This is a modern-English version of The Progress of Invention in the Nineteenth Century., originally written by Byrn, Edward W. (Edward Wright).
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
Please see the Transcriber’s Notes at the end of this document.
Please see the Transcriber’s Notes at the end of this document.


STEAM AND ELECTRICITY.
The 70,000 Horse-Power Station of the Metropolitan Street Railway, New York.
STEAM AND ELECTRICITY.
The 70,000 Horsepower Station of the Metropolitan Street Railway, New York.
THE PROGRESS
OF
Innovation
IN THE
19th Century
BY
EDWARD W. BYRN, A.M.
BY
EDWARD W. BYRN, M.A.
“Δός που στω, και την γην κινἡσω.
”
(Give me where to stand, and I’ll move the earth.)
“Just show me where to stand, and I’ll move the earth.
”
—Archimedes.
—Archimedes.
MUNN & CO., Publishers
SCIENTIFIC AMERICAN OFFICE
361 BROADWAY, NEW YORK
1900
MUNN & CO., Publishers
SCIENTIFIC AMERICAN OFFICE
361 BROADWAY, NEW YORK
1900
Copyrighted, 1900, by Munn & Co.
——
Entered at Stationer’s Hall
——
London, England
——
ALL RIGHTS RESERVED
Copyrighted, 1900, by Munn & Co.
——
Entered at Stationers' Hall
——
London, UK
——
All rights reserved.
Printed in the United States of America by
The Manufacturers’ and Publishers’ Printing Company,
New York City.
Printed in the USA by
The Manufacturers’ and Publishers’ Printing Company,
New York City.
PREFACE.
For a work of such scope as this, the first word of the author should be an apology for what is doubtless the too ambitious effort of a single writer. A quarter of a century in the high tide of the arts and sciences, an ardent interest in all things that make for scientific progress, and the aid and encouragement of many friends in and about the Patent Office, furnish the explanation. The work cannot claim the authority of a text-book, the fullness of a history, nor the exactness of a technical treatise. It is simply a cursory view of the century in the field of invention, intended to present the broader bird’s-eye view of progress achieved. In substantiation of the main facts reliance has been placed chiefly upon patents, which for historic development are believed to be the best of all authorities, because they carry the responsibility of the National Government as to dates, and the attested signature and oath of the inventor as to subject matter. Many difficulties and embarrassments have been encountered in the work. The fear of extending it into a too bulky volume has excluded treatment of many subjects which the author recognizes as important, and issues in dispute as to the claims of inventors have also presented themselves in perplexing conflict. A discussion of the latter has been avoided as far as possible, the paramount object being to do justice to all the worthy workers in this field, with favor to none, and only expressing such conclusions as seem to be justified by authenticated facts and the impartial verdict of reason in the clearing atmosphere of time. For sins of omission a lack of space affords a reasonable excuse, and for those of commission[ii] the great scope of the work is pleaded in extenuation. It is hoped, however, that the volume may find an accepted place in the literature of the day, as presenting in compact form some comprehensive and coherent idea of the great things in invention which the Nineteenth Century has added to the world’s wealth of ideas and material resources.
For a project as extensive as this, the author should start with an apology for what is likely an overly ambitious endeavor for a single writer. With twenty-five years immersed in the arts and sciences, a strong interest in everything contributing to scientific advancement, and the support of many friends at the Patent Office, this effort finds its rationale. This work doesn't claim to be a textbook, a comprehensive history, or a precise technical guide. Instead, it offers a broad overview of a century of inventions, aimed at showing the general progress made. To support the key facts, the emphasis has largely been on patents, which are believed to be the most reliable authorities for historical development, as they bear the responsibility of the National Government regarding dates, along with the inventor's signed and sworn statement about their work. The project faced numerous challenges and issues. Concerns about making it too lengthy led to the omission of many topics that the author feels are significant, and disputes over inventors' claims have also arisen in confusing ways. A discussion of these disputes has been largely avoided, with the main goal being to honor all the deserving contributors in this area without favoritism, expressing only those conclusions justified by verified facts and the fair judgment of reason over time. For omissions, limited space provides a valid excuse, while for any errors, the wide scope of the work is offered in mitigation. However, it is hoped that this volume will find its place in contemporary literature as it presents a concise and clear idea of the remarkable contributions to invention made during the Nineteenth Century to the world's pool of ideas and resources.
In acknowledging the many obligations to friends who have aided me in the work, my thanks are due first to the Editors of the Scientific American for aid rendered in the preparation of the work; also to courteous officials in the Government Departments, and to many progressive manufacturers throughout the country.
In recognizing the many responsibilities to friends who have helped me with this work, I want to first thank the Editors of Scientific American for their assistance in preparing this project; I also extend my gratitude to the helpful officials in the Government Departments and to numerous innovative manufacturers across the country.
E. W. B.
E.W.B.
Washington, D. C., October, 1900.
Washington, D.C., October 1900.
TABLE OF CONTENTS.
__A_TAG_PLACEHOLDER_0__.
The Perspective View.
The Perspective View.
__A_TAG_PLACEHOLDER_0__.
Chronology of Leading Inventions of the Nineteenth Century.
Timeline of Important Inventions from the Nineteenth Century.
__A_TAG_PLACEHOLDER_0__.
The Electric Telegraph.
The Electric Telegraph.
The Voltaic Pile. Daniell’s Battery. Use of Conducting Wire by Weber. Steinheil Employs Earth as Return Circuit. Prof. Henry’s Electro-Magnet, and First Telegraphic Experiment. Prof. Morse’s Telegraphic Code and Register. First Line Between Washington and Baltimore. Bain’s Chemical Telegraph. Gintl’s Duplex Telegraph. Edison’s Quadruplex. House’s Printing Telegraph. Fac Simile Telegraphs. Channing and Farmer Fire Alarm. Telegraphing by Induction. Wireless Telegraphy by Marconi. Statistics.
The Voltaic Pile. Daniell’s Battery. Use of Conducting Wire by Weber. Steinheil Employs Earth as Return Circuit. Prof. Henry’s Electro-Magnet, and First Telegraphic Experiment. Prof. Morse’s Telegraphic Code and Register. First Line Between Washington and Baltimore. Bain’s Chemical Telegraph. Gintl’s Duplex Telegraph. Edison’s Quadruplex. House’s Printing Telegraph. Fac Simile Telegraphs. Channing and Farmer Fire Alarm. Telegraphing by Induction. Wireless Telegraphy by Marconi. Statistics.
__A_TAG_PLACEHOLDER_0__.
The Atlantic Cable.
The Atlantic Cable.
__A_TAG_PLACEHOLDER_0__.
The Dynamo and Its Applications.
The Dynamo and Its Uses.
__A_TAG_PLACEHOLDER_0__.
The Electric Motor.
The Electric Motor.
Barlow’s Spur Wheel. Dal Negro’s Electric Pendulum. Prof. Henry’s Electric Motor. Jacobi’s Electric Boat. Davenport’s Motor. The Neff Motor. Dr. Page’s Electric Locomotive. Dr. Siemens’ First Electric Railway at Berlin, 1879. First Electric Railway in United States, between Baltimore and Hampden, 1885. Third Rail System. Statistics. Electric Railways, and General Electric Company. Distribution Electric Current in Principal Cities.
Barlow’s Spur Wheel. Dal Negro’s Electric Pendulum. Prof. Henry’s Electric Motor. Jacobi’s Electric Boat. Davenport’s Motor. The Neff Motor. Dr. Page’s Electric Locomotive. Dr. Siemens’ First Electric Railway at Berlin, 1879. First Electric Railway in United States, between Baltimore and Hampden, 1885. Third Rail System. Statistics. Electric Railways, and General Electric Company. Distribution Electric Current in Principal Cities.
__A_TAG_PLACEHOLDER_0__.[iv]
The Electric Light.
The Electric Light.
Voltaic Arc by Sir Humphrey Davy. The Jablochkoff Candle. Patents of Brush, Weston, and Others. Search Lights. Grove’s First Incandescent Lamp. Starr-King Lamp. Moses Farmer Lights First Dwelling with Electric Lamps. Sawyer-Man Lamp. Edison’s Incandescent Lamp. Edison’s Three-Wire System of Circuits. Statistics.
Voltaic Arc by Sir Humphrey Davy. The Jablochkoff Candle. Patents of Brush, Weston, and Others. Search Lights. Grove’s First Incandescent Lamp. Starr-King Lamp. Moses Farmer Lights First Dwelling with Electric Lamps. Sawyer-Man Lamp. Edison’s Incandescent Lamp. Edison’s Three-Wire System of Circuits. Statistics.
__A_TAG_PLACEHOLDER_0__.
The Telephone.
The Phone.
Preliminary Suggestions and Experiments of Bourseul, Reis, and Drawbaugh. First Speaking Telephone by Prof. Bell. Differences between Reis’ and Bell’s Telephones. The Blake Transmitter. Berliner’s Variation of Resistance and Electric Undulations, by Variation of Pressure. Edison’s Carbon Microphone. The Telephone Exchange. Statistics.
Preliminary Suggestions and Experiments of Bourseul, Reis, and Drawbaugh. First Speaking Telephone by Prof. Bell. Differences between Reis’ and Bell’s Telephones. The Blake Transmitter. Berliner’s Variation of Resistance and Electric Undulations, by Variation of Pressure. Edison’s Carbon Microphone. The Telephone Exchange. Statistics.
__A_TAG_PLACEHOLDER_0__.
Electricity, Miscellaneous.
Electricity, Miscellaneous.
__A_TAG_PLACEHOLDER_0__.
The Steam Engine.
The Steam Engine.
Hero’s Engine, and Other Early Steam Engines. Watt’s Steam Engine. The Cut-Off. Giffard Injector. Bourdon’s Steam Gauge. Feed Water Heaters, Smoke Consumers, etc. Rotary Engines. Steam Hammer. Steam Fire Engine. Compound Engines. Schlick and Taylor Systems of Balancing Momentum of Moving Parts. Statistics.
Hero’s Engine, and Other Early Steam Engines. Watt’s Steam Engine. The Cut-Off. Giffard Injector. Bourdon’s Steam Gauge. Feed Water Heaters, Smoke Consumers, etc. Rotary Engines. Steam Hammer. Steam Fire Engine. Compound Engines. Schlick and Taylor Systems of Balancing Momentum of Moving Parts. Statistics.
__A_TAG_PLACEHOLDER_0__.
The Steam Railway.
The Steam Train.
Trevithick’s Steam Carriage. Blenkinsop’s Locomotive. Hedley’s “Puffing Billy.” Stephenson’s Locomotive. The Link Motion. Stockton and Darlington Railway, 1825. Hackworth’s “Royal George.” The “Stourbridge Lion” and “John Bull.” Baldwin’s Locomotives. Westinghouse Air Brakes. Janney Car Coupling. The Woodruff Sleeping Car. Railway Statistics.
__A_TAG_PLACEHOLDER_0__ __A_TAG_PLACEHOLDER_1__ __A_TAG_PLACEHOLDER_2__ __A_TAG_PLACEHOLDER_3__ __A_TAG_PLACEHOLDER_4__ __A_TAG_PLACEHOLDER_5__ __A_TAG_PLACEHOLDER_6__ __A_TAG_PLACEHOLDER_7__ and __A_TAG_PLACEHOLDER_8__ __A_TAG_PLACEHOLDER_9__ __A_TAG_PLACEHOLDER_10__ __A_TAG_PLACEHOLDER_11__ __A_TAG_PLACEHOLDER_12__ __A_TAG_PLACEHOLDER_13__
__A_TAG_PLACEHOLDER_0__.
Steam Navigation.
Steam Navigation.
Early Experiments. Symington’s Boat. Col. John Stevens’ Screw Propeller. Robt. Fulton and the “Clermont.” First Trip to Sea by Stevens’ “Phœnix.” “Savannah,” the First Steam Vessel to Cross the Ocean. Ericsson’s Screw Propeller. The “Great Eastern.” The Whale Back Steamers. Ocean Greyhounds. The “Oceanic,” largest Steamship in the World. The “Turbinia.” Fulton’s “Demologos,” First War Vessel. The Turret Monitor. Modern Battleships and Torpedo Boats. Holland Submarine Boat.
Early Experiments. Symington’s Boat. Col. John Stevens’ Screw Propeller. Robt. Fulton and the “Clermont.” First Trip to Sea by Stevens’ “Phœnix.” “Savannah,” the First Steam Vessel to Cross the Ocean. Ericsson’s Screw Propeller. The “Great Eastern.” The Whale Back Steamers. Ocean Greyhounds. The “Oceanic,” largest Steamship in the World. The “Turbinia.” Fulton’s “Demologos,” First War Vessel. The Turret Monitor. Modern Battleships and Torpedo Boats. Holland Submarine Boat.
__A_TAG_PLACEHOLDER_0__.[v]
Printing.
Printing.
__A_TAG_PLACEHOLDER_0__.
The Typewriter.
The Typewriter.
__A_TAG_PLACEHOLDER_0__.
The Sewing Machine.
The Sewing Machine.
Embroidery Machine the Forerunner of the Sewing Machine. Sewing Machine of Thomas Saint. The Thimonnier Wooden Machine. Greenough’s Double-Pointed Needle. Bean’s Stationary Needle. The Howe Sewing Machine. Bachelder’s Continuous Feed. Improvements of Singer. Wilson’s Rotary Hook, and Four-Motion Feed. The McKay Shoe Sewing Machine. Button Hole Machines. Carpet Sewing Machine. Statistics.
Embroidery Machine the Forerunner of the Sewing Machine. Sewing Machine of Thomas Saint. The Thimonnier Wooden Machine. Greenough’s Double-Pointed Needle. Bean’s Stationary Needle. The Howe Sewing Machine. Bachelder’s Continuous Feed. Improvements of Singer. Wilson’s Rotary Hook, and Four-Motion Feed. The McKay Shoe Sewing Machine. Button Hole Machines. Carpet Sewing Machine. Statistics.
__A_TAG_PLACEHOLDER_0__.
The Reaper.
The Grim Reaper.
__A_TAG_PLACEHOLDER_0__.
Vulcanized Rubber.
Vulcanized rubber.
Early Use of Caoutchouc by the Indians. Collection of the Gum. Early Experiments Failures. Goodyear’s Persistent Experiments. Nathaniel Hayward’s Application of Sulphur to the Gum. Goodyear’s Process of Vulcanization. Introduction of his Process into Europe. Trials and Imprisonment for Debt. Rubber Shoe Industry. Great Extent and Variety of Applications. Statistics.
Early Use of Caoutchouc by the Indians. Collection of the Gum. Early Experiments Failures. Goodyear’s Persistent Experiments. Nathaniel Hayward’s Application of Sulphur to the Gum. Goodyear’s Process of Vulcanization. Introduction of his Process into Europe. Trials and Imprisonment for Debt. Rubber Shoe Industry. Great Extent and Variety of Applications. Statistics.
__A_TAG_PLACEHOLDER_0__.
Chemistry.
Chemistry.
__A_TAG_PLACEHOLDER_0__.[vi]
Food and Drink.
Food & Drinks.
The Nature of Food. The Roller Mill. The Middlings Purifier. Culinary Utensils. Bread Machinery. Dairy Appliances. Centrifugal Milk Skimmer. The Canning Industry. Sterilization. Butchering and Dressing Meats. Oleomargarine. Manufacture of Sugar. The Vacuum Pan. Centrifugal Filter. Modern Dietetics and Patented Foods.
The Nature of Food. The Roller Mill. The Middlings Purifier. Culinary Utensils. Bread Machinery. Dairy Appliances. Centrifugal Milk Skimmer. The Canning Industry. Sterilization. Butchering and Dressing Meats. Oleomargarine. Manufacture of Sugar. The Vacuum Pan. Centrifugal Filter. Modern Dietetics and Patented Foods.
__A_TAG_PLACEHOLDER_0__.
Medicine, Surgery and Sanitation.
Health, Surgery, and Hygiene.
Discovery of Circulation of the Blood by Harvey. Vaccination by Jenner. Use of Anæsthetics the Great Step of Medical Progress of the Century. Materia Medica. Instruments. Schools of Medicine. Dentistry. Artificial Limbs. Digestion. Bacteriology, and Disease Germs. Antiseptic Surgery. House Sanitation.
Discovery of Circulation of the Blood by Harvey. Vaccination by Jenner. Use of Anæsthetics the Great Step of Medical Progress of the Century. Materia Medica. Instruments. Schools of Medicine. Dentistry. Artificial Limbs. Digestion. Bacteriology, and Disease Germs. Antiseptic Surgery. House Sanitation.
__A_TAG_PLACEHOLDER_0__.
The Bicycle and Automobile.
The Bike and Car.
The Draisine, 1816. Michaux’s Bicycle, 1855. United States Patent to Lallement and Carrol, 1866. Transition from “Vertical Fork” and “Star” to Modern “Safety.” Pneumatic Tire. Automobile the Prototype of the Locomotive. Trevithick’s Steam Road Carriage, 1801. The Locomobile of To-day. Gas Engine Automobiles of Pinkus, 1839; Selden, 1879; Duryea, Winton, and Others. Electric Automobiles a Development of Electric Locomotives as Early as 1836. Grounelle’s Electric Automobile of 1852. The Columbia, Woods, and Riker Electric Carriages. Statistics.
The Draisine, 1816. Michaux’s Bicycle, 1855. United States Patent to Lallement and Carrol, 1866. Transition from “Vertical Fork” and “Star” to Modern “Safety.” Pneumatic Tire. Automobile the Prototype of the Locomotive. Trevithick’s Steam Road Carriage, 1801. The Locomobile of To-day. Gas Engine Automobiles of Pinkus, 1839; Selden, 1879; Duryea, Winton, and Others. Electric Automobiles a Development of Electric Locomotives as Early as 1836. Grounelle’s Electric Automobile of 1852. The Columbia, Woods, and Riker Electric Carriages. Statistics.
__A_TAG_PLACEHOLDER_0__.
The Phonograph.
The Record Player.
__A_TAG_PLACEHOLDER_0__.
Optics.
Optics.
__A_TAG_PLACEHOLDER_0__.
Photography.
Photography.
Experiments of Wedgewood and Davy. Niépce’s Heliography. Daguerre and the Daguerreotype. Fox Talbot Makes First Proofs from Negatives. Sir John Herschel Introduces Glass Plates. The Collodion Process. Silver and Carbon Prints. Ambrotypes. Emulsions. Dry Plates. The Kodak Camera. The Platinotype. Photography in Colors. Panorama Cameras. Photo-engraving and Photo-lithography. Half Tone Printing.
Experiments of Wedgewood and Davy. Niépce’s Heliography. Daguerre and the Daguerreotype. Fox Talbot Makes First Proofs from Negatives. Sir John Herschel Introduces Glass Plates. The Collodion Process. Silver and Carbon Prints. Ambrotypes. Emulsions. Dry Plates. The Kodak Camera. The Platinotype. Photography in Colors. Panorama Cameras. Photo-engraving and Photo-lithography. Half Tone Printing.
__A_TAG_PLACEHOLDER_0__.[vii]
The Roentgen or X-Rays.
The X-rays.
__A_TAG_PLACEHOLDER_0__.
Gas Lighting.
Gaslighting.
Early Use of Natural Gas. Coal Gas Introduced by Murdoch. Winsor Organizes First Gas Company in 1804. Melville in United States Lights Beaver-Tail Lighthouse with Gas in 1817. Lowe’s Process of Making Water Gas. Acetylene Gas. Carburetted Air. Pintsch Gas. Gas Meter. Otto Gas Engine. The Welsbach Burner.
Early Use of Natural Gas. Coal Gas Introduced by Murdoch. Winsor Organizes First Gas Company in 1804. Melville in United States Lights Beaver-Tail Lighthouse with Gas in 1817. Lowe’s Process of Making Water Gas. Acetylene Gas. Carburetted Air. Pintsch Gas. Gas Meter. Otto Gas Engine. The Welsbach Burner.
__A_TAG_PLACEHOLDER_0__.
Civil Engineering.
Civil Engineering.
Great Bridges, Pneumatic Caissons, Tunnels. The Beach Tunnel Shield. Suez Canal. Dredges. The Lidgerwood Cable Ways. Canal Locks. Artesian Wells. Compressed-Air Rock Drills. Blasting. Mississippi Jetties. Iron and Steel Buildings. Eiffel Tower. Washington’s Monument. The United States Capitol.
__A_TAG_PLACEHOLDER_0__, __A_TAG_PLACEHOLDER_1__, __A_TAG_PLACEHOLDER_2__ __A_TAG_PLACEHOLDER_3__ __A_TAG_PLACEHOLDER_4__ __A_TAG_PLACEHOLDER_5__ __A_TAG_PLACEHOLDER_6__ __A_TAG_PLACEHOLDER_7__ __A_TAG_PLACEHOLDER_8__ __A_TAG_PLACEHOLDER_9__ __A_TAG_PLACEHOLDER_10__ __A_TAG_PLACEHOLDER_11__ __A_TAG_PLACEHOLDER_12__ __A_TAG_PLACEHOLDER_13__ __A_TAG_PLACEHOLDER_14__ __A_TAG_PLACEHOLDER_15__
__A_TAG_PLACEHOLDER_0__.
Woodworking.
Woodworking.
Early Machines of Sir Samuel Bentham. Evolution of the Saw. Circular Saw. Hammering to Tension. Steam Feed for Saw Mill Carriage. Quarter Sawing. The Band Saw. Planing Machines. The Woodworth Planer. The Woodbury Yielding Pressure Bar. The Universal Woodworker. The Blanchard Lathe. Mortising Machines. Special Woodworking Machines.
Early Machines of Sir Samuel Bentham. Evolution of the Saw. Circular Saw. Hammering to Tension. Steam Feed for Saw Mill Carriage. Quarter Sawing. The Band Saw. Planing Machines. The Woodworth Planer. The Woodbury Yielding Pressure Bar. The Universal Woodworker. The Blanchard Lathe. Mortising Machines. Special Woodworking Machines.
__A_TAG_PLACEHOLDER_0__.
Metal Working.
Metalworking.
Early Iron Furnace. Operations of Lord Dudley, Abraham Darby, and Henry Cort. Neilson’s Hot Blast. Great Blast Furnaces of Modern Times. The Puddling Furnace. Bessemer Steel and the Converter. Open Hearth Steel. Regenerative Furnace. Siemens-Martin Process. Forging Armor Plate. Making Horse Shoes. Screws and Special Machines. Electric Welding, Annealing and Tempering. Coating with Metal. Metal Founding. Barbed Wire Machines. Making Nails, Pins, etc. Making Shot. Alloys. Making Aluminum, and Metallurgy of Rarer Metals. The Cyanide Process. Electric Concentrator.
Early Iron Furnace. Operations of Lord Dudley, Abraham Darby, and Henry Cort. Neilson’s Hot Blast. Great Blast Furnaces of Modern Times. The Puddling Furnace. Bessemer Steel and the Converter. Open Hearth Steel. Regenerative Furnace. Siemens-Martin Process. Forging Armor Plate. Making Horse Shoes. Screws and Special Machines. Electric Welding, Annealing and Tempering. Coating with Metal. Metal Founding. Barbed Wire Machines. Making Nails, Pins, etc. Making Shot. Alloys. Making Aluminum, and Metallurgy of Rarer Metals. The Cyanide Process. Electric Concentrator.
__A_TAG_PLACEHOLDER_0__.
Fire Arms and Explosives.
Firearms and Explosives.
The Cannon, the Most Ancient of Fire Arms. Muzzle and Breech Loaders of the Sixteenth Century. The Armstrong Gun. The Rodman, Dahlgren, and Parrott Guns. Breech-Loading Ordnance. Rapid Fire Breech-Loading Rifles. Disappearing Gun. Gatling Gun. Dynamite Gun. The Colt, and Smith & Wesson Revolvers. German Automatic Pistol. Breech-Loading Small Arms. Magazine Guns. The Lee, Krag-Jorgensen, and Mauser Rifles. Hammerless Guns. Rebounding Locks. Gun Cotton. Nitro Glycerine, and Smokeless Powder. Mines and Torpedoes.
The Cannon, the Most Ancient of Fire Arms. Muzzle and Breech Loaders of the Sixteenth Century. The Armstrong Gun. The Rodman, Dahlgren, and Parrott Guns. Breech-Loading Ordnance. Rapid Fire Breech-Loading Rifles. Disappearing Gun. Gatling Gun. Dynamite Gun. The Colt, and Smith & Wesson Revolvers. German Automatic Pistol. Breech-Loading Small Arms. Magazine Guns. The Lee, Krag-Jorgensen, and Mauser Rifles. Hammerless Guns. Rebounding Locks. Gun Cotton. Nitro Glycerine, and Smokeless Powder. Mines and Torpedoes.
__A_TAG_PLACEHOLDER_0__.[viii]
Textiles.
Fabric.
Spinning and Weaving an Ancient Art. Hargreaves’ Spinning Jenny. Arkwright’s Roll-Drawing Spinning Machine. Crompton’s Mule Spinner. The Cotton Gin. Ring Spinning. The Rabbeth Spindle. John Kay’s Flying Shuttle and Robt. Kay’s Drop Box. Cartwright’s Power Loom. The Jacquard Loom. Crompton’s Fancy Loom. Bigelow’s Carpet Looms. Lyall Positive Motion Loom. Knitting Machines. Cloth Pressing Machinery. Artificial Silk. Mercerized Cloth.
Spinning and Weaving an Ancient Art. Hargreaves’ Spinning Jenny. Arkwright’s Roll-Drawing Spinning Machine. Crompton’s Mule Spinner. The Cotton Gin. Ring Spinning. The Rabbeth Spindle. John Kay’s Flying Shuttle and Robt. Kay’s Drop Box. Cartwright’s Power Loom. The Jacquard Loom. Crompton’s Fancy Loom. Bigelow’s Carpet Looms. Lyall Positive Motion Loom. Knitting Machines. Cloth Pressing Machinery. Artificial Silk. Mercerized Cloth.
__A_TAG_PLACEHOLDER_0__.
Ice Machines.
Ice Makers.
__A_TAG_PLACEHOLDER_0__.
Liquid Air.
Liquid Air.
Liquefaction of Gases by Northmore—1805, Faraday—1823, Bussy—1824, Thilorier—1834, and others. Liquefaction of Oxygen, Nitrogen and Air, by Pictet and Cailletet in 1877. Self-Intensification of Cold by Siemens in 1857, and Windhausen in 1870. Operations of Dewar, Wroblewski, and Olszewski. Self-Intensifying Processes of Solvay, Tripler, Lindé, Hampson, and Ostergren and Berger. Liquid Air Experiments and Uses.
Liquefaction of Gases by Northmore—1805, Faraday—1823, Bussy—1824, Thilorier—1834, and others. Liquefaction of Oxygen, Nitrogen and Air, by Pictet and Cailletet in 1877. Self-Intensification of Cold by Siemens in 1857, and Windhausen in 1870. Operations of Dewar, Wroblewski, and Olszewski. Self-Intensifying Processes of Solvay, Tripler, Lindé, Hampson, and Ostergren and Berger. Liquid Air Experiments and Uses.
__A_TAG_PLACEHOLDER_0__.
Minor Inventions,
Minor Inventions,
and
and
Patents of Principal Countries of the World.
Patents from Major Countries Around the World.
__A_TAG_PLACEHOLDER_0__.
Epilogue.
Epilogue.
CHAPTER I.
The Perspective View.
Standing on the threshold of the Twentieth Century, and looking back a hundred years, the Nineteenth Century presents in the field of invention a magnificent museum of thoughts crystallized and made immortal, not as passive gems of nature, but as potent, active, useful agencies of man. The philosophical mind is ever accustomed to regard all stages of growth as proceeding by slow and uniform processes of evolution, but in the field of invention the Nineteenth Century has been unique. It has been something more than a merely normal growth or natural development. It has been a gigantic tidal wave of human ingenuity and resource, so stupendous in its magnitude, so complex in its diversity, so profound in its thought, so fruitful in its wealth, so beneficent in its results, that the mind is strained and embarrassed in its effort to expand to a full appreciation of it. Indeed, the period seems a grand climax of discovery, rather than an increment of growth. It has been a splendid, brilliant campaign of brains and energy, rising to the highest achievement amid the most fertile resources, and conducted by the strongest and best equipment of modern thought and modern strength.
Standing on the brink of the Twentieth Century and reflecting on the past hundred years, the Nineteenth Century showcases an incredible collection of inventions, not just as passive treasures of nature, but as impactful, active, and useful tools created by people. The philosophical perspective usually sees growth as a gradual and constant evolutionary process, but in the realm of invention, the Nineteenth Century stands out. It has been more than just typical growth or natural progress; it has been a massive wave of human creativity and resourcefulness, so vast in scale, so varied in its forms, so deep in its ideas, so rich in its contributions, and so beneficial in its outcomes that it challenges our minds to fully grasp its scope. Truly, this era feels more like a grand peak of discovery than just an ongoing development. It has been an impressive and vibrant effort fueled by intellect and energy, reaching extraordinary heights in the most resource-rich environment, powered by the best and brightest of modern thought and strength.
The great works of the ancients are in the main mere monuments of the patient manual labor of myriads of workers, and can only rank with the buildings of the diatom and coral insect. Not so with modern achievement. The last century has been peculiarly an age of ideas and conservation of energy, materialized in practical embodiment as labor-saving inventions, often the product of a single mind, and partaking of the sacred quality of creation.
The great works of the ancients are mostly just monuments to the hard work of countless laborers and can only be compared to the structures made by diatoms and coral organisms. Modern achievements are different. The last century has been especially focused on ideas and energy conservation, resulting in practical inventions that save labor, often coming from a single thinker and embodying a special quality of creation.
The old word of creation is, that God breathed into the clay the breath of life. In the new world of invention mind has breathed into matter, and a new and expanding creation unfolds itself. The speculative philosophy of the past is but a too empty consolation for short-lived, busy man, and, seeing with the eye of science the possibilities of matter, he has touched it with the divine breath of thought and made a new world.
The ancient idea of creation is that God breathed life into clay. In today's world of invention, the mind has infused matter with new life, and a new and expanding creation is emerging. The speculative philosophy of the past offers little comfort to busy, short-lived people. However, through the lens of science, we can see the potential of matter, and by applying the divine spark of thought, we have created a new world.
When the Nineteenth Century registered its advent in history, the world of invention was a babe still in its swaddling clothes, but, with a consciousness of coming power, was beginning to stretch its strong young[4] arms into the tremendous energy of its life. James Watt had invented the steam engine. Eli Whitney had given us the cotton gin. John Gutenberg had made his printing type. Franklin had set up his press. The telescope had suggested the possibilities of ethereal space, the compass was already the mariner’s best friend, and gunpowder had given proof of its deadly agency, but inventive genius was still groping by the light of a tallow candle. Even up to the beginning of this century so strong a hold had superstition on the human mind, that inventions were almost synonymous with the black arts, and the struggling genius had not only to contend with the natural laws and the thousand and one expected difficulties that hedge the path of the inventor, but had also to overcome the far greater obstacles of ignorant fear and bigoted prejudice. A labor-saving machine was looked upon askance as the enemy of the working man, and many an earnest inventor, after years of arduous thought and painstaking labor, saw his cherished model broken up and his hopes forever blasted by the animosity of his fellow men. But with the Nineteenth Century a new era has dawned. The legitimate results of inventions have been realized in larger incomes, shorter hours of labor, and lives so much richer in health, comfort, happiness, and usefulness, that to-day the inventor is a benefactor whom the world delights to honor. So crowded is the busy life of modern civilization with the evidences of his work, that it is impossible to open one’s eyes without seeing it on every hand, woven into the very fabric of daily existence. It is easy to lose sight of the wonderful when once familiar with it, and we usually fail to give the full measure of positive appreciation to the great things of this great age. They burst upon our vision at first like flashing meteors; we marvel at them for a little while, and then we accept them as facts, which soon become so commonplace and so fused into the common life as to be only noticed by their omission.
When the Nineteenth Century began, the world of invention was still in its infancy, but it was starting to awaken to its potential and flex its impressive strength. James Watt had created the steam engine. Eli Whitney had invented the cotton gin. John Gutenberg had introduced printing type. Franklin had established his printing press. The telescope had hinted at the wonders of space, the compass was already an essential tool for sailors, and gunpowder had proven its dangerous capabilities. Yet, inventive minds were still navigating by the dim light of a candle. Up until the start of this century, superstition gripped people's minds so tightly that inventions were often associated with witchcraft. Inventors had to battle not only the natural hurdles and countless challenges that come with innovation but also the greater issues of fear and prejudice from a misinformed public. Labor-saving devices were viewed with suspicion as threats to workers, and many dedicated inventors, after years of tireless effort and hard work, saw their beloved creations destroyed and their dreams shattered by hostility from others. However, with the Nineteenth Century, a new era emerged. The positive outcomes of inventions have led to higher earnings, shorter work hours, and lives enriched with health, comfort, happiness, and utility, making inventors today recognized as valuable contributors that society is eager to celebrate. The fast-paced life of modern civilization is so full of their contributions that it's hard to look around without noticing them integrated into our daily lives. It's easy to overlook the amazing once they become familiar, and we often fail to fully appreciate the great achievements of our time. They first catch our eye like shooting stars; we admire them briefly, then we take them for granted until we barely notice their absence.
To appreciate them let us briefly contrast the conditions of to-day with those of a hundred years ago. This is no easy task, for the comparison not only involves the experiences of two generations, but it is like the juxtaposition of a star with the noonday sun, whose superior brilliancy obliterates the lesser light. But reverse the wheels of progress, and let us make a quick run of one hundred years into the past, and what are our experiences? Before we get to our destination we find the wheels themselves beginning to thump and jolt, and the passage becomes more difficult, more uncomfortable, and so much slower. We are no longer gliding along in a luxurious palace car behind a magnificent locomotive, traveling on steel rails, at sixty miles an hour, but we find ourselves nearing the beginning[5] of the Nineteenth Century in a rickety, rumbling, dusty stage-coach. Pause! and consider the change for a moment in some of its broader aspects. First, let us examine the present more closely, for the average busy man, never looking behind him for comparisons, does not fully appreciate or estimate at its real value the age in which he lives. There are to-day (statistics of 1898), 445,064 miles of railway tracks in the world. This would build seventeen different railway tracks, of two rails each, around the entire world, or would girdle mother earth with thirty-four belts of steel. If extended in straight lines, it would build a track of two rails to the moon, and more than a hundred thousand miles beyond it. The United States has nearly half of the entire mileage of the world, and gets along with 36,746 locomotives, nearly as many passenger coaches, and more than a million and a quarter of freight cars, which latter, if coupled together, would make nearly three continuous trains reaching across the American continent from the Atlantic to the Pacific Ocean. The movement of passenger trains is equivalent to dispatching thirty-seven trains per day around the world, and the freight train movement is in like manner equal to dispatching fifty-three trains a day around the world. Add to this the railway business controlled by other countries, and one gets some idea of how far the stage-coach has been left behind. To-day we eat supper in one city, and breakfast in another so many hundreds of miles east or west as to be compelled to set our watches to the new meridian of longitude in order to keep our engagement. But railroads and steam-cars constitute only one of the stirring elements of modern civilization. As we make the backward run of one hundred years we have passed by many milestones of progress. Let us see if we can count some of them as they disappear behind us. We quickly lose the telephone, phonograph and graphophone. We no longer see the cable-cars or electric railways. The electric lights have gone out. The telegraph disappears. The sewing machine, reaper, and thresher have passed away, and so also have all india-rubber goods. We no longer see any photographs, photo-engravings, photolithographs, or snap-shot cameras. The wonderful octuple web perfecting printing press; printing, pasting, cutting, folding, and counting newspapers at the rate of 96,000 per hour, or 1,600 per minute, shrinks at the beginning of the century into an insignificant prototype. We lose all planing and wood-working machinery, and with it the endless variety of sashes, doors, blinds, and furniture in unlimited variety. There are no gas-engines, no passenger elevators, no asphalt pavement, no steam fire engine, no triple-expansion steam engine, no Giffard injector, no celluloid articles, no barbed wire fences, no time-locks for safes, no self-binding[6] harvesters, no oil nor gas wells, no ice machines nor cold storage. We lose air engines, stem-winding watches, cash-registers and cash-carriers, the great suspension bridges, and tunnels, the Suez Canal, iron frame buildings, monitors and heavy ironclads, revolvers, torpedoes, magazine guns and Gatling guns, linotype machines, all practical typewriters, all pasteurizing, knowledge of microbes or disease germs, and sanitary plumbing, water-gas, soda water fountains, air brakes, coal-tar dyes and medicines, nitro-glycerine, dynamite and guncotton, dynamo electric machines, aluminum ware, electric locomotives, Bessemer steel with its wonderful developments, ocean cables, enameled iron ware, Welsbach gas burners, electric storage batteries, the cigarette machine, hydraulic dredges, the roller mills, middlings purifiers and patent-process flour, tin can machines, car couplings, compressed air drills, sleeping cars, the dynamite gun, the McKay shoe machine, the circular knitting machine, the Jacquard loom, wood pulp for paper, fire alarms, the use of anæsthetics in surgery, oleomargarine, street sweepers, Artesian wells, friction matches, steam hammers, electro-plating, nail machines, false teeth, artificial limbs and eyes, the spectroscope, the Kinetoscope or moving pictures, acetylene gas, X-ray apparatus, horseless carriages, and—but, enough! the reader exclaims, and indeed it is not pleasant to contemplate the loss. The negative conditions of that period extend into such an appalling void that we stop short, shrinking from the thought of what it would mean to modern civilization to eliminate from its life these potent factors of its existence.
To understand their significance, let's briefly compare today's conditions with those of a hundred years ago. This isn't simple, as it requires comparing the experiences of two generations, much like placing a star next to the brilliant noonday sun, where the latter overshadows the former. But if we rewind the progress and take a quick trip a hundred years back, what do we see? Before we reach our destination, we can already feel the wheels beginning to thump and jolt, making the journey harder, bumpier, and much slower. We’re not smoothly gliding in a luxurious train on steel tracks at sixty miles an hour anymore; instead, we're approaching the early Nineteenth Century in a rickety, rumbling, dusty stagecoach. Pause and take a moment to reflect on the change in broader terms. First, let’s examine the present closely, because the average busy person, who seldom looks back for comparisons, doesn’t fully grasp or appreciate the true value of the age they live in. Today (1898 statistics), there are 445,064 miles of railway tracks worldwide. That’s enough to build seventeen separate tracks around the globe or encircle the earth with thirty-four belts of steel. If stretched in straight lines, it could create a two-rail track to the moon, with an additional one hundred thousand miles beyond it. The United States holds nearly half of the world’s rail mileage, operating with 36,746 locomotives, around just as many passenger cars, and over 1.25 million freight cars. If all those freight cars were lined up, they would create nearly three continuous trains stretching across the continent from the Atlantic to the Pacific Ocean. The movement of passenger trains is like sending out thirty-seven trains daily around the globe, and the freight train movement corresponds to fifty-three trains daily as well. Add to this the railway operations managed by other countries, and you start to see just how far the stagecoach has fallen behind. Today, we can have dinner in one city and breakfast in another hundreds of miles away, forcing us to adjust our watches to the new time zone for appointments. But railroads and steam-powered cars are just one part of the vibrant elements of modern civilization. As we travel back one hundred years, we pass by many milestones of progress. Let’s see if we can count some of them as they fade away behind us. We quickly lose the telephone, phonograph, and graphophone. Cable cars and electric railways disappear from view. Electric lights dim. The telegraph vanishes. We leave behind sewing machines, reapers, and threshers, as well as all goods made from India rubber. No more photographs, photo engravings, photo lithographs, or snapshot cameras are in sight. The incredible octuple web perfecting printing press—printing, pasting, cutting, folding, and counting newspapers at a rate of 96,000 per hour, or 1,600 per minute—shrinks into an insignificant model at the century’s start. We lose all planing and woodworking machinery, along with the endless variety of sashes, doors, blinds, and diverse furniture. There are no gas engines, no passenger elevators, no asphalt paving, no steam fire engines, no triple-expansion steam engines, no Giffard injectors, no celluloid products, no barbed wire fences, no time-locks for safes, no self-binding harvesters, no oil or gas wells, no ice machines or cold storage. We bid farewell to air engines, stem-winding watches, cash registers and cash carriers, great suspension bridges, and tunnels; the Suez Canal, iron frame buildings, monitors and heavy ironclads, revolvers, torpedoes, magazine guns, and Gatling guns; linotype machines, practical typewriters, pasteurization methods, knowledge of microbes or disease germs, and sanitary plumbing; water gas, soda fountains, air brakes, coal tar dyes and medicines, nitroglycerin, dynamite and guncotton; dynamo electric machines, aluminum products, electric locomotives, Bessemer steel with its amazing advancements, ocean cables, enameled ironware, Welsbach gas burners, electric storage batteries, the cigarette machine, hydraulic dredges, roller mills, middlings purifiers, and patent-process flour; tin can machines, car couplings, compressed air drills, sleeping cars, the dynamite gun, the McKay shoe machine, the circular knitting machine, the Jacquard loom; wood pulp for paper, fire alarms, the use of anesthetics in surgery; oleomargarine, street sweepers, artesian wells, friction matches, steam hammers, electroplating, nail machines, false teeth, artificial limbs and eyes; the spectroscope, the Kinetoscope or moving pictures; acetylene gas, X-ray machines, horseless carriages, and—enough! the reader might say, and it’s true that it’s not pleasant to think about this loss. The stark reality of that period stretches into an overwhelming void, making us recoil at what it would mean for modern civilization to lose these essential aspects of its existence.
Returning to the richness and fullness of the present life, we shall first note chronologically the milestones and finger boards which mark this great tramway of progress, and afterward consider separately the more important factors of progress.
Returning to the richness and fullness of present life, we will first note the key milestones and signs that mark this great path of progress, and then we'll look at the more important factors of progress individually.
CHAPTER II.
Timeline of Major Inventions of the Nineteenth Century.
1800—Volta’s Chemical Battery for producing Electricity. Louis Robert’s Machine for Making Continuous Webs of Paper.
1800—Volta’s chemical battery for generating electricity. Louis Robert’s machine for creating continuous sheets of paper.
1801—Trevithick’s Steam Coach (first automobile). Brunel’s Mortising Machine. Jacquard’s Pattern Loom. First Fire Proof Safe by Richard Scott. Columbium discovered by Hatchett.
1801—Trevithick’s Steam Coach (first automobile). Brunel’s Mortising Machine. Jacquard’s Pattern Loom. First Fireproof Safe by Richard Scott. Columbium discovered by Hatchett.
1802—Trevithick and Vivian’s British patent for Running Coaches by Steam. Charlotte Dundas (Steamboat) towed canal Boats on the Clyde. Tantalum discovered by Ekeberg. First Photographic Experiments by Wedgewood and Davy. Bramah’s Planing Machine.
1802—Trevithick and Vivian's British patent for Steam-Powered Coaches. Charlotte Dundas (Steamboat) towed canal boats on the Clyde. Tantalum was discovered by Ekeberg. The first photographic experiments were conducted by Wedgewood and Davy. Bramah's Planing Machine.
1803—Carpue’s Experiments on Therapeutic Application of Electricity. Iridium and Osmium discovered by Tenant, and Cerium by Berzelius. Wm. Horrocks applies Steam to the Loom.
1803—Carpue’s Experiments on the Therapeutic Use of Electricity. Iridium and Osmium discovered by Tenant, and Cerium by Berzelius. Wm. Horrocks applies Steam to the Loom.
1804—Rhodium and Palladium discovered by Wollaston. First Steam Railway and Locomotive by Richard Trevithick. Capt. John Stevens applies twin Screw Propellers in Steam Navigation. Winsor takes British patent for Illuminating Gas, lights Lyceum Theatre, and organizes First Gas Company. Lucas’ process making Malleable Iron Castings.
1804—Wollaston discovers Rhodium and Palladium. Richard Trevithick builds the first steam railway and locomotive. Capt. John Stevens uses twin screw propellers in steam navigation. Winsor secures a British patent for illuminating gas, lights the Lyceum Theatre, and starts the first gas company. Lucas develops a process for making malleable iron castings.
1805—Life Preserver invented by John Edwards of London. Electro-plating invented by Brugnatelli.
1805—Life preserver invented by John Edwards of London. Electroplating invented by Brugnatelli.
1806—Jeandeau’s Knitting Machine.
1806—Jeandeau's Knitting Machine.
1807—First practical Steamboat between New York and Albany (Fulton’s Clermont). Discovery of Potassium, Sodium and Boron by Davy. Forsyth’s Percussion Lock for Guns.
1807—First practical steamboat between New York and Albany (Fulton's Clermont). Discovery of potassium, sodium, and boron by Davy. Forsyth's percussion lock for guns.
1808—Barium, Strontium, and Calcium discovered by Davy. Polarization of Light from Reflection by Malus. Voltaic arc discovered by Davy.
1808—Barium, Strontium, and Calcium discovered by Davy. Polarization of Light from Reflection by Malus. Voltaic arc discovered by Davy.
1809—Sommering’s Multi-wire Telegraphy.
1809—Sommering's Multi-Wire Telegraph.
1810—System of Homœopathy organized by Hahnemann.
1810—System of Homeopathy organized by Hahnemann.
1811—Discovery of Metal Iodine by M. Courtois. Blenkinsop’s Locomotive. Colored Polarization of Light by Arago. Thornton and Hall’s Breech Loading Musket.
1811—Discovery of Metal Iodine by M. Courtois. Blenkinsop’s Locomotive. Colored Polarization of Light by Arago. Thornton and Hall’s Breech Loading Musket.
1812—London the First City lighted by Gas. Ritter’s Storage Battery. Schilling proposes use of Electricity to blow up mines. Zamboni’s Dry Pile (prototype of dry battery).
1812—London becomes the first city lit by gas. Ritter’s storage battery. Schilling suggests using electricity to blow up mines. Zamboni’s dry pile (the prototype of the dry battery).
1813—Howard’s British patent for Vacuum Pan for refining sugar. Hedley’s Locomotive “Puffing Billy.” Introduction of Stereotyping in the United States by David Bruce.
1813—Howard’s British patent for a vacuum pan to refine sugar. Hedley’s locomotive “Puffing Billy.” Introduction of stereotyping in the United States by David Bruce.
1814—London Times printed by König’s rotary steam press. Stephenson’s First Locomotive. Demologos built by Fulton (the first steam war vessel). Heliography by Niépce. Discovery of Cyanogen by Gay Lussac. The Kaleidoscope invented by Sir David Brewster.
1814—London Times printed by König’s rotary steam press. Stephenson’s First Locomotive. Demologos built by Fulton (the first steam war vessel). Heliography by Niépce. Discovery of Cyanogen by Gay Lussac. The Kaleidoscope invented by Sir David Brewster.
1815—Safety Lamp by Sir Humphrey Davy. Seidlitz Powders invented. Gas Meter by Clegg.
1815—Safety Lamp by Sir Humphrey Davy. Seidlitz Powders invented. Gas Meter by Clegg.
1816—The “Draisine” Bicycle. Circular Knitting Machine by Brunel.
1816—The “Draisine” Bicycle. Circular Knitting Machine by Brunel.
1817—Discovery of Selenium by Berzelius, Cadmium by Stromeyer, and Lithium by Arfvedson. Hunt’s Pin Machine.
1817—Discovery of Selenium by Berzelius, Cadmium by Stromeyer, and Lithium by Arfvedson. Hunt’s Pin Machine.
1818—Brunel’s patent Subterranean and Submarine tunnels. Electro-Magnetism discovered by Oersted of Copenhagen.
1818—Brunel’s patent for underground and underwater tunnels. Electromagnetism discovered by Oersted from Copenhagen.
1819—American Steamer Savannah from New York first to cross Atlantic. Laennec discovers Auscultation and invents Stethoscope. Blanchard’s Lathe for turning Irregular Forms.
1819—The American steamer Savannah from New York is the first to cross the Atlantic. Laennec discovers auscultation and invents the stethoscope. Blanchard’s lathe for turning irregular forms.
1820—Electro-Magnetic Multiplier by Schweigger. Discoveries in Electro-magnetism by Ampere and Arago. Bohnenberg’s Electroscope. Discovery of Quinine by Pelletier and Caventou. Malam’s Gas Meter.
1820—Electro-Magnetic Multiplier by Schweigger. Discoveries in Electro-magnetism by Ampere and Arago. Bohnenberg’s Electroscope. Discovery of Quinine by Pelletier and Caventou. Malam’s Gas Meter.
1821—Faraday converts Electric Current into Mechanical Motion.
1821—Faraday transforms electric current into mechanical motion.
1822—Babbage Calculation Engine.
1822—Babbage's Analytical Engine.
1823—Liquefaction and Solidification of Gases by Faraday, and foundation of ammonia absorption ice machine laid by him. Seebeck discovers Thermo-electricity. Silicon discovered by Berzelius.
1823—Faraday's work on liquefying and solidifying gases establishes the groundwork for the ammonia absorption ice machine. Seebeck discovers thermoelectricity. Berzelius discovers silicon.
1824—Discovery of metal Zirconium by Berzelius. Wright’s Pin Machine.
1824—Discovery of the metal Zirconium by Berzelius. Wright’s Pin Machine.
1825—First Passenger Railway in the world opened between Stockton and Darlington. Sturgeon invents prototype of Electro Magnet. Beaumont’s discoveries in Digestion (Alexis San Martin 1825-32).
1825—The first passenger railway in the world opened between Stockton and Darlington. Sturgeon invents the prototype of the electromagnet. Beaumont's discoveries in digestion (Alexis San Martin 1825-32).
1826—Discovery of Bromine by M. Balard. Barlow’s Electrical Spur Wheel. First Railroad in United States built near Quincy, Mass.
1826—Discovery of Bromine by M. Balard. Barlow’s Electrical Spur Wheel. First Railroad in the United States built near Quincy, MA.
1827—Aluminum reduced by Wohler. Ohm’s Law of Electrical Resistance. Hackworth’s Improvements in Locomotive. Friction Matches by John Walker.
1827—Aluminum was reduced by Wohler. Ohm’s Law of Electrical Resistance. Hackworth’s improvements in locomotives. Friction matches by John Walker.
1828—Neilson’s Hot Blast for Smelting Iron. Professor Henry invents the Spool Electro Magnet. Tubular Locomotive Boiler by Seguin. First Artificial production of organic compounds (urea) by Wohler. Thorium discovered by Berzelius. Yttrium and Glucinum discovered by Wohler. Nicol’s prism for Polarized Light. Woodworth’s wood planer. Spinning Ring invented by John Thorp.
1828—Neilson’s Hot Blast for Smelting Iron. Professor Henry invents the Spool Electro Magnet. Tubular Locomotive Boiler by Seguin. First artificial production of organic compounds (urea) by Wohler. Thorium discovered by Berzelius. Yttrium and Glucinum discovered by Wohler. Nicol’s prism for polarized light. Woodworth’s wood planer. Spinning Ring invented by John Thorp.
1829—Becquerel’s Double Fluid Galvanic Battery. George Stephenson’s Locomotive, “Rocket,” takes prizes of Liverpool and Manchester Railway. Importation of “Stourbridge Lion,” the first locomotive to run in the United States. Daguerreotype invented. Discovery of Magnesium by Bussey.
1829—Becquerel’s Double Fluid Galvanic Battery. George Stephenson’s Locomotive, “Rocket,” wins awards from the Liverpool and Manchester Railway. The “Stourbridge Lion,” the first locomotive to operate in the United States, is imported. The daguerreotype is invented. Magnesium is discovered by Bussey.
1830—Vanadium discovered by Sefstroem. Abbe Dal Negro’s Electrically operated pendulum. Ericsson’s Steam Fire Engine.
1830—Vanadium was discovered by Sefstroem. Abbe Dal Negro created an electrically operated pendulum. Ericsson developed a steam fire engine.
1831—Faraday discovers Magnetic Induction. Professor Henry telegraphs signals. Professor Henry invents his Electric Motor. Locomotive “John Bull” put in service on Camden and Amboy R. R. Chloroform discovered by Guthrie. McCormick first experiments with Reaper.
1831—Faraday discovers magnetic induction. Professor Henry sends telegraphic signals. Professor Henry invents his electric motor. The locomotive “John Bull” is put into service on the Camden and Amboy Railway. Guthrie discovers chloroform. McCormick conducts his first experiments with the reaper.
1832—Professor Morse conceives the idea of Electric Telegraph. First Magneto-Electric Machines by Saxton in United States and Pixii in France. Sturgeon’s Rotary Electric Motor. Baldwin’s first locomotive, “Old Ironsides,” built. Link Motion for Locomotive Engine invented by James. Chloral-hydrate discovered by Liebig.
1832—Professor Morse comes up with the idea for the Electric Telegraph. The first Magneto-Electric Machines are created by Saxton in the United States and Pixii in France. Sturgeon's Rotary Electric Motor is developed. Baldwin builds his first locomotive, “Old Ironsides.” James invents the Link Motion for the Locomotive Engine. Chloral-hydrate is discovered by Liebig.
1833—Steam Whistle adopted by Stephenson. Hussey’s Reaper patented.
1833—Steam whistle adopted by Stephenson. Hussey’s reaper patented.
1834—Jacobi’s Rotary Electric Motor. Henry Bessemer electro-plates lead castings with copper. Faraday demonstrates relation of chemical and electrical force. McCormick Reaper patented. Carbolic Acid discovered by Runge. Perkins’ Ice Machine.
1834—Jacobi’s Rotary Electric Motor. Henry Bessemer electroplates lead castings with copper. Faraday demonstrates the relationship between chemical and electrical forces. McCormick's Reaper is patented. Carbolic Acid is discovered by Runge. Perkins’ Ice Machine.
1835—Forbes proves the absence of heat in Moonlight. Burden’s horse shoe Machine.
1835—Forbes demonstrates that there is no heat in Moonlight. Burden’s horseshoe machine.
1836—The Daniell Constant Battery invented. Acetylene Gas produced by Edmond Davy. Colt’s Revolver.
1836—The Daniell Constant Battery is invented. Acetylene gas is produced by Edmond Davy. Colt’s revolver.
1837—Cooke and Wheatstone’s British patent for Electric telegraph. Steinheil discovered feasibility of using the earth for return section of electric circuit. Davenport’s Electric Motor. Spencer’s experiments in electrotyping. Galvanized Iron invented by Craufurd.
1837—Cooke and Wheatstone’s British patent for Electric telegraph. Steinheil discovered that it was possible to use the earth for the return path of an electric circuit. Davenport created an Electric Motor. Spencer conducted experiments in electrotyping. Craufurd invented Galvanized Iron.
1838—Professor Morse’s French patent for Telegraph. Jacobi’s Galvano-plastic process for making Electrotype Printing Plates. Reflecting Stereoscope by Wheatstone. Dry Gas Meter by Defries.
1838—Professor Morse’s French patent for the telegraph. Jacobi’s galvanoplastic process for creating electrotype printing plates. Reflecting stereoscope by Wheatstone. Dry gas meter by Defries.
1839—Wreck of Royal George blown up by Electro Blasting. Jacobi builds first Electrically propelled Boat. Fox Talbot makes Photo Prints from Negatives. Professors Draper and Morse make first Photographic Portraits. Mungo Ponton applies Bichromate of Potash in Photography. Goodyear discovers process of Vulcanizing Rubber. Lanthanum and Didymium discovered by Mosander. Babbit Metal invented.
1839—The Royal George is destroyed by an explosion from Electro Blasting. Jacobi builds the first electrically propelled boat. Fox Talbot creates photo prints from negatives. Professors Draper and Morse take the first photographic portraits. Mungo Ponton uses bichromate of potash in photography. Goodyear discovers the process for vulcanizing rubber. Lanthanum and didymium are discovered by Mosander. Babbit metal is invented.
1840—Professor Morse’s United States patent for Electric Telegraph. Professor Grove makes first Incandescent Electric Lamp. Celestial Photography by Professor Draper.
1840—Professor Morse's United States patent for the Electric Telegraph. Professor Grove creates the first Incandescent Electric Lamp. Celestial Photography by Professor Draper.
1841—Artesian well bored at Grenelle, Paris. Sickel’s Steam Cut-off. Talbotype Photos. M. Triger invents Pneumatic Caissons.
1841—Artesian well drilled at Grenelle, Paris. Sickel’s Steam Cut-off. Talbotype Photos. M. Triger invents Pneumatic Caissons.
1842—First production of Illuminating Gas from water (water gas) by M. Selligue. Robt. Davidson builds Electric Locomotive. Nasmyth patents Steam Hammer.
1842—First production of illuminating gas from water (water gas) by M. Selligue. Robt. Davidson builds an electric locomotive. Nasmyth patents the steam hammer.
1843—Joule’s demonstration as to the Nature of Force. Erbium and Terbium discovered by Mosander. The Thames Tunnel Opened.
1843—Joule's demonstration about the Nature of Force. Mosander discovered Erbium and Terbium. The Thames Tunnel opened.
1844—First Telegraphic Message sent by Morse from Washington to Baltimore. Application Nitrous Oxide Gas as an Anæsthetic by Dr. Wells.
1844—First telegraphic message sent by Morse from Washington to Baltimore. Application of nitrous oxide gas as an anesthetic by Dr. Wells.
1845—Ruthenium discovered by Klaws. The Starr-King Incandescent Electric Lamp. The Hoe Type Revolving Machine.
1845—Ruthenium discovered by Klaws. The Starr-King Incandescent Electric Lamp. The Hoe Type Revolving Machine.
1846—House’s Printing Telegraph. Howe’s Sewing Machine. Suez Canal Started (fourteen years building). Crusell of St. Petersburgh invents Electric Cautery. Use of Ether as Anæsthetic by Dr. Morton. Artificial Legs. Discovery of Planet Neptune. Sloan patents Gimlet Pointed Screw. Gun Cotton discovered by Schönbein.
1846—House’s Printing Telegraph. Howe’s Sewing Machine. Suez Canal Started (fourteen years building). Crusell of St. Petersburg invents Electric Cautery. Use of Ether as Anesthetic by Dr. Morton. Artificial Legs. Discovery of Planet Neptune. Sloan patents Gimlet Pointed Screw. Gun Cotton discovered by Schönbein.
1847—Chloroform introduced by Dr. Simpson. Nitro-Glycerine discovered by Sobrero. Time-Locks invented by Savage.
1847—Chloroform introduced by Dr. Simpson. Nitro-Glycerin discovered by Sobrero. Time locks invented by Savage.
1848—Discovery of Satellites of Saturn by Lassell. Bain’s Chemical Telegraph. Bakewell’s Fac-Simile Telegraph.
1848—Discovery of Saturn's Moons by Lassell. Bain's Chemical Telegraph. Bakewell's Facsimile Telegraph.
1849—Bourdon’s Pressure Gauge. Lenticular Stereoscope by Brewster. Hibbert’s Latch Needle for Knitting Machine. Corliss Engine.
1849—Bourdon’s Pressure Gauge. Lenticular Stereoscope by Brewster. Hibbert’s Latch Needle for Knitting Machine. Corliss Engine.
1850—First Submarine Cable—Dover to Calais. Collodion Process in Photography. Mercerizing Cloth. American Machine-made Watches.
1850—First Submarine Cable—Dover to Calais. Collodion Process in Photography. Mercerizing Fabric. American Machine-Made Watches.
1851—Dr. Page’s Electric Locomotive. The Ruhmkorff Coil. Scott Archer’s Collodion Process in Photography. Seymour’s Self-Raker[11] for Harvesters. Helmholtz invents Opthalmoscope. Maynard Breech Loading Rifle.
1851—Dr. Page’s Electric Locomotive. The Ruhmkorff Coil. Scott Archer’s Collodion Process in Photography. Seymour’s Self-Raker[11] for Harvesters. Helmholtz invents the Ophthalmoscope. Maynard Breech Loading Rifle.
1852—Channing and Farmer Fire Alarm Telegraph. Fox Talbot first uses reticulated screen for Half Tone Printing.
1852—Channing and Farmer Fire Alarm Telegraph. Fox Talbot is the first to use a reticulated screen for halftone printing.
1853—Gintl’s Duplex Telegraph invented. Electric Lamps devised by Foucault and Duboscq. Watt and Burgess Soda Process for Making Wood Pulp.
1853—Gintl's Duplex Telegraph invented. Electric lamps created by Foucault and Duboscq. Watt and Burgess's soda process for making wood pulp.
1854—Wilson’s Four Motion Feed for Sewing Machines. Melhuish invents the Photographic Roll Films. Hermann’s Diamond Drill. Smith and Wesson Magazine Firearm (Foundation of the Winchester).
1854—Wilson’s Four Motion Feed for Sewing Machines. Melhuish invents the Photographic Roll Films. Hermann’s Diamond Drill. Smith and Wesson Magazine Firearm (Foundation of the Winchester).
1855—Bessemer Process of Making Steel. Hjorth invents Dynamo Electric Machine. Ericsson’s Air Engine. Niagara Suspension Bridge. Dr. J. M. Taupenot invents Dry Plate Photography. The Michaux Bicycle.
1855—Bessemer Process of Making Steel. Hjorth invents the Dynamo Electric Machine. Ericsson’s Air Engine. Niagara Suspension Bridge. Dr. J. M. Taupenot invents Dry Plate Photography. The Michaux Bicycle.
1856—Hughes Printing Telegraph. Alliance Magneto Electric Machine. Woodruff Sleeping Car. First commercial Aniline Dyes by Perkins. Siemens Regenerative Furnace.
1856—Hughes Printing Telegraph. Alliance Magneto Electric Machine. Woodruff Sleeping Car. First commercial Aniline Dyes by Perkins. Siemens Regenerative Furnace.
1857—Rogues’ Gallery established in New York. Introduction of Iron Floor Beams in building Cooper Institute. Siemens describes principle of Self Intensification of Cold (now used in ice and liquid air machines).
1857—Rogues’ Gallery established in New York. Introduction of iron floor beams in the construction of Cooper Institute. Siemens describes the principle of self-intensification of cold (now used in ice and liquid air machines).
1858—Phelps Printing Telegraph invented. First Atlantic Cable Laid. Paper pulp from Wood by Voelter. First use of Electric Light in Light House at South Foreland. Giffard Steam Injector. Gardner patents first Underground Cable Car System.
1858—Phelps Printing Telegraph invented. First Atlantic Cable laid. Paper pulp from wood by Voelter. First use of electric light in lighthouse at South Foreland. Giffard steam injector. Gardner patents first underground cable car system.
1859—Discovery Coal Oil in United States. Moses G. Farmer subdivides Electric Current through a number of Electric Lamps, and lights first dwelling by Electricity. Great Eastern launched. Osborne perfects modern process of Photolithography. Professors Kirchhoff and Bunsen map Solar Spectrum, and establish Spectrum Analysis.
1859—Discovery of Coal Oil in the United States. Moses G. Farmer divides Electric Current through several Electric Lamps and illuminates the first home with Electricity. The Great Eastern is launched. Osborne perfects the modern process of Photolithography. Professors Kirchhoff and Bunsen map the Solar Spectrum and establish Spectrum Analysis.
1860—Rubidium and Caesium discovered by Bunsen. Gaston Planté’s Storage Battery. Reis’ Crude Telephone. Thallium discovered by Crookes, and Indium by Reich and Richter. Spencer and Henry Magazine Rifles. Carré’s Ammonia Absorption Ice Machine.
1860—Rubidium and Cesium discovered by Bunsen. Gaston Planté’s storage battery. Reis’ crude telephone. Thallium discovered by Crookes, and Indium by Reich and Richter. Spencer and Henry magazine rifles. Carré’s ammonia absorption ice machine.
1861—McKay Shoe Sewing Machine. Calcium Carbide produced by Wohler. Col. Green invents Drive Well. Otis Passenger Elevator. First Barbed Wire Fence.
1861—McKay Shoe Sewing Machine. Calcium Carbide produced by Wohler. Col. Green invents Drive Well. Otis Passenger Elevator. First Barbed Wire Fence.
1862—Ericsson’s Iron Clad Turret Monitor. Emulsions and improvements in Dry Plate Photography by Russell and Sayce. The Gatling Gun. Timby’s Revolving Turret.
1862—Ericsson’s Iron Clad Turret Monitor. Emulsions and advancements in Dry Plate Photography by Russell and Sayce. The Gatling Gun. Timby’s Revolving Turret.
1863—Schultz white gunpowder.
1863—Schultz white gunpowder.
1864—Nobel’s Explosive Gelatine. Rubber Dental Plates. Cabin John (Washington Aqueduct) Bridge finished (longest masonry span in the world).
1864—Nobel’s Explosive Gelatin. Rubber Dental Plates. Cabin John (Washington Aqueduct) Bridge completed (the longest masonry span in the world).
1865—Louis Pasteur’s work in Bacteriology begun. Martin’s Process of making Steel.
1865—Louis Pasteur's work in bacteriology began. Martin's process for making steel.
1866—Wilde’s Dynamo Electric Machine. Burleigh’s Compressed Air Rock Drill. Whitehead Torpedo.
1866—Wilde’s Dynamo Electric Machine. Burleigh’s Compressed Air Rock Drill. Whitehead Torpedo.
1867—Siemens’ Dynamo Electric Machine. Dynamite Invented. Tilghman’s Sulphite Process for making Wood Pulp.
1867—Siemens' Dynamo Electric Machine. Dynamite was invented. Tilghman's Sulphite Process for making wood pulp.
1868—Brickill’s Water Heater for Steam Fire Engines. Moncrieff’s Disappearing Gun Carriage. Oleomargarine invented by Mege. Sholes Typewriter.
1868—Brickill’s Water Heater for Steam Fire Engines. Moncrieff’s Disappearing Gun Carriage. Oleomargarine invented by Mege. Sholes Typewriter.
1869—Suez Canal Opened. Pacific Railway Completed. First Westinghouse Air-Brakes.
1869—Suez Canal Opened. Pacific Railway Completed. First Westinghouse Air Brakes.
1870—The Gramme Dynamo Electric Machine. Windhausen Refrigerating Machines. Beleaguered Paris communicates with outer world through Micro-Photographs. Hailer’s Rebounding Gun Lock. Dittmar’s Gunpowder.
1870—The Gramme Dynamo Electric Machine. Windhausen Refrigerating Machines. Stressed Paris connects with the outside world through Micro-Photographs. Hailer's Rebounding Gun Lock. Dittmar's Gunpowder.
1871—Hoe’s Web Perfecting Press set up in Office New York Tribune. The Locke Grain Binder. Bridge Work in Dentistry. Mount Cenis Tunnel opened for traffic. Phosphorus Bronze. Ingersoll Compressed Air Rock Drill.
1871—Hoe’s Web Perfecting Press installed at the Office of the New York Tribune. The Locke Grain Binder. Bridge Work in Dentistry. Mount Cenis Tunnel opened for traffic. Phosphorus Bronze. Ingersoll Compressed Air Rock Drill.
1872—Stearns perfects Duplex Telegraph. Westinghouse Improved automatic Air Brake. Lyall Positive Motion Loom.
1872—Stearns perfects the Duplex Telegraph. Westinghouse improves the automatic Air Brake. Lyall introduces the Positive Motion Loom.
1873—Janney Automatic Car Coupler. Oleomargarine patented in United States by Mege.
1873—Janney Automatic Car Coupler. Oleomargarine patented in the United States by Mege.
1874—Edison’s Quadruplex Telegraph. Gorham’s Twine Binder for Harvesters. Barbed Wire Machines. St. Louis Bridge finished.
1874—Edison’s Quadruplex Telegraph. Gorham’s Twine Binder for Harvesters. Barbed Wire Machines. St. Louis Bridge completed.
1875—Lowe’s patent for Water Gas (illuminating gas made from water). Roller Mills and Middlings Purifier for making flour. Gallium discovered by Boisbaudran. Pictet Ice Machine. Gamgee’s Skating Rinks. First Cash Carrier for Stores.
1875—Lowe’s patent for Water Gas (lighting gas produced from water). Roller Mills and Middlings Purifier for flour production. Gallium discovered by Boisbaudran. Pictet Ice Machine. Gamgee’s Skating Rinks. First Cash Carrier for Stores.
1876—Alexander Graham Bell’s Speaking Telephone. Hydraulic Dredges. Cigarette Machinery. Photographing by Electric Light by Vander Weyde. Edison’s Electric Pen. Steam Feed for Saw Mill Carriages. Introduction of Cable Cars by Hallidie.
1876—Alexander Graham Bell’s Speaking Telephone. Hydraulic Dredges. Cigarette Machinery. Photographing by Electric Light by Vander Weyde. Edison’s Electric Pen. Steam Feed for Saw Mill Carriages. Introduction of Cable Cars by Hallidie.
1877—Phonograph invented by Edison. Otto Gas Engine. Jablochkoff Electric Candle. Sawyer-Man Electric Lamp. Berliner’s Telephone Transmitter of variable resistance (pat. Nov. 17, ’91). Edison’s Carbon Microphone (pat. May 3, ’92). Discovery of Satellites of Mars by Professor Asaph Hall, and its so-called Canals by Schiaparelli. Liquefaction of Oxygen, Nitrogen and Air by Pictet and Cailletet.
1877—Phonograph invented by Edison. Otto Gas Engine. Jablochkoff Electric Candle. Sawyer-Man Electric Lamp. Berliner’s Telephone Transmitter with variable resistance (pat. Nov. 17, ’91). Edison’s Carbon Microphone (pat. May 3, ’92). Discovery of Mars' satellites by Professor Asaph Hall, and its so-called canals by Schiaparelli. Liquefaction of oxygen, nitrogen, and air by Pictet and Cailletet.
1878—Development of Remington Typewriter. Edison invents Carbon Filament for Incandescent Electric Lamp. Gelatino-Bromide Emulsions in Photography. Ytterbium discovered by Marignac. Birkenhead Yielding Spinning Spindle Bearing. Gessner Cloth Press.
1878—Development of Remington Typewriter. Edison invents carbon filament for incandescent electric lamp. Gelatino-bromide emulsions in photography. Ytterbium discovered by Marignac. Birkenhead yielding spinning spindle bearing. Gessner cloth press.
1879—Dr. Siemens’ Electric Railway at Berlin. Mississippi Jetties completed by Capt. Eads. Samarium discovered by Boisbaudran, Scandium by Nilson, and Thulium by Cleve. The Lee Magazine Rifle.
1879—Dr. Siemens' Electric Railway in Berlin. Mississippi Jetties completed by Capt. Eads. Samarium discovered by Boisbaudran, Scandium by Nilson, and Thulium by Cleve. The Lee Magazine Rifle.
1880—Faure’s Storage Battery. Eberth and Koch discover Bacillus of Typhoid Fever, and Sternberg the Bacillus of Pneumonia. Edison’s Magnetic Ore Concentrator. Greener’s Hammerless Gun. Rabbeth Spinning Spindle patented.
1880—Faure’s Storage Battery. Eberth and Koch discover the Bacillus of Typhoid Fever, and Sternberg discovers the Bacillus of Pneumonia. Edison’s Magnetic Ore Concentrator. Greener’s Hammerless Gun. Rabbeth patents the Spinning Spindle.
1881—Telegraphing by Induction by Wm. W. Smith. Blake Telephone Transmitter. Reece Button Hole Machine. Rack-a-rock (explosive) patented.
1881—Telegraphing by Induction by Wm. W. Smith. Blake Telephone Transmitter. Reece Button Hole Machine. Rack-a-rock (explosive) patented.
1882—Bacillus of Tuberculosis identified by Koch, and Bacillus of Hydrophobia by Pasteur. St. Gothard Tunnel opened for traffic.
1882—Koch identified the bacteria that cause tuberculosis, and Pasteur identified the bacteria that cause rabies. The St. Gothard Tunnel opened for traffic.
1883—Brooklyn Suspension Bridge Completed.
1883—Brooklyn Bridge Finished.
1884—Antipyrene. Mergenthaler’s first Linotype Printing Machine invented. Bacillus of Cholera identified by Koch, Bacillus of Diphtheria by Loeffler, and Bacillus of Lockjaw by Nicolaier.
1884—Antipyrene. Mergenthaler’s first Linotype Printing Machine was invented. The Cholera Bacillus was identified by Koch, the Diphtheria Bacillus by Loeffler, and the Lockjaw Bacillus by Nicolaier.
1885—Cowles’ Process of Manufacturing Aluminum. First Electric Railway in America installed between Baltimore and Hampden. Neodymium and Praseodymium discovered by Welsbach. Welsbach Gas Burner invented. Blowing up of Flood Rock, New York Harbor. “Bellite” produced by Lamm, and “Melinite” by Turpin.
1885—Cowles’ Aluminum Manufacturing Process. The first electric railway in America was installed between Baltimore and Hampden. Neodymium and Praseodymium were discovered by Welsbach. The Welsbach gas burner was invented. The explosion of Flood Rock, New York Harbor. “Bellite” was produced by Lamm, and “Melinite” by Turpin.
1886—Graphophone invented. Electric Welding by Elihu Thomson. Gadolinum discovered by Marignac, and Germanium by Winkler.
1886—Graphophone invented. Electric Welding by Elihu Thomson. Gadolinum discovered by Marignac, and Germanium by Winkler.
1887—McArthur and Forrest’s Cyanide Process of Obtaining Gold. Tesla’s System of Polyphase Currents.
1887—McArthur and Forrest's Cyanide Process for Extracting Gold. Tesla's Polyphase Current System.
1888—Electrocution of Criminals adopted in New York State. Harvey’s Process of Annealing Armor Plate. De Laval’s Rotary Steam Turbine. “Kodak” Snap-Shot Camera. Lick Telescope. De Chardonnet’s Process of Making Artificial Silk.
1888—Electrocution of Criminals adopted in New York State. Harvey’s Process of Annealing Armor Plate. De Laval’s Rotary Steam Turbine. “Kodak” Snap-Shot Camera. Lick Telescope. De Chardonnet’s Process of Making Artificial Silk.
1889—Nickel Steel. Hall’s Process of Making Aluminum. Dudley Dynamite Gun. “Cordite” (Smokeless Powder) produced by Abel and Dewar.
1889—Nickel Steel. Hall’s Method for Making Aluminum. Dudley Dynamite Gun. “Cordite” (Smokeless Powder) created by Abel and Dewar.
1890—Mergenthaler’s Improved Linotype Machine. Photography in Colors. The Great Forth Bridge finished. Krag-Jorgensen Magazine Rifle.
1890—Mergenthaler’s Enhanced Linotype Machine. Color Photography. The Great Forth Bridge Completed. Krag-Jorgensen Magazine Rifle.
1891—Parsons’ Rotary Steam Turbine. The Northrup Loom.
1891—Parsons' Rotary Steam Turbine. The Northrup Loom.
1892—The explosive “Indurite” invented by Professor Munroe.
1892—The powerful explosive “Indurite” created by Professor Munroe.
1893—Acheson’s process for making Carborundum. The Yerkes Telescope. Edison’s Kinetoscope. Production of Calcium Carbide in Electric Furnace by Willson.
1893—Acheson’s method for creating Carborundum. The Yerkes Telescope. Edison’s Kinetoscope. Manufacture of Calcium Carbide in Electric Furnace by Willson.
1894—Discovery of element Argon by Lord Rayleigh and Professor Ramsey. Thorite produced by Bawden.
1894—Discovery of the element Argon by Lord Rayleigh and Professor Ramsey. Thorite was produced by Bawden.
1895—X-Rays discovered and applied by Roentgen. Acetylene Gas from Calcium Carbide by Willson. Krupp Armor Plate. Lindé’s Liquid air apparatus.
1895—X-Rays discovered and applied by Roentgen. Acetylene gas from calcium carbide by Willson. Krupp armor plate. Lindé’s liquid air apparatus.
1896—Marconi’s System of Wireless Telegraphy. Buffington-Crozier Disappearing Gun.
1896—Marconi's Wireless Telegraph System. Buffington-Crozier Disappearing Gun.
1897—Schlick’s System of Balancing Marine Engines. Discovery of Krypton by Ramsey and Travers.
1897—Schlick’s System of Balancing Marine Engines. Discovery of Krypton by Ramsey and Travers.
1898—Horry and Bradley’s process of making Calcium Carbide. Discovery of Neon and Metargon by Ramsey and Travers; Coronium by Nasini; Xenon by Ramsey; Monium by Crookes, and Etherion by Brush. Mercerizing Cloth under tension to render it Silky.
1898—Horry and Bradley’s method for producing Calcium Carbide. Discovery of Neon and Metargon by Ramsey and Travers; Coronium by Nasini; Xenon by Ramsey; Monium by Crookes, and Etherion by Brush. Mercerizing cloth under tension to make it silky.
1899—Marconi Telegraphs without wire across the English Channel. Oceanic launched, the largest steamer ever built.
1899—Marconi sends wireless telegraphs across the English Channel. Oceanic is launched, the largest steamer ever built.
1900—The Grande Lunette Telescope of Paris Exposition.
1900—The Grande Lunette Telescope at the Paris Exposition.
CHAPTER III.
The Electric Telegraph.
The Voltaic Pile—Daniell’s Battery—Use of Conducting Wire by Weber—Steinheil Employs Earth as Return Circuit—Prof. Henry’s Electro Magnet, and First Telegraphic Experiment—Prof. Morse’s Telegraphic Code and Register—First Line Between Washington and Baltimore—Bain’s Chemical Telegraph—Gintl’s Duplex Telegraph—Edison’s Quadruplex—House’s Printing Telegraph—Fac Simile Telegraphs—Channing and Farmer Fire Alarm—Telegraphing by Induction—Wireless Telegraphy by Marconi—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__.
In the effort to lengthen out the limited span of life into a greater record
of results, time becomes an object of economy. To save time is
to live long, and this in a pre-eminent degree is accomplished by the
telegraph. Of all the inventions which man has called into existence
to aid him in the fulfillment of his destiny, none so closely resembles
man himself in his dual quality of body and soul as the telegraph. It too
has a body and soul. We see the wire and the electro-magnet, but not the
vital principle which animates it. Without its subtile, pulsating, intangible
spirit, it is but dead matter. But vitalized with its immortal soul it
assumes the quality of animated existence, and through its agency thought
is extended beyond the limitations of time and space, and flashes through
air and sea around the world. Its moving principle flows more silently
than a summer’s zephyr, and yet it rises at times to an angry and deadly
crash in the lightning stroke. At once powerful and elusive, it remained
for Professor Morse to capture this wild steed, and, taming it, place it
in the permanent service of man. On May 24, 1844, there went over the
wires between Washington and Baltimore the first message—“What hath
God wrought?
” This was both prayer and praise, and no more lofty
recognition of the divine power and beneficence could have been made.
It was indeed the work of God made manifest in the hands of His children.
In the effort to stretch the limited span of life into a greater record of achievements, time becomes something we need to manage carefully. To save time is to live longer, and this is especially true with the telegraph. Of all the inventions people have created to help them fulfill their purpose, none resembles humans, with their body and soul, as closely as the telegraph. It too has a body and soul. We see the wire and the electro-magnet, but not the vital principle that brings it to life. Without its subtle, pulsing, intangible spirit, it is just lifeless matter. But when it’s energized with its immortal soul, it takes on a quality of animated existence, and through it, thoughts extend beyond the limits of time and space, flashing across air and sea around the globe. Its driving force flows more quietly than a summer breeze, yet at times, it can erupt into a powerful and deadly crash in a lightning strike. Powerful and elusive at once, it was Professor Morse who captured this wild force, tamed it, and put it into permanent service for humanity. On May 24, 1844, the first message—“What hath God wrought?
”—was sent over the wires between Washington and Baltimore. This was both a prayer and a praise, a profound acknowledgment of divine power and kindness. It truly was the work of God made visible through the efforts of His children.
Popular estimation has always credited Prof. Morse with the invention of the telegraph, but to ascribe to him all the praise would do great injustice to many other worthy workers in this field, some of whom are regarded by the best judges to be entitled to equal praise.
Popular opinion has always given credit to Prof. Morse for inventing the telegraph, but giving him all the recognition would be very unfair to many other deserving contributors in this area, some of whom are considered by top experts to deserve equal recognition.
The practical telegraph as originally used is resolvable into four essential[16] elements, viz., the battery, the conducting wire, the electro-magnet, and the receiving and transmitting instruments.
The practical telegraph as originally used can be broken down into four essential[16] elements: the battery, the conducting wire, the electromagnet, and the receiving and transmitting devices.
The development of the battery began with Galvani in 1790, and Volta in 1800. Galvani discovered that a frog’s legs would exhibit violent muscular contraction when its exposed nerves were touched with one metal and its muscles were touched with another metal, the two metals being connected. The effect was due to an electric current generated and acting with contractile effect on the muscles of the frog’s legs.
The development of the battery began with Galvani in 1790 and Volta in 1800. Galvani found that a frog’s legs would twitch wildly when its exposed nerves were touched with one metal while its muscles were touched with another metal, with the two metals connected. This effect was caused by an electric current generated that influenced the muscle contractions in the frog’s legs.

From this phenomenon, the chemical action of acids upon metals and the production of an electric current were observed, and the voltaic pile was invented. This consisted of alternate discs of copper and zinc, separated by layers of cloth steeped in an acidulated solution. This was the invention of Volta. From this grew the Daniell battery, invented in 1836 by Prof. Daniell of London, quickly followed by those of Grove, Smee, and others. These batteries were more constant or uniform in the production of electricity, were free from odors, and did not require frequent cleaning, as did the plates of the voltaic pile, which were important results for telegraphic purposes. The Daniell battery in its original form employed an acidulated solution of sulphate of copper in a copper cell containing a porous cup, and a cylinder of amalgamated zinc in the porous cup and surrounded by a weak acid solution. In the illustration, which shows a slightly modified form, a cruciform rod of zinc within a porous cup is surrounded by a copper cell, the whole being enclosed within a glass jar.
From this phenomenon, the chemical reaction of acids on metals and the generation of an electric current were noted, leading to the invention of the voltaic pile. This device consisted of alternating discs of copper and zinc, separated by layers of cloth soaked in an acidic solution. This was Volta's invention. This development led to the Daniell battery, created in 1836 by Professor Daniell of London, quickly followed by those of Grove, Smee, and others. These batteries generated electricity more consistently, had no unpleasant odors, and didn't need constant cleaning like the plates of the voltaic pile, which were significant advantages for telegraphic applications. The original form of the Daniell battery used an acidic solution of copper sulfate in a copper cell that contained a porous cup, alongside a cylinder of amalgamated zinc placed in the porous cup and surrounded by a weak acid solution. In the illustration, which depicts a slightly modified version, a cross-shaped rod of zinc inside a porous cup is encased by a copper cell, all enclosed within a glass jar.

The second element of the telegraph—the conducting wire—was scarcely an invention in itself, and the fact that electricity would[17] act at a distance through a metal conductor had been observed many years before the Morse telegraph was invented. In 1823, however, Weber discovered that a copper wire which he had carried over the houses and church steeples of Göttingen from the observatory to the cabinet of Natural Philosophy, required no special insulation. This was an important observation[18] in the practical construction of telegraph lines. One of even greater importance, however, was that of Prof. Steinheil, of Munich, who, in 1837, made the discovery of the practicability of using the earth as one-half, or the return section, of the electric conductor.
The second component of the telegraph—the conducting wire—was hardly an invention by itself, and it had been noted long before the Morse telegraph that electricity could[17] operate over a distance through a metal conductor. In 1823, however, Weber found that a copper wire he had run over the rooftops and church steeples of Göttingen from the observatory to the Natural Philosophy cabinet didn’t need any special insulation. This was a significant finding[18] for the practical development of telegraph lines. An even more crucial discovery was made by Prof. Steinheil of Munich, who, in 1837, found that it was possible to use the earth as one-half, or the return section, of the electric conductor.

The third element of the telegraph is the electro-magnet. This, and its arrangement as a relay in a local circuit, was a most important invention, and contributed quite as much to the success of the telegraph as did the inventions of Prof. Morse. It may be well to say that an electro-magnet is a magnet which attracts an iron armature when an electric current is sent through its coil of wire, and loses its attractive force when the circuit is cut off, thereby rendering it possible to produce mechanical effects at a distance through the agency of electrical impulses only. For the electro-magnet the world is chiefly indebted to Prof. Joseph Henry, formerly of Princeton, N. J., but later of the Smithsonian Institution. In 1828 he invented the energetic modern form of electro-magnet with silk covered wire wound in a series of crossed layers to form a helix of multiple layers around a central soft iron core, and in 1831 succeeded in making practical the production of mechanical effects at a distance, by the tapping of a bell by a rod deflected by one of his electro-magnets. This experiment may be considered the pioneer step of the telegraph.
The third element of the telegraph is the electromagnet. Its design as a relay in a local circuit was a crucial invention and played just as significant a role in the success of the telegraph as Professor Morse's inventions. To clarify, an electromagnet is a magnet that draws an iron armature when an electric current flows through its coil of wire, and it loses its magnetic power when the circuit is disconnected. This capability allows for mechanical effects to be produced at a distance using only electrical impulses. The credit for the electromagnet largely goes to Professor Joseph Henry, who was previously associated with Princeton, N.J., and later with the Smithsonian Institution. In 1828, he created a modern, powerful form of the electromagnet, using silk-covered wire wrapped in a series of crossed layers to create a multiple-layer helix around a central soft iron core. In 1831, he successfully demonstrated that mechanical effects could be created at a distance by using one of his electromagnets to tap a bell with a deflected rod. This experiment can be seen as the first step toward the telegraph.

Great as was the work of Prof. Henry, he must share the honors with a number of prior inventors who made the electro-magnet possible. Electro-magnetism, the underlying principle of the electro-magnet, was first discovered in 1819 by Prof. Oersted, of Copenhagen. In 1820 Schweigger added the multiplier. Arago in the same year discovered that a steel rod was magnetized when placed across a wire carrying an electric current, and that iron filings adhered to a wire carrying a voltaic current and dropped off when the current was broken. M. Ampere substituted[19] a helix for the straight wire, and Sturgeon, of England, in 1825 made the real prototype of the electro-magnet by winding a piece of bare copper wire in a single coil around a varnished and insulated iron core of a horse shoe form, but the powerful and effective electro-magnet of Prof. Henry is to-day an essential part of the telegraph, is in universal use, and is the foundation of the entire electrical art. It is unfortunate that Prof. Henry did not perpetuate the records of his inventions in patents, to which he was opposed, for there is good reason to believe that he was also the original inventor of the important arrangement of the electro-magnet as a relay in local circuit, and other features, which have been claimed by other parties upon more enduring evidence, but perhaps with less right of priority.
As impressive as Prof. Henry's work was, he has to share the credit with several earlier inventors who made the electro-magnet possible. The principle of electro-magnetism, which is the foundation of the electro-magnet, was first discovered in 1819 by Prof. Oersted from Copenhagen. In 1820, Schweigger added the multiplier. That same year, Arago found that a steel rod became magnetized when placed across a wire carrying an electric current, and that iron filings stuck to a wire with a voltaic current and fell off when the current was cut. M. Ampere replaced the straight wire with a helix, and in 1825, Sturgeon from England created the real prototype of the electro-magnet by wrapping a piece of bare copper wire in a single coil around a varnished and insulated iron core shaped like a horseshoe. However, Prof. Henry's powerful and effective electro-magnet is now an essential component of the telegraph, widely used, and it forms the basis of all electrical technology. It's unfortunate that Prof. Henry didn't secure patents for his inventions, which he opposed, because there is good reason to believe he was also the original inventor of the important arrangement of the electro-magnet as a relay in a local circuit, among other features, which have been claimed by others based on more enduring evidence, but perhaps with less rightful priority.

The fourth and great final addition to the telegraph which crowned it
with success was the Morse register and alphabetical code, the invention
of Prof. Samuel F. B. Morse, of Massachusetts. Prof. Morse’s invention
was made in 1832, while on board ship returning from Europe. He set
up an experimental line in 1835, and got his French patent October 30,
1838, and his first United States patent June 20, 1840, No. 1647. In
1844 the United States Congress appropriated $30,000 to build a line from[20]
Baltimore to Washington, and on May 24, 1844, the notable message,
“What Hath God wrought?
” went over the wires.
The fourth and final major addition to the telegraph that made it successful was the Morse register and alphabetical code, invented by Professor Samuel F. B. Morse from Massachusetts. Professor Morse created his invention in 1832 while on a ship returning from Europe. He set up an experimental line in 1835 and received his French patent on October 30, 1838, followed by his first U.S. patent on June 20, 1840, number 1647. In 1844, the U.S. Congress allocated $30,000 to build a line from [20] Baltimore to Washington, and on May 24, 1844, the famous message, “What Hath God wrought?
” was sent over the wires.

Morse’s first model, his pendulum instrument of 1837, is illustrated in Fig. 5. A pendulum carrying a pencil was in constant contact with a strip of paper drawn beneath the pencil. As long as inactive the pencil made a straight line. The pendulum carried also an armature, and an electro-magnet was placed near the armature. A current passed through the magnet would draw the pendulum to one side. On being released the pendulum would return, and in this way zigzag markings, as shown at 4 and 5, would be produced on the strip of paper, which formed the alphabet. A different alphabet, known as the Morse Code, was subsequently adopted by Morse, and in 1844 the receiving register shown at Fig. 7 was adopted, which finally assumed the form shown at Fig. 8.
Morse’s first model, his pendulum instrument from 1837, is shown in Fig. 5. A pendulum with a pencil stayed in constant contact with a strip of paper below it. When inactive, the pencil drew a straight line. The pendulum also had an armature, and an electromagnet was positioned near the armature. A current running through the magnet would pull the pendulum to one side. When released, the pendulum would swing back, creating zigzag marks, as seen at 4 and 5, on the paper, which formed the alphabet. A different alphabet, known as Morse Code, was later adopted by Morse, and in 1844, the receiving register shown at Fig. 7 was introduced, which eventually took on the form shown at Fig. 8.
The alphabet consisted simply of an arrangement of dots and dashes in varying sequence. The register is an apparatus operated by the combined effects of a clock mechanism and electro-magnet. Under a roll, see Fig. 8, a ribbon of paper is drawn by the clockwork. A lever having an armature on one end arranged over the poles of an electro-magnet, carries on the other end a point or stylus. When an electric impulse is sent over the line the electro-magnet attracts the armature, and the stylus on the other end of the lever is brought into contact with the paper strip, and makes an indented impression. A short impulse gives a dot, and a long impulse holds the stylus against the paper long enough to allow the clock mechanism to pull the paper under the stylus and make a dash. By the manipulation of a key for closing the electric circuit the short or long impulse may be sent, at the pleasure of the operator.
The alphabet was just a set of dots and dashes arranged in different sequences. The register is a device that works through a combination of a clock mechanism and an electromagnet. Under a roll, see Fig. 8, a paper ribbon is moved by the clockwork. A lever with an armature on one end sits above the electrodes of an electromagnet, and on the other end, it has a point or stylus. When an electric signal is sent through the line, the electromagnet pulls the armature, causing the stylus on the other end of the lever to touch the paper strip and create an indented mark. A short signal produces a dot, while a long signal keeps the stylus pressed against the paper long enough for the clock mechanism to pull the paper beneath it, creating a dash. The operator can send either a short or long signal by pressing a key to close the electric circuit.

This constituted the completed invention of the telegraph, and on comparing the work of Profs. Henry and Morse, it is only fair to say that Prof. Henry’s contribution to the telegraph is still in active use, while the Morse register has been practically abandoned, as no expert telegrapher requires the visible evidence of the code, but all rely now entirely upon the sound click of the electro-magnet placed in the local circuit and known as a sounder, the varying time lengths of gaps between the clicks serving every purpose of rapid and intelligent communication. The invention of the telegraph has been claimed for Steinheil, of Munich, and[22] also for Cooke and Wheatstone, in England, but few will deny that it is to Prof. Morse’s indefatigable energy and inventive skill, with the preliminary work of Prof. Henry, that the world to-day owes its great gift of the electric telegraph, and with this gift the world’s great nervous forces have been brought into an intimate and sensitive sympathy.
This was the final version of the telegraph, and when we compare the work of Professors Henry and Morse, it's fair to say that Professor Henry's contributions to the telegraph are still in use today, while the Morse register has been mostly phased out. No professional telegrapher needs a visual representation of the code anymore; they now depend solely on the sound of the electro-magnet in the local circuit known as a sounder. The different lengths of silence between the clicks fulfill all the requirements for quick and clear communication. The invention of the telegraph has also been attributed to Steinheil from Munich and Cooke and Wheatstone in England, but few would argue that it is Professor Morse’s tireless energy and inventive talent, along with Professor Henry’s preliminary work, that the world owes its remarkable gift of the electric telegraph. This invention has tightly woven the world’s significant communication networks into a close and responsive relationship.

Whenever an invention receives the advertisement of public approval and commercial exploitation, the development of that invention along various lines follows rapidly, and so when practical telegraphic communication was solved by Henry, Morse, and others, further advances in various directions were made. Efforts to increase the rapidity in sending messages soon grew into practical success, and in 1848 Bain’s Chemical Telegraph was brought out. (U. S. Pats. No. 5,957, Dec. 5, 1848, and No. 6,328, April 17, 1849.) This employed perforated strips of paper to effect automatic transmission by contact made through the perforations in place of the key, while a chemically prepared paper at the opposite end of the line was discolored by the electric impulses to form the record. This was the pioneer of the automatic system which by later improvements is able to send over a thousand words a minute.
Whenever an invention gets public approval and starts being commercially used, its development in different areas happens quickly. For example, once practical telegraphic communication was established by Henry, Morse, and others, further advancements followed. Efforts to speed up message transmission soon became practically successful, and in 1848, Bain’s Chemical Telegraph was introduced. (U. S. Pats. No. 5,957, Dec. 5, 1848, and No. 6,328, April 17, 1849.) This system used perforated strips of paper for automatic transmission by making contact through the perforations instead of using a key, while a specially treated paper at the other end of the line changed color due to the electric impulses, creating the record. This was the first automatic system, which, with later improvements, can send over a thousand words per minute.


FIG. 10.—STOCK BROKER’S “TICKER,” WITH GLASS COVER REMOVED.
FIG. 10.—STOCK BROKER'S "TICKER," WITH GLASS COVER REMOVED.
In line with other efforts to increase the capacity of the wires, the duplex telegraph was invented by Dr. William Gintl, of Austria, in 1853, and was afterwards improved by Carl Frischen, of Hanover, and by Joseph B. Stearns, of Boston, Mass, who in 1872 perfected the duplex (U. S. Pats. No. 126,847, May 14, 1872, and No. 132,933, Nov. 12, 1872). This system doubles the capacity of the telegraphic wire, and its principle of action permits messages sent from the home station to the distant station to have no effect on the home station, but full effect on the distant station, so that the operators at the opposite ends of the line may both telegraph over the same wire, at the same time, in opposite directions. This system has been further enlarged by the quadruplex system of Edison, which was brought out in 1874 (and subsequently developed in[24] U. S. Pat. No. 209,241, Oct. 22, 1878). This enabled four messages to be sent over the same wire at the same time, and is said to have increased the value of the Western Union wires $15,000,000.
To enhance wire capacity, the duplex telegraph was invented by Dr. William Gintl from Austria in 1853. It was later improved by Carl Frischen from Hanover and Joseph B. Stearns from Boston, Mass., who perfected the duplex in 1872 (U.S. Pats. No. 126,847, May 14, 1872, and No. 132,933, Nov. 12, 1872). This system doubles the capacity of the telegraphic wire, allowing messages sent from the home station to the distant station to not interfere with the home station, while fully impacting the distant station. This means operators at both ends of the line can send messages over the same wire simultaneously in opposite directions. The system was later expanded by Edison's quadruplex system introduced in 1874 (and later developed in [24] U.S. Pat. No. 209,241, Oct. 22, 1878). This allowed four messages to be sent over the same wire at the same time and reportedly increased the value of the Western Union wires by $15,000,000.
In 1846 Royal C. House invented the printing telegraph, which printed the message automatically on a strip of paper, something after the manner of the typewriter (U. S. Pat. No. 4,464, April 18, 1846). The ingenious mechanism involved in this was somewhat complicated, but its results in printing the message plainly were very satisfactory. This was the prototype of the familiar “ticker” of the stock broker’s office, seen in Figs. 10 and 11. In 1856 the Hughes printing telegraph was brought out (U. S. Pat. No. 14,917, May 20, 1856), and in 1858 G. M. Phelps combined the valuable features of the Hughes and House systems (U. S. Pat. No. 26,003, Nov. 1, 1859).
In 1846, Royal C. House invented the printing telegraph, which automatically printed messages on a strip of paper, similar to a typewriter (U. S. Pat. No. 4,464, April 18, 1846). The clever mechanism behind this was a bit complex, but it produced very clear printed messages. This was the prototype of the well-known “ticker” you see in stockbroker offices, as shown in Figs. 10 and 11. In 1856, the Hughes printing telegraph was introduced (U. S. Pat. No. 14,917, May 20, 1856), and in 1858, G. M. Phelps combined the best features of both the Hughes and House systems (U. S. Pat. No. 26,003, Nov. 1, 1859).

FIG. 11.—RECEIVING MESSAGE ON STOCK BROKER’S “TICKER.”
FIG. 11.—GETTING MESSAGES ON THE STOCK BROKER'S "TICKER."
Fac Simile telegraphs constitute another, although less important branch of the art. These accomplished the striking result of reproducing the message at the end of the line in the exact handwriting of the sender, and not only writing, but exact reproductions of all outlines, such as maps, pictures, and so forth, may be sent. The fac simile telegraph originated with F. C. Bakewell, of England, in 1848 (Br. Pat. No. 12,352, of 1848).
Fac Simile telegraphs are another, although less significant, branch of the art. They achieved the impressive result of reproducing the message at the end of the line in the sender's exact handwriting. Not just messages, but precise copies of all outlines, like maps, pictures, and so on, can be sent. The fac simile telegraph was created by F. C. Bakewell from England in 1848 (Br. Pat. No. 12,352, of 1848).
The Dial Telegraph is still another modification of the telegraph. In this the letters are arranged in a circular series, and a light needle or pointer, concentrically pivoted, is carried back and forth over the letters, and is made to successively point to the desired letters.
The Dial Telegraph is yet another version of the telegraph. In this system, the letters are organized in a circular pattern, and a light needle or pointer, which is pivoted in the center, moves back and forth over the letters, pointing to the letters one after the other as needed.
Among other useful applications of the telegraph is the fire alarm system. In 1852 Channing and Farmer, of Boston, Mass., devised a system[25] of telegraphic fire alarms, which was adopted in the city of Boston (U. S. Pat. No. 17,355, May 19, 1857), and which in varying modifications has spread through all the cities of the world, introducing that most important element of time economy in the extinguishment of fires. Hundreds of cities and millions of dollars have been thus saved from destruction.
One of the many useful applications of the telegraph is the fire alarm system. In 1852, Channing and Farmer from Boston, Massachusetts, created a system[25] of telegraphic fire alarms, which was adopted by the city of Boston (U.S. Pat. No. 17,355, May 19, 1857) and has been modified and implemented in cities around the world, significantly improving the speed at which fires are extinguished. Hundreds of cities and millions of dollars have been saved from destruction because of this innovation.
Similar applications of local alarms in great numbers have been extended into various departments of life, such as District Messenger Service, Burglar Alarms, Railroad-Signal Systems, Hotel-Annunciators, and so on.
Similar uses of local alarms in large quantities have been applied across different areas of life, such as District Messenger Service, Burglar Alarms, Railroad-Signal Systems, Hotel-Annunciators, and so on.

For furnishing current for telegraphic purposes the dynamo, and especially the storage battery, have in late years found useful application. In fact, in the leading telegraph offices the storage battery has practically superseded the old voltaic cells.
For providing power for telegraph uses, the dynamo and especially the storage battery have become very useful in recent years. In fact, in the main telegraph offices, the storage battery has largely replaced the old voltaic cells.
Telegraphing by induction, i. e., without the mechanical connection of a conducting wire, is another of the developments of telegraphy in recent years, and finds application to telegraphing to moving railway trains. When an electric current flows over a telegraph line, objects along its[26] length are charged at the beginning and end of the current impulse with a secondary charge, which flows to the earth if connection is afforded. It is the discharge of this secondary current from the metal car roof to the ground which, on the moving train, is made the means of telegraphing without any mechanical connection with the telegraph lines along the track. As, however, this secondary circuit occurs only at the making and breaking of the telegraphic impulse, the length of the impulse affords no means of differentiation into an alphabet, and so a rapid series of impulses, caused by the vibrator of an induction coil, is made to produce buzzing tones of various duration representing the alphabet, and these tones are received upon a telephone instead of a Morse register. The diagram, Fig. 12,[1] illustrates the operation.
Telegraphing by induction, i.e., without the mechanical connection of a conducting wire, is another development in telegraphy in recent years and is used for telegraphing to moving trains. When an electric current travels along a telegraph line, objects along its[26] length get charged at the start and end of the current impulse with a secondary charge, which flows to the ground if there's a connection. It’s the discharge of this secondary current from the metal roof of the train to the ground that allows telegraphing without any mechanical connection to the telegraph lines along the track. However, since this secondary circuit only happens when the telegraphic impulse is made and broken, the length of the impulse doesn’t provide a way to differentiate into an alphabet. Therefore, a rapid series of impulses, created by the vibrator of an induction coil, produces buzzing tones of various lengths that represent the alphabet, and these tones are received through a telephone instead of a Morse register. The diagram, Fig. 12,[1] illustrates the operation.
To receive messages on a car, electric impulses on the telegraph wire W, sent from the vibrator of an induction coil, cause induced currents as follows: Car roof R, wire a, key K, telephone b c, car wheel and earth. In sending messages closure of key K works induction coil I C, and vibrator V, through battery B, and primary circuit d, c, f, g, and the secondary circuit a, h, i, charges the car roof and influences by induction the telegraph wire W and the telephone at the receiving station.
To receive messages in a car, electrical impulses sent through the telegraph wire W, triggered by the vibrator of an induction coil, create induced currents as follows: car roof R, wire a, switch K, telephone b c, car wheel, and ground. When sending messages, closing switch K activates the induction coil I C and vibrator V via battery B, completing the primary circuit d, c, f, g, and the secondary circuit a, h, i. This charges the car roof and inductively affects the telegraph wire W and the telephone at the receiving station.
In 1881 William W. Smith proposed the plan of communicating between moving cars and a stationary wire by induction (U. S. Pat. No. 247,127, Sept. 13, 1881). Thomas A. Edison, L. J. Phelps, and others have further improved the means for carrying it out. In 1888 the principle was successfully employed on 200 miles of the Lehigh Valley Railroad.
In 1881, William W. Smith suggested a method for communication between moving trains and a stationary wire using induction (U.S. Pat. No. 247,127, Sept. 13, 1881). Thomas A. Edison, L. J. Phelps, and others made further advances to enhance this method. In 1888, the principle was successfully applied over 200 miles of the Lehigh Valley Railroad.

FIG. 13.—WIRELESS TELEGRAPHY, INTERNATIONAL YACHT RACES, OCTOBER, 1899.
FIG. 13.—WIRELESS TELEGRAPHY, INTERNATIONAL YACHT RACES, OCTOBER, 1899.

FIG. 13.—WIRELESS TELEGRAPHY, INTERNATIONAL YACHT RACES, OCTOBER, 1899.
FIG. 13.—WIRELESS TELEGRAPHY, INTERNATIONAL YACHT RACES, OCTOBER, 1899.
Wireless Telegraphy, or telegraphing without any wires at all, from one point to another point through space, is the most modern and startling development in telegraphy. To the average mind this is highly suggestive of scientific imposition, so intangible and unknown are the physical forces by which it is rendered possible, and yet this is one of the late achievements of the Nineteenth Century. Many scientists have contributed data on this subject, but the principles and theories have only begun to crystallize into an art during the first part of the last decade of the Nineteenth Century. Heinrich Hertz, the German scientist, was perhaps the real pioneer in this line in his studies and observations of the nature of the electric undulations which have taken his name, and are known as “Hertzian” waves, rays, or oscillations. Tesla in the United States, Branly and Ducretet in France, Righi in Italy, the Russian savant, Popoff, and Professor Lodge, of England, have all made contributions to this art. It will[27] aid the understanding to say, in a preliminary way, that electric undulations are generated and emitted from a plate or conductor a hundred feet or more high in the air, are thence transmitted through space to a remote point, which may be many miles away, and there influencing a similar plate high in the air give, through a special form of receiving device known as a “coherer,” a telegraphic record. The “coherer,” invented by Branly in 1891, is a glass tube containing metal filings between two circuit terminals. The electric waves cause these filings to cohere, and so vary the resistance to the passage of the current as to give a basis for transformation into a record.
Wireless Telegraphy, or sending messages without any wires at all, from one place to another through space, is the most modern and surprising advancement in telegraphy. To most people, this seems like something out of science fiction, since the physical forces that make it possible are so mysterious and unknown. Yet, this is one of the latest achievements of the Nineteenth Century. Many scientists have provided information on this topic, but the principles and theories only started to take shape into a proper field in the first part of the last decade of the Nineteenth Century. Heinrich Hertz, the German scientist, was probably the true pioneer in this area due to his studies and observations of electric waves that bear his name, known as “Hertzian” waves, rays, or oscillations. Tesla in the United States, Branly and Ducretet in France, Righi in Italy, the Russian scientist Popoff, and Professor Lodge from England have all contributed to this field. It will[27] help to understand that electric waves are created and broadcast from a plate or conductor located a hundred feet or more above the ground, then transmitted through space to a distant point, which can be many miles away, where they affect a similar plate high in the air and produce a telegraphic record through a special receiving device called a “coherer.” The “coherer,” invented by Branly in 1891, is a glass tube filled with metal filings placed between two circuit terminals. The electric waves make these filings stick together, changing the resistance to the current and allowing it to be recorded.
In March, 1899, Signor Guglielmo Marconi, an Italian student, then residing in England, successfully communicated between South Foreland, County of Kent, and Boulogne-sur-mer, in France, a distance of thirty-two miles across the English Channel. Signor Marconi used the vertical conductors and[28] the Hertz-oscillation principle, and his system is described in his United States patent. No. 586,193, July 13, 1897.
In March 1899, Guglielmo Marconi, an Italian student living in England, successfully transmitted a message between South Foreland in Kent and Boulogne-sur-Mer in France, a distance of thirty-two miles across the English Channel. Marconi used vertical conductors and the Hertz oscillation principle, and his system is detailed in his U.S. patent No. 586,193, dated July 13, 1897.
His patent comprehends many claims, a leading feature of which is the means for automatically shaking the “coherer” to break up the cohesion of the metal filings as embodied in his first claim, as follows:
His patent includes many claims, a key feature of which is the mechanism for automatically shaking the “coherer” to disrupt the cohesion of the metal filings as stated in his first claim, as follows:
“In a receiver for electrical oscillations, the combination of an imperfect electrical contact, a circuit through the contact, and means actuated by the circuit for shaking the contact.”
“In a receiver for electrical signals, it’s the combination of a bad electrical connection, a circuit running through that connection, and devices triggered by the circuit that cause the connection to shake.”
The Marconi system of wireless telegraphy was practically employed with useful effect April 28, 1899, on the “Goodwin Sands” light-ship to telegraph for assistance when in collision twelve miles from land and in danger of sinking. It was also used in October, 1899, on board the “Grande Duchesse” to report the international yacht race between the “Columbia” and the “Shamrock” at Sandy Hook, as seen in Fig. 13. Lord Roberts also made good use of it in his South African campaign against the Boers. According to Signor Marconi its present range is limited to eighty-six miles, but it is expected that this will be soon extended to 150 miles.
The Marconi wireless telegraphy system was effectively used on April 28, 1899, on the “Goodwin Sands” light-ship to call for help after a collision twelve miles from shore, putting it at risk of sinking. It was also utilized in October 1899 aboard the “Grande Duchesse” to report on the international yacht race between the “Columbia” and the “Shamrock” at Sandy Hook, as shown in Fig. 13. Lord Roberts also found it helpful during his campaign against the Boers in South Africa. According to Signor Marconi, its current range is limited to eighty-six miles, but it’s expected to be extended to 150 miles soon.

Marconi’s receiving apparatus is shown in Fig. 13A, and consists of a small glass tube called the coherer, about 11⁄2 inches in length, into the ends of which are inserted two silver pole pieces, which fit the tube, but whose ends are 1⁄50 inch apart. The space between the ends is filled with a mixture composed of fine nickel and silver filings and a mere trace of mercury, and the other ends of the pole pieces are attached to the wires of a local circuit. In the normal condition the metallic filings have an enormous resistance, and constitute a practical insulator, preventing the flow of the local current; but if they are influenced by electric waves, coherence takes place and the resistance falls, allowing the local current to pass. The coherence will continue until the filings are mechanically shaken,[29] when they will at once fall apart, as it were, insulation will be established, and the current will be broken. If, then, a coherer be brought within the influence of the electric waves thrown out from a transmitter, coherence will occur whenever the key of the transmitter at the distant station is depressed. Mr. Marconi has devised an ingenious arrangement, which is the subject of his patent referred to, in which a small hammer is made to rap continuously upon the coherer by the action of the local circuit, which is closed when the Hertzian waves pass through the metal filings. As soon as the waves cease, the hammer gives its last rap, and the tube is left in the decohered condition ready for the next transmission of waves. It is evident that by making the local circuit operate a relay, in the circuit of which is a standard recording instrument, the messages may be recorded on a tape in the usual way.
Marconi’s receiving device is shown in Fig. 13A, and consists of a small glass tube called the coherer, about 1.5 inches long, with two silver pole pieces inserted at each end that fit the tube, but whose ends are 1/50 inch apart. The space between the ends is filled with a mixture of fine nickel and silver filings along with a tiny amount of mercury, and the other ends of the pole pieces are connected to the wires of a local circuit. Normally, the metallic filings have a high resistance, acting as a practical insulator that prevents the flow of the local current; however, when they are affected by electric waves, coherence occurs and the resistance drops, allowing the local current to flow. The coherence will continue until the filings are mechanically shaken, at which point they will separate, re-establishing insulation and breaking the current. If a coherer is placed within the range of the electric waves emitted by a transmitter, coherence will happen whenever the transmitter's key at the distant station is pressed. Mr. Marconi has created a clever setup, covered by his patent, in which a small hammer continuously taps on the coherer due to the local circuit being closed when the Hertzian waves pass through the metal filings. As soon as the waves stop, the hammer gives its last tap, and the tube is left in a decohered state, ready for the next wave transmission. It's clear that by having the local circuit operate a relay, which is connected to a standard recording device, messages can be recorded on tape in the usual manner.

FIG. 13B.—DIAGRAM OF THE TRANSMITTER AND RECEIVER.
FIG. 13B.—DIAGRAM OF THE TRANSMITTER AND RECEIVER.
In Fig. 13B is shown the diagram of circuits. The letters d d indicate the spheres of the transmitter, which are connected, one to the vertical wire w, the other to earth, and both by wires c′ c′, to the terminals of the secondary winding of induction coil, c. In the primary circuit is the key b. The coherer j has two metal pole pieces, j1 j2, separated by silver and nickel filings. One end of the tube is connected to earth, the other to the vertical wire w, and the coherer itself forms part of a circuit containing the local cell g, and a sensitive telegraph relay actuating another circuit, which circuit works a trembler p, of which o is the decohering tapper, or hammer. When the electric waves pass from w to j1 j2 the resistance falls, and the current from g actuates the relay n, the choking coils k k′, lying between the coherer and the relay, compelling the electric waves to traverse the coherer instead of flowing through the relay. The relay n in its turn causes the more powerful battery r to pass a current through[30] the tapper, and also through the electro-magnet of the recording instrument h.
In Fig. 13B, the diagram of circuits is shown. The letters d d refer to the transmitter spheres, one connected to the vertical wire w and the other to the ground, both linked by wires c′ c′ to the terminals of the secondary winding of the induction coil c. The primary circuit includes the key b. The coherer j has two metal pole pieces, j1 j2, separated by silver and nickel filings. One end of the tube is connected to the ground, and the other is connected to the vertical wire w. The coherer is part of a circuit that includes the local cell g and a sensitive telegraph relay that activates another circuit, which powers a trembler p, with o serving as the decohering tapper or hammer. When the electric waves travel from w to j1 j2, the resistance decreases, and the current from g triggers the relay n. The choking coils k k′, positioned between the coherer and the relay, force the electric waves to pass through the coherer instead of through the relay. The relay n, in turn, causes a stronger battery r to send a current through[30] the tapper and the electro-magnet of the recording instrument h.
The alternate cohering by the waves and decohering by the tapper continue uninterruptedly as long as the transmitting key at the distant station is depressed. The armature of the recording instrument, however, because of its inertia, cannot rise and fall in unison with the rapid coherence and decoherence of the receiver, and hence it remains down and makes a stroke upon the tape as long as the sending key is depressed.
The alternating sticking together and breaking apart caused by the waves continues non-stop as long as the transmitting key at the distant station is held down. However, the armature of the recording device, due to its weight, can't move up and down in sync with the fast sticking together and breaking apart of the receiver. As a result, it stays down and makes a mark on the tape for as long as the sending key is pressed.
The principal applications of wireless telegraphy so far have been at sea, where the absence of intervening obstacles gives a free path to the electrical oscillations. The system is also applicable on land, however, and no one can doubt that if the Ministers of the Legations shut up in Pekin had been supplied with a wireless telegraphy outfit, neither the walls of Pekin nor the strongest cordon of its Chinese hordes could have prevented the long sought communication. The full story of mystery and massacre would have been promptly made known, and the civilized world have been spared its anxiety, and earlier and effective measures of relief supplied.
The main uses of wireless telegraphy so far have been at sea, where there are no obstacles in the way of electrical signals. However, this system can also be used on land, and it’s hard to deny that if the ambassadors stuck in Beijing had been given a wireless telegraph setup, neither the walls of Beijing nor the strongest group of Chinese soldiers could have stopped communication. The complete story of mystery and massacre would have been quickly revealed, and the civilized world could have avoided its anxiety and received quicker and more effective relief measures.
As the art of telegraphy grows apace toward the end of the Nineteenth Century, individuality of invention becomes lost in the great maze of modifications, ramifications, and combinations. Inventions become merged into systems, and systems become swallowed up by companies. In the promises of living inventors the wish is too often father to the thought, and the conservative man sees the child of promise rise in great expectation, flourish for a few years, and then subside to quiet rest in the dusty archives of the Patent Office. They all contribute their quota of value, but it is so difficult to single out as pre-eminent any one of those which as yet are on probation, that we must leave to the coming generation the task of making meritorious selection.
As the art of telegraphy rapidly advances toward the end of the 19th century, the uniqueness of individual inventions gets lost in the overwhelming mix of modifications, variations, and combinations. Inventions blend into systems, and those systems get absorbed by companies. In the hopes of current inventors, desire often shapes what they envision, and the cautious observer sees the promising innovation rise with high expectations, thrive for a few years, and then fade into obscurity in the dusty archives of the Patent Office. They all add their share of value, but it's challenging to identify any one of these emerging inventions as outstanding, so we must leave it to future generations to make the important choices.
To-day the telegraph is the great nerve system of the nation’s body, and it ramifies and vitalizes every part with sensitive force. In 1899 the Western Union Telegraph Company alone had 22,285 offices, 904,633 miles of wire, sent 61,398,157 messages, received in money $23,954,312, and enjoyed a profit of $5,868,733. Add to this the business of the Postal Telegraph Company and other companies, and it becomes well nigh impossible to grasp the magnitude of this tremendous factor of Nineteenth Century progress. Figures fail to become impressive after they reach the higher denominations, and it may not add much to either the reader’s conception or his knowledge to say that the statistics for the whole world for the year 1898 show: 103,832 telegraph offices, 2,989,803 miles of wire, and 365,453,526 messages sent during that year. This wire would extend[31] around the earth about 120 times, and the messages amounted to one million a day for every day in that year. This is for land telegraphs only, and does not include cable messages.
Today, the telegraph is the major nervous system of the nation’s body, reaching and energizing every part with sensitive force. In 1899, the Western Union Telegraph Company alone had 22,285 offices, 904,633 miles of wire, sent 61,398,157 messages, received $23,954,312 in revenue, and reported a profit of $5,868,733. Adding the business of the Postal Telegraph Company and other companies makes it nearly impossible to fully comprehend the scale of this significant factor in Nineteenth Century progress. Numbers lose their impact once they reach higher values, and it may not significantly enhance either the reader’s understanding or knowledge to state that the global statistics for the year 1898 show: 103,832 telegraph offices, 2,989,803 miles of wire, and 365,453,526 messages sent that year. This wire could wrap around the earth about 120 times, and the messages totaled one million a day for every day that year. This data is for land telegraphs only and does not include cable messages.
What saving has accrued to the world in the matter of time, and what development in values in the various departments of life, and what contributions to human comfort and happiness the telegraph has brought about, is beyond human estimate, and is too impressive a thought for speculation.
What savings in time has the world gained, how values have developed in different areas of life, and what contributions to human comfort and happiness the telegraph has brought about is beyond human estimation and too remarkable to ponder.
CHAPTER IV.
The Atlantic Cable.
Difficulties of Laying—Congratulatory Messages Between Queen Victoria and President Buchanan—The Siphon Recorder—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__.
Among the applications of the telegraph which deserve special mention for magnitude and importance is the Atlantic Cable. For boldness of conception, tireless persistence in execution, and value of results, this engineering feat, though nearly a half century old, still challenges the admiration of the world, and marks the beginning of one of the great epochs of the Nineteenth Century. It was not so brilliant in substantive invention, as it added but little to the telegraph as already known, beyond the means for insulating the wires within a gutta percha cable, but it was one of the greatest of all engineering works. It was chiefly the result of the energy and public spirit of Mr. Cyrus W. Field, an eminent American citizen. Three times was its laying attempted before success crowned the work. The first expedition sailed August 7, 1857, and consisted of a fleet of eight vessels, four American and four English, starting from Valentia on the Irish coast. On August 11 the cable parted, and 344 miles of the cable were lost in water two miles deep. In 1858 a renewal of the effort to lay the cable was made. Improvements were added in the paying out machinery, and a different manner of coiling the enormous load of cable on the vessels was resorted to, and provisions also[33] were made to protect the propeller from contact with the cable. On June 10 the telegraphic fleet steamed out of Plymouth harbor. It consisted of the U. S. frigate “Niagara,” with the paddle-wheel steamer “Valorous” as a tender, and the British frigate “Agamemnon,” with the paddle-wheel steamer “Gorgon” as a tender. After three days at sea, terrible gales were encountered and much damage resulted. The vessels were to proceed to midocean, and the portions of the cable carried by the “Niagara” and “Agamemnon” were to be spliced, and the two vessels were then to sail in opposite directions to their respective coasts. The first splice was made on the 26th of June. After paying out two and a half miles each, the cable parted. Again meeting and splicing, forty miles each were paid out, and the cable again parted. On the 28th another splicing was effected, and 150 miles each were paid out, and again the cable parted, and the expedition had to be abandoned. After much financial embarrassment and adverse criticism, the courageous and public-spirited directors who had control of the enterprise dispatched another expedition, which sailed July 17, 1858. The two vessels, “Niagara” and “Agamemnon,” with their tenders, proceeded to midocean, and following the same method of connecting the ends of their respective cable sections, they sailed in opposite directions. On August 5, 1858, Mr. Cyrus Field announced by telegram from Trinity Bay, on the coast of Newfoundland, that Trinity Bay in America, and Valentia in Ireland, 2,134 miles apart, had been connected, and the great Atlantic cable was an established fact.
Among the notable applications of the telegraph is the Atlantic Cable. This engineering achievement, although nearly fifty years old, still commands admiration for its bold vision, relentless execution, and significant results, marking a key moment in the Nineteenth Century. It didn't bring many new inventions to the telegraph, as it mainly improved the insulation of wires within a gutta percha cable, but it remains one of the greatest engineering projects. It was largely due to the dedication and public spirit of Mr. Cyrus W. Field, a prominent American figure. Three attempts were made to lay the cable before success was achieved. The first expedition set sail on August 7, 1857, consisting of eight vessels—four American and four British—departing from Valentia on the Irish coast. On August 11, the cable broke, resulting in 344 miles of cable lost in waters two miles deep. In 1858, efforts resumed to lay the cable with improvements to the payout machinery and a new method for coiling the enormous load on the ships, also ensuring the propeller wouldn't contact the cable. On June 10, the telegraph fleet left Plymouth harbor, including the U.S. frigate “Niagara” with the paddle-wheel steamer “Valorous” as its support, and the British frigate “Agamemnon” with the paddle-wheel steamer “Gorgon.” After three days at sea, they faced severe gales, causing significant damage. The vessels aimed to meet in the mid-ocean, splice the cable sections carried by the “Niagara” and “Agamemnon,” and sail towards their respective coasts. The first splice occurred on June 26. After paying out two and a half miles each, the cable broke again. Following more attempts to splice, they managed to pay out forty miles each before the cable parted once more. On June 28, another splice was performed, and 150 miles each were paid out before the cable broke again, forcing the expedition to be called off. After enduring financial difficulties and public criticism, the determined and civic-minded directors of the venture organized another expedition that set sail on July 17, 1858. The vessels “Niagara” and “Agamemnon,” with their tenders, headed for the mid-ocean and repeated the splicing method. On August 5, 1858, Mr. Cyrus Field announced via telegram from Trinity Bay on the Newfoundland coast that Trinity Bay in America and Valentia in Ireland, 2,134 miles apart, were connected, making the Atlantic cable a reality.

FIG. 14.—ORIGINAL ATLANTIC CABLE, FULL SIZE.
FIG. 14.—ORIGINAL ATLANTIC CABLE, FULL SIZE.
Consists of seven copper wires (4) to form the conductor, a wrapping (3) of thread, soaked in tallow and pitch, several layers (2) of gutta percha, all surrounded by a protecting coat of mail (1) of twisted wires.
Consists of seven copper wires (4) to make the conductor, a wrapping (3) of thread soaked in tallow and pitch, multiple layers (2) of gutta percha, all wrapped in a protective outer layer (1) of twisted wires.
“To the President of the United States, Washington:
“To the President of the United States, Washington:
“The Queen desires to congratulate the President upon the successful completion of this great international work, in which the Queen has taken the deepest interest.
“The Queen wants to congratulate the President on the successful completion of this important international project, which she has greatly cared about.
“The Queen is convinced that the President will join with her in fervently hoping that the Electric Cable which now connects Great Britain with the United States will prove an additional link between the nations whose friendship is founded upon their common interest and reciprocal esteem.
“The Queen is confident that the President will share her excitement in hoping that the Electric Cable currently connecting Great Britain and the United States will strengthen the bond between the nations that is founded on their shared interests and mutual respect.
“The Queen has much pleasure in thus communicating with the President, and renewing to him her wishes for the prosperity of the United States.”
“The Queen is happy to communicate with the President and to express her wishes for the continued prosperity of the United States.”
to which the President replied as follows:
to which the President responded as follows:
“Washington City, Aug. 16, 1858.
“Washington City, Aug. 16, 1858.
“To Her Majesty Victoria, Queen of Great Britain:
“To Her Majesty Victoria, Queen of Great Britain:
“The President cordially reciprocates the congratulations of Her Majesty, the Queen, on the success of the great international enterprise accomplished by the science, skill, and indomitable energy of the two countries. [34]It is a triumph more glorious, because far more useful to mankind, than was ever won by conqueror on the field of battle.
“The President warmly appreciates the Queen's congratulations on the success of the significant international project achieved through the science, skill, and tireless effort of our two countries. [34] This victory is even more glorious because it benefits humanity far more than any triumph gained on the battlefield by a conqueror.”
“May the Atlantic Telegraph, under the blessing of Heaven, prove to be a bond of perpetual peace and friendship between the kindred nations, and an instrument destined by Divine Providence to diffuse religion, civilization, liberty and law throughout the world. In this view will not all nations of Christendom spontaneously unite in the declaration that it shall be forever neutral, and that its communications shall be held sacred in passing to their places of destination, even in the midst of hostilities?
“May the Atlantic Telegraph, with God's blessing, become a lasting link of peace and friendship between our nations and a means intended by Divine Providence to spread religion, civilization, freedom, and law around the world. With this in mind, can all Christian nations unite in agreeing that it will always remain neutral and that its communications will be regarded as sacred, even during conflicts?”
(Signed)
(Signed)
“James Buchanan.”
“James Buchanan.”
Great rejoicing on both sides of the ocean followed, and the public print was filled with accounts of the enterprise. The following selection from the Atlantic Monthly of October, 1858, is an apostrophe in lofty sentiments of verse, which to-day stirs the Twentieth Century heart as a joyous prophecy fulfilled:
Great celebration erupted on both sides of the ocean, and the newspapers were filled with stories about the endeavor. The following excerpt from the Atlantic Monthly of October, 1858, is a tribute in elevated verse that today resonates with the heart of the Twentieth Century as a joyful prophecy realized:
The untouched leafy shores, Lean, breathless, towards the white-lipped sea
And listen to the voice of God!
Rides down the submerged wire.
"The world’s long struggle is over!
Bound together by that mysterious bond,
Her continents are united.
Shall all her people be; The hands of human unity
Will clasp below the sea.
And Asian mountains born,
The energy of the Northern mind
Shall energize the weary world.
Will thrill the magic thread; The new Prometheus steals again
The fire that brings the dead to life.
Which passed through her childhood; For her, the morning stars shine again. They will sing their old song.
Space mocked and Time outrun!
And around the world, the idea of all "Is it as everyone thinks?"
The amazing wonder own!
The deaf can hear, the blind may see,
The work is God's alone.
Unite nations in your warm embrace,
And break the chains of each!
Bear gently, Ocean's carrier dove, Your errands back and forth!
Beneath the deep sea, The wedding gown of Earth’s agreement,
The funeral shroud of war!
The tongues of struggle stop;
Just like on the Sea of Galilee,
Christ is whispering, “Peace!”
After a few months of working, the cable became inoperative, but its success was a demonstrated fact, and in 1866 a new cable was laid by the aid of that monster steamer “The Great Eastern,” since which time the cable has become one of the great factors of modern civilization.
After a few months of operation, the cable stopped working, but its success was undeniable, and in 1866 a new cable was installed with the help of the massive ship “The Great Eastern.” Since then, the cable has become one of the key elements of modern civilization.
Probably the most important of the inventions relating to submarine
telegraphs is the siphon recorder, invented by Sir William Thompson,
now Lord Kelvin (U. S. Pat. No. 156,897, Nov. 17, 1874). It is called a
siphon recorder because the record is made by a little glass siphon down
which a flow of ink is maintained like a fountain pen. This siphon is
vibrated by the electric impulses to produce on the paper strip a zigzag
line, whose varying contour is made to represent letters. In the illustration,
Fig. 15, m is an ink well, o a strip of paper, and n the ink siphon, one
end of which is bent and dips down into the ink well, and the other end of
which traces the record on the moving paper strip o. The siphon is sustained
on a vertical axis l, and its lateral vibration is effected as follows:
A light rectangular coil b b, of exceedingly fine insulated wire, is suspended
between the poles N S of a powerful electro-magnet energized by[36]
a local battery. In the coil b b is a stationary soft iron core a, magnetized
by the poles N S. The coil b b is suspended upon a vertical axis consisting
of a fine wire f f, and the delicate electrical impulses over the submarine
cable enter the coil b b through the axial wire f f as a conductor, and
cause a greater or less oscillation of the coil b b between the poles N S of
the electro-magnet. The coil b b is connected by a thread k to the siphon,
and pulls the siphon in one direction, while the siphon is pulled in the
opposite direction by a helical spring attached to an arm on the siphon
axis l. The jagged lines seen in Fig. 16 spell the words “siphon recorder
.”
Probably the most significant invention related to submarine telegraphs is the siphon recorder, created by Sir William Thompson, now Lord Kelvin (U. S. Pat. No. 156,897, Nov. 17, 1874). It's called a siphon recorder because it makes a record using a small glass siphon that keeps a steady flow of ink, similar to a fountain pen. This siphon vibrates with electric impulses to create a zigzag line on a strip of paper, with its changing shape representing letters. In the illustration, Fig. 15, m is an ink well, o is a strip of paper, and n is the ink siphon, one end of which bends down into the ink well while the other end traces the record on the moving paper strip o. The siphon is supported on a vertical axis l, and its side-to-side vibrations happen as follows: A lightweight rectangular coil b b, made of very fine insulated wire, is suspended between the poles N S of a strong electro-magnet powered by a[36] local battery. Inside the coil b b is a stationary soft iron core a, magnetized by the poles N S. The coil b b is hung on a vertical axis made of a fine wire f f, and the gentle electrical impulses from the submarine cable pass into the coil b b through the axial wire f f acting as a conductor, leading to varying oscillations of the coil b b between the poles N S of the electro-magnet. The coil b b is connected by a thread k to the siphon, pulling the siphon in one direction, while a helical spring attached to an arm on the siphon axis l pulls it in the opposite direction. The jagged lines shown in Fig. 16 spell the words “siphon recorder
.”


To-day there lie in submerged silence, but pulsating with the life of the world, no less than 1,500 submarine telegraphs. Their aggregate length is 170,000 miles; their total estimated cost is $250,000,000, and the number of messages annually transmitted over them is 6,000,000. Thirteen cables work daily across the Atlantic, and an additional one is being laid from Germany. Messages now go across the Atlantic and are received[37] on the siphon recorder at the rate of fifty words a minute, and at a cost of twenty-five cents a word. Our guns may thunder in the Philippines, and the news by cable, traveling faster than the earth on its axis, may reach the Western Hemisphere under the paradoxical condition of several hours earlier than it occurred. Cablegrams to Manila cost $2.38 a word, and the cable tolls for our War Department alone are costing at the rate of $325,000 a year. The logical outcome is a Pacific cable, a bill for which, connecting San Francisco and Honolulu, has already passed the United States Senate.
Today, there are 1,500 submarine telegraphs lying silently underwater, yet they pulse with the life of the world. Their total length is 170,000 miles, and their estimated total cost is $250,000,000. They transmit about 6,000,000 messages each year. Thirteen cables operate daily across the Atlantic, and another one is being laid from Germany. Messages can now cross the Atlantic and are received[37] by the siphon recorder at a speed of fifty words per minute, costing twenty-five cents per word. Our guns may roar in the Philippines, while news by cable, moving faster than the Earth spins, can reach the Western Hemisphere paradoxically several hours before the event actually happened. Cablegrams to Manila cost $2.38 per word, and the cable fees for our War Department alone amount to $325,000 each year. The logical outcome is a Pacific cable, for which a bill to connect San Francisco and Honolulu has already passed the United States Senate.
Messages from the Executive Mansion at Washington to the battlefield at Santiago were sent and responses received within twelve minutes, while a message dispatched from the House of Representatives in Washington to the House of Parliament in London, in the chess match of 1898, was transmitted and a reply received in thirteen and one-half seconds.
Messages from the White House in Washington to the battlefield at Santiago were sent and received within twelve minutes, while a message sent from the House of Representatives in Washington to the House of Commons in London during the chess match of 1898 was transmitted and a reply received in thirteen and a half seconds.
To-day the cable with the still small voice, more divine than human, speaks with one accent to all the nations of the earth. Differing though they may in tongue and skin, in thought and religion, in physical development and clime, the telegraph speaks to them all alike, and by all is understood. Truly it fulfils the prophecy so gracefully expressed in the verses quoted, and has become the common bond of union among the nations of the earth.
Today, the cable with its quiet yet powerful voice, more divine than human, speaks with one tone to all the nations of the world. Even though they differ in language and appearance, in beliefs and culture, in physical growth and climate, the telegraph communicates with them all and is understood by everyone. It truly fulfills the prophecy beautifully expressed in the quoted verses and has become the shared connection among the nations of the earth.
CHAPTER V.
The Dynamo and Its Uses.
Observations of Faraday and Henry—Magneto-Electric Machines of Pixii and of Saxton—Hjorth’s Dynamo of 1855—Wilde’s Machine of 1866—Siemens’ of 1867—Gramme’s of 1870—Tesla’s Polyphase Currents.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__.
In the last thirty-five years of the Nineteenth Century there has grown up into the full stature of mechanical majority this stalwart son of electrical lineage. As the means for furnishing electrical power it stands to-day the great fountain head of electrical generation, and in its peculiar field ranks as of equal importance with the steam engine. Until about 1865 the voltaic battery, which generated electricity by chemical decomposition, was practically the only means for producing electricity for industrial and commercial purposes. It was through its agency that the telegraph, the electric light, and many other discoveries in electricity were made and rendered possible. Its cost and limited amount of current, however, restricted the limits of its practical application, and although its current could furnish beautiful laboratory experiments, its mechanical work was more in the nature of illustration than utilization. But with the advent of the dynamo electricity has taken a new and very much larger place in the commercial activities of the world. It runs and warms our cars, it furnishes our light, it plates our metals, it runs our elevators, it electrocutes our criminals; and a thousand other things it performs for us with secrecy and dispatch in its silent and forceful way. But what is a dynamo? To the average mind the most satisfactory answer would be—that it is simply a machine which converts mechanical power into electricity. Attach a dynamo to a steam engine, and the power of the steam engine will, through the dynamo, become transformed or converted into a powerful electric current. Any other source of mechanical power, such as a water wheel, gas engine, wind wheel, or even a horse or man, will serve to operate the dynamo; its primary and sole function being to take power and convert it into electricity.
In the last thirty-five years of the 19th century, this strong descendant of electrical heritage has developed into a major player in the mechanical world. Today, it stands as the main source of electrical power generation and is just as important in its field as the steam engine. Up until around 1865, the voltaic battery, which produced electricity through chemical reactions, was essentially the only option for generating electricity for industrial and commercial use. It was through that technology that the telegraph, electric light, and many other electrical advancements were made possible. However, its cost and limited current output restricted its practical use, and while it could create impressive laboratory experiments, its mechanical utility was more about demonstration than real application. But with the arrival of the dynamo, electricity has found a new, much more significant role in the world’s commercial activities. It powers and heats our cars, provides our lighting, plates our metals, moves our elevators, and executes our criminals, among a thousand other tasks it carries out efficiently and quietly. So what is a dynamo? For most people, the simplest answer is that it’s just a machine that converts mechanical energy into electricity. Hook a dynamo up to a steam engine, and the steam engine's power will be transformed into a strong electric current through the dynamo. Any other source of mechanical power, whether it’s a water wheel, gas engine, wind turbine, or even a horse or a person, can operate the dynamo; its main job is to take power and turn it into electricity.
The stepping stone to the dynamo in its development was the magneto-electrical machine. This is a machine founded upon the general principle observed by Faraday in 1831 and 1832, and also by Prof. Henry about the same time, that when a magnet is made to approach a helix of insulated[39] wire it causes a current of electricity to flow in the helix as long as the magnet advances. If the magnet is passed through the helix, the current is reversed as soon as the magnet passes the middle point. The principle is the same if the magnet be made to approach and recede from the poles of an electro-magnet having a helix wound around a soft iron core. Likewise the same result occurs if the electro-magnet with its helix is made to approach and recede from a permanent magnet, the current in the helix flowing in one direction when it approaches the permanent magnet, and in the opposite direction when leaving the said magnet. The movement of the two elements in relation to each other requires some force to overcome the repellent and attractive actions, and this force is converted into electrical energy. This is the principle of the magneto-electric machine.
The stepping stone to the dynamo in its development was the magneto-electrical machine. This machine is based on the general principle discovered by Faraday in 1831 and 1832, and also by Prof. Henry around the same time, which states that when a magnet moves toward a coil of insulated[39] wire, it generates an electrical current in the coil as long as the magnet approaches. If the magnet moves through the coil, the current reverses as soon as the magnet passes the midpoint. The principle remains the same whether the magnet approaches or moves away from the poles of an electro-magnet that has a coil wrapped around a soft iron core. Similarly, the same outcome occurs when the electro-magnet with its coil moves toward and away from a permanent magnet, with the current in the coil flowing in one direction when it approaches the permanent magnet and in the opposite direction when it moves away. The movement of the two elements in relation to each other requires some force to counteract their attractive and repulsive actions, and this force is transformed into electrical energy. This is the principle of the magneto-electric machine.

Saxton in the United States and Pixii in France were the first to produce organized devices of this class for generating electricity from magnetism. Pixii’s machine (1832) consisted of a permanent horse-shoe magnet which was caused to revolve in proximity to an armature upon which was wound a coil of insulated wire. On March 30, 1852, Sonnenberg and Rechten obtained a United States patent, No. 8,843, for an electrical machine for killing whales, and on August 19, 1856, Shepard obtained U. S. Pat. No. 15,596 for the machine which came to be known as the “Alliance” machine. Both of these machines had permanent field magnets, and were early types of magneto-electric machines. The efficiency of these magneto-electric machines was necessarily limited to the strength of the inducing field magnets, which, being permanent magnets, were a positive and fixed factor. It was an easy step to substitute electro-magnets for permanent magnets, as the field or inducing magnets, and also[40] to excite the (electro) field magnet by voltaic batteries, but the important step which resulted in the machine which is called the “dynamo” (from the Greek “Δυναμις”—power) was yet to come.
Saxton in the United States and Pixii in France were the first to create organized devices for generating electricity from magnetism. Pixii’s machine (1832) had a permanent horse-shoe magnet that rotated close to an armature wrapped with insulated wire. On March 30, 1852, Sonnenberg and Rechten received a U.S. patent, No. 8,843, for an electrical machine designed to kill whales, and on August 19, 1856, Shepard obtained U.S. Pat. No. 15,596 for the machine known as the “Alliance” machine. Both machines used permanent field magnets and were early examples of magneto-electric machines. The efficiency of these magneto-electric machines was limited by the strength of the permanent magnets, which were fixed factors. It was an easy transition to replace permanent magnets with electro-magnets as the field or inducing magnets and also to power the (electro) field magnet using batteries, but the key advancement that led to the machine known as the “dynamo” (from the Greek “Δυναμις”—power) was still to come.


FIG. 19.—HJORTH’S DYNAMO ELECTRIC MACHINE, PLAN VIEW.
FIG. 19.—HJORTH’S DYNAMO ELECTRIC MACHINE, PLAN VIEW.
This step consisted
in taking the
current induced in
the revolving helix
or armature (by the
field magnets) and
sending it back
through the coils of
the field magnets
which produced it,
thereby increasing
the energy of the
field magnet coils,
and they in turn
with an increased
efficiency and reciprocal
action induce
still stronger currents
in the armature
coils, and so a
building up process,
or principle of mutual
and reciprocal
excitation, is carried
on until the maximum
efficiency is
reached. This principle
was the discovery
of Soren Hjorth,
of Copenhagen, and
is fully described in
his British patent,
No. 806 of 1855, for
“An Improved Magneto-Electric
Battery.”
As the prototype[41]
of the dynamo, it is worthy of illustration. In the illustration,
Figs. 18 and 19, a is a revolving wheel bearing the armature
coils, C permanent magnets, d electro-magnets (field magnets), and
g the commutator. Quoting from his specifications, he says: “The permanent
magnets acting on the armatures brought in succession between their
poles, induce a current in the coils of the armatures, which current, after
having been caused by the commutator to flow in one direction, passes
round the electro-magnets (field magnets), charging the same and acting
on the armatures. By the mutual action between the electro-magnets and
the armatures an accelerating force is obtained, which in result produces
electricity greater in quantity and intensity than has heretofore been obtained
by similar means.
”
This step involved taking the current generated in the spinning helix or armature (by the field magnets) and sending it back through the coils of the field magnets that created it. This process enhances the energy of the field magnet coils, and in return, with improved efficiency and mutual interaction, they induce even stronger currents in the armature coils. This creates a building-up process, or principle of mutual and reciprocal excitation, continuing until maximum efficiency is achieved. This principle was discovered by Soren Hjorth of Copenhagen and is fully detailed in his British patent, No. 806 of 1855, for “An Improved Magneto-Electric Battery.” As the prototype[41] of the dynamo, it deserves illustration. In the illustration, Figs. 18 and 19, a is a revolving wheel carrying the armature coils, C are permanent magnets, d are electro-magnets (field magnets), and g is the commutator. Quoting from his specifications, he states: “The permanent magnets acting on the armatures brought in succession between their poles induce a current in the coils of the armatures, which current, after being directed by the commutator to flow in one direction, passes around the electro-magnets (field magnets), charging them and acting on the armatures. Through the mutual action between the electro-magnets and the armatures, an accelerating force is obtained, which ultimately produces electricity in greater quantity and intensity than has been achieved through similar means before.
”
Although the principle of the dynamo was clearly embodied in the Hjorth patent, its value was not appreciated until some time later. Eleven years later Wilde (U. S. Pat. No. 59,738, Nov. 13, 1866), employed a small machine with permanent magnets to excite the coil-wound field magnets of a larger machine. But Siemens (British Pat. No. 261 of 1867), taking up the principle employed by Hjorth, dispensed with his superfluous permanent magnets, having found that the residual magnetism, which always remained in iron which has once been magnetized, was sufficient as a basis to start the building up process. Farmer, Wheatstone and Varley also recognized this fact about the same time. Siemens’ patent also was the first embodiment of what is known as the bobbin armature. Gramme and D’Ivernois (British Pat. 1,668 of 1870, and U. S. Pat. No. 120,057, of Oct. 17, 1871), were the first to bring out the continuously wound ring armature.
Even though the dynamo principle was clearly illustrated in the Hjorth patent, its significance wasn’t recognized until much later. Eleven years after that, Wilde (U.S. Pat. No. 59,738, Nov. 13, 1866) used a small machine with permanent magnets to energize the coil-wound field magnets of a larger machine. But Siemens (British Pat. No. 261 of 1867), building on the principle introduced by Hjorth, eliminated the unnecessary permanent magnets, discovering that the residual magnetism left in iron after it has been magnetized was enough to start the process of building up. Around the same time, Farmer, Wheatstone, and Varley also acknowledged this fact. Siemens’ patent was also the first to feature what is known as the bobbin armature. Gramme and D’Ivernois (British Pat. 1,668 of 1870, and U.S. Pat. No. 120,057, of Oct. 17, 1871) were the first to develop the continuously wound ring armature.
Active development now began in various types and by various inventors, including Weston, Brush, Edison, Thomson and Houston, Westinghouse, and others, who have brought the dynamo to its present high efficiency.
Active development now began in different types and by various inventors, including Weston, Brush, Edison, Thomson, Houston, Westinghouse, and others, who have advanced the dynamo to its current high efficiency.
The revolving coils of the dynamo are called the armature, and the fixed electro-magnets are called the field magnets, and these latter may be two or more in number. When two are used they are arranged on opposite sides of the armature, and form what is known as the bipolar machine. A larger number constitutes the multipolar machine. The field magnets in the multipolar machine usually are arranged in radial position around the entire circumference of the revolving armature, and are held in a fixed circular frame. To give a clear idea of the principles of the dynamo, the bipolar machine is best suited for illustration, and is here given in Figs. 20 and 21, in which Fig. 20 represents the dynamo complete, and Fig. 21[42] a detail of the end of the armature and commutator. This armature consists of coils or bobbins of insulated wire, each section having its terminals connected with separate insulated plates on the hub, which plates are known as the commutator. When any section of the armature approaches the pole of a field magnet, the current induced in that section of the armature coils by the field magnet, is taken off from a corresponding plate of the commutator by flat springs, seen in Fig. 20, and known as brushes. The field magnets A and B, Fig. 20, are shown with only a few turns of wire about them for clearer illustrations of the connections, which are made as follows: The wire a is extended in coils around the field magnet B, and thence around field magnet A, and thence to the upper brush on the commutator, thence through the wire coils or bobbins of the rotary armature C, and thence by the lower brush to the wire b. The terminals of the wires a and b extend to the point of utilization of the current, whether this be electric lights, motors, or other applications. In this illustration, the circuit, it will be seen, passes through both the coils of the field magnets and the coils of the armature, involving the principle of mutual excitation.
The spinning coils of the dynamo are called the armature, and the stationary electromagnets are known as the field magnets, which can be two or more in number. When two are used, they are positioned on opposite sides of the armature, creating what’s known as a bipolar machine. A larger number of magnets makes up a multipolar machine. In the multipolar machine, the field magnets are usually arranged in a radial layout around the entire circumference of the spinning armature, and they are secured in a fixed circular frame. To clearly illustrate the principles of the dynamo, the bipolar machine is best for demonstration and is shown in Figs. 20 and 21, where Fig. 20 represents the complete dynamo, and Fig. 21[42] provides a detail of the end of the armature and commutator. This armature is made up of coils or bobbins of insulated wire, each section having its terminals connected to separate insulated plates on the hub known as the commutator. When any section of the armature gets close to the pole of a field magnet, the current that's generated in that section of the armature coils by the field magnet is taken off from a corresponding plate of the commutator by flat springs, referred to as brushes, as seen in Fig. 20. The field magnets A and B, Fig. 20, are shown with only a few turns of wire around them for clarity in illustrating the connections, which are laid out as follows: The wire a extends in coils around field magnet B, then around field magnet A, and then connects to the upper brush on the commutator, before proceeding through the wire coils or bobbins of the rotating armature C, and finally through the lower brush to wire b. The terminals of wires a and b lead to the point where the current is used, which could be for electric lights, motors, or other applications. In this illustration, the circuit, as you can see, passes through both the coils of the field magnets and the coils of the armature, demonstrating the principle of mutual excitation.

There are two principal kinds of dynamos—those producing the alternating currents, and those producing the continuous current. In the first the current alternates in direction, or is composed of an infinite number of impulses of opposite polarity: one polarity when a section of the armature[43] coil is approaching a north field magnet pole or receding from a south pole, and the other polarity when receding from a north field magnet pole and approaching a south pole. In the continuous current machine, the commutator and brushes are so arranged as to take up all the impulses of the same polarity and conduct them away by one brush, and gathering all the impulses of the opposite polarity and conducting them away by another brush. Thus the current of each brush, in the continuous current machine, is always of the same polarity, and the polarity of one being always positive, and that of the other negative, the current flows continuously in the same direction. A third species of dynamo is the pulsatory, in which the current flow is invariable in direction, but proceeds in waves.
There are two main types of dynamos—those that generate alternating currents and those that produce continuous currents. In the first type, the current alternates direction, made up of endless impulses of opposite polarity: one polarity when a section of the armature[43] coil is moving toward a north field magnet pole or moving away from a south pole, and the other polarity when moving away from a north field magnet pole and approaching a south pole. In the continuous current machine, the commutator and brushes are set up to gather all the impulses of the same polarity and carry them away through one brush, while collecting all the impulses of the opposite polarity and directing them through another brush. As a result, the current from each brush in the continuous current machine is always of the same polarity, with one brush always being positive and the other negative, causing the current to flow continuously in the same direction. There is also a third type of dynamo, known as the pulsatory, where the current flow is constant in direction but moves in waves.

A change in the character of the current generated by the dynamo is made by what is known as the “transformer,” in which the principle of the induction coil is made available. In this way, for instance, the high potential currents generated by the powerful water wheels at Niagara Falls are taken twenty miles to Buffalo, and are there transformed into other currents of lower potential, suited to incandescent lighting and other various uses. A similar scheme is in process of fulfillment in the establishment of a water power electric plant near Conowingo, Maryland, on the Susquehanna River, to furnish electrical power to Baltimore, Wilmington and Philadelphia.
A change in the type of current produced by the dynamo is done using something called a “transformer,” which utilizes the principle of the induction coil. For example, the high-voltage currents generated by the powerful water wheels at Niagara Falls are sent twenty miles to Buffalo, where they are converted into lower-voltage currents suitable for incandescent lighting and other various applications. A similar project is underway with the creation of a hydroelectric power plant near Conowingo, Maryland, on the Susquehanna River, which will provide electrical power to Baltimore, Wilmington, and Philadelphia.
Realizing the possibilities of the dynamo, the Legislature of New York in 1888 passed a law, which went into effect in 1889, in that State, substituting[44] death by electricity for the hangman’s noose. The criminal is strapped in the chair, seen in Fig. 22, one terminal of the wire from the dynamo is strapped upon his forehead, and the other to anklets on his legs, and like a flash of lightning the deadly energy of the dynamo performs its work.
Realizing the potential of the dynamo, the New York Legislature passed a law in 1888 that took effect in 1889, replacing death by hanging with death by electricity.[44] The condemned person is strapped into the chair shown in Fig. 22, with one wire from the dynamo attached to their forehead and the other connected to ankle straps, and in an instant, the lethal force of the dynamo carries out its function.
Not the least of the applications of the dynamo is its use in electro-metallurgy for plating metals, and also for promoting chemical reactions. The electric furnace, stimulated into higher heat by the dynamo than can be otherwise obtained, has brought about many valuable discoveries, and made great advances in various arts. The metal aluminum, and the hard abrasive or polishing and grinding material known as “carborundum” are the products of the electric furnace, and so is the product known as “calcium carbide,” which, when immersed in water, gives off acetylene gas and is a product now universally used for that purpose, and rapidly increasing in commercial importance.
One of the key uses of the dynamo is in electro-metallurgy for metal plating and for facilitating chemical reactions. The electric furnace, powered by the dynamo to reach higher temperatures than can be achieved through other means, has led to many valuable discoveries and significant advancements in various fields. Aluminum, as well as the hard abrasive material known as “carborundum,” are products of the electric furnace. Additionally, it produces “calcium carbide,” which releases acetylene gas when it comes into contact with water. This product is now widely used and its commercial importance is rapidly growing.

In Fig. 23 is seen the Acheson electric furnace for producing carborundum. The electric current traverses the furnace through a series of horizontal electrodes at each end, and highly heats a central core of carbon, which is disposed in a mass of silicious and carbonaceous material, and which latter is converted by the heat into silicide of carbon, or carborundum.[45] In Fig. 24 is shown a continuous electric furnace constructed as a revolving wheel, under the Bradley patents. Rim sections 5 are placed on the wheel on one side and filled with a mixture of carbon and lime, through which the electric current is passed from the dynamo g. The heat of the current fuses the mass and converts it into calcium carbide, and as the wheel slowly revolves the rim sections 5 are removed from the opposite side, and the mass of calcium carbide, seen at x, is broken off. The electrolytic production of copper through the agency of the dynamo amounts to 150,000 tons annually, and the commercial reduction of aluminum by the electric furnace has grown from eighty-three pounds in 1883 to 5,200,000 pounds in 1898, and its cost has been reduced to about 33 cents per pound.
In Fig. 23, you can see the Acheson electric furnace used for producing carborundum. The electric current runs through the furnace via a set of horizontal electrodes at each end, heating a central core of carbon that's mixed with silicious and carbonaceous materials. This heat transforms those materials into silicide of carbon, or carborundum.[45] In Fig. 24, there’s a continuous electric furnace designed like a revolving wheel, according to the Bradley patents. Rim sections 5 are placed on one side of the wheel and filled with a mixture of carbon and lime, through which the electric current flows from the dynamo g. The heat from the current melts the mixture and turns it into calcium carbide. As the wheel slowly turns, the rim sections 5 are removed from the other side, and the mass of calcium carbide, shown at x, is broken off. The electrolytic production of copper using the dynamo reaches 150,000 tons annually, and the commercial production of aluminum with the electric furnace has risen from eighty-three pounds in 1883 to 5,200,000 pounds in 1898, with its cost dropping to about 33 cents per pound.

FIG. 23.—PART SECTIONAL VIEW OF CARBORUNDUM FURNACE.
FIG. 23.—PARTIAL SECTIONAL VIEW OF CARBORUNDUM FURNACE.
The storage battery, holding in reserve its stored up electric energy, also owes its practical value entirely to the dynamo which charges it, and thus makes available a portable source of supply.
The storage battery, holding its stored electric energy in reserve, owes its practical value entirely to the dynamo that charges it, making it a portable source of supply.

FIG. 24.—BRADLEY ELECTRIC FURNACE FOR PRODUCING CALCIUM CARBIDE.
FIG. 24.—BRADLEY ELECTRIC FURNACE FOR MAKING CALCIUM CARBIDE.
To contemplate the dynamo with its clumsy, enormous spools, it suggests
to the imagination of the average observer the gigantic toy of some
Brobdingnagian boy—but the dynamo is no toy. It is the most compact,
business-like, and dangerous of all utilitarian devices. To touch its brushes
may be instant death, for the dynamo is the prison house of the lightning,
and resents intrusion. Hidden away from public gaze in some sequestered
power house, and working night and day like some tireless, dumb,[46]
and mighty genii, it sends its magnetic thrills of force silently through the
many miles of wire extending like radii from some great nerve center
through the conduits in our streets, and stretching from pole to pole like
giant cobwebs through the air. Responding to its force, thousands of little
incandescent threads leap into radiant brightness and shed their mellow
and genial light in our offices, our stores, hotels, and homes. Brilliant
arc lamps, rivaling the sun in power, make night into day, and produce[47]
along our streets coruscations, silhouettes, and dancing shadows in spectacular
and unceasing pageants. From the towering lighthouses of our
coasts its beams are thrown seaward, and a beacon for the mariner shines
beyond all other lights. The great search light of our ships is in itself but
a hollow mockery until the dynamo whispers in its ear the word “light!
”
and then its beam, reaching for miles along the horizon, discovers a
stealthy enemy, or signals the safe return to port. The mighty force of
the dynamo entering the electric motors on the street cars turns the wheels
and transports its load with scarcely a passenger inside realizing how it is
all done. The same energy turns the electric fan, and with kindly service
soothes the weary sufferer, and at another place remorselessly takes the
life of the condemned criminal. The dynamo is one of the great factors of
modern civilization, and its potential name, like that of “dynamite,” rightly
defines its character.
To look at the dynamo with its awkward, huge spools makes the average person imagine it as a giant toy for some gigantic kid—but the dynamo is definitely not a toy. It's the most compact, efficient, and potentially dangerous of all practical devices. Touching its brushes could mean instant death, because the dynamo holds lightning captive and doesn't take kindly to interference. Hidden away from public view in a secluded power house, it operates day and night like a tireless, silent, and powerful genie, sending out magnetic bursts of energy silently through miles of wire that radiate from a major nerve center through the conduits in our streets, stretching like giant spider webs in the air. In response to its energy, thousands of tiny incandescent threads spring to life, shining brightly and giving off warm and inviting light in our offices, stores, hotels, and homes. Brilliant arc lamps, rivaling the sun, turn night into day and create dazzling displays, silhouettes, and dancing shadows along our streets in constant spectacle. From the tall lighthouses on our coasts, its beams shine out to sea, creating a beacon for sailors that stands out among other lights. The powerful searchlight on our ships is just an empty shell until the dynamo tells it to “light!”—then its beam, reaching for miles across the horizon, can spot a hidden enemy or signal a safe return to port. The immense power of the dynamo drives the electric motors in streetcars, turning the wheels and transporting passengers with hardly anyone realizing how it all works. This same energy powers the electric fan, providing gentle relief to the weary, while in another situation, it can relentlessly end the life of a condemned criminal. The dynamo is a crucial element of modern civilization, and its potential name, much like “dynamite,” accurately captures its essence.

CHAPTER VI.
The Electric Motor.
Barlow’s Spur Wheel—Dal Negro’s Electric Pendulum—Prof. Henry’s Electric Motor—Jacobi’s Electric Boat—Davenport’s Motor—The Neff Motor—Dr. Page’s Electric Locomotive—Dr. Siemens’ First Electric Railway at Berlin, 1879—First Electric Railway in United States, Between Baltimore and Hampden, 1885—Third Rail System—Statistics Electric Railways and General Electric Co.—Distribution Electric Current in Principal Cities.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
Although the electric motor of to-day depends for practical value entirely upon the dynamo which supplies it with electric power, nevertheless the motor considerably antedated the dynamo. The genesis of the electric motor began in 1821 with Faraday’s observation of the phenomenon of the conversion of an electric current into mechanical motion. In his experiment a copper wire was supported in a vertical position so as to dip into a cup of mercury, while a small bar magnet was anchored at one end by a thread to the bottom of the cup and floated in the mercury in upright position. The mass of mercury being connected to one pole of a battery, and the vertical wire to the other, it was found that when the circuit was completed by clipping the wire into the mercury, the floating bar magnet would revolve around the wire as a center.
Although today's electric motor relies entirely on the dynamo for practical use, the motor actually came before the dynamo. The electric motor's development started in 1821 when Faraday observed the conversion of an electric current into mechanical motion. In his experiment, a copper wire was held vertically so that it dipped into a cup of mercury, while a small bar magnet was anchored at one end by a thread to the bottom of the cup and floated upright in the mercury. The mass of mercury was connected to one pole of a battery, and the vertical wire to the other. It was found that when the circuit was completed by dipping the wire into the mercury, the floating bar magnet would revolve around the wire as its center.

In 1826 Barlow, of Woolwich, made his electrical spur wheel, Fig. 26, and in 1830 the Abbe Dal Negro, in Padua, is said to have constructed a sort of vibrating electrical pendulum, both of which devices were crude forms of magnetic engines. Dal Negro’s machine, see Fig. 27, consisted of a magnet A, movable about an axis situated about one-third of its length, and the upper extremity of which was capable of oscillating between the two branches of an electro-magnet E. A current being sent into the electro-magnet, passed through an eight-cupped mercurial commutator C, which[49] the oscillating magnet controlled by means of a rod t and a fork F. When the magnet had been attracted toward one of the poles of the electro-magnet this very motion of attraction acting upon the commutator changed the direction of the current, and the magnet was repelled toward the other branch of the electro-magnet, and so on.
In 1826, Barlow from Woolwich created his electrical spur wheel, Fig. 26, and in 1830, Abbe Dal Negro in Padua reportedly built a kind of vibrating electrical pendulum, both of which were early examples of magnetic engines. Dal Negro’s machine, see Fig. 27, had a magnet A that could move around an axis about a third of its length, with its upper end able to swing between the two branches of an electro-magnet E. When a current flowed into the electro-magnet, it passed through an eight-cupped mercurial commutator C, which[49] was controlled by the oscillating magnet through a rod t and a fork F. When the magnet was drawn toward one of the poles of the electro-magnet, this movement of attraction changed the current's direction through the commutator, causing the magnet to be pushed away toward the other branch of the electro-magnet, and so forth.

In 1828 Prof. Joseph Henry produced his energetic electro-magnets sustaining weights of some thousands of pounds, and gave prophetic suggestion of the possibilities of electricity as a motive power. In 1831 he devised the electric motor shown in Fig. 28, which is described in Prof. Henry’s own words as follows:
In 1828, Professor Joseph Henry created powerful electromagnets that could support weights of several thousand pounds, hinting at the future potential of electricity as a source of power. In 1831, he designed the electric motor shown in Fig. 28, which he describes in his own words as follows:
“A B is the horizontal magnet, about seven inches long, and movable
on an axis at the center; its two extremities when placed in a horizontal[50]
line are about one inch from the north poles of the upright magnets C and
D. G and F are two large tumblers containing diluted acid, in each of
which is immersed a plate of zinc surrounded with copper; l m s t are
four brass thimbles soldered to the zinc and copper of the batteries and
filled with mercury.
“A B is the horizontal magnet, about seven inches long, and movable on an axis at the center; its two ends, when placed in a horizontal line, are about one inch from the north poles of the upright magnets C and D. G and F are two large containers filled with diluted acid, each having a plate of zinc surrounded by copper immersed in it; l m s t are four brass thimbles soldered to the zinc and copper of the batteries and filled with mercury.
”
“The galvanic magnet A B is wound with three strands of copper bell
wire, each about twenty-five feet long; the similar ends of these are twisted
together so as to form two stiff wires q r, which project beyond the extremity
B, and dip into the thimbles s t.
The galvanic magnet A B is wrapped with three strands of copper bell wire, each about twenty-five feet long; the matching ends of these strands are twisted together to create two rigid wires q r, which extend beyond the end B and dip into the thimbles s t.

“To the wires q r two other wires are soldered so as to project in an
opposite direction, and dip into the thimbles l m. The wires of the galvanic
magnet have thus, as it were, four projecting ends; and by inspecting
the figure it will be seen that the extremity p, which dips into the cup
m, attached to the copper of the battery in G, corresponds to the extremity
r which dips into the cup t, connecting, with the zinc in battery F. When
the batteries are in action, if the end B is depressed until q r dips into the
cups s t, A B instantly becomes a powerful magnet, having its north pole
at B; this, of course, is repelled by the north pole D, while at the same time
it is attracted by C; the position is consequently changed, and o p comes in
contact with the mercury in l m; as soon as the communication is formed,
the poles are reversed, and the position again changed. If the tumblers be
filled with strong diluted acid, the motion is at first very rapid and powerful,
but it soon almost entirely ceases. By partially filling the tumblers
with weak acid, and occasionally adding a small quantity of fresh acid, a
uniform motion, at the rate of seventy-five vibrations in a minute, has been
kept up for more than an hour; with a large battery and very weak acid
the motion might be continued for an indefinite length of time.
”
“Two additional wires are soldered to the wires q r so that they extend in the opposite direction and connect to the thimbles l m. The wires of the galvanic magnet essentially have four ends sticking out; if you look at the diagram, you'll notice that the end p, which dips into the cup m, is connected to the copper in the battery at G, corresponding to the end r that dips into the cup t, which is connected to the zinc in battery F. When the batteries are working, if you press down the end B until q r dips into the cups s t, A B instantly becomes a strong magnet with its north pole at B; this is pushed away by the north pole D, while at the same time it is attracted to C; the position changes, causing o p to touch the mercury in l m; once the connection is made, the poles reverse, and the position changes again. If the cups are filled with strong diluted acid, the motion starts off very quickly and powerfully, but it quickly slows down almost completely. By filling the cups partially with weak acid and occasionally adding a little fresh acid, a steady motion at seventy-five vibrations per minute can be maintained for over an hour; with a large battery and very weak acid, the motion could potentially continue indefinitely.
”
Following Prof. Henry came Sturgeon’s rotary motor of 1832, Jacobi’s rotary motor of 1834, Fig. 29, which had electro-magnets both in the field and armature; Davenport’s motor of 1834, Zabriskie’s motor of 1837, in which a vibrating magnet converted reciprocating into rotary motion; Davenport’s motor of 1837 (U. S. Pat. No. 132, Feb. 25, 1837), Fig. 30; Page’s rotary motor of 1838, Walkley’s motor of 1838 (U. S. Pat. No. 809, June 27, 1838); Stimson’s motor of 1838 (U. S. Pat. No. 910, Sept. 12, 1838); Page’s motor of 1839, Cook’s of 1840 (U. S. Pat. No. 1,735, Aug. 25, 1840); Elias’ motor of 1842, invented in Holland; Lillie’s motor of 1850 (U S. Pat. No. 7,287, April 16, 1850); the Neff motor of 1851 (U. S. Pat. No. 7,889, Jan. 7, 1851), of which illustration is given in Fig. 31, and Page’s motor of 1854 (U. S. Pat. No. 10,480, Jan. 31, 1854). In 1835 Davenport constructed a small circular railway at Springfield, Mass.
After Prof. Henry, there was Sturgeon’s rotary motor from 1832, followed by Jacobi’s rotary motor from 1834, Fig. 29, which featured electro-magnets in both the field and armature; Davenport’s motor from 1834, Zabriskie’s motor from 1837, which used a vibrating magnet to convert reciprocating motion into rotary motion; Davenport’s motor from 1837 (U. S. Pat. No. 132, Feb. 25, 1837), Fig. 30; Page’s rotary motor from 1838, Walkley’s motor from 1838 (U. S. Pat. No. 809, June 27, 1838); Stimson’s motor from 1838 (U. S. Pat. No. 910, Sept. 12, 1838); Page’s motor from 1839, Cook’s from 1840 (U. S. Pat. No. 1,735, Aug. 25, 1840); Elias’ motor from 1842, invented in Holland; Lillie’s motor from 1850 (U S. Pat. No. 7,287, April 16, 1850); the Neff motor from 1851 (U. S. Pat. No. 7,889, Jan. 7, 1851), for which an illustration is provided in Fig. 31, and Page’s motor from 1854 (U. S. Pat. No. 10,480, Jan. 31, 1854). In 1835, Davenport built a small circular railway in Springfield, Mass.

In 1839 Prof. Jacobi, with the aid of Emperor Nicholas, applied his electric motor to a boat 28 feet long, carrying fourteen passengers, and propelled the same at a speed of three miles an hour. About the same time Robert Davidson, a Scotchman, experimented with an electric railway car sixteen feet long, weighing six tons, and attaining a speed of four miles an hour. In 1840 Davenport, by means of his electric motor, printed a news sheet called the Electro Magnet and Mechanics’ Intelligencer. In 1851 an electric locomotive made by Dr. Page in accordance with his subsequent patent of 1854, drew a train of cars from Washington to Bladensburg at a rate of nineteen miles an hour.
In 1839, Professor Jacobi, with the help of Emperor Nicholas, used his electric motor on a 28-foot boat that carried fourteen passengers and moved it at a speed of three miles per hour. Around the same time, Robert Davidson, a Scotsman, experimented with an electric railway car that was sixteen feet long, weighed six tons, and reached a speed of four miles per hour. In 1840, Davenport used his electric motor to print a news sheet called the Electro Magnet and Mechanics’ Intelligencer. In 1851, an electric locomotive made by Dr. Page, according to his later patent from 1854, pulled a train of cars from Washington to Bladensburg at a speed of nineteen miles per hour.



