Isle of Wight, he treated further proposals with indifference and urged parliament to establish a government without him. Ireton served under Fairfax during the second civil war in campaigns in Kent and Essex, and he oversaw the executions of Lucas and Lisle at Colchester. After the king rejected the army's last offers, he took the initiative in pushing for the king's trial, was a chief architect behind "Pride’s Purge," attended the court regularly, and signed the death warrant. Ireton’s regiment was chosen by lot to accompany Cromwell in his Irish campaign, and he was appointed major-general. When Cromwell returned to Scotland, Ireton remained with the title and powers of lord-deputy to complete Cromwell’s mission of reduction and replantation. He energetically pursued this task, using both his military skill and harsh methods of punishment, and was close to finishing when he died of fever after the capture of Limerick on November 26, 1651. His death “brought great sadness to Cromwell,” and he was one of the parliamentary leaders whose absence was most profoundly felt, as he combined remarkable military talent with keen political insight, mirroring Cromwell’s unwavering determination. Through his wife, Bridget Cromwell, who later married General Charles Fleetwood, Ireton left behind one son and three daughters.
Bibliography.—Article by C. H Firth in Dict. of Nat. Biog. with authorities there quoted; Wood’s Ath. Oxon. iii. 298, and Fasti, i. 451; Cornelius Brown’s Lives of Notts Worthies, 181; Clarke Papers published by Camden Society; Gardiner’s History of the Civil War and of the Commonwealth.
References.—Article by C. H Firth in Dictionary of National Biography with cited sources; Wood’s Athenae Oxonienses iii. 298, and Fasti, i. 451; Cornelius Brown’s Lives of Nottingham Worthies, 181; Clarke Papers published by Camden Society; Gardiner’s History of the Civil War and the Commonwealth.
IRIARTE (or Yriarte) Y OROPESA, TOMÁS DE (1750-1791), Spanish poet, was born on the 18th of September 1750, at Orotava in the island of Teneriffe, and received his literary education at Madrid under the care of his uncle, Juan de Iriarte, librarian to the king of Spain. In his eighteenth year the nephew began his literary career by translating French plays for the royal theatre, and in 1770, under the anagram of Tirso Imarete, he published an original comedy entitled Hacer que hacemos. In the following year he became official translator at the foreign office, and in 1776 keeper of the records in the war department. In 1780 appeared a dull didactic poem in silvas entitled La Música, which attracted some attention in Italy as well as at home. The Fábulas literarias (1781), with which his name is most intimately associated, are composed in a great variety of metres, and show considerable ingenuity in their humorous attacks on literary men and methods; but their merits have been greatly exaggerated. During his later years, partly in consequence of the Fábulas, Iriarte was absorbed in personal controversies, and in 1786 was reported to the Inquisition for his sympathies with the French philosophers. He died on the 17th of September 1791.
IRIARTE (or Yriarte) Y OROPESA, TOMÁS DE (1750-1791), Spanish poet, was born on September 18, 1750, in Orotava on the island of Tenerife. He received his literary education in Madrid under the guidance of his uncle, Juan de Iriarte, who was the librarian to the king of Spain. At the age of eighteen, he began his literary career by translating French plays for the royal theater. In 1770, using the pen name Tirso Imarete, he published an original comedy titled Hacer que hacemos. The following year, he became the official translator at the foreign office, and in 1776, he was appointed keeper of records in the war department. In 1780, he published a dull didactic poem in silvas called La Música, which received some attention both in Italy and at home. The Fábulas literarias (1781), with which his name is most closely associated, are written in a variety of meters and display considerable creativity in their humorous critiques of literary figures and practices; however, their value has often been overstated. In his later years, partly due to the Fábulas, Iriarte became embroiled in personal controversies and was reported to the Inquisition in 1786 for his sympathies with French philosophers. He died on September 17, 1791.
He is the subject of an exhaustive monograph (1897) by Emilio Cotarelo y Mori.
He is the focus of a detailed study (1897) by Emilio Cotarelo y Mori.
IRIDACEAE (the iris family), in botany, a natural order of flowering plants belonging to the series Liliiflorae of the class Monocotyledons, containing about 800 species in 57 genera, and widely distributed in temperate and tropical regions. The members of this order are generally perennial herbs growing from a corm as in Crocus and Gladiolus, or a rhizome as in Iris; more rarely, as in the Spanish iris, from a bulb. A few South African representatives have a shrubby habit. The flowers are hermaphrodite and regular as in Iris (fig. 1) and Crocus (fig. 3), or with a symmetry in the median plane as in Gladiolus. The petaloid perianth consists of two series, each with three members, which are joined below into a longer or shorter tube, followed by one whorl of three stamens; the inferior ovary is three-celled and contains numerous ovules on an axile placenta; the style is branched and the branches are often petaloid. The fruit (fig. 2) is a capsule opening between the partitions and containing generally a large number of roundish or angular seeds. The arrangement of the parts in the flower resembles that in the nearly allied order Amaryllidaceae (Narcissus, Snowdrop, &c.), but differs in the absence of the inner whorl of stamens.
IRIDACEAE (the iris family) is a group of flowering plants in the series Liliiflorae of the class Monocotyledons. It includes about 800 species across 57 genera, found in temperate and tropical areas worldwide. Most of the plants in this family are perennial herbs that grow from a corm, like in Crocus and Gladiolus, or from a rhizome, as seen in Iris; less commonly, some, like the Spanish iris, grow from a bulb. A few species from South Africa are shrubby. The flowers are hermaphrodite and symmetrical, as shown in Iris (fig. 1) and Crocus (fig. 3), or they have symmetry along the central plane, like in Gladiolus. The petal-like perianth has two sets of three parts each that connect into a tube that can be longer or shorter, followed by one whorl of three stamens. The inferior ovary has three cells and holds many ovules on an axile placenta. The style is branched, and the branches often resemble petals. The fruit (fig. 2) is a capsule that opens between the partitions and usually contains many round or angular seeds. The flower structure is similar to that of the related Amaryllidaceae order (Narcissus, Snowdrop, etc.), but it lacks the inner whorl of stamens.
 | |
| Fig. 1.—Yellow Iris, Iris Pseudacorus. | |
|
1. Flower, from which the outer petals and the stigmas have been removed, leaving the inner petals (a) and stamens. 1. Flower, with the outer petals and stigmas taken off, leaving the inner petals (a) and stamens. 2. Pistil with petaloid stigmas. 2. Pistil with petal-like stigmas. |
3. Fruit cut across showing the three chambers containing seeds. 3. Fruit sliced open shows the three chambers that hold the seeds. 4. A seed. 1-4 about ½ nat. size. 4. A seed. 1-4 about ½ natural size. |
 |
| Fig. 2.—Seed-vessel (capsule) of the Flower-de-Luce (iris), opening in a loculicidal manner. The three valves bear the septa in the centre and the opening takes place through the back of the chambers. Each valve is formed by the halves of contiguous carpels. |
 |
| Fig. 3.—1. Crocus in flower, reduced. 2. Flower dissected. b, b′, Upper and lower membranous spathe-like bracts; c, Tube of perianth; d, Ovary; e, Style; f, Stigmas. |
The most important genera are Crocus (q.v.), with about 70 species, Iris (q.v.), with about 100, and Gladiolus (q.v.), with 150. Ixia, Freesia (q.v.) and Tritonia (including Montbretia), all natives of South Africa, are well known in cultivation. Sisyrinchium, blue-eyed grass, is a new-world genus extending from arctic America to Patagonia and the Falkland Isles. One 794 species, S. angustifolium, an arctic and temperate North American species, is also native in Galway and Kerry in Ireland. Other British representatives of the order are: Iris Pseudacorus, (yellow iris), common by river-banks and ditches, I. foetidissima (stinking iris), Gladiolus communis, a rare plant found in the New Forest and the Isle of Wight, and Romulea Columnae, a small plant with narrow recurved leaves a few inches long and a short scape bearing one or more small regular funnel-shaped flowers, which occurs at Dawlish in Devonshire.
The most important genera are Crocus (q.v.), with about 70 species, Iris (q.v.), with around 100, and Gladiolus (q.v.), with 150. Ixia, Freesia (q.v.), and Tritonia (including Montbretia), all native to South Africa, are well-known in gardening. Sisyrinchium, also known as blue-eyed grass, is a New World genus that ranges from Arctic America to Patagonia and the Falkland Islands. One species, S. angustifolium, found in Arctic and temperate North America, is also native to Galway and Kerry in Ireland. Other British representatives of the order include: Iris Pseudacorus, (yellow iris), commonly found by riverbanks and ditches, I. foetidissima (stinking iris), Gladiolus communis, a rare plant found in the New Forest and the Isle of Wight, and Romulea Columnae, a small plant with narrow, curved leaves just a few inches long and a short stem bearing one or more small regular funnel-shaped flowers, which can be found at Dawlish in Devonshire.
IRIDIUM (symbol Ir.; atomic weight 193.1), one of the metals of the platinum group, discovered in 1802 by Smithson Tennant during the examination of the residue left when platinum ores are dissolved in aqua regia; the element occurs in platinum ores in the form of alloys of platinum and iridium, and of osmium and iridium. Many methods have been devised for the separation of these metals (see Platinum), one of the best being that of H. St. C Deville and H. J. Debray (Comptes rendus, 1874, 78, p. 1502). In this process the osmiridium is fused with zinc and the excess of zinc evaporated; the residue is then ignited with barium nitrate, extracted with water and boiled with nitric acid. The iridium is then precipitated from the solution (as oxide) by the addition of baryta, dissolved in aqua regia, and precipitated as iridium ammonium chloride by the addition of ammonium chloride. The double chloride is fused with nitre, the melt extracted with water and the residue fused with lead, the excess of lead being finally removed by solution in nitric acid and aqua regia. It is a brittle metal of specific gravity 22.4 (Deville and Debray), and is only fusible with great difficulty. It may be obtained in the spongy form by igniting iridium ammonium chloride, and this variety of the metal readily oxidizes when heated in air.
IRIDIUM (symbol Ir.; atomic weight 193.1), one of the metals in the platinum group, was discovered in 1802 by Smithson Tennant while examining the residue left when platinum ores are dissolved in aqua regia. This element is found in platinum ores as alloys of platinum and iridium, as well as osmium and iridium. Many techniques have been developed to separate these metals (see Platinum), with one of the most effective being that of H. St. C Deville and H. J. Debray (Comptes rendus, 1874, 78, p. 1502). In this method, the osmiridium is melted with zinc, and the excess zinc is evaporated. The remaining substance is ignited with barium nitrate, extracted with water, and boiled with nitric acid. The iridium is then precipitated from the solution (as oxide) by adding baryta, dissolved in aqua regia, and precipitated as iridium ammonium chloride by the addition of ammonium chloride. The double chloride is melted with nitre, the melt is extracted with water, and the residue is melted with lead, with any excess lead eventually removed by dissolving it in nitric acid and aqua regia. It is a brittle metal with a specific gravity of 22.4 (Deville and Debray) and is very hard to melt. It can be obtained in a spongy form by igniting iridium ammonium chloride, and this form of the metal easily oxidizes when heated in air.
Two oxides of iridium are known, namely the sesquioxide, Ir2O3, and the dioxide, IrO2, corresponding to which there are two series of salts, the sesqui-salts and the iridic salts; a third series of salts is also known (the iridious salts) derived from an oxide IrO. Iridium sesquioxide, Ir2O3, is obtained when potassium iridium chloride is heated with sodium or potassium carbonates, in a stream of carbon dioxide. It is a bluish-black powder which at high temperatures decomposes into the metal, dioxide and oxygen. The hydroxide, Ir(OH)3, may be obtained by the addition of caustic potash to iridium sodium chloride, the mixture being then heated with alcohol. Iridium dioxide, IrO2, may be obtained as small needles by heating the metal to bright redness in a current of oxygen (G. Geisenheimer, Comptes rendus, 1890, 110, p. 855). The corresponding hydroxide, Ir(OH)4, is formed when potassium iridate is boiled with ammonium chloride, or when the tetrachloride is boiled with caustic potash or sodium carbonate. It is an indigo-blue powder, soluble in hydrochloric acid, but insoluble in dilute nitric and sulphuric acids. On the oxides see L. Wöhler and W. Witzmann, Zeit. anorg. Chem. (1908), 57, p. 323. Iridium sesquichloride, IrCl3, is obtained when one of the corresponding double chlorides is heated with concentrated sulphuric acid, the mixture being then thrown into water. It is thus obtained as an olive green precipitate which is insoluble in acids and alkalis. Potassium iridium sesquichloride, K3IrCl6·3H2O, is obtained by passing sulphur dioxide into a suspension of potassium chloriridate in water until all dissolves, and then adding potassium carbonate to the solution (C. Claus, Jour. prak. Chem., 1847, 42, p. 351). It forms green prisms which are readily soluble in water. Similar sodium and ammonium compounds are known. Iridium tetrachloride, IrCl4, is obtained by dissolving the finely divided metal in aqua regia; by dissolving the hydroxide in hydrochloric acid; and by digesting the hydrated sesquichloride with nitric acid. On evaporating the solution (not above 40° C.) a dark mass is obtained, which contains a little sesquichloride. It forms double chlorides with the alkaline chlorides. For a bromide see A. Gautbier and M. Riess, Ber., 1909, 42, p. 3905. Iridium sulphide, IrS, is obtained when the metal is ignited in sulphur vapour. The sesquisulphide, Ir2S3, is obtained as a brown precipitate when sulphuretted hydrogen is passed into a solution of one of the sesqui-salts. It is slightly soluble in potassium sulphide. The disulphide, IrS2, is formed when powdered iridium is heated with sulphur and an alkaline carbonate. It is a dark brown powder. Iridium forms many ammine derivatives, which are analogous to the corresponding platinum compounds (see M. Skoblikoff, Jahresb., 1852, p. 428; W. Palmer, Ber., 1889, 22, p. 15; 1890, 23, p. 3810; 1891, 24, p. 2090; Zeit. anorg. Chem., 1896, 13, p. 211).
Two iridium oxides are known: sesquioxide, Ir2O3, and dioxide, IrO2. There are two series of corresponding salts: sesqui-salts and iridic salts. A third series of salts, known as iridious salts, is derived from the oxide IrO. Iridium sesquioxide, Ir2O3, is produced by heating potassium iridium chloride with sodium or potassium carbonates in a stream of carbon dioxide. It appears as a bluish-black powder which decomposes into metal, dioxide, and oxygen at high temperatures. The hydroxide, Ir(OH)3, can be obtained by adding caustic potash to iridium sodium chloride, followed by heating the mixture with alcohol. Iridium dioxide, IrO2, can be formed as small needles by heating the metal to a bright red in an oxygen stream (G. Geisenheimer, Comptes rendus, 1890, 110, p. 855). Its corresponding hydroxide, Ir(OH)4, forms when potassium iridate is boiled with ammonium chloride or when tetrachloride is boiled with caustic potash or sodium carbonate. This hydroxide is an indigo-blue powder, soluble in hydrochloric acid, but insoluble in dilute nitric and sulfuric acids. For more on the oxides, see L. Wöhler and W. Witzmann, Zeit. anorg. Chem. (1908), 57, p. 323. Iridium sesquichloride, IrCl3, is produced when one of the double chlorides is heated with concentrated sulfuric acid, and then the mixture is added to water. It appears as an olive green precipitate, which is insoluble in acids and alkalis. Potassium iridium sesquichloride, K3IrCl6·3H2O, is created by passing sulfur dioxide into a suspension of potassium chloriridate in water until it all dissolves, followed by the addition of potassium carbonate to the solution (C. Claus, Jour. prak. Chem., 1847, 42, p. 351). It forms green prisms that dissolve easily in water. Similar sodium and ammonium compounds are also known. Iridium tetrachloride, IrCl4, is obtained by dissolving the finely divided metal in aqua regia, dissolving the hydroxide in hydrochloric acid, and digesting the hydrated sesquichloride with nitric acid. Upon evaporating the solution (not exceeding 40° C.), a dark mass is obtained, which contains some sesquichloride. It forms double chlorides with alkaline chlorides. For a bromide, see A. Gautbier and M. Riess, Ber., 1909, 42, p. 3905. Iridium sulphide, IrS, is produced when the metal is ignited in sulfur vapor. The sesquisulphide, Ir2S3, is formed as a brown precipitate when hydrogen sulfide is passed into a solution of one of the sesqui-salts. It is slightly soluble in potassium sulfide. The disulphide, IrS2, is created when powdered iridium is heated with sulfur and an alkaline carbonate. It appears as a dark brown powder. Iridium can also form various ammine derivatives, which are similar to the corresponding platinum compounds (see M. Skoblikoff, Jahresb., 1852, p. 428; W. Palmer, Ber., 1889, 22, p. 15; 1890, 23, p. 3810; 1891, 24, p. 2090; Zeit. anorg. Chem., 1896, 13, p. 211).
Iridium is always determined quantitatively by conversion into the metallic state. The atomic weight of the element has been determined in various ways, C. Seubert (Ber., 1878, 11, p. 1770), by the analysis of potassium chloriridate obtaining the value 192.74, and A. Joly (Comptes rendus, 1890, 110, p. 1131) from analyses of potassium and ammonium chloriridites, the value 191.78 (O = 15.88).
Iridium is always measured quantitatively by converting it to its metallic form. The atomic weight of the element has been determined in various ways, including by C. Seubert (Ber., 1878, 11, p. 1770), who analyzed potassium chloriridate and found it to be 192.74, and A. Joly (Comptes rendus, 1890, 110, p. 1131), who calculated it from analyses of potassium and ammonium chloriridites, resulting in a value of 191.78 (O = 15.88).
IRIGA, a town of the province of Ambos Camarines, Luzon, Philippine Islands, on the Bicol river, about 20 m. S.E. of Nueva Cáceres and near the S.W. base of Mt. Iriga, a volcanic peak reaching a height of 4092 ft. above the sea. Pop. (1903) 19,297. Iriga has a temperate climate. The soil in its vicinity is rich, producing rice, Indian corn, sugar, pepper, cacao, cotton, abacá, tobacco and copra. The neighbouring forests furnish ebony, molave, tindalo and other very valuable hardwoods. The language is Bicol.
IRIGA, is a town in the province of Ambos Camarines, Luzon, in the Philippine Islands, located on the Bicol River, about 20 miles southeast of Nueva Cáceres and near the southwest base of Mt. Iriga, a volcanic peak that rises to 4,092 feet above sea level. Population (1903) was 19,297. Iriga enjoys a temperate climate. The surrounding soil is fertile, producing rice, corn, sugar, pepper, cocoa, cotton, abacá, tobacco, and copra. The nearby forests provide ebony, molave, tindalo, and other highly valuable hardwoods. The local language is Bicol.
IRIS, in Greek mythology, daughter of Thaumas and the Ocean nymph Electra (according to Hesiod), the personification of the rainbow and messenger of the gods. As the rainbow unites earth and heaven, Iris is the messenger of the gods to men; in this capacity she is mentioned frequently in the Iliad, but never in the Odyssey, where Hermes takes her place. She is represented as a youthful virgin, with wings of gold, who hurries with the swiftness of the wind from one end of the world to the other, into the depths of the sea and the underworld. She is especially the messenger of Zeus and Hera, and is associated with Hermes, whose caduceus or staff she often holds. By command of Zeus she carries in a ewer water from the Styx, with which she puts to sleep all who perjure themselves. Her attributes are the caduceus and a vase.
IRIS, in Greek mythology, is the daughter of Thaumas and the Ocean nymph Electra (according to Hesiod). She is the personification of the rainbow and the messenger of the gods. Just as the rainbow connects earth and heaven, Iris serves as the link between the gods and humans; she is mentioned frequently in the Iliad, but not in the Odyssey, where Hermes takes her place. She is depicted as a young virgin with golden wings, who moves as swiftly as the wind from one end of the world to the other, into the depths of the sea and the underworld. Iris is particularly the messenger of Zeus and Hera and is closely associated with Hermes, often holding his caduceus or staff. At Zeus's command, she carries water from the Styx in a ewer, using it to put to sleep anyone who commits perjury. Her symbols are the caduceus and a vase.
IRIS, in botany. The iris flower belongs to the natural order Iridaceae of the class Monocotyledons, which is characterized by a petaloid six-parted perianth, an inferior ovary and only three stamens (the outer series), being thus distinguished from the Amaryllidaceae family, which has six stamens. They are handsome showy-flowered plants, the Greek name having been applied on account of the hues of the flowers. The genus contains about 170 species widely distributed throughout the north temperate zone. Two of the species are British. I. Pseudacorus, the yellow flag or iris, is common in Britain on river-banks, and in marshes and ditches. It is called the “water-flag” or “bastard floure de-luce” by Gerard, who remarks that “although it be a water plant of nature, yet being planted in gardens it prospereth well.” Its flowers appear in June and July, and are of a golden-yellow colour. The leaves are from 2 to 4 ft. long, and half an inch to an inch broad. Towards the latter part of the year they are eaten by cattle. The seeds are numerous and pale-brown; they have been recommended when roasted as a substitute for coffee, of which, however, they have not the properties. The astringent rhizome has diuretic, purgative and emetic properties, and may, it is said, be used for dyeing black, and in the place of galls for ink-making. The other British species, I. foetidissima, the fetid iris, gladdon or roast-beef plant, the Xyris or stinking gladdon of Gerard, is a native of England south of Durham, and also of Ireland, southern Europe and North Africa. Its flowers are usually of a dull, leaden-blue colour; the capsules, which remain attached to the plant throughout the winter, are 2 to 3 in. long; and the seeds scarlet. When bruised this species emits a peculiar and disagreeable odour.
IRIS, in botany. The iris flower is part of the natural order Iridaceae within the class Monocotyledons, which is characterized by a petaloid six-parted perianth, an inferior ovary, and only three outer stamens, setting it apart from the Amaryllidaceae family, which has six stamens. These are beautiful, showy plants, and their Greek name reflects the variety of flower colors. The genus includes about 170 species found across the northern temperate zone, with two species native to Britain. I. Pseudacorus, known as the yellow flag or iris, is common in Britain along riverbanks, marshes, and ditches. It's referred to as the “water-flag” or “bastard floure de-luce” by Gerard, who notes that “although it is naturally a water plant, it thrives well when planted in gardens.” Its flowers bloom in June and July and are a bright golden-yellow. The leaves can grow between 2 to 4 feet long and are about half an inch to an inch wide. By late in the year, cattle often eat the leaves. The seeds are numerous and pale brown; they have been suggested as a roasted coffee substitute, although they don’t possess the same qualities. The astringent rhizome has diuretic, purgative, and emetic properties and is reportedly used for dyeing black and as a substitute for galls in ink-making. The other British species, I. foetidissima, known as the fetid iris, gladdon, or roast-beef plant, as well as the Xyris or stinking gladdon according to Gerard, is native to southern England below Durham, as well as Ireland, southern Europe, and North Africa. Its flowers are typically a dull, leaden-blue color; the capsules, which stay attached to the plant throughout winter, are 2 to 3 inches long, and the seeds are scarlet. When crushed, this species releases a distinct and unpleasant odor.
Iris florentina, with white or pale-blue flowers, is a native of the south of Europe, and is the source of the violet-scented orris root used in perfumery. Iris versicolor, or blue flag, is indigenous to North America, and yields “iridin,” a powerful hepatic stimulant. Iris germanica of central Europe, “the most common purple Fleur de Luce” of Ray, is the large common blue iris of gardens, the bearded iris or fleur de luce and probably the Illyrian iris of the ancients. From the flowers of Iris florentina a pigment—the “verdelis,” “vert d’iris,” or iris-green, formerly used by miniature painters—was prepared by maceration, the fluid being left to putrefy, when chalk or alum was added. The garden plants known as the Spanish iris and the English iris are both of Spanish origin, and have very showy flowers. Along with some other species, as I. reticulata and I. persica, both of which are fragrant, they form great favourites with florists. All these just mentioned differ from those formerly named in the nature of the underground stem, which forms a bulb and not a strict creeping rhizome as in I. Pseudacorus, germanica, florentina, &c. Some botanists separate these bulbous 795 irises from the genus Iris, and place them apart in the genus Xiphium, the Spanish iris, including about 30 species, all from the Mediterranean region and the East.
Iris florentina, with its white or pale-blue flowers, is native to southern Europe and is the source of the violet-scented orris root used in perfumes. Iris versicolor, or blue flag, is found in North America and produces “iridin,” a strong liver stimulant. Iris germanica from central Europe, known as “the most common purple Fleur de Luce” according to Ray, is the large blue iris commonly found in gardens, the bearded iris or fleur de luce, and is likely the Illyrian iris mentioned by the ancients. The flowers of Iris florentina were used to create a pigment—the “verdelis,” “vert d’iris,” or iris-green—once utilized by miniature painters, which was made by maceration and allowing the liquid to decompose before adding chalk or alum. The garden plants known as the Spanish iris and English iris both originate from Spain and have very vibrant flowers. Along with other species like I. reticulata and I. persica, which are both fragrant, they are favorites among florists. All these mentioned differ from those previously named in the structure of the underground stem, which forms a bulb instead of a true creeping rhizome like in I. Pseudacorus, germanica, florentina, etc. Some botanists distinguish these bulbous irises from the genus Iris and place them in a separate genus Xiphium, which includes about 30 species, all from the Mediterranean region and the East.
 |
 |
| Fig. 1.—Gynoecium of Iris, consisting of an inferior ovary o, and a style, with three petaloid segments s, bearing stigmas st. | Fig. 2.—Diagram of Trimerous Symmetrical Flower of Iris, with two whorls of perianth, three stamens in one whorl and an ovary formed of three carpels. The three dots indicate the position of an inner whorl of stamens which is present in the allied families Amaryllidaceae and Liliaceae but absent in Iridaceae. |
The iris flower is of special interest as an example of the relation between the shape of the flower and the position of the pollen-receiving and stigmatic surfaces on the one hand and the visits of insects on the other. The large outer petals form a landing-stage for a flying insect which in probing the perianth-tube for honey will first come in contact with the stigmatic surface which is borne on the outer face of a shelf-like transverse projection on the under side of the petaloid style-arm. The anther, which opens towards the outside, is sheltered beneath the over-arching style arm below the stigma, so that the insect comes in contact with its pollen-covered surface only after passing the stigma, while in backing out of the flower it will come in contact only with the non-receptive lower face of the stigma. Thus an insect bearing pollen from one flower will in entering a second deposit the pollen on the stigma, while in backing out of a flower the pollen which it bears will not be rubbed off on the stigma of the same flower.
The iris flower is particularly interesting because it illustrates the relationship between the shape of the flower and the placement of the pollen-receiving and stigmatic surfaces on one hand, and the visits from insects on the other. The large outer petals create a landing area for flying insects, which, while searching the perianth-tube for nectar, will first touch the stigmatic surface located on the outer part of a shelf-like, horizontal projection under the petaloid style arm. The anther, which opens outward, is protected beneath the overhanging style arm below the stigma. This means that the insect only contacts the pollen-covered surface after passing the stigma, and when it backs out of the flower, it will only touch the non-receptive lower face of the stigma. Therefore, an insect carrying pollen from one flower will deposit it on the stigma when entering a second flower, while backing out of a flower will prevent any pollen from being rubbed off onto the stigma of the same flower.
The hardier bulbous irises, including the Spanish iris (I. Xiphium) and the English iris (I. xiphioides, so called, which is also of Spanish origin), require to be planted in thoroughly drained beds in very light open soil, moderately enriched, and should have a rather sheltered position. Both these present a long series of beautiful varieties of the most diverse colours, flowering in May, June and July, the smaller Spanish iris being the earlier of the two. There are many other smaller species of bulbous iris. Being liable to perish from excess of moisture, they should have a well-drained bed of good but porous soil made up for them, in some sunny spot, and in winter should be protected by a 6-in. covering of half-decayed leaves or fresh coco-fibre refuse. To this set belong I. persica, reticulata, filifolia, Histrio, juncea, Danfordiae Rosenbachiana and others which flower as early as February and March.
The more resilient bulbous irises, like the Spanish iris (I. Xiphium) and the English iris (I. xiphioides), which also comes from Spain, need to be planted in well-drained beds with very light, open soil that is moderately enriched. They should be in a somewhat sheltered location. Both types have a long variety of beautiful colors that bloom in May, June, and July, with the smaller Spanish iris blooming earlier. There are several other smaller species of bulbous iris. Since they can die from too much moisture, they should be planted in a well-drained bed of good yet porous soil in a sunny spot, and in winter, they should be protected with a 6-inch layer of half-decayed leaves or fresh coco-fiber waste. This group includes I. persica, reticulata, filifolia, Histrio, juncea, Danfordiae, Rosenbachiana, and others that bloom as early as February and March.
The flag irises are for the most part of the easiest culture; they grow in any good free garden soil, the smaller and more delicate species only needing the aid of turfy ingredients, either peaty or loamy, to keep it light and open in texture. The earliest to bloom are the dwarf forms of Iris pumila, which blossom during March, April and May; and during the latter month and the following one most of the larger growing species, such as I. germanica, florentina, pallida, variegata, amoena, flavescens, sambucina, neglecta, ruthenica, &c., produce their gorgeous flowers. Of many of the foregoing there are, besides the typical form, a considerable number of named garden varieties. Iris unguicularis (or stylosa) is a remarkable winter flowering species from Algeria, with sky-blue flowers blotched with yellow, produced at irregular intervals from November to March, the bleakest period of the year.
The flag irises are generally the easiest to care for; they thrive in good, loose garden soil. The smaller and more delicate species just need some turfy materials, either peaty or loamy, to keep the soil light and airy. The first to bloom are the dwarf forms of Iris pumila, which flower during March, April, and May. In late May and the following month, most of the larger species, like I. germanica, florentina, pallida, variegata, amoena, flavescens, sambucina, neglecta, ruthenica, etc., display their beautiful flowers. Many of these also have a significant number of named garden varieties. Iris unguicularis (or stylosa) is a noteworthy winter-flowering species from Algeria, featuring sky-blue flowers with yellow markings that bloom irregularly between November and March, the coldest part of the year.
The beautiful Japanese Iris Kaempferi (or I. laevigata) is of comparatively modern introduction, and though of a distinct type is equally beautiful with the better-known species. The outer segments are rather spreading than deflexed, forming an almost circular flower, which becomes quite so in some of the very remarkable duplex varieties, in which six of these broad segments are produced instead of three. Of this too there are numberless varieties cultivated under names. They require a sandy peat soil on a cool moist subsoil.
The beautiful Japanese Iris Kaempferi (or I. laevigata) is relatively new to cultivation, and although it has a unique style, it's just as stunning as the more well-known species. The outer petals are more spread out than drooping, creating a nearly circular flower shape, which is especially true for some of the impressive double varieties that feature six of these wide petals instead of three. There are countless cultivated varieties under different names. They thrive in sandy peat soil with a cool, moist underlying layer.
What are known as Oncocyclus, or cushion irises, constitute a magnificent group of plants remarkable for their large, showy and beautifully marked flowers. Compared with other irises the “cushion” varieties are scantily furnished with narrow sickle-shaped leaves and the blossoms are usually borne singly on the stalks. The best-known kinds are atrofusca, Barnumae, Bismarckiana, Gatesi, Heylandiana, iberica, Lorteti, Haynei, lupina, Mariae, meda, paradoxa, sari, sofarana and susiana—the last-named being popularly called the “mourning” iris owing to the dark silvery appearance of its huge flowers. All these cushion irises are somewhat fastidious growers, and to be successful with them they must be planted rather shallow in very gritty well-drained soil. They should not be disturbed in the autumn, and after the leaves have withered the roots should be protected from heavy rains until growth starts again naturally.
What are known as Oncocyclus, or cushion irises, are a stunning group of plants known for their large, striking, and beautifully patterned flowers. Compared to other irises, the “cushion” varieties have only a few narrow, sickle-shaped leaves, and the flowers usually grow alone on the stems. The most well-known types are atrofusca, Barnumae, Bismarckiana, Gatesi, Heylandiana, iberica, Lorteti, Haynei, lupina, Mariae, meda, paradoxa, sari, sofarana, and susiana—the last one is commonly called the “mourning” iris because of the dark silvery look of its large flowers. All these cushion irises are a bit picky about growing conditions, and to succeed with them, they should be planted fairly shallow in very gritty, well-drained soil. They shouldn’t be disturbed in the fall, and once the leaves have died back, the roots need to be shielded from heavy rains until they start growing again naturally.
A closely allied group to the cushion irises are those known as Regelia, of which Korolkowi, Leichtlini and vaga are the best known. Some magnificent hybrids have been raised between these two groups, and a hardier and more easily grown race of garden irises has been produced under the name of Regelio-Cyclus. They are best planted in September or October in warm sunny positions, the rhizomes being lifted the following July after the leaves have withered.
A closely related group to the cushion irises is called Regelia, which includes the well-known Korolkowi, Leichtlini, and vaga. Some amazing hybrids have been created between these two groups, leading to a sturdier and easier-to-grow type of garden iris known as Regelio-Cyclus. It's best to plant them in September or October in warm, sunny spots, with the rhizomes being dug up the following July after the leaves have died back.
IRISH MOSS, or Carrageen (Irish carraigeen, “moss of the rock”), a sea-weed (Chondrus crispus) which grows abundantly along the rocky parts of the Atlantic coast of Europe and North America. In its fresh condition the plant is soft and cartilaginous, varying in colour from a greenish-yellow to a dark purple or purplish-brown; but when washed and sun-dried for preservation it has a yellowish translucent horn-like aspect and consistency. The principal constituent of Irish moss is a mucilaginous body, of which it contains about 55%; and with that it has nearly 10% of albuminoids and about 15% of mineral matter rich in iodine and sulphur. When softened in water it has a sea-like odour, and from the abundance of its mucilage it will form a jelly on boiling with from 20 to 30 times its weight of water. The jelly of Irish moss is used as an occasional article of food. It may also be used as a thickener in calico-printing and for fining beer. Irish moss is frequently mixed with Gigartina mammillosa, G. acicularis and other sea-weeds with which it is associated in growth.
IRISH MOSS, or Carrageenan (Irish carraigeen, “moss of the rock”) is a type of seaweed (Chondrus crispus) that grows plentifully along the rocky shores of the Atlantic coast in Europe and North America. When fresh, the plant is soft and rubbery, showing colors that range from greenish-yellow to dark purple or purplish-brown. However, when cleaned and sun-dried for storage, it takes on a yellowish, translucent, horn-like appearance and texture. The main component of Irish moss is a mucilaginous substance, making up about 55% of it; additionally, it contains nearly 10% protein and about 15% mineral matter that is rich in iodine and sulfur. When soaked in water, it gives off a marine odor, and its high mucilage content allows it to create a jelly when boiled with 20 to 30 times its weight in water. This jelly is sometimes consumed as food, and it can also be used as a thickener in fabric printing and for clarifying beer. Irish moss is often combined with Gigartina mammillosa, G. acicularis, and other seaweeds that grow alongside it.
IRKUTSK, a government of Asiatic Russia, in East Siberia, bounded on the W. by the government of Yeniseisk, on the N. by Yakutsk, on the E. by Lake Baikal and Transbaikalia and on the S. and S.W. by Mongolia; area, 287,061 sq. m. The most populous region is a belt of plains 1200 to 2000 ft. in altitude, which stretch north-west to south-east, having the Sayan mountains on the south and the Baikal mountains on the north, and narrowing as it approaches the town of Irkutsk. The high road, now the Trans-Siberian railway, follows this belt. The south-western part of the government is occupied by mountains of the Sayan system, whose exact orography is as yet not well known. From the high plateau of Mongolia, fringed by the Sayan mountains, of which the culminating point is the snow-clad Munko-sardyk (11,150 ft.), a number of ranges, 7500 to 8500 ft. high, strike off in a north-east direction. Going from south to north they are distinguished as the Tunka Alps, the Kitoi Alps (both snow-clad nearly all the year round), the Ida mountains and the Kuitun mountains. These are, however, by no means regular chains, but on the contrary are a complex result of upheavals which took place at different geological epochs, and of denudation on a colossal scale. A beautiful, fertile valley, drained by the river Irkut, stretches between the Tunka Alps and the Sayan, and another somewhat higher plain, but not so wide, stretches along the river Kitoi. A succession of high plains, 2000 to 2500 ft. in altitude, formed of horizontal beds of Devonian (or Upper Silurian) sandstone and limestone, extends to the north of the railway along the Angara, or Verkhnyaya (i.e. upper) Tunguzka, and the upper Lena, as far as Kirensk. The Bratskaya Steppe, west of the Angara, is a prairie peopled by Buriats. A mountain region, usually described as the Baikal range, but consisting in reality of several ranges running north-eastwards, across Lake Baikal, and scooped out to form the depression occupied by the lake, is fringed on its north-western slope by horizontal beds of sandstone and limestone. Farther north-east the space between the Lena and the Vitim is occupied by another mountain region belonging to the Olekma and Vitim system, composed of several parallel mountain chains running north-eastwards (across the lower Vitim), and auriferous in the drainage area of the Mama (N.E. of Lake Baikal). Lake Baikal separates Irkutsk from Transbaikalia. The principal rivers of the government are the Angara, which flows from this lake northwards, with numerous sharp windings, and receives from the left several large tributaries. 796 as the Irkut, Kitoi, Byelaya, Oka and Iya. The Lena is the principal means of communication both with the gold-mines on its own tributary, the lower Vitim, and with the province of Yakutsk. The Nizhnyaya Tunguzka flows northwards, to join the Yenisei in the far north, and the mountain streams tributary to the Vitim drain the north-east.
IRKUTSK, is a region in East Siberia, part of Asiatic Russia. It's bordered on the west by Yeniseisk, on the north by Yakutsk, on the east by Lake Baikal and Transbaikalia, and on the south and southwest by Mongolia. The area covers 287,061 square miles. The most populated area is a band of plains that stretches from 1,200 to 2,000 feet in elevation, running from northwest to southeast, with the Sayan mountains to the south and the Baikal mountains to the north, narrowing as it approaches the town of Irkutsk. The main road, now the Trans-Siberian railway, follows this path. The southwest part of the region is home to the Sayan mountain range, which is not yet fully mapped. From the high plateau in Mongolia, bordered by the Sayan mountains, where the highest peak is the snow-covered Munko-sardyk (11,150 feet), several ranges extend northeastward, ranging from 7,500 to 8,500 feet. These ranges include the Tunka Alps, the Kitoi Alps (both snow-covered almost year-round), the Ida mountains, and the Kuitun mountains. However, these are not regular chains; they are instead a complex result of geological upheavals over different periods and massive erosion. A lovely, fertile valley drained by the Irkut River lies between the Tunka Alps and the Sayan, while another narrower, higher plain runs along the Kitoi River. A series of high plains, ranging from 2,000 to 2,500 feet, made of horizontal layers of Devonian (or Upper Silurian) sandstone and limestone, extends north of the railway along the Angara, or Verkhnyaya (i.e. upper) Tunguzka, and upper Lena, reaching up to Kirensk. The Bratskaya Steppe, west of the Angara, is a prairie inhabited by Buriats. A mountainous area, often referred to as the Baikal range, consists of several ranges running northeast across Lake Baikal, forming a depression occupied by the lake; it is bordered on its northwestern slope by horizontal layers of sandstone and limestone. Further northeast, the space between the Lena and Vitim rivers is filled by another mountain region of the Olekma and Vitim system, featuring several parallel mountain chains running northeast (across the lower Vitim) and containing gold deposits in the drainage area of the Mama River (to the northeast of Lake Baikal). Lake Baikal separates Irkutsk from Transbaikalia. The main rivers in the region are the Angara, which flows north from the lake with many sharp turns and receives several large tributaries from the left, including the Irkut, Kitoi, Byelaya, Oka, and Iya. The Lena serves as the primary route for communication with the gold mines located on its tributary, the lower Vitim, and with the province of Yakutsk. The Nizhnyaya Tunguzka flows north to join the Yenisei in the far north, while the mountain streams draining into the Vitim flow from the northeast. 796
The post-Tertiary formations are represented by glacial deposits in the highlands and loess on their borders. Jurassic deposits are met with in a zone running north-westwards from Lake Baikal to Nizhne-udinsk. The remainder of this region is covered by vast series of Carboniferous, Devonian and Silurian deposits—the first two but slightly disturbed over wide areas. All the highlands are built up of older, semi-crystalline Cambro-Silurian strata, which attain a thickness of 2500 ft., and of crystalline slates and limestones of the Laurentian system, with granites, syenites, diorites and diabases protruding from beneath them. Very extensive beds of basaltic lavas and other volcanic deposits are spread along the border ridge of the high plateau, about Munko-sardyk, up the Irkut, and on the upper Oka, where cones of extinct volcanoes are found (Jun-bulak). Earthquakes are frequent in the neighbourhood of Lake Baikal and the surrounding region. Gold is extracted in the Nizhne-udinsk district; graphite is found on the Botu-gol and Alibert mountains (abandoned many years since) and on the Olkhon island of Lake Baikal. Brown coal (Jurassic) is found in many places, and coal on the Oka. The salt springs of Usoliye (45 m. west of Irkutsk), as also those on the Ilim and of Ust-Kutsk (on the Lena), yield annually about 7000 tons of salt. Fireclay, grindstones, marble and mica, lapis-lazuli, granites and various semi-precious stones occur on the Sludyanka (south-west corner of the Baikal).
The post-Tertiary formations include glacial deposits in the highlands and loess on their edges. Jurassic deposits are found in a zone that stretches northwest from Lake Baikal to Nizhne-udinsk. The rest of this area is covered by extensive layers of Carboniferous, Devonian, and Silurian deposits, with the first two only slightly disturbed over large areas. All the highlands are made up of older, semi-crystalline Cambro-Silurian rock layers, reaching a thickness of 2500 ft., along with crystalline slates and limestones from the Laurentian system, as well as granites, syenites, diorites, and diabases emerging from beneath them. Extensive beds of basaltic lava and other volcanic materials are found along the border ridge of the high plateau, around Munko-sardyk, up the Irkut River, and on the upper Oka, where there are cones of extinct volcanoes (Jun-bulak). Earthquakes frequently occur near Lake Baikal and in the surrounding areas. Gold is mined in the Nizhne-udinsk district; graphite is located on the Botu-gol and Alibert mountains (which have been abandoned for many years) and on Olkhon Island in Lake Baikal. Brown coal (Jurassic) is found in many locations, and coal is present along the Oka. The salt springs in Usoliye (45 miles west of Irkutsk), as well as those on the Ilim River and in Ust-Kutsk (on the Lena), produce about 7000 tons of salt each year. Fireclay, grindstones, marble, mica, lapis lazuli, granites, and various semi-precious stones can be found in Sludyanka (the southwest corner of Baikal).
The climate is severe; the mean temperatures being at Irkutsk (1520 ft), for the year 31° Fahr., for January −6°, for July 65°; at Shimki (valley of the Irkut, 2620 ft.), for the year 24°, for January −17°, for July 63°. The average rainfall is 15 in. a year. Virgin forests cover all the highlands up to 6500 ft.
The climate is harsh, with average temperatures in Irkutsk (1520 ft) being 31° F for the year, -6° F in January, and 65° F in July. In Shimki (Irkut Valley, 2620 ft), the yearly average is 24°, -17° in January, and 63° in July. The average annual rainfall is 15 inches. Pristine forests cover all the highlands up to 6500 ft.
The population which was 383,578 in 1879, was 515,132 in 1897, of whom 238,997 were women and 60,396 were urban; except about 109,000 Buriats and 1700 Tunguses, they are Russians. The estimated population in 1906 was 552,700. Immigration contributes about 14,000 every year. Schools are numerous at Irkutsk, but quite insufficient in the country districts, and only 12% of the children receive education. The soil is very fertile in certain parts, but meagre elsewhere, and less than a million acres are under crops (rye, wheat, barley, oats, buckwheat, potatoes). Grain has to be imported from West Siberia and cattle from Transbaikalia. Fisheries on Lake Baikal supply every year about 2,400,000 Baikal herring (omul). Industry is only beginning to be developed (iron-works, glass- and pottery-works and distilleries, and all manufactured goods are imported from Russia). The government is divided into five districts, the chief towns of which are Irkutsk (q.v.), Balagansk (pop., 1313 in 1897), Kirensk (2253), Nizhne-udinsk and Verkholensk.
The population, which was 383,578 in 1879, grew to 515,132 by 1897, including 238,997 women and 60,396 urban residents; except for around 109,000 Buriats and 1,700 Tunguses, they are Russians. The estimated population in 1906 was 552,700. Immigration adds about 14,000 people each year. There are many schools in Irkutsk, but they are quite limited in the rural areas, and only 12% of children receive an education. The soil is very fertile in some areas but poor in others, with less than a million acres cultivated (rye, wheat, barley, oats, buckwheat, potatoes). Grain must be imported from West Siberia and cattle from Transbaikalia. Fisheries on Lake Baikal provide around 2,400,000 Baikal herring (omul) annually. Industry is just starting to develop (iron works, glass and pottery manufacturing, and distilleries), and all manufactured goods are imported from Russia. The government is divided into five districts, with the main towns being Irkutsk (q.v.), Balagansk (pop. 1,313 in 1897), Kirensk (2,253), Nizhne-udinsk, and Verkholensk.
IRKUTSK, the chief town of the above government, is the most important place in Siberia, being not only the largest centre of population and the principal commercial depot north of Tashkent, but a fortified military post, an archbishopric of the Orthodox Greek Church and the seat of several learned societies. It is situated in 52° 17′ N. and 104° 16′ E., 3792 m. by rail from St Petersburg. Pop. (1875) 32,512, (1900) 49,106. The town proper lies on the right bank of the Angara, a tributary of the Yenisei, 45 m. below its outflow from Lake Baikal, and on the opposite bank is the Glaskovsk suburb. The river, which has a breadth of 1900 ft., is crossed by a flying bridge. The Irkut, from which the town takes its name, is a small river which joins the Angara directly opposite the town, the main portion of which is separated from the monastery, the castle, the port and the suburbs by another confluent, the Ida or Ushakovka. Irkutsk has long been reputed a remarkably fine city—its streets being straight, broad, well paved and well lighted; but in 1879, on the 4th and 6th of July, the palace of the (then) governor-general, the principal administrative and municipal offices and many of the other public buildings were destroyed by fire; and the government archives, the library and museum of the Siberian section of the Russian Geographical Society were utterly ruined. A cathedral (built of wood in 1693 and rebuilt of stone in 1718), the governor’s palace, a school of medicine, a museum, a military hospital, and the crown factories are among the public institutions and buildings. An important fair is held in December. Irkutsk grew out of the winter-quarters established (1652) by Ivan Pokhabov for the collection of the fur tax from the Buriats. Its existence as a town dates from 1686.
IRKUTSK, the main town of the above region, is the most significant place in Siberia. It's not only the largest population center and the primary commercial hub north of Tashkent, but also a fortified military post, an archbishopric of the Orthodox Greek Church, and home to several learned societies. It is located at 52° 17′ N. and 104° 16′ E., 3,792 km by rail from St. Petersburg. Population: 32,512 (1875), 49,106 (1900). The town itself is on the right bank of the Angara, a tributary of the Yenisei, 45 km below its outflow from Lake Baikal, with the Glaskovsk suburb on the opposite bank. The river, which is 1,900 feet wide, is crossed by a floating bridge. The Irkut, after which the town is named, is a small river that joins the Angara directly across from the town. The main part of the town is separated from the monastery, the castle, the port, and the suburbs by another tributary called the Ida or Ushakovka. Irkutsk has long been known as a remarkably beautiful city—its streets are straight, wide, well paved, and well lit; however, on July 4th and 6th, 1879, the palace of the then governor-general, the main administrative and municipal offices, and many other public buildings were destroyed by fire, completely ruining the government archives, the library, and the museum of the Siberian section of the Russian Geographical Society. Notable public institutions and buildings include a cathedral (originally built of wood in 1693 and rebuilt in stone in 1718), the governor’s palace, a medical school, a museum, a military hospital, and the crown factories. An important fair takes place in December. Irkutsk originated from the winter quarters established in 1652 by Ivan Pokhabov for collecting the fur tax from the Buriats, and it has been recognized as a town since 1686.
IRMIN, or Irminus, in Teutonic mythology, a deified eponymic hero of the Herminones. The chief seat of his worship was Irminsal, or Ermensul, in Westphalia, destroyed in 772 by Charlemagne. Huge wooden posts (Irmin pillars) were raised to his honour, and were regarded as sacred by the Saxons.
IRMIN, or Irminus, in Teutonic mythology, is a god-like figure and namesake of the Herminones. The main center of his worship was Irminsal, or Ermensul, located in Westphalia, which was destroyed in 772 by Charlemagne. Large wooden posts (Irmin pillars) were erected in his honor and were considered sacred by the Saxons.
IRNERIUS (Hirnerius, Hyrnerius, Iernerius, Gernerius, Guarnerius, Warnerius, Wernerius, Yrnerius), Italian jurist, sometimes referred to as “lucerna juris.” He taught the “free arts” at Bologna, his native city, during the earlier decades of the 12th century. Of his personal history nothing is known, except that it was at the instance of the countess Matilda, Hildebrand’s friend, who died in 1115, that he directed his attention and that of his students to the Institutes and Code of Justinian; that after 1116 he appears to have held some office under the emperor Henry V.; and that he died, perhaps during the reign of the emperor Lothair II., but certainly before 1140. He was the first of the Glossators (see Gloss), and according to ancient opinion (which, however, has been much controverted) was the author of the epitome of the Novellae of Justinian, called the Authentica, arranged according to the titles of the Code. His Formularium tabellionum (a directory for notaries) and Quaestiones (a book of decisions) are no longer extant. (See Roman Law.)
IRNERIUS (Hirnerius, Hyrnerius, Iernerius, Gernerius, Guarnerius, Warnerius, Wernerius, Yrnerius), was an Italian jurist, sometimes called “the lamp of the law.” He taught the “liberal arts” in Bologna, his hometown, during the early decades of the 12th century. Nothing is known about his personal life, except that he was encouraged by Countess Matilda, a friend of Hildebrand who passed away in 1115, to focus on the Institutes and Code of Justinian, and after 1116, he seems to have held some position under Emperor Henry V. He likely died during the reign of Emperor Lothair II, but certainly before 1140. He was the first of the Glossators (see Gloss), and according to ancient belief (though this has been widely debated), he authored the summary of the Novellae of Justinian, known as the Authentica, which was organized according to the titles of the Code. His Formularium tabellionum (a guide for notaries) and Quaestiones (a collection of legal decisions) no longer exist. (See Roman Law.)
See Savigny, Gesch. d. röm. Rechts im Mittelalter, iii. 83; Vecchio, Notizie di Irnerio e della sua scuola (Pisa, 1869); Ficker, Forsch, z. Reichs- u. Rechtsgesch. Italiens, vol. iii. (Innsbruck, 1870); and Fitting, Die Anfänge der Rechtsschule zu Bologna (Berlin, 1888).
See Savigny, Gesch. d. röm. Rechts im Mittelalter, iii. 83; Vecchio, Notizie di Irnerio e della sua scuola (Pisa, 1869); Ficker, Forsch, z. Reichs- u. Rechtsgesch. Italiens, vol. iii. (Innsbruck, 1870); and Fitting, Die Anfänge der Rechtsschule zu Bologna (Berlin, 1888).
IRON [symbol Fe, atomic weight 55.85 (O = 16)], a metallic chemical element. Although iron occurs only sparingly in the free state, the abundance of ores from which it may be readily obtained led to its application in the arts at a very remote period. It is generally agreed, however, that the Iron Age, the period of civilization during which this metal played an all-important part, succeeded the ages of copper and bronze, notwithstanding the fact that the extraction of these metals required greater metallurgical skill. The Assyrians and Egyptians made considerable use of the metal; and in Genesis iv. 22 mention is made of Tubal-cain as the instructor of workers in iron and copper. The earlier sources of the ores appear to have been in India; the Greeks, however, obtained it from the Chalybes, who dwelt on the south coast of the Black Sea; and the Romans, besides drawing from these deposits, also exploited Spain, Elba and the province of Noricum. (See Metal-work.)
IRON [symbol Fe, atomic weight 55.85 (O = 16)], a metallic chemical element. Although iron is rarely found in its pure form, the abundance of ores that can be easily extracted led to its use in various crafts a long time ago. It is generally accepted that the Iron Age, a period when this metal played a crucial role in civilization, came after the ages of copper and bronze, even though processing these earlier metals required more advanced skills. The Assyrians and Egyptians extensively utilized iron, and Genesis 4:22 references Tubal-cain as the teacher of iron and copper workers. The earliest sources of iron ores seem to have been in India; however, the Greeks sourced it from the Chalybes, who lived on the southern coast of the Black Sea; and the Romans, in addition to these sources, also exploited deposits in Spain, Elba, and the province of Noricum. (See Metal-work.)
The chief occurrences of metallic iron are as minute spiculae disseminated through basaltic rocks, as at Giant’s Causeway and in the Auvergne, and, more particularly, in meteorites (q.v.). In combination it occurs, usually in small quantity, in most natural waters, in plants, and as a necessary constituent of blood. The economic sources are treated under Iron and Steel below; in the same place will be found accounts of the manufacture, properties, and uses of the metal, the present article being confined to its chemistry. The principal iron ores are the oxides and carbonates, and these readily yield the metal by smelting with carbon. The metal so obtained invariably contains a certain amount of carbon, free or combined, and the proportion and condition regulate the properties of the metal, giving origin to the three important varieties: cast iron, steel, wrought iron. The perfectly pure metal may be prepared by heating the oxide or oxalate in a current of hydrogen; when obtained at a low temperature it is a black powder which oxidizes in air with incandescence; produced at higher temperatures the metal is not pyrophoric. Péligot obtained it as minute tetragonal octahedra and cubes by reducing ferrous chloride in hydrogen. It may be obtained electrolytically from solutions of ferrous and magnesium sulphates and sodium bicarbonate, a wrought iron anode and a rotating cathode of copper, thinly silvered and iodized, being employed (S. Maximowitsch, Zeit. Elektrochem., 1905, 11, p. 52).
The main occurrences of metallic iron are tiny particles scattered throughout basaltic rocks, like at Giant’s Causeway and in the Auvergne, and, more specifically, in meteorites (q.v.). It usually appears in small amounts in most natural waters, in plants, and is an essential part of blood. The economic sources are covered under Iron and Steel below; there, you'll also find details on the production, properties, and uses of the metal, while this article focuses solely on its chemistry. The primary iron ores are the oxides and carbonates, which easily yield the metal when smelted with carbon. The metal obtained always contains some amount of carbon, either free or combined, and the ratio and state of this carbon affect the metal’s properties, leading to the three main types: cast iron, steel, and wrought iron. Pure metal can be made by heating the oxide or oxalate in a flow of hydrogen; if produced at low temperatures, it appears as a black powder that ignites in air; if made at higher temperatures, the metal is not pyrophoric. Péligot produced it as tiny tetragonal octahedra and cubes by reducing ferrous chloride in hydrogen. It can be electrolyzed from solutions of ferrous and magnesium sulfates and sodium bicarbonate, using a wrought iron anode and a rotating copper cathode, which is thinly coated with silver and iodized (S. Maximowitsch, Zeit. Elektrochem., 1905, 11, p. 52).
In bulk, the metal has a silvery white lustre and takes a high polish. Its specific gravity is 7.84; and the average specific heat over the range 15°-100° is 0.10983; this value increases with temperature to 850°, and then begins to diminish. It is the most tenacious of all the ductile metals at ordinary temperatures with the exception of cobalt and nickel; it becomes brittle, however, at the temperature of liquid air. It softens at a red heat, and may be readily welded at a white heat; above this point it becomes brittle. It fuses at about 1550°-1600°, and may be distilled in the electric furnace (H. Moissan, Compt. rend., 1906, 142, p. 425). It is attracted by a magnet and may be magnetized, but the magnetization is quickly lost. The variation of physical properties which attends iron on heating has led to the view that the metal exists in allotropic forms (see Iron and Steel, below).
In bulk, the metal has a shiny silver-white appearance and can be polished to a high shine. Its specific gravity is 7.84, and the average specific heat between 15° and 100° is 0.10983; this value increases with temperature up to 850° and then starts to decrease. It is the strongest of all ductile metals at room temperature, except for cobalt and nickel; however, it becomes brittle at the temperature of liquid air. It softens at red heat and can be easily welded at white heat; above this temperature, it becomes brittle. It melts at around 1550°-1600° and can be distilled in an electric furnace (H. Moissan, Compt. rend., 1906, 142, p. 425). It is attracted to a magnet and can be magnetized, but the magnetization wears off quickly. The changes in physical properties that occur in iron when heated have led to the idea that the metal exists in different allotropic forms (see Iron and Steel, below).
Iron is very reactive chemically. Exposed to atmospheric influences it is more or less rapidly corroded, giving the familiar rust (q.v.). S. Burnie (Abst. J.C.S., 1907, ii. p. 469) has shown that water is decomposed at all temperatures from 0° to 100° by the finely divided metal with liberation of hydrogen, the action being accelerated when oxides are present. The decomposition of steam by passing it through a red-hot gun-barrel, resulting in the liberation of hydrogen and the production of magnetic iron oxide, Fe3O4, is a familiar laboratory method for preparing hydrogen (q.v.). When strongly heated iron inflames in oxygen and in sulphur vapour; it also combines directly with the halogens. It dissolves in most dilute acids with liberation of hydrogen; the reaction between sulphuric acid and iron turnings being used for the commercial manufacture of this gas. It dissolves in dilute cold nitric acid with the formation of ferrous and ammonium nitrates, no gases being liberated; when heated or with stronger acid ferric nitrate is formed with evolution of nitrogen oxides.
Iron is very reactive chemically. When exposed to environmental factors, it corrodes at varying rates, resulting in the familiar rust (q.v.). S. Burnie (Abst. J.C.S., 1907, ii. p. 469) demonstrated that water is broken down at all temperatures from 0° to 100° by the finely divided metal, releasing hydrogen; this process is sped up in the presence of oxides. A common lab method for generating hydrogen involves passing steam through a red-hot gun barrel, which releases hydrogen and produces magnetic iron oxide, Fe3O4 (q.v.). When iron is heated strongly, it ignites in oxygen and sulfur vapor; it also reacts directly with halogens. It dissolves in most dilute acids, releasing hydrogen; the reaction between sulfuric acid and iron filings is used for the commercial production of this gas. Iron dissolves in dilute cold nitric acid, forming ferrous and ammonium nitrates without releasing any gases; when heated or in stronger acid, it produces ferric nitrate and releases nitrogen oxides.
It was observed by James Keir (Phil. Trans., 1790, p. 359) that iron, after having been immersed in strong nitric acid, is insoluble in acids, neither does it precipitate metals from solutions. This “passivity” may be brought about by immersion in other solutions, especially by those containing such oxidizing anions as NO′3, ClO′3, less strongly by the anions SO″4 CN′, CNS′, C2H3O′2, OH′, while Cl′, Br′ practically inhibit passivity; H′ is the only cation which has any effect, and this tends to exclude passivity. It is also occasioned by anodic polarization of iron in sulphuric acid. Other metals may be rendered passive; for example, zinc does not precipitate copper from solutions of the double cyanides and sulphocyanides, nickel and cadmium from the nitrates, and iron from the sulphate, but it immediately throws down nickel and cadmium from the sulphates and chlorides, and lead and copper from the nitrates (see O. Sackur, Zeit. Elektrochem., 1904, 10, p. 841). Anodic polarization in potassium chloride solution renders molybdenum, niobium, ruthenium, tungsten, and vanadium passive (W. Muthmann and F. Frauenberger, Sitz. Bayer. Akad. Wiss., 1904, 34, p. 201), and also gold in commercial potassium cyanide solution (A. Coehn and C. L. Jacobsen, Abs. J.C.S., 1907, ii. p. 926). Several hypotheses have been promoted to explain this behaviour, and, although the question is not definitely settled, the more probable view is that it is caused by the formation of a film of an oxide, a suggestion made many years ago by Faraday (see P. Krassa, Zeit. Elektrochem., 1909, 15, p. 490). Fredenhagen (Zeit. physik. Chem., 1903, 43, p. 1), on the other hand, regarded it as due to surface films of a gas; submitting that the difference between iron made passive by nitric acid and by anodic polarization was explained by the film being of nitrogen oxides in the first case and of oxygen in the second case. H. L. Heathcote and others regard the passivity as invariably due to electrolytic action (see papers in the Zeit. physik. Chem., 1901 et seq.).
James Keir observed (Phil. Trans., 1790, p. 359) that iron, after being immersed in strong nitric acid, becomes insoluble in acids and does not precipitate metals from solutions. This “passivity” can occur through immersion in other solutions, especially those containing oxidizing anions like NO′3 and ClO′3, and to a lesser extent with anions like SO″4, CN′, CNS′, C2H3O′2, and OH′, while Cl′ and Br′ almost completely prevent passivity; H′ is the only cation that has any effect, which tends to reduce passivity. It can also be caused by anodic polarization of iron in sulfuric acid. Other metals can also become passive; for instance, zinc does not precipitate copper from solutions of double cyanides and thiocyanides, nickel and cadmium from nitrates, and iron from sulfate, but it does immediately precipitate nickel and cadmium from sulfates and chlorides, and lead and copper from nitrates (see O. Sackur, Zeit. Elektrochem., 1904, 10, p. 841). Anodic polarization in potassium chloride solution makes molybdenum, niobium, ruthenium, tungsten, and vanadium passive (W. Muthmann and F. Frauenberger, Sitz. Bayer. Akad. Wiss., 1904, 34, p. 201), as well as gold in commercial potassium cyanide solution (A. Coehn and C. L. Jacobsen, Abs. J.C.S., 1907, ii. p. 926). Several theories have been proposed to explain this behavior, and while the issue is not definitively resolved, the more likely explanation is the formation of an oxide film, a suggestion made many years ago by Faraday (see P. Krassa, Zeit. Elektrochem., 1909, 15, p. 490). Fredenhagen (Zeit. physik. Chem., 1903, 43, p. 1), however, believed it was due to surface films of gas, proposing that the difference between iron becoming passive through nitric acid and anodic polarization can be explained by the film being nitrogen oxides in the first case and oxygen in the second. H. L. Heathcote and others attribute passivity solely to electrolytic action (see papers in the Zeit. physik. Chem., 1901 et seq.).
Compounds of Iron.
Iron Compounds.
Oxides and Hydroxides.—Iron forms three oxides: ferrous oxide, FeO, ferric oxide, Fe2O3, and ferroso-ferric oxide, Fe3O4. The first two give origin to well-defined series of salts, the ferrous salts, wherein the metal is divalent, and the ferric salts, wherein the metal is trivalent; the former readily pass into the latter on oxidation, and the latter into the former on reduction.
Oxides and Hydroxides.—Iron has three types of oxides: ferrous oxide, FeO, ferric oxide, Fe2O3, and ferroso-ferric oxide, Fe3O4. The first two create distinct series of salts: ferrous salts, where the metal has a +2 charge, and ferric salts, where the metal has a +3 charge. The ferrous salts can easily be converted into ferric salts through oxidation, and the ferric salts can be reduced back into ferrous salts.
Ferrous oxide is obtained when ferric oxide is reduced in hydrogen at 300° as a black pyrophoric powder. Sabatier and Senderens (Compt. rend., 1892, 114, p. 1429) obtained it by acting with nitrous oxide on metallic iron at 200°, and Tissandier by heating the metal to 900° in carbon dioxide; Donau (Monats., 1904, 25, p. 181), on the other hand, obtained a magnetic and crystalline-ferroso-ferric oxide at 1200°. It may also be prepared as a black velvety powder which readily takes up oxygen from the air by adding ferrous oxalate to boiling caustic potash. Ferrous hydrate, Fe(OH)2, when prepared from a pure ferrous salt and caustic soda or potash free from air, is a white powder which may be preserved in an atmosphere of hydrogen. Usually, however, it forms a greenish mass, owing to partial oxidation. It oxidizes on exposure with considerable evolution of heat; it rapidly absorbs carbon dioxide; and readily dissolves in acids to form ferrous salts, which are usually white when anhydrous, but greenish when hydrated.
Ferrous oxide is created when ferric oxide is reduced in hydrogen at 300° as a black, pyrophoric powder. Sabatier and Senderens (Compt. rend., 1892, 114, p. 1429) produced it by reacting nitrous oxide with metallic iron at 200°, and Tissandier obtained it by heating the metal to 900° in carbon dioxide. Donau (Monats., 1904, 25, p. 181), on the other hand, acquired a magnetic and crystalline ferroso-ferric oxide at 1200°. It can also be made as a black velvety powder that easily absorbs oxygen from the air by adding ferrous oxalate to boiling caustic potash. Ferrous hydrate, Fe(OH)2, when made from a pure ferrous salt and caustic soda or potash that is free from air, is a white powder that can be stored in a hydrogen atmosphere. However, it typically forms a greenish mass due to partial oxidation. It oxidizes upon exposure, generating a lot of heat; it quickly absorbs carbon dioxide; and it readily dissolves in acids to create ferrous salts, which are usually white when anhydrous but greenish when hydrated.
Ferric oxide or iron sesquioxide, Fe2O3, constitutes the valuable ores red haematite and specular iron; the minerals brown haematite or limonite, and göthite and also iron rust are hydrated forms. It is obtained as a steel-grey crystalline powder by igniting the oxide or any ferric salt containing a volatile acid. Small crystals are formed by passing ferric chloride vapour over heated lime. When finely ground these crystals yield a brownish red powder which dissolves slowly in acids, the most effective solvent being a boiling mixture of 8 parts of sulphuric acid and 3 of water. Ferric oxide is employed as a pigment, as jeweller’s rouge, and for polishing metals. It forms several hydrates, the medicinal value of which was recognized in very remote times. Two series of synthetic hydrates were recognized by Muck and Tommasi: the “red” hydrates, obtained by precipitating ferric salts with alkalis, and the “yellow” hydrates, obtained by oxidizing moist ferrous hydroxide or carbonates. J. van Bemmelen has shown that the red hydrates are really colloids, the amount of water retained being such that its vapour pressure equals the pressure of the aqueous vapour in the superincumbent atmosphere. By heating freshly prepared red ferric hydrate with water under 5000 atmospheres pressure Ruff (Ber., 1901, 34, p. 3417) obtained definite hydrates corresponding to the minerals limonite (30°-42.5°), göthite (42.5°-62.5°), and hydrohaematite (above 62.5°). Thomas Graham obtained a soluble hydrate by dissolving the freshly prepared hydrate in ferric chloride and dialysing the solution, the soluble hydrate being left in the dialyser. All the chlorine, however, does not appear to be removed by this process, the residue having the composition 82Fe(OH)3·FeCl3; but it may be by electrolysing in a porous cell (Tribot and Chrétien, Compt. rend., 1905, 140, p. 144). On standing, the solution usually gelatinizes, a process accelerated by the addition of an electrolyte. It is employed in medicine under the name Liquor ferri dialysati. The so-called soluble meta-ferric hydroxide, FeO(OH)(?), discovered by Péan de St Gilles in 1856, may be obtained by several methods. By heating solutions of certain iron salts for some time and then adding a little sulphuric acid it is precipitated as a brown powder. Black scales, which dissolve in water to form a red solution, are obtained by adding a trace of hydrochloric acid to a solution of basic ferric nitrate which has been heated to 100° for three days. A similar compound, which, however, dissolves in water to form an orange solution, results by adding salt to a heated solution of ferric chloride. These compounds are insoluble in concentrated, but dissolve readily in dilute acids.
Ferric oxide or iron sesquioxide, Fe2O3, makes up valuable ores like red haematite and specular iron; minerals such as brown haematite or limonite, göthite, and iron rust are hydrated forms. It is produced as a steel-gray crystalline powder by igniting the oxide or any ferric salt containing a volatile acid. Small crystals form by passing ferric chloride vapor over heated lime. When finely ground, these crystals produce a brownish-red powder that dissolves slowly in acids, with the most effective solvent being a boiling mixture of 8 parts sulfuric acid and 3 parts water. Ferric oxide is used as a pigment, as jeweller's rouge, and for polishing metals. It forms several hydrates, whose medicinal value has been recognized since ancient times. Two series of synthetic hydrates were identified by Muck and Tommasi: the “red” hydrates, obtained by precipitating ferric salts with alkalis, and the “yellow” hydrates, obtained by oxidizing moist ferrous hydroxide or carbonates. J. van Bemmelen demonstrated that the red hydrates are actually colloids, with the amount of water retained such that its vapor pressure equals the water vapor pressure in the surrounding atmosphere. By heating freshly prepared red ferric hydrate with water under 5000 atmospheres pressure, Ruff (Ber., 1901, 34, p. 3417) obtained distinct hydrates corresponding to the minerals limonite (30°-42.5°), göthite (42.5°-62.5°), and hydrohaematite (above 62.5°). Thomas Graham obtained a soluble hydrate by dissolving freshly prepared hydrate in ferric chloride and dialyzing the solution, leaving the soluble hydrate in the dialyzer. However, not all of the chlorine seems to be removed by this process, resulting in a residue with the composition 82Fe(OH)3·FeCl3; this may be achieved by electrolyzing in a porous cell (Tribot and Chrétien, Compt. rend., 1905, 140, p. 144). Upon standing, the solution usually gelatinizes, a process accelerated by adding an electrolyte. It is used in medicine under the name Liquor ferri dialysati. The so-called soluble meta-ferric hydroxide, FeO(OH)(?), discovered by Péan de St Gilles in 1856, can be obtained through several methods. By heating solutions of certain iron salts for a while and then adding a bit of sulfuric acid, it precipitates as a brown powder. Black scales, which dissolve in water to form a red solution, result from adding a trace of hydrochloric acid to a solution of basic ferric nitrate that has been heated to 100° for three days. A similar compound, which dissolves in water to form an orange solution, is produced by adding salt to a heated solution of ferric chloride. These compounds are insoluble in concentrated acids, but dissolve easily in dilute acids.
Red ferric hydroxide dissolves in acids to form a well-defined series of salts, the ferric salts, also obtained by oxidizing ferrous salts; they are usually colourless when anhydrous, but yellow or brown when hydrated. It has also feebly acidic properties, forming ferrites with strong bases.
Red ferric hydroxide dissolves in acids to create a clear series of salts known as ferric salts, which can also be produced by oxidizing ferrous salts. They are generally colorless when dry, but appear yellow or brown when hydrated. It also has weak acidic properties, forming ferrites with strong bases.
Magnetite, Fe3O4, may be regarded as ferrous ferrite, FeO·Fe2O3. This important ore of iron is most celebrated for its magnetic properties (see Magnetism and Compass), but the 798 mineral is not always magnetic, although invariably attracted by a magnet. It may be obtained artificially by passing steam over red-hot iron. It dissolves in acids to form a mixture of a ferrous and ferric salt,1 and if an alkali is added to the solution a black precipitate is obtained which dries to a dark brown mass of the composition Fe(OH)2·Fe2O3; this substance is attracted by a magnet, and thus may be separated from the admixed ferric oxide. Calcium ferrite, magnesium ferrite and zinc ferrite, RO·Fe2O3 (R = Ca, Mg, Zn), are obtained by intensely heating mixtures of the oxides; magnesium ferrite occurs in nature as the mineral magnoferrite, and zinc ferrite as franklinite, both forming black octahedra.
Magnetite, Fe3O4, is often considered ferrous ferrite, FeO·Fe2O3. This significant iron ore is best known for its magnetic properties (see Magnetism and Compass), although the mineral is not always magnetic, yet it is always attracted to a magnet. It can be artificially produced by passing steam over red-hot iron. It dissolves in acids to create a mixture of ferrous and ferric salts, 1, and when an alkali is introduced to the solution, a black precipitate forms that dries into a dark brown mass with the composition Fe(OH)2·Fe2O3; this substance is attracted to a magnet, allowing it to be separated from the accompanying ferric oxide. Calcium ferrite, magnesium ferrite, and zinc ferrite, RO·Fe2O3 (where R = Ca, Mg, Zn), are produced by intensely heating mixtures of the oxides; magnesium ferrite is found in nature as the mineral magnoferrite, while zinc ferrite occurs as franklinite, with both forming black octahedra.
Ferric acid, H2FeO4. By fusing iron with saltpetre and extracting the melt with water, or by adding a solution of ferric nitrate in nitric acid to strong potash, an amethyst or purple-red solution is obtained which contains potassium ferrate. E. Frémy investigated this discovery, made by Stahl in 1702, and showed that the same solution resulted when chlorine is passed into strong potash solution containing ferric hydrate in suspension. Haber and Pick (Zeit. Elektrochem., 1900, 7, p. 215) have prepared potassium ferrate by electrolysing concentrated potash solution, using an iron anode. A temperature of 70°, and a reversal of the current (of low density) between two cast iron electrodes every few minutes, are the best working conditions. When concentrated the solution is nearly black, and on heating it yields a yellow solution of potassium ferrite, oxygen being evolved. Barium ferrate, BaFeO4·H2O, obtained as a dark red powder by adding barium chloride to a solution of potassium ferrate, is fairly stable. It dissolves in acetic acid to form a red solution, is not decomposed by cold sulphuric acid, but with hydrochloric or nitric acid it yields barium and ferric salts, with evolution of chlorine or oxygen (Baschieri, Gazetta, 1906, 36, ii. p. 282).
Ferric acid, H2FeO4. By melting iron with saltpeter and extracting the mixture with water, or by adding a solution of ferric nitrate in nitric acid to strong potash, you get an amethyst or purple-red solution that contains potassium ferrate. E. Frémy explored this discovery made by Stahl in 1702 and demonstrated that the same solution is produced when chlorine is bubbled through a strong potash solution containing ferric hydrate suspended in it. Haber and Pick (Zeit. Elektrochem., 1900, 7, p. 215) created potassium ferrate by electrolyzing concentrated potash solution with an iron anode. The ideal conditions are a temperature of 70° and reversing the current (of low density) between two cast iron electrodes every few minutes. When concentrated, the solution is almost black, and upon heating, it produces a yellow solution of potassium ferrite, with oxygen being released. Barium ferrate, BaFeO4·H2O, which is obtained as a dark red powder by adding barium chloride to a potassium ferrate solution, is quite stable. It dissolves in acetic acid to create a red solution, remains unaffected by cold sulfuric acid, but with hydrochloric or nitric acid, it produces barium and ferric salts, releasing chlorine or oxygen (Baschieri, Gazetta, 1906, 36, ii. p. 282).
Halogen Compounds.—Ferrous fluoride, FeF2, is obtained as colourless prisms (with 8H2O) by dissolving iron in hydrofluoric acid, or as anhydrous colourless rhombic prisms by heating iron or ferric chloride in dry hydrofluoric acid gas. Ferric fluoride, FeF3, is obtained as colourless crystals (with 4½H2O) by evaporating a solution of the hydroxide in hydrofluoric acid. When heated in air it yields ferric oxide. Ferrous chloride, FeCl2, is obtained as shining scales by passing chlorine, or, better, hydrochloric acid gas, over red-hot iron, or by reducing ferric chloride in a current of hydrogen. It is very deliquescent, and freely dissolves in water and alcohol. Heated in air it yields a mixture of ferric oxide and chloride, and in steam magnetic oxide, hydrochloric acid, and hydrogen. It absorbs ammonia gas, forming the compound FeCl2·6NH2, which on heating loses ammonia, and, finally, yields ammonium chloride, nitrogen and iron nitride. It fuses at a red-heat, and volatilizes at a yellow-heat; its vapour density at 1300°-1400° corresponds to the formula FeCl2. By evaporating in vacuo the solution obtained by dissolving iron in hydrochloric acid, there results bluish, monoclinic crystals of FeCl2·4H2O, which deliquesce, turning greenish, on exposure to air, and effloresce in a desiccator. Other hydrates are known. By adding ammonium chloride to the solution, evaporating in vacuo, and then volatilizing the ammonium chloride, anhydrous ferrous chloride is obtained. The solution, in common with those of most ferrous salts, absorbs nitric oxide with the formation of a brownish solution.
Halogen Compounds.—Ferrous fluoride, FeF2, appears as colorless crystals (with 8H2O) when iron is dissolved in hydrofluoric acid, or as anhydrous colorless rhombic crystals when iron or ferric chloride is heated in dry hydrofluoric acid gas. Ferric fluoride, FeF3, is formed as colorless crystals (with 4½H2O) by evaporating a solution of hydroxide in hydrofluoric acid. When heated in air, it produces ferric oxide. Ferrous chloride, FeCl2, is obtained as shiny scales by passing chlorine or, better, hydrochloric acid gas over red-hot iron, or by reducing ferric chloride in a stream of hydrogen. It is highly hygroscopic, dissolving easily in water and alcohol. When heated in air, it produces a mixture of ferric oxide and chloride, and in steam, it yields magnetic oxide, hydrochloric acid, and hydrogen. It absorbs ammonia gas, forming the compound FeCl2·6NH2, which loses ammonia when heated, ultimately producing ammonium chloride, nitrogen, and iron nitride. It melts at a red heat and vaporizes at a yellow heat; its vapor density at 1300°-1400° corresponds to the formula FeCl2. By evaporating the solution obtained from dissolving iron in hydrochloric acid under vacuum, bluish monoclinic crystals of FeCl2·4H2O are formed, which absorb moisture from the air, turning greenish, and lose water in a desiccator. Other hydrates are also known. Adding ammonium chloride to this solution, evaporating under vacuum, and then removing the ammonium chloride results in anhydrous ferrous chloride. This solution, similar to those of most ferrous salts, absorbs nitric oxide, producing a brownish solution.
Ferric chloride, FeCl3, known in its aqueous solution to Glauber as oleum martis, may be obtained anhydrous by the action of dry chlorine on the metal at a moderate red-heat, or by passing hydrochloric acid gas over heated ferric oxide. It forms iron-black plates or tablets which appear red by transmitted and a metallic green by reflected light. It is very deliquescent, and readily dissolves in water, forming a brown or yellow solution, from which several hydrates may be separated (see Solution). The solution is best prepared by dissolving the hydrate in hydrochloric acid and removing the excess of acid by evaporation, or by passing chlorine into the solution obtained by dissolving the metal in hydrochloric acid and removing the excess of chlorine by a current of carbon dioxide. It also dissolves in alcohol and ether; boiling point determinations of the molecular weight in these solutions point to the formula FeCl3. Vapour density determinations at 448° indicate a partial dissociation of the double molecule Fe2Cl6; on stronger heating it splits into ferrous chloride and chlorine. It forms red crystalline double salts with the chlorides of the metals of the alkalis and of the magnesium group. An aqueous solution of ferric chloride is used in pharmacy under the name Liquor ferri perchloridi; and an alcoholic solution constitutes the quack medicine known as “Lamotte’s golden drops.” Many oxychlorides are known; soluble forms are obtained by dissolving precipitated ferric hydrate in ferric chloride, whilst insoluble compounds result when ferrous chloride is oxidized in air, or by boiling for some time aqueous solutions of ferric chloride.
Ferric chloride, FeCl3, also known in its watery form as oleum martis, can be obtained in anhydrous form through the process of exposing the metal to dry chlorine at a moderate heat, or by passing hydrochloric acid gas over heated ferric oxide. It appears as iron-black plates or tablets that look red when light shines through them and metallic green when viewed from the surface. It is very hygroscopic, easily dissolving in water to create a brown or yellow solution, from which several hydrates can be separated (see Solution). The best way to prepare the solution is by dissolving the hydrate in hydrochloric acid and evaporating the excess acid, or by passing chlorine into the solution made from dissolving the metal in hydrochloric acid and removing the excess chlorine using carbon dioxide. It also dissolves in alcohol and ether; boiling point measurements in these solvents suggest the formula FeCl3. Vapor density measurements at 448° indicate a partial breakdown of the double molecule Fe2Cl6; upon stronger heating, it separates into ferrous chloride and chlorine. It forms red crystalline double salts with the chlorides of alkali metals and magnesium group metals. An aqueous solution of ferric chloride is used in pharmacy, referred to as Liquor ferri perchloridi, while an alcoholic solution is known as the quack remedy called “Lamotte’s golden drops.” Several oxychlorides are known; soluble forms are made by dissolving precipitated ferric hydrate in ferric chloride, while insoluble compounds are created when ferrous chloride is oxidized in air or by boiling aqueous solutions of ferric chloride for a period of time.
Ferrous bromide, FeBr2, is obtained as yellowish crystals by the union of bromine and iron at a dull red-heat, or as bluish-green rhombic tables of the composition FeBr2·6H2O by crystallizing a solution of iron in hydrobromic acid. Ferric bromide, FeBr3, is obtained as dark red crystals by heating iron in an excess of bromine vapour. It closely resembles the chloride in being deliquescent, dissolving ferric hydrate, and in yielding basic salts. Ferrous iodide, FeI2, is obtained as a grey crystalline mass by the direct union of its components. Ferric iodide does not appear to exist.
Ferrous bromide, FeBr2, is produced as yellowish crystals when bromine and iron combine at a dull red heat, or as bluish-green rhombic crystals with the formula FeBr2·6H2O by crystallizing a solution of iron in hydrobromic acid. Ferric bromide, FeBr3, is made as dark red crystals by heating iron in excess bromine vapor. It is similar to chloride in that it absorbs moisture from the air, dissolves ferric hydrate, and produces basic salts. Ferrous iodide, FeI2, is formed as a gray crystalline mass through the direct combination of its elements. Ferric iodide does not seem to exist.
Sulphur Compounds.—Ferrous sulphide, FeS, results from the direct union of its elements, best by stirring molten sulphur with a white-hot iron rod, when the sulphide drops to the bottom of the crucible. It then forms a yellowish crystalline mass, which readily dissolves in acids with the liberation of sulphuretted hydrogen. Heated in air it at first partially oxidizes to ferrous sulphate, and at higher temperatures it yields sulphur dioxide and ferric oxide. It is unaltered by ignition in hydrogen. An amorphous form results when a mixture of iron filings and sulphur are triturated with water. This modification is rapidly oxidized by the air with such an elevation of temperature that the mass may become incandescent. Another black amorphous form results when ferrous salts are precipitated by ammonium sulphide.
Sulfur Compounds.—Ferrous sulfide, FeS, is created when its elements combine directly, which works best by mixing molten sulfur with a white-hot iron rod. The sulfide then settles at the bottom of the crucible, forming a yellowish crystalline mass that easily dissolves in acids, releasing hydrogen sulfide. When heated in air, it initially partially oxidizes to ferrous sulfate, and at higher temperatures, it produces sulfur dioxide and ferric oxide. Igniting it in hydrogen does not change it. An amorphous form is produced when a mix of iron filings and sulfur is ground with water. This form rapidly oxidizes in air, creating enough heat for the mass to become incandescent. Another black amorphous form occurs when ferrous salts are precipitated with ammonium sulfide.
Ferric sulphide, Fe2S3, is obtained by gently heating a mixture of its constituent elements, or by the action of sulphuretted hydrogen on ferric oxide at temperatures below 100°. It is also prepared by precipitating a ferric salt with ammonium sulphide; unless the alkali be in excess a mixture of ferrous sulphide and sulphur is obtained. It combines with other sulphides to form compounds of the type M′2Fe2S4. Potassium ferric sulphide, K2Fe2S4, obtained by heating a mixture of iron filings, sulphur and potassium carbonate, forms purple glistening crystals, which burn when heated in air. Magnetic pyrites or pyrrhotite has a composition varying between Fe7S8 and Fe8S9, i.e. 5FeS·Fe2S3 and 6FeS·Fe2S3. It has a somewhat brassy colour, and occurs massive or as hexagonal plates; it is attracted by a magnet and is sometimes itself magnetic. The mineral is abundant in Canada, where the presence of about 5% of nickel makes it a valuable ore of this metal. Iron disulphide, FeS2, constitutes the minerals pyrite and marcasite (q.v.); copper pyrites is (Cu, Fe)S2. Pyrite may be prepared artificially by gently heating ferrous sulphide with sulphur, or as brassy octahedra and cubes by slowly heating an intimate mixture of ferric oxide, sulphur and sal-ammoniac. It is insoluble in dilute acids, but dissolves in nitric acid with separation of sulphur.
Ferric sulfide, Fe2S3, is produced by gently heating a mixture of its elements or by reacting hydrogen sulfide with ferric oxide at temperatures below 100°. You can also make it by precipitating a ferric salt with ammonium sulfide; unless there’s an excess of alkali, you'll get a mix of ferrous sulfide and sulfur. It combines with other sulfides to create compounds like M′2Fe2S4. Potassium ferric sulfide, K2Fe2S4, which is made by heating a mix of iron filings, sulfur, and potassium carbonate, forms purple, shiny crystals that burn when heated in air. Magnetic pyrites or pyrrhotite varies in composition between Fe7S8 and Fe8S9, meaning it can be represented as 5FeS·Fe2S3 or 6FeS·Fe2S3. It has a somewhat brassy color and occurs either as massive or hexagonal plates; it can be attracted by a magnet and is sometimes magnetic itself. The mineral is plentiful in Canada, where the presence of about 5% nickel makes it a valuable ore for this metal. Iron disulfide, FeS2, includes the minerals pyrite and marcasite (q.v.); copper pyrites is (Cu, Fe)S2. Pyrite can be made artificially by gently heating ferrous sulfide with sulfur, or by slowly heating a fine mixture of ferric oxide, sulfur, and ammonium chloride to produce brassy octahedra and cubes. It is insoluble in dilute acids but dissolves in nitric acid with the separation of sulfur.
Ferrous sulphite, FeSO3. Iron dissolves in a solution of sulphur dioxide in the absence of air to form ferrous sulphite and thio-sulphate; the former, being less soluble than the latter, separates out as colourless or greenish crystals on standing.
Ferrous sulfite, FeSO3. Iron dissolves in a solution of sulfur dioxide without air, creating ferrous sulfite and thiosulfate; the former, being less soluble than the latter, forms colorless or greenish crystals when left to stand.
Ferrous sulphate, green vitriol or copperas, FeSO4·7H2O, was known to, and used by, the alchemists; it is mentioned in the writings of Agricola, and its preparation from iron and sulphuric acid occurs in the Tractatus chymico-philosophicus ascribed to Basil Valentine. It occurs in nature as the mineral melanterite, either crystalline or fibrous, but usually massive; it appears to have been formed by the oxidation of pyrite or marcasite. It is manufactured by piling pyrites in heaps and exposing to atmospheric oxidation, the ferrous sulphate thus formed being dissolved in water, and the solution run into tanks, where any sulphuric acid which may be formed is decomposed by adding scrap iron. By evaporation the green vitriol is obtained as large crystals. The chief impurities are copper and ferric sulphates; the former may be removed by adding scrap iron, which precipitates the copper; the latter is eliminated by recrystallization. Other impurities such as zinc and manganese sulphates are more difficult to remove, and hence to prepare the pure salt it is best to dissolve pure iron wire in dilute sulphuric acid. Ferrous sulphate forms large green crystals belonging to the monoclinic system; rhombic crystals, isomorphous with zinc sulphate, are obtained by inoculating a solution with a crystal of zinc sulphate, and triclinic crystals of the formula FeSO4·5H2O by inoculating with copper sulphate. By evaporating a solution containing free sulphuric acid in a vacuum, the hepta-hydrated salt first separates, then the penta-, and then a tetra-hydrate, FeSO4·4H2O, isomorphous with manganese sulphate. By gently heating in a vacuum to 140°, the hepta-hydrate loses 6 molecules of water, and yields a white powder, which on heating in the absence of air gives the anhydrous salt. The monohydrate also results as a white precipitate when concentrated sulphuric acid is added to a saturated solution of ferrous sulphate. Alcohol also throws down the salt from aqueous solution, the composition of the precipitate varying with the amount of salt and precipitant employed. The solution absorbs nitric oxide to form a dark brown solution, which loses the gas on heating or by placing in ä vacuum. Ferrous sulphate forms double salts with the alkaline sulphates. The most important is ferrous ammonium sulphate, FeSO4·(NH4)2SO4·6H2O, obtained by dissolving equivalent amounts 799 of the two salts in water and crystallizing. It is very stable and is much used in volumetric analysis.
Ferrous sulfate, also known as green vitriol or copperas, with the formula FeSO4·7H2O, was recognized and used by alchemists. It's mentioned in the writings of Agricola, and its preparation from iron and sulfuric acid is discussed in the Tractatus chymico-philosophicus attributed to Basil Valentine. In nature, it appears as the mineral melanterite, which can be either crystalline or fibrous, but is typically found in a massive form; it seems to be created by the oxidation of pyrite or marcasite. It’s produced by stacking pyrites in heaps and allowing them to be exposed to air for oxidation; the resulting ferrous sulfate is then dissolved in water, and the solution is collected in tanks where any sulfuric acid formed is broken down by adding scrap iron. Through evaporation, green vitriol is obtained as large crystals. The main impurities include copper and ferric sulfates; copper can be removed by adding scrap iron, which precipitates it, while ferric sulfate is eliminated through recrystallization. Other impurities such as zinc and manganese sulfates are harder to get rid of, so for purifying the salt, it’s recommended to dissolve pure iron wire in dilute sulfuric acid. Ferrous sulfate creates large green crystals belonging to the monoclinic system; rhombic crystals, which are isomorphic with zinc sulfate, can be formed by adding a zinc sulfate crystal to a solution, and triclinic crystals with the formula FeSO4·5H2O can be obtained by adding copper sulfate. If you evaporate a solution containing free sulfuric acid under vacuum, the heptahydrate salt will form first, followed by the pentahydrate, and then the tetrahydrate, FeSO4·4H2O, which is isomorphic with manganese sulfate. By gently heating the heptahydrate in a vacuum to 140°, it loses 6 water molecules and turns into a white powder, which when heated without air produces the anhydrous salt. The monohydrate can also form as a white precipitate when concentrated sulfuric acid is added to a saturated solution of ferrous sulfate. Alcohol precipitates the salt from the aqueous solution, and the composition of the precipitate changes depending on the amounts of salt and precipitant used. The solution absorbs nitric oxide, creating a dark brown solution that releases the gas when heated or placed in a vacuum. Ferrous sulfate can form double salts with alkaline sulfates. The most significant of these is ferrous ammonium sulfate, FeSO4·(NH4)2SO4·6H2O, which is obtained by dissolving equal amounts of the two salts in water and crystallizing them. It is very stable and commonly used in volumetric analysis.
Ferric sulphate, Fe2(SO4)3, is obtained by adding nitric acid to a hot solution of ferrous sulphate containing sulphuric acid, colourless crystals being deposited on evaporating the solution. The anhydrous salt is obtained by heating, or by adding concentrated sulphuric acid to a solution. It is sparingly soluble in water, and on heating it yields ferric oxide and sulphur dioxide. The mineral coquimbite is Fe2(SO4)3·9H2O. Many basic ferric sulphates are known, some of which occur as minerals; carphosiderite is Fe(FeO)5(SO4)4·10H2O; amarantite is Fe(FeO)(SO4)2·7H2O; utahite is 3(FeO)2SO4·4H2O; copiapite is Fe3(FeO)(SO4)5·18H2O; castanite is Fe(FeO)(SO4)2·8H2O; römerite is FeSO4·Fe2(SO4)3·12H2O. The iron alums are obtained by crystallizing solutions of equivalent quantities of ferric and an alkaline sulphate. Ferric potassium sulphate, the common iron alum, K2SO4·Fe2(SO4)3·24H2O, forms bright violet octahedra.
Ferric sulfate, Fe2(SO4)3, is created by adding nitric acid to a hot solution of ferrous sulfate that contains sulfuric acid, resulting in colorless crystals that form when the solution is evaporated. The anhydrous salt can be achieved by heating or by introducing concentrated sulfuric acid to a solution. It's only slightly soluble in water, and when heated, it produces ferric oxide and sulfur dioxide. The mineral coquimbite is Fe2(SO4)3·9H2O. Numerous basic ferric sulfates exist, some of which are found as minerals; carphosiderite is Fe(FeO)5(SO4)4·10H2O; amarantite is Fe(FeO)(SO4)2·7H2O; utahite is 3(FeO)2SO4·4H2O; copiapite is Fe3(FeO)(SO4)5·18H2O; castanite is Fe(FeO)(SO4)2·8H2O; and römerite is FeSO4·Fe2(SO4)3·12H2O. Iron alums are formed by crystallizing solutions that contain equal amounts of ferric and an alkaline sulfate. Ferric potassium sulfate, the typical iron alum, K2SO4·Fe2(SO4)3·24H2O, crystallizes into bright violet octahedra.
Nitrides, Nitrates, &c.—Several nitrides are known. Guntz (Compt. rend., 1902, 135, p. 738) obtained ferrous nitride, Fe3N2, and ferric nitride, FeN, as black powders by heating lithium nitride with ferrous potassium chloride and ferric potassium chloride respectively. Fowler (Jour. Chem. Soc., 1901, p. 285) obtained a nitride Fe2N by acting upon anhydrous ferrous chloride or bromide, finely divided reduced iron, or iron amalgam with ammonia at 420°; and, also, in a compact form, by the action of ammonia on red-hot iron wire. It oxidizes on heating in air, and ignites in chlorine; on solution in mineral acids it yields ferrous and ammonium salts, hydrogen being liberated. A nitride appears to be formed when nitrogen is passed over heated iron, since the metal is rendered brittle. Ferrous nitrate, Fe(NO3)2·6H2O, is a very unstable salt, and is obtained by mixing solutions of ferrous sulphate and barium nitrate, filtering, and crystallizing in a vacuum over sulphuric acid. Ferric nitrate, Fe(NO3)3, is obtained by dissolving iron in nitric acid (the cold dilute acid leads to the formation of ferrous and ammonium nitrates) and crystallizing, when cubes of Fe(NO3)3·6H2O or monoclinic crystals of Fe(NO3)3·9H2O are obtained. It is used as a mordant.
Nitrides, Nitrates, &c.—Several nitrides are known. Guntz (Compt. rend., 1902, 135, p. 738) produced ferrous nitride, Fe3N2, and ferric nitride, FeN, as black powders by heating lithium nitride with ferrous potassium chloride and ferric potassium chloride, respectively. Fowler (Jour. Chem. Soc., 1901, p. 285) created a nitride Fe2N by reacting anhydrous ferrous chloride or bromide, finely divided reduced iron, or iron amalgam with ammonia at 420°; and also, in a solid form, by treating red-hot iron wire with ammonia. It oxidizes when heated in the air and ignites in chlorine; when dissolved in mineral acids, it produces ferrous and ammonium salts, releasing hydrogen. A nitride seems to form when nitrogen is passed over heated iron, as it makes the metal brittle. Ferrous nitrate, Fe(NO3)2·6H2O, is a very unstable salt and is made by mixing solutions of ferrous sulfate and barium nitrate, filtering, and crystallizing in a vacuum over sulfuric acid. Ferric nitrate, Fe(NO3)3, is produced by dissolving iron in nitric acid (cold dilute acid leads to the formation of ferrous and ammonium nitrates) and crystallizing, resulting in cubes of Fe(NO3)3·6H2O or monoclinic crystals of Fe(NO3)3·9H2O. It is used as a mordant.
Ferrous solutions absorb nitric oxide, forming dark green to black solutions. The coloration is due to the production of unstable compounds of the ferrous salt and nitric oxide, and it seems that in neutral solutions the compound is made up of one molecule of salt to one of gas; the reaction, however, is reversible, the composition varying with temperature, concentration and nature of the salt. Ferrous chloride dissolved in strong hydrochloric acid absorbs two molecules of the gas (Kohlschütter and Kutscheroff, Ber., 1907, 40, p. 873). Ferric chloride also absorbs the gas. Reddish brown amorphous powders of the formulae 2FeCl3·NO and 4FeCl3·NO are obtained by passing the gas over anhydrous ferric chloride. By passing the gas into an ethereal solution of the salt, nitrosyl chloride is produced, and on evaporating over sulphuric acid, black needles of FeCl2·NO·2H2O are obtained, which at 60° form the yellow FeCl2·NO. Complicated compounds, discovered by Roussin in 1858, are obtained by the interaction of ferrous sulphate and alkaline nitrites and sulphides. Two classes may be distinguished:—(1) the ferrodinitroso salts, e.g. K[Fe(NO)2S], potassium ferrodinitrososulphide, and (2) the ferroheptanitroso salts, e.g. K[Fe4(NO)7S8], potassium ferroheptanitrososulphide. These salts yield the corresponding acids with sulphuric acid. The dinitroso acid slowly decomposes into sulphuretted hydrogen, nitrogen, nitrous oxide, and the heptanitroso acid. The heptanitroso acid is precipitated as a brown amorphous mass by dilute sulphuric acid, but if the salt be heated with strong acid it yields nitrogen, nitric oxide, sulphur, sulphuretted hydrogen, and ferric, ammonium and potassium sulphates.
Ferrous solutions absorb nitric oxide, creating dark green to black solutions. The color comes from unstable compounds formed by the ferrous salt and nitric oxide. In neutral solutions, it seems that the compound consists of one molecule of salt and one molecule of gas; however, this reaction is reversible, with the composition changing based on temperature, concentration, and the type of salt. Ferrous chloride dissolved in strong hydrochloric acid absorbs two molecules of the gas (Kohlschütter and Kutscheroff, Ber., 1907, 40, p. 873). Ferric chloride also absorbs the gas. Reddish-brown amorphous powders with the formulas 2FeCl3·NO and 4FeCl3·NO are formed when the gas is passed over anhydrous ferric chloride. Passing the gas into an ethereal solution of the salt produces nitrosyl chloride, and evaporating over sulfuric acid yields black needles of FeCl2·NO·2H2O, which forms the yellow FeCl2·NO at 60°. Complicated compounds discovered by Roussin in 1858 result from the reaction of ferrous sulfate with alkaline nitrites and sulfides. Two classes can be identified: (1) the ferrodinitroso salts, such as K[Fe(NO)2S], potassium ferrodinitrososulfide, and (2) the ferroheptanitroso salts, such as K[Fe4(NO)7S8], potassium ferroheptanitrososulfide. These salts produce the corresponding acids when reacted with sulfuric acid. The dinitroso acid gradually breaks down into hydrogen sulfide, nitrogen, nitrous oxide, and the heptanitroso acid. The heptanitroso acid is precipitated as a brown amorphous mass when treated with dilute sulfuric acid, but if heated with strong acid, it produces nitrogen, nitric oxide, sulfur, hydrogen sulfide, and ferric, ammonium, and potassium sulfates.
Phosphides, Phosphates.—H. Le Chatelier and S. Wologdine (Compt. rend., 1909, 149, p. 709) have obtained Fe3P, Fe2P, FeP, Fe2P3, but failed to prepare five other phosphides previously described. Fe3P occurs as crystals in the product of fusing iron with phosphorus; it dissolves in strong hydrochloric acid. Fe2P forms crystalline needles insoluble in acids except aqua regia; it is obtained by fusing copper phosphide with iron. FeP is obtained by passing phosphorus vapour over Fe2P at a red-heat. Fe2P3 is prepared by the action of phosphorus iodide vapour on reduced iron. Ferrous phosphate, Fe3(PO4)2·8H2O, occurs in nature as the mineral vivianite. It may be obtained artificially as a white precipitate, which rapidly turns blue or green on exposure, by mixing solutions of ferrous sulphate and sodium phosphate. It is employed in medicine. Normal ferric phosphate, FePO4·2H2O, occurs as the mineral strengite, and is obtained as a yellowish-white precipitate by mixing solutions of ferric chloride and sodium phosphate. It is insoluble in dilute acetic acid, but dissolves in mineral acids. The acid salts Fe(H2PO4)3 and 2FeH3(PO4)2·5H2O have been described. Basic salts have been prepared, and several occur in the mineral kingdom; dufrenite is Fe2(OH)3PO4.
Phosphides, Phosphates.—H. Le Chatelier and S. Wologdine (Compt. rend., 1909, 149, p. 709) have successfully produced Fe3P, Fe2P, FeP, and Fe2P3, but were unable to synthesize five other phosphides that had been previously reported. Fe3P appears as crystals when iron is fused with phosphorus; it dissolves in concentrated hydrochloric acid. Fe2P manifests as crystalline needles that are insoluble in acids except aqua regia; it is created by fusing copper phosphide with iron. FeP is formed by passing phosphorus vapor over Fe2P at a high temperature. Fe2P3 is produced through the reaction of phosphorus iodide vapor with reduced iron. Ferrous phosphate, Fe3(PO4)2·8H2O, is found in nature as the mineral vivianite. It can be artificially obtained as a white precipitate, which quickly changes to blue or green when exposed, by mixing solutions of ferrous sulfate and sodium phosphate. It is used in medicine. Normal ferric phosphate, FePO4·2H2O, occurs as the mineral strengite and is produced as a yellowish-white precipitate by mixing solutions of ferric chloride and sodium phosphate. It is insoluble in dilute acetic acid but dissolves in mineral acids. The acid salts Fe(H2PO4)3 and 2FeH3(PO4)2·5H2O have been documented. Basic salts have been made, and several occur in the mineral kingdom; dufrenite is Fe2(OH)3PO4.
Arsenides, Arsenites, &c.—Several iron arsenides occur as minerals; lölingite, FeAs2, forms silvery rhombic prisms; mispickel or arsenical pyrites, Fe2AsS2, is an important commercial source of arsenic. A basic ferric arsenite, 4Fe2O3·As2O3·5H2O, is obtained as a flocculent brown precipitate by adding an arsenite to ferric acetate, or by shaking freshly prepared ferric hydrate with a solution of arsenious oxide. The last reaction is the basis of the application of ferric hydrate as an antidote in arsenical poisoning. Normal ferric arsenate, FeAsO4·2H2O, constitutes the mineral scorodite; pharmacosiderite is the basic arsenate 2FeAsO4·Fe(OK)3·5H2O. An acid arsenate, 2Fe2(HAsO4)3·9H2O, is obtained as a white precipitate by mixing solutions of ferric chloride and ordinary sodium phosphate. It readily dissolves in hydrochloric acid.
Arsenides, Arsenites, &c.—Several iron arsenides can be found as minerals; lölingite, FeAs2, forms silvery rhombic prisms; mispickel or arsenical pyrites, Fe2AsS2, is an important commercial source of arsenic. A basic ferric arsenite, 4Fe2O3·As2O3·5H2O, is obtained as a flocculent brown precipitate by adding an arsenite to ferric acetate, or by shaking freshly prepared ferric hydrate with a solution of arsenious oxide. The last reaction is the basis for using ferric hydrate as an antidote in arsenical poisoning. Normal ferric arsenate, FeAsO4·2H2O, makes up the mineral scorodite; pharmacosiderite is the basic arsenate 2FeAsO4·Fe(OK)3·5H2O. An acid arsenate, 2Fe2(HAsO4)3·9H2O, is formed as a white precipitate by mixing solutions of ferric chloride and regular sodium phosphate. It easily dissolves in hydrochloric acid.
Carbides, Carbonates.—The carbides of iron play an important part in determining the properties of the different modifications of the commercial metal, and are discussed under Iron and Steel.
Carbides, Carbonates.—The carbides of iron significantly influence the properties of the various forms of the commercial metal and are covered in Iron and Steel.
Ferrous carbonate, FeCO3, or spathic iron ore, may be obtained as microscopic rhombohedra by adding sodium bicarbonate to ferrous sulphate and heating to 150° for 36 hours. Ferrous sulphate and sodium carbonate in the cold give a flocculent precipitate, at first white but rapidly turning green owing to oxidation. A soluble carbonate and a ferric salt give a precipitate which loses carbon dioxide on drying. Of great interest are the carbonyl compounds. Ferropentacarbonyl, Fe(CO)5, obtained by L. Mond, Quincke and Langer (Jour. Chem. Soc., 1891; see also ibid. 1910, p. 798) by treating iron from ferrous oxalate with carbon monoxide, and heating at 150°, is a pale yellow liquid which freezes at about −20°, and boils at 102.5°. Air and moisture decompose it. The halogens give ferrous and ferric haloids and carbon monoxide; hydrochloric and hydrobromic acids have no action, but hydriodic decomposes it. By exposure to sunlight, either alone or dissolved in ether or ligroin, it gives lustrous orange plates of diferrononacarbonyl, Fe2(CO)9. If this substance be heated in ethereal solution to 50°, it deposits lustrous dark-green tablets of ferrotetracarbonyl, Fe(CO)4, very stable at ordinary temperatures, but decomposing at 140°-150° into iron and carbon monoxide (J. Dewar and H. O. Jones, Abst. J.C.S., 1907, ii. 266). For the cyanides see Prussic Acid.
Ferrous carbonate, FeCO3, also known as spathic iron ore, can be produced as tiny rhombohedra by mixing sodium bicarbonate with ferrous sulfate and heating it to 150° for 36 hours. When ferrous sulfate and sodium carbonate are mixed in cold conditions, they create a fluffy precipitate that starts off white but quickly turns green due to oxidation. A soluble carbonate mixed with a ferric salt produces a precipitate that loses carbon dioxide as it dries. The carbonyl compounds are particularly fascinating. Ferropentacarbonyl, Fe(CO)5, discovered by L. Mond, Quincke, and Langer (Jour. Chem. Soc., 1891; see also ibid. 1910, p. 798), is obtained by treating iron from ferrous oxalate with carbon monoxide and heating it at 150°. It appears as a pale yellow liquid that freezes at around −20° and boils at 102.5°. It is decomposed by air and moisture. The halogens create ferrous and ferric halides along with carbon monoxide; hydrochloric and hydrobromic acids do not react, but hydriodic acid does decompose it. When exposed to sunlight, whether alone or in ether or ligroin, it forms shiny orange plates of diferrononacarbonyl, Fe2(CO)9. If this substance is heated in an ethereal solution to 50°, it yields shiny dark-green tablets of ferrotetracarbonyl, Fe(CO)4, which are stable at room temperature but break down at 140°-150° into iron and carbon monoxide (J. Dewar and H. O. Jones, Abst. J.C.S., 1907, ii. 266). For the cyanides, see Prussic Acid.
Ferrous salts give a greenish precipitate with an alkali, whilst ferric give a characteristic red one. Ferrous salts also give a bluish white precipitate with ferrocyanide, which on exposure turns to a dark blue; ferric salts are characterized by the intense purple coloration with a thiocyanate. (See also Chemistry, § Analytical). For the quantitative estimation see Assaying.
Ferrous salts form a greenish precipitate when mixed with an alkali, while ferric salts produce a distinct red one. Ferrous salts also create a bluish-white precipitate with ferrocyanide, which turns dark blue when exposed to air; ferric salts are identified by a deep purple color when combined with a thiocyanate. (See also Chemistry, § Analytical). For the quantitative estimation see Assaying.
A recent atomic weight determination by Richards and Baxter (Zeit. anorg. Chem., 1900, 23, p. 245; 1904, 38, p. 232), who found the amount of silver bromide given by ferrous bromide, gave the value 55.44 [O = 16].
A recent atomic weight measurement by Richards and Baxter (Zeit. anorg. Chem., 1900, 23, p. 245; 1904, 38, p. 232), where they calculated the amount of silver bromide produced by ferrous bromide, resulted in the value of 55.44 [O = 16].
Pharmacology.
Pharmacy.
All the official salts and preparations of iron are made directly or indirectly from the metal. The pharmacopoeial forms of iron are as follow:—
All the official salts and preparations of iron are made directly or indirectly from the metal. The pharmacopoeial forms of iron are as follows:—
1. Ferrum, annealed iron wire No. 35 or wrought iron nails free from oxide; from which we have the preparation Vinum ferri, iron wine, iron digested in sherry wine for thirty days. (Strength, 1 in 20.)
1. Ferrum, annealed iron wire No. 35 or wrought iron nails free of oxide; from which we have the preparation Vinum ferri, iron infused in sherry wine for thirty days. (Strength, 1 in 20.)
2. Ferrum redactum, reduced iron, a powder containing at least 75% of metallic iron and a variable amount of oxide. A preparation of it is Trochiscus ferri redacti (strength, 1 grain of reduced iron in each).
2. Ferrum redactum, reduced iron, is a powder that contains at least 75% metallic iron and a varying amount of oxide. A preparation of it is Trochiscus ferri redacti (strength, 1 grain of reduced iron in each).
3. Ferri sulphas, ferrous sulphate, from which is prepared Mistura ferri composita, “Griffiths’ mixture,” containing ferrous sulphate 25 gr., potassium carbonate 30 gr., myrrh 60 gr., sugar 60 gr., spirit of nutmeg 50 m., rose water 10 fl. oz.
3. Ferri sulphas, ferrous sulfate, from which Mistura ferri composita, “Griffiths’ mixture,” is made, contains 25 g of ferrous sulfate, 30 g of potassium carbonate, 60 g of myrrh, 60 g of sugar, 50 mL of nutmeg spirit, and 10 fl. oz of rose water.
4. Ferri sulphas exsiccatus, which has two subpreparations: (a) Pilula ferri, “Blaud’s pill” (exsiccated ferrous sulphate 150, exsiccated sodium carbonate 95, gum acacia 50, tragacanth 15, glycerin 10, syrup 150, water 20, each to contain about 1 grain of ferrous carbonate); (b) Pilula aloes et ferri (Barbadoes aloes 2, exsiccated ferrous sulphate 1, compound powder of cinnamon 3, syrup of glucose 3).
4. Ferri sulphas exsiccatus, which has two sub-preparations: (a) Pilula ferri, “Blaud’s pill” (dried ferrous sulfate 150, dried sodium carbonate 95, gum acacia 50, tragacanth 15, glycerin 10, syrup 150, water 20, each designed to contain about 1 grain of ferrous carbonate); (b) Pilula aloes et ferri (Barbadoes aloes 2, dried ferrous sulfate 1, compound cinnamon powder 3, glucose syrup 3).
5. Ferri carbonas saccharatus, saccharated iron carbonate. The carbonate forms about one-third and is mixed with sugar into a greyish powder.
5. Ferri carbonas saccharatus, saccharated iron carbonate. The carbonate makes up about one-third and is combined with sugar into a grayish powder.
6. Ferri arsenas, iron arsenate, ferrous and ferric arsenates with some iron oxides, a greenish powder.
6. Ferri arsenas, iron arsenate, ferrous and ferric arsenates with some iron oxides, a greenish powder.
7. Ferri phosphas, a slate-blue powder of ferrous and ferric phosphates with some oxide. Its preparations are: (a) Syrupus ferri phosphatis (strength, 1 gr. of ferrous phosphate in each fluid drachm); (b) Syrupus ferri phosphatis cum quinina et strychnina, “Easton’s syrup” (iron wire 75 grs., concentrated phosphoric acid 10 fl. dr., powdered strychnine 5 gr., quinine sulphate 130 gr., syrup 14 fl. oz., water to make 20 fl. oz.), in which each fluid drachm represents 1 gr. of ferrous phosphate, 4⁄5 gr. of quinine sulphate, and 1⁄32 gr. of strychnine.
7. Ferri phosphas is a slate-blue powder made of ferrous and ferric phosphates along with some oxide. Its preparations include: (a) Syrupus ferri phosphatis (contains 1 gram of ferrous phosphate in each fluid drachm); (b) Syrupus ferri phosphatis cum quinina et strychnina, known as “Easton’s syrup” (consisting of 75 grams of iron wire, 10 fluid drachms of concentrated phosphoric acid, 5 grams of powdered strychnine, 130 grams of quinine sulfate, 14 fluid ounces of syrup, and enough water to make 20 fluid ounces), where each fluid drachm contains 1 gram of ferrous phosphate, 4⁄5 gram of quinine sulfate, and 1⁄32 gram of strychnine.
8. Syrupus ferri iodidi, iron wire, iodine, water and syrup (strength, 5.5 gr. of ferrous iodide in one fl. dr.).
8. Syrupus ferri iodidi, iron wire, iodine, water, and syrup (strength: 5.5 grams of ferrous iodide in one fluid dram).
9. Liquor ferri perchloridi fortis, strong solution of ferric chloride (strength, 22.5% of iron); its preparations only are prescribed, viz. Liquor ferri perchloridi and Tinctura ferri perchloridi.
9. Liquor ferri perchloridi fortis, strong solution of ferric chloride (22.5% iron); only its preparations are prescribed, namely Liquor ferri perchloridi and Tinctura ferri perchloridi.
10. Liquor ferri persulphatis, solution of ferric sulphate.
10. Liquor ferri persulphatis, solution of iron(III) sulfate.
11. Liquor ferri pernitratus, solution of ferric nitrate (strength, 3.3% of iron).
11. Liquor ferri pernitratus, solution of ferric nitrate (strength, 3.3% iron).
12. Liquor ferri acetatis, solution of ferric acetate.
12. Ferric acetate, solution of ferric acetate.
13. The scale preparations of iron, so called because they are dried to form scales, are three in number, the base of all being ferric hydrate:
13. The scale preparations of iron, named because they dry into scales, are three in total, all based on ferric hydrate:
(a) Ferrum tartaratum, dark red scales, soluble in water.
(a) Ferrum tartaratum, dark red flakes, dissolvable in water.
(b) Ferri et quininae citratis, greenish yellow scales soluble in water.
(b) Ferri et quininae citratis, greenish-yellow scales that dissolve in water.
(c) Ferri et ammonii citratis, red scales soluble in water, from which is prepared Vinum ferri citratis (ferri et ammonii citratis 1 gr., orange wine 1 fl. dr.).
(c) Ferri et ammonii citratis, red scales that dissolve in water, from which Vinum ferri citratis is made (1 g of ferri et ammonii citratis, 1 fl. dr. of orange wine).
Substances containing tannic or gallic acid turn black when compounded with a ferric salt, so it cannot be used in combination with vegetable astringents except with the infusion of quassia or calumba. Iron may, however, be prescribed in combination with digitalis by the addition of dilute phosphoric acid. Alkalis and their carbonates, lime water, carbonate of calcium, magnesia and its carbonate give green precipitates with ferrous and brown with ferric salts.
