This is a modern-English version of The Manufacture of Paper: With Illustrations, and a Bibliography of Works Relating to Cellulose and Paper-Making, originally written by Sindall, R. W. (Robert Walter).
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
Making Paper
BY
BY
R. W. SINDALL, F.C.S.
R. W. SINDALL, F.C.S.
CONSULTING CHEMIST TO THE WOOD PULP AND PAPER TRADES; LECTURER
ON PAPER-MAKING FOR THE HERTFORDSHIRE COUNTY COUNCIL, THE
BUCKS COUNTY COUNCIL, THE PRINTING AND STATIONERY
TRADES AT EXETER HALL, 1903-4, THE INSTITUTE
OF PRINTERS; TECHNICAL ADVISER TO THE
GOVERNMENT OF INDIA, 1905
CONSULTING CHEMIST FOR THE WOOD PULP AND PAPER INDUSTRIES; LECTURER
ON PAPER-MAKING FOR THE HERTFORDSHIRE COUNTY COUNCIL, THE
BUCKS COUNTY COUNCIL, THE PRINTING AND STATIONERY
INDUSTRIES AT EXETER HALL, 1903-4, THE INSTITUTE
OF PRINTERS; TECHNICAL ADVISER TO THE
GOVERNMENT OF INDIA, 1905
AUTHOR OF “PAPER TECHNOLOGY,” “THE SAMPLING OF WOOD PULP”
JOINT AUTHOR OF “THE C.B.S. UNITS, OR STANDARDS OF PAPER
TESTING,” “THE APPLICATIONS OF WOOD PULP,” ETC.
AUTHOR OF “PAPER TECHNOLOGY,” “THE SAMPLING OF WOOD PULP”
JOINT AUTHOR OF “THE C.B.S. UNITS, OR STANDARDS OF PAPER
TESTING,” “THE APPLICATIONS OF WOOD PULP,” ETC.
WITH ILLUSTRATIONS, AND A BIBLIOGRAPHY OF WORKS
RELATING TO CELLULOSE AND PAPER-MAKING
WITH ILLUSTRATIONS, AND A BIBLIOGRAPHY OF WORKS
RELATING TO CELLULOSE AND PAPER-MAKING
NEW YORK
D. VAN NOSTRAND COMPANY
23 MURRAY AND 27 WARREN STREETS
NEW YORK
D. Van Nostrand Company
23 MURRAY AND 27 WARREN STREETS
1908
1908
PREFACE
Paper-making, in common with many other industries, is one in which both engineering and chemistry play important parts. Unfortunately the functions of the engineer and chemist are generally regarded as independent of one another, so that the chemist is only called in by the engineer when efforts along the lines of mechanical improvement have failed, and vice versa. It is impossible, however, to draw a hard and fast line, and the best results in the art of paper-making are only possible when the manufacturer appreciates the fact that the skill of both is essential to progress and commercial success.
Paper-making, like many other industries, relies heavily on both engineering and chemistry. Unfortunately, engineers and chemists often work independently, with engineers only involving chemists when mechanical improvements don’t work, and vice versa. However, it’s not possible to strictly separate the two fields. The best outcomes in paper-making can only be achieved when manufacturers understand that the expertise of both engineers and chemists is crucial for progress and commercial success.
In the present elementary text-book it is only proposed to give an outline of the various stages of manufacture and to indicate some of the improvements made during recent years.
In this current elementary textbook, we aim to provide an overview of the different stages of production and highlight some of the advancements made in recent years.
The author begs to acknowledge his indebtedness to manufacturers and others who have given permission for the use of illustrations.
The author would like to thank the manufacturers and others who have granted permission to use their illustrations.
CONTENTS
| PAGE | ||
| PREFACE | v | |
| LIST OF ILLUSTRATIONS | ix | |
| CHAPTER | ||
| I. | HISTORICAL NOTICE | 1 |
| II. | CELLULOSE AND PAPER-MAKING FIBRES | 20 |
| III. | THE MANUFACTURE OF PAPER FROM RAGS | 47 |
| IV. | ESPARTO AND STRAW | 72 |
| V. | WOOD PULP, AND WOOD PULP PAPERS | 95 |
| VI. | BROWN PAPERS AND BOARDS | 126 |
| VII. | SPECIAL KINDS OF PAPER | 137 |
| VIII. | CHEMICALS USED IN PAPER-MAKING | 153 |
| IX. | THE PROCESS OF “BEATING” | 175 |
| X. | THE DYEING AND COLOURING OF PAPER PULP | 199 |
| XI. | PAPER MILL MACHINERY | 214 |
| XII. | THE DETERIORATION OF PAPER | 229 |
| XIII. | BIBLIOGRAPHY | 253 |
| INDEX | 273 | |
LIST OF ILLUSTRATIONS
| FIG. | PAGE | |
| 1. | SHEET OF PAPYRUS, SHOWING THE LAYERS CROSSING ONE ANOTHER | 3 |
| 2. | AN EARLY PAPER MILL (FROM “KULTURHISTORISCHEN BILDERBUCH,” A.D. 1564) | 10 |
| 3. | THE PAPER MILL OF ULMAN STROMER, A.D. 1390 (SUPPOSED TO BE THE OLDEST KNOWN DRAWING OF A PAPER MILL) | 12 |
| 4. | THE FIRST PAPER MACHINE, A.D. 1802. PLAN AND ELEVATION | 17 |
| 5. | THE IMPROVED PAPER MACHINE OF A.D. 1810 | 18 |
| 6. | A RAG SORTING HOUSE | 47 |
| 7. | A RAG DUSTER | 49 |
| 8. | A RAG CUTTER | 50 |
| 9. | INTERIOR OF PAPER MILL FOR HAND-MADE PAPER (R. BATCHELOR & SONS) | 51 |
| 10. | VIEW OF A RAG BOILER, SHOWING CONNECTIONS | 52 |
| 11. | A BREAKING AND WASHING ENGINE | 54 |
| 12. | OETTEL AND HAAS' APPARATUS FOR THE MANUFACTURE OF ELECTROLYTIC BLEACH LIQUOR | 58 |
| 13. | THE “HOLLANDER” BEATING ENGINE | 59 |
| 14. | THE HAND MOULD, SHOWING FRAME AND DECKLE | 61 |
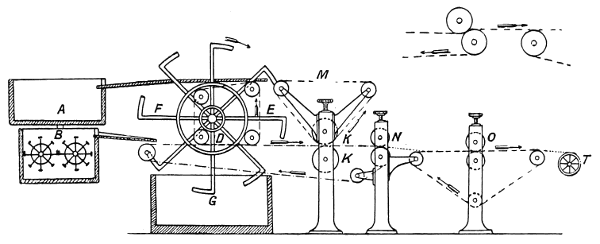
| 15. | APPARATUS FOR SIZING PAPER IN CONTINUOUS ROLLS | 63 |
| 16. | A SUPERCALENDER | 65 |
| 17. | THE FIRST WATERMARK IN PAPER | 67 |
| 18. | COTTON | 69 |
| 19. | LINEN | 70 |
| 20. | AN ESPARTO DUSTER | 74 |
| 21. | SINCLAIR'S “VOMITING” ESPARTO BOILER | 75 |
| 22. | A PORION EVAPORATOR | 76 |
| 23. | SCOTT'S MULTIPLE EFFECT EVAPORATOR | 79 |
| 24. | A PRESSE-PÂTE FOR ESPARTO PULP | 85 |
| 25. | ESPARTO PULP | 88 |
| 26. | A CYLINDRICAL DIGESTER FOR BOILING FIBRE | 89 |
| [Pg x]27. | STRAW | 93 |
| 28. | A PAIR OF BARKERS FOR REMOVING BARK FROM LOGS OF WOOD | 98 |
| 29. | VIEW OF HORIZONTAL GRINDER (A), WITH SECTION (B) | 99 |
| 30. | A VERTICAL GRINDER FOR MAKING HOT GROUND MECHANICAL WOOD PULP | 101 |
| 31. | CENTRIFUGAL SCREEN FOR WOOD PULP | 102 |
| 32. | SECTION OF CENTRIFUGAL SCREEN FOR WOOD PULP | 103 |
| 33. | WOOD PULP DIGESTER, PARTLY IN ELEVATION, PARTLY IN SECTION | 106 |
| 34. | VIEW OF ORDINARY SULPHUR-BURNING OVENS | 108 |
| 35. | SPRUCE WOOD PULP | 114 |
| 36. | MECHANICAL WOOD PULP | 115 |
| 37. | THE SCREENS FOR REMOVING COARSE FIBRES FROM BEATEN PULP | 118 |
| 38. | THE PAPER MACHINE (WET END SHOWING WIRE) | 119 |
| 39. | PAPER MACHINE SHOWING WIRE, PRESS ROLLS, AND DRYING CYLINDERS | 123 |
| 40. | SINGLE CYLINDER OR YANKEE MACHINE | 130 |
| 41. | SECTION OF WET PRESS, OR BOARD MACHINE | 131 |
| 42. | DOUBLE CYLINDER BOARD MACHINE | 133 |
| 43. | APPARATUS FOR MAKING PARCHMENT PAPER | 138 |
| 44. | GENERAL ARRANGEMENT OF PLANT FOR MAKING “ART” PAPER | 143 |
| 45. | SECTIONAL ELEVATION OF “COATING” PLANT | 144 |
| 46. | COTTON PULP BEATEN 8 HOURS | 179 |
| 47. | COTTON PULP BEATEN 37 HOURS | 180 |
| 48. | PLAN AND SECTIONAL ELEVATION OF A “HOLLANDER” | 185 |
| 49. | BEATING ENGINE WITH FOUR BEATER ROLLS | 186 |
| 50. | UMPHERSTON BEATER | 188 |
| 51. | SECTION OF UMPHERSTON BEATING ENGINE | 189 |
| 52. | NUGENT'S BEATING ENGINE WITH PADDLES FOR CIRCULATING THE PULP | 190 |
| 53. | A “TOWER” BEATING ENGINE WITH CENTRIFUGAL PUMP FOR CIRCULATING PULP | 191 |
| 54. | WORKING PARTS OF A MODERN REFINING ENGINE | 192 |
| 55. | CONVENTIONAL DIAGRAM OF A WATER SOFTENING PLANT | 216 |
| 56. | AN “ENCLOSED” STEAM ENGINE | 220 |
| 57. | AN ELECTRICALLY DRIVEN PAPER MACHINE | 222 |
| 58. | DIAGRAM OF THE “EIBEL” PROCESS | 223 |
THE MANUFACTURE
OF PAPER
Making Paper
CHAPTER I
HISTORICAL NOTICE
History.—The art of paper-making is undoubtedly one of the most important industries of the present day. The study of its development from the early bygone ages when men were compelled to find some means for recording important events and transactions is both interesting and instructive, so that a short summary of the known facts relating to the history of paper may well serve as an introduction to an account of the manufacture and use of this indispensable article.
History.—The art of paper-making is definitely one of the most significant industries today. Exploring its evolution from the early days when people needed a way to record important events and transactions is both fascinating and educational. Therefore, a brief overview of the known facts about the history of paper will serve as a great introduction to discussing the production and use of this essential item.
Tradition.—The early races of mankind contented themselves with keeping alive the memory of great achievements by means of tradition. Valiant deeds were further commemorated by the planting of trees, the setting up of heaps of stones, and the erection of clumsy monuments.
Tradition.—The early human races focused on preserving the memories of great achievements through tradition. Brave acts were also honored by planting trees, creating piles of stones, and building awkward monuments.
Stone Obelisks.—The possibility of obtaining greater accuracy by carving the rude hieroglyphics of men and animals, birds and plants, soon suggested itself as an obvious improvement; and as early as B.C. 4000 the first[Pg 2] records which conveyed any meaning to later ages were faithfully inscribed, and for the most part consigned to the care of the priests.
Stone Obelisks.—The idea of getting better accuracy by carving clear hieroglyphics of people, animals, birds, and plants quickly became apparent as an obvious upgrade; and as early as B.C. 4000, the first[Pg 2] records that had any significance for future generations were carefully inscribed, mostly entrusted to the priests.
Clay Tablets.—The ordinary transactions of daily life, the writings of literary and scientific men, and all that was worthy of note in the history of such nations as Chaldea and Assyria have come down to us also, inscribed on clay tablets, which were rendered durable by careful baking. On a tablet of clay, one of the earliest specimens of writing in existence, now preserved in the British Museum, is recorded a proposal of marriage, written about B.C. 1530, from one of the Pharaohs, asking for the hand of the daughter of a Babylonian king.
Clay Tablets.—The everyday events of life, the writings of writers and scientists, and all significant moments in the history of nations like Chaldea and Assyria have also been preserved for us, inscribed on clay tablets that were made lasting through careful baking. One of the earliest examples of writing, now housed in the British Museum, is a clay tablet that records a marriage proposal dated around B.C. 1530, from one of the Pharaohs requesting the hand of a Babylonian king's daughter.
Waxed Boards.—Bone, ivory, plates of metal, lead, gold, and brass, were freely used, and at an early period wooden boards covered with wax were devised by the Romans. In fact, any material having a soft impressionable surface was speedily adopted as a medium for the permanent expression of men's fancy, so that it is not strange to find instances of documents written on such curious substances as animal skins, hides, dried intestines, and leather. The works of Homer, preserved in one of the Egyptian libraries in the days of Ptolemæus Philadelphus, were said to have been written in letters of gold on the skins of serpents.
Waxed Boards.—Bone, ivory, metal plates, lead, gold, and brass were commonly used, and early on, the Romans created wooden boards covered with wax. In fact, any material with a soft, impressionable surface quickly became a medium for permanently capturing people's ideas, so it’s not surprising to find documents written on unusual materials like animal skins, hides, dried intestines, and leather. The works of Homer, kept in one of the Egyptian libraries during the time of Ptolemæus Philadelphus, were said to have been written in gold letters on the skins of serpents.
Leaves, Bark.—The first actual advance in the direction of paper, as commonly understood, was made when the leaves and bark of trees were utilised. The latter especially came speedily into favour, and the extensive use of the inner bark (liber) made rapid headway. Manuscripts and documents written on this liber are to be found in many museums.
Leaves, Bark.—The first real step toward paper, as we know it today, was when people started using the leaves and bark of trees. The inner bark (liber) quickly became popular, and its widespread use grew rapidly. Manuscripts and documents written on this liber can be found in many museums.
Papyrus.—The discovery of the wonderful properties of the Egyptian papyrus was a great step in developing the art of paper-making. The date of this discovery is very uncertain, but one of the earliest references is to be found[Pg 3] in the works of Pliny, where mention is made of the writings of Numa, who lived about B.C. 670. This celebrated plant had long been noted for its value in the manufacture of mats, cordage, and wearing apparel, but its fame rests upon its utility in quite a different direction, namely, for conveying to posterity the written records of those early days which have proved a source of unending interest to antiquaries.
Papyrus.—The discovery of the amazing properties of Egyptian papyrus was a significant advancement in the art of paper-making. The exact date of this discovery is uncertain, but one of the earliest mentions can be found[Pg 3] in the works of Pliny, where he references the writings of Numa, who lived around B.C. 670. This well-known plant had long been recognized for its value in making mats, ropes, and clothing, but its true fame comes from its use in preserving the written records of those early times, which have become an endless source of interest for historians.
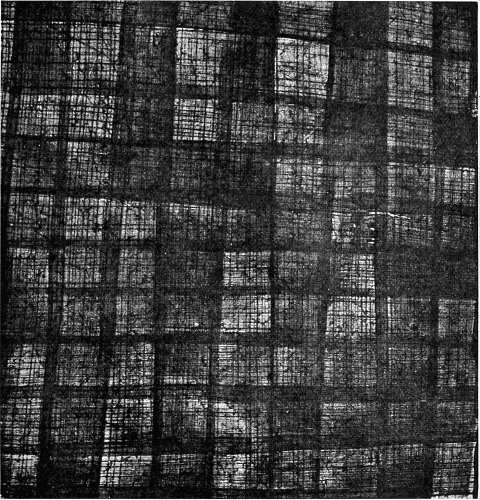
Fig. 1.—Sheet of Papyrus, showing the layers crossing one another (Evans).
Fig. 1.—Sheet of Papyrus, illustrating the layers intersecting each other (Evans).
The Egyptian papyrus was made from the fine layers of fibrous matter surrounding the parent stem. These layers were removed by means of a sharp tool, spread out on a board, moistened with some gummy water, and then covered with similar layers placed over them crosswise. The sheets so produced were pressed, dried, and polished with a piece of ivory or a smooth stone. Long rolls of papyrus were formed by pasting several sheets together to give what was termed a volumen.
The Egyptian papyrus was made from the fine layers of fibrous material surrounding the main stem. These layers were taken off using a sharp tool, laid out on a board, moistened with a sticky water, and then covered with similar layers placed on top in a crosswise pattern. The resulting sheets were pressed, dried, and polished with a piece of ivory or a smooth stone. Long rolls of papyrus were created by gluing several sheets together, which was called a volumen.
Roman Papyri.—The Romans improved the process of manufacture, and were able to produce a variety of papers, to which they gave different names, such as Charta hieratica (holy paper, used by priests), Charta Fanniana (a superior paper made by Fannius), Charta emporetica (shop or wrapping paper), Charta Saitica (after the city of Sais), etc. The papyrus must have been used in great quantities for this purpose, since recent explorations in Eastern countries have brought to light enormous finds of papyri in a wonderful state of preservation. In 1753, when the ruins of Herculaneum were unearthed, no less than 1,800 rolls were discovered. During the last ten years huge quantities have been brought to England.
Roman Papyri.—The Romans improved the manufacturing process and were able to produce various types of paper, giving them different names, such as Charta hieratica (holy paper, used by priests), Charta Fanniana (a high-quality paper made by Fannius), Charta emporetica (shop or wrapping paper), Charta Saitica (after the city of Sais), and more. Papyrus must have been used extensively for this purpose, as recent explorations in Eastern countries have uncovered vast amounts of papyri in excellent condition. In 1753, when the ruins of Herculaneum were excavated, no less than 1,800 rolls were found. Over the last ten years, huge quantities have been brought to England.
Parchment.—Parchment succeeded papyrus as an excellent writing material, being devised as a substitute for the latter by the inhabitants of Pergamus on account of the prohibited exportation of Egyptian papyrus. For many centuries parchment held a foremost place amongst the available materials serving the purpose of paper, and even to-day it is used for important legal documents. This parchment was made from the skins of sheep and goats, which were first steeped in lime pits, and then scraped. By the plentiful use of chalk and pumice stone the colour and surface of the parchment were greatly enhanced. Vellum, prepared in a similar manner from the skins of[Pg 5] calves, was also extensively employed as a writing material, and was probably the first material used for binding books. Until comparatively recent times the term “parchment” comprehended vellum, but the latter substance is much superior to that manufactured from sheep and goat skins.
Parchment.—Parchment replaced papyrus as a popular writing material, created as a substitute by the people of Pergamus due to the ban on exporting Egyptian papyrus. For many centuries, parchment was one of the top materials used for writing, and it is still used today for important legal documents. This parchment was made from the skins of sheep and goats, which were first soaked in lime pits and then scraped. The use of chalk and pumice stone significantly improved the color and texture of the parchment. Vellum, made in a similar way from the skins of[Pg 5]calves, was also widely used for writing and was likely the first material used for bookbinding. Until relatively recently, the term “parchment” included vellum, but the latter is much higher quality than that made from sheep and goat skins.
Paper.—The Chinese are now generally credited with the art of making paper of the kind most familiar to us, that is from fibrous material first reduced to the condition of pulp. Materials such as strips of bark, leaves, and papyrus cannot of course be included in a definition like this, which one writer has condensed into the phrase “Paper is an aqueous deposit of vegetable fibre.”
Paper.—The Chinese are now commonly recognized for creating the type of paper we're most familiar with, which is made from fibrous material that's first turned into pulp. Materials like strips of bark, leaves, and papyrus don't really fit this definition, which one writer has summed up in the phrase “Paper is an aqueous deposit of vegetable fiber.”
A.D. 105.—The earliest reference to the manufacture of paper is to be found in the Chinese Encyclopædia, wherein it is stated that Ts'ai-Lun, a native of Kuei-yang, entered the service of the Emperor Ho-Ti in A.D. 75, and devoting his leisure hours to study, suggested the use of silk and ink as a substitute for the bamboo tablet and stylus. Subsequently he succeeded in making paper from bark, tow, old linen, and fish nets (A.D. 105). He was created marquis in A.D. 114 for his long years of service and his ability.
A.D. 105.—The earliest mention of paper production can be found in the Chinese Encyclopaedia, which states that Ts'ai-Lun, from Kuei-yang, started working for Emperor Ho-Ti in A.D. 75. In his free time, he studied and proposed using silk and ink instead of bamboo tablets and styluses. Later, he successfully made paper from bark, tow, old linen, and fishing nets (A.D. 105). For his many years of service and skill, he was made a marquis in A.D. 114.
A.D. 704.—It has been commonly asserted that raw cotton, or cotton wool, was first used by the Arabs at this date for the manufacture of paper, they having learnt the art from certain Chinese prisoners captured at the occupation of Samarkand by the Arabs. The complete conquest of Samarkand does not, however, seem to have taken place until A.D. 751, and there is little doubt that this date should be accepted for the introduction of the art of paper-making among the Arabs.
A.D. 704.—It’s commonly believed that raw cotton, or cotton wool, was first used by the Arabs around this time for making paper, having learned the technique from some Chinese prisoners taken during their takeover of Samarkand. However, it seems that the full conquest of Samarkand didn’t actually happen until A.D. 751, and there’s little doubt that this is the date we should recognize for the introduction of paper-making to the Arabs.
Recent Researches.—Professors Wiesner and Karabacek have ascertained one or two most important and interesting facts concerning the actual manufacture of pure rag paper. In 1877 a great quantity of ancient manuscripts[Pg 6] was found at El-Faijum, in Egypt, comprising about 100,000 documents in ten languages, extending from B.C. 1400 to A.D. 1300, many of which were written on paper. The documents were closely examined in 1894 by these experts, at the request of the owner, the Archduke Rainer of Austria.
Recent Researches.—Professors Wiesner and Karabacek have discovered one or two crucial and fascinating facts about the actual production of pure rag paper. In 1877, a large number of ancient manuscripts[Pg 6] was uncovered in El-Faijum, Egypt, consisting of about 100,000 documents in ten languages, dating from B.C. 1400 to A.D. 1300, many of which were written on paper. In 1894, these experts closely examined the documents at the request of the owner, Archduke Rainer of Austria.
Researches of a later date resulted in the discovery of some further interesting documents which appear to establish with some degree of certainty the approximate date at which pure rag paper, that is, paper made entirely from rag, was manufactured.
Research conducted later uncovered some more interesting documents that seem to establish, with a fair level of certainty, the approximate date when pure rag paper—meaning paper made entirely from rags—was produced.
Chinese documents dated A.D. 768-786, which have been reported upon by Dr. Hoernle, and others dated A.D. 781-782-787, reported upon by Dr. Stein as recently as 1901, appear to show what materials were used by the Chinese paper-makers in Western Turkestan. The manuscripts mentioned were dug out from the sand-buried site of Dandan Uilig, in Eastern Turkestan.
Chinese documents from A.D. 768-786, reported by Dr. Hoernle, along with others from A.D. 781-782-787, discussed by Dr. Stein as recently as 1901, seem to indicate the materials used by Chinese paper-makers in Western Turkestan. The manuscripts mentioned were excavated from the sand-covered site of Dandan Uilig in Eastern Turkestan.
Professor Wiesner found that all the papers of the Rainer collection were made of linen rag, with an occasional trace of cotton, probably added accidentally. The earliest dated paper was a letter A.D. 874, but two documents, which from other reasons could be identified as belonging to A.D. 792, proved that at the end of the eighth century the Arabs understood the art of making linen paper on network moulds, and further that they added starch for the purpose of sizing and loading the paper.
Professor Wiesner discovered that all the papers in the Rainer collection were made from linen rags, with some occasional traces of cotton, likely added by mistake. The earliest dated paper was a letter from A.D. 874, but two documents that could be identified from other evidence as dating back to A.D. 792 showed that by the end of the eighth century, the Arabs had mastered the technique of making linen paper using network moulds. Additionally, they used starch to size and load the paper.
Professor Karabacek advances some ingenious explanations as to the origin of the idea that raw cotton was first used for paper-making, and he suggests that the legend owes its origin to a misunderstanding of terms. In mediæval times paper was known as Charta bombycina, and sometimes as Charta Damascena, the latter from its place of origin.
Professor Karabacek offers some clever explanations for where the idea that raw cotton was first used for paper-making came from, suggesting that the legend stems from a misunderstanding of terms. In medieval times, paper was referred to as Charta bombycina, and occasionally as Charta Damascena, the latter indicating its place of origin.
Paper was also made in Bambyce, and a natural confusion[Pg 7] arose between the terms, since the word bombyx was used as a name for cotton, and the paper commonly in use suggested that material to the mind of the observer, and the name became corrupted to bombycina.
Paper was also made in Bambyce, and a natural confusion[Pg 7] arose between the terms, since the word bombyx was used as a name for cotton, and the paper commonly in use reminded observers of that material, leading to the name becoming corrupted to bombycina.
The suggestions of Professor Karabacek, together with the microscopical investigations of Dr. Wiesner, appear to show that paper made entirely from raw cotton fibre was not known.
The recommendations of Professor Karabacek, along with the microscopic studies by Dr. Wiesner, seem to indicate that paper made entirely from raw cotton fiber was not known.
Invention of Rag Paper.—Dr. Hoernle, in discussing this question, points out that, taking A.D. 751 as the date when the Arabs learnt the art of paper-making, and A.D. 792 as the date when paper made entirely of linen rag was produced, the date of the invention of rag paper must lie between these two dates. The documents discovered in Eastern Turkestan and bearing the dates mentioned, which papers fill up the gap between the years A.D. 751 and A.D. 792, were found to contain certain raw fibres, such as China grass, mulberry, laurel, as the main constituents, and macerated flax and hemp rags as the minor constituents.
Invention of Rag Paper.—Dr. Hoernle, while discussing this question, points out that, considering A.D. 751 as the year when the Arabs learned the art of paper-making, and A.D. 792 as the year when paper made entirely from linen rags was produced, the invention of rag paper must have occurred between these two years. The documents discovered in Eastern Turkestan, which bear the mentioned dates and fill the gap between A.D. 751 and A.D. 792, were found to contain certain raw fibers, such as China grass, mulberry, and laurel as the primary components, along with macerated flax and hemp rags as the secondary components.
The addition and substitution of rag evidently increased in course of time, and since the improvement thus effected soon became an obvious and established fact, the raw fibres were omitted. Hence the credit of the manufacture of pure rag paper would be given to the people of Samarkand, the date being between the years A.D. 760 and A.D. 792; and further the constitution of such paper has been shown by Dr. Wiesner to be linen, and not cotton, as commonly stated.
The use of rag for paper making clearly increased over time, and since the improvements made were quickly recognized and accepted, raw fibers were dropped. Therefore, the credit for creating pure rag paper goes to the people of Samarkand, with the date ranging from A.D. 760 to A.D. 792. Additionally, Dr. Wiesner has demonstrated that this type of paper is made from linen, not cotton, as is often claimed.
These researches are of such interest that we quote Professor Hoernle's translation of the summary of the principal results of Dr. Wiesner's examination of the Eastern Turkestani papers so recently discovered:—
These studies are so interesting that we’re quoting Professor Hoernle's translation of the summary of the main results from Dr. Wiesner's analysis of the recently discovered Eastern Turkestani documents:—
“Taking into account the dates assigned to the papers on[Pg 8] palæographic grounds, the following conclusions may be drawn from the examination of their material:—
“Considering the dates given to the papers on[Pg 8] paleographic grounds, we can draw the following conclusions from the examination of their material:—
“(1) The oldest of the Eastern Turkestani papers, dating from the fourth and fifth centuries A.D., are made of a mixture of raw fibres of the bast of various dicotyledonous plants. From these fibres the half-stuff for the paper was made by means of a rude mechanical process.
“(1) The oldest papers from Eastern Turkestan, dating back to the fourth and fifth centuries A.D., are made from a mix of raw fibers from the bark of various flowering plants. These fibers were processed into semi-finished paper using a simple mechanical method.
“(2) Similar papers, made of a mixture of raw fibres, are also found belonging to the fifth, sixth, and seventh centuries. But in this period there also occur papers which are made of a mixture of rudely pounded rags and of raw fibres extracted by maceration.
“(2) Similar papers, made from a mix of raw fibers, are also found from the fifth, sixth, and seventh centuries. However, during this time, there are also papers made from a combination of roughly pounded rags and raw fibers extracted through soaking.”
“(3) In the same period papers make their appearance in which special methods are used to render them capable of being written on, viz., coating with gypsum and sizing with starch or with a gelatine extracted from lichen.
“(3) During this time, papers started to show up that used special methods to make them writable, such as coating with gypsum and sizing with starch or gelatin extracted from lichen.”
“(4) In the seventh and eighth centuries both kinds of papers are of equal frequency, those made of the raw fibre of various dicotyledonous plants and those made of a mixture of rags and raw fibres. In this period the method of extracting the raw fibre is found to improve from a rude stamping to maceration; but that of preparing the rags remains a rude stamping, and in the half-stuff thus produced from rags it is easy to distinguish the raw fibre from the crushed and broken fibre of the rags.
“(4) In the seventh and eighth centuries, both types of paper are equally common: those made from the raw fibers of various dicot plants and those made from a mix of rags and raw fibers. During this time, the method for extracting raw fibers improves from a simple stamping process to maceration; however, the method for preparing the rags still relies on that basic stamping. In the semi-finished product made from rags, it's easy to tell apart the raw fibers from the crushed and broken fibers of the rags.”
“(5) The old Eastern Turkestani (Chinese) paper can be distinguished from the old Arab paper, not only by the raw fibres which accompany the rag fibres, but also by the far-reaching destruction of the latter.
“(5) The old Eastern Turkestani (Chinese) paper can be distinguished from the old Arab paper, not only by the raw fibers that accompany the rag fibers but also by the extensive damage to the latter.”
“(6) The previous researches of Professor Karabacek and the author had shown that the invention of rag paper was not made in Europe by Germans or Italians about the turn of the fourteenth century, but that the Arabs knew its preparation as early as the end of the eighth century.
“(6) Earlier research by Professor Karabacek and the author has shown that the invention of rag paper wasn't made in Europe by Germans or Italians around the turn of the fourteenth century; rather, the Arabs were aware of its production as early as the late eighth century.
“The present researches now further show that the beginnings of the preparation of rag paper can be traced to the Chinese in the fifth or fourth centuries, or even earlier.
“The current research further indicates that the origins of rag paper production can be traced back to the Chinese in the fifth or fourth centuries, or possibly even earlier.
“The Chinese method of preparing rag paper never progressed beyond its initial low stage. It was the Arabs who, having been initiated into the art by the Chinese, improved the method of preparing it, and carried it to that stage of perfection in which it was received from them by the civilised peoples of Europe in the mediæval ages.
“The Chinese method of making rag paper never advanced beyond its original basic form. It was the Arabs who, after learning the technique from the Chinese, enhanced the production process and perfected it to the point where it was adopted by the civilized nations of Europe during the Middle Ages.”
“(7) The author has shown that the process of sizing the paper with starch in order to improve it was already known to the Arabs in the eighth century. In the fourteenth century the knowledge of it was lost, animal glue being substituted in the place of starch, till finally in the nineteenth century, along with the introduction of paper machines, the old process was resuscitated. But the invention of it was due to the Chinese. The oldest Eastern Turkestani paper which is sized with starch belongs to the eighth century.
“(7) The author has demonstrated that the process of coating paper with starch to enhance its quality was already known to the Arabs in the eighth century. By the fourteenth century, this knowledge had declined, and animal glue replaced starch, until the nineteenth century when, with the advent of paper machines, the old method was revived. However, the original invention of this process can be credited to the Chinese. The oldest Eastern Turkestani paper that is sized with starch dates back to the eighth century.”
“(8) The Chinese were not only the inventors of felted paper and the imitators of rag paper—though in the preparation of the latter they made use of rags only as a surrogate by the side of raw fibres—but they must also be credited with being the forerunners of the modern method of preparing ‘cellulose paper.’ For their very ancient practice of extracting the fibre from the bark and other parts of plants by means of maceration is in principle identical with the modern method of extracting ‘cellulose’ by means of certain chemical processes.”
“(8) The Chinese were not only the inventors of felt paper and the ones who copied rag paper—although in making the latter they used rags only as a substitute alongside raw fibers—but they should also be recognized as the pioneers of the modern way of preparing 'cellulose paper.' Their ancient technique of extracting fiber from the bark and other plant parts through maceration is essentially the same as the modern method of extracting 'cellulose' using specific chemical processes.”
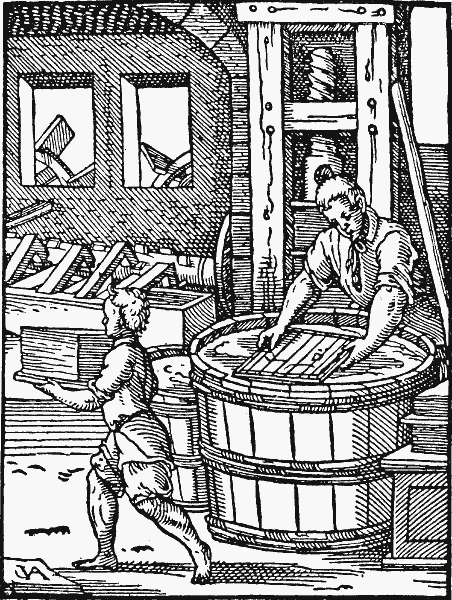
Fig. 2.—An Early Paper Mill (from “Kulturhistorisches Bilderbuch,” A.D. 1564).
Fig. 2.—An Early Paper Mill (from “Cultural History Picture Book,” A.D. 1564).
Paper-making in Europe.—The introduction of the art into Europe seems to have taken place early in the eleventh century, when the Moors manufactured paper at Toledo. The early authorities who have studied this subject express[Pg 10-11] the opinion that the paper produced in Europe at this time was made from cotton rags and from raw cotton, but, in view of the recent researches into the composition of paper, it is difficult to say how this idea arose, unless we accept the explanation offered by Professor Karabacek. In standard encyclopædias the following statements are made as to existing early documents printed on paper made in Europe:—
Paper-making in Europe.—The art of paper-making seems to have been introduced to Europe in the early eleventh century, when the Moors started producing paper in Toledo. The early scholars who have explored this topic believe[Pg 10-11] that the paper made in Europe at that time was primarily crafted from cotton rags and raw cotton. However, considering recent studies into the materials used for paper, it’s hard to determine how this belief originated, unless we consider the explanation given by Professor Karabacek. In standard encyclopedias, the following statements can be found regarding early documents printed on paper produced in Europe:—
| A.D. 1075. | Syriac manuscripts of early date in the British Museum. |
| A.D. 1102. | A document printed on cotton, being a deed of King Roger of Sicily, now at Vienna. |
| A.D. 1178. | A treaty of peace between the Kings of Aragon and Spain, said to be printed on linen paper, preserved at Barcelona. |
| A.D. 1223. | The “Liber Plegierum,” printed on rough cotton paper. |
One of the most interesting books on this subject is the “Historical Account of the Substances used to describe Events from the Earliest Date,” by Matthias Koops, published in 1800. This writer appears to have obtained most of his information from German authorities.
One of the most interesting books on this subject is the "Historical Account of the Substances Used to Describe Events from the Earliest Date," by Matthias Koops, published in 1800. This author seems to have gathered most of his information from German sources.
The industry of paper-making passed through Spain into Italy, France, and the Netherlands. In 1189 paper was being manufactured at Hainault, in France, and the industry rapidly spread all over the Continent. In 1390 Ulman Stromer established a mill at Nuremberg, in Germany, employing a great number of men, who were obliged to take an oath that they would not teach anyone the art of paper-making or make paper on their own account. In the sixteenth century the Dutch endeavoured to protect their industry by making the exportation of moulds for paper-making an offence punishable by death.
The paper-making industry spread from Spain to Italy, France, and the Netherlands. By 1189, paper was being made in Hainault, France, and the industry quickly expanded across the Continent. In 1390, Ulman Stromer set up a mill in Nuremberg, Germany, employing many workers who had to swear an oath not to teach anyone else the art of paper-making or to make paper independently. In the sixteenth century, the Dutch tried to protect their industry by making it a capital offense to export paper-making molds.
The bulk of the paper used in England was imported from France and Holland, and it was many years before the industry was established in England. This is not surprising in view of the protective and conservative policy of the Continental paper-makers.
The majority of the paper used in England came from France and Holland, and it took many years for the industry to establish itself in England. This isn't surprising considering the protective and conservative approach of the Continental paper-makers.
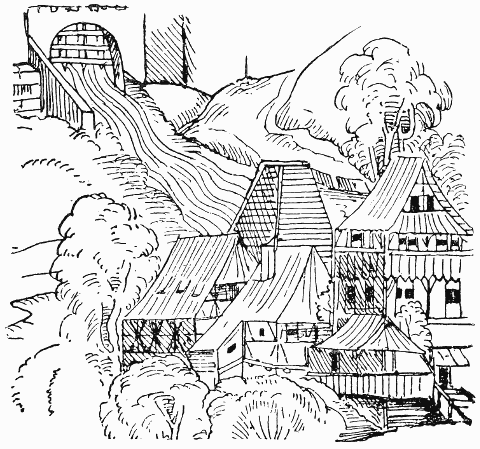
Fig. 3.—The Paper Mill of Ulman Stromer, A.D. 1390 (supposed to be the oldest known drawing of a Paper Mill).
Fig. 3.—The Paper Mill of Ulman Stromer, A.D. 1390 (believed to be the oldest known drawing of a Paper Mill).