All these motors were operated by voltaic batteries, and on account of
the cost of the latter but little practical use of the electric motor was made[52]
[53]
until the dynamo was invented. In 1873 an accidental discovery led to the
rapid practical development of the electric motor. It is said that at the industrial
exhibition at Vienna in that year, a number of Gramme dynamos[54]
were being placed in position, and a workman in making the electrical connections
for one of these machines, inadvertently connected it to another
dynamo in active operation, and was surprised to find that the dynamo he
was connecting began to revolve in the opposite direction. This was the
clue that led to the important recognition of the structural identity of the[55]
dynamo and the modern type of electric motor. The dynamo and the electric
motor then grew into development together, and the same inventors
who brought the dynamo to its present high efficiency, produced electric
motors of corresponding principles and value. In the illustration, Fig. 32,[56]
is shown a modern electric motor. It is a Westinghouse two-phase machine,
of 300 horse power, of the self starting induction type, designed to
operate at a speed of 500 revolutions per minute when supplied with two-phase
currents of 3,000 alternations per minute and 2,000 volts pressure.
All these motors were powered by batteries, and due to the high cost of those batteries, there wasn't much practical use for electric motors until the dynamo was invented. In 1873, an accidental discovery led to the quick practical development of the electric motor. It’s said that during an industrial exhibition in Vienna that year, several Gramme dynamos were being set up, and while a worker was making the electrical connections for one of these machines, he accidentally connected it to another dynamo that was already running. He was surprised to see that the dynamo he was connecting started spinning in the opposite direction. This was the breakthrough that revealed the structural similarity between the dynamo and the modern electric motor. The dynamo and the electric motor then evolved together, and the same inventors who improved the dynamo’s efficiency also created electric motors with similar principles and value. In the illustration, Fig. 32, a modern electric motor is shown. It is a Westinghouse two-phase machine, rated at 300 horsepower, of the self-starting induction type, designed to run at a speed of 500 revolutions per minute when supplied with two-phase currents of 3,000 alternations per minute at 2,000 volts pressure.

The most important application of the electric motor is for street car operation. The first electric railway was that of Dr. Werner Siemens, at Berlin, in 1879, an illustration of which is given in Fig. 33. The first electric railway in America was installed at Baltimore in 1885, and ran to Hampden, a distance of two miles.
The main use of electric motors is for streetcar services. The first electric railway was created by Dr. Werner Siemens in Berlin in 1879, and you can see an example of it in Fig. 33. The first electric railway in the U.S. was set up in Baltimore in 1885, covering a distance of two miles to Hampden.


The familiar overhead trolley cars, and the far superior conduit trolley system, represent perhaps the largest use made of electric motors. The motors are arranged under the cars in varying forms adapted to the structure of the car. In the overhead trolley, shown in Fig. 34, the current is taken from the overhead wire by a flexible trolley pole, and in the conduit system a trolley known as a plow extends from the bottom of the car through a narrow slot in the top of the conduit and makes a traveling contact[57] with the conductor rails within the conduit, which carry the electric current. Fig. 35 is an end view of a street car of the latter type, with the conduit and conductor rails in cross section. The current goes from one rail to one bearing surface of the plow, thence to the motor on the car and back to the other bearing surface of the plow and the other conductor rail in the conduit.
The familiar overhead trolley cars, and the much better conduit trolley system, represent probably the biggest use of electric motors. The motors are located under the cars in various designs to fit the structure of the car. In the overhead trolley, shown in Fig. 34, the current is collected from the overhead wire by a flexible trolley pole, and in the conduit system, a trolley called a plow extends from the bottom of the car through a narrow slot in the top of the conduit and makes a live connection[57] with the conductor rails inside the conduit, which carry the electric current. Fig. 35 is a side view of a streetcar of the latter type, showing the conduit and conductor rails in cross-section. The current flows from one rail to one contact point of the plow, then to the motor on the car and back to the other contact point of the plow and the other conductor rail in the conduit.

FIG. 36.—THIRD RAIL SYSTEM ON THE N. Y., N. H. & H. RAILROAD—FRONT END OF MOTOR CAR.
FIG. 36.—THIRD RAIL SYSTEM ON THE N. Y., N. H. & H. RAILROAD—FRONT END OF MOTOR CAR.
A third system, which has supplanted to some extent the use of steam
on short line railways, is the so-called third rail system, of which an example
is seen in Fig. 36. A third conductor rail is placed between the usual
track rails, and from this conductor the current is taken by a sliding shoe
on the car, and carried to the motor and thence through the car wheels to
the track rails. To reduce danger from the live rail, the third rail in some[58]
[59]
systems is made in sections, and, by an automatic switching process as the
car moves along, only the sections of the rail beneath the car are brought
into circuit, all other portions being cut out.
A third system that has somewhat replaced steam on short line railways is the third rail system, an example of which can be found in Fig. 36. A third conductor rail is installed between the standard track rails, and the current is drawn from this rail by a sliding shoe on the train, sending it to the motor and then through the train wheels to the track rails. To minimize the risk from the live rail, in some[58]
[59] systems, the third rail is divided into sections, and an automatic switching mechanism ensures that only the rail sections beneath the train are connected, with all other sections being off.
The use of electric motors has greatly extended, cheapened, and expedited the street car service. All the principal thoroughfares of cities and even towns are now so equipped, and radiating suburban lines extend for[60] miles from the city, affording for five cents a pleasant and cheap excursion for the poor to the green fields and fresh air of the country.
The use of electric motors has significantly increased, reduced costs, and sped up streetcar service. Now, all the main roads in cities and even towns are equipped with them, and expanding suburban lines stretch for [60] miles from the city, offering a nice and affordable getaway for just five cents, allowing people to enjoy the green fields and fresh air of the countryside.


Figs. 37 and 38 show an electric motor used on street cars, as made by the General Electric Company. Externally it presents the appearance of some curious, uncouth, cast iron box, which, to the uninitiated, piques the curiosity, and when opened adds no explanation of its real character. In it, however, the electrician finds a most interesting combination of metal and magnetism.
Figs. 37 and 38 show an electric motor used on streetcars, made by the General Electric Company. On the outside, it looks like a strange, awkward cast iron box, which, to someone unfamiliar with it, sparks curiosity, and when opened, does not clarify its true nature. Inside, however, the electrician discovers a fascinating combination of metal and magnetism.

FIG. 39.—ELECTRIC LOCOMOTIVE OF B. & O. TUNNEL IN BALTIMORE.
FIG. 39.—ELECTRIC LOCOMOTIVE OF B. & O. TUNNEL IN BALTIMORE.
In Fig. 39 is shown one of the most powerful electric locomotives ever constructed. It was built in 1895 by the General Electric Company for the Baltimore & Ohio Railroad, to draw trains through the long tunnel from the Camden Street Station in Baltimore, for the purpose of avoiding smoke and gas in the tunnel, which is 7,339 feet long. The locomotive weighs ninety-six tons, or twenty-five tons above the average steam locomotive. It was designed to draw 100 trains daily each way, moving passenger trains of a maximum weight of 500 tons at thirty-five miles an hour, and freight trains of 1,200 tons at fifteen miles an hour. It has two trucks, and eight drive wheels of sixty-two inches diameter. There are four motors, two to each truck, each rated at 360 horse power.
In Fig. 39 is shown one of the most powerful electric locomotives ever built. It was made in 1895 by the General Electric Company for the Baltimore & Ohio Railroad, to pull trains through the long tunnel from the Camden Street Station in Baltimore, in order to avoid smoke and gas in the tunnel, which is 7,339 feet long. The locomotive weighs ninety-six tons, or twenty-five tons more than the average steam locomotive. It was designed to pull 100 trains daily each way, moving passenger trains with a maximum weight of 500 tons at thirty-five miles an hour, and freight trains of 1,200 tons at fifteen miles an hour. It has two trucks and eight drive wheels with a diameter of sixty-two inches. There are four motors, two for each truck, each rated at 360 horsepower.
Other important applications of the electric motor are, the propelling of automobile carriages, small boats, and fish torpedoes, operating steering gear for ships, passenger elevators, rock drills in mines, running printing presses, fans, sewing machines, graphophones, and in all applications where space is limited and cleanliness a desideratum.
Other important uses of the electric motor include powering cars, small boats, and torpedoes, operating ship steering systems, passenger elevators, rock drills in mines, running printing presses, fans, sewing machines, graphophones, and in all situations where space is tight and cleanliness is a priority.
According to Mulhall there were in 1890 in the United States and Canada about 645 miles of street railway operated by electricity. This about concluded the first decade of the life of the electric railway. Some idea of the rapid increase in this field may be had by the statement of the same authority that there were in 1890, at the end of this first decade, forty-five additional electric railroads in course of construction, aggregating 512 miles of way, which nearly doubled the previous existing mileage.
According to Mulhall, in 1890, there were about 645 miles of street railway operated by electricity in the United States and Canada. This marked the end of the first decade of electric railways. To give a sense of the rapid growth in this area, the same source noted that by the end of this first decade, there were forty-five more electric railroads under construction, adding up to 512 miles of track, which nearly doubled the existing mileage.
In 1898 it was estimated that there were in the United States 14,000 miles of electric railroads, with a nominal capital of $1,000,000,000, and employing 170,000 men. In the same year a single electrical contract was entered into between the Third Avenue Railroad and the Union Railway Company of New York, acting as one, and the Westinghouse Electrical and Manufacturing Company, amounting to $5,000,000. This was for the electrical equipment of their respective railway lines, and is the largest electrical contract ever made. The change in equipment from other motive power to the electric is rapidly going on in all directions, and the rapid[61] succession of trains will doubtless cause it, for passenger traffic on short lines, to eventually supersede steam.
In 1898, it was estimated that there were 14,000 miles of electric railroads in the United States, with a total value of $1,000,000,000, employing 170,000 men. That same year, a significant electrical contract was made between the Third Avenue Railroad and the Union Railway Company of New York, acting as one, and the Westinghouse Electrical and Manufacturing Company, amounting to $5,000,000. This was for the electrical equipment of their respective railway lines and is the largest electrical contract ever made. The shift from other power sources to electric is rapidly happening everywhere, and the fast succession of trains will likely lead to it, especially for passenger traffic on short lines, eventually replacing steam.
The eighth annual report of the General Electric Company shows for the year 1899 orders received for railway and other electrical equipment amounting to $26,323,626; goods shipped, $22,379,463.75; profit on same, $3,805,860.18. The growth of its business from 1893 to 1899 shows the following per cent. of increase: In 1893, 36 per cent. above 1892; in 1894, 126 per cent. above 1893; in 1895, 10 per cent. above 1894; in 1896, 60 per cent. above 1895; in 1897, 60 per cent. above 1896; in 1898, 21 per cent. above 1897; in 1899, 51 per cent. above 1898.
The eighth annual report of the General Electric Company shows that for the year 1899, orders received for railway and other electrical equipment totaled $26,323,626; goods shipped amounted to $22,379,463.75; and profit from these was $3,805,860.18. The growth of its business from 1893 to 1899 reflects the following percentage increases: In 1893, there was a 36 percent increase over 1892; in 1894, a 126 percent increase over 1893; in 1895, a 10 percent increase over 1894; in 1896, a 60 percent increase over 1895; in 1897, a 60 percent increase over 1896; in 1898, a 21 percent increase over 1897; and in 1899, a 51 percent increase over 1898.
The capitalization in electrical appliances in the United States in 1898 is estimated at $1,900,000,000, most of which is devoted to industries in which the electric motor is used. The export of electrical apparatus from this country amounts to more than three million dollars annually, and it is said that there are eight times as many electric railways in the United States as in all the rest of the world combined.
The investment in electrical appliances in the United States in 1898 is estimated at $1.9 billion, most of which goes to industries that use electric motors. The export of electrical equipment from this country is more than three million dollars each year, and it's said that there are eight times as many electric railways in the United States as there are in the rest of the world combined.
| Lamps, arcs, and motors in sixteen candle power equivalents. | |
|---|---|
| Boston | 616,000 |
| New York | 1,718,000 |
| Chicago | 1,278,000 |
| Brooklyn | 322,000 |
| Baltimore | 224,000 |
| Philadelphia | 488,000 |
| St. Louis | 303,000 |
| San Francisco | 231,000 |
| Buffalo | 125,000 |
| Rochester | 184,000 |
| Cincinnati | 201,000 |
| New Orleans | 81,000 |
Boston makes the largest use of electrical current in proportion to its population of any city in the world. Rochester is next. Both of these cities employ in electrical units of 16 c. p. equivalents, more than one electric lamp for every man, woman and child in their respective populations.
Boston uses more electrical current per person than any other city in the world. Rochester follows closely behind. Both cities have over one electric lamp for every man, woman, and child in their populations, using electrical units of 16 c.p. equivalents.
The dynamo and the electric motor have together wrought this great development. The dynamo takes mechanical power and converts it into electrical energy, and the electric motor takes the electrical energy and converts it back into mechanical power. Standing behind them both, however, is the steam engine, and these three afford a beautiful illustration of the law of correlation of forces. The force starts with the combustion of coal under the boiler of the steam engine. When carbon unites chemically with oxygen, it is an exothermic reaction that gives off heat as correlated energy. The influence of heat on the molecules of water in the boiler[62] causes them, by repellent action, to assume the qualities of an elastic gas, and this expanding as steam drives the piston of the steam engine. The steam engine overcomes by force the resistance existing between the dynamo’s field magnets and armature coil, and sets up in the latter the correlated force of an electric current, and the electric current, traveling to its remote destination by suitable conductors, enters the coils of the electric motor in reverse relation to that of the dynamo, and in producing the reverse effect between the armature and field magnets, electrical energy is converted back into mechanical power. It is not possible to obtain in the electric motor the full equivalent of the dynamo’s current, nor in the dynamo the full equivalent of the steam engine’s power, nor in the steam engine the full equivalent of the chemical energy in the combustion of coal. Loss by radiation, by conduction, by friction, and by electrical resistance precludes this, but while there is loss in a utilitarian sense there is no real loss, for force like matter, is indestructible, and the proof of this universal law by Joule, in 1843, constitutes one of the highest triumphs of philosophy and one of the most important discoveries of the Nineteenth Century.
The dynamo and the electric motor have together created this great advancement. The dynamo takes mechanical power and transforms it into electrical energy, while the electric motor takes that electrical energy and changes it back into mechanical power. However, behind both of them is the steam engine, and these three provide a great example of the law of correlation of forces. The force begins with the combustion of coal in the steam engine's boiler. When carbon combines with oxygen, it produces heat as a form of correlated energy. The heat affects the water molecules in the boiler[62], causing them, through repellent action, to exhibit the properties of an elastic gas. This expanding steam drives the piston of the steam engine. The steam engine uses force to overcome the resistance between the dynamo's field magnets and armature coil, generating an electric current in the armature. The electric current travels to its destination through suitable conductors, entering the coils of the electric motor in a way that is opposite to the dynamo, and as it creates the opposite effect between the armature and field magnets, electrical energy is converted back into mechanical power. It isn't possible to get the full equivalent of the dynamo's current in the electric motor, nor the full equivalent of the steam engine's power in the dynamo, nor the full equivalent of the chemical energy from burning coal in the steam engine. Losses from radiation, conduction, friction, and electrical resistance prevent this, but while there may be practical losses, there is no real loss, because force, like matter, is indestructible. Joule's proof of this universal law in 1843 represents one of the greatest achievements of philosophy and one of the most significant discoveries of the Nineteenth Century.
CHAPTER VII.
The Electric Light.
Voltaic Arc by Sir Humphrey Davy—The Jablochkoff Candle—Patents of Brush, Weston and Others—Search Lights—Grove’s First Incandescent Lamp—Starr-King Lamp—Moses Farmer Lights First Dwelling with Electric Lamps—Sawyer-Man Lamp—Edison’s Incandescent Lamp—Edison’s Three-Wire System of Circuits—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__.
The popular idea of the electric light is, that it is a very recent invention, since even the younger generation remembers when there was no such thing in general use. It will surprise many readers, then, to know that the electric light had its birth in the first decade of the Nineteenth Century. In 1809 Sir Humphrey Davy discovered that when two pieces of charcoal, which formed the terminals of a powerful voltaic battery, were separated after having been brought into contact with each other, at the moment of separation a brilliant arc of flame passed from one piece of charcoal to the other, producing a temperature of 4,800° F., and that the intensity of the light exceeded all other known forms of light. Various improvements in the organization of devices were made for holding the two pieces of carbon, which in time assumed the form of two pencils in alignment, as in Fig. 40, and devices were provided for feeding one carbon toward the other as they burned away. Clock mechanism for thus regulating the feed was first employed, which served to automatically keep the carbons a definite distance apart, this being a necessary condition of the arc. For many years, however, the use of such a light was confined to laboratory illustration, for the reason that it could only be produced at great expense by a large number of voltaic batteries. Nevertheless very efficient electric lamps working by voltaic batteries were devised by Foucault, Duboscq, Deleuil and others as early as 1853. With the advent of the dynamo, however, the electric light grew rapidly and developed into conspicuous use. Even before the true dynamo was invented the magneto-electric machine was employed for producing an electric current to supply electric light. The so-called “Alliance” generator was, in 1858, used in the South Foreland lighthouse in England to supply the arc lamps, and the beams of the electric light then, for the first time, were turned seaward as a beacon for the mariner.
The common belief is that electric light is a recent invention, especially since the younger generation remembers a time when it wasn't widely used. Many readers may be surprised to learn that electric light actually originated in the first decade of the 19th century. In 1809, Sir Humphrey Davy discovered that when two pieces of charcoal, functioning as the terminals of a powerful voltaic battery, were separated after touching, a brilliant arc of flame would leap from one piece to the other at the moment of separation, reaching a temperature of 4,800°F, and the intensity of the light surpassed all known forms. Various improvements were made to hold the two pieces of carbon, which eventually took the shape of two aligned rods, as seen in Fig. 40, and mechanisms were created to feed one carbon toward the other as they burned down. A clock mechanism was first used to automatically maintain a set distance between the carbons, which was essential for creating the arc. For many years, however, this type of light was only used in laboratories since it could only be generated at a high cost with a large number of voltaic batteries. Still, very efficient electric lamps powered by voltaic batteries were developed by Foucault, Duboscq, Deleuil, and others as early as 1853. With the introduction of the dynamo, electric light quickly became more widespread and prominent. Even before the true dynamo was invented, magneto-electric machines were used to create electric currents for lighting. The so-called “Alliance” generator was used in 1858 at the South Foreland lighthouse in England to power the arc lamps, marking the first time electric light beams served as a beacon for sailors.


FIG. 41.—
JABLOCHKOFF CANDLE.
FIG. 41.—
JABLOCHKOFF CANDLE.

FIG. 42.—
WESTON ARC LAMP.
FIG. 42.—
WESTON ARC LIGHT.
Among the early developments of the electric light was the Jablochkoff candle, see Fig. 41, brought out in 1877. In this device two parallel sticks of carbon G G were separated by a non-conducting layer of kaolin I, and were held in an asbestos ferrule A. Metal tubes T T connected the conducting wires F F to the carbons. The arc of flame passed from the top of one carbon to the other, fusing the separating layer of kaolin, and the whole burned down together as a candle. This form of electric light was extensively used in Paris in 1877, and also in London, and attracted considerable attention.
One of the early innovations in electric lighting was the Jablochkoff candle, see Fig. 41, introduced in 1877. This device featured two parallel carbon rods G G separated by a non-conductive layer of kaolin I, all held together in an asbestos casing A. Metal tubes T T linked the power wires F F to the carbons. An arc of flame swung from the top of one carbon to the other, melting the kaolin layer, and the entire setup burned down like a candle. This type of electric light was widely used in Paris in 1877 and also in London, gaining significant attention.

From the Jablochkoff candle the arc light has resumed the form of two vertically aligned carbons, and after passing through various forms and patterns, of which the Weston lamp, Fig. 42, is a modern type, has come into such universal and conspicuous use for lighting the streets of our cities, and is so well known to-day, that but little need be said of its development,[65] since its real character has undergone no change in principle, the improvements relating chiefly to means for regulating the feed of the carbons and maintaining them at a uniform distance apart, so as to avoid flickering. This result is obtained by automatic mechanism operated by the electric current acting upon electro-magnets, as shown in Fig. 43, in which the electro-magnets raise the upper carbon when it is too close to the lower carbon, and lower the upper carbon when the space becomes too great from burning away. Among those who have contributed to the development of the arc light the names of Brush, Weston, and Thomson and Houston are most conspicuous, and the patents of Brush, No. 203,411, May 7, 1878, and No. 212,183, Feb. 11, 1879, and Weston, No. 285,451, Sept. 25, 1883, are the most representative developments.
From the Jablochkoff candle, the arc light has taken on the design of two vertically aligned carbon rods. After going through various designs and styles, including the Weston lamp, Fig. 42, it has become widely and prominently used for lighting the streets of our cities. It's so well known today that not much needs to be said about its evolution, since its core principles haven’t changed. The improvements mainly focus on how to regulate the feed of the carbons and keep them at a consistent distance apart to prevent flickering. This is accomplished through an automatic mechanism powered by the electric current acting on electro-magnets, as illustrated in Fig. 43, where the electro-magnets raise the upper carbon when it gets too close to the lower one and lower it when the distance increases due to burning. Among those who have played a key role in developing the arc light, the names Brush, Weston, and Thomson and Houston stand out. The patents of Brush, No. 203,411, May 7, 1878, and No. 212,183, Feb. 11, 1879, along with Weston, No. 285,451, Sept. 25, 1883, are the most significant advancements.

The applications of the arc light have been brilliant beyond the dreams of the most sanguine inventor. In the illustrations number 44, 45 and 46, is shown a gigantic electric light beacon manufactured by Henry Lepaute, of Paris, and first exhibited in this country at the Chicago World’s Fair, in 1893. It consists of two great lenses, each nine feet in diameter, between which, in their focus, is placed a 9,000 candle power arc light. The great lantern, Fig. 45, is carried by a vertical shaft, which terminates at its lower end in a hollow drum, which latter floats in a bath of mercury. Although the weight is estimated at several tons, so sensitive is its poise on the mercury that the enormous lantern may be easily rotated by the pressure of one’s finger. Each lens consists of concentric segments, see Fig. 46, 190 in number, surrounding a central disk, which together cause the rays to issue in parallel lines. The nine-foot beam of light thus projected is of 90,000,000 candle power, and if placed at a sufficient altitude to avoid the curvature of the earth’s surface, its light would be visible at the range of 146.9 nautical miles.
The uses of the arc light have exceeded the expectations of even the most optimistic inventors. In the illustrations number 44, 45 and 46, you can see a massive electric light beacon created by Henry Lepaute from Paris, which was first showcased in the United States at the Chicago World’s Fair in 1893. It features two large lenses, each nine feet across, with a 9,000 candle power arc light positioned between them at their focal point. The large lantern, Fig. 45, is mounted on a vertical shaft that ends in a hollow drum, which floats in a pool of mercury. Although it weighs several tons, its balance on the mercury is so delicate that the enormous lantern can be easily spun with just a finger's touch. Each lens is made up of 190 concentric segments, as seen in Fig. 46, that surround a central disk, working together to emit light in parallel beams. The nine-foot beam of light projected has an intensity of 90,000,000 candle power, and if positioned high enough to clear the curvature of the earth, its light could be seen from as far away as 146.9 nautical miles.

FIG. 45.—NINETY MILLION CANDLE POWER BIVALVE LENS.
FIG. 45.—NINETY MILLION CANDLE POWER BIVALVE LENS.

Better known to the patrons of our excursion boats and the visitors to our splendid battleships, are the electric search lights. The greatest example of all search lights, however, is not to be found on[66] the sea, but in the picturesque altitudes of the Sierra Madres in Southern California. At the summit of Mount Lowe, in the neighborhood of Pasadena, is the largest search light in the world, shown in illustration, Fig. 48. It is of 3,000,000 candle power, stands eleven feet high, and its total weight is 6,000 pounds. Its light may be seen for 150 miles out on the ocean, and as its powerful beam is thrown from mountain top to mountain top hundreds of miles apart, it adds the illumination of art to the sublimity of nature, and seems a fitting jewel to this lofty crown of Mother Earth.
Better known to the patrons of our excursion boats and the visitors to our impressive battleships are the electric searchlights. However, the greatest example of all searchlights isn’t found at sea, but in the beautiful heights of the Sierra Madres in Southern California. At the top of Mount Lowe, near Pasadena, is the largest searchlight in the world, shown in illustration, Fig. 48. It has a power of 3,000,000 candlepower, stands eleven feet tall, and weighs 6,000 pounds. Its light can be seen 150 miles out at sea, and as its powerful beam is cast from mountaintop to mountaintop hundreds of miles apart, it enhances the beauty of nature and seems like a fitting jewel for this majestic crown of Mother Earth.

FIG. 47.—SEARCH LIGHT WITH MACHINE GUN REPELLING NIGHT ATTACK OF TORPEDO BOAT.
FIG. 47.—SEARCH LIGHT WITH MACHINE GUN FENDING OFF NIGHT ATTACK BY TORPEDO BOAT.

Brilliant as is the arc lamp, far more in evidence is the incandescent lamp. The little glass bulb with its tiny thread of light we find everywhere. Popular opinion and the decision of the courts accord this invention to Thomas A. Edison. The evolution of the incandescent lamp is, however, interesting, and may be briefly sketched as follows:
Brilliant as the arc lamp is, the incandescent lamp is even more evident. The small glass bulb with its tiny thread of light can be found everywhere. Popular opinion and court decisions attribute this invention to Thomas A. Edison. However, the evolution of the incandescent lamp is fascinating and can be briefly summarized as follows:

FIG. 49.—FIRST INCANDESCENT LAMP, BY PROFESSOR GROVE, 1840.
FIG. 49.—FIRST INCANDESCENT LAMP, BY PROFESSOR GROVE, 1840.

In 1845 there appeared in the Philosophical Magazine a description of what was probably the first incandescent electric light. It was devised in 1840 by William Robert Grove, the inventor of the Grove battery, and is illustrated in Fig. 49. It is stated that he experimented and read by it for hours. It was described as follows:
In 1845, the Philosophical Magazine published a description of what was likely the first incandescent electric light. It was created in 1840 by William Robert Grove, the inventor of the Grove battery, and is shown in Fig. 49. It’s said that he used it for experiments and reading for hours. It was described as follows:
“A coil of platinum wire is attached to two
copper wires, the lower parts of which, or those
most distant from the platinum, are well varnished;
these are fixed erect in a glass of distilled
water, and another cylindrical glass, closed at
the upper end, is inverted over them, so that its
open mouth rests on the bottom of the former
glass; the projecting ends of the copper wires are connected with a voltaic
battery (two or three pairs of the nitric acid combination), and the ignited
wire now gives a steady light. Instead of making the wires pass through
the water, they may be fixed to metallic caps well luted to the necks of a
glass globe.
”
“A coil of platinum wire is connected to two copper wires, the lower parts of which, or the parts farthest from the platinum, are well coated with varnish; these are positioned upright in a glass of distilled water, and another cylindrical glass, sealed at the top, is inverted over them so that its open end rests on the bottom of the first glass; the exposed ends of the copper wires are linked to a voltaic battery (two or three pairs of the nitric acid setup), and the heated wire now produces a steady light. Instead of having the wires go through the water, they can be attached to metal caps securely fastened to the necks of a glass globe.
”
In 1845 August King patented, in England, an incandescent lamp, having an unsealed platinum burner, and also a carbon in a vacuum. Mr. King acted as agent for an American inventor, Mr. Starr, and the lamp[67] came to be known as the Starr-King lamp, shown in Fig. 50. The burner was a thin plate or pencil of carbon B, enclosed in a Torricellian vacuum at the end of an inverted barometer tube, and held between the terminals of the connecting wires leading to a battery. In 1859 Moses G. Farmer lighted his house at Salem, Mass., by a series of subdivided electric lights, which was the first private dwelling lighted by electricity, and probably the first illustration of the feasibility of subdividing the electric current through a number of electric lamps.
In 1845, August King patented an incandescent lamp in England, which featured an unsealed platinum burner and a carbon element in a vacuum. Mr. King represented an American inventor named Mr. Starr, and the lamp[67] became known as the Starr-King lamp, displayed in Fig. 50. The burner consisted of a thin plate or pencil of carbon B, enclosed in a Torricellian vacuum at the end of an inverted barometer tube, and was held between the terminals of the connecting wires that led to a battery. In 1859, Moses G. Farmer illuminated his house in Salem, Massachusetts, using a series of subdivided electric lights, marking the first private home lit by electricity and likely the first example of the practicality of splitting the electric current through multiple electric lamps.
In 1877 William E.
Sawyer applied for a
United States patent
for an electric engineering
and lighting system,
and in January,
1878, entered into a
partnership with Albon
Man, and the “Sawyer-Man”
lamp, see Fig. 51,
was produced. In this
an incandescent rod of
carbon was inclosed in
an atmosphere of nitrogen.
This marked the
beginning of a period
of great activity in this
field, which finally resulted
in the well
known form of electric
lamp shown in Fig. 52,
which was patented by Edison, No. 223,898, January 27, 1880. The distinctive
features of this lamp consisted in a bowed filament of carbon of
very thin, thread-like character, which was made of paper or carbonized[68]
cellulose. This, when sealed in a vacuum, would not burn away, but would
give the proper incandescence, and by its small transverse dimension and[69]
high resistance to the current, permitted a proper distribution of the electric
current to a number of lamps, without a special regulator for each
lamp; and which could also be made so cheaply that the lamp could be
thrown away when the burner was finally broken. Edison’s claim on this
feature of the electric lamp was sharply contested in an interference in the
Patent Office by Sawyer and Man, with the decisions alternating first in
favor of one and then of the other, but which finally resulted in the grant
of a patent to Sawyer and Man, on May 12, 1885. A struggle then began[70]
[71]
in the courts, which on October 4, 1892, terminated in a decision by the
United States Court of Appeals (Edison Electric Light Company vs.
United States Lighting Company), awarding the incandescent lamp to
Edison.
In 1877, William E. Sawyer applied for a U.S. patent for an electric engineering and lighting system. In January 1878, he partnered with Albon Man, and the “Sawyer-Man” lamp, see Fig. 51, was created. This lamp featured an incandescent carbon rod enclosed in a nitrogen atmosphere. This marked the start of an intense period of innovation in this field, which led to the well-known electric lamp design shown in Fig. 52, patented by Edison, No. 223,898, on January 27, 1880. The lamp's key features included a curved carbon filament that was very thin and thread-like, made from paper or carbonized cellulose. When sealed in a vacuum, it wouldn’t burn away but would produce the necessary incandescence. Its small size and high resistance allowed for the efficient distribution of electric current to multiple lamps without needing a special regulator for each, and it could be manufactured cheaply enough to be disposable when the burner broke. Edison's claim to this feature was strongly contested in an interference case at the Patent Office by Sawyer and Man, with decisions alternating between them, ultimately leading to a patent being granted to Sawyer and Man on May 12, 1885. This sparked a legal battle that culminated on October 4, 1892, with a decision from the U.S. Court of Appeals (Edison Electric Light Company vs. United States Lighting Company), which awarded the incandescent lamp to Edison.

FIG. 52.—EDISON’S ELECTRIC LAMP.
FIG. 52.—EDISON'S ELECTRIC LIGHT.
A—Exhausted globe. B—Carbon filament. CC—Wires sealed in glass. D—Line of fusion of two parts of globe. EF—Insulating material. G—Screw-threads. HI—Metal socket. J—Fixture arm K—Circuit controlling key.
A—Tired light bulb. B—Carbon filament. CC—Wires sealed in glass. D—Join line of the two parts of the bulb. EF—Insulating material. G—Screw threads. HI—Metal socket. J—Fixture arm K—Switch for controlling the circuit.

FIG. 51.—
SAWYER-MAN
LAMP.
FIG. 51.—
SAWYER-MAN
LAMP.
FIG. 52.—EDISON’S ELECTRIC LAMP.
FIG. 52.—EDISON'S ELECTRIC LIGHT.
A—Exhausted globe. B—Carbon filament. CC—Wires sealed in glass. D—Line of fusion of two parts of globe. EF—Insulating material. G—Screw-threads. HI—Metal socket. J—Fixture arm K—Circuit controlling key.
A—Exhausted globe. B—Carbon filament. CC—Wires sealed in glass. D—Line of fusion of two parts of globe. EF—Insulating material. G—Screw threads. HI—Metal socket. J—Fixture arm K—Circuit control switch.
In the early demonstration given by Edison great disturbance was caused in the stock exchanges among the holders of gas shares, as the sensational reportings in the press seemed to indicate that gas was to be superseded entirely. This uneasiness on the London Stock Exchange amounted on October 11, 1878, to a veritable panic, but while the electric light has more than fulfilled the prophecy made for it in many directions, gas shares still continue to be good stocks.
In the early demonstration by Edison, there was a huge disruption in the stock exchanges among holders of gas shares, as sensational news reports seemed to suggest that gas would be completely replaced. This anxiety on the London Stock Exchange reached a real panic on October 11, 1878, but while electric light has more than lived up to the predictions made about it in many ways, gas shares still remain solid investments.


FIG. 54.—EDISON’S THREE WIRE SYSTEM OF ELECTRIC LIGHT CIRCUITS.
FIG. 54.—EDISON’S THREE-WIRE SYSTEM OF ELECTRIC LIGHT CIRCUITS.
Closely allied to the practical use of the incandescent lamp is the method of supplying and regulating the current from the dynamo. Although the alternating current is used for arc light, only the continuous current can be used for the incandescent lights, and the relation[72] of the dynamo and the incandescent lamps is shown in Fig. 53, in which L represents the lamps between the main conducting wires leading from the dynamo, which latter has the coils of the field magnets arranged in a shunt or branch circuit, in which is interposed a regulator R in the form of a resistance coil with movable switch lever, by which more or less of the current is allowed to flow through the field magnet coils to suit the work being done. In late years automatic regulators have been provided for accomplishing this result. In Fig. 54 is shown what is known as the Edison “three wire system,” patented March 20, 1883, No. 274,290. In this two dynamos are used as at D1 D2, and the three wires emerge from the dynamos, one from the negative pole of one dynamo, another from the positive pole of the other dynamo, and the third or middle one is connected to both the other poles (positive and negative), of the two dynamos. For purposes of illustration, this may be compared to a three-storied arrangement of current, the upper wire representing the third story, the middle wire the second story, and the bottom one the first story. The fall from either story to the next represents the working energy, but from the top wire to the bottom would be equal to a fall from the third story to the first. The purpose of this arrangement is to save expense in copper wire, for while three main wires are used instead of two, the aggregate weight of the wires (when the[73] lamps are arranged as shown), may be made so much less than two heavy wires as to make a very great saving in copper.
Closely related to the practical use of the incandescent lamp is the method of supplying and controlling the current from the dynamo. Although alternating current is used for arc lights, only direct current can be used for incandescent lights, and the relationship between the dynamo and the incandescent lamps is illustrated in Fig. 53, where L represents the lamps connected to the main wires coming from the dynamo. The dynamo has the field magnet coils arranged in a shunt or branch circuit, with a regulator R in the form of a resistance coil and a movable switch lever that allows more or less current to flow through the field magnet coils to match the work being done. In recent years, automatic regulators have been developed to achieve this result. In Fig. 54, what is known as the Edison "three-wire system," patented on March 20, 1883, No. 274,290, is shown. This system uses two dynamos, as seen at D1 D2, and three wires come from the dynamos: one from the negative pole of one dynamo, another from the positive pole of the other dynamo, and the third or middle wire connected to both poles (positive and negative) of the two dynamos. For illustration, this can be compared to a three-story structure of current, with the upper wire representing the third floor, the middle wire the second floor, and the bottom wire the first floor. The drop from one floor to the next represents working energy, while the drop from the top wire to the bottom would be similar to falling from the third floor to the first. This arrangement aims to reduce costs in copper wire, as although three main wires are used instead of two, the total weight of the wires (when the[73] lamps are arranged as shown) can be made significantly lighter than two heavy wires, resulting in considerable savings in copper.
The uses of the incandescent light are legion. Besides those which are of common observation it is used for lighting the interior of mines, caves, and the dark apartments of ships, and does not foul the air. It is also used by divers in submarine operations; in the formation of advertising signs, and in pyrotechnics, but perhaps one of the most extraordinary uses to which it has been put is in exploring the interior of the human stomach and other cavities of the body, a patent for which was granted to M. C. F. Nitze, No. 218,055, July 29, 1879.
The uses of incandescent light are countless. In addition to its common applications, it's used for lighting inside mines, caves, and the dark areas of ships without polluting the air. It's also used by divers in underwater operations, for creating advertising signs, and in fireworks. However, one of the most remarkable uses is exploring the inside of the human stomach and other body cavities, for which a patent was granted to M. C. F. Nitze, No. 218,055, on July 29, 1879.
When an electric lamp is arranged with the opposite ends of the carbon burner connected, one to the outgoing, the other to the incoming wires from a dynamo, so as to be bridged across, this arrangement is said to be “in multiple” or “in parallel,” and the lamps bear the analogy of horses drawing abreast, and when the opposite ends of the carbon burner are placed in a gap or break in either the outgoing or the incoming wire, the arrangement is said to be “in series,” and the lamps bear the analogy of horses in tandem.
When an electric lamp is set up with the two ends of the carbon burner connected—one to the outgoing wires and the other to the incoming wires from a dynamo—this setup is called “in multiple” or “in parallel,” similar to horses pulling alongside each other. When the ends of the carbon burner are placed in a gap or break in either the outgoing or incoming wire, this setup is referred to as “in series,” like horses pulling in tandem.
Explanation of electric nomenclature can best be given by the analogy in hydrostatics of a stream of water passing in the hose pipe from a fire-engine. The “watt” indicates the sum total unit of electrical power for a definite period of time, and in the hose[74] pipe would be represented by the effective force of a definite volume of water, passing at a definite pressure, during a definite period of time. “Volt” is a pressure unit of electro-motive force, and would be represented by the power of the engine. “Ampere” would be the quantity, or volume unit, or cross section of the hose pipe, and the “ohm” would be the unit of frictional resistance. The “watt” then would be the “volt” multiplied by the “ampere”; thus 500 watts would be 10 amperes at 50 volts, or 50 amperes at 10 volts. Low tension circuits, such as are used for incandescent lights, range from 100 to 240 volts and are harmless. Trolley circuits are usually 500 volts, and will kill an animal, but are not necessarily fatal to man. High tension currents from 2,000 to 5,000 volts, such as are used for arc lights, are fatal.
Explanation of electric terminology can best be understood by comparing it to a stream of water flowing through a hose from a fire engine. The “watt” represents the total amount of electrical power over a specific period of time, just as the effective force of a certain volume of water flowing at a certain pressure for a defined time would be represented in the hose[74]. The “volt” is a unit of electric pressure, similar to the power of the engine. The “ampere” refers to the quantity or volume of electrical flow, akin to the cross section of the hose, while the “ohm” indicates the unit of frictional resistance. Therefore, a “watt” is calculated as “volt” multiplied by “ampere”; for example, 500 watts would equal 10 amperes at 50 volts, or 50 amperes at 10 volts. Low voltage circuits, like those used for incandescent lights, range from 100 to 240 volts and are generally safe. Trolley circuits typically operate at 500 volts, which can be deadly to animals but are not necessarily fatal to humans. High voltage currents, from 2,000 to 5,000 volts, such as those used for arc lights, are lethal.
Of all modern inventions, not one has advertised itself in such a spectacular way as the electric light. Those who have seen the magnificent[75] electrical displays at the Chicago Fair, the electrical celebrations in New York, and the Omaha Exhibition, need no introduction to its marvelous splendors and beauties. In the annual report for 1898 of the Edison Electric Illuminating Company of New York, its statement shows that for that city alone the gross earnings were $2,898,021. There were 9,990 users of the electric light, 443,074 incandescent lamps, and 7,353 arc lights. It is estimated that the electric light stations and plants in the United States alone amount to $600,000,000. In the year 1899 a single manufacturing concern (The General Electric Company) received orders for 10,000,000 incandescent lamps, which is about one-half of the present annual production. Sixteen years ago the lamps were $1 each; to-day they can be bought for 18 cents.
Out of all the modern inventions, none has promoted itself as impressively as the electric light. Those who witnessed the stunning[75] electrical displays at the Chicago Fair, the electrical celebrations in New York, and the Omaha Exhibition are already familiar with its incredible beauty and splendor. According to the annual report for 1898 from the Edison Electric Illuminating Company of New York, the gross earnings for that city alone were $2,898,021. There were 9,990 users of electric light, 443,074 incandescent lamps, and 7,353 arc lights. It's estimated that the electric light stations and plants in the United States alone are worth $600,000,000. In 1899, a single manufacturing company (The General Electric Company) received orders for 10,000,000 incandescent lamps, which is about half of the current annual production. Sixteen years ago, the lamps cost $1 each; today, they can be purchased for 18 cents.
What the future has in store for the further development of the electric light no one may dare predict. Already a different form or manifestation of electric light has been demonstrated, in which neither the electric arc nor the incandescent filament is used, but a peculiar glow is seen disassociated from a direct material habitation, and produced by currents of enormous frequency and high potential, in accordance with the patent to Tesla, No. 454,622, June 23, 1891. Other worthy inventors in this field are at work, and its development will be one of the interesting problems of the Twentieth Century.
What the future holds for the further development of electric light is anyone's guess. A different version or form of electric light has already been showcased, where neither the electric arc nor the incandescent filament is involved. Instead, a unique glow appears that isn’t tied to a specific material source, created by currents of extremely high frequency and high voltage, as described in Tesla's patent, No. 454,622, dated June 23, 1891. Other innovative inventors are also working in this area, and its advancement will be one of the fascinating challenges of the Twentieth Century.
CHAPTER VIII.
The Phone.
Preliminary Suggestions and Experiments of Bourseul, Reis and Drawbaugh—First Speaking Telephone by Prof. Bell—Differences Between Reis’ and Bell’s Telephones—The Blake Transmitter—Berliner’s Variation of Resistance, and Electric Undulations by Variation of Pressure—Edison’s Carbon Microphone—The Telephone Exchange—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__.
Τηλε (far), and φωνη (sound), are the Greek roots from which the word telephone is derived. It has the significance of transmitting sound to distant points, and is a word antedating the present speaking telephone, although this fact is generally lost sight of in the dazzling brilliancy of this latter invention. In the effort to hear better, the American Indian was accustomed to place his ear to the ground. Children of former generations also made use of a toy known as the “lovers’ telegraph”—a piece of string held under tension between the flexible bottoms of two tin boxes—which latter when spoken into transmitted through the string the vibrations from one box to the other, and made audible words spoken at a distance. These expedients simply made available the superior conductivity of the solid body over the air to transmit sound waves. The electro-magnetic telephone operates on an entirely different principle. It is a marvelous creation of genius, and stands alone as the unique, superb, and unapproachable triumph of the Nineteenth Century. For subtilty of principle, impressiveness of action, and breadth of results, there is nothing comparable with it among mechanical agencies. In its wonderful function of placing one intelligent being in direct vocal and sympathetic communication with another a thousand miles away, its intangible and mysterious mode of action suggests to the imagination that unseen medium of prayer rising from the conscious human heart to its omniscient and responsive God. The telegraph and railroad had already brought all the peoples of the earth into intimate communication and made them close kin, but the telephone transformed them into the closer relationship of families, and the tiny wire, sentient and responsive with its unlimited burden of human thoughts and human feelings, forms one of the great vital cords in the solidarity of the human family.
Τηλε (far) and φωνη (sound) are the Greek roots from which the word telephone comes. It means transmitting sound to distant places and is a term that existed before the modern speaking telephone, though this fact is often overlooked in the excitement of this later invention. To hear better, American Indians used to put their ears to the ground. Kids in earlier generations also played with a toy known as the “lovers’ telegraph”—a piece of string stretched between two tin cans. When someone spoke into one can, the sound vibrations traveled through the string to the other can, allowing words to be heard at a distance. These methods simply utilized the better conductivity of solid materials over air to transmit sound waves. The electromagnetic telephone works on a completely different principle. It’s an amazing creation of genius and stands out as the unique, superb, and unmatched triumph of the Nineteenth Century. There's nothing comparable in terms of principle, impressive action, and broad results. Its incredible ability to connect one intelligent person with another thousands of miles away through voice and understanding evokes the image of an unseen medium of prayer rising from a conscious heart to an all-knowing and responsive God. The telegraph and railroad had already linked people across the globe, making them feel like close relatives, but the telephone deepened that connection into the bond of family. The tiny wire, alive and responding with limitless human thoughts and feelings, represents one of the vital connections in the unity of the human family.
It is a curious fact that many, and perhaps most, great inventions have
been in the nature of accidental discoveries, the by-products of thought
directed in another channel, and seeking other results, but the telephone
does not belong to this class. It is the logical and magnificent outcome of
persistent thought and experiment in the direction of the electrical transmittal
of speech. Prof. Bell had his objective point, and keeping this
steadily in view, worked faithfully for the accomplishment of his object in
producing a speaking telephone, until success crowned his work. He
probably did not realize at first the full magnitude of the achievement, but
looking at it from the end of the Nineteenth Century, he might well exclaim
in the language of Horace: “Exegi monumentum acre perennius
.”
It’s interesting to note that many, if not most, great inventions are often accidental discoveries, resulting from thinking in a different direction and aiming for other outcomes. However, the telephone isn’t one of those. It’s the logical and impressive result of dedicated thought and experimentation focused on the electrical transmission of speech. Professor Bell had a clear goal, and keeping that firmly in mind, he worked diligently to create a speaking telephone until he succeeded. At first, he probably didn’t fully grasp the significance of his achievement, but looking back from the end of the nineteenth century, he might have happily exclaimed in Horace’s words: “Exegi monumentum acre perennius
.”
Prof. Bell’s conception of the telephone dates back as far as 1874. His
first United States patent, No. 174,465, was granted March 7, 1876, and
his second January 30, 1877, No. 186,787. It is generally the fate of most
inventions, even of a meritorious order, to languish for many years, and
frequently through the whole term of the patent, before receiving full recognition
and adoption by the public, but the meteoric brilliancy of this invention
at its first public announcement astonished the masses, and inspired
the admiration of the savants of the world. When exhibited at the
Centennial Exhibition in Philadelphia, in 1876, it was spoken of by Sir
William Thomson, and Prof. Henry, as the “greatest by far of all the
marvels of the electric telegraph.
”
Prof. Bell’s idea for the telephone goes back to 1874. His first U.S. patent, No. 174,465, was granted on March 7, 1876, and his second, No. 186,787, was granted on January 30, 1877. It's typical for most inventions, even the really great ones, to sit unnoticed for many years, often through the entire patent period, before getting the recognition and acceptance they deserve from the public. However, the incredible impact of this invention at its first public reveal amazed everyone and garnered respect from the world's experts. When it was showcased at the Centennial Exhibition in Philadelphia in 1876, Sir William Thomson and Prof. Henry referred to it as the “greatest by far of all the marvels of the electric telegraph.
”

It is always the fate of the author of any great invention to be compelled to defend himself against the claims of others. It is one of the failings of human nature to lay claim to that which somebody else has obtained, and is an old story which finds its first illustration in the squabbles of childhood. When a troop of prattling boys hunt butterflies among the daisies, and some sharp-eyed youngster has captured a prize, there are always others of his mates to cry, “I saw it first,” and men are but grown-up boys. So in the history of the telephone, Prof. Bell has found competitors for this honor, and it is astonishing to know how close some of these prior experimenters came to success without reaching it. In 1854 Bourseul, of Paris suggested an electric telephone, and in 1861 Philip Reis devised an electric telephone which would transmit musical tones. Daniel Drawbaugh, of Pennsylvania, is alleged to have made an electric telephone in 1867-1868, and his claims against the Bell interests were fought vigorously in the Patent Office, and in the courts, but without success. Elisha Gray’s claims perhaps came nearer to establishing for him a share in the honor of inventing the speaking telephone than any other, for he filed a caveat in the United States Patent Office upon the same day (February 14, 1876),[78] upon which Prof. Bell’s application for a patent was made. But in the contest in the Patent Office with Gray, Edison, Berliner, Richmond, Holcombe, Farmer, Dolbear, Volker, and others, it was decided that Prof. Bell was the first to make a practically effective speaking telephone, and this conclusion has been sustained by the courts. Reis was a poor German school teacher at Friedrichsdorf, and in 1860 he took a coil of wire, a knitting needle, the skin of a German sausage, the bung of a beer barrel, and a strip of platinum, and constructed the first electric telephone. A typical form of his transmitter, see Fig. 55, was a box covered with a vibrating membrane E, and provided with a mouth-piece at one side. A platinum strip F was attached to the membrane or vibrating diaphragm E, and a platinum pointed hammer G rested lightly on the platinum strip F. The hammer G and platinum strip F were connected to the opposite ends of a wire, which had in its circuit a battery and a receiver. Air vibrations in the nature of sound waves in the box caused the diaphragm E to vibrate, and a separating make-and-break contact between the platinum strip F and the platinum point of hammer G caused a series of separate and distinct broken impulses to traverse the battery circuit and be received upon the receiver, which latter consisted of an iron rod with a coil of wire around it. That Reis’ transmitter did alternately make and break the circuit, seems clear from his own memoir. A translation from this memoir, taken from the annual report (Jahresberichte) of the Physical Society of Frankfurt am Main for 1860-1861, reads as follows:
The creator of any significant invention often finds themselves having to defend their work against the claims of others. It’s a flaw in human nature to want to take credit for what someone else has accomplished, and this has been a common story since childhood. When a group of kids chases butterflies in a field of daisies, and one sharp-eyed child manages to catch one, there are always others who shout, “I saw it first,” proving that adults are just kids who have grown up. In the history of the telephone, Professor Bell faced competitors for this achievement, and it’s surprising how close some of these earlier inventors got to finding success without actually achieving it. In 1854, Bourseul from Paris proposed an electric telephone, and in 1861, Philip Reis created an electric telephone that could transmit musical tones. Daniel Drawbaugh from Pennsylvania is said to have made an electric telephone in 1867-1868, and he vigorously contested his claims against the Bell interests in the Patent Office and courts, but to no avail. Elisha Gray’s claims might have been closer to securing him a share of the credit for inventing the speaking telephone than anyone else’s since he filed a caveat in the United States Patent Office on the same day (February 14, 1876),[78] that Professor Bell applied for his patent. However, in the Patent Office battle with Gray, Edison, Berliner, Richmond, Holcombe, Farmer, Dolbear, Volker, and others, it was determined that Professor Bell was the first to create a practically effective speaking telephone, and this decision has been upheld by the courts. Reis, who was a poor German school teacher in Friedrichsdorf, took a coil of wire, a knitting needle, the skin of a German sausage, the bung of a beer barrel, and a strip of platinum in 1860 to build the first electric telephone. A typical version of his transmitter, see Fig. 55, was a box covered with a vibrating membrane E, with a mouthpiece on one side. A platinum strip F was attached to the membrane or vibrating diaphragm E, and a platinum pointed hammer G rested lightly on the platinum strip F. The hammer G and platinum strip F were connected to opposite ends of a wire that included a battery and a receiver in its circuit. Air vibrations resembling sound waves in the box made the diaphragm E vibrate, and a make-and-break contact between the platinum strip F and the platinum point of hammer G created a series of distinct broken impulses that traveled through the battery circuit to the receiver, which consisted of an iron rod wrapped in a coil of wire. It’s clear from Reis’ own memoir that his transmitter alternated between making and breaking the circuit. A translation from this memoir, published in the annual report (Jahresberichte) of the Physical Society of Frankfurt am Main for 1860-1861, states:
“At the first condensation (of air vibrations) the hammer-shaped little
wire d (G in our illustration), will be pushed back. At the succeeding
rarefaction it cannot follow the return vibration of the membrane, and the
current going through the little strip (of platinum) remains interrupted
so long as until the membrane driven by a new condensation presses the[79]
little strip against d (the hammer G) once more. In this way each sound
wave effects an opening and closing of the current.
”
When the first compression (of air vibrations) occurs, the hammer-shaped little wire d (G in our illustration) will be pushed back. During the next rarefaction, it can’t keep up with the returning vibration of the membrane, and the current passing through the little strip (of platinum) stays interrupted until the membrane, driven by a new compression, pushes the[79] little strip against d (the hammer G) again. This way, each sound wave leads to an opening and closing of the current.

Reis evidently did not know how to make the vibrations of his diaphragm translate themselves into exactly commensurate and correlated electric impulses of equal rapidity, range, and quality. If he had done this, he would have had a speaking telephone, but a make-and-break contact could never do it, and hence he in his later instruments attached to them a telegraphic key in order that the sending operator might communicate with the receiving operator. If Reis’ telephone had been a speaking telephone, this would have been unnecessary. Furthermore, it is inconceivable how the intelligent, progressive, and scientific Germans could have failed to have given to a speaking telephone in 1860 the immediate honor and attention that it deserved. In America, the Bell speaking telephone, invented in 1876, was known all over the civilized world the same year. Reis’ broken contact circuit would transmit musical tones, because musical tones vary chiefly in rapidity of vibration, rather than in range, or quality, and the chattering contacts of Reis’ telephone would transmit musical tones because said contracts could be adjusted to the practically uniform range of vibration. Prof. Bell, however, had made a special study of articulate speech, and knew that speech was not essentially musical, but was composed of an irregular and discordant medley of vowel and consonant sounds, whose vibrations varied not only in pitch or rapidity like musical tones, but also in the quality or kind of vibrations as to range and loudness. In his invention, therefore, he did not make and break the circuit as did Reis, through the contact points, but he used the more sensitive plan of a constantly closed circuit, and merely caused the current to undulate in it by a principle of magnetic induction. This principle was first discovered by Oersted, and developed into the well known fact that when a piece of iron is moved back and forth from the poles of an electro-magnet an induced current is made to oscillate in the helix of the electro-magnet. The difference between Reis’ separating make-and-break circuit, and the Bell continuous but undulating current, might be illustrated by the difference between the impulses delivered by the beating of the drum sticks on the head of a drum, on the one hand, and the alternate pulling and slackening of a kite cord, on the other. In the successive impacts on the head of a drum there could not be so sensitive a transfer of motion to the lower head of the drum as there would be transferred to the kite by the movement of the hand holding the kite cord. Reis’ plan resembled the broken drum beats, and Bell’s the kite cord, which always preserved a certain amount of tension. Bell accomplished his object by the means shown in Figs. 56 and[80] 57, in which Fig. 56 represents his first patent of March 7, 1876, and Fig. 57 his second patent of January 30, 1877. In both cases the current was a continuously closed one, and was not alternately made and broken as by the separating contacts of Reis. Prof. Bell caused the vocal air vibrations to undulate or oscillate the continuously closed circuit by the principle of magnetic induction as follows (see Fig. 56): He caused diaphragm a, when spoken against, to vibrate the armature c in front of the electro-magnet b, but without touching it, and as the armature approached and receded from the electro-magnet it induced an undulating but never broken current in the helix of this electro-magnet and along the line to and through the helix of the electro-magnet f at the distant receiver, and this undulating current, influencing the armature h, which touched the diaphragm i but not the electro-magnet, produced in the attractive influence of the magnet on this armature and diaphragm, vibrations of the same rapidity, range, and quality as those vocal vibrations that acted upon the first diaphragm a. In other words, the sequence of transference was air vibrations in A, mechanical vibrations of diaphragm a, electrical undulations traversing the line, induced vibrations in armature h and diaphragm i, and air vibrations again resolved back into sounds of articulate speech, the same as those spoken into A. It will be perceived that in the Bell telephone both transmitter and receiver were of identical construction. This is better shown in Fig. 57 of his later patent, in which the horizontal line below the electro-magnet on one side represents a metal transmitting diaphragm, and the horizontal line under the electro-magnet at the other side was the receiving diaphragm. Not only were the sounds thus reproduced, but as the circuit was continuous and never broken by any separating contacts, the extreme sensitiveness of the electric vibrations set up by magnetic induction was such that the discordant and irregular quality of the vibrations of articulate speech were transferred and reproduced with exact fidelity, as well as the musical tones, and this rendered the speaking telephone a success. In later telephones the current is actually transmitted[81] through the contacting points, but this only became practicable after the carbon microphone transmitter was invented, in which the essential undulations of the electric current were produced in another way, i. e., by the application of the important discovery that the varying of the pressure on carbon, by vibration, varied its conductivity, and in this way produced the same result of undulating a current without breaking it. This in no wise detracts from the value of the principle of the continuous undulating current discovered and employed by Prof. Bell, between which and the breaks of the hard platinum points of Reis there is a difference as wide as the difference between success and failure.
Reis clearly didn’t know how to convert the vibrations of his diaphragm into equally matched and correlated electric impulses that were rapid, far-reaching, and high-quality. If he had succeeded in this, he would have created a speaking telephone. However, a make-and-break contact could never achieve that, so in his later devices, he included a telegraphic key so that the sending operator could communicate with the receiving operator. If Reis’ telephone had been a speaking telephone, this wouldn’t have been necessary. Moreover, it’s hard to believe that the clever, forward-thinking, and scientific Germans wouldn’t have immediately recognized and celebrated a speaking telephone in 1860. In America, the Bell speaking telephone, invented in 1876, became known worldwide that same year. Reis’ broken contact circuit could transmit musical tones because musical tones mainly vary in the speed of vibration rather than in range or quality, and Reis’ telephone’s chattering contacts could transmit those tones as they could be adjusted for the practically uniform range of vibration. On the other hand, Prof. Bell had specialized in understanding clear speech and recognized that speech wasn’t just musical; it consisted of a jumbled mix of vowel and consonant sounds whose vibrations varied not only in pitch or speed like musical tones but also in the quality and intensity of the vibrations. Therefore, in his invention, he didn’t make and break the circuit like Reis did with the contact points; instead, he used the more sensitive method of a constantly closed circuit and made the current pulse through it using magnetic induction. This principle was first discovered by Oersted and became well-known for showing that moving a piece of iron back and forth in front of the poles of an electromagnet produces an induced current that oscillates in the coil of the electromagnet. The difference between Reis’ make-and-break circuit and Bell’s continuous but undulating current can be understood by comparing the impacts of drumsticks on a drumhead to the pulling and loosening of a kite string. The multiple impacts on a drum wouldn’t transfer motion as sensitively to the lower drumhead as the hand movements would transfer to the kite. Reis’ method resembled the broken drum beats, while Bell’s was like the kite string that maintained a constant level of tension. Bell achieved his goal through the means shown in Figs. 56 and[80] 57, where Fig. 56 represents his first patent of March 7, 1876, and Fig. 57 his second patent of January 30, 1877. In both cases, the current was kept continuously closed and wasn’t alternately made and broken like Reis’ separating contacts. Prof. Bell caused the air vibrations from speech to undulate or oscillate through the continuously closed circuit using the principle of magnetic induction as follows (see Fig. 56): He made the diaphragm a vibrate in response to speech, moving the armature c in front of the electromagnet b without actually touching it. As the armature moved closer and farther away from the electromagnet, it induced an undulating but unbroken current in the coil of this electromagnet and along the line to the coil connected to the remote receiver. This undulating current influenced the armature h, which sat against the diaphragm i but didn’t touch the electromagnet. This produced vibrations in the armature and diaphragm that matched the speed, range, and quality of the original vocal vibrations that impacted the first diaphragm a. In other words, the sequence of transfer was: air vibrations in A, mechanical vibrations of diaphragm a, electrical fluctuations traveling along the line, induced vibrations in armature h and diaphragm i, and air vibrations again transforming back into articulated speech, just like those spoken into A. It should be noted that in the Bell telephone, both the transmitter and receiver were built the same way. This is more clearly illustrated in Fig. 57 of his later patent, where the horizontal line below the electromagnet on one side represents a metal transmitting diaphragm, and the horizontal line beneath the electromagnet on the other side represents the receiving diaphragm. Not only did it reproduce sounds, but since the circuit was constant and never broken by any separating contacts, the extreme sensitivity of the electric vibrations generated by magnetic induction was such that the jumbled and irregular quality of articulated speech vibrations were transferred and reproduced with perfect fidelity, along with musical tones, making the speaking telephone a success. In later telephones, current is transmitted[81] through contact points, but this only became feasible after the carbon microphone transmitter was invented, which created the essential fluctuations of the electric current in a different way, i.e., through the significant discovery that altering the pressure on carbon, due to vibration, changed its conductivity, producing the same result of creating an undulating current without breaking it. This in no way diminishes the value of the principle of the continuous undulating current discovered and utilized by Prof. Bell, between which and the interruptions caused by Reis’ hard platinum points lies a difference as vast as between success and failure.

FIG. 57.—PROF. BELL’S TELEPHONE, JANUARY 30, 1877.
FIG. 57.—PROF. BELL’S TELEPHONE, JANUARY 30, 1877.
The form in which Prof. Bell’s telephone was placed before the public was not that shown in the patents, but it quickly assumed the well-known shape of an elongated cylinder forming a handle, with a flaring mouth-piece at one end. This development in form is credited to Dr. Channing in 1877, and it is the familiar form to-day, whose internal construction is shown in Fig. 58. The handle is made of hard rubber, and the cap or mouth-piece, which is screwed thereon, is also of hard rubber. The diaphragm A, of thin ferrotype plate, is clamped at its edges between the cap, or mouth-piece, and the handle. The compound magnet B is composed of four thin flat bar magnets, arranged in pairs on opposite sides of the flat end of the soft iron pole piece c at one end, and the soft iron spacing piece d at the other end, the magnets being clamped to these pieces with like poles all in one direction. The end of the pole piece c extends to within 1⁄100 to 2⁄100 of an inch of the diaphragm, or as near as possible so that the diaphragm does not touch it when it vibrates. On the pole piece c is placed a wooden spool on which is wound silk-covered wire (No. 34, Am. W. G.). This wire fills the spool, and its ends are soldered to two insulated[82] wires which pass through a flexible rubber disc f below the spool and extend respectively to the two binding posts at the opposite end of the handle. The current passes from one binding post and its connecting wire, through the wire on the spool, and thence to the other connecting wire and binding post. When used as a transmitter, vocal vibrations acting mechanically on the diaphragm A produce undulatory vibrations by magnetic induction in the spool of wire, which are transmitted to the other end of the line; and when used as a receiver, the undulatory vibrations from the remote end of the line produce mechanical vibrations in the diaphragm, which set up air vibrations that are reproductions of articulate sounds.
The version of Prof. Bell’s telephone that was shown to the public wasn’t exactly what was in the patents, but it quickly took on the familiar shape of a long cylinder serving as a handle, with a flaring mouthpiece at one end. This design change is attributed to Dr. Channing in 1877, and it’s the recognizable shape we see today, with its internal structure detailed in Fig. 58. The handle is made of hard rubber, and the cap or mouthpiece, which screws onto it, is also made of hard rubber. The diaphragm A, made of thin ferrotype plate, is secured at its edges between the cap (or mouthpiece) and the handle. The compound magnet B consists of four thin flat bar magnets, arranged in pairs on opposite sides of the flat end of the soft iron pole piece c at one end, and the soft iron spacing piece d at the other end, with the magnets clamped to these pieces having like poles all facing the same direction. The end of the pole piece c comes within 1⁄100 to 2⁄100 of an inch from the diaphragm, as closely as possible to avoid touching when the diaphragm vibrates. A wooden spool is placed on the pole piece c, onto which silk-covered wire (No. 34, Am. W. G.) is wound. This wire fills the spool, and its ends are soldered to two insulated[82] wires that go through a flexible rubber disc f below the spool and extend to the two binding posts at the other end of the handle. The current flows from one binding post and its connecting wire, through the wire on the spool, and then to the other connecting wire and binding post. When it’s used as a transmitter, vocal vibrations acting on the diaphragm A create undulatory vibrations through magnetic induction in the spool of wire, which then travel to the other end of the line; and when it’s used as a receiver, the undulatory vibrations from the far end of the line cause mechanical vibrations in the diaphragm, producing air vibrations that replicate articulate sounds.

Although the Bell telephone is both a transmitter and receiver, in practice a more sensitive and better form of transmitter has taken its place. That most generally used and best known is the “Blake transmitter,” which was brought out about 1880. This employs two important elements. The first is the carbon microphone, which is a means for producing the undulations in the current by the variations in pressure on carbon contacts, and the second is an induction coil operated by a local battery, whose primary circuit passes through the contacts of the carbon microphone, and whose secondary circuit passes over the line. These fundamental elements of the Blake transmitter were the inventions of Berliner and Edison, and were made in 1877. The broad idea of producing electric undulations by varying the pressure between electrodes by vocal vibrations, was a large bone of contention in the Patent Office between various inventors. An application for a patent for the same was filed in the Patent Office by Emile Berliner, June 4, 1877, which was contested in an interference by Gray, Edison, Richmond, Dolbear, Holcombe, Prof. Bell, and others. After fourteen years of litigation the patent was finally awarded to Berliner. The patent granted to him November 17, 1891, No. 463,569, is a valuable one, and has become the property of the American Bell Telephone Company. The application of a low resistance conductor (carbon) in a microphone was invented by Edison as early as 1877, but his[83] patent, No. 474,230, did not issue until May 3, 1892, on account of the interference with Berliner on the broader principle.
Even though the Bell telephone functions as both a transmitter and receiver, a more sensitive and effective transmitter has become dominant in practice. The most widely used and recognized is the "Blake transmitter," which was introduced around 1880. This device relies on two crucial components. The first is the carbon microphone, which generates fluctuations in the electrical current by changing pressure on carbon contacts, and the second is an induction coil powered by a local battery, with its primary circuit running through the contacts of the carbon microphone and its secondary circuit running along the line. These key features of the Blake transmitter were invented by Berliner and Edison in 1877. The overall concept of creating electric fluctuations by changing the pressure between electrodes through vocal vibrations sparked significant disputes at the Patent Office among various inventors. Emile Berliner filed a patent application for this on June 4, 1877, which led to an interference contest with Gray, Edison, Richmond, Dolbear, Holcombe, Professor Bell, and others. After fourteen years of legal battles, the patent was finally granted to Berliner. The patent awarded to him on November 17, 1891, No. 463,569, is a valuable asset and has since become part of the American Bell Telephone Company. The idea of using a low-resistance conductor (carbon) in a microphone was developed by Edison as early as 1877, but his[83] patent, No. 474,230, did not get issued until May 3, 1892, due to the interference involving Berliner's broader principle.


FIG. 60.—DIAGRAM OF CIRCUITS IN BLAKE TRANSMITTER.
FIG. 60.—DIAGRAM OF CIRCUITS IN BLAKE TRANSMITTER.
The Blake transmitter takes its name from the inventor of its mechanical features, who has assembled in it the fundamental principles of Berliner and Edison in a sensitive and practical mechanical construction, covered by minor patents, dated November 29, 1881. It is the little box in the middle of the familiar telephone outfit into which the talking is done. Its internal construction is shown in Fig. 59. To the rear of the door is secured the cast iron circular ring A, inside of which lies the Russia iron diaphragm B, cushioned at its edges with a rubber band. A circular seat a little larger than the diaphragm is formed in the iron ring, and on this seat the diaphragm rests. A short, thin metal plate attached to the ring A on the right hand side clamps the diaphragm in position by resting squarely[84] on the rubber edge of the diaphragm. Its function is like that of a hinge, which allows the diaphragm to freely swing inward. A steel damping spring is secured to the ring at the opposite edge of the diaphragm, and has its free end provided with a rubber glove on which is cemented a thin piece of fluffy woolen material. The padded end of the damping spring rests against the diaphragm and prevents excessive vibration. The iron ring A has at its bottom a projection holding an adjusting screw, and to a similar top projection is attached by screws a brass spring, from which depends another casting C, supporting the microphone apparatus, which is best shown in the diagram, Fig. 60. In this diagram A is one terminal of the battery connected by wire S to the hinge H of the box. From the other leaf of the hinge the wire M passes to K, where it is soldered to the upper end of a German silver spring I. At K this spring is clamped and insulated from the iron work by two pieces of hard rubber. On the lower end of the spring I is soldered a short piece of thick platinum wire, whose ends are rounded into heads, one of which bears against the diaphragm N, and the other against the carbon button J. This button is attached to a small brass weight, and is supported by a spring R, clamped at its upper end to the metal support T. This spring is surrounded its entire length by rubber tubing to deaden vibration. The transmitter is adjusted by screw O, which, acting upon casting T, brings the carbon button, the platinum heads, and also the diaphragm N, against each other with a regulated pressure. The current passes from the part K to the spring I, the platinum head, carbon button J, and its supporting spring R, to metal casting T, and ring V, thence by wire L to the lower hinge G, by wire P to the pri[85]mary of the induction coil, and thence by wire Y to binding post B, the two binding posts A B being the two battery terminals. The secondary wire E of the induction coil has its ends connected by wires X and W with the two binding posts C B, which are the line terminals, or one the line terminal and the other the ground connection. It will thus be seen that the primary current passes through the transmitter, and the secondary traverses the line. The most familiar forms of the telephone are those seen in Figs. 61 and 62, but the ideal form is rigged in a cabinet or little room, which excludes all extraneous interfering sounds.
The Blake transmitter is named after its inventor, who incorporated the core ideas of Berliner and Edison into a sensitive and practical mechanical design, protected by several minor patents from November 29, 1881. It's the small box at the center of the typical telephone setup where the speaking happens. Its internal structure is shown in Fig. 59. At the back of the door is a cast iron circular ring A, inside which is the Russia iron diaphragm B, cushioned at the edges with a rubber band. A circular seat, slightly larger than the diaphragm, is created in the iron ring, and the diaphragm rests on this seat. A short, thin metal plate attached to the right side of ring A holds the diaphragm in place by resting directly on the rubber edge of the diaphragm. This acts like a hinge, allowing the diaphragm to swing inward freely. A steel damping spring is attached to the opposite edge of the diaphragm, with its free end covered by a rubber glove that has a thin piece of soft wool material glued to it. The padded end of the damping spring touches the diaphragm to prevent excessive vibrations. The iron ring A has a projection at the bottom that holds an adjusting screw, and a similar projection at the top where a brass spring is attached with screws. Another piece, casting C, supports the microphone apparatus, which is best illustrated in the diagram, Fig. 60. In this diagram, A connects to one terminal of the battery via wire S to the hinge H of the box. From the other side of the hinge, wire M goes to K, where it's soldered to the upper end of a German silver spring I. At K, this spring is clamped and isolated from the iron components by two pieces of hard rubber. A short piece of thick platinum wire is soldered to the lower end of the spring I, with both ends rounded into heads—one presses against the diaphragm N, and the other against the carbon button J. This button is connected to a small brass weight and held by a spring R, which is clamped at its top to the metal support T. This spring is covered along its entire length with rubber tubing to reduce vibrations. The transmitter is adjusted by screw O, which, acting on casting T, brings the carbon button, the platinum heads, and the diaphragm N together with the right amount of pressure. The current flows from part K to spring I, then to the platinum head, carbon button J, and its supporting spring R, onto metal casting T, ring V, and through wire L to the lower hinge G, then by wire P to the primary side of the induction coil, finally passing through wire Y to binding post B, with the two binding posts A and B being the battery terminals. The secondary wire E of the induction coil connects its ends via wires X and W to the two binding posts C and B, which serve as the line terminals—one being the line terminal and the other the ground connection. So, it is clear that the primary current goes through the transmitter while the secondary flows through the line. The most common types of telephones can be seen in Figs. 61 and 62, but the ideal model is set up in a cabinet or small room that blocks out all unwanted sounds.

FIG. 61.—WALL TELEPHONE.
FIG. 61.—WALL PHONE.

FIG. 62.—DESK TELEPHONE.
FIG. 62.—DESK PHONE.
With the Bell receiver and the Blake transmitter a good practical telephone system may be constructed, but the improvements which have been made in the short life of the telephone are beyond adequate description, or even mention. They relate to the call bell, the battery, the switchboard, meters for registering calls, conductors, conduits, connections, lightning arresters, switches, anti-induction devices, repeaters, and systems. Among those most prominently identified with its development are Bell, Edison, Berliner, Hughes, Gray, Dolbear and Phelps. The activity in this field is best illustrated by the fact that the art of telephony, begun practically in 1876, has at the end of the Nineteenth Century grown into some 3,000 United States patents on the subject.
With the Bell receiver and the Blake transmitter, a solid practical telephone system can be built, but the advancements made in the short time since the telephone was invented are beyond what can be fully described or even listed. These improvements involve the call bell, the battery, the switchboard, meters for tracking calls, conductors, conduits, connections, lightning arresters, switches, anti-induction devices, repeaters, and systems. Among those most closely associated with its development are Bell, Edison, Berliner, Hughes, Gray, Dolbear, and Phelps. The activity in this area is best highlighted by the fact that the field of telephony, which started around 1876, has resulted by the end of the Nineteenth Century in nearly 3,000 patents in the United States on the topic.

That which has given the telephone its greatest commercial value is the “exchange” system, by which at a central office any member of a telephonic community may be instantly put into communication with any other member of that community. For this purpose, see Fig. 63, a continuous switchboard is arranged along the side of a large room and occupies most of that side of the wall. It comprises a great array of annunciator drops, spring jacks with plug seats, and connecting cords with metal plugs at their opposite ends. Each subscriber is connected to his own spring jack[86] and annunciator drop, and his call to central office (from his magneto-bell) throws down the annunciator drop which bears the number of his telephone, and announces to the attendant his desire to communicate with another. To insure the attention of the attendant, a tiny electric lamp is by the same action lighted directly in front of her, which acts as a pilot signal to call her attention to the drop. The attendant now puts a plug in that spring jack, which automatically restores the drop, and she then asks the number which the subscriber wants, and, upon ascertaining this, puts the plug at the other end of the connecting cord into the spring jack of the subscriber wanted, and by this action disconnects her own telephone. As every telephone subscriber has in the central office an apparatus exclusively his own, it will be seen that a telephone community of several thousands of subscribers involves an imposing array of multiple connections, and a great expense in construction. Girls are chosen as exchange attendants because their voices are clearer. Every telephone jack, however, does not have its Jill, for each girl has charge of a hundred or more jacks, and wears constantly on her head a telephone of special shape, embracing her head like a child’s hoop comb, but terminating with an ear-piece at one end that covers one ear. She is too busy to waste time in adjusting an ordinary telephone to her ear, and so wears one of special design all the time.
The biggest reason the telephone has become so valuable for business is the “exchange” system, which allows any member of a phone network to be instantly connected with any other member. For this, see Fig. 63; a continuous switchboard lines one side of a large room and takes up most of that wall. It features a series of annunciator drops, spring jacks with plug sockets, and connecting cords with metal plugs on the other ends. Each subscriber is linked to their own spring jack[86] and annunciator drop, and when they call the central office using their magneto-bell, it triggers the annunciator drop that corresponds to their phone number and informs the attendant that they want to connect with someone else. To grab the attendant's attention, a small electric lamp lights up directly in front of her, serving as a visual signal for her to notice the drop. The attendant then plugs into the spring jack, which automatically resets the drop, and asks for the number the subscriber wishes to reach. After getting the number, she connects the plug at the other end of the cord to the requested subscriber's spring jack, which also disconnects her own phone. Since every telephone subscriber has a dedicated device in the central office, a network of thousands of subscribers creates a complex web of connections and significant construction costs. Girls are selected as exchange attendants because their voices are clearer. However, not every telephone jack has its own girl; each attendant oversees a hundred or more jacks and wears a specially shaped headset that fits around her head like a child’s hoop comb, but ends with an earpiece covering one ear. She’s too busy to fuss with a standard phone, so she wears one designed for continuous use.
In the twentieth annual report of the American Bell Telephone Company, for the year 1899, the number of telephones in use January 1, 1900, by that company alone, in the United States, was 1,580,101; the miles of wire were 1,016,777, and the daily connections for persons using the telephone were 5,173,803. The gross earnings of the company were $5,760,106.45, and it paid in dividends $3,882,945. The total number of exchange stations of the Bell Company in the principal countries of the[87] world are: United States, 632,946; Germany, 212,121; Great Britain, 112,840; Sweden, 63,685; France, 44,865; Switzerland, 35,536; Russia, 26,865; Austria, 26,664; Norway, 25,376. The United States has nearly 85,000 more than all the others put together.
In the twentieth annual report of the American Bell Telephone Company, for the year 1899, the number of telephones in use on January 1, 1900, by that company alone, in the United States, was 1,580,101; the miles of wire were 1,016,777, and the daily connections for people using the telephone were 5,173,803. The gross earnings of the company were $5,760,106.45, and it paid out $3,882,945 in dividends. The total number of exchange stations of the Bell Company in the main countries of the [87] world are: United States, 632,946; Germany, 212,121; Great Britain, 112,840; Sweden, 63,685; France, 44,865; Switzerland, 35,536; Russia, 26,865; Austria, 26,664; Norway, 25,376. The United States has nearly 85,000 more than all the others combined.
Since the expiration of the Bell patents many smaller companies have sprung up, and the number of telephones in use has more than doubled in the last five years. Long distance telephony is now carried on up to nearly 2,000 miles, and one may to-day lie in bed in New York and listen to a concert in Chicago, and the vocal exchange of business and social intercourse between cities has become so large a feature of modern life as to justify the organization of a great company for this service alone.
Since the Bell patents expired, many smaller companies have emerged, and the number of telephones in use has more than doubled in the last five years. Long-distance calling can now reach almost 2,000 miles, and today you can lie in bed in New York and listen to a concert in Chicago. The exchange of business and social communication between cities has become such a significant part of modern life that it has warranted the creation of a large company dedicated to this service alone.
In the Old Testament, Book of Job, xxxviii. chapter, 35th verse, it is
written: “Canst thou send lightnings that they may go and say unto thee—‘Here
we are?’
” For thousands of years this challenge to Job has been
looked upon as a feat whose execution was only within the power of the
Almighty; but to-day the inventor—that patient modern Job—has accomplished
this seemingly impossible task, for at the end of this Nineteenth
Century of the Christian Era, the telephone makes the lightning man’s
vocal messenger, tireless, faithful, and true, knowing no prevarication, and
swifter than the winged messenger of the gods.
In the Old Testament, Book of Job, chapter 38, verse 35, it says: “Can you send lightnings that they may go and say to you—‘Here we are?’
” For thousands of years, this challenge to Job has been seen as something only the Almighty could do; but today, the inventor—that patient modern Job—has achieved this seemingly impossible task. At the end of this 19th Century of the Christian Era, the telephone makes lightning a man's vocal messenger, tireless, reliable, and true, knowing no lies, and swifter than the winged messenger of the gods.
CHAPTER IX.
Electricity - Miscellaneous.
Storage Battery—Batteries of Planté, Faure and Brush—Electric Welding—Direct Generation of Electricity by Combustion—Electric Boats—Electro-Plating—Edison’s Electric Pen—Electricity in Medicine—Electric Cautery—Electrical Musical Instruments—Electric Blasting.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__.
A prominent factor in the electrical art is the Storage Battery, Secondary Battery, or Accumulator, as it is variously called. A storage battery acts upon the same general principle as the ordinary galvanic or voltaic battery in giving forth electrical current as the correlated equivalent of the chemical force, but differs from it in this respect, that when the elements of a primary battery are used up, the battery is exhausted beyond repair. With the storage battery, it may be regenerated at will by simply subjecting it to an electric current from a dynamo. The dynamo stores up in this battery its electric force by converting it into chemical force, which is imprisoned in chemical compounds that are formed while the power of the dynamo is being applied. These chemical compounds are, however, in a condition of unstable chemical equilibrium, which is undisturbed so long as the poles of the storage battery are not connected, but when connected through a circuit, the instability of the chemical compounds asserts itself, and in passing back to a condition of normal equilibrium the disruption gives off the correlative equivalent of electric current stored up in it by the dynamo.
A significant aspect of electrical technology is the Storage Battery, also known as a Secondary Battery or Accumulator. A storage battery operates on the same basic principle as a standard galvanic or voltaic battery, generating electrical current as a result of chemical energy. However, it differs in that when the elements of a primary battery are depleted, that battery is no longer usable. In contrast, a storage battery can be recharged by applying an electric current from a dynamo. The dynamo transfers its electric energy into the battery by converting it into chemical energy, which gets stored in chemical compounds created while the dynamo is active. These chemical compounds exist in a state of unstable equilibrium that remains stable as long as the storage battery's terminals are not connected. However, once they are connected in a circuit, this instability causes the compounds to revert to their normal state, releasing the stored electric current generated by the dynamo.
Probably the earliest suggestion of a storage battery is by Ritter in 1812, in his “secondary pile.” This device consisted of alternate discs of copper and moistened card, and was capable of receiving a charge from a voltaic pile and of then producing the physical, chemical, and physiological effects obtained from the ordinary pile. The first storage battery of importance, however, was made by Gaston Planté in 1860, which consisted of leaden plates immersed in a 10 per cent. solution of sulphuric acid in water. In Fig. 64 is shown a modification of the Planté type of storage battery, composed of a series of plates shown on the left. Each of these plates is built up, as shown in detail in Fig. 65, of lead strips corrugated and arranged in layers alternately with flat strips, within perforated leaden cases. The corrugation of the leaden laminæ gives greater superficial[89] area, and the alternation of flat and corrugated strips keeps them properly spaced, so the sulphuric acid solution may penetrate and act upon the same. Each plate section has a rod to connect it with its proper terminal. When the charging current is applied, the positive lead plate becomes covered with lead peroxide (PbO2) and finely divided metallic lead is deposited on the negative plate. When the battery is being discharged the peroxide of lead gives up one of its atoms of oxygen to the spongy metallic lead deposited on the other plate, and both plates remain coated with lead monoxide (PbO).
The earliest idea of a storage battery likely comes from Ritter in 1812 with his “secondary pile.” This device featured alternating discs of copper and damp cardboard, and it could take a charge from a voltaic pile, producing the same physical, chemical, and physiological effects as a regular pile. The first significant storage battery was created by Gaston Planté in 1860, which included lead plates immersed in a 10 percent solution of sulfuric acid in water. In Fig. 64 is a modification of the Planté type of storage battery, made up of a series of plates shown on the left. Each plate is constructed, as detailed in Fig. 65, from corrugated lead strips layered alternately with flat strips, all within perforated lead cases. The corrugation of the lead layers provides a greater surface area, and the alternating flat and corrugated strips ensure proper spacing so the sulfuric acid solution can penetrate and interact with them. Each plate section has a rod that connects it to its appropriate terminal. When the charging current is applied, the positive lead plate gets coated with lead peroxide (PbO2), and finely divided metallic lead forms on the negative plate. During discharge, the lead peroxide releases one of its oxygen atoms to the spongy metallic lead on the other plate, leaving both plates coated with lead monoxide (PbO).


The most important development of the storage battery was made by Camille A. Faure, in 1880 (U. S. Pat. No. 252,002, Jan 3, 1882). In the early part of 1881 there was sent from Paris to Glasgow a so-called “box of electric energy” for inspection and test by Sir William Thomson, the[90] eminent electrician. It was one of the first storage batteries of M. Faure. The illustration, Fig. 66, shows a battery of this type in which the lead plates covered with red lead (Pb3O4) replace the plain lead plates in the Planté cell. The action of the battery is that when a current of electricity is passed into the same, the red lead on one plate (the negative) is reduced to metallic lead, and that on the other is oxidized to a state of peroxide (PbO2). These actions are reversed when the charged cell is discharging itself. The elements of this battery consist of alternate layers of sheet lead, and a paste of red oxide of lead. These are immersed in a 10 per cent. solution of sulphuric acid in water. Many minor improvements have been made in the storage battery, covered by 716 United States patents, most of which relate to cellular construction for holding the mass of red lead in place. The most notable are those of Brush, to whom many patents were granted in 1882 and 1883.
The most significant advancement in the storage battery was made by Camille A. Faure in 1880 (U.S. Pat. No. 252,002, Jan 3, 1882). In the early part of 1881, a so-called “box of electric energy” was sent from Paris to Glasgow for inspection and testing by Sir William Thomson, the prominent electrician. It was one of the first storage batteries designed by M. Faure. The illustration, Fig. 66, shows a battery of this type where the lead plates covered with red lead (Pb3O4) replace the plain lead plates found in the Planté cell. The way the battery works is that when an electric current is passed through it, the red lead on one plate (the negative) is reduced to metallic lead, while the other plate is oxidized to peroxide (PbO2). These processes reverse when the charged cell discharges. The components of this battery consist of alternating layers of sheet lead and a paste of red oxide of lead, all immersed in a 10 percent solution of sulfuric acid in water. Numerous minor improvements have been made to the storage battery, covered by 716 U.S. patents, most of which focus on cellular construction to hold the mass of red lead in place. The most notable improvements were made by Brush, who received many patents in 1882 and 1883.

The storage battery finds many important applications. For furnishing current for the propulsion of electric street cars it has proved a disappointment, on account of the vibrations to which it is subjected, and the great weight of the lead, which in batteries of suitable capacity runs up into many thousands of pounds. The storage battery finds a useful place, however, for equalizing the load in lighting and power stations, and is there brought into action to supplement the engine and dynamo during those hours of the day when the tax or load is greatest. It is also used to keep up electrical pressure at the ends of long transmission lines; for telegraphing purposes; for isolated electric lighting; for boat propulsion; the propulsion of automobile carriages; and in all cases where a portable source of electric current would find application. The great growth of automobile carriages in the past year has greatly stimulated the output of storage batteries. One large company (The Electric Storage Battery[91] Company), manufactured and sold storage batteries for the year ending June 1, 1899, to the amount of $2,387,049.91, and there are many other manufacturers.
The storage battery has many important uses. It has been a letdown for powering electric streetcars due to the vibrations it experiences and the heavy weight of lead, which in batteries with enough capacity can weigh thousands of pounds. However, the storage battery plays a valuable role in balancing the load in lighting and power stations, where it helps boost the engine and dynamo during peak hours. It's also used to maintain electrical pressure at the ends of long transmission lines, for telegraphy, for standalone electric lighting, for boat propulsion, for powering cars, and in any situation where a portable source of electric current is needed. The recent surge in automobiles has significantly increased the demand for storage batteries. One major company (The Electric Storage Battery[91] Company) manufactured and sold storage batteries worth $2,387,049.91 for the year ending June 1, 1899, and there are many other manufacturers as well.

Electric Welding was invented by Prof. Elihu Thomson, of Lynn, Mass., and patented by him August 10, 1886, No. 347,140-42, and July 18, 1893, No. 501,546. It is useful for the making of chains, tools, carriage axles, joining shafting, wires, and pipes, mending bands, tires, hoops, and lengthening and shortening bolts, bars, etc. For electric welding a current of great volume or quantity, and very low electro-motive force, is required. Thus a current of from one to two volts, and one to several thousand amperes, is best suited. Referring to Fig. 67, the current from the dynamo is conducted to one binding post of the commutator 3, which is arranged to send the current through one-sixth, one-third or one-half of the primary wire P of a transformer or induction coil. The other binding post of the commutator 3 extends to one terminal of an isolated primary[92] coil 4, and the other terminal of this coil connects with the dynamo. The coil 4 is provided with a switch to regulate the amount of current. The rods to be welded are placed in clamps C C′, C being connected with one terminal of the secondary conductor S, and the movable clamp C′ with the other. When the current is turned on C′ is moved so as to project one of the surfaces to be welded against the other, and as they come in contact they heat and fuse together, as shown at W. Larger apparatus has been devised to weld railroad joints on the roadbed, and for other applications.
Electric Welding was invented by Prof. Elihu Thomson from Lynn, Mass., and patented by him on August 10, 1886, No. 347,140-42, and July 18, 1893, No. 501,546. It's useful for making chains, tools, carriage axles, joining shafting, wires, and pipes, as well as repairing bands, tires, hoops, and adjusting the length of bolts and bars. For electric welding, you need a current that has a high volume or quantity but very low electro-motive force. A current of one to two volts and one to several thousand amperes works best. Referring to Fig. 67, the current from the dynamo goes to one binding post of the commutator 3, which is set up to send the current through one-sixth, one-third, or one-half of the primary wire P of a transformer or induction coil. The other binding post of commutator 3 connects to one terminal of an isolated primary[92] coil 4, and the other terminal of this coil is linked to the dynamo. Coil 4 is equipped with a switch to control the amount of current. The rods to be welded are placed in clamps C C′, with C connected to one terminal of the secondary conductor S, and the movable clamp C′ connected to the other. When the current is turned on, C′ is moved to push one of the surfaces that need welding against the other, and as they touch, they heat up and fuse together, as shown at W. Larger equipment has been created to weld railroad joints on the roadbed and for other uses.

The generation of electricity for commercial purposes is almost entirely dependent upon the dynamo, as this is cheaper than the voltaic battery. The dynamo, however, must be energized by a steam engine. The direct production of electric energy by the combustion of coal would be the ideal method. A process invented by Edison (Pat. No. 490,953, Jan. 31, 1893), is interesting as an effort in this direction, and is presented in Fig. 68. A carbon cylinder D is suspended in an air-tight vessel B, and is surrounded by oxide of iron F, the whole being placed above a furnace. The temperature being raised to a point where the carbon will be attacked by the oxygen, carbonic oxide and carbonic acid will be formed, which are exhausted by the suction fan E. A constant current of electricity is given off from the two electrodes through the wires, the metallic oxide being reduced and the carbon consumed.
The generation of electricity for commercial purposes is almost entirely dependent on the dynamo, as this is cheaper than the voltaic battery. The dynamo, however, needs to be powered by a steam engine. The direct production of electric energy by burning coal would be the ideal method. A process invented by Edison (Pat. No. 490,953, Jan. 31, 1893) is interesting as an effort in this direction and is detailed in Fig. 68. A carbon cylinder D is suspended in an airtight vessel B, surrounded by oxide of iron F, and the entire setup is placed above a furnace. As the temperature is raised to a point where the carbon will react with the oxygen, carbon monoxide and carbon dioxide will be produced, which are removed by the suction fan E. A constant flow of electricity is generated from the two electrodes through the wires, with the metallic oxide being reduced and the carbon consumed.

FIG. 69.—RUDDER AND MOTOR OF TROUVÉ’S ELECTRIC BOAT, 1881.
FIG. 69.—RUDDER AND MOTOR OF TROUVÉ’S ELECTRIC BOAT, 1881.
Electrical Navigation began with Jacobi, who made the first attempt on the Neva in 1839. He used voltaic apparatus consisting of two Grove batteries, each containing sixty-four pairs of cells, but little progress was made in this field until the secondary battery was perfected. In 1881 Mr. G. Trouvé made an application of the storage battery and electric motor[93] to a small boat on the Seine. The electric motor, which was located on top of the rudder, as seen in Fig. 69, was furnished with a Siemens armature connected by an endless belt with a screw propeller having three paddles arranged in the middle of an iron rudder. In the middle of the boat were two storage batteries connected with the motor by two cords that both served to cover the conducting wires and work the rudder. Electric launches have in later years rapidly gained in popularity. Visitors to the Chicago fair will remember the fleet of electric launches, which afforded both pleasure and transportation on the water, at that great exposition, and to-day every safe harbor has its quota of these silently gliding and fascinating pleasure crafts. Fig. 70 is a longitudinal section and a general view of one of these launches.
Electrical Navigation started with Jacobi, who made the first attempt on the Neva in 1839. He used a voltaic setup with two Grove batteries, each containing sixty-four pairs of cells, but there wasn't much progress in this area until the secondary battery was developed. In 1881, Mr. G. Trouvé applied the storage battery and electric motor[93] to a small boat on the Seine. The electric motor, positioned on top of the rudder, as shown in Fig. 69, was equipped with a Siemens armature connected by an endless belt to a screw propeller with three paddles placed in the center of an iron rudder. In the center of the boat, there were two storage batteries linked to the motor by two cords that served both to cover the wiring and operate the rudder. Electric launches have quickly become more popular in recent years. Visitors to the Chicago fair will remember the fleet of electric launches, which provided both enjoyment and transport on the water during that grand exhibition, and today every safe harbor has its share of these quietly gliding and captivating pleasure crafts. Fig. 70 is a longitudinal section and a general view of one of these launches.

Electro-plating is one
of the great industrial applications
of electricity
which had its origin in,
and has grown into extensive
use in, the Nineteenth
Century. It originated
with Volta, Cruikshank,
and Wollaston in the very
first year of the century.
In 1805 Brugnatelli, a pupil
of Volta, gilded two
large silver medals by
bringing them into communication by means of a steel wire with the negative
pole of a voltaic pile and keeping them one after the other immersed
in a solution of gold. In 1834 Henry Bessemer electro-plated lead castings
with copper in the production of antique relief heads. In 1838 Prof.
Jacobi announced his galvano-plastic process for the production of electrotype
plates for printing. In the same year he superintended the gilding,
by electro-plate, of the iron dome of the Cathedral of St. Isaac at St.[94]
[95]
Petersburgh, using 274 pounds of ducat gold. In 1839 Spencer described
an electrotype process and carried the date of his operations back to September,
1837. In 1839 Jordan also describes an electro-plating process.
In 1840 Murray used plumbago to make non-conducting surfaces conductive
for electro-plating. In 1840 De Le Rive made known his process of
electro-gilding, employed by him in 1828, and in the same year (1840)
De Ruolz took out a French patent for electro-gilding, and in the following
year formed electro deposits of brass from cyanides of zinc and copper.
In 1841 Smee employed his battery for electro-plating with various metals.
In 1844 there were published the electro-plating experiments of Dancer,
made in 1838. In 1847 Prof. Silliman imitated mother-of-pearl by electro-plating
process.
Electro-plating is one of the major industrial applications of electricity, which began and expanded in the Nineteenth Century. It started with Volta, Cruikshank, and Wollaston in the very first year of the century. In 1805, Brugnatelli, a student of Volta, gilded two large silver medals by connecting them via a steel wire to the negative pole of a voltaic pile and keeping them one at a time submerged in a gold solution. In 1834, Henry Bessemer electro-plated lead castings with copper to create antique relief heads. In 1838, Prof. Jacobi announced his galvano-plastic process for creating electrotype plates for printing. That same year, he oversaw the electro-plating of the iron dome of St. Isaac's Cathedral in St. Petersburg, using 274 pounds of ducat gold. In 1839, Spencer described an electrotype process and traced his work back to September 1837. Also in 1839, Jordan described an electro-plating process. In 1840, Murray used plumbago to make non-conductive surfaces conductive for electro-plating. In 1840, De Le Rive revealed his electro-gilding process, which he had used since 1828, and the same year, De Ruolz filed a French patent for electro-gilding and the following year created electro deposits of brass using cyanides of zinc and copper. In 1841, Smee used his battery for electro-plating with various metals. In 1844, Dancer’s electro-plating experiments, conducted in 1838, were published. In 1847, Prof. Silliman imitated mother-of-pearl using the electro-plating process.

In the last half of the century the production of electrotype plates for printing in books, and for the production of rollers for printing fabrics, and the extensive art of electro-plating with gold, silver, nickel and copper,[96] has grown to enormous proportions, but the fundamental principles have not materially changed. The dynamo, however, has generally supplanted the voltaic battery in this art. The deposition of silver and gold on baser metals not only increases the ornamental effect, but prevents oxidation. Silver plated goods for the table and articles of vertu are to be found everywhere. Nickel is employed for cheaper ornamental effect, and copper finds a large application for electrotypes for printing and for coating iron castings as a protection against rust. In Fig. 71, which shows the interior of an electro-plating establishment, the dynamo is shown on the right connected by wires with two horizontal rods running along the wall and across the various tanks containing the plating solution. On the tanks are rods supporting the articles to be plated, which are suspended in the solution. Similar rods support the opposite electrodes of the tank. Wires connect these rods to the rods on the side of the wall, and to the opposite poles of the dynamo.
In the last half of the century, the production of electrotype plates for printing books and rollers for printing fabrics, along with the widespread art of electroplating with gold, silver, nickel, and copper,[96] has expanded significantly, but the basic principles haven't changed much. The dynamo has largely replaced the voltaic battery in this field. Coating baser metals with silver and gold not only enhances their decorative appeal but also prevents oxidation. You can find silver-plated tableware and decorative items everywhere. Nickel is used for a more affordable decorative effect, while copper is widely applied for electrotypes in printing and to coat iron castings as protection against rust. In Fig. 71, which shows the inside of an electroplating facility, the dynamo is displayed on the right, connected by wires to two horizontal rods along the wall and across various tanks containing the plating solution. On the tanks are rods that support the items being plated, which hang in the solution. Similar rods hold the opposite electrodes of the tank. Wires connect these rods to the rods mounted on the wall and to the opposite poles of the dynamo.

The electric pen of Edison, brought out in 1876 (U. S. Pat. No. 196,747, Nov. 6, 1877), is one of the simple applications of electricity, which for a number of years was in quite general use for making manifold copies of manuscript. In the illustration, Fig. 72, this is shown. It comprises a stylus b reciprocated in a tube a by the vibratory action of an armature k over the poles of an electro-magnet, supplied with a suitable current and vibrating contacts l h. The stylus was rapidly reciprocated, and as the operator traced the letters on the paper, the stylus produced a continuous trail of punctures which permitted the paper to be used as a stencil to make any number of copies. It has, however, been rotated out of existence by manifolding carbon paper, and the almost universal use of the typewriter.
Edison's Electric Pen, introduced in 1876 (U.S. Pat. No. 196,747, Nov. 6, 1877), is one of the straightforward uses of electricity that was commonly used for several years to create multiple copies of written documents. In the illustration, Fig. 72, this is depicted. It consists of a stylus b moving back and forth in a tube a due to the vibratory motion of an armature k over the poles of an electro-magnet, powered by a suitable current and vibrating contacts l h. The stylus moved quickly back and forth, and as the operator traced the letters on the paper, the stylus created a continuous line of punctures that allowed the paper to be used as a stencil to make any number of copies. However, it has since become obsolete due to the widespread use of carbon paper and the typewriter.

Electricity in Medicine.—The superstitious mind is prone to resort to mysterious agencies for the cure of diseases, and for many years men of no scientific knowledge whatever have been employing this seductive instrumentality for all the ills that flesh is heir to. That it has valuable therapeutic qualities when rightly applied no intelligent person will doubt,[97] and it is unfortunate that for the most part it has been in the hands of charlatans who sell their wares, and rely upon a faith-cure principle for the result. Still there have been intelligent experimenters in this field, and it is one of much promise for further research.
Electricity in Medicine.—Superstitious thinking often leads people to seek out mysterious methods to cure diseases, and for many years, individuals without any scientific knowledge have been using this alluring tool for all kinds of ailments. No sensible person would argue that it has valuable therapeutic benefits when used correctly,[97] and it’s unfortunate that mainly charlatans have taken charge of it, marketing their products and relying on a faith-based approach for results. Nonetheless, there have been knowledgeable researchers in this area, and it holds a lot of potential for further study.
In the first century of the Christian Era (A. D. 50) Scribonius Largus relates that Athero, a freedman of Tiberius, was cured of the gout by the shocks of the torpedo or electric eel. In 1803 M. Carpue published experiments on the therapeutic action of electricity. The discovery of induction currents by Faraday in 1831 brought a new era in the medical application of electricity, in the use of what is known as the Faradaic current. The first apparatus for medical use, which operated on this principle, was made by M. Pixii in France, and the first physician who employed such currents was Dr. Neef, of Frankfort. The medical battery is a well-known and useful adjunct to the physician’s outfit. Electric baths are also common and effective modes of applying the electric current. An early example of such a device is shown in the U. S. patent to Young, No. 32,332, May 14, 1861. The electric cautery and probe are also scientific and useful instruments. The cautery consists of a loop of platinum wire carried by a suitable non-conducting handle, with means for constricting the white hot loop of wire about the tumor or object to be excised. It was invented in 1846 by Crusell, of St. Petersburgh. A form of the electric cautery is shown in Fig. 73, in which a is the platinum wire loop whose branches slide through guide tubes, the ends being attached to a sliding ring B. The current enters through the wire at the binding posts at the end of non-conducting handle A, and heats the platinum loop, a, red hot. The loop, a, being around the object to be excised, is constricted by drawing down the handle ring B.
In the first century of the Christian Era (A.D. 50), Scribonius Largus mentioned that Athero, a freedman of Tiberius, was cured of gout by electric shocks from a torpedo or electric eel. In 1803, M. Carpue published experiments on the healing effects of electricity. The discovery of induction currents by Faraday in 1831 marked a new era in the medical use of electricity, specifically the Faradaic current. The first medical device based on this principle was created by M. Pixii in France, and the first doctor to use such currents was Dr. Neef, from Frankfurt. A medical battery is a well-known and valuable addition to a doctor's toolkit. Electric baths are also popular and effective ways to apply the electric current. An early example of such a device is detailed in U.S. patent No. 32,332, granted to Young on May 14, 1861. The electric cautery and probe are also important and effective tools. The cautery consists of a loop of platinum wire held by a suitable non-conducting handle, designed to constrict the hot wire loop around a tumor or object to be removed. It was invented in 1846 by Crusell from St. Petersburg. A version of the electric cautery is shown in Fig. 73, where a represents the platinum wire loop with branches sliding through guide tubes, the ends connected to a sliding ring B. The current flows through the wire at the binding posts at the end of the non-conducting handle A, heating the platinum loop, a, until it becomes red hot. The loop, a, encircling the object to be removed, is tightened by pulling down the handle ring B.
Of the various applications of electricity in body wear and appliances there is scarcely any end. There are patents for belts without number, for electric gloves, rings, bracelets, necklaces, trusses, corsets, shoes, hats, combs, brushes, chairs, couches, and blankets. Patents have also been granted for electric smelling bottles, an adhesive plaster, for electric spectacles, scissors, a foot warmer, hair singer, syringes, a drinking cup,[98] a hair cutter, a torch, a catheter, a pessary, gas lighters, exercising devices, a door mat, and even for an electric hair pin and a pair of electric garters.
Of the many uses of electricity in clothing and devices, there seems to be no limit. There are countless patents for belts, electric gloves, rings, bracelets, necklaces, trusses, corsets, shoes, hats, combs, brushes, chairs, couches, and blankets. Patents have also been issued for electric scent bottles, adhesive bandages, electric glasses, scissors, a foot warmer, a hair curler, syringes, a drinking cup,[98] a hair cutter, a flashlight, a catheter, a pessary, gas lighters, exercise equipment, a doormat, and even for an electric hairpin and a pair of electric garters.
Electrical Musical Instruments include pianos, banjos, and violins, all of which are to be played automatically by the aid of electrical appliances. In the illustration, Fig. 74, is shown a modern electrical piano. A small electrical motor 1, run by a storage battery or electric light wires, turns a belt 3, and rotates pulley 4 and a long horizontal cylinder 5 running beneath the keyboard. Above this cylinder is the mechanism that acts upon the keys. It consists of a series of brake shoes which, when brought into frictional contact with the cylinder 5, are made to act on small vertical rods which bring down the keys just as the fingers do in playing. The selection of the proper keys is made by a traveling strip of paper perforated with dots and dashes representing the notes, which strip of paper passes between two metal contact faces, which are terminals of an electric battery.[99] When the contacts are separated by the non-conducting paper the current does not flow, but when the contacts come together through the perforations the current is completed through an electro-magnet, and this is made to bring the proper brake shoe into position to be lifted by the cylinder 5, which rotates constantly.
Electrical Musical Instruments include pianos, banjos, and violins, all of which are played automatically with the help of electrical devices. In the illustration, Fig. 74, you can see a modern electric piano. A small electric motor 1, powered by a storage battery or electric light wires, turns a belt 3, which rotates pulley 4 and a long horizontal cylinder 5 located beneath the keyboard. Above this cylinder is the mechanism that operates the keys. It consists of a series of brake shoes that, when pressed against cylinder 5, act on small vertical rods, causing the keys to be pressed down just like fingers would when playing. The selection of the correct keys is made by a moving strip of paper with dots and dashes representing the notes. This strip of paper passes between two metal contact points, which are terminals of an electric battery.[99] When the contacts are separated by the non-conductive paper, the current does not flow. However, when the contacts connect through the perforations, the current completes a circuit through an electromagnet, which positions the correct brake shoe to be lifted by the constantly rotating cylinder 5.

Electro-blasting.—In 1812 Schilling proposed to blow up mines by the galvanic current. In 1839 Colonel Pasley blew up the wreck of the “Royal George” by electro-blasting. On Jan. 26, 1843, Mr. Cubitt used electro-blasting to destroy Round Down Cliff, and in our own time the extensive excavations in deepening the channel and removing the rocks at Hell Gate, from the mouth of New York harbor, was a notable operation in electro-blasting, and doubtless owes its success largely to the electric current employed.
Electro-blasting.—In 1812, Schilling suggested using electric current to blow up mines. In 1839, Colonel Pasley detonated the wreck of the “Royal George” using electro-blasting. On January 26, 1843, Mr. Cubitt applied electro-blasting to take down Round Down Cliff. More recently, the extensive work to deepen the channel and remove the rocks at Hell Gate, at the entrance of New York harbor, was a significant electro-blasting project that likely owed much of its success to the electric current used.
Only the briefest mention can be made of the induction coil and the electrical transformer, of electric bells and hotel annunciators, of electric railway signalling, and electric brakes, of electric clocks and instruments of precision, of heating by electricity, of electrical horticulture, and of the beautiful electric fountains. These, however, all belong to the Nineteenth Century, and include interesting developments.
Only a quick mention can be made of the induction coil and the electrical transformer, electric bells and hotel indicators, electric railway signaling, and electric brakes, electric clocks and precision instruments, heating with electricity, electrical gardening, and the beautiful electric fountains. However, all of these belong to the Nineteenth Century and include fascinating developments.
Electro-chemistry and the electrolytic refining of metals represent also, in the applications of electricity, a large and important field, more fully treated under the chapters devoted to chemistry and metal working.
Electrochemistry and the electrolytic refining of metals are also significant areas in the use of electricity, discussed in more detail in the chapters on chemistry and metalworking.
CHAPTER X.
The Steam Engine.
Hero’s Engine, and Other Early Steam Engines—Watt’s Steam Engine—The Cut-Off—Giffard Injector—Bourdon’s Steam Gauge—Feed-Water Heaters, Smoke Consumers, Etc.—Rotary Engines—Steam Hammer—Steam Fire Engine—Compound Engines—Schlick and Taylor Systems of Balancing Momentum of Moving Parts—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
When the primeval man first turned upon himself the critical light of introspection, and observed his own deficiencies, there were born within him both the desire and the determination to supplement his weakness, and become the ruling factor in the world’s destiny. The strength of his arm unaided could not cope with that of the wild beast, he could not travel so fast as the animal, nor soar so high as the bird, nor traverse the waters of the sea like the fish. The magnificent power of the elements first inspired him with awe, then was worshiped as a god, and he trembled in his weakness. Then he began to invent, and seeing in physical laws an escape from his fears, and a solution for his ambitions, he trained these forces and made them subservient to his will, and established his right to rule. Out of the maze of the centuries a steam engine is born—not all at once, for that would be inconsistent with the law of evolution—but gradually growing first into practicability, then into efficiency, and finally into perfection, it stands to-day a beautiful monument of man’s ingenuity, throbbing with life and energy, and moving the world. What has not the steam engine done for the Nineteenth Century? It speeds the locomotive across the continent faster and farther than the birds can fly; no fish can equal the mighty steamship on the sea; it grinds our grain; it weaves our cloth; it prints our books; it forges our steel, and in every department of life it is the ubiquitous, tireless, potent agency of civilization. Does the ambitious young philosopher predict that electricity will supersede steam? It is not yet a rational prophecy, for the direct production of electricity from the combustion of coal is still an unsolved problem, and behind the electric generator can always be found the steam engine, modestly and quietly giving its full life’s work to the dynamo, which it actuates, and caring nothing for the credit, unmindful of the beautiful and striking manifestations of electricity[101] which astonish the world, but humbly doing its duty with a silent faith that the law of correlation of force will always lead the way back to the steam engine, and place it where it belongs, at the head of all useful agencies of man.
When early humans first turned their self-reflection inward and noticed their own flaws, they developed both the desire and the resolve to overcome these weaknesses and take control of their fate. Their physical strength alone couldn't match that of wild animals; they couldn't run as fast, fly as high, or swim as well as fish. At first, the sheer power of nature inspired them with fear, then became something they worshipped as divine, making them aware of their own vulnerabilities. So, they began to invent. By understanding physical laws, they found ways to escape their fears and fulfill their ambitions, learning to harness these forces to bend them to their will, claiming their right to dominate. Out of centuries of development, the steam engine emerged—not all at once, as that would go against the principles of evolution—but gradually evolving from basic functionality to efficiency and finally to perfection. Today, it stands as a stunning testament to human creativity, pulsating with energy and propelling the world forward. What hasn't the steam engine accomplished for the 19th Century? It drives locomotives across continents faster and farther than birds can fly; no fish can match the massive steamship on the ocean; it mills our grain, weaves our fabrics, prints our books, and forges our steel. In every facet of life, it is the ever-present, tireless force behind civilization. If an ambitious young thinker claims that electricity will replace steam, it is premature to make such predictions, as the direct generation of electricity from coal combustion remains an unresolved issue. Behind every electric generator, you'll find the steam engine, quietly and modestly powering the dynamo, indifferent to the recognition it deserves, unconcerned about the impressive displays of electricity that amaze the world. It continues to perform its duties with unwavering faith that the correlation of forces will always bring things back to the steam engine, placing it rightfully at the forefront of all human advancements.[101]
The Nineteenth Century did not include in its discoveries the invention of the steam engine. The great gift of James Watt was one of the legacies which it received from the past, but the economical, efficient, graceful, and mathematically perfect engine of to-day is the product of this age.
The Nineteenth Century didn't include the invention of the steam engine in its discoveries. The significant contribution of James Watt was one of the legacies it inherited from the past, but today's economical, efficient, graceful, and mathematically perfect engine is the result of this era.

The genesis of the steam engine belongs to ancient history, for in the year 150 B. C. Hero made and exhibited in the Serapeum of Alexandria the first steam engine. It was of the rotary type and was known as the “aeolipile.” During the middle ages the spirit of invention seems to have slept, for nearly eighteen centuries passed from the time of Hero’s engine before any active revival of interest was manifested in this field of invention. Giovanni Branca in 1629, the Marquis of Worcester in 1633, Dr. Papin in 1695, Savary in 1698, and Newcomen in 1705, were the pioneers of Watt, and gave to him a good working basis. Strange as it may appear, there was in 1894 and probably still is in existence in England an old Newcomen steam engine (see Fig. 76), which for at least a hundred years has stood exposed to the weather, slowly rusting and crumbling away. It is to be found in Fairbottom Valley, half way between Ashton-under-Lyne and Oldham, and is the property of the trustees of the late Earl of Stamford[102] and Warrington. It is erected on a solid masonry pillar 14 by 7 feet at the base, which carries on its top, on trunnions, an oak beam 20 feet long and 12 by 14 inches thick. This beam is braced with iron, and has segmental ends with a piston at one end, and a balance weight at the other. The piston and pump rods are attached by chains. The cylinder is of cast iron, 27 inches in diameter, and about six foot stroke, the steam entering at the bottom only. It was formerly used for pumping a mine.
The origin of the steam engine goes way back in history, as in 150 B.C., Hero created and demonstrated the first steam engine at the Serapeum of Alexandria. It was a rotary device known as the “aeolipile.” During the Middle Ages, innovation seemed to take a break, with nearly eighteen centuries passing since Hero’s engine before any significant interest in this field was seen again. Giovanni Branca in 1629, the Marquis of Worcester in 1633, Dr. Papin in 1695, Savary in 1698, and Newcomen in 1705 were pioneers leading up to Watt, providing him with a solid foundation. Interestingly, as of 1894, and likely still today, there exists an old Newcomen steam engine in England (see Fig. 76) that has been exposed to the elements for at least a hundred years, slowly rusting and deteriorating. It's located in Fairbottom Valley, halfway between Ashton-under-Lyne and Oldham, and belongs to the trustees of the late Earl of Stamford[102] and Warrington. The engine is mounted on a solid masonry pillar measuring 14 by 7 feet at its base, which supports an oak beam that is 20 feet long and 12 by 14 inches thick, resting on trunnions. This beam is reinforced with iron, features segmental ends with a piston on one end and a balance weight on the other. The piston and pump rods are linked by chains. The cylinder is made of cast iron, 27 inches in diameter, with a stroke of about six feet, allowing steam to enter only from the bottom. It was previously used for pumping water from a mine.

The distinct and valuable legacy, however, which the Nineteenth Century received from the past, was the double acting steam engine of James Watt, disclosed in his British Pat. No. 1,321, of 1782. Prior to this date steam engines had been almost exclusively confined to raising water, but with the invention of Watt it extended into all fields of industrial use.[103] Watt’s double acting engine is shown in Fig. 77. It comprised a cylinder A, with double acting piston and valve gear E F G H; the parallel motion R for translating the reciprocating motion of the piston into the curved oscillatory path of the walking beam; a condenser chamber K, with spray I, for condensing the exhaust steam; a pump L J to remove the water from the condenser, and also the air, which is drawn out of the water by the vacuum; a water supply pump N; the automatic ball governor D, and throttle valve B. Two pins on the pump rod L strike the lever H and work the valve gear, and a collecting rod P and crank Q convert the oscillations of the walking beam into the continuous rotation of the fly wheel.
The unique and important legacy that the Nineteenth Century inherited from the past was James Watt's double acting steam engine, revealed in his British Patent No. 1,321, in 1782. Before this, steam engines had mostly been used for pumping water, but Watt's invention opened up a new realm of industrial applications.[103] Watt’s double acting engine is illustrated in Fig. 77. It included a cylinder A, with a double acting piston and valve mechanism E F G H; the parallel motion R that transformed the back-and-forth motion of the piston into the curved swinging movement of the walking beam; a condenser chamber K, with spray I, for condensing the exhaust steam; a pump L J to remove water from the condenser, as well as the air that is extracted from the water by the vacuum; a water supply pump N; the automatic ball governor D; and throttle valve B. Two pins on the pump rod L hit the lever H and operate the valve mechanism, while a collecting rod P and crank Q turn the swinging motion of the walking beam into the continuous rotation of the flywheel.

Watt’s automatic ball governor is shown in Fig. 78 and its function is as follows: When the working strain on an engine is relieved by the throwing out of action of a part of the work being performed, the engine would run too fast, or if more than a normal tax were placed on the engine, it would “slow up.” To secure a regular and uniform motion in the performance of his engine Watt invented the automatic or self-regulating ball governor and throttle valve. A vertical shaft D is rotated constantly by a band on pulley d. Any tendency in the engine to run too[104] fast throws the balls up by centrifugal action, and this through toggle links f h, pulls down on a lever F G H, and partially closes the throttle valve Z, reducing the flow of steam to the engine. When the engine has a tendency to run too slow the balls drop down, and, deflecting the lever in the opposite direction, open the throttle valve, and increase the flow of steam to the engine. This double acting engine of Watt marks the beginning of the great epoch of steam engineering, and his patent expired just in time to give to the Nineteenth Century the greatest of all natal gifts.
Watt’s automatic ball governor is shown in Fig. 78 and its function is as follows: When the workload on an engine is reduced by stopping a part of the work being done, the engine would run too fast, or if it was overloaded, it would “slow down.” To ensure smooth and consistent operation of his engine, Watt invented the automatic or self-regulating ball governor and throttle valve. A vertical shaft D is constantly rotated by a belt on pulley d. If the engine starts to run too fast, centrifugal force pushes the balls up, which through toggle links f h, pulls down on lever F G H, and partially closes the throttle valve Z, reducing the steam flow to the engine. When the engine runs too slow, the balls drop down, and shift the lever in the opposite direction, opening the throttle valve and increasing the steam flow to the engine. This double-acting engine of Watt marks the beginning of the significant era of steam engineering, and his patent expired just in time to give the Nineteenth Century its greatest gift.

FIG. 78.—WATT’S AUTOMATIC GOVERNOR AND THROTTLE VALVE.
FIG. 78.—WATT’S AUTOMATIC GOVERNOR AND THROTTLE VALVE.
Steam engines are divided into two principal classes, the low pressure engine, using steam usually under 40 pounds to the square inch, and the high pressure engine, using steam from 50 to 200 pounds. In the low pressure engine there is the expansive pressure of the steam on one side of the piston, aided by the suction of a vacuum on the opposite side of the piston, which vacuum is created by the condensation of the discharging, or exhaust steam, by cold water. As there are two factors at work impelling the piston, only a relatively low pressure in the boiler is required. In the high pressure engines there is no condensation of the exhaust steam, but it is discharged directly into the air, and this type was originally called “puffers.” Familiar examples of the low pressure type are to be found in our side wheel passenger steamers, and of the high pressure type in the steam locomotive.
Steam engines are split into two main types: low pressure engines, which use steam typically under 40 pounds per square inch, and high pressure engines, which operate with steam from 50 to 200 pounds. In a low pressure engine, the steam pushes against one side of the piston, while a vacuum on the other side, created by cooling down the exhaust steam with cold water, helps pull the piston. Because both of these forces are working together to move the piston, only a relatively low pressure is needed in the boiler. High pressure engines, on the other hand, don't condense the exhaust steam; it’s released directly into the air, which is why they were originally referred to as "puffers." Common examples of low pressure engines can be seen in our side wheel passenger steamers, while high pressure engines are found in steam locomotives.

One of the most important steps in the development of the steam engine was the addition of the cut-off. Prior to its adoption steam was admitted to the cylinder during the whole time the piston was making[105] its stroke from one end of the cylinder to the other. In the cut-off (see Fig. 79), when steam is being admitted through the port p, and the piston is being driven in the direction of the arrow, it was found that if the steam were cut off when the piston arrived at the position 1, the expansive action of the steam behind it in chamber a would continue to carry the piston with an effective force to the end of its stroke, or to position 2. This of course effected a great saving in steam. Various cut-offs have been devised. Perhaps that most easily recognized by most persons is the one seen in the engine room of our side wheel steamers, of which illustration is given in Fig. 80. This was invented in 1841 by F. E. Sickels, and was the first successful drop cut-off. It was covered by his patents, May 20, 1842, July 20, 1843, October 19, 1844, No. 3,802, and September 19, 1845, No. 4,201. A rock shaft s is worked by an eccentric rod e from the paddle wheel shaft. The rock shaft has lifting arms a that act upon and alternately raise the feet c on rods b b. One of these rods b works the valves that admit steam, and the other the valves that discharge steam. The valve rod that admits steam has a quick drop, or fall, to cut off the live steam before the piston reaches the end of its stroke. In Fig. 81 is shown the celebrated Corliss cut-off and valve gear, in which a central wrist plate and four radiating rods work the valves. This valve gear was covered in Corliss patents, No. 6,162, March 10, 1849, and No. 8.253, July 29, 1851.
One of the most significant advancements in the development of the steam engine was the introduction of the cut-off. Before it was implemented, steam was allowed into the cylinder for the entire duration of the piston's stroke from one end of the cylinder to the other. In the cut-off (see Fig. 79), when steam is flowing through the port p and driving the piston in the direction of the arrow, it was discovered that if the steam were cut off when the piston reached position 1, the expanding steam in chamber a would continue to push the piston effectively to the end of its stroke, or to position 2. This naturally resulted in significant steam savings. Various cut-offs have been developed. Perhaps the most recognizable to most people is the one seen in the engine room of our side-wheel steamers, which is illustrated in Fig. 80. This was invented in 1841 by F. E. Sickels and was the first successful drop cut-off. It was covered by his patents on May 20, 1842, July 20, 1843, October 19, 1844, No. 3,802, and September 19, 1845, No. 4,201. A rock shaft s is operated by an eccentric rod e from the paddle wheel shaft. The rock shaft has lifting arms a that interact with and alternately lift the feet c on rods b b. One of these rods b controls the valves that allow steam in, while the other manages the valves that release steam. The valve rod that lets steam in has a quick drop to cut off the live steam before the piston reaches the end of its stroke. In Fig. 81 is shown the famous Corliss cut-off and valve gear, where a central wrist plate and four radiating rods control the valves. This valve gear was covered in Corliss's patents, No. 6,162, March 10, 1849, and No. 8.253, July 29, 1851.


Among other important improvements in the steam engine are those for replenishing the water in the boiler, and the Giffard Injector is the simplest and most ingenious of all boiler feeds. It was invented in 1858 and covered by French patent No. 21,457, May 8, 1858, and U. S. patent[106] No. 27,979, April 24, 1860. Prior to the Giffard Injector, steam boilers were supplied with water usually by steam pumps, which forced the water into the boiler against the pressure of the steam. The Giffard Injector takes a jet of steam from the boiler, and causes it to lift the water in an external pipe, and blow it directly into the boiler against its own pressure. So paradoxical and inoperative did this seem at first that it was met with incredulity, and not until repeated demonstrations established the fact was it accepted as an operative device. Its construction is shown in Fig. 82. A is a steam pipe communicating with the boiler, B another pipe receiving steam from A through small holes and terminating in a cone. C is a screw rod, cone-shaped at its extremity, turned by the crank M, and serving to regulate and even intercept the passage of steam. D is a water suction pipe. The water that is drawn up introduces itself around the steam pipe and tends to make its exit through the annular space at the conical extremity of the latter steam pipe. This annular space is increased at will by means of the lever L, which acts upon a screw whose office is to cause the pipe B and its attached parts to[107] move backward or forward. E is a diverging tube which receives the water injected by the jet of steam that condenses at I, and imparts to the water a portion of its speed in proportion to the pressure of the boiler. F is a box carrying a check valve to keep the water from issuing from the boiler when the apparatus is not at work. G is a pipe that leads the injected water to the boiler. H is a purge or overflow pipe, K a sight hole which permits the operation of the apparatus to be watched, the stream of water being distinctly seen in the free interval. Fig. 83 shows the application of the injector to locomotives, which are now almost universally supplied with this device.
Among other key advancements in the steam engine are those for refilling the water in the boiler, and the Giffard Injector is the simplest and most clever of all boiler feeds. It was invented in 1858 and secured by French patent No. 21,457, on May 8, 1858, and U.S. patent No. 27,979, on April 24, 1860. Before the Giffard Injector, steam boilers were typically supplied with water by steam pumps, which forced the water into the boiler against the steam pressure. The Giffard Injector uses a jet of steam from the boiler to lift the water in an external pipe and inject it directly into the boiler against its own pressure. This seemed so paradoxical and ineffective at first that it was met with skepticism, and it wasn't until repeated demonstrations proved its functionality that it was accepted as a working device. Its construction is shown in Fig. 82. A is a steam pipe connected to the boiler, B is another pipe receiving steam from A through small holes and ending in a cone. C is a screw rod, cone-shaped at its tip, turned by crank M, which serves to control and even block the steam flow. D is a water suction pipe. The water drawn up surrounds the steam pipe and tends to exit through the annular space at the conical tip of the steam pipe. This annular space can be adjusted using lever L, which operates a screw that moves pipe B and its attached components backward or forward. E is a diverging tube that receives the water pushed in by the steam jet that condenses at I, giving the water some of its speed based on the boiler pressure. F is a box containing a check valve to prevent water from escaping the boiler when the system is not in operation. G is a pipe that directs the injected water to the boiler. H is a purge or overflow pipe, K is a sight hole that allows monitoring of the apparatus, with the stream of water clearly visible in the open space. Fig. 83 illustrates the injector's application to locomotives, which are now almost universally equipped with this device.



To keep the pressure in the boiler within the limit of safety, and adjusted to the work being performed, is an important part of the engineer’s duty, and this he could not do without the steam gauge. One of the best known is the Bourdon gauge, shown in Fig. 84, constructed on the principle of the barometer invented by Bourdon of Paris in 1849 and patented in France June, 1849, and in the United States August 3, 1852, No. 9,163. A screw threaded thimble B, with stop cock A, is screwed in the shell of the boiler, and a coiled pipe C communicates at one end with the thimble and is closed at the other end E and connected by a link F, with an arm on an axle, carrying an index hand that moves over a graduated scale.[108] The coiled pipe C is in the nature of a flattened tube, as shown in the enlarged cross section, and is enclosed in a case. When the steam pressure varies in this flat tube its coil expands or contracts, and in moving the index hand over the scale indicates the degree of pressure.
Keeping the pressure in the boiler within safe limits and suited to the work being done is a crucial part of the engineer’s responsibilities, and he couldn't do this without a steam gauge. One of the most well-known types is the Bourdon gauge, illustrated in Fig. 84, which operates on the principle of the barometer invented by Bourdon of Paris in 1849 and patented in France in June 1849, and in the United States on August 3, 1852, No. 9,163. A screw-threaded thimble B, with a stopcock A, is screwed into the boiler's shell, and a coiled pipe C connects at one end to the thimble and is closed at the other end E. This is linked by a component F to an arm on an axle, where an index hand moves over a graduated scale.[108] The coiled pipe C is shaped like a flattened tube, as depicted in the enlarged cross-section, and is housed in a case. When the steam pressure changes in this flat tube, its coil expands or contracts, moving the index hand over the scale to indicate the level of pressure.
In line with the development of the steam engine must be considered the efforts to economize fuel. These may be divided into the following classes: Increased steam generating surface in boiler construction; surface condensers for exhaust steam; devices for promoting the combustion of fuel and burning the smoke, and feed water heaters. Even before the Nineteenth Century Smeaton devised the cylindrical boiler traversed by a flue, but the multitubular steam boiler of to-day represents a very important Nineteenth Century adjunct to the steam engine. Our locomotives, fire engines, and torpedo boat engines would be of no value without it. Sectional steam boilers made in detachable portions fastened together by packed or screw joints also represent an important development. These permit of the removal and replacement of any one section that may become defective, and are also capable of being built up section by section to any size needed. For promoting the combustion of fuel the draft is energized by blasts of air or steam, or both, either through hollow grate bars, jet pipes in the fire box, or by discharging the exhaust steam in the smoke pipe. Surface condensers pass the exhaust steam over the great surface area of a multitubular construction having cold water flowing through it. Feed water heaters utilize the waste heat escaping in the smoke flue to heat the water that is being fed to the boiler, so that it is warm when it is[109] injected into the boiler, and the furnace is relieved of that much work.
When discussing the development of the steam engine, we must also consider efforts to save fuel. These can be categorized into the following types: increased steam-generating surface in boiler design; surface condensers for exhaust steam; devices that enhance fuel combustion and burn smoke; and feed water heaters. Even before the Nineteenth Century, Smeaton created the cylindrical boiler with a flue, but today's multitubular steam boiler is a crucial Nineteenth Century advancement for the steam engine. Our locomotives, fire engines, and torpedo boat engines would be useless without it. Sectional steam boilers, made in detachable parts that are fastened together with packed or screw joints, also mark an important development. They allow for the removal and replacement of any section that may fail and can be assembled section by section to reach any necessary size. To enhance fuel combustion, the draft is boosted by blasts of air or steam, or both, either through hollow grate bars, jet pipes in the firebox, or by releasing exhaust steam into the smoke pipe. Surface condensers pass exhaust steam over a large surface area of a multitubular design with cold water flowing through it. Feed water heaters use the waste heat escaping in the smoke flue to warm the water being fed into the boiler, ensuring it is warm when it is[109] injected into the boiler, relieving the furnace of that additional workload.


In the reciprocating type of steam engine the inertia of the piston must be overcome at the beginning of each stroke and its momentum must be arrested at the end of each stroke, and this involves a great loss of power. If the power of the steam could be applied so as to continuously move the piston in the same direction this loss would be avoided. The effort to do this has engaged the attention of many inventors, and the devices are called rotary engines. The most successful engines of[110] this kind are those of the impact type, in which jets of steam impinge upon buckets after the manner of water on a water wheel, and which are known to-day as steam turbines. The earliest of these is Branca’s steam turbine of 1629 (see Fig. 85) and the most important of this class in use to-day are those of Mr. Parsons, of England, and De Laval, of Sweden. The internal construction of the Parsons turbine is seen in Fig. 86 and is covered by British patent No. 10,940, of 1891, and United States patent No. 553,658, January 28th, 1896. A series of turbines are set one after the other on the same axis, so that each takes steam from the preceding one, and passes it on to the next. Each consists of a ring of fixed steam guides on the casing, and a ring of moving blades on the shaft. The steam passes through the first set of guides, then through the first set of moving blades, then through the second set of guides, and then through the second set of moving blades, and so on.
In the reciprocating type of steam engine, the inertia of the piston has to be overcome at the start of each stroke, and its momentum has to be stopped at the end of each stroke, which results in a significant power loss. If the steam power could be applied to continuously move the piston in the same direction, this loss would be avoided. Many inventors have focused on this challenge, creating devices known as rotary engines. The most successful engines of[110] this type are impact engines, where jets of steam hit buckets similar to how water hits a water wheel, and they are now called steam turbines. The earliest example is Branca’s steam turbine from 1629 (see Fig. 85), while the most notable ones in use today are those by Mr. Parsons from England and De Laval from Sweden. The internal structure of the Parsons turbine is shown in Fig. 86 and is protected by British patent No. 10,940 from 1891, and United States patent No. 553,658 from January 28th, 1896. A series of turbines are arranged sequentially on the same axis, so each one receives steam from the one before it and sends it to the next. Each turbine has a ring of fixed steam guides on the casing and a ring of moving blades on the shaft. The steam flows through the first set of guides, then through the first set of moving blades, then through the second set of guides, and then through the second set of moving blades, continuing in this manner.

FIG. 87.—PARSONS COMPOUND STEAM TURBINE, ON PLURALITY OF PROPELLER SHAFTS.
FIG. 87.—PARSONS COMPOUND STEAM TURBINE, ON MULTIPLE PROPELLER SHAFTS.
In the application of his turbine to marine propulsion Mr. Parsons employs a plurality of propeller shafts and steam turbines, as seen in Fig. 87, and covered under United States patent No. 608,969, August 9, 1898.
In using his turbine for marine propulsion, Mr. Parsons utilizes multiple propeller shafts and steam turbines, as shown in Fig. 87, and detailed in United States patent No. 608,969, dated August 9, 1898.


The De Laval turbine, as shown in Fig. 88, is of very simple construction, consisting only of a steel wheel with a series of buckets at its periphery enclosed by a circular rim, and a series of steam nozzles on the side with diverging jet orifices directing steam jets against the buckets. A speed of 30,000 revolutions a minute may be attained by this construction. In Fig. 89 is shown a 300 horse-power steam turbine of the De Laval type applied to a dynamo; to which this type of engine is peculiarly adapted. The dynamo is seen on the extreme right, the steam[111] turbine on the extreme left, and the drum-shaped casing between contains cog-gearing by which the high revolution of the turbine wheel is reduced to a proper working speed for the dynamo. Within the last few years application of the Parsons steam turbine has been made to marine propulsion with very remarkable results as to speed. The small steam craft, “The Turbinia,” built in 1897, and supplied with three of Parsons’ compound steam turbines, developed a speed of 323⁄4 knots, and more recently the torpedo boat “Viper” has with steam turbines attained the remarkable speed of 37.1 knots, or over 40 statute miles an hour. About 2,000 United States patents have been granted on various forms of rotary engines.
The De Laval turbine, as shown in Fig. 88, has a very simple design, made up of a steel wheel with a series of buckets around its edge that are enclosed by a circular rim, along with a number of steam nozzles on the side featuring diverging jet openings that direct steam jets onto the buckets. This design can reach speeds of 30,000 revolutions per minute. In Fig. 89 is a 300 horsepower steam turbine of the De Laval type used with a dynamo, which this type of engine is particularly suited for. The dynamo is on the far right, the steam turbine is on the far left, and the drum-shaped casing in between contains cog-gearing that reduces the turbine wheel's high speed to a suitable working speed for the dynamo. In recent years, the application of the Parsons steam turbine in marine propulsion has produced remarkable speed results. The small steam vessel “The Turbinia,” built in 1897 and powered by three of Parsons’ compound steam turbines, reached a speed of 323⁄4 knots, and more recently, the torpedo boat “Viper” has achieved an impressive speed of 37.1 knots, or over 40 statute miles per hour. About 2,000 United States patents have been issued for various types of rotary engines.
In the transportation building of the World’s Fair at Chicago in 1893 one of the most conspicuous objects of attention was the model of the great Bethlehem Iron Co.’s steam hammer, standing with its feet[112] apart like some great “Colossus of Rhodes” and towering 91 feet high among the models of the great ocean steamers and battleships which are so largely dependent upon the work of this Titanic machine. Its hammer head, in the working-machine, weighs 125 tons, and many of the seventeen inch thick armor plates for our battleships have been forged by its tremendous blows.
At the transportation building of the World’s Fair in Chicago in 1893, one of the most noticeable attractions was the model of the massive steam hammer from the Bethlehem Iron Company, standing with its feet[112] spread apart like a giant “Colossus of Rhodes,” towering 91 feet high among the models of the large ocean liners and battleships that rely heavily on the work of this colossal machine. Its hammer head weighs 125 tons in operation, and many of the 17-inch thick armor plates for our battleships have been forged by its incredible strikes.
In 1838, during the construction of the “Great Britain,” the largest steamship up to that time ever built, it was found that there was not a forge hammer in England or Scotland powerful enough to forge a paddle shaft for that vessel. The emergency was met by Mr. Nasmyth, of England, who invented the steam hammer and covered it in British patent No. 9,382, of 1842 (U. S. Pat. No. 3,042, April 10, 1843). A modern example of it is seen in Fig. 90. It consists of a steam cylinder at the top whose piston is attached to a block of iron, forming the hammer head and sliding vertically in guides between the two legs of the frame. Valve gear is arranged to control the flow of steam to and from the opposite sides of the piston, and so nicely adjusted is the valve gear of such a modern steam hammer that it is said that an expert workman can[113] manipulate the great mass of metal with such accuracy and delicacy as to crack an egg in a wineglass without touching the glass. To the steam hammer we owe the first heavy armor plate for our battle ships and the propeller shafts of our earlier steamships. In fact it was the steam hammer which first rendered the large steamship possible. Mr. Nasmyth not only invented the steam hammer, but the steam pile driver as well.
In 1838, while building the "Great Britain," the largest steamship ever constructed at that time, it was discovered that there wasn't a forge hammer in England or Scotland strong enough to create a paddle shaft for the ship. Mr. Nasmyth from England stepped in and invented the steam hammer, which he patented in British patent No. 9,382, in 1842 (U.S. Pat. No. 3,042, April 10, 1843). A modern version of it can be seen in Fig. 90. It features a steam cylinder at the top with a piston attached to a block of iron, forming the hammer head that moves up and down in guides between two legs of the frame. The valve system is designed to regulate the steam flow to and from both sides of the piston, and it's so precisely calibrated that an expert can manipulate the massive metal with such finesse that they can crack an egg in a wineglass without touching the glass. Thanks to the steam hammer, we have the first heavy armor plates for our battleships and the propeller shafts for our early steamships. In fact, it was the steam hammer that made large steamships possible. Mr. Nasmyth not only invented the steam hammer but also the steam pile driver.

For quick action, nicely adjusted machinery, and showy finish the steam fire engine is a familiar and conspicuous application of steam power. A dude among engines when on dress parade, and a sprinter when on the run, it gets to work with the vim and efficiency of a thoroughbred, and is a most business-like and valuable custodian of life and property. The first portable steam fire engine was built about 1830 by Mr. Brathwaite and Capt. Ericsson in London. In 1841 Mr. Hodges produced a similar engine in New York City. Cincinnati was the first city to adopt the steamer as a part of its fire department apparatus. To-day all the important cities and towns of the civilized world rely upon the steam fire engines for their longevity and existence. Time economy in getting into action is the great objective point of most improvements of the fire-engine, and one of the most important is the keeping of the water in the boiler hot when the engine is out of action at the engine house, so that when the fire is built and the run is made to the scene of action, the water will be hot to start with. This attachment was the invention of William A. Brickill, and was patented by him August 18, 1868,[114] No. 81,132. In the illustration, Fig. 91, the two pipes passing from the engine through the trap door in the floor connect with a water heater in the basement below, which heater maintains a constant circulation of hot water in the steam boiler. Couplings in these pipes serve to quickly disconnect the engine when the run to the fire is to be made.
For quick action, well-tuned machinery, and impressive finishes, the steam fire engine is a well-known and prominent use of steam power. It's like a show-off among engines during a display and a fast mover when it's on the go. It operates with the energy and efficiency of a racehorse, making it a highly practical and valuable protector of life and property. The first portable steam fire engine was built around 1830 by Mr. Brathwaite and Capt. Ericsson in London. In 1841, Mr. Hodges created a similar engine in New York City. Cincinnati was the first city to incorporate the steamer into its fire department equipment. Today, all major cities and towns around the world depend on steam fire engines for their safety and survival. The main goal of most fire engine improvements is to save time in getting them into action, and one of the key upgrades is keeping the water in the boiler hot while the engine is idle in the firehouse. This way, when it's time to respond, the water is already hot. This feature was invented by William A. Brickill, and he patented it on August 18, 1868,[114] No. 81,132. In the illustration, Fig. 91, the two pipes extending from the engine through the trap door in the floor connect to a water heater in the basement below, which keeps a constant flow of hot water in the steam boiler. Couplings in these pipes allow for a quick disconnect of the engine when it's time to head to the fire.

FIG. 91.—STEAM FIRE ENGINE WITH WATER HEATING ATTACHMENT.
FIG. 91.—STEAM FIRE ENGINE WITH WATER HEATING ATTACHMENT.
Among other useful applications of the steam engine are the steam plow, steam drill, steam dredge, steam press, and steam pump, of which latter the Blake, Knowles, and Worthington are representative types.
Among other useful applications of the steam engine are the steam plow, steam drill, steam dredge, steam press, and steam pump, of which the Blake, Knowles, and Worthington are representative types.

FIG. 92.—THE SIX-CYLINDER QUADRUPLE EXPANSION ENGINES OF THE “DEUTSCHLAND,” 35,640 HORSE POWER.
FIG. 92.—THE SIX-CYLINDER QUADRUPLE EXPANSION ENGINES OF THE “DEUTSCHLAND,” 35,640 HORSE POWER.
The highest type of modern steam engines is to be found in the compound multiple-expansion engine, in which three or more cylinders of different diameters with corresponding pistons are so arranged that steam is made to act first upon the piston in the smallest cylinder at high pressure,[115] and then discharging into the next larger cylinder, called the intermediate, acts expansively upon its piston, and thence, passing into the still larger low pressure cylinder, imparts its further expansive effect upon its piston. The fundamental principle of the compound engine dates back to the time of Watt, its first embodiment appearing in the Hornblower compound engine, as described in British patent No. 1,298, of 1781, but[116] modern improvements have differentiated it into almost a new invention. A fine example is shown in Fig. 92, which represents the quadruple expansion engines of the “Deutschland,” the new steamer of the Hamburg-American Line. The two high pressure cylinders, however, do not appear in the illustration, being too high for the shops. They stand vertically, however, upon the two bed plates which appear at the top of the two low pressure cylinders. In each set of six cylinders the two low pressure cylinders are in the middle, the two high pressure cylinders immediately above them or arranged tandem, while at the forward end is the first intermediate cylinder, and at the after end is the second intermediate. The low pressure cylinders are 106 inches in diameter, the intermediate cylinders are 73.6 inches and 103.9 inches respectively, and the two high pressure cylinders are 30.6 inches, and the steam pressure is 225 pounds. Its improvements comprehend the systems of Schlick, patented in the United States November 23, 1897, No. 594,288 and 594,289, and Taylor, patented November 22, 1898, No. 614,674, which embody fine mathematical principles for balancing the momentum of the great masses of moving parts, so that the engine may run up to high speed without vibrations and damaging strains upon the hull.
The most advanced type of modern steam engines is the compound multiple-expansion engine, which has three or more cylinders of different sizes with corresponding pistons arranged so that steam first acts on the piston in the smallest cylinder at high pressure,[115] discharging into the next larger cylinder, known as the intermediate, where it expands on its piston, and then moves into the even larger low-pressure cylinder, where it further expands and acts on its piston. The basic idea behind the compound engine dates back to Watt, with its first example being the Hornblower compound engine, as described in British patent No. 1,298 from 1781, but[116] modern upgrades have transformed it into something almost entirely new. A great example is illustrated in Fig. 92, depicting the quadruple expansion engines of the “Deutschland,” a new steamship from the Hamburg-American Line. However, the two high-pressure cylinders are not shown in the illustration, as they are too tall for the workshop. They stand vertically on the two bed plates visible at the top of the two low-pressure cylinders. In each set of six cylinders, the two low-pressure cylinders are in the center, the two high-pressure cylinders are immediately above or arranged in tandem, while the first intermediate cylinder is at the front and the second intermediate is at the back. The low-pressure cylinders measure 106 inches in diameter, the intermediate cylinders measure 73.6 inches and 103.9 inches respectively, and the two high-pressure cylinders measure 30.6 inches, with a steam pressure of 225 pounds. Its enhancements include the systems of Schlick, patented in the United States on November 23, 1897, No. 594,288 and 594,289, and Taylor, patented on November 22, 1898, No. 614,674, which incorporate sophisticated mathematical principles to balance the momentum of the large moving parts, allowing the engine to operate at high speeds without vibrations and damaging stresses on the hull.
| Stationary. | Railway. | Steamboat. | Total. | |
|---|---|---|---|---|
| The World | 11,340,000 | 32,235,000 | 12,005,000 | 55,580,000 |
| United States | 3,940,000 | 10,800,000 | 2,200,000 | 16,940,000 |
The increase in steam power in the United States has been from 3,500,000 horse power in 1860, to 16,940,000 horse power in 1895, or about five fold within thirty-five years.
The rise in steam power in the United States went from 3,500,000 horsepower in 1860 to 16,940,000 horsepower in 1895, which is about a fivefold increase over thirty-five years.
Prof. Thurston says that in 1890 the combined power of all the steam engines of the world was not far from 100,000,000[2] horse power, of which the United States had 15,000,000, Great Britain the same, and the other countries smaller amounts. Taking the horse power as the equivalent of the work of five men, the work of steam is equivalent to that of a population of 500,000,000 working men. It is also said that one man to-day, with the aid of a steam engine, performs the work of 120 men in the last century.
Prof. Thurston states that in 1890, the total power of all the steam engines in the world was around 100,000,000[2] horsepower, with the United States and Great Britain each contributing 15,000,000, while other countries had smaller amounts. Considering horsepower as equivalent to the work of five men, steam power translates to the productivity of 500,000,000 working men. It is also noted that today, one person, using a steam engine, can do the work of 120 men from the last century.
[2] Prof. Thurston’s estimate doubtless includes war vessels, which Mulhall’s later estimate does not (see Mulhall’s “Industries and Wealth of Nations,” 1896, pages 4 and 379).
[2] Prof. Thurston's estimate likely includes warships, which Mulhall's later estimate does not (see Mulhall’s “Industries and Wealth of Nations,” 1896, pages 4 and 379).
The influence of the steam engine upon the history and destiny of the world is an impressive subject, far beyond any intelligent computation or estimate. It has been the greatest moving force of the Nineteenth Century. The labor of 100,000 men for twenty years might build a great pyramid in Egypt, and it remains as a monument of patience only, but the genius of the modern inventor has organized a machine with muscles of steel, far more patient and tireless than those of the Egyptian slave. He gave it but a drink of water and making coal its black slave, and himself the master of both, he has in the Nineteenth Century hitched his chariot to a star and driven to unparalleled achievement.
The impact of the steam engine on the history and future of the world is an impressive topic, far beyond any intelligent calculation or estimate. It has been the most significant driving force of the Nineteenth Century. The work of 100,000 men for twenty years could construct a great pyramid in Egypt, which stands as a monument of patience alone, but the genius of the modern inventor has created a machine with steel muscles, far more patient and tireless than those of the Egyptian slave. He simply gave it a drink of water and, by making coal its black slave and himself the master of both, he has in the Nineteenth Century hitched his chariot to a star and achieved the unprecedented.
CHAPTER XI.
The Steam Train.
Trevithick’s First Locomotive—Blenkinsop’s Locomotive—Hedley’s “Puffing Billy”—Stephenson’s Locomotive—The Link Motion—Stockton and Darlington Railway, 1825—Hackworth’s “Royal George”—“Stourbridge Lion”—“John Bull”—Baldwin’s Locomotives—Westinghouse Air Brakes—Janney Car Coupling—The Woodruff Sleeping Car—Railway Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__.
The fact that more patents have been granted in the class of carriages and wagons than in any other field, shows that means of transportation has engaged the largest share of man’s inventive genius, and has been most closely allied to his necessities. The moving of passengers and freight seems to be directly related to the progress of civilization, and the factor whose influence has been most felt in this field is the steam locomotive. Sir Isaac Newton in 1680 proposed a steam carriage propelled by the reaction of a jet of steam. Dr. Robinson in 1759 suggested the steam carriage to Watt. Cugnot in 1769 built a steam carriage. Symington, in 1770, and Murdock, in 1784, built working models, and in 1790 Nathan Read also made experiments in steam transportation, but the Nineteenth Century dawned without any other results than a few abandoned experiments, and the criticism and disappointment of the inventors in this field.
The fact that more patents have been granted in the area of carriages and wagons than in any other field shows that transportation has captured a significant portion of human inventive genius and has been closely linked to our needs. Moving passengers and freight seems to be directly tied to the advancement of civilization, and the biggest influence in this area has been the steam locomotive. Sir Isaac Newton proposed a steam carriage powered by the reaction of a jet of steam in 1680. Dr. Robinson suggested the idea of a steam carriage to Watt in 1759. Cugnot built a steam carriage in 1769. Symington, in 1770, and Murdock, in 1784, created working models, and in 1790 Nathan Read also experimented with steam transportation, but the Nineteenth Century began without any outcomes besides a few abandoned experiments and the criticism and disappointment of the inventors in this field.

FIG. 93.—TREVITHICK’S LOCOMOTIVE, 1804. THE FIRST TO RUN ON RAILS.
FIG. 93.—TREVITHICK’S LOCOMOTIVE, 1804. THE FIRST TO RUN ON RAILS.
The father of the locomotive and the first inventor of the Nineteenth
Century who directed his energy to its development was Richard Trevithick,
of Camborne, Cornwall. In 1801 he built his first steam carriage,
adapted to carry seven or eight passengers, which was said to have “gone
off like a bird
,” but broke down, and was taken to the home of Capt.
Vivian, who afterward became a partner of Trevithick. An old lady,
upon seeing this novel and, to her, frightful engine, is said to have cried
out: “Good gracious! Mr. Vivian, what will be done next? I can’t
compare it to anything but a walking, puffing devil.
” On the 24th of
March, 1802, Trevithick and Vivian obtained British patent No. 2,599
for their steam carriage, and a second one was built in 1803 which was
popularly known as Capt. Trevithick’s “Puffing Devil.” In 1804, at
Pen y Darran, South Wales, a third engine was built, which was the first[119]
steam locomotive ever to run on rails. It is seen in the illustration, No.
93. It had a horizontal cylinder inside the boiler, a cross head sliding
on guides in front of the engine, the cross head being connected to a crank
on a rear gear wheel, which in
turn meshes with an intermediate
gear wheel above and between
two other gear wheels on the
running wheels. A fly wheel
was on the crank shaft. The
steam was discharged into the
chimney, and the whole engine
weighed five tons, and it ran,
when loaded, at five miles an
hour. In 1808 Trevithick built
a circular railway at London
within an inclosure, and charged
a shilling for admission to his
steam circus and a ride behind his locomotive. The engine here employed
was the “Catch Me Who Can,” and had a vertical cylinder and piston,
without the toothed gear wheels shown in the illustration.
The father of the locomotive and the first inventor of the Nineteenth Century who focused his energy on its development was Richard Trevithick from Camborne, Cornwall. In 1801, he built his first steam carriage, designed to carry seven or eight passengers, which was said to have “gone off like a bird
,” but it broke down and was taken to Capt. Vivian’s home, who later became Trevithick’s partner. An old lady, upon seeing this strange and frightening engine, reportedly exclaimed, “Good gracious! Mr. Vivian, what will happen next? I can’t compare it to anything but a walking, puffing devil.
” On March 24, 1802, Trevithick and Vivian obtained British patent No. 2,599 for their steam carriage, and a second one was built in 1803, which became popularly known as Capt. Trevithick’s “Puffing Devil.” In 1804, at Pen y Darran in South Wales, a third engine was built, marking the first[119] steam locomotive to run on rails. It is seen in the illustration, No.
93. It had a horizontal cylinder inside the boiler, a cross head sliding on guides in front of the engine, the cross head connected to a crank on a rear gear wheel, which meshed with an intermediate gear wheel positioned above and between two other gear wheels on the running wheels. A flywheel was on the crankshaft. The steam was released into the chimney, and the entire engine weighed five tons, running at five miles an hour when loaded. In 1808, Trevithick built a circular railway in London within an enclosure, charging a shilling for admission to his steam circus and a ride behind his locomotive. The engine used was the “Catch Me Who Can,” which had a vertical cylinder and piston, without the toothed gear wheels shown in the illustration.

In Fig. 94 is shown Blenkinsop’s locomotive of 1811. This was employed at the Middleton Colliery in hauling coal. It had cog wheels engaging teeth on the side of the rail. The fire was built in a large tube passing through the boiler and bent up to form a chimney. Two vertical cylinders were placed inside the boiler, and the pistons were connected by cross heads, and, by connecting rods, to cranks on the axles of small cog wheels engaging with the main cog wheels. It drew thirty tons weight at three and three-quarter miles an hour.
In Fig. 94 is shown Blenkinsop’s locomotive from 1811. This was used at the Middleton Colliery for hauling coal. It had cog wheels that meshed with teeth on the side of the tracks. The fire was built in a large tube that ran through the boiler and curved up to create a chimney. Two vertical cylinders were installed inside the boiler, and the pistons were linked by cross heads, and, through connecting rods, to cranks on the axles of small cog wheels that engaged with the main cog wheels. It pulled a weight of thirty tons at a speed of three and three-quarter miles per hour.

In 1813 “Puffing Billy” was built by Wm. Hedley. There were (see Fig. 95) four smooth drive wheels running on smooth rails, which wheels were coupled together by intermediate gear wheels on the axle, and all propelled by a gear wheel in the middle, driven by a connecting rod from the walking beam overhead. Hedley’s locomotive was used on the Wylam railway, and was said to have been at work more or less until 1862.
In 1813, “Puffing Billy” was built by Wm. Hedley. There were (see Fig. 95) four smooth drive wheels running on smooth rails, which were connected by intermediate gear wheels on the axle, all powered by a gear wheel in the middle, driven by a connecting rod from the overhead walking beam. Hedley’s locomotive was used on the Wylam railway and was said to have been in operation more or less until 1862.
Most prominent among those who took an active interest in the development of the locomotive were George Stephenson and his son, Robert. Stephenson’s first locomotive was tried on the Killingworth Railway on July 27, 1814. In 1815 Dodds and Stephenson patented an arrangement for attaching the connecting rods to the driving wheels, which took the place of cog wheels heretofore employed, and in the following year Stephenson, in connection with Mr. Losh, patented the application of steam cushion-springs for supporting the weight of the locomotive in an elastic manner.
The most notable figures involved in the development of the locomotive were George Stephenson and his son, Robert. Stephenson's first locomotive was tested on the Killingworth Railway on July 27, 1814. In 1815, Dodds and Stephenson patented a method for attaching the connecting rods to the driving wheels, replacing the cog wheels that had been previously used. The following year, Stephenson, along with Mr. Losh, patented the use of steam cushion-springs to support the weight of the locomotive in a more flexible way.

FIG. 96.—HACKWORTH’S LOCOMOTIVE, “ROYAL GEORGE,” 1827.
FIG. 96.—HACKWORTH’S LOCOMOTIVE, “ROYAL GEORGE,” 1827.
In 1827 Hackworth produced the “Royal George” (see Fig. 96), whose cylinders were arranged vertically at the rear end of the boiler, and whose pistons emerged from the cylinders at the lower ends of the latter, and imparted their power through connecting rods to cranks on the opposite ends of the axle of the rear driving wheels in a more direct manner than heretofore, and doing away with the overhead mechanism heretofore[122] employed in most engines. Hackworth also improved the steam blast, put on the bell, and greatly simplified and modernized the appearance of the locomotive.
In 1827, Hackworth created the “Royal George” (see Fig. 96), featuring vertical cylinders positioned at the back of the boiler. The pistons extended from the lower ends of the cylinders and transmitted power through connecting rods to cranks on the opposite ends of the rear driving wheel axle, offering a more direct method than before, eliminating the overhead mechanism previously used in most engines. Hackworth also enhanced the steam blast, added a bell, and significantly simplified and modernized the locomotive's appearance.

In 1829 the Liverpool and Manchester Railway was completed, and the directors offered a prize of £500 for the best locomotive. George Stephenson’s “Rocket,” shown in Fig. 97, attained a speed of 241⁄6 miles an hour, and took the prize. Its success, however, was marred by the[123] first railroad fatality, for it ran over and killed a man on this occasion. It embodied, as leading features, the steam blast and the multitubular boiler, which latter was six feet long and had twenty-five three-inch tubes. The fire box was surrounded by an exterior casing that formed a water jacket, which, by means of pipes, was in open communication with the water space of the boiler.
In 1829, the Liverpool and Manchester Railway was finished, and the directors offered a £500 prize for the best locomotive. George Stephenson's "Rocket," shown in Fig. 97, reached a speed of 241⁄6 miles per hour and won the prize. However, its success was overshadowed by the first railroad fatality, as it ran over and killed a man during this event. It featured important innovations like the steam blast and a multitubular boiler, which was six feet long and had twenty-five three-inch tubes. The firebox was surrounded by an outer casing that created a water jacket, which was connected through pipes to the water space of the boiler.

The first practical locomotive to run on a railroad in the United States was the “Stourbridge Lion,” seen in Fig. 98. This was imported from England, and arrived in New York in May, 1829, and was tried in that year on a section of the Delaware & Hudson Canal Company’s railroad. The boiler was tubular, and the exhaust steam was carried into the chimney by a pipe in front of the smoke stack as shown. It had vertical cylinders of thirty-six inch stroke, with overhead grasshopper beams and connecting rods.
The first practical locomotive to run on a railroad in the United States was the “Stourbridge Lion,” seen in Fig. 98. It was imported from England, arriving in New York in May 1829, and was tested that year on a section of the Delaware & Hudson Canal Company’s railroad. The boiler was tubular, and the exhaust steam was directed into the chimney through a pipe in front of the smokestack, as shown. It had vertical cylinders with a 36-inch stroke, along with overhead grasshopper beams and connecting rods.

In Fig. 99 is shown the “John Bull,” now in the National Museum at Washington, D. C. It was built by Stephenson & Co. for the Camden & Amboy Railroad, and was brought over from England and put into service in 1831. During the Columbian Exposition at Chicago in 1893, after a long rest in the Washington Museum, it made its way under its own steam to Chicago, drawing a train of two cars a distance of 912 miles without assistance. It further distinguished itself while there by carrying 50,000 passengers over the exhibition tracks, and although sixty-two years of age at the time, showed itself quite capable of performing substantial work.
In Fig. 99 is shown the “John Bull,” which is now in the National Museum in Washington, D.C. It was built by Stephenson & Co. for the Camden & Amboy Railroad and was brought over from England and put into service in 1831. During the Columbian Exposition in Chicago in 1893, after a long rest in the Washington Museum, it traveled under its own steam to Chicago, pulling a train of two cars for a distance of 912 miles without any help. It also stood out while there by carrying 50,000 passengers over the exhibition tracks, and although it was sixty-two years old at the time, it demonstrated it was still fully capable of doing significant work.

Most of the early locomotives used in America were imported from England, but our inventors soon commenced making them for themselves. The Baldwin Locomotive Works, of Philadelphia, has had a notable career in the field of locomotive construction. “Old Ironsides,” built in 1832,[124] was the first Baldwin locomotive, and it did duty for over a score of years. It is shown in Fig. 100. It had four wheels and weighed a little over five tons. The drive wheels were 54 inches in diameter, and the cylinder 91⁄2 inches in diameter, 18 inches stroke. The wheels had heavy cast iron hubs with wooden spokes and rims and wrought iron tires, and the frame was of wood placed outside the wheels. The boiler was 30 inches in diameter and had 72 copper flues 11⁄2 inches in diameter, 7 feet long. The price of the locomotive was $4,000, and it attained a speed of 30 miles an hour, with its train.
Most of the early locomotives used in America were imported from England, but our inventors soon started making them themselves. The Baldwin Locomotive Works in Philadelphia had a remarkable history in locomotive construction. “Old Ironsides,” built in 1832,[124] was the first Baldwin locomotive, and it operated for over twenty years. It is shown in Fig. 100. It had four wheels and weighed just over five tons. The drive wheels were 54 inches in diameter, and the cylinder was 91⁄2 inches in diameter with an 18-inch stroke. The wheels had heavy cast iron hubs with wooden spokes and rims, and wrought iron tires, with the frame made of wood placed outside the wheels. The boiler was 30 inches in diameter and had 72 copper flues that were 11⁄2 inches in diameter and 7 feet long. The locomotive cost $4,000 and could reach a speed of 30 miles per hour with its train.

FIG. 101.—EIGHT-WHEEL PASSENGER EXPRESS LOCOMOTIVE, 1863.
FIG. 101.—EIGHT-WHEEL PASSENGER EXPRESS LOCOMOTIVE, 1863.

In Fig. 101 is shown a standard type of passenger locomotive of the period of 1863, and in Fig. 102 is illustrated the period of 1881, which latter represents perhaps the greatest epoch of railroad building in the history of the world. According to Poor’s Manual, $1,000,000 a day was the estimated cash outlay on this account for the three years up to the close of 1882, during which period 28,019[125] miles of railroad were opened up in the United States, or more than enough to girdle the entire earth. Some idea of the wonderful growth of the railroad industry during this period is given by the following tables, which represent the yearly production of locomotives by the Baldwin Company alone for forty years prior to this period:
In Fig. 101 is shown a standard type of passenger locomotive from 1863, and in Fig. 102 is illustrated the year 1881, which perhaps marks the peak of railroad construction in history. According to Poor’s Manual, the estimated cash expenditure for this was $1,000,000 a day for the three years leading up to the end of 1882, during which 28,019[125] miles of railroad were built in the United States, enough to circle the entire globe. The incredible growth of the railroad industry during this time is highlighted in the following tables, which show the yearly production of locomotives by the Baldwin Company alone for the forty years leading up to this period:
| 1842 | 14 | 1856 | 59 | 1870 | 280 |
| 1843 | 12 | 1857 | 66 | 1871 | 331 |
| 1844 | 22 | 1858 | 33 | 1872 | 442 |
| 1845 | 27 | 1859 | 70 | 1873 | 437 |
| 1846 | 42 | 1860 | 83 | 1874 | 205 |
| 1847 | 39 | 1861 | 40 | 1875 | 130 |
| 1848 | 20 | 1862 | 75 | 1876 | 232 |
| 1849 | 30 | 1863 | 96 | 1877 | 185 |
| 1850 | 37 | 1864 | 130 | 1878 | 292 |
| 1851 | 50 | 1865 | 115 | 1879 | 398 |
| 1852 | 49 | 1866 | 118 | 1880 | 517 |
| 1853 | 60 | 1867 | 127 | 1881 | 555 |
| 1854 | 62 | 1868 | 124 | 1882 | 563 |
| 1855 | 47 | 1869 | 235 | 1883 | 557 |
The present capacity of the Baldwin works is one thousand locomotives a year, and they have built up to this date about fifteen thousand locomotives, or nearly one-half of all the locomotives in use in the United States.
The current capacity of the Baldwin works is one thousand locomotives per year, and they have produced around fifteen thousand locomotives to date, which is nearly half of all the locomotives in use in the United States.
The successive steps of the development in detail of the various features of the locomotive are distributed over a long period, and are somewhat difficult to trace. The turning of the exhaust steam into the smoke stack was done by Trevithick as early as 1804, but its effect was greatly increased by Hackworth about 1827, who augmented its power by directing it into the chimney through a narrow orifice. This and the tubular locomotive boiler by Seguin in 1828, the link-motion in 1832, the steam whistle by Stephenson in 1833, the Giffard injector in 1858, and the Westinghouse air brake of 1869, are the most prominent features of the locomotive.
The various developments of the locomotive happened over a long time and can be quite hard to follow. Trevithick directed the exhaust steam into the smoke stack as early as 1804, but Hackworth significantly improved its effectiveness around 1827 by channeling it into the chimney through a narrow opening. Other key innovations include the tubular locomotive boiler designed by Seguin in 1828, the link-motion introduced in 1832, the steam whistle created by Stephenson in 1833, the Giffard injector from 1858, and the Westinghouse air brake developed in 1869.

The link motion has been claimed both for the younger Stephenson and W. T. James, of New York, the latter being probably its real inventor. Its purpose is to reverse the engine and also to cut off steam in either direction, so that it may act expansively. The form of link motion most generally used is shown in Fig. 103, and is known as Stephenson’s. A B are two eccentrics projecting in opposite directions from the center of the common drive shaft, their rods being connected at their outer ends by a curved and slotted link C D. In the slot of this link plays a pin E, carried by a pendent swinging lever G F, which lever is jointed at its lower end to the slide valve rod H. A T-shaped lever I L K M has one arm at I connected by a rod with the slotted link at C. The opposite arm is provided with a counter weight at K to balance the weight of the link C D and eccentric rods, and the upright arm is connected at M to a rod operated by a hand lever P within easy access of the engineer. When the link C D is lowered the eccentric B imparts its throw to pendent lever G F and valve rod H, and the eccentric A will only swing the end C of the link without imparting any effect to the valve. When link C D is drawn up so that pin E is in the bottom of the slot, the eccentric A is active and B inactive, and as A has an opposite throw to B, the action of the valve is reversed. If link C D be drawn half way up, the pin E becomes the center of the oscillation of the link, and the valve rod is not moved at all. By adjusting the link nearer to or further from the central position, the throw of[128] the slide valve may be made shorter or longer, and the steam cut off at a later or earlier period in the stroke of the piston.
The link motion has been attributed to both the younger Stephenson and W. T. James from New York, with the latter likely being its true inventor. Its purpose is to reverse the engine and to cut off steam in either direction, allowing it to operate expansively. The version of link motion most commonly used is depicted in Fig. 103, known as Stephenson’s. A B are two eccentrics extending in opposite directions from the center of the shared drive shaft, with their rods connected at the outer ends by a curved, slotted link C D. In the slot of this link moves a pin E, which is connected to a swinging lever G F that hangs down. This lever is joined at its lower end to the slide valve rod H. A T-shaped lever I L K M has one arm at I connected by a rod to the slotted link at C. The opposite arm has a counterweight at K to balance the weight of the link C D and the eccentric rods, while the upright arm is connected at M to a rod operated by a hand lever P, easily accessible to the engineer. When the link C D is lowered, the eccentric B transfers its movement to the swinging lever G F and valve rod H, and the eccentric A only moves the end C of the link without affecting the valve. When the link C D is pulled up so that pin E is at the bottom of the slot, the eccentric A becomes active and B inactive. Since A moves in the opposite direction to B, the valve’s action is reversed. If the link C D is pulled halfway up, pin E becomes the pivot point for the link’s movement, and the valve rod does not move at all. By adjusting the link closer to or farther from the center position, the stroke of the slide valve can be made shorter or longer, and the steam can be cut off at an earlier or later point in the piston’s stroke.

Fig. 104 is a type of the best modern express locomotive. This is the famous 999 of the New York Central & Hudson River Railroad. Its cylinders are 19 × 24 inches, driving wheels 861⁄2 inches in diameter, weight 62 tons, steam pressure 190 pounds. This engine hauls the Empire State Express at a speed of 64.22 miles an hour, excluding stops, or more than a mile a minute.
Fig. 104 is a type of the best modern express locomotive. This is the famous 999 of the New York Central & Hudson River Railroad. Its cylinders are 19 × 24 inches, driving wheels 861⁄2 inches in diameter, weight 62 tons, steam pressure 190 pounds. This engine pulls the Empire State Express at a speed of 64.22 miles per hour, not counting stops, or more than a mile a minute.