Substances that have tannic or gallic acid turn black when mixed with a ferric salt, so they shouldn't be used with vegetable astringents except for quassia or calumba infusions. However, iron can be prescribed with digitalis by adding dilute phosphoric acid. Alkalis and their carbonates, lime water, calcium carbonate, and magnesium and its carbonate produce green precipitates with ferrous salts and brown ones with ferric salts.
Unofficial preparations of iron are numberless, and some of them are very useful. Ferri hydroxidum (U.S.P.), the hydrated oxide of iron, made by precipitating ferric sulphate with ammonia, is used solely as an antidote in arsenical poisoning. The Syrupus ferri phosphatis Co. is well known as “Parrish’s” syrup or chemical food, and the Pilulae ferri phosphatis cum quinina et strychnina, known as Easton’s pills, form a solid equivalent to Easton’s syrup.
Unofficial preparations of iron are countless, and some are quite useful. Ferri hydroxidum (U.S.P.), the hydrated oxide of iron, is created by adding ammonia to ferric sulfate and is used exclusively as an antidote for arsenic poisoning. The Syrupus ferri phosphatis Co. is widely recognized as “Parrish’s” syrup or chemical food, and the Pilulae ferri phosphatis cum quinina et strychnina, known as Easton’s pills, serve as a solid alternative to Easton’s syrup.
There are numerous organic preparations of iron. Ferratin is a reddish brown substance which claims to be identical with the iron substance found in pig’s liver. Carniferrin is another tasteless powder containing iron in combination with the phosphocarnic acid of muscle preparations, and contains 35% of iron. Ferratogen is prepared from ferric nuclein. Triferrin is a paranucleinate of iron, and contains 22% of iron and 2½% of organically combined phosphorus, prepared from the casein of cow’s milk. Haemoglobin is extracted from the blood of an ox and may be administered in bolus form. Dieterich’s solution of peptonated iron contains about 2 gr. of iron per oz. Vachetta has used the albuminate of iron with striking success in grave cases of anaemia. Succinate of iron has been prepared by Hausmann. Haematogen, introduced by Hommel, claims to contain the albuminous constituents of the blood serum and all the blood salts as well as pure haemoglobin. Sicco, the name given to dry haematogen, is a tasteless powder. Haemalbumen, introduced by Dahmen, is soluble in warm water.
There are many organic forms of iron. Ferratin is a reddish-brown substance that claims to be the same as the iron found in pig’s liver. Carniferrin is another tasteless powder that contains iron combined with the phosphocarnic acid from muscle preparations, consisting of 35% iron. Ferratogen is made from ferric nuclein. Triferrin is a paranucleinate of iron, containing 22% iron and 2.5% organically combined phosphorus, derived from the casein of cow’s milk. Hemoglobin is extracted from ox blood and can be given in bolus form. Dieterich’s peptonated iron solution has about 2 grams of iron per ounce. Vachetta has had remarkable success using the albuminate of iron in severe cases of anemia. Hausmann prepared succinate of iron. Hematogen, introduced by Hommel, claims to contain the albumin constituents of blood serum along with all the blood salts and pure hemoglobin. Sicco, the name for dry hematogen, is a tasteless powder. Hemalbumen, introduced by Dahmen, dissolves in warm water.
Therapeutics.
Medications.
Iron is a metal which is used both as a food and as a medicine and has also a definite local action. Externally, it is not absorbed by the unbroken skin, but when applied to the broken skin, sores, ulcers and mucous surfaces, the ferric salts are powerful astringents, because they coagulate the albuminous fluids in the tissues themselves. The salts of iron quickly cause coagulation of the blood, and the clot plugs the bleeding vessels. They thus act locally as haemostatics or styptics, and will often arrest severe haemorrhage from parts which are accessible, such as the nose. They were formerly used in the treatment of post partum haemorrhage. The perchloride, sulphate and pernitrate are strongly astringent; less extensively they are used in chronic discharges from the vagina, rectum and nose, while injected into the rectum they destroy worms.
Iron is a metal that's used as both food and medicine, and it has a specific local effect. It doesn’t get absorbed through unbroken skin, but when it’s applied to broken skin, sores, ulcers, and mucous surfaces, the ferric salts act as strong astringents because they coagulate the protein fluids in the tissues. The iron salts quickly cause blood coagulation, and the clot helps stop the bleeding. They act locally as haemostatics or styptics and can often stop severe bleeding from areas that are easy to access, like the nose. They were previously used to treat post partum bleeding. The perchloride, sulphate, and pernitrate are very astringent and are less commonly used for chronic discharges from the vagina, rectum, and nose, while if injected into the rectum, they can kill worms.
Internally, a large proportion of the various articles of ordinary diet contains iron. When given medicinally preparations of iron have an astringent taste, and the teeth and tongue are blackened owing to the formation of sulphide of iron. It is therefore advisable to take liquid iron preparations through a glass tube or a quill.
Internally, a significant amount of common foods contain iron. When taken as medicine, iron preparations have a bitter taste, and they can blacken the teeth and tongue due to the formation of iron sulfide. Therefore, it's a good idea to take liquid iron preparations through a straw or a quill.
In the stomach all salts of iron, whatever their nature, are converted into ferric chloride. If iron be given in excess, or if the hydrochloric acid in the gastric juice be deficient, iron acts directly as an astringent upon the mucous membrane of the stomach wall. Iron, therefore, may disorder the digestion even in healthy subjects. Acid preparations are more likely to do this, and the acid set free after the formation of the chloride may act as an irritant. Iron, therefore, must not be given to subjects in whom the gastric functions are disturbed, and it should always be given after meals. Preparations which are not acid, or are only slightly acid, such as reduced iron, dialysed iron, the carbonate and scale preparations, do not disturb the digestion. If the sulphate is prescribed in the form of a pill, it may be so coated as only to be soluble in the intestinal digestive fluid. In the intestine the ferric chloride becomes changed into an oxide of iron; the sub-chloride is converted into a ferrous carbonate, which is soluble. Lower down in the bowel these compounds are converted into ferrous sulphide and tannate, and are eliminated with the faeces, turning them black. Iron in the intestine causes an astringent or constipating effect. The astringent salts are therefore useful occasionally to check diarrhoea and dysentery. Thus most salts of iron are distinctly constipating, and are best used in combination with a purgative. The pill of iron and aloes (B.P.) is designed for this purpose. Iron is certainly absorbed from the intestinal canal. As the iron in the food supplies all the iron in the body of a healthy person, there is no doubt that it is absorbed in the organic form. Whether inorganic salts are directly absorbed has been a matter of much discussion; it has, however, been directly proved by the experiments of Kunkel (Archiv für die gesamte Physiologie des Menschen und der Tiere, lxi.) and Gaule. The amount of iron existing in the human blood is only 38 gr.; therefore, when an excess of iron is absorbed, part is excreted immediately by the bowel and kidneys, and part is stored in the liver and spleen.
In the stomach, all iron salts, regardless of their type, are converted into ferric chloride. If too much iron is taken or if the hydrochloric acid in gastric juice is low, iron can directly irritate the stomach lining. As a result, iron can disrupt digestion even in healthy individuals. Acidic preparations are more likely to cause this issue, and the acid released after forming the chloride may irritate the stomach. Therefore, iron should not be given to people with stomach issues and should always be taken after meals. Preparations that are not acidic or only slightly acidic, like reduced iron, dialyzed iron, and the carbonate and scale preparations, do not disturb digestion. If sulfate is given in pill form, it can be coated so that it only dissolves in the intestinal digestive fluid. In the intestine, ferric chloride changes into iron oxide; the sub-chloride gets converted into soluble ferrous carbonate. Further down in the bowel, these compounds transform into ferrous sulfide and tannate, which are eliminated with the stool, turning it black. Iron in the intestine creates an astringent or constipating effect. Therefore, astringent salts are occasionally useful to control diarrhea and dysentery. Most iron salts are known to be constipating and are best used alongside a laxative. The iron and aloes pill (B.P.) is made for this purpose. Iron is indeed absorbed from the intestinal tract. Since iron from food supplies all the iron in a healthy person's body, it is clear that it is absorbed in its organic form. There has been much debate about whether inorganic salts are directly absorbed; however, experiments by Kunkel (Archiv für die gesamte Physiologie des Menschen und der Tiere, lxi.) and Gaule have directly proven this. The amount of iron found in human blood is only 38 grams; therefore, when excess iron is absorbed, part is immediately excreted by the bowel and kidneys, while some is stored in the liver and spleen.
Iron being a constituent part of the blood itself, there is a direct indication for the physician to prescribe it when the amount of haemoglobin in the blood is lowered or the red corpuscles are diminished. In certain forms of anaemia the administration of iron rapidly improves the blood in both respects. The exact method in which the prescribed iron acts is still a matter of dispute. Ralph Stockman points out that there are three chief theories as to the action of iron in anaemia. The first is based on the fact that the iron in the haemoglobin of the blood must be derived from the food, therefore iron medicinally administered is absorbed. The second theory is that there is no absorption of iron given by the mouth, but it acts as a local stimulant to the mucous membrane, and so improves anaemia by increasing the digestion of the food. The third theory is that of Bunge, who says that in chlorotic conditions there is an excess of sulphuretted hydrogen in the bowel, changing the food iron into sulphide of iron, which Bunge states cannot be absorbed. He believes that inorganic iron saves the organic iron of the food by combining with the sulphur, and improves anaemia by protecting the organic food iron. Stockman’s own experiments are, however, directly opposed to Bunge’s view. Wharfinger states that in chlorosis the specific action of iron is only obtained by administering those inorganic preparations which give a reaction with the ordinary reagents; the iron ions in a state of dissociation act as a catalytic agent, destroying the hypothetical toxin which is the cause of chlorosis. Practical experience teaches every clinician that, whatever the mode of action, iron is most valuable in anaemia, though in many cases, where there is well-marked toxaemia from absorption of the intestinal products, not only laxatives in combination with iron but intestinal antiseptics are necessary. That form of neuralgia which is associated with anaemia usually yields to iron.
Iron is a key part of blood, so doctors should prescribe it when hemoglobin levels are low or when there aren't enough red blood cells. In some types of anemia, taking iron can quickly improve the blood in both ways. The exact way that iron works is still debated. Ralph Stockman points out three main theories on how iron helps with anemia. The first theory suggests that the iron in hemoglobin comes from food, meaning that iron given as a medicine can be absorbed. The second theory claims that iron taken by mouth isn't absorbed, but instead stimulates the mucous membrane, leading to better digestion and improving anemia this way. The third theory, proposed by Bunge, asserts that in conditions like chlorosis, there's too much hydrogen sulfide in the intestines, which converts dietary iron into iron sulfide, which can't be absorbed. He believes that inorganic iron can save the organic iron in food by combining with sulfur, thus improving anemia by protecting the organic iron. However, Stockman’s experiments contradict Bunge’s view. Wharfinger notes that in chlorosis, the specific effect of iron is only achieved by using inorganic forms that react with standard tests; the dissociated iron ions act as catalysts, breaking down the supposed toxin causing chlorosis. Practical experience shows that, no matter how it works, iron is very useful in treating anemia. However, in many cases where there’s significant toxicity from absorbing intestinal products, using laxatives with iron along with intestinal antiseptics is necessary. The type of neuralgia connected to anemia typically responds well to iron.
1 By solution in concentrated hydrochloric acid, a yellow liquid is obtained, which on concentration over sulphuric acid gives yellow deliquescent crusts of ferroso-ferric chloride, Fe3Cl8·18H2O.
1 By dissolving in concentrated hydrochloric acid, a yellow liquid is produced, which, when concentrated over sulfuric acid, yields yellow deliquescent crusts of ferroso-ferric chloride, Fe3Cl8·18H2O.
IRON AGE, the third of the three periods, Stone, Bronze and Iron Ages, into which archaeologists divide prehistoric time; the weapons, utensils and implements being as a general rule made of iron (see Archaeology). The term has no real chronological value, for there has been no universal synchronous sequence of the three epochs in all quarters of the world. Some countries, such as the islands of the South Pacific, the interior of Africa, and parts of North and South America, have passed direct from the Stone to the Iron Age. In Europe the Iron Age may be said to cover the last years of the prehistoric and the early years of the historic periods. In Egypt, Chaldaea, Assyria, China, it reaches far back, to perhaps 4000 years before the Christian era. In Africa, where there has been no Bronze Age, the use of iron succeeded immediately the use of stone. In the Black Pyramid of Abusir (VIth Dynasty), at least 3000 B.C., Gaston Maspero found some pieces of iron, and in the funeral text of Pepi I. (about 3400 B.C.) the metal is mentioned. The use of iron in northern Europe would seem to have been fairly general long before the invasion of Caesar. But iron was not in common use in Denmark until the end of the 1st century A.D. In the north of Russia and Siberia its introduction was even as late as A.D. 800, while Ireland enters upon her Iron Age about the beginning of the 1st century. In Gaul, on the other hand, the Iron Age dates back some 800 years B.C.; while in Etruria the metal was known some six centuries earlier. Homer represents Greece as beginning her Iron Age twelve hundred years before our era. The knowledge of iron spread from the south to the north of Europe. In approaching the East from the north of Siberia or from the south of Greece and the Troad, the history of iron in each country eastward is relatively later; while a review of European countries from the north towards the south shows the latter becoming acquainted with the metal earlier than the former It is suggested that these facts support the theory that it is from Africa that iron first came into use. The finding of worked iron in the Great Pyramids seems to corroborate this view. The metal, however, is singularly scarce in collections of Egyptian antiquities. The explanation of this would seem to lie in the fact that the relics are in most cases the paraphernalia of tombs, the funereal vessels and vases, and iron being considered an impure metal by the ancient Egyptians it was never used in their manufacture of these or for any religious purposes. This idea of impurity would seem a further proof of the African origin of iron. It was attributed to Seth, the spirit of evil who according to Egyptian tradition governed the central deserts of Africa. The Iron Age in Europe is characterized by an elaboration of designs in weapons, implements and utensils. These are no longer cast but hammered into shape, and decoration is elaborate curvilinear rather than simple 801 rectilinear, the forms and character of the ornamentation of the northern European weapons resembling in some respects Roman arms, while in others they are peculiar and evidently representative of northern art. The dead were buried in an extended position, while in the preceding Bronze Age cremation had been the rule.
IRON AGE, the third of the three periods—Stone, Bronze, and Iron Ages—that archaeologists use to divide prehistoric time; generally, weapons, tools, and implements are made of iron (see Archaeology). The term doesn't hold much chronological significance because there hasn't been a universal sequence of the three ages everywhere in the world. Some regions, like the South Pacific islands, parts of Africa, and areas in North and South America, moved directly from the Stone Age to the Iron Age. In Europe, the Iron Age roughly encompasses the final years of the prehistoric period and the early historic period. In Egypt, Chaldaea, Assyria, and China, it dates back possibly to around 4000 years before Christ. In Africa, where there wasn't a Bronze Age, the use of iron came right after the Stone Age. In the Black Pyramid of Abusir (VIth Dynasty), dating to at least 3000 BCE, Gaston Maspero discovered pieces of iron, and the metal is mentioned in the funeral text of Pepi I (about 3400 BCE). The use of iron in northern Europe appears to have been widespread well before Caesar's invasion. However, iron didn't become common in Denmark until the end of the 1st century CE In northern Russia and Siberia, its introduction was even later, around CE 800, while Ireland entered the Iron Age around the beginning of the 1st century. In Gaul, the Iron Age dates back roughly 800 years BCE, while in Etruria, the metal was known about six centuries earlier. Homer depicts Greece as starting its Iron Age twelve hundred years before our era. Knowledge of iron spread from southern to northern Europe. As one moves eastward, either from northern Siberia or the south of Greece and the Troad, the history of iron in each country becomes progressively more recent; conversely, surveying European countries from north to south shows that southern countries became familiar with the metal earlier than northern ones. These observations lend support to the theory that iron was first used in Africa. The discovery of worked iron in the Great Pyramids seems to back this idea. However, iron is notably rare in collections of Egyptian antiquities. This scarcity might be due to the fact that most relics are burial items, such as vessels and vases, and because the ancient Egyptians regarded iron as an impure metal, it was never used in making these items or for any religious purposes. This notion of impurity further suggests an African origin for iron. It was associated with Seth, the spirit of evil who, according to Egyptian tradition, ruled over the central deserts of Africa. The Iron Age in Europe is marked by more elaborate designs in weapons, tools, and utensils. These items were no longer cast but instead hammered into shape, featuring intricate curvilinear decorations rather than simple rectilinear ones. The forms and styles of the ornamentation on northern European weapons bear some resemblance to Roman arms, yet they also have unique characteristics that clearly represent northern art. The deceased were buried in extended positions, whereas cremation had been the norm during the earlier Bronze Age.
See Lord Avebury, Prehistoric Times (1865; 1900); Sir J. Evans, Ancient Stone Implements (1897); Horae Ferales, or Studies in the Archaeology of Northern Nations, by Kemble (1863); Gaston C. C. Maspero, Guide du Musée de Boulaq, 296; Scotland in Pagan Times—The Iron Age, by Joseph Anderson (1883).
See Lord Avebury, Prehistoric Times (1865; 1900); Sir J. Evans, Ancient Stone Implements (1897); Horae Ferales, or Studies in the Archaeology of Northern Nations, by Kemble (1863); Gaston C. C. Maspero, Guide du Musée de Boulaq, 296; Scotland in Pagan Times—The Iron Age, by Joseph Anderson (1883).
IRON AND STEEL.1 1. Iron, the most abundant and the cheapest of the heavy metals, the strongest and most magnetic of known substances, is perhaps also the most indispensable of all save the air we breathe and the water we drink. For one kind of meat we could substitute another; wool could be replaced by cotton, silk or fur; were our common silicate glass gone, we could probably perfect and cheapen some other of the transparent solids; but even if the earth could be made to yield any substitute for the forty or fifty million tons of iron which we use each year for rails, wire, machinery, and structural purposes of many kinds, we could not replace either the steel of our cutting tools or the iron of our magnets, the basis of all commercial electricity. This usefulness iron owes in part, indeed, to its abundance, through which it has led us in the last few thousands of years to adapt our ways to its properties; but still in chief part first to the single qualities in which it excels, such as its strength, its magnetism, and the property which it alone has of being made at will extremely hard by sudden cooling and soft and extremely pliable by slow cooling; second, to the special combinations of useful properties in which it excels, such as its strength with its ready welding and shaping both hot and cold; and third, to the great variety of its properties. It is a very Proteus. It is extremely hard in our files and razors, and extremely soft in our horse-shoe nails, which in some countries the smith rejects unless he can bend them on his forehead; with iron we cut and shape iron. It is extremely magnetic and almost non-magnetic; as brittle as glass and almost as pliable and ductile as copper; extremely springy, and springless and dead; wonderfully strong, and very weak; conducting heat and electricity easily, and again offering great resistance to their passage; here welding readily, there incapable of welding; here very infusible, there melting with relative ease. The coincidence that so indispensable a thing should also be so abundant, that an iron-needing man should be set on an iron-cored globe, certainly suggests design. The indispensableness of such abundant things as air, water and light is readily explained by saying that their very abundance has evolved a creature dependent on them. But the indispensable qualities of iron did not shape man’s evolution, because its great usefulness did not arise until historic times, or even, as in case of magnetism, until modern times.
IRON AND STEEL.1 1. Iron, the most plentiful and affordable of the heavy metals, the strongest and most magnetic of known substances, is likely the most essential material we have after the air we breathe and the water we drink. We could swap one type of meat for another; wool could be replaced with cotton, silk, or fur; if we lost our common silicate glass, we could probably develop and lower the cost of other transparent materials; but even if we could find a substitute for the forty to fifty million tons of iron we use each year for rails, wires, machinery, and various structural needs, we still couldn't replace the steel used in our cutting tools or the iron in our magnets, which are fundamental to all commercial electricity. Iron's usefulness comes partly from its abundance, which has led us over the past several thousand years to shape our practices around its properties; but primarily, it stems from its unique qualities, like its strength, magnetism, and its ability to become extremely hard through rapid cooling or soft and very malleable through slow cooling; additionally, it has special combinations of useful properties that make it excel, such as its strength combined with its ready ability to be welded and molded both hot and cold; and finally, there’s a vast array of its properties. It’s like a chameleon. It’s incredibly hard in our files and razors, yet very soft in our horseshoe nails, which in some cultures a blacksmith won't accept unless they can bend them on their forehead; with iron, we cut and shape iron. It’s extremely magnetic and nearly non-magnetic; as brittle as glass and almost as flexible and ductile as copper; very springy, yet springless and dead; incredibly strong, yet weak; easily conducting heat and electricity, while also resisting their flow; here it welds easily, there it cannot weld; here it’s very hard to melt, whereas there it melts relatively easily. The fact that something so crucial is also so abundant—that an iron-needing person lives on an iron-rich planet—suggests design. The necessity of abundant things like air, water, and light is easily explained by how their abundance has led to the evolution of creatures that depend on them. However, the essential qualities of iron didn't influence human evolution, because its significant usefulness didn't emerge until historical times, or even, in the case of magnetism, until modern times.
These variations in the properties of iron are brought about in part by corresponding variations in mechanical and thermal treatment, by which it is influenced profoundly, and in part by variations in the proportions of certain foreign elements which it contains; for, unlike most of the other metals, it is never used in the pure state. Indeed pure iron is a rare curiosity. Foremost among these elements is carbon, which iron inevitably absorbs from the fuel used in extracting it from its ores. So strong is the effect of carbon that the use to which the metal is put, and indeed its division into its two great classes, the malleable one, comprising steel and wrought iron, with less than 2.20% of carbon, and the unmalleable one, cast iron, with more than this quantity, are based on carbon-content. (See Table I.)
These differences in the properties of iron arise partly from changes in mechanical and thermal treatment, which greatly influence it, and partly from variations in the amounts of certain foreign elements it contains; because, unlike most other metals, it is never used in its pure form. In fact, pure iron is quite rare. The most significant of these elements is carbon, which iron inevitably absorbs from the fuel used in extracting it from its ores. The impact of carbon is so strong that the purposes for which the metal is used, and its classification into two main categories—the malleable type, including steel and wrought iron, with less than 2.20% carbon, and the unmalleable type, cast iron, with more than this amount—are based on carbon content. (See Table I.)
Table I.—General Classification of Iron and Steel according (1) to Carbon-Content and (2) to Presence or Absence of Inclosed Slag.
Table 1.—General Classification of Iron and Steel based on (1) Carbon Content and (2) the Presence or Absence of Enclosed Slag.
| Containing very little Carbon (say, less than 0.30%). | Containing an Intermediate Quantity of Carbon (say, between 0.30 and 2.2%). | Containing much Carbon (say, from 2.2 to 5%). | |
| Slag-bearing or ”Weld-metal” Series. | Wrought Iron. Puddled and bloomary, or Charcoal-hearth iron belong here. |
Weld Steel. Puddled and blister steel belong here. |
|
| Slagless or “Ingot-Metal” Series. | Low-Carbon or Mild steel, sometimes called “ingot-iron.” |
Half-Hard and High-carbon steels sometimes called “ingot-steel.” |
Cast Iron. |
| It may be either Bessemer, open-hearth, or crucible steel. | They may be either Bessemer, open-hearth, or crucible steel. Malleable cast iron also often belongs here. They can be Bessemer, open-hearth, or crucible steel. Malleable cast iron often fits in this category as well. |
Normal cast iron, ”washed” metal, and most “malleable cast iron” belong here. Normal cast iron, "washed" metal, and most "malleable cast iron" fit into this category. | |
| Alloy steels. Nickel, manganese, tungsten, and chrome steels belong here. |
Alloy Cast Irons.* Spiegeleisen, ferro-manganese, and silico-spiegel belong here. | ||
| * The term “Alloy Cast Irons” is not actually in frequent use, not because of any question as to its fitness or meaning, but because the need of such a generic term rarely arises in the industry. | |||
2. Nomenclature.—Until about 1860 there were only three important classes of iron—wrought iron, steel and cast iron. The essential characteristic of wrought iron was its nearly complete freedom from carbon; that of steel was its moderate carbon-content (say between 0.30 and 2.2%), which, though great enough to confer the property of being rendered intensely hard and brittle by sudden cooling, yet was not so great but that the metal was malleable when cooled slowly; while that of cast iron was that it contained so much carbon as to be very brittle whether cooled quickly or slowly. This classification was based on carbon-content, or on the properties which it gave. Beyond this, wrought iron, and certain classes of steel which then were important, necessarily contained much slag or “cinder,” because they were made by welding together pasty particles of metal in a bath of slag, without subsequent fusion. But the best class of steel, crucible steel, was freed from slag by fusion in crucibles; hence its name, “cast steel.” Between 1860 and 1870 the invention of the Bessemer and open-hearth processes introduced a new class of iron to-day called “mild” or “low-carbon steel,” which lacked the essential property of steel, the hardening power, yet differed from the existing forms of wrought iron in freedom from slag, and from cast iron in being very malleable. Logically it was wrought iron, the essence of which was that it was (1) “iron” as distinguished from steel, and 802 (2) malleable, i.e. capable of being “wrought.” This name did not please those interested in the new product, because existing wrought iron was a low-priced material. Instead of inventing a wholly new name for the wholly new product, they appropriated the name “steel,” because this was associated in the public mind with superiority. This they did with the excuse that the new product resembled one class of steel—cast steel—in being free from slag; and, after a period of protest, all acquiesced in calling it “steel,” which is now its firmly established name. The old varieties of wrought iron, steel and cast iron preserve their old names; the new class is called steel by main force. As a result, certain varieties, such as blister steel, are called “steel” solely because they have the hardening power, and others, such as low-carbon steel, solely because they are free from slag. But the former lack the essential quality, slaglessness, which makes the latter steel, and the latter lack the essential quality, the hardening power, which makes the former steel. “Steel” has come gradually to stand rather for excellence than for any specific quality. These anomalies, however confusing to the general reader, in fact cause no appreciable trouble to important makers or users of iron and steel, beyond forming an occasional side-issue in litigation.
2. Nomenclature.—Up until around 1860, there were only three main types of iron—wrought iron, steel, and cast iron. The key feature of wrought iron was its almost total lack of carbon; steel had a moderate carbon content (roughly between 0.30 and 2.2%), which was enough to make it extremely hard and brittle when quickly cooled, but not so much that it couldn't be shaped when cooled slowly; while cast iron contained so much carbon that it was very brittle, regardless of how it was cooled. This classification was based on carbon content or the properties it provided. Additionally, wrought iron and certain types of steel that were significant at the time had a lot of slag or “cinder” because they were made by welding together soft metal particles in a slag bath without melting them afterward. The highest quality steel, known as crucible steel, was purified of slag by melting in crucibles; hence, its name, “cast steel.” Between 1860 and 1870, the creation of the Bessemer and open-hearth processes introduced a new category of iron now known as “mild” or “low-carbon steel,” which lacked the crucial property of steel, the ability to harden, yet differed from existing forms of wrought iron by being free from slag and from cast iron by being very malleable. Logically, it was considered wrought iron, characterized by being (1) “iron” in contrast to steel, and (2) malleable, or capable of being “wrought.” This term didn't appeal to those interested in the new product because established wrought iron was a low-cost material. Rather than coming up with an entirely new name for the entirely new product, they adopted the name “steel,” as it was associated with higher quality in the public’s perception. They justified this by arguing that the new product resembled one type of steel—cast steel—in being slag-free; after a period of resistance, everyone agreed to call it “steel,” which has now become its official name. The old forms of wrought iron, steel, and cast iron keep their historical names, while the new type is labeled steel by popular demand. As a result, certain types, like blister steel, are called “steel” simply because they have the ability to harden, while others, like low-carbon steel, are named so simply because they are free from slag. However, the former lack the essential quality of being slag-free, which defines the latter as steel, and the latter lack the key quality, the ability to harden, which defines the former as steel. Over time, “steel” has come to represent excellence rather than any specific characteristic. While these inconsistencies may be perplexing to the casual reader, they don’t substantially trouble major manufacturers or consumers of iron and steel, except for occasionally arising in legal disputes.
3. Definitions.—Wrought iron is slag-bearing malleable iron, containing so little carbon (0.30% or less), or its equivalent, that it does not harden greatly when cooled suddenly.
3. Definitions.—Wrought iron is malleable iron that contains slag and very little carbon (0.30% or less), or its equivalent, so it doesn't harden significantly when it cools quickly.
Steel is iron which is malleable at least in some one range of temperature, and also is either (a) cast into an initially malleable mass, or (b) is capable of hardening greatly by sudden cooling, or (c) is both so cast and so capable of hardening. (Tungsten steel and certain classes of manganese steel are malleable only when red-hot.) Normal or carbon steel contains between 0.30 and 2.20% of carbon, enough to make it harden greatly when cooled suddenly, but not enough to prevent it from being usefully malleable when hot.
Steel is iron that can be shaped at certain temperatures and can either be (a) cast into a malleable form from the start, or (b) can harden significantly with rapid cooling, or (c) has both properties. (Tungsten steel and some types of manganese steel can only be shaped when they're red-hot.) Normal or carbon steel has between 0.30 and 2.20% carbon, which is enough to make it harden significantly when cooled quickly, but not enough to stop it from being effectively malleable when heated.
Cast iron is, generically, iron containing so much carbon (2.20% or more) or its equivalent that it is not usefully malleable at any temperature. Specifically, it is cast iron in the form of castings other than pigs, or remelted cast iron suitable for such castings, as distinguished from pig iron, i.e. the molten cast iron as it issues from the blast furnace, or the pigs into which it is cast.
Cast iron is, generally speaking, iron that contains a high amount of carbon (2.20% or more) or its equivalent, making it not practically malleable at any temperature. More specifically, it refers to cast iron that takes the form of castings other than pigs, or remelted cast iron suitable for those castings, as opposed to pig iron, i.e. the molten cast iron that comes out of the blast furnace or the pigs that it is poured into.
Malleable cast iron is iron which has been cast in the condition of cast iron, and made malleable by subsequent treatment without fusion.
Malleable cast iron is iron that has been cast in its iron form and made flexible through further processing without melting.
Alloy steels and cast irons are those which owe their properties chiefly to the presence of one or more elements other than carbon.
Alloy steels and cast irons are those that primarily get their characteristics from the presence of one or more elements besides carbon.
Ingot iron is slagless steel with less than 0.30% of carbon.
Ingot iron is steel without slag that contains less than 0.30% carbon.
Ingot steel is slagless steel containing more than 0.30% of carbon.
Ingot steel is steel without slag that contains more than 0.30% carbon.
Weld steel is slag-bearing iron malleable at least at some one temperature, and containing more than 0.30% of carbon.
Weld steel is iron that contains slag and is malleable at least at one temperature, with more than 0.30% carbon.
4. Historical Sketch.—The iron oxide of which the ores of iron consist would be so easily deoxidized and thus brought to the metallic state by the carbon, i.e. by the glowing coals of any primeval savage’s wood fire, and the resulting metallic iron would then differ so strikingly from any object which he had previously seen, that its very early use by our race is only natural. The first observing savage who noticed it among his ashes might easily infer that it resulted from the action of burning wood on certain extremely heavy stones. He could pound it out into many useful shapes. The natural steps first of making it intentionally by putting such stones into his fire, and next of improving his fire by putting it and these stones into a cavity on the weather side of some bank with an opening towards the prevalent wind, would give a simple forge, differing only in size, in lacking forced blast, and in details of construction, from the Catalan forges and bloomaries of to-day. Moreover, the coals which deoxidized the iron would inevitably carburize some lumps of it, here so far as to turn it into the brittle and relatively useless cast iron, there only far enough to convert it into steel, strong and very useful even in its unhardened state. Thus it is almost certain that much of the earliest iron was in fact steel. How soon after man’s discovery, that he could beat iron and steel out while cold into useful shapes, he learned to forge it while hot is hard to conjecture. The pretty elaborate appliances, tongs or their equivalent, which would be needed to enable him to hold it conveniently while hot, could hardly have been devised till a very much later period; but then he may have been content to forge it inconveniently, because the great ease with which it mashes out when hot, perhaps pushed with a stout stick from the fire to a neighbouring flat stone, would compensate for much inconvenience. However this may be, very soon after man began to practise hot-forging he would inevitably learn that sudden cooling, by quenching in water, made a large proportion of his metal, his steel, extremely hard and brittle, because he would certainly try by this very quenching to avoid the inconvenience of having the hot metal about. But the invaluable and rather delicate art of tempering the hardened steel by a very careful and gentle reheating, which removes its extreme brittleness though leaving most of its precious hardness, needs such skilful handling that it can hardly have become known until very long after the art of hot-forging.
4. Historical Sketch.—The iron oxide in iron ores could be easily turned into metallic iron by carbon, like the glowing coals of a primitive human's campfire. The resulting metallic iron would look so different from anything he had seen before that it’s understandable he would start using it right away. The first person who spotted it in the ashes might guess that it came from burning wood interacting with certain heavy stones. He could shape it into many useful forms. The natural next steps would be to intentionally create it by putting such stones into the fire, and then to improve his fire by placing it and these stones in a hollow on the windward side of some bank, which would create a simple forge. This forge, differing only in size, airflow, and construction details, would be similar to today’s Catalan forges and bloomaries. Additionally, the coals that transformed the iron would inevitably turn some of it into cast iron, which is brittle and less useful, while other parts would become steel, strong and useful even when not fully hardened. So, it’s likely that a lot of early iron was actually steel. It’s hard to say how soon after discovering that he could shape iron and steel when he learned to forge it while hot. The more complex tools, like tongs, needed to manage it comfortably while hot probably weren’t created until much later. However, he might have been okay with forging it awkwardly, since it could be easily flattened when hot, perhaps just by using a sturdy stick to move it from the fire to a nearby flat stone. Regardless, shortly after he started hot forging, he would have discovered that cooling it quickly in water made much of his metal, his steel, very hard and brittle. He would definitely try this quenching to avoid the hassle of handling hot metal. But the delicate and invaluable skill of tempering hardened steel through careful, gentle reheating—removing its extreme brittleness while preserving most of its useful hardness—would require such skill that it likely wouldn’t have been known until much later after hot-forging techniques were already established.
The oxide ores of copper would be deoxidized by the savage’s wood fire even more easily than those of iron, and the resulting copper would be recognized more easily than iron, because it would be likely to melt and run together into a mass conspicuous by its bright colour and its very great malleableness. From this we may infer that copper and iron probably came into use at about the same stage in man’s development, copper before iron in regions which had oxidized copper ores, whether they also had iron ores or not, iron before copper in places where there were pure and easily reduced ores of iron but none of copper. Moreover, the use of each metal must have originated in many different places independently. Even to-day isolated peoples are found with their own primitive iron-making, but ignorant of the use of copper.
The oxide ores of copper could be deoxidized by a fire made from wood even more easily than iron ores. The resulting copper would be easier to identify than iron because it would likely melt and form a noticeable mass due to its bright color and high malleability. From this, we can deduce that copper and iron probably began to be used at similar stages in human development, with copper being used before iron in areas that had oxidized copper ores, regardless of the presence of iron ores, and iron being used before copper in places where there were pure and easily reducible iron ores but no copper. Additionally, the use of each metal must have started in many different locations independently. Even today, there are isolated communities that have developed their own primitive iron-making techniques but are unaware of how to use copper.
If iron thus preceded copper in many places, still more must it have preceded bronze, an alloy of copper and tin much less likely than either iron or copper to be made unintentionally. Indeed, though iron ores abound in many places which have neither copper nor tin, yet there are but few places which have both copper and tin. It is not improbable that, once bronze became known, it might replace iron in a measure, perhaps even in a very large measure, because it is so fusible that it can be cast directly and easily into many useful shapes. It seems to be much more prominent than iron in the Homeric poems; but they tell us only of one region at one age. Even if a nation here or there should give up the use of iron completely, that all should is neither probable nor shown by the evidence. The absence of iron and the abundance of bronze in the relics of a prehistoric people is a piece of evidence to be accepted with caution, because the great defect of iron, its proneness to rust, would often lead to its complete disappearance, or conversion into an unrecognizable mass, even though tools of bronze originally laid down beside it might remain but little corroded. That the ancients should have discovered an art of hardening bronze is grossly improbable, first because it is not to be hardened by any simple process like the hardening of steel, and second because, if they had, then a large proportion of the ancient bronze tools now known ought to be hard, which is not the case.
If iron came before copper in many places, it must have come before bronze even more, since bronze is an alloy of copper and tin and is much less likely to be made accidentally than either iron or copper. While iron ores are found in many areas without copper or tin, there are very few places that have both copper and tin. It’s not unlikely that once bronze was discovered, it could replace iron to some extent, possibly even to a significant degree, because it melts easily and can be cast into many useful shapes. Bronze appears to be much more prominent than iron in the Homeric poems; however, they only refer to one region during one time period. Even if a nation here or there stopped using iron entirely, it’s neither likely nor supported by evidence that all nations would do the same. The lack of iron and the presence of bronze in the remains of a prehistoric society should be viewed with caution, as iron’s major flaw—its tendency to rust—could easily lead to its complete disappearance or transformation into an unrecognizable mass, while bronze tools stored alongside it might remain relatively intact. It’s highly unlikely that the ancients discovered a method for hardening bronze, first because it cannot be hardened by any simple process like steel can, and second because if they had, a substantial number of the ancient bronze tools we know today would be hard, which they are not.
Because iron would be so easily made by prehistoric and even by primeval man, and would be so useful to him, we are hardly surprised to read in Genesis that Tubal Cain, the sixth in descent from Adam, discovered it; that the Assyrians had knives and saws which, to be effective, must have been of hardened steel, i.e. of iron which had absorbed some carbon from the coals with which it had been made, and had been quenched in water from a red heat; that an iron tool has been found embedded in the ancient pyramid of Kephron (probably as early as 3500 B.C.); that iron metallurgy had advanced at the time of Tethmosis (Thothmes) III. (about 1500 B.C.) so far that bellows were used for forcing the forge fire; that in Homer’s time (not later than the 9th century B.C.) the delicate art of hardening and tempering steel was so familiar that the poet used it for a simile, likening 803 the hissing of the stake which Ulysses drove into the eye of Polyphemus to that of the steel which the smith quenches in water, and closing with a reference to the strengthening effect of this quenching; and that at the time of Pliny (A.D. 23-79) the relative value of different baths for hardening was known, and oil preferred for hardening small tools. These instances of the very early use of this metal, intrinsically at once so useful and so likely to disappear by rusting away, tell a story like that of the single foot-print of the savage which the waves left for Robinson Crusoe’s warning. Homer’s familiarity with the art of tempering could come only after centuries of the wide use of iron.
Because iron was so easily produced by prehistoric and even ancient humans, and was incredibly useful to them, it’s not surprising to read in Genesis that Tubal Cain, the sixth generation from Adam, discovered it; that the Assyrians had knives and saws that were likely made from hardened steel, meaning iron that had absorbed carbon from coals during its creation and had been quenched in water from a red heat; that an iron tool has been found embedded in the ancient pyramid of Kephron (dating back to around 3500 B.C.); that iron metallurgy had progressed during the time of Tethmosis (Thothmes) III (around 1500 B.C.) to the point where bellows were used to intensify the forge fire; that in Homer’s time (no later than the 9th century B.C.) the refined technique of hardening and tempering steel was so well-known that the poet referenced it in a simile, comparing the hissing sound of the stake that Ulysses drove into Polyphemus’s eye to the hiss of steel being quenched in water, concluding with a note on the strengthening effect of this process; and that during Pliny’s time (A.D. 23-79) the varying effectiveness of different baths for hardening was recognized, with oil favored for hardening small tools. These examples of the very early use of this metal, which is both extremely useful and prone to rusting away, tell a story similar to the single footprint of the savage left as a warning for Robinson Crusoe. Homer’s knowledge of tempering could only have come after centuries of widespread use of iron.
3. Three Periods.—The history of iron may for convenience be divided into three periods: a first in which only the direct extraction of wrought iron from the ore was practised; a second which added to this primitive art the extraction of iron in the form of carburized or cast iron, to be used either as such or for conversion into wrought iron; and a third in which the iron worker used a temperature high enough to melt wrought iron, which he then called molten steel. For brevity we may call these the periods of wrought iron, of cast iron, and of molten steel, recognizing that in the second and third the earlier processes continued in use. The first period began in extremely remote prehistoric times; the second in the 14th century; and the third with the invention of the Bessemer process in 1856.
3. Three Periods.—The history of iron can conveniently be divided into three periods: the first, where only the direct extraction of wrought iron from ore was practiced; the second, which added the extraction of iron as carburized or cast iron for use as is or for conversion into wrought iron; and the third, in which the iron worker used a temperature high enough to melt wrought iron, now referred to as molten steel. For simplicity, we can refer to these as the periods of wrought iron, cast iron, and molten steel, while acknowledging that earlier processes continued to be used in the second and third periods. The first period began in very ancient prehistoric times; the second started in the 14th century; and the third began with the invention of the Bessemer process in 1856.
6. First Period.—We can picture to ourselves how in the first period the savage smith, step by step, bettered his control over his fire, at once his source of heat and his deoxidizing agent. Not content to let it burn by natural draught, he would blow it with his own breath, would expose it to the prevalent wind, would urge it with a fan, and would devise the first crude valveless bellows, perhaps the pigskin already familiar as a water-bottle, of which the psalmist says: “I am become as a bottle in the smoke.” To drive the air out of this skin by pressing on it, or even by walking on it, would be easy; to fill it again with air by pulling its sides apart with his fingers would be so irksome that he would soon learn to distend it by means of strings. If his bellows had only a single opening, that through which they delivered the blast upon the fire, then in inflating them he would draw back into them the hot air and ashes from the fire. To prevent this he might make a second or suction hole, and thus he would have a veritable engine, perhaps one of the very earliest of all. While inflating the bellows he would leave the suction port open and close the discharge port with a pinch of his finger; and while blowing the air against the fire he would leave the discharge port open and pinch together the sides of the suction port.
6. First Period.—We can imagine how in the first period, the primitive blacksmith gradually improved his control over fire, which was both his source of heat and the means to remove oxygen. Not satisfied with letting it burn solely by natural airflow, he would blow on it with his own breath, expose it to the wind, fan it, and create the first simple bellows without valves, possibly using a pigskin similar to a water bottle, like the psalmist says: “I am become as a bottle in the smoke.” It would be easy to push the air out of this skin by pressing on it or even by stepping on it, but filling it with air again by pulling its sides apart with his fingers would be so frustrating that he would quickly learn to expand it using strings. If his bellows had just one opening, the one that delivered air to the fire, then while inflating them, he would pull hot air and ashes from the fire back into them. To avoid this, he might create a second opening for suction, thus inventing a true device, possibly one of the very first. While pumping the bellows, he would keep the suction hole open and press the discharge hole closed with his finger; and while blowing air onto the fire, he would keep the discharge hole open and pinch the sides of the suction hole together.
The next important step seems to have been taken in the 4th century when some forgotten Watt devised valves for the bellows. But in spite of the activity of the iron manufacture in many of the Roman provinces, especially England, France, Spain, Carinthia and near the Rhine, the little forges in which iron was extracted from the ore remained, until the 14th century, very crude and wasteful of labour, fuel, and iron itself: indeed probably not very different from those of a thousand years before. Where iron ore was found, the local smith, the Waldschmied, converted it with the charcoal of the surrounding forest into the wrought iron which he worked up. Many farmers had their own little forges or smithies to supply the iron for their tools.
The next significant advancement appears to have taken place in the 4th century when an unknown inventor created valves for the bellows. However, despite the active iron production in several Roman provinces, particularly England, France, Spain, Carinthia, and near the Rhine, the small forges that extracted iron from ore remained very basic and inefficient, wasting labor, fuel, and iron itself, likely not much different from those a thousand years earlier. Where iron ore was available, the local smith, the Waldschmied, used charcoal from the nearby forest to turn it into wrought iron, which he then worked with. Many farmers even had their own small forges or smithies to provide the iron for their tools.
The fuel, wood or charcoal, which served both to heat and to deoxidize the ore, has so strong a carburizing action that it would turn some of the resultant metal into “natural steel,” which differs from wrought iron only in containing so much carbon that it is relatively hard and brittle in its natural state, and that it becomes intensely hard when quenched from a red heat in water. Moreover, this same carburizing action of the fuel would at times go so far as to turn part of the metal into a true cast iron, so brittle that it could not be worked at all. In time the smith learnt how to convert this unwelcome product into wrought iron by remelting it in the forge, exposing it to the blast in such a way as to burn out most of its carbon.
The fuel, whether wood or charcoal, was used to both heat and deoxidize the ore. It has such a strong carburizing effect that it could turn some of the resulting metal into “natural steel,” which is only different from wrought iron in that it contains enough carbon to make it relatively hard and brittle in its natural form, and it becomes extremely hard when cooled quickly in water from a red heat. Additionally, this same carburizing effect of the fuel could sometimes turn part of the metal into true cast iron, which was so brittle that it couldn’t be worked at all. Over time, the blacksmith figured out how to transform this undesirable product into wrought iron by remelting it in the forge and using the blast to burn off most of its carbon.
7. Second Period.—With the second period began, in the 14th century, the gradual displacement of the direct extraction of wrought iron from the ore by the intentional and regular use of this indirect method of first carburizing the metal and thus turning it into cast iron, and then converting it into wrought iron by remelting it in the forge. This displacement has been going on ever since, and it is not quite complete even to-day. It is of the familiar type of the replacing of the simple but wasteful by the complex and economical, and it was begun unintentionally in the attempt to save fuel and labour, by increasing the size and especially the height of the forge, and by driving the bellows by means of water-power. Indeed it was the use of water-power that gave the smith pressure strong enough to force his blast up through a longer column of ore and fuel, and thus enabled him to increase the height of his forge, enlarge the scale of his operations, and in turn save fuel and labour. And it was the lengthening of the forge, and the length and intimacy of contact between ore and fuel to which it led, that carburized the metal and turned it into cast iron. This is so fusible that it melted, and, running together into a single molten mass, freed itself mechanically from the “gangue,” as the foreign minerals with which the ore is mixed are called. Finally, the improvement in the quality of the iron which resulted from thus completely freeing it from the gangue turned out to be a great and unexpected merit of the indirect process, probably the merit which enabled it, in spite of its complexity, to drive out the direct process. Thus we have here one of these cases common in the evolution both of nature and of art, in which a change, made for a specific purpose, has a wholly unforeseen advantage in another direction, so important as to outweigh that for which it was made and to determine the path of future development.
7. Second Period.—With the start of the second period in the 14th century, there was a gradual shift away from directly extracting wrought iron from the ore to the intentional and systematic use of an indirect method. This method involved first carburizing the metal to turn it into cast iron, and then remelting it in the forge to convert it back into wrought iron. This change has been occurring ever since, and it's not completely finished even today. It's a typical situation where something simple but wasteful is replaced by something more complex and efficient. This shift began unintentionally, motivated by the desire to save fuel and labor, by increasing the size and especially the height of the forge, and by using water-power to drive the bellows. In fact, utilizing water-power allowed the smith to create enough pressure to push the blast through a taller column of ore and fuel, enabling him to raise the height of his forge, expand the scale of his work, and consequently save on fuel and labor. The increased height of the forge and the longer contact between the ore and fuel led to the carburization of the metal, transforming it into cast iron. This cast iron is so fusible that it melted, merging into a single molten mass that mechanically separated from the "gangue," which are the foreign minerals mixed with the ore. Ultimately, the improvement in the quality of the iron that resulted from completely removing the gangue turned out to be a significant and unexpected benefit of the indirect process, likely the reason it was able to replace the direct process despite its complexity. Here, we have one of those common cases in the evolution of both nature and art, where a change made for a specific purpose yields an unforeseen advantage in another area, so important that it overshadows the original reason for the change and shapes future development.
With this method of making molten cast iron in the hands of a people already familiar with bronze founding, iron founding, i.e. the casting of the molten cast iron into shapes which were useful in spite of its brittleness, naturally followed. Thus ornamental iron castings were made in Sussex in the 14th century, and in the 16th cannons weighing three tons each were cast.
With this method of making molten cast iron known to a people already skilled in bronze casting, iron casting, meaning the process of pouring molten cast iron into useful shapes despite its brittleness, naturally emerged. As a result, decorative iron castings were produced in Sussex in the 14th century, and in the 16th century, cannons weighing three tons each were cast.
The indirect process once established, the gradual increase in the height and diameter of the high furnace, which has lasted till our own days, naturally went on and developed the gigantic blast furnaces of the present time, still called “high furnaces” in French and German. The impetus which the indirect process and the acceleration of civilization in the 15th and 16th centuries gave to the iron industry was so great that the demands of the iron masters for fuel made serious inroads on the forests, and in 1558 an act of Queen Elizabeth’s forbade the cutting of timber in certain parts of the country for iron-making. Another in 1584 forbade the building of any more iron-works in Surrey, Kent, and Sussex. This increasing scarcity of wood was probably one of the chief causes of the attempts which the iron masters then made to replace charcoal with mineral fuel. In 1611 Simon Sturtevant patented the use of mineral coal for iron-smelting, and in 1619 Dud Dudley made with this coal both cast and wrought iron with technical success, but through the opposition of the charcoal iron-makers all of his many attempts were defeated. In 1625 Stradda’s attempts in Hainaut had no better success, and it was not till more than a century later that iron-smelting with mineral fuel was at last fully successful. It was then, in 1735, that Abraham Darby showed how to make cast iron with coke in the high furnace, which by this time had become a veritable blast furnace.
Once the indirect process was established, the gradual increase in the height and diameter of the blast furnace, which has continued into our times, led to the massive blast furnaces we have today, still referred to as “high furnaces” in French and German. The boost that the indirect process and the rapid advancement of civilization in the 15th and 16th centuries provided to the iron industry was so significant that the demand for fuel by iron masters severely impacted the forests. In 1558, an act by Queen Elizabeth prohibited the cutting of timber in certain regions for iron-making. Another act in 1584 banned the construction of any more ironworks in Surrey, Kent, and Sussex. This growing shortage of wood likely drove the attempts by iron masters to replace charcoal with mineral fuel. In 1611, Simon Sturtevant patented the use of mineral coal for iron-smelting, and in 1619, Dud Dudley successfully produced both cast and wrought iron using this coal. However, due to strong opposition from charcoal iron-makers, all of his efforts were thwarted. In 1625, Stradda’s attempts in Hainaut met with similar failure, and it wasn't until over a century later that iron-smelting with mineral fuel finally succeeded. This breakthrough occurred in 1735 when Abraham Darby demonstrated how to make cast iron using coke in the blast furnace, which by then had truly evolved into a blast furnace.
The next great improvement in blast-furnace practice came in 1811, when Aubertot in France used for heating steel the furnace gases rich in carbonic oxide which till then had been allowed to burn uselessly at the top of the blast furnace. The next was J. B. Neilson’s invention in 1828 of heating the blast, which increased the production and lessened the fuel-consumption of the furnace wonderfully. Very soon after this, in 1832, the work of heating the blast was done by means of the waste gases, at Wasseralfingen in Bavaria.
The next big advancement in blast-furnace techniques happened in 1811 when Aubertot in France started using the furnace gases, which were high in carbon monoxide, to heat steel instead of letting them burn off wastefully at the top of the blast furnace. Then, in 1828, J. B. Neilson invented a method for heating the blast, which significantly boosted production and reduced the furnace's fuel consumption. Not long after, in 1832, the process of heating the blast was achieved using the waste gases at Wasseralfingen in Bavaria.
Meanwhile Henry Cort had in 1784 very greatly simplified the conversion of cast iron into wrought iron. In place of the old forge, in which the actual contact between the iron and the fuel, itself an energetic carburizing agent, made decarburization difficult, he devised the reverberatory puddling furnace (see fig. 14 below), in which the iron lies in a chamber apart from the fire-place, and is thus protected from the carburizing action of the fuel, though heated by the flame which that fuel gives out.
Meanwhile, in 1784, Henry Cort greatly simplified the process of turning cast iron into wrought iron. Instead of the old forge, where the direct contact between the iron and the fuel made it hard to reduce carbon content, he created the reverberatory puddling furnace (see fig. 14 below). In this furnace, the iron is placed in a chamber separate from the fireplace, protecting it from the carbonizing effects of the fuel while still being heated by the flame produced by that fuel.
The rapid advance in mechanical engineering in the latter part of this second period stimulated the iron industry greatly, giving it in 1728 Payn and Hanbury’s rolling mill for rolling sheet iron, in 1760 John Smeaton’s cylindrical cast-iron bellows in place of the wooden and leather ones previously used, in 1783 Cort’s grooved rolls for rolling bars and rods of iron, and in 1838 James Nasmyth’s steam hammer. But even more important than these were the advent of the steam engine between 1760 and 1770, and of the railroad in 1825, each of which gave the iron industry a great impetus. Both created a great demand for iron, not only for themselves but for the industries which they in turn stimulated; and both directly aided the iron master: the steam engine by giving him powerful and convenient tools, and the railroad by assembling his materials and distributing his products.
The quick progress in mechanical engineering during the later part of this second period significantly boosted the iron industry. This included Payn and Hanbury’s rolling mill for sheet iron in 1728, John Smeaton’s cylindrical cast-iron bellows in 1760 to replace the earlier wooden and leather versions, Cort’s grooved rolls for shaping iron bars and rods in 1783, and James Nasmyth’s steam hammer in 1838. However, even more impactful were the introduction of the steam engine between 1760 and 1770 and the railroad in 1825, which both provided a major push for the iron industry. They created a high demand for iron, not just for their own needs but also for the various industries they spurred on; both directly supported the iron manufacturers—the steam engine by offering them powerful and efficient tools, and the railroad by bringing together materials and distributing their products.
About 1740 Benjamin Huntsman introduced the “crucible process” of melting steel in small crucibles, and thus freeing it from the slag, or rich iron silicate, with which it, like wrought iron, was mechanically mixed, whether it was made in the old forge or in the puddling furnace. This removal of the cinder very greatly improved the steel; but the process was and is so costly that it is used only for making steel for purposes which need the very best quality.
About 1740, Benjamin Huntsman introduced the "crucible process" for melting steel in small crucibles, which eliminated the slag, or rich iron silicate, that was mechanically mixed with it, just like wrought iron, whether produced in the old forge or in the puddling furnace. Removing the cinder significantly improved the steel; however, the process is so expensive that it is only used for making steel for applications that require the highest quality.
8. Third Period.—The third period has for its great distinction the invention of the Bessemer and open-hearth processes, which are like Huntsman’s crucible process in that their essence is their freeing wrought iron and low carbon steel from mechanically entangled cinder, by developing the hitherto unattainable temperature, rising to above 1500° C., needed for melting these relatively infusible products. These processes are incalculably more important than Huntsman’s, both because they are incomparably cheaper, and because their products are far more useful than his.
8. Third Period.—The third period is marked by the invention of the Bessemer and open-hearth processes, which are similar to Huntsman’s crucible process in that they free wrought iron and low carbon steel from mechanically trapped cinder by achieving the previously unreachable temperature, exceeding 1500° C., required to melt these relatively non-meltable materials. These processes are vastly more significant than Huntsman’s, both because they are much cheaper and because their products are far more useful than his.
Thus the distinctive work of the second and third periods is freeing 804 the metal from mechanical impurities by fusion. The second period, by converting the metal into the fusible cast iron and melting this, for the first time removed the gangue of the ore; the third period by giving a temperature high enough to melt the most infusible forms of iron, liberated the slag formed in deriving them from cast iron.
Thus the unique work of the second and third periods involves removing mechanical impurities from the metal through fusion. The second period, by turning the metal into fusible cast iron and melting it, was the first to eliminate the gangue of the ore; the third period, by reaching a temperature high enough to melt the most difficult forms of iron, freed the slag produced when deriving them from cast iron.
In 1856 Bessemer not only invented his extraordinary process of making the heat developed by the rapid oxidation of the impurities in pig iron raise the temperature above the exalted melting-point of the resultant purified steel, but also made it widely known that this steel was a very valuable substance. Knowing this, and having in the Siemens regenerative gas furnace an independent means of generating this temperature, the Martin brothers of Sireuil in France in 1864 developed the open-hearth process of making steel of any desired carbon-content by melting together in this furnace cast and wrought iron. The great defect of both these processes, that they could not remove the baneful phosphorus with which all the ores of iron are associated, was remedied in 1878 by S. G. Thomas, who showed that, in the presence of a slag rich in lime, the whole of the phosphorus could be removed readily.
In 1856, Bessemer not only invented his remarkable process of using the heat created by the rapid oxidation of impurities in pig iron to raise the temperature above the high melting point of the resulting purified steel, but he also made it well-known that this steel was incredibly valuable. Understanding this, and having an independent way to generate this temperature with the Siemens regenerative gas furnace, the Martin brothers from Sireuil, France, developed the open-hearth process in 1864 to create steel with any desired carbon content by melting cast and wrought iron together in this furnace. The major flaw of both processes was that they couldn't eliminate the harmful phosphorus found in all iron ores. This issue was resolved in 1878 by S. G. Thomas, who demonstrated that, with a slag rich in lime, all of the phosphorus could be easily removed.
9. After the remarkable development of the blast furnace, the Bessemer, and the open-hearth processes, the most important work of this, the third period of the history of iron, is the birth and growth of the science and art of iron metallography. In 1868 Tschernoff enunciated its chief fundamental laws, which were supplemented in 1885 by the laws of Brinell. In 1888 F. Osmond showed that the wonderful changes which thermal treatment and the presence of certain foreign elements cause were due to allotropy, and from these and like teachings have come a rapid growth of the use of the so-called “alloy steels” in which, thanks to special composition and treatment, the iron exists in one or more of its remarkable allotropic states. These include the austenitic or gamma non-magnetic manganese steel, already patented by Robert Hadfield in 1883, the first important known substance which combined great malleableness with great hardness, and the martensitic or beta “high speed tool steel” of White and Taylor, which retains its hardness and cutting power even at a red heat.
9. Following the impressive advancements of the blast furnace, the Bessemer process, and the open-hearth methods, the most significant development in this, the third phase of iron's history, is the emergence and evolution of the science and art of iron metallography. In 1868, Tschernoff articulated its key fundamental principles, which were expanded upon in 1885 by Brinell's laws. In 1888, F. Osmond demonstrated that the remarkable changes brought about by heat treatment and the presence of certain foreign elements were due to allotropy. This understanding, along with similar insights, led to a rapid increase in the use of so-called "alloy steels," where, due to specific composition and treatment, iron exists in one or more of its notable allotropic forms. These include the austenitic or gamma non-magnetic manganese steel, initially patented by Robert Hadfield in 1883, which was the first important known material that combined outstanding malleability with significant hardness, and the martensitic or beta "high speed tool steel" developed by White and Taylor, which maintains its hardness and cutting ability even at red heat.
10. Constitution of Iron and Steel.—The constitution of the various classes of iron and steel as shown by the microscope explains readily the great influence of carbon which was outlined in §§ 2 and 3. The metal in its usual slowly cooled state is a conglomerate like the granitic rocks. Just as a granite is a conglomerate or mechanical mixture of distinct crystalline grains of three perfectly definite minerals, mica, quartz, and felspar, so iron and steel in their usual slowly cooled state consist of a mixture of microscopic particles of such definite quasi-minerals, diametrically unlike. These are cementite, a definite iron carbide, Fe3C, harder than glass and nearly as brittle, but probably very strong under gradually and axially applied stress; and ferrite, pure or nearly pure metallic α-iron, soft, weak, with high electric conductivity, and in general like copper except in colour. In view of the fact that the presence of 1% of carbon implies that 15% of the soft ductile ferrite is replaced by the glass-hard cementite, it is not surprising that even a little carbon influences the properties of the metal so profoundly.
10. Constitution of Iron and Steel.—The structure of different types of iron and steel, as seen under a microscope, clearly illustrates the significant role of carbon, which was discussed in §§ 2 and 3. The metal in its typical slowly cooled state is a mixture similar to granitic rocks. Just as granite is a composite of distinct crystalline grains of three specific minerals—mica, quartz, and feldspar—iron and steel in their standard slowly cooled state consist of a blend of microscopic particles of distinct quasi-minerals that are completely different. These include cementite, a specific iron carbide, Fe3C, which is harder than glass and almost as brittle, but likely very strong under steady and axial stress; and ferrite, which is pure or nearly pure metallic α-iron, soft, weak, with high electrical conductivity, and generally resembles copper except for its color. Given that the presence of 1% of carbon means that 15% of the soft, ductile ferrite is replaced by the glass-hard cementite, it's not surprising that even a small amount of carbon has such a profound impact on the properties of the metal.
But carbon affects the properties of iron not only by giving rise to varying proportions of cementite, but also both by itself shifting from one molecular state to another, and by enabling us to hold the iron itself in its unmagnetic allotropic forms, β- and γ-iron, as will be explained below. Thus, sudden cooling from a red heat leaves the carbon not in definite combination as cementite, but actually dissolved in β- and γ-allotropic iron, in the conditions known as martensite and austenite, not granitic but glass-like bodies, of which the “hardened” and “tempered” steel of our cutting tools in large part consists. Again, if more than 2% of carbon is present, it passes readily into the state of pure graphitic carbon, which, in itself soft and weak, weakens and embrittles the metal as any foreign body would, by breaking up its continuity.
But carbon influences the properties of iron not only by creating different amounts of cementite, but also by shifting its own molecular state and allowing us to keep the iron in its non-magnetic forms, β- and γ-iron, as will be discussed later. When there's sudden cooling from a red heat, the carbon doesn’t bond definitively as cementite; instead, it dissolves in the β- and γ-allotropic iron, in the forms known as martensite and austenite, which are not granular but more glass-like. These are largely what make up the “hardened” and “tempered” steel in our cutting tools. Additionally, if there’s more than 2% carbon present, it easily turns into pure graphitic carbon, which, though soft and weak, compromises the strength and brittleness of the metal like any foreign material would, disrupting its continuity.
11. The Roberts-Austen or carbon-iron diagram (fig. 1), in which vertical distances represent temperatures and horizontal ones the percentage of carbon in the iron, aids our study of these constituents of iron. If, ignoring temporarily and for simplicity the fact that part of the carbon may exist in the state of graphite, we consider the behaviour of iron in cooling from the molten state, AB and BC give the temperature at which, for any given percentage of carbon, solidification begins, and Aa, aB, and Bc that at which it ends. But after solidification is complete and the metal has cooled to a much lower range of temperature, usually between 900° and 690° C., it undergoes a very remarkable series of transformations. GHSa gives the temperature at which, for any given percentage of carbon, these transformations begin, and PSP′ that at which they end.
11. The Roberts-Austen or carbon-iron diagram (fig. 1), where vertical distances show temperatures and horizontal ones indicate the percentage of carbon in the iron, helps us understand these components of iron. If we temporarily set aside the fact that some of the carbon might exist as graphite, we can look at how iron behaves as it cools from a molten state. AB and BC represent the temperature at which solidification starts for any given percentage of carbon, and Aa, aB, and Bc show when it finishes. However, once solidification is complete and the metal has cooled to a much lower temperature range, usually between 900° and 690° C., it undergoes a significant series of transformations. GHSa indicates the temperature at which these transformations start for any given percentage of carbon, and PSP′ shows when they end.
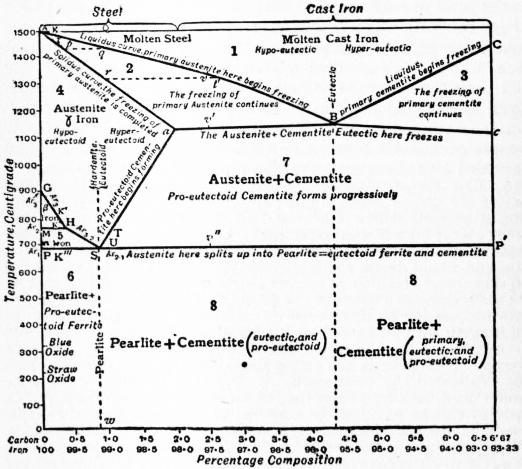 |
| Fig. 1.—Roberts-Austen or Carbon-Iron diagram. The Cementite-Austenite or Metastable form. |
These freezing-point curves and transformation curves thus divide the diagram into 8 distinct regions, each with its own specific state or constitution of the metal, the molten state for region 1, a mixture of molten metal and of solid austenite for region 2, austenite alone for region 4 and so on. This will be explained below. If the metal followed the laws of equilibrium, then whenever through change of temperature it entered a new region, it would forthwith adopt the constitution normal to that region. But in fact the change of constitution often lags greatly, so that the metal may have the constitution normal to a region higher than that in which it is, or even a patchwork constitution, representing fragments of those of two or more regions. It is by taking advantage of this lagging that thermal treatment causes such wonderful changes in the properties of the cold metal.
These freezing-point curves and transformation curves divide the diagram into 8 distinct areas, each with its own specific state or composition of the metal: the molten state for area 1, a mix of molten metal and solid austenite for area 2, austenite alone for area 4, and so on. This will be explained below. If the metal followed the laws of equilibrium, then whenever the temperature changed and it entered a new area, it would immediately take on the normal composition of that area. However, the change in composition often lags significantly, so the metal may have a composition typical of a higher area than where it actually is, or even a mixed composition, showing fragments of those from two or more areas. It is by taking advantage of this lag that thermal treatment brings about remarkable changes in the properties of the cold metal.
12. With these facts in mind we may now study further these different constituents of iron.
12. With these facts in mind, we can now explore these different components of iron further.
Austenite, gamma (γ) iron.—Austenite is the name of the solid solution of an iron carbide in allotropie γ-iron of which the metal normally consists when in region 4. In these solid solutions, as in aqueous ones, the ratios in which the different chemical substances are present are not fixed or definite, but vary from case to case, not per saltum as between definite chemical compounds, but by infinitesimal steps. The different substances are as it were dissolved in each other in a state which has the indefiniteness of composition, the absolute merging of identity, and the weakness of reciprocal chemical attraction, characteristic of aqueous solutions.
Austenite, gamma (γ) iron.—Austenite is the name for the solid solution of iron carbide in allotropic γ-iron, which is the form the metal typically takes in region 4. In these solid solutions, much like in liquid ones, the ratios of the different chemical substances are not fixed or definite, but can vary from one instance to another, not in large jumps as seen between distinct chemical compounds, but by tiny increments. The different substances are essentially mixed together in a state that has an undefined composition, a complete blending of identities, and the weak mutual chemical attraction that is characteristic of liquid solutions.
On cooling into region 6 or 8 austenite should normally split up into ferrite and cementite, after passing through the successive stages of martensite, troostite and sorbite, FexC = Fe3C + Fe(x−3). But this change may be prevented so as to preserve the austenite in the cold, either very incompletely, as when high-carbon steel is “hardened,” i.e. is cooled suddenly by quenching in water, in which case the carbon present seems to act as a brake to retard the change; or completely, by the presence of a large quantity of manganese, nickel, tungsten or molybdenum, which in effect sink the lower boundary GHSa of region 4 to below the atmospheric temperature. The important manganese steels of commerce and certain nickel steels are manganiferous and niccoliferous austenite, unmagnetic and hard but ductile.
When cooling into regions 6 or 8, austenite usually breaks down into ferrite and cementite, after going through the phases of martensite, troostite, and sorbite, FexC = Fe3C + Fe(x−3). However, this transformation can be avoided to keep austenite in the cold, either partially, like when high-carbon steel is “hardened,” meaning it is cooled quickly by being quenched in water, where the carbon seems to act as a brake to slow down the change; or completely, through the presence of a significant amount of manganese, nickel, tungsten, or molybdenum, which effectively lowers the boundary GHSa of region 4 below room temperature. The important manganese steels used in industry and some nickel steels contain manganiferous and niccoliferous austenite, which are non-magnetic and hard yet still ductile.
Austenite may contain carbon in any proportion up to about 2.2%. It is non-magnetic, and, when preserved in the cold either by quenching or by the presence of manganese, nickel, &c., it has a very remarkable combination of great malleability with very marked hardness, though it is less hard than common carbon steel is when hardened, and probably less hard than martensite. When of eutectoid composition, it is called “hardenite.” Suddenly cooled carbon steel, 805 even if rich in austenite, is strongly magnetic because of the very magnetic α-iron which inevitably forms even in the most rapid cooling from region 4. Only in the presence of much manganese, nickel, or their equivalent can the true austenite be preserved in the cold so completely that the steel remains non-magnetic.
Austenite can hold carbon in any amount up to about 2.2%. It is non-magnetic, and when kept cold, either by quenching or by the presence of manganese, nickel, etc., it has a unique combination of high malleability and significant hardness, although it is not as hard as regular hardened carbon steel and probably less hard than martensite. When it has a eutectoid composition, it is referred to as “hardenite.” Carbon steel that is cooled quickly, 805 even if it has a lot of austenite, becomes strongly magnetic due to the highly magnetic α-iron that forms even with the fastest cooling from region 4. Only with a lot of manganese, nickel, or their equivalents can true austenite be preserved in the cold to the point that the steel remains non-magnetic.
13. Beta (β) iron, an unmagnetic, intensely hard and brittle allotropic form of iron, though normal and stable only in the little triangle GHM, is yet a state through which the metal seems always to pass when the austenite of region 4 changes into the ferrite and cementite of regions 6 and 8. Though not normal below MHSP′, yet like γ-iron it can be preserved in the cold by the presence of about 5% of manganese, which, though not enough to bring the lower boundary of region 4 below the atmospheric temperature and thus to preserve austenite in the cold, is yet enough to make the transformation of β into α iron so sluggish that the former remains untransformed even during slow cooling.
13. Beta (β) iron, an unmagnetic, very hard and brittle version of iron, is typically stable only in the small triangle GHM. However, it is a state that the metal seems to always go through when the austenite from region 4 changes into the ferrite and cementite found in regions 6 and 8. Although it isn’t normally stable below MHSP′, it can be maintained at low temperatures due to the presence of about 5% manganese. This amount isn’t enough to lower the boundary of region 4 below room temperature and keep austenite stable in the cold, but it is sufficient to slow down the transformation of β into α iron, allowing β to remain unchanged even during slow cooling.
Again, β-iron may be preserved incompletely as in the “hardening of steel,” which consists in heating the steel into the austenite state of region 4, and then cooling it so rapidly, e.g. by quenching it in cold water, that, for lack of the time needed for the completion of the change from austenite into ferrite and cementite, much of the iron is caught in transit in the β state. According to our present theory, it is chiefly to beta iron, preserved in one of these ways, that all of our tool steel proper, i.e. steel used for cutting as distinguished from grinding, seems to owe its hardness.
Again, β-iron can be partially preserved, similar to the "hardening of steel," which involves heating the steel to the austenite state in region 4, and then cooling it so quickly, e.g. by plunging it into cold water, that there isn't enough time for the transition from austenite to ferrite and cementite to complete, leaving a lot of the iron stuck in the β state. According to our current theory, it is mainly this beta iron, preserved in one of these ways, that gives all our high-quality tool steel, i.e. steel used for cutting rather than grinding, its hardness.
14. Martensite, Troostite and Sorbite are the successive stages through which the metal passes in changing from austenite into ferrite and cementite. Martensite, very hard because of its large content of β-iron, is characteristic of hardened steel, but the two others, far from being definite substances, are probably only roughly bounded stages of this transition. Troostite and sorbite, indeed, seem to be chiefly very finely divided mixtures of ferrite and cementite, and it is probably because of this fineness that sorbitic steel has its remarkable combination of strength and elasticity with ductility which fits it for resisting severe vibratory and other dynamic stresses, such as those to which rails and shafting are exposed.
14. Martensite, Troostite, and Sorbite are the stages the metal goes through when it transforms from austenite into ferrite and cementite. Martensite, which is very hard due to its high content of β-iron, is typical of hardened steel. However, the other two are not distinct substances; they are likely just loosely defined stages of this transformation. Troostite and Sorbite appear to primarily be very finely mixed combinations of ferrite and cementite. It’s probably this fine mixture that gives sorbitic steel its impressive combination of strength, elasticity, and ductility, making it suitable for withstanding severe vibrations and other dynamic stresses, like those encountered by rails and shafts.
15. Alpha (α) iron is the form normal and stable for regions 5, 6 and 8, i.e. for all temperatures below MHSP′. It is the common, very magnetic form of iron, in itself ductile but relatively soft and weak, as we know it in wrought iron and mild or low-carbon steel.
15. Alpha (α) iron is the normal and stable form for regions 5, 6, and 8, i.e. for all temperatures below MHSP′. It is the common, highly magnetic form of iron, which is ductile but relatively soft and weak, as seen in wrought iron and mild or low-carbon steel.
16. Ferrite and cementite, already described in § 10, are the final products of the transformation of austenite in slow-cooling. β-ferrite and austenite are the normal constituents for the triangle GHM, α-ferrite (i.e. nearly pure α-iron) with austenite for the space MHSP, cementite with austenite for region 7, and α-ferrite and cementite jointly for regions 6 and 8. Ferrite and cementite are thus the normal and usual constituents of slowly cooled steel, including all structural steels, rail steel, &c., and of white cast iron (see § 18).
16. Ferrite and cementite, which were explained in § 10, are the final products formed when austenite cools slowly. β-ferrite and austenite are the typical components in the triangle GHM, while α-ferrite (i.e. nearly pure α-iron) pairs with austenite in the area MHSP. Cementite combines with austenite in region 7, and both α-ferrite and cementite appear together in regions 6 and 8. Therefore, ferrite and cementite are the standard and common components of steel that has cooled slowly, including all types of structural steel, rail steel, etc., and of white cast iron (see § 18).
17. Pearlite.—The ferrite and cementite present interstratify habitually as a “eutectoid”2 called “pearlite” (see Alloys, Pl., fig. 11), in the ratio of about 6 parts of ferrite to 1 of cementite, and hence containing about 0.90% of carbon. Slowly cooled steel containing just 0.90% of carbon (S in fig. 1) consists of pearlite alone. Steel and white cast iron with more than this quantity of carbon consist typically of kernels of pearlite surrounded by envelopes of free cementite (see Alloys, Pl., fig. 13) sufficient in quantity to represent their excess of carbon over the eutectoid ratio; they arc called “hyper-eutectoid,” and are represented by region 8 of Fig. 1. Steel containing less than this quantity of carbon consists typically of kernels of pearlite surrounded by envelopes of ferrite (see Alloys, Pl., fig. 12) sufficient in quantity to represent their excess of iron over this eutectoid ratio; is called “hypo-eutectoid”; and is represented by region 6 of Fig. 1. This typical “envelope and kernel” structure is often only rudimentary.
17. Pearlite.—Ferrite and cementite usually layer together as a “eutectoid”2 known as “pearlite” (see Alloys, Pl., fig. 11), with a ratio of about 6 parts ferrite to 1 part cementite, which means it contains about 0.90% carbon. Slowly cooled steel with just 0.90% carbon (S in fig. 1) is made up solely of pearlite. Steel and white cast iron with more than this carbon content typically have cores of pearlite surrounded by layers of free cementite (see Alloys, Pl., fig. 13) that are enough to account for the excess carbon beyond the eutectoid ratio; these are called “hyper-eutectoid” and are represented by region 8 of Fig. 1. Steel containing less than this amount of carbon generally has cores of pearlite surrounded by layers of ferrite (see Alloys, Pl., fig. 12) that are sufficient to make up for the excess iron over the eutectoid ratio; this is referred to as “hypo-eutectoid” and is shown in region 6 of Fig. 1. This typical “envelope and kernel” structure is often just basic.
The percentage of pearlite and of free ferrite or cementite in these products is shown in fig. 2, in which the ordinates of the line ABC represent the percentage of pearlite corresponding to each percentage of carbon, and the intercept ED, MN or KF, of any point H, P or L, measures the percentage of the excess of ferrite or cementite for hypo- and hyper-eutectic steel and white cast iron respectively.
The percentage of pearlite and free ferrite or cementite in these products is shown in fig. 2, where the vertical axis of the line ABC represents the percentage of pearlite for each percentage of carbon. The intercepts ED, MN, or KF at any point H, P, or L indicate the percentage of the excess ferrite or cementite for hypo- and hyper-eutectic steel and white cast iron, respectively.
 |
| Fig. 2.—Relation between the carbon-content and the percentage of the several constituents of slowly cooled steel and white cast iron. |
18. The Carbon-Content, i.e. the Ratio of Ferrite to Cementite, of certain typical Steels.—Fig. 3 shows how, as the carbon-content rises from 0 to 4.5%, the percentage of the glass-hard cementite, which is 15 times that of the carbon itself, rises, and that of the soft copper-like ferrite falls, with consequent continuous increase of hardness and loss of malleableness and ductility. The tenacity or tensile strength increases till the carbon-content reaches about 1.25%, and the cementite about 19%, and then in turn falls, a result by no means surprising. The presence of a small quantity of the hard cementite ought naturally to strengthen the mass, by opposing the tendency of the soft ferrite to flow under any stress applied to it; but more cementite by its brittleness naturally weakens the mass, causing it to crack open under the distortion which stress inevitably causes. The fact that this decrease of strength begins shortly after the carbon-content rises above the eutectoid or pearlite ratio of 0.90% is natural, because the brittleness of the cementite which, in hyper-eutectoid steels, forms a more or less continuous skeleton (Alloys, Pl., fig. 13) should be much more effective in starting cracks under distortion than that of the far more minute particles of cementite which lie embedded, indeed drowned, in the sixfold greater mass of ferrite with which they are associated in the pearlite itself. The large massive plates of cementite which form the network or skeleton in hyper-eutectoid steels should, under distortion, naturally tend to cut, in the softer pearlite, chasms too serious to be healed by the inflowing of the plastic ferrite, though this ferrite flows around and immediately heals over any cracks which form in the small quantity of cementite interstratified with it in the pearlite of hypo-eutectoid steels.
18. The Carbon Content, or the Ratio of Ferrite to Cementite, in certain typical Steels.—Fig. 3 illustrates that as the carbon content increases from 0 to 4.5%, the percentage of the hard cementite, which is 15 times that of the carbon itself, also increases, while the amount of soft, copper-like ferrite decreases. This leads to a continuous increase in hardness and a decrease in malleability and ductility. The strength, or tensile strength, increases until the carbon content reaches about 1.25% and the cementite about 19%, and then it begins to fall, which is not surprising. A small amount of hard cementite generally strengthens the material by counteracting the soft ferrite's tendency to deform under applied stress. However, an excess of cementite, due to its brittleness, naturally reduces the strength, causing fractures under the distortion that stress inevitably produces. The fact that this decline in strength starts shortly after the carbon content exceeds the eutectoid or pearlite ratio of 0.90% makes sense, because the brittleness of the cementite, which forms a more or less continuous structure in hyper-eutectoid steels (Alloys, Pl., fig. 13), is much more effective at initiating cracks under stress than the much finer particles of cementite embedded in the significantly larger mass of ferrite found in pearlite. The large plates of cementite that create a network in hyper-eutectoid steels are more likely to create significant gaps in the softer pearlite under stress, which cannot be easily repaired by the flow of the plastic ferrite. In contrast, the ferrite in hypo-eutectoid steels can flow around and quickly heal any cracks that occur in the small amounts of cementite intermixed with it in the pearlite.
 |
| Fig. 3.—Physical properties and assumed microscopic constitution of the pearlite series, graphiteless steel slowly cooled and white cast iron. By “total ferrite” is meant both that which forms part of the pearlite and that which is in excess of the pearlite, taken jointly. So with the “total cementite.” |
As the carbon-content increases the welding power naturally decreases rapidly, because of the rapid fall of the “solidus curve” at which solidification is complete (Aa of fig. 1), and hence of the range in which the steel is coherent enough to be manipulated, and, finally, of the attainable pliancy and softness of the metal. Clearly the mushy mixture of solid austenite and molten iron of which the metal in region 2 consists cannot cohere under either the blows or the pressure by means of which welding must be done. Rivet steel, which above all needs extreme ductility to endure the distortion of being driven home, and tube steel which must needs weld easily, no matter at what sacrifice of strength, are made as free from carbon, i.e. of as nearly pure ferrite, as is practicable. The distortion which rails undergo in manufacture and use is incomparably less than that to which rivets are subjected, and thus rail steel may safely be much richer in carbon and hence in cementite, and therefore much stronger and harder, so as to better endure the load and the abrasion of the passing wheels. Indeed, its carbon-content is made small quite as much because of the violence of the shocks from these wheels as because of any actual distortion to be expected, since, within limits, as the 806 carbon-content increases the shock-resisting power decreases. Here, as in all cases, the carbon-content must be the result of a compromise, neither so small that the rail flattens and wears out like lead, nor so great that it snaps like glass. Boiler plates undergo in shaping and assembling an intermediate degree of distortion, and therefore they must be given an intermediate carbon-content, following the general rule that the carbon-content and hence the strength should be as great as is consistent with retaining the degree of ductility and the shock-resisting power which the object will need in actual use. Thus the typical carbon-content may be taken as about 0.05% for rivets and tubes, 0.20% for boiler plates, and 0.50 to 0.75% for rails, implying the presence of 0.75% of cementite in the first two, 3% in the third and 7.5% to 11.25% in the last.
As the carbon content increases, the welding power decreases quickly because of the significant drop in the “solidus curve” where solidification is complete (Aa of fig. 1). This affects the range where the steel can be manipulated and ultimately influences the metal's pliability and softness. Obviously, the mushy mixture of solid austenite and molten iron in region 2 can't hold together under the impacts or pressure needed for welding. Rivet steel, which needs to be very ductile to handle the stress of being driven into place, and tube steel, which has to weld easily regardless of how it affects strength, are made as low in carbon, or as close to pure ferrite, as possible. The deformation that rails experience during manufacturing and use is much less than what rivets go through, so rail steel can have a higher carbon content and therefore more cementite, making it stronger and harder to withstand the load and wear from passing wheels. In fact, the limited carbon content is influenced as much by the severity of the shocks from these wheels as it is by expected distortion, since, within certain limits, higher carbon content can reduce the ability to resist shocks. Here, as in all situations, the carbon content must strike a balance: it shouldn't be so low that the rail flattens and wears down easily, nor so high that it breaks like glass. Boiler plates experience a moderate amount of distortion during shaping and assembly, so they require an intermediate carbon content, adhering to the general principle that the carbon content and thus the strength should be as high as possible while still maintaining the necessary ductility and shock resistance for their use. Therefore, typical carbon contents can be considered about 0.05% for rivets and tubes, 0.20% for boiler plates, and 0.50% to 0.75% for rails, indicating the presence of 0.75% cementite in the first two, 3% in the third, and 7.5% to 11.25% in the last.
19. Carbon-Content of Hardened Steels.—Turning from these cases in which the steel is used in the slowly cooled state, so that it is a mixture of pearlite with ferrite or cementite, i.e. is pearlitic, to those in which it is used in the hardened or martensitic state, we find that the carbon-content is governed by like considerations. Railway car springs, which are exposed to great shock, have typically about 0.75% of carbon; common tool steel, which is exposed to less severe shock, has usually between 0.75 and 1.25%; file steel, which is subject to but little shock, and has little demanded of it but to bite hard and stay hard, has usually from 1.25 to 1.50%. The carbon-content of steel is rarely greater than this, lest the brittleness be excessive. But beyond this are the very useful, because very fusible, cast irons with from 3 to 4% of carbon, the embrittling effect of which is much lessened by its being in the state of graphite.
19. Carbon Content of Hardened Steels.—Shifting from the cases where steel is used in a slowly cooled state, which results in a mixture of pearlite and ferrite or cementite, i.e. it being pearlitic, to those where it is used in the hardened or martensitic state, we find that the carbon content follows similar rules. Railway car springs, which face significant shock, typically contain about 0.75% carbon; common tool steel, subjected to less intense shock, generally has between 0.75% and 1.25%; and file steel, which experiences minimal shock and needs to be hard and retain that hardness, usually has between 1.25% and 1.50%. The carbon content in steel rarely exceeds this range, as high levels can lead to excessive brittleness. Beyond this, there are very useful cast irons with carbon content between 3% and 4%, whose brittleness is greatly reduced because it's in the form of graphite.
20. Slag or Cinder, a characteristic component of wrought iron, which usually contains from 0.20 to 2.00% of it, is essentially a silicate of iron (ferrous silicate), and is present in wrought iron simply because this product is made by welding together pasty granules of iron in a molten bath of such slag, without ever melting the resultant mass or otherwise giving the envelopes of slag thus imprisoned a chance to escape completely.
20. Slag or Cinder, a key part of wrought iron, typically contains between 0.20% and 2.00% of it. It is basically a silicate of iron (ferrous silicate) and is found in wrought iron because this material is created by welding together pasty iron granules in a molten slag bath, without ever fully melting the whole mass or allowing the trapped slag to escape completely.
21. Graphite, nearly pure carbon, is characteristic of “gray cast iron,” in which it exists as a nearly continuous skeleton of very thin laminated plates or flakes (fig. 27), usually curved, and forming from 2.50% to 3.50% of the whole. As these flakes readily split open, when a piece of this iron is broken rupture passes through them, with the result that, even though the graphite may form only some 3% of the mass by weight (say 10% by volume), practically nothing but graphite is seen in the fracture. Hence the weakness and the dark-grey fracture of this iron, and hence, by brushing this fracture with a wire brush and so detaching these loosely clinging flakes of graphite, the colour can be changed nearly to the very light-grey of pure iron. There is rarely any important quantity of graphite in commercial steels. (See § 26.)
21. Graphite, which is almost pure carbon, is typical of “gray cast iron,” where it forms a nearly continuous framework of very thin, layered plates or flakes (fig. 27). These flakes are usually curved and make up about 2.50% to 3.50% of the total material. When a piece of this iron breaks, the flakes easily split apart, and the break goes through them. As a result, even though the graphite makes up only about 3% of the total weight (roughly 10% by volume), you mostly see graphite in the fracture. This is why gray cast iron has a weak structure and a dark-grey fracture. By using a wire brush to remove the loosely attached flakes of graphite from the fracture, the color can be almost transformed to the light-grey shade of pure iron. Commercial steels usually contain very little graphite. (See § 26.)
22. Further Illustration of the Iron-Carbon Diagram.—In order to illustrate further the meaning of the diagram (fig. 1), let us follow by means of the ordinate QUw the undisturbed slow cooling of molten hyper-eutectoid steel containing 1% of carbon, for simplicity assuming that no graphite forms and that the several transformations occur promptly as they fall due. When the gradually falling temperature reaches 1430° (q), the mass begins to freeze as γ-iron or austenite, called “primary” to distinguish it from that which forms part of the eutectic. But the freezing, instead of completing itself at a fixed temperature as that of pure water does, continues until the temperature sinks to r on the line Aa. Thus the iron has rather a freezing-range than a freezing-point. Moreover, the freezing is “selective.” The first particles of austenite to freeze contain about 0.33% of carbon (p). As freezing progresses, at each successive temperature reached the frozen austenite has the carbon-content of the point on Aa which that temperature abscissa cuts, and the still molten part or “mother-metal” has the carbon-content horizontally opposite this on the line AB. In other words, the composition of the frozen part and that of the mother-metal respectively are p and q at the beginning of the freezing, and r and t′ at the end; and during freezing they slide along Aa and AB from p to r and from q to t′. This, of course, brings the final composition of the frozen austenite when freezing is complete exactly to that which the molten mass had before freezing began.
22. Further Illustration of the Iron-Carbon Diagram.—To further clarify the diagram (fig. 1), let’s follow the undisturbed slow cooling of molten hyper-eutectoid steel with 1% carbon using the ordinate QUw, assuming for simplicity that no graphite forms and that the various transformations happen quickly as they occur. When the gradually decreasing temperature hits 1430° (q), the mass starts to solidify as γ-iron or austenite, referred to as “primary” to differentiate it from the eutectic. However, instead of solidifying at a fixed temperature like pure water does, the solidification continues until the temperature drops to r on the line Aa. Therefore, iron has more of a solidification range than a solidification point. Additionally, the solidification is “selective.” The first austenite particles to solidify contain about 0.33% carbon (p). As solidification continues, at each successive temperature reached, the solidified austenite has the carbon content of the point on Aa that corresponds to that temperature’s abscissa, while the still molten part or “mother-metal” has the carbon content directly across from this on the line AB. In other words, the composition of the solidified part and that of the mother-metal are initially p and q at the beginning of solidification, and r and t′ at the end; during solidification, they move along Aa and AB from p to r and from q to t′. This ultimately means the final composition of the solidified austenite when solidification is complete is exactly the same as what the molten mass had before solidification started.
The heat evolved by this process of solidification retards the fall of temperature; but after this the rate of cooling remains regular until T (750°) on the line Sa (Ar3) is reached, when a second retardation occurs, due to the heat liberated by the passage within the pasty mass of part of the iron and carbon from a state of mere solution to that of definite combination in the ratio Fe3C, forming microscopic particles of cementite, while the remainder of the iron and carbon continue dissolved in each other as austenite. This formation of cementite continues as the temperature falls, till at about 690° C., (U, called Ar2−1) so much of the carbon (in this case about 0.10%) and of the iron have united in the form of cementite, that the composition of the remaining solid-solution or “mother-metal” of austenite has reached that of the eutectoid, hardenite; i.e. it now contains 0.90 % of carbon. The cementite which has thus far been forming may be called “pro-eutectoid” cementite, because it forms before the remaining austenite reaches the eutectoid composition. As the temperature now falls past 690°, this hardenite mother-metal in turn splits up, after the fashion of eutectics, into alternate layers of ferrite and cementite grouped together as pearlite, so that the mass as a whole now becomes a mixture of pearlite with cementite. The iron thus liberated, as the ferrite of this pearlite, changes simultaneously to α-ferrite. The passage of this large quantity of carbon and iron, 0.90% of the former and 12.6 of the latter, from a state of mere solution as hardenite to one of definite chemical union as cementite, together with the passage of the iron itself from the γ to the α state, evolves so much heat as actually to heat the mass up so that it brightens in a striking manner. This phenomenon is called the “recalescence.”
The heat generated during solidification slows the drop in temperature; but after that, the cooling rate is steady until T (750°) on the line Sa (Ar3) is reached, where a second slowdown happens. This is due to the heat released when some of the iron and carbon in the pasty mass changes from a state of simple solution to a fixed combination in the ratio Fe3C, creating tiny particles of cementite. Meanwhile, the rest of the iron and carbon continue to dissolve in one another as austenite. The creation of cementite keeps going as the temperature drops, until around 690° C. (U, referred to as Ar2-1), when enough carbon (about 0.10%) and iron have combined to form cementite that the composition of the remaining solid-solution or “mother-metal” of austenite reaches that of the eutectoid, hardenite; i.e. it now has 0.90% carbon. The cementite formed so far can be called “pro-eutectoid” cementite, since it forms before the remaining austenite achieves the eutectoid composition. As the temperature drops below 690°, this hardenite mother-metal disintegrates, like eutectics, into alternating layers of ferrite and cementite, forming pearlite, so the overall mass becomes a mix of pearlite and cementite. The iron released as the ferrite of this pearlite simultaneously transforms into α-ferrite. The transfer of a large amount of carbon and iron—0.90% carbon and 12.6% iron—from a mere solution as hardenite to a definite chemical bond as cementite, along with the iron changing from the γ to the α state, generates enough heat to actually raise the temperature of the mass, causing it to brighten noticeably. This phenomenon is called “recalescence.”
This change from austenite to ferrite and cementite, from the γ through the β to the α state, is of course accompanied by the loss of the “hardening power,” i.e. the power of being hardened by sudden cooling, because the essence of this hardening is the retention of the β state. As shown in Alloys, Pl., fig. 13, the slowly cooled steel now consists of kernels of pearlite surrounded by envelopes of the cementite which was born of the austenite in cooling from T to U.
This transition from austenite to ferrite and cementite, moving from the γ state through the β state to the α state, results in the loss of the "hardening ability," i.e. the ability to be hardened by rapid cooling, because the core of this hardening process is the preservation of the β state. As illustrated in Alloys, Pl., fig. 13, the slowly cooled steel now consists of grains of pearlite surrounded by layers of cementite that formed from the austenite when cooling from T to U.
23. To take a second case, molten hypo-eutectoid steel of 0.20% of carbon on freezing from K to x passes in the like manner to the state of solid austenite, γ-iron with this 0.20% of carbon dissolved in it. Its further cooling undergoes three spontaneous retardations, one at K′ (Ar3 about 820°), at which part of the iron begins to isolate itself within the austenite mother-metal in the form of envelopes of β-ferrite, i.e. of free iron of the β allotropic modification, which surrounds the kernels or grains of the residual still undecomposed part of the austenite. At the second retardation, K″ (Ar2, about 770°) this ferrite changes to the normal magnetic α-ferrite, so that the mass as a whole becomes magnetic. Moreover, the envelopes of ferrite which began forming at Ar3 continue to broaden by the accession of more and more ferrite born from the austenite progressively as the temperature sinks, till, by the time when Ar1 (about 690°) is reached, so much free ferrite has been formed that the remaining mother-metal has been enriched to the composition of hardenite, i.e. it now contains 0.90% of carbon. Again, as the temperature in turn falls past Ar1 this hardenite mother-metal splits up into cementite and ferrite grouped together as pearlite, with the resulting recalescence, and the mass, as shown in Alloys, Pl., fig. 12, then consists of kernels of pearlite surrounded by envelopes of ferrite. All these phenomena are parallel with those of 1.00% carbon steel at this same critical point Ar1. As such steel cools slowly past Ar3, Ar2 and Ar1, it loses its hardening power progressively.
23. For a second example, molten hypo-eutectoid steel with 0.20% carbon, when cooling from K to x, transitions similarly to solid austenite, γ-iron with this 0.20% carbon dissolved in it. As it cools further, it experiences three spontaneous slowdowns, one at K′ (Ar3 around 820°), where part of the iron starts to isolate itself within the austenite matrix in the form of envelopes of β-ferrite, which means free iron in the β allotrope, surrounding the kernels or grains of the remaining undecomposed austenite. At the second slowdown, K″ (Ar2, around 770°), this ferrite transforms into the normal magnetic α-ferrite, making the entire mass magnetic. Additionally, the envelopes of ferrite that started forming at Ar3 continue to thicken as more ferrite forms from the austenite as the temperature decreases, until, by the time it reaches Ar1 (around 690°), so much free ferrite has been produced that the remaining matrix has been enriched to the composition of hardenite, meaning it now contains 0.90% carbon. As the temperature continues to drop past Ar1, this hardenite matrix breaks down into cementite and ferrite grouped together as pearlite, resulting in recalescence. The mass, as illustrated in Alloys, Pl., fig. 12, consists of kernels of pearlite surrounded by envelopes of ferrite. All these events parallel those of 1.00% carbon steel at the same critical point Ar1. As this steel cools slowly past Ar3, Ar2, and Ar1, it gradually loses its hardening ability.
In short, from Ar3 to Ar1 the excess substance ferrite or cementite, in hypo- and hyper-eutectoid steels respectively, progressively crystallizes out as a network or skeleton within the austenite mother-metal, which thus progressively approaches the composition of hardenite, reaching it at Ar1, and there splitting up into ferrite and cementite interstratified as pearlite. Further, any ferrite liberated at Ar3 changes there from γ to β, and any present at Ar2 changes from β to α. Between H and S, Ar3 and Ar2 occur together, as do Ar2 and Ar1 between S and P′ and Ar3, Ar2 and Ar1 at S itself; so that these critical points in these special cases are called Ar3−2, Ar2−1 and Ar3−2−1 respectively. The corresponding critical points which occur during rise of temperature, with the reverse transformations, are called Ac1, Ac2, Ac3, &c. A (Tschernoff) is the generic name, r refers to falling temperature (refroidissant) and c to rising temperature (chauffant, Osmond).
In short, from Ar3 to Ar1, the excess material, whether ferrite or cementite in hypo- and hyper-eutectoid steels respectively, gradually crystallizes out as a network or framework within the austenite base metal. This process causes the base metal to gradually get closer to the composition of hardenite, reaching that point at Ar1, where it then breaks down into ferrite and cementite layered together as pearlite. Additionally, any ferrite that forms at Ar3 transitions from γ to β, and any present at Ar2 shifts from β to α. Between points H and S, Ar3 and Ar2 occur simultaneously, as do Ar2 and Ar1 between S and P′, along with Ar3, Ar2, and Ar1 at point S itself; thus, these critical points in these specific instances are referred to as Ar3-2, Ar2-1, and Ar3-2-1 respectively. The corresponding critical points that occur during a temperature increase, involving the reverse transitions, are called Ac1, Ac2, Ac3, etc. A (Tschernoff) is the general term, r refers to decreasing temperature (refroidissant), and c to increasing temperature (chauffant, Osmond).
24. The freezing of molten cast iron of 2.50% of carbon goes on selectively like that of these steels which we have been studying, till the enrichment of the molten mother-metal in carbon brings its carbon-contents to B, 4.30%, the eutectic3 carbon-content, i.e. that of the greatest fusibility or lowest melting-point. At this point selection ceases; the remaining molten metal freezes as a whole, and in freezing splits up into a conglomerate eutectic of (1) austenite of about 2.2 % of carbon, and therefore saturated with that element, and (2) cementite; and with this eutectic is mixed the “primary” austenite which froze out as the temperature sank from v to v′. The white-hot, solid, but soft mass is now a conglomerate of (1) “primary” austenite, (2) “eutectic” austenite and (3) “eutectic” cementite. As the temperature sinks still farther, pro-eutectoid cementite (see § 22) forms progressively in the austenite both primary and eutectic, and this pro-eutectoid cementite as it comes into existence tends to assemble in the form of a network enveloping the kernels or grains of the austenite from which it springs. The reason for its birth, of course, is that the solubility of carbon in austenite progressively decreases as the temperature falls, from about 2.2% at 1130° (a), to 0.90% at 690° (Ar1), as shown by the line aS, with the consequence that the austenite keeps rejecting in the form of this pro-eutectoid cementite all carbon in excess of its saturation-point for the existing temperature. Here the mass consists of (1) primary austenite, (2) eutectic austenite and cementite interstratified and (3) pro-eutectoid cementite.
24. The freezing of molten cast iron with 2.50% carbon occurs selectively, similar to the steels we've been examining, until the molten metal's carbon content increases to 4.30%, the eutectic carbon content, meaning the point of greatest fusibility or lowest melting point. At this stage, selection stops; the remaining molten metal freezes together and divides into a mixed eutectic of (1) austenite with about 2.2% carbon, fully saturated with carbon, and (2) cementite. Additionally, this eutectic contains the “primary” austenite that solidified as the temperature dropped from v to v′. The solid mass is now a mix of (1) “primary” austenite, (2) “eutectic” austenite, and (3) “eutectic” cementite. As the temperature continues to decrease, pro-eutectoid cementite (see § 22) forms progressively in both primary and eutectic austenite, and this pro-eutectoid cementite tends to arrange itself into a network around the grains of austenite from which it originates. The reason for its formation is that the solubility of carbon in austenite decreases as the temperature drops, from about 2.2% at 1130° (a) to 0.90% at 690° (Ar1), as indicated by line aS. Consequently, the austenite continues to expel any excess carbon as pro-eutectoid cementite, according to the saturation point for the current temperature. Thus, the mass consists of (1) primary austenite, (2) eutectic austenite and cementite interleaved, and (3) pro-eutectoid cementite.
This formation of cementite through the rejection of carbon by both the primary and the eutectic austenite continues quite as in the case of 1.00% carbon steel, with impoverishment of the austenite to the hardenite or eutectoid ratio, and the splitting up of that hardenite into pearlite at Ar1, so that the mass when cold finally consists of (1) 807 the primary austenite now split up into kernels of pearlite surrounded by envelopes of pro-eutectoid cementite, (2) the eutectic of cementite plus austenite, the latter of which has in like manner split up into a mixture of pearlite plus cementite. Such a mass is shown in fig. 4. Here the black bat-like patches are the masses of pearlite plus pro-eutectoid cementite resulting from the splitting up of the primary austenite. The magnification is too small to show the zebra striping of the pearlite. In the black-and-white ground mass the white is the eutectic cementite, and the black the eutectic austenite, now split up into pearlite and pro-eutectoid cementite, which cannot here be distinguished from each other.
This formation of cementite from the carbon being expelled by both the primary and the eutectic austenite continues just like in the case of 1.00% carbon steel, leading to the depletion of the austenite to the hardenite or eutectoid ratio, and the breaking down of that hardenite into pearlite at Ar1. So, when cold, the mass finally consists of (1) the primary austenite now broken down into pieces of pearlite surrounded by layers of pro-eutectoid cementite, (2) the eutectic of cementite plus austenite, which has similarly transformed into a mix of pearlite and cementite. This mass is shown in fig. 4. Here, the black bat-like patches are the clusters of pearlite plus pro-eutectoid cementite resulting from the breakdown of the primary austenite. The magnification is too small to show the zebra striping of the pearlite. In the black-and-white matrix, the white represents the eutectic cementite, and the black represents the eutectic austenite, which has now split into pearlite and pro-eutectoid cementite, making them indistinguishable from one another.
 |
| Fig. 4.—The constitution of hypo-eutectic white or cementitiferous cast iron (washed metal), W. Campbell. The black bat-like areas are the primary austenite, the zebra-marked ground mass the eutectic, composed of white stripes of cementite and black stripes of austenite. Both the primary and eutectic austenite have changed in cooling into a mixture of pearlite and pro-eutectoid cementite, too fine to be distinguished here. |
25. As we pass to cases with higher and higher carbon-content, the primary austenite which freezes in cooling across region 2 forms a smaller and smaller proportion of the whole, and the austenite-cementite eutectic which forms at the eutectic freezing-point, 1130° (aB), increases in amount until, when the carbon-content reaches the eutectic ratio, 4.30%, there is but a single freezing-point, and the whole mass when solid is made up of this eutectic. If there is more than 4.30% of carbon, then in cooling through region 3 the excess of carbon over this ratio freezes out as “primary” cementite. But in any event the changes which have just been described for cast iron of 2.50% of carbon occur in crossing region 7, and at Ar1 (PSP′).
25. As we move to cases with higher levels of carbon content, the primary austenite that solidifies during cooling in region 2 becomes a smaller part of the whole, while the austenite-cementite eutectic that forms at the eutectic freezing point, 1130° (aB), increases in amount. When the carbon content reaches the eutectic ratio of 4.30%, there is only one freezing point, and the entire solid mass consists of this eutectic. If there is more than 4.30% carbon, then as it cools through region 3, the excess carbon above this ratio solidifies as "primary" cementite. However, the changes described for cast iron with 2.50% carbon still occur when crossing region 7, and at Ar1 (PSP′).
Just as variations in the carbon-content shift the temperature of the freezing-range and of the various critical points, so do variations in the content of other elements, notably silicon, phosphorus, manganese, chromium, nickel and tungsten. Nickel and manganese lower these critical points, so that with 25% of nickel Ar3 lies below the common temperature 20° C. With 13% of manganese Ar3 is very low, and the austenite decomposes so slowly that it is preserved practically intact by sudden cooling. These steels then normally consist of γ-iron, modified by the large amount of nickel or manganese with which it is alloyed. They are non-magnetic or very feebly magnetic. But the critical points of such nickel steel though thus depressed, are not destroyed; and if it is cooled in liquid air below its Ar2, it passes to the α state and becomes magnetic.
Just like changes in carbon content affect the freezing range and various critical points, changes in other elements—especially silicon, phosphorus, manganese, chromium, nickel, and tungsten—do the same. Nickel and manganese lower these critical points, so with 25% nickel, Ar3 drops below the common temperature of 20° C. With 13% manganese, Ar3 is very low, and the austenite breaks down so slowly that it stays almost completely intact with rapid cooling. These steels typically consist of γ-iron, modified by the high amounts of nickel or manganese they contain. They are non-magnetic or only very weakly magnetic. However, even though the critical points of nickel steel are lowered, they aren't eliminated; if it's cooled in liquid air below its Ar2, it shifts to the α state and becomes magnetic.
26. Double Nature of the Carbon-Iron Diagram.—The part played by graphite in the constitution of the iron-carbon compounds, hitherto ignored for simplicity, is shown in fig. 5. Looking at the matter in a broad way, in all these carbon-iron alloys, both steel and cast irons, part of the carbon may be dissolved in the iron, usually as austenite, e.g. in regions 2, 4, 5 and 7 of Fig. 1; the rest, i.e. the carbon which is not dissolved, or the “undissolved carbon,” forms either the definite carbide, cementite, Fe3C, or else exists in the free state as graphite. Now, just as fig. 1 shows the constitution of these iron-carbon alloys for all temperatures and all percentages of carbon when the undissolved carbon exists as cementite, so there should be a diagram showing this constitution when all the undissolved carbon exists as graphite. In short, there are two distinct carbon-iron diagrams, the iron-cementite one shown in fig. 1 and studied at length in §§ 22 to 25, and the iron-graphite one shown in fig. 5 in unbroken lines, with the iron-cementite diagram reproduced in broken lines for comparison. What here follows represents our present rather ill-established theory. These two diagrams naturally have much the same general shape, but though the boundaries of the several regions in the iron-cementite diagram are known pretty accurately, and though the relative positions of the boundaries of the two diagrams are probably about as here shown, the exact topography of the iron-graphite diagram is not yet known. In it the normal constituents are, for region II., molten metal + primary austenite; for region III., molten metal + primary graphite; for region IV., primary austenite; for region VII., eutectic austenite, eutectic graphite, and a quantity of pro-eutectoid graphite which increases as we pass from the upper to the lower part of the region, together with primary austenite at the left of the eutectic point B′ and primary graphite at the right of that point. Thus when iron containing 2.50% of carbon (v. fig. 1) solidifies, its carbon may form cementite following the cementite-austenite diagram so that white, i.e. cementitiferous, cast iron results; or graphite, following the graphite-austenite diagram, so that ultra-grey, i.e. typical graphitic cast iron results; or, as usually happens, certain molecules may follow one diagram while the rest follow the other diagram, so that cast iron which has both cementite and graphite results, as in most commercial grey cast iron, and typically in “mottled cast iron,” in which there are distinct patches of grey and others of white cast iron.
26. Double Nature of the Carbon-Iron Diagram.—The role of graphite in the formation of iron-carbon compounds, which has been overlooked for simplicity, is illustrated in fig. 5. Broadly speaking, in all these carbon-iron alloys, including both steel and cast irons, some carbon can dissolve in the iron, typically as austenite, e.g. in areas 2, 4, 5, and 7 of Fig. 1; the remaining carbon, or "undissolved carbon," either forms the specific carbide, cementite, Fe3C, or exists as free graphite. Just as fig. 1 represents the structure of these iron-carbon alloys for all temperatures and carbon percentages when the undissolved carbon is in the form of cementite, there should be a diagram showing this structure when all undissolved carbon exists as graphite. In short, there are two distinct carbon-iron diagrams: the iron-cementite one depicted in fig. 1, discussed in detail in §§ 22 to 25, and the iron-graphite one depicted in fig. 5 in solid lines, with the iron-cementite diagram shown in dashed lines for comparison. What follows represents our current, somewhat uncertain theory. These two diagrams generally share a similar shape, but while the boundaries of the various regions in the iron-cementite diagram are fairly well established, and the relative positions of the boundaries of the two diagrams are probably as depicted here, the precise layout of the iron-graphite diagram is still unknown. In it, the standard components are: for region II., molten metal + primary austenite; for region III., molten metal + primary graphite; for region IV., primary austenite; for region VII., eutectic austenite, eutectic graphite, and an increasing amount of pro-eutectoid graphite as we move from the upper to the lower part of the region, along with primary austenite to the left of the eutectic point B′ and primary graphite to the right of that point. Thus, when iron with 2.50% carbon (v. fig. 1) solidifies, its carbon may either form cementite in accordance with the cementite-austenite diagram, resulting in white, i.e. cementite-rich, cast iron; or graphite, according to the graphite-austenite diagram, resulting in ultra-grey, i.e. typical graphitic cast iron; or, as often occurs, certain molecules may follow one diagram while others follow the different diagram, resulting in cast iron that contains both cementite and graphite, as seen in most commercial grey cast iron and typically in “mottled cast iron,” which has distinct patches of grey and white cast iron.
Though carbon passes far more readily under most conditions into the state of cementite than into that of graphite, yet of the two graphite is the more stable and cementite the less stable, or the “metastable” form. Thus cementite is always tending to change over into graphite by the reaction Fe3C = 3Fe + Gr, though this tendency is often held in check by different causes; but graphite never changes back directly into cementite, at least according to our present theory. The fact that graphite may dissolve in the iron as austenite, and that when this latter again breaks up it is more likely to yield cementite than graphite, is only an apparent and not a real exception to this law of the greater stability of graphite than of cementite.
Although carbon typically transitions more easily into cementite than into graphite under most conditions, graphite is the more stable of the two, while cementite is less stable, or the “metastable” form. As a result, cementite tends to convert into graphite through the reaction Fe3C = 3Fe + Gr, although this process is often slowed down by various factors. However, graphite does not convert back into cementite directly, at least based on our current understanding. The fact that graphite can dissolve in iron as austenite, and that when austenite decomposes, it is more likely to produce cementite than graphite, is merely an apparent and not a genuine exception to the principle that graphite is more stable than cementite.
Slow cooling, slow solidification, the presence of an abundance of carbon, and the presence of silicon, all favour the formation of graphite; rapid cooling, the presence of sulphur, and in most cases that of manganese, favour the formation of cementite. For instance, though in cast iron, which is rich in carbon, that carbon passes comparatively easily into the state of graphite, yet in steel, which contains much less carbon, but little graphite forms under most conditions. Indeed, in the common structural steels which contain only very little carbon, hardly any of that carbon exists as graphite.
Slow cooling and solidification, along with high levels of carbon and the presence of silicon, promote the formation of graphite. In contrast, rapid cooling, along with sulfur and often manganese, encourage the formation of cementite. For example, in cast iron, which has a high carbon content, that carbon turns into graphite relatively easily. However, in steel, which has much less carbon, only a small amount of graphite forms under most conditions. In fact, in standard structural steels that contain very little carbon, hardly any of that carbon exists as graphite.
27. Thermal Treatment.—The hardening, tempering and annealing of steel, the chilling and annealing of cast iron, and the annealing of malleable cast iron are explained readily by the facts just set forth.
27. Thermal Treatment.—The hardening, tempering, and annealing of steel, the chilling and annealing of cast iron, and the annealing of malleable cast iron are easily understood by the facts just mentioned.
28. The hardening of steel consists in first transforming it into austenite by heating it up into region 4 of fig. 1, and then quenching it, usually in cold water, so as to cool it very suddenly, and thus to deny the time which the complete transformation of the austenite into ferrite and cementite requires, and thereby to catch much of the iron in transit in the hard brittle β state. In the cold this transformation cannot take place, because of molecular rigidity or some other impediment. The suddenly cooled metal is hard and brittle, because the cold β-iron which it contains is hard and brittle.
28. The hardening of steel involves first changing it into austenite by heating it to region 4 of fig. 1, and then quickly cooling it, usually in cold water, to make it cool down rapidly. This process prevents the complete transformation of austenite into ferrite and cementite, effectively trapping a lot of the iron in the hard, brittle β state. In cold temperatures, this transformation can’t happen due to molecular rigidity or some other barrier. The suddenly cooled metal is hard and brittle because the cold β-iron it contains is hard and brittle.
 |
| Fig. 5.—Graphite-austenite or stable carbon-iron, diagram. |
The degree of hardening which the steel undergoes increases with its carbon-content, chiefly because, during sudden cooling, the presence of carbon acts like a brake to impede the transformations, and thus to increase the quantity of β-iron caught in transit, but probably also in part because the hardness of this β-iron increases with its carbon-content. Thus, though sudden cooling has very little effect on steel of 0.10% of carbon, it changes that of 1.50% from a somewhat ductile body to one harder and more brittle than glass.
The amount of hardening that steel experiences increases with its carbon content, mainly because during rapid cooling, the presence of carbon acts like a brake to slow down the transformations. This leads to a higher amount of β-iron being trapped while it's changing. It's also likely that the hardness of this β-iron rises with its carbon content. So, while sudden cooling has very little impact on steel with 0.10% carbon, it transforms steel with 1.50% carbon from a somewhat ductile material into something harder and more brittle than glass.
29. The Tempering and Annealing of Steel.—But this sudden cooling goes too far, preserving so much β-iron as to make the steel too brittle for most purposes. This brittleness has therefore in general to be mitigated or “tempered,” unfortunately at the cost of losing part of the hardness proper, by reheating the hardened steel slightly, 808 usually to between 200° and 300° C., so as to relax the molecular rigidity and thereby to allow the arrested transformation to go on a little farther, shifting a little of the β-iron over into the α state. The higher the tempering-temperature, i.e. that to which the hardened steel is thus reheated, the more is the molecular rigidity relaxed, the farther on does the transformation go, and the softer does the steel become; so that, if the reheating reaches a dull-red heat, the transformation from austenite into ferrite and cementite completes itself slowly, and when now cooled the steel is as soft and ductile as if it had never been hardened. It is now said to be “annealed.”
29. The Tempering and Annealing of Steel.—However, this rapid cooling is excessive, preserving too much β-iron and making the steel too brittle for most applications. This brittleness usually needs to be reduced or “tempered,” unfortunately resulting in a loss of some hardness, by reheating the hardened steel slightly, 808 typically to a temperature between 200° and 300° C. This helps to relax the molecular rigidity and allows the halted transformation to continue a bit further, converting some of the β-iron into the α state. The higher the tempering temperature, i.e. the temperature to which the hardened steel is reheated, the more the molecular rigidity is relaxed, the further the transformation progresses, and the softer the steel becomes; so that if the reheating reaches a dull-red heat, the transformation from austenite to ferrite and cementite completes itself gradually, and when cooled, the steel is as soft and ductile as if it had never been hardened. It is then referred to as “annealed.”