Paper-making in England.—The actual period at which the manufacture of paper was first started in England is somewhat uncertain. The first mention of any paper-maker is found in Wynkyn de Worde's “De Proprietatibus[Pg 13] Rerum,” printed by Caxton in 1495, the reference being as follows:—
Paper-making in England.—The exact time when paper production first began in England is a bit unclear. The earliest mention of a paper-maker appears in Wynkyn de Worde's “De Proprietatibus[Pg 13] Rerum,” which was printed by Caxton in 1495, with the reference as follows:—
And John Tate the younger, joye mote he brok,
Which late hathe in England, doo
Make thys paper thynne,
That now in our Englyssh
Thys booke is prynted inne.
And John Tate the younger broke the joye mote,
Which recently in England, has done
Make this paper thin,
That now in our English
This book is printed in.
John Tate was the owner of a mill at Stevenage, Hertfordshire. In the household book of Henry VII. an entry for the year 1499 reads, “Geven in rewarde to Tate of the mylne, 6s. 8d.”
John Tate owned a mill in Stevenage, Hertfordshire. In the household account of Henry VII, an entry for the year 1499 says, “Given as a reward to Tate of the mill, 6s. 8d.”
In 1588 a paper mill was erected by Sir John Spielman, a German, who obtained a licence from Queen Elizabeth “for the sole gathering for ten years of all rags, etc., necessary for the making of paper.” This paper mill was eulogised by Thomas Churchyard in a long poem of forty-four stanzas, of which we quote two:—
In 1588, Sir John Spielman, a German, built a paper mill after getting permission from Queen Elizabeth “to exclusively collect all rags and other materials needed for making paper for ten years.” Thomas Churchyard praised this paper mill in a lengthy poem of forty-four stanzas, from which we quote two:—
I prayse the man that first did paper make,
The only thing that sets all virtues forth;
It shoes new bookes, and keeps old workes awake,
Much more of price than all the world is worth:
It witnesse bears of friendship, time, and troth,
And is the tromp of vice and virtue both;
Without whose help no hap nor wealth is won,
And by whose ayde great works and deedes are done.
Six hundred men are set to worke by him
That else might starve, or seeke abroad their bread,
Who now live well, and goe full brave and trim,
And who may boast they are with paper fed.
Strange is that foode, yet stranger made the same,
For greater help, I gesse, he cannot give
Than by his help to make poore folk to live.
I praise the man who first made paper,
The only thing that showcases all virtues;
It shows new books and keeps old works alive,
Much more valuable than anything else in the world:
It bears witness to friendship, time, and loyalty,
And is the trumpet for both vice and virtue;
Without its help, no luck or wealth is gained,
And with its aid, great works and deeds are accomplished.
Six hundred men are employed by him
Who otherwise might starve or search elsewhere for food,
They now live well, looking sharp and stylish,
And can proudly say they are fed by paper.
Strange is that food, yet even stranger is its effect,
For I guess he can’t offer greater help
Than by enabling the poor to live.
The industry made but little progress for some time after Spielman's death, and up till 1670 the supplies of paper were obtained almost entirely from France. The first British patent for paper-making was granted to Charles[Pg 14] Hildeyard in 1665 for “the way and art of making blue paper used by sugar bakers and others.” The trade received a great impetus on account of the presence of Huguenots who had fled to England from France in consequence of the revocation of the edict of Nantes in 1685.
The industry made very little progress for a while after Spielman's death, and until 1670, most paper supplies were sourced almost entirely from France. The first British patent for paper-making was granted to Charles[Pg 14] Hildeyard in 1665 for “the method and art of making blue paper used by sugar bakers and others.” The trade received a significant boost thanks to the Huguenots who fled to England from France after the revocation of the Edict of Nantes in 1685.
In 1695 a company was formed in Scotland for the “manufacture of white and printing paper.”
In 1695, a company was established in Scotland for the "production of white and printing paper."
Improvements in the art were slow until 1760, when Whatman, whose name has since become famous in connection with paper, commenced operations at Maidstone. Meantime the methods by which the rags were converted into paper were exceedingly slow and clumsy, so that the output of finished paper was very small.
Improvements in the craft were slow until 1760, when Whatman, whose name has since become well-known in relation to paper, started operations in Maidstone. Meanwhile, the methods used to turn rags into paper were very slow and clumsy, resulting in a very low output of finished paper.
Some interesting details as to the early manufacture of paper in England are given by Mr. Rhys Jenkins, and from his account of “Early Attempts at Paper-making in England, 1495-1788,” the following extracts have been made:—
Some interesting details about the early production of paper in England are provided by Mr. Rhys Jenkins, and from his account of “Early Attempts at Paper-making in England, 1495-1788,” the following excerpts have been taken:—
| About | |
| 1496. | First attempts at paper-making by John Tate at Hertford. |
| 1496. | Tate's paper used by Wynkyn de Worde in “De Proprietatibus Rerum.” |
| 1557. | A paper mill in existence at Fenditton, Cambridge. |
| 1569. | A mill at Bemmarton, Wilts. |
| 1574. | Mill erected at Osterley, Middlesex, by Sir Thomas Gresham. |
| 1585. | Richard Tottyl asked for sole right to make paper for thirty-one years, which was not granted. |
| 1588. | John Spilman erected a mill at Dartford, Kent. Granted a patent for sole manufacture of paper. |
| 1588. | Churchyard's poem on the “Paper Myll built near Darthford by Master Spilman.” |
| 1612. | Robert Heyricke's mill at Cannock Chase, Staffordshire. |
| 1636. | The three or four paper mills in the neighbourhood of Hounslow and Colnbrook temporarily shut down on account of the plague, the collection of rags having been forbidden. |
| 1665. | Patent granted to Charles Hildeyard for an invention, “the way and art of making blew paper used by sugar bakers and others.” |
| [Pg 15]1675. | Approximate date of erection of mills at Wolvercote, Oxford, where the Oxford India paper is now made. |
| 1678. | Mill at Byfleet, Surrey, mentioned by Evelyn in his diary. |
| 1682. | Bladen—A patent for an engine and process whereby rags are wrought into paper. |
| 1684. | Baysmaker—A patent for “the art and mistery of making paper in whole sheets.” |
| 1684. | Jackson—A patent for “an engine, either for wind or water, which prepareth all materials whereof paper may be made.” Evidently Jackson was acquainted with the “Hollander” beating engine. |
| 1686. | A charter granted to the “White Paper Makers' Company” for the sole right of making paper exceeding 4s. a ream in value. |
| 1674. | Annual importation of paper, presumably from France, stated to be 160,000 reams, of average value of 5s. (Somers). |
| 1689. | Trade with France prohibited by royal proclamation. |
| 1696. | Price of paper very high owing to scarcity, being 11s. per ream. |
| 1712. | Duties levied on all kinds of paper, manufactured or imported. |
| 1725. | Monopoly of making paper for Bank of England notes granted to De Portal, of the Laverstoke mills, Hampshire. This paper is still made by the firm of Messrs. Portal. |
| 1739. | Galliott and Parry estimated that there were 600 paper mills in England, making 6,000 reams a day. The Commissioner of Excise reported only 278. |
| 1739. | James Whatman erected a mill at Boxley, Maidstone. |
| 1758. | Baskerville printed an edition of Virgil on so-called “woven” paper. |
Early Methods.—The most rapid development of the industry appears to have taken place in Holland. The rags used for paper-making were moistened with water and stored up in heaps until they fermented and became hot. By this means the dirt and non-fibrous matter was rendered partially soluble, so that on washing a suitable paper pulp was obtained. The washed rags were then placed in a stamping machine resembling an ordinary pestle and mortar. The mortars were constructed of stone and wood, and the stamps were kept in motion by levers which were[Pg 16] raised by projections fixed on the shaft of a waterwheel. The operation of beating thus occupied a long period, but the paper produced was of great strength.
Early Methods.—The fastest growth of the industry seems to have happened in Holland. The rags used for making paper were soaked in water and piled up until they fermented and got hot. This process made the dirt and non-fibrous materials partially dissolve, so that after washing, a suitable paper pulp was produced. The washed rags were then put into a stamping machine that looked like a regular pestle and mortar. The mortars were made of stone and wood, and the stamps were moved by levers that connected to projections on the shaft of a waterwheel. The beating process took a long time, but the paper produced was very strong.
The invention of the “Hollander,” a simple yet ingenious engine which is deservedly known by the name of the country in which it first originated, gave a tremendous impetus to the art of paper-making, as by its means the quantity of material which could be treated in twenty-four hours was greatly increased. Unfortunately the date of the invention of this important machine has not been definitely traced. The earliest mention of it seems to occur in Sturm's “Vollständige Mühlen Baukunst,” published in 1718. It was in extensive use at Saardam in 1697, so that the invention is at least some years previous to 1690.
The invention of the “Hollander,” a simple yet brilliant machine named after the country where it first came about, significantly boosted the art of paper-making by greatly increasing the amount of material that could be processed in twenty-four hours. Unfortunately, the exact date of this important machine's invention hasn't been clearly established. The first reference to it appears in Sturm's “Vollständige Mühlen Baukunst,” published in 1718. It was widely used in Saardam in 1697, which means the invention dates back to at least a few years before 1690.
On this point Koops says: “In Gelderland are a great many mills, but some so small that they are only able to make 400 reams of paper annually, and there are also water mills with stampers, like those in Germany. But in the province of Holland there are windmills, with cutting and grinding engines, which do more in two hours than the others do in twelve. In Saardam 1,000 persons are employed in paper-making.”
On this point, Koops says: “In Gelderland, there are a lot of mills, but some are so small that they can only produce 400 reams of paper each year, and there are also water mills with stampers, similar to those in Germany. However, in the province of Holland, there are windmills with cutting and grinding machines that do more in two hours than the others do in twelve. In Saardam, 1,000 people are employed in paper-making.”
The First Fourdrinier Paper Machine.
Up till the year 1799 paper was made entirely in sheets on a hand mould, but during the last few years of the eighteenth century a Frenchman, Nicholas Louis Robert, manager for M. Didot, who owned a paper mill at Essones, had been experimenting for the purpose of making paper in the form of a continuous sheet, and eventually produced some of considerable length.
Up until 1799, paper was made exclusively in sheets using a hand mold. However, in the last few years of the eighteenth century, a Frenchman named Nicholas Louis Robert, who managed a paper mill for M. Didot in Essones, had been experimenting with creating paper in the form of a continuous sheet. Eventually, he managed to produce some that were quite long.
The idea was taken to England by Didot's brother-in-law, Gamble, and introduced to the notice of Messrs. Fourdrinier, wholesale stationers, of London.
The idea was brought to England by Didot's brother-in-law, Gamble, and brought to the attention of Messrs. Fourdrinier, wholesale stationers, in London.
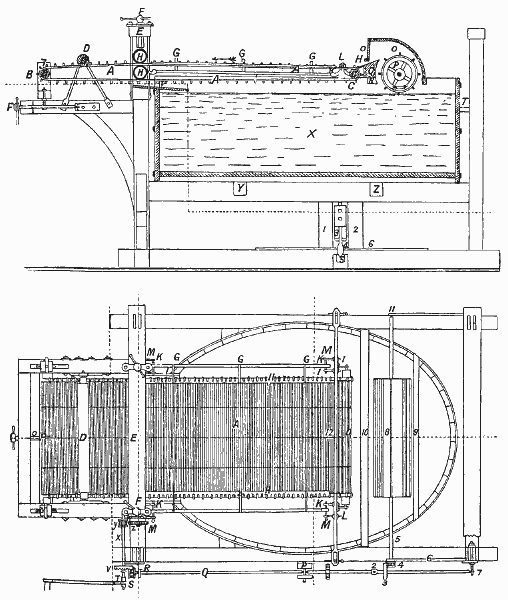
Fig. 4.—The First Paper Machine, A.D. 1802. Plan and Elevation.
Fig. 4.—The First Paper Machine, A.D. 1802. Plan and Elevation.
The first machine was naturally a very crude affair. It consisted of an endless wire cloth stretched in a horizontal position on two rollers, one of which rotated freely in a bearing attached to the frame of the machine, the other being fitted in an adjustable bearing so that the wire could be tightened up when necessary.
The first machine was, of course, quite basic. It had a continuous wire mesh stretched horizontally over two rollers, one of which turned freely in a bearing mounted on the machine's frame, while the other was placed in an adjustable bearing so the wire could be tightened when needed.
The beaten pulp, contained in a vat placed below the wire, was thrown up in a continual stream upon the surface of the wire, and carried forward towards the squeezing rolls. A shaking motion was imparted to the travelling wire so as to cause the fibres to felt properly. A great deal of the water fell through the meshes of the gauze, and further quantities were removed by means of the press rolls. The wet paper was then wound up on to a wooden roller, which was taken out as soon as sufficient paper had been made.
The beaten pulp, held in a vat under the wire, was constantly thrown onto the surface of the wire and moved forward toward the pressing rolls. A shaking motion was given to the moving wire to ensure the fibers bonded properly. A lot of the water drained through the gauze meshes, and more was removed using the pressing rolls. The wet paper was then rolled onto a wooden roller, which was removed as soon as enough paper had been produced.
The whole process was carried on under great difficulties, but substantial improvements were soon made by the enterprising Fourdriniers, who commenced operations in Bermondsey, employing Mr. Bryan Donkin, then in the service of Messrs. Hall & Co., of Dartford, who had shown himself keenly interested in the machine. In 1803 the first “Fourdrinier,” so called, was built at Bermondsey, and erected at Two Waters Mill in Herefordshire.
The entire process faced significant challenges, but notable advancements were quickly achieved by the resourceful Fourdriniers, who started their work in Bermondsey, hiring Mr. Bryan Donkin, who was then working with Messrs. Hall & Co. in Dartford and had shown a strong interest in the machine. In 1803, the first "Fourdrinier," as it was called, was constructed in Bermondsey and set up at Two Waters Mill in Herefordshire.
In this machine the mixture of pulp and water was carried forward between two wires, and, after passing through the couch rolls, transferred to an endless felt. This arrangement proved to be faulty because the water did not escape freely enough from the wire, and a great deal of the paper was spoilt.
In this machine, the mix of pulp and water was moved between two wires, and after going through the couch rolls, it was transferred to a continuous felt. This setup turned out to be defective because the water didn’t drain out of the wire properly, causing a lot of the paper to be ruined.
Donkin, however, hit upon a simple but effective device for curing this fault by altering the relative position of the two couch rolls. Instead of keeping the two rolls exactly in a vertical position one over the other, he placed them at a slight angle so that the upper one should bear gently on the web of paper carried by the wire before receiving the full pressure of the rolls, and thus remove a greater proportion of the water. In this way the paper was firmer and less liable to break when pressed between the couch rolls, an additional advantage being secured in the fact that the upper wire could be dispensed with.
Donkin, however, came up with a simple yet effective solution to fix this issue by changing the alignment of the two couch rolls. Instead of keeping the rolls perfectly vertical one above the other, he positioned them at a slight angle so that the upper roll would gently press down on the paper web carried by the wire before applying full pressure. This adjustment allowed more water to be removed. As a result, the paper became firmer and less likely to break when squeezed between the couch rolls, and an added benefit was that the upper wire could be eliminated.
The various improvements effected resulted in a machine the details of which appear in the appended diagram, the device of the inclined couch rolls being fitted about 1810.
The various improvements made led to a machine, the details of which are shown in the attached diagram, with the inclined couch rolls design being added around 1810.
The mixture of water and pulp flowed from a stuff chest into a small regulating box and on to the wire over a sloping board. The pulp at once formed into a wet sheet of paper, the water falling through the meshes of the wire, being caught in a bucket-shaped appliance, and conveyed back to the regulating box. The stream of pulp was confined upon the wire by means of a deckle. Further quantities of water were removed by the aid of a pair of squeezing rolls before the web passed through the couch rolls after which the paper was reeled up on a wooden spindle.
The mix of water and pulp flowed from a storage chest into a small control box and then onto the wire over a sloped board. The pulp quickly formed a wet sheet of paper, with the water falling through the wire mesh and being collected in a bucket-shaped device, then sent back to the control box. The pulp stream was contained on the wire using a deckle. Extra water was removed with a pair of squeezing rolls before the sheet went through the couch rolls, after which the paper was rolled up on a wooden spindle.
From this date the success of the machine was assured, though the inventor and his colleagues were practically ruined, an experience only too common with the early pioneers of many great and useful industrial enterprises. In fact, the firm of Messrs. Donkin were the only people to profit from the invention, for they manufactured a number of machines, as stated in the report of the Jurors of the Exhibition of 1851, and from 1803 to 1851 no less than 190 Fourdriniers were set to work.
From this date, the machine's success was guaranteed, even though the inventor and his team were almost broke, a situation that was all too common for early pioneers of many great and useful industrial ventures. In fact, the firm of Messrs. Donkin was the only one to benefit from the invention, as they produced several machines, according to the report of the Jurors of the Exhibition of 1851, and between 1803 and 1851, a total of 190 Fourdriniers were put into operation.
CHAPTER II
CELLULOSE AND PAPER-MAKING FIBRES
When plants such as flax, cotton, straw, hemp, and other varieties of the vegetable kingdom are digested with a solution of caustic soda, washed, and then bleached by means of chloride of lime, a fibrous mass is obtained more or less white in colour.
When plants like flax, cotton, straw, hemp, and other types from the plant kingdom are treated with a caustic soda solution, washed, and then bleached with calcium chloride, a fibrous material is produced that is more or less white in color.
This is the substance known to paper-makers as paper pulp, and the several modifications of it derived from different plants are generally known to chemists as cellulose.
This is the material that paper-makers refer to as paper pulp, and the various forms of it derived from different plants are commonly referred to by chemists as cellulose.
Although plants differ greatly in physical structure and general appearance, yet they all contain tissue which under suitable treatment yields a definite proportion of this fibrous substance. The preparation of a small quantity of cellulose from materials like straw, rope, hemp, the stringy bark of garden shrubs, wood, and bamboo can easily be accomplished without special appliances. Soft materials, such as straw and hemp, are cut up into short pieces, hard substances like wood and bamboo are thoroughly hammered out, in order to secure a fine subdivision of the mass. The fibre so prepared is then placed in a small iron saucepan, and covered with a solution made up of ten parts of caustic soda and 100 parts of water. The material is boiled gently for eight or ten hours, the water which is lost through evaporation of steam being replaced by fresh quantities of hot water at regular intervals. When the fibrous mass breaks up readily between the fingers, it is poured into a sieve, or on a piece[Pg 21] of muslin stretched over a basin, and washed completely with hot water until clean and free from alkali. Hard pieces and portions which seem incompletely boiled are removed, and the residual fibres separated out. These fibres are placed in a weak, clear solution of ordinary bleaching powder, left for several hours, and subsequently thoroughly washed. This simple process will give a more or less white fibrous material.
Although plants vary a lot in physical structure and overall appearance, they all have tissue that, with the right treatment, can produce a specific amount of this fibrous substance. You can easily prepare a small quantity of cellulose from materials like straw, rope, hemp, the stringy bark of garden shrubs, wood, and bamboo without any special equipment. Soft materials like straw and hemp are cut into short pieces, while harder substances like wood and bamboo are pounded to achieve a fine breakdown of the mass. The prepared fiber is then placed in a small iron saucepan and covered with a solution made of ten parts caustic soda and 100 parts water. The mixture is gently boiled for eight to ten hours, replacing the water lost through evaporation with fresh hot water at regular intervals. When the fibrous mass breaks apart easily when pressed, it is poured into a sieve or onto a piece of muslin stretched over a basin and washed thoroughly with hot water until it is clean and free from alkali. Hard pieces and any sections that seem undercooked are removed, and the remaining fibers are separated. These fibers are placed in a weak, clear solution of regular bleaching powder, left for several hours, and then washed thoroughly. This simple process will yield a more or less white fibrous material.
The purest form of cellulose is cotton. A very slight alkaline treatment, followed by bleaching, is sufficient to remove the non-fibrous constituents of the plant, and a large yield of cellulose is obtained. For this reason the cotton fibre ranks high as an almost ideal material for paper-making, possessing the quality of durability.
The purest form of cellulose is cotton. A very mild alkaline treatment, followed by bleaching, is enough to eliminate the non-fibrous parts of the plant, resulting in a large yield of cellulose. Because of this, cotton fiber is considered one of the best materials for making paper, as it has the quality of being durable.
Cellulose is an organic compound, containing carbon, hydrogen, and oxygen in the following proportions:—
Cellulose is an organic compound made up of carbon, hydrogen, and oxygen in these proportions:—
| Carbon | 44·2 |
| Hydrogen | 6·3 |
| Oxygen | 49·5 |
| 100·0 | |
Its composition is represented by the formula C6H10O5.
Its composition is represented by the formula C6H10O5.
The celluloses obtained from various plants are not identical either in physical structure and chemical constitution, or as to their behaviour when employed for paper-making. In fact, the well-known differences between the raw materials used for paper-making, and also between the numerous varieties of finished paper, are to be largely accounted for and explained by a careful study of the cellulose group, particularly with reference to the microscopic characteristics and the chemical composition of the individual species.
The celluloses obtained from different plants are not the same in physical structure and chemical make-up, nor do they behave alike when used for paper-making. In fact, the well-known differences between the raw materials used for paper-making, as well as among the many types of finished paper, can largely be understood and explained by a detailed study of the cellulose group, especially in terms of the microscopic features and the chemical composition of each individual species.
The only vegetable substance which may be regarded as[Pg 22] a simple cellulose is cotton, all others being compound celluloses of varying constitution, the nature of which cannot be appreciated without a considerable knowledge of chemistry. The classification of such plants, therefore, in a book of this description must be limited to certain distinctions having some immediate practical bearing on the question of paper manufacture.
The only vegetable substance that can be considered a simple cellulose is cotton. All other types are compound celluloses with different compositions, which requires a good understanding of chemistry to fully appreciate. Therefore, the classification of these plants in a book like this one must be limited to specific distinctions that have direct practical relevance to paper production.
Cotton.—Regarded as the typical simple cellulose, containing 91 per cent. of cellulose, and remarkable for its resistance to the action of caustic soda.
Cotton.—Considered a standard type of cellulose, with 91 percent cellulose content, and notable for its resistance to caustic soda.
Linen.—The cellulose isolated from flax by treatment with alkali or caustic soda cannot readily be distinguished from cotton cellulose by chemical analysis or reactions. The difference is almost entirely a physical one.
Linen.—The cellulose extracted from flax using alkali or caustic soda is not easily distinguishable from cotton cellulose through chemical analysis or reactions. The difference is mostly physical.
Flax is a typical compound cellulose, to which has been given the name pecto-cellulose on account of certain properties. Other well-known plants of this class are ramie, aloe, “sunn hemp,” manila.
Flax is a common type of compound cellulose, which is referred to as pecto-cellulose because of certain characteristics. Other well-known plants in this category include ramie, aloe, “sunn hemp,” and Manila.
Esparto.—The cellulose isolated from esparto differs in composition from cotton cellulose:—
Esparto.—The cellulose taken from esparto has a different composition from cotton cellulose:—
| Carbon | 41·0 |
| Hydrogen | 5·8 |
| Oxygen | 53·2 |
| 100·0 | |
It is regarded as an oxycellulose, being readily oxidised by exposure to air at 100° C. Other oxycelluloses familiar to the paper-maker are straw, sugarcane, bamboo.
It is considered an oxycellulose, easily oxidized when exposed to air at 100° C. Other oxycelluloses that paper makers are familiar with include straw, sugarcane, and bamboo.
Wood.—The difference between wood and the plants already mentioned is expressed by the term lignified fibre or ligno-cellulose. This term is used to indicate that the wood is a compound cellulose containing non-fibrous[Pg 23] constituents, to which has been given the name lignone. Jute is another example of this class.
Wood.—The difference between wood and the plants mentioned earlier is described by the term lignified fiber or ligno-cellulose. This term indicates that wood is a type of cellulose that contains non-fibrous[Pg 23] components, which are referred to as lignone. Jute is another example of this category.
These distinctions may be exemplified by reference to a simple experiment. If three papers, such as a pure rag tissue or a linen writing, an ordinary esparto printing, and a cheap newspaper containing about 80 per cent. of mechanical wood, are heated for twenty-four hours in an oven at a temperature of 105° C., the first will undergo little, if any, change in colour, while the others will be appreciably discoloured, the mechanical wood pulp paper most of all.
These differences can be illustrated by a straightforward experiment. If you take three types of paper—a pure rag tissue or linen writing paper, a regular esparto printing paper, and a cheap newspaper that contains about 80% mechanical wood—and heat them for twenty-four hours in an oven at 105° C., the first paper will change very little, if at all, in color, while the others will noticeably discolor, with the mechanical wood pulp paper showing the most change.
This change is due to the gradual oxidation of the constituents of the paper, the ligno-cellulose of the mechanical wood pulp being most readily affected by the high temperature, and the pure cellulose of the rag paper being least altered.
This change is caused by the slow oxidation of the paper's components, with the ligno-cellulose in the mechanical wood pulp being most affected by the high temperature, while the pure cellulose in the rag paper is the least changed.
The process of oxidation, brought about rapidly under the conditions of the experiment described, takes place in papers of low quality exposed to air in the ordinary circumstances of daily use, but of course at an extremely slow rate. The deterioration of such paper is not, however, due to the simple oxidation of the cellulose compounds, because other factors have to be taken into account. The presence of impurities in the paper on the one hand, and of chemical vapours in the air on the other, hastens the decay of papers very considerably.
The process of oxidation, which happens quickly in the conditions of the described experiment, occurs in low-quality paper exposed to air during regular daily use, but at a much slower pace. However, the deterioration of this type of paper isn't solely due to the oxidation of the cellulose compounds; other factors must also be considered. The presence of impurities in the paper and chemical vapors in the air significantly speed up the breakdown of the paper.
Percentage of Cellulose in Fibrous Plants.—The value of a vegetable plant for paper-making is first determined by a close examination of the physical structure of the cellulose isolated by the ordinary methods of treatment. If the fibres are weak and short, the raw material is of little value, and it is at once condemned without further investigation, but should the fibre prove suitable, then the question of the percentage of cellulose becomes important.
Percentage of Cellulose in Fibrous Plants.—The value of a plant for paper-making is initially assessed by closely examining the physical structure of the cellulose extracted through standard treatment methods. If the fibers are weak and short, the raw material is considered of little value and is immediately dismissed without further analysis. However, if the fiber is suitable, then the percentage of cellulose becomes a significant factor.
There are several methods employed for estimating the amount of cellulose in plants. The process giving a maximum yield is known as the chlorination method, the details of which are as follows:—About ten grammes of the air-dried fibre is dried at 100° C. in a water oven for the determination of moisture. A second ten grammes of the air-dried fibre is boiled for thirty minutes with a weak solution of pure caustic soda (ten grammes of caustic soda in 1,000 cubic centimetres of water), small quantities of distilled water being added at frequent intervals to replace water lost by evaporation. The residue is then poured on to a piece of small wire gauze, washed thoroughly, and squeezed out. The moist mass of fibre is loosened and teased out, placed in a beaker, and submitted to the action of chlorine gas for an hour. The bright yellow mass is then washed with water and immersed in a solution of sodium sulphite (twenty grammes of sodium sulphite in 1,000 cc. of water). The mixture is slowly heated, and finally boiled for eight to ten minutes, with the addition of 10 cc. of caustic soda solution. The residue is washed, immersed in dilute sodium hypochlorite solution for ten minutes, again washed, first with water containing a little sulphurous acid and then with pure distilled water. It is finally dried and weighed.
There are several methods used to estimate the amount of cellulose in plants. The method that provides the highest yield is called the chlorination method, and here are the details: About ten grams of the air-dried fiber is dried at 100° C. in a water bath to determine moisture content. Another ten grams of the air-dried fiber is boiled for thirty minutes with a weak solution of pure caustic soda (ten grams of caustic soda in 1,000 milliliters of water), adding small amounts of distilled water frequently to replace any lost due to evaporation. The residue is then poured onto a piece of small wire gauze, washed thoroughly, and squeezed out. The moist fiber mass is loosened and teased out, placed in a beaker, and exposed to chlorine gas for an hour. The bright yellow mass is then washed with water and soaked in a solution of sodium sulfite (twenty grams of sodium sulfite in 1,000 ml of water). The mixture is slowly heated and finally boiled for eight to ten minutes, with the addition of 10 ml of caustic soda solution. The residue is washed, soaked in dilute sodium hypochlorite solution for ten minutes, and then washed again, first with water containing a little sulfurous acid and then with pure distilled water. Finally, it is dried and weighed.
The second process for estimating cellulose is based upon the use of bromine and ammonia. About ten grammes of the air-dried fibre is placed in a well-stoppered wide-mouthed bottle with sufficient bromine water to cover it. As the reaction proceeds the red solution gradually decolourises, and further small additions of bromine are necessary. The mass is then washed, and boiled in a flask connected to a condenser with a strong solution of ammonia for about three to four hours. The fibrous residue is washed, again treated with bromine water in the cold, and subsequently[Pg 25] boiled with ammonia. The alternative treatment with bromine and ammonia is repeated until a white fibrous mass is obtained.
The second process for estimating cellulose uses bromine and ammonia. About ten grams of air-dried fiber is placed in a tightly sealed wide-mouthed bottle with enough bromine water to cover it. As the reaction occurs, the red solution gradually loses its color, and more small amounts of bromine are added as needed. The mixture is then washed and boiled in a flask connected to a condenser with a strong ammonia solution for about three to four hours. The fibrous residue is washed again, treated with cold bromine water, and then boiled with ammonia. This alternative treatment with bromine and ammonia is repeated until a white fibrous mass is obtained.
In practice the paper-maker is confined to two or three methods for the isolation of the fibres, viz., alkaline processes, which require the digestion of the material with caustic soda, lime, lime and carbonate of soda, chiefly applied to the boiling of rags, esparto, and similar pecto-celluloses; acid processes, in which the material is digested with sulphurous acid and sulphites. The latter methods are at present almost exclusively used for the preparation of chemical wood pulp.
In practice, paper makers usually stick to two or three methods for isolating the fibers, such as alkaline processes, which involve digesting the material with caustic soda, lime, or lime with carbonate of soda. These processes are mainly used for boiling rags, esparto, and similar plant fibers. Then there are acid processes, where the material is digested with sulphurous acid and sulphites. Nowadays, the latter methods are almost solely used for producing chemical wood pulp.
Yields of Cellulose in the Paper Mill.—The object of the paper-maker is to obtain a maximum yield of cellulose residue at a minimum of cost. Usually the amount of actual bleached paper pulp obtained in the mill is less than the percentage obtained by careful quantitative analysis, for reasons easily understood.
Yields of Cellulose in the Paper Mill.—The goal of the paper maker is to achieve the highest possible yield of cellulose residue at the lowest cost. Typically, the amount of actual bleached paper pulp produced in the mill is less than the percentage determined by careful quantitative analysis, for reasons that are easy to understand.
In the first place, the raw material is digested for a stated period with a carefully measured quantity of caustic soda, for example, at a certain temperature. Now the conditions of boiling may be varied by altering one or more of these factors, the period of boiling, the strength of solution, or the steam pressure, and the paper-maker must exercise his judgment in fixing the exact relation between the varying factors so as to produce the best results.
First, the raw material is treated for a specific time with a precisely measured amount of caustic soda at a specific temperature. The boiling conditions can be adjusted by changing one or more of these factors: the boiling time, the concentration of the solution, or the steam pressure. The paper maker must use their judgment to determine the exact relationship between these varying factors to achieve the best results.
In the second place, the mechanical devices for washing the boiled pulp and for bleaching cause slight losses of fibre, which cannot be altogether avoided when operations are conducted on a large scale. Frequently, also, a greater yield of boiled material may involve a larger quantity of bleaching powder, so that it is evident the adjustment of practical conditions requires considerable technical skill and experience.
In the second place, the machines used for washing the boiled pulp and for bleaching result in minor losses of fiber, which can’t be completely avoided when operations are done on a large scale. Often, a higher yield of boiled material may require a larger amount of bleaching powder, so it’s clear that managing these practical conditions takes significant technical skill and experience.
The percentage of cellulose in the vegetable plants employed more or less in the manufacture of paper is given in the following table:—
The percentage of cellulose in the vegetable plants used more or less in making paper is shown in the following table:—
Table Showing Percentage of Cellulose in Fibrous Plants.
Table Displaying the Percentage of Cellulose in Fibrous Plants.
| Fibre. | Cellulose, per cent. |
| Cotton | 91·0 |
| Flax | 82·0 |
| Hemp | 77·0 |
| Ramie | 76·0 |
| Manila | 64·0 |
| Jute | 64·0 |
| Wood (pine) | 57·0 |
| Bagasse | 50·0 |
| Bamboo | 48·0 |
| Esparto | 48 to 42 |
| Straw | 48 to 40 |
The Properties of Cellulose.—Cellulose is remarkably inert towards all ordinary solvents such as water, alcohol, turpentine, benzene, and similar reagents, a property which renders it extremely useful in many industries, with the result that the industrial applications of cellulose are numerous and exceedingly varied.
The Properties of Cellulose.—Cellulose is surprisingly resistant to most common solvents like water, alcohol, turpentine, benzene, and similar chemicals. This quality makes it very useful in various industries, leading to a wide range of industrial applications for cellulose.
Solubility.—Cellulose is dissolved when brought into contact with certain metallic salts, but it behaves quite differently to ordinary organic compounds. Sugar, for example, is a crystalline body soluble in water, and can be recovered in a crystalline state by gradual evaporation of the water. Cellulose under suitable conditions can be dissolved, but it cannot be reproduced in structural form identical with the original substance.
Solubility.—Cellulose dissolves when it comes into contact with certain metallic salts, but it acts quite differently from regular organic compounds. Sugar, for instance, is a crystalline substance that dissolves in water and can be recovered in its crystalline form through the gradual evaporation of the water. Cellulose can be dissolved under the right conditions, but it cannot be recreated in a structural form that is identical to the original substance.
If cellulose is gently heated in a strong aqueous solution of zinc chloride, it gradually dissolves, a thick syrupy mass being obtained, which consists of a gelatinous solution of[Pg 27] cellulose. If the mixture is diluted with cold water, a precipitate is produced consisting of cellulose hydrate intimately associated with oxide of zinc, which latter can be dissolved out by means of hydrochloric acid. The resulting product is not, however, the original substance, but a hydrated cellulose, devoid of any crystalline structure.
If you gently heat cellulose in a strong aqueous solution of zinc chloride, it gradually dissolves, resulting in a thick, syrupy mass that consists of a gelatinous solution of[Pg 27] cellulose. When you dilute the mixture with cold water, a precipitate forms that consists of cellulose hydrate closely associated with zinc oxide, which can be removed using hydrochloric acid. However, the resulting product is not the original substance but a hydrated cellulose that lacks any crystalline structure.
Cellulose is also soluble in ammoniacal solutions of cupric oxide, from which it can be precipitated by acids or by substances which act as dehydrating agents, e.g., alcohol.
Cellulose is also soluble in ammoniacal solutions of copper oxide, from which it can be precipitated by acids or by substances that act as dehydrating agents, such as alcohol.
Hydrolysis.—An explanation of the behaviour of cellulose towards the solvents already mentioned, and towards acid and alkali, requires a reference to its chemical composition.
Hydrolysis.—To understand how cellulose interacts with the solvents mentioned earlier, as well as with acid and alkali, we need to look at its chemical composition.
The substance is a compound of carbon, hydrogen, and oxygen represented by the formula
The substance is a compound made up of carbon, hydrogen, and oxygen, represented by the formula
C6H10O5
C6H10O5
being one of a class of organic compounds known as carbohydrates, so designated because the hydrogen and oxygen are present in the proportions which exist in water.
being one of a class of organic compounds known as carbohydrates, because the hydrogen and oxygen are found in the same proportions as they are in water.
Water = Hydrogen + Oxygen
H2 + O.
Water = Hydrogen + Oxygen
H2 + O.
The H10O5 in the cellulose formula corresponds to 5 (H2O).
The H10O5 in the cellulose formula equals 5 (H2O).
When cellulose is acted upon by acid, alkali, and certain metallic salts, it enters into combination with one or more proportions of water, forming cellulose hydrates of varying complexity. This change is usually termed hydrolysis.
When cellulose comes into contact with acid, alkali, and certain metallic salts, it combines with one or more amounts of water, creating cellulose hydrates of varying complexity. This process is commonly called hydrolysis.
With mineral acids like sulphuric and hydrochloric acids, cellulose, if boiled in weak solutions, is converted into a non-fibrous brittle substance having the composition
With mineral acids like sulfuric and hydrochloric acids, cellulose, when boiled in weak solutions, is transformed into a non-fibrous brittle substance with the composition
C12H20O10 2 H2O
C12H20O10 2 H2O
to which the name hydra-cellulose has been given. Similar changes occur, but at a much slower rate, when cellulose is[Pg 28] in contact with free acids at ordinary temperatures. For this reason it is important that paper, when finished, should not be contaminated with free acid.
to which the name hydra-cellulose has been given. Similar changes occur, but at a much slower rate, when cellulose is[Pg 28] in contact with free acids at normal temperatures. For this reason, it's important that paper, when finished, should not be contaminated with free acid.
The nature and extent of the chemical change can be varied by altering the strength of the acid and the conditions of treatment. The manufacture of parchment paper is an example of the practical utility of the chemical reaction between cellulose and acid. A sheet of paper is dipped into a mixture of three parts of strong sulphuric acid and one part of water, when it becomes transparent. Left in the solution it dissolves, but if taken out and dipped into water in order to wash off the acid the reaction is stopped, and a tough semi-transparent piece of parchment is obtained. The cellulose is more or less hydrated, having the composition
The nature and extent of the chemical change can be modified by changing the strength of the acid and the treatment conditions. The production of parchment paper demonstrates the practical use of the chemical reaction between cellulose and acid. A sheet of paper is immersed in a mixture of three parts strong sulfuric acid and one part water, which makes it transparent. If left in the solution, it dissolves, but if it’s taken out and rinsed in water to wash off the acid, the reaction stops, resulting in a tough, semi-transparent piece of parchment. The cellulose is somewhat hydrated, having the composition
C12H20O10 H2O,
C12H20O10 H2O,
a substance having the name amyloid.
an amyloid substance.