In securing a higher efficiency and a greater economy in the use of steam, the most recent developments in the locomotive have been in the application of the principle of the compound expansion engine, in which two or more cylinders of different diameters are used, the steam at high pressure acting in the smaller cylinder, and being then exhausted into and acting expansively upon the piston of the larger cylinder. A fine example of the compound locomotive is shown in Fig. 105. The cylinders are arranged in pairs, the small high pressure cylinder above, and the larger low pressure cylinder below, both piston rods engaging a common cross head. The application of this principle of the compound engine is said to involve a saving in coal of over 25 per cent.
In order to achieve higher efficiency and better economy in using steam, recent advancements in locomotives have focused on the compound expansion engine. This design uses two or more cylinders of different sizes, where high-pressure steam acts on the smaller cylinder and is then exhausted into the larger cylinder, where it expands on the piston. A great example of a compound locomotive can be seen in Fig. 105. The cylinders are set up in pairs, with the small high-pressure cylinder positioned above the larger low-pressure cylinder, both piston rods connecting to a shared cross head. It's reported that using this compound engine principle can save over 25 percent in coal.
Prominent among modern improvements in steam railways is the air brake. This invention is chiefly the result of the ingenuity of Mr. George Westinghouse, Jr., who, beginning his experiments in 1869, took out his first patents on the automatic air brake March 5, 1872, Nos. 124,404 and 124,405, which have since been followed up by many others in perfecting the system. The principle of the air brake is to store up compressed air in a reservoir on the locomotive by means of a steam pump. This air passing through a train pipe connected by hose couplings between cars charges an auxiliary reservoir under each car. This reservoir is arranged beside a cylinder having a piston and a triple valve. Pressure in the train pipe is maintained constantly, and the power to work the piston to apply the brakes comes from the auxiliary reservoir beside it, which is set into action by a sudden reduction of pressure in the train pipe by the engineer through a special form of valve on the locomotive. The air brake is capable of stopping a train at average speed within the distance of its own length, and so great a safeguard to life and property is it, that its application to a certain number of cars on every train is made compulsory by law.
One of the key advancements in modern steam railways is the air brake. This innovation mainly stems from the creativity of Mr. George Westinghouse, Jr., who began his experiments in 1869 and filed his first patents for the automatic air brake on March 5, 1872, with numbers 124,404 and 124,405. Since then, he has acquired many additional patents to perfect the system. The air brake works by storing compressed air in a reservoir on the locomotive using a steam pump. This compressed air travels through a train pipe connected by hose couplings between the cars, filling an auxiliary reservoir under each car. This reservoir sits next to a cylinder equipped with a piston and a triple valve. The pressure in the train pipe is kept constant, and the force to move the piston to apply the brakes comes from the auxiliary reservoir beside it, activated by a sudden drop in pressure in the train pipe initiated by the engineer through a special valve on the locomotive. The air brake can stop a train at an average speed within the length of the train itself, and its reliability is such that having it on a certain number of cars in every train is mandated by law.
The automatic car coupling is another important life-saving improvement. Many thousands of these have been patented, but the “Janney” coupling, patented April 29, 1873, No. 138,405, is the most representative[130] type. The year 1900 is to witness the compulsory adoption of automatic car couplings on all cars. The “block system” of signals, by which no train is admitted on to a given section of track until the preceding train has left that section, improved switches, which are not dependent upon the memory of men, and steel rails, which constitute nine-tenths of all tracks and serve[131] to increase the stability of the track, are further modern safeguards against danger.
The automatic car coupling is another crucial life-saving enhancement. Many of these designs have been patented, but the “Janney” coupling, patented on April 29, 1873, No. 138,405, is the most notable[130] type. By 1900, automatic car couplings will be required on all cars. The “block system” of signals, which prevents any train from entering a section of track until the previous train has left that section, improved switches that don't rely on human memory, and steel rails, which make up nine-tenths of all tracks and help[131] increase track stability, are additional modern safety measures against hazards.
Sleeping cars were invented by Woodruff, and patented Dec. 2, 1856, Nos. 16,159 and 16,160. These, with the palace cars of Pullman and Wagner, the special refrigerator cars for perishable goods, cars for cattle, and cars for coal, multiply the equipment, swell the traffic, and supply every want of the great railroad systems of modern times.
Sleeping cars were invented by Woodruff and patented on December 2, 1856, Nos. 16,159 and 16,160. Along with Pullman's and Wagner's luxury cars, the specialized refrigerated cars for perishable items, cattle cars, and coal cars, these innovations have increased the number of train cars, boosted traffic, and met the needs of today's major railroad systems.
The first railroad in the United States was built near Quincy, Mass., in 1826. The Pacific Railway, the first of our half a dozen transcontinental railways, was completed in 1869. The great Trans-Siberian Railway is nearing completion, and in the Twentieth Century a Trans-Sahara Railway will probably relieve the burdens of the camel, as it has already done those of the horse.
The first railroad in the United States was built near Quincy, Massachusetts, in 1826. The Pacific Railway, the first of our half a dozen transcontinental railways, was completed in 1869. The great Trans-Siberian Railway is almost finished, and in the 20th century, a Trans-Sahara Railway will likely ease the burden on camels, just as it has already done for horses.
At the end of the year 1898 there were in use in the United States 36,746 locomotives, 1,318,700 cars, and the mileage in tracks, including second track and sidings, was 245,238.87, which, if extended in a straight line, would build a railway to the moon. The money investment represented in capital stock and bonds was $11,216,886,452. The gross earnings for the year 1898 were $1,249,558,724. The net earnings were $389,666,474. Tons of freight moved were 912,973,853. Receipts from freight were $868,924,526. Number of passengers carried was 514,982,288. Receipts from passengers were $272,589,591, and dividends paid were $94,937,526. Add to the above the elevated railroads and street railroads, which are not included, and the immensity of the railroad business in the United States becomes apparent. In 1898 the United States exported 468 locomotives, worth $3,883,719. Mulhall estimates that the steam horse power of railroads in the world amounted in 1896 to 40,420,000, of which the United States had more than one-third. He also states that the railways in the United States carry every day, in merchandise, a weight equal to that of the whole of the seventy millions of persons constituting its population; that the total railway traffic of the world in 1894 averaged ten million passengers and six million tons of merchandise daily; and that the total railway capital of the world reached in that year, 6,745 million sterling, or about thirty-three billion dollars.
At the end of 1898, there were 36,746 locomotives and 1,318,700 cars in use in the United States, with tracks—including second tracks and sidings—totaling 245,238.87 miles. If laid out in a straight line, this distance could stretch to the moon. The total investment in capital stock and bonds was $11,216,886,452. In 1898, the gross earnings were $1,249,558,724, with net earnings of $389,666,474. The total freight moved was 912,973,853 tons, generating receipts of $868,924,526. The number of passengers carried was 514,982,288, yielding receipts of $272,589,591, while dividends paid amounted to $94,937,526. When you add the elevated and street railroads, which aren't included here, the vast scale of the railroad industry in the United States becomes clear. In 1898, the U.S. exported 468 locomotives valued at $3,883,719. Mulhall estimates that the steam horsepower of railroads worldwide was 40,420,000 in 1896, with the U.S. holding over a third of that total. He also notes that U.S. railways carry, every day, a weight in merchandise equal to the entire population of seventy million people; that total railway traffic globally in 1894 averaged ten million passengers and six million tons of merchandise daily; and that total railway capital worldwide reached 6,745 million sterling, or about thirty-three billion dollars, that year.
It is said that the highest railway speed ever attained by steam prior to 1900 was by locomotive No. 564 of the Lake Shore & Michigan Southern Railroad, made during part of a run from Chicago to Buffalo. In this run 86 miles were made at an average rate of 72.92 miles an hour. The train load was 304,500 pounds, and the 86 mile run included one mile at 92.3 miles an hour, eight miles at 85.44 miles an hour, and thirty-three[132] miles at 80.6 miles an hour. On May 26, 1900, however, an experiment on the Baltimore & Ohio Railroad, made by Mr. F. U. Adams between Baltimore and Washington, demonstrated that by sheathing the train to prevent retardation by the air, an average speed of 78.6 miles an hour was obtained, and for five miles on a down grade a speed of 102.8 miles an hour was reached.
It’s said that the highest speed ever reached by steam locomotives before 1900 was by locomotive No. 564 of the Lake Shore & Michigan Southern Railroad during part of a trip from Chicago to Buffalo. In this trip, 86 miles were covered at an average speed of 72.92 miles per hour. The weight of the train was 304,500 pounds, and the 86-mile trip included one mile at 92.3 miles per hour, eight miles at 85.44 miles per hour, and thirty-three[132] miles at 80.6 miles per hour. However, on May 26, 1900, an experiment on the Baltimore & Ohio Railroad, conducted by Mr. F. U. Adams between Baltimore and Washington, showed that by enclosing the train to reduce air resistance, an average speed of 78.6 miles per hour was achieved, with a top speed of 102.8 miles per hour over five miles on a downhill stretch.
The largest and most powerful locomotives in the world are those being built for the Pittsburg, Bessemer & Lake Erie Railroad for hauling long trains of iron and ore, one of which has just been completed. Its cylinders are 24 × 32 inches; drive wheels, 54 inches diameter; weight, 125 tons; draw bar pull 56,300 pounds, and hauling capacity 7,847 tons. One of these mammoth engines is capable of drawing a train of box cars, loaded with wheat, and more than a mile long, at a speed of ten miles an hour. This load of wheat would represent the yield of 14 square miles of land. No doubt it would greatly astonish our forefathers to know that at the end of the century we would have iron horses capable of carting away, at a single load, the products of 14 square miles of the country side, and do it at a gait faster than that of their local mail coach.
The largest and most powerful locomotives in the world are being built for the Pittsburg, Bessemer & Lake Erie Railroad to haul long trains of iron and ore, one of which has just been completed. Its cylinders measure 24 × 32 inches; the drive wheels are 54 inches in diameter; it weighs 125 tons; has a drawbar pull of 56,300 pounds, and a hauling capacity of 7,847 tons. One of these massive engines can pull a train of boxcars loaded with wheat that is over a mile long at a speed of ten miles per hour. This load of wheat would be equivalent to the harvest from 14 square miles of land. It would certainly astonish our ancestors to know that by the end of the century, we would have iron horses capable of transporting the output of 14 square miles of farmland in one trip, and do it faster than their local mail coach.
CHAPTER XII.
Steam Navigation.
Early Experiments—Symington’s Boat—Col. John Stevens’ Screw Propeller—Robt. Fulton and the “Clermont”—First Trip to Sea by Stevens’ “Phœnix”—“Savannah,” the First Steam Vessel to Cross the Ocean—Ericsson’s Screw Propeller—The “Great Eastern”—The Whaleback Steamers—Ocean Greyhounds—The “Oceanic,” Largest Steamship in the World—The “Turbinia”—Fulton’s “Demologos,” First War Vessel—The Turret Monitor—Modern Battleships and Torpedo Boats—Holland Submarine Boat.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__.
The application of steam for the propulsion of boats engaged the attention of inventors along with the very earliest development of the steam engine itself. Blasco de Garay in 1543, the Marquis of Worcester in 1655, Savary in 1698, Denys Papin in 1707, Dr. John Allen in 1730, Jonathan Hulls in 1737, Bernouilli and Genevois in 1757, William Henry (of Pennsylvania) in 1763, Count D’Auxiron and M. Perier in 1774, the Marquis de Jouffroy in 1781, James Rumsey (on the Potomac) in 1782, Benjamin Franklin and Oliver Evans in 1786 and 1789, John Fitch in 1786, and also again in 1796, and William Symington in 1788-89 were the early experimenters. Papin’s boat was said to have been used on the Fulda at Cassel, and was reported to have been destroyed by bargemen, who feared that it would deprive them of a livelihood. Allen, Rumsey, Franklin, and Evans (1786) proposed to employ a backwardly discharged column of water issuing from a pump. Jonathan Hulls and Oliver Evans (1789) had stern wheels. Bernouilli, Genevois, and the Marquis de Jouffroy used paddles on the duck’s foot principle, which closed when dragged forward, and expanded when pushed to the rear. Fitch’s first boat employed a system of paddles suspended by their handles from cranks, which, in revolving, gave the paddles a motion simulating that which the Indian imparts to his paddle. Symington’s boat of 1788 (Patrick Miller’s pleasure boat) had side paddle wheels. Symington’s next boat, built in 1789, and also owned by Patrick Miller, was of the catamaran type, i. e., it had two parallel hulls with paddle wheels between them.
The use of steam to power boats caught the attention of inventors right from the early days of the steam engine. Blasco de Garay in 1543, the Marquis of Worcester in 1655, Savary in 1698, Denys Papin in 1707, Dr. John Allen in 1730, Jonathan Hulls in 1737, Bernouilli and Genevois in 1757, William Henry (from Pennsylvania) in 1763, Count D’Auxiron and M. Perier in 1774, the Marquis de Jouffroy in 1781, James Rumsey (on the Potomac) in 1782, Benjamin Franklin and Oliver Evans in 1786 and 1789, John Fitch in 1786, and again in 1796, and William Symington in 1788-89 were some of the early experimenters. Papin’s boat was said to have been used on the Fulda River at Cassel but was reportedly destroyed by barge workers who feared it would threaten their jobs. Allen, Rumsey, Franklin, and Evans (1786) planned to use a backwardly discharged column of water from a pump. Jonathan Hulls and Oliver Evans (1789) utilized stern wheels. Bernouilli, Genevois, and the Marquis de Jouffroy employed paddles based on the duck’s foot design, which closed when pulled forward and opened when pushed back. Fitch’s first boat featured a system of paddles hanging by their handles from cranks that, as they turned, created a motion similar to that of a Native American using a paddle. Symington’s 1788 boat (Patrick Miller’s pleasure boat) had side paddle wheels. His next boat, built in 1789 and also owned by Patrick Miller, was a catamaran design, meaning it had two parallel hulls with paddle wheels positioned between them.
Such was the state of this art when the Nineteenth Century commenced its wonderful record. No practical steam vessel had been constructed, as[134] the efforts in this direction were handicapped by the crudeness of all the arts, and were to be regarded as experiments only, most of which had to be abandoned. The seed of this invention, however, had been sown in the fertile soil of genius, conception of its great possibilities had fired the zeal of the inventors in this field, and the new century was shortly to number among its great resources a practical and efficient steamboat.
Such was the state of this art when the Nineteenth Century began its remarkable journey. No practical steam vessel had been built, as[134] the efforts in this area were hindered by the primitive nature of all the crafts, and were considered experiments only, most of which had to be scrapped. However, the foundation of this invention had been laid in the fertile ground of creativity, and the vision of its great potential had ignited the passion of the inventors in this field. The new century was soon to count among its significant advancements a practical and efficient steamboat.

The first steamboat of the Nineteenth Century was the “Charlotte Dundas,” built by William Symington in 1801, see Fig. 106, and used on the Forth and Clyde Canal in 1802. She had a double acting “Watt engine,” which transmitted power by a connecting rod to a crank on the paddle-wheel shaft. The boat had a single paddle wheel in the middle near the stern, and was intended only for canal use, in the place of horses. It was abandoned for fear of washing the banks.
The first steamboat of the Nineteenth Century was the “Charlotte Dundas,” built by William Symington in 1801, see Fig. 106, and it was used on the Forth and Clyde Canal in 1802. It had a double-acting “Watt engine,” which transferred power through a connecting rod to a crank on the paddle-wheel shaft. The boat featured a single paddle wheel located in the middle near the stern and was designed solely for canal use, replacing horses. It was abandoned due to concerns about eroding the banks.

FIG. 107.—STEVENS’ TWIN SCREW PROPELLER AND ENGINE, 1804.
FIG. 107.—STEVENS’ TWIN SCREW PROPELLER AND ENGINE, 1804.
In 1804 Col. John Stevens constructed a boat on the Hudson, driven by a Watt engine, and having a tubular boiler of his own invention and a twin screw propeller. The engine, boiler, and twin screws are shown in Fig. 107. The same year Oliver Evans used a stern paddle wheel boat on the Delaware and Schuylkill rivers. It was driven by a double acting high pressure engine, and geared so as to rotate wagon wheels by which it was transported on land, as well as the paddle wheels when on the water. It was in primitive form both a locomotive and a steamboat.
In 1804, Col. John Stevens built a boat on the Hudson River, powered by a Watt engine and featuring a tubular boiler he invented, along with a twin screw propeller. The engine, boiler, and twin screws are shown in Fig. 107. That same year, Oliver Evans operated a stern paddle wheel boat on the Delaware and Schuylkill rivers. It was powered by a double acting high-pressure engine, designed to rotate wagon wheels for land transport, as well as the paddle wheels when on the water. In its basic form, it functioned as both a locomotive and a steamboat.

In 1807 Robert Fulton built the “Clermont,” and permanently established steam navigation on the Hudson River between New York and Albany. Fulton in 1802-1803, while living in Paris with Mr. Joel Barlow, and with the aid and encouragement of Chancellor Livingston, of New Jersey, had built an earlier steamboat 86 feet long, and although it broke down owing to defects in the strength of the hull, he was so encouraged[135] that he ordered Messrs. Boulton & Watt, of England, to send to America a new steam engine, and upon his return to America he built the “Clermont.” This vessel, although not the first steamboat, was nevertheless the first to make a voyage of any considerable length, and to run regularly and continuously for practical purposes, and Fulton was the first inventor in this field whose labors were not to be classed as an abandoned experiment. The “Clermont” as originally built was quite a different looking boat from that usually given in the histories. A model of the original construction is to be found in the National Museum at Washington. In the winter of 1807-8 she was remodeled as shown in Fig. 108. She then appeared as a side wheel steamer, whose wheels were provided with outer guards and enclosed in side wheel houses, and whose shaft had outer bearings in the guards, which were not in the original boat. The hull was 133 feet long, 18 feet beam, and 7 feet depth. The “Clermont’s” engines were coupled to the crank shaft by a bell crank, and the paddle wheel shaft was separated from the crank shaft, but connected with it by gearing. The cylinders were 24 inches in diameter, and 4 foot stroke. The paddle wheels had buckets 4 feet long with a dip of 2 feet. She made the first trip from New York to Albany of 150 miles in 32 hours, and returned in 30 hours, which was the first voyage of any considerable length ever made by steam power.
In 1807, Robert Fulton built the “Clermont,” officially establishing steam navigation on the Hudson River between New York and Albany. From 1802 to 1803, while living in Paris with Mr. Joel Barlow and with support from Chancellor Livingston of New Jersey, he constructed an earlier steamboat that was 86 feet long. Although it suffered breakdowns due to issues with the hull's strength, he was so motivated that he ordered a new steam engine from Messrs. Boulton & Watt in England. Upon returning to America, he built the “Clermont.” This vessel, while not the first steamboat, was the first to undertake a significant voyage and to operate regularly for practical purposes, marking Fulton as the first inventor in this arena whose efforts were not deemed a failed experiment. The “Clermont,” in its original form, looked quite different from the typical representations found in history books. A model of the initial design can be seen at the National Museum in Washington. In the winter of 1807-1808, it was remodeled as shown in Fig. 108. It emerged as a side-wheel steamer, equipped with outer guards and housed in side wheel cases, with outer bearings in the guards that were absent in the original boat. The hull measured 133 feet in length, 18 feet in width, and had a 7-foot depth. The “Clermont’s” engines were linked to the crankshaft via a bell crank, and the paddle wheel shaft was distinct from the crankshaft but connected through gearing. The cylinders had a diameter of 24 inches and a stroke of 4 feet. The paddle wheels featured buckets that were 4 feet long with a 2-foot dip. It completed its inaugural trip from New York to Albany—a distance of 150 miles—in 32 hours, and returned in 30 hours, marking the first significant voyage ever made using steam power.
The honor of inventing the steamboat has been claimed for many inventors, and that many worthy experimenters had been working in this field, and that Fulton had the benefit of their experience is true. The fact[136] is, however, that the evolution of any great, invention is a slow and cumulative process, the product of many minds, and while the proposers, suggesters, and experimenters are entitled to their share of the credit, it is the man who achieves success and gives to the public the benefit of his labors whom the world honors, and in this connection the name of Fulton stands pre-eminent, for although the “Clermont” was 264 years later than the steamboat of Blasco de Garay, the “Clermont” marks the beginning of practical steam navigation, and whatever the claims of other inventors may be, it is certain that steam navigation, established by Fulton in 1807, on the Hudson, preceded the practical use of the steamboat in any other country by at least five years, for it was not until 1812 that Henry Bell, of Scotland, built the “Comet,” that plied between Glasgow and Greenock, on the Clyde, and not until 1814 was a steam packet used for hire on the Thames in England.
Many inventors have claimed the honor of creating the steamboat, and it's true that numerous dedicated experimenters were working in this area, with Fulton benefiting from their experiences. However, the reality is that any major invention develops slowly and cumulatively, resulting from many minds collaborating. While the proposers, suggesters, and experimenters deserve recognition for their contributions, it is the person who achieves success and provides the public with the fruits of their labor who receives the world's admiration. In this regard, Fulton's name stands out, because although the “Clermont” came 264 years after Blasco de Garay's steamboat, it signifies the start of practical steam navigation. Regardless of other inventors' claims, it is clear that Fulton's establishment of steam navigation on the Hudson in 1807 was at least five years ahead of its practical use anywhere else. It wasn't until 1812 that Henry Bell in Scotland built the “Comet,” which operated between Glasgow and Greenock on the Clyde, and not until 1814 was a steam packet used for hire on the Thames in England.
At the same time that Fulton was in Paris making his first experiments with the steamboat, Col. John Stevens, the most celebrated boat builder and engineer of his day, was actively experimenting in America in the same line. Having in 1804 made the first application of steam to the screw propeller, he in 1807 built the “Phœnix,” which was driven by paddle wheels. The “Phœnix” was constructed shortly after Fulton’s boat, but was barred from use on the Hudson by the exclusive monopoly obtained by Fulton and Livingston from the State Legislature, and she was accordingly taken from New York to Philadelphia by sea, which was the first ocean voyage by a steam vessel.
At the same time that Fulton was in Paris conducting his first experiments with the steamboat, Col. John Stevens, the most renowned boat builder and engineer of his time, was actively experimenting in America in the same field. After applying steam to the screw propeller for the first time in 1804, he built the “Phœnix” in 1807, which was powered by paddle wheels. The “Phœnix” was built shortly after Fulton’s boat, but it was not allowed to operate on the Hudson due to the exclusive monopoly obtained by Fulton and Livingston from the State Legislature. Therefore, it was transported from New York to Philadelphia by sea, marking the first ocean voyage by a steam vessel.
The first steamboat on the Mississippi was the “Orleans,” of 100 tons, built at Pittsburg by Fulton and Livingston in 1811. She had a stern wheel, and went from Pittsburg to New Orleans in 14 days.
The first steamboat on the Mississippi was the “Orleans,” weighing 100 tons, built in Pittsburg by Fulton and Livingston in 1811. It had a stern wheel and traveled from Pittsburg to New Orleans in 14 days.
Although the first trip out to sea was made in 1808 by Col. Stevens’ son in taking the “Phœnix” from New York to Philadelphia, no attempt had been made to cross the ocean until 1819. In this year the “Savannah,” an American steamer of 380 tons, performed this feat, and had the honor of being the first steam vessel to cross the Atlantic. In 1824 the “Enterprise,” an English steamer, rounded the Cape of Good Hope and went to India.
Even though the first voyage at sea happened in 1808 when Col. Stevens’ son took the “Phœnix” from New York to Philadelphia, no one tried to cross the ocean until 1819. That year, the “Savannah,” an American steamer weighing 380 tons, accomplished this and became the first steamship to cross the Atlantic. In 1824, the “Enterprise,” a British steamer, navigated around the Cape of Good Hope and traveled to India.

FIG. 109.—SCREW PROPELLER OF THE “ROBT. F. STOCKTON,” ERICSSON’S PATENT, 1836.
FIG. 109.—SCREW PROPELLER OF THE “ROBT. F. STOCKTON,” ERICSSON’S PATENT, 1836.
The screw propeller employed by Colonel Stevens in 1804 was not a new invention with him, as popularly supposed, but had its origin early in the preceding century, being a mere development of the ancient wind wheel. In 1836 it was further developed by Francis P. Smith and by Capt. John Ericsson, then living in England. Ericsson took out British patent No. 7,149, of 1836, and United States patent No. 588, of Feb. 1, 1838, and built several screw steamers, and through Capt. Robert F. Stockton, of the United States Navy, succeeded in having a screw steamer, the “Robert F. Stockton,” built in accordance with the plans of his patent and sent to the United States. The arrangement of her machinery is seen in Fig. 109. She had two propellers on the same axis, but revolving in opposite directions, one being on the central shaft and the other on a concentric tube. The engines were coupled directly to the propeller shafts, which feature was one of Ericsson’s improvements, and has continued to be the approved form to this day.
The screw propeller used by Colonel Stevens in 1804 wasn't a new invention as many believe; it actually originated early in the previous century and was just an evolution of the ancient windmill. In 1836, it was further developed by Francis P. Smith and Capt. John Ericsson, who was living in England at the time. Ericsson received British patent No. 7,149 in 1836 and United States patent No. 588 on February 1, 1838. He built several screw steamers and, through Capt. Robert F. Stockton of the United States Navy, managed to get a screw steamer, the “Robert F. Stockton,” built based on his patent plans and sent to the United States. The layout of her machinery can be seen in Fig. 109. She had two propellers on the same axis rotating in opposite directions, with one on the central shaft and the other on a concentric tube. The engines were directly coupled to the propeller shafts, which was one of Ericsson's improvements that remains the standard today.
In the early history of steam navigation the side wheel steamer was the favorite, and was employed for ocean travel as well as for inland waters.[138] In 1840 the “Brittania,” the first Cunarder, commenced the career of that celebrated line. This vessel had side wheels, as did also the “United States,” shown in Fig. 110, which was the first American steamer built expressly for the Atlantic trade. In 1852 the United States mail steamer “Arctic,” of the Collins line, was regarded as the greyhound of the Atlantic, her time being 9 days, 17 hours and 12 minutes. She also had side wheels.
In the early days of steam navigation, side wheel steamers were the most popular choice, used for both ocean travel and inland waters.[138] In 1840, the “Brittania,” the first Cunarder, began the legacy of that famous line. This ship had side wheels, just like the “United States,” shown in Fig. 110, which was the first American steamer specifically built for the Atlantic trade. In 1852, the United States mail steamer “Arctic” from the Collins line was considered the greyhound of the Atlantic, completing the journey in 9 days, 17 hours, and 12 minutes. She also featured side wheels.

Side wheel steamers for inland waters, and screw propellers for sea service, however, in time established their fitness for their respective scenes of action. In side wheel steamers the most notable improvements have been in stiffening the hull by braces, and the adoption of feathering paddle wheels, whose function is to cause the paddles to enter and leave the water in vertical position without dragging dead water. Manley in 1862, and Morgan in 1875, patented practical forms of the feathering paddle wheel. In screw propellers, Woodcroft in 1832, and Griffiths at a later period, made valuable improvements. The surface condenser was used by Hall in 1838 on the steamship “Wilberforce,” and Sickels in 1841 invented the drop cut-off.
Side wheel steamers for inland waters and screw propellers for ocean service eventually proved their effectiveness in their respective environments. In side wheel steamers, the most significant advancements included reinforcing the hull with braces and using feathering paddle wheels, which allow the paddles to enter and exit the water vertically without dragging excess water. Manley patented practical designs of the feathering paddle wheel in 1862, followed by Morgan in 1875. For screw propellers, Woodcroft made valuable improvements in 1832, with Griffiths contributing later. Hall used the surface condenser on the steamship “Wilberforce” in 1838, and Sickels invented the drop cut-off in 1841.

| FIG. 111.— | “GREAT EASTERN,” SCREW AND PADDLE WHEELS, 1858. LENGTH, 692 FEET, SPEED 12 KNOTS. | |
| “OCEANIC,” TWIN SCREW, 1899. LENGTH, 704 FEET, SPEED, 20 KNOTS. |
In 1854 the “Great Eastern” was begun and was finished in 1858. This
was the largest steam vessel ever built up to this time, and has continued to
hold the record for size up to the year 1899, when her dimensions were
exceeded by the “Oceanic,” which ships are put in comparison in Fig. 111.
The length of the “Great Eastern” was 692 feet, beam 83 feet, depth 57[139]
[140]1⁄2
feet, draft 251⁄2 feet, displacement 27,000 tons, and speed 12 knots. She
was designed by the English engineer Brunel, and was intended for the
Australian trade. She had both a screw propeller and paddle wheels at the
side, with four engines coupled to each. The paddle wheel engines had
steam cylinders 74 inches in diameter, with 14 foot stroke, and those of the
screw engines were 84 inches in diameter and 4 foot stroke. Collectively
they were of 10,000 horse power. The paddle wheels were 56 feet in
diameter, and the screw propeller 24 feet. On her first voyage to New
York, across the Atlantic, in 1860, she carried from 15 to 24 pounds of
steam and consumed 2,877 tons of coal. Her cost was $3,831,520. This
mammoth vessel was too large and unwieldy for the uses for which she
was designed, and proved a bad investment. She served, however, a most
useful purpose, by virtue of her great bulk, steadiness, and carrying capacity,
for relaying the Atlantic cable in 1866, and others in 1873-1874.
In 1854, construction of the “Great Eastern” began and was completed in 1858. It was the largest steamship ever built at that time and held the record for size until 1899, when its dimensions were surpassed by the “Oceanic,” which ships are compared in Fig. 111. The “Great Eastern” measured 692 feet in length, 83 feet in beam, and 57 1/2 feet in depth, with a draft of 25 1/2 feet and a displacement of 27,000 tons, achieving a speed of 12 knots. Designed by the English engineer Brunel, it was intended for the Australian trade. It featured both a screw propeller and side paddle wheels, each powered by four engines. The paddle wheel engines had steam cylinders with a diameter of 74 inches and a 14-foot stroke, while the screw engines had a diameter of 84 inches and a 4-foot stroke, totaling 10,000 horse power. The paddle wheels were 56 feet in diameter, and the screw propeller measured 24 feet. On her first transatlantic voyage to New York in 1860, she operated with steam pressures between 15 to 24 pounds and consumed 2,877 tons of coal. The total cost was $3,831,520. This enormous vessel proved to be too large and cumbersome for its intended purposes and ended up being a poor investment. However, it served a very valuable role due to its size, stability, and cargo capacity in relaying the Atlantic cable in 1866 and others in 1873-1874.
In 1874 the “Castalia” was built. This was a steamer with two parallel hulls, decked across, and designed for greater steadiness in crossing the English Channel. The “Bessemer” steamer, designed for the same purpose, and built about the same time, had four paddle wheels, and the entire cabin was hung on pivots, so that it could not partake of the sea motion.
In 1874, the “Castalia” was built. It was a steamer with two parallel hulls, decked across, made for better stability when crossing the English Channel. The “Bessemer” steamer, created for the same purpose and built around the same time, had four paddle wheels, and the entire cabin was suspended on pivots to avoid the motion of the sea.
In later years great improvements have been made in reducing the weight of the engines, in forced blast, steam steering gear, anchor hoisting devices, water-tight bulkheads, surface condensers, electric lights, and signalling devices. By the year 1880 the standard form of marine engine for large powers had become the compound double cylinder type, expanding steam from an initial pressure as high as 90 pounds. In 1890 triple expansion engines had become common, employing three cylinders, and using steam with an initial pressure as high as 180 pounds. In 1890 McDougal’s whale-back steamers were introduced. See United States patents No. 429,467 and 429,468, June 3, 1890, and No. 500,411, June 27, 1893.
In later years, there were significant advancements in reducing the weight of engines, including forced blast systems, steam steering gears, anchor hoisting devices, watertight bulkheads, surface condensers, electric lights, and signaling devices. By 1880, the standard type of marine engine for large powers had become the compound double cylinder type, which expanded steam from an initial pressure of up to 90 pounds. By 1890, triple expansion engines became common, using three cylinders and steam with an initial pressure of up to 180 pounds. In 1890, McDougal’s whale-back steamers were introduced. See United States patents No. 429,467 and 429,468, June 3, 1890, and No. 500,411, June 27, 1893.

In no country in the world are such fine examples of side wheel steamers
to be found as in the United States, and in no country are there such
splendid reaches of inland waters as theatres for their performances. The
“Priscilla,” shown in Fig. 112, of the Fall River Line, plying on Long
Island Sound, and the “Adirondack,” on the Hudson, are fine examples of
this type. The “Priscilla,” which is said to be the largest river boat in the
world, is 440 feet 6 inches long and 93 feet breadth over the guards. She
is driven by double compound inclined engines, has feathering paddle
wheels 35 feet in diameter and 14 feet face, and her speed is over 20 miles
an hour. The “Adirondack,” whose engines and feathering paddle wheel
are shown in Fig. 113, is 412 feet long and 90 feet breadth over guards.[143]
[144]
The engines and paddle wheels of the “Adirondack” are distinctly representative
of the modern American side wheel steamer.
In no country in the world can you find such impressive side-wheel steamers as in the United States, and nowhere else are there such beautiful stretches of inland waters for them to operate. The “Priscilla,” shown in Fig. 112, from the Fall River Line, traveling on Long Island Sound, and the “Adirondack,” on the Hudson, are great examples of this type. The “Priscilla,” thought to be the largest riverboat in the world, is 440 feet 6 inches long and 93 feet wide over the guards. She is powered by double compound inclined engines, has feathering paddle wheels that are 35 feet in diameter and 14 feet across, and can reach speeds of over 20 miles per hour. The “Adirondack,” whose engines and feathering paddle wheel are shown in Fig. 113, is 412 feet long and 90 feet wide over the guards.[143]
[144] The engines and paddle wheels of the “Adirondack” are representative of the modern American side-wheel steamer.

FIG. 113.—ENGINES AND PADDLE WHEEL OF STEAMER “ADIRONDACK” ON THE HUDSON RIVER.
FIG. 113.—ENGINES AND PADDLE WHEEL OF STEAMER “ADIRONDACK” ON THE HUDSON RIVER.
The largest and in many respects the highest type of marine architecture is to be found in the modern ocean greyhound for transatlantic trade. In recent years the rival companies have vied with each other in the effort to excel, and steamships of larger size, greater speed, and more perfect equipment have followed each other, until it would seem that the limit had been reached. In the accompanying table the largest and most recent steamers are placed in comparison with the “Great Eastern.”
The largest and arguably the most advanced type of marine architecture is found in the modern ocean liner for transatlantic trade. In recent years, competing companies have raced to outperform each other, resulting in steamships that are larger, faster, and better equipped. It seems like we’ve reached the peak of this evolution. In the table below, the biggest and latest steamers are compared to the "Great Eastern."
| DIMENSIONS OF THE LARGEST OCEAN STEAMERS. | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NAME OF SHIP. | DATE. | LENGTH OVER ALL. |
BEAM. | DEPTH. | DRAUGHT. | DIS- PLACE- MENT. |
MAXIMUM SPEED. |
|||||
| FEET. | FEET. | FEET. | FEET. | TONS. | KNOTS. | |||||||
| Great Eastern | 1858 | 692 | 83 | 57 | 1⁄2 | 25 | 1⁄2 | 27,000 | 12 | |||
| Paris | 1888 | 560 | 63 | 42 | 26 | 1⁄2 | 13,000 | 20 | ||||
| Teutonic | 1890 | 585 | 57 | 1⁄2 | 42 | 26 | 12,000 | 20 | ||||
| Campania | 1893 | 625 | 65 | 41 | 1⁄2 | 28 | 19,000 | 22 | ||||
| St. Paul | 1895 | 554 | 63 | 42 | 27 | 14,000 | 21 | |||||
| Kaiser Wilhelm der Grosse | 1897 | 649 | 66 | 43 | 29 | 20,000 | 22 | .35 | ||||
| Oceanic | 1899 | 704 | 68 | 49 | 32 | 1⁄2 | 28,500 | 20 | ||||
| Deutschland | 1900 | 686 | 1⁄2 | 67 | 1⁄3 | 44 | 29 | 22,000 | 23 | 1⁄2 | ||


FIG. 115.—“OCEANIC” COMPARED WITH BROADWAY BUILDINGS.
FIG. 115.—“OCEANIC” COMPARED WITH BROADWAY BUILDINGS.
The “Kaiser Wilhelm der Grosse,” owned by the North German Lloyd Company, and built in 1897, is shown in Fig. 114, and for three years held the record as the fastest steamship afloat. The “Kaiser Wilhelm” was followed by the “Oceanic,” in 1899, of the White Star Company, which is the largest ocean steamer ever built, exceeding the proportions of the “Great Eastern.” Just what the dimensions of the “Oceanic” mean, as given in the preceding tables, can be best illustrated by the accompanying Fig. 115, in which she is juxtaposed with several blocks of large buildings on Broadway, New York, opposite City Hall Park. If the “Oceanic” were placed on end beside Washington’s Monument, at the United States Capital, she would tower 150 feet above the top of the same. An ordinary brick house four rooms deep and three stories high could be built with its length crosswise[145] in her hull. There is accommodation for 410 first-class passengers, 300 second-class passengers, and 1,000 third class, and as her crew will number 390, the total number of souls on board, when she carries her full complement, will be 2,100.
The “Kaiser Wilhelm der Grosse,” owned by the North German Lloyd Company and built in 1897, is shown in Fig. 114, and for three years held the record as the fastest steamship in the world. The “Kaiser Wilhelm” was followed by the “Oceanic,” launched in 1899 by the White Star Company, which is the largest ocean liner ever built, surpassing the size of the “Great Eastern.” The significance of the dimensions of the “Oceanic,” as detailed in the previous tables, can be best illustrated by the accompanying Fig. 115, where she is compared to several large buildings on Broadway, New York, across from City Hall Park. If the “Oceanic” were placed upright next to Washington's Monument at the United States Capitol, she would rise 150 feet above the top of it. An average brick house, four rooms deep and three stories high, could fit sideways within her length. There is space for 410 first-class passengers, 300 second-class passengers, and 1,000 third-class passengers. With a crew of 390, the total number of people on board when she is at full capacity will be 2,100.
The latest achievement in marine architecture, however, is the “Deutschland,” built for the Hamburg-American Company. The “Deutschland” is not quite so large as the “Oceanic,” but is of higher speed, her maximum speed of 231⁄2 knots an hour exceeding that of any other ocean steamer. The “Savannah,” the first steam vessel to cross the Atlantic, made the trip in 1819 in 26 days. The “Deutschland” in her eastward trip September 4, 1900, crossed the Atlantic in 5 days 7 hours and 38 minutes, which is the fastest time on record. The “Deutschland” is of 35,640 horse power, her two bronze propellers are 23 feet diameter, and weigh 30 tons, and her propeller shafts are 25 inches in diameter. The cranks of her propeller shafts, like those of the “Kaiser Wilhelm” and the “Oceanic,” are set according to the Schlick system, to reduce vibration. The “Deutschland’s” engines are seen in Fig. 92, and in general appearance the ship resembles the “Kaiser Wilhelm.” Still larger and possibly swifter steamships are in process of construction, viz.: the “Kaiser Wilhelm II.,” by the North German Lloyd Company, and a mammoth unnamed ship by the White Star Line, whose length of 750 feet will exceed all others.
The latest breakthrough in marine architecture is the “Deutschland,” built for the Hamburg-American Company. The “Deutschland” isn't as large as the “Oceanic,” but it is faster, reaching a top speed of 231⁄2 knots per hour, surpassing any other ocean steamer. The “Savannah,” the first steam vessel to cross the Atlantic, completed the journey in 1819 in 26 days. In contrast, the “Deutschland” made its eastward journey on September 4, 1900, crossing the Atlantic in just 5 days, 7 hours, and 38 minutes—making it the fastest time on record. The “Deutschland” boasts 35,640 horsepower; its two bronze propellers have a diameter of 23 feet and weigh 30 tons, while its propeller shafts are 25 inches in diameter. The cranks of the propeller shafts, like those of the “Kaiser Wilhelm” and the “Oceanic,” follow the Schlick system to minimize vibration. The “Deutschland’s” engines can be seen in Fig. 92, and overall, the ship looks similar to the “Kaiser Wilhelm.” Even larger and possibly faster steamships are currently being built, including the “Kaiser Wilhelm II.” by the North German Lloyd Company and a massive unnamed ship by the White Star Line, which will measure 750 feet in length, surpassing all others.
It may be interesting to note in familiar terms what these enormous traveling palaces comprehend in equipment. For the safety and comfort of passengers, the great length reduces the pitching, bilge keels prevent rolling, and the Schlick system of cranks neutralizes vibration in the engine. Strong bulkheads, and double bottoms with air-tight compartments, impart buoyancy in case of collision. Boilers are placed in separate water-tight compartments, so that damage to one does not disable the others. Powerful pumps are arranged to discharge inflowing water, and the best of life boats are provided. Spacious dining rooms, promenade decks, drawing rooms, pianos, library, smoking room, state rooms, cabins for children, toilets, baths, medicine stores, a printing office, and electric lights everywhere, furnish every want and satisfy every luxurious taste. The cuisine includes a refrigerating plant, the finest ranges, and provisions galore. It may be interesting to the housewife to see the market list of a modern transatlantic steamer. A specimen is partially represented in the following: 25,450 pounds of fresh meat, 3,250 pounds of fish, 6,370 pounds of game and poultry, 12,715 pounds of bread, 43 barrels of flour, 3,938 pounds of butter, 1,307 pounds of coffee, 2,790 pounds of sugar, 102[146] pounds of tea, 7,220 pounds of fresh fruit; 1,230 gallons of milk, 26,106 eggs, 29,180 oranges and lemons, 7,033 bottles of mineral water, 1,800 bottles of beer, 2,688 gallons of beer in casks, 1,240 bottles of wine, 630 bottles of champagne, 1,600 heads of lettuce, 800 jars of preserved fruits, and other things in proportion.
It might be interesting to note in familiar terms what these massive traveling ships include in their equipment. For the safety and comfort of passengers, their great length minimizes motion, bilge keels prevent rolling, and the Schlick system of cranks reduces engine vibration. Strong bulkheads and double bottoms with airtight compartments provide buoyancy in case of a collision. Boilers are located in separate watertight compartments, so that damage to one doesn't compromise the others. Powerful pumps are set up to remove any incoming water, and top-quality lifeboats are available. Spacious dining rooms, promenade decks, drawing rooms, pianos, a library, a smoking room, state rooms, children's cabins, restrooms, baths, medical supplies, a printing office, and electric lights everywhere cater to every need and satisfy even the most luxurious tastes. The kitchen includes a refrigeration unit, the finest stoves, and an abundance of supplies. It might pique the housewife's interest to see the market list from a modern transatlantic steamer. A sample is partially represented as follows: 25,450 pounds of fresh meat, 3,250 pounds of fish, 6,370 pounds of game and poultry, 12,715 pounds of bread, 43 barrels of flour, 3,938 pounds of butter, 1,307 pounds of coffee, 2,790 pounds of sugar, 102[146] pounds of tea, 7,220 pounds of fresh fruit; 1,230 gallons of milk, 26,106 eggs, 29,180 oranges and lemons, 7,033 bottles of mineral water, 1,800 bottles of beer, 2,688 gallons of beer in casks, 1,240 bottles of wine, 630 bottles of champagne, 1,600 heads of lettuce, 800 jars of preserved fruits, and other items in proportion.
In the matter of size the “Oceanic” surpasses all previous efforts in ship building, but ocean steamers do not reach the highest speed attainable. The little “Turbinia,” a 40 ton craft equipped with a compound rotary steam turbine of the Parsons type, has attained a speed of 323⁄4 knots an hour. An even greater speed has recently been attained by the larger boat, “Hai Lung,” constructed in England for the Chinese Government, which vessel was equipped with reciprocating engines, and is credited with having made a run of 181⁄2 knots at an average speed of 35 knots an hour. The highest speed ever attained, however, is by the British torpedo boat “Viper,” which is 210 feet long, and, like the “Turbinia,” is equipped with the Parsons steam turbines. In a recent trial the “Viper” covered a measured mile at the rate of 37.1 knots, or about 43 miles an hour.
When it comes to size, the “Oceanic” outdoes all past shipbuilding efforts, but ocean steamers don’t achieve the highest speeds possible. The small “Turbinia,” a 40-ton vessel fitted with a Parsons-type compound rotary steam turbine, reached a speed of 323⁄4 knots per hour. An even faster speed has recently been recorded by the larger ship, “Hai Lung,” built in England for the Chinese Government. This vessel, equipped with reciprocating engines, is reported to have run at an average of 35 knots, with a peak speed of 181⁄2 knots. However, the highest speed ever recorded belongs to the British torpedo boat “Viper,” which is 210 feet long and, like the “Turbinia,” has Parsons steam turbines. In a recent trial, the “Viper” covered a measured mile at 37.1 knots, which is roughly 43 miles per hour.
In many respects the most important branch of steam navigation in recent years has been its war vessels. The great navies of the world at the end of 1898[3] ranked as follows: England, 1,557,522 tons; France, 731,629 tons; Russia, 453,899 tons; United States, 303,070 tons; Germany, 299,637 tons; Italy, 286,175 tons, and they all owe their efficiency entirely to steam. The first steam war vessel was built in 1814 by Fulton for the defence of New York Harbor, during the then existing war times. She was known as the “Demologos” (voice of the people), or “Fulton the First.” As shown in the original designs, Fig. 116, she is a double ender, whose sides were to be 5 feet thick. In her middle was a channel way or well containing a protected paddle wheel 16 feet in diameter, 14 feet wide, and having a dip of 4 feet. A single cylinder engine turned the paddle wheel on one side, and was balanced by the boiler on the other side. Although intended to have only twenty guns, she was equipped, when finished, with thirty long 32-pounder guns and two Columbiad 100-pounders. It was proposed also to have submarine guns suspended from each bow. An engine was also to be used to discharge hot water on the enemy, and a furnace was to be provided for heating the cannon balls red hot. She was 156 feet long, 20 feet deep, and 56 feet broad, and was regarded as a very formidable vessel. Her cost was $278,544. Iron-clad floating batteries were[147] first used in 1855 in the Crimean war, and shortly afterward the French built the first sea-going iron-clad, “Gloire,” followed in 1859 by the British iron-clad, “Warrior.”
In many ways, the most significant aspect of steam navigation in recent years has been its warships. By the end of 1898[3], the world’s major navies were ranked as follows: England, 1,557,522 tons; France, 731,629 tons; Russia, 453,899 tons; United States, 303,070 tons; Germany, 299,637 tons; and Italy, 286,175 tons, all of which relied entirely on steam power for their effectiveness. The first steam warship was constructed in 1814 by Fulton for the defense of New York Harbor during the ongoing conflict. It was called the “Demologos” (voice of the people), or “Fulton the First.” As indicated in the original designs, Fig. 116, it was a double-ender with sides that were to be 5 feet thick. In the center, there was a channel way or well that housed a protected paddle wheel measuring 16 feet in diameter and 14 feet wide, with a depth of 4 feet. A single-cylinder engine powered the paddle wheel on one side, balanced by the boiler on the opposite side. Although it was meant to carry only twenty guns, it ended up equipped with thirty long 32-pounder guns and two Columbiad 100-pounders upon completion. There were also plans for submarine guns to be mounted on each bow. An engine was intended to discharge hot water against the enemy, and a furnace was included for heating the cannonballs until they were red hot. The ship measured 156 feet long, 20 feet deep, and 56 feet wide, and was considered a very formidable vessel. Its cost was $278,544. Iron-clad floating batteries were[147] first used in the Crimean War in 1855, and shortly afterward, the French constructed the first sea-going iron-clad, the “Gloire,” followed by the British iron-clad, the “Warrior,” in 1859.

The civil war in 1861 brought with it a novel and striking form of war vessel known as the “Monitor.”[4] It was built from plans of Capt. Ericsson,[148] an engineer of the ripest experience, skill, and attainments, who had then come to make his home in the United States. He undertook to construct for the Navy Department of the United States some form of iron clad steam batteries of light draft, suitable to navigate the rivers and harbors of the Confederate States. The “Monitor” was the result. The salient features, shown in vertical cross section in Fig. 117, are a low deck projecting but a few inches above the water line, so as to present as little target as possible to the enemy, and a revolving and heavily armored turret containing the battery of guns. In 1862 the Confederate forces had reconstructed a steam vessel with a chicken-coop-shaped covering of armor, that proved a formidable engine of war, which was practically invulnerable to the attacks of ordinary war vessels, and was doing great damage to the Union vessels. In the spring of 1862 the “Monitor” met the “Merrimac” in engagement in Hampton Roads, and established the great value of the turret monitor.
The Civil War in 1861 introduced a new and remarkable type of warship known as the “Monitor.”[4] It was designed based on plans by Capt. Ericsson,[148] an engineer with extensive experience, skill, and accomplishments, who had made his home in the United States. He set out to create some type of ironclad steam battery with a shallow draft, aimed at navigating the rivers and harbors of the Confederate States. The “Monitor” was the outcome. Its key features, illustrated in vertical cross-section in Fig. 117, include a low deck that rises only a few inches above the waterline, minimizing the target presented to the enemy, and a revolving heavily armored turret holding the battery of guns. In 1862, Confederate forces rebuilt a steam vessel with a chicken-coop-shaped armor covering, which turned out to be a formidable war engine, virtually impervious to conventional warships and causing significant damage to Union vessels. In the spring of 1862, the “Monitor” faced off against the “Merrimac” in a battle in Hampton Roads, demonstrating the immense value of the turret monitor.

Vessels of the “Monitor” type still form useful parts of the United States Navy, in which the “Monterey” and “Monadnock” are its most representative types. The “Monadnock,” which is a double-turret coast defence monitor, is shown in Fig. 118. Although regarded by some as unseaworthy on account of the low seaboard and small buoyancy, the monitor has cleared itself of such suspicion, for in the recent war with Spain both the “Monadnock” and “Monterey” sailed across the Pacific Ocean by way of Honolulu to Manila, a distance of 7,000 miles, and joined the fleet of Admiral Dewey without mishap or delay.
Vessels of the “Monitor” type are still important parts of the United States Navy, with the “Monterey” and “Monadnock” being the most representative examples. The “Monadnock,” which is a double-turret coastal defense monitor, is shown in Fig. 118. Although some people consider it unseaworthy due to its low freeboard and limited buoyancy, this monitor has proven otherwise. During the recent war with Spain, both the “Monadnock” and “Monterey” made the 7,000-mile journey across the Pacific Ocean via Honolulu to Manila, and they joined Admiral Dewey's fleet without any issues or delays.

No patriotic American citizen would expect to read an account of
modern war vessels without finding special mention of those two splendid[149]
[150]
types of their class, the battleship “Oregon” and the armored cruiser
“Brooklyn,” whose performances during the late war with Spain contributed
so much to the honor and glory of the United States Navy, and
demonstrated the skill and efficiency of our American shipbuilders. Before
the war began the “Oregon” was stationed on the Pacific Coast, where she
had been built, and it was desired that she should join the fleet of Admiral
Sampson in Cuban waters. Leaving Puget Sound on March 6, 1898, this
floating fortress of steel, weighted with her enormous guns and 18-inch
thick armor, made the long journey of over 14,500 miles around the
southern end of the western continent, and up to Jupiter Inlet on the
Florida coast, arriving there on the 24th day of May, and was not delayed
an hour on account of her machinery, the only stops being made for coal.
Immediately after coaling at Key West she took her place in the blockading
line at Santiago, and in the great battle of July 3 quickly developed a
power greater than that attained on her trial trip and a speed only slightly
less, easily distancing all other ships immediately engaged except the
“Brooklyn,” and in connection with the “Brooklyn” forced the fleetest of
the Spanish cruisers to surrender.
No patriotic American would expect to read a story about modern warships without special mention of the two remarkable[149]
[150] examples of their kind, the battleship “Oregon” and the armored cruiser “Brooklyn.” Their achievements during the recent war with Spain greatly added to the honor and glory of the United States Navy and showcased the skill and efficiency of our American shipbuilders. Before the war started, the “Oregon” was stationed on the Pacific Coast where she was built, and there was a push for her to join Admiral Sampson’s fleet in Cuban waters. Leaving Puget Sound on March 6, 1898, this steel fortress, armed with her massive guns and 18-inch thick armor, made the lengthy journey of over 14,500 miles around the southern tip of the continent and up to Jupiter Inlet on the Florida coast, arriving on May 24th, without a single delay due to her machinery—only stopping for coal. After coaling at Key West, she took her position in the blockade line at Santiago, and during the great battle on July 3, she quickly showcased greater power than she displayed on her trial run, achieving only slightly less speed, easily outpacing all other ships directly engaged except for the “Brooklyn," and together with the “Brooklyn,” compelled the fastest of the Spanish cruisers to surrender.

The “Oregon” is shown in Fig. 119. She is an armored battleship of the first class, built by the Union Iron Works of San Francisco, and launched Oct. 26, 1893. Her length is 348 feet, beam 691⁄4 feet, draft 24 feet, displacement 10,288 tons, maximum speed 16.79 knots, and coal capacity 1,594 tons. Her side armor is of steel plates 18 inches thick, and[151] her deck is, 23⁄4 inches thick. On the turrets the armor is from 6 to 15 inches thick, and on the barbettes it is from 6 to 17 inches thick. Her engines are of the twin screw, vertical triple expansion direct acting inverted cylinder type. The stroke is 42 inches, and the diameters of the cylinders are 341⁄2, 48, and 75 inches, respectively. The battery consists of four 13-inch breech loading rifles, eight 8-inch breech loading rifles, four 6-inch, twenty 6-pounder rapid fire guns, six 1-pounder rapid fire, two Colts, one 3-inch rapid fire field gun, and three torpedo tubes. The 13-inch guns weigh 136,000 pounds each, are 39 feet 91⁄4 inches long, are set 18 feet above the water, can be moved through an arc of 270 degrees, and throw a projectile of 1,100 pounds a distance of 12 miles, and with a power which at 1,000 yards would perforate a mass of steel 21⁄2 feet in thickness. The cost of the “Oregon” was $3,180,000.
The “Oregon” is featured in Fig. 119. She's a first-class armored battleship built by the Union Iron Works in San Francisco, launched on October 26, 1893. Her length is 348 feet, with a beam of 691⁄4 feet, a draft of 24 feet, a displacement of 10,288 tons, and a maximum speed of 16.79 knots, with a coal capacity of 1,594 tons. Her side armor consists of 18-inch thick steel plates, and[151] her deck is 23⁄4 inches thick. The armor on the turrets ranges from 6 to 15 inches thick, and on the barbettes, it varies from 6 to 17 inches thick. Her engines are twin screw, vertical triple expansion direct acting inverted cylinders. The stroke is 42 inches, and the cylinder diameters are 341⁄2, 48, and 75 inches, respectively. The armament includes four 13-inch breech-loading rifles, eight 8-inch breech-loading rifles, four 6-inch guns, twenty 6-pounder rapid-fire guns, six 1-pounder rapid-fire guns, two Colt machine guns, one 3-inch rapid-fire field gun, and three torpedo tubes. Each 13-inch gun weighs 136,000 pounds, is 39 feet 91⁄4 inches long, positioned 18 feet above the water, can pivot through an arc of 270 degrees, and can launch a 1,100-pound projectile over a distance of 12 miles, with enough power to penetrate a steel mass 21⁄2 feet thick at a range of 1,000 yards. The cost of the “Oregon” was $3,180,000.

The “Brooklyn” is shown in Fig. 120, and enjoys the distinction of having borne the brunt of the fight of July 3, 1898, having been hit over forty times in that engagement without being disabled. She was built by the William Cramp & Sons Ship and Engine Building Company, of Philadelphia, was launched Oct. 2, 1895, and cost $2,986,000. She is an armored cruiser, and is one of the latest and most speedy of that type. She is 400 feet 6 inches long, 64 feet 8 inches breadth, 24 feet draft, 9,215 tons displacement. Her engines are the twin-screw vertical triple expansion type, imparting a speed of 21.91 knots an hour. Her maximum indicated horse power is 18,769, and her coal capacity is 1,461 tons. Her battery consists of eight 8-inch breech loading rifles, twelve 5-inch rapid fire guns, twelve 6-pounder rapid fire, four 1-pounder rapid fire, four Colts, two 3-inch rapid fire field guns, and four Whitehead torpedo tubes. Her side[152] armor is 3 inches thick, her turrets 51⁄2 inches, her barbettes from 4 to 8 inches, and her deck from 3 to 6 inches. She also has a water line protection of cocoa fibre to automatically close up an opening made by a shot.
The “Brooklyn” is shown in Fig. 120, and has the honor of having taken the brunt of the battle on July 3, 1898, having been hit over forty times during that fight without being put out of action. She was built by the William Cramp & Sons Ship and Engine Building Company in Philadelphia, launched on October 2, 1895, and cost $2,986,000. She is an armored cruiser, one of the latest and fastest of her kind. She measures 400 feet 6 inches long, 64 feet 8 inches wide, with a draft of 24 feet and a displacement of 9,215 tons. Her engines are the twin-screw vertical triple expansion type, achieving a speed of 21.91 knots per hour. Her maximum indicated horsepower is 18,769, and she has a coal capacity of 1,461 tons. Her armament includes eight 8-inch breech-loading rifles, twelve 5-inch rapid-fire guns, twelve 6-pounder rapid-fire guns, four 1-pounder rapid-fire guns, four Colt machine guns, two 3-inch rapid-fire field guns, and four Whitehead torpedo tubes. Her side armor is 3 inches thick, her turrets 5½ inches thick, her barbettes range from 4 to 8 inches, and her deck ranges from 3 to 6 inches thick. She also features waterline protection made of cocoa fiber to automatically seal up any openings created by incoming fire.
Although not a steam vessel, it would be regarded as an omission not to mention among war vessels the “Holland” submarine boat, brought into notice in 1898 by the Spanish American war, and designed to dive below the surface and make attack below the water level. Torpedo boats of this type have been acquired by, and now form a part of, the United States Navy.
Even though it’s not a steam ship, it would be a mistake not to mention the “Holland” submarine, which gained attention in 1898 during the Spanish-American War. It was designed to dive underwater and launch attacks beneath the surface. This type of torpedo boat has been acquired and is now part of the United States Navy.
Among all the types of steam war vessels which have claimed popular attention the most interesting in proportion to its size is the torpedo boat, for none represent such concentrated pent-up energy and deadly effect as this little demon of the sea. A mere shell in construction, with engine and boiler built for highest speed, and crew suffering untold discomforts and dangers below, this modern engine of destruction, with the speed of an express locomotive, and the helplessness and deadly intent of a scorpion, darts up to the monster battleship under cover of darkness, and before being discovered discharges a torpedo and delivers a mortal wound in the side of the big ship which sends her to the bottom, perishing perhaps itself in the destruction which it works. The United States has 37 of these torpedo boats. The torpedo boat destroyer is a larger and swifter boat, whose special duty it is to overtake and destroy this dangerous little fighter.
Among all the types of steam war vessels that have captured public attention, the most fascinating relative to its size is the torpedo boat, as none embody such concentrated power and deadly impact as this little monster of the sea. It's built like a shell, with an engine and boiler designed for maximum speed, and its crew faces immense discomfort and danger below deck. This modern weapon of destruction moves with the speed of an express train and has the stealth and lethal intent of a scorpion. It zips toward the massive battleship under the cover of darkness, and before being spotted, launches a torpedo that delivers a fatal blow to the side of the big ship, potentially sending it to the depths, while the torpedo boat might also be lost in the process. The United States operates 37 of these torpedo boats. The torpedo boat destroyer is a larger and faster vessel specifically designed to catch and eliminate this dangerous little fighter.

FIG. 121.—SHIPPING OF ALL NATIONS. RATIO OF STEAM TO SAILS.
FIG. 121.—SHIPPING OF ALL NATIONS. RATIO OF STEAM TO SAILS.
The growth of steam navigation during the present generation has been wonderfully rapid. The accompanying diagram, Fig. 121, from Mulhall’s “Industries and Wealth of Nations,” shows in 1860 30 per cent. of[153] steam to 70 per cent. of sailing vessels, while in 1894 the ratio is 80 per cent. of steam to 20 of sailing vessels. The same authority estimated the total horse power of steam vessels in the merchant marine of the world in 1895 to be 12,005,000. Add to this the growth of the past five years, and about 4,000,000 horse power for the steam war vessels of the world’s navies, which were not included, and the total horse power of the steam vessels of the world would not be far from twenty million.
The growth of steam navigation over the last generation has been incredibly fast. The accompanying diagram, Fig. 121, from Mulhall’s “Industries and Wealth of Nations,” shows that in 1860, 30% of vessels were steam-powered compared to 70% that were sailing vessels. By 1894, the ratio had changed to 80% steam and 20% sailing. This same source estimated that the total horsepower of steam vessels in the world’s merchant marine in 1895 was 12,005,000. If we add the growth over the past five years and about 4,000,000 horsepower from the steam war vessels of the world’s navies, which were not included, the total horsepower of steam vessels globally would be close to twenty million.
This cursory review, in a single chapter, cannot adequately treat this great subject, for a whole library is needed to cover the field. Suffice it to say, however, that among the great scenes and acts in the theatre of human action, no figure has occupied so much attention, and none played so important a part in the drama of life, as the steam vessel. Its stage setting has been the majestic waters of the earth, and on it the play of the great warships has vied in power and grandeur with the flash and vehemence of the lightning, and the whirl and turmoil of the elements. Tense with a deep meaning which no stage simulation could approximate, and with the smoke of conflict for a drop curtain, it has laid tragedies upon the pages of history, and changed the maps of the world; while behind the scenes the great passenger steamers, with their uninterrupted traffic of human freight, are more silently, but none the less surely, stirring the peoples of the earth into the homogeneous ferment of civilization, and slowly moulding nations into the solidarity of a common brotherhood.
This brief overview, in just one chapter, can’t truly cover this vast topic, as a whole library would be needed to explore it fully. However, it’s worth noting that among the significant events and characters in the drama of human life, no entity has drawn as much attention or played such a crucial role as the steamship. Its backdrop has been the majestic waters of the planet, where the grand warships have competed in power and splendor with the flash and intensity of lightning, alongside the chaos and fury of nature. Filled with profound meaning that no stage performance could match, and with the smoke of battle as its backdrop, it has written tragedies into the pages of history and altered the world maps. Meanwhile, behind the scenes, the great passenger steamers, with their constant flow of people, are quietly yet surely bringing the world's populations together in the shared experience of civilization, gradually shaping nations into a united community.
CHAPTER XIII.
Printing.
Early Printing Presses—Nicholson’s Rotary Press—The Columbian and Washington Presses—König Rotary Steam Press—The Hoe Type Revolving Machine—Color Printing—Stereotyping—Paper Making—Wood Pulp—The Linotype—Plate Printing—Lithography.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
The art preservative of all arts it has been rightfully called. Before its birth generation after generation of the human family lived and died, and each was but little wiser, and but little better than its predecessor. Tradition was the misty, vague, and sometimes wholly false dependence of the living, and the experiences of mankind were, in the words of an eminent writer, but like the stern lights of a vessel, which only illumined the pathway over which each had passed. But printing gives to the present the cumulative wisdom of the past, and marks a great era of growth in civilization. It conserves and preserves man’s thoughts and makes them immortal, so that each generation comes into existence with a richer legacy of ideas, and is guaranteed a higher plane of existence, and a more exalted destiny.
The art of preservation has rightfully been called the greatest of all arts. Before it came into existence, generations of humanity lived and died, becoming only slightly wiser and better than those before them. Tradition was a vague and often completely false connection for the living, and human experiences were, as an esteemed writer described, just like the stern lights of a ship, only lighting the way for the paths already traveled. However, printing provides the present with the accumulated wisdom of the past, marking a significant era of progress in civilization. It captures and immortalizes human thoughts, ensuring that each generation is born with a richer legacy of ideas, leading to a higher quality of life and a more elevated destiny.
Printing from letters engraved on blocks of wood is an ancient art, having had its origin in China many centuries before the Christian era. The Chinese method, which is still followed, was to write their characters with a brush on a sheet of paper, and while still wet, the piece of paper was laid face downward on a smooth piece of board to transfer the ink lines, and then all except the ink lines on the board was cut away. Thus they have one type plate for each book page. Printing with movable type, i. e., with a separate type for each letter, which may be repeatedly set up into forms of varying composition, is practically the beginning of the modern art of printing. This invention is usually ascribed to Johann Gutenberg, of Mentz, about 1436.
Printing from letters carved into wooden blocks is an ancient craft that originated in China many centuries before Christ. The Chinese technique, still in use today, involved writing characters with a brush on paper. While the ink was still wet, they would lay the paper face down on a smooth board to transfer the ink, and then everything except the ink lines on the board would be cut away. This way, they created one type plate for each page of a book. Printing with movable type, meaning using a separate type for each letter that can be arranged into different compositions, marks the beginning of modern printing. This invention is typically credited to Johann Gutenberg of Mainz around 1436.

In the earliest printing presses the form was locked up in a tray, and
placed upon a platform, and the platen was then brought down upon it by
turning a screw in a cross bar above. The first printing press of this type
was made by Blaew, of Amsterdam, in 1620, which had a spring to cause
the screw to fly back after the impression was taken. The press upon which
Benjamin Franklin worked in London in 1725 is of this pattern, and is to[155]
[156]
be seen in the National Museum at Washington. It is almost entirely of
wood, and is shown in Fig. 122. About the beginning of the Nineteenth
Century Lord Stanhope invented a press entirely of cast iron, in which the
oscillating handle operated a toggle to force down the platen in taking the
impression. The bed traveled on guide ways, and the tympan and frisket
were hinged to fold back and lay in elevated position.
In the earliest printing presses, the type was secured in a tray and placed on a platform, with the platen lowered onto it by turning a screw in a crossbar above. The first press of this type was made by Blaew in Amsterdam in 1620, which featured a spring that allowed the screw to spring back after the impression was made. The press that Benjamin Franklin worked on in London in 1725 followed this design and can be seen in the National Museum in Washington. It is mostly made of wood and is featured in Fig. 122. Around the start of the Nineteenth Century, Lord Stanhope invented a press made entirely of cast iron, where an oscillating handle operated a toggle to push down the platen for the impression. The bed moved along guideways, and the tympan and frisket were hinged so they could fold back and rest in an elevated position.

The “Columbian” press was the first important American improvement. It was invented by George Clymer, of Philadelphia, and is shown in his British Pat. No. 4,174 of 1817. A compound lever was employed for applying the power. The “Washington” press was patented in the United States by Samuel Rust, April 17, 1829. In this press (see Fig. 123) the platen is forced downwardly by a compound lever applied to a toggle joint and is raised by springs on each side. The bed is run in and out by turning a crank on a shaft which has a pulley and belt passing around it.
The “Columbian” press was the first major advancement in American printing. It was invented by George Clymer in Philadelphia and is documented in his British Patent No. 4,174 from 1817. A compound lever was used to generate the force. The “Washington” press was patented in the United States by Samuel Rust on April 17, 1829. In this press (see Fig. 123), the platen is pushed down by a compound lever connected to a toggle joint and is lifted by springs on either side. The bed is moved in and out by turning a crank on a shaft that has a pulley and belt attached to it.
As so far described the presses were worked by hand power. An important
step in the advancement of this art was made by the introduction
of power presses worked by steam. These arranged the type on the surface
of a cylinder. Probably the earliest form of rotary cylinder press is
that invented by Nicholson, British Pat. No. 1,748 of 1790. Its main features
are described as follows: “The types, being rubbed or scraped narrower
toward the foot, were to be fixed radially upon a cylinder. This cylinder
with its type was to revolve in gear with another cylinder covered
with soft leather (the impression cylinder), and the type received its ink
from another cylinder, to which the inking apparatus was applied. The
paper was impressed by passing between the type and the impression cylinder.
”
As previously mentioned, the presses were operated by hand power. A significant advancement in this craft occurred with the introduction of power presses powered by steam. These presses arranged the type on the surface of a cylinder. The earliest version of a rotary cylinder press likely comes from Nicholson, British Pat. No. 1,748 of 1790. Its main features are described as follows: “The types, being rubbed or scraped narrower toward the foot, were to be arranged radially on a cylinder. This cylinder with its type was to rotate in sync with another cylinder covered with soft leather (the impression cylinder), and the type would receive its ink from another cylinder, where the inking apparatus was applied. The paper was pressed by passing between the type and the impression cylinder.
”
The first practical success, however, in rotary steam presses was achieved by König, a German, who in 1814 set up for the London Times two machines, by which that newspaper was printed at the rate of 1,100 impressions per hour. He obtained British Pat. No. 3,321 of 1810, No. 3,496 of 1811, No. 3,725 of 1813, and No. 3,868 of 1814. König’s machine was in 1827 succeeded by that of Applegath and Cowper, which was simpler and more rapid.
The first real breakthrough in rotary steam presses was made by König, a German inventor, who in 1814 set up two machines for the London Times, allowing the newspaper to be printed at a speed of 1,100 impressions per hour. He received British Pat. No. 3,321 in 1810, No. 3,496 in 1811, No. 3,725 in 1813, and No. 3,868 in 1814. In 1827, König's machine was replaced by a simpler and faster version created by Applegath and Cowper.
Many improvements upon the methods for handling the paper were
subsequently devised, and double cylinder presses were made which were
able to print 4,000 sheets an hour. In 1845 the firm of R. Hoe & Co., which
had already been for years engaged in the manufacture of printing presses,
brought out the Hoe Type Revolving Machine. The first one of these was
placed in the office of the Philadelphia Ledger in 1846, and had four impression
cylinders, printing 8,000 papers per hour. The constantly increasing
circulation of newspapers, however, continued to make insatiable demands
for more rapid work, and to meet this demand the Hoe company in
1871 brought out their continuous web press, in which the paper was furnished
to the machine in the form of a roll, and after being printed was separated
into sheets. This principle of action gave promise of unlimited
speed, and required important reorganization in all parts of the machine.
To meet these conditions of increased speed more rapid drying ink had to
be produced to prevent blurring, paper of uniform quality and strength
had to be made, means had to be devised for printing the opposite side of
the web, and severing devices for cutting the web into sheets were needed,
but perhaps the most important feature was the device called a gathering
and delivering cylinder, whereby the papers could be gathered and disposed
of as fast as they could be printed, and much faster than human
hands could work. This was the invention of Stephen D. Tucker, and it is
the mechanism upon which the speed of the modern press depends, for it
would obviously be useless to print papers faster than they could be taken
from the machine in proper condition. Many patents were taken by
Messrs. Hoe & Tucker covering various improvements, prominent among
which were No. 18,640, Nov. 17, 1857; No. 25,199, Aug. 23, 1859 (re-issue
No. 4,429); No. 84,627, Dec. 1, 1868 (re-issue No. 4,400); No. 113,769,
April 18, 1871; No. 124,460, March 12, 1872; No. 131,217, Sept. 10, 1872.
The first rapid printing press of the Hoe Company was set up in the office
of the New York Tribune in 1871, and its maximum output was 18,000 an
hour. This marked the great era of rapid newspaper printing, and following
it many further improvements, such as devices for folding and counting
the papers automatically, have been added, until to-day the great Hoe[158]
[159]
Octuple Press, shown in Fig. 124, is the wonder of the Nineteenth Century.
It prints 96,000 papers of four, six, or eight pages in an hour, or at
the rate of 1,600 a minute, and these papers are not only printed, but in the
same operation and by the same machine are cut, pasted, folded, and
counted automatically. Fifty miles of paper of the width of an ordinary
newspaper pass through it each hour from its several rolls. The machine
weighs over 60 tons, and is composed of about 16,000 parts, and yet its
touch is so deft, and its members so delicately and accurately adjusted that
it does not tear the tender sheet as it flies through the machine—so fast
that one-fifth of a second only is required to print a page.
Many improvements were later made to how paper was handled, and double cylinder presses were created that could print 4,000 sheets an hour. In 1845, the company R. Hoe & Co., which had been manufacturing printing presses for years, introduced the Hoe Type Revolving Machine. The first one was installed in the office of the Philadelphia Ledger in 1846 and had four impression cylinders, printing 8,000 papers per hour. However, the ever-increasing circulation of newspapers kept demanding faster printing, and to meet this need, Hoe introduced their continuous web press in 1871, which used rolls of paper and cut them into sheets after printing. This design offered the potential for unlimited speed but required significant changes throughout the machine. To accommodate higher speeds, faster-drying ink had to be developed to avoid blurriness, paper of consistent quality and strength needed to be produced, methods for printing the opposite side of the web had to be created, and cutting devices to sever the web into sheets were essential. Perhaps the most critical innovation was the gathering and delivering cylinder, invented by Stephen D. Tucker, which allowed the printed papers to be stacked and sorted much faster than human labor could manage. This innovation is vital for the speed of modern printing presses since it would be pointless to print papers quicker than they could be handled properly. Hoe & Tucker filed many patents for various enhancements, including No. 18,640, Nov. 17, 1857; No. 25,199, Aug. 23, 1859 (reissue No. 4,429); No. 84,627, Dec. 1, 1868 (reissue No. 4,400); No. 113,769, April 18, 1871; No. 124,460, March 12, 1872; and No. 131,217, Sept. 10, 1872. The first fast printing press from the Hoe Company was set up at the New York Tribune in 1871, and its maximum output was 18,000 papers an hour. This marked the beginning of the rapid newspaper printing era, which was followed by many further innovations, such as machines that could automatically fold and count papers. Today, the remarkable Hoe[158]
[159]
Octuple Press, shown in Fig. 124, can print 96,000 papers of four, six, or eight pages in an hour, or 1,600 a minute, and these papers are not just printed; they are also cut, pasted, folded, and counted automatically in the same operation. Every hour, fifty miles of newspaper-width paper pass through it from various rolls. The machine weighs over 60 tons and consists of about 16,000 parts, yet it operates so delicately and precisely that it doesn’t tear the fragile sheets as they fly through at such speed—one page takes only a fifth of a second to print.

FIG. 124.—HOE OCTUPLE PRESS. PRINTS, CUTS, PASTES, FOLDS AND COUNTS NEWSPAPERS AT RATE OF 1,600 A MINUTE.
FIG. 124.—HOE OCTUPLE PRESS. PRINTS, CUTS, PASTES, FOLDS, AND COUNTS NEWSPAPERS AT A RATE OF 1,600 PER MINUTE.
Collateral with the development of the printing press are three important branches of the art—stereotyping, paper making, and type setting.
Collateral with the development of the printing press are three important branches of the art—stereotyping, paper making, and type setting.
Stereotyping was the invention of William Ged, of Edinburgh, in 1731, and was introduced into the United States by David Bruce, of New York, in 1813. The stereotype is simply a moulded duplicate of the type face as set up, the duplicate being cast in the form of a single block of metal, by first taking an impression in plastic material from the faces of the type, after being set up, to form the mould, and then casting, in an easily fusible metal, an exact duplicate of this type face in this mould. This art prevents the wear on the movable type involved in printing, and also avoids the locking up into permanent forms of a large body of valuable type, since a form may be set up, stereotyped, and the type then distributed and set up into another form. Stereotyping, although used in book printing, was not thought practical for newspaper work until about 1861, because of the length of time required for the formation and drying of the mould and the casting of the plate; but about this time great expedition in the formation of the plate was attained by the employment of a steam bed to dry the mould, and a novel form of papier maché matrix, or mould, which could be conveniently disposed around the cylinders of type. The dampened and plastic papier maché sheets are beaten into the face of the type form by means of brushes, are then removed, dried, and used as moulds to cast the stereotype plate from. A stereotype plate can now be made in about seven minutes.
Stereotyping was invented by William Ged in Edinburgh in 1731 and brought to the United States by David Bruce of New York in 1813. A stereotype is basically a molded duplicate of a typeface, created by first taking an impression in a plastic material from the type, which is set up to form a mold. Then, molten metal is poured into this mold to create an exact replica of the typeface. This technique reduces wear on the movable type used in printing and prevents the need to permanently lock away a large amount of valuable type since a form can be set up, stereotyped, and then the type can be redistributed to create another form. Although stereotyping was used in book printing, it wasn’t considered practical for newspaper production until around 1861 due to the time it took to form and dry the mold and cast the plate. However, during this period, advancements were made that expedited the plate-making process by using a steam bed to dry the mold and a new type of papier mâché matrix that could easily wrap around the type cylinders. The damp and pliable papier mâché sheets are pressed into the type’s surface with brushes, removed, dried, and then used as molds to cast the stereotype plate. Now, a stereotype plate can be created in about seven minutes.

Paper Making is an important adjunct of the printing art, and its formation cheaply into long rolls of uniform strength is an essential condition of success in the rapid web-perfecting printing press. A Frenchman named Louis Robert about 1799 was the first to make a continuous web of paper,[160] and in 1800 he received from the French Government a reward of 8,000 francs for his discovery. His invention was subsequently taken up and carried to a success by the great English paper makers, the Fourdrinier Brothers, whose name has been given to the machine. In the Fourdrinier process rags are ground to a pulp by a revolving beater (Fig. 125) working in a tank of water. The pulp, duly beaten, refined, screened, and diluted with water, is then piped into the “flow-box” of the Fourdrinier machine. The “flow-box,” shown on right of Fig. 126, is a deep rectangular chamber extending across the full width of the machine, from which the pulp flows out in a thin stream onto an endless belt of 70-mesh wire cloth which runs over end rollers. To prevent the stream of pulp from flowing laterally over the edges of the belt, two endless rubber guides or bands, two inches square in cross section, travel with the belt over the first twenty feet of its length, and run over two pulleys above the wire cloth. The upper half of the wire cloth belt is supported by and runs over a series of closely juxtaposed rollers. As the pulp passes from the “flow-box” the particles of fibre float in it just as an innumerable multitude of particles of cotton fibre would float in a stream of water. To unite and interlace the fibres the wire cloth belt is given a lateral oscillating or shaking movement, which serves to interlock the fibres. Meanwhile the water strains through the wire cloth, leaving a thin layer of moist interlaced fibre spread in a white sheet over the surface of the belt. The separation of the water is further assisted by suction boxes which extend across close beneath the upper run of the belt and are connected to suction pumps.
Paper Making is a crucial part of the printing process, and producing it cheaply in long rolls of consistent strength is essential for the success of rapid web-perfecting printing presses. Around 1799, a Frenchman named Louis Robert was the first to create a continuous web of paper,[160] and in 1800 he was awarded 8,000 francs by the French Government for his innovation. His invention was later adopted and perfected by the renowned English paper manufacturers, the Fourdrinier Brothers, after whom the machine is named. In the Fourdrinier process, rags are processed into pulp by a rotating beater (Fig. 125) in a tank of water. The pulp, after being properly beaten, refined, screened, and mixed with water, is then channeled into the “flow-box” of the Fourdrinier machine. The “flow-box,” located on the right of Fig. 126, is a deep rectangular chamber that spans the entire width of the machine, allowing the pulp to flow out in a thin stream onto a continuous belt made of 70-mesh wire cloth that runs over end rollers. To prevent the pulp from spilling over the sides of the belt, two endless rubber guides or bands, each two inches square in cross-section, move along with the belt for the first twenty feet of its length, looping over two pulleys above the wire cloth. The upper part of the wire cloth belt is supported by and travels over a series of closely spaced rollers. As the pulp flows from the “flow-box,” the fiber particles float in it, similar to how countless cotton fibers would float in a stream of water. To mesh and intertwine the fibers, the wire cloth belt is given a lateral shaking or oscillating motion, which helps interlock the fibers. Meanwhile, the water drains through the wire cloth, leaving a thin layer of damp interlaced fiber spread out in a white sheet over the surface of the belt. The removal of the water is further aided by suction boxes that are positioned just below the upper run of the belt and are connected to suction pumps.

The wire cloth with its layer of moist pulp now passes below a roll which compresses the fibre, and then leaving the machine seen in Fig. 126 it passes below a second and larger roll covered with felt, which presses out more of the water. The fibre next passes to the “first press,” where it is caught up on an endless belt and passed between two rollers where more[161] water is pressed out of the sheet. Then it passes through a “second press,” and finally the sheet commences a long journey up and down over a series of steam-heated drying rolls, by which the sheet is dried.
The wire cloth with its layer of wet pulp now goes under a roll that compresses the fiber. After leaving the machine shown in Fig. 126, it moves under a second, larger roll covered with felt that squeezes out even more water. The fiber then goes to the “first press,” where it gets picked up on a continuous belt and squeezed between two rollers to remove more[161] water from the sheet. Next, it goes through a “second press,” and finally, the sheet starts a long journey up and down over a series of steam-heated drying rolls, which dry the sheet.
Wood-Pulp.—When a purchaser of one of the New York dailies reads the morning’s voluminous edition, he little realizes that he holds in his hands the remains of a billet of wood as large as a good-sized club, yet such is the case. Originally made from the fibres of the papyrus plant, and later from rags beaten into a pulp, paper for the printing of books and newspapers is now made almost entirely of wood. In the formation of paper pulp from wood two processes are employed, one known as the soda process, and the other the sulphite process. In both cases the wood is cut into fine chips, and then digested in great drums with chemicals to extract the resinous matter and leave the pure fibrous cellulose, which resembles raw cotton in texture. This industry was developed by Watt and Burgess in 1853 (U. S. Pat. No. 11,343, July 18, 1854), who invented the soda process; by Voelter (U. S. Pat. No. 21,161, Aug. 10, 1858), who devised means for comminuting or shredding the wood; and by Tilghman (U. S. Pat. No. 70,485, Nov. 5, 1867), who invented the sulphite process.
Wood-Pulp.—When someone buys a New York daily paper and reads the thick edition in the morning, they often don’t realize that they’re holding a remnant of a piece of wood about the size of a decent club, but that’s the truth. Originally made from the fibers of the papyrus plant, and later from rags turned into pulp, paper for printing books and newspapers is now mainly produced from wood. Two methods are used to make paper pulp from wood: the soda process and the sulfite process. In both methods, the wood is chopped into small chips and then processed in large drums with chemicals to remove the resin and leave behind pure fibrous cellulose, which feels like raw cotton. This industry was advanced by Watt and Burgess in 1853 (U.S. Pat. No. 11,343, July 18, 1854), who created the soda process; by Voelter (U.S. Pat. No. 21,161, Aug. 10, 1858), who developed techniques for grinding or shredding the wood; and by Tilghman (U.S. Pat. No. 70,485, Nov. 5, 1867), who invented the sulfite process.
The logs, usually of spruce or poplar,
are first split, as seen at the bottom
of Fig. 127, then placed in the chipper,
where a revolving disc with knives cuts
them into small chips, which are fed to
an elevator and raised to a screening[162]
device, seen at the top, to remove saw-dust, dirt and knots. In the
sulphite process the chips are then delivered into the digesters shown[163]
[164]
in Fig. 128, which are supplied with sulphurous acid generated in a plant
shown in Fig. 129. In the digesters the gummy and resinous matters are
dissolved by the heat and chemicals, and the woolly fibre left behind is
bleached, washed, and dried, and afterwards made into paper upon the
Fourdrinier machine.
The logs, usually made of spruce or poplar, are first split, as shown at the bottom of Fig. 127, then put into the chipper, where a rotating disc with knives cuts them into small chips. These chips are sent to an elevator and lifted to a screening[162] device at the top to remove sawdust, dirt, and knots. In the sulfite process, the chips are then delivered into the digesters shown[163]
[164] in Fig. 128, which are supplied with sulfurous acid generated in a plant shown in Fig. 129. In the digesters, the gummy and resinous materials are dissolved by the heat and chemicals, and the remaining fluffy fiber is bleached, washed, and dried, then turned into paper on the Fourdrinier machine.



FIG. 129.—SULPHUROUS ACID PLANT FOR MAKING WOOD PULP.
FIG. 129.—SULPHUROUS ACID PLANT FOR MAKING WOOD PULP.
It was stated by the Paper Trade Journal in 1897 that the increase in paper making in the United States during the 15 years preceding amounted to 352 per cent., due chiefly to the growth of the wood pulp industry. The Androscoggin Pulp Mill, established in Maine in 1870, was one of the pioneers in this field. In that State the industry had grown in 1897 to over $13,000,000 and gave employment to more than 5,000 men, but the State of Maine is excelled by both New York and Wisconsin in this industry, for in the same year New York mills had a daily capacity of 1,800,000 pounds; Wisconsin, 670,000; Maine, 665,000, and other States a less capacity. There are over 1,000 paper mills in the United States, and their combined daily capacity amounts to over 13,000 tons. In 1898 the United States exported over five million dollars’ worth of paper, and over fifty million pounds of wood pulp. Of the total amount of paper produced in the world Mulhall estimated it in 1890 to be 2,620,000,000 tons annually. This amount is greatly increased at the present time, and by far the larger part of it is manufactured from wood.
It was reported by the Paper Trade Journal in 1897 that paper production in the United States had increased by 352 percent over the previous 15 years, mainly due to the expansion of the wood pulp industry. The Androscoggin Pulp Mill, which was established in Maine in 1870, was one of the pioneers in this area. By 1897, the industry in that state had grown to over $13,000,000 and employed more than 5,000 men, but Maine was surpassed by both New York and Wisconsin in this sector. In that same year, New York mills had a daily capacity of 1,800,000 pounds; Wisconsin, 670,000 pounds; Maine, 665,000 pounds; and other states had lower capacities. There are over 1,000 paper mills in the United States, with a combined daily capacity of more than 13,000 tons. In 1898, the United States exported over five million dollars' worth of paper and more than fifty million pounds of wood pulp. Mulhall estimated that in 1890, the total paper production in the world was 2,620,000,000 tons annually. That amount has significantly increased now, and by far the majority of it is produced from wood.
In 1891 the Philadelphia Record in an experimental test as to speed, cut trees from the forest, converted them into paper, and then into printed newspapers, all within the space of 22 hours. At a later period in Germany, where the wood pulp art began, even this expeditious work has been excelled. The trees were felled in the morning at 7:35, converted into paper, and presented at 10 A. M. in the form of printed newspapers, with a record of the news of the forenoon. The great naval edition of the Scientific American of April 30, 1898, consumed a hundred tons of wood pulp paper, and was therefore built upon a material foundation of 125 cords of wood, which cleared off over six acres of well-set spruce timber land. It is mainly wood pulp that has enabled books and newspapers to be made so cheaply, for they are now furnished at a less price than the cost of the paper made in the old way from rags.
In 1891, the Philadelphia Record conducted an experimental test to measure speed, cutting trees from the forest, turning them into paper, and then printing newspapers—all in just 22 hours. Later, in Germany, where the wood pulp industry began, this quick process was even outdone. Trees were cut down in the morning at 7:35, made into paper, and published as printed newspapers by 10 A.M., featuring news from that morning. The large naval edition of the Scientific American on April 30, 1898, used a hundred tons of wood pulp paper, which was made from 125 cords of wood, clearing over six acres of healthy spruce timber land. It's primarily wood pulp that has allowed books and newspapers to be produced so cheaply, as they are now offered at a lower price than the paper made in the old-fashioned way from rags.



The Linotype.—The most revolutionary and perhaps the most important development in the printing art of this century has been the linotype machine. The laborious, painstaking, and expensive feature of printing has always been the setting and redistribution of the types, since each little piece had to be separately selected and placed in the composing stick, and the line afterwards “justified,” which means an apportionment of the space between the words so as to make each line of type about the same length in the column. The same separate handling of each piece was again involved in restoring the type to the case. Machines for thus setting and distributing the type had been devised, but the operation was so involved, and required so nearly the discretion of the thinking mind, that[166] all automatic machinery proved too complicated and impracticable. In 1886, however, a machine was placed in the office of the New York Tribune whose performances astonished and alarmed the old-time compositor. It rendered it unnecessary to handle the type, or even to have any separate[167] type at all. It was the Mergenthaler Linotype machine, which automatically formed its own type by casting a whole line of it at a time. The first machine was invented in 1884, and patented in 1885, but it was subsequently reorganized and greatly improved in Pats. No. 425,140, April 8, 1890; Nos. 436,531 and 436,532, Sept. 16, 1890, and No. 438,354, Oct. 14, 1890. It is shown in the accompanying illustration (Fig. 130). By manipulating the keyboard, which resembles that of a typewriter, each lettered key is made to bring down from an inclined elevated magazine a little brass plate of the shape shown in Fig. 131, and which plate is called a matrix, because it bears on its edge at x a mould of the type letter. There is a matrix plate for every letter and character used. These little matrices are spaced by wedges, as seen in Fig. 132, and are assembled, as in Fig. 133, along the side of a mould wheel having a slot in it which forms a channel between the aligned type-moulds or matrices on one side and the discharge mouth of a melting pot, in which molten type metal is maintained in a fluid state by a subjacent gas-burner. In the melting pot there is a cylinder and plunger, and when the plunger descends, it forces the molten metal up through the discharge spout into the slot of the mould wheel, and against the letter mould x of each one of the composed or aligned matrices. The wheel is then turned with the matrices, and the metal in its slot is afterwards discharged in the form of a linotype slug, seen in Fig. 134, which is a metal plate bearing[168] on its edge a completely moulded line of type ready for setting up in the form for printing. The jagged notches in the tops of the matrices (Fig. 131) are for co-operation with a distributer bar (not easily explained) for restoring the matrices to their appropriate magazines after being used. There are altogether about 1,500 of the little brass matrices. The machine is about five feet square, weighs 1,750 pounds, and costs $3,000 each. Notwithstanding this expense these Linotype machines have to-day made their way into nearly all the daily newspaper offices of the civilized world, even to Australia and the Hawaiian Islands. In the composing rooms of the daily newspapers and the larger book printing offices we find great rows of these Linotype machines, each doing the work of from four to five men. There are now in use in America something over 5,000 Linotype machines; and in other countries about 2,000, making 7,000 in all. Each machine may be adjusted in five minutes to produce any size or style of type, and it gives new, clean faces for each day’s issue, with none of the ordinary troubles of distributing type. The cheapness of composition, due to the machine, has led to an enormous increase in the size of papers, in[169] the frequency of the editions, and has correspondingly increased the demand for labor in all the attendant lines, such as paper-making, press-making, the attendants on presses, stereotyping, etc. In the Boston Library, which keeps its catalogues printed up to within 24 hours of date, the Linotypes print in 23 languages.
The Linotype.—The most revolutionary and arguably the most important development in printing during this century has been the linotype machine. The tedious, meticulous, and costly aspect of printing has always been setting and redistributing the type, as each individual piece had to be separately chosen and placed in the composing stick, and the line had to be “justified,” meaning that the space between words had to be adjusted so that each line of type was roughly the same length in the column. The same individual handling of each piece was involved when putting the type back into the case. Machines had been created to set and distribute type, but the process was so complex and required almost the judgment of a conscious mind that[166] all automatic machinery was too complicated and impractical. However, in 1886, a machine was installed in the office of the New York Tribune that amazed and unsettled the traditional compositors. It made it unnecessary to handle the type or even have separate[167] type at all. It was the Mergenthaler Linotype machine, which automatically created its own type by casting an entire line at once. The first machine was invented in 1884 and patented in 1885, but it was later reorganized and significantly improved under Pats. No. 425,140, April 8, 1890; Nos. 436,531 and 436,532, Sept. 16, 1890; and No. 438,354, Oct. 14, 1890. It is shown in the accompanying illustration (Fig. 130). By using a keyboard similar to a typewriter, each key brings down a small brass plate of the shape shown in Fig. 131, which is called a matrix because it has a mold of the type letter on its edge at x. There is a matrix plate for every letter and character used. These little matrices are spaced by wedges, as seen in Fig. 132, and are assembled, as in Fig. 133, along the side of a mold wheel that has a slot forming a channel between the aligned type molds or matrices on one side and the discharge mouth of a melting pot, where molten type metal is kept in a liquid state by an underlying gas burner. Inside the melting pot, there is a cylinder and plunger, and when the plunger descends, it forces the molten metal up through the discharge spout into the slot of the mold wheel, against the letter mold x of each composed or aligned matrix. The wheel is then turned with the matrices, and the metal in its slot is discharged in the form of a linotype slug, seen in Fig. 134, which is a metal plate that has a fully molded line of type ready for setting up for printing on its edge. The jagged notches at the tops of the matrices (Fig. 131) are for working with a distributor bar (which is difficult to explain) for returning the matrices to their proper magazines after use. There are approximately 1,500 of these little brass matrices. The machine measures about five feet square, weighs 1,750 pounds, and costs $3,000 each. Despite this cost, Linotype machines have now found their way into nearly every daily newspaper office in the civilized world, even in Australia and the Hawaiian Islands. In the composing rooms of daily newspapers and larger book printing offices, we find long rows of these Linotype machines, each performing the work of four to five men. Currently, there are over 5,000 Linotype machines in use in America and about 2,000 in other countries, totaling 7,000 worldwide. Each machine can be adjusted in five minutes to produce any size or style of type, providing new, clean faces for each day’s issue without the usual problems of distributing type. The lower cost of composition, thanks to the machine, has led to a massive increase in the size of newspapers, the frequency of editions, and a corresponding rise in the demand for labor in related fields such as paper-making, press-making, press attendants, stereotyping, and so on. In the Boston Library, which keeps its catalogs updated within 24 hours of the date, the Linotypes print in 23 languages.


When the Linotype machine was first patented it was not regarded by printers generally as a practical machine, but only one of the many complicated, theoretical, but impracticable organizations which the Patent Office has to deal with. Its history, however, has been unique. It is practically the product of the brain of a single man, Ottmar Mergenthaler, a most ingenious and indefatigable inventor living in Baltimore. It was exploited under the powerful patronage of a syndicate of newspaper men, and hundreds of thousands of dollars were spent in perfecting it before any practical results were obtained. To-day it stands a triumph of human ingenuity, ranking in importance with the rotary web-perfecting press, and is probably the most ingenious piece of practical mechanism in existence.
When the Linotype machine was first patented, most printers didn't see it as a practical tool, but rather as one of the many complicated and theoretical inventions the Patent Office had to handle. However, its history has been remarkable. It's primarily the creation of one man, Ottmar Mergenthaler, a brilliant and tireless inventor from Baltimore. It was developed with the strong support of a group of newspaper executives, and hundreds of thousands of dollars were invested to perfect it before any real results were achieved. Today, it stands as a testament to human creativity, holding a place of equal importance to the rotary web-perfecting press, and is arguably the most ingenious practical mechanism in existence.
Of the three forms of printing attention has been given thus far only to the leading branch of the art, which is type printing, or “letter press,” as it is called, in which the characters are raised in relief and receive ink on their raised surfaces only. A second branch of the art is plate printing, in which the lines and characters are engraved in intaglio in a plate, and which, being covered with ink, and the surface of the plate wiped clean, leaves the ink in the undercuts, which is taken up by the paper when pressure is applied through a roller. Plate printing is a very old art, the plate printing press having been ascribed to Tomasso Finiguerra, of Florence, in 1460. The reciprocating table bearing the engraved plate, and the superposed pressure roller turned by hand through its long radial arms, is an ancient and familiar form of press which has been in use for many years. This method of printing finds application in fine line engraving in works of art, card invitations, and bank note engraving. Very ingenious automatic machines have been invented and were in use a few years ago by the United States Government for printing its bank notes, but have since been displaced by the old hand machines. To the credit of the machine, it should be said, that it was from no fault in the machine that this retrograde step was taken, but rather the disfavor of the labor organizations.
So far, we've focused on the main type of printing, which is type printing, also known as "letterpress." In this method, the characters are raised and only their surfaces get ink. The second type of printing is plate printing, where lines and characters are engraved into a plate. This plate is inked, and when the surface is wiped clean, the ink remains in the engraved areas, which transfers to the paper when pressure is applied with a roller. Plate printing is an ancient technique; the plate printing press is credited to Tomasso Finiguerra from Florence in 1460. The press features a sliding table that holds the engraved plate and a hand-operated pressure roller with long arms—this design has been around for ages. This printing method is commonly used for fine line engraving in art, card invitations, and banknote engraving. A few years ago, the U.S. government used advanced automatic machines for printing banknotes, but they have since returned to older hand-operated machines. It's worth noting that the switch back wasn't due to any fault of the machines but rather because labor organizations didn't support them.
Lithography is another and quite important branch of the printing art, in which the lines and characters are drawn upon stone with a kind of oily ink to which printers’ ink will adhere, while it is repelled from the other moistened surfaces of the stone. Lithography was invented in 1798 by Alois Senefelder, of Munich. It finds its greatest application in artistic and fanciful work in inks of various colors, and its development into chromo-lithography in the Nineteenth Century has grown into a fine art. Our beautifully colored chromos, prints, labels, maps, etc., are made by this process. A more recent and quite important development of this art is photo-lithography, which will be more fully considered under photography.
Lithography is another important branch of the printing industry, where lines and characters are drawn on stone using a type of oily ink that sticks to it while repelling the other damp surfaces of the stone. Lithography was invented in 1798 by Alois Senefelder in Munich. It's mainly used for artistic and decorative works with inks of various colors, and its evolution into chromo-lithography in the Nineteenth Century has turned it into a fine art. Our beautifully colored chromos, prints, labels, maps, and more are created through this process. A more recent and significant development of this art is photo-lithography, which will be discussed in detail under photography.
Many collateral branches of the printing art are interesting in their development, such as calico printing, the printing of wall papers, of oil cloth, printing for the blind, book binding, type founding, and folding and addressing machines, but lack of space forbids more than a casual mention.
Many related areas of printing are interesting in their development, such as calico printing, wallpaper printing, oilcloth printing, printing for the blind, bookbinding, type founding, and machines for folding and addressing. However, there isn't enough space to go into detail on these topics.
Printing is perhaps the greatest of all the arts of civilization, and the libraries and newspapers of the Nineteenth Century attest its value. If Benjamin Franklin could wake from his long sleep and enter the composing rooms of our great dailies, and witness the imposing array of linotype machines, more resembling a machine shop than a printing office, and then visit the press room and see the avalanche of finished papers flying at the rate of 1,600 a minute, neatly folded, and counted for delivery, he would doubtless be overwhelmed with emotions of wonder and incredulity, for broad-minded man as he was, he could have no conception of such progress.
Printing is probably the greatest of all the art forms in civilization, and the libraries and newspapers of the Nineteenth Century show its importance. If Benjamin Franklin could wake from his long sleep and step into the composing rooms of our major daily newspapers, seeing the impressive lineup of linotype machines that look more like a machine shop than a printing office, and then visit the press room to witness the flood of finished papers coming out at a rate of 1,600 per minute, neatly folded and ready for delivery, he would surely be filled with feelings of amazement and disbelief. Even as an open-minded man, he couldn't possibly imagine such progress.
CHAPTER XIV.
The typewriter.
Old English Typewriter of 1714—The Burt Typewriter of 1829—Progin’s French Machine of 1833—Thurber’s Printing Machine of 1843—The Beach Typewriter—The Sholes Typewriter, the First of the Modern Form, Commercially Developed Into the Remington—The Caligraph—Smith-Premier—The Book Typewriter and Others.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__.
Occupying an intermediate place between the old-fashioned scribe and the printer, the typewriter has in the latter part of the Nineteenth Century established a distinct and important avocation, and has become a necessary factor in modern business life. Chirography, or hand writing, reflecting, as it did, the idiosyncrasies of each writer, was not only slow, but when employed was, in most cases, in the haste and press of active business reduced to an illegible scrawl. For the use of reporters and others requiring extra speed, stenography, or short hand, was resorted to, but there was a distinct need for some easy, quick, legible, and uniform record of the busy man’s correspondence and copy work, and this the modern typewriter has supplied.
Being in between the old-fashioned scribe and the printer, the typewriter established its own distinct and important role in the latter part of the Nineteenth Century, becoming a necessity in modern business life. Handwriting, which showcased the unique quirks of each writer, was not only slow but often turned into an illegible scrawl when used in the rush of active business. Reporters and others needing speed turned to stenography or shorthand, but there was a clear need for an easy, quick, readable, and uniform way to manage the busy person’s correspondence and copy work, which the modern typewriter has successfully provided.
Like most other important inventions, the typewriter did not spring into existence all at once, for while the practical embodiment in really useful machines has only taken place since about 1868, there had been many experiments and some success attained at a much earlier date. The British patent to Henry Mills. No. 395 of 1714, is the earliest record of efforts in this direction. At this early date no drawings were attached to patents, and the specification dwells more on the function of the machine than the instrumentalities employed. No record of the construction of this machine remains in existence, and it may fairly be considered a lost art. In quaint and old-fashioned English, the patent specification proceeds as follows:
Like many other significant inventions, the typewriter didn’t just appear out of nowhere. Although the first useful machines started to emerge around 1868, there were numerous experiments and some successes long before that. The British patent granted to Henry Mills, No. 395 of 1714, is the earliest documented attempt in this area. At that time, no drawings were included with patents, and the description focused more on the machine’s purpose than on the actual means used to create it. There are no records of how this machine was built, so it’s fair to say that this knowledge is lost. In a charming and outdated style, the patent description goes as follows:
“ANNE, by the grace of God, &c., to all whom these presents shall
come, greeting: WHEREAS, our trusty and well-beloved subject, Henry
Mills, hath by his humble peticon represented vnto vs, that he has by his
greate study, paines, and expence, lately invented, and brought to perfection
“An Artificial Machine or Method for the Impressing or Transcribing
Letters Singly or Progressively one after another as in Writing[172],
whereby all Writing whatever may be Engrossed in Paper or Parchment
so Neat and Exact as not to be Distinguished from Print, that the said
Machine or Method, may be of greate vse in Settlements and Publick
Recors, the Impression being deeper and more Lasting that any other
Writing, and not to be erased, or Counterfeited without Manifest Discovery,
and having therefore humbly prayed vs to grant him our Royall Letters
Patents, for the sole vse of his said Invention for the term of fourteen
yeares.”
“ANNE, by the grace of God, etc., to all whom these documents shall come, greetings: WHEREAS, our trusted and beloved subject, Henry Mills, has submitted through his humble petition that he has, through great study, effort, and expense, recently invented and perfected an Artificial Machine or Method for Impressing or Transcribing Letters One by One or Sequentially like in Writing[172], in which all Writing of any kind can be Engrossed on Paper or Parchment so Neat and Exact that it cannot be distinguished from Print. This Machine or Method may be of great use in Settlements and Public Records, with the Impression being deeper and longer-lasting than any other Writing, and it cannot be erased or Counterfeited without Clear Discovery. Therefore, he has humbly requested that we grant him our Royal Letters Patent for the exclusive use of his invention for a period of fourteen years.”
“Know Yee, that wee,” etc.
“Know Ye, that we,” etc.
The first American typewriter of which any record remains is that described in the patent granted to W. A. Burt, July 23, 1829. It was called a “Typographer.” It had a segment bearing the letters of the alphabet and corresponding notches acting as an index. A superposed lever, which could be worked up and down, and also moved laterally, was provided with a series of type, arranged in a segmental curve, so that any type could be brought into place on the subjacent paper by swinging the lever over to and down into the proper notch in the index segment below. A restored model of this is to be found in the U. S. Patent Office.
The first American typewriter with any surviving record is the one described in the patent granted to W. A. Burt on July 23, 1829. It was called a "Typographer." It featured a segment that had the letters of the alphabet and corresponding notches that acted as an index. There was an upper lever that could move up and down, as well as side to side, equipped with a series of type arranged in a curved segment. This setup allowed any type to be positioned on the paper below by swinging the lever over to the correct notch in the index segment underneath. A restored model of this can be found in the U.S. Patent Office.

The first organized typewriter in which separate key levers were provided for each type is a French invention. It is to be found in the French patent to M. Progin (Xavier), of Marseilles, No. 3,748, Sept. 6, 1833 (Brevets d’Invention, Vol. 37, 1st Series, pl. 36). It was called a Typographic Machine, and is shown in the illustration (Fig. 135). Upright key levers s are arranged in a circle around a circular plate n. They have[173] hook-shaped handles at the upper end, and terminate below in forks that are pivoted to the shanks of type hammers, to raise and lower them. These hammers are inked from a pad, and at a central point deliver a printing blow on the paper below. The paper is held stationary, and the whole nest of levers was moved over the paper for each letter printed. The circular index plate n had marked on it opposite the respective levers the letters and characters represented by said levers. Besides printing letters, the device was to be used for printing music, and for making stereotype plates.
The first organized typewriter that had separate key levers for each character is a French invention. It can be found in the French patent issued to M. Progin (Xavier) of Marseilles, No. 3,748, dated Sept. 6, 1833 (Patents, Vol. 37, 1st Series, pl. 36). It was called a Typographic Machine and is depicted in the illustration (Fig. 135). Upright key levers s are arranged in a circle around a circular plate n. They have[173] hook-shaped handles at the top and end in forks that are attached to the shanks of type hammers, allowing them to raise and lower. These hammers are inked from a pad and deliver a printing blow at a central point onto the paper below. The paper remains stationary while the entire array of levers is moved over it for each letter printed. The circular index plate n had the letters and characters corresponding to the respective levers marked on it. In addition to printing letters, the device was intended for printing music and creating stereotype plates.

On Aug. 26, 1843, Charles Thurber, of Worcester, Mass., took out Pat. No. 3,228 for a Printing Machine. Under the patent he constructed the machine shown in Fig. 136. This differed somewhat from the form shown in his patent, in that the machine shows a paper feed roller which does not appear in the patent. This machine was found among the effects of Mr. Thurber after having lain neglected and unnoticed for many years, and its damaged parts were restored by Mr. H. R. Cummings, of Worcester. The types are carried on the lower ends of a circular series of depressible bars, which are spring seated in a horizontal rotatable wheel. By turning the wheel any type can be brought to the front, and a stationary guide controls its descent as it makes the impression. An inking roller is seen on the right, which inks the faces of the type. In front of the type wheel[174] is a horizontal roller to which the sheet of paper is attached by clips. Finger pawls, working into ratchets at the ends of the roller, serve to rotate it after each line is printed. By means of a handle, seen projecting from the right hand side of the frame, the roller is shifted longitudinally on its axis rod after each letter has been printed. This appears to be the first embodiment of the feed roller rotating to bring a new line into range, and having also a longitudinal feed, but as these movements were required to be separately executed by the operator, the work of the machine was necessarily very slow. Just at what time this old Thurber machine was constructed it is impossible to state in the light of present information, but as the feed roller did not appear in Thurber’s patent of 1843, it is possible that the claim to authorship of the feed roller having both a rotary and a longitudinal movement may be maintained in behalf of J. Jones, whose Pat. No. 8,980 of June 1, 1852, appears to be the first dated record of such a feed roller. Jones was also the first to provide a spring to automatically retract the paper carriage to the position for beginning a new line, the spring being put under tension by the movement of the paper carriage in printing.
On August 26, 1843, Charles Thurber from Worcester, Massachusetts, received Patent No. 3,228 for a Printing Machine. Under this patent, he built the machine shown in Fig. 136. This version differed slightly from the one described in his patent, as it includes a paper feed roller that isn’t mentioned in the patent. The machine was found among Mr. Thurber's belongings after being neglected and unnoticed for many years, and its damaged parts were repaired by Mr. H. R. Cummings from Worcester. The types are mounted on the lower ends of a circular series of depressible bars, which are spring-mounted in a horizontally rotating wheel. By turning the wheel, any type can be brought to the front, and a stationary guide regulates its descent during the impression. An inking roller is located on the right side, which inks the faces of the type. In front of the type wheel[174] is a horizontal roller to which sheets of paper are attached with clips. Finger pawls engage with ratchets at the ends of the roller to rotate it after each line is printed. Using a handle that protrudes from the right side of the frame, the roller is moved longitudinally on its axis rod after each letter has been printed. This seems to be the first instance of a feed roller that rotates to bring a new line into position while also moving longitudinally, but since these movements had to be done separately by the operator, the machine's work was inherently very slow. It's impossible to specify exactly when this old Thurber machine was made based on the available information, but since the feed roller didn’t appear in Thurber’s 1843 patent, it's possible that the credit for the feed roller featuring both rotary and longitudinal movements could go to J. Jones, whose Patent No. 8,980 from June 1, 1852, seems to be the first recorded instance of such a feed roller. Jones also pioneered a spring mechanism to automatically retract the paper carriage to its starting position for a new line, with the spring being tensioned by the movement of the paper carriage during printing.

Prominent among those whose genius has served to perfect the typewriter occurs the name of A. E. Beach, for many years of the firm of Munn & Co., and well known to the readers of the Scientific American. Mr. Beach’s first model of a typewriter was made in 1847. It printed upon a sheet of paper supported on a roller, carried in a sliding frame worked by a ratchet and pawl. It had a weight for running the frame, letter and line spacing keys, paper feeding devices, line signal bell, and carbon tissue. It had a series of finger keys connected with printing levers which were arranged in a circle, and struck at a common center. This machine was said to have worked well, but was laid aside for further improvement. In the meantime he constructed a typewriter to print in raised letters, without ink. This machine, which was intended primarily for the use of the blind, is illustrated in Figs. 137 and 138. It was first publicly exhibited in operation at the Crystal Palace Exhibition of the American Institute in the fall of 1856, where it attracted great attention and took the gold medal. The embossed letters were printed on a ribbon of paper which ran centrally through the machine. The printing levers were arranged in a circle in pairs, one riding on the top of the other. When the operator pressed a key, the two printing levers of each pair answering to the letter key were brought together, the paper being between them. The printing type were at the extremities of the levers, one lever having a raised letter, and its mate a sunken or intaglio letter, which, seizing the paper strip between them, like the jaws of a pair of pincers, impressed therein an embossed let[175]ter. The patent for this machine was granted June 24, 1856, No. 15,164, but the machine showed a much higher degree of development than appeared in the patent. This machine was the earliest representative of the circular basket of radially swinging type levers, combined with finger keys assembled in a keyboard at one side, which is now an almost universal feature, and the suggestion which it handed down to subsequent inventors has doubtless done much to make the typewriter the practical machine that it is to-day.
Among those who made significant contributions to perfecting the typewriter is A. E. Beach, a longtime member of the Munn & Co. team and well-known to readers of the Scientific American. Mr. Beach's first typewriter model was created in 1847. It printed on a sheet of paper placed on a roller, which was moved by a sliding frame powered by a ratchet and pawl. It included a weight for running the frame, keys for letter and line spacing, devices for feeding paper, a line signal bell, and carbon tissue. The design featured a series of finger keys connected to printing levers arranged in a circle, striking at a common center. This machine reportedly worked well but was set aside for further enhancements. In the meantime, he developed a typewriter that printed in raised letters without ink. This machine, primarily designed for blind users, is shown in Figs. 137 and 138. It was publicly demonstrated for the first time at the Crystal Palace Exhibition of the American Institute in the fall of 1856, where it garnered significant attention and won the gold medal. The embossed letters were printed on a paper ribbon that ran centrally through the machine. The printing levers were arranged in a circular pattern in pairs, with one lever on top of the other. When an operator pressed a key, the two printing levers of each pair corresponding to the letter key came together, with the paper positioned between them. The printing type was at the ends of the levers, one lever having a raised letter and its counterpart a sunken or intaglio letter, which, grasping the paper strip like the jaws of tweezers, pressed an embossed letter into it.[175] The patent for this machine was granted on June 24, 1856, No. 15,164, but the machine itself demonstrated a much greater level of development than was reflected in the patent. This machine was the earliest version of the circular basket with radially swinging type levers, coupled with finger keys organized in a keyboard on one side, a feature that is now common, and its design has undoubtedly influenced later inventors, contributing significantly to making the typewriter the practical device it is today.

Up to the year 1868, however, typewriting machines were mere illustrations of sporadic genius occuring here and there as the pet hobby of some[176] humanitarian seeking to help the blind, or supplement the deficiencies of the tremulous fingers of the paralytic. It had not yet come to be regarded as of any special use, nor had even the demand for such a device been forcibly felt, until the last quarter of the Nineteenth Century began to accumulate its wonderful momentum of progress and prosperity. The man whose genius finally brought forth a practical typewriter, and made a permanent place for it in the daily business of the world, was C. Latham Sholes. As joint inventor with C. Glidden and S. W. Soule, all of Milwaukee, he took out patents No. 79,265, of June 23, 1868, and No. 79,868, of July 14, 1868. These, together with Sholes’ Pat. No. 118,491, of Aug. 29, 1871, formed the working basis of the first typewriters that went into office use. These typewriters were first introduced to the general public under the management of the original inventors (Sholes, Soule and Glidden) about 1873, and at first used only capital letters. On Aug. 27, 1878, a further patent. No. 207,559, was granted to Sholes, and about this time, after five years of uncertain and precarious business existence, the machine was taken for manufacture to E. Remington & Sons, at Ilion, N. Y. Since this time the well-known “Remington” has built up for itself a reputation and a commercial importance that has given it first place among typewriters. In the nine years from 1873 to 1882, it is said that less than 8,000 machines had been manufactured. In the year 1882 Wyckoff, Seamans & Benedict obtained control of the machine, and during the fourteen years following it is said that nearly 200,000 “Remingtons” were made and sold.[177] It is said that 1,000 men are now employed in making this machine, and that the present output is about 800 machines a week, despite the fact that it has a half dozen worthy competitors for public favor. The modern Remington, seen in Fig. 139, is too well known to require special description. Besides the Sholes patents, it embodies the improvements covered by patents to Clough & Jenne, No. 199,263, Jan. 15, 1878; Jenne, No. 478,964, July 12, 1892, and No. 548,553, Oct. 22, 1895, and also a patent to Brooks, No. 202,923, April 30, 1878, a characteristic feature of which latter is the location of both a capital and small letter on the same striking lever, and the shifting of the paper roller by a key to bring either the large or small letter into printing range.
Up until 1868, typewriting machines were just rare examples of individual creativity, mostly seen as hobbies by some[176]humanitarians trying to assist the blind or make it easier for people with shaky hands. They hadn’t yet been recognized as useful tools, nor had there been a strong demand for such devices, until the last quarter of the 19th century started gaining its impressive momentum of progress and prosperity. The person whose innovation ultimately led to a practical typewriter, earning it a permanent spot in everyday business, was C. Latham Sholes. Along with C. Glidden and S. W. Soule from Milwaukee, he filed patents No. 79,265 on June 23, 1868, and No. 79,868 on July 14, 1868. These, along with Sholes’ Patent No. 118,491 from August 29, 1871, laid the groundwork for the first typewriters used in offices. The original inventors (Sholes, Soule, and Glidden) introduced these typewriters to the public around 1873, and initially, they only could type capital letters. On August 27, 1878, another patent, No. 207,559, was granted to Sholes, and around this time, after five years of instability in business, the machine was taken for production by E. Remington & Sons in Ilion, N.Y. Since then, the well-known “Remington” has established a reputation and commercial significance that has made it the top choice among typewriters. Between 1873 and 1882, it is reported that fewer than 8,000 machines were made. In 1882, Wyckoff, Seamans & Benedict took control of the machine, and in the following fourteen years, nearly 200,000 “Remingtons” were manufactured and sold.[177] It is said that 1,000 people are now employed in the production of this machine, with an output of about 800 machines each week, despite having several strong competitors. The modern Remington, seen in Fig. 139, is so well known that it doesn’t need a detailed description. Besides the Sholes patents, it includes improvements from patents by Clough & Jenne, No. 199,263 from January 15, 1878; Jenne, No. 478,964 from July 12, 1892, and No. 548,553 from October 22, 1895, as well as a patent from Brooks, No. 202,923 from April 30, 1878. A key feature of the latter is that it allows both capital and small letters to be on the same striking lever, and the paper roller shifts with a key to bring either the large or small letter into position for printing.

The earliest rival of the Remington was the Caligraph, made by the American Writing Machine Co. This well-known machine, introduced in the decade of the eighties, was made under the patents of G. Y. N. Yost, March 18, 1884, No. 295,469; March 17, 1885, No. 313,973; and July 30, 1889, No. 408,061. The most modern form of the Caligraph is known as the “New Century,” which is shown in the accompanying illustration, Fig. 140. The Caligraph uses a separate type lever and key for each letter, and by a system of compound key levers the touch is rendered easy, even, and elastic, and perfect alignment and freedom from noise are among the objects sought in its mechanical construction.
The earliest competitor of the Remington was the Caligraph, created by the American Writing Machine Co. This famous machine, launched in the 1880s, was produced under the patents of G. Y. N. Yost, dated March 18, 1884, No. 295,469; March 17, 1885, No. 313,973; and July 30, 1889, No. 408,061. The most advanced version of the Caligraph is known as the “New Century,” which is shown in the accompanying illustration, Fig. 140. The Caligraph features a separate type lever and key for each letter, and utilizes a system of compound key levers to ensure the touch is smooth, consistent, and responsive, with perfect alignment and minimal noise being key goals of its design.

Next among the earlier typewriters is to be mentioned the “Hammond,” made under the patents to J. B. Hammond, No. 224,088, Feb. 8, 1880, and 290,419, Dec. 18, 1883. A distinguishing feature of the machine is that the printed work is in full view, so that the operator can see what he is doing. The impression is made by an oscillating type wheel, to which a variable throw is imparted by the key letters to bring any desired letter into printing position. When the letter is brought into printing position a hammer, arranged in the rear of the sheet of paper, is made to force the latter against the type to produce the impression by the same movement of the key that brought the type wheel into printing position.
Next among the earlier typewriters is the “Hammond,” made under the patents to J. B. Hammond, No. 224,088, Feb. 8, 1880, and 290,419, Dec. 18, 1883. A key feature of this machine is that the typed work is fully visible, allowing the operator to see what they are doing. The impression is created by an oscillating type wheel, which shifts according to the key letters to bring any desired letter into printing position. When the letter is in place for printing, a hammer located at the back of the sheet of paper pushes it against the type to create the impression, all initiated by the same key movement that positioned the type wheel.

Of later machines, none has met with more popular favor than the Smith-Premier, manufactured under the patent to A. T. Brown, No. 465,451, Dec. 22, 1891, and others. A leading feature of this is the type-bar[179] ring of its printing mechanism. In all typewriters accurate location of the impression is essential to proper alignment of the letters, and proper alignment is the sine qua non of typewriting. The old pivoted type bars were liable to wear at the joint, and the slightest looseness at this point would so multiply the lateral play at the end carrying the type that the letters would soon become irregularly placed and out of alignment. In the Smith-Premier this is reduced to a minimum by making a short type bar, and arranging[180] each upon an oscillating rock shaft, the bearings at whose ends are so widely separated as to permit little or no lateral play in the type bar. A view of this type bar ring with tangentially arranged rock shafts disposed in circular series is seen in Fig. 141, while the full machine is given in Fig. 142. In this latter view there is also shown the cleaning brush for quickly cleaning at one operation all of the types of the outer ring. It is simply a circular brush mounted upon the end of a tool resembling a carpenter’s brace, and is a useful and convenient adjunct to the machine.
Of all the newer machines, none has gained more popularity than the Smith-Premier, made under A. T. Brown’s patent, No. 465,451, Dec. 22, 1891, and others. A key feature of this model is the type-bar ring of its printing mechanism. In all typewriters, accurately positioning the impression is crucial for proper letter alignment, and proper alignment is the essential requirement for typewriting. The old pivoted type bars could wear at the joint, and even a slight looseness there would greatly increase the side-to-side movement at the end that holds the type, causing the letters to be misaligned. In the Smith-Premier, this issue is minimized by using a short type bar and arranging each one on an oscillating rock shaft, with the bearings at each end spaced far apart to allow little or no lateral movement in the type bar. You can see a representation of this type bar ring with tangentially arranged rock shafts in circular series in Fig. 141, while the complete machine is depicted in Fig. 142. In that latter view, there's also a cleaning brush shown for quickly cleaning all the types of the outer ring in one go. It’s simply a circular brush attached to a tool that looks like a carpenter’s brace, making it a handy addition to the machine.

In 1891 the “Densmore” typewriter first made its appearance before the public. It was named after James and Amos Densmore, who had been connected with typewriting interests from the time of Sholes’ first practical machine. The Densmore is made under patents to A. Densmore, No. 507,726 and 507,727, of Oct. 31, 1893. It has ball-bearing type bar joints, giving accurate alignment and light key action, the platen rolls to show the work, and the carriage locks at the end of the line, protecting the writing.
In 1891, the “Densmore” typewriter was introduced to the public. It was named after James and Amos Densmore, who had been involved in typewriting since Sholes’ first practical machine. The Densmore is produced under patents to A. Densmore, Nos. 507,726 and 507,727, dated October 31, 1893. It features ball-bearing type bar joints for precise alignment and light key action, the platen rolls to display the work, and the carriage locks at the end of the line to safeguard the writing.
Noted for its clear, sharp print, the “Yost” typewriter comes in for its share of praise. It is made under the patent to Felbel and Steiger, March 26, 1889, No. 400,200. It does not employ an inked ribbon interposed between the type and the paper, as do most typewriters, but its type-bearing levers, when at rest, occupy a position in which the type are all arranged within and bear against a circular inking ring or pad, and when a key is struck, its lever, by a peculiar and ingenious movement, leaves the inking pad, moves inward and backward toward the center, and then rises and strikes an upwardly directed blow in the center, and prints the letter on the paper. As the printing is done directly from the type, the letters are formed with sharp and clear outlines that give beauty and neatness to the print. Alignment is insured by a center guide hole through which the type end of the lever passes in striking the paper.
Known for its clear, sharp print, the “Yost” typewriter has received a lot of praise. It is manufactured under the patent to Felbel and Steiger, March 26, 1889, No. 400,200. Unlike most typewriters that use an inked ribbon between the type and the paper, its type-bearing levers, when at rest, are arranged in such a way that they bear against a circular inking ring or pad. When a key is pressed, its lever moves in a unique and clever manner: it leaves the inking pad, moves inward and backward toward the center, and then rises to strike the paper with an upward blow, printing the letter. Since the printing is done directly from the type, the letters have sharp and clear outlines that give the print a beautiful and neat appearance. Alignment is ensured by a center guide hole through which the type end of the lever passes when striking the paper.
Among machines of simple organization may be mentioned the Blickensderfer, which is a wonderfully simple and effective little machine, first made under the patent to Blickensderfer, No. 472,692, April 12, 1892. Like the Hammond, it belongs to the class of typewriters which employ a rotary type wheel, which is given a variable throw, from the depression of the keys, to bring the proper letter into printing position; but unlike the Hammond, its type wheel advances to contact with the paper, a little felt ink-roller being brought into contact with the type wheel to ink it as the latter moves. The printed work is in full view, the line spacing may be varied to any fractional adjustment, and the action is quite free from noise. With its mechanism reduced to the fewest and simplest parts, the whole machine weighs only six pounds, and it differs in many respects from the ordinary[181] typewriter. Since its introduction a few years ago, its growth in popularity has been very rapid.
Among machines with simple designs is the Blickensderfer, a remarkably simple and effective little device, first made under patent number 472,692 on April 12, 1892. Like the Hammond, it falls into the category of typewriters that use a rotary type wheel with a variable throw, activated by pressing the keys to position the correct letter for printing. However, unlike the Hammond, its type wheel advances to contact the paper, with a small felt ink roller making contact with the type wheel to ink it as it moves. The printed work is fully visible, line spacing can be adjusted to any fraction, and the operation is quite quiet. With its mechanism streamlined to the fewest and simplest parts, the entire machine weighs just six pounds, setting it apart from the typical[181] typewriter. Since its introduction a few years ago, it has quickly gained popularity.
Another recently appearing machine is the “Oliver.” This has type bars which are normally above the work. Each bar is loop shaped, hinged at its lower ends, and bearing the type letter on the bend at the upper end. They are arranged in two series, one on each side of the center, and in printing each loop swings down like the wing of a bird. As the printing is from the top, and the ribbon is moved away from in front of the line immediately after the printing blow, the writing is always visible to the operator. This machine is manufactured under various patents to Thomas Oliver, the first of which was No. 450,107, granted April 7, 1891. Further improvements are covered by subsequent patents, Nos. 528,484, 542,275, 562,337, and 599,863. The Oliver has made many friends for itself by its fine alignment and visible writing, and shares with the other standard machines a considerable patronage.
Another recently developed machine is the “Oliver.” This machine features type bars that are usually positioned above the work. Each bar is shaped like a loop, hinged at the lower ends, with the type letter located on the bend at the upper end. They are organized in two series, one on each side of the center, and during printing, each loop swings down like a bird's wing. Since the printing happens from the top and the ribbon moves away right after the printing action, the writing is always visible to the operator. This machine is manufactured under various patents held by Thomas Oliver, the first of which was No. 450,107, granted on April 7, 1891. Additional improvements are covered by subsequent patents, Nos. 528,484, 542,275, 562,337, and 599,863. The Oliver has gained many supporters due to its precise alignment and readability, sharing a significant customer base with other standard machines.
It is not practicable to give a full illustration of the state of the art in typewriters, as it has grown to an industry of large proportions. Nearly 1,700 patents have been granted for such machines, and more than 100 useful and meritorious machines have been devised and put upon the market. Among these may be mentioned the Hall, Underwood, Manhattan, Williams, Jewett, and many others.
It isn't feasible to provide a complete overview of the current state of typewriters, as it has evolved into a large industry. Nearly 1,700 patents have been issued for these machines, and over 100 useful and noteworthy models have been developed and released to the market. Notable examples include the Hall, Underwood, Manhattan, Williams, Jewett, and many others.

Besides the regular typewriters, various modifications have been made to suit special kinds of work. The “Comptometer” used in banks is a species of typewriter, as is also the Dudley adding and subtracting machine, known as the “Numerograph,” and covered by patents Nos. 554,993, 555,038, 555,039, 579,047 and 579,048. Typewriters for short hand characters, and for foreign languages, and for printing on record and blank books, are also among the modern developments of this art. In the latter the whole[182] carriage and system of type levers move over the book. The Elliott & Hatch book typewriter, Fig. 143, is a well-known example. In attachments, holders for the copy have received considerable attention, and simple and practical billing and tabulating attachments have been devised which expedite and facilitate the statements of accounts and other work requiring numeration in columns. The Gorin Tabulator is one of those in practical use.
In addition to standard typewriters, various modifications have been created for specific types of tasks. The “Comptometer” used in banks is a type of typewriter, just like the Dudley adding and subtracting machine, known as the “Numerograph,” which is protected by patents Nos. 554,993, 555,038, 555,039, 579,047, and 579,048. Typewriters designed for shorthand characters, foreign languages, and for printing on record and blank books are also part of the modern advancements in this field. In the latter, the entire carriage and type lever system move over the book. The Elliott & Hatch book typewriter, Fig. 143, is a well-known example. Attachments, like holders for the copy, have received significant attention, and simple yet effective billing and tabulating attachments have been developed to speed up and simplify account statements and other tasks requiring numerical organization in columns. The Gorin Tabulator is one of those that are currently in use.
In point of speed the typewriter depends entirely upon the aptness of the operator. For ordinary copying work, where much time is occupied in deciphering the illegible scrawl, probably forty words a minute is the average work. When taken from dictation, seventy-five words a minute may be written, and in special cases, when copying from memory, a speed of 150 words a minute has been maintained for a limited time. It was estimated that there were in use in the United States in 1896 150,000 typewriters, and that up to that time 450,000 had been made altogether. In the last four years this number has been greatly increased, and a fair estimate of the present output in the United States is between 75,000 and 100,000 yearly. In 1898 there were exported from the United States typewriting machines to the value of $1,902,153.
In terms of speed, a typewriter relies completely on the skill of the operator. For regular copying tasks, where a lot of time is spent figuring out unclear handwriting, around forty words per minute is the average. When taking dictation, it's possible to reach seventy-five words per minute, and in some cases, when copying from memory, speeds of up to 150 words per minute can be achieved for a short duration. It was estimated that there were 150,000 typewriters in use in the United States in 1896, and by that time, a total of 450,000 had been produced. In the last four years, this number has significantly increased, with a reasonable estimate of the current output in the United States being between 75,000 and 100,000 each year. In 1898, typewriting machines worth $1,902,153 were exported from the United States.
The typewriter has not only revolutionized modern business methods, by furnishing a quick and legible copy that may be rapidly taken from dictation, and also at the same time a duplicate carbon copy for the use of the writer, but it has established a distinct avocation especially adapted to the deftness and skill of women, who as bread winners at the end of the Nineteenth Century are working out a destiny and place in the business activities of life unthought of a hundred years ago. The typewriter saves time, labor, postage and paper; it reduces the liability to mistakes, brings system into official correspondence, and delights the heart of the printer. It furnishes profitable amusement to the young, and satisfactory aid to the nervous and paralytic. All over the world it has already traveled—from the counting house of the merchant to the Imperial Courts of Europe, from the home of the new woman in the Western Hemisphere to the harem of the East—everywhere its familiar click is to be heard, faithfully translating thought into all languages, and for all peoples.
The typewriter has transformed modern business practices by providing a fast and readable copy that can be quickly created from dictation, along with a duplicate carbon copy for the writer. It has also created a unique job opportunity particularly suited to the dexterity and talent of women, who, as earners at the end of the 19th Century, are carving out a destiny and a role in the business world that was unimaginable a hundred years ago. The typewriter saves time, effort, postage, and paper; it lowers the chances of mistakes, organizes official correspondence, and brings joy to printers. It offers enjoyable activity for the young and useful assistance for those who are nervous or disabled. It has already spread worldwide—from the offices of merchants to the imperial courts of Europe, from the homes of modern women in the Western Hemisphere to the harems of the East—its familiar click can be heard everywhere, accurately converting thoughts into all languages and for all people.
CHAPTER XV.
The Sewing Machine.
Embroidering Machine, the Forerunner of the Sewing Machine—Sewing Machine of Thomas Saint—The Thimonnier Wooden Machine—Greenough’s Double Pointed Needle—Bean’s Stationary Needle—The Howe Sewing Machine—Bachelder’s Continuous Feed—Improvements of Singer—Wilson’s Rotary Hook and Four-Motion Feed—The McKay Shoe Sewing Machine—Buttonhole Machines—Carpet Sewing Machine—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__.
With heavy, red eyelids,
A woman sat in tattered clothes, Sewing with her needle and thread— Sew! Sew! Sew!
In poverty, hunger, and filth,
And still with a voice of sorrowful tone,
She sang the 'Song of the Shirt.'
In 1844 Thomas Hood wrote and published his famous “Song of the Shirt,” in which the drudgery of the needle is portrayed with pathetic fidelity. It is not to be supposed that any relation of cause and effect exists between the events, but it is nevertheless a singular fact that about this time Howe commenced work on his great invention, which was patented in 1846, and was the prototype of the modern sewing machine. If the sewing machine had appeared a few years earlier, the “Song of the Shirt” would doubtless never have been written.
In 1844, Thomas Hood wrote and published his famous “Song of the Shirt,” which vividly depicts the hard labor of sewing. While there’s no direct cause-and-effect relationship between the events, it’s still interesting that around this time, Howe began working on his significant invention, which was patented in 1846 and became the model for the modern sewing machine. If the sewing machine had been introduced a few years earlier, the “Song of the Shirt” probably wouldn’t have been written.
From the time of Mother Eve, who crudely stitched together her fig leaves, sewing seems to have been set apart as an occupation peculiarly belonging to women, and it may be that this was the reason why in the history of mechanical progress the sewing machine was so late appearing, for women are not, as a rule, inventors, and none of the sewing machines were invented by women.
From the time of Mother Eve, who roughly stitched her fig leaves together, sewing has been seen as a job specifically for women. This might explain why the sewing machine came along so late in the history of mechanical advancements. Generally, women aren't inventors, and none of the sewing machines were created by women.
In all the preceding centuries of civilization hand sewing was exclusively employed, and it was reserved for the Nineteenth Century to relieve women from the drudgery which for so many centuries had enslaved them.
In all the previous centuries of civilization, hand sewing was the only method used, and it was the Nineteenth Century that freed women from the hard work that had enslaved them for so long.
Embroidery machines had been patented in England by Weisenthal in 1755, and Alsop in 1770, and on July 17, 1790, an English patent, No. 1,764, was granted to Thomas Saint for a crude form of sewing machine, having a horizontal arm and vertical needle. In 1826 a patent was granted in the United States to one Lye for a sewing machine, but no records of the same remain, as all were burned in the fire of 1836. In 1830 B. Thimonnier patented a sewing machine in France, 80 of which, made of wood, were in use in 1841 for sewing army clothing, but they were destroyed by a mob, as many other labor-saving inventions had been before. Between 1832 and 1835 Walter Hunt, of New York, made a lock-stitch sewing machine, but abandoned it. On Feb. 21, 1842, U. S. Pat. No. 2,466 was granted to J. J. Greenough for a sewing machine having a double pointed needle with an eye in the middle, which needle was drawn through the work by pairs of traveling pincers. It was designed for sewing leather, and an awl pierced the hole in advance of the needle. On March 4, 1843, U. S. Pat. No. 2,982 was granted to B. W. Bean for a sewing machine in which the needle was stationary, and the cloth was gathered in crimps or folds and forced over the stationary needle. In 1844, British Pat. No. 10,424 was granted to Fisher and Gibbons for working ornamental designs by machinery, in which two threads were looped together, one passing through the fabric, and the other looping with it on the surface without passing through.
Embroidery machines were patented in England by Weisenthal in 1755, and Alsop in 1770. On July 17, 1790, Thomas Saint was granted an English patent, No. 1,764, for a primitive type of sewing machine with a horizontal arm and vertical needle. In 1826, a patent was issued in the United States to someone named Lye for a sewing machine, but no records exist anymore because they were lost in the fire of 1836. In 1830, B. Thimonnier patented a sewing machine in France, and by 1841, 80 wooden ones were used for sewing army uniforms, but they were destroyed by a mob, just like many other labor-saving inventions before them. Between 1832 and 1835, Walter Hunt from New York developed a lock-stitch sewing machine but ultimately abandoned it. On February 21, 1842, U.S. Pat. No. 2,466 was granted to J. J. Greenough for a sewing machine with a double-pointed needle that had an eye in the middle, which was pulled through the fabric by pairs of traveling pincers. It was meant for sewing leather, and an awl made the holes before the needle. On March 4, 1843, U.S. Pat. No. 2,982 was granted to B. W. Bean for a sewing machine where the needle stayed in place while the fabric was gathered into folds and forced over the stationary needle. In 1844, British Pat. No. 10,424 was granted to Fisher and Gibbons for a machine designed to create decorative patterns, where two threads were looped together, with one going through the fabric and the other looping on the surface without going through.
The great epoch of the sewing machine, however, begins with Elias Howe and the sewing machine patented by him Sept. 10, 1846, No. 4,750. Almost everyone is familiar with the modern Howe sewing machine, and it will be therefore more interesting to present the form in which it originally appeared. This is shown in Fig. 144. A curved eye-pointed needle was carried at the end of a pendent vibrating lever, which had a motion simulating that of a pick-ax in the hands of a workman. The needle took its thread from a spool situated above the lever, and the tension on the thread was produced by a spring brake whose semicircular end bore upon the spool, the pressure being regulated by a vertical thumb screw. The work was held in a vertical plane by means of a horizontal row of pins projecting from the edge of a thin metal “baster plate,” to which an intermittent motion was given by the teeth of a pinion. Above, and to one side of the “baster plate” was the shuttle race, through which the shuttle carrying the second thread was driven by two strikers, which were operated by two arms and cams located on the horizontal main shaft. As will be seen, this machine bears but little resemblance to any of the modern machines, but it embodied the three essential features which characterize most all practical machines, viz.: a grooved needle with the eye at the point, a shuttle[185] operating on the opposite side of the cloth from the needle to form a lock stitch, and an automatic feed.
The great age of the sewing machine really starts with Elias Howe and his patented sewing machine from September 10, 1846, No. 4,750. Almost everyone knows about the modern Howe sewing machine, so it’s more interesting to look at how it originally appeared. This is shown in Fig. 144. A curved eye-pointed needle was attached to the end of a swinging lever, moving in a way similar to a pickaxe being used by a worker. The needle took its thread from a spool situated above the lever, and the thread's tension was controlled by a spring brake that pressed against the spool, with the pressure adjusted by a vertical thumb screw. The material was held upright by a horizontal row of pins sticking out from the edge of a thin metal "baster plate," which had a back-and-forth motion driven by the teeth of a pinion. Above and to one side of the "baster plate" was the shuttle race, where the shuttle carrying the second thread was moved by two strikers, operated by two arms and cams on the horizontal main shaft. As you'll see, this machine looks quite different from modern machines, but it included the three essential features that define most practical machines: a grooved needle with the eye at the point, a shuttle working on the opposite side of the fabric from the needle to create a lock stitch, and an automatic feed.

Howe first commenced his work on the sewing machine in 1844, and although he had made a rough model of that date, he was too poor to follow it up with more practical results until a former schoolmate, George Fisher, provided $500 to build a machine and support his family while it was being constructed, in consideration of which Mr. Fisher was to receive a half interest in the invention. In April, 1845, the machine was completed, and in July he sewed two suits of clothes on it, one for Mr. Fisher[186] and the other for himself. Notwithstanding the success of his machine, which on public exhibition beat five of the swiftest hand sewers, he met only discouragement and disappointment. He, however, built a second machine, which was the basis of his patent, and is the one shown in the illustration. After obtaining his United States patent Howe went to England with the hope of introducing his machine there, but, failing, he returned to America, some years later, only to find that his invention had been taken up by infringers, and that sewing machines embodying his invention were being built and sold. These infringers sought to break his patent by endeavoring to prove, but without success, that Howe’s invention was anticipated by the abandoned experiments of Walter Hunt in 1834. Howe won his suit, and the infringers were obliged to pay him royalties, which, for a time, amounted to $25 on each machine. Howe then bought the outstanding interest in his patent, established a factory in New York, and from the profits of his manufacture, and the royalties, he soon reaped a princely fortune of several million dollars. In six years his royalties had grown from $300 to $200,000 a year, and in 1863 his royalties were estimated at $4,000 a day.
Howe started working on the sewing machine in 1844, and although he had created a rough model at that time, he didn't have enough money to develop it further until an old school friend, George Fisher, gave him $500 to build a machine and support his family while it was being made, in exchange for half of the invention's profits. By April 1845, the machine was finished, and in July he sewed two suits of clothes on it, one for Mr. Fisher and the other for himself. Despite his machine's success, which outperformed five of the fastest hand sewers during public demonstrations, he faced nothing but discouragement and disappointment. Nevertheless, he built a second machine, which became the foundation of his patent and is the one shown in the illustration. After obtaining his United States patent, Howe went to England hoping to introduce his machine there, but when that didn't work out, he returned to America years later, only to discover that his invention had been copied by infringers and that machines incorporating his design were being manufactured and sold. These infringers tried unsuccessfully to invalidate his patent by claiming that Howe’s invention had already been anticipated by Walter Hunt’s abandoned experiments in 1834. Howe won the lawsuit, and the infringers were forced to pay him royalties, which initially amounted to $25 for each machine. Howe then bought back the remaining interest in his patent, set up a factory in New York, and from the profits of his manufacturing and the royalties, he quickly amassed a fortune of several million dollars. Within six years, his royalties had ballooned from $300 to $200,000 per year, and by 1863, his royalties were estimated at $4,000 a day.
A patent that occupied an important place in sewing machine feeds was that granted to Bachelder May 8, 1849, No. 6,439, in which a spiked and endless belt passed horizontally around two pulleys. This patent contained the first continuous feed, and it was re-issued and extended, and ran with dominating claims on the continuous feed, until 1877.
A significant patent in sewing machine feeds was the one granted to Bachelder on May 8, 1849, No. 6,439, which involved a spiked, endless belt moving horizontally around two pulleys. This patent featured the first continuous feed, and it was reissued and extended, maintaining its strong claims on the continuous feed until 1877.

In connection with the development of the sewing machine the name of A. B. Wilson stands next in rank to that of Howe. Wilson invented the rotary hook carrying a bobbin, which took the place of the reciprocating shuttle. This was patented by him June 15, 1852, No. 9,041, and is shown in Fig. 145. He also invented the far more important improvement of the four-motion feed, which is a characteristic feature of nearly all practical family sewing machines. This four-motion feed was pooled in the early sewing machine combination with the Bachelder and other patents, and earned for its promotors a far greater pecuniary return than the original Howe sewing machine itself. Estimates place this profit high in the millions. The four-motion feed was patented December 19, 1854, No. 12,116, and it is a comparatively simple affair. Divested of its operating mechanism, it consists simply of a little metal bar serrated with forwardly projecting saw teeth on its upper surface, to which bar, by means of an operating cam, a motion in four directions in the path of a rectangle is given. The serrated bar first rises through a slot in the table, then moves horizontally to advance the cloth, then drops below the table, and finally moves back again horizontally below the table to its starting point.
In developing the sewing machine, A. B. Wilson's name ranks just after Howe's. Wilson invented the rotary hook that holds a bobbin, replacing the back-and-forth shuttle. He patented this on June 15, 1852, No. 9,041, and it's shown in Fig. 145. He also created the much more significant four-motion feed, which is a key feature of almost all practical home sewing machines. This four-motion feed was combined early on with the Bachelder and other patents in sewing machine manufacturing and generated a much larger profit than the original Howe sewing machine itself, with estimates placing that profit in the millions. The four-motion feed was patented on December 19, 1854, No. 12,116, and it's fairly simple. Without its operating mechanism, it consists of a small metal bar with saw-like teeth on its upper surface. This bar, using an operating cam, moves in four directions in a rectangular path. The serrated bar first rises through a slot in the table, then moves horizontally to advance the fabric, drops below the table, and finally moves back horizontally below the table to its original position.
Upon these two important features—the rotating hook patented by Wilson in 1852, and the four-motion feed, patented in 1854—a large and important business was built. In this business Mr. Nathaniel Wheeler was associated with Mr. Wilson, and the well-known Wheeler & Wilson machines are the result of their enterprise and ingenuity.
Upon these two key features—the rotating hook patented by Wilson in 1852 and the four-motion feed, patented in 1854—a significant business was established. In this venture, Mr. Nathaniel Wheeler partnered with Mr. Wilson, and the well-known Wheeler & Wilson machines are a direct outcome of their innovation and creativity.

Contemporaneous with the Wheeler & Wilson machine were other excellent machines, among which may be mentioned the Singer machine, patented Aug. 12, 1851, No. 8,294, by Isaac M. Singer, the original model of which is shown in Fig. 146. The Singer machine met the demands of the tailoring and leather industries for a heavier and more powerful ma[188]chine. A characteristic feature was the vertical standard with horizontal arm above the work table, which was afterwards adopted in many other machines. Singer was the first to apply the treadle to the sewing machine for actuating it by foot power in the place of the hand-driven crank wheel. In 1851 W. O. Grover and W. E. Baker patented a machine which made the double chain stitch, characteristic of the Grover & Baker machine. James E. A. Gibbs invented and covered in several patents from 1856 to 1860 the single-thread rotating hook, which was embodied in the Wilcox & Gibbs machine. In addition to these, the “Weed” machine, made under Fairfield’s patents; the “Domestic” machine, made under Mack’s patents; and the “Florence” machine, made under Langdon’s patents, were other representative machines, which, in a few years after Howe’s patent, helped to revolutionize the art of tailoring, introduced the great era of ready-made clothing and ready-made shoes, emancipated women from the drudgery of the needle, and increased the efficiency of one pair of hands fully ten fold.
At the same time as the Wheeler & Wilson machine, there were other great machines, including the Singer machine, patented on Aug. 12, 1851, No. 8,294, by Isaac M. Singer, whose original model is shown in Fig. 146. The Singer machine addressed the needs of the tailoring and leather industries for a stronger and more powerful machine. A notable feature was the vertical standard with a horizontal arm above the work table, which was later adopted by many other machines. Singer was the first to use the treadle for the sewing machine, allowing it to be powered by foot instead of a hand-driven crank. In 1851, W. O. Grover and W. E. Baker patented a machine that created the double chain stitch, a signature of the Grover & Baker machine. James E. A. Gibbs invented and secured several patents from 1856 to 1860 for the single-thread rotating hook, which was incorporated in the Wilcox & Gibbs machine. In addition to these, the “Weed” machine, produced under Fairfield’s patents; the “Domestic” machine, made under Mack’s patents; and the “Florence” machine, created under Langdon’s patents, were other notable machines that, a few years after Howe’s patent, helped transform tailoring, sparked the era of ready-made clothing and shoes, liberated women from the repetitive work of sewing, and increased the efficiency of one person’s labor by ten times.
In 1856 the owners of the original sewing machine patents formed the famous “sewing machine combination,” for the establishment of a common license fee, and for the protection of their mutual interests. The combination included Elias Howe, the Wheeler & Wilson Manufacturing Company, the Grover & Baker Sewing Machine Company, and I. M. Singer & Co. The following summary of machines made by the leading companies from 1853 to 1876 illustrates the early growth of this industry:
In 1856, the holders of the original sewing machine patents created the well-known "sewing machine combination" to set a common licensing fee and protect their shared interests. This group included Elias Howe, the Wheeler & Wilson Manufacturing Company, the Grover & Baker Sewing Machine Company, and I. M. Singer & Co. The summary below of machines produced by these leading companies from 1853 to 1876 shows the early expansion of this industry:
| Manufacturer. | 1853. | 1859. | 1867. | 1871. | 1873. | 1876. |
|---|---|---|---|---|---|---|
| Wheeler & Wilson Manufacturing Co. | 799 | 21,306 | 38,055 | 128,526 | 119,190 | 108,997 |
| The Singer Manufacturing Company | 810 | 10,953 | 43,053 | 181,260 | 232,444 | 262,316 |
| Grover & Baker Sewing Machine Co. | 657 | 10,280 | 32,999 | 50,838 | 36,179 | .... |
| Howe Sewing Machine Company | .... | .... | 11,053 | 134,010 | 90,000 | 109,294 |
| Wilcox & Gibbs Sewing Machine Co. | .... | .... | 14,152 | 30,127 | 15,881 | 12,758 |
| Domestic Sewing Machine Company | .... | .... | .... | 10,397 | 40,114 | 23,587 |
From the foregoing table it will be seen that as far back as a quarter of a century ago the output of machines was over a half a million a year. By[189] 1877 all of the fundamental patents on the sewing machine had expired, but the continued activity of inventors in this field is attested by the fact that to-day there are many thousands of patents relating to the sewing machine and its parts. Besides those relating to the organization of the machine itself there is an endless variety of attachments, such as hemmers, tuckers, fellers, quilters, binders, gatherers and rufflers, embroiderers, corders and button hole attachments. Every part of the machine has also received separate attention and separate patents, all tending to the perfection of the machine, until to-day, with all fundamental principles public property, and endless improvements in details, it is difficult to discriminate as to comparative excellence.
From the table above, you can see that as far back as 25 years ago, machines were producing over half a million units a year. By[189] 1877, all the key patents on the sewing machine had expired, but the ongoing efforts of inventors in this area are evident from the fact that today there are thousands of patents related to sewing machines and their components. In addition to those concerning the machine’s structure, there’s an endless range of attachments, including hemmers, tuckers, fellers, quilters, binders, gatherers, rufflers, embroiderers, corders, and buttonhole attachments. Every part of the machine has also been specifically developed and patented, all aimed at perfecting the machine. Today, with all the basic principles being public knowledge and countless enhancements in design, it’s hard to determine which is the best.
There is to-day a great variety of sewing machines on the market, standard machines for ordinary work, and special machines for numerous special applications. It is said that one concern alone manufactures over four hundred different varieties of sewing machines.
There is now a wide range of sewing machines available on the market, including standard machines for everyday tasks and specialized machines for various specific purposes. It's reported that one company produces over four hundred different types of sewing machines.
One of the most important and revolutionary of the applications of the sewing machine is for making shoes. Prior to 1861 shoemaking was confined to the slow, laborious hand methods of the shoemaker. Cheap shoes could only be made by roughly fastening the soles to the uppers by wooden pegs, whose row of projecting points within has made many a man and boy do unnecessary penance. Hand sewed shoes cost from $8 to $12 a pair, and were too expensive a luxury for any but the rich. With the McKay shoe sewing machine in 1861, however, comfortable shoes were made, with the soles strongly and substantially sewed to the uppers, at a less price even than the coarse and clumsy pegged variety. The McKay machine was the result of more than three years patient study and work. It was covered by United States patents No. 35,105, April 29, 1862; No. 35,165, May 6, 1862; No. 36,163, Aug. 12, 1862; and No. 45,422, Dec. 13, 1864, and its development cost $130,000 before practical results were obtained. A modern form of it is shown in Fig. 147. In preparing a shoe for the machine, an inner sole is placed on the last, the upper is then lasted and its edges secured to the inner sole. An outer sole, channeled to receive the stitches, is then tacked on so that the edges of the upper are caught and retained between the two soles. The shoe is then placed on the end of a rotary support called a horn, which holds it up to the needle. A spool containing thread coated with shoemakers’ wax is carried by the horn, and the thread, with its wax kept soft by a lamp, runs up the inside of the horn to the whirl. The latter is a small ring placed at the upper end of the horn, and through which there is an opening for the passage of the needle. The needle has a barb, or hook, and as it descends through the sole the whirl lays the thread in[190] this hook, and as the needle rises it draws the thread through the soles and forms a chain stitch in the external channel of the outer sole. As the sewing proceeds, the horn is rotated so as to bring every part of the margin of the sole under the needle. With this machine a single operator has been able to sew nine hundred pairs of shoes in a day of ten hours, and five hundred to six hundred pairs is only an average workman’s output. It is said that up to 1877 there were 350,000,000 pairs of shoes made on this machine in the United States, and probably an equal or greater number in Europe. Shoes made on this machine were strongly made and comfortable, but they could not be resoled by a shoemaker, except by pegging or nailing, and the soles were furthermore somewhat stiff and lacking in flexibility. To meet these difficulties, a new machine known as the “Goodyear Welt Machine,” was patented in 1871 and 1875, and brought out a little later. This sewed a welt to an upper, which welt in a subsequent operation was sewed by an external row of stitches to the sole. This gave much greater flexibility, and the further advantage of enabling a shoemaker to half sole the shoe by the old method of hand sewing. This advanced the art of shoemaking in the finer varieties of shoes, and to-day nearly all men’s fine shoes are made in this way. The introduction of the sewing machine into the shoe industry made a new era in foot wear, and it is said that no nation on earth is so well and cheaply shod as the people of the United States.
One of the most significant and groundbreaking uses of the sewing machine is in shoe production. Before 1861, shoemaking relied on the slow, labor-intensive hand techniques of cobblers. Affordable shoes could only be crafted by roughly attaching the soles to the uppers using wooden pegs, which left many men and boys suffering from discomfort. Hand-sewn shoes cost between $8 and $12 a pair, making them a luxury only the wealthy could afford. However, with the introduction of the McKay shoe sewing machine in 1861, comfortable shoes were produced with the soles securely stitched to the uppers, at a lower price than the rough, clumsy pegged options. The McKay machine was the result of over three years of dedicated study and work. It was protected by U.S. patents No. 35,105, April 29, 1862; No. 35,165, May 6, 1862; No. 36,163, Aug. 12, 1862; and No. 45,422, Dec. 13, 1864, and its development cost $130,000 before yielding practical results. A modern version is shown in Fig. 147. To prepare a shoe for the machine, an inner sole is placed on the last, the upper is shaped and its edges secured to the inner sole. An outer sole, with a channel to receive the stitches, is then tacked on so that the edges of the upper are held between the two soles. The shoe is then positioned on a rotary support called a horn, which raises it to the needle. A spool of thread coated with shoemakers' wax is carried by the horn, and the waxed thread, kept soft by a lamp, runs up the inside of the horn to a whirl. The whirl is a small ring at the top of the horn, through which the needle passes. The needle has a barb or hook, and as it descends through the sole, the whirl lays the thread in this hook, and when the needle rises, it pulls the thread through the soles and creates a chain stitch in the external channel of the outer sole. As the sewing progresses, the horn rotates to bring every part of the sole's edge under the needle. Using this machine, a single operator could sew 900 pairs of shoes in a ten-hour day, while 500 to 600 pairs is an average worker’s output. By 1877, it’s estimated that 350,000,000 pairs of shoes were made with this machine in the United States, likely with a similar or greater number in Europe. Shoes produced on this machine were durable and comfortable but couldn’t be resoled by a cobbler without pegging or nailing, and the soles were somewhat stiff and lacked flexibility. To address these issues, a new machine known as the “Goodyear Welt Machine” was patented in 1871 and 1875 and was introduced a bit later. This machine sewed a welt to an upper, which in a subsequent step was sewn by an external row of stitches to the sole. This innovation provided much greater flexibility and allowed a cobbler to half-sole the shoe using traditional hand sewing methods. This transformed the craft of shoemaking for higher-end shoes, and today, almost all fine men’s shoes are made this way. The sewing machine's introduction into the shoe industry marked a new era in footwear, and it’s said that no nation in the world is as well and affordably shod as the people of the United States.

A buttonhole does not strike the average person as a thing of any importance whatever. The needlewoman, however, who has to patiently stitch around and form the buttonholes, knows differently, and when this needlewoman, working in the great shirt factories and shoe factories, is confronted with the many millions of buttonholes in collars, cuffs, shirts and shoes, the great amount of this painstaking and nerve destroying labor becomes appalling. For cheapening the cost of buttonholes, and reducing[191] the hand labor, various buttonhole machines and attachments to sewing machines have been devised. Patents Nos. 36,616 and 36,617, to Humphrey, Oct. 7, 1862, covered one of the earliest forms, but the Reece buttonhole machine, which is specially devised for the work, is one of the most modern and successful. It was patented April 26, 1881, Sept. 21, 1886, and Aug. 20, 1895. These machines mark an important departure, which consists in working the buttonhole by moving the stitch forming mechanism about the buttonhole, instead of moving the fabric. An illustration of the machine is given in Fig. 148. Upon this machine 10,010 button holes have been made in nine hours and fifty minutes. The machine first cuts the buttonhole, then transfers it to the stitching devices, which stitch and bar the buttonhole, finishing it entirely in an automatic manner. The saving involved to the manufacturer by this machine over the hand method is several hundred per cent., but the relief to the needlewoman is of far greater consequence.
A buttonhole doesn’t seem like a big deal to most people. However, the seamstress who has to carefully stitch and create the buttonholes understands its importance. When this seamstress, working in large shirt and shoe factories, faces the millions of buttonholes needed for collars, cuffs, shirts, and shoes, the sheer volume of this tedious and exhausting work is staggering. To make buttonholes cheaper and to reduce manual labor, various buttonhole machines and attachments for sewing machines have been created. Patents Nos. 36,616 and 36,617, issued to Humphrey on October 7, 1862, covered one of the earliest designs, but the Reece buttonhole machine, specifically made for this task, is among the most advanced and successful. It was patented on April 26, 1881, September 21, 1886, and August 20, 1895. These machines represent a significant change by positioning the stitch-forming mechanism around the buttonhole instead of moving the fabric itself. An illustration of the machine can be found in Fig. 148. This machine has produced 10,010 buttonholes in just nine hours and fifty minutes. It first cuts the buttonhole, then moves it to the stitching devices, which stitch and secure the buttonhole, completing it automatically. The cost savings for manufacturers using this machine compared to hand methods is several hundred percent, but the relief it provides to the seamstress is even more significant.

Many striking applications of the sewing machine to various kinds of work have been made. A recent one is the automatic power carpet sewing[192] machine, made and sold by the Singer Manufacturing Company. It was patented by E. B. Allen in 1894. This machine in general appearance resembles a miniature elevated railroad. It consists of an elevated track about thirty-six feet long, sustained every three or four feet upon standards, and having clamping jaws, which hold together the upper edges of the two lengths of carpet to be sewed together. A compact little stitching apparatus, not larger than a tea-pot, is actuated by an endless belt from an electric motor at one end. The little machine runs along and stitches together the upper edges of the suspended carpet lengths, and as it crawls along at its work, it strikingly reminds one of the movements of a squirrel along the top of a rail fence. This machine will sew five yards of seam every minute, fastening together evenly and strongly ten yards of carpet, and entirely dispensing with all hand labor in this roughest and most trying of all fabrics.
Many impressive uses of the sewing machine for various tasks have been developed. One recent example is the automatic power carpet sewing[192] machine made and sold by the Singer Manufacturing Company. It was patented by E. B. Allen in 1894. This machine looks like a small elevated railroad. It has an elevated track about thirty-six feet long, supported every three or four feet by posts, and has clamping jaws that hold the upper edges of the two pieces of carpet being sewn together. A compact stitching device, no bigger than a teapot, is powered by an endless belt from an electric motor at one end. The little machine moves along and stitches the upper edges of the hanging carpet pieces, and as it moves, it reminds one of a squirrel darting along the top of a rail fence. This machine can sew five yards of seam every minute, securely connecting ten yards of carpet and completely eliminating the need for any hand labor in handling this toughest and most demanding of all fabrics.
Probably no organized piece of machinery has ever been so systematically exploited, so thoroughly advertised, so persistently canvassed, and so extensively sold as the sewing machine. With their main central offices, their branch offices, sub-agencies and traveling canvassers in wagons, every city, village, hamlet, and farmhouse has been actively besieged, and with the enticing system of payment by instalments there is scarcely a home too humble to be without its sewing machine. The retail price of sewing machines bears no proper relation to their cost, but this price to the consumer results from the liberal commissions to agents, and the expensive methods of canvassing. In the early days of the sewing machine its sales were chiefly for family use, but this is now no longer the case. While almost every family owns a sewing machine, it is only brought into requisition for finer and special varieties of work, since nearly all the clothing of men, women and children can now be purchased ready made, at a price much less than the cost of the material and the labor of making it up. A man to-day buys a ready-made shirt for fifty cents, which fifty years ago would have cost him $2. This has largely transferred the sphere of action of the sewing machine from the family to the factory. Great factories now make ready-made clothing for men, women and children, shirts, collars and cuffs, shoes, hats, caps, awnings, tents, sails, bags, flags, banners, corsets, gloves, pocketbooks, harness, saddlery, rubber goods, etc., and all these industries are founded upon the sewing machine, which may be seen in long rows beside the factory walls, busily supplying the demand of the world. With this transition in the sewing machine foot treadles are no longer relied on, but the machines are run by power from countershafts. This, in turn, has opened up possibilities of much higher speed and greater[193] efficiency in the machine. Inventors have found, however, that high speed is handicapped with certain limitations. Beyond a certain speed the needle gets hot from friction, which burns off the thread and draws the temper. Cams and springs, moreover, are not positive enough in action, as the resilience of the spring does not act quickly enough, and so more positive gearings, such as eccentrics and cranks, must be employed. Despite these difficulties, however, the modern factory machine has raised the speed of the old-time sewing machine from a few hundred stitches a minute to three and four thousand stitches a minute.
Probably no piece of machinery has ever been exploited, advertised, canvassed, and sold as much as the sewing machine. With their main offices, branch offices, sub-agencies, and traveling salespeople in wagons, every city, village, hamlet, and farmhouse has been actively targeted, and with the appealing option of payment in installments, there's hardly a home too modest to have a sewing machine. The retail price of sewing machines isn't really connected to their actual cost, but this price for consumers comes from the generous commissions for agents and the costly sales methods. In the early days of the sewing machine, most sales were for home use, but that's no longer true. While almost every family has a sewing machine, it's only used for finer and special types of work, since nearly all clothing for men, women, and children can now be bought ready-made at a price much lower than the cost of materials and labor. Today, a person can buy a ready-made shirt for fifty cents, which would have cost two dollars fifty years ago. This has largely shifted where sewing machines are used, moving from homes to factories. Large factories now produce ready-made clothing for men, women, and children, including shirts, collars and cuffs, shoes, hats, caps, awnings, tents, sails, bags, flags, banners, corsets, gloves, wallets, harnesses, saddlery, rubber goods, and more, all based on the sewing machine, which can be seen in long rows alongside factory walls, actively meeting the world's demands. With this shift, foot treadles are no longer used; instead, machines are powered by countershafts. This change has allowed for much higher speeds and greater efficiency in machines. However, inventors have discovered that high speeds come with certain limitations. Beyond a certain speed, the needle heats up from friction, which can burn the thread and weaken it. Additionally, cams and springs aren't reliable enough since the spring's resilience doesn't act quickly enough, so more reliable gear systems, like eccentrics and cranks, must be used. Despite these challenges, modern factory machines have increased the sewing speed from a few hundred stitches per minute to three and four thousand stitches per minute.
The United States is the home of the sewing machine, and New York City is the center of the industry, probably 90 per cent. of the sewing machine trade being managed and handled there. German manufacturers are making great efforts to compete in this field, but American machines are generally regarded as the best in the world.
The United States is the birthplace of the sewing machine, with New York City serving as the hub of the industry, likely handling about 90 percent of the sewing machine trade. German manufacturers are working hard to compete in this area, but American machines are typically viewed as the best in the world.
Among those prominently interested in the machine in its early days were Orlando B. Potter and the law firm of Jordan & Clarke. The latter were attorneys representing some of the prominent inventors in litigation, and in this way Mr. Edward Clarke became interested in the business, and it was he who in 1856 instituted the system of selling on the instalment plan. For some years before his death Mr. Clarke was the president of the Singer Company.
Among those deeply interested in the machine in its early days were Orlando B. Potter and the law firm of Jordan & Clarke. The latter were lawyers representing some of the leading inventors in legal cases, and through this, Mr. Edward Clarke became involved in the business. He was the one who, in 1856, introduced the system of selling on an installment plan. For several years before his death, Mr. Clarke served as the president of the Singer Company.
Recent statistics in relation to the sewing machine industry are difficult to obtain, partly by reason of the great extent and ramifications of the business, and partly by reason of the unwillingness of the larger companies to give out data for publication. At the Patent Centennial in Washington, in 1891, Ex-Commissioner of Patents Butterworth made the statement that “Cæsar conquered Gaul with a force numerically less than was employed in inventing and perfecting the parts of the sewing machine.” The great Singer Company, with headquarters at New York, operates not only a factory at Elizabethport, N. J., employing 5,000 men, but also other factories in Europe and Canada, the one at Kilbowie, Scotland, employing 6,000 men. Of the total of 13,500,000 machines made by this company from 1853 to the end of 1896, nearly 6,000,000 have been made in factories located abroad, but directly controlled and managed by the New York office. It is stated that the present output of the American factory of the Singer Company amounts to over 11,000 weekly, or more than half a million annually. Although so many sewing machines are made abroad, the exports from the United States for 1899 amounted to $3,264,344.
Recent statistics about the sewing machine industry are hard to come by, partly because of the size and complexity of the business, and partly due to the reluctance of larger companies to share data for publication. During the Patent Centennial in Washington in 1891, former Patent Commissioner Butterworth remarked, “Cæsar conquered Gaul with a force numerically less than what was used to invent and perfect the parts of the sewing machine.” The prominent Singer Company, based in New York, not only runs a factory in Elizabethport, N.J., employing 5,000 workers, but also has other factories in Europe and Canada, including one in Kilbowie, Scotland, employing 6,000 workers. Of the total 13,500,000 machines produced by the company from 1853 to the end of 1896, nearly 6,000,000 were made in foreign factories directly managed by the New York office. Reports indicate that the current output of the Singer Company’s American factory exceeds 11,000 machines weekly, or more than half a million annually. Despite the high number of sewing machines manufactured abroad, exports from the United States in 1899 totaled $3,264,344.
In the early days of the Howe sewing machine it was denounced as a menace to the occupations of the thousands of men and women who[194] worked in the clothing shops, and the struggles of the inventor against this opposition and discouragement form an interesting page of history. But it had come to stay and to grow. Some 7,000 United States patents attest the interest and ingenuity in this field, in the neighborhood of 100,000 persons make a living from the manufacture and sale of the machine, millions find profitable employment in its use, and from 700,000 to 800,000 machines are annually manufactured in the United States. The output of all countries is estimated to be from 1,200,000 to 1,300,000 annually.
In the early days of the Howe sewing machine, it was criticized as a threat to the jobs of thousands of men and women who[194]worked in clothing shops. The inventor's fight against this opposition and discouragement is an interesting part of history. But it was here to stay and thrive. About 7,000 U.S. patents show the interest and creativity in this area, around 100,000 people earn a living from making and selling the machine, millions find good jobs using it, and between 700,000 to 800,000 machines are produced each year in the United States. The total output from all countries is estimated to be between 1,200,000 to 1,300,000 each year.
The sewing machine has for its objective result only the simple and insignificant function of fastening one piece of fabric to another, but its influence upon civilization in ministering to the wants of the race has been so great as to cause it to be numbered with the epoch-making inventions of the age. It has created new industries. It has given useful employment to capital, has extended the lists of the wage earner, and increased his daily pay. It has clothed the naked, fed the hungry, and warded off the ravages of cold and death; but, best of all its tuneful accompaniment has lightened the heart and smoothed the pathway of life for Hood’s weary working woman, to whose tired fingers and aching eyes it has brought the balm of much-needed rest.
The sewing machine's main purpose is simply to join one piece of fabric to another, but its impact on society in meeting people's needs has been so significant that it's regarded as one of the revolutionary inventions of our time. It has led to the creation of new industries, provided jobs for capital, expanded the workforce, and increased earnings. It has dressed the poor, fed the hungry, and protected against the harshness of cold and death; but, most importantly, its soothing rhythm has eased the hearts and brightened the lives of tired working women, offering their weary hands and strained eyes the relief they desperately needed.
CHAPTER XVI.
The Grim Reaper.
Early English Machines—Machine of Patrick Bell—The Hussey Reaper—McCormick’s Reaper and Its Great Success—Rivalry Between the Two American Reapers—Self Rakers—Automatic Binders—Combined Steam Reaper and Threshing Machine—Great Wheat Fields of the West—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__.
In the harvest scenes upon the tombs of ancient Thebes the thirsty reaper is depicted, with curved sickle in hand, alternately bending his back to the grain and refreshing himself at the skin bottle. For more than thirty centuries did man thus continue to earn his bread by the sweat of his brow. Even to the present time the scythe, with its cradle of wooden fingers, is occasionally met with, and it is to the older generation a familiar suggestion of the sweat, toil, bustle and excitement of the old harvest time. But all this has been changed by the advent of the reaper, and ere long the grain cradle will hang on the walls of the museum as an ethnological specimen only.
In the harvest scenes on the tombs of ancient Thebes, the thirsty reaper is shown, with a curved sickle in hand, bending to the grain while also taking a break to drink from a skin bottle. For over thirty centuries, people have worked hard to earn their bread through sweat and labor. Even today, the scythe, along with its wooden cradle, can still be seen sometimes, reminding the older generation of the hard work, hustle, and excitement of the old harvest days. However, all of this has changed with the arrival of the reaper, and soon the grain cradle will only be found hanging in museums as an artifact of the past.
The first reaper of which we find historical evidence is that described by Pliny in the first century of the Christian Era (A. D. 70). He says: “The mode of getting in the harvest varies considerably. In the vast domains of the province of Gaul a large hollow frame, armed with comb-like teeth, and supported on two wheels, is driven through the standing grain, the beasts being yoked behind it (in contrarium juncto), the result being that the ears are torn off and fall within the frame.”
The first reaper we have historical evidence of is the one described by Pliny in the first century A.D. (A.D. 70). He notes: “The way of harvesting varies a lot. In the vast lands of Gaul, a large hollow frame with comb-like teeth, supported by two wheels, is pushed through the standing grain, with the animals hitched behind it (in contrast joined), resulting in the ears being pulled off and falling inside the frame.”
This crude machine has in late years been many times re-invented, and it finds a special application to-day for the gathering of clover seeds, and is called a “header.”
This simple machine has been re-invented many times in recent years, and it is now specifically used for collecting clover seeds; it’s called a “header.”
The first attempt of modern times to devise a reaper was the English machine of Pitt, in 1786, which followed the principle of the old Gallic implement, in that it stripped the heads from the standing grain. The Pitt machine, however, had a revolving cylinder on which were rows of comb teeth, which tore off the heads of grain and discharged them into a receptacle. In 1799 Boyce, of England, invented the vertical shaft, with horizontally rotating cutters. In 1800 Mears devised a machine employing[196] shears. In 1806 Gladstone devised a front-draft, side-cut machine, in which a curved segment-bar with fingers gathered the grain and held it while a horizontally revolving knife cut the same. In 1811 Cumming introduced the reel, and in 1814 Dobbs described a wheelbarrow arrangement of reaper in which he used the divider. In 1822 the important improvement of the reciprocating knife bar was made by Ogle, which became a characteristic feature of all subsequent successful reapers. It was drawn by horses in front. The cutter bar projected at the side. It had a reel to gather the grain to the cutter, and the grain platform was tilted to drop the gavel. In 1826 Rev. Patrick Bell, of Scotland, devised a reaper that had a movable vibrating cutter working like a series of shears, a reel, and a traveling apron, which carried off the grain to one side. This machine was pushed from behind, and, with a swath of five feet, cut an acre in an hour. It was, however, for some reason laid aside till 1851, when it was reorganized and put in service at the World’s Fair in London in competition with the American machines. All the earlier experiments in the development of the reaper were made in England. Grain raising was in its infancy in the United States, and near the end of the Eighteenth Century the Royal Agricultural Society of England had stimulated its own inventors by offering a prize for the production of a successful reaper, and continued thus to offer it for many years. There is no evidence, however, that the[197] preceding machines attained any practical results, and it remained for the fertility of American genius to invent a practical reaper which satisfactorily performed its work, and continued to do so. Quite a number of patents for reapers were granted to American inventors in the early part of the century, among which may be mentioned that to Manning, of Plainfield, N. J., May 3, 1831, which embodied finger bars to hold the grain and a reciprocating cutter bar with spear-shaped blades.
The first modern attempt to create a reaper was the English machine by Pitt, in 1786. It was based on the old French tool, stripping the heads from standing grain. However, the Pitt machine featured a revolving cylinder with rows of comb teeth that tore off the heads of grain and deposited them into a container. In 1799, Boyce from England invented a vertical shaft with horizontally rotating blades. By 1800, Mears had developed a machine using[196] shears. In 1806, Gladstone came up with a front-draft, side-cutting machine that used a curved segment-bar with fingers to gather the grain, holding it in place while a horizontally revolving knife cut it. In 1811, Cumming introduced the reel, and in 1814, Dobbs described a wheelbarrow-style reaper that utilized a divider. In 1822, Ogle made a significant improvement with the reciprocating knife bar, which became a key feature of all successful reapers that followed. It was pulled by horses at the front, with the cutter bar projecting out the side. It included a reel to gather the grain to the cutter, and the grain platform was tilted to drop the gavel. In 1826, Rev. Patrick Bell from Scotland created a reaper that had a movable vibrating cutter, functioning like a series of shears, complemented by a reel and a traveling apron that carried the grain to one side. This machine was pushed from behind and, with a five-foot swath, could cut an acre in an hour. However, it was sidelined until 1851 when it was revamped and showcased at the World’s Fair in London, competing against American machines. All earlier experiments in the development of the reaper were conducted in England. Grain farming was just starting in the United States, and by the late 18th Century, the Royal Agricultural Society of England motivated its inventors by offering a prize for an effective reaper, a practice they continued for many years. There is no evidence that the[197] previous machines achieved any practical results, leaving it to the ingenuity of American inventors to create a practical reaper that effectively performed its work and continued to do so. A number of patents for reapers were issued to American inventors in the early part of the century, including one to Manning from Plainfield, N.J., on May 3, 1831, which featured finger bars to hold the grain and a reciprocating cutter bar with spear-shaped blades.