30. Chilling cast iron, i.e. hastening its cooling by casting it in a cool mould, favours the formation of cementite rather than of graphite in the freezing of the eutectic at aBc, and also, in case of hyper-eutectic iron, in the passage through region 3. Like the hardening of steel, it hinders the transformation of the austenite, whether primary or eutectic, into pearlite + cementite, and thus catches part of the iron in transit in the hard β state. The annealing of such iron may occur in either of two degrees—a small one, as in making common chilled cast iron objects, such as railway car wheels, or a great one, as in making malleable cast iron. In the former case, the objects are heated only to the neighbourhood of Ac1, say to 730° C., so that the β-iron may slip into the a state, and the transformation of the austenite into pearlite and cementite may complete itself. The joint effect of such chilling and such annealing is to make the metal much harder than if slowly cooled, because for each 1% of graphite which the chilling suppresses, 15% of the glass-hard cementite is substituted. Thus a cast iron which, if cooled slowly, would have been “grey,” i.e. would have consisted chiefly of graphite with pearlite and ferrite (which are all relatively soft bodies), if thus chilled and annealed consists of cementite and pearlite. But in most such cases, in spite of the annealing, this hardness is accompanied by a degree of brittleness too great for most purposes. The process therefore is so managed that only the outer shell of the casting is chilled, and that the interior remains graphitic, i.e. grey cast iron, soft and relatively malleable.
30. Chilling cast iron, i.e. speeding up its cooling by pouring it into a cool mold, promotes the formation of cementite instead of graphite when the eutectic freezes at aBc, and also, in the case of hyper-eutectic iron, during its passage through region 3. Similar to the hardening of steel, it prevents the transformation of austenite, whether primary or eutectic, into pearlite + cementite, thus capturing some of the iron in the hard β state. The annealing of such iron can happen in two degrees—a small one, like when producing common chilled cast iron items, such as railway car wheels, or a large one, like when making malleable cast iron. In the first case, the items are heated only to around Ac1, about 730° C., so that the β-iron can transition into the α state, allowing the transformation of austenite into pearlite and cementite to complete. The combined effect of chilling and annealing makes the metal much harder than if it were cooled slowly because for every 1% of graphite that chilling suppresses, 15% of the extremely hard cementite is produced instead. Thus, a cast iron that would have been “grey,”
31. In making malleable castings the annealing, i.e. the change towards the stable state of ferrite + graphite, is carried much farther by means of a much longer and usually a higher heating than in the manufacture of chilled castings. The castings, initially of white cast iron, are heated for about a week, to a temperature usually above 730° C. and often reaching 900° C. (1346° and 1652° F.). For about 60 hours the heat is held at its highest point, from which it descends extremely slowly. The molecular freedom which this high temperature gives enables the cementite to change gradually into a mixture of graphite and austenite with the result that, after the castings have been cooled and their austenite has in cooling past Ac1 changed into pearlite and ferrite, the mixture of cementite and pearlite of which they originally consisted has now given place to one of fine or “temper” graphite and ferrite, with more or less pearlite according to the completeness of the transfer of the carbon to the state of graphite.
31. In making malleable castings, the annealing process, which is the transition to the stable state of ferrite + graphite, is carried out much more extensively through a longer and usually higher heating than in the production of chilled castings. The castings, initially made from white cast iron, are heated for about a week to a temperature typically above 730° C and often reaching 900° C (1346° and 1652° F). The heat is maintained at this maximum point for about 60 hours, after which it decreases very slowly. The molecular freedom provided by this high temperature allows the cementite to gradually convert into a mix of graphite and austenite. As a result, after the castings cool and their austenite transforms into pearlite and ferrite during cooling past Ac1, the original mixture of cementite and pearlite is replaced by fine or “temper” graphite and ferrite, along with varying amounts of pearlite depending on how completely the carbon has transformed into graphite.
Why, then, is this material malleable, though the common grey cast iron, which is made up of about the same constituents and often in about the same proportion, is brittle? The reason is that the particles of temper graphite which are thus formed within the solid casting in its long annealing are so finely divided that they do not break up the continuity of the mass in a very harmful way; whereas in grey cast iron both the eutectic graphite formed in solidifying, and also the primary graphite which, in case the metal is hyper-eutectic, forms in cooling through region 3 of fig. 1, surrounded as it is by the still molten mother-metal out of which it is growing, form a nearly continuous skeleton of very large flakes, which do break up in a most harmful way the continuity of the mass of cast iron in which they are embedded.
Why is this material flexible, while the common grey cast iron, made up of similar components and often in similar amounts, is brittle? The answer lies in the fact that the particles of temper graphite formed during the long annealing of the solid casting are so finely divided that they maintain the integrity of the mass without significant harm. In contrast, in grey cast iron, both the eutectic graphite created during solidification and the primary graphite that forms during cooling when the metal is hyper-eutectic, growing from the still molten mother metal, create a nearly continuous framework of large flakes that severely disrupt the continuity of the cast iron.
In carrying out this process the castings are packed in a mass of iron oxide, which at this temperature gradually removes the fine or “temper” graphite by oxidizing that in the outer crust to carbonic oxide, whereon the carbon farther in begins diffusing outwards by “molecular migration,” to be itself oxidized on reaching the crust. This removal of graphite doubtless further stimulates the formation of graphite, by relieving the mechanical and perhaps the osmotic pressure. Thus, first, for the brittle glass-hard cementite there is gradually substituted the relatively harmless temper graphite; and, second, even this is in part removed by surface oxidation.
In this process, the castings are surrounded by a mix of iron oxide, which slowly removes the fine or “temper” graphite by oxidizing it in the outer layer to carbon dioxide. As a result, the carbon deeper inside starts to move outward through “molecular migration,” where it gets oxidized upon reaching the outer layer. This graphite removal likely encourages more graphite formation by reducing mechanical and possibly osmotic pressure. So, first, the brittle glass-hard cementite is gradually replaced with the relatively harmless temper graphite; and, second, even this is partly eliminated through surface oxidation.
32. Fineness of Structure.—Each of these ancient processes thus consists essentially in so manipulating the temperature that, out of the several possible constituents, the metal shall actually consist of a special set in special proportions. But in addition there is another very important principle underlying many of our thermal processes, viz. that the state of aggregation of certain of these constituents, and through it the properties of the metal as a whole, are profoundly affected by temperature manipulations. Thus, prior exposure to a temperature materially above Ac3 coarsens the structure of most steel, in the sense of giving it when cold a coarse fracture, and enlarging the grains of pearlite, &c., later found in the slowly cooled metal. This coarsening and the brittleness which accompanies it increase with the temperature to which the metal has been exposed. Steel which after a slow cooling from about 722° C. will bend 166° before breaking, will, after slow cooling from about 1050° C., bend only 18° before breaking. This injury fortunately can be cured either by reheating the steel to Ac3 when it “refines,” i.e. returns spontaneously to its fine-grained ductile state (cooling past Ar3 does not have this effect); or by breaking up the coarse grains by mechanical distortion, e.g. by forging or rolling. For instance, if steel has been coarsened by heating to 1400° C., and if, when it has cooled to a lower temperature, say 850° C. we forge it, its grain-size and ductility when cold will be approximately those which it would have had if heated only to 850°. Hence steel which has been heated very highly, whether for welding, or for greatly softening it so that it can be rolled to the desired shape with but little expenditure of power, ought later to be refined, either by reheating it from below Ar3 to slightly above Ac3 or by rolling it after it has cooled to a relatively low temperature, i.e. by having a low “finishing temperature.” Steel castings have initially the extremely coarse structure due to cooling without mechanical distortion from their very high temperature of solidification; they are “annealed,” i.e. this coarseness and the consequent brittleness are removed, by reheating them much above Ac3, which also relieves the internal stresses due to the different rates at which different layers cool, and hence contract, during and after solidification. For steel containing less than about 0.13% of carbon, the embrittling temperature is in a different range, near 700° C., and such steel refines at temperatures above 900° C.
32. Fineness of Structure.—Each of these ancient processes essentially involves controlling the temperature so that the metal is made up of a specific combination of components in certain proportions. Additionally, there's another key principle behind many of our thermal processes: the aggregation state of certain components, which in turn affects the overall properties of the metal, is significantly influenced by temperature changes. For example, if steel is kept at a temperature much higher than Ac3, it will develop a coarser structure, meaning it will have a rough fracture when cold, and the pearlite grains will grow larger in the slowly cooled metal. This coarsening and the resulting brittleness increase with the temperature the metal has been exposed to. Steel that cools slowly from around 722° C. can bend 166° before breaking, but if it has cooled from about 1050° C., it will only bend 18° before breaking. Fortunately, this damage can be repaired by reheating the steel to Ac3 where it "refines," meaning it naturally returns to a fine-grained, ductile state (cooling past Ar3 doesn't have this effect); or by breaking up the coarse grains through mechanical distortion, like forging or rolling. For instance, if steel has been made coarse by heating it to 1400° C., and then, after cooling to a lower temperature, say 850° C., we forge it, its grain size and ductility when cold will be similar to what it would have been if it had only been heated to 850°. Thus, steel that has been heated to a high temperature, whether for welding or for softening enough to be shaped with minimal energy, should later be refined, either by reheating it from below Ar3 to just above Ac3 or by rolling it after it has cooled to a relatively low temperature, i.e. at a low “finishing temperature.” Steel castings initially have a very coarse structure because they cool without mechanical disruption from their high solidification temperature; they are “annealed,” i.e. this coarseness and the resulting brittleness are removed by reheating them much above Ac3, which also relieves the internal stresses caused by different cooling rates of various layers during and after solidification. For steel containing less than about 0.13% carbon, the temperature that causes brittleness is lower, around 700° C., and this type of steel refines at temperatures above 900° C.
33. The Possibilities of Thermal Treatment.—When we consider the great number of different regions in fig. 1, each with its own set of constitutents, and remember that by different rates of cooling from different temperatures we can retain in the cold metal these different sets of constituents in widely varying proportions; and when we further reflect that not only the proportion of each constituent present but also its state of aggregation can be controlled by thermal treatment, we see how vast a field is here opened, how great a variety of different properties can be induced in any individual piece of steel, how enormous the variety of properties thus attainable in the different varieties collectively, especially since for each percentage of carbon an incalculable number of varieties of steel may be made by alloying it with different proportions of such elements as nickel, chromium, &c. As yet there has been only the roughest survey of certain limited areas in this great field, the further exploration of which will enormously increase the usefulness of this wonderful metal.
33. The Possibilities of Thermal Treatment.—When we look at the wide range of different areas in fig. 1, each with its unique set of components, and remember that by cooling at different rates from various temperatures, we can keep these different components in the solid metal in a wide variety of proportions; and when we also consider that both the amount of each component present and its state can be adjusted through thermal treatment, we realize the vast opportunities that open up. There's a great variety of different properties that can be achieved in any single piece of steel, and an enormous range of properties available in the different types collectively, especially since for each percentage of carbon, countless varieties of steel can be created by mixing with different amounts of elements like nickel, chromium, etc. So far, we've only begun to scratch the surface of specific limited areas in this vast field, and further exploration will significantly enhance the usefulness of this amazing metal.
34. Alloy steels have come into extensive use for important special purposes, and a very great increase of their use is to be expected. The chief ones are nickel steel, manganese steel, chrome steel and chrome-tungsten steel. The general order of merit of a given variety or specimen of iron or steel may be measured by the degree to which it combines strength and hardness with ductility. These two classes of properties tend to exclude each other, for, as a general rule, whatever tends to make iron and steel hard and strong tends to make it correspondingly brittle, and hence liable to break treacherously, especially under shock. Manganese steel and nickel steel form an important exception to this rule, in being at once very strong and hard and extremely ductile. Nickel steel, which usually contains from 3 to 3.50% of nickel and about 0.25% of carbon, combines very great tensile strength and hardness, and a very high limit of elasticity, with great ductility. Its combination of ductility with strength and hardening power has given it very extended use for the armour of war-vessels. For instance, following Krupp’s formula, the side and barbette armour of war-vessels is now generally if not universally made of nickel steel containing about 3.25% of nickel, 0.40% of carbon, and 1.50% of chromium, deeply carburized on its impact face. Here the merit of nickel steel is not so much that it resists perforation, as that it does not crack even when deeply penetrated by a projectile. The combination of ductility, which lessens the tendency to break when overstrained or distorted, with a very high limit of elasticity, gives it great value for shafting, the merit of which is measured by its endurance of the repeated stresses to which its rotation exposes it whenever its alignment is not mathematically straight. The alignment of marine shafting, changing with every passing wave, is an extreme example. Such an intermittently applied stress is far more destructive to iron than a continuous one, and even if it is only half that of the limit of elasticity, its indefinite repetition eventually causes rupture. In a direct competitive test the presence of 3.25% of nickel increased nearly sixfold the 809 number of rotations which a steel shaft would endure before breaking.
34. Alloy steels are widely used for various important special purposes, and we can expect their use to increase significantly. The main types are nickel steel, manganese steel, chrome steel, and chrome-tungsten steel. The overall quality of a specific type or sample of iron or steel is determined by how well it combines strength and hardness with ductility. Typically, these two property classes oppose each other; generally, whatever enhances the hardness and strength of iron and steel also makes it more brittle, making it prone to breaking unexpectedly, especially under shock. Manganese steel and nickel steel are key exceptions to this trend, being both very strong and hard while also extremely ductile. Nickel steel, which usually has about 3 to 3.5% nickel and roughly 0.25% carbon, offers outstanding tensile strength and hardness, along with a high elastic limit and excellent ductility. Its combination of strength and ductility has led to its widespread use in the armor of warships. For example, based on Krupp’s formula, the side and barbette armor of warships is typically made from nickel steel containing about 3.25% nickel, 0.40% carbon, and 1.50% chromium, heavily carburized on its impact face. The advantage of nickel steel lies not only in its resistance to perforation but also in its ability to avoid cracking even when a projectile deeply penetrates it. The blend of ductility, which reduces the tendency to fracture under stress or distortion, along with a high elastic limit, makes it valuable for shafting, where quality is judged by its ability to withstand the repeated stresses it experiences whenever its alignment deviates from perfect straightness. The alignment of marine shafts, which shifts with every wave, is a prime example. This kind of intermittently applied stress is much more damaging to iron than a constant one, and even if the stress is only half of the limit of elasticity, its repeated application can eventually lead to failure. In competitive tests, using 3.25% nickel increased the number of rotations a steel shaft could endure before breaking by nearly six times.
35. As actually made, manganese steel contains about 12% of manganese and 1.50% of carbon. Although the presence of 1.50% of manganese makes steel relatively brittle, and although a further addition at first increases this brittleness, so that steel containing between 4 and 5.5% can be pulverized under the hammer, yet a still further increase gives very great ductility, accompanied by great hardness—a combination of properties which was not possessed by any other known substance when this remarkable alloy, known as Hadfield’s manganese steel, was discovered. Its ductility, to which it owes its value, is profoundly affected by the rate of cooling. Sudden cooling makes the metal extremely ductile, and slow cooling makes it brittle. Its behaviour in this respect is thus the opposite of that of carbon steel. But its great hardness is not materially affected by the rate of cooling. It is used extensively for objects which require both hardness and ductility, such as rock-crushing machinery, railway crossings, mine-car wheels and safes. The burglar’s blow-pipe locally “draws the temper,” i.e. softens a spot on a hardened carbon steel or chrome steel safe by simply heating it, so that as soon as it has again cooled he can drill through it and introduce his charge of dynamite. But neither this nor any other procedure softens manganese steel rapidly. Yet this very fact that it is unalterably hard has limited its use, because of the great difficulty of cutting it to shape, which has in general to be done with emery wheels instead of the usual iron-cutting tools. Another defect is its relatively low elastic limit.
35. As it's made today, manganese steel has about 12% manganese and 1.50% carbon. While the 1.50% manganese makes the steel fairly brittle, adding more initially increases this brittleness to the point where steel with 4 to 5.5% can be crushed under a hammer. However, adding even more manganese results in significant ductility along with increased hardness—a unique combination not found in any other known material when this remarkable alloy, known as Hadfield’s manganese steel, was created. Its ductility, which is key to its value, is heavily influenced by the cooling rate. Quick cooling makes the metal very ductile, while gradual cooling makes it brittle. This behavior is the opposite of carbon steel. However, its hardness isn't significantly affected by the cooling rate. It's widely used for items that need both hardness and ductility, like rock-crushing equipment, railway crossings, mine-cart wheels, and safes. A burglar's blow-pipe can locally “draw the temper,” i.e. soften a spot on a hardened carbon steel or chrome steel safe by heating it, so that once it cools down, they can drill through it and place their dynamite. But neither this method nor any other technique can quickly soften manganese steel. This unchanging hardness has limited its applications due to the challenges in shaping it, which typically requires emery wheels instead of standard iron-cutting tools. Another downside is its relatively low elastic limit.
36. Chrome steel, which usually contains about 2% of chromium and 0.80 to 2% of carbon, owes its value to combining, when in the “hardened” or suddenly cooled state, intense hardness with a high elastic limit, so that it is neither deformed permanently nor cracked by extremely violent shocks. For this reason it is the material generally if not always used for armour-piercing projectiles. It is much used also for certain rock-crushing machinery (the shoes and dies of stamp-mills) and for safes. These are made of alternate layers of soft wrought iron and chrome steel hardened by sudden cooling. The hardness of the hardened chrome steel resists the burglar’s drill, and the ductility of the wrought iron the blows of his sledge.
36. Chrome steel typically contains about 2% chromium and 0.80 to 2% carbon. Its value comes from its ability to combine intense hardness with a high elastic limit when in a "hardened" or rapidly cooled state, meaning it doesn’t get permanently deformed or cracked from extreme shocks. Because of this, it is the material most often used for armor-piercing projectiles. It is also widely used in certain rock-crushing machinery (like the shoes and dies of stamp-mills) and for safes. These safes are made of alternating layers of soft wrought iron and hardened chrome steel. The hardness of the hardened chrome steel resists a burglar’s drill, while the ductility of the wrought iron absorbs the blows from a sledgehammer.
Vanadium in small quantities, 0.15 or 0.20%, is said to improve steel greatly, especially in increasing its resistance to shock and to often-repeated stress. But the improvement may be due wholly to the considerable chromium content of these so-called vanadium steels.
Vanadium in small amounts, 0.15 or 0.20%, is said to significantly enhance steel, particularly in boosting its resistance to shock and frequent stress. However, this improvement may be entirely attributed to the high chromium content in these so-called vanadium steels.
37. Tungsten steel, which usually contains from 5 to 10% of tungsten and from 1 to 2% of carbon, is used for magnets, because of its great retentivity.
37. Tungsten steel, which usually has between 5 to 10% tungsten and 1 to 2% carbon, is used for magnets due to its high retentivity.
38. Chrome-tungsten or High-speed Steel.—Steel with a large content of both chromium and tungsten has the very valuable property of “red-hardness,” i.e. of retaining its hardness and hence its power of cutting iron and other hard substances, even when it is heated to dull redness, say 600° C. (1112° F.) by the friction of the work which it is doing. Hence a machinist can cut steel or iron nearly six times as fast with a lathe tool of this steel as with one of carbon steel, because with the latter the cutting speed must be so slow that the cutting tool is not heated by the friction above say 250° C. (482° F.), lest it be unduly softened or “tempered” (§ 29). This effect of chromium, tungsten and carbon jointly consists essentially in raising the “tempering temperature,” i.e. that to which the metal, in which by suitable thermal treatment the iron molecules have been brought to the allotropic γ or β state or a mixture of both, can be heated without losing its hardness through the escape of that iron into the α state. In short, these elements seem to impede the allotropic change of the iron itself. The composition of this steel is as follows:—
38. Chrome-tungsten or High-speed Steel.—Steel that has a high amount of both chromium and tungsten possesses a very useful quality known as “red-hardness,” i.e. the ability to maintain its hardness—and therefore its cutting effectiveness—when heated to a dull red, around 600° C. (1112° F.), due to the friction from the work it is performing. As a result, a machinist can cut steel or iron nearly six times faster with a lathe tool made from this type of steel compared to one made from carbon steel, because with carbon steel, the cutting speed must be much slower to prevent the cutting tool from heating above about 250° C. (482° F.) and becoming too soft or “tempered” (§ 29). The combined effect of chromium, tungsten, and carbon essentially raises the “tempering temperature,” i.e. the temperature to which the metal can be heated—after appropriate thermal treatment that brings the iron molecules to the allotropic γ or β state, or a combination of both—without losing its hardness due to the transition of iron into the α state. In summary, these elements seem to slow down the allotropic change in the iron itself. The composition of this steel is as follows:—
| The usual limits. | Apparently the best. | |
| Carbon | 0.32 to 1.28 | 0.68 to 0.67 |
| Manganese | 0.03 to 0.30 | 0.07 to 0.11 |
| Chromium | 2.23 to 7.02 | 5.95 to 5.47 |
| Tungsten | 9.25 to 25.45 | 17.81 to 18.19 |
39. Impurities.—The properties of iron and steel, like those of most of the metals, are profoundly influenced by the presence of small and sometimes extremely small quantities of certain impurities, of which the most important are phosphorus and sulphur, the former derived chiefly from apatite (phosphate of lime) and other minerals which accompany the iron ore itself, the latter from the pyrite found not only in most iron ores but in nearly all coal and coke. All commercial iron and steel contain more or less of both these impurities, the influence of which is so strong that a variation of 0.01%, i.e. of one part in 10,000, of either of them has a noticeable effect. The best tool steel should not contain more than 0.02% of either, and in careful practice it is often specified that the phosphorus and sulphur respectively shall not exceed 0.04 and 0.05% in the steel for important bridges, or 0.06 and 0.07% in rail steel, though some very prudent engineers allow as much as .085% or even 0.10% of phosphorus in rails.
39. Impurities.—The properties of iron and steel, like those of most metals, are greatly affected by the presence of small and sometimes extremely tiny amounts of certain impurities, the most significant being phosphorus and sulfur. Phosphorus mainly comes from apatite (phosphate of lime) and other minerals found with the iron ore itself, while sulfur comes from the pyrite that’s present in most iron ores as well as nearly all coal and coke. All commercial iron and steel contain varying amounts of these impurities, which affect the material so much that a change of 0.01%, or one part in 10,000, of either can lead to noticeable differences. The best tool steel shouldn't have more than 0.02% of either impurity, and in precise practices, it’s often required that phosphorus and sulfur should not exceed 0.04% and 0.05% in steel for important bridges, or 0.06% and 0.07% in rail steel. However, some very cautious engineers allow as much as 0.085% or even 0.10% of phosphorus in rails.
40. The specific effect of phosphorus is to make the metal cold-short, i.e. brittle in the cold, apparently because it increases the size and the sharpness of demarcation of the crystalline grains of which the mass is made up. The specific effect of sulphur is to make the metal red-short, i.e. brittle, when at a red heat, by forming a network of iron sulphide which encases these crystalline grains and thus plays the part of a weak link in a strong chain.
40. The specific effect of phosphorus is to make the metal cold-short, i.e. brittle in the cold, apparently because it increases the size and sharpness of the boundaries of the crystalline grains that make up the mass. The specific effect of sulphur is to make the metal red-short, i.e. brittle when it's at a red heat, by forming a network of iron sulphide that surrounds these crystalline grains, acting as a weak link in a strong chain.
41. Oxygen, probably dissolved in the iron as ferrous oxide FeO, also makes the metal red-short.
41. Oxygen, likely dissolved in the iron as ferrous oxide FeO, also makes the metal red-short.
42. Manganese by itself rather lessens than increases the malleableness and, indeed, the general merit of the metal, but it is added intentionally, in quantities even as large as 1.5% to palliate the effects of sulphur and oxygen. With sulphur it forms a sulphide which draws together into almost harmless drops, instead of encasing the grains of iron. With oxygen it probably forms manganous oxide, which is less harmful than ferrous oxide. (See § 35.)
42. Manganese reduces rather than enhances the malleability and overall quality of the metal, but it is intentionally added in amounts up to 1.5% to mitigate the effects of sulfur and oxygen. It combines with sulfur to create a sulfide that clusters into nearly harmless droplets, rather than covering the grains of iron. With oxygen, it likely forms manganous oxide, which is less detrimental than ferrous oxide. (See § 35.)
43. Ores of Iron.—Even though the earth seems to be a huge iron meteor with but a thin covering of rocks, the exasperating proneness of iron to oxidize explains readily why this metal is only rarely found native, except in the form of meteorites. They are four important iron ores, magnetite, haematite, limonite and siderite, and one of less but still considerable importance, pyrite or pyrites.
43. Ores of Iron.—Even though the earth looks like a massive iron meteor covered by just a thin layer of rocks, the frustrating tendency of iron to oxidize easily explains why this metal is rarely found in its native form, except as meteorites. There are four main iron ores: magnetite, hematite, limonite, and siderite, along with one that is less significant but still noteworthy, pyrite or pyrites.
44. Magnetite, Fe3O4, contains 72.41% of iron. It crystallizes in the cubical system, often in beautiful octahedra and rhombic dodecahedra. It is black with a black streak. Its specific gravity is 5.2, and its hardness 5.5 to 6.5. It is very magnetic, and sometimes polar.
44. Magnetite, Fe3O4, has 72.41% iron content. It forms in a cubic structure, often appearing as beautiful octahedra and rhombic dodecahedra. It is black and leaves a black streak. Its specific gravity is 5.2, and its hardness ranges from 5.5 to 6.5. It is highly magnetic and can sometimes display polarity.
45. Haematite, or red haematite, Fe2O3, contains 70% of iron. It crystallizes in the rhombohedral system. Its colour varies from brilliant bluish-grey to deep red. Its streak is always red. Its specific gravity is 5.3 and its hardness 5.5 to 6.5.
45. Haematite, also known as red haematite, Fe2O3, contains 70% iron. It crystallizes in the rhombohedral system. Its color ranges from bright bluish-grey to deep red. Its streak is always red. Its specific gravity is 5.3, and its hardness ranges from 5.5 to 6.5.
46. Limonite, 2Fe2O3, 3H2O, contains 59.9% of iron. Its colour varies from light brown to black. Its streak is yellowish-black, its specific gravity 3.6 to 4.0, and its hardness 5 to 5.5. Limonite and the related minerals, turgite, 2Fe2O3 + H2O, and göthite, Fe2O3 + H2O, are grouped together under the term “brown haematite.”
46. Limonite, 2Fe2O3, 3H2O, contains 59.9% iron. Its color ranges from light brown to black. Its streak is yellowish-black, its specific gravity is 3.6 to 4.0, and its hardness is between 5 and 5.5. Limonite and related minerals, turgite, 2Fe2O3 + H2O, and göthite, Fe2O3 + H2O, are collectively referred to as “brown haematite.”
47. Siderite, or spathic iron ore, FeCO3, crystallizes in the rhombohedral system and contains 48.28% of iron. Its colour varies from yellowish-brown to grey. Its specific gravity is 3.7 to 3.9, and its hardness 3.5 to 4.5. The clayey siderite of the British coal measures is called “clay band,” and that containing bituminous matter is called “black band.”
47. Siderite, or spathic iron ore, FeCO3, forms in the rhombohedral system and contains 48.28% iron. Its color ranges from yellowish-brown to gray. Its specific gravity is between 3.7 and 3.9, and its hardness ranges from 3.5 to 4.5. The clayey siderite found in British coal measures is referred to as “clay band,” while the one containing bituminous material is called “black band.”
48. Pyrite, FeS2, contains 46.7% of iron. It crystallizes in the cubic system, usually in cubes, pentagonal dodecahedra or octahedra, often of great beauty and perfection. It is golden-yellow, with a greenish or brownish-black streak. Its specific gravity is 4.83 to 5.2, its hardness 6 to 6.5. Though it contains far too much sulphur to be used in iron manufacture without first being desulphurized, yet great quantities of slightly cupriferous pyrite, after yielding nearly all their sulphur in the manufacture of sulphuric acid, and most of the remainder in the wet extraction of their copper, are then used under the name of “blue billy” or “purple ore,” as an ore of iron, a use which is likely to increase greatly in importance with the gradual exhaustion of the richest deposits of the oxidized ores.
48. Pyrite, FeS2, contains 46.7% iron. It forms in a cubic structure, typically appearing as cubes, pentagonal dodecahedra, or octahedra, often with impressive beauty and perfection. It has a golden-yellow color and a greenish or brownish-black streak. Its specific gravity ranges from 4.83 to 5.2, and its hardness is 6 to 6.5. Although it has too much sulfur to be directly used in iron production without being desulfurized first, large amounts of slightly copper-containing pyrite, after releasing most of their sulfur in making sulfuric acid and extracting most of what remains during copper processing, are then utilized under the names “blue billy” or “purple ore” as a source of iron. This use is expected to become increasingly important as the richest deposits of oxidized ores become depleted.
49. The Ores actually Impure.—As these five minerals actually exist in the earth’s crust they are usually more or less impure chemically, and they are almost always mechanically mixed with 810 barren mineral matter, such as quartz, limestone and clay, collectively called “the gangue.” In some cases the iron-bearing mineral, such as magnetite or haematite, can be separated from the gangue after crashing, either mechanically or magnetically, so that the part thus enriched or “concentrated” alone need be smelted.
49. The Ores Actually Impure.—The five minerals found in the earth's crust are usually somewhat impure chemically, and they are nearly always mixed with barren mineral matter like quartz, limestone, and clay, collectively referred to as “the gangue.” In some cases, iron-bearing minerals like magnetite or hematite can be separated from the gangue after crushing, either mechanically or magnetically, allowing only the enriched or “concentrated” part to be smelted.
50. Geological Age.—The Archaean crystalline rocks abound in deposits of magnetite and red haematite, many of them very large and rich. These of course are the oldest of our ores, and from deposits of like age, especially those of the more readily decomposed silicates, has come the iron which now exists in the siderites and red and brown haematites of the later geological formations.
50. Geological Age.—The Archaean crystalline rocks are full of deposits of magnetite and red hematite, many of which are large and rich. These are the oldest of our ores, and from deposits of a similar age, particularly those of the more easily decomposed silicates, has come the iron that now exists in the siderites and red and brown hematites of the later geological formations.
51. The World’s Supply of Iron Ore.—The iron ores of the earth’s crust will probably suffice to supply our needs for a very long period, perhaps indeed for many thousand years. It is true that an official statement, which is here reproduced, given in 1905 by Professor Tornebohm to the Swedish parliament, credited the world with only 10,000,000,000 tons of ore, and that, if the consumption of iron should continue to increase hereafter as it did between 1893 and 1906, this quantity would last only until 1946. How then can it be that there is a supply for thousands of years? The two assertions are not to be reconciled by pointing out that Professor Tornebohm underestimated, for instance crediting the United States with only 1.1 billion tons, whereas the United States Geological Survey’s expert credits that country with from ten to twenty times this quantity; nor by pointing out that only certain parts of Europe and a relatively small part of North America have thus far been carefully explored for iron ore, and that the rest of these two continents and South America, Asia and Africa may reasonably be expected to yield very great stores of iron, and that pyrite, one of the richest and most abundant of ores, has not been included. Important as these considerations are, they are much less important than the fact that a very large proportion of the rocks of the earth’s crust contain more or less iron, and therefore are potential iron ores.
51. The World’s Supply of Iron Ore.—The iron ores found in the earth’s crust will likely meet our demands for a long time, potentially even for thousands of years. An official report from 1905, which is included here, presented by Professor Tornebohm to the Swedish parliament, claimed that the world had only 10 billion tons of ore. If iron consumption continues to rise as it did from 1893 to 1906, this amount would only last until 1946. So how can we project a supply lasting thousands of years? The two claims can’t be reconciled simply by saying that Professor Tornebohm underestimated figures—for example, he recorded the United States as having only 1.1 billion tons, while the United States Geological Survey’s expert estimates it to be from ten to twenty times that amount. Additionally, only specific parts of Europe and a small section of North America have been thoroughly searched for iron ore, while the rest of these continents, along with South America, Asia, and Africa, are likely to have substantial deposits of iron. Moreover, pyrite, one of the richest and most abundant ores, was not included in this assessment. While these points are significant, they are less critical than the fact that a large proportion of the earth's crust contains varying amounts of iron and therefore could potentially be used as iron ore.
Table II.—Professor Tornebohm’s Estimate of the World’s Ore Supply.
Table 2.—Professor Tornebohm’s Estimate of the World’s Ore Supply.
| Country. | Workable Deposits. | Annual Output. | Annual Consumption. |
| tons. | tons. | tons. | |
| United States | 1,100,000,000 | 35,000,000 | 35,000,000 |
| Great Britain | 1,000,000,000 | 14,000,000 | 20,000,000 |
| Germany | 2,200,000,000 | 21,000,000 | 24,000,900 |
| Spain | 500,000,000 | 8,000,000 | 1,000,000 |
| Russia and Finland | 1,500,000,000 | 4,000,000 | 6,000,000 |
| France | 1,500,000,000 | 6,000,000 | 8,000,000 |
| Sweden | 1,000,000,000 | 4,000,000 | 1,000,000 |
| Austria-Hungary | 1,200,000,000 | 3,000,000 | 4,000,000 |
| Other countries | 5,000,000 | 1,000,000 | |
| Total | 10,000,000,000 | 100,000,000 | 100,000,000 |
Note to Table.—Though this estimate seems to be near the truth as regards the British ores, it does not credit the United States with one-tenth, if indeed with one-twentieth, of their true quantity as estimated by that country’s Geological Survey in 1907.
Note to Table.—While this estimate appears to be close to the actual figures for British ores, it underestimates the United States by at least one-tenth, if not one-twentieth, of their true quantity as estimated by that country's Geological Survey in 1907.
52. What Constitutes an Iron Ore.—Whether a ferruginous rock is or is not ore is purely a question of current demand and supply. That is ore from which there is reasonable hope that metal can be extracted with profit, if not to-day, then within a reasonable length of time. Rock containing 2½% of gold is ah extraordinarily rich gold ore; that with 2½% of copper is a profitable one to-day; that containing 2½% of iron is not so to-day, for the sole reason that its iron cannot be extracted with profit in competition with the existing richer ores. But it will become a profitable ore as soon as the richer ore shall have been exhausted. Very few of the ores which, are mined to-day contain less than 25% of iron, and some of them contain over 60%. As these richest ores are exhausted, poorer and poorer ones will be used, and the cost of iron will increase progressively if measured either in units of the actual energy used in mining and smelting it, or in its power of purchasing animal and vegetable products, cotton, wool, corn, &c., the supply of which is renewable and indeed capable of very great increase, but probably not if measured in its power of purchasing the various mineral products, e.g. the other metals, coal, petroleum and the precious stones, of which the supply is limited. This is simply one instance of the inevitable progressive increase in cost of the irrecreatable mineral relatively to the recreatable animal and vegetable. When, in the course of centuries, the exhaustion of richer ores shall have forced us to mine, crush and concentrate mechanically or by magnetism the ores which contain only 2 or 3% of iron, then the cost of iron in the ore, measured in terms of the energy needed to mine and concentrate it, will be comparable with the actual cost of the copper in the ore of the copper-mines of to-day. But, intermediate in richness between these two extremes, the iron ores mined to-day and these 2 and 3% ores, there is an incalculably great quantity of ore capable of mechanical concentration, and another perhaps vaster store of ore which we do not yet know how to concentrate mechanically, so that the day when a pound of iron in the ore will cost as much as a pound of copper in the ore costs to-day is immeasurably distant.
52. What Constitutes an Iron Ore.—Whether a ferruginous rock qualifies as ore depends entirely on current demand and supply. Ore is defined as material from which there’s a reasonable expectation of profitably extracting metal, either today or in the near future. Rock with 2.5% gold is considered extremely rich gold ore; rock with 2.5% copper is profitable today; however, rock with 2.5% iron isn't currently profitable because its iron cannot be extracted competitively against richer ores. It will become profitable as soon as those richer ores are depleted. Most ores mined today contain less than 25% iron, with some exceeding 60%. As these richest ores are used up, we will progressively mine poorer ores, and the cost of iron will rise accordingly, whether measured by the energy needed for mining and smelting, or in how much it can buy in terms of renewable goods like livestock and crops, which can greatly increase. However, this may not hold true for mineral products, such as metals, coal, oil, and gemstones, which have a limited supply. This is just one example of the certain increase in costs of non-renewable minerals compared to renewable animal and vegetable products. Over centuries, as we exhaust richer ores, we will be forced to mine and process ores with only 2 or 3% iron, causing the cost of iron from these ores, in terms of the energy required to extract and concentrate it, to align more with current copper mining costs. Yet, there exists an incredibly large amount of ore with intermediate richness and another possibly even greater source of ore that we still haven’t figured out how to concentrate mechanically, making the day when extracting iron from ore costs as much as extracting copper today seem very far off.
53. Future Cost of Ore.—The cost of iron ore is likely to rise much less rapidly than that of coal, because the additions to our known supply are likely to be very much greater in the case of ore than in that of coal, for the reason that, while rich and great iron ore beds may exist anywhere, those of coal are confined chiefly to the Carboniferous formation, a fact which has led to the systematic survey and measurement of this formation in most countries. In short, a very large part of the earth’s coal supply is known and measured, but its iron ore supply is hardly to be guessed. On the other hand, the cost of iron ore is likely to rise much faster than that of the potential aluminium ores, clay and its derivatives, because of the vast extent and richness of the deposits of this latter class. It is possible that, at some remote day, aluminium, or one of its alloys, may become the great structural material, and iron be used chiefly for those objects for which it is especially fitted, such as magnets, springs and cutting tools.
53. Future Cost of Ore.—The cost of iron ore is expected to increase much less quickly than that of coal because the additions to our known supply of ore are likely to be significantly greater than those for coal. This is because while rich and substantial iron ore deposits can be found anywhere, coal deposits are primarily limited to the Carboniferous formation, leading to systematic surveys and measurements of this formation in most countries. In short, a large portion of the earth’s coal supply is well-documented, whereas its iron ore supply is mostly uncertain. Conversely, the cost of iron ore is likely to rise much faster than the potential costs of aluminum ores, clay, and its derivatives due to the vast extent and richness of this latter group of deposits. It’s possible that, in the distant future, aluminum or one of its alloys may become the main structural material, while iron is used mainly for specific applications like magnets, springs, and cutting tools.
In passing, it may be noted that the cost of the ore itself forms a relatively small part of the cost even of the cruder forms of steel, hardly a quarter of the cost of such simple products as rails, and an insignificant part of the cost of many most important finished objects, such as magnets, cutting tools, springs and wire, for which iron is almost indispensable. Thus, if the use of ores very much poorer than those we now treat, and the need of concentrating them mechanically, were to double the cost of a pound of iron in the concentrated ore ready for smelting, that would increase the cost of rails by only one quarter. Hence the addition to the cost of finished steel objects which is due to our being forced to use progressively poorer and poorer ores is likely to be much less than the addition due to the progressive rise in the cost of coal and in the cost of labour, because of the ever-rising scale of living. The effect of each of these additions will be lessened by the future improvements in processes of manufacture, and more particularly by the progressive replacement of that ephemeral source of energy, coal, by the secular sources, the winds, waves, tides, sunshine, the earth’s heat and, greatest of all, its momentum.
It's worth mentioning that the cost of the ore itself makes up a relatively small portion of the overall cost, even for the more basic types of steel—barely a quarter of the cost for simple products like rails, and a negligible part of the cost for many essential finished items like magnets, cutting tools, springs, and wire, for which iron is nearly indispensable. So, if using ores that are significantly poorer than what we currently process, along with the need to mechanically concentrate them, were to double the cost of a pound of iron in the concentrated ore ready for smelting, it would only raise the cost of rails by about a quarter. Therefore, the increase in the cost of finished steel products due to our reliance on increasingly poorer ores is likely to be much less than the increase from the rising costs of coal and labor, driven by the continuously increasing cost of living. The impact of each of these cost increases will be tempered by future advancements in manufacturing processes, especially by the gradual shift from that fleeting energy source, coal, to more sustainable sources like wind, waves, tides, sunlight, the earth’s heat, and, most importantly, its momentum.
54. Ore Supply of the Chief Iron-making Countries.—The United States mine nearly all of their iron ores, Austria-Hungary, Russia and France mine the greater part of theirs, but none of these countries exports much ore. Great Britain and Germany, besides mining a great deal of ore, still have to import much from Spain, Sweden and in the case of Germany from Luxemburg, although, because of the customs arrangement between these last two countries, this importation is not usually reported. Belgium imports nearly all of its ore, while Sweden and Spain export most of the ore which they mine.
54. Ore Supply of the Chief Iron-making Countries.—The United States mines almost all of its iron ores, while Austria-Hungary, Russia, and France extract most of theirs, but none of these countries exports much ore. Great Britain and Germany, despite mining a significant amount of ore, still need to import a lot from Spain, Sweden, and, in Germany's case, from Luxembourg. However, due to the customs arrangement between these last two countries, this importation is usually not reported. Belgium imports almost all of its ore, while Sweden and Spain export most of the ore they mine.
55. Great Britain has many valuable ore beds, some rich in iron, many of them near to beds of coal and to the sea-coast, to canals or to navigable rivers. They extend from Northamptonshire to near Glasgow. About two-thirds of the ore mined is clayey siderite. In 1905 the Cleveland district in North Yorkshire supplied 41% of the total British product of iron ores; Lincolnshire, 14.8%; Northamptonshire, 13.9%; Leicestershire, 4.7%; Cumberland, 8.6%; North Lancashire, 2.7%; Staffordshire, 6.1%; and Scotland, 5.7%. The annual production of British iron ore reached 18,031,957 tons in 1882, but in 1905 it had fallen to 14,590,703 tons, 811 valued at £3,482,184. In addition 7,344,786 tons, or about half as much as was mined in Great Britain, were imported, 78.5% of it from Spain. The most important British ore deposit is the Lower Cleveland bed of oolitic siderite in the Middle Lias, near Middlesborough. It is from 10 to 17 ft. thick, and its ore contains about 30% of iron.
55. Great Britain has many valuable mineral deposits, with some being rich in iron, and many located close to coal deposits, the coastline, canals, or navigable rivers. They stretch from Northamptonshire to near Glasgow. About two-thirds of the ore that is mined is clayey siderite. In 1905, the Cleveland district in North Yorkshire provided 41% of the total British iron ore production; Lincolnshire contributed 14.8%; Northamptonshire, 13.9%; Leicestershire, 4.7%; Cumberland, 8.6%; North Lancashire, 2.7%; Staffordshire, 6.1%; and Scotland, 5.7%. The annual production of British iron ore hit 18,031,957 tons in 1882, but by 1905, it had dropped to 14,590,703 tons, 811 valued at £3,482,184. Additionally, 7,344,786 tons, which is about half of what was mined in Great Britain, were imported, with 78.5% coming from Spain. The most significant British ore deposit is the Lower Cleveland bed of oolitic siderite in the Middle Lias, located near Middlesborough. It is between 10 to 17 feet thick, and its ore has about 30% iron content.
56. Geographical Distribution of the British Works.—Most of the British iron works lie in and near the important coal-fields in Scotland between the mouth of the Clyde and the Forth, in Cleveland and Durham, in Cumberland and Lancashire, in south Yorkshire, Derbyshire, and Lincolnshire, in Staffordshire and Northamptonshire, and in south Wales in spite of its lack of ore.
56. Geographical Distribution of the British Works.—Most of the British ironworks are located in and around the key coalfields in Scotland between the mouths of the Clyde and the Forth, in Cleveland and Durham, in Cumberland and Lancashire, in South Yorkshire, Derbyshire, and Lincolnshire, in Staffordshire and Northamptonshire, and in South Wales, despite its shortage of ore.
The most important group is that of Cleveland and Durham, which makes about one-third of all the British pig iron. It has the great Cleveland ore bed and the excellent Durham coal near tidewater at Middlesbrough. The most important seat of the manufacture of cutlery and the finer kinds of steel is at Sheffield.
The most important group is that of Cleveland and Durham, which produces about one-third of all the pig iron in Britain. It has the large Cleveland ore deposit and the high-quality Durham coal close to the water at Middlesbrough. The main center for making cutlery and high-grade steel is in Sheffield.
57. The United States have great deposits of ore in many different places. The rich beds near Lake Superior, chiefly red haematite, yielding at present about 55% of iron, are thought to contain between 1½ and 2 billion tons, and the red and brown haematites of the southern states about 10 billion tons. The middle states, New York, New Jersey and Pennsylvania, are known to have many great deposits of rich magnetite, which supplied a very large proportion of the American ores till the discovery of the very cheaply mined ores of Lake Superior. In 1906 these latter formed 80% of the American production, and the southern states supplied about 13% of it, while the rich deposits of the middle states are husbanded in accordance with the law that ore bodies are drawn on in the order of their apparent profitableness.
57. The United States has large deposits of ore in many different locations. The rich deposits near Lake Superior, mainly red haematite, currently yield about 55% iron and are believed to contain between 1.5 and 2 billion tons. The red and brown haematites in the southern states are estimated to hold around 10 billion tons. The middle states, like New York, New Jersey, and Pennsylvania, are known to have significant deposits of rich magnetite, which provided a large portion of American ores until the discovery of the easily mined ores from Lake Superior. In 1906, these ores accounted for 80% of American production, while the southern states contributed about 13%. The rich deposits in the middle states are managed according to the principle that ore bodies are accessed based on their apparent profitability.
The most important American iron-making district is in and about Pittsburg, to whose cheap coal the rich Lake Superior ores are brought nearly 1000 m., about four-fifths of the distance in the large ore steamers of the Great Lakes. Chicago, nearer to the Lake ores, though rather far from the Pittsburg coal-field, is a very important centre for rail-making for the railroads of the western states. Ohio, the Lake Erie end of New York State, eastern Pennsylvania and Maryland have very important works, the ore for which comes in part from Lake Superior and in part from Pennsylvania, New York and Cuba, and the fuel from Pennsylvania and its neighbourhood. Tennessee and Alabama in the south rely on southern ore and fuel.
The most important iron-making region in America is around Pittsburgh, where cheap coal is used to transport rich Lake Superior ores over nearly 1,000 miles, mostly via large ore steamers on the Great Lakes. Chicago, which is closer to the Lake ores but further from the Pittsburgh coalfields, is also a major hub for railroad manufacturing for the western states. Ohio, the Lake Erie coast of New York, eastern Pennsylvania, and Maryland have significant operations, sourcing their ore partly from Lake Superior and partly from Pennsylvania, New York, and Cuba, with fuel coming from Pennsylvania and nearby areas. In the South, Tennessee and Alabama depend on local ore and fuel.
58. Germany gets about two-thirds of her total ore supply from the great Jurassic “Minette” ore deposit of Luxemburg and Lorraine, which reaches also into France and Belgium. In spite of its containing only about 36% of iron, this deposit is of very great value because of its great size, and of the consequent small cost of mining. It stretches through an area of about 8 m. wide and 40 m. long, and in some places it is nearly 60 ft. thick. There are valuable deposits also in Siegerland and in many other parts of the country.
58. Germany gets about two-thirds of its total ore supply from the massive Jurassic “Minette” ore deposit found in Luxembourg and Lorraine, which also extends into France and Belgium. Even though it contains only about 36% iron, this deposit is highly valuable due to its large size and the resulting low mining costs. It spans an area approximately 8 miles wide and 40 miles long, and in some areas, it reaches nearly 60 feet in thickness. There are also valuable deposits in Siegerland and various other regions of the country.
59. Sweden has abundant, rich and very pure iron ores, but her lack of coal has restricted her iron manufacture chiefly to the very purest and best classes of iron and steel, in making which her thrifty and intelligent people have developed very rare skill. The magnetite ore bodies which supply this industry lie in a band about 180 m. long, reaching from a little north of Stockholm westerly toward the Norwegian frontier, between the latitudes 59° and 61° N. In Swedish Lapland, near the Arctic circle, are the great Gellivara, Kirunavara and Luossavara magnetite beds, among the largest in Europe. From these beds, which in some parts are about 300 ft. thick, much ore is sent to Germany and Great Britain.
59. Sweden has plenty of rich and very pure iron ores, but its lack of coal has limited its iron production mainly to the highest quality iron and steel. The resourceful and skilled people there have developed a unique expertise in these areas. The magnetite ore deposits that supply this industry span about 180 miles, extending from just north of Stockholm westward toward the Norwegian border, between latitudes 59° and 61° N. In Swedish Lapland, near the Arctic Circle, are the large magnetite deposits of Gellivara, Kirunavara, and Luossavara, some of the biggest in Europe. Much of the ore from these deposits, which can be about 300 feet thick in some places, is exported to Germany and Great Britain.
60. Other Countries.—Spain has large, rich and pure iron ore beds, near both her northern and her southern sea coast. She exports about 90% of all the iron ore which she mines, most of it to England. France draws most of her iron ore from her own part of the great Minette ore deposit, and from those parts of it which were taken from her when she lost Alsace and Lorraine. Russia’s most valuable ore deposit is the very large and easily mined one of Krivoi Rog in the south, from which comes about half of the Russian iron ore. It is near the Donetz coal-field, the largest in Europe. There are also important ore beds in the Urals, near the border of Finland, and at the south of Moscow. In Austria-Hungary, besides the famous Styrian Erzberg, with its siderite ore bed about 450 ft. thick, there are cheaply mined but poor and impure ores near Prague, and important ore beds in both northern and southern Hungary. Algeria, Canada, Cuba and India have valuable ore bodies.
60. Other Countries.—Spain has large, rich, and pure iron ore deposits located along both her northern and southern coastlines. She exports about 90% of all the iron ore she mines, with most of it going to England. France sources most of her iron ore from her section of the massive Minette ore deposit, as well as parts that were taken from her when she lost Alsace and Lorraine. Russia’s most significant ore deposit is the large and easily mined one at Krivoi Rog in the south, which accounts for about half of the country’s iron ore. This deposit is close to the Donetz coalfield, the largest in Europe. There are also important ore deposits in the Urals, near the border with Finland, and south of Moscow. In Austria-Hungary, in addition to the famous Styrian Erzberg with its siderite ore bed approximately 450 ft. thick, there are low-quality but cheaper ores near Prague, as well as significant ore deposits in both northern and southern Hungary. Algeria, Canada, Cuba, and India have valuable ore reserves.
61. Richness of Iron Ores.—The American ores now mined are decidedly richer than those of most European countries. To make a ton of pig iron needs only about 1.9 tons of ore in the United States, 2 tons in Sweden and Russia, 2.4 tons in Great Britain and Germany, and about 2.7 tons in France and Belgium, while about 3 tons of the native British ores are needed per ton of pig iron.
61. Richness of Iron Ores.—The iron ores being mined in America today are definitely richer than those found in most European countries. In the United States, it takes only about 1.9 tons of ore to produce a ton of pig iron, compared to 2 tons in Sweden and Russia, 2.4 tons in Great Britain and Germany, and about 2.7 tons in France and Belgium, while around 3 tons of the native British ores are required for each ton of pig iron.
62. The general scheme of iron manufacture is shown diagrammatically in fig. 6. To put the iron contained in iron ore into a state in which it can be used as a metal requires essentially, first its deoxidation, and second its separation from the other mineral matter, such as clay, quartz, &c. with which it is found associated. These two things are done simultaneously by heating and melting the ore in contact with coke, charcoal or anthracite, in the iron blast furnace, from which issue intermittently two molten streams, the iron now deoxidized and incidentally carburized by the fuel with which it has been in contact, and the mineral matter, now called “slag.” This crude cast iron, called “pig iron,” may be run from the blast furnace directly into moulds, which give the metal the final shape in which it is to be used in the arts; but it is almost always either remelted, following path 1 of fig. 6, and then cast into castings of cast iron, or converted into wrought iron or steel by purifying it, following path 2.
62. The general scheme of iron manufacturing is illustrated in fig. 6. To transform the iron found in iron ore into a usable metal, two main processes are necessary: first, its deoxidation, and second, its separation from other minerals like clay, quartz, etc., that are found alongside it. These two processes happen simultaneously by heating and melting the ore with coke, charcoal, or anthracite in the iron blast furnace, which produces two molten streams: the now deoxidized and, incidentally, carburized iron from the fuel it's been in contact with, and the mineral residue, known as “slag.” This raw cast iron, termed “pig iron,” can be poured directly from the blast furnace into molds that shape the metal for industrial use; however, it is almost always either remelted, following path 1 in fig. 6, and then cast into castings of cast iron, or transformed into wrought iron or steel by purifying it, following path 2.
 |
| Fig. 6.—General Scheme of Iron Manufacture. |
If it is to follow path 1, the castings into which it is made may be either (a) grey or (b) chilled or (c) malleable. Grey iron castings are made by remelting the pig iron either in a small shaft or “cupola” furnace, or in a reverberatory or “air” furnace, with very little change of chemical composition, and then casting it directly into suitable moulds, usually of either “baked,” i.e. oven-dried, or “green,” i.e. moist undried, sand, but sometimes of iron covered with a refractory coating to protect it from being melted or overheated by the molten cast iron. The general procedure in the manufacture of chilled and of malleable castings has been described in §§ 30 and 31.
If it follows path 1, the castings it produces can be either (a) grey, (b) chilled, or (c) malleable. Grey iron castings are created by remelting the pig iron in either a small shaft or “cupola” furnace, or in a reverberatory or “air” furnace, with very little change in chemical composition, and then pouring it directly into suitable molds, usually made of either “baked,” i.e. oven-dried, or “green,” i.e. moist undried, sand. Sometimes they are made from iron covered with a refractory coating to prevent it from melting or overheating from the molten cast iron. The general process for producing chilled and malleable castings has been described in §§ 30 and 31.
If the pig iron is to follow path 2, the purification which converts it into wrought iron or steel consists chiefly in oxidizing and thereby removing its carbon, phosphorus and other impurities, while it is molten, either by means of the oxygen of atmospheric air blown through it as in the Bessemer process, or by the oxygen of iron ore stirred into it as in the puddling and Bell-Krupp processes, or by both together as in the open hearth process.
If the pig iron is going to take path 2, the purification that turns it into wrought iron or steel mainly involves oxidizing and removing its carbon, phosphorus, and other impurities while it’s molten. This can be done either by blowing in the oxygen from the air, as in the Bessemer process, or by stirring in the oxygen from iron ore, like in the puddling and Bell-Krupp processes, or by using both methods together, as in the open hearth process.
On its way from the blast furnace to the converter or open hearth furnace the pig iron is often passed through a great reservoir called a “mixer,” which acts also as an equalizer, to lessen the variation in composition of the cast iron, and as a purifier, removing part of the sulphur and silicon.
On its journey from the blast furnace to the converter or open hearth furnace, pig iron is frequently sent through a large reservoir known as a “mixer.” This mixer also serves to balance out the differences in the composition of the cast iron and to purify it by removing some of the sulfur and silicon.
63. Shaping and Adjusting Processes.—Besides these extraction and purification processes there are those of adjustment and shaping. The adjusting processes adjust either the ultimate composition, e.g. carburizing wrought iron by long heating in contact with charcoal (cementation), or the proximate composition or constitution, as in the hardening, tempering and annealing of steel already described (§§ 28, 29), or both, as in the process of making malleable cast iron (§ 31). The shaping processes include the mechanical ones, such as rolling, forging and wire-drawing, and the remelting ones such as the crucible process of melting wrought iron or steel in crucibles and casting it in ingots for the manufacture of the best kinds of tool steel. Indeed, the remelting of cast iron to make grey iron castings belongs here. This classification, though it helps to give a general idea of the subject, yet like most of its kind cannot be applied rigidly. Thus the crucible process in its American form both carburizes and remelts, and the open hearth process is often used rather for remelting than for purifying.
63. Shaping and Adjusting Processes.—In addition to extraction and purification processes, there are those of adjustment and shaping. The adjusting processes either change the final composition, e.g. carburizing wrought iron through prolonged heating with charcoal (cementation), or alter the immediate composition or structure, as seen in the hardening, tempering, and annealing of steel previously described (§§ 28, 29), or both, as in the creation of malleable cast iron (§ 31). The shaping processes include mechanical methods like rolling, forging, and wire-drawing, as well as remelting techniques such as the crucible method of melting wrought iron or steel in crucibles and casting it into ingots for producing high-quality tool steel. Indeed, the remelting of cast iron to create grey iron castings falls under this category. While this classification provides a general understanding of the subject, it cannot be strictly applied. For example, the American form of the crucible process both carburizes and remelts, and the open hearth process is often used more for remelting than for purification.
64. The iron blast furnace, a crude but very efficient piece of apparatus, is an enormous shaft usually about 80 ft. high and 20 ft. wide at its widest part. It is at all times full from top to bottom, somewhat as sketched in figs. 7 and 8, of a solid column of lumps of fuel, ore and limestone, which are charged through a hopper at the top, and descend slowly as the lower end of the column is eaten off through the burning away of its coke by means of very hot air or “blast” blown through 812 holes or “tuyeres” near the bottom or “hearth,” and through the melting away, by the heat thus generated, both of the iron itself which has been deoxidized in its descent, and of the other minerals of the ore, called the “gangue,” which unite with the lime of the limestone and the ash of the fuel to form a complex molten silicate called the “cinder” or “slag.”
64. The iron blast furnace, a basic but very effective machine, is a huge shaft that's usually about 80 ft. high and 20 ft. wide at its widest point. It's constantly filled from top to bottom, similar to what's shown in figs. 7 and 8, with a solid column of chunks of fuel, ore, and limestone, which are added through a hopper at the top, and slowly move down as the lower end of the column is consumed by the burning away of its coke due to very hot air or "blast" blown through 812 holes or "tuyeres" near the bottom or "hearth." The heat generated also melts both the iron that has been deoxidized during its descent and the other minerals in the ore, known as the "gangue," which combine with the lime from the limestone and the ash from the fuel to form a complex molten silicate called "cinder" or "slag."
 | |
| Fig. 7.—Section of Duquesne Blast Furnace. | |
|
GG, Flanges on the ore bucket; GG, Flanges on the ore bucket; HH, Fixed flanges on the top of the furnace; HH, Fixed flanges on the top of the furnace; J, Counterweighted false bell; J, Counterweighted false bell; K, Main bell; K, Main bell; O, Tuyere; O, Tuyere; |
P, Cinder notch; P, Cinder notch; RR′, Water cooled boxes; Water-cooled boxes S, Blast pipe; S, Explosion pipe; T, Cable for allowing conical bottom of bucket to drop. T, Cable for letting the conical bottom of the bucket drop. |
 |
| Fig. 8.—Lower Part of the Blast Furnace. |
 |
* The ore and lime actually exist here in powder. They are shown in lump form because of the difficulty of presenting to the eye their powdered state.
* The ore and lime are actually here in powder form. They're displayed in lump form because it's hard to show their powdered state visually.
 |
| Fig. 9.—Method of transferring charge from bucket to main charging bell, without permitting escape of furnace gas (lettering as in fig. 7). |
Interpenetrating this descending column of solid ore, limestone and coke, there is an upward rushing column of hot gases, the atmospheric nitrogen of the blast from the tuyeres, and the carbonic oxide from the combustion of the coke by that blast. The upward ascent of the column of gases is as swift as the descent of the solid charge is slow. The former occupies but a very few seconds, the latter from 12 to 15 hours.
Intertwined with the descending column of solid ore, limestone, and coke, there is an upward flow of hot gases, including the atmospheric nitrogen from the blast through the tuyeres and the carbon monoxide produced by the combustion of the coke. The rise of the gas column happens quickly, while the descent of the solid materials is much slower. The gases take only a few seconds to rise, while the solid charge takes about 12 to 15 hours to descend.
In the upper part of the furnace the carbonic oxide deoxidizes the iron oxide of the ore by such reactions as xCO + FeOx = Fe + xCO2. Part of the resultant carbonic acid is again deoxidized to carbonic oxide by the surrounding fuel, CO2 + C = 2CO, and the carbonic oxide thus formed deoxidizes more iron oxide, &c. As indicated in fig. 7, before the iron ore has descended very far it has given up nearly the whole of its oxygen, and thus lost its power of oxidizing the rising carbonic oxide, so that from here down the atmosphere of the furnace consists essentially of carbonic oxide and nitrogen.
In the upper section of the furnace, carbon monoxide reduces the iron oxide in the ore through reactions like xCO + FeOx = Fe + xCO2. Some of the resulting carbon dioxide is converted back into carbon monoxide by the surrounding fuel, CO2 + C = 2CO, and this newly formed carbon monoxide further reduces more iron oxide, etc. As shown in fig. 7, before the iron ore descends very far, it has nearly lost all its oxygen and, as a result, no longer has the ability to oxidize the rising carbon monoxide. Therefore, from this point down, the atmosphere of the furnace mainly consists of carbon monoxide and nitrogen.
But the transfer of heat from the rising gases to the sinking solids, which has been going on in the upper part of the furnace, continues as the solid column gradually sinks downward to the hearth, till at the “fusion level” (A in fig. 7) the solid matter has become so hot that the now deoxidized iron melts, as does the slag as fast as it is formed by the union of its three constituents, the gangue, the lime resulting from the decomposition of the limestone and the ash of the fuel. Hence from this level down the only solid matter is the coke, in lumps which are burning rapidly and hence shrinking, while between them the molten iron and slag trickle, somewhat as sketched in fig. 8, to collect in the hearth in two layers as distinct as water and oil, the iron below, the slag above.
But the transfer of heat from the rising gases to the sinking solids, which has been happening in the upper part of the furnace, continues as the solid column gradually sinks down to the hearth. At the “fusion level” (A in fig. 7), the solid material gets so hot that the now deoxidized iron melts, along with the slag, as it forms from the combination of its three components: the gangue, the lime from the breakdown of the limestone, and the ash from the fuel. Therefore, from this level down, the only solid material is the coke, in chunks that are burning rapidly and therefore shrinking, while molten iron and slag trickle between them, as illustrated in fig. 8, collecting in the hearth in two layers as distinct as water and oil—the iron at the bottom and the slag on top.
As they collect, the molten iron is drawn off at intervals through a hole A (fig. 8), temporarily stopped with clay, at the very bottom, and the slag through another hole a little higher up, called the “cinder notch.” Thus the furnace may be said to have four zones, those of (1) deoxidation, (2) heating, (3) melting, and (4) collecting, though of course the heating is really going on in all four of them.
As they gather, the molten iron is periodically drained through a hole A (fig. 8), temporarily sealed with clay, at the very bottom, and the slag is drained through another hole a bit higher up, known as the “cinder notch.” So, the furnace can be described as having four zones: (1) deoxidation, (2) heating, (3) melting, and (4) collecting, although, of course, heating is actually happening in all four zones.
In its slow descent the deoxidized iron nearly saturates itself with carbon, of which it usually contains between 3.5 and 4%, taking it in part from the fuel with which it is in such intimate contact, and in part from the finely divided carbon deposited within the very lumps of ore, by the reaction 2CO = C + CO2. This carburizing is an indispensable part of the process, because through it alone can the iron be made fusible enough to melt at the temperature which can be generated in the furnace, and only when liquid can it be separated readily and completely from the slag. In fact, the molten iron is heated so far above its melting point that, instead of being run at once into pigs as is usual, it may, without solidifying, be carried even several miles in large clay-lined ladles to the mill where it is to be converted into steel.
As it slowly descends, the deoxidized iron absorbs carbon, typically containing between 3.5% and 4%. It gets some of this carbon from the fuel it closely interacts with and some from the finely divided carbon found within the iron ore itself, through the reaction 2CO = C + CO2. This carburizing process is essential because it's the only way to make the iron fluid enough to melt at the temperatures achievable in the furnace, and only when it's liquid can it be easily and completely separated from the slag. In fact, the molten iron is heated well above its melting point, so rather than being poured directly into molds as is usually done, it can be transported in large clay-lined ladles without solidifying for several miles to the mill where it will be turned into steel.
65. The fuel has, in addition to its duties of deoxidizing and carburizing the iron and yielding the heat needed for melting both the iron and slag, the further task of desulphurizing the iron, probably by the reaction FeS + CaO + C = Fe + CaS + CO.
65. The fuel has, besides its roles in removing oxygen and adding carbon to the iron and providing the heat required to melt both the iron and slag, the additional job of getting rid of sulfur from the iron, likely through the reaction FeS + CaO + C = Fe + CaS + CO.
The desulphurizing effect of this transfer of the sulphur from union with iron to union with calcium is due to the fact that, whereas iron sulphide dissolves readily in the molten metallic iron, calcium sulphide, in the presence of a slag rich in lime, does not, but by preference enters the slag, which may thus absorb even as much as 3% of sulphur. This action is of great importance whether the metal is to be used as cast iron or is to be converted into wrought iron or steel. In the former case there is no later chance to remove sulphur, a minute quantity of which does great harm by leading to the formation of cementite instead of graphite and ferrite, and thus making the cast-iron castings too hard to be cut to exact shape with steel tools; in the latter case the converting or purifying processes, which are essentially oxidizing ones, though they remove the other impurities, carbon, silicon, phosphorus and manganese, are not well adapted to desulphurizing, which needs rather deoxidizing conditions, so as to cause the formation of calcium sulphide, than oxidizing ones.
The desulfurization effect of transferring sulfur from iron to calcium happens because iron sulfide easily dissolves in molten iron, while calcium sulfide, when there's a slag rich in lime, doesn't dissolve and prefers to enter the slag. This allows the slag to absorb up to 3% of sulfur. This process is crucial whether the metal will be used as cast iron or converted into wrought iron or steel. In the case of cast iron, there's no opportunity to remove sulfur later, and even a tiny amount can cause significant issues by leading to the formation of cementite instead of graphite and ferrite, making cast-iron castings too hard to shape accurately with steel tools. For wrought iron or steel, the conversion or purifying processes, which are mainly oxidizing, do remove other impurities like carbon, silicon, phosphorus, and manganese, but they aren't effective at desulfurizing, which requires deoxidizing conditions to promote the formation of calcium sulfide instead.
66. The duty of the limestone (CaCO3) is to furnish enough lime to form with the gangue of the ore and the ash of the fuel a lime silicate or slag of such a composition (1) that it will melt at the temperature which it reaches at about level A, of fig. 7, (2) that it will be fluid enough to run out through the cinder notch, and (3) that it will be rich enough in lime to supply that needed for the desulphurizing reaction FeS + CaO + C = Fe + CaS + CO. In short, its duty is to “flux” the gangue and ash, and wash out the sulphur.
66. The job of the limestone (CaCO3) is to provide enough lime to mix with the impurities in the ore and the ash from the fuel to create a lime silicate or slag with the following characteristics: (1) it should melt at the temperature reached around level A, as shown in fig. 7, (2) it needs to be fluid enough to flow out through the cinder notch, and (3) it must be rich enough in lime to support the desulphurizing reaction FeS + CaO + C = Fe + CaS + CO. In short, its role is to “flux” the impurities and ash, and remove the sulfur.
67. In order that the slag shall have these properties its composition usually lies between the following limits: silica, 26 to 35%; lime, plus 1.4 times the magnesia, 45 to 55%; alumina, 5 to 20%. Of these the silica and alumina are chiefly those which the gangue of the ore and the ash of the fuel introduce, whereas the lime is that added intentionally to form with these others a slag of the needed physical properties.
67. For the slag to have these properties, its composition typically falls within the following ranges: silica, 26 to 35%; lime, plus 1.4 times the magnesia, 45 to 55%; alumina, 5 to 20%. Among these, silica and alumina mainly come from the gangue of the ore and the ash of the fuel, while lime is intentionally added to combine with these other components to create a slag with the required physical properties.
Thus the more gangue the ore contains, i.e. the poorer it is in iron, the more limestone must in general be added, and hence the more slag results, though of course an ore the gangue of which initially contains much lime and little silica needs a much smaller addition of limestone than one of which the gangue is chiefly silica. Further, the more sulphur there is to remove, the greater must be the quantity of slag needed to dissolve it as calcium sulphide. In smelting the rich Lake Superior ores the quantity of slag made was formerly as small as 28% of that of the pig iron, whereas in smelting the Cleveland ores of Great Britain it is usually necessary to make as much as 1½ tons of slag for each ton of iron.
Thus, the more gangue the ore has, i.e. the less iron it contains, the more limestone generally needs to be added, resulting in more slag. However, an ore with a gangue that has a lot of lime and little silica requires a much smaller addition of limestone compared to one whose gangue is mostly silica. Additionally, the more sulphur needs to be removed, the larger the quantity of slag required to dissolve it as calcium sulphide. In smelting the rich Lake Superior ores, the amount of slag produced was previously as low as 28% of that of the pig iron, whereas in smelting the Cleveland ores from Great Britain, it’s usually necessary to produce as much as 1½ tons of slag for each ton of iron.
68. Shape and Size of the Blast-Furnace.—Large size has here, as in most metallurgical operations, not only its usual advantage of economy of installation, labour and administration per unit of product, but the further very important one that it lessens the proportion which the outer heat-radiating and hence heat-wasting surface bears to the whole. The limits set to the furnace builder’s natural desire to make his furnace as large as possible, and its present shape (an obtuse inverted cone set below an acute upright one, both of them truncated), have been reached in part empirically, and in part by reasoning which is open to question, as indeed are the reasons which will now be offered reservedly for both size and shape.
68. Shape and Size of the Blast-Furnace.—A large size has here, as in most metallurgical processes, not only its typical benefit of reducing installation, labor, and management costs per unit of product, but also the very important advantage of decreasing the ratio of the outer heat-radiating and therefore heat-wasting surface to the overall structure. The limits imposed on a furnace builder’s natural inclination to make their furnace as large as possible, and its current shape (an obtuse inverted cone sitting below an acute upright one, both truncated), have been determined partly through experience and partly through reasoning that can be questioned, just like the reasons that will now be cautiously presented for both size and shape.
First the width at the tuyeres (fig. 7) has generally been limited to about 12½ ft. by the fear that, if it were greater, the blast would penetrate so feebly to the centre that the difference in conditions between centre and circumference would be so great as to cause serious unevenness of working. Of late furnaces have been built even as wide as 17 ft. in the hearth, and it may prove that a width materially greater than 12½ ft. can profitably be used. With the width at the bottom thus limited, the furnace builder naturally tries to gain volume as rapidly as possible by flaring or “battering” his walls outwards, i.e. by making the “bosh” or lower part of his furnace an inverted cone as obtuse as is consistent with the free descent of the solid charge. In practice a furnace may be made to work regularly if its boshes make an angle of between 73° and 76° with the horizontal, and we may assume that one element of this regularity is the regular easy sliding of the charge over this steep slope. A still steeper one not only gives less available room, but actually leads to irregular working, perhaps because it unduly favours the passage of the rising gas along the walls instead of up and through the charge, and thus causes the deoxidation of the central core to lag behind that of the periphery of the column, with the consequence that this central core arrives at the bottom incompletely deoxidized.
First, the width at the tuyeres (fig. 7) has generally been kept to about 12½ ft. due to the concern that if it were wider, the blast would be too weak at the center, leading to a significant difference in conditions between the center and edge, which could cause serious unevenness in operation. Recently, furnaces have been constructed with hearths as wide as 17 ft., and it may turn out that a width significantly greater than 12½ ft. can be used profitably. With the width at the bottom limited, furnace builders naturally seek to increase volume as quickly as possible by flaring or “battering” the walls outward, that is, by making the "bosh" or lower part of the furnace an inverted cone as wide as is consistent with the free descent of the solid charge. In practice, a furnace can operate consistently if its boshes make an angle of between 73° and 76° with the horizontal, and we can assume that one factor in this consistency is the smooth sliding of the charge along this steep slope. A steeper angle not only reduces the available space but can actually lead to irregular functioning, possibly because it too much favors the flow of gas along the walls instead of through the charge, resulting in the central core being less oxidized compared to the outer part of the column, causing the central core to reach the bottom incompletely deoxidized.
In the very swift-running furnaces of the Pittsburg type this outward flare of the boshes ceases at about 12 ft. above the tuyeres, and is there reversed, as in fig. 7, so that the furnace above this is a very acute upright cone, the walls of which make an angle of about 4° with the vertical, instead of an obtuse inverted cone.
In the fast-running furnaces of the Pittsburgh type, this outward flare of the boshes stops at around 12 feet above the tuyeres, and is then reversed, as shown in fig. 7, creating a very sharp upright cone above this point, where the walls form an angle of about 4° with the vertical, instead of an obtuse inverted cone.
In explanation or justification of this it has been said that a much easier descent must be provided above this level than is needed below it. Below this level the solid charge descends easily, because it consists of coke alone or nearly alone, and this in turn because the temperature here is so high as to melt not only the iron now deoxidized and brought to the metallic state, but also the gangue of the ore and the limestone, which here unite to form the molten slag, and run freely down between the lumps of coke. This coke descends freely even through this fast-narrowing space, because it is perfectly solid and dry without a trace of pastiness. But immediately above this level the charge is relatively viscous, because here the temperature has fallen so far that it is now at the melting or formation point of the slag, which therefore is pasty, liable to weld the whole mass together as so much tar would, and thus to obstruct the descent of the charge, or in short to “scaffold.”
In explaining or justifying this, it's been noted that a much easier flow must be created above this level than is necessary below it. Below this level, the solid charge moves down easily because it mainly consists of coke, which is possible since the temperature is so high that it not only melts the iron, which has been deoxidized and turned into metal, but also the gangue of the ore and the limestone. These materials combine to form molten slag that flows freely down between the lumps of coke. This coke moves down easily even through the narrowing space because it is completely solid and dry, with no stickiness at all. However, just above this level, the charge becomes relatively thick because the temperature has dropped enough to reach the melting point of the slag, which is now pasty. This pastiness can cause the entire mass to stick together like tar, hindering the downward movement of the charge, essentially creating a “scaffold.”
The reason why at this level the walls must form an upright instead of an inverted cone, why the furnace must widen downward instead of narrowing, is, according to some metallurgists, that this 814 shape is needed in order that, in spite of the pastiness of the slag in this formative period of incipient fusion, this layer may descend freely as the lower part of the column is gradually eaten away. To this very plausible theory it may be objected that in many slow-running furnaces, which work very regularly and show no sign of scaffolding, the outward flare of the boshes continues (though steepened) far above this region of pastiness, indeed nearly half-way to the top of the furnace. This proves that the regular descent of the material in its pasty state can take place even in a space which is narrowing downwards. To this objection it may in turn be answered that, though this degree of freedom of descent may suffice for a slow-running furnace, particularly if the slag is given such a composition that it passes quickly from the solid state to one of decided fluidity, yet it is not enough for swift-running ones, especially if the composition of the slag is such that, in melting, it remains long in a very sticky condition. In limiting the diameter at the tuyeres to 12½ ft., the height of the boshes to one which will keep their upper end below the region of pastiness, and their slope to one over which the burning coke will descend freely, we limit the width of the furnace at the top of the boshes and thus complete the outline of the lower part of the furnace.
The reason why at this level the walls need to be upright instead of shaped like an inverted cone, and why the furnace should widen downward instead of tapering, is that, according to some metallurgists, this shape is necessary so that, despite the thick consistency of the slag during this early stage of melting, this layer can move downward freely as the lower part of the column is gradually consumed. However, it's worth noting that in many slow-running furnaces, which operate smoothly and don’t show any signs of collapsing, the outward flare of the boshes continues (though at a steeper angle) far above this thick area, almost halfway up the furnace. This indicates that the regular descent of the material in its thick state can still happen even in a space that narrows downwards. In response to this, it can be argued that while this level of descent freedom may be sufficient for a slow-running furnace—especially if the slag has a composition that allows it to transition quickly from solid to liquid—it's not adequate for faster furnaces, particularly if the slag takes a long time to melt and remains very sticky. By limiting the diameter at the tuyeres to 12½ ft., the height of the boshes to a level that keeps their upper end below the thick area, and their slope to one that allows the burning coke to flow down easily, we set boundaries for the furnace width at the top of the boshes and thereby establish the outline of the lower part of the furnace.
The height of the furnace is rarely as great as 100 ft., and in the belief of many metallurgists it should not be much more than 80 ft. There are some very evident disadvantages of excessive height; for instance, that the weight of an excessively high column of solid coke, ore and limestone tends to crush the coke and jam the charge in the lower and narrowing part of the furnace, and that the frictional resistance of a long column calls for a greater consumption of power for driving the blast up through it. Moreover, this resistance increases much more rapidly than the height of the furnace, even if the rapidity with which the blast is forced through is constant; and it still further increases if the additional space gained by lengthening the furnace is made useful by increasing proportionally the rate of production, as indeed would naturally be done, because the chief motive for gaining this additional space is to increase production.
The height of the furnace is rarely over 100 ft., and many metallurgists believe it shouldn't be much more than 80 ft. There are some clear downsides to excessive height; for example, the weight of a very tall column of solid coke, ore, and limestone tends to crush the coke and block the charge in the lower, narrowing part of the furnace. Additionally, the frictional resistance of a long column requires more power to push the blast through it. Furthermore, this resistance increases much faster than the height of the furnace, even if the rate at which the blast is forced through remains constant; and it increases even more if the extra space gained by making the furnace longer is used to proportionality boost production, which would naturally happen since the main goal of gaining that extra space is to raise production.
The reason why the frictional resistance would be further increased is the very simple one that the increase in the rate of production implies directly a corresponding increase in the quantity of blast forced through, and hence in the velocity of the rising gases, because the chemical work of the blast furnace needs a certain quantity of blast for each ton of iron made. In short, to increase the rate of production by lengthening the furnace increases the frictional resistance of the rising gases, both by increasing their quantity and hence their velocity and by lengthening their path.
The reason why frictional resistance would increase further is simply that a higher production rate means a corresponding increase in the amount of blast forced through, which in turn raises the speed of the rising gases. This is because the chemical process in the blast furnace requires a certain amount of blast for each ton of iron produced. In short, boosting production by extending the furnace lengthens the path of the gases, resulting in increased frictional resistance due to both the greater volume and speed of the gases.
Indeed, one important reason for the difficulties in working very high furnaces, e.g. those 100 ft. high, may be that this frictional resistance becomes so great as actually to interrupt the even descent of the charge, parts of which are at times suspended like a ball in the rising jet of a fountain, to fall perhaps with destructive violence when some shifting condition momentarily lessens the friction. We see how powerful must be the lifting effect of the rising gases when we reflect that their velocity in a 100 ft. furnace rapidly driven is probably at least as great as 2000 ft. per minute, or that of a “high wind.” Conceive these gases passing at this great velocity through the narrow openings between the adjoining lumps of coke and ore. Indeed, the velocity must be far greater than this where the edge or corner of one lump touches the side of another, and the only room for the passage of this enormous quantity of gas is that left by the roughness and irregularity of the individual lumps.
Indeed, one key reason for the challenges in operating very high furnaces, e.g. those 100 ft. high, might be that the frictional resistance becomes so significant that it actually disrupts the even descent of the charge. Some parts are occasionally held up like a ball in the rising jet of a fountain and can fall with destructive force when a change in conditions temporarily reduces the friction. We can see how strong the lifting effect of the rising gases must be when we consider that their speed in a 100 ft. furnace being actively driven is probably at least 2000 ft. per minute, which is comparable to a "high wind." Imagine these gases moving at this high speed through the narrow gaps between the neighboring lumps of coke and ore. In fact, the speed must be much greater where the edge or corner of one lump touches another, with the only space for the flow of this massive amount of gas being the roughness and irregularity of the individual lumps.
The furnace is made rather narrow at the top or “stock line,” in order that the entering ore, fuel and flux may readily be distributed evenly. But extreme narrowness would not only cause the escaping gases to move so swiftly that they would sweep much of the fine ore out of the furnace, but would also throw needless work on the blowing engines by throttling back the rising gases, and would lessen unduly the space available for the charge in the upper part of the furnace.
The furnace is designed to be relatively narrow at the top or "stock line" so that the incoming ore, fuel, and flux can be evenly spread out. However, if it were too narrow, the escaping gases would move too quickly, carrying away a lot of the fine ore out of the furnace. This would also put unnecessary strain on the blowing engines by restricting the upward flow of gases, and would significantly reduce the space available for the charge in the upper section of the furnace.
From its top down, the walls of the furnace slope outward at an angle of between 3° and 8°, partly in order to ease the descent of the charge, here impeded by the swelling of the individual particles of ore caused by the deposition within them of great quantities of fine carbon, by the reaction of 2CO = C + CO2. To widen it more abruptly would indeed increase the volume of the furnace, but would probably lead to grave irregularities in the distribution of the gas and charge, and hence in the working of the furnace.
From the top down, the walls of the furnace slope outward at an angle between 3° and 8°, partly to facilitate the movement of the charge, which is hindered by the swelling of individual ore particles due to the accumulation of large amounts of fine carbon, as a result of the reaction 2CO = C + CO2. Making the slope steeper would indeed increase the volume of the furnace, but it would likely cause serious irregularities in the distribution of gas and charge, and therefore affect the operation of the furnace.
When we have thus fixed the height of the furnace, its diameter at its ends, and the slope of its upper and lower parts, we have completed its outline closely enough for our purpose here.
When we've established the height of the furnace, its diameter at both ends, and the angle of its upper and lower sections, we've outlined it closely enough for our needs here.
69. Hot Blast and Dry Blast.—On its way from the blowing engine to the tuyeres of the blast-furnace, the blast, i.e. the air forced in for the purpose of burning the fuel, is usually pre-heated, and in some of the most progressive works is dried by Gayley’s refrigerating process. These steps lead to a saving of fuel so great as to be astonishing at first sight—indeed in case of Gayley’s blast-drying process incredible to most writers, who proved easily and promptly to their own satisfaction that the actual saving was impossible. But the explanation is really so very simple that it is rather the incredulity of these writers that is astonishing. In the hearth of the blast furnace the heat made latent by the fusion of the iron and slag must of course be supplied by some body which is itself at a temperature above the melting point of these bodies, which for simplicity of exposition we may call the critical temperature of the blast-furnace process, because heat will flow only from a hotter to a cooler object. Much the same is true of the heat needed for the deoxidation of the silica, SiO2 + 2C = Si + 2CO2. Now the heat developed by the combustion of coke to carbonic oxide with cold air containing the usual quantity of moisture, develops a temperature only slightly above this critical point; and it is only the heat represented by this narrow temperature-margin that is available for doing this critical work of fusion and deoxidation. That is the crux of the matter. If by pre-heating the blast we add to the sum of the heat available; or if by drying it we subtract from the work to be done by that heat the quantity needed for decomposing the atmospheric moisture; or if by removing part of its nitrogen we lessen the mass over which the heat developed has to be spread—if by any of these means we raise the temperature developed by the combustion of the coke, it is clear that we increase the proportion of the total heat which is available for this critical work in exactly the way in which we should increase the proportion of the water of a stream, initially 100 in. deep, which should flow over a waste weir initially 1 in. beneath the stream’s surface, by raising the upper surface of the water 10 in. and thus increasing the depth of the water to 110 in. Clearly this raising the level of the water by 10% increases tenfold, or by 1000%, the volume of water which is above the level of the weir.
69. Hot Blast and Dry Blast.—On its journey from the blowing engine to the tuyeres of the blast furnace, the blast, i.e. the air forced in to burn the fuel, is usually pre-heated, and in some of the more advanced plants, it is dried using Gayley’s refrigerating process. These steps result in an astonishing fuel savings at first glance—actually, in the case of Gayley’s blast-drying process, many writers find it incredible, as they easily convinced themselves that the actual savings were not possible. However, the explanation is quite straightforward, which makes their disbelief even more surprising. In the hearth of the blast furnace, the heat made latent by the melting of the iron and slag must come from something that is at a temperature above the melting point of these materials, which we can simply call the critical temperature of the blast-furnace process since heat only flows from a hotter to a cooler object. The same idea applies to the heat required for the deoxidation of silica, SiO2 + 2C = Si + 2CO2. The heat produced by burning coke to carbon monoxide with cold air containing the usual amount of moisture only reaches a temperature slightly above this critical point; and it’s this narrow temperature margin that is available for the crucial processes of melting and deoxidation. That’s the key issue. If pre-heating the blast increases the total heat available, or if drying it reduces the amount of work that heat must do by eliminating the energy needed to break down atmospheric moisture, or if by removing some of its nitrogen we reduce the mass that the developed heat must cover—if any of these methods raise the temperature produced by burning coke, it is evident that we boost the proportion of total heat that is available for this critical work. This can be likened to increasing the proportion of the water in a stream that is initially 100 inches deep flowing over a weir that is 1 inch below the stream’s surface by raising the water level by 10 inches, thus increasing the depth to 110 inches. Clearly, elevating the water level by 10% increases tenfold, or by 1000%, the volume of water above the level of the weir.
The special conditions of the blast-furnace actually exaggerate the saving due to this widening of the available temperature-margin, and beyond this drying the blast does great good by preventing the serious irregularities in working the furnace caused by changes in the humidity of the air with varying weather.
The unique conditions in the blast furnace actually amplify the savings from this increased temperature range, and in addition to this, drying the blast significantly helps by preventing major issues in furnace operation caused by fluctuations in air humidity due to changing weather.
70. Means of Heating the Blast.—After the ascending column of gases has done its work of heating and deoxidizing the ore, it still necessarily contains so much carbonic oxide, usually between 20 and 26% by weight, that it is a very valuable fuel, part of which is used for raising steam for generating the blast itself and driving the rolling mill engines, &c., or directly in gas engines, and the rest for heating the blast. This heating was formerly done by burning part of the gases, after their escape from the furnace top, in a large combustion chamber, around a series of cast iron pipes through which the blast passed on its way from the blowing engine to the tuyeres. But these “iron pipe stoves” are fast going out of use, chiefly because they are destroyed quickly if an attempt is made to heat the blast above 1000° F. (538° C.), often a very important thing. In their place the regenerative stoves of the Whitwell and Cowper types (figs. 10 and 11) are used. With these the regular temperature of the blast at some works is about 1400° F. (760° C.), and the usual blast temperature lies between 900° and 1200° F. (480° and 650° C.).
70. Means of Heating the Blast.—After the rising column of gases has finished its job of heating and deoxidizing the ore, it still contains a significant amount of carbon monoxide, usually between 20 and 26% by weight, which makes it a valuable fuel. Part of this fuel is used to generate steam for creating the blast itself and powering the rolling mill engines, etc., while the rest is used for heating the blast. Previously, this heating process was done by burning part of the gases after they escaped from the top of the furnace in a large combustion chamber, surrounding a series of cast iron pipes that the blast passed through on its way from the blowing engine to the tuyeres. However, these “iron pipe stoves” are becoming outdated because they quickly get damaged if there's an attempt to heat the blast above 1000° F. (538° C.), which is often crucial. In their place, regenerative stoves of the Whitwell and Cowper types (figs. 10 and 11) are now used. With these stoves, the regular blast temperature at some facilities is around 1400° F. (760° C.), and the typical blast temperature ranges from 900° to 1200° F. (480° to 650° C.).
Like the Siemens furnace, described in § 99, they have two distinct phases: one, “on gas,” during which part of the waste gas of the blast-furnace is burnt within the stove, highly heating the great surface of brickwork which for that purpose is provided within it; the other, “on wind,” during which the blast is heated by passing it back over these very surfaces which have thus been heated. They are heat-filters or heat-traps for 815 impounding the heat developed by the combustion of the furnace gas, and later returning it to the blast. Each blast-furnace is now provided with three or even four of these stoves, which collectively may be nearly thrice as large as the furnace itself. At any given time one of these is “on wind” and the others “on gas.”
Like the Siemens furnace mentioned in § 99, they have two distinct phases: one, “on gas,” where part of the waste gas from the blast furnace is burned inside the stove, significantly heating the large brick surface designed for this purpose; the other, “on wind,” where the blast is heated by passing it back over those very surfaces that were just heated. They act as heat-filters or heat-traps for 815 capturing the heat produced by the combustion of the furnace gas and then returning it to the blast. Each blast furnace now typically has three or even four of these stoves, which together may be nearly three times the size of the furnace itself. At any moment, one of these is “on wind” while the others are “on gas.”
 |
| Fig. 10.—Whitwell Hot-Blast Stove, as modified by H. Kennedy. When “on wind,” the cold blast is forced in at A, and passes four times up and down, as shown by means of unbroken arrows, escaping as hot-blast at B. When “on gas,” the gas and air enter at the bottom of each of the three larger vertical chambers, pass once up through the stove, and escape at the top, as shown by means of broken arrows. Hence this is a four-pass stove when on wind, but a one-pass stove when on gas. |
The Whitwell stove (fig. 10), by means of the surface of several fire-brick walls, catches in one phase the heat evolved by the burning gas as it sweeps through, and in the other phase returns that heat to the entering blast as it sweeps through from left to right. In the original Whitwell stove, which lacks the chimneys shown at the top of fig. 10, both the burning gas and the blast pass up and down repeatedly. In the H. Kennedy modification, shown in fig. 10, the gas and air in one phase enter at the bottom of all three of the large vertical chambers, burn in passing upwards, and escape at once at the top, as shown by the broken arrows. In the other phase the cold blast, forced in at A, passes four times up and down, as shown by the unbroken arrows, and escapes as hot blast at B. This, then, is a “one-pass” stove when on gas but a “four-pass” one when on wind.
The Whitwell stove (fig. 10) uses the surfaces of multiple fire-brick walls to capture heat produced by burning gas during one phase, and during the other phase, it returns that heat to the incoming air as it flows from left to right. In the original Whitwell stove, which doesn't have the chimneys shown at the top of fig. 10, both the burning gas and the air move up and down repeatedly. In the H. Kennedy modification, shown in fig. 10, the gas and air enter at the bottom of all three large vertical chambers, burn as they rise, and immediately escape out the top, as illustrated by the broken arrows. In the other phase, the cold air, forced in at A, moves up and down four times, as indicated by the unbroken arrows, and exits as hot air at B. So, this is a “one-pass” stove when using gas but a “four-pass” one when using wind.
The Cowper stove (Fig. 11) differs from the Whitwell (1) in having not a series of flat smooth walls, but a great number of narrow vertical flues, E, for the alternate absorption and emission of the heat, with the consequence that, for given outside dimensions, it offers about one-half more heating surface than the true Whitwell stove; and (2) in that the gas and the blast pass only once up and once down through it, instead of twice up and twice down as in the modern true Whitwell stoves. As regards frictional resistance, this smaller number of reversals of direction compensates in a measure for the smaller area of the Cowper flues. The large combustion chamber B permits thorough combustion of the gas.
The Cowper stove (Fig. 11) is different from the Whitwell stove (1) because it has a lot of narrow vertical flues, E, instead of a series of flat smooth walls. This design allows for alternate absorption and emission of heat, resulting in about 50% more heating surface for the same outside dimensions compared to a true Whitwell stove. Additionally, the gas and airflow pass through it only once up and once down, rather than twice up and twice down like in modern true Whitwell stoves. With fewer reversals of direction, the frictional resistance is somewhat balanced by the smaller area of the Cowper flues. The large combustion chamber B allows for complete combustion of the gas.
71. Preservation of the Furnace Walls.—The combined fluxing and abrading action of the descending charge tends to wear away the lining of the furnace where it is hottest, which of course is near its lower end, thus changing its shape materially, lessening its efficiency, and in particular increasing its consumption of fuel. The walls, therefore, are now made thin, and are thoroughly cooled by water, which circulates through pipes or boxes bedded in them. James Gayley’s method of cooling, shown in fig. 7, is to set in the brickwork walls several horizontal rows of flat water-cooled bronze boxes, RR′, extending nearly to the interior of the furnace, and tapered so that they can readily be withdrawn and replaced in case they burn through. The brickwork may wear back to the front edges of these boxes, or even, as is shown at R′, a little farther. But in the latter case their edges still determine the effective profile of the furnace walls because the depressions at the back of these edges become filled with carbon and scoriaceous matter when the furnace is in normal working. Each of these rows, of which five are shown in fig. 7, consists of a great number of short segmental boxes.
71. Preservation of the Furnace Walls.—The combined action of the descending charge, which both fluxes and abrades, tends to wear down the lining of the furnace where it's the hottest, specifically near the bottom. This significantly alters its shape, reduces its efficiency, and especially increases fuel consumption. Therefore, the walls are now made thinner and are thoroughly cooled by water that circulates through pipes or boxes embedded in them. James Gayley’s cooling method, illustrated in fig. 7, involves installing several horizontal rows of flat water-cooled bronze boxes, RR′, into the brick walls, extending nearly to the furnace's interior and tapered for easy removal and replacement if they burn through. The brickwork may wear back to the front edges of these boxes or, as shown at R′, a bit further. However, even in this case, their edges still define the effective profile of the furnace walls because the depressions behind these edges are filled with carbon and slag when the furnace is operating normally. Each of these rows, with five shown in fig. 7, is made up of many short segmental boxes.
72. Blast-furnace Gas Engines.—When the gas which escapes from the furnace top is used in gas engines it generates about four times as much power as when it is used for raising steam. It has been calculated that the gas from a pair of old-fashioned blast-furnaces making 1600 tons of iron per week would in this way yield some 16,000 horse-power in excess of their own needs, and that all the available blast-furnace gas in the United States would develop about 1,500,000 horse-power, to develop which by raising steam would need about 20,000,000 tons of coal a year. Of this power about half would be used at the blast-furnaces themselves, leaving 750,000 horse-power available for driving the machinery of the rolling mills, &c.
72. Blast-furnace Gas Engines.—When the gas that escapes from the top of the furnace is used in gas engines, it produces about four times more power than when it's used to generate steam. It's estimated that the gas from a pair of traditional blast furnaces making 1,600 tons of iron per week could provide around 16,000 horsepower beyond their own requirements. Furthermore, all the available blast-furnace gas in the United States could generate about 1,500,000 horsepower, which would require about 20,000,000 tons of coal per year to produce the same amount of power through steam. Of this power, roughly half would be used at the blast furnaces themselves, leaving 750,000 horsepower available for powering the machinery of the rolling mills, etc.
 | |
| Fig. 11.—Diagram of Cowper Hot-Blast Stove at Duquesne. (After J. Kennedy.) Broken arrows show the path of the gas and air while the stove is “on gas,” and solid arrows that of the blast while it is “on wind.” | |
A, Entrance for blast-furnace gas. A, Blast-furnace gas entrance. B, B, Combustion chamber. B, B, Combustion chamber. C, Chimney valve. C, Chimney cap. |
D, Cold blast main. D, Cold air duct. E, Hollow bricks. E, Hollow blocks. |
This use of the gas engine is likely to have far-reaching results. In order to utilize this power, the converting mill, in which the pig iron is converted into steel, and the rolling mills must adjoin the blast-furnace. The numerous converting mills which treat pig iron made at a distance will now have the crushing burden of providing in other ways the power which their rivals get from the blast-furnace, in addition to the severe disadvantage under which they already suffer, of wasting the initial heat of the molten cast iron as it runs from the blast-furnace. Before its use in the gas engine, the blast-furnace gas has to be freed carefully from the large quantity of fine ore dust which it carries in suspension.
The use of the gas engine is likely to have major consequences. To harness this power, the converting mill, where pig iron is turned into steel, and the rolling mills need to be close to the blast furnace. The many converting mills that process pig iron produced far away will now face the heavy challenge of sourcing power in other ways, unlike their competitors who benefit from the blast furnace. They will also continue to struggle with the significant downside of losing the initial heat of molten cast iron as it flows from the blast furnace. Before it can be used in the gas engine, the blast-furnace gas needs to be thoroughly cleaned of the large amount of fine ore dust it contains.
73. Mechanical Appliances.—Moving the raw materials and the products: In order to move economically the great quantity of materials which enter and issue from each furnace daily, mechanical appliances have at many works displaced hand labour wholly, and indeed that any of the materials should be shovelled by hand is not to be thought of in designing new works.
73. Mechanical Appliances.—Moving the raw materials and the products: To economically transport the large amounts of materials that come in and go out of each furnace every day, mechanical equipment has completely replaced manual labor in many factories. In fact, it's unthinkable to design new facilities where any of the materials would be shoveled by hand.
The arrangement at the Carnegie Company’s Duquesne works (fig. 12) may serve as an example of modern methods of handling. The standard-gauge cars which bring the ore and coke to Duquesne pass over one of three very long rows of bins, A, B, and C (fig. 12), of which A and B receive the materials (ore, coke and limestone) 816 for immediate use, while C receives those to be stored for winter use. From A and B the materials are drawn as they are needed into large buckets D standing on cars, which carry them to the foot of the hoist track EE, up which they are hoisted to the top of the furnace. Arrived here, the material is introduced into the furnace by an ingenious piece of mechanism which completely prevents the furnace gas from escaping into the air. The hoist-engineer in the house F at the foot of the furnace, when informed by means of an indicator that the bucket has arrived at the top, lowers it so that its flanges GG (fig. 7) rest on the corresponding fixed flanges HH, as shown in fig. 9. The farther descent of the bucket being thus arrested, the special cable T is now slackened, so that the conical bottom of the bucket drops down, pressing down by its weight the counter-weighted false cover J of the furnace, so that the contents of the bucket slide down into the space between this false cover and the true charging bell, K. The special cable T is now tightened again, and lifts the bottom of the bucket so as both to close it and to close the space between J and K, by allowing J to rise back to its initial place. The bucket then descends along the hoist-track to make way for the next succeeding one, and K is lowered, dropping the charge into the furnace. Thus some 1700 tons of materials are charged daily into each of these furnaces without being shovelled at all, running by gravity from bin to bucket and from bucket to furnace, and being hoisted and charged into the furnace by a single engineer below, without any assistance or supervision at the furnace-top.
The setup at the Carnegie Company’s Duquesne works (fig. 12) exemplifies modern handling methods. The standard-gauge cars that bring ore and coke to Duquesne pass over one of three long rows of bins, A, B, and C (fig. 12). Bins A and B receive materials (ore, coke, and limestone) for immediate use, while bin C holds the materials for winter storage. From A and B, the materials are drawn as needed into large buckets D sitting on cars, which transport them to the base of the hoist track EE, where they are lifted to the top of the furnace. Once there, the materials are fed into the furnace using a clever mechanism that prevents any furnace gas from escaping into the atmosphere. The hoist engineer in house F at the furnace's base, when notified by an indicator that the bucket has reached the top, lowers it so that its flanges GG (fig. 7) rest on the corresponding fixed flanges HH, as shown in fig. 9. This halts the bucket's descent, and the special cable T is loosened, allowing the conical bottom of the bucket to drop. Its weight pushes down on the counterweighted false cover J of the furnace, allowing the bucket's contents to slide into the gap between this false cover and the actual charging bell, K. The special cable T is tightened again, raising the bucket's bottom to close it and seal the space between J and K, allowing J to rise back to its original position. The bucket then descends along the hoist track to make room for the next one, and K is lowered, releasing the charge into the furnace. As a result, about 1700 tons of materials are loaded into each of these furnaces daily without any shoveling, as they flow by gravity from bin to bucket and from bucket to furnace, with everything hoisted and loaded by a single engineer below, requiring no help or supervision at the top of the furnace.
 | |
| Fig. 12.—Diagram of the Carnegie Blast-Furnace Plant at Duquesne, Pa. | |
|
A and B, Bins for stock for immediate use. A and B, bins for stock for immediate use. C, Receiving bin for winter stock pile. C, Receiving bin for winter stockpile. D, D, Ore bucket. D, D, Ore bucket. EE, Hoist-track. EE, Hoist track. F, Hoist-engine house. F, Hoist engine room. |
LL, Travelling crane commanding stock pile. LL, Traveling crane commanding stock pile. M, Ore bucket receiving ore for stock pile. M, Ore bucket collecting ore for storage. M′, Bucket removing ore from stock pile. M′, Bucket taking ore from the stockpile. N, N, N, Ladles carrying the molten cast iron to the works, where it is converted into steel by the open hearth process. N, N, N, Workers transporting the molten cast iron to the factory, where it is transformed into steel using the open hearth process. |
The winter stock of materials is drawn from the left-hand row of bins, and distributed over immense stock piles by means of the great crane LL (fig. 12), which transfers it as it is needed to the row A of bins, whence it is carried to the furnace, as already explained.
The winter supply of materials is taken from the left-hand row of bins and spread across large stockpiles using the big crane LL (fig. 12), which moves it as needed to row A of bins, from where it's transported to the furnace, as previously described.
74. Casting the Molten Pig Iron.—The molten pig iron at many works is still run directly from the furnace into sand or iron moulds arranged in a way which suggests a nursing litter of pigs; hence the name “pig iron.” These pigs are then usually broken by hand. The Uehling casting machine (fig. 13) has displaced this method in many works. It consists essentially of a series of thin-walled moulds, BB, carried by endless chains past the lip of a great ladle A. This pours into them the molten cast iron which it has just received directly from the blast-furnace. As the string of moulds, each thus containing a pig, moves slowly forward, the pigs solidify and cool, the more quickly because in transit they are sprayed with water or even submerged in water in the tank EE. Arrived at the farther sheave C, the now cool pigs are dumped into a railway car.
74. Casting the Molten Pig Iron.—At many facilities, molten pig iron is still poured directly from the furnace into sand or iron molds arranged to resemble a nursing litter of pigs; that's why it's called "pig iron." These pigs are usually broken by hand. The Uehling casting machine (fig. 13) has replaced this method in many places. It consists mainly of a series of thin-walled molds, BB, moved by endless chains past the lip of a large ladle A. This ladle pours molten cast iron directly into the molds it just received from the blast furnace. As the row of molds, each containing a pig, moves slowly forward, the pigs solidify and cool, aided by being sprayed with water or even submerged in a tank of water, EE. When they reach the farther sheave C, the now-cooled pigs are dumped into a railway car.
 | |
| Fig. 13.—Diagram of Pig-Casting Machine. | |
|
A, Ladle bringing the cast iron from the blast-furnace. A, Ladle bringing the cast iron from the blast furnace. BB, The moulds. BB, The molds. C, D, Sheaves carrying the endless chain of moulds. C, D, Sheaves holding the continuous line of molds. |
EE, Tank in which the moulds are submerged. EE, Tank where the molds are submerged. F, Car into which the cooled pigs are dropped. F, Car where the cooled pigs are placed. G, Distributing funnel. G, Distribution funnel. |
Besides a great saving of labour, only partly offset by the cost of repairs, these machines have the great merit of making the management independent of a very troublesome set of labourers, the hand pig-breakers, who were not only absolutely indispensable for every cast and every day, because the pig iron must be removed promptly to make way for the next succeeding cast of iron, but very difficult to replace because of the great physical endurance which their work requires.
Besides a significant reduction in labor, only somewhat balanced by repair costs, these machines have the major advantage of making management independent of a very troublesome group of workers, the hand pig-breakers. They were not only absolutely essential for every cast and every day, as the pig iron needed to be removed quickly to make room for the next cast, but also very hard to replace due to the considerable physical endurance that their work demands.
75. Direct Processes for making Wrought Iron and Steel.—The present way of getting the iron of the ore into the form of wrought iron and steel by first making cast iron and then purifying it, i.e. by first putting carbon and silicon into the iron and then taking them out again at great expense, at first sight seems so unreasonably roundabout that many “direct” processes of extracting the iron without thus charging it with carbon and silicon have been proposed, and some of them have at times been important. But to-day they have almost ceased to exist.
75. Direct Processes for Making Wrought Iron and Steel.—The current method of converting iron from ore into wrought iron and steel involves first producing cast iron and then refining it, i.e. initially adding carbon and silicon to the iron and then removing them at a significant cost. At first glance, this process seems unnecessarily complicated, leading to many proposed “direct” methods for extracting iron without adding carbon and silicon. Some of these methods have been significant at times, but today they have nearly disappeared.
That the blast-furnace process must be followed by a purifying one, that carburization must at once be undone by decarburization, is clearly a disadvantage, but it is one which is far out weighed by five important incidental advantages. (1) The strong deoxidizing 817 action incidental to this carburizing removes the sulphur easily and cheaply, a thing hardly to be expected of any direct process so far as we can see. (2) The carburizing incidentally carburizes the brickwork of the furnace, and thus protects it against corrosion by the molten slag. (3) It protects the molten iron against reoxidation, the greatest stumbling block in the way of the direct processes hitherto. (4) This same strong deoxidizing action leads to the practically complete deoxidation and hence extraction of the iron. (5) In that carburizing lowers the melting point of the iron greatly, it lowers somewhat the temperature to which the mineral matter of the ore has to be raised in order that the iron may be separated from it, because this separation requires that both iron and slag shall be very fluid. Indeed, few if any of the direct processes have attempted to make this separation, or to make it complete, leaving it for some subsequent operation, such as the open hearth process.
That the blast-furnace process needs to be followed by a purification step and that carburization must be undone by decarburization is definitely a disadvantage, but it’s one that's more than outweighed by five key incidental benefits. (1) The strong deoxidizing action that comes with carburizing effectively removes sulfur easily and cheaply, which is something we wouldn’t expect from any direct process that we know of. (2) The carburizing process inadvertently carburizes the brickwork of the furnace, protecting it from corrosion caused by molten slag. (3) It safeguards the molten iron from reoxidation, which has been the biggest obstacle for direct processes up until now. (4) This strong deoxidizing effect also results in nearly complete deoxidation and hence extraction of the iron. (5) Because carburizing significantly lowers the melting point of iron, it also reduces the temperature needed to raise the mineral matter in the ore to separate the iron from it, as this separation requires both iron and slag to be very fluid. In fact, very few, if any, of the direct processes have attempted to achieve this separation or to make it thorough, often leaving it for a later step, like the open hearth process.
In addition, the blast-furnace uses a very cheap source of energy, coke, anthracite, charcoal, and even certain kinds of raw bituminous coal, and owing first to the intimacy of contact between this fuel and the ore on which it works, and second to the thoroughness of the transfer of heat from the products of that fuel’s combustion in their long upward journey through the descending charge, even this cheap energy is used most effectively.
In addition, the blast furnace uses a very inexpensive source of energy: coke, anthracite, charcoal, and even some types of raw bituminous coal. This is effective for two main reasons: first, the close contact between the fuel and the ore it processes, and second, the efficient transfer of heat from the burning fuel as it rises through the descending charge. Even this low-cost energy is utilized very effectively.
Thus we have reasons enough why the blast-furnace has displaced all competing processes, without taking into account its further advantage in lending itself easily to working on an enormous scale and with trifling consumption of labour, still further lessened by the general practice of transferring the molten cast iron in enormous ladles into the vessels in which its conversion into steel takes place. Nevertheless, a direct process may yet be made profitable under conditions which specially favour it, such as the lack of any fuel suitable for the blast-furnace, coupled with an abundance of cheap fuel suitable for a direct process and of cheap rich ore nearly free from sulphur.
So we have plenty of reasons why the blast furnace has replaced all other methods, not to mention its additional benefit of being easily scalable and requiring very little labor, which is further reduced by the common practice of transferring molten cast iron in large ladles into the vessels where it is converted into steel. However, a direct process could still be profitable under specific conditions that favor it, such as the absence of any suitable fuel for the blast furnace combined with an abundance of inexpensive fuel appropriate for a direct process and cheap, high-quality ore that is almost free from sulfur.
76. The chief difficulty in the way of modifying the blast-furnace process itself so as to make it accomplish what the direct processes aim at, by giving its product less carbon and silicon than pig iron as now made contains, is the removal of the sulphur. The processes for converting cast iron into steel can now remove phosphorus easily, but the removal of sulphur in them is so difficult that it has to be accomplished for the most part in the blast-furnace itself. As desulphurizing seems to need the direct and energetic action of carbon on the molten iron itself, and as molten iron absorbs carbon most greedily, it is hard to see how the blast-furnace is to desulphurize without carburizing almost to saturation, i.e. without making cast iron.
76. The main challenge in changing the blast-furnace process to achieve what the direct processes aim for—producing a product with less carbon and silicon than the pig iron we currently make—lies in removing sulfur. The methods for turning cast iron into steel can easily eliminate phosphorus, but getting rid of sulfur is so tricky that it mostly has to be done within the blast furnace itself. Since desulfurization appears to require direct and intense action from carbon on the molten iron, and molten iron absorbs carbon readily, it’s hard to see how the blast furnace can desulfurize without almost completely saturating it with carbon, i.e., without producing cast iron.
77. Direct Metal and the Mixer.—Until relatively lately the cast iron for the Bessemer and open-hearth processes was nearly always allowed to solidify in pigs, which were next broken up by hand and remelted at great cost. It has long been seen that there would be a great saving if this remelting could be avoided and “direct metal,” i.e. the molten cast iron direct from the blast-furnace, could be treated in the conversion process. The obstacle is that, owing to unavoidable irregularities in the blast-furnace process, the silicon- and sulphur-content of the cast iron vary to a degree and with an abruptness which are inconvenient for any conversion process and intolerable for the Bessemer process. For the acid variety of this process, which does not remove sulphur, this most harmful element must be held below a limit which is always low, though it varies somewhat with the use to which the steel is to be put. Further, the point at which the process should be arrested is recognized by the appearance of the flame which issues from the converter’s mouth, and variations in the silicon-content of the cast iron treated alter this appearance, so that the indications of the flame become confusing, and control over the process is lost. Moreover, the quality of the resultant steel depends upon the temperature of the process, and this in turn depends upon the proportion of silicon, the combustion of which is the chief source of the heat developed. Hence the importance of having the silicon-content constant. In the basic Bessemer process, also, unforeseen variations in the silicon-content are harmful, because the quantity of lime added should be just that needed to neutralize the resultant silica and the phosphoric acid and no more. Hence the importance of having the silicon-content uniform. This uniformity is now given by the use of the “mixer” invented by Captain W. R. Jones.
77. Direct Metal and the Mixer.—Until recently, cast iron for the Bessemer and open-hearth processes was almost always allowed to solidify in pigs, which were then manually broken up and remelted at a high cost. It has been understood for a long time that avoiding this remelting could result in significant savings if “direct metal,” i.e. the molten cast iron directly from the blast furnace, could be used in the conversion process. The challenge is that the unavoidable irregularities in the blast furnace process cause the silicon and sulfur content of the cast iron to vary in both degree and abruptness, which is inconvenient for any conversion process and unacceptable for the Bessemer process. For the acid version of this process, which doesn’t remove sulfur, this undesirable element must be kept below a limit that is consistently low, though it does vary somewhat depending on the intended use of the steel. Additionally, the point at which the process should be halted is identified by the appearance of the flame that comes from the converter, and changes in the silicon content of the cast iron being treated alter this appearance, making the flame’s indications confusing and leading to a loss of control over the process. Furthermore, the quality of the resulting steel relies on the process temperature, which in turn depends on the silicon proportion, as the combustion of silicon is the primary source of the heat generated. Therefore, it’s crucial to maintain a consistent silicon content. In the basic Bessemer process, unexpected variations in silicon content are also problematic because the amount of lime added should only be what’s needed to neutralize the resulting silica and phosphoric acid, with no excess. Thus, maintaining uniformity in silicon content is essential. This uniformity is now achieved through the use of the “mixer” invented by Captain W. R. Jones.
This “mixer” is a great reservoir into which successive lots of molten cast iron from all the blast-furnaces available are poured, forming a great molten mass of from 200 to 750 tons. This is kept molten by a flame playing above it, and successive lots of the cast iron thus mixed are drawn off, as they are needed, for conversion into steel by the Bessemer or open-hearth process. An excess of silicon or sulphur in the cast iron from one blast-furnace is diluted by thus mixing this iron with that from the other furnaces. Should several furnaces simultaneously make iron too rich in silicon, this may be diluted by pouring into the mixer some low-silicon iron melted for this purpose in a cupola furnace. This device not only makes the cast iron much more uniform, but also removes much of its sulphur by a curious slow reaction. Many metals have the power of dissolving their own oxides and sulphides, but not those of other metals. Thus iron, at least highly carburetted, i.e. cast iron, dissolves its own sulphide freely, but not that of either calcium or manganese. Consequently, when we deoxidize calcium in the iron blast-furnace, it greedily absorbs the sulphur which has been dissolved in the iron as iron sulphide, and the sulphide of calcium thus formed separates from the iron. In like manner, if the molten iron in the mixer contains manganese, this metal unites with the sulphur present, and the manganese sulphide, insoluble in the iron, slowly rises to the surface, and as it reaches the air, its sulphur oxidizes to sulphurous acid, which escapes. Further, an important part of the silicon may be removed in the mixer by keeping it very hot and covering the metal with a rather basic slag. This is very useful if the iron is intended for either the basic Bessemer or the basic open-hearth process, for both of which silicon is harmful.
This "mixer" is a large reservoir where batches of molten cast iron from available blast furnaces are poured in, creating a big molten mass of between 200 and 750 tons. It stays molten thanks to a flame above it, and the mixed batches of cast iron are drawn off as needed for turning into steel using the Bessemer or open-hearth process. If one blast furnace produces cast iron with too much silicon or sulfur, mixing it with iron from other furnaces dilutes these excesses. If multiple furnaces produce iron that is overly rich in silicon, low-silicon iron can be added from a cupola furnace to balance it out. This system not only makes the cast iron more consistent but also removes a lot of its sulfur through a unique slow reaction. Many metals can dissolve their own oxides and sulfides, but they can't do the same for those of other metals. For example, iron, particularly in its highly carbonated form (i.e., cast iron), readily dissolves its own sulfide but not that of calcium or manganese. Therefore, when calcium is deoxidized in the iron blast furnace, it eagerly takes in the sulfur that has dissolved in the iron as iron sulfide, and the resulting calcium sulfide separates from the iron. Similarly, if the molten iron in the mixer has manganese, this metal reacts with the sulfur present, and manganese sulfide, which is insoluble in iron, slowly rises to the surface. Once it reaches the air, its sulfur oxidizes into sulfurous acid, which then escapes. Additionally, a significant amount of silicon can be removed in the mixer by keeping it very hot and covering the metal with a somewhat basic slag. This is especially useful if the iron is meant for the basic Bessemer or basic open-hearth processes, as both find silicon detrimental.