Oxidation.—Cellulose is only oxidised to any appreciable extent by acid and alkali if treated under severe conditions. It is remarkable that the processes necessary for isolating paper pulp from plants when digested with these chemical reagents do not act upon or destroy the fibre, and this capacity for resisting oxidation has rendered cellulose extremely valuable to many of the most important industries.
Oxidation.—Cellulose is only significantly oxidized by acids and alkalis when subjected to harsh conditions. It's impressive that the methods used to extract paper pulp from plants when using these chemical agents do not damage or destroy the fiber, and this ability to resist oxidation has made cellulose extremely valuable to many key industries.
The resistant power of the cellulose is, however, broken down by the use of acid and alkali in concentrated form.
The resistant qualities of cellulose can be compromised when concentrated acid and alkali are used.
Oxalic and acetic acids are obtained when cellulose is heated strongly at 250° C. with solid caustic soda.
Oxalic and acetic acids are produced when cellulose is heated strongly at 250° C. with solid caustic soda.
Oxy-cellulose, a white friable powder, is produced by means of strong mineral acids. Nitric acid at 100° C. attacks the fibre very readily and produces about 30-40 per cent. of the oxidised cellulose.
Oxy-cellulose, a white, crumbly powder, is made using strong mineral acids. Nitric acid at 100° C easily breaks down the fiber and creates about 30-40 percent oxidized cellulose.
Cellulose Derivatives.
The great number of compounds and derivatives, i.e., substances obtained by chemical treatment, may be judged from the following list. The substances of commercial importance are suitably distinguished from those of merely scientific interest by the printing of the names in small capitals.
The large variety of compounds and derivatives, i.e. substances created through chemical processing, can be evaluated from the following list. The substances that are commercially significant are clearly marked in small capitals to differentiate them from those that are only of scientific interest.
Acetic Acid.—An important commercial product obtained by the destructive distillation of wood. The crude pyroligneous acid is first neutralised with chalk or lime, and the calcium acetate formed then distilled with sulphuric acid. Wood yields 5 to 10 per cent. of its weight of acetic acid according to the nature of the wood.
Vinegar.—An important commercial product obtained by the destructive distillation of wood. The raw pyroligneous acid is first neutralized with chalk or lime, and the calcium acetate that forms is then distilled with sulfuric acid. Wood produces 5 to 10 percent of its weight in acetic acid, depending on the type of wood.
Acetone.—A solvent for resins, gums, camphor, gun cotton, and other cellulose products. Prepared by distilling barium or calcium acetate in iron stills, the acetate being obtained from the crude acetic acid produced by the dry distillation of wood.
Acetone.—A solvent for resins, gums, camphor, gun cotton, and other cellulose products. It's made by distilling barium or calcium acetate in iron stills, with the acetate coming from the crude acetic acid produced by the dry distillation of wood.
Acid Cellulose.—(See Hydral-Cellulose.)
Acid Cellulose.—(See Hydral-Cellulose.)
Adipo-Cellulose.—A distinct compound cellulose present in the complex cuticular tissue of plants, and separated easily by suitable solvents from the wax and oily constituents also present.
Adipo-Cellulose.—A unique type of cellulose found in the complex outer tissue of plants, which can be easily separated from the wax and oily components using appropriate solvents.
Alkali Cellulose.—When cotton pulp is intimately mixed with strong caustic soda solution, this compound is formed. It is utilised in the manufacture of Viscose.
Alkali Cellulose.—When cotton pulp is thoroughly combined with a strong caustic soda solution, this compound is created. It is used in the production of Viscose.
Amyloid.—Strong sulphuric acid acts upon cellulose and converts it into a gelatinous semi-transparent substance to which the name amyloid has been given. (See Parchment Paper.)
Amyloid.—Strong sulfuric acid works on cellulose and transforms it into a gelatinous, semi-transparent substance known as amyloid. (See Parchment Paper.)
Ballistite.—A smokeless powder composed of nearly equal parts of nitro-glycerine and nitrated cellulose, with a small quantity of diphenylamine.
Ballistite.—A smokeless powder made of almost equal amounts of nitroglycerin and nitrated cellulose, along with a small amount of diphenylamine.
Carbohydrate.—A large number of important commercial products, such as cellulose, sugars, starches, and gums, consist of the elements carbon, hydrogen, and oxygen, associated in varying proportions. The ratio of hydrogen to oxygen in these compounds is always 2:1 (H2 and O).
Carbohydrate.—Many important commercial products, like cellulose, sugars, starches, and gums, are made up of the elements carbon, hydrogen, and oxygen, mixed in different amounts. The ratio of hydrogen to oxygen in these compounds is always 2:1 (H2 and O).
| Cellulose | C6H10O5. |
| Sugar | C6H12O6. |
| Dextrin n | (C6H10O5). |
To all these substances the term carbohydrate is applied.
To all these substances, we use the term carbohydrate.
Celloxin (Tollens).—A substance having the stated composition C8H6O6 considered to be present in oxidised derivatives of cellulose.
Celloxin (Tollens).—A substance with the formula C8H6O6 that is believed to be found in oxidized forms of cellulose.
Celluloid.—This well-known material is made by incorporating camphor with nitro-cellulose, a plastic ivory-like substance being produced. In practice the process is as follows:—Wood pulp or wood pulp paper is saturated with a mixture of sulphuric acid (five parts) and nitric acid (two parts), which produces nitrated cellulose. The product is washed, ground, and mixed with camphor, the mastication being effected by heavy iron rollers. The mass thickens and can be removed in the form of thick sheets. These sheets are submitted to great pressure between steam-heated plates. The cake obtained is cut into sheets of any desired thickness, seasoned by prolonged storage, and afterwards worked up into boxes, combs, brush-backs, and many other domestic articles of a useful and ornamental character.
Film.—This well-known material is created by mixing camphor with nitrocellulose, resulting in a plastic substance that resembles ivory. The process is as follows: wood pulp or wood pulp paper is soaked in a mix of five parts sulfuric acid and two parts nitric acid, which produces nitrated cellulose. The resulting product is washed, ground, and combined with camphor, using heavy iron rollers to mix it. The mixture thickens and can be shaped into thick sheets. These sheets are then subjected to high pressure between steam-heated plates. The resulting block is cut into sheets of any desired thickness, cured through extended storage, and later used to make boxes, combs, brush backs, and many other useful and decorative household items.
Cellulose Acetate (Cross).—If cellulose is heated with acetic anhydride at 180° C., viscous solutions of the acetates are obtained. The process yielding a definite acetate of commercial value is based upon the following reaction:—100 parts of cellulose prepared from the sulpho-carbonate are mixed with 120 parts of zinc acetate, heated and dried at 105° C. Acetic anhydride is added in small quantity, and 100 parts of acetyl chloride. At a temperature of 50° C. the mixture becomes liquid, and cellulose acetate is subsequently obtained as a white powder.
Cellulose Acetate (Cross).—When cellulose is heated with acetic anhydride at 180° C., it produces thick solutions of acetates. The method to create a specific acetate that is commercially valuable follows this reaction: 100 parts of cellulose derived from sulpho-carbonate are combined with 120 parts of zinc acetate, heated, and dried at 105° C. A small amount of acetic anhydride is then added, along with 100 parts of acetyl chloride. At a temperature of 50° C., the mixture turns liquid, and cellulose acetate is eventually obtained as a white powder.
The compound can be used in the place of cellulose nitrate, and, being non-explosive, may gradually replace the latter in many industrial applications.
The compound can be used instead of cellulose nitrate, and because it’s non-explosive, it may gradually take its place in many industrial applications.
Cellulose-Benzoate.—When alkali cellulose is heated with benzoyl chloride and excess of caustic soda, this substance is obtained.
Cellulose-Benzoate.—When alkali cellulose is heated with benzoyl chloride and extra caustic soda, this substance is produced.
Cellulose Hydrate.—The substances produced by the action of acid and alkali on cellulose under certain strictly defined conditions are bodies containing cellulose united with water to form hydrates. The industrial applications of cellulose based upon this reaction are described under the special headings.
Cellulose Hydrate.—The substances created by the interaction of acid and alkali with cellulose under specific conditions are compounds that combine cellulose with water to form hydrates. The industrial uses of cellulose that stem from this reaction are detailed under the relevant headings.
Cellulose Nitrate.—A considerable number of derivatives are obtained by bringing cellulose into contact with nitric acid. Variations in the strength of the acid, the temperature of reaction, and the time of contact determine the nature of the product. The best known nitrates are:—
Nitrocellulose.—A significant number of derivatives are created by exposing cellulose to nitric acid. Differences in the acid's strength, the reaction temperature, and the contact duration influence the type of product formed. The most recognized nitrates are:—
Cellulose di-nitrate.
Cellulose nitrate.
Cellulose tri-nitrate and tetra-nitrate, present chiefly in pyroxyline.
Cellulose tri-nitrate and tetra-nitrate, mainly found in pyroxyline.
Cellulose penta-nitrate.
Cellulose penta-nitrate.
Cellulose hexa-nitrate, the chief constituent of gun-cotton.
Cellulose hexa-nitrate, the main component of gun cotton.
Charcoal.—Not a cellulose derivative in the strict sense of the term, charcoal being a residue obtained in the dry distillation of wood.
Charcoal.—Not a cellulose derivative in the strict sense; charcoal is a residue created from the dry distillation of wood.
Collodion.—A soluble nitrate of cellulose used in photography. (See Pyroxyline.)
Collodion.—A soluble nitrate of cellulose used in photography. (See Pyroxyline.)
Cordite.—A smokeless powder consisting mainly of nitro-glycerine and gun-cotton mixed with acetone. The materials are thoroughly incorporated and the resultant paste formed into threads which are dyed and then cut up into suitable lengths for cartridges.
Cordite.—A smokeless powder made mostly of nitroglycerin and gun cotton mixed with acetone. The ingredients are fully combined, and the resulting paste is shaped into threads that are dyed and then cut into appropriate lengths for cartridges.
Cuto-Cellulose.—Synonymous with adipo-cellulose.
Cuto-Cellulose.—Same as adipo-cellulose.
Dextron.—A compound prepared from the waste liquors of the bisulphite process used for the manufacture of wood pulp. Resembles dextrin in its physical properties.
Dextron.—A compound made from the leftover liquids of the bisulphite process used to produce wood pulp. It looks similar to dextrin in its physical properties.
Dextrose.—A carbohydrate which can be obtained by the action of mineral acids on cellulose. Commercial dextrose, or glucose, is prepared by the conversion of starch with sulphuric acid. The starch is mixed with dilute acid at a fixed temperature, and the starch milk obtained poured gradually into a vessel containing dilute acid, which is maintained at boiling point. The conversion is complete and rapid.
Dextrose.—A carbohydrate that can be produced by treating cellulose with mineral acids. Commercial dextrose, or glucose, is made by converting starch using sulfuric acid. The starch is combined with dilute acid at a specific temperature, and the resulting starch mixture is gradually added to a container with dilute acid that is kept at boiling. The conversion happens quickly and completely.
Explosives.—The production of the several cellulose nitrates has given rise to a great number of highly explosive substances.
Explosives.—The production of various cellulose nitrates has led to the creation of many highly explosive substances.
Blasting Gelatine.—A mixture of nitro-glycerine with cellulose nitrates.
Blasting Gelatin.—A mix of nitroglycerin and cellulose nitrates.
Amberite, Ballistite, Cordite, and other smokeless powders, consisting of nitro-glycerine and cellulose nitrates in about equal proportions.
Amberite, Ballistite, Cordite, and other smokeless powders are made up of approximately equal amounts of nitro-glycerine and cellulose nitrates.
Sporting powders made by mixing nitro-cellulose with barium nitrate, camphor nitro-benzene, such as indurite, plastomenite, etc.
Sporting powders are created by combining nitro-cellulose with barium nitrate and camphor nitro-benzene, like indurite, plastomenite, and others.
Glucose.—(See Dextrose.)
Glucose. —(See Dextrose.)
Gun-cotton.—An explosive prepared by the action of nitric acid on cotton. Selected cotton waste suitably opened up is immersed in a mixture of three parts of nitric acid by weight (1·50 sp. gr.) and one part of sulphuric acid by weight (1·85 sp. gr.) and submitted to a number of processes by which the nitration is properly effected so as to produce a nitro-cellulose of uniform composition. The material is washed, reduced to pulp, and moulded into various forms.
Nitrocellulose.—An explosive made by treating cotton with nitric acid. Carefully selected cotton waste is soaked in a mixture of three parts nitric acid by weight (1.50 specific gravity) and one part sulfuric acid by weight (1.85 specific gravity), and then goes through several processes to properly nitrate it, producing nitrocellulose with a consistent composition. The material is washed, pulped, and shaped into different forms.
Hemi-Cellulose.—The constituents of plant tissues are extremely varied in character. Many plants contain substances which resemble true cellulose, but differing from it in being easily converted by hydrolysis, and by the action of dilute acids, into carbohydrates. Plants which contain a large proportion of such constituents are termed hemi-celluloses. In some cases certain crystallisable sugars can be obtained by hydrolysis under suitable conditions.
Hemi-Cellulose.—The components of plant tissues are highly diverse. Many plants have substances that are similar to true cellulose but differ in that they can be easily broken down by hydrolysis and the action of dilute acids into carbohydrates. Plants that have a significant amount of these components are referred to as hemi-celluloses. In some instances, specific crystallizable sugars can be extracted through hydrolysis under the right conditions.
Hydral-Cellulose (Bumcke).—A compound of merely scientific interest, resulting from the treatment of cellulose with hydrogen peroxide. When acted upon by alkali it is decomposed into cellulose and acid cellulose, the latter a derivative of unstable composition.
Hydral-Cellulose (Bumcke).—A compound of primarily scientific interest, created by treating cellulose with hydrogen peroxide. When it interacts with an alkali, it breaks down into cellulose and acid cellulose, the latter being a derivative of unstable composition.
Hydro-Cellulose.—This product, a white, non-structureless, friable powder, is obtained by treating cellulose with hydrochloric or sulphuric acid of moderate strength. The substance itself has no commercial value, but the reaction is useful in separating cotton from animal fabrics. If a woollen cloth containing cotton is soaked in dilute sulphuric acid, washed, and dried at a gentle heat, the cotton is acted upon, and can be beaten out of the fabric, the wool resisting the acid treatment.
Hydro-Cellulose.—This product is a white, loose powder created by treating cellulose with a moderate concentration of hydrochloric or sulfuric acid. While the substance itself has no commercial value, the reaction is helpful for separating cotton from animal fibers. If a woolen fabric that contains cotton is soaked in dilute sulfuric acid, washed, and then dried at low heat, the cotton will be affected, allowing it to be beaten out of the fabric, while the wool remains unaffected by the acid treatment.
Lignin.—The complex mixture of substances which is associated with cellulose in wood, jute, and other[Pg 34] ligno-celluloses. The conversion of wood into chemical pulp effects the removal of this material more or less completely. The well-known “phloroglucine” test for mechanical wood in papers is based upon the presence of lignin in the wood.
Lignin.—The complex mix of substances found with cellulose in wood, jute, and other[Pg 34] ligno-celluloses. Converting wood into chemical pulp usually removes this material completely or nearly so. The well-known “phloroglucine” test for mechanical wood in papers relies on the presence of lignin in the wood.
Ligno-Cellulose.—Wood and jute are typical bodies consisting of cellulose and complex non-cellulose, generally described as lignin, associated together in the plant tissue. The chemistry of the non-cellulose portion of wood is a matter still under investigation, its importance from a commercial point of view being obvious from the fact that the removal of the lignin during the conversion of the wood into wood-cellulose results in a loss of 50 per cent. of the weight of wood.
Ligno-Cellulose.—Wood and jute are common materials made up of cellulose and complex non-cellulose components, generally referred to as lignin, which are combined in plant tissue. The chemistry of the non-cellulose part of wood is still being studied, and its commercial significance is clear, as the removal of lignin during the process of turning wood into wood-cellulose leads to a loss of 50 percent of the wood's weight.
Lustra-Cellulose.—Synonymous with and suggested as a more appropriate name for the material usually described as artificial silk.
Lustra-Cellulose.—This term is used interchangeably and proposed as a more suitable name for the material commonly known as artificial silk.
Mercerised Cotton.—When cotton is immersed in strong solutions of caustic soda a remarkable change sets in. The physical structure of the fibre is entirely altered from the long flattened tube having a large central canal to a shorter cylindrical tube in which the canal almost disappears. Hydration of the cellulose takes place, and these changes are taken advantage of in the production of mercerised cloth (so named from the discoverer of the reaction, Mercer). Cotton goods, particularly those made of long stapled cotton, when mercerised, exhibit a beautiful lustre, and some magnificent crêpon effects are obtained by the process.
Mercerized Cotton.—When cotton is soaked in strong solutions of caustic soda, a remarkable transformation occurs. The physical structure of the fiber changes completely from a long, flattened tube with a large central canal to a shorter cylindrical tube where the canal nearly disappears. The cellulose becomes hydrated, and these changes are utilized in creating mercerised cloth (named after the person who discovered the reaction, Mercer). Cotton products, especially those made from long-staple cotton, display a beautiful sheen when mercerised, and some stunning crêpon effects are achieved through this process.
Methoxyl.—A constituent of the complex compound known as ligno-cellulose, which is present in wood and similar fibres. The amount of methoxyl in lignified tissue can be accurately determined, and it has been suggested that the proportion of methoxyl found in a cheap[Pg 35] printing paper could be used as a measure of mechanical wood pulp present.
Methoxyl.—A component of the complex compound called ligno-cellulose, which is found in wood and similar fibers. The amount of methoxyl in lignified tissue can be accurately measured, and it has been proposed that the ratio of methoxyl found in inexpensive [Pg 35] printing paper could serve as an indicator of the mechanical wood pulp content.
Muco-Cellulose.—This term is applied to certain compound celluloses present chiefly in mucilages, gums, and in seaweeds (Algæ). The natural substances are all of commercial importance—Iceland moss, Carragheen, Algin, etc.
Muco-Cellulose.—This term refers to certain types of compound celluloses found mainly in mucilages, gums, and seaweeds (Algæ). These natural substances are all important for commercial use—Iceland moss, Carragheen, Algin, etc.
Naphtha.—One of the products of the dry distillation of wood, usually described as wood-naphtha, or wood spirit.
Naphtha.—One of the products of the dry distillation of wood, commonly referred to as wood naphtha or wood spirit.
Nitro-Cellulose.—The treatment of cellulose with nitric acid gives a number of nitro-celluloses according to the conditions of the process. (See Cellulose Nitrates.)
Nitrocellulose.—Treating cellulose with nitric acid yields various types of nitro-cellulose, depending on the process conditions. (See Cellulose Nitrates.)
Oxalic Acid.—A substance of great commercial importance prepared by heating the sawdust of soft wood, such as pine, fir, and poplar, with strong solutions of mixed caustic soda and potash to dryness. The wood yields after six hours a greyish mass containing about 20 per cent. of the acid, which is separated out by water and then crystallised.
Oxalic acid.—A substance of significant commercial value made by heating sawdust from soft woods like pine, fir, and poplar with strong solutions of mixed caustic soda and potash until dry. After six hours, the wood produces a grayish mass that contains about 20 percent of the acid, which is then extracted with water and crystallized.
It is used for bleaching, and as a discharge in calico printing and dyeing.
It’s used for bleaching and as a discharge in calico printing and dyeing.
Oxy-Cellulose.—A white friable powder produced by treating cellulose with nitric acid at 100° C. The oxidation of cellulose is brought about by several reagents such as chromic acid, hypochlorites of lime and soda, chlorine, and permanganates. The extent to which cloth has been damaged by overbleaching may be determined by a simple test with methylene blue solution, which is readily absorbed by oxy-cellulose present in such fabrics.
Oxy-Cellulose.—A white, crumbly powder created by treating cellulose with nitric acid at 100° C. The oxidation of cellulose occurs through several chemicals like chromic acid, hypochlorites of lime and soda, chlorine, and permanganates. You can determine how much cloth has been harmed by overbleaching with a simple test using methylene blue solution, which is easily absorbed by the oxy-cellulose found in these fabrics.
Parchment.—A tough paper prepared by the action of sulphuric acid on unsized paper. (See page 137.)
Paper.—A durable paper made by treating unsized paper with sulfuric acid. (See page 137.)
Pectins.—(See Pecto-Cellulose.)
Pectins.—(See Pecto-Cellulose.)
Pecto-Cellulose.—A generic term applied to many important fibrous materials, such as flax, straw, esparto, bamboo, phormium, ramie, &c., which on alkaline treatment yield cellulose for paper-making, and a non-fibrous soluble residue of complex composition. These soluble derivatives are known as pectin (C32H48O32), pectic acid (C32H44O30), and metapectic acid (C32H28O36). Although the soluble constituents of the pecto-celluloses amount to 50 per cent. by weight in most cases, no process for the recovery of the product in a commercial form has yet been devised. (See description of Soda recovery, page 78.)
Pecto-Cellulose.—This term refers to various important fibrous materials, like flax, straw, esparto, bamboo, phormium, ramie, etc., which, when treated with alkaline substances, produce cellulose for making paper and a non-fibrous soluble residue of complex composition. These soluble substances are known as pectin (C32H48O32), pectic acid (C32H44O30), and metapectic acid (C32H28O36). Even though the soluble components of pecto-celluloses make up 50 percent by weight in most cases, no method has been developed yet to recover the product in a commercially viable form. (See description of Soda recovery, page 78.)
Pyroxyline.—A substance prepared by nitrating cotton. The cotton is immersed in a mixture of nitric and sulphuric acids of carefully regulated strength, and subsequently washed free of the acid. Three volumes of nitric acid (sp. gr. 1·429) are diluted with two volumes of water and nine volumes of strong sulphuric acid (sp. gr. 1·839) added. To the solution when cool the cotton is added in small quantities at a time. The resultant pyroxyline is soluble in a mixture of equal quantities of alcohol and ether, and in the soluble form is utilised as collodion for photography.
Pyroxylin.—A substance created by nitrating cotton. The cotton is soaked in a mixture of nitric and sulfuric acids, precisely measured for strength, and then washed to remove the acid. Three parts of nitric acid (specific gravity 1.429) are mixed with two parts of water, and nine parts of strong sulfuric acid (specific gravity 1.839) are added. Once the solution is cool, the cotton is added in small amounts. The resulting pyroxyline dissolves in a mixture of equal amounts of alcohol and ether, and in its soluble form, it is used as collodion for photography.
Silk, Artificial.—A remarkable substance made from wood or cotton cellulose, closely resembling silk in appearance and physical properties.
Synthetic Silk.—An impressive material created from wood or cotton cellulose, which closely resembles silk in looks and physical qualities.
Nitrated cellulose is dissolved in a mixture of equal parts of alcohol and ether.
Nitrated cellulose is dissolved in a mixture of equal amounts of alcohol and ether.
The solution is forced through five capillary tubes under high pressure, and the filament so obtained solidifying at once is wound together with other similar filaments upon suitable bobbins. Various modifications of this general process are in use, such as the solidification of the solution into threads by [Pg 37]passing it into water; the application of solvents less inflammable than ether and alcohol; the use of other forms of dissolved cellulose such as those prepared by means of zinc chloride, ammoniacal copper oxide, or acetic anhydride. In all cases the yarn or thread is submitted to further chemical treatment for the removal of nitric acid and to render the material non-explosive and less inflammable. The finished product is soft and supple, can be easily bleached and dyed, and is capable of acquiring a high lustre.
The solution is forced through five tiny tubes under high pressure, and the resulting filament solidifies instantly and is wound together with other similar filaments onto appropriate bobbins. There are various modifications of this general process, such as solidifying the solution into threads by [Pg 37]passing it into water; using solvents that are less flammable than ether and alcohol; and employing different forms of dissolved cellulose, like those made with zinc chloride, ammoniacal copper oxide, or acetic anhydride. In all cases, the yarn or thread undergoes additional chemical treatment to remove nitric acid and make the material non-explosive and less flammable. The final product is soft and flexible, can be easily bleached and dyed, and can achieve a high shine.
Smokeless Powders.—(See Explosives.)
Smokeless Powders.—(See Explosives.)
Sulpho-Carbonate.—(See Viscose.)
Sulpho-Carbonate.—(See Viscose.)
Sulphate Cellulose.—Chemical wood pulp prepared by the sulphate process. (See page 107.)
Sulfate pulp.—Chemical wood pulp made using the sulfate process. (See page 107.)
Sulphite Cellulose.—Chemical wood pulp prepared by the sulphite process. (See page 107.)
Sulfite pulp.—Chemical wood pulp made through the sulfite process. (See page 107.)
Viscose.—A soluble sulpho-carbonate of cellulose, prepared by treating cellulose with a 15 per cent. solution of caustic soda, and shaking the product with carbon bisulphide in a closed vessel. The mixture forms a yellowish mass soluble in water, giving a viscous solution which has some remarkable and valuable properties.
Viscose.—A soluble sulpho-carbonate of cellulose, made by treating cellulose with a 15 percent solution of caustic soda and then mixing the product with carbon disulfide in a sealed container. The resulting mixture forms a yellowish mass that dissolves in water, creating a thick solution with some remarkable and valuable properties.
This viscose, on standing, coagulates to a hard mass which can be turned and polished.
This viscose thickens into a solid mass when allowed to sit, which can be shaped and polished.
If spread on glass and coagulated by heat, films are obtained from which the alkaline by-products can be washed out. These films are transparent, colourless, very tough and hard.
If spread on glass and set by heat, films are created from which the alkaline by-products can be washed away. These films are clear, colorless, very strong, and hard.
Vulcanised Fibre.—Fibre or pulp treated with zinc chloride in acid solution, or otherwise, for the manufacture of hard boards. (See page 139.)
Vulcanized Fiber.—Fiber or pulp that has been treated with zinc chloride in an acidic solution, or in another way, for the production of hard boards. (See page 139.)
Wood Spirit.—(See Naphtha.)
Wood Spirit.—(See Naptha.)
Xylonite.—(See Celluloid.)
Xylonite.—(See celluloid.)
Fibres for Paper-making.
Although the vegetable world has been explored from time to time for new supplies of cellulose, and some plants have been found serviceable in certain directions, yet the number of fibres in actual use is very limited.
Although people have occasionally looked into the plant world for new sources of cellulose, and some plants have proven useful in specific areas, the variety of fibers actually being used is quite limited.
The following table indicates the principal sources of the material required for paper-making:—
The following table shows the main sources of the materials needed for making paper:—
| Fibre. | Source of the Fibre. | Application of the Fibre. |
| Linen | Rags, textile waste. | High class writings and printings. |
| Cotton | Rags, textile waste. | High class writings and printings. |
| Esparto | Natural grass. | Writings and printings. |
| Straw | Straw from various cereals—wheat, barley, oats, etc. | Printings, box and card boards. |
| Wood | Mechanically ground wood. | Cheap papers, boxboards, middles, tickets and cards, writings and printings. |
| „ | Chemically prepared wood. | Writings and printings. |
| Flax | Threads, waste from spinning mills. | Wrappings, boards, cable papers. |
| Hemp | Spinning refuse, old rope, sailcloth, etc. | Wrappings, boards, cable papers, strong writings. |
| Jute | Waste, old gunny bags. | Wrappings, boxboard, cards. |
| Bamboo | Natural stems. | Writings and printings (not in Europe, and only limited quantities elsewhere). |
| Ramie | Bast fibres of the plant; textile refuse. | Rarely used, except in special cases. |
| Bagasse | Sugar-cane refuse. | Common papers (chiefly experimental results). |
| Manila Hemp | Textile and rope refuse. | Wrappings, cable papers. |
Exploiting New Fibres.—The exploitation of any new paper-making fibre requires attention to certain important details, which may be fairly considered in the following order:—
Exploiting New Fibres.—Using any new paper-making fiber requires attention to some key details, which can be considered in the following order:—
(1) Supply.—The supply of material must be plentiful and obtainable in large quantities. Too often this question is entirely neglected by those who bring new fibres to the notice of paper-makers, probably because they do not realise that enormous quantities of material are necessary to supply even a very small section of the paper trade, the fact being that few plants yield more than half their weight of paper-making fibre.
(1) Supply.—The supply of material must be abundant and available in large amounts. This issue is often overlooked by those introducing new fibers to paper-makers, likely because they don’t understand that huge quantities of material are needed to serve even a small part of the paper industry. In fact, most plants produce no more than half their weight in paper-making fiber.
(2) Suitability.—The fibre should be properly examined as to its chemical and physical properties in a laboratory equipped with appliances for its conversion into bleached paper pulp on a small scale. The examination of the fibre would include tests as to the amount of pulp which can be obtained from one ton of raw material, the approximate cost of treatment, and details as to the value of the fibre for paper-making.
(2) Suitability.—The fiber should be thoroughly examined for its chemical and physical properties in a laboratory that has the equipment needed to convert it into bleached paper pulp on a small scale. The examination of the fiber should include tests to determine how much pulp can be produced from one ton of raw material, the estimated cost of processing, and information about the fiber's value for paper-making.
(3) Cost of Raw Material.—If the supply of material seems to be sufficient, and the paper pulp obtained possesses suitable qualities, then it is necessary to get accurate information as to the cost of the fibre delivered to some given spot at or near the place of collection.
(3) Cost of Raw Material.—If the supply of material appears to be adequate, and the paper pulp obtained has the right qualities, then it's important to gather accurate information about the cost of the fiber delivered to a specific location at or near the collection site.
The exploitation of any new fibre for paper-making purposes will involve a recognition of the fact that the raw material must be converted into pulp at or near the place where the material is most abundant.
The use of any new fiber for making paper will require us to acknowledge that the raw material needs to be turned into pulp at or close to where it is most plentiful.
The only interesting exception to this is the case of esparto fibre, which is imported into England in large amount, but this is only possible because esparto possesses most valuable paper-making qualities, and is obtained in countries close to England, where large quantities are[Pg 40] consumed. It is doubtful whether other fibres could be utilised in the same way.
The only interesting exception to this is the case of esparto fiber, which is imported into England in large amounts, but this is only possible because esparto has very valuable paper-making qualities and is sourced from countries near England, where large quantities are [Pg 40] consumed. It's uncertain whether other fibers could be used in the same way.
(4) The Cost of Manufacture at or near the place of collection requires to be carefully worked out, due consideration being given to the actual cost of chemicals on the spot, cost of labour, and the conditions under which the maintenance of machinery can be efficiently looked after.
(4) The Cost of Manufacture at or near the place of collection needs to be carefully calculated, taking into account the actual cost of chemicals available there, labor costs, and the conditions that affect the effective maintenance of machinery.
(5) Carriage and Freight Charges are the last, but by no means the least, items of importance. It is not too much to say that the whole success of the exploitation of new paper-making fibre hangs entirely upon this item, the majority of many fibres which have been brought to the notice of the trade being suitable, but impracticable, solely on account of these and similar commercial considerations.
(5) Carriage and Freight Charges are the final, but certainly not the least, important factors. It's safe to say that the entire success of using new paper-making fibers depends completely on this aspect, as most of the fibers that have attracted the industry's attention are suitable yet impractical, solely due to these and similar business-related issues.
In the pages of the trade press for the last few years the following fibres have been noticed:—
In the trade press over the past few years, the following fibers have been highlighted:—
(1) Flax Pulp.—This material was to be obtained from flax straw. Attempts were made on a commercial scale to produce quantities of flax fibre, but so far the efforts made have not been very successful.
(1) Flax Pulp.—This material was to be obtained from flax straw. Efforts were made on a commercial scale to produce flax fiber, but so far, these attempts have not been very successful.
(2) Ramie Fibre.—This material has been exploited over and over again, chiefly for textile trades, its application as a paper-making material being limited to small quantities used for special purposes such as bank notes. The fibre is too valuable, except for textile industries, and can only come into the paper trade as a waste material from such sources.
(2) Ramie Fibre.—This material has been used repeatedly, mainly in the textile industry, with its use in paper-making being restricted to small amounts for specific purposes like banknotes. The fiber is too valuable for anything other than textiles, and it can only enter the paper trade as waste from these sources.
(3) Tobacco Fibre has been before the trade for some years, the idea being to utilise tobacco stems and other tobacco waste for the manufacture of paper suitable for use as wrappers for cigars, cigarettes, and similar purposes.
(3) Tobacco Fibre has been in the market for several years, aiming to use tobacco stems and other tobacco waste to create paper suitable for wrapping cigars, cigarettes, and similar items.
(4) Agave Fibre.—This name is given to a large and important genus of fibre-yielding plants found chiefly in Central America. It is also found in India, and in 1878 an[Pg 41] experiment was made for the manufacture of paper at a mill near Bombay, but this did not give any satisfactory results, probably on account of the primitive methods used in treatment.
(4) Agave Fibre.—This term refers to a significant group of plants that produce fiber, primarily located in Central America. It's also present in India, and in 1878, an[Pg 41]experiment was conducted to create paper at a mill near Bombay, but it didn't yield satisfactory results, likely due to the outdated techniques applied in processing.
(5) Bagasse.—The waste material from sugar-cane has been looked upon for many years as a desirable fibre, much time and labour having been given to the utilisation of this material. In spite of these efforts bagasse still remains an almost useless and unworkable material. This is partly due to inferiority of the pulp and partly due to difficulties connected with its treatment. Probably cultivation of the plant for the sake of its fibre instead of the sugar might give better results.
(5) Bagasse.—For many years, the waste material from sugarcane has been seen as a valuable fiber, and a lot of time and effort have gone into finding ways to use it. Despite these attempts, bagasse still remains mostly useless and hard to work with. This is partly because the pulp is of low quality and partly because of the challenges in processing it. Growing the plant specifically for its fiber rather than for sugar might lead to better outcomes.
(6) Peat.—The attempts made to utilise peat for paper-making are probably fresh in the minds of those paper-makers interested in the production of wrappers and boxboards. The nature of peat, however, is such as to exclude the hope of making any useful article. The material has been exploited by companies in Austria, Ireland, and Canada on a fairly large scale, with but a limited amount of success.
(6) Peat.—The efforts to use peat for paper-making are probably still fresh in the minds of paper-makers interested in producing wrappers and boxboards. However, the nature of peat makes it unlikely to create any useful product. Companies in Austria, Ireland, and Canada have tried to exploit this material on a relatively large scale, but with limited success.
(7) Cotton-seed Hulls.—Many patents have been taken out for the chemical treatment of cotton-seed waste and having for their object the removal of the particles of seed hulls, so as to obtain a pure cotton pulp. The scheme sounds attractive, but there are so many conditions which have to be taken account of that the commercial success of any undertaking based on the use of cotton-seed hulls is very questionable. The fact is that the hulls have a market value quite apart from the possibility of their application to paper-making, and this initial cost would prevent paper-makers from buying the material owing to the large quantity necessary for the manufacture of one ton of pure pulp.
(7) Cotton-seed Hulls.—Many patents have been filed for the chemical treatment of cotton-seed waste aimed at removing pieces of seed hulls to create pure cotton pulp. The idea seems appealing, but there are so many factors to consider that the commercial success of any venture using cotton-seed hulls is very uncertain. The truth is that the hulls have market value independent of their potential use in paper-making, and this initial cost would deter paper manufacturers from purchasing the material due to the large volume needed to produce one ton of pure pulp.
(8) Apocynum.—This plant is said to be utilised to some extent by the Russian Government in the manufacture of bank notes, the plant being cultivated at Poltava. This is an instance of the particular application of a fibrous material in limited quantities, a proposition which is always feasible in the case of special requirements.
(8) Apocynum.—This plant is said to be used to some extent by the Russian Government to make banknotes, with the plant being grown in Poltava. This is an example of how a fibrous material can be specifically used in small amounts, which is always possible when there are special needs.
(9) Cornstalk.—This fibre has been chiefly exploited in America, experts having been attracted by the enormous quantities of cornstalk available in the several wheat-producing States. The manufacture of paper pulp from this material on a large scale has yet to be established.
(9) Cornstalk.—This fiber has been mainly used in America, with experts drawn by the vast amounts of cornstalk found in various wheat-producing states. The large-scale production of paper pulp from this material has yet to be developed.
(10) Japanese Paper Fibres.—In Eastern countries a great number of fibrous plants are utilised in small quantities for the manufacture of special papers. It is obvious that in these Eastern countries the employment of fibres which are not cultivated in large bulk is readily possible when the question of price obtained for the paper and the cost of production are considered. Of such fibres may be mentioned the Mitsumata and Kodzu, easy of cultivation and giving a good yield of material per acre of ground. The waxed papers used for stencils in duplicating work on the typewriter are made from these fibres. The paper Mulberry is also a well-known fibre; while a third species particularly valuable for thin papers is the Gampi.
(10) Japanese Paper Fibres.—In Eastern countries, many fibrous plants are used in small amounts to make special papers. It's clear that in these Eastern regions, using fibers that aren't grown in large quantities is feasible when you consider the price of the paper and the production costs. Notable fibers include Mitsumata and Kodzu, which are easy to grow and provide a good yield of material per acre. The waxed papers used for stencils in typewriter duplicating work are made from these fibers. The paper Mulberry is another well-known fiber, while a third type especially valuable for thin papers is Gampi.
(11) Antaimoto Fibre.—The bark of this shrub is utilised in Madagascar in very small quantities for local purposes and possesses little interest for paper-makers.
(11) Antaimoto Fibre.—The bark of this shrub is used in Madagascar in very small amounts for local purposes and has little interest for paper-makers.
(12) Refuse Hempstalk.—The suggestion of the use of this material comes from Italy, the hempstalk having been experimented with at San Cesario Mill. This also is a fibre of a local interest only. The percentage of cellulose is very high, being over 50 per cent.