FIG. 149.—PATENT OFFICE DRAWING, HUSSEY’S REAPER, DECEMBER 31, 1833.
FIG. 149.—PATENT OFFICE DRAWING, HUSSEY’S REAPER, DECEMBER 31, 1833.
Cyrus H. McCormick, of Virginia, and Obed Hussey, of Maryland, were the men who brought the reaper to a condition of practical utility. The commercial development of their machines was practically contemporaneous, and their respective claims for superiority had about an equal number of supporters among the farmers of that day. Hussey, originally of Cincinnati, but afterwards of Maryland, was the first to obtain a patent, which was granted December 31, 1833. An illustration of the patent drawing is given in Fig. 149. It embodied a reciprocating saw tooth cutter f sliding within double guard fingers e. It had a front draft, side-cut, and a platform. The cutter was driven by a pitman from a crank shaft operated through gear wheels from the main drive wheels. His specification provided for the locking or unlocking of the drive wheels; also for the hinging of the platform, and states that the operator who takes off the grain may ride on the machine.
Cyrus H. McCormick from Virginia and Obed Hussey from Maryland were the pioneers who made the reaper practically useful. The commercial development of their machines happened around the same time, and both had a similar number of supporters among farmers back then. Hussey, who was initially from Cincinnati but later moved to Maryland, was the first to secure a patent, which was granted on December 31, 1833. An illustration of the patent drawing is given in Fig. 149. It featured a reciprocating saw tooth cutter f sliding within double guard fingers e. It had a front draft, side-cut, and a platform. The cutter was powered by a pitman connected to a crank shaft, which was turned by gear wheels attached to the main drive wheels. His specification included provisions for locking and unlocking the drive wheels, as well as for hinging the platform, and stated that the operator who harvests the grain could ride on the machine.

FIG. 150.—PATENT OFFICE DRAWING, McCORMICK’S REAPER, JUNE 21, 1834.
FIG. 150.—PATENT OFFICE DRAWING, McCORMICK’S REAPER, JUNE 21, 1834.
On June 21, 1834, Cyrus H. McCormick, of Virginia, obtained a patent on his reaper. In Fig. 150 appears an illustration of his patent drawing.[198] This had two features which were not found in the Hussey patent, viz., a reel on a horizontal axis above the cutter, and a divider L, at the outer end of the cutter, which divider projected in front of the cutter, and separated in advance the grain which was to be cut from that which was to be left standing. McCormick’s machine had two cutters or knives, reciprocated by cranks in opposite directions to each other. This feature he afterward abandoned, adopting the single knife, described by him as an alternative. This machine was to be pushed ahead of the team, which was hitched to the bar C of the tongue B in the rear, but provision was made for a front draft by a pair of shafts in front, shown in dotted lines. The curved dotted line beside the shafts indicated a bowed guard to press the standing grain away from the horse. The divider L had a cloth screen extending to the rear of the platform.
On June 21, 1834, Cyrus H. McCormick from Virginia was granted a patent for his reaper. In Fig. 150 there's an illustration of his patent drawing.[198] This design included two features that weren't present in the Hussey patent: a reel on a horizontal axis above the cutter and a divider L at the outer end of the cutter. This divider extended in front of the cutter and separated the grain intended for cutting from that meant to remain standing. McCormick's machine had two cutters or knives that moved in opposite directions, powered by cranks. He later replaced this with a single knife, which he described as an alternative. The machine was designed to be pushed forward by a team hitched to the bar C on the tongue B at the back, but it also had provisions for front draft through a pair of shafts at the front, shown in dotted lines. The curved dotted line next to the shafts indicated a guard that curved to push the standing grain away from the horse. The divider L had a cloth screen that extended to the back of the platform.
Neither Hussey nor McCormick appears at that time to have been
cognizant of the prior state of the art, and as the patent law of 1836 had
not yet been enacted, there was little or no examination as to novelty, and
no interference proceedings as to priority of invention, and consequently
their respective claims were drawn to much that was old, and probably
much that would have been in conflict with each other under the present
practice of the Patent Office. In the Scientific American, of December
16 and 23, 1854, in a most interesting series of articles on the reaper, the
Hussey machine is fully described. The first public trial was on July 2,
1833, before the Hamilton County Agricultural Society, near Carthage,
O., and its success was attested by nine witnesses. Great stress was laid
by Mr. Hussey on the double finger bar, i. e., a finger bar having one
member above and the other below the knife. The Scientific American
said the machine was a success from the first; that “in 1834 the machine
was introduced into Illinois and New York, and in 1837 into Pennsylvania,
and in 1838 Mr. Hussey moved from Ohio to Baltimore, Md., and
continued to manufacture his reapers there up to the present time.
”
Neither Hussey nor McCormick seems to have been aware of the existing technology at that time, and since the patent law of 1836 hadn't been enacted yet, there was little to no examination of novelty, and no procedures for addressing invention priority. As a result, their respective claims included many elements that were outdated and likely conflicting with each other under the current practices of the Patent Office. In the Scientific American on December 16 and 23, 1854, an interesting series of articles on the reaper fully described the Hussey machine. The first public demonstration took place on July 2, 1833, before the Hamilton County Agricultural Society near Carthage, Ohio, and its success was confirmed by nine witnesses. Mr. Hussey placed significant importance on the double finger bar, i.e., a finger bar that had one member above and another below the knife. The Scientific American reported that the machine was a success from the start, stating that “in 1834 the machine was introduced into Illinois and New York, and in 1837 into Pennsylvania, and in 1838 Mr. Hussey moved from Ohio to Baltimore, Maryland, and continued to manufacture his reapers there up to the present time.
”
In 1836 Hussey was invited by the Maryland Agricultural Society for the Eastern Shore to exhibit his machine before them. On July 1 he did so, and made practical demonstration of its working to the society at Oxford, Talbot County, and again on July 12 at Easton. On the following Saturday it was shown at Trappe, and it was afterwards used on the farm of Mr. Tench Tilghman, where 180 acres of wheat, oats and barley were cut with it. The report of the Board of Trustees of the society was an unqualified commendation of the practicability, efficiency and value of the machine, and a handsome pair of silver cups was awarded to the inventor. The report was signed by the following well-known residents of the Eastern[199] Shore: Robert H. Goldsborough, Samuel Stevens, Samuel T. Kennard, Robert Banning, Samuel Hambleton, Sr., Nichol Goldsborough, Ed. N. Hambleton, James L. Chamberlain, Martin Goldsborough, Horatio L. Edmonson, and Tench Tilghman.
In 1836, Hussey was invited by the Maryland Agricultural Society for the Eastern Shore to showcase his machine. On July 1, he did just that, demonstrating its functionality to the society in Oxford, Talbot County, and again on July 12 in Easton. The following Saturday, it was presented at Trappe and later used on Mr. Tench Tilghman's farm, where 180 acres of wheat, oats, and barley were harvested with it. The Board of Trustees' report praised the practicality, efficiency, and value of the machine without reservation, and a beautiful pair of silver cups was awarded to the inventor. The report was signed by several well-known residents of the Eastern[199] Shore: Robert H. Goldsborough, Samuel Stevens, Samuel T. Kennard, Robert Banning, Samuel Hambleton, Sr., Nichol Goldsborough, Ed. N. Hambleton, James L. Chamberlain, Martin Goldsborough, Horatio L. Edmonson, and Tench Tilghman.
Hussey made and sold his machine for years. In the American Farmer, of October, 1847, an agricultural journal printed at Baltimore, the advertisement of his machine appears with full price lists of the different sizes of machines, and also of an improvement in the manner of disposing of the grain, which was the invention of Mr. Tench Tilghman, and was adopted by Hussey on his reaper.
Hussey manufactured and sold his machine for many years. In the American Farmer from October 1847, an agricultural journal published in Baltimore, there is an advertisement for his machine that includes complete price lists for the various sizes of machines, as well as details about an improvement in how to handle the grain, which was invented by Mr. Tench Tilghman and was incorporated by Hussey into his reaper.

While Hussey was at work at his reaper, McCormick also was busily engaged with his, and he took his second patent January 31, 1845, No. 3,895. This related to the cutter bar, the divider, and reel post. McCormick’s next patent was dated October 23, 1847, No. 5,335, and in this the raker’s seat was to be mounted on the platform as shown in Fig. 151. McCormick’s last named patent also covered the arrangement of the gearing and crank in front of the drive wheel, so as to balance the weight of the raker. In the same year Hussey took out his patent of August 7, 1847, No. 5,227, for the open top and slotted finger guard, which is an important part of all successful cutter bars.
While Hussey was busy working on his reaper, McCormick was also hard at work on his, and he received his second patent on January 31, 1845, No. 3,895. This patent covered the cutter bar, the divider, and the reel post. McCormick’s next patent was dated October 23, 1847, No. 5,335, which included the mounting of the raker’s seat on the platform as shown in Fig. 151. McCormick’s last mentioned patent also addressed the setup of the gearing and crank in front of the drive wheel to balance the weight of the raker. In the same year, Hussey received his patent on August 7, 1847, No. 5,227, for the open top and slotted finger guard, an essential part of all effective cutter bars.
The rivalry between the McCormick and Hussey machines continued for many years, and they were frequently in competition both in America and England. The stimulus of this rivalry doubtless had much to do with the development and success of the reaper. Both Hussey and McCormick[200] asked for extensions of their patents, but they failed to get them. In 1848, pending McCormick’s extension proceedings, facts were introduced by him to show that his invention of the reaper antedated Hussey’s, and that he had made his machine as early as 1831, and had used it then on the farm of Mr. John Steele, in Virginia. This claim to priority was supported by the publication of a description of the machine, and certificate of its use, in the Union, a newspaper published at Lexington, Va., September 28, 1833, and although no adjudication was ever made on this issue, this fact, together with Mr. McCormick’s success in the contest in England in 1851, and his subsequent persistence and activity in improving, developing and introducing the reaper, has so distinguished him in this connection, that to-day his name is as commonly associated with the reaper as is Fulton’s with the steamboat, or that of Morse with the telegraph. To Mr. McCormick more than to anybody else the perfection of the reaper is due. In the spring of 1851 McCormick placed his reaper on exhibition at the World’s Fair in London. Hussey also had his machine there, and they were the only ones represented. The machines were tested in the field, and astonished all who saw them operate. The Grand Council medal, which was one of four special medals awarded for marked epochs in progress, was given to McCormick, and the judges referred to the McCormick machine as being worth to the people of England “the whole cost of the exposition.” It is only fair to state that Hussey was not present to direct the[201] trial of his machine, and that in a subsequent trial another jury decided in his favor, and His Royal Highness, Prince Albert, ordered two of Hussey’s machines in 1851—one for Windsor and the other for the Isle of Wight. The Duke of Marlborough also gave his personal testimonial to Mr. Hussey as to the excellence of his machine. In 1855, at a competitive trial of reapers near Paris, three machines were entered. The American machine cut an acre of oats in twenty-two minutes, the English machine in sixty-six minutes, and the Algerian in seventy-two. In 1863, at the great International Exposition at Hamburg, the McCormick reaper again took the grand prize. While in Paris in 1878 Mr. McCormick was elected a member of the French Academy of Sciences as “having done more for the cause of agriculture than any living man.” Mr. McCormick continued to the end of his days, in 1884, to devote his entire energies to the development of the reaper, and well deserved the princely fortune that resulted from his indefatigable labors, a good portion of which fortune he spent during his life in the cause of education and acts of philanthropy. The inventory of his estate, filed in the Probate Court of Cook County, Ill., showed $10,000,000 as the reward of his genius and industry, and is an object lesson of the reward of merit for the ambitious youth of the Twentieth Century.
The competition between the McCormick and Hussey machines went on for many years, with both companies often competing in America and England. This rivalry likely played a significant role in developing and popularizing the reaper. Both Hussey and McCormick[200] requested extensions for their patents but were unsuccessful. In 1848, while McCormick was seeking his extension, he presented information to prove that his invention of the reaper was earlier than Hussey’s, claiming he created his machine as early as 1831 and used it on the farm of Mr. John Steele in Virginia. He backed up this claim with a published description of the machine and a certificate of its use in the Union, a newspaper from Lexington, Va., dated September 28, 1833. Although there was never a formal decision on this matter, this evidence, combined with McCormick’s success in the 1851 contest in England and his ongoing efforts to improve and promote the reaper, has made his name almost synonymous with the reaper, much like Fulton’s is with the steamboat and Morse’s with the telegraph. McCormick is primarily responsible for perfecting the reaper. In the spring of 1851, he displayed his reaper at the World’s Fair in London. Hussey also showcased his machine there, and they were the only entries. Both machines were tested in the field and amazed everyone who witnessed their operation. McCormick was awarded the Grand Council medal, one of four special medals given for significant advancements in progress, and the judges described his machine as being worth “the whole cost of the exposition” to the people of England. It’s important to note that Hussey was not present to oversee the trial of his machine, and in a later trial, a different jury ruled in his favor, leading His Royal Highness, Prince Albert, to order two of Hussey’s machines in 1851—one for Windsor and the other for the Isle of Wight. The Duke of Marlborough also personally praised Mr. Hussey for the quality of his machine. In 1855, at a competitive trial of reapers near Paris, three machines competed. The American machine cut an acre of oats in twenty-two minutes, the English machine took sixty-six minutes, and the Algerian one took seventy-two. In 1863, at the grand International Exposition in Hamburg, the McCormick reaper won the grand prize again. While in Paris in 1878, Mr. McCormick was inducted into the French Academy of Sciences for “having done more for the cause of agriculture than any living man.” Mr. McCormick continued to dedicate all his energy to advancing the reaper until his death in 1884, justifying the substantial fortune he earned through his tireless efforts, a significant portion of which he donated to education and philanthropic initiatives. The inventory of his estate, filed in the Probate Court of Cook County, Ill., showed $10,000,000 as the reward for his genius and hard work, serving as a lesson in merit for ambitious youth in the Twentieth Century.



In the development of the reaper one of the first deficiencies to be supplied was automatic mechanism for taking the grain from the platform.[202] In November, 1848, F. S. Pease took out patent No. 5,925 for a rake whose teeth projected up through slots in the platform, and moved back and forth to deposit the grain upon the ground. On June 19, 1849, J. J. & H. F. Mann took out patent No. 6,540 on a machine employing the principle of an endless band for carrying the cut grain to the side of the machine, where it passed up an inclined plane and accumulated in a receptacle to form a gavel, which was clumped upon the ground. This machine is shown in Fig. 152. On July 8, 1851, W. H. Seymour took out patent No. 8,212 for a self-raker, and this machine marks the beginning of the era of self-raking reapers, which for a quarter of a century in various modifications continued to be used, until displaced by subsequent improvements in binding devices. In 1853 the Sylla and Adams machine was brought out, the patents for which were bought by the Aultmans, and the Aultman and Miller, or “Buckeye” harvester, was manufactured thereunder. The general form of the modern harvester has followed along the lines of the Mann machine of 1849. The development began by replacing the gavel receptacle on the right of that machine (Fig. 152) with a platform on which stood men who rode on the machine as they bound the grain. An early and important example of a harvester of this class is given in the Marsh machine, patented August 15, 1858, No. 21,207, and shown in Fig. 153. To this type of machine the self-binding devices were subsequently applied, but before they materialized many other improvements in self-rakers were made and applied, among which may be mentioned the combined rake and reel of Owen Dorsey, of Maryland (1856), sweeping horizontally across the quadrantal platform; the McClintock Young revolving reel, carrying a rake; the Henderson rake (1860) used on the Wood machine; the Seiberling dropper (1861), which consisted of a slotted platform which moved to discharge the gavel; and the various improvements covered by Whiteley’s patents, which were embodied in the Champion reaper, of Springfield, O., and which is shown[203] in Fig. 154. This machine had a combined rake and reel of the Dorsey type, whose arms moved over a circular inclined and stationary cam, and whose rakes had a horizontal sweep over the platform, and a vertical return over the wheels.
In developing the reaper, one of the first issues that needed to be addressed was an automatic mechanism for collecting the grain from the platform.[202] In November 1848, F. S. Pease received patent No. 5,925 for a rake with teeth that extended up through slots in the platform and moved back and forth to drop the grain on the ground. On June 19, 1849, J. J. & H. F. Mann were granted patent No. 6,540 for a machine that used an endless band to transport the cut grain to the side of the machine, where it would go up an inclined plane and gather in a receptacle, creating a gavel that was dumped onto the ground. This machine is shown in Fig. 152. On July 8, 1851, W. H. Seymour received patent No. 8,212 for a self-raker, marking the start of the era of self-raking reapers, which continued to be used in various forms for twenty-five years until newer binding devices took their place. In 1853, the Sylla and Adams machine was introduced, with the patents purchased by the Aultmans, leading to the production of the Aultman and Miller, or “Buckeye” harvester. The basic design of the modern harvester has been influenced by the Mann machine from 1849. Development began by replacing the gavel receptacle on the right of that machine (Fig. 152) with a platform for workers who rode on the machine as they bound the grain. An early and significant example of this type of harvester is the Marsh machine, patented on August 15, 1858, No. 21,207, and shown in Fig. 153. Self-binding devices were later added to this type of machine, but before that could happen, many other improvements in self-rakers were developed and implemented, including the combined rake and reel by Owen Dorsey of Maryland (1856), which swept horizontally across the rectangular platform; the McClintock Young revolving reel that carried a rake; the Henderson rake (1860) used on the Wood machine; the Seiberling dropper (1861), which had a slotted platform that moved to release the gavel; and various innovations from Whiteley’s patents that were integrated into the Champion reaper from Springfield, O., shown[203] in Fig. 154. This machine featured a combined rake and reel similar to Dorsey’s design, with arms that moved over a circular incline and a stationary cam, allowing the rakes to sweep horizontally across the platform and vertically return over the wheels.

The next step, and, perhaps the most important one, in the development of the reaper, was in providing automatic devices for binding the gavels of grain into sheaves. John E. Heath, of Ohio, in patent No. 7,520, of July 22, 1850, was the pioneer, and he used cord. Watson, Renwick & Watson, in patent No. 8,083, of May 13, 1851, and C. A. McPhitridge, in patent No. 16,097, of November 18, 1856, quickly followed in the attempt to provide such a device, the former using cord and the latter wire. But the problem was not an easy one to solve. On November 16, 1858, W. Grey took out patent No. 22,074, for starting the binding mechanism by the weight of the bundle. Probably the first to complete a binding attachment that was partly automatic, and to attach it to a reaping machine, were H. M. & W. W. Burson, of Illinois. On June 26, 1860, and October 4, 1864, W. W. Burson patented a cord binder, and in 1863 one thousand machines were built. These machines, however, used wire, and being assisted in their operations by hand labor, were not truly automatic. On February 16, 1864, Jacob Behel, of Illinois, obtained a patent, No. 41,661, for a very important invention in binders. He showed and claimed for the first time the knotting bill, which loops and forms the knot, and the turning cord holder for retaining the end of the cord. On May 31, 1870, George H. Spaulding took out patent No. 103,673 for a binder which[204] automatically regulated the bundles to a uniform size. Sylvanus D. Locke, of Wisconsin, was the next inventor who undertook to solve the problem. He took out patents No. 121,290, November 28, 1871, and No. 149,233, March 31, 1874, and many others. In 1873 he associated himself with Walter A. Wood, and they built and sold probably the first automatic self-binding harvester that was ever put upon the market. The Locke wire binder of 1873 is shown in Fig. 155. The use of wire, however, for binding grain, involved certain objections in that it required a special cutting tool for cutting the sheaves at the thresher, and it was not easy to remove the wire, and parts of it were likely to go through the thresher. Inventors accordingly concentrated their attention on the use of twine or cord. Marquis L. Gorham, of Illinois, built a successful twine binder, and had it at work in the harvest field in 1874. This machine, covered by patent No. 159,506, February 9, 1875, not only bound by cord, but produced bundles of the same size. The grain in this machine is delivered by the elevator of the harvester upon a platform, where it is seized by packers and carried forward into a second chamber, where it is compacted by the packers against a yielding trip, so that when sufficient grain is accumulated, the trip will yield and start the binding mechanism into operation. The ball of cord carried on the machine has one end threaded through the needle and fastened in a holder. The grain is forced against the cord by the packers, and when the binder starts the needle encircles the gavel, carrying the cord to a knotting bill, and the end is again seized by the rotating holder, the loop formed, the ends of the band severed, and the bound bundle is discharged from the machine. A gate, which has in the meantime shut off[205] the flow of grain, is now drawn back, and the operation is repeated. On February 18, 1879, John F. Appleby took out a patent, No. 212,420, for an improvement on the Gorham binder. In Fig. 156 is shown a modern automatic self-binding reaper which embodies the fundamental principles of McCormick and Hussey, the inclined elevator and platform shown by Marsh, and the automatic binding devices of Behel, Gorham and Appleby.
The next step, and probably the most important one, in the development of the reaper was adding automatic devices to bind bundles of grain into sheaves. John E. Heath from Ohio was the pioneer with patent No. 7,520, issued on July 22, 1850, using cord. Watson, Renwick & Watson followed quickly with patent No. 8,083 on May 13, 1851, and C. A. McPhitridge with patent No. 16,097 on November 18, 1856, both attempting to create such a device, with the former using cord and the latter wire. However, solving this problem wasn't straightforward. On November 16, 1858, W. Grey was granted patent No. 22,074 for a mechanism that started the binding process based on the bundle's weight. H. M. & W. W. Burson from Illinois were likely the first to develop a partly automatic binding attachment and connect it to a reaping machine. W. W. Burson patented a cord binder on June 26, 1860, and again on October 4, 1864, and in 1863, they built a thousand machines. However, these machines used wire and required hand labor for assistance, so they weren't truly automatic. On February 16, 1864, Jacob Behel from Illinois received patent No. 41,661 for a significant invention in binders. He was the first to show and claim the knotting bill, which loops and forms the knot, and the turning cord holder to keep the cord's end secure. On May 31, 1870, George H. Spaulding obtained patent No. 103,673 for a binder that automatically adjusted the bundles to a consistent size. Sylvanus D. Locke from Wisconsin was the next inventor to tackle the issue. He secured patents No. 121,290 on November 28, 1871, and No. 149,233 on March 31, 1874, among others. In 1873, he partnered with Walter A. Wood, and together they created and sold what was likely the first automatic self-binding harvester on the market. The Locke wire binder from 1873 is shown in Fig. 155. However, using wire for binding grain had some drawbacks: it needed a special cutting tool for sheaves at the thresher, was hard to remove, and parts of it could go through the thresher. As a result, inventors focused on using twine or cord. Marquis L. Gorham from Illinois successfully built a twine binder that was used in the harvest field in 1874. This machine, patented as No. 159,506 on February 9, 1875, not only bound with cord but also produced bundles of uniform size. In this machine, grain is delivered by the harvester's elevator to a platform, where packers grab it and move it into a second chamber, compacting it against a yielding trip. When enough grain collects, the trip yields and activates the binding mechanism. The cord ball on the machine has one end threaded through a needle and attached to a holder. The packers push the grain against the cord, and when the binder starts, the needle wraps around the bundle, bringing the cord to a knotting bill, where the end is seized again by the rotating holder, forming the loop, cutting the band ends, and discharging the bound bundle from the machine. A gate that had momentarily cut off the grain flow is then pulled back, and the process repeats. On February 18, 1879, John F. Appleby was awarded patent No. 212,420 for an improvement to the Gorham binder. In Fig. 156 is shown a modern automatic self-binding reaper that incorporates the foundational principles of McCormick and Hussey, as well as the inclined elevator and platform by Marsh, along with the automatic binding devices from Behel, Gorham, and Appleby.

This machine, under favorable conditions, with one driver, cuts twenty acres of wheat in a day, binds it, and carries the bound bundles into windrows, and with one shocker, performs the work of twenty men, and does it better, the saving in the waste of grain over hand labor being sufficient to pay for the twine used in binding. It is said that the self-binding reaper has reduced the cost of harvesting grain to less than half a cent a bushel.
This machine, when conditions are right, with just one operator, can cut twenty acres of wheat in a day, bind it, and move the bundled stalks into neat rows. With one shocker, it does the work of twenty men, and does it more efficiently, as the reduction in grain waste compared to manual labor saves enough to cover the cost of the twine used for binding. It’s estimated that the self-binding reaper has lowered the cost of harvesting grain to less than half a cent per bushel.
It is estimated that more than 180,000 machines of the self-binding type are now produced yearly, the manufacturers in Chicago alone turning out more than three-fourths of this number. It is not possible to do justice to all the worthy workers in this great industry. Nearly 10,000 patents have been granted on reaping and mowing machines, and the conspicuous names of Whiteley, Wood, Atkins, Manny, Yost, and Ketchum, in addition to those already mentioned, are only a small part of the great army of inventors who have contributed to the development and perfection of the reaper.
It’s estimated that over 180,000 self-binding machines are produced each year, with manufacturers in Chicago alone making more than three-quarters of that total. It’s impossible to acknowledge all the dedicated workers in this immense industry. Almost 10,000 patents have been granted for reaping and mowing machines, and the well-known names of Whiteley, Wood, Atkins, Manny, Yost, and Ketchum, along with others previously mentioned, represent just a small fraction of the vast number of inventors who have played a significant role in the development and refinement of the reaper.
In 1840 it is said there were but three reapers made. To-day the total number of self-binding harvesters, reapers and mowers in use is estimated to be two millions. The growth of this industry in the four earlier decades is as follows (the relatively small increase between 1860 and 1870 being accounted for by the Civil War):
In 1840, it’s said there were only three reapers created. Today, the total number of self-binding harvesters, reapers, and mowers in use is estimated to be two million. The growth of this industry in the first four decades is as follows (the relatively small increase between 1860 and 1870 is due to the Civil War):
| 1840. | 1850. | 1860. | 1870. | 1880. | |
|---|---|---|---|---|---|
| Machines made | 3 | 3,000 | 20,000 | 30,000 | 60,000 |
Immediately succeeding this period the automatic cord binder was put into use, and within five years the increase in output of reapers and mowers was very great. In 1885 more than 100,000 self-binding harvesters and 150,000 reapers and mowers were built and sold. In 1890 two manufacturing establishments in Chicago made more than 200,000 machines, half of which were self-binders and the other half reapers and mowers, and these two institutions alone employed in their various branches of manufacturing and selling 10,000 employees. In 1895 the output[206] of the largest of these manufacturing establishments was 60,000 self-binding harvesters, fitted with bundle carriers and trucks, 61,000 mowers, 10,000 corn harvesters, and 5,000 reapers, making 136,000 machines in all. In 1898 the output of this one factory for the year was 74,000 self-binding harvesters, 107,000 mowers, 9,000 corn harvesters, and 10,000 reapers, amounting to 200,000 machines. This output, together with 75,000 horse rakes, also made, averaged a complete machine for every forty seconds in the year, working ten hours a day. The estimated annual production of all factories in this class of agricultural implements is 180,000 self-binding harvesters, 250,000 mowing machines, 18,000 corn harvesters, and 25,000 reapers.
Immediately after this period, the automatic cord binder was put into use, and within five years, the increase in production of reapers and mowers was significant. In 1885, over 100,000 self-binding harvesters and 150,000 reapers and mowers were manufactured and sold. By 1890, two manufacturing businesses in Chicago produced more than 200,000 machines, half of which were self-binders and the other half reapers and mowers, employing 10,000 people across various branches of manufacturing and sales. In 1895, the output of the largest of these factories was 60,000 self-binding harvesters, equipped with bundle carriers and trucks, 61,000 mowers, 10,000 corn harvesters, and 5,000 reapers, totaling 136,000 machines. In 1898, this single factory produced 74,000 self-binding harvesters, 107,000 mowers, 9,000 corn harvesters, and 10,000 reapers, bringing the total to 200,000 machines. This output, along with 75,000 horse rakes produced, averaged one complete machine every forty seconds throughout the year, operating ten hours a day. The estimated annual production across all factories in this category of agricultural tools includes 180,000 self-binding harvesters, 250,000 mowing machines, 18,000 corn harvesters, and 25,000 reapers.

FIG. 157.—STEAM HARVESTER AND THRESHER.
FIG. 157.—STEAM HARVESTER & THRESHER.
The wheat is headed, threshed, cleaned and sacked by this machine in one continuous operation.—
Cutter,
26 feet wide; Capacity, 75 acres per day.
The machine cuts, threshes, cleans, and bags the wheat all in one seamless operation.—
Cutter, 26 feet wide; Capacity, 75 acres per day.

FIG. 158.—FIFTY HORSE POWER STEAM PLANTING COMBINATION.
FIG. 158.—FIFTY HORSE POWER STEAM PLANTING COMBINATION.
Traction engine pulling sixteen 10-inch plows, four 6-foot harrows, and a drill.
Traction engine pulling sixteen 10-inch plows, four 6-foot harrows, and a drill.
There were exported in the year 1880 about 800 self-binding harvesters, 2,000 reapers, and 1,000 mowers. In 1890 this was increased to 3,000 self-binding harvesters, 4,000 reapers, and 2,000 mowers. The total value[207] of mowers and reapers exported in 1890 was $2,092,638. The growth subsequent to 1890 is well attested by the exports for 1899, which for mowers and reapers was $9,053,830, or more than four times what it was in 1890. These exported machines harvest the crops of the Argentine Republic, Paraguay, and Uruguay, of South America; carry their labor-saving values to Australia and New Zealand; traverse the wheat fields along the banks of the Red Sea and the Volga, and are used throughout all the continent of Europe.
In 1880, about 800 self-binding harvesters, 2,000 reapers, and 1,000 mowers were exported. By 1890, these numbers increased to 3,000 self-binding harvesters, 4,000 reapers, and 2,000 mowers. The total value[207] of exported mowers and reapers in 1890 was $2,092,638. The growth after 1890 is clearly demonstrated by the exports for 1899, which totaled $9,053,830 for mowers and reapers, more than four times what it was in 1890. These exported machines are used to harvest crops in the Argentine Republic, Paraguay, and Uruguay in South America; they bring their labor-saving benefits to Australia and New Zealand; cover the wheat fields along the banks of the Red Sea and the Volga, and are utilized across the entire continent of Europe.

FIG. 159.—A WESTERN HARVEST SCENE (LEFT SECTION OF VIEW).
FIG. 159.—A WESTERN HARVEST SCENE (LEFT SECTION OF VIEW).

FIG. 159.—A WESTERN HARVEST SCENE (RIGHT SECTION OF VIEW).
FIG. 159.—A WESTERN HARVEST SCENE (RIGHT SECTION OF VIEW).
With the self-binding harvester performing the work of twenty men,
cutting and binding the grain, and arranging the bundles in windrows, it
would seem that perfection in this art had been reached, but the tendency
of the age is to do things on a constantly increasing scale, and so the latest
developments in harvesters comprise a mammoth machine (Fig. 157) propelled
across the grain fields by steam, and which by the same power cuts
a swath from 26 to 28 feet wide, threshes it at once as it moves along,
blows out the chaff, and puts the grain in bags at the rate of three bags
per minute, each bag containing one hundred and fifteen pounds, and requiring
two expert bag sewers to take the grain away from the spout, sew
the bags, and dump them on the ground. Seventy-five acres a day is its
task. A companion piece to this machine is illustrated in Fig. 158, which
shows the same power utilized for planting. A powerful steam traction
engine of fifty horse power hauls across the field a planting combination of
sixteen ten-inch plows, four six-foot harrows and a seeding drill in the
rear. Such great reaping machines only find useful application in the
enormous wheat fields of California and the Pacific Coast States, where
the dry climate permits the grain to ripen and dry sufficiently while standing
in the field. Moreover, only the heads of the grain are cut, the straw
being left standing. Some conception of the enormous scale upon which
grain is raised in the Western States may be gotten from the dimensions
of the farms. It is said that Dr. Glenn’s wheat farm comprises 45,000
acres; the Dalrymples’, in North Dakota, 70,000; and Mr. Mitchell, in the
San Joaquin Valley, in California, has 90,000 acres. The Dalrymple
farms in 1893 had 54,000 acres in wheat, and employed 283 self-binding
reapers to harvest the crop. There is a single unbroken wheat field on the
banks of the San Joaquin River, near the town of Clovis, in Madera
County, California, which comprises 25,000 acres, or nearly forty square
miles of wheat—a veritable sea of waving grain. The field is nearly
square; each side is a little over six miles long. If its shape were changed
to the width of one mile, the field would then be forty miles long. It has
been said of the grain fields of the West, that the men and teams eat breakfast[208]
[209]
at one end of a furrow, take dinner in the middle of the row, and at
night camp and sup at the end of the same row. With a field of such proportions
it is not difficult to see how this may be true. The cultivation and
garnering of crops from such vast areas can only be appreciated by comparisons.
If it were one man’s work to plow such a field, even with a
double gang plow, cutting a furrow twenty-four inches wide, he would
travel 105,600 miles, which would be equivalent to going around the world
four times. If he plowed twenty miles a day, it would take 5,280 days.
To harrow would require as long, and to plant would take about the same
time, or about forty-three years altogether. A full lifetime would be required
to plant the crop, and a second generation would be required to reap
it. But great results require great agencies, and so great labor-saving
machines, operated by armies of men, are brought into requisition, and
with these the crop is both planted and reaped. A long procession of self-binding
harvesters, following close one behind the other, makes quick work
of it, and before the weather changes this great field is mowed, its crop garnered,
and bread supplied for the hungry of all lands.
With the self-binding harvester handling the workload of twenty men, cutting and binding the grain, and arranging the bundles in windrows, it looks like we’ve reached perfection in this craft. However, the trend of the times is to scale up, leading to the latest innovations in harvesters, including a massive machine (Fig. 157) driven by steam, which cuts a swath 26 to 28 feet wide, threshes it immediately while moving, blows out the chaff, and packages the grain at a rate of three bags per minute. Each bag weighs one hundred and fifteen pounds and requires two skilled bag sewers to manage the grain as it comes out, sew the bags shut, and dump them on the ground. It has a daily task of harvesting seventy-five acres. A complementary machine is shown in Fig. 158, utilizing the same power for planting. A powerful fifty-horsepower steam traction engine pulls a planting setup that includes sixteen ten-inch plows, four six-foot harrows, and a seeding drill at the back. Such large reaping machines are only practical in the vast wheat fields of California and the Pacific Coast States, where the dry climate allows the grain to ripen and dry properly while still in the field. Additionally, only the heads of the grain are cut, leaving the straw standing. To get a sense of the enormous scale of grain farming in the Western States, consider the sizes of the farms. Dr. Glenn’s wheat farm is said to be 45,000 acres; the Dalrymple family’s farm in North Dakota spans 70,000 acres; and Mr. Mitchell's land in California's San Joaquin Valley covers 90,000 acres. In 1893, the Dalrymples’ farm had 54,000 acres of wheat and employed 283 self-binding reapers to gather the crop. There is a single continuous wheat field along the San Joaquin River near Clovis in Madera County, California, that stretches across 25,000 acres—almost forty square miles of wheat—a true ocean of swaying grain. This field is nearly square, with each side measuring just over six miles. If reshaped to one mile in width, it would extend forty miles in length. It's said that the workers and their teams have breakfast at one end of a furrow, lunch in the middle, and at night camp and have dinner at the end of the same row. With such vast fields, it’s easy to see how this could be true. The farming and harvesting of crops from such large areas can only be grasped through comparisons. If one person were tasked with plowing this field, even using a double gang plow that cuts a 24-inch furrow, they would travel 105,600 miles, which is equivalent to circling the globe four times. At a pace of twenty miles a day, that would take 5,280 days. Harrowing would take about the same length of time, and planting would require roughly the same duration, totaling around forty-three years. A single lifetime would be necessary to plant the crop, and a second generation would be needed to harvest it. However, significant outcomes require substantial resources, which is why labor-saving machines, operated by teams of workers, come into play. With these machines, the planting and harvesting of the crop can take place efficiently. A long line of self-binding harvesters, closely following each other, makes quick work of it, and before the weather shifts, the vast field is mowed, the crop is gathered, and bread is provided for the hungry around the world.
With the fertile earth, and its prolific inventors, the United States has become the richest country in the world. What its future is to be no man may say, but its destiny is not yet fulfilled, and it is pregnant with potential possibilities.
With its rich land and innovative creators, the United States has become the wealthiest country in the world. No one can predict what its future holds, but its destiny isn't complete, and it is full of potential possibilities.
CHAPTER XVII.
Vulcanized Rubber.
Early Use of Caoutchouc by the Indians—Collection of the Gum—Early Experiments Failures—Goodyear’s Persistent Experiments—Nathaniel Hayward’s Application of Sulphur to the Gum—Goodyear’s Process of Vulcanization—Introduction of His Process Into Europe—Trials and Imprisonment for Debt—Rubber Shoe Industry—Great Extent and Variety of Applications—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__.
Most all important inventions have grown into existence by slow stages of development, and by successive contributions from many minds, not a few having descended by gradual processes of evolution from preceding centuries. Vulcanized rubber, however, is not of this class. It belongs exclusively to the Nineteenth Century, and owes its existence to the tireless energy of one man. The value of the crude gum had been previously speculated upon, and for years attempts had been made to utilize it, but not until Goodyear invented his process of vulcanizing it did it have any real value. This process was an important, distinct and unique step, entirely the work of Mr. Goodyear, and it has never been superseded nor improved upon to any extent. Charles Goodyear was born in New Haven, December 29, 1800, and his life, beginning two days in advance of the Nineteenth Century, furnishes an extraordinary illustration of the struggles and trials of the inventor against adverse fortune, and is a pathetic example of self denial, indefatigable labor, and unrequited toil. Of feeble health, small stature, poor, and frequently in prison for debt, he made the development of this art the paramount object of his life, and with a pious faith and unfaltering courage for thirty years he devoted himself to this work. Money he cared nothing for, except in so far as it was necessary to carry on his work, and he died July 1, 1860, poor in this world’s goods, but rich in the consciousness of the great benefit conferred by his invention upon the human race.
Most important inventions have come about through slow development, with many minds contributing over time, often evolving from earlier centuries. However, vulcanized rubber is different. It is solely a product of the Nineteenth Century and was created through the tireless effort of one man. The potential of crude rubber had been acknowledged, and for years there were attempts to make use of it, but it wasn’t until Goodyear invented his vulcanization process that it gained real value. This process was a significant, distinct, and unique achievement, solely the work of Mr. Goodyear, and it has never been replaced or significantly improved. Charles Goodyear was born in New Haven on December 29, 1800, and his life, starting just two days before the Nineteenth Century, serves as an incredible example of an inventor’s struggles against tough circumstances. It’s a moving story of self-sacrifice, relentless work, and unrecognized effort. Despite his poor health, small stature, financial struggles, and frequent imprisonment for debt, he dedicated his life to advancing this craft. His focus wasn’t on money, except as it was necessary to support his work, and he died on July 1, 1860, without wealth, but rich in the knowledge that his invention greatly benefited humanity.

India rubber, or caoutchouc, as it is more properly called, is a concentrated gum derived from the evaporation of the milky juice of certain trees found in South America, Mexico, Central America and the East Indies. The South American variety is called Jatropha elastica, and the East Indian[211] variety the Ficus elastica. The South American Indians called it cahuchu. The province of Para, south of the equator, in Brazil, furnishes the largest part and best quality of gum. The tree from which the gum exudes grows to the height of eighty, and sometimes to one hundred feet. It runs up straight for forty or fifty feet without a branch. Its top is spreading, and is ornamented with a thick and glossy foliage. The gum is collected by chopping through the bark with a hatchet and placing under each series of cuts a little clay cup formed by the hands of the workman. About a gill of the sap accumulates in each cup in the course of a day, and it is then transferred to receiving vessels and taken to camp. The first use of the gum was made by the South American Indians, who made shoes, bottles, playing balls and various other articles from it. Their method for making a shoe was to take a crude wooden last, which they covered with clay to prevent the adhesion of the gum. It was then dipped in the sap, or the latter was poured over it, which gave it a thin coating. It was then held over a smoky fire, which gave it a dark color and dried the gum. When one coating became sufficiently hard another was added, and smoked in turn, and so successive coatings were applied until a sufficient thickness was obtained. When the work was completed it was exposed for some days in the sun, and while still soft the shoes were decorated as the fancy or taste of the maker suggested. The clay forms were then broken out, and the shoe stuffed with grass to keep it in shape for use or sale. In 1820 a pair[212] of these clumsy shoes was brought to Boston and exhibited as a curiosity. They were covered with gilding, and resembled the shoe of a Chinaman. Subsequently considerable numbers of these shoes were brought from South America, and being sold at a large price, they served to stimulate Yankee ingenuity into devising methods of making them from the raw material, which being brought as ballast in the ships from Brazil, could be had cheaply. In France some attention had been given to the material, and the rubber bottles of the Indians had been cut into narrow threads which were woven into strips of cloth to form suspenders and garters. In England an application of it in thin solution had been made by a Mr. Macintosh, who spread it between two thicknesses of thin cloth to form Macintosh water-proof coats. The first practical use of the gum on a large scale was instituted by Mr. Chaffee in Roxbury, Mass., about 1830. He dissolved the gum in spirits of turpentine and invented steam-heated rolls for spreading it upon cloth. Companies were formed to exploit the products, and in the fall and winter of 1833 and 1834 many thousands of dollars’ worth of goods were made by the Roxbury Company, but the business proved a total failure, for in the summer the goods melted, decomposed and became so offensive as to be worse than useless, while the cold of winter rendered them stiff and liable to crack. With a knowledge of these facts and conditions Charles Goodyear commenced his experiments, believing that there was a great future for this material if it could only be prevented from melting in summer and stiffening in winter. He tried mixing it with many materials, first using magnesia, which, however, proved ineffective. On June 17, 1837, he took out patent No. 240, in which he proposed to destroy the adhesive properties of caoutchouc by superficial application of an acid solution of the metals, nitric acid with copper or bismuth being specially recommended. He also claimed the incorporation of lime with the gum to bleach it. Under this process Mr. Goodyear made various articles in the form of fabrics, toys and ornamental articles, using the fabric to make clothing for himself, which he wore to demonstrate its value and wearing qualities. A striking word picture of Mr. Goodyear at this time is given by the reply of a gentleman who, being asked by a man looking for Mr. Goodyear as to how he might recognize him, replied, “If you meet a man who has on an India rubber cap, stock, coat, vest, and shoes, and an India rubber money purse in his pocket, without a cent of money in it, that is he.”
India rubber, also known as caoutchouc, is a concentrated gum obtained from the evaporation of the milky sap of certain trees found in South America, Mexico, Central America, and the East Indies. The South American variety is known as Jatropha elastica, and the East Indian variety as Ficus elastica. The South American indigenous people referred to it as cahuchu. The province of Para, located south of the equator in Brazil, produces the largest quantity and highest quality of this gum. The tree that yields the gum can grow up to eighty, and sometimes one hundred feet tall. It grows straight for forty or fifty feet without any branches. Its top is wide and adorned with thick, shiny leaves. To collect the gum, workers chop through the bark with a hatchet and place small clay cups they make by hand under each series of cuts. Each cup collects about a gill of sap daily, which is then transferred to larger containers and taken back to camp. The first users of the gum were the South American Indians, who made shoes, bottles, balls, and various other items from it. Their method for making shoes involved taking a basic wooden mold, which they covered in clay to prevent the gum from sticking. They dipped the mold in sap or poured sap over it to create a thin layer. The mold was then held over a smoky fire, which darkened the color and dried the gum. Once one layer was hard enough, they added another, smoking it again, continuing this process until the desired thickness was achieved. When completed, the shoes were left in the sun for several days, and while still malleable, they were decorated as the maker wished. The clay molds were then broken out, and the shoes were stuffed with grass to retain their shape for wearing or selling. In 1820, a pair of these awkward shoes was brought to Boston and displayed as a curiosity. They were gilded and resembled shoes worn by a Chinese person. Subsequently, a significant number of these shoes were imported from South America and sold at high prices, which encouraged Yankee inventiveness to create methods for producing them from the raw material, which was brought as ballast by ships coming from Brazil and was therefore inexpensive. In France, some focus had been put on the material, and the rubber bottles made by the Indians were cut into thin threads that were woven into strips of cloth for suspenders and garters. In England, Mr. Macintosh applied it in thin solution by spreading it between two layers of thin fabric to produce Macintosh waterproof coats. The first practical large-scale use of the gum was initiated by Mr. Chaffee in Roxbury, Massachusetts, around 1830. He dissolved the gum in turpentine and invented steam-heated rollers to spread it onto cloth. Companies were established to market these products, and during the fall and winter of 1833 and 1834, thousands of dollars' worth of goods were manufactured by the Roxbury Company. However, the business failed entirely because the items melted, decomposed, and became so unpleasant in the summer that they were more harmful than helpful, while the winter cold made them stiff and prone to cracking. Knowing these facts, Charles Goodyear began his experiments, confident that this material had a significant future if it could be prevented from melting in the summer and hardening in the winter. He experimented with different mixtures, initially using magnesia, which did not work. On June 17, 1837, he received patent No. 240, proposing to neutralize the sticky properties of caoutchouc by applying an acid solution with metals, specifically recommending nitric acid with copper or bismuth. He also suggested mixing lime with the gum to bleach it. Using this process, Mr. Goodyear produced various products like fabrics, toys, and decorative items and even made clothing for himself from this fabric, which he wore to showcase its durability and usefulness. A memorable description of Mr. Goodyear at that time came from a man who, when asked how to identify Mr. Goodyear, replied, “If you see someone wearing an India rubber hat, shirt, coat, vest, and shoes, with an India rubber wallet in his pocket but no money inside, that’s him.”
Many useful and artistic articles were made under this first patented process, including maps, surgical bandages, etc., and were brought by Mr. Goodyear to the notice of President Jackson, Henry Clay and John C.[213] Calhoun, from whom he received very encouraging letters. His efforts, however, to introduce his process commercially were not attended with success. Capitalists and manufacturers had been rendered so conservative by the large loss of money in the Roxbury Company, that they were disinclined to have anything further to do with it. Practically alone he was obliged to continue his work. By the kindness of Mr. Chaffee and Mr. Haskins he was allowed the use of the valuable machinery standing idle in their factory at Roxbury, and he made shoes, piano covers, table cloths and carriage covers of superior quality, and from the sale of these, and of licenses to manufacture, he for the first time was able to support his family in comfort. Mr. Goodyear had not yet discovered, however, the process of vulcanization, upon which the rubber industry is founded. In 1838 Mr. Nathaniel Hayward, of Woburn, Mass., who had been employed in the bankrupt rubber company, discovered that the stickiness of the rubber could be prevented by spreading a small quantity of sulphur on it. The same result had also been noticed by a German chemist. On Feb. 24, 1839, Mr. Hayward procured the patent, No. 1,090, on his process, and assigned it to Mr. Goodyear. The patent covered a process of dissolving sulphur in oil of turpentine and mixing it with the gum, and also included the incorporation of the dry flowers of sulphur with the gum, the product afterwards being treated by Mr. Goodyear’s metallic salt process. This was the starting point of vulcanization, for vulcanization consists simply in admixing sulphur with the rubber, and then subjecting it for six to eight hours to a temperature of about 300°. Its effect is to so change the nature of the gum to prevent it from melting or becoming sticky under the influence of heat, or of hardening and becoming stiff under the influence of cold, the vulcanized gum remaining elastic, impervious, and unchangeable under all ordinary conditions. This great discovery of the influence of heat on the sulphur treated gum was quite accidental and wholly unexpected. Heat above all things was the agency which in all previous observations was most to be feared, for it was this more than anything else that melted down, decomposed and destroyed all of his manufactured articles. While sitting near a hot stove engaged in an animated discussion concerning his experiments, a piece of the gum treated with sulphur, which he held in his hand, was, by a rapid gesture, thrown upon the stove. To his astonishment, he found that this relatively high heat did not melt it, as heretofore, and while it charred slightly, it was not made at all sticky. He nailed the piece of gum outside the kitchen door in the intense cold, and upon examining it the next morning found it as perfectly flexible as when he put it out. Goodyear had discovered the process which afterwards[214] came to be known as “vulcanization.” The discovery was made in 1839, but was not accepted by those to whom it was submitted as possessing any importance. Prof. Silliman, of Yale College, however, in the fall of 1839 testified to the results claimed for it by Mr. Goodyear—that it did not melt with heat, nor stiffen with the cold. On June 15, 1844, Mr. Goodyear took out his celebrated patent, No. 3,633, covering this process, in which he not only used sulphur, but added a proportion of white lead. The proportions named were 25 parts of rubber, 5 parts of sulphur, and 7 parts of white lead, the ingredients either to be ground in spirits of turpentine, or to be incorporated dry between rolls. The odor imparted by the sulphur was to be destroyed by washing with potash or vinegar. This patent was reissued in two divisions Dec. 25, 1849, and again on Nov. 20, 1860, and was extended for seven years from June 15, 1858, which was the end of the first term. Under this patent two kinds of rubber were made and sold—“soft rubber,” containing only a small proportion of sulphur, while the other, known as the “vulcanite,” “ebonite,” or “hard rubber,” had from 25 to 35 per cent. of sulphur and was subjected to a longer heat.
Many useful and artistic items were created using this first patented process, including maps, surgical bandages, and more, which Mr. Goodyear presented to President Jackson, Henry Clay, and John C.[213] Calhoun, who sent him encouraging letters in response. However, his attempts to commercially introduce his process were unsuccessful. Investors and manufacturers had become very cautious due to significant financial losses in the Roxbury Company, making them reluctant to engage further. Essentially on his own, he had to carry on with his work. Thanks to Mr. Chaffee and Mr. Haskins, he was permitted to use the valuable machinery that was sitting idle in their Roxbury factory, allowing him to create high-quality shoes, piano covers, tablecloths, and carriage covers. From the sale of these products and licenses to manufacture, he was finally able to support his family comfortably. Mr. Goodyear had not yet discovered the process of vulcanization, which forms the basis of the rubber industry. In 1838, Mr. Nathaniel Hayward from Woburn, Mass., who previously worked at the bankrupt rubber company, found that adding a small amount of sulfur could prevent the stickiness of rubber. This was also noticed by a German chemist. On February 24, 1839, Mr. Hayward received patent No. 1,090 for his process and assigned it to Mr. Goodyear. The patent covered a method of dissolving sulfur in turpentine oil and mixing it with the rubber, as well as incorporating dry sulfur flowers with it, subsequently treating the mixture with Mr. Goodyear’s metallic salt process. This marked the beginning of vulcanization, which simply involves mixing sulfur with rubber, and heating it for six to eight hours at around 300°F. This process alters the rubber so it doesn’t melt or become sticky when heated, nor harden and become stiff when cold. The vulcanized rubber remains elastic, waterproof, and unchanged under normal conditions. This major discovery of how heat affects sulfur-treated rubber was quite accidental and entirely unexpected. Heat, in all prior observations, was considered detrimental, as it melted, decomposed, and ruined his manufactured goods. While engaging in an animated discussion near a hot stove, a piece of sulfur-treated rubber he was holding was accidentally tossed onto the stove. To his shock, instead of melting as it usually did, the high heat only caused it to char slightly without becoming sticky. He then nailed the rubber piece outside in the freezing cold, and the next morning, it was just as flexible as when he had put it out. Goodyear had stumbled upon what would later be known as “vulcanization.” Although this discovery was made in 1839, it was initially dismissed by those who evaluated it. However, Professor Silliman from Yale College confirmed in the fall of 1839 that it did not melt with heat nor stiffen in the cold. On June 15, 1844, Mr. Goodyear secured his famous patent No. 3,633 for this process, which involved not only sulfur but also a certain amount of white lead. The specified ratios were 25 parts rubber, 5 parts sulfur, and 7 parts white lead, which were either ground in turpentine or mixed dry between rollers. The sulfur's odor was to be eliminated by washing with potash or vinegar. This patent was reissued in two parts on December 25, 1849, and again on November 20, 1860, and was extended for an additional seven years from June 15, 1858, marking the end of its initial term. Under this patent, two varieties of rubber were produced and sold—"soft rubber," which contained a small amount of sulfur, and the other, referred to as “vulcanite,” “ebonite,” or “hard rubber,” which contained 25 to 35 percent sulfur and was exposed to longer heat.
The history of this patent is a remarkable one. Immensely valuable as it was, Goodyear reaped but a small share of the profit, for in the midst of his poverty and necessities he was obliged to sell licenses and establish royalties at a figure far below the real value of the rights conveyed. Some idea of the great value of the business which Mr. Goodyear had developed may be had from the fact that the companies who held rights under the patent for the manufacture of shoes paid at one time to Daniel Webster the enormous fee of $25,000 for defending their patent interests.
The history of this patent is quite remarkable. Despite being incredibly valuable, Goodyear only made a small profit because, in his time of poverty and need, he had to sell licenses and set royalties at a price much lower than the actual value of the rights he granted. You can get an idea of how valuable the business Mr. Goodyear developed was by noting that the companies holding rights under the patent for shoe production once paid Daniel Webster an enormous fee of $25,000 to defend their patent interests.
With the idea of extending his invention Mr. Goodyear visited England in 1851, where he found that Thomas Hancock, of the house of Macintosh & Co., had forestalled him, although not the inventor. A peculiar provision of the English patent law, which gives the patent to the first introducer, permitted this. Nothing daunted, however, he organized a magnificent exhibit for the Great International Exhibition held in Crystal Palace at Hyde Park, London, in 1851. This exhibit cost him $30,000, and he called it the Goodyear Vulcanite Court. It comprehended an elegantly constructed suite of open rooms made of hard rubber ornamented with handsome carvings, and furnished with rubber furniture, musical instruments, and globes made of rubber, and it was also carpeted with the same material. For his exhibit he received the “Grand Council Medal,” which was one of the highest testimonials of the exposition. This exhibit was afterwards moved from London to Sydenham, where it was exposed and used as an agency for some years for the sale of rubber goods.
In an effort to expand his invention, Mr. Goodyear traveled to England in 1851, where he discovered that Thomas Hancock, from the company Macintosh & Co., had beaten him to the market, even though he wasn’t the original inventor. A unique aspect of English patent law, which awards the patent to the first person to introduce the product, allowed this to happen. Undeterred, he set up an impressive display for the Great International Exhibition held at the Crystal Palace in Hyde Park, London, in 1851. This exhibit cost him $30,000, and he named it the Goodyear Vulcanite Court. It featured a beautifully designed series of open rooms made of hard rubber, decorated with elegant carvings, and furnished with rubber furniture, musical instruments, and rubber globes, all with rubber carpeting as well. For his exhibit, he received the “Grand Council Medal,” one of the highest honors of the exposition. His exhibit was later moved from London to Sydenham, where it served as a venue for several years for selling rubber goods.

FIG. 161.—MACHINE FOR GRINDING AND WASHING CRUDE RUBBER.
FIG. 161.—MACHINE FOR GRINDING AND WASHING RAW RUBBER.
Mr. Goodyear had obtained a French patent for his invention, and at
the Exposition Universelle in Paris, in 1855, he fitted up at an expense of
$50,000 two elegant courts with India rubber furniture, caskets and rich
jewelry, and for this exhibit he had conferred upon him by the Emperor
Napoleon the “Grand Medal of Honor” and the “Cross of the Legion of
Honor.” It was a singular instance of the irony of fate that the decoration
of the “Cross of the Legion of Honor” should have been conveyed to
him while imprisoned for debt in “Clichy,” the debtors’ prison in Paris.
The lofty courage of the man was well illustrated at this time in his reply
to his wife’s solicitous inquiries as to how he had spent the night while in
prison. He said, “I have been through nearly every form of trial that human[216]
flesh is heir to, and I find that there is nothing in life to fear but sin.
”
The declining years of his life were full of sorrow, pain and affliction,
and at his death in 1860 his estate was $200,000 in debt. He lived long
enough, however, to see his material applied to nearly five hundred uses,
giving employment in England, France and Germany to 60,000 persons,
and producing in this country alone goods worth $8,000,000 a year.
Mr. Goodyear had secured a French patent for his invention, and at the Exposition Universelle in Paris in 1855, he spent $50,000 to set up two elegant courts filled with rubber furniture, boxes, and expensive jewelry. For this exhibit, he was awarded the “Grand Medal of Honor” and the “Cross of the Legion of Honor” by Emperor Napoleon. It was ironic that he received the “Cross of the Legion of Honor” while being imprisoned for debt in “Clichy,” the debtors’ prison in Paris. His remarkable bravery was evident in his response to his wife's concerned questions about how he spent the night in prison. He said, “I have been through nearly every form of trial that human[216] flesh is heir to, and I find that there is nothing in life to fear but sin.
” The later years of his life were filled with sorrow, pain, and hardship, and at his death in 1860, he left an estate that was $200,000 in debt. However, he lived long enough to see his material applied to nearly five hundred uses, providing jobs for 60,000 people in England, France, and Germany, and producing goods worth $8,000,000 a year in this country alone.

The greatest of all applications of rubber are to be found in the manufacture of boots and shoes. The number of attacks of cold, rheumatism, and death-dealing diseases from wet feet, that have been averted by the use of rubber shoes, can never be estimated, but perhaps it is safe to say that the rubber shoe has done more to conserve the health of the human family than any other single article of apparel.
The most significant uses of rubber are in making boots and shoes. We can never fully measure how many cases of colds, rheumatism, and life-threatening illnesses caused by wet feet have been prevented by rubber shoes, but it's fair to say that rubber shoes have done more to protect the health of people than any other type of clothing.
In the manufacture of shoes the finest quality of rubber is received in wooden boxes 4 × 2 × 11⁄2 feet, containing about 350 pounds in lumps of 1 to 75 pounds. These lumps are cut to suitable size, and are then ground and washed in the machine shown in Fig. 161, water and steam being sprayed on the rubber during the operation. It is then worked into sheets[217] or mats between rolls. From the grinding room the sheets are taken to the mixing room, where lampblack, sulphur and other ingredients are added, and worked into it by being passed many times between heated rolls, the sheets being finally reduced to a thickness of less than 1⁄32 of an inch. The rubber sheets are then applied to a cloth backing by cloth calendering rolls, shown in Fig. 162, which are steam heated and by great pressure serve to incorporate the sheets of rubber and cloth into intimate and inseparable union. Out of this rubber fabric, which is made of different thicknesses for the upper, sole and heel, the patterns for the shoe are cut, and the parts are deftly fitted around the forms by girls, and secured by rubber cement, as shown in Fig. 163. The shoes are then covered with a coat of rubber varnish, and are put into cars and run into the vulcanizing ovens, where they remain from six to seven hours at a temperature of about 275°. The goods are then taken out, and after being inspected are boxed for the market. The vulcanizing is a very important part of the manufacture of a rubber shoe, for it is absolutely necessary in order to give them stability and wearing qualities. A shoe that had not been vulcanized would mash down, spread, become sticky and go to pieces after a few hours’ wear.
In shoe manufacturing, the best quality rubber arrives in wooden boxes measuring 4 × 2 × 11⁄2 feet, containing around 350 pounds in lumps weighing between 1 to 75 pounds. These lumps are cut into appropriate sizes, then ground and washed in the machine shown in Fig. 161, with water and steam sprayed on the rubber during the process. Next, it's formed into sheets[217] or mats between rollers. From the grinding room, the sheets are moved to the mixing room, where lampblack, sulfur, and other ingredients are added, mixing them by passing the materials several times between heated rollers, ultimately reducing the sheets to less than 1⁄32 of an inch thick. The rubber sheets are then attached to a cloth backing using cloth calendering rolls shown in Fig. 162, which are steam-heated and use great pressure to ensure the rubber and cloth are combined closely and inseparably. Patterns for the shoe are cut from this rubber fabric, which comes in various thicknesses for the upper, sole, and heel. The parts are skillfully fitted around molds by workers and secured with rubber cement, as illustrated in Fig. 163. The shoes are then coated with rubber varnish and loaded into cars for vulcanizing ovens, where they stay for six to seven hours at about 275°. After removal, the products are inspected and packaged for sale. Vulcanization is crucial in rubber shoe production since it’s essential for providing stability and durability. A shoe that hasn’t been vulcanized would quickly collapse, spread out, become sticky, and fall apart after just a few hours of use.
The rubber shoe industry of the United States is carried on by about fifteen large companies, representing an investment of many millions of dollars, most of which companies are located in Massachusetts, Rhode Island and Connecticut.
The rubber shoe industry in the United States is operated by around fifteen major companies, representing an investment of millions of dollars, most of which are based in Massachusetts, Rhode Island, and Connecticut.
Some idea of the immensity of this industry may be obtained from the import statistics. In 1899 the United States alone imported crude rubber to the extent of 51,063,066 pounds, as much as 1,000,000 pounds a month coming from the single port of Para. The export of manufactured rubber goods for the same year amounted to $1,765,385. The statistics for Great Britain for 1896 showed the imports of rubber to that country to be one-third more than the imports of the United States. Germany also is a large consumer. The great Harburg-Vienna factories cover sixty-seven acres, are capitalized at 9,000,000 marks, and employ 3,500 hands. Much fine technical apparatus, toys, and balls are made here, the daily output of balls reaching 8,000. These, with the Noah’s arks of India rubber animals, are the delight of the little ones all over the world.
You can get an idea of how huge this industry is from the import statistics. In 1899, the United States imported a staggering 51,063,066 pounds of crude rubber, with around 1,000,000 pounds a month coming from just the port of Para. The export of manufactured rubber goods for that same year totaled $1,765,385. In 1896, Great Britain's statistics showed that their rubber imports were one-third higher than those of the United States. Germany is also a major consumer. The massive Harburg-Vienna factories cover sixty-seven acres, are valued at 9,000,000 marks, and employ 3,500 workers. They produce a variety of high-quality technical equipment, toys, and balls, with a daily output of 8,000 balls. These, along with the rubber toy sets featuring animals, are loved by children all around the world.
Although so much in evidence about us, India rubber is not by any means a cheap material. Costing only five cents a pound when Goodyear commenced his experiments, it is now worth a dollar a pound, and is therefore much more expensive than any of the ordinary metals, woods, or building materials. Many substitutes in the form of compositions of various ingredients have been devised and patented, but no real substitute[218] for nature’s product has yet been found. For many years old and worn out rubber goods were thrown away as worthless. Now all such rubber is reclaimed, and used in many grades of goods which do not require a pure gum. Insatiable as the demands of the trade may appear, there is no need to fear a rubber famine, for the forests of trees in South America and the East Indies are practically inexhaustible, and in the rich alluvial soil of their habitat nature’s processes of growth rapidly restore the decimation.
Although it's clearly visible around us, India rubber isn't a cheap material. It cost just five cents a pound when Goodyear started his experiments, but it now costs a dollar a pound, making it much more expensive than ordinary metals, woods, or building materials. Many alternative compositions have been developed and patented, but no true substitute for nature’s product has been found yet. For many years, old and worn-out rubber goods were discarded as worthless. Now, all that rubber is reclaimed and used in various grades of products that don’t require pure gum. As overwhelming as the trade demands may seem, there’s no need to worry about a rubber shortage; the forests of trees in South America and the East Indies are virtually limitless, and in the rich alluvial soil where they grow, nature's processes of growth quickly restore what’s been used.

Since the time of Goodyear, the amplification of this art and the multiplication of uses for rubber, and its increased commercial importance, have gone on at such a rate of increase that to-day we may be said to be living in the rubber age. Its uses and applications are legion, and they extend literally from the cradle to the grave. When the baby comes into the world its introduction to India rubber begins at once with the nursing bottle and the gum cloth, and when the aged invalid takes leave of the[219] world his last moments are soothed with the water bag and the rubber bed, and between these extremes we find it in evidence everywhere about us. In wearing apparel it extends from the crown of the head to the sole of the foot—rubber cap, coat, gloves, and shoes. The man has it in his suspenders and his pipe stem, the woman in her garters and dress shields, and the baby in its teething ring and rattle. The soldier stands on picket duty in the rain, and the rubber blanket protects him from rheumatism. If wounded, the surgeon dresses his mangled limb with rubber bandages, and when he gets well he has a rubber cushion on the end of his crutch, or on the foot of his artificial leg. If wounded in the mouth perhaps the government gives him a set of artificial teeth on a rubber plate. The rubber mat greets you at the front door, a little pad cushions the door stops and the backs of chairs, and a ring seals the mouth of the fruit jar. The whole array of toilet articles, including combs, brushes, mirrors, shoe horns, etc., are made from it. In the parlor it is found in picture frames and the piano cover; in the bath room the wash rag, water bag, rubber cup, and hose pipe of the shower bath are all made of it; in the play room are found rubber balls and toys of all kinds; in the kitchen the clothes wringer and the table cloth; in the dining room the handles of knives, and the tea tray, and what is more useful and more ubiquitous in the office than the rubber band, the rubber ruler, the pencil eraser, or the fountain pen? But these are only a few of the personal and indoor uses and applications. Rubber belting for machinery, fire engine and garden hose, steam engine packing, car springs, covers for carriages and the big guns of the navy, life preservers, billiard table cushions, and chemical and surgical apparatus in endless variety. The electrical world is almost entirely dependent upon it for the insulation of our ocean cables and electric light wires, for battery cups, and the insulating mountings of all electrical apparatus. The pneumatic bicycle tire could not exist without rubber, and the modern application of it to this use alone amounts to nearly four million pounds annually. Every automobile carriage takes twenty-five pounds of rubber for each tire, or 100 pounds altogether. This great and growing industry, together with the now common use of rubber tires on horse-drawn vehicles, raises the sum total of rubber employed in the arts to an enormous figure.
Since the time of Goodyear, the expansion of this craft and the increasing uses for rubber, along with its rising commercial significance, have grown so rapidly that today we can say we are living in the rubber age. Its applications are countless, extending literally from cradle to grave. When a baby is born, its introduction to rubber begins immediately with the nursing bottle and the rubber sheet, and when an elderly person leaves this world, their last moments are eased by a hot water bottle and a rubber mattress; and in between these points, we see it present everywhere around us. In clothing, it spans from head to toe—rubber hats, coats, gloves, and shoes. Men have it in their suspenders and pipe stems, women in their garters and dress shields, and babies in their teething rings and rattles. A soldier stands guard in the rain, sheltered by a rubber blanket to prevent rheumatism. If injured, the surgeon wraps his wound with rubber bandages, and once he recovers, he has a rubber cushion on his crutch or the foot of his prosthetic leg. If he's injured in the mouth, the government may provide him with a set of false teeth on a rubber base. A rubber mat greets you at the front door, a small pad cushions doorstops and chair backs, and a ring seals fruit jars. The entire range of personal care items—combs, brushes, mirrors, shoehorns, etc.—are made from it. In the living room, it's found in picture frames and the piano cover; in the bathroom, the washcloth, hot water bottle, rubber cup, and shower hose are all made of it; in the playroom, there are rubber balls and all kinds of toys; in the kitchen, the clothes wringer and tablecloth; in the dining room, the handles of knives, the tea tray, and what could be more useful and common in the office than the rubber band, rubber ruler, pencil eraser, or fountain pen? But these are just a few of the personal and indoor applications. Rubber belting for machinery, fire hoses, garden hoses, steam engine packing, car springs, covers for carriages, and naval cannons, life jackets, billiard table cushions, and a variety of chemical and surgical equipment. The electrical industry is almost entirely reliant on rubber for insulating ocean cables and electric wires, battery cases, and insulating mounts for all electrical devices. The pneumatic bicycle tire wouldn't exist without rubber, and the modern use of it for this purpose alone amounts to nearly four million pounds each year. Every car uses twenty-five pounds of rubber for each tire, totaling 100 pounds. This vast and growing industry, along with the now widespread use of rubber tires on horse-drawn vehicles, raises the overall amount of rubber used in manufacturing to an enormous figure.
That the sap of an uncultivated tree in a swampy, tropical, and malarial
forest, thousands of miles from civilization, should cut so great a figure in
the necessities of modern life, seems strange and unaccountable on any
basis of probabilities. It is only another illustration of the possibilities of
the patient and persistent work of the inventor. Charles Goodyear took
this nearly worthless material, and made of it, as Parton said in 1865—“not[220]
a new material merely, but a new class of materials, applicable to a
thousand divers uses. It was still India rubber, but its surface would not
adhere, nor would it harden at any degree of cold, nor soften at any degree
of heat. It was a cloth impervious to water; it was a paper that would
not tear; it was a parchment that would not crease; it was leather which
neither rain nor sun would injure; it was ebony that could be run into a
mould; it was ivory that could be worked like wax; it was wood that never
cracked, shrunk nor decayed. It was metal, ‘elastic metal,’ as Daniel
Webster termed it, that could be wound round the finger, or tied into a
knot, and which preserved its elasticity like steel. Trifling variations in
the ingredients, in the proportion and in the heating, made it either pliable
as kid, tougher than ox hide, as elastic as whalebone, or as rigid as flint.
”
That the sap from a wild tree in a swampy, tropical, and malarial forest, thousands of miles from civilization, should play such an important role in modern life seems strange and inexplicable based on any logic. It's just another example of what can be achieved through the patient and persistent work of an inventor. Charles Goodyear took this nearly worthless substance and transformed it, as Parton said in 1865—“not[220]
a new material only, but a new category of materials, suitable for a thousand different uses. It was still India rubber, but its surface wouldn’t stick, nor would it harden in the cold, or soften in the heat. It was a fabric that wouldn’t get wet; it was a paper that wouldn’t tear; it was a parchment that wouldn’t crease; it was leather that wouldn’t be damaged by rain or sun; it was ebony that could be molded; it was ivory that could be shaped like wax; it was wood that wouldn’t crack, shrink, or rot. It was metal, ‘elastic metal,’ as Daniel Webster called it, that could be wrapped around a finger, or tied in a knot, and which maintained its elasticity like steel. Small changes in the ingredients, the proportions, and the heat could make it as soft as kid leather, tougher than ox hide, as flexible as whalebone, or as hard as flint.
”
CHAPTER XVIII.
Chemistry.
Its Evolution as a Science—The Coal Tar Products—Fermenting and Brewing—Glucose, Gun Cotton and Nitro-Glycerine—Electro-Chemistry—Fertilizers and Commercial Products—New Elements of the Nineteenth Century.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__.
The foundation stones of empirical discovery, upon which this science is based, had been crudely shaped by the workmen of preceding centuries, but the classification and laying of them into the structure of an exact science is the work of the Nineteenth Century. The glass of the Phœnicians, and the dyes and metallurgical operations of the Egyptians, involved some chemical knowledge; much more did the operations of the alchemists, who vainly sought to convert the baser metals into gold, but these were only the crude building stones, out of which the great complex modern structure has been raised. In the Sixteenth Century the study of chemistry, apart from alchemy, began, and some attention was given to its application to the uses of medicine. Aristotle’s four elements—fire, air, earth and water—were no longer accepted as representing a correct theory, and new ones were proposed only to be found as erroneous, and to be superseded in time by others.
The foundational elements of empirical discovery, which this science is built on, were roughly crafted by the workers of earlier centuries, but the organization and integration of these elements into a precise science happened in the Nineteenth Century. The glass made by the Phoenicians, along with the dyes and metalworking of the Egyptians, showed some chemical understanding; the alchemists' efforts to turn common metals into gold demonstrated even more. However, these were just the basic building blocks from which the sophisticated modern structure has been developed. In the Sixteenth Century, the study of chemistry began to move beyond alchemy, and some focus was placed on its applications in medicine. Aristotle’s four elements—fire, air, earth, and water—were no longer seen as valid, and new theories were proposed, only to be later found incorrect and replaced by others.
Briefly traversing the more important of the earlier steps, there may be mentioned the phlogiston theory of Stahl in the earlier part of the Eighteenth Century; the discovery of the composition of water by Cavendish in 1766; of oxygen by Priestly and Scheele in 1774; the electro-chemical dualistic theory of Lavoisier in the latter part of the Eighteenth Century, followed by a rational nomenclature established by Guyton de Morveau, Berthollet and Fourcroy; the doctrine of chemical equivalents by Wenzel in 1777 and Richter in 1792; Dalton’s atomic theory; Wollaston’s scale of chemical equivalents; Gay Lussac’s law of combining volumes; Berzelius’ system of chemical symbols and theory of compound radicals; contributions of Sir Humphrey Davy and Faraday in electro-chemistry,[222] and Thenard’s grouping of the metals. These interesting phases of development of the old chemistry have been followed by the new theory of substitution, by Dumas and others. This change, beginning about 1860 and running through a period of nearly twenty years, has gradually supplanted the old electro-chemical dualistic theory and established the present system.
Quickly going over some of the key earlier developments, we should mention Stahl's phlogiston theory from the early Eighteenth Century; Cavendish's discovery of water's composition in 1766; the discovery of oxygen by Priestly and Scheele in 1774; Lavoisier's electro-chemical dualistic theory from the later part of the Eighteenth Century, which was followed by a systematic naming convention created by Guyton de Morveau, Berthollet, and Fourcroy; Wenzel's doctrine of chemical equivalents in 1777 and Richter's work in 1792; Dalton’s atomic theory; Wollaston’s scale of chemical equivalents; Gay Lussac’s law of combining volumes; Berzelius’ creation of chemical symbols and his theory of compound radicals; contributions from Sir Humphrey Davy and Faraday in electro-chemistry,[222] and Thenard’s classification of metals. These fascinating developments in traditional chemistry have given way to the new theory of substitution, introduced by Dumas and others. This shift, which began around 1860 and lasted nearly twenty years, gradually replaced the old electro-chemical dualistic theory and laid the foundation for the current system.
Among the important and interesting achievements of chemistry in the Nineteenth Century is the artificial production of organic compounds. All such compounds had heretofore been either directly or indirectly derived from plants or animals. In 1828 Wohler produced urea from inorganic substances, which was the first example of the synthetic production of organic compounds, and it was for many years the only product so formed. Berthelot, of Paris, by heating carbonic oxide with hydrate of potash produced formiate of potash, from which formic acid is obtained; by agitating olefiant gas with oil of vitriol a compound is produced from which, upon the addition of water and distillation, alcohol is formed; he also re-combined the fatty acids with glycerine to form the original fats.
Among the significant and fascinating achievements in chemistry during the Nineteenth Century is the artificial production of organic compounds. Until that time, all such compounds had been derived directly or indirectly from plants or animals. In 1828, Wohler created urea from inorganic substances, marking the first instance of the synthetic production of organic compounds, and it remained the only product made this way for many years. Berthelot, from Paris, produced potash formate by heating carbon monoxide with potash hydrate, which can yield formic acid. By mixing olefiant gas with sulfuric acid, he created a compound that, when water is added and distilled, results in alcohol. He also re-combined fatty acids with glycerin to recreate the original fats.
In the classification of this science, it has been divided into inorganic chemistry, relating to metals, minerals and bodies not associated with organic life, and organic chemistry, which was formerly limited to matter associated with or the result of growth or life processes, but which is now extended to the broader field of all carbon compounds. In later years the most remarkable advances have been made in the field of organic chemistry. The four elements carbon, hydrogen, oxygen and nitrogen have been juggled into innumerable associations, and in various proportions, and endless permutations, have been combined to produce an unlimited series of useful compounds, such as dyes, explosives, medicines, perfumes, flavoring extracts, disinfectants, etc.
In the classification of this science, it’s divided into inorganic chemistry, which deals with metals, minerals, and substances not related to organic life, and organic chemistry, which used to be limited to matter connected to growth or life processes but has now expanded to include all carbon compounds. In recent years, there have been remarkable advancements in organic chemistry. The four elements—carbon, hydrogen, oxygen, and nitrogen—have been combined in countless ways and in various proportions, leading to the creation of an endless variety of useful compounds, such as dyes, explosives, medicines, perfumes, flavoring extracts, disinfectants, and more.
The most interesting of these compounds are the coal tar products. Coal tar, for many years, was the waste product of gas making. Forty years ago about the only use made of it was by the farmer, who painted the ends of his fence posts with it to prevent decay, or by the fisherman, who applied it to the bottoms of his boats and his fishing nets. To-day the black, offensive and unpromising substance, with magical metamorphosis, has been transformed by the chemist into the most beautiful dyes, excelling the hues and shades of the rainbow, the most delightful perfumes and flavoring extracts, the most useful medicines, the most powerful antiseptics, and a product which is the very sweetest substance known. The aniline dyes represent one of the great developments in this field. In 1826 Unverdorben obtained from indigo a substance which he called “Crystalline.[223]” In 1834 Runge obtained from coal tar “Kyanol.” In 1840 Fritzsch obtained from indigo a product which he called “Aniline,” from “Anil,” the Portuguese for indigo. Zinin soon after obtained “Benzidam.” All these substances were afterward proved to be the same as aniline. Perkins’ British patent, No. 1,984, of 1856, is the first patented disclosure of the aniline dyes, and represents the beginning of their commercial production. This combines sulphate of aniline and bichromate of potash to produce an exquisite lilac, or purple color. The first United States patent was in 1861, and now there are about 1,400 patents on carbon dyes and compounds, the most of which belong to the coal tar group. In dyes artificial alizarine, by Graebe and Lieberman (Pat. No. 95,465, Oct. 5, 1869); aniline black, by Lightfoot (Pat. No. 38,589, May 19, 1863); naphthazarin black, by Bohn (Pat. No. 379,150, March 6, 1888); artificial indigo, by Baeyer (Pat. No. 259,629, June 13, 1882); the azo-colors, by Roussin (Pat. No. 210,054, Nov. 19, 1878); and the processes for making colors on fibre, by Holliday (Pat. No. 241,661, May 17, 1881), are the most important. The artificial production of salicylic acid, by Kolbe (Pat. No. 150,867, May 12, 1874), marks an important step in antiseptics. Artificial vanilla, by Fritz Ach (Pat. No. 487,204, Nov. 29, 1892), represents flavoring extracts; and artificial musk, by Baur (Pat. No. 536,324, March 26, 1895), is an example of perfumes. In medicines a great array of compounds has been produced, such as antipyrin, the fever remedy, by Knorr (Pat. No. 307,399, Oct. 28, 1884); phenacetin, by Hinsberg (Pat. No. 400,086, March 26, 1889); salol, by Von Nencki (Pat. No. 350,012, Sept. 28, 1886), and sulfonal by Bauman (Pat. No. 396,526, Jan. 22, 1889). To these may be added antikamnia (acetanilide), the headache remedy, and saccharin, by Fahlberg (Pat. No. 319,082, June 2, 1885), which latter is a substitute for sugar, and thirteen times sweeter than sugar. Among the more familiar products of coal tar or petroleum are moth balls, carbolic acid, benzine, vaseline, and paraffine.
The most interesting of these compounds are the coal tar products. Coal tar, for many years, was the waste product of gas production. Forty years ago, the only uses for it were by farmers, who painted their fence posts with it to prevent rot, or by fishermen, who applied it to the bottoms of their boats and fishing nets. Today, this black, unpleasant, and seemingly useless substance has undergone a magical transformation by chemists into stunning dyes, surpassing the colors of the rainbow, delightful perfumes and flavoring extracts, essential medicines, powerful antiseptics, and a product that is the sweetest substance known. The aniline dyes mark one of the major advancements in this area. In 1826, Unverdorben extracted a substance from indigo that he called “Crystalline.” In 1834, Runge derived “Kyanol” from coal tar. In 1840, Fritzsch produced “Aniline” from indigo, named after “Anil,” which means indigo in Portuguese. Soon after, Zinin obtained “Benzidam.” All these substances were later confirmed to be the same as aniline. Perkins’ British patent, No. 1,984, of 1856, is the first patented disclosure of the aniline dyes and marks the start of their commercial production. This combines aniline sulfate and potassium bichromate to create an exquisite lilac or purple color. The first United States patent was issued in 1861, and now there are about 1,400 patents on carbon dyes and compounds, most of which belong to the coal tar group. In dyes, artificial alizarine, by Graebe and Lieberman (Pat. No. 95,465, Oct. 5, 1869); aniline black, by Lightfoot (Pat. No. 38,589, May 19, 1863); naphthazarin black, by Bohn (Pat. No. 379,150, March 6, 1888); artificial indigo, by Baeyer (Pat. No. 259,629, June 13, 1882); the azo-colors, by Roussin (Pat. No. 210,054, Nov. 19, 1878); and the processes for creating colors on fabric, by Holliday (Pat. No. 241,661, May 17, 1881), are the most significant. The artificial production of salicylic acid, by Kolbe (Pat. No. 150,867, May 12, 1874), is a key milestone in antiseptics. Artificial vanilla, by Fritz Ach (Pat. No. 487,204, Nov. 29, 1892), represents flavoring extracts; and artificial musk, by Baur (Pat. No. 536,324, March 26, 1895), is an example of perfumes. In medicine, a wide range of compounds has been produced, such as antipyrin, the fever remedy, by Knorr (Pat. No. 307,399, Oct. 28, 1884); phenacetin, by Hinsberg (Pat. No. 400,086, March 26, 1889); salol, by Von Nencki (Pat. No. 350,012, Sept. 28, 1886); and sulfonal by Bauman (Pat. No. 396,526, Jan. 22, 1889). Additionally, there’s antikamnia (acetanilide), the headache remedy, and saccharin, by Fahlberg (Pat. No. 319,082, June 2, 1885), which is a sugar substitute, thirteen times sweeter than sugar. Among the more common products of coal tar or petroleum are mothballs, carbolic acid, benzene, Vaseline, and paraffin.
The manufacture of sugar and glucose from starch is an industry of great magnitude, which has grown up in the last twenty-five years. Water, acidulated with 1⁄100th part of sulphuric acid, is heated to boiling, and a hot mixture of starch and water is allowed to flow into it gradually. After boiling a half hour chalk is added to neutralize the sulphuric acid, and when the sulphate of lime settles the clear syrup is drawn off, and either[224] sold as syrup, or is evaporated to produce crystallized grape sugar, which latter is only about half as sweet as cane sugar. Glucose syrup, however, has largely superseded all other table syrups, and is extensively used in brewing, for cheap candies, and for bee food. Our exports of glucose and grape sugar for 1899 amounted to 229,003,571 pounds, worth $3,624,890.
The production of sugar and glucose from starch is a huge industry that has developed over the past twenty-five years. Water, mixed with 1⁄100th part of sulfuric acid, is heated until it boils, and then a heated mixture of starch and water is gradually added. After boiling for half an hour, chalk is added to neutralize the sulfuric acid, and once the lime sulfate settles, the clear syrup is collected and either[224] sold as syrup or evaporated to produce crystallized grape sugar, which is only about half as sweet as cane sugar. However, glucose syrup has largely replaced other table syrups and is widely used in brewing, for cheap candies, and as food for bees. Our exports of glucose and grape sugar in 1899 totaled 229,003,571 pounds, worth $3,624,890.
An important discovery, made in 1846, was that carbohydrates, such as starch, sugar, or cellulose, and glycerine, when acted upon by the strongest nitric acid, produced compounds remarkable for their explosive character. Gun cotton and nitro-glycerine are the most conspicuous examples. Gun cotton is made by treating raw cotton with nitric acid, to which a proportion of sulphuric acid is added to maintain the strength of the nitric acid and effect a more perfect conversion. Besides its use as an explosive, gun cotton when dissolved in ether has found an important application as collodion in the art of photography. Nitro-glycerine only differs in its manufacture from gun cotton in that glycerine is acted upon by the acids, instead of cotton. Pyroxiline, xyloidine, and celluloid are allied products, which have found endless applications in toilet articles and for other uses, as a substitute for hard rubber.
An important discovery made in 1846 was that carbohydrates, like starch, sugar, or cellulose, and glycerin, when treated with strong nitric acid, created compounds known for their explosive properties. Gun cotton and nitro-glycerin are the most prominent examples. Gun cotton is produced by soaking raw cotton in nitric acid, with a bit of sulfuric acid added to keep the nitric acid strong and achieve a better transformation. Besides being used as an explosive, gun cotton, when dissolved in ether, is also used as collodion in photography. Nitro-glycerin varies from gun cotton in that glycerin is treated with the acids instead of cotton. Pyroxiline, xyloidine, and celluloid are related products that have countless applications in personal care products and as a substitute for hard rubber.
The applications of chemistry in the commercial world have been in recent years so numerous and varied that it is not possible to do more than to refer to its uses in the manufacture of soda and potash, of alcohol, ether, chloroform, and ammonia, in soap making, washing compounds and tanning, the production of gelatine, the refining of cotton seed and other oils, the art of oxidizing oils for the manufacture of linoleum and oil cloth, the manufacture of fertilizers, white lead and other paints, the preparation of proprietary medicines, of soda water and photographic chemicals, the manufacture of salt and preserving compounds, in the fermentation of liquors and brewing of beer, the preparation of cements and street pavements, the manufacture of gas, and the embalming of the dead.
The uses of chemistry in the business world have become so numerous and diverse in recent years that we can only mention its applications in making soda and potash, alcohol, ether, chloroform, and ammonia, in soap production, cleaning agents, and tanning, the creation of gelatin, the refining of cottonseed and other oils, the oxidation of oils for making linoleum and oil cloth, the production of fertilizers, white lead and other paints, the preparation of over-the-counter medications, soda water and photographic chemicals, the production of salt and preservatives, in fermenting liquors and brewing beer, the making of cements and street pavements, the manufacture of gas, and the embalming of bodies.
The most interesting and, in many respects, the most important, development of the last twenty-five years has been in electro-chemistry. Electro-chemical methods are now employed for the production of a large number of elements, such as the alkali and alkaline earth metals, copper, zinc, aluminum, chromium, manganese, the halogens, phosphorus, hydrogen, oxygen, and ozone; various chemicals, including the mineral acids, hydrates, chlorates, hypochlorites, chromates, permanganates, disinfectants, alkaloids, coal tar dyes, and various carbon compounds; white lead and other pigments; varnish; in bleaching, dyeing, tanning; in extracting[225] grease from wool; in purifying water, sewerage, sugar solutions, and alcoholic beverages. The present low price of aluminum, reduced from $12 per pound in 1878 to 33 cents now, is due to its production by electrical methods. Among the earliest successful processes is that described in patents to Cowles and Cowles, No. 319,795, June 9, 1885, and No. 324,658, August 18, 1885, in which a mixture of alumina, carbon and copper is heated to incandescence by the passage of a current, the reduced aluminum alloying with the copper. This has now been superseded by the Hall process (Pat. No. 400,766, April 2, 1889), in which alumina, dissolved in fused cryolite, is electrolytically decomposed. Practically all the copper now produced, except that from Lake Superior, is refined electrolytically by substantially the method of Farmer’s patent (Pat. No. 322,170, July 14, 1885). All metallic sodium and potassium are now obtained by electrolysis of fused hydroxides or chlorides (Pats. No. 452,030, May 12, 1891, to Castner, and No. 541,465, June 25, 1895, to Vautin). The production of caustic soda, sodium carbonate, and chlorine by the electrolysis of brine, is carried on upon a large scale, and will probably supersede all other methods. Nolf’s process (Pat. No. 271,906, Feb. 6, 1883), and Caster’s (No. 528,322, Oct. 30, 1894), employ a receiving body or cathode of mercury, alternately brought in contact with the brine undergoing decomposition, and with water to oxidize the contained sodium. Carborundum, or silicide of carbon, is largely superseding emery and diamond dust as an abradant. It is produced by Acheson (Pat. No. 492,767, Feb. 28, 1893), by passing a current of electricity through a mixture of silica and carbon. Calcium carbide, a rare compound a few years ago, is now cheaply produced by the action of an electric arc on a mixture of lime and carbon, as described by Willson (Pats. Nos. 541,137, 541,138, June 18, 1895). Calcium carbide resembles coke in general appearance, and it is used for the manufacture of acetylene gas, for which purpose it is only necessary to immerse the calcium carbide in water, and the gas is at once given off by the mutual decomposition of the water and the carbide.
The most interesting and, in many ways, the most significant development in the last twenty-five years has been in electrochemistry. Electrochemical methods are now used to produce many elements, including alkali and alkaline earth metals, copper, zinc, aluminum, chromium, manganese, halogens, phosphorus, hydrogen, oxygen, and ozone; various chemicals such as mineral acids, hydrates, chlorates, hypochlorites, chromates, permanganates, disinfectants, alkaloids, coal tar dyes, and various carbon compounds; white lead and other pigments; varnish; in bleaching, dyeing, tanning; in extracting[225] grease from wool; and in purifying water, sewage, sugar solutions, and alcoholic drinks. The current low price of aluminum, which has dropped from $12 per pound in 1878 to 33 cents today, is a result of its production through electrical methods. One of the earliest successful processes is described in the patents by Cowles and Cowles, No. 319,795, June 9, 1885, and No. 324,658, August 18, 1885, where a mixture of alumina, carbon, and copper is heated to incandescence by passing an electric current, with the reduced aluminum alloying with the copper. This has now been replaced by the Hall process (Pat. No. 400,766, April 2, 1889), which electrolytically decomposes alumina dissolved in fused cryolite. Nearly all the copper produced today, except for that from Lake Superior, is refined electrolytically using a method similar to Farmer’s patent (Pat. No. 322,170, July 14, 1885). All metallic sodium and potassium are now obtained through the electrolysis of fused hydroxides or chlorides (Pats. No. 452,030, May 12, 1891, to Castner, and No. 541,465, June 25, 1895, to Vautin). The production of caustic soda, sodium carbonate, and chlorine through the electrolysis of brine is done on a large scale and is likely to replace all other methods. Nolf’s process (Pat. No. 271,906, Feb. 6, 1883), and Caster’s (No. 528,322, Oct. 30, 1894), use a receiving body or cathode of mercury, which is alternately brought into contact with the brine undergoing decomposition and with water to oxidize the sodium contained within. Carborundum, or silicon carbide, is increasingly replacing emery and diamond dust as an abrasive. It is produced by Acheson (Pat. No. 492,767, Feb. 28, 1893) by passing an electric current through a mixture of silica and carbon. Calcium carbide, which was a rare compound just a few years ago, is now produced cheaply by the action of an electric arc on a mixture of lime and carbon, as described by Willson (Pats. Nos. 541,137, 541,138, June 18, 1895). Calcium carbide looks similar to coke and is used to manufacture acetylene gas; to do this, it's only necessary to immerse the calcium carbide in water, and the gas is immediately released by the mutual decomposition of the water and the carbide.
Agricultural chemistry is another one of the practical developments of the Nineteenth Century. A hundred years ago the farmer planted his crops, prayed for rain, and trusted to Providence for the increase; he was not infrequently disappointed, but was wholly unable to account for the failure. To-day the intelligent farmer understands the value of nitrogen, has ascertained how it may be fed to his crops through the agency of nitrifying organisms, or he has his soil analyzed at the Agricultural Department, finds out what element it lacks for the crop desired, and in chemically prepared fertilizers supplies that deficiency. The chemical analysis[226] of drinking water has also contributed much to the knowledge of right living and to the avoidance of disease and death, which our forefathers were accustomed to regard as dispensations of Providence.
Agricultural chemistry is one of the practical advancements from the Nineteenth Century. A hundred years ago, farmers planted their crops, hoped for rain, and relied on fate for the harvest; they often faced disappointment and couldn't explain the failures. Today, a knowledgeable farmer understands the importance of nitrogen, knows how to provide it to his crops using nitrifying organisms, or gets his soil tested at the Agricultural Department to determine what nutrients are missing for the desired crop, and he uses chemically formulated fertilizers to address those gaps. The chemical analysis[226] of drinking water has also greatly enhanced our understanding of healthy living and helped us avoid diseases and deaths that our ancestors saw as part of fate.
America has furnished some eminent chemists in the Nineteenth Century, who have made valuable contributions to the science, notably in the field of metallurgy. It is a fact, however, which must be admitted with regret, that America has not in the field of chemical research occupied the leading place she has in mechanical progress. The European laboratory is the birthplace of most modern inventions in the chemical field, and this is so simply by reason of the fact that these more patient investigators have set themselves studiously, systematically and persistently to the work of chemical invention. It is said that some of the large commercial works in Germany have over 100 Ph. D.’s in a single manufacturing establishment, whose work is not directed to the management of the manufacture, but solely to original research, and the making of inventions. The laboratories in such works differ from those in the universities only in being more perfectly equipped, and more sumptuously appointed. The result of this is seen in the fact that in 1899 the United States imported coal tar dyes alone to the extent of $3,799,353, and 5,227,098 pounds of alizarine, most of which came from Germany, and for which we paid a good price, since the German manufacturers control the United States patents. The alizarine dyes are for the most part the artificial kind made by German chemists. Prior to 1869 the red alizarine dye was of plant origin, being obtained from madder root, and it cost $2 a pound. The German chemist produced an artificially made product, which took the place of the madder dye, and was sold at $1.20 a pound. At the end of the patent term (seventeen years) the price fell to 15c. a pound, showing that the product was produced at a profit of more than $1.05 a pound, and as millions of pounds were imported annually, it is estimated that $35,000,000 was the price paid the German chemists for their foresight in combining science with business. Many United States patents granted to foreign chemists are still in force, and the rich reward of their skill is reaped at our expense.
America has produced some notable chemists in the 19th Century who have made significant contributions to science, especially in metallurgy. However, it’s a regrettable fact that America hasn’t held the same leading position in chemical research as it has in mechanical advancements. Most modern chemical inventions have emerged from European laboratories, primarily because these diligent researchers have approached chemical innovation with dedication, organization, and persistence. It’s reported that some large manufacturing companies in Germany have over 100 Ph.D. holders working in a single facility, not for managing production, but solely for original research and invention. The laboratories in these companies differ from those in universities mainly in their superior equipment and lavish settings. This is reflected in the fact that in 1899, the United States imported coal tar dyes worth $3,799,353 and 5,227,098 pounds of alizarine, most of which came from Germany, and we paid a steep price for them since German manufacturers hold the U.S. patents. The alizarine dyes are primarily synthetic and produced by German chemists. Before 1869, the red alizarine dye came from plants, specifically madder root, costing $2 per pound. The German chemist created a synthetic version that replaced the madder dye and sold for $1.20 per pound. After the patent expired (after seventeen years), the price dropped to 15 cents per pound, indicating a profit margin of more than $1.05 per pound. Given that millions of pounds were imported annually, it’s estimated that German chemists earned about $35,000,000 for their foresight in merging science with business. Many U.S. patents granted to foreign chemists are still active, and the substantial rewards of their expertise are being paid at our expense.
Discovery of elements.—In the early days of chemical knowledge, fire, air, earth and water constituted the insignificant category of the elements, which was as faulty in classification as it was small in size. Gradual splitting up of compounds, and an increase in the number of elements, has gone on progressively for some hundreds of years, until to-day the list extends well on to one hundred elementary bodies. Those which belong to the credit of the Nineteenth Century are given in the table following, with the name of the discoverer, and the date of its discovery.
Discovery of elements.—In the early days of chemistry, fire, air, earth, and water made up the limited category of elements, which was as inaccurate in classification as it was small in number. Over the past few centuries, compounds have been gradually broken down, leading to an increase in the number of elements, and today the list includes well over one hundred fundamental substances. The elements credited to the Nineteenth Century are listed in the table below, along with the name of the discoverer and the date of discovery.
| ELEMENTS DISCOVERED IN THE NINETEENTH CENTURY. |
||||
|---|---|---|---|---|
| ELEMENTS. | DISCOVERER. | YEAR. | ||
| Columbium | Hatchett | 1801 | ||
| Tantalum | Ekeberg | 1802 | ||
| Iridium | Tenant | 1803 | ||
| Osmium | Tenant | 1803 | ||
| Cerium | Berzelius | 1803 | ||
| Palladium | Wollaston | 1804 | ||
| Rhodium | Wollaston | 1804 | ||
| Potassium | Davy | 1807 | ||
| Sodium | Davy | 1807 | ||
| Barium | Davy | 1808 | ||
| Strontium | Davy | 1808 | ||
| Calcium | Davy | 1808 | ||
| Boron | Davy | 1808 | ||
| Iodine | Courtois | 1811 | ||
| Cyanogen | Gay Lussac | 1814 | ||
| (Comp. rad.) | ||||
| Selenium | Berzelius | 1817 | ||
| Cadmium | Stromeyer | 1817 | ||
| Lithium | Arfvedson | 1817 | ||
| Silicon | Berzelius | 1823 | ||
| Zirconium | Berzelius | 1824 | ||
| Bromine | Balard | 1826 | ||
| Thorium | Berzelius | 1828 | ||
| Yttrium | Wohler | 1828 | ||
| Glucinum | Wohler | 1828 | ||
| Aluminum | Wohler | 1828 | ||
| Magnesium | Bussey | 1829 | ||
| Vanadium | Sefstroem | 1830 | ||
| Lanthanum | Mosander | 1839 | ||
| Didymium | Mosander | 1839 | ||
| Erbium | Mosander | 1843 | ||
| Terbium | Mosander | 1843 | ||
| Ruthenium | Claus | 1845 | ||
| Rubidium | Bunsen | 1860 | ||
| Caesium | Bunsen | 1860 | ||
| Thallium | Crookes | 1862 | ||
| Indium | Reich | 1863 | ||
| Richter | ||||
| Gallium | Boisbaudran | 1875 | ||
| Ytterbium | Marignac | 1878 | ||
| Samarium | Boisbaudran | 1879 | ||
| Scandium | Nilson | 1879 | ||
| Thulium | Cleve | 1879 | ||
| Neodymium | Welsbach | 1885 | ||
| Praseodymium | Welsbach | 1885 | ||
| Gadolinium | Marignac | 1886 | ||
| Germanium | Winkler | 1886 | ||
| Argon | Raleigh | 1894 | ||
| Ramsey | ||||
| Krypton | Ramsey | 1897 | ||
| Travers | ||||
| Neon | Ramsey | 1898 | ||
| Travers | ||||
| Metargon | Ramsey | 1898 | ||
| Travers | ||||
| Coronium | Nasini | 1898 | ||
| Xenon | Ramsey | 1898 | ||
| Monium | Crookes | 1898 | ||
| Etherion (?) | Brush | 1898 | ||
Whether or not these so-called elements are really true elementary forms of matter, which are absolutely indivisible, is a problem for the chemists of the coming centuries to solve. The classification has the approval of the present age. What new elements may be found no one may predict. Mendelejeff’s periodic law, however, suggests great possibilities in this field. Allotropism, in which the same element will present entirely different physical aspects, is also a significant and suggestive phenomenon, for in it we see carbon appearing at one time as a crude, black and ungainly mass of coal, and at another it appears as the limpid and flashing diamond. In more than one mind there is a lurking suspicion that there may, after all, be only one form of primordial matter, from which all others are derived by some wondrous play of the atoms, and if so the old idea of the alchemist as to the transmutation of metals may not be entirely wrong. The Twentieth Century may give us more light.
Whether these so-called elements are truly basic forms of matter that are completely indivisible is a challenge for chemists in the future to address. The classification is accepted in this era. No one can predict which new elements may be discovered. Mendelejeff’s periodic law hints at great possibilities in this area. Allotropism, where the same element shows entirely different physical forms, is also a significant and intriguing phenomenon; it illustrates how carbon can exist as a rough, black, clumsy mass of coal one moment and then transform into a clear, sparkling diamond the next. Many people suspect there might be just one type of fundamental matter from which all others originate through some amazing interaction of atoms, and if that’s the case, the ancient idea of alchemists about metal transmutation might not be entirely off-base. The Twentieth Century may bring us more clarity.
CHAPTER XIX.
Food & Drinks.
The Nature of Food—The Roller Mill—The Middlings Purifier—Culinary Utensils—Bread Machinery—Dairy Appliances—Centrifugal Milk Skimmer—The Canning Industry—Sterilization—Butchering and Dressing Meats—Oleomargarine—Manufacture of Sugar—The Vacuum Pan—Centrifugal Filter—Modern Dietetics and Patented Foods.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__.
If called upon to name the most important of all factors of human existence, that which underlies and sustains all others, even to life itself, everyone must agree that it is food. A remarkable fact in this connection is that all animal life lives and thrives by eating some other thing that is or has been alive, or is the product of organic growth. The vegetarian may pride himself upon his higher ideals of living, but after all his fruit, vegetables, and cereals belong to the great category of living organisms, and are to a certain extent sentient and conscious, for even the plant will turn to the sun. The beasts of the field and fowls of the air live by preying upon other weaker animals and birds, these upon plants and grasses, and the plants and grasses upon the decaying mosses and organic mould of the soil, and the mosses upon still lower organisms. The big fish of the sea eat the little fish, the little fish the small fry, and these in turn live upon worms and animalcula, and so on all the way down to protoplasm. Omniverous man, in spite of his boasted civilization and enlightment, not only eats them all, flesh, fowl, fish, grain and plants, but lives exclusively upon them. But he can only live on that which has been produced by the mysterious agency of life, and this furnishes a significant suggestion for the philosopher, for it may be that life itself is only an accumulated active power or unitary force regenerated in some metamorphic way from vital force stored up in the bacteria of organic food, and necessarily connected therewith in an endless chain of reproductions, and if this be true, the hope of the scientist as to the synthesis of food from its elements must ever remain a philosophic dream, because the scientist cannot create a bacterium.
If asked to identify the most crucial factor of human existence that supports and sustains all others, even life itself, everyone would agree that it is food. A striking point in this context is that all animal life survives and thrives by consuming something else that is or has been alive, or is a product of organic growth. The vegetarian may take pride in their elevated ideals of living, but ultimately, their fruits, vegetables, and grains fall into the large category of living organisms, which are to some extent sentient and aware, as even plants move toward the sunlight. The animals of the land and birds of the sky survive by preying on weaker creatures, who in turn feed on plants and grasses, while the plants and grasses rely on decaying mosses and organic matter from the soil, and the mosses depend on even smaller organisms. The larger fish in the sea eat the smaller fish, the smaller fish consume larvae, and these, in turn, feed on worms and tiny microorganisms, extending all the way down to protoplasm. Despite his claimed civilization and enlightenment, the omnivorous human not only eats them all—meat, poultry, fish, grains, and plants—but lives exclusively on them. However, he can only live on what has been produced through the mysterious power of life, which offers a significant insight for philosophers. It may suggest that life itself is just an accumulated active energy or singular force, regenerated in some transformative way from the life force stored in the bacteria of organic food, perpetually connected in an endless cycle of reproduction. If this is true, the scientist's hope of synthesizing food from its components will likely remain a philosophical dream, as the scientist cannot create a bacterium.
It has been said that when a man eats meat he thinks meat, and when he eats bread he thinks bread, and when he eats fruit he thinks fruit. It is not clear that the quality or character of man’s food is so closely correlated[229] to his thought, but that it has its influence cannot be doubted. It would be safer to say, however, that when a man eats meat he acts meat, and when he eats bread he acts bread, for the muscular energy and aggressive potentiality appear to be much more closely related to the quality of his food than are his thoughts. May it not be that the powerful achievement of the British Empire was directly related to its roast beef? Is not the listless apathy of the Chinese due to a diet of rice? Is not the dominant and masterful power of the lion or the eagle related to a carniverous diet, and the mild and placid temper of the ox the reflex expression of his vegetable food? It is quite true that our potentialities are largely represented by what we eat, and our food therefore becomes a most interesting topic, not only by virtue of its indispensable quality, but by reason also of the possibilities of development in the betterment and elevation of the human race.
It’s been said that when a person eats meat, they think about meat; when they eat bread, they think about bread; and when they eat fruit, they think about fruit. It’s not entirely clear that the type or quality of a person’s food is so tightly linked[229] to their thoughts, but it’s undeniable that it has an impact. It might be more accurate to say that when a person eats meat, they act like meat, and when they eat bread, they act like bread, because muscular energy and aggressive potential seem to be much more connected to the quality of their food rather than their thoughts. Could it be that the impressive achievements of the British Empire were directly tied to its roast beef? Is the indifferent attitude of the Chinese due to a diet of rice? Is the powerful and commanding nature of the lion or the eagle linked to a carnivorous diet, while the calm and gentle temperament of the ox reflects its plant-based food? It’s true that our capabilities are largely influenced by what we eat, making food a fascinating topic, not only because it is essential, but also because of the potential for growth in improving and uplifting humanity.
From the earliest times even down to the present day man’s food has been the same—flesh, fish, cereals, fruits and vegetables. The development of the present century has not extended this category, but it has been directed to an increase in the supply, an improvement in quality, the preservation against decay and waste, and its intelligent selection and adaptation to the special needs of the body. Progress manifests itself in the great field of agriculture, in improved processes and machines for milling; in butchering, packing and handling meats; in preserving and drying fruits; in the preparation of canned goods, in dairy appliances, in cake and cracker machines; in the manufacture of sugar; in the great advance in cookery; in the science of dietetics, and in thousands of minor industries.
From ancient times to today, people’s food has remained largely the same—meat, fish, grains, fruits, and vegetables. The progress of the current century hasn’t changed this selection, but it has focused on increasing availability, improving quality, preserving food to prevent spoilage and waste, and tailoring it to meet the specific needs of our bodies. Advancements are evident in agriculture, in enhanced milling processes and machines; in butchering, packaging, and handling meat; in preserving and drying fruits; in preparing canned goods, dairy machines, baking equipment; in sugar production; in the significant improvements in cooking; in the science of nutrition; and in countless smaller industries.
In agriculture the raising of grain has extended in the Nineteenth Century to enormous proportions. More than ten thousand patents for plows, as many for reapers, and a proportionate number of planters, cultivators, threshers, and other implements and tools represent the extent to which inventive genius has been directed to the increase of the yield in the harvest field.
In agriculture, grain farming has grown significantly in the Nineteenth Century. Over ten thousand patents have been issued for plows, as well as a similar number for reapers, along with a corresponding number of patents for planters, cultivators, threshers, and other tools and equipment. This showcases the extent to which innovation has been focused on boosting harvest yields.
This yield in the United States for the year 1898 was:
This yield in the United States for the year 1898 was:
| Corn | 1,924,184,660 | bushels |
| Wheat | 675,148,705 | bushels |
| Oats | 730,906,643 | bushels |
| Rye | 25,657,522 | bushels |
| Barley | 55,792,257 | bushels |
| Buckwheat | 11,721,927 | bushels |
| Potatoes | 192,306,338 | bushels |

FIG. 164.—ROLLER PROCESS OF MAKING FLOUR, WEGMANN’S PATENT.
FIG. 164.—ROLLER PROCESS OF MAKING FLOUR, WEGMANN’S PATENT.
For converting the grain into flour, the inventors of the Nineteenth[230] Century have made revolutionary changes. Milling processes within the last twenty-five years have been completely transformed by the introduction of the roller mill and middlings purifier. Formerly two horizontal disk-shaped stones or burrs were employed, the lower one stationary and the upper one revolving in a horizontal plane and crudely crushing the grain between them. In all modern mills these have been entirely displaced by porcelain rolls revolving on horizontal axes and crushing the grain between them. The first of these roller mills is shown in pat. No. 182,250, to Wegmann, Sept. 12, 1876. (See Fig. 164). The outer rolls d e are pressed against the inner ones a c by a system of weighted levers, and scrapers below remove the crushed grain from the periphery of the rolls. Many subsequent[231] improvements have been made, one type of which employs a succession of rolls which act in pairs on the grain one after the other and reduce it by successive gradations.
To turn grain into flour, inventors of the 19th[230] century have introduced revolutionary changes. Milling processes have changed completely in the last twenty-five years with the arrival of the roller mill and middlings purifier. Previously, two horizontal disk-shaped stones or burrs were used, with the lower one stationary and the upper one revolving in a horizontal plane, crushing the grain in a rough manner between them. In all modern mills, these have been completely replaced by porcelain rollers that rotate on horizontal axes, crushing the grain between them. The first of these roller mills is detailed in patent No. 182,250, granted to Wegmann on Sept. 12, 1876. (See Fig. 164). The outer rollers d e are pressed against the inner ones a c using a system of weighted levers, and scrapers underneath remove the crushed grain from the edges of the rollers. Many improvements have been made since, one type utilizing a series of rollers that work in pairs on the grain successively, reducing it through gradual stages.

The middlings purifier, see Fig. 165, comprehends a flat bolt or shaker screen b, of bolting cloth, arranged as a horizontal partition in an enclosing case through which passes an upward draft of air produced by suction fan D at the top. This air passing up through the bolting screen lifts the bran specks and fuzz from the shaken material as it passes downward through the screen, brushes K being arranged below to keep the screen constantly clean. A representative and pioneer type of this machine is seen in Pat. No. 164,050 to George T. Smith, June 1, 1875, from which the view is taken. The useful effect of the roller mill and middlings purifier is to save the most nutritious and valuable part of the grain, which lies between the outer cuticle and the white starch within, and which breaks up in fine grains and is of a golden hue. This portion of the grain was formerly unseparated, and was mixed with the middlings and bran as an inferior product. Modern analysis has disclosed its superior food value, and the roller mill and middlings purifier have provided means by which it can be separated from the bran and incorporated with the flour, thereby greatly adding to its wholesome character and nutritive value, and imparting to the flour the rich creamy tint which characterizes all higher grades.
The middlings purifier, see Fig. 165, consists of a flat bolt or shaker screen b, made of bolting cloth, set up as a horizontal partition in a surrounding case through which an upward draft of air flows, generated by suction fan D at the top. This air moving up through the bolting screen lifts the bran particles and fuzz from the shaken material as it descends through the screen, with brushes K placed below to keep the screen clean at all times. A representative and pioneering version of this machine can be found in Pat. No. 164,050 to George T. Smith, June 1, 1875, from which the view is taken. The effective result of the roller mill and middlings purifier is to preserve the most nutritious and valuable part of the grain, which lies between the outer layer and the white starch inside, breaking up into fine grains of a golden color. This part of the grain was previously unseparated and mixed with the middlings and bran as a lower-quality product. Modern analysis has revealed its higher food value, and the roller mill and middlings purifier have created ways to separate it from the bran and mix it with the flour, significantly enhancing its wholesome quality and nutritional value, while giving the flour the rich creamy color that defines all higher grades.
Minneapolis, Minn., is the great center of the milling interests of the United States. The Pillsbury Mills are located there, and the “Pillsbury A.” which is said to be the largest in the world, has a capacity of 7,000 barrels per day.
Minneapolis, Minnesota, is the main hub of the milling industry in the United States. The Pillsbury Mills are located there, and the “Pillsbury A,” which is said to be the largest in the world, has a capacity of 7,000 barrels per day.
In 1877-78 disastrous flour dust explosions at Minneapolis brought[232] about the development of the dust collector, for withdrawing from the air of the mills the suspended particles of flour dust, which not only invited explosion, but rendered the air unfit to breathe. Washburn’s Pat. No. 213,151, March 11, 1879, is an early example.
In 1877-78, catastrophic flour dust explosions in Minneapolis led to the creation of the dust collector, designed to remove flour dust particles from the air in mills. These particles not only posed an explosion risk but also made the air unsafe to breathe. Washburn’s Patent No. 213,151, dated March 11, 1879, is an early example.
The use of crushing rolls has also developed a great variety of new foods, such as cracked wheat, oatmeal grits, etc. These crushing rolls have sometimes been made hollow, and are steam heated, and as they crush the grain they simultaneously effect the cooking or partial conversion of the starch, and the product is known as hominy flake, ceraline, coralline, etc., which furnish popular breakfast foods when served with cream.
The use of crushing rolls has led to a wide range of new foods, like cracked wheat, oatmeal grits, and more. Sometimes these crushing rolls are made hollow and heated with steam, so as they crush the grain, they also cook it or partially change the starch. The resulting product is called hominy flake, ceraline, coralline, etc., which are popular breakfast foods when served with cream.

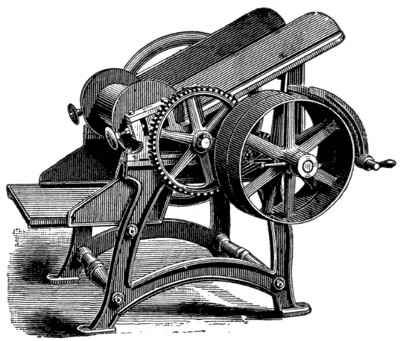
In the field of cookery such activity has been displayed that the average kitchen to-day is a veritable museum of modern inventions. Egg beaters, waffle irons, toasters, broilers, baking pans, apple parers, cherry stoners, cheese cutters, butter workers, coffee mills, corn poppers, cream freezers, dish washers, egg boilers, flour sifters, flat irons, knife sharpeners, can openers, lemon squeezers, potato mashers, meat boilers, nutmeg graters, sausage grinders, and frying pans in endless array; all patented and clustered[233] around the modern cooking range as a central figure, and all presenting points of excellence in the matter of economy and convenience, or the betterment of result. The most extensive application of inventive genius is to be found in the large manufacturing bakeries, which make and sell the millions of pounds of crackers and cakes that fill the bins and shelves of the grocery store. In these manufactories the dough is prepared by a mixer, see Fig. 166, which consists of a spiral working blade revolving in a trough, and capable of handling half a dozen barrels of flour at a time. It is then put through a kneading machine, called a “brake,” shown in Fig. 167, and is then ready to be converted into crackers or cakes on a great machine 25 feet long, which finishes the crackers and puts them in the pan ready for the oven. This machine, see Fig. 168, receives the dough at A, where it is coated with flour and flattened into a sheet between rolls. It is then received on a traveling apron B, has the flour brushed off by a rotary brush C, and is then cut into crackers or cakes by vertically reciprocating dies D. At E a series of fingers press the cakes down through the sheet of dough, while the surrounding scraps are raised on a belt F and delivered into a suitable receptacle. The separated cakes at B′ are then delivered into pans at G, the pans being fed on the subjacent belt at G′. Such machines, costing nearly a thousand dollars, produce from forty to sixty barrels of crackers a day, enabling them to be sold at about 5 cents a pound at retail.
In the culinary world, there's such a variety of tools available that today's average kitchen is basically a museum of modern inventions. Egg beaters, waffle irons, toasters, broilers, baking pans, apple peelers, cherry pitters, cheese slicers, butter makers, coffee grinders, popcorn makers, ice cream makers, dishwashers, egg boilers, flour sifters, irons, knife sharpeners, can openers, lemon juicers, potato mashers, meat cookers, nutmeg graters, sausage stuffers, and frying pans come in endless varieties; all patented and arranged around the modern cooking range as the centerpiece, each offering unique benefits in terms of cost-efficiency, convenience, or improved results. The most extensive use of inventive creativity is seen in large-scale bakeries, which produce and sell millions of pounds of crackers and cakes that fill grocery store shelves. In these factories, the dough is prepared by a mixer, see Fig. 166, which includes a spiral blade rotating in a trough and can handle half a dozen barrels of flour at once. It then goes through a kneading machine, called a “brake,” shown in Fig. 167, and is ready to be made into crackers or cakes on a massive 25-foot-long machine that finishes the crackers and places them in pans, ready for the oven. This machine, see Fig. 168, takes the dough at point A, coats it in flour, and flattens it into a sheet between rollers. The dough then moves onto a conveyor belt B, where a rotary brush C removes excess flour before it is cut into crackers or cakes by vertically moving dies D. At E, a series of fingers push the cakes down through the dough sheet, while the leftover scraps are collected on a belt F and sent to a designated container. The individual cakes at B′ are then placed into pans at G, with the pans being fed on the lower belt at G′. Such machines, which cost nearly a thousand dollars, can produce forty to sixty barrels of crackers each day, allowing them to be sold at around 5 cents a pound at retail.

Dairy Appliances have come in for a large share of attention at the hands of the Nineteenth Century inventor. There are about sixteen million milch cows in the United States, and their contribution to the food stuffs of the day in milk, butter, and cheese is no insignificant factor. There have been over 2,700 patents granted for churns alone, and besides these there are milk coolers, cheese presses, milk skimmers, and even cow milkers. The centrifugal milk skimmer is an interesting type of this class of machine.[234] In the old way the milk was set for the cream to rise, which it did slowly from its lighter specific gravity. In the centrifugal skimmer the milk is continuously poured in through a funnel, and the cream runs out continuously through one spout, and the skimmed milk at the other. An[235] illustrative type of this machine is shown in Fig. 169. A steam turbine wheel near the base turns a vertical shaft bearing at its upper end a pan which rotates within the outer case. The milk enters through the faucet at the top, and as the pan within rotates, the heavier milk, by its greater specific gravity, is thrown to the outer part of the pan and passes out through the larger of the two spouts, while the lighter cream is crowded to the center and passes out of the upper spout, which opens into the center of the pan. Patents to Lefeldt & Lentsch, No. 195,515, Sept. 25, 1877, and Houston and Thomson, No. 239,659, April 5, 1881, represent pioneer milk skimmers of this type.
Dairy Appliances have received significant attention from inventors in the Nineteenth Century. There are about sixteen million dairy cows in the United States, and their contributions to our food supply in the form of milk, butter, and cheese are substantial. Over 2,700 patents have been issued for churns alone, and in addition to these, there are milk coolers, cheese presses, milk skimmers, and even cow milkers. The centrifugal milk skimmer is a fascinating example of this category of machines.[234] Traditionally, milk was left to sit so the cream could rise, which occurred slowly because of its lighter specific gravity. In the centrifugal skimmer, milk is continuously poured in through a funnel, and cream flows out continuously from one spout while skimmed milk exits from the other. An[235] illustration of this machine is shown in Fig. 169. A steam turbine wheel near the base spins a vertical shaft that holds a pan rotating inside the outer casing. The milk enters through the faucet at the top, and as the pan spins, the heavier milk is pushed to the outer edge of the pan and exits through the larger spout, while the lighter cream is gathered at the center and flows out through the upper spout, which opens into the center of the pan. Patents to Lefeldt & Lentsch, No. 195,515, Sept. 25, 1877, and Houston and Thomson, No. 239,659, April 5, 1881, represent early designs of milk skimmers of this type.

Closely allied to the dairy appliances are the incubator and the bee hive, both of which have claimed a large share of attention, and for which many patents have been granted.
Closely related to the dairy equipment are the incubator and the beehive, both of which have received significant attention and for which many patents have been issued.
One important and characteristic feature of the present age is the conservation of waste in perishable foodstuffs. Fruits, vegetables, fish and oysters were suitable food to our forefathers only when freshly taken, and any superabundance in supply was either wasted by natural processes of decay, or was fed to the hogs. To-day thousands of patented fruit dryers, cider mills, and preserving processes save this waste and carry over for valuable use through the unproductive winter months these wholesome and valuable articles of diet. Even more important is the canning industry, by[236] which not only fruits are maintained in a practically fresh condition for an indefinite time, but oysters, meats, fish, soups, and vegetables are also put up in enormous quantities. To-day the grocer’s shelves present an endless array of canned tomatoes, peaches, corn, peas, beans, fish, oysters, condensed milk, and potted meats, which constitute probably three-fourths of his staple goods. The tin can is in itself a very insignificant thing, not entitled to rank with any of the great inventions, but in the every-day campaign of life it is playing its part, and working its influence to an extent that is little dreamed of by the casual observer. It renders possible our military and exploring expeditions; it holds famine and starvation in abeyance; it gives wholesome variety to the diet of both rich and poor; and it transfers the glut of the full season to the want of future days. Perhaps no single factor of modern life has so great an economic value. Simple as is the tin can, quite complex machines are required to make it. Originally such machines were operated by hand or foot power, but within the last 25 years power machines have been devised which automatically convert a simple blank or plate of sheet metal into a finished can. Of the many patents granted for such machines the most representative ones are 243,287, 250,096, 267,014, 384,825, 450,624, 465,018, 480,256, 495,426, 489,484.
One important and distinctive feature of today's world is the conservation of waste in perishable foods. Fruits, vegetables, fish, and oysters were only suitable for our ancestors when fresh, and any surplus was either lost to natural decay or fed to pigs. Today, thousands of patented fruit dryers, cider mills, and preservation methods minimize this waste and keep these nutritious foods available for use through the unproductive winter months. Even more significant is the canning industry, by[236] which not only preserves fruits in a practically fresh state for an unlimited time but also processes oysters, meats, fish, soups, and vegetables in large quantities. Nowadays, the grocer’s shelves boast an endless array of canned tomatoes, peaches, corn, peas, beans, fish, oysters, condensed milk, and potted meats, which likely make up about three-fourths of his staple products. The tin can may seem insignificant, not ranking among the great inventions, but in the everyday context of life, it plays a vital role and has an influence that is often underestimated by the casual observer. It enables our military and exploration efforts, keeps famine and starvation at bay, provides a wholesome variety in the diets of both the rich and poor, and allows for the abundance of the harvest season to be stored for future need. Perhaps no single aspect of modern life holds such significant economic value. Though the tin can is simple, quite advanced machinery is needed to produce it. Initially, these machines were operated by hand or foot power, but in the last 25 years, automatic machines have been developed that can transform a flat sheet of metal into a completed can. Among the many patents granted for such machines, the most representative ones are 243,287, 250,096, 267,014, 384,825, 450,624, 465,018, 480,256, 495,426, 489,484.
In the process of putting up canned goods the products are filled into the cans, and the caps, or heads, are soldered on. These caps have a minute hole in the center for the escape of air and steam in the process of cooking and sterilizing, which is conducted as follows: A large number of cans are placed on a tray swung from a crane and the cans lowered into one of a series of great cooking boilers. The cover of the boiler is then closed and fastened by lugs, and steam turned on until the goods in the can are thoroughly heated through. During this process the air and steam escape through the little vent hole from the interior of each can. The cans are then removed, the vent hole closed by a drop of solder, and the goods thus hermetically sealed in a cooked or sterilized condition will keep for a long period of time.
In the process of packing canned goods, the products are filled into cans, and the tops are soldered on. These tops have a tiny hole in the center that allows air and steam to escape during cooking and sterilizing, which happens like this: A large number of cans are placed on a tray that's lifted by a crane and lowered into one of several large cooking boilers. The boiler cover is then closed and secured, and steam is turned on until the contents of the cans are thoroughly heated. During this process, the air and steam escape through the small vent hole from each can's interior. The cans are then removed, the vent hole sealed with a drop of solder, and the goods are hermetically sealed in a cooked or sterilized state, allowing them to be stored for an extended period.
Sterilizing.—During the last quarter of the century, which has witnessed the growth of the wonderful science of bacteriology, a class of devices known as sterilizers has come into existence, whose primary function is to kill the germs of decay by heat. This has had in the canning industry an important commercial application. An example is found in the patent to Shriver, No. 149,256, March 31, 1874. In some of these devices the receptacles containing the food stuffs are in large numbers placed within the heating chamber, and by devices operated from the outside the cans or[237] bottles are opened and shut while within the steam filled chamber. A late illustration is found in patent to Popp et al., 524,649, August 14, 1894.
Sterilizing.—During the last quarter of the century, which has seen the rise of the amazing science of bacteriology, a category of devices known as sterilizers has been developed, primarily designed to kill decay-causing germs through heat. This has become a significant commercial application in the canning industry. One example is the patent granted to Shriver, No. 149,256, on March 31, 1874. In some of these devices, large numbers of containers holding food are placed inside the heating chamber, and mechanisms controlled from the outside open and close the cans or [237] bottles while they are inside the steam-filled chamber. A recent example is found in the patent to Popp et al., 524,649, dated August 14, 1894.
Butchering and Dressing Meats.—Chicago is the leading city of the world in this industry, and Armour & Co. the largest packers. In the year ending April 1, 1891, they killed and dressed 1,714,000 hogs, 712,000 cattle, and 413,000 sheep. They had 7,900 employees, and 2,250 refrigerating cars were employed for the transportation of their products. The ground area covered by their buildings was fifty acres, giving a floor area of 140 acres, a chill room and cold storage area of forty acres, and a storage capacity of 130,000 tons. In addition to its meat packing business the firm has separate glue works, with buildings covering fifteen acres, where 600 hands are employed, their production in 1890 being 7,000,000 pounds of glue, and 9,500 tons of fertilizer. Since 1891 this great business has increased until to-day it is said that the army of workmen employed is greater than that of Xenophon, that the firm pays out in wages alone, half a million dollars every month, that four thousand cars are required to carry the products of their factory, and whose business amounts to the enormous sum of one hundred million dollars annually.
Butchering and Dressing Meats.—Chicago is the leading city in the world for this industry, and Armour & Co. is the largest packer. In the year ending April 1, 1891, they processed 1,714,000 hogs, 712,000 cattle, and 413,000 sheep. They employed 7,900 people, and 2,250 refrigerated cars were used to transport their products. The total area covered by their buildings was fifty acres, providing a floor area of 140 acres, a chill room and cold storage area of forty acres, and a storage capacity of 130,000 tons. In addition to their meatpacking business, the company operates separate glue works covering fifteen acres, where 600 people are employed, producing 7,000,000 pounds of glue and 9,500 tons of fertilizer in 1890. Since 1891, this massive operation has grown, and today it's said that the number of workers is greater than that of Xenophon, that the company spends half a million dollars on wages every month, that four thousand cars are needed to transport their products, and that their business totals an enormous one hundred million dollars each year.

There are from forty to fifty million cattle raised in the United States, and an equal amount of sheep. The number of hogs raised has diminished somewhat in the past few years, but from 1889 to 1892 more than fifty million were maintained. The process of slaughtering and dressing pork, as practiced to-day, is a continuous one, and is well illustrated in Fig. 170, in 13 operations. The animals are driven into a catching pen at 1, where they are strung up by one leg, and secured to a traveling pulley on an overhead rail. At 2 the animal is instantly killed by a knife thrust that reaches the heart; at 3 he is dumped into a vat of scalding water, kept hot by steam pipes, where the hair is loosened (see detail view Fig. 171). A series of oscillating curved arms, shaped like a horse hay-rake, dips the carcass out of the scalding vat and deposits it upon the table 4 (Fig. 170), where it is attached to an endless cable that drags it through a scraping machine at 5. This takes off the hair, as shown in detail view Fig. 172. At 6 (Fig. 170) the remnants of hair are removed by hand, and at 7 the skin is washed clean. At 8 the carcass is inspected, and the throat cut across; at 9 the entrails are removed; at 10 the leaf lard is taken out; at 11 the heads are severed and tongues removed; at 12 the carcass is split into halves, and at 13 the sections are ready to be run into the cooling room.
There are between forty and fifty million cattle raised in the United States, along with a similar number of sheep. The hog population has decreased a bit in recent years, but from 1889 to 1892, over fifty million were raised. The process of slaughtering and processing pork, as done today, is continuous and is well illustrated in Fig. 170, in 13 steps. The animals are driven into a catching pen at 1, where they are hung by one leg and secured to a moving pulley on an overhead rail. At 2, the animal is instantly killed with a knife that reaches the heart; at 3, it is dumped into a vat of scalding water, kept hot by steam pipes, which loosens the hair (see detail view Fig. 171). A series of curved arms, resembling a horse hay-rake, dips the carcass out of the scalding vat and places it on table 4 (Fig. 170), where it's attached to an endless cable that pulls it through a scraping machine at 5. This removes the hair, as shown in detail view Fig. 172. At 6 (Fig. 170), any remaining hair is removed by hand, and at 7 the skin is washed clean. At 8, the carcass is inspected, and the throat is cut; at 9, the entrails are taken out; at 10, the leaf lard is removed; at 11, the heads are severed and the tongues taken out; at 12, the carcass is split in half, and at 13, the sections are prepared to be sent to the cooling room.


From 10 to 15 minutes only are required to convert the living animal
into dressed pork. Every part of the animal is utilized. The lungs, heart,
liver and trimmings go to the sausage department. The feet are pickled or[238]
[239]
converted into glue. The intestines are stripped and cleaned for sausage
casings. The soft parts of the head are made into so-called cheese, and
the fat is rendered into lard. The finer quality of bristles goes to the brushmakers,
and the balance is used by upholsterers for mixing with horse
hair. The blood is largely used for making albumen for photographic
uses, as well as in sugar refining, for meat extracts, and for fertilizers.
The bones are ground for fertilizer, and even the tank waters are concentrated
and used for the same purpose.
It only takes about 10 to 15 minutes to turn a live animal into dressed pork. Every part of the animal is used. The lungs, heart, liver, and trimmings go to the sausage department. The feet are pickled or converted into glue. The intestines are cleaned and stripped for sausage casings. The soft parts of the head are made into something called cheese, and the fat is turned into lard. The higher-quality bristles are sent to brushmakers, while the rest is used by upholsterers mixed with horsehair. The blood is mainly used to make albumen for photography, as well as in sugar refining, meat extracts, and fertilizers. The bones are ground into fertilizer, and even the tank waters are concentrated and used for the same purpose.
Oleomargarine.—About 1868 M. Mege, a French chemist, commissioned by his government to investigate certain questions of domestic economy, was led into the study of beef fat, and to make comparisons of the same with butter. He found that when cows were deprived of food containing fat they still continued to give milk yielding cream or fatty products. He therefore concluded that the stored-up fat in the animal was then converted into cream, and that it was practicable, therefore, to convert beef fat into butter fat. Physiology taught that in the living animal the change was wrought through the withdrawal of the larger part of the stearine by respiratory combustion, while the oleomargarine was secreted by the milk glands, and its conversion into butyric oleomargarine effected in the udder under the influence of the mammary pepsin. In the process of making butter by the ordinary method of churning the cream,[240] the finely divided butter fat globules are united into masses, containing by mechanical admixture from 12 to 14 per cent. of water or buttermilk carrying a fractional per cent. of cheese. This buttermilk contributes somewhat to the flavor, but at the same time furnishes a ferment which ultimately spoils the butter by making it rancid. It is a purely accidental ingredient, and one not at all desirable. To some extent the same may be said of the soluble fats which give to the butter its variable though characteristic flavor. They are unstable compounds, decomposing readily, and furnish the acrid products which make “strong” butter. M. Mege sought to imitate the natural process of butter-making, which was first to separate from the oily fat of suet the cellular tissue and excess of stearine or hard fat; second, to add to the oil a sufficient proportion of butyric compounds to give the necessary flavor, and third, to consolidate the butter fat without grain, and to add at the same time the requisite proportion of water, salt, and coloring matter, to make a compound substantially the same in composition, flavor, and appearance, as butter churned from the cream, and all this without adding to the original fat anything dietetically objectionable, and without submitting it to any process capable of impairing its wholesome quality. These objects were fairly obtained in the product known as oleomargarine, the United States patent for which was granted to Mege Dec. 30, 1873, No. 146,012.
Oleomargarine.—Around 1868, M. Mege, a French chemist, was tasked by his government to look into certain issues related to domestic economy. This led him to study beef fat and compare it to butter. He discovered that even when cows were fed a diet lacking in fatty food, they still produced milk, which included cream or fatty products. He concluded that the stored fat in the animal was converted into cream, indicating it was possible to turn beef fat into butter fat. Physiology explained that this transformation happened in live animals through the removal of most of the stearine via respiratory combustion, while oleomargarine was secreted by the milk glands, with its conversion into butyric oleomargarine occurring in the udder due to the influence of mammary pepsin. In the traditional butter-making process of churning cream,[240] the tiny butter fat globules come together to form larger masses, which contain about 12 to 14 percent water or buttermilk along with a small amount of cheese. This buttermilk adds some flavor but also introduces a ferment that can spoil the butter by making it rancid. It is an accidental ingredient that’s not desirable. A similar situation applies to the soluble fats that provide the butter with its varying and distinctive flavor. These are unstable compounds that break down easily and produce the unpleasant flavors associated with "strong" butter. M. Mege aimed to replicate the natural butter-making process, first by separating the cellular tissue and excess stearine or hard fat from the oily fat of suet; second, by adding enough butyric compounds to achieve the necessary flavor; and third, by ensuring the butter fat was solid without grain while also incorporating the right amount of water, salt, and coloring to create a product that was essentially similar in composition, flavor, and appearance to butter churned from cream, all without introducing any ingredients that would be dietetically objectionable and without using any processes that could compromise its healthiness. These goals were largely achieved in the product known as oleomargarine, for which Mege was granted a United States patent on December 30, 1873, No. 146,012.
The process in brief is to take fresh beef fat, which is first chopped up[241] and thoroughly washed. It is then placed in melting tanks at a temperature of 122° to 124° F, and the clear yellow oil is drawn off and allowed to stand until it granulates. The fat is then packed in cloths set in moulds and a slowly increasing pressure squeezes out the pure amber colored oil, leaving the stearine behind. This sweet and pure yellow oil is then churned with milk for 20 minutes until the oil is completely broken up, and a small quantity of annato, a vegetable coloring matter, is added to give a yellow color. The product is then cooled in ice, and after a second churning with milk it is salted and finished like butter. Chemical analysis shows oleomargarine to have substantially the same constituents and in almost the identical proportions of pure butter. It is equally wholesome, and while it does not have the same rich flavor, it has the advantage that it keeps better, and is not so liable to become rancid or strong. The oleomargarine industry is closely related to the beef packing industries of the United States, and its growth has been enormous. Notwithstanding the stringent laws on the subject, much of the oleomargarine made is sold for, and by the average purchaser is not distinguishable from, pure butter. In 1899 there were 80,495,628 pounds of oleomargarine made in the United States, or more than a pound for every man, woman, and child in the country. The internal revenue tax paid on it was $1,609,912.56. The exports for the year 1899 were 5,549,322 pounds of the artificial butter, and 142,390,492 pounds of the oleo oil prepared for conversion into the complete product by simply churning with milk.
The process, in short, involves taking fresh beef fat, chopping it up[241] and thoroughly washing it. Then, it's placed in melting tanks at a temperature of 122° to 124° F, where the clear yellow oil is drawn off and left to stand until it granulates. The fat is packed in cloths set in molds, and with slowly increasing pressure, the pure amber-colored oil is squeezed out, leaving the stearine behind. This sweet and pure yellow oil is then churned with milk for 20 minutes until it's completely mixed, and a small amount of annatto, a vegetable coloring agent, is added for a yellow hue. The product is cooled with ice, and after a second churning with milk, it is salted and finished like butter. Chemical analysis shows that oleomargarine has nearly the same components and almost identical proportions as pure butter. It is equally nutritious, and though it doesn't have the same rich flavor, it has the benefit of lasting longer and is less prone to becoming rancid or strong. The oleomargarine industry is closely connected to the beef packing industry in the United States, and it has grown immensely. Despite strict laws on the topic, much of the oleomargarine produced is sold as, and for the average buyer is indistinguishable from, pure butter. In 1899, 80,495,628 pounds of oleomargarine were made in the United States, which is more than a pound for every man, woman, and child in the country. The internal revenue tax paid on it was $1,609,912.56. Exports in 1899 included 5,549,322 pounds of the artificial butter and 142,390,492 pounds of the oleo oil prepared for making the complete product by simply churning with milk.
Sugar.—Sugar-cane, beets, and the sap of the maple constitute the sources from which sugar is extracted, but the cane furnishes by far the largest supply. When crushed between rolls it yields 65 per cent. of its weight as juice, and 18 per cent. of this juice is sugar. It is concentrated by evaporation at a low temperature, the crystallized portion being known as “raw” or brown sugar, which is subsequently refined, while the uncrystallized portion forms molasses.
Sugar.—Sugar cane, beets, and maple sap are the sources from which sugar is obtained, but cane provides by far the largest amount. When it's crushed between rollers, it produces 65 percent of its weight in juice, and 18 percent of that juice is sugar. The juice is concentrated by evaporating it at a low temperature; the crystallized part is referred to as "raw" or brown sugar, which is later refined, while the uncrystallized part becomes molasses.

FIG. 173.—VACUUM PAN FOR EVAPORATING THE SYRUP TO PRODUCE SUGAR.
FIG. 173.—VACUUM PAN FOR EVAPORATING THE SYRUP TO PRODUCE SUGAR.
In the process of refining, 2 or 3 parts of raw sugar, with one of water containing a little lime, ground bone black, and the serum of bullocks’ blood, is heated by the passage of steam through it. The albumen of the serum coagulates and rises to the surface in a scum which entangles the impurities and bone black, leaving the syrup light in color. The latter is then filtered through bone black until it is colorless and is then evaporated in the vacuum pan, which is the important invention of the century in sugar making. Heat has the effect of converting the crystallized sugar into the uncrystallized variety, and hence the evaporation must, to prevent this, be conducted at a low temperature. Contact with the air is also objectionable.[242] These conditions are provided for by conducting the evaporation in a vacuum, which lowers the evaporating temperature and avoids contact with the air. The vacuum pan was the invention of Howard, an Englishman. (British Pat. No. 3,754, of 1813). As constructed to-day it is an enormous vessel (see Fig. 173), capable of holding 7,000 or more gallons, and yielding 250 barrels of sugar at a strike. In this a vacuum is maintained by a condenser, the vapors passing from the pan to the condenser through the great curved pipe rising from the top, which pipe is five feet in diameter. A gentle heat is applied through internal steam-heated coils which connect[243] with an external series of steam inlet pipes on one side, and a corresponding series of steam outlet pipes on the other. A large discharge valve for the concentrated syrup closes the bottom of the pan. After concentration the crystallized sugar is separated from the syrup by a centrifugal filter, in which the liquid is thrown from the crystallized sugar by centrifugal action. The first centrifugal filter is shown in British patent to Joshua Bates, No. 6,068, of 1831. This, however, revolved about a horizontal axis. The present form of centrifugal filter is a cylinder revolving about a vertical axis, the sides of the cylinder being formed of filtering medium, through which the liquid is thrown by centrifugal action, while the sugar is retained within. This was the invention of Joseph Hurd, of Mass., U. S. Pat. No. 3,772, Oct. 3, 1844; re-issue No. 607, Sept. 29, 1858, which patent was extended for seven years, from Oct. 3, 1858. The diffusion process, which extracts the juice by cutting the cane in slices and soaking in water; the bagasse furnace, which dries and burns the expressed cane stalks as fuel, and the manufacture of glucose and grape sugar by the reaction of sulphuric acid on starch, are interesting allied features of this industry which can only be briefly mentioned. Most of the sugar consumed in the United States is imported, much raw sugar being imported and refined here. The imports for the year 1899 were 3,980,250,569 pounds, and the per capita consumption in 1898 was 61.1 pounds a year.
In the refining process, 2 or 3 parts of raw sugar are mixed with one part of water containing a little lime, ground bone black, and bullock’s blood serum, which is heated by passing steam through it. The serum’s albumen coagulates and rises to the surface as a scum that traps impurities and bone black, resulting in a lighter syrup. This syrup is then filtered through bone black until it becomes colorless and is evaporated in a vacuum pan, which is a major invention of the century for sugar making. Heat can turn crystallized sugar into an uncrystallized form, so the evaporation must occur at a low temperature to prevent this. Contact with air is also undesirable.[242] These conditions are met by performing evaporation in a vacuum, which lowers the evaporation temperature and avoids air contact. The vacuum pan was invented by an Englishman named Howard (British Pat. No. 3,754, of 1813). Today's version is a massive vessel (see Fig. 173), capable of holding over 7,000 gallons and producing 250 barrels of sugar at a time. A vacuum is maintained with a condenser, allowing vapors to flow from the pan to the condenser through a large curved pipe that is five feet in diameter. A gentle heat is applied through internal steam-heated coils connected to an external series of steam inlet pipes on one side and corresponding steam outlet pipes on the other. A large discharge valve for the concentrated syrup closes off the bottom of the pan. After concentration, crystallized sugar is separated from the syrup using a centrifugal filter, which uses centrifugal force to expel liquid from the crystallized sugar. The first centrifugal filter was patented by Joshua Bates in British patent No. 6,068 in 1831, but it revolved around a horizontal axis. The current design is a cylinder that revolves around a vertical axis, with its sides made of a filtering medium that allows the liquid to be expelled while retaining the sugar inside. This was invented by Joseph Hurd of Massachusetts, U.S. Pat. No. 3,772, granted on Oct. 3, 1844; re-issue No. 607, on Sept. 29, 1858, which was extended for seven years from Oct. 3, 1858. The diffusion process, which extracts juice by slicing the cane and soaking it in water, the bagasse furnace that dries and burns the pressed cane stalks as fuel, and the production of glucose and grape sugar through the reaction of sulfuric acid with starch are other interesting related aspects of this industry that can only be briefly noted. Most of the sugar consumed in the United States is imported, with a significant amount of raw sugar imported and refined domestically. In 1899, the imports totaled 3,980,250,569 pounds, and the per capita consumption in 1898 was 61.1 pounds a year.
Aids to Digestion.—It is only during the last part of the Nineteenth Century that the world has learned how to live. “What is one man’s food is another man’s poison” has been a trite old saying for many years, but the reason why has only in late years been fully understood. The physiology of digestion, the relative digestibility of different articles of food, and their nutritive values, have received of late years the earnest attention of physicians and students of dietetics and have contributed much to the quality and kind of food, and a knowledge of when and how to eat it. We know that the starchy foods are digested by the saliva, which is an alkaline digestion; that meat, fish, eggs, cheese and the albumenoids are digested in the stomach by the gastric juices (pepsin and hydrochloric acid) which is an acid digestion, and that the remaining portions of starch, the sugars, and fats are digested in the intestines, and that this is also an alkaline digestion, and this has helped to solve the problem for us. We also know that starch is an excellent food, provided the vital powers are sufficiently stimulated by fresh air, sunlight, and exercise to digest it, as do the horse and the ox when they eat corn, but we know furthermore that the sedentary occupations of modern life leave many stomachs in a condition unable to assimilate starch, and so bread, oatmeal, potatoes and such simple staples,[244] instead of nourishing the body, ferment in the enfeebled stomach, produce acids and gas, and lay the foundation for serious chronic diseases. The student of chemistry and dietetics knows to-day that one part of diastase will effect the conversion of 2,000 parts of starch into grape sugar, as a preliminary step to its digestion, and so by treating starchy matter with substances containing diastase (derived from malt) a partial transformation is effected which will materially shorten and assist its digestion. This fact has been largely made use of in the preparation of easily soluble or pre-digested foods, examples of which are found in patent to Horlick (malted milk), No. 278,967, June 5, 1883; to Carnrick (milk-wheat food), Dec. 27, 1887, No. 375,601; and Boynton and Van Patten (cereals and diastase), 344,717, June 29, 1886.
Aids to Digestion.—It’s only in the last part of the Nineteenth Century that people have really learned how to live. “What is one man’s food is another man’s poison” has been a popular saying for a long time, but we’ve only recently understood why that is. The science of digestion, the digestibility of different foods, and their nutritional values have gained significant attention from doctors and nutrition experts lately, improving the quality and types of food we eat and helping us know when and how to consume them. We now understand that starchy foods are digested by saliva, which is an alkaline process; that meat, fish, eggs, cheese, and proteins are digested in the stomach by gastric juices (pepsin and hydrochloric acid), which is an acidic process; and that the remaining starches, sugars, and fats are digested in the intestines, which is also an alkaline process. This knowledge has helped clarify the issue for us. We also know that starch can be a great food source if the body is energized enough by fresh air, sunlight, and exercise to digest it, like how horses and cows digest corn. However, we also recognize that the sedentary lifestyles many people lead today can leave their stomachs unable to process starch, causing staples like bread, oatmeal, and potatoes to ferment in weakened stomachs, produce acids and gas, and contribute to serious chronic health issues. Today's students of chemistry and nutrition understand that just one part of diastase can convert 2,000 parts of starch into glucose, which is an important step for digestion. By treating starchy foods with substances containing diastase (derived from malt), we can partially transform them, significantly easing digestion. This concept has been widely used in the creation of easy-to-digest or pre-digested foods, as seen in patents like Horlick (malted milk), No. 278,967, June 5, 1883; Carnrick (milk-wheat food), Dec. 27, 1887, No. 375,601; and Boynton and Van Patten (cereals and diastase), 344,717, June 29, 1886.
Beverages.—Pure water, nature’s own gift, has ever supplied every legitimate need of the human race, but civilized life has greatly extended its list of drinks, much to its own detriment. Soda water, whiskey, beer, ginger ale, tea, coffee, and chocolate represent enormous industries, and probably all do more harm than they do good. Much inventive genius in the Nineteenth Century has been bestowed upon the soda water fountain, on stills, and processes for aging liquors and processes for brewing beer, on cider and wine presses, on bottling machines and bottle stoppers, on devices for carbonating waters, and in coffee and teapots. The trend of the times is shown in the following figures, which represent the per capita consumption of beverages in the United States for 1898: tea, .91 of a pound; coffee, 11.45 pounds; wines, .28 of a gallon; distilled spirits, 1.10 gallons; and malt liquors 15.64 gallons. The largest per capita increase since 1870 has been in malt liquors, and the next in coffee. In tea and distilled spirits there has been a decrease, while the consumption of wines is the smallest of all and has varied but little.
Beverages.—Pure water, nature’s own gift, has always met every legitimate need of humanity, but modern life has greatly expanded its drink options, often to its own detriment. Soda, whiskey, beer, ginger ale, tea, coffee, and chocolate have become huge industries, and likely do more harm than good. A lot of creative effort in the Nineteenth Century went into developing soda fountains, stills, aging processes for liquors, brewing processes for beer, cider and wine presses, bottling machines and stoppers, devices for carbonating beverages, as well as coffee and teapots. The trends of the time are reflected in the following statistics, which show the per capita consumption of beverages in the United States for 1898: tea, .91 pounds; coffee, 11.45 pounds; wine, .28 gallons; distilled spirits, 1.10 gallons; and malt liquors, 15.64 gallons. The largest per capita increase since 1870 has been in malt liquors, followed by coffee. However, consumption of tea and distilled spirits has decreased, while wine consumption remains the lowest and has fluctuated little.
CHAPTER XX.
Health, Surgery, Hygiene.
Discovery of Circulation of the Blood by Harvey—Vaccination by Jenner—Use of Anæsthetics the Great Step of Medical Progress of the Century—Materia Medica—Instruments—Schools of Medicine—Dentistry—Artificial Limbs—Digestion—Bacteriology, and Disease Germs—Antiseptic Surgery—House Sanitation.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__.
In the early gropings through the uncertain light of first progress, man was accustomed to ascribe the ills of his flesh to the anger of the gods, and in his craven and abject superstition made peace offerings. Later he learned to locate the cause within himself, and constructed the theory that the fluids of the body had become disordered. The characteristic feature of progress in the Nineteenth Century, in this field, has been in the accurate tracing of the relation of cause and effect, and with the discovery of true causes has grown efficient means of treatment. The old expedients of charms, incantations, conjuration and exorcism gave place first to intelligent medication, and this in turn is rapidly giving way to the prevention of disease by improved conditions of sanitation and right living. The ounce of prevention has been found to be worth more than the pound of cure. With the improved knowledge of physiology, anatomy, chemistry and biology, which the century has brought, the intelligent physician was able to make a logical and for the most part a correct diagnosis, but supplemented with the microscope, that great revealer of the unseen world of small things, corporeal existence itself becomes an open book, and from the principles of organic evolution to the germ theory of disease the mystery of life and death is being slowly revealed.
In the early stages of understanding, humans tended to blame the pain in their bodies on the wrath of the gods and, driven by fear and superstition, would make offerings to appease them. Eventually, they realized that the issues were within themselves and developed the idea that the body’s fluids were out of balance. A significant aspect of progress in the Nineteenth Century in this area has been the accurate identification of cause and effect, and with the discovery of the real causes, effective treatment methods have emerged. The old practices of charms, spells, and exorcisms were replaced first by thoughtful medical treatments, which are now quickly being overshadowed by disease prevention through better sanitation and healthy living. It turns out that an ounce of prevention is worth more than a pound of cure. Thanks to the advancements in physiology, anatomy, chemistry, and biology that this century has brought, skilled physicians can make logical and mostly accurate diagnoses. With the help of the microscope, which reveals the hidden world of tiny things, our understanding of physical existence has become much clearer, and from the principles of organic evolution to the germ theory of disease, the mysteries of life and death are gradually being uncovered.
When the Eighteenth Century gave birth to the Nineteenth, its great natal gift in medicine was vaccination. Jenner in 1798 for the first time announced his discovery of this great boon to the human race. In 1799 Dr. Benjamin Waterhouse, in Boston, obtained virus from Jenner and vaccinated four of his children, and in 1801 Dr. Valentine Seaman obtained virus from Dr. Waterhouse and performed the first vaccination in New York. During the Seventeenth and Eighteenth Centuries the annual death rate from smallpox in London ranged from 2 to 4 per 1,000 of population. In 1892 it was only 0.073 per 1,000.
When the Eighteenth Century transitioned into the Nineteenth, its significant contribution to medicine was vaccination. In 1798, Jenner first announced his discovery of this incredible benefit for humanity. In 1799, Dr. Benjamin Waterhouse in Boston obtained the virus from Jenner and vaccinated four of his children. In 1801, Dr. Valentine Seaman acquired the virus from Dr. Waterhouse and performed the first vaccination in New York. During the Seventeenth and Eighteenth Centuries, the annual death rate from smallpox in London ranged from 2 to 4 per 1,000 of the population. By 1892, it had dropped to just 0.073 per 1,000.
It is also stated on good authority that the mortality from smallpox in England alone, was 20,000 a year less after the introduction of vaccination than it was in the preceding century, and that its benefits to the world at large have been so great that the lancet of Jenner has saved more lives than were sacrificed by the sword of Napoleon.
It is also reported from reliable sources that smallpox deaths in England dropped by 20,000 a year after vaccination was introduced compared to the previous century, and that its benefits to the world have been so significant that Jenner’s lancet has saved more lives than were lost to Napoleon’s sword.
Each century in modern history has been marked by some important discovery in the field of medicine. The Seventeenth Century was notable for the discovery of the circulation of the blood by Harvey; the Eighteenth Century brought with it vaccination by Jenner. The Nineteenth Century’s greatest gift in this field has been anæsthesia, or insensibility to pain. Nature has wisely endowed man with nerves of sensation as danger signals for the conservation of life. Accident and disease, however, are the inseparable concomitants of human existence, and suffering and pain the ineffaceable legacies of mortality. Sometimes these nerves of sensation are no longer useful as monitors, and in the unavoidable emergency of accident, surgical operations, child birth, and certain diseases, suffering can do no good, and then pain—that Prince of Terrors—thrusting his presence upon the hapless victim, racks body and limb, calling forth groans, and shrieks and writhings, till the poor sufferer, possessed with a dominating agony which displaces all thought of life, memory of friends, and love of God, breaks down in unutterable distress, and prays for death and oblivion. To this poor sufferer insensibility is next to heaven. For the past half century all the formidable operations of the surgeon have been performed with the aid of anæsthetics and without suffering to the patient, producing happy recoveries, and greatly contributing to the success of the result by relieving the surgeon of the distraction of the patient’s pain, and the interference of his involuntary movements. Quite a number of anæsthetics are known and used to-day. Those more generally employed are—naming them in the order of their first application—nitrous oxide gas, ether, and chloroform. Nitrous oxide gas is chiefly used for the extraction of teeth. Sir Humphrey Davy, in 1800, was the first to observe the peculiar quality of nitrous oxide gas, which gave it the name of “laughing gas,” from the fact that it caused those inhaling it to act in a manner exhibiting an abnormal exhilaration. Dr. Horace Wells, a dentist of Hartford, Conn., in 1844, had the gas administered, experimentally, to himself during the operation of extracting a tooth, and was the discoverer of its useful application as an anæsthetic.
Every century in modern history has been defined by significant medical discoveries. The 17th century is known for Harvey's discovery of blood circulation; the 18th century introduced vaccination by Jenner. The biggest advancement in the 19th century was anesthesia, which removes the sensation of pain. Nature has wisely given humans sensory nerves as danger signals for survival. However, accidents and illnesses are an unavoidable part of life, bringing suffering and pain as unerasable aspects of mortality. Sometimes these sensory nerves fail to serve their purpose as warning signs. In situations like accidents, surgeries, childbirth, and certain diseases, suffering is pointless, yet pain— that Prince of Terrors— overwhelms the unfortunate individual, causing groans, screams, and contortions, until the poor sufferer, consumed by unbearable agony that eclipses thoughts of life, memories of loved ones, and faith in God, breaks down in utter despair and wishes for death and escape from suffering. For this suffering individual, insensibility is almost heavenly. For the past fifty years, all the significant surgical procedures have been performed with anesthetics, allowing patients to undergo them without pain, resulting in successful recoveries, and greatly aiding surgeons by eliminating the distraction of the patient's pain and involuntary movements. Today, several anesthetics are recognized and used. The most commonly used are—listed in the order they were first applied—nitrous oxide gas, ether, and chloroform. Nitrous oxide gas is mainly used for tooth extractions. Sir Humphrey Davy first noted the unique quality of nitrous oxide gas in 1800, earning it the nickname “laughing gas” because it caused those who inhaled it to behave with unusual excitement. In 1844, Dr. Horace Wells, a dentist from Hartford, Connecticut, experimented with the gas on himself during a tooth extraction, discovering its practical use as an anesthetic.
The greatest discovery, however, in anæsthetics is the application of ether for this purpose. Ether as a chemical product has been known for several centuries, and as early as 1818 Faraday pointed out the similarity[247] between the effects of ether and nitrous oxide gas. Dr. Morton, a dentist, of Boston, first applied it as an anæsthetic Oct. 16, 1846, being guided largely in its selection and use by Dr. Jackson, an eminent chemist of the same city. On Nov. 12, 1846, U. S. Pat. No. 4,848 was issued to them for this invention. In the latter part of December of the same year Dr. Liston, an eminent English surgeon, performed the operation of amputating the thigh while the patient was under the influence of ether.
The biggest breakthrough in anesthesia is the use of ether for this purpose. Ether has been known as a chemical for several centuries, and as early as 1818, Faraday noted the similarities between the effects of ether and nitrous oxide gas. Dr. Morton, a dentist from Boston, was the first to use it as an anesthetic on October 16, 1846, with significant guidance from Dr. Jackson, a prominent chemist in the same city. On November 12, 1846, they were granted U.S. Patent No. 4,848 for this invention. Later in December of that year, Dr. Liston, a distinguished English surgeon, amputated a thigh while the patient was under the influence of ether.
Chloroform, discovered by Guthrie in 1831, was first applied as an anæsthetic by Sir James Y. Simpson, of Edinburgh, in 1847. Of the two leading anæsthetics, ether is more generally used in the United Sates and chloroform in Europe. Ether is less dangerous, but its administration is more difficult and disagreeable. It is said on the highest authority that in the Crimean War chloroform was administered 25,000 times without a single death, and ether is even safer than chloroform. In the hands of a skillful physician practically no danger is to be apprehended from the use of either of the two agents. A little over fifty years ago any severe or prolonged surgical operation involved such irresistible pain that the patient’s writhings were required to be restrained by powerful muscular assistants, and by straps which bound the patient to the table, and when it is remembered that a false cut of a hundredth part of an inch might be fatal, the haste, the disquieting influence upon the surgeon, and the interference with the accuracy of his hand, added greatly to the percentage of unsuccessful operations, as well as to the prolonged agony of the patient. Contrast this with the present methods of using anæsthetics, and we find the patient dropping into a quiet and peaceful sleep before the operation, and awakening thereafter to find, to his astonishment, that it is all over, and that recovery is only a question of careful nursing.
Chloroform, discovered by Guthrie in 1831, was first used as an anesthetic by Sir James Y. Simpson in Edinburgh in 1847. Of the two main anesthetics, ether is more commonly used in the United States, while chloroform is preferred in Europe. Ether is less dangerous, but it’s harder to administer and can be unpleasant. According to reliable sources, during the Crimean War chloroform was given 25,000 times without a single death, and ether is even safer than chloroform. When used by a skilled physician, neither of the two agents poses significant risk. Just over fifty years ago, any serious or lengthy surgical procedure caused such unbearable pain that patients had to be restrained by strong assistants and straps binding them to the table. Considering that a tiny miscut of just a hundredth of an inch could be fatal, the urgency and stress placed on the surgeon increased the risk of unsuccessful procedures and prolonged the patients' suffering. In contrast, today's methods of using anesthetics see patients gently falling into a peaceful sleep before surgery, only to wake up surprised to find it all over, with recovery just a matter of proper nursing.
Materia Medica.—Many important contributions have been made to the pharmacopœia in the century. In 1807 the remedy known as ergot was brought to the notice of the profession by Dr. Stearns, and named by him pulvis parturiens. Iodine was first used as a medicine in 1819 by Dr. Coindet, Sr., of Geneva. Quinine was discovered by Pelletier and Caventou in 1820, although Peruvian bark had long been used for the same purpose. Chloral hydrate, discovered by Liebig in 1832, was applied in medicine in 1869 by Dr. Liebreich, of Berlin. Carbolic acid was discovered in 1834 by Runge. Artificial seidlitz powders were first put up under Savory’s British Pat. No. 3,954, of 1815. Veratrum viride, lobelia, worm seed, and chloroform were all introduced in the first part of the century. The sulphates of morphia, strychnia, atropia and other alkaloids are of comparatively recent addition to the pharmacopœia, and the iodide of potash, tincture of[248] iron, digitalis, bichloride of mercury, sub-nitrate of bismuth, boracic acid and gallic acid, chlorate of potash and Dover’s powders have become standard remedies within a hundred years. In the latter part of the century the new remedies derived from coal tar have occupied an important place. Of these may be mentioned antipyrine, by Knorr (pat. Oct. 28, 1884), phenacetin, by Hinsberg (pat. March 26, 1889), salol, by Von Nencki (pat. Sept. 28, 1886), sulfonal, by Bauman (patented Jan. 22, 1889), antikamnia (acetanilide), and many others, besides new and valuable antiseptic compounds, such as salicylic acid and formalin. A characteristic feature of the modern practice of medicine is in improved forms of its administration. Sugar-coated pills, gelatine capsules and cod liver oil emulsions make the remedy much less disagreeable to take, and very ingenious and effective machines have been devised for putting up remedies in such forms.
Materia Medica.—Many significant contributions have been made to the pharmacopoeia over the past century. In 1807, Dr. Stearns introduced the remedy known as ergot to the medical community, calling it pulvis parturiens. Iodine was first used as a medicine in 1819 by Dr. Coindet, Sr., of Geneva. Quinine was discovered by Pelletier and Caventou in 1820, although Peruvian bark had long been utilized for similar purposes. Chloral hydrate, discovered by Liebig in 1832, was first applied in medicine in 1869 by Dr. Liebreich of Berlin. Carbolic acid was discovered in 1834 by Runge. Artificial seidlitz powders were first produced under Savory's British Pat. No. 3,954, from 1815. Veratrum viride, lobelia, worm seed, and chloroform were all introduced in the early part of the century. The sulphates of morphine, strychnine, atropine, and other alkaloids are relatively recent additions to the pharmacopoeia, and potassium iodide, tincture of[248] iron, digitalis, bichloride of mercury, sub-nitrate of bismuth, boracic acid, gallic acid, chlorate of pot

Instruments.—Laennec’s discovery in 1819 of auscultation, and the stethoscope, for determining internal conditions by sound, was a great step in diagnosing diseases. The binaural stethoscope was invented by Cammann in 1854, and a later improvement is the phonendoscope, by Bianchi. The opthalmoscope is an instrument for inspecting the interior of the eye, which was invented by Prof. Helmholtz, and described by him in 1851. The laryngoscope, for obtaining a view of the larynx, was said to have been constructed by Mr. John Avery, of London, as early as 1846. The opthalmometer, Fig. 174, is a comparatively recent invention. It is designed to ascertain variations in corneal curvature for the correction of corneal astigmatism. Electric lights with reflectors are arranged on each side of the patient’s head, while the operator looks into the eye with a telescope. The sphygmograph, a little instrument to be strapped on to the wrist to record the action of the pulse, was first reduced to a practically useful form by Marey in 1860. A later development of these devices, by Verdin, known as the sphygmometrograph, is shown in Fig. 175. The endoscope, for looking into the urethra, and the cystoscope, for looking into the bladder, are other useful instruments of the modern practitioner. Greater than them all, however, is the modern X-ray apparatus, for locating foreign substances in the body and making visible the bones through the flesh, for which see special chapter. The use of the thermometer in recording the progress of fevers is also a valuable modern application, and the list of instruments and small tools is beyond enumeration. There are series of obstetrical appliances, instruments relating to bone surgery, to the taking up of arteries, cupping instruments, trepanning instruments, speculums, hypodermic syringes, electric cauteries, fracture appliances, instruments for lithotrity, bandages for varicose veins, atomizers, breast pumps, inhalers, nasal douches, trusses, pessaries, catheters, abdominal supporters, and an endless variety of proprietary[250] articles, such as electric baths and belts, plasters, chest protectors, liver pads, and so forth, all of which are practically the products of the Nineteenth Century. The surgeon of to-day can straighten the eyes of a cross-eyed man, or take the bow out of his bandy legs, can make him a new nose of his own flesh, patch his skull with a silver plate, remove the stone from his bladder, supply him with a wind-pipe, wash out his stomach, and perform many other operations even more difficult. Among such more important operations may be mentioned ovariotomy, which was first performed by Dr. Ephraim McDowell, of Danville, Kentucky, in 1809, and the tying of the great arteries. The operation of lithotrity, for removing stone from the bladder by crushing the stone, was introduced by Civiale, 1817-1824, who devised successful instruments and modes of using them. In 1836 to 1840 Richard Bright, an English physician, made important researches and discoveries in relation to the functions and diseases of the kidneys, and established the nature of the so-called “Bright’s disease.”
Instruments.—Laennec’s discovery in 1819 of auscultation and the stethoscope, used to determine internal conditions by sound, was a significant advancement in diagnosing diseases. The binaural stethoscope was invented by Cammann in 1854, and a later improvement is the phonendoscope, created by Bianchi. The ophthalmoscope is an instrument for examining the interior of the eye, which was invented by Prof. Helmholtz and described by him in 1851. The laryngoscope, used to view the larynx, is said to have been constructed by Mr. John Avery of London as early as 1846. The ophthalmometer, Fig. 174, is a relatively new invention. It is designed to measure variations in corneal curvature for correcting corneal astigmatism. Electric lights with reflectors are placed on each side of the patient’s head while the operator looks into the eye with a telescope. The sphygmograph, a small device strapped to the wrist to record pulse action, was first made practically useful by Marey in 1860. A later development of these devices, known as the sphygmometrograph, created by Verdin, is shown in Fig. 175. The endoscope, used for viewing the urethra, and the cystoscope, for examining the bladder, are other important tools for modern practitioners. However, greater than all of them is the modern X-ray machine, used for locating foreign objects in the body and making bones visible through flesh, as referenced in special chapter. The thermometer's use in tracking fever progression is also a valuable modern application, and the list of instruments and small tools is extensive. There are various obstetrical appliances, instruments related to bone surgery, tools for arterial procedures, cupping instruments, trepanning tools, speculums, hypodermic syringes, electric cauteries, fracture devices, instruments for lithotripsy, bandages for varicose veins, atomizers, breast pumps, inhalers, nasal douches, trusses, pessaries, catheters, abdominal supports, and an endless variety of proprietary[250] items, such as electric baths and belts, plasters, chest protectors, liver pads, and more, all primarily products of the Nineteenth Century. Today’s surgeons can straighten the eyes of a cross-eyed person, correct bowed legs, create a new nose from their own tissue, patch a skull with a silver plate, remove bladder stones, provide a windpipe, clean the stomach, and perform many other complex operations. Among these significant operations are ovariotomy, first performed by Dr. Ephraim McDowell in Danville, Kentucky, in 1809, and the ligation of major arteries. The lithotripsy procedure for removing bladder stones by crushing them was introduced by Civiale between 1817 and 1824, who developed effective instruments and techniques for the procedure. From 1836 to 1840, Richard Bright, an English physician, conducted important research and made discoveries regarding kidney functions and diseases, establishing what is now known as “Bright’s disease.”