78. Conversion or Purifying Processes for converting Cast Iron into Steel or Wrought Iron.—As the essential difference between cast iron on one hand and wrought iron and steel on the other is that the former contains necessarily much more carbon, usually more silicon, and often more phosphorus that are suitable or indeed permissible in the latter two, the chief work of all these conversion processes is to remove the excess of these several foreign elements by oxidizing them to carbonic oxide CO, silica SiO2, and phosphoric acid P2O5, respectively. Of these the first escapes immediately as a gas, and the others unite with iron oxide, lime, or other strong base present to form a molten silicate or silico-phosphate called “cinder” or “slag,” which floats on the molten or pasty metal. The ultimate source of the oxygen may be the air, as in the Bessemer process, or rich iron oxide as in the puddling process, or both as in the open-hearth process; but in any case iron oxide is the chief immediate source, as is to be expected, because the oxygen of the air would naturally unite in much greater proportion with some of the great quantity of iron offered to it than with the small quantity of these impurities. The iron oxide thus formed immediately oxidizes these foreign elements, so that the iron is really a carrier of oxygen from air to impurity. The typical reactions are something like the following: Fe3O4 + 4C = 4CO + 3Fe; Fe3O4 + C = 3FeO + CO; 2P + 5Fe3O4 = 12FeO + 3FeO,P2O5; Si + 2Fe3O4 = 3FeO,SiO2 + 3FeO. Beside this their chief and easy work of oxidizing carbon, silicon and phosphorus, the conversion processes have the harder task of removing sulphur, chiefly by converting it into calcium sulphide, CaS, or manganous sulphide, MnS, which rise to the top of the molten metal and there enter the overlying slag, from which the sulphur may escape by oxidizing to the gaseous compound, sulphurous acid, SO2.
78. Conversion or Purifying Processes for Converting Cast Iron into Steel or Wrought Iron.—The main difference between cast iron and wrought iron or steel is that cast iron contains significantly more carbon, usually more silicon, and often more phosphorus, which aren’t allowed in the latter two. The primary goal of all these conversion processes is to eliminate the excess of these foreign elements by turning them into carbon monoxide (CO), silica (SiO2), and phosphoric acid (P2O5). The carbon monoxide gas escapes right away, while the others combine with iron oxide, lime, or other strong bases present to create a molten silicate or silico-phosphate known as “cinder” or “slag,” which floats on the molten or semi-liquid metal. The oxygen can come from the air, as in the Bessemer process, from rich iron oxide as in the puddling process, or from both in the open-hearth process; however, iron oxide is the main immediate source since the oxygen from the air is more likely to bond with the large amount of iron available rather than with the small amount of impurities. The iron oxide formed then oxidizes these foreign elements, making the iron essentially a transporter of oxygen from the air to the impurities. Typical reactions go like this: Fe3O4 + 4C = 4CO + 3Fe; Fe3O4 + C = 3FeO + CO; 2P + 5Fe3O4 = 12FeO + 3FeO,P2O5; Si + 2Fe3O4 = 3FeO,SiO2 + 3FeO. In addition to oxidizing carbon, silicon, and phosphorus, the conversion processes also face the tougher task of removing sulfur, primarily by turning it into calcium sulfide (CaS) or manganous sulfide (MnS), which rise to the surface of the molten metal and mix with the slag on top, allowing the sulfur to escape by converting into the gaseous compound sulfur dioxide (SO2).
79. In the puddling process molten cast iron is converted into wrought iron, i.e. low-carbon slag-bearing iron, by oxidizing its carbon, silicon and phosphorus, by means of iron oxide stirred into it as it lies in a thin shallow layer in the “hearth” or flat basin of a reverberatory furnace (fig. 14), itself lined with iron ore. As the iron oxide is stirred into the molten metal laboriously by the workman or “puddler” with his hook or “rabble,” it oxidizes the silicon to silica and the phosphorus to phosphoric acid, and unites with both these products, forming with them a basic iron silicate rich in phosphorus, called “puddling” or “tap cinder.” It oxidizes the carbon also, which escapes in purple jets of burning carbonic oxide. As the melting point of the metal is gradually raised by the progressive decarburization, it at length passes above the temperature of the furnace, about 818 1400° C., with the consequence that the metal, now below its melting point, solidifies in pasty grains, or “comes to nature.” These grains the puddler welds together by means of his rabble into rough 80-℔ balls, each like a sponge of metallic iron particles with its pores filled with the still molten cinder. These balls are next worked into merchantable shape, and the cinder is simultaneously expelled in large part, first by hammering them one at a time under a steam hammer (fig. 37) or by squeezing them, and next by rolling them. The squeezing is usually done in the way shown in fig. 15.
79. In the puddling process, molten cast iron is transformed into wrought iron, i.e. low-carbon slag-bearing iron, by oxidizing its carbon, silicon, and phosphorus, using iron oxide mixed into it while it sits in a thin layer in the "hearth" or flat basin of a reverberatory furnace (fig. 14), which is lined with iron ore. As the iron oxide is mixed into the molten metal by the worker or "puddler" with his hook or "rabble," it oxidizes the silicon into silica and the phosphorus into phosphoric acid, combining with these substances to form a basic iron silicate rich in phosphorus, called “puddling” or “tap cinder.” It also oxidizes the carbon, which escapes in purple jets of burning carbon monoxide. As the melting point of the metal gradually rises due to the ongoing decarburization, it eventually exceeds the furnace temperature, about 818 1400° C., causing the metal, now below its melting point, to solidify into pasty grains, or “comes to nature.” The puddler then welds these grains together using his rabble into rough 80-lb balls, each like a sponge filled with metallic iron particles and still molten cinder in its pores. These balls are then shaped into a marketable form while a large part of the cinder is expelled, first by hammering them one at a time under a steam hammer (fig. 37) or by squeezing them, and then by rolling them. The squeezing is typically done as shown in fig. 15.
 |
| Fig. 14.—Puddling Furnace. |
 |
| Fig. 15.—Plan of Burden’s Excentric Revolving Squeezer for Puddled Balls. |
Here BB is a large fixed iron cylinder, corrugated within, and C an excentric cylinder, also corrugated, which, in turning to the right, by the friction of its corrugated surface rotates the puddled ball D which has just entered at A, so that, turning around its own axis, it travels to the right and is gradually changed from a ball into a bloom, a rough cylindrical mass of white hot iron, still dripping with cinder. This bloom is immediately rolled down into a long flat bar, called “muck bar,” and this in turn is cut into short lengths which, piled one on another, are reheated and again rolled down, sometimes with repeated cutting, piling and re-rolling, into the final shape in which it is actually to be used. But, roll and re-roll as often as we like, much cinder remains imbedded in the iron, in the form of threads and rods drawn out in the direction of rolling, and of course weakening the metal in the transverse direction.
Here, BB is a large fixed iron cylinder with a ridged interior, and C is an eccentric cylinder, also with ridges, which, when turned to the right, uses the friction of its surface to rotate the puddled ball D that just entered at A. As it spins around its own axis, it moves to the right and gradually transforms from a ball into a bloom, a rough cylindrical mass of white-hot iron still dripping with cinder. This bloom is immediately rolled into a long, flat bar called a "muck bar," which is then cut into shorter lengths. These pieces are stacked on top of each other, reheated, and rolled again, sometimes undergoing multiple rounds of cutting, stacking, and re-rolling, until they reach their final shape for use. However, no matter how many times we roll and re-roll, a lot of cinder remains trapped in the iron, appearing as threads and rods drawn out in the direction of rolling, which naturally weakens the metal in the transverse direction.
80. Machine Puddling.—The few men who have, and are willing to exercise, the great strength and endurance which the puddler needs when he is stirring the pasty iron and balling it up, command such high wages, and with their little 500-℔ charges turn out their iron so slowly, that many ways of puddling by machinery have been tried. None has succeeded permanently, though indeed one offered by J. P. Roe is not without promise. The essential difficulty has been that none of them could subdivide the rapidly solidifying charge into the small balls which the workman dexterously forms by hand, and that if the charge is not thus subdivided but drawn as a single ball, the cinder cannot be squeezed out of it thoroughly enough.
80. Machine Puddling.—The few individuals who have and are willing to use the great strength and endurance required for puddling while stirring the thick iron and forming it into balls can command very high wages. With their relatively small 500-pound charges, they produce iron so slowly that many methods of puddling with machinery have been attempted. None have been permanently successful; however, one proposed by J. P. Roe shows some promise. The main challenge has been that none of these methods can break down the quickly solidifying charge into the small balls that the worker skillfully shapes by hand. If the charge isn’t broken down but pulled out as a single ball, the cinder cannot be fully squeezed out.
81. Direct Puddling.—In common practice the cast iron as it runs from the blast-furnace is allowed to solidify and cool completely in the form of pigs, which are then graded by their fracture, and remelted in the puddling furnace itself. At Hourpes, in order to save the expense of this remelting, the molten cast iron as it comes from the blast-furnace is poured directly into the puddling furnace, in large charges of about 2200 ℔, which are thus about four times as large as those of common puddling furnaces. These large charges are puddled by two gangs of four men each, and a great saving in fuel and labour is effected.
81. Direct Puddling.—In typical practice, the cast iron from the blast furnace is allowed to solidify and cool completely into pigs, which are then sorted by their fracture and remelted in the puddling furnace. At Hourpes, to cut the costs of this remelting process, the molten cast iron straight from the blast furnace is poured directly into the puddling furnace, in large batches of about 2200 pounds, which is roughly four times bigger than those used in standard puddling furnaces. These large batches are puddled by two teams of four men each, resulting in significant savings in fuel and labor.
Attractive as are these advances in puddling, they have not been widely adopted, for two chief reasons: First, owners of puddling works have been reluctant to spend money freely in plant for a process of which the future is so uncertain, and this unwillingness has been the more natural because these very men are in large part the more conservative fraction, which has resisted the temptation to abandon puddling and adopt the steel-making processes. Second, in puddling iron which is to be used as a raw material for making very fine steel by the crucible process, quality is the thing of first importance. Now in the series of operations, the blast-furnace, puddling and crucible processes, through which the iron passes from the state of ore to that of crucible tool steel, it is so difficult to detect just which are the conditions essential to excellence in the final product that, once a given procedure has been found to yield excellent steel, every one of its details is adhered to by the more cautious ironmasters, often with surprising conservatism. Buyers of certain excellent classes of Swedish iron have been said to object even to the substitution of electricity for water-power as a means of driving the machinery of the forge. In case of direct puddling and the use of larger charges this conservatism has some foundation, because the established custom of allowing the cast iron to solidify gives a better opportunity of examining its fracture, and thus of rejecting unsuitable iron, than is afforded in direct puddling. So, too, when several puddlers are jointly responsible for the thoroughness of their work, as happens in puddling large charges, they will not exercise such care (nor indeed will a given degree of care be so effective) as when responsibility for each charge rests on one man.
As attractive as these improvements in puddling are, they haven't been widely adopted for two main reasons. First, owners of puddling operations have been hesitant to invest money in facilities for a process with such uncertain prospects. This hesitation is understandable, as these owners are often conservative and resistant to moving away from puddling in favor of steel-making methods. Second, when puddling iron intended for high-quality steel production through the crucible process, the quality is the top priority. Throughout the stages of production—from the blast furnace to puddling and finally to the crucible process—it’s challenging to pinpoint the exact conditions that lead to the best final product. As a result, once a specific method is proven to create excellent steel, cautious ironmasters stick to every detail of that method, often with surprising stubbornness. Some buyers of certain high-quality Swedish iron have even reportedly objected to using electricity instead of water power to run forge machinery. When it comes to direct puddling with larger charges, this conservatism is somewhat justified since the traditional practice of letting cast iron solidify allows for better examination of its fracture, leading to more effective rejection of unsuitable iron compared to direct puddling. Similarly, when several puddlers share responsibility for the quality of their work, as is often the case with large charges, they aren’t as careful (and the level of care isn’t as effective) as when one person is responsible for each charge.
82. The removal of phosphorus, a very important duty of the puddling process, requires that the cinder shall be “basic,” i.e. that it shall have a great excess of the strong base, ferrous oxide, FeO, for the phosphoric acid to unite with, lest it be deoxidized by the carbon of the iron as fast as it forms, and so return to the iron, following the general rule that oxidized bodies enter the slag and unoxidized ones the metallic iron. But this basicity implies that for each part of the silica or silicic acid which inevitably results from the oxidation of the silicon of the pig iron, the cinder shall contain some three parts of iron oxide, itself a valuable and expensive substance. Hence, in order to save iron oxide the pig iron used should be nearly free from silicon. It should also be nearly free from sulphur, because of the great difficulty of removing this element in the puddling process. But the strong deoxidizing conditions needed in the blast-furnace to remove sulphur tend strongly to deoxidize silica and thus to make the pig iron rich in silicon.
82. The removal of phosphorus, which is a crucial part of the puddling process, requires that the cinder be “basic,” i.e. it must have a significant excess of the strong base, ferrous oxide (FeO), for the phosphoric acid to combine with. If not, it would be deoxidized by the carbon in the iron as quickly as it forms, allowing it to return to the iron, following the general rule that oxidized materials go into the slag while unoxidized ones end up in the metallic iron. However, this basicity means that for every part of silica or silicic acid that inevitably results from oxidizing the silicon in the pig iron, the cinder must contain roughly three parts of iron oxide, which is both valuable and costly. Therefore, to conserve iron oxide, the pig iron used should be almost free of silicon. It should also be nearly free of sulfur due to the significant challenge of removing this element during the puddling process. However, the strong deoxidizing conditions necessary in the blast furnace to eliminate sulfur tend to deoxidize silica as well, resulting in pig iron that is rich in silicon.
83. The ”refinery process” of fitting pig iron for the puddling process by removing the silicon without the carbon, is sometimes used because of this difficulty in making a pig iron initially low in both sulphur and silicon. In this process molten pig iron with much silicon but little sulphur has its silicon oxidized to silica and thus slagged off, by means of a blast of air playing on the iron through a blanket of burning coke which covers it. The coke thus at once supplies by its combustion the heat needed for melting the iron and keeping it hot, and by itself dissolving in the molten metal returns carbon to it as fast as this element is burnt out by the blast, so that the “refined” cast iron which results, though still rich in carbon and therefore easy to melt in the puddling process, has relatively little silicon.
83. The “refinery process” of preparing pig iron for the puddling process by removing silicon without taking away carbon is sometimes used because it’s challenging to produce pig iron that is initially low in both sulfur and silicon. In this process, molten pig iron that has a lot of silicon but little sulfur has its silicon oxidized into silica and then slagged off by blowing air onto the iron through a layer of burning coke that covers it. The combustion of the coke provides the heat needed to melt the iron and keep it hot, and as the coke dissolves in the molten metal, it replenishes the carbon that's burned off by the blast. As a result, the “refined” cast iron that comes out is still high in carbon, making it easy to melt in the puddling process, but has relatively low silicon.
84. In the Bessemer or “pneumatic” process, which indeed might be called the “fuel-less” process, molten pig iron is converted into steel by having its carbon, silicon and manganese, and often its phosphorus and sulphur, oxidized and thus removed by air forced through it in so many fine streams and hence so rapidly that the heat generated by the oxidation of these impurities suffices in and by itself, unaided by burning any other fuel, not only to keep the iron molten, but even to raise its temperature from a point initially but little above the melting point of cast iron, say 1150° to 1250° C., to one well above the melting point of the resultant steel, say 1500° C. The “Bessemer converter” or “vessel” (fig. 16) in which this wonderful process is carried out is a huge retort, lined with clay, dolomite or other refractory material, hung aloft and turned on trunnions, DD, through the right-hand one of which the blast is carried to the gooseneck E, which in turn delivers it to the tuyeres Q at the bottom.
84. In the Bessemer or “pneumatic” process, which could also be called the “fuel-less” process, molten pig iron is transformed into steel by having its carbon, silicon, manganese, and often phosphorus and sulfur oxidized and removed by air forced through it in fine streams. This happens so quickly that the heat generated by the oxidation of these impurities is enough on its own, without needing to burn any other fuel, to keep the iron molten and even raise its temperature from just above the melting point of cast iron, around 1150° to 1250° C., to well above the melting point of the resulting steel, around 1500° C. The “Bessemer converter” or “vessel” (fig. 16) used for this remarkable process is a large retort lined with clay, dolomite, or other heat-resistant materials, positioned above and rotated on trunnions, DD, through which the blast is carried to the gooseneck E, which then delivers it to the tuyeres Q at the bottom.
There are two distinct varieties of this process, the original undephosphorizing or “acid” Bessemer process, so called because the converter is lined with acid materials, i.e. those rich in silicic acid, such as quartz and clay, and because the slag is consequently acid, i.e. siliceous; and the dephosphorizing or “Thomas” or “basic Bessemer” process, so called because the converter is lined with basic materials, usually calcined dolomite, a mixture of lime and magnesia, bound together with tar, and because the slag is made very basic by adding much 819 lime to it. In the basic Bessemer process phosphorus is readily removed by oxidation, because the product of its oxidation, phosphoric acid, P2O5, in the presence of an excess of base forms stable phosphates of lime and iron which pass into the slag, making it valuable as an artificial manure. But this dephosphorization by oxidation can be carried out only in the case slag is basic. If it is acid, i.e. if it holds much more than 20% of so powerful an acid as silica, then the phosphoric acid has so feeble a hold on the base in the slag that it is immediately re-deoxidized by the carbon of the metal, or even by the iron itself, P2O5 + 5Fe = 2P + 5FeO, and the resultant deoxidized phosphorus immediately recombines with the iron. Now in an acid-lined converter the slag is necessarily acid, because even an initially basic slag would immediately corrode away enough of the acid lining to make itself acid. Hence phosphorus cannot be removed in an acid-lined converter. Though all this is elementary to-day, not only was it unknown, indeed unguessed, at the time of the invention of the Bessemer process, but even when, nearly a quarter of a century later, a young English metallurgical chemist, Sidney Gilchrist Thomas (1850-1885), offered to the British Iron and Steel Institute a paper describing his success in dephosphorizing by the Bessemer process with a basic-lined converter and a basic slag, that body rejected it.
There are two main types of this process: the original undephosphorizing or “acid” Bessemer process, named because the converter is lined with acid materials, like quartz and clay, which are high in silicic acid, and as a result, the slag is also acidic, meaning it’s siliceous; and the dephosphorizing or “Thomas” or “basic Bessemer” process, named because the converter is lined with basic materials, typically calcined dolomite, a mix of lime and magnesia held together with tar, and because the slag becomes very basic by adding a lot of lime to it. In the basic Bessemer process, phosphorus is easily eliminated through oxidation since the product of its oxidation, phosphoric acid (P2O5), in the presence of excess base forms stable phosphates of lime and iron that go into the slag, making it useful as artificial fertilizer. However, this dephosphorization through oxidation only works when the slag is basic. If it’s acidic, meaning it contains more than 20% of such a strong acid as silica, then the phosphoric acid has such a weak bond with the base in the slag that it gets re-oxidized by the carbon of the metal or even by the iron itself, represented by the reaction P2O5 + 5Fe = 2P + 5FeO, and the resulting deoxidized phosphorus quickly recombines with the iron. In an acid-lined converter, the slag is inevitably acidic because even an initially basic slag would quickly eat away enough of the acid lining to become acidic itself. Therefore, phosphorus cannot be removed in an acid-lined converter. Though this is basic knowledge today, it was completely unknown and indeed unimagined at the time the Bessemer process was invented. Even when, nearly twenty-five years later, a young English metallurgical chemist, Sidney Gilchrist Thomas (1850-1885), presented a paper to the British Iron and Steel Institute describing his success in dephosphorizing using the Bessemer process with a basic-lined converter and basic slag, his proposal was rejected.
 | |
| Fig. 16.—12-15 ton Bessemer Converter. | |
|
A, Trunnion-ring. A, Trunnion ring. B, Main shell. B, Primary shell. C, Upper part of shell. C, Top part of shell. D, Trunnions. D, Trunnions. E, Goose-neck. E, Goose neck. F, Tuyere-box. F, Tuyere box. N, Lid of tuyere-box. N, Tuyere box lid. |
O, Tuyere-plate. Oh, Tuyere-plate. P, False plate. P, Fake plate. Q, Tuyeres. Q, Tuyeres. R, Keys holding lid of tuyere-box. R, Keys holding the lid of the tuyere box. S, Refractory lining. S, Refractory lining. U, Key-link holding bottom. You, key link holding bottom. |
 |
| Fig. 17.—Bessemer Converter, turned down in position to receive and discharge the molten metal. |
85. In carrying out the acid Bessemer process, the converter, preheated to about 1200° C. by burning coke in it, is turned into the position shown in fig. 17, and the charge of molten pig iron, which sometimes weighs as much as 20 tons, is poured into it through its mouth. The converter is then turned upright into the position shown in fig. 16, so that the blast, which has been let on just before this, entering through the great number of tuyere holes in the bottom, forces its way up through the relatively shallow layer of iron, throwing it up within the converter as a boiling foam, and oxidizing the foreign elements so rapidly that in some cases their removal is complete after 5 minutes. The oxygen of the blast having been thus taken up by the molten metal, its nitrogen issues from the mouth of the converter as a pale spark-bearing cone. Under normal conditions the silicon oxidizes first. Later, when most of it has been oxidized, the carbon begins to oxidize to carbonic oxide, which in turn burns to carbonic acid as it meets the outer air on escaping from the mouth of the converter, and generates a true flame which grows bright, then brilliant, then almost blinding, as it rushes and roars, then “drops,” i.e. shortens and suddenly grows quiet when the last of the carbon has burnt away, and no flame-forming substance remains. Thus may a 20-ton charge of cast iron be converted into steel in ten minutes.4 It is by the appearance of the flame that the operator or “blower” knows when to end the process, judging by its brilliancy, colour, sound, sparks, smoke and other indications.
85. In the acid Bessemer process, the converter, which is preheated to about 1200° C. by burning coke inside, is positioned as shown in fig. 17. A charge of molten pig iron, sometimes weighing as much as 20 tons, is poured into it through the opening. The converter is then turned upright into the position shown in fig. 16, allowing the blast that was activated just before to enter through the numerous tuyere holes at the bottom. This blast forces its way up through the relatively shallow layer of iron, causing it to rise like boiling foam within the converter, rapidly oxidizing foreign elements—sometimes completely removing them within 5 minutes. As the molten metal absorbs the oxygen from the blast, nitrogen escapes from the converter's mouth as a pale spark-bearing cone. Under normal conditions, silicon is oxidized first. Once most of it is oxidized, carbon starts to oxidize into carbon monoxide, which then burns to carbon dioxide as it meets the outer air while escaping from the converter, creating a true flame that initially glows, then becomes bright, and finally almost blinding as it rushes and roars. It then "drops," meaning it shortens and abruptly quiets down when the last of the carbon has burned off, and no substance that forms flames is left. In this way, a 20-ton charge of cast iron can be transformed into steel in ten minutes. 4 The operator or “blower” can tell when to finish the process by observing the flame's appearance, including its brightness, color, sound, sparks, smoke, and other signs.
86. Recarburizing.—The process may be interrupted as soon as the carbon-content has fallen to that which the final product is to have, or it may be continued till nearly the whole of the carbon has been burned out, and then the needed carbon may be added by “recarburizing.” The former of these ways is followed by the very skilful and intelligent blowers in Sweden, who, with the temperature and all other conditions well under control, and with their minds set on the quality rather than on the quantity of their product, can thus make steel of any desired carbon-content from 0.10 to 1.25%. But even with all their skill and care, while the carbon-content is still high the indications of the flame are not so decisive as to justify them in omitting to test the steel before removing it from the converter, as a check on the accuracy of their blowing. The delay which this test causes is so unwelcome that in all other countries the blower continues the blow until decarburization is nearly complete, because of the very great accuracy with which he can then read the indications of the flame, an accuracy which leaves little to be desired. Then, without waiting to test the product, he “recarburizes” it, i.e. adds enough carbon to give it the content desired, and then immediately pours the steel into a great clay-lined casting ladle by turning the converter over, and through a nozzle in the bottom of this ladle pours the steel into its ingot moulds. In making very low-carbon steel this recarburizing proper is not needed; but in any event a considerable quantity of manganese must be added unless the pig iron initially contains much of that metal, in order to remove from the molten steel the oxygen which it has absorbed from the blast, lest this make it redshort. If the carbon-content is not to be raised materially, this manganese is added in the form of preheated lumps of “ferro-manganese,” which contains about 80% of manganese, 5% of carbon and 15% of iron, with a little silicon and other impurities. If, on the other hand, the carbon-content is to be raised, then carbon and manganese are usually added together in the form of a manganiferous molten pig iron, called spiegeleisen, i.e. “mirror-iron,” from the brilliancy of its facets, and usually containing somewhere about 12% of manganese and 4% of carbon, though the proportion between these two elements has to be adjusted so as to introduce the desired quantity of each into the molten steel. Part of the carbon of this spiegeleisen unites with the oxygen occluded in the molten iron to form carbonic oxide, and again a bright flame, greenish with manganese, escapes from the converter.
86. Recarburizing.—The process can be paused as soon as the carbon content has dropped to the level required for the final product, or it can continue until nearly all the carbon has burned off, and then the necessary carbon can be added by “recarburizing.” The first method is practiced by highly skilled and knowledgeable blowers in Sweden, who, with the temperature and all other conditions well controlled, focus on the quality rather than the quantity of their product, allowing them to create steel with any desired carbon content from 0.10 to 1.25%. However, even with all their expertise and care, while the carbon content is still high, the indicators from the flame are not reliable enough to skip testing the steel before removing it from the converter to validate the accuracy of their blowing. The delay from this test is so undesirable that in other countries, the blower continues until decarburization is nearly complete, as they can then interpret the flame indicators with great precision. Then, without waiting to test the product, they “recarburize” it, i.e. add enough carbon to reach the desired content, and immediately pour the steel into a large clay-lined casting ladle by tipping the converter over and through a nozzle at the bottom of this ladle, pour the steel into its ingot molds. When producing very low-carbon steel, this proper recarburizing isn’t necessary; however, in any case, a significant amount of manganese must be added unless the pig iron initially contains a lot of that metal, to remove the oxygen absorbed from the blast in the molten steel to avoid it becoming red-short. If the carbon content isn’t to be raised significantly, this manganese is added as preheated lumps of “ferro-manganese,” which contains about 80% manganese, 5% carbon, and 15% iron, along with some silicon and other impurities. Conversely, if the carbon content is to be increased, both carbon and manganese are typically added together in the form of a manganiferous molten pig iron called spiegeleisen, i.e. “mirror-iron,” due to the shine of its facets, usually containing about 12% manganese and 4% carbon, although the ratio of these two elements must be adjusted to introduce the desired quantities into the molten steel. Some of the carbon from this spiegeleisen combines with the oxygen trapped in the molten iron to form carbon monoxide, and once again, a bright flame tinted green with manganese escapes from the converter.
87. Darby’s Process.—Another way of introducing the carbon is Darby’s process of throwing large paper bags filled with anthracite, coke or gas-carbon into the casting ladle as the molten steel is pouring into it. The steel dissolves the carbon of this fuel even more quickly than water would dissolve salt under like conditions.
87. Darby’s Process.—Another way to introduce carbon is through Darby’s process, where large paper bags filled with anthracite, coke, or gas-carbon are thrown into the casting ladle as molten steel is being poured in. The steel dissolves the carbon from this fuel even faster than water would dissolve salt under similar conditions.
88. Bessemer and Mushet.—Bessemer had no very wide knowledge of metallurgy, and after overcoming many stupendous 820 difficulties he was greatly embarrassed by the brittleness or “redshortness” of his steel, which he did not know how to cure. But two remedies were quickly offered, one by the skilful Swede, Göransson, who used a pig iron initially rich in manganese and stopped his blow before much oxygen had been taken up; and the other by a British steel maker, Robert Mushet, who proposed the use of the manganiferous cast iron called spiegeleisen, and thereby removed the only remaining serious obstacle to the rapid spread of the process.
88. Bessemer and Mushet.—Bessemer didn't have extensive knowledge of metallurgy, and after overcoming many massive challenges, he was really frustrated by the brittleness, or “redshortness,” of his steel, which he didn’t know how to fix. But two solutions were quickly presented: one by the skilled Swede, Göransson, who used pig iron that was initially rich in manganese and stopped his process before much oxygen was absorbed; and the other by British steel maker, Robert Mushet, who suggested using manganiferous cast iron called spiegeleisen, which eliminated the last major barrier to the rapid adoption of the process.
From this many have claimed for Mushet a part almost or even quite equal to Bessemer’s in the development of the Bessemer process, even calling it the “Bessemer-Mushet process.” But this seems most unjust. Mushet had no such exclusive knowledge of the effects of manganese that he alone could have helped Bessemer; and even if nobody had then proposed the use of spiegeleisen, the development of the Swedish Bessemer practice would have gone on, and, the process thus established and its value and great economy thus shown in Sweden, it would have been only a question of time how soon somebody would have proposed the addition of manganese. Mushet’s aid was certainly valuable, but not more than Göransson’s, who, besides thus offering a preventive of redshortness, further helped the process on by raising its temperature by the simple expedient of further subdividing the blast, thus increasing the surface of contact between blast and metal, and thus in turn hastening the oxidation. The two great essential discoveries were first that the rapid passage of air through molten cast iron raised its temperature above the melting point of low-carbon steel, or as it was then called “malleable iron,” and second that this low-carbon steel, which Bessemer was the first to make in important quantities, was in fact an extraordinarily valuable substance when made under proper conditions.
Many people have claimed that Mushet played a role almost as significant as Bessemer's in the development of the Bessemer process, even referring to it as the “Bessemer-Mushet process.” However, this seems very unfair. Mushet did not have exclusive knowledge about the effects of manganese that would have enabled him to assist Bessemer on his own; and even if no one had suggested using spiegeleisen at the time, the advancement of the Swedish Bessemer practice would have continued. With the process established and its value and efficiency demonstrated in Sweden, it would simply have been a matter of time before someone proposed adding manganese. Mushet's contribution was undoubtedly valuable, but not more so than Göransson's. Besides providing a solution to redshortness, Göransson also improved the process by increasing the temperature with the straightforward method of further subdividing the blast, which enhanced the contact surface between the blast and the metal, speeding up the oxidation. The two key discoveries were that rapidly blowing air through molten cast iron raised its temperature above the melting point of low-carbon steel, which was then referred to as “malleable iron,” and that this low-carbon steel, which Bessemer was the first to produce in significant amounts, was actually an incredibly valuable material when created under the right conditions.
89. Source of Heat.—The carbon of the pig iron, burning as it does only to carbonic oxide within the converter, does not by itself generate a temperature high enough for the needs of the process. The oxidation of manganese is capable of generating a very high temperature, but it has the very serious disadvantage of causing such thick clouds of smoky oxide of manganese as to hide the flame from the blower, and prevent him from recognizing the moment when the blow should be ended. Thus it comes about that the temperature is regulated primarily by adjusting the quantity of silicon in the pig iron treated, 1¼% of this element usually sufficing. If any individual blow proves to be too hot, it may be cooled by throwing cold “scrap” steel such as the waste ends of rails and other pieces, into the converter, or by injecting with the blast a little steam, which is decomposed by the iron by the endothermic reaction H2O + Fe = 2H + FeO. If the temperature is not high enough, it is raised by managing the blast in such a way as to oxidize some of the iron itself permanently, and thus to generate much heat.
89. Source of Heat.—The carbon in pig iron burns only to carbon monoxide in the converter, and on its own, it doesn't create a high enough temperature for the process. While the oxidation of manganese can produce a very high temperature, it has a major drawback: it creates thick clouds of smoky manganese oxide that obscure the flame from the blower, making it difficult for him to know when to stop the blowing. As a result, the temperature is mainly controlled by adjusting the amount of silicon in the pig iron being processed, with about 1¼% of this element typically being sufficient. If any blow turns out to be too hot, it can be cooled by adding cold “scrap” steel, like leftover rail ends or other pieces, into the converter, or by injecting a little steam with the blast, which the iron decomposes through the endothermic reaction H2O + Fe = 2H + FeO. If the temperature is too low, it can be increased by managing the blast to oxidize some of the iron itself permanently, thus generating additional heat.
90. The basic or dephosphorizing variety of the Bessemer process, called in Germany the “Thomas” process, differs from the acid process in four chief points: (1) that its slag is made very basic and hence dephosphorizing by adding much lime to it; (2) that the lining is basic, because an acid lining would quickly be destroyed by such a basic slag; (3) that the process is arrested not at the “drop of the flame” (§85) but at a predetermined length of time after it; and (4) that phosphorus instead of silicon is the chief source of heat. Let us consider these in turn.
90. The basic or dephosphorizing version of the Bessemer process, known in Germany as the “Thomas” process, differs from the acid process in four main ways: (1) its slag is made very basic and therefore dephosphorizing by adding a lot of lime; (2) the lining is basic because an acid lining would be quickly damaged by such a basic slag; (3) the process is stopped not at the “drop of the flame” (§85) but after a predetermined amount of time; and (4) phosphorus, rather than silicon, is the primary source of heat. Let’s look at these points one by one.
91. The slag, in order that it may have such an excess of base that this will retain the phosphoric acid as fast as it is formed by the oxidation of the phosphorus of the pig iron, and prevent it from being re-deoxidized and re-absorbed by the iron, should, according to von Ehrenwerth’s rule which is generally followed, contain enough lime to form approximately a tetra-calcic silicate, 4CaO,SiO2 with the silica which results from the oxidation of the silicon of the pig iron and tri-calcic phosphate, 3CaO,P2O5, with the phosphoric acid which forms. The danger of this “rephosphorization” is greatest at the end of the blow, when the recarburizing additions are made. This lime is charged in the form of common quicklime, CaO, resulting from the calcination of a pure limestone, CaCO3, which should be as free as possible from silica. The usual composition of this slag is iron oxide, 10 to 16%; lime, 40 to 50%; magnesia, 5%; silica, 6 to 9%; phosphoric acid, 16 to 20%. Its phosphoric acid makes it so valuable as a fertilizer that it is a most important by-product. In order that the phosphoric acid may be the more fully liberated by the humic acid, &c., of the earth, a little silicious sand is mixed with the still molten slag after it has been poured off from the molten steel. The slag is used in agriculture with no further preparation, save very fine grinding.
91. The slag needs to have enough base material so that it can hold onto the phosphoric acid as it forms from the oxidation of phosphorus in pig iron, preventing it from being re-oxidized and re-absorbed by the iron. Following von Ehrenwerth’s rule, it should contain enough lime to create about a tetra-calcic silicate, 4CaO,SiO2, with the silica produced from oxidizing the silicon in pig iron and tri-calcic phosphate, 3CaO,P2O5, with the resulting phosphoric acid. The risk of this “rephosphorization” is highest towards the end of the process, when recarburizing materials are added. This lime is introduced as common quicklime, CaO, made from heating pure limestone, CaCO3, which should contain as little silica as possible. The typical composition of this slag includes 10 to 16% iron oxide, 40 to 50% lime, 5% magnesia, 6 to 9% silica, and 16 to 20% phosphoric acid. Its phosphoric acid content makes it valuable as a fertilizer, making it a significant by-product. To ensure that the phosphoric acid is more effectively released by the humic acid and similar compounds in the soil, a small amount of siliceous sand is mixed with the still molten slag after it has been poured off from the molten steel. The slag is then used in agriculture with no further processing required, except for very fine grinding.
92. The lining of the converter is made of 90% of the mixture of lime and magnesia which results from calcining dolomite, (Ca,Mg)CO3, at a very high temperature, and 10% of coal tar freed from its water by heating. This mixture may be rammed in place, or baked blocks of it may be laid up like a masonry wall. In either case such a lining is expensive, and has but a short life, in few works more than 200 charges, and in some only 100, though the silicious lining of the acid converter lasts thousands of charges. Hence, for the basic process, spare converters must be provided, so that there may always be some of them re-lining, either while standing in the same place as when in use, or, as in Holley’s arrangement, in a separate repair house, to which these gigantic vessels are removed bodily.
92. The lining of the converter is made up of 90% of a mix of lime and magnesia that comes from heating dolomite, (Ca,Mg)CO3, at very high temperatures, and 10% of coal tar that has had its water removed through heating. This mixture can be packed into place, or pre-baked blocks can be installed like a brick wall. In either case, this lining is costly and doesn’t last long—typically no more than 200 charges in most facilities, and sometimes only 100, while the silica lining of the acid converter can endure thousands of charges. Therefore, for the basic process, extra converters need to be available so that some can always be re-lined, whether they’re still in their original spot while in use, or, as in Holley’s setup, taken to a separate repair facility where these massive vessels are completely moved.
93. Control of the Basic Bessemer Process.—The removal of the greater part of the phosphorus takes place after the carbon has been oxidized and the flame has consequently “dropped,” probably because the lime, which is charged in solid lumps, is taken up by the slag so slowly that not until late in the operation does the slag become so basic as to be retentive of phosphoric acid. Hence in making steel rich in carbon it is not possible, as in the acid Bessemer process, to end the operation as soon as the carbon in the metal has fallen to the point sought, but it is necessary to remove practically all of the carbon, then the phosphorus, and then “recarburize,” i.e. add whatever carbon the steel is to contain. The quantity of phosphorus in the pig iron is usually known accurately, and the dephosphorization takes place so regularly that the quantity of air which it needs can be foretold closely. The blower therefore stops the process when he has blown a predetermined quantity of air through, counting from the drop of the flame; but as a check on his forecast he usually tests the blown metal before recarburizing it.
93. Control of the Basic Bessemer Process.—Most of the phosphorus is removed after the carbon has been oxidized and the flame has consequently “dropped.” This likely happens because the lime, which is added in solid lumps, is absorbed by the slag so slowly that it only becomes basic enough to hold onto phosphoric acid late in the process. Therefore, when producing carbon-rich steel, it's not possible, like in the acid Bessemer process, to finish the operation as soon as the carbon in the metal drops to the desired level. Instead, you need to remove almost all of the carbon, then the phosphorus, and finally “recarburize,” i.e. add the required amount of carbon back into the steel. The amount of phosphorus in the pig iron is typically known precisely, and the dephosphorization happens consistently enough that the needed amount of air can be predicted accurately. The blower therefore stops the process once he has blown a specific amount of air through, counting from the moment the flame drops; however, to verify his prediction, he usually tests the blown metal before recarburizing it.
94. Source of Heat.—Silicon cannot here be used as the chief source of heat as it is in the acid Bessemer process, because most of the heat which its oxidation generates is consumed in heating the great quantities of lime needed for neutralizing the resultant silica. Fortunately the phosphorus, turned from a curse into a blessing, develops by its oxidation the needed temperature, though the fact that this requires at least 1.80% of phosphorus limits the use of the process, because there are few ores which can be made to yield so phosphoric a pig iron. Further objections to the presence of silicon are that the resultant silica (1) corrodes the lining of the converter, (2) makes the slag froth so that it both throws much of the charge out and blocks up the nose of the converter, and (3) leads to rephosphorization. These effects are so serious that until very lately it was thought that the silicon could not safely be much in excess of 1%. But Massenez and Richards, following the plan outlined by Pourcel in 1879, have found that even 3% of silicon is permissible if, by adding iron ore, the resultant silica is made into a fluid slag, and if this is removed in the early cool part of the process, when it attacks the lining of the converter but slightly. Manganese to the extent of 1.80% is desired as a means of preventing the resultant steel from being redshort, i.e. brittle at a red or forging heat. The pig iron should be as nearly free as possible from sulphur, because the removal of any large quantity of this injurious element in the process itself is both difficult and expensive.
94. Source of Heat.—Silicon can't be used as the main source of heat here like it is in the acid Bessemer process because most of the heat generated from its oxidation is taken up in heating the large amounts of lime needed to neutralize the resulting silica. Luckily, phosphorus, which has turned from a problem into a solution, generates the required temperature through its oxidation, although needing at least 1.80% phosphorus limits the process's applicability since few ores can produce such a high-phosphorus pig iron. Additional issues with silicon include that the resulting silica (1) damages the converter lining, (2) causes the slag to froth, which ejects much of the charge and clogs the converter's nose, and (3) leads to rephosphorization. These problems were so severe that until recently, it was believed that silicon should not exceed 1%. However, Massenez and Richards, following Pourcel's plan from 1879, discovered that even 3% silicon is acceptable if, by adding iron ore, the resulting silica is turned into a fluid slag, and if this is removed early in the cooler part of the process, when it barely attacks the converter lining. Manganese at about 1.80% is needed to prevent the resulting steel from being redshort, i.e. brittle at red or forging temperatures. The pig iron should be as close to free of sulphur as possible because removing large amounts of this harmful element during the process is both challenging and costly.
95. The car casting system deserves description chiefly because it shows how, when the scale of operations is as enormous as it is in the Bessemer process, even a slight simplification and a slight heat-saving may be of great economic importance.
95. The car casting system is worth detailing mainly because it illustrates how, when operations are as large as they are in the Bessemer process, even a small simplification and minor heat savings can be highly significant economically.
Whatever be the form into which the steel is to be rolled, it must in general first be poured from the Bessemer converter in which it is made into a large clay-lined ladle, and thence cast in vertical pyramidal ingots. To bring them to a temperature suitable for rolling, these ingots must be set in heating or soaking furnaces (§ 125), and this should be done as soon as possible after they are cast, both to lessen the loss of their initial heat, and to make way 821 for the next succeeding lot of ingots, a matter of great importance, because the charges of steel follow each other at such very brief intervals. A pair of working converters has made 4958 charges of 10 tons each, or a total of 50,547 tons, in one month, or at an average rate of a charge every seven minutes and twenty-four seconds throughout every working day. It is this extraordinary rapidity that makes the process so economical and determines the way in which its details must be carried out. Moreover, since the mould acts as a covering to retard the loss of heat, it should not be removed from the ingot until just before the latter is to be placed in its soaking furnace. These conditions are fulfilled by the car casting system of F. W. Wood, of Sparrows Point, Md., in which the moulds, while receiving the steel, stand on a train of cars, which are immediately run to the side of the soaking furnace. Here, as soon as the ingots have so far solidified that they can be lifted without breaking, their moulds are removed and set on an adjoining train of cars, and the ingots are charged directly into the soaking furnace. The mould-train now carries its empty moulds to a cooling yard, and, as soon as they are cool enough to be used again, carries them back to the neighbourhood of the converters to receive a new lot of steel. In this system there is for each ingot and each mould only one handling in which it is moved as a separate unit, the mould from one train to the other, the ingot from its train into the furnace. In the other movements, all the moulds and ingots of a given charge of steel are grouped as a train, which is moved as a unit by a locomotive. The difficulty in the way of this system was that, in pouring the steel from ladle to mould, more or less of it occasionally spatters, and these spatterings, if they strike the rails or the running gear of the cars, obstruct and foul them, preventing the movement of the train, because the solidified steel is extremely tenacious. But this cannot be tolerated, because the economy of the process requires extreme promptness in each of its steps. On account of this difficulty the moulds formerly stood, not on cars, but directly on the floor of a casting pit while receiving the molten steel. When the ingots had so far solidified that they could be handled, the moulds were removed and set on the floor to cool, the ingots were set on a car and carried to the soaking furnace, and the moulds were then replaced in the casting pit. Here each mould and each ingot was handled as a separate unit twice, instead of only once as in the car casting system; the ingots radiated away great quantities of heat in passing naked from the converting mill to the soaking furnaces, and the heat which they and the moulds radiated while in the converting mill was not only wasted, but made this mill, open-doored as it was, so intolerably hot, that the cost of labour there was materially increased. Mr Wood met this difficulty by the simple device of so shaping the cars that they completely protect both their own running gear and the track from all possible spattering, a device which, simple as it is, has materially lessened the cost of the steel and greatly increased the production. How great the increase has been, from this and many other causes, is shown in Table III.
Whatever shape the steel is going to take, it generally needs to be poured from the Bessemer converter into a large clay-lined ladle and then cast into vertical pyramidal ingots. To get these ingots to a temperature that's suitable for rolling, they need to be placed in heating or soaking furnaces (§ 125) as soon as possible after casting. This quickly reduces heat loss and makes room for the next batch of ingots, which is very important since steel charges come at such brief intervals. A pair of working converters has produced 4,958 charges of 10 tons each, totaling 50,547 tons in just one month, averaging one charge every seven minutes and twenty-four seconds during each working day. This incredible speed makes the process economical and dictates how the details are handled. Additionally, since the mold helps keep the heat from escaping, it shouldn't be removed from the ingot until it's just about to go into the soaking furnace. This is achieved with F. W. Wood's car casting system at Sparrows Point, Md., where the molds sit on train cars while receiving steel and are immediately moved to the soaking furnace's side. Once the ingots have solidified enough to lift without breaking, their molds are removed and placed on another set of train cars, allowing the ingots to be charged directly into the soaking furnace. The mold train then takes its empty molds to a cooling yard, and as soon as they're cool enough to reuse, they’re brought back near the converters for new steel. In this system, each ingot and each mold has only one handling, moving as a separate unit - the mold from one train to another, and the ingot from its train into the furnace. For other movements, all molds and ingots for a specific steel charge are grouped and moved as a unit by a locomotive. The challenge with this system was that, while pouring the steel from the ladle to the mold, some steel would occasionally splatter. If this spattering hits the rails or the train's running gear, it can obstruct and dirty the equipment, which stops the train since solidified steel is incredibly sticky. This couldn’t be allowed, as the efficiency of the process relies on quick actions at each step. Because of this issue, molds used to sit directly on the floor of a casting pit instead of on cars while receiving molten steel. After the ingots had solidified enough to be handled, the molds were lifted and put on the floor to cool, the ingots were placed on a car to go to the soaking furnace, and the molds were then placed back in the casting pit. In this older setup, each mold and ingot was handled as a separate unit twice, rather than only once as in the car casting system. The ingots lost a lot of heat while moving uncovered from the converting mill to the soaking furnaces, and the heat lost from both them and the molds while in the converting mill not only went to waste but also made the mill excessively hot, increasing labor costs. Mr. Wood tackled this issue by designing the cars to completely shield their running gear and the tracks from any potential spattering. This straightforward solution has significantly reduced steel costs and greatly boosted production. The extent of the increase, due to this and several other factors, is shown in Table III.
Table III.—Maximum Production of Ingots by a Pair of American Converters.
Table 3.—Maximum Production of Ingots by a Pair of American Converters.
| Gross Tons per Week. | |
| 1870 | 254 |
| 1880 | 3,433 |
| 1889 | 8,549 |
| 1899 (average for a month) | 11,233 |
| 1903 | 15,704 |
Thus in thirty-three years the rate of production per pair of vessels increased more than sixty-fold. The production of European Bessemer works is very much less than that of American. Indeed, the whole German production of acid Bessemer steel in 1899 was at a rate but slightly greater than that here given for one pair of American converters; and three pairs, if this rate were continued, would make almost exactly as much steel as all the sixty-five active British Bessemer converters, acid and basic together, made in 1899.
Thus, in thirty-three years, the production rate per pair of vessels increased by more than sixty times. The output from European Bessemer factories is much lower than that from American ones. In fact, the entire German production of acid Bessemer steel in 1899 was only slightly higher than what one pair of American converters produced; and if this rate continued, three pairs would produce nearly the same amount of steel as all sixty-five active British Bessemer converters, both acid and basic, combined in 1899.
96. Range in Size of Converters.—In the Bessemer process, and indeed in most high-temperature processes, to operate on a large scale has, in addition to the usual economies which it offers in other industries, a special one, arising from the fact that from a large hot furnace or hot mass in general a very much smaller proportion of its heat dissipates through radiation and like causes than from a smaller body, just as a thin red-hot wire cools in the air much faster than a thick bar equally hot. Hence the progressive increase which has occurred in the size of converters, until now some of them can treat a 20-ton charge, is not surprising. But, on the other hand, when only a relatively small quantity of a special kind of steel is needed, very much smaller charges, in some cases weighing even less than half a ton, have been treated with technical success.
96. Range in Size of Converters.—In the Bessemer process, and actually in most high-temperature processes, operating on a large scale offers not just the usual cost-saving benefits found in other industries, but a unique advantage as well. This advantage comes from the fact that a large hot furnace or mass loses a much smaller percentage of its heat through radiation and similar causes compared to a smaller one. For example, a thin red-hot wire cools in the air significantly faster than a thick bar at the same temperature. Therefore, the trend toward larger converters, which can now handle a 20-ton charge, is not surprising. However, when only a relatively small amount of a specific type of steel is required, much smaller charges—sometimes weighing even less than half a ton—have been successfully processed.
97. The Bessemer Process for making Steel Castings.—This has been particularly true in the manufacture of steel castings, i.e. objects usually of more or less intricate shape, which are cast initially in the form in which they are to be used, instead of being forged or rolled to that form from steel cast originally in ingots. For making castings, especially those which are so thin and intricate that, in order that the molten steel may remain molten long enough to run into the thin parts of the mould, it must be heated initially very far above its melting-point, the Bessemer process has a very great advantage in that it can develop a much higher temperature than is attainable in either of its competitors, the crucible and the open-hearth processes. Indeed, no limit has yet been found to the temperature which can be reached, if matters are so arranged that not only the carbon and silicon of the pig iron, but also a considerable part of the metallic iron which is the iron itself, are oxidized by the blast; or if, as in the Walrand-Legenisel modification, after the combustion of the initial carbon and silicon of the pig iron has already raised the charge to a very high temperature, a still further rise of temperature is brought about by adding more silicon in the form of ferro-silicon, and oxidizing it by further blowing. But in the crucible and the open-hearth processes the temperature attainable is limited by the danger of melting the furnace itself, both because some essential parts of it, which, unfortunately, are of a destructible shape, are placed most unfavourably in that they are surrounded by the heat on all sides, and because the furnace is necessarily hotter than the steel made within it. But no part of the Bessemer converter is of a shape easily affected by the heat, no part of it is exposed to the heat on more than one side, and the converter itself is necessarily cooler than the metal within it, because the heat is generated within the metal itself by the combustion of its silicon and other calorific elements. In it the steel heats the converter, whereas in the open-hearth and crucible processes the furnace heats the steel.
97. The Bessemer Process for Making Steel Castings.—This is especially true in the production of steel castings, i.e. items that are usually complex in shape and are cast directly into the final form they will take instead of being forged or rolled from steel originally made into ingots. For making castings, particularly those that are so thin and detailed that the molten steel needs to stay liquid long enough to flow into the thin sections of the mold, it must be heated significantly above its melting point initially. The Bessemer process has a major advantage because it can reach much higher temperatures than its competitors, the crucible and open-hearth processes. In fact, there hasn’t been a limit found to the temperature that can be achieved if the carbon and silicon in the pig iron, as well as a good amount of the metallic iron itself, are oxidized by the blast. Alternatively, as seen in the Walrand-Legenisel modification, after the initial combustion of carbon and silicon in the pig iron has already raised the charge to a very high temperature, an additional increase is achieved by adding more silicon in the form of ferro-silicon and oxidizing it with further blowing. However, in the crucible and open-hearth processes, the temperature that can be reached is limited due to the risk of melting the furnace itself, as certain crucial parts, which unfortunately are fragile, are placed in a way that they are surrounded by heat on all sides and because the furnace is necessarily hotter than the steel being produced inside it. In contrast, no part of the Bessemer converter has a shape that is easily affected by heat, and no section of it is exposed to heat on more than one side. The converter itself is also cooler than the metal within it because the heat is generated within the metal through the combustion of its silicon and other heating elements. In the Bessemer process, the steel heats the converter, while in the open-hearth and crucible processes, the furnace heats the steel.
98. The open-hearth process consists in making molten steel out of pig or cast iron and “scrap,” i.e. waste pieces of steel and iron melted together on the “open hearth,” i.e. the uncovered basin-like bottom of a reverberatory furnace, under conditions of which fig. 18 may give a general idea. The conversion of cast iron into steel, of course, consists in lessening its content of the several foreign elements, carbon, silicon, phosphorus, &c. The open-hearth process does this by two distinct steps: (1) by oxidizing and removing these elements by means of the flame of the furnace, usually aided by the oxygen of light charges of iron ore, and (2) by diluting them with scrap steel or its equivalent. The “pig and ore” or “Siemens” variety of the process works chiefly by oxidation, the “pig and scrap” or “Siemens-Martin” variety chiefly by dilution, sometimes indeed by extreme dilution, as when 10 parts of cast iron are diluted with 90 parts of scrap. Both varieties may be carried out in the basic and dephosphorizing way, i.e. in presence of a basic slag and in a basic- or neutral-lined furnace; or in the acid and undephosphorizing way, in presence of an acid, i.e. silicious slag, and in a furnace with a silicious lining.
98. The open-hearth process involves creating molten steel from pig or cast iron and scrap, which means waste pieces of steel and iron melted together on the “open hearth,” or the uncovered basin-like bottom of a reverberatory furnace. Fig. 18 gives a general idea of the conditions. Converting cast iron into steel involves reducing its content of various foreign elements like carbon, silicon, phosphorus, etc. The open-hearth process accomplishes this in two distinct steps: (1) by oxidizing and removing these elements using the furnace flame, often aided by the oxygen from small amounts of iron ore, and (2) by diluting them with scrap steel or its equivalent. The “pig and ore” or “Siemens” version of the process mainly relies on oxidation, while the “pig and scrap” or “Siemens-Martin” version relies primarily on dilution, sometimes with extreme dilution, like mixing 10 parts of cast iron with 90 parts of scrap. Both types can be carried out in a basic and dephosphorizing manner, meaning in the presence of a basic slag and in a basic- or neutral-lined furnace, or in an acid and undephosphorizing manner, meaning in the presence of an acid or silicious slag and in a furnace with a silicious lining.
 | |
| Fig. 18.—Open-Hearth Process. | |
|
Half Section showing condition of charge when boiling very gently. Half Section showing the state of charge when boiling very gently. |
Half Section showing condition of charge when boiling violently during oreing. Half Section showing the state of charge when boiling vigorously during ore processing. |
The charge may be melted down on the “open hearth” itself, or, as in the more advanced practice, the pig iron may be brought in the molten state from the blast furnace in which it is made. Then the furnaceman, controlling the decarburization and purification of the molten charge by his examination of test ingots taken from time to time, gradually oxidizes and so removes the foreign elements, and thus brings the metal simultaneously to approximately the composition needed and to a temperature far enough above its present melting-point to permit of its being cast into ingots or other castings. He then pours or taps the molten charge from the furnace into a large clay-lined casting ladle, giving it the final additions of manganese, usually with carbon and often with silicon, needed to give it exactly the desired composition. He then casts it into its final form through a nozzle in the bottom of the casting ladle, as in the Bessemer process.
The charge can be melted down right on the “open hearth,” or, in more advanced methods, the molten pig iron can be brought in from the blast furnace where it's produced. The furnaceman checks the decarburization and purification of the molten charge by examining test ingots taken periodically. He gradually oxidizes and removes the unwanted elements, bringing the metal to the right composition and a temperature significantly higher than its current melting point, so it can be cast into ingots or other shapes. He then pours or taps the molten charge from the furnace into a large clay-lined casting ladle, adding the necessary amounts of manganese, usually along with carbon and often silicon, to achieve the exact desired composition. Finally, he casts it into its final form through a nozzle at the bottom of the casting ladle, similar to the Bessemer process.
The oxidation of the foreign elements must be very slow, lest the effervescence due to the escape of carbonic oxide from the carbon of the metal throw the charge out of the doors and 822 ports of the furnace, which itself must be shallow in order to hold the flame down close to the charge. It is in large part because of this shallowness, which contrasts so strongly with the height and roominess of the Bessemer converter, that the process lasts hours where the Bessemer process lasts minutes, though there is the further difference that in the open-hearth process the transfer of heat from flame to charge through the intervening layer of slag is necessarily slow, whereas in the Bessemer process the heat, generated as it is in and by the metallic bath itself, raises the temperature very rapidly. The slowness of this rise of the temperature compels us to make the removal of the carbon slow for a very simple reason. That removal progressively raises the melting-point of the metal, after line Aa of Fig. 1, i.e. makes the charge more and more infusible; and this progressive rise of the melting-point of the charge must not be allowed to outrun the actual rise of temperature, or in other words the charge must always be kept molten, because once solidified it is very hard to remelt. Thus the necessary slowness of the heating up of the molten charge would compel us to make the removal of the carbon slow, even if this slowness were not already forced on us by the danger of having the charge froth so much as to run out of the furnace.
The oxidation of the foreign elements needs to be very slow, or else the bubbling from the release of carbon monoxide from the metal's carbon might cause the material to overflow from the furnace's doors and 822 ports. The furnace itself must be shallow to keep the flame close to the material. This shallowness, which is strikingly different from the height and spaciousness of the Bessemer converter, is a big reason why the process takes hours while the Bessemer process only takes minutes. Additionally, in the open-hearth process, the heat transfer from the flame to the charge through the layer of slag is inherently slow, while in the Bessemer process, the heat generated within the metallic bath itself raises the temperature quickly. The slow increase in temperature forces us to remove the carbon slowly, and here's why: that removal gradually raises the melting point of the metal, beyond line Aa of Fig. 1, meaning the charge becomes less and less fusible. This gradual increase in the melting point of the charge must not exceed the actual temperature rise; in other words, the charge must always remain molten, because once it solidifies, it's very difficult to remelt. Therefore, the necessary slowness of heating the molten charge would require us to remove the carbon slowly, even without the added challenge of the charge potentially frothing enough to spill out of the furnace.
The general plan of the open-hearth process was certainly conceived by Josiah Marshall Heath in 1845, if not indeed by Réaumur in 1722, but for lack of a furnace in which a high enough temperature could be generated it could not be carried out until the development of the Siemens regenerative gas furnace about 1860. It was in large part through the efforts of Le Chatelier that this process, so long conceived, was at last, in 1864, put into actual use by the brothers Martin, of Sireuil in France.
The overall plan for the open-hearth process was definitely created by Josiah Marshall Heath in 1845, and possibly even by Réaumur in 1722. However, it couldn't be implemented until the Siemens regenerative gas furnace was developed around 1860, as there was no furnace capable of generating the necessary high temperatures. It was largely thanks to the efforts of Le Chatelier that this long-conceived process was finally put into practice by the Martin brothers in Sireuil, France, in 1864.
99. Siemens Open-Hearth Furnace.—These furnaces are usually stationary, but in that shown in figs. 19 to 22 the working chamber or furnace body, G of fig. 22, rotates about its own axis, rolling on the rollers M shown in fig. 21. In this working chamber, a long quasi-cylindrical vessel of brickwork, heated by burning within it pre-heated gas with pre-heated air, the charge is melted and brought to the desired composition and temperature. The working chamber indeed is the furnace proper, in which the whole of the open-hearth process is carried out, and the function of all the rest of the apparatus, apart from the tilting mechanism, is simply to pre-heat the air and gas, and to lead them to the furnace proper and thence to the chimney. How this is done may be understood more easily if figs. 19 and 20 are regarded for a moment as forming a single diagrammatic figure instead of sections in different planes. The unbroken arrows show the direction of the incoming gas and air, the broken ones the direction of the escaping products of their combustion. The air and gas, the latter coming from the gas producers or other source, arrive through H and J respectively, and their path thence is determined by the position of the reversing valves K and K′. In the position shown in solid lines, these valves deflect the air and gas into the left-hand pair of “regenerators” or spacious heat-transferring chambers. In these, bricks in great numbers are piled loosely, in such a way that, while they leave ample passage for the gas and air, yet they offer to them a very great extent of surface, and therefore readily transfer to them the heat which they have as readily sucked out of the escaping products of combustion in the last preceding phase. The gas and air thus separately pre-heated to about 1100° C. (2012° F.) rise thence as two separate streams through the uptakes (fig. 22), and first mix at the moment of entering the working chamber through the ports L and L′ (fig. 19). As they are so hot at starting, their combustion of course yields a very much higher temperature than if they had been cold before burning, and they form an enormous flame, which fills the great working chamber. The products of combustion are sucked by the pull of the chimney through the farther or right-hand end of this chamber, out through the exit ports, as shown by the dotted arrows, down through the right-hand pair of regenerators, heating to perhaps 1300° C. the upper part of the loosely-piled masses of brickwork within them, and thence past the valves K and K′ to the chimney-flue O. During this phase the incoming gas and air have been withdrawing heat from the left-hand regenerators, which have thus been cooling down, while the escaping products of combustion have been depositing heat in the right-hand pair of regenerators, which have thus been heating up. After some thirty minutes this condition of things is reversed by turning the valves K and K′ 90° into the positions shown in dotted lines, when they deflect the incoming gas and air into the right-hand regenerators, so that they may absorb in passing the heat which has just been stored there; thence they pass up through the right-hand uptakes and ports into the working chamber, where as before they mix, burn and heat the charge. Thence they are sucked out by the chimney-draught through the left-hand ports, down through the uptakes and regenerators, here again meeting and heating the loose mass of “regenerator” brickwork, and finally escape by the chimney-flue O. After another thirty minutes the current is again reversed to its initial direction, and so on. These regenerators are the essence of the Siemens or “regenerative furnace”; they are heat-traps, catching and storing by their 823 enormous surface of brickwork the heat of the escaping products of combustion, and in the following phase restoring the heat to the entering air and gas. At any given moment one pair of regenerators is storing heat, while the other is restoring it.
99. Siemens Open-Hearth Furnace.—These furnaces are typically stationary, but in the model shown in figs. 19 to 22, the working chamber or furnace body, G of fig. 22, rotates around its own axis, rolling on the rollers M illustrated in fig. 21. Inside this working chamber, a long, quasi-cylindrical vessel made of brick, heated by burning pre-heated gas with pre-heated air, melts the charge and brings it to the desired composition and temperature. The working chamber is the main part of the furnace where the entire open-hearth process occurs. The rest of the equipment, except for the tilting mechanism, is solely responsible for pre-heating the air and gas and directing them to the furnace and then to the chimney. Understanding how this works is easier if you view figs. 19 and 20 as a single diagram rather than as separate sections. The solid arrows indicate the direction of incoming gas and air, while the dashed arrows show the path of the combustion products as they exit. The air and gas, the latter sourced from gas producers or another source, arrive through H and J respectively, with their route then determined by the positions of the reversing valves K and K′. In the position shown in solid lines, these valves direct the air and gas into the left pair of "regenerators" or large heat-exchanging chambers. Inside these chambers, bricks are stacked loosely, allowing ample passage for gas and air while providing a large surface area for heat transfer. This setup allows heat to be easily absorbed from the escaping combustion products in the previous phase. The gas and air, each pre-heated to about 1100° C. (2012° F.), rise as two separate streams through the uptakes (fig. 22), mixing upon entering the working chamber through the ports L and L′ (fig. 19). Because they start off hot, their combustion produces a much higher temperature than if they had been cold, generating an enormous flame that fills the large working chamber. The combustion products are drawn out by the chimney's pull through the far right end of this chamber, exiting through the ports, as indicated by the dotted arrows, then down through the right regenerators, heating the upper part of the loosely stacked bricks to around 1300° C. before passing through the valves K and K′ to the chimney-flue O. During this time, the incoming gas and air have been absorbing heat from the left regenerators, which are cooling down, while the escaping combustion products have been depositing heat in the right regenerators, which are heating up. After about thirty minutes, this process is reversed by turning the valves K and K′ 90° to the positions shown in dotted lines, directing the incoming gas and air into the right regenerators to absorb the stored heat; they then travel up through the right uptakes and ports into the working chamber, where they mix, burn, and heat the charge. They are then pulled out by the chimney draft through the left ports, down through the uptakes and regenerators, again heating the loose mass of "regenerator" brickwork, and finally escape through the chimney-flue O. After another thirty minutes, the current is once more reversed to its initial direction, and this cycle continues. These regenerators are the heart of the Siemens or "regenerative furnace"; they act as heat-traps, capturing and storing the heat from the escaping combustion products using their extensive brick surface, and in the next phase, they restore that heat to the incoming air and gas. At any point in time, one pair of regenerators stores heat while the other releases it. 823
| Fig. 19.—Section on EF through Furnace and Port Ends. |
 |
| Fig. 20.—Plan through Regenerators, Flues and Reversing Valves. |
 |
| Fig. 21.—Section on CD through Body of Furnace. |
 | |
| Fig. 22.—Section on AB through Uptake, Slag Pocket and Regenerator. | |
| Figs. 19 to 22.—Diagrammatic Sections of Tilting Siemens Furnace. | |
|
G, Furnace body. G, Furnace housing. H, Air supply. H, Air supply. J, Gas supply. J, Gas supply. K, Air reversing valve. K, Air reversing valve. K′, Gas reversing valve. K′, gas reversing valve. L, Air port. L, Airport. L′, Gas port. L′, Gas outlet. |
M, Rollers on which the furnace tilts. M, Rollers that the furnace leans on. N, Hydraulic cylinder for tilting the furnace. N, Hydraulic cylinder for tilting the furnace. O, Flue leading to chimney. Flue leading to chimney. P, Slag pockets. P, Slag pockets. R, Charging boxes. R, Charging stations. W, Water-cooled joints between furnace proper, G, and ports L, L′. W, water-cooled joints between the furnace itself, G, and ports L, L′. |
The tilting working chamber is connected with the stationary ports L and L′ by means of the loose water-cooled joint W in Campbell’s system, which is here shown. The furnace, resting on the rollers M, is tilted by the hydraulic cylinder N. The slag-pockets P (fig. 22), below the uptakes, are provided to catch the dust carried out of the furnace proper by the escaping products of combustion, lest it enter and choke the regenerators. Wellman’s tilting furnace rolls on a fixed rack instead of on rollers. By his charging system a charge of as much as fifty tons is quickly introduced. The metal is packed by unskilled labourers in iron boxes, R (fig. 21), standing on cars in the stock-yard. A locomotive carries a train of these cars to the track running beside a long line of open-hearth furnaces. Here the charging machine lifts one box at a time from its car, pushes it through the momentarily opened furnace door, and empties the metal upon the hearth of the furnace by inverting the box, which it then replaces on its car.
The tilting working chamber is connected to the stationary ports L and L′ via the loose water-cooled joint W in Campbell’s system, which is illustrated here. The furnace, resting on the rollers M, is tilted by the hydraulic cylinder N. The slag-pockets P (fig. 22), located below the uptakes, are designed to catch the dust released from the furnace by the escaping combustion products, preventing it from entering and clogging the regenerators. Wellman’s tilting furnace rolls on a fixed rack instead of rollers. His charging system allows a load of up to fifty tons to be quickly added. Unskilled workers pack the metal into iron boxes, R (fig. 21), which sit on cars in the stockyard. A locomotive transports a train of these cars to the track next to a long line of open-hearth furnaces. Here, the charging machine lifts one box at a time from its car, pushes it through the briefly opened furnace door, and empties the metal onto the hearth of the furnace by tipping the box, which it then places back on its car.
100. The proportion of pig to scrap used depends chiefly on the relative cost of these two materials, but sometimes in part also on the carbon content which the resultant steel is to have. Thus part at least of the carbon which a high-carbon steel is to contain may be supplied by the pig iron from which it is made. The length of the process increases with the proportion of pig used. Thus in the Westphalian pig and scrap practice, scrap usually forms 75 or even 80% of the charge, and pig only from 20 to 25%, indeed only enough to supply the carbon inevitably burnt out in melting the charge and heating it up to a proper casting temperature; and here the charge lasts only about 6 hours. In some British and Swedish “pig and ore” practice (§ 98), on the other hand, little or no scrap is used, and here the removal of the large quantity of carbon, silicon and phosphorus prolongs the process to 17 hours. The common practice in the United States is to use about equal parts of pig and scrap, and here the usual length of a charge is about ll½ hours. The pig and ore process is held back, first by the large quantity of carbon, and usually of silicon and phosphorus, to be removed, and second by the necessary slowness of their removal. The gangue of the ore increases the quantity of slag, which separates the metal from the source of its heat, the flame, and thus delays the rise of temperature; and the purification by “oreing,” i.e. by means of the oxygen of the large lumps of cold iron ore thrown in by hand, is extremely slow, because the ore must be fed in very slowly lest it chill the metal both directly and because the reaction by which it removes the carbon of the metal, Fe2O3 + C = 2FeO + CO, itself absorbs heat. Indeed, this local cooling aggravates the frothing. A cold lump of ore chills the slag immediately around it, just where its oxygen, reacting on the carbon of the metal, generates carbonic oxide; the slag becomes cool, viscous, and hence easily made to froth, just where the froth-causing gas is evolved.
100. The ratio of pig iron to scrap used mainly depends on the costs of these two materials, but it can also be influenced by the carbon content that the resulting steel needs to have. Some of the carbon in high-carbon steel can come from the pig iron used to make it. The duration of the process increases with the proportion of pig iron used. In the Westphalian method of using pig iron and scrap, scrap typically makes up 75% to 80% of the mix, with pig iron contributing only 20% to 25%, just enough to replace the carbon that gets burned away during melting and heating to the correct casting temperature; here, the charge lasts about 6 hours. In contrast, some British and Swedish "pig and ore" methods (§ 98) use little to no scrap, which extends the process to 17 hours due to the removal of a large amount of carbon, silicon, and phosphorus. In the United States, the common practice is to use roughly equal amounts of pig iron and scrap, with a charge length of about 11½ hours. The pig and ore process faces delays primarily due to the high amounts of carbon, along with usually silicon and phosphorus, that need to be removed, and the slow pace of their removal. The gangue from the ore increases the slag volume, which separates the metal from its heat source, the flame, preventing temperature from rising quickly; also, the purification by “oreing,” i.e. using the oxygen from large chunks of cold iron ore added by hand, is very slow, since the ore must be added gradually to avoid cooling the metal directly and because the reaction that removes carbon from the metal, Fe2O3 + C = 2FeO + CO, absorbs heat. This local cooling exacerbates the frothing issue. A cold piece of ore cools the slag immediately around it, right where its oxygen reacts with the carbon in the metal to create carbon monoxide; as a result, the slag cools, becomes viscous, and thus easily froths, right where the gas that causes the froth is produced.
The length of these varieties of the process just given refers to the basic procedure. The acid process goes on much faster, because in it the heat insulating layer of slag is much thinner. For instance it lasts only about 8½ hours when equal parts of pig and scrap are used, instead of the 11½ hours of the basic process. Thus the actual cost of conversion by the acid process is materially less than by the basic, but this difference is more than outweighed in most places by the greater cost of pig and scrap free enough from phosphorus to be used in the undephosphorizing acid process.
The duration of these types of processes mentioned earlier pertains to the standard procedure. The acid process is much quicker because it has a much thinner layer of slag for heat insulation. For example, it only takes about 8½ hours when equal amounts of pig iron and scrap are used, compared to 11½ hours for the standard process. Consequently, the actual conversion cost using the acid process is significantly lower than with the basic process; however, this cost benefit is often overshadowed by the higher price of pig iron and scrap that is low enough in phosphorus to be usable in the non-dephosphorizing acid process.
101. Three special varieties of the open-hearth process, the Bertrand-Thiel, the Talbot and the Monell, deserve notice. Bertrand and Thiel oxidize the carbon of molten cast iron by pouring it into a bath of molten iron which has first been oxygenated, i.e. charged with oxygen, and superheated, in an open-hearth furnace. The two metallic masses coalesce, and the reaction between the oxygen of one and the carbon of the other is therefore extremely rapid because it occurs throughout their depth, whereas in common procedure oxidation occurs only at the upper surface of the bath of cast iron at its contact with the overlying slag. Moreover, since local cooling, with its consequent viscosity and tendency to froth, are avoided, the frothing is not excessive in spite of the rapidity of the reaction. The oxygenated metal is prepared by melting cast iron diluted with as much scrap steel as is available, and oxidizing it with the flame and with iron ore as it lies in a thin molten layer on the hearth of a large open-hearth furnace; the thinness of the layer hastens the oxidation, and the large size of the furnace permits considerable frothing. But the oxygenated metal might be prepared easily in a Bessemer converter.
101. Three special types of the open-hearth process, the Bertrand-Thiel, the Talbot, and the Monell, are worth mentioning. Bertrand and Thiel oxidize the carbon in molten cast iron by pouring it into a bath of molten iron that has first been oxygenated, i.e. charged with oxygen and superheated, in an open-hearth furnace. The two metal masses merge, and the reaction between the oxygen from one and the carbon from the other is extremely fast because it happens throughout their depth, while in standard procedures, oxidation only occurs at the top surface of the cast iron bath where it meets the slag above. Additionally, since local cooling, which leads to viscosity and frothing, is avoided, the frothing is not excessive despite the fast reaction. The oxygenated metal is created by melting cast iron mixed with as much scrap steel as possible and oxidizing it with flames and iron ore while it's in a thin molten layer on the hearth of a large open-hearth furnace; the thin layer speeds up the oxidation, and the large size of the furnace allows for considerable frothing. However, the oxygenated metal could also be easily produced in a Bessemer converter.
To enlarge the scale of operations makes strongly for economy in the open-hearth process as in other high temperature ones. Yet the use of an open-hearth furnace of very great capacity, say of 200 tons per charge, has the disadvantage that such very large lots of steel, delivered at relatively long intervals, are less readily managed in the subsequent operations of soaking and rolling down to the final shape, than smaller lots delivered at shorter intervals. To meet this difficulty Mr B. Talbot carries on the process as a quasi-continuous instead of an intermittent one, operating on 100-ton or 200-ton lots of cast iron in such a way as to draw off his steel in 20-ton lots at relatively short intervals, charging a fresh 20-ton lot of cast iron to replace each lot of steel thus drawn off, and thus keeping the furnace full of metal from Monday morning till Saturday night. Besides minor advantages, this plan has the merit of avoiding an ineffective period which occurs in common open-hearth procedure just after the charge of cast iron has been melted down. At this time the slag is temporarily rich in iron oxide and silica, resulting from the oxidation of the iron and of its silicon as the charge slowly melts and trickles down. Such a slag not only corrodes the furnace lining, but also impedes dephosphorization, because it is irretentive of phosphorus. Further, the relatively low temperature impedes decarburization. Clearly, no such period can exist in the continuous process.
To increase the scale of operations significantly benefits the open-hearth process, as it does with other high-temperature methods. However, using an open-hearth furnace with a very large capacity, like 200 tons per charge, has the drawback that such massive amounts of steel, delivered at relatively long intervals, are harder to manage in the follow-up processes of soaking and rolling down to the final shape compared to smaller batches delivered more frequently. To tackle this issue, Mr. B. Talbot conducts the process in a quasi-continuous manner instead of an intermittent one, working with 100-ton or 200-ton batches of cast iron in such a way that he can draw off his steel in 20-ton batches at relatively short intervals, replacing each batch of steel drawn off with a fresh 20-ton batch of cast iron, thus keeping the furnace consistently full of metal from Monday morning until Saturday night. Besides some minor benefits, this method avoids an ineffective period commonly seen in standard open-hearth procedures right after the cast iron charge has melted down. During this time, the slag becomes temporarily rich in iron oxide and silica due to the oxidation of the iron and its silicon as the charge gradually melts and trickles down. This type of slag not only wears down the furnace lining but also hinders dephosphorization because it doesn't hold onto phosphorus. Additionally, the relatively low temperature slows down decarburization. Clearly, no such downtime can occur in the continuous process.
At a relatively low temperature, say 1300° C., the phosphorus of cast iron oxidizes and is removed much faster than its carbon, while at a higher temperature, say 1500° C., carbon oxidizes in preference to phosphorus. It is well to remove this latter element early, so that when the carbon shall have fallen to the proportion which the steel is to contain, the steel shall already be free from phosphorus, and so ready to cast. In common open-hearth procedure, although the temperature is low early in the process, viz. at the end of the melting down, dephosphorization is then impeded by the temporary acidity of the slag, as just explained. At the Carnegie works Mr Monell gets the two dephosphorizing conditions, low temperature and basicity of slag, early in the process, by pouring his molten but relatively cool cast iron upon a layer of pre-heated lime and iron oxide on the bottom of the open-hearth furnace. The lime and iron oxide melt, and, in passing up through the overlying metal, the iron oxide very rapidly oxidizes its phosphorus and thus drags it into the slag as phosphoric acid. The ebullition from the formation of carbonic oxide puffs up the resultant phosphoric slag enough to make most of it run out of the furnace, thus both removing the phosphorus permanently from danger of being later deoxidized and returned to the steel, and partly freeing the bath of metal from the heat-insulating blanket of slag. Yet frothing is not excessive, because the slag is not, as in common practice, locally chilled and made viscous by cold lumps of ore.
At a relatively low temperature, around 1300°C, the phosphorus in cast iron oxidizes and is removed much faster than its carbon. However, at a higher temperature, around 1500°C, carbon oxidizes preferentially over phosphorus. It’s important to remove phosphorus early so that when the carbon reaches the desired level for steel, the steel will already be free of phosphorus and ready to be cast. In standard open-hearth processes, even though the temperature is low at the beginning, specifically at the end of the melting phase, dephosphorization is hindered by the temporary acidity of the slag. At the Carnegie Works, Mr. Monell achieves both dephosphorizing conditions—low temperature and basic slag early in the process—by pouring his molten but relatively cool cast iron onto a layer of pre-heated lime and iron oxide at the bottom of the open-hearth furnace. The lime and iron oxide melt, and as they rise through the metal above, the iron oxide quickly oxidizes the phosphorus, dragging it into the slag as phosphoric acid. The bubbling from the formation of carbonic oxide causes the resulting phosphoric slag to froth enough to allow most of it to exit the furnace, permanently removing the phosphorus and preventing it from being reintroduced into the steel, while also partly clearing the metal bath of the heat-insulating slag layer. However, the frothing is not excessive because the slag is not made viscous by cold chunks of ore, as is common in practice.
102. In the duplex process the conversion of the cast iron into steel is begun in the Bessemer converter and finished in the open-hearth furnace. In the most promising form of this process an acid converter and a basic open-hearth furnace are used. In the former the silicon and part of the carbon are moved rapidly, in the latter the rest of the carbon and the phosphorus are removed slowly, and the metal is brought accurately to the proper temperature and composition. The advantage of this combination is that, by simplifying the conditions with which the composition of the pig iron has to comply, it makes the management of the blast furnace easier, and thus lessens the danger of making “misfit” pig iron, i.e. that which, because it is not accurately suited to the process for which it is intended, offers us the dilemma of using it in that process at poor advantage or of putting it to some other use, a step which often implies serious loss.
102. In the duplex process, the transformation of cast iron into steel starts in the Bessemer converter and is completed in the open-hearth furnace. The most effective version of this process uses an acid converter and a basic open-hearth furnace. In the former, the silicon and some of the carbon are removed quickly, while in the latter, the remaining carbon and phosphorus are eliminated gradually, ensuring the metal reaches the right temperature and composition. The benefit of this combination is that it simplifies the requirements for the composition of pig iron, making it easier to manage the blast furnace and reducing the risk of producing “misfit” pig iron, i.e. iron that isn't properly suited for its intended process, which puts us in a tough position of either using it at a disadvantage or repurposing it, often leading to significant losses.
For the acid Bessemer process the sulphur-content must be small and the silicon-content should be constant; for the basic open-hearth process the content of both silicon and sulphur should be small, a thing difficult to bring about, because in the blast furnace most of the conditions which make for small sulphur-content make also for large silicon-content. In the acid Bessemer process the reason why the sulphur-content must be small is that the process removes no sulphur; and the reason why the silicon-content should be constant is that, because silicon is here the chief source of heat, variations in its content cause corresponding variations in the temperature, a most harmful thing because it is essential to the good quality of the steel that it shall be finished and cast at the proper temperature. It is true that the use of the “mixer” (§ 77) lessens these variations, and that there are convenient ways of mitigating their effects. Nevertheless, their harm is not completely done away with. But if the conversion is only begun in the converter and finished on the open-hearth, then there is no need of regulating the temperature in the converter closely, and variations in the silicon-content of the pig iron thus become almost harmless in this respect. In the basic open-hearth process, on the other hand, silicon is harmful because the silica which results from its oxidation not only corrodes the lining of the furnace but interferes with the removal of the phosphorus, an essential part of the process. The sulphur-content should be small, because the removal of this element is both slow and difficult. But if the silicon of the pig iron is removed by a preliminary treatment in the Bessemer converter, then its presence in the pig iron is harmless as regards the open-hearth process. Hence the blast furnace process, thus freed from the hampering need of controlling accurately the silicon-content, can be much more effectively guided so as to prevent the sulphur from entering the pig iron.
For the acid Bessemer process, the sulfur content needs to be low, and the silicon content should remain constant. In the basic open-hearth process, both silicon and sulfur should be low, which is challenging because conditions that reduce sulfur content often lead to higher silicon content in the blast furnace. In the acid Bessemer process, the sulfur content must be low because the process does not remove any sulfur. The silicon content should remain constant since silicon is the main source of heat; variations in its content lead to temperature fluctuations, which can negatively impact the steel's quality as it must be finished and cast at the correct temperature. Although using the “mixer” (§ 77) can reduce these fluctuations and there are effective methods to lessen their impact, they cannot be completely eliminated. However, if the conversion starts in the converter and finishes in the open-hearth, there is less need for tight temperature control in the converter, making variations in the silicon content of pig iron nearly harmless in this regard. Conversely, in the basic open-hearth process, silicon is detrimental because the silica formed from its oxidation not only wears down the furnace lining but also complicates phosphorus removal, a crucial part of the process. The sulfur content should be low because removing it is both slow and difficult. Yet, if the pig iron's silicon is addressed through initial treatment in the Bessemer converter, its presence becomes harmless concerning the open-hearth process. Therefore, the blast furnace process can be managed more effectively to prevent sulfur from contaminating the pig iron without the burden of precisely controlling the silicon content.
Looking at the duplex process in another way, the preliminary desilicidizing in the Bessemer converter should certainly be an advantage; but whether it is more profitable to give this treatment in the converter than in the mixer remains to be seen.
Looking at the duplex process differently, the initial desilicidizing in the Bessemer converter should definitely be beneficial; however, it's still unclear if this treatment is more cost-effective in the converter than in the mixer.
103. In the cementation process bars of wrought iron about ½ in. thick are carburized and so converted into high carbon “blister steel,” by heating them in contact with charcoal in 824 a closed chamber to about 1000° C. (1832° F.) for from 8 to 11 days. Low-carbon steel might thus be converted into high-carbon steel, but this is not customary. The carbon dissolves in the hot but distinctly solid γ-iron (compare fig. 1) as salt dissolves in water, and works its way towards the centre of the bar by diffusion. When the mass is cooled, the carbon changes over into the condition of cementite as usual, partly interstratified with ferrite in the form of pearlite, partly in the form of envelopes enclosing kernels of this pearlite (see Alloys, Pl. fig. 13). Where the carbon, in thus diffusing inwards, meets particles of the slag, a basic ferrous silicate which is always present in wrought iron, it forms carbonic oxide, FeO + C = Fe + CO, which puffs the pliant metal up and forms blisters. Hence the name “blister steel.” It was formerly sheared to short lengths and formed into piles, which were then rolled out, perhaps to be resheared and rerolled into bars, known as “single shear” or “double shear” steel according to the number of shearings. But now the chief use for blister steel is for remelting in the crucible process, yielding a product which is asserted so positively, so universally and by such competent witnesses to be not only better but very much better than that made from any other material, that we must believe that it is so, though no clear reason can yet be given why it should be. For long all the best high-carbon steel was made by remelting this blister steel in crucibles (§ 106), but in the last few years the electric processes have begun to make this steel (§ 108).
103. In the cementation process, bars of wrought iron about ½ in. thick are carburized and transformed into high-carbon “blister steel” by heating them with charcoal in a closed chamber to around 1000° C. (1832° F.) for 8 to 11 days. While low-carbon steel can be changed into high-carbon steel, this isn't common practice. The carbon dissolves in the hot, yet solid γ-iron (see fig. 1), much like salt dissolves in water, and moves towards the center of the bar through diffusion. When the material cools, the carbon turns into cementite, partly layered with ferrite in the form of pearlite, and partly as shells enclosing cores of this pearlite (see Alloys, Pl. fig. 13). As the carbon diffuses inward, it encounters slag particles— a basic ferrous silicate that is always found in wrought iron— producing carbonic oxide, FeO + C = Fe + CO, which expands the pliable metal and creates blisters. This is why it’s called “blister steel.” It was previously cut into short lengths and stacked, which were then rolled out, possibly to be sheared again and rolled into bars referred to as “single shear” or “double shear” steel depending on how many times they were sheared. Nowadays, the primary use of blister steel is for remelting in the crucible process, resulting in a product that is claimed—strongly, universally, and by highly credible sources—to be not only better but significantly superior to that made from any other material, leading us to believe it is indeed true, even though no clear explanation has been provided as to why. For a long time, the finest high-carbon steel was produced by remelting this blister steel in crucibles (§ 106), but in recent years, electric processes have started to manufacture this steel (§ 108).
104. Case Hardening.—The many steel objects which need an extremely hard outer surface but a softer and more malleable interior may be carburized superficially by heating them in contact with charcoal or other carbonaceous matter, for instance for between 5 and 48 hours at a temperature of 800° to 900° C. This is known as “case hardening.” After this carburizing these objects are usually hardened by quenching in cold water (see § 28).
104. Case Hardening.—Many steel items that require a very hard outer surface while having a softer and more workable interior can be superficially carburized by heating them with charcoal or other carbon-based materials, typically for 5 to 48 hours at a temperature of 800° to 900° C. This process is called "case hardening." After carburizing, these items are usually hardened by rapidly cooling them in cold water (see § 28).
105. Deep Carburizing; Harvey and Krupp Processes.—Much of the heavy side armour of war-vessels (see Armour-Plate) is made of nickel steel initially containing so little carbon that it cannot be hardened, i.e. that it remains very ductile even after sudden cooling. The impact face of these plates is given the intense hardness needed by being converted into high-carbon steel, and then hardened by sudden cooling. The impact face is thus carburized to a depth of about 1¼ in. by being held at a temperature of 1100° for about a week, pressed strongly against a bed of charcoal (Harvey process). The plate is then by Krupp’s process heated so that its impact face is above while its rear is below the hardening temperature, and the whole is then cooled suddenly with sprays of cold water. Under these conditions the hardness, which is very extreme at the impact face, shades off toward the back, till at about quarter way from face to back all hardening ceases, and the rest of the plate is in a very strong, shock-resisting state. Thanks to the glass-hardness of this face, the projectile is arrested so abruptly that it is shattered, and its energy is delivered piecemeal by its fragments; but as the face is integrally united with the unhardened, ductile and slightly yielding interior and back, the plate, even if it is locally bent backwards somewhat by the blow, neither cracks nor flakes.
105. Deep Carburizing; Harvey and Krupp Processes.—Much of the heavy side armor of warships (see Armour-Plate) is made of nickel steel that initially contains so little carbon that it can’t be hardened, meaning it stays very ductile even after sudden cooling. The impact face of these plates gets the intense hardness it needs by being turned into high-carbon steel and then hardened by sudden cooling. The impact face is carburized to a depth of about 1¼ inches by being held at a temperature of 1100° for about a week, pressed firmly against a bed of charcoal (Harvey process). The plate is then treated using Krupp’s process, where its impact face is heated above the hardening temperature while the rear remains below that temperature, and the whole thing is then quickly cooled with sprays of cold water. Under these conditions, the hardness is extremely high at the impact face and gradually decreases toward the back, until about a quarter of the way from face to back where hardening stops, and the rest of the plate remains in a very strong, shock-resistant state. Thanks to the glass-like hardness of this face, the projectile is stopped so abruptly that it shatters, and its energy is distributed piece by piece through its fragments; but since the face is firmly bonded with the softer, ductile, and slightly yielding interior and back, the plate, even if it bends backwards somewhat from the impact, neither cracks nor flakes.
106. The crucible process consists essentially in melting one or another variety of iron or steel in small 80-℔. charges in closed crucibles, and then casting it into ingots or other castings, though in addition the metal while melting may be carburized. Its chief, indeed almost its sole use, is for making tool steel, the best kinds of spring steel and other very excellent kinds of high-carbon and alloy steel. After the charge has been fully melted, it is held in the molten state from 30 to 60 minutes. This enables it to take up enough silicon from the walls of the crucible to prevent the evolution of gas during solidification, and the consequent formation of blowholes or internal gas bubbles. In Great Britain the charge usually consists of blister steel, and is therefore high in carbon, so that the crucible process has very little to do except to melt the charge. In the United States the charge usually consists chiefly of wrought iron, and in melting in the crucible it is carburized by mixing with it either charcoal or “washed metal,” a very pure cast iron made by the Bell-Krupp process (§ 107).
106. The crucible process mainly involves melting different types of iron or steel in small 80-pound batches in closed crucibles, then casting it into ingots or other shapes. Additionally, the metal can be carburized while melting. Its primary, almost exclusive purpose is to produce tool steel, high-quality spring steel, and other excellent types of high-carbon and alloy steel. Once the charge has melted completely, it is kept in the molten state for 30 to 60 minutes. This allows it to absorb enough silicon from the crucible's walls to prevent gas from forming during solidification, which avoids blowholes or internal gas bubbles. In Great Britain, the charge usually contains blister steel, which is high in carbon, so the crucible process primarily melts the charge. In the United States, the charge typically consists mainly of wrought iron, which is carburized during melting by mixing it with either charcoal or “washed metal,” a very pure cast iron produced by the Bell-Krupp process (§ 107).
Compared with the Bessemer process, which converts a charge of even as much as 20 tons of pig iron into steel in a few minutes, and the open-hearth process which easily treats charges of 75 tons, the crucible process is, of course, a most expensive one, with its little 80-℔ charges, melted with great consumption of fuel because the heat is kept away from the metal by the walls of the crucible, themselves excellent heat insulators. But it survives simply because crucible steel is very much better than either Bessemer or open-hearth steel. This in turn is in part because of the greater care which can be used in making these small lots, but probably in chief part because the crucible process excludes the atmospheric nitrogen, which injures the metal, and because it gives a good opportunity for the suspended slag and iron oxide to rise to the surface. Till Huntsman developed the crucible process in 1740, the only kinds of steel of commercial importance were blister steel made by carburizing wrought iron without fusion, and others which like it were greatly injured by the presence of particles of slag. Huntsman showed that the mere act of freeing these slag-bearing steels from their slag by melting them in closed crucibles greatly improved them. It is true that Réaumur in 1722 described his method of making molten steel in crucibles, and that the Hindus have for centuries done this on a small scale, though they let the molten steel resolidify in the crucible. Nevertheless, it is to Huntsman that the world is immediately indebted for the crucible process. He could make only high-carbon steel, because he could not develop within his closed crucibles the temperature needed for melting low-carbon steel. The crucible process remained the only one by which slagless steel could be made, till Bessemer, by his astonishing invention, discovered at once low-carbon steel and a process for making both it and high-carbon steel extremely cheaply.
Compared to the Bessemer process, which can convert up to 20 tons of pig iron into steel in just minutes, and the open-hearth process that easily handles 75-ton charges, the crucible process is definitely the most expensive option, with its small 80-pound charges that require a lot of fuel because the heat is kept away from the metal by the crucible's walls, which are great insulators. However, it persists because crucible steel is significantly better than either Bessemer or open-hearth steel. This is partly due to the greater care that can be taken when making these small batches, but primarily because the crucible process prevents atmospheric nitrogen from contaminating the metal and helps suspended slag and iron oxide rise to the surface. Before Huntsman developed the crucible process in 1740, the only commercially important types of steel were blister steel, made by carburizing wrought iron without melting, and others like it that were heavily affected by slag particles. Huntsman demonstrated that simply melting these slag-bearing steels in closed crucibles significantly improved their quality. While it’s true that Réaumur described a method for making molten steel in crucibles back in 1722, and that Hindus have done this on a small scale for centuries while allowing the molten steel to solidify in the crucible, the credit for the crucible process primarily goes to Huntsman. He was only able to produce high-carbon steel because he couldn’t reach the temperature needed to melt low-carbon steel in his closed crucibles. The crucible process was the only method for producing slag-free steel until Bessemer’s groundbreaking invention, which simultaneously discovered low-carbon steel and a way to produce both low and high-carbon steel very cheaply.
107. In the Bell-Krupp or “pig-washing” process, invented independently by the famous British iron-master, Sir Lowthian Bell, and Krupp of Essen, advantage is taken of the fact that, at a relatively low temperature, probably a little above 1200° C., the phosphorus and silicon of molten cast iron are quickly oxidized and removed by contact with molten iron oxide, though carbon is thus oxidized but slowly. By rapidly stirring molten iron oxide into molten pig iron in a furnace shaped like a saucer, slightly inclined and turning around its axis, at a temperature but little above the melting-point of the metal itself, the phosphorus and silicon are removed rapidly, without removing much of the carbon, and by this means an extremely pure cast iron is made. This is used in the crucible process as a convenient source of the carbon needed for high-carbon steel.
107. In the Bell-Krupp or “pig-washing” process, which was independently developed by the renowned British iron-master, Sir Lowthian Bell, and Krupp of Essen, they take advantage of the fact that at a relatively low temperature, just above 1200° C., the phosphorus and silicon in molten cast iron are quickly oxidized and removed when they come into contact with molten iron oxide, while carbon is oxidized much more slowly. By rapidly mixing molten iron oxide into molten pig iron in a furnace shaped like a saucer, which is slightly tilted and rotates around its axis, at a temperature just above the melting point of the metal itself, the phosphorus and silicon are efficiently removed without significantly affecting the carbon content. This process produces extremely pure cast iron, which is then used in the crucible process as a convenient source of carbon needed for high-carbon steel.
 |
| Fig. 23.—Heroult Double-arc Electric Steel Purifying Furnace. |
108. Electric steel-making processes, or more accurately processes in which electrically heated furnaces are used, have developed very rapidly. In steel-making, electric furnaces are used for two distinct purposes, first for making steel sufficiently better than Bessemer and open-hearth steels to replace these for certain important purposes, and second for replacing the very expensive crucible process for making the very best steel. The advantages of the electric furnaces for these purposes can best be understood after examining the furnaces themselves and the way in which they are used. The most important ones are either “arc” furnaces, i.e. those heated by electric arcs, or “induction” ones, i.e. those in which the metal under treatment is heated by its own resistance to a current of electricity induced in it from without. The Heroult furnace, the best known in the arc class, and the Kjellin and Roechling-Rodenhauser furnaces, the best known of the induction class, will serve as examples.
108. Electric steel-making processes, or more accurately, processes that use electrically heated furnaces, have progressed very quickly. In steel-making, electric furnaces serve two main purposes: first, to produce steel that is significantly better than Bessemer and open-hearth steels for certain vital applications, and second, to replace the very costly crucible process for creating the highest quality steel. The benefits of electric furnaces for these applications are best understood by looking at the furnaces themselves and how they are utilized. The most significant types are either “arc” furnaces, i.e. those heated by electric arcs, or “induction” furnaces, i.e. those in which the metal being treated is heated by its own resistance to an externally induced current of electricity. The Heroult furnace, the most well-known of the arc type, and the Kjellin and Roechling-Rodenhauser furnaces, the most recognized of the induction type, will act as examples.
The Heroult furnace (fig. 23) is practically a large closed crucible, ABCA, with two carbon electrodes, E and F, “in series” with the bath, H, of molten steel. A pair of electric arcs play between these electrodes and the molten steel, passing through the layer of slag, G, and generating much heat. The lining of the crucible may be of either magnesite (MgO) or chromite (FeO·Cr2O3). The whole furnace, electrodes and all, rotates about the line KL for the purpose of pouring out the molten 825 slag and purified metal through the spout J at the end of the process. This spout and the charging doors A, A are kept closed except when in actual use for pouring or charging.
The Heroult furnace (fig. 23) is basically a large sealed crucible, ABCA, with two carbon electrodes, E and F, connected “in series” with the bath, H, of molten steel. An electric arc forms between these electrodes and the molten steel, passing through the layer of slag, G, and generating a lot of heat. The crucible lining can be made of either magnesite (MgO) or chromite (FeO·Cr2O3). The entire furnace, including the electrodes, rotates around the line KL to pour out the molten slag and purified metal through the spout J at the end of the process. This spout and the charging doors A, A remain closed except when actually being used for pouring or charging.
 |
| Fig. 24.—Kjellin Induction Electric Steel Melting Furnace. |
The Kjellin furnace consists essentially of an annular trough, AA (fig. 24), which contains the molten charge. This charge is heated, like the filaments of a common household electric lamp, by the resistance which it offers to the passage of a current of electricity induced in it by means of the core C and the frame EEE. The ends of this core are connected above, below and at the right of the trough A, by means of that frame, so that the trough and this core and frame stand to each other in a position like that of two successive links of a common oval-linked chain. A current of great electromotive force (intensity or voltage) passed through the coil D, induces, by means of the core and frame, a current of enormous quantity (volume or amperage), but very small electromotive force, in the metal in the trough. Thus the apparatus is analogous to the common transformers used for inducing from currents of great electromotive force and small quantity, which carry energy through long distances, currents of great quantity and small electromotive force for incandescent lights and for welding. The molten metal in the Kjellin trough forms the “secondary” circuit. Like the Heroult furnace, the Kjellin furnace may be lined with either magnesite or chromite, and it may be tilted for the purpose of pouring off slag and metal.
The Kjellin furnace mainly consists of an annular trough, AA (fig. 24), that holds the molten charge. This charge is heated, like the filaments in a regular household electric lamp, by the resistance it presents to an electric current induced within it through the core C and the frame EEE. The ends of this core connect above, below, and to the right of the trough A, using that frame, creating a setup similar to two connected links in a common oval-linked chain. A high electromotive force (intensity or voltage) flowing through the coil D induces, via the core and frame, a current of massive quantity (volume or amperage) but very low electromotive force in the metal inside the trough. Therefore, the system is similar to standard transformers that convert high electromotive force and low quantity currents, which transmit energy over long distances, into currents of high quantity and low electromotive force used for incandescent lights and welding. The molten metal in the Kjellin trough acts as the “secondary” circuit. Like the Heroult furnace, the Kjellin furnace can be lined with either magnesite or chromite, and it can be tilted for pouring off slag and metal.
The shape which the molten metal under treatment has in the Kjellin furnace, a thin ring of large diameter, is evidently bad, inconvenient for manipulation and with excessive heat-radiating surface. In the Roechling-Rodenhauser induction furnace (fig. 25), the molten metal lies chiefly in a large compact mass A, heated at three places on its periphery by the current induced in it there by means of the three coils and cores CCC. The molten metal also extends round each of these three coils, in the narrow channels B. It is in the metal in these channels and in that part of the main mass of metal which immediately adjoins the coils that the current is induced by means of the coils and cores, as in the Kjellin furnace.
The shape of the molten metal in the Kjellin furnace, which is a thin ring with a large diameter, is obviously not ideal. It's difficult to handle and has too much surface area that radiates heat. In the Roechling-Rodenhauser induction furnace (fig. 25), the molten metal mainly forms a large, compact mass A, heated at three points on its edge by the current generated there through the three coils and cores CCC. The molten metal also surrounds each of these three coils in the narrow channels B. The current is induced in the metal within these channels and in the part of the main mass of metal that is directly next to the coils, just like in the Kjellin furnace.
 |
| Fig. 25.—Plan of Roechling-Rodenhauser Induction Electric Furnace. |
When the Heroult furnace is used for completing the purification of molten steel begun in the Bessemer or open-hearth process, and this is its most appropriate use, the process carried out in it may be divided into two stages, first dephosphorization, and second deoxidation and desulphurization.
When the Heroult furnace is used to finish purifying molten steel that was started in the Bessemer or open-hearth process, which is its best application, the process can be broken down into two stages: first, dephosphorization, and second, deoxidation and desulphurization.
In the first stage the phosphorus is removed from the molten steel by oxidizing it to phosphoric acid, P2O5, by means of iron oxide contained in a molten slag very rich in lime, and hence very basic and retentive of that phosphoric acid. This slag is formed by melting lime and iron oxide, with a little silica sand if need be. Floating on top of the molten metal, it rapidly oxidizes its phosphorus, and the resultant phosphoric acid combines with the lime in the overlying slag as phosphate of lime. When the removal of the phosphorus is sufficiently complete, this slag is withdrawn from the furnace.
In the first stage, phosphorus is taken out of the molten steel by converting it into phosphoric acid, P2O5, using iron oxide found in a molten slag that is very rich in lime, making it very basic and good at holding onto that phosphoric acid. This slag is created by melting lime and iron oxide, and a bit of silica sand if necessary. Floating on top of the molten metal, it quickly oxidizes the phosphorus, and the resulting phosphoric acid mixes with the lime in the slag to form phosphate of lime. Once enough phosphorus has been removed, this slag is taken out of the furnace.
Next comes the deoxidizing and desulphurizing stage, of which the first step is to throw some strongly deoxidizing substance, such as coke or ferro-silicon, upon the molten metal, in order to remove thus the chief part of the oxygen which it has taken up during the oxidation of the phosphorus in the preceding stage. Next the metal is covered with a very basic slag, made by melting lime with a little silica and fluor spar. Coke now charged into this slag first deoxidizes any iron oxide contained in either slag or metal, and next deoxidizes part of the lime of the slag and thus forms calcium, which, uniting with the sulphur present in the molten metal, forms calcium sulphide, CaO + FeS + C = CaS + Fe + CO. This sulphide is nearly insoluble in the metal, but is readily soluble in the overlying basic slag, into which it therefore passes. The thorough removal of the sulphur is thus brought about by the deoxidation of the calcium. It is by forming calcium sulphide that sulphur is removed in the manufacture of pig iron in the iron blast furnace, in the crucible of which, as in the electric furnaces, the conditions are strongly deoxidizing. But in the Bessemer and open-hearth processes this means of removing sulphur cannot be used, because in each of them there is always enough oxygen in the atmosphere to re-oxidize any calcium as fast as it is deoxidized. Here sulphur may indeed be removed to a very important degree in the form of manganese sulphide, which distributes itself between metal and slag in rough accord with the laws of equilibrium. But if we rely on this means we have difficulty in reducing the sulphur content of the metal to 0.03% and very great difficulty in reducing it to 0.02%, whereas with the calcium sulphide of the electric furnaces we can readily reduce it to less than 0.01%.
Next comes the deoxidizing and desulfurizing stage. The first step is to add a strong deoxidizing agent, like coke or ferro-silicon, to the molten metal to remove most of the oxygen it absorbed during the oxidation of phosphorus in the previous stage. Then, the metal is covered with a very basic slag created by melting lime with a bit of silica and fluor spar. The coke added to this slag first deoxidizes any iron oxide present in either the slag or the metal, and then deoxidizes part of the lime in the slag, forming calcium. This calcium combines with the sulfur in the molten metal to create calcium sulfide, represented by the reaction CaO + FeS + C = CaS + Fe + CO. This sulfide is nearly insoluble in the metal but easily dissolves in the underlying basic slag, into which it transfers. The complete removal of sulfur is thus achieved through the deoxidation of calcium. The formation of calcium sulfide is how sulfur is eliminated in the production of pig iron in both the iron blast furnace and electric furnaces, where conditions are strongly deoxidizing. However, in the Bessemer and open-hearth processes, this method of removing sulfur cannot be applied because there is always enough oxygen in the atmosphere to re-oxidize calcium as quickly as it gets deoxidized. In these processes, sulfur can indeed be significantly removed as manganese sulfide, which distributes itself between the metal and slag according to equilibrium laws. However, if we depend on this method, it is challenging to reduce the sulfur content of the metal to 0.03% and very difficult to bring it down to 0.02%. In contrast, using calcium sulfide in electric furnaces allows us to easily reduce it to less than 0.01%.
When the desulphurization is sufficiently complete, the sulphur-bearing slag is removed, the final additions needed to give the metal exactly the composition aimed at are made, and the molten steel is tapped out of the furnace into its moulds. If the initial quantity of phosphorus or sulphur is large, or if the removal of these impurities is to be made very thorough, the dephosphorizing or the desulphurizing slagging off may be repeated. While the metal lies tranquilly on the bottom of the furnace, any slag mechanically suspended in it has a chance to rise to the surface and unite with the slag layer above.
When the desulfurization process is thorough enough, the sulfur-containing slag is taken out, the final adjustments needed to achieve the desired metal composition are made, and the molten steel is poured from the furnace into its molds. If the initial levels of phosphorus or sulfur are high, or if the removal of these impurities needs to be very complete, the dephosphorization or desulfurization process may be repeated. While the metal rests quietly at the bottom of the furnace, any slag that is mechanically suspended in it has a chance to rise to the surface and blend with the slag layer above.
In addition to this work of purification, the furnace may be used for melting down the initial charge of cold metal, and for beginning the purification—in short not only for finishing but also for roughing. But this is rarely expedient, because electricity is so expensive that it should be used for doing only those things which cannot be accomplished by any other and cheaper means. The melting can be done much more cheaply in a cupola or open-hearth furnace, and the first part of the purification much more cheaply in a Bessemer converter or open-hearth furnace.
In addition to this purification process, the furnace can also be used to melt down the initial batch of cold metal and to start the purification—essentially, it’s useful for both finishing and roughing. However, this is rarely practical since electricity is so costly that it should be reserved for tasks that can’t be done with any other, cheaper methods. Melting can be done much more affordably in a cupola or open-hearth furnace, and the initial purification can be done much more cheaply in a Bessemer converter or open-hearth furnace.
The normal use of the Kjellin induction furnace is to do the work usually done in the crucible process, i.e. to melt down very pure iron for the manufacture of the best kinds of steel, such as fine tool and spring steel, and to bring the molten metal simultaneously to the exact composition and temperature at which it should be cast into its moulds. This furnace may be used also for purifying the molten metal, but it is not so well suited as the arc furnaces for dephosphorizing. The reason for this is that in it the slag, by means of which all the purification must needs be done, is not heated effectively; that hence it is not readily made thoroughly liquid; that hence the removal of the phosphoric slag made in the early dephosphorizing stage of the process is liable to be incomplete; and that hence, finally, the phosphorus of any of this slag which is left in the furnace becomes deoxidized during the second or deoxidizing stage, and is thereby returned to befoul the underlying steel. The reason why the slag is not heated effectively is that the heat is developed only in the layer of metal itself, by its resistance to the induced current, and hence the only heat which the slag receives is that supplied to its lower surface by the metal, while its upper side is constantly radiating heat away towards the relatively cool roof above.
The typical use of the Kjellin induction furnace is to perform the tasks usually done in the crucible process, i.e. to melt very pure iron for making high-quality steel, such as fine tool and spring steel, and to bring the molten metal to the exact composition and temperature needed for casting into molds. This furnace can also be used for purifying the molten metal, but it’s not as effective as arc furnaces for dephosphorizing. This is because, in the Kjellin furnace, the slag, which is necessary for purification, isn’t heated efficiently; as a result, it doesn’t become fully liquid. This means that the removal of the phosphoric slag produced in the early dephosphorizing stage may be incomplete, and ultimately, any phosphorus left in the furnace can be deoxidized during the second or deoxidizing stage, reintroducing impurities into the steel. The slag doesn’t heat effectively because the heat is generated only in the layer of metal itself due to its resistance to the induced current, so the slag only receives heat from the lower surface in contact with the metal, while the upper side continuously loses heat to the cooler roof above.
The Roechling-Rodenhauser furnace is unfitted, by the vulnerability of its interior walls, for receiving charges of cold metal to be melted down, but it is used to good advantage for purifying molten basic Bessemer steel sufficiently to fit it for use in the form of railway rails.
The Roechling-Rodenhauser furnace is not designed, due to the fragility of its inner walls, to handle cold metal charges for melting, but it is effectively used to purify molten basic Bessemer steel enough to make it suitable for producing railway rails.
We are now in a position to understand why electricity should be used as a source of heat in making molten steel. Electric furnaces are at an advantage over others as regards the removal of sulphur and of iron oxide from the molten steel, because their atmosphere is free from the sulphur always present in the flame of coal-fired furnaces, and almost free from oxygen, because this element is quickly absorbed by the carbon and silicon of the steel, and in the case of arc furnaces by the carbon of the electrodes themselves, and is replaced only very slowly by leakage, whereas through the Bessemer converter and the open-hearth furnace a torrent of air is always rushing. As we have seen, the removal of sulphur can be made complete only by deoxidizing calcium, and this cannot be done if much oxygen is present. Indeed, the freedom of the atmosphere of the electric furnaces from oxygen is also the reason indirectly 826 why the molten metal can be freed from mechanically suspended slag more perfectly in them than in the Bessemer converter or the open-hearth furnace. In order that this finely divided slag shall rise to the surface and there coalesce with the overlying layer, the metal must be tranquil. But tranquillity is clearly impossible in the Bessemer converter, in which the metal can be kept hot only by being torn into a spray by the blast. It is practically unattainable in the open-hearth furnace, because here the oxygen of the furnace atmosphere indirectly oxidizes the carbon of the metal which is kept boiling by the escape of the resultant carbonic oxide. In short the electric furnaces can be used to improve the molten product of the Bessemer converter and open-hearth furnace, essentially because their atmosphere is free from sulphur and oxygen, and because they can therefore remove sulphur, iron oxide and mechanically suspended slag, more thoroughly than is possible in these older furnaces. They make a better though a dearer steel.
We now understand why electricity is used as a heat source for making molten steel. Electric furnaces have advantages over other types when it comes to removing sulfur and iron oxide from molten steel because their environment is free from the sulfur that is always present in coal-fired furnaces and is almost free from oxygen. This is because oxygen is quickly absorbed by the carbon and silicon in the steel and, in the case of arc furnaces, by the carbon in the electrodes. Any oxygen that does leak in is replaced very slowly, while in the Bessemer converter and the open-hearth furnace, a huge amount of air is always rushing in. As we’ve seen, sulfur removal can only be complete when using deoxidizing calcium, and this isn't possible if there's too much oxygen present. In fact, the lack of oxygen in electric furnaces also explains why molten metal can better shake off mechanically suspended slag in them compared to the Bessemer converter or the open-hearth furnace. For this finely divided slag to rise to the surface and merge with the top layer, the metal needs to be calm. However, calmness is clearly impossible in the Bessemer converter, where the metal can only stay hot by being blasted into a spray. It's also hard to achieve in the open-hearth furnace since the oxygen in that atmosphere indirectly oxidizes the carbon in the metal, which is kept boiling by the release of carbon monoxide. In short, electric furnaces can enhance the molten product from the Bessemer converter and open-hearth furnace mainly because their atmosphere is free from sulfur and oxygen, allowing them to remove sulfur, iron oxide, and mechanically suspended slag more effectively than these older furnaces. They produce a better, though more expensive, steel.
Further, the electric furnaces, e.g. the Kjellin, can be used to replace the crucible melting process (§ 106), chiefly because their work is cheaper for two reasons. First, they treat a larger charge, a ton or more, whereas the charge of each crucible is only about 80 pounds. Second, their heat is applied far more economically, directly to the metal itself, whereas in the crucible process the heat is applied most wastefully to the outside of the non-conducting walls of a closed crucible within which the charge to be heated lies. Beyond this sulphur and phosphorus can be removed in the electric furnace, whereas in the crucible process they cannot. In short electric furnaces replace the old crucible furnace primarily because they work more cheaply, though in addition they may be made to yield a better steel than it can.
Furthermore, electric furnaces, like the Kjellin, can replace the crucible melting process (§ 106) mainly because they are more cost-effective for two reasons. First, they handle a larger load, over a ton, while each crucible only holds about 80 pounds. Second, they apply heat much more efficiently, directly to the metal itself, whereas the crucible method wastes heat by applying it to the outside of the non-conducting walls of a closed crucible containing the charge. Additionally, sulfur and phosphorus can be removed in the electric furnace, which isn’t possible with the crucible process. In summary, electric furnaces replace the traditional crucible furnace mainly because they are cheaper to operate, and they also have the potential to produce better steel.
Thus we see that the purification in these electric furnaces has nothing to do with electricity. We still use the old familiar purifying agents, iron oxide, lime and nascent calcium. The electricity is solely a source of heat, free from the faults of the older sources which for certain purposes it now replaces. The electric furnaces are likely to displace the crucible furnaces completely, because they work both more cheaply and better. They are not likely to displace either the open-hearth furnace or the Bessemer converter, because their normal work is only to improve the product of these older furnaces. Here their use is likely to be limited by its costliness, because for the great majority of purposes the superiority of the electrically purified steel is not worth the cost of the electric purification.
So we see that the purification in these electric furnaces has nothing to do with electricity. We still use the familiar purifying agents like iron oxide, lime, and nascent calcium. The electricity is just a source of heat, free from the issues of older sources that it now replaces for certain purposes. Electric furnaces are likely to completely replace crucible furnaces because they operate both more cheaply and efficiently. However, they probably won't replace either the open-hearth furnace or the Bessemer converter, as their main function is simply to enhance the products of these older furnaces. Their use may be limited by cost since, for most purposes, the benefits of electrically purified steel aren't worth the expense of electric purification.
109. Electric Ore-smelting Processes.—Though the electric processes which have been proposed for extracting the iron from iron ore, with the purpose of displacing the iron blast furnace, have not become important enough to deserve description here, yet it should be possible to devise one which would be useful in a place (if there is one) which has an abundance of water power and iron ore and a local demand for iron, but has not coke, charcoal or bituminous coal suitable for the blast furnace. But this ancient furnace does its fourfold work of deoxidizing, melting, removing the gangue and desulphurizing, so very economically that it is not likely to be driven out in other places until the exhaustion of our coal-fields shall have gone so far as to increase the cost of coke greatly.