(12) Refuse Hempstalk.—The idea of using this material comes from Italy, where hempstalk has been tested at San Cesario Mill. This is also a fiber that is only of local interest. The cellulose percentage is very high, exceeding 50 percent.
(13) Papyrus.—The revival of this celebrated material is of comparatively recent date. It should be noted that the[Pg 43] manufacture of papyrus as carried out by the Egyptians, by smoothing out layers of bark in order to utilise them as sheets of paper, and the present day proposals which involve the production of paper pulp from papyrus, are two entirely different propositions, and the success of the old Egyptian method cannot be referred to as any assurance of success for the production of paper from papyrus along modern lines. The exploitation of this fibre must follow the lines of modern research and commercial investigation, and its value, if any, could then be established.
(13) Papyrus.—The revival of this well-known material is relatively recent. It's important to point out that the[Pg 43] way the Egyptians made papyrus by flattening out layers of bark to create sheets of paper is completely different from today’s ideas of making paper pulp from papyrus. The effectiveness of the ancient Egyptian method doesn’t guarantee that producing paper from papyrus today will be successful. The use of this fiber should follow the path of modern research and commercial exploration, and its value, if any, can then be determined.
(14) Pousolsia.—This is a fibre of the same family as hemp and ramie. The value of this material is at present unknown, but the ultimate fibre appears to possess a most extraordinary length. Very little information is available at present as to its value for paper-making.
(14) Pousolsia.—This is a fiber related to hemp and ramie. The value of this material is currently unknown, but the fiber seems to be exceptionally long. There is very little information available right now about its potential for paper-making.
(15) Bamboo.—This material has been before the paper trade for many years, having first been exploited seriously by Mr. Thomas Routledge in 1875. Since that date a good deal of work has been done in connection with the fibre, but not until recently has the investigation been made of a sufficiently extensive character to enable paper-makers to form some conclusions as to the best methods of obtaining a reliable paper pulp. The researches of the writer in India go to prove that with any fibre it is necessary to take into account all the factors likely to affect the final cost of the paper pulp delivered to any given paper mill.
(15) Bamboo.—This material has been in the paper industry for many years, first being seriously explored by Mr. Thomas Routledge in 1875. Since then, a lot of work has been done related to the fiber, but it wasn't until recently that extensive research was conducted enough for paper-makers to draw conclusions about the best methods for producing a reliable paper pulp. The writer's research in India shows that, with any fiber, it's essential to consider all factors that could impact the final cost of the paper pulp delivered to a specific paper mill.
The figures given in a report recently published, “The Manufacture of Paper and Paper Pulp in Burma,” show the necessity of thorough investigation into all the points likely to affect the final results, viz., the price at which the paper pulp can be sold in England, assuming that the fibre in question is suitable for the manufacture of paper.
The numbers in a recently published report, “The Manufacture of Paper and Paper Pulp in Burma,” highlight the need for a detailed investigation into all the factors that could influence the final outcomes, specifically the price at which the paper pulp can be sold in England, assuming that the fiber in question is suitable for making paper.
Examination of Fibres.—The exact chemical analysis of[Pg 44] a new fibre is necessary in order to establish completely its value for textile and paper-making purposes, but the investigation of the suitability of the fibre for paper-making may be simplified by simple reduction of the raw material with caustic soda. The following process is sufficient for all practical purposes:—
Examination of Fibres.—The precise chemical analysis of[Pg 44] a new fiber is essential to fully determine its value for textile and paper-making purposes, but assessing the fiber's suitability for paper-making can be simplified by reducing the raw material with caustic soda. The following process is adequate for all practical purposes:—
Condition of Sample.—A record should be made of the general appearance of the sample, its condition and the amount available for the investigation. Any information available as to the source of supply and the growth of the plant should also be noted.
Condition of Sample.—A record should be made of the overall appearance of the sample, its condition, and the amount available for the investigation. Any information on the source of supply and the plant's growth should also be noted.
Preparation of Sample.—The material is cut up into small pieces. The most convenient appliance for this purpose is a mitre cutter as used by picture-frame makers. If the sample is a piece of wood, sections one inch thick cut across the grain of the wood are most suitable, as they can be readily cut up into thin flakes by this machine.
Preparing the Sample.—The material is chopped into small pieces. The best tool for this is a miter cutter, like those used by picture-frame makers. If the sample is a piece of wood, sections one inch thick cut across the grain work best, as they can be easily sliced into thin flakes with this machine.
Moisture in Sample.—A small average sample should be dried at 100° C. for the determination of moisture.
Moisture in Sample.—A small average sample should be dried at 100° C. to determine its moisture content.
Treatment with Caustic Soda.—About two hundred grams of the raw material is closely packed into a small digester or autoclave and covered with a solution of caustic soda having a specific gravity of 1·050. A perforated lead disc should be placed above the sample in the digester to prevent any of it from floating above the level of the solution. The material should be digested for five or six hours at a pressure of 50 lbs. The conditions of treatment here given will need to be varied according to the nature of the fibre. Some materials can be readily converted into pulp with weaker liquor and at a lower pressure, while others will require prolonged treatment. These conditions must be varied according to judgment or according to the effects produced by the conditions already set out.
Treatment with Caustic Soda.—About two hundred grams of the raw material is tightly packed into a small digester or autoclave and covered with a caustic soda solution that has a specific gravity of 1.050. A perforated lead disc should be placed above the sample in the digester to keep it from floating above the liquid level. The material should be cooked for five or six hours at a pressure of 50 lbs. The treatment conditions provided here will need to be adjusted based on the type of fiber. Some materials can be easily turned into pulp using a weaker solution and at lower pressure, while others will need longer treatment. These conditions should be modified based on experience or the outcomes from the previously mentioned conditions.
Unbleached Pulp.—The contents of the digester are[Pg 45] emptied out into an ordinary circular sieve provided with a fine copper wire bottom, having a mesh of about sixteen to the inch. The sieve is immersed in water and the contents partially washed with hot water. The partially washed material is squeezed out by hand and tied up in a strong cloth and then kneaded thoroughly by hand in a basin of water which is repeatedly renewed until the fibre is thoroughly washed. The process of kneading at the same time reduces the fibre to the condition of pulp. The water is carefully squeezed out of the pulp by hand, and the moist pulp is then divided into two equal parts, the first of which is made up into sheets of any convenient size, care being taken that none of the fibre is lost. These sheets are then dried in the air and preserved as samples of unbleached pulp, a record being made of the weight produced.
Unbleached Pulp.—The contents of the digester are[Pg 45] emptied into a standard circular sieve with a fine copper wire bottom that has a mesh of about sixteen to the inch. The sieve is submerged in water and the contents are partially washed with hot water. The partially washed material is squeezed out by hand, tied up in strong cloth, and then thoroughly kneaded by hand in a basin of water that is refreshed repeatedly until the fiber is completely washed. This kneading process also breaks down the fiber into pulp. The water is carefully squeezed out of the pulp by hand, and the moist pulp is then divided into two equal portions. The first portion is shaped into sheets of any convenient size, ensuring that no fiber is wasted. These sheets are then air-dried and kept as samples of unbleached pulp, with a record made of the weight produced.
Bleached Pulp.—The second portion of the moist pulp is mixed with a solution of bleach, the strength of which has been accurately determined by the usual methods. The amount of bleach added should be about 20 per cent. of the weight of air-dry fibre present in the moist sample of pulp. The pulp should be bleached at a temperature not exceeding 38° C., and when the colour has reached a maximum the amount of bleach remaining in solution is ascertained by titration with standard arsenic solution. In this way the amount of bleaching powder required to bleach the pulp is determined. The product is then made up into sheets of pulp which are dried by exposure to air and subsequently weighed.
Bleached Pulp.—The second part of the wet pulp is combined with a bleach solution, the strength of which has been accurately measured using standard methods. The amount of bleach added should be about 20 percent of the weight of the air-dry fiber in the wet pulp sample. The pulp should be bleached at a temperature not over 38° C, and when the color has reached its peak, the remaining amount of bleach in the solution is measured by titration with a standard arsenic solution. This way, the amount of bleaching powder needed to bleach the pulp is determined. The product is then formed into sheets of pulp that are dried by air exposure and then weighed.
Yield of Pulp.—The percentage yield of finished pulp obtained from the raw material is determined from the figures arrived at in the experiment described, and the weight of raw material necessary to produce one ton of bleached pulp is readily calculated.
Yield of Pulp.—The percentage of finished pulp produced from the raw material is calculated based on the results of the experiment described, and the amount of raw material needed to create one ton of bleached pulp can be easily determined.
Examination of Bleached Fibre.—The fibre should be[Pg 46] carefully examined under the microscope and a record made of general microscopic features, especially with reference to the length and diameter of the fibres, and the proportion of cellular matter present, if any.
Examination of Bleached Fibre.—The fibre should be[Pg 46] carefully examined under a microscope, and a record should be made of the overall microscopic features, especially concerning the length and diameter of the fibres, as well as the amount of cellular material present, if any.
Sample of Paper.—It is only in the case of short-fibred material similar to esparto and straw that sheets of paper capable of giving comparative results as to strength can be made. The figures obtained with fibrous materials of this kind are only comparative, because it is possible in practice to make a much stronger sheet of paper when the material is beaten properly under normal conditions.
Sample of Paper.—Only with short-fiber materials like esparto and straw can sheets of paper be produced that provide comparable strength results. The numbers derived from these fibrous materials are only relative because, in practice, it’s feasible to create a much stronger sheet of paper when the material is properly processed under standard conditions.
A similar investigation should be made by submitting the fibre to treatment with bisulphite of lime, that is to say, if the fibre lends itself to such a process. A lead-lined digester is necessary, and the solution employed is bisulphite of lime prepared according to the directions given on page 160.
A similar investigation should be done by treating the fiber with lime bisulfite, assuming the fiber can handle that process. You'll need a lead-lined digester, and the solution used is lime bisulfite made according to the instructions found on page 160.
The preparation of sulphite pulp requires more attention than the manufacture of soda pulp. It is most important that the digester should be absolutely tight in order to prevent the escape of any free sulphurous acid gas, and the contents of the digester must be heated slowly until the maximum pressure has been reached.
The process of making sulphite pulp needs more care than producing soda pulp. It's crucial that the digester is perfectly sealed to keep any free sulphurous acid gas from escaping, and the contents of the digester must be heated gradually until the maximum pressure is achieved.
CHAPTER III
THE MANUFACTURE OF PAPER FROM RAGS
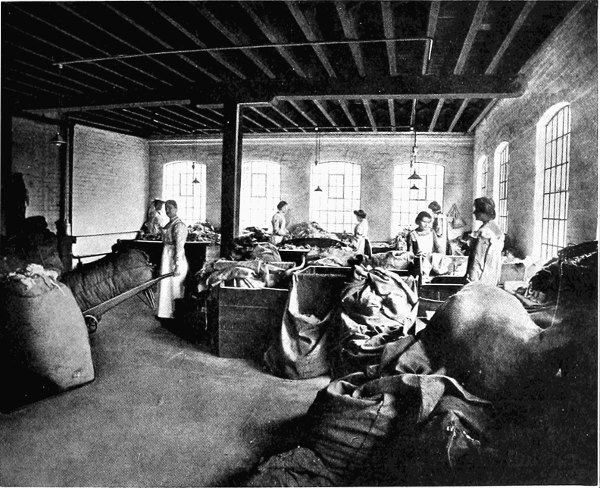
The word rag is used to designate a very wide range of raw material suitable for conversion into paper. In the case of high-class hand-made writing papers only the best qualities are employed, such as new linen and cotton[Pg 48] cuttings from factories, or well-sorted rags of domestic origin. The usual classification adopted by merchants who supply the paper mills is somewhat as follows:—
The term rag refers to a broad variety of raw materials that can be turned into paper. For high-quality handmade writing papers, only the finest materials are used, like new linen and cotton cuttings from factories, or well-sorted rags from domestic sources.[Pg 48] The typical classification used by merchants supplying paper mills is something like this:—
New white linen cuttings (from textile factories).
New white cotton cuttings (from textile factories).
Fine whites (domestic rags).
Outshots (a quality between fines and seconds).
Seconds (a grade inferior to fines).
Thirds (inferior and dirty well-worn rags).
Coloured prints (of all grades and colours).
Fustians and canvas.
Manila and hemp rope.
Baggy, gunny, and jute.
New white linen scraps (from textile factories).
New white cotton scraps (from textile factories).
High-quality white fabrics (household rags).
Outshots (a quality between high-quality and seconds).
Seconds (a grade lower than high-quality).
Thirds (lower quality and dirty, well-worn rags).
Colored prints (of all grades and colors).
Fustians and canvas.
Manila and hemp rope.
Baggy, gunny, and jute.
The total amount of rag used in England for paper-making is not known. The only figures available refer to rags imported; and these cannot be regarded as a measure of consumption, which could only be arrived at by first ascertaining the quantity of home rags used. The imports of rag at stated periods are given in the appended table:—
The total amount of rags used in England for paper-making isn't known. The only figures available refer to rags imported; and these can't be considered a measure of consumption since that would require first determining the quantity of home rags used. The imports of rags at specific times are provided in the attached table:—
Rags Imported into England.
Cloths Imported into England.
| — | 1872. | 1882. | 1892. | 1902. | 1905. |
| Weight (tons) | 22,254 | 21,200 | 23,032 | 18,692 | 23,681 |
| Value | £373,035 | £303,349 | £214,065 | £173,732 | £224,232 |
Sorting and Cutting.—All rags on arrival at the mill are carefully sorted. This process is conducted entirely by women, who sort and cut up the rags at special tables provided with cutting knives curved in shape similar to a scythe. These are fixed at an angle in the centre of the table, with the back towards and in front of each work-woman. The top of the table is made of thick coarse wire[Pg 49] so that some of the dirt and foreign impurities may fall through. All buttons, hooks and eyes, pins, leather, pieces of rubber, and other articles are carefully removed, while seams and hems are also opened out. The rags are cut into slips 3-5 inches long and then recut crosswise, and thrown into suitable baskets or receptacles standing round the table, by which means the sorting operation is effectually carried out. The care and attention given to the sorting is an important item in the manufacture of papers of uniform quality, and in the best mills the sorting is carried out to such an extent that twenty or twenty-five grades are obtained.
Sorting and Cutting.—When the rags arrive at the mill, they are carefully sorted. This task is done entirely by women, who sort and cut the rags at special tables equipped with curved cutting knives that resemble a scythe. These knives are fixed at an angle in the center of the table, facing each worker. The surface of the table is made from thick, coarse wire[Pg 49] so that some dirt and other impurities can fall through. All buttons, hooks and eyes, pins, leather, rubber pieces, and other items are meticulously removed, while seams and hems are opened up. The rags are cut into strips 3-5 inches long and then cut crosswise, and tossed into suitable baskets or containers placed around the table, effectively completing the sorting process. The thoroughness of the sorting is crucial for producing papers of consistent quality, and in the best mills, sorting is done to such a degree that twenty or twenty-five grades are produced.
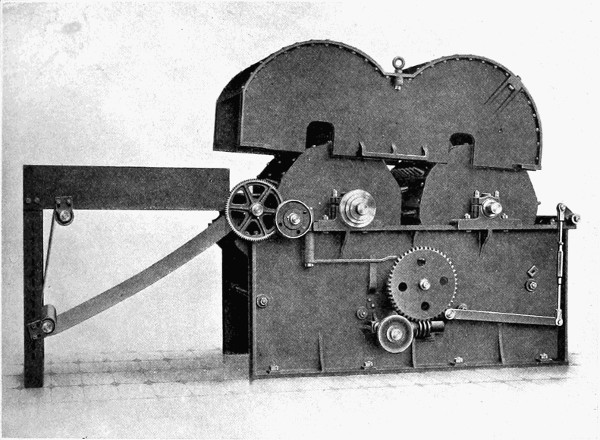
Dusting.—The rags are next passed through a machine which removes dirt. This is a hollow cylindrical or conical[Pg 50] drum having an external covering of coarse wire cloth, which rotates inside a wooden box. The shaft is provided with projecting spikes, so that the rags are violently agitated in their passage through the machine. The dirt and other impurities fall through the wire on to the floor of the room, while the clean rags are discharged from the lower end of the drum. The loss in weight varies according to the condition of the rags. With good materials the loss[Pg 51] may only be 1-2 per cent., while with dirty common rags the loss during cleaning and dusting may amount to 10 per cent.
Dusting.—The rags are then fed into a machine that removes dirt. This machine is a hollow cylindrical or conical[Pg 50] drum covered with coarse wire mesh, which spins inside a wooden box. The shaft has spikes that agitate the rags violently as they pass through the machine. The dirt and other impurities drop through the mesh onto the floor, while the clean rags are released from the bottom of the drum. The weight loss varies based on the condition of the rags. With high-quality materials, the loss might be only 1-2 percent, whereas with dirty, low-quality rags, the loss during cleaning and dusting can reach 10 percent.
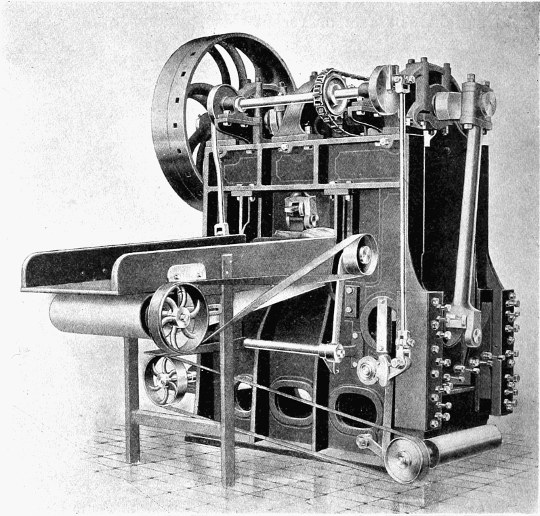
Boiling.—The further purification of the rags is effected by a chemical treatment, viz., boiling at a high temperature with alkaline substances, which process removes fatty, glutinous, and starchy matter from the material.
Boiling.—The further purification of the rags is achieved through a chemical treatment, specifically boiling at a high temperature with alkaline substances, which removes fatty, sticky, and starchy materials from the fabric.
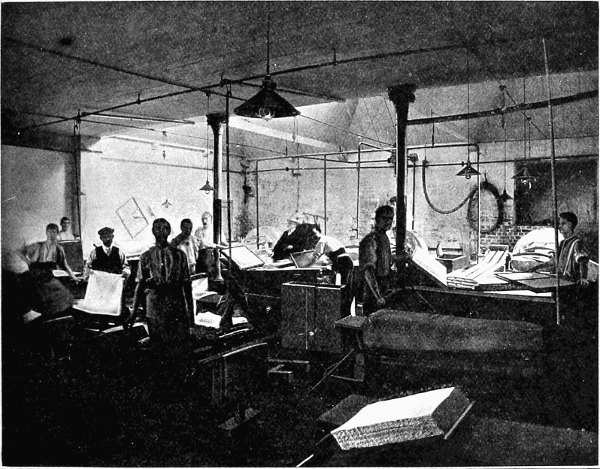
Fig. 9.—Interior of Paper Mill for Hand-made Paper (R. Batchelor & Sons).
Fig. 9.—Inside View of a Handmade Paper Mill (R. Batchelor & Sons).
For this purpose a spherical digester is used, generally 7-9 feet diameter, and capable of holding 2-2½ tons of rag. The boiler or digester is filled with dusted rags, and the requisite amount of alkaline solution added. The manhole is then closed, and steam admitted through the hollow[Pg 52] trunnions until the pressure reaches 20 or 30 lbs., at which pressure the boiling is continued for three to six hours according to requirements, the digester rotating slowly the whole time in order that the rags may be evenly and thoroughly boiled.
For this purpose, a spherical digester is used, usually 7-9 feet in diameter, and capable of holding 2-2½ tons of rags. The boiler or digester is filled with shredded rags, and the necessary amount of alkaline solution is added. The manhole is then closed, and steam is introduced through the hollow[Pg 52] trunnions until the pressure reaches 20 or 30 lbs. At this pressure, boiling continues for three to six hours, depending on the requirements, with the digester rotating slowly the entire time to ensure the rags are evenly and thoroughly boiled.
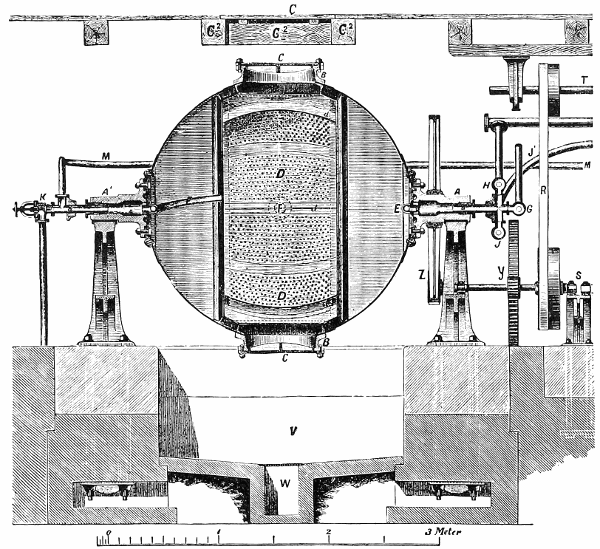
Fig. 10.—View of a Rag Boiler, showing connections.
Fig. 10.—View of a Rag Boiler, illustrating the connections.
The liquor employed for boiling is a solution of caustic soda, carbonate of soda, or milk of lime. In the case of caustic soda the amount required varies from 5 to 10 per cent. of the weight of rag. Caustic soda is preferable to lime, because it acts upon the grease and other fatty[Pg 53] matters, forming a soluble compound which is freely removed in the subsequent process of washing. Many paper-makers, however, use milk of lime, carefully strained through fine cloth, almost exclusively. Considerable experience and skill are necessary in this operation in order to avoid injury to the fibre not only as regards its strength, but also its colour.
The liquid used for boiling is a solution of caustic soda, sodium carbonate, or milk of lime. For caustic soda, the amount needed ranges from 5 to 10 percent of the weight of the rags. Caustic soda is preferred over lime because it effectively breaks down grease and other fatty substances, creating a soluble compound that can easily be washed away in the next step. Many paper makers, however, almost exclusively use milk of lime, which is carefully strained through fine cloth. A lot of experience and skill is required for this process to avoid damaging the fibers in terms of both their strength and color.[Pg 53]
Washing.—When the rags have been sufficiently boiled, the steam is turned off and the pressure allowed to fall. This can be effected quickly by blowing off from a valve fixed at the bottom of the boiler opposite to the manhole. The cover is removed from the boiler and the boiler slowly rotated in order that the contents may be discharged into a tank placed below. The “black liquor,” as it is called, is then drained away from the rags, which are immediately subjected to a preliminary washing. The process of washing must be carried out in a thorough manner in order to remove all soluble compounds, which if left would cause an unnecessary waste of bleach in the subsequent stages of purification. There are many schemes employed for washing, most of them being devised with the idea of using a minimum quantity of water.
Washing.—Once the rags have been boiled enough, the steam is turned off and the pressure is allowed to drop. This can be done quickly by releasing steam from a valve located at the bottom of the boiler near the manhole. The cover is taken off the boiler, and it is slowly rotated to discharge the contents into a tank below. The “black liquor,” as it's called, is then drained away from the rags, which are immediately given a preliminary wash. The washing process must be done thoroughly to remove all soluble compounds, as leaving them behind would result in unnecessary bleach waste in the following purification stages. Various methods are used for washing, with most designed to use a minimal amount of water.
The most general practice, in the absence of special machinery, is the preliminary treatment in the tank below the digester, followed by a more complete washing process in a machine known as a breaking engine.
The most common practice, when special machinery isn't available, is to do the initial treatment in the tank below the digester, followed by a more thorough washing process in a device called a breaking engine.
This apparatus is a shallow oval-shaped vessel with circular ends, divided lengthwise by a partition called a mid-feather, which, however, does not extend the full length of the apparatus. In one of the two channels into which the vessel is thus divided a heavy roll is fitted, which is provided with a number of steel knives. On the floor of this channel there is fixed a “bed-plate,” also provided with projecting knives which are parallel with the knives[Pg 54] in the roll. The distance between the knives in the roll and those in the “bed-plate” may be altered as required by means of an adjusting screw. In the other channel of the breaking engine there is fitted a “drum-washer,” which serves for the removal of the dirty water from the machine. This drum is divided into sections by means of partitions which reach from the centre to the circumference. The surface of the “drum-washer” consists of a fine brass wire cloth supported by a coarser material placed underneath.
This device is a shallow oval-shaped container with circular ends, split lengthwise by a partition called a mid-feather, which doesn’t run the entire length of the device. In one of the two sections created by this split, a heavy roll is installed, equipped with several steel knives. The floor of this section has a “bed-plate” fixed in place, also fitted with protruding knives that are aligned with the ones in the roll. The space between the knives on the roll and those on the “bed-plate” can be adjusted as needed using a screw. In the other section of the breaking machine, there’s a “drum-washer” designed to drain dirty water from the system. This drum is divided into sections by partitions that extend from the center to the outer edge. The surface of the “drum-washer” consists of fine brass wire mesh supported by a coarser material underneath.
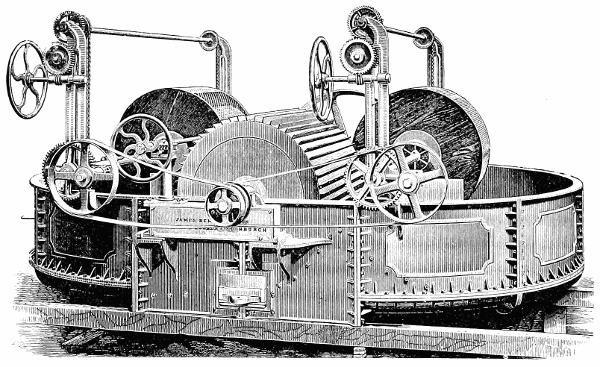
The breaking engine is half filled with clean water, and the rags are thrown into the engine until it is suitably filled. The rotation of the heavy roll causes the mixture of rags and water to circulate round the vessel, the floor of which is so constructed that the pulp is drawn between the roll and “bed-plate” and discharged over the “backfall,” which is that portion of the sloping floor behind the “bed-plate.”
The breaking engine is halfway filled with clean water, and the rags are tossed into the engine until it’s filled to the right level. The heavy roll spins, causing the mix of rags and water to circulate around the vessel. The floor is designed so that the pulp is pulled between the roll and the “bed-plate” and is discharged over the “backfall,” which is the sloped part of the floor located behind the “bed-plate.”
The “drum-washer” rotates with its surface in contact with the mixture in the engine, so that the dirty water passes through the wire cloth and is caught in the curved sections or buckets inside the drum and discharged into a trough adjacent to the centre, and thereby conveyed away from the engine. Clean water is allowed to run into the vessel at one end while the dirty water is discharged by means of the “drum-washer.” At the same time the rags are broken up by means of the knives on the roll, so that when the rags are sufficiently washed, a process which usually occupies four hours, they are also partially disintegrated.
The “drum-washer” spins with its surface in contact with the mixture in the engine, so the dirty water passes through the wire mesh and gets collected in the curved sections or buckets inside the drum, then is released into a trough next to the center and carried away from the engine. Clean water is allowed to flow into the vessel at one end while the dirty water is discharged by the “drum-washer.” At the same time, the rags are broken down by the blades on the roll, so that when the rags are thoroughly washed, a process which usually takes four hours, they are also partially broken apart.
Bleaching.—The clean disintegrated rag is next bleached by means of ordinary bleaching powder solution. Bleaching powder is a substance prepared by the action of chlorine gas on dry slaked lime, resulting in the formation of a compound which has the property of bleaching or “whitening” vegetable matters. The clear solution obtained by treating the powder with water is utilised by the paper-maker for bleaching the rag pulp.
Bleaching.—The clean, broken-up rag is then bleached using a standard bleaching powder solution. Bleaching powder is made by reacting chlorine gas with dry slaked lime, which creates a compound that has the ability to bleach or “whiten” plant materials. The clear solution produced by mixing the powder with water is used by the paper-maker to bleach the rag pulp.
Various methods are used for this purpose. Sometimes the requisite volume of clear bleach liquor is added to the pulp in the breaker, and the material kept in constant circulation until the operation has been completed. In other cases the broken pulp is transferred to a “potcher,” which is a vessel similar in shape to the breaker, but merely provided with paddles for keeping the pulp in circulation, and bleached by the addition of chloride of lime solution.
Various methods are used for this purpose. Sometimes the required amount of clear bleach solution is added to the pulp in the breaker, and the material is kept in constant circulation until the process is complete. In other cases, the broken pulp is transferred to a "potcher," which is a container similar in shape to the breaker, but is simply equipped with paddles to keep the pulp circulating, and is bleached by adding a chloride of lime solution.
Another method frequently adopted is to discharge the pulp from the breaker, immediately after the addition of the bleach, into brick or cement tanks, allowing the bleaching action to proceed spontaneously without prolonged agitation.
Another method often used is to release the pulp from the breaker right after adding the bleach into brick or cement tanks, letting the bleaching process happen naturally without extended mixing.
In some instances the process is hastened by adding dilute sulphuric acid to the pulp after the bleach liquor has[Pg 56] been run in, or by heating the mixture with steam. For high-class papers such devices as this are seldom resorted to, as experience shows that the colour of pulp bleached by drastic methods does not maintain a high standard.
In some cases, the process is speeded up by adding diluted sulfuric acid to the pulp after the bleach solution has[Pg 56] been mixed in, or by heating the mixture with steam. For high-quality papers, such methods are rarely used, as experience indicates that the color of pulp bleached by harsh methods doesn’t hold a high standard.
The pulp is then thoroughly washed in order to remove every trace of residual bleach, and also the soluble compounds which have been formed during the operation. Very large quantities of water, clear and free from suspended dirt, are necessary. In some mills any excess of bleach is neutralised by the use of an “antichlor” such as sodium hyposulphite, or sodium sulphite, but the best results are undoubtedly obtained when the quantity of chemicals used is kept at a minimum.
The pulp is then thoroughly washed to get rid of any remaining bleach and the soluble compounds that were formed during the process. Huge amounts of clean, dirt-free water are needed. In some mills, any leftover bleach is neutralized using an “antichlor” like sodium hyposulphite or sodium sulphite, but the best results are definitely achieved when the amount of chemicals used is kept to a minimum.
If the pulp is bleached in a breaker or potcher, the washing is effected by the aid of the drum-washer. With pulp treated in steeping tanks, fresh water is allowed to percolate or drain slowly through the mass.
If the pulp is bleached in a breaker or potcher, the washing is done using a drum washer. For pulp treated in steeping tanks, fresh water is allowed to slowly flow or drain through the material.
Electrolytic Bleaching.
The substitution of a sodium hypochlorite solution for the ordinary calcium hypochlorite solution obtained from common bleaching powder has been the aim of specialists for many years. As early as 1851 a patent was taken out by Charles Watt for decomposing chlorides of the alkali metals and the formation of hypochlorites. It was not until 1886 that a practical method was devised for producing an electrolysed solution of salt, but in that year Hermite introduced a continuous process in which an electrolysed solution having a strength of three grammes chlorine per litre was passed continuously into the potcher.
The replacement of a sodium hypochlorite solution for the standard calcium hypochlorite solution derived from regular bleaching powder has been a goal of experts for many years. As early as 1851, Charles Watt obtained a patent for breaking down chlorides of alkali metals and creating hypochlorites. It wasn't until 1886 that a workable method for producing an electrolyzed salt solution was developed, but that year, Hermite introduced a continuous process in which an electrolyzed solution with a concentration of three grams of chlorine per liter was continuously fed into the potcher.
Many patents for the electrolysis of salt have been taken out during the last twenty years, of which the Bird-Hargreave process is in operation in England, the Rhodin process in America, the Siemens and Halske in Norway,[Pg 57] and the Oettel and Haas apparatus in Germany. The figures relating to the latter apparatus may be mentioned as typical of the present condition of electrolytic bleaching. The apparatus consists of a narrow rectangular trough divided into a number of chambers through which a solution of brine flows at a constant and steady rate. The electric current is passed through the solution by suitable electrodes, the temperature being kept down by means of a cooling coil. The cost of producing the bleach liquor as given by the inventors of the apparatus from the results of actual working are shown in the following table:—
Many patents for the electrolysis of salt have been issued over the last twenty years, with the Bird-Hargreave process active in England, the Rhodin process in America, the Siemens and Halske process in Norway,[Pg 57] and the Oettel and Haas setup in Germany. The details regarding the latter setup are representative of the current state of electrolytic bleaching. The equipment includes a narrow rectangular trough divided into several chambers through which a brine solution flows at a consistent and steady rate. An electric current is passed through the solution using appropriate electrodes, while the temperature is maintained through a cooling coil. The cost of producing the bleach liquor, as reported by the inventors based on actual operation results, is presented in the following table:—
Table giving Analysis of Cost for Producing Bleach Liquor.
Table displaying the Cost Analysis for Producing Bleach Liquor.
| Capacity of tank | 750 litres = 166 gallons. |
| Strength or density of brine | 1·5 Baumé, or 23 Twaddell. |
| 286 lbs. of common salt required for 166 gallons. | |
| Hours worked | 2 | 4 | 6 | 8 | 10 | 12 |
| Grammes of chlorine per litre produced | 4·35 | 7·38 | 9·9 | 12·42 | 14·31 | 16·20 |
| Temperature C. of brine during operation | 20 | 21 | 20 | 21 | 20 | 20 |
| Ampères of 110 volts | 55 | 50 | 46 | 52 | 47 | 43 |
| Power in h.p. hours | 16 | 31 | 45 | 61 | 75 | 89 |
| Cost of the h.p. at ·22d. per h.p. hour | 3½d. | 6¾d. | 10d. | 1½d. | 4½d. | 7½d. |
| Cost of salt | 1s. 6d. | 1s. 6d. | 1s. 6d. | 1s. 6d. | 1s. 6d. | 1s. 6d. |
| Total cost | 1s. 9½d. | 2s. 0¾d. | 2s. 4d. | 2s. 7½d. | 2s. 10½d. | 3s. 1½d. |
| Total chlorine obtained in kilos. | 3·262 | 5·535 | 7·425 | 9·315 | 10·732 | 12·150 |
| Cost of chlorine per kilo. | 6·6d. | 4½d. | 3¾d. | 3·4d. | 3·2d. | 3d. |
| Salt used per kilo chlorine | 35 | 20 | 15 | 12 | 10 | 9 |
The above costs have been estimated on prices as follows:—
The costs mentioned above have been estimated based on the following prices:—
| Coal | 10s. per ton. |
| Salt | 12s. per ton. |
After 12 hours the 166 gallons (750 litres) are converted into electrolytic bleach liquor containing 26¾ lbs. of active chlorine (12·15 kilos.).
After 12 hours, the 166 gallons (750 liters) are turned into electrolytic bleach liquor containing 26¾ lbs. of active chlorine (12.15 kilos).
Beating.—Although the rags are reduced by the breaking engine to a condition of fibrous lint, called “half-stuff,” they are not fit for conversion into paper. They have to be beaten in special machinery until a complete separation of the single fibres has been effected, and this process is rightly regarded by many paper-makers as the most important stage of manufacture.
Beating.—Even though the rags are broken down by the engine into a fibrous lint known as “half-stuff,” they aren’t suitable for making paper yet. They must be beaten in specialized machines until each fiber is completely separated, and many paper-makers consider this process the most crucial step in production.
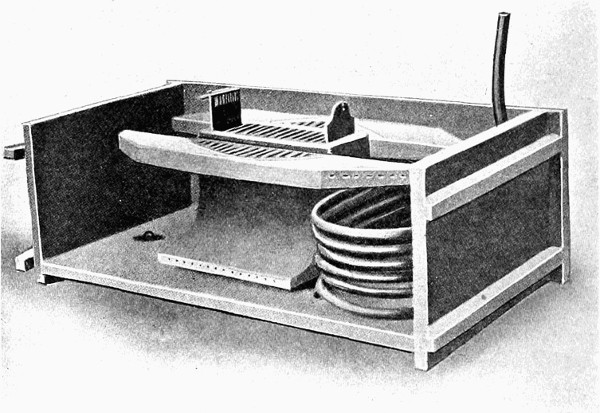
Fig. 12.—Oettel and Haas' Apparatus for the manufacture of Electrolytic Bleach Liquor.
Fig. 12.—Oettel and Haas' Equipment for Producing Electrolytic Bleach Solution.
The beating engine is similar in construction to the breaking engine, but there are certain essential differences in arrangement and manipulation. There is usually no drum-washer; the roll contains a large number of knives which are fixed in clumps or sets of three round the circumference; the lowering of the roll upon the bed-plate is carefully watched and controlled, and the desired effects[Pg 59] are only obtained by strict attention to the condition of the pulp during the whole process.
The beating engine is built similarly to the breaking engine, but there are some key differences in how they are set up and used. Typically, there isn't a drum-washer; the roll has many knives that are grouped in sets of three around the edge. The lowering of the roll onto the bed-plate is closely monitored and controlled, and the desired results[Pg 59] are achieved only by carefully watching the condition of the pulp throughout the entire process.
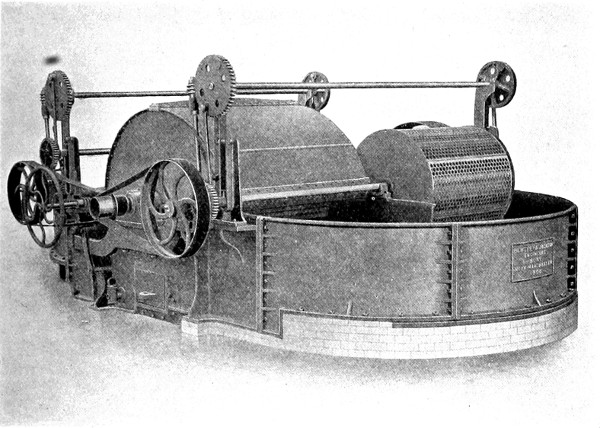
The beater is first partially filled with water, and the drained half-stuff added gradually until the “furnish,” a convenient term applied to the contents of the engine, has the proper consistency, which varies according to the nature and quality of paper required.