FIG. 175.—VERDIN’S SPHYGMOMETROGRAPH, FOR RECORDING THE ACTION OF THE PULSE.
FIG. 175.—VERDIN’S SPHYGMOMETROGRAPH, FOR RECORDING THE ACTION OF THE PULSE.
Schools of Medicine.—While the regular school of medicine (called by some “Allopathy”) has held the leading place in medicine, various other schools have sprung up in the Nineteenth Century, all of which represent advances in a knowledge of the laws of health, and the modes of preventing and curing diseases. Hahnemann, in his “Organon der Rationellen Heilkunde,” in 1810, gave homœopathy its name, and reduced it to a system. The doctrine of similia similibus curantur (like cures like), has gained great popularity in the latter part of the century. Hydropathy, as a school, also made its appearance in the early part of the Nineteenth Century. Priessnitz was its first disciple, and the Grafenberg cure, established in 1826, was a noted institution for many years. The useful application of water in the form of baths and cold packs, has been known for centuries, and will always be used as a valuable agency in sickness and in health. The “Thompsonian” system of treating diseases was covered by patents in 1813, 1823 and 1836, and attained considerable notoriety in the early half of the century. Sweating by hot bricks and hot tea made of “Composition Powders,” vomiting with lobelia to produce relaxation, and a fiery liquid for cramps, called “No. 6,” were the chief remedies, and very few boys who had once taken the treatment were ever willing afterwards to admit that they were sick. In the latter part of the Nineteenth Century electro-therapeutics has received a large share of attention, many forms of medical batteries have been devised, and probably no more promising field of study and research exists in the whole domain of medicine.
Schools of Medicine.—While traditional medicine (often referred to as "Allopathy") has been the dominant approach in healthcare, various other schools have emerged in the Nineteenth Century, all representing advancements in our understanding of health, as well as methods for preventing and treating illnesses. In 1810, Hahnemann named and systematized homœopathy in his work "Organon der Rationellen Heilkunde." The principle of similia similibus curantur (like cures like) gained significant traction towards the end of the century. Hydropathy also emerged as a discipline in the early Nineteenth Century, with Priessnitz being its first follower. The Grafenberg cure, founded in 1826, became a well-known institution for many years. The beneficial use of water in baths and cold packs has been recognized for centuries and continues to be a valuable tool in both illness and wellness. The “Thompsonian” approach to treating diseases was patented in 1813, 1823, and 1836, gaining notable attention in the first half of the century. Treatments included sweating with hot bricks and herbal tea made from “Composition Powders,” inducing vomiting with lobelia for relaxation, and a strong liquid for cramps labeled “No. 6,” which were the main remedies. Few boys who underwent this treatment would later admit to being unwell. Towards the end of the Nineteenth Century, electro-therapeutics received considerable focus, leading to the development of various medical batteries, and it stands as one of the most promising fields for study and research in the entire medical field.
Dentistry.—George Washington had false teeth, and it is said that the teeth of some of the mummies of Egypt had gold fillings, but it remained[251] for the Nineteenth Century to establish dentistry as an art, and its influence in securing better mastication and digestion of food, more sanitary mouths and shapely faces, cannot be estimated. Few people can be found to-day who have not either filled teeth, bridge work, gold caps, or artificial sets of teeth. The most important advance in the art was in the invention of the rubber plate for holding the porcelain teeth. This was the invention of J. A. Cummings, and was covered by him in his patent No. 43,009, June 7, 1864. In more recent years “bridge-work” represents the most important advance. In this practice one or more artificial teeth are firmly held in the place of missing teeth by a strong bridge-piece of metal, which at its ends is anchored to the adjacent natural teeth. This was first done by Bing (British Pat. No. 167, of 1871), and was afterwards patented in somewhat different form in the United States by J. E. Lowe, No. 238,940, March 15, 1881, No. 313,434, March 3, 1885, and Richmond, May 22, 1883, No. 277,933. Porcelain and gold crowns and dental pluggers run by electricity represent other important advances in this art. It is said that there are 20,425 dentists in the United States, and that in 1899 they employed in their practice 20,499,000 false teeth.
Dentistry.—George Washington had dentures, and it's said that some mummies from Egypt had gold fillings, but it wasn't until the Nineteenth Century that dentistry was recognized as an art. Its impact on improving food chewing and digestion, promoting healthier mouths, and creating attractive smiles is immeasurable. Today, few people can be found who haven't had dental work, including fillings, bridges, gold crowns, or dentures. The most significant advancement in the field was the invention of the rubber base for holding porcelain teeth, created by J. A. Cummings, patented under No. 43,009 on June 7, 1864. More recently, “bridge work” has become a major development. This technique involves anchoring one or more artificial teeth in place of missing ones with a sturdy metal bridge that connects to the adjacent natural teeth. This was initially done by Bing (British Pat. No. 167, of 1871) and later patented in the U.S. in slightly different versions by J. E. Lowe (No. 238,940 on March 15, 1881, No. 313,434 on March 3, 1885) and Richmond (No. 277,933 on May 22, 1883). Other notable advancements include porcelain and gold crowns and electrically operated dental tools. It's reported that there are 20,425 dentists in the United States, and in 1899 they used 20,499,000 dentures in their work.
Artificial Limbs.—With the successful work of the surgeon came the effort to repair, as far as possible, the loss of the limb. Until about the middle of the Nineteenth Century the survivor of an operation was an unsymmetrical, unique, and pitiful object. The peg-leg of Peter Stuyvesant lives in history, and the arm-hook of Capt. Cuttle is familiar to every reader. The first United States patent for an artificial leg was granted to B. F. Palmer, Nov. 4, 1846, No. 4,834. Wooden legs with a restricted back and forward ankle motion and a spring, were constructed by A. A. Marks from 1853 to 1863. On Dec. 1, 1863, a patent, No. 40,763, was granted to Mr. Marks for the use of sponge rubber for constructing artificial feet and hands that dispensed with the articulated joints, and made a great improvement. In patent No. 366,494, July 12, 1887, to G. E. Marks, the foot and leg portion of a wooden leg are made from wood which grows with a crook, as at the root of a tree, where the strength and lightness of a continuous natural grain is obtained at the instep. About 300 patents have been granted for artificial legs and arms. Modern improvements have extended to every detail of construction, and so perfect to-day is the average wooden leg that it is hardly to be detected. Men with wooden legs ride horseback, are expert users of the bicycle, and have even performed feats on the tight rope. The inventor’s genius has not stopped at repairing limbs, however, for artificial eyes, artificial ear drums, the audiphone, foot extensions for short legs, crutches, braces, abdominal supporters,[252] and various other applications to supplement the defects of the body have been devised.
Artificial Limbs.—With the successful work of surgeons, efforts were made to repair the loss of limbs as much as possible. Until around the middle of the 19th century, those who survived operations were often left as unsymmetrical, unique, and pitiful individuals. The peg leg of Peter Stuyvesant is a part of history, and the arm-hook of Capt. Cuttle is well-known to many readers. The first U.S. patent for an artificial leg was issued to B. F. Palmer on November 4, 1846, No. 4,834. Wooden legs with limited ankle motion and a spring were built by A. A. Marks between 1853 and 1863. On December 1, 1863, a patent, No. 40,763, was granted to Mr. Marks for using sponge rubber to make artificial feet and hands without articulated joints, marking a significant improvement. In patent No. 366,494, issued on July 12, 1887, to G. E. Marks, the foot and leg sections of a wooden leg were made from wood that naturally grows curved, similar to the root of a tree, achieving strength and lightness with a continuous natural grain at the instep. About 300 patents have been issued for artificial legs and arms. Modern advancements have enhanced every aspect of their design, and today's average wooden leg is so well-made that it's nearly undetectable. Men with wooden legs can ride horses, skillfully ride bicycles, and even perform stunts on tightropes. The innovator's talent has also led to the creation of artificial eyes, artificial eardrums, hearing aids, foot extensions for shorter legs, crutches, braces, abdominal supports,[252] and various other devices that help address bodily impairments.
Digestion.—The physiology of digestion had, perhaps, the first real light shed upon it by Beaumont’s observations from 1825 to 1832. A Canadian boatman, Alexis San Martin, was wounded in the abdomen from a charge of buckshot, and the wound healed, leaving a permanent opening in the stomach, through which the operation of digestion could be observed. This furnished visible evidence of the relative digestibility of different kinds of foods, and the general functions of the stomach. The peculiar and different conditions governing the digestion of the starch foods, the albumenoids (such as meat and fish), and the sugars and fats, have been clearly ascertained, and “what is one man’s food is another man’s poison” is now susceptible of intelligent diagnosis and effective adjustment. Of late years the stomach has been greatly aided in its functions by prepared or predigested foods. The action of diastase, in converting starch into grape sugar, has been taken advantage of, and cereals treated with diatase, malted milk, lactated and peptonized foods, have proven a boon to the enfeebled digestion, while the intelligent study of dietetics has done much to relieve the physician and promote the health of the individual by right living.
Digestion.—The understanding of digestion really began to improve thanks to Beaumont’s observations from 1825 to 1832. A Canadian boatman, Alexis San Martin, suffered an abdominal gunshot wound that healed, leaving a permanent opening in his stomach, allowing for the observation of the digestion process. This provided clear evidence of how different types of food are digested and the overall functions of the stomach. The unique conditions that influence the digestion of starchy foods, proteins (like meat and fish), sugars, and fats have been clearly identified, and the saying “what is one person’s food is another person’s poison” can now be analyzed and adjusted effectively. In recent years, the stomach has greatly benefited from prepared or predigested foods. The use of diastase to convert starch into glucose has been utilized, and cereals treated with diastase, malted milk, and lactated and peptonized foods have been a great help for those with weak digestion. Moreover, the thoughtful study of dietetics has significantly helped alleviate the burden on physicians and improve individual health through proper living.
Bacteriology.—Although Leeuwenhoeck discovered the bacterium in 1668-1675, up to 100 years ago disease and death were largely regarded as dispensations of Providence, and with fatuous resignation were accepted as inevitable. The microscope and the study of bacteriology, however, have revealed to us the presence of minute living organisms or germs, which are everywhere around us, infesting the air, the earth, the water, our food, our bodies, and all organic matter in countless millions. These infinitely small beings multiply with a rapidity and fecundity that bewilders the imagination. Their method of multiplication is by fissiparism—that is to say, each splits into two independent beings that separate and afterwards lead independent lives. It is said that there is one species in which not more than six or seven minutes are required for the division to take place. A single individual might consequently produce more than a thousand offspring in an hour, more than a million in two hours, and in three hours more than the number of inhabitants on the globe. They are known as micro-organisms, of which the bacteria are the most important. The bacteria are further divided into species, and names are given them to distinguish the different forms. The little rod-shaped ones are called bacilli: the spheroidal ones micrococci or cocci. If they cling together in chains they are called streptococci; if of a spiral or corkscrew[253] form they are called spirallae. The curved bacilli are called “comma” bacilli, from their resemblance to the punctuation mark of that name. The presence of peculiar forms of these bacteria in diseases has so suggested the relation of cause and effect as to have given rise to the so-called “germ theory” of disease. Now we know with reasonable certainty that cholera, diphtheria, typhoid fever, whooping cough, mumps, cerebro-spinal meningitis, pneumonia, tuberculosis, hydrophobia, and many other diseases have each its specific cause in the form of a microbe.
Bacteriology.—Although Leeuwenhoek discovered bacteria between 1668 and 1675, for almost 100 years, disease and death were largely seen as acts of Providence, and people accepted them with foolish resignation as unavoidable. However, the microscope and the study of bacteriology have shown us that tiny living organisms or germs exist all around us, infesting the air, earth, water, our food, our bodies, and all organic matter in countless millions. These infinitesimally small beings multiply at a speed and rate that is hard to comprehend. They reproduce through a process called fissiparism—meaning each bacterium splits into two independent beings that then lead their own lives. It is said that one species can divide in just six or seven minutes. Thus, one individual could produce over a thousand offspring in an hour, more than a million in two hours, and in three hours, more than the number of people on the planet. These are known as micro-organisms, with bacteria being the most significant. Bacteria are further divided into species, with specific names to differentiate the different forms. The tiny rod-shaped ones are called bacilli; the spherical ones are called micrococci or cocci. If they link together in chains, they’re named streptococci; if they are spiral or corkscrew-shaped, they are called spirillae. The curved bacilli are referred to as “comma bacilli” due to their resemblance to the punctuation mark. The presence of these unique bacterial forms in diseases has led to the idea of a cause-and-effect relationship, giving rise to the so-called “germ theory” of disease. Now, we know with reasonable certainty that cholera, diphtheria, typhoid fever, whooping cough, mumps, cerebro-spinal meningitis, pneumonia, tuberculosis, hydrophobia, and many other illnesses each have specific microbial causes.

BACILLUS OF TUBERCULOSIS IN SPUTUM.
TB Bacteria in Sputum.

BACILLUS OF DIPHTHERIA (KLEBS-LOEFFLER).
Diphtheria Bacillus (Klebs-Loeffler).
FIG. 176.
FIG. 176.

BACILLUS OF TYPHOID FEVER.
Typhoid fever bacteria.
(Photo-Micrographs, 1,000 diam., by William M. Gray, M. D.)
(Photo-Micrographs, 1,000x, by William M. Gray, M.D.)
BACILLUS OF TUBERCULOSIS IN SPUTUM.
TB Bacteria in Sputum.
BACILLUS OF DIPHTHERIA (KLEBS-LOEFFLER).
Diphtheria Bacillus (Klebs-Loeffler).
BACILLUS OF TYPHOID FEVER.
Typhoid fever bacillus.
FIG. 176.
FIG. 176.
Henle, a German physiologist, as early as 1840, maintained the doctrine of contagium vivum, or contagion by the transmission of living germs.[254] Certain classes of diseases have also long been known as zymotic, or ferment diseases. Louis Pasteur’s work, however, marks the first definite and important results in the study of bacteriology, and he is the father of the “germ theory” of disease. He exploded the previously held theories of scientists concerning the spontaneous generation of living things, and clearly established and promulgated the knowledge of disease germs. Commencing his great work about 1865 with the investigation of the silk worm plague in France, he discovered it to be due to parasites, and checked it. He also gave great attention to the subject of fermentation, proving it to be caused by micro-organisms. Taking up the diseases of men and animals, he gave practical value to the truths of his theory in the treatment of hydrophobia, diphtheria, and other diseases, using the principle of vaccination to destroy or render innocuous the toxins or disease-producing poisons derived from living germs. Working along the same lines must be mentioned Dr. Koch, whose success in detecting the microbes which cause consumption and cholera has made him famous the world over. Of the great variety of these little microbes which have been separately identified, many are innocuous, and, in fact, subserve many important and useful purposes in nature, while others are to be as much dreaded as the deadly cobra or the rattlesnake. A few typical examples of the latter are given in Figs. 176 and 177, multiplied 1,000 diameters. The illustrations[255] represented in Fig. 177 show the parasites that cause malaria, or fever and ague. The dark bean-shaped cells are the normal blood corpuscles, and the few speckled cells are those infested with the malarial parasites. It is now believed that the mosquito is the active factor in the dissemination of malaria, and it is, therefore, to be remembered that this pestiferous little insect not only inflicts a painful and disagreeable sensation with his puncture, but innoculates the system with poisonous malarial germs at the same time.
Henle, a German physiologist, as early as 1840, supported the idea of contagium vivum, or contagion through the transmission of living germs.[254] Certain types of diseases have long been recognized as zymotic, or ferment diseases. However, Louis Pasteur’s work marks the first significant developments in the study of bacteriology, and he is regarded as the father of the “germ theory” of disease. He debunked the earlier beliefs of scientists regarding the spontaneous generation of living things, and he clearly established and spread the understanding of disease germs. Beginning his major work around 1865 with the study of the silk worm plague in France, he found that it was caused by parasites, and he managed to control it. He also focused extensively on fermentation, proving it to be caused by microorganisms. When he turned his attention to diseases affecting humans and animals, he gave practical application to the truths of his theory in the treatment of rabies, diphtheria, and other diseases, using vaccination to destroy or neutralize the toxins or disease-causing poisons from living germs. Working along similar lines is Dr. Koch, whose success in identifying the microbes that cause tuberculosis and cholera has made him famous worldwide. Among the many different microbes that have been individually identified, many are harmless and actually serve important and beneficial roles in nature, while others are to be feared just as much as a deadly cobra or rattlesnake. A few typical examples of the latter are given in Figs. 176 and 177, magnified 1,000 times. The illustrations[255] shown in Fig. 177 depict the parasites that cause malaria, or fever and ague. The dark bean-shaped cells are the normal blood cells, and the few speckled cells are the ones infected with the malarial parasites. It is now believed that the mosquito plays a crucial role in spreading malaria, and it's important to remember that this bothersome little insect not only inflicts a painful and unpleasant sensation with its bite but also injects the body with harmful malarial germs at the same time.
FIG. 177.—BLOOD OF MAN. SHOWING PARASITE OF MALARIA (LAVERAN).
(Photo-Micrographs, 1,000 diam., by William M. Gray, M. D.)
FIG. 177.—HUMAN BLOOD. SHOWING MALARIA PARASITE (LAVERAN).
(Photo-Micrographs, 1,000x magnification, by William M. Gray, M. D.)

TERTIAN FORM.
Tertian form.

AESTIVO-AUTUMNAL FORM.
SUMMER-FALL FORM.
FIG. 177.—BLOOD OF MAN. SHOWING PARASITE OF MALARIA (LAVERAN).
(Photo-Micrographs, 1,000 diam., by William M. Gray, M. D.)
FIG. 177.—BLOOD OF MAN. SHOWING PARASITE OF MALARIA (LAVERAN).
(Photo-Micrographs, 1,000x magnification, by William M. Gray, M. D.)
FIG. 178.
FIG. 178.
TUBE CONTAINING CULTURE OF BACILLI OF TUBERCULOSIS.
TUBE CONTAINING CULTURE OF BACILLI OF TUBERCULOSIS.
TUBE CONTAINING CULTURE OF COMMA BACILLI OF CHOLERA.
TUBE WITH CULTURE OF CHOLERA VIBRIOS.

TUBE CONTAINING CULTURE OF BACILLI OF TUBERCULOSIS.
TUBE WITH TB BACILLI CULTURE.

TUBE CONTAINING CULTURE OF COMMA BACILLI OF CHOLERA.
TUBE CONTAINING CULTURE OF COMMA BACILLI OF CHOLERA.
FIG. 178.
FIG. 178.
For the study of bacteria they are propagated artificially in a test tube—i. e., a substance called a “culture” is prepared from some organic material which, like the substances of the human body, is favorable to their propagation. Such culture media are found in beef blood, gelatine, beef extracts, meat broth, milk, etc. An ordinary test-tube is supplied with some of the culture medium, and is then sterilized over the fire to destroy all interfering germs. Material infected with the microbe is then placed in the test-tube by a sterilized platinum wire and the tube closed by raw cotton. It is then placed in an incubator oven and is subjected to a gentle heat. In a little while the microbes begin to develop and increase, forming colonies, in which they swarm by the million, and present the clotted appearance seen in Fig. 178. The separation of different bacteria existing in the same material, so as to isolate each species and get what is called a “pure culture,” has been greatly promoted by Prof. Koch’s method of plate culture. In this the propagation of bacteria is effected upon a sterilized glass plate under a bell jar in such a thin layer as to facilitate the segregation of species, enabling them to be counted under the microscope and picked out and sown in another culture to get an unmixed crop of a[256] definite species. Such a culture so multiplies the same microbe, to the exclusion of others, as to permit it to be easily identified and studied.
For studying bacteria, they are grown artificially in a test tube—i. e., a substance called a “culture” is made from some organic material that, like substances in the human body, helps them grow. These culture media can be found in beef blood, gelatin, beef extracts, meat broth, milk, etc. An ordinary test tube is filled with some of the culture medium and then sterilized over a flame to eliminate any unwanted germs. Material that is infected with the microbe is then put into the test tube using a sterilized platinum wire, and the tube is sealed with raw cotton. It is placed in an incubator and gently heated. Soon, the microbes start to grow and multiply, forming colonies that can number in the millions and create the clotted appearance seen in Fig. 178. Separating different bacteria present in the same material to isolate each species and obtain what’s known as a “pure culture” has been greatly advanced by Prof. Koch’s plate culture method. In this method, bacteria are grown on a sterilized glass plate under a bell jar in such a thin layer that it allows for the separation of species, making it possible to count them under a microscope and pick them out to sow in another culture for a pure batch of a[256] specific species. This type of culture greatly increases the same microbe while excluding others, making it easy to identify and study.
According to the practice in modern municipal health regulations, the test as to when a child recovering from diphtheria is incapable of disseminating the disease is by test culture. A swab of cotton is rubbed against the interior walls of the child’s throat to secure the germs (if present), and the swab is then placed in a “culture” in a test-tube and the tube put in an incubator. If, after the period of incubation, no colonies of the germs develop, it is accepted as evidence that the diphtheria germs are no longer present in the throat, and the child is released from quarantine.
According to the guidelines in today's municipal health regulations, the way to determine if a child recovering from diphtheria can spread the disease is through a culture test. A cotton swab is used to collect samples from the inside of the child’s throat to check for germs (if any are present), and then the swab is placed in a culture medium in a test tube, which is incubated. If no colonies of germs appear after the incubation period, it confirms that the diphtheria germs are no longer in the throat, and the child can be released from quarantine.
It is the presence of these specific microbes in the fluids or solids of the system which constitutes the disease, and for the cure of the same the intelligent physician of to-day looks less to medication, and more for some agent that will destroy the germ, neutralize its effect, or render the body tolerant thereto. Out of the knowledge of disease germs has grown the great era of antiseptic surgery, inaugurated by Sir Joseph Lister, about 1865. Carbolic acid, the bichloride of mercury, and formalin are the most efficient weapons against the dreaded microbe. To-day every surgeon in the civilized world sterilizes his knife, and conducts the treatment of wounds and all operations by antiseptic methods, in accordance with a knowledge of the deadly influence of the ubiquitous microbe, and the result has been to so reduce the risk to life that even capital operations are no longer coupled with the apprehensions of death. Every hospital, board of health, and organized medical and sanitary body predicates its laws and modes of treatment upon the principles of bacteriology.
The presence of these specific microbes in the fluids or solids of the system causes the disease, and today’s skilled physician focuses less on medication and more on finding some treatment that will eliminate the germ, neutralize its effects, or help the body tolerate it. The understanding of disease-causing germs has led to the significant development of antiseptic surgery, introduced by Sir Joseph Lister around 1865. Carbolic acid, bichloride of mercury, and formalin are some of the most effective tools against these feared microbes. Nowadays, every surgeon in the civilized world sterilizes their instruments and treats wounds and conducts all operations using antiseptic methods, based on an understanding of the harmful impact of these widespread microbes. This progress has dramatically lowered the risk to life, making even major surgeries no longer associated with a high chance of death. Every hospital, health board, and organized medical and sanitation body bases its rules and treatment methods on the principles of bacteriology.
House Sanitation.—The permanent home of the microbe is the sewer, and sanitary plumbing, designed to exclude from the house the germ-laden and disease-breeding gases from the sewer, constitutes one of the great advances of the century. About 3,500 patents have been granted for water closets and bath appliances, and about 900 patents on sewerage alone, the most of which are directed to improved conditions of sanitation.
House Sanitation.—The permanent home of the microbe is the sewer, and sanitary plumbing, designed to keep germ-filled and disease-producing gases from the sewer out of the house, is one of the major advancements of the century. About 3,500 patents have been granted for toilets and bath fixtures, and roughly 900 patents specifically for sewer systems, most of which focus on improving sanitation conditions.

FIG. 179A.—STREET CONNECTIONS, MODERN SANITARY HOUSE PLUMBING.
FIG. 179A.—STREET CONNECTIONS, MODERN SANITARY HOUSE PLUMBING.

An illustration of the plumbing and sewer connections of a modern house is given in Figs. 179 and 179A. The sewer pipes are shown in solid black, the unshaded pipes (in outline only) are air ventilation pipes, the single black lines are cold water pipes, and the dotted lines hot water pipes. The important sanitary feature in modern plumbing is to keep all sewer gas and disease germs out of the house. For this purpose traps have long been used under the wash basins, closet hoppers, and sinks; but the back pressure of sewer gas would sometimes bubble through the trap into the house, and besides the water in passing out from a basin would sometimes, by a siphon effect, pass entirely out of the trap, leaving it unsealed. Both these results are prevented by the air ventilation pipes which connect with the discharge side of every trap in the house and lead to a stack extending out through the roof. This prevents pressure of sewer gas on the water seal of the trap, destroys the siphon action of the trap and allows a circulation of air to be taken in from the sidewalk on the house side of the running trap and through the sewer pipe of the house, and thence through the air vent pipes to the roof.
An illustration of the plumbing and sewer connections of a modern house is provided in Figs. 179 and 179A. The sewer pipes are shown in solid black, the unshaded pipes (in outline only) are air ventilation pipes, the single black lines are cold water pipes, and the dotted lines represent hot water pipes. An important sanitary feature in modern plumbing is keeping all sewer gas and disease germs out of the house. To achieve this, traps have long been used beneath wash basins, toilet hoppers, and sinks; however, back pressure from sewer gas could sometimes bubble through the trap into the house, and the water exiting a basin could occasionally create a siphon effect that emptied the trap completely, leaving it unsealed. These issues are prevented by the air ventilation pipes that connect to the discharge side of every trap in the house, leading to a stack that extends through the roof. This setup keeps sewer gas pressure off the water seal of the trap, eliminates the siphon action, and allows air circulation to be drawn in from the sidewalk on the house side of the running trap, through the sewer pipe, and up through the air vent pipes to the roof.
The great science of bacteriology, dealing with these smallest of living things, only came into existence with the microscope, and it was a field which was not only wholly unknown and unexplored a few years ago, but there was no suggestion visible to the eye to direct attention to it, until the lens began to reveal the secrets of microcosm. What development the future may bring no one can predict, but to the biologist and the physician no more promising field exists. Certain it is that the knowledge already gained is of incalculable benefit, and constitutes one of the greatest eras of progress the world has known, for with the noble army of patient, devoted, and self-sacrificing physicians, the discoveries of the scientist, our boards of health, our hospitals and asylums for the insane, our quarantine laws, our modern plumbing and improved sanitation in the home and public departments, there is no reason why the life of man should not be extended far beyond the three-score and ten years, and the 50 per cent. of population dying in childhood saved for useful lives and citizenship.
The amazing field of bacteriology, which studies these tiniest living organisms, only came into being with the microscope. Just a few years ago, it was completely unknown and unexplored, with no visible signs to draw attention to it, until the lens started to uncover the secrets of the micro world. No one can predict how it will develop in the future, but for biologists and doctors, there’s no more promising area. What we already know is incredibly valuable and represents one of the greatest advancements in history. Thanks to the dedicated and selfless efforts of countless doctors, the discoveries made by scientists, our health boards, hospitals, mental health facilities, quarantine laws, and advancements in plumbing and sanitation, there’s no reason why human life shouldn’t be extended well beyond the typical seventy years, and why the 50% of children who currently die young shouldn’t be saved for productive lives and citizenship.
CHAPTER XXI.
Bikes and Cars.
The Draisine, 1816—Michaux’s Bicycle, 1855—United States Patent to Lallement and Carrol, 1866—Transition from “Vertical Fork” and “Star” to Modern “Safety”—Pneumatic Tire—Automobile, the Prototype of the Locomotive—Trevithick’s Steam Road Carriage, 1801—The Locomobile of To-day—Gas Engine Automobiles of Pinkus, 1839; Selden, 1879; Duryea, Winton and Others—Electric Automobiles a Development of Electric Locomotives as Early as 1836—Grounelle’s Electric Automobile of 1852—The Columbia, and Other Electric Carriages—Statistics.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__.
However superior to other animals man may be in point of intellect, it must be admitted that he is vastly inferior in his natural equipment for locomotion. Quadrupeds have twice as many legs, run faster, and stand more firmly. Birds have their two legs supplemented with wings that give a wonderfully increased speed in flight, and fish, with no legs at all, run races with the fastest steamers; but man has awkwardly toddled on two stilted supports since prehistoric time, and for the first year of his life is unable to walk at all. That he has felt his inferiority is clear, for his imagination has given wings to the angels, and has depicted Mercury, the messenger of the gods, with a similar equipment on his heels. We see the ambition for speed exemplified even in the baby, who crows in exhilaration at rapid movement, and in the boy when the ride on the flying horses, the glide on the ice, or the swift descent on the toboggan slide, brings a flash to his eye and a glow to his cheeks.
However superior to other animals humans may be in terms of intelligence, it must be acknowledged that they are significantly inferior in their natural ability to move. Four-legged animals have twice as many legs, run faster, and stand more stable. Birds have their two legs plus wings, which allow for incredible speed in flight, while fish, having no legs at all, can race with the fastest boats. Yet, humans have clumsily walked on two long supports since prehistoric times, and during the first year of life, they are unable to walk at all. It's clear that humans recognize their inferiority, as their imagination has given wings to angels and depicted Mercury, the messenger of the gods, with similar winged shoes. We see the desire for speed even in babies, who gleefully react to quick movement, and in boys, as they light up with excitement during a ride on merry-go-rounds, gliding on ice, or racing down a toboggan slide.
A characteristic trend of the present age is toward increased speed in everything, and the most conspicuous example of accelerated speed in late years is the bicycle. It has, with its fascination of silent motion and the exhilaration of flight, driven the younger generation wild with enthusiasm, has limbered up the muscles of old age, has revolutionized the attire of men and women, and well-nigh supplanted the old-fashioned use of legs. It is the most unique and ubiquitous piece of organized machinery ever made. The thoroughfares and highways of civilization fairly swarm with thousands of glistening and silently gliding wheels. It is to be found[260] everywhere, even to the steppes of Asia, the plains of Australia, and the ice fields of the Arctic.
A defining trend of today is the push for speed in everything, and the most obvious example of this acceleration in recent years is the bicycle. Its quiet movement and the thrill of riding have captivated the younger generation, energized the bodies of older folks, changed the fashion of men and women, and almost replaced traditional walking. It’s the most distinctive and widespread piece of machinery ever created. The roads and highways are filled with thousands of shining wheels gliding silently. You can find it[260] everywhere, from the steppes of Asia to the plains of Australia and the icy fields of the Arctic.
The true definition of the bicycle is a two-wheeled vehicle, with one wheel in front and the other in the rear, and both in the same vertical plane. Its life principle is the physical law that a rotating body tends to preserve its plane of rotation, and so it stands up, when it moves, on the same principle that a top does when it spins or a child’s hoop remains erect when it rolls.
The true definition of a bicycle is a two-wheeled vehicle, with one wheel in the front and the other in the back, and both aligned in the same vertical plane. Its fundamental principle is based on the physical law that a rotating object tends to maintain its plane of rotation, which is why it stays upright while moving, similar to how a spinning top does or how a child’s hoop stays upright as it rolls.

A form of carriage adapted to be propelled by the muscular effort of the rider was constructed and exhibited in Paris by Blanchard and Magurier, and was described in the Journal de Paris as early as July 27, 1779, but the true bicycle was the product of the Nineteenth Century. It was invented by Baron von Drais, of Manheim-on-the Rhine. See Fig. 180. It consisted of two wheels, one before the other, in the same plane, and connected together by a bar bearing a saddle, the front wheel being arranged to turn about a vertical axis and provided with a handle for guiding. The rider supported his elbows on an arm rest and propelled the device by striking his toes upon the ground, and in this way thrusted himself along, while guiding his course by the handle bar and swivelling front wheel. This machine was called the “Draisine.” It was patented in France for the Baron by Louis Joseph Dineur, and was exhibited in Paris in 1816. In 1818 Denis Johnson secured an English patent for an improved form of this device, but the principle of propulsion remained the same. This device, variously known as the “Draisine,” “vélocipède,” “célérifère,[261]” “pedestrian curricle,” “dandy horse,” and “hobby-horse,” was introduced in New York in 1819, and was greeted for a time with great enthusiasm in that and other cities.
A type of vehicle designed to be powered by the rider's physical effort was created and showcased in Paris by Blanchard and Magurier, and it was mentioned in the Journal de Paris as early as July 27, 1779. However, the actual bicycle was developed in the Nineteenth Century. It was invented by Baron von Drais from Manheim-on-the Rhine. See Fig. 180. It featured two wheels, one in front of the other on the same plane, and they were connected by a bar that held a saddle. The front wheel was able to pivot around a vertical axis and was equipped with a handle for steering. The rider rested his elbows on an armrest and pushed off the ground with his toes to move forward, while guiding the direction with the handlebars and the swiveling front wheel. This invention was called the “Draisine.” It was patented in France for the Baron by Louis Joseph Dineur and was displayed in Paris in 1816. In 1818, Denis Johnson obtained an English patent for an improved version of this device, though the method of propulsion remained unchanged. This vehicle, commonly referred to as the “Draisine,” “vélocipède,” “célérifère,[261]” “pedestrian curricle,” “dandy horse,” and “hobby-horse,” was introduced in New York in 1819, where it was temporarily received with great excitement in that city and others.

On June 26, 1819, William K. Clarkson was granted a United States patent for a vélocipède, but the records were destroyed in the fire of 1836. In 1821 Louis Gompertz devised an improved form of “hobby-horse,” in which a vibrating handle, with segmental rack engaging with a pinion on the front wheel axle, enabled the hands to be employed as well as the feet in propelling the machine. Such devices all relied, however, upon the striking of the ground with the toes. Their fame was evanescent, however, and for forty years thereafter little or no attention was paid to this means of locomotion, except in the construction of children’s carriages and velocipedes having three or more wheels.
On June 26, 1819, William K. Clarkson received a United States patent for a vélocipède, but the records were lost in the fire of 1836. In 1821, Louis Gompertz created an improved version of the “hobby-horse,” featuring a vibrating handle and a segmental rack that interacted with a pinion on the front wheel axle, allowing users to use their hands as well as their feet to move the machine. However, all these devices depended on pushing off the ground with the toes. Their popularity was short-lived, and for the next forty years, there was little to no focus on this mode of transportation, apart from making children’s carriages and velocipedes with three or more wheels.
In 1855 Ernst Michaux, a French locksmith, applied, for the first time, the foot cranks and pedals to the axle of the drive wheel. A United States patent, No. 59,915, taken Nov. 20, 1866, in the joint names of Lallement[262] and Carrol, represented, however, the revival of development in this field. Lallement was a Frenchman, and built a machine having the pedals on the axle of the drive wheel, and it was at one time believed that it was he who deserved the credit for this feature, but it is claimed for Michaux, and the monument erected by the French in 1894 to Ernest and Pierre Michaux at Bar le Duc gives strength to the claim. The bicycle, as represented at this stage of development, is shown in Fig. 181. In 1868-’69 machines of this type went extensively into use. Bicycle schools and riding academies appeared all through the East, and notwithstanding the excessive muscular effort required to propel the heavy and clumsy wooden wheels, the old “bone-shaker” was received with a furor of enthusiasm.
In 1855, Ernst Michaux, a French locksmith, was the first to apply foot cranks and pedals to the axle of the drive wheel. A United States patent, No. 59,915, issued on Nov. 20, 1866, in the names of Lallement[262] and Carrol, marked a resurgence of innovation in this area. Lallement, a Frenchman, created a machine with the pedals on the axle of the drive wheel, and it was once thought that he was the one who deserved credit for this design. However, credit is often given to Michaux, and the monument erected by the French in 1894 to Ernest and Pierre Michaux in Bar le Duc supports this claim. The bicycle, as depicted at this stage of development, is shown in Fig. 181. From 1868 to 1869, machines of this type became widely used. Bicycle schools and riding academies sprang up throughout the East, and despite the significant physical effort required to move the heavy and awkward wooden wheels, the old "bone-shaker" was met with overwhelming enthusiasm.

In 1869 Magee, in Paris, made the entire bicycle of iron and steel, solid rubber tires and brakes followed, and the front wheel began to grow to larger size, until in 1879 the bicycle presented the form shown in Fig. 182. This placed the weight of the rider more directly over the drive wheel, and was known as the “vertical fork.” It gave good results but for the accidents[263] from “headers,” to which it was especially liable. Means to overcome the danger were resorted to, and the “Star” bicycle represented such a construction. In this the high wheel was behind and the small one in front, and straps and ratchet wheels connected the pedals to the axle. In 1877 Rousseau, of Marseilles, removed the pedals from the wheel axle and applied the power to the axle by a chain extending from a sprocket wheel on the pedal shaft to a sprocket wheel on the wheel axle. By gradual steps, initiated in Starley’s “Rover” in 1880, (see Fig. 183), the high front wheel was reduced in size, until the proportions of the modern “Safety” (Fig. 184) have been obtained. Strange to say, these proportions have, through nearly a century of evolution, gone back to those employed in the old “Draisine,” where the two wheels were of the same size. The modern “Safety,” however, is quite a different machine. Its diamond frame of light but strong tubular steel, its ball bearings, its suspension wheels and pneumatic tires impart to the modern bicycle strength with lightness, and beauty with efficiency, to a degree scarcely attained by any other piece of organized machinery designed for such trying work.
In 1869, Magee in Paris created an entire bicycle made of iron and steel, followed by solid rubber tires and brakes. The front wheel started to increase in size until in 1879, the bicycle took on the form shown in Fig. 182. This design positioned the rider's weight more directly over the drive wheel and was known as the “vertical fork.” It performed well but was prone to accidents from “headers.” To address this risk, new designs emerged, with the “Star” bicycle being a representation of such innovation. In this model, the large wheel was at the back and the smaller one was in front, with straps and ratchet wheels connecting the pedals to the axle. In 1877, Rousseau from Marseilles detached the pedals from the wheel axle and transferred power to the axle via a chain that linked a sprocket wheel on the pedal shaft to a sprocket wheel on the wheel axle. Gradual improvements, starting with Starley’s “Rover” in 1880 (see Fig. 183), led to a reduction in the size of the front wheel until modern “Safety” proportions (Fig. 184) were achieved. Interestingly, these proportions, after nearly a century of evolution, reverted to those used in the old “Draisine,” where the two wheels were the same size. However, the modern “Safety” is quite a different machine. Its diamond frame is made of lightweight yet strong tubular steel, with ball bearings, suspension wheels, and pneumatic tires that give the modern bicycle strength combined with lightness, and beauty with efficiency, reaching a standard few other machines designed for such demanding tasks have achieved.


The most important of all modern improvements on the bicycle was perhaps the pneumatic tire. This was not originally designed for the bicycle, but was patented in England by R. W. Thompson in 1845 and in the United States May 8, 1847, No. 5,104. Its application to the bicycle was made in 1889 by Dunlop, United States patent No. 435,995, Sept. 9, 1890, and 453,550, June 2, 1891. It furnishes not only an elastic bearing which cushions the jar, but also makes a broader tread that renders cycling on the soft roads of the country at once practical and delightful. The chainless wheel, which connects the axle of the pedal crank with the axle[264] of the rear wheel by a shaft with bevel gears, is the most recent form exploited by the manufacturers, but it is doubtful whether it presents any points of superiority over the chain type. All of the parts of the bicycle have come in for a share of attention at the hands of inventors, differential speed gears and brakes having received especial attention. The Morrow hub brake, which applies friction to the rear wheel hub by back pressure on the pedal, is a popular modern form. The first back-pedal brake is shown in United States Pat. No. 418,142, to Stover & Hance, Dec. 24, 1889.
The most significant advancement in modern bicycle technology was probably the pneumatic tire. Originally, it wasn’t created for bicycles but was patented in England by R. W. Thompson in 1845 and in the United States on May 8, 1847, No. 5,104. It was introduced to bicycles in 1889 by Dunlop, with United States patent No. 435,995, on Sept. 9, 1890, and 453,550, on June 2, 1891. This innovation provides an elastic support that absorbs shock and creates a wider tread, making cycling on soft country roads both practical and enjoyable. The chainless wheel, which connects the pedal crank axle to the rear wheel axle using a shaft with bevel gears, is the latest design being promoted by manufacturers, but it's uncertain if it offers any advantages over the traditional chain system. All components of the bicycle have undergone improvements from inventors, with differential speed gears and brakes being particularly emphasized. The Morrow hub brake, which applies friction to the rear wheel hub through back pressure on the pedal, is a popular modern design. The first back-pedal brake was patented in the United States, No. 418,142, to Stover & Hance, on Dec. 24, 1889.
Among the many modifications of the bicycle as used to-day may be mentioned the drop frame, which has made cycling possible for ladies, the tandem, for two riders, the sextet or octet, carrying six or eight riders and resembling a centipede in movement and an express train in speed: the ice velocipede, in which two runners are combined with a spiked driving wheel, and the hydrocycle, or water velocipede, in which the drive wheel, formed with paddles, is used to propel a buoyant hull through the water.
Among the many changes to the bicycle that we use today, we can mention the drop frame, which has made cycling accessible for women, the tandem for two riders, and the sextet or octet, which carries six or eight riders and moves like a centipede while speeding like an express train. There’s also the ice velocipede, which combines two runners with a spiked driving wheel, and the hydrocycle, or water velocipede, where the drive wheel, equipped with paddles, propels a buoyant hull through the water.
In point of speed there seems to be no limit to the bicycle. In a test made on the Long Island Railroad in the summer of 1899 between a wheel and an express train, the bicyclist, riding on a plank road between the rails and protected behind the train by a wind break, covered a mile in 574⁄5 seconds, and while going at top speed of more than a mile a minute, overtook the train, was caught by his friends on a rear platform and pulled on board, bicycle and all. This is the first instance on record of overtaking[265] and boarding an express train going at the rate of sixty-four miles an hour, and yet it is said that the rider (Murphy) was not doing his best.
In terms of speed, it seems there’s no limit to the bicycle. During a test conducted on the Long Island Railroad in the summer of 1899, a cyclist raced against an express train. Riding on a wooden path between the tracks and shielded from the wind by the train, the cyclist completed a mile in 574⁄5 seconds. While reaching a top speed of over a mile a minute, he passed the train, was caught by friends on a rear platform, and was pulled on board with his bike. This is the first recorded instance of someone overtaking[265] and boarding an express train traveling at sixty-four miles an hour. Yet, it’s reported that the rider (Murphy) was not even pushing himself to the limit.
Nearly 5,000 patents have been granted on velocipedes and bicycles. Most of them were for bicycles which, as improved to-day, are not only as fleet as the birds, but almost as countless in numbers. It is estimated that in 1889 the total product of bicycles in this country reached 200,000 machines annually. In 1892, after the general adoption of the pneumatic tire, a great increase followed, which has grown from year to year until in the year 1899 a conservative estimate for the output in the United States is 1,000,000 wheels annually, worth from thirty to fifty million dollars. Each bicycle tire takes about two pounds of pure rubber, or four pounds to the wheel. The annual output in wheels consequently consumes about 4,000,000 pounds, or 2,000 tons of rubber. Ten years ago there were not more than twenty-five legitimate manufacturers of bicycles in the United States. In 1897 there were over 200 concerns in the business. It is estimated that there are to-day between 150 and 155 regular manufacturers, exclusive of the mere assemblers of parts. The Pope Manufacturing Company, which occupies the leading place, employed in 1888 about 500 hands. To-day their shops give employment to 3,800 workmen, which furnishes a significant object lesson as to the importance and growth of the industry.
Nearly 5,000 patents have been granted for velocipedes and bicycles. Most of these are for bicycles, which today are not only as fast as birds but also nearly as numerous. It's estimated that in 1889, the total production of bicycles in this country reached 200,000 machines each year. In 1892, after the widespread adoption of the pneumatic tire, a significant increase occurred, which has continued to grow until, in 1899, conservative estimates for the output in the United States reached 1,000,000 wheels annually, valued between thirty and fifty million dollars. Each bicycle tire uses about two pounds of pure rubber, or four pounds per wheel. Therefore, the annual output in wheels consumes about 4,000,000 pounds, or 2,000 tons of rubber. Ten years ago, there were no more than twenty-five legitimate bicycle manufacturers in the United States. By 1897, there were over 200 companies in the business. It’s estimated that today there are between 150 and 155 regular manufacturers, excluding those who simply assemble parts. The Pope Manufacturing Company, which holds a leading position, employed about 500 people in 1888. Today, their shops employ 3,800 workers, illustrating the significant importance and growth of this industry.
The Automobile.—Gliding silently along our city streets without the customary accompaniment of the clatter of the horse’s hoofs, the automobile suggests to the average observer a very recent invention. This is, however, not the case. The automobile is older even than the locomotive, and is, in fact, the early model from which the rail locomotive was evolved. As early as 1680 Sir Isaac Newton proposed a steam carriage in which the propelling power was the reactionary discharge of a rearwardly directed jet of steam. Cugnot, in 1769, built a steam carriage, which is still preserved in the museum of the Conservatoire des Arts et Métiers in Paris. Hornblower also in the same year devised a steam carriage. Watt’s patents of 1769 and 1784 contemplated the application of his steam engines to carriages running on land. Symington in 1770, and Murdoch in 1784, built experimental models. In 1787 Oliver Evans obtained a patent in Maryland for the exclusive right to make steam road wagons. Nathan Read in 1790 also patented and built a steam carriage.
The Automobile.—Gliding silently along our city streets without the usual sound of horse hooves, the automobile might seem like a very recent invention to most people. However, that's not true. The automobile is actually older than the locomotive and is, in fact, the early model from which the rail locomotive developed. As early as 1680, Sir Isaac Newton proposed a steam carriage that used a jet of steam directed backward for propulsion. In 1769, Cugnot built a steam carriage that is still on display at the Conservatoire des Arts et Métiers in Paris. Hornblower also designed a steam carriage that same year. Watt's patents from 1769 and 1784 included ideas for using his steam engines in land carriages. In 1770, Symington and in 1784, Murdoch created experimental models. In 1787, Oliver Evans secured a patent in Maryland for the exclusive right to make steam road wagons. Nathan Read also patented and built a steam carriage in 1790.
Of these, Cugnot represents the pioneer in the heavier forms of self-propelled vehicles, but the steam carriage which best deserves to be regarded as the prototype of the modern passenger automobile is that[266] of Trevithick, in England, who may also be considered as the father of the locomotive. On Christmas eve, 1801, this steam carriage made its experimental trip along the high road carrying seven or eight passengers. The next day the party, with Trevithick in charge of the engine, visited Tehidy House, the home of Lord Dunstanville. They met with an accident, however, and the carriage turned over. It was placed under shelter, and while the party were at the hotel regaling themselves with roast goose and popular drinks, the water in the engine boiled away, the iron became red hot, and nothing combustible was left either of the carriage or the building in which it was sheltered. On March 24, 1802, Trevithick and Vivian obtained a British patent, No. 2,599, on this device, and another carriage was built, and in the spring of 1803 started a run from Camborne to Redruth, but it stuck in the mud. It was popularly known as Capt. Trevithick’s “Puffing Devil.” It was subsequently reconstructed in London and run upon the streets of that city. Fig. 185 presents an illustration of the first steam automobile. The cylinders and pistons were enclosed within the fire box in the rear. Clutches (called striking boxes) on the axle of the front gear wheel allowed either running wheel to move independently of the other in turning. A pair of small front steering wheels was arranged to turn about a vertical axis and was manipulated by a handle bar. A brake was provided for in the specification, as were also variable gears for changing speed, and an automatic blower for the fire. The carriage had an elevated coach body mounted on springs, and the running wheels were of large size, adapted to the higher speed and lighter uses of passenger traffic.
Among these, Cugnot stands out as the early innovator in heavier self-propelled vehicles, but the steam carriage that truly deserves to be seen as the prototype for the modern passenger car is that of Trevithick, in England, who is also regarded as the father of the locomotive. On Christmas Eve, 1801, this steam carriage made its test run on the highway, carrying seven or eight passengers. The next day, the group, with Trevithick in charge of the engine, visited Tehidy House, the residence of Lord Dunstanville. However, they encountered an accident, and the carriage overturned. It was sheltered, and while the group enjoyed roast goose and popular drinks at a hotel, the water in the engine boiled away, the iron became red hot, and nothing flammable remained of the carriage or the building where it was kept. On March 24, 1802, Trevithick and Vivian obtained a British patent, No. 2,599, for this invention, and another carriage was built. In the spring of 1803, it began a route from Camborne to Redruth, but it got stuck in the mud. It was commonly known as Capt. Trevithick’s “Puffing Devil.” It was later reconstructed in London and operated on the streets of that city. Fig. 185 presents an illustration of the first steam automobile. The cylinders and pistons were housed within the firebox at the rear. Clutches (called striking boxes) on the axle of the front gear wheel allowed each running wheel to move independently while turning. A pair of small front steering wheels was set up to pivot around a vertical axis and was controlled by a handlebar. The specification included a brake, variable gears for speed adjustment, and an automatic blower for the fire. The carriage featured an elevated coach body mounted on springs, and the running wheels were large, suited for the greater speeds and lighter demands of passenger traffic.

It is not possible to trace the succeeding steps in steam carriage development by James and Anderson, by Gurney, in 1822, by Marcerone and Squire in 1833, by Russel in 1846, and many others; it is sufficient to[267] know that bad roads and the success attending the steam locomotive on rails diverted attention from the steam road carriage, and not until the latter part of the Nineteenth Century was there any marked revival of interest in this field. Then came first the ponderous road engine, known as a traction engine, and used for heavy hauling; and this in the last decade has been followed by the modern steam motor carriage, an example of which is seen in Figs. 186 and 186A, which represent the “Locomobile” and its actuating mechanism. The fuel used is gasoline, stored in a three-gallon tank under the footboard. The boiler, which is arranged under the seat, is a vertical cylinder wrapped with piano wire for greater tensile strength, and contains 298 copper tubes. The engine, which is seen in Fig. 186A, is arranged in upright position under the seat, in front of the boiler, has two cylinders, 21⁄2-inch diameter and 4-inch stroke, a Stephenson link-motion and an ordinary D-valve. Sprocket wheels and a chain connect the engine shaft to the rear axle. The engine runs from 300 to 400 revolutions per minute and develops from[268] four to five horse power. It has a muffle for the steam exhaust and the whole weight is 550 pounds. It is one of the lightest and cheapest of automobiles, runs easily at ten to twelve miles an hour, and is an efficient hill-climber. Although naming the steam automobile first because of its earlier genesis, it is not to be understood as representing at present the most popular type of motor carriage, although it bids fair to become so.
It's impossible to track the progression of steam carriage development by James and Anderson, by Gurney in 1822, by Marcerone and Squire in 1833, by Russel in 1846, and many others; it’s enough to[267] know that poor roads and the success of steam locomotives on tracks shifted focus away from the steam road carriage, and it wasn't until the late Nineteenth Century that interest in this area revived. First came the heavy road engine, known as a traction engine, used for tough hauling; and in the last decade, this was followed by the modern steam motor carriage, an example of which can be seen in Figs. 186 and 186A, representing the “Locomobile” and its driving mechanism. The fuel used is gasoline, stored in a three-gallon tank beneath the footboard. The boiler, positioned under the seat, is a vertical cylinder wrapped in piano wire for added strength and contains 298 copper tubes. The engine, which can be viewed in Fig. 186A, is set upright under the seat, in front of the boiler, has two cylinders with a diameter of 21⁄2 inches and a 4-inch stroke, a Stephenson link-motion, and a standard D-valve. Sprocket wheels and a chain connect the engine shaft to the rear axle. The engine operates at 300 to 400 revolutions per minute and generates between[268] four to five horsepower. It includes a muffler for the steam exhaust, and the total weight is 550 pounds. It is one of the lightest and most affordable automobiles, runs smoothly at ten to twelve miles per hour, and is a capable hill-climber. Although it’s mentioned first as the steam automobile due to its earlier development, it shouldn’t be assumed that it currently represents the most popular type of motor carriage, though it seems likely to become so.


FIG. 186A.—THE FOUR HORSE POWER ENGINES OF “LOCOMOBILE.”
FIG. 186A.—THE FOUR HORSE POWER ENGINES OF “LOCOMOBILE.”
In France and the continent of Europe the type employing an explosive mixture of gasoline and air is most frequently found, and in England and the United States the electric motor with the storage battery is chiefly used.
In France and across Europe, the most common type uses an explosive mix of gasoline and air, while in England and the United States, the electric motor powered by a storage battery is primarily used.
In automobiles of the explosive gas type probably the earliest example is found in the British patent to Pinkus, No. 8,207, of 1839. In France Lenoir, in 1860, is credited with being the pioneer. Among modern applications the patent to George B. Selden, No. 549,160, occupies a prominent place. This was only granted Nov. 5, 1895, but the application for the patent was filed in the Patent Office May 8, 1879 so that the invention described has quite an early date, and some broad claims have been allowed to the inventor. In the last decade many applications of the explosive gas engine to road carriages and tricycles have been made, especially in France. Representative motor carriages of this type are to be found in the United States in the Duryea and the Winton. An illustration of the latter is given in Fig. 187. The form shown represents a phaeton weighing 1,400 pounds; the motor is of the single hydrocarbon type, and is simple, powerful and compact.[269] It is also free from noise and vibration, and is under control at all times. The maximum speed is eighteen miles an hour.
In cars using explosive gas, one of the earliest examples is found in the British patent to Pinkus, No. 8,207, from 1839. In France, Lenoir is recognized as the pioneer in 1860. Among modern applications, George B. Selden's patent, No. 549,160, is significant. It was granted on Nov. 5, 1895, but the patent application was submitted to the Patent Office on May 8, 1879, meaning the invention described dates back quite a bit, and the inventor has been allowed some broad claims. In the last decade, there have been many applications of the explosive gas engine in road vehicles and tricycles, especially in France. Notable motor vehicles of this type in the United States include the Duryea and the Winton. An illustration of the Winton is shown in Fig. 187. The model depicted is a phaeton weighing 1,400 pounds; the motor is of the single hydrocarbon type, making it simple, powerful, and compact.[269] It also operates without noise and vibration and remains under control at all times. The maximum speed is eighteen miles per hour.

Probably the most popular type of the automobile in the United States is the “electric.” The application of the electric motor to the propulsion of vehicles dates back to quite an early period. It is said that as far back as 1835 Stratingh and Becker, of Groeningen, and in 1836 Botto, of Turin, constructed crude electric carriages. Davenport, in 1835, Davidson, in 1838, and Dr. Page, in 1851, built electric locomotives which ran on rails. The prototype of the electric automobile[270], however, is best represented in the French patent to M. Grounelle, No. 7,728, Feb. 7, 1852 (2 Ser., Vol. 25, p. 220, pl. 46.) This shows a perfectly equipped electric automobile. It did not have a practical electric generator, however, for the storage battery was not then known. A large sulphate of copper battery was employed, which could through the agency of a train of gears give only a very slow speed. This road carriage, however, only needed a storage battery to make it a well organized and efficient electric automobile. It is believed by many that electricity fulfills more of the necessary conditions of a successful motive power for motor carriages than any other power. It is clean, compact, noiseless, free from vibration, heat, dirt and gases, and is under perfect control. Its chief objection is that it is only possible to recharge it where electric power is available, and in this respect it is inferior to the gasoline motor, whose supply may be conveniently obtained at every city, village, and country store. The Columbia two-seated Dos-a-Dos[271] (Fig. 188), Woods’ Victoria Hansom Cab, and the Riker Electric Delivery Wagon are representative types of the modern electric automobile.
Probably the most popular type of automobile in the United States today is the “electric.” The use of electric motors to power vehicles goes back quite a long time. It's said that as early as 1835, Stratingh and Becker from Groeningen, and in 1836, Botto from Turin, built basic electric carriages. Davenport in 1835, Davidson in 1838, and Dr. Page in 1851 constructed electric locomotives that ran on rails. However, the best representation of the electric automobile prototype is found in the French patent to M. Grounelle, No. 7,728, dated Feb. 7, 1852 (2 Ser., Vol. 25, p. 220, pl. 46.). This patent shows a fully equipped electric automobile. However, it lacked a practical electric generator, as the storage battery wasn't known at that time. Instead, a large copper sulfate battery was used, which could only achieve a very slow speed through a system of gears. This road vehicle only needed a storage battery to become a well-organized and efficient electric automobile. Many believe that electricity meets more of the necessary conditions for a successful motive power for motor vehicles than any other source. It's clean, compact, quiet, free from vibration, heat, dirt, and gases, and offers excellent control. Its main drawback is that it can only be recharged where electric power is available, which makes it less convenient than gasoline engines, whose fuel is readily accessible in every city, town, and country store. The Columbia two-seated Dos-a-Dos[271] (Fig. 188), Woods’ Victoria Hansom Cab, and the Riker Electric Delivery Wagon are representative examples of the modern electric automobile.

All of the motor carriages illustrated are of American make, and for lightness, grace, and efficiency they have no superiors. A peculiar and recent type which attracted much attention and took the gold medal at the Motor Carriage Exposition at Berlin, held in September, 1899, is the Pieper double motor carriage. It has both a benzine motor and an electric motor, which can be worked separately or together, and yet is said to be lighter than most electric carriages. On a long journey, remote from electrical supply, the benzine motor is used not only to propel the carriage, but by running the electric motor as a dynamo or generator, recharges the storage battery. On level, easy roads, where the power required falls below the maximum power exerted by the benzine motor, the electric motor changes automatically to a dynamo and the surplus force of the benzine motor is converted into current and stored. In running down hill or stopping the carriage, the momentum of the vehicle is also received by the electric motor acting as a dynamo and brake, and is stored as electricity in the battery, which is thus in an ordinary journey kept constantly charged.
All of the cars shown are made in America, and in terms of lightness, style, and performance, they have no rivals. A unique and recently introduced model that caught a lot of attention and won the gold medal at the Motor Carriage Exposition in Berlin in September 1899 is the Pieper double motor carriage. It features both a gasoline engine and an electric motor, which can operate separately or together, and is reported to be lighter than most electric cars. On long trips far from electrical outlets, the gasoline engine isn’t just used to move the car; it also runs the electric motor as a generator to recharge the battery. On flat, easy roads where the power needed is less than the maximum output of the gasoline engine, the electric motor automatically switches to generator mode, converting the excess power from the gasoline engine into electricity to be stored. When going downhill or stopping the car, the vehicle's momentum is captured by the electric motor acting as a generator and brake, storing electricity in the battery, which keeps it charged throughout a typical journey.
It is not probable that man will ever be able to get along without the horse, but the release of the noble animal from the bondage of city traffic, which was begun only a few years ago with mechanical street car propulsion, promises now to be extensively advanced by the substitution of the motor carriage and the auto-truck for team-drawn vehicles. The rapidity with which this industry has grown, and its promise for the future may be realized when it is remembered that so far as practical results are concerned it has all grown up in the last decade of the Nineteenth Century, and yet to-day it is said that there are already in the United States about 200 incorporated concerns with an aggregate capitalization of some $500,000,000, organized to build automobiles, to say nothing of the vast number of individuals who are experimenting in this field. The greatest activity, however, is to be found in France, which claims over 600 manufacturers and has in use 6,000 automobiles out of a total of 11,000 in all of Europe.
It’s unlikely that humans will ever completely move on from horses, but the release of these majestic animals from the burden of city traffic, which started a few years ago with mechanical streetcars, is now being significantly advanced by replacing horse-drawn carriages and wagons with motor vehicles and trucks. The rapid growth of this industry and its potential for the future is evident when you consider that, in terms of practical outcomes, it only emerged in the last decade of the 1800s. Today, it's estimated that there are around 200 companies in the United States with a total investment of approximately $500 million, all focused on building automobiles, not to mention the countless individuals experimenting in this area. The most significant activity, however, is in France, which boasts over 600 manufacturers and has 6,000 automobiles in use out of a total of 11,000 across all of Europe.
The most significant suggestion for the future of the automobile is that the cost of maintenance and all things considered, it is in some applications cheaper than the horse-drawn vehicles of the same efficiency. In a consular report of Oct. 16, 1899, forwarded to the State Department by Mr. Marshal Halsted, consul at Birmingham, Mr. E. H. Bayley, an English authority, is quoted as saying that in operating[272] heavy motor vehicles for hauling, the cost is three half-pence (three cents) per net ton per mile, as compared with 18 to 24 cents per net ton per mile by horse-drawn vehicles. In England much attention is being given to this subject.
The most important suggestion for the future of cars is that the cost of maintenance is, all things considered, cheaper in some cases than that of horse-drawn vehicles with the same efficiency. In a consular report dated October 16, 1899, sent to the State Department by Mr. Marshal Halsted, consul in Birmingham, Mr. E. H. Bayley, a British expert, is cited as saying that when operating[272] heavy motor vehicles for hauling, the cost is three half-pence (three cents) per net ton per mile, compared to 18 to 24 cents per net ton per mile for horse-drawn vehicles. In England, a lot of attention is being paid to this topic.
As before stated, the modern automobile cannot be considered as a new invention so far as fundamental principles are concerned. Its success, in late years, is to be credited to the perfection of the arts in general, and as essential factors contributing to this may be named the refinement of steel, giving increased strength with lightness, the increased efficiency of motive power, the vulcanization of rubber, the mathematical nicety of mechanical adjustment, the reduction of friction by ball bearings, the wonderful developments in electricity and improvement in roads.
As mentioned earlier, the modern car isn't really a new invention when it comes to its basic principles. Its recent success can be attributed to advancements in various technologies, including better steel that offers more strength while being lighter, improved energy efficiency, the process of rubber vulcanization, precise mechanical adjustments, reduced friction from ball bearings, significant progress in electricity, and better road conditions.
CHAPTER XXII.
The Record Player.
Invention of Phonograph by Edison—Scott’s Phonautograph—Improvements of Bell and Tainter—The Graphophone—Library of Wax Cylinders—The Gramophone.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__.
Following closely upon the discovery of the telephone the phonograph came, literally speaking for itself, and adding another surprise to the wonderful inventions of that prolific period. It was in the latter part of 1877 that Thomas A. Edison showed to a few privileged friends a modest looking little machine. He turned the crank, and to the astonishment of those present it said. “Good morning! How do you do? How do you like the phonograph?” Its voice was a little metallic, it is true, but here was presented an insignificant looking piece of mechanism which was undeniably a talking machine and one with an unlimited vocabulary. So-called talking machines had been made before, of which the Faber machine was a type. These, by an arrangement of bellows to furnish air, and flexible pipes in imitation of the larynx and vocal organs, made laborious and wheezy efforts to imitate the mechanical functions of the throat and tongue in articulate speech, but the method was fundamentally faulty and no success was attained. Edison followed no such leading. His phonograph made no attempt at imitating in construction the complex organization of the human throat, but was as wonderful in its divergence therefrom and in its simplicity as it was in the success of its results. The machine was patented by him Feb. 19, 1878, No. 200,521, and its life principle is simply and clearly defined in the first claim of the patent, as follows:
Right after the telephone was invented, the phonograph appeared, speaking for itself and adding to the incredible inventions of that productive time. In late 1877, Thomas A. Edison demonstrated a small, unassuming machine to a few lucky friends. He turned the crank, and to everyone's surprise, it said, “Good morning! How do you do? How do you like the phonograph?” Its voice was a bit metallic, but here was a seemingly simple device that was undeniably a talking machine with an unlimited vocabulary. Previous so-called talking machines, like the Faber machine, had been created. These machines used bellows to pump air and flexible pipes to mimic the larynx and vocal cords, trying hard but failing to replicate the mechanical functions of the throat and tongue in speech, since the method was fundamentally flawed. Edison took a different approach. His phonograph didn’t try to imitate the complex structure of the human throat in its design; instead, its simplicity and unique approach led to its remarkable success. He patented the machine on February 19, 1878, No. 200,521, and the main principle of its operation is clearly stated in the first claim of the patent:
“The method herein specified of reproducing the human voice, or other sounds, by causing the sound vibrations to be recorded substantially as specified, and obtaining motion from that record as set forth for the reproduction of sound vibrations.”
“The method outlined here for recreating the human voice or other sounds includes recording sound vibrations in a way that closely resembles what's described and then using that recording to create movement for reproducing sound vibrations.”
The invention was a striking and interesting novelty and at once attracted the attention of scientific men as well as the general public. Its first public exhibition was about the latter part of January, 1878, before the Polytechnic Association of the American Institute, at New York. It[274] spoke English, French, German, Dutch, Spanish and Hebrew with equal facility. It imitated the barking of a dog and crowing of a cock, and then catching cold, coughed and sneezed and wheezed until it is said a physician in the audience proposed sending a prescription for it. It was also suggested by an irreverent man that it might take the place of preachers in the rendition of sermons, while another thought that as it reproduced music with equal facility it might take the place of preacher and choir both. In the spring of 1878 it was exhibited at Washington by Edison and his assistant, Mr. Batchelor. Mr. Edison was the guest of Mr. U. H. Painter, and in his parlors it was shown to a party of gentlemen.
The invention was a remarkable and intriguing novelty that quickly caught the attention of both scientists and the general public. Its first public demonstration took place in late January 1878, at the Polytechnic Association of the American Institute in New York. It[274] could speak English, French, German, Dutch, Spanish, and Hebrew with equal ease. It mimicked the barking of a dog and the crowing of a rooster, and then, pretending to be sick, it coughed, sneezed, and wheezed until someone in the audience jokingly suggested sending it a prescription. One irreverent commentator proposed that it could replace preachers in delivering sermons, while another thought that because it could reproduce music so well, it might take the place of both preacher and choir. In the spring of 1878, it was demonstrated in Washington by Edison and his assistant, Mr. Batchelor. Mr. Edison was hosted by Mr. U. H. Painter, and it was showcased in his parlor to a group of gentlemen.
From Mr. Painter’s house the machine was taken to the office of the Assistant Secretary of the Interior, thence to the Academy of Sciences, in session at the Smithsonian Institution, and at night it was taken to the White House and exhibited to President and Mrs. Hayes.
From Mr. Painter’s house, the machine was brought to the office of the Assistant Secretary of the Interior, then to the Academy of Sciences, which was in session at the Smithsonian Institution, and at night it was taken to the White House and shown to President and Mrs. Hayes.

The form of the first phonograph is shown in Fig. 189. It consisted of three principal parts—the mouthpiece A, into which speech was uttered, the spirally grooved cylinder B, carrying on its periphery a sheet of tin foil, and a second mouthpiece D. The cylinder B and its axial shaft were both provided with spiral grooves or screw threads of exactly the same pitch, and when the shaft was turned by its crank its screw threaded bearings caused the cylinder to slowly advance as it rotated. The mouthpiece A had adjacent to the cylinder a flexible diaphragm carrying a little point or stylus which bore against the tin foil on the cylinder. When the mouthpiece A was spoken into and the cylinder B was turned, the little stylus, vibrating from the voice impulses, traced by indentations[275] a little jagged path in the tin foil that formed the record. To reproduce the record in speech again, the mouthpiece A was adjusted away from the cylinder, the cylinder run back to the starting point, and mouthpiece D was then brought up to the cylinder. This mouthpiece had a diaphragm and stylus similar to the other one, only more delicately constructed. This stylus was adjusted to bear lightly in the little spiral path in the tin foil traced by the other stylus, and as the tin foil revolved with the cylinder its jagged irregularities set up the same vibrations in the diaphragm of mouthpiece D as those caused by the voice on the other diaphragm, and thus translated the record into sounds of articulate speech, exactly corresponding to the words first spoken into the instrument. In Fig. 190 is shown a further development of the phonograph, in which a single mouthpiece with diaphragm and stylus serves[276] the purpose both of recorder for making the record and a speaker for reproducing it, a trumpet or horn being used, as indicated in dotted lines, to concentrate the vibrations in recording and to augment the sound in reproducing.
The design of the first phonograph is shown in Fig. 189. It had three main parts: mouthpiece A, where speech was directed, the spiral-grooved cylinder B, which had a sheet of tin foil wrapped around it, and a second mouthpiece D. The cylinder B and its central shaft both had spiral grooves or screw threads with the same pitch, and when the shaft was turned using its crank, the threaded bearings caused the cylinder to slowly move forward as it rotated. Mouthpiece A had a flexible diaphragm next to the cylinder, with a small point or stylus pressing against the tin foil on the cylinder. When someone spoke into mouthpiece A and cylinder B was turned, the stylus vibrated with the voice, creating a jagged pattern of indentations[275] in the tin foil that acted as the record. To play the recording back, mouthpiece A was moved away from the cylinder, the cylinder was turned back to the starting position, and mouthpiece D was brought up to the cylinder. This mouthpiece had a diaphragm and stylus similar to the other one but was more delicately made. The stylus was adjusted to lightly follow the jagged path in the tin foil made by the first stylus, and as the tin foil turned with the cylinder, its irregularities created the same vibrations in mouthpiece D's diaphragm as those caused by the original voice, thus converting the record back into understandable speech that exactly matched the words first spoken into the device. In Fig. 190 is shown an improved version of the phonograph, where a single mouthpiece with a diaphragm and stylus serves both to record and play back the sound, with a trumpet or horn used, as shown in dotted lines, to enhance the vibrations during recording and amplify the sound during playback.

The phonograph is in reality a development of the phonautograph, which was an instrument invented by Leon Scott in 1857 to automatically record sounds by diagrams. There is a model of Scott’s phonautograph in the National Museum at Washington, D. C, and it consists of a chamber to catch the sound waves and an elastic diaphragm with stylus working on a revolving cylinder bearing a sheet of paper coated with lampblack. The phonograph’s record-making mouthpiece, with its diaphragm and stylus, is substantially a phonautograph, but instead of simply causing the stylus to trace a record on carbon-coated paper and stopping with this result, Edison traced a record in a substance—tinfoil—which was capable of mechanically translating that record into sound again by a mere reversal of the function of the stylus and diaphragm. This was the very essence of simplicity and logical reasoning. All records had been heretofore traced for visual inspection only. Edison’s record was not for visual inspection, but was endowed with the mechanical function of reproducing sound.
The phonograph is actually an advancement of the phonautograph, which was a device created by Leon Scott in 1857 to automatically capture sounds in diagram form. There’s a model of Scott’s phonautograph at the National Museum in Washington, D.C., and it features a chamber that captures sound waves and an elastic diaphragm with a stylus that operates on a rotating cylinder wrapped in a sheet of paper coated with lampblack. The phonograph’s record-making mouthpiece, which includes its diaphragm and stylus, is essentially a phonautograph. However, instead of simply making the stylus trace a record on carbon-coated paper and stopping there, Edison created a record in a material—tinfoil—that could mechanically convert that record back into sound just by reversing the action of the stylus and diaphragm. This was the essence of simplicity and logical reasoning. Previously, all records had been made for visual inspection only. Edison’s record was not meant for visual inspection but had the mechanical capability of reproducing sound.
From the first Edison believed that his phonograph was to fill an important place in the business activities of the world, since here seemed a silent but faithful stenographer which reproduced the words of the speaker with absolute fidelity, even to the quality of emphasis and inflection, and which made no mistakes, was always even with the speaker in its work, and asked no questions. For a number of years, however, the invention lay dormant and served no other purpose than that of a scientific curiosity or an amusing toy. The difficulty of its practical application largely existed in the perishable form of the record, which, being in tinfoil, was liable to be mutilated and distorted, and was not well adapted for storage or transportation.
From the beginning, Edison believed that his phonograph would play a crucial role in the world's business activities, as it acted like a silent but reliable stenographer that could reproduce a speaker's words with complete accuracy, including their emphasis and tone. It made no mistakes, kept pace with the speaker, and required no clarifications. However, for many years, the invention remained unused, serving only as a scientific curiosity or a fun gadget. The main challenge with its practical application was the fragile nature of the record, which was made of tinfoil and prone to damage and distortion, making it unsuitable for storage or transport.
A few years after the announcement of Mr. Edison’s invention. Dr. Alexander Graham Bell, the distinguished inventor of the telephone, with his associates, Messrs. Chichester A. Bell and Charles Sumner Tainter, directed their attention to the improvement of the phonograph. Dr. Bell had received from the French government, upon the recommendation of the French Academy of Sciences, the Volta prize of 50,000 francs as a recognition of his successful work in acoustics and the invention of the telephone, and with this sum he built the Volta Institute in Washington and carried on the work of developing the phonograph.
A few years after Mr. Edison's invention was announced, Dr. Alexander Graham Bell, the renowned inventor of the telephone, along with his colleagues, Chichester A. Bell and Charles Sumner Tainter, turned their focus to improving the phonograph. Dr. Bell had received the Volta prize of 50,000 francs from the French government, on the recommendation of the French Academy of Sciences, in recognition of his successful work in acoustics and the invention of the telephone. With this money, he established the Volta Institute in Washington and continued developing the phonograph.
On May 4, 1886, Chichester A. Bell and Sumner Tainter obtained patents Nos. 341,214 and 341,288, which covered a great improvement in the record of the phonograph. This invention substituted for the tinfoil sheet a surface of wax, which was finally fashioned into a cylinder, and instead of merely indenting the record on tinfoil the stylus cut a distinct groove or kerf in the wax cylinder as it revolved, dislodging therefrom a minute filament or shaving and forming a record which was not only far more positive in its translating effect and more easily transported and stored, but was also less perishable, and besides it could be easily effaced without loss of the cylinder by simply smoothing off the surface of the cylinder again when it was desired to make a new record. This invention quickly grew into practical use, and is known as the “Graphophone.”
On May 4, 1886, Chichester A. Bell and Sumner Tainter received patents Nos. 341,214 and 341,288, which introduced a significant improvement in phonograph recording. This invention replaced the tinfoil sheet with a wax surface, which was ultimately shaped into a cylinder. Instead of just pressing a record into the tinfoil, the stylus cut a clear groove or channel in the wax cylinder as it spun, removing a tiny filament or shaving and creating a record that was not only much more effective in playback and easier to transport and store, but also less prone to damage. Additionally, it could be easily erased without ruining the cylinder by simply smoothing the surface again when a new record was needed. This invention rapidly became practical and is known as the “Graphophone.”

FIG. 191.—THE GRAPHOPHONE, RECORDING AND REPRODUCING DEVICES.
FIG. 191.—THE GRAPHOPHONE, RECORDING AND REPRODUCING DEVICES.
In Fig. 191 is shown on the left a cross section of the diaphragm, recording stylus, and wax cylinder, of the graphophone, the stylus plowing a tiny groove in the wax cylinder in the act of recording the speech, and on the right is shown the reproducing stylus traversing the record groove in the wax cylinder, and the diaphragm chamber with which the ear tubes are connected. The grooves in the wax, although giving[278] forth mechanical movement that is translated into sound, are very minute, being only 6⁄10,000 of an inch deep.
In Fig. 191 on the left, you can see a cross-section of the diaphragm, recording stylus, and wax cylinder of the graphophone. The stylus carves a tiny groove in the wax cylinder while recording speech. On the right, the reproducing stylus moves along the record groove in the wax cylinder, and you can see the diaphragm chamber connected to the ear tubes. The grooves in the wax produce mechanical movement that turns into sound, but they are very tiny, only 6⁄10,000 of an inch deep.
When the possibilities of the graphophone became known, capital was quickly supplied for its commercial exploitation, and the Columbia Phonograph Company was organized. At the present time, owing to the great increase in the business, the control of the graphophone business is vested in two branches, the Columbia Phonograph Company, which has charge of the selling, and which has offices throughout all the principal cities of this country and some of the larger ones of Europe, and the American Graphophone Company, which attends to the manufacturing branch, and whose factory is located at Bridgeport, Conn., where, it is said, that in 1898 the production of the factory reached the point of one graphophone for every minute of the day, making a total daily output of 600 machines. Although the Bell and Tainter patents of 1886 represent the basic principles of the graphophone, its development and perfection have been contributed to in many subsequent improvements by Messrs. Bell, Tainter, McDonald, and others. The more important of these are covered by patents No. 375,579, Dec. 27, 1887; No. 380,535, April 3, 1888; No. 527,755, Oct. 16, 1894, and No. 579,595, March 30, 1897.
When the potential of the graphophone became clear, funding was quickly provided for its commercial use, leading to the formation of the Columbia Phonograph Company. Currently, due to the significant growth in the business, the control of the graphophone industry is divided between two branches: the Columbia Phonograph Company, which handles sales and has offices in all major cities across the U.S. and some larger ones in Europe, and the American Graphophone Company, which manages manufacturing with its factory located in Bridgeport, Conn. It’s reported that in 1898, this factory produced one graphophone every minute, totaling 600 machines daily. Although the Bell and Tainter patents from 1886 establish the foundational principles of the graphophone, its development and refinement have benefited from various improvements made by Messrs. Bell, Tainter, McDonald, and others. The key improvements are protected by patents No. 375,579, Dec. 27, 1887; No. 380,535, April 3, 1888; No. 527,755, Oct. 16, 1894; and No. 579,595, March 30, 1897.
At the beginning of this industry it was thought that the principal use of the instrument would be found in business applications, to take the place of the stenographer, but it proved difficult to revolutionize office methods, especially as the earlier machines were somewhat intricate, and the business man had no time to divide in engineering a machine. These difficulties, however, have been so far overcome by modern improvements and simplification of the machine that its use in business houses as an amanuensis has become quite common. The greatest use of the graphophone is, however, for amusement purposes. Its songs, orchestral and solo renditions, and its humorous monologue reproductions constitute to-day a great library of wax cylinders, regularly catalogued and sold by the thousands. It will readily be understood that the formation of the cylinders must constitute a great business of itself when it is remembered that many record cylinders accompany each graphophone, and that the latter are turned out at the rate of one a minute by a single company. Many thousands of these cylinders are made daily. Some are sent out simply as plain wax cylinders, onto which the records are made by the voice of the purchaser, while others have records made for them of popular music, monologues in dialect, humorous speeches, etc. The waxy composition, which is in reality a species of soap, is melted[279] in huge pots, and then passes from one floor to another, undergoing a refining process in its progress, and finally reaches the molds. These molds are arranged in rows around a horizontal wheel about eight feet in diameter. The wheel is kept revolving, and a man on one side is kept constantly busy in filling the molds with the molten material as they reach him. A half revolution of the wheel brings the filled molds to the other side of the room, and by that time the material has hardened sufficiently to enable another attendant, stationed there, to remove the cylinders from the molds. Thus the wheel is kept going, receiving at one side a charge of the melted wax and discharging at the other molded cylinders, which are afterwards turned true on the surface. The record-making department is both unique and interesting. Here the records of music are produced, and they are made by bands and performers engaged for the purpose, many of which, operating at the same time, produce such a medley as to be scarcely distinguishable to the visitor. The records are tested by about half a hundred women, each of whom has a little compartment or booth framed in by glass partitions. The duty of the tester is to decide upon the merits of the record by actually listening to it on the graphophone.
At the start of this industry, people thought the main use of the device would be in business settings, replacing stenographers. However, it turned out to be challenging to change office practices, especially since early machines were pretty complex, and business owners didn't have the time to manage a new machine. Thankfully, modern upgrades and simplifications have made it common for businesses to use the machine as an assistant. Nevertheless, the graphophone is mostly used for entertainment. Its songs, orchestral performances, solo acts, and humorous monologues now make up a large collection of wax cylinders, which are regularly cataloged and sold in the thousands. It’s clear that producing these cylinders is a significant business, especially considering that many record cylinders come with each graphophone, and a single company can produce one every minute. Thousands of these cylinders are made every day. Some are sold as plain wax cylinders that customers can record their own voices on, while others come pre-recorded with popular music, dialect monologues, and funny speeches. The waxy material, which is essentially a type of soap, is melted[279] in large pots, then refined as it moves from one floor to another before reaching the molds. These molds are arranged in rows around a horizontal wheel about eight feet wide. The wheel keeps spinning, and a worker fills the molds with the melted wax as they come to him. After half a turn, the filled molds arrive on the other side of the room, where another worker removes the now hardened cylinders from the molds. This keeps the wheel turning, taking in melted wax on one side and releasing molded cylinders on the other, which are later smoothed out. The record-making area is both unique and fascinating. Here, music records are produced by bands and performers, many working simultaneously, creating a mix that can be hard to distinguish for a visitor. About fifty women test the records, each in a small booth separated by glass partitions. Their job is to evaluate the quality of the record by listening to it on the graphophone.
A very important feature in record-making, from a commercial standpoint, is in means for cheaply duplicating records. If every record cylinder had to be made by the separate act of a performer such records would be very expensive. An original record is first made by some celebrated musician or speaker, and this record is afterwards multiplied and reproduced in large numbers. For this purpose an original record by suitable mechanism is made to take the place of the speaker or singer, and so multiplies and reproduces the original record. The duplicating of records was contemplated by Edison from the first, as seen in his British patent, 1,644 of 1878, and later appliances for accomplishing such results are covered under Tainter’s patent, No. 341,287, Bettini’s, No. 488,381, and McDonald’s, No. 559,806. The diaphragms used in the recorders and reproducers are made of French rolled plate glass, thinner than a sheet of ordinary writing paper. The recording stylus is shaped like a little gouge to cut the little grooves in the wax, while the corresponding stylus of the reproducer has a ball-shaped end to travel in the groove. Both the recording stylus and reproducing ball are made of sapphire, chosen on account of its hardness, to resist the great frictional wear to which they are subjected. When a record is to be effaced from a cylinder, it is turned off smooth on a sort of lathe, and the cutting tool or knife for this purpose is also made of sapphire.
A crucial aspect of making records, from a business perspective, is the ability to duplicate them cheaply. If each record cylinder had to be produced by an individual performer, the costs would skyrocket. An original record is created by a well-known musician or speaker, and this record is then duplicated in large quantities. To achieve this, a suitable mechanism is used to replicate the original record, acting in place of the performer. Edison envisioned the ability to duplicate records from the beginning, as seen in his British patent, 1,644 of 1878. Later methods for achieving this are covered in Tainter’s patent, No. 341,287, Bettini’s, No. 488,381, and McDonald’s, No. 559,806. The diaphragms used in the recorders and players are made of thin French rolled plate glass, even thinner than regular writing paper. The recording stylus is designed like a small gouge to carve grooves into the wax, while the reproducing stylus features a ball-shaped end that travels in the groove. Both the recording stylus and reproducing ball are made of sapphire, selected for its durability to withstand significant wear and tear. When it’s necessary to erase a record from a cylinder, it’s smoothed out using a type of lathe, and the cutting tool or knife used for this process is also made of sapphire.
The latest, loudest, and most impressive form of the talking machine is the “Graphophone Grand.” This has a horn attachment exceeding the big horn of a brass band in size, and the wax cylinder is about four inches in diameter. Its reproductions in music and speech are so full and strong as to be clearly heard at the most remote part of a large hall, and its versatile voice lends effective rendition to all sorts and kinds of sounds, from the inspiring chords of “A Choir Invisible” to the grandiloquent and facetious rattle of a noisy and hustling auctioneer.
The latest, loudest, and most impressive version of the talking machine is the “Graphophone Grand.” It has a horn attachment that’s even larger than the big horn of a brass band, and the wax cylinder is around four inches in diameter. Its reproductions of music and speech are so rich and powerful that they're easily heard in the farthest corners of a large hall, and its versatile sound can effectively capture all kinds of noises, from the uplifting notes of “A Choir Invisible” to the flamboyant and humorous chatter of a bustling auctioneer.

It is not to be understood, however, that the graphophone is the only speaking machine on the market, for about 250 patents have been granted on phonographs and graphophones. The National Phonograph Company, under many later patents granted to Mr. Edison, manufactures and sells the phonograph shown in Fig. 192, which is a very ingenious and effective instrument. This modern form of phonograph is actuated either by electricity or spring power, is regulated by a speed governor, and bifurcated ear tubes connect with the diaphragm case, which tubes are placed in the ears when the instrument is operated.
It’s important to note, though, that the graphophone isn’t the only speaking machine available; around 250 patents have been issued for phonographs and graphophones. The National Phonograph Company, thanks to several later patents granted to Mr. Edison, produces and sells the phonograph shown in Fig. 192, which is a highly clever and effective device. This modern version of the phonograph runs on either electricity or spring power, has a speed governor for regulation, and features bifurcated ear tubes that connect to the diaphragm case, which are worn in the ears while the instrument is in use.

The gramophone is also another speaking machine. This is the invention of Mr. E. Berliner and covered by him in patent No. 372,786, Nov. 8, 1887. An illustration of the gramophone recorder is given in[281] Fig. 193. Instead of a wax cylinder this machine employs a flat disc on which the record is formed as a volute spiral groove, gradually drawing toward the center. It is produced as follows: A zinc disc is covered by a thin film of acid resisting material, such as wax or grease, and is placed in a horizontal pan, mounted to revolve as a turn table about a vertical axis. A stylus and diaphragm, with speaking tube attached, are arranged above the disc, and when spoken into the vibrations of the diaphragm cause, through the stylus, a record to be traced through the wax, down to the zinc. As the waxed disc and pan are revolved, the stylus and diaphragm are gradually moved by gears toward the center of the disc. While the record is being traced the waxed disc is kept flooded with alcohol from a glass jar, seen in the cut, to soften the film and prevent the clogging of the stylus. The disc, when completed, is then rinsed off and etched with acid, chromic acid being used, to prevent liberation of hydrogen bubbles. The etched disc is then electrotyped to form a matrix, and from this electrotype hard rubber duplicates of the[282] original record are molded, which are capable of giving 1,000 reproductions. These rubber discs are placed on the reproducing instrument, which is arranged to cause the stylus to freely trail along in the spiral groove, and when the disc is rotated under the said stylus its record is converted into articulate speech. Such flat disc records give quite loud reproductions, are not easily destroyed, and may be compactly stored and transported. In the gramophone the diaphragm stands at right angles to the record disc and the stylus does not vibrate endwise to make a path of varying depth, as in the phonograph and graphophone, but the stylus vibrates laterally and traces a little zigzag line.
The gramophone is another type of speaking machine. This invention by Mr. E. Berliner is covered by patent No. 372,786, dated Nov. 8, 1887. An illustration of the gramophone recorder can be found in[281] Fig. 193. Instead of using a wax cylinder, this machine utilizes a flat disc that records sound in a spiral groove that gradually moves toward the center. Here's how it works: A zinc disc is coated with a thin layer of a material that resists acid, like wax or grease, and it is placed in a horizontal pan that rotates around a vertical axis, functioning as a turntable. A stylus and diaphragm, connected to a speaking tube, are positioned above the disc, and when someone speaks into it, the diaphragm's vibrations cause the stylus to trace a record in the wax down to the zinc. As the waxed disc and pan turn, gears gradually move the stylus and diaphragm toward the center of the disc. While the record is being created, the waxed disc is continuously soaked with alcohol from a glass jar, visible in the illustration, to soften the film and prevent the stylus from getting clogged. Once the recording is finished, the disc is rinsed and etched with chromic acid to avoid the release of hydrogen bubbles. The etched disc is then electrotyped to create a matrix, and from this electrotype, hard rubber copies of the[282] original record are produced, allowing for 1,000 reproductions. These rubber discs are placed in the playback machine, which is designed so the stylus can freely follow along the spiral groove. When the disc spins beneath the stylus, the recorded sound is transformed into audible speech. These flat disc records produce loud sound, are durable, and can be compactly stored and transported. In the gramophone, the diaphragm is positioned perpendicular to the record disc, and the stylus vibrates side to side, creating a zigzag pattern rather than varying the depth like in the phonograph and graphophone.
The cost of a talking machine is from $5 to $150. The wax cylinders cost from 25 cents to $3.00, and the cylinders will hold a record of from 800 to 1,200 words, equivalent to about three or four pages of print in an octavo volume. An important part of such machines is the motor, which must maintain a uniform rate of speed, and much ingenuity has been displayed on this part of the machine. Probably the largest use of the phonograph or graphophone is for home amusement and exhibition purpose. The coin operated, or “nickel-in-the-slot” machine, finds a popular demand, while its utilitarian use as an amanuensis, or stenographer, is as yet a subordinate one.
The price of a talking machine ranges from $5 to $150. The wax cylinders cost between 25 cents and $3.00, and each cylinder can hold a recording of 800 to 1,200 words, which is about three or four pages of printed text in a standard book size. A crucial component of these machines is the motor, which needs to maintain a consistent speed, and a lot of creativity has gone into designing this part of the machine. The main use of the phonograph or graphophone is for home entertainment and display purposes. The coin-operated, or “nickel-in-the-slot” machine, is very popular, while its practical use as a dictation tool or stenographer is still secondary.
Although twenty-one years of age, and of full growth, the phonograph is ever a wonderfully new and impressive device. When listening to it for the first time the conflict of emotions which it excites is difficult to analyze. A voice full of human quality, of clear and familiar enunciation, and speaking in the most matter of fact way about the most matter of fact things, proceeds from an insignificant and insensible bit of metal, presenting the apparently anomalous condition of speech without a speaker. When convinced that there is no trick, astonishment struggles with admiration and a desire for a personal introduction. We speak into it, and have the unique experience of listening to our own voice emanating from a different part of the room, instead of our own mouths. It is really difficult to believe one’s own senses, and no wonder that it inspires the superstitious with a feeling of awe. If Mr. Edison had lived a few centuries earlier, and had produced such an instrument, his life might have paid the penalty of his ingenuity, for without doubt he would have been classed as a wizard, and of close kin to the evil one.
Even though it's been around for twenty-one years and is fully developed, the phonograph is still an impressively new and remarkable device. Hearing it for the first time stirs up a mix of emotions that's hard to put into words. A voice, brimming with human quality and clear, familiar enunciation, talks in a straightforward manner about the most ordinary things, yet it comes from a tiny, unremarkable piece of metal, creating the seemingly impossible situation of speech without a speaker. Once you realize there’s no trick involved, surprise battles with admiration and a wish for a personal meeting. We talk into it and get the bizarre experience of hearing our own voice coming from a different part of the room instead of our own mouths. It's genuinely tough to trust your own senses, and it's no surprise that it inspires a sense of awe in the superstitious. If Mr. Edison had lived a few centuries earlier and created such a device, he might have faced serious consequences for his brilliance, as he would undoubtedly have been seen as a wizard, closely associated with dark forces.
The phonograph is the truth-telling and incontrovertible witness whose memory is never at fault, and whose nerves are never discomposed by any cross-examination. As evidence in court its word cannot be doubted, and the witness confronted by his own utterances from the[283] phonograph must yield to its infallible dictum. The dying father, unable to write, may dictate to it his last will and testament, and leave a message for his loved ones, and long after the sod is green on his grave, that message would still be audible, and fresh and true to all the tender inflections of the heart’s emotions. By its aid the Holy Father, at Rome, may give his personal and audible blessing to his children throughout the world, though separated by thousands of miles. Who can tell what stories of interesting and instructive knowledge would be in our possession if the phonograph had appeared in the ages of the past, and its records had been preserved? The voices of our dead ancestors, whose portraits hang on the wall, and the eloquent words of Demosthenes and Cicero would be preserved to us. In fact, we should be brought into vocal contact with the world’s heroes, martyrs, saints, and sages, and all the great actors and teachers whose personalities have made history, and whose teachings have given us our best ideals. But perhaps the most practical and best characterization of the phonograph is given in Mr. Edison’s own terse words. He says: “In one sense it knows more than we know ourselves, for it retains the memory of many things which we forget, even though we have said them. It teaches us to be careful of what we say, and I am sure makes men more brief, more businesslike, and more straightforward.”
The phonograph is a truth-telling and undeniable witness with a perfect memory that isn't rattled by any questioning. In court, its words are beyond doubt, and anyone faced with their own recorded statements from the phonograph must accept its unerring judgment. The dying father, unable to write, can dictate his last will and testament into it, leaving a message for his loved ones. Long after the earth is green over his grave, that message will remain clear and true, capturing all the tender nuances of heartfelt emotions. With its help, the Pope in Rome can give his personal and audible blessing to his children worldwide, even if they are thousands of miles apart. Imagine what fascinating and educational stories we would have if the phonograph had existed in earlier times and its recordings had been preserved. We would hear the voices of our deceased ancestors whose portraits hang on the wall and the powerful speeches of Demosthenes and Cicero. In fact, we would be in vocal connection with the world’s heroes, martyrs, saints, and sages, along with the great figures and teachers whose lives have shaped history and whose teachings provide our highest ideals. But perhaps the best description of the phonograph comes from Mr. Edison himself. He states: “In one sense it knows more than we know ourselves, for it retains the memory of many things that we forget, even though we’ve said them. It teaches us to be careful about what we say, and I’m sure it makes people more concise, more professional, and more direct.”
CHAPTER XXIII.
Optics.
Early Telescopes—The Lick Telescope—The Grande Lunette—The Stereo-Binocular Field Glass—The Microscope—The Spectroscope—Polarization of Light—Kaleidoscope—Stereoscope—Range Finder—Kinetoscope and Moving Pictures.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__.
“And God said, Let there be light: and there was light. And God saw the light that it was good; and God divided the light from the darkness.” Thus early in the account of the creation is evidenced man’s appreciation of the value of vision. Of all the senses which place man in intelligent relation to his environment none is so important as sight. More than all the others does it establish our relation to the material world. When the babe is born, and its little emancipated soul is brought in contact with the world, its wondering gaze sees the panorama of visible things touching its eyes, and it stretches forth its tiny arms in the vain effort to pluck the stars, apparently within its reach. Distance and time add their values to light and vision, and as his life expands to greater fullness, the perspective of his existence creeps into his consciousness, and he finds himself farther away, but still peering beyond into the infinity of distance, searching for the visible evidence of knowledge. From the earliest times man learned to spurn the groveling things of earth, and to delight his soul with the marvelous infinity of the sky and its heavenly bodies. Nunc ad astra was his ambitious cry, and in no field has his quest for knowledge been more skillfully directed, faithfully maintained, or richly rewarded than in the study of astronomy. Many important discoveries in this field have been made in the Nineteenth Century, among which may be named the discovery of the planet Neptune by Adams, Leverrier and Galle in 1846; the satellites of Neptune in 1846, and those of Saturn in 1848 by Mr. Lassell; the two satellites of Mars by Prof. Asaph Hall in 1877; and the discovery of the so-called canals of Mars by Schiaparelli in 1877. But the purpose of this work is to deal with material inventions rather than scientific discoveries, and the leading invention in optics is the telescope.
“And God said, Let there be light: and there was light. And God saw the light that it was good; and God divided the light from the darkness.” Early in the account of creation, we see humanity’s appreciation for the value of sight. Among all the senses that connect us to our surroundings, none is as crucial as vision. Sight establishes our relationship with the material world more than any other sense. When a baby is born, and its little liberated soul touches the world, its curious gaze takes in the array of visible things around it, reaching out its tiny arms in a futile attempt to grasp the stars that seem to be within its reach. Distance and time enhance the significance of light and vision, and as the child grows, the awareness of existence deepens, leading them to feel farther away yet still looking out into the vastness, searching for visible signs of understanding. From ancient times, humans have learned to reject the mundane and elevate their spirits with the incredible vastness of the sky and its celestial bodies. Nunc ad astra became their ambitious call, and no pursuit has been more skillfully guided, consistently maintained, or richly rewarded than the study of astronomy. The Nineteenth Century saw many significant discoveries in this field, including the discovery of Neptune by Adams, Leverrier, and Galle in 1846; the moons of Neptune in 1846 and Saturn in 1848 by Mr. Lassell; Mars' two moons by Prof. Asaph Hall in 1877; and the so-called canals of Mars discovered by Schiaparelli in 1877. However, the goal of this work is to address material inventions rather than scientific discoveries, with the primary invention in optics being the telescope.
Who invented the telescope is a question that cannot now be answered.[285] For many years Galileo was credited in popular estimation with having made this invention in 1609. But it is now known that, while he built telescopes, and discovered the mountains of the moon, the spots on the sun’s disk, the crescent phases of Venus, the four satellites of Jupiter, the rings of Saturn, and made the first important astronomical observations, the invention of the telescope, as an instrument, could not be rightly claimed for him. Borelli credits it to Jansen & Lippersheim, spectacle makers, of Middelburg, Holland, about 1590; Descartes credits it to James Metius; Humboldt says Hans Lippershey (or Laprey), a native of Wesel and a spectacle maker of Middelburg in 1608, naming also Jacob Adriansz, sometimes called Metius and also Zacharias Jansen.
The question of who invented the telescope can't be answered definitively today.[285] For many years, popular belief held that Galileo was responsible for this invention in 1609. However, we now know that while he built telescopes and made significant discoveries such as the mountains on the moon, the spots on the sun, the crescent phases of Venus, the four moons of Jupiter, and the rings of Saturn, he can't rightfully claim to have invented the telescope as an instrument. Borelli attributes the invention to Jansen & Lippersheim, spectacle makers from Middelburg, Holland, around 1590; Descartes gives credit to James Metius; and Humboldt mentions Hans Lippershey (or Laprey), a native of Wesel and a spectacle maker from Middelburg in 1608, as well as Jacob Adriansz, sometimes referred to as Metius, and Zacharias Jansen.
The great impetus given to the study of astronomy by Galileo, in 1609, was followed up by Huygens in 1655 with his improvement, by Gregory’s reflecting telescope of 1663, and Newton’s in 1668. In 1733 Chester More Hall invented the achromatic object glass of crown and flint glass. In 1758 John Dolland reinvented and introduced the same in the manufacture of telescopes. In 1779 Herschel built his reflecting telescope, and in March, 1781, he discovered the planet Uranus. In 1789 he built his great reflector. It was while the latter telescope was exploring the heavens that the Nineteenth Century began, and in the early part of this century Herschel laid before the Royal Society a catalogue of many thousand nebulæ and clusters of stars. Among the great telescopes of the Nineteenth Century may be mentioned that made in London in 1802 for the observatory of Madrid, which cost £11,000; the great reflecting telescope of the Earl of Rosse, erected at Parsonstown, in Ireland, in 1842-45. This was 6 feet diameter, 54 feet focal length, and cost over £20,000; the magnificent equatorial telescopes set up at the National Observatories at Greenwich and Paris in 1860; Foucault’s reflecting telescope at Paris, 1862, whose mirror was 311⁄2 inches diameter, and focal length 173⁄4 feet; Mr. R. S. Newall’s telescope, set up at Gateshead by Cookes, of York, in 1870; object glass, 25 inches, tube, 30 feet; Mr. A. Ainslie Common’s reflecting telescope, Ealing, Middlesex, 1879, mirror, 371⁄2 inches diameter, tube, 20 feet; the telescope at the United States Observatory, at Washington, 1873, object glass, 26 inches, tube, 33 feet long; and the large refracting telescope by Howard Grubb, at Dublin, for Vienna, 1881.
The major boost to astronomy research given by Galileo in 1609 was continued by Huygens in 1655 with his enhancements, followed by Gregory’s reflecting telescope in 1663 and Newton’s in 1668. In 1733, Chester More Hall invented the achromatic lens made of crown and flint glass. In 1758, John Dolland reinvented and introduced this in telescope manufacturing. In 1779, Herschel constructed his reflecting telescope, and in March 1781, he discovered the planet Uranus. In 1789, he built his large reflector. It was while this telescope was surveying the sky that the Nineteenth Century commenced, and early in this century, Herschel presented a catalog of thousands of nebulae and star clusters to the Royal Society. Notable telescopes from the Nineteenth Century include one made in London in 1802 for the Madrid observatory, which cost £11,000; the massive reflecting telescope of the Earl of Rosse, built at Parsonstown, Ireland, between 1842-45, measuring 6 feet in diameter with a 54-foot focal length, costing over £20,000; the amazing equatorial telescopes set up at the National Observatories in Greenwich and Paris in 1860; Foucault’s reflecting telescope in Paris in 1862, featuring a mirror of 311⁄2 inches in diameter and a focal length of 173⁄4 feet; Mr. R. S. Newall’s telescope, installed in Gateshead by Cookes of York in 1870, with a 25-inch object glass and a 30-foot tube; Mr. A. Ainslie Common’s reflecting telescope in Ealing, Middlesex, built in 1879, with a 371⁄2-inch mirror and a 20-foot tube; the telescope at the United States Observatory in Washington, built in 1873, featuring a 26-inch object glass and a 33-foot long tube; and the large refracting telescope made by Howard Grubb in Dublin for Vienna in 1881.

In more recent times the great refracting telescope by Alvan Clark &
Sons, for the Lick Observatory on Mount Hamilton, California, in 1888,
attracted attention as superior to anything in existence up to that time.
This is shown in Fig. 194. The supporting column and base are of iron,
weighing twenty-five tons. This rests on a masonry foundation, which[286]
[287]
forms the tomb of James Lick, its founder. The tube is 52 feet long, 4 feet
diameter in the middle, tapering to a little over 3 feet at the ends. The object
glass is 36 inches in diameter, and weighs, with its cell, 530 lbs. The
steel dome is 75 feet 4 inches in diameter, and the weight of its moving
parts is 100 tons. This instrument was perfectly equipped with all gauges,
scales, photographic and spectroscope accessories, and fulfilled the condition
imposed in the trust deed of James Lick, of being “superior to and
more powerful than any telescope made.” It is a giant among instruments
of precision, and its ponderous aspect still asserts the dignity of its purpose,
and impresses even the frivolous visitor with a silent and thoughtful respect.
In recent times, the impressive refracting telescope made by Alvan Clark & Sons for the Lick Observatory on Mount Hamilton, California, in 1888, gained attention as being superior to anything else at that time. This is shown in Fig. 194. The supporting column and base are made of iron, weighing twenty-five tons. This rests on a masonry foundation, which[286]
[287] forms the tomb of James Lick, its founder. The tube is 52 feet long, 4 feet in diameter at the middle, tapering to just over 3 feet at the ends. The object glass is 36 inches in diameter and weighs, with its cell, 530 lbs. The steel dome is 75 feet 4 inches in diameter, and the weight of its moving parts is 100 tons. This instrument was fully equipped with all gauges, scales, photographic, and spectroscope accessories, and met the condition set in James Lick's trust deed of being “superior to and more powerful than any telescope made.” It is a giant among precision instruments, and its massive appearance still conveys the significance of its purpose, impressing even casual visitors with a quiet and thoughtful respect.
It is not to be understood, however, that the great Lick telescope still maintains its supremacy. The Yerkes telescope, which was exhibited at the World’s Fair Exposition in 1893, at Chicago, had an object glass of 3.28 feet in diameter and a focal distance of 65 feet, and it moved around a central axis in a vast cupola or dome 78 feet in diameter. The Grand Equatorial of Gruenewald, at the recent Berlin Exposition, was even still larger, since its object glass was 3 feet 7 inches, or nearly 2 inches larger than the Yerkes.
It shouldn't be assumed, though, that the great Lick telescope still holds the top spot. The Yerkes telescope, showcased at the World’s Fair in 1893 in Chicago, had a lens that was 3.28 feet wide and a focal length of 65 feet, and it rotated around a central axis in a huge dome that was 78 feet in diameter. The Grand Equatorial of Gruenewald, displayed at the recent Berlin Exposition, was even larger, with a lens measuring 3 feet 7 inches, nearly 2 inches bigger than the Yerkes.

FIG. 195.—GREAT TELESCOPE, PARIS EXPOSITION. 1900.
FIG. 195.—GREAT TELESCOPE, PARIS EXPOSITION. 1900.
Even these great instruments have now been excelled in the Grande Lunette, of the Paris Exposition, in 1900. When it is remembered that an increase in the diameter of any circular body causes, for every additional inch, a vastly disproportionate increase in the cross-sectional area and weight, it will readily be seen how handicapped the instrument maker is in any increase in the power of such a telescope. An increased diameter of a few inches in the glass lens means an enormous increase in the cross section, its weight and the difficulties attending its successful casting free from imperfections, and the perfect grinding and polishing of the lens. An increased length of the tubular case of the telescope is liable to involve, from the great weight, a slight bending or springing out of axial alignment when supported near the middle for equatorial adjustment, and a few feet increase in the diameter of the massive and movable steel dome add greatly to the weight and incidental difficulties of constructing and delicately adjusting it. The great Lunette, see Fig. 195, changes entirely the method of manipulating the telescope, and also, in a measure, its principle of action, so as to avoid some of these difficulties. Its tube, instead of being pointed upwardly through the slot of a movable dome, and made adjustable with the dome, is laid down horizontally on a stationary base of supporting pillars, and an adjustable reflecting mirror and regulating mechanism, called a “siderostat,” is[288] arranged at one end, to catch the view of the star, or moon, and reflect it into the great tube, and through its lenses on to the screen at the other end. The tube is 197 feet long, and the object glass or lens is a fraction over 4 feet in diameter. There are two of these, which together cost $120,000. The siderostat is supported on a large cast iron frame, and is provided with clockwork and devices for causing the mirror to follow the movement of the celestial object which is being viewed. The entire weight of the siderostat and base is 99,000 pounds, the movable part weighs 33,000 pounds, and the mirror and its cell weigh 14,740. The mirror itself is of glass, weighs 7,920 pounds, is 6.56 feet in diameter,[289] and 10.63 inches thick. To facilitate the free and sensitive adjustment of this great mirror its base floats in a reservoir of mercury. The entire cost of the instrument is said to be over 2,000,000 francs. With the wonderful strides of improvement in all fields of invention, it is not unreasonable to suppose that the revelations in astronomy may keep pace with those of mundane interest, and that great discoveries may be made in the near future. The average individual does not bother himself much about the calculation of eclipses, or the laws which govern the movements of an erratic comet. He is, however, intensely personal and neighborly, and what he wants to know is, Is Mars inhabited? and if so, are its denizens men, and may we communicate with them? The wonderful regularity of the so-called canals, of apparently intelligent design, already discovered on the surface of Mars, has stimulated this neighborly curiosity into an expectant interest, and who knows what marvelous introductions the modern telescope may bring about?
Even these impressive instruments have now been surpassed by the Grande Lunette at the Paris Exposition in 1900. Considering that increasing the diameter of any circular object causes a vastly disproportionate increase in its cross-sectional area and weight with each additional inch, it’s clear how challenging it is for instrument makers to enhance the power of such telescopes. An increase of just a few inches in the diameter of the glass lens results in a massive rise in cross-section, weight, and more difficulties in casting it perfectly and grinding and polishing the lens without flaws. Lengthening the telescope's tube can also lead to slight bending or misalignment when it's supported near the middle for equatorial adjustment, due to the weight. Similarly, even a few feet of added diameter to the massive, movable steel dome significantly increases the weight and construction complexities. The great Lunette, see Fig. 195, completely changes how the telescope is operated and, to some extent, its principle of function to tackle some of these challenges. Its tube is laid horizontally on a stationary base of support pillars instead of pointing upwards through a movable dome and being adjustable with it. An adjustable reflecting mirror and regulating mechanism, called a “siderostat,” is set up at one end to capture the view of the star or moon and reflect it into the large tube and through its lenses onto the screen at the other end. The tube is 197 feet long, and the object glass or lens is just over 4 feet in diameter. There are two of these, which together cost $120,000. The siderostat sits on a large cast iron frame and features clockwork mechanisms to enable the mirror to track the movement of the celestial object being observed. The total weight of the siderostat and its base is 99,000 pounds, with the movable section weighing 33,000 pounds and the mirror and its cell weighing 14,740 pounds. The mirror itself, made of glass, weighs 7,920 pounds, has a diameter of 6.56 feet, and is 10.63 inches thick. To allow for free and precise adjustment of this enormous mirror, its base floats in a reservoir of mercury. The total cost of the instrument is said to exceed 2,000,000 francs. With the incredible advancements in all areas of invention, it’s not far-fetched to think that breakthroughs in astronomy might match those of everyday life, leading to significant discoveries soon. The average person doesn’t usually concern themselves with calculating eclipses or the laws governing the erratic movements of comets. However, they do have a keen interest in more personal questions, like whether Mars is inhabited, and if so, whether its residents are human and if we can communicate with them. The remarkable regularity of the so-called canals, which seem to reflect intelligent design, that are already observed on Mars, have heightened this curiosity into a sense of eager anticipation. Who knows what amazing revelations the modern telescope might unveil?

Many minor improvements have been made in recent years in the form of the telescope known as field and opera glasses. Probably the most important of these is the Stereo-Binocular, invented by Prof. Abbe, of Germany, and patented by him in that country in 1893, and also in the United States, June 22, 1897, No. 584,976. This gives a much increased field, and also an increased stereoscopic effect, or conception of relative distance, by having the object glasses wider apart than the eyes of the observer. The field is also flatter, the instrument rendered very much smaller and more compact, and no change of focus is required for changing from near-by to remote objects. The rays of light, see Fig. 196, enter the object glasses, strike a double reflecting prism, and are first thrown away from the observer,[290] and then striking another double reflecting prism, arranged after Porro’s method, are returned to the observer in line with the eye-piece.
Many small improvements have been made in recent years in the design of telescopes, particularly in field and opera glasses. One of the most significant innovations is the Stereo-Binocular, invented by Prof. Abbe in Germany and patented there in 1893, as well as in the United States on June 22, 1897, No. 584,976. This device greatly expands the field of view and enhances the stereoscopic effect, providing a better sense of relative distance by positioning the objective lenses further apart than the observer's eyes. The field is also flatter, and the instrument is much smaller and more compact, requiring no focus adjustment when switching between nearby and distant objects. The rays of light, see Fig. 196, enter the objective lenses, hit a double reflecting prism, and are initially directed away from the observer,[290] before striking another double reflecting prism, arranged according to Porro's design, which redirects them back to the observer in line with the eyepiece.

The Microscope.—Just as the telescope reveals the infinity of the great world above and around us, so does the microscope reveal the infinity of the little world around, about, and within us. Its origin, like the telescope, is hidden in the dim distance of the past, but it is believed to antedate the telescope. Probably the dewdrop on a leaf constituted the first microscope. The magnifying power of glass balls was known to the Chinese, Japanese, Assyrians and Egyptians, and a lens made of rock crystal was found among the ruins of Ninevah. The microscope is either single or compound. In the single the object is viewed directly. In the compound two or more lenses are so arranged that the image formed by one is magnified by the others, and viewed as if it were the object itself. The single microscope cannot be claimed by any inventor. The double or compound microscope was invented by Farncelli in 1624, and it was in that century that the first important applications were made for scientific investigation. Most of the investigations were made, however, by the single microscope, and the names of Borelli, Malpighi, Lieberkuhn,[291] Hooke, Leeuwenhoek, Swammerden, Lyonnet, Hewson and Ellis were conspicuous as the fathers of microscopy. For more than two hundred and fifty years the microscope has lent its magnifying aid to the eye, and step by step it has been gradually improved. Joseph J. Lister’s aplanatic foci and compound objective, in 1829, was a notable improvement in the first part of the century, and this has been followed up by contributions from various inventors, until the modern compound microscope, Fig. 197, is a triumph of the optician’s art, and an instrument of wonderful accuracy and power. Its greatest work belongs to the Nineteenth Century.
The Microscope.—Just like the telescope shows us the vastness of the universe above and around us, the microscope reveals the incredible details of the tiny world around, about, and within us. Its origins, much like the telescope's, are shrouded in the distant past, but it is thought to have existed before the telescope. The first microscope likely came from a dewdrop on a leaf. The Chinese, Japanese, Assyrians, and Egyptians were aware of the magnifying properties of glass spheres, and a rock crystal lens was discovered among the ruins of Nineveh. The microscope can be either simple or compound. In a simple microscope, the object is viewed directly. In a compound microscope, two or more lenses are arranged so that the image formed by one lens is magnified by the others, creating a view as if it were the actual object. No single inventor can be credited with the simple microscope. The double or compound microscope was invented by Farncelli in 1624, and it was during that century that the first significant applications were made for scientific exploration. However, most investigations were conducted with the simple microscope, and significant contributors to microscopy include Borelli, Malpighi, Lieberkuhn, [291]Hooke, Leeuwenhoek, Swammerden, Lyonnet, Hewson, and Ellis, who are regarded as the pioneers of the field. For over two hundred and fifty years, the microscope has provided magnification to the eye, and it has been gradually enhanced step by step. Joseph J. Lister's aplanatic focus and compound objective in 1829 marked a significant advancement early in the century, followed by contributions from various inventors, leading to the modern compound microscope, Fig. 197, which represents a remarkable achievement in the field of optics, delivering incredible accuracy and power. Its most significant advancements occurred in the Nineteenth Century.
Multiplying the dimensions of the smallest cells to more than a thousand times their size, it has brought into range of vision an unseen world, developed new sciences, and added immensely to the stores of human knowledge. To the biologist and botanist it has yielded its revelations in cell structure and growth; to the physician its diagnosis in urinary and blood examinations; in histology and morbid secretions it is invaluable; in geology its contribution to the knowledge of the physical history of the world is of equal importance; while in the study of bacteriology and disease germs it has so revolutionized our conception of the laws of health and sanitation, and the conditions of life and death, and is so intimately related to our well being, as to mark probably the greatest era of progress and useful extension of knowledge the world has ever known. In the useful arts, also, it figures in almost every department; the jeweler, the engraver, the miner, the agriculturalist, the chemical manufacturer, and the food inspector, all make use of its magnifying powers.
By magnifying the smallest cells to more than a thousand times their size, it has revealed an unseen world, led to the development of new sciences, and greatly expanded the stores of human knowledge. For biologists and botanists, it has provided insights into cell structure and growth; for doctors, it has improved diagnoses through urine and blood tests; in histology and studying disease secretions, it is priceless; in geology, its contribution to understanding the Earth's physical history is equally significant; and in bacteriology and disease research, it has completely transformed our understanding of health, sanitation, and the conditions of life and death, making it likely the greatest era of advancement and practical knowledge expansion the world has ever seen. In practical applications, it is involved in nearly every field; jewelers, engravers, miners, farmers, chemical manufacturers, and food inspectors all utilize its magnifying abilities.
To the microscope the art of photography has lent its valuable aid, so that all the revelations of the microscope are susceptible of preservation in permanent records, as photomicrographs. A curious, but very practical, use of the microscope was made in the establishment of the pigeon-post during the siege of Paris in 1870-71. Shut in from the outside world, the resourceful Frenchmen photographed the news of the day to such microscopic dimensions that a single pigeon could carry 50,000 messages, which weighed less than a gramme. These messages were placed on delicate films, rolled up, and packed in quills. The pigeons were sent out in balloons, and flying back to Paris from the outer world, carried these messages back and forth, and the messages, when reaching their destination, were enlarged to legible dimensions and interpreted by the microscope. It is said that two and a half million messages were in this way transmitted.
To the microscope, the art of photography has provided valuable support, allowing all the discoveries made with the microscope to be preserved as permanent records, known as photomicrographs. An interesting but very practical use of the microscope was in the establishment of the pigeon-post during the siege of Paris in 1870-71. Cut off from the outside world, the resourceful French created tiny photographs of the daily news, so small that a single pigeon could carry 50,000 messages that weighed less than a gram. These messages were placed on delicate films, rolled up, and packed into quills. The pigeons were sent out in balloons and flew back to Paris from the outer world, carrying these messages to and fro. Once the messages reached their destination, they were enlarged to readable size and deciphered with the microscope. It's said that two and a half million messages were transmitted this way.
The Spectroscope.—To the popular comprehension, the best definition of any scientific instrument is to tell what it does. Few things, however, so tax the credulity of the uninformed as a description of the functions and possibilities of the spectroscope. To state that it tells what kind of materials there are in the sun and stars, millions of miles away, seems like an unwarranted attack upon one’s imagination, and yet this is one of the things that the spectroscope does. A few commonplace observations will help to explain its action. Every schoolboy has seen the play of colors through a triangular prism of glass, as seen in Fig. 198, and the older generation remembers the old-fashioned candelabras, which, with their brilliant pendants of cut glass cast beautiful colored patches on the wall, and whose dancing beauties delighted the souls of many a boy and girl of fifty years ago. This spread of color is called the spectrum, and it is with the spectrum that the spectroscope has to deal. The white light of the sun is composed of the seven colors: red, orange, yellow, green, blue, indigo, and violet. When a sunbeam falls upon a triangular prism of glass the beam is bent from its course at an angle, and the different colors of its light are deflected at different angles or degrees, and consequently, instead of appearing as white light, the beam is spread out into a divergent wedge shape, that separates the colors and produces what is called the spectrum. This discovery was made by Sir Isaac Newton, in 1675.
The Spectroscope.—For most people, the best way to understand any scientific instrument is to explain what it does. However, few things challenge the beliefs of the uninformed like explaining the functions and capabilities of the spectroscope. Saying it reveals the types of materials present in the sun and stars, which are millions of miles away, might feel like a stretch of the imagination, but that’s exactly one of the things the spectroscope does. A few everyday observations can clarify how it works. Every schoolboy has witnessed the play of colors through a triangular prism of glass, as shown in Fig. 198, and older generations remember the traditional candelabras with their dazzling cut glass pendants that cast beautiful colored spots on the walls, delighting the hearts of many boys and girls fifty years ago. This display of color is called the spectrum, and it's the spectrum that the spectroscope deals with. The white light from the sun is made up of seven colors: red, orange, yellow, green, blue, indigo, and violet. When sunlight passes through a triangular glass prism, the beam bends at an angle, with different colors deflected at different angles, causing the light to spread into a wedge shape. This separates the colors and creates what we call the spectrum. This discovery was made by Sir Isaac Newton in 1675.

In 1802 Dr. Wollaston, in repeating Newton’s experiments, admitted[293] the beam of light through a very narrow slit, instead of a round hole, and noticed that the spectrum, as spread out in its colors, was not a continuous shading from one color into another, but he found black lines crossing the spectrum. These black lines were, in 1814, carefully mapped by a German optician, named Fraunhofer, and were found by him to be 576 in number. The next step toward the spectroscope was made by Simms, an optician, in 1830, who placed a lens in front of the prism so that the slit was in the focus of the lens, and the light passing through the slit first passed through the lens, and then through the prism. This lens was called the “Collimating” lens. With these preliminary steps of development, Prof. Kirchhoff began in 1859 his great work of mapping the solar spectrum, and he, in connection with Prof. Bunsen, found several thousand of the dark lines in the spectrum, and laid the foundation of spectrum-analysis, or the determination of the nature of substances from the spectra cast by them when in an incandescent state.
In 1802, Dr. Wollaston, while repeating Newton’s experiments, allowed[293] the beam of light to pass through a very narrow slit instead of a round hole. He noticed that the spectrum, as it displayed its colors, wasn’t a continuous gradient from one color to another; instead, there were black lines crossing the spectrum. In 1814, a German optician named Fraunhofer carefully mapped these black lines and discovered that there were 576 of them. The next advancement toward the spectroscope came from Simms, an optician, in 1830, who placed a lens in front of the prism, ensuring the slit was in the lens's focus. The light passing through the slit first went through the lens and then through the prism. This lens was called the “Collimating” lens. With these early developments, Prof. Kirchhoff began his significant work of mapping the solar spectrum in 1859, and in collaboration with Prof. Bunsen, he identified several thousand dark lines in the spectrum, laying the groundwork for spectrum-analysis, or figuring out the nature of substances based on the spectra they emit when incandescent.

The form of Kirchhoff’s spectroscope is given in Fig. 199. The slit forming slide is seen on the far end of the tube A, and is shown in enlarged detached view on the right. The collimating lens is contained in the tube A. The beam of light entering the slit at the far end of the tube A, passes through the lens in that tube, and then passes successively through the four triangular prisms on the table, and is successively bent by these and thrown in the form of a spectrum into the telescopic tube B,[294] and is seen by the eye at the remote end of said tube B. The greater the number of prisms the wider is the dispersion of the rays and the longer is the spectrum, and the more easily studied are the peculiar lines which Wollaston and Fraunhofer found crossing it. It was the presence of these black lines on the spectrum which led to the development of the spectroscope and established its significance and value. The work which the spectroscope does is simply to form an extended spectrum, but this spectrum varies with the different kinds of light admitted through the slit, the different kinds of light showing different arrangement of colored bands and dark lines, and such a definite relation between the light of various incandescing elementary bodies and their spectra has been found to exist, that the casting of a definite spectrum from the sun or stars indicates with certainty the presence in the sun or stars of the incandescing element which produces that spectrum. This application of the spectroscope is called spectrum-analysis, and by rendering any substance incandescent in the flame of a Bunsen burner, and directing the light of its incandescence through the spectroscope, its spectrum gives the basis of intelligent chemical identification. So delicate is its test that it has been calculated by Profs. Kirchhoff and Bunsen that the eighteen-millionth part of a grain of sodium may be detected.
The design of Kirchhoff’s spectroscope is shown in Fig. 199. The slit forming slide is located at the far end of tube A, and it’s displayed in an enlarged detached view on the right. The collimating lens is inside tube A. Light entering the slit at the far end of tube A passes through the lens in that tube, then goes through the four triangular prisms on the table, bending successively and creating a spectrum in the telescopic tube B,[294] which can be viewed at the remote end of tube B. The more prisms there are, the wider the dispersion of the rays, resulting in a longer spectrum, making it easier to study the unique lines that Wollaston and Fraunhofer found in it. These black lines in the spectrum led to the creation of the spectroscope and established its importance and value. The role of the spectroscope is to produce an extended spectrum, but this spectrum changes depending on the types of light passing through the slit. Different types of light show various arrangements of colored bands and dark lines, and a clear relationship has been found between the light of different incandescent elements and their spectra, so that generating a specific spectrum from the sun or stars reliably indicates the presence of the incandescent element producing that spectrum. This use of the spectroscope is called spectrum-analysis, and by making any substance incandescent in a Bunsen burner flame and directing its incandescent light through the spectroscope, its spectrum provides a basis for accurate chemical identification. Its sensitivity is so great that Profs. Kirchhoff and Bunsen calculated that it can detect one eighteenth-millionth of a grain of sodium.
The useful applications of the spectroscope are found principally in astronomy and the chemical laboratory, but some industrial applications have also been made of it in metallurgical operations, as, for instance, in determining the progress of the Bessemer process of making steel, and also for testing alloys. Many hitherto unknown metals have also been discovered through the agency of the spectroscope, among which may be named caesium, rubidium, thallium, and indium.
The useful applications of the spectroscope are mainly seen in astronomy and chemical labs, but it has also found some industrial uses in metallurgy, like checking the progress of the Bessemer process for making steel and testing alloys. Many previously unknown metals have also been discovered with the help of the spectroscope, including cesium, rubidium, thallium, and indium.
The field of optics is so large that many interesting branches can receive only a casual mention. The polarization of light, first noticed by Bartholinus in 1669, and by Huygens in 1678, in experiments in double refraction with crystals of Iceland spar, were followed in the Nineteenth Century by the discoveries of Malus, Arago, Fresnel, Brewster, and Biot. Malus, in 1808, discovered polarization by reflection from polished surfaces; Arago, in 1811, discovered colored polarization; Nicol, in 1828, invented the prism named after him. The Kaleidoscope was invented by Sir David Brewster in 1814, and British patent No. 4,136 granted him July 10, 1817, for the same. The reflecting stereoscope was invented by Wheatstone in 1838, and the lenticular form, as now generally used, was invented by Sir David Brewster in the year 1849.
The field of optics is so vast that many fascinating branches can only get a brief mention. The polarization of light, first observed by Bartholinus in 1669 and by Huygens in 1678 during experiments with double refraction using Iceland spar crystals, was later expanded in the Nineteenth Century by the discoveries of Malus, Arago, Fresnel, Brewster, and Biot. Malus discovered polarization through reflection from polished surfaces in 1808; Arago identified colored polarization in 1811; and Nicol invented the prism that bears his name in 1828. The Kaleidoscope was created by Sir David Brewster in 1814, and he was granted British patent No. 4,136 on July 10, 1817, for it. The reflecting stereoscope was invented by Wheatstone in 1838, and the lenticular style, as it's generally used today, was developed by Sir David Brewster in 1849.
Among the more recent inventions of importance in optics may be[295] mentioned the Fiske range finder (Patent No. 418,510, December 31, 1889), for enabling a gunner to direct his cannon upon the target when its distance is unknown, or even when obscured by fog or smoke. The Beehler solarometer (Patent No. 533,340, January 29, 1895), is also an important scientific invention, which has for its object to determine the position, or the compass error, of a ship at sea when the horizon is obscured. There is also in late years a great variety of entertaining and instructive apparatus in photography, and improvements in the stereopticon and magic lantern.
Among the more recent important inventions in optics are[295] the Fiske range finder (Patent No. 418,510, December 31, 1889), which helps a gunner aim his cannon at a target when its distance is unknown or even when it’s obscured by fog or smoke. The Beehler solarometer (Patent No. 533,340, January 29, 1895) is another significant scientific invention that determines a ship's position or compass error at sea when the horizon is hidden. Additionally, there has been a wide variety of entertaining and educational devices in photography, along with improvements in the stereopticon and magic lantern.
The most interesting of the latter is the Kinetoscope, for producing the so-called moving pictures, in which the magic lantern and modern results in the photographic art, have wrought wonders on the screen. The old-fashioned magic lantern projections were interesting and instructive object lessons, but modern invention has endowed the pictures with all the atmosphere and naturalness of real living scenes, in which the figures move and act, and the scenes change just as they do in real life.
The most fascinating of these is the Kinetoscope, which creates the so-called moving pictures. The magic lantern and today's advances in photography have transformed the screen into something amazing. Old-fashioned magic lantern projections were engaging and educational, but modern technology has given these images the depth and realism of actual life, where the characters move and interact, and the scenes shift just like they do in reality.
The foundation principle upon which these moving pictures exist is that of persistence of vision. If a succession of views of the same object in motion is made, with the moving object in each consecutive figure changed just a little, and progressively so in a constantly advancing attitude in a definite movement, and those different positions are rapidly presented in sequence to the eye in detached views, the figures appear to constantly move through the changing position. The theory of the duration of visible impressions was taught by Leonardo da Vinci in the fifteenth century, and practical advantage has been taken of the same in a variety of old-fashioned toys, known as the phenakistoscope, thaumatrope, zoetrope, stroboscope, rotascope, etc.
The basic principle behind these moving images is persistence of vision. If a series of images of the same object in motion is created, with the position of the object changing slightly in each frame, and those different positions are shown quickly in sequence to the eye, the images seem to move smoothly through the changes. This idea of how long visual impressions last was explained by Leonardo da Vinci in the fifteenth century, and it has been used in various old-school toys, like the phenakistoscope, thaumatrope, zoetrope, stroboscope, and rotascope.
The phenakistoscope was invented by Dr. Roget, and improved by
Plateau in 1829, and also by Faraday. A circular disk, bearing a circular
series of figures is mounted on a handle to revolve. The figures following
each other show consecutively a gradual progression, or change in position.
The disk has radial slits around its periphery, and is held with its
figured face before a looking glass. When the reflection is viewed in the
looking glass through the slits, the figures rapidly passing in succession
before the slits appear to have the movements of life. The thaumatrope,
which originated with Sir John Herschel, consists of a thin disc, bearing
on opposite sides two associated objects, such as a bird and a cage, or
a horse and a man. This, when rotated about its diameter, to bring
alternately the bird and cage into view, appears to bring the bird into
the cage, or to put the rider on the horse’s back, as the case may be.[296]
[297]
The zoetrope, described in the Philosophical Magazine, January, 1834,
employs the general principle of the phenakistoscope, except that, instead
of a disc before a looking glass, an upright rotating drum or cylinder is
employed, and has its figures on the inside, and is viewed, when rotating,
through a succession of vertical slits in the drum.
The phenakistoscope was invented by Dr. Roget and improved by Plateau in 1829, along with Faraday. It consists of a circular disk with a series of figures arranged around it that spins on a handle. The figures show a gradual transition or change in position as they follow one another. The disk has slits radiating from the center, and it is positioned with the illustrated side facing a mirror. When you look at the reflection in the mirror through the slits, the figures quickly passing by create the illusion of lifelike movement. The thaumatrope, created by Sir John Herschel, is a thin disc featuring two related images on opposite sides, like a bird and a cage or a horse and a rider. When spun around its diameter, it alternates between showing the bird and the cage, creating the illusion of the bird entering the cage or the rider getting on the horse. [296]
[297] The zoetrope, mentioned in the Philosophical Magazine, January 1834, follows the same basic idea as the phenakistoscope, but instead of a disk in front of a mirror, it uses an upright, rotating drum or cylinder with images on the inside, which are viewed through a series of vertical slits in the drum as it spins.
The earliest patents found in this art are the British patent to Shaw, No. 1,260, May 22, 1860; United States patents, Sellers, No. 31,357, February 5, 1861, and Lincoln, No. 64,117, April 23, 1867. In Brown’s patent, No. 93,594, August 10, 1869, the magic lantern was applied to the moving pictures, and Muybridge’s photos of trotting horses in 1872, followed by instantaneous photography, which enabled a great number of views to be taken of moving objects in rapid succession, laid the foundation for the modern art.
The earliest patents related to this field are the British patent to Shaw, No. 1,260, from May 22, 1860; United States patents, Sellers, No. 31,357, from February 5, 1861, and Lincoln, No. 64,117, from April 23, 1867. In Brown’s patent, No. 93,594, from August 10, 1869, the magic lantern was used for moving pictures, and Muybridge’s photos of trotting horses in 1872, along with instantaneous photography, allowed for many images of moving objects to be captured in quick succession, forming the basis for modern art.
FIG. 200.
FIG. 200.




SHOOTING GLASS BALLS.
Shooting glass balls.




FIRING DISAPPEARING GUN.
DISAPPEARING GUN FIRING.
FIG. 200.
FIG. 200.
In Fig. 200 is shown a succession of instantaneous photographs of a sportsman shooting a glass ball, and the firing of a disappearing gun. A multiplicity of views extending through all the phases of these movements, when successively presented in order, before a magic lantern projecting apparatus, gives to the eye the striking semblance of real movements. In practice these views are taken by special cameras, and are printed on long transparent ribbons that contain many hundreds, and even thousands of the views. Edison’s Kinetoscope is covered by patent No. 493,426, March 14, 1893, and his instrument known as the Vitascope, is one of those used for projecting the views upon a screen. In Fig. 201 a similar instrument, called the Biograph, is shown, in which the seeming approach of the locomotive makes those who witness it shudder with the apparent danger.
In Fig. 200 you can see a series of quick photos of an athlete shooting a glass ball, and the firing of a disappearing gun. A range of views capturing all the stages of these actions, when shown in sequence on a magic lantern projector, creates a striking illusion of real movement. In practice, these images are captured using special cameras and printed on long transparent strips that contain hundreds or even thousands of images. Edison’s Kinetoscope is protected by patent No. 493,426, March 14, 1893, and his device known as the Vitascope is one of the tools used to project these images onto a screen. In Fig. 201 a similar device, called the Biograph, is displayed, where the apparent approach of the locomotive makes onlookers shudder at the illusion of danger.

To secure the best results, the ribbon with its views should remain with a figure the longest possible time between the light and the lens, and the shifting to the next view should be as nearly instantaneous as possible. This problem has been admirably solved by C. F. Jenkins, who, in 1894, devised means for accomplishing it, and was one of the first, if not the first, to successfully project the views on a large screen adapted to public exhibitions. His apparatus is shown in Fig. 202. An electric motor, seen on the left, drives, through a belt and pulley, a countershaft, and also through a worm gear turns another shaft parallel to the countershaft, and bearing a sprocket pulley, whose teeth penetrate little marginal holes in the ribbon of views, and, drawing it down from the reel above, deliver it to the receiving reel on the right. On the end of the countershaft, just in front of the sprocket wheel, is a revolving crank pin or spool, which intermittently beats down the ribbon of views, causing the[298] latter to advance through the vertical guides in front of the lens by a succession of jerks. This holds each view for a maximum period before the lens, and then suddenly jerks the ribbon to bring the next view into position. In the Kinetoscope the animated pictures not only present the[299] movements of life, but, by a combination with the phonograph, the audible speech, or music fitting the occasion, is also presented at the same time, making a marvelous simulation of real life to both the eye and the ear.
To achieve the best results, the ribbon with its images should stay in front of the light and lens for as long as possible, and the transition to the next image should happen as quickly as possible. This issue was brilliantly solved by C. F. Jenkins, who, in 1894, created a method to do this and was one of the first—if not the very first—to successfully project images onto a large screen designed for public showings. His equipment is shown in Fig. 202. An electric motor, seen on the left, drives a countershaft through a belt and pulley system, and also turns another shaft parallel to the countershaft via a worm gear. This shaft has a sprocket pulley whose teeth fit into small holes along the edges of the image ribbon. As the ribbon is pulled down from the reel above, it's transferred to the receiving reel on the right. At the end of the countershaft, just in front of the sprocket wheel, there is a revolving crank pin or spool that intermittently presses down on the image ribbon, causing it to move through the vertical guides in front of the lens in a series of small jerks. This allows each image to be held in front of the lens for a maximum time, and then suddenly shifts the ribbon to bring the next image into place. In the Kinetoscope, the animated pictures not only depict life's movements but, by combining with the phonograph, also deliver audible speech or music suited to the moment, creating a fantastic imitation of real life for both the eyes and ears.

Among the latest promises of the inventor is the “Distance Seer,” or telectroscope, which, it is said, enables one to see at any distance over electric wires, just as one may telegraph or telephone over them. The surprises of the Nineteenth Century have been so many and so astounding, and the principles of this invention are so far correct, that it would be dogmatic to say that this hope may not be realized.
Among the latest promises from the inventor is the “Distance Seer,” or telectroscope, which is said to allow someone to see at any distance over electric wires, just like they can send messages or make calls over them. The surprises of the 19th Century have been numerous and incredible, and the principles behind this invention are fundamentally sound, so it would be overly certain to claim that this hope can't be achieved.
To the sum total of human knowledge no department of science has contributed more than that of optics. With the telescope man has climbed into the limitless space of the heavens, and ascertained the infinite vastness of the universe. The flaming sun which warms and vitalizes the world, is found more than ninety millions of miles away. The nearest fixed stars visible to the naked eye are more than 200,000 times the distance of the sun, and their light, traveling at the rate of 190,000 miles a second, requires more than three years to reach us. Although so far away, their size, distance, and constitution have been ascertained, and their movements are scheduled with such accuracy that the going and coming thereof are brought to the exactness of a railroad time table. The astronomer predicts an eclipse, and on the minute the spheres swing into line, verifying, beyond all doubt, the correctness of the laws predicated for their movements.[300] The wonders of the telescope, the microscope, and the spectroscope are, however, but suggestions of what we may still expect, for science abundantly teaches that the eye may yet see what to the eye is now invisible, and that light exists in what may now seem darkness.
To the total sum of human knowledge, no branch of science has contributed more than optics. With the telescope, humans have ventured into the vastness of space and confirmed the infinite expanse of the universe. The blazing sun that warms and energizes the world is over ninety million miles away. The nearest fixed stars visible to the naked eye are more than 200,000 times farther than the sun, and their light, traveling at 190,000 miles per second, takes more than three years to reach us. Even from such great distances, their size, distance, and composition have been determined, and their movements are tracked with such precision that they can be scheduled just like a train timetable. An astronomer can predict an eclipse, and at the exact moment the celestial bodies align, this confirms, without a doubt, the accuracy of the laws governing their motions.[300] The marvels of the telescope, microscope, and spectroscope are only hints of what we can still anticipate, as science teaches us that the eye may yet perceive what is currently invisible, and light exists in what may now appear to be darkness.
No man may say with certainty what thought was uppermost in
Goethe’s mind when, grappling in the final struggle with the King of
Terrors, he exclaimed “Mehr licht!
” It may be that it was but the wish
to dispel the gathering gloom of his dimming senses, or perchance the
unfolding of an illuminated vision of a brighter threshold, but certain it
is that no words so voice the aspirations of an enlightened humanity as
that one cry of “More light!”
No one can say for sure what was on Goethe’s mind when, in his final battle with death, he exclaimed “Mehr licht!
” It might have simply been the desire to push back the darkness closing in on him, or maybe he was experiencing a revealing vision of a brighter future, but one thing is certain: no words express the hopes of an enlightened humanity quite like that one cry for “More light!”
CHAPTER XXIV.
Photography.
Experiments of Wedgewood and Davy—Niépce’s Heliography—Daguerre and the Daguerreotype—Fox Talbot Makes First Proofs from Negatives—Sir John Herschel Introduces Glass Plates—The Collodion Process—Silver and Carbon Prints—Ambrotypes—Emulsions—Dry Plates—The Kodak Camera—The Platinotype—Photography in Colors—Panorama Cameras—Photo-Engraving and Photo-Lithography—Half Tone Engraving.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__.
“Art’s proudest triumph is to imitate nature.
”
“Art's greatest achievement is to mimic nature.
”
When nature paints she does so with the brush of beauty, dipped in the pigment of truth. The tender affection of a ray of light touches the heart of a rose, brings a blush to its cheek, and life, becoming the bride of chemical affinity, blooms into surpassing beauty and loveliness. Photography is closely allied to nature’s painting, for just as light brings into existence nature’s living beauties, so does light fix, preserve, and perpetuate these beauties by the same subtile and mysterious agency of a quickened chemical affinity. Photography is both an art and a science, and as such is both beautiful and true. It is an art intimately associated with the tenderest affections of the human heart in keeping alive its precious memories. By it the youthful sweetheart of long ago, the loving face of the departed mother, and the cherished form of the dead child are brought back to us in familiar presence, while our great men have become the every-day friends and ideals of the common people. What an enrichment and satisfaction it would have added to our lives if the art had been coeval with history, and all the world’s exalted scenes and faces had come to us through the camera with the knowledge of absolute truth and fidelity. But not only in portraiture is photography a great art, for it catches the stately pose of the mountain, the grandeur of the sea, the beauty of the forest, or the majesty of Niagara Falls, and brings them all home to us, even to the vision of the bed-ridden invalid. The camera alike records the secrets of the starry heavens and the bacteria of the microscopic world. Hanging on the tail of a kite it photographs the face of mother earth, and, acting quicker than the lightning, it catches and defines the path[302] of that erratic flash. It plays the part of a private detective, and its testimony in court is never doubted. The architect, engineer, and illustrator find it in constant requisition. By the aid of the Roentgen Rays, it locates a bullet in a wounded soldier, and takes a picture of one’s spinal column. In fact, it sees and records things both visible and invisible, acts with the rapidity of thought, and is never mistaken.
When nature paints, she does so with a brush of beauty, dipped in the hues of truth. A gentle ray of light touches a rose's heart, giving it a blush and, as life unites with chemical affinity, it blooms into stunning beauty and loveliness. Photography closely mirrors nature’s artistry, for just as light reveals nature’s living beauties, it also captures, preserves, and immortalizes these wonders through the same subtle and mysterious force of heightened chemical affinity. Photography is both an art and a science, making it both beautiful and true. It’s an art deeply connected with the tender feelings of the human heart, keeping cherished memories alive. Through it, the youthful sweetheart from long ago, the loving face of a departed mother, and the beloved form of a deceased child are all brought back to us in a familiar presence, while our great men become everyday friends and ideals for the common people. How much richer and more fulfilling our lives would have been if this art had existed alongside history, allowing us to witness the world’s grand moments and faces through the camera with complete truth and fidelity. But photography isn’t just a great art in portraiture; it captures the majestic stance of mountains, the grandeur of the sea, the beauty of forests, and the awe of Niagara Falls, bringing them all home, even to those confined to their beds. The camera records the secrets of the starry skies and the bacteria of the microscopic realm. Attached to a kite, it photographs the face of mother earth, and, faster than lightning, it captures and defines the path of that erratic flash. It acts like a private detective, and its testimony in court is always trusted. Architects, engineers, and illustrators constantly rely on it. With the help of X-rays, it finds a bullet in an injured soldier and takes images of the spinal column. In fact, it sees and records both visible and invisible things, acts with the speed of thought, and is never wrong.
The art of photography, named from the two Greek words φωτος γραφη (the writing of light), is a comparatively new one, and belongs entirely to the Nineteenth Century. It was known to the ancient alchemists that “horn silver” (fused chloride of silver) would blacken on exposure to light, but there was neither any clear understanding of the nature of this action, nor any application made of it prior to the year 1800. We now know that the art of photography is dependent upon the actinic effect of certain of the rays of the spectrum upon certain chemical salts, notably those of silver and chromic acid, in connection with organic matter. The rays which have this effect are the blue and violet rays at one end of the spectrum, and even invisible rays beyond the violet, the red and yellow rays having little or no such actinic effect.
The art of photography, derived from the two Greek words photo writing (the writing of light), is a relatively new creative field that emerged entirely in the Nineteenth Century. Ancient alchemists were aware that “horn silver” (fused chloride of silver) would darken when exposed to light, but there was no clear understanding of why this happened, nor any practical use of it before 1800. Today, we understand that photography relies on the actinic effect of certain rays in the spectrum on specific chemical salts, especially those of silver and chromic acid, in combination with organic materials. The rays that have this effect are the blue and violet rays at one end of the spectrum, along with invisible rays beyond the violet; red and yellow rays have little to no actinic effect.
That which made photography possible for the Nineteenth Century was the philosophical observation of Scheele, in 1777, upon the decomposing influence of light on the salts of silver, and the superior activity of the violet rays of the spectrum over the others in producing this effect. In 1801 Ritter proved the existence of such invisible rays beyond the violet end of the visible spectrum by the power they possessed of blackening chloride of silver.
What made photography possible in the Nineteenth Century was Scheele's philosophical observation in 1777 about how light decomposes silver salts and how violet rays are more effective than others in producing this effect. In 1801, Ritter demonstrated the existence of invisible rays beyond the violet end of the visible spectrum by showing that they could blacken silver chloride.
Earliest Application of Principles.—The first attempt to render the blackening of silver salts by light available for artistic purposes, was made by Wedgewood and Davy in 1802. A sheet of white paper was saturated with a solution of nitrate of silver, and the shadow of the figure intended to be copied was projected upon it. Where the shadow fell the paper remained white, while the surrounding exposed parts darkened under the sun’s rays. There was, however, no means of fixing such a picture, and in time the white parts would also turn black.
Earliest Application of Principles.—The first effort to use the darkening of silver salts by light for artistic purposes was made by Wedgewood and Davy in 1802. A piece of white paper was soaked in a silver nitrate solution, and the shadow of the figure they wanted to copy was cast onto it. Where the shadow fell, the paper stayed white, while the exposed areas darkened under sunlight. However, there was no way to fix the image, and over time the white areas would also turn black.
Introduction of Camera.—The camera obscura, a very old invention designed for the use of artists in copying from nature, was at a very early period brought into this art, but it was found that the chemicals employed by Wedgewood and Davy were not sufficiently sensitive to be affected by its subdued light. In 1814, however, Joseph Nicéphore Niépce, of Chalôns, invented a process that utilized the camera, and which was called “Heliography,” or sun drawing. In 1827 he discarded the[303] use of silver salts, and employed a resin known as “Bitumen of Judea” (asphaltum). A plate was coated with a solution of this resin and exposed. The light acting upon the plate rendered the resin insoluble where exposed, and left it soluble under the shadows. Hence, when treated with an oleaginous solvent the shadows dissolved out, and the lights, represented by the undissolved resin, formed a picture, which was in reality a permanent negative. The process, however, was slow, requiring some hours.
Introduction of Camera.—The camera obscura, a very old invention meant for artists to replicate nature, was introduced into this art quite early on, but it turned out that the chemicals used by Wedgewood and Davy weren't sensitive enough to respond to its dim light. In 1814, though, Joseph Nicéphore Niépce from Chalôns developed a method that made use of the camera, which he called “Heliography,” or sun drawing. In 1827, he stopped using silver salts and instead used a resin known as “Bitumen of Judea” (asphaltum). A plate was covered with a solution of this resin and then exposed. The light impacted the plate, making the resin insoluble where it was exposed and leaving it soluble in the shadows. Therefore, when treated with an oily solvent, the shadows were washed away, leaving the highlights, created by the undissolved resin, to form a picture, which was actually a permanent negative. However, the process was slow and took several hours.
The Daguerreotype.—In 1829 Niépce and Daguerre became partners, and in 1839, after the death of the elder Niépce, the process named after Daguerre was perfected (British patent No. 8,194, of 1839). He abandoned the resin as a sensitive material, and went back to the salts of silver. He employed a polished silver surfaced plate, and exposed it to the action of the vapors of iodine, so as to form a layer of iodide of silver upon the surface, which rendered it very sensitive. By a short exposure in the camera an effect was produced, not visible to the eye, but appearing when the plate was subjected to the vapor of mercury. This process reduced the time required from hours to minutes, and as it involved the production of a latent image, which was subsequently developed by a chemical agent, it represented practically the beginning of the photographic art as practiced to-day. Daguerre sought also to permanently fix his pictures, but this was accomplished only imperfectly until 1839, when Sir John Herschel made known the properties of the hyposulphites for dissolving the salts of silver. In 1844 Hunt introduced the protosulphate of iron as a developer.
The Daguerreotype.—In 1829, Niépce and Daguerre became partners, and in 1839, after the death of the elder Niépce, the process named after Daguerre was perfected (British patent No. 8,194, of 1839). He switched from resin to silver salts as the sensitive material. He used a polished silver plate and exposed it to iodine vapors, creating a layer of silver iodide on the surface, which made it very sensitive. A brief exposure in the camera created an effect that was invisible to the naked eye but became visible when the plate was exposed to mercury vapor. This process cut the exposure time from hours to minutes and involved producing a latent image that was later developed with a chemical agent, marking the practical beginning of modern photography. Daguerre also tried to permanently fix his images, but this was only done imperfectly until 1839 when Sir John Herschel discovered how hyposulphites could dissolve silver salts. In 1844, Hunt introduced iron protosulphate as a developer.
Production of Positive Proofs from Negatives.—This was first done by Mr. Fox Talbot, of England, between 1834 and 1839. In his first communication to the Royal Society, in January, 1839, it was directed that the paper should be dipped first in a solution of chloride of sodium, and then in nitrate of silver, which, by reaction, produced, on the face of the paper, chloride of silver, which was more sensitive to the light than nitrate of silver. The object to be reproduced was laid in contact with the prepared paper, and exposed to the light until a copy was produced which was a negative, having the lights and shadows reversed. A second sheet was then prepared, and the first or negative impression was laid upon it, and used as a stencil to produce a second print which, by a reversal of the lights and shadows, formed an exact reproduction of the original. In 1841, British patent No. 8,842 was obtained by Mr. Talbot, for what he called the “Calotype,” and which was afterward known as the “Talbotype.” A sheet of paper was first coated with iodide[304] of silver, by soaking it alternately in iodide of potassium and nitrate of silver, and was then washed with a solution of gallic acid containing nitrate of silver, by which the sensitiveness to light was increased. An exposure of some seconds or minutes, according to the brightness of the light, produced an impression upon the plate, which, when treated with a fresh portion of gallic acid and nitrate of silver, developed into the image. After being fixed it formed a negative from which any number of prints might be obtained. The Talbot process represented a great advance in this art. Glass plates to retain the sensitive film were introduced by Sir John Herschel in 1839, and were a great improvement over the paper negatives, which latter, from lack of transparency and uniformity in texture, had prevented fine definition and sharpness of outline. Blue printing was also invented by Sir John Herschel in 1842, and he was the first to apply the term “negative” in photography. In 1848 M. Niépce de St. Victor, a nephew of Daguerre’s former partner, applied to the glass a film of albumen to receive the sensitive silver coating.
Creating Positive Images from Negatives.—This was first accomplished by Mr. Fox Talbot from England between 1834 and 1839. In his initial communication to the Royal Society in January 1839, it was specified that the paper should first be soaked in a solution of sodium chloride, then in silver nitrate. This reaction produced silver chloride on the paper’s surface, which was more light-sensitive than silver nitrate. The object to be copied was placed in contact with the prepared paper and exposed to light until a negative image was made, reversing the lights and shadows. A second sheet of paper was then prepared, and the first negative image was placed on it, functioning as a stencil to create a second print that, by reversing the lights and shadows, provided an exact reproduction of the original. In 1841, Mr. Talbot received British patent No. 8,842 for what he termed the “Calotype,” later known as the “Talbotype.” A sheet of paper was first coated with silver iodide by alternately soaking it in potassium iodide and silver nitrate, and then rinsed with a solution of gallic acid containing silver nitrate, which increased its light sensitivity. Exposing the plate for several seconds or minutes, depending on the light's brightness, created an impression that, when treated with more gallic acid and silver nitrate, developed into an image. After being fixed, it formed a negative from which multiple prints could be made. The Talbot process marked a significant advancement in this art. Glass plates for holding the sensitive film were introduced by Sir John Herschel in 1839, significantly improving over paper negatives, which lacked transparency and consistent texture, hindering fine detail and sharp outlines. Blue printing was also invented by Sir John Herschel in 1842, and he was the first to use the term “negative” in photography. In 1848, M. Niépce de St. Victor, a nephew of Daguerre’s former partner, applied a layer of albumen to glass to receive the sensitive silver coating.
Collodion Process.—The most important step in the preparation of the negative was the application of collodion. This is a solution of pyroxilin in ether and alcohol, which rapidly evaporates and leaves a thin film adhering to the glass. M. Le Gray, of Paris, was the first to suggest collodion for this purpose, but Mr. Scott Archer, of London, in 1851, was the first to carry it out practically. A clean plate of glass is coated with collodion sensitized with iodides of potassium, etc., and is then immersed in a solution of nitrate of silver. Metallic silver takes the place of potassium, forming insoluble iodide of silver on the film. The plate is then exposed and the latent image developed by an aqueous solution of pyrogallic acid, or protosulphate of iron. When sufficiently developed, the plate is washed, and the image fixed by dissolving the unacted-upon iodide of silver with a solution of cyanide of potassium or hyposulphite of soda. This completed the negative or stencil from which the positives are printed by passing rays of light through it upon sensitive paper.
Collodion Process.—The most important step in preparing the negative was applying collodion. This is a solution of pyroxilin in ether and alcohol, which quickly evaporates, leaving a thin film on the glass. M. Le Gray from Paris was the first to suggest using collodion for this, but Mr. Scott Archer from London was the first to put it into practice in 1851. A clean glass plate is coated with collodion sensitized with potassium iodides and then dipped in a solution of silver nitrate. Metallic silver replaces potassium, forming insoluble silver iodide on the film. The plate is then exposed, and the latent image is developed using an aqueous solution of pyrogallic acid or protosulphate of iron. Once sufficiently developed, the plate is washed, and the image is fixed by dissolving the unreacted silver iodide with a solution of potassium cyanide or sodium hyposulfite. This completes the negative or stencil from which positives are printed by passing light through it onto sensitive paper.
The Ambrotype succeeded the Daguerreotype, and was produced by making a very thin negative by under exposure on glass, using the collodion process, and, after drying, backing the glass with black asphaltum varnish or black velvet, causing the dense portions of the negative to appear white by reflected light, and the transparent portions black. Such pictures were quickly made, and were much in vogue forty years ago, but are now obsolete. A modification of the ambrotype, however, still survives in what is known as the “tin-type” or “ferro-type.” In the tin-type the collodion picture is made directly upon a very thin iron plate,[305] covered with black enamel, which both protects the plate from the action of the chemicals in the bath, and forms the equivalent of the black background of the ambrotype.
The Ambrotype followed the Daguerreotype and was created by making a very thin negative on glass through underexposure using the collodion process. After drying, the glass was backed with black asphaltum varnish or black velvet, making the dark parts of the negative appear white when light was reflected, while the transparent parts looked black. These pictures were quickly produced and were popular around forty years ago, but they are now outdated. However, a variation of the ambrotype still exists today, known as the “tin-type” or “ferro-type.” In the tin-type, the collodion image is made directly on a very thin iron plate,[305] coated with black enamel, which protects the plate from chemicals in the bath and serves as the equivalent of the black background in the ambrotype.
Silver Printing.—A sheet of paper, previously treated with a solution of chloride of sodium and dried, is sensitized in an alkaline bath of nitrate of silver. When the paper is exposed under a negative, the light through the transparent parts of the negative reduces the silver, converting the chloride, it is supposed, into a metallic sub-chloride of silver which becomes dark or black, and constitutes the main portion of the picture. The image is then fixed by dissolving out the chloride of silver unaltered by light in a bath of hyposulphite of soda. After fixation, the image is well washed in several changes of water to eliminate all traces of the hyposulphite of soda and prevent the subsequent fading of the darkened portions of the picture and the yellowing of the whites. If the printed image is immediately fixed, it will have a red color. To avoid this it is washed first in water and then immersed in a chloride of gold toning bath and fixed.
Silver Printing.—A sheet of paper that's been treated with a sodium chloride solution and dried is sensitized in an alkaline silver nitrate bath. When the paper is exposed under a negative, the light passing through the transparent areas of the negative reduces the silver, supposedly converting the chloride into a metallic sub-chloride of silver that turns dark or black, making up the main part of the picture. The image is then fixed by dissolving the untouched silver chloride in a sodium hyposulphite bath. After fixation, the image is thoroughly washed in several changes of water to remove any traces of the sodium hyposulphite and prevent the dark parts of the picture from fading and the whites from yellowing. If the printed image is fixed immediately, it will appear red. To avoid this, it is rinsed first in water and then placed in a gold chloride toning bath before being fixed.
The Platinotype Process is one in which potassium chloroplatinite and ferric oxalate are converted by light into the ferrous state, and metallic platinum is reduced when in contact with the ferrous oxalate of potash solution. The unacted upon portions are dissolved out by dilute hydrochloric acid, leaving a black permanent image. This process is characterized by simplicity, sensitiveness in action, permanence of print, and a peculiarly soft and artistic quality in the picture. British Patent No. 2,011, of 1873, to Willis, is the first disclosure of the platinotype.
The Platinotype Process is a method where potassium chloroplatinite and ferric oxalate are changed by light into the ferrous state, and metallic platinum is reduced when it comes into contact with the ferrous oxalate of potash solution. The areas that aren’t affected are removed using dilute hydrochloric acid, leaving a permanent black image. This process is known for its simplicity, sensitivity in action, durability of print, and a uniquely soft and artistic quality in the picture. British Patent No. 2,011, from 1873, granted to Willis, is the first documentation of the platinotype.
Carbon Printing is a process in which lampblack or other indestructible pigment is mixed with the chemicals to render the photograph more stable against fading from the gradual decomposition of its elements. Mungo Ponton, in 1838, discovered the sensitive quality of potassium bichromate, which led up to carbon printing. Becquerel and Poitevin, in Paris, in 1855, were the first to experiment in this direction, and Fargier, Swan, and Johnson were successors who made valuable contributions.
Carbon Printing is a process where soot or other permanent pigments are combined with chemicals to make the photograph more stable against fading due to the gradual breakdown of its components. Mungo Ponton discovered the light-sensitive properties of potassium bichromate in 1838, which paved the way for carbon printing. In 1855, Becquerel and Poitevin in Paris were the first to explore this method, followed by Fargier, Swan, and Johnson, who made significant contributions.
Emulsions.—A photographic emulsion is a viscous liquid, such as collodion or a solution of gelatine, containing a sensitive silver salt with which the glass plate is at once coated, instead of coating the plate with collodion or gelatine, and then immersing it in a sensitizing bath. The desirability of emulsions was recognized as early as 1850 by Gustave Le Gray, and in 1853 by Gaudin. Collodion emulsion with bromide of silver was invented by Sayce and made known in 1864. In 1871 Maddox published his first notice of gelatine emulsion, and in 1873 the gelatine emulsions[306] of Burgess were advertised for sale. In 1878 Mr. Charles Bennett brought out gelatino-bromide emulsion of extreme sensitiveness, by the application of heat, and from this time gelatine began to supersede all other organic media.
Emulsions.—A photographic emulsion is a thick liquid, like collodion or a gelatin solution, that contains a light-sensitive silver salt. Instead of coating the glass plate with collodion or gelatin and then immersing it in a sensitizing bath, the plate is coated directly. The need for emulsions was identified as early as 1850 by Gustave Le Gray and again in 1853 by Gaudin. The collodion emulsion using silver bromide was invented by Sayce and became known in 1864. In 1871, Maddox published his first notice of gelatin emulsion, and in 1873, the gelatin emulsions[306] from Burgess were advertised for sale. In 1878, Mr. Charles Bennett introduced an extremely sensitive gelatino-bromide emulsion through the application of heat, marking the beginning of gelatin's dominance over all other organic media.
Dry Plates were a great improvement over the old wet process, with its tray for baths, its bottles of chemicals, and other accessories. Especially was this the case with out of door work, which heretofore had involved the carrying along of much unwieldy and inconvenient paraphernalia. With the dry plate process only the camera and the plates were needed, and this step marks the beginning of the spread of the art among amateurs, and the great snap-shot era of photography, growing into a distinct movement about the year 1888, has since spread over the entire world. The first practical dry plate process (collodion-albumen) was published in 1855 by Dr. J. M. Taupenot, a French scientist. Russell, in 1862; Sayce, in 1864; Captain Abney, for photographing the transit of Venus in 1874; Rev. Canon Beechey, of England, in 1875; Prof. John W. Draper, of the University of New York, and the Eastman Walker Company, of Rochester, were the chief promoters of dry plate photography. The practical introduction began about 1862 with the application of the alkaline developer.
Dry Plates were a significant improvement over the old wet process, which involved trays for baths, bottles of chemicals, and various other tools. This was especially true for outdoor work, which previously required carrying a lot of cumbersome and inconvenient gear. With the dry plate process, only the camera and the plates were necessary, marking the beginning of the widespread adoption of photography among amateurs. The great snapshot era of photography emerged around 1888 and has since spread worldwide. The first practical dry plate process (collodion-albumen) was introduced in 1855 by Dr. J. M. Taupenot, a French scientist. Key contributors to dry plate photography included Russell in 1862, Sayce in 1864, Captain Abney for photographing the transit of Venus in 1874, Rev. Canon Beechey from England in 1875, Prof. John W. Draper from the University of New York, and the Eastman Walker Company from Rochester. The practical implementation began around 1862 with the use of the alkaline developer.
The progress of the photographic art may be approximately noted as follows:
The advancement of photography can be roughly outlined like this:
| Process. | Time Required. | Introduced. | |
|---|---|---|---|
| Heliography | 6 | hours’ exposure | 1814 |
| Daguerreotype | 30 | minutes’ exposure | 1839 |
| Calotype or Talbotype | 3 | minutes’ exposure | 1841 |
| Collodion process | 10 | seconds’ exposure | 1851 |
| Collodion emulsion (dry plate) | 15 | seconds’ exposure | 1864 |
| Gelatine emulsion (dry plate) | 1 | second exposure | 1878 |
Mechanical Development.—The photographic camera is but an adaptation of the optical principles of the old camera obscura, which has been credited to various persons, including Roger Bacon in 1297, Baptista Porta about 1569, and others. The essential elements of the camera obscura are a dark chamber, having in one end a perforation containing a lens, and opposite it on the back of the chamber a screen upon which an image of the object is projected by the lens for the purpose of enabling it to be directly traced by a pencil. The photographic camera, introduced by Daguerre in 1839, adds to the camera obscura some means for adjusting the distance between the lens and the screen on which the image falls. This was accomplished by making the dark chamber adjustable in length[307] by forming it in two telescopic sections sliding over each other, and in later years by the well-known bellows arrangement. A luminous image of any object placed in front of the lens is thrown in an inverted position upon the screen, which is of ground glass, to permit the image to be seen in focusing. When the proper focus on this ground glass is obtained a sensitive plate is put in the plane of this screen to receive the image.
Mechanical Development.—The photographic camera is simply a modern take on the optical principles of the old camera obscura, which has been attributed to various individuals, including Roger Bacon in 1297, Baptista Porta around 1569, and others. The key components of the camera obscura are a dark chamber with a small opening containing a lens at one end, and a screen on the opposite end where an image of the object is projected by the lens, allowing it to be traced directly with a pencil. The photographic camera, introduced by Daguerre in 1839, enhances the camera obscura by providing a way to adjust the distance between the lens and the screen where the image appears. This was achieved by making the dark chamber adjustable in length by constructing it with two telescopic sections that slide over each other, and later by the widely used bellows system. A bright image of any object placed in front of the lens is projected upside down onto the ground glass screen, allowing the image to be seen while focusing. Once the image is sharply focused on this ground glass, a sensitive plate is placed in the same plane as the screen to capture the image.

It is not possible to trace all the steps of development of the camera which have brought it to its present perfection. Most of the improvements have had relation to the lens in correcting chromatic and spherical aberration, and in shutters for regulating exposure, in stops for shutting out the oblique rays and holders for the sensitive plate.
It’s impossible to track every step in the camera’s evolution that has led to its current perfection. Most advancements have focused on the lens, correcting issues like chromatic and spherical aberration, along with improvements in shutters for controlling exposure, stops for blocking out oblique rays, and holders for the sensitive plate.
The “Iris” shutter, so-called from its resemblance in function to the iris of the eye, consists of a series of tangentially arranged plates which open or close a central opening symmetrically from all sides.
The “Iris” shutter, named for its similarity in function to the iris of the eye, consists of a series of tangentially arranged plates that open or close a central opening evenly from all sides.
The ordinary camera of the photographic artist is too familiar an object to require special illustration. It has been looked into by the rich and the poor, and the high and the low, all over the whole world. Between the traveling outfit, and the “look pleasant, please!” of the peripatetic artist, and the handsome studios of the cities, it is hard to find an[308] individual in the civilized world who has not posed before its lens. Through its agency the great man of the day has found himself in evidence everywhere; the country maiden has many times experienced the delicious thrill of satisfied vanity as she posed before it, and the superstitious savage is paralyzed with fear lest the mysterious thing should steal his soul.
The average camera used by photographers is such a common item that it doesn’t need any special explanation. People from all walks of life, rich and poor, high and low, have looked through it all around the world. Between the traveling setup and the “smile for the camera, please!” of the roaming photographer, as well as the stylish studios in the cities, it’s tough to find anyone in the civilized world who hasn’t posed in front of its lens. Through this device, today’s famous people have been captured everywhere; rural girls have often experienced the joyful thrill of vanity while posing, and superstitious individuals are filled with dread that this mysterious object might take their soul.

In 1851 the first instantaneous views were made by Mr. Cady and Mr. Beckers, of New York, and also by Mr. Talbot, who employed as a flash light a spark from a Leyden jar. In 1864 magnesium light was employed by Mr. Brothers, of Manchester, for photographic purposes, and about 1876-8 Van der Weyde made use of the electric light for the same purpose.
In 1851, the first instant photos were taken by Mr. Cady and Mr. Beckers from New York, along with Mr. Talbot, who used a spark from a Leyden jar as a flash. In 1864, Mr. Brothers from Manchester used magnesium light for photography, and around 1876-78, Van der Weyde utilized electric light for the same purpose.
The roller slide, or roll film, was invented by A. J. Melhuish, in England, in 1854 (British patent No. 1,139, of 1854). The films were, however, of paper. In 1856 Norris produced sensitized dry films of collodion or gelatine (British patent No. 2,029, of 1856). In later years apparatus for utilizing the roll film has been greatly improved and extensively applied by Eastman, Walker & Co., of Rochester, N. Y.
The roller slide, or roll film, was invented by A. J. Melhuish in England in 1854 (British patent No. 1,139, of 1854). These films were made of paper. In 1856, Norris created sensitized dry films using collodion or gelatin (British patent No. 2,029, of 1856). In the following years, the equipment for using roll film was greatly enhanced and widely adopted by Eastman, Walker & Co. in Rochester, N.Y.
About 1888 a new thing in the photographic world made its appearance. It was a little black leather-covered rectangular box, about six inches long, with a sort of blind eye at one end closed by a cylindrical[309] shutter, substantially as seen in Fig. 203. This shutter was wound up by a spring operated by a pull cord. In the back of the box was a film or ribbon of sensitized paper wound upon one spool, and unwinding therefrom and winding onto another spool, and being distended as it passed so as to form a flat surface which was directly in rear of the lens. A thumb piece or key on the top, and a push button on the side, were the only suggestions of the operative mechanism within. When the button was pressed the shutter for an instant passed from in front of the lens, and as quickly covered it again, but in this brief interval an image had been flashed upon the sensitive ribbon or film, and a snap-shot picture was taken. By a simple movement of the thumb piece or key, the receiving roll was made to take up the exposed section of the sensitive film and bring another section into the range of the lens, for a repetition of the operation. This little instrument was slung in a case looking like a cartridge box, and its sensitive roll was able to receive 100 successive pictures. When the roll was exhausted, it was removed and developed in a dark room. The device was placed upon the market by the Eastman Company, and it was called the “Kodak.” The advertisement of the company, that “You press the button and we do the rest,” was soon realized to be founded in fact, and in a short while the great era of snap-shot photography had set in. To-day this form of camera is a part of the luggage of every tourist, traveler, scientist, and dilletante. In fact, it has become the familiar scientific toy of man, woman, and child, interesting, instructive, and useful to all. In Fig. 204 is shown a modern form of Kodak, which is made in various sizes and is foldable for compact and convenient portability.
Around 1888, a new innovation in photography emerged. It was a small, black leather-covered rectangular box, about six inches long, with a fixed lens at one end covered by a cylindrical[309] shutter, similar to what you see in Fig. 203. This shutter was operated by a spring mechanism controlled by a pull cord. Inside the back of the box was a roll of sensitized paper, which unwound from one spool and wound onto another, stretching out to create a flat surface right behind the lens. A thumb piece or key on top, along with a push button on the side, indicated how to use the mechanism. When the button was pressed, the shutter briefly opened in front of the lens and quickly closed again, capturing an image on the sensitive film in the process. With a simple twist of the thumb piece or key, the exposed segment of film was wound onto the take-up roll, allowing another section to be readied for the next shot. This compact device came in a case that resembled a cartridge box and could take up to 100 successive pictures. Once the roll was full, it could be removed and developed in a dark room. The Eastman Company launched this product to the public, naming it the "Kodak." Their catchy slogan, "You press the button and we do the rest," quickly proved to be true, marking the beginning of the snap-shot photography era. Today, this type of camera is an essential item for every tourist, traveler, scientist, and hobbyist. It has truly become a beloved gadget for everyone—men, women, and children alike—being interesting, educational, and useful to all. In Fig. 204 is shown a modern version of the Kodak, available in various sizes and designed to be foldable for easy portability.
A very convenient and useful development in films is to be found in the cartridge system, by which the film may be placed in and removed from the camera in broad daylight. The film has throughout its length a backing of black paper which extends far enough beyond the ends of the film to allow it to be unwound, so far, in making connection with the roll holder, without exposing the film to light, and also to allow it to be removed without exposure to light, after all the exposures have been made.
A really convenient and useful advancement in films is the cartridge system, which lets you load and unload the film from the camera in bright daylight. The film has a backing of black paper along its length that extends enough beyond the ends of the film to allow it to be unwound when connecting to the roll holder without exposing the film to light. It also lets you remove it without any light exposure after you've finished all your shots.