109. Electric Ore-smelting Processes.—Although the electric methods proposed for extracting iron from iron ore, aiming to replace the traditional blast furnace, haven’t gained enough significance to warrant a detailed discussion here, it's possible to create one that would be beneficial in an area (if there is one) with plenty of water power, iron ore, and a local need for iron, but lacking the coke, charcoal, or bituminous coal suitable for the blast furnace. However, this traditional furnace efficiently performs its four key functions of deoxidizing, melting, removing impurities, and desulfurizing, making it unlikely to be phased out in most locations until the depletion of our coal fields has progressed enough to significantly raise the price of coke.
110. Comparison of Steel-making Processes.—When Bessemer discovered that by simply blowing air through molten cast iron rapidly he could make low-carbon steel, which is essentially wrought iron greatly improved by being freed from its essential defect, its necessarily weakening and embrittling slag, the very expensive and exhausting puddling process seemed doomed, unable to survive the time when men should have familiarized themselves with the use of Bessemer steel, and should have developed the evident possibilities of cheapness of the Bessemer process. Nevertheless the use of wrought iron actually continued to increase. The first of the United States decennial censuses to show a decrease in the production of wrought iron was that in 1890, 35 years after the invention of the Bessemer process. It is still in great demand for certain normal purposes for which either great ease in welding or resistance to corrosion by rusting is of great importance; for purposes requiring special forms of extreme ductility which are not so confidently expected in steel; for miscellaneous needs of many users, some ignorant, some very conservative; and for remelting in the crucible process. All the best cutlery and tool steel is made either by the crucible process or in electric furnaces, and indeed all for which any considerable excellence is claimed is supposed to be so made, though often incorrectly. But the great mass of the steel of commerce is made by the Bessemer and the open-hearth processes. Open-hearth steel is generally thought to be better than Bessemer, and the acid variety of each of these two processes is thought to yield a better product than the basic variety. This may not necessarily be true, but the acid variety lends itself more readily to excellence than the basic. A very large proportion of ores cannot be made to yield cast iron either free enough from phosphorus for the acid Bessemer or the acid open-hearth process, neither of which removes that most injurious element, or rich enough in phosphorus for the basic Bessemer process, which must rely on that element as its source of heat. But cast iron for the basic open-hearth process can be made from almost any ore, because its requirements, comparative freedom from silicon and sulphur, depend on the management of the blast-furnace rather than on the composition of the ore, whereas the phosphorus-content of the cast iron depends solely on that of the ore, because nearly all the phosphorus of the ore necessarily passes into the cast iron. Thus the basic open-hearth process is the only one which can make steel from cast iron containing more than 0.10% but less than 1.80% of phosphorus.
110. Comparison of Steel-making Processes.—When Bessemer found that blowing air through molten cast iron quickly could produce low-carbon steel, which is basically improved wrought iron freed from its main flaw—the weakening and embrittling slag—the expensive and labor-intensive puddling process seemed to be in trouble, unable to compete in an era when people increasingly adopted Bessemer steel and recognized the clear cost benefits of his method. Still, the demand for wrought iron continued to grow. The first decennial census in the United States to report a decline in wrought iron production was in 1890, 35 years after the Bessemer process was invented. It's still widely used for certain standard applications that require easy welding or resistance to rust; for uses demanding specific extreme ductility that steel may not always provide; for various needs from diverse users, some of whom are unaware and others very traditional; and for remelting in the crucible process. All high-quality cutlery and tool steel is produced either through the crucible process or electric furnaces, and all products claiming significant excellence are supposed to be made this way, though that's often not the case. However, the majority of commercial steel is produced using the Bessemer and open-hearth methods. Open-hearth steel is typically considered better than Bessemer steel, and the acid version of each method is believed to produce a superior product compared to the basic version. This isn’t necessarily true, but the acid version tends to be more conducive to achieving quality. A large percentage of ores cannot be used to produce cast iron that is free enough from phosphorus for the acid Bessemer or acid open-hearth processes, both of which fail to eliminate this harmful element, nor are they rich enough in phosphorus for the basic Bessemer process, which depends on that element for heat. However, cast iron for the basic open-hearth process can be made from almost any ore because its requirements for low silicon and sulfur rely on how the blast furnace is managed rather than on the ore's composition, while the phosphorus content in cast iron is directly linked to that of the ore, as nearly all phosphorus from the ore ends up in the cast iron. Therefore, the basic open-hearth process is the only one capable of producing steel from cast iron containing more than 0.10% but less than 1.80% phosphorus.
The restriction of the basic Bessemer process to pig iron containing at least 1.80% of phosphorus has prevented it from getting a foothold in the United States; the restriction of the acid Bessemer process to pig iron very low in phosphorus, usually to that containing less than 0.10% of that element, has almost driven it out of Germany, has of late retarded, indeed almost stopped, the growth of its use in the United States, and has even caused it to be displaced at the great Duquesne works of the Carnegie Steel Company by the omnivorous basic open-hearth process, the use of which has increased very rapidly. Under most conditions the acid Bessemer process is the cheapest in cost of conversion, the basic Bessemer next, and the acid open-hearth next, though the difference between them is not great. But the crucible process is very much more expensive than any of the others.
The limitation of the basic Bessemer process to pig iron with at least 1.80% phosphorus has kept it from gaining traction in the United States. Meanwhile, the limitation of the acid Bessemer process to pig iron that is very low in phosphorus—typically less than 0.10%—has nearly eliminated its use in Germany, slowed its adoption in the United States, and even led to its replacement at the large Duquesne works of the Carnegie Steel Company by the increasingly popular basic open-hearth process. Generally, the acid Bessemer process is the cheapest for conversion, followed by the basic Bessemer, and then the acid open-hearth process, though the differences aren't significant. However, the crucible process is much more expensive than any of the others.
Until very lately the Bessemer process, in either its acid or its basic form, made all of the world’s rail steel; but even for this work it has now begun to be displaced by the basic open-hearth process, partly because of the fast-increasing scarcity of ores which yield pig iron low enough in phosphorus for the acid Bessemer process, and partly because the increase in the speed of trains and in the loads on the individual engine- and car-wheels has made a demand for rails of a material better than Bessemer steel.
Until recently, the Bessemer process, whether in its acid or basic form, produced all the rail steel in the world. However, it is now being replaced by the basic open-hearth process, partly due to the rapidly growing scarcity of ores that produce pig iron with low enough phosphorus levels for the acid Bessemer process, and partly because the increased speed of trains and heavier loads on individual engine and car wheels have created a demand for rails made from materials that outperform Bessemer steel.
111. Iron founding, i.e. the manufacture of castings of cast iron, consists essentially in pouring the molten cast iron into moulds, and, as preparatory steps, melting the cast iron itself and preparing the moulds. These are usually made of sand containing enough clay to give it the needed coherence, but of late promising attempts have been made to use permanent iron moulds. In a very few places the molten cast iron as it issues from the blast furnace is cast directly in these moulds, but in general it is allowed to solidify in pigs, and then remelted either in cupola furnaces or in air furnaces. The cupola furnace (fig. 26) is a shaft much like a miniature blast furnace, filled from top to bottom by a column of lumps of coke and of iron. The blast of air forced in through the tuyeres near the bottom of the furnace burns the coke there, and the intense heat thus caused melts away the surrounding iron, so that this column of coke and iron gradually descends; but it is kept at its full height by feeding more coke and iron at its top, until all the iron needed for the day’s work has thus been charged. As the iron melts it runs out through a tap hole and spout at the bottom of the furnace, to be poured into the moulds by means of clay-lined ladles. The air furnace is a reverberatory furnace like that used for puddling (fig. 14), but larger, and in it the pigs of iron, lying on the bottom or hearth, are melted down by the flame from the coal which burns in the firebox. The iron is then held molten till it has grown hot enough for casting and till enough of its 827 carbon has been burnt away to leave just the carbon-content desired, and it is then tapped out and poured into the moulds.
111. Iron founding, i.e. the production of cast iron pieces, mainly involves pouring molten cast iron into molds. The preparation steps include melting the cast iron itself and getting the molds ready. These molds are typically made of sand mixed with enough clay to provide the necessary strength, though recent promising advancements have been made using permanent iron molds. In a few places, the molten cast iron is poured directly from the blast furnace into these molds, but generally, it is allowed to cool into ingots and then remelted either in cupola furnaces or air furnaces. The cupola furnace (fig. 26) resembles a small blast furnace, filled from top to bottom with layers of coke and iron. Air is blown in through the tuyeres near the bottom of the furnace, igniting the coke and generating intense heat that melts the surrounding iron, causing the coke and iron column to gradually descend. It is kept at its maximum height by adding more coke and iron at the top until all the iron needed for the day’s work is charged. As the iron melts, it flows out through a tap hole and spout at the bottom of the furnace, pouring into molds using clay-lined ladles. The air furnace is a larger reverberatory furnace similar to the one used for puddling (fig. 14), where ingots of iron, placed on the bottom or hearth, are melted by flames from burning coal in the firebox. The iron is held in a molten state until it is hot enough for casting and has burned off enough carbon to reach the desired content, after which it is tapped out and poured into the molds.
 |
| Fig. 26.—Cupola Furnace for Remelting Pig Iron. |
Of the two the cupola is very much the more economical of fuel, thanks to the direct transfer of heat from the burning coke to the pig iron with which it is in contact. But this contact both causes the iron to absorb sulphur from the coke to its great harm, and prevents it from having any large part of its carbon burnt away, which in many cases would improve it very greatly by strengthening it. Thus it comes about that the cupola, because it is so economical, is used for all but the relatively few cases in which the strengthening of the iron by the removal of part of its carbon and the prevention of the absorption of sulphur are so important as to compensate for the greater cost of the air-furnace melting.
Of the two, the cupola is much more fuel-efficient, thanks to the direct transfer of heat from the burning coke to the pig iron it touches. However, this contact causes the iron to absorb sulfur from the coke, which is harmful, and it prevents the iron from losing a significant amount of its carbon, which would often improve its strength. As a result, the cupola is used for almost all situations except for the relatively few cases where removing some of the carbon and preventing sulfur absorption are so crucial that they outweigh the higher costs of melting in an air furnace.
112. Cast iron for foundry purposes, i.e. for making castings of cast iron. Though, as we have seen in § 19, steel is rarely given a carbon-content greater than 1.50% lest its brittleness should be excessive, yet cast iron with between 3 and 4% of carbon, the usual cast iron of the foundry, is very useful. Because of the ease and cheapness with which, thanks to its fluidity and fusibility (fig. 1), it can be melted and run even into narrow and intricate moulds, castings made of it are very often more economical, i.e. they serve a given purpose more cheaply, in the long run, than either rolled or cast steel, in spite of their need of being so massive that the brittleness of the material itself shall be endurable. Indeed this high carbon-content, 3 to 4%, in practice actually leads to less brittleness than can readily be had with somewhat less carbon, because with it much of the carbon can easily be thrown into the relatively harmless state of graphite, whereas if the carbon amounts to less than 3% it can be brought to this state only with difficulty. For crushing certain kinds of rock, the hardness of which cast iron is capable really makes it more valuable, pound for pound, than steel.
112. Cast iron for foundry purposes, i.e. for making castings of cast iron. As mentioned in § 19, steel typically doesn't have a carbon content greater than 1.50% to avoid excessive brittleness. However, cast iron with a carbon content between 3% and 4%, which is the standard for foundry cast iron, is very useful. Due to its fluidity and fusibility (fig. 1), it can be melted and poured into narrow and intricate molds easily and cheaply. Castings made from it often turn out to be more economical, i.e. they achieve a specific purpose at a lower cost over time compared to rolled or cast steel, even though they need to be substantial enough for the material's brittleness to be manageable. In fact, this higher carbon content of 3% to 4% actually results in less brittleness than obtained with slightly lower carbon levels because a lot of the carbon can shift into a relatively harmless form, graphite. When it comes to crushing certain types of rock, the hardness of cast iron makes it more valuable, pound for pound, than steel.
113. Qualities needed in Cast Iron Castings.—Different kinds of castings need very different sets of qualities, and the composition of the cast iron itself must vary from case to case so as to give each the qualities needed. The iron for a statuette must first of all be very fluid, so that it will run into every crevice in its mould, and it must expand in solidifying, so that it shall reproduce accurately every detail of that mould. The iron for most engineering purposes needs chiefly to be strong and not excessively brittle. That for the thin-walled water mains must combine strength with the fluidity needed to enable it to run freely into its narrow moulds; that for most machinery must be soft enough to be cut easily to an exact shape; that for hydraulic cylinders must combine strength with density lest the water leak through; and that for car-wheels must be intensely hard in its wearing parts, but in its other parts it must have that shock-resisting power which can be had only along with great softness. Though all true cast iron is brittle, in the sense that it is not usefully malleable, i.e. that it cannot be hammered from one shape into another, yet its degree of brittleness differs as that of soapstone does from that of glass, so that there are the intensely hard and brittle cast irons, and the less brittle ones, softer and unhurt by a shock which would shiver the former.
113. Qualities needed in Cast Iron Castings.—Different types of castings require very different qualities, and the composition of the cast iron itself must change based on the specific needs. The iron for a statuette must be very fluid so it can fill every crevice in its mold, and it must expand when it solidifies to accurately reproduce every detail of that mold. The iron for most engineering uses mainly needs to be strong and not overly brittle. For thin-walled water mains, it must combine strength with the fluidity necessary to run easily into narrow molds; for most machinery, it should be soft enough to be easily cut into precise shapes; for hydraulic cylinders, it needs to be strong and dense to prevent water leaks; and for car wheels, it must be extremely hard at its wearing parts, while its other parts need shock resistance that can only be achieved with significant softness. While all true cast iron is brittle, meaning it’s not practically malleable, i.e. it can't be hammered into different shapes, the level of brittleness varies—similar to how soapstone differs from glass—leading to intensely hard and brittle cast irons alongside less brittle ones that can absorb shocks without breaking.
Of these several qualities which cast iron may have, fluidity is given by keeping the sulphur-content low and phosphorus-content high; and this latter element must be kept low if shock is to be resisted; but strength, hardness, endurance of shock, density and expansion in solidifying are controlled essentially by the distribution of the carbon between the states of graphite and cementite, and this in turn is controlled chiefly by the proportion of silicon, manganese and sulphur present, and in many cases by the rate of cooling.
Of the various qualities that cast iron can have, fluidity is achieved by maintaining a low content of sulfur and a high content of phosphorus; however, the phosphorus level must be kept low to resist shock. Strength, hardness, shock endurance, density, and expansion during solidification are mainly influenced by how carbon is distributed between graphite and cementite. This distribution is primarily affected by the amounts of silicon, manganese, and sulfur present, and often by the cooling rate.
114. Constitution of Cast Iron.—Cast iron naturally has a high carbon-content, usually between 3 and 4%, because while molten it absorbs carbon greedily from the coke with which it is in contact in the iron blast furnace in which it is made, and in the cupola furnace in which it is remelted for making most castings. This carbon may all be present as graphite, as in typical grey cast iron; or all present as cementite, Fe3C, as in typical white cast iron; or, as is far more usual, part of it may be present as graphite and part as cementite. Now how does it come about that the distribution of the carbon between these very unlike states determines the strength, hardness and many other valuable properties of the metal as a whole? The answer to this is made easy by a careful study of the effect of this same distribution on the constitution of the metal, because it is through controlling this constitution that the condition of the carbon controls these useful properties. To fix our ideas let us assume that the iron contains 4% of carbon. If this carbon is all present as graphite, so that in cooling the graphite-austenite diagram has been followed strictly (§ 26), the constitution is extremely simple; clearly the mass consists first of a metallic matrix, the carbonless iron itself with whatever silicon, manganese, phosphorus and sulphur happen to be present, in short an impure ferrite, encased in which as a wholly distinct foreign body is the graphite. The primary graphite (§ 26) generally forms a coarse, nearly continuous skeleton of curved black plates, like those shown in fig. 27; the eutectic graphite is much finer; while the pro-eutectoid and eutectoid graphite, if they exist, are probably in very fine particles. We must grasp clearly this conception of metallic matrix and encased graphite skeleton if we are to understand this subject.
114. Constitution of Cast Iron.—Cast iron has a high carbon content, usually between 3% and 4%. This happens because, while it's molten, it absorbs carbon readily from the coke it's in contact with in the iron blast furnace where it's made, and in the cupola furnace where it’s remelted for most castings. The carbon can be entirely in the form of graphite, as seen in typical grey cast iron; entirely as cementite, Fe3C, as seen in typical white cast iron; or, more commonly, part of it may be in graphite form and part in cementite form. How the distribution of carbon between these different states affects the strength, hardness, and various other important properties of the metal as a whole is fascinating. Understanding this requires a careful study of how this distribution influences the metal’s constitution because it is by controlling this constitution that the carbon's condition affects these useful properties. To clarify, let's assume that the iron contains 4% carbon. If all of this carbon is in graphite form, meaning the graphite-austenite diagram has been strictly followed during cooling (§ 26), the constitution is straightforward; the mass consists primarily of a metallic matrix, the carbon-free iron itself along with whatever silicon, manganese, phosphorus, and sulfur are present—essentially an impure ferrite—surrounded by a distinctly separate entity of graphite. The primary graphite (§ 26) typically forms a coarse, nearly continuous framework of curved black plates, like those shown in fig. 27; the eutectic graphite is much finer, while the pro-eutectoid and eutectoid graphite, if present, are likely in very fine particles. It's essential to understand this concept of a metallic matrix with an encased graphite skeleton to fully grasp this topic.
 |
| Fig. 27.—Graphite in Grey Cast Iron. |
Now this matrix itself is equivalent to a very low-carbon steel, strictly speaking to a carbonless steel, because it consists of pure ferrite, which is just what such a steel consists of; and the cast iron as a whole is therefore equivalent to a matrix of very low-carbon 828 steel in which is encased a skeleton of graphite plates, besides some very fine scattered particles of graphite.
Now this matrix is equivalent to a very low-carbon steel, or more accurately, a carbon-free steel, because it is made of pure ferrite, which is exactly what that steel is made of; therefore, the cast iron as a whole is basically like a matrix of very low-carbon 828 steel that contains a framework of graphite plates, along with some very fine scattered particles of graphite.
Next let us imagine that, in a series of cast irons all containing 4% of carbon, the graphite of the initial skeleton changes gradually into cementite and thereby becomes part of the matrix, a change which of course has two aspects, first, a gradual thinning of the graphite skeleton and a decrease of its continuity, and second, a gradual introduction of cementite into the originally pure ferrite matrix. By the time that 0.4% of graphite has thus changed, and in changing has united with 0.4 × 14 = 5.6% of the iron of the original ferrite matrix, it will have changed this matrix from pure ferrite into a mixture of
Next, let's imagine that in a series of cast irons with 4% carbon, the graphite in the original structure gradually transforms into cementite and becomes part of the matrix. This change has two sides: first, the graphite skeleton gradually thins out and loses its continuity, and second, cementite is gradually introduced into the originally pure ferrite matrix. By the time 0.4% of graphite has changed, it will have combined with 0.4 × 14 = 5.6% of the iron from the original ferrite matrix, altering this matrix from pure ferrite into a mixture of
| Cementite | 0.4 + 5.6 = 6.0 |
| Ferrite | 96.0 − 5.6 = 90.4 |
| —— | |
| 96.4 | |
| The residual graphite skeleton forms | 4 − 0.4 = 3.6 |
| —— | |
| 100.0 |
But this matrix is itself equivalent to a steel of about 040% of carbon (more accurately 0.40 × 100 ÷ 96.4 = 0.415%), a rail steel, because it is of just such a mixture of ferrite and cementite in the ratio of 90.4 : 6 or 94% and 6%, that such a rail steel consists. The mass as a whole, then, consists of 96.4 parts of metallic matrix, which itself is in effect a 0.415% carbon rail steel, weakened and embrittled by having its continuity broken up by this skeleton of graphite forming 3.6% of the whole mass by weight, or say 12% by volume.
But this matrix is comparable to a steel with about 0.40% carbon (more precisely, 0.40 × 100 ÷ 96.4 = 0.415%), which is a rail steel, as it has a mixture of ferrite and cementite in the ratio of 90.4:6 or 94% to 6%. Therefore, the mass as a whole consists of 96.4 parts of metallic matrix, which is essentially a 0.415% carbon rail steel, weakened and made brittle due to the disruption of its continuity by this skeleton of graphite, which makes up 3.6% of the total mass by weight, or about 12% by volume.
As, in succeeding members of this same series of cast irons, more of the graphite of the initial skeleton changes into cementite and thereby becomes part of the metallic matrix, so the graphite skeleton becomes progressively thinner and more discontinuous, and the matrix richer in cementite and hence in carbon and hence equivalent first to higher and higher carbon steel, such as tool steel of 1% carbon, file steel of 1.50%, wire-die steel of 2% carbon and then to white cast iron, which consists essentially of much cementite with little ferrite. Eventually, when the whole of the graphite of the skeleton has changed into cementite, the mass as a whole becomes typical or ultra white cast iron, consisting of nothing but ferrite and cementite, distributed as follows (see fig. 2):—
As the succeeding members of this series of cast irons form, more of the graphite in the initial structure transforms into cementite, becoming part of the metal matrix. Consequently, the graphite structure becomes increasingly thinner and more fragmented, while the matrix becomes richer in cementite, thus increasing in carbon content. This progression is first seen in higher carbon steels, such as tool steel with 1% carbon, file steel with 1.50% carbon, and wire-die steel with 2% carbon, eventually leading to white cast iron, which primarily consists of a lot of cementite and little ferrite. Eventually, when all the graphite in the structure has converted to cementite, the overall mass becomes typical or ultra white cast iron, which is made up entirely of ferrite and cementite, distributed as follows (see fig. 2):—
| Eutectoid ferrite | 40.0 |
| Eutectoid cementite | 6.7 |
| —— | |
| Eutectoid Interstratified as pearlite | 46.7 |
| Cementite, primary, eutectoid and pro-eutectoid | 53.3 |
| —— | |
| 100.0 | |
| Total ferrite | 40.0 |
| Total cementite | 60.0 |
| —— | |
| 100.0 |
 |
| Fig. 28.—Physical Properties and assumed Microscopic Constitution of Cast Iron containing 4% of carbon, as affected by the distribution of that carbon between the combined and graphitic states. |
The constitution and properties of such a series of cast irons, all containing 4% of carbon but with that carbon shifting progressively from the state of graphite to that of cementite as we pass from specimen to specimen, may, with the foregoing picture of a skeleton-holding matrix clearly in our minds be traced by means of fig. 28. The change from graphite into cementite is supposed to take place as we pass from left to right. BC and OH give the proportion of ferrite and cementite respectively in the matrix, DEF, KS and TU reproduced from fig. 3 give the consequent properties of the matrix, and GAF, RS and VU give, partly from conjecture, the properties of the cast iron as a whole. Above the diagram are given the names of the different classes of cast iron to which different stages in the change from graphite to cementite correspond, and above these the names of kinds of steel or cast iron, to which at the corresponding stages the constitution of the matrix corresponds, while below the diagram are given the properties of the cast iron as a whole corresponding to these stages, and still lower the purposes for which these stages fit the cast iron, first because of its strength and shock-resisting power, and second because of its hardness.
The constitution and properties of this series of cast irons, all containing 4% carbon, show a gradual transition of that carbon from graphite to cementite as we move from one sample to another. This can be illustrated with fig. 28, keeping in mind the earlier description of a skeleton-holding matrix. The transformation from graphite to cementite is assumed to occur as we move from left to right. BC and OH indicate the proportions of ferrite and cementite, respectively, in the matrix, while DEF, KS, and TU, reproduced from fig. 3, detail the resulting properties of the matrix. GAF, RS, and VU provide, partly through speculation, the overall properties of the cast iron. The names of the different classes of cast iron corresponding to various stages in the transition from graphite to cementite are listed above the diagram, along with the names of types of steel or cast iron that align with the constitution of the matrix at those stages. Below the diagram, the properties of the cast iron corresponding to these stages are presented, and even further down, the uses for which these stages are suitable, based first on their strength and shock resistance, and second on their hardness.
115. Influence of the Constitution of Cast Iron on its Properties.—How should the hardness, strength and ductility, or rather shock-resisting power, of the cast iron be affected by this progressive change from graphite into cementite? First, the hardness (VU) should increase progressively as the soft ferrite and graphite are replaced by the glass-hard cementite. Second, though the brittleness should be lessened somewhat by the decrease in the extent to which the continuity of the strong matrix is broken up by the graphite skeleton, yet this effect is outweighed greatly by that of the rapid substitution in the matrix of the brittle cementite for the very ductile copper-like ferrite, so that the brittleness increases continuously (RS), from that of the very grey graphitic cast irons, which, like that of soapstone, is so slight that the metal can endure severe shock and even indentation without breaking, to that of the pure white cast iron which is about as brittle as porcelain. Here let us recognize that what gives this transfer of carbon from graphite skeleton to metallic matrix such very great influence on the properties of the metal is the fact that the transfer of each 1% of carbon means substituting in the matrix no less than 15% of the brittle, glass-hard cementite for the soft, very ductile ferrite. Third, the tensile strength of steel proper, of which the matrix consists, as we have already seen (fig. 3), increases with the carbon-content till this reaches about 1.25%, and then in turn decreases (fig. 28, DEF). Hence, as with the progressive transfer of the carbon from the graphitic to the cementite state in our imaginary series of cast irons, the combined carbon present in the matrix increases, so does the tensile strength of the mass as a whole for two reasons; first, because the strength of the matrix itself is increasing (DE), and second, because the discontinuity is decreasing with the decreasing proportion of graphite. With further transfer of the carbon from the graphitic to the combined state, the matrix itself grows weaker (EF); but this weakening is offset in a measure by the continuing decrease of discontinuity due to the decreasing proportion of graphite. The resultant of these two effects has not yet been well established; but it is probable that the strongest cast iron has a little more than 1% of carbon combined as cementite, so that its matrix is nearly equivalent to the strongest of the steels. As regards both tensile strength and ductility not only the quantity but the distribution of the graphite is of great importance. Thus it is extremely probable that the primary graphite, which forms large sheets, is much more weakening and embrittling than the eutectic and other forms, and therefore that, if either strength or ductility is sought, the metal should be free from primary graphite, i.e. that it should not be hyper-eutectic.
115. Influence of the Constitution of Cast Iron on its Properties.—How should the hardness, strength, and ductility, or rather shock-resisting ability, of cast iron change as graphite turns into cementite? First, the hardness (VU) should increase progressively as soft ferrite and graphite are replaced by the glass-hard cementite. Second, while brittleness should decrease somewhat because the continuity of the strong matrix is less broken up by the graphite structure, this improvement is far outweighed by the rapid replacement of the ductile copper-like ferrite in the matrix with the brittle cementite, leading to a continuous increase in brittleness (RS), from that of the very grey graphitic cast irons, which is so minimal that the metal can withstand severe shocks and even indentations without breaking, to that of pure white cast iron, which is about as brittle as porcelain. It's important to note that this transfer of carbon from the graphite structure to the metallic matrix greatly affects the metal's properties because each 1% of carbon means substituting 15% of the brittle, glass-hard cementite for the soft, highly ductile ferrite in the matrix. Third, the tensile strength of steel, which makes up the matrix, increases with carbon content up to about 1.25%, after which it starts to decrease (fig. 28, DEF). Therefore, as carbon progressively transfers from the graphitic to the cementite state in our imagined series of cast irons, the total carbon in the matrix increases, and the tensile strength of the entire mass increases for two reasons: first, because the strength of the matrix itself is growing (DE), and second, because the discontinuity decreases as the proportion of graphite diminishes. With further carbon transfer from the graphitic to the combined state, the matrix itself weakens (EF); however, this weakening is somewhat countered by the ongoing decrease in discontinuity due to the reduced proportion of graphite. The result of these two effects hasn't been clearly established yet, but it's likely that the strongest cast iron contains slightly more than 1% of carbon combined as cementite, making its matrix nearly equivalent to the strongest types of steel. In terms of both tensile strength and ductility, the amount and distribution of graphite are very important. It seems highly likely that the primary graphite, which forms large sheets, is much more weakening and embrittling than eutectic and other forms. Thus, if strength or ductility is desired, the metal should be free from primary graphite, i.e. it should not be hyper-eutectic.
The presence of graphite has two further and very natural effects. First, if the skeleton which it forms is continuous, then its planes of junction with the metallic matrix offer a path of low resistance to the passage of liquids or gases, or in short they make the metal so porous as to unfit it for objects like the cylinders of hydraulic presses, which ought to be gas-tight and water-tight. For such purposes the graphite-content should be low. Second, the very genesis of so bulky a substance as the primary and eutectic graphite while the metal is solidifying (fig. 5) causes a sudden and permanent expansion, which forces the metal into even the finest crevices in its mould, a fact which is taken advantage of in making ornamental castings and others which need great sharpness of detail, by making them rich in graphite.
The presence of graphite has two additional and very natural effects. First, if the structure it creates is continuous, then its junctions with the metal matrix provide a pathway of low resistance for liquids or gases, making the metal so porous that it’s unsuitable for items like the cylinders of hydraulic presses, which need to be airtight and watertight. For these applications, the graphite content should be low. Second, the formation of such a large substance as the primary and eutectic graphite while the metal is solidifying causes a sudden and lasting expansion, which pushes the metal into even the smallest crevices of its mold. This is beneficial for creating decorative castings and other items that require fine detail, by enriching them with graphite.
To sum this up, as graphite is replaced by carbon combined as cementite, the hardness, brittleness and density increase, and the expansion in solidification decreases, in both cases continuously, while the tensile strength increases till the combined carbon-content rises a little above 1%, and then in turn decreases. That strength is good and brittleness bad goes without saying; but here a word is needed about hardness. The expense of cutting castings accurately to shape, cutting on them screw threads and what not, called “machining” in trade parlance, is often a very large part of their total cost; and it increases rapidly with the hardness of the metal. On the other hand, the extreme hardness of nearly graphiteless cast iron is of great value for objects of which the chief duty is to resist abrasion, such as parts of crushing machinery. Hence objects which need much machining are made rich in graphite, so that they may be cut easily, and those of the latter class rich in cementite so that they may not wear out.
To sum it up, as graphite is replaced by carbon in the form of cementite, the hardness, brittleness, and density increase, while the expansion during solidification decreases continuously in both cases. At the same time, tensile strength increases until the combined carbon content goes just above 1%, after which it starts to decrease. It's obvious that strength is good and brittleness is bad, but we need to talk a bit about hardness. The cost of accurately machining castings to shape, including cutting screw threads and other tasks, which is often referred to as "machining" in industry terms, can be a significant part of their total cost; this cost rises quickly with the hardness of the metal. On the flip side, the extreme hardness of nearly graphiteless cast iron is incredibly useful for items that primarily need to resist wear, like parts of crushing machinery. Therefore, items that require a lot of machining are made to be rich in graphite for easier cutting, while those designed to withstand wear are rich in cementite to enhance durability.
116. Means of controlling the Constitution of Cast Iron.—The distribution of the carbon between these two states, so as to give the cast iron the properties needed, is brought about chiefly by 829 adjusting the silicon-content, because the presence of this element favours the formation of graphite. Beyond this, rapid cooling and the presence of sulphur both oppose the formation of graphite, and hence in cast iron rich in sulphur, and in thin and therefore rapidly cooling castings, the silicon-content must be greater than in thick ones and in those freer from sulphur. Thus thick machinery castings usually contain between 1.50 and 2.25% of silicon, whereas thin castings and ornamental ones which must reproduce the finest details of the mould accurately may have as much as 3 or even 3.40% of it. Castings which, like hydraulic press cylinders and steam radiators, must be dense and hence must have but little graphite lest their contents leak through their walls, should not have more than 1.75% of silicon and may have even as little as 1% if impenetrability is so important that softness and consequent ease of machining must be sacrificed to it. Cast iron railroad car-wheels, the tread or rim of which must be intensely hard so as to endure the grinding action of the brakeshoe while their central parts must have good shock-resisting power, are given such moderate silicon-content, preferably between 0.50 and 0.80%, as in and by itself leaves the tendencies toward graphite-forming and toward cementite-forming nearly in balance, so that they are easily controlled by the rate of cooling. The “tread” or circumferential part of the mould itself is made of iron, because this, by conducting the heat away from the casting rapidly, makes it cool quickly, and thus causes most of the carbon here to form cementite, and thus in turn makes the tread of the wheel intensely hard; while those parts of the mould which come in contact with the central parts of the wheel are made of sand, which conducts the heat away from the molten metal so slowly that it solidifies slowly, with the result that most of its carbon forms graphite, and here the metal is soft and shock-resisting.
116. How to Control the Constitution of Cast Iron.—The distribution of carbon between these two states, to give cast iron its required properties, is primarily achieved by adjusting the silicon content, since the presence of silicon promotes the formation of graphite. Additionally, rapid cooling and the presence of sulfur both hinder graphite formation, so in sulfur-rich cast iron and in thin castings that cool quickly, the silicon content must be higher than in thicker castings and those with less sulfur. For instance, thick machinery castings typically contain between 1.50 and 2.25% silicon, while thin and ornamental castings that need to replicate fine details can have as much as 3% or even 3.40%. Castings like hydraulic press cylinders and steam radiators, which need to be dense to prevent leaks, should have no more than 1.75% silicon, and may contain as little as 1% if impermeability is so crucial that it compromises softness and ease of machining. Cast iron railroad car wheels, where the tread or rim must be very hard to withstand the grinding from brakes while the central sections need good shock resistance, are given a moderate silicon content of preferably between 0.50 and 0.80%. This balance keeps the tendencies for graphite and cementite formation nearly equal, allowing control by managing the cooling rate. The "tread" or outer part of the mold is made of iron, which rapidly conducts heat away from the casting, cooling it quickly and leading to most of the carbon forming cementite, making the tread extremely hard. Meanwhile, the parts of the mold that touch the central sections of the wheel are made of sand, which conducts heat away from the molten metal slowly, allowing it to solidify gradually, resulting in most of its carbon forming graphite, making the metal soft and shock-resistant.
117. Influence of Sulphur.—Sulphur has the specific harmful effects of shifting the carbon from the state of graphite to that of cementite, and thus of making the metal hard and brittle; of making it thick and sluggish when molten, so that it does not run freely in the moulds; and of making it red short, i.e. brittle at a red heat, so that it is very liable to be torn by the aeolotachic contraction in cooling from the molten state; and it has no good effects to offset these. Hence the sulphur present is, except in certain rare cases, simply that which the metallurgist has been unable to remove. The sulphur-content should not exceed 0.12%, and it is better that it should not exceed 0.08 % in castings which have to be soft enough to be machined, nor 0.05% in thin castings the metal for which must be very fluid.
117. Influence of Sulphur.—Sulphur specifically causes harm by changing carbon from graphite to cementite, which makes the metal hard and brittle; it also thickens and slows down the metal when it's molten, preventing it from flowing freely into molds. Additionally, it makes the metal red-short, meaning it's brittle at red heat, making it prone to tearing due to rapid contraction while cooling from the molten state. There are no positive effects to counter these issues. Therefore, the sulphur content is usually just what the metallurgist couldn't remove, except in a few rare cases. The sulphur content should not exceed 0.12%, and it's best if it remains below 0.08% in castings that need to be soft enough for machining, and below 0.05% in thin castings where fluidity of the metal is essential.
118. Influence of Manganese.—Manganese in many cases, but not in all, opposes the formation of graphite and thus hardens the iron, and it lessens the red shortness (§ 40), which sulphur causes, by leading to the formation of the less harmful manganese sulphide instead of the more harmful iron sulphide. Hence the manganese-content needed increases with the sulphur-content which has to be endured. In the better classes of castings it is usually between 0.40 and 0.70%, and in chilled railroad car-wheels it may well be between 0.15 and 0.30%; but skilful founders, confronted with the task of making use of cast iron rich in manganese, have succeeded in making good grey iron castings with even as much as 2.20% of this element.
118. Influence of Manganese.—Manganese often, though not always, prevents the formation of graphite, which hardens the iron. It also reduces the brittleness caused by sulfur by promoting the creation of the less harmful manganese sulfide instead of the more harmful iron sulfide. Therefore, the amount of manganese needed increases with the sulfur content that must be tolerated. In higher quality castings, it typically ranges from 0.40 to 0.70%, while in chilled railroad car wheels, it can range from 0.15 to 0.30%. However, skilled foundry workers have managed to produce good gray iron castings even with manganese content as high as 2.20%.
119. Influence of Phosphorus.—Phosphorus has, along with its great merit of giving fluidity, the grave defect of causing brittleness, especially under shock. Fortunately its embrittling effect on cast iron is very much less than on steel, so that the upper limit or greatest tolerable proportion of phosphorus, instead of being 0.10 or better 0.08% as in the case of rail steel, may be put at 0.50% in case of machinery castings even if they are exposed to moderate shocks; at 1.60% for gas and water mains in spite of the gravity of the disasters which extreme brittleness here might cause; and even higher for castings which are not exposed to shock, and are so thin that the iron of which they are made must needs be very fluid. The permissible phosphorus-content is lessened by the presence of either much sulphur or much manganese, and by rapid cooling, as for instance in case of thin castings, because each of these three things, by leading to the formation of the brittle cementite, in itself creates brittleness which aggravates that caused by phosphorus.
119. Influence of Phosphorus.—Phosphorus has the significant advantage of improving fluidity, but it also has the serious drawback of making materials brittle, especially when subjected to impact. Fortunately, its brittleness effect on cast iron is much less severe than on steel, allowing the maximum acceptable amount of phosphorus in machinery castings to be about 0.50%, even if they experience moderate shock. For gas and water mains, this limit can go up to 1.60%, despite the serious risks that extreme brittleness could pose in those cases. For castings that don’t face shock and are very thin, even higher phosphorus levels are permissible because the iron used must be highly fluid. The acceptable phosphorus content decreases when there is a high presence of either sulphur or manganese, or when rapid cooling occurs, as seen in thin castings. Each of these factors can lead to the formation of brittle cementite, increasing brittleness in addition to what phosphorus already causes.
120. Defects in Steel Ingots.—Steel ingots and other steel castings are subject to three kinds of defects so serious as to deserve notice here. They are known as “piping,” “blowholes” and “segregation.”
120. Defects in Steel Ingots.—Steel ingots and other steel castings can have three major defects that are important to mention. These are called “piping,” “blowholes,” and “segregation.”
 |
| Fig. 29.—Diagram showing how a Pipe is formed. |
|
A, Superficial blowholes. A, Shallow blowholes. B, Deep-seated blowholes. B, Deep-seated blowholes. C, Pipe. C, Pipe. |
121. Piping.—In an early period of the solidification of a molten steel ingot cast in a cold iron mould we may distinguish three parts: (1) the outer layers, i.e. the outermost of the now solid metal; (2) the inner layers, i.e. the remainder of the solid metal; and (3) the molten lake, i.e. the part which still is molten. At this instant the outer layers, because of their contact with the cold mould, are cooling much faster than the inner ones, and hence tend to contract faster. But this excess of their contraction is resisted by the almost incompressible inner layers so that the outer layers are prevented from contracting as much as they naturally would if unopposed, and they are thereby virtually stretched. Later on the cooling of the inner layers becomes more rapid than that of the outer ones, and on this account their contraction tends to become greater than that of the outer ones. Because the outer and inner layers are integrally united, this excess of contraction of the inner layers makes them draw outward towards and against the outer layers, and because of their thus drawing outward the molten lake within no longer suffices to fill completely the central space, so that its upper surface begins to sink. This ebb continues, and, combined with the progressive narrowing of the molten lake as more and more of it solidifies and joins the shore layers, gives rise to the pipe, a cavity like an inverted pear, as shown at C in fig. 29. Because this pipe is due to the difference in the rates of contraction of interior and exterior, it may be lessened by retarding the cooling of the mass as a whole, and it may be prevented from stretching down deep by retarding the solidification of the upper part of the ingot, as, for instance, by preheating the top of the mould, or by covering the ingot with a mass of burning fuel or of molten slag. This keeps the upper part of the mass molten, so that it continues to flow down and feed the pipe during the early part of its formation in the lower and quicker-cooling part of the ingot. In making castings of steel this same difficulty arises; and much of the steel-founder’s skill consists either in preventing these pipes, or in so placing them that they shall not occur in the finished casting, or at least not in a harmful position. In making armour-plates from steel ingots, as much as 40% of the metal may be rejected as unsound from this cause. An ingot should always stand upright while solidifying, so that the unsound region due to the pipe may readily be cut off, leaving the rest of the ingot solid. If the ingot lay on its side while solidifying, the pipe would occur as shown in fig. 30, and nearly the whole of the ingot would be unsound.
121. Piping.—In the early stages of a molten steel ingot solidifying in a cold iron mold, we can identify three parts: (1) the outer layers, meaning the outermost solid metal; (2) the inner layers, referring to the rest of the solid metal; and (3) the molten lake, which is the部分 still molten. At this point, the outer layers, due to their contact with the cold mold, are cooling much faster than the inner layers, causing them to contract more quickly. However, this extra contraction is resisted by the nearly incompressible inner layers, preventing the outer layers from contracting as much as they would if there were no resistance, effectively stretching them. As time goes on, the cooling rate of the inner layers speeds up compared to the outer layers, causing their contraction to exceed that of the outer layers. Since the outer and inner layers are tightly joined, this additional contraction of the inner layers pulls them outward against the outer layers. Because of this outward pull, the molten lake inside no longer completely fills the central space, leading to the upper surface beginning to sink. This process continues, and combined with the gradual narrowing of the molten lake as more of it solidifies and becomes part of the outer layers, results in the formation of a pipe—a cavity resembling an inverted pear, as shown at C in fig. 29. Since this pipe is caused by the differing contraction rates of the inner and outer layers, it can be reduced by slowing the cooling of the mass overall, and it can be prevented from stretching deeply by delaying the solidification of the upper part of the ingot, for example, by preheating the top of the mold or covering the ingot with burning fuel or molten slag. This keeps the upper part of the mass molten, allowing it to continue flowing downward and feeding the pipe during the initial formation in the cooler, lower part of the ingot. The same issue arises when casting steel, and much of a steel foundry's expertise lies in either preventing these pipes or strategically placing them so they won't appear in the final casting, or at least ensuring they aren't in a problematic position. When manufacturing armor plates from steel ingots, up to 40% of the metal can be discarded due to this issue. An ingot should always be positioned upright while solidifying, so the faulty area caused by the pipe can be easily removed, leaving the rest of the ingot solid. If the ingot were to lie on its side while solidifying, the pipe would form as shown in fig. 30, and nearly the entire ingot would be compromised.
122. Blowholes.—Iron, like water and many other substances, has a higher solvent power for gases, such as hydrogen and nitrogen, when molten, i.e. liquid, than when frozen, i.e. solid. Hence in the act of solidifying it expels any excess of gas which it has dissolved while liquid, and this gas becomes entangled in the freezing mass, causing gas bubbles or blowholes, as at A and B in fig. 29. Because the volume of the pipe represents the excess of the contraction of the inner walls and the molten lake jointly over that of the outer walls, between the time when the lake begins to ebb and the time when even the axial metal is too firm to be drawn further open by this contraction, the space occupied by blowholes must, by compensating for part of this excess, lessen the size of the pipe, so that the more abundant and larger the blowholes are, the smaller will the pipe be. The interior surface of a blowhole which lies near the outer crust of the ingot, as at A in fig. 29, is liable to become oxidized by the diffusion of the atmospheric oxygen, in which case it can hardly be completely welded later, since welding implies actual contact of metal with metal; it thus forms a permanent flaw. But deep-seated blowholes like those at B are relatively harmless in low-carbon easily welding steel, because the subsequent operation of forging or rolling usually obliterates them by welding their sides firmly together.
122. Blowholes.—Iron, like water and many other materials, can dissolve more gases, such as hydrogen and nitrogen, when it's molten, i.e. liquid, than when it's solid, i.e. frozen. As it solidifies, it pushes out any excess gas that was dissolved while it was liquid, and this gas gets trapped in the freezing material, creating gas bubbles or blowholes, as shown at A and B in fig. 29. The volume of the pipe indicates the excess contraction of the inner walls and the molten pool compared to the outer walls, from the moment the pool starts to shrink until the axial metal is too solid to be pulled further apart by this contraction. The spaces taken up by blowholes must compensate for some of this excess, reducing the size of the pipe. Therefore, the more frequent and larger the blowholes are, the smaller the pipe will be. The inside surface of a blowhole near the outer crust of the ingot, like at A in fig. 29, is likely to oxidize due to atmospheric oxygen exposure, making it nearly impossible to fully weld later, since welding requires direct contact between metals; thus it creates a permanent defect. However, deeper blowholes like those at B are relatively insignificant in low-carbon steel that's easy to weld because the forging or rolling process usually eliminates them by firmly welding their sides together.
 |
| Fig. 30.—Diagram showing a Pipe so formed as to render Ingot unsound. |
Blowholes may be lessened or even wholly prevented by adding to the molten metal shortly before it solidifies either silicon or aluminium, or both; even as little as 0.002% of aluminium is usually sufficient. These additions seem to act in part by deoxidizing the minute quantity of iron oxide and carbonic oxide present, in part by increasing the solvent power of the metal for gas, so that even after freezing it can retain in solution the gas which it had dissolved when molten. But, because preventing blowholes increases the volume of the pipe, it is often better to allow them to form, but to control their position, so that they shall be deep-seated. This is done chiefly by casting the steel at a relatively low temperature, and by limiting the quantity of manganese and silicon which it contains. Brinell finds that, for certain normal conditions, if the sum of the percentage of manganese plus 5.2 times that of the 830 silicon equals 1.66, there will be no blowholes; if this sum is less, blowholes will occur, and will be injuriously near the surface unless this sum is reduced to 0.28. He thus finds that this sum should be either as great as 1.66, so that blowholes shall be absent; or as low as 0.28, so that they shall be harmlessly deep-seated. These numbers must be varied with the variations in other conditions, such as casting temperature, rapidity of solidification, &c.
Blowholes can be reduced or even completely avoided by adding silicon or aluminum, or both, to the molten metal just before it solidifies; even a small amount, like 0.002% of aluminum, is usually enough. These additions seem to help by deoxidizing the tiny amount of iron oxide and carbon monoxide present, and by enhancing the metal's ability to hold gas in solution, so that even after it solidifies, it can still keep the gas it dissolved while molten. However, since preventing blowholes increases the volume of the pipe, it’s often better to let them form but to manage their location, ensuring they are deeper inside. This is mainly achieved by casting the steel at a lower temperature and controlling the amounts of manganese and silicon it contains. Brinell found that, under certain normal conditions, if the total of the percentage of manganese plus 5.2 times the percentage of silicon equals 1.66, there will be no blowholes; if this total is lower, blowholes will form and will be unacceptably close to the surface unless this total is reduced to 0.28. He concludes that this total should be either at least 1.66 for no blowholes or as low as 0.28 for them to be safely deep. These values need to be adjusted based on other conditions like casting temperature and speed of solidification, etc.
123. Segregation.—The solidification of an ingot of steel takes place gradually from without inwards, and each layer in solidifying tends to expel into the still molten interior the impurities which it contains, especially the carbon, phosphorus, and sulphur, which by this process are in part concentrated or segregated in the last-freezing part of the ingot. This is in general around the lower part of the pipe, so that here is a second motive for rejecting the piped part of the ingot. While segregation injures the metal here, often fatally, by giving it an indeterminate excess of phosphorus and sulphur, it clearly purifies the remainder of the ingot, and on this account it ought, under certain conditions, to be promoted rather than restrained. The following is an extreme case:—
123. Segregation.—The solidification of a steel ingot happens gradually from the outside in, and each layer, as it solidifies, tends to push the impurities it contains—especially carbon, phosphorus, and sulfur—into the still molten center. This results in these impurities being partially concentrated or segregated in the last part to freeze, which is generally around the lower section of the pipe. Therefore, there is another reason to reject the piped part of the ingot. While segregation can harm the metal here, often severely, by increasing the amounts of phosphorus and sulfur, it also purifies the rest of the ingot. For this reason, it should, under certain conditions, be encouraged rather than restricted. The following is an extreme case:—
| Carbon. | Silicon. | Manganese. | Phosphorus. | Sulphur. | |
| Composition of the initial metal per cent | 0.24 | 0.336 | 0.97 | 0.089 | 0.074 |
| Composition of the segregate | 1.27 | 0.41 | 1.08 | 0.753 | 0.418 |
The surprising fact that the degree of segregation does not increase greatly either with the slowness of solidification or with the size of the ingot, at least between the limits of 5 in. sq. and 16 in. sq., has been explained by the theory that the relative quiet due to the gentleness of the convection currents in a slowly cooling mass favours the formation of far outshooting pine-tree crystals, and that the tangled branches of these crystals landlock much of the littoral molten mother metal, and thus mechanically impede that centreward diffusion and convection of the impurities which is the essence of segregation.
The surprising fact that the level of segregation doesn’t significantly increase with the slow cooling process or the size of the ingot, at least between the measurements of 5 in. sq. and 16 in. sq., has been explained by the theory that the relative calm created by gentle convection currents in a slowly cooling mass encourages the formation of long, pine-tree-like crystals. These tangled branches of crystals trap a lot of the molten base metal, which mechanically hinders the inward movement and mixing of impurities that is essential for segregation.
124. Castings and Forgings.—There are two distinct ways of making the steel objects actually used in the arts, such as rails, gear wheels, guns, beams, &c., out of the molten steel made by the Bessemer, open hearth, or crucible process, or in an electric furnace. The first is by “steel founding,” i.e. casting the steel as a “steel casting” in a mould which has the exact shape of the object to be made, e.g. a gear wheel, and letting it solidify there. The second is by casting it into a large rough block called an “ingot,” and rolling or hammering this out into the desired shape. Though the former certainly seems the simpler way, yet its technical difficulties are so great that it is in fact much the more expensive, and therefore it is in general used only in making objects of a shape hard to give by forging or rolling. These technical difficulties are due chiefly to the very high melting point of the metal, nearly 1500° C (2732° F.), and to the consequent great contraction which it undergoes in cooling through the long range between this temperature and that of the room. The cooling of the thinner, the outer, and in general the more exposed parts of the casting outruns that of the thicker and less exposed parts, with the consequence that, at any given instant, the different parts are contracting at very different rates, i.e. aeolotachically; and this aeolotachic contraction is very likely to concentrate severe stress on the slowest cooling parts at the time when they are passing from the molten to the solid state, when the steel is mushy, with neither the fluidity of a liquid nor the strength and ductility of a solid, and thus to tear it apart. Aeolotachic contraction further leads to the “pipes” or contraction cavities already described in § 121, and the procedure must be carefully planned first so as to reduce these to a minimum, and second so as to induce them to form either in those parts of the casting which are going to be cut off and re-melted, or where they will do little harm. These and kindred difficulties make each new shape or size a new problem, and in particular they require that for each and every individual casting a new sand or clay mould shall be made with care by a skilled workman. If a thousand like gears are to be cast, a thousand moulds must be made up, at least to an important extent by hand, for even machine moulding leaves something for careful manipulation by the moulder. It is a detail, one is tempted to say a retail, manufacture.
124. Castings and Forgings.—There are two different methods for making the steel items used in various industries, such as rails, gears, guns, beams, etc., from molten steel produced by the Bessemer, open hearth, or crucible processes, or in an electric furnace. The first method is “steel founding,” meaning casting the steel as a “steel casting” in a mold that has the precise shape of the desired object, like a gear wheel, and allowing it to solidify there. The second method involves casting it into a large rough block called an “ingot,” which is then rolled or hammered into the desired shape. While the first method seems simpler, its technical challenges are significant, making it much more costly; as a result, it’s generally only used for objects with shapes that are difficult to create through forging or rolling. These challenges primarily arise from the very high melting point of steel, nearly 1500° C (2732° F), and the considerable contraction it experiences while cooling from this temperature to room temperature. The cooling of the thinner, outer, and generally more exposed parts happens faster than that of the thicker and less exposed sections, leading to different parts contracting at varying rates, meaning they contract unevenly. This uneven contraction can create severe stress on the slowest cooling areas at the moment they transition from molten to solid, during which the steel is soft—not quite liquid and not yet fully solid—making it vulnerable to tearing apart. Uneven contraction can also cause the “pipes” or contraction cavities mentioned in § 121, so the process must be carefully planned to minimize these issues and ensure they form in parts of the casting that will be cut off and melted again or where they will cause little damage. These and related problems mean that every new shape or size presents a fresh challenge, particularly requiring that a new sand or clay mold be crafted meticulously by a skilled worker for each individual casting. If a thousand identical gears need to be cast, a thousand molds must be prepared, often significantly by hand, since even machine molding requires additional careful adjustments by the molder. It is a detailed, one might say small-scale, manufacturing process.
In strong contrast with this is the procedure in making rolled products such as rails and plates. The steel is cast in lots, weighing in some cases as much as 75 tons, in enduring cast iron moulds into very large ingots, which with their initial heat are immediately rolled down by a series of powerful roll trains into their final shape with but slight wear and tear of the moulds and the machinery. But in addition to the greater cost of steel founding as compared with rolling there are two facts which limit the use of steel castings: (1) they are not so good as rolled products, because the kneading which the metal undergoes in rolling improves its quality, and closes up its cavities; and (2) it would be extremely difficult and in most cases impracticable to cast the metal directly into any of the forms in which the great bulk of the steel of commerce is needed, such as rails, plates, beams, angles, rods, bars, and wire, because the metal would become so cool as to solidify before running far in such thin sections, and because even the short pieces which could thus be made would pucker or warp on account of their aeolotachic contraction.
In sharp contrast to this, the process for making rolled products like rails and plates is quite different. The steel is cast in large quantities, sometimes weighing as much as 75 tons, into durable cast iron molds to create very large ingots. While still hot, these ingots are immediately rolled by a series of powerful rolling mills into their final shape, causing minimal wear on the molds and machinery. However, aside from the higher cost of steel casting compared to rolling, there are two reasons that limit the use of steel castings: (1) they are not as good as rolled products because the kneading the metal undergoes during rolling enhances its quality and fills in its cavities, and (2) it would be incredibly difficult, and in most cases impractical, to cast the metal directly into the shapes needed for most commercial steel, such as rails, plates, beams, angles, rods, bars, and wire. This is because the metal would cool too quickly and solidify before it could flow properly in such thin sections, and even the shorter pieces that could be made in this way would likely buckle or warp due to contraction.
125. Heating Furnaces are used in iron manufacture chiefly for bringing masses of steel or wrought iron to a temperature proper for rolling or forging. In order to economize power in these operations, the metal should in general be as soft and hence as hot as is consistent with its reaching a low temperature before the rolling or forging is finished, because, as explained in § 32, undisturbed cooling from a high temperature injures the metal. Many of the furnaces used for this heating are in a general way like the puddling furnace shown in fig. 14, except that they are heated by gas, that the hearth or bottom of the chamber in which they are heated is nearly flat, and that it is usually very much larger than that of a puddling furnace. But in addition there are many special kinds of furnaces arranged to meet the needs of each case. Of these two will be shown here, the Gjers soaking pit for steel ingots, and the Eckman or continuous furnace, as modified by C. H. Morgan for heating billets.
125. Heating Furnaces are primarily used in iron production to heat large pieces of steel or wrought iron to the right temperature for rolling or forging. To save energy during these processes, the metal should generally be as soft and hot as possible while still allowing it to cool down to a low temperature before rolling or forging is complete. This is important because, as discussed in § 32, cooling from a high temperature without disturbance can harm the metal. Many of the furnaces used for this heating are generally similar to the puddling furnace shown in fig. 14, except they are gas-heated, the bottom or hearth of the chamber is nearly flat, and they are usually much larger than a puddling furnace. Additionally, there are many specialized types of furnaces designed to meet specific needs. Here, we will show two of them: the Gjers soaking pit for steel ingots and the Eckman or continuous furnace as modified by C. H. Morgan for heating billets.
 |
| Fig. 31.—Section of Gjers Soaking Pit. |
126. Gjers Soaking Pit.—When the outer crust of a large ingot in which a lot of molten steel has been cast has so far cooled that it can be moved without breaking, the temperature of the interior is still far above that suitable for rolling or hammering—so far above that the surplus heat of the interior would more than suffice to reheat the now cool crust to the rolling temperature, if we could only arrest or even greatly retard the further escape of heat from that crust. Bringing such an ingot, then, to the rolling temperature is not really an operation of heating, because its average temperature is already above the rolling temperature, but one of equalizing the temperature, by allowing the internal excess of heat to “soak” through the mass. Gjers did this by setting the partly-solidified ingot in a well-closed “pit” of brickwork, preheated by the excess heat of previous lots of ingots. The arrangement, shown in fig. 31, has three advantages—(1) that the temperature is adjusted with absolutely no consumption of fuel; (2) that the waste of iron due to the oxidation of the outer crust of the ingot is very slight, because the little atmospheric oxygen initially in the pit is not renewed, whereas in a common heating furnace the flame brings a constant fresh supply of oxygen; and (3) that the ingot remains upright during solidification, so that its pipe is concentrated at one end and is thus removable. (See § 121.) In this form the system is rather inflexible, for if the supply of ingots is delayed the pits grow unduly cool, so that the next ensuing lot of ingots either is not heated hot enough or is delayed too long in soaking. This defect is usually remedied by heating the pits by the Siemens regenerative system (see § 99); the greater 831 flexibility thus gained outweighs the cost of the fuel used and the increased loss of iron by oxidation by the Siemens gas flame.
126. Gjers Soaking Pit.—When the outer crust of a large ingot that has had a lot of molten steel cast into it cools enough to be moved without breaking, the temperature inside is still much higher than what's suitable for rolling or hammering—so high that the excess heat from the interior would easily reheat the now-cool crust to rolling temperature if we could just slow down the heat loss from that crust. So, getting such an ingot to rolling temperature isn't really about heating it, since its average temperature is already above that, but about equalizing the temperature by letting the internal excess heat “soak” through the mass. Gjers achieved this by placing the partially solidified ingot in a well-sealed brick “pit” that had been preheated by the excess heat from previous ingots. The setup, shown in fig. 31, has three advantages—(1) the temperature is adjusted without using any fuel; (2) the loss of iron due to oxidation of the ingot's outer crust is minimal because the small amount of atmospheric oxygen in the pit is not replenished, while in a regular heating furnace the flame continuously supplies fresh oxygen; and (3) the ingot stays upright during solidification, allowing its pipe to accumulate at one end, making it easier to remove. (See § 121.) However, this method is somewhat inflexible; if there's a delay in the supply of ingots, the pits can cool down too much, causing the next batch of ingots to either not get hot enough or to soak for too long. This problem is usually fixed by heating the pits using the Siemens regenerative system (see § 99); the added flexibility gained outweighs the cost of the fuel used and the increased iron loss from oxidation caused by the Siemens gas flame.
127. Continuous Heating Furnace.—The Gjers system is not applicable to small ingots or “billets,”5 because they lack the inner surplus heat of large ingots; indeed, they are now allowed to cool completely. To heat these on the intermittent plan for further rolling, i.e. to charge a lot of them as a whole in a heating furnace, bring them as a whole to rolling temperature, and then withdraw them as a whole for rolling, is very wasteful of heat, because it is only in the first part of the heating that the outside of the ingots is cool enough to abstract thoroughly the heat from the flame. During all the latter part of the heating, when the temperature of the ingot has approached that of the flame, only an ever smaller and smaller part of the heat of that flame can be absorbed by the ingots. Hence in the intermittent system most of the heat generated within the furnace escapes from it with the products of combustion. The continuous heating system (fig. 32) recovers this heat by bringing the flame into contact with successively cooler and cooler billets, A-F, and finally with quite cold ones, of consequently great heat-absorbing capacity.
127. Continuous Heating Furnace.—The Gjers system doesn’t work for small ingots or “billets,”5 because they don’t have the extra heat that large ingots have; in fact, they are now allowed to cool completely. Heating these on an intermittent basis for further rolling, i.e. charging a batch in a heating furnace, raising them all to rolling temperature, and then removing them all for rolling is very inefficient in terms of heat usage, because during the initial heating, the outside of the ingots is cool enough to absorb heat from the flame effectively. In the later stages of heating, when the ingot’s temperature gets closer to that of the flame, only a smaller and smaller amount of the flame's heat can be absorbed by the ingots. As a result, in the intermittent system, most of the heat generated in the furnace escapes with the combustion byproducts. The continuous heating system (fig. 32) captures this heat by bringing the flame into contact with progressively cooler and cooler billets, A-F, and finally with completely cold ones, which have a much greater capacity to absorb heat.
 | |
| Fig. 32.—Diagram of C. H. Morgan’s Continuous Heating Furnace for 2-inch billets 30 ft. long. | |
|
A, Hottest billet ready for rolling. A, The hottest billet is ready for rolling. B, Exit door. B, Exit. C, Pusher, for forcing billets forward. C, Pusher, for moving billets forward. D, Water-cooled pipe on which billets are pushed forward. D, Water-cooled pipe where billets are moved forward. E, Magnesite bricks on which the hot billets slide forward. E, Magnesite bricks that the hot billets slide on. F, The billet last entered. F, The last billet entered. G, The suspended roof. G, The hanging roof. |
H, The incoming air preheated by G and by the pipes N and brought from above G to between N by a flue not shown. H, The incoming air is preheated by G and the pipes N, which are brought from above G to between N by a flue that isn't shown. J, The incoming gas. J, The incoming gas. L, The flame. L, The Fire. M, The escaping products of combustion. M, The emissions from burning. N, Pipes through which the products of combustion pass. N, Pipes that carry the gases produced by burning. |
As soon as a hot billet A is withdrawn by pushing it endwise out of the exit door B, the whole row is pushed forward by a set of mechanical pushers C, the billets sliding on the raised water-cooled pipes D, and, in the hotter part of the furnace, on the magnesite bricks E, on which iron slides easily when red-hot. A new cold billet is then charged at the upper end of the hearth, and the new cycle begins by pushing out through B a second billet, and so forth. To lessen the loss in shape of “crop ends,” and for general economy, these billets are in some cases 30 ft. long, as in the furnace shown in fig. 32. It is to make it wide enough to receive such long billets that its roof is suspended, as here shown, by two sets of iron tie-rods. As the foremost end of the billet emerges from the furnace it enters the first of a series of roll-trains, and passes immediately thence to others, so that before half of the billet has emerged from the furnace its front end has already been reduced by rolling to its final shape, that of merchant-bars, which are relatively thin, round or square rods, in lengths of 300 ft.
As soon as a hot billet A is pushed out through the exit door B, a row of billets is moved forward by a set of mechanical pushers C. The billets slide on raised water-cooled pipes D and, in the hotter section of the furnace, on magnesite bricks E, which allow iron to slide easily when it's red-hot. A new cold billet is then loaded at the upper end of the hearth, and the next cycle starts by pushing a second billet out through B, and so on. To reduce the loss of shape from "crop ends" and for overall efficiency, these billets are sometimes 30 ft. long, as shown in the furnace in fig. 32. The roof is suspended by two sets of iron tie-rods to make enough space for such long billets. As the front end of the billet exits the furnace, it enters the first in a series of roll-trains and quickly moves to others, so that by the time half of the billet has come out of the furnace, its front end has already been rolled into its final shape, which is that of merchant-bars—thin, round or square rods that are 300 ft. long.
 |
| Fig. 33.—Wire undergoing Reduction in the Die. |
 |
| Fig. 34.—Two-high Rolling Mill. |
In the intermittent system the waste heat can, it is true, be utilized either for raising steam (but inefficiently and inconveniently, because of the intermittency), or by a regenerative method like the Siemens, fig. 19; but this would probably recover less heat than the continuous system, first, because it transfers the heat from flame to metal indirectly instead of directly; and, second, because the brickwork of the Siemens system is probably a poorer heat-catcher than the iron billets of the continuous system, because its disadvantages of low conductivity and low specific heat probably outweigh its advantages of roughness and porosity.
In the intermittent system, waste heat can be used to generate steam (though it's inefficient and inconvenient due to its intermittent nature), or by a regenerative method like the Siemens system, as shown in fig. 19. However, this approach is likely to recover less heat than the continuous system for two main reasons: first, it transfers heat from the flame to the metal indirectly rather than directly; and second, the brickwork of the Siemens system is probably less effective at capturing heat compared to the iron billets used in the continuous system, since its disadvantages of low conductivity and low specific heat likely outweigh its benefits of roughness and porosity.
128. Rolling, Forging, and Drawing.—The three chief processes for shaping iron and steel, rolling, forging (i.e. hammering, pressing or stamping) and drawing, all really proceed by squeezing the metal into the desired shape. In forging, whether under a hammer or under a press, the action is evidently a squeeze, however skilfully guided. In drawing, the pull of the pincers (fig. 33) upon the protruding end, F, of the rod, transmitted to the still undrawn part, E, squeezes the yielding metal of the rod against the hard unyielding die, C. As when a half-opened umbrella is thrust ferrule-foremost between the balusters of a staircase, so when the rod is drawn forward, its yielding metal is folded and forced backwards and centrewards by the resistance of the unyielding die, and thus it is reduced in diameter and simultaneously lengthened proportionally, without material change of volume or density.
128. Rolling, Forging, and Drawing.—The three main methods for shaping iron and steel—rolling, forging (i.e. hammering, pressing, or stamping), and drawing—essentially involve squeezing the metal into the desired shape. In forging, whether done under a hammer or a press, the process is clearly a squeeze, no matter how skillfully it's done. In drawing, the tension from the pincers (fig. 33) on the protruding end, F, of the rod is transferred to the still undrawn part, E, squeezing the pliable metal of the rod against the hard, immovable die, C. Just like when a half-opened umbrella is pushed ferrule-first between the balusters of a staircase, pulling the rod forward causes its flexible metal to fold and get pushed backward and toward the center by the resistance of the unyielding die, reducing its diameter while proportionally lengthening it, without changing its overall volume or density.
129. Methods of Rolling.—Of rolling much the same is true. The rolling mill in its simplest form is a pair of cylindrical rollers, BB (figs. 34 and 35) turning about their axes in opposite directions as shown by the arrows, and supported at their ends in strong frames called “housings,” CC (fig. 35). The skin of the object, D, which is undergoing rolling, technically called “the piece,” is drawn forward powerfully by the friction of the revolving rolls, and especially of that part of their surface which at any given instant is moving horizontally (HH in fig. 34), much as, the rod is drawn through the die in fig. 33, while the vertical component of the motion of the rear part JJ of the rolls forces the plastic metal of that part of “the piece” with which they are in contact backwards and centrewards, reducing its area and simultaneously lengthening it proportionally, here again as in drawing through a die. The rolls thus both draw the piece forward like the pincers of a wire die, and themselves are a die which like a river ever renews or rather maintains its fixed shape and position, though its particles themselves are moving constantly forward with “the piece” which is passing between them.
129. Methods of Rolling.—The same goes for rolling. The rolling mill, in its simplest form, consists of a pair of cylindrical rollers, BB (figs. 34 and 35), that turn in opposite directions around their axes as indicated by the arrows. These rollers are supported at their ends by strong frames known as “housings,” CC (fig. 35). The surface of the object, D, that is being rolled—referred to technically as “the piece”—is pulled forward with significant force by the friction of the rotating rolls, particularly from the part of their surface that is moving horizontally at any given moment (HH in fig. 34). This is similar to how a rod is drawn through a die in fig. 33. Meanwhile, the vertical motion of the rear part JJ of the rolls pushes the plastic metal of “the piece” that is in contact with them backward and toward the center, which reduces its area while simultaneously increasing its length proportionally, just like drawing through a die. Therefore, the rolls not only pull the piece forward like the pincers of a wire die, but they also serve as a die themselves, one that, like a river, continually maintains its fixed shape and position, even though its particles are constantly moving forward along with “the piece” passing between them.
 |
| Fig. 35.—Two-high Rolling Mill. |
 |
| Fig. 36.—Three-high Rolling Mill. |
After the piece has been reduced in thickness by its first passage or “pass” between the rolls, it may be given a second reduction and then a third and so on, either by bringing the two rolls nearer together, as in case of the plain rolls BB at the left in fig. 35, or by passing the piece through an aperture, F′, smaller than the first F, as in case of the grooved rolls, AA, shown at the right, or by both means jointly. If, as sketched in fig. 34, the direction in which each of the rolls turns is constant, then after the piece has passed once through the rolls to the right, it cannot undergo a second pass till it has been brought back to its initial position at the left. But bringing it back wastes power and, still worse, time, heat, and metal, because the yellow- or even white-hot piece is rapidly cooling down and oxidizing. In order to prevent this waste the direction in which the rolls move may be reversed, so that the piece may be reduced a second time in passing to the left, in which case the rolls are usually driven by a pair of reversing engines; or the rolls may 832 be “three high,” as shown in fig. 36, with the upper and the lower roll moving constantly to the right and the middle roll constantly to the left, so that the piece first passes to the right between the middle and lower rolls, and then to the left between the middle and upper rolls. The advantage of the “reversing” system is that it avoids lifting the piece from below to above the middle roll, and again lowering it, which is rather difficult because the white-hot piece cannot be guided directly by hand, but must be moved by means of hooks, tongs, or even complex mechanism. The advantage of the three-high mill is that, because each of its moving parts is always moving in the same direction, it may be driven by a relatively small and hence cheap engine, the power delivered by which between the passes is taken up by a powerful fly-wheel, to be given up to the rolls during the next pass. (See also Rolling Mill.)
After the piece has been thinned out during its first pass between the rolls, it can go through a second reduction, and then a third, and so on. This can be done either by bringing the two rolls closer together, like the plain rolls BB on the left in fig. 35, or by passing the piece through an opening, F′, that is smaller than the first opening F, as shown with the grooved rolls, AA, on the right, or by using both methods together. If, as shown in fig. 34, the direction in which each roll turns remains the same, then after the piece has moved through the rolls to the right, it can't go through again until it's returned to its starting position on the left. However, bringing it back wastes energy and, even worse, time, heat, and metal, because the yellow- or even white-hot piece cools down and oxidizes quickly. To avoid this waste, the direction of the rolls can be reversed so that the piece can be reduced a second time as it moves to the left; in this case, the rolls are typically powered by a pair of reversing engines. Alternatively, the rolls can be “three high,” as shown in fig. 36, where the upper and lower rolls consistently move to the right, while the middle roll moves consistently to the left. Here, the piece first passes to the right between the middle and lower rolls, then to the left between the middle and upper rolls. The benefit of the “reversing” system is that it eliminates the need to lift the piece from below to above the middle roll and lower it again, which is quite challenging because a white-hot piece cannot be guided directly by hand and must instead be moved using hooks, tongs, or even complex machinery. The advantage of the three-high mill is that since each of its moving parts is always moving in the same direction, it can be powered by a relatively small and therefore inexpensive engine, with the energy produced between passes stored in a powerful flywheel to be reused during the next pass. (See also Rolling Mill.)
130. Advantages and Applicability of Rolling.—Rolling uses very much less power than drawing, because the friction against the fixed die in the latter process is very great. For much the same reason rolling proceeds much faster than drawing, and on both these accounts it is incomparably the cheaper of the two. It is also very much cheaper than forging, in large part because it works so quickly. The piece travels through the rolls very rapidly, so that the reduction takes place over its whole length in a very few seconds, whereas in forging, whether under hammer or press, after one part of the piece has been compressed the piece must next be raised, moved forward, and placed so that the hammer or press may compress the next part of its length. This moving is expensive, because it has to be done, or at least guided, by hand, and it takes up much time, during which both heat and iron are wasting. Thus it comes about that rolling is so very much cheaper than either forging or drawing that these latter processes are used only when rolling is impracticable. The conditions under which it is impracticable are (1) when the piece has either an extremely large or an extremely small cross section, and (2) when its cross section varies materially in different parts of its length. The number of great shafts for marine engines, reaching a diameter of 221⁄8 in. in the case of the “Lusitania,” is so small that it would be wasteful to instal for their manufacture the great and costly rolling mill needed to reduce them from the gigantic ingots from which they must be made, with its succession of decreasing passes, and its mechanism for rotating the piece between passes and for transferring it from pass to pass. Great armour plates can indeed be made by rolling, because in making such flat plates the ingot is simply rolled back and forth between a pair of plain cylindrical rolls, like BB of fig. 35, instead of being transferred from one grooved pass to another and smaller one. Moreover, a single pair of rolls suffices for armour plates of any width or thickness, whereas if shafts of different diameters were to be rolled, a special final groove would be needed for each different diameter, and, as there is room for only a few large grooves in a single set of rolls, this would imply not only providing but installing a separate set of rolls for almost every diameter of shaft. Finally the quantity of armour plate needed is so enormous that it justifies the expense of installing a great rolling mill. Krupp’s armour-plate mill, with rolls 4 ft. in diameter and 12 ft. long, can roll an ingot 4 ft. thick.
130. Advantages and Applicability of Rolling.—Rolling uses significantly less power than drawing because the friction against the fixed die in drawing is very high. For similar reasons, rolling is much faster than drawing, making it considerably cheaper overall. It's also much cheaper than forging, largely because it operates so quickly. The material moves through the rolls rapidly, resulting in a reduction across its entire length in just a few seconds, while in forging, whether by hammer or press, after one section has been compressed, the piece must be lifted, moved forward, and repositioned for the next section to be compressed. This movement is costly because it needs to be done or guided by hand, taking up a lot of time during which both heat and material are wasted. As a result, rolling is far cheaper than either forging or drawing, to the extent that the latter processes are only used when rolling isn't feasible. The situations where rolling isn't feasible are (1) when the piece has either an extremely large or extremely small cross-section, and (2) when its cross-section varies significantly along its length. The number of large shafts for marine engines, like the one reaching a diameter of 221⁄8 in. for the “Lusitania,” is so few that it would be wasteful to set up the large and expensive rolling mill required to reduce them from the massive ingots they are made from, with its series of decreasing passes and its mechanisms for rotating and transferring the piece between passes. Large armour plates can indeed be produced by rolling, as these flat plates are simply rolled back and forth between a pair of plain cylindrical rolls, like BB in fig. 35, instead of being moved from one grooved pass to another smaller one. Furthermore, a single set of rolls is sufficient for armour plates of any width or thickness, whereas if shafts of different diameters were to be rolled, a specific final groove would be required for each diameter, and since there’s only room for a few large grooves in one set of rolls, this would mean not only providing, but also installing a separate set of rolls for nearly every diameter of shaft. Lastly, the demand for armour plates is so massive that it justifies the expense of setting up a large rolling mill. Krupp’s armour-plate mill, with rolls 4 ft. in diameter and 12 ft. long, can roll an ingot 4 ft. thick.
Pieces of very small cross section, like wire, are more conveniently made by drawing through a die than by rolling, essentially because a single draft reduces the cross section of a wire much more than a single pass between rolls can. This in turn is because the direct pull of the pincers on the protruding end of the wire is much stronger than the forward-drawing pull due to the friction of the cold rolls on the wire, which is necessarily cold because of its small section.
Pieces of very small cross-section, like wire, are more easily made by drawing through a die than by rolling. This is mainly because a single pull reduces the cross-section of a wire much more than a single pass between rolls can. This difference is due to the direct pull of the pincers on the protruding end of the wire being much stronger than the pull from the friction of the cold rolls on the wire, which is necessarily cold because of its small size.
Pieces which vary materially in cross section from point to point in their length cannot well be made by rolling, because the cross section of the piece as it emerges from the rolls is necessarily that of the aperture between the rolls from which it is emerging, and this aperture is naturally of constant size because the rolls are cylindrical. Of course, by making the rolls eccentric, and by varying the depth and shape of the different parts of a given groove cut in their surface, the cross section of the piece made in this groove may vary somewhat from point to point. But this and other methods of varying the cross section have been used but little, and they do not seem capable of wide application.
Pieces that significantly change in cross-section along their length can't be effectively made by rolling. This is because the cross-section of the piece as it comes out of the rolls is determined by the size of the gap between the rolls, which remains constant since the rolls are cylindrical. While it's possible to make the rolls eccentric and to adjust the depth and shape of different parts of a groove cut into their surface to create some variation in cross-section, this method and others for altering cross-section are rarely used and don’t appear to be widely applicable.
The fact that rolling is so much cheaper than forging has led engineers to design their pieces so that they can be made by rolling, i.e. to make them straight and of uniform cross section. It is for this reason, for instance, that railroad rails are of constant uniform section throughout their length, instead of having those parts of their length which come between the supporting ties deeper and stronger than the parts which rest on the ties. When, as in the case of eye bars, it is imperative that one part should differ materially in section from the rest, this part may be locally thickened or thinned, or a special part may here be welded on. When we come to pieces of very irregular shape, such as crank-shafts, anchors, trunnions, &c., we must resort to forging, except for purposes for which unforged castings are good enough.
The fact that rolling is much cheaper than forging has led engineers to design their components for rolling, meaning they are made straight and with a uniform cross-section. This is why, for example, railroad rails have a constant and uniform section throughout their length, instead of having sections between the supporting ties that are deeper and stronger than those resting on the ties. When it's necessary, as with eye bars, for one part to significantly differ in section from the rest, that part can be locally thickened or thinned, or a special piece can be welded on. For pieces with very irregular shapes, like crankshafts, anchors, trunnions, etc., we have to use forging, except for purposes where castings without forging are sufficient.
 | |
| Fig. 37.—Steam Hammer. | |
|
A, Round bar to be hammered. A. Round bar to be hammered. B, Anvil. B, Anvil. C, Anvil block or foundation. C, Anvil block or base. D, Falling tup. D, Falling down. |
E, Steam piston. E, Steam engine piston. F, Piston-rod for lifting tup and driving it down. F, Piston rod for lifting the tup and pushing it down. G, Steam cylinder. G, Steam engine. |
131. Forging proceeds by beating or squeezing the piece under treatment from its initial into its final shape, as for instance by hammering a square ingot or bloom first on one corner and then on another until it is reduced to a cylindrical shape as shown at A in fig. 37. As the ingot is reduced in section, it is of course lengthened proportionally. Much as in the smith’s forge the object forged rests on a massive anvil and anvil block, B and C, and is struck by the tup D of the hammer. This tup is raised and driven down by steam pressure applied below or above the piston E of the steam cylinder mounted aloft, and connected with the tup by means of the strong piston-rod F. The demand for very large forgings, especially for guns and armour plate, led to the building of enormous steam hammers. The falling parts of the largest of these, that at Bethlehem, Pa., weigh 125 tons.
131. Forging involves shaping the metal piece by hammering or squeezing it from its initial form to its final shape, like taking a square ingot or bloom and pounding on its corners until it is shaped into a cylinder, as illustrated at A in fig. 37. As the ingot gets thinner, it naturally gets longer. Similar to a blacksmith's forge, the item being forged sits on a heavy anvil and anvil block, B and C, and is struck by the tup D of the hammer. This tup is lifted and then dropped using steam pressure applied either below or above the piston E of the steam cylinder positioned above, which connects to the tup through a strong piston-rod F. The need for very large forgings, especially for weapons and armor plates, resulted in the creation of massive steam hammers. The falling parts of the largest of these, located in Bethlehem, Pa., weigh 125 tons.
The first cost of a hammer of moderate size is much less than that of a hydraulic press of like capacity, as is readily understood when we stop to reflect what powerful pressure, if gradually applied, would be needed to drive the nail which a light blow from our hand hammer forces easily into the woodwork. Nevertheless the press uses much less power than the hammer, because much of the force of the latter is dissipated in setting up useless—indeed harmful, and at times destructive—vibrations in the foundations and the surrounding earth and buildings. Moreover, the effect of the sharp blow of the hammer is relatively superficial, and does not penetrate to the interior of a large piece as the slowly applied pressure of the hydraulic press does. Because of these facts the great hammers have given place to enormous forging presses, the 125-ton Bethlehem hammer, for instance, to a 14,000-ton hydraulic press, moved by water under a pressure of 833 7000 ℔ per square inch, supplied by pumps of 16,000 horse power.
The cost of a medium-sized hammer is much lower than that of a hydraulic press with similar capacity, as it becomes clear when we think about the significant pressure required to drive a nail that a light hit from our hand hammer easily forces into wood. However, the press uses much less energy than the hammer because a lot of the hammer's force is wasted creating unnecessary—often harmful and sometimes destructive—vibrations in the foundations, surrounding earth, and buildings. Additionally, the impact from the hammer is mostly superficial and doesn’t penetrate deeply into a large piece as the slowly applied pressure from the hydraulic press does. Because of these points, large hammers have been replaced by massive forging presses, such as the 125-ton Bethlehem hammer being replaced by a 14,000-ton hydraulic press powered by water at a pressure of 833 7000 lbs per square inch, driven by 16,000 horsepower pumps.
Table IV.—Reduction in Cost of Iron Manufacture in America—C. Kirchoff.
Table 4.—Decrease in the Cost of Iron Production in America—C. Kirchoff.
| Place represented. | Operation represented. | Period covered. | Cost, Profit and Production, at End of Period in Percentage of that at Beginning of Period. | |||||||
| From | To | Cost. | Profit per Ton. | Production per Furnace &c., per Day. | ||||||
| Ore. | Fuel. | Labour. | Total. | Total excluding raw Material. | ||||||
| A large Southern Establishment | Manufacture of Pig Iron | 1889 | 1898 | 79 | 64.1 | 51.9 | 63.4 | .. | 47.9 | 167.7 |
| North-eastern District | ” ” | 1890 | 1898 | 103.7 | 97 | 61.1 | 65.8 | .. | 33.9 | 163.3 |
| Pittsburg District | ” ” | 1887 | 1897 | .. | .. | 46 | .. | 44 | .. | .. |
| Eastern District | Manufacture of Bessemer Steel Ingots | 1891 | 1898 | .. | .. | 75 | 64.39 | .. | .. | 107 |
| Pittsburg | ” ” | 1887 | 1897 | .. | .. | .. | .. | 52 | .. | .. |
| Not stated | Rolling Wire Rods | 1888 | 1898 | .. | .. | .. | 63.6 | .. | .. | 325 |
132. Statistics.—The cheapening of manufacture by improvements in processes and machinery, and by the increase in the scale of operations, has been very great. The striking examples of it shown in Table IV. are only typical of what has been going on continuously since 1868. Note, for instance, a reduction of some 35% in the total cost, and an even greater reduction in the cost of labour, reaching in one case 54%, in a period of between seven and ten years. This great economy is not due to reduction in wages. According to Mr Carnegie, in one of the largest American steel works the average wages in 1900 for all persons paid by the day, including labourers, mechanics and boys, were more than $4 (say, 16s. 6d.) a day for the 311 working days. How economical the methods of mining, transportation and manufacture have become is shown by the fact that steel billets have been sold at $13.96 (£2, 17s. 8d.) per ton, and in very large quantities at $15 (£3, 2s.) per ton in the latter case, according to Mr Carnegie, without further loss than that represented by interest, although the cost of each ton includes that of mining 2 tons of ore and carrying them 1000 miles, mining and coking 1.3 tons of coal and carrying its coke 50 m., and quarrying one-third of a ton of limestone and carrying it 140 m., besides the cost of smelting the ore, converting the resultant cast iron into steel, and rolling that steel into rails.
132. Statistics.—The reduction in manufacturing costs due to improvements in processes, machinery, and larger-scale operations has been significant. The notable examples displayed in Table IV. are just a glimpse of what has been happening continuously since 1868. For instance, there's been about a 35% decrease in total costs, with an even greater drop in labor costs, reaching as high as 54% in some cases, over a span of seven to ten years. This major efficiency isn't because of lower wages. According to Mr. Carnegie, at one of the largest steel plants in America, the average daily wage in 1900 for everyone paid by the day, which included laborers, mechanics, and apprentices, was over $4 (about 16s. 6d.) for 311 working days. The efficiency of mining, transportation, and manufacturing is evident from the fact that steel billets were sold for $13.96 (£2, 17s. 8d.) per ton, and in very large quantities at $15 (£3, 2s.) per ton in the latter instance, as per Mr. Carnegie, without any further loss except for interest. Each ton's cost covers mining 2 tons of ore and transporting them 1000 miles, mining and coking 1.3 tons of coal and transporting its coke 50 miles, and quarrying one-third of a ton of limestone and transporting it 140 miles, in addition to the costs of smelting the ore, converting the resulting cast iron into steel, and rolling that steel into rails.
Table V.—Reduction in Price of Certain Products.
Table 5.—Price Drop on Selected Products.
| Date. | Yearly average Price in Pennsylvania, gross tons. | ||||
| Bar (Wrought) Iron. | Wrought Iron Rails. | Steel Rails. | No. 1 Foundry Pig Iron. | ||
| 1800 | $100.50 | Hammered | |||
| 1815 | 144.50 | ||||
| 1824 | 82.50 | ||||
| 1837 | 111.00 | ||||
| 1850 | 59.54 | Best refined rolled | $47.88 | $20.88 | |
| 1865 | 106.46 | 98.62 | $158.463 | 46.08 | |
| 1870 | 78.96 | 72.25 | 106.79 | 33.23 | |
| 1880 | 62.04 | 49.25 | 67.52 | 28.48 | |
| 1890 | 45.83 | 25.182 | 31.78 | 18.41 | |
| 1898 | 28.65 | 12.392 | 17.62 | 11.66 | |
| 1900 | 44.00 | 19.512 | 32.29 | 19.98 | |
| 1906 | .. | 23.032 | 28.00 | 20.98 | |
| 19081 | 31.00 | 18.252 | 28.00 | 17.25 | |
1 July 1st.
2 Old. i.e. second-hand wrought iron rails.
3 1868.
1 July 1.
2 Used. i.e. second-hand wrought iron rails.
3 1868.
Table V. shows the reduction in prices. The price of wrought iron in Philadelphia reached $155 (£32, 0s. 8d.) in 1815, and, after declining to $80 (£16, 10s. 8d.), again reached $115 (£23, 15s. 4d.) in 1837. Bessemer steel rails sold at $174 in the depreciated currency of 1868 (equivalent to about £25, 17s. 4d. in gold), and at $17 (£3, 10s. 3d.) in 1898.
Table V. shows the reduction in prices. The price of wrought iron in Philadelphia hit $155 (£32, 0s. 8d.) in 1815 and, after dropping to $80 (£16, 10s. 8d.), went back up to $115 (£23, 15s. 4d.) in 1837. Bessemer steel rails were priced at $174 in the devalued currency of 1868 (about £25, 17s. 4d. in gold) and at $17 (£3, 10s. 3d.) in 1898.
133. Increase in Production.—In 1810 the United States made about 7%, and in 1830, 1850 and 1860 not far from 10% of the world’s production of pig iron, though, indeed, in 1820 their production was only about one-third as great as in 1810. But after the close of the Civil War the production increased by leaps and bounds, till in 1907 it was thirty-one times as great as in 1865; and the percentage which it formed of the world’s production rose to some 14% in 1870, 21% in 1880, 35% in 1900 and 43% in 1907. In this last year the United States production of pig iron was nearly 7 times, and that of Germany and Luxemburg nearly 5 times, that of 1880. In this same period the production of Great Britain increased 28%, and that of the world more than tripled. The corresponding changes in the case of steel are even more striking. The United States production in 1907 was 1714 times that of 1865, and the proportion which it formed of the world’s steel rose from 3% in 1865 to 10% in 1870, 30% in 1880; 36% in 1890, 40% in 1899 and 46% in 1907. In 1907 the British steel production was nearly five times, that of the United States, nearly nineteen times as great as in 1880. Of the combined wrought iron and steel of the United States, steel formed only 2% in 1865, but 37% in 1880, 85% in 1899 and 91% in 1907. Thus in the nineteen years between 1880 and 1899 the age of iron gave place to that of steel.
133. Increase in Production.—In 1810, the United States produced about 7% of the world's pig iron, and by 1830, 1850, and 1860, that figure was close to 10%. However, in 1820, their production was only about one-third of what it had been in 1810. After the Civil War ended, production skyrocketed; by 1907, it was thirty-one times greater than in 1865. The percentage of the world's production rose to around 14% in 1870, 21% in 1880, 35% in 1900, and 43% in 1907. In that year, the U.S. production of pig iron was nearly seven times greater, while Germany and Luxembourg's production was almost five times that of 1880. During this same time, Great Britain's production increased by 28%, and global production more than tripled. The changes in steel production were even more dramatic. In 1907, U.S. steel production was 1714 times that of 1865, and its share of the world's steel rose from 3% in 1865 to 10% in 1870, 30% in 1880, 36% in 1890, 40% in 1899, and 46% in 1907. In 1907, British steel production was nearly five times that of the United States and nearly nineteen times as much as in 1880. Of the combined wrought iron and steel production in the U.S., steel made up only 2% in 1865, but rose to 37% in 1880, 85% in 1899, and 91% in 1907. Thus, in the nineteen years between 1880 and 1899, the age of iron transitioned to that of steel.
The per capita consumption of iron in Great Britain, excluding exports, has been calculated as 144 ℔ in 1855 and 250 ℔ in 1890, that of the United States as 117 ℔ for 1855, 300 ℔ for 1890 and some 378 ℔ for 1899, and that of the United Kingdom, the United States and Germany for 1906 as about a quarter of a ton, so that the British per capita consumption is about four-fold and the American about five-fold that of 1855. This great increase in the per capita consumption of iron by the human race is of course but part of the general advance in wealth and civilization. Among the prominent causes of this increase is the diversion of mankind from agricultural to manufacturing, i.e. machinery-using work, nearly all machinery being necessarily made of iron. This diversion may be unwelcome, but it is inevitable for the two simple reasons that the wonderful improvements in agriculture decrease the number of men needed to raise a given quantity of food, i.e. to feed the rest of the race; and that with every decade our food forms a smaller proportion of our needs, so rapidly do these multiply and diversify. Among the other causes of the increase of the per capita consumption of iron are the displacement of wood by iron for ships and bridge-building; the great extension of the use of iron beams, columns and other pieces in constructing buildings of various kinds; the growth of steam and electric railways; and the introduction of iron fencing. The increased importance of Germany and Luxemburg may be referred in large part to the invention of the basic Bessemer and open-hearth processes by Thomas, who by them gave an inestimable value to the phosphoric ores of these countries. That of the United States is due in part to the growth of its population; to the introduction of labour-saving machinery in iron manufacture; to the grand scale on which this manufacture is carried on; and to the discovery of the cheap and rich ores of the Mesabi region of Lake Superior. But, given all these, the 1000 m. which separate the ore fields of Lake Superior from the cheap coal of Pennsylvania would have handicapped the American iron industry most seriously but for the remarkable cheapening of transportation which has occurred. As this in turn has been due to the very men who have developed the iron industry, it can hardly be questioned that, on further analysis, this development must in considerable part be referred to racial qualities. The same is true of the German iron development. We may note with interest that the three great iron producers so closely related by blood—Great Britain, the United States and Germany and Luxemburg—made in 1907 81% of the world’s pig iron and 83% of its steel; and that the four great processes by which nearly all steel and wrought iron are made—the puddling, crucible and both the acid and basic varieties of the Bessemer and open-hearth processes, as well as the steam-hammer and grooved rolls for rolling iron and steel—were invented by Britons, though in the case of the open-hearth process Great Britain must share with France the credit of the invention.
The per capita consumption of iron in Great Britain, excluding exports, was estimated at 144 pounds in 1855 and 250 pounds in 1890. In the United States, it was 117 pounds in 1855, 300 pounds in 1890, and about 378 pounds in 1899. For 1906, the consumption in the United Kingdom, the United States, and Germany was around a quarter of a ton, making the British per capita consumption about four times and the American about five times that of 1855. This significant increase in per capita iron consumption by humanity is part of the overall progress in wealth and civilization. A major contributor to this increase is the shift from agriculture to manufacturing, specifically machinery-based work, since most machinery is made of iron. This shift may be unwelcome, but it’s unavoidable for two simple reasons: the remarkable advances in agriculture have reduced the number of people needed to produce a set amount of food to feed the population, and over the decades, food makes up a smaller portion of our needs as they rapidly multiply and diversify. Other factors contributing to the growth in per capita iron consumption include the replacement of wood with iron in shipbuilding and bridge construction, the significant use of iron beams, columns, and other components in various types of buildings, the expansion of steam and electric railways, and the introduction of iron fencing. The growing significance of Germany and Luxembourg can largely be attributed to the basic Bessemer and open-hearth processes developed by Thomas, which added immense value to the phosphoric ores found in these regions. The increase in the United States can be partially explained by population growth, the introduction of labor-saving machinery in iron production, the large scale of this production, and the discovery of the abundant and high-quality ores in the Mesabi region of Lake Superior. However, the 1,000 miles separating the Lake Superior ore fields from the low-cost coal in Pennsylvania would have severely limited the American iron industry without the remarkable drop in transportation costs. Since this drop in costs has been driven by those who advanced the iron industry, it can be argued that this development can largely be traced back to racial traits. The same applies to the growth of the German iron industry. Notably, in 1907, the three major iron producers—Great Britain, the United States, and Germany and Luxembourg—accounted for 81% of the world’s pig iron and 83% of its steel. Moreover, the four main methods of producing nearly all steel and wrought iron—the puddling, crucible, and both the acid and basic types of the Bessemer and open-hearth processes, along with the steam-hammer and grooved rolls for rolling iron and steel—were invented by British individuals. However, in the case of the open-hearth process, credit must also be shared with France.
Tables VI., VII., VIII. and IX. are compiled mainly from figures given in J. M. Swank’s Reports (American Iron and Steel Association). Other authorities are indicated as follows: a, The Mineral Industry (1892); b, Idem (1899); c, Idem (1907); e, Journal Iron and Steel Institute (1881), 2; i, Eckel in Mineral Resources of the United States, (published by the United States Geological Survey (1906), pp. 92-93.
Tables VI., VII., VIII., and IX. are mainly based on data provided in J. M. Swank’s Reports (American Iron and Steel Association). Other sources are cited as follows: a, The Mineral Industry (1892); b, Idem (1899); c, Idem (1907); e, Journal Iron and Steel Institute (1881), 2; i, Eckel in Mineral Resources of the United States, (published by the United States Geological Survey (1906), pp. 92-93.
Table VI.—Production of Pig Iron (in thousands of long tons).
Table 6.—Production of Pig Iron (in thousands of long tons).
| Year. | United States. | Great Britain. | Germany and Luxemburg. | The World. |
| 1800 | .. | .. | .. | 825 |
| 1810 | 54 | .. | .. | .. |
| 1830 | 165 | 677 | .. | 1,825 |
| 1850 | 565 | .. | .. | 4,750 |
| 1865 | 832 | 4825 | 972 | 9,250 |
| 1870 | 1,665 | 5964 | 1,369 | 11,900 |
| 1880 | 3,835 | 7749 | 2,685 | 17,950 |
| 1890 | 9,203 | 7904 | 4,583 | 27,157 |
| 1900 | 13,789 | 8960 | 8,386 | 38,973c |
| 1907 | 25,781 | 9924 | 12,672 | 59,721c |
Table VII.—Production of Pig Iron in the United States (in thousands of long tons).
Table 7.—Production of Pig Iron in the United States (in thousands of long tons).
| Year. | Anthracite. | Charcoal. | Coke and Bituminous. | Total. |
| 1880 | 1614 | 480 | 1,741 | 3,835 |
| 1885 | 1299 | 357 | 2,389 | 4,045 |
| 1890 | 2186 | 628 | 6,388 | 9,203 |
| 1895 | 1271 | 225 | 7,950 | 9,446 |
| 1900 | 1677 | 384 | 11,728 | 13,789 |
| 1907 | 1372 | 437 | 23,972 | 25,781 |
“Anthracite” here includes iron made with anthracite and coke mixed, “Bituminous” includes iron made with coke, with raw bituminous coal, or with both, and “Charcoal” in 1900 and 1907 includes iron made either with charcoal alone or with charcoal mixed with coke.
“Anthracite” here includes iron produced using a mix of anthracite and coke, “Bituminous” refers to iron made with coke, raw bituminous coal, or both, and “Charcoal” in 1900 and 1907 covers iron produced solely with charcoal or with a combination of charcoal and coke.
Table VIII.—Production of Wrought Iron, also that of Bloomary Iron (in thousands of long tons).
Table 8.—Production of Wrought Iron and Bloomery Iron (in thousands of long tons).
| Wrought Iron. | Bloomary Iron direct from the Ore. | |
| 1870. | ||
| United States | 1153 | .. |
| Great Britain | .. | .. |
| 1880. | ||
| United States | 2083(1) | 36 |
| Great Britain | .. | .. |
| 1890. | ||
| United States | 2518(1) | 7 |
| Great Britain | 1894 | .. |
| 1899. | ||
| United States | .. | 3 |
| Great Britain | 1202 | .. |
| 1900. | ||
| United States | .. | 4 |
| Great Britain | .. | .. |
| 1907. | ||
| United States | 2200 | .. |
| Great Britain | 975 | .. |
| 1 Hammered products are excluded. | ||
Table IX.—Production of Steel (in thousands of long tons).
Table IX.—Steel Production (in thousands of long tons).
| Bessemer. | Open- Hearth. | Crucible and Miscellaneous. | Total. | ||
| 1870. | |||||
| United States | 37 | 1 | 31 | 69 | |
| Great Britain | 215 | 78 | .. | 292a | |
| (for 1873) | |||||
| The World | .. | .. | .. | 692a | |
| 1880. | |||||
| United States | 1,074 | 101 | 72 | 1,247 | |
| Great Britain | 1,044 | 251 | 80 | 1,375 | |
| Germany and | |||||
| Luxemburg | 608a | 87a | 33 | 728 | |
| The World | .. | .. | .. | 4,205a | |
| 1890. | |||||
| United States | 3,689 | 513 | 75 | 4,277 | |
| Great Britain | 2,015 | 1,564 | 100 | 3,679 | |
| Germany and | |||||
| Luxemburg | .. | .. | .. | 2,127 | |
| The World | .. | .. | .. | 11,902a | |
| 1900. | |||||
| United States | Acid | 6,685 | 853 | 105 | 10,188 |
| Basic | 0 | 2,545 | |||
| Great Britain | Acid | 1,254 | 3,156 | 149 | 5,050 |
| Basic | 491 | ||||
| Germany and | |||||
| Luxemburg | .. | .. | .. | 6,541 | |
| The World | .. | .. | .. | 28,273 | |
| 1907. | |||||
| United States | Acid | 11,668 | 1,270 | 145 | 23,363 |
| Basic | 0 | 10,279 | |||
| Great Britain | Acid | 1,280 | 3,385 | .. | 6,5232 |
| Basic | 579 | 1,279 | |||
| Germany and | Acid | 3811 | 2091 | 2083 | 11,873 |
| Luxemburg | Basic | 7,0981 | 3,9761 | ||
| The World | .. | .. | .. | 50,375 | |
1 Ingots only.
2 Bessemer and open hearth only.
3 Castings.
1 Only ingots.
2 Only Bessemer and open hearth.
3 Castings.
Table X.—Tonnage (gross register) of Iron and Steel Vessels built under Survey of Lloyd’s Registry (in thousands of tons).
Table X.—Gross tonnage of iron and steel vessels constructed under the supervision of Lloyd's Registry (in thousands of tons).
| 1877. | 1880. | 1885. | 1890. | 1895. | 1900. | 1906. | |
| Wrought Iron | 443 | 460 | 304 | 50 | 8 | 14 | 0 |
| Steel | 0 | 35 | 162 | 1079 | 863 | 1305 | 1492 |
Table XI.—Production of Iron Ore (in thousands of long tons).
Table 11.—Iron Ore Production (in thousands of long tons).
| 1905. | 1906. | 1907. | |||
| Thousands of Long Tons. | Per Cent. | Thousands of Long Tons. | Per Cent. | Thousands of Long Tons. | |
| United States | 42,526 | 37.4 | 47,750 | 38.6 | 51,721 |
| Germany and Luxemburg | 23,074 | 20.3 | 26,312 | 21.3 | 27,260 |
| Great Britain | 14,591 | 12.8 | 15,500 | 12.5 | 15,732 |
| Spain | 8,934 | 7.9 | 9,299 | 7.5 | .. |
| France | 7,279 | 6.4 | 8,347 | 6.7 | .. |
| Russia | 5,9541 | 5.2 | 3,812 | 3.1 | 4,3302 |
| Sweden | 4,297 | 3.8 | 4,431 | 3.6 | .. |
| Austria-Hungary | 3,639 | 3.2 | 4,024 | 3.3 | .. |
| Other Countries | 3,457 | 3.0 | 4,297 | 3.5 | .. |
| Total | 113,751 | 100.0 | 123,773 | 100.1 | |
1 Calculated from the production of pig iron.
2 Approximately.
1 Based on the production of pig iron.
2 Roughly.
1 The word “iron” was in O. Eng. iren, isern or isen, cf. Ger. Eisen, Dut. ysen, Swed. järn, Dan. jern; the original Teut. base is isarn, and cognates are found in Celtic, Ir. iarun, Gael, iarunn, Breton, houarn, &c. The ulterior derivation is unknown; connexion has been suggested without much probability with is, ice, from its hard bright surface, or with Lat. ars, aeris, brass. The change from isen to iren (in 16th cent. yron) is due to rhotacism, but whether direct from isen or through isern, irern is doubtful. “Steel” represents the O. Eng. stél or stéle (the true form; only found, however, with spelling stýle, cf. stýl-ecg, steel-edged), cognate with Ger. Stahl, Dut. and Dan. staal, &c.; the word is not found outside Teutonic. Skeat (Etym. Dict., 1898) finds the ultimate origin in the Indo-European base stak-, to be firm or still, and compares Lat. stagnum, standing-water.
1 The word “iron” comes from Old English iren, isern, or isen, similar to German Eisen, Dutch ysen, Swedish järn, and Danish jern; the original Germanic root is isarn, with related terms found in Celtic languages, like Irish iarun, Gaelic iarunn, and Breton houarn, among others. Its deeper origin is unclear; some have suggested a link with is, meaning ice, due to its hard, shiny surface, or with Latin ars, aeris, meaning brass. The shift from isen to iren (in the 16th century, yron) happened because of rhotacism, but it’s uncertain whether it evolved directly from isen or through isern or irern. The term “steel” comes from Old English stél or stéle (the actual form, though it is only found spelled stýle, like stýl-ecg, steel-edged), and is related to German Stahl, Dutch and Danish staal, etc.; the word isn't found outside of Germanic languages. Skeat (Etym. Dict., 1898) traces its ultimate origin to the Indo-European root stak-, meaning to be firm or still, comparing it to Latin stagnum, meaning standing-water.
2 A “eutectic” is the last-freezing part of an alloy, and corresponds to what the mother-liquor of a saline solution would become if such a solution, after the excess of saline matter had been crystallized out, were finally completely frozen. It is the mother-liquor or “bittern” frozen. Its striking characteristics are: (1) that for given metals alloyed together its composition is fixed, and does not vary with the proportions in which those metals are present, because any “excess metal,” i.e. so much of either metal as is present in excess over the eutectic ratio, freezes out before the eutectic; (2) that though thus constant, its composition is not in simple atomic proportions; (3) that its freezing-point is constant; and (4) that, when first formed, it habitually consists of interstratified plates of the metals which compose it. If the alloy has a composition very near that of its own eutectic, then when solidified it of course contains a large proportion of the eutectic, and only a small proportion of the excess metal. If it differs widely from the eutectic in composition, then when solidified it consists of only a small quantity of eutectic and a very large quantity of the excess metal. But, far below the freezing-point, transformations may take place in the solid metal, and follow a course quite parallel with that of freezing, though with no suggestion of liquidity. A “eutectoid” is to such a transformation in solid metal what a eutectic is to freezing proper. It is the last part of the metal to undergo this transformation and, when thus transformed, it is of constant though not atomic composition, and habitually consists of interstratified plates of its component metals.
2 A “eutectic” is the last part of an alloy to freeze, similar to how the leftover liquid in a saline solution would look if all the excess salt had crystallized out and the solution was completely frozen. It’s the frozen version of the mother-liquor or “bittern.” Its key characteristics are: (1) for any specific metals mixed together, its composition is fixed and doesn't change based on the amounts of those metals present because any “excess metal,” meaning any metal in amounts beyond the eutectic ratio, freezes out before reaching the eutectic; (2) even though it's constant, its composition isn't in simple atomic ratios; (3) its freezing point is consistent; and (4) when it first forms, it typically consists of layered plates of the metals that make it up. If the alloy's composition is very close to its own eutectic, when solidified, it will have a large percentage of the eutectic and only a small amount of the excess metal. If it differs greatly from the eutectic in composition, once solidified, it will contain a small amount of eutectic and a large amount of the excess metal. However, well below the freezing point, changes can occur in the solid metal that parallel the freezing process but without any sign of liquidity. A “eutectoid” refers to such a change in solid metal, much like a eutectic relates to the proper freezing process. It’s the last part of the metal to change, and when it does, it has a consistent composition, though not in atomic terms, and usually consists of layered plates of its component metals.
3 Note the distinction between the “eutectic” or alloy of lowest freezing-point, 1130°, B, with 4.30% of carbon, and the “eutectoid,” hardenite and pearlite, or alloy of lowest transformation-point, 690° S, with 0.90% of carbon. (See § 17.)
3 Notice the difference between the “eutectic” or alloy with the lowest freezing point, 1130°, B, containing 4.30% carbon, and the “eutectoid,” hardenite and pearlite, or the alloy with the lowest transformation point, 690° S, containing 0.90% carbon. (See § 17.)
4 The length of the blow varies very greatly, in general increasing with the proportion of silicon and with the size of charge. Thus the small Swedish charges with but little silicon may be blown in 5 minutes, but for a 20-ton charge the time is more likely to reach, or exceed 10 minutes, and sometimes reaches 20 minutes or even more.
4 The length of the blow can vary widely, usually increasing with the amount of silicon and the size of the charge. For example, small Swedish charges with little silicon can be blown in 5 minutes, but for a 20-ton charge, the time is likely to be 10 minutes or more, and it can sometimes go up to 20 minutes or even longer.
IRON MASK (masque de fer). The identity of the “man in the iron mask” is a famous historical mystery. The person so called was a political prisoner under Louis XIV., who died in the Bastille in 1703. To the mask itself no real importance attaches, though that feature of the story gave it a romantic interest; there is no historical evidence that the mask he was said always to wear was made of anything but black velvet (velours), and it was only afterwards that legend converted its material into iron. As regards the “man,” we have the contemporary official journals of Étienne du Junca (d. 1706), the 835 king’s lieutenant at the Bastille, from which we learn that on the 18th of September 1698 a new governor, Bénigne D’Auvergne de Saint-Mars, arrived from the fortress of the Isles Ste Marguerite (in the bay of Cannes), bringing with him “un ancien prisonnier qu’il avait à Pignerol” (Pinerolo, in Piedmont), whom he kept always masked and whose name remained untold. (Saint-Mars, it may here be noted, had been commandant at Pignerol from the end of 1664 till 1681; he was in charge there of such important prisoners as Fouquet, from 1665 to his death in 1680, and Lauzun, from 1671 till his release in 1681; he was then in authority at Exiles from 1681 to 1687, and at Ste Marguerite from 1687 to 1698). Du Junca subsequently records that “on Monday the 19th of November 1703, the unknown prisoner, always masked with a black velvet mask, whom M. de Saint-Mars had brought with him from the islands of Ste Marguerite, and had kept for a long time,... died at about ten o’clock in the evening.” He adds that “this unknown prisoner was buried on the 20th in the parish cemetery of Saint Paul, and was registered under a name also unknown”—noting in the margin that he has since learnt that the name in the register was “M. de Marchiel.” The actual name in the register of the parish cemetery of Saint Paul (now destroyed, but a facsimile is still in existence) was “Marchioly”; and the age of the deceased was there given as “about 45.”
IRON MASK (masque de fer). The identity of the “man in the iron mask” is a famous historical mystery. This person was a political prisoner under Louis XIV, who died in the Bastille in 1703. The mask itself isn’t really important, but that part of the story gave it a romantic allure; there’s no historical evidence that the mask he was said to always wear was made of anything but black velvet (velours), and it was only later that legend turned it into iron. As for the “man,” we have the contemporary official journals of Étienne du Junca (d. 1706), the 835 king’s lieutenant at the Bastille, from which we learn that on September 18, 1698, a new governor, Bénigne D’Auvergne de Saint-Mars, arrived from the fortress of the Isles Ste Marguerite (in the bay of Cannes), bringing with him “an old prisoner he had at Pignerol” (Pinerolo, in Piedmont), whom he kept always masked and whose name remained unknown. (Saint-Mars, it’s worth noting here, had been the commandant at Pignerol from late 1664 until 1681; he was responsible for important prisoners like Fouquet, from 1665 until his death in 1680, and Lauzun, from 1671 until his release in 1681; he was then in charge at Exiles from 1681 to 1687, and at Ste Marguerite from 1687 to 1698). Du Junca later recorded that “on Monday, November 19, 1703, the unknown prisoner, always masked with a black velvet mask, whom M. de Saint-Mars had brought from the islands of Ste Marguerite, and had kept for a long time,... died at around ten o’clock in the evening.” He added that “this unknown prisoner was buried on the 20th in the parish cemetery of Saint Paul, and was registered under a name that was also unknown”—noting in the margin that he later learned the name in the register was “M. de Marchiel.” The actual name in the register of the parish cemetery of Saint Paul (now destroyed, but a facsimile still exists) was “Marchioly,” and the age of the deceased was recorded as “about 45.”
The identity of this prisoner was already, it will be observed, a mystery before he died in 1703, and soon afterwards we begin to see the fruit of the various legends concerning him which presumably started as early as 1670, when Saint-Mars himself (see below) found it necessary to circulate “fairy tales” (contes jaunes). In 1711 the Princess Palatine wrote to the Electress Sophia of Hanover, and suggested that he was an English nobleman who had taken part in a plot of the duke of Berwick against William III. Voltaire, in his Siècle de Louis XIV (1751), told the story of the mysterious masked prisoner with many graphic details; and, under the heading of “Ana” in the Questions sur l’encyclopédie (Geneva, 1771), he asserted that he was a bastard brother of Louis XIV., son of Mazarin and Anne of Austria. Voltaire’s influence in creating public interest in the “man in the mask” was indeed enormous; he had himself been imprisoned in the Bastille in 1717 and again in 1726; as early as 1745 he is found hinting that he knows something; in the Siècle de Louis XIV he justifies his account on the score of conversations with de Bernaville, who succeeded Saint-Mars (d. 1708) as governor of the Bastille, and others; and after Heiss in 1770 had identified the “mask” with Mattioli (see below), Voltaire was not above suggesting that he really knew more than he had said, but thought it sufficient to have given the clue to the enigma. According to the Abbé Soulavie, the duke of Richelieu’s advice was to reflect on Voltaire’s “last utterances” on the subject. In Soulavie’s Mémoires of Richelieu (London, 1790) the masked man becomes (on the authority of an apocryphal note by Saint-Mars himself) the legitimate twin brother of Louis XIV. In 1801 the story went that this scion of the royal house of France had a son born to him in prison, who settled in Corsica under the name of “De Buona Parte,” and became the ancestor of Napoleon! Dumas’s Vicomte de Bragelonne afterwards did much to popularize the theory that he was the king’s brother. Meanwhile other identifications, earlier or later, were also supported, in whose case the facts are a sufficient refutation. He was Louis, count of Vermandois, son of Louise de la Vallière (Mémoires secrets pour servir à l’histoire de Perse, Amsterdam, 1745); Vermandois, however, died in 1683. He was the duke of Monmouth (Lettre de Sainte Foy ... Amsterdam, 1768), although Monmouth was beheaded in 1685. He was François de Vendôme, duke of Beaufort, who disappeared (and pretty certainly died) at the siege of Candia (1669); Avedick, an Armenian patriarch seized by the Jesuits, who was not imprisoned till 1706 and died in 1711; Fouquet, who undoubtedly died at Pignerol in 1680; and even, according to A. Loquin (1883), Molière!
The identity of this prisoner was already a mystery before he died in 1703, and soon after, we start to see the results of the various legends about him that likely began as early as 1670, when Saint-Mars himself (see below) found it necessary to spread “fairy tales” (contes jaunes). In 1711, Princess Palatine wrote to Electress Sophia of Hanover, suggesting that he was an English nobleman who had been involved in a plot by the Duke of Berwick against William III. Voltaire, in his Siècle de Louis XIV (1751), recounted the story of the mysterious masked prisoner with many vivid details; under the “Ana” section in the Questions sur l’encyclopédie (Geneva, 1771), he claimed that he was a bastard brother of Louis XIV., the son of Mazarin and Anne of Austria. Voltaire's impact in generating public interest in the “man in the mask” was indeed significant; he had himself been imprisoned in the Bastille in 1717 and again in 1726; as early as 1745, he was already hinting that he knew something; in the Siècle de Louis XIV, he justified his account based on conversations with de Bernaville, who succeeded Saint-Mars (d. 1708) as governor of the Bastille, and others. After Heiss identified the “mask” with Mattioli in 1770 (see below), Voltaire suggested he really knew more than he had let on but thought it enough to have provided a clue to the mystery. According to Abbé Soulavie, the Duke of Richelieu advised to consider Voltaire’s “final statements” on the matter. In Soulavie’s Mémoires of Richelieu (London, 1790), the masked man is, according to an apocryphal note by Saint-Mars himself, the legitimate twin brother of Louis XIV. By 1801, the story claimed that this descendent of the royal house of France had a son born in prison, who settled in Corsica under the name “De Buona Parte” and became an ancestor of Napoleon! Dumas’s Vicomte de Bragelonne later greatly popularized the theory that he was the king’s brother. Meanwhile, other identifications, either earlier or later, were also suggested, but the facts sufficiently refute those claims. He was Louis, Count of Vermandois, son of Louise de la Vallière (Mémoires secrets pour servir à l’histoire de Perse, Amsterdam, 1745); however, Vermandois died in 1683. He was the Duke of Monmouth (Lettre de Sainte Foy ... Amsterdam, 1768), though Monmouth was executed in 1685. He was François de Vendôme, Duke of Beaufort, who vanished (and almost definitely died) during the siege of Candia (1669); Avedick, an Armenian patriarch captured by the Jesuits, who wasn't imprisoned until 1706 and died in 1711; Fouquet, who undoubtedly died in Pignerol in 1680; and even, according to A. Loquin (1883), Molière!