The beater is first filled partially with water, and the drained half-stuff is added gradually until the “furnish,” a handy term for the contents of the engine, has the right consistency, which changes based on the type and quality of paper needed.
The mass is circulated steadily round the engine by the action of the beater roll, which is lowered from time to time until the distance between the knives on the roll and those on the bed-plate has been set to the desired adjustment. This lowering of the roll and its proper adjustment call for the greatest care.
The mass is continuously moved around the engine by the beater roll, which is lowered periodically until the gap between the knives on the roll and those on the bed-plate is set to the desired spacing. Lowering the roll and making sure it's adjusted correctly requires a lot of attention.
Influence of the Beating.—The importance of this operation can easily be judged from one or two specific examples.[Pg 60] In the case of rag papers the two extremes of variation are represented by the ordinary blotting paper on the one hand and a hard strong writing paper known as a loan on the other. Now the great difference in these papers may be traced to the careful selection of the rag and the treatment in the beater as the two primary causes of the final results.
Influence of the Beating.—The significance of this process is clear when looking at a couple of specific examples.[Pg 60] For rag papers, the two extremes are represented by regular blotting paper on one end and a tough, strong writing paper known as a loan on the other. The major differences in these papers can be attributed to the careful selection of the rags and the way they are treated in the beater, as these are the two main factors that determine the final outcome.
For blotting papers it is essential that the rags should be old and tender. In the beating operation subsequent to the usual boiling and bleaching processes the half-stuff is beaten quickly with sharp knives, the roll being lowered soon after the engine is filled, so that the beating is finished in about one to one and a half hours.
For blotting papers, it's crucial that the rags are old and soft. During the beating process, after the usual boiling and bleaching, the pulp is beaten quickly with sharp blades. The roll is lowered soon after the machine is filled, completing the beating in about one to one and a half hours.
For the strong writing paper new strong rags are selected. In the beating process the knives used are dull, the roll is lowered slowly and cautiously, and the beating goes on for eight to ten hours.
For high-quality writing paper, new strong rags are chosen. During the beating process, the knives used are dull, the roll is lowered slowly and carefully, and the beating continues for eight to ten hours.
The effect of such difference in treatment is easily seen by examination of the fibres of the papers under the microscope. In the first case the fibres appear short with clean cut ends, the shape little distorted, the structure well defined, bearing a strong resemblance to the unbeaten material. In the case of the well-beaten paper the ends of the individual fibres appear to be drawn or frayed out, the fibres do not possess the sharp well-defined outline characteristic of blotting paper; they are partly split up into fibrillæ which lie together in a confused mass.
The impact of this difference in treatment is clearly visible when you look at the paper fibers under a microscope. In the first case, the fibers look short with clean-cut ends, the shape is minimally distorted, and the structure is well-defined, closely resembling the unbeaten material. In the case of the well-beaten paper, the ends of the individual fibers appear stretched or frayed, and they lack the sharp, well-defined outline typical of blotting paper; instead, they are partially split into fibrils that are tangled together in a messy bunch.
In the blotting paper these effects are produced because the knives being sharp cut up the material quickly, and in the writing paper because the dull “tackle” tends to draw out the fibres and tear them up lengthwise.
In the blotting paper, these effects happen because the sharp knives cut through the material quickly, while in the writing paper, the dull "tackle" tends to pull out the fibers and tear them lengthwise.
The practical result is a spongy, soft, and bulky blotting and a hard, strong, heavy writing paper. Of course the great difference between a blotting and a writing paper is[Pg 61] not all due to this one operation, but is obtained by a series of operations, of which one of the most important is, however, the beating.
The practical outcome is a spongy, soft, and thick blotting paper, and a firm, strong, and heavy writing paper. The major difference between blotting paper and writing paper is[Pg 61]not solely because of this one process, but is achieved through a series of processes, one of the most significant being the beating.
Colouring the Paper.—The pulp is brought to any desired tint by the addition of mineral pigments or aniline dyes to the contents of the engine. The latter soluble dyes, however, are seldom used for high-class rag papers. Prussian blue, ultramarine, and smalts are chiefly used for this purpose, giving toned blue, azure, and blue laid papers.
Coloring the Paper.—The pulp is colored to any desired shade by adding mineral pigments or aniline dyes to the mixture in the engine. However, the latter soluble dyes are rarely used for high-quality rag papers. Prussian blue, ultramarine, and smalts are mainly used for this, producing toned blue, azure, and blue laid papers.
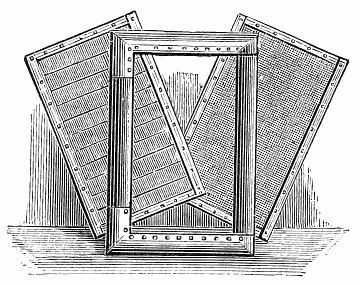
Making the Paper.—The beaten pulp, when duly prepared, is run from the engine into store tanks known as stuff chests, ready for the actual manufacture. The pulp properly diluted with water is strained through special screens to remove any insufficiently beaten material and any impurities present, after which it is run off into the vat, a square-shaped vessel built of wood or stone.
Making the Paper.—The processed pulp, once it's ready, is transferred from the machine into storage tanks called stuff chests, where it waits for the actual production. The pulp, properly mixed with water, is filtered through special screens to get rid of any poorly processed material and impurities. After that, it's poured into the vat, a square-shaped container made of wood or stone.
The apparatus used in forming the sheets is called a hand mould. The mould is a rectangular frame of mahogany upon which is stretched tightly a fine wire cloth, the surface of the latter being kept flat by a coarser wire cloth fixed underneath, supplemented by wedge-shaped pieces of wood. A second frame called the deckle fits on to the mould in such a manner as to form a shallow tray, the bottom of which is the fine wire cloth.
The equipment used to create the sheets is called a hand mould. The mould is a rectangular frame made of mahogany with a fine wire cloth stretched tightly across it. The surface of the wire cloth is kept flat by a coarser wire cloth placed underneath, supported by wedge-shaped pieces of wood. A second frame, known as the deckle, fits onto the mould to form a shallow tray, where the bottom is the fine wire cloth.
The vatman takes up the mould with both hands and dips it into the vat full of pulp in a slanting position, drawing it through the stuff towards him in a peculiar manner and lifting it out from the vat with a definite quantity of[Pg 62] the mixture in the frame. As the water drains away from the pulp, through the wire cloth, he imparts a shaking motion to the mould in order to cause the fibres to “felt” properly, this felting or interlacing of the fibres being an essential feature in the manufacture of a good sheet of paper. When the water has drained away sufficiently from the pulp, the vatman removes the deckle from the mould and passes the latter over to the coucher, who takes the mould, reverses it, and presses the contents, which may now be described as a wet sheet of paper, down on to a damp piece of felt, by which means the paper is transferred to the felt. He returns the mould to the vatman, who meanwhile has made another sheet with a duplicate mould, and then, having laid a second felt upon the wet sheet of paper, he proceeds to transfer the next sheet of paper to the second felt. This process is continued until a pile is formed consisting of wet sheets of paper alternated with pieces of felt.
The vatman picks up the mold with both hands and dips it into the vat full of pulp at an angle, dragging it through the mixture toward him in a specific way and lifting it out from the vat with a set amount of[Pg 62] the mixture in the frame. As the water drains from the pulp through the wire cloth, he shakes the mold to help the fibers interlock properly, which is crucial for making a good sheet of paper. Once enough water has drained from the pulp, the vatman removes the deckle from the mold and hands it over to the coucher, who flips the mold over and presses the contents, now a wet sheet of paper, onto a damp piece of felt, transferring the paper to the felt. He gives the mold back to the vatman, who has made another sheet with a duplicate mold, and then lays down a second piece of felt on the wet sheet of paper before transferring the next sheet of paper to the second felt. This process continues until a stack of wet sheets of paper, interleaved with pieces of felt, is formed.
The pile is at once submitted to great pressure in the hydraulic press, and the excess water slowly forced out, while at the same time the sheets are compressed and thus “closed up,” as it is termed. When all the excess water has been removed as far as possible, the pile is taken away and the sheets of damp paper taken out, the felts being placed in one pile ready for further use, and the sheets of paper in a second ready for the next process.
The stack is put under a lot of pressure in the hydraulic press, and the extra water is slowly pushed out, while at the same time the sheets are compressed and “closed up,” as it’s called. Once all the excess water has been removed as much as possible, the stack is taken out and the damp paper sheets are removed, with the felts set aside in one stack for future use and the sheets of paper in another stack for the next process.
The papers are put back into the press without felts between the sheets and left for some time. In most cases the sheets are turned round or mixed in with the sheets of another pile, before pressing. In this way any unevenness or irregularity in the sheets is counteracted and a more uniform result obtained.
The papers are placed back into the press without felts between the sheets and left for a while. Typically, the sheets are turned around or mixed in with the sheets from another pile before pressing. This method helps to counteract any unevenness or irregularity in the sheets, resulting in a more uniform outcome.
When these changes are repeated several times the paper acquires an even texture and becomes firm and hard.
When these changes are repeated multiple times, the paper gets a smooth texture and becomes strong and sturdy.
Drying the Paper.—The sheets are hung up in the loft,[Pg 63] as the drying room is called, upon poles or ropes. The moisture gradually evaporates, and the paper is thus dried by exposure to air. In winter it is necessary to warm the air in the loft, as the air is then saturated with moisture. In lofts of limited capacity the air is heated in order to hasten the process, but the best paper is allowed to dry naturally, as by this means the shrinkage is gradual and a maximum strength is attained.
Drying the Paper.—The sheets are hung up in the loft,[Pg 63] which is what we call the drying room, on poles or ropes. The moisture slowly evaporates, and the paper dries this way through exposure to air. In winter, it’s necessary to warm the air in the loft since it's usually saturated with moisture. In smaller lofts, the air is heated to speed up the process, but the best paper is left to dry naturally because this allows for gradual shrinkage and achieves maximum strength.
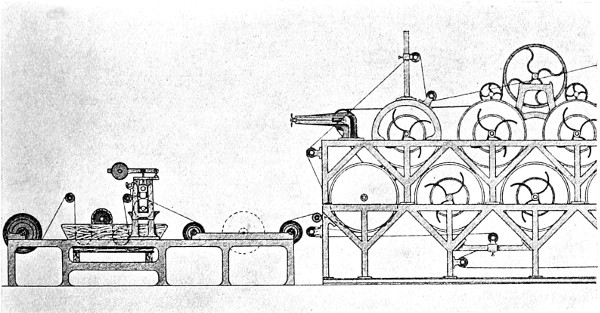
Fig. 15.—Apparatus for Sizing Paper in continuous Rolls.
Fig. 15.—Equipment for Sizing Paper in continuous Rolls.
Sizing the Paper.—The dried paper as it leaves the loft is termed Waterleaf because, being unsized, it readily absorbs water, and therefore before it can be used it must be sized. For this purpose it is dipped into a solution of gelatine, an operation described as tub-sizing or animal-sizing, the former term being used on account of the tub in which the size is kept, and the latter on account of the fact that the gelatine is made from animal matter such as hides, cartilage, hoofs, and other refuse.
Sizing the Paper.—The dried paper coming out of the loft is called Waterleaf because, being unsized, it easily absorbs water. Before it can be used, it needs to be sized. For this, it gets dipped into a solution of gelatine, a process known as tub-sizing or animal-sizing. The first term comes from the tub where the size is kept, and the second refers to the fact that the gelatine is derived from animal materials like hides, cartilage, hooves, and other byproducts.
Animal Size.—This is prepared from hide pieces, skins,[Pg 64] and the like by a simple process, which, however, requires a good deal of care in order to obtain the best results. The material is first thoroughly washed in plenty of clean water, and then heated with a definite quantity of water in a steam jacketed copper pan. The pieces slowly dissolve until a solution of gelatine is produced, and after the dirt and impurities have settled to the bottom of the pan the clear liquid is drawn off into store vessels. There are many details of a technical character to be attended to in the manufacture of good gelatine, and as the process is expensive, considerable attention is demanded at this stage in the completion of a sheet of paper.
Animal Size.—This is made from pieces of hides, skins, [Pg 64] and similar materials through a straightforward process that requires careful attention to achieve the best results. First, the material is thoroughly washed in clean water, then heated with a specific amount of water in a steam-jacketed copper pan. The pieces dissolve gradually until a gelatine solution is formed. Once the dirt and impurities settle at the bottom of the pan, the clear liquid is poured into storage containers. There are many technical details to consider when producing quality gelatine, and since the process is costly, careful oversight is crucial at this stage of creating a sheet of paper.
The dry sheets of paper are sized by the simple expedient of dipping, or by the passage of the paper through a long trough. In the first case the workman takes up a number of sheets and dips the bunch into a vat of size at the proper temperature, about 100° Fahrenheit. He then allows the surplus size to drain off, and the sheets are submitted to a slight pressure in order to remove the excess of gelatine that will not drain off.
The dry sheets of paper are sized using a straightforward method of dipping, or by running the paper through a long trough. In the first method, the worker picks up several sheets and dips them into a vat of sizing solution at the right temperature, around 100° Fahrenheit. He then lets the excess sizing drain off, and the sheets undergo a light pressure to remove any extra gelatin that doesn't drain away.
In the second case a different method is adopted in that the sheets of paper are carried by travelling felts through a bath of heated size, the excess gelatine being removed by the action of rubber or wooden rollers through which the papers are passed before leaving the apparatus. The papers are quickly and evenly sized by this method, which is now most generally used.
In the second case, a different method is used in which sheets of paper move through a bath of heated size on traveling felts. The excess gelatine is removed by rubber or wooden rollers that the papers pass through before leaving the machine. This method quickly and evenly sizes the papers and is now the most commonly used.
Glazing.—When the sheets of paper are quite dry they are ready for glazing, a process which turns the dull rough surface of the sized sheet into a highly polished smooth surface fit for use. The sheets are placed singly between copper or zinc plates, and a pile of these passed several times through heavy iron rollers, great pressure being applied to the latter during the operation.
Glazing.—When the sheets of paper are completely dry, they are ready for glazing, a process that transforms the dull, rough surface of the sized sheet into a highly polished, smooth surface suitable for use. The sheets are placed one at a time between copper or zinc plates, and a stack of these is passed several times through heavy iron rollers, with significant pressure applied during the process.
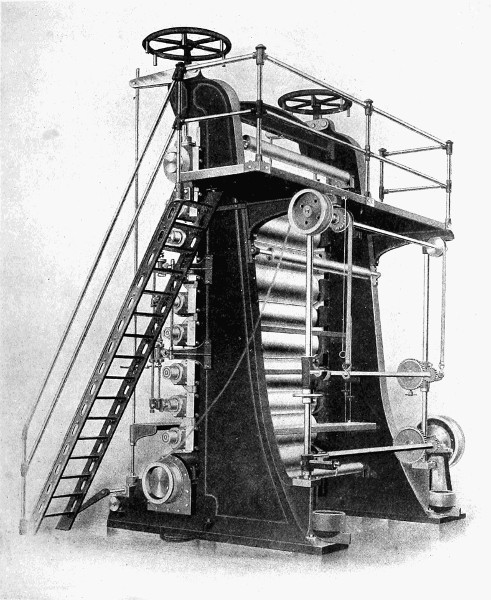
The amount of polish imparted by this plate-glazing process, as it is termed, can be varied considerably. With a light pressure and few rollings, the sheet of paper can be turned out having a fairly smooth surface, and without a conspicuously shiny appearance. By employing a great pressure and repeated rolling a much higher surface is attainable. If the plates are hot a still higher finish is possible. Machine-made rag papers are glazed usually by means of the supercalender, which is a stack of alternate steel and paper rolls placed one above the other in a vertical position. The reel of paper passes between these rolls and becomes highly surfaced.
The level of shine achieved through this plate-glazing process can be adjusted significantly. With light pressure and just a few rollings, the paper sheet can end up with a fairly smooth surface and without an overly shiny look. By applying more pressure and rolling it multiple times, you can achieve a much glossier finish. If the plates are heated, an even higher quality finish is possible. Machine-made rag papers are typically glazed using a supercalender, which consists of a stack of alternating steel and paper rollers positioned vertically. The roll of paper moves between these rollers and gets a highly polished surface.
This operation effects many changes in the paper, besides imparting a good finish. The thickness of the sheet is reduced by about 40 per cent., the fibres being compressed much closer together. The tensile strength of the paper is also materially increased, and in every way the paper is improved. Moderation is essential in this as in everything, because excess of glazing weakens a paper, rendering it brittle and liable to crack when folded.
This process brings many changes to the paper while also giving it a nice finish. The thickness of the sheet is reduced by about 40 percent, as the fibers are pressed much closer together. The paper's tensile strength is significantly increased, making it better overall. It's important to be moderate with this, just like in everything else, because too much glazing can weaken the paper, making it brittle and prone to cracking when folded.
Laid and Wove Papers.—When certain papers are held up to the light and carefully examined it will be noticed that they appear to contain delicate transparent lines running parallel with one another at equal distances of about an inch, and that these are intersected by similar transparent lines running at right angles, which are much closer together. Such papers are known as Laid Papers, and the peculiar formation of the transparent lines is due to the construction of the mould used in the making. The wire surface of this mould consists of a number of somewhat stout wires placed about one inch apart, interwoven with finer wires running across and at right angles, which are threaded much closer together. When the mould is dipped into the vat and withdrawn, the water drains away[Pg 67] from the under surface of the wire, and the moist pulp settles down on the upper surface; but since the coarser wires project a little from the finer threads, the paper is slightly thinner along those wires, though to an almost infinitesimal extent, with the result that on drying the sheet appears to contain transparent lines.
Laid and Wove Papers.—When you hold certain papers up to the light and examine them closely, you’ll notice they seem to have delicate transparent lines running parallel to each other, spaced about an inch apart. These lines are intersected by similar transparent lines that run at right angles and are much closer together. These papers are called Laid Papers, and the unique pattern of the transparent lines comes from how the mold used to make them is constructed. The wire surface of the mold has several thicker wires placed about one inch apart, woven together with finer wires that run across at right angles and are spaced closer together. When the mold is dipped into the vat and pulled out, the water drains away from the underside of the wires, and the wet pulp settles on the upper surface. Because the thicker wires stick out a bit more than the finer threads, the paper is slightly thinner where those wires are, although to an almost negligible degree. As a result, when the sheet dries, it looks like it has transparent lines.
Wove papers are so called from the nature of the mould used. The surface of the mould in this case consists of fine wires equally distributed, being woven in such a manner that the wires are equidistant from one another, as in ordinary wire gauze. A wove paper, on being examined in the light, simply shows a number of small diamond-shaped spaces, which in the majority of instances are difficult to detect.
Wove papers get their name from the type of mold that's used. The surface of the mold is made up of fine wires arranged evenly, woven together so that the wires are spaced equally apart, like regular wire mesh. When you look at a wove paper in the light, you can see small diamond-shaped gaps, although most of the time they are hard to notice.
The Watermark.—The transparent device observed in many papers when held up to the light is known as the watermark, a term probably derived from the conditions existing at the time the sheet of paper is made on the mould. The effect is produced by means of a raised design sewn or soldered to the surface of the mould, the design being fashioned out of fine wire.
The Watermark.—The clear design seen in many papers when held up to the light is called the watermark, a term likely derived from the circumstances present when the paper is created on the mold. This effect is achieved using a raised pattern that is stitched or attached to the surface of the mold, with the design made from fine wire.
When a mould thus fitted with the design is dipped into a vat of pulp and lifted out, the water falls through the wire, and the pulp sinks down on to the surface of the mould, forming a replica, so to speak, of the design, which is easily seen when the dry paper is held up to the light, because the paper is thinner just at those points where the wires forming the design come into contact with the wet pulp.
When a mold shaped with the design is dipped into a vat of pulp and then pulled out, the water drains through the wire, and the pulp settles onto the surface of the mold, creating a sort of replica of the design. This becomes clearly visible when the dry paper is held up to the light, as the paper is thinner where the wires that create the design touch the wet pulp.
Some of the watermarks are very elaborate and interesting. A familiar illustration of a beautiful design of this[Pg 68] description is to be found in the Bank of England notes. As a general rule the ordinary watermark consists of a mere trade term such as “Vellum,” “Zenobia,” or of the name of the manufacturer, such as “J. Whatman,” “R. Batchelor,” and so on. In the earlier days of paper-making many highly interesting designs were used, and some of these are still extant. In fact many of the names by which certain standard sizes of paper are known owe their origin to the watermarks employed.
Some watermarks are really intricate and fascinating. A well-known example of a beautiful design that fits this description can be found on Bank of England notes. Typically, a regular watermark consists of a simple trade term like “Vellum” or “Zenobia,” or it could be the name of the manufacturer, such as “J. Whatman” or “R. Batchelor,” and so forth. In the earlier days of paper-making, many compelling designs were used, and some of these still exist today. In fact, many of the names for certain standard paper sizes come from the watermarks that were used.
The earliest known watermark bears the date A.D. 1301, being in the form of a globe and cross, as shown. Of equal interest are those designs from which certain papers are called foolscap, crown, pott, post, royal, columbier, and so on. The watermarks are now little used, but the terms are still retained, as indicating the size of the sheet.
The earliest known watermark is dated A.D. 1301, featuring a globe and cross design. Also noteworthy are the names of certain papers, which are referred to as foolscap, crown, pott, post, royal, columbier, and others. While watermarks are rarely used today, these terms remain in use to describe the size of the sheet.
Microscopic Features of Cotton and Linen Fibres.
The cotton fibre is about 30 mm. long, with an average diameter of ·025 mm. of tube-like shape, and having a prominent central canal. There are no cross markings on the cell walls, and the ends of the fibre are rounded off into a somewhat blunt point. It exhibits a marked tendency to twist itself, especially if dry, and this peculiarity is readily observed with the raw material.
The cotton fiber is about 30 mm long, with an average diameter of 0.025 mm and a tube-like shape, featuring a noticeable central canal. There are no cross markings on the cell walls, and the ends of the fiber are rounded off into a somewhat blunt point. It tends to twist itself noticeably, especially when dry, and this characteristic is easily seen in the raw material.
The process of paper-making alters the characteristic structure of the fibre very greatly. The ends of the fibre are seldom to be seen; the curious twist is less prominent, and the fibres are torn and destroyed. The effect of the beating process, for example, on cotton is easily to be noticed by comparing the fibres of a blotting paper under the microscope with the fibres of a bank or loan paper.
The process of making paper significantly changes the structure of the fibers. The ends of the fibers are rarely visible; the distinctive twist is less noticeable, and the fibers are damaged and broken. The impact of the beating process on cotton, for instance, is easily observed by comparing the fibers of blotting paper under a microscope with those of bank or loan paper.
The distortions produced by prolonged beating renders[Pg 69] the determination of the exact percentage of cotton in a rag paper rather difficult, but the features to be looked for are the absence of pores, cross markings, the existence of a central canal, striations produced in many cases on the cell walls parallel to the length of the fibre. The structural features are more readily observed when the fibres are stained with a suitable reagent. (See page 71.)
The distortions caused by extended beating make it pretty hard to figure out the exact cotton percentage in a rag paper. However, you should look for certain features: no pores, cross markings, a central canal, and striations on the cell walls that run parallel to the length of the fiber. You can see these structural features more clearly when the fibers are stained with the right reagent. (See page 71.)
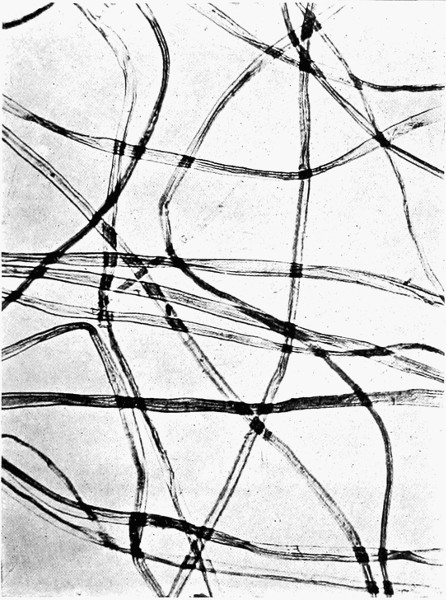
The linen fibre has an average length of 27 mm. with a diameter of ·02 mm. The raw flax is very different from raw[Pg 70] cotton and is easily distinguished. The fibre is slender in shape, having thickened knots at regular intervals throughout its length, the general appearance of which may be compared to a stick of bamboo. The central canal of the fibre is extremely narrow, running like a small thread through the length of the fibre. The cell walls are further marked by numerous pores, which appear as small dark lines running from side to side, but not meeting in the centre.
The linen fiber has an average length of 27 mm and a diameter of 0.02 mm. Raw flax is very different from raw[Pg 70] cotton and is easy to tell apart. The fiber is slender, with thickened knots at regular intervals along its length, resembling a stick of bamboo. The central canal of the fiber is extremely narrow, running like a small thread through its length. The cell walls are also marked by numerous pores that appear as small dark lines stretching from side to side but don’t meet in the center.
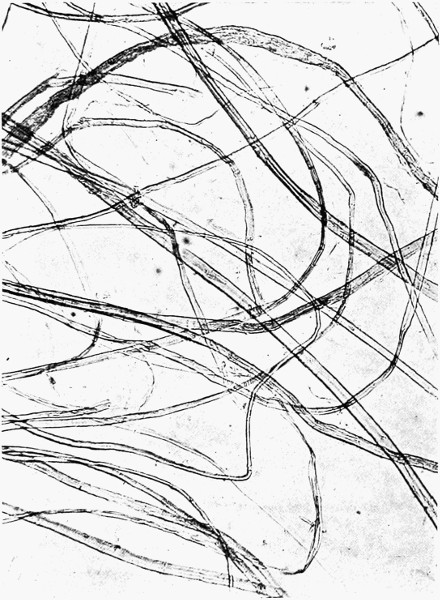
In the treatment necessary for making paper these characteristics are largely destroyed, and while it is quite easy to ascertain that a paper is of linen, or of cotton, or that a paper is mainly cotton with a small percentage of linen, yet there are conditions under which it is difficult to determine the exact percentage of cotton or linen in a rag paper. If, for example, a paper contains nearly equal quantities of cotton and linen, the exact proportions cannot be determined closer than 10 per cent., especially in well-beaten papers.
In the process of making paper, these characteristics are mostly lost. While it's pretty easy to tell if a paper is made of linen or cotton, or if it’s primarily cotton with a bit of linen, there are situations where it’s hard to figure out the exact percentage of cotton or linen in rag paper. For instance, if a paper has nearly equal amounts of cotton and linen, you can't get the exact proportions down to better than 10 percent, especially in well-beaten papers.
Reagent for Staining Fibres.
Preparation.—Dissolve 2·1 grams potassium iodide and 0·1 grams iodine in 5 c.c. of water. Mix this solution with a solution containing 20 grams of dry zinc chloride in 10 c.c. of water. Allow the mixture to stand; pour off the clear liquid into suitable bottles.
Preparation.—Dissolve 2.1 grams of potassium iodide and 0.1 grams of iodine in 5 mL of water. Combine this solution with a solution that has 20 grams of dry zinc chloride in 10 mL of water. Let the mixture sit; then pour the clear liquid into appropriate bottles.
Coloration Produced.
Cotton, linen, hemp.—Wine red.
Cotton, linen, hemp.—Wine red.
Esparto, straw and wood cellulose.—Bluish violet.
Esparto, straw, and wood cellulose.—Bluish violet.
Mechanical wood, unbleached jute.—Yellow.
Mechanical wood, unbleached jute—yellow.
Manila hemp.—Blue, bluish grey to yellow.
Manila hemp.—Blue, grayish-blue to yellow.
CHAPTER IV
ESPARTO AND STRAW
Esparto Papers.
The value of Esparto for the manufacture of high-class printing and medium quality writing paper is well known. This material has qualities which cannot readily be obtained from other fibres, such as rag and wood pulp. It is chiefly used in papers required for lithographic printing, books, and art illustration, since it gives a sheet having a good surface and one which is soft and flexible.
The value of Esparto for making high-quality printing and medium-grade writing paper is well recognized. This material has qualities that are not easily found in other fibers like rags and wood pulp. It's mainly used in papers needed for lithographic printing, books, and art illustrations because it creates sheets with a nice surface that are soft and flexible.
The grass is obtained from Spain, Morocco, Algeria, Tunis, and Tripoli, in which countries it grows wild, requiring very little cultivation. The condition of the crop is improved by proper treatment, and in districts where the grass is cut for export as a paper-making material attention is given to cultivation.
The grass comes from Spain, Morocco, Algeria, Tunisia, and Tripoli, where it grows wild and needs very little farming. The quality of the crop is enhanced with proper care, and in areas where the grass is harvested for export as a paper-making material, attention is paid to its cultivation.
The plant grows to a height of three or four feet, and when mature the long blades of grass curl up into the form of a cylinder resembling a piece of wire. The leaf consists of two parts, the stalk and a sheath, which are easily separated when harvested. The grass is pulled up by hand and stacked into heaps in order that it may be dried by the heat of the sun, after which process it is carefully picked over for the removal of all extraneous matter and impurities. It is then graded, the best sorts being kept for weaving, and the remainder being sold for paper-making. It is packed up into large bales of about 4 cwt. capacity, compressed into small bulk by powerful presses, and shipped to England.
The plant grows to a height of three or four feet, and when it's mature, the long blades of grass curl up into a shape like a piece of wire. The leaf has two parts: the stalk and a sheath, which are easily separated when harvested. The grass is pulled up by hand and piled into heaps so it can dry in the sun. After drying, it's carefully sorted to remove any foreign materials and impurities. It's then graded, with the best quality set aside for weaving and the rest sold for paper-making. It's packed into large bales weighing about 4 cwt., compacted into a small size by powerful presses, and shipped to England.
Esparto Pulp.—The first process in the manufacture of the paper is cleaning. The bundles of grass are opened up, shaken out, and put through a willowing machine. This consists of a hollow conical drum, the outer surface of which is a coarse wire cloth. Inside the drum is fitted a shaft provided with wooden teeth, and as the grass passes through it is tossed about and the dust removed. The clean grass is conveyed by travelling belts to the digester house. For the production of a high-class paper the grass is often examined by girls, who stand on either side of the travelling conveyer and take out any coarse root ends and foreign material not removed by the willowing machine.
Esparto Pulp.—The first step in making paper is cleaning. The bundles of grass are opened up, shaken out, and fed into a willowing machine. This machine features a hollow conical drum with a rough wire mesh on the outside. Inside the drum, there's a shaft with wooden teeth, and as the grass moves through, it is tossed around, with the dust being removed. The clean grass is then transported by conveyor belts to the digester house. To produce high-quality paper, the grass is often inspected by workers, who stand on either side of the moving conveyor and remove any rough root ends and foreign materials that the willowing machine didn't catch.
Boiling.—The object of submitting esparto to chemical treatment is to obtain a pure paper-making fibre known as cellulose. The composition of this raw material is shown by the following analysis:—
Boiling.—The purpose of treating esparto with chemicals is to get a pure paper-making fiber called cellulose. The makeup of this raw material is illustrated by the following analysis:—
Spanish Esparto.
Spanish esparto grass.
| Cellulose | 48·25 | |
| Water | 9·38 | |
| Aqueous extract | 10·19 | |
| Pectous matter | 26·39 | |
| Fatty matter | 2·07 | |
| Ash | 3·72 | |
| 100·0 | ||
| Yield of dry cellulose obtained in actual practice from good raw material | 45 to 48 % | |
By boiling the esparto with caustic soda under pressure for a stated time, the non-fibrous constituents are removed, leaving the cellulose in a more or less pure form according to the severity of the chemical treatment.
By boiling the esparto with caustic soda under pressure for a specified duration, the non-fibrous components are eliminated, resulting in the cellulose being left in a more or less pure form depending on the intensity of the chemical treatment.
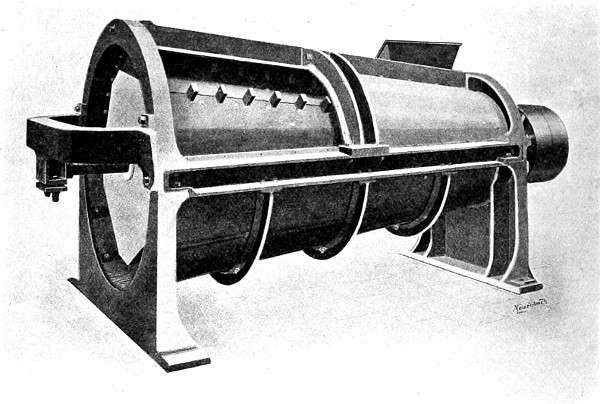
In practice the grass is packed tightly into upright stationary digesters and a definite quantity of caustic soda solution added, the amount of chemical used being equal to 15-18 per cent. of the weight of grass packed into the digester. The form of digester almost universally employed is that known as the Sinclair's “vomiting” boiler, which is constructed so that a continuous circulation of the liquid is maintained by means of what are called “vomit” pipes. These are fitted to the sides of the digester in such a manner that the caustic soda solution circulates from the bottom of the digester, up through the “vomit” pipes, and is discharged downwards upon the contents of the boiler through a perforated plate fixed in the upper part of the digester. The requisite quantity of caustic soda solution is placed in the digester, and steam admitted into[Pg 75] the bottom of the vessel while the grass is being thrown in. In this way a much larger weight of grass can be boiled at one operation, since the bulk is greatly reduced when the grass has become thoroughly soft and wet.
In practice, the grass is tightly packed into upright stationary digesters, and a specific amount of caustic soda solution is added, which is about 15-18 percent of the weight of the grass packed into the digester. The type of digester most commonly used is known as Sinclair's “vomiting” boiler. It's designed to keep the liquid circulating continuously through what are called “vomit” pipes. These pipes are attached to the sides of the digester so that the caustic soda solution circulates from the bottom of the digester, up through the “vomit” pipes, and is then discharged down onto the contents of the boiler through a perforated plate located at the top of the digester. The required amount of caustic soda solution is put into the digester, and steam is introduced into[Pg 75] the bottom of the vessel while the grass is being added. This method allows for a much larger weight of grass to be boiled in one go, as the volume is significantly reduced when the grass becomes thoroughly soft and wet.
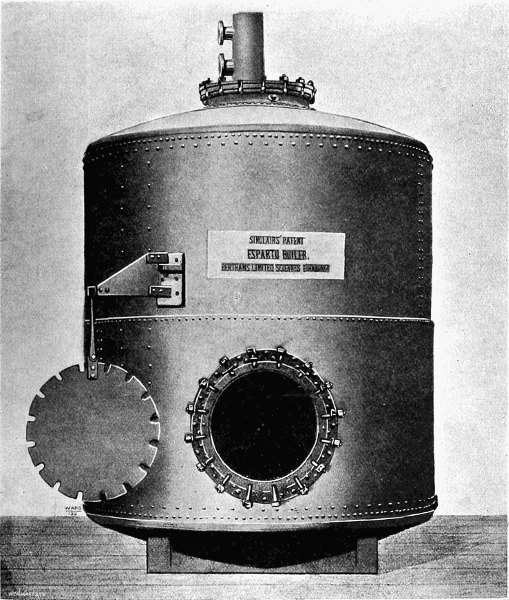
When the boiler is loaded the inlet is closed up and steam[Pg 76] turned on to the full pressure of about 40 or 50 lbs., this being maintained for a period of about four hours. The non-fibrous constituents of the esparto are gradually dissolved out by the caustic soda, and when the operation is completed the black liquor is run off from the digester into large store tanks, and the esparto grass which remains in the digester is then completely washed until the soda is almost entirely washed out.
When the boiler is loaded, the inlet is closed, and steam[Pg 76] is turned on to full pressure of about 40 or 50 pounds, which is maintained for about four hours. The non-fibrous components of the esparto are gradually dissolved by the caustic soda, and when the process is finished, the black liquor is drained from the digester into large storage tanks. The esparto grass that remains in the digester is then thoroughly washed until almost all the soda is removed.
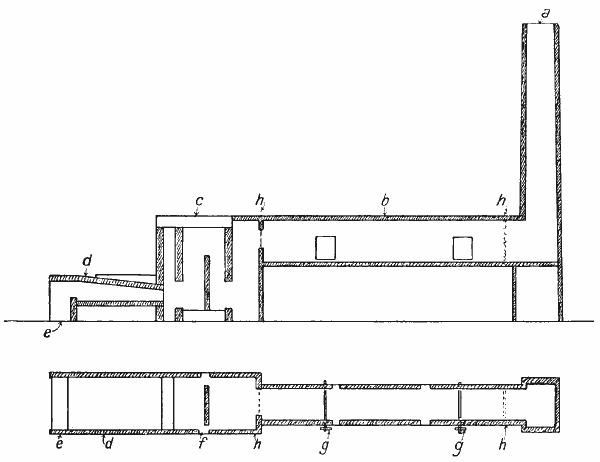
The conditions for boiling and bleaching esparto are varied by the paper-maker as circumstances require. A maximum yield of fibre is obtained when the least possible quantity of caustic soda is used, but a larger percentage of bleaching powder may be necessary to ensure a well bleached pulp. The use of an excess of caustic soda is[Pg 77] probably the general practice for several reasons, amongst which may be noted the advisability of guarding against irregularities in the quality of the esparto, and consequent insufficient boiling, as well as the advantage of having some free caustic in the spent liquors to prevent the furring up of the tubes of the evaporating apparatus in the soda recovery department.
The conditions for boiling and bleaching esparto vary according to the paper maker's needs. The highest yield of fiber is achieved with the smallest amount of caustic soda, but a higher percentage of bleaching powder might be necessary to ensure a well-bleached pulp. Using too much caustic soda is[Pg 77] likely common practice for several reasons, including the need to prevent inconsistencies in the quality of the esparto and resulting insufficient boiling, as well as the benefit of having some free caustic in the spent liquors to avoid clogging the tubes of the evaporating equipment in the soda recovery department.