Among the many other ingenious and useful hand cameras may be mentioned the “Premo,” made by the Rochester Optical Company, and[310] shown in Fig. 205. The “Premo” is arranged for either snap-shot or time exposure, is adapted to be either held in the hand or mounted upon a tripod, and is furnished for use either with glass plates or roll films. In Fig. 206 is shown the “Premo” for stereoscopic work, in which two pictures are taken at once, a sufficient distance from each other to produce the effect of binocular vision and give the appearance of relief when viewed through the stereoscope. Brett’s British patent No. 1,629, of 1853, appears to be the earliest description of a stereoscopic camera.
Among the many other clever and practical handheld cameras is the “Premo,” made by the Rochester Optical Company, and[310] shown in Fig. 205. The “Premo” can be used for both snapshot and long exposure photos, can be held in your hand or mounted on a tripod, and is designed for use with either glass plates or roll films. In Fig. 206 is the “Premo” for stereoscopic work, which takes two pictures at once, spaced apart enough to create the effect of binocular vision and give a sense of depth when viewed through the stereoscope. Brett’s British patent No. 1,629, from 1853, seems to be the earliest description of a stereoscopic camera.

There have been 2,000 United States patents granted in photography, most of which have been taken in the past thirty years, and great efficiency and detail in both the chemical and mechanical branches of the art have been obtained.
There have been 2,000 U.S. patents granted in photography, most of which have been issued in the last thirty years, and significant efficiency and detail in both the chemical and mechanical aspects of the art have been achieved.
The useful applications of the art have been numerous and varied. Portrait making is probably the largest field. This was first successfully accomplished in 1839 by Professor Morse, of telegraph fame, working with Prof. John W. Draper, of the University of New York.
The practical uses of the art have been many and diverse. Portrait making is likely the biggest area. This was first successfully achieved in 1839 by Professor Morse, known for his work with the telegraph, alongside Prof. John W. Draper from the University of New York.
Celestial Photography began with Prof. Draper’s photograph of the moon in March, 1840, and Prof. Bond, of Cambridge, Mass., in 1851. In 1872 Prof. Draper photographed the spectra of the stars, and in 1880-81 the nebulæ of Orion, and in 1887 the Photographic Congress of Astronomers of the World, organized in Paris, began the work of photographing the entire heavens. In late years notable work has been done at the Lick Observatory by Prof. Holden. In 1861 Mr. Thompson, of Weymouth, photographed the bottom of the sea, and Prof. O. N. Rood, of Troy, N. Y., the same year described his application of it to the microscope. In 1871 criminals were ordered to be photographed in England, and in America the Rogues’ Gallery became an institution in New York as early as 1857, ambrotypes being first used. In 1876 the Adams Cabinet for holding and displaying the photos was invented. To-day the New York collection amounts to nearly 30,000, while that of the National Bureau of Identification at Chicago approximates 100,000. It is a striking illustration of the law of compensation that the counterfeiter who invokes the aid of photography to copy a bank note is, by the same agency of his photo in the Rogues’ Gallery, identified and convicted.
Celestial Photography started with Prof. Draper’s photograph of the moon in March 1840, followed by Prof. Bond from Cambridge, Mass., in 1851. In 1872, Prof. Draper captured the spectra of stars, and between 1880 and 1881, he photographed the nebulae of Orion. In 1887, the Photographic Congress of Astronomers of the World, organized in Paris, began the project of photographing the entire sky. In recent years, significant work has been done at the Lick Observatory by Prof. Holden. In 1861, Mr. Thompson from Weymouth photographed the ocean floor, and that same year, Prof. O. N. Rood from Troy, N.Y., applied it to microscopy. In 1871, criminals in England were ordered to be photographed, and the Rogues’ Gallery became a New York institution as early as 1857, with ambrotypes being used first. In 1876, the Adams Cabinet for holding and displaying photos was invented. Today, the New York collection has nearly 30,000 photos, while the National Bureau of Identification in Chicago has around 100,000. It’s a striking example of the law of compensation that a counterfeiter who uses photography to replicate a bank note is, through their photo in the Rogues’ Gallery, identified and convicted.
Photography in Colors has been the goal of artists and scientists in[311] this field for many years. Robt. Hunt, in England, in 1843, and Edmond Becquerel, in France, in 1848, made evanescent photographs in colors, but little progress was made until about the last decade of the Nineteenth Century. Franz Veress in 1890, F. E. Ives (United States patent No. 432,530, July 22, 1890), W. Kurtz (United States patent No. 498,396, May 30, 1893), Gabriel Lippmann in 1892 and 1896, Ives in 1892, M. Lumière in 1893, Dr. Joly in 1895, M. Villedien Chassagne, and Dr. Adrien, M. Dansac and M. Bennetto, all in 1897, represent active workers in this field.
Photography in Colors has been the aspiration of artists and scientists in [311] this area for many years. Robert Hunt in England, in 1843, and Edmond Becquerel in France, in 1848, created fleeting photographs in color, but there was little progress until around the last decade of the Nineteenth Century. Franz Veress in 1890, F. E. Ives (United States patent No. 432,530, July 22, 1890), W. Kurtz (United States patent No. 498,396, May 30, 1893), Gabriel Lippmann in 1892 and 1896, Ives again in 1892, M. Lumière in 1893, Dr. Joly in 1895, M. Villedien Chassagne, and Dr. Adrien, M. Dansac and M. Bennetto all in 1897, represent key contributors in this field.

Among recent developments of the camera may be mentioned the wide angle lens, which permits larger images to be made on the plate from small near-by objects, and the telephotographic camera, which gives a large image of remote objects, such as an enemy’s fort, and the panorama camera, which is designed to cover a broad field. For this purpose the lens is movably mounted for a semi-circular swing, and the image is flashed across a curved film in the case. The Eastman Panoram-Kodak, seen in Fig. 207, is an external illustration of this type, and in Fig. 207A is shown a sectional view of another make of panorama camera which clearly shows the internal construction.
Recent advancements in cameras include the wide-angle lens, which allows for larger images to be captured on the film from small, nearby objects, and the telephoto camera, which produces a large image of distant subjects, like an enemy fort. Additionally, there's the panorama camera, designed to capture a wide field of view. For this, the lens is mounted to swing in a semi-circle, and the image is projected onto a curved film within the case. The Eastman Panoram-Kodak, shown in Fig. 207, is an example of this type, while Fig. 207A displays a sectional view of another model of panorama camera that clearly illustrates its internal structure.

As allied branches of the photographic art, photo-engraving, photo-lithographing, and half-tone engraving are important developments of the Nineteenth Century.
As related forms of photography, photo-engraving, photo-lithography, and half-tone engraving are significant advancements of the Nineteenth Century.
Photo-engraving is a process by means of which photographs may be used in forming plates from which prints in ink can be taken. The process depends upon the property possessed by bichromate of potassium, and other chemicals, of rendering insoluble under the action of light, gelatine or some similar substance. A picture is thus produced on a metal plate, and the blank spaces are etched out by acid, leaving the lines in relief as printing surfaces. When the operation is reversed, and only the darks are etched in intaglio, to be filled with ink, as in copper-plate engraving, it is called photo-gravure. Mungo Ponton, in 1839, discovered the sensitive quality of a sheet of paper treated with bichromate of potash. In 1840 Becquerel discovered that the sizing had an important function, and Fox Talbot, in 1853, discovered and utilized the insolubility of gelatine exposed to light in presence of bichromate of potash. In 1854 Paul Pretsch observed that the exposed parts of the gelatine did not swell in water. One of the first suggestions of photo-engraving appears in the British patent No. 13,736, of 1851, of James Palmer. In recent times great perfection in details has been obtained by Mr. Moss, of the Photo-Engraving Company, and others. The Albert-type and Woodbury-type are early modifications of this art.
Photo-engraving is a process that allows photographs to be used to create plates for ink printing. This process relies on the property of potassium bichromate and other chemicals that make gelatin or similar materials insoluble when exposed to light. This creates an image on a metal plate, with the blank areas etched out by acid, leaving the raised lines as printing surfaces. When the process is reversed, and only the dark areas are etched in intaglio to be filled with ink, like in copper-plate engraving, it's called photo-gravure. In 1839, Mungo Ponton discovered that paper treated with potassium bichromate was light-sensitive. In 1840, Becquerel found that the sizing played an important role, and in 1853, Fox Talbot discovered and utilized the insolubility of gelatin when exposed to light in the presence of potassium bichromate. In 1854, Paul Pretsch noted that the exposed parts of the gelatin didn't swell in water. One of the first suggestions for photo-engraving can be found in British patent No. 13,736, issued to James Palmer in 1851. Recently, significant advancements in detail have been achieved by Mr. Moss of the Photo-Engraving Company and others. The Albert-type and Woodbury-type are early modifications of this technique.
In photo-lithography the photograph is transferred to the stone, and the latter then used to print from, as in lithography. The operation consists: 1, in making the photographic negative; 2, printing with it upon transfer paper coated with gelatine and bichromate of potash: 3, the transfer paper is then given a coat of insoluble fatty transfer ink from an inking stone; 4, all ink on surfaces not reached by the light being on a soluble surface is washed off, leaving the insoluble lines acted upon by light forming the picture; 5, the washed transfer sheet is then applied to the stone, and the remaining inked lines of the design are transferred to the stone; 6, the stone with transferred lines will now receive ink from the ink rolls on these lines, and repels ink from all other surfaces, which latter are[313] made repellent by being kept constantly wet, as in ordinary lithography. The first attempts in this art were by Dixon, of Jersey City, and Lewis, of Dublin, in 1841, who used resins. Joseph Dixon, in 1854, was the first to use organic matter and bichromate of potash upon stone to produce a photo-lithograph. In 1859 J. W. Osborne patented in Australia, and in 1861 in the United States, a transfer process which gave such great impetus to the art that he may be considered its founder and chief promotor. His United States patents are No. 32,668, June 25, 1861, and No. 33,172, August 27, 1861.
In photo-lithography, the photograph is transferred to the stone, which is then used for printing, just like in lithography. The process involves: 1. creating the photographic negative; 2. printing with it onto transfer paper that’s coated with gelatin and bichromate of potash; 3. applying a layer of insoluble fatty transfer ink from an inking stone onto the transfer paper; 4. washing off all ink from areas not exposed to light, leaving the insoluble lines that were affected by light to form the image; 5. applying the washed transfer sheet to the stone, transferring the remaining inked lines of the design to the stone; 6. the stone with the transferred lines will now accept ink from the ink rolls on these lines, while repelling ink from all other surfaces, which are kept constantly wet to remain non-absorbent, similar to regular lithography. The first attempts at this technique were made by Dixon from Jersey City and Lewis from Dublin in 1841, who used resins. Joseph Dixon was the first, in 1854, to use organic matter and bichromate of potash on stone to create a photo-lithograph. In 1859, J. W. Osborne patented a transfer process in Australia, and in 1861 in the United States, which significantly advanced the art, allowing him to be regarded as its founder and main promoter. His U.S. patents are No. 32,668, June 25, 1861, and No. 33,172, August 27, 1861.

For photo-lithography only line drawing, type print, or script, without any smooth shading, can be employed. The most extensive application of photo-lithography is in the reproduction of the Patent Office drawings, which amount to about 60,000 sheets weekly. The contracting firm, which is probably the largest in the world, also prints each week by photo-lithography 7,000 copies of the Patent Office Gazette, of about 165 pages each, including both drawings and claims, and also reproduces specifications without errors or proof reading, thus saving about 200 per cent. in cost over type setting. This art is also largely employed for printing maps, and the reproduction of the pages of books by this process has flooded the stores and news stands with cheap literature.
For photo-lithography, only line drawings, printed text, or handwriting can be used, without any smooth shading. The biggest use of photo-lithography is to reproduce Patent Office drawings, which total around 60,000 sheets a week. The contracting company, likely the largest in the world, also produces 7,000 copies of the Patent Office Gazette each week, with about 165 pages each, including both drawings and claims, and reproduces specifications without any errors or proofreading, saving about 200% in costs compared to typesetting. This technique is also widely used for printing maps, and the reproduction of book pages through this process has led to an overflow of affordable literature in stores and newsstands.

Half-tone engraving enables a photograph to be reproduced on a printing press, and for faithfulness in reproduction and low cost has revolutionized the art of illustrating, as nearly all books, magazines, and newspapers are now illustrated by this process. Before its introduction it was not possible to reproduce cheaply in printers’ ink shaded pictures like photographs, brush drawings, paintings, etc. Half-tone engraving renders it possible to thus print on a press, with printers’ ink, reproductions of photographs or any shaded picture, in which the soft shadows fade away in depth to white by an imperceptible tenuity. It does so by breaking up the soft shadows into minute stipples which form inkable printing faces in relief, by the interposition of a fine reticulated screen between the camera lens and the sensitive plate. This forms a sort of stencil negative through which the copper plate is etched, which latter is thus converted into a relief plate whose raised surfaces left by the etching may receive ink and print like an ordinary relief plate. By making the screen lines very fine (80 to 250 meshes to the inch), the visible effect of the shading is so far preserved that the photograph may be reproduced in printers’ ink with but little depreciation. At first, bolting cloth was used for the screen, but at present two glass plates, with closely ruled lines, laid crosswise upon each other, form the screen. A characteristic distinction of half-tone work is the regularly stippled surface, formed[315] by the stenciling out of a portion of the picture by the screen, which may be easily seen with any magnifying glass. It is called half-tone process because half of the tones or shadows are preserved, the other half being stenciled out. The use of gauze screens was first described by Fox Talbot in British patent No. 565, October 29, 1852.
Half-tone engraving allows a photograph to be reproduced on a printing press, and its ability to reproduce images accurately at a low cost has transformed the art of illustration; virtually all books, magazines, and newspapers are now illustrated using this method. Before this technique was introduced, it was impossible to reproduce subtle images like photographs, brush drawings, and paintings affordably in printer's ink. Half-tone engraving makes it possible to print reproductions of photographs or any shaded image using printer's ink, where the soft shadows gracefully fade into white through a subtle transition. It achieves this by breaking the soft shadows into tiny dots that create printable surfaces in relief, using a fine reticulated screen placed between the camera and the sensitive plate. This creates a kind of stencil negative that is then etched onto a copper plate, converting it into a relief plate that can hold ink and print like a standard relief plate. By using screen lines that are very fine (ranging from 80 to 250 lines per inch), the visible shading effect is preserved enough for high-quality reproduction in printer's ink with minimal loss in detail. Initially, bolting cloth was used for the screen, but now it consists of two glass plates with closely spaced lines layered on top of each other. A distinctive feature of half-tone work is the regularly dotted surface created by the stenciling out part of the picture through the screen, which can be easily seen with any magnifying glass. It is called the half-tone process because half of the tones or shadows are maintained, while the other half is removed. The use of gauze screens was first mentioned by Fox Talbot in British patent No. 565, October 29, 1852.

In the making of a half-tone negative, the photograph, painting, or wash drawing which is to be reproduced, is set up in front of the camera, which is arranged on an inclined runway, as seen in Fig. 208, and an exposure is made on a plate prepared by the wet collodion process (see page 304). The shadows of the picture are broken up into stipples or dots by the interposition of a cross-lined screen arranged in the plate holder between the lens and the sensitive plate, so that the picture taken is “half-toned” or stippled. Fig. 209 illustrates the relation of the parts, in which the picture to be copied is seen on the right, the camera lens in the middle, and the cross-lined screen on the left in front of the sensitive plate.
In creating a half-tone negative, the photograph, painting, or wash drawing that will be reproduced is positioned in front of the camera, which is set up on an inclined surface, as shown in Fig. 208. An exposure is made on a plate prepared using the wet collodion process (see page 304). The shadows of the image are transformed into stipples or dots by placing a cross-lined screen in the plate holder between the lens and the sensitive plate, so the captured image is “half-toned” or stippled. Fig. 209 shows the arrangement of the components, with the image to be copied on the right, the camera lens in the middle, and the cross-lined screen on the left, in front of the sensitive plate.


The image on the plate is then developed and fixed, and in order to secure a printed image exactly like the copy as to right and left position it is necessary to reverse the negative. This is done by cutting the[316] film square, as seen in Fig. 210, and then peeling it off the glass, as seen at Fig. 211, and transferring it to another glass plate in reversed relation. The copper printing plate is produced as follows: The plate is first polished, as seen at the top of Fig. 213, and is then sensitized with a solution of organic matter and an alkaline bichromate. The face of the reversed negative is laid flat against and in direct contact with the face of the sensitized copper plate, and tightly held thereto by the screw clamps of the half tone printing frame. The printing on the sensitized copper face through the stippled or half-tone negative is then effected either by daylight or by the electric light. The application of the electric light for this purpose is shown in Fig. 212. The copper plate is then taken out and subjected to the three lower operations seen in Fig. 213. It is first developed under a stream of water from a faucet, seen on the left, and is then taken in a pair of pliers and held over a gas stove, as seen at the bottom, to “burn-in” the image, and then placed in a tray containing an etching bath of chloride of iron seen on the right, by which the copper is eaten away around the little stipples, and the latter, representing the half tones of the original picture, are left raised, or in relief, to form the inkable surfaces of the printing plate. So fine are these stipples, however, that the picture is[317] to the eye perfectly reproduced. The several views illustrating this process are made in this way, the lines of the reticulated screen being 175 to the inch. The plate is next subjected to the mechanical operation of “routing out” or cutting away the undesirable portions by a routing machine, seen in Fig. 214. It then receives further mechanical treatment[318] to correct imperfections and finish its edges, and is finally mounted upon a block ready for the printer.
The image on the plate is then developed and fixed. To ensure a printed image that matches the original in terms of left and right orientation, it’s necessary to reverse the negative. This is done by cutting the[316] film square, as shown in Fig. 210, and then peeling it off the glass, as seen at Fig. 211, and transferring it to another glass plate in a reversed position. The copper printing plate is created as follows: The plate is first polished, as shown at the top of Fig. 213, and then sensitized with a solution of organic matter and alkaline bichromate. The face of the reversed negative is laid flat against the sensitized copper plate, held tightly in place by the screw clamps of the half-tone printing frame. The printing on the sensitized copper surface through the stippled or half-tone negative is then done either by daylight or electric light. The use of electric light for this purpose is illustrated in Fig. 212. The copper plate is then removed and undergoes the three lower operations shown in Fig. 213. First, it is developed under a stream of water from a faucet, seen on the left, and then held with pliers over a gas stove, as shown at the bottom, to “burn-in” the image. It is then placed in a tray with an etching bath of iron chloride seen on the right, which eats away the copper around the tiny stipples, leaving the stipples, representing the half tones of the original image, raised or in relief to form the inkable surfaces of the printing plate. The stipples are so fine, however, that the image appears to be perfectly reproduced to the eye. The various views illustrating this process are made this way, with the lines of the reticulated screen being 175 to the inch. The plate next undergoes the mechanical process of “routing out” or cutting away the unwanted parts using a routing machine, as seen in Fig. 214. It then receives additional mechanical treatment[318] to correct imperfections and finish its edges before being mounted on a block, ready for the printer.


The most striking application made of photography in recent years is in the production of so-called moving pictures, in which a series of photographic figures thrown upon the screen have all the motion of animated scenes which have been caught and imprisoned by the swiftly acting and never failing memory of the camera, to be again turned loose in active play through the Kinetoscope or Biograph. Perhaps the most valuable contribution to science at the end of the century made by this art is in surgery, for photographing through opaque bodies by the aid of the Roentgen rays, but for the latter subjects treatment in separate chapters must be reserved.
The most impressive use of photography in recent years is in the creation of so-called moving pictures, where a series of photographic images projected on the screen display all the motion of animated scenes captured and preserved by the quick and reliable memory of the camera, then set free again in active display through the Kinetoscope or Biograph. One of the most important contributions to science at the end of the century made by this art is in surgery, specifically in photographing through opaque bodies with the help of the Roentgen rays, but that topic will need to be covered in separate chapters.
CHAPTER XXV.
X-Rays.
Geissler Tubes—Vacuum Tubes of Crookes, Hittorf and Lenard—The Cathode Ray—Roentgen’s Great Discovery in 1895—X-Ray Apparatus—Salvioni’s Cryptoscope—Edison’s Fluoroscope—The Fluorometer—Sun Burn from X-Rays—Uses of X-Rays.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__.
The majority of people have been accustomed to regard light as something to be excluded and controlled by opaque screens just as effectively as rain is excluded by a tin roof, or cold is kept out by a brick wall. The shady retreat furnished relief from the garish day to the primitive man, and the opaque shades and Venetian blinds of modern civilization exclude the excess of light at our windows. Sunshine and shadow have, in fact, been correlated conditions to the ordinary observation of man since time began. The last few years of the Nineteenth Century, however, were to witness the discovery of a new kind of light ray which, in its behavior, subverted all previous conception of the nature and action of light. It was a species of electric light, which we are accustomed to regard as brilliant, but this light ray was invisible to the eye. It could not be refracted or bent from its course by a prism or lens, and it was so subtle, penetrating and insidious, that it could not be barred out like sunlight, but passed readily through many opaque substances, such as wood, flesh tissue, paper (even a book of 1,000 pages), as well as some of the metals. The lighter the weight of the substance, or less its density, the easier these rays passed through it, or the more transparent such bodies were to the rays. The heavier metals, like platinum, gold and lead, were practically opaque, or allowed none of the rays to pass through them, while the very light metal aluminum was about as transparent to these rays as was glass to ordinary light, and for that reason this metal could form window panes for such rays, while excluding other light. Most organic substances are transparent or semi-transparent to these rays, and hence such rays readily pass through the body of an individual, being only intercepted in part by the denser parts of the anatomy, such as the bones, so that a man in such light no longer casts a well-defined shadow of his outline, but[320] the shadow disclosed is that of a skeleton, by virtue of the greater density of the bones. Any object of higher density, such as a ring upon the finger, clearly establishes its shadow by virtue of its greater density. Likewise, any foreign object in the body, such as a bullet from a gun-shot wound, or a foreign body accidentally swallowed, is perfectly disclosed and located by the shadow which it casts. As these light rays have been characterized as invisible, it may be difficult to understand how invisible rays can cast a visible shadow, and it should be here stated that when these unseen rays fall upon certain chemical substances the latter are made to glow with a peculiar fluorescence, and a screen made of such fluorescing materials will light up where the rays fall upon it, and remain dark at the points where the rays are intercepted by a substance opaque to such rays, thus outlining a shadow.
Most people are used to considering light something to be blocked and controlled by solid screens, just like rain is kept out by a tin roof or cold is kept away by a brick wall. The shady places provided relief from the harsh daylight for early humans, and the opaque curtains and Venetian blinds of today block excess light coming through our windows. Sunshine and shadow have been linked in people's observations since the beginning of time. However, the last few years of the 19th century saw the discovery of a new type of light ray that completely changed previous ideas about what light is and how it behaves. This kind of electric light, which we think of as bright, was actually invisible to the eye. It couldn’t be refracted or bent by a prism or lens, and it was so subtle, penetrating, and tricky that it couldn’t be blocked like sunlight; it easily passed through many solid materials, like wood, human tissue, paper (even a 1,000-page book), and some metals. The lighter and less dense the material, the easier it was for these rays to pass through, or the more transparent those materials were to the rays. Heavier metals like platinum, gold, and lead were mainly opaque, letting almost none of the rays through, while the lightweight metal aluminum was nearly as transparent to these rays as glass is to regular light. Because of this, aluminum could be used to make windows for these rays while blocking other light. Most organic materials are either transparent or semi-transparent to these rays, allowing them to easily pass through a person's body, only partially blocked by denser parts like bones. So, in this light, a person doesn’t cast a clear shadow of their shape; instead, the shadow reveals just the outline of their skeleton due to the greater density of the bones. Any object that is denser, like a ring on a finger, will show a clear shadow because of its heavier density. Similarly, any foreign object in the body, like a bullet from a gunshot wound or something accidentally swallowed, can be easily seen and located by the shadow it casts. Even though these rays are invisible, it may be hard to grasp how they can create a visible shadow. It should be noted that when these invisible rays hit certain chemicals, those chemicals glow with a unique fluorescence, and a screen made of these fluorescent materials will light up where the rays hit it but will remain dark at points blocked by something opaque to those rays, thus forming a shadow.
Not only do these light rays in passing through the body tissues (transparent to them) cast a shadow of the bones or any foreign objects, but by the application of photography to these shadow pictures a species of photograph, called a radiograph, or skiagraph, may be taken, and thus any foreign body, such as a bullet, may be definitely located in the human body and quickly extracted, without the element of doubt which beset the old method of diagnosis, which, at best, was only intelligent guessing. Not only are foreign bodies so located, but the fractures of the bones may also be accurately observed, studied and adjusted. Stone in the bladder may be discovered, and the condition and movements of the heart and lungs ascertained.
Not only do these light rays pass through body tissues (which are transparent to them) and cast shadows of bones or any foreign objects, but by using photography to capture these shadow images, a type of photograph known as a radiograph or skiagraph can be created. This allows for the precise location of any foreign object, like a bullet, within the human body so it can be quickly removed, eliminating the uncertainty that came with older diagnostic methods, which were essentially just educated guesses. In addition to locating foreign objects, bone fractures can also be accurately seen, studied, and treated. Stones in the bladder can be identified, and the condition and movement of the heart and lungs can be assessed.
This new kind of light ray was discovered November 8, 1895, by Prof. W. C. Roentgen, of the Royal University of Wurzburg, and was named by him the “X-Ray,” probably because the letter x in algebraic formula represents the unknown quantity, and the hitherto unknown and elusive quality of this light suggested to Prof. Roentgen this appropriate name.
This new type of light ray was discovered on November 8, 1895, by Prof. W. C. Roentgen from the Royal University of Wurzburg. He named it the “X-Ray,” likely because the letter x in algebraic equations stands for the unknown, and the previously unknown and elusive nature of this light led Prof. Roentgen to choose this fitting name.
As before stated, a peculiar quality of the X-Rays is that they are not visible to the eye. A beam of X-Rays, thrown into a dark chamber through an aluminum window, would produce no illumination whatever in the room, but such rays would still penetrate the room, and if a fluorescing screen were placed in their path it would instantly light up. It is not surprising, therefore, that these subtle rays should have so long eluded the observation of the scientist.
As mentioned earlier, a unique property of X-Rays is that they can't be seen by the naked eye. A beam of X-Rays entering a dark room through an aluminum window wouldn't create any light in the space, but those rays would still pass through, and if a fluorescent screen were positioned in their path, it would immediately glow. It's not surprising, then, that these elusive rays have managed to evade detection by scientists for so long.
A brief sketch of the conditions leading up to the discovery of the rays is necessary to a proper understanding of the same.
A short overview of the circumstances that led to the discovery of the rays is needed for a proper understanding of them.

Every student of physics remembers the old-time lecture room experiments[321] in which the Geissler tubes, with their beautiful play of colored lights, illustrated the action of the electrical discharge from the glass plate machine or the Ruhmkorff coil, on rarified gaseous media. Electrical experiments in high vacua by Sir William Crookes, and by Hittorf and Lenard, have greatly added to the present knowledge in this field, and paved the way to the discovery of Prof. Roentgen. It was known that a vacuum tube, variously called after the names of these scientists, as a Crookes, Hittorf, or Lenard tube, having platinum electrodes sealed in its ends, would, under the static discharge of electricity through it, give peculiar manifestations of light. One of the conducting terminals of such tubes was called, in electrical parlance, the “anode,” from the Greek ανα (up) ὁδος (way), meaning the way up or into the tube, and referring to the entering path of an electric current, or its positive pole; while the other was called the “cathode,” from κατα (down), ὁδος (way), meaning the way down or out, and referring to the outgoing path of an electric current, or its negative pole. When such glass tube, partially exhausted of air, received through its anode and cathode terminals a discharge of static electricity, a peculiar manifestation of light is seen between the anode and cathode terminals. At the anode it appears as a peach blossom glow, and at the cathode it appears as a bluish green light. If the exhaustion of the air in the tube is carried very high, approaching a perfect vacuum, or to about one millionth of the atmospheric pressure, the glow light at the anode disappears, and that at the cathode increases until it fills the entire tube with its characteristic light. This is called the “cathode ray,” or “cathodic ray,” an illustration of which is given in Fig. 215, where the cathode ray is seen in a Crookes tube emanating from the negative pole N or cathode a, and casting a shadow of the Maltese cross b into the end of the tube, as seen at d. Many of the characteristics of the cathode ray had been observed prior to Prof. Roentgen’s discovery, which, briefly stated, grew out of the following[322] observation: He noticed that when a vacuum tube illumined by the cathode ray was completely masked or covered up by an external shield of black paper, so that no illumination of the tube was visible to the eye, there still passed through it certain subtle rays of light, invisible to the eye, but which would instantly illuminate a sheet of paper coated on one side with barium platino-cyanide, even at a distance of two yards or more, and that these invisible light rays were capable of passing through many substances opaque to ordinary light. He also discovered that these rays could be made to take a shadow photograph on a sensitive plate without even exposing the plate in the usual way, the X-Rays passing freely through the opaque ebonite or pasteboard screen of the plate holder. It did not take the scientific world long to realize the immense importance of this discovery, and to-day X-Ray apparatus constitutes the greatest addition to the surgeon’s resources that has ever been made in the form of mechanical appliances, since by its aid any foreign body in the human frame of greater density than the flesh may be at once definitely located and extracted, or any fracture of the bone disclosed, as the case may be. In the illustration, Fig. 216, is shown an X-Ray photograph of the hand of a gentleman whose thumb bone has been destroyed by disease.
Every physics student remembers those classic classroom experiments[321] with Geissler tubes showcasing their stunning display of colored lights, demonstrating how electrical discharges from a glass plate machine or a Ruhmkorff coil interact with rarefied gases. Electrical experiments in high vacuums by Sir William Crookes, along with Hittorf and Lenard, have significantly contributed to our understanding in this area and paved the way for Prof. Roentgen's discovery. It was known that a vacuum tube, often named after these scientists as a Crookes, Hittorf, or Lenard tube, containing sealed platinum electrodes at each end, would exhibit unique light patterns when static electricity passed through it. One of the terminals in these tubes is called the “anode,” from the Greek words ανα (up) and ὁδος (way), meaning the direction up or into the tube, relating to the entering electric current, or its positive pole; and the other is known as the “cathode,” from κατα (down) and ὁδος (way), meaning the direction down or out, referring to the exiting electric current, or its negative pole. When such a glass tube, with some air removed, receives a discharge of static electricity through its anode and cathode terminals, a distinct light manifestation appears between them. At the anode, it looks like a peach blossom glow, and at the cathode, it looks like a bluish-green light. If the air in the tube is extremely rarefied, nearing a perfect vacuum or about one millionth of atmospheric pressure, the glow at the anode disappears, while the light at the cathode intensifies until it fills the entire tube with its characteristic illumination. This is called the “cathode ray,” or “cathodic ray,” as illustrated in Fig. 215, where the cathode ray can be seen in a Crookes tube emerging from the negative pole N or cathode a, casting a shadow of the Maltese cross b into the end of the tube, as shown at d. Many features of the cathode ray had been noted before Prof. Roentgen’s discovery, which, in brief, stemmed from the following[322] observation: He noticed that when a vacuum tube illuminated by the cathode ray was completely covered by an external shield of black paper, making the illumination of the tube invisible to the eye, certain subtle rays of light still passed through it, invisible yet capable of instantly illuminating a sheet of paper coated on one side with barium platino-cyanide, even from a distance of two yards or more. These invisible light rays could also pass through many materials that block ordinary light. He also found that these rays could create a shadow photograph on a sensitive plate without typical exposure methods, as X-Rays could pass freely through the opaque ebonite or pasteboard screen of the plate holder. It didn’t take long for the scientific community to recognize the tremendous significance of this discovery, and today, X-Ray devices represent the greatest advancement in surgical resources ever made in mechanical tools, enabling the precise location and extraction of any foreign object in the human body denser than flesh or revealing any bone fractures. The illustration, Fig. 216, shows an X-Ray photograph of a man's hand whose thumb bone has been destroyed by disease.

FIG. 216.—X-RAY PHOTO OF HAND, SHOWING DISEASED THUMB BONE.
FIG. 216.—X-RAY IMAGE OF HAND, SHOWING AFFECTED THUMB BONE.
Soon after the announcement of Prof. Roentgen’s discovery, apparatus was devised for seeing with the naked eye the image formed by the shadow of the X-Rays. Prof. Salvioni constructed such a device and[323] described it before the Rome Medical Society as early as February 8, 1896. He called it the “cryptoscope.” It was quite a simple affair, and consisted of an observation tube with a lens, having in front of it a screen of fluorescing material, such as platino-cyanide of barium. When the object to be examined, the hand, for instance, was held in front of the fluorescing screen, and the X-Rays from the vacuum tube fell upon the hand, located between the vacuum tube and the fluorescing screen, a shadow of the bones was cast on the fluorescing screen by virtue of the greater density of the bones, which shadow was clearly discernible to the eye at the end of the observation tube. By this device one was able to see his own bones through the flesh. A device, invented by Edison and called the “fluoroscope,” was constructed on substantially the same principle. This used a tapered observation tube like the old-fashioned stereoscope box, which had at its outer wide end the fluorescing screen, and[324] its small end fashioned to fit the forehead and strapped thereto so as to enclose both eyes. This device is shown in Fig. 217, in which an X-Ray vacuum tube is housed in a wooden box, on which the hand of the patient, or other part to be viewed, is laid, the X-Rays passing readily through the top of the box and casting a shadow of the bones of the hand, or foreign body, on the fluorescing screen of the observation tube. Edison’s experiments also led him in constructing his fluorescing screen, after testing a great number of substances, to select the chemical known as calcium tungstate, instead of the barium platino-cyanide, since the calcium tungstate appeared to give better results in fluorescing. Many other chemicals can be used, however, for making the fluorescing screen, such as the sulphides of calcium, barium and strontium. A recently discovered and powerful fluorescing substance is the double fluoride of ammonium and uranium, discovered by Dr. Mecklebeke. Such fluorescing materials are spread in a thin layer on the side of the screen next to the observer in the viewing apparatus.
Soon after Prof. Roentgen announced his discovery, devices were created to see with the naked eye the image produced by the shadow of X-Rays. Prof. Salvioni built one of these devices and[323] presented it to the Rome Medical Society on February 8, 1896. He named it the “cryptoscope.” It was quite simple and consisted of an observation tube with a lens, in front of which was a screen made of fluorescent material, like barium platino-cyanide. When an object, like a hand, was placed in front of the fluorescent screen and the X-Rays from the vacuum tube fell on it, a shadow of the bones appeared on the screen due to the bones' greater density. This shadow was clearly visible through the end of the observation tube, allowing someone to see their own bones through their skin. Edison invented a similar device called the “fluoroscope,” which operated on the same principle. It featured a tapered observation tube like an old-fashioned stereoscope, with the wider end housing the fluorescent screen. The smaller end fit against the forehead and was strapped on to cover both eyes. This device is shown in Fig. 217, where an X-Ray vacuum tube is placed in a wooden box, with the patient’s hand or another part resting on it, allowing the X-Rays to pass through the box top and project a shadow of the hand’s bones or any foreign object onto the fluorescent screen in the observation tube. Through his experiments, Edison chose calcium tungstate for his fluorescent screen after testing numerous substances, as it provided better fluorescence than barium platino-cyanide. However, other chemicals can also be used for the fluorescent screen, such as calcium, barium, and strontium sulfides. A recently discovered potent fluorescent substance is the double fluoride of ammonium and uranium, found by Dr. Mecklebeke. These fluorescent materials are applied in a thin layer on the side of the screen facing the observer in the viewing device.

It is not to be understood that such viewing apparatus is necessary in taking a surgical photograph. In such case only the X-Ray tube, means for exciting it, the patient’s body, and the sensitive photographic plate, are essential factors, the patient’s limb or body being interposed between the light tube and photographic plate, so as to cause the X-Rays emanating from the tube to cast the shadow of the patient’s bones, the bullet in his body, or other foreign object, directly upon the photographic plate, the sensitive and conscious plate obeying the will of these subtle rays, and receiving the impress of their actinic effect under conditions which it denies to ordinary light.
It shouldn't be taken as necessary to have such viewing equipment for taking a surgical photograph. In this situation, only the X-Ray tube, the means to activate it, the patient's body, and the sensitive photographic plate are essential. The patient's limb or body is placed between the X-Ray tube and the photographic plate, allowing the X-Rays from the tube to project the shadow of the patient's bones, any bullets in their body, or other foreign objects directly onto the photographic plate. The sensitive plate responds to these subtle rays and captures the effect of their exposure in ways that ordinary light cannot.

For exciting the vacuum tube any electrical machine capable of throwing a series of sparks across a gap of about five inches is sufficient. Various electrical machines may be used for this purpose, the Holtz, or the Wimshurst glass plate machine, the Ruhmkorff, or induction coil, or even the high frequency transformer. A good example of a complete X-Ray apparatus is that in use at the Army Medical Museum at Washington, made by Otis Clapp & Son, and shown in Fig. 218. The electrical generator is of the Wimshurst type, and is shown in a large glass-enclosed cabinet on the right. The glass disks within are rotated either by a small electric motor shown on the floor, or by a hand crank above. The X-Ray tube, of globular or bulb shape, is shown just above the patient’s hip, and its opposite poles are connected by wires to the opposite electrodes of the generator. When the current is switched on by the operator, the bulb is illuminated with the cathode rays, and the X-Rays, proceeding[325] therefrom through the clothing and flesh of the patient, cast a shadow of the patient’s hip joint upon the photographic plate placed on the cot beneath the patient.
To excite the vacuum tube, any electrical machine that can create a series of sparks across a gap of about five inches will work. Various electrical machines can be used for this, including the Holtz or Wimshurst glass plate machines, the Ruhmkorff coil, or even a high-frequency transformer. A great example of a complete X-Ray setup is the one at the Army Medical Museum in Washington, made by Otis Clapp & Son, shown in Fig. 218. The electrical generator is of the Wimshurst type and is displayed in a large glass-enclosed cabinet on the right. The glass disks inside are rotated either by a small electric motor on the floor or by a hand crank above. The X-Ray tube, which is bulb-shaped, is positioned just above the patient’s hip, and its opposite poles are connected by wires to the generator's electrodes. When the operator turns on the current, the bulb lights up with cathode rays, and the X-rays pass through the patient's clothing and flesh, creating a shadow of the patient's hip joint on the photographic plate placed on the cot beneath them.

In the effort to secure greater sharpness in the image cast by the X-Rays, various forms of vacuum tubes have been devised. That shown in Fig. 219 represents one of the most important improvements. K is the cathode plate, formed of a concave disk of aluminum, which focuses the rays at a point near the center of the bulb. At this point a plate of platinum A, which metal allows practically none of the X-Rays to pass through it, is mounted on the anode in such an angular position that it gathers the focused rays and reflects them through the side of the tube. They thus make a sharper shadow than when radiating from the more extended surface of the glass.
In order to achieve a sharper image from X-rays, different types of vacuum tubes have been created. The one shown in Fig. 219 represents a significant advancement. K is the cathode plate, which is made of a curved aluminum disk that focuses the rays at a point near the center of the bulb. At this point, there is a platinum plate A, which allows almost none of the X-rays to pass through it, mounted on the anode at an angle that captures the focused rays and reflects them through the side of the tube. This setup produces a clearer shadow than when the rays are emitted from the larger glass surface.

In Fig. 220 is shown an X-Ray tube, as applied for locating a foreign body in the brain cavity, in which view the patient’s head is interposed between the X-Ray tube and the fluorescing screen, or photographic plate, as the case may be; while Fig. 221 shows the application of the same devices to the body. In both these views the particular form of X-Ray apparatus is known as the “Fluorometer,” made under the Dennis Patent, No. 581,540, April 27, 1897, and it is devised with reference to more accurately locating the foreign object by its shadow, for which purpose adjustable bracket-sights, seen in Fig. 221 on opposite sides of the body, are provided for bringing the X-Rays into proper alignment for projecting the shadow of the foreign body in true indicative position on the fluorescing screen, while a cross hatched grating behind the body, graduated in aliquot spaces of an inch, furnishes a measured field, and forms an easy and quick means of platting the position of said object. In the position of parts in the two figures the horizontal line, on which the foreign object lies, would be determined, but it would not indicate how deep in the object was, i. e., whether it was in the middle,[327] or on one side. To determine this the fluorescing screen and grating are placed under the patient, and the X-Ray tube above, and the vertical line of the object is thus obtained. Both the vertical line and horizontal line having been obtained, it will be obvious that the foreign object will lie at the intersection of these two lines, which establishes for the surgeon its definite location.
In Fig. 220, you can see an X-Ray tube used for locating a foreign object in the brain cavity. In this setup, the patient’s head is positioned between the X-Ray tube and the fluorescent screen or photographic plate, depending on the case; while Fig. 221 demonstrates the use of the same devices on the body. In both views, the specific type of X-Ray equipment is referred to as the "Fluorometer," created under the Dennis Patent, No. 581,540, April 27, 1897. This device is designed to more accurately locate the foreign object by its shadow. For this purpose, adjustable bracket sights, shown in Fig. 221 on either side of the body, help align the X-Rays to project the shadow of the foreign body accurately onto the fluorescent screen. Additionally, a crosshatched grid behind the body, marked in fractional inch spaces, provides a measured field that allows for quick and easy plotting of the object’s position. In the arrangement of parts in the two figures, the horizontal line on which the foreign object lies can be established, but it won't indicate the depth of the object, meaning whether it is in the middle or to one side. To find this, the fluorescent screen and grid are placed beneath the patient while the X-Ray tube is positioned above, allowing for the vertical line of the object to be obtained. Once both the vertical and horizontal lines are established, it's clear that the foreign object is located at their intersection, defining its exact position for the surgeon.

It has been observed by Prof. Elihu Thomson, and also by Dr. Kolle, that the X-Rays are not absorbed and destroyed by the sensitive chemicals of a single photographic plate, but so potent and penetrating is their influence that the rays pass through and produce an image on a number of plates, placed one behind the other, thus affording means for multiplying the image at one exposure.
It has been noted by Prof. Elihu Thomson and Dr. Kolle that X-rays are not absorbed and destroyed by the sensitive chemicals of just one photographic plate. Instead, they are so powerful and penetrating that the rays pass through and create an image on several plates stacked one behind the other, allowing for the image to be multiplied in a single exposure.
Among other uses of the X-Ray may be mentioned its capacity to detect spurious from genuine gems, the diamond giving a distinct color from its imitations, as do also most other precious stones.
Among other uses of the X-Ray, it can be mentioned that it can identify fake gems from real ones, with diamonds showing a distinct color compared to their imitations, just like most other precious stones.
A peculiar physiological effect of the X-Rays is their capacity to produce[328] a severe effect on the skin, somewhat resembling sunburn. Such result, produced by long and continued exposure, has sometimes so deranged the skin tissues as to make sores that resulted in the entire loss of and renewal of the skin.
X-rays have a strange physiological effect; they can cause[328] a severe skin reaction that looks a lot like sunburn. This result, which occurs after prolonged and repeated exposure, has sometimes damaged the skin tissue so badly that it led to sores, resulting in complete loss and regeneration of the skin.
The discovery of the X-Ray by Prof. Roentgen may be fairly considered one of the most wonderful scientific achievements of the century, and his first memoir in 1895 is so full, clear and exact, as to have left very little more to be said about it. It is to-day, as it was found by him in 1895, the same mysterious, unseen, but positive force, a species of electrical energy without a domicile, and needing no conductor, a form of light passing through closed doors, invisible itself, and yet lighting up certain substances with a halo of glory, and radically changing and decomposing others. Rivaling the sun in actinic power, and writing its autograph with an unseen hand, it is truly called the X-, or unknown, ray.
The discovery of the X-Ray by Prof. Roentgen is one of the most incredible scientific achievements of the century, and his first paper in 1895 is so comprehensive, clear, and precise that there’s hardly anything left to add. Today, just like when he found it in 1895, it remains the same mysterious, unseen, yet undeniable force—a type of electrical energy without a specific location, requiring no conductor. It’s a form of light that moves through closed doors, invisible on its own, yet illuminating certain substances with a glow and fundamentally changing and breaking down others. Competing with the sun in its ability to affect things, and marking its presence with an unseen signature, it’s aptly named the X-ray, or unknown ray.
CHAPTER XXVI.
Gaslighting.
Early Use of Natural Gas—Coal Gas Introduced by Murdoch—Winsor Organizes First Gas Company in 1804—Melville in United States Lights Beaver-Tail Lighthouse With Gas in 1817—Lowe’s Process of Making Water Gas—Acetylene Gas—Carburetted Air—Pintsch Gas—Gas Meter—Otto Gas Engine—The Welsbach Burner.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__.
For many centuries the going down of the sun marked a cessation of man’s labors, and among his first efforts toward increasing his efficiency was the prolongation of his hours of vision by artificial illumination. Beginning with a shell for a lamp, a rush for a wick, and the fat of his game for oil, the first crude lamp was made, and while it shed but a feeble and flickering light, man ceased to go to sleep with the fowls and the beasts, and continued his labors and amusements into the night. For many centuries the lamp held its exclusive sway, and probably will ever find a useful place; but with the discovery of coal gas and its practical manufacture the nights of the Nineteenth Century have been made to represent illuminated illustrations of the world’s progress. Coal gas can hardly be claimed as an invention, however, for natural gas from the bowels of the earth had been observed and used in China from time immemorial. The holy fires of Baku on the shores of the Caspian and elsewhere were also thus supplied. The first steps toward its artificial production began in the latter part of the Seventeenth Century with Dr. Clayton. Bishop Watson, in 1750, and Lord Dundonald, in 1786, also experimented with combustible gas made from coal, but the man who more than any other contributed to its practical manufacture and introduction was Mr. Murdoch, of Redruth, Cornwall, England. In 1792 Murdoch erected a gas distilling apparatus, and lighted his house and offices by gas distributed through service pipes. In 1798 he so lighted the steam engine works of Boulton & Watt, at Soho, near Birmingham; and in 1802 made public illumination of the works by this means on the occasion of a public celebration. In 1801 Le Bon, of Paris, used a gas made from wood for lighting his house. In 1803-4 Frederick[330] Albert Winsor lighted the Lyceum Theatre, took out a British patent No. 2,764, of 1804, for lighting streets by gas, and established the National Light and Heat Company, which was the first gas company. In 1804-5 Murdoch lighted the cotton factory of Phillips & Lee at Manchester, the light being estimated as equal to 3,000 candles, and this was the largest undertaking up to that date. In 1807 Winsor lighted one side of Pall Mall, London, and this was the first street lighting. A disastrous explosion occurred shortly afterwards, and such eminent men as Sir Humphrey Davy, Wollaston, and Watt expressed the opinion that it could not be safely used; but the so-called “coal smoke” had come to stay, and in 1813 Westminster Bridge and the Houses of Parliament were lighted with gas. In 1815 there was general adoption of gas in the streets of London, and shortly afterwards in Paris. In 1805-6 David Melville, of Newport, R. I., invented a gas apparatus and lighted his house with it. He took out United States patent March 18, 1813, and in 1817 contracted with the United States to supply for a year the Beaver Tail Lighthouse. In 1815 James McMurtrie proposed the lighting of the streets of Philadelphia; Baltimore commenced the use of gas in 1816, Boston in 1822, and New York in 1825.
For many centuries, sunset marked the end of human work, and one of the first attempts to work more efficiently was to extend the hours of visibility through artificial light. Starting with a shell for a lamp, a rush as a wick, and animal fat as oil, the first basic lamp was created. While it provided only a weak and flickering light, people no longer went to bed with the chickens and animals, continuing their work and entertainment into the night. For many centuries, the lamp remained the primary source of light and likely always will have a useful role; however, with the discovery of coal gas and its practical production, the nights of the Nineteenth Century became illuminated examples of progress. Coal gas isn't really considered an invention, as natural gas has been observed and utilized in China for ages. The holy fires at Baku on the Caspian Sea and elsewhere also used this gas. The initial steps toward its artificial production began in the late Seventeenth Century with Dr. Clayton. Bishop Watson experimented with coal gas in 1750, and Lord Dundonald did the same in 1786, but the person who significantly contributed to its practical production and use was Mr. Murdoch from Redruth, Cornwall, England. In 1792, Murdoch built a gas distilling device and lit his home and offices with gas distributed through pipes. In 1798, he illuminated the steam engine works of Boulton & Watt in Soho, near Birmingham, and in 1802, he provided public lighting for the works during a celebration. In 1801, Le Bon in Paris lit his house with gas produced from wood. In 1803-4, Frederick Albert Winsor lit the Lyceum Theatre, received British patent No. 2,764 in 1804 for street lighting using gas, and founded the National Light and Heat Company, the first gas company. In 1804-5, Murdoch illuminated Phillips & Lee's cotton factory in Manchester, with a light equivalent to 3,000 candles, the largest project up to that point. In 1807, Winsor lit one side of Pall Mall in London, marking the first street lighting. Shortly after, a major explosion occurred, with notable figures like Sir Humphrey Davy, Wollaston, and Watt expressing concerns about its safety; however, "coal smoke" was here to stay, and by 1813, Westminster Bridge and the Houses of Parliament were lit by gas. In 1815, gas lighting became common in the streets of London, and soon after in Paris. In 1805-6, David Melville from Newport, R.I., invented a gas apparatus for lighting his home. He received a United States patent on March 18, 1813, and in 1817, he contracted with the United States to supply the Beaver Tail Lighthouse for a year. In 1815, James McMurtrie proposed street lighting in Philadelphia; Baltimore started using gas in 1816, Boston in 1822, and New York in 1825.

In Fig. 222 is shown a diagrammatic illustration of the principal features of a gas works, as employed throughout the greater part of the Nineteenth Century. On the left is seen the furnace, in which is arranged above the fire a series of retorts, which are in the nature of horizontal closed cast iron boxes. Only one of the series is visible in the[331] view. Their ends project out beyond the furnace walls, and have doors for giving access to the interior, and each retort outside the furnace is connected by an upright pipe to an elevated cylinder called a hydraulic main. When the retort is charged with coal through its end door, and is heated red hot by the subjacent fire of the furnace, a heavy gas is driven off from the coal, which passes up the pipe to the hydraulic main, where it partially condenses and leaves its heavier portions in the form of coal tar and ammoniacal liquor. The gas then passes through the series of bent pipes, which form a condenser, where other remaining portions of the tar and other impurities are condensed, and drawn off from time to time in the little well shown on the left of the coil. From the condenser coils the gas passes into the purifier, shown on the right of the coils as an enclosed case having a series of shelves on which is spread slaked lime, which takes up from the gas impurities in the form of sulphuretted hydrogen and carbonic acid. From this purifier the gas passes downwardly through a pipe into a large gas holder whose lower end is sealed in a water tank, and which gas holder is balanced by weights and chains passing over pulleys. With the gas holder, the distributing mains of the city are made to connect to receive their supply. When the gas holder is full it is buoyed up by the lighter gas, and occupies an elevated position, and as its supply is used up, the gas holder settles down into the water.
In Fig. 222 is a diagram showing the main features of a gas works, as used throughout most of the Nineteenth Century. On the left, you can see the furnace, where a series of retorts are placed above the fire. These retorts are essentially horizontal, closed cast iron boxes. Only one of them is visible in the[331]view. Their ends extend beyond the furnace walls and have doors for access to the inside. Each retort outside the furnace connects via an upright pipe to a tall cylinder called a hydraulic main. When coal is put into the retort through its end door and heated until it's red hot by the fire below, a heavy gas is released from the coal, which travels up the pipe to the hydraulic main, where it partially condenses, leaving behind heavier substances like coal tar and ammoniacal liquid. The gas then moves through a series of bent pipes that form a condenser, where more tar and other impurities condense and are removed periodically from the little well shown on the left of the coil. From the condenser coils, the gas flows into the purifier, located on the right of the coils, which is a sealed case with shelves covered in slaked lime. This lime absorbs impurities from the gas in the form of hydrogen sulfide and carbon dioxide. After this purifier, the gas travels downward through a pipe into a large gas holder that is sealed at the bottom in a water tank. This gas holder is balanced by weights and chains that run over pulleys. The city's distributing mains connect to the gas holder to receive their supply. When the gas holder is full, it rises due to the lighter gas inside it, and as the gas is consumed, the holder sinks down into the water.
In the operation of gas making many valuable secondary products are formed. The coal in the retorts is not entirely consumed, but is reduced to the condition of coke, and in this form is sold for fuel. The ammoniacal condensations are purified to form ammonia, while the coal tar, which but a few years ago was little more than a waste material, is now a valuable commercial product, being extensively used in the manufacture of the aniline, phenol, and naphthalene dyes, also in medicines and perfumes, and being used in crude form also as an important element in street paving compositions.
In the process of gas production, many valuable byproducts are created. The coal in the retorts isn't fully consumed but is turned into coke, which is then sold as fuel. The ammoniacal condensations are refined to produce ammonia, while coal tar, which was just a waste material a few years ago, is now a valuable commercial product. It’s widely used in making aniline, phenol, and naphthalene dyes, as well as in medicines and perfumes, and it’s also used in its raw form as a key ingredient in street paving materials.
Water Gas.—In 1875 an important era in gas making was inaugurated by the introduction of what is known as “water gas,” so called for the reason that water in the form of steam is decomposed and its hydrogen, mixed with carbonic oxide gas, is mingled with a heavier carbon gas from oil, and is converted at a high temperature into a permanent, stable illuminating gas, at a much lower cost than coal gas.
Water Gas.—In 1875, a significant era in gas production began with the introduction of what we call “water gas.” It’s named that because water, in the form of steam, is broken down, and its hydrogen is combined with carbon monoxide gas and a heavier carbon gas from oil. This mixture is then transformed at a high temperature into a lasting and reliable illuminating gas, at a much lower cost than coal gas.

FIG. 223.—LOWE’S WATER GAS APPARATUS, PATENTED SEPTEMBER 21, 1875.
FIG. 223.—LOWE’S WATER GAS APPARATUS, PATENTED SEPTEMBER 21, 1875.
Fontana was the first to notice the decomposition of steam by incandescent carbon to form hydrogen and carbonic oxide. Ibbetson’s British patent, No. 4,954, of 1824, represents the first application of this principle.[332] This was followed by Alexander Selligue, who, in 1834, obtained a French patent, No. 9,800, and in 1842 produced water gas at Batignolles, a suburb of Paris. Sanders’ United States patent, 21,027, July 27, 1858, was the basis of an experiment tried at the Girard House in Philadelphia. These, with Siemens’ British patents, Nos. 2,861, of 1856, and 972, of 1863, for methods of constructing furnaces, constitute the earlier steps in the development of water gas, although many other patents were granted prior to the latter date for various methods and forms of apparatus. The practical production and successful commercial use of water gas, however, began with T. S. C. Lowe, who obtained United States patent No. 167,847, September 21, 1875, and revolutionized the gas making industry. In less than a dozen years from the date of his patent 150 cities and towns in the United States were using water gas, and in 1886 the Franklin[333] Institute gave to Mr. Lowe a grand medal of honor for his invention, which of those exhibited that year was believed to contribute most to the welfare of mankind by cheapening the cost of light. Fig. 223 represents an illustration of the Lowe apparatus as shown in his patent, and whose operation is as follows: Valves 9 and 10 being open, an anthracite coal fire in generator chamber 1 gives off carbonic oxide gas, which passes down pipe 2 and enters the base of superheater 3, where mixing with air coming down pipe 4, it burns to form an intense heat. The chamber, 3, is filled with loose pieces of fire brick, which are soon heated white hot. Valves 9 and 10 are then closed and steam is taken from an upright boiler, 6, and carried by a small pipe, 7, to the incandescent mass in chamber 3, and passing down through it is superheated. This superheated steam passes from the bottom of chamber 3 to the bottom of chamber 1, and then up through the mass of red hot coal. The intensely hot steam is thus decomposed into hydrogen and oxygen, and the oxygen unites with the carbon of the coal to form carbonic oxide gas. As hydrogen and carbonic oxide burn with only a feeble blue flame, these gases are now made richer in light giving carbon at this point by the addition of oil contained in an elevated tank, 8. This, dripping on the incandescent coal in chamber 1, is volatilized, and at the same time enriches and combines with the hydrogen and carbonic oxide to form a permanent illuminating gas (water gas) that passes up pipe 5 and through the flues in boiler 6, to outlet 13, and thence on in the usual way to the condenser, scrubber and gas holder, which are not shown, and merely act to purify the gas. As the excessively hot water gas passes through the boiler flues it furnishes the necessary heat to generate the steam. The air used in the process is forced at 12 into a drum in the smokestack, 11, and is heated by the escaping products of combustion. In practical operation there are two (or more) of the steam superheating chambers 3, working alternately, and one of them is being heated up while the other is superheating the steam.
Fontana was the first to notice that steam decomposes when it comes into contact with incandescent carbon, resulting in hydrogen and carbon monoxide. Ibbetson's British patent, No. 4,954, from 1824, is the first to apply this principle.[332] Following this, Alexander Selligue obtained a French patent, No. 9,800, in 1834 and produced water gas in 1842 at Batignolles, a suburb of Paris. Sanders’ United States patent, No. 21,027, dated July 27, 1858, was the basis for an experiment conducted at the Girard House in Philadelphia. These developments, along with Siemens’ British patents, Nos. 2,861 from 1856 and 972 from 1863 for furnace construction methods, were early steps in the evolution of water gas, even though many other patents for different methods and apparatus were granted before this time. However, practical production and successful commercial use of water gas began with T. S. C. Lowe, who received United States patent No. 167,847 on September 21, 1875, and changed the gas-making industry. Within just under twelve years of his patent, 150 cities and towns in the United States were using water gas, and in 1886, the Franklin[333] Institute awarded Mr. Lowe a grand medal of honor for his invention, which was believed to significantly benefit humanity by lowering the cost of lighting. Fig. 223 shows an illustration of Lowe's apparatus as depicted in his patent, which operates as follows: with valves 9 and 10 open, an anthracite coal fire in generator chamber 1 produces carbon monoxide gas, which travels down pipe 2 into the base of superheater 3, where it mixes with the air coming down pipe 4 and burns to create intense heat. Chamber 3 is filled with loose fire brick pieces that are quickly heated to white hot. Valves 9 and 10 are then closed, and steam is taken from an upright boiler, 6, and sent through a small pipe, 7, to the glowing mass in chamber 3, where it is superheated as it passes through. The superheated steam moves from the bottom of chamber 3 to the bottom of chamber 1, then rises through the mass of red-hot coal. This intensely hot steam is decomposed into hydrogen and oxygen, with the oxygen combining with the coal's carbon to create carbon monoxide gas. Since hydrogen and carbon monoxide burn only with a weak blue flame, at this stage, these gases are enriched with light-producing carbon by adding oil from an elevated tank, 8. The oil drips onto the glowing coal in chamber 1, vaporizing and simultaneously enriching and combining with the hydrogen and carbon monoxide to form a long-lasting illuminating gas (water gas) that travels up pipe 5 and through the flues in boiler 6, reaching outlet 13 and then continuing in the usual way to the condenser, scrubber, and gas holder, which are not shown but serve to purify the gas. As the extremely hot water gas moves through the boiler flues, it provides the necessary heat to generate steam. The air used in the process is forced at 12 into a drum in the smokestack, 11, and is heated by the exhaust gases. In practice, there are two (or more) steam superheating chambers 3 operating alternately, with one being heated while the other superheats the steam.
Water gas has neither the illuminating nor the heating qualities of coal gas, and it is also much more poisonous. According to O. Wyss, one-tenth of 1 per cent. of uncarburetted water gas renders the air of a room injurious to health, and 1 per cent. is fatal to all warm-blooded animals. Notwithstanding these facts, however, its extreme cheapness and fairly satisfactory light have carried it into such general use that to-day it is said that two-thirds of all gas made in the United States is carburetted water gas.
Water gas doesn’t have the lighting or heating capabilities of coal gas, and it’s also much more toxic. According to O. Wyss, just one-tenth of 1 percent of non-carburetted water gas makes the air in a room harmful to health, and 1 percent can be lethal to all warm-blooded animals. Despite these facts, its extremely low cost and reasonably good light quality have made it so commonly used that today, it’s said that two-thirds of all gas produced in the United States is carburetted water gas.
Acetylene Gas is a combination of two parts carbon and two parts[334] hydrogen. It was discovered in 1836 by Edmond Davy, who produced carburet of potassium, and evolved acetylene gas therefrom by decomposing it with water. It was long known as klumene, and when burned it produced an intense white light. For a long time it was only produced in a small way in the laboratory. It is now made commercially by the mutual decomposition of water and calcium carbide, the latter giving off, when brought in contact with the water, acetylene gas, which rises in bubbles. In the reaction the carbon of the carbide unites with a portion of the hydrogen of the water, producing acetylene gas (C2H2), while the calcium of the carbide unites with the oxygen of the water and the remaining portion of the hydrogen and forms calcium hydrate, or slaked lime, which precipitates as a slush.
Acetylene Gas is made up of two parts carbon and two parts[334] hydrogen. It was discovered in 1836 by Edmond Davy, who created carburet of potassium and generated acetylene gas by breaking it down with water. It was previously known as klumene, and when burned, it produced a bright white light. For a long time, it was only produced in small quantities in the lab. Now, it is made commercially by combining water and calcium carbide, with the latter releasing acetylene gas in bubbles when it comes into contact with water. In this reaction, the carbon from the carbide combines with some of the hydrogen from the water to create acetylene gas (C2H2), while the calcium from the carbide bonds with the oxygen in the water and the remaining hydrogen, forming calcium hydrate, or slaked lime, which settles as a sludge.
The union of carbon with an alkali metal, first accomplished by Davy in 1836, was followed in 1861 by the combination of carbon with calcium by Wohler. It was not, however, until the electrical furnace became an agency in chemical reaction that calcium carbide was made on a commercial scale. The production of acetylene gas for illuminating purposes began with the operations of Thomas L. Willson in 1893, and his patents, Nos. 541,137 and 541,138, of June 18, 1895, and 563,527 and 563,528 of July 7, 1896, cover the chemical process, the product, and the mode of operating. The reaction is a very simple one. A mixture of lime and carbon is subjected to the heat of an electric arc, and the carbon combines with the calcium of the lime to form calcium carbide, which appears on the market as dirty black stone-like lumps. The simplicity of the method of generating acetylene gas from this substance by merely bringing it in[335] contact with water has greatly stimulated invention in this field. The art began practically in 1895, and since that time more than 500 patents have been granted for acetylene gas apparatus.
The combination of carbon with an alkali metal, first achieved by Davy in 1836, was followed in 1861 by the joining of carbon with calcium by Wohler. However, it wasn't until the electrical furnace became a tool for chemical reactions that calcium carbide was produced on a commercial scale. The production of acetylene gas for lighting started with Thomas L. Willson's work in 1893. His patents, Nos. 541,137 and 541,138 from June 18, 1895, and 563,527 and 563,528 from July 7, 1896, cover the chemical process, the product, and the method of operation. The reaction is quite straightforward. A mixture of lime and carbon is exposed to the heat of an electric arc, resulting in the carbon combining with the calcium in the lime to create calcium carbide, which appears on the market as dirty black stone-like lumps. The ease of generating acetylene gas from this substance by simply mixing it with water has greatly encouraged innovation in this area. The field practically began in 1895, and since then, over 500 patents have been issued for acetylene gas equipment.

A very simple apparatus for the purpose is shown in Fig. 224, in which a vessel containing water has an inverted bell or cylinder within it, open at its lower end. A basket or cage is suspended within the inner cylinder, and contains a few lumps of calcium carbide, which are first immersed in the water by being forced down by the rod supporting the same, which passes through a stuffing box. Acetylene gas is immediately generated and its pressure forces the level of the water down in the inner cylinder, causing it to rise in the annular space between said cylinder and the case. As the water level descends in the inner chamber it passes out of contact with the calcium carbide, and the generation of gas is discontinued[336] until some of the gas is drawn off or consumed at the burners, whose pipe is shown connecting with the gas space of the inner cylinder. When so drawn off, the pressure in the inner cylinder is relieved, and the water therein rises to contact again with the calcium carbide and renews the generation of gas. This principle of automatic action is a very old one, and will be recognized by the student as that of the Dobereiner lamp of the chemical laboratory, invented by Prof. Dobereiner, of Jena, in 1824.
A very simple device for this purpose is shown in Fig. 224, where a container filled with water has an inverted bell or cylinder inside it, open at the bottom. A basket or cage is suspended in the inner cylinder, containing a few pieces of calcium carbide, which are initially submerged in the water by being pushed down with a rod that goes through a stuffing box. Acetylene gas is instantly produced, and its pressure pushes the water level down in the inner cylinder, causing it to rise in the space between that cylinder and the outer casing. As the water level decreases in the inner chamber, it moves out of contact with the calcium carbide, stopping gas production[336] until some of the gas is drawn off or used at the burners, connected to the gas space of the inner cylinder. When gas is drawn off, the pressure in the inner cylinder decreases, and water rises again to contact the calcium carbide, restarting gas production. This principle of automatic operation is quite old and will be recognized by students as that of the Dobereiner lamp from the chemical lab, invented by Prof. Dobereiner in Jena in 1824.

In acetylene gas apparatus a great variety of methods are employed for bringing the water and carbide into contact. Instead of the automatic pressure level principle described, many devices discharge a regulated quantity of powdered calcium carbide into the water, while in another form the water is discharged upon the calcium carbide. An example of the latter is given in Fig. 225, which represents the Criterion generator. A number of receptacles containing charges of calcium carbide are made to successively receive a regulated quantity of water, the gas being collected in a rising and falling holder.
In acetylene gas systems, there's a wide range of methods used to mix water with calcium carbide. Instead of the automatic pressure level method described earlier, many devices release a controlled amount of powdered calcium carbide into the water, while in another type, water is poured onto the calcium carbide. An example of this is found in Fig. 225, which shows the Criterion generator. Several containers filled with calcium carbide are designed to take turns receiving a set amount of water, and the gas is collected in a holder that rises and falls.
Acetylene gas finds its principal uses for isolated plants, and in country houses. One form of using it is to compress it under high tension in cylinders, but this method has been attended with some disastrous explosions, and is discriminated against by the insurance companies.
Acetylene gas is primarily used in standalone plants and in rural homes. One way to use it is by compressing it under high pressure in cylinders, but this method has led to some serious explosions and is frowned upon by insurance companies.
Calcium carbide is now made in a large way by the Willson Aluminum Company, at Spray, N. C., and also at Niagara Falls and at Sault St. Marie, Mich., and its cost is between 3 and 4 cents per pound.
Calcium carbide is now produced on a large scale by the Willson Aluminum Company in Spray, N.C., as well as at Niagara Falls and Sault St. Marie, Mich., and it costs between 3 and 4 cents per pound.
Acetylene gas has an acrid, garlicy odor, and burns with an intensely white flame, and so superior is it to coal gas in illuminating power that it only requires a pipe of one-third the diameter of that used for coal gas to produce the same illuminating effect.
Acetylene gas has a sharp, garlic-like smell and burns with a bright white flame. It's so much more effective than coal gas for lighting that it only needs a pipe one-third the size of the one used for coal gas to achieve the same lighting effect.
Carburetted Air is another form of illuminating gas which has found some useful applications. This consists simply of air forced through some light hydrocarbon, such as naphtha, benzine or gasoline, and so saturated with the vapors of these volatile substances as to become an inflammable mixture. Many patents have been granted for apparatus operating on this principle, and it has been put to some practical use in country houses, and seaside resorts.
Carburetted Air is another type of illuminating gas that has some practical applications. It’s made by forcing air through light hydrocarbons like naphtha, benzine, or gasoline, becoming a flammable mixture due to the vapors of these volatile substances. Many patents have been issued for devices that use this principle, and it has seen some practical use in country homes and beach resorts.
Pintsch Gas is another special application. It is a gas made from oil and compressed in storage cylinders by means of pumps for portable use. It is stored under a pressure sometimes as high as 150 pounds to the inch, its pressure being reduced at the burners through the agency of pressure regulators. It is used for lighting railway cars, buoys, and lightships.
Pintsch Gas is another specialized application. It's a gas created from oil and compressed in storage cylinders using pumps for portable use. It's stored at pressures that can reach up to 150 pounds per square inch, with the pressure reduced at the burners through pressure regulators. It's used for lighting on railway cars, buoys, and lightships.
Gas making has probably been the most extensive and important of all the commercial chemical operations of the Nineteenth Century, and with it has come a great array of minor inventions as accessories. Among these first came the gas meter and pressure regulator. With the introduction of gas into houses some means of determining the amount consumed as a basis of payment was required, and for this purpose the gas meter was devised. The first gas meters were known as wet meters, and effected a measurement by passing the gas through a liquid and rotating a wheel therein. The wet meter was invented by Clegg (British patent No. 3,968, of 1815), and the dry meter, by Malam (British patent No. 4,458, of 1820), and improved by Defries (British patent. No. 7,705, of 1838). The gas regulator is simply a little automatic apparatus whereby the variation of pressure in the gas main is reduced and the flow rendered perfectly uniform at the burner. It effects a saving of gas by preventing it from blowing when the pressure is too great, and also gives a more steady and uniform light.
Gas production has likely been the most widespread and significant of all commercial chemical processes in the Nineteenth Century, leading to a variety of minor inventions as complements. Among these were the gas meter and pressure regulator. With gas being introduced into homes, a way to measure the amount used for billing purposes was needed, and that's when the gas meter was created. The first gas meters were called wet meters, which measured gas by passing it through a liquid and turning a wheel inside. The wet meter was invented by Clegg (British patent No. 3,968, of 1815), while the dry meter was invented by Malam (British patent No. 4,458, of 1820) and improved by Defries (British patent No. 7,705, of 1838). The gas regulator is a small automatic device that reduces pressure variations in the gas main and ensures a consistent flow at the burner. It saves gas by preventing it from escaping when the pressure is too high and also provides a steadier and more uniform light.
Among the great number of mechanical devices which have grown out of the use of gas may be mentioned the gas range for heat, the gas engine for power, and the Welsbach burner for light. The gas range has contributed much to the domestic economy of the city house. It gives an immediate heat in the kitchen for all culinary and domestic purposes, without the incidental objections of having to transport fuel and remove ashes. It is put into or out of action in an instant, saves labor and time, and avoids the heat and discomfort of a coal stove during the hot months of summer. It is organized in principle after the Bunsen burner, whereby a perfect combustion of the carbon is obtained with maximum heating effect and without smoke or deposits of lampblack.
Among the many mechanical devices that have come from using gas are the gas stove for cooking, the gas engine for power, and the Welsbach burner for lighting. The gas stove has greatly improved the efficiency of households in the city. It provides instant heat in the kitchen for all cooking and domestic needs, without the hassle of transporting fuel and dealing with ashes. It can be turned on or off in a flash, saving labor and time, and it avoids the heat and discomfort of a coal stove during the hot summer months. It operates based on the Bunsen burner principle, achieving perfect combustion of carbon for maximum heat output without smoke or soot.

The Otto gas engine, seen in Fig. 226, is a pioneer and representative type of a great number of explosive gas engines, which in recent years have become active competitors of the steam engine where only small[338] power is required. The Otto engine is covered by patent No. 194,047, August 14, 1877. Patents No. 222,467, 297,329, 336,505, 358,796, 320,285, 386,211 and 549,160 represent important developments in this art.
The Otto gas engine, shown in Fig. 226, is a leading example of many explosive gas engines that have recently started competing with steam engines where only small power is needed. The Otto engine is protected by patent No. 194,047, dated August 14, 1877. Patents No. 222,467, 297,329, 336,505, 358,796, 320,285, 386,211, and 549,160 mark significant advancements in this field.

The Welsbach burner for improving the quality of gaslight, and economizing its consumption, is also well and favorably known. It utilizes the Bunsen burner principle to make a very perfect combustion of the gas, with the greatest possible heat and the least smoke, and then directs its great heat on to a refractory body which will not burn, but glows with a brilliant white incandescence. The Welsbach burner was brought out in 1885. The United States patent therefor was granted October 7, 1890, to Carl Auer Von Welsbach, No. 438,125. The Welsbach light is a development of the Drummond, or limelight, invented by Lieut. Drummond, of England, in 1826. This latter exposed a piece of quick lime to the intensely hot flame of the oxy-hydrogen blow pipe, which was invented by Dr. Robt. Hare in 1802. The piece of lime glows with an intense brilliancy approximating that of the electric light. The Welsbach burner, see Fig. 227, operates on the same general principle, except that the refractory body, which is heated to incandescence, is a tubular sleeve of netted fabric first steeped in a solution of the salts of refractory earths, and then incinerated by heat to burn out the textile fibre and leave the refractory earthy oxides as a skeleton of the fabric, and which is called a “mantle.” This mantle is suspended above the flame arising from a proper admixture of air and gas, and is heated thereby to a brilliant incandescence which furnishes the light. In the Welsbach burner the light seen does not proceed directly from the combustion of the gas, but from the white hot mantle. The light is a very pure white one, does not distort or falsify colors, and effects a great saving of gas. An important improvement upon the mantle is covered by Rawson’s patent, July 30, 1889, No. 407,963, for coating the mantles with paraffine or analogous[339] material to toughen them and prevent them from breaking in packing and transportation.
The Welsbach burner is well-known for enhancing the quality of gaslight while also reducing its consumption. It uses the Bunsen burner principle to achieve a nearly perfect combustion of gas, producing maximum heat and minimal smoke, and then focuses that heat onto a durable body that doesn’t burn but glows with a bright white light. The Welsbach burner was introduced in 1885, and Carl Auer Von Welsbach was granted the U.S. patent for it on October 7, 1890, under No. 438,125. The Welsbach light evolved from the Drummond, or limelight, invented by Lieut. Drummond in England in 1826. This method involved exposing a piece of quicklime to the extremely hot flame of the oxy-hydrogen blowpipe, invented by Dr. Robert Hare in 1802. The quicklime glows with a brightness similar to that of electric light. The Welsbach burner, see Fig. 227, operates on a similar principle, but instead of quicklime, it uses a tubular sleeve made of netted fabric that’s first soaked in a solution of refractory earth salts and then incinerated to remove the textile fibers, leaving a skeleton of refractory earthy oxides known as a “mantle.” This mantle hangs above the flame produced by a proper mix of air and gas, heating it to a brilliant glow that generates the light. In the Welsbach burner, the light you see doesn’t come directly from the gas being burned but from the white-hot mantle. The light is a pure white that doesn’t distort or change colors and significantly saves gas. An important improvement to the mantle is covered by Rawson’s patent from July 30, 1889, No. 407,963, which involves coating the mantles with paraffin or similar material to make them tougher and prevent breakage during packing and transport.
Natural Gas.—No review of gas lighting would be complete without some reference to the development incident to the use of the natural gas flowing from the internal reservoirs of the earth. Such gas has been known and utilized for centuries in China, and was conveyed by the Chinese in bamboo pipes to points of utilization. The discovery of coal oil in the United States in 1859, and the great advances made in the methods and apparatus for sinking oil wells, have resulted in the discovery of numerous wells of natural gas, whose values were quickly perceived and utilized by their owners. The village of Fredonia, N. Y., was probably the first to be lighted by natural gas, and a flow from a well at West Bloomfield, N. Y., opened in 1865, was carried in a wooden main more than twenty miles to the city of Rochester. Many wells of natural gas have since been found at various points, and so extensive has been its use for cooking, heating, lighting and metallurgical processes, that thousands of patents have been taken for various forms of burners, pressure regulators and other appliances for utilizing the same. The annual production of natural gas in the United States for 1888 was valued at $22,629,875. There has, however, been a steady decrease in the past ten years. The amount produced in 1897 was $13,826,422. The insatiable demands of modern civilization must some day exhaust the supply, and what will take place when the subterranean chambers are relieved of their burden is a question for the geologists to answer.
Natural Gas.—Any review of gas lighting would not be complete without mentioning the development associated with the use of natural gas flowing from the Earth's underground reservoirs. This gas has been known and used for centuries in China, where it was transported through bamboo pipes to various locations. The discovery of kerosene in the United States in 1859, along with significant advancements in drilling techniques and equipment for oil wells, led to the discovery of many natural gas wells. Their owners quickly recognized and took advantage of their value. The village of Fredonia, N.Y., was likely the first to be lit by natural gas, and a flow from a well in West Bloomfield, N.Y., which opened in 1865, was sent through a wooden main over twenty miles to the city of Rochester. Numerous natural gas wells have since been discovered in various locations, and its extensive use for cooking, heating, lighting, and metalworking has resulted in thousands of patents for different types of burners, pressure regulators, and other devices for utilizing it. The annual production of natural gas in the United States in 1888 was valued at $22,629,875. However, there has been a steady decline over the past ten years. The amount produced in 1897 was $13,826,422. The ever-growing demands of modern society will someday deplete the supply, and what will happen when the underground chambers are emptied is a question for geologists to address.
CHAPTER XXVII.
Civil Engineering.
Great Bridges—Pneumatic Caissons—Tunnels—The Beach Tunnel Shield—Suez Canal—Dredges—The Lidgerwood Cableway—Canal Locks—Artesian Wells—Compressed Air Rock Drills—Blasting—Mississippi Jetties—Iron and Steel Buildings—Eiffel Tower—Washington’s Monument—The United States Capitol.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__.
Almost entirely of an outdoor character, and necessarily on public exhibition, the engineering achievements of the Nineteenth Century have always been conspicuously in evidence, challenging the admiration of the public eye. They represent man’s attack upon the obstacles presented by nature to his irrepressible spirit of progress. Difficulties apparently insuperable have confronted him, only to melt away under his persistent genius until nothing seems impossible. He has connected continents with the telegraph, has crosshatched the land with railroads, penetrated the bowels of the earth with artesian wells, opened communication between oceans with the Suez Canal, reclaimed territory from the sea in Holland, pierced mountain ranges with tunnels, drained marshes, irrigated deserts, reared lofty structures of masonry and steel, spanned waters with magnificent bridges, opened channel-ways to the sea, built beacons for the mariner, and breakwaters for the storm beaten ship.
Almost entirely outdoor in nature and necessarily on public display, the engineering achievements of the Nineteenth Century have always been strikingly visible, capturing the admiration of the public. They symbolize humanity's determination to overcome the challenges posed by nature in pursuit of progress. Challenges that seemed impossible have confronted us, only to vanish under our relentless ingenuity until nothing feels out of reach. We've connected continents with the telegraph, crisscrossed the land with railroads, drilled into the earth with artesian wells, opened pathways between oceans with the Suez Canal, reclaimed land from the sea in Holland, tunneled through mountain ranges, drained marshes, irrigated deserts, constructed towering buildings of masonry and steel, built magnificent bridges over waters, created channels to the sea, and established beacons for sailors and breakwaters for storm-tossed ships.
Probably the most important branch of engineering work is railroad construction, already considered under steam railways. Closely related to the railroad, however, is bridge building, and many of these noble structures hang between heaven and earth, conspicuous monuments of the engineer’s skill.
Probably the most important branch of engineering is railroad construction, which has already been discussed under steam railways. Closely connected to railroads is bridge building, and many of these impressive structures hover between the sky and the ground, standing as visible testaments to the engineer's expertise.

FIG. 228.—THE FORTH BRIDGE. LARGEST VIADUCT IN THE WORLD. FROM A PHOTOGRAPH WHEN IN PROCESS OF CONSTRUCTION. LENGTH, 8,290 FEET; HEIGHT ABOVE WATER, 361 FEET; MAIN SPANS, 1,710 FEET LONG, 150 FEET HIGH.
FIG. 228.—THE FORTH BRIDGE. LARGEST VIADUCT IN THE WORLD. FROM A PHOTOGRAPH DURING CONSTRUCTION. LENGTH, 8,290 FEET; HEIGHT ABOVE WATER, 361 FEET; MAIN SPANS, 1,710 FEET LONG, 150 FEET HIGH.
The Forth Bridge.—This massive structure, of the cantilever type, is
shown in Fig. 228. It was begun in 1882 and finished in 1890, and is the
largest and most costly viaduct in the world. It is built across the Firth
of Forth, and is the most important link in the direct railway communication
of the North British Railway, and associated roads, between Edinburgh
on the one side, and Perth and Dundee on the other. The total
length of the viaduct is 8,296 feet, or nearly 15⁄8 miles. The extreme[341]
[342]
height of the structure is 361 feet above the water level, and the foundations
extend 91 feet below the water level. The two main spans are
1,710 feet, and these both give a clear headway for navigation of 150 feet
height. There are over 50,000 tons of steel in the superstructure, and
about 140,000 cubic yards of masonry and concrete in the foundation piers.
The three main piers consist each of a group of four masonry columns
faced with granite, 49 feet in diameter at the top, and 36 feet high, which
rest on solid rock, or on concrete carried down in most cases by means
of caissons of a maximum diameter of 70 feet to rock or boulder clay.
The Forth Bridge.—This massive cantilever structure is shown in Fig. 228. It was started in 1882 and completed in 1890, making it the largest and most expensive viaduct in the world. It spans the Firth of Forth and serves as the key link in the direct railway communication for the North British Railway and connected roads between Edinburgh on one side and Perth and Dundee on the other. The total length of the viaduct is 8,296 feet, or nearly 15⁄8 miles. The highest point of the structure reaches 361 feet above the water level, with foundations extending 91 feet below it. The two main spans are each 1,710 feet long, providing a clear navigation height of 150 feet. The superstructure contains over 50,000 tons of steel, while the foundation piers comprise about 140,000 cubic yards of masonry and concrete. Each of the three main piers features a group of four masonry columns faced with granite, measuring 49 feet in diameter at the top and 36 feet in height, which are anchored on solid rock or concrete, typically brought down using caissons with a maximum diameter of 70 feet to reach the rock or boulder clay.
No intelligent conception of the enormous size of this great structure can be obtained except by comparison. Estimating from the bottom of the masonry piers to the towering heights of the cantilevers, it reaches above the dome of St. Peter’s at Rome, and is only a little short of the height of the greatest of the pyramids of Egypt. The cost of the bridge is given as £3,250,000 or nearly $16,000,000.
No clear understanding of the massive size of this grand structure can be achieved without making comparisons. Measuring from the base of the stone supports to the soaring height of the cantilevers, it exceeds the dome of St. Peter’s in Rome and comes very close to the height of the largest pyramid in Egypt. The cost of the bridge is stated as £3,250,000, which is nearly $16,000,000.
The Brooklyn Bridge.—Having for its successful construction and maintenance the same foundation principle upon which the spider builds its web, this magnificent bridge of steel wires spans the East River between New York and Brooklyn, with a total length of 5,989 feet, and in length of span and cost is second only to the great Forth Bridge. It is shown in Fig. 229, and among suspension bridges it ranks first. It has a central span of 1,5951⁄2 feet between the two towers, over which the suspension cables are hung, and has a clear headway beneath of 135 feet. It has two side spans of 930 feet each between the towers and the shore.
The Brooklyn Bridge.—Built on the same foundational principle as a spider’s web, this impressive steel wire bridge stretches across the East River, connecting New York and Brooklyn, with a total length of 5,989 feet. In terms of span length and cost, it is second only to the great Forth Bridge. It is depicted in Fig. 229, and among suspension bridges, it holds the top rank. The central span measures 1,5951⁄2 feet between the two towers, where the suspension cables are hung, providing a clear height of 135 feet beneath it. Additionally, there are two side spans of 930 feet each connecting the towers to the shore.

FIG. 229.—THE BROOKLYN BRIDGE. LONGEST SUSPENSION BRIDGE IN THE WORLD. TOTAL LENGTH, 5,989 FEET; SPAN BETWEEN TOWERS, 1,595 FEET 6 INCHES.
FIG. 229.—THE BROOKLYN BRIDGE. LONGEST SUSPENSION BRIDGE IN THE WORLD. TOTAL LENGTH, 5,989 FEET; SPAN BETWEEN TOWERS, 1,595 FEET 6 INCHES.
The suspension towers stand on two piers founded in the river on solid rock at depths of 78 and 45 feet below high water, and they rise 277 feet above the same level. There are four suspension cables 151⁄2 inches in diameter, each composed of 5,282 galvanized steel wires, placed side by side, without any twist, and arranged in groups of 19 strands bound up with wire. These cables have a dip in the center of the large span of 128 feet, rest on movable saddles on the top of the towers to allow for slight movement of the cables due to expansion and contraction, and are held down at the shore ends by massive anchorages of masonry. The bridge has a width of 85 feet, and has two roadways, two lines of railway, and a foot way. It was begun in 1876 and opened for traffic in 1883, and its cost was about $15,000,000. It fulfills a great function for the busy metropolis, and it hangs in the air a monument in steel wire to the genius of the Roeblings.
The suspension towers are built on two piers anchored in the river on solid rock at depths of 78 and 45 feet below high water, and they rise 277 feet above that same level. There are four suspension cables that are 15½ inches in diameter, each made up of 5,282 galvanized steel wires placed side by side, without any twist, and grouped into 19 strands wrapped together with wire. These cables have a dip in the center of the large span of 128 feet, rest on movable saddles at the top of the towers to allow for slight movement due to expansion and contraction, and are secured at the shore ends by massive masonry anchorages. The bridge is 85 feet wide and includes two roadways, two railway lines, and a walkway. Construction began in 1876, and it opened for traffic in 1883, costing about $15,000,000. It serves an important role for the busy city, standing as a monument in steel wire to the brilliance of the Roeblings.
Masonry Bridges.—The largest and finest single span of masonry in
America, and believed to be the largest in the world, is to be found about[343]
[344]
9 miles northwest of the city of Washington. It is known as the Washington
Aqueduct or Cabin John Bridge, and is seen in Fig. 230. It
extends across the small stream known as Cabin John Creek, and carries
an aqueduct 9 feet in diameter, that supplies the National Capital
with water, its upper surface above the water conduit being formed into
a fine roadway. It is 450 feet long. Its span is 220 feet, the height of
the roadway above the bed of the stream is 100 feet, and the width of
the structure is 20 feet 4 inches. Gen. Montgomery C. Meigs was the
engineer in charge of its construction. It was begun in 1857 and finished
in 1864, with the exception of the parapet walls of the roadway, which
were added in 1872-3. Its cost was $254,000. Only one other masonry
arch has ever been built which equalled this in size. The Trezzo Bridge,
built in the fourteenth century, over the Adda in North Italy, and subsequently
destroyed, is said to have had a span of 251 feet, but the Washington
Aqueduct Bridge at Cabin John is a noble work in masonry, and
when standing beneath its majestic sweep, and viewing the regular courses
of masonry hanging nearly a hundred feet high in the air, and springing
more than a hundred feet from the embankment upon either side, one[345]
loses sight of the principles of the arch, and the fear that the mass may
fall upon him gives way to the impression that nature has bowed to the
genius of man, and suspended the law of gravity.
Masonry Bridges.—The largest and most impressive single span of masonry in America, and thought to be the largest in the world, is located about [343]
[344] 9 miles northwest of Washington, D.C. This structure is known as the Washington Aqueduct or Cabin John Bridge, and can be seen in Fig. 230. It spans the small stream called Cabin John Creek and supports an aqueduct 9 feet in diameter, which supplies water to the National Capital. The top surface above the water conduit is designed as a smooth roadway. The bridge is 450 feet long, with a span of 220 feet. The roadway sits 100 feet above the stream bed, and the structure is 20 feet 4 inches wide. Gen. Montgomery C. Meigs was the engineer responsible for its construction. Work began in 1857 and was completed in 1864, except for the parapet walls of the roadway, which were added in 1872-3. The total cost was $254,000. Only one other masonry arch has ever been built that matches this size. The Trezzo Bridge, built in the fourteenth century over the Adda in Northern Italy and later destroyed, is said to have had a span of 251 feet, but the Washington Aqueduct Bridge at Cabin John is a remarkable piece of masonry. Standing under its impressive arch, and observing the neatly arranged stones nearly a hundred feet above the ground and spanning more than a hundred feet from the embankments on either side, one [345] loses sight of the principles of the arch. The concern that the structure might collapse transforms into a feeling that nature has yielded to human creativity, seemingly suspending the law of gravity.

FIG. 230.—CABIN JOHN BRIDGE, NEAR WASHINGTON, D. C. LARGEST MASONRY ARCH IN THE WORLD. LENGTH, 450 FEET; SPAN OF ARCH, 220 FEET; HEIGHT, 100 FEET.
FIG. 230.—CABIN JOHN BRIDGE, NEAR WASHINGTON, D. C. LARGEST MASONRY ARCH IN THE WORLD. LENGTH: 450 FEET; SPAN OF ARCH: 220 FEET; HEIGHT: 100 FEET.
Among the patents granted for bridges the most important are those relating to the cantilever type, among which may be mentioned those to Bender, Latrobe, and Smith, No. 141,310, July 29, 1873; Eads, No. 142,378 to 142,382, September 2, 1873, and Clarke, No. 504,559, September 5, 1893.
Among the patents granted for bridges, the most significant are those related to the cantilever design, including patents awarded to Bender, Latrobe, and Smith, No. 141,310, July 29, 1873; Eads, No. 142,378 to 142,382, September 2, 1873; and Clarke, No. 504,559, September 5, 1893.
Caissons.—For submarine explorations the ancient diving bell, which was said to have been used more than 2,000 years ago, has given place to diving armor, while for more extensive local work the pneumatic caisson is employed. The latter was invented by M. Triger, a French engineer, in 1841. An early example of it is also given in Cochrane’s British patent No. 3,226, of 1861. It consists of a vertical cylinder divided into compartments, its lower open end resting on the river bottom. Compressed air forced into the lower compartment forces the water back, while the men are at work, the intermediate chamber forming an air lock, by which entrance to, or egress from, the lower working chamber is obtained. The pneumatic caissons of Eads (patents Nos. 123,002, January 23, 1872, and 123,685, February 13, 1872) and Flad (patent No. 303,830, August 19, 1884) are modern applications of the same principle. The sinking of shafts through quicksand, by artificially freezing the same and then treating it as solid material, is an ingenious modern method shown in patents to Poetsch, No. 300,891, June 24, 1884; and Smith, No. 371,389, October 11, 1887.
Caissons.—For underwater explorations, the ancient diving bell, believed to have been used over 2,000 years ago, has been replaced by diving suits, while for more extensive local work, pneumatic caissons are used. The latter was invented by M. Triger, a French engineer, in 1841. An early example is also found in Cochrane’s British patent No. 3,226 from 1861. It consists of a vertical cylinder divided into compartments, with its lower open end resting on the riverbed. Compressed air pumped into the lower compartment pushes the water back while the workers are inside, with the middle chamber acting as an airlock, allowing access to or from the lower working chamber. The pneumatic caissons designed by Eads (patents Nos. 123,002 from January 23, 1872, and 123,685 from February 13, 1872) and Flad (patent No. 303,830 from August 19, 1884) are modern implementations of the same concept. The method of sinking shafts through quicksand by artificially freezing it and then treating it as solid material is an innovative modern technique seen in patents by Poetsch, No. 300,891 from June 24, 1884; and Smith, No. 371,389 from October 11, 1887.
Tunnels.—Less conspicuous than bridges, by virtue of their underground character, but none the less important, are these mole-like means of communication. Especially difficult of construction for the reason that the nature of the soil or rock is largely unknown, and for the reason also that the work may have to encounter faults in rocks, and springs or quicksands in the earth; nevertheless the demands of the railroads for shortening the distance of travel and economizing time have stimulated the engineer to expend millions of dollars in piercing the earth with these great underground passageways.
Tunnels.—Less noticeable than bridges because they’re underground, but just as important, are these mole-like routes of communication. They’re especially challenging to build since the type of soil or rock is often unknown, and the work may encounter faults in rocks, springs, or quicksand in the ground. Still, the demands of railroads to reduce travel distances and save time have pushed engineers to invest millions of dollars in creating these large underground passages.
The Mont Cenis Tunnel was constructed to establish railway communication between France and Italy through the Alps. It was begun in 1857, and after having been in progress of construction for thirteen years, was opened for traffic in 1871. This tunnel was commenced by hand borings, being for the most part through solid rock, and its progress up to 1862 was so slow that it was estimated that thirty years would be[346] required for its construction. Its earlier completion was due to the introduction of rock drills operated by compressed air, which trebled the rate of advance, and which device made a new epoch in all rock-boring and mining operations. This tunnel was cut from both ends at the same time, and so accurate were the surveys in establishing the alignment of the two headings through the mountain mass, that, although the tunnel was more than 71⁄2 miles long, when the two headings came together in the middle, only a difference of one foot in level existed between them. When it is remembered that most of the 71⁄2 miles of tunnel was cut through solid rock, by boring and blasting, the immensity of the undertaking can be appreciated. As completed the tunnel is 8 miles long, and wide enough for a double track railway.
The Mont Cenis Tunnel was built to create a railway connection between France and Italy through the Alps. Construction began in 1857, and after thirteen years of work, it was opened for traffic in 1871. The tunnel started with manual drilling, primarily through solid rock, and up until 1862, progress was so slow that it was estimated it would take thirty years to complete[346]. The earlier completion was thanks to the introduction of rock drills powered by compressed air, which tripled the rate of progress and marked a significant advancement in rock-boring and mining operations. The tunnel was excavated from both ends simultaneously, and the surveys were so precise in aligning the two sections through the mountain that, even though the tunnel is over 71⁄2 miles long, when the ends met in the middle, there was only a one-foot difference in elevation between them. Considering that most of the 71⁄2 miles of tunnel was cut through solid rock using drilling and blasting, the scale of the project is impressive. Once completed, the tunnel is 8 miles long and wide enough for a double track railway.
The St. Gothard Tunnel is another tunnel through the Alps, which involved even a longer and deeper cut through the mountains than the Mont Cenis Tunnel. This is 91⁄4 miles long, and it was begun in 1872, the headings joined in 1880, and the tunnel opened for traffic in 1882. Although by far the largest undertaking yet made, the improvement in rock-boring machinery enabled it to be constructed much more rapidly and at less expense.
The St. Gothard Tunnel is another tunnel through the Alps, and it required an even longer and deeper cut through the mountains than the Mont Cenis Tunnel. This tunnel is 91⁄4 miles long. Construction started in 1872, the two sides met in 1880, and it opened for traffic in 1882. Although it was the largest project completed at that time, advancements in rock-boring machinery allowed it to be built much faster and at a lower cost.
The Arlberg is still another Alpine tunnel. It is 61⁄2 miles long, was commenced in 1880, and opened for traffic in 1884.
The Arlberg is another Alpine tunnel. It's 61⁄2 miles long, started construction in 1880, and was opened for traffic in 1884.
Tunneling under rivers presents many more difficulties than driving through the hardest rock. This is so by reason of the inflow of water. Among successful tunnels of this kind may be named the Mersey and Severn tunnels in England, opened in 1886, and the St. Clair tunnel between the United States and Canada. The histories of the abandoned Detroit and Hudson river tunnels are object lessons of the difficulties encountered in this class of work.
Tunneling under rivers is much more challenging than drilling through the toughest rock. This is mainly due to the water inflow. Notable successful tunnels of this type include the Mersey and Severn tunnels in England, which opened in 1886, and the St. Clair tunnel connecting the United States and Canada. The stories of the abandoned Detroit and Hudson river tunnels serve as cautionary examples of the challenges faced in this kind of project.
An important engineering invention for tunneling through silt or soft soil is the so-called “shield.” This was first employed by the engineer Brunel in the construction of the Thames tunnel, which was begun in 1825 and opened as a thoroughfare in 1843. The shield, as now used, is a sort of a cylinder or sleeve as large as the tunnel, which sleeve, as the excavation proceeds in front of it, is forced ahead to act both as a ring-shaped cutter and a protection to the workmen, its advance being effected by powerful hydraulic jacks or screws which find a back bearing against the completed wall of the tunnel. As the digging proceeds the shield is advanced, and a section of tunnel is built behind it which, in turn, furnishes a bearing for the jacks in the further advance of the shield.
An important engineering invention for tunneling through silt or soft soil is the so-called “shield.” This was first used by engineer Brunel in the construction of the Thames tunnel, which began in 1825 and opened as a thoroughfare in 1843. The shield, as it's used today, is a kind of cylinder or sleeve as large as the tunnel. As the excavation moves forward, this sleeve is pushed ahead to serve as both a ring-shaped cutter and a protection for the workers, with its movement driven by powerful hydraulic jacks or screws that press against the completed wall of the tunnel. As the digging continues, the shield moves forward, and a section of tunnel is built behind it, which, in turn, provides a support for the jacks to further advance the shield.
This latter improvement was the invention of the late Alfred E. Beach,[347] of the Scientific American, and was covered by him in patent No. 91,071, June 8, 1869, and was used in driving the experimental pneumatic subway constructed by him under Broadway, New York, in 1868-9, and also in the St. Clair River tunnel and the unfinished Hudson River tunnel and other works.
This later advancement was created by the late Alfred E. Beach,[347] of the Scientific American, and was detailed in patent No. 91,071, dated June 8, 1869. It was employed in operating the experimental pneumatic subway he built under Broadway, New York, in 1868-1869, as well as in the St. Clair River tunnel, the unfinished Hudson River tunnel, and other projects.
Subsequent improvements made upon the shield by J. H. Greathead of England and covered by him in United States patents Nos. 360,959, April 12, 1887; and 432,871, July 22, 1890, have greatly added to the value and efficiency of this device, and made it one of the leading instrumentalities in tunnel construction.
Subsequent enhancements to the shield by J. H. Greathead from England, which he patented in the United States under Nos. 360,959 on April 12, 1887, and 432,871 on July 22, 1890, have significantly increased the value and effectiveness of this device, making it one of the top tools in tunnel construction.
Suez Canal.—It is said that the undertaking of connecting the Mediterranean and Red Seas was considered as long ago as the time of Herodotus, and a small channel appears to have been opened twenty-five centuries ago, but was subsequently abandoned. In 1847 the subject was again taken up for serious consideration, the work begun in 1860, and finished in 1869, at a cost of £20,500,000, or more than a hundred million dollars. The canal starts at Port Said, on the Mediterranean, a view of which with its ships of all nations and the canal reaching far away in the distance is seen in Fig. 231. The canal extends nearly due south to Suez on the Red Sea, a distance of about 100 miles, through barren wastes of sand and an occasional lake. It was originally formed with a bottom width of 72 feet, spreading out to 196 to 328 feet at the top, and of a depth of 26 feet, but has since been increased in transverse dimension to accommodate the great increase in travel.
Suez Canal.—It’s said that the idea of connecting the Mediterranean and Red Seas was considered as far back as the time of Herodotus, and a small channel seems to have been opened twenty-five centuries ago, but it was later abandoned. In 1847, the topic was revisited for serious consideration, work began in 1860, and it was completed in 1869, costing £20,500,000, or over a hundred million dollars. The canal starts at Port Said, on the Mediterranean, where you can see a view with ships from all nations and the canal stretching far off in the distance in Fig. 231. The canal runs nearly directly south to Suez on the Red Sea, about 100 miles away, passing through barren stretches of sand and an occasional lake. It was initially built with a bottom width of 72 feet, widening to 196 to 328 feet at the top, and a depth of 26 feet, but has since been expanded in size to accommodate the significant increase in traffic.

FIG. 231.—PORT SAID ENTRANCE TO SUEZ CANAL, SHOWING HARBOR WITH SHIPS OF ALL NATIONS, AND THE CANAL REACHING AWAY IN THE DISTANCE.
FIG. 231.—PORT SAID ENTRANCE TO SUEZ CANAL, SHOWING HARBOR WITH SHIPS OF ALL NATIONS, AND THE CANAL EXTENDING OUT IN THE DISTANCE.
Sixty great dredges were employed on the work, and the dredged material
was discharged in chutes on to the bank. The canal was the work
of M. De Lesseps, the eminent French engineer, and has proved a great
success from both an engineering and financial standpoint. The stock
is mainly held in England, having been bought from the Khedive of
Egypt. In 1898 the ships passing through the canal during the year
reached the remarkable number of 3,503. The rate of tolls is 10 francs
(about $2) per net ton. The gross tonnage of ships passing through in
1898 was 12,962,632, the net tonnage 9,238,603. The total receipts for
the year were 87,906,255 francs (about $17,500,000), and the net profit
63,441,987 francs (about $12,500,000). An average size ocean liner pays
about $5,000 for the privilege of sailing through this great ditch. Admiral
Dewey’s ship, the “Olympia,” returning from the Philippines, paid
for her toll $3,516.04, and the “Chicago,” $3,165.95. Going the other
way, our supply ship “Alexander” paid $4,107.99, while the “Glacier” paid
$5,052.38. Ships making the passage through the canal move slowly on[348]
[349]
account of the washing of the banks, about 22 hours being required,
but the shortening of the travel of ships going east and west, and the
saving of life, property, and time, involved in avoiding the circuitous
and stormy passage around the Cape of Good Hope, has been of incalculable
benefit to the world.
Sixty large dredges were used for the work, and the dredged material was dumped into chutes onto the bank. The canal was designed by M. De Lesseps, the renowned French engineer, and has proven to be a significant success both in engineering and financial terms. Most of the stock is held in England, having been purchased from the Khedive of Egypt. In 1898, the number of ships passing through the canal during the year reached an impressive total of 3,503. The toll rate is 10 francs (about $2) per net ton. The gross tonnage of ships that passed through in 1898 was 12,962,632 tons, with a net tonnage of 9,238,603. The total revenue for the year was 87,906,255 francs (around $17,500,000), and the net profit was 63,441,987 francs (about $12,500,000). An average-sized ocean liner pays about $5,000 for the privilege of traveling through this massive waterway. Admiral Dewey’s ship, the “Olympia,” paid $3,516.04 for her toll upon returning from the Philippines, while the “Chicago” paid $3,165.95. Going in the opposite direction, our supply ship “Alexander” paid $4,107.99, and the “Glacier” paid $5,052.38. Ships making the journey through the canal move slowly due to the erosion of the banks, taking about 22 hours to complete the passage. However, the reduction in travel time for ships traveling east and west, as well as the preservation of lives, property, and time by avoiding the longer and stormy route around the Cape of Good Hope, has provided immense benefits to the world.

With the construction of canals and harbors, great improvements have been made in dredges. Some of these are of the clam-shell type, some employ the scoop and lever, others an endless series of buckets. An example of the latter, used on the Panama Canal, is seen in Fig. 232. Still another form, and the most recent if not the most important is the hydraulic dredger, which, by rotating cutters, stirs and cuts the mud and silt, and by powerful suction pumps and immense tubes draws up the semi-fluid mass and sends it to suitable points of discharge. The best known of the latter type is the Bowers hydraulic dredge, covered by many patents, of which Nos. 318,859 and 318,860, May 26, 1885; 388,253, August 21, 1888; and 484,763, October 18, 1892, are the most important.
With the building of canals and harbors, there have been significant advancements in dredges. Some are the clam-shell type, some use a scoop and lever, and others feature an endless series of buckets. An example of the latter, used on the Panama Canal, is seen in Fig. 232. Another type, the most recent if not the most important, is the hydraulic dredger, which uses rotating cutters to stir and cut through mud and silt. It employs powerful suction pumps and large tubes to pull up the semi-fluid material and transport it to designated discharge points. The best-known of this type is the Bowers hydraulic dredge, which is covered by several patents, with Nos. 318,859 and 318,860 from May 26, 1885; 388,253 from August 21, 1888; and 484,763 from October 18, 1892, being the most significant.
For surface excavations in solid earth the Lidgerwood Cableway is an important and labor saving device. A track cable is stretched from two distant towers, and a bucket holding well on to a ton of earth is made to travel on a trolley running on said cable track, rising at one end out of the excavation, and dumping at the other end to fill in the excavation as[350] the cutting progresses, all in a continuous and economical manner. This device is made under the patent to M. W. Locke, No. 295,776, March 25, 1884, and comprehends many subsequent improvements patented by Miller, Delaney, North and others. The Chicago Drainage Canal is a work just completed, which largely employed these devices. This canal was designed to connect the Chicago River with the Mississippi River, so as to send the sewage of Chicago down the Mississippi instead of into Lake Michigan. Although it cost $33,000,000 and required seven years for completion, the labor-saving cableways greatly cheapened its cost and shortened the time of its construction.
For surface excavations in solid earth, the Lidgerwood Cableway is an essential and labor-saving tool. A track cable is stretched between two distant towers, and a bucket holding about a ton of earth travels on a trolley that runs along the cable track. It rises at one end out of the excavation and dumps the earth at the other end to fill in the excavation as[350] the cutting progresses, all in a continuous and efficient way. This device is patented to M. W. Locke, No. 295,776, March 25, 1884, and includes many subsequent improvements patented by Miller, Delaney, North, and others. The Chicago Drainage Canal, a project just finished, extensively used these devices. This canal was designed to connect the Chicago River with the Mississippi River to redirect Chicago's sewage down the Mississippi instead of into Lake Michigan. Although it cost $33,000,000 and took seven years to complete, the labor-saving cableways significantly reduced its cost and sped up the construction time.
Among the leading inventions relating to canal construction may be mentioned the bear-trap canal-lock gate (patents Nos. 229,682, 236,488 and 552,063), and the Dutton pneumatic lift locks. The latter provide ease and rapidity of action by a principle of balancing locks in pairs, and are covered by his patent No. 457,528, August 11, 1891, and others of subsequent date.
Some of the key inventions in canal construction include the bear-trap canal-lock gate (patents Nos. 229,682, 236,488, and 552,063) and the Dutton pneumatic lift locks. The latter operate by balancing locks in pairs, allowing for quick and easy action, and are protected by his patent No. 457,528, dated August 11, 1891, along with several others issued later.
Artesian Wells represent an important branch of engineering work, and they are so called from the province of Artois, in France, where they have for a long time been in use. Extending several thousand feet into the subterranean chambers of the earth, they have brought abundant water supply to the surface all over the world, from the desert sands of Sahara to the hotels of the modern city; they have contributed oil and gas in incredible quantities to supply light and heat, and have made valuable additions to the salt supply of the world.
Artesian Wells are an important branch of engineering, named after the province of Artois in France, where they have been used for a long time. Extending several thousand feet into the underground chambers of the earth, they have brought a plentiful water supply to the surface worldwide, from the Sahara Desert to the hotels in modern cities; they have provided oil and gas in massive amounts for light and heat, and have significantly increased the world's salt supply.
They are driven by reciprocating a ponderous chisel-shaped drill within an iron tube, six inches more or less in diameter, which is built up in sections, and moved down as the cutting descends. The drill is reciprocated by a suspending rope from machinery in a derrick, and in order to give a hammer-like blow to the chisel a pair of ponderous iron links coupled together like those of a chain, and called a “drill jar” connect the drill to the rope. As the sections of the link slide over each other they come together with a hammer blow at the moment of lifting that dislodges the drill from the rock, and on the descending movement they come together with a hammering blow immediately after the drill touches the rock to drive it into the same. The first United States patent for a drill jar is that to Morris, No. 2,243, September 4, 1841. When an oil well ceases to flow, it is rejuvenated by being “shot,” which is quite contrary to the ordinary conception of prolonging life. For this purpose a dynamite cartridge is exploded at the lower end of the well, which shatters the rock, and, in[351] opening up new channels of flow for the oil, renews the yield. Many patented inventions have been made in the field of well boring, and the discovery of coal oil in the United States in 1859 has developed a great industry and built up enormous fortunes. The amount of petroleum produced in the United States in 1896 was 60,960,361 barrels, the largest yield on record. In 1897 the amount was 60,568,081 barrels.
They work by moving a heavy, chisel-shaped drill back and forth within an iron tube that’s about six inches in diameter. This tube is built in sections and moves downward as the cutting progresses. The drill is moved by a rope attached to machinery in a derrick, and to create a hammer-like impact, a pair of heavy iron links, connected like a chain and called a “drill jar,” links the drill to the rope. As the sections of the link slide over each other, they strike together with a hammering force right when the drill is lifted, which dislodges it from the rock. When it descends, they slam together with a hammering impact immediately after the drill touches the rock to push it back in. The first U.S. patent for a drill jar was granted to Morris, No. 2,243, on September 4, 1841. When an oil well stops producing, it is revitalized by being “shot,” which is quite different from the usual way of extending life. For this, a dynamite cartridge is detonated at the bottom of the well, shattering the rock and creating new flow channels for the oil, thus renewing its output. Numerous patented inventions have been created in the area of well drilling, and the discovery of kerosene in the U.S. in 1859 led to a booming industry and the creation of vast fortunes. The total amount of petroleum produced in the U.S. in 1896 was 60,960,361 barrels, the largest yield ever recorded. In 1897, the amount was 60,568,081 barrels.
Of less consequence than the artesian well, but finding many useful applications, is the drive well. A metal tube with a perforated lower end is driven down by hammers into the ground, and furnishes a quick and cheap source of water supply. This was invented by Col. Green in 1861, in meeting the necessities of his military camp during the civil war, and was patented by him January 14, 1868, No. 73,425.
Of less importance than the artesian well, but still having many practical uses, is the drive well. A metal tube with a perforated bottom end is hammered into the ground to provide a quick and inexpensive source of water. This was invented by Col. Green in 1861 to meet the needs of his military camp during the Civil War and was patented by him on January 14, 1868, No. 73,425.
Rock Drills.—In mining and tunneling through rock, the rock drill has been the implement of paramount importance and utility. For boring by rotary action the diamond drill is most effective. This uses bits set with diamonds which, by their extreme hardness, cut through the most refractory rock with great rapidity. It was invented by Hermann and patented by him in France, June 3, 1854.
Rock Drills.—In mining and tunneling through rock, the rock drill is the most important and useful tool. For drilling using rotary action, the diamond drill is the most effective. This uses bits embedded with diamonds which, due to their incredible hardness, cut through the toughest rock very quickly. It was invented by Hermann and patented by him in France on June 3, 1854.
More important, however, is the compressed air rock drill, in which a piston has the drill bit directly on its piston rod and cuts by a reciprocating action. The piston is actuated by compressed air admitted alternately to its opposite sides in an automatic manner by valves. The compressed air conveyed to the drill in the tunnel or mine not only operates the drill, but helps to ventilate the tunnel. As early as 1849 Clarke and Motley, in England, invented a machine drill, and in 1851 Fowle devised a similar machine, having the drill attached directly to the piston cross head. The Hoosac and Mont Cenis tunnels greatly stimulated invention in this field, and among the notable drills of this class may be named the Burleigh, Ingersoll, and Sergeant. The Burleigh drill was brought out in 1866, and was covered by patents Nos. 52,960, 52,961 and 59,960 of that year, and 113,850 of 1871, and the Ingersoll drill, by patents No. 112,254, and No. 120,279, of 1871.
More importantly, though, is the compressed air rock drill, where a piston has the drill bit attached directly to its piston rod and cuts by moving back and forth. The piston is activated by compressed air that is alternately allowed into its opposite sides automatically through valves. The compressed air delivered to the drill in the tunnel or mine not only powers the drill but also helps with tunnel ventilation. As early as 1849, Clarke and Motley in England invented a machine drill, and in 1851, Fowle created a similar machine with the drill connected directly to the piston crosshead. The Hoosac and Mont Cenis tunnels significantly boosted innovation in this area, and some notable drills of this type include the Burleigh, Ingersoll, and Sergeant. The Burleigh drill was introduced in 1866 and was protected by patents Nos. 52,960, 52,961, and 59,960 from that year, as well as 113,850 from 1871, while the Ingersoll drill was under patents No. 112,254 and No. 120,279 from 1871.

Blasting.—The discovery of nitro-glycerine in 1846, followed by its convenient commercial preparation in the form of dynamite, gave a great impetus to blasting. Notable as the largest operation of the kind in the century is the blowing up of Flood Rock, in the path of commerce between New York City and Long Island Sound. The dangerous character of this and other rocks in this vicinity gave long ago to this channel the significant name of Hell Gate. The undermining of the rocks by shafts and galleries is seen in Fig. 233, and the final blowing up of the same[352] in a single blast was the culmination of a series of similar operations at this point tending to safer navigation. On October 10, 1885, 40,000 cartridges, containing 75,000 pounds of dynamite and 240,000 pounds of rack-a-rock, were, by the touching of a button and the closing of an electric circuit, simultaneously exploded. In the twinkling of an eye nine acres of solid rock were shattered into fragments by the prodigious force, and a vast upheaval of water 1,400 feet long, 800 feet wide, and 200 feet high, sprang into the air in tangled and gigantic fountains. As the termination of the most stupendous piece of engineering of the kind the world has ever seen, and with spectacular features fitting the enormous expense of $1,000,000, which the work cost, this final scene put an end to the menaces of Flood Rock, and wiped out of existence the worst dangers of Hell Gate.
Blasting.—The discovery of nitroglycerin in 1846, followed by its easy commercial production as dynamite, greatly boosted blasting activities. One of the most significant operations of the century was the explosion of Flood Rock, which obstructed the busy trade route between New York City and Long Island Sound. The hazardous nature of this and other rocks in the area led to the channel being named Hell Gate long ago. The undermining of the rocks through shafts and tunnels is shown in Fig. 233, and the final detonation of the same[352] in one blast marked the peak of a series of similar efforts aimed at making navigation safer. On October 10, 1885, 40,000 cartridges containing 75,000 pounds of dynamite and 240,000 pounds of rack-a-rock were set off at once by pressing a button and closing an electric circuit. In an instant, nine acres of solid rock were blown apart by the tremendous force, and a massive surge of water, 1,400 feet long, 800 feet wide, and 200 feet high, shot into the sky in chaotic and enormous fountains. As the conclusion of the most impressive engineering feat of its kind ever seen, and with spectacular elements worthy of the enormous cost of $1,000,000, this final event eliminated the threats posed by Flood Rock and eradicated the most dangerous aspects of Hell Gate.

Mississippi Jetties.—The broad bar and shallow waters at the mouth of the Mississippi involved such an obstruction to commerce that in 1872 it received the attention of Congress, resulting in the building, by Capt. Eads, of the celebrated jetties. They were begun in 1875 and finished in 1879, and cost $5,250,000. The channel obtained was 30 feet deep and 200 feet wide. Its construction involved the building across the bar and out into the Gulf of Mexico two long reaches of parallel embankments, called jetties. This was effected by sinking mattresses of willow branches bound together and weighted with stone. These were laid in four layers, and when submerged, and resting upon the bottom, were covered with a layer of loose stone, and this in turn was surmounted with a capping of concrete blocks, as seen in cross section in Fig. 234. These jetties so[353] concentrated the flow of waters into a narrow channel as to cause its increased velocity to wash out the mud and silt and deepen the channel. The immensity of the work may be measured by the quantity of material used in its construction, which included 6,000,000 cubic yards of willow mattresses, 1,000,000 cubic yards of stone, 13,000,000 feet (board measure) of lumber, and 8,000,000 cubic yards of concrete. The mattresses were laid 35 to 50 feet wide at the bottom, which width was considerably increased by the superimposed layer of stone, and the jetties extended 21⁄4 miles into the sea. Their influence upon commerce is indicated by the fact that before their construction the annual grain export from New Orleans was less than half a million bushels, and in 1880, the year following their completion, it was increased to 14,000,000 bushels.
Mississippi Jetties.—The wide sandbar and shallow waters at the mouth of the Mississippi posed such a barrier to trade that in 1872, Congress took notice, leading to the construction of the famous jetties by Capt. Eads. Work on the jetties began in 1875 and was completed in 1879, costing $5,250,000. The channel created was 30 feet deep and 200 feet wide. Building the jetties required constructing two long parallel embankments across the sandbar and extending into the Gulf of Mexico. This was done by sinking mattresses made of willow branches tied together and weighed down with stone. These mattresses were placed in four layers, and once submerged on the bottom, they were covered with a layer of loose stone, which was topped with a layer of concrete blocks, as shown in cross section in Fig. 234. The jetties effectively channeled water into a narrower passage, increasing its speed, which washed away mud and silt, deepening the channel. The scale of the project can be measured by the amount of material used, which included 6,000,000 cubic yards of willow mattresses, 1,000,000 cubic yards of stone, 13,000,000 feet of lumber, and 8,000,000 cubic yards of concrete. The mattresses were laid 35 to 50 feet wide at the bottom, and this width was significantly increased by the overlying layer of stone, with the jetties extending 21⁄4 miles into the sea. Their impact on trade is evident in that before their construction, the annual grain export from New Orleans was less than half a million bushels, but by 1880, the year after they were completed, it rose to 14,000,000 bushels.

FIG. 235.—INTERIOR CONSTRUCTION MODERN STEEL BUILDING.
FIG. 235.—INSIDE STRUCTURE OF A MODERN STEEL BUILDING.
High Buildings.—A distinct feature of modern architecture is the enormously tall steel frame building known as the “sky scraper.” The increasing value of city lots first brought about the vertical extension of buildings to a greater number of stories, and the necessity for making them fireproof, coupled with the desire to avoid loss of interior space, due to thick walls at the base, made a demand for a different style of architecture. To meet this a skeleton frame of steel is bolted together in unitary structure, the floors being all carried on the steel frame, and the outer masonry walls being relatively thin, and carrying only their own weight. In Fig. 235 is shown an example of the interior structure of such a building. The vertical columns are erected upon a very firm foundation, and to them are bolted, on the floor levels, horizontal I-beams and girders, stayed by tie rods, which I-beams receive between them hollow fireproof tile to form the floor. The outer masonry walls are built around the skeleton frame, as seen in Fig. 236, and the details of connections for the floor members appear in Fig. 237.
High Buildings.—A key aspect of modern architecture is the extremely tall steel frame building, commonly referred to as the “skyscraper.” As city lot values skyrocketed, the need to build upwards led to taller buildings. This also required making them fireproof, and there was a desire to maximize usable interior space by eliminating thick walls at the base, which created a demand for a new architectural style. In response, a skeleton frame of steel is assembled into a unified structure, with all floors supported by the steel frame, while the outer masonry walls are relatively thin and only support their own weight. In Fig. 235 is shown an example of the interior structure of such a building. Vertical columns rest on a solid foundation, and horizontal I-beams and girders are bolted to them at various floor levels, stabilized by tie rods. The I-beams are filled with hollow fireproof tiles to create the flooring. The outer masonry walls are constructed around the skeleton frame, as illustrated in Fig. 236, and the details of the connections for the floor members can be seen in Fig. 237.

FIG. 236.—ENCLOSURE OF STEEL FRAME BY MASONRY.
FIG. 236.—STEEL FRAME ENCLOSED BY MASONRY.

FIG. 237.—DETAILS OF INTERNAL CONSTRUCTION.
FIG. 237.—INTERNAL CONSTRUCTION DETAILS.
FIG. 236.—ENCLOSURE OF STEEL FRAME BY MASONRY.
FIG. 236.—STEEL FRAME ENCLOSED BY MASONRY.
FIG. 237.—DETAILS OF INTERNAL CONSTRUCTION.
FIG. 237.—INTERNAL CONSTRUCTION DETAILS.
The construction of iron buildings began about the middle of the[354] century. In 1845 Peter Cooper erected the largest rolling mill at that time in the United States for making railroad iron, and at this mill wrought iron beams for fireproof buildings were first rolled. In the[355] building of the Cooper Institute in New York City in 1857 he was the first to employ such beams with brick arches to support the floors. The unifying of the iron work into an integral skeleton frame, for relieving the side walls of the weight of the floors is, however, a comparatively recent development, and this has so raised the height of the modern office building as to cause it to impress the observer as an obelisk rather than a place of habitation. An earthquake-proof steel palace for the Crown Prince of Japan is one of the modern applications of steel in architecture. It is being built by American engineers, and is to cost $3,000,000.
The construction of iron buildings started around the middle of the[354] century. In 1845, Peter Cooper built the largest rolling mill in the United States at that time for making railroad iron, and it was here that wrought iron beams for fireproof buildings were first rolled. In the[355] construction of the Cooper Institute in New York City in 1857, he was the first to use such beams along with brick arches to support the floors. The idea of combining ironwork into a single skeleton frame to relieve the side walls of the weight of the floors is a more recent innovation. This has allowed modern office buildings to reach greater heights, making them appear more like obelisks than places to live. An earthquake-proof steel palace for the Crown Prince of Japan is one of the current uses of steel in architecture. It's being constructed by American engineers and is projected to cost $3,000,000.

FIG. 238.—THE EIFFEL TOWER. HEIGHT, 984 FEET. TALLEST STRUCTURE IN THE WORLD.
FIG. 238.—THE EIFFEL TOWER. HEIGHT, 984 FEET. TALLEST STRUCTURE IN THE WORLD.


FIG. 239.—WASHINGTON’S MONUMENT. HEIGHT 555 FEET, 51⁄2 INCHES. HIGHEST MASONRY STRUCTURE IN THE WORLD.
FIG. 239.—WASHINGTON’S MONUMENT. HEIGHT 555 FEET, 51⁄2 INCHES. HIGHEST MASONRY STRUCTURE IN THE WORLD.
Eiffel Tower.—Loftiest among the high structures of the world, and significant as indicating the possibilities of iron construction, the Eiffel Tower of the Paris Exposition of 1889 was a distinct achievement in the engineering world. It is seen in Fig. 238. It is 984 feet high, and 410 feet across its foundation, and has a supporting base of four independent lattice work piers. In the top was constructed a scientific laboratory surmounted by a lantern containing a powerful electric light. The total[356] weight of iron in the structure is about 7,000 tons, the weight of the rivets alone being 450 tons, and the total number of them 2,500,000. The level of the first story is marked by a bold frieze, on the panels of which, around all four faces, were inscribed in gigantic letters of gold the names of the famous Frenchmen of the century. The summit of the tower was reached by staircases containing 1,793 steps, and by hydraulic elevators running in four stages. The cost of this structure was nearly $1,000,000.
Eiffel Tower.—The tallest of the world's high structures, and important for showcasing the possibilities of iron construction, the Eiffel Tower at the Paris Exposition of 1889 was a remarkable achievement in engineering. It is seen in Fig. 238. It stands 984 feet tall and has a width of 410 feet at its base, supported by four independent lattice-work piers. At the top, a scientific laboratory was built, topped by a lantern that houses a powerful electric light. The entire structure weighs about 7,000 tons, with just the rivets weighing 450 tons and totaling 2,500,000 in number. The first story is marked by a prominent frieze, on which the names of famous Frenchmen of the century are inscribed in large gold letters on all four sides. The tower’s summit can be reached by a staircase with 1,793 steps or by hydraulic elevators that operate in four sections. The cost of this structure was nearly $1,000,000.

FIG. 239.—WASHINGTON’S MONUMENT. HEIGHT 555 FEET, 51⁄2 INCHES. HIGHEST MASONRY STRUCTURE IN THE WORLD.
FIG. 239.—WASHINGTON’S MONUMENT. HEIGHT 555 FEET, 51⁄2 INCHES. HIGHEST MASONRY STRUCTURE IN THE WORLD.
Washington’s Monument.—Next in height to the Eiffel Tower, and being, in fact, the tallest masonry structure in the world, this noble obelisk, by its simplicity, boldness and solidity, challenges the admiration of every visitor, and gratifies the pride of every patriot. It is seen in Fig. 239, and is 555 feet 51⁄2 inches high, 55 feet square at the base, and 34 feet square at the top. The walls are 15 feet thick at the base, and 18 inches at the top, and its summit is reached by an internal winding staircase and a central elevator. At the height of 504 feet the walls are pierced with port holes, from which a magnificent view is had of the capital city and surrounding country. The summit is crowned with a cap of aluminum, inscribed Laus Deo. The foundation of rock and cement is 36 feet deep and 126 feet square, and the total cost of the monument was $1,300,000.[357] The corner stone was laid in 1848. In 1855 the work was discontinued at the height of 152 feet, from lack of funds. In 1878 it was resumed by appropriation from Congress, and completed and dedicated in 1885, under the direction of Col. Thomas L. Casey, of the United States Corps of Engineers.
Washington's Monument.—Next in height to the Eiffel Tower, and actually the tallest masonry structure in the world, this impressive obelisk, with its simplicity, boldness, and sturdiness, captures the admiration of every visitor and fulfills the pride of every patriot. It is located in Fig. 239, standing at 555 feet 51⁄2 inches high, 55 feet square at the base, and 34 feet square at the top. The walls are 15 feet thick at the base and 18 inches thick at the top, and you can reach the summit via an internal winding staircase and a central elevator. At 504 feet high, the walls are fitted with port holes, offering a stunning view of the capital city and the surrounding area. The top is crowned with an aluminum cap inscribed with Laus Deo. The foundation is made of rock and cement and is 36 feet deep and 126 feet square, with the total cost of the monument amounting to $1,300,000.[357] The corner stone was laid in 1848. The work was stopped in 1855 at a height of 152 feet due to a lack of funds. In 1878, it was resumed with funds appropriated by Congress and was completed and dedicated in 1885 under the supervision of Col. Thomas L. Casey of the United States Corps of Engineers.
The Capitol Building.—Representing
the heart of the great American Republic,
and overlooking its Capital City, this
grand building, shown in Fig. 240, is a
poem in architecture. Massive, symmetrical
and harmonious, its highest point
reaches 3071⁄2 feet above the plaza on the
east. It is 751 feet 4 inches long, 350 feet
wide, and the walls of the building
proper cover 31⁄2 acres. Crowning the
center of the building is the imposing
dome of iron, surmounted by a lantern,
and above this is the bronze statue of
Freedom, 19 feet 6 inches high, and[358]
[359]
weighing 14,985 pounds, the latter being set in place December 2, 1863.
The dome is 135 feet 5 inches in diameter at the base, and the open space
of the rotunda within is 96 feet in diameter and 180 feet high.
The Capitol Building.—Representing the heart of the great American Republic and overlooking its Capital City, this grand building, shown in Fig. 240, is a masterpiece of architecture. Massive, symmetrical, and harmonious, its highest point rises to 3071⁄2 feet above the plaza to the east. It measures 751 feet 4 inches long and 350 feet wide, with the main structure covering 31⁄2 acres. Crowned at the center is the impressive iron dome, topped by a lantern, and above it stands the bronze statue of Freedom, measuring 19 feet 6 inches high and[358]
[359] weighing 14,985 pounds, which was placed on December 2, 1863. The dome spans 135 feet 5 inches in diameter at its base, while the open space of the rotunda inside measures 96 feet in diameter and 180 feet high.
The corner stone of the original building was laid in 1793 by Washington. The first session of Congress held there was in 1800, while the building was still incomplete. The original building was finished in 1811. In 1814 it was partly burned by the British. In 1815 reconstruction was begun, and completed in 1827. In 1850 Congress passed an act authorizing the extension of the Capitol, which resulted in the building of the north and south wings, containing the present Senate Chamber and Hall of the House of Representatives. The corner stones of the extension were laid by President Fillmore in 1851, Daniel Webster being the orator of the occasion, and the wings were finished in 1867. Since this time handsome additions in the shape of marble terraces on the west front have added greatly to the beauty and apparent size of the building.
The cornerstone of the original building was laid in 1793 by Washington. The first session of Congress held there was in 1800, while the building was still unfinished. The original building was completed in 1811. In 1814, it was partially burned by the British. Reconstruction began in 1815 and was finished in 1827. In 1850, Congress passed a law allowing the expansion of the Capitol, which led to the construction of the north and south wings, which house the current Senate Chamber and Hall of the House of Representatives. The cornerstones of the extension were laid by President Fillmore in 1851, with Daniel Webster serving as the speaker for the event, and the wings were completed in 1867. Since then, attractive additions in the form of marble terraces on the west front have greatly enhanced the beauty and perceived size of the building.

FIG. 240.—THE UNITED STATES CAPITOL. LENGTH, 7511⁄3 FEET; WIDTH, 350 FEET; HEIGHT, 3071⁄2 FEET; BUILDING COVERS 31⁄2 ACRES.
FIG. 240.—THE UNITED STATES CAPITOL. LENGTH, 751 1/3 FEET; WIDTH, 350 FEET; HEIGHT, 307 1/2 FEET; BUILDING COVERS 3 1/2 ACRES.
It is not possible to give anything like an adequate review of the engineering inventions and achievements of the Nineteenth Century in a single chapter, and only the most noteworthy have been mentioned. The modern life of the world, however, has been replete with the resourceful expedients of the engineer, and the ingenious instrumentalities invented by him to carry out his plans. There have been about 1,000 patents granted for bridges, about 2,500 for excavating apparatus, and about 1,500 for hydraulic engineering. In mining the safety-lamp of Sir Humphrey Davy, in 1815, has been followed by stamp mills, rock-drills, derricks, and hoisting and lowering apparatus, and lately by hydraulic mining apparatus, by which a stream of water under high pressure is made to wash away a mountain side. Apparatus for loading and unloading, pneumatic conveyors, great systems of irrigation, lighthouses, breakwaters, pile drivers, dry-docks, ship railways, road-making apparatus, fire escapes, fireproof buildings, water towers, and filtration plants have been devised, constructed and utilized. Many gigantic schemes, already begun, still await successful completion, among which may be named the draining of the Zuyder Zee, the Siberian railway, the Panama and Nicaraguan Canals, the Simplon tunnel, the new East River Bridge, and the Rapid Transit Tunnel under New York City; while a bridge or tunnel across the English Channel, a ship canal for France, connecting the Bay of Biscay with the Mediterranean, a tunnel under the Straits of Gibraltar, and a ship canal connecting the great lakes with the Gulf of Mexico, are among the possible achievements which challenge the engineer of the Twentieth Century.
It isn't possible to provide a thorough overview of the engineering inventions and achievements of the Nineteenth Century in just one chapter, and only the most significant have been highlighted. However, modern life has been filled with the creative solutions of engineers and the clever tools they invented to execute their plans. There have been around 1,000 patents granted for bridges, about 2,500 for excavation equipment, and roughly 1,500 for hydraulic engineering. In mining, Sir Humphrey Davy's safety lamp from 1815 has led to the development of stamp mills, rock drills, derricks, and hoisting and lowering equipment, along with modern hydraulic mining systems that use high-pressure water streams to wash away mountainsides. Equipment for loading and unloading, pneumatic conveyors, extensive irrigation systems, lighthouses, breakwaters, pile drivers, dry docks, ship railways, road construction equipment, fire escapes, fireproof buildings, water towers, and filtration plants have all been designed, built, and put to use. Many large projects, already in progress, are still awaiting successful completion, including draining the Zuyder Zee, the Siberian railway, the Panama and Nicaraguan Canals, the Simplon tunnel, the new East River Bridge, and the Rapid Transit Tunnel under New York City. Additionally, projects that may challenge the engineer of the Twentieth Century include a bridge or tunnel across the English Channel, a ship canal for France that connects the Bay of Biscay with the Mediterranean, a tunnel under the Straits of Gibraltar, and a ship canal linking the Great Lakes with the Gulf of Mexico.
CHAPTER XXVIII.
Woodcraft.
Early Machines of Sir Samuel Bentham—Evolution of the Saw—Circular Saw—Hammering to Tension—Steam Feed for Saw Mill Carriage—Quarter Sawing—The Band Saw—Planing Machines—The Woodworth Planer—The Woodbury Yielding Pressure Bar—The Universal Woodworker—The Blanchard Lathe—Mortising Machines—Special Woodworking Machines.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__.
Surrounded as we are in the modern home with beautiful and artistic furniture, and installed in comfortable and inexpensive houses, one does not appreciate the contrast which the life of the average citizen of to-day presents to that of his great-grandfather in the matter of his dwelling house appointments. A hundred years ago most of the dwellings of the middle and poorer classes were crudely made, with clap-boards and joists laboriously hewn with the broad ax, and the roof was covered with split shingles. Uncouth and clumsy doors, windows and blinds, were framed on the simplest utilitarian basis, and a scanty supply of rude hand-made furniture imperfectly filled the simple wants of the home. To-day nearly every cottage has beautifully moulded trimmings, paneled doors, handsomely carved mantels and turned balusters, all furnished at an insignificant price, and art has so added its æsthetic values to the furniture and other useful things in wood, that beautiful, artistic and tasteful homes are no longer confined to the rich, but may be enjoyed by all. This great change has been brought about by the sawmill, the planing machine, mortising and boring machines, and the turning lathe.
Surrounded as we are in modern homes with beautiful and artistic furniture, and living in comfortable and affordable houses, we often overlook the contrast between the life of today's average person and that of their great-grandfather in terms of home furnishings. A hundred years ago, most homes of the middle and lower classes were roughly constructed, with clapboards and joists painstakingly shaped with a broad axe, and roofs covered with split shingles. Awkward and clumsy doors, windows, and blinds were designed on the most basic functional principles, and a limited amount of rough, handmade furniture barely met the needs of the household. Today, nearly every cottage features elegantly molded trim, panelled doors, beautifully carved mantels, and turned balusters, all available at a low cost. Art has enhanced the aesthetic value of furniture and other practical wooden items, meaning that stylish, artistic, and tasteful homes are no longer just for the wealthy but can be enjoyed by everyone. This significant change has come about thanks to sawmills, planing machines, mortising and boring machines, and turning lathes.
The Saw was the great pioneer in woodworking machinery, and the circular saw has, in the Nineteenth Century, been the representative type. Pushing its way along the outskirts of civilization, its glistening and apparently[361] motionless disk, filled with a hidden, but terrific energy, and singing a merry tune in the clearings, has transformed trees into tenements, forests into firesides, and altered the face of the earth, the record of its work being only measured by the immensity of the forests which it has depleted. It is not possible to fix the date of the first circular saw, for rotary cutting action dates from the ancient turning lathes. The earliest description of a circular saw is to be found in the British patent to Miller, No. 1,152, of 1777. It was not until the Nineteenth Century, however, that it was generally applied, and its great work belongs to this period. The preceding saws were of the straight, reciprocating kind. The old pit-saw is the earliest form, and in course of time the men were replaced by machinery to form the “muley” saw, the man in the pit being replaced by a mechanical “pitman,” which accounts for the etymology of the word. With the “muley” saw the log was held at each end, and each end shifted alternately to set for a new cut. The first development was along the lines of this form of saw, and to increase its efficiency the saws were arranged in gangs, so as to make a number of cuts at one pass of the log. This type was especially used in Europe, but on the up stroke there was no work being done, and hence half of the time was lost. This and other difficulties led finally to the adoption of the circular type, whose continuous cut and high speed saved much time and presented[362] many other advantages. A representative example of the circular saw is given in Fig. 241.
The Saw was the groundbreaking innovator in woodworking machinery, and the circular saw became the standard type in the Nineteenth Century. As it pushed its way through the edges of civilization, its gleaming and seemingly motionless disk, filled with hidden but tremendous energy, and humming a cheerful tune in the clearings, transformed trees into buildings, forests into homes, and changed the landscape of the earth, with the measure of its impact only reflected in the vastness of the forests it has stripped. It's impossible to pinpoint the exact date of the first circular saw, as rotary cutting action goes back to ancient lathes. The earliest mention of a circular saw comes from a British patent granted to Miller, No. 1,152, in 1777. However, it wasn’t until the Nineteenth Century that it saw widespread use, and its significant contributions belong to this era. Earlier saws were of the straight, reciprocating type. The old pit-saw is the earliest version, and over time, human labor was replaced by machines, leading to the “muley” saw, where the person in the pit was substituted by a mechanical “pitman,” which explains the origin of the term. With the “muley” saw, the log was supported at each end, and each end was shifted alternately to set for a new cut. The first advancements followed this design, and to enhance efficiency, the saws were organized in groups to make multiple cuts in one pass of the log. This type was particularly used in Europe, but during the upward stroke, no work was done, resulting in wasted time. These and other challenges ultimately led to the adoption of the circular design, whose continuous cutting action and high speed saved significant time and offered many other benefits. A representative example of the circular saw is found in Fig. 241.

With the increased diameter and peripheral speed of the circular saw, however, a grave difficulty presented itself. The saw would heat at its periphery, and its rim portion expanding without commensurate expansion of the central portion, would cause the saw to crack and fly to pieces under the tremendous centrifugal force. This difficulty is provided for by what is known as “hammering to tension,” i. e., the saw is hammered to a gradually increasing state of compression from the rim to the center, thus causing an initial expansion or spread of the molecules of metal of the central parts of the saw, which is stored up as an elastic expansive force that accommodates itself to the tension caused by the expansion of the rim, and prevents the unequal and destructive strain, due to the expansion of the rim from the great heat of friction in passing through the log.
With the larger diameter and faster speed of the circular saw, however, a serious problem arose. The saw would heat up at its edge, and as the rim expanded without a corresponding expansion of the center, it would cause the saw to crack and break apart under the enormous centrifugal force. To address this issue, a method called “hammering to tension” is used, i.e., the saw is hammered to create a gradually increasing state of compression from the edge to the center. This process causes the molecules of metal in the center of the saw to initially expand, storing an elastic force that adjusts to the tension from the rim’s expansion and prevents the uneven and damaging strain caused by the rim expanding due to the intense heat generated while cutting through the log.
Mounted upon a portable frame, this machine was put to its great work upon the logs in the forests of America, and for many years this type of sawmill held its sway, and an enormous amount of work was done through its agency. Among its useful accessories were the set-works for adjusting the log holding knees to the position for a new cut, log turners for rotating the log to change the plane of the cut, and the rack and pinion feed, by which the saw carriage was run back and forth. Following the rack and pinion feed came the rope feed, in which a rope wrapped around a drum was carried at its opposite ends over pulleys and back to the opposite ends of the carriage, which was thereby carried back and forth by the forward or backward movement of the drum.
Mounted on a portable frame, this machine was used extensively on logs in the forests of America, and for many years this type of sawmill was dominant, accomplishing an enormous amount of work. Among its valuable accessories were the set works for adjusting the log holding knees for a new cut, log turners for rotating the log to change the cutting angle, and the rack and pinion feed, which moved the saw carriage back and forth. Following the rack and pinion feed was the rope feed, where a rope wrapped around a drum was looped over pulleys and back to the ends of the carriage, allowing it to move back and forth with the drum's forward or backward motion.

FIG. 242.—DIRECT-ACTING STEAM FEED SAWMILL CARRIAGE.
FIG. 242.—DIRECT-ACTING STEAM FEED SAWMILL CARRIAGE.
The greatest advance in sawmills in recent years, however, has been the steam feed, in which a very long steam cylinder was provided with a piston, whose long rod was directly attached to the saw carriage, and the latter moved back and forth by the admission of steam alternately[363] to opposite sides of the piston. This type of feed, also known as the shot gun feed, from the resemblance of the long cylinder to a gun barrel, was invented about twenty-five years ago, by De Witt C. Prescott, and is covered by his patent, No. 174,004, February 22, 1876, later improvements being shown in his patent, No. 360,972, April 12, 1887. The value of the steam feed was to increase the speed and efficiency of the saw, by expediting the movement of its carriage, as many as six boards per minute being cut by its aid from a log of average length. An example of a modern steam feed for sawmill carriages is seen in Fig. 242. With the modern development of the art the ease and rapidity of steam action have recommended it for use in most all of the work of the sawmill, and the[364] direct application of steam pistons working in cylinders has been utilized for canting, kicking, flipping and rolling the logs, lifting the stock, taking away the boards, etc.
The biggest improvement in sawmills in recent years has been the steam feed. This system uses a long steam cylinder with a piston, which is directly connected to the saw carriage. The carriage moves back and forth as steam alternately enters opposite sides of the piston. This type of feed, also known as the shotgun feed because the long cylinder resembles a gun barrel, was invented about twenty-five years ago by De Witt C. Prescott and is covered by his patent, No. 174,004, dated February 22, 1876, with later enhancements detailed in his patent, No. 360,972, dated April 12, 1887. The steam feed greatly enhances the speed and efficiency of the saw by speeding up the movement of its carriage, allowing it to cut as many as six boards per minute from an average-sized log. An example of a modern steam feed for sawmill carriages can be seen in Fig. 242. With advancements in technology, the ease and speed of steam operation have made it popular for nearly all tasks in the sawmill, and the direct use of steam pistons working in cylinders has been applied for tilting, kicking, flipping, rolling logs, lifting stock, removing boards, and more.

FIG. 243.—METHOD OF SHAPING AND HOLDING LOG FOR QUARTER SAWING.
FIG. 243.—HOW TO SHAPE AND HOLD A LOG FOR QUARTER SAWING.
Beautifully finished furniture in quartered oak has always excited the pleasure, and piqued the curiosity of the uninformed as to how this result is obtained. Fig. 243 illustrates the method of sawing to produce this effect. The log is simply divided longitudinally into four quarters, and the quarter sections are then cut by the vertical plane of the saw at an oblique angle to the sawed sides, which brings to the surface of the boards the peculiar flecks or patches of the wood’s grain so much admired when finished and polished.
Beautifully crafted furniture made from quartered oak has always thrilled and intrigued those who don’t know how this effect is achieved. Fig. 243 shows the method of sawing to create this look. The log is simply divided lengthwise into four quarters, and then the quarter sections are cut at an angle to the sawed sides, which reveals the unique flecks or patterns of the wood’s grain that are so admired once finished and polished.

The Band Saw is an endless belt of steel having teeth formed along one edge and traveling continuously around an upper and lower pulley, with its toothed edge presented to the timber to be cut, as seen in Fig. 244, which represents a form of band saw made by the J. A. Fay & Egan Company, of Cincinnati. A form of band saw is found as early as 1808, in British patent No. 3,105, to Newberry. On March 25, 1834, a French patent was granted for a band saw to Etiennot, No. 3,397. The first United States patent for a band saw was granted to B. Barker, January 6, 1836, but it remained for the last quarter of the Nineteenth Century to give the band saw its prominence in woodworking machines. That it did not find general application at an earlier period was due to the difficulty experienced in securely and evenly joining the ends of the band. For many years the only moderately successful band saws were made in France, but expert mechanical skill has so mastered the problem that in recent years the band saw has gone to the very front in wood-sawing machinery. To-day it is in service in sizes from a delicate filament, used for scroll sawing and not larger than a baby’s ribbon, to an enormous steel belt 50 feet in peripheral measurement, and 12 inches wide, traveling over pulleys 8 feet in diameter, making 500 revolutions per minute,[365] and tearing its way through logs much too large for any circular saw, at the rate of nearly two miles a minute. A modern form of such a saw is seen in Fig. 245. Prescott’s patents, Nos. 368,731 and 369,881, of 1887; 416,012, of 1889, and 472,586 and 478,817, of 1892, represent some of the important developments in the band saw.
The Band Saw is a continuous strip of steel with teeth along one edge, moving constantly around upper and lower pulleys, with its toothed edge facing the wood to be cut, as shown in Fig. 244, which depicts a type of band saw made by the J. A. Fay & Egan Company from Cincinnati. A version of the band saw dates back to 1808 in British patent No. 3,105, awarded to Newberry. On March 25, 1834, a French patent was issued for a band saw to Etiennot, No. 3,397. The first patent for a band saw in the United States was granted to B. Barker on January 6, 1836, but it wasn't until the last quarter of the 19th Century that the band saw became prominent in woodworking machines. It didn't find widespread use earlier because of the challenges in securely and evenly joining the ends of the band. For many years, the only moderately effective band saws were produced in France, but with advancements in mechanical skills, the band saw has recently become leading technology in wood-sawing machinery. Today, it operates in sizes ranging from a fine blade used for scroll sawing, not larger than a baby's ribbon, to a massive steel belt measuring 50 feet in circumference and 12 inches wide, running over 8-foot diameter pulleys at 500 revolutions per minute,[365] cutting through logs far larger than any circular saw at nearly two miles per minute. A modern version of such a saw is shown in Fig. 245. Prescott’s patents, Nos. 368,731 and 369,881 from 1887; 416,012 from 1889; and 472,586 and 478,817 from 1892, reflect significant advancements in the band saw.

When the band saw is applied to cutting logs the backward movement of the carriage would, if there were any slivers on the cut face of the log, be liable to force those slivers against the smooth edge of the band saw, and distort and possibly break it. To obviate this the saw carriage is provided with a lateral adjustment on the back movement called an “off-set,” so that the log returns for a new cut out of contact with the saw. Examples of such off-setting are found in patents to Gowen, No. 383,460, May 29, 1888, and No. 401,945, April 23, 1889, and Hinkley, No. 368,669, August 23, 1887. A modern form of the band saw, however, has teeth on both its edges, which requires no off-setting mechanism, but cuts in both directions. An example of this,[366] known as the telescopic band mill, is made by the Edward P. Allis Company, of Milwaukee.
When the band saw is used to cut logs, the backward movement of the carriage could push any slivers on the cut surface of the log against the smooth edge of the band saw, which might bend or even break it. To prevent this, the saw carriage includes a lateral adjustment on the backward movement called an “off-set,” allowing the log to return for a new cut without touching the saw. Examples of such off-setting can be found in the patents by Gowen, No. 383,460, May 29, 1888, and No. 401,945, April 23, 1889, and Hinkley, No. 368,669, August 23, 1887. However, a modern type of band saw has teeth on both edges, eliminating the need for an off-setting mechanism, as it cuts in both directions. An example of this, [366], known as the telescopic band mill, is made by the Edward P. Allis Company of Milwaukee.
A saw which planes, as well as severs, is shown in patents to Douglass, Nos. 431,510, July 1, 1890, and 542,630, July 16, 1895. Steam power mechanism for operating the knees is shown in patent to Wilkin, No. 317,256, May 5, 1885. Means for quarter sawing in both directions of log travel are shown in patent to Gray, No. 550,825, December 3, 1895. Means for operating log turners and log loaders appear in patents to Hill, No. 496,938, May 9, 1893; No. 466,682, January 5, 1892; No. 526,624, September 25, 1894, and Kelly, No. 497,098, May 9, 1893. A self cooling circular saw is found in patent to Jenks, No. 193,004, July 10, 1877; shingle sawing machines in patents to O’Connor, No. 358,474, March 1, 1887, and No. 292,347, January 22, 1884, and Perkins, No. 380,346, April 3, 1888; and means for severing veneer spirally and dividing it into completed staves, are shown in patent to Hayne, No. 509,534, November 28, 1893.
A saw that cuts both planes and severing is detailed in patents by Douglass, Nos. 431,510, July 1, 1890, and 542,630, July 16, 1895. A steam-powered mechanism for operating the knees is in a patent by Wilkin, No. 317,256, May 5, 1885. Methods for quarter sawing in both directions of log movement are described in a patent by Gray, No. 550,825, December 3, 1895. Tools for operating log turners and log loaders are included in patents by Hill, No. 496,938, May 9, 1893; No. 466,682, January 5, 1892; No. 526,624, September 25, 1894, and Kelly, No. 497,098, May 9, 1893. A self-cooling circular saw is found in a patent by Jenks, No. 193,004, July 10, 1877; shingle sawing machines are in patents by O’Connor, No. 358,474, March 1, 1887, and No. 292,347, January 22, 1884, and Perkins, No. 380,346, April 3, 1888; and methods for spirally severing veneer and dividing it into finished staves are in a patent by Hayne, No. 509,534, November 28, 1893.
Planing Machines.—While the saw plays the initial part of shaping the rough logs into lumber, it is to the planing machine that the refinements of woodworking are due. Its rapidly revolving cutter head reduces the uneven thickness of the lumber to an exact gauge, and simultaneously imparts the fine smooth surface. The planing machine is organized in various shapes for different uses. When the cutters are straight and arranged horizontally, it is a simple planer. When the cutters are short and arranged to work on the edge of the board they are known as edgers; when the edges are cut into tongues and grooves it is called a matching machine; and when the cutters have a curved ornamental contour it is known as a molding machine, and is used for cutting the ornamental contour for house trimmings and various ornamental uses.
Planing Machines.—While the saw is responsible for initially shaping rough logs into lumber, the planing machine is what adds the finishing touches to woodworking. Its rapidly spinning cutter head levels out the uneven thickness of the lumber to a precise measurement, while also giving it a smooth surface. Planing machines come in various designs for different purposes. When the cutters are straight and arranged horizontally, it’s a basic planer. If the cutters are short and set up to work on the edges of the board, they are called edgers; when the edges are shaped into tongues and grooves, it’s referred to as a matching machine; and when the cutters have a curved decorative shape, it’s known as a molding machine, which is used for creating ornamental edges for home trim and other decorative applications.
The planing machine was one of the many woodworking devices invented by General Bentham. His first machine, British patent No. 1,838, of 1791, was a reciprocating machine, but in his British patent No. 1,951, of 1793, he described the rotary form along with a great variety of other woodworking machinery.
The planing machine was one of the many woodworking tools created by General Bentham. His first machine, British patent No. 1,838, from 1791, was a reciprocating machine, but in his British patent No. 1,951, from 1793, he detailed the rotary version along with a wide range of other woodworking machines.
Bramah’s planer, British patent No. 2,652, of 1802, was about the first planing machine of the Nineteenth Century. It is known as a transverse planer, the cutters being on the lower surface of a horizontal disc, which is fixed to a vertical revolving shaft, and overhangs the board passing beneath it, the cutters revolving in a plane parallel with the upper surface of the board. The planing machine of Muir, of Glasgow,[367] British patent No. 5,502, of 1827, was designed for making boards for flooring, and represented a considerable advance in the art.
Bramah’s planer, British patent No. 2,652, from 1802, was one of the first planing machines of the Nineteenth Century. It’s known as a transverse planer, with the cutters located on the lower surface of a horizontal disc that is attached to a vertical rotating shaft, which extends over the board moving beneath it, allowing the cutters to spin in a plane that’s parallel to the upper surface of the board. Muir’s planing machine from Glasgow, [367] British patent No. 5,502, from 1827, was made for producing boards for flooring and marked a significant improvement in the craft.
With the greater wooded areas of America, the rapid growth of the young republic, and the resourceful spirit of its new civilization, the leading activities in woodworking machinery were in the second quarter of the Nineteenth Century transferred to the United States, and a phenomenal growth in this art ensued. Conspicuous among the early planing machine patents in the United States was that granted to William Woodworth, December 27, 1828. This covered broadly the combination of the cutting cylinders, and rolls for holding the boards against the cutting cylinders, and also means for tongueing and grooving at one operation. The revolving cutting cylinder had been used by Bentham thirty-five years before, and rollers for feeding lumber to circular saws were described in Hammond’s British patent No. 3,459, of 1811, but Woodworth did not employ his rolls for feeding, as a rack and pinion were provided for that, but his rolls had a co-active relation with a planer cylinder, or cutter head, in holding the board against the tendency of the cutter head to pull the board toward it. A patent was granted to Woodworth for these two features in combination, which patent was reissued July 8, 1845, twice extended, and for a period of twenty-eight years from its first grant, exerted an oppressive monopoly in this art, since it covered the combination of the two necessary elements of every practical planer.
With the vast forests of America, the rapid development of the young republic, and the innovative spirit of its emerging civilization, the main advancements in woodworking machinery were transferred to the United States in the second quarter of the Nineteenth Century, leading to incredible growth in this field. One of the standout early patents for planing machines in the United States was granted to William Woodworth on December 27, 1828. This patent broadly covered the combination of cutting cylinders and rollers for holding boards against the cutting cylinders, as well as methods for tongue and groove cutting in a single operation. The revolving cutting cylinder had been used by Bentham thirty-five years earlier, and rollers for feeding lumber to circular saws were mentioned in Hammond’s British patent No. 3,459 from 1811, but Woodworth didn’t use his rollers for feeding; instead, he included a rack and pinion for that purpose. His rollers worked closely with the planer cylinder, or cutter head, to hold the board steady against the pull of the cutter head. Woodworth was granted a patent for these two combined features, which was reissued on July 8, 1845, extended twice, and for twenty-eight years from its initial grant, this patent created a significant monopoly in the industry since it encompassed the combination of the two essential components of any practical planer.
Following the Woodworth patent came a host of minor improvements, among which were the Woodbury patents, extending through the period of the third quarter of the Nineteenth Century, and prominent among which is the patent to J. P. Woodbury, No. 138,462, April 20, 1873, covering broadly a rotary cutter head combined with a yielding pressure bar to hold the board against the lifting action of the cutter head.
After the Woodworth patent, there were many smaller improvements, including the Woodbury patents, which continued through the latter part of the 19th Century. Among these, the notable patent to J. P. Woodbury, No. 138,462, dated April 20, 1873, broadly covers a rotary cutter head combined with a flexible pressure bar to keep the board against the upward force of the cutter head.
In modern planing machinery the climax of utility is reached in the so-called universal woodworker. This is the versatile Jack-of-all-work in the planing mill. It planes flat, moulded, rabbeted, or beaded surfaces; it saws with both the rip and crosscut action; it cuts tongues and grooves; makes miters, chamfers, wedges, mortises and tenons, and is the general utility machine of the shop.
In modern planning machinery, the peak of usefulness is found in the so-called universal woodworker. This is the all-around tool in the planning mill. It planes flat, shaped, rabbeted, or beaded surfaces; it saws with both rip and crosscut actions; it cuts tongues and grooves; makes miters, chamfers, wedges, mortises, and tenons, and serves as the general-purpose machine of the shop.
In Fig. 246 is shown a well known form of planing machine. Its work is to plane the surfaces of boards, and to cut the edges into tongues and groves, such as are required for flooring. This machine planes boards up to 24 inches wide and 6 inches thick, and will tongue and grove 14 inches wide.
In Fig. 246 is shown a well-known type of planer. Its job is to smooth out the surfaces of boards and to cut the edges into tongues and grooves, like those needed for flooring. This machine can plane boards that are up to 24 inches wide and 6 inches thick, and it can create tongues and grooves on boards up to 14 inches wide.

Wood Turning.—To this ancient art Blanchard added, in 1819, his very ingenious and important improvement for turning irregular forms. A few efforts at irregular turning had been made before, but in the arts generally only circular forms had been turned. With Blanchard’s improvement, patented January 20, 1820, any irregular form, such as a shoe-last, gun-stock, ax-handle, wheel-spokes, etc., could be smoothly and expeditiously turned and finished in any required shape. In the ordinary lathe the work is revolved rapidly, and the cutting tool is held stationary, or only slowly shifted in the hand. In the Blanchard lathe the work is hung in a swinging frame, and turned very slowly to bring its different sides to the cutting action, and the cutting tool is constructed as a rapidly revolving disk, against which the work is projected bodily by the oscillation of the swinging frame, to accommodate the irregularities of the form. In order to do this automatically, a pattern or model of the article to be turned was also hung in the swinging frame, and made to slowly revolve and bear against a pattern wheel, which, acting upon the swinging frame carrying the work, caused it to advance to or recede from the cutting disc exactly in proportion to the contour of the model, and thus cause the revolving cutters to cut the block as it turns synchronously with the model, to a shape exactly corresponding to said model.
Wood Turning.—In 1819, Blanchard made a clever and significant improvement to this ancient art, allowing for the turning of irregular shapes. Before this, only circular forms were typically turned in the arts, despite some attempts at irregular turning. Blanchard's improvement, patented on January 20, 1820, enabled the smooth and efficient turning and finishing of any irregular shape, like a shoe-last, gun-stock, ax-handle, wheel-spokes, etc. In a standard lathe, the work rotates rapidly while the cutting tool remains still or is only slightly moved by hand. In Blanchard’s lathe, the work hangs in a swinging frame and rotates slowly, bringing different sides into contact with the cutting action. The cutting tool is designed as a fast-spinning disk, and the work is pushed against it by the swinging frame's motion, adjusting for the shape's irregularities. To automate this process, a pattern or model of the item being turned is also mounted in the swinging frame, which slowly revolves and presses against a pattern wheel. This action causes the swinging frame, holding the work, to move closer to or further away from the cutting disk based on the model's contour, ensuring that the rotating cutters shape the block exactly as it turns in sync with the model.

In Fig. 247 is shown a perspective view of Blanchard’s lathe, as patented January 20, 1820. H is a swinging frame, carrying the model T of a shoe last, and a roughed-out block U, partly converted into a shoe last. A sliding frame, fed horizontally by a screw, carries a pattern[369] wheel K, that bears against the pattern T, and a rotary cutter E, acting against the roughed-out block U. The revolving disk-shaped cutter E is rotated by a pulley and belt from a drum, which latter is made long enough to accommodate the travel of the frame. The pattern T and block U are advanced to contact respectively, with pattern wheel K and cutter E by the swinging action of frame H, and as the pattern T and block U are slowly revolved, the travel of T against K is made to react on frame H and regulate the advance of U against E, with the result that the rough block U is cut to the identical shape of the pattern T.
In Fig. 247, there's a perspective view of Blanchard’s lathe, which was patented on January 20, 1820. H is a swinging frame that holds the model T of a shoe last and a roughed-out block U, which is partially shaped into a shoe last. A sliding frame, moved horizontally by a screw, holds a pattern wheel K that presses against the pattern T and a rotary cutter E that works against the roughed-out block U. The rotating disk-shaped cutter E is powered by a pulley and belt from a drum that is long enough to allow the frame to move. The pattern T and block U are brought into contact with the pattern wheel K and cutter E through the swinging motion of frame H, and as the pattern T and block U are slowly rotated, the movement of T against K affects frame H and controls the advance of U against E, resulting in the rough block U being shaped to match the exact form of the pattern T.
Among modern developments in this art may be mentioned the patents to Kimball, No. 471,006, March 15, 1892, and No. 498,170, May 23, 1893, the latter showing ingenious means whereby shoe lasts of the same length, but varying widths, may be turned. A polygonal-form lathe is shown in patent to Merritt, No. 504,812, September 12, 1893; a multiple lathe in patents to Albee, No. 429,297, June 3, 1890, and Aram, No. 550,401, November 26, 1895; a tubular lathe in patent to Lenhart, No. 355,540, January 4, 1887; and a spiral cutting lathe in patent to Mackintosh, No. 396,283, January 15, 1889.
Among modern developments in this field, we can mention the patents granted to Kimball, No. 471,006 on March 15, 1892, and No. 498,170 on May 23, 1893. The latter features clever methods for turning shoe lasts of the same length but different widths. A polygonal lathe is illustrated in the patent to Merritt, No. 504,812, dated September 12, 1893; a multiple lathe is found in the patents to Albee, No. 429,297 from June 3, 1890, and Aram, No. 550,401 from November 26, 1895; a tubular lathe is described in the patent to Lenhart, No. 355,540, dated January 4, 1887; and a spiral cutting lathe is detailed in the patent to Mackintosh, No. 396,283, dated January 15, 1889.

Mortising Machines have exercised an important influence in mill work in the joining of the stiles in doors, sashes and blinds, and in the making of furniture. The Fay & Egan machine is seen in Fig. 248. The self acting mortising machine was among the numerous early contributions of Gen. Bentham in woodworking machinery, and was described in his British patent No. 1,951, of 1793, a number of them having been made by him for the British Admiralty. Brunel’s mortising machine for[370] making ships’ blocks is another early form described in British patent No. 2,478, of 1801. As representing novel departures in this art, the endless chain mortising machine shown in Douglas patent, No. 379,566, March 20, 1888, may be mentioned, and reissue patent, No. 10,655, October 27, 1885, to Oppenheimer, and No. 461,666, October 20, 1891, to Charlton, are examples of mortising augers.
Mortising Machines have played a significant role in millwork for joining the sides of doors, sashes, and blinds, as well as in furniture making. The Fay & Egan machine is shown in Fig. 248. The automatic mortising machine was one of the many early innovations by Gen. Bentham in woodworking machinery, detailed in his British patent No. 1,951, from 1793. He produced several for the British Admiralty. Brunel’s mortising machine for[370] making ships' blocks is another early type described in British patent No. 2,478, from 1801. As examples of new developments in this field, the endless chain mortising machine featured in Douglas patent No. 379,566, from March 20, 1888, can be noted, along with reissue patent No. 10,655, from October 27, 1885, to Oppenheimer, and No. 461,666, from October 20, 1891, to Charlton, which exemplify mortising augers.
Special Woodworking Machines.—Of these there have been great numbers and variety. No sooner does an article become extensively used than a machine is made for turning it out automatically. Indeed, machines for cheaply turning out articles have, in many cases, led the way to popular use of the article by the extreme cheapness of its production.
Special Woodworking Machines.—There have been many different types and a lot of them. As soon as a product becomes widely used, a machine is created to produce it automatically. In fact, machines that can produce items cheaply have often made those items more popular due to their low production costs.
Among various automatic machines for making special articles may be mentioned those for making clothes pins, scooping out wood trays, pointing skewers, dovetailing box blanks, cutting sash stile pockets, cutting and packing toothpicks, making matches, boxing matches, duplicating carvings, cutting bungs, cutting corks, making umbrella sticks, making brush blocks, boring chair legs, screw-driving machines, box nailing machines, making cigar boxes, nailing baskets, wiring box blanks, applying slats, gluing boxes, gluing slate frames, making veneers, bushing mortises, covering piano hammers, making staves and barrels, making fruit baskets, etc.
Among the various automated machines for creating specific items, we can highlight those for making clothespins, scooping out wooden trays, sharpening skewers, dovetailing box pieces, cutting sash stile pockets, cutting and packing toothpicks, making matches, boxing matches, duplicating carvings, cutting bungs, cutting corks, producing umbrella handles, creating brush blocks, boring chair legs, screw-driving machines, box nailing machines, making cigar boxes, nailing baskets, wiring box pieces, applying slats, gluing boxes, gluing slate frames, producing veneers, bushing mortises, covering piano hammers, and making staves and barrels, as well as fruit baskets, etc.
It is impossible to give in any brief review a proper conception of the immensity of the woodworking industry in the United States. It is estimated in the Patent Office that about 8,000 patents have been granted for woodworking machines. Besides this there are about 5,000 patents in the separate class of wood sawing, about an equal number for woodworking tools, and these, with other patented inventions in wood turning, coopering, or the making of barrels, wheelwrighting, and other minor classes, give some idea of the activity in this great field of industry.
It’s impossible to convey the vastness of the woodworking industry in the United States in a brief review. The Patent Office estimates that approximately 8,000 patents have been granted for woodworking machines. In addition to this, there are around 5,000 patents specifically for wood sawing, an equal number for woodworking tools, and combined with other patented inventions in wood turning, coopering (barrel making), wheelwrighting, and various other smaller categories, this gives a glimpse of the activity in this significant sector of industry.
The exports of wood and wooden manufactures from the United States in 1899 amounted to $41,489,526, of which $15,031,176 were for finished boards, $4,107,350 for barrels, staves and heads, and $3,571,375 for household furniture, but this is only an insignificant portion, for with a prosperous country, an abundance of wood, and a thrifty and ambitious nation of home builders, the home consumption has been incalculable.
The exports of wood and wooden products from the United States in 1899 totaled $41,489,526, including $15,031,176 for finished boards, $4,107,350 for barrels, staves, and heads, and $3,571,375 for household furniture. However, this is just a small fraction because, with a thriving country, plenty of wood, and a resourceful and determined population of home builders, the domestic consumption has been enormous.
CHAPTER XXIX.
Metalworking.
Early Iron Furnace—Operations of Lord Dudley, Abraham Darby and Henry Cort—Neilson’s Hot Blast—Great Blast Furnaces of Modern Times—The Puddling Furnace—Bessemer Steel and the Converter—Open Hearth Steel—Siemens’ Regenerative Furnace—Siemens-Martin Process—Armor Plate—Making Horse Shoes—Screws and Special Machines—Electric Welding, Annealing and Tempering—Coating with Metal—Metal Founding—Barbed Wire Machines—Making Nails, Pins, etc.—Making Shot—Alloys—Making Aluminum, and Metallurgy of Rarer Metals—The Cyanide Process—Electric Concentrator.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__—__A_TAG_PLACEHOLDER_19__—__A_TAG_PLACEHOLDER_20__—__A_TAG_PLACEHOLDER_21__.
Take away iron and steel from the resources of modern life, and the whole fabric of civilization disintegrates. The railroad, steam engine and steamship, the dynamo and electric motor, the telegraph and telephone, agricultural implements of all sorts, grinding mills, spinning machines and looms, battleships and firearms, stoves and furnaces, the printing press, and tools of all sorts—each and every one would be robbed of its essential basic material, without which it cannot exist. Steam and electricity may be the heart and soul of the world’s life, but iron is its great body. King among metals, it gives its name to the present cycle, as the “Iron Age,” and the Nineteenth Century has crowned it with such refinements of shape, and endowed it with such attributes of utility, and such grandeur of estate, that its powers in organized machinery have, for effective service, risen to all the functions and dignity of human capacity—except that of thought.
Remove iron and steel from today’s resources, and the entire foundation of civilization falls apart. The railroad, steam engine, and steamship, the dynamo and electric motor, the telegraph and telephone, various farming tools, grinding mills, spinning machines and looms, battleships and firearms, stoves and furnaces, the printing press, and all kinds of tools—each one would be stripped of its essential material, which is necessary for its existence. Steam and electricity might be the heart and soul of the world’s life, but iron is its massive body. As the king of metals, it defines this era, known as the “Iron Age,” and the Nineteenth Century has refined it with such elegant designs and given it so many practical uses and significant presence that its capabilities in organized machinery have reached all the functions and dignity of human ability—except for thought.
A crude gift of nature, in the mountain side, it remained, however, a sodden mass until extracted, refined, and wrought into shape by the genius of man. Yielding to the magical touch of invention, it has been cast in moulds into cannon, mills, plowshares, and ten thousand articles; it has been drawn into wire of any fineness and length to form cables for great suspension bridges; it has been rolled into rails that grill the continents; into sheets that cover our roofs; and into nails that hold our houses together. It has been wrought into a softness that lends its susceptible nature to the influence of magnetism, and has been hardened into steel to form the sword and cutting tool. From the delicate hair[372] spring of a watch to the massive armor plate of a battleship, it finds endless applications, and is nature’s most enduring gift to man—abundant, cheap, and lasting.
A rough gift from nature, it sat on the mountainside as a soggy mass until it was extracted, refined, and shaped by human ingenuity. Responding to the magical touch of invention, it has been cast into molds for cannons, mills, plowshares, and countless other items; it has been drawn into wires of any thickness and length to make cables for massive suspension bridges; it has been rolled into rails that span continents; into sheets that top our roofs; and into nails that hold our homes together. It has been shaped into a softness that makes it influenced by magnetism, and it has been hardened into steel to create swords and cutting tools. From the delicate spring of a watch to the heavy armor plate of a battleship, it has endless uses, making it nature's most lasting gift to humanity—abundant, affordable, and durable.[372]
Metallurgy is an ancient art, and the working of gold, silver and copper dates back to the beginning of history. Being found in a condition of comparative purity, and needing but little refinement, they were, for that reason, the first metals fashioned to meet the wants of man. Iron, somewhat more refractory, appeared later, but it also has an early history, and is mentioned in the Old Testament of the Bible (Genesis iv., 22), in which reference is made to Tubal Cain as an artificer in brass and iron. The iron bedstead of Og, King of Bashan, is another reference. That it was known to the Egyptians and the Greeks at least 1000 B. C., seems reasonably certain. The Assyrians were also acquainted with iron, as is clearly established by the explorations of Mr. Layard, whose contributions to the British Museum of iron articles from the ruins of Ninevah include saws, picks, hammers, and knives of iron, which are believed to be of a date not later than 880 B. C.
Metallurgy is an ancient craft, and the shaping of gold, silver, and copper goes back to the dawn of history. These metals were found in a relatively pure state and required minimal refinement, making them the first metals used to satisfy human needs. Iron, which is a bit more challenging to work with, appeared later but still has a long history. It is mentioned in the Old Testament of the Bible (Genesis iv., 22), where Tubal Cain is referred to as a worker with brass and iron. Another mention is the iron bed of Og, King of Bashan. It’s reasonably certain that iron was known to the Egyptians and Greeks at least by 1000 B.C. The Assyrians were also familiar with iron, as shown by the excavations of Mr. Layard, whose contributions to the British Museum of iron items found in the ruins of Nineveh include saws, picks, hammers, and knives made of iron, believed to date back no later than 880 B.C.
Iron ore is usually found in the form of an oxide (hematite), and its reduction to the metallic form consists in displacing the oxygen, which is effected by mixing carbon in some form with the ore, and subjecting the mixture to a high heat by means of a blast. The carbon unites with the oxygen and forms carbonic acid gas, which escapes, while the metallic iron fuses and runs out at the bottom of the furnace, and when collected in trough-shaped moulds, is known as pig iron.
Iron ore is typically found as an oxide (hematite), and converting it to metallic iron involves removing the oxygen. This is done by mixing the ore with some form of carbon and heating the mixture with a blast of air. The carbon reacts with the oxygen to create carbon dioxide gas, which escapes, while the molten iron collects at the bottom of the furnace. When poured into trough-shaped molds, it is called pig iron.