Modern criticism, however, has narrowed the issue. The “man in the mask” was either (1) Count Mattioli, who became the prisoner of Saint-Mars at Pignerol in 1679, or (2) the person called Eustache Dauger, who was imprisoned in July 1669 in the same fortress. The evidence shows conclusively that these two were the only prisoners under Saint-Mars at Pignerol who could have been taken by him to the Bastille in 1698. The arguments in favour of Mattioli (first suggested by Heiss, and strongly supported by Topin in 1870) are summed up, with much weight of critical authority, by F. Funck-Brentano in vol. lvi. of the Revue historique (1894); the claims of Eustache Dauger were no less ably advocated by J. Lair in vol. ii. of his Nicolas Foucquet (1890). But while we know who Mattioli was, and why he was imprisoned, a further question still remains for supporters of Dauger, because his identity and the reason for his incarceration are quite obscure.
Modern criticism has narrowed down the issue. The “man in the mask” was either (1) Count Mattioli, who became a prisoner of Saint-Mars at Pignerol in 1679, or (2) a person named Eustache Dauger, who was imprisoned in July 1669 in the same fortress. The evidence clearly shows that these two were the only prisoners under Saint-Mars at Pignerol who could have been taken by him to the Bastille in 1698. The arguments in favor of Mattioli (first suggested by Heiss and strongly supported by Topin in 1870) are summarized, with significant critical authority, by F. Funck-Brentano in vol. lvi. of the Revue historique (1894); Eustache Dauger’s claims were equally well argued by J. Lair in vol. ii. of his Nicolas Foucquet (1890). However, while we know who Mattioli was and why he was imprisoned, a further question remains for Dauger’s supporters, as his identity and the reasons for his imprisonment are quite unclear.
It need only be added, so far as other modern theories are concerned, that in 1873 M. Jung (La Vérité sur la masque de fer) had brought forward another candidate, with the attractive name of “Marechiel,” a soldier of Lorraine who had taken part in a poisoning plot against Louis XIV., and was arrested at Peronne by Louvois in 1673, and said to be lodged in the Bastille and then sent to Pignerol. But Jung’s arguments, though strong destructively against the Mattioli theory, break down as regards any valid proof either that the prisoner arrested at Peronne was a Bastille prisoner in 1673 or that he was ever at Pignerol, where indeed we find no trace of him. Another theory, propounded by Captain Bazeries (La Masque de fer, 1883), identified the prisoner with General du Bulonde, punished for cowardice at the siege of Cuneo; but Bulonde only went to Pignerol in 1691, and has been proved to be living in 1705.
It should just be noted, as far as other modern theories go, that in 1873 M. Jung (La Vérité sur la masque de fer) proposed another candidate, who had the intriguing name of “Marechiel,” a soldier from Lorraine involved in a poisoning plot against Louis XIV. He was arrested in Peronne by Louvois in 1673 and was said to be imprisoned in the Bastille before being sent to Pignerol. However, Jung’s arguments, while strongly discrediting the Mattioli theory, fail to provide any solid proof that the prisoner arrested in Peronne was actually a Bastille prisoner in 1673 or that he ever ended up in Pignerol, where there is no record of him. Another theory put forward by Captain Bazeries (La Masque de fer, 1883) suggested that the prisoner was General du Bulonde, who was punished for cowardice during the siege of Cuneo. However, Bulonde only arrived in Pignerol in 1691 and has been confirmed to have been alive in 1705.
The Mattioli Theory.—Ercole Antonio Mattioli (born at Bologna on the 1st of December 1640) was minister of Charles IV., duke of Mantua, who as marquess of Montferrat was in possession of the frontier fortress of Casale, which was coveted by Louis XIV. He negotiated the sale of Casale to the French king for 100,000 crowns, and himself received valuable presents from Louis. But on the eve of the occupation of Casale by the French, Mattioli—actuated by a tardy sense of patriotism or by the hope of further gain—betrayed the transaction to the governments of Austria, Spain, Venice and Savoy. Louis, in revenge, had him kidnapped (1679) by the French envoy, J. F. d’Estrades, abbé of Moissac, and Mattioli was promptly lodged in the fortress of Pignerol. This kidnapping of Mattioli, however, was no secret, and it was openly discussed in La Prudenza trionfante di Casale (Cologne, 1682), where it was stated that Mattioli was masked when he was arrested. In February 1680 he is described as nearly mad, no doubt from the effects of solitary confinement. When Saint-Mars was made governor of Exiles in 1681 we know from one of his letters that Mattioli was left at Pignerol; but in March 1694, Pignerol being about to be given up by France to Savoy, he and two other prisoners were removed with much secrecy to Ste Marguerite, where Saint-Mars had been governor since 1687. Funck-Brentano emphasizes the fact that, although Eustache Dauger was then at Ste Marguerite, the king’s minister Barbezieux, writing to Saint-Mars (March 20, 1694) about the transfer of these prisoners, says: “You know that they are of more consequence (plus de conséquence), at least one” (presumably Mattioli), “than those who are at present at the island.” From this point, however, the record is puzzling. A month after his arrival at Ste Marguerite, a prisoner who had a valet died there.1 Now Mattioli undoubtedly had a valet at Pignerol, and nobody else at Ste Marguerite is known at this time to have had one; so that he may well have been the prisoner who died. In that case he was clearly not “the mask” of 1698 and 1703. Funck-Brentano’s attempt to prove that Mattioli did not die in 1604 is far from convincing; but the assumption that he did is inferential, and to that extent arguable. “Marchioly” in the burial register of Saint Paul naturally suggests indeed at first that the “ancien prisonnier” taken by Saint-Mars to the Bastille in 1698 was Mattioli, Saint-Mars himself sometimes 836 writing the name “Marthioly” in his letters; but further consideration leaves this argument decidedly weak. In any case the age stated in the burial register, “about 45,” was fictitious, whether for Mattioli (63) or Dauger (at least 53); and, as Lair points out, Saint-Mars is known to have given false names at the burial of other prisoners. Monsignor Barnes, in The Man of the Mask (1908), takes the entry “Marchioly” as making it certain that the prisoner was not Mattioli, on the ground (1) that the law2 explicitly ordered a false name to be given, and (2) that after hiding his identity so carefully the authorities were not likely to give away the secret by means of a burial register.
The Mattioli Theory.—Ercole Antonio Mattioli (born in Bologna on December 1, 1640) was a minister for Charles IV, duke of Mantua, who, as marquess of Montferrat, held the strategically important fortress of Casale, which Louis XIV coveted. He negotiated the sale of Casale to the French king for 100,000 crowns and received valuable gifts from Louis in return. However, just before the French were set to occupy Casale, Mattioli—either out of a late-blooming sense of patriotism or the prospect of more profit—betrayed the deal to the governments of Austria, Spain, Venice, and Savoy. In retaliation, Louis had him kidnapped in 1679 by the French envoy, J. F. d’Estrades, abbé of Moissac, and Mattioli was quickly imprisoned in the fortress of Pignerol. This kidnapping was not a secret and was openly discussed in La Prudenza trionfante di Casale (Cologne, 1682), which noted that Mattioli was masked when arrested. By February 1680, he was described as nearly insane, likely due to the effects of solitary confinement. When Saint-Mars became governor of Exiles in 1681, we learn from one of his letters that Mattioli remained at Pignerol; in March 1694, with Pignerol about to be handed over by France to Savoy, he and two other prisoners were secretly transferred to Ste Marguerite, where Saint-Mars had been the governor since 1687. Funck-Brentano points out that, although Eustache Dauger was also at Ste Marguerite, the king’s minister Barbezieux, in a letter to Saint-Mars (March 20, 1694) regarding the transfer of these prisoners, noted: “You know that they are of more consequence (plus de conséquence), at least one” (presumably Mattioli), “than those who are currently on the island.” After this point, however, the records become confusing. A month after arriving at Ste Marguerite, a prisoner who had a valet died there.1 Mattioli likely had a valet at Pignerol, and no one else at Ste Marguerite is known to have had one at that time, making it probable that he was the prisoner who died. If so, he was clearly not “the mask” from 1698 and 1703. Funck-Brentano’s effort to prove that Mattioli did not die in 1604 is unconvincing; however, the assumption that he did is based on inference and is somewhat debatable. “Marchioly” in the burial register of Saint Paul initially suggests that the “ancien prisonnier” taken by Saint-Mars to the Bastille in 1698 was Mattioli, as Saint-Mars sometimes wrote the name “Marthioly” in his letters; however, further scrutiny weakens this argument considerably. In any case, the age recorded in the burial register, “about 45,” was false, whether referring to Mattioli (63) or Dauger (at least 53), and, as Lair points out, Saint-Mars is known to have used false names for the burial of other prisoners. Monsignor Barnes, in The Man of the Mask (1908), insists that the entry “Marchioly” makes it clear that the prisoner was not Mattioli, arguing (1) that the law2 explicitly mandated a fake name to be used, and (2) that after taking such great care to conceal his identity, the authorities were unlikely to expose the secret through a burial register.
In spite of Funck-Brentano it appears practically certain that Mattioli must be ruled out. If he was the individual who died in 1703 at the Bastille, the obscurity which gathered round the nameless masked prisoner is almost incomprehensible, for there was no real secret about Mattioli’s incarceration. The existence of a “legend” as to Dauger can, however, be traced, as will be seen below, from the first. Any one who accepts the Mattioli theory must be driven, as Lang suggests, to suppose that the mystery which grew up about the unknown prisoner was somehow transferred to Mattioli from Dauger.
Despite Funck-Brentano, it seems almost certain that Mattioli has to be excluded. If he was the person who died in 1703 at the Bastille, the mystery surrounding the nameless masked prisoner is nearly unbelievable, since there wasn’t really any secret about Mattioli’s imprisonment. The existence of a “legend” regarding Dauger can, however, be traced back to the beginning, as will be discussed below. Anyone who believes in the Mattioli theory must be led, as Lang suggests, to think that the mystery surrounding the unknown prisoner somehow shifted to Mattioli from Dauger.
The Dauger Theory.—What then was Dauger’s history? Unfortunately it is only in his capacity as a prisoner that we can trace it. On the 19th of July 1669 Louvois, Louis XIV.’s minister, writes to Saint-Mars at Pignerol that he is sending him “le nommé Eustache Dauger” (Dauger, D’Angers—the spelling is doubtful),3 whom it is of the last importance to keep with special closeness; Saint-Mars is to threaten him with death if he speaks about anything except his actual needs. On the same day Louvois orders Vauroy, major of the citadel of Dunkirk, to seize Dauger and conduct him to Pignerol. Saint-Mars writes to Louvois (Aug. 21) that Vauroy had brought Dauger, and that people “believe him to be a marshal of France.” Louvois (March 26, 1670) refers to a report that one of Fouquet’s valets—there was constant trouble about them—had spoken to Dauger, who asked to be left in peace, and he emphasizes the importance of there being no communication. Saint-Mars (April 12, 1670) reports Dauger as “resigné à la volonté de Dieu et du Roy,” and (again the legend grows) says that “there are persons who are inquisitive about my prisoner, and I am obliged to tell contes jaunes pour me moquer d’eux.” In 1672 Saint-Mars proposes—the significance of this action is discussed later—to allow Dauger to act as “valet” to Lauzun; Louvois firmly refuses, but in 1675 allows him to be employed as valet to Fouquet, and he impresses upon Saint-Mars the importance of nobody learning about Dauger’s “past.” After Fouquet’s death (1680) Dauger and Fouquet’s other (old-standing) valet La Rivière are put together, by Louvois’s special orders, in one lower dungeon; Louvois evidently fears their knowledge of things heard from Fouquet, and he orders Lauzun (who had recently been allowed to converse freely with Fouquet) to be told that they are released. When Saint-Mars is transferred to Exiles, he is ordered to take these two with him, as too important to be in other hands; Mattioli is left behind. At Exiles they are separated and guarded with special precautions; and in January 1687 one of them (all the evidence admittedly pointing to La Rivière) dies. When Saint-Mars is again transferred, in May 1687, to Ste Marguerite, he takes his “prisoner” (apparently he now has only one—Dauger) with great show of caution; and next year (Jan. 8, 1688) he writes to Louvois that “mon prisonnier” is believed “in all this province” to be a son of Oliver Cromwell, or else the duke of Beaufort (a point which at once rules out Beaufort). In 1691 Louvois’s successor, Barbezieux, writes to him about his “prisonnier de vingt ans” (Dauger was first imprisoned in 1669, Mattioli in 1679), and Saint-Mars replies that “nobody has seen him but myself.” Subsequently Barbezieux and the governor continue to write to one another about their “ancien prisonnier” (Jan. 6, 1696; Nov. 17, 1697). When, therefore, we come to Saint-Mars’s appointment to the Bastille in 1698, Dauger appears almost certainly to be the “ancien prisonnier” he took with him.4 There is at least good ground for supposing Mattioli’s death to have been indicated in 1694, but nothing is known that would imply Dauger’s, unless it was he who died in 1703.
The Dauger Theory.—So what was Dauger’s background? Unfortunately, we can only trace it through his time as a prisoner. On July 19, 1669, Louvois, Louis XIV’s minister, wrote to Saint-Mars at Pignerol that he was sending him “the named Eustache Dauger” (Dauger, D’Angers—the spelling is uncertain), whom it is crucial to keep under close watch; Saint-Mars was to threaten him with death if he spoke about anything other than his immediate needs. On the same day, Louvois ordered Vauroy, the major of the Dunkirk citadel, to capture Dauger and escort him to Pignerol. Saint-Mars informed Louvois (on Aug. 21) that Vauroy had brought Dauger, and that people “believe him to be a marshal of France.” Louvois (March 26, 1670) referenced a report that one of Fouquet’s servants—there was ongoing trouble regarding them—had spoken to Dauger, who asked to be left alone, stressing the importance of no communication. Saint-Mars (April 12, 1670) reported Dauger as “resigned to the will of God and the King,” and (again the legend grows) mentioned that “there are people curious about my prisoner, and I am forced to tell contes jaunes pour me moquer d’eux.” In 1672, Saint-Mars suggested—the significance of this action is discussed later—allowing Dauger to serve as a “valet” to Lauzun; Louvois firmly refused, but in 1675 allowed him to be employed as a valet to Fouquet, emphasizing to Saint-Mars how important it was that nobody learn about Dauger’s “past.” After Fouquet’s death in 1680, Dauger and Fouquet’s other long-time valet La Rivière were placed together, by Louvois’s special orders, in a lower dungeon; Louvois clearly feared their knowledge of information they might have gathered from Fouquet and instructed Lauzun (who had recently been allowed to talk freely with Fouquet) to be told they were released. When Saint-Mars was transferred to Exiles, he was ordered to take these two with him, as they were too important to be in other hands; Mattioli was left behind. At Exiles, they were separated and closely guarded; in January 1687, one of them (all evidence pointing to La Rivière) died. When Saint-Mars was transferred again in May 1687 to Ste Marguerite, he took his “prisoner” (seemingly now just one—Dauger) with great caution; and the following year (Jan. 8, 1688) he wrote to Louvois that “my prisoner” was believed “in all this province” to be a son of Oliver Cromwell, or possibly the Duke of Beaufort (which immediately rules out Beaufort). In 1691, Louvois’s successor, Barbezieux, wrote to him about his “prisoner of twenty years” (Dauger was first imprisoned in 1669, Mattioli in 1679), and Saint-Mars replied that “nobody has seen him but myself.” Later, Barbezieux and the governor continued corresponding about their “former prisoner” (Jan. 6, 1696; Nov. 17, 1697). Therefore, when we arrive at Saint-Mars’s appointment to the Bastille in 1698, Dauger seems almost certainly to be the “former prisoner” he took with him.4 There are at least reasonable grounds to believe Mattioli’s death was indicated in 1694, but nothing suggests Dauger’s demise, unless he was the one who died in 1703.
Theories as to Dauger’s Identity.—Here we find not only sufficient indication of the growth of a legend as to Dauger, but also the existence in fact of a real mystery as to who he was and what he had done, two things both absent in Mattioli’s case. The only “missing link” is the want of any precise allusion to a mask in the references to Dauger. But in spite of du Junca’s emphasis on the mask, it is in reality very questionable whether the wearing of a mask was an unusual practice. It was one obvious way of enabling a prisoner to appear in public (for exercise or in travelling) without betrayal of identity. Indeed three years before the arrival of Saint-Mars we hear (Gazette d’Amsterdam, March 14, 1695) of another masked man being brought to the Bastille, who eventually was known to be the son of a Lyons banker.
Theories about Dauger’s Identity.—Here we see not only clear evidence of a legend developing around Dauger, but also the existence of a genuine mystery regarding who he was and what he had done—two aspects that are absent in Mattioli’s situation. The only “missing link” is the lack of any specific mention of a mask in the references to Dauger. However, despite du Junca’s emphasis on the mask, it’s actually quite debatable whether wearing a mask was an unusual practice. It was a straightforward way for a prisoner to be seen in public (for exercise or during travel) without revealing their identity. In fact, three years before Saint-Mars arrived, there is a report (Gazette d’Amsterdam, March 14, 1695) of another masked man being taken to the Bastille, who eventually turned out to be the son of a banker from Lyons.
Who then was Dauger, and what was his “past”? We will take first a theory propounded by Andrew Lang in The Valet’s Tragedy (1903). As the result of research in the diplomatic correspondence at the Record Office in London5 Mr Lang finds a clue in the affairs of the French Huguenot, Roux de Marsilly, the secret agent for a Protestant league against France between Sweden, Holland, England and the Protestant cantons of Switzerland, who in February 1669 left London, where he had been negotiating with Arlington (apparently with Charles II.’s knowledge), for Switzerland, his confidential valet Martin remaining behind. On the 14th of April 1669 Marsilly was kidnapped for Louis XIV. in Switzerland, in defiance of international right, taken to Paris and on the 22nd of June tortured to death on a trumped-up charge of rape. The duke of York is said to have betrayed him to Colbert, the French ambassador in London. The English intrigue was undoubtedly a serious matter, because the shifty Charles II. was at the same time negotiating with Louis XIV. a secret alliance against Holland, in support of the restoration of Roman Catholicism in England. It would therefore be desirable for both parties to remove anybody who was cognizant of the double dealing. Now Louvois’s original letter to Saint-Mars concerning Dauger (July 19, 1669), after dealing with the importance of his being guarded with special closeness, and of Saint-Mars personally taking him food and threatening him with death if he speaks, proceeds as follows (in a second paragraph, as printed in Delort, i. 155, 156):—
Who was Dauger, and what was his “past”? Let's first explore a theory put forth by Andrew Lang in The Valet’s Tragedy (1903). According to research in the diplomatic correspondence at the Record Office in London5, Mr. Lang uncovers a connection to the French Huguenot, Roux de Marsilly, a secret agent for a Protestant league involving Sweden, Holland, England, and the Protestant cantons of Switzerland. In February 1669, he left London, where he had been negotiating with Arlington (seemingly with Charles II’s knowledge), and headed for Switzerland, leaving his trusted valet Martin behind. On April 14, 1669, Marsilly was kidnapped in Switzerland by agents of Louis XIV, violating international law. He was brought to Paris, where he was tortured to death on June 22, based on a fabricated charge of rape. Allegedly, the Duke of York betrayed him to Colbert, the French ambassador in London. The English intrigue was undoubtedly significant because the unpredictable Charles II was simultaneously negotiating with Louis XIV for a secret alliance against Holland, aimed at supporting the restoration of Roman Catholicism in England. Therefore, both parties likely wanted to eliminate anyone who knew about the duplicity. Louvois’s original letter to Saint-Mars regarding Dauger (July 19, 1669) discusses the importance of closely guarding him, instructing Saint-Mars to personally bring him food and threaten him with death if he speaks, followed by this continuation (in a second paragraph, as printed in Delort, i. 155, 156):—
“Je mande au Sieur Poupart de faire incessamment travailler à ce que vous désirerez, et vous ferez préparer les meubles qui sont nécessaires pour la vie de celui que l’on vous aménera, observant que comme ce n est qu’un valet, il ne lui en faut pas de bien considérables, et je vous ferai rembourser tant de la déspenses des meubles, que de ce que vous désirerez pour sa nourriture.”
“I'm asking Mr. Poupart to start working on what you need immediately, and you should get ready the furniture that's necessary for the person we'll be bringing to you. Keep in mind that since it's just a servant, he won't need anything too fancy. I'll make sure you get reimbursed for both the cost of the furniture and what you need for his meals.”
Assuming the words here, “as he is only a valet,” to refer to Dauger, and taking into account the employment of Dauger from 1675 to 1680 as Fouquet’s valet, Mr Lang now obtains a solution of the problem of why a mere valet should be a political 837 prisoner of so much concern to Louis XIV. at this time. He points out that Colbert, on the 3rd, 10th and 24th of June, writes from London to Louis XIV. about his efforts to get Martin, Roux de Marsilly’s valet, to go to France, and on the 1st of July expresses a hope that Charles II. will surrender “the valet.” Then, on the 19th of July, Dauger is arrested at Dunkirk, the regular port from England. Mr Lang regards his conclusion as to the identity between these valets as irresistible. It is true that what is certainly known about Martin hardly seems to provide sufficient reason for Eustache Dauger being regarded for so long a time as a specially dangerous person. But Mr Lang’s answer on that point is that this humble supernumerary in Roux de Marsilly’s conspiracy simply became one more wretched victim of the “red tape” of the old French absolute monarchy.
Assuming the phrase “as he is only a valet” refers to Dauger, and considering Dauger’s role as Fouquet’s valet from 1675 to 1680, Mr. Lang finds an answer to why a simple valet could be such a significant political prisoner for Louis XIV at that time. He notes that Colbert wrote to Louis XIV from London on June 3rd, 10th, and 24th about his attempts to convince Martin, Roux de Marsilly’s valet, to come to France, and on July 1st, he expressed hope that Charles II would hand over “the valet.” Then, on July 19th, Dauger was arrested in Dunkirk, the primary port from England. Mr. Lang believes his conclusion about the connection between these valets is compelling. While it's true that what is definitely known about Martin doesn’t seem to explain why Eustache Dauger was viewed as a particularly dangerous individual for such a long time, Mr. Lang argues that this lowly extra in Roux de Marsilly’s conspiracy simply became yet another unfortunate victim of the “red tape” of the old French absolute monarchy.
Unfortunately for this identification, it encounters at once a formidable, if not fatal, objection. Martin, the Huguenot conspirator Marsilly’s valet, must surely have been himself a Huguenot. Dauger, on the other hand, was certainly a Catholic; indeed Louvois’s second letter to Saint-Mars about him (Sept. 10, 1669) gives precise directions as to his being allowed to attend mass at the same time as Fouquet. It may perhaps be argued that Dauger (if Martin) simply did not make bad worse by proclaiming his creed; but against this, Louvois must have known that Martin was a Huguenot. Apart from that, it will be observed that the substantial reason for connecting the two men is simply that both were “valets.” The identification is inspired by the apparent necessity of an explanation why Dauger, being a valet, should be a political prisoner of importance. The assumption, however, that Dauger was a valet when he was arrested is itself as unnecessary as the fact is intrinsically improbable. Neither Louvois’s letter of July 19, 1669, nor Dauger’s employment as valet to Fouquet in 1675 (six years later)—and these are the only grounds on which the assumption rests—prove anything of the sort.
Unfortunately for this identification, it faces a major, if not fatal, issue. Martin, the valet of the Huguenot conspirator Marsilly, must have also been a Huguenot. In contrast, Dauger was definitely a Catholic; in fact, Louvois’s second letter to Saint-Mars about him (Sept. 10, 1669) clearly states that he should be allowed to attend mass at the same time as Fouquet. One could argue that Dauger (if he was Martin) simply chose not to reveal his faith to avoid further complications; however, it’s likely that Louvois knew Martin was a Huguenot. Furthermore, it's important to note that the main reason for connecting the two men is simply that they were both "valets." The identification is driven by the apparent need to explain why Dauger, being a valet, would be a significant political prisoner. However, the assumption that Dauger was a valet when he was arrested is as unnecessary as it is unlikely. Neither Louvois’s letter from July 19, 1669, nor Dauger’s role as valet to Fouquet in 1675 (six years later)—and these are the only bases for the assumption—actually prove anything of the sort.
Was Dauger a valet? If Dauger was the “mask,” it is just as well to remove a misunderstanding which has misled too many commentators.
Was Dauger a valet? If Dauger was the "mask," it's best to clear up a misconception that has confused too many commentators.
1. If Louvois’s letter of July 19 be read in connexion with the preceding correspondence it will be seen that ever since Fouquet’s incarceration in 1665 Saint-Mars had had trouble over his valets. They fall ill, and there is difficulty in replacing them, or they play the traitor. At last, on the 12th of March 1669, Louvois writes to Saint-Mars to say (evidently in answer to some suggestion from Saint-Mars in a letter which is not preserved): “It is annoying that both Fouquet’s valets should have fallen ill at the same time, but you have so far taken such good measures for avoiding inconvenience that I leave it to you to adopt whatever course is necessary.” There are then no letters in existence from Saint-Mars to Louvois up to Louvois’s letter of July 19, in which he first refers to Dauger; and for three months (from April 22 to July 19) there is a gap in the correspondence, so that the sequence is obscure. The portion, however, of the letter of the 19th of July, cited above, in which Louvois uses the words “ce n’est qu’un valet,” does not, in the present writer’s judgment, refer to Dauger at all, but to something which had been mooted in the meanwhile with a view to obtaining a valet for Fouquet. This is indeed the natural reading of the letter as a whole. If Louvois had meant to write that Dauger was “only a valet” he would have started by saying so. On the contrary, he gives precise and apparently comprehensive directions in the first part of the letter about how he is to be treated: “Je vous en donne advis par advance, afin que vous puissiez faire accomoder un cachot où vous le mettrez surement, observant de faire en sorte que les jours qu’aura le lieu où il sera ne donnent point sur les lieux qui puissent estre abordez de personne, et qu’il y ayt assez de portes fermées, les unes sur les autres, pour que vos sentinelles ne puissent bien entendre,” &c. Having finished his instructions about Dauger, he then proceeds in a fresh paragraph to tell Saint-Mars that orders have been given to “Sieur Poupart” to do “whatever you shall desire.” He is here dealing with a different question; and it is unreasonable to suppose. and indeed contrary to the style in which Louvois corresponds with Saint-Mars, that he devotes the whole letter to the one subject with which he started. The words “et vous ferez préparer les meubles qui sont nécessaires pour la vie de celui que l’on vous aménera” are not at all those which Louvois would use with regard to Dauger, after what he has just said about him. Why “celui que l’on vous aménera,” instead of simply “Dauger,” who was being brought, as he has said, by Vauroy? The clue to the interpretation of this phrase may be found in another letter from Louvois not six months later (Jan. 1, 1670), when he writes: “Le roy se remet à vous d’en uzer comme vous le jugerez à propos à l’esgard des valets de Monsieur Foucquet; il faut seulement observer que si vous luy donnez des valets que l’on vous aménera d’icy, il pourra bien arriver qu’ils seront gaignez par avance, et qu’ainsy ils feroient pis que ceux que vous en osteriez présentement.” Here we have the identical phrase used of valets whom it is contemplated to bring in from outside for Fouquet; though it does not follow that any such valet was in fact brought in. The whole previous correspondence (as well as a good deal afterwards) is full of the valet difficulty; and it is surely more reasonable to suppose that when Louvois writes to Saint-Mars on the 19th of July that he is sending Dauger, a new prisoner of importance, as to whom “il est de la dernière importance qu’il soit gardé avec une grande seureté,” his second paragraph as regards the instructions to “Sieur Poupart” refers to something which Saint-Mars had suggested about getting a valet from outside, and simply points out that in preparing furniture for “celui que l’on vous aménera” he need not do much, “comme ce n’est qu’un valet.”
1. If you read Louvois’s letter from July 19 along with the previous correspondence, you'll see that since Fouquet was imprisoned in 1665, Saint-Mars has been having issues with his servants. They get sick, making it hard to find replacements, or they betray him. Finally, on March 12, 1669, Louvois writes to Saint-Mars to say (clearly in response to a suggestion from Saint-Mars in a letter that isn’t kept): “It’s frustrating that both of Fouquet’s servants fell ill at the same time, but you’ve done such a good job avoiding issues that I trust you to take the necessary steps.” After this, there are no letters from Saint-Mars to Louvois until Louvois’s letter from July 19, in which he first mentions Dauger; and there’s a three-month gap in the correspondence (from April 22 to July 19), leaving the sequence unclear. However, in the part of the letter from July 19 where Louvois says “ce n’est qu’un valet,” I believe it does not refer to Dauger but rather something that had been discussed in the meantime regarding finding a servant for Fouquet. This interpretation fits naturally with the overall meaning of the letter. If Louvois had intended to say that Dauger was “only a servant,” he would have started with that. Instead, he gives clear and detailed instructions at the beginning of the letter regarding how he should be handled: “I’m notifying you in advance so that you can arrange a cell where you’ll securely put him, making sure that the windows of the place don’t open onto areas that can be approached by anyone, and that there are enough locked doors, one after the other, so your sentinels can’t easily hear,” etc. Having finished his instructions about Dauger, he then moves to a new paragraph to tell Saint-Mars that orders have been given to “Sieur Poupart” to do “whatever you need.” He’s addressing a different topic here, and it doesn’t make sense to think, and it contradicts Louvois’s style in communicating with Saint-Mars, that he would focus the entire letter on just the one topic he started with. The phrase “and you will prepare the necessary furniture for the one who will be brought to you” is not something Louvois would use to refer to Dauger after what he just said about him. Why say “the one who will be brought to you” instead of simply “Dauger,” who, as he said, was being brought by Vauroy? The key to understanding this phrase can be found in another letter from Louvois less than six months later (January 1, 1670), when he writes: “The king leaves it to you to handle as you see fit concerning the servants of Monsieur Fouquet; just be aware that if you give him servants brought from here, it may happen that they are already corrupted, and thus they would be worse than those you currently take away.” Here, we find the same phrasing used regarding servants that are planned to be brought in from outside for Fouquet; although it doesn’t necessarily mean any such servant was actually brought in. The entire previous correspondence (as well as a lot that follows) is filled with the servant issue; and it seems more reasonable to assume that when Louvois writes to Saint-Mars on July 19 that he is sending Dauger, a new important prisoner, about whom “it is crucial that he is kept with great security,” his second paragraph regarding instructions to “Sieur Poupart” refers to something Saint-Mars had suggested about getting a servant from outside, and simply notes that in preparing furniture for “the one who will be brought to you” he doesn’t need to do much, “since he is just a servant.”
2. But this is not all. If Dauger had been originally a valet, he might as well have been used as such at once, when one was particularly wanted. On the contrary, Louvois flatly refused Saint-Mars’s request in 1672 to be allowed to do so, and was exceedingly chary of allowing it in 1675 (only “en cas de nécessité,” and “vous pouvez donner le dit prisonnier à M. Foucquet, si son valet venoit à luy manquer et non autrement”). The words used by Saint-Mars in asking Louvois in 1672 if he might use Dauger as Lauzun’s valet are themselves significant to the point of conclusiveness: “Il ferait, ce me semble, un bon valet.” Saint-Mars could not have said this if Dauger had all along been known to be a valet. The terms of his letter to Louvois (Feb 20, 1672) show that Saint-Mars wanted to use Dauger as a valet simply because he was not a valet. That a person might be used as a valet who was not really a valet is shown by Louvois having told Saint-Mars in 1666 (June 4) that Fouquet’s old doctor, Pecquet, was not to be allowed to serve him “soit dans sa profession, soit dans le mestier d’un simple valet.” The fact was that Saint-Mars was hard put to it in the prison for anybody who could be trusted, and that he had convinced himself by this time that Dauger (who had proved a quiet harmless fellow) would give no trouble. Probably he wanted to give him some easy employment, and save him from going mad in confinement. It is worth noting that up to 1672 (when Saint-Mars suggested utilizing Dauger as valet to Lauzun) none of the references to Dauger in letters after that of July 19, 1669, suggests his being a valet; and their contrary character makes it all the more clear that the second part of the letter of July 19 does not refer to Dauger.
2. But that's not all. If Dauger had originally been a valet, he could have been used as one right away when he was specifically needed. Instead, Louvois outright rejected Saint-Mars’s request in 1672 to do so and was extremely reluctant to allow it in 1675 (only “in case of necessity,” and “you can give the said prisoner to Mr. Foucquet, if his valet happens to be missing, and not otherwise”). The words Saint-Mars used when asking Louvois in 1672 if he could use Dauger as Lauzun’s valet are significant and almost conclusive: “I think he would make a good valet.” Saint-Mars wouldn’t have said this if Dauger had always been known as a valet. The terms of his letter to Louvois (Feb 20, 1672) show that Saint-Mars wanted to use Dauger as a valet precisely because he was not a valet. The idea that someone who wasn’t really a valet could be used as one is supported by Louvois telling Saint-Mars in 1666 (June 4) that Fouquet’s old doctor, Pecquet, was not to serve him “either in his profession or in the role of a simple valet.” The fact is that Saint-Mars was struggling in the prison to find anyone he could trust, and by this time, he had convinced himself that Dauger (who had proven to be a quiet, harmless guy) wouldn’t cause any trouble. He probably wanted to give him some easy work and keep him from going insane in confinement. It's worth noting that up until 1672 (when Saint-Mars suggested using Dauger as Lauzun's valet), none of the references to Dauger in letters after July 19, 1669, suggest he was a valet; and their contradictory nature makes it even clearer that the second part of the letter from July 19 does not refer to Dauger.
In this connexion it may be remarked (and this is a point on which Funck-Brentano entirely misinterprets the allusion) that, even in his capacity as valet to Fouquet, Dauger was still regarded an as exceptional sort of prisoner; for in 1679 when Fouquet and Lauzun were afterwards allowed to walk freely all over the citadel, Louvois impresses on Saint-Mars that “le nommé Eustache” is never to be allowed to be in Fouquet’s room when Lauzun or any other stranger, or anybody but Fouquet and the “ancien valet,” La Rivière, is there, and that he is to stay in Fouquet’s room when the latter goes out to walk in the citadel, and is only to go out walking with Fouquet and La Rivière when they promenade in the special part of the fortress previously set apart for them (Louvois’s letter to Saint-Mars, Jan. 30, 1670).
In this context, it's worth noting (and this is a point where Funck-Brentano completely misinterprets the reference) that even as Fouquet's servant, Dauger was still seen as a unique kind of prisoner; for in 1679, when Fouquet and Lauzun were later allowed to roam freely around the citadel, Louvois emphasizes to Saint-Mars that “le nommé Eustache” must never be in Fouquet’s room when Lauzun or any other outsider, or anyone other than Fouquet and the “ancien valet,” La Rivière, is present, and that he should remain in Fouquet’s room when the latter goes out for a walk in the citadel, only joining Fouquet and La Rivière for walks in the designated area of the fortress reserved for them (Louvois’s letter to Saint-Mars, Jan. 30, 1670).
Was Dauger James de la Cloche? In The Man of the Mask (1908) Monsignor Barnes, while briefly dismissing Mr Lang’s identification with Martin, and apparently not realizing the possibility of reading Louvois’s letter of July 19, 1669, as indicated above6 deals in detail with the history of James de la Cloche, the natural son of Charles II. (acknowledged privately as such by the king) in whom he attempts to unmask the personality of Dauger. Mr Lang, in The Valet’s Tragedy, had some years earlier ironically wondered why nobody made this suggestion, which, however, he regarded as untenable. The story of James de la Cloche is indeed itself another historical mystery; he abruptly vanishes as such at Rome at the end of 1668, and thus provides a disappearance of convenient date; but the question concerning him is complicated by the fact that a James Henry de Bovere Roano Stuardo, who married at Naples early in 1669 and undoubtedly died in the following August, claiming to be a son of Charles II., makes just afterwards an equally abrupt appearance; in many respects the two men seem to be the same, but Monsignor Barnes, following Lord Acton, here regards James Stuardo as an impostor who traded on a knowledge of James de la Cloche’s secret. If the latter then did not die in 1669, what became of him? According to Monsignor Barnes’s theory, James de la Cloche, who had been brought up to be a Jesuit and knew his royal father’s secret profession of Roman Catholicism, was being employed by Charles II. as an intermediary with the Catholic Church and with the object of making him his own private confessor; he returned from Rome at the beginning of 1669, and is then identified by Monsignor Barnes with a certain Abbé Pregnani, an “astrologer” sent by Louis in February 1669 to influence Charles II. towards the French alliance. Pregnani, however, made a bad start by “tipping winners” at Newmarket with disastrous results, and was quickly recalled to France, actually departing on July 5th (French 15th). But he too now disappears, though a letter from Lionne (the French foreign secretary) to Colbert of July 17 (two days before Louvois’s letter to Saint-Mars about Dauger) says that he is expected in Paris. Monsignor Barnes’s theory is that Pregnani alias James de la Cloche, without the knowledge of Charles II., was arrested by order of Louis and imprisoned as Dauger on account of his knowing too much about the French schemes in regard to Charles II. This identification of Pregnani with James de la Cloche is, however, intrinsically incredible. We are asked to read into the Pregnani story a deliberate intrigue on Charles’s part for an excuse for having James de la Cloche in England. But this does not at all seem to square with the facts given in the correspondence, and it is hard to understand why Charles should have allowed Pregnani to depart, and should not have taken any notice of his son’s “disappearance.” There would still remain, no doubt, the possibility that Pregnani, though not James de la Cloche, was nevertheless the “man in the mask.” But even then the dates will not suit; for Lionne wrote to Colbert on July 27, saying, “Pregnani has been so slow on his voyage that he has only given me (m’a rendu) your despatch of July 4 several days after I had already received those of the 8th and the 11th.” Allowing for the French style of dating this means that instead of arriving in Paris by July 18, Pregnani only saw Lionne there at earliest on July 25. This seems to dispose of his being sent to Pignerol on the 19th. Apart altogether, however, from such considerations, it now seems fairly certain, from Mr Lang’s further research into the problem of James de la Cloche (see La Cloche), that the latter was identical with the “Prince” James Stuardo who died in Naples in 1669, and that he hoaxed the general of the Jesuits and forged a number of letters purporting to be from Charles II. which were relied on in Monsignor Barnes’s book; so that the theory breaks down at all points.
Was Dauger James de la Cloche? In The Man of the Mask (1908), Monsignor Barnes briefly dismisses Mr. Lang’s claim that Martin is Dauger and doesn’t fully appreciate the possibility of interpreting Louvois’s letter from July 19, 1669, as previously mentioned6. He goes into detail about the history of James de la Cloche, the legitimate son of Charles II. (privately acknowledged by the king), as he tries to reveal Dauger's identity. Mr. Lang, in The Valet’s Tragedy, had sarcastically questioned years earlier why this suggestion hadn’t been made, though he ultimately deemed it implausible. The tale of James de la Cloche is another historical enigma; he suddenly disappears in Rome at the end of 1668, creating a conveniently timed disappearance. However, the mystery grows due to the existence of a James Henry de Bovere Roano Stuardo, who married in Naples in early 1669 and died the following August, claiming to be the son of Charles II. His appearance after James de la Cloche’s disappearance raises questions; the two individuals share many similarities, but Monsignor Barnes, following Lord Acton, views James Stuardo as a fraud who exploited the secret of James de la Cloche. If James de la Cloche didn’t die in 1669, what happened to him? Monsignor Barnes theorizes that James de la Cloche, raised to be a Jesuit and aware of his royal father’s secret Catholic faith, was used by Charles II as a liaison with the Catholic Church, aiming to make him his personal confessor. He returned from Rome at the start of 1669 and is then identified by Monsignor Barnes as a certain Abbé Pregnani, an “astrologer” sent by Louis in February 1669 to sway Charles II towards a French alliance. Pregnani, however, made a rough start by “picking winners” at Newmarket, leading to disastrous outcomes, and was quickly called back to France, departing on July 5th (French 15th). Yet he too disappears, although a letter from Lionne (the French foreign minister) to Colbert on July 17 (two days before Louvois’s letter to Saint-Mars about Dauger) states that he is expected in Paris. Monsignor Barnes proposes that Pregnani alias James de la Cloche, was arrested by Louis without Charles II’s knowledge and imprisoned as Dauger because he knew too much about the French plans regarding Charles II. However, the idea that Pregnani is James de la Cloche seems unbelievable. We are asked to assume that Charles orchestrated a scheme to use Pregnani as an excuse to have James de la Cloche in England, but this doesn’t align with the facts in the correspondence, making it hard to understand why Charles let Pregnani go without addressing his son's “disappearance.” There remains the possibility that Pregnani, even if not James de la Cloche, could still be the “man in the mask.” But the timelines don’t match up; for Lionne wrote to Colbert on July 27, stating, “Pregnani has been so slow on his voyage that he only returned your dispatch of July 4 several days after I had received those of the 8th and the 11th.” Taking into account the French dating style, this suggests that Pregnani wouldn’t have arrived in Paris until at least July 25, which contradicts him being sent to Pignerol on the 19th. Furthermore, Mr. Lang’s additional research into James de la Cloche suggests (see La Cloche) that he was the same as the “Prince” James Stuardo who died in Naples in 1669 and that he deceived the Jesuit general and forged several letters supposedly from Charles II, which were cited in Monsignor Barnes’s book; thus, the theory collapses entirely.
The identification of Dauger thus still remains the historical problem behind the mystery of the “man in the mask.” He was not the valet Martin; he was not a valet at all when he was sent to Pignerol; he was not James de la Cloche. The fact nevertheless that he was employed as a valet, even in special circumstances, for Fouquet, makes it difficult to believe that Dauger was a man of any particular social standing. We may be forced to conclude that the interest of the whole affair, so far as authentic history is concerned, is really nugatory, and that the romantic imagination has created a mystery in a fact of no importance.
The identification of Dauger still remains the historical challenge behind the mystery of the “man in the mask.” He was not the valet Martin; he was not a valet at all when he was sent to Pignerol; he was not James de la Cloche. However, the fact that he was employed as a valet, even in special circumstances, for Fouquet makes it hard to believe that Dauger held any particular social status. We may have to conclude that the interest of the whole situation, as far as authentic history goes, is really insignificant, and that the romantic imagination has turned an unimportant fact into a mystery.
Authorities.—The correspondence between Saint-Mars and Louvois is printed by J. Delort in Histoire de la détention des philosophes (1829). Apart from the modern studies by Lair, Funck-Brentano, Lang and Barnes, referred to above, there is valuable historical matter in the work of Roux-Fazaillac, Recherches historiques sur l’homme au masque de fer (1801); see also Marius Topin, L’Homme au masque de fer (Paris, 1870), and Loiseleur, Trois Énigmes historiques (1882).
Authorities.—The letters between Saint-Mars and Louvois are published by J. Delort in History of the Imprisonment of Philosophers (1829). In addition to the modern studies by Lair, Funck-Brentano, Lang, and Barnes mentioned above, there is important historical information in Roux-Fazaillac's work, Historical Research on the Man in the Iron Mask (1801); also see Marius Topin, The Man in the Iron Mask (Paris, 1870), and Loiseleur, Three Historical Puzzles (1882).
1 Barbezieux to Saint-Mars, May 10, 1694: “J’ai reçu la lettre que vous avez pris la peine de m’écrire le 29 du mois passé; vous pouvez, suivant que vous le proposez, faire mettre dans la prison voûtée le valet du prisonnier qui est mort.” It may be noted that Barbezieux had recently told Saint-Mars to designate his prisoners by circumlocutions in his correspondence, and not by name.
1 Barbezieux to Saint-Mars, May 10, 1694: “I received the letter you took the time to write to me on the 29th of last month; you can, as you suggested, have the servant of the prisoner who has died placed in the vaulted prison.” It’s worth mentioning that Barbezieux had recently instructed Saint-Mars to refer to his prisoners using indirect terms in his correspondence, rather than by name.
2 He cites Bingham’s Bastille, i. 27.
__A_TAG_PLACEHOLDER_0__ He mentions Bingham’s Bastille, i. 27.
3 It was the common practice to give pseudonyms to prisoners, and this is clearly such a case. Mattioli’s prison name was Lestang.
3 It was a common practice to assign pseudonyms to prisoners, and this is definitely one of those cases. Mattioli's prison name was Lestang.
4 Funck-Brentano argues that “un ancien prisonnier qu’il avait à Pignerol” (du Junca’s words) cannot apply to Dauger, because then du Junca would have added “et à Exiles.” But this is decidedly far-fetched; du Junca would naturally refer specially to Pignerol, the fortress with which Saint-Mars had been originally and particularly associated. Funck-Brentano also insists that the references to the “ancien prisonnier” in 1696 and 1697 must be to Mattioli, giving ancien the meaning of “late” or “former” (as in the phrase “ancien ministre”), and regarding it as an expression pertinent to Mattioli, who had been at Pignerol with Saint-Mars but not at Exiles, and not to Dauger, who had always been with Saint-Mars. But when he attempts to force du Junca’s phrase “un ancien prisonnier qu’il avait à Pignerol” into this sense, he is straining language. The natural interpretation of the word ancien is simply “of old standing,” and Barbezieux’s use of it, coming after Louvois’s phrase in 1691, clearly points to Dauger being meant.
4 Funck-Brentano argues that “an old prisoner he had at Pignerol” (in du Junca’s words) cannot refer to Dauger, because then du Junca would have added “and at Exiles.” But this interpretation is quite a stretch; du Junca would naturally refer specifically to Pignerol, the fortress that Saint-Mars was originally and particularly connected with. Funck-Brentano also insists that the mentions of the “old prisoner” in 1696 and 1697 must refer to Mattioli, interpreting ancien as meaning “late” or “former” (like in the phrase “former minister”), seeing it as relevant to Mattioli, who had been at Pignerol with Saint-Mars but not at Exiles, and not to Dauger, who had always been with Saint-Mars. However, when he tries to force du Junca’s phrase “an old prisoner he had at Pignerol” into this interpretation, he is pushing the language. The natural meaning of the word ancien is simply “of long standing,” and Barbezieux’s use of it, following Louvois’s phrase in 1691, clearly indicates that Dauger is meant.
5 This identification had been previously suggested by H. Montaudon in Revue de la société des études historiques for 1888, p. 452, and by A. le Grain in L’Intermédiaire des chercheurs for 1891, col. 227-228.
5 This identification was previously proposed by H. Montaudon in Revue de la société des études historiques for 1888, p. 452, and by A. le Grain in L’Intermédiaire des chercheurs for 1891, col. 227-228.
6 The view taken by Monsignor Barnes of the phrase “Ce n’est qu’un valet” in Louvois’s letter of July 19, is that (reading this part of the letter as a continuation of what precedes) the mere fact of Louvois’s saying that Dauger is only a valet means that that was just what he was not! Monsignor Barnes is rather too apt to employ the method of interpretation by contraries, on the ground that in such letters the writer always concealed the real facts.
6 Monsignor Barnes interprets the phrase “Ce n’est qu’un valet” in Louvois’s letter from July 19 as suggesting that, since Louvois describes Dauger as merely a valet, it implies exactly the opposite—he was certainly not just a valet! Monsignor Barnes tends to overuse this method of reading between the lines, believing that the writer of such letters always hides the true facts.
IRON MOUNTAIN, a city and the county-seat of Dickinson county, Michigan, U.S.A., about 50 m. W. by N. of Escanaba, in the S.W. part of the Upper Peninsula. Pop. (1900) 9242, of whom 4376 were foreign-born; (1904) 8585; (1910) 9216. It is served by the Chicago & North Western and the Chicago, Milwaukee & Saint Paul railways. The city is situated about 1160 ft. above sea-level in an iron-mining district, and the mining of iron ore (especially at the Great Chapin Iron Mine) is its principal industry. Iron Mountain was settled in 1879, and was chartered in 1889.
IRON MOUNTAIN, is a city and the county seat of Dickinson County, Michigan, USA, located about 50 miles west-northwest of Escanaba, in the southwestern part of the Upper Peninsula. Its population was 9,242 in 1900, with 4,376 being foreign-born; in 1904 it was 8,585; and in 1910 it reached 9,216. The city is served by the Chicago & North Western and the Chicago, Milwaukee & Saint Paul railways. It sits approximately 1,160 feet above sea level in an iron-mining district, and iron ore mining (especially at the Great Chapin Iron Mine) is its main industry. Iron Mountain was established in 1879 and was chartered in 1889.
IRONSIDES, a nickname given to one of great bravery, strength or endurance, particularly as exhibited in a soldier. In English history Ironside or Ironsides first appears as the name of Edmund II., king of the English. In the Great Rebellion it was first given by Prince Rupert to Cromwell, after the battle of Marston Moor in 1644 (see S. R. Gardiner’s History of the Great Civil War, 1893, vol. ii. p. 1, and Mercurius civicus, September 19-26, 1644, quoted there). From Cromwell it was transferred to the troopers of his cavalry, those “God-fearing men,” raised and trained by him in an iron discipline, who were the main instrument of the parliamentary victories in the field. This (see S. R. Gardiner, op. cit. iv. 179) was first given at the raising of the siege of Pontefract 1648, but did not become general till later.
IRONSIDES, is a nickname for someone known for their bravery, strength, or endurance, especially in a soldier. In English history, Ironside or Ironsides first referred to Edmund II, king of the English. During the Great Rebellion, Prince Rupert first used it to describe Cromwell after the battle of Marston Moor in 1644 (see S. R. Gardiner’s History of the Great Civil War, 1893, vol. ii. p. 1, and Mercurius civicus, September 19-26, 1644, quoted there). Cromwell then passed this nickname on to his cavalry troopers, those “God-fearing men” he raised and trained with strict discipline, who played a key role in the parliamentary victories on the battlefield. This (see S. R. Gardiner, op. cit. iv. 179) was first used when the siege of Pontefract was lifted in 1648, but it didn't become common until later.
IRONTON, a city and the county-seat of Lawrence county, Ohio, U.S.A., on the Ohio river, about 142 m. E.S.E. of Cincinnati. Pop. (1890) 10,939; (1900) 11,868, of whom 924 were negroes and 714 foreign-born; (1910 census) 13,147. It is served by the Chesapeake and Ohio, the Cincinnati, Hamilton and Dayton, the Norfolk and Western, and the Detroit, Toledo and Ironton railways, and by river steamboats. The city is built on a plain at the base of hills rising from the river bottom and abounding in iron ore and bituminous coal; fire and pottery clay also occur in the vicinity. Besides mining, Ironton has important lumber interests, considerable river traffic, and numerous manufactures, among which are iron, wire, nails, machinery, stoves, fire-brick, pressed brick, terra-cotta, cement, carriages and wagons, and furniture. The total value of its factory product in 1905 was $4,755,304; in 1900, $5,410,528. The municipality owns and operates its water-works. Ironton was first settled in 1848, and in 1851 was incorporated.
IRONTON, is a city and the county seat of Lawrence County, Ohio, U.S.A., located on the Ohio River, about 142 miles east-southeast of Cincinnati. Population: (1890) 10,939; (1900) 11,868, of whom 924 were African American and 714 were foreign-born; (1910 census) 13,147. It has access to the Chesapeake and Ohio, the Cincinnati, Hamilton and Dayton, the Norfolk and Western, and the Detroit, Toledo and Ironton railroads, as well as river steamboats. The city is situated on a flat area at the base of hills that rise from the river bottom and is rich in iron ore and bituminous coal; there are also fire and pottery clay deposits nearby. In addition to mining, Ironton has significant lumber operations, a busy river trade, and various manufacturing industries, including iron, wire, nails, machinery, stoves, fire-brick, pressed brick, terra-cotta, cement, carriages, wagons, and furniture. The total value of its factory output in 1905 was $4,755,304; in 1900, it was $5,410,528. The city manages and operates its own water services. Ironton was first settled in 1848 and was incorporated in 1851.
IRONWOOD, a city of Gogebic county, Michigan, U.S.A., on the Montreal river, in the N.W. part of the upper peninsula. Pop. (1890) 7745; (1900) 9705, of whom 4615 were foreign-born; (1910 census) 12,821. It is served by the Chicago and Northwestern and the Wisconsin Central railways. The city is situated about 1500 ft. above sea-level in the Gogebic iron-district, and is principally a mining town; some of the largest iron mines in the United States are within the city limits. Ironwood was settled in 1884, and was chartered as a city in 1889.
IRONWOOD, is a city in Gogebic County, Michigan, U.S.A., located on the Montreal River in the northwestern part of the Upper Peninsula. Its population was 7,745 in 1890; 9,705 in 1900, of which 4,615 were foreign-born; and 12,821 according to the 1910 census. The city is served by the Chicago and Northwestern and the Wisconsin Central railways. It sits about 1,500 feet above sea level in the Gogebic iron district and is primarily a mining town, with some of the largest iron mines in the United States located within its city limits. Ironwood was settled in 1884 and was chartered as a city in 1889.
IRON-WOOD, the name applied to several kinds of timber, the produce of trees from different parts of the tropics, and belonging to very different natural families. Usually the wood is extremely hard, dense and dark-coloured, and sinks 839 in water. Several species of Sideroxylon (Sapotaceae) yield iron-wood, Sideroxylon cinereum or Bojerianum being the bois de fer blanc of Africa and Mauritius, and the name is also given to species of Metrosideros (Myrtaceae) and Diospyros (Ebenaceae).
IRON-WOOD, refers to several types of hardwood from trees in various tropical regions, which come from different natural families. Typically, the wood is very hard, dense, dark-colored, and sinks in water. Several species of Sideroxylon (Sapotaceae) produce iron-wood, with Sideroxylon cinereum or Bojerianum being known as bois de fer blanc in Africa and Mauritius. The name is also applied to species of Metrosideros (Myrtaceae) and Diospyros (Ebenaceae).
West Indian iron-wood is the produce of Colubrina reclinata (and C. ferruginosa (Rhamnaceae), and of Aegiphila martinicensis Verbenacae). Ixora (Siderodendron) triflorum (Rubiaceae) is the bois de fer of Martinique, and Zanthoxylum Pterota (Rutaceae) is the iron-wood of Jamaica, while Robinia Ponacoco (Leguminosae) is described as the iron-wood of Guiana. The iron-wood of India and Ceylon is the produce of Mesua ferrea (Guttiferae). The iron-wood tree of Pegu and Arracan is Xylia dolabriformis (Leguminosae), described as the most important timber-tree of Burma after teak, and known as pyingado. The endemic bois de fer of Mauritius, once frequent in the primeval woods, but now becoming very scarce, is Stadtmannia Sideroxylon (Sapindaceae), while Cossignya pinnata is known as the bois de fer de Judas. In Australia species of Acacia, Casuarina, Eucalyptus, Melaleuca, Myrtus, and other genera are known more or less widely as iron-wood. Tasmanian iron-wood is the produce of Notelaea ligustrina (Oleaceae), and is chiefly used for making ships’ blocks. The iron-wood or lever-wood of North America is the timber of the American hop hornbeam, Ostrya virginica (Cupuliferae). In Brazil Apuleia ferrea and Caesalpinia ferrea yield a kind of iron-wood, called, however, the Pao ferro or false iron-wood.
West Indian ironwood comes from Colubrina reclinata (and C. ferruginosa from the Rhamnaceae family, along with Aegiphila martinicensis from the Verbenaceae). Ixora (or Siderodendron) triflorum (Rubiaceae) is known as the bois de fer of Martinique, while Zanthoxylum Pterota (Rutaceae) is the ironwood of Jamaica. Additionally, Robinia Ponacoco (Leguminosae) is referred to as the ironwood of Guiana. The ironwood of India and Ceylon comes from Mesua ferrea (Guttiferae). In Pegu and Arracan, the ironwood tree is Xylia dolabriformis (Leguminosae), which is considered the most significant timber tree in Burma after teak, known as pyingado. The endemic bois de fer of Mauritius, previously common in primeval forests but now becoming very rare, is Stadtmannia Sideroxylon (Sapindaceae), while Cossignya pinnata is referred to as bois de fer de Judas. In Australia, species of Acacia, Casuarina, Eucalyptus, Melaleuca, Myrtus, and others are commonly known as ironwood. Tasmanian ironwood is derived from Notelaea ligustrina (Oleaceae), and is mainly used for making ship blocks. In North America, the ironwood or leverwood comes from the American hop hornbeam, Ostrya virginica (Cupuliferae). In Brazil, Apuleia ferrea and Caesalpinia ferrea produce a type of ironwood known as Pao ferro or false ironwood.
IRON-WORK, as an ornament in medieval architecture, is chiefly confined to the hinges, &c., of doors and of church chests, &c. Specimens of Norman iron-work are very rare. Early English specimens are numerous and very elaborate. In some instances not only do the hinges become a mass of scroll work, but the surface of the doors is covered by similar ornaments. In both these periods the design evidently partakes of the feeling exhibited in the stone or wood carving. In the Decorated period the scroll work is more graceful, and, like the foliage of the time, more natural. As styles progressed, there was a greater desire that the framing of the doors should be richer, and the ledges were chamfered or raised, then panelled, and at last the doors became a mass of scroll panelling. This, of course, interfered with the design of the hinges, the ornamentation of which gradually became unusual. In almost all styles the smaller and less important doors had merely plain strap-hinges, terminating in a few bent scrolls, and latterly in fleurs-de-lis. Escutcheon and ring handles, and the other furniture, partook more or less of the character of the time. On the continent of Europe the knockers are very elaborate. At all periods doors have been ornamented with nails having projecting heads, sometimes square, sometimes polygonal, and sometimes ornamented with roses, &c. The iron work of windows is generally plain, and the ornament confined to simple fleur-de-lis heads to the stanchions. For the iron-work of screens enclosing tombs and chapels see Grille; and generally see Metal-Work.
IRON-WORK, as an ornament in medieval architecture, is mainly found in the hinges, etc., of doors and church chests, etc. Examples of Norman iron-work are very rare. Early English examples are numerous and quite elaborate. In some cases, not only do the hinges become elaborate scroll work, but the surface of the doors is also covered with similar decorations. In both of these periods, the design clearly reflects the style seen in stone or wood carving. During the Decorated period, the scroll work is more graceful, and, like the foliage of the time, appears more natural. As styles developed, there was an increasing desire for more ornate door framing; the ledges were chamfered or raised, then panelled, and eventually the doors became a mass of scroll panelling. This, of course, affected the design of the hinges, which gradually became less intricate. In almost all styles, the smaller and less significant doors had simple plain strap-hinges, ending in a few bent scrolls, and later in fleurs-de-lis. Escutcheons, ring handles, and other fixtures generally reflected the style of the time. On the European continent, knockers are very elaborate. Throughout history, doors have been adorned with nails featuring raised heads, sometimes square, sometimes polygonal, and occasionally decorated with roses, etc. The iron work on windows is usually simple, with decorations limited to basic fleur-de-lis heads on the stanchions. For the iron work of screens enclosing tombs and chapels see Grille; and generally see Metal-Work.
IRONY (Gr. εἰρωνεία, from εἴρων, one who says less than he means, εἴρειν, to speak), a form of speech in which the real meaning is concealed or contradicted by the words used; it is particularly employed for the purpose of ridicule, mockery or contempt, frequently taking the form of sarcastic phrase. The word is frequently used figuratively, especially in such phrases as “the irony of fate,” of an issue or result that seems to contradict the previous state or condition. The Greek word was particularly used of an under-statement in the nature of dissimulation. It is especially exemplified in the assumed ignorance which Socrates adopted as a method of dialectic, the “Socratic irony” (see Socrates). In tragedy, what is called “tragic irony” is a device for heightening the intensity of a dramatic situation. Its use is particularly characteristic of the drama of ancient Greece, owing to the familiarity of the spectators with the legends on which so many of the plays were based. In this form of irony the words and actions of the characters belie the real situation, which the spectators fully realize. It may take several forms; the character speaking may be conscious of the irony of his words while the rest of the actors may not, or he may be unconscious and the actors share the knowledge with the spectators, or the spectators may alone realize irony. The Oedipus Tyrannus of Sophocles is the classic example of tragic irony at its fullest and finest.
IRONY (Gr. irony, from εἴρων, a person who says less than they actually mean, εἴρειν, to speak), is a way of speaking where the true meaning is hidden or contradicted by the words chosen; it's commonly used to mock, ridicule, or show disdain, often taking the form of sarcasm. The term is often used metaphorically, especially in phrases like “the irony of fate,” referring to a situation or outcome that seems to contradict what came before. The Greek term was particularly used to describe an understatement involving deception. It's notably exemplified by the feigned ignorance that Socrates used as a dialectical method, known as “Socratic irony” (see Socrates). In tragedy, what is known as “tragic irony” is a technique that intensifies the dramatic situation. Its use is especially typical in the drama of ancient Greece, as the audience was familiar with the legends on which many plays were based. In this type of irony, the words and actions of the characters contradict the actual situation, which the audience fully understands. It can take various forms; the speaking character may be aware of the irony while the other actors are not, or they may be unaware and the other actors share the knowledge with the audience, or the audience may be the only ones who recognize the irony. The Oedipus Tyrannus by Sophocles is the quintessential example of tragic irony in its most complete and refined form.
IROQUOIS, or Six Nations, a celebrated confederation of North American Indians. The name is that given them by the French. It is suggested that it was formed of two ceremonial words constantly used by the tribesmen, meaning “real adders,” with the French addition of ois. The league was originally composed of five tribes or nations, viz. Mohawks, Oneidas, Onondagas, Senecas and Cayugas. The confederation probably took place towards the close of the 16th century and in 1722 the Tuscaroras were admitted, the league being then called that of “the Six Nations.” At that time their total number was estimated at 11,650, including 2150 warriors. They were unquestionably the most powerful confederation of Indians on the continent. Their home was the central and western parts of New York state. In the American War of Independence they fought on the English side, and in the repeated battles their power was nearly destroyed. They are now to the number of 17,000 or more scattered about on various reservations in New York state, Oklahoma, Wisconsin and Canada. The Iroquoian stock, the larger group of kindred tribes, of which the five nations were the most powerful, had their early home in the St Lawrence region. Besides the five nations, the Neutral nation, Huron, Erie, Conestoga, Nottoway, Meherrin, Tuscarora and Cherokee were the most important tribes of the stock. The hostility of the Algonquian tribes seems to have been the cause of the southward migration of the Iroquoian peoples. In 1535 Jacques Cartier found an Iroquoian tribe in possession of the land upon which now stand Montreal and Quebec; but seventy years later it was in the hands of Algonquians.
IROQUOIS, or Six Nations Championship, is a well-known confederation of North American Indians. The name was given to them by the French. It's believed to have originated from two ceremonial words frequently used by the tribesmen, meaning “real adders,” with the French addition of ois. The league initially consisted of five tribes or nations: Mohawks, Oneidas, Onondagas, Senecas, and Cayugas. The confederation likely formed toward the end of the 16th century, and in 1722, the Tuscaroras joined, making the league known as “the Six Nations.” At that time, their total population was estimated at 11,650, including 2,150 warriors. They were undoubtedly the most powerful confederation of Indians on the continent. Their territory was in the central and western parts of New York state. During the American War of Independence, they fought on the British side, and in the ensuing battles, their power was nearly obliterated. They now number around 17,000 or more and are scattered across various reservations in New York state, Oklahoma, Wisconsin, and Canada. The Iroquoian stock, a larger group of related tribes, of which the five nations were the most dominant, originally inhabited the St Lawrence region. Other significant tribes in the stock included the Neutral Nation, Huron, Erie, Conestoga, Nottoway, Meherrin, Tuscarora, and Cherokee. The rivalry with the Algonquian tribes appears to have prompted the southward migration of the Iroquoian peoples. In 1535, Jacques Cartier encountered an Iroquoian tribe on the land that is now Montreal and Quebec; however, seventy years later, it had fallen into the hands of the Algonquians.
See L. H. Morgan, League of the Hodeno Swanee or Iroquois (Rochester, N.Y., 1854); Handbook of American Indians (Washington, 1907). Also Indians, North American.
See L. H. Morgan, League of the Hodeno Swanee or Iroquois (Rochester, N.Y., 1854); Handbook of American Indians (Washington, 1907). Also Indians, North American.
IRRAWADDY, or Irawadi, the principal river in the province of Burma, traversing the centre of the country, and practically running throughout its entire course in British territory. It is formed by the confluence of the Mali and N’mai rivers (usually called Mali-kha and N’mai-kha, the kha being the Kachin word for river) in 25° 45′ N. The N’mai is the eastern branch. The definite position of its source is still uncertain, and it seems to be made up of a number of considerable streams, all rising within a short distance of each other in about 28° 30′ N. It is shown on some maps as the Lu river of Tibet; but it is now quite certain that the Tibetan Lu river is the Salween, and that the N’mai has its source or sources near the southern boundary of Tibet, to the north-east or east of the source of the Mali. At the confluence the N’mai is larger than the Mali. The general width of its channel seems to be 350 or 400 yds. during this part of its course. In the rains this channel is filled up, but in the cold weather the average breadth is from 150 to 200 yds. The N’mai is practically unnavigable. The Mali is the western branch. Like the main river, it is called Nam Kiu by the Shans. It rises in the hills to the north of the Hkamti country, probably in about 28° 30′ N. Between Hkamti and the country comparatively close to the confluence little or nothing is known of it, but it seems to run in a narrow channel through continuous hills. The highest point on the Mali reached from the south by Major Hobday in 1891 was Ting Sa, a village a little off the river, in 26° 15′ N. About 1 m. above the confluence it is 150 yds. wide in January and 17 ft. deep, with a current of 3¾ m. an hour. Steam launches can only ascend from Myitkyina to the confluence in the height of the rains. Native boats ascend to Laikaw or Sawan 26° 2′ N., all the year around, but can get no farther at any season. From the confluence the river flows in a southerly direction as far as Bhamo, then turns west as far as the confluence of the Kaukkwe stream, a little above Katha, where it again turns in a southerly direction, and maintains this in its general course through Upper and 840 Lower Burma, though it is somewhat tortuous immediately below Mandalay. Just below the confluence of the Mali and N’mai rivers the Irrawaddy is from 420 to 450 yds. wide and about 30 ft. deep in January at its deepest point. Here it flows between hills, and after passing the Manse and Mawkan rapids, reaches plain country and expands to nearly 500 yds. at Sakap. At Myitkyina it is split into two channels by Naungtalaw island, the western channel being 600 yds. wide and the eastern 200. The latter is quite dry in the hot season. At Kat-kyo, 5 or 6 m. below Myitkyina, the width is 1000 yds., and below this it varies from 600 yds. to ¾ m. at different points. Three miles below Sinbo the third defile is entered by a channel not more than 50 yds. wide, and below this, throughout the defile, it is never wider than 250 yds., and averages about 100. At the “Gates of the Irrawaddy” at Poshaw two prism-shaped rocks narrow the river to 50 yds., and the water banks up in the middle with a whirlpool on each side of the raised pathway. All navigation ceases here in the floods. The defile ends at Hpatin, and below this the river widens out to a wet-season channel of 2 m., and a breadth in the dry season of about 1 m. At Sinkan, below Bhamo, the second defile begins. It is not so narrow nor is the current so strong as in the third defile. The narrowest place is more than 100 yds. wide. The hills are higher, but the defile is much shorter. At Shwegu the river leaves the hills and becomes a broad stream, flowing through a wide plain. The first defile is tame compared with the others. The river merely flows between low hills or high wooded banks. The banks are covered at this point with dense vegetation, and slope down to the water’s edge. Here and there are places which are almost perpendicular, but are covered with forest growth. The course of the Irrawaddy after receiving the waters of the Myit-nge at Sagaing, as far as 17° N. lat., is exceedingly tortuous; the line of Lower Burma is crossed in 19° 29′ 3″ N. lat., 95° 15′ E. long., the breadth of the river here being ¾ m.; about 11 m. lower down it is nearly 3 m. broad. At Akauk-taung, where a spur of the Arakan hills end in a precipice 300 ft. high, the river enters the delta, the hills giving place to low alluvial plains, now protected on the west by embankments. From 17° N. lat. the Irrawaddy divides and subdivides, converting the lower portion of its valley into a network of intercommunicating tidal creeks. It reaches the sea in 15° 50′ N. lat. and 95° 8′ E. long., by nine principal mouths. The only ones used by sea-going ships are the Bassein and Rangoon mouths. The area of the catchment basin of the Irrawaddy is 158,000 sq. m.; its total length from its known source to the sea is about 1300 m. As far down as Akauk-taung in Henzada district its bed is rocky, but below this sandy and muddy. It is full of islands and sandbanks; its waters are extremely muddy, and the mud is carried far out to sea. The river commences to rise in March; about June it rises rapidly, and attains its maximum height about September. The total flood discharge is between four and five hundred million metre tons of 37 cub. ft. From Mandalay up to Bhamo the river is navigable a distance of nearly 1000 m. for large steamers all the year round; but small launches and steamers with weak engines are often unable to get up the second defile in the months of July, August and September, owing to the strong current. The Irrawaddy Flotilla Company’s steamers go up and down twice a week all through the rains, and the mails are carried to Bhamo on intermediate days by a ferry-boat from the railway terminus at Katha. During the dry season the larger boats are always liable to run on sandbanks, more especially in November and December, when new channels are forming after the river has been in flood. From Bhamo up to Sinbo no steamers can ply during the rains, that is to say, usually from June to November. From November to June small steamers can pass through the third defile from Bhamo to Sinbo. Between Sinbo and Myitkyina small launches can run all the year round. Above Myitkyina small steamers can reach the confluence at the height of the flood with some difficulty, but when the water is lower they cannot pass the Mawkan rapid, just above Mawme, and the navigation of the river above Myitkyina is always difficult. The journey from Bhamo to Sinbo can be made during the rains in native boats, but it is always difficult and sometimes dangerous. It is never done in less than five days and often takes twelve or more. As a natural source of irrigation the value of the Irrawaddy is enormous, but the river supplies no artificial systems of irrigation. It is nowhere bridged, though crossed by two steam ferries to connect the railway system on either bank.
IRRAWADDY, or Irrawaddy is the main river in Burma, running through the center of the country, and almost entirely within British territory. It is formed by the joining of the Mali and N’mai rivers (commonly referred to as Mali-kha and N’mai-kha, with kha being the Kachin word for river) at 25° 45′ N. The N’mai is the eastern branch. The exact location of its source is still unclear, and it appears to consist of several significant streams, all emerging from a short distance from one another at around 28° 30′ N. It is labeled on some maps as the Lu river of Tibet; however, it is now certain that the Tibetan Lu river is the Salween, and the N’mai originates near the southern border of Tibet, northeast or east of the Mali's source. At the joining point, the N’mai is larger than the Mali. Typically, its channel width ranges from 350 to 400 yards in this section. During the rainy season, this channel fills up, but in the cooler months, its average width is between 150 and 200 yards. The N’mai is almost impossible to navigate. The Mali is the western branch and, like the main river, is called Nam Kiu by the Shans. It rises in the hills north of Hkamti, likely around 28° 30′ N. There is little known about its path between Hkamti and the area close to the confluence, but it seems to flow in a narrow channel through continuous hills. The furthest point on the Mali that Major Hobday reached from the south in 1891 was Ting Sa, a village slightly off the river, at 26° 15′ N. About a mile above the confluence, it measures 150 yards wide in January, with a depth of 17 feet, and a current speed of 3¾ miles per hour. Steam launches can only travel from Myitkyina to the confluence during the peak of the rains. Local boats can go as far as Laikaw or Sawan at 26° 2′ N. throughout the year but cannot travel any further in any season. From the confluence, the river flows south to Bhamo, then turns west towards the confluence of the Kaukkwe stream, just above Katha, where it again shifts south and continues this direction through Upper and 840 Lower Burma, although it becomes somewhat winding just below Mandalay. Just below where the Mali and N’mai rivers meet, the Irrawaddy is between 420 and 450 yards wide and about 30 feet deep in January at its deepest point. It flows between hills, and after passing the Manse and Mawkan rapids, it reaches a flat area and widens to nearly 500 yards at Sakap. At Myitkyina, it divides into two channels by Naungtalaw island, with the western channel measuring 600 yards wide and the eastern channel only 200 yards. The latter is completely dry during the hot season. At Kat-kyo, 5 or 6 miles below Myitkyina, the width is 1000 yards, varying from 600 yards to ¾ mile at different spots below this. Three miles below Sinbo, the third defile is accessed through a channel no wider than 50 yards, and below this point, throughout the defile, it never exceeds 250 yards in width, with an average of around 100 yards. At the “Gates of the Irrawaddy” in Poshaw, two prism-shaped rocks narrow the river to 50 yards, causing the water to create whirlpools on either side of the elevated pathway. All navigation halts here during floods. The defile ends at Hpatin, after which the river expands to a wet season channel of 2 miles, with a breadth of about 1 mile during the dry season. At Sinkan, below Bhamo, the second defile begins. It isn’t as narrow, nor is the current as strong as in the third defile; the narrowest section is more than 100 yards wide. The hills are taller, but the defile is significantly shorter. At Shwegu, the river exits the hills and becomes a wide stream flowing through a vast plain. The first defile is mild compared to the others, as the river merely flows between low hills or high forest-covered banks. The banks are densely vegetated, sloping down to the water’s edge, with some areas nearly vertical but forested. The Irrawaddy's path after it receives water from the Myit-nge at Sagaing, heading towards 17° N. latitude, is incredibly winding; the boundary of Lower Burma is crossed at 19° 29′ 3″ N. latitude, 95° 15′ E. longitude, where the river's width is ¾ mile; about 11 miles further down, it measures nearly 3 miles across. At Akauk-taung, where a part of the Arakan hills ends in a 300-foot high cliff, the river enters the delta, transitioning from hills to low alluvial plains, now protected on the west by embankments. From 17° N. latitude onward, the Irrawaddy splits and branches out, turning the lower part of its valley into a web of interconnecting tidal creeks. It reaches the sea at 15° 50′ N. latitude and 95° 8′ E. longitude, via nine main mouths. The only mouths used by ocean-going vessels are the Bassein and Rangoon mouths. The catchment area for the Irrawaddy covers 158,000 square miles, and its total length from its known source to the sea is about 1300 miles. Its bed remains rocky as far down as Akauk-taung in the Henzada district, but below that, it becomes sandy and muddy. It is strewn with islands and sandbanks, and its waters are extremely murky, with mud carried far out to sea. The river starts to rise in March, experiences a rapid increase around June, and reaches its highest level in September. The total flood discharge ranges from 400 to 500 million metric tons of 37 cubic feet. From Mandalay to Bhamo, the river is navigable for almost 1000 miles by large steamers all year round; however, smaller launches and less powerful steamers often struggle to navigate the second defile during July, August, and September due to the strong current. The Irrawaddy Flotilla Company’s steamers operate twice a week throughout the rainy season, and ferry boats transport mail to Bhamo on the days in between from the railway terminus at Katha. During the dry season, larger boats frequently run aground on sandbanks, especially in November and December, when new channels are formed after the river floods. From Bhamo to Sinbo, no steamers operate during the rainy season, typically from June to November. From November to June, small steamers can pass through the third defile from Bhamo to Sinbo. Between Sinbo and Myitkyina, small launches can operate year-round. Above Myitkyina, small steamers can reach the confluence at flood height with some difficulty, but when water levels drop, they can’t navigate past the Mawkan rapid, just above Mawme, and navigating the river above Myitkyina is always challenging. The trip from Bhamo to Sinbo can be completed in local boats during the rains, but it is consistently difficult and sometimes dangerous. It takes no less than five days, often extending to twelve or more. While the Irrawaddy is immensely valuable as a natural irrigation source, it does not provide any artificial irrigation systems. There are no bridges over it, although two steam ferries connect the railway system on either bank.
IRREDENTISTS, an Italian patriotic and political party, which was of importance in the last quarter of the 19th century. The name was formed from the words Italia Irredenta—Unredeemed Italy—and the party had for its avowed object the emancipation of all Italian lands still subject to foreign rule. The Irredentists took language as the test of the alleged Italian nationality of the countries they proposed to emancipate, which were South Tirol (Trentino), Görz, Istria, Trieste, Tessino, Nice, Corsica and Malta. The test was applied in the most arbitrary manner, and in some cases was not applicable at all. Italian is not universally spoken in South Tirol, Görz or Istria. Malta has a dialect of its own though Italian is used for literary and judicial purposes, while Dalmatia is thoroughly non-Italian though it was once under the political dominion of the ancient Republic of Venice. The party was of little note before 1878. In that year it sprang into prominence because the Italians were disappointed by the result of the conference at Berlin summoned to make a European settlement after the Russo-Turkish War of 1877. The Italians had hoped to share in the plunder of Turkey, but they gained nothing, while Austria was endowed with the protectorate of Bosnia, and the Herzegovina, the vitally important hinterland of her possessions on the Adriatic. Under the sting of this disappointment the cry of Italia Irredenta became for a time loud and apparently popular. It was in fact directed almost wholly against Austria, and was also used as a stalking-horse by discontented parties in Italian domestic politics—the Radicals, Republicans and Socialists. In addition to the overworked argument from language, the Irredentists made much of an unfounded claim that the Trentino had been conquered by Giuseppe Garibaldi during the war of 1866, and they insisted that the district was an “enclave” in Italian territory which would give Austria a dangerous advantage in a war of aggression. It would be equally easy and no less accurate to call the Trentino an exposed and weak spot of the frontier of Austria. On the 21st of July 1878 a noisy public meeting was held at Rome with Menotti Garibaldi, the son of the famous Giuseppe, in the chair, and a clamour was raised for the formation of volunteer battalions to conquer the Trentino. Signor Cairoli, then prime minister of Italy, treated the agitation with tolerance. It was, however, mainly superficial, for the mass of the Italians had no wish to launch on a dangerous policy of adventure against Austria, and still less to attack France for the sake of Nice and Corsica, or Great Britain for Malta. The only practical consequences of the Irredentist agitation outside of Italy were such things as the assassination plot organized against the emperor Francis Joseph in Trieste in 1882 by Oberdank, which was detected and punished. When the Irredentist movement became troublesome to Italy through the activity of Republicans and Socialists, it was subject to effective police control by Signor Depretis. It sank into insignificance when the French occupation of Tunis in 1881 offended the Italians deeply, and their government entered into those relations with Austria and Germany which took shape by the formation of the Triple Alliance. In its final stages it provided a way in which Italians who sympathized with French republicanism, and who disliked the monarchical governments of Central Europe, could agitate against their own government. It also manifested itself in periodical war scares based on affected fears of Austrian aggression in northern Italy. Within the dominions of Austria Irredentism has been one form of the complicated language question which has disturbed every portion of the Austro-Hungarian empire.
IRREDENTISTS, was an Italian patriotic and political party that played a significant role in the last quarter of the 19th century. The name was derived from the words Italia Irredenta—Unredeemed Italy—and the party aimed to free all Italian territories still under foreign control. The Irredentists used language as a measure to claim the Italian nationality of the regions they sought to liberate, which included South Tirol (Trentino), Görz, Istria, Trieste, Tessino, Nice, Corsica, and Malta. This measure was often applied arbitrarily and, in some cases, didn’t apply at all. Italian is not universally spoken in South Tirol, Görz, or Istria. Malta has its own dialect, although Italian is used for literary and judicial purposes, while Dalmatia is predominantly non-Italian despite being historically under the rule of the ancient Republic of Venice. The party wasn't well-known before 1878. That year, it gained attention because Italians were disappointed with the outcomes of the Berlin conference, which aimed to settle European affairs after the Russo-Turkish War of 1877. The Italians had expected to benefit from territory in Turkey, but ended up with nothing, while Austria received the protectorate of Bosnia and Herzegovina, vital areas for its holdings on the Adriatic. In response to this disappointment, the call for Italia Irredenta became loud and seemingly popular. It was primarily aimed against Austria and was also exploited by discontented groups in Italian domestic politics, including the Radicals, Republicans, and Socialists. In addition to their overused argument about language, the Irredentists falsely claimed that the Trentino had been taken by Giuseppe Garibaldi during the 1866 war, insisting that the area was an “enclave” in Italian territory that would give Austria an unfair advantage in any aggressive conflict. It would also be reasonable to describe the Trentino as a vulnerable point on Austria's border. On July 21, 1878, a noisy public meeting took place in Rome with Menotti Garibaldi, son of the famous Giuseppe, presiding, and there was a loud call for forming volunteer battalions to seize the Trentino. Signor Cairoli, who was the prime minister of Italy at the time, responded to the agitation with tolerance. However, this interest was largely superficial; most Italians had no desire to embark on a risky adventure against Austria, and even less to attack France for Nice and Corsica or Great Britain for Malta. The only tangible outcomes of the Irredentist movement beyond Italy were incidents like the assassination plot against Emperor Francis Joseph in Trieste in 1882 by Oberdank, which was uncovered and dealt with. When the Irredentist movement began to pose a problem for Italy due to the activities of Republicans and Socialists, it was effectively controlled by police under Signor Depretis. Its influence faded when French occupation of Tunis in 1881 angered Italians and led their government to form alliances with Austria and Germany, resulting in the Triple Alliance. In its later stages, it provided a platform for Italians sympathetic to French republicanism, who were critical of the monarchical governments in Central Europe, to rally against their own government. It also led to periodic war scares fueled by exaggerated fears of Austrian aggression in northern Italy. Within the territories controlled by Austria, Irredentism represented one of the many facets of the complex language issue that troubled every part of the Austro-Hungarian empire.
See Colonel von Haymerle, Italicae res (Vienna, 1879) for the early history of the Irredentists.
See Colonel von Haymerle, Italicae res (Vienna, 1879) for the early history of the Irredentists.
IRRIGATION (Lat. in, and rigare, to water or wet), the artificial application of water to land in order to promote vegetation; it is therefore the converse of “drainage” (q.v.), which is the artificial withdrawal of water from lands that are over-saturated. In both cases the object is to promote vegetation.
IRRIGATION (Lat. in, and rigare, to water or wet), is the process of deliberately applying water to land to help plants grow; it is essentially the opposite of “drainage” (q.v.), which involves the intentional removal of excess water from areas that are too wet. In both situations, the goal is to encourage plant growth.
I. General.—Where there is abundance of rainfall, and when it falls at the required season, there is in general no need for irrigation. But it often happens that, although there is sufficient rainfall to raise an inferior crop, there is not enough to raise a more valuable one.
I. General.—When there's plenty of rainfall, and it comes at the right time, usually there's no need for irrigation. However, it's common that while there's enough rain for a lower-quality crop, it's not enough for a more valuable one.
Irrigation is an art that has been practised from very early times. Year after year fresh discoveries are made that carry back our knowledge of the early history of Egypt. It is certain that, until the cultivator availed himself of the natural overflow of the Nile to saturate the soil, Egypt must have been a desert, and it is a very small step from that to baling up the water from the river and pouring it over lands which the natural flood has not touched. The sculptures and paintings of ancient Egypt bear no trace of anything approaching scientific irrigation, but they often show the peasant baling up the water at least as early as 2000 B.C. By means of this simple plan of raising water and pouring it over the fields thousands of acres are watered every year in India, and the system has many advantages in the eyes of the peasant. Though there is great waste of labour, he can apply his labour when he likes; no permission is required from a government official; no one has to be bribed. The simplest and earliest form of water-raising machinery is the pole with a bucket suspended from one end of a crossbeam and a counterpoise at the other. In India this is known as the denkli or paecottah; in Egypt it is called the shadúf. All along the Nile banks from morning to night may be seen brown-skinned peasants working these shadúfs, tier above tier, so as to raise the water 15 or 16 ft. on to their lands. With a shadúf it is only possible to keep about 4 acres watered, so that a great number of hands are required to irrigate a large surface. Another method largely used is the shallow basket or bucket suspended to strings between two men, who thus bail up the water. A step higher than these is the rude water-wheel, with earthen pots on an endless chain running round it, worked by one or two bullocks. This is used everywhere in Egypt, where it is known as the sakya. In Northern India it is termed the harat, or Persian wheel. With one such water-wheel a pair of oxen can raise water any height up to 18 ft., and keep from 5 to 12 acres irrigated throughout an Egyptian summer. A very familiar means in India of raising water from wells in places where the spring level is as much sometimes as 100 ft. below the surface of the field is the churras, or large leather bag, suspended to a rope passing over a pulley, and raised by a pair of bullocks which go up and down a slope as long as the depth of the well. All these primitive contrivances are still in full use throughout India.
Irrigation is a skill that's been practiced since ancient times. New discoveries are made every year that deepen our understanding of Egypt's early history. It's clear that before farmers took advantage of the Nile's natural flooding to soak the land, Egypt would have been a desert. Once that was established, it wasn't a big leap to start using buckets to scoop water from the river and distribute it on dry land. The ancient Egyptian sculptures and paintings don’t show any signs of advanced irrigation techniques, but they do frequently depict peasants using buckets to draw water, at least as far back as 2000 BCE With this straightforward method of lifting water and applying it to their fields, thousands of acres are irrigated each year in India, and many farmers find it beneficial. Although it can be labor-intensive, farmers can work whenever they want without needing permission from government officials or paying bribes. The most basic and earliest type of water-lifting device is a pole with a bucket hanging from one end of a crossbeam and a counterweight on the other. In India, it's called the denkli or paecottah; in Egypt, it's known as the shadúf. From dawn to dusk, you can see brown-skinned farmers along the banks of the Nile using these shadúfs, tiered to lift water up to 15 or 16 feet onto their fields. A shadúf can only irrigate about 4 acres, so many workers are needed to water a larger area. Another common method involves a shallow basket or bucket held by two people, who scoop up the water this way. A step up from these is the simple water-wheel, which has clay pots on a continuous chain and is powered by one or two oxen. This is widely used in Egypt, where it's called the sakya. In Northern India, it’s known as the harat or Persian wheel. With one such water-wheel, a pair of oxen can lift water up to 18 feet and irrigate between 5 to 12 acres during the Egyptian summer. A well-known method in India for raising water from wells where the water level can be as much as 100 feet below the field's surface is the churras, a large leather bag attached to a rope that moves over a pulley. It’s operated by oxen that walk up and down a slope as long as the well’s depth. All these basic devices are still widely used across India.
It is not improbable that Assyria and Babylon, with their splendid rivers, the Euphrates and Tigris, may have taken the idea from the Nile, and that Carthage and Phoenicia as well as Greece and Italy may have followed the same example. In spite of a certain amount of investigation, the early history of irrigation in Persia and China remains imperfectly known. In Spain irrigation may be traced directly to the Moorish occupation, and almost everywhere throughout Asia and Africa where the Moslem penetrated is to be found some knowledge of irrigation.
It’s quite possible that Assyria and Babylon, with their magnificent rivers, the Euphrates and Tigris, got the idea from the Nile, and that Carthage, Phoenicia, as well as Greece and Italy followed suit. Despite some investigation, the early history of irrigation in Persia and China isn't well understood. In Spain, irrigation can be directly linked to the Moorish occupation, and almost everywhere in Asia and Africa where the Muslims settled, there is some knowledge of irrigation.
Reservoirs are familiar everywhere for the water-supply of towns, but as the volume necessary, even for a large town, does not go far in irrigating land, many sites which would do admirably for the former would not contain water Spain. sufficient to be worth applying to the latter purpose. In the Mediterranean provinces of Spain there are some very remarkable irrigation dams. The great masonry dam of Alicante on the river Monegre, which dates from 1579, is situated in a narrow gorge, so that while 140 ft. high, it is only 190 ft. long at the crest. The reservoir is said to contain 130 million cub. ft. of water, and to serve for the irrigation of 9000 acres, but unless it refills several times a year, it is hardly possible that so much land can be watered in any one season. The Elche reservoir, in the same province, has a similar dam 55 ft. high. In neither case is there a waste-weir, the surplus water being allowed to pour over the crest of the dam. South of Elche is the province of Murcia, watered by the river Segura, on which there is a dam 25 ft. high, said to be 800 years old, and to serve for the irrigation of 25,000 acres. The Lorca dam in the same neighbourhood irrigates 27,000 acres. In the jungles of Ceylon are to be found remains of gigantic irrigation dams, and on the neighbouring India. mainland of Southern India, throughout the provinces of Madras and Mysore, the country is covered with irrigation reservoirs, or, as they are locally termed, tanks. These vary from village ponds to lakes 14 or 15 m. long. Most of them are of old native construction, but they have been greatly improved and enlarged within the last half century. The casual traveller in southern India constantly remarks the ruins of old dams, and the impression is conveyed that at one time, before British rule prevailed, the irrigation of the country was much more perfect than it is now. That idea, however, is mistaken. An irrigation reservoir, like a human being, has a certain life. Quicker or slower, the water that fills it will wash in sand and mud, and year by year this process will go on till ultimately the whole reservoir is filled up. The embankment is raised, and raised again, but at last it is better to abandon it and make a new tank elsewhere, for it would never pay to dig out the silt by manual labour. It may safely be said that at no time in history were there more tanks in operation than at present. The ruins which are seen are the ruins of long centuries of tanks that once flourished and became silted up. But they did not all flourish at once.
Reservoirs are well-known everywhere for supplying water to towns, but since the amount needed, even for a large town, is not enough to irrigate land, many locations that would be great for reservoirs don’t provide enough water to justify their use for irrigation. In the Mediterranean regions of Spain, there are some impressive irrigation dams. The massive masonry dam of Alicante on the Monegre River, built in 1579, is located in a narrow gorge and, while it stands 140 feet high, is only 190 feet long at the top. The reservoir is said to hold 130 million cubic feet of water and irrigate 9,000 acres, but unless it refills several times a year, it’s unlikely that so much land can be watered in any one season. The Elche reservoir, in the same region, has a similar dam that is 55 feet high. Neither dam has a waste-weir; instead, excess water flows over the top. South of Elche is the province of Murcia, where the Segura River has a dam 25 feet high, claimed to be 800 years old and capable of irrigating 25,000 acres. The Lorca dam in the same area irrigates 27,000 acres. In the jungles of Ceylon, you can find remains of giant irrigation dams, and on the nearby mainland of Southern India, especially in the provinces of Madras and Mysore, the land is dotted with irrigation reservoirs, locally known as tanks. These range from small village ponds to lakes measuring 14 or 15 miles long. Most were originally built by locals but have been significantly improved and expanded over the last fifty years. A casual traveler in Southern India often notices the ruins of old dams, suggesting that before British rule, the irrigation system in the country was much better than it is today. However, this idea is a misconception. An irrigation reservoir, like a person, has a lifespan. Sooner or later, the water that fills it will carry in sand and mud, and this will continue year after year until eventually, the entire reservoir is filled. The embankment gets raised, and raised again, but eventually, it makes more sense to abandon it and create a new tank elsewhere because it wouldn't be worth the effort to dig out the silt by hand. It's fair to say that there have never been more tanks in operation than there are now. The ruins seen today are remnants of tanks that thrived and became silted up over the centuries. But they didn't all thrive at the same time.
In the countries now being considered, the test of an irrigation work is how it serves in a season of drought and famine. It is evident that if there is a long cessation of rain, there can be none to fill the reservoirs. In September 1877 there were very few in all southern India that were not dry. But even so, they helped to shorten the famine period; they stored up the rain after it had ceased to fall, and they caught up and husbanded the first drops when it began again.
In the countries we're looking at now, the effectiveness of irrigation systems is measured by how well they perform during times of drought and famine. It's clear that if it doesn’t rain for an extended period, the reservoirs can’t fill up. In September 1877, there were very few reservoirs across southern India that weren't dry. Nevertheless, they still helped reduce the duration of the famine; they stored up rain after it stopped falling and captured and preserved the first drops when it started to rain again.
Irrigation effected by river-fed canals naturally depends on the regimen of the rivers. Some rivers vary much in their discharge at different seasons. In some cases this variation is comparatively little. Sometimes the flood Irrigation canals. season recurs regularly at the same time of the year; sometimes it is uncertain. In some rivers the water is generally pure; in others it is highly charged with fertilizing alluvium, or, it may be, with barren silt. In countries nearly rainless, such as Egypt or Sind, there can be no cultivation without irrigation. Elsewhere the rainfall may be sufficient for ordinary crops, but not for the more valuable kinds. In ordinary years in southern India the maize and the millet, which form so large a portion of the peasants’ food, can be raised without irrigation, but it is required for the more valuable rice or sugar-cane. Elsewhere in India the rainfall is usually sufficient for all the cultivation of the district, but about every eleven years comes a season of drought, during which canal water is so precious as to make it worth while to construct costly canals merely to serve as a protection against famine. When a river partakes of the nature of a torrent, dwindling to a paltry stream at one season and swelling into an enormous flood at another, it is impossible to construct a system of irrigation canals without very costly engineering works, sluices, dams, waste-weirs, &c., so as to give the engineer entire control of the water. Such may be seen on the canals of Cuttack, derived from the Mahanadi, a river of which the discharge does not exceed 400 cub. ft. per second in the dry season, and rises to 1,600,000 cub. ft. per second in the rainy season.
Irrigation through river-fed canals naturally relies on the flow of the rivers. Some rivers have significant changes in their discharge at different times of the year, while others have only minor fluctuations. Sometimes the flood season happens consistently at the same time each year; other times, it’s unpredictable. In some rivers, the water is generally clean; in others, it is heavily loaded with nutrient-rich alluvium or can be barren silt. In almost rainless countries, like Egypt or Sind, farming is impossible without irrigation. In other places, the rainfall may be enough for average crops, but not for the more valuable varieties. In typical years in southern India, corn and millet, which are major components of the peasants’ diet, can grow without irrigation, but it's necessary for more valuable crops like rice or sugarcane. In other parts of India, the rainfall generally suffices for all agricultural needs, but every eleven years or so, there’s a drought season when canal water becomes so valuable that investing in expensive canals to protect against famine is worth it. When a river behaves like a torrent, shrinking to a small stream in the dry season and swelling into a massive flood in the rainy season, it's challenging to build an irrigation canal system without expensive engineering like sluices, dams, and waste-weirs to give the engineer complete control over the water. This can be observed in the canals of Cuttack, which are fed by the Mahanadi, a river that has a discharge of only 400 cubic feet per second in the dry season but rises to 1,600,000 cubic feet per second during the rainy season.
Very differently situated are the great canals of Lombardy, drawn from the Ticino and Adda rivers, flowing from the Maggiore and Como lakes. The severest drought never exhausts these reservoirs, and the heaviest rain can never convert these rivers into the resistless floods which they would be but for the moderating influence of the great lakes. The Ticino and Adda do not rise in floods more than 6 or 7 ft. above their ordinary level 842 or fall in droughts more than 4 or 5 ft. below it, and their water is at all seasons very free from silt or mud. Irrigation cannot be practised in more favourable circumstances than these. The great lakes of Central Africa, Victoria and Albert Nyanza, and the vast swamp tract of the Sudan, do for the Nile on a gigantic scale what Lakes Maggiore and Como do for the rivers Ticino and Adda. But for these great reservoirs the Nile would decrease in summer to quite an insignificant stream. India possesses no great lakes from which to draw rivers and canals, but through the plains of northern India flow rivers which are fed from the glaciers of the Himalaya; and the Ganges, the Indus, and their tributaries are thus prevented from diminishing very much in volume. The greater the heat, the more rapidly melts the ice, and the larger the quantity of water available for irrigation. The canal system of northern India is the most perfect the world has yet seen, and contains works of hydraulic engineering which can be equalled in no other country. In the deltas of southern India irrigation is only practised during the monsoon season. The Godaveri, Kistna and Kaveri all take their rise on the Western Ghats, a region where the rainfall is never known to fail in the monsoon season. Across the apex of the deltas are built great weirs (that of the Godaveri being 2½ m. long), at the ends and centre of which is a system of sluices feeding a network of canals. For this monsoon irrigation there is always abundance of water, and so long as the canals and sluices are kept in repair, there is little trouble in distributing it over the fields. Similar in character was the ancient irrigation of Egypt practised merely during the Nile flood—a system which still prevails in part of Upper Egypt. A detailed description of it will be found below.
The great canals of Lombardy are quite different, sourced from the Ticino and Adda rivers, which flow from Lake Maggiore and Lake Como. Even during severe droughts, these reservoirs never run dry, and heavy rain doesn’t turn these rivers into overwhelming floods due to the stabilizing effect of the large lakes. The Ticino and Adda do not rise more than 6 or 7 feet above their normal level during floods or fall more than 4 or 5 feet below it in droughts, and their water is consistently clear of silt or mud. Irrigation conditions here are among the best possible. The large lakes of Central Africa, Lake Victoria and Lake Albert Nyanza, along with the expansive swamps of the Sudan, regulate the Nile on a massive scale, just as Lakes Maggiore and Como do for the Ticino and Adda rivers. Without these major reservoirs, the Nile would shrink to a small stream in summer. India lacks large lakes to source its rivers and canals, but rivers in northern India are fed by the glaciers of the Himalayas. This keeps the Ganges, the Indus, and their tributaries from significantly losing volume. Higher temperatures accelerate the melting of ice, increasing the water available for irrigation. The canal system in northern India is the most advanced in the world and features hydraulic engineering works unmatched anywhere else. In southern India’s deltas, irrigation is practiced only during the monsoon season. The Godavari, Krishna, and Kaveri rivers all originate in the Western Ghats, an area known for its reliable monsoon rainfall. Large weirs are built across the delta tips (the Godavari weir is 2½ miles long), with sluice systems at the ends and center feeding a network of canals. There is always enough water for this monsoon irrigation, and as long as the canals and sluices are maintained, distributing water over the fields is manageable. This system is similar to the ancient Egyptian irrigation, which was done only during the Nile flood and is still partly in use in Upper Egypt. A detailed description of it can be found below.
Where irrigation is carried on throughout the whole year, even when the supply of the river is at its lowest, the distribution of the water becomes a very delicate operation. It is generally considered sufficient in such cases if during Distribution of the water. any one crop one-third of the area that can be commanded is actually supplied with water. This encourages a rotation of crops and enables the precious liquid to be carried over a larger area than could be done otherwise. It becomes then the duty of the engineer in charge to use every effort to get its full value out of every cubic foot of water. Some crops of course require water much oftener than others, and much depends on the temperature at the time of irrigation. During the winter months in northern India magnificent wheat crops can be produced that have been watered only twice or thrice. But to keep sugar-cane, or indigo, or cotton alive in summer before the monsoon sets in in India or the Nile rises in Egypt the field should be watered every ten days or fortnight, while rice requires a constant supply of water passing over it.
Where irrigation is done all year round, even when the river's flow is at its lowest, managing the water distribution becomes a very careful task. It’s usually considered enough in these situations if, during a single crop cycle, only one-third of the irrigable area actually receives water. This practice promotes crop rotation and allows the precious resource to cover a larger area than would otherwise be possible. It then becomes the responsibility of the engineer in charge to maximize the value from every cubic foot of water. Some crops, of course, need water more frequently than others, and much depends on the temperature during irrigation. In the winter months in northern India, impressive wheat crops can be grown with just two or three waterings. However, to keep sugar cane, indigo, or cotton thriving in the summer before the monsoon arrives in India or the Nile rises in Egypt, the fields should be watered every ten days or two weeks, while rice needs a constant supply of water flowing over it.
Experience in these sub-tropical countries shows the absolute necessity of having, for successful irrigation, also a system of thorough drainage. It was some time before this was discovered in India, and the result has been the deterioration of much good land.
Experience in these subtropical countries shows that for successful irrigation, having a proper drainage system is absolutely essential. It took a while for this to be recognized in India, and as a result, much good land has been degraded.
In Egypt, prior to the British occupation in 1883, no attempt had been made to take the water off the land. The first impression of a great alluvial plain is that it is absolutely flat, with no drainage at all. Closer examination, however, shows that if the prevailing slopes are not more than a few inches in the mile, yet they do exist, and scientific irrigation requires that the canals should be taken along the crests and drains along the hollows. In the diagram (fig. 1) is shown to the right of the river a system of canals branching out and afterwards rejoining one another so as to allow of no means for the water that passes off the field to escape into the sea. Hence it must either evaporate or sink into the soil. Now nearly all rivers contain some small percentage of salt, which forms a distinct ingredient in alluvial plains. The result of this drainless irrigation is an efflorescence of salt on the surface of the field. The spring level rises, so that water can be reached by digging only a few feet, and the land, soured and water-logged, relapses into barrenness. Of this description was the irrigation of Lower Egypt previous to 1883. To the left of the diagram is shown (by firm lines) a system of canals laid out scientifically, and of drains (by dotted lines) flowing between them. It is the effort of the British engineers in Egypt to remodel the surface of the fields to this type.
In Egypt, before the British occupation in 1883, there was no effort to drain the water from the land. At first glance, the vast alluvial plain seems completely flat, with no drainage at all. However, a closer look reveals that while the slopes might only be a few inches per mile, they do exist, and effective irrigation requires that canals run along the high points and drains run through the low points. The diagram (fig. 1) shows a network of canals to the right of the river that branches out and reconnects, preventing any water that leaves the fields from flowing into the sea. As a result, the water must either evaporate or seep into the soil. Most rivers carry a small amount of salt, which is a key component in alluvial plains. This kind of irrigation without drainage leads to salt accumulating on the field's surface. The water table rises, allowing water to be reached by digging just a few feet, causing the land to become sour and waterlogged, ultimately returning it to barrenness. This was how irrigation in Lower Egypt operated before 1883. To the left of the diagram, a scientifically designed system of canals is shown (with solid lines) along with drains flowing between them (indicated by dotted lines). British engineers in Egypt are working to redesign the fields to follow this model.
Further information may be found in Sir C. C. Scott-Moncrieff, Irrigation in Southern Europe (London, 1868); Moncrieff, “Lectures on Irrigation in Egypt,” Professional Papers of the Corps of Royal Engineers, vol. xix. (London, 1893); W. Willcocks, Egyptian Irrigation (2nd ed., London, 1899).
Further information can be found in Sir C. C. Scott-Moncrieff, Irrigation in Southern Europe (London, 1868); Moncrieff, “Lectures on Irrigation in Egypt,” Professional Papers of the Corps of Royal Engineers, vol. xix. (London, 1893); W. Willcocks, Egyptian Irrigation (2nd ed., London, 1899).
II. Water Meadows.—Nowhere in England can it be said that irrigation is necessary to ordinary agriculture, but it is occasionally employed in stimulating the growth of grass and meadow herbage in what are known as water-meadows. These are in some instances of very early origin. On the Avon in Wiltshire and the Churn in Gloucestershire they may be traced back to Roman times. This irrigation is not practised in the drought of summer, but in the coldest and wettest months of the year, the water employed being warmer than the natural moisture of the soil and proving a valuable protection against frost.
II. Water Meadows.—Nowhere in England is it necessary to have irrigation for regular farming, but it is sometimes used to boost the growth of grass and other plants in areas known as water-meadows. In some cases, these have existed since ancient times. On the Avon in Wiltshire and the Churn in Gloucestershire, they can be traced back to Roman times. This irrigation isn't done during the dry summer months, but instead in the coldest and wettest months of the year, with the water being warmer than the natural moisture in the soil, which helps protect against frost.
 |
| Fig. 1.—Diagram showing irrigation properly combined with drainage (to left), and laid out regardless of drainage required later (to right). |
Before the systematic conversion of a tract into water-meadows can be safely determined on, care must be taken to have good drainage, natural or artificial, a sufficient supply of water, and water of good quality. It might indeed have been thought that thorough drainage would be unnecessary, but it must be noted that porous subsoils or efficient drains do not act merely by carrying away stagnant water which would otherwise cool the earth, incrust the surface, and retard plant growth. They cause the soil to perform the office of a filter. Thus the earth and the roots of grasses absorb the useful matters not only from the water that passes over it, but from that which passes through it. These fertilizing materials are found stored up in the soil ready for the use of the roots of the plants. Stagnation of water is inimical to the action of the roots, and does away with the advantageous processes of flowing and percolating currents. Some of the best water-meadows in England have but a thin soil resting on gravel and flints, this constituting a most effectual system of natural drainage. The fall of the water supply must suffice for a fairly rapid current, say 10 in. or 1 ft. in from 100 to 843 200 yds. If possible the water should be taken so far above the meadows as to have sufficient fall without damming up the river. If a dam be absolutely necessary, care must be taken so to build it as to secure the fields on both sides from possible inundation; and it should be constructed substantially, for the cost of repairing accidents to a weak dam is very serious.
Before deciding to convert a piece of land into water-meadows, it’s essential to ensure good drainage—either natural or artificial—a sufficient supply of water, and that the water is of good quality. One might think thorough drainage isn't necessary, but it's important to understand that porous subsoils or effective drains don’t just remove stagnant water that could cool the soil, create a hard surface crust, and slow down plant growth. They also allow the soil to act as a filter. This means the earth and the roots of grasses absorb valuable nutrients not only from the water that flows over it but also from the water that seeps through it. These nutrients are stored in the soil, ready for the plant roots. Stagnant water is harmful to root function and disrupts the beneficial processes of flowing and filtering currents. Some of the best water-meadows in England have a thin layer of soil over gravel and flints, which creates a very effective natural drainage system. The water supply must have enough fall to create a fairly swift current, around 10 inches or 1 foot for every 100 to 200 yards. If possible, water should be sourced far enough upstream to have adequate fall without needing to obstruct the river. If a dam is essential, it must be built to protect the fields on both sides from potential flooding; it should be constructed solidly, as the costs of repairing a weak dam can be significant.
Even were the objects of irrigation always identical, the conditions under which it is carried on are so variable as to preclude calculations of quantity. Mere making up of necessary water in droughty seasons is one thing, protection Quantity of water. against frost is another, while the addition of soil material is a third. Amongst causes of variation in the quantity of water needed will be its quality and temperature and rate of flow, the climate, the season, the soil, the subsoil, the artificial drainage, the slope, the aspect and the crop. In actual practice the amount of water varies from 300 gallons per acre in the hour to no less than 28,000 gallons. Where water is used, as in dry and hot countries, simply as water, less is generally needed than in cold, damp and northerly climates, where the higher temperature and the action of the water as manure are of more consequence. But it is necessary to be thoroughly assured of a good supply of water before laying out a water-meadow. Except in a few places where unusual dryness of soil and climate indicate the employment of water, even in small quantity, merely to avoid the consequences of drought, irrigation works are not to be commenced upon a large area, if only a part can ever be efficiently watered. The engineer must not decide upon the plan till he has gauged at different seasons the stream which has to supply the water, and has ascertained the rain-collecting area available, and the rainfall of the district, as well as the proportion of storable to percolating and evaporating water. Reservoirs for storage, or for equalizing the flow, are rarely resorted to in England; but they are of absolute necessity in those countries in which it is just when there is least water that it is most wanted. It is by no means an injudicious plan before laying out a system of water-meadows, which is intended to be at all extensive, to prepare a small trial plot, to aid in determining a number of questions relating to the nature and quantity of the water, the porosity of the soil, &c.
Even if the objects of irrigation were always the same, the conditions under which it takes place are so variable that it makes it impossible to calculate the amount needed. Simply supplying enough water during dry seasons is one thing, protecting against frost is another, and adding soil material is a third. The factors that affect the quantity of water required include its quality, temperature, and flow rate, as well as the climate, season, soil, subsoil, artificial drainage, slope, aspect, and crop type. In practice, the amount of water can range from 300 gallons per acre per hour to as much as 28,000 gallons. In dry and hot regions, where water is used simply for its own sake, less is usually required compared to cold, damp, and northern climates, where higher temperatures and the water's role as fertilizer matter more. However, it's crucial to have a reliable water supply before setting up a water-meadow. Except in a few places where soil and climate are unusually dry, even small amounts of water are used just to mitigate drought effects; irrigation projects shouldn't be started on a large scale if only a part can be effectively irrigated. The engineer shouldn't finalize the plan until they have measured the water supply stream in different seasons, assessed the available rain-collecting area, evaluated the district's rainfall, and calculated the ratio of storable water to water lost through percolation and evaporation. Storage reservoirs or flow equalizers are rarely used in England, but they are essential in countries where water is needed the most precisely when it's in the shortest supply. It can be quite wise, before establishing an extensive water-meadow system, to create a small trial plot to help answer various questions about the nature and quantity of water, soil porosity, etc.
The quality of the water employed for any of the purposes of irrigation is of much importance. Its dissolved and its suspended matters must both be taken into account. Clear water is usually preferable for grass land, thick for Quality of water. arable land. If it is to be used for warping, or in any way for adding to the solid material of the irrigated land, then the nature and amount of the suspended material are necessarily of more importance than the character of the dissolved substances, provided the latter are not positively injurious. For use on ordinary water-meadows, however, not only is very clear water often found to be perfectly efficient, but water having no more than a few grains of dissolved matter per gallon answers the purposes in view satisfactorily. Water from moors and peat-bogs or from gravel or ferruginous sandstone is generally of small utility so far as plant food is concerned. River water, especially that which has received town sewage, or the drainage of highly manured land, would naturally be considered most suitable for irrigation, but excellent results are obtained also with waters which are uncontaminated with manurial matters, and which contain but 8 or 10 grains per gallon of the usual dissolved constituents of spring water. Experienced English irrigators generally commend as suitable for water-meadows those streams in which fish and waterweeds abound. But the particular plants present in or near the water-supply afford further indications of quality. Water-cress, sweet flag, flowering rush, several potamogetons, water milfoil, water ranunculus, and the reedy sweet watergrass (Glyceria aquatica) rank amongst the criteria of excellence. Less favourable signs are furnished by such plants as Arundo Donax (in Germany), Cicuta virosa and Typha latifolia, which are found in stagnant and torpid waters. Water when it has been used for irrigation generally becomes of less value for the same purpose. This occurs with clear water as well as with turbid, and obviously arises mainly from the loss of plant food which occurs when water filters through or trickles over poor soil. By passing over or through rich soil the water may, however, actually be enriched, just as clear water passed through a charcoal filter which has been long used becomes impure. It has been contended that irrigation water suffers no change in composition by use, since by evaporation of a part of the pure water the dissolved matters in the remainder would be so increased as to make up for any matters removed. But it is forgotten that both the plant and the soil enjoy special powers of selective absorption, which remove and fix the better constituents of the water and leave the less valuable.
The quality of water used for irrigation is very important. Both dissolved and suspended materials need to be considered. Clear water is generally better for grass land, while thicker water is more suitable for arable land. If the water will be used for warping or adding solid material to the irrigated land, the type and amount of suspended material matter more than the dissolved substances, as long as the latter aren’t harmful. For typical water-meadows, very clear water often works well, and water with just a few grains of dissolved matter per gallon can meet the requirements effectively. Water from moors, peat-bogs, gravel, or ferruginous sandstone is usually not very useful in terms of plant nutrients. River water, especially that affected by town sewage or runoff from heavily fertilized land, is often considered most suitable for irrigation, but good results can also be achieved with uncontaminated water that has only 8 or 10 grains of the usual dissolved components found in spring water. Experienced English irrigators typically recommend streams rich in fish and water plants for water-meadows. Additionally, the specific plants found in or near the water supply provide further clues about its quality. Water-cress, sweet flag, flowering rush, several potamogetons, water milfoil, water ranunculus, and the sweet watergrass (Glyceria aquatica) are indicators of good quality. Less favorable signs come from plants like Arundo Donax (in Germany), Cicuta virosa, and Typha latifolia, which thrive in stagnant or sluggish waters. Water that has been used for irrigation tends to lose value for that same purpose. This happens with both clear and cloudy water and mainly results from the depletion of plant nutrients as the water passes through or trickles over poor soil. Conversely, water can actually become richer by passing over or through fertile soil, just as clear water that filters through a long-used charcoal filter becomes tainted. Some argue that irrigation water doesn’t change in composition through use, since evaporation of part of the pure water would cause the dissolved materials in the remaining water to increase, compensating for any materials lost. However, it’s overlooked that both plants and soil have special abilities to selectively absorb, which retain the better components of the water while leaving the less valuable ones.
Of the few leguminous plants which are in any degree suitable for water-meadows, Lotus corniculatus major, Trifolium hybridum, and T. pratense are those which generally flourish best; T. repens is less successful. Amongst grasses Seeds for water-meadows. the highest place must be assigned to ryegrass, especially to the Italian variety, commonly called Lolium italicum. The mixture of seeds for sowing a water-meadow demands much consideration, and must be modified according to local circumstances of soil, aspect, climate and drainage. From the peculiar use which is made of the produce of an irrigated meadow, and from the conditions to which it is subjected, it is necessary to include in our mixture of seeds some that produce an early crop, some that give an abundant growth, and some that impart sweetness and good flavour, while all the kinds sown must be capable of flourishing on irrigated soil.
Of the few leguminous plants that work well in water-meadows, Lotus corniculatus major, Trifolium hybridum, and T. pratense are the ones that usually thrive the best; T. repens is less effective. Among grasses, Water-meadow seeds. ryegrass takes the top spot, especially the Italian variety, commonly known as Lolium italicum. Choosing the seed mixture for sowing a water-meadow requires a lot of thought and should be adjusted based on local soil conditions, location, climate, and drainage. Because of the specific use of the harvest from an irrigated meadow and the conditions it faces, our seed mixture must include some that produce an early crop, some that yield abundant growth, and some that bring sweetness and good flavor, while all the types sown need to be able to thrive in irrigated soil.