The following experiments, given by a contributor to the Paper Trade Review some years ago, are interesting as showing the effect of varying proportions of caustic soda used per unit of grass:—
The following experiments, provided by a contributor to the Paper Trade Review a few years back, are interesting because they demonstrate how different amounts of caustic soda used per unit of grass affect the results:—
Experiments re Yield of Air-dry Bleached Pulp from Oran Esparto.
Experiments on the Yield of Air-Dried Bleached Pulp from Oran Esparto.
Air-dry Pulp containing 10 per cent. water.
Air-dry pulp with 10 percent water.
| No. of Experiment. | Esparto. | Soda Liquor. | Conditions of Boiling. | Weight of Air-dry Pulp. Grams. | Dry Pulp on Dry Esparto. Per cent. | Bleaching Powder. Per cent. | |||
| Wt. taken. Grams. | Volume, C.C. | Per cent. Na2O. | Time. Hours. | Temp. °C. | Pressure. Lbs. | ||||
| 1 | 200 | 800 | 1·58 | 3 | 142 | 55 | 87·30 | 43·65 | 29·5 |
| 2 | 200 | 800 | 2·13 | 3 | 142 | 55 | 80·67 | 40·33 | 18·5 |
| 3 | 200 | 800 | 2·69 | 3 | 142 | 55 | 72·00 | 36·00 | 10·5 |
Practical Data calculated from Experiments.
Practical Data from Experiments.
| No. of Experiment. | Boiling. | Weight of Esparto to give 1 ton Pulp. Cwts. | 60 per cent. Caustic Soda required to Digest Esparto. Cwts. | Bleaching Powder required to Bleach 1 ton Air-dry Pulp. Cwts. | For One Ton of Esparto used. | ||
| Time. Hours. | Pressure. Lbs. | 60 per cent. Caustic. Lbs. | Bleaching Powder. Lbs. | ||||
| 1 | 3 | 55 | 45·8 | 4·30 | 5·26 | 210 | 260 |
| 2 | 3 | 55 | 49·5 | 6·27 | 3·39 | 282 | 156 |
| 3 | 3 | 55 | 55·5 | 8·90 | 1·96 | 358 | 79 |
Recovery of Spent Liquor.—As it is possible to recover 75 to 80 per cent. of the soda originally used in digesting the esparto, the washing of the boiled grass is conducted on scientific principles in order to ensure a maximum recovery of soda at a minimum cost.
Recovery of Spent Liquor.—Since it's possible to recover 75 to 80 percent of the soda originally used for digesting the esparto, the washing of the boiled grass is done based on scientific methods to guarantee the highest recovery of soda at the lowest cost.
The recovery is effected by evaporating down the black liquor, together with the washing waters, to a thick syrupy mass, which can be burnt. The organic and resinous constituents of the esparto which have been dissolved out by the caustic soda, forming the soluble soda compounds, ignite readily, and during combustion the organic soda compounds are converted more or less completely into crude carbonate of soda.
The recovery happens by evaporating the black liquor, along with the washing waters, down to a thick syrupy mass that can be burned. The organic and resinous components of the esparto that were dissolved by the caustic soda form soluble soda compounds, which catch fire easily. During combustion, the organic soda compounds are mostly transformed into crude sodium carbonate.
It is obvious, then, that the cost of recovery depends mainly on the quantity of weak washing water which has to be evaporated. Consequently methods are devised by means of which the grass is thoroughly washed with as little water as possible, and some of the methods are very ingenious.
It's clear, then, that the cost of recovery mainly relies on the amount of weak washing water that needs to be evaporated. As a result, methods have been developed to thoroughly wash the grass using as little water as possible, and some of these methods are quite clever.
The spent liquors and washing waters are evaporated to a small bulk in a vacuum multiple effect apparatus, and the thick liquid mass obtained by evaporation is burnt either in a rotary furnace or on an ordinary hearth. Every precaution is taken to effect this operation with a minimum quantity of coal. The burning off of this mass results in the formation of a black substance which is taken away from the furnace and allowed to char or slowly burn until the impure white soda ash, or carbonate of soda, is obtained.
The used liquids and washing waters are evaporated down to a smaller volume in a vacuum multiple effect system, and the thick liquid left after evaporation is burned either in a rotary furnace or on a regular hearth. Every effort is made to carry out this process using as little coal as possible. Burning this mass creates a black substance that is removed from the furnace and allowed to char or burn slowly until impure white soda ash, or sodium carbonate, is produced.
Two systems of recovery are in general use, which deserve a brief notice:—
Two recovery systems are commonly used that deserve a brief mention:—
Direct Evaporation.—The liquors may be evaporated to a small bulk ready for incineration by treatment in long shallow pans or furnaces, the heat necessary for the process[Pg 80] being obtained mainly from the combustion of the thick concentrated liquor. The most familiar type of this form of apparatus is the Porion evaporator.
Direct Evaporation.—The liquids can be evaporated to a small volume that's ready for incineration by using long shallow pans or furnaces. The heat needed for this process[Pg 80] primarily comes from burning the thick, concentrated liquid. The Porion evaporator is the most well-known type of this equipment.
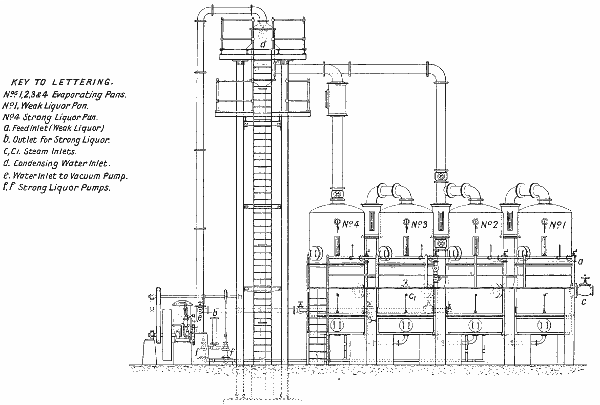
The combustion of the concentrated liquor is started by a coal furnace at one end of the apparatus. The thick viscous mass catches fire and burns with a fierce flame, and the heat is utilised in evaporating the weaker liquors which flow continuously through shallow brick troughs, the surface of which is freely exposed to the heat and flames from the hearth where the organic soda compounds produced in the boiling of esparto are being incinerated and converted into soda ash.
The burning of the concentrated liquid begins in a coal furnace at one end of the system. The thick, sticky substance ignites and burns with an intense flame, and the heat is used to evaporate the weaker liquids that continuously flow through shallow brick troughs, whose surfaces are fully exposed to the heat and flames from the hearth where the organic soda compounds produced from boiling esparto are being burned and converted into soda ash.
Under suitable conditions this evaporator is most economical in its results. It can be erected cheaply, and when all the heat is fully used in every possible direction it can be worked at a low cost compared with the more modern multiple effect evaporators.
Under the right conditions, this evaporator is very cost-effective. It's inexpensive to set up, and when all the heat is utilized in every possible way, it can operate at a lower cost compared to the newer multiple-effect evaporators.
Vacuum Multiple Effect Evaporation.—Advantage is taken of the fact that water boils at a lower temperature in a vacuum than at the ordinary pressure of the atmosphere. There are many forms of apparatus based on this principle, amongst which the most recent is Scott's evaporator. The black liquor from the boilers is pumped through tubes heated externally by high-pressure steam. The liquor is passed into a chamber in which a slight vacuum is maintained, so that immediately on entering, the liquor parts with a good deal of water in the shape of steam. The steam liberated is utilised in producing further evaporation of the partially concentrated liquor, and this operation is repeated several times until the concentration is effected to the desired point.
Vacuum Multiple Effect Evaporation.—This method takes advantage of the fact that water boils at a lower temperature in a vacuum than it does at normal atmospheric pressure. There are many types of equipment based on this principle, with Scott's evaporator being the most recent. The black liquor from the boilers is pumped through tubes that are heated externally by high-pressure steam. The liquor enters a chamber where a slight vacuum is maintained, causing it to release a significant amount of water as steam right away. The released steam is used to further evaporate the partially concentrated liquor, and this process is repeated several times until the concentration reaches the desired level.
In most cases the actual incineration of the thick liquor is carried out in a rotary furnace when such an apparatus as this is used.
In most cases, the actual burning of the thick liquid is done in a rotary furnace when this kind of equipment is used.
Evaporation Table.
Evaporation Chart.
Showing the volume of liquor obtained by evaporating 1,000 gallons of weak black lye of density d to a higher density D.
Showing the amount of liquor produced by evaporating 1,000 gallons of diluted black lye with a density of d to a denser state of D.
| Lower Density d (at 100° F.). | Higher Density D (Twaddell) at 100° F. | ||||||||
| 20. | 25. | 30. | 35. | 40. | 45. | 50. | 55. | 60. | |
| 2 | 100 | 80 | 66·6 | 57·1 | 50 | 44·4 | 40 | 36·3 | 33·3 |
| 3 | 150 | 120 | 100 | 85·7 | 75 | 66·6 | 60 | 54·5 | 50 |
| 4 | 200 | 160 | 133·3 | 114·3 | 100 | 88·8 | 80 | 72·7 | 66·6 |
| 5 | 250 | 200 | 166·6 | 143 | 125 | 111·0 | 100 | 90·9 | 83·3 |
| 6 | 300 | 240 | 200 | 171·4 | 150 | 133·3 | 120 | 109 | 100 |
| 7 | 350 | 280 | 233·3 | 200 | 175 | 155·5 | 140 | 127 | 116·6 |
| 8 | 400 | 320 | 266·6 | 228·6 | 200 | 177·6 | 160 | 145·5 | 133·3 |
| 9 | 450 | 360 | 300 | 257 | 225 | 200 | 180 | 163·5 | 150 |
| 10 | 500 | 400 | 333·3 | 286 | 250 | 222 | 200 | 181·8 | 166·6 |
Example:—1,000 gallons of weak liquor at a density of 7° Twaddell are reduced to a volume of 200 gallons having a density of 35° Twaddell, or to a volume of 140 gallons with a density of 50° Twaddell, by evaporation.
Example:—1,000 gallons of weak liquor with a density of 7° Twaddell can be reduced to a volume of 200 gallons with a density of 35° Twaddell, or to a volume of 140 gallons with a density of 50° Twaddell, through evaporation.
Preparation of Caustic Soda.—The crude soda ash recovered from previous boiling operations is dissolved in large lixiviating tanks and extracted with hot water. The clear solution obtained after all impurities have been allowed to settle is pumped up into the causticising tanks, where it is converted into caustic soda, the loss due to the amount of soda not recovered being made up by the addition of ordinary soda ash. The causticising pans are large circular iron vessels usually 9 feet diameter and 8 or 9 feet deep, into which a known volume of the recovered carbonate of soda solution is placed.
Preparation of Caustic Soda.—The raw soda ash collected from earlier boiling processes is dissolved in large leaching tanks and extracted with hot water. The clear solution, achieved after letting all impurities settle, is pumped into the causticizing tanks, where it is transformed into caustic soda. The loss from not recovering all the soda is compensated by adding regular soda ash. The causticizing pans are large circular iron containers typically 9 feet in diameter and 8 or 9 feet deep, into which a measured volume of the recovered sodium carbonate solution is poured.
A weighed quantity of ordinary quicklime is then put into a perforated iron cage which is fixed inside the causticising pan at such a level that the whole of the lime is immersed in the solution. The liquor is kept in[Pg 82] constant circulation by means of an agitator and heated to boiling point, with the result that the chemical reaction sets in, the carbonate of soda being converted into caustic soda and the lime being thrown out as chalk. When the operation is completed, the steam is turned off and the chalk allowed to settle. The clear liquor is carefully strained off and pumped up into store tanks from which the required quantities are drawn off into the digesters as circumstances demand.
A measured amount of regular quicklime is placed into a perforated iron cage that's fixed inside the causticizing pan at a level where the entire lime gets submerged in the solution. The liquid is kept in constant circulation with an agitator and heated to boiling point, causing the chemical reaction to begin, converting the carbonate of soda into caustic soda while the lime is released as chalk. Once the process is finished, the steam is turned off, and the chalk is allowed to settle. The clear liquid is carefully strained off and pumped into storage tanks, from which the needed amounts are drawn into the digesters as required.
Washing.—The grass which has been partially washed in the digester is dug out by the workmen and discharged through a manhole fitted on one side of the digester near the bottom. It is then conveyed in any convenient manner to the breaking engine, in which the grass is more completely washed. This important machine has already been described on page 53. The floor of the vessel slopes slightly upward towards the front of the roll and falls suddenly behind the roll, in order to promote a circulation of the contents of the engine round and round the vessel.
Washing.—The grass that has been partially cleaned in the digester is removed by the workers and passed through a manhole located on one side of the digester near the bottom. It is then transported in an efficient way to the breaking engine, where the grass is washed more thoroughly. This essential machine has already been described on page 53. The floor of the vessel inclines slightly upward towards the front of the roll and drops suddenly behind the roll to encourage the movement of the contents around the vessel.
A definite weight of boiled grass is thrown into the engine together with a large quantity of fresh water. The circulation of the roll draws the mixture of pulp and water between the knives, breaking it up and at the same time discharging it behind the beater roll, and producing a continuous circulation of the mixture in the two sections of the vessels.
A specific amount of boiled grass is added to the engine along with a large quantity of fresh water. The movement of the roll pulls the mixture of pulp and water through the knives, breaking it down and simultaneously releasing it behind the beater roll, creating a continuous flow of the mixture in both sections of the vessels.
The dirty water is continuously removed from the vessel by means of a “drum-washer.” This is a large hollow drum, the outer surface of which consists of a fine wire cloth, the interior of the washer being fitted with specially curved scoops. The drum-washer is lowered until it is half immersed in the mixture of pulp and water, and as it rotates the dirty water finds its way through the wire cloth, being caught up by the internal scoops and discharged through a[Pg 83] pipe to a drain outside the breaking engine. At the same time fresh water is run into the vessel at one end, and the continuous washing of the pulp thus effected.
The dirty water is continuously removed from the vessel using a "drum-washer." This is a large hollow drum with a fine wire mesh on the outside, and the inside of the washer has specially shaped scoops. The drum-washer is lowered until it's halfway submerged in the mixture of pulp and water, and as it spins, the dirty water passes through the wire mesh, gets picked up by the internal scoops, and is discharged through a[Pg 83] pipe to a drain outside the breaking engine. At the same time, fresh water is added to the vessel at one end, allowing for continuous washing of the pulp.
Bleaching.—The clean boiled grass is bleached by means of a solution of chloride of lime.
Bleaching.—The clean boiled grass is whitened using a solution of calcium hypochlorite.
There are several methods used for this purpose, each of which has special advantages of its own, though this is largely a question of local conditions:—
There are several methods used for this purpose, each with its own unique advantages, although this often depends on local conditions:—
(A) The pulp can be bleached in the washing engine directly the grass has been sufficiently cleaned. In this case the flow of fresh water is stopped and as much water as possible removed by means of the drum-washer. The drum-washer is then raised out of the pulp and a known volume of bleaching powder solution corresponding to a definite weight of dry powder is added to the contents of the breaking engine. The amount used depends on the quantity of dry grass in the breaking engine, the usual proportion being 8 to 10 per cent. on the calculated air-dry weight of raw grass. As the stuff circulates round the engine the colour gradually changes from dark yellow to white.
(A) The pulp can be bleached in the washing engine once the grass has been thoroughly cleaned. At this point, the flow of fresh water is turned off, and as much water as possible is removed using the drum-washer. The drum-washer is then lifted out of the pulp, and a measured amount of bleaching powder solution, which corresponds to a specific weight of dry powder, is added to the contents of the breaking engine. The amount used depends on the quantity of dry grass in the breaking engine, with the typical proportion being 8 to 10 percent of the calculated air-dry weight of raw grass. As the material circulates through the engine, the color gradually shifts from dark yellow to white.
The process is sometimes hastened by blowing a small quantity of steam into the mixture and thereby raising its temperature. Considerable care must be exercised in using heat, because pulp bleached quickly by this means is liable to lose colour at the later stages of manufacture.
The process can sometimes be sped up by blowing a small amount of steam into the mixture, increasing its temperature. It's important to be cautious when using heat, as pulp that is quickly bleached this way may lose color in the later stages of production.
When the pulp has been bleached to the required extent, the drum-washer is again lowered into contact with the bleached pulp, and the latter is thoroughly washed so as to be quite free from traces of bleach and other soluble impurities.
When the pulp has been bleached enough, the drum washer is lowered again to come into contact with the bleached pulp, and it is thoroughly washed to ensure it's completely free from any bleach residues and other soluble impurities.
(B) Esparto is often bleached in a “Tower” bleaching engine which consists of a tall cylindrical vessel of 9 feet diameter, and 15 or 16 feet deep, at the bottom of which is fixed a small centrifugal pump.
(B) Esparto is usually bleached in a “Tower” bleaching engine, which is a tall cylindrical vessel with a diameter of 9 feet and a depth of 15 or 16 feet. At the bottom, there is a small centrifugal pump installed.
The boiled grass together with sufficient water and clear bleaching powder solution is placed in the engine; the centrifugal pump draws the mixture from the bottom of the vessel and discharges it, by means of a large external pipe, direct into the top of the vessel, where, as it falls, it comes into contact with a circular baffle-plate, which distributes the pulp evenly over the surface of the mixture in the vessel. A continuous and rapid circulation is thus maintained, and the process is said to be very effective. The bleached pulp is subsequently washed free from any traces of bleach.
The boiled grass, along with enough water and a clear bleaching powder solution, is put into the engine. The centrifugal pump pulls the mixture from the bottom of the vessel and sends it through a large external pipe directly into the top of the vessel. As it falls, it hits a circular baffle plate that spreads the pulp evenly over the surface of the mixture in the vessel. This creates a continuous and fast circulation, making the process very effective. The bleached pulp is then thoroughly washed to remove any bleach residue.
(C) Esparto is frequently bleached by the “steeping” process. In this case the pulp is washed in the breaking engine, mixed with the required quantity of bleach, and at once discharged through the outlet pipes of the engine into large brick tanks, where the bleach is allowed to act quietly upon the boiled grass. This method produces a pulp of good colour and is economical.
(C) Esparto is often bleached using the “steeping” process. In this case, the pulp is washed in the breaking engine, mixed with the right amount of bleach, and then immediately released through the engine's outlet pipes into large brick tanks, where the bleach is allowed to work on the boiled grass. This method results in a pulp with good color and is cost-effective.
Whichever process of bleaching is adopted, it is necessary to remove all the by-products formed during the process, as these soluble by-products if left in the mixture produce a lowering of colour.
No matter which bleaching process is used, it's essential to eliminate all the by-products created during the process, as these soluble by-products, if left in the mixture, will cause the color to fade.
The presence of small traces of bleaching powder solution can be detected by the use of starch and potassium iodide test papers. If a handful of the pulp after bleaching, when squeezed out, does not turn the test paper violet or blue, then the absence of any free bleach is taken for granted. The slightest trace of bleach will turn such test papers blue or violet according to the amount present. This is the test usually applied by the men in charge of the bleaching operations.
Small traces of bleaching powder solution can be detected using starch and potassium iodide test papers. If a handful of the pulp after bleaching, when squeezed, doesn't turn the test paper violet or blue, it's assumed that there's no free bleach. Even the slightest trace of bleach will change the color of the test papers to blue or violet, depending on the amount present. This is the test typically used by the operators responsible for the bleaching process.
Making Sheets of Esparto Pulp.—For convenience in handling, it is usual to work up the washed and bleached pulp into the form of moist sheets. This is effected on a[Pg 86] machine known as a “presse-pâte,” an apparatus which closely resembles the wet end of a paper machine. It consists of a set of flat strainers or screens, a horizontal wire similar to the paper machine wire, provided with deckles, the usual couch rolls, and press rolls.
Making Sheets of Esparto Pulp.—For convenience in handling, it's common to process the washed and bleached pulp into moist sheets. This is done on a[Pg 86] machine called a “presse-pâte,” which looks a lot like the wet end of a paper machine. It consists of a series of flat strainers or screens, a horizontal wire similar to the paper machine wire, equipped with deckles, the standard couch rolls, and press rolls.
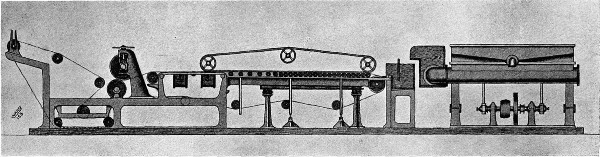
The pulp diluted with water is passed through the screens and on to the horizontal wire, where it is formed into a moist sheet, the water draining away from the wire, and also being removed by vacuum pumps. The thick sheet of pulp is carried through the couch rolls and press rolls, being finally wound up on a wooden roller at the end of the machine. In this moist condition it is ready for use in the mill.
The pulp mixed with water goes through the screens and onto the horizontal wire, where it’s shaped into a wet sheet. The water drains away from the wire and is also removed by vacuum pumps. The thick sheet of pulp is moved through the couch rolls and press rolls, eventually being rolled up on a wooden roller at the end of the machine. In this wet state, it’s ready to be used in the mill.
Dry Esparto Pulp.—When the bleached pulp is intended for export a more elaborate machine is used—to all intents and purposes a paper-making machine—by means of which the continuous sheet of moist pulp is dried and cut up into smaller sheets of suitable size. These dried sheets are packed up in bales containing 2 cwt. or 4 cwt. of dried pulp, then wrapped in hessian and bound with iron wires.
Dry Esparto Pulp.—When the bleached pulp is meant for export, a more advanced machine is used—essentially a paper-making machine—through which the continuous sheet of wet pulp is dried and cut into smaller sheets of appropriate size. These dried sheets are packed into bales weighing 2 cwt. or 4 cwt. of dried pulp, then wrapped in hessian and tied with iron wires.
Other Methods.—Since the yield of esparto pulp from the raw material is less than 50 per cent. and it requires 45 cwt. of grass to make one ton of finished pulp, methods have been devised for treating the grass in the green state in the districts where it is grown, but so far nothing has been done on a large scale.
Other Methods.—Since the output of esparto pulp from the raw material is under 50 percent and it takes 45 hundredweight of grass to produce one ton of finished pulp, methods have been created for processing the grass while it’s still green in the areas where it grows. However, nothing has been implemented on a large scale so far.
The isolation of the cellulose by alkaline treatment in the cold has been suggested, but the method never passed beyond the experimental stage. This process was indeed first mentioned by Trabut, who many years ago considered that the removal of non-fibrous constituents from fresh grass could be readily accomplished by the less drastic treatment of the esparto with alkaline carbonates of soda and potash at ordinary temperatures.
The isolation of cellulose through cold alkaline treatment has been proposed, but the method never advanced beyond the experimental stage. This process was actually first mentioned by Trabut, who a long time ago believed that the removal of non-fibrous parts from fresh grass could be easily achieved by the milder treatment of esparto with alkaline soda and potash carbonates at normal temperatures.
The production of esparto pulp by bacteriological fermentation is an idea of later date. According to the inventor, the grass is crushed mechanically by means of rollers and then immersed in sea water inoculated with special bacillus obtained from esparto, and gradually resolved into cellulose and soluble by-products by fermentation which is complete in about eleven days. The commercial value of this idea has not yet been demonstrated.
The production of esparto pulp by bacteriological fermentation is a more recent concept. According to the inventor, the grass is mechanically crushed using rollers and then soaked in sea water that has been inoculated with a special bacillus obtained from esparto. This process gradually breaks it down into cellulose and soluble by-products through fermentation, which takes about eleven days to complete. The commercial value of this idea has not yet been proven.
Esparto Pulp: Microscopical Features.
The pulp of esparto when examined under the microscope is easily recognised, first by the characteristic appearance of the long slender cylindrical-shaped fibres, and secondly by the numerous cells always present. These cells consist of cuticular vessels with serrated edges, and also of small pear-shaped seed hairs, the shape of which is a ready means of identifying esparto. An examination of the transverse section of the raw material indicates the source of these pear-shaped vessels.
The pulp of esparto, when looked at under a microscope, is easy to identify, first by the distinct look of the long, thin, cylindrical fibers, and second by the many cells that are always there. These cells are made up of cuticular vessels with jagged edges, as well as small, pear-shaped seed hairs, which makes it simple to recognize esparto. A look at the cross-section of the raw material reveals where these pear-shaped vessels come from.
Test for Esparto in Papers.—Paper containing esparto fibre may be tested by means of a weak solution of aniline sulphate. The suspected paper is gently heated in the test reagent, and if esparto is present the paper turns a rose-red or pink colour, the depth of colour being a measure of the amount of esparto. Most of the modern book papers are prepared from chemical wood pulp and esparto mixed in varying proportions, and while this test can be used as a means of detecting a small or a large proportion of esparto, a microscopical examination is required for a more accurate estimation.
Test for Esparto in Papers.—Paper that contains esparto fiber can be tested using a weak solution of aniline sulfate. The suspected paper is gently heated in the test solution, and if esparto is present, the paper turns a rose-red or pink color, with the intensity of the color reflecting the amount of esparto present. Most modern book papers are made from a mix of chemical wood pulp and esparto in different proportions, and while this test can indicate small or large amounts of esparto, a microscopic examination is necessary for a more accurate measurement.
The proportions used by the paper-maker depend upon the weighing out of the wood pulp and esparto more or less accurately, while the microscopical test is based upon the relative proportions as represented by the volume of fibres[Pg 88] of each class on the glass slip placed under the microscope. Since the wood pulp consists of a number of broad flat ribbon-like fibres, and the esparto of small cylindrical fibres, considerable practice is necessary in making a proper analysis of the two constituents in paper.
The proportions used by the paper-maker depend on accurately weighing out the wood pulp and esparto, while the microscopic test is based on the relative amounts represented by the volume of fibers[Pg 88] from each type on the glass slide under the microscope. Since the wood pulp consists of broad, flat, ribbon-like fibers, and the esparto is made up of small, cylindrical fibers, a lot of practice is needed to properly analyze the two components in paper.
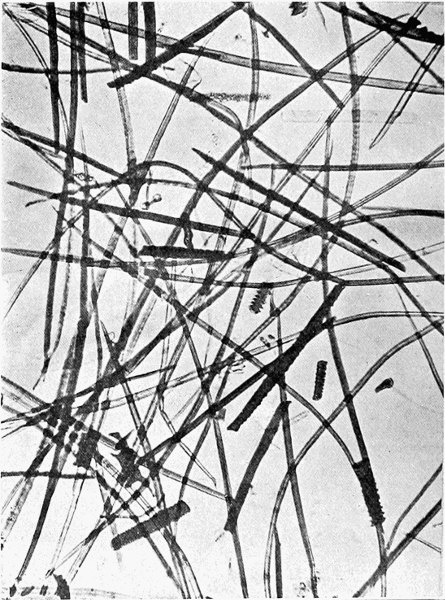
Straw.
The use of straw for the manufacture of paper was first brought prominently into notice about the year 1800 by[Pg 89] Matthias Koops, who published a book printed on paper made from straw, but it was not until 1860 that this material was used in any large quantity.
The use of straw to make paper was first highlighted around the year 1800 by[Pg 89] Matthias Koops, who published a book printed on straw-based paper, but it wasn't until 1860 that this material was utilized in any significant amount.
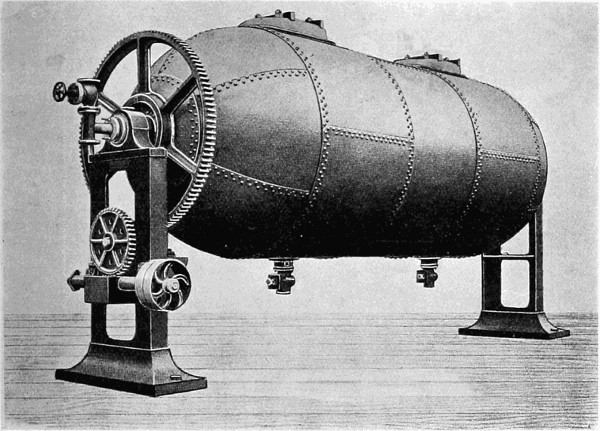
Fig. 26.—A Cylindrical Digester for Boiling Fibre.
Fig. 26.—A Cylindrical Digester for Boiling Fiber.
Straw is now converted into a bleached paper pulp for news and printings, and is also utilised for the manufacture of straw boards.
Straw is now turned into bleached paper pulp for newspapers and printed materials, and it's also used to make straw boards.
The production of a white paper pulp from straw is carried out in a manner similar to that used in the case of esparto fibre, viz., by digestion with caustic soda under pressure and subsequent bleaching. As the straw contains considerable quantities of siliceous matter, the chemical treatment necessary to reduce the material to paper pulp is more severe, a stronger solution of caustic soda being used,[Pg 90] and the process of digestion being carried out at a higher temperature.
The production of white paper pulp from straw is done in a way that's similar to how it's done with esparto fiber, specifically by cooking it with caustic soda under pressure and then bleaching it. Since straw has a lot of silica, the chemical treatment needed to turn it into paper pulp is tougher, requiring a stronger solution of caustic soda,[Pg 90] and the digestion process happens at a higher temperature.
For the best quality of straw cellulose, the material is cut up into small pieces by machines which resemble an ordinary chaff-cutter, and the knots taken out by a separating machine. In most cases, however, the whole straw is simply cut up into small lengths of about one to two inches long, and placed at once in the digester. When the straw is contaminated with foreign weeds, sand, husks, and similar substances, as is usually the case, it is carefully hand-picked by girls, who remove these impurities, which tend to produce particles of unbleached matter in the finished pulp. The expense of this preliminary cleaning process is more than compensated for by the enhanced value of the bleached straw pulp.
For the best quality of straw cellulose, the material is chopped into small pieces by machines that look like ordinary chaff-cutters, and the knots are removed by a separating machine. In most cases, though, the entire straw is just cut into small lengths of about one to two inches and immediately placed in the digester. When the straw is mixed with foreign weeds, sand, husks, and similar materials, which is usually the case, girls carefully hand-pick it to remove these impurities, as they tend to create particles of unbleached matter in the final pulp. The cost of this initial cleaning process is more than made up for by the increased value of the bleached straw pulp.
Digesting.—The cut straw is boiled in rotary cylindrical or spherical vessels, stationary upright boilers of the vomiting type being seldom employed because the circulation of the caustic soda liquor does not take place freely with straw packed in the latter.
Digesting.—The cut straw is boiled in rotary cylindrical or spherical containers, while stationary upright boilers of the vomiting type are rarely used because the circulation of the caustic soda solution doesn’t flow easily with straw packed in them.
As the material is very bulky, some of the liquor is first put into the boiler and the steam admitted while the straw is being thrown in. By this means the straw is softened and reduced in bulk, so that a larger quantity can be added before the digester is quite full. The full amount of caustic soda is then made up by further additions of liquor, and the contents of the digester heated by high-pressure steam for four to six hours.
Since the material is quite bulky, some of the liquid is first put into the boiler, and steam is added while the straw is being thrown in. This way, the straw gets softened and takes up less space, allowing more to be added before the digester is completely full. The total amount of caustic soda is then completed with additional liquid, and the contents of the digester are heated with high-pressure steam for four to six hours.
The conditions of treatment are shown by the following trial:—
The treatment conditions are shown by the following trial:—
| Amount of straw | 5,600 lbs. |
| Caustic soda, 20 per cent. | 1,120 lbs. |
The caustic soda was added in the form of a liquor,[Pg 91] having a volume of 2,012 gallons and a specific gravity of 1·055.
The caustic soda was added as a liquid,[Pg 91] with a volume of 2,012 gallons and a specific gravity of 1.055.
| Time of boiling | 5 hours. |
| Pressure | 60 lbs. |
Washing.—The boiled straw is discharged into large tanks placed below the digester and washed with hot water, the smallest possible quantity being used consistent with complete washing in order to prevent the accumulation of large volumes of weak lye. The spent liquor and washing waters are drained off into store tanks and evaporated in a multiple effect apparatus by the same process as that used for esparto pulp. The last washings are usually run away because the percentage of soda in them is too small to pay for the cost of recovery.
Washing.—The boiled straw is released into large tanks located below the digester and rinsed with hot water, using the smallest amount possible while ensuring thorough cleaning to avoid the buildup of large volumes of weak lye. The spent liquor and wash water are drained into storage tanks and evaporated using a multiple effect apparatus, following the same process used for esparto pulp. The final wash water is typically discarded because the soda content in it is too low to justify the recovery costs.
The final washing of the straw pulp is completed by the use of a breaking engine or potcher. As straw pulp contains a large proportion of cellular matter which cannot be regarded as true fibres, there is always a danger of considerable loss in yield if the use of the breaking engine is extensively adopted, because the short cells escape through the meshes of the drum-washer. The washing is most economically effected in the tanks if a good yield of pulp is required.
The final washing of the straw pulp is done using a breaking engine or potcher. Since straw pulp has a lot of cellular material that can't be considered real fibers, there's always a risk of significant yield loss if the breaking engine is used too much, because the short cells can pass through the drum-washer's mesh. Washing is most cost-effective in the tanks if a good yield of pulp is needed.
Separating out Knots.—The broken pulp from the breaking engines is diluted with large quantities of water and pumped over sand traps in order to remove knots and weeds which have resisted the action of the caustic soda. These traps consist of long shallow trays, perhaps sixty to eighty yards long, one yard wide, and nine inches deep, containing boards which stretch from side to side, sloping at an angle, and nailed to the bottom of the trays. The dilute pulp flows through the trays, leaving the heavy particles, knots, and foreign matter behind the sloping[Pg 92] boards, and finally passes over the strainers, which retain any large coarse pieces still remaining.
Separating out Knots.—The broken pulp from the breaking machines is mixed with a lot of water and pumped through sand traps to eliminate knots and weeds that the caustic soda didn’t remove. These traps are long, shallow trays, about sixty to eighty yards long, one yard wide, and nine inches deep, featuring boards that run from side to side at an angle, nailed to the bottom of the trays. The diluted pulp flows through the trays, leaving behind the heavy particles, knots, and other debris on the sloping boards, and finally moves over the strainers, which catch any large, coarse pieces that are still there.
Bleaching.—The process by which the pulp is bleached is exactly similar to that used for treating esparto.
Bleaching.—The method for bleaching the pulp is exactly the same as the one used for treating esparto.
From 1870 to 1890 large quantities of straw were used for the manufacture of newspaper in conjunction with esparto and wood pulp, but the price of the material was gradually advanced so that it could not be used with advantage, especially as the production of wood pulp gave a material which was much cheaper, and which could be utilised at once without chemical treatment.
From 1870 to 1890, a lot of straw was used to make newspaper alongside esparto and wood pulp. However, the price of straw gradually increased, making it less practical to use, especially since wood pulp provided a much cheaper material that could be used immediately without any chemical processing.
In the manufacture of newspaper the tendency during recent years has been to make the paper mill operations as mechanical as possible and to dispense with the preliminary operations which are essential for the manufacture of half-stuff, the chemical processes being left in the hands of the pulp manufacturers.
In recent years, the trend in newspaper production has been to automate the paper mill processes as much as possible and to eliminate the initial steps necessary for creating half-stuff, leaving the chemical processes to the pulp manufacturers.
The manufacture of straw cellulose is now practically confined to Germany, but small quantities of the bleached straw cellulose are imported because the pulp imparts certain qualities to paper which improve it, notably in making cheap printing papers harder and more opaque.
The production of straw cellulose is now mainly limited to Germany, but small amounts of bleached straw cellulose are imported because the pulp adds certain qualities to paper that enhance it, especially in making inexpensive printing papers tougher and more opaque.
Microscopical Features of Straw.
The paper pulp obtained from straw consists of a mixture of short fibres together with a large proportion of oval-shaped cells. The fibres are short and somewhat resemble esparto, but the presence of the smaller cells is a sure[Pg 93] indication of the straw pulp. The fibres themselves closely resemble the fibres of esparto, but as a rule the latter are long slender fibres, while the straw fibre is very often bent and twisted or slightly kinked.
The paper pulp made from straw is made up of a mix of short fibers along with a significant amount of oval-shaped cells. The fibers are short and somewhat similar to esparto, but the presence of the smaller cells definitely indicates the straw pulp. The fibers themselves closely resemble esparto fibers, but usually, the latter are long and slender, whereas straw fibers are often bent, twisted, or slightly kinked.[Pg 93]
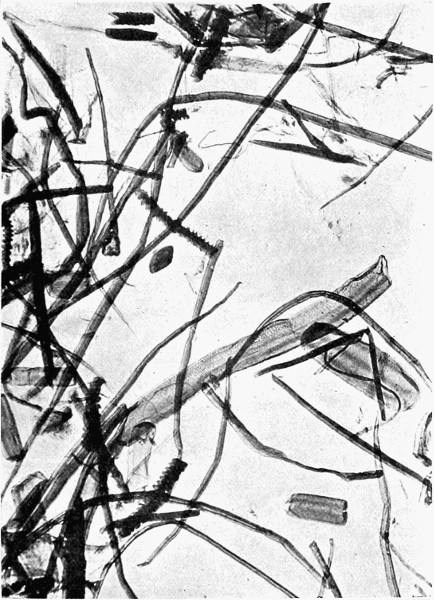
The only method of distinguishing between straw and esparto is by examination with the microscope. There is no chemical reagent known which will produce a colour reaction on a paper containing straw that will serve to distinguish it from a paper containing esparto. If such papers are gently[Pg 94] heated in a weak solution of aniline sulphate a pink colour is slowly developed, the intensity of which is to some extent a measure of the amount of straw or esparto present.
The only way to tell the difference between straw and esparto is by looking at them under a microscope. There isn't any chemical reagent that can create a color reaction on paper made from straw that would help distinguish it from paper made from esparto. If these papers are gently[Pg 94]heated in a weak solution of aniline sulfate, a pink color slowly appears, and the intensity of this color somewhat indicates how much straw or esparto is present.