The first iron furnaces were known as air bloomeries, and had no[373] forced draft. The first step of importance in iron making was the forced blast. An early form of blast furnace is shown in Fig. 249, which represents an iron furnace of the Kols, a tribe of iron smelters in Lower Bengal and Orissa. An inclined tray terminates at its lower end in a furnace inclosure. Charcoal in the furnace being well ignited, ore and charcoal resting on the tray are alternately raked into the furnace. The blowers are two boxes, connected to the furnace by bamboo pipes, and provided with skin covers, which are alternately depressed by the feet and raised by cords from the spring poles. Each skin cover has a hole in the middle, which is stopped by the heel of the workman as the weight of the person is thrown upon it, and is left open by the withdrawal of the foot as the cover is raised. The heels of the workman, alternately raised, form alternately acting valves, and the skin cover, when depressed, acts as a bellows. The fused metal sinks to a basin in the bottom of the furnace, and the slag or impurities run off above the level of the basin at the side of the furnace.
The first iron furnaces were called air bloomeries and didn’t utilize[373] forced air. The key advancement in iron production was the forced blast. An early type of blast furnace is depicted in Fig. 249, showcasing an iron furnace used by the Kols, a tribe of iron smelters from Lower Bengal and Orissa. An inclined tray leads down to a furnace enclosure. Once the charcoal in the furnace is well ignited, ore and charcoal on the tray are alternately raked into the furnace. The air supply comes from two boxes connected to the furnace by bamboo pipes, which have skin covers that are pressed down with feet and lifted by cords attached to spring poles. Each skin cover has a central hole that the worker's heel plugs when they put weight on it, and it opens when they lift their foot. The worker's heels, raised and lowered, act as alternating valves, and when the skin cover is pressed down, it works like a bellows. The molten metal collects in a basin at the bottom of the furnace, while the slag or impurities flow out above the basin level at the side of the furnace.
The great modern art of iron working dates from Lord Dudley’s British patent, No. 18, of 1621, which related to “The mistery, arte, way and meanes of melting iron owre, and of makeing the same into cast workes or barrs with seacoales or pittcoales in furnaces with bellowes of as good condicon as hath bene heretofore made of charcoale.”
The great modern art of ironworking dates back to Lord Dudley’s British patent, No. 18, of 1621, which was about “The mystery, art, method, and means of melting iron ore, and of making it into cast works or bars using sea coal or pit coal in furnaces with bellows, in as good condition as has been made before with charcoal.”
The next step of importance after the blast furnace was the substitution of coke for coal for the reduction of the ore, which was introduced by Abraham Darby, about 1750.
The next important step after the blast furnace was replacing coal with coke for ore reduction, which was introduced by Abraham Darby around 1750.
Next came the conversion of cast iron into wrought iron. This was mainly the work of Mr. Henry Cort, of Gosport, England, who, in 1783-84, introduced the processes of puddling and rolling, which were two of the most important inventions connected with the production of iron since the employment of the blast furnace. Mr. Cort obtained British patents No. 1,351, of 1783, and No. 1,420, of 1784, for his invention. His first patent related to the hammering, welding, and rolling of the iron, while in his second patent he introduced what is known as the reverberatory furnace, having a concave bottom, into which the fluid metal is run from the smelting furnace, and which is converted from brittle cast iron, containing a certain per cent. of carbon, into wrought iron, which has the carbon eliminated, and is malleable and tough. This process is called puddling, and consists in exposing the molten metal to an oxidizing current of flame and air. The metal boils as the carbon is burned out, and as it becomes more plastic and stiff it is collected into what are called blooms, and these are hammered to get rid of the slag, and are reduced[374] to marketable shape as wrought iron by the process described in his previous patent. Mr. Cort expended a fortune in developing the iron trade, and was one of the greatest pioneers in this art.
Next came the conversion of cast iron into wrought iron. This was mainly the work of Mr. Henry Cort from Gosport, England, who, in 1783-84, introduced the processes of puddling and rolling, two of the most important inventions related to iron production since the use of the blast furnace. Mr. Cort obtained British patents No. 1,351 in 1783, and No. 1,420 in 1784 for his invention. His first patent covered the hammering, welding, and rolling of the iron, while his second patent introduced what is known as the reverberatory furnace, which has a concave bottom. The liquid metal is poured in from the smelting furnace, and this process transforms brittle cast iron, which contains a certain percentage of carbon, into wrought iron, which has the carbon removed and is malleable and tough. This process is called puddling, and it involves exposing the molten metal to an oxidizing flame and air. The metal boils as the carbon burns off, and as it becomes more pliable and firm, it is shaped into what are called blooms, which are then hammered to remove the slag and are formed into a marketable shape as wrought iron using the method described in his earlier patent. Mr. Cort invested a fortune in developing the iron industry and was one of the greatest pioneers in this field.
The first notable development of the Nineteenth Century was the introduction of the hot air blast in forges and furnaces where bellows or blowing apparatus was required. This was the invention of J. Beaumont Neilson, of Glasgow, and was covered by him in British patent No. 5,701 of 1828. This consisted in heating the air blast before admitting it to the furnace, and it so increased the reduction of refractory ores in the blast furnace as to permit three or four times the quantity of iron to be produced with an expenditure of little more than one-third of the fuel.
The first significant development of the Nineteenth Century was the introduction of the hot air blast in forges and furnaces where bellows or blowing devices were needed. This was invented by J. Beaumont Neilson from Glasgow and was patented by him under British patent No. 5,701 in 1828. The invention involved heating the air blast before it entered the furnace, which greatly increased the reduction of hard-to-process ores in the blast furnace, allowing for the production of three to four times more iron while using just over one-third of the fuel.

An illustration of a modern blast furnace plant is given in Fig. 250. A is the furnace, in which the iron ore and fuel are arranged in alternate layers. The hot air blast comes in through pipes t at the bottom, called tuyeres. As gas escapes through the opening b at the top, it is first cleared of dust in the settler and washer B, and then passes through the pipe C to the regenerators D D D, where it is made to heat the incoming[375] air. The gas mixed with some air burns in the regenerators, and, after heating a mass of brick within the regenerators red hot, escapes by the underground passageway to the chimney on the right. When the bricks are sufficiently hot in one of the regenerators, gas is turned off therefrom, and into another regenerator, and fresh air from pipe H is passed through the bricks of the heated regenerator, and being heated passes out pipe F at the top and thence to the pipe G and tuyeres t, to promote the chemical reactions in the blast furnace.
A modern blast furnace plant is illustrated in Fig. 250. A is the furnace, where iron ore and fuel are stacked in alternating layers. Hot air flows in through pipes t at the bottom, known as tuyeres. As gas escapes from the opening b at the top, it first gets filtered of dust in the settler and washer B, then moves through pipe C to the regenerators D D D, where it heats the incoming[375] air. The gas mixed with some air burns in the regenerators, and after heating a mass of bricks inside them to red hot, it travels through an underground passage to the chimney on the right. When the bricks in one of the regenerators are hot enough, the gas is cut off from it, redirected to another regenerator, and fresh air from pipe H is sent through the heated bricks. The heated air exits through pipe F at the top and then moves to pipe G and tuyeres t, stimulating the chemical reactions in the blast furnace.
In the earlier blast furnaces a vast amount of heat was allowed to escape and was wasted. The utilization of this heat engaged the attention of Aubertot in France, 1810-14; Teague in England (British patent No. 6,211, of 1832); Budd (British patent No. 10,475, of 1845), and others. To enable the escaping hot gases to be employed for heating the hot blast regenerators a charging device is now used, as seen at a in Fig. 250, in which the admission of ore and fuel is regulated by a large conical valve, and the gases are compelled to pass out at b and be utilized.
In the earlier blast furnaces, a large amount of heat was allowed to escape and go to waste. The need to make use of this heat caught the attention of Aubertot in France from 1810-14; Teague in England (British patent No. 6,211 of 1832); Budd (British patent No. 10,475 of 1845), and others. To harness the escaping hot gases for heating the hot blast regenerators, a charging device is now used, as shown at a in Fig. 250, where the entry of ore and fuel is controlled by a large conical valve, and the gases are forced to flow out at b and be utilized.
Among the world’s largest blast furnaces may be mentioned the Austrian Alpine Montan Gesellschaft, which concern owns thirty-two furnaces. This is said to be the largest number owned by any one concern in the world, but most of them are of small size and run on charcoal iron. The furnaces of the United States are, however, of the largest yield, and the leading ones of these are:
Among the world's largest blast furnaces is the Austrian Alpine Montan Gesellschaft, which owns thirty-two furnaces. This is thought to be the most owned by any single company in the world, although most of them are smaller and operate on charcoal iron. However, the furnaces in the United States yield the most, with the leading ones being:
| No. Furnaces. |
Annual capacity in tons. |
|
|---|---|---|
| Carnegie Steel Co. | 17 | 2,200,000 |
| Federal Steel Co. | 19 | 1,900,000 |
| Tennessee Coal and Iron Co. | 20 | 1,307,000 |
| National Steel Co. | 12 | 1,205,000 |
The present annual output of pig iron in the United States is about ten million tons, of which these four companies make about one-half.
The current annual production of pig iron in the United States is around ten million tons, with these four companies accounting for about half of that amount.

When the iron runs from the bottom of the blast furnace it is allowed to flow into trough-like moulds in the sand of the floor, and forms pig iron. Pig iron can be remelted and cast into various articles in moulds, but it cannot be wrought with the hammer, nor rolled into rails or plates, nor welded on the anvil, because it is still a compound of iron and carbon with other impurities, and is crystalline in character. To bring it into wrought iron, which is malleable and ductile, it is puddled and refined, which involves chiefly the burning out of the carbon and silicon. The pig iron is remelted (see Fig. 251) in the tray-shaped hearth b from the heat of the[376] fire in the reverberatory furnace a, the reverberatory furnace being one in which the materials treated are exposed to the heat of the flame, but not to contact with the fuel. The hot flame mixed with air beating down upon the melted iron on hearth b for two hours or so, burns out the silicon and carbon, the process being facilitated by stirring and working the mass with tools. During the operation the oxygen of the air combines with the carbon and forms carbonic acid gas, which, in escaping from the metal, appears to make it boil. When the iron parts with its carbon it loses its fluidity and becomes plastic and coherent, and is formed into balls called blooms. These blooms consist of particles of nearly pure iron cohering, but retaining still a quantity of slag or vitreous material, and other impurities, which slag, etc., is worked out while still, hot by a squeezing, kneading, and hammering process to form wrought iron that may be worked into any shape between rolls or under the hammer.
When the molten iron comes out from the bottom of the blast furnace, it flows into trough-like molds in the sand on the floor, forming pig iron. Pig iron can be melted again and cast into various shapes in molds, but it can't be hammered, rolled into rails or plates, or welded because it’s still a mixture of iron and carbon along with other impurities, and has a crystalline structure. To turn it into wrought iron, which is flexible and ductile, it undergoes a process of puddling and refining, which mainly involves burning out the carbon and silicon. The pig iron is melted again (see Fig. 251) in the tray-shaped hearth b from the heat of the[376] fire in the reverberatory furnace a, where the materials are heated by the flame without touching the fuel. The hot flame, mixed with air and directed onto the melted iron in hearth b for about two hours, burns out the silicon and carbon, a process aided by stirring and working the mass with tools. During this process, the oxygen from the air combines with the carbon to form carbon dioxide gas, which causes the metal to bubble. When the iron loses its carbon, it becomes less fluid and more solid, forming into balls called blooms. These blooms are made up of nearly pure iron particles that bond together, but they still contain some slag or glassy material and other impurities, which are worked out while still hot through a squeezing, kneading, and hammering process, transforming it into wrought iron that can be shaped between rolls or under the hammer.

Bessemer Steel.—Steel is a compound of iron and carbon, standing between wrought iron and cast iron. Wrought iron has, when pure, practically no carbon in it, while cast iron has a considerable proportion in excess of steel. Steel making consists mainly in so treating cast iron as to get rid of a part of the carbon and other impurities. Of all methods of steel making, and in fact of all the steps of progress in the art of metal working, none has been so important and so far reaching in effect as the Bessemer process: It was invented by Henry Bessemer, of England, in 1855. About fifty British patents were taken by Mr. Bessemer relating to various improvements in the iron industry, but those representing the pioneer steps of the so-called Bessemer process are No. 2,321, of 1855;[377] No. 2,768, of 1855, and No. 356, of 1856. The process is illustrated in Figs. 252, 253 and 254. The converter in which the process is carried out is a great bottle-shaped vessel 15 feet high and 9 feet wide, consisting of an iron shell with a heavy lining of refractory material, capable of holding eight or more tons of melted iron, and with an open neck at the top turned to one side. It is mounted on trunnions, and is provided with gear wheels by which it may be turned on its trunnions, so that it may be maintained erect, as in Fig. 252, or be turned down to pour out the contents into the casting ladle, as in Figs. 253 and 254. At the bottom of the converter there is an air chamber supplied by a pipe leading from one of the trunnions, which is hollow, and a number of upwardly discharging air openings or nozzles send streams of air into the molten mass of red hot cast iron. The red hot cast iron contains more or less carbon and silicon, and the air uniting with the carbon and silicon burns it out, and in doing so furnishes the heat for the continuance of the operation. When the pressure of air is turned into the mass of molten iron a tongue of flame increasing in brilliancy to an intense white, comes roaring out of the mouth of the converter, and a violent ebullition takes place within, and throws sparks and spatters of metal high in the air around, producing the impression and scenic effect of a volcano in eruption. In fifteen minutes the volume and brilliancy of the flame diminish, and this indicates the critical moment of conversion into tough steel, which must be adjusted to the greatest nicety. When the carbon is sufficiently burned out the blast is stopped and the converter turned down to receive a quantity of ferro-manganese or spiegeleisen (a compound of iron containing manganese), which unites with and removes the sulphur and oxide of iron, and then the lurid monster, with its breath of fire abated, and its energy exhausted, bows its head and vomits forth its charge of boiling steel, to be wrought or cast into ten thousand useful articles.
Bessemer Steel.—Steel is a mix of iron and carbon, positioned between wrought iron and cast iron. Wrought iron, when pure, has almost no carbon, while cast iron contains significantly more than steel. Making steel mostly involves treating cast iron to remove some of the carbon and other impurities. Among all steel-making methods and advances in metalworking, none has been as significant and impactful as the Bessemer process, invented by Henry Bessemer from England in 1855. Mr. Bessemer secured about fifty British patents for various improvements in the iron industry, but the key patents for the preliminary steps of the Bessemer process are No. 2,321 from 1855, No. 2,768 from 1855, and No. 356 from 1856. The process is illustrated in Figs. 252, 253, and 254. The converter where the process occurs is a large bottle-shaped vessel, 15 feet tall and 9 feet wide, made of an iron shell with a heavy lining of heat-resistant material. It can hold eight or more tons of melted iron, with an open neck at the top angled to the side. It's mounted on trunnions and has gears that allow it to rotate on these trunnions, so it can be kept upright, as shown in Fig. 252, or tilted down to pour the contents into a casting ladle, as in Figs. 253 and 254. At the bottom of the converter, there is an air chamber fed by a pipe that runs through one of the hollow trunnions, and several upward-facing air openings or nozzles send streams of air into the red-hot molten cast iron. The molten cast iron contains varying amounts of carbon and silicon, and the air reacts with the carbon and silicon, burning them away and providing the heat needed for the process to continue. When air pressure is introduced into the molten iron, a flame erupts, growing in brightness to an intense white, shooting out of the converter, creating a violent bubbling inside, and spraying sparks and metal high into the air, resembling a volcano in eruption. After about fifteen minutes, as the flame's intensity diminishes, it signals the critical moment for converting to tough steel, which must be handled with precision. Once the carbon is adequately burned off, the air blast is stopped, and the converter is tilted to add ferro-manganese or spiegeleisen (an iron-manganese compound), which combines with and removes sulfur and iron oxide. Then, the fierce apparatus, with its flame reduced and energy spent, lowers its head and releases a stream of boiling steel, ready to be shaped or cast into countless useful items.

FIG. 253.—POURING THE MOLTEN METAL.
FIG. 253.—POURING THE LIQUID METAL.

FIG. 254.—SIDE VIEW, SHOWING TURNING GEARS.
FIG. 254.—SIDE VIEW, SHOWING TURNING GEARS.
Like most all valuable inventions, Mr. Bessemer’s claim to priority for the invention was contested. An American inventor, William Kelly, in[378] an interference with Mr. Bessemer’s United States patent, successfully established a claim to the broad idea of forcing air into the red hot cast iron, and United States patent No. 17,628, June 23, 1857, was granted to Mr. Kelly. The honor of inventing and introducing a successful process[379] and apparatus for making steel by this method, however, fairly belongs to Mr. Bessemer, to whose work was to be added the valuable contribution of Robert F. Mushet (British patent No. 2,219, of 1856) of adding spiegeleisen, a triple compound of iron, carbon and manganese, to the charge in the converter. This step served to regulate the supply of carbon and eliminate the oxygen, and completed the process of making steel. The Holly converter, covered by United States patents No. 86,303, and No. 86,304, January 26, 1869, represented one of the most important American developments of the Bessemer converter.
Like most valuable inventions, Mr. Bessemer’s claim to be the first to invent it was challenged. An American inventor, William Kelly, in[378] a dispute over Mr. Bessemer’s U.S. patent, successfully claimed the broad idea of forcing air into red-hot cast iron, and U.S. patent No. 17,628, granted on June 23, 1857, was awarded to Mr. Kelly. However, the credit for inventing and introducing a successful process[379] and equipment for making steel by this method rightfully belongs to Mr. Bessemer, whose work was enhanced by the significant contribution of Robert F. Mushet (British patent No. 2,219, of 1856) for adding spiegeleisen, a mixture of iron, carbon, and manganese, to the charge in the converter. This addition helped control the carbon supply and remove oxygen, completing the steel-making process. The Holly converter, protected by U.S. patents No. 86,303 and No. 86,304, issued on January 26, 1869, was one of the most significant American advancements of the Bessemer converter.
The importance of Bessemer steel in its influence upon modern civilization is everywhere admitted. It has so cheapened steel that it now competes with iron in price. Practically all railroad rails, iron girders and beams for buildings, nails, etc., are made from it at a cost of between one and two cents per pound.
The significance of Bessemer steel in shaping modern civilization is widely recognized. It has made steel so affordable that it can now compete with iron on price. Almost all railroad tracks, iron girders and beams for buildings, nails, and similar items are produced from it at a cost of about one to two cents per pound.
In recognition of the great benefits conferred upon humanity by this process, Queen Victoria conferred the degree of knighthood upon the inventor, and his fortune resulting from his invention is estimated to have grown for some time at the rate of $500,000 a year. In a historical sketch of the development of his process, delivered by Sir Henry Bessemer in December, 1896, before the American Society of Mechanical Engineers at New York, Mr. Bessemer was reported as saying that the annual production of Bessemer steel in Europe and America amounted to 10,000,000 tons. The production of Bessemer steel in the United States for 1897 was for ingots and castings 5,475,315 tons, and for railroad rails 1,644,520 tons. The extent to which steel has displaced iron is shown by the fact that in the same year iron rails to the extent of 2,872 tons only were made, as compared with more than a million and a half tons of Bessemer steel.
In recognition of the significant benefits this process has brought to humanity, Queen Victoria awarded the inventor a knighthood, and his fortune from this invention is estimated to have increased by about $500,000 a year for some time. In a historical overview of the development of his process, presented by Sir Henry Bessemer in December 1896 to the American Society of Mechanical Engineers in New York, Mr. Bessemer noted that the annual production of Bessemer steel in Europe and America totaled 10,000,000 tons. In 1897, the production of Bessemer steel in the United States was 5,475,315 tons for ingots and castings, and 1,644,520 tons for railroad rails. The extent to which steel has replaced iron is indicated by the fact that in the same year, only 2,872 tons of iron rails were produced, compared to more than one and a half million tons of Bessemer steel.
In the popular vote taken by the Scientific American, July 25, 1896, as to what invention introduced in the past fifty years had conferred the greatest benefit upon mankind, Bessemer steel was given the place of honor.
In the popular vote conducted by Scientific American on July 25, 1896, regarding which invention introduced in the last fifty years had provided the most benefit to humanity, Bessemer steel was awarded the top honor.
A recent improvement in the handling of iron from the blast furnace is shown in Fig. 255. Heretofore, the iron was run in open sand moulds on the floor and allowed to cool in bars called “pigs,” which were united in a series to a main body of the flow, called a “sow.” To break the “pigs” from the “sow,” and handle the iron in transportation, was a very laborious and expensive work. The illustration shows two series of parallel trough moulds, each forming an endless belt, running on wheels. The molten cast iron is poured direct into these moulds, and as they travel along they pass beneath a body of water, which cools and solidifies the iron into pigs,[380] and then carries them up an incline and dumps them directly into the cars.
A recent improvement in handling iron from the blast furnace is shown in Fig. 255. Previously, the iron was poured into open sand molds on the floor and allowed to cool into bars known as “pigs,” which were connected in a series to a main flow body called a “sow.” Breaking the “pigs” away from the “sow” and transporting the iron was very labor-intensive and costly. The illustration shows two parallel trough molds, each creating an endless belt that runs on wheels. The molten cast iron is poured directly into these molds, and as they move along, they pass under a body of water, which cools and solidifies the iron into pigs,[380] and then carries them up an incline and dumps them directly into the cars.

Open Hearth Steel is not so cheap as Bessemer steel, but it is of a finer and more uniform quality. Bessemer steel is made in a few minutes by the most energetic, rapid and critical of processes, while the open hearth steel requires several hours, and its development being thus prolonged it may be watched and regulated to a greater nicety of result. For railroad rails and architectural construction Bessemer steel still finds a great field of usefulness, but for the finest quality of steel, such as is employed in making steam boilers, tools, armor plate for war vessels, etc., steel made by the open hearth process is preferred. It consists in the decarburization of cast iron by fusion with wrought iron, iron sponge, steel scrap, or iron oxide, in the hearth of a reverberatory furnace heated with gases, the flame of which assists the reaction, and the subsequent recarburization or deoxidation of the bath by the addition, at the close of the process, of spiegeleisen or ferro-manganese. The period of fusion lasts from four to eight hours. The advantages over the Bessemer process are, a less expensive plant and the greater duration of the operation, permitting, by[381] means of sampling, more complete control of the quality of the product and greater uniformity of result.
Open Hearth Steel isn’t as cheap as Bessemer steel, but it has a higher and more consistent quality. Bessemer steel is produced quickly, using a fast-paced and efficient process, while open hearth steel takes several hours to make. This extended timeframe allows for closer monitoring and better precision in the results. For railroad rails and building structures, Bessemer steel is still very useful, but for high-quality steel used in steam boilers, tools, armor plating for ships, and similar applications, the open hearth process is preferred. It involves removing carbon from cast iron by melting it with wrought iron, iron sponge, steel scrap, or iron oxide in a reverberatory furnace that’s heated with gases, which boosts the reaction. At the end of the process, recarburization or deoxidation of the molten iron is done by adding spiegeleisen or ferro-manganese. The melting process lasts between four to eight hours. The benefits over the Bessemer method include a less expensive setup and a longer production time, which allows for better quality control through sampling and greater consistency in the final product.
The British patents of Siemens, No. 2,861, of 1856; No. 167, of 1861, and No. 972, of 1863, for regenerative furnaces, and the British patents of Emile and Pierre Martin, No. 2,031, of 1864; No. 2,137, of 1865, and No. 859, of 1866, represent the so-called Siemens-Martin process, which is the best known and generally used open hearth process.
The British patents of Siemens, No. 2,861 from 1856; No. 167 from 1861, and No. 972 from 1863, for regenerative furnaces, along with the British patents of Emile and Pierre Martin, No. 2,031 from 1864; No. 2,137 from 1865, and No. 859 from 1866, represent the well-known Siemens-Martin process, which is the most recognized and widely used open hearth process.

The Siemens Regenerative Furnace, in which this process is carried out, is seen in Fig. 256. Four chambers, C, E, E′, C′, are filled with fire brick loosely stacked with spaces between, in checker-work style. Gas is forced in the bottom of chamber C, and air in bottom of chamber E, and they pass up separate flues, G, on the left, and being ignited in chamber D above, impinge in a flame on the metal in hearth H, the hot gases passing out flues F on the right, and percolating through and highly heating the checker-work bricks in chambers E′ and C′. As soon as these are hot, gas and air are shut off by valves from chambers C and E, and gas and air admitted to the bottoms of the now hot chambers C′ and E′. The gas and air now passing up through these chambers C′, E′, become highly heated, and when burned above the melted iron on hearth H produce an intense heat. The waste gases now pass down flues G, and[382] impart their heat to the checker-work bricks in chambers C and E. When the bricks in E′ C′ become cooled by the passage of gas and air, the valves are again adjusted to reverse the currents of gas and air, sending them now through chambers C and E again. In this way the heat[383] escaping to the smoke stack is stored up in the bricks and utilized to heat the incoming fuel gases before burning them, thus greatly increasing the effective energy of the furnace, saving fuel, and keeping the smoke stack relatively cool.
The Siemens Regenerative Furnace, where this process takes place, is shown in Fig. 256. Four chambers, C, E, E′, C′, are filled with fire bricks stacked loosely with spaces in between, arranged in a checkerboard pattern. Gas is pushed into the bottom of chamber C, while air enters the bottom of chamber E, and they rise through separate flues, G, on the left, igniting in chamber D above, where they create a flame that strikes the metal in hearth H. The hot gases exit through flues F on the right and pass through the checkerwork bricks in chambers E′ and C′, heating them up significantly. Once these chambers are hot, valves close off the gas and air from chambers C and E, allowing gas and air to flow into the now heated chambers C′ and E′. As the gas and air move through these chambers C′ and E′, they heat up greatly, and when ignited above the molten iron on hearth H, they generate intense heat. The waste gases then flow down flues G, transferring their heat to the checkerwork bricks in chambers C and E. When the bricks in E′ and C′ cool down from the gas and air passing through, the valves are readjusted to reverse the flow, directing them back through chambers C and E. This cycle captures the heat that escapes to the smokestack and stores it in the bricks, using it to preheat the incoming fuel gases before combustion, which significantly boosts the furnace's efficiency, conserves fuel, and keeps the smokestack relatively cool.
Armor Plate.—In these late days of struggle for supremacy between the power of the projectile and the resistance of the battleship, the production of armor plate has become an interesting and important industry.
Armor Plate.—In these modern times of competing forces between the power of projectiles and the protection of battleships, the manufacturing of armor plate has turned into a fascinating and significant industry.
Three methods are employed. One is to roll the massive ingots directly into plates between tremendous rolls, a single pair of which, such as used in the Krupp works, are said to weigh in the rough as much as 100,000 pounds. Usually there are three great rollers arranged one above the other, and automatic tables are provided for raising and lowering the plates in their passage from one set of rolls to the other. The man in charge uses a whistle in giving the signals which direct these movements, and without the help of tongs and levers the glowing blocks move easily back and forth between the rollers. The men standing on both sides of the rollers have only to wipe off the plates with brooms and occasionally turn the plates.
Three methods are used. One is to roll the huge ingots directly into plates between massive rolls, with a single pair, like those used in the Krupp works, reportedly weighing around 100,000 pounds. Typically, there are three large rollers stacked one above the other, and automatic tables are set up to raise and lower the plates as they move from one set of rolls to another. The person in charge uses a whistle to signal these movements, and without any tongs or levers, the heated blocks move easily back and forth between the rollers. The workers on both sides of the rollers just need to wipe off the plates with brooms and occasionally flip them over.

FIG. 257.—14,000-TON HYDRAULIC PRESS FORGING AN ARMOR PLATE.
FIG. 257.—14,000-TON HYDRAULIC PRESS FORGING AN ARMOR PLATE.
The second method utilizes great steam hammers weighing 125 tons, and striking Titanic blows upon the yielding metal. The most modern method, however, is by the hydraulic press forge, now used in the shops of the Bethlehem steel works in the production of Harveyized armor plate. In Fig. 257 is seen the great 14,000-ton hydraulic press-forge squeezing into shape a port armor plate for the battleship “Alabama.” After leaving the forge, the plate is trimmed to shape by the savage bite of a rotary saw and planer, seen in Figs. 258 and 259, whose insatiable appetites tear off the steel like famished fiends. The plate is then taken to be Harveyized by cementation, hardening, and tempering, as seen in Figs. 260, 261, and 262. The 125-ton mass of metal representing the plate in the rough, and weighing more than a locomotive, is thus handled and brought to shape with an ease and dispatch that inspires the observer with mixed emotions of admiration and awe.
The second method uses huge steam hammers that weigh 125 tons, delivering powerful blows to the softening metal. The most advanced technique, however, is the hydraulic press forge, now utilized in the shops of the Bethlehem steel works for making Harveyized armor plate. In Fig. 257, you can see the enormous 14,000-ton hydraulic press-forge shaping a port armor plate for the battleship “Alabama.” After leaving the forge, the plate is cut to shape by the aggressive action of a rotary saw and planer, shown in Figs. 258 and 259, whose relentless blades rip through the steel like starving beasts. The plate is then sent for Harveyization through cementation, hardening, and tempering, as illustrated in Figs. 260, 261, and 262. The 125-ton piece of metal that represents the rough plate, weighing more than a locomotive, is managed and shaped with such ease and speed that it fills the observer with a mix of admiration and awe.


FIG. 259.—ROTARY PLANER, TRIMMING HEAVY ARMOR PLATE.
FIG. 259.—ROTARY PLANER, TRIMMING HEAVY ARMOR PLATE.



Making Horse Shoes.—Anthony’s patent, April 8, 1831; Tolles’, of October 24, 1834, and H. Burden’s, of November 23, 1835, were pioneers in horse-shoe machines. Mr. Burden took many subsequent patents, and to him more than any other inventor belongs the credit of introducing machine-made horse shoes, which greatly cheapened the cost of this homely, but useful article. Nearly 400 United States patents have been granted for horse-shoe machines.
Making Horse Shoes.—Anthony’s patent, April 8, 1831; Tolles’ of October 24, 1834, and H. Burden’s of November 23, 1835, were pioneers in horse-shoe machines. Mr. Burden received many subsequent patents, and he deserves more credit than any other inventor for introducing machine-made horse shoes, which significantly reduced the cost of this practical but basic item. Nearly 400 U.S. patents have been granted for horse-shoe machines.
Making Screws, Bolts, Nuts, Etc.—Screw-making according to[384]
[385]
modern methods began between 1800-1810 with the operations of Maudsley.
Sloan, in 1851, and Harvey, in 1864, made many improvements in
machines, operating upon screw blanks. The gimlet-pointed screw, which[386]
allows the screw to be turned into wood without having a hole bored for
it, was an important advance in the art. It was the invention of Thomas
J. Sloan, patented August 20, 1846, No. 4,704, and was twice re-issued
and extended. In later years the rolling of screws, instead of cutting the
threads by a chasing tool, has attained considerable importance, and provides
a simpler and cheaper method of manufacture. Knowles’ United
States patent of April 1, 1831, re-issued March 1, 1833, described such a
process, while Rogers, in patents No. 370,354, September 20, 1887; No.
408,529, August 6, 1889; No. 430,237, June 17, 1890, and No. 434,809,
August 19, 1890, added such improvement in the process as to make it
practical.
Making Screws, Bolts, Nuts, Etc.—Screw-making using[384]
[385]
modern techniques started around 1800-1810 with the work of Maudsley.
Sloan, in 1851, and Harvey, in 1864, made many improvements to machines that worked on screw blanks. The gimlet-pointed screw, which[386]
allows screws to be driven into wood without needing to drill a hole first, was a significant advancement. It was invented by Thomas
J. Sloan, patented on August 20, 1846, No. 4,704, and was reissued and extended twice. In later years, rolling screws instead of cutting threads with a chasing tool became quite important, offering a simpler and more cost-effective manufacturing method. Knowles’ United States patent from April 1, 1831, reissued on March 1, 1833, described such a process, while Rogers, in patents No. 370,354, dated September 20, 1887; No. 408,529, dated August 6, 1889; No. 430,237, dated June 17, 1890, and No. 434,809, dated August 19, 1890, made further improvements in the process to make it practical.
In the great art of metal working the names of Bramah, Whitworth, Clements and Sellers appear conspicuously in the early part of the century as inventors of planing, boring and turning machinery for metals. Our present splendid machine shops, gun shops, locomotive works, typewriter and bicycle factories, are examples of the wonderful extensions of this art. In later years the field has been filled so full of improvements and special machines for special work, that only a brief citation of a few representative types is possible, and even then selection becomes a very[387] difficult task. Many special tools, particularly those designed for bicycle work, have been devised, as exhibited by patent to Hillman, August 11, 1891, No. 457,718. In turning car wheels, an improvement consists in bringing the wheel to be dressed into close proximity to the edge of a rapidly revolving smooth metal disk, whereby the surface of the wheel is melted away without there being any actual contact between the wheel surface and the disk. This is shown in patent to Miltimore, August 24, 1886, No. 347,951. In metal tube manufacture three processes are worthy of mention: (1) Passing a heated solid rod endwise between the working faces of two rapidly rotating tapered rolls, set with their axes at an angle to each other, as shown in Mannesmann’s patent, April 26, 1887, No. 361,954 and 361,955. (2) Forcing a tube into a rapidly rotating die, whereby the friction softens the tube, and the pressure and rotation of the die spin it into a tube of reduced diameter, shown in patent to Bevington, January 13, 1891, No. 444,721. (3) Placing a hot ingot in a die and forcing a mandrel through the ingot, thereby causing it to assume the shape of the interior of the die, and greatly condensing the metal, shown in patents to Robertson, November 26, 1889, No. 416,014, and Ehrhardt, April 11, 1893, No. 495,245.
In the impressive field of metalworking, the names Bramah, Whitworth, Clements, and Sellers stand out prominently in the early part of the century as inventors of machinery for planing, boring, and turning metals. Our modern machine shops, gun factories, locomotive manufacturing plants, typewriter workshops, and bicycle factories showcase the incredible advancements of this craft. In more recent years, the industry has become so filled with improvements and specialized machines for specific tasks that only a brief mention of a few representative types is feasible, and even that becomes a challenging task. Many specialized tools, especially those created for bicycle work, have been developed, as demonstrated by the patent to Hillman, dated August 11, 1891, No. 457,718. In turning car wheels, an improvement involves bringing the wheel to be shaped close to the edge of a quickly rotating smooth metal disk, allowing the surface of the wheel to be melted away without any actual contact between the wheel and the disk. This is illustrated in the patent to Miltimore, dated August 24, 1886, No. 347,951. In metal tube manufacturing, three processes deserve mention: (1) Passing a heated solid rod lengthwise between the working surfaces of two rapidly rotating tapered rolls, positioned with their axes angled to one another, as shown in Mannesmann’s patent from April 26, 1887, No. 361,954 and 361,955. (2) Forcing a tube into a rapidly rotating die, which softens the tube due to friction, while the pressure and rotation of the die shape it into a tube of smaller diameter, as indicated in Bevington's patent from January 13, 1891, No. 444,721. (3) Placing a hot ingot in a die and pushing a mandrel through the ingot, which causes it to take on the shape of the inside of the die and significantly compress the metal, as shown in patents to Robertson, dated November 26, 1889, No. 416,014, and Ehrhardt, dated April 11, 1893, No. 495,245.
In welding, the employment of electricity constitutes the most important departure. This was introduced by Elihu Thomson, and is covered in his patents Nos. 347,140 to 347,142, August 10, 1886, and No. 501,546, July 18, 1893. In annealing and tempering, electricity has also been employed as a means of heating (see patent to Shaw, No. 211,938, February 4, 1879). It supplies an even heat and uniform temperature, and is much used in producing clock and watch springs. The making of iron castings malleable by a prolonged baking in a furnace in a bed of metallic oxide was an important, but early, step. It was the invention of Samuel Lucas, and is disclosed in his British patent No. 2,767, of 1804.
In welding, using electricity is the biggest innovation. Elihu Thomson introduced this concept, and his patents Nos. 347,140 to 347,142, dated August 10, 1886, and No. 501,546, dated July 18, 1893, cover it. In annealing and tempering, electricity has also been utilized for heating (see patent to Shaw, No. 211,938, dated February 4, 1879). It provides consistent heat and uniform temperature, and is widely used for creating clock and watch springs. The process of making iron castings malleable by baking them for an extended period in a furnace filled with metallic oxide was an important early development. This invention belongs to Samuel Lucas, as detailed in his British patent No. 2,767 from 1804.
The Harvey process of making armor plate is an important recent development in cementation and case hardening, and is covered by his United States patents No. 376,194, January 10, 1888, and No. 460,262, September 29, 1891. It consists, see Fig. 260, in embedding the face of the plate in carbon, protecting the back and sides with sand, heating to about the melting point of cast iron, and subsequently hardening the face. The Krupp armor plate, now rated as the best, is made under the patent to Schmitz and Ehrenzberger, No. 534,178, February 12, 1895.
The Harvey process for creating armor plate is a significant recent advancement in cementation and case hardening, and is covered by his United States patents No. 376,194, January 10, 1888, and No. 460,262, September 29, 1891. It involves, see Fig. 260, embedding the surface of the plate in carbon, shielding the back and sides with sand, heating it to around the melting point of cast iron, and then hardening the surface. The Krupp armor plate, currently recognized as the best, is produced under the patent to Schmitz and Ehrenzberger, No. 534,178, February 12, 1895.
In coating with metals, the so-called “galvanizing” of iron is an important art. This was introduced by Craufurd (British patent No. 7,355, of April 29, 1837), and consisted in plunging the iron into a bath of[388] melted zinc covered with sal ammoniac. In more recent years the tinning of iron has become an important industry, and machines have been made for automatically coating the plates and dispensing with hand labor, examples of which are found in patents No. 220,768, October 21, 1879, Morewood; No. 329,240, October 27, 1885, Taylor, et al., and No. 426,962, April 29, 1890, Rogers and Player.
In coating with metals, the process known as “galvanizing” iron is a significant technique. This was introduced by Craufurd (British patent No. 7,355, of April 29, 1837), and involved dipping the iron into a bath of [388] melted zinc, which was covered with sal ammoniac. In recent years, the tinning of iron has become a vital industry, and machines have been developed to automatically coat the plates, eliminating the need for manual labor. Examples of this can be found in patents No. 220,768, October 21, 1879, Morewood; No. 329,240, October 27, 1885, Taylor, et al., and No. 426,962, April 29, 1890, Rogers and Player.
In metal founding the employment of chill moulds is an important step. Where any portion of a casting is subjected to unusual wear, the mould is formed, opposite that part of the casting, out of metal, instead of sand, and this metal surface, by rapidly extracting the heat at that point by virtue of its own conductivity, hardens the metal of the casting at such point. The casting of car wheels by chill moulds, by which the tread portion of the wheel was hardened and increased in wearing qualities, is a good illustration. Important types are found in patents to Wilmington, No. 85,046, December 15, 1868; Barr, No. 207,794, September 10, 1878, and Whitney, re-issue patent, No. 10,804, February 1, 1887.
In metal founding, using chill molds is a crucial process. When parts of a casting experience unusual wear, the mold is made from metal instead of sand opposite that part of the casting. This metal surface quickly draws out the heat due to its conductivity, hardening the casting at that spot. An example is the casting of car wheels with chill molds, which hardens the tread area of the wheel and improves its wear resistance. Important types can be found in patents like Wilmington, No. 85,046, December 15, 1868; Barr, No. 207,794, September 10, 1878; and Whitney, re-issue patent, No. 10,804, February 1, 1887.
In wire-working great advances have been made in machines for making barbed wire fences. The French patent to Grassin & Baledans, in 1861, is the first disclosure of a barbed wire fence. This art began practically, however, with the United States patent to Glidden and Vaughan for a barbed wire machine, No. 157,508, December 8, 1874, re-issued March 20, 1877, No. 7,566, and has assumed great proportions. A machine for making wire net is shown in patent to Scarles, No. 380,664, April 3, 1888, and wire picket fence machines are shown in patents to Fultz, No. 298,368, May 13, 1884, and Kitselman, No. 356,322, January 18, 1887. Machines for making wire nails were invented at an early period, but the product found but little favor until about 1880, when they began to be extensively used, and have almost entirely supplanted cut nails for certain classes of work, since their round cross section and lack of taper give great holding power and avoid cutting the grain of the wood. In 1897 the wire nails produced in the United States amounted to 8,997,245 kegs of 100 pounds each, which nearly doubled the output of 1896. The output of cut nails for the same year was 2,106,799 kegs.
In wire-working, significant progress has been made in machines for creating barbed wire fences. The first patent for a barbed wire fence was granted in France to Grassin & Baledans in 1861. However, this practice practically began with the United States patent awarded to Glidden and Vaughan for a barbed wire machine, No. 157,508, on December 8, 1874, re-issued on March 20, 1877, as No. 7,566, and has grown substantially. A machine for producing wire netting is depicted in the patent to Scarles, No. 380,664, dated April 3, 1888, while wire picket fence machines are shown in patents held by Fultz, No. 298,368, from May 13, 1884, and Kitselman, No. 356,322, from January 18, 1887. Machines for making wire nails were developed early on, but the product didn't gain much popularity until around 1880, when their use became widespread, nearly replacing cut nails for certain types of work, due to their round cross-section and lack of taper, which provide excellent holding power and prevent cutting into the wood grain. In 1897, the production of wire nails in the United States reached 8,997,245 kegs of 100 pounds each, nearly doubling the output from 1896. The production of cut nails for the same year was 2,106,799 kegs.
The bending of wire to form chains without welding the links has long been done for watch chains, etc., but in late years the method has extended to many varieties of heavy chains. The patents to Breul, No. 359,054, March 8, 1887, and No. 467,331, January 19, 1892, are good examples.
The bending of wire to create chains without welding the links has been used for watch chains and similar items for a long time, but recently, this method has spread to various types of heavy chains. The patents by Breul, No. 359,054 from March 8, 1887, and No. 467,331 from January 19, 1892, are excellent examples.
An interesting class of machines, but one impossible of illustration on account of their complication, are machines for making pins. In earlier[389] times pins had their heads applied in a separate operation. Making pins from wire and forming the heads out of the cut sections began in the Nineteenth Century with Hunt’s British patent No. 4,129, of 1817. This art received its greatest impetus, however, under Wright’s British patent No. 4,955, of 1824. A paper of pins containing a pin for every day in the year, and costing but a few cents, gives no idea to the purchaser of the time, thought and capital expended in machines for making them, and yet were it not for such machines, rapidly cutting coils of wire into lengths, pointing and heading the pins, and sticking them into papers, the world would be deprived of one of its most ubiquitous and useful articles. Many tons of pins are made in the United States weekly, and it is said that 20,000,000 pins a day are required to meet the demand.
An interesting type of machine, but one that's hard to illustrate because of its complexity, is the pin-making machine. Back in the day[389], pins had their heads attached in a separate step. The process of making pins from wire and forming the heads from the cut pieces started in the Nineteenth Century with Hunt’s British patent No. 4,129, from 1817. This craft really took off with Wright’s British patent No. 4,955, from 1824. A pack of pins that includes one for every day of the year and costs only a few cents doesn’t reflect the time, effort, and money put into the machines that create them. Without these machines, which quickly cut coils of wire into lengths, point and head the pins, and package them, the world would lose one of its most common and useful items. Millions of pins are produced weekly in the United States, and it's said that 20,000,000 pins a day are needed to keep up with demand.
In the metal working art the making of firearms and projectiles has grown to wonderful proportions. Cutlery and builders’ hardware is an enormous branch; wire-drawing, sheet metal-making, forging, and the making of tools, springs, tin cans, needles, hooks and eyes, nails and tacks, and a thousand minor articles, have grown to such proportions that only a bird’s-eye view of the art is possible.
In the metalworking field, the production of firearms and projectiles has expanded impressively. Cutlery and builders’ hardware are huge sectors; wire drawing, sheet metal production, forging, and the creation of tools, springs, tin cans, needles, hooks and eyes, nails, tacks, and countless other small items have grown to such an extent that only a broad overview of the field is possible.
In the making of shot, the old method was to pour the melted metal through a sieve, and allow it to drop from a tower 180 feet or more in height. David Smith’s patent, No. 6,460, May 22, 1849, provided an ascending current of air through which the metal dropped, and which, by cooling the shot by retarding its fall and bringing a greater number of air particles in contact with them, avoided the necessity of such high towers. In 1868, Glasgow and Wood patented a process of dropping the shot through a column of glycerine or oil. Still another method is to allow the melted metal to fall on a revolving disk, which divides it into drops by centrifugal action.
In the making of shot, the traditional method involved pouring melted metal through a sieve and letting it fall from a tower that was 180 feet or more high. David Smith’s patent, No. 6,460, May 22, 1849, introduced a stream of air that the metal would drop through, which cooled the shot by slowing its fall and increasing the number of air particles that came into contact with it, eliminating the need for such high towers. In 1868, Glasgow and Wood patented a method of dropping the shot through a column of glycerine or oil. Another technique is to let the melted metal fall onto a spinning disk, which breaks it into droplets through centrifugal force.
Alloys.—Over 300 United States patents have been granted for various alloys of metals. The so-called babbit metal was patented in the United States by Isaac Babbit, July 17, 1839, and in England, May 15, 1843, No. 9,724. This consists of an antifriction compound of tin, 10 parts, copper, 1 part, and antimony, 1 part, and is specially adapted for the lubricated bearings of machinery. Phosphor bronze, introduced in 1871, combines 80 to 92 parts copper, 7 of tin, and 1 of phosphorus (see United States patents to Lavroff, No. 118,372, August 22, 1871, and Levi and Kunzel, No. 115,220, May 23, 1871). The addition of phosphorus promotes the fluidity of the metal and makes very clean, fine and strong castings. In alloys of iron, chromium steel is covered by patents to Baur, No. 49,495, August 22, 1865; No. 99,624, February 8, 1870, and[390] No. 123,443, February 6, 1872; manganese steel, by Hadfield’s patent, No. 303,150, August 5, 1884; aluminum steel, by Wittenström’s patent, No. 333,373, December 29, 1885, and phosphorus steel, by Kunkel’s patent, No. 182,371, September 19, 1876. The most recent and perhaps most important, however, is nickel steel, used in making armor for battleships. This is covered by Schneider’s patents, Nos. 415,655, and 415,657, November 19, 1889.
Alloys.—Over 300 patents have been granted in the United States for different metal alloys. The alloy known as babbit metal was patented in the U.S. by Isaac Babbit on July 17, 1839, and in England on May 15, 1843, No. 9,724. It consists of an antifriction compound made up of 10 parts tin, 1 part copper, and 1 part antimony, and is specifically designed for lubricated bearings in machinery. Phosphor bronze, introduced in 1871, contains 80 to 92 parts copper, 7 parts tin, and 1 part phosphorus (see United States patents to Lavroff, No. 118,372, August 22, 1871, and Levi and Kunzel, No. 115,220, May 23, 1871). The inclusion of phosphorus improves the fluidity of the metal and results in very clean, fine, and strong castings. In iron alloys, chromium steel is covered by patents to Baur, No. 49,495, August 22, 1865; No. 99,624, February 8, 1870; and [390] No. 123,443, February 6, 1872; manganese steel is covered by Hadfield’s patent, No. 303,150, August 5, 1884; aluminum steel is covered by Wittenström’s patent, No. 333,373, December 29, 1885, and phosphorus steel is covered by Kunkel’s patent, No. 182,371, September 19, 1876. The most recent and possibly most significant, however, is nickel steel, used for making armor for battleships. This is covered by Schneider’s patents, Nos. 415,655, and 415,657, November 19, 1889.
In 1878 England led the world in the iron industry with a production of 6,381,051 tons of pig iron, as compared with 2,301,215 tons by the United States. In 1897 the United States leads the world in the following ratios:
In 1878, England was the leader in the iron industry, producing 6,381,051 tons of pig iron, while the United States produced 2,301,215 tons. By 1897, the United States has taken the lead in the following ratios:
| Tons Pig Iron. |
Tons Steel. |
|
|---|---|---|
| United States | 9,652,680 | 7,156,957 |
| Great Britain | 8,789,455 | 4,585,961 |
| Germany | 6,879,541 | 4,796,226 |
| France | 2,472,143 | 1,312,000 |
The United States made in that year 29.30 per cent. of the world’s production of pig iron, and 34.58 per cent. of its steel. The total output of the whole world in that year was 32,937,490 tons pig iron, and 20,696,787 tons of steel.
The United States produced 29.30% of the world's pig iron and 34.58% of its steel that year. The global total output for that year was 32,937,490 tons of pig iron and 20,696,787 tons of steel.
Metallurgy of Rarer Metals.—Although less in evidence than iron, this has engaged the attention of the scientist from the earliest years of the century. The full list of metals discovered since 1800 may be found under “Chemistry.” The more important only are here given. Palladium and rhodium were reduced by Wollaston in 1804. Potassium and sodium were first separated in metallic form by Sir Humphrey Davy in 1807, through the agency of the voltaic arc; barium, strontium, calcium and boron by the same scientist in 1808; iodine by Courtois in 1811; selenium by Berzelius in 1817; cadmium by Stromeyer in 1817; silicon by Berzelius in 1823, and bromium by Balard in 1826. Magnesium was first prepared by Bussey in 1829. Aluminum was first separated in 1828 by Wohler, by decomposing the chloride by means of potassium. Oersted, in 1827, preceded him with important preliminary steps, and Deville, in 1854, followed in the first commercial applications. In late years the metallurgy of aluminum has made great advances. The Cowles process heats to incandescence by the electric current a mixture of alumina, carbon and copper, the reduced aluminum alloying with the copper. This process is covered by United States patents to Cowles and Cowles, No. 319,795, June 9. 1885, and Nos. 324,658 and 324,659, August 18, 1885. It has, however, for the most parts been superseded by the process patented[391] by Hall, April 2, 1889, No. 400,766, in which alumina dissolved in fused cryolite is electrically decomposed.
Metallurgy of Rarer Metals.—Though less prominent than iron, this area has captured the attention of scientists from the beginning of the century. The complete list of metals discovered since 1800 can be found under “Chemistry.” Here, only the more significant ones are mentioned. Palladium and rhodium were isolated by Wollaston in 1804. Potassium and sodium were first separated in metallic form by Sir Humphrey Davy in 1807 using the voltaic arc; barium, strontium, calcium, and boron by the same scientist in 1808; iodine by Courtois in 1811; selenium by Berzelius in 1817; cadmium by Stromeyer in 1817; silicon by Berzelius in 1823; and bromine by Balard in 1826. Magnesium was first prepared by Bussey in 1829. Aluminum was first isolated in 1828 by Wohler, who decomposed aluminum chloride using potassium. Oersted had important preliminary achievements in 1827, and Deville made significant advances in commercial applications in 1854. In recent years, the metallurgy of aluminum has progressed remarkably. The Cowles process uses electric current to heat a mixture of alumina, carbon, and copper to incandescence, producing an aluminum alloy with copper. This process is protected by United States patents to Cowles and Cowles, No. 319,795, June 9, 1885, and Nos. 324,658 and 324,659, August 18, 1885. However, it has largely been replaced by the process patented[391] by Hall on April 2, 1889, No. 400,766, where alumina dissolved in molten cryolite undergoes electrical decomposition.
In the metallurgy of the precious metals probably the most important step has been the cyanide process of obtaining gold and silver. In 1806 it was known that gold was soluble in a solution of cyanide of potassium. In 1844 L. Elsner published investigations along this line, and demonstrated that the solution took place only in the presence of oxygen. McArthur and Forrest perfected the process for commercial application, and it is now extensively used in the Transvaal and elsewhere. It is covered by their British patent, No. 14,174, of 1887, and United States patents No. 403,202, May 14, 1889, and No. 418,137, December 24, 1889, which describe the application of dilute solutions of cyanide of potassium, not exceeding 8 parts cyanogen to 1,000 parts of water: the use of zinc in a fine state of division to precipitate the gold out of solution, and the preparatory treatment of the partially oxidized ores with an alkali or salts of an alkali. By this solution-process gold, in the finest state of subdivision, which could not be extracted by other processes from the earthy matters, may be recovered and saved in a simple, practical and cheap way.
In the metallurgy of precious metals, the most important step has been the cyanide process for extracting gold and silver. In 1806, it was discovered that gold dissolves in a potassium cyanide solution. In 1844, L. Elsner published research showing that this dissolution happens only in the presence of oxygen. McArthur and Forrest improved the process for commercial use, and it is now widely employed in the Transvaal and beyond. Their British patent, No. 14,174, from 1887, and U.S. patents No. 403,202, dated May 14, 1889, and No. 418,137, dated December 24, 1889, detail the application of dilute solutions of potassium cyanide, not exceeding 8 parts cyanogen to 1,000 parts of water; the use of finely divided zinc to precipitate gold from the solution, and the preliminary treatment of partially oxidized ores with an alkali or alkali salts. Through this solution process, gold in fine particles, which could not be extracted by other methods from earthy materials, can be recovered efficiently and economically.

FIG. 263.—EDISON MAGNETIC CONCENTRATING WORKS. THE GIANT CRUSHING ROLLS.
FIG. 263.—EDISON MAGNETIC CONCENTRATING WORKS. THE GIANT CRUSHING ROLLS.

In the working of ores of gold and silver the old method of comminution of the rock and the separation of the gold and silver by amalgamation[392] with mercury has given birth to thousands of inventions in stamp mills, amalgamators, ore washers, concentrators and separators. In the treatment of iron ores, and especially those of low grade, the magnetic concentrator is an interesting and striking departure. This method goes back to the first half of the Nineteenth Century, an example being found in the patent to Cook, No. 6,121, February 20, 1849. Edison’s patent, No. 228,329, June 1, 1880, is however, the basis of the first practical operations in which magnets, operating by attraction upon falling particles of iron ore, are made to separate the particles rich in iron from the sand. In Fig. 263 is shown the Edison magnetic concentrating apparatus. The ore, in masses of all sizes up to boulders of five or six tons weight, is dumped between the giant rolls, and these enormous masses are crunched and comminuted more easily than a dog crunches a bone. These gigantic rolls are six feet in diameter, six feet long, and their surfaces are covered with crushing knobs. They weigh with the moving machinery seventy tons, and when revolved at a circumferential speed of 3,500 feet in a minute, their insatiable and irresistible bite soon chews the rock into fragments that pass into similar crushing rolls set closer together until[393] reduced to the desired fineness. The sand is then raised to the top of the concentrating devices, shown in Fig. 264, and is allowed to fall in sheets from inclined boards in front of a series of magnets, of which four sets are shown in the figure. These magnets deflect the fall of the particles rich in iron (which are attracted), while the non-magnetic particles of sand drop straight down. A thin knife-edge partition board, arranged below the falling sheets of sand, separates the deflected magnetic particles from the straight-falling sand. These magnetic particles are then collected and pressed into little bricks, which are now so rich in iron, by virtue of concentration, as to make the final reduction of the iron in the blast furnace easy and profitable. More recent developments in this art are shown in patents to Wetherill, No. 555,792, March 3, 1896, and Payne, No. 641,148, January 9, 1900.
In processing gold and silver ores, the traditional method of crushing rock and separating the gold and silver using amalgamation with mercury has sparked thousands of inventions in stamp mills, amalgamators, ore washers, concentrators, and separators. In treating iron ores, particularly low-grade ones, the magnetic concentrator represents an interesting and notable change. This method dates back to the first half of the 19th Century, with an example found in Cook's patent, No. 6,121, from February 20, 1849. However, Edison’s patent, No. 228,329, from June 1, 1880, forms the foundation for the first practical operations using magnets to attract falling iron ore particles, enabling the separation of iron-rich particles from the sand. In Fig. 263 is shown the Edison magnetic concentrating apparatus. The ore, in chunks of all sizes up to boulders weighing five or six tons, is dumped between the giant rolls, and these enormous masses are crushed more easily than a dog crunches a bone. These gigantic rolls measure six feet in diameter and six feet long, with crushing knobs covering their surfaces. Together with the moving machinery, they weigh seventy tons, and when rotated at a speed of 3,500 feet per minute, their relentless bite quickly breaks the rock into fragments that pass into similar crushing rolls set closer together until[393] they are reduced to the desired fineness. The sand is then elevated to the top of the concentrating devices shown in Fig. 264, and it is allowed to fall in sheets from inclined boards in front of a series of magnets, four sets of which are illustrated in the figure. These magnets attract the iron-rich particles, causing them to deviate from their fall, while the non-magnetic sand particles drop straight down. A thin knife-edge partition board, positioned beneath the falling sand sheets, separates the deflected magnetic particles from the straight-falling sand. The magnetic particles are then collected and pressed into small bricks, which are now so concentrated in iron that the final reduction in the blast furnace is efficient and profitable. More recent advancements in this field are detailed in patents by Wetherill, No. 555,792, from March 3, 1896, and Payne, No. 641,148, from January 9, 1900.
In the production of copper the well-known Bessemer process for refining iron is now largely used, as shown in patent to Manhes, No. 456,516, July 21, 1891, in which blasts of air are forced through the melted copper to remove sulphur and other impurities. Electrolytic processes of refining copper are also largely used, as described in Farmer’s patent, No. 322,170, July 14, 1885.
In copper production, the well-known Bessemer process for refining iron is now widely used, as indicated in Manhes' patent, No. 456,516, dated July 21, 1891, where air blasts are pumped through molten copper to eliminate sulfur and other impurities. Electrolytic refining processes for copper are also widely utilized, as outlined in Farmer's patent, No. 322,170, dated July 14, 1885.
The production of metals, other than iron, in the United States for the year 1897, was as follows:
The production of metals, other than iron, in the United States for the year 1897 was as follows:
- Gold, 2,774,935 ounces; worth $57,363,000.
- Silver, 53,860,000 ounces; worth $32,316,000.
- Copper, 220,571 long tons.
- Lead, 212,000 short tons.
- Zinc, 99,980 short tons.
- Aluminum, 4,000,000 lbs.; worth (371⁄2 cents lb.) $1,500,000.
- (This was three times the product of 1896.)
- Mercury, 26,691 flasks; worth $993,445.
- Nickel, 23,707 pounds; worth (33 cents pound) $7,823.
CHAPTER XXX.
Guns and explosives.
The Cannon the Most Ancient of Firearms—Muzzle and Breech Loaders of the Sixteenth Century—The Armstrong Gun—The Rodman, Dahlgren and Parrott Guns—Breech Loading Ordnance—Rapid Fire Breech Loading Rifles—Disappearing Gun—Gatling Gun—Dynamite Gun—The Colt and Smith & Wesson Revolvers—German Automatic Pistol—Breech Loading Small Arms—Magazine Guns—The Lee, Krag-Jorgensen, and Mauser Rifles—Hammerless Guns—Rebounding Locks—Gun Cotton—Nitro-Glycerine and Smokeless Powder—Mines and Torpedoes.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__—__A_TAG_PLACEHOLDER_17__—__A_TAG_PLACEHOLDER_18__.
Strange as it may appear, the evolution of an enlightened civilization and the deadly use of firearms have developed in parallel lines. What relation there may be between the adoption of the teachings of Christ to men to love one another, and the invention of increased facilities among men for killing one another, is a problem for the philosopher. Is it because killing at long range is less brutal, or does the deterrent influence of this increased facility operate as a check appealing to the fear of the individual, or is the cannon one of God’s missionaries in working out the great law of the survival of the fittest? Whatever it may be, there does seem to be some relation of cause and effect between the two factors, and doubtless all three of the causes have exercised a contributory influence. In the olden days the wage of battle was almost universally decided by the strength of brawn, and the higher qualities of mind were subservient. The advent of firearms has changed all this. It has made the weakest arm equal to the strongest when supported by the same or a superior mental equipment, and this has made a great step toward the supremacy of the intellectual against the attack of the physically strong. In the fifth century the great civilization of Rome fell under the ruthless attack of the northern barbarian. Could such a thing have been possible with the gates defended by Gatling guns, magazine rifles, and dynamite shells? On the contrary, we find to-day a handful of trained soldiers equipped with modern firearms putting to flight a horde of ignorant savages. The history of modern wars is filled with illustrations of the shifting of the contest among men from an issue of brute force to a contest of brains, and of the support rendered the latter by firearms.[395] But is war really necessary, and may we not hope that it shall cease? We can only say that the ideal sentiment of beating the sword into the plowshare is as yet the dream of the optimist, for man has gone right along in perfecting the arts of war and raising the execution of firearms to such a deadly efficacy, that the Nineteenth Century in a paramount degree has been conspicuously notable for its advances in this art. Invention after invention has followed in such rapid succession, even to the last years of the Nineteenth Century, until war now assumes the conditions of suicide and annihilation.
As odd as it might seem, the development of a more enlightened society and the deadly use of firearms have progressed alongside each other. The connection between following Christ's teachings about loving one another and creating new ways for people to harm each other is a question for philosophers. Is it that killing from a distance feels less violent, or does this ability to kill from afar deter individuals by instilling fear, or is the cannon one of God’s messengers in enforcing the survival of the fittest? Whatever the case may be, there does seem to be some form of cause and effect between these two elements, and likely all three have had some impact. In the past, the outcome of battles was mainly determined by physical strength, with mental capabilities playing a lesser role. The introduction of firearms changed that. It allowed the weaker fighter to be on par with the stronger one if backed by equal or superior mental strategy, which represented a significant shift towards valuing intellect over mere physical strength. In the fifth century, the great Roman civilization fell to the brutal attacks of northern tribes. Would that have happened if their gates were defended with Gatling guns, magazine rifles, and dynamite? On the contrary, today we see a small group of skilled soldiers armed with modern weapons defeating a large number of untrained fighters. The history of recent wars is full of examples showing how the battle is shifting from brute force to a test of intellect, supported by firearms.[395] But is war truly necessary, and can we hope for its end? We can only say that the ideal of turning swords into plowshares remains a hopeful dream, as humanity continues to refine the art of war and enhance the lethality of firearms to such an extent that the Nineteenth Century is particularly marked by its advancements in this field. Invention after invention has emerged at a rapid pace, even into the final years of the Nineteenth Century, to the point where war now resembles a scenario of mutual destruction and annihilation.
No coherent history of firearms and explosives is possible in any short review. The cannon, bombard or mortar, musket, pistol and petard, all belong to former centuries, and in one form or another extend back to the most ancient times, but they have grown in the Nineteenth Century into such accuracy and distance of range, into such rapidity of action, into such multiplied efficiency in repeating systems, into such energy of explosives, and such convenient embodiment and penetration of projectile, that these subjects must needs be considered in separate divisions.
No complete history of firearms and explosives can be covered in a brief overview. The cannon, bombard, mortar, musket, pistol, and petard all date back to earlier centuries, with origins tracing back to ancient times. However, they evolved in the Nineteenth Century into weapons with remarkable accuracy and range, faster action, enhanced efficiency in repeating systems, more powerful explosives, and better design and penetration of projectiles. Therefore, these topics need to be examined in distinct sections.

FIG. 265.—MUZZLE LOADING CANNON OF THE SIXTEENTH CENTURY.
FIG. 265.—MUZZLE LOADING CANNON OF THE SIXTEENTH CENTURY.
The Cannon is the most ancient of all firearms, and, like gunpowder, is believed to have had its origin with the Chinese. In the Eleventh Century the vessels of the King of Tunis, in the attack on Seville, are said to have had on board iron pipes from which a thundering fire was discharged. Condé, in his history of the Moors in Spain, speaks of them as used in that country as early as 1118. Ferdinand, in 1309, took Gibraltar from the Moors by cannon, and in 1346 the English used them at the battle of Crécy, and from that time on they became a common weapon of warfare. In the first cannon used the balls were of stone, and some of them were of[396] enormous size. The bronze cannon of Mohammed II., A. D., 1464, had a bore of 25 inches, and threw a stone ball of 800 pounds. The Tsar-Pooschka, the great bronze gun of Moscow, cast in 1586, was even larger, and had a bore 36 inches in diameter. Early in the history of the cannon the breech-loading feature was introduced. In Figs. 265 and 266 are shown illustrations from the Sixteenth Century, Fig. 265 representing a muzzle loader, and Fig. 266 a breech-loader.
The Cannon is the oldest of all firearms and, like gunpowder, is thought to have originated with the Chinese. In the 11th Century, the ships of the King of Tunis, during the attack on Seville, were said to have carried iron pipes that discharged a booming fire. Condé, in his history of the Moors in Spain, mentions their use in that country as early as 1118. Ferdinand captured Gibraltar from the Moors using cannons in 1309, and in 1346, the English deployed them at the Battle of Crécy, from which point they became a standard weapon in warfare. The earliest cannons fired stone balls, some of which were immensely large. The bronze cannon of Mohammed II, from A.D. 1464, had a bore of 25 inches and could launch an 800-pound stone ball. The Tsar-Pooschka, the massive bronze gun in Moscow cast in 1586, was even bigger, with a bore of 36 inches in diameter. Early on in cannon history, the breech-loading feature was introduced. In Figs. 265 and 266 are shown illustrations from the 16th Century, Fig. 265 representing a muzzle loader, and Fig. 266 a breech-loader.

FIG. 266.—BREECH LOADING CANNON OF THE SIXTEENTH CENTURY.
FIG. 266.—BREECH LOADING CANNON OF THE 16TH CENTURY.
Passing through various stages of development, the cannon came down to the Nineteenth Century, and was known generally as ordnance or artillery, and specifically as cannon or heavy guns, mortars for throwing shell at a great elevation, and howitzers for field, mountain, or siege, and which latter are lighter and shorter than cannon, and designed to throw hollow projectiles with comparatively small charges. The feature of importance in the cannon which contributed most to its efficiency was the rifling of the bore with spiral grooves. This, by giving a rotating effect to the projectile, caused it to maintain a truer flight by taking advantage of the law of physics that a rotating body tends to preserve its plane of rotation. The rifling of the barrels of firearms is, however, of very ancient origin. The British patent to Rotsipen, No. 71, of 1635, is an early disclosure of this art. The patent was granted him for
Passing through different stages of development, the cannon arrived in the Nineteenth Century and was commonly referred to as ordnance or artillery. Specifically, it included cannons or heavy guns, mortars designed to launch shells at high angles, and howitzers used for field, mountain, or siege purposes. Howitzers are lighter and shorter than cannons and are meant to fire hollow projectiles with relatively small charges. An important feature of the cannon that significantly improved its efficiency was the rifling of the bore with spiral grooves. This rifling caused the projectile to spin, which helped it maintain a straighter trajectory by relying on the principle that a rotating body tends to keep its plane of rotation stable. However, the rifling of firearm barrels has very ancient origins. The British patent to Rotsipen, No. 71, from 1635, is an early example of this technique. The patent was granted to him for
“Fourteen yeares if he live soe long.” * * * “To draw or to shave barrells for pieces of all sortes straight even and smooth, and to make anie crooked barrell perfectly straight with greate ease, and to rifle cutt out or screwe barrells as wyde or as close or as deepe or as shallowe as shalbe required, with greate ease.”
“Fourteen years if he makes it that long.” * * * “To reshape or shave barrels for all types of guns, completely straight, even, and smooth, and to straighten out any crooked barrel effortlessly, and to rifle cut out or screw barrels as wide or as narrow or as deep or as shallow as required, with great ease.”
The rifle grooves, however, were first made spiral or “screwed” by[397] Koster, of Birmingham, about 1620, while straight grooves are said to have been in use as far back as 1498. In Berlin there is a rifled cannon of 1664 with thirteen grooves. Rifled cannon were first employed in actual service in Louis Napoleon’s Italian campaign of 1859, and were first introduced in the United States service by General James in 1861.
The grooves in rifles were first made spiral or "screwed" by[397] Koster, from Birmingham, around 1620, while straight grooves are reported to have been used as early as 1498. In Berlin, there's a rifled cannon from 1664 that has thirteen grooves. Rifled cannons were first used in actual combat during Louis Napoleon's Italian campaign in 1859 and were introduced into U.S. military service by General James in 1861.
About the middle of the Nineteenth Century a great impetus was given to the development of artillery by the Crimean War, followed by the Civil War of the United States.
About the middle of the 19th century, the Crimean War, followed by the American Civil War, significantly boosted the development of artillery.
In England the Armstrong gun was introduced about 1855, and was covered by British patents No. 401, of 1857; No. 2,564, of 1858; No. 611, of 1859, and No. 743, of 1861. This originally consisted of an internal tube of wrought iron or gun metal, with cylindrical casings of wrought iron shrunk on. It was afterwards improved in what was known as the Fraser gun. In Germany the operations of Krupp as a gun maker began to be notable about this period. In the United States, Colonel Rodman devised a means of casting guns of large calibre, by having a hollow core through which water was circulated to rapidly cool and harden the metal in the vicinity of the bore, and to relieve the unequal strain in cooling. He obtained patent No. 5,236, August 14, 1847, for the same. The Dahlgren gun was patented August 6, 1861, Nos. 32,983, 32,984, and 32,985, by Admiral Dahlgren, U. S. N. The improvement covered the adjustment of the thickness of the metal at the breech of the gun to the varying pressure strains along the bore. These guns were distinguishable by the smooth bulbous breech of great thickness and curvilinear contour. The Parrott gun, patented October 1, 1861, No. 33,401, and May 6, 1862, No. 35,171, comprehended a form of hooped ordnance in which the breech was re-enforced by an encompassing hoop or sleeve, which was shrunk on.
In England, the Armstrong gun was introduced around 1855 and was protected by British patents No. 401 from 1857; No. 2,564 from 1858; No. 611 from 1859; and No. 743 from 1861. It originally consisted of an internal tube made from wrought iron or gun metal, with cylindrical casings of wrought iron fitted onto it. It was later upgraded in what became known as the Fraser gun. In Germany, Krupp's operations as a gun manufacturer started to gain attention during this time. In the United States, Colonel Rodman developed a method for casting large-caliber guns by incorporating a hollow core through which water circulated to quickly cool and harden the metal around the bore and to relieve the uneven stress during cooling. He received patent No. 5,236 on August 14, 1847, for this method. The Dahlgren gun was patented on August 6, 1861, with Nos. 32,983, 32,984, and 32,985 by Admiral Dahlgren, U.S. N. This improvement involved adjusting the thickness of the metal at the breech to accommodate varying pressure strains along the bore. These guns were recognizable by their smooth, bulbous breech with a thick and curvilinear shape. The Parrott gun, patented on October 1, 1861, No. 33,401, and on May 6, 1862, No. 35,171, included a design of hooped ordnance where the breech was reinforced by an outer hoop or sleeve that was fitted on.

Breech-Loading Ordnance.—While the breech-loading cannon is several centuries old, and was, in fact, one of the first forms of that firearm, it is to this principle of action that the rapid fire and great execution of the modern weapon are chiefly due. The earliest of existing forms of breech mechanism is that which comprehends the channeling of the breech transversely to receive a tapered plug, which permits the charge to be placed in the open rear end of the gun in front of the channel, and the transverse plug then closed behind the charge. This is described in Hadley’s British patent No. 577, of 1741; was first patented in the United States in a modified form by Wright and Gould, No. 22,325, December 14, 1858, and afterwards came to be known as the Broadwell system, being developed by him and covered in patents No. 33,876, of December 10, 1861; No. 43,553, July 12, 1864, and No. 55,762, June 19, 1866. This general principle is[398] still employed by Krupp in some of his guns, and as used by him is shown in Fig. 267. The transverse channel through the breech is tapered, and the sliding breech block X is slightly wedge-shaped to fit tightly therein. When the breech block is withdrawn for loading, as shown, a sleeve S, shown in dotted lines, is temporarily arranged in alignment with the bore and gives smooth passage way to the charge to a position in front of the breech block. This sleeve is then withdrawn, the breech block forced in, and is there locked by a turn of the threads of a locking screw b into the corresponding recesses a in the breech. A detachable wrench e may be applied either to the screw d b to turn it to lock or unlock, or to the traversing screw c, which, by engaging with a nut (not shown), runs the breech block in and out.
Breech-Loading Ordnance.—Although the breech-loading cannon has been around for several centuries and was one of the earliest types of firearm, it is this action principle that allows modern weapons to have rapid firing rates and strong impact. The oldest existing design of the breech mechanism involves a cross-channel that receives a tapered plug, allowing the charge to be loaded into the open rear of the gun in front of the channel, which is then closed off by the plug behind the charge. This was detailed in Hadley’s British patent No. 577 from 1741 and was first patented in the United States in an adapted form by Wright and Gould, No. 22,325, on December 14, 1858. It later became known as the Broadwell system, developed by him and covered in patents No. 33,876 on December 10, 1861; No. 43,553 on July 12, 1864; and No. 55,762 on June 19, 1866. This basic principle is[398] still used by Krupp in some of his guns, as demonstrated in Fig. 267. The cross-channel in the breech is tapered, and the sliding breech block X is slightly wedge-shaped to fit snugly inside. When the breech block is pulled back for loading, as shown, a sleeve S, outlined in dotted lines, is temporarily aligned with the bore to provide a smooth pathway for the charge to move forward to the position in front of the breech block. This sleeve is then removed, the breech block is pushed back in, and is locked in place by turning the threads of a locking screw b into the matching recesses a in the breech. A detachable wrench e can be used either on the screw d b to lock or unlock it, or on the traversing screw c, which, by engaging with a nut (not shown), moves the breech block in and out.

By far the most popular principle of the breech block, however, is that of the interrupted thread, shown in Fig. 268, in which the plug, when closed, has its axis in alignment with the axial bore of the gun. Its threads are interrupted by longitudinally arranged channels, and the breech of the gun has corresponding threads and channels. When the plug is pushed into the gun, the screw threads of the plug enter the channels of the breech, and a rotary turn of the screw plug then locks its threads into those of the breech. The screw plug is supported by a carrier hinged at one side to the gun, and arranged to swing the plug into axial alignment with the bore, or be thrown to one side to admit the charge. The patents to Chambers, No. 6,612, July 31, 1849 (re-issue No. 237, April 19, 1853), and to Cochran, No. 26,256, November 29, 1859, are the earliest American examples of this principle of action, and are believed to be the original inventions of the same.
By far the most popular principle of the breech block is the interrupted thread, as shown in Fig. 268. In this design, when the plug is closed, its axis lines up with the gun's bore. The threads on the plug are interrupted by channels that run along its length, and the breech of the gun has matching threads and channels. When the plug is pushed into the gun, the screw threads of the plug fit into the breech channels, and a twist of the screw plug locks its threads into those of the breech. The screw plug is supported by a carrier that is hinged on one side to the gun, allowing it to swing the plug into alignment with the bore or move it aside to load the charge. The earliest American patents for this action principle are Chambers, No. 6,612, July 31, 1849 (re-issue No. 237, April 19, 1853), and Cochran, No. 26,256, November 29, 1859, which are believed to be the original inventions of this concept.
In one form or another this construction enters into most all modern breech mechanisms. Among the forms used by the United States are the Driggs-Seabury, the Dashiell, and the Vickers-Maxim. To prevent the expanding gases from driving through the crevices of the breech block, expanding or swelling rings, known as gas checks, are arranged on the[399] front of the breech block. De Bange’s patent, No. 301,220, July 1, 1884, covers the most popular form.
In one way or another, this design is part of almost all modern breech mechanisms. The forms used by the United States include the Driggs-Seabury, the Dashiell, and the Vickers-Maxim. To stop the expanding gases from leaking through the gaps in the breech block, expanding or swelling rings, known as gas checks, are placed on the[399] front of the breech block. De Bange’s patent, No. 301,220, July 1, 1884, covers the most common version.

The elements of efficiency of the modern rapid-fire breech-loading rifle are to be found in the following features: First, in the increased length of the gun, which, for a 6-inch gun is now as much as 25 feet, the increased length lending a longer period of expansion for the explosion of the powder charge, and imparting a correspondingly higher momentum; secondly, in the fixed ammunition, which means a cartridge case in which a metallic shell encloses the powder charge, and is connected with the projectile, and third, in the great improvement and rapidity of action of the breech mechanism, which permits as many as eight rounds per minute to be fired. In Fig. 269 is shown a 6-inch rapid-fire gun of the United States Navy, loaded, and being sighted for fire. Rapid-fire guns of this class represent the most effective form of modern ordnance. It was largely such rapid fire batteries of Admiral Dewey’s squadron that swept the Spanish fleet out of existence at Manila, and that demolished the fleet of Cervera at Santiago by the awful hail of shells poured into his ships. These relatively small guns throw a shell six miles, and the striking energy of their projectiles at the muzzle is equal to the penetration of iron plate 21 inches thick, or 16 inches of steel. When the gun is loaded, it is held in the forward position by coil springs, inclosed in cylinders and holding a recoil seat for the trunnions, and also has two pistons traveling in cylinders filled with glycerine. When the gun is fired, the recoil causes it to slide back,[400] carrying the pistons, and the recoil is checked by the resistance of the glycerine traveling through an opening past the pistons. After full recoil, the gun is automatically returned to its forward position by the action of the coil springs, which are compressed during the recoil. The gun crew is protected by Harveyized steel plate 4 inches thick, and the gun is so delicately mounted on ball bearings that its great weight of 71⁄2 tons responds readily to the slight pressure in training the same.
The efficiency of the modern rapid-fire breech-loading rifle comes from several key features: First, the increased length of the gun, which, for a 6-inch gun, is now up to 25 feet. This longer length allows for a longer expansion period for the explosion of the powder charge, providing higher momentum. Second, the use of fixed ammunition, which consists of a cartridge case that encloses the powder charge and is connected to the projectile. Third, there’s the significant improvement and speed of the breech mechanism, enabling the firing of up to eight rounds per minute. In Fig. 269 is shown a 6-inch rapid-fire gun of the United States Navy, loaded and being aimed for firing. Rapid-fire guns of this type represent the most effective form of modern artillery. It was primarily these rapid-fire batteries from Admiral Dewey’s squadron that decisively defeated the Spanish fleet at Manila and utterly destroyed Cervera’s fleet at Santiago with a relentless barrage of shells. These relatively small guns can fire a shell six miles, and the striking energy of their projectiles at the muzzle is equivalent to penetrating 21 inches of iron plate or 16 inches of steel. When loaded, the gun is held in the forward position by coil springs enclosed in cylinders that secure a recoil seat for the trunnions, and it also features two pistons that move in cylinders filled with glycerine. When the gun is fired, the recoil causes it to slide back,[400] moving the pistons, with the recoil being slowed down by the resistance of the glycerine passing through an opening past the pistons. After the full recoil, the gun is automatically returned to its forward position by the action of the coil springs, which were compressed during the recoil. The gun crew is protected by a 4-inch thick Harveyized steel plate, and the gun is mounted on ball bearings so delicately that its substantial weight of 71⁄2 tons responds easily to slight pressure when aiming.

Powerful as these guns appear to be, their big brothers in the revolving turrets are far more so. While not so nimble in action, the great power of these guns of the main battery, and the elaboration and completeness of mechanism for operating them, for supplying them with ammunition, and for rotating the turrets, constitute a complete world in ordnance in itself. As the gun increases in size, its cost both in construction and service increases in a greatly disproportionate ratio. A 6-inch breech-loading[401] rifle costs $64.40 for each discharge, while a 12-inch gun costs $458 for each discharge. The largest guns of our battleships are of 13 inch calibre, and about 40 feet long, but larger ones are employed for sea coast defenses. The great 16-inch 126-ton gun, now building for the United States at the Watervliet arsenal, is 491⁄4 feet long, over 6 feet in diameter at the breech, and it will have an extreme range of over twenty miles. Its projectile will weigh 2,370 pounds, and it will cost $865 to fire the gun once. The accompanying view, Fig. 270, will give graphic illustration of the range of this gun. If fired at its maximum elevation from the battery at the south end of New York in a northerly direction, its projectile would pass over the city of New York, over Grant’s Tomb, Spuyten Duyvil, Riverdale, Mount St. Vincent, Ludlow, Yonkers, and would land near Hastings-on-the-Hudson, nearly twenty miles away, as shown in our map, Fig. 271. The extreme height of its trajectory would be 30,516 feet, or nearly six miles. This means that if Pike’s Peak, of the Western Hemisphere, had piled on top of it Mont Blanc, of the Eastern Hemisphere, this gun would hurl its enormous projectile so high above them both as to still leave space below its curve to build Washington’s Monument on top of Mont Blanc, as shown in Fig. 270.
Powerful as these guns look, their bigger counterparts in the rotating turrets are even more impressive. While they may not be as agile in action, the tremendous power of these main battery guns, along with the sophisticated mechanisms for operating them, supplying ammunition, and rotating the turrets, really creates a whole universe of artillery on its own. As a gun gets larger, its costs for construction and operation increase at a much more significant rate. A 6-inch breech-loading[401] rifle costs $64.40 for each shot, while a 12-inch gun costs $458 per shot. The largest guns on our battleships are 13 inches in caliber and about 40 feet long, but even larger ones are used for coastal defenses. The massive 16-inch, 126-ton gun currently being built for the United States at the Watervliet arsenal is 491⁄4 feet long, over 6 feet in diameter at the breech, and can reach an extreme range of over twenty miles. Its projectile will weigh 2,370 pounds, and it will cost $865 to fire it once. The accompanying view, Fig. 270, will visually illustrate this gun's range. If fired at its maximum elevation from the battery at the south end of New York in a northern direction, its projectile would fly over the city of New York, over Grant’s Tomb, Spuyten Duyvil, Riverdale, Mount St. Vincent, Ludlow, Yonkers, and would land near Hastings-on-the-Hudson, almost twenty miles away, as shown in our map, Fig. 271. The highest point of its trajectory would be 30,516 feet, or nearly six miles. This means that if Pike’s Peak in the Western Hemisphere were stacked on top of Mont Blanc in the Eastern Hemisphere, this gun could launch its massive projectile so high above both that there would still be enough space below its curve to put Washington’s Monument on top of Mont Blanc, as shown in Fig. 270.

The Disappearing Gun.—The importance of secreting the location of the battery in coast defences, and the better protection of the gunners, have suggested a species of gun carriage which would permit the gun to be normally hidden behind and under the protection of the parapet, and be only temporarily elevated to a position above the parapet while firing. Various forms of this have been devised. General R. E. De Russy, Corps Engineers, U. S. A., devised such a carriage in 1835. Moncrieff, of England, was one of the first to put in practice such a form of carriage. United States patents covering this invention were granted him as follows:[402] No. 83,873, November 10, 1868; No. 115,502, May 30, 1871, and No. 144,120, October 28, 1873. Its principle of operation was to utilize the force of the recoil as a power to raise the gun into firing position. The gun is fulcrumed in a lever frame provided with a counterpoise which more than balances the gun. When the gun is fired the recoil raises the counterweight, and the gun descends and is locked in its lower position. When loaded and released the counterpoise raises the gun again to firing position.
The Disappearing Gun.—The need to keep the location of the battery secret in coastal defenses, along with better protection for the gunners, has led to the development of a type of gun carriage that allows the gun to be typically concealed behind and beneath the parapet, only being raised temporarily above it when firing. Various designs of this have been created. General R. E. De Russy, Corps Engineers, U.S.A., created such a carriage in 1835. Moncrieff from England was one of the first to implement this type of carriage. United States patents for this invention were issued to him as follows:[402] No. 83,873, November 10, 1868; No. 115,502, May 30, 1871, and No. 144,120, October 28, 1873. Its operation relied on harnessing the recoil as a mechanism to raise the gun into firing position. The gun is pivoted in a lever frame fitted with a counterbalance that outweighs the gun. When the gun is fired, the recoil lifts the counterweight, causing the gun to drop and lock into its lower position. When loaded and released, the counterbalance raises the gun again to the firing position.

FIG. 272.—BUFFINGTON-CROZIER DISAPPEARING GUN, LOWERED.
FIG. 272.—BUFFINGTON-CROZIER DISAPPEARING GUN, LOWERED.

FIG. 273.—BUFFINGTON-CROZIER DISAPPEARING GUN, ELEVATED FOR FIRING.
FIG. 273.—BUFFINGTON-CROZIER DISAPPEARING GUN, RAISED FOR FIRING.
Among later gun carriages of this type of American construction may
be mentioned those devised by Spiller, Gordon, Howell, and others, but the
one most generally known is the Buffington-Crozier, covered by patents
No. 555,426, February 25, 1896, and No. 613,252, November 1, 1898.
This carriage, sustaining the 8 and 10 inch breech-loading rifles at Fort
Wadsworth for the defence of New York harbor, is shown in Figs. 272[403]
[404]
[405]
and 273, Fig. 272 representing it in its lowered position, and Fig. 273 in
its elevated position for firing. The trunnions of the gun rest in bearings
at the upper ends of the pair of levers, which latter are fulcrumed near the
middle to horizontally sliding carriages connected to hydraulic cylinders
that move backward as the gun recoils. These cylinders move over stationary
pistons which have orifices that allow the liquid to pass from one
side of the piston to the other. As the gun recoils and the levers turn to
the horizontal position, the forward ends of the levers are made to raise
vertically an immense leaden counterweight, weighing 32,000 pounds,
which ordinarily over-balances the weight of the gun on the levers. This
cylindrical counterweight is seen raised on the left of Fig. 272. In firing,
the energy of the recoil is absorbed partly by raising the counterweight,
and partly by the resistance of the hydraulic cylinders, and when the gun
reaches its lowest position it is caught and retained by pawls. After loading
the pawls are tripped, and the greater gravity of the counterweight
raises the gun to firing position again. Ten shots from an 8-inch gun on
this carriage have been fired in 12 minutes 21 seconds.
Among later gun carriages of this type of American design, notable ones include those created by Spiller, Gordon, Howell, and others, but the most well-known is the Buffington-Crozier, protected by patents No. 555,426, dated February 25, 1896, and No. 613,252, dated November 1, 1898. This carriage supports the 8 and 10 inch breech-loading rifles at Fort Wadsworth for the defense of New York Harbor, as seen in Figs. 272[403]
[404]
[405] and 273, with Fig. 272 showing it in its lowered position, and Fig. 273 in its elevated position for firing. The trunnions of the gun rest in bearings at the top ends of a pair of levers, which are pivoted near the middle to horizontally sliding carriages linked to hydraulic cylinders that move backward as the gun recoils. These cylinders operate over stationary pistons that have openings allowing the liquid to flow from one side of the piston to the other. As the gun recoils and the levers rotate to a horizontal position, the front ends of the levers raise an enormous lead counterweight, weighing 32,000 pounds, which typically overbalances the weight of the gun on the levers. This cylindrical counterweight is visible raised on the left of Fig. 272. When firing, the recoil energy is absorbed partly by lifting the counterweight and partly by the resistance of the hydraulic cylinders, and when the gun returns to its lowest position, it is caught and held by pawls. After loading, the pawls are released, and the greater weight of the counterweight lifts the gun back up to firing position. Ten shots from an 8-inch gun on this carriage have been fired in 12 minutes and 21 seconds.
The Machine Gun.—During the Civil War a gun made its appearance which, although of small calibre, rivaled in its deadly effectiveness the wholesale slaughter of the cannon. It was a new type, and was known as the machine gun, or battery gun, in which balls of comparatively small size were discharged uninterruptedly and in incredible succession. It was the invention of Dr. R. J. Gatling, and was covered by him in patents No. 36,836, November 4, 1862, and No. 47,631, May 9, 1865, and in many subsequent patents for minor improvements, and is now universally known as the Gatling gun. It consisted of a circular series of barrels mounted on a central shaft, and revolved by suitable gears and a hand crank. The cartridges were automatically and successively fed into the chambers of the barrel, and its several hammers were so arranged in connection with the barrels that the whole operation of loading, closing the breech, discharging and expelling the empty cartridge cases was conducted while the barrels were kept in a continuous revolving movement by turning the hand crank. In Fig. 274 is shown a modern example of the Gatling gun equipped with the Accles feed. Ordinarily the gun has ten barrels, with ten corresponding locks, which revolve together during the working of the gun. When the gun is in action there are always five cartridges going through the process of loading, and five empty shells in different stages of being extracted, and many hundred shots a minute can be fired. Many modifications of this gun have been made by Hotchkiss and others. Maxim, Nordenfelt, and Benet[406] have each made valuable inventions in machine guns of a somewhat different type, some of which utilize the force of the exploding charges to react on the feed and firing mechanism, and thus furnish the power to continue the consecutive operation of the gun, so that no hand crank is required, but the gun works itself with an incessant hail of balls until its supply of cartridges is exhausted.
The Machine Gun.—During the Civil War, a gun emerged that, despite its small caliber, matched the devastating effectiveness of cannons in causing mass destruction. This new type was called the machine gun, or battery gun, which fired small projectiles continuously and at an astonishing rate. It was invented by Dr. R. J. Gatling, who patented it under No. 36,836 on November 4, 1862, and No. 47,631 on May 9, 1865, along with many subsequent patents for minor upgrades. Today, it is widely recognized as the Gatling gun. It featured a circular arrangement of barrels mounted on a central shaft, which was rotated by gears and a hand crank. The cartridges were automatically and successively loaded into the barrel chambers, and the design of the hammers allowed for the complete sequence of loading, closing the breech, firing, and ejecting empty cartridge cases while the barrels continuously revolved by turning the hand crank. In Fig. 274, you'll see a modern version of the Gatling gun fitted with the Accles feed. Typically, the gun has ten barrels, with ten corresponding locks, which rotate together during operation. When firing, there are always five cartridges being loaded and five empty shells at various stages of extraction, enabling hundreds of shots per minute. Many modifications have been made to this gun by Hotchkiss and others. Inventors like Maxim, Nordenfelt, and Benet[406] have developed valuable machine gun designs that incorporate different mechanisms, some of which harness the energy from the explosive charges to operate the feeding and firing systems automatically, eliminating the need for a hand crank. This allows the gun to keep firing a relentless stream of bullets until it runs out of cartridges.

FIG. 274.—GATLING GUN ON UNITED STATES ARMY MODEL CARRIAGE.
FIG. 274.—GATLING GUN ON U.S. ARMY MODEL CARRIAGE.
The Dynamite Gun.—Most impressive to the layman, and most demoralizing to the enemy, is this latter day form of ordnance. The first efforts to hurl dynamite shells from a gun were made with compressed air for fear of prematurely exploding the sensitive dynamite in the gun, which would be more disastrous to the gunners themselves than to the enemy. The Zalinski dynamite gun was of this class, and the first which attained any notoriety. Foolhardy as it might appear, Yankee genius was led to believe that dynamite shells could be fired with powder charges, and this is now done in a practical and safe way in the Sims-Dudley Dynamite Gun. This is manufactured under the fundamental patents of Dudley, Nos. 407,474, 407,475, 407,476, of July 23, 1889, which cover a method of exploding a charge of powder in one gun barrel, and causing it to compress the air in front of it, and force it into another barrel behind the dynamite shell, so that this relatively cool body of air is interposed between the hot powder[407] gases and the dynamite. Fig. 275 represents Dudley’s patent drawing. C is the powder charge in barrel A, and H is the dynamite shell in barrel G. The front of barrel A is connected to the rear of barrel G behind the dynamite shell by the tube F. When the powder C explodes, all the air in barrel A and tube F is driven out and acts on the dynamite shell H to discharge it without allowing it to come in contact with the hot powder gases. A frangible plate D closes the end of barrel A, but blows out above a certain pressure to avoid bursting strain in the gun. The Sims patent, No. 619,025, February 7, 1899, covers a more simple and practical form of constructing a gun on this principle, and the gun as used in the United States is constructed in accordance with this latter improvement.
The Dynamite Gun.—Most impressive to the average person, and most discouraging to the enemy, is this modern type of artillery. The first attempts to launch dynamite shells from a gun used compressed air because there was a concern about prematurely detonating the sensitive dynamite inside the gun, which would be more catastrophic for the gunners than for the enemy. The Zalinski dynamite gun was one of these and was the first to gain any recognition. Reckless as it might seem, American ingenuity believed that dynamite shells could be fired with powder charges, and this is now accomplished in a practical and safe manner with the Sims-Dudley Dynamite Gun. This gun is made under the primary patents of Dudley, Nos. 407,474, 407,475, 407,476, from July 23, 1889, which detail a method for detonating a charge of powder in one gun barrel, causing it to compress the air in front and push it into another barrel behind the dynamite shell, so that this relatively cool body of air is placed between the hot powder[407] gases and the dynamite. Fig. 275 shows Dudley’s patent drawing. C is the powder charge in barrel A, and H is the dynamite shell in barrel G. The front of barrel A connects to the back of barrel G behind the dynamite shell through the tube F. When the powder C detonates, all the air in barrel A and tube F is expelled and pushes against the dynamite shell H to launch it without letting it come into contact with the hot powder gases. A breakable plate D seals the end of barrel A, but it blows out at a certain pressure to prevent excess strain on the gun. The Sims patent, No. 619,025, from February 7, 1899, describes a simpler and more practical design for constructing a gun based on this principle, and the version used in the United States is built according to this latest improvement.

FIG. 275.—DYNAMITE GUN, DUDLEY’S PATENT, JULY 23, 1889.
FIG. 275.—DYNAMITE GUN, DUDLEY’S PATENT, JULY 23, 1889.
Small Arms.—Pistols and guns are the two classes into which the layman divides small arms, although in latter years this classification has been much disturbed by the western frontiersman, who calls his pistol a gun, and by the artillerist, who also calls his cannon a gun.
Small Arms.—Pistols and guns are the two categories that the average person uses to classify small arms, although this classification has been confused in recent years by the western frontiersman, who refers to his pistol as a gun, and by the artilleryman, who also refers to his cannon as a gun.
The pistol may be defined as a small arm held in one hand to be fired. It is an ancient weapon, but had attained no special importance or popularity prior to the Nineteenth Century. The duelling pistol, with its long barrel, its hair trigger and inlaid stock, and the derringer, with its short barrel of large bore, were the popular forms. Not until the revolver made its appearance did the pistol attain any importance. Colt is popularly credited with having invented this, but it is really a very old principle.[408] In the Alte Deutscher Drehling Der Ruckladungs Gewehre, by Edward Zernin, 1872, Darmstadt and Leipzig, is shown an ancient form of match lock revolver, said to belong to the period 1480-1500. It is probably the same as the match-lock revolver in the museum of the Tower of London, which is also credited to the Fifteenth Century. In the British patent to Puckle, No. 418, of 1718, is shown and described a well-constructed revolver carried on a tripod, and of the dimensions of the modern machine gun. The inventor naïvely states that it has round chambers for round balls, designed for Christians, and square chambers, with square balls, for the Turks. The first revolving firearm in the United States was made by John Gill, of Newberne, N. C., in 1829. It had fourteen chambers, and was a percussion gun, but was never patented. The first revolver patented in the United States was that to D. G. Colburn, June 29, 1833. The revolver of Col. Samuel Colt was patented February 25, 1836, (re-issue No. 124, October 24, 1848), and again August 29, 1839, No. 1,304; September 3, 1850, No. 7,613, and September 10, 1850, No. 7,629. It was the first practical invention of this kind, and it embodied as a leading feature the automatic rotation of the cylinder in cocking by a pawl on the hammer engaging a ratchet on the end of the cylinder.
The pistol can be defined as a small firearm designed to be fired with one hand. It’s an old weapon, but it didn’t gain significant importance or popularity until the Nineteenth Century. The dueling pistol, with its long barrel, light trigger, and decorative stock, alongside the derringer, which had a short, wide barrel, were the popular forms at the time. It wasn’t until the revolver came along that the pistol really gained significance. Colt is often credited with inventing it, but the concept is actually quite old.[408] In the Old German Turned Backloading Rifles by Edward Zernin, published in 1872 in Darmstadt and Leipzig, there is an illustration of an ancient match-lock revolver, believed to be from the 1480-1500 period. It’s likely similar to the match-lock revolver housed in the Tower of London museum, which also dates back to the Fifteenth Century. The British patent granted to Puckle, No. 418, in 1718, describes a well-designed revolver mounted on a tripod and sized like a modern machine gun. The inventor humorously notes that it features round chambers for round balls, meant for Christians, and square chambers for square balls, intended for Turks. The first revolving firearm in the U.S. was made by John Gill in Newberne, N.C., in 1829. It had fourteen chambers and functioned as a percussion gun, but it was never patented. The first revolver to receive a patent in the United States was awarded to D. G. Colburn on June 29, 1833. Colonel Samuel Colt's revolver was patented on February 25, 1836 (re-issue No. 124 on October 24, 1848), and again on August 29, 1839, No. 1,304; September 3, 1850, No. 7,613; and September 10, 1850, No. 7,629. It was the first practical version of this kind, featuring the automatic rotation of the cylinder when cocked, using a pawl on the hammer that engaged a ratchet at the end of the cylinder.

FIG. 276.—SMITH & WESSON REVOLVER DISCHARGING SHELLS.
FIG. 276.—SMITH & WESSON REVOLVER FIRING CARTRIDGES.
Various types followed, such as the old pepper box, patented by Darling April 13, 1836; the self-cocking pepper box, patented by Allen, No. 3,998, April 16, 1845; the four sliding barrels of Sharp, No. 6,960, December 18, 1849, and many others. The most popular and successful, however, of the succeeding types is that of Smith & Wesson, shown in Fig. 276, and covered by many patents. One of its most important[409] features is the simultaneous extraction of the shells by an ejector, having a stem sliding through the cylinder. This was the invention of W. C. Dodge, patented January 17, 1865, No. 45,912, re-issue No. 4,483, July 25, 1871. In Fig. 277 is shown Smith & Wesson’s latest pattern of Hammerless Safety Revolver, with automatic shell extractor and rebounding lock.
Various types followed, including the old pepper box, patented by Darling on April 13, 1836; the self-cocking pepper box, patented by Allen, No. 3,998, on April 16, 1845; and the four sliding barrels by Sharp, No. 6,960, on December 18, 1849, along with many others. However, the most popular and successful of the later types is that of Smith & Wesson, shown in Fig. 276, and protected by many patents. One of its most important[409] features is the simultaneous extraction of the shells by an ejector, which has a stem that slides through the cylinder. This was the invention of W. C. Dodge, patented on January 17, 1865, No. 45,912, re-issue No. 4,483, on July 25, 1871. In Fig. 277 is shown Smith & Wesson’s latest model of Hammerless Safety Revolver, featuring an automatic shell extractor and rebounding lock.

FIG. 277.—SMITH & WESSON SELF ACTING HAMMERLESS REVOLVER.
FIG. 277.—SMITH & WESSON SELF-ACTING HAMMERLESS REVOLVER.
The latest development in this class of arms is the automatic magazine pistol, designed for the use of the officers of the German army, and adapted to fire ten shots in as many seconds. Only a slight pressure on the trigger is necessary, as it is not required to perform the work of turning any other part by the trigger, as is the case in the self-cocking revolver. The pressure of gas at each explosion does all the work of pushing back the closing piece of the breech through the recoil of the shell, extracts and ejects the shell, cocks the hammer, and also compresses recuperative springs, which effect the reloading and closing of the weapon, all of these functions being performed in proper sequence at each explosion in a fraction of a second. The act of firing thus prepares the pistol for the next shot automatically. In Fig. 278 are shown two makes of pistol of this type. No. 1 is known as the Mauser (United States patent No. 584,479, June 15, 1897); No. 2 shows it with an extemporized stock, to be used as a carbine in firing from the shoulder. This stock is hollow and forms the holster or case for the pistol. At No. 3 is shown the Mannlicher pistol (United States patent No. 581,296, April 27, 1897), which is another form of the same type. In the Mauser the breech moves to the rear during recoil. In the Mannlicher the barrel moves to the front, leaving space for a fresh cartridge to come up from the magazine below.[410] The calibre of this pistol is 0.3 inch, and the initial velocity 1,395 feet. At 33 feet the ball passes through 103⁄4 inches of spruce, at 490 through 5 inches, and its extreme range is 3,000 feet, or more than half a mile. When empty it is quickly re-charged with cartridges, which are made up in sets of ten in a case and inserted in one movement.
The latest development in this category of firearms is the automatic magazine pistol, designed for the officers of the German army and capable of firing ten shots in ten seconds. You only need to apply a slight pressure on the trigger, as it doesn’t require any additional mechanical actions like a self-cocking revolver does. The gas produced from each firing does all the work: it pushes back the closing piece of the breech through the shell's recoil, extracts and ejects the shell, cocks the hammer, and compresses the springs that handle reloading and closing the weapon. All these processes happen in the correct order within a fraction of a second during each shot. So, the act of firing automatically sets up the pistol for the next shot. In Fig. 278 are shown two models of this type of pistol. No. 1 is the Mauser (United States patent No. 584,479, June 15, 1897); No. 2 illustrates it with an improvised stock, designed to be used as a carbine when firing from the shoulder. This stock is hollow and serves as a holster or case for the pistol. No. 3 displays the Mannlicher pistol (United States patent No. 581,296, April 27, 1897), which represents another variation of the same type. In the Mauser, the breech moves backward during recoil. In the Mannlicher, the barrel shifts forward, allowing space for a fresh cartridge to rise from the magazine below.[410] The caliber of this pistol is 0.3 inches, and its initial velocity is 1,395 feet. At 33 feet, the bullet penetrates 103⁄4 inches of spruce, at 490 feet it goes through 5 inches, and its maximum range is 3,000 feet, or more than half a mile. When it’s empty, it can be quickly reloaded with cartridges, which are packaged in sets of ten in a case and inserted in one motion.

Breech-Loading Guns.—Although the breech-loading principle was well known prior to the Nineteenth Century, it remained for this period to give it effective development. The first United States patent for a breech-loading gun was to Thornton and Hall, May 21, 1811. It was a flint lock, and many of these arms were made at Harper’s Ferry Armory in 1814, and issued to the troops, one being given by order of Congress to each member of Congress to take home with him to show to his constituents. The present style of break-down gun was invented by Pauly, in France, and is to be found in his British patent No. 3,833, of 1814. Lefaucheux, of Paris, however, made this form of gun practical. Minesinger, in United States patent No. 6,139, February 27, 1849, supplied the important improvement of making the front edge of the metallic cartridge shell thinner than elsewhere, so as to expand by the pressure of the exploding charge, and swell to a tight fit of the barrel. The Maynard rifle, first patented May 27, 1851, No. 8,126, was one of the earliest practical forms of breech-loaders.
Breech-Loading Guns.—Even though the breech-loading concept was already familiar before the 19th Century, this era marked its significant advancement. The first U.S. patent for a breech-loading gun was issued to Thornton and Hall on May 21, 1811. It was a flintlock design, and many of these weapons were produced at Harper’s Ferry Armory in 1814 and issued to the troops, with one given by order of Congress to each member to take home and show to their constituents. The modern style of break-down gun was invented by Pauly in France and is noted in his British patent No. 3,833 from 1814. However, Lefaucheux from Paris made this type of gun practical. Minesinger’s U.S. patent No. 6,139, issued on February 27, 1849, introduced the key improvement of making the front edge of the metallic cartridge shell thinner than the rest, allowing it to expand under the pressure of the exploding charge and create a tight seal in the barrel. The Maynard rifle, which was first patented on May 27, 1851, under No. 8,126, was one of the earliest practical breech-loaders.
Magazine Guns.—Walter Hunt’s United States patent No. 6,663, August 21, 1849, was the first on a magazine firearm of modern type. It had a sliding breech block carrying the main spring and firing pin. The Spencer rifle was one of the early ones that came into use. This had a row of cartridges in the stock, and was first patented March 6, 1860, No. 27,393. It was this weapon which in the Civil War gave proof of the deadly efficacy of the breech-loading magazine gun, and its superiority to the old style military arm. Another type of magazine firearm which in the last half century has gained great prominence and popularity is the so-called “Winchester.” This has its cartridges arranged in a tube below and parallel with the barrel, and they are fed in a column to the rear by a helical spring as fast as they are used up at the breech. The pioneer of this type is the arm patented by Smith & Wesson February 14, 1854, No. 10,535, re-issued December 30, 1873, No. 5,710. This was subsequently improved as to the extractor by B. F. Henry in patent No. 30,446, October 16, 1860, re-issued December 7, 1868, No. 3,227, and was manufactured and favorably known for many years as the Henry rifle. This rifle was also used in the Civil War. O. F. Winchester subsequently re-organized it in patent No. 57,808, September 4, 1866, and the arm in late years has taken his name.
Magazine Guns.—Walter Hunt’s United States patent No. 6,663, dated August 21, 1849, was the first patent for a modern magazine firearm. It featured a sliding breech block that held the main spring and firing pin. The Spencer rifle was one of the earliest models used, with cartridges stored in the stock. It was first patented on March 6, 1860, No. 27,393. This weapon demonstrated the deadly effectiveness of the breech-loading magazine gun during the Civil War, showcasing its superiority over older military firearms. Another magazine firearm that has become very popular in the last fifty years is the so-called “Winchester.” It has cartridges arranged in a tube below and parallel to the barrel, fed in a column to the rear by a helical spring as they are fired. The pioneer of this type was patented by Smith & Wesson on February 14, 1854, No. 10,535, re-issued on December 30, 1873, No. 5,710. This design was later improved by B. F. Henry in patent No. 30,446, dated October 16, 1860, re-issued on December 7, 1868, No. 3,227, and became widely known as the Henry rifle. This rifle was also used during the Civil War. O. F. Winchester later reorganized it in patent No. 57,808, dated September 4, 1866, and the firearm has carried his name in recent years.
The Needle Gun, of Prussia, represents an early form of breech loader, and may be considered the prototype of the modern bolt gun. The needle gun has in the place of the swinging hammer a rectilinearly sliding bolt, carrying in front a needle which pierces the charge and ignites the fulminate[412] by its friction. Its construction permits the fulminate to be placed in advance of the powder, which thus burns from the front, and is entirely consumed in the gun, instead of being partially blown out of the gun, as may occur when ignited in the rear. The needle gun was invented by Dreyse in 1838, was first introduced about 1846, and gave effective service in the Prusso-Austrian war of 1866. The Chassepot, brought out in 1867, United States patent No. 60,832, was a French development of the Prussian needle gun.
The Needle Gun from Prussia represents an early type of breech loader and can be seen as the prototype of the modern bolt-action rifle. Instead of a swinging hammer, the needle gun has a straight sliding bolt with a needle at the front that pierces the cartridge and ignites the fulminate through friction[412]. This design allows the fulminate to be placed in front of the powder, which then burns from the front and is fully consumed within the gun, rather than being partly blown out, which can happen if ignited from the back. The needle gun was invented by Dreyse in 1838, first introduced around 1846, and proved effective during the Prusso-Austrian War of 1866. The Chassepot, released in 1867, United States patent No. 60,832, was a French adaptation of the Prussian needle gun.
About 1879 two forms of magazine guns appeared which have become types for most all subsequent guns of this class. Both of them employed the bolt system as previously embodied in the needle gun, but added to it the magazine principle and changed the method of supplying and feeding the cartridges. One was the invention of James Lee, and the other was the joint invention of Colonel Livermore, of the Corps of Engineers, and Major Russell, of the Ordnance Department, U. S. A. In the Lee, whose name has been much in evidence in late years, there was a relatively small detachable box (see Fig. 279) capable of holding five cartridges and designed to be filled and then placed in a slot opening centrally under the gun, below the receiver, and directly in front of the trigger guard. A spring within the magazine fed the cartridges up into alignment with the barrel. Lee’s first patent was No. 221,328, November 4, 1879.
Around 1879, two kinds of magazine guns emerged that became the standard for most subsequent guns in this category. Both utilized the bolt system found in the needle gun but incorporated the magazine concept and altered how cartridges were supplied and loaded. One was invented by James Lee, and the other was a collaborative invention by Colonel Livermore from the Corps of Engineers and Major Russell from the Ordnance Department, U.S.A. In the Lee model, which has received a lot of attention in recent years, there was a relatively small detachable box (see Fig. 279) that could hold five cartridges. It was designed to be filled and then inserted into a slot located centrally under the gun, beneath the receiver, and directly in front of the trigger guard. A spring inside the magazine pushed the cartridges up into alignment with the barrel. Lee’s first patent was No. 221,328, November 4, 1879.

FIG. 279.—LEE’S MAGAZINE RIFLE, PATENTED NOVEMBER 4, 1879.
FIG. 279.—LEE’S MAGAZINE RIFLE, PATENTED NOVEMBER 4, 1879.
The Livermore-Russell gun, patented October 28, 1879, No. 221,079, had a magazine opening transversely in the upper edge of the stock behind the bolt, and the cartridges were fed to the barrel beneath the bolt. The important feature of the gun, however, was a cartridge case slotted on its side and detachable from the gun, and each bearing a group of five cartridges, which were to be thus made up in small packets and carried in the belt or cartridge box of the soldier. This idea was subsequently developed by Livermore and Russell in patent No. 230,823, August 3, 1880, and this feature, viewed in the light of the importance subsequently attained by the “clip” in the Mauser and Mannlicher guns, may be fairly considered the pioneer of this idea of grouping cartridges in made-up packets for bolt guns. Its great advantage is the large number of shots[413] that may be fired in a short space of time without an excessive weight in the gun itself.
The Livermore-Russell gun, patented on October 28, 1879, No. 221,079, featured a magazine opening across the upper edge of the stock behind the bolt, with cartridges fed to the barrel underneath the bolt. However, the key innovation of the gun was a cartridge case that was slotted on its side and detachable from the gun, each holding a group of five cartridges. These could be packaged in small packets and carried in the soldier's belt or cartridge box. This concept was later expanded by Livermore and Russell in patent No. 230,823, August 3, 1880. Given the significance the “clip” achieved in Mauser and Mannlicher guns, this feature can be seen as a forerunner to the idea of grouping cartridges into pre-assembled packets for bolt-action firearms. Its main advantage is the ability to fire a high number of shots in a short time without adding excessive weight to the gun itself.[413]
Subsequent patents for improvements were taken by Lee as follows: No. 513,647, January 30, 1894, and No. 547,583, October 8, 1895, and the gun used by the United States Navy is modeled along the lines of Lee’s invention.
Subsequent patents for improvements were filed by Lee as follows: No. 513,647, January 30, 1894, and No. 547,583, October 8, 1895, and the gun used by the United States Navy is designed based on Lee’s invention.

The Krag-Jorgensen Magazine Rifle was patented June 10, 1890, No. 429,811, and February 21, 1893, No. 492,212. It is the arm adopted by the United States infantry service, and is seen in Fig. 280. The fixed magazine chamber, shown in the cross section, passes through the breech laterally below the barrel, and is filled with cartridges on one side of the gun, which cartridges pass through the breech laterally, and, turning a curve, enter the barrel from the opposite side. When the bolt is drawn back by the knob handle a cartridge is fed up into position to enter the barrel, and when pushed forward the cartridge is forced into the bore of the gun, and at the same time a spiral spring is put under tension to set the hammer of the gun, which carries a firing pin at its front end. When the trigger is pulled the hammer and firing pin plunge forward to explode the cap in the cartridge, and when the handle of the bolt is drawn back again to extract the empty shell, a fresh cartridge rises to take its place.
The Krag-Jorgensen Magazine Rifle was patented on June 10, 1890 (No. 429,811), and February 21, 1893 (No. 492,212). It is the weapon adopted by the United States infantry service and is seen in Fig. 280. The fixed magazine chamber, shown in the cross-section, runs laterally below the barrel and is loaded with cartridges on one side of the gun. These cartridges pass through the breech laterally, curve, and enter the barrel from the opposite side. When the bolt is pulled back using the knob handle, a cartridge slides into position to enter the barrel. When pushed forward, the cartridge is forced into the gun's bore, while a spiral spring is compressed to set the hammer of the gun, which has a firing pin at its front end. When the trigger is pulled, the hammer and firing pin move forward to strike the cap in the cartridge, and when the bolt handle is pulled back again to eject the empty shell, a new cartridge rises to take its place.
The Mauser Rifle is shown in Fig. 281. This is the arm of which so much was heard during the recent war with Spain, and against which our soldiers had to contend. Five cartridges are carried in a magazine immediately in front of the trigger, and are fed up by a subjacent spring, one at a time, centrally through the breech into line with the barrel, as the bolt with the knobbed handle is worked back and forth. The cartridges are carried by the soldier in groups of five in a “clip,” which is a simple strip of metal with inturned parallel edges, which enclose the flanged heads of the cartridges as they project at right angles to the clip. To[414] transfer the cartridges to the magazine, the clip with its cartridges is placed above the barrel, and the cartridges forced down out of the clip into the magazine. In the Mannlicher gun, adopted by the German army, the clip which holds the cartridges is itself inserted into the magazine, along with the cartridges.
The Mauser Rifle is shown in Fig. 281. This is the firearm that was widely discussed during the recent war with Spain, and that our soldiers had to face. It carries five cartridges in a magazine located right in front of the trigger, which are fed up by a spring from below, one at a time, straight through the breech into alignment with the barrel, as the bolt with the knob handle is worked back and forth. Soldiers carry the cartridges in groups of five in a “clip,” which is a simple metal strip with inward-facing edges that hold the flanged heads of the cartridges as they stick out at a right angle to the clip. To transfer the cartridges to the magazine, the clip with its cartridges is placed above the barrel, and the cartridges are pushed down out of the clip into the magazine. In the Mannlicher rifle, adopted by the German army, the clip that holds the cartridges is inserted directly into the magazine along with the cartridges.

The modern trend of development in firearms has been toward the reduction of calibre, the standard for small arms being 30⁄100. The lead bullets are covered with a seamless jacket of harder metal (Geiger’s patents, No. 306,738 and 306,739, October 21, 1884), which prevents the “leading” and fouling of the gun, and the distortion of the bullet. Modern magazine guns permit twenty-five to thirty shots a minute as single loaders, and besides they hold in reserve five cartridges. They have a killing range of a mile, and the cost of the cartridge is 3.2 cents. At a trial at the Washington Navy Yard a few years past a steel projectile 1.07 inches long and 32⁄100 calibre penetrated solid iron 1.15 inch thick, fired at an angle of 80°. It also penetrated 50 inches of pine boards, and its range was estimated at three miles.
The current trend in firearm development has been to reduce caliber, with the standard for small arms being 30⁄100. The lead bullets are wrapped in a seamless jacket made of harder metal (Geiger’s patents, No. 306,738 and 306,739, October 21, 1884), which prevents lead buildup and fouling in the gun, as well as bullet distortion. Modern magazine guns can fire twenty-five to thirty shots per minute as single loaders, and they can also hold five extra cartridges in reserve. They have an effective range of a mile, and the cost of each cartridge is 3.2 cents. In a trial at the Washington Navy Yard a few years ago, a steel projectile measuring 1.07 inches long and 32⁄100 caliber penetrated solid iron that was 1.15 inches thick when fired at an angle of 80°. It also pierced through 50 inches of pine boards, and its range was estimated to be three miles.

Hammerless Guns.—Among improvements in shot guns the so-called “hammerless” feature is a noteworthy departure. This hides the hammers in the breech and cocks them by the act of breaking down the gun. In Fig. 282 is given a section and plan view of the Greener mechanism, which was patented July 6, 1880, No. 229,604, and was one of the first guns of this kind put on the market. The hammers A are constructed as elbow levers. Their upper ends have each a round point adapted to strike through a small hole in the breech onto the cap of the cartridge. The lower front portions of the hammers are extended forward and curved inwardly toward each other, so that their inner ends nearly meet. C is a pendent hook jointed to the barrel, and when the latter is tilted, as shown in dotted lines, the hook acting upon the forwardly projecting arms of the hammers turns them backward to the cocked position, in which they[415] are retained by the dogs B engaging with their notches. As the hammers move back the mainspring is compressed, and when the dog B is removed from the notch by pulling on the trigger, the hammers are released and the gun fired.
Hammerless Guns.—One significant advancement in shotguns is the “hammerless” design. This innovation conceals the hammers in the breech and cocks them when the gun is broken down. In Fig. 282 is a section and plan view of the Greener mechanism, which was patented on July 6, 1880, No. 229,604, and was among the first guns of this type available on the market. The hammers A are designed as elbow levers. Each upper end has a round point that strikes through a small hole in the breech onto the cap of the cartridge. The lower front parts of the hammers extend forward and curve inward toward each other, almost touching at their inner ends. C is a hanging hook connected to the barrel, and when the barrel is tilted, as shown in dotted lines, the hook acts on the forwardly projecting arms of the hammers, turning them backward into the cocked position, where they[415] are held by the dogs B engaging with their notches. As the hammers move back, the mainspring is compressed, and when the dog B is released from the notch by pulling the trigger, the hammers release and the gun is fired.
The rebounding lock, now universally applied to shot guns, is another comparatively recent improvement. This promotes safety by causing the hammers to be normally and automatically held away from the firing pins. The first practical form of this lock was patented by Hailer, July 26, 1870, No. 105,799, in which a single spring serves to deliver the blow of the hammer and also withdraws the hammer from the firing pin. A marked tendency in shot guns in late years is toward a reduction in bore, many sportsmen now using a 28 gauge in preference to the old regulation 12.
The rebounding lock, now commonly used in shotguns, is a relatively recent advancement. It enhances safety by automatically keeping the hammers away from the firing pins. The first practical version of this lock was patented by Hailer on July 26, 1870, No. 105,799, where a single spring both strikes the hammer and retracts it from the firing pin. A notable trend in shotguns in recent years is the shift towards a smaller bore, with many hunters now opting for a 28 gauge instead of the traditional 12 gauge.
Nearly 5,000 patents have been granted in the United States for firearms, and about 2,400 for projectiles. The most important of the latter is the torpedo, of which the Whitehead, or fish torpedo, which supplies its own means of propulsion, is the best known and most used. It was first brought out in 1866 by Whitehead, at Fiume, a port of Hungary. The Gathmann aerial torpedo, weighing 1,800 pounds and carrying 625 pounds of wet gun cotton, is designed to be fired from a gun 44 feet long and 18 inch bore, and is supposed to have a range of ten miles. Tests are about to be made under special appropriation of Congress, and if its claim can be substantiated, it may become the most destructive engine of warfare known.
Almost 5,000 patents have been issued in the United States for firearms, and around 2,400 for projectiles. The most significant of the latter is the torpedo, with the Whitehead, or fish torpedo, being the most recognized and widely used. It was first introduced in 1866 by Whitehead in Fiume, a port in Hungary. The Gathmann aerial torpedo weighs 1,800 pounds and carries 625 pounds of wet gun cotton. It's meant to be fired from a 44-foot long gun with an 18 inch bore and is said to have a range of ten miles. Tests are set to be conducted under a special appropriation from Congress, and if its claims can be proven, it could become the most destructive weapon of warfare ever known.
Explosives.—The invention of gunpowder is ascribed to the Chinese,[416] and at a period so far back that its origin is buried in antiquity. It is believed to have been known since the time of Moses, something very like it being mentioned in the ancient Gentoo laws of India 1,500 to 2,000 B. C. For many years it was thought that Roger Bacon invented it in 1249, but it is now known that he was only a factor in its development. Most likely the saltpetre of the plains of China came first in accidental contact with the charred embers of a prehistoric fire, and to the observant man the oxygen-giving saltpetre furnished the charcoal with its means of energetic combustion for the first time.
Explosives.—The invention of gunpowder is credited to the Chinese,[416] and it dates back to a time so long ago that its origins are lost in history. It is thought to have been known since the time of Moses, with something similar mentioned in the ancient laws of India around 1,500 to 2,000 B.C. For many years, it was believed that Roger Bacon invented it in 1249, but we now know that he was just a contributor to its development. Most likely, the saltpetre from the plains of China first came into accidental contact with the charred remains of a prehistoric fire, and to the observant individual, the oxygen-releasing saltpetre provided the charcoal with the means for energetic combustion for the first time.
Gunpowder consists of about 75 parts of saltpetre (nitrate of potash), 15 of charcoal, and 10 of sulphur, the proportions varying somewhat with the use to which it is to be applied. In ordinary combustion the air supplies the necessary oxygen. In gunpowder the presence of the air is not necessary, as the saltpetre has imprisoned in its composition a large quantity of oxygen which furnishes to the carbon and sulphur the means for its combustion, gasification and enormous expansion. Originally, gunpowder was pulverulent, like that used in fire works, and had but little propelling force. The making of it in grains (“corned”) is ascribed to Berthold Schwarz, a German monk, about 1320, and this, by promoting the rapidity of its burning, added greatly to its effective force, and gave a new impetus to firearms.
Gunpowder is made up of about 75 parts saltpeter (nitrate of potash), 15 parts charcoal, and 10 parts sulfur, with the ratios changing slightly based on its intended use. In typical combustion, air provides the necessary oxygen. However, with gunpowder, air isn't needed because the saltpeter contains a significant amount of oxygen that allows the carbon and sulfur to burn, gasify, and expand dramatically. Originally, gunpowder was powdery, like what's used in fireworks, and had very little propelling power. The process of making it in grains (“corned”) is credited to Berthold Schwarz, a German monk, around 1320, which improved its burning speed and greatly increased its effectiveness, giving a boost to firearms.
In the early part of the Nineteenth Century there were but few improvements in either the composition or manufacture of gunpowder. The introduction of the percussion cap, which exploded the charge by a blow, in the place of the old flint lock, was, however, a notable advance. Alexander John Forsyth, a Scotch clergyman, was the first to apply a percussion or detonating compound, as set forth in his British patent No. 3,032, of 1807. The embodiment of such compounds in the little copper caps was made about 1818, and has been claimed by various parties. Manton’s British patent No. 4,285, of 1818, describes a thin copper tube filled with fulminate and struck sidewise by the hammer to explode it. Joshua Shaw took a United States patent on a percussion gun, June 19, 1822, and the copper percussion cap was said to have been introduced in the United States by him in 1842. The embodiment of the charge of powder and ball in brass and copper shells was done in France by Galay Cazalat as early as 1826. Drawn metallic shells were made by Flobert and Lefaucheux, in 1853, and Palmer, in 1854. Drawn copper cartridges with center fire were introduced in the United States, and patented by Smith & Wesson August 8, 1854, No. 11,496, and solid headed shells by Hotchkiss, August 31, 1869, No. 94,210.
In the early 19th century, there were only a few advancements in the production and formulation of gunpowder. However, the introduction of the percussion cap, which detonated the charge with a blow instead of the old flint lock, was a significant improvement. Alexander John Forsyth, a Scottish clergyman, was the first to use a percussion or detonating compound, as outlined in his British patent No. 3,032 from 1807. The use of such compounds in small copper caps began around 1818 and has been claimed by various parties. Manton's British patent No. 4,285 from 1818 describes a thin copper tube filled with fulminate that bursts when struck sideways by the hammer. Joshua Shaw received a U.S. patent for a percussion gun on June 19, 1822, and he is credited with introducing the copper percussion cap in the U.S. in 1842. The incorporation of gunpowder and ball in brass and copper shells was achieved in France by Galay Cazalat as early as 1826. Drawn metallic shells were created by Flobert and Lefaucheux in 1853, and by Palmer in 1854. Drawn copper cartridges with centerfire were introduced in the U.S. and patented by Smith & Wesson on August 8, 1854, No. 11,496, with solid-headed shells patented by Hotchkiss on August 31, 1869, No. 94,210.

FIG. 283.—SUBMARINE MINE. CHARGE, 250 POUNDS DYNAMITE.
FIG. 283.—UNDERWATER MINE. CHARGE, 250 POUNDS OF DYNAMITE.
In 1846 a new and distinct development in explosives was made in the discovery of gun cotton by Schönbein, and of nitro-glycerine in 1847 by Sobrero. The former is made by the reaction of nitric acid, aided by sulphuric acid, on ordinary raw cotton, which, while changing the physical aspects of the cotton but little, gives to it a terrific explosive energy. Nitro-glycerine is made in a somewhat similar way by treating glycerine with nitric and sulphuric acids. At first it found no practical applications, except as a homœopathic medicine for headache, but about 1864 Nobel commenced its manufacture for explosive uses, and since that time nearly all the great blasting operations have been performed through its agency. Its most familiar form is dynamite, or giant powder, Nobel’s patent, No. 78,317, May 26, 1868, which is simply nitro-glycerine held in absorption by some inert granular solid, such as infusorial earth, and is thus rendered safer to handle and more convenient to use. A suggestive application of the terrible power of these explosives is in submarine mines. The instantaneous and dastardly destruction of our battleship, “The Maine,” with 250 of her crew, in Havana harbor, February 15, 1898, by one of these agencies, is a harrowing illustration. Fig. 283 represents one of these submarine mines carrying 250 pounds of dynamite, and Fig. 284 is an instantaneous photograph at the moment of explosion.
In 1846, a significant advancement in explosives occurred with the discovery of gun cotton by Schönbein and nitro-glycerine in 1847 by Sobrero. Gun cotton is created by reacting nitric acid, with the help of sulphuric acid, on regular raw cotton, which changes the cotton's physical properties only slightly but gives it an enormous explosive power. Nitro-glycerine is produced in a similar way by treating glycerine with nitric and sulphuric acids. Initially, it had no practical uses apart from being a homeopathic remedy for headaches, but around 1864, Nobel began its production for explosive purposes, and since then, almost all major blasting operations have used it. Its most well-known form is dynamite, or giant powder, patented by Nobel, No. 78,317, May 26, 1868, which is just nitro-glycerine absorbed by some inert granular material like infusorial earth, making it safer to handle and easier to use. A notable application of the devastating power of these explosives is in underwater mines. The instant and tragic destruction of our battleship, “The Maine,” along with 250 of her crew, in Havana harbor on February 15, 1898, by one of these devices, serves as a haunting example. Fig. 283 represents one of these underwater mines containing 250 pounds of dynamite, and Fig. 284 is an instantaneous photograph taken at the moment of the explosion.

FIG. 284.—EXPLOSION OF A MINE. BASE OF WATER COLUMN, 100 FEET WIDE, HEIGHT, 246 FEET.
FIG. 284.—EXPLOSION OF A MINE. BASE OF WATER COLUMN, 100 FEET WIDE, HEIGHT, 246 FEET.
White gunpowder, or wood powder, was invented by Captain Schultz,
of the Prussian army. It is made by treating granulated wood with a
mixture of nitric and sulphuric acids, which, acting upon the cellulose
of the wood, convert it into an explosive something of the nature of gun
cotton. The grains are afterward saturated with saltpetre. This was
patented in the United States June 2, 1863, No. 38,789, and in Great
Britain, No. 900, of 1864. Dittmar’s powder is another of the same general[418]
[419]
nature, covered by United States patents No. 98,854, January 18,
1870; No. 99,069, January 25, 1870, and No. 145,403, December 9, 1873.
White gunpowder, or wood powder, was created by Captain Schultz of the Prussian army. It is produced by treating granulated wood with a mix of nitric and sulfuric acids, which react with the cellulose in the wood to turn it into an explosive similar to gun cotton. The grains are then soaked in saltpeter. This was patented in the United States on June 2, 1863, No. 38,789, and in Great Britain, No. 900, of 1864. Dittmar’s powder is another similar product, covered by United States patents No. 98,854, January 18, 1870; No. 99,069, January 25, 1870, and No. 145,403, December 9, 1873.
Among the high explosives of more recent date may be mentioned:
Among the newer high explosives, we can mention:
- Tonite (gun cotton and barium nitrate), British patents No. 3,612, of 1874, and No. 2,742, of 1876.
- Rack-a-rock (potassium chlorate and nitro-benzene), United States patent No. 243,432, June 28, 1881; British patent No. 5,584, of 1881.
- Bellite (ammonium nitrate and nitro-benzene), United States patent No. 455,217, June 30, 1891; British patent No. 13,690, of 1885.
- Melinite (picric acid and gun cotton), British patent No. 15,089, of 1885.
- Lyddite, not patented, but believed to be substantially same as melinite, and containing for its active ingredient picric acid, which is a compound formed by the reaction of nitric acid on carbolic acid.
- Cordite (nitro-glycerine, gun cotton, and mineral jelly or oil), British patent No. 5,614, of 1889; United States patent No. 409,549, August 20, 1889.
- Indurite (gun cotton and nitro-benzene, indurated), United States patent, No. 489,684, January 10, 1893; British patent, No. 580, of 1893.
In recent years smokeless powders have largely superseded all others. These contain usually nitro-cellulose (gun cotton), or nitro-glycerine, or both, made up into a plastic, coherent, and homogeneous compound of a gluey nature, and fashioned into horn-like sticks or rods by being forced under pressure through a die plate having small holes, through which the plastic material is strained into strings like macaroni, or else is molded into tablets, pellets, or grains of cubical shape. Prominent among those who have contributed to this art are the names of Turpin, Abel and Dewar, Nobel, Maxim, Munroe, Du Pont, Bernadou and others.
In recent years, smokeless powders have mostly taken over all others. These typically contain nitrocellulose (gun cotton), nitroglycerin, or both, combined into a plastic, cohesive, and uniform compound that has a sticky texture. They are shaped into horn-like sticks or rods by being forced under pressure through a die plate with small holes, causing the plastic material to be stretched into strings like macaroni, or they can be molded into tablets, pellets, or cubical grains. Notable contributors to this field include Turpin, Abel, Dewar, Nobel, Maxim, Munroe, Du Pont, Bernadou, and others.
In the recent years of the Nineteenth Century great activity has been manifest in this field of invention. In the United States more than 600 different patents have been granted for explosives, the larger portion of them being for nitro-compounds, which partake in a greater or less degree of the qualities of gun cotton or nitro-glycerine. The influence exerted by them has been incalculable. Subtile as is the force imprisoned in inter-atomic relation, it has been the power behind the boom of the cannon; it has lent itself to the driving of great tunnels through the solid rock; it has lifted the coal and ore from the solid embrace of the mountain, and the building stone from its sleep in the quarry; it has opened up channels to the sea, canals on land, and in both war and peace has been one of the great agencies of civilization.
In recent years of the Nineteenth Century, there has been significant activity in the field of invention. In the United States, over 600 different patents have been granted for explosives, most of which are for nitro-compounds that share varying qualities with gun cotton or nitro-glycerine. Their impact has been immeasurable. As subtle as the force contained in inter-atomic relations, it has powered the boom of cannons; it has helped in driving large tunnels through solid rock; it has extracted coal and ore from the depths of mountains, as well as building stone from quarries; it has created paths to the sea, canals on land, and in both war and peace, it has been one of the major forces of civilization.
CHAPTER XXXI.
Fabrics.
Spinning and Weaving an Ancient Art—Hargreaves’ Spinning Jenny—Arkwright’s Roll-Drawing Spinning Machine—Crompton’s Mule Spinner—The Cotton Gin—Ring Spinning—The Rabbeth Spindle—John Kay’s Flying Shuttle and Robert Kay’s Drop Box—Cartwright’s Power Loom—The Jacquard Loom—Crompton’s Fancy Loom—Bigelow’s Carpet Looms—Lyall Positive Motion Loom—Knitting Machines—Cloth Pressing Machinery—Artificial Silk—Mercerized Cloth.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__—__A_TAG_PLACEHOLDER_9__—__A_TAG_PLACEHOLDER_10__—__A_TAG_PLACEHOLDER_11__—__A_TAG_PLACEHOLDER_12__—__A_TAG_PLACEHOLDER_13__—__A_TAG_PLACEHOLDER_14__—__A_TAG_PLACEHOLDER_15__—__A_TAG_PLACEHOLDER_16__.
Far back in the obscuring gloom of a prehistoric antiquity, man wore probably only the hirsute covering which nature gave him. As he emerged from barbarism, sentiments of modesty marked the evolution of his mind, and this, together with the need for a more sufficient protection against cold and heat, suggested an artificial covering for his body. At first he robbed the brute of his fleecy skin and wore it bodily. Later he learned to spin and weave; next to food and drink, clothing became a fundamental necessity, for without it his life could not extend outside of the limited zone of the tropics. Food and drink were to be found as nature’s free gifts, but clothing had to be made, and its manufacture constituted probably the oldest of all the living arts. The making of cloth may be said to be coeval with history. The Old Testament of the Bible is replete with references to spinning and weaving, and the cloths wrapped about the mummies of ancient Egypt, although thousands of years old, were of exceeding regularity and fineness.
Long ago, in the dim shadows of prehistoric times, humans likely only had the natural hair that covered their bodies. As they evolved from a savage state, feelings of modesty developed in their minds, and this, along with the need for better protection against cold and heat, led to the creation of artificial clothing. Initially, they took the furry skins of animals and wore them. Later, they learned to spin and weave fabric; after food and drink, clothing became an essential need, as their lives couldn't extend beyond the warm tropical regions without it. Food and drink were available as free gifts from nature, but clothing had to be produced, making its creation likely the oldest of all human crafts. The making of fabric can be said to have begun with recorded history. The Old Testament of the Bible is full of mentions of spinning and weaving, and even the fabrics wrapping the mummies of ancient Egypt, though thousands of years old, were incredibly well-made and fine.
So old an art, and so great and continuous a need for its products necessarily must have resulted in much development and progress. When the Nineteenth Century began, the world already enjoyed the results of Hargreaves’ spinning-jenny, Arkwright’s roll-drawing spinning machine, the mule spinner, the cotton gin, and the power loom, all of which were most radical inventions, equaling in importance, perhaps, any that have followed.
So ancient an art, and such a significant and ongoing demand for its products, must have led to a lot of development and progress. By the time the Nineteenth Century started, the world was already benefiting from Hargreaves’ spinning jenny, Arkwright’s roll-drawing spinning machine, the mule spinner, the cotton gin, and the power loom—all of which were groundbreaking inventions, arguably as important as any that came afterward.
Prior to the invention of the spinning-jenny, the loose fibre was spun into yarns and thread by hand on the old-fashioned spinning wheel, each[421] thread requiring the attention of one person. In 1763 Hargreaves invented the spinning-jenny (see Fig. 285), in which a multiplicity of spindles was employed, whereby one person could attend to the making of many threads simultaneously. For this purpose the spindles were set upright at the end of the frame, and the rovings or strips of untwisted fibre were carried on bobbins on the inclined frame. The rovings extended from these bobbins to a reciprocating “clasp” held in the left hand of the workman, and thence extended to the spindles at the end of the frame. The workman drew out the rovings by moving the clasp back and forth, and at the same time turned the crank with his right hand to rotate the spindles. Hargreaves’ machine is shown and described in his British patent, No. 962 of 1770.
Before the invention of the spinning-jenny, loose fiber was spun into yarn and thread by hand on a traditional spinning wheel, with each[421] thread requiring the attention of one person. In 1763, Hargreaves invented the spinning-jenny (see Fig. 285), which used multiple spindles, allowing one person to produce many threads at the same time. For this, the spindles were set upright at the end of the frame, and the rovings or strips of untwisted fiber were placed on bobbins on the inclined frame. The rovings extended from these bobbins to a reciprocating “clasp” held in the worker's left hand, and then to the spindles at the end of the frame. The worker pulled the rovings by moving the clasp back and forth, while also turning the crank with their right hand to rotate the spindles. Hargreaves’ machine is shown and described in his British patent, No. 962 of 1770.

The next important step in spinning was the introduction of drawing rolls, which were a series of rolls running at different speeds for drawing out or elongating the roving as it was spun into a thread. This was mainly due to Arkwright, a contemporary of Hargreaves. The principle of the drawing rolls had been foreshadowed in the British patents of Louis Paul, No. 562, of 1738, and No. 724, of 1758, but Arkwright made[422] the first embodiment of it in practically useful machines, which were covered by him in British patents No. 931, of 1769, and No. 1,111, of 1775. Arkwright’s spinning machine is shown in Fig. 286, the drawing rolls being shown at the top of the figure.
The next major advancement in spinning was the introduction of drawing rolls, a series of rolls operating at different speeds to draw out or stretch the roving as it was spun into thread. This innovation was mainly credited to Arkwright, who was a contemporary of Hargreaves. The concept of drawing rolls was hinted at in the British patents of Louis Paul, No. 562, from 1738, and No. 724, from 1758, but Arkwright was the first to implement it in practically useful machines, which he secured with British patents No. 931, from 1769, and No. 1,111, from 1775. Arkwright’s spinning machine is illustrated in Fig. 286, with the drawing rolls shown at the top of the figure.

FIG. 286.—ARKWRIGHT’S ROLL-DRAWING SPINNING MACHINE.
FIG. 286.—ARKWRIGHT'S ROLL-DRAWING SPINNING MACHINE.
Following these important inventions came the mule spinner. This was invented by Crompton between 1774 and 1779, but was never patented. It combined the leading features of Hargreaves and Arkwright. The spindles were mounted on a wheeled carriage that traveled back and forth a considerable distance from the drawing rolls, which were mounted in bearings in a stationary frame. The long travel of the carriage back and forth, and the simultaneous twisting and drawing of the yarns, produced threads of great fineness and regularity. The value of the long travel of the carriage may be briefly noted as follows: When the threads or slivers emerge from the drawing rolls they are not absolutely of uniform size, and the thick portions do not twist as tightly as the thinner portions. The stretching and drawing of these thicker parts down to a uniform size by the receding of the carriage is the distinctive feature of its action. As the thread has greater tensile strength at the thinner hard-twisted parts than it has at the thicker untwisted parts, it will be seen that the stretching action is localized on the thicker untwisted parts of the thread, which are thus brought down to uniform size by elongation. The drawing and twisting of the thread is effected as the carriage runs out, and when the carriage runs in these twisted lengths are wound around the spindles. The rendering of the action of the mule automatic or self-acting in its travel back and forth was the invention of Richard Roberts, of England,[423] and was covered by him in British patents No. 5,138 of 1825, and No. 5,649 of 1830. The mule spinner shown in Fig. 287 is a good modern example of this machine.
After these significant inventions came the mule spinner. This was created by Crompton between 1774 and 1779, but he never patented it. It combined the key features of Hargreaves and Arkwright. The spindles were mounted on a wheeled carriage that moved back and forth over a considerable distance from the drawing rolls, which were placed in bearings in a stationary frame. The long movement of the carriage, along with the simultaneous twisting and drawing of the yarns, produced threads of great fineness and consistency. The importance of the long movement of the carriage can be briefly summarized as follows: When the threads or slivers come out of the drawing rolls, they are not perfectly uniform in size, and the thicker sections don't twist as tightly as the thinner ones. The stretching and drawing of these thicker areas down to a uniform size by the retreating carriage is the defining characteristic of its action. Since the thread has more tensile strength in the thinner, tightly twisted parts compared to the thicker, loosely twisted sections, it becomes clear that the stretching action focuses on the thicker, untwisted parts of the thread, which are then brought to uniform size through elongation. The drawing and twisting of the thread takes place as the carriage moves out, and when the carriage retracts, these twisted lengths are wound around the spindles. The automation of the mule spinner's back-and-forth movement was invented by Richard Roberts from England,[423] and he covered it in British patents No. 5,138 of 1825 and No. 5,649 of 1830. The mule spinner depicted in Fig. 287 is a good modern example of this machine.

One of the most important of the early inventions in the textile art was the cotton gin. This was the invention of Eli Whitney, of Massachusetts, and was patented by him March 14, 1794. Prior to its use the picking of the cotton fibre from the bean-like seed with which it is compactly stored in the boll was entirely effected by hand, and it was a slow and tedious process, and about 4 pounds per day was the average work of one man. The cotton gin, shown in Fig. 288, is a device for doing this by machinery in a rapid, thorough, and expeditious manner. The cotton, mixed with seed, is fed to the roll box J, in which a sort of reel F continually turns the cotton. The bottom of the roll box is formed with a grating of parallel ribs E, between which project the teeth of a gang of circular saws C, which pull the fibre through between the ribs and deliver it to the revolving brush B, which beats the fibre off the teeth of the saws and produces a blast that discharges the fleece through the rear of the gin. The cotton seed, which[424] are too large to pass between the ribs with the fibre, drop out the bottom of the roll-box. With the aid of the cotton gin the efficiency of one man is raised from four pounds per day to several thousand pounds per day, and the culture and manufacture of cotton fibre was revolutionized and greatly stimulated by providing a mode of putting it into merchantable condition at a reasonable price. It is said that the crop of cotton increased from 189,316 pounds in 1791 to 2,000,000,000 pounds in 1859. The cotton gin, as invented by Whitney more than a hundred years ago, is still in use, substantially unchanged in principle, but its efficiency has been raised from 70 pounds per day to several thousands. The cotton crop of the United States for 1899, which was handled by the modern gins at this rate, amounted to 11,274,840 bales, of about 500 pounds each, or more than five thousand million pounds. But for the cotton gin this great staple would have only a very limited use, and one of the greatest of the world’s industries would have practically no existence.
One of the most important early inventions in the textile industry was the cotton gin. This was invented by Eli Whitney from Massachusetts and patented by him on March 14, 1794. Before the cotton gin, picking the cotton fiber from the bean-like seed it’s stored in was done entirely by hand, which was a slow and tedious process; an average person could only pick about 4 pounds a day. The cotton gin, shown in Fig. 288, is a machine that does this quickly and efficiently. The cotton, mixed with seeds, is fed into the roll box J, where a sort of reel F constantly turns the cotton. The bottom of the roll box has a grating of parallel ribs E, with teeth from a series of circular saws C that pull the fiber through the ribs and deliver it to the revolving brush B, which knocks the fiber off the saw teeth and produces a blast that pushes the fleece out the back of the gin. The cotton seeds, which are too large to pass through the ribs with the fiber, drop out the bottom of the roll box. With the cotton gin, one person's efficiency is raised from four pounds per day to several thousand pounds per day, revolutionizing and greatly stimulating the cultivation and manufacture of cotton fiber by providing a way to process it into a marketable form at a reasonable cost. It’s reported that cotton production increased from 189,316 pounds in 1791 to 2,000,000,000 pounds in 1859. The cotton gin, as Whitney designed it more than a hundred years ago, is still in use today, largely unchanged in principle, but its efficiency has improved from 70 pounds per day to several thousand. The U.S. cotton crop for 1899, processed by modern gins at this rate, totaled 11,274,840 bales, each weighing about 500 pounds, or more than five billion pounds total. Without the cotton gin, this major commodity would have very limited use, and one of the world’s largest industries would hardly exist.


A modern step of importance in spinning was the ring frame. Ring spinning was invented by John Thorp, of Rhode Island, who took out two patents for the same November 20, 1828. The leading feature of the ring frame is the substitution of a light steel hoop or traveler running upon the upper edge of a ring surrounding the spindle in lieu of the flyer formerly employed. The thread passes through the hoop as it is wound upon the spindle. In modern times ring spinning has attained considerable proportions, especially in cotton manufactures.
A significant advancement in spinning was the ring frame. Ring spinning was created by John Thorp from Rhode Island, who received two patents for it on November 20, 1828. The main feature of the ring frame is the replacement of the old flyer with a lightweight steel hoop or traveler that runs along the upper edge of a ring surrounding the spindle. The thread goes through the hoop as it's wound onto the spindle. Today, ring spinning has become quite prominent, especially in the cotton industry.
Nearly 3,000 United States patents have been granted in the class of spinning, and many valuable improvements in the details of construction in spinning machinery have been made in recent years. The most important, perhaps, are those relating to spindle structure, whereby the speed and efficiency of spinning machines have been greatly increased. Prior to 1878 the speed of the average spindle was limited to 5,000 revolutions a minute. In 1878 improvements were made which doubled its working speed and permitted as high as 20,000 revolutions a minute. This result was accomplished by making a yielding bolster. The bolster is an upright sleeve bearing, in which the spindle revolves, and against which is sustained the pull of the band that drives the spindle. By making this bolster or sleeve bearing to yield laterally by means of an elastic packing which surrounds it, a much greater freedom and speed of revolution were obtained. The preliminary step in this direction was made by Birkenhead in patent No. 205,718, July 9, 1878. In the same year this idea was perfected by Rabbeth. The bolster was placed loosely in a bolster case of slightly larger diameter than the bolster, and the bottom of the spindle had a free lateral movement as well as the top, as shown in his patent No. 227,129, May 4, 1880. With such perfect freedom of movement, the spindle at high speed could find its own center of revolution, and an indefinitely high speed and quadrupled efficiency were attained. The Draper Spindle is shown in Fig. 289 as one of the most modern and representative of spinning spindles. Considering the great speed of the modern spindle and the fact that a single workman attends a thousand or more of them, the record of progress in this art becomes impressive. In 1805 there were only 4,500 cotton spindles at work in the United States. In 1899 there were 18,100,000.
Nearly 3,000 patents have been granted in the United States for spinning, and many valuable improvements in spinning machinery have been made recently. The most significant improvements are likely those related to spindle structure, which have greatly increased the speed and efficiency of spinning machines. Before 1878, the average spindle could only reach 5,000 revolutions per minute. In 1878, advancements were made that doubled this speed, allowing spindles to operate at up to 20,000 revolutions per minute. This was achieved by using a yielding bolster. The bolster is an upright sleeve bearing where the spindle rotates and supports the pull of the band that drives the spindle. By allowing this bolster or sleeve bearing to yield laterally through elastic packing around it, greater freedom and speed of rotation were accomplished. The first step in this direction was taken by Birkenhead with patent No. 205,718 on July 9, 1878. That same year, Rabbeth perfected the idea. He placed the bolster loosely in a slightly larger bolster case, allowing the bottom of the spindle to move laterally as freely as the top, as shown in his patent No. 227,129 on May 4, 1880. With this complete freedom of movement, the spindle at high speed could find its own center of revolution, achieving incredibly high speeds and quadrupling efficiency. The Draper Spindle is shown in Fig. 289 as one of the most modern and representative spinning spindles. Given the high speed of modern spindles and the fact that a single worker manages a thousand or more of them, the record of progress in this field is impressive. In 1805, there were only 4,500 cotton spindles working in the United States. By 1899, that number had risen to 18,100,000.
Weaving.—A woven fabric consists of threads which run lengthwise,[426] called the “warp,” crossed by threads running transversely, called the “woof,” “weft,” or “filling,” which latter are imprisoned or locked in by the warp. In a simple loom the warp threads are divided into two groups, the threads of one group alternating with those of the other, and means are provided for separating these groups to form a wedge-shaped space between them called a “shed.” Through this shed the shuttle which carries the woof or filling thread is sent crosswise the warp threads. Means are provided for changing the inclination and position of the two groups of warp threads in relation to each other, so as to lock in the filling, and put the warp threads in position to receive the next filling thread. For this purpose the warp threads, usually horizontal, are each passed through a loop, and every alternate loop is attached to a frame called a “heddle.” The intervening loops and threads are attached to another frame or “heddle,” and the two heddles by being worked, one up and the other down, separate the warp threads to form the shed. Formerly the shuttle was thrown by hand through the shed. In 1733 John Kay, of England, took out British patent No. 542, for the flying shuttle and picking stick, by which the shuttle was struck a hammer-like blow and driven like a ball from a bat across the warp, and was struck by a similar stick on the other side, to be returned in the same way. This gave a much more rapid action than could be obtained by hand-throwing, and enabled one weaver to do the work of two or three. In 1760 Robert Kay invented the drop box, by which different shuttles carrying different colors of thread were employed.
Weaving.—A woven fabric is made up of threads that run lengthwise,[426] known as the “warp,” which are crossed by threads that run across, called the “woof,” “weft,” or “filling.” These are held in place by the warp. In a simple loom, the warp threads are split into two groups, with threads from one group alternating with those from the other. There are mechanisms that create a wedge-shaped gap between the two groups called a “shed.” Through this shed, a shuttle carrying the woof or filling thread is passed across the warp threads. There are means to adjust the angle and position of the two groups of warp threads relative to each other so that the filling thread can be locked in and the warp threads can be set to accept the next filling thread. Typically, the horizontal warp threads pass through loops, with every other loop attached to a frame called a “heddle.” The other loops and threads connect to another frame or “heddle,” and by moving the two heddles—one up and one down—the warp threads are separated to create the shed. In the past, the shuttle was thrown through the shed by hand. In 1733, John Kay from England received British patent No. 542 for the flying shuttle and picking stick, which struck the shuttle with a hammer-like force, sending it across the warp like a ball hit by a bat, and a similar stick would strike it back. This made the process much quicker than hand-throwing, allowing one weaver to do the work of two or three. In 1760, Robert Kay invented the drop box, which allowed for different shuttles carrying different colors of thread to be used.
The power loom, however, marked the first great growth in the art of weaving. The enormously increased quantity of cotton spun by Arkwright’s machinery made a demand for increased facilities for weaving it into cloth. Dr. Cartwright, of England, foresaw and met this demand in his power loom, in which all of the intricate operations were performed by power-driven machinery. His invention was not extensively introduced until about the beginning of the Nineteenth Century. One difficulty experienced was that the warp threads, from their fuzzy nature, had to be dressed with size, and this required the loom to be stopped from time to time, and necessitated the services of a man to dress or size the warp threads. This difficulty was overcome, however, by Johnson & Radcliffe, about 1803, by the sizing and dressing of the yarns by passing them between rollers and coating them with a thin layer of paste before being put into the loom. Dr. Cartwright was granted British patents No. 1,470, of 1785; No. 1,565, of 1786; No. 1,616, of 1787, and No. 1,676, of[427] 1788, but being unable to maintain any monopoly under his patents he was compensated by Parliament with a grant of £10,000.
The power loom, however, represented the first major leap in the weaving industry. The massive increase in the amount of cotton spun by Arkwright’s machinery created a need for better weaving methods. Dr. Cartwright from England anticipated this need and created his power loom, where all complex operations were handled by power-driven machinery. His invention wasn’t widely adopted until around the start of the Nineteenth Century. One challenge faced was that the warp threads, being fuzzy, needed to be dressed with size, which meant stopping the loom periodically and requiring someone to prepare the warp threads. This issue was resolved by Johnson & Radcliffe around 1803 by treating the yarns with a thin layer of paste as they passed between rollers before being placed into the loom. Dr. Cartwright received British patents No. 1,470 in 1785; No. 1,565 in 1786; No. 1,616 in 1787; and No. 1,676 in[427] 1788, but he was unable to enforce any monopoly on his patents and was instead compensated by Parliament with a grant of £10,000.

Jacquard Loom.—This most notable step in the art of weaving was made at the very beginning of the Nineteenth Century. It enabled all kinds of fabrics, from the finest to the coarsest, to be cheaply woven into[428] patterns having figured or ornamental designs. Jacquard, a native of Lyons, conceived the plan of his great invention in the last decade of the Eighteenth Century, and on December 28, 1801, took out French patent No. 245, on the same. His invention was not, in fact, a new form of loom, but rather an attachment to a loom which was universally applicable to all looms. Before his invention, figured patterns of cloth could only be made by slow and laborious processes. Jacquard’s invention consisted in individualizing and differentiating the movement of the warp threads, instead of operating them in constant groups. This individualizing of the movement of the warp threads allowed any warp thread to be held up automatically any length of time, or let down, according as was necessary to form the figure of the pattern. This was accomplished by making a chain of articulated cards, like a slatted belt, and perforating these cards with varying arrangements of holes. The cards were successively and intermittently fed to a set of needles, which latter, by rising and falling, raise or lower the warp threads attached to the same. By perforating these cards differently, and arranging them so that when one card was brought in front of the needles it would let certain needles through the perforations and hold the others back, it will be seen that each card controlled the action of a different set of needles, and the sequence of the series of cards effected the necessary change in the needles and movement of the warp threads to form the growth of the figure in the fabric.
Jacquard Loom.—This significant advancement in weaving occurred at the start of the Nineteenth Century. It allowed various fabrics, from the finest to the coarsest, to be inexpensively woven into[428] patterns with intricate or decorative designs. Jacquard, from Lyons, developed his groundbreaking invention in the last decade of the Eighteenth Century and received French patent No. 245 for it on December 28, 1801. His invention wasn't actually a completely new loom, but an attachment that could be used with any loom. Before this, creating patterned fabric required slow and tedious methods. Jacquard’s invention focused on the individual movement of the warp threads rather than operating them in fixed groups. This allowed any warp thread to be lifted or lowered automatically for as long as needed to create the pattern design. He achieved this by creating a series of articulated cards, similar to a slatted belt, which were punched with different patterns of holes. These cards were fed one at a time to a set of needles that, by moving up and down, raised or lowered the connected warp threads. By varying the holes in these cards and arranging them so that when one was positioned in front of the needles it would allow certain needles through while blocking others, it became clear that each card controlled a specific group of needles. The order of the cards determined the changes in the needles and the movement of the warp threads, allowing the pattern to develop in the fabric.
In Fig. 290 is seen a modern form of Jacquard loom, showing at the far end the chain of perforated cards. Jacquard received a bronze medal at the French Exposition in 1801, was decorated with the Cross of the Legion of Honor, and the gratitude of his countrymen was attested by a pension of 6,000 francs, and a statue erected to his memory at Lyons in 1840.
In Fig. 290 you can see a modern version of the Jacquard loom, displaying the chain of perforated cards at the far end. Jacquard was awarded a bronze medal at the French Exposition in 1801, honored with the Cross of the Legion of Honor, and his fellow countrymen showed their gratitude with a pension of 6,000 francs and a statue built in his memory in Lyons in 1840.
Subsequent improvements and developments of the Jacquard loom have carried its work to great nicety and refinement of action. In the chain of pattern cards it is said that as many as 25,000 separately punched cards or plates are sometimes used in weaving a single yard of brocade. The great variety of elaborate designs of delicate tracery in silk, rich patterns in brocades, and gorgeous figures in carpets, attest the value of Jacquard’s important step in this art.
Subsequent improvements and developments of the Jacquard loom have enhanced its precision and functionality. It's reported that as many as 25,000 individually punched cards or plates can be used to weave just one yard of brocade. The wide range of intricate designs featuring delicate silk patterns, luxurious brocades, and stunning carpet motifs demonstrate the significance of Jacquard’s pivotal contribution to this craft.
Nearly 5,000 United States patents have been granted in the class of weaving. In the early part of the century much notable work was done. Steam was applied to looms by William Horrocks (British patent No. 2,699, 1803). From 1830 to 1842 there were brought out the fancy[429] looms of Crompton, the application of the Jacquard mechanism to the lace frame by Draper, and the carpet looms of Bigelow. In 1853 Bonelli sought to improve on the Jacquard mechanism by employing electro-magnets to effect the selection of the needles, instead of perforated cards (British patent No. 1,892, of 1853).
Nearly 5,000 United States patents have been granted in the weaving category. In the early part of the century, a lot of important work was done. Steam was introduced to looms by William Horrocks (British patent No. 2,699, 1803). From 1830 to 1842, some innovative fancy[429] looms were created by Crompton, the Jacquard mechanism was applied to lace frames by Draper, and Bigelow developed carpet looms. In 1853, Bonelli tried to enhance the Jacquard mechanism by using electro-magnets for needle selection instead of perforated cards (British patent No. 1,892, of 1853).
Among more recent developments is the Positive Motion loom of Lyall, patented December 10, 1872, No. 133,868, re-issue No. 9,049, January 20, 1880. The distinguishing feature of this is that the shuttle is not thrown or impelled as a projectile through the wedge-shaped space (shed), between the two sets of warp threads, but is positively dragged back and forth through the same by an endless belt attached to the shuttle carriage and running first in one direction and then in the other to drag the shuttle through.
Among more recent developments is the Positive Motion loom by Lyall, patented on December 10, 1872, No. 133,868, re-issue No. 9,049, on January 20, 1880. The key feature of this loom is that the shuttle isn’t thrown or propelled like a projectile through the wedge-shaped space (shed) between the two sets of warp threads; instead, it is positively pulled back and forth through the same space by an endless belt attached to the shuttle carriage, which moves first in one direction and then in the other to pull the shuttle through.

It is not to be understood that the positive motion loom has superseded the flying shuttle. The latter is still the leading type, of which the Crompton fancy loom, shown in Fig. 291, is a representative illustration.
It shouldn't be taken to mean that the positive motion loom has replaced the flying shuttle. The flying shuttle remains the primary type, with the Crompton fancy loom, shown in Fig. 291, serving as a representative example.
The tendency in late years in the art of weaving has been toward labor-saving devices, a reduction in the cost to the consumer of all kinds of textile fabrics, and the extension of the loom to the weaving of new kinds of materials. Prominent among these are the inventions in the loom for weaving plain fabrics made between the years 1881 and 1895, shown in patents to Northrop, No. 454,810, June 23, 1891; No. 529,943, November 27, 1894, and Draper, No. 536,948, April 2, 1895. This loom, as usual, employs a single shuttle, but as the weft becomes exhausted another[430] bobbin is automatically supplied to the shuttle without stopping the operation of the machine. During the year 1895 the first loom for weaving an open mesh cane fabric having diagonal strands was invented. Patents to Morris, No. 549,930, and to Crompton, No. 550,068, November 19, 1895, were obtained for this. Prior to this time two distinct machines were necessary to produce this fabric, and the operation was slow and expensive. Between 1893 and 1895 two machines were invented, upon either of which the well-known Turkish carpets can be woven. Patents to Youngjohns, No. 510,755, December 12, 1893, and to Reinhart von Seydlitz, No. 533,330, January 29, 1895, disclose this. The drawing of warp threads into the eyes of the heddles and through the reed of a loom requires great skill, and prior to 1880 was performed by hand at great expense. In 1882, however, a machine for doing this was invented, thereby dispensing with the old hand method and cheapening the operation. Patents to Sherman and Ingersoll, No. 255,038, March 14, 1882, and Ingersoll, No. 461,613, October 20, 1891, were granted for this machine.
The trend in recent years in the art of weaving has moved towards labor-saving technologies, which lower the cost of all types of textile fabrics for consumers while expanding the loom's capability to weave new materials. Key innovations during this period include developments in the loom for creating plain fabrics between 1881 and 1895, as detailed in patents to Northrop, No. 454,810, June 23, 1891; No. 529,943, November 27, 1894; and Draper, No. 536,948, April 2, 1895. This loom continues to use a single shuttle, but when the weft runs out, another bobbin is automatically fed into the shuttle without stopping the machine. In 1895, the first loom designed for weaving an open mesh cane fabric with diagonal strands was invented. Patents were granted to Morris, No. 549,930, and to Crompton, No. 550,068, November 19, 1895, for this innovation. Before this, two separate machines were needed to create this fabric, making the process slow and costly. From 1893 to 1895, two machines were developed that could each weave the well-known Turkish carpets. Patents to Youngjohns, No. 510,755, December 12, 1893, and to Reinhart von Seydlitz, No. 533,330, January 29, 1895, reflect this advancement. The process of drawing warp threads through the heddles and reed of a loom required significant skill and was done by hand at great expense before 1880. However, in 1882, a machine was invented to perform this task, eliminating the old manual method and reducing costs. Patents to Sherman and Ingersoll, No. 255,038, March 14, 1882, and Ingersoll, No. 461,613, October 20, 1891, were issued for this machine.
To-day the shuttle flies at the rate of 180 to 250 strokes a minute, and yet the complex organization of the machine works with an energy, a uniformity, an accuracy and a continuity that leaves far behind the strength of the arm, the memory of mind, and the accuracy of the human eye, and yet, if the tiny thread breaks, the whole organization instantly stops and patiently waits the remedial care of its watchful master.
Today, the shuttle operates at a speed of 180 to 250 strokes per minute, and the intricate design of the machine functions with energy, consistency, precision, and continuity that far surpasses the strength of a human arm, the memory of the mind, and the accuracy of the human eye. Yet, if the tiny thread breaks, the entire system stops immediately and patiently awaits the careful attention of its vigilant operator.
Knitting Machines.—Knitting differs from weaving, braiding, or plaiting in the following respects: In weaving there are longitudinal threads called warp threads, which are crossed on a separate weft or filling thread. In braiding or plaiting all the threads may be considered warp threads, since they are arranged to run longitudinally, and instead of locking around a separate transverse thread at right angles, they extend diagonally and are interwoven with each other. In netting and knitting, however, there is but a single thread, which, in netting, is knotted into itself at definite intervals to leave a mesh of definite size, while in knitting the single thread is merely looped into itself without any definite mesh. Knitted goods have the peculiarity of great elasticity in consequence of this formation of the fabric, and for that reason find a special application in all garments which are required to snugly conform to irregular outlines, such as stockings for the feet, gloves for the hands, and underwear for the body.
Knitting Machines.—Knitting is different from weaving, braiding, or plaiting in a few ways: In weaving, there are long threads called warp threads that cross over a separate thread called the weft or filling thread. In braiding or plaiting, all the threads can be seen as warp threads because they run lengthwise, and instead of intertwining with a separate horizontal thread, they angle diagonally and weave together. In netting and knitting, though, there is only one thread. In netting, this thread is knotted at regular intervals to create a mesh of specific size, while in knitting, the thread is just looped into itself without forming a defined mesh. Knitted items are uniquely stretchy because of this way the fabric is made, which is why they are particularly useful for clothing that needs to fit closely to irregular shapes, like socks for the feet, gloves for the hands, and underwear for the body.
Weaving, braiding, and netting are very old arts, but the art of knitting is comparatively modern. It is believed to have originated about[431] the year 1500 in Scotland. In 1589 William Lee, of England, is credited with making the first knitting machine. It is said that the girl with whom he was in love, and to whom he was paying his attention, was so busy with her work of hand knitting that she could not give him the requisite attention, and he invented the knitting machine that they might have more time to devote to their love affairs. Another version is that he married the girl and invented the machine to relieve her weary fingers from the work of the knitting needle, and still another is that the machine was the leading object of his affections, to the neglect of his sweetheart, who “gave him the mitten” before he had knitted one on his machines.
Weaving, braiding, and netting are very old crafts, but knitting is relatively modern. It is believed to have started around [431] the year 1500 in Scotland. In 1589, William Lee from England is credited with creating the first knitting machine. It’s said that the girl he loved was so busy with her hand knitting that she couldn't give him the attention he wanted, which led him to invent the knitting machine so they could spend more time on their romantic relationship. Another story goes that he married her and created the machine to ease her tired hands from knitting, while yet another suggests that he was more devoted to the machine than to his sweetheart, who "gave him the mitten" before he could knit a single item on his machines.