The following mixtures of seeds (stated in pounds per acre) have been recommended for sowing on water-meadows, Messrs Sutton of Reading, after considerable experience, regarding No. I. as the more suitable:
The following mixes of seeds (listed in pounds per acre) are recommended for planting on water-meadows by Messrs Sutton of Reading, who, after extensive experience, consider No. I. to be the more suitable:
| I. | II. | I. | II. | ||
| Lolium perenne | 8 | 12 | Festuca pratensis | 0 | 2 |
| Lolium italicum | 0 | 8 | Festuca loliacea | 3 | 2 |
| Poa trivialis | 6 | 3 | Anthoxanthum odoratum | 0 | 1 |
| Glyceria fluitans | 6 | 2 | Phleum pratense | 4 | 2 |
| Glyceria aquatica | 4 | 1 | Phalaris arundinacea | 3 | 2 |
| Agrostis alba | 0 | 1 | Lotus corniculatus major | 3 | 2 |
| Agrostis stolonifera | 6 | 2 | Trifolium hybridum | 0 | 1 |
| Alopecurus pratensis | 0 | 2 | Trifolium pratense | 0 | 1 |
| Festuca elatior | 3 | 2 | |||
In irrigated meadows, though in a less degree than on sewaged land, the reduction of the amount or even the actual suppression of certain species of plants is occasionally well marked. Sometimes this action is exerted upon the finer grasses, Changes in irrigated herbage. but happily also upon some of the less profitable constituents of the miscellaneous herbage. Thus Ranunculus bulbosus has been observed to become quite rare after a few years’ watering of a meadow in which it had been most abundant, R. acris rather increasing by the same treatment; Plantago media was extinguished and P. lanceolata reduced 70%. Amongst the grasses which may be spared, Aira caespitosa, Briza media and Cynosurus cristatus are generally much reduced by irrigation. Useful grasses which are increased are Lolium perenne and Alopecurus pratensis, and among those of less value Avena favescens, Dactylis glomerata and Poa pratensis.
In irrigated meadows, although to a lesser extent than on sewage-treated land, the decrease or even total elimination of certain plant species is sometimes quite noticeable. This effect can sometimes impact the finer grasses, Changes in irrigated grass. but fortunately, it also affects some of the less valuable components of the diverse herbage. For instance, Ranunculus bulbosus has been seen to become quite rare after a few years of watering a meadow where it was once abundant, while R. acris tends to increase under the same conditions; Plantago media was completely eliminated and P. lanceolata dropped by 70%. Among the grasses that may survive, Aira caespitosa, Briza media, and Cynosurus cristatus are generally significantly reduced by irrigation. Beneficial grasses that thrive include Lolium perenne and Alopecurus pratensis, while those of lesser value include Avena favescens, Dactylis glomerata, and Poa pratensis.
Four ways of irrigating land with water are practised in England: (1) bedwork irrigation, which is the most efficient although it is also the most costly method by which currents of water can be applied to level land; (2) Methods. catchwork irrigation, in which the same water is caught and used repeatedly; (3) subterraneous or rather upward irrigation, in which the water in the drains is sent upwards through the soil towards the surface; and (4) warping, in which the water is allowed to stand over a level field until it has deposited the mud suspended in it.
Four ways of irrigating land with water are used in England: (1) bedwork irrigation, which is the most efficient method, although it is also the most expensive way to apply water to flat land; (2) Methods. catchwork irrigation, where the same water is collected and reused; (3) subterranean or rather upward irrigation, where the water in the drains is pushed upwards through the soil towards the surface; and (4) warping, where the water is allowed to sit over a flat field until it has deposited the mud that was in it.
There are two things to be attended to most carefully in the construction of a water-meadow on the first or second of these plans. First, no portion of them whatever should be on a dead level, but every part should belong to one or other of a series of true inclined planes. The second point of primary importance is the size and slope of the main conductor, which brings the water from the river to the meadow. The size of this depends 844 upon the quantity of water required, but whatever its size its bottom at its origin should be as low as the bed of the river, in order that it may carry down as much as possible of the river mud. Its course should be as straight and as near a true inclined plane as possible. The stuff taken out of the conductor should be employed in making up its banks or correcting inequalities in the meadow.
There are two crucial aspects to consider when building a water-meadow using the first or second of these methods. First, no part of it should be completely flat; instead, every section should be part of a true slope. The second important point is the size and angle of the main channel that brings water from the river to the meadow. The size of this channel depends on how much water is needed, but whatever its size, its starting point should be as low as the riverbed to carry as much river mud as possible. Its path should be as straight and as close to a true slope as possible. The material removed from the channel should be used to build up its banks or level out any uneven areas in the meadow.
In bedwork irrigation, which is eminently applicable to level ground, the ground is thrown into beds or ridges. Here the conductor should be led along the highest end or side of the meadow in an inclined plane; should it terminate in the Bedwork. meadow, its end should be made to taper when there are no feeders, or to terminate in a feeder. The main drain to carry off the water from the meadow should next be formed. It should be cut in the lowest part of the ground at the lower end or side of the meadow. Its dimensions should be capable of carrying off the whole water used so quickly as to prevent the least stagnation, and discharge it into the river. The next process is the forming of the ground intended for a water-meadow into beds or ridges. That portion of the ground which is to be watered by one conductor should be made into beds to suit the circumstances of that conductor; that is, instead of the beds over the meadow being all reduced to one common level, they should be formed to suit the different swells in the ground, and, should any of these swells be considerable, it will be necessary to give each side of them its respective conductor. The beds should run at or nearly at right angles to the line of the conductor. The breadth of the beds is regulated by the nature of the soil and the supply of water. Tenacious soils and subsoils, with a small supply of water, require beds as narrow as 30 ft. Porous soils and a large supply of water may have beds of 40 ft. The length of the beds is regulated by the supply of water and the fall from the conductor to the main drain. If the beds fall only in one direction longitudinally, their crowns should be made in the middle; but, should they fall laterally as well as longitudinally, as is usually the case, then the crowns should be made towards the upper sides, more or less according to the lateral slope of the ground. The crowns should rise 1 ft. above the adjoining furrows. The beds thus formed should slope in an inclined plane from the conductor to the main drain, that the water may flow equably over them.
In bedwork irrigation, which is especially useful for flat land, the ground is divided into beds or ridges. The water channel should be placed along the highest end or side of the field at an angle; if it ends in the meadow, the end should taper when there are no side channels, or it should end in a side channel. Next, a main drain should be created to remove water from the meadow, cut at the lowest part at the lower end or side of the field. It should be sized to quickly carry away all the water used, preventing any stagnation, and direct it into the river. The next step is to shape the area meant for a water meadow into beds or ridges. The section of the ground watered by a single channel should be shaped into beds based on the characteristics of that channel; that is, instead of having all the beds at the same level, they should be shaped to match the different elevations of the land. If some of these elevations are significant, each side may require its own channel. The beds should generally run at or near right angles to the water channel. The width of the beds depends on the soil type and the water supply. Dense soils with less water require beds as narrow as 30 ft, while porous soils with a good water supply can have beds up to 40 ft wide. The length of the beds is determined by the water supply and the slope from the channel to the main drain. If the beds slope only in one direction, their highest point should be in the center; however, if they slope both laterally and longitudinally, which is usually the case, the highest points should be toward the upper sides, adjusted based on the slope of the ground. The highest points should rise 1 ft above the adjacent furrows. The beds should be sloped from the channel to the main drain so that water flows smoothly over them.
The beds are watered by “feeders,” that is, channels gradually tapering to the lower extremities, and their crowns cut down, wherever these are placed. The depth of the feeders depends on their width, and the width on their length. A bed 200 yds. in length requires a feeder of 20 in. in width at its junction with the conductor, and it should taper gradually to the extremity, which should be 1 ft. in width. The taper retards the motion of the water, which constantly decreases by overflow as it proceeds, whilst it continues to fill the feeder to the brim. The water overflowing from the feeders down the sides of the beds is received into small drains formed in the furrows between the beds. These small drains discharge themselves into the main drain, and are in every respect the reverse of the feeders. The depth of the small drain at the junction is made about as great as that of the main drain, and it gradually lessens towards the taper to 6 in. in tenacious and to less in porous soils. The depth of the feeders is the same in relation to the conductor. For the more equal distribution of the water over the surface of the beds from the conductor and feeders, small masses, such as stones or solid portions of earth or turf fastened with pins, are placed in them, in order to retard the momentum which the water may have acquired. These “stops,” as they are termed, are generally placed at regular intervals, or rather they should be left where any inequality of the current is observed. Heaps of stones answer very well for stops in the conductor, particularly immediately below the points of junction with the feeders. The small or main drains require no stops. The descent of the water in the feeders will no doubt necessarily increase in rapidity, but the inclination of the beds and the tapering of the feeders should be so adjusted as to counteract the increasing rapidity. The distribution of the water over the whole meadow is regulated by the sluices, which should be placed at the origin of every conductor. By means of these sluices any portion of the meadow that is desired can be watered, whilst the rest remains dry; and alternate watering must be adopted when there is a scarcity of water. All the sluices should be substantially built at first with stones and mortar, to prevent the leakage of water; for, should water from a leak be permitted to find its way into the meadow, that portion of it will stagnate and produce coarse grasses. In a well-formed water-meadow it is as necessary to keep it perfectly dry at one time as it is to place it under water at another. A small sluice placed in the side of the conductor opposite to the meadow, and at the upper end of it, will drain away the leakage that may have escaped from the head sluice.
The beds are watered through “feeders,” which are channels that gradually narrow towards the end, with the tops trimmed down wherever they are positioned. The depth of the feeders depends on their width, and the width is determined by their length. A bed that is 200 yards long needs a feeder that is 20 inches wide where it connects to the main channel, tapering down to a foot wide at the end. This taper slows down the flow of water, which decreases due to overflow as it moves along, while still keeping the feeder full. The excess water spilling from the feeders along the sides of the beds is collected into small drains created in the furrows between the beds. These small drains flow into the main drain and are essentially the opposite of the feeders. The depth of the small drain at the junction is about the same as that of the main drain, tapering down to 6 inches in hard soils and less in softer ones. The depth of the feeders is consistent in relation to the main channel. For a more even distribution of water over the surfaces of the beds from the main channel and feeders, small objects like stones or solid clumps of earth or turf secured with pins are placed in the channels to slow down the water’s momentum. These “stops,” as they’re called, are usually positioned at regular intervals or should be placed where any unevenness in the flow is noticed. Piles of stones work well as stops in the main channel, especially right below where it connects with the feeders. The small or main drains do not require any stops. The flow of water in the feeders will naturally increase in speed, but the slope of the beds and the tapering of the feeders should be adjusted to counterbalance this increased speed. The distribution of water across the entire meadow is controlled by sluices, which should be located at the start of each main channel. With these sluices, any section of the meadow can be watered while keeping the rest dry; alternating watering should be implemented during water shortages. All sluices should be built strongly at first using stones and mortar to prevent any leaks; if any water leaks into the meadow, that area will stagnate and result in coarse grasses. In a properly designed water meadow, it is just as important to keep it completely dry at times as it is to flood it at others. A small sluice positioned on the side of the main channel opposite the meadow, at its upper end, will drain away any leaks that might escape from the main sluice.
To obtain a complete water-meadow, the ground will often require to be broken up and remodelled. This will no doubt be attended with cost; but it should be considered that the first cost is the least, and remodelling the only way of having a complete water-meadow which will continue for years to give satisfaction. To effect a remodelling when the ground is in stubble, let it be ploughed up, harrowed, and cleaned as in a summer fallow, the levelling-box employed when required, the stuff from the conductors and main drains spread abroad, and the beds ploughed into shape—all operations that can be performed at little expense. The meadow should be ready by August for sowing with one of the mixtures of grass-seeds already given. But though this plan is ultimately better, it is attended with the one great disadvantage that the soft ground cannot be irrigated for two or three years after it is sown with grass-seeds. This can only be avoided where the ground is covered with old turf which will bear to be lifted. On ground in that state a water-meadow may be most perfectly formed. Let the turf be taken off with the spade, and laid carefully aside for relaying. Let the stript ground then be neatly formed with the spade and barrow, into beds varying in breadth and shape according to the nature of the soil and the dip of the ground—the feeders from the conductor and the small drains to the main drain being formed at the same time. Then let the turf be laid down again and beaten firm, when the meadow will be complete at once, and ready for irrigation. This is the most beautiful and most expeditious method of making a complete water-meadow where the ground is not naturally sufficiently level to begin with.
To create a complete water-meadow, the ground often needs to be broken up and reshaped. This will likely come with some expense, but it's important to remember that the initial cost is the smallest one, and reshaping is the only way to achieve a complete water-meadow that will provide satisfaction for years to come. To reshape the ground when it's covered in stubble, plow it up, harrow it, and clean it just like you would in a summer fallow. Use a leveling box when necessary, spread out the material from the conductors and main drains, and shape the beds through plowing—all tasks that can be done at a low cost. The meadow should be ready by August for sowing with one of the grass seed mixtures mentioned earlier. However, while this approach is ultimately better, it has the major drawback that the soft ground cannot be irrigated for two or three years after sowing the grass seeds. This issue can only be avoided if the ground is covered with old turf that can be lifted. In such cases, a water-meadow can be perfectly formed. Remove the turf carefully with a spade and set it aside for replanting. Then, shape the stripped ground neatly with a spade and wheelbarrow into beds that vary in width and shape according to the nature of the soil and the slope of the ground, forming the feeders from the conductor and the small drains to the main drain simultaneously. Once that's done, lay the turf back down and press it firmly, and the meadow will be ready for irrigation right away. This is the most attractive and quickest way to create a complete water-meadow when the ground isn’t naturally level to start with.
The water should be let on, and trial made of the work, whenever it is finished, and the motion of the water regulated by the introduction of a stop in the conductors and feeders where a change in the motion of the current is observed, beginning at the upper end of the meadow. Should the work be finished as directed by August, a good crop of hay may be reaped in the succeeding summer. There are few pieces of land where the natural descent of the ground will not admit of the water being collected a second time, and applied to the irrigation of a second and lower meadow. In such a case the main drain of a watered meadow may form the conductor of the one to be watered, or a new conductor may be formed by a prolongation of the main drain; but either expedient is only advisable where water is scarce. Where it is plentiful, it is better to supply the second meadow directly from the river, or by a continuation of the first main conductor.
The water should be released, and the work tested whenever it’s finished, adjusting the water flow by adding a stop in the pipes and feeders where a change in current is noted, starting from the upper end of the meadow. If the work is completed as August suggests, a good hay crop can be harvested the following summer. There are few pieces of land where the natural slope won’t allow the water to be collected again and used to irrigate a second, lower meadow. In that case, the main drain from the irrigated meadow can act as the pipe for the new one, or a new pipe can be created by extending the main drain; however, this is only recommended when water is limited. When water is abundant, it’s better to supply the second meadow directly from the river, or through an extension of the first main pipe.
In the ordinary catch work water-meadow, the water is used over and over again. On the steep sides of valleys the plan is easily and cheaply carried out, and where the whole course of the water is not long the peculiar properties which give it Catchwork. value, though lessened, are not exhausted when it reaches that part of the meadow which it irrigates last. The design of any piece of catchwork will vary with local conditions, but generally it may be stated that it consists in putting each conduit save the first to the double use of a feeder or distributor and of a drain or collector.
In a typical catchwork water meadow, the water is reused multiple times. The plan is simple and cost-effective on the steep valley sides, and where the water doesn't travel a long distance, its unique qualities that make it valuable, though diminished, aren't completely depleted by the time it gets to the last part of the meadow it irrigates. The design of any catchwork will depend on local conditions, but generally, it can be said that each conduit, except the first one, serves the dual purpose of being both a feeder or distributor and a drain or collector.
In upward or subterranean irrigation the water used rises upward through the soil, and is that which under ordinary circumstances would be carried off by the drains. The system has received considerable development in Germany, where the Upward or subterranean. elaborate method invented by Petersen is recommended by many agricultural authorities. In this system the well-fitting earthenware drain-pipes are furnished at intervals with vertical shafts terminating at the surface of the ground in movable caps. Beneath each cap, and near the upper end of the shaft, are a number of vertical slits through which the drainage water which rises passes out into the conduit or trench from which the irrigating streams originate. In the vertical shaft there is first of all a grating which intercepts solid matters, and then, lower down, a central valve which can be opened and closed at pleasure from the top of the shaft. In the ordinary English system of upward or drainage irrigation, ditches are dug all round the field. They act the part of conductors when the land is to be flooded, and of main drains when it is to be laid dry. The water flows from the ditches as conductors into built conduits formed at right angles to them in parallel lines through the fields; it rises upwards in them as high as the surface of the ground, and again subsides through the soil and the conduits into the ditches as main drains, and thence it passes at a lower level either into a stream or other suitable outfall. The ditches may be filled in one or other of several different ways. The water may be drainage-water from lands at a higher level; or it may be water from a neighbouring river; or it may be drainage-water accumulated from a farm and pumped up to the necessary level. But it may also be the drainage-water of the field itself. In this case the mouths of the underground main pipe-drains are stopped up, and the water in them and the secondary drains thus caused to stand back until it has risen sufficiently near the surface. Of course it is necessary to build the mouths of such main drains of very solid masonry, and to construct efficient sluices for the retention of the water in the drains. Irrigation of the kind now under discussion may be practised wherever a command of water can be secured, but the ground must be level. It has been successfully employed in recently drained morasses, which are apt to become too dry in summer. It is suitable for stiffish soils where the subsoil is fairly open, but is less successful in sand. The water used may be turbid or clear, and it acts, not only for moistening the soil, but as manure. For if, as is commonly the case, the water employed be drainage-water from cultivated lands, it is sure to contain a considerable quantity of nitrates, which, not being subject to retention by the soil, would otherwise escape. These coming into contact with the roots of plants during their season of active growth, are utilized as direct nourishment for the vegetation. It is necessary 845 in upward or subterranean irrigation to send the water on and to take it off very gently, in order to avoid the displacement and loss of the finer particles of the soil which a forcible current would cause.
In upward or underground irrigation, the water rises through the soil, which under normal circumstances would be drained away. This system has developed significantly in Germany, where the advanced method created by Petersen is recommended by many agricultural experts. In this system, well-fitting clay drain pipes have vertical shafts at intervals that extend to the ground surface and are capped with movable lids. Beneath each cap and near the top of the shaft, there are several vertical slits that allow the rising drainage water to flow out into the conduit or trench from which the irrigation streams originate. Inside the vertical shaft, there's a grating at the top to catch solid debris, and further down, there's a central valve that can be easily opened or closed from above. In the typical English system of upward or drainage irrigation, ditches are dug around the field. They function as conduits when the land needs to be flooded and as main drains when it needs to be dried out. Water flows from the ditches as conduits into constructed channels that run parallel through the fields; it rises up in those channels to the surface and then seeps back through the soil and into the ditches as main drains. From there, it flows at a lower level into a stream or another suitable outlet. The ditches can be filled in various ways. The water can come from drainage systems of higher lands, or it might be sourced from a nearby river, or it could be drainage water collected from a farm and pumped up to the necessary level. It may also be the field's own drainage water. In this case, the openings of the underground main pipe drains are blocked, causing the water within them and the secondary drains to accumulate until it rises close to the surface. It's essential to build the openings of these main drains from very durable materials and to create effective sluices to retain the water. The type of irrigation we're discussing can be done wherever water can be accessed, but the land needs to be flat. It has been effectively used in recently drained wetlands that can dry out too much during summer. It's suitable for denser soils with relatively permeable subsoils, but not as effective in sandy soils. The water used can be murky or clear, and it serves not only to moisten the soil but also acts as fertilizer. If the water used is drainage water from cultivated fields, it will likely contain a significant amount of nitrates, which the soil doesn't hold onto and would otherwise be lost. When these nitrates contact plant roots during their growth period, they provide direct nourishment. For upward or underground irrigation, it's important to manage the flow of water gently to prevent displacing and losing the fine soil particles that a strong current could cause.
In warping the suspended solid matters are of importance, not merely for any value they may have as manure, but also as a material addition to the ground to be irrigated. The warping which is practised in England is almost exclusively confined to Warping. the overflowing of level ground within tide mark, and is conducted mostly within the districts commanded by estuaries or tidal rivers. The best notion of the process of warping may be gained by sailing up the Trent from the Humber to Gainsborough. Here the banks of the river were constructed centuries ago to protect the land within them from the encroachments of the tide. A great tract of country was thus laid comparatively dry. But while the wisdom of one age thus succeeded in restricting within bounds the tidal water of the river, it was left to the greater wisdom of a succeeding age to improve upon this arrangement by admitting these muddy waters to lay a fresh coat of rich silt on the exhausted soils. The process began more than a century ago, but has become a system in recent times. Large sluices of stone, with strong doors, to be shut when it is wished to exclude the tide, may be seen on both banks of the river, and from these great conduits are carried miles inward through the flat country to the point previously prepared by embankment over which the muddy waters are allowed to spread. These main conduits, being very costly, are constructed for the warping of large adjoining districts, and openings are made at such points as are then undergoing the operation. The mud is deposited and the waters return with the falling tide to the bed of the river. Spring-tides are preferred, and so great is the quantity of mud in these rivers that from 10 to 15 acres have been known to be covered with silt from 1 to 3 ft. in thickness during one spring of ten or twelve tides. Peat-moss of the most sterile character has been by this process covered with soil of the greatest fertility, and swamps which used to be resorted to for leeches are now, by the effects of warping, converted into firm and fertile fields. The art is now so well understood that, by careful attention to the currents, the expert warp farmer can temper his soil as he pleases. When the tide is first admitted the heavier particles, which are pure sand, are first deposited; the second deposit is a mixture of sand and fine mud, which, from its friable texture, forms the most valuable soil; while lastly the pure mud subsides, containing the finest particles of all, and forms a rich but very tenacious soil. The great effort, therefore, of the warp farmer is to get the second or mixed deposit as equally over the whole surface as he can and to prevent the deposit of the last. This he does by keeping the water in constant motion, as the last deposit can only take place when the water is suffered to be still. Three years may be said to be spent in the process, one year warping, one year drying and consolidating, and one year growing the first crop, which is generally seed-hoed in by hand, as the mud at this time is too soft to admit of horse labour.
In warping, the suspended solids are important not just for their potential as fertilizer but also as an addition to the soil that will be irrigated. The warping practiced in England is mostly limited to the flooding of flat land below the high tide mark, primarily in areas near estuaries or tidal rivers. You can get a good idea of the warping process by sailing up the Trent River from the Humber to Gainsborough. Here, the riverbanks were built centuries ago to protect the land from tidal encroachment, making a large area much drier. However, while one generation succeeded in controlling the tidal waters, it was the next generation that improved this system by allowing the muddy waters to spread, enriching the exhausted soil with a new layer of silt. This process started over a century ago and has recently become a systematic approach. You can see large stone sluices with strong doors on both sides of the river, which can be shut to keep out the tide. From these sluices, major conduits extend into the flat countryside to designated areas prepared by embankments, where the muddy water can spread. These main conduits are quite expensive and are made for warping large adjacent areas, with openings created at specific locations undergoing the process. The mud settles and the water drains back into the river as the tide recedes. Spring tides are preferred, and due to the high amount of mud in these rivers, it’s been seen that 10 to 15 acres can be covered with silt anywhere from 1 to 3 feet thick during a single spring of ten or twelve tides. Peat bogs that were once considered barren have been transformed into fertile land through this process, and swamps that were once used for harvesting leeches are now solid, productive fields thanks to warping. The technique is well understood now, allowing experienced warp farmers to adjust their soil as desired. When the tide first comes in, the heavier particles, which are pure sand, settle first; the second layer is a mix of sand and fine mud, which creates the most valuable soil due to its loose texture. Finally, the pure mud settles last, consisting of the finest particles and resulting in a rich but sticky soil. Thus, the primary goal of the warp farmer is to evenly spread that second, mixed layer across the entire surface and to avoid the last, pure mud layer. They achieve this by keeping the water moving, as the last layer only settles when the water is still. The entire process typically takes three years: one year for warping, one year for drying and solidifying, and one year for planting the first crop, which is usually done by hand since the mud is too soft for horses at that time.
The immediate effect, which is highly beneficial, is the deposition of silt from the tide. To ensure this deposition, it is necessary to surround the field to be warped with a strong embankment, in order to retain the water as the tide recedes. The water is admitted by valved sluices, which open as the tide flows into the field and shut by the pressure of the confined water when the tide recedes. These sluices are placed on as low a level as possible to permit the most turbid water at the bottom of the tide to pass through a channel in the base of the embankment. The silt deposited after warping is exceedingly rich and capable of carrying any species of crop. It may be admitted in so small a quantity as only to act as a manure to arable soil, or in such a large quantity as to form a new soil. This latter acquisition is the principal object of warping, and it excites astonishment to witness how soon a new soil may be formed. From June to September a soil of 3 ft. in depth may be formed under the favourable circumstances of a very dry season and long drought. In winter and in floods warping ceases to be beneficial. In ordinary circumstances on the Trent and Humber a soil from 6 to 16 in. in depth may be obtained and inequalities of 3 ft. filled up. But every tide generally leaves only 1/8 in. of silt, and the field which has only one sluice can only be warped every other tide. The silt, as deposited in each tide, does not mix into a uniform mass, but remains in distinct layers. The water should be made to run completely off and the ditches should become dry before the influx of the next tide, otherwise the silt will not incrust and the tide not have the same effect. Warp soil is of surpassing fertility. The expense of forming canals, embankments and sluices for warping land is from £10 to £20 an acre. A sluice of 6 ft. in height and 8 ft. wide will warp from 60 to 80 acres, according to the distance of the field from the river. The embankments may be from 3 to 7 ft. in height, as the field may stand in regard to the level of the highest tides. After the new land has been left for a year or two in seeds and clover, it produces great crops of wheat and potatoes.
The immediate effect, which is really beneficial, is the settling of silt from the tide. To ensure this settling happens, it’s important to surround the field being warped with a strong embankment to hold the water as the tide goes out. The water is let in through sluices with valves that open as the tide comes in and close due to the pressure of the trapped water when the tide recedes. These sluices are placed as low as possible to allow the most turbid water at the bottom of the tide to flow through a channel at the base of the embankment. The silt deposited after warping is incredibly rich and capable of supporting any type of crop. It can come in such small amounts that it simply acts as fertilizer for regular soil, or in large amounts that create new soil. This latter benefit is the main goal of warping, and it’s amazing to see how quickly new soil can be formed. From June to September, under ideal conditions of a very dry season and long drought, a soil depth of 3 ft. can be formed. In winter and during floods, warping isn’t helpful. Typically, in the Trent and Humber regions, a soil depth of 6 to 16 in. can be achieved, filling in uneven areas of up to 3 ft. But usually, each tide only leaves about 1/8 in. of silt, and a field with just one sluice can only be warped every other tide. The silt, as it’s deposited in each tide, doesn’t mix into a uniform layer but stays in distinct layers instead. The water should completely drain away, and the ditches should dry out before the next tide comes in; otherwise, the silt won’t settle properly, and the tide won’t have the same effect. Warp soil is exceptionally fertile. The cost of building canals, embankments, and sluices for warping land ranges from £10 to £20 per acre. A sluice that is 6 ft. high and 8 ft. wide can warp 60 to 80 acres, depending on how far the field is from the river. The embankments can be 3 to 7 ft. high, based on how the field relates to the highest tide levels. After the new land is left to grow seeds and clover for a year or two, it produces excellent crops of wheat and potatoes.
Warping is practised only in Lincolnshire and Yorkshire, on the estuary of the Humber, and in the neighbourhood of the rivers which flow into it—the Trent, the Ouse and the Don. The silt and mud brought down by these rivers is rich in clay and organic matter, and sometimes when dry contains as much as 1% of nitrogen.
Warping is done only in Lincolnshire and Yorkshire, on the Humber estuary, and around the rivers that flow into it—the Trent, the Ouse, and the Don. The silt and mud carried by these rivers is rich in clay and organic matter, and sometimes when it's dry, it contains as much as 1% nitrogen.
Constant care is required if a water-meadow is to yield quite satisfactory results. The earliness of the feed, its quantity and its quality will all depend in very great measure upon the proper management of the irrigation. The Management and advantages. points which require constant attention are—the perfect freedom of all carriers, feeders and drains from every kind of obstruction, however minute; the state and amount of water in the river or stream, whether it be sufficient to irrigate the whole area properly or only a part of it; the length of time the water should be allowed to remain on the meadow at different periods of the season; the regulation of the depth of the water, its quantity and its rate of flow, in accordance with the temperature and the condition of the herbage; the proper times for the commencing and ending of pasturing and of shutting up for hay; the mechanical condition of the surface of the ground; the cutting out of any very large and coarse plants, as docks; and the improvement of the physical and chemical conditions of the soil by additions to it of sand, silt, loam, chalk, &c.
Constant care is needed if a water meadow is going to produce good results. The timing, amount, and quality of the feed will largely depend on how well the irrigation is managed. The points that need constant attention include: ensuring all carriers, feeders, and drains are completely free of any kind of blockage, no matter how small; checking the condition and amount of water in the river or stream to see if it's enough to irrigate the entire area properly or just part of it; determining how long the water should stay on the meadow at different times of the year; adjusting the water depth, amount, and flow rate based on the temperature and condition of the grass; knowing the right times to start and stop grazing and when to end it for hay; assessing the mechanical condition of the ground surface; removing any large, coarse plants like docks; and improving the physical and chemical conditions of the soil by adding materials like sand, silt, loam, chalk, etc.
Whatever may be the command of water, it is unwise to attempt to irrigate too large a surface at once. Even with a river supply fairly constant in level and always abundant, no attempt should be made to force on a larger volume of water than the feeders can properly distribute and the drains adequately remove, or one part of the meadow will be deluged and another stinted. When this inequality of irrigation once occurs, it is likely to increase from the consequent derangement of the feeders and drains. And one result on the herbage will be an irregularity of composition and growth, seriously detrimental to its food-value. The adjustment of the water by means of the sluices is a delicate operation when there is little water and also when there is much; in the latter case the fine earth may be washed away from some parts of the meadow; in the former case, by attempting too much with a limited water current, one may permit the languid streams to deposit their valuable suspended matters instead of carrying them forward to enrich the soil. The water is not to be allowed to remain too long on the ground at a time. The soil must get dry at stated intervals in order that the atmospheric air may come in contact with it and penetrate it. In this way as the water sinks down through the porous subsoil or into the subterranean drains oxygen enters and supplies an element which is needed, not only for the oxidation of organic matters in the earth, but also for the direct and indirect nutrition of the roots. Without this occasional drying of the soil the finer grasses and the leguminous plants will infallibly be lost; while a scum of confervae and other algae will collect upon the surface and choke the higher forms of vegetation. The water should be run off thoroughly, for a little stagnant water lying in places upon the surface does much injury. The practice of irrigating differs in different places with differences in the quality of the water, the soil, the drainage, &c. As a general rule, when the irrigating season begins in November the water may flow for a fortnight continuously, but subsequent waterings, especially after December, should be shortened gradually in duration till the first week in April, when irrigation should cease. It is necessary to be very careful in irrigating during frosty weather. For, though grass will grow even under ice, yet if ice be formed under and around the roots of the grasses the plants may be thrown out by the expansion of the water at the moment of its conversion into ice. The water should be let off on the morning of a dry day, and thus the land will be dry enough at night not to suffer from the frost; or the water may be taken off in the morning and let on again at night. In spring the newly grown and tender grass will be easily destroyed by frost if it be not protected by water, or if the ground be not made thoroughly dry.
Whatever the water supply may be, it's not wise to try to irrigate too large an area all at once. Even with a river that consistently has a good flow, you shouldn't force more water into the system than the feeders can evenly distribute and the drains can adequately remove, or else one part of the field will be flooded while another part suffers. Once this uneven irrigation happens, it tends to worsen because of the disruption to the feeders and drains. This leads to an inconsistency in the plant types and growth, which can seriously impact their nutritional value. Managing the water with sluices is a delicate task, whether there's too little or too much water. In cases of excess, the fine soil can be washed away from some parts of the field; in cases of scarcity, trying to do too much with a limited flow can cause valuable nutrients to settle rather than enriching the soil. Water shouldn't linger on the ground for too long. The soil needs to dry out at specific intervals so that air can reach it and penetrate it. As the water seeps into the porous subsoil or into underground drains, oxygen enters, which is essential not only for breaking down organic matter in the soil but also for feeding the roots directly and indirectly. Without this periodic drying, the finer grasses and legumes will likely die off, and a layer of algae will accumulate on the surface, choking out larger plants. It's important to drain all the water thoroughly because stagnant water can cause significant damage. The approach to irrigation varies by region, influenced by factors like water quality, soil type, drainage, etc. Generally, when the irrigation season begins in November, the water can flow continuously for two weeks, but after that, especially after December, the duration of watering should be gradually reduced until irrigation stops in the first week of April. Extra caution is needed during frosty weather. While grass can grow even under ice, if ice forms around the roots, it can kill the plants when the water expands as it freezes. Water should be drained off in the morning on a dry day so the land can dry by night without freezing, or the water can be released in the morning and reapplied at night. In spring, tender new grass can easily be harmed by frost if it isn't protected by water or if the ground isn't adequately dried out.
Although in many cases it is easy to explain the reasons why water artificially applied to land brings crops or increases their yield, the theory of our ordinary water-meadow irrigation is rather obscure. For we are not dealing Theory. in these grass lands with a semi-aquatic plant like rice, nor are 846 we supplying any lack of water in the soil, nor are we restoring the moisture which the earth cannot retain under a burning sun. We irrigate chiefly in the colder and wetter half of the year, and we “saturate” with water the soil in which are growing such plants as are perfectly content with earth not containing more than one-fifth of its weight of moisture. We must look in fact to a number of small advantages and not to any one striking beneficial process in explaining the aggregate utility of water-meadow irrigation. We attribute the usefulness of water-meadow irrigation, then, to the following causes: (1) the temperature of the water being rarely less than 10° Fahr. above freezing, the severity of frosts in winter is thus obviated, and the growth, especially of the roots of grasses, is encouraged; (2) nourishment or plant food is actually brought on to the soil, by which it is absorbed and retained, both for the immediate and for the future use of the vegetation, which also itself obtains some nutrient material directly; (3) solution and redistribution of the plant food already present in the soil occur mainly through the solvent action of the carbonic acid gas present in a dissolved state in the irrigation-water; (4) oxidation of any excess of organic matter in the soil, with consequent production of useful carbonic acid and nitrogen compounds, takes place through the dissolved oxygen in the water sent on and through the soil where the drainage is good; and (5) improvement of the grasses, and especially of the miscellaneous herbage, of the meadow is promoted through the encouragement of some at least of the better species and the extinction or reduction of mosses and of the innutritious weeds.
Although in many cases it’s easy to explain why applying water artificially to land helps crops or increases their yield, the theory behind our usual water-meadow irrigation is somewhat unclear. We’re not working with a semi-aquatic plant like rice here, nor are we addressing a lack of water in the soil, nor restoring moisture that the earth can’t hold under blazing sun. We mainly irrigate during the colder, wetter part of the year, and we “saturate” the soil growing plants that thrive even when it contains no more than one-fifth of its weight in moisture. In fact, we need to consider several small benefits rather than a single significant process to explain the overall effectiveness of water-meadow irrigation. We attribute the benefits of water-meadow irrigation to the following reasons: (1) the water temperature is rarely less than 10° Fahr. above freezing, which helps prevent severe winter frosts and encourages the growth of grass roots; (2) nutrients or plant food are actually added to the soil, where they are absorbed and retained for both immediate and future use by vegetation, which also directly gets some nutrients; (3) the solution and redistribution of plant food already in the soil mainly occur through the solvent action of carbonic acid gas found dissolved in the irrigation water; (4) the oxidation of any excess organic matter in the soil takes place thanks to the dissolved oxygen in the water, promoting the production of useful carbonic acid and nitrogen compounds, especially where drainage is good; and (5) the grasses and particularly the varied vegetation in the meadow improve because of the encouragement of some higher quality species, reducing or eliminating mosses and low-nutrition weeds.
To the united agency of the above-named causes may safely be attributed the benefits arising from the special form of water-irrigation which is practised in England. Should it be thought that the traces of the more valuable sorts of plant food (such as compounds of nitrogen, phosphates, and potash salts) existing in ordinary brook or river water can never bring an appreciable amount of manurial matter to the soil, or exert an appreciable effect upon the vegetation, yet the quantity of water used during the season must be taken into account. If but 3000 gallons hourly trickle over and through an acre, and if we assume each gallon to contain no more than one-tenth of a grain of plant food of the three sorts just named taken together, still the total, during a season including ninety days of actual irrigation, will not be less than 9 ℔ per acre. It appears, however, that a very large share of the benefits of water-irrigation is attributable to the mere contact of abundance of moving water, of an even temperature, with the roots of the grass. The growth is less checked by early frosts; and whatever advantages to the vegetation may accrue by occasional excessive warmth in the atmosphere in the early months of the year are experienced more by the irrigated than by the ordinary meadow grasses by reason of the abundant development of roots which the water has encouraged.
To the combined influence of the aforementioned factors, we can confidently attribute the advantages of the unique method of water irrigation practiced in England. Even if it's believed that the traces of more valuable types of plant nutrients (like nitrogen compounds, phosphates, and potash salts) found in regular brook or river water won't significantly add to the soil's fertility or affect plant life, the volume of water used throughout the season is important to consider. If 3,000 gallons flow over and through an acre every hour, and we assume each gallon contains just one-tenth of a grain of the combined plant nutrients mentioned, the total amount during a 90-day irrigation season would be at least 9 pounds per acre. However, it seems that a large portion of the benefits of water irrigation comes from the simple presence of a continuous supply of moving water at a stable temperature interacting with the grass roots. The growth is less hindered by early frosts, and any benefits from occasional warmer weather in the early months are more noticeable in irrigated grasses compared to regular meadow grasses due to the abundant root growth that the water has promoted.
III. Italian Irrigation.—The most highly developed irrigation in the world is probably that practised in the plains of Piedmont and Lombardy, where every variety of condition is to be found. The engineering works are of a very high class, and from long generations of experience the farmer knows how best to use his water. The principal river of northern Italy is the Po, which rises to the west of Piedmont and is fed not from glaciers like the Swiss torrents, but by rain and snow, so that the water has a somewhat higher temperature, a point to which much importance is attached for the valuable meadow irrigation known as marcite. This is only practised in winter when there is abundance of water available, and it much resembles the water-meadow irrigation of England. The great Cavour canal is drawn from the left bank of the Po a few miles below Turin, and it is carried right across the drainage of the country. Its full discharge is 3800 cub. ft. per second, but it is only from October to May, when the water is least required, that it carries anything like this amount. For the summer irrigation Italy depends on the glaciers of the Alps; and the great torrents of the Dora Baltea and Sesia can be counted on for a volume exceeding 6000 cub. ft. per second. Lombardy is quite as well off as Piedmont for the means of irrigation and, as already said, its canals have the advantage that being drawn from the lakes Maggiore and Como they exercise a moderating influence on the Ticino and Adda rivers, which is much wanted in the Dora Baltea. The Naviglio Grande of Lombardy is a very fine work drawn from the left bank of the Ticino and useful for navigation as well as irrigation. It discharges between 3000 and 4000 cub. ft. per second, and probably nowhere is irrigation carried on with less expense. Another canal, the Villoresi, drawn from the same bank of the Ticino farther upstream, is capable of carrying 6700 cub. ft. per second. Like the Cavour canal, the Villoresi is taken across the drainage of the country, entailing a number of very bold and costly works.
III. Italian Irrigation.—The most advanced irrigation in the world is likely found in the plains of Piedmont and Lombardy, where a wide variety of conditions exist. The engineering is top-notch, and thanks to generations of experience, farmers know the best ways to use their water. The main river in northern Italy is the Po, which originates west of Piedmont and is fed by rain and snow instead of glaciers like the Swiss torrents, resulting in water that's somewhat warmer. This is significant for the valuable meadow irrigation known as marcite, practiced only in winter when water is plentiful, similar to the water-meadow irrigation in England. The great Cavour canal is drawn from the left bank of the Po a few miles below Turin, extending across the country’s drainage. Its full capacity is 3,800 cubic feet per second, but this only occurs from October to May when the demand for water is lower. For summer irrigation, Italy relies on the glaciers of the Alps, with the rushing torrents of the Dora Baltea and Sesia providing over 6,000 cubic feet per second. Lombardy has irrigation resources comparable to Piedmont; as mentioned earlier, its canals benefit from being sourced from lakes Maggiore and Como, which help regulate the Ticino and Adda rivers, something that's desperately needed for the Dora Baltea. The Naviglio Grande in Lombardy is an impressive canal that branches off from the left bank of the Ticino, serving both navigation and irrigation purposes. It discharges between 3,000 and 4,000 cubic feet per second, and probably nowhere else is irrigation done at such a low cost. Another canal, the Villoresi, taken from the same bank of the Ticino further upstream, can handle 6,700 cubic feet per second. Like the Cavour canal, the Villoresi crosses over the country’s drainage system, requiring a series of bold and costly constructions.
Interesting as these Italian works are, the administration and distribution of the water is hardly less so. The system is due to the ability of the great Count Cavour; what he originated in Piedmont has been also carried out in Lombardy. The Piedmontese company takes over from the government the control of all the irrigation within a triangle between the left bank of the Po and the right bank of the Sesia. It purchases from government about 1250 cub. ft. per second, and has also obtained the control of all private canals. Altogether it distributes about 2275 cub. ft. of water and irrigates about 141,000 acres, on which rice is the most important crop. The association has 14,000 members and controls nearly 10,000 m. of distributary channels. In each parish is a council composed of all landowners who irrigate. Each council sends two deputies to what may be called a water parliament. This assembly elects three small committees, and with them rests the whole management of the irrigation. An appeal may be made to the civil courts from the decision of these committees, but so popular are they that such appeals are never made. The irrigated area is divided into districts, in each of which is an overseer and a staff of watchmen to see to the opening and shutting of the modules (see Hydraulics, §§ 54 to 56) which deliver the water into the minor channels. In the November of each year it is decided how much water is to be given to each parish in the year following, and this depends largely on the number of acres of each crop proposed to be watered. In Lombardy the irrigation is conducted on similar principles. Throughout, the Italian farmer sets a very high example in the loyal way he submits to regulations which there must be sometimes a strong temptation to break. A sluice surreptitiously opened during a dark night and allowed to run for six hours may quite possibly double the value of his crop, but apparently the law is not often broken.
As interesting as these Italian works are, the management and distribution of water are just as notable. The system comes from the expertise of the great Count Cavour; what he started in Piedmont has also been implemented in Lombardy. The Piedmontese company takes over irrigation management from the government for an area between the left bank of the Po and the right bank of the Sesia. It buys about 1250 cubic feet of water per second from the government and has also taken control of all private canals. In total, it distributes around 2275 cubic feet of water and irrigates about 141,000 acres, with rice being the primary crop. The association has 14,000 members and manages nearly 10,000 meters of distribution channels. Each parish has a council made up of all landowners who irrigate. Each council sends two representatives to what can be called a water parliament. This assembly elects three small committees that oversee the entire irrigation management. Appeals can be made to civil courts regarding the decisions of these committees, but they are so well-respected that such appeals rarely occur. The irrigated area is divided into districts, each with an overseer and a team of watchmen to ensure the opening and closing of the modules (see Hydraulics, §§ 54 to 56) that direct water into smaller channels. In November each year, it's determined how much water each parish will receive for the following year, largely based on the number of acres being watered for each crop. In Lombardy, irrigation follows similar principles. Overall, the Italian farmer sets a strong example with the way he faithfully adheres to regulations, even when there might be a strong temptation to break them. A sluice secretly opened during a dark night and allowed to run for six hours could potentially double the value of his crop, but apparently, the law is not often violated.
IV. Egypt.—The very life of Egypt depends on its irrigation, and, ancient as this irrigation is, it was never practised on a really scientific system till after the British occupation. As every one knows, the valley of the Nile outside of Characteristics of the Nile Valley and flood. the tropics is practically devoid of rainfall. Yet it was the produce of this valley that formed the chief granary of the Roman Empire. Probably nowhere in the world is there so large a population per square mile depending solely on the produce of the soil. Probably nowhere is there an agricultural population so prosperous, and so free from the risks attending seasons of drought or of flood. This wealth and prosperity are due to two very remarkable properties of the Nile. First, the regimen of the river is nearly constant. The season of its rise and its fall, and the height attained by its waters during the highest flood and at lowest Nile vary to a comparatively small extent. Year after year the Nile rises at the same period, it attains its maximum in September and begins to diminish first rapidly till about the end of December, and then more slowly and more steadily until the following June. A late rise is not more than about three weeks behind an early rise. From the lowest to the highest gauge of water-surface the rise is on an average 25.5 ft. at the First Cataract. The highest flood is 3.5 ft. above this average, and this means peril, if not disaster, in Lower Egypt. The lowest flood on record has risen only to 5.5 ft. below the average, or to 20 ft. above the mean water-surface of low Nile. Such a feeble Nile flood has occurred only 847 four times in modern history: in 1877, when it caused widespread famine and death throughout Upper Egypt, 947,000 acres remained barren, and the land revenue lost £1,112,000; in 1899 and again in 1902 and 1907, when by the thorough remodelling of the whole system of canals since 1883 all famine and disaster were avoided and the loss of revenue was comparatively slight. In 1907, for instance, when the flood was nearly as low as in 1877, the area left unwatered was little more than 10% of the area affected in 1877.
IV. Egypt.—Egypt's survival relies on its irrigation system, and although this method is ancient, it didn't really become scientific until after the British took control. As everyone knows, the Nile Valley outside the tropics gets almost no rainfall. Yet, the crops from this valley were the main source of food for the Roman Empire. Likely, there's no other place in the world with such a high population density that depends entirely on agriculture. There's probably no other agricultural community as wealthy and free from the dangers of drought or flooding. This abundance and success come from two notable features of the Nile. First, the river's flow is almost consistent. The timing of its rise and fall, as well as the peak levels during floods and the lowest points, don’t vary much. Year after year, the Nile rises around the same time, peaks in September, and then drops rapidly until about the end of December, after which it decreases more slowly and steadily until the next June. A late rise is typically no more than about three weeks behind an early rise. From the lowest to the highest water level, the average rise is 25.5 ft. at the First Cataract. The highest flood is 3.5 ft. above this average, posing a threat, if not disaster, in Lower Egypt. The lowest flood recorded only reached 5.5 ft. below the average, or 20 ft. above the mean water level of low Nile. Such a weak flood has happened only four times in modern history: in 1877, which led to widespread famine and death in Upper Egypt, leaving 947,000 acres uncultivated and resulting in a loss of £1,112,000 in land revenue; in 1899, and again in 1902 and 1907, when significant improvements to the canal system since 1883 prevented famine and disaster, leading to much smaller revenue losses. For instance, in 1907, when the flood was nearly as low as in 1877, the area that wasn't watered was just over 10% of the area affected in 1877.
This regularity of flow is the first exceptional excellence of the river Nile. The second is hardly less valuable, and consists in the remarkable richness of the alluvium brought down the river year after year during the flood. The object of the engineer is so to utilize this flood-water that as little as possible of the alluvium may escape into the sea, and as much as possible may be deposited on the fields. It is the possession of these two properties that imparts to the Nile a value quite unique among rivers, and gives to the farmers of the Nile Valley advantages over those of any rain-watered land in the world.
This consistent flow is the first outstanding feature of the Nile River. The second is almost equally important, consisting of the incredible richness of the soil that the river brings down year after year during the flood. The goal of the engineer is to manage this floodwater so that as little soil as possible washes out to sea and as much as possible is left on the fields. It's the combination of these two qualities that gives the Nile a unique value among rivers and provides the farmers of the Nile Valley with advantages over those in any region that relies on rainwater.
Until the 19th century irrigation in Egypt on a large scale was practised merely during the Nile flood. Along each edge of the river and following its course has been erected an earthen embankment high enough not to be Irrigation during high Nile. topped by the highest floods. In Upper Egypt, the valley of which rarely exceeds 6 m. in width, a series of cross embankments have been constructed, abutting at the inner ends on those along the Nile, and at the outer ends on the ascending sides of the valley. The whole country has thus been divided into a series of oblongs, surrounded by embankments on three sides and by the desert slopes on the fourth. These oblong areas vary from 60,000 to 1500 or 2000 acres in extent. Throughout all Egypt the Nile is deltaic in character; that is, the slope of the country in the valley is away from the river and not towards it. It is easy, then, when the Nile is low, to cut short, deep canals in the river banks, which fill as the flood rises, and carry the precious mud-charged water into these great flats. There the water remains for a month or more, some 3 ft. deep, depositing its mud, and thence at the end of the flood the almost clear water may either be run off directly into the receding river, or cuts may be made in the cross embankments, and it may be allowed to flow from one flat to another and ultimately into the river. In November the waters have passed off; and whenever a man can walk over the mud with a pair of bullocks, it is roughly turned over with a wooden plough, or merely the branch of a tree, and the wheat or barley crop is immediately sown. So soaked is the soil after the flood, that the grain germinates, sprouts, and ripens in April, without a shower of rain or any other watering.
Until the 19th century, large-scale irrigation in Egypt was only done during the Nile flood. Along each side of the river and following its path, earthen embankments were built high enough to withstand the highest floods. In Upper Egypt, where the valley rarely exceeds 6 meters in width, a series of cross embankments were constructed, connecting to those along the Nile at their inner ends and to the sloping valley sides at their outer ends. This entire area has been divided into a series of rectangular sections, bordered by embankments on three sides and the desert slopes on the fourth. These sections range from 60,000 to 1,500 or 2,000 acres in size. Throughout Egypt, the Nile has a delta-like structure; the slope of the valley moves away from the river rather than toward it. Therefore, when the Nile is low, it’s easy to dig short, deep canals in the riverbanks that fill with water as the flood rises, bringing the nutrient-rich water onto these flat areas. The water remains there for a month or more, around 3 feet deep, leaving behind mud. At the end of the flood, the nearly clear water can either be drained directly back into the receding river or let flow from one flat to another through cuts in the cross embankments, eventually making its way back to the river. By November, the waters recede; and once a person can walk over the mud with a pair of bullocks, the soil is roughly turned with a wooden plow or simply with a tree branch, and wheat or barley is immediately sown. The soil is so saturated after the flood that the grain germinates, sprouts, and ripens by April, without the need for rain or any additional watering.
In Lower Egypt this system was somewhat modified, but it was the same in principle. No other was known in the Nile Valley until the country fell, early in the 19th century, under the vigorous rule of Mehemet Ali Pasha. He soon recognized that with such a climate and soil, with a teeming population, and with the markets of Europe so near they might produce in Egypt something more profitable than wheat and maize. Cotton and sugar-cane would fetch far higher prices, but they could only be grown while the Nile was low, and they required water at all seasons.
In Lower Egypt, this system was slightly adjusted, but the basic principles remained the same. No other system was known in the Nile Valley until the country came under the strong leadership of Mehemet Ali Pasha in the early 19th century. He quickly realized that with such a climate and fertile land, a booming population, and the European markets so close, Egypt could grow something more profitable than wheat and corn. Cotton and sugarcane could sell for much higher prices, but they could only be cultivated when the Nile was low, and they needed water throughout the year.
It has already been said that the rise of the Nile is about 25½ ft., so that a canal constructed to draw water out of the river while at its lowest must be 25½ ft. deeper than if it is intended to draw off only during the highest Irrigation during low Nile. floods. Mehemet Ali began by deepening the canals of Lower Egypt by this amount, a gigantic and futile task; for as they had been laid out on no scientific principles, the deep channels became filled with mud during the first flood, and all the excavation had to be done over again, year after year. With a serf population even this was not impossible; but as the beds of the canals were graded to no even slope, it did not follow that if water entered the head it would flow evenly on. As the river daily fell, of course the water in the canals fell too, and since they were never dug deep enough to draw water from the very bottom of the river, they occasionally ran dry altogether in the month of June, when the river was at its lowest, and when, being the month of greatest heat, water was more than ever necessary for the cotton crop. Thus large tracts which had been sown, irrigated, weeded and nurtured for perhaps three months perished in the fourth, while all the time the precious Nile water was flowing useless to the sea. The obvious remedy was to throw a weir across each branch of the river to control the water and force it into canals taken from above it. The task of constructing this great work was committed to Mougel Bey, a French engineer of ability, who designed and The Nile Barrage. constructed the great barrage across the two branches of the Nile at the apex of the delta, about 12 m. north of Cairo (fig. 2). It was built to consist of two bridges—one over the eastern or Damietta branch of the river having 71 arches, the other, over the Rosetta branch, having 61 arches, each arch being of 5 metres or 16.4 ft. span. The building was all of stone, the floors of the arches were inverts. The height of pier from edge of flooring to spring of arch was 28.7 ft., the spring of the arch being about the surface-level of maximum flood. The arches were designed to be fitted with self-acting drop gates; but they were not a success, and were only put into place on the Rosetta branch. The gates were intended to hold up the water 4.5 metres, or 14.76 ft., and to divert it into three main canals—the Behera on the west, the Menufia in the centre and the Tewfikia on the east. The river was thus to be emptied, and to flow through a whole network of canals, watering all Lower Egypt. Each barrage was provided with locks to pass Nile boats 160 by 28 ft. in area.
It has already been mentioned that the rise of the Nile is about 25½ feet, so a canal built to draw water from the river when it's at its lowest must be 25½ feet deeper than one that only takes water during the highest floods. Mehemet Ali started by deepening the canals of Lower Egypt by this amount, which was a massive and pointless endeavor; since they had been designed without any scientific principles, the deep channels filled with mud during the first flood, requiring all the excavation to be done over again, year after year. With a population of serfs, even this was not impossible, but since the bottoms of the canals were not graded evenly, water entering at one end didn't flow uniformly. As the river level dropped each day, the water in the canals dropped too, and since they were never dug deep enough to draw water from the very bottom of the river, they occasionally dried up completely in June, when the river was at its lowest, and when, due to the intense heat, water was needed most for the cotton crop. This meant that large areas that had been planted, irrigated, weeded, and nurtured for maybe three months perished in the fourth month, while the precious Nile water flowed uselessly into the sea. The obvious solution was to put a weir across each branch of the river to control the water flow and direct it into canals leading from above. The responsibility for constructing this major work was given to Mougel Bey, a skilled French engineer, who designed and built the great barrage across the two branches of the Nile at the apex of the delta, about 12 kilometers north of Cairo. It was designed to consist of two bridges—one over the eastern or Damietta branch of the river with 71 arches, and the other over the Rosetta branch with 61 arches, each arch spanning 5 meters or 16.4 feet. The construction was entirely of stone, with the arch floors being inverted. The height of the pier from the edge of the flooring to the spring of the arch was 28.7 feet, with the spring being at about the maximum flood surface level. The arches were meant to be fitted with self-acting drop gates; however, they were not successful and were only installed on the Rosetta branch. The gates were designed to hold back the water by 4.5 meters, or 14.76 feet, and to redirect it into three main canals—the Behera on the west, the Menufia in the center, and the Tewfikia on the east. This way, the river was to be emptied and flow through a whole network of canals, irrigating all of Lower Egypt. Each barrage was equipped with locks to accommodate Nile boats measuring 160 by 28 feet.
 |
| Fig. 2.—Map showing the Damietta and Rosetta dams on the Nile. |
Mougel’s barrage, as it may now be seen, is a very imposing and stately work. Considering his want of experience of such rivers as the Nile, and the great difficulties he had to contend with under a succession of ignorant Turkish rulers, it would be unfair to blame him because, until it fell into the hands of British engineers in 1884, the work was condemned as a hopeless failure. It took long years to complete, at a cost which can never be estimated, since much of it was done by serf labour. In 1861 it was at length said to be finished; but it was not until 1863 that the gates of the Rosetta branch were closed, and they were reopened again immediately, as a settlement of the masonry took place. The experiment was repeated year after year till 1867, when the barrage cracked right across from foundation to top. A massive coffer-dam was then erected, covering the eleven arches nearest the crack; but the work was never trusted again, nor the water-surface raised more than about 3 ft.
Mougel’s barrage, as we can see now, is a very impressive and grand structure. Given his lack of experience with rivers like the Nile and the significant challenges he faced under a series of unskilled Turkish rulers, it wouldn't be fair to criticize him for the fact that, until it was taken over by British engineers in 1884, the project was deemed a complete failure. It took many years to finish, at a cost that can never be fully calculated since much of it was built with forced labor. In 1861, it was finally declared finished; however, it wasn't until 1863 that the gates of the Rosetta branch were closed, and they were immediately reopened because the masonry shifted. This process was repeated year after year until 1867, when the barrage cracked from top to bottom. A large coffer-dam was then built over the eleven arches closest to the crack, but the structure was never trusted again, and the water level was raised by no more than about 3 ft.
An essential part of the barrage project was the three canals, taking their water from just above it, as shown in fig. 2. The heads of the existing old canals, taken out of the river at intervals throughout the delta, were to be closed, and the canals themselves all put into connexion with the three high-level trunk lines taken from above the barrage. The central canal, or Menufia, was more or less finished, and, although full of defects, has done good service. The eastern canal was never dug at all until 848 the British occupation. The western, or Behera, canal was dug, but within its first 50 m. it passes through desert, and sand drifted into it. Corvées of 20,000 men used to be forced to clear it out year after year, but at last it was abandoned. Thus the whole system broke down, the barrage was pronounced a failure, and attention was turned to watering Lower Egypt by a system of gigantic pumps, to raise the water from the river and discharge it into a system of shallow surface-canals, at an annual cost of about £250,000, while the cost of the pumps was estimated at £700,000. Negotiations were on foot for carrying out this system when the British engineers arrived in Egypt. They soon resolved that it would be very much better if the original scheme of using the barrage could be carried out, and after a careful examination of the work they were satisfied that this could be done. The barrage rests entirely on the alluvial bed of the Nile. Nothing more solid than strata of sand and mud is to be found for more than 200 ft. below the river. It was out of the question, therefore, to think of founding on solid material, and yet it was desired to have a head of water of 13 or 14 ft. upon the work. Of course, with such a pressure as this, there was likely to be percolation under the foundations and a washing-out of the soil. It had to be considered whether this percolation could best be checked by laying a solid wall across the river, going down to 50 or 60 ft. below its bed, or by spreading out the foundations above and below the bridge, so as to form one broad water-tight flooring—a system practised with eminent success by Sir Arthur Cotton in Southern India. It was decided to adopt the latter system. As originally designed, the flooring of the barrage from up-stream to downstream face was 111.50 ft. wide, the distance which had to be travelled by water percolating under the foundations. This width of flooring was doubled to 223 ft., and along the upstream face a line of sheet piling was driven 16 ft. deep. Over the old flooring was superposed 15 in. of the best rubble masonry, an ashlar floor of blocks of close-grained trachyte being laid directly under the bridge, where the action was severest. The working season lasted only from the end of November to the end of June, while the Nile was low; and the difficulty of getting in the foundations was increased, as, in the interests of irrigation and to supply the Menufia canal, water was held up every season while the work was in progress to as much as 10 ft. The work was begun in 1886, and completed in June 1890. Moreover, in the meantime the eastern, or Tewfikia, canal was dug and supplied with the necessary masonry works for a distance of 23 m., to where it fed the network of old canals. The western, or Behera, canal was thoroughly cleared out and remodelled; and thus the whole delta irrigation was supplied from above the barrage.
An essential part of the barrage project was the three canals, drawing water from just above it, as shown in fig. 2. The heads of the existing old canals, extracted from the river at intervals throughout the delta, were to be closed, and the canals were all to be connected with the three high-level trunk lines taken from above the barrage. The central canal, or Menufia, was mostly finished and, despite being full of defects, has been useful. The eastern canal wasn’t even dug until the British occupation. The western canal, or Behera, was dug, but in the first 50 meters, it passed through desert, leading to sand drifting into it. Corvées of 20,000 men were forced to clear it out year after year, but eventually, it was abandoned. Thus, the whole system collapsed, the barrage was deemed a failure, and focus shifted to irrigating Lower Egypt using massive pumps to raise water from the river and discharge it into shallow surface canals at an annual cost of about £250,000, while the cost of the pumps was estimated at £700,000. Negotiations were underway to implement this system when the British engineers arrived in Egypt. They quickly concluded that it would be much better if the original plan of using the barrage could be executed, and after carefully examining the project, they were convinced this could be done. The barrage rests entirely on the alluvial bed of the Nile. Nothing more solid than sand and mud can be found for over 200 feet below the river. Thus, it was impossible to consider a foundation on solid material, yet there was a desire to maintain a head of water of 13 or 14 feet on the structure. With such pressure, percolation under the foundations and soil washing out was a concern. It had to be considered whether to best prevent this percolation by laying a solid wall across the river down to 50 or 60 feet below its bed or by spreading out the foundations above and below the bridge to form one broad water-tight flooring— a method that had seen great success with Sir Arthur Cotton in Southern India. They decided to go with the latter approach. Originally, the flooring of the barrage from upstream to downstream side was 111.50 feet wide, the distance water had to travel while percolating under the foundations. This width was doubled to 223 feet, and along the upstream side, a line of sheet piling was driven 16 feet deep. On top of the old flooring, 15 inches of high-quality rubble masonry was placed, with an ashlar floor of close-grained trachyte blocks laid directly under the bridge, where the pressure was greatest. The working season lasted only from late November to the end of June, while the Nile was low, and it was challenging to lay the foundations since, for irrigation purposes and to supply the Menufia canal, water levels were maintained at up to 10 feet during the work. The project started in 1886 and was completed in June 1890. Additionally, during this time, the eastern canal, or Tewfikia, was dug and provided with the necessary masonry for a distance of 23 meters, where it connected with the network of old canals. The western canal, or Behera, was thoroughly cleared and remodelled; thus, the entire delta irrigation was supplied from above the barrage.
The outlay on the barrage between 1883 and 1891 amounted to about £460,000. The average cotton crop for the 5 years preceding 1884 amounted to 123,000 tons, for the 5 years ending 1898 it amounted to 251,200 tons. At the low rate of £40 per ton, this means an annual increase to the wealth of Lower Egypt of £5,128,000. Since 1890 the barrage has done its duty without accident, but a work of such vast importance to Lower Egypt required to be placed beyond all risk. It having been found that considerable hollow spaces existed below the foundations of some of the piers, five bore-holes from the top of the roadway were pierced vertically through each pier of both barrages, and similar holes were drilled at intervals along all the lock walls. Down these holes cement grout was injected under high pressure on the system of Mr Kinipple. The work was successfully carried out during the seasons 1896 to 1898. During the summer of 1898 the Rosetta barrage was worked under a pressure of 14 ft. But this was looked on as too near the limit of safety to be relied on, and in 1899 subsidiary weirs were started across both branches of the river a short distance below the two barrages. These were estimated to cost £530,000 altogether, and were to stand 10.8 ft. above the river’s bed, allowing the water-surface up-stream of the barrage to be raised 7.2 ft., while the pressure on that work itself would not exceed 10 ft. These weirs were satisfactorily completed in 1901.
The total cost of the barrage between 1883 and 1891 was about £460,000. The average cotton crop for the five years before 1884 was 123,000 tons, while for the five years ending in 1898, it was 251,200 tons. At a low rate of £40 per ton, this translates to an annual increase in wealth for Lower Egypt of £5,128,000. Since 1890, the barrage has functioned without any issues, but a project of such significance for Lower Egypt needed to be safeguarded against any risks. It was discovered that there were substantial hollow spaces beneath the foundations of some of the piers, so five boreholes were drilled vertically through each pier of both barrages from the top of the roadway, and similar holes were made at intervals along all the lock walls. High-pressure cement grout was injected into these holes using Mr. Kinipple's system. This work was successfully completed between 1896 and 1898. During the summer of 1898, the Rosetta barrage operated under a pressure of 14 ft. However, this was considered too close to the safety limit to be dependable, so in 1899, additional weirs were initiated across both branches of the river just downstream of the two barrages. The total estimated cost for these was £530,000, and they were designed to stand 10.8 ft. above the riverbed, raising the water surface upstream of the barrage by 7.2 ft., while ensuring that the pressure on the work itself would not exceed 10 ft. These weirs were successfully completed in 1901.
The barrage is the greatest, but by no means the only important masonry work in Lower Egypt. Numerous regulating bridges and locks have been built to give absolute control of the water and facilities for navigation; and since 1901 a second weir has been constructed opposite Zifta, across the Damietta branch of the Nile, to improve the irrigation of the Dakhilia province.
The barrage is the biggest, but it's certainly not the only significant masonry project in Lower Egypt. Many regulating bridges and locks have been constructed to ensure complete control over the water and provide navigation facilities; since 1901, a second weir has been built near Zifta, spanning the Damietta branch of the Nile, to enhance irrigation in the Dakhilia province.
In the earlier section of this article it is explained how necessary it is that irrigation should always be accompanied by drainage. This had been totally neglected in Egypt; but very large sums have been spent on it, and the country is now covered with a network of drains nearly as complete as that of the canals.
In the earlier section of this article, it’s explained how important it is for irrigation to always go hand in hand with drainage. This was completely overlooked in Egypt; however, a significant amount of money has been invested in it, and now the country has a drainage system that is almost as extensive as the canal network.
The ancient system of basin irrigation is still pursued in Upper Egypt, though by the end of 1907 over 320,000 feddans of land formerly under basin irrigation had been given, at a cost of over £E3,000,000, perennial irrigation. Basin irrigation of Upper Egypt. This conversion work was carried out in the provinces situated between Cairo and Assiut, a region sometimes designated Middle Egypt. The ancient system seems simple enough; but in order really to flood the whole Nile Valley during seasons of defective as well as favourable floods, a system of regulating sluices, culverts and syphons is necessary; and for want of such a system it was found, in the feeble flood of 1888, that there was an area of 260,000 acres over which the water never flowed. This cost a loss of land revenue of about £300,000, while the loss of the whole season’s crop to the farmer was of course much greater. The attention of the British engineers was then called to this serious calamity; and fortunately for Egypt there was serving in the country Col. J. C. Ross, R.E., an officer who had devoted many years of hard work to the irrigation of the North-West Provinces of India, and who possessed quite a special knowledge as well as a glowing enthusiasm for the subject. Fortunately, too, it was possible to supply him with the necessary funds to complete and remodel the canal system. When the surface-water of a river is higher than the fields right and left, there is nothing easier than to breach the embankments and flood the fields—in fact, it may be more difficult to prevent their being flooded than to flood them—but in ordinary floods the Nile is never higher than all the bordering lands, and in years of feeble flood it is higher than none of them. To water the valley, therefore, it is necessary to construct canals having bed-slopes less than that of the river, along which the water flows until its surface is higher than that of the fields. If, for instance, the slope of the river be 4 in. per mile, and that of the canal 2 in. it is evident that at the end of a mile the water in the canal will be 2 in. higher than in the river; and if the surface of the land is 3 ft. higher than that of the river, the canal, gaining on it at 2 in. per mile, will reach the surface in 18 m., and from thence onwards will be above the adjoining fields. But to irrigate this upper 18 m., water must either be raised artificially, or supplied from another canal taking its source 18 m. farther up. This would, however, involve the country in great lengths of canal between the river and the field, and circumstances are not so unfavourable as this. Owing to the deltaic nature of the Nile Valley, the fields on the banks are 3 ft. above the flood, at 2 m. away from the banks they may not be more than 1 ft. above that level, so that the canal, gaining 2 in. per mile and receding from the river, will command the country in 6 m. The slope of the river, moreover, is taken in its winding course; and if it is 4 in. per mile, the slope of the axis of the valley parallel to which the canals may be made to flow is at least 6 in. per mile, so that a canal with a slope of 2 in. gains 4 in. per mile.
The old method of basin irrigation is still in use in Upper Egypt, even though by the end of 1907 over 320,000 feddans of land that used to be irrigated this way had switched to perennial irrigation at a cost of over £E3,000,000. Irrigation basins in Upper Egypt. This conversion happened in the provinces between Cairo and Assiut, a region sometimes referred to as Middle Egypt. The ancient system seems pretty straightforward; however, to effectively flood the entire Nile Valley during both weak and strong flood seasons, a system of regulating sluices, culverts, and siphons is needed. Without such a system, it was discovered during the low flood of 1888 that there were 260,000 acres where water never flowed. This resulted in a loss of land revenue of around £300,000, while the total loss of crops for farmers was significantly greater. The British engineers took notice of this serious issue; fortunately, Colonel J. C. Ross, R.E., who had spent years working on irrigation in the North-West Provinces of India and had a deep understanding and passion for the topic, was in the country at the time. Thankfully, he was provided with the necessary funds to complete and redesign the canal system. When the water level of a river is higher than the adjacent fields, it’s easy to breach the embankments and flood them—in fact, it might be harder to keep them from flooding than to flood them. However, during typical flood seasons, the Nile is never higher than all the surrounding lands, and in years with lower floods, it doesn’t surpass any of them. Therefore, to irrigate the valley, canals must be built with slopes less steep than that of the river so that the water can flow until its surface exceeds that of the fields. For example, if the river slopes at 4 inches per mile and the canal at 2 inches, the water in the canal will be 2 inches higher than in the river after one mile. If the land is 3 feet higher than the river, with the canal gaining 2 inches per mile, it will reach the land's surface in 18 miles and then be above the surrounding fields. However, to irrigate this upper 18 miles, water needs to be raised artificially or taken from a canal that starts 18 miles upstream. This would require extensive canal lengths between the river and the fields, which is not ideal. Due to the nature of the Nile Delta, the fields along the banks are 3 feet above the flood level, and 2 miles away from the banks, they’re possibly only 1 foot higher than that level. So, with the canal gaining 2 inches per mile and moving away from the river, it will control the surrounding land in 6 miles. Additionally, the river's slope is measured along its winding course; if it’s 4 inches per mile, the slope of the valley's axis, along which the canals can be made to flow, is at least 6 inches per mile, meaning a canal with a 2-inch slope gains 4 inches per mile.
The system of having one canal overlapping another has one difficulty to contend with. Occasionally the desert cliffs and slopes come right down to the river, and it is difficult, if not impossible, to carry the higher-level canals past these obstructions. It should also be noticed that on the higher strip bordering the river it is the custom to take advantage of its nearness to raise water by pumps, or other machinery, and thereby to grow valuable crops of sugar-cane, maize or vegetables. When the 849 river rises, these crops, which often form a very important part of the year’s produce and are termed Nabári, are still in the ground, and they require water in moderate and regulated quantities, in contradistinction to the wholesale flooding of the flats beyond. Fig. 3 will serve to explain this system of irrigation, the firm lines representing canals, the dotted lines embankments. It will be seen, beginning on the east or right bank of the river, that a high-level canal from an upper system is carried past a steep slope, where perhaps it is cut entirely out of rock, and it divides into two. The right branch waters all the desert slopes within its reach and level. The left branch passes, by a syphon aqueduct, under what is the main canal of the system, taken from the river close at hand (and therefore at a lower level). This left branch irrigates the Nabári on the high lands bordering the river. In years of very favourable flood this high-level canal would not be wanted at all; the irrigation could be done from the main canal, and with this great advantage, that the main canal water would carry with it much more fertilizing matter than would be got from the tail of the high-level canal, which left the river perhaps 25 m. up. The main canal flows freely over the flats C and D, and, if the flood is good, over B and part of A. It is carried round the next desert point, and to the north becomes the high-level canal. The masonry works required for this system are a syphon to pass the high level under the main canal near its head, bridges fitted with sluices where each canal passes under an embankment, and an escape weir at the tail of the system, just south of the desert point, to return surplus water to the river. Turning to the left bank, there is the same high-level canal from the upper system irrigating the basins K, P and L, as well as the large basin E in such years as it cannot be irrigated from the main canal. Here there are two main canals—one following the river, irrigating a series of smaller basins, and throwing out a branch to its left, the other passing under the desert slopes and supplying the basins F, G, H and S. For this system two syphons will be required near the head, regulating bridges under all the embankments, and an escape weir back into the river.
The setup of having one canal over another has one issue to face. Sometimes, the desert cliffs and slopes drop directly to the river, making it tough, if not impossible, to route the higher-level canals around these barriers. It's also worth noting that on the higher strip next to the river, it’s common practice to use pumps or other machinery to draw water and grow valuable crops like sugar cane, corn, or vegetables. When the river rises, these crops, which often represent a significant part of the annual yield and are called Nabári, are still in the ground and need water in controlled, moderate amounts, unlike the large-scale flooding of the flats beyond. Fig. 3 will help illustrate this irrigation system, with solid lines representing canals and dotted lines showing embankments. Starting on the east or right bank of the river, you can see a high-level canal from an upper system running past a steep slope, which might be completely carved out of rock, and then it splits into two. The right branch irrigates all the desert slopes it can reach. The left branch goes under what is the main canal of the system using a siphon aqueduct, drawing from the river nearby (and thus at a lower level). This left branch waters the Nabári on the high lands next to the river. In years with very favorable flooding, this high-level canal wouldn’t be needed at all; irrigation could be managed from the main canal, with the added benefit that the water from the main canal carries much more fertilizing material than what would come from the end of the high-level canal, which might start about 25 m up from the river. The main canal flows freely across the flats C and D, and if the flooding is good, it can also cover B and part of A. It goes around the next desert point and heads north to become the high-level canal. The masonry structures needed for this system include a siphon to pass the high level under the main canal near its start, bridges fitted with sluices where each canal goes under an embankment, and a weir at the end of the system, just south of the desert point, to return excess water to the river. On the left bank, there’s the same high-level canal from the upper system irrigating the basins K, P, and L, as well as the large basin E in years when it can’t be watered from the main canal. Here, there are two main canals—one following the river, irrigating a series of smaller basins and branching left, while the other runs under the desert slopes to supply the basins F, G, H, and S. This system will require two siphons near the start, regulating bridges under all the embankments, and a weir to return water back into the river.
 |
| Fig. 3.—Map of the Basin System of Irrigation. |
In the years following 1888 about 100 new masonry works of this kind were built in Upper Egypt, nearly 400 m. of new canal were dug, and nearly 300 m. of old canal were enlarged and deepened. The result has been, as already stated, that with a complete failure of the Nile flood the loss to the country has been trifling compared with that of 1877.
In the years after 1888, around 100 new masonry structures of this type were constructed in Upper Egypt, nearly 400 meters of new canal were excavated, and almost 300 meters of old canal were expanded and deepened. As mentioned earlier, the outcome has been that in the event of a total failure of the Nile flood, the financial impact on the country has been minor compared to the losses of 1877.
The first exception in Upper Egypt to the basin system of irrigation was due to the Khedive Ismail. The khedive, having acquired vast estates in the provinces of Assiut, Miniah, Beni-Suef and the Fayúm, resolved to grow sugar-cane on a very large scale, and with this object constructed a very important perennial canal, named the Ibrahimia, taking out of the left bank of the Nile at the town of Assiut, and flowing parallel to the river for about 200 m., with an important branch which irrigates the Fayúm. This canal was badly constructed, and by entirely blocking the drainage of the valley did a great deal of harm to the lands. Most of its defects had been remedied, but one remained. There being at its head no weir across the Nile, the water in the Ibrahimia canal used to rise and fall with that of the river, and so the supply was apt to run short during the hottest months, as was the case with the canals of Lower Egypt before the barrage was built. To supply the Ibrahimia canal at all during low Nile, it had been necessary to carry on dredging operations at an annual cost of about £12,000. This has now been rectified, in the same way as in Lower Egypt, by the Assiut Weir and Esna Barrage. construction of a weir across the Nile, intended to give complete control over the river and to raise the water-surface 8.2 ft. The Assiut weir is constructed on a design very similar to that of the barrage in Lower Egypt. It consists of a bridge of 111 arches, each 5 metres span, with piers of 2 metres thickness. In each arch are fitted two gates. There is a lock 80 metres long and 16 metres wide at the left or western end of the weir, and adjoining it are the regulating sluices of the Ibrahimia canal. The Assiut weir across the Nile is just about half a mile long. The work was begun at the end of 1898 and finished early in 1902—in time to avert over a large area the disastrous effects which would otherwise have resulted from the low Nile of that year. The money value of the crops saved by the closing of the weir was not less than £E690,000. The conversion of the lands north of Assiut from basin to perennial irrigation began immediately after the completion of the Assiut weir and was finished by the end of 1908. To render the basin lands of the Kena province independent of the flood being bad or good, another barrage was built across the Nile at Esna at a cost of £1,000,000. This work was begun in 1906 and completed in 1909.
The first exception in Upper Egypt to the basin irrigation system was implemented by Khedive Ismail. He had acquired large estates in the provinces of Assiut, Miniah, Beni-Suef, and the Fayúm and decided to grow sugarcane on a large scale. To achieve this, he constructed a significant perennial canal called the Ibrahimia, which branches off from the left bank of the Nile at the town of Assiut and flows parallel to the river for about 200 meters, with a key branch that irrigates the Fayúm. This canal was poorly built and completely blocked the valley's drainage, causing considerable damage to the land. Most of its issues have been fixed, but one issue persisted. Since there was no weir at its source across the Nile, the water levels in the Ibrahimia canal fluctuated with the river, leading to shortages during the hottest months, similar to the canals of Lower Egypt before the barrage was constructed. To supply the Ibrahimia canal during low Nile periods, annual dredging operations costing around £12,000 were necessary. This has now been resolved, like in Lower Egypt, with the construction of a weir across the Nile, designed to provide complete control over the river and raise the water surface by 8.2 feet. The Assiut weir is designed similarly to the barrage in Lower Egypt. It consists of a bridge with 111 arches, each spanning 5 meters, and piers 2 meters thick. Each arch includes two gates. There is a lock that is 80 meters long and 16 meters wide at the left or western end of the weir, next to the regulating sluices of the Ibrahimia canal. The Assiut weir across the Nile is about half a mile long. Construction began at the end of 1898 and was completed early in 1902, just in time to prevent severe issues that would have occurred from the low Nile that year. The financial value of the crops saved by closing the weir was at least £E690,000. The conversion of the lands north of Assiut from basin to perennial irrigation started immediately after the Assiut weir was completed and was finished by the end of 1908. To make the basin lands of the Kena province independent of the river's flooding, another barrage was built across the Nile at Esna at a cost of £1,000,000. This project started in 1906 and was completed in 1909.
These works, as well as that in Lower Egypt, are intended to raise the water-surface above it, and to control the distribution of its supply, but in no way to store that supply. The idea of ponding up the superfluous flood discharge of the river is not a new one, and if Herodotus is to be believed, Storage. it was a system actually pursued at a very early period of Egyptian history, when Lake Moeris in the Fayúm was filled at each Nile flood, and drawn upon as the river ran down. When British engineers first undertook the management of Egyptian irrigation many representations were made to them of the advantage of storing the Nile water; but they consistently maintained that before entering on that subject it was their duty to utilize every drop of the water at their disposal. This seemed all the more evident, as at that time financial reasons made the construction of a costly Nile dam out of the question. Every year, however, between 1890 and 1902 the supply of the Nile during May and June was actually exhausted, no water at all flowing then out into the sea. In these years, too, owing to the extension of drainage works, the irrigable area of Egypt was greatly enlarged, so that if perennial cultivation was at all to be increased, it was necessary to increase the volume of the river, and this could only be done by storing up the flood supply. The first difficulty that presented itself in carrying this out, was that during the months of highest flood the Nile is so charged with alluvial matter that to pond it up then would inevitably lead to a deposit of silt in the reservoir, which would in no great number of years fill it up. It was found, however, that the flood water was comparatively free from deposit by the middle of November, while the river was still so high that, without injuring the irrigation, water might go on being stored up until March. Accordingly, when it was determined to construct a dam, it was decided that it should be supplied with sluices large enough to discharge unchecked the whole volume of the river as it comes down until the middle of November, and then to begin the storage.
These projects, along with those in Lower Egypt, aim to elevate the water level and control how it's distributed, but they're not meant to store that water. The concept of holding back the excess floodwater from the river isn't new. According to Herodotus, it was a practice in place during the early days of Egyptian history, when Lake Moeris in the Fayúm was filled with each Nile flood and accessed as the river receded. When British engineers took over the management of Egyptian irrigation, they were frequently told about the benefits of storing Nile water. However, they insisted that before discussing that, their priority was to make use of every drop of water available. This was particularly important since, at that time, financial constraints made building an expensive Nile dam impractical. Yet, every year between 1890 and 1902, the Nile's flow in May and June was completely depleted, with no water reaching the sea. During those years, the increase in drainage projects significantly expanded Egypt's cultivable land, meaning that if continuous farming was to be enhanced, the volume of water from the river had to be increased, which could only be achieved by storing the floodwaters. The first challenge that arose in implementing this plan was that during the peak flood months, the Nile is heavily laden with sediment, and holding it back then would quickly fill the reservoir with silt. However, it was discovered that by mid-November, the floodwaters were relatively sediment-free, and the river was still high enough to allow for storage without disrupting irrigation until March. Therefore, when it was decided to build a dam, it was agreed that it should have sluices large enough to allow the entire flow of the river to pass through unhindered until mid-November, after which storage could commence.
The site selected for the great Nile dam was at the head of the First Cataract above Assuan. A dyke of syenite granite here crosses the valley, so hard that the river had nowhere scoured a deep channel through it, and so it was found possible The Assuan Dam. to construct the dam entirely in the open air, without the 850 necessity of laying under-water foundations. The length of the dam is about 6400 ft.—nearly 1¼ m. The greatest head of water in it is 65 ft. It is pierced by 140 under-sluices of 150 sq. ft. each, and by 40 upper-sluices, each of 75 sq. ft. These, when fully open, are capable of discharging the ordinary maximum Nile flood of 350,000 cub. ft. per second, with a velocity of 15.6 ft. per second and a head of 6.6 ft. The top width of the dam is 23 ft., the bottom width at the deepest part about 82 ft. On the left flank of the dam there is a canal, provided with four locks, each 262 by 31 ft. in area, so that navigation is possible at all seasons. The storage capacity of the reservoir is about 3,750,000 millions of cub. ft., which creates a lake extending up the Nile Valley for about 200 m. The reservoir is filled yearly by March; after that the volume reaching the reservoir from the south is passed on through the sluices. In May, or earlier when the river is late in rising, when the demand for water increases, first the upper and then the under sluices are gradually opened, so as to increase the river supply, until July, when all the gates are open, to allow of the free passage of the flood. On the 10th of December 1902 this magnificent work was completed. The engineer who designed it was Sir W. Willcocks. The contractors were Messrs John Aird & Co., the contract price being £2,000,000. The financial treaties in which the Egyptian government were bound up prevented their ever paying so large a sum as this within five years; but a company was formed in London to advance periodically the sum due to the contractors, on receipt from the government of Egypt of promissory notes to pay sixty half-yearly instalments of £78,613, beginning on the 1st of July 1903. Protective works downstream of the dam were completed in 1906 at a cost of about £E304,000. It had been at first intended to raise the dam to a height which would have involved the submergence, for some months of every year, of the Philae temples, situated on an island just upstream of the dam. Had the natives of Egypt been asked to choose between the preservation of Ptolemy’s famed temple and the benefit to be derived from a considerable additional depth of water storage, there can be no question that they would have preferred the latter; but they were not consulted, and the classical sentiment and artistic beauty of the place, skilfully pleaded by archaeologists and artists, prevailed. In 1907, however, it was decided to carry out the plan as originally proposed and raise the dam 26 ft. higher. This would increase the storage capacity 2½ times, or to about 9,375,000 millions of cubic feet.
The site chosen for the great Nile dam was at the head of the First Cataract above Aswan. A dyke of syenite granite crosses the valley here, so hard that the river didn’t carve a deep channel through it, allowing for the dam to be built entirely above water, without needing underwater foundations. The Aswan Dam. The dam is about 6,400 ft. long—nearly 1¼ miles. The greatest height of water behind it is 65 ft. It has 140 under-sluices, each measuring 150 sq. ft., and 40 upper-sluices, each 75 sq. ft. Together, when fully open, they can discharge the normal maximum Nile flood of 350,000 cubic ft. per second, with a speed of 15.6 ft. per second and a height of 6.6 ft. The top width of the dam is 23 ft., while the bottom width at its deepest part is about 82 ft. On the left side of the dam, there’s a canal with four locks, each 262 by 31 ft. in area, allowing for navigation year-round. The reservoir has a storage capacity of about 3,750,000 million cubic ft., creating a lake extending up the Nile Valley for about 200 miles. The reservoir fills up by March each year; after that, the water flowing in from the south is released through the sluices. In May, or earlier if the river rises late and the demand for water increases, the upper sluices are gradually opened first, then the lower sluices, to boost the river supply until July, when all gates are open, allowing the flood to flow freely. This impressive project was completed on December 10, 1902. The engineer who designed it was Sir W. Willcocks. The contractors were Messrs John Aird & Co., with a contract price of £2,000,000. Financial agreements binding the Egyptian government prevented them from paying such a large sum within five years; however, a company was formed in London to periodically advance the amount due to the contractors, in exchange for promissory notes from the Egyptian government to repay in sixty half-yearly installments of £78,613, starting on July 1, 1903. Protective works downstream from the dam were completed in 1906 at a cost of about £E304,000. Initially, there were plans to raise the dam to a height that would submerge the Philae temples, located on an island just upstream of the dam, for several months each year. If the people of Egypt had been asked to choose between preserving Ptolemy's famous temple and benefiting from an increased depth of water storage, there’s no doubt they would have preferred the latter; but they were not consulted, and the classical sentiment and artistic beauty of the site, skillfully advocated by archaeologists and artists, prevailed. In 1907, however, it was decided to go ahead with the original plan and raise the dam by an additional 26 ft. This would increase the storage capacity to 2½ times, or about 9,375,000 million cubic feet.
There is no middle course of farming in Egypt between irrigation and desert. No assessment can be levied on lands which have not been watered, and the law of Egypt requires that in order to render land liable to taxation the water during the Nile flood must have flowed naturally over it. It is not enough that it should be pumped on to the land at the expense of the landowner. The tax usually levied is from £1 to £2 per acre.
There’s no in-between when it comes to farming in Egypt; it’s either irrigated land or desert. You can’t tax land that hasn’t been watered, and Egyptian law states that for land to be taxable, the water from the Nile’s flood must have naturally flowed over it. It’s not sufficient for the landowner to just pump water onto it. The usual tax ranges from £1 to £2 per acre.
See Sir W. Willcocks, Egyptian Irrigation (2nd ed., 1899); Sir C. C. Scott-Moncrieff, Lectures on Irrigation in Egypt. Professional Papers on the Corps of Royal Engineers, vol. xix. (London, 1893); Sir W. Garstin, Report upon the Basin of the Upper Nile. Egypt No. 2 (1904).
See Sir W. Willcocks, Egyptian Irrigation (2nd ed., 1899); Sir C. C. Scott-Moncrieff, Lectures on Irrigation in Egypt. Professional Papers on the Corps of Royal Engineers, vol. xix. (London, 1893); Sir W. Garstin, Report upon the Basin of the Upper Nile. Egypt No. 2 (1904).
V. India.—Allusion has already been made to the irrigation of India. The year 1878, which saw the end of a most disastrous famine, may be considered as the commencement of a new era as regards irrigation. It had at last been recognized that such famines must be expected to occur at no very long intervals of time, and that the cost of relief operations must not be met by increasing the permanent debt on the country, but by the creation of a famine relief and a famine insurance fund. For this purpose it was fixed that there should be an annual provision of Rx. 1,500,000, to be spent on: (1) relief, (2) protective works, (3) reduction of debt. Among protective works the first place was given to works of irrigation. These works were divided into three classes: (i.) productive works; (ii.) protective works; (iii.) minor works.
V. India.—There has already been a mention of India's irrigation system. The year 1878, which marked the end of a devastating famine, can be seen as the beginning of a new era in irrigation. It was finally acknowledged that such famines would likely occur at relatively short intervals and that the expenses for relief efforts should not be financed by increasing the country's permanent debt, but rather through the establishment of a famine relief and insurance fund. To that end, it was decided to allocate an annual budget of R1,500,000 for: (1) relief, (2) protective projects, (3) debt reduction. Among protective projects, irrigation works were given top priority. These works were categorized into three types: (i.) productive works; (ii.) protective works; (iii.) minor works.
Productive works, as their name implies, are such as may reasonably be expected to be remunerative, and they include all the larger irrigation systems. Their capital cost is provided from loan funds, and not from the relief funds mentioned above. In the seventeen years ending 1896-1897 the capital expenditure on such works was Rx. 10,954,948, including a sum of Rx. 1,742,246 paid to the Madras Irrigation Company as the price of the Kurnool-Cuddapah canal, a work which can never be financially productive, but which nevertheless did good service in the famine of 1896-1897 by irrigating 87,226 acres. In the famine year 1877-1878 the area irrigated by productive canals was 5,171,497 acres. In the famine year 1896-1897 the area was 9,571,779 acres, including an area of 123,087 acres irrigated on the Swat river canal in the Punjab. The revenue of the year 1879-1880 was nearly 6% on the capital outlay. In 1897-1898 it was 7½%. In the same seventeen years Rx. 2,099,253 were spent on the construction of protective irrigation works, not expected to be directly remunerative, but of great value during famine years. On four works of this class were spent Rx. 1,649,823, which in 1896-1897 irrigated 200,733 acres, a valuable return then, although in an ordinary year their gross revenue does not cover their working expenses. Minor works may be divided into those for which capital accounts have been kept and those where they have not. In the seventeen years ending 1896-1897, Rx. 827,214 were spent on the former, and during that year they yielded a return of 9.13%. In the same year the irrigation effected by minor works of all sorts showed the large area of 7,442,990 acres. Such are the general statistics of outlay, revenue and irrigated area up to the end of 1896-1897. The government might well be congratulated on having through artificial means ensured in that year of widespread drought and famine the cultivation of 27,326 sq. m., a large tract even in so large a country as India. And progress has been steadily made in subsequent years.
Productive works, as the name suggests, are those that can be expected to generate income, including all the major irrigation systems. Their capital costs come from loans, not the relief funds mentioned earlier. In the seventeen years leading up to 1896-1897, the total capital spending on these projects was Rx. 10,954,948, which included Rx. 1,742,246 paid to the Madras Irrigation Company for the Kurnool-Cuddapah canal, a project that will never be financially productive, but which still provided valuable support during the famine of 1896-1897 by irrigating 87,226 acres. In the famine year of 1877-1878, productive canals irrigated 5,171,497 acres. In the famine year of 1896-1897, the area served was 9,571,779 acres, including 123,087 acres irrigated by the Swat River canal in Punjab. The revenue for the year 1879-1880 was nearly 6% of the capital investment. In 1897-1898, it rose to 7½%. During the same seventeen years, Rx. 2,099,253 was spent on protective irrigation projects, which are not expected to directly generate income but are extremely valuable during famine years. On four projects of this type, Rx. 1,649,823 was spent, which in 1896-1897 irrigated 200,733 acres, a significant benefit at that time, even though in a normal year, their total revenue doesn’t cover their operational costs. Minor projects can be categorized into those with capital accounts and those without. In the seventeen years ending 1896-1897, Rx. 827,214 was spent on the first category, and during that year, they yielded a return of 9.13%. In the same year, minor works collectively irrigated a substantial area of 7,442,990 acres. These are the general statistics on spending, revenue, and irrigated area up to the end of 1896-1897. The government can indeed be commended for using artificial means to facilitate the cultivation of 27,326 square miles during a year of severe drought and famine, a considerable area even in a vast country like India. Progress has continued steadily in the following years.
Some description will now be given of the chief of these irrigation works. Beginning with the Punjab, the province in which most progress has been made, the great Sutlej canal, which irrigates the country to the left of that river, was opened in 1882, and the Western Jumna canal (perhaps the oldest in India) was extended into the dry Hissar and Sirsa districts, and generally improved so as to increase by nearly 50% its area of irrigation between 1878 and 1897. Perhaps this is as much as can well be done with the water at command for the country between the Sutlej and the Jumna, and it is enough to secure it for ever from famine. The Bari Doab canal, which irrigates the Gurdaspur, Amritsar and Lahore districts, has been enlarged and extended so as to double its irrigation since it was projected in 1877-1878. The Chenab canal, the largest in India and the most profitable, was only begun in 1889. It was designed to command an area of about 2½ million acres, and to irrigate annually rather less than half that area. This canal flows through land that in 1889 was practically desert. From the first arrangements were made for bringing colonists in from the more congested parts of India. The colonization began in 1892. Nine years later this canal watered 1,830,525 acres. The population of the immigrant colony was 792,666, consisting mainly of thriving and prosperous peasants with occupancy rights in holdings of about 28 acres each. The direct revenue of this canal in 1906 was 26% on the capital outlay. The Jhelum canal was opened on the 30th of October, 1901. It is a smaller work than the Chenab, but it is calculated to command 1,130,000 acres, of which at least half will be watered annually. A much smaller work, but one of great interest, is the Swat river canal in the Peshawar valley. It was never expected that this would be a remunerative work, but it was thought for political reasons expedient to construct it in order to induce turbulent frontier tribes to settle down into peaceful agriculture. This has had a great measure of success, and the canal itself has proved remunerative, irrigating 123,000 acres in 1896-1897. A much greater scheme than any of the above is that of the Sind Sagar canal, projected from the left bank of the Indus opposite Kalabagh, to irrigate 1,750,000 acres at a cost of Rx. 6,000,000. Another great canal scheme for the Punjab 851 proposed to take off from the right bank of the Sutlej, and to irrigate about 600,000 acres in the Montgomery and Multan districts, at a cost of Rx. 2,500,000. These three last projects would add 2,774,000 acres to the irrigated area of the province, and as they would flow through tracts almost unpeopled, they would afford a most valuable outlet for the congested districts of northern India. In addition to these great perennial canals, much has been done since 1878 in enlarging and extending what are known as the “inundation canals” of the Punjab, which utilize the flood waters in the rivers during the monsoon season and are dry at other times. By these canals large portions of country throughout most of the Punjab are brought under cultivation, and the area thus watered has increased from about 180,000 to 500,000 acres since 1878.
Some description will now be given of the main irrigation projects. Starting with Punjab, the province where the most progress has been made, the great Sutlej Canal, which irrigates the land to the left of that river, was opened in 1882. The Western Jumna Canal (possibly the oldest in India) was extended into the dry districts of Hissar and Sirsa and generally improved, increasing its irrigated area by nearly 50% between 1878 and 1897. This is likely the maximum that can be achieved with the available water for the area between the Sutlej and the Jumna rivers, and it’s sufficient to protect it from famine indefinitely. The Bari Doab Canal, which irrigates the Gurdaspur, Amritsar, and Lahore districts, has been enlarged and extended to double its irrigation capacity since it was planned in 1877-1878. The Chenab Canal, the largest and most profitable in India, was only started in 1889. It was designed to cover an area of about 2.5 million acres, with annual irrigation for just under half that area. This canal runs through land that was virtually desert in 1889. From the outset, plans were made to bring settlers in from the more crowded parts of India. Colonization began in 1892. Nine years later, this canal had irrigated 1,830,525 acres. The population of the immigrant colony reached 792,666, primarily consisting of successful peasants with occupancy rights to about 28 acres each. The revenue from this canal in 1906 was 26% of the initial investment. The Jhelum Canal was opened on October 30, 1901. It’s a smaller project compared to the Chenab but is expected to cover 1,130,000 acres, with at least half being irrigated each year. A much smaller project, but one of significant interest, is the Swat River Canal in the Peshawar Valley. It was never anticipated to be profitable, but for political reasons, it was deemed necessary to construct it to encourage troublesome frontier tribes to adopt peaceful farming. This has been largely successful, and the canal has proven profitable, irrigating 123,000 acres in 1896-1897. A larger scheme than any of the above is the Sind Sagar Canal, planned to be built from the left bank of the Indus opposite Kalabagh, aiming to irrigate 1,750,000 acres at a cost of Rx. 6,000,000. Another major canal project for Punjab proposes to branch off from the right bank of the Sutlej and irrigate about 600,000 acres in the Montgomery and Multan districts, at a cost of Rx. 2,500,000. These last three projects would add 2,774,000 acres to the irrigated area of the province, and since they would run through largely uninhabited regions, they would provide a valuable outlet for the overcrowded districts of northern India. In addition to these major perennial canals, significant progress has been made since 1878 in expanding and extending the so-called “inundation canals” of Punjab, which use floodwaters during the monsoon season and are dry at other times. These canals allow large areas of land across most of Punjab to be cultivated, increasing the irrigated area from around 180,000 to 500,000 acres since 1878.
It is on inundation canals such as these that the whole cultivation of Sind depends. In 1878 the area was about 1,500,000 acres; in 1896-1897 it had increased to 2,484,000 acres. This increase was not due to famine in Sind, for that rainless province depends always on the Indus, as Egypt does on the Nile, and where there is no rainfall there can be no drought. But the famine prices obtained for agricultural produce doubtless gave an impetus to cultivation. In Sind, too, there is room for much increase of irrigation. It has been proposed to construct two new canals, the Jamrao and the Shikárpur, and to improve and extend three existing canals—Nasrat, Naulakhi and Dad. The total cost of these five projects, some of which are now in progress, was estimated at Rx. 1,596,682, and the extension of irrigation at 660,563 acres.
It is on irrigation canals like these that the entire cultivation of Sind relies. In 1878, the area was about 1,500,000 acres; by 1896-1897, it had grown to 2,484,000 acres. This growth wasn't due to famine in Sind, as that dry region always depends on the Indus, much like Egypt relies on the Nile, and where there's no rainfall, there can't be drought. However, the high prices for agricultural products during famine likely boosted cultivation. In Sind, there’s also potential for a lot more irrigation. There are plans to build two new canals, the Jamrao and the Shikárpur, and to improve and expand three existing canals—Nasrat, Naulakhi, and Dad. The total cost for these five projects, some of which are already underway, was estimated at Rx. 1,596,682, with the expansion of irrigation covering 660,563 acres.
Turning from the basin of the Indus to that of the Ganges, the commissioners appointed to report on the famine of 1896-1897 found that in the country between the Ganges and the Jumna little was left to be done beyond the completion of some distributary channels. The East India Company’s great work, the Ganges canal, constructed between 1840 and 1854 before there was a mile of railway open in India, still holds its place unsurpassed among later irrigation work for boldness of design and completeness of execution, a lasting monument to the genius of Sir Proby Cautley, an officer of the Bengal Artillery, but a born engineer. Ever since 1870 consideration has been given to projects for irrigating the fertile province of Oudh by means of a great canal to be drawn from the river Sarda. The water is there in abundance, the land is well adapted for irrigation, but as there is a considerable rainfall, it is doubtful whether the scheme would prove remunerative, and a large section of the landowners have hitherto opposed it, as likely to waterlog the country. Among the four protective works of irrigation which were said above to have irrigated 200,733 acres in 1896-1897, one of the most important is the Betwa canal, in the parched district of Bundelkhand. This canal has cost Rx. 428,086, and causes an annual loss to the state in interest and working expenses of about Rx. 20,000. It irrigated, however, in 1896-1897 an area of 87,306 acres, raising crops valued at Rx. 231,081, or half the cost of the canal, so it may be said to have justified its construction. A similar canal from the river Ken in the same district has been constructed. Proceeding farther east, we find very satisfactory progress in the irrigation of southern Behar, effected by the costly system of canals drawn from the river Sone. In 1877-1878 these canals irrigated 241,790 acres. Rapid progress was not expected here, and 792,000 acres was calculated as being the maximum area that could be covered with the water supply available. In the five years preceding 1901-1902 the average irrigated area was 463,181 acres, and during that year the area was 555,156 acres, the maximum ever attained.
Turning from the Indus River basin to the Ganges, the commissioners assigned to report on the famine of 1896-1897 discovered that in the region between the Ganges and the Jumna, little was left to do aside from completing some distributary channels. The East India Company’s significant project, the Ganges canal, built between 1840 and 1854 before a single mile of railway existed in India, remains unmatched among later irrigation projects for its bold design and thorough execution, standing as a lasting tribute to the talent of Sir Proby Cautley, an officer of the Bengal Artillery and a natural engineer. Since 1870, there have been discussions about irrigation projects for the fertile province of Oudh, which would use a major canal sourced from the Sarda River. There is plenty of water available, and the land is well-suited for irrigation, but due to significant rainfall, it’s uncertain whether the project would be profitable, and many landowners have opposed it, fearing it would saturate the area. Among the four key irrigation projects mentioned earlier that irrigated 200,733 acres in 1896-1897, one of the most notable is the Betwa canal in the arid Bundelkhand district. This canal cost Rx. 428,086 and incurs an annual loss of about Rx. 20,000 in interest and operating expenses. However, it irrigated 87,306 acres in 1896-1897, producing crops valued at Rx. 231,081, which is about half the canal's cost, thus justifying its construction. A similar canal from the Ken River has also been built in the same district. Moving further east, we see very positive progress in irrigating southern Behar, achieved through an expensive canal system sourced from the Sone River. In 1877-1878, these canals irrigated 241,790 acres. Rapid expansion was not anticipated here, and the maximum irrigable area was estimated at 792,000 acres with the available water supply. In the five years leading up to 1901-1902, the average irrigated area was 463,181 acres, and during that year, the area reached 555,156 acres, the highest ever recorded.
The canal system of Orissa was never expected to be remunerative, since in five years out of six the local rainfall is sufficient for the rice crop. In 1878-1879 the area irrigated was 111,250 acres, and the outlay up to date was Rx. 1,750,000. In 1900-1901 the area was 203,540 acres, the highest ever attained, and the capital outlay amounted to Rx. 2,623,703. It should be mentioned in favour of these canals that although the irrigation is not of yearly value, they supply very important water communication through a province which, from its natural configuration, is not likely to be soon intersected by railways. If, moreover, such a famine were again to occur in Orissa as that of 1866-1867, there would be no doubt of the value of these fine canals.
The canal system in Orissa was never expected to be profitable, as local rainfall is sufficient for rice crops five out of six years. In 1878-1879, the irrigated area was 111,250 acres, and the total investment up to that point was Rx. 1,750,000. By 1900-1901, the irrigated area reached 203,540 acres, the highest ever, with a capital investment of Rx. 2,623,703. It’s worth mentioning that while the irrigation may not provide annual benefits, the canals offer vital water transport in a region unlikely to be soon served by railways due to its natural layout. Furthermore, if a famine similar to the one in 1866-1867 were to strike Orissa again, there would be no doubt about the importance of these canals.
In the Madras presidency and in Mysore irrigation has long assumed a great importance, and the engineering works of the three great deltas of the Godavari, Kistna and Cauvery, the outcome of the genius and indefatigable enthusiasm of Sir Arthur Cotton, have always been quoted as showing what a boon irrigation is to a country. In 1878 the total area of irrigation in the Madras presidency amounted to about 5,000,000 acres. The irrigation of the eight productive systems was 1,680,178 acres, and the revenue Rx. 739,778. In 1898 there were ten of these systems, with an irrigation area, as shown by the accompanying table, of 2,685,915 acres, and a revenue of Rx. 1,163,268:
In the Madras presidency and Mysore, irrigation has always been very important. The engineering projects of the three major deltas—the Godavari, Kistna, and Cauvery—thanks to the brilliance and tireless efforts of Sir Arthur Cotton, have often been cited as examples of how beneficial irrigation is to a country. In 1878, the total irrigated area in the Madras presidency was about 5,000,000 acres. The irrigation from the eight productive systems was 1,680,178 acres, generating a revenue of Rx. 739,778. By 1898, there were ten of these systems, with an irrigated area, as shown by the accompanying table, of 2,685,915 acres and a revenue of Rx. 1,163,268:
| Irrigation. | Area Watered. | Total Revenue. | Total Expenditure. | Net Revenue. | Capital and Indirect Charges. | Percentage of Net Revenue to Capital. |
| Major Works. | Acres. | Rx. | Rx. | Rx. | Rx. | |
| 1. Godavari Delta | 779,435 | 328,443 | 68,376 | 260,067 | 1,297,807 | 19.15 |
| 2. Kistna Delta | 520,373 | 254,579 | 74,142 | 180,437 | 1,319,166 | 13.18 |
| 3. Pennar Weir System | 70,464 | 28,160 | 5,937 | 23,123 | 189,919 | 7.59 |
| 4. Sangam System | 76,277 | 32,627 | 7,037 | 25,590 | 385,601 | 3.68 |
| 5. Kurnool Canal | 47,008 | 15,622 | 12,404 | 3,218 | 2,171,740 | .15 |
| 6. Barur Tank System | 4,421 | 1,162 | 385 | 777 | 4,250 | 1.39 |
| 7. Cauvery Delta | 989,808 | 434,346 | 43,464 | 390,882 | 199,458 | 44.87 |
| 8. Srivaikuntam System | 41,668 | 19,349 | 4,680 | 14,669 | 147,192 | 5.45 |
| 9. Periyar Project | 89,143 | 37,526 | 10,751 | 26,775 | 852,914 | .27 |
| 10. Rushikulya Canal | 67,318 | 11,454 | 3,678 | 7,776 | 464,423 | .54 |
| Total | 2,685,915 | 1,163,268 | 229,954 | 933,314 | 7,032,470 | 7.88 |
| Minor Works. | ||||||
| 23 Works for which Capital and | ||||||
| Revenue Accounts are kept | 535,813 | 200,558 | 34,655 | 165,903 | 1,693,878 | 4.44 |
| Minor Works for which such | ||||||
| Accounts are not kept | 3,131,009 | 830,175 | 193,295 | 636,880 | .. | .. |
| Grand Total | 6,352,737 | 2,194,001 | 457,904 | 1,736,097 | .. | .. |
In the three great deltas, and the small southern one that depends on the Srivaikuntam weir over the river Tumbraparni, extension and improvement works have been carried on. The Sangam and Pennar systems depend on two weirs on the river Pennar in the Nellore district, the former about 18 m. above and the latter just below the town of Nellore. The former irrigates on the left, the latter on the right bank of the river. This district suffered severely in the famine of 1877-1878, and the irrigation works were started in consequence. The Barur tank system in the Salem district was also constructed after the famine of 1877-1878. As yet it has not fulfilled expectations. The Periyar scheme has for its object both the addition of new irrigation and the safeguarding of that which exists in the district of Madura, a plain watered by means of a great number of shallow tanks drawing their supply from a very uncertain river, the Vaigai. This river takes its rise on the eastern slopes of the Ghat range of mountains, and just opposite to it, on the western face of the range, is the source of the river Periyar. The rainfall on the west very much exceeds that on the east, and the Periyar used to find its way by a short torrent 852 course to the sea, rendering no service to mankind. Its upper waters are now stemmed by a masonry dam 178 ft. high, forming a large lake, at the eastern end of which is a tunnel 5700 ft. long, piercing the watershed and discharging 1600 cub. ft. per second down the eastern side of the mountains into the river Vaigai. No bolder or more original work of irrigation has been carried out in India, and the credit of it is due to Colonel J. Pennycuick, C.S.I. The dam and tunnel were works of unusual difficulty. The country was roadless and uninhabited save by wild beasts, and fever and cholera made sad havoc of the working parties; but it was successfully accomplished. The last of those given in the table above was not expected to be remunerative, but it should prove a valuable protective against famine. The system consists of weirs over the rivers Gulleri, Mahanadi and Rushikulya in the backward province of Ganjam, south of Orissa. From these weirs flow canals altogether about 127 m. long, which, in connexion with two large reservoirs, are capable of irrigating 120,000 acres. In 1901 the works, though incomplete, already irrigated 67,318 acres.
In the three major river deltas, and the smaller southern one that relies on the Srivaikuntam weir over the Tumbraparni River, projects for expansion and improvement have been underway. The Sangam and Pennar systems depend on two weirs on the Pennar River in the Nellore district, with one located about 18 meters above and the other just below the town of Nellore. The former irrigates the left bank, while the latter irrigates the right bank of the river. This district was heavily impacted by the famine of 1877-1878, leading to the initiation of irrigation projects. The Barur tank system in the Salem district was also built after the 1877-1878 famine, but it has yet to meet expectations. The Periyar scheme aims to enhance irrigation and protect existing systems in the Madura district, which relies on numerous shallow tanks supplied by the uncertain Vaigai River. This river originates on the eastern slopes of the Ghat mountain range, while the Periyar River's source can be found just across on the western side. The rainfall on the western side is much higher than that on the eastern side, and the Periyar used to flow directly to the sea via a short, steep course, providing no benefit to people. Now, its upper waters are held back by a masonry dam 178 feet high, creating a large lake. At the eastern end of this lake, there is a 5,700-foot-long tunnel that passes through the watershed and releases 1,600 cubic feet per second down the eastern slopes into the Vaigai River. No more ambitious or innovative irrigation project has been undertaken in India, and credit for this goes to Colonel J. Pennycuick, C.S.I. The construction of the dam and tunnel posed significant challenges. The region was devoid of roads and largely uninhabited except for wild animals, and fever and cholera caused serious issues among the workers; however, the project was successfully completed. The last project outlined in the table above was not expected to be profitable, but it should serve as a valuable safeguard against famine. This system includes weirs over the Gulleri, Mahanadi, and Rushikulya Rivers in the underdeveloped Ganjam province, south of Orissa. From these weirs, canals totaling about 127 miles in length flow, which, along with two large reservoirs, can irrigate 120,000 acres. By 1901, despite being incomplete, the system already irrigated 67,318 acres.
In addition to all these great engineering systems, southern India is covered with minor works of irrigation, some drawn from springs in the sandy beds of rivers, some from the rainfall of ½ sq. m. ponded up in a valley. In other cases tanks are fed from neighbouring streams, and the greatest ingenuity is displayed in preventing the precious water from going to waste.
In addition to all these impressive engineering systems, southern India is filled with smaller irrigation projects, some sourced from springs in the sandy riverbeds and others from rainwater collected in ponds within valleys. In other cases, tanks are supplied by nearby streams, showcasing remarkable creativity in ensuring the valuable water is not wasted.
Allusion has been already made to the canals of Sind. Elsewhere in the Bombay presidency, in the Deccan and Gujarat, there are fewer facilities for irrigation than in other parts of India. The rivers are generally of uncertain volume. The cost of storage works is very great. The population is backward, and the black soil is of a nature that in ordinary years can raise fair crops of cotton, millet and maize without artificial watering. Up to the end of 1896-1897 the capital spent on the irrigation works of the Deccan and Gujarat was Rx. 2,616,959. The area irrigated that year was 262,830 acres. The most important works are the Mutha and Nira canals in the Poona district.
Allusion has already been made to the canals of Sind. In other areas of the Bombay presidency, like the Deccan and Gujarat, there are fewer irrigation facilities compared to other parts of India. The rivers usually have unpredictable water levels. Building storage facilities is very expensive. The population is underdeveloped, and the black soil can generally produce decent crops of cotton, millet, and maize in normal years without needing artificial irrigation. Up until the end of 1896-1897, the total capital spent on irrigation projects in the Deccan and Gujarat was Rx. 2,616,959. The area irrigated that year was 262,830 acres. The key projects are the Mutha and Nira canals in the Poona district.
In Upper Burma three productive irrigation works were planned at the opening of the century—the Mandalay, the Shwebo, and the Mon canals, of which the first was estimated to cost Rx. 323,280, and to irrigate 72,000 acres. The area estimated from the whole three projects is 262,000 acres, situated in the only part of Burma that is considered liable to famine.
In Upper Burma, three major irrigation projects were planned at the beginning of the century—the Mandalay, the Shwebo, and the Mon canals. The first project was estimated to cost Rx. 323,280 and was expected to irrigate 72,000 acres. The total area covered by all three projects is estimated to be 262,000 acres, located in the only region of Burma that is considered vulnerable to famine.
In 1901, after years of disastrous drought and famine, the government of India appointed a commission to examine throughout all India what could be done by irrigation to alleviate the horrors of famine. Up to that time it had been the principle of the government not to borrow money for the execution of irrigation works unless there was a reasonable expectation that within a few years they would give a return of 4 or 5% on the capital outlay. In 1901 the government took larger views. It was found that although some irrigation works (especially in the Bombay Deccan) would never yield a direct return of 4 or 5%, still in a famine year they might be the means of producing a crop which would go far to do away with the necessity for spending enormous sums on famine relief. In the Sholapur district of Bombay, for instance, about three years’ revenue was spent on relief during the famine of 1901. An expenditure of ten years’ revenue on irrigation works might have done away for all future time with the necessity for the greater part of this outlay. The Irrigation Commission of 1901-1903 published a very exhaustive report after a careful study of every part of India. While emphatically asserting that irrigation alone could never prevent famine, they recommended an outlay of £45,000,000 spread over a period of 25 years.
In 1901, after years of devastating drought and famine, the Indian government set up a commission to explore how irrigation could help relieve the horrors of famine across the country. Until then, the government’s policy had been not to borrow money for irrigation projects unless there was a reasonable expectation of a 4 or 5% return on the initial investment within a few years. But in 1901, the government took a broader approach. It was found that even though some irrigation projects (especially in the Bombay Deccan) might never yield a direct return of 4 or 5%, they could still help produce crops in famine years, reducing the need for spending huge amounts on famine relief. For example, in the Sholapur district of Bombay, about three years’ worth of revenue was used for relief during the 1901 famine. An investment equivalent to ten years’ revenue in irrigation projects could have eliminated the need for most of this spending in the future. The Irrigation Commission of 1901-1903 published a comprehensive report following an in-depth study of every region of India. While strongly stating that irrigation alone could never prevent famine, they recommended an investment of £45,000,000 over 25 years.
See also Annual Reports Irrigation Department Local Governments of India; Reports of the Indian Famine Commissions of 1878, 1898 and 1901; Sir Hanbury Brown, Irrigation, its Principles and Practice (London, 1907).
See also Annual Reports Irrigation Department Local Governments of India; Reports of the Indian Famine Commissions of 1878, 1898 and 1901; Sir Hanbury Brown, Irrigation, its Principles and Practice (London, 1907).