Straw and esparto are usually described in text-books under one heading, partly because the fibres possess strong resemblances in physical and chemical constitution, and partly because the methods of manufacture are identical. At the same time the qualities of the two pulps are so different that they cannot be used indiscriminately, the one for the other. Straw cellulose cannot be utilised in the place of esparto, particularly for light bulky papers. Hence in magazine and book papers containing a fibre which gives a pink coloration with aniline sulphate it is fairly safe to assume that esparto pulp is present.
Straw and esparto are typically grouped together in textbooks because their fibers are quite similar in both physical and chemical composition, and the manufacturing processes are the same. However, the qualities of the two fibers are different enough that they can't be used interchangeably. Straw cellulose cannot replace esparto, especially in light, bulky papers. Therefore, in magazine and book papers that show a pink color with aniline sulfate, it's a good bet that esparto pulp is present.
CHAPTER V
WOOD PULP AND WOOD PULP PAPERS
The Manufacture of Mechanical Wood Pulp.
Wood is converted into pulp suitable for the manufacture of paper by methods which produce two distinct varieties. The first is mechanical wood pulp, so called because it is made by a purely mechanical process. The second is termed chemical wood pulp from the fact that the material is submitted to chemical treatment.
Wood is turned into pulp that's suitable for making paper using methods that create two different types. The first is mechanical wood pulp, named for its purely mechanical production process. The second is called chemical wood pulp because the material undergoes chemical treatment.
Ground Wood and Cellulose.—The two varieties of pulp are sometimes distinguished by the use of the terms ground wood and cellulose. In the former case the description implies a product consisting of pulp obtained by grinding wood into a fibrous condition, while in the second the word suggests a purified chemical product freed from the resinous and non-fibrous constituents found in wood. This is, in fact, the essential difference, for mechanical wood pulp consists of fibres which have been torn away from wood by means of a grindstone; it differs but slightly in chemical composition from the original raw material and contains most of the complex substances natural to wood. Chemical wood pulp, on the other hand, consists of fibre isolated from wood in such a manner that the complex non-fibrous substances are more or less entirely removed. The difference between these two pulps is shown in the following approximate analysis of spruce wood, and of the pulp derived from it. The composition of the mechanical pulp is practically identical with that of the wood itself.
Ground Wood and Cellulose.—The two types of pulp are sometimes referred to as ground wood and cellulose. In the first case, the term describes a product made by grinding wood into a fibrous state, while in the second it suggests a purified chemical product that has been cleared of the resinous and non-fibrous materials found in wood. This is, in fact, the main difference: mechanical wood pulp is made up of fibers that have been separated from the wood using a grindstone; it has only slight differences in chemical makeup from the original raw material and retains most of the complex substances that occur naturally in wood. Chemical wood pulp, on the other hand, consists of fibers that have been isolated from wood in a way that removes most, if not all, of the complex non-fibrous substances. The difference between these two pulps is highlighted in the following approximate analysis of spruce wood and the pulp derived from it. The composition of the mechanical pulp is almost identical to that of the wood itself.
Composition of Spruce Wood, and of Chemical Wood Pulp (Spruce).
Composition of Spruce Wood and Chemical Wood Pulp (Spruce).
| — | Wood (Spruce). | Chemical Wood Pulp. |
| Cellulose | 53·0 | 88·0 |
| Resin | 1·5 | 0·5 |
| Aqueous Extract | 2·5 | 0·5 |
| Water | 12·0 | 8·0 |
| Lignin | 30·5 | 2·5 |
| Ash | 0·5 | 0·5 |
| 100·0 | 100·0 | |
The use of mechanical wood pulp is generally confined to the manufacture of news, common printings and packing papers, cardboards, and boxboards. It possesses very little strength, quickly discolours when exposed to light and air, and gradually loses its fibrous character. The chemical wood pulp is a strong fibre, from which high-class papers can be manufactured, the colour and strength of which leave little to be desired.
The use of mechanical wood pulp is mostly limited to making newspapers, regular print materials, packing papers, cardboard, and boxboards. It has very little strength, starts to discolor quickly when exposed to light and air, and gradually loses its fibrous nature. Chemical wood pulp is a strong fiber that can be used to create high-quality papers, with color and strength that are highly desirable.
Species of Wood.—The woods most commonly used for the manufacture of wood pulp belong to the order Coniferæ, or cone-bearing trees. In Europe the spruce and silver fir are the chief species, while in America spruce, balsam, pine, and fir are employed. The harder woods, such as hemlock, beech, larch and others, are not converted into pulp by the mechanical process.
Types of Wood.—The woods that are most often used to make wood pulp come from the order Coniferæ, or cone-bearing trees. In Europe, the main types are spruce and silver fir, while in America, spruce, balsam, pine, and fir are used. The harder woods, like hemlock, beech, larch, and others, are not processed into pulp using the mechanical method.
Timber Operations.—The trees are cut down in the early part of winter by gangs of men specially trained to the work. The organisation of a lumber camp when the operations are of an extensive character is very complete and carefully arranged, every detail being attended to in order to get out the wood as cheaply and expeditiously as possible. The[Pg 97] branches and small tops are removed from the trees when they are fallen, and the trunks cut into logs of 12, 14, or 16 feet in length, and afterwards piled up on the banks of the nearest river, or on the ice, ready for the breaking up of the winter.
Timber Operations.—Trees are cut down in early winter by teams of men specially trained for the job. The organization of a lumber camp for large-scale operations is comprehensive and meticulously arranged, with every detail managed to ensure the wood is processed as efficiently and cost-effectively as possible. The[Pg 97]branches and smaller tops are removed from the trees once they fall, and the trunks are cut into logs that are 12, 14, or 16 feet long, then stacked on the banks of the nearest river or on the ice, ready for the thaw in spring.
As soon as the ice breaks up and the rivers become navigable the logs are floated down to their destination, in some cases hundreds of miles from the scene of operations. Where rivers are not available the timber is brought out by horses or bullocks, or by means of a light railway.
As soon as the ice melts and the rivers are passable, the logs are floated down to their destination, sometimes hundreds of miles from where they were cut. When rivers aren't an option, the timber is transported by horses, oxen, or a lightweight railway.
Log Cutting.—As the timber arrives at the mill it is carefully measured, both as to its diameter and length, in order that a record may be kept of the quantity used. Some of the logs are piled up in the storeyard for use in the winter, and the remainder converted into pulp day by day. The logs are first cut into short pieces about 2 feet long by means of a powerful circular saw, the arrangements for this work being devised so as to keep down the cost of labour as much as possible. All waste pieces are thrown aside to be utilised as fuel.
Log Cutting.—When the timber arrives at the mill, it is carefully measured for both diameter and length to keep track of the quantity used. Some logs are stacked in the storage yard for winter use, while the rest are processed into pulp daily. The logs are initially cut into short pieces about 2 feet long using a powerful circular saw, with the setup designed to minimize labor costs. Any leftover pieces are discarded to be used as fuel.
Barking.—The bark on the logs is removed in one or two ways. Much of it is knocked off during the transfer from the forest to the mill, but even then the wood requires to be cleaned. In Norway and Sweden the wood is treated in a tumbler or a barker, while in America and Canada the use of the tumbler is practically unknown.
Barking.—The bark on the logs is removed in one or two ways. A lot of it comes off while transporting the logs from the forest to the mill, but even after that, the wood still needs to be cleaned. In Norway and Sweden, the wood is processed in a tumbler or a barker, while in America and Canada, the tumbler is mostly not used.
The barker consists of a heavy iron disc fitted with knives, usually three in number, which project from the surface of the disc about half or three-quarters of an inch. The barker rotates in a vertical position, and the short pieces of wood are brought one by one into contact with the disc in such a manner that the bark is shaved off by the knives. The machine is provided with conveniences for[Pg 98] pressing the wood against the disc and for turning the logs as they are barked.
The barker is a heavy iron disc with knives, usually three, that stick out about half an inch to three-quarters from the surface. The barker spins vertically, and short pieces of wood are brought one at a time into contact with the disc so that the knives shave off the bark. The machine has features for[Pg 98] pressing the wood against the disc and for rotating the logs as they are being barked.
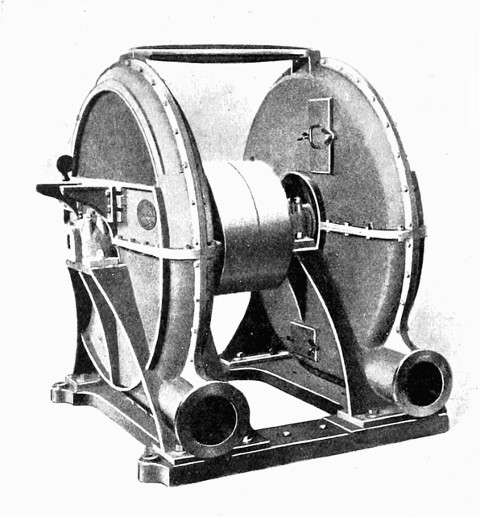
Fig. 28.—A Pair of Barkers for removing Bark from Logs of Wood.
Fig. 28.—A Pair of Bark Removal Tools for Logs of Wood.
The machine is encased in a strong cast-iron cover, and all the bark shaved off is carried away by the strong current of air set up by the rapid motion of the disc, and subsequently burnt.
The machine is covered by a sturdy cast-iron casing, and all the bark that gets shaved off is carried away by the powerful air current created by the fast spinning of the disc, and is then burned.
The tumbler system is quite different. In this case the short pieces are thrown into a large circular drum with hot water, and the bark taken off by the friction of the pieces as the drum rotates. The loss of material is of course less[Pg 99] in this process, but the wood is not cleaned quite so effectively.
The tumbler system is quite different. In this case, the short pieces are thrown into a large circular drum with hot water, and the bark is removed by the friction of the pieces as the drum spins. The loss of material is, of course, less[Pg 99] in this process, but the wood isn't cleaned as effectively.
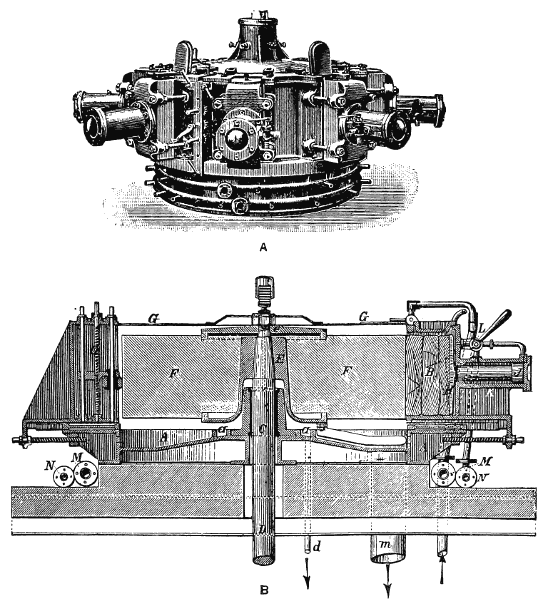
Fig. 29.—View of Horizontal Grinder (A), with Section (B).
Fig. 29.—View of Horizontal Grinder (A), with Section (B).
The wood at this stage can be used either for the manufacture of mechanical or chemical pulp. As a general rule the pieces are taken indiscriminately for either process, but sometimes the wood is sorted out, the clean stuff free from knots and blemishes being reserved for high quality chemical pulp.
The wood at this stage can be used for either making mechanical or chemical pulp. Generally, the pieces are chosen randomly for both processes, but sometimes the wood is sorted, with the clean pieces free from knots and blemishes set aside for high-quality chemical pulp.
Grinding.—The main feature of the grinding process is the attrition of the wood when held against the surface of a rapidly revolving grindstone, the fibres as they are rubbed off being instantly carried away from the stone by a current of water. A complete description of the machines used and the modifications of the process practised by manufacturers is impossible in this book, but the following points will be sufficient.
Grinding.—The key aspect of the grinding process is the wear of the wood as it’s pressed against the surface of a fast-moving grindstone. The fibers that are worn off are immediately swept away from the stone by a stream of water. A thorough description of the machines used and the variations in the process adopted by manufacturers can't be provided in this book, but the following points will be enough.
The machine consists of a large grindstone about 54 inches in diameter, and 27 inches thick. It rotates in a vertical or in a horizontal position at a high speed. The stone revolves inside a casing which is provided with a number of pockets, so called, into which the pieces of wood are thrown at regular intervals, as fast as the wood is ground by the friction of the stone.
The machine has a large grindstone that's about 54 inches wide and 27 inches thick. It spins quickly, either vertically or horizontally. The stone turns inside a casing that has several pockets where pieces of wood are tossed at regular intervals, keeping pace with how fast the stone grinds the wood through friction.
A continual stream of water playing upon the surface of the stone washes away the pulp into a tank or pit below the machine.
A constant flow of water running over the stone's surface washes the pulp into a tank or pit beneath the machine.
The quality of the pulp may be varied by the conditions under which it is made. By limiting the proportion of water so that the wood remains in contact with the stone for a longer time the temperature of the mass in the pockets rises. Such hot ground pulp, as it is termed, is tough and strong.
The quality of the pulp can change based on how it’s made. By reducing the amount of water so that the wood stays in contact with the stone for a longer period, the temperature of the material in the pockets increases. This type of hot ground pulp, as it’s called, is tough and strong.
When the fibres are washed away from the stone as fast as they are produced the temperature does not rise, and cold ground pulp is made, which is not characterised by the somewhat leathery feel of the pulp made at the higher temperature.
When the fibers are washed away from the stone as quickly as they are produced, the temperature doesn’t increase, and cold ground pulp is created, which doesn't have the somewhat leathery texture of the pulp made at higher temperatures.
The surface of the stone plays an important part also. If the stone is smooth the wood is rubbed away slowly, but if the surface has been roughened and grooved by means of a special tool the fibres are torn away quickly. In the first case the pulp comes from the stone in a finely-ground state[Pg 101] and in a uniform condition, while in the second the pulp is coarse and chippy.
The surface of the stone is also very important. If the stone is smooth, the wood wears away slowly, but if the surface has been roughened and grooved with a special tool, the fibers tear away quickly. In the first case, the pulp comes from the stone in a finely ground and uniform state[Pg 101], while in the second, the pulp is coarse and uneven.
The output of the machine is, however, much increased by the use of sharp stones and by the application of considerable pressure to the blocks of wood.
The machine's output is, however, significantly boosted by using sharp stones and applying a lot of pressure to the wooden blocks.
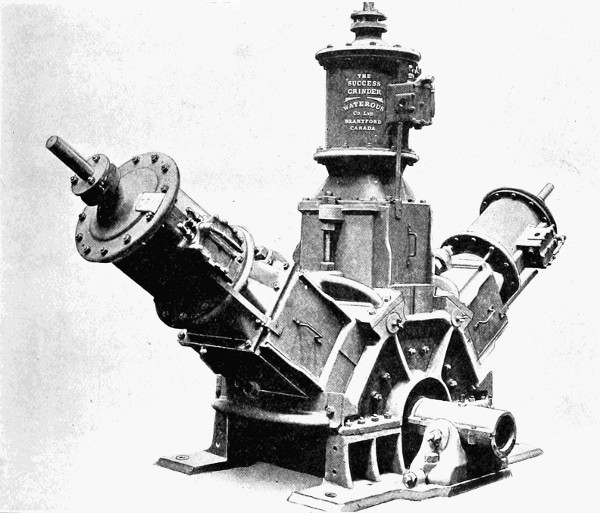
Fig. 30.—A Vertical Grinder for making Hot Ground Mechanical Wood Pulp.
Fig. 30.—A Vertical Grinder for producing Hot Ground Mechanical Wood Pulp.
Screening.—The mixture of water and pulp leaving the grinder falls into a tank below the stone, all large chips being retained by means of a perforated plate. The finer pulp, still too coarse for use, is then pumped to the screens, which serve to remove all chippy and coarse fibres and[Pg 102] produce a uniform material. The shaking sieve consists of a shallow tray, the bottom of which is a brass plate or series of plates perforated with small holes or slits. The pulp flows on to the tray, which is kept in a state of violent agitation, the fine pulp passing through the holes and the coarser pieces working down to the lower edge of the tray into a trough which carries them away. The flat screen is somewhat different in construction, but the principle of separation is the same. It consists of brass perforated plates forming the bottom of a shallow cast-iron tray, continually agitated by means of cams fixed to the under surface of the trays.
Screening.—The mixture of water and pulp that comes out of the grinder falls into a tank below the stone, with all the large chips being trapped by a perforated plate. The finer pulp, which is still too coarse for use, is then pumped to the screens that remove all the chippy and coarse fibers and[Pg 102]create a uniform material. The shaking sieve is made up of a shallow tray, the bottom of which features a brass plate or a series of plates drilled with small holes or slits. The pulp flows onto the tray, which is kept in constant agitation; the fine pulp passes through the holes while the coarser pieces move down to the lower edge of the tray into a trough that takes them away. The flat screen has a slightly different design, but the principle of separation remains the same. It consists of brass perforated plates forming the bottom of a shallow cast-iron tray, which is continuously stirred by cams attached to the underside of the trays.
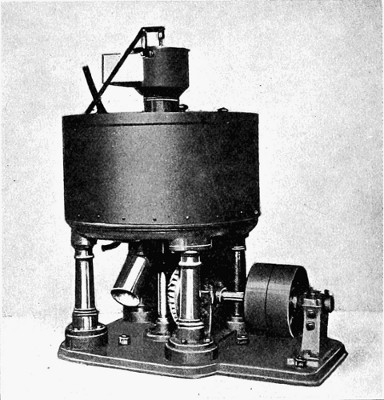
The centrifugal screen is a cage made of finely perforated[Pg 103] brass sheeting which revolves at a very high rate of speed inside a circular cast-iron vessel. The pulp flows into the interior of the cage, the fine fibres being forced through the screen by the centrifugal action of the machine, and the coarse material is retained.
The centrifugal screen is a cage made of finely perforated[Pg 103] brass sheeting that spins at a very high speed inside a round cast-iron container. The pulp enters the inside of the cage, with the fine fibers being pushed through the screen by the centrifugal force of the machine, while the coarse material is kept inside.
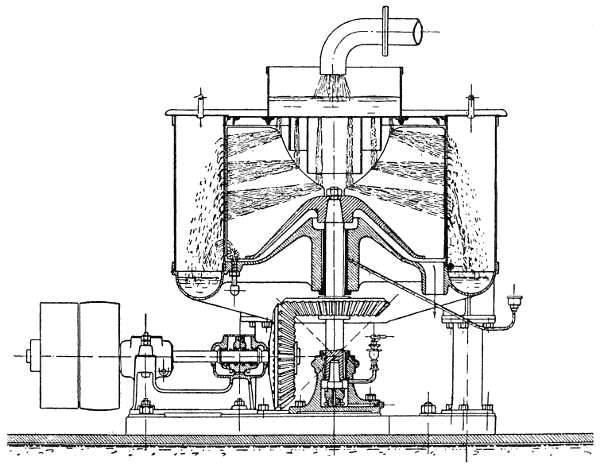
Fig. 32.—Section of Centrifugal Screen for Wood Pulp.
Fig. 32.—Cutaway view of a centrifugal screen for wood pulp.
Wet Pressing.—The pulp leaving the screens is mixed with such a large quantity of water that it is necessary to concentrate it. This is effected by means of the wet press machine (Fig. 41). The pulp and water are pumped into a wooden box in which revolves a large hollow drum, the surface of this drum consisting of a fine wire cloth of about 60 or 70 mesh. The drum is not entirely immersed in the mixture, so that as it rotates the pulp forms a skin or thin sheet on the surface, and the water passes away through the wire into the interior of the[Pg 104] hollow drum. The drum carries the thin sheet out of the box and above the level of the mixture until it comes into contact with an endless blanket or felt, which is pressed against that part of the drum not immersed in the liquid.
Wet Pressing.—The pulp that comes out of the screens is mixed with so much water that it needs to be concentrated. This is done using the wet press machine (Fig. 41). The pulp and water are pumped into a wooden box where a large hollow drum spins. The surface of this drum is covered with fine wire cloth with about 60 or 70 mesh. The drum isn't completely submerged in the mixture, so as it rotates, the pulp creates a layer or thin sheet on the surface, while the water drains through the wire into the interior of the [Pg 104] hollow drum. The drum carries the thin sheet out of the box and above the level of the mixture until it meets an endless blanket or felt, which presses against the part of the drum that's not submerged in the liquid.
By this means the thin sheet is transferred to the felt and carried between squeezing rolls to the finishing rolls. The felt, carrying on its upper surface the thin sheet of pulp, passes between two rolls, usually 16 to 20 inches in diameter, the upper being made of wood and the lower one of cast iron. The pulp adheres to the upper drum and the felt passes round the lower drum back to the box containing the mixture of pulp and water; the thin sheet is continuously wound on the upper roll until a certain thickness is reached.
By this process, the thin sheet is moved to the felt and taken between squeezing rolls to the finishing rolls. The felt, which has the thin sheet of pulp on its upper surface, goes between two rolls, typically 16 to 20 inches in diameter, with the upper one made of wood and the lower one made of cast iron. The pulp sticks to the upper drum while the felt wraps around the lower drum and returns to the box with the pulp and water mixture; the thin sheet is continuously wrapped around the upper roll until it reaches a specific thickness.
When this occurs the attendant removes the thick sheet by a dexterous movement of a sharp stick across the face of the roll. The wet pulp at this stage consists of 30 per cent. air-dry pulp and 70 per cent. of water.
When this happens, the attendant swiftly removes the thick sheet with a sharp stick across the surface of the roll. At this point, the wet pulp is made up of 30 percent air-dry pulp and 70 percent water.
Hydraulic Pressing.—The sheets taken from the wet press machine are folded into a convenient shape and piled up, coarse pieces of sacking being placed between the sheets. At stated intervals the piles are submitted to pressure in hydraulic presses in order to remove further quantities of water, which slowly drains away through the sacking. In this way a mass of pulp in the form of thick folded sheets containing 50 per cent. of dry wood pulp is produced.
Hydraulic Pressing.—The sheets taken from the wet press machine are folded into a manageable shape and stacked up, with rough pieces of sacking placed between the sheets. At regular intervals, the stacks are subjected to pressure in hydraulic presses to squeeze out additional water, which gradually drains away through the sacking. This process results in a mass of pulp shaped into thick folded sheets containing 50 percent dry wood pulp.
The pieces of sacking are taken out and the sheets put up in bales of any required weight, usually 2 cwt. or 4 cwt.
The pieces of sackcloth are removed, and the sheets are packaged in bales of the desired weight, typically 2 hundredweight or 4 hundredweight.
The Manufacture of Chemical Wood Pulp.
Most vegetable fibres are converted into pulp by alkaline processes, that is by digesting the raw material with caustic soda and similar alkaline substances. Wood may be treated[Pg 105] in two ways, one of which is the ordinary soda process, and the other an acid treatment requiring the use of sulphurous acid.
Most vegetable fibers are turned into pulp through alkaline processes, meaning the raw material is broken down using caustic soda and similar alkaline substances. Wood can be processed in two ways: the typical soda process and a method that uses an acid treatment with sulphurous acid.
Preparation of the Wood.—The logs of wood are cut up and barked exactly as in the case of mechanical pulp. The short two-foot pieces are then cut up into small flakes about one inch square and half an inch thick by means of a machine known as a chipper. This is similar in construction to a barker, consisting of a heavy iron disc rotating at a high speed inside a stout cover. The disc revolves in a vertical position, and three projecting knives slice up the logs into flakes. For this purpose the disc is provided with three slots which radiate from the centre towards the circumference for about 12 inches. The knives can be adjusted so that they stand up through the slots and above the surface of the disc to any required distance.
Preparation of the Wood.—The logs are cut and stripped of their bark just like with mechanical pulp. The short two-foot pieces are then chopped into small flakes about one inch square and half an inch thick using a machine called a chipper. This machine is similar to a barker, featuring a heavy iron disc that spins at high speed inside a sturdy cover. The disc spins vertically, and three protruding knives cut the logs into flakes. For this purpose, the disc has three slots that radiate from the center to the edge for about 12 inches. The knives can be adjusted to extend through the slots and above the surface of the disc to any needed height.
In order to ensure uniformity in the size of the chips, the practice is frequently adopted of sifting the wood leaving the chipper. The sieve is a large skeleton drum, the outer surface of which is made of a coarse wire cloth capable of passing all pieces of the size mentioned. Larger chips and pieces are retained in the drum as it revolves in a horizontal position and only fall out on reaching the extreme end of the machine.
To ensure that the chips are all the same size, it's common to sift the wood as it comes out of the chipper. The sieve is a large drum with a coarse wire mesh covering the outside, which allows all the specified-sized pieces to pass through. Larger chips and pieces stay in the drum as it spins horizontally and only drop out when they reach the far end of the machine.
The Digesters.—The object of boiling the wood under pressure with chemicals is to dissociate the valuable fibrous portion of the plant from the resinous and non-fibrous portion. In this process the wood loses half its weight, the yield of pulp being about 50 per cent., and the remainder is dissolved out by the chemical solution. The conditions of treatment are extremely varied in character, the quality of the pulp produced varying in proportion.
The Digesters.—The purpose of boiling wood under pressure with chemicals is to separate the valuable fibrous part of the plant from the resinous and non-fibrous parts. During this process, the wood loses about half its weight, yielding roughly 50 percent pulp, while the rest is dissolved by the chemical solution. The treatment conditions vary greatly, which affects the quality of the pulp produced.
The digesters are either spherical, cylindrical, or egg-shaped, being constructed to revolve at a slow rate of speed,[Pg 106] or fixed permanently in an upright position. Spherical boilers are usually 9 or 10 feet in diameter, the cylindrical digesters being 40 or 50 feet high and 12 or 15 feet diameter, the larger ones being capable of taking 20 tons of wood for each operation.
The digesters come in spherical, cylindrical, or egg-shaped designs, made to rotate slowly, [Pg 106] or they may be permanently fixed in an upright position. Spherical boilers are typically 9 or 10 feet wide, while cylindrical digesters are about 40 to 50 feet tall and 12 to 15 feet wide, with the larger ones able to handle 20 tons of wood for each operation.

Fig. 33.—Wood Pulp Digester, partly in elevation, partly in section.
Fig. 33.—Wood Pulp Digester, shown in partial elevation and partial section.
For the alkaline process the interior of the digester does not require any special treatment, but with the acid process the internal portion of the boiler is carefully lined with a thick layer of acid-resisting brick and cement.
For the alkaline process, the inside of the digester doesn’t need any special treatment, but with the acid process, the internal part of the boiler is carefully lined with a thick layer of acid-resistant brick and cement.
The contents of the digester are heated by means of high-pressure steam, which is blown direct into the mass or passed through a coil lying at the bottom of the vessel. In the former case the steam is condensed by the liquor, the volume of which is consequently increased, while in the latter case[Pg 107] the condensed steam is drawn off continuously from the pipes. Each system has its own particular advantages.
The contents of the digester are heated using high-pressure steam, which is either injected directly into the mixture or circulated through a coil at the bottom of the vessel. In the first method, the steam condenses in the liquid, increasing its volume, while in the second method[Pg 107] the condensed steam is continuously removed from the pipes. Each system has its own specific advantages.
Different Kinds of Chemical Wood Pulp.—According to the method of treatment so the quality of the pulp varies. The chemicals used, the system of boiling, the temperature of digestion, the strength of the solutions, the duration of the cooking period, and, last but not least, the species of wood, are all determining factors in the value of the ultimate product.
Different Kinds of Chemical Wood Pulp.—The quality of the pulp depends on the treatment method. The chemicals used, the boiling process, the temperature during digestion, the strength of the solutions, the cooking time, and, importantly, the type of wood, all play crucial roles in the value of the final product.
Soda Pulp.—This is prepared by digesting wood with caustic soda in revolving boilers for eight or ten hours at a pressure of 60 to 80 lbs.
Soda Pulp.—This is made by breaking down wood with caustic soda in rotating boilers for eight to ten hours at a pressure of 60 to 80 lbs.
Sulphate Pulp.—Prepared by digesting the wood with a mixture of caustic soda, sulphide of soda, and sulphate of soda.
Sulfate Pulp.—Made by breaking down the wood with a mix of caustic soda, sodium sulfide, and sodium sulfate.
Sulphite Pulp.—The process most generally adopted for the manufacture of wood pulp is the treatment of the material in brick-lined digesters with bisulphite of lime for eight to nine hours at a pressure of 80 lbs.
Sulphite Pulp.—The most commonly used method for making wood pulp involves treating the material in brick-lined digesters with calcium bisulfite for eight to nine hours at a pressure of 80 lbs.
Mitscherlich Pulp.—This is sulphite pulp prepared by digesting the wood at a much lower temperature and for a longer period than the ordinary sulphite. The steam is not blown direct into the mass of wood, and the pressure seldom exceeds 45 or 50 lbs., the time of boiling occupying 45 to 50 hours. So called from the name of the inventor.
Mitscherlich Pulp.—This is sulfite pulp made by breaking down the wood at a much lower temperature and for a longer time than regular sulfite. The steam isn't directly injected into the wood mass, and the pressure usually doesn't go beyond 45 or 50 psi, with the boiling taking about 45 to 50 hours. It’s named after the inventor.
Sulphite Wood Pulp.—This name is given to pulp prepared by digesting wood with solutions containing sulphurous acid, or salts of sulphurous acid. The acid is produced by burning sulphur or certain ores containing sulphur, such as copper or iron pyrites, in special ovens. The most modern form of oven consists of a cylindrical cast-iron drum revolving slowly in a horizontal position on suitable bearings. The sulphur is thrown at intervals, or fed automatically, into the oven, the amount of air being[Pg 108] carefully regulated to avoid the formation of sulphuric acid in the later stages of preparation. The sulphur is also burnt in stationary ovens which consist of flat shallow closed trays.
Sulphite Wood Pulp.—This term refers to pulp made by breaking down wood with solutions that contain sulphurous acid or its salts. The acid is created by burning sulphur or certain ores that have sulphur, like copper or iron pyrites, in special ovens. The most advanced type of oven today is a cylindrical cast-iron drum that slowly rotates in a horizontal position on appropriate supports. Sulphur is added at intervals or automatically fed into the oven, with the air supply carefully controlled to prevent the formation of sulphuric acid in the later stages of the process. Sulphur is also burned in stationary ovens that are made up of flat, shallow, closed trays.
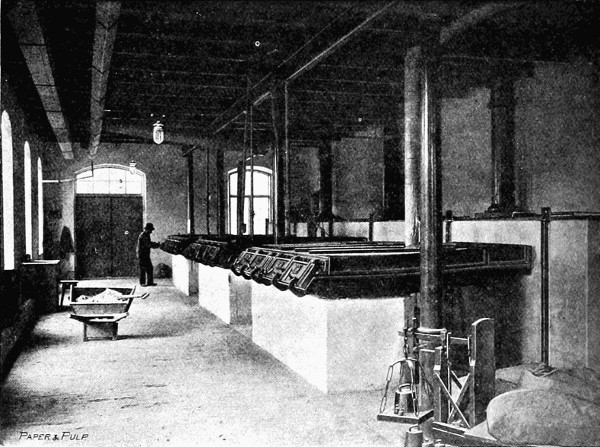
The hot sulphurous acid gas passes through pipes and is cooled, after which it is brought into contact with water and lime for the production of the bisulphite of lime. This is accomplished by one of two methods as follows.
The hot sulfurous acid gas travels through pipes and is cooled, after which it's mixed with water and lime to produce the bisulfite of lime. This is done using one of two methods as follows.
Tower System.—The cool gas is drawn into high towers usually built of wood, 7 or 8 feet diameter, which are filled with masses of limestone. From tanks at the top of each tower a carefully regulated quantity of water flows down upon the limestone and absorbs the ascending column[Pg 109] of gas, this being drawn into the tower from the bottom. The limestone is simultaneously dissolved, and the liquid which flows out from the pipes at the bottom of the tower consists of lime dissolved in sulphurous acid, together with a certain proportion of free sulphurous acid. This is generally known as a solution of bisulphite of lime.
Tower System.—Cool gas is drawn into tall towers, usually made of wood, 7 or 8 feet in diameter, which are filled with chunks of limestone. Water flows from tanks at the top of each tower in a carefully controlled amount and drips down onto the limestone, absorbing the rising column[Pg 109] of gas that is drawn into the tower from the bottom. The limestone dissolves at the same time, and the liquid that flows out from the pipes at the bottom of the tower is a mixture of lime dissolved in sulfurous acid, along with a certain amount of free sulfurous acid. This is typically referred to as a solution of bisulfite of lime.
Tank System.—The somewhat costly tower system has in many cases been superseded by the use of a number of huge wooden vats, 10 to 12 feet diameter and 8 to 10 feet high. These tanks are filled with water and a known quantity of slaked lime. The gas is forced into the tanks by pressure or drawn through by suction, and the conversion of the milk of lime into bisulphite of lime proceeds automatically. In order to ensure complete absorption the gas passes through the tanks in series, so that the spent gases leaving the vats do not contain any appreciable amount of sulphurous acid.
Tank System.—The somewhat expensive tower system has often been replaced by a series of large wooden vats, 10 to 12 feet in diameter and 8 to 10 feet high. These tanks are filled with water and a known amount of slaked lime. The gas is forced into the tanks under pressure or drawn through by suction, and the conversion of the milk of lime into bisulphite of lime happens automatically. To ensure complete absorption, the gas flows through the tanks in sequence, so that the spent gases leaving the vats do not have any significant amount of sulphurous acid.
In order to obtain pulp of uniform quality it is necessary that the liquor should be of constant composition. The formula differs in the various mills according to the conditions which are found most suitable.
To get pulp with consistent quality, it's essential that the solution maintains a stable composition. The formula varies between different mills based on what conditions are deemed most effective.
Sulphite Digesters.—The almost universal form of boiler employed in cooking wood by the sulphite process is a tall cylindrical vessel of about 50 feet in height, and 14 to 15 feet internal diameter, lined with acid-resisting brick.
Sulphite Digesters.—The nearly standard type of boiler used for cooking wood in the sulphite process is a tall cylindrical container, around 50 feet high, with an internal diameter of 14 to 15 feet, lined with acid-resistant bricks.
This form of digester is capable of holding 20 tons of wood at one charge, yielding 10 tons of finished pulp.
This type of digester can hold 20 tons of wood at a time, producing 10 tons of finished pulp.
The chipped wood is discharged into the digesters from huge bins erected just above the openings to the digesters, so that the latter can be filled without any delay and the requisite quantity of sulphite liquor added.
The chipped wood is fed into the digesters from large bins placed directly above the openings, allowing them to be filled quickly with the necessary amount of sulfurous liquor added.
The manhole or cover is at once put on, securely fastened, and steam turned on gradually until the pressure reaches 70 or 80 lbs., at which pressure the cooking is steadily[Pg 110] maintained. The progress of the operation is watched and samples of the liquor drawn from the boiler at intervals to be tested, so that the boiling may be stopped when the results of the testing show the wood is sufficiently cooked.
The manhole or cover is put on securely and fastened, then steam is gradually turned on until the pressure reaches 70 or 80 lbs. At this pressure, the cooking is kept steady[Pg 110]. The process is monitored, and samples of the liquid are taken from the boiler at intervals for testing, so that boiling can be stopped when the tests show the wood is cooked enough.
There is no special difficulty in this operation, provided the necessary conditions are observed. It is important that the wood should be dry, and that the proportion of sulphite liquor per ton of dry wood should be constant. If the wood happens to be wet, due allowance must be made for the excess water and a somewhat stronger liquor used in order to compensate for this. Other precautions of a similar character are observed in order to minimise the danger of an insufficiently cooked pulp.
There’s no special challenge in this process as long as the necessary conditions are met. It’s important that the wood is dry, and that the ratio of sulfite solution per ton of dry wood remains consistent. If the wood is wet, you’ll need to account for the extra water and use a slightly stronger solution to make up for it. Other similar precautions are taken to reduce the risk of undercooked pulp.
Washing.—When the pulp has been boiled, a process which generally occupies seven or eight hours, the steam is shut off and the contents of the boiler blown out into large vats known as blow-out tanks, the pressure of steam remaining in the digester being sufficient to empty the softened pulp in a few minutes. Much of the spent sulphite liquor, now containing the dissolved resinous and non-fibrous portions of the original wood, drains away from the mass in the tank, and then copious supplies of clean water are added in order to wash out the residual liquors which it is essential to remove.
Washing.—After the pulp has been boiled, which usually takes seven or eight hours, the steam is turned off and the contents of the boiler are released into large tanks called blow-out tanks. The steam pressure left in the digester is enough to empty the softened pulp in a few minutes. A lot of the spent sulphite liquor, now containing the dissolved resinous and non-fibrous parts of the original wood, drains away from the mass in the tank. Then, plenty of clean water is added to wash out the leftover liquor that needs to be removed.
Numerous other devices are employed to ensure the complete washing of the boiled pulp.
Numerous other devices are used to make sure the boiled pulp is thoroughly washed.
Screening.—The production of a high-class pulp necessitates proper screening to eliminate coarse pieces of unboiled wood and the knots, the latter not being softened completely. The methods adopted vary according to requirements.
Screening.—Creating high-quality pulp requires proper screening to remove thick pieces of unboiled wood and knots, which haven't fully softened. The methods used differ based on specific needs.
For uniform clean pulp that can be bleached easily the material from the blow-out tanks is, after washing, mixed with large quantities of water and run through sand traps,[Pg 111] which consist of long shallow wide boxes provided with slanting baffle-boards to retain knots and large pieces of unsoftened wood, the pulp thus partially screened being subsequently treated in the proper screening apparatus.
For a uniform, clean pulp that can be easily bleached, the material from the blow-out tanks is washed, then mixed with a lot of water and passed through sand traps,[Pg 111] which are long, shallow, wide boxes fitted with slanting baffle boards to catch knots and large pieces of unsoftened wood. The pulp that is partially screened is then treated in the appropriate screening equipment.