The earliest circular knitting machine was by Brunel, described in British patent No. 3,993, of 1816. Power was applied to the knitting frame by Bailey in 1831, and the latch needle was patented in the United States by Hibbert, January 9, 1849, No. 6,025. This patent was extended for seven years from January 9, 1863, and covered a very important and universally used feature of the knitting machine. Research has shown, however, that the latch was not broadly new with Hibbert, as it appeared in the French patent to Jeandeau, No. 1,900, of April 25, 1806. Among the earlier knitting machines, the straight reciprocating type was most in evidence, and of which the Lamb machine was a popular form. The increased speed and capacity of the circular machine have, however, caused it to largely supersede the others. In the circular machine a circular series of vertical parallel needles slide in grooves in a cylinder, and are raised and lowered successively by an external rotating cylinder which has on the inner side cams that act upon the needles. The Branson 15⁄16 Automatic Knitter, shown in Fig. 292, is a good modern illustration. It performs automatically fifteen-sixteenths of the various movements which ordinarily would be performed by hand on a hand machine. Its salient features are covered by patents No. 333,102, December 29, 1885, and No. 519,170, May 1, 1894. About 2,000 United States patents have been granted in the class of knitting and netting, and the value of hosiery and knit goods in the United States in 1890 was $67,241,013.
The first circular knitting machine was created by Brunel, detailed in British patent No. 3,993 from 1816. Bailey introduced power to the knitting frame in 1831, and Hibbert patented the latch needle in the United States on January 9, 1849, patent No. 6,025. This patent was extended for seven years from January 9, 1863, and covered a crucial and commonly used feature of the knitting machine. However, research has indicated that the latch wasn't entirely new with Hibbert, as it had already appeared in the French patent by Jeandeau, No. 1,900, dated April 25, 1806. Among the earlier knitting machines, the straight reciprocating type was the most prevalent, with the Lamb machine being a popular variant. Nonetheless, the increased speed and capacity of the circular machine have largely replaced the others. In the circular machine, a series of vertical parallel needles slide in grooves inside a cylinder and are raised and lowered in succession by an external rotating cylinder that has cams on its inner side acting on the needles. The Branson 15⁄16 Automatic Knitter, shown in Fig. 292, is a good modern example. It automatically performs fifteen-sixteenths of the movements that would typically be done by hand on a manual machine. Its key features are covered by patents No. 333,102 from December 29, 1885, and No. 519,170 from May 1, 1894. Around 2,000 United States patents have been granted in the knitting and netting category, and the value of hosiery and knit products in the United States in 1890 was $67,241,013.
An important branch of the textile art is cloth finishing, whereby the rough surface of the cloth as it comes from the loom is rendered soft and smooth. One method is to raise the nap of the cloth by pulling out the fibre by a multitude of fine points. Originally this was done by combing it with teasles, a sort of dried burr of vegetable growth, having a multitude of fine hook-shaped points. Machines with fine metal card teeth are now largely used for this purpose, and of which the planetary napping machine of Ott, patent No. 344,981, July 6, 1886, is an example. Another method of finishing the cloth is to iron or press it. Plate presses were first used in which smooth plates were folded in alternate layers with the cloth and pressure then applied, but in later years continuous rotary presses have been employed, that of Gessner, patent No. 206,718, August 6, 1878, re-issue No. 9,076, 9,077, February 17, 1880, is one of the earliest examples of a continuous rotary press. The old Gessner presses of Saxony were the pioneers in this field. A modern Gessner cloth press is seen in Fig. 293.
An important part of the textile industry is cloth finishing, which makes the rough surface of the fabric from the loom soft and smooth. One technique involves raising the nap of the cloth by pulling out the fibers using many fine points. Originally, this was done by combing it with teasles, a kind of dried burr with many tiny hook-shaped points. Nowadays, machines with fine metal card teeth are commonly used for this purpose, with the planetary napping machine of Ott, patent No. 344,981, July 6, 1886, being an example. Another way to finish the cloth is by ironing or pressing it. Initially, plate presses were used, where smooth plates were layered alternately with the cloth, and pressure was applied. However, in recent years, continuous rotary presses have been used, with Gessner's press, patent No. 206,718, August 6, 1878, re-issue No. 9,076, 9,077, February 17, 1880, being one of the earliest examples of this technology. The old Gessner presses from Saxony were pioneers in this area. A modern Gessner cloth press can be seen in Fig. 293.

FIG. 293.—MODERN “GESSNER” CLOTH PRESSING MACHINE.
FIG. 293.—MODERN “GESSNER” CLOTH PRESSING MACHINE.
In the field of textiles there are many related arts and machines. There are hat felting and finishing machines, darning machines, quilting[433] machines, embroidering machines, processes and apparatus for dyeing and sizing, machines for printing fabrics, machines for making rope and cord, machines for winding and working silk, and in treating the raw material there are cotton-pickers, cotton baling presses, cotton openers and cleaners, flax brakes and hackling machines, feeding devices, wool carding and cleaning apparatus, all in variety and numbers that defy both comment and count.
In the textile industry, there are many associated arts and machines. There are machines for hat felting and finishing, darning, quilting[433], and embroidering, along with processes and equipment for dyeing and sizing. Additionally, there are machines for printing fabrics, making rope and cord, and winding and processing silk. When it comes to handling the raw materials, there are cotton pickers, cotton baling presses, cotton openers and cleaners, flax brakes and hackling machines, feeding devices, and wool carding and cleaning equipment, all available in such variety and quantity that they are beyond easy description or counting.
In fabrics every class of fibre has been called into requisition. Flax, wool, silk, and cotton have been supplemented with the fibres of metal, of glass, of cocoanut, pine needles, ramie, wood-pulp, and of many other plants, leaves and grasses.
In textiles, every type of fiber has been put to use. Flax, wool, silk, and cotton have been joined by fibers from metal, glass, coconut, pine needles, ramie, wood pulp, and many other plants, leaves, and grasses.
Artificial silk is made out of a chemically prepared composition, and the fibres are spun by processes simulating not only the act of the silkworm, but its product in quality. Vandura silk was spun from an aqueous solution of gelatine by forcing it through a fine capillary tube, but it attained little or no practical value. A far more important artificial silk is[434] covered by the patents to De Chardonnet, No. 394,559, December 18, 1888; No. 460,629, October 6, 1891, and No. 531,158, December 18, 1894, and also in subsequent patents to Lehner and to Turk. These all relate to the manufacture of artificial silk by spinning threads or filaments from pyroxiline (solution of gun cotton), collodion, or some such glutinous solution which evaporates rapidly, leaving a tiny thread, having most of the characteristics of silk and produced by the same method employed by the silk worm when it expresses and draws out its viscid liquid. The De Chardonnet artificial silk took a “Grand Prix” at the Paris Exposition in 1889, and the industry is growing to considerable proportions. Large works are in operation at Besançon, in France, producing 7,000 pounds per week, and it is said that the plant is to be increased to a capacity of 2,000 pounds a day. Similar works at Avon, near Coventry, England, have an equal capacity, and other factories are about to be established in Belgium and Germany.
Artificial silk is created from a chemically engineered composition, and the fibers are produced through processes that mimic not only the actions of the silkworm but also match its quality. Vandura silk was made from a gelatin solution by pushing it through a fine capillary tube, but it had little practical use. A much more significant type of artificial silk is[434] covered by the patents held by De Chardonnet, No. 394,559, December 18, 1888; No. 460,629, October 6, 1891; and No. 531,158, December 18, 1894, as well as later patents by Lehner and Turk. These patents pertain to the production of artificial silk by spinning threads or filaments from pyroxiline (a solution of gun cotton), collodion, or a similar sticky solution that evaporates quickly, leaving a thin thread with most of silk's characteristics, created using the same method the silkworm uses to expel and stretch its viscous liquid. The De Chardonnet artificial silk won a “Grand Prix” at the Paris Exposition in 1889, and the industry is rapidly expanding. Large facilities operating in Besançon, France, produce 7,000 pounds per week, with plans to increase capacity to 2,000 pounds per day. Similar operations in Avon, near Coventry, England, have the same capacity, and more factories are set to be established in Belgium and Germany.
Polished or diamond cotton is a lustrous looking article of a soft silky nature, formed by plating the threads with a liquid emulsion of a waxy and starchy substance, and polishing the threads with rapidly revolving brushes.
Polished or diamond cotton is a shiny, soft fabric that has a silky feel. It’s created by coating the threads with a liquid mixture of wax and starch, then polishing the threads with fast-moving brushes.
Mercerized Cloth.—In late years a distinct novelty has appeared on the shelves of the dry goods stores. Beautiful, filmy fabrics, and lustrous embroidery thread, not of silk, but so close to it in appearance as to be scarcely distinguishable, have gained much popularity and attained a large sale. They are known as mercerized goods. About the middle of the century John Mercer, of England, found that when cotton goods were treated with chemicals (either alkalies or acids), a change was produced in the fibre which caused it to shrink and become thicker, and which imparted also an increased affinity for dyes. He took out British patent No. 13,296, of 1850, for his invention, but practically nothing further was done with the process. Recently the important step of Thomas and Prevost of mercerizing under tension gave some new and wonderful results. United States patents No. 600,826 and No. 600,827, of May 15, 1898, disclose this process. The cloth or thread, while being treated chemically, is at the same time subjected to a powerful tension that causes the fibres (softened and rendered glutinous by the chemicals) to be elongated or pulled out like fibres of molten glass, giving it the same striated texture and fine luster that silk has, and by substantially the same mechanical agency, for it is the elongation of the plastic glutinous thread from the silk worm that gives the thread its silky luster, by a[435] process which has a familiar illustration in the molecular adjustment that imparts luster to spun glass or drawn taffy.
Mercerized Cloth.—In recent years, a distinct novelty has shown up on the shelves of dry goods stores. Beautiful, sheer fabrics and shiny embroidery thread, not made of silk but so similar in appearance that they are hardly distinguishable, have become quite popular and achieved significant sales. These products are known as mercerized goods. Around the mid-19th century, John Mercer from England discovered that when cotton goods were treated with chemicals (either alkaline or acidic), a change occurred in the fiber that caused it to shrink and become thicker, also giving it a greater ability to absorb dyes. He obtained British patent No. 13,296 in 1850 for his invention, but not much else was done with the process afterwards. Recently, Thomas and Prevost made an important advancement in mercerizing under tension, which yielded new and remarkable results. United States patents No. 600,826 and No. 600,827, issued on May 15, 1898, reveal this process. The cloth or thread, while being chemically treated, is also subjected to strong tension that stretches the fibers (softened and made sticky by the chemicals) like melted glass fibers, giving it a similar striated texture and fine sheen to that of silk, achieved through essentially the same mechanical process, as it is the stretching of the plastic, sticky thread from the silk worm that provides the thread its silky shine, through a[435] process that has a familiar analogy in the molecular arrangement that adds shine to spun glass or pulled taffy.
Standing in the light of the Twentieth Century, and looking back through past ages, we find the art of spinning and weaving in an ever present and unbroken thread of evidence all along the path of history—through wars and famine, floods and conflagrations; through the progress and decay of nations, through all phases of change, and the vicissitudes of centuries, it has never been relegated to the domain of the lost arts, but has remained a persisting invention. It has been a paramount necessity to the human race, indissolubly locked up with its continuity and welfare, and will ever continue to supply its work in maintaining the greater fabric of human existence.
Standing in the light of the 20th Century and looking back through history, we see the art of spinning and weaving as an unbroken thread of evidence throughout time—through wars and famine, floods and fires; through the rise and fall of nations, through all changes, and the ups and downs of centuries, it has never faded into a lost art but has remained a lasting innovation. It has been essential to humanity, deeply connected to our continuity and well-being, and will always play a role in maintaining the broader fabric of human existence.
CHAPTER XXXII.
Ice Makers.
General Principles—Freezing Mixtures—Perkins’ Ice Machine, 1834—Pictet’s Apparatus—Carré’s Ammonia Absorption Process—Direct Compression and Can System—The Holden Ice Machine—Skating Rinks—Windhausen’s Apparatus for Cooling and Ventilating Ships.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__—__A_TAG_PLACEHOLDER_6__—__A_TAG_PLACEHOLDER_7__—__A_TAG_PLACEHOLDER_8__.
Very few people have any correct conception of the principles of ice-making. Most persons have heard in a vague sort of way that chemicals are employed in its manufacture, and many a fastidious individual has been known to object to artificial ice on the ground that he could taste the chemicals, and that it could not therefore be wholesome. Such is the power of imagination, and such the misconception in the public mind. Nothing could be more erroneous, nor more amusing to the physicist, since no chemicals ever come in contact with either the water or the ice. An intelligent understanding of the operations of an ice machine involves only a correct appreciation of one of the physical laws governing the relation of heat to matter, and the forms which matter assumes under different degrees of heat. We see water passing from solid ice to liquid water and gaseous steam, by a mere rise in temperature, and conversely, by abstraction of heat, steam passes back to water, and then to ice.
Very few people really understand how ice is made. Most have a vague idea that chemicals are used in the process, and some picky individuals claim they can taste the chemicals in artificial ice, believing it’s unhealthy because of that. This shows how powerful the imagination can be and the misconceptions people have. In reality, this belief is completely wrong and actually pretty funny to a physicist, as no chemicals ever touch the water or the ice. To truly understand how an ice machine works, you only need to grasp one physical law about how heat interacts with matter and how matter changes forms at different temperatures. We see water change from solid ice to liquid water to gas steam just by increasing the temperature, and conversely, by removing heat, steam turns back into water and then into ice.
When one’s hands get wet they get cold. A commonplace, but convenient proof of this is to wet the finger in the mouth and hold it in the air. A sensible reduction of temperature is instantly noticeable. A more pronounced illustration is to wet the hands in a basin of water, and then plunge them in the blast of hot, dry air coming from a furnace register. Instead of warming the hands, as many would suppose, this will, as long as the hands are wet, produce a distinct sensation of increased cold. It is due to rapid evaporation, which in changing the water from a liquid to a gaseous form, abstracts heat from the hands.
When your hands get wet, they become cold. A simple way to prove this is to wet a finger with your mouth and hold it in the air. You can quickly feel a noticeable drop in temperature. A clearer example is to wet your hands in a basin of water and then stick them into the hot, dry air from a furnace. Instead of warming your hands, as many people might think, this will actually make your hands feel even colder as long as they are wet. This happens because of rapid evaporation, which transforms the water from a liquid to a gas and takes heat away from your hands.
Evaporation may be effected in two ways. The common one is by applying extraneous heat, as under a tea kettle, in which case the evaporated vapor is hot by virtue of the heat absorbed from the fire. The other way is to reduce pressure or produce a partial vacuum over the[437] liquid without any application of heat, in which case the vapor is made cold. As early as 1755 Dr. Cullen observed this, and discovered that the cold thus produced was sufficient to make ice. An incident of evaporation is the passing from the limited volume of a liquid to the greatly increased volume of a gas. Water, for instance, when it changes to a vapor, increases in volume about 1,700 times; that is, a cubic inch of water makes about a cubic foot of steam, and when evaporation takes place from a reduction of pressure, this involves a dissipation of heat throughout the increased volume, and the corresponding production of cold. When, however, matter changes from a liquid to a gas, or from a solid to a liquid, a peculiar phenomenon manifests itself, in that a great amount of heat is absorbed and, so far as the evidence of the senses goes, disappears in the mere change of state. It is called latent heat. In such case the heat becomes hidden from the senses by being converted into some other form of intermolecular force not appreciable as sensible heat, and producing no elevation of temperature. In illustration, if a pound of water at 212° F. be mixed with a pound of water at 34° (both being matter in the same state), there results two pounds of water at the mean temperature of 123°. If, however, a pound of water at 212° be mixed with a pound of ice at 32° (matter in another state), there will not be two pounds of water at the mean temperature of 122°, as might be expected, but two pounds at 51° only, an amount of heat sufficient to raise two pounds of water 71° being absorbed in the mere change of ice to water without any sensible raise in temperature. This absorbed heat is called latent heat, and it plays an important part in artificial freezing. A familiar illustration of the absorption of heat in changing from a solid to a liquid is found in the admixture of salt and ice around an ice-cream freezer. These two solids, when brought together, liquefy rapidly with an absorption of heat that produces in a limited time a far greater degree of cold than that which could be obtained from the ice by mere conduction, since the reduction of temperature proceeds faster by liquefaction than can be compensated for by the absorption of heat from the air. Were this not true, ice cream could not be frozen by a mixture of salt and ice. Many such freezing mixtures are known, and a few have been made commercially available, but they cannot be economically employed in ice-making, and it is therefore only necessary to consider the development of the more common principle of evaporation and expansion, in which the change from a liquid to a gas occurs. The volatile liquid which was first employed was water, but as it did not vaporize as readily as some other liquids, more volatile substitutes were soon found, among[438] which may be named ether, ammonia, liquid carbonic acid, liquid sulphurous acid, bisulphide of carbon and chymogene, which latter is a petroleum product lighter and more volatile than benzine or gasoline. As these liquids were expensive, it is obvious that their vaporization could not be allowed to take place in the open air, since the reagent would thus be quickly dissipated and lost, and hence means were devised to condense and save this valuable volatile liquid to be used over again. The vaporization of the volatile liquid to produce cold, and its re-condensation to liquid form to be used over again in an endless cycle of circulation, seems to have been first effected by Mr. Perkins, of England, whose British patent No. 6,662, of 1834, affords a simple and clear illustration of the fundamental principles of most modern ice machines. His apparatus is shown in Fig. 294. A tank a is filled with water to be frozen or cooled. A refrigerating chamber b, submerged in the water, is charged internally with some volatile liquid, such as ether. When the piston of suction pump c rises a partial vacuum is formed beneath it, and the volatile liquid in b being relieved of pressure, evaporates and expands[439] into greater volume, the vapor passing out through pipe f and upwardly opening valve e. This vapor is rendered intensely cold by expansion, and this cold is imparted to the water in tank a to freeze it. A more scientific statement, however, is that the cold vapor absorbs the heat units of the water, and taking them away with it, lowers the temperature of the water to the freezing point. When the piston of pump c descends, valve e closes, and the vapor, laden with the heat units absorbed from the water, is forced through the downwardly opening valve e′, and through pipe g to a cooling coil d, around which a body of cold water is continually flowed. This water, in turn, takes the heat units from the vapor, and passes off with them in a constant flow, while the vapor of ether is condensed into a liquid again by the cold water, and passing through a weighted valve h, goes into the evaporating or refrigerating chamber to be again vaporized in an endless circuit of flow. It will be seen that the heat units from the water in tank a are first handed over to the cold ether vapors passing out from chamber b, and by this vapor are then transferred to the flowing body of water surrounding the coil d. The result is that the heat units carried off by the water flowing around coil d are the same heat units abstracted from the water in tank a, which water is thus reduced to congealation.
Evaporation can happen in two ways. The most common method is by applying external heat, like under a tea kettle, where the evaporated vapor is hot because it absorbs heat from the fire. The other method is by lowering pressure or creating a partial vacuum above the[437] liquid without applying heat, which results in cold vapor. As early as 1755, Dr. Cullen observed this and found that the cold produced was enough to make ice. A key aspect of evaporation is the transition from the limited volume of a liquid to the significantly larger volume of a gas. For example, when water turns into vapor, it expands about 1,700 times; one cubic inch of water turns into about one cubic foot of steam. When evaporation occurs due to reduced pressure, it leads to a dissipation of heat across the increased volume, causing corresponding cold. However, when matter changes from a liquid to a gas, or from a solid to a liquid, a notable phenomenon occurs: a large amount of heat is absorbed, and as far as our senses can tell, it seems to vanish during the change of state. This is known as latent heat. In such cases, the heat becomes hidden to our senses by being transformed into some other form of intermolecular force that isn't recognized as sensible heat, leading to no increase in temperature. For instance, if a pound of water at 212° F is mixed with a pound of water at 34° (both in the same state), the result is two pounds of water at a mean temperature of 123°. However, if a pound of water at 212° is mixed with a pound of ice at 32° (matter in a different state), the outcome won't be two pounds of water at the mean temperature of 122°, as expected, but only two pounds at 51°. This reflects an amount of heat sufficient to raise two pounds of water by 71°, absorbed solely during the ice-to-water change without any noticeable temperature increase. This absorbed heat is called latent heat, and it plays a vital role in artificial freezing. A familiar example of heat absorption during the transition from solid to liquid can be observed when mixing salt and ice around an ice-cream maker. These two solids liquefy quickly, absorbing heat that creates a much colder environment than could be achieved through mere conduction from the ice, as the temperature drops more rapidly during liquefaction than can be compensated for by heat absorbed from the air. If this weren’t the case, ice cream wouldn't be frozen using a mix of salt and ice. Numerous freezing mixtures are known, and a few have been commercially produced, but they aren't economically viable for ice-making. Therefore, it’s necessary to focus on the more common principles of evaporation and expansion, where the change from liquid to gas occurs. Water was the first volatile liquid used, but since it didn’t vaporize as easily as some other liquids, more volatile substitutes were quickly discovered, including ether, ammonia, liquid carbon dioxide, liquid sulfur dioxide, carbon bisulfide, and chymogene, which is a petroleum product that is lighter and more volatile than benzene or gasoline. Since these liquids were expensive, it was clear that their vaporization couldn't take place in open air, as the substance would be quickly lost. Therefore, methods were developed to condense and recover this valuable volatile liquid for reuse. The process of vaporizing the volatile liquid to generate cold, and then re-condensing it back into liquid form for continuous recycling, seems to have been first carried out by Mr. Perkins from England, whose British patent No. 6,662 from 1834 provides a straightforward and clear example of the fundamental principles behind most modern ice machines. His setup is illustrated in Fig. 294. A tank a is filled with water meant to be frozen or cooled. A refrigerating chamber b, submerged in the water, is filled internally with some volatile liquid, like ether. When the piston of suction pump c rises, a partial vacuum forms underneath it, causing the volatile liquid in b to evaporate and expand without pressure, resulting in an increase in volume, with the vapor escaping through pipe f and upward through valve e. This vapor gets extremely cold as it expands, and this cold gets transferred to the water in tank a to freeze it. More scientifically stated, the cold vapor absorbs heat units from the water, removing them and lowering the water’s temperature to the freezing point. When the piston of pump c descends, valve e closes, and the vapor, now carrying the heat units absorbed from the water, is forced through the downward-opening valve e′ and into pipe g that leads to a cooling coil d, around which a supply of cold water continuously flows. This water absorbs the heat units from the vapor, carrying them away in a constant flow, while the ether vapor condenses back into a liquid due to the cold water and moves through a weighted valve h back into the evaporating or refrigerating chamber to be vaporized again in a continuous cycle. It can be observed that the heat units from the water in tank a are first transferred to the cold ether vapors exiting from chamber b, which then convey those units to the flowing body of water surrounding coil d. Consequently, the heat units removed by the water flowing around coil d are the same heat units taken from the water in tank a, thereby reducing the water to the point of freezing.

Among later ice machines of this type the Pictet machine was a conspicuous example. This employed anhydrous sulphurous acid as the volatile agent, and is described in United States patent No. 187,413, February 13, 1877; French patent No. 109,003, of 1875.
Among later ice machines of this type, the Pictet machine was a notable example. This used anhydrous sulphurous acid as the refrigerant and is detailed in United States patent No. 187,413, February 13, 1877; French patent No. 109,003, from 1875.

In Fig. 295 is represented a vertical longitudinal and also a vertical transverse section of a Pictet ice machine. A is a double acting suction and compression pump, D and E are two cylinders which are similarly constructed in the respect that they are both provided with flue pipes and heads for a double circulation of fluids, one fluid passing through the pipes while the other passes through the spaces between the pipes, much like the condenser of a steam engine. The cylinder D is the refrigerator where the volatile liquid is evaporated to produce cold, and the cylinder E is the condenser where the gasified vapor is cooled and condensed again to liquid form to be returned to the refrigerator. The action is as follows: The pump A by pipe B draws from the chamber in the refrigerator D containing the volatile liquid, causing it to evaporate and produce an intense degree of cold which is imparted to the liquid surrounding it and filling the tank. This liquid is either brine, or a mixture of glycerine and water, or a solution of chloride of magnesium, or other liquid which does not freeze at a temperature considerably below the freezing point of[440] water. Now, this non-congealable liquid being below the freezing point, it will be seen that if cans H be filled with pure water, and are immersed in this intensely cold non-congealable liquid, the water in the cans will freeze. This is exactly what takes place, and this is how the ice is formed. As the volatile liquid is drawn out of the refrigerator D through pipe B by the pump A it is forced by the pump through pipe C and into the chamber of the condenser E. A current of cold water is kept flowing around the pipes in E, coming in through a pipe at one end and passing out through a pipe at the other end. The compressed and relatively hot gases are by the contact of this cold water along the sides of the pipes cooled and condensed into a liquid again, which passes up the small curved pipe F and is returned to the refrigerator D, to be again evaporated by the suction of the pump to continue the production of cold. In large plants the non-congealable liquid and cans of water to be frozen are (in order to get larger capacity) carried to a large floor tank in a removed situation.
In Fig. 295, there's a vertical longitudinal and transverse section of a Pictet ice machine. A is a double-acting suction and compression pump, while D and E are two similarly constructed cylinders that both have flue pipes and heads for a double circulation of fluids—one fluid flows through the pipes while the other moves through the spaces between the pipes, similar to the condenser of a steam engine. Cylinder D functions as the refrigerator where the volatile liquid evaporates, generating cold, and cylinder E acts as the condenser where the gas vapor cools and condenses back into liquid form to return to the refrigerator. The process works like this: The pump A uses pipe B to draw from the chamber in the refrigerator D that holds the volatile liquid, making it evaporate and produce extreme cold, which cools the surrounding liquid filling the tank. This liquid can be brine, a mixture of glycerin and water, a solution of magnesium chloride, or another substance that doesn't freeze at a temperature well below the freezing point of[440] water. Since this non-freezing liquid is below the freezing point, if cans H filled with pure water are immersed in this intensely cold liquid, the water inside the cans will freeze. That’s exactly what happens, and that’s how the ice is created. As the volatile liquid is taken out of the refrigerator D through pipe B by pump A, it is pushed through pipe C and into the condenser chamber E. A steady flow of cold water circulates around the pipes in E, entering through one pipe and exiting through another. The compressed and relatively hot gases are cooled and condensed into liquid by the cold water in contact with the pipes, which then travels up the small curved pipe F and returns to the refrigerator D to be evaporated again by the pump, continuing the cold production process. In large facilities, the non-freezing liquid and water cans for freezing are taken to a large floor tank in a separate location to increase capacity.
One of the earliest methods of producing ice in a limited quantity was by evaporating water by a reduction of pressure and causing the vapor to be absorbed by sulphuric acid, which has a great affinity for the water[441] vapor. Mr. Nairne, in 1777, was the first to discover the affinity that sulphuric acid had for water vapor, and in 1810 Leslie froze water by this means. In 1824 Vallance obtained British patents No. 4,884 and 5,001, operating on this principle, in which leaden balls were coated with sulphuric acid to increase the absorbing surfaces, and which apparatus was effective in freezing considerable quantities of ice.
One of the earliest ways to make ice in small amounts was by evaporating water under reduced pressure and letting the vapor be absorbed by sulfuric acid, which has a strong attraction to water vapor. Mr. Nairne was the first to recognize this attraction of sulfuric acid for water vapor in 1777, and in 1810, Leslie successfully froze water using this method. In 1824, Vallance received British patents No. 4,884 and 5,001 for this principle, where lead balls were coated with sulfuric acid to enhance the absorbing surface, and this device was effective in producing significant quantities of ice.[441]
The carafes frappees of the Parisian restaurant were decanters in which water was frozen by being immersed in tanks of sea water whose temperature was reduced below freezing by the vaporization of ether in a reservoir immersed in the sea water. Edmond Carré’s method of preparing carafes frappees involved the use of the sulphuric acid principle of absorption, and to that end the aqueous vapor was directly exhausted from the decanter by a pump, and the said vapor was absorbed by a large volume of sulphuric acid so rapidly as to freeze the water remaining in the decanter.
The carafes frappees at the Parisian restaurant were decanters that held water frozen by being placed in tanks of seawater, with the temperature lowered below freezing using vaporized ether in a reservoir that was also in the seawater. Edmond Carré’s method for preparing carafes frappees used the principle of absorption with sulfuric acid. To achieve this, the water vapor was quickly pumped out of the decanter, where it was absorbed by a large amount of sulfuric acid, causing the remaining water in the decanter to freeze.

Probably the earliest practical ice machine to be organized on a commercial basis was the ammonia absorption machine of Ferdinand Carré, which was a continuously working machine. It is disclosed in French patents Nos. 81 and 404, of 1860, and No. 75,702, of 1867; United States patent No. 30,201, October 2, 1860. In this case advantage is taken first of the very volatile character of anhydrous ammonia, in the expansion part of the process, and, secondly, of the great affinity which water has for absorbing such gas. Strange as it may appear, the production of ice in the Carré process begins with the application of heat. It must be understood, however, that this forms no part of the refrigerating process proper, but only a means of driving off or distilling the anhydrous ammonia gas (the refrigerant) from its aqueous solution. Ammonia dissolved in water, known as aqua ammonia, is placed in a boiler or still above a furnace. The pure ammonia gas is thus driven off from the water by heat under pressure, similar to that in a steam boiler, and passes direct to a condenser, where, by cold water flowing through pipes, the pure gas is liquefied under pressure. The liquefied gas is then admitted to the evaporating or refrigerating chamber, where it expands to produce the cold, and is afterward re-absorbed by the water from which it was originally driven off in the still, to be used over again. Machines of this type are known as absorption machines, for the reason that the volatile gas is after expansion re-absorbed by the liquid in which it was dissolved, and is continuously driven off therefrom by the heat of a still. Absorption machines were the outgrowth of Faraday’s observations in 1823. A bent glass tube was prepared containing at one end a quantity of[442] chloride of silver, saturated with ammonia and hermetically sealed. When the mixture was heated, the ammonia was driven over to the other end of the tube, immersed in a cold bath, and the ammonia gas became liquefied. It was found by him then that if the end containing the chloride was plunged in a cold bath and the end containing liquid ammonia was immersed in water, the heat of the water made the ammonia rapidly evaporate, the chloride at the other end of the tube absorbed the ammonia vapors, and the water around the end of the tube containing the liquefied ammonia was converted into ice, by the loss of its heat imparted to the ammonia to volatilize it. It only needed the substitution of water for the chloride of silver, as an absorbing agent for the ammonia, and mechanical means for economically working the process in a continuous way to produce the Carré absorption machine. The most common form of ice machine to-day is, however, what is known as the compression or direct system, in which the absorption principle is dispensed with, the ammonia being compressed by powerful steam pumps, then cooled to liquid form by condensers, and then allowed to expand from its own pressure through pipes immersed in brine in a large floor tank, in which cans containing pure water are immersed, and the water frozen. Fig. 296[5] shows the compression pumps, and Fig. 297 the floor tanks, of such a system. Many[443] hundred cans filled with pure water are lowered into the cold brine of the tank, and their upper ends form a complete floor, as seen in Fig. 297. When the water in the cans is frozen, the cans are raised out of the floor by a traveling crane and carried to one of the four doors seen at the far end of the room. The ice in the can is then loosened by warm water, and the block dumped through the door into a chute, whence it passes into the storage room below, seen in Fig. 298. In the can system the water is frozen from all four sides to the center, and imprisons in the center any air bubbles or impurities that may exist in the water. The plate system freezes the water on the exterior walls of hollow plates, which contain within them the freezing medium. In freezing the water externally on these plates all impurities and air bubbles are repelled and excluded, and the ice rendered clear and transparent.
The first practical ice machine set up for commercial use was Ferdinand Carré's ammonia absorption machine, which operated continuously. This is detailed in French patents Nos. 81 and 404 from 1860 and No. 75,702 from 1867, as well as United States patent No. 30,201 from October 2, 1860. In this process, the highly volatile nature of anhydrous ammonia is utilized in the expansion phase, and the strong tendency of water to absorb this gas is also taken advantage of. Surprisingly, the Carré process for making ice actually starts with adding heat. However, it should be noted that this step is not part of the actual refrigeration process; rather, it's a method for removing or distilling the anhydrous ammonia gas (the refrigerant) from its aqueous solution. Ammonia dissolved in water, known as aqua ammonia, is placed in a boiler or still positioned above a furnace. The pure ammonia gas is released from the water through heat and pressure, much like in a steam boiler, and goes directly to a condenser where cold water circulating through pipes liquefies the gas under pressure. The liquefied gas is then introduced into the evaporating or refrigerating chamber, where it expands to generate cold air and is later re-absorbed by the water it was initially separated from in the still, allowing for reuse. These machines are termed absorption machines because the gas is re-absorbed by the liquid it was originally dissolved in after expansion, and is continuously driven off by the heat in a still. Absorption machines stemmed from Faraday’s observations in 1823. He prepared a bent glass tube containing a quantity of[442] chloride of silver, saturated with ammonia and hermetically sealed. When heated, ammonia moved to the other end of the tube, where it was chilled in a cold bath and liquefied. He discovered that if the end with the chloride was placed in a cold bath while the end with liquid ammonia was in warm water, the heat caused the ammonia to evaporate quickly. The chloride at the tube's other end absorbed the ammonia vapor, and the water surrounding the liquefied ammonia turned into ice as it lost heat to the ammonia. This process simply required replacing the chloride of silver with water to absorb ammonia and using mechanical methods to operate it continuously, leading to the creation of the Carré absorption machine. However, the most common type of ice machine today is the compression or direct system, which eliminates the absorption principle; the ammonia is compressed using powerful steam pumps, cooled into liquid form by condensers, and allowed to expand from its own pressure through pipes submerged in brine inside a large floor tank, freezing the water contained in cans submerged within. Fig. 296[5] shows the compression pumps, and Fig. 297 shows the floor tanks of such a system. Many[443] hundreds of cans filled with pure water are lowered into the cold brine of the tank, the tops of which create a solid floor, as seen in Fig. 297. After the water in the cans freezes, a traveling crane lifts the cans out of the floor and carries them to one of the four doors at the far end of the room. Warm water then loosens the ice in the can, and the block is dropped through the door into a chute, leading it to the storage room below, as seen in Fig. 298. In this can system, the water freezes from all sides toward the center, trapping any air bubbles or impurities within. The plate system freezes water on the outer walls of hollow plates that hold the freezing medium inside. As the water freezes on these exterior walls, any impurities and air bubbles are repelled and excluded, resulting in clear and transparent ice.
[5] By courtesy of “Ice and Refrigeration.”
Thanks to "Ice and Refrigeration."


An ice plant, employing what is known as the “can” system and capable of producing 100 tons of ice in twenty-four hours, requires a building about 100 feet wide and 150 feet long, on account of the great floor space needed to accommodate the freezing tank, and the great number of cans which are immersed in the same. A radical departure from this style of plant is presented in the Holden ice machine. This does not require a multitude of cans and a great floor space, but a lot 25 by 50 feet is sufficient, for the ice is turned out in a continuous process like[444] bricks from a brick machine. The machine works on the ammonia absorption principle, but the freezing is done on the outer periphery of a revolving cylinder, from which the film of ice is scraped off automatically and the ice slush carried away by a spiral conveyor to one of two press molds, in which a heavy pressure solidifies the ice into blocks, which are successively shot down from the presses on a chute to the storage room, as seen in Fig. 299.
An ice plant that uses the “can” system and can produce 100 tons of ice in twenty-four hours needs a building that’s about 100 feet wide and 150 feet long because of the large floor space required for the freezing tank and the numerous cans submerged in it. A major innovation is the Holden ice machine, which doesn’t need many cans or a large floor area; a space of 25 by 50 feet is enough since the ice is produced continuously like bricks from a brick machine. This machine operates on the ammonia absorption principle, but freezing occurs on the outer edge of a rotating cylinder, from which the ice film is scraped off automatically, and the ice slush is transported away by a spiral conveyor to one of two press molds, where heavy pressure turns the ice into blocks, which are then shot down from the presses on a chute to the storage room, as seen in Fig. 299.

The foregoing examples of ice machines give no idea of the great activity in this field of refrigeration in the Nineteenth Century. Over 600 United States patents have been granted for ice machines alone, to say nothing of refrigerating buildings, refrigerator cars, domestic refrigerators, and ice cream freezers, etc. Among the earlier workers in ice machines, in addition to those already named, may be mentioned the names of Gorrie, patent No. 8,080, May 6, 1851, followed by Twining, 1853-1862; Mignon and Rouart, in 1865; Lowe, in 1867; Somes, in 1867-1868; Windhausen, in 1870; Rankin, in 1876-1877, and many others.
The examples of ice machines mentioned earlier don't capture the significant activity in refrigeration during the 19th century. Over 600 patents have been issued in the United States for ice machines alone, not to mention those for refrigerated buildings, refrigerator cars, home refrigerators, ice cream makers, and more. Along with those previously mentioned, notable early contributors to ice machine development include Gorrie, patent No. 8,080, May 6, 1851; Twining, 1853-1862; Mignon and Rouart, in 1865; Lowe, in 1867; Somes, in 1867-1868; Windhausen, in 1870; Rankin, in 1876-1877; and many others.
An application of the ice machine which attracted much attention and attained great popularity for a while was that made in the production of artificial skating rinks, in which a floor of ice was frozen by means of a system of submerged pipes, through which the cold liquid from the ice machine was made to circulate. The earliest artificial skating rink is to[445] be found in the British patent to Newton, No. 236, of 1870, but it was Gamgee, in 1875 and 1876, who devised practical means for carrying it out and brought it into public use. His inventions are described in his British patents No. 4,412, of 1875, and No. 4,176, of 1876, and United States patent. No. 196,653, October 30, 1877, and others in 1878.
An application of the ice machine that drew a lot of attention and became quite popular for a time was its use in creating artificial skating rinks. In these rinks, a layer of ice was formed using a system of submerged pipes that circulated cold liquid from the ice machine. The first artificial skating rink can be traced back to the British patent held by Newton, No. 236, from 1870, but it was Gamgee, in 1875 and 1876, who developed practical methods to implement it and made it accessible to the public. His inventions are detailed in his British patents No. 4,412, from 1875, and No. 4,176, from 1876, along with United States patent No. 196,653, dated October 30, 1877, and others from 1878.
The Windhausen machine was one of the earliest applications for cooling and ventilating ships. This machine operated upon the principle of alternately compressing and expanding air, and is described in United States patents No. 101,198, March 22, 1870 (re-issue No. 4,603, October 17, 1871), and No. 111,292, January 24, 1871. To-day every ocean liner[446] is equipped with its own cold storage and ice-making plant, refrigerator cars transport vast cargoes of meats, fish, etc., across the continent, and bring the ripe fruits of California to the Eastern coast; every market house has its cold storage compartments, and to the brewery the refrigerating plant is one of its fundamental and important requisites.
The Windhausen machine was one of the first innovations for cooling and ventilating ships. This machine worked on the principle of alternating between compressing and expanding air, and is covered in United States patents No. 101,198, March 22, 1870 (re-issue No. 4,603, October 17, 1871), and No. 111,292, January 24, 1871. Today, every ocean liner[446] has its own cold storage and ice-making facility, refrigerator cars transport large quantities of meat, fish, and more across the continent, and bring fresh fruits from California to the East coast; every market has its cold storage sections, and for breweries, the refrigerating system is one of their essential and crucial requirements.
The great value of refrigerating appliances is to be found in the retardation of chemical decomposition or arrest of decay, and as this has relation chiefly to preserving the food stuffs of the world, its value can be easily understood. This branch of industry has grown up entirely in the Nineteenth Century, and the activity in this field is attested by the 4,000 United States patents in this class.
The main benefit of refrigeration appliances is that they slow down chemical decomposition and prevent decay, which is crucial for preserving food worldwide. It’s easy to see why this is so valuable. This industry developed entirely in the Nineteenth Century, and the number of patents in this area—4,000 in the United States—shows the level of activity in this field.
CHAPTER XXXIII.
Liquid Air.
Liquefaction of Gases by Northmore, 1805; Faraday, 1823; Bussy, 1824; Thilorier, 1834, and Others—Liquefaction of Oxygen, Nitrogen and Air by Pictet and Cailletet in 1877—Self-Intensification of Cold by Siemens in 1857, and Windhausen in 1870—Operations of Dewar, Wroblewski, and Olszewski—Self-Intensifying Processes of Solvay, Tripler, Lindé, Hampson, and Ostergren and Berger—Liquid Air Experiments and Uses.
__A_TAG_PLACEHOLDER_0__—__A_TAG_PLACEHOLDER_1__—__A_TAG_PLACEHOLDER_2__—__A_TAG_PLACEHOLDER_3__—__A_TAG_PLACEHOLDER_4__—__A_TAG_PLACEHOLDER_5__.
Until quite recently the physicist divided gaseous matter into condensable vapors and permanent vapors. To-day it is known that there are no permanent gases, since all the so-called permanent gases, even to the most tenuous, such as hydrogen, may be made to assume the liquid and even the solid form. The average individual knows very little about hydrogen, but he is very well acquainted with air, and when he was told that the air that he breathes—the gentle zephyr that blows—the wind that storms from the north, or twists itself into the rage of a cyclone in Kansas—may be bound down in liquid form, and imprisoned within the limits of an open tumbler, or be bottled up in a flask or even frozen solid, he was at first impressed with the suspicion of a fairy story. Seeing is believing, however, to him, and the striking experiments from the lecture platform, the approval of the scientists, and the sensational accounts of it in the press, have not only been convincing, but have completely turned his head and made him a too willing victim of the speculator. Liquid air is a real achievement, however, and while it is astonishing to the layman, the physicist looks upon it in the most matter-of-fact way, for it is only a fulfilment of the simplest of nature’s laws, and entirely consonant with what he has been led to expect for many years.
Until recently, physicists categorized gases into condensable vapors and permanent vapors. Today, we know that there are no permanent gases because all so-called permanent gases, even the lightest ones like hydrogen, can be turned into liquids and even solids. Most people know little about hydrogen, but they are very familiar with air. When told that the air they breathe—the gentle breeze, the winds from the north, or the powerful cyclones that hit Kansas—can be captured in liquid form and stored in an open glass or bottled in a flask or even frozen solid, they initially may suspect it's a fairy tale. However, seeing is believing, and impressive demonstrations, the endorsement of scientists, and sensational news coverage have not only convinced them but also made them overly susceptible to speculators. Liquid air is a genuine achievement; while it's astonishing to the average person, physicists view it pragmatically, as it's simply a realization of nature's basic laws and aligns with their expectations developed over many years.
The liquefaction of gases has engaged the attention of the scientist almost from the beginning of the century. In 1805-6 Northmore liquefied chlorine gas. This was done again in 1823 by Faraday. In 1824 Bussy condensed sulphurous acid vapors to liquid form. In 1834 Thilorier made extensive experiments and demonstrations in the liquefaction of carbonic acid gas. In 1843 Aime experimented with the liquefaction[448] of gases by sinking them in suitable vessels to great depths in the ocean. Natterer, in 1844, greatly advanced the study of this subject by both novel methods and apparatus. Liquefaction of air was attempted as early as 1823 by Perkins, and again in 1828 by Colladon, but it was not accomplished until 1877. In this year the liquefaction of oxygen, by Pictet, of Geneva, and Cailletet, of Chatillon-sur-Seine, was independently accomplished. Pictet used a pressure of 320 atmospheres and a temperature of -140°, obtained by the evaporation of liquid sulphurous acid and liquid carbonic acid. Cailletet used a pressure of 300 atmospheres and a temperature of -29°, which latter was obtained by the evaporation of liquid sulphurous acid. In 1883 Dewar, Wroblewski and Olszewski commenced operations in this field, and greatly advanced the study of this subject. In January of 1884, Wroblewski confirmed the liquefaction of hydrogen, which had been imperfectly accomplished by Cailletet before. In the liquefaction of oxygen and nitrogen, the principal component gases of air, the liquefaction of air itself followed immediately as a matter of course.
Scientists have been interested in gas liquefaction almost since the start of the century. In 1805-6, Northmore liquefied chlorine gas. Faraday repeated this in 1823. In 1824, Bussy condensed sulfurous acid vapors into a liquid. In 1834, Thilorier conducted extensive experiments and demonstrations on liquefying carbonic acid gas. In 1843, Aime experimented with liquefying gases by submerging them in deep ocean vessels. Natterer, in 1844, significantly advanced the field with new methods and equipment. Attempts to liquefy air began as early as 1823 by Perkins and again in 1828 by Colladon, but it wasn't achieved until 1877. That year, Pictet from Geneva and Cailletet from Chatillon-sur-Seine independently succeeded in liquefying oxygen. Pictet used a pressure of 320 atmospheres and a temperature of -140°, achieved by the evaporation of liquid sulfurous acid and liquid carbonic acid. Cailletet applied a pressure of 300 atmospheres and a temperature of -29°, which he reached through the evaporation of liquid sulfurous acid. In 1883, Dewar, Wroblewski, and Olszewski began working in this area and made significant progress. In January 1884, Wroblewski confirmed the liquefaction of hydrogen, which had been only partially achieved by Cailletet earlier. Following the liquefaction of oxygen and nitrogen, the main gases in air, it was only logical that the liquefaction of air itself would follow quickly.
Air has usually been held to consist of four volumes of nitrogen and one volume of oxygen, with a very small proportion of carbonic acid gas and ammonia. Recent discoveries have definitely identified new gases in it, however, chief among which is argon. For all practical purposes, however, air may be considered simply a mixture of the two gases; nitrogen, which is inert and neither maintains life nor combustion; and oxygen, which performs both of these functions in a most energetic way. Air is more dense at the surface of the earth, and becomes continually more rarified as the altitude increases, until it becomes an indefinitely tenuous ether. Light as we are accustomed to regard it, the weight of a column of air one inch square is 15 pounds, and this tenuous and unfelt covering presses upon our globe with a total weight of 300,000 million tons.
Air is generally understood to consist of four parts nitrogen and one part oxygen, with a tiny amount of carbon dioxide and ammonia. Recent discoveries have revealed new gases in the atmosphere, with argon being the most significant. For practical purposes, though, air can be thought of as just a mix of two gases: nitrogen, which is inert and doesn't support life or combustion; and oxygen, which actively supports both. Air is denser near the Earth's surface and gradually becomes thinner as altitude increases, turning into a very light ether. Surprisingly, even though we often perceive it as weightless, a column of air measuring one square inch weighs 15 pounds, and this light, unseen layer presses down on our planet with a total weight of 300,000 million tons.
Liquid air is simply air which has been compressed and cooled to what is called its critical temperature and pressure, i. e., the temperature and pressure at which it passes into another state of matter, as from a gas to a liquid. To liquefy air it is compressed until its volume is reduced to 1⁄800, that is to say, 800 cubic feet of air are reduced to one cubic foot. This requires a pressure of 1,250 to 2,000 pounds to the square inch.
Liquid air is just air that has been compressed and cooled to what’s called its critical temperature and pressure, i.e., the temperature and pressure at which it changes into another state of matter, like from gas to liquid. To turn air into a liquid, it is compressed until its volume shrinks to 1⁄800, meaning that 800 cubic feet of air is compressed into one cubic foot. This takes a pressure of 1,250 to 2,000 pounds per square inch.
The important step in liquefying air cheaply and on a large scale was accomplished by the discovery of what is known as the self-intensifying action. This dispenses with auxiliary refrigerants, and causes the expanding gases to supply the cold required for their own liquefaction by an entirely mechanical process. It consists in compressing the air (which produces heat), then cooling it by a flowing body of water, then passing[449] it through a long coil of pipes and expanding the cool compressed air by allowing it to escape through a valve into an expansion chamber, where its pressure falls from 1,250 pounds to 300 pounds, which produces a great degree of cold; then taking this very cold current of air back in reverse direction along the walls of the coil of pipes, and causing said returning cold air to further cool the air flowing from the compressor to the expansion tank, and finally delivering the cold return flow to the compressors and compressing it again from a lower initial point than it started with on the first round, and so continuing this cycle of circulation through the alternating compressing and cooling stages until the air condenses in liquid form in the bottom of the expansion chamber. This successive reduction of temperature by the air acting upon itself is called self-intensification of cold, and it has an analogy in the regenerative furnace, where the augmentation of heat corresponds to the augmentation of cold in the self-intensifying action.
The key breakthrough in making air liquefaction affordable and large-scale was the discovery of what we now call self-intensifying action. This method eliminates the need for extra refrigerants and enables the expanding gases to generate the cold necessary for their own liquefaction through a purely mechanical process. It involves compressing the air (which creates heat), cooling it using flowing water, and then passing[449] it through a long coil of pipes. The cool compressed air then expands as it escapes through a valve into an expansion chamber, where the pressure drops from 1,250 pounds to 300 pounds, resulting in significant cold; this very cold airflow is directed back along the walls of the coil of pipes, further cooling the air coming from the compressor to the expansion tank. Finally, the cold return flow is sent back to the compressors, which compress it again starting from a lower initial point than before, continuing this cycle of circulating through alternating compressing and cooling stages until the air condenses into liquid at the bottom of the expansion chamber. This ongoing reduction of temperature through the air acting on itself is called self-intensification of cold, which parallels the regenerative furnace where the increase in heat corresponds to the increase in cold in the self-intensifying action.

FIG. 300.—THE SELF-INTENSIFYING PRINCIPLE OF PRODUCING COLD, USED TO LIQUEFY AIR.
FIG. 300.—THE SELF-INTENSIFYING PRINCIPLE OF PRODUCING COLD, USED TO LIQUEFY AIR.
This principle of self-intensification was first announced by Prof. C. W. Siemens in the provisional specification of his British patent No.[450] 2,064, of 1857, but it does not seem at that time to have been carried out with any practical result. The first embodiment of the principle in a refrigerating apparatus is by Windhausen—United States patent No. 101,198, March 22, 1870. Solvay, in British patent No. 13,466, of 1885, gave further development to the idea, and following him came the operations of Prof. Tripler, who was the first to liquefy large quantities of air and to introduce it to the American people. Lindé, Hampson and Ostergren and Berger are more recent operators in this field of self-intensification, and Lindé’s British patent, No. 12,528, of 1895, may be regarded as a representative exposition of the principle. A simplified form of the Lindé apparatus is seen in Fig. 300. C is an air compressing pump, whose plunger descending compresses the air and forces it out through valve I, pipe 2, and coil 3. The coil 3 is immersed in a flowing body of water in the condenser W, the water entering at Y and passing out at Z. The cold compressed air then passes through pipes 4 and 5, pipe 5 being arranged concentrically within a larger coil 7. The cold air flowing down pipe 5 escapes through a valve adjusted by handle 6, into the subjacent chamber L, and expanding to a larger volume, produces a great degree of cold; this cold expanded air then passing up the larger and outer pipe 7 flows back over the incoming stream of air in pipe 5, chilling it still lower than the condenser W did, and this cold return flow then passing from the top of coil 7 descends through pipe 8 to the compressing pump C, and as its piston rises, it enters the pump through the inwardly opening valve 9, and here it undergoes another compression and circuit through the pipes 2, 3, 4, 5, but it is compressed on its second round of travel at a lower temperature than it had initially, and so this circulation of air going to the chamber L, expanding, and returning over the inlet flow pipe 5, successively cooling the latter and also successively entering the compressor at a continually lower temperature at each cycle of circulation, finally issues through the valve at the lower end of pipe 5, and expands to such a low temperature that it condenses in chamber L in liquid form. Fresh accessions of air are furnished to the apparatus through valve 10 as fast as the air is liquefied. The inlet flow to the liquefying chamber is shown by the full line arrows, and the return flow to the compressor by the dotted arrows, and the explanation of the term self-intensification is to be found in the cooling of the incoming air in pipe 5 by the outflowing air in the surrounding pipe 7, and the repeated reductions of temperature at which the air is returned to the compressor.
This principle of self-intensification was first introduced by Prof. C. W. Siemens in the provisional specification of his British patent No.[450] 2,064, from 1857, but it doesn't seem to have been implemented with any practical results at that time. The first application of the principle in a refrigeration device was by Windhausen—United States patent No. 101,198, March 22, 1870. Solvay, in British patent No. 13,466, from 1885, further developed the idea, followed by Prof. Tripler, who was the first to liquefy large amounts of air and introduce it to the American public. Lindé, Hampson, Ostergren, and Berger are more recent contributors in the field of self-intensification, and Lindé’s British patent, No. 12,528, from 1895, can be seen as a key illustration of the principle. A simplified version of the Lindé apparatus is shown in Fig. 300. C is an air-compressing pump, whose downward-moving plunger compresses the air and pushes it out through valve I, pipe 2, and coil 3. Coil 3 is submerged in a flowing body of water in the condenser W, with water entering at Y and exiting at Z. The cold compressed air then moves through pipes 4 and 5, where pipe 5 is arranged concentrically within a larger coil 7. The cold air flowing down pipe 5 escapes through a valve controlled by handle 6, into the lower chamber L, where it expands to a larger volume, creating a significant amount of cold; this cold expanded air then travels up the larger outer pipe 7, flowing back over the incoming air in pipe 5, chilling it even more than the condenser W did. The cold return flow then exits from the top of coil 7 and descends through pipe 8 to the compressing pump C, and as its piston rises, it enters the pump through the inward-opening valve 9, where it undergoes another compression and circulates through pipes 2, 3, 4, and 5. However, during its second pass, it is compressed at a lower temperature than before, so this air circulation going to chamber L, expanding and returning over the inlet flow pipe 5, continues to cool the latter and also successively enters the compressor at a continually lower temperature during each circulation cycle, ultimately exiting through the valve at the lower end of pipe 5, and expanding to such a low temperature that it condenses into liquid form in chamber L. Fresh air is supplied to the apparatus through valve 10 as quickly as the air is liquefied. The incoming flow to the liquefying chamber is indicated by the solid line arrows, and the return flow to the compressor by the dashed arrows. The concept of self-intensification is explained by the cooling of the incoming air in pipe 5 by the outgoing air in the surrounding pipe 7, and the successive temperature reductions at which the air is returned to the compressor.


In Fig. 301 is shown the liquefier of a modern liquid air plant, in[451]
[452]
which liquid air is being drawn into a pail from the liquefier. Liquid air
evaporates very rapidly, and produces the intense cold of 312° below
zero. There is no known way to preserve it beyond a limited time, for, if
put in strong, tightly closed vessels, it would soon absorb enough heat to
vaporize, and in time would acquire a tension of 12,000 pounds per
square inch, and would burst the vessel with a disastrous explosion. If
left exposed to the air, which is the only safe way to transport it, it is
quickly dissipated. A shipment of eight gallons from New York to
Washington for lecture purposes shrunk to three gallons in two days’
time. It may usually be kept longer than this, however, as the jarring
of a railway train promotes its evaporation and loss. A small quantity,
such as a half pint, will boil away in twenty-five to thirty minutes. The
only way to preserve it for any length of time is to surround it with a
heat-excluding jacket. The simplest and most effective means for doing
this in the laboratory is to surround it with a vacuum. Fig. 302 shows
a specially devised vessel for the commercial transportation of liquid air.[453]
A double walled globular vessel has between its walls air spaces and
non-conducting packing. The liquid air in the interior chamber vaporizes
gradually, and escaping through the outwardly opening valve at the
top, expands around the air space surrounding the inner vessel. From
this space it reaches the outer air by a valve at the bottom of the outer
vessel. The liquid air in evaporating is thus carried around the body
of liquid air in the center, and surrounding it with an intensely cold envelope,
prevents the transmission of heat to the inner vessel. To withdraw
the liquid air, a pipette or so-called siphon tube, shown in detached
view, is substituted for the valve at the top.
In Fig. 301, you see the liquefier of a modern liquid air plant, in[451]
[452] which liquid air is being drawn into a bucket from the liquefier. Liquid air evaporates very quickly, creating extreme cold of 312° below zero. There's no known way to keep it for long, because if it's put in strong, tightly sealed containers, it would soon absorb enough heat to vaporize, potentially generating a pressure of 12,000 pounds per square inch, which could cause the container to explode disastrously. If left open to the air, which is the only safe way to move it, it quickly dissipates. A shipment of eight gallons from New York to Washington for a lecture shrank to three gallons in just two days. However, it can typically be stored longer than this, as the vibrations from a train speed up its evaporation and loss. A small amount, like half a pint, will boil away in twenty-five to thirty minutes. The only way to keep it for any period of time is to wrap it in something that stops heat transfer. The simplest and most effective method for this in the lab is to surround it with a vacuum. Fig. 302 shows a specially designed container for the commercial transport of liquid air.[453] This double-walled spherical container has air spaces and insulating material between its walls. The liquid air in the inner chamber gradually vaporizes and escapes through an outward-opening valve at the top, expanding around the air space surrounding the inner container. From this space, it reaches the outside air through a valve at the bottom of the outer container. As the liquid air evaporates, it creates a cold envelope around the central liquid air, preventing heat from reaching the inner container. To take out the liquid air, a pipette or siphon tube, shown in a separate view, is used instead of the valve at the top.

Evaporation of Nitrous Oxide.
Nitrous Oxide Evaporation.

Evaporation of Nitrogen.
Nitrogen Evaporation.

Evaporation of Pure Oxygen.
Evaporating Pure Oxygen.
FIG. 303.—SEPARATION OF LIQUID AIR INTO ITS CONSTITUENTS.
FIG. 303.—SEPARATION OF LIQUID AIR INTO ITS COMPONENTS.
Evaporation of Nitrogen.
Nitrogen Evaporation.
Evaporation of Nitrous Oxide.
Nitrous Oxide Evaporation.
Evaporation of Pure Oxygen.
Evaporating Pure Oxygen.
FIG. 303.—SEPARATION OF LIQUID AIR INTO ITS CONSTITUENTS.
FIG. 303.—SEPARATION OF LIQUID AIR INTO ITS COMPONENTS.
As to the uses of liquid air it may be said that up to the present time it has attained little or no practical application. There are two principal ways in which it may be utilized; one is to employ its enormous expansive force to produce mechanical power, and the other is as a refrigerant. As a means for obtaining motive power it is a fallacy to suppose that any more power can be obtained from its expansion than was originally required to make it. It is like a resilient spring in this respect, that it can give out no more power than was required to compress it. In some special applications, however, as for propelling torpedoes, where its cost is entirely subordinate to effective results, it might prove to be of value. For blasting purposes also it presents the promise of possible utilization.[454] As a refrigerant for commercial purposes, and for supplying a dry, cool temperature to the sick room, and for the preparation of chemicals requiring a low temperature to manufacture, it might find useful application. Inasmuch as the nitrogen of liquid air evaporates first, and leaves nearly pure liquid oxygen, it may also be employed as a means for producing and applying oxygen. Good illustration of this is given in Fig. 303, in which at 1 is shown a vessel filled with liquid air. The gas first evaporating is nitrogen, and a lighted match applied to the surface of the liquid is quickly extinguished, since nitrogen does not support combustion. As the level of the liquid falls by evaporation, the remaining portions become richer in oxygen and poorer in nitrogen, and nitrous oxide gas is then given off, which supports combustion as seen at 2; and when the last portions of the liquid are being evaporated, as at 3, it is[455] practically pure oxygen, which gives a brilliant combustion of a carbon pencil, or even of a steel spring when the latter is heated red hot. Already Prof. Pictet has formulated a plan for the commercial production and separation of the ingredients of liquid air—the nitrogen, carbonic acid, and oxygen being separated by their different evaporating temperatures with a view to applying them to various industrial uses. All of the commercial applications of liquid air, however, depend upon its cost of production, which seems at present an uncertain factor. According to the claims of some it may be produced at a cost of a few cents a gallon. More conservative physicists say that it costs $5 a gallon.
When it comes to the uses of liquid air, it can be said that so far, it has had little to no practical application. There are two main ways it can be used: one is to take advantage of its incredible expansive force to create mechanical power, and the other is as a refrigerant. It’s a misconception to think that you can get more power from its expansion than what was originally needed to create it. It’s like a spring; it can only release as much power as was used to compress it. However, in some specific cases, like propelling torpedoes, where the cost is less important than efficiency, it could be valuable. It also shows promise for blasting purposes. [454] As a refrigerant for commercial use, and for providing a dry, cool environment for sick rooms, as well as for producing chemicals that need low temperatures for manufacturing, it could be useful. Since the nitrogen in liquid air evaporates first, leaving mostly pure liquid oxygen, it can also be used to generate and provide oxygen. A good example of this is shown in Fig. 303, where at 1 you see a vessel filled with liquid air. The first gas to evaporate is nitrogen, and when a lit match is brought close to the surface of the liquid, it quickly goes out because nitrogen doesn’t support combustion. As the level of the liquid drops due to evaporation, what remains becomes richer in oxygen and lower in nitrogen, and nitrous oxide gas begins to release, which supports combustion as shown at 2. When the last parts of the liquid are evaporating, as seen at 3, it is nearly pure oxygen, which causes a bright combustion of a carbon pencil or even a steel spring when heated to red hot. Prof. Pictet has already outlined a plan for the commercial production and separation of the components of liquid air—the nitrogen, carbon dioxide, and oxygen, which are separated by their different evaporation temperatures, to be used in various industries. However, all commercial uses of liquid air depend on its production cost, which currently seems to be an unpredictable factor. Some claim it can be produced for a few cents a gallon, while more cautious physicists argue it costs about $5 a gallon.

FIG. 304.—LIQUID AIR EXPERIMENTS.
FIG. 304.—LIQUID AIR EXPERIMENTS.
1. Magnetism of oxygen. 2. Steel burning in liquid oxygen. 3. Frozen sheet iron. 4. Explosion of confined liquid air. 5. Burning paper. 6. Explosion of sponge. 7. Freezing rubber ball. 8. Double walled vacuum bulb. 9. Boiling liquid air.
1. The magnetism of oxygen. 2. Steel igniting in liquid oxygen. 3. Frozen sheet metal. 4. Explosion of trapped liquid air. 5. Burning paper. 6. Blast from a sponge. 7. Freezing a rubber ball. 8. Double-walled vacuum bulb. 9. Boiling liquid air.
However this may be, the phenomena which it presents are both interesting and instructive. In Figs. 304 and 305 are shown some of the experiments. At No. 1 a test tube containing liquid air, from which the nitrogen has escaped, is strongly attracted by an electro-magnet, showing the magnetic quality of oxygen. At No. 2 is shown the combustion of a heated piece of steel in liquid air, which has become rich in oxygen by the evaporation of the nitrogen. At No. 3 a tin dipper, which has been immersed in liquid air, has become so cold and crystalline that it breaks like glass when dropped. At No. 4 liquid air imprisoned in a tube and tightly corked up, blows the stopper out in a few minutes with[456] explosive effect. At No. 5 a piece of paper saturated with liquid air burns with great energy, and at No. 6 a piece of sponge or raw cotton similarly saturated explodes when ignited. At No. 7 a rubber ball floated on liquid air in a tumbler is frozen so hard that when dropped it flies into fragments like a glass ball. The white, snow-like vapor seen falling over the edges of the tumbler is intensely cold and heavier than ordinary air. At No. 8 is illustrated the preservation of liquid air by surrounding it with a vacuum in a Dewar bulb. At No. 9 a flask of liquid air is made to boil by the mere heat of the hand. A more striking experiment still of the same kind is to place a tea kettle containing liquid air on a block of ice. The block of ice is relatively so much hotter than the liquid air that the liquid air in the kettle is made to boil. At No. 10, Fig. 305, a heavy weight is suspended by a link composed of a bar of mercury frozen solid in liquid air. So hard is the mercury frozen that a hammer made of it will drive a tenpenny nail up to its head in a pine board. In No. 11 a layer of liquid air on water at first floats because it is lighter than water. As the lighter nitrogen evaporates, the heavier oxygen sinks in drops through the water. At No. 12 a tumbler of whiskey is frozen solid by immersing a tube containing liquid air in it. The frozen block of whiskey with the cavity formed by the tube is shown on the left. It is a whiskey tumbler made out of whiskey. A more sensational experiment is to substitute a tapering tin cup for the tube, then fill it with liquid air and immerse it in water. In a few minutes the tapering tin cup has frozen on its outer walls a tumbler of ice. This may be carefully removed, and the ice tumbler is then filled with liquid air rich in oxygen, which, by maintaining the cold of the ice tumbler, keeps it from melting. A carbon pencil or a steel spring heated to redness will now, if dipped in the liquid oxygen in the ice tumbler, burn with vehement brilliancy and beautiful scintillations, involving the anomalous conditions of a white hot heat and active combustion in the center of a tumbler of ice, without melting the tumbler. In experiment 13, Fig. 305, a jet of carbonic acid gas directed into a dish floating in a glass of liquid air is immediately frozen into minute flakes, producing a miniature snow storm of carbonic acid. In experiment 14 an electric light carbon heated to a red heat at its tip, is plunged vertically into a deep glass of liquid oxygen. A most singular combustion takes place. The heat of the carbon evaporates the oxygen in its immediate vicinity, and the carbon burns with great brilliancy and violence, forming carbonic acid, which is largely frozen in the liquid before it reaches the surface, and falls back to the bottom of the dish, so that the combustion is maintained and its products retained within the dish. A beefsteak may be frozen in liquid air to such[457] brittleness that it is shattered like a china plate when struck a slight blow. The intense cold of liquid air does not destroy the vitality or germinating power of seed, but produces serious so-called burns on the flesh that destroy the tissues and do not heal for many months, and yet for a moment the finger may be dipped in liquid air with impunity because of the gaseous envelope with which the finger is temporarily surrounded.
However this may be, the phenomena presented are both interesting and informative. In Figs. 304 and 305, some of the experiments are displayed. At No. 1, a test tube containing liquid air, from which the nitrogen has escaped, is strongly attracted by an electromagnet, demonstrating the magnetic quality of oxygen. At No. 2, the combustion of a heated piece of steel in liquid air, which has become rich in oxygen due to the evaporation of nitrogen, is shown. At No. 3, a tin dipper, which has been immersed in liquid air, has become so cold and crystalline that it breaks like glass when dropped. At No. 4, liquid air trapped in a tube and tightly corked blows the stopper out in a few minutes with an explosive effect. At No. 5, a piece of paper soaked with liquid air burns with great energy, and at No. 6, a piece of sponge or raw cotton saturated in the same way explodes when ignited. At No. 7, a rubber ball floating on liquid air in a tumbler is frozen so hard that when dropped, it shatters like a glass ball. The white, snow-like vapor seen cascading over the tumbler's edges is extremely cold and heavier than regular air. At No. 8, the preservation of liquid air is illustrated by surrounding it with a vacuum in a Dewar bulb. At No. 9, a flask of liquid air begins to boil from just the heat of the hand. An even more striking experiment involves placing a tea kettle filled with liquid air on a block of ice. The block of ice is relatively much warmer than the liquid air, causing the liquid air in the kettle to boil. At No. 10, Fig. 305, a heavy weight is suspended by a link made of mercury frozen solid in liquid air. The mercury is frozen so hard that a hammer made from it can drive a tenpenny nail flush into a pine board. In No. 11, a layer of liquid air on water initially floats because it is lighter than water. As the lighter nitrogen evaporates, the heavier oxygen sinks in drops through the water. At No. 12, a glass of whiskey is frozen solid by immersing a tube containing liquid air into it. The frozen block of whiskey with the cavity formed by the tube is shown on the left. It is a whiskey tumbler made out of whiskey. A more impressive experiment replaces the tube with a tapering tin cup, fills it with liquid air, and immerses it in water. In a few minutes, the tapering tin cup freezes an outer layer of ice. This can be carefully removed, and the ice tumbler is filled with liquid air rich in oxygen, which keeps it from melting by maintaining the cold of the ice tumbler. A carbon pencil or a steel spring, heated to red hot, will burn with intense brilliance and beautiful sparks when dipped in the liquid oxygen in the ice tumbler, creating the unusual conditions of white-hot heat and active combustion in the center of an ice tumbler without melting it. In experiment 13, Fig. 305, a jet of carbonic acid gas directed into a dish floating in a glass of liquid air immediately freezes into tiny flakes, producing a miniature snowstorm of carbonic acid. In experiment 14, an electric light carbon heated to red hot at its tip is plunged vertically into a deep glass of liquid oxygen. A very unusual combustion occurs. The heat from the carbon evaporates the oxygen nearby, and the carbon burns brightly and violently, forming carbonic acid, which largely freezes in the liquid before it reaches the surface and falls back to the bottom of the dish, allowing the combustion to continue and its products to remain contained. A beefsteak may be frozen in liquid air to such brittleness that it shatters like porcelain when lightly struck. The intense cold of liquid air does not destroy the vitality or germinating power of seeds, but it causes severe burns on flesh that damage tissues and may not heal for many months. Yet, for a moment, a finger may be dipped in liquid air safely due to the gaseous envelope that temporarily surrounds it.

FIG. 305.—LIQUID AIR EXPERIMENTS.
FIG. 305.—LIQUID AIR EXPERIMENTS.
10. Frozen mercury. 11. Liquid oxygen in water. 12. Frozen whisky. 13. Carbonic acid snow. 14. Combustion of carbon pencil.
10. Frozen mercury. 11. Liquid oxygen in water. 12. Frozen whiskey. 13. Carbonic acid snow. 14. Combustion of carbon pencil.
CHAPTER XXXIV.
Minor Inventions
and
Patents in Major Countries Around the World.
If the reader has been patient enough to have reviewed the preceding pages, the impression may have been formed that the notable inventions referred to represent all that is worth while to consider in this great field of human achievement. It would be a fallacy to entertain such a thought, for the little stars out-number the big ones, and the twigs of the tree are far more numerous than its branches. The great things in life are comparatively few and far between, and the bulk of human existence is made up of an unclassified mass of little things, sown like sands along the shore of time between the boulders of great events. So also in invention is its warp and woof made up of a multitude of little threads behind the gorgeous patterns of meteoric genius. Every hour of the day of modern life is replete with the achievements of invention. Look around the room, and there is not a thing in sight that does not suggest the material advance of the age; the books, the furniture, the carpets, the curtains, the wall paper, the clock, the mantels, the house trimmings, the culinary utensils, and the clothing, all represent creations of this century. So full is the daily life of these things, and so much of a necessity have they all become, that their commonplace character dismisses them from conspicuous notice. Take the most matter-of-fact and prosy half hour of the day, that at the time of rising, and see what a faithful account of the average man’s everyday life would present. The awakening is definitely determined by an alarm clock, and the sleepy Nineteenth Century man rolling over under the seductive comfort of a spring bed, takes another nap, because he knows that the rapid transit cars will give him time to spare. Rising a little later his bare feet find a comfortable footing on a machine-made rug, until thrust into full fashioned hose, and ensconced in a pair of machine-sewed slippers. Drawing the loom-made lace curtains, he starts up the window shade on the automatic Hartshorn roller and is enabled to see how to put in his collar button and adjust his shirt studs. He awakens[459] the servant below with an electric bell, calls down the speaking tube to order breakfast, and perhaps lights the gas for her by the push button. He then proceeds to the bath, where hot and cold water, the sanitary closet, a gas heater, and a great array of useful modern articles present themselves, such as vaseline, witch hazel, dentifrices, cold cream, soaps and antiseptics, which supply every luxurious want and every modern conception of sanitation. His bath concluded, he proceeds to dress, and maybe puts in his false teeth, or straps on an artificial leg. Donning his shirt with patented gussets and bands, he quickly adjusts his separable cuff buttons, puts on his patented suspenders, and, winding a stem-winding watch, proceeds down stairs to breakfast. A revolving fly brush and fly screens contribute to his comfort. A cup of coffee from a drip coffee-pot, a lump of artificial ice in his tumbler, sausage ground in a machine, batter cakes made with an egg beater, waffles from a patented waffle iron, honey in artificial honey comb, cream raised by a centrifugal skimmer, butter made in a patented churn, hot biscuits from the cooking range, and a refrigerator with a well stocked larder, all help to make him comfortable and happy. The picture is not exceptional in its fullness of invented agencies, and one could just as well go on with our citizen through the rest of the day’s experience, and start him off after breakfast with a patented match, in a patented match case, and a patented cigarette, with his patented overshoes and umbrella, and send him along over the patented pavement to the patented street car, or automobile, and so on to the end of the day.
If the reader has been patient enough to review the previous pages, they may have gotten the impression that the notable inventions mentioned represent everything worthwhile to consider in this vast area of human achievement. That would be a misconception, as the smaller inventions outnumber the larger ones, and the smaller branches of a tree are much more numerous than its larger limbs. The truly great things in life are relatively rare, and most of human existence consists of an unclassified mix of little things, scattered like sands along the shore of time among the larger events. Similarly, invention's fabric is made up of countless small threads behind the stunning patterns created by extraordinary genius. Every hour of modern life is filled with the achievements of invention. Look around the room, and you'll see that everything in sight reflects the material progress of our time: the books, the furniture, the carpets, the curtains, the wallpaper, the clock, the mantels, the decorative trims, the kitchen tools, and the clothes—all are products of this century. Daily life is so full of these items, and they have become such a necessity, that their ordinary nature often makes them easy to overlook. Take the most mundane half-hour of the day, the time of waking up, and consider the faithful account of the average person's everyday life. The morning begins with an alarm clock, and the sleepy person from the nineteenth century rolls over in the cozy comfort of a spring bed, taking another nap because they know the fast transit trains will give them time to spare. Rising a bit later, their bare feet find comfort on a machine-made rug, until they slip into fully fashioned stockings and a pair of machine-sewn slippers. By drawing the woven lace curtains, they pull up the window shade using the automatic roller and can see how to put on their collar button and adjust their shirt studs. They wake up the servant below with an electric bell, call down the speaking tube to order breakfast, and perhaps turn on the gas for her with a push button. Next, they head to the bathroom, where hot and cold water, a sanitary toilet, a gas heater, and a range of useful modern items like petroleum jelly, witch hazel, toothpaste, cold cream, soaps, and antiseptics are all available, catering to every luxurious desire and modern sanitation need. After finishing their bath, they get dressed, and maybe insert their dentures or strap on an artificial leg. Putting on their shirt with patented gussets and bands, they quickly adjust their detachable cuff buttons, put on their patented suspenders, and, while winding a stem-winding watch, head downstairs to breakfast. A revolving fly brush and fly screens add to their comfort. They enjoy a cup of coffee from a drip coffee pot, a lump of artificial ice in their glass, sausage ground by a machine, pancakes made with an egg beater, waffles from a patented waffle iron, honey in an artificial honeycomb, cream produced by a centrifugal skimmer, butter made in a patented churn, hot biscuits from the cooking range, and a well-stocked refrigerator, all contributing to their comfort and happiness. This scene is not exceptional for its abundance of invented items, and one could easily continue to follow our citizen through the rest of their day, starting after breakfast with a patented match in a patented case, a patented cigarette with their patented overshoes and umbrella, and sending them off over the patented pavement to catch the patented streetcar or automobile, and so on until the end of the day.
Some of the minor inventions are really of too much importance to be passed without comment. The cable car is a factor which has cut no small figure in the activities of city life. The first patent on a slotted underground conduit between the rails, with traction cable inside and running on pulleys, was that to E. A. Gardner, No. 19,736, March 23, 1858. Hallidie, in San Francisco, in 1876, directed his energies to a development of this system, and brought it to a degree of perfection and general adoption that made it for many years the leading system of street car propulsion. To-day, however, it represents but a decadent type, being largely supplanted by the superior advantages of electricity.
Some of the lesser inventions are really too important to go unmentioned. The cable car has played a significant role in city life. The first patent for a slotted underground conduit between the tracks, with a traction cable inside running on pulleys, was granted to E. A. Gardner, No. 19,736, on March 23, 1858. In 1876, Hallidie, in San Francisco, focused his efforts on developing this system and perfected it to a point where it became the leading method of streetcar propulsion for many years. Today, however, it represents an outdated technology, largely replaced by the superior benefits of electricity.
Passenger elevators constitute one of the conspicuous features of modern locomotion. Without them the tall office buildings, hotels, and department stores would have no existence; the Eiffel Tower would never have been dreamed of, and the expenditure of vital force in stair climbing would have been greatly augmented. The passenger elevator has for its prototype the ancient hoist or lift for mines, but in the latter half of the Nineteenth Century it has developed into a distinct institution—a luxurious little[460] room, gliding noiselessly up and down, actuated by a power that is not seen, and supplied with every appliance for safety and comfort, such as governors, safety catches, automatic stops, mirrors and cushioned seats. The principle of the screw, of balance weights, of the lazy tongs, and other mechanical powers have each found application in the elevator, but steam, hydraulic power, and electricity constitute the moving agencies of the modern type. The patent to E. G. Otis, No. 31,128, January 15, 1861, marks the beginning of its useful applications.
Passenger elevators are one of the most noticeable features of modern transport. Without them, tall office buildings, hotels, and department stores wouldn’t exist; the Eiffel Tower might never have been imagined, and the effort required for climbing stairs would have dramatically increased. The passenger elevator is based on the ancient hoist or lift used in mines, but in the latter half of the Nineteenth Century, it evolved into its own distinct entity—a luxurious little[460] room that glides silently up and down, powered by an invisible force and equipped with all the safety and comfort features like governors, safety catches, automatic stops, mirrors, and cushioned seats. The principles of the screw, counterweights, lazy tongs, and other mechanical systems have all been applied to elevators, but steam, hydraulic power, and electricity are the driving forces behind the modern design. The patent to E. G. Otis, No. 31,128, January 15, 1861, marks the start of its practical uses.
Of close kin to the elevator are the fire escape, dumb waiter and grain elevator, each of which fills a more or less important function in the life of to-day.
Of close relation to the elevator are the fire escape, dumb waiter, and grain elevator, each of which serves a more or less important role in today's life.
What more ubiquitous or ingenious illustration of modern progress than the American stem winding watch! Up to the middle of the century all watches were made by hand throughout. Each watch had its own individuality as a separate creation, and only the privileged few were able to carry them. In 1848 Aaron L. Dennison, a Boston watch maker, began making watches by machinery, and the foundation of the system of interchangeable parts was laid. A small factory at Roxbury, Mass., was established in 1850, which four years later was moved to Waltham. In 1857 it passed into the hands of Appleton, Tracy & Co., and was subsequently acquired by the American Watch Co. As presenting some idea of the great elaboration involved in this art, it was estimated a few years ago that 3,746 distinct mechanical operations were required to make an ordinary machine made watch. A single pound of steel wire is sometimes converted into a couple of hundred thousand tiny screws, and another pound of fine steel wire furnishes 17,280 hair springs, worth several thousand dollars. The absolute uniformity and perfect interchangeability of parts in the American watch have been obtained by substituting the invariable and mathematical accuracy of the machine for the nervous fingers and dimming eyes of the old time watchmaker, and the American machine made watch, discredited as it was at first, stands to-day the greatest modern advance in horology.
What more common or clever example of modern progress than the American stem winding watch! Until the middle of the century, all watches were entirely handmade. Each watch had its own unique character as a separate creation, and only a select few could afford to own them. In 1848, Aaron L. Dennison, a watchmaker from Boston, started producing watches using machines, laying the groundwork for the system of interchangeable parts. A small factory was established in Roxbury, Massachusetts, in 1850, which moved to Waltham four years later. In 1857, it came under the ownership of Appleton, Tracy & Co., and was later acquired by the American Watch Co. To illustrate the complexity involved in this craft, it was estimated a few years ago that 3,746 distinct mechanical operations were needed to produce an average machine-made watch. A single pound of steel wire can be transformed into hundreds of thousands of tiny screws, while another pound of fine steel wire can create 17,280 hair springs, worth thousands of dollars. The perfect uniformity and interchangeability of parts in the American watch have been achieved by replacing the inconsistent, handcrafted methods of the old-fashioned watchmaker with the precise and reliable accuracy of machines. Although the American machine-made watch was initially met with skepticism, it is now recognized as the greatest modern advancement in the field of watchmaking.
Friction Matches.—In 1805 Thenard, of Paris, made the first attempt to utilize chemical agencies for the ordinary production of fire. In 1827 John Walker, an English druggist, made friction matches called “congreves.” In 1833 phosphorus friction matches were introduced on a commercial scale by Preschel, of Vienna. In 1845 red phosphorus matches (parlor matches) were made by Von Schrotter, of Vienna, and in 1855 safety matches, which ignited only on certain substances, were made by Lundström, of Sweden. Prior to the Nineteenth Century, and in fact until[461] about 1833, the old flint and steel and tinder box were the clumsy and uncertain means for producing fire. To-day the friction match is turned out by automatic machinery by the million, and constitutes probably the most ubiquitous and useful of all the minor inventions.
Friction Matches.—In 1805, Thenard from Paris made the first attempt to use chemical methods for starting fire. In 1827, John Walker, an English chemist, created friction matches known as “congreves.” In 1833, phosphorus friction matches were commercially launched by Preschel from Vienna. In 1845, red phosphorus matches (parlor matches) were produced by Von Schrotter from Vienna, and in 1855, safety matches that ignited only on specific surfaces were made by Lundström from Sweden. Before the Nineteenth Century, and actually until [461] about 1833, the traditional flint and steel along with the tinder box were awkward and unreliable methods for producing fire. Today, friction matches are manufactured by the millions using automatic machinery, and they are likely the most common and practical of all minor inventions.
Step into any of the great department stores and the genius of the inventor confronts you in the cash carrier whisking its little cars back and forth from the cashier’s desk to the most remote corners of the great building. The first of these mechanical carriers adapted for store service was patented by D. Brown, July 13, 1875, No. 165,473. Not until about 1882, however, was there any noticeable adoption of the system, when practical development was given in Martin’s patents, No. 255,525, March 28, 1882; No. 276,441, April 24, 1883, and No. 284,456, September 4, 1883. Go to the lunch counter, and the cash register reminds you that the millenium of absolute honesty is not yet realized. The bell punch on the street car and the burglar proof safe with its combination locks are other suggestions in the same line. The first fire proof safe is disclosed in the British patent to Richard Scott, No. 2,477, of 1801. The time lock, which prevents the safe from being opened by anyone except at a certain period of daylight, was invented by J. V. Savage, and was covered by him in United States patent No. 5,321, October 9, 1847. The practical adoption of time locks began about 1875 with the operations of Sargent, Stockwell and others, and to-day they constitute one of the most important features of bank safes and vaults, and represent a marvelously beautiful and accurate example of mechanical skill.
Step into any of the big department stores, and you'll see the brilliance of the inventor in the cash carrier zooming its little cars back and forth from the cashier’s desk to the farthest corners of the building. The first mechanical carrier designed for store service was patented by D. Brown on July 13, 1875, No. 165,473. However, it wasn't until around 1882 that the system gained noticeable traction, thanks to practical developments in Martin’s patents, No. 255,525 on March 28, 1882; No. 276,441 on April 24, 1883; and No. 284,456 on September 4, 1883. Head over to the lunch counter, and the cash register reminds you that we haven't yet achieved a utopia of absolute honesty. The bell punch on the streetcar and the burglar-proof safe with its combination locks are other examples in this realm. The first fireproof safe was revealed in the British patent to Richard Scott, No. 2,477, from 1801. The time lock, which restricts the safe from being opened except during certain daylight hours, was invented by J. V. Savage and covered by him in United States patent No. 5,321 on October 9, 1847. The practical use of time locks started around 1875 with the efforts of Sargent, Stockwell, and others, and today, they are a key feature of bank safes and vaults, showcasing remarkable beauty and precision in mechanical craftsmanship.
The Otto gas-engine, and the Ericsson air-engine are important developments in power producing motors, and the improvements in pavements and in street sweepers for cleaning them, contribute to the cleanliness, sanitation, and æsthetic values of city life. The cigarette machine, which continuously curls a ribbon of paper around a core of tobacco to form a rope, and then cuts it off into cigarettes, is an important invention in the tobacco industry, however doubtful its hygienic value to the world may be. The lightning rod has brought protection to homes and lives, and the incubator has become the hen’s wet nurse. In agriculture, the reaper has been supplemented with threshing machines, seeders, drills, cultivators, horse rakes and plows. In the farm yard appear the improved carriage and wagon, the well pump, the wind wheel, the fruit drier, the bee hive, and the cotton and cider press. In the kitchen, the washing machine, the churn, the cheese press, ironing machine, wringer, the rat trap, and fruit jar. In the house, the folding bed, tilting chair, carpet sweeper, and the piano. In heating appliances, steam and water heating systems, base burning and[462] Latrobe stoves, hot air furnaces, gas and oil stoves. In plastics there are brick machines, pressed glass ware, enameled sheet iron ware, tiles, paper buckets, celluloid and rubber articles. In hydraulics there are rams, water closets, pumps, and turbine water wheels. In mining there are stamp mills, ore crushers, separators, concentrators, and amalgamators. In the leather and boot and shoe industry there is a great variety of machines and appliances. The paper industry, with book binding machines, and paper box machines, is a fertile field of invention. Steam boilers, metallurgical appliances, soap making, chemical fire extinguishers, fountain pens, the sand blast, bottle stoppers, and a thousand other things present themselves in miscellaneous and endless array. These are, however, only some of the things which the limitation of space precludes from individual treatment, but which are none the less important in making up the great resources of modern life, and, for the most part, represent the contributions of the Nineteenth Century not heretofore considered.
The Otto gas engine and the Ericsson air engine are significant advancements in power-generating engines, and the enhancements in pavements and street sweepers for cleaning them help improve the cleanliness, sanitation, and aesthetic quality of urban living. The cigarette machine, which continuously wraps a strip of paper around a core of tobacco to create a rope, then cuts it into cigarettes, is an important invention in the tobacco industry, though its hygiene benefits to society may be questionable. The lightning rod offers protection to homes and lives, while the incubator acts as a substitute for a hen. In agriculture, the reaper is now supported by threshing machines, seeders, drills, cultivators, horse rakes, and plows. In the farmyard, you can find improved carriages and wagons, well pumps, windmills, fruit dryers, beehives, and cotton and cider presses. In the kitchen, there are washing machines, churns, cheese presses, ironing machines, wringers, rat traps, and fruit jars. In homes, people have folding beds, tilting chairs, carpet sweepers, and pianos. For heating, there are steam and water heating systems, base-burning and [462] Latrobe stoves, hot air furnaces, and gas and oil stoves. In the field of plastics, there are brick machines, pressed glassware, enameled sheet metal, tiles, paper buckets, celluloid, and rubber products. In hydraulics, you’ll find rams, toilets, pumps, and turbine water wheels. In mining, there are stamp mills, ore crushers, separators, concentrators, and amalgamators. The leather and boot and shoe industry features a wide range of machines and devices. The paper industry, with bookbinding and paper box machines, is a rich area for innovation. Steam boilers, metallurgical appliances, soap-making equipment, chemical fire extinguishers, fountain pens, sandblasters, bottle stoppers, and countless other inventions illustrate the diverse and abundant resources of modern life. These are just some examples of innovations that are too numerous to address individually but are nonetheless vital contributions from the Nineteenth Century that deserve recognition.
The observant and thoughtful reader finds just here occasion to inquire the meaning of this great rising tide of progress which has so distinguished the Nineteenth Century. It is largely due to the Patent Law, which justly regards the inventor as a public benefactor, and seeks to make for him some protection in the enjoyment of his rights. If a man be in the possession of a legacy by the accident of birth, the law of inheritance rules that it is rightfully his. The finding of a thing, whether by jetsam, flotsam, or the lucky accident of a first discovery, this also makes good his title, if there be no other owner. There is, however, a right of property which is higher than all others, and in which there is coupled with the possession of the thing the sacred function of its creation. The right of a mother to her child is of this nature, and like unto it is the right of the inventor to the creation of his genius. In the last two centuries of the world’s history this right has been recognized by an enlightened civilization, and provision made for its enjoyment in the grant of patents, and if there be any right more strongly entrenched than another in the eternal verities of equity and justice it is this. Our first crude patent law was enacted in 1790, but not until 1836 was the present system adopted. Our own and comparatively new country has, therefore, not yet had a hundred years of existence under our present Patent System, and yet to-day it outstrips the world both in its material resources and in its wealth of patented inventions. The accompanying diagram, Fig. 306, illustrates in a graphic way just what relation the United States bears to the other leading countries of the world in the matter of patents granted, and when it is remembered that under our system a patent can only be granted for a[463] new invention, while in some of the other countries it is not essential to the grant, the richness in invention of the United States, with its six hundred and fifty thousand patents, can be better appreciated. This is a greater number than has been issued by Great Britain and France put together. Connecticut is the most productive State in invention in proportion to its people, and Edison is the most prolific inventor. From 1870 to 1900 he has taken 727 United States patents, and there are from twenty-five to thirty other American inventors each of whom has taken 100 or more patents.
The aware and thoughtful reader has a chance here to ask about the significance of the tremendous wave of progress that marked the Nineteenth Century. This is largely thanks to the Patent Law, which rightly sees the inventor as a public benefactor and aims to provide some protection for their rights. If someone inherits a legacy simply by being born into it, the law of inheritance asserts that it rightly belongs to them. Similarly, finding something, whether through jetsam, flotsam, or the fortunate discovery of something first, also grants them ownership if there is no other claim. However, there's a property right that surpasses all others, where ownership is combined with the sacred act of creation. A mother’s right to her child falls into this category, as does the inventor's right to their creation. In the last two centuries, this right has been acknowledged by an enlightened society, with provisions made to enjoy it through patents. If there's any right that’s more firmly established in the core principles of equity and justice, it’s this one. Our first rudimentary patent law was enacted in 1790, but it wasn't until 1836 that our current system was put in place. Our relatively young country has, therefore, not yet experienced a hundred years under the current Patent System, yet today it surpasses the world in both material resources and the wealth of patented inventions. The accompanying diagram, Fig. 306, visually illustrates the relation of the United States to other leading countries regarding patents granted. When considering that, under our system, a patent can only be issued for a new invention, whereas in some other countries this is not a requirement, it becomes clearer just how rich the United States is in inventions, boasting six hundred fifty thousand patents—more than Great Britain and France combined. Connecticut leads the states in invention per capita, and Edison stands out as the most prolific inventor. From 1870 to 1900, he obtained 727 U.S. patents, and there are between twenty-five and thirty other American inventors who've secured 100 or more patents each.

{kind=link}
{kind=link}
{kind=link}
The year 1790 was notable in two events, the birth of our patent system and the death of Benjamin Franklin. That grand old philosopher, with a prescience of future greatness to come from the genius of the inventor, is said to have expressed the wish before he died that he might be sealed up in a cask of old Madeira and be brought to life a hundred years in the future, that he might witness the growth of the world. Who can tell what his emotions would be if he were with us to-day? It is said, when he first saw the fibres of the string diverge, and the spark pass from the cord of his kite, and the lightning was for the first time obedient to the will of man, that he uttered a deep sigh and wished that that moment were his last. To this poor knowledge of electricity he would now have added all the wonders and powers of the telegraph, the dynamo, the telephone,[464] and the great modern electrical science; to his primitive hand press he would have contrasted the Octuple perfecting press, turning out papers at the rate of 1,600 a minute; his modest type-setting case would be replaced by a great array of linotype machines, and he would find several acres of woodland sacrificed to produce the wood-pulp paper of a single edition of a New York daily. Would he not realize indeed that truth is stranger than fiction, and fact more wonderful than fancy’s dream!
The year 1790 was significant for two reasons: the birth of our patent system and the death of Benjamin Franklin. That great old philosopher, who foresaw the future greatness that would come from the genius of inventors, reportedly wished before he died to be sealed in a cask of old Madeira and brought back to life a hundred years later to witness the world’s growth. Who can imagine what his feelings would be if he were here with us today? It’s said that when he first saw the fibers of the string separate and the spark travel from the cord of his kite, making lightning respond to human will for the first time, he let out a deep sigh and wished that moment was his last. To his limited understanding of electricity, he would now add all the incredible advancements of the telegraph, the dynamo, the telephone,[464] and the great modern electrical science; he would compare his basic hand press to the Octuple perfecting press that produces papers at a rate of 1,600 per minute; his simple type-setting case would be replaced by a massive setup of linotype machines, and he would realize that several acres of forest are sacrificed to create the wood-pulp paper for a single edition of a New York daily. Would he not see that truth is indeed stranger than fiction, and reality more amazing than any dream?
CHAPTER XXXV.
Epilogue.
Whatever the future centuries may bring in new and useful inventions, certain it is that the Nineteenth Century stands pre-eminent in this field of human achievement, so far excelling all other like periods as to establish on the pages of history an epoch as remarkable as it is unique. Never before has human conception so expressed itself in materialized embodiment, never has thought been so fruitfully wedded to the pregnant possibilities of matter, never has the divine function of creation been so closely approximated, never has such an accretion of helpful instrumentalities and material resources been added to the world’s wealth—not merely the miserly and inert wealth of gold and gems, but the wealth of an enlarged human existence. This life itself is but a limited span; beginning in infancy, expanding to highest achievement in middle age, and declining at the end, it quickly passes away, and another generation follows. Growth and decay with all living things mark the immutable law of nature, and the inevitable fate of mortality. The rose blossoms into beauty, fades, and decays. The bird in the air, and the beast in the field, each plays his part and passes to the great unknown, leaving no record; man himself is mortal, but his work is immortal. The inspired conception of his best thought, the materialized embodiment of his work in useful agencies, and the subjugation of the laws of nature to his service, all endure and live forever in his inventions. These partake of the breath of life, and in their immortality are of kin to the soul. Cities may grow up and vanish, civilizations may decay, and man himself may degenerate, but the principle of the lever and the screw, once discovered, is for all time perfect, invariable and immortal. Every invention made is another permanent gift to posterity. All of enduring wealth that the present gets from the past are its ideas reduced to a working basis. All else is but dross, or evanescent dreams which vanish into oblivion in the light of a larger knowledge. But ideas wrought into practical, substantive things, tried and proven true, these are inventions—immortal creations—and of these the Nineteenth Century has borne fruit in[466] paramount abundance, and this legacy it now bequeaths to the coming century.
Whatever the future centuries may bring in new and useful inventions, it’s clear that the Nineteenth Century stands out prominently in human achievement, far surpassing all other similar periods to establish a remarkable and unique era in history. Never before has human thought been so effectively transformed into tangible creations, nor has imagination been so richly combined with the endless possibilities of matter. Never has the act of creation come so close to the divine, and never has such a wealth of helpful tools and resources been added to the world—not just the limited wealth of gold and jewels, but the wealth of a broader human existence. Life itself is a finite journey; starting in childhood, reaching its peak during middle age, and declining towards the end, it passes swiftly, giving way to another generation. Growth and decay define the unchanging law of nature and the inevitable fate of mortality. The rose blooms in beauty, fades, and withers. The bird in the sky and the animal in the field each play their part and move on to the great unknown, leaving no trace; humanity is mortal, but its work is everlasting. The inspired vision of our best ideas, the tangible results of our efforts in useful innovations, and the harnessing of the laws of nature for our benefit all endure and live on through our inventions. These creations embody the essence of life and share an immortality similar to the soul. Cities may rise and fall, civilizations may crumble, and humanity may decline, but the principles behind the lever and the screw, once discovered, are forever perfect, unchanging, and eternal. Every invention is a lasting gift to future generations. All enduring wealth that the present derives from the past consists of its ideas turned into practical applications. Everything else is merely worthless or fleeting dreams that fade into obscurity in the face of greater knowledge. But ideas transformed into practical, substantial things that are tested and proven true are inventions—immortal creations—and the Nineteenth Century has produced these in[466]abundance, leaving this legacy for the next century.
To follow conventional methods, the final chapter of a book should be an “In conclusion” with a “finis” and a dismantled torch, but the history of invention will ever be a continued story. There is no end in this field. The trusteeship of the Twentieth Century man is great, and great his responsibilities; but his restless and dominant spirit knows no decadence, and his mental endowment and material equipment, without parallel in history, are a guarantee of future achievements. Will not the chemist learn how to produce electricity direct from the combustion of coal, or solve the problem of the synthesis of food? Will not the American continent be parted by an inter-oceanic canal, or the rough waters of the English Channel be avoided with a submarine tunnel? May not a ship canal through France to the Mediterranean give to that country the connected enjoyment of riparian rights, without passing the frowning battlements of Gibraltar, or might not a tunnel under the Straits of Gibraltar put Europe and Africa in direct railway communication? The relation of electricity to life is a field of pregnant possibilities, and may we not also learn to swap the surplus heat of summer for the winter’s cold, and by an equalization of their two extremes bring eternal spring and joy to the animated world? Shall we not yet stand on the North Pole, or looking away into space may we not extend a neighborly welcome to our brothers in Mars, if any there be? It is permitted to dream in this field, for it is this reaching out into the unknown that plats the boundaries of an extended world, and adds to the possessions of man.
To follow conventional methods, the last chapter of a book should be an “In conclusion” with a “finis” and a broken torch, but the story of invention will always be ongoing. There’s no end in this field. The responsibility of the 20th-century person is significant, and so are his duties; yet, his restless and dominant spirit knows no decline, and his mental capabilities and resources, unmatched in history, assure future successes. Won’t scientists figure out how to generate electricity directly from burning coal, or crack the code for producing synthetic food? Will the American continent not be connected by a canal between the oceans, or will we not bypass the rough waters of the English Channel with a tunnel underwater? Could a ship canal through France to the Mediterranean provide that country with direct access to waterways, without having to face the fortified walls of Gibraltar, or might a tunnel under the Strait of Gibraltar connect Europe and Africa by rail? The relationship between electricity and life offers a wealth of possibilities, and can we not also learn to exchange surplus summer heat for winter cold, balancing both extremes to create an eternal spring and joy for all living things? Will we not someday stand at the North Pole, or looking into space, could we not extend a friendly invitation to our relatives on Mars, if they exist? It’s permissible to dream in this field, for it is this exploration into the unknown that lays the groundwork for a broader world, and expands humanity’s possessions.
The old man in his dreams of the past rejoices in his achievements, for he has stolen the fires of Prometheus and forged anew the thunderbolts of Jove for the arts of peace. Delving into the secret recesses of the earth, he has tapped the hidden supplies of nature’s fuel, has invaded her treasure house of gold and silver, robbed Mother Earth of her hoarded stores, and possessed himself of her family record, finding on the pages of geology sixty millions of years’ existence. Peering into the invisible little world, the infinite secrets of microcosm have yielded their fruitful and potent knowledge of bacteria and cell growth. Pain has been robbed of its terrors by anæsthesia; the heat of the sun has been brought down in the electric furnace, and the cold of inter-stellar space in the ice machine and liquid air. With telescope and spectroscope he has climbed into limitless space above, and defined the size, distance, and constitution of a star millions of miles away. The north star has been made his sentinel on the sea. The lightning is made his swift messenger, and thought flashes in[467] submarine depths around the world. Dead matter is made to speak in the phonograph, the invisible has been revealed in the X-Rays, coal has been made his black slave, steam the breath of the world’s life, and all of nature’s forces have been made his constant servants in attendance.
The old man in his memories celebrates his accomplishments, as he has taken the fires of Prometheus and created the thunderbolts of Jove for peaceful arts. By exploring the hidden depths of the earth, he has tapped into nature's hidden resources, invaded her treasure troves of gold and silver, taken what Mother Earth had stored away, and uncovered her family history, discovering sixty million years of existence in the pages of geology. Looking into the unseen tiny world, the endless secrets of the microcosm have revealed valuable insights about bacteria and cell growth. Pain has lost its fear thanks to anesthesia; the sun's heat has been harnessed in the electric furnace, and the cold of space has been captured in the ice machine and liquid air. With telescopes and spectroscopes, he has ventured into the boundless universe above, measuring the size, distance, and makeup of a star millions of miles away. The north star has become his watchman over the sea. Lightning serves as his quick messenger, and thoughts travel at lightning speed in the depths of oceans around the globe. Inanimate matter has begun to communicate through the phonograph, the invisible has been unveiled with X-Rays, coal works as his dark servant, steam is the breath of life for the world, and all of nature’s forces have become his loyal helpers.
With such a retrospect, the sage of the Nineteenth Century may lie down to quiet rest, with an assuring faith that what God hath wrought is good, and what is not may yet be.
With that perspective, the wise person of the Nineteenth Century can relax peacefully, confident that what God has created is good, and what isn't may still be in the future.
INDEX.
- Abbe’s Stereo-Binocular, 289
- Absorption Process, Ice Making, 441
- Acetylene Gas, 333
- Adirondack, Steamer, 141
- Agricultural Chemistry, 225
- Aids to Digestion, 243
- Air Blast, 374
- Air Brakes, 129
- Air, Carburetted, 336
- Alloys, 389
- Aluminum, 225-390
- Ambrotype, 304
- Anæsthesia, 246
- Anæsthesia by Chloroform, 247
- Ancient Iron Furnace, 372
- Aniline, 222
- Annealing and Tempering, Electricity in, 387
- Antikamnia (Acetanilide), 248
- Antipyrine, 248
- Antiseptic Surgery, 256
- Antiseptics, Coal Tar, 223
- Archer’s Collodion Process Photos, 304
- Arc Lamp Feed, 66
- Arc Lamp, Simple, 64
- Arc Lamp, Weston, 65
- Arc Lamp, Large, 65-69
- Arkwright’s Drawing Rolls, 421
- Arlberg Tunnel, 346
- Armored Cruiser, 150
- Armor Plates, Manufacture of, 383
- Artesian Wells, 350
- Artificial Limbs, 251
- Atlantic Cable, 32-37
- Automatic Ball Governor, 104
- Automatic Telegraph, 22
- Automobile, 265-272
- Automobile Statistics, 271
- Babbitt Metal, 389
- Bachelder Sewing Machine Feed, 186
- Bacteriology, 252
- Bain’s Telegraph, 22
- Baldwin’s Locomotives, 126
- Band Saws, 364
- Barbed Wire Fences, 388
- Barlow’s Electric Wheel, 48
- Battery, Storage, 88
- Battleships, 150
- Beach, Alfred E., Tunneling Shield, 346
- Beach’s Typewriter, 174
- Bell & Tainter’s Improved Phonograph, 276
- Bell’s Telephone, 77
- Bentham, Sir S., Invents Woodworking Machinery, 360
- Berliner’s Telephone, 82
- Bessemer Steel, 376
- Beverages, 244
- Blake Telephone Transmitter, 83
- Blanchard’s Lathe, 368
- Blast Furnace, 374-375
- Blasting, 351
- Blasting, Electro, 99
- Blenkinsop’s Locomotive, 119
- Blickensderfer Typewriter, 180
- Bloomeries, Air, 373
- Body Appliances, Electric, 97
- Book Typewriter, 181
- Bourdon’s Steam Gauge, 107
- Bicycle, 259-265
- Bicycle Speed, 264
- Bicycle Statistics, 265
- Binding Devices for Reaper, 203
- Biograph, 298
- Bipolar Dynamo, 42
- Brake, Bicycle, 264
- Bramah’s Planer, 366
- Branca’s Steam Turbine, 109
- Branson’s Automatic Knitter, 431
- Breech Mechanism, Interrupted Thread, 399
- Bridge, Brooklyn, 342
- Bridge, Cabin John, 344
- Bridge, Forth, 340
- Bridges, Masonry, 342
- Bridge, Trezzo, 344
- Bright’s Disease, 250
- Brooklyn, Armored Cruiser, 151
- Brooklyn Bridge, 342
- Buildings, High, 353
- Burt’s Typewriter, 172
- Butchering and Dressing Meats, 237
- Buttonhole Machine, 191
- Cabin John Bridge, 344
- Cablegrams, First, 33
- Cable Statistics, 36
- Cable, Submarine, 32
- Cable Tolls, 37
- Cableway, Lidgerwood, 349
- Caissons, 345
- Calcium Carbide, 225
- Calcium Carbide Factories, 336[470]
- Calcium Carbide Furnace, 46
- Caligraph Typewriter, 177
- Calotype, 303
- Camera, 306
- Camera Obscura, 306
- Camera Shutter, 307
- Canal, Chicago Drainage, 350
- Canal, Suez, 347
- Candle, Jablochkoff, 64
- Canning Industry, 235
- Cannon, Breech-Loading, 397
- Cannon Invention, 395
- Caoutchouc, 210
- Capitol Building, 357
- Caps, Percussion, 416
- Carafes, Frozen, 441
- Carbolic Acid, 247
- Carbon Microphone, 82
- Carbon-Printing, Photography, 305
- Carborundum, 225
- Carborundum Furnace, 45
- Carburetted Air, 336
- Car Coupling, 129
- Carpet Sewing Machine, 192
- Carré’s Ice Machine, 441
- Cartwright Invents Power Loom, 426
- Car Wheels, Turning, 387
- Cash Carrier, 461
- Casting Pig Iron, 379
- Castalia, Steamer, 140
- Cathode Ray, 321
- Celestial Photography, 310
- Cementation, 385-387
- Centrifugal Filter, 243
- Centrifugal Milk Skimmer, 235
- Chain Bicycle, 263
- Chair, Electrocution, 44
- Champion Reaper, 202
- Charlotte Dundas, Steamboat, 134
- Chemical Telegraph, 22
- Chemistry, 221-227
- Chicago Drainage Canal, 350
- Chill Molds, 388
- Chipping Logs, Wood Pulp, 162
- Chloral Hydrate, 247
- Chronology of Inventions, 7-14
- Circular Saw, Hammering to Tension, 362
- Circulation of Blood, 246
- Civil Engineering, 340-359
- Clermont, Steamboat, 136
- Cloth, Finishing, 432
- Cloth Presser, 432
- Coal Gas Works, 330
- Coal Tar Dyes, Statistics, 226
- Coal Tar Products, 222
- Coating with Metal, 387
- Code, Morse, 20
- Collecting Rubber, 211
- Collodion Process Photography, 304
- Color Photography, 311
- Color Printing Press, 159
- Columbia Electric Automobile, 270
- Columbian Press, 156
- Compound Expansion Engine, 115
- Compound Locomotive, 128-130
- Compound Steam Turbine, 109
- Concentrator, Magnetic, 392
- Continuous Web Press, 157
- Cooper, Peter, Rolls Iron Beams for Buildings, 354
- Cord Binding Reaper, 203
- Corliss Valve Gear, 106
- Cort Makes Wrought Iron, 373
- Cotton, Diamond, 434
- Cotton Gin, 423
- Cracker and Cake Machine, 234
- Crompton Invents Mule Spinner, 422
- Cryptoscope, Salvioni’s, 322
- Cuisine, Ocean Steamer, 145
- Culture, Bacteria, 255
- Cut-Off, Sickel’s, 105
- Cut-Off, Steam, 104
- Cyanide Process, 391
- Daguerreotype, 303
- Daguerre’s Invention, 303
- Dahlgren Gun, 397
- Dal Negro Electric Motor, 49
- Daniell Battery, 16
- Darby Makes Iron with Coke, 373
- De Laval’s Steam Turbine, 111
- De Lesseps Builds Suez Canal, 347
- Demologos, First War Vessel, 146
- Densmore Typewriter, 180
- Dentistry, 250
- Desk Telephone, 86
- Deutschland’s Engines, 115
- Digesters, Wood Pulp, 163
- Digestion, 252
- Disease Germs, 253
- Double Hull Steamer, 140
- Dough Mixer, 232
- Draisine Bicycle, 260
- Drawing Rolls, Spinning, 421
- Dredges, 349
- Drill Jar, 350
- Drills, Rock, 351
- Drinks, 244
- Drummond Light, 338
- Dry Plate Photography, 306
- Dudley’s Early Ironworking, 373
- Duplex Telegraph, 23
- Duplicating Phonograph Records, 279
- Dust Collector, Flour Mills, 232
- Dyes, Coal Tar, 223
- Dynamite Gun, 405
- Dynamo Armature, 43
- Dynamo, Bipolar, 42[471]
- Dynamo, Description of, 42
- Dynamos, Different Kinds, 42
- Dynamo Electric Machine, 38-47
- Dynamo, Gramme and D’Ivernois, 41
- Dynamo, Hjorth, 40
- Dynamo, Multipolar, 47
- Dynamo, Siemens’, 41
- Dynamo, Wilde, 41
- Eads, Caissons of, 345
- Earthquake-Proof Palace, 355
- Edison’s Electric Lamp, 67-73
- Edison’s Carbon Microphone, 82
- Edison’s Concentrating Works, 392
- Edison’s Electric Pen, 96
- Edison’s Kinetoscope, 297
- Edison’s Three Wire System, 72-74
- Edison’s X-Ray Apparatus, 323
- Eiffel Tower, 355
- Electric Automobile, 270
- Electric Body Appliances, 97
- Electric Cautery, 97
- Electric Furnace, 44
- Electric Furnace, Acheson, 45
- Electric Furnace, Bradley, 46
- Electric Lamp, Edison’s, 67-73
- Electric Lamp, Sawyer-Man, 67-73
- Electric Lamp, Starr-King, 66
- Electric Launch, 93-94
- Electric Light, 63-75
- Electric Light Beacon, 65-69
- Electric Light Circuit, 74
- Electric Locomotive, 59
- Electric Motor, 48-62
- Electric Motor, Barlow’s Wheel, 48
- Electric Motor, Dal Negro, 49
- Electric Motor, Davenport, 51-52
- Electric Motor, Dr. Page, 51
- Electric Motor, Faraday, 48
- Electric Motor, Henry, 50
- Electric Motor, Jacobi, 51
- Electric Motor, Neff, 52
- Electric Motor, Prof. Henry’s, 50
- Electric Motor, Railway, 58
- Electric Motor, Westinghouse, 53
- Electric Musical Instruments, 98
- Electric Pen, Edison’s, 96
- Electric Piano, 98
- Electric Railway, First, 54
- Electric Railway Statistics, 60
- Electric Telephone, 76
- Electric Welding, 91
- Electrical Generation, Polyphase, 43
- Electrical Navigation, 92
- Electricity Direct from Fuel, 92
- Electricity in Medicine, 96
- Electricity, Miscellaneous, 88-99
- Electro-Blasting, 99
- Electro-Chemistry, 225
- Electrocution, 44
- Electro-Magnet, Henry’s, 17-18
- Electro-Magnetism by Oersted, 18
- Electro-Magnet, Sturgeon’s, 18-19
- Electro-Plating, 93
- Elements, New, 227
- Elevators, Passenger, 459
- Elliott & Hatch Typewriter, 182
- Emulsions, Photography, 305
- Engine, Gas, 337
- Engine, Rotary, 109
- Epilogue, 465-467
- Ericsson’s Monitor, 148
- Ericsson’s Screw Propeller, 137
- Etherization, 246
- Excavating Quicksand by Freezing, 345
- Explosives, High, 419
- Facsimile Telegraph, 24
- False Teeth, 251
- Faraday Converts Electricity Into Power, 48
- Farmer Utilizes Electric Light, 67
- Farms, Large, 207
- Fastest Railway Speed, 131
- Fastest Speed, Steam Vessel, 146
- Faure Storage Battery, 90
- Feathering Paddle Wheel, 138-141
- Feed, Sewing Machine, 186-187
- Fermenting and Brewing, 223
- Field, Cyrus W., 32
- Fields, Large, 207
- Films, Photographic, 308
- Filter, Centrifugal, 243
- Fire Alarm Telegraph, 24
- Firearms and Explosives, 394-419
- Firearms, Early, 395
- Fire Engine, Steam, 114
- First Cable Message, 33
- First Dynamo, 40
- First Electric Light in Dwelling, 67
- First Gas Company, 330
- First Incandescent Lamp, 66-72
- First Locomotive, 119
- First Ocean Voyage, 137-145
- First Phonograph, 274
- First Photographic Portrait, 310
- First Railway in U. S., 131
- First Rubber Shoes, 212
- First Telegraphic Message, 15
- First Telegraphic Signal, 18
- First War Vessel, 146
- Flood Rock, Destruction of, 352
- Flour Mills, 230
- Fluorometer (X-Ray), 326
- Fluoroscope, Edison’s, 323
- Focus Tube, X-Ray, 326
- Food and Drink, 228-244
- Food Products, Statistics, 229
- Foods, Patented, 244
- Forging Press, 383[472]
- Forth Bridge, 340
- Fourdrinier Machine, 161
- Franklin’s Printing Press, 155
- Fulton, Robert, 134
- Fulton’s Demologos, 146
- Galvani’s Experiment, 16
- Galvanizing, 387
- Gas, Acetylene, 333
- Gas Checks, Ordnance, 398
- Gas, Coal, 330
- Gas Engine, 337
- Gases, Liquefaction of, 447
- Gas Lighting, 329-339
- Gas Meter, 337
- Gasoline Automobile, 268
- Gas, Water, 332
- Gatling Gun, 405
- Gauge, Steam, 107
- Gelatine Films, Photography, 308
- Germs, Disease, 253
- Gessner’s Cloth Press, 432
- Giffard Injector, 105
- Glucose, 223
- Gold, Cyanide Process, 391
- Goodyear Discovers Vulcanization, 214
- Goodyear Introduces Rubber Into Europe, 214
- Goodyear’s Experiments With Rubber, 212
- Gramophone, 280
- Grande Lunette Telescope, 287
- Grape Sugar, 223
- Graphophone, 277
- Great Eastern, 138
- Greathead Improves Tunneling Shield, 347
- Grove, Prof., Electric Lamp, 66-72
- Gun Cotton, Making, 224
- Gun, Magazine, 411
- Gun, Disappearing, 401
- Gunpowder, 416
- Gun, 16-inch, 401
- Gunpowder, White, 417
- Guns, Hammerless, 414
- Gutenberg’s Movable Type, 154
- Hackworth’s Locomotive, 121
- Half Tone Engraving, 314
- Hammer, Steam, 112
- Hammond Typewriter, 178
- Hargreaves Invents the Spinning-Jenny, 421
- Harvester, 195
- Harvest Scene, 208
- Harvey Process, 387
- Hayward Adds Sulphur to Rubber, 213
- Heddle, 426
- Hedley’s “Puffing Billy”, 120
- Heliography, Niépce, 302
- Henry’s Electric Motor, 50
- Henry’s First Telegraph, 18
- Hero’s Engine, 101
- Hjorth Dynamo, 40
- Hoe Printing Press, 157
- Holden Ice Machine, 443
- Holland Submarine Boat, 152
- Homœopathy, 250
- Horrocks Applies Steam to Looms, 428
- Horseshoes, Manufacture of, 383
- Hot Blast Furnace, 374
- House Printing Telegraph, 24
- House Sanitation, 256
- Howe’s Sewing Machine, 184
- Hussey’s Reaper, 196
- Hydraulic Dredges, 349
- Hydropathy, 250
- Ice Machine, Holden, 443
- Ice Machines, 436-446
- Ice Plant, 442
- Ice Skating Rinks, 445
- Incandescent Lamp, 66
- India Rubber Statistics, 217
- Injector, Giffard, 105
- Instantaneous Photos, 308
- Iron and Steel Statistics, 390
- Ironclad Monitors Cross Ocean, 148
- Ironclads, 147
- Jablochkoff Candle, 64
- Jacobi’s Electric Boat, 92
- Jacobi’s Electric Motor, 51
- Jacquard Loom, 427
- Janney Car Coupling, 129
- Jenkins’ Phantascope, 299
- Jetties, Mississippi, 352
- John Bull, Locomotive, 124
- Kaiser Wilhelm, Steamer, 142
- Kaleidoscope, 294
- Kelly’s Process Making Steel, 377
- Kinetoscope, 297
- Kirchhoff’s Spectroscope, 293
- Kneading Machines, 233
- Knitting Machines, 430
- Kodak Camera, 307-309
- König’s Rotary Press, 157
- Krag-Jorgensen Magazine Rifle, 413
- Krupp Gun, 398
- Laryngoscope, 249
- Latch Needle for Knitting Machine, 432
- Lathe, Blanchard’s, 368
- Laughing Gas, 246
- Launches, Electric, 94
- Leading Inventions, Nineteenth Century, 7-14
- Lee Invents Knitting Machines, 431
- Lee’s Magazine Rifle, 412[473]
- Lick Telescope, 286
- Light, Electric, 63
- Light, Rapidity of Travel, 299
- Lime Light, 338
- Link Motion, 128
- Linotype Printing, 165
- Liquid Air, 447-457
- Lister’s Antiseptic Surgery, 256
- Lithography, 170
- Lithotrity, 250
- Locke Wire Binder, 203
- Locks, Pneumatic Lift, 300
- Locomobile, Steam, 267
- Locomotive, Electric, 59
- Locomotive, Largest, 132
- Locomotive, Steam, 118
- Loom, Jacquard, 427
- Loom, Positive Motion, 429
- Loom, Power, 426
- Lovers’ Telegraph, 76
- Lowe’s Water Gas Apparatus, 332
- Lyall Positive Motion Loom, 429
- Machine Gun, 405
- Magazine Pistol, 409
- Magnetic Concentrator, 392
- Magneto-Electric Machine, 38-39
- Malarial Parasite, 254
- Mann Harvester, 200
- Mantles for Welsbach Burner, 338
- Marconi’s Wireless Telegraphy, 27
- Marsh Harvester, 201
- Matches, Friction, 460
- Matching Machines, 366
- Materia Medica, 247
- Mauser Rifle, 413
- McCormick Reaper, 197-199
- McKay Shoe Sewing Machine, 190
- Meats, Dressing, 238
- Medical Electricity, 96
- Medicines, Coal Tar, 223
- Medicine, Surgery, Sanitation, 245-258
- Mege’s Oleomargarine, 239
- Melville Introduces Gas in U. S., 330
- Mercerized Cloth, 434
- Mergenthaler Linotype Machine, 166
- Metal Founding, 388
- Metallurgy, Early History of, 372
- Metal Production in the United States, 393
- Metal Tube Making, 387
- Metal Turning, 387
- Metal Working, 371-393
- Meter, Gas, 337
- Michaux’s Bicycle, 261
- Micro-photographs in Beleaguered Paris, 291
- Microscope, 290
- Middlings Purifier, 231
- Milk Skimmer, 235
- Milling, Flour, 230
- Mills’ Typewriter, 171
- Mines, Submarine, 417
- Minor Inventions, 458-464
- Molding Machines, 366
- Monitor Monadnock, 149
- Mont Cenis Tunnel, 345
- Monument, Washington, 356
- Morrow Bicycle Brake, 264
- Morse Telegraph, 19
- Mortising Machines, 369
- Morton and Jackson Patent Anæsthesia, 247
- Moving Pictures, 295
- Mule Spinner, 422
- Musical Instruments, Electric, 98
- Muybridge’s Photos Trotting Horses, 297
- Nails, Wire, 388
- Nasmyth’s Steam Hammer, 112
- Natural Gas, 329-339
- Navies’ Tonnage, 146
- Navigation, Electric, 92
- Navigation, Steam, 133
- Needle Gun, 411
- Newcomen’s Engine, 102
- Nicholson’s Rotary Press, 156
- Niépce’s Heliography, 302
- Nitro-Glycerine, 224
- Nitrous Oxide Gas, 246
- Northrop Loom, 429
- Oceanic, Largest Steamer, 139-143
- Octuple Printing Press, 158
- Old Ironsides, Locomotive, 125
- Oleomargarine, 239
- Oliver Typewriter, 181
- Open Hearth Steel, 380
- Opthalmometer, 249
- Opthalmoscope, 249
- Optics, 284-300
- Ordnance, Breech-Loading, 397
- Oregon, Battleship, 150
- Ore Separator, Magnetic, 392
- Ostergren and Berger Liquid Air, 450
- Otto Gas Engine, 338
- Pacific Railway, 131
- Paddle Wheel, Feathering, 138
- Panorama Camera, 311
- Paper Making, 159-165
- Paper Making, Speed in, 165
- Paper Making Statistics, 165
- Paper Pulp Beater, 160
- Parsons Steam Turbine, 109
- Patented Foods, 244
- Patents, 462
- Perfumes, Coal Tar, 223
- Perkins Invents Ice Machines, 438
- Persistence of Vision, 295[474]
- Phantascope, 299
- Phenacetin, 248
- Phenakistoscope, 295
- Phœnix, Steamboat, 136
- Phonautograph, 276
- Phonograph, 273-283
- Phosphor Bronze, 389
- Photo-engraving, 312
- Photographic Experiments, First, 302
- Photographic Positives, 303
- Photographic Roll Film, 308
- Photographs by Artificial Light, 308-316
- Photography, 301-318
- Photography, Celestial, 310
- Photography, Half Tone Engraving, 314
- Photography in Colors, 311
- Photo-lithography, 312
- Photo-micrographs, 253
- Piano, Electric, 98
- Pictet Ice Machine, 439
- Pictet’s Researches, 455
- Pieper Automobile, 271
- Pig Iron, 375
- Pigs, Casting, 379
- Pins, The Manufacture of, 389
- Pintsch Gas, 336
- Pistols, 407
- Pixii Electric Machine, 39
- Planing Machines, 366
- Planté Storage Battery, 88-89
- Plate Printing, 169
- Platinotypes, 305
- Pneumatic Caissons, 345
- Pneumatic Tires, 263
- Poetsch Method of Tunneling, 345
- Polarization of Light, 294
- Polyphase Generation, 43
- Ponton, Mungo, Photography, 305
- Precious Metals, Statistics, 393
- Premo Camera, 309
- Preparing Rubber, 215
- Preserving Food, 235
- Printing, 154-170
- Printing Telegraph, 23-24
- Priscilla, Steamer, 142
- Progin’s Typewriter, 172
- Progress Photographic Art, 306
- Puddling Furnace, 373
- Pulp, Wood, 161
- Pulse Recorder, 249
- Purifier, Middlings, 231
- Quadruplex Telegraph, 23
- Quarter Sawing, 363
- Queen Victoria, First Cablegram, 33
- Quinine Discovered, 247
- Rabbeth Spinning Spindle, 425
- Railway Motor, Electric, 58
- Railway Statistics, 131
- Railway, Steam, 118
- Range Finder, 295
- Rapid Fire Gun, 400
- Rare Metals, Metallurgy, 390
- Reaper, 195-209
- Reaper Statistics, 205-206
- Rebounding Lock, 415
- Recorder, Siphon, 35
- Reece Buttonhole Machine, 191
- Regenerative Furnace, 381
- Register, Morse, 21-22
- Reis’ Telephone, 78
- Remington Typewriter, 176
- Return Circuit, Earth, 18
- Review of Century, 3-6
- Revolvers, 408
- Revolving Turret, 147
- Rifling of Firearms, 396
- Ring Frame, Spinning, 425
- Rock Drills, 351
- Rocket, Locomotive, 122
- Rodman’s Method of Casting Guns, 397
- Roentgen Rays, 319-328
- Rogues’ Gallery, 310
- Roller Mill, Flour, 230
- Roll Film, Photography, 308
- Rotary Engine, 109
- Rotary Hook Sewing Machine, 187
- Rotary Press, 156
- Rover Bicycle, 263
- Rubber Cloth, 216
- Rubber, India, 210-220
- Rubber Shoes, 217-218
- Safes, Fireproof, 461
- Safety Bicycle, 264
- Safety-Lamp, 359
- Saint’s Sewing Machine, 184
- Salol, 248
- Salvioni’s X-Ray Tube, 322
- Sanitation, 245
- Sanitation, House, 256
- Savannah, Steamer, 137-145
- Saw, 360
- Saw, Circular, 361
- Sawmill Carriage, 362
- Sawyer-Man Electric Lamp, 67-73
- Saxton Electric Machine, 39
- Schlick System, 116
- Schools of Medicine, 250
- Screw Propeller, 135-137
- Screws, Bolts, etc., 383
- Screws, Gimlet Pointed, 385
- Screws, Rolling, 386
- Screw Steamer, Stevens’, 134
- Search Light, 70-71
- Seidlitz Powders, 247
- Self-Binding Reaper, 203
- Self-Raking Reaper, 202[475]
- Sewerage, Sanitary, 256
- Sewing Machine, 183-194
- Sewing Machine Statistics, 188-193
- Sheathing Railway Train, 132
- Shield, Tunneling, 346-347
- Shoe Sewing Machine, 190
- Sholes’ Typewriter, 176
- Shot Making, 389
- Shuttle, Flying, 426
- Sickel’s Cut-off, 105
- Siemens’ Electric Railway, 54
- Siemens-Martin Steel, 381
- Siemens’ Regenerative Furnace, 381
- Silk, Artificial, 433
- Silver Printing, 305
- Singer Sewing Machine, 187
- Siphon Recorder, 35
- Skating Rinks, Ice, 445
- Skeleton Construction, 353
- Skimmer, Milk, 235
- Sleeping Car, 131
- Small Arms, 407
- Smith-Premier Typewriter, 178
- Snap-Shot Camera, 309
- Solarometer, 295
- Spectroscope, 292
- Spectrum, 292
- Spectrum Analysis, 293
- Speed Across Atlantic, 145
- Speed, Railway, 131
- Sphygmograph, 249
- Sphygmometrograph, 249
- Spindle, Spinning, 425
- Spinning-Jenny, 420
- Spinning Spindle, 425
- Statistics, Steam Navigation, 152
- Steam Automobile, 266
- Steamboat, 133
- Steamboat, Fulton’s, 136
- Steam Cut-off, 104
- Steam Engine, 100-117
- Steam Engine, Hero’s, 101
- Steam Engine, Newcomen, 102
- Steam Engine, Watt’s, 103
- Steamer, Swinging Cabin, 140
- Steam Feed Saw Carriage, 363
- Steam Fire Engine, 113
- Steam Gauge, 107
- Steam Hammer, 112
- Steam Harvester and Thresher, 206
- Steam Locomotive, 118
- Steam Navigation, 133-153
- Steam Navigation Statistics, 152
- Steam Planting, 206
- Steam Power Statistics, 116
- Steam Railway, 118-132
- Steam Turbine, 109
- Steel Alloys, 389
- Steel, Open Hearth, 380
- Stephenson’s Link Motion, 128
- Stephenson’s Locomotives, 121-123
- Stereo-Binocular Field Glass, 289
- Stereoscope, 294
- Stereoscopic Camera, 310
- Stereotyping, 159
- Sterilizing Food Stuffs, 236
- Stethoscope, 249
- Stevens’ “Phœnix”, 136
- Stevens’ Screw Steamer, 134-135
- St. Gothard Tunnel, 346
- Stockton & Darlington Railway, 121
- Storage Battery, 88
- Storage Battery, Faure, 90
- Storage Battery, Planté, 88
- Storage Battery, Ritter, 88
- Stourbridge Lion, Locomotive, 123
- Submarine Boat, 152
- Suez Canal, 347
- Sugar Making, 241
- Sulfonal, 248
- Surgery, 245
- Surgical Instruments, 249
- Symington’s Steamboat, 134
- Synthesis Organic Compounds, 222
- System, Third Rail, 57
- Talbot’s Photographic Prints, 303
- Talbotype, 303
- Taupenot’s Dry Plates, 306
- Telegraph, Edison’s Quadruplex, 23
- Telegraph, Electric, 15-31
- Telegraphic Conductor, 17
- Telegraphing by Induction, 25
- Telegraph Statistics, 30
- Telegraph, Wireless, 26
- Telephone, 76-87
- Telephone, Bell, 77
- Telephone, Blake Transmitter, 83
- Telephone, Bourseul, 77
- Telephone, Drawbaugh, 77
- Telephone Exchange, 86-87
- Telephone, Gray, 77
- Telephone, Reis, 78
- Telephone Statistics, 86
- Telephone, Undulatory Current, 79
- Telephone, Variable Resistance, 82
- Telescope, 285
- Telescopic Discoveries, 284
- Textiles, 420-435
- Thaumatrope, 295
- Thimonnier’s Sewing Machine, 184
- Third-Rail System, 57
- Thompsonian System Medicine, 250
- Thompson, Sir William, 35
- Thorp Invents Ring Spinning, 425
- Three Wire System, 72-74
- Thurber’s Typewriter, 173
- Ticker, Stock Broker’s, 23-24
- Timby’s Revolving Turret, 147
- Time Locks, 461[476]
- Tolls, Suez Canal, 347
- Tonnage World’s Navies, 146
- Tools, Machine, 386
- Traction Engine, 206
- Transformer, 43
- Trevithick’s Locomotive, 118
- Trevithick’s Steam Carriage, 266
- Tripler, Liquid Air, 450
- Trolley, Overhead, 55
- Trolley, Underground, 56
- Trouvé Electric Boat, 92
- Tube Manufacture, 387
- Tunneling Shield, 346
- Tunnels, 345
- Turbine, Steam, 109
- Turbinia, Steamer, 111
- Turret Monitor, 148
- Typewriter, 171-182
- Typewriter, Oldest, 171
- Typewriter for Blind, 174
- Typewriter Statistics, 182
- Utilizing Heat from Blast Furnace, 375
- Vaccination, 245
- Vacuum Pan, Sugar, 242
- Vacuum Tubes, 321
- Valve Gear, Corliss, 106
- Velocipede, 261
- Vertical Fork Bicycle, 262
- Viper, Torpedo Boat, 111
- Vitascope, 297
- Voltaic Arc, 63
- Voltaic Pile, 16
- Vulcanized Rubber, 210
- Wall Telephone, 85
- Washington Monument, 356
- Washington Press, 156
- Watch, Stem-Winding, 460
- Water Closets, 256
- Water Gas, 331
- Watt’s Steam Engine, 103
- Wax Cylinder, Phonograph, 277
- Weaving, 425
- Wegmann’s Roller Mill, 230
- Welding, Electric, 91
- Wells, Artesian, 350
- Wells, Petroleum, 350
- Wells, Dr., Produces Anæsthesia, 246
- Welsbach Gas Burner, 338
- Westinghouse Air Brake, 129
- Westinghouse Electric Motor, 53
- Wheat Produced, 209
- Whitney Invents Cotton Gin, 423
- Willis Invents Platinotypes, 305
- Wilson’s Sewing Machine, 186
- Windhausen Cold Storage Device, 445
- Winsor Introduces Gas in London, 330
- Winton Automobile, 269
- Wire Bending, 388
- Wire Fences, 388
- Wireless Telegraphy, 26
- Wood Pulp, 161
- Woodruff Sleeping Car, 131
- Wood Turning, 368
- Woodworker, Universal, 367
- Woodworking, 360-370
- Woodworth Wood Planer, 367
- World’s Blast Furnaces, 375
- X-Rays, 319
- X-Ray Apparatus, 324
- X-Ray Focus Tube, 326
- X-Ray Photograph, 322
- X-Ray Surgery, 325
- Yerkes Telescope, 287
- Yost Typewriter, 180
- Zoetrope, 297
ADVICE IN REGARD TO PATENTS.

The influence of invention on modern life can be very justly estimated by a perusal of “The Progress of Invention in the Nineteenth Century.” It is, of course, well known that inventors are necessarily assisted in the prosecution of their applications for patents in the Patent Office by patent attorneys. It gives Messrs, Munn & Co. pleasure to announce that they have prosecuted, during a period of over fifty years, some of the most important patent cases which have ever been sent to the Patent Office. During this long period they have filed and prosecuted over one hundred thousand applications for patents. Their reputation is such that inventors have found that they may submit their ideas with entire confidence that their trust will not be betrayed, and that their interests will be protected to the fullest extent. They secure patents, trade-marks, caveats and copyrights. A little book entitled “Hand-Book on Patent Practice” will be sent free to any address, and any questions relating to patents will be cheerfully answered by return mail without charge. Thousands of clients all over the United States, many of them the most successful inventors which this country has produced, have had the professional services of Messrs. Munn & Co. in the preparation and prosecution of their patent applications before the United States and foreign patent offices. The integrity of this firm, and their attention to this branch of their business, has resulted in the largest practice of any firm of patent attorneys in the United States. Inventors are invited to write freely regarding their inventions, and their sketches will be carefully and promptly examined. All communications of this kind are treated as strictly confidential. The readers of “The Progress of Invention in the Nineteenth Century” may also be interested to know that Munn & Co. have offices in both New York and Washington, and thus are able to keep in close touch with the work of the Patent Office. They have unsurpassed facilities for examining and reporting on the probable patent-ability of inventions, and they render opinions on questions of infringement and validity of patents; and they also have been most successful in the prosecution of interferences.
The impact of invention on modern life can be accurately assessed by reading “The Progress of Invention in the Nineteenth Century.” It's well known that inventors are supported in their patent applications at the Patent Office by patent attorneys. Messrs. Munn & Co. are pleased to announce that for over fifty years, they have handled some of the most significant patent cases ever submitted to the Patent Office. During this extensive time, they have filed and processed over one hundred thousand patent applications. Their reputation has led inventors to trust them completely, knowing their ideas will be safe and their interests will be fully protected. They secure patents, trademarks, caveats, and copyrights. A small book titled “Hand-Book on Patent Practice” will be sent for free to any address, and any questions about patents will be happily answered by return mail at no cost. Thousands of clients across the United States, many of whom are among the most successful inventors this country has seen, have utilized the professional services of Messrs. Munn & Co. for preparing and pursuing their patent applications in the United States and abroad. The integrity of this firm and their dedication to this field have resulted in the largest practice of any patent attorney firm in the United States. Inventors are encouraged to write freely about their inventions, and their sketches will be carefully and promptly reviewed. All such communications are treated as strictly confidential. Readers of “The Progress of Invention in the Nineteenth Century” may also be interested to know that Munn & Co. have offices in both New York and Washington, allowing them to stay closely connected with the work of the Patent Office. They have exceptional resources for examining and reporting on the patentability of inventions, providing opinions on infringement and validity of patents; and they have also been very successful in handling interferences.
Further particulars may be obtained by addressing
Further details can be obtained by contacting
MUNN & CO.,
Munn & Co.
Branch Office:
625 F Street,
Washington, D. C.
Branch Office:
625 F Street,
Washington, D.C.
SCIENTIFIC AMERICAN OFFICE,
361 Broadway,
New York City.
SCIENTIFIC AMERICAN OFFICE,
361 Broadway
NYC.
Scientific American
Scientific American
THE MOST POPULAR SCIENTIFIC PAPER
IN THE WORLD
THE MOST POPULAR SCIENTIFIC PAPER
IN THE WORLD
Established 1845.
Founded in 1845.
Weekly, $3.00 a Year; $1.50 Six Months
Weekly, $3.00 a Year; $1.50 for Six Months
This unrivalled periodical is now in its FIFTY-SIXTH YEAR, and, owing to its ever increasing popularity, it enjoys the largest circulation ever attained by any scientific publication. Every number contains sixteen large pages, beautifully printed, handsomely illustrated; it presents in popular style a descriptive record of the most novel, interesting and important developments in Science, Arts and Manufactures. It abounds in fresh and interesting subjects for discussion, thought or study. It provides material for experiment at home and in the laboratory, and it enables the intelligent reader to keep informed as to the industrial and scientific development of the country. To the inventor it is invaluable, as every number contains a complete list of all patents and trade marks issued weekly from the Patent Office. It promotes industry, progress, thrift and intelligence in every community where it circulates.
This exceptional magazine is now in its FIFTY-SIXTH YEAR, and due to its growing popularity, it has the largest circulation ever achieved by any scientific publication. Each issue features sixteen large pages, beautifully printed and nicely illustrated; it offers a clear and engaging record of the most innovative, interesting, and significant developments in Science, Arts, and Manufacturing. It is full of new and fascinating topics for discussion, reflection, or study. It provides resources for experiments at home and in the lab, helping informed readers stay updated on the industrial and scientific advances in the country. For inventors, it is essential, as each issue includes a complete list of all patents and trademarks issued weekly by the Patent Office. It fosters industry, progress, thrift, and knowledge in every community where it circulates.
The Scientific American should have a place in every dwelling, shop, office, school or library. Workmen, foremen, engineers, superintendents, directors, presidents, officials, merchants, farmers, teachers, lawyers, physicians, clergymen—people in every walk and profession in life, will derive satisfaction and benefit from a regular reading of The Scientific American.
Scientific American should be found in every home, store, office, school, or library. Workers, managers, engineers, supervisors, executives, officials, business owners, farmers, educators, lawyers, doctors, clergy—people in all kinds of jobs and professions will gain enjoyment and value from regularly reading Scientific American.
As an instructor for the young it is of peculiar advantage. TRY IT.—Subscribe for yourself—it will bring you valuable ideas; subscribe for your sons—it will make them manly and self-reliant; subscribe for your workmen—it will please and assist their labor; subscribe for your friends—it will be likely to give them a practical lift in life. Terms, $3.00 a year; $1.50 six months. Specimen copies free. Remit by postal order or check.
As a teacher for young people, it offers unique benefits. GIVE IT A TRY.—Get a subscription for yourself—it will provide you with valuable insights; get a subscription for your sons—it will help them become strong and independent; get a subscription for your employees—it will make their work more enjoyable and support them; get a subscription for your friends—it’s likely to give them a helpful boost in life. Rates: $3.00 a year; $1.50 for six months. Sample copies are free. Payment can be made by postal order or check.
Scientific American Supplement
Scientific American Supplement
Established 1876
Founded 1876
This journal is a separate publication from The Scientific American, and is designed to extend and amplify the work carried on by the parent paper. In size and general make-up it is uniform therewith, covering sixteen pages of closely printed matter, handsomely illustrated. It has no advertising pages, and the entire space is given up to the scientific, mechanical and engineering news of the day. It differs from The Scientific American in that it contains many articles that are too long to be published in the older journal or of a more technical nature. College professors and students find this edition especially adapted to their wants. It contains reports of the meetings of the scientific societies, both in this country and abroad, and abstracts of many papers read before such societies. It has a page of short notes concerning the electrical, engineering and general scientific news of the day, together with a column of selected formulæ. Each number contains much foreign scientific news, and, when taken in connection with The Scientific American, it places before the reader a weekly review of the latest and most important discoveries and the most advanced technical and scientific work of the times all over the world.
This journal is a separate publication from Scientific American, designed to expand and enhance the work done by the main publication. It is the same size and layout, consisting of sixteen pages of closely printed content, beautifully illustrated. There are no advertising pages, so the entire space is dedicated to the current scientific, mechanical, and engineering news. It differs from Scientific American in that it includes many articles that are too lengthy for the older journal or are more technical in nature. College professors and students find this edition particularly suited to their needs. It features reports from meetings of scientific societies in both this country and abroad, and abstracts of many papers presented at such meetings. It includes a page of brief notes on electrical, engineering, and general scientific news of the day, along with a column of selected formulas. Each issue provides a lot of foreign scientific news, and when combined with Scientific American, it offers readers a weekly overview of the latest and most significant discoveries and the most advanced technical and scientific work happening worldwide.
PRICE FOR THE SUPPLEMENT, $5 A YEAR, or one copy of The Scientific American and one copy of Supplement, both mailed to one address, for one year, for $7. Address and remit by postal order or check.
PRICE FOR THE SUPPLEMENT, $5 A YEAR, or one copy of Scientific American and one copy of Add-on, both mailed to one address, for one year, for $7. Please send payment via postal order or check.
MUNN & CO., Publishers,
MUNN & CO., Publishers,
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
The SCIENTIFIC AMERICAN,
Scientific American
ARCHITECTS’ and BUILDERS’ EDITION.
Architects' and Builders' Edition.
$2.50 a Year
$2.50 per year
Single copies, 25 cts.
Single copies, 25 cents.
This is a special edition of the Scientific American, issued monthly—on the first day of the month. Each number contains about forty large quarto pages, equal to about 200 ordinary book pages, forming, practically, a large and splendid Magazine of Architecture, richly adorned with elegant plates in colors and with fine engravings, illustrating the most interesting examples of modern architectural construction and allied subjects. A special feature is the presentation in each number of a variety of the latest and best plans for private residences, city and country, including those of very moderate cost, as well as the more expensive. Drawings in perspective and in color are given, together with plans, specifications, costs, etc. No other building paper contains so many plans and specifications, regularly presented, as the Scientific American. Thousands of dwellings have already been erected on the various plans we have issued, and many others are in process of construction.
This is a special edition of the Sci Am, released monthly—on the first day of each month. Each issue contains about forty large quarto pages, which is roughly equivalent to 200 regular book pages, essentially creating a large and impressive Architecture Magazine, beautifully adorned with elegant color plates and fine engravings, showcasing the most fascinating examples of modern architectural design and related topics. A standout feature in each issue is the presentation of a variety of the latest and best plans for private homes, both in the city and countryside, including options for very affordable budgets as well as the more luxurious ones. Perspective drawings and color illustrations are provided, along with plans, specifications, costs, and more. No other building publication offers as many plans and specifications on a regular basis as the Scientific American. Thousands of houses have already been built based on the various plans we've provided, and many more are currently under construction.
Architects, builders and house owners will find this work valuable in furnishing fresh and useful suggestions. All who contemplate building or improving homes, or erecting structures of any kind, have before them in this work an almost endless series of the latest and best examples from which to make selections, thus saving time and money.
Architects, builders, and homeowners will find this work useful for providing fresh and practical ideas. Anyone considering building or improving homes, or constructing any type of building, will find in this work an almost endless series of the latest and best examples to choose from, saving time and money.
Many other subjects, including sewerage, piping, lighting, warming, ventilating, decorating, laying out of grounds, etc., are illustrated. An extensive Compendium of manufacturers’ announcements is also given, in which the most reliable and approved building materials, goods, machines, tools and appliances are described and illustrated, with addresses of the makers, etc.
Many other topics, including sewage systems, plumbing, lighting, heating, ventilation, decorating, landscaping, etc., are shown. There's also a detailed Compendium of manufacturers' announcements, which describes and illustrates the most reliable and approved building materials, products, machines, tools, and appliances, along with the addresses of the makers, etc.
The fulness, richness, cheapness and convenience of this work have won for it the largest circulation of any architectural publication in the world.
The completeness, richness, affordability, and convenience of this work have earned it the largest circulation of any architectural publication in the world.
Fiftieth Anniversary Number
OF THE
SCIENTIFIC AMERICAN.
50th Anniversary Issue
OF THE
SCIENTIFIC AMERICAN.
In commemoration of the fiftieth year of the publication of the weekly edition of the SCIENTIFIC AMERICAN, its publishers on July 25th, 1896, issued a memorial edition which forms a valuable resumé of the progress of science and invention during the past fifty years. Among the subjects treated are:
In honor of the fiftieth anniversary of the weekly edition of SCIENTIFIC AMERICAN, its publishers released a special edition on July 25th, 1896, which provides a valuable summary of the advancements in science and invention over the last fifty years. The topics covered include:
THE EFFECT OF INVENTION ON THE PEOPLE’S LIFE. THE PATENT SYSTEM. THE TRANSATLANTIC STEAMSHIP. RAILROADS AND BRIDGES. THE TELEGRAPH. PHYSICS. MEN OF PROGRESS. THE TEXTILE INDUSTRIES OF THE UNITED STATES SINCE 1846. THE SUBMARINE CABLE. FIFTY YEARS OF PHOTOGRAPHY. CHEMISTRY. THE PHONOGRAPH. THE PROGRESS MADE IN THE GENERATION OF ELECTRIC ENERGY AND ITS APPLICATION TO THE OPERATION OF MOTORS DURING THE PAST FIFTY YEARS. THE AMERICAN LOCOMOTIVE. THE BICYCLE. THE SEWING MACHINE. AGRICULTURAL MACHINERY. NAVAL AND COAST DEFENSE. FIFTY YEARS IN THE PRINTING BUSINESS. THE PRIZE ESSAY OF THE SEMI-CENTENNIAL ANNIVERSARY NUMBER—“THE PROGRESS OF INVENTION DURING THE LAST FIFTY YEARS.” STEEL. DISTINGUISHED INVENTORS. AMERICAN SHIPBUILDING. DEVELOPMENT OF THE ASTRONOMICAL TELESCOPE IN FIFTY YEARS. THE TELEPHONE. FIFTY YEARS OF THE “SCIENTIFIC AMERICAN.”
THE IMPACT OF INVENTION ON PEOPLE'S LIVES. THE PATENT SYSTEM. THE TRANSATLANTIC STEAMSHIP. RAILROADS AND BRIDGES. THE TELEGRAPH. PHYSICS. ADVANCEMENTS IN PROGRESS. THE TEXTILE INDUSTRIES OF THE UNITED STATES SINCE 1846. THE SUBMARINE CABLE. FIFTY YEARS OF PHOTOGRAPHY. CHEMISTRY. THE PHONOGRAPH. THE PROGRESS MADE IN GENERATING ELECTRICITY AND ITS USE IN MOTOR OPERATIONS OVER THE PAST FIFTY YEARS. THE AMERICAN LOCOMOTIVE. THE BICYCLE. THE SEWING MACHINE. AGRICULTURAL MACHINERY. NAVAL AND COASTAL DEFENSE. FIFTY YEARS IN THE PRINTING INDUSTRY. THE WINNING ESSAY OF THE SEMI-CENTENNIAL ANNIVERSARY ISSUE—“THE PROGRESS OF INVENTION IN THE LAST FIFTY YEARS.” STEEL. NOTABLE INVENTORS. AMERICAN SHIPBUILDING. ADVANCEMENTS IN THE ASTRONOMICAL TELESCOPE OVER FIFTY YEARS. THE TELEPHONE. FIFTY YEARS OF “SCIENTIFIC AMERICAN.”
The number is fully illustrated and contains fifty pages. In it is printed “The Progress of Invention During the Last Fifty Years,” for which a prize of $250 was offered. It is interesting to note that this prize was won by Edward W. Byrn, the author of “The Progress of Invention in the Nineteenth Century.” Never before has so much valuable information of historical interest and importance been published in so condensed and popular a form. It forms a valuable addition to any library, and copies of the Anniversary Number can be supplied at 25 cents per copy.
The number is fully illustrated and has fifty pages. It includes “The Progress of Invention During the Last Fifty Years,” for which a prize of $250 was awarded. It's noteworthy that this prize was won by Edward W. Byrn, the author of “The Progress of Invention in the Nineteenth Century.” Never before has so much valuable historical information been published in such a concise and accessible format. It’s a valuable addition to any library, and copies of the Anniversary Number are available for 25 cents each.
MUNN & CO., Publishers,
MUNN & CO., Publishers,
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
Experimental Science.
Experimental Science.
By GEORGE M. HOPKINS.
By George M. Hopkins.
TWENTIETH EDITION, REVISED AND GREATLY ENLARGED.
Twentieth Edition, Revised and Significantly Expanded.
914 Pages. 820 Illustrations. Handsomely Bound in Cloth.
914 Pages. 820 Illustrations. Beautifully Bound in Fabric.
Price by mail, postpaid, $4.00; Half Morocco, $5.00.
Price by mail, shipping included, $4.00; Half Morocco, $5.00.
The new matter comprises eighty pages of text in the form of an appendix, including among other subjects
The new material includes eighty pages of text in an appendix, covering various topics such as
A Complete Article on the X-Ray.
Wireless Telegraphy.Liquefaction of Air.
Acetylene Gas Apparatus.Artificial Spectrum.
And other articles which bring the work fully up to date.
A Comprehensive Article on the X-Ray.
Wireless Communication.Liquid Air.
Acetylene Gas Tools.Synthetic Spectrum.
And other articles that bring the work completely up to date.
This is a book full of interest and value for teachers, students and others who desire to impart or obtain a practical knowledge of Physics.
This book is full of interesting and valuable information for teachers, students, and anyone else who wants to share or gain practical knowledge of Physics.
THE MOST POPULAR SCIENTIFIC BOOK OF THE DAY.
THE MOST POPULAR SCIENTIFIC BOOK OF THE DAY.
What the press says of “EXPERIMENTAL SCIENCE.”
What the press is saying about “EXPERIMENTAL SCIENCE.”

“The electrical chapters of the book are notably good, and the practical instruction given for building simple electrical machinery may be safely carried out by those—not a few—who like to make their own apparatus.”—Electrical World.
“The electrical chapters of the book are really impressive, and the practical instructions for building simple electrical machines can be easily followed by those—not a few—who enjoy creating their own devices.”—Electrical World.
“The author has avoided repeating the hackneyed illustrations which have been passed from one book to another so long, and, instead, offers a set of experiments which are largely of a novel character and very striking.”—Engineering and Mining Journal.
“The author has steered clear of the tired examples that have been reused in various books for ages, and instead presents a collection of experiments that are mostly original and quite impressive.” —Engineering and Mining Journal.
“It is a treat to read a book of this kind, that sets forth the principles of physics so fully, and without the use of mathematics.”-The Locomotive.
“It is a pleasure to read a book like this that explains the principles of physics so thoroughly, and without using any math.” -The Locomotive.
“All teachers of science are aware that real knowledge is acquired best by the student making experiments for himself, and anyone who points out how those experiments may be easily made is doing excellent work.”—English Mechanic and World of Science.
“All science teachers know that students learn best by doing experiments themselves, and anyone who shows them how to easily conduct those experiments is doing great work.”—English Mechanic and World of Science.
“The work bears the stamp of a writer who writes nothing but with certainty of action and result, and of a teacher who imparts scientific information in an attractive and fascinating manner.”—American Engineer.
“The work shows the mark of a writer who only writes with clear action and outcome, and of a teacher who conveys scientific information in an engaging and captivating way.” —American Engineer.
Mr. Thomas A. Edison says: “The practical character of the physical apparatus, the
clearness of the descriptive matter, and its entire freedom from mathematics, give the
work a value, in my mind, superior to any other work on elementary physics of which I am
aware.
”
Mr. Thomas A. Edison says: “The practical nature of the equipment, the clarity of the explanations, and its complete avoidance of math, make this work more valuable to me than any other book on basic physics that I know of.
”
Send for Illustrated Circular and Complete Table of Contents.
Send for the Illustrated Circular and the Complete Table of Contents.
☛ Send for our New and Complete Catalogue of Books, sent free to any address.
☛ Request our new and complete book catalog, available for free at any address.
MUNN & CO., Publishers,
MUNN & CO., Publishers,
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
THE SCIENTIFIC AMERICAN
Scientific American
Cyclopedia of Receipts
Recipe Encyclopedia
NOTES AND QUERIES
Notes and Questions
12,500 RECEIPTS, 708 PAGES
12,500 Receipts, 708 Pages
Edited by ALBERT A. HOPKINS
Edited by Albert A. Hopkins
This splendid work contains a careful compilation of the most useful Receipts and Replies given in the Notes and Queries of correspondents as published in the Scientific American during the past fifty years; together with many valuable and important additions.
This impressive work includes a thoughtful collection of the most useful recipes and responses from the Notes and Queries submitted by readers, as published in the Scientific American over the last fifty years, along with many valuable and significant additions.
OVER TWELVE THOUSAND selected receipts are here collected; nearly every branch of the useful arts being represented. It is by far the most comprehensive volume of the kind ever placed before the public.
OVER TWELVE THOUSAND selected recipes are collected here; almost every area of practical skills is covered. This is by far the most extensive volume of its kind ever presented to the public.

12,500 RECEIPTS, 708 PAGES.
12,500 receipts, 708 pages.
The work may be regarded as the product of the studies and practical experience of the ablest chemists and workers in all parts of the world; the information given being of the highest value, arranged and condensed in concise form, convenient for ready use.
The work can be seen as the result of the research and hands-on experience of the most skilled chemists and professionals from all over the world; the information provided is extremely valuable, organized, and condensed in a clear format that's easy to use.
Almost every inquiry that can be thought of, relating to formulae used in the various manufacturing industries, will here be found answered.
Almost every question you can think of about the formulas used in different manufacturing industries can be found answered here.
Instructions for working many different processes in the arts are given.
Instructions for working on various processes in the arts are provided.
Many of the principal substances and raw materials used in manufacturing operations are defined and described. No pains have been spared to render this collateral information trustworthy.
Many of the main substances and raw materials used in manufacturing processes are defined and described. Every effort has been made to ensure this additional information is reliable.
Those who are engaged in any branch of industry will probably find in this book much that is of practical value in their respective callings.
Those involved in any part of industry will likely discover a lot of practical value in this book for their specific fields.
Those who are in search of independent business or employment, relating to the home manufacture of salable articles, will find in it hundreds of most excellent suggestions.
Those looking for independent business or job opportunities related to making sellable items at home will find hundreds of great suggestions here.
It is impossible within the limits of a prospectus to give more than an outline of a few features of so extensive a work. To those interested, a fully descriptive circular will be sent free upon application.
It’s not possible within the limits of a prospectus to provide more than a brief overview of some aspects of such a large work. For those interested, a detailed brochure will be sent for free upon request.
Price, $5.00 in Cloth; $6.00 in Sheep; $6.50 in Half Morocco; Postpaid.
Price: $5.00 for Cloth; $6.00 for Sheep; $6.50 for Half Morocco; shipping included.
MUNN & CO., Publishers,
MUNN & CO., Publishers,
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
A Complete Electrical Library.
An Ultimate Electrical Library.
By Prof. T. O’CONOR SLOANE, A.M., E.M. Ph.D.
By Prof. T. O’CONOR SLOANE, A.M., E.M. Ph.D.

An inexpensive library of the best books on Electricity. Put up in a neat folding box. For the student, the amateur, the workshop, the electrical engineer, schools and colleges. Comprising five books, as follows:
An affordable collection of the best books on Electricity. Packaged in a tidy folding box. For students, hobbyists, workshops, electrical engineers, schools, and colleges. Including five books, as follows:
| Arithmetic of Electricity, 138 pages | $1.00 |
| Electric Toy Making, 140 pages | 1.00 |
| How to Become a Successful Electrician, 189 pages | 1.00 |
| Standard Electrical Dictionary, 682 pages | 3.00 |
| Electricity Simplified, 158 pages | 1.00 |
Five volumes, 1,300 pages, and over 450 illustrations. A valuable and indispensable addition to every library.
Five volumes, 1,300 pages, and more than 450 illustrations. A valuable and essential addition to any library.
Our Great Special Offer.—We will send prepaid the above five volumes handsomely bound in blue cloth, with silver lettering, and inclosed in a neat folding box, at the Special Reduced Price of $5.00 for the complete set. The regular price of the five volumes is $7.00. A special circular will be sent free to any address on application.
Our Great Special Offer.—We will send you the five volumes mentioned above, beautifully bound in blue cloth with silver lettering, and packaged in a neat folding box, all for the Special Reduced Price of $5.00 for the complete set. The regular price for the five volumes is $7.00. A special brochure will be sent for free to any address upon request.
| MAGIC. | Stage Magic and Scientific Tricks INCLUDING TRICK PHOTOGRAPHY. |
COMPILED AND EDITED BY
Edited by
ALBERT A. HOPKINS,
ALBERT A. HOPKINS,
Editor of “Scientific American Cyclopedia of Receipts. Notes and Queries,” etc.
Editor of “Scientific American Cyclopedia of Receipts, Notes and Queries,” etc.

WITH AN INTRODUCTION BY HENRY RIDGELY EVANS.
WITH AN INTRO BY HENRY RIDGELY EVANS.
Author of “Hours with the Ghosts; or, XIX. Century Witchcraft,” etc.
Author of “Hours with the Ghosts; or, 19th Century Witchcraft,” etc.
568 Pages. 420 Illustrations. Price, $2.50.
568 Pages. 420 Illustrations. Price: $2.50.
This work appeals to old and young alike, and it is one of the most attractive holiday books of the year. The illusions are illustrated by the highest class of engravings, and the exposés of the tricks are in many cases furnished by the prestidigitateurs themselves. Conjuring, large stage illusions, fire eating, sword-swallowing, ventriloquism, metal magic, ancient magic, automata, curious toys, stage effects, photographic tricks, and the projection of moving photographs are all well described and illustrated, making a handsome volume. It is tastefully printed and bound. Acknowledged by the profession to be the STANDARD WORK ON MAGIC. Send for large illustrated circular, sent free to any address.
This book appeals to both old and young, making it one of the most popular holiday reads of the year. The illusions are showcased with high-quality engravings, and many of the tricks are explained by the magicians themselves. The book covers a variety of topics, including conjuring, large stage illusions, fire eating, sword swallowing, ventriloquism, metal magic, ancient tricks, automata, interesting toys, stage effects, photographic tricks, and moving image projections, all of which are well described and illustrated, resulting in a beautiful volume. It’s printed and bound with great care. Recognized by the profession as the STANDARD WORK ON MAGIC. Request a large illustrated brochure, sent free to any address.
MUNN & CO., Publishers,
MUNN & CO., Publishers
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
Mechanical Movements,
Mechanical Movements,
POWERS, DEVICES AND APPLIANCES.
Power, Devices, and Appliances.
By GARDNER D. HISCOX, M. E.
By GARDNER D. HISCOX, M. E.
Author of “Gas, Gasoline, and Oil Engines.”
Author of “Gas, Gasoline, and Oil Engines.”
Large 8vo. 402 Pages. 1649 Illustrations, with Descriptive Text. Price, $3.00.
Large 8vo. 402 Pages. 1649 Illustrations, with Descriptive Text. Price: $3.00.
A Dictionary of Mechanical Movements, Powers, Devices and Appliances, embracing an illustrated description of the greatest variety of mechanical movements and devices in any language. A new work on illustrated mechanics, mechanical movements, devices and appliances, covering nearly the whole range of the practical and inventive field, for the use of Machinists, Mechanics, Inventors, Engineers, Draughtsmen, Students and all others interested in any way in the devising and operation of mechanical works of any kind.
A Dictionary of Mechanical Movements, Powers, Devices, and Appliances, featuring an illustrated description of a wide variety of mechanical movements and devices in any language. This new work on illustrated mechanics, mechanical movements, devices, and appliances covers almost the entire scope of the practical and inventive field, designed for Machinists, Mechanics, Inventors, Engineers, Draftsmen, Students, and anyone else interested in creating and operating mechanical works of any kind.
| THE CHAPTERS TREAT OF: | |
|---|---|
| I. | Mechanical Powers. |
| II. | Transmission of Power. |
| III. | Measurement of Power. |
| IV. | Steam Power—Boilers and Adjuncts. |
| V. | Steam Appliances. |
| VI. | Motive Power—Gas and Gasoline Engines. |
| VII. | Hydraulic Power and Devices. |
| VIII. | Air Power Appliances. |
| IX. | Electric Power and Construction. |
| X. | Navigation and Roads. |
| XI. | Gearing. |
| XII. | Motion and Devices Controlling Motion. |
| XIII. | Horological. |
| XIV. | Mining. |
| XV. | Mill and Factory Appliances. |
| XVI. | Construction and Devices. |
| XVII. | Draughting Devices. |
| XVIII. | Miscellaneous Devices. |
Send for descriptive Circular.
Request the descriptive circular.
GAS ENGINE CONSTRUCTION,
Gas Engine Build
A PRACTICAL TREATISE DESCRIBING IN EVERY DETAIL THE ACTUAL BUILDING OF A GAS ENGINE.
A PRACTICAL GUIDE THAT DESCRIBES IN EVERY DETAIL THE ACTUAL CONSTRUCTION OF A GAS ENGINE.
By HENRY Y. H. PARSELL, Jr., Mem. A. I. Elec. El., and ARTHUR J. WEED, M. E.
By HENRY Y. H. PARSELL, Jr., Mem. A. I. Elec. El., and ARTHUR J. WEED, M. E.
Large 8vo. Handsomely Illustrated and Bound. 300 Pages. Price, $2.50.
Large 8vo. Beautifully Illustrated and Bound. 300 Pages. Price, $2.50.
This book treats of the subject more from the standpoint of practice than that of theory. The principles of operation of Gas Engines are clearly and simply described, and then the actual construction of a half-horse power engine is taken up, step by step, showing in detail the making of a Gas Engine. First come directions for making the patterns; this is followed by all the details of the mechanical operations of finishing up and fitting the castings, and is profusely illustrated with beautiful engravings of the actual work in progress, showing the modes of chucking, turning, boring and finishing the parts in the lathe, and also plainly showing the lining up and erection of the engine. Dimensioned working drawings give clearly the sizes and forms of the various details. The entire engine, with the exception of the fly-wheels, is designed to be made on a simple eight inch lathe, with slide rest. The book closes with a chapter on American practice in Gas Engine design, and gives simple rules so that anyone can figure out the dimensions of similar engines of other powers. Every illustration in this book is new and original, having been made expressly for this work.
This book focuses more on practical applications than on theory. The operating principles of gas engines are explained clearly and simply, followed by a step-by-step guide on building a half-horsepower engine, detailing how to construct a gas engine. It starts with instructions for making the patterns, followed by all the details of the mechanical processes for finishing and fitting the castings, and is richly illustrated with beautiful engravings of the actual work in progress. These illustrations show the processes of chucking, turning, boring, and finishing the parts in the lathe, as well as the alignment and assembly of the engine. Dimensioned working drawings clearly outline the sizes and shapes of the various components. The whole engine, except for the flywheels, is designed to be made using a simple eight-inch lathe with a slide rest. The book concludes with a chapter on American practices in gas engine design, offering simple guidelines so anyone can calculate the dimensions for similar engines of different power levels. Every illustration in this book is fresh and original, created specifically for this publication.
SEND FOR DESCRIPTIVE CIRCULAR.
REQUEST DESCRIPTIVE CIRCULAR.
MUNN & CO., Publishers,
MUNN & CO., Publishers,
SCIENTIFIC AMERICAN OFFICE
361 Broadway, New York
SCIENTIFIC AMERICAN OFFICE
361 Broadway, NYC
Transcriber's notes
Transcriber's notes
This text uses the text from the original work, including inconsistencies in spelling, hyphenation, punctuation, etc., except as mentioned below. The spelling of English (omniverous, millenium), non-English words (licht, tuyeres, frappees) and names (Swammerden, Mege) has not been corrected either, except as listed below.
This text has been optimised for Internet browsers. Depending on the hard- and software and their settings used to read this text, not all characters, illustrations, lay-out and symbols may display properly or display at all.
This text uses the text from the original work, including inconsistencies in spelling, hyphenation, punctuation, etc., except as mentioned below. The spelling of English (omnivorous, millennium), non-English words (licht, tuyeres, frappees) and names (Swammerden, Mege) has not been corrected either, except as listed below.
This text has been optimized for internet browsers. Depending on the hardware and software and their settings used to read this text, not all characters, illustrations, layout, and symbols may display properly or at all.
Remarks on the text:
Remarks on the text:
- p. vii and 371: the list of contents lists Electric Concentrators, the text deals with Magnetic Concentrators.
- p. 171/172 (text of patent): one closing quote mark is missing.
- p. 291, Swammerden: this refers to Jan Swammerdam (1637-1680).
- p. 373, condicon: possibly error for condicion or a similar word.
- p. 239, M. Mege, a French chemist: this refers to Hippolyte Mège-Mouriès (1817-1880).
- p. 408, Alte Deutscher Drehling Der Ruckladungs Gewehre: the reference is to Alte Rückladegewehre: Alt-Deutscher Drehling.
- p. 428, photograph: the chain of perforated cards is hardly visible in the original work.
- Index: the entries are not fully alphabetically sorted; this has not been changed.
- The order of subjects as given in the table of contents and in the chapter headings is not always the order in which the text gives them; the table of contents is sometimes slightly different from the chapter headings; this has not been changed, the hyper-links point to the proper paragraph. The table of contents is not complete: many subjects are not listed.
- In several instances the author uses knots for distance and knots per hour and feet for speed; this has not been changed.
Changes made:
Understood. Please provide the text you would like me to modernize.
- Footnotes and illustrations have (where appropriate) been moved in order not to interrupt the text.
- Several illustrations: reference letters have been enhanced for better visibility.
- Some obvious punctuation errors have been corrected silently.
- If both ligature and single letters occur in the same word in the text (with the exception of the advertisements), these have been standardised: ae/æ to æ (anæsthetics); e/é to é (Carré, Lindé, Niépce); oe/œ to œ (homœopathy, Phœnix).
- The original work uses fractions of the form 1⁄2 as well as 15-16. These have been standardised to x⁄y.
- p. v: Nitroglycerine changed to Nitro-Glycerine as elsewhere
- p. vi, Chapter Photography: The Platinotype added as in the chapter heading
- p. 6: Kinetescope changed to Kinetoscope as elsewhere
- p. 7: Hahneman changed to Hahnemann
- p. 9: Perkin’s changed to Perkins’
- p. 10: Rhumkorff changed to Ruhmkorff
- p. 11: Foucalt changed to Foucault; Herman’s changed to Hermann’s
- p. 15: ecomony changed to economy
- p. 29: choking coils k k changed to choking coils k k′ as in illustration
- p. 35: Gallilee changed to Galilee
- p. 37: Somnenberg changed to Sonnenberg
- p. 41: and other changed to and others
- p. 47: corruscations changed to coruscations
- p. 51: Badensburg changed to Bladensburg
- p. 87: Chrstian Era changed to Christian Era
- p. 88: Plante changed to Planté
- p. 89: PLANTE changed to PLANTÉ (2x)
- p. 92: commerical changed to commercial
- p. 93: electrictiy changed to electricity; TROUVE’S changed to TROUVÉ’S
- p. 95: St. Petersburg changed to St. Petersburgh
- p. 97: atached changed to attached
- p. 98: whch changed to which
- p. 105: colon in list of patents changed to comma (2x) as elsewhere
- p. 108: Ninetenth Century changed to Nineteenth Century
- p. 129: air-brake changed to air brake as elsewhere
- p. 133: Pennsylvaina changed to Pennsylvania
- p. 150: greater that changed to greater than
- p. 153: for from changed to far from
- p. 159: sterereotyping changed to stereotyping; Edinburg changed to Edinburgh as elsewhere
- p. 160: the the wire cloth changed to the wire cloth
- p. 182: vearly changed to yearly
- p. 188: Manufacturning changed to Manufacturing
- p. 235: ilustrative changed to illustrative
- p. 237: half a millions changed to half a million
- p. 240: carry- a fractional per cent. changed to carrying a fractional per cent.
- p. 247: irresitable changed to irresistible
- p. 248: acetanalide changed to acetanilide; OPHTHALMOMETER changed to OPTHALMOMETER as elsewhere
- p. 250: rationallen Heilkunde changed to rationellen Heilkunde
- p. 253: bactilli changed to bacilli
- p. 260: vélocipéde changed to vélocipède; celérifère changed to célérifère
- p. 261: vélocipéde changed to vélocipède
- p. 265: Metiers changed to Métiers
- p. 285: Middeburg, Middleburg changed to Middelburg
- p. 301: Niepce's changed to Niépce's
- p. 309: advertisment changed to advertisement
- p. 324: currrent changed to current
- p. 389: fire-arms changed to firearms as elsewhere
- p. 395: must must changed to must
- p. 401: Moncrief changed to Moncrieff
- p. 412: Livermore-Russel changed to Livermore-Russell; Russel changed to Russell
- p. 416: pulvurulent changed to pulverulent
- p. 425: effciency changed to efficiency
- p. 462: latrobe stoves changed to Latrobe stoves
- p. 469: Acetanalide changed to Acetanilide
- p. 470: Cemementation changed to Cementation.
Download ePUB
If you like this ebook, consider a donation!