VI. United States.—At the opening of the 20th century, during Mr Roosevelt’s presidency, the new “Conservation” policy (i.e. conservation of natural resources by federal initiative and control), to which he gave so much impetus and encouragement, brought the extension of irrigation works in the United States to the front in American statecraft (see Vrooman, Mr Roosevelt, Dynamic Geographer, 1909). Though the carrying out of this policy on a large scale was hampered by many difficulties, the subject was made definitely one of national importance.
VI. United States.—At the start of the 20th century, during President Roosevelt’s time in office, the new “Conservation” policy (i.e. the preservation of natural resources through federal initiative and control), which he strongly supported and promoted, brought the expansion of irrigation projects in the United States to the forefront of American governance (see Vrooman, Mr Roosevelt, Dynamic Geographer, 1909). Although implementing this policy on a large scale faced numerous challenges, it became clearly recognized as a matter of national significance.
On account of the aridity of the climate throughout the greater part of the western third of the United States, the practice of agriculture is dependent upon an artificial supply of water. On most of the country west of the 97th meridian and extending to the Pacific Ocean less than 20 in. of rain falls each year. The most notable exceptions are in the case of a narrow strip west of the Cascade Range and of some of the higher mountain masses. In ordinary years the climate is too dry for successful cultivation of the field crops, although under favourable conditions of soil and cultivation there are certain areas where cereals are grown by what is known as “dry farming.” The progress in irrigation up to the end of the 19th century was spasmodic but on the whole steady. The eleventh census of the United States, 1890, showed that 3,564,416 acres were irrigated in 1889. This included only the lands from which crops were produced. Besides this, there were probably 10 million acres under irrigation systems constructed in whole or in part. In 1899 the irrigated area in the arid states and territories was more than twice as great as in 1889, the acreage being as follows:—
Due to the dry climate in most of the western third of the United States, farming relies on artificial water supplies. In most areas west of the 97th meridian and extending to the Pacific Ocean, less than 20 inches of rain falls each year. The main exceptions are a narrow strip west of the Cascade Range and some of the higher mountain ranges. Usually, the climate is too dry for successfully growing field crops, but under good soil and farming conditions, there are some areas where grains are grown using a method called “dry farming.” By the end of the 19th century, irrigation progress had been inconsistent but generally steady. The eleventh census of the United States in 1890 showed that 3,564,416 acres were irrigated in 1889. This number only included land that produced crops. Additionally, there were likely around 10 million acres utilizing irrigation systems that were partially or fully constructed. By 1899, the irrigated area in the arid states and territories had more than doubled compared to 1889, with the acreage as follows:—
| Arizona | 185,936 |
| California | 1,445,872 |
| Colorado | 1,611,271 |
| Idaho | 602,568 |
| Montana | 951,154 |
| Nevada | 504,168 |
| New Mexico | 203,893 |
| Oregon | 388,310 |
| Utah | 629,293 |
| Washington | 135,470 |
| Wyoming | 605,878 |
| ———— | |
| Total | 7,263,813 |
In addition to the area above given, in 1899, 273,117 acres were under irrigation in the semi-arid region, east of the states above mentioned and including portions of the states of North and South Dakota, Nebraska, Kansas, Texas and Oklahoma. The greater part of these lands was irrigated by canals or ditches built by individuals acting singly or in co-operation with their neighbours, or by corporations. The national and state governments had not built any works of reclamation excepting where the federal government, through the Indian department, had constructed irrigation ditches for Indian tribes, notably the Crow Indians of Montana. A few of the state governments, such, for example, as Colorado, had built small reservoirs or portions of canals from internal improvement funds.
In addition to the area mentioned above, in 1899, 273,117 acres were being irrigated in the semi-arid region east of the previously mentioned states, including parts of North and South Dakota, Nebraska, Kansas, Texas, and Oklahoma. Most of these lands were irrigated by canals or ditches created by individuals working alone or collaborating with their neighbors, or by corporations. The national and state governments had not constructed any reclamation projects, except where the federal government, through the Indian department, built irrigation ditches for Indian tribes, especially the Crow Indians of Montana. A few state governments, like Colorado, had built small reservoirs or sections of canals using internal improvement funds.
The construction of irrigation canals and ditches was for the most part brought about by farmers joining to plough out or dig ditches from the rivers, descending on a gentle grade. Some of the corporations constructing works for the sale of water built structures of notable size, such, for example, as the Sweet-water and Hemet dams of southern California, the Bear river canal of Utah, and the Arizona canal, taking water from Salt river, Arizona. The cost of bringing water to the land averaged about $8 per acre where the ordinary ditches were built. The owners of extensive works were charged from $12 to $20 per acre and upwards for so-called “water rights,” or the privilege to take water from the canal, this covering cost of construction. Besides the first cost of construction, the irrigator was usually called upon to pay annually a certain amount for maintenance, which might often be worked out by labour on the canal. The cost ranged from 50 cents to $1 per acre; or, with incorporated companies, from $1.50 to $2.50 per acre and upwards. The largest expense for water rights and for annual maintenance was incurred in southern California, where the character of the crops, such as citrus fruits, and the scarcity of the water make possible 853 expensive construction and heavy charges. The legal expense for the maintenance of water rights was often large because of the interminable suits brought during the times of water scarcity. The laws regarding water in most of the arid states were indefinite or contradictory, being based partly on the common law regarding riparian rights, and partly upon the Spanish law allowing diversion of water from natural streams. Few fundamental principles were established, except in the case of the state of Wyoming, where an official was charged with the duty of ascertaining the amount of water in the streams and apportioning this to the claimants in the order of their priority of appropriation for beneficial use.
The construction of irrigation canals and ditches was mainly done by farmers working together to dig out or create ditches from rivers, sloping gently. Some companies that built water infrastructure constructed notable large structures, such as the Sweetwater and Hemet dams in Southern California, the Bear River Canal in Utah, and the Arizona Canal, which takes water from the Salt River in Arizona. The average cost of bringing water to farmland was about $8 per acre for standard ditches. Owners of larger systems were charged between $12 to $20 per acre or more for “water rights,” which allowed them to access the water from the canal, covering the construction costs. In addition to the initial construction expenses, irrigators usually had to pay an annual fee for maintenance, which could often be compensated through labor on the canal. This cost ranged from 50 cents to $1 per acre; for incorporated companies, it was from $1.50 to $2.50 per acre and up. The highest costs for water rights and annual maintenance were in Southern California, where the types of crops, like citrus fruits, and the limited water availability made construction expensive and charges high. Legal fees for maintaining water rights were often significant due to constant lawsuits during times of water scarcity. The laws governing water in most arid states were vague or conflicting, based partly on common law relating to riparian rights and partly on Spanish law allowing the diversion of water from natural streams. Few fundamental principles were established, except in Wyoming, where an official was responsible for determining the amount of water in the streams and allocating it to claimants based on their priority of use for beneficial purposes.
It may be said that, up to the year 1900, irrigation progressed to such an extent that there remained few ordinary localities where water could not be easily or cheaply diverted from creeks and rivers for the cultivation of farms. The claims for the available supply from small streams, however, exceeded the water to be had in the latter part of the irrigating season. There remained large rivers and opportunities for water storage which could be brought under irrigation at considerable expense. The large canals and reservoirs built by corporations had rarely been successful from a financial standpoint, and irrigation construction during the latter part of the decade 1890-1899 was relatively small. Owing to the difficulty and expense of securing water from running streams by gravity systems, a great variety of methods were developed of pumping water by windmills, gasoline or hot-air engines, and steam. Ordinary reciprocating pumps were commonly employed, and also air lifts and similar devices for raising great quantities of water to a height of from 20 to 50 ft. For greater depths the cost was usually prohibitive. Throughout the Great Plains region, east of the Rocky Mountains, and in the broad valleys to the west, windmills were extensively used, each pumping water for from 1 to 5 acres of cultivated ground. In a few localities, notably in South Dakota, the Yakima valley of Washington, San Joaquin, and San Bernardino valleys of California, San Luis valley of Colorado, and Utah valley of Utah, water from artesian wells was also used for the irrigation of from 1 to 160 acres. The total acreage supplied by such means was probably less than 1% of that watered by gravity systems.
It can be said that, by the year 1900, irrigation had advanced to the point where there were few ordinary areas where water couldn't be easily or cheaply diverted from streams and rivers for farming. However, the demand for the water from small streams exceeded the available supply in the later part of the irrigation season. There were still large rivers and possibilities for water storage that could be developed for irrigation at a considerable cost. The large canals and reservoirs built by corporations had rarely been financially successful, and the construction of irrigation projects during the late 1890s was relatively minimal. Due to the challenges and costs of obtaining water from flowing streams using gravity systems, many methods were created for pumping water using windmills, gasoline engines, hot-air engines, and steam. Standard reciprocating pumps were commonly used, along with air lifts and similar devices to raise large amounts of water to heights of 20 to 50 feet. For deeper sources, the cost was typically too high. Throughout the Great Plains region, east of the Rocky Mountains, and in the wide valleys to the west, windmills were widely used, each serving about 1 to 5 acres of cultivated land. In some areas, particularly in South Dakota, the Yakima Valley in Washington, the San Joaquin and San Bernardino valleys in California, the San Luis Valley in Colorado, and the Utah Valley in Utah, water from artesian wells was also used to irrigate between 1 and 160 acres. Overall, the total area irrigated by such methods was likely less than 1% of what was irrigated through gravity systems.
The development of irrigation was in part retarded by the improper or wasteful use of water. On permeable soils, especially those of the terrace lands along the valleys, the soluble salts commonly known as alkali were gradually leached out and carried by the percolating waters towards the lower lands, where, reaching the surface, the alkali was left as a glistening crust or as pools of inky blackness. Farms adjacent to the rivers were for a time increased in richness by the alkaline salts, which in diffuse form might be valuable plant foods, and then suddenly become valueless when the concentration of alkali had reached a degree beyond that which the ordinary plants would endure.
The development of irrigation was partly slowed down by the improper or wasteful use of water. On permeable soils, especially those on the terrace lands along the valleys, the soluble salts commonly known as alkali were gradually washed out and carried by the water seeping through to the lower lands, where they reached the surface, leaving behind a shiny crust or pools of dark, inky water. Farms next to the rivers were temporarily enriched by the alkaline salts, which in diluted form could be valuable nutrients for plants, but then suddenly became useless when the concentration of alkali surpassed what regular plants could tolerate.
The situation as regards the further progress of irrigation on a large scale was however dominated in the early years of the 20th century by the new Conservation policy. Mr Roosevelt brought the whole subject before Congress in his message of the 3rd of December 1901, and thereby started what seemed likely to be a new sphere of Federal initiative and control. After referring to the effects of forests (see Forests and Forestry) on water-supply, he went on as follows:—
The situation regarding the advancement of large-scale irrigation was heavily influenced in the early 1900s by the new Conservation policy. Mr. Roosevelt presented the entire topic to Congress in his message on December 3, 1901, initiating what appeared to be a new area of federal initiative and oversight. After discussing the impact of forests (see Forests and Forestry) on water supply, he continued as follows:—
“The forests alone cannot fully regulate and conserve the waters of the arid regions. Great storage works are necessary to equalize the flow of the streams and to save the flood waters. Their construction has been conclusively shown to be an undertaking too vast for private effort. Nor can it be best accomplished by the individual states acting alone.
“The forests alone can't fully manage and protect the water in dry areas. Large storage projects are needed to balance the flow of the streams and to capture floodwaters. It's been clearly shown that this kind of project is too big for private efforts. It also can't be done most effectively by individual states acting alone.”
“Far-reaching interstate problems are involved, and the resources of single states would often be inadequate. It is properly a national function, at least in some of its features. It is as right for the National Government to make the streams and rivers of the arid regions useful by engineering works for water storage, as to make useful the rivers and harbours of the humid regions by engineering works of another kind. The storing of the floods in reservoirs at the headquarters of our rivers is but an enlargement of our present policy of river control, under which levees are built on the lower reaches of the same streams.
“Significant interstate issues are at play, and the resources of individual states are often insufficient. It rightfully falls under national responsibility, at least in certain aspects. It's just as appropriate for the National Government to improve the streams and rivers in arid areas through engineering projects for water storage as it is to enhance the rivers and harbors in humid areas through different types of engineering projects. Storing floodwaters in reservoirs upstream is merely an extension of our current river management policy, where levees are constructed along the lower stretches of the same rivers."
“The government should construct and maintain these reservoirs as it does other public works. Where their purpose is to regulate the flow of streams, the water should be turned freely into the channels in the dry season, to take the same course under the same laws as the natural flow.
“The government should build and maintain these reservoirs just like other public projects. When their purpose is to manage the flow of streams, water should be allowed to flow easily into the channels during the dry season, following the same path and rules as the natural flow.”
“The reclamation of the unsettled arid public lands presents a different problem. Here it is not enough to regulate the flow of streams. The object of the government is to dispose of the land to settlers who will build homes upon it. To accomplish the object water must be brought within their reach.
“The reclamation of the undeveloped dry public lands presents a different issue. Here, it's not enough to manage the flow of streams. The goal of the government is to allocate the land to settlers who will establish homes on it. To achieve this, water must be made accessible to them.”
“The reclamation and settlement of the arid lands will enrich every portion of our country, just as the settlement of the Ohio and Mississippi valleys brought prosperity to the Atlantic States. The increased demand for manufactured articles will stimulate industrial production, while wider home markets and the trade of Asia will consume the larger food supplies and effectually prevent Western competition with Eastern agriculture. Indeed, the products of irrigation will be consumed chiefly in upbuilding local centres of mining and other industries, which would otherwise not come into existence at all. Our people as a whole will profit, for successful home-making is but another name for the upbuilding of the nation.”
“The reclamation and settlement of dry lands will benefit every part of our country, just like the settlement of the Ohio and Mississippi valleys boosted the Atlantic States. The growing demand for manufactured goods will drive industrial production, while broader domestic markets and trade with Asia will absorb the increased food supplies and effectively curb Western competition with Eastern agriculture. In fact, the products of irrigation will primarily support the development of local mining centers and other industries that wouldn’t exist otherwise. Overall, our community will gain, because successful home-making is simply another way of saying we’re building up the nation.”
In 1902, by Act of Congress, a “reclamation fund” was created from moneys received from the sale of public lands; it was to be used under a “Reclamation Service” (part of the Department of the Interior) for the reclamation of arid lands. The “Truckee-Carson project” for irrigation in Nevada was immediately begun. About thirty other government projects were taken in hand under the new Reclamation Service, in some cases involving highly interesting engineering problems, as in the Uncompahgre Project in Colorado. Here the Uncompahgre and Gunnison rivers flowed parallel, about 10 m. apart, with a mountain range 2000 ft. high between them. The Uncompahgre, with only a small amount of water, flowed through a broad and fertile valley containing several hundred thousand acres of cultivable soil. The Gunnison, with far more water, flowed through a canyon with very little land. The problem was to get the water from the Gunnison over the mountain range into the Uncompahgre valley; and a tunnel, 6 m. long, was cut through, resulting in 1909 in 148,000 acres of land being irrigated and thrown open to settlers. Similarly, near Yuma in Arizona, a project was undertaken for carrying the waters of the main canal on the California side under the Colorado river by a siphon. In the report for 1907 of the Reclamation Service it was stated that it had dug 1881 m. of canals, some carrying whole rivers, like the Truckee river in Nevada and the North Platte in Wyoming, and had erected 281 large structures, including the great dams in Nevada and the Minidoka dam (80 ft. high and 650 ft. long) in Idaho. As the result of the operations eight new towns had been established, 100 m. of branch railroads constructed, and 14,000 people settled in what had been the desert.
In 1902, Congress established a “reclamation fund” using the money from selling public lands. This fund was meant to be managed by a “Reclamation Service” (part of the Department of the Interior) for reclaiming arid lands. Work immediately started on the “Truckee-Carson project” for irrigation in Nevada. About thirty other government projects were initiated under the new Reclamation Service, some involving fascinating engineering challenges, like the Uncompahgre Project in Colorado. In this case, the Uncompahgre and Gunnison rivers ran parallel, about 10 miles apart, with a mountain range 2000 feet high in between. The Uncompahgre, carrying only a small amount of water, flowed through a broad and fertile valley containing hundreds of thousands of acres of arable land. In contrast, the Gunnison had much more water but flowed through a canyon with very little land. The challenge was to transport water from the Gunnison over the mountain range into the Uncompahgre valley, which was solved by cutting a 6-mile-long tunnel. As a result, by 1909, 148,000 acres of land were irrigated and opened up for settlers. Similarly, near Yuma in Arizona, a project was launched to carry water from the main canal on the California side under the Colorado River using a siphon. In the 1907 report from the Reclamation Service, it was noted that the service had dug 1,881 miles of canals, some of which carried entire rivers, like the Truckee River in Nevada and the North Platte in Wyoming, and had built 281 large structures, including major dams in Nevada and the Minidoka Dam (80 feet high and 650 feet long) in Idaho. As a result of these efforts, eight new towns were established, 100 miles of branch railroads were constructed, and 14,000 people settled in what had previously been desert.
A White House conference of governors of states was held at Washington in May 1909, which drew up a “declaration of principles” for the conservation of natural resources, recommending the appointment of a commission by each state to co-operate with one another and with the Federal government; and by the end of the year thirty-six states had appointed Conservation committees. Thus, in the first decade of the 20th century a great advance had been made in the way in which the whole problem was being viewed in America, though the very immensity of the problem of bringing the Federal power to bear on operations on so vast a scale, involving the limitation of private land speculation in important areas, still presented political difficulties of considerable magnitude.
A White House conference with state governors took place in Washington in May 1909, where a “declaration of principles” for conserving natural resources was created. It recommended that each state appoint a commission to collaborate with one another and the federal government. By the end of the year, thirty-six states had established Conservation committees. Thus, in the first decade of the 20th century, significant progress had been made in how America approached this issue. However, the sheer scale of the challenge—especially in applying federal authority to large-scale operations and limiting private land development in key areas—still posed significant political challenges.
IRULAS (“Benighted ones,” from Tamil, iral, “darkness”), a semi-Hinduized forest-tribe of southern India, who are found mainly in North Arcot, Chingleput, South Arcot, Trichinopoly, and the Malabar Wynaad. The typical Irulas of the Nilgiris live a wild life on the lower slopes of those hills. At the 1901 census this branch of the Irulas numbered 1915, while the total of so-called Irulas was returned at 86,087.
IRULAS (“People in darkness,” from Tamil, iral, “darkness”), a semi-Hinduized forest tribe in southern India, mainly found in North Arcot, Chingleput, South Arcot, Trichinopoly, and the Malabar Wynaad. The typical Irulas of the Nilgiris live a primitive lifestyle on the lower slopes of those hills. According to the 1901 census, this group of Irulas numbered 1,915, while the total count of so-called Irulas was reported at 86,087.
See J. W. Breeks, Primitive Tribes of the Nilgiris (1873); Nilgiri Manual, i. 214-217; North Arcot Manual, i. 248-249.
See J. W. Breeks, Primitive Tribes of the Nilgiris (1873); Nilgiri Manual, i. 214-217; North Arcot Manual, i. 248-249.
IRUN, a frontier town of northern Spain, in the province of Guipúzcoa, on the left bank of the river Bidassoa, opposite the French village of Hendaye. Pop. (1900) 9912. Irun is the northern terminus of the Spanish Northern railway, and a 854 thriving industrial town, with ironworks, tan-yards, potteries and paper mills. Its principal buildings are the fine Renaissance parish church and the fortress-like 17th-century town hall. It derives its prosperity from the fact that it is the most important custom-house in Spain for the overland trade with the rest of Europe. Irun is also on the chief highway for travellers and mails. It is the terminus of some important narrow-gauge mining railways and steam tramways, which place it in communication with the mining districts of Guipúzcoa and Navarre, and with the valuable oak, pine and beech forests of both provinces. There are hot mineral springs in the town.
IRUN, is a border town in northern Spain, located in the province of Guipúzcoa, on the left bank of the Bidassoa River, across from the French village of Hendaye. Population (1900) 9,912. Irun is the northern end of the Spanish Northern railway and a 854 bustling industrial town, featuring ironworks, tanneries, pottery shops, and paper mills. Its main landmarks include the beautiful Renaissance parish church and the fortress-like town hall from the 17th century. Its wealth comes from being Spain's primary customs house for overland trade with the rest of Europe. Irun is also a major route for travelers and mail. It serves as the endpoint for several important narrow-gauge mining railways and steam trams, connecting it to the mining regions of Guipúzcoa and Navarre, as well as the valuable oak, pine, and beech forests of both provinces. The town also has hot mineral springs.
IRVINE, a royal, municipal and police burgh, and seaport of Ayrshire, Scotland. Pop. (1901) 9607. It is situated on the north bank of the estuary of the Irvine, 29½ m. S.W. of Glasgow by the Caledonian railway, with a station also on the Glasgow & South Western railway. It is connected with the suburb of Fullarton on the south side of the river by a stone bridge, which was built in 1746 and widened in 1827. Alexander II. granted it a charter, which was confirmed by Robert Bruce. Towards the end of the 17th century it was reckoned the third shipping port in Scotland (Port Glasgow and Leith being the leaders), and though its importance in this respect declined owing to the partial silting-up of the harbour, its water-borne trade revived after 1875, the sandy bar having been removed and the wharfage extended and improved. The public buildings include the town hall, academy (1814) and fever hospital. The principal historical remains are the square tower of Stanecastle and the ancient Seagate Castle, which contains some good specimens of Norman architecture. The industries include engine-making, shipbuilding, iron- and brass-founding, the manufacture of chemicals, brewing and soap-making. Irvine unites with Ayr, Campbeltown, Inveraray and Oban in sending one member to parliament. The exports consist principally of coal, iron and chemical products, and the imports of grain, timber, limestone, ores and general produce. At Dreghorn, 2 m. to the S.E. (pop. 1155) coal and iron are worked.
IRVINE, is a royal, municipal, and police burgh, as well as a seaport in Ayrshire, Scotland. Population (1901) was 9,607. It’s located on the north bank of the estuary of the Irvine, 29½ miles southwest of Glasgow by the Caledonian railway, and also has a station on the Glasgow & South Western railway. A stone bridge connects it to the suburb of Fullarton on the south side of the river; this bridge was built in 1746 and widened in 1827. Alexander II. granted it a charter, which was confirmed by Robert Bruce. By the late 17th century, it was considered the third-largest shipping port in Scotland (behind Port Glasgow and Leith). Although its significance in shipping declined due to the partial silting of the harbor, its water-based trade improved after 1875, with the sandy bar removed and wharfage extended and enhanced. Public buildings include the town hall, an academy (established in 1814), and a fever hospital. The main historical sites are the square tower of Stanecastle and the ancient Seagate Castle, which showcases some fine examples of Norman architecture. The industries include engine-making, shipbuilding, iron and brass founding, chemical manufacturing, brewing, and soap production. Irvine, along with Ayr, Campbeltown, Inveraray, and Oban, elects one member to parliament. The main exports are coal, iron, and chemical products, while imports include grain, timber, limestone, ores, and general produce. At Dreghorn, 2 miles to the southeast (population 1,155), coal and iron are mined.
IRVING, EDWARD (1792-1834), Scottish church divine, generally regarded as the founder of the “Catholic Apostolic Church” (q.v.), was born at Annan, Dumfriesshire, on the 4th of August 1792. By his father’s side, who followed the occupation of a tanner, he was descended from a family long known in the district, and the purity of whose Scottish lineage had been tinged by alliance with French Protestant refugees; but it was from his mother’s race, the Lowthers, farmers or small proprietors in Annandale, that he seems to have derived the most distinctive features of his personality. The first stage of his education was passed at a school kept by “Peggy Paine,” a relation of the well-known author of the Age of Reason, after which he entered the Annan academy, taught by Mr Adam Hope, of whom there is a graphic sketch in the Reminiscences of Thomas Carlyle. At the age of thirteen he entered the university of Edinburgh. In 1809 he graduated M.A.; and in 1810, on the recommendation of Sir John Leslie, he was chosen master of an academy newly established at Haddington, where he became the tutor of Jane Welsh, afterwards famous as Mrs Carlyle. He became engaged in 1812 to Isabella Martin, whom in 1823 he married; but it may be at once stated here that meanwhile he gradually fell in love with Jane Welsh, and she with him. He tried to get out of his engagement with Miss Martin, but was prevented by her family. If he had married Miss Welsh, his life, as well as hers, would have been very different. It was Irving who in 1821 introduced Carlyle to her.
IRVING, EDWARD (1792-1834), Scottish church leader, is generally considered the founder of the “Catholic Apostolic Church” (q.v.). He was born in Annan, Dumfriesshire, on August 4, 1792. On his father’s side, who was a tanner, he came from a well-known local family, with a Scottish heritage that had been enriched by connections to French Protestant refugees. However, it seems he drew the most distinctive aspects of his personality from his mother’s side, the Lowthers, who were farmers or small landowners in Annandale. He began his education at a school run by “Peggy Paine,” a relative of the famous author of the Age of Reason, and later attended the Annan academy, taught by Mr. Adam Hope, who is vividly described in the Reminiscences of Thomas Carlyle. At thirteen, he enrolled at the University of Edinburgh, graduating with an M.A. in 1809. In 1810, on the recommendation of Sir John Leslie, he became the headmaster of a new academy in Haddington, where he tutored Jane Welsh, who later became known as Mrs. Carlyle. He got engaged to Isabella Martin in 1812 and married her in 1823; however, it should be noted that during this time, he and Jane Welsh developed feelings for each other. He attempted to end his engagement to Miss Martin, but her family stopped him. Had he married Miss Welsh, both their lives would have taken very different paths. It was Irving who introduced Carlyle to her in 1821.
His appointment at Haddington he exchanged for a similar one at Kirkcaldy in 1812. Completing his divinity studies by a series of partial sessions, he was “licensed” to preach in June 1815, but continued to discharge his scholastic duties for three years. He devoted his leisure, not only to mathematical and physical science, but to a course of reading in English literature, his bias towards the antique in sentiment and style being strengthened by a perusal of the older classics, among whom Richard Hooker was his favourite author. At the same time his love of the marvellous found gratification in the wonders of the Arabian Nights, and it is further characteristically related of him that he used to carry continually in his waistcoat pocket a miniature copy of Ossian, passages from which he frequently recited with “sonorous elocution and vehement gesticulation.”
He switched his appointment from Haddington to a similar position in Kirkcaldy in 1812. After finishing his divinity studies through a series of partial sessions, he was “licensed” to preach in June 1815, but continued to fulfill his academic duties for three more years. In his free time, he focused not just on math and physical science, but also on reading English literature, drawn to the old in sentiment and style, particularly enjoying the works of the older classics, with Richard Hooker being his favorite author. At the same time, his fascination with the marvelous was satisfied by the wonders of the Arabian Nights, and it’s noted that he always carried a miniature copy of Ossian in his waistcoat pocket, often reciting passages with “sonorous elocution and vehement gesticulation.”
In the summer of 1818 he resigned his mastership, and, in order to increase the probability of obtaining a permanent appointment in the church, took up his residence in Edinburgh. Although his exceptional method of address seems to have gained him the qualified approval of certain dignitaries of the church, the prospect of his obtaining a settled charge seemed as remote as ever, and he was meditating a missionary tour in Persia when his departure was arrested by steps taken by Dr Chalmers, which, after considerable delay, resulted, in October 1819, in Irving being appointed his assistant and missionary in St John’s parish, Glasgow. Except in the case of a select few, Irving’s preaching awakened little interest among the congregation of Chalmers, Chalmers himself, with no partiality for its bravuras and flourishes, comparing it to “Italian music, appreciated only by connoisseurs”; but as a missionary among the poorer classes he wielded an influence that was altogether unique. The benediction “Peace be to this house,” with which, in accordance with apostolic usage, he greeted every dwelling he entered, was not inappropriate to his figure and aspect, and it is said “took the people’s attention wonderfully,” the more especially after the magic of his personality found opportunity to reveal itself in close and homely intercourse. This half-success in a subordinate sphere was, however, so far from coinciding with his aspirations that he had again, in the winter of 1821, begun to turn his attention towards missionary labour in the East, when the possibility of fulfilling the dream of his life was suddenly revealed to him by an invitation from the Caledonian church, Hatton Garden, London, to “make trial and proof” of his gifts before the “remnant of the congregation which held together.” Over that charge he was ordained in July 1822. Some years previously he had expressed his conviction that “one of the chief needs of the age was to make inroad after the alien, to bring in the votaries of fashion, of literature, of sentiment, of policy and of rank, who are content in their several idolatries to do without piety to God and love to Him whom He hath sent”; and, with an abruptness which must have produced on him at first an effect almost astounding, he now had the satisfaction of beholding these various votaries thronging to hear from his lips the words of wisdom which would deliver them from their several idolatries and remodel their lives according to the fashion of apostolic times.
In the summer of 1818, he stepped down from his position, and to boost his chances of getting a permanent role in the church, he moved to Edinburgh. Although his unique style of speaking seemed to earn him the conditional approval of some church officials, the chance of him securing a stable position remained as unlikely as ever. He was thinking about a missionary trip to Persia when Dr. Chalmers took action that, after a considerable delay, led to Irving being appointed as his assistant and missionary in St John’s parish, Glasgow, in October 1819. Except for a select few, Irving's preaching didn't generate much interest among Chalmers's congregation. Chalmers, who wasn't fond of its flourishes and showiness, likened it to “Italian music, appreciated only by connoisseurs.” However, as a missionary to the poorer classes, Irving had a unique influence. The blessing “Peace be to this house,” which he offered whenever he entered a home, suited his demeanor and was said to have “captivated the people’s attention remarkably,” especially as the charm of his personality became apparent during close and friendly interactions. This partial success in a minor role, however, was far from aligning with his ambitions. By the winter of 1821, he had started thinking about missionary work in the East again, when he suddenly received an invitation from the Caledonian church, Hatton Garden, London, to “make trial and proof” of his abilities before the “remnant of the congregation that remained.” He was ordained to that charge in July 1822. A few years earlier, he had voiced his belief that “one of the main needs of the age was to reach out to the outsiders, to draw in the followers of fashion, literature, sentiment, politics, and rank, who are satisfied in their various idolatries to exist without devotion to God and love for Him whom He has sent.” With a suddenness that must have initially stunned him, he now had the pleasure of seeing these various followers flock to hear from him the words of wisdom that would free them from their idolatries and reshape their lives in the style of apostolic times.
This sudden leap into popularity seems to have been occasioned in connexion with a veiled allusion to Irving’s striking eloquence made in the House of Commons by Canning, who had been induced to attend his church from admiration of an expression in one of his prayers, quoted to him by Sir James Mackintosh. His commanding stature, the symmetry of his form, the dark and melancholy beauty of his countenance, rather rendered piquant than impaired by an obliquity of vision, produced an imposing impression even before his deep and powerful voice had given utterance to its melodious thunders; and harsh and superficial half-truths enunciated with surpassing ease and grace of gesture, and not only with an air of absolute conviction but with the authority of a prophetic messenger, in tones whose magical fascination was inspired by an earnestness beyond all imitation of art, acquired a plausibility and importance which, at least while the orator spoke, made his audience entirely forgetful of their preconceived objections against them. The subject-matter of his orations, and his peculiar treatment of his themes, no doubt also, at least at first, constituted a considerable part of his attractive influence. He had specially prepared himself, as he thought, for “teaching imaginative men, and political men, and legal men, and scientific men who bear the world in hand”; and he did not attempt to win their attention to abstract and worn-out theological arguments, but discussed the opinions, the poetry, the politics, the manners and customs of the time, and this not with philosophical comprehensiveness, not in terms of warm eulogy or measured blame, 855 but of severe satire varied by fierce denunciation, and with a specific minuteness which was concerned primarily with individuals. A fire of criticism from pamphlets, newspapers and reviews opened on his volume of Orations, published in 1823; but the excitement produced was merely superficial and essentially evanescent. Though cherishing a strong antipathy to the received ecclesiastical formulas, Irving’s great aim was to revive the antique style of thought and sentiment which had hardened into these formulas, and by this means to supplant the new influences, the accidental and temporary moral shortcomings of which he detected with instinctive certainty, but whose profound and real tendencies were utterly beyond the reach of his conjecture. Being thus radically at variance with the main current of the thought of his time, the failure of the commission he had undertaken was sooner or later inevitable; and shortly after the opening of his new church in Regent Square in 1827, he found that “fashion had taken its departure,” and the church, “though always well filled,” was “no longer crowded.” By this desertion his self-esteem, one of his strongest passions, though curiously united with singular sincerity and humility, was doubtless hurt to the quick; but the wound inflicted was of a deeper and deadlier kind, for it confirmed him finally in his despair of the world’s gradual amelioration, and established his tendency towards supernaturalism.
This sudden rise in popularity seems to have been triggered by a subtle reference to Irving’s impressive eloquence made in the House of Commons by Canning, who had been motivated to attend his church after being moved by a phrase from one of Irving's prayers, which Sir James Mackintosh had shared with him. His tall stature, balanced physique, and the dark, brooding beauty of his face—made more intriguing than diminished by a slight vision impairment—created a striking impression even before his deep, powerful voice unleashed its melodic strength. He delivered rough and superficial half-truths with remarkable ease and graceful gestures, not only with a sense of absolute conviction but with the authority of a prophetic figure. His voice captivated listeners with a genuine intensity that couldn't be mimicked, garnering a credibility and significance that made his audience forget their initial objections while he spoke. The content of his speeches and his unique approach to his topics certainly contributed to his initial appeal. He felt he had specifically prepared to address “imaginative folks, political leaders, legal experts, and scientists who shape the world.” Instead of trying to engage them with outdated theological debates, he tackled the opinions, poetry, politics, social norms, and customs of the day—not with philosophical thoroughness or heated praise or criticism, but with sharp satire mixed with fierce condemnation, and with a focus that paid particular attention to individuals. A barrage of criticism from pamphlets, newspapers, and reviews targeted his collection of Orations, published in 1823; however, the resulting excitement was merely surface-level and fleeting. Despite his strong disdain for established religious doctrines, Irving’s primary goal was to revive the ancient style of thought and feeling that had solidified into these doctrines, hoping to replace the new influences he instinctively recognized as transient moral failings, but whose deeper, real implications were completely beyond his understanding. Being fundamentally out of sync with the dominant ideas of his time, the failure of his mission was ultimately unavoidable; and shortly after opening his new church in Regent Square in 1827, he realized that “fashion had moved on,” and the church, “though still well-attended,” was “no longer overflowing.” This abandonment likely wounded his self-esteem, one of his strongest drives, though it was oddly combined with a unique sincerity and humility; but the injury was much more profound and destructive, as it solidified his despair over the gradual improvement of the world and deepened his inclination towards supernatural beliefs.
For years the subject of prophecy had occupied much of his thoughts, and his belief in the near approach of the second advent had received such wonderful corroboration by the perusal of the work of a Jesuit priest, writing under the assumed Jewish name of Juan Josafat Ben-Ezra, that in 1827 he published a translation of it, accompanied with an eloquent preface. Probably the religious opinions of Irving, originally in some respects more catholic and truer to human nature than generally prevailed in ecclesiastical circles, had gained breadth and comprehensiveness from his intercourse with Coleridge, but gradually his chief interest in Coleridge’s philosophy centred round that which was mystical and obscure, and to it in all likelihood may be traced his initiation into the doctrine of millenarianism. The first stage of his later development, which resulted in the establishment of the “Irvingite” or “Holy Catholic Apostolic Church,” in 1832, was associated with conferences at his friend Henry Drummond’s seat at Albury concerning unfulfilled prophecy, followed by an almost exclusive study of the prophetical books and especially of the Apocalypse, and by several series of sermons on prophecy both in London and the provinces, his apocalyptic lectures in 1828 more than crowding the largest churches of Edinburgh in the early summer mornings. In 1830, however, there was opened up to his ardent imagination a new vista into spiritual things, a new hope for the age in which he lived, by the seeming actual revival in a remote corner of Scotland of those apostolic gifts of prophecy and healing which he had already in 1828 persuaded himself had only been kept in abeyance by the absence of faith. At once he welcomed the new “power” with an unquestioning evidence which could be shaken by neither the remonstrances or desertion of his dearest friends, the recantation of some of the principal agents of the “gifts,” his own declension into a comparatively subordinate position, the meagre and barren results of the manifestations, nor their general rejection both by the church and the world. His excommunication by the presbytery of London, in 1830, for publishing his doctrines regarding the humanity of Jesus Christ, and the condemnation of these opinions by the General Assembly of the Church of Scotland in the following year, were secondary episodes which only affected the main issue of his career in so far as they tended still further to isolate him from the sympathy of the church; but the “irregularities” connected with the manifestation of the “gifts” gradually estranged the majority of his own congregation, and on the complaint of the trustees to the presbytery of London, whose authority they had formerly rejected, he was declared unfit to remain the minister of the National Scotch Church of Regent Square. After he and those who adhered to him (describing themselves as of the Holy Catholic Apostolic Church) had in 1832 removed to a new building in Newman Street, he was in March 1833 deposed from the ministry of the Church of Scotland by the presbytery of Annan on the original charge of heresy. With the sanction of the “power” he was now after some delay reordained “chief pastor of the church assembled in Newman Street,” but unremitting labours and ceaseless spiritual excitement soon completely exhausted the springs of his vital energy. He died, worn out and wasted with labour and absorbing care, while still in the prime of life, on the 7th of December 1834.
For years, the topic of prophecy consumed much of his thoughts, and his belief in the imminent return of Christ was strongly reinforced by reading a work by a Jesuit priest who wrote under the assumed Jewish name of Juan Josafat Ben-Ezra. In 1827, he published a translation of this work, along with an eloquent preface. It’s likely that Irving’s religious views, which were originally broader and more aligned with human nature than what was generally accepted in church circles, expanded through his interactions with Coleridge. However, his main interest in Coleridge’s philosophy gradually focused on the mystical and obscure aspects, which probably led him to explore the doctrine of millenarianism. The initial phase of his later development, culminating in the formation of the “Irvingite” or “Holy Catholic Apostolic Church” in 1832, was marked by discussions at his friend Henry Drummond’s estate in Albury about unfulfilled prophecy, followed by an almost exclusive focus on prophetic texts, especially the Apocalypse. His apocalyptic lectures in 1828 filled the largest churches in Edinburgh during the early summer mornings. However, in 1830, he was excited by a new revelation into spiritual matters: a new hope for his era seemed to arise from the apparent revival of apostolic gifts of prophecy and healing in a remote part of Scotland, which he believed had been dormant due to a lack of faith. He embraced this new “power” with a conviction that could not be shaken by the objections or abandonment of his closest friends, the retractions of some key figures involved in these “gifts,” his own decline to a less prominent role, the poor outcomes of the manifestations, or their general rejection by both the church and society. His excommunication by the London presbytery in 1830 for publishing his views on the humanity of Jesus Christ, and the condemnation of these beliefs by the General Assembly of the Church of Scotland the following year, were only side episodes that further distanced him from the church’s support. Yet, the “irregularities” related to the manifestations of the “gifts” gradually alienated most of his own congregation. Following complaints from the trustees to the London presbytery, whose authority they had previously dismissed, he was deemed unfit to continue as the minister of the National Scotch Church of Regent Square. After he and his supporters, who identified themselves as part of the Holy Catholic Apostolic Church, moved to a new building on Newman Street in 1832, he was deposed from the ministry of the Church of Scotland by the Annan presbytery in March 1833 on the original charges of heresy. With the endorsement of the “power,” he was later reordained as the “chief pastor of the church assembled in Newman Street,” but his tireless efforts and constant spiritual fervor soon completely drained his vital energy. He passed away, exhausted and worn from labor and overwhelming concern, still in the prime of his life, on December 7, 1834.
The writings of Edward Irving published during his lifetime were For the Oracles of God, Four Orations (1823); For Judgment to come (1823); Babylon and Infidelity foredoomed (1826); Sermons, &c. (3 vols., 1828); Exposition of the Book of Revelation (1831); an introduction to a translation of Ben-Ezra; and an introduction to Horne’s Commentary on the Psalms. His collected works were published in 5 volumes, edited by Gavin Carlyle. See also the article Catholic Apostolic Church.
The works of Edward Irving released during his lifetime included For the Oracles of God, Four Orations (1823); For Judgment to Come (1823); Babylon and Infidelity Foredoomed (1826); Sermons, & c. (3 vols., 1828); Exposition of the Book of Revelation (1831); an introduction to a translation of Ben-Ezra; and an introduction to Horne’s Commentary on the Psalms. His collected works were published in 5 volumes, edited by Gavin Carlyle. See also the article Catholic Apostolic Church.
The Life of Edward Irving, by Mrs Oliphant, appeared in 1862 in 2 vols. Among a large number of biographies published previously, that by Washington Wilks (1854) has some merit. See also Hazlitt’s Spirit of the Age; Coleridge’s Notes on English Divines; Carlyle’s Miscellanies, and Carlyle’s Reminiscences, vol. i. (1881).
The Life of Edward Irving, by Mrs. Oliphant, was published in 1862 in 2 volumes. Among the many biographies released before this, the one by Washington Wilks (1854) has some value. You can also check out Hazlitt’s Spirit of the Age; Coleridge’s Notes on English Divines; Carlyle’s Miscellanies, and Carlyle’s Reminiscences, vol. i. (1881).
IRVING, SIR HENRY (1838-1905), English actor, whose original name was John Brodribb, was born at Keinton-Mandeville, Somerset, on the 6th of February 1838. After a few years’ schooling he became a clerk to a firm of East India merchants in London, but he soon gave up a commercial career and started as an actor. On the 29th of September 1856 he made his first appearance at Sunderland as Gaston, duke of Orleans, in Bulwer Lytton’s Richelieu, billed as Henry Irving. This name he eventually assumed by royal licence. For ten years he went through an arduous training in various provincial stock companies, acting in more than five hundred parts. By degrees his ability gained recognition, and in 1866 he obtained an engagement at the St James’s Theatre, London, to play Doricourt in The Belle’s Stratagem. A year later he joined the company of the newly-opened Queen’s Theatre, where he acted with Charles Wyndham, J. L. Toole, Lionel Brough, John Clayton, Mr and Mrs Alfred Wigan, Ellen Terry and Nelly Farren. This was followed by short engagements at the Haymarket, Drury Lane and Gaiety. At last he made his first conspicuous success as Digby Grant in James Albery’s The Two Roses, which was produced at the Vaudeville on the 4th of June 1870 and ran for 300 nights. In 1871 he began his association with the Lyceum Theatre by an engagement under Bateman’s management. The fortunes of the house were at a low ebb when the tide was turned by Irving’s immediate success as Mathias in The Bells, a version of Erckmann-Chatrian’s Le Juif Polonais by Leopold Lewis. The play ran for 150 nights. With Miss Bateman, Irving was seen in W. G. Wills’s Charles I. and Eugene Aram, in Richelieu, and in 1874 in Hamlet. The unconventionality of this last performance, during a run of 200 nights, aroused keen discussion, and singled him out as the most interesting English actor of his day. In 1875, still with Miss Bateman, he was seen as Macbeth; in 1876 as Othello, and as Philip in Tennyson’s Queen Mary; in 1877 in Richard III. and The Lyons Mail.
IRVING, SIR HENRY (1838-1905), English actor, born John Brodribb, came into the world in Keinton-Mandeville, Somerset, on February 6, 1838. After a few years in school, he worked as a clerk for an East India merchant company in London, but soon left the business world to pursue acting. He made his debut on September 29, 1856, in Sunderland, playing Gaston, Duke of Orleans, in Bulwer Lytton’s Richelieu, under the name Henry Irving, which he later officially adopted. For the next ten years, he underwent rigorous training in various regional stock companies, performing over five hundred roles. Gradually, his talent was recognized, and in 1866 he secured a role at the St James’s Theatre in London as Doricourt in The Belle’s Stratagem. A year later, he joined the newly opened Queen’s Theatre company, where he shared the stage with Charles Wyndham, J. L. Toole, Lionel Brough, John Clayton, Mr and Mrs Alfred Wigan, Ellen Terry, and Nelly Farren. This was followed by brief stints at the Haymarket, Drury Lane, and Gaiety. He finally achieved notable success as Digby Grant in James Albery’s The Two Roses, which premiered at the Vaudeville on June 4, 1870, and ran for 300 nights. In 1871, he started his association with the Lyceum Theatre under Bateman’s management. The theatre was struggling until Irving’s immediate success as Mathias in The Bells, adapted from Erckmann-Chatrian’s Le Juif Polonais by Leopold Lewis. The play ran for 150 nights. Alongside Miss Bateman, Irving appeared in W. G. Wills’s Charles I. and Eugene Aram, in Richelieu, and in 1874, Hamlet. His unconventional take on Hamlet, which lasted for 200 nights, sparked intense discussion and established him as the most intriguing English actor of his time. In 1875, still with Miss Bateman, he portrayed Macbeth; in 1876, Othello and Philip in Tennyson’s Queen Mary; and in 1877, he took on roles in Richard III. and The Lyons Mail.
In 1878 Irving opened the Lyceum under his own management. With Ellen Terry as Ophelia and Portia, he revived Hamlet and produced The Merchant of Venice (1879). His Shylock was as much discussed as his Hamlet had been, the dignity with which he invested the Jew marking a departure from the traditional interpretation of the rôle, and pleasing some as much as it offended others. After the production of Tennyson’s The Cup, a revival of Othello (in which Irving played Iago to the Othello of Edwin Booth) and of Romeo and Juliet, there began a period at the Lyceum which had a potent effect on the English stage. The Lyceum stage management, and the brilliancy of its productions in scenery, dressing and accessories, were revelations in the art of mise-en-scène. Much Ado about Nothing (1882) was followed by Twelfth Night (1884), Olivia—an adaptation of Goldsmith’s Vicar of Wakefield by W. G. Wills (1885); Faust (1886); Macbeth (1888): The Dead Heart, by Watts Phillips 856 (1889); and Ravenswood—Herman Merivale’s dramatic version of Scott’s Bride of Lammermoor (1890). Fine assumptions in 1892 of the characters of Wolsey in Henry VIII. and of King Lear were followed in 1893 by a striking and dignified performance of Becket in Tennyson’s play of that name. During these years too, Irving, with the whole Lyceum company, paid several visits to America, which met with conspicuous success, and were repeated in succeeding years. The chief remaining novelties at the Lyceum during Irving’s sole managership (the theatre passed, at the beginning of 1899, into the hands of a limited liability company) were Comyns Carr’s King Arthur in 1895; Cymbeline, in which Irving played Iachimo, in 1896; Sardou’s Madame Sans-Gêne in 1897; Peter the Great, a play by Laurence Irving, the actor’s second son, in 1898; and Conan Doyle’s Waterloo (1894). The new régime at the Lyceum was signalized by the production of Sardou’s Robespierre in 1899, in which Irving reappeared after a serious illness, and in 1901 by an elaborate revival of Coriolanus. Irving’s only subsequent production in London was Sardou’s Dante (1903), a vast spectacular drama, staged at Drury Lane. He died “on tour” at Bradford on the 13th of October 1905, and was buried in Westminster Abbey.
In 1878, Irving opened the Lyceum under his own management. With Ellen Terry as Ophelia and Portia, he revived Hamlet and produced The Merchant of Venice (1879). His portrayal of Shylock generated as much discussion as his Hamlet had, with the dignity he brought to the character marking a shift from the traditional interpretation, pleasing some while offending others. After the production of Tennyson’s The Cup, he revived Othello (where Irving played Iago opposite Edwin Booth's Othello) and Romeo and Juliet, leading to a period at the Lyceum that had a significant impact on the English stage. The stage management at the Lyceum and the brilliance of its productions in scenery, costumes, and props were groundbreaking in the art of mise-en-scène. Much Ado about Nothing (1882) was followed by Twelfth Night (1884), Olivia—an adaptation of Goldsmith’s Vicar of Wakefield by W. G. Wills (1885); Faust (1886); Macbeth (1888); The Dead Heart, by Watts Phillips 856 (1889); and Ravenswood—Herman Merivale’s dramatic version of Scott’s Bride of Lammermoor (1890). Fine performances in 1892 as Wolsey in Henry VIII. and as King Lear were followed in 1893 by a striking and dignified portrayal of Becket in Tennyson’s play of that name. During these years, Irving and the entire Lyceum company made several trips to America, achieving notable success and returning in subsequent years. The main novelties at the Lyceum during Irving’s sole management (the theatre was transferred to a limited liability company at the beginning of 1899) included Comyns Carr’s King Arthur in 1895; Cymbeline, in which Irving played Iachimo, in 1896; Sardou’s Madame Sans-Gêne in 1897; Peter the Great, a play by Laurence Irving, the actor’s second son, in 1898; and Conan Doyle’s Waterloo (1894). The new régime at the Lyceum was marked by the production of Sardou’s Robespierre in 1899, where Irving made a comeback after a serious illness, and in 1901 by an elaborate revival of Coriolanus. Irving's only subsequent production in London was Sardou’s Dante (1903), a large-scale spectacular drama staged at Drury Lane. He passed away "on tour" in Bradford on October 13, 1905, and was buried in Westminster Abbey.
Both on and off the stage Irving always maintained a high ideal of his profession, and in 1895 he received the honour of knighthood, the first ever accorded an actor. He was also the recipient of honorary degrees from the universities of Dublin, Cambridge and Glasgow. His acting, apart from his genius as a presenter of plays, divided criticism, opinions differing as to the extent to which his mannerisms of voice and deportment interfered with or assisted the expression of his ideas. So strongly marked a personality as his could not help giving its own colouring to whatever part he might assume, but the richness and originality of this colouring at its best cannot be denied, any more than the spirit and intellect which characterized his renderings. At the least, extraordinary versatility must be conceded to an actor who could satisfy exacting audiences in rôles so widely different as Digby Grant and Louis XI., Richard III. and Becket, Benedick and Shylock, Mathias and Dr Primrose.
Both on and off the stage, Irving always held a high standard for his profession, and in 1895, he was honored with a knighthood, the first ever given to an actor. He also received honorary degrees from the universities of Dublin, Cambridge, and Glasgow. His acting, aside from his talent for presenting plays, sparked differing opinions, with critics divided about how much his vocal and physical mannerisms helped or hindered the expression of his ideas. A personality as distinctive as his naturally brought its own flair to any role he took on, but the richness and originality of that flair at its best cannot be denied, just as the spirit and intellect that characterized his performances cannot be overlooked. At the very least, we must acknowledge the extraordinary versatility of an actor who could impress demanding audiences in such varied roles as Digby Grant and Louis XI, Richard III and Becket, Benedick and Shylock, Mathias and Dr. Primrose.
Sir Henry Irving had two sons, Harry Brodribb (b. 1870) and Laurence (b. 1872). They were educated for other walks of life, the former for the bar, and the latter for the diplomatic service; but both turned to the stage, and the elder, who had already established himself as the most prominent of the younger English actors at the time of his father’s death, went into management on his own account.
Sir Henry Irving had two sons, Harry Brodribb (b. 1870) and Laurence (b. 1872). They were both prepared for different careers; Harry was set to become a lawyer while Laurence was being groomed for a career in diplomacy. However, they both ended up on the stage. The older son had already made a name for himself as one of the leading young English actors by the time their father passed away, and he went on to manage his own productions.
IRVING, WASHINGTON (1783-1859), American man of letters, was born at New York on the 3rd of April 1783. Both his parents were immigrants from Great Britain, his father, originally an officer in the merchant service, but at the time of Irving’s birth a considerable merchant, having come from the Orkneys, and his mother from Falmouth. Irving was intended for the legal profession, but his studies were interrupted by an illness necessitating a voyage to Europe, in the course of which he proceeded as far as Rome, and made the acquaintance of Washington Allston. He was called to the bar upon his return, but made little effort to practise, preferring to amuse himself with literary ventures. The first of these of any importance, a satirical miscellany entitled Salmagundi, or the Whim-Whams and Opinions of Launcelot Langstaff and others, written in conjunction with his brother William and J. K. Paulding, gave ample proof of his talents as a humorist. These were still more conspicuously displayed in his next attempt, A History of New York from the Beginning of the World to the End of the Dutch Dynasty, by “Diedrich Knickerbocker” (2 vols., New York, 1809). The satire of Salmagundi had been principally local, and the original design of “Knickerbocker’s” History was only to burlesque a pretentious disquisition on the history of the city in a guidebook by Dr Samuel Mitchell. The idea expanded as Irving proceeded, and he ended by not merely satirizing the pedantry of local antiquaries, but by creating a distinct literary type out of the solid Dutch burgher whose phlegm had long been an object of ridicule to the mercurial Americans. Though far from the most finished of Irving’s productions, “Knickerbocker” manifests the most original power, and is the most genuinely national in its quaintness and drollery. The very tardiness and prolixity of the story are skilfully made to heighten the humorous effect.
IRVING, WASHINGTON (1783-1859), an American writer, was born in New York on April 3, 1783. His parents were immigrants from Great Britain; his father was originally a merchant marine officer but became a successful merchant by the time Irving was born. His father came from the Orkney Islands, and his mother was from Falmouth. Irving was meant to pursue a career in law, but his studies were cut short by an illness that required a trip to Europe, during which he traveled as far as Rome and met Washington Allston. He was admitted to the bar upon his return but did not really try to practice law, instead choosing to focus on writing. His first major work was a humorous collection called Salmagundi, or the Whim-Whams and Opinions of Launcelot Langstaff and others, co-written with his brother William and J. K. Paulding, which showcased his talent for humor. He further displayed his skills in his next work, A History of New York from the Beginning of the World to the End of the Dutch Dynasty, attributed to “Diedrich Knickerbocker” (2 vols., New York, 1809). The satire in Salmagundi was mainly local, and the initial idea for “Knickerbocker’s” History was merely to poke fun at a pretentious history guide by Dr. Samuel Mitchell. As Irving continued, the concept grew, and he ended up not just mocking the pedantry of local historians but also creating a unique literary character based on the stoic Dutch burgher, who had long been a source of amusement for the lively Americans. While it may not be the most polished of Irving’s works, “Knickerbocker” shows his most original creativity and is genuinely national in its quirky humor. The story's slow pace and lengthy details cleverly enhance the comedic impact.
Upon the death of his father, Irving had become a sleeping partner in his brother’s commercial house, a branch of which was established at Liverpool. This, combined with the restoration of peace, induced him to visit England in 1815, when he found the stability of the firm seriously compromised. After some years of ineffectual struggle it became bankrupt. This misfortune compelled Irving to resume his pen as a means of subsistence. His reputation had preceded him to England, and the curiosity naturally excited by the then unwonted apparition of a successful American author procured him admission into the highest literary circles, where his popularity was ensured by his amiable temper and polished manners. As an American, moreover, he stood aloof from the political and literary disputes which then divided England. Campbell, Jeffrey, Moore, Scott, were counted among his friends, and the last-named zealously recommended him to the publisher Murray, who, after at first refusing, consented (1820) to bring out The Sketch Book of Geoffrey Crayon, Gent. (7 pts., New York, 1819-1820). The most interesting part of this work is the description of an English Christmas, which displays a delicate humour not unworthy of the writer’s evident model Addison. Some stories and sketches on American themes contribute to give it variety; of these Rip van Winkle is the most remarkable. It speedily obtained the greatest success on both sides of the Atlantic. Bracebridge Hall, or the Humourists (2 vols., New York), a work purely English in subject, followed in 1822, and showed to what account the American observer had turned his experience of English country life. The humour is, nevertheless, much more English than American. Tales of a Traveller (4 pts.) appeared in 1824 at Philadelphia, and Irving, now in comfortable circumstances, determined to enlarge his sphere of observation by a journey on the continent. After a long course of travel he settled down at Madrid in the house of the American consul Rich. His intention at the time was to translate the Coleccion de los Viajes y Descubrimientos (Madrid, 1825-1837) of Martin Fernandez de Navarrete; finding, however, that this was rather a collection of valuable materials than a systematic biography, he determined to compose a biography of his own by its assistance, supplemented by independent researches in the Spanish archives. His History of the Life and Voyages of Christopher Columbus (London, 4 vols.) appeared in 1828, and obtained a merited success. The Voyages and Discoveries of the Companions of Columbus (Philadelphia, 1831) followed; and a prolonged residence in the south of Spain gave Irving materials for two highly picturesque books, A Chronicle of the Conquest of Granada from the MSS. of [an imaginary] Fray Antonio Agapida (2 vols., Philadelphia, 1829), and The Alhambra: a series of tales and sketches of the Moors and Spaniards (2 vols., Philadelphia, 1832). Previous to their appearance he had been appointed secretary to the embassy at London, an office as purely complimentary to his literary ability as the legal degree which he about the same time received from the university of Oxford.
After his father's death, Irving had become a silent partner in his brother's business, which had a branch in Liverpool. This, along with the return of peace, prompted him to visit England in 1815, where he discovered that the company’s stability was seriously compromised. After several years of unsuccessful efforts, it went bankrupt. This misfortune forced Irving to pick up his pen to make a living. His reputation had preceded him to England, and the curiosity sparked by the unusual presence of a successful American author opened doors for him in high literary circles, where his friendly demeanor and polished manners guaranteed his popularity. As an American, he also stayed away from the political and literary conflicts that were dividing England at the time. Campbell, Jeffrey, Moore, and Scott were among his friends, and Scott actively recommended him to the publisher Murray, who, after initially refusing, agreed in 1820 to publish The Sketch Book of Geoffrey Crayon, Gent. (7 pts., New York, 1819-1820). The most captivating part of this work is the description of an English Christmas, showcasing a subtle humor reminiscent of Addison, the writer he clearly admired. Some stories and sketches on American topics added variety to the collection, with "Rip Van Winkle" being the standout. It quickly gained immense success on both sides of the Atlantic. Bracebridge Hall, or the Humourists (2 vols., New York), which was entirely focused on English themes, followed in 1822 and demonstrated how the American observer utilized his experiences in English country life. However, the humor was much more British than American. Tales of a Traveller (4 pts.) was released in 1824 in Philadelphia, and now in comfortable circumstances, Irving decided to expand his observational reach with a trip across the continent. After extensive travel, he settled in Madrid at the house of the American consul, Rich. At that time, he aimed to translate the Coleccion de los Viajes y Descubrimientos (Madrid, 1825-1837) by Martin Fernandez de Navarrete; however, realizing this was more of a collection of valuable materials than a systematic biography, he opted to create a biography of his own using it as a reference, along with independent research in Spanish archives. His History of the Life and Voyages of Christopher Columbus (London, 4 vols.) was published in 1828 and achieved well-deserved success. The Voyages and Discoveries of the Companions of Columbus (Philadelphia, 1831) followed, and an extended stay in southern Spain provided Irving with material for two vividly descriptive books: A Chronicle of the Conquest of Granada from the MSS. of [an imaginary] Fray Antonio Agapida (2 vols., Philadelphia, 1829) and The Alhambra: a series of tales and sketches of the Moors and Spaniards (2 vols., Philadelphia, 1832). Before these works were published, he had been appointed secretary to the embassy in London, a position that was as much a testament to his literary talent as the honorary law degree he received around the same time from the University of Oxford.
Returning to the United States in 1832, after seventeen years’ absence, he found his name a household word, and himself universally honoured as the first American who had won for his country recognition on equal terms in the literary republic. After the rush of fêtes and public compliments had subsided, he undertook a tour in the western prairies, and returning to the neighbourhood of New York built for himself a delightful retreat on the Hudson, to which he gave the name of “Sunnyside.” His acquaintance with the New York millionaire John Jacob Astor prompted his next important work—Astoria (2 vols., Philadelphia, 1836), a history of the fur-trading settlement founded by Astor in Oregon, deduced with singular literary ability from dry commercial records, and, without laboured attempts at word-painting, evincing a remarkable faculty for bringing scenes and incidents vividly before the eye. The 857 Adventures of Captain Bonneville (London and Philadelphia, 1837), based upon the unpublished memoirs of a veteran explorer, was another work of the same class. In 1842 Irving was appointed ambassador to Spain. He spent four years in the country, without this time turning his residence to literary account; and it was not until two years after his return that Forster’s life of Goldsmith, by reminding him of a slight essay of his own which he now thought too imperfect by comparison to be included among his collected writings, stimulated him to the production of his Life of Oliver Goldsmith, with Selections from his Writings (2 vols., New York, 1849). Without pretensions to original research, the book displays an admirable talent for employing existing material to the best effect. The same may be said of The Lives of Mahomet and his Successors (New York, 2 vols., 1849-1850). Here as elsewhere Irving correctly discriminated the biographer’s province from the historian’s, and leaving the philosophical investigation of cause and effect to writers of Gibbon’s calibre, applied himself to represent the picturesque features of the age as embodied in the actions and utterances of its most characteristic representatives. His last days were devoted to his Life of George Washington (5 vols., 1855-1859, New York and London), undertaken in an enthusiastic spirit, but which the author found exhausting and his readers tame. His genius required a more poetical theme, and indeed the biographer of Washington must be at least a potential soldier and statesman. Irving just lived to complete this work, dying of heart disease at Sunnyside, on the 28th of November 1859.
Returning to the United States in 1832, after seventeen years away, he found that his name was well-known, and he was widely honored as the first American to gain recognition on equal terms in the literary community. After the excitement of celebrations and public praise died down, he took a trip through the western prairies. Upon returning to the New York area, he built a lovely retreat on the Hudson River, which he named “Sunnyside.” His friendship with the New York millionaire John Jacob Astor led to his next significant work—Astoria (2 vols., Philadelphia, 1836), a history of the fur-trading settlement founded by Astor in Oregon, crafted with notable literary skill from dull commercial records, and, without forced attempts at vivid description, showcasing an impressive ability to bring scenes and events to life. The 857 Adventures of Captain Bonneville (London and Philadelphia, 1837), based on the unpublished memoirs of a seasoned explorer, was another work of a similar kind. In 1842, Irving was appointed ambassador to Spain. He spent four years there, without using his time to produce literary work; it wasn't until two years after he returned that Forster’s biography of Goldsmith reminded him of a minor essay he had written, which he now deemed too flawed to be included in his collected works, pushing him to create his Life of Oliver Goldsmith, with Selections from his Writings (2 vols., New York, 1849). Without claims to original research, the book shows admirable talent in making the most of existing material. The same can be said for The Lives of Mahomet and his Successors (New York, 2 vols., 1849-1850). Here and elsewhere, Irving accurately distinguished the biographer’s role from that of the historian, leaving the philosophical exploration of cause and effect to writers like Gibbon, and focusing on highlighting the colorful aspects of the era as reflected in the actions and words of its most notable figures. His final days were dedicated to his Life of George Washington (5 vols., 1855-1859, New York and London), which he approached with enthusiasm, but that he found draining and his readers lacking in excitement. His genius called for a more poetic subject, and in fact, the biographer of Washington must be at least a potential soldier and statesman. Irving barely lived to complete this work, passing away from heart disease at Sunnyside on November 28, 1859.
Although one of the chief ornaments of American literature, Irving is not characteristically American. But he is one of the few authors of his period who really manifest traces of a vein of national peculiarity which might under other circumstances have been productive. “Knickerbocker’s” History of New York, although the air of mock solemnity which constitutes the staple of its humour is peculiar to no literature, manifests nevertheless a power of reproducing a distinct national type. Had circumstances taken Irving to the West, and placed him amid a society teeming with quaint and genial eccentricity, he might possibly have been the first Western humorist, and his humour might have gained in depth and richness. In England, on the other hand, everything encouraged his natural fastidiousness; he became a refined writer, but by no means a robust one. His biographies bear the stamp of genuine artistic intelligence, equally remote from compilation and disquisition. In execution they are almost faultless; the narrative is easy, the style pellucid, and the writer’s judgment nearly always in accordance with the general verdict of history. Without ostentation or affectation, he was exquisite in all things, a mirror of loyalty, courtesy and good taste in all his literary connexions, and exemplary in all the relations of domestic life. He never married, remaining true to the memory of an early attachment blighted by death.
Although he is one of the main figures in American literature, Irving isn’t typically seen as characteristically American. However, he is one of the few authors from his time who really shows signs of a unique national character that, under different circumstances, could have been more prominent. “Knickerbocker’s” History of New York, while its humor relies on a kind of mock seriousness that isn’t exclusive to any one literature, still demonstrates a strong ability to express a distinct national identity. If Irving had ventured westward and found himself surrounded by a community full of quirky and friendly eccentricities, he might have become the first great Western humorist, and his humor could have developed into something deeper and richer. In England, however, everything reinforced his natural tendency toward refinement; he became an elegant writer, but not a particularly robust one. His biographies show a true artistic sensibility, avoiding both mere compilation and heavy analysis. They are almost flawless in execution; the storytelling flows well, the writing is clear, and the author’s judgments generally align with historical consensus. Without being showy or pretentious, he was exceptional in every aspect, reflecting loyalty, courtesy, and good taste in all his literary interactions, and he set a positive example in all aspects of home life. He never married, staying loyal to the memory of an early love that ended tragically due to death.
The principal edition of Irving’s works is the “Geoffrey Crayon,” published at New York in 1880 in 26 vols. His Life and Letters was published by his nephew Pierre M. Irving (London, 1862-1864, 4 vols.; German abridgment by Adolf Laun, Berlin, 1870, 2 vols.) There is a good deal of miscellaneous information in a compilation entitled Irvingiana (New York, 1860); and W. C. Bryant’s memorial oration, though somewhat too uniformly laudatory, may be consulted with advantage. It was republished in Studies of Irving (1880) along with C. Dudley Warner’s introduction to the “Geoffrey Crayon” edition, and Mr G. P. Putnam’s personal reminiscences of Irving, which originally appeared in the Atlantic Monthly. See also Washington Irving (1881), by C. D. Warner, in the “American Men of Letters” series; H. R. Haweis, American Humourists (London, 1883).
The main collection of Irving’s works is the “Geoffrey Crayon,” published in New York in 1880 in 26 volumes. His Life and Letters was released by his nephew Pierre M. Irving (London, 1862-1864, 4 vols.; German abridgment by Adolf Laun, Berlin, 1870, 2 vols.) There’s a lot of miscellaneous information in a compilation called Irvingiana (New York, 1860); and W. C. Bryant’s memorial speech, though a bit too consistently complimentary, can be consulted with benefit. It was republished in Studies of Irving (1880) along with C. Dudley Warner’s introduction to the “Geoffrey Crayon” edition, and Mr. G. P. Putnam’s personal memories of Irving, which originally appeared in the Atlantic Monthly. Also, see Washington Irving (1881), by C. D. Warner, in the “American Men of Letters” series; H. R. Haweis, American Humourists (London, 1883).
IRVINGTON, a town of Essex county, New Jersey, U.S.A., bordering on the S.W. side of Newark. Pop. (1900) 5255, of whom 993 were foreign-born; (1905) 7180; (1910) 11,877. Irvington is served by the Lehigh Valley railroad and by electric railway to Newark. It is principally a residential suburb of Newark, but it has a small smelter (for gold and silver), and various manufactures, including textile working machinery, measuring rules and artisans’ tools. There are large strawberry farms here. Irvington was settled near the close of the 17th century, and was called Camptown until 1852, when the present name was adopted in honour of Washington Irving. It was incorporated as a village in 1874, and as a town in 1898.
IRVINGTON, a town in Essex County, New Jersey, U.S.A., located on the southwest side of Newark. Population (1900) 5,255, of which 993 were foreign-born; (1905) 7,180; (1910) 11,877. Irvington is served by the Lehigh Valley Railroad and has electric railway access to Newark. Primarily a residential suburb of Newark, it also has a small smelter (for gold and silver) and various manufacturers, including textile machinery, measuring tools, and artisans' tools. There are large strawberry farms here. Irvington was settled near the end of the 17th century and was originally named Camptown until 1852, when it was renamed to honor Washington Irving. It became a village in 1874 and was incorporated as a town in 1898.
ISAAC (Hebrew for “he laughs,” on explanatory references to the name, see Abraham), the only child of Abraham and Sarah, was born when his parents were respectively a hundred and ninety years of age (Gen. xvii. 17). Like his father, Isaac lived a nomadic pastoral life, but within much narrower local limits, south of Beersheba (Gen. xxvi., on the incidents here recorded, see Abimelech). After the death of his mother, when he was forty years old, he married Rebekah the Aramaean, by whom after twenty years of married life he became the father of Esau and Jacob. He died at the age of one hundred and eighty.1 “Isaac” is used as a synonym for “Israel” by Amos (vii. 9, 16), who also bears witness to the importance of Beersheba as a sanctuary. It was in this district, at the well Beer-Lahai-roi, that Isaac dwelt (Gen. xxiv. 62, xxv. 11), and the place was famous for an incident in the life of Hagar (xvi. 14). This was perhaps the original scene of the striking episode “in the land of Moriah,” when at the last moment he was by angelic interposition released from the altar on which he was about to be sacrificed by his father in obedience to a divine command (Gen. xxii).2 The narrative (which must be judged with due regard to the conditions of the age) shows that the sacrifice of the first-born, though not inconsistent with Yahweh’s claims (Ex. xxii. 29), was neither required nor tolerated (cp. Micah vi. 6-8). See Moloch.
ISAAC (Hebrew for “he laughs,” for more on the name, see Abraham), the only child of Abraham and Sarah, was born when his parents were a hundred and ninety years old (Gen. xvii. 17). Like his father, Isaac had a nomadic pastoral lifestyle, but with much more limited local movements, south of Beersheba (Gen. xxvi., for the events recorded here, see Abimelech). After his mother died when he was forty, he married Rebekah the Aramaean, and after twenty years of marriage, he became the father of Esau and Jacob. He died at the age of one hundred and eighty. 1 “Isaac” is used as a synonym for “Israel” by Amos (vii. 9, 16), who also highlights the importance of Beersheba as a sanctuary. Isaac lived in this area, at the well Beer-Lahai-roi (Gen. xxiv. 62, xxv. 11), which was notable for an incident in Hagar’s life (xvi. 14). This may have been the original setting for the dramatic event “in the land of Moriah,” when he was spared at the last moment from being sacrificed by his father due to angelic intervention in response to a divine command (Gen. xxii). 2 The narrative (which should be evaluated with consideration of the age's context) shows that the sacrifice of the first-born, while not conflicting with Yahweh’s claims (Ex. xxii. 29), was neither expected nor accepted (see Micah vi. 6-8). See Moloch.
Isaac is by general consent of the Christian church taken as a representative of the unobtrusive, restful, piously contemplative type of human character. By later Judaism, which fixed its attention chiefly on the altar scene, he was regarded as the pattern and prototype of all martyrs. The Mahommedan legends regarding him are curious, but trifling.
Isaac is generally recognized by the Christian church as a symbol of the quiet, restful, and piously reflective kind of person. Later Judaism, which mainly focused on the altar scene, saw him as the model and example for all martyrs. The Islamic legends about him are interesting but not very significant.
The resemblance between incidents in the lives of Isaac and Abraham is noteworthy; in each case Isaac appears to be the more original. See further Ishmael, and note that the pair Isaac and Ishmael correspond to Abraham and Lot, Jacob and Esau. On general questions, see E. Meyer, Israeliten (Index, s.v.). For attempts to find a mythological interpretation of Isaac’s life, see Goldziher, Mythology of the Hebrews; Winckler, Gesch. Israels (vol. ii.).
The similarities between the events in the lives of Isaac and Abraham are significant; in both cases, Isaac seems to be the more unique figure. See further Ishmael, and note that Isaac and Ishmael parallel Abraham and Lot, Jacob and Esau. For general questions, refer to E. Meyer, Israeliten (Index, s.v.). For attempts to find a mythical interpretation of Isaac’s life, see Goldziher, Mythology of the Hebrews; Winckler, Gesch. Israels (vol. ii.).
2 The name is hopelessly obscure, and the identification with the mountain of the temple in Jerusalem rests upon a late view (2 Chron. iii. 1). It is otherwise called “Yahweh-yir’eh” (“Y. sees”) which is analogous to “El-ro’i” (“a God of Seeing”) in xvi. 13. See further the commentaries.
2 The name is completely unclear, and the connection to the temple mountain in Jerusalem is based on a later perspective (2 Chron. iii. 1). It's also known as “Yahweh-yir’eh” (“Y. sees”), which is similar to “El-ro’i” (“a God of Seeing”) in xvi. 13. See the commentaries for more details.
ISAAC I. (Comnenus), emperor of the East (1057-1059), was the son of an officer of Basil II. named Manuel Comnenus, who on his deathbed commended his two sons Isaac and John to the emperor’s care. Basil had them carefully educated at the monastery of Studion, and afterwards advanced them to high official positions. During the disturbed reigns of Basil’s seven immediate successors, Isaac by his prudent conduct won the confidence of the army; in 1057 he joined with the nobles of the capital in a conspiracy against Michael VI., and after the latter’s deposition was invested with the crown, thus founding the new dynasty of the Comneni. The first care of the new emperor was to reward his noble partisans with appointments that removed them from Constantinople, and his next was to repair the beggared finances of the empire. He revoked numerous pensions and grants conferred by his predecessors upon idle courtiers, and, meeting the reproach of sacrilege made by the patriarch of Constantinople by a decree of exile, resumed a proportion of the revenues of the wealthy monasteries. Isaac’s only military expedition was against the Hungarians and Petchenegs, who began to ravage the northern frontiers in 1059. Shortly after this successful campaign he was seized with an illness, and believing it mortal appointed as his successor Constantine Ducas, to the exclusion of his own brother John. Although he recovered Isaac did not resume the purple, but retired to the monastery of Studion and spent the remaining two years of his life as a monk, alternating menial offices with literary studies. His Scholia to 858 the Iliad and other works on the Homeric poems are still extant in MS. He died in the year 1061. Isaac’s great aim was to restore the former strict organization of the government, and his reforms, though unpopular with the aristocracy and the clergy, and not understood by the people, certainly contributed to stave off for a while the final ruin of the Byzantine empire.
ISAAC I. (Comnenus), emperor of the East (1057-1059), was the son of an officer of Basil II named Manuel Comnenus, who, on his deathbed, entrusted his two sons, Isaac and John, to the emperor’s care. Basil ensured they received a solid education at the monastery of Studion and later promoted them to high-ranking positions. During the tumultuous reigns of Basil's seven immediate successors, Isaac gained the army's trust through his wise actions. In 1057, he collaborated with the nobles in the capital to plot against Michael VI, and after Michael was removed from power, Isaac was crowned, establishing the new Comnenian dynasty. The new emperor's first priority was to reward his noble allies with appointments that moved them away from Constantinople, and his next was to fix the empire's dire finances. He canceled many pensions and grants given by his predecessors to lazy courtiers and, in response to the patriarch of Constantinople's accusations of sacrilege, exiled him and reclaimed a portion of the wealth from the rich monasteries. Isaac’s only military campaign was against the Hungarians and Pechenegs, who started to raid the northern borders in 1059. Shortly after this successful campaign, he fell seriously ill and, fearing for his life, appointed Constantine Ducas as his successor, bypassing his own brother John. Though he eventually recovered, Isaac didn’t reclaim the throne but withdrew to the monastery of Studion, spending the last two years of his life as a monk, alternating between menial tasks and studying literature. His Scholia to 858 the Iliad and other works on Homeric poems still exist in manuscript form. He died in 1061. Isaac's main goal was to restore the government’s former strict organization, and although his reforms were unpopular with the aristocracy and the clergy and not well understood by the common people, they helped delay the ultimate downfall of the Byzantine Empire.
See E. Gibbon, The Decline and Fall of the Roman Empire (ed. J. Bury, London, 1896, vol. v.); G. Finlay, History of Greece (ed. 1877, Oxford, vols. ii. and iii.).
See E. Gibbon, The Decline and Fall of the Roman Empire (ed. J. Bury, London, 1896, vol. v.); G. Finlay, History of Greece (ed. 1877, Oxford, vols. ii. and iii.).
ISAAC II. (Angelus), emperor of the East 1185-1195, and again 1203-1204, was the successor of Andronicus I. He inaugurated his reign by a decisive victory over the Normans in Sicily, but elsewhere his policy was less successful. He failed in an attempt to recover Cyprus from a rebellious noble, and by the oppressiveness of his taxes drove the Bulgarians and Vlachs to revolt (1186). In 1187 Alexis Branas, the general sent against the rebels, treacherously turned his arms against his master, and attempted to seize Constantinople, but was defeated and slain. The emperor’s attention was next demanded in the east, where several claimants to the throne successively rose and fell. In 1189 Frederick Barbarossa of Germany sought and obtained leave to lead his troops on the third crusade through the Byzantine territory; but he had no sooner crossed the border than Isaac, who had meanwhile sought an alliance with Saladin, threw every impediment in his way, and was only compelled by force of arms to fulfil his engagements. The next five years were disturbed by fresh rebellions of the Vlachs, against whom Isaac led several expeditions in person. During one of these, in 1195, Alexius, the emperor’s brother, taking advantage of the latter’s absence from camp on a hunting expedition, proclaimed himself emperor, and was readily recognised by the soldiers. Isaac was blinded and imprisoned in Constantinople. After eight years he was raised for six months from his dungeon to his throne once more (see Crusades). But both mind and body had been enfeebled by captivity, and his son Alexius IV. was the actual monarch. Isaac died in 1204, shortly after the usurpation of his general, Mourzouphles. He was one of the weakest and most vicious princes that occupied the Byzantine throne. Surrounded by a crowd of slaves, mistresses and flatterers, he permitted his empire to be administered by unworthy favourites, while he squandered the money wrung from his provinces on costly buildings and expensive gifts to the churches of his metropolis.
ISAAC II. (Angelus), emperor of the East from 1185 to 1195, and again from 1203 to 1204, succeeded Andronicus I. He began his reign with a significant victory over the Normans in Sicily, but his policies were less effective elsewhere. He failed to reclaim Cyprus from a rebellious noble and, through his heavy taxation, incited revolts among the Bulgarians and Vlachs in 1186. In 1187, Alexis Branas, the general sent to confront the rebels, betrayed his emperor and tried to seize Constantinople, but he was defeated and killed. Next, the emperor had to focus on the east, where several contenders for the throne rose and fell one after another. In 1189, Frederick Barbarossa of Germany requested and received permission to lead his troops on the Third Crusade through Byzantine territory; however, as soon as he crossed the border, Isaac, who was trying to form an alliance with Saladin, obstructed his path and was only forced by military might to honor his commitments. The following five years were marked by new uprisings from the Vlachs, against whom Isaac personally led several campaigns. During one of these campaigns in 1195, Alexius, the emperor’s brother, took advantage of Isaac’s absence for a hunting trip to declare himself emperor, and the soldiers quickly accepted him. Isaac was blinded and imprisoned in Constantinople. After eight years, he was briefly pulled from his dungeon back to the throne for six months (see Crusades). However, both his mind and body had deteriorated from captivity, and his son Alexius IV. was the real ruler. Isaac died in 1204, shortly after his general, Mourzouphles, took power. He was one of the weakest and most corrupt leaders to sit on the Byzantine throne. Surrounded by a group of slaves, mistresses, and sycophants, he allowed unworthy favorites to manage his empire while squandering the revenues from his provinces on extravagant buildings and lavish gifts to the churches in his capital.
See Gibbon, Decline and Fall (ed. J. Bury, London, 1896, vol. vi.); G. Finlay, History of Greece (ed. 1877, Oxford, vols. iii. and iv.).
See Gibbon, Decline and Fall (ed. J. Bury, London, 1896, vol. vi.); G. Finlay, History of Greece (ed. 1877, Oxford, vols. iii. and iv.).
ISAAC OF ANTIOCH, “one of the stars of Syriac literature,”1 the reputed author of a large number of metrical homilies,2 many of which are distinguished by an originality and acumen rare among Syriac writers. As to the identity and history of the author considerable difficulty has arisen. The statements of ancient writers, Eastern and Western, were collected by Assemani (B.O. i. 207-214). According to these accounts Isaac flourished under Theodosius II. (408-450),3 and was a native either of Amid (Diarbekr) or of Edessa. Several writers identify him with Isaac, the disciple of S. Ephraim, who is mentioned in the anonymous Life of that father; but according to the patriarch Bar Shūshan (d. 1073), who made a collection of his homilies, his master was Ephraim’s disciple Zenobius. He is supposed to have migrated to Antioch, and to have become abbot of one of the convents in its neighbourhood. According to Zacharias Rhetor he visited Rome and other cities, and the chronicle of Pseudo-Dionysius of Tell-Mahrē informs us that he composed poems on the secular games of 404, and wrote on the destruction of Rome by Alaric in 410. He also commemorated the destruction of Antioch by an earthquake in 459, so that he must have lived till about 460. Unfortunately these poems have perished. He is of course to be distinguished from Isaac of Nineveh, a Nestorian writer on the ascetic life who belongs to the second half of the 7th century.4
ISAAC OF ANTIOCH, “one of the stars of Syriac literature,”1 the supposed author of many metrical homilies,2 many of which stand out for their originality and insight, which is uncommon among Syriac writers. There has been significant difficulty regarding the author's identity and history. The accounts of ancient writers, both Eastern and Western, were compiled by Assemani (B.O. i. 207-214). According to these sources, Isaac thrived during the time of Theodosius II. (408-450),3 and was either from Amid (Diarbekr) or Edessa. Some writers have identified him as Isaac, the disciple of S. Ephraim, mentioned in the anonymous Life of that father; however, according to Patriarch Bar Shūshan (d. 1073), who compiled a collection of his homilies, his teacher was Ephraim’s disciple Zenobius. He is believed to have moved to Antioch and became the abbot of one of the nearby convents. According to Zacharias Rhetor, he traveled to Rome and other cities, and the chronicle of Pseudo-Dionysius of Tell-Mahrē tells us that he wrote poems about the secular games of 404 and the destruction of Rome by Alaric in 410. He also remembered the devastation of Antioch by an earthquake in 459, indicating that he likely lived until around 460. Sadly, these poems have been lost. He should not be confused with Isaac of Nineveh, a Nestorian author on asceticism who belongs to the latter half of the 7th century.4
When we examine the collection of homilies attributed to Isaac, a difficulty arises on two grounds. (1) The author of some of the poems is fervently orthodox or Catholic (see especially Nos. 1-3 in Bickell’s edition = 62-64 in Bedjan), in other and more important homilies (such as Bickell 6, 8 = Bedjan 59, 61, and especially Bedjan 60) the doctrine is monophysite, even though Eutyches and Nestorius are equally condemned. (2) One of the monophysite homilies, the famous poem of 2136 lines on the parrot which uttered the Trisagion in the streets of Antioch (Bickell, 8 = Bedjan 61), appears to have been written at Antioch after Peter the Fuller (patriarch 471-488) raised the dispute about the addition to the doxology of the words qui crucifixus es pro nobis. It is therefore scarcely possible that the author of this homily should be the same who composed the lost poems on the secular games in 404 and on the sack of Rome.
When we look at the collection of sermons attributed to Isaac, we encounter a challenge on two fronts. (1) The author of some of the poems is strongly orthodox or Catholic (see especially Nos. 1-3 in Bickell’s edition = 62-64 in Bedjan), while in other, more significant sermons (like Bickell 6, 8 = Bedjan 59, 61, and especially Bedjan 60), the doctrine is monophysite, even though both Eutyches and Nestorius are equally condemned. (2) One of the monophysite sermons, the well-known poem of 2,136 lines about the parrot that proclaimed the Trisagion in the streets of Antioch (Bickell, 8 = Bedjan 61), seems to have been written in Antioch after Peter the Fuller (patriarch 471-488) sparked the debate over the addition to the doxology of the words qui crucifixus es pro nobis. Therefore, it's hardly likely that the author of this sermon is the same person who wrote the lost poems on the secular games in 404 and on the sack of Rome.
Moreover, Lamy (S. Ephraemi hymni et sermones, iv. 361-364) and Bedjan (Homiliae S. Isaaci, i. pp. iv-ix) have recently called attention to statements made by Jacob of Edessa (708) in a letter to John the Stylite. He says there were three Isaacs who wrote in Syriac:—two orthodox (i.e. monophysite), and one a Chalcedonian heretic (i.e. orthodox or Catholic). (a) The first, he says, a native of Amid, and pupil of S. Ephraim, visited Rome in the time of Arcadius (395-408), on his return journey suffered imprisonment at Byzantium, and afterwards became a priest in the church of Amid. (b) The second was a priest of Edessa, and flourished in the reign of Zeno (474-491). He went up to Antioch in the time of Peter the Fuller. Jacob then tells the story of the parrot (see above). (c) The third was also an Edessene. At first in the days of Bishop Paul (510-522) he was orthodox (monophysite): but afterwards in the time of the Chalcedonian (Catholic) bishop Asclepius he became Nestorian (Catholic) and wrote poems setting forth Nestorian doctrine.
Moreover, Lamy (S. Ephraimi hymni et sermones, iv. 361-364) and Bedjan (Homiliae S. Isaaci, i. pp. iv-ix) have recently highlighted statements made by Jacob of Edessa (708) in a letter to John the Stylite. He mentions that there were three Isaacs who wrote in Syriac: two were orthodox (i.e. monophysite), and one was a Chalcedonian heretic (i.e. orthodox or Catholic). (a) The first, he says, was a native of Amid and a student of S. Ephraim, who visited Rome during the time of Arcadius (395-408). On his return journey, he was imprisoned in Byzantium and later became a priest in the church of Amid. (b) The second was a priest from Edessa and thrived during the reign of Zeno (474-491). He traveled to Antioch during the time of Peter the Fuller. Jacob then recounts the story of the parrot (see above). (c) The third was also from Edessa. Initially, during the days of Bishop Paul (510-522), he was orthodox (monophysite); however, later, during the time of the Chalcedonian (Catholic) bishop Asclepius, he became Nestorian (Catholic) and wrote poems promoting Nestorian doctrine.
With such conflicting evidence it is impossible to arrive at a certain result. But Jacob is an early witness: and on the whole it seems safe to conclude with Bedjan (p. ix) that works by at least two authors have been included in the collection attributed to Isaac of Antioch. Still the majority of the poems are the work of one hand—the 5th-century monophysite who wrote the poem on the parrot.5 A full list6 of the 191 poems existing in European MSS. is given by Bickell, who copied out 181 with a view to publishing them all: the other 10 had been previously copied by Zingerle. But the two volumes published by Bickell in his lifetime (Giessen, 1873 and 1877) contain only 37 homilies. Bedjan’s edition, of which the first volume has alone appeared (Paris, 1903) contains 67 poems, viz. 24 previously published (18 by Bickell), and 43 that are new, though their titles are all included in Bickell’s list.
With such conflicting evidence, it's impossible to reach a definite conclusion. However, Jacob is an early witness, and overall, it seems reasonable to agree with Bedjan (p. ix) that at least two authors contributed to the collection attributed to Isaac of Antioch. Still, the majority of the poems were written by one person—the 5th-century monophysite who wrote the poem about the parrot.5 A full list6 of the 191 poems in European manuscripts is provided by Bickell, who copied out 181 with the intention of publishing them all; the remaining 10 had been previously copied by Zingerle. However, the two volumes published by Bickell during his lifetime (Giessen, 1873 and 1877) contain only 37 homilies. Bedjan’s edition, of which only the first volume has been released (Paris, 1903), includes 67 poems—24 of which were previously published (18 by Bickell) and 43 that are new, although their titles are all listed in Bickell’s compilation.
The writer’s main interest lies in the application of religion to the practical duties of life, whether in the church or in the world. He has a great command of forcible language and considerable skill in apt illustration. The zeal with which he denounces the abuses prevalent in the church of his day, and particularly in the monastic orders, is not unlike that of the Protestant reformers. He shows acquaintance with many phases of life. He describes the corruption of judges, the prevalence of usury and avarice, the unchastity which especially characterized the upper classes, and the general hypocrisy of so-called Christians. His doctrinal discussions are apt to be diffuse; but he seldom loses sight of the bearing of doctrine on practical life. He judges with extreme severity those who argue about religion while neglecting its practice, and those who though stupid and ignorant dare to pry into mysteries which are sealed to the angels. “Not newly have we found Him, that we should search and pry into God. As He was He is: He changeth not with the times.... Confess that He formed thee of dust: search not the mode of His being: Worship Him that He redeemed thee by His only Son: inquire not the manner of His birth.”7
The writer is focused on how religion applies to the everyday responsibilities of life, whether within the church or outside of it. He has a strong command of powerful language and a knack for effective illustrations. His passionate criticism of the abuses that existed in the church of his time, especially within the monastic orders, is similar to that of the Protestant reformers. He demonstrates familiarity with many aspects of life, illustrating the corruption of judges, the widespread practice of usury and greed, the immorality commonly found among the upper classes, and the overall hypocrisy of so-called Christians. His discussions on doctrine can be quite extensive; however, he rarely loses sight of how doctrine relates to practical life. He is extremely harsh towards those who debate religion while ignoring its practice, and those who, despite being foolish and uneducated, attempt to delve into mysteries that are reserved for the angels. “We haven't just discovered Him now, so we should not search for or pry into God. As He was, He is: He doesn't change with the times.... Acknowledge that He made you from dust: don't question the nature of His existence: Worship Him who redeemed you through His only Son: do not inquire about the manner of His birth.”7
Some of Isaac’s works have an interest for the historian of the 5th century. In two poems (Bickell 11, 12 = Bedjan 48, 49), written probably at Edessa, he commemorates the capture of Bēth-Hūr (a 859 city near Nisibis) by the Arabs. Although the historical allusions are far from clear, we gather that Bēth-Ḥūr, which in zealous paganism had been a successor to Ḥaran, had been in earlier days devastated by the Persians:8 but for the last 34 years the Persians had themselves suffered subjection.9 And now had come a flood of Arab invaders, “sons of Hagar,” who had swept away the city and carried all its inhabitants captive. From these two poems, and from the 2nd homily on Fasting (Bickell 14 = Bedjan 17) we gain a vivid picture of the miseries borne by the inhabitants of that frontier region during the wars between Persia and the Romano-Greek empire. There are also instructive references to the heathen practices and the worship of pagan deities (such as Baalti, Uzzi, Gedlath and the planet Venus) prevalent in Mesopotamia. Two other poems (Bickell 35, 36 = Bedjan 66, 67), written probably at Antioch,10 describe the prevalence of sorcery and the extraordinary influence possessed by “Chaldeans” and enchanters over women who were nominally Christians.
Some of Isaac’s works are relevant for a 5th-century historian. In two poems (Bickell 11, 12 = Bedjan 48, 49), likely written in Edessa, he commemorates the capture of Bēth-Hūr (a city near Nisibis) by the Arabs. Although the historical references aren’t very clear, we learn that Bēth-Ḥūr, which had been a stronghold of fervent paganism following Ḥaran, was previously devastated by the Persians:8 but for the last 34 years, the Persians themselves had been under submission.9 Now, a wave of Arab invaders, “sons of Hagar,” had come, sweeping away the city and taking all its inhabitants captive. From these two poems and the 2nd homily on Fasting (Bickell 14 = Bedjan 17), we get a vivid picture of the hardships faced by the people in that border region during the conflicts between Persia and the Romano-Greek empire. There are also important references to the pagan practices and the worship of deities (like Baalti, Uzzi, Gedlath, and Venus) common in Mesopotamia. Two other poems (Bickell 35, 36 = Bedjan 66, 67), probably written in Antioch,10 describe the widespread practice of sorcery and the significant influence held by “Chaldeans” and enchanters over women who were nominally Christians.
The metre of all the published homilies is heptasyllabic.
The meter of all the published sermons is seven syllables.
2 The fullest list, by G. Bickell, contains 191 which are extant in MSS.
2 The complete list, by G. Bickell, includes 191 that are still available in MSS.
3 The trustworthy Chronicle of Edessa gives his date as 451-452 (Hallier, No. lxvii.); and the recently published Chronicle of Michael the Syrian makes him contemporary with Nonus, who became the 31st bishop of Edessa in 449.
3 The reliable Chronicle of Edessa lists his date as 451-452 (Hallier, No. lxvii.); and the recently released Chronicle of Michael the Syrian places him at the same time as Nonus, who became the 31st bishop of Edessa in 449.
4 The date of Isaac of Nineveh is now known from the Liber fundatorum of Īshō’-děnah, an 8th-century writer; see Bedjan’s edition, and Chabót, Livre de la chasteté, p. 63. Assemani (B.O. i. 445) had placed him late in the 6th century, and Chabót (De S. Isaaci Ninivitae vita, &c.) in the second half of the 5th.
4 The date of Isaac of Nineveh is now known from the Liber fundatorum by Īshō’-děnah, an 8th-century writer; see Bedjan’s edition and Chabót, Livre de la chasteté, p. 63. Assemani (B.O. i. 445) had placed him in the late 6th century, and Chabót (De S. Isaaci Ninivitae vita, &c.) in the second half of the 5th.
5 Lamy (op. cit. iv. 364-366) has pointed out that several of the poems are in certain MSS. attributed to Ephraim. Possibly the author of the orthodox poems was not named Isaac at all.
5 Lamy (op. cit. iv. 364-366) has noted that some of the poems are attributed to Ephraim in certain manuscripts. It's possible that the author of the orthodox poems wasn’t named Isaac at all.
6 Assemani’s list of 104 poems (B.O. i. 214-234) is completely covered by Bickell’s.
6 Assemani’s list of 104 poems (B.O. i. 214-234) is fully included in Bickell’s.
7 From a really noble poem (Bedjan 60) on the problem whether God suffered and died on the cross.
7 From a truly noble poem (Bedjan 60) about the question of whether God suffered and died on the cross.
8 Possibly in the war at the beginning of the reign of Bahrām V.: but on the uncertainty see Nöldeke, Gesch. d. Perser und Araber, 117.
8 Possibly during the war at the start of Bahrām V's reign: but for more on the uncertainty, see Nöldeke, Gesch. d. Perser und Araber, 117.
ISABELLA (1451-1504), surnamed la Catolica, “the Catholic,” queen of Castile, was the second child and only daughter of John II. of Castile by his second wife Isabella, granddaughter of John I. of Portugal (thus being through both parents a descendant of John of Gaunt), and was born at Madrigal on the 22nd of April 1451. On the death of her father, who was succeeded by her brother Henry IV. (1454), she was withdrawn by her mother to Arevalo, where her early education was conducted in the deepest seclusion; in 1462, however, along with her uterine brother Alphonso, she was removed by Henry to the court, where she showed a remarkable example of staidness and sobriety. Already more than one suitor had made application for her hand, Ferdinand of Aragon, who ultimately became her husband, being among the number; for some little time she was engaged to his elder brother Charles, who died in 1461. In her thirteenth year her brother promised her in marriage to Alphonso of Portugal, but she firmly refused to consent; her resistance seemed less likely to be effectual in the case of Pedro Giron, grand master of the order of Calatrava and brother of the marquis of Villena, to whom she was next affianced, when she was delivered from her fears by the sudden death of the bridegroom while on his way to the nuptials in 1466. After an offer of the crown of Castile, made by the revolutionary leaders in the civil war, had been declined by her, she was in 1468 formally recognized by her brother as lawful heir, after himself, to the united crowns of Castile and Leon. New candidates for her hand now appeared in the persons of a brother of Edward IV. of England (probably Richard, duke of Gloucester), and the duke of Guienne, brother of Louis XI., and heir presumptive of the French monarchy. Finally however, in face of very great difficulties, she was married to Ferdinand of Aragon at Valladolid on the 19th of October 1469. Thence forward the fortunes of Ferdinand and Isabella were inseparably blended. For some time they held a humble court at Dueñas, and afterwards they resided at Segovia, where, on the death of Henry, she was proclaimed queen of Castile and Leon (December 13, 1474). Spain undoubtedly owed to Isabella’s clear intellect, resolute energy and unselfish patriotism much of that greatness which for the first time it acquired under “the Catholic sovereigns.” The moral influence of the queen’s personal character over the Castilian court was incalculably great; from the debasement and degradation of the preceding reign she raised it to being “the nursery of virtue and of generous ambition.” She did much for letters in Spain by founding the palace school and by her protection of Peter Martyr d’Anghiera. The very sincerity of her piety and strength of her religious convictions led her more than once, however, into great errors of state policy, and into more than one act which offends the moral sense of a more refined age: her efforts for the introduction of the Inquisition into Castile, and for the proscription of the Jews, are outstanding evidences of what can only be called her bigotry. But not even the briefest sketch of her life can omit to notice that happy instinct or intuition which led her, when all others had heard with incredulity the scheme of Columbus, to recall the wanderer to her presence with the words, “I will assume the undertaking for my own crown of Castile, and am ready to pawn my jewels to defray the expenses of it, if the funds in the treasury should be found inadequate.” She died at Medina del Campo on the 24th of November 1504, and was succeeded by her daughter Joanna “la loca” (the “Crazy”) and her husband, Philip of Habsburg.
ISABELLA (1451-1504), known as la Catolica, or “the Catholic,” queen of Castile, was the second child and only daughter of John II of Castile and his second wife Isabella, who was the granddaughter of John I of Portugal (making her, through both parents, a descendant of John of Gaunt). She was born in Madrigal on April 22, 1451. After her father passed away, and her brother Henry IV took the throne in 1454, her mother moved her to Arevalo, where she had a very private education. In 1462, however, she and her half-brother Alphonso were brought to court by Henry, where she demonstrated impressive maturity and self-control. By then, several suitors had already expressed interest in marrying her, including Ferdinand of Aragon, who would eventually become her husband. For a short time, she was engaged to his older brother Charles, who died in 1461. When Isabella was thirteen, her brother promised her to Alphonso of Portugal, but she firmly refused; her resistance was tested again when she was next promised to Pedro Giron, the grand master of the order of Calatrava and brother of the marquis of Villena, but her fears were alleviated when he unexpectedly died on his way to their wedding in 1466. After she declined an offer for the crown of Castile from revolutionary leaders in the civil war, she was officially recognized by her brother in 1468 as his lawful heir to the united crowns of Castile and Leon. New suitors now included a brother of Edward IV of England (likely Richard, Duke of Gloucester) and the Duke of Guienne, brother of Louis XI and heir presumptive to the French throne. However, despite significant challenges, she married Ferdinand of Aragon in Valladolid on October 19, 1469. From then on, Ferdinand and Isabella’s fortunes became intertwined. They initially held a modest court in Dueñas and later lived in Segovia, where she was proclaimed queen of Castile and Leon following Henry's death on December 13, 1474. Spain owed much of its newfound greatness to Isabella’s keen intellect, strong will, and selfless patriotism, which marked the era of “the Catholic sovereigns.” Her personal character had a tremendous moral influence on the Castilian court, transforming it from the debasement of the previous reign to what became known as “the nursery of virtue and of generous ambition.” She contributed significantly to the advancement of letters in Spain by establishing the palace school and supporting Peter Martyr d’Anghiera. However, her deep religious convictions and genuine piety led her into significant political missteps and actions that would be deemed morally questionable today, such as pushing for the Inquisition in Castile and the expulsion of the Jews, which highlight her bigotry. Nevertheless, even a brief overview of her life must acknowledge her remarkable instinct when, against all skepticism about Columbus’s plans, she called him back to her with the words, “I will support the undertaking for my own crown of Castile and am ready to pledge my jewels to cover the costs if the treasury falls short.” She died in Medina del Campo on November 24, 1504, and was succeeded by her daughter Joanna “la loca” (the “Crazy”) and her husband, Philip of Habsburg.
See W. H. Prescott, History of the Reign of Ferdinand and Isabella (1837), where the original authorities are exhaustively enumerated; and for later researches, Baron de Nervo, Isabella the Catholic, translated by Lieut.-Col. Temple-West (1897).
See W. H. Prescott, History of the Reign of Ferdinand and Isabella (1837), where the original sources are thoroughly listed; and for more recent studies, Baron de Nervo, Isabella the Catholic, translated by Lieut.-Col. Temple-West (1897).
ISABELLA II. (1830-1904), queen of Spain, was born in Madrid on the 10th of October 1830. She was the eldest daughter of Ferdinand VII., king of Spain, and of his fourth wife, Maria Christina, a Neapolitan Bourbon, who became queen-regent on 29th September 1833, when her daughter, at the age of three years, was proclaimed on the death of the king. Queen Isabella succeeded to the throne because Ferdinand VII. induced the Cortes to assist him in setting aside the Salic law, which the Bourbons had introduced since the beginning of the 18th century, and to re-establish the older succession law of Spain. The brother of Ferdinand, Don Carlos, the first pretender, fought seven years, during the minority of Isabella, to dispute her title, and her rights were only maintained through the gallant support of the army, the Cortes and the Liberals and Progressists, who at the same time established constitutional and parliamentary government, dissolved the religious orders, confiscated the property of the orders and of the Jesuits, disestablished the Church property, and attempted to restore order in finances. After the Carlist war the queen-regent, Christina, resigned to make way for Espartero, the most successful and most popular general of the Isabelline armies, who only remained regent two years. He was turned out in 1843 by a military and political pronunciamiento, led by Generals O’Donnell and Narvaez, who formed a cabinet, presided over by Joaquin Maria Lopez, and this government induced the Cortes to declare Isabella of age at thirteen. Three years later the Moderado party or Castilian Conservatives made their queen marry, at sixteen, her cousin, Prince Francisco de Assisi de Bourbon (1822-1902), on the same day (10th October 1846) on which her younger sister married the duke of Montpensier. These marriages suited the views of France and Louis Philippe, who nearly quarrelled in consequence with Great Britain; but both matches were anything but happy. Queen Isabella reigned from 1843 to 1868, and that period was one long succession of palace intrigues, back-stairs and ante-chamber influences, barrack conspiracies, military pronunciamientos to further the ends of the political parties—Moderados, who ruled from 1846 to 1854, Progressists from 1854 to 1856, Union Liberal from 1856 to 1863; Moderados and Union Liberal quickly succeeding each other and keeping out the Progressists so steadily that the seeds were sown which budded into the revolution of 1868. Queen Isabella II. often interfered in politics in a wayward, unscrupulous manner that made her very unpopular. She showed most favour to her reactionary generals and statesmen, to the Church and religious orders, and was constantly the tool of corrupt and profligate courtiers and favourites who gave her court a deservedly bad name. She went into exile at the end of September 1868, after her Moderado generals had made a slight show of resistance that was crushed at the battle of Alcolea by Marshals Serrano and Prim. The only redeeming traits of Queen Isabella’s reign were a war against Morocco, which ended in an advantageous treaty and some cession of territory; some progress in public works, especially railways; a slight improvement in commerce and finance. Isabella was induced to abdicate in Paris on 25th June 1870 in favour of her son, Alphonso XII., and the cause of the restoration was thus much furthered. She had separated from her husband in the previous March. She continued to live in France after the restoration in 1874. On the occasion of one of her visits to Madrid during Alphonso XII.’s reign she began to intrigue with the 860 politicians of the capital, and was peremptorily requested to go abroad again. She died on the 10th of April 1904.
ISABELLA II. (1830-1904), queen of Spain, was born in Madrid on October 10, 1830. She was the oldest daughter of Ferdinand VII, king of Spain, and his fourth wife, Maria Christina, a Neapolitan Bourbon, who became queen-regent on September 29, 1833, when her daughter, at the age of three, was proclaimed queen after the king's death. Queen Isabella ascended to the throne because Ferdinand VII convinced the Cortes to support him in getting rid of the Salic law, which the Bourbons had enforced since the early 18th century, and to reinstate the older succession law of Spain. Ferdinand's brother, Don Carlos, the first pretender, fought for seven years during Isabella's minority to challenge her claim, and her rights were only upheld by the brave support of the army, the Cortes, and the Liberals and Progressists, who simultaneously established a constitutional and parliamentary government, dissolved the religious orders, confiscated the properties of those orders and the Jesuits, disestablished Church property, and sought to restore financial order. After the Carlist War, Queen-regent Christina stepped down to make way for Espartero, the most successful and popular general of the Isabelline armies, who only remained regent for two years. He was ousted in 1843 by a military and political pronunciamiento, led by Generals O'Donnell and Narvaez, who formed a cabinet led by Joaquin Maria Lopez, and this government persuaded the Cortes to declare Isabella of age at thirteen. Three years later, the Moderado party or Castilian Conservatives arranged for the queen to marry her cousin, Prince Francisco de Assisi de Bourbon (1822-1902), at sixteen, on the same day (October 10, 1846) her younger sister married the duke of Montpensier. These marriages aligned with the interests of France and Louis Philippe, who nearly clashed with Great Britain over them; however, both unions were far from happy. Queen Isabella reigned from 1843 to 1868, a time filled with palace intrigues, backstage influences, military conspiracies, and pronunciamientos aimed at furthering the goals of the political parties—Moderados ruling from 1846 to 1854, Progressists from 1854 to 1856, and Union Liberal from 1856 to 1863; Moderados and Union Liberal quickly exchanged control while keeping Progressists at bay, sowing the seeds that eventually led to the revolution of 1868. Queen Isabella II often intervened in politics in a capricious, unscrupulous way that made her quite unpopular. She favored her reactionary generals and statesmen, the Church, and religious orders, and was regularly manipulated by corrupt and immoral courtiers and favorites, giving her court a well-deserved bad reputation. She went into exile at the end of September 1868, after her Moderado generals made a weak attempt at resistance that was crushed at the battle of Alcolea by Marshals Serrano and Prim. The only redeeming aspects of Queen Isabella's reign were a war against Morocco, which concluded with a beneficial treaty and some territorial gains; some progress in public works, especially railways; and a slight improvement in commerce and finance. Isabella abdicated in Paris on June 25, 1870, in favor of her son, Alphonso XII, furthering the restoration cause. She had separated from her husband the previous March. She continued to live in France after the restoration in 1874. During one of her visits to Madrid while Alphonso XII was king, she started to conspire with the politicians in the capital and was firmly asked to leave the country again. She died on April 10, 1904.
ISABELLA, Isabeau, or Elizabeth of Bavaria (1370-1435), wife of Charles VI. of France, was the daughter of Stephen II., duke of Bavaria. She was born in 1370, was married to Charles VI. on the 17th of July 1385, and crowned at Paris on the 22nd of August 1389. After some years of happy married life she fell under the influence of the dissolute court in which she lived, and the king having become insane (August 1392) she consorted chiefly with Louis of Orleans. Frivolous, selfish, avaricious and fond of luxury, she used her influence, during the different periods when she was invested with the regency, not for the public welfare, but mainly in her own personal interest. After the assassination of the duke of Orleans (November 23, 1407) she attached herself sometimes to the Armagnacs, sometimes to the Burgundians, and led a scandalous life. Louis de Bosredon, the captain of her guards, was executed for complicity in her excesses; and Isabella herself was imprisoned at Blois and afterwards at Tours (1417). Having been set free towards the end of that year by John the Fearless, duke of Burgundy, whom she had called to her assistance, she went to Troyes and established her government there, returning afterwards to Paris when that city had capitulated to the Burgundians in July 1418. Once more in power, she now took up arms against her son, the dauphin Charles; and after the murder of John the Fearless she went over to the side of the English, into whose hands she surrendered France by the treaty of Troyes (May 21, 1420), at the same time giving her daughter Catherine in marriage to the king of England, Henry V. After her triumphal entry into Paris with the latter she soon became an object of loathing to the whole French nation. She survived her husband, her son-in-law, and eight out of her twelve children, and she passed the last miserable years of her life in poverty, solitude and ill-health. She died at the end of September 1435, and was interred without funeral honours in the abbey of St Denis, by the side of her husband, Charles VI.
ISABELLA, Isabeau, or Elizabeth of Bavaria (1370-1435), wife of Charles VI of France, was the daughter of Stephen II, duke of Bavaria. Born in 1370, she married Charles VI on July 17, 1385, and was crowned in Paris on August 22, 1389. After a few years of happy marriage, she fell under the influence of the dissolute court around her. When the king went insane in August 1392, she mainly associated with Louis of Orleans. Frivolous, selfish, greedy, and fond of luxury, she used her influence during her various periods of regency not for the public good, but primarily for her own benefit. After the assassination of the duke of Orleans on November 23, 1407, she oscillated between the Armagnacs and the Burgundians and lived a scandalous life. Louis de Bosredon, the captain of her guards, was executed for his involvement in her excesses, and Isabella herself was imprisoned first at Blois and then at Tours in 1417. After being freed later that year by John the Fearless, duke of Burgundy, whom she had called for help, she went to Troyes to establish her government, later returning to Paris when that city surrendered to the Burgundians in July 1418. Once back in power, she took up arms against her son, the dauphin Charles, and after John the Fearless was murdered, she allied with the English, surrendering France to them through the treaty of Troyes on May 21, 1420, and marrying her daughter Catherine to King Henry V of England. Following her triumphant entry into Paris with him, she quickly became hated by the entire French nation. She outlived her husband, her son-in-law, and eight of her twelve children, spending her last miserable years in poverty, solitude, and ill health. She died at the end of September 1435 and was buried without any funeral honors in the abbey of St Denis, beside her husband, Charles VI.
See Vallet de Viriville, Isabeau de Bavière (1859); Marcel Thibault, Isabeau de Bavière, Reine de France, La Jeunesse, 1370-1405 (1903).
See Vallet de Viriville, Isabeau de Bavière (1859); Marcel Thibault, Isabeau de Bavière, Reine de France, La Jeunesse, 1370-1405 (1903).
ISABELLA OF HAINAUT (1170-1190), queen of France, was the daughter of Baldwin V., count of Hainaut, and Margaret, sister of Philip of Alsace, and was born in 1170 at Lille. She was married to Philip Augustus, and brought to him as her dowry the province of Artois. She was crowned at St Denis on the 29th of May 1180. As Baldwin V. claimed to be a descendant of Charlemagne, the chroniclers of the time saw in this marriage a union of the Carolingian and Capetian dynasties. Though she received extravagant praise from certain annalists, she failed to win the affections of Philip, who, in 1184, waging war against Flanders, was angered at seeing Baldwin support his enemies, and called a council at Sens for the purpose of repudiating her. Robert, the king’s uncle, successfully interposed. She died in childbirth in 1190, and was buried in the church of Notre Dame in Paris. Her son became Louis VIII. of France.
ISABELLA OF HAINAUT (1170-1190), queen of France, was the daughter of Baldwin V, count of Hainaut, and Margaret, sister of Philip of Alsace, and was born in 1170 in Lille. She married Philip Augustus and brought Artois as her dowry. She was crowned at St Denis on May 29, 1180. Since Baldwin V claimed to be a descendant of Charlemagne, chroniclers of the time viewed this marriage as a union of the Carolingian and Capetian dynasties. While some historians praised her highly, she did not win Philip's affection. In 1184, during his war against Flanders, Philip was upset to see Baldwin supporting his enemies and called a council at Sens to annul the marriage. Robert, the king’s uncle, intervened successfully. She died in childbirth in 1190 and was buried in Notre Dame in Paris. Her son became Louis VIII of France.
See Cartellieri, “L’Avènement de Phil. Aug.” in Rev. hist. liii. 262 et seq.
See Cartellieri, “The Rise of Phil. Aug.” in Rev. hist. liii. 262 et seq.
ISABEY, JEAN BAPTISTE (1767-1855), French painter, was born at Nancy on the 11th of April 1767. At nineteen, after some lessons from Dumont, miniature painter to Marie Antoinette, he became a pupil of David. Employed at Versailles on portraits of the dukes of Angoulême and Berry, he was given a commission by the queen, which opens the long list of those which he received, up to the date of his death in 1855, from the successive rulers of France. Patronized by Josephine and Napoleon, he arranged the ceremonies of their coronation and prepared drawings for the publication intended as its official commemoration, a work for which he was paid by Louis XVIII., whose portrait (engraved, Debucourt) he executed in 1814. Although Isabey did homage to Napoleon on his return from Elba, he continued to enjoy the favour of the Restoration, and took part in arrangements for the coronation of Charles X. The monarchy of July conferred on him an important post in connexion with the royal collections, and Napoleon III. granted him a pension, and the cross of commander of the Legion of Honour. “Review of Troops by the First Consul” was one of his most important compositions, and “Isabey’s Boat,”—a charming drawing of himself and family—produced at a time when he was much occupied with lithography—had an immense success at the Salon of 1820 (engraved, Landon, Annales, i. 125). His portrait of “Napoleon at Malmaison” is held to be the best ever executed, and even his tiny head of the king of Rome, painted for a breast-pin, is distinguished by a decision and breadth which evidence the hand of a master.
ISABEY, JEAN BAPTISTE (1767-1855), a French painter, was born in Nancy on April 11, 1767. At nineteen, after taking some lessons from Dumont, the miniature painter for Marie Antoinette, he became a student of David. Working at Versailles on portraits of the dukes of Angoulême and Berry, he received a commission from the queen, marking the start of a long list of commissions he would get from various rulers of France until his death in 1855. Supported by Josephine and Napoleon, he organized the ceremonies for their coronation and created drawings for the publication that was meant to commemorate the event, a project for which he was paid by Louis XVIII., whose portrait (engraved by Debucourt) he completed in 1814. Although Isabey showed loyalty to Napoleon upon his return from Elba, he continued to have the favor of the Restoration and participated in the arrangements for the coronation of Charles X. The July monarchy gave him a significant position related to the royal collections, and Napoleon III. awarded him a pension and the title of commander in the Legion of Honour. “Review of Troops by the First Consul” was one of his most notable works, and “Isabey’s Boat,” an endearing drawing of himself and his family made when he was heavily focused on lithography, was a huge hit at the Salon of 1820 (engraved by Landon, Annales, i. 125). His portrait of “Napoleon at Malmaison” is regarded as the best ever created, and even his small portrait of the king of Rome, painted for a breast-pin, is notable for its boldness and mastery evident in the work.
A biography of Isabey was published by M. E. Taigny in 1859, and M. C. Lenormant’s article, written for Michaud’s Biog. univ., is founded on facts furnished by Isabey’s family.
A biography of Isabey was published by M. E. Taigny in 1859, and M. C. Lenormant’s article, written for Michaud’s Biog. univ., is based on information provided by Isabey’s family.
Download ePUB
If you like this ebook, consider a donation!