Sometimes the washed pulp is sent direct to the screens and the well-boiled fibres sorted out by a system of graded screens, which separate the completely isolated fibres from the bulk and retain the larger pieces, these being broken down in a suitable engine and put back on the screens.
Sometimes the washed pulp is sent straight to the screens, where the thoroughly boiled fibers are sorted by a system of graded screens that separate the completely isolated fibers from the bulk and hold back the larger pieces. These larger pieces are then broken down in an appropriate engine and returned to the screens.
The machinery employed for screening chemical pulp is identical with that used for the treatment of mechanical wood pulp.
The equipment used for screening chemical pulp is the same as that used for processing mechanical wood pulp.
Finishing.—The ordinary sulphite pulp is worked up into the form of dry sheets for the market and not sent out in a wet state as the mechanical wood. There are several practical disadvantages in preparing the latter in a dry condition which do not, however, occur with chemical pulp.
Finishing.—Regular sulphite pulp is processed into dry sheets for sale and is not shipped out while still wet like mechanical wood. There are several practical downsides to preparing the latter in a dry state, which, however, do not arise with chemical pulp.
Hence the pulp after being screened is not pressed but submitted to a different process. From the screens the mixture of pulp and water, the latter being present in large quantity, is pumped into a concentrator, or slusher, as it is termed, by means of which some of the water is taken out.
Hence, the pulp, after being screened, is not pressed but instead goes through a different process. The mixture of pulp and water, which is present in large amounts, is pumped into a concentrator, or slusher, where some of the water is removed.
The slusher consists of a wooden box divided into two compartments by a vertical partition. In the larger compartment a hollow drum covered with a fine wire cloth revolves, the construction and purpose of which are precisely the same as that of the wet press machine used for mechanical pulp.
The slusher is a wooden box split into two sections by a vertical divider. In the larger section, a hollow drum covered with fine wire mesh spins, built and used just like the wet press machine for mechanical pulp.
As the drum revolves the pulp adheres to the outer surface, while the water passes through the wire cloth. The drum is not completely immersed in the mixture, so that the skin of pulp is brought out of the water by the rotation of the drum. When this takes place the contact of a wooden or felt covered roll which revolves on the top of[Pg 112] the drum causes the pulp to be transferred from the drum to the roll. The wet pulp is continuously scraped off by an iron bar or doctor, as it is called, resting on the surface of the roll, and it finally drops into the second compartment of the slusher in a more concentrated form ready for the drying machine.
As the drum spins, the pulp sticks to the outer surface while the water passes through the mesh. The drum isn't fully submerged in the mixture, so the layer of pulp is lifted out of the water as the drum rotates. When this happens, the contact with a wooden or felt-covered roll that spins on top of[Pg 112] the drum transfers the pulp from the drum to the roll. The wet pulp is constantly scraped off by an iron bar, known as a doctor, which rests on the surface of the roll, and it eventually falls into the second compartment of the slusher in a more concentrated form, ready for the drying machine.
Drying.—The mass of wet pulp from the slusher is conveyed into a circular reservoir or stuff chest, which serves to supply the machine used for converting the pulp into dry sheets.
Drying.—The wet pulp from the slusher is transferred into a round container or stuff chest, which provides the material needed for the machine that turns the pulp into dry sheets.
The machine is to all intents and purposes a Fourdrinier paper machine, and the process is similar to that used for the manufacture of paper. The pulp flows in a continuous stream on to a horizontal endless wire, which carries it forward as a thin layer; the water drains through the meshes of the wire, further quantities being removed by suction boxes, which draw away the water by virtue of the vacuum produced by special pumps. The wet sheet then passes between the couch rolls which compress the pulp, squeezing out more water, and then through press rolls, which finally give a firm adherent sheet of pulp containing 70 per cent. of water. The sheet is dried by passing over a number of steam heated cylinders, which cause all the moisture to evaporate from the pulp. At the end of the machine the dry pulp is cut up into sheets of any convenient size, and packed up in bales of two or four cwts.
The machine is essentially a Fourdrinier paper machine, and the process is similar to that used to make paper. The pulp flows in a continuous stream onto a horizontal endless wire, which moves it forward as a thin layer; the water drains through the wire's mesh, with additional water removed by suction boxes, which pull away water due to the vacuum created by special pumps. The wet sheet then goes between the couch rolls, which compress the pulp, squeezing out more water, and then through press rolls, which finally produce a solid sheet of pulp containing 70 percent water. The sheet is dried by passing over several steam-heated cylinders that cause all the moisture to evaporate from the pulp. At the end of the machine, the dry pulp is cut into sheets of any convenient size and packed into bales of two or four hundredweight.
Mitscherlich Sulphite Pulp.—This term is applied to sulphite wood prepared by submitting the chipped wood to a comparatively low pressure for a long period. The wood is placed in the stationary upright form of digester with the requisite amount of liquor, and the heating produced by the passage of steam through a leaden coil lying at the bottom of the digester, so that the steam does not condense in the liquor but in the coil, from which it is[Pg 113] drawn off. The pressure seldom exceeds 45 lbs. but the duration of the cooking is thirty-six to forty-eight hours. The boiler is not emptied under pressure, but the pulp is discharged from the digester after the pressure has been lowered, and the manhole taken off. The contents are usually shovelled out by the workmen.
Mitscherlich Sulphite Pulp.—This term refers to sulphite wood made by exposing chipped wood to relatively low pressure for an extended period. The wood is placed in a stationary upright digester with the required amount of liquid, and heat is generated by steam passing through a lead coil at the bottom of the digester, so the steam condenses in the coil rather than in the liquid. The steam is[Pg 113] removed from there. The pressure usually doesn't go beyond 45 lbs., but the cooking time lasts between thirty-six and forty-eight hours. The boiler is not emptied under pressure; instead, the pulp is taken out of the digester after the pressure is released and the manhole is removed. The contents are typically shovelled out by the workers.
The pulp is carefully washed, screened and made up into wet sheets on the ordinary wet press machine. This pulp is never dried on the Fourdrinier like the common sulphite, as its special qualities can only be preserved by the treatment described. This pulp is particularly suitable for parchment papers, grease proofs and transparent papers.
The pulp is carefully washed, screened, and formed into wet sheets on a regular wet press machine. This pulp is never dried on the Fourdrinier like regular sulfite because its unique qualities can only be preserved through this specific treatment. This pulp is especially suitable for parchment papers, greaseproof papers, and transparent papers.
Soda Wood Pulp.—The chipped wood is boiled in stationary or revolving digesters for eight or nine hours at a pressure of 70 or 80 lbs. A solution of caustic soda is employed, about 16 to 20 per cent. of the weight of the wood being added to the contents of the digester. Live steam is blown direct into the mass, and after the operation the spent liquor is carefully kept for subsequent treatment. The pulp is washed in such a manner that the amount of water actually used is kept down to the smallest possible volume consistent with a complete removal of soluble matters. This is done in order that the spent liquors may be treated for the recovery of the soda.
Soda Wood Pulp.—The chopped wood is boiled in stationary or rotating digesters for eight to nine hours at a pressure of 70 to 80 lbs. A solution of caustic soda is used, adding about 16 to 20 percent of the wood's weight to the digester's contents. Live steam is blown directly into the mixture, and after the process, the spent liquor is carefully collected for later treatment. The pulp is washed in a way that minimizes the amount of water used while ensuring complete removal of soluble materials. This is done so that the spent liquors can be processed to recover the soda.
Recovery of Spent Liquors.—When wood is cooked by the soda and sulphate processes the solutions containing the dissolved organic matter from the wood can be evaporated, and the original chemical recovered. In the case of soda pulp the method of treatment is as follows: the spent liquors and the washings are evaporated by means of a multiple effect vacuum apparatus to a thick syrup. The concentrated liquor produced is then burnt in special furnaces, all the organic matter being consumed, leaving a black mass which consists mainly of carbonate of soda.[Pg 114] The mass is washed with water to remove the carbonate which is afterwards converted into caustic soda by being boiled with lime.
Recovery of Spent Liquors.—When wood is processed using the soda and sulfate methods, the solutions that contain dissolved organic matter from the wood can be evaporated, allowing the original chemicals to be recovered. For soda pulp, the treatment process is as follows: the spent liquors and washings are evaporated using a multiple effect vacuum apparatus until they reach a thick syrup consistency. The concentrated liquor produced is then burned in special furnaces, completely consuming all the organic matter and leaving a black mass primarily made up of sodium carbonate.[Pg 114] The mass is washed with water to eliminate the carbonate, which is then converted into caustic soda by boiling it with lime.
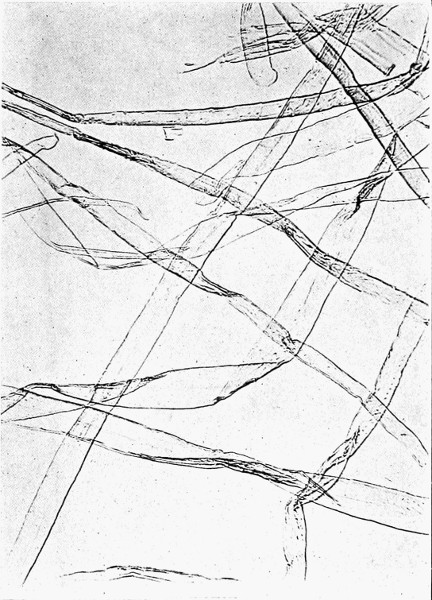
The spent liquors from the sulphite process have no value, for they cannot be recovered by this method. At present the whole of the sulphur used and the organic matter dissolved from the wood is lost. This means the loss of about 250 to 350 lbs. of sulphur and nearly 50 per cent. of the weight of wood for every ton of pulp produced.
The leftover liquids from the sulfite process have no value because they can't be recovered using this method. Right now, all the sulfur used and the organic material dissolved from the wood is wasted. This results in a loss of about 250 to 350 pounds of sulfur and nearly 50 percent of the weight of the wood for every ton of pulp produced.
Wood Pulp; Microscopic Features.
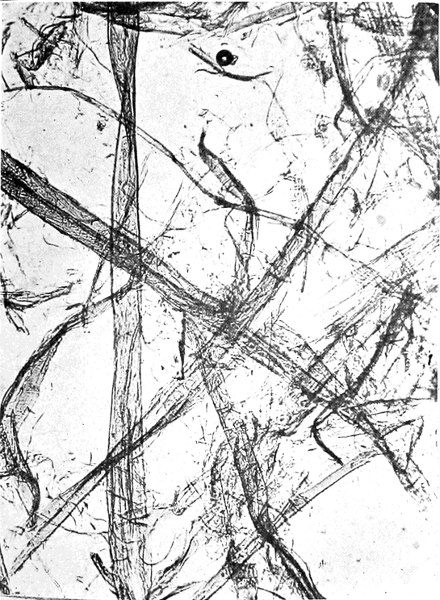
Mechanical and chemical pulps are readily distinguished under the microscope. The former consists of fibres of irregular shape and size, mixed with a large proportion of structureless particles, all bearing evidence of having been torn apart and separated by mechanical methods. The chemical pulp, on the other hand, consists of fibres isolated by a process which preserves them in perfect condition and[Pg 116] form. The pulp from the various woods can be differentiated by minute details in fibre structure, some of the woods being determined from the presence of characteristic cells.
Mechanical and chemical pulps are easily identified under a microscope. The former is made up of fibers that are irregular in shape and size, mixed with a large amount of structureless particles, all showing signs of having been torn apart and separated by mechanical methods. The chemical pulp, however, consists of fibers that are isolated through a process that keeps them in perfect condition and[Pg 116] form. Pulp from different types of wood can be distinguished by small details in fiber structure, with some woods identifiable by the presence of unique cells.
The use of aniline sulphate can also be resorted to, and for microscopic work the most useful reagent is a mixture of zinc chloride and iodine. This produces an intense yellow colour with mechanical pulp and a bluish colour with sulphite and other chemical wood pulps.
The use of aniline sulfate can also be applied, and for microscopic work, the most effective reagent is a mixture of zinc chloride and iodine. This creates a bright yellow color with mechanical pulp and a bluish color with sulfite and other chemical wood pulps.
The Daily Newspaper.
The newspapers of the present day are made almost exclusively of wood pulp. The use of the latter material for paper-making has steadily increased from the date of its introduction about A.D. 1870, when wood pulp was imported into England in considerable quantities.
The newspapers today are mostly made from wood pulp. The use of this material for making paper has gradually increased since it was first introduced around A.D. 1870, when significant amounts of wood pulp were imported into England.
News and cheap printings consist of mechanical and chemical wood pulps mixed in varying proportions determined chiefly by the price paid for the finished paper. In some cases the proportion of mechanical wood pulp is as much as 85 per cent., though the average composition of a cheap wood paper is represented by the following proportions: Mechanical pulp, 70 per cent.; sulphite pulp, 20 per cent.; loading, 10 per cent.
Newsprint and inexpensive printed materials are made from mechanical and chemical wood pulps blended in different amounts based mainly on the cost of the final paper. Sometimes, the amount of mechanical wood pulp can be as high as 85 percent, but the typical makeup of a low-cost wood paper is about: 70 percent mechanical pulp, 20 percent sulphite pulp, and 10 percent fillers.
Some idea of the enormous quantity of material used for the daily press may be judged from one or two examples. A certain popular weekly newspaper having a circulation of one and a quarter million copies per week requires every week 137 tons of paper produced from 170 tons of wood. A popular halfpenny newspaper boasting a circulation of about one-half million copies per day consumes 185 tons of paper manufactured from 230 tons of wood, every week.
Some idea of the huge amount of material used for the daily press can be seen from a couple of examples. A popular weekly newspaper with a circulation of 1.25 million copies each week needs 137 tons of paper made from 170 tons of wood every week. A well-known halfpenny newspaper with a circulation of about 500,000 copies per day uses 185 tons of paper produced from 230 tons of wood each week.
It is easy also from these facts to estimate the amount of timber which must be cut down to supply the demand for newspapers and cheap printings.
It’s also easy to see from these facts how much timber needs to be cut down to meet the demand for newspapers and inexpensive print materials.
The manufacture of news calls for considerable skill and able management, owing to the keen competition amongst the paper mills devoted to this class of paper. The process as carried on in England is as follows:—
The production of newsprint requires considerable skill and effective management because of the intense competition among the paper mills that produce this type of paper. The process as carried out in England is as follows:—
The mechanical pulp, reaching the mill in the form of thick sheets suitably packed up into bales, is first broken up again into moist pulp. Various machines are used for this, such as Wurster's kneading engine, Cornett's breaker, or some similar contrivance. An old potcher, such as is used for the breaking and washing of rags, makes a good pulp disintegrator. The broken pulp is discharged into beating engines in any suitable or convenient manner and the right proportion of chemical wood pulp added in the form of dry sheets. The beating process only occupies thirty to forty minutes in the case of the common news, a marked contrast to the eight or nine hours required by rags. China clay is added to the contents of the beater, ten to twelve per cent. being the general practice. This is followed by a measured quantity of rosin size, and after thorough incorporation the size is precipitated upon the fibres by means of alum.
The mechanical pulp arrives at the mill in thick sheets packed into bales and is first broken down into moist pulp. Various machines are used for this, like Wurster's kneading engine, Cornett's breaker, or similar devices. An old potcher, which is used for breaking and washing rags, works well as a pulp disintegrator. The broken pulp is sent into beating engines in a suitable or convenient way, and the right amount of chemical wood pulp is added in the form of dry sheets. The beating process takes only thirty to forty minutes for common newsprint, which is a notable difference from the eight to nine hours needed for rags. China clay is added to the beater, with ten to twelve percent being the usual practice. After that, a measured amount of rosin size is added, and once it is thoroughly mixed, the size is applied to the fibers using alum.
In the commoner qualities of these papers the materials are added in the dry state, but for finer grades of newspaper the china clay is mixed with water, and carefully drained through a fine sieve before use. The alum cake is also dissolved and treated in a similar manner in order to keep out dirt and coarse particles likely to produce holes in the paper.
In the standard quality of these papers, the materials are added in a dry state, but for higher quality newspapers, the china clay is mixed with water and carefully filtered through a fine sieve before use. The alum cake is also dissolved and handled in a similar way to keep out dirt and large particles that could create holes in the paper.
The paper machine used for the manufacture of cheap printings is constructed to produce as much as 100 to 180 tons of finished paper per week, every detail being arranged for a large output at a very high speed. In the modern machine it is possible to produce paper at the rate of 450 to 550 feet per minute, the width of the sheet being from 120 to 160 inches.
The paper machine used for making affordable prints is designed to produce between 100 and 180 tons of finished paper every week, with every detail optimized for high output and speed. In the modern machine, it's possible to produce paper at a rate of 450 to 550 feet per minute, with the sheet width ranging from 120 to 160 inches.
Careful attention is paid to economy of every kind with regard to the power required for driving the machine, the amount of steam consumed in drying the paper, recovery of excess of fibre and china clay which escapes from the machine wire, and similar details of a mechanical order.
Careful attention is given to the efficiency of all aspects concerning the power needed to operate the machine, the steam used in drying the paper, the recovery of excess fiber and china clay that escapes from the machine wire, and other similar mechanical details.
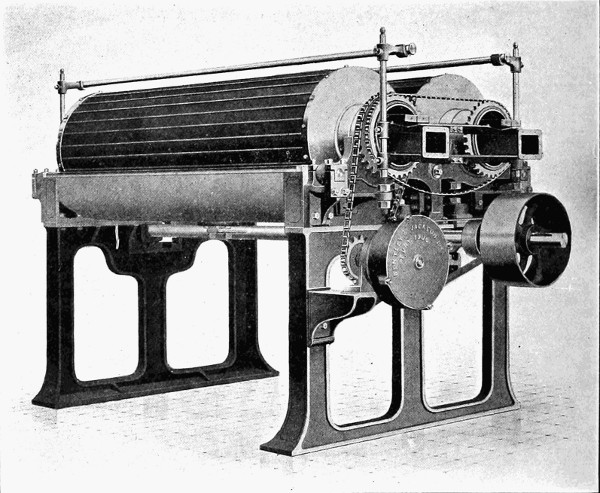
Fig. 37.—The Screens for removing Coarse Fibres from Beaten Pulp.
Fig. 37.—The Screens for Removing Coarse Fibers from Beaten Pulp.
The beaten pulp, after being sized and coloured, is discharged into huge circular brick tanks, or stuff chests, two of which are found with each paper machine. The supply of pulp and water for the machine is taken from one stuff chest while the second is being filled up from the[Pg 120] beating engines, in order to secure a mixture of constant composition.
The processed pulp, once it has been sized and colored, is released into large circular brick tanks or stuff chests, two of which are located with each paper machine. One stuff chest supplies the pulp and water to the machine while the second one is being filled from the[Pg 120] beating engines, ensuring a consistent mixture.
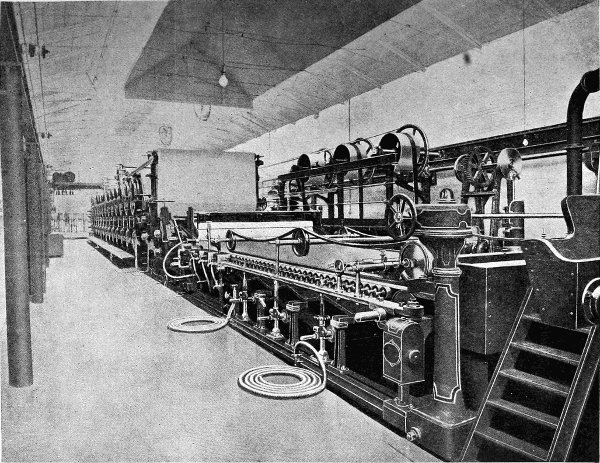
Fig. 38.—The Paper Machine (wet end showing wire).
Fig. 38.—The Paper Machine (wet end showing the wire).
The pulp is pumped from the stuff chest into a small regulating box placed above the machine wire, and this box is kept full of beaten pulp so that the supply of pulp and water to the machine is perfectly constant. The pulp, diluted with the proper quantity of back-water, is carefully strained through rotary screens and allowed to flow through a distributing box on to the machine wire, where it rapidly forms a sheet of paper.
The pulp is pumped from the stock chest into a small regulating box located above the machine wire, and this box is kept full of processed pulp so that the supply of pulp and water to the machine remains completely steady. The pulp, mixed with the right amount of back-water, is carefully filtered through rotary screens and allowed to flow through a distributing box onto the machine wire, where it quickly forms a sheet of paper.
The excess of water, together with a certain proportion of fine fibre and china clay, falls through the wire, and is caught below in a shallow box, called the save-all. This back-water, as it is called, is used over again for diluting the beaten pulp to the right consistency, as already described.
The extra water, along with some fine fiber and china clay, goes through the wire and is collected in a shallow box below, known as the save-all. This back-water, as it's referred to, is reused to dilute the processed pulp to the right consistency, as mentioned earlier.
The whole of the water obtained in this way is not all utilised in the regulating box, and any surplus is pumped up continually into large store tanks and used in the beating engines for breaking down the dry pulp.
The total amount of water collected this way isn’t fully used in the regulating box, and any extra is continuously pumped into large storage tanks and used in the beating machines to break down the dry pulp.
In many cases, where a large quantity of water is used on the machine, special methods have to be adopted for the recovery of all the fibre and clay, which would otherwise be lost, and there are many ingenious systems in use whereby this saving is effected.
In many instances, when a significant amount of water is used on the machine, specific methods need to be implemented to recover all the fiber and clay that would otherwise be wasted, and there are numerous clever systems in place that achieve this conservation.
The most usual practice is to allow the excess of water, which contains from 8 to 15 lbs. of suspended matter per thousand gallons, to flow through a series of brick tanks at a slow rate of speed. The clay and fibre settle to the bottom of the tanks, and the water passes away from the last tank almost clear and free from fibre and loading.
The typical method is to let the excess water, which contains between 8 and 15 lbs. of suspended material per thousand gallons, flow through a series of brick tanks at a slow pace. The clay and fiber settle to the bottom of the tanks, and the water exits the last tank nearly clear and free from fiber and debris.
The drying of the moist paper leaving the press rolls of the machine is effected in the usual manner by means of drying cylinders. On account of the great increase of[Pg 121] speed at which the paper is produced, the number of drying cylinders has also been increased, and at the present time a machine of this description is provided with 28 or 32 cylinders, the object being to dry the paper economically.
The drying of the wet paper coming out of the machine's press rolls is done in the usual way using drying cylinders. Due to the significant increase in the speed of paper production, the number of drying cylinders has also gone up. Nowadays, a machine like this typically has 28 or 32 cylinders, aiming to dry the paper efficiently.
Mechanical Wood Pulp in Paper.
The presence of mechanical wood pulp in paper is detected by means of several reagents, which produce a definite colour when applied to a sheet of paper containing mechanical wood. The depth of colour obtained indicates approximately the percentage present, but considerable practice and experience is necessary to interpret the colour exactly. A more reliable method of estimating the percentage of mechanical wood in a paper is by microscopic examination.
The presence of mechanical wood pulp in paper can be detected using several reagents that produce a specific color when applied to a sheet of paper containing mechanical wood. The intensity of the color indicates roughly the percentage present, but a lot of practice and experience is needed to interpret the color accurately. A more reliable way to estimate the percentage of mechanical wood in paper is through microscopic examination.
The reagents which can be used are—
The reagents that can be used are—
(1) Nitric Acid.—This produces a brown stain on the paper, but it is not a desirable reagent for ordinary office purposes.
(1) Nitric Acid.—This creates a brown stain on the paper, but it's not a suitable reagent for regular office use.
(2) Aniline Sulphate.—A solution of this is prepared by dissolving 5 parts of aniline sulphate in 100 parts of distilled water. When applied to the surface of news a yellow coloration is produced, more or less intense according to the amount of mechanical wood present. It can only be used with white papers, or papers very slightly toned.
(2) Aniline Sulphate.—You can make a solution by dissolving 5 parts of aniline sulfate in 100 parts of distilled water. When you apply it to the surface of newsprint, it creates a yellow color, which varies in intensity depending on the amount of mechanical wood in the paper. It can only be used on white papers or papers that are only slightly toned.
(3) Phloroglucine.—This sensitive reagent, which gives a rose-pink colour when brushed on to the surface of the paper, is prepared by dissolving 4 grammes of phloroglucine in 100 c.c. of rectified spirits, and adding to the mixture 50 c.c. of pure concentrated hydrochloric acid.
(3) Phloroglucine.—This sensitive reagent turns a rose-pink color when applied to the surface of paper. It is made by dissolving 4 grams of phloroglucine in 100 c.c. of purified alcohol, then adding 50 c.c. of pure concentrated hydrochloric acid to the mixture.
There are several other aniline compounds which give colour reactions of a similar character, but they are not often used. The phloroglucine reagent fails as a test for[Pg 122] mechanical wood in papers which have been dyed with certain aniline colours, for example, metanil yellow. Paper which has been coloured with this dye will, when moistened with the phloroglucine reagent, give an intense pink colour, even if no mechanical wood is present. This is due to the fact that the dye itself is acted upon by the hydrochloric acid in the test reagent. The same colour is produced on the paper with hydrochloric acid per se.
There are several other aniline compounds that produce similar color reactions, but they aren’t used often. The phloroglucine reagent doesn’t work as a test for[Pg 122] mechanical wood in papers dyed with certain aniline colors, like metanil yellow. Paper colored with this dye will turn a bright pink when moistened with the phloroglucine reagent, even if there’s no mechanical wood present. This happens because the dye reacts with the hydrochloric acid in the test reagent. The same pink color appears on the paper with hydrochloric acid alone.
There is little difficulty in distinguishing between the colour arising from the presence of such a dye, because the effect is instantaneous, whereas the coloration due to mechanical wood develops gradually. Moreover, the reaction due to the presence of metanil yellow gives a perfectly even coloured surface, whereas with mechanical wood pulp the fibres appear to be more deeply stained than the body of the paper.
It’s easy to tell the difference in color caused by this dye because the effect happens right away, while the color change from mechanical wood takes time to develop. Also, the reaction from metanil yellow produces a perfectly smooth surface color, whereas with mechanical wood pulp, the fibers look more intensely colored than the rest of the paper.
Output of a Paper Machine.—The quantity of paper which can be produced on the paper machine is readily calculated from the following data:—
Output of a Paper Machine.—The amount of paper that can be produced on the paper machine can be easily calculated using the following data:—
| Speed of machine in feet per minute | F |
| Nett deckle width in inches | D |
| Width of sheet of paper in inches | W |
| Length of sheet of paper in inches | L |
| Number of sheets in ream | S |
| Weight of paper per ream | R |
The general formula for the output of paper per hour is
The basic formula for the amount of paper produced per hour is
| Output in lbs. per hour = | 720 × F × D × R | . |
| S × L × W |
When the number of sheets in the ream is 480, this formula simplifies to
When the number of sheets in the ream is 480, this formula simplifies to
| Output in lbs. per hour = | 1½ × R × F × D | . |
| L × W |
The term “nett deckle width” applies to the width of[Pg 124] the trimmed finished paper at the end of the machine. The formula takes no account of the allowance required for trimming edges. In most cases the deckle width of the machine is arranged so that the paper is cut into strips of equal width when leaving the calenders, e.g., a deckle of 80 inches will give 4 sheets, each 20 inches wide.
The term “nett deckle width” refers to the width of[Pg 124] the finished paper after it has been trimmed at the end of the machine. The formula does not consider the margin needed for trimming the edges. In most cases, the machine's deckle width is set up so that the paper is cut into strips of equal width when it comes out of the calenders. For example, a deckle of 80 inches will produce 4 sheets, each measuring 20 inches wide.
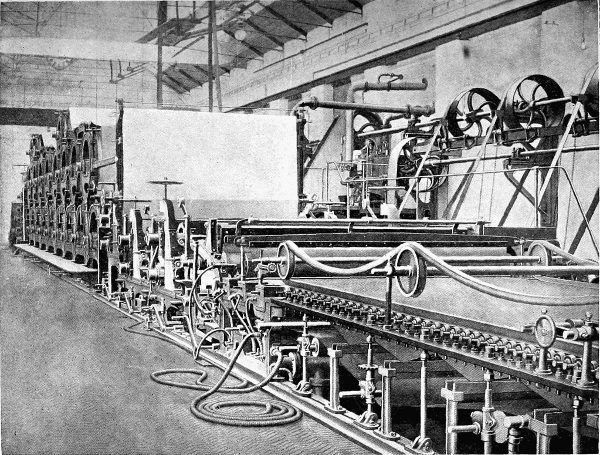
Fig. 39.—Paper Machine showing Wire, Press Rolls, and Drying Cylinders.
Fig. 39.—Paper machine displaying the wire, press rolls, and drying cylinders.
The method by which the general formula is obtained may be explained by an example.
The way to get the general formula can be explained with an example.
What is the output of a machine having a speed of 100 feet per minute, with an 80-inch deckle, producing a sheet of paper 20 inches by 30 inches, weighing 30 lbs. per ream of 480 sheets?
What is the output of a machine that runs at 100 feet per minute, with an 80-inch deckle, producing a sheet of paper that is 20 inches by 30 inches, weighing 30 lbs. per ream of 480 sheets?
The machine produces every minute a sheet of paper 100 feet long and 80 inches wide.
The machine produces a sheet of paper every minute that's 100 feet long and 80 inches wide.
Hence output per minute in square inches
Hence output per minute in square inches
| = 12 × 100 × 80. |
Output per hour in square inches
Output per hour in square inches
| = 60 × 12 × 100 × 80. |
Now each (20 × 30 × 480) square inches is area of one ream.
Now each (20 × 30 × 480) square inches is the area of one ream.
Output of paper per hour in reams
Output of paper per hour in reams
| = | 60 × 12 × 100 × 80 | . |
| 480 × 30 × 20 |
Output of paper per hour in lbs.
Output of paper per hour in lbs.
| = | 720 × 100 × 80 × 30 |
| 480 × 30 × 20 | |
| = | 600 lbs. |
The general formula may be applied for the purpose of calculating the speed at which the machine must be driven.
The general formula can be used to calculate the speed at which the machine should operate.
Example.—A machine with 75-inch deckle is required to produce 6 cwts. per hour of a paper 25 inches by 18 inches[Pg 125] (500 sheets), weighing 19 lbs. to the ream. At what speed is the machine to be driven?
Example.—A machine with a 75-inch deckle is needed to produce 6 hundredweight per hour of paper sized 25 inches by 18 inches[Pg 125] (500 sheets), weighing 19 lbs. per ream. What speed should the machine run at?
Output in lbs. per hour
Output in lbs/hour
| = | 720 × F × D × R |
| S × L × W | |
| 672 = | 720 × F × 75 × 19 |
| 500 × 18 × 25 | |
| F = | 148 feet per minute. |
CHAPTER VI
BROWN PAPERS AND BOARDS
Common Browns.—The raw material used in the manufacture of common brown papers is chiefly jute and waste fibres of every description, such as waste cuttings from boxboard factories, old papers, wood pulp refuse, and other substances of a like nature. The jute, in the form of sacking or old gunny bags, and the hemp refuse, in the shape of old rope and string, are subjected to a slight chemical treatment just sufficient to isolate the fibres to a condition in which it is possible to work them up into paper. The bagging and string are cut up in a rag chopper and boiled in revolving boilers with lime or caustic soda for several hours at a pressure of 20-30 lbs., the lime being used when it is desired to manufacture a harsh paper, and the caustic soda being employed for the production of paper having a softer feel. The pulp is not always washed very completely after the process of digestion, as is the case with white papers, and it is often possible to extract from brown papers of this class a considerable proportion of the alkaline matter which has not been thoroughly removed from the boiled pulp. The presence of this alkaline residue does not affect the quality of ordinary brown paper, but is frequently a serious defect in the case of middles or straw boards, which are afterwards utilised for boxes and covered with coloured papers. The colour of the paper pasted on to such incompletely washed boards is frequently spoilt by the action of the alkali when moistened with the paste[Pg 127] used, many aniline dyes being susceptible to the small proportion of alkali present.
Common Browns.—The main materials used to make common brown papers are mostly jute and all kinds of waste fibers, like leftovers from boxboard factories, old papers, wood pulp scraps, and similar substances. The jute, which comes from sacking or old gunny bags, along with the hemp scraps from old ropes and strings, undergoes a light chemical treatment to separate the fibers so they can be formed into paper. The bagging and string are chopped up in a rag chopper and boiled in rotating boilers with lime or caustic soda for several hours at a pressure of 20-30 lbs. Lime is used when a rough paper is needed, while caustic soda produces paper with a softer texture. The pulp isn’t always washed as thoroughly after digestion as white papers, which means it's often possible to extract a significant amount of alkaline matter that hasn’t been completely removed from the boiled pulp. This alkaline residue doesn't usually affect the quality of regular brown paper, but it can be a serious issue for middle or straw boards, which are used for boxes and covered with colored papers. The color of the paper glued onto these incompletely washed boards can often be ruined by the alkaline action when it comes into contact with the paste, as many aniline dyes are sensitive to the small amount of alkali present.[Pg 127]
The stronger materials, such as jute or old rope and string, are either used by themselves or blended with inferior raw material according to the quality of the paper being made. The jute and hemp fibres are generally beaten by themselves in the engine before the other materials are added. The pulp is mixed with the required amount of loading, while the sizing and colouring operations are carried out in the usual way.
The stronger materials, like jute or old rope and string, are either used on their own or mixed with lower-quality raw materials based on the quality of the paper being produced. The jute and hemp fibers are typically processed separately in the machine before adding the other materials. The pulp is combined with the necessary amount of additives, while the sizing and coloring processes are done as usual.
The common brown papers are known by a variety of trade names which at one time indicated the nature of the fibrous constituent, but at the present day the name is no guide or indication of the material used for the manufacture of the paper. The common heavy brown used for wrapping sugar and sundry groceries made in heavy grey and blue shades is a coarse paper made from cheap materials and containing a large proportion of mineral matter. It is usually supplied under the trade name of royal.
The standard brown papers go by various trade names that used to reflect the type of fiber used, but nowadays, the name doesn’t reveal anything about the materials involved in making the paper. The typical heavy brown paper used for wrapping sugar and other groceries, which comes in heavy gray and blue shades, is a rough paper made from inexpensive materials and has a high mineral content. It is typically sold under the trade name of royal.
A somewhat lighter and stronger wrapping paper of a white or buff colour, used for wrapping groceries, tea, and cotton goods, is that known as casings, a name probably derived from the application of this paper originally to the lining of cases.
A somewhat lighter and stronger wrapping paper in white or buff color, used for wrapping groceries, tea, and cotton products, is called casings, a name likely derived from its initial use for lining cases.
Manila papers so called were originally made from rope, but the term is now applied to papers which may be made entirely of wood pulp.
Manila papers were originally made from rope, but now the term refers to papers that can be made entirely from wood pulp.
Rope browns are common papers made of fairly strong material of a miscellaneous character, this name having been derived from the fact that rope and similar fibre were at one time used exclusively.
Rope browns are typical papers made from fairly strong material of various types, with the name coming from the fact that rope and similar fibers were once used exclusively.
Wood Pulp Wrappers.—Most of the papers of the present day are made from wood pulp, this material giving a thin, light, tough paper, which is pleasant to handle and forms a[Pg 128] great contrast to the dense, opaque, heavily loaded, and inartistic specimens produced some years ago. Paper of this kind, though apparently more expensive than common browns, is really more economical in use. The paper is not only stronger, but it is possible to obtain a larger number of sheets for a given weight. The great advantage in the improvement of brown papers dates from the introduction of the now well-known kraft papers, which are of comparatively recent origin.
Wood Pulp Wrappers.—Most of the paper we use today is made from wood pulp, which creates a thin, light, and durable paper that feels nice to handle and stands in stark contrast to the thick, opaque, heavy, and unartistic types produced years ago. This paper, although it may seem more expensive than regular brown paper, is actually more cost-effective in use. Not only is it stronger, but you can also get more sheets for the same weight. The significant improvement in brown paper began with the introduction of the now well-known kraft papers, which are relatively new.
Kraft Paper.—The term Kraft, meaning “strength,” is applied to a remarkably strong cellulose paper prepared from spruce and other coniferous woods by the soda treatment, the special feature of the process being an incomplete digestion of the wood.
Kraft Paper.—The word Kraft, which means “strength,” refers to a very strong cellulose paper made from spruce and other coniferous trees through the soda treatment process, where the wood is only partially digested.
The wood previously chipped into pieces 1 inch to 1½ inches in length, is boiled with caustic soda, the digestion being stopped before the wood pulp has been quite softened, and while the pulp is still too hard to be broken up into isolated fibres by simple agitation in water. The pulp after thorough washing is disintegrated by means of an edge-runner, or some form of breaking engine, the first mentioned probably giving the most satisfactory results, and converted into paper by the usual methods.
The wood, which was previously chopped into pieces 1 inch to 1½ inches long, is boiled with caustic soda. The cooking process is stopped before the wood pulp gets completely soft and while the pulp is still too hard to be broken down into separate fibers just by stirring in water. After thorough washing, the pulp is broken apart using an edge-runner or a similar type of breaking machine, with the edge-runner likely providing the best results, and then it’s made into paper using standard methods.
The wood can also be reduced by the sulphate process, in which case the chipped wood is boiled in a liquor to which about 25 per cent. of spent lye from a previous cooking is added.
The wood can also be processed using the sulfate method, where the chipped wood is boiled in a solution that includes about 25 percent of spent lye from a previous cooking.
The best results are obtained by attention to the cooking process to ensure an under-cooked pulp, by careful isolation of the fibres in a kollergang, or edge-runner, which machine is capable of separating the fibres without shortening them, and by proper manipulation on the paper machine.
The best results come from paying close attention to the cooking process to achieve a slightly undercooked pulp, carefully isolating the fibers in a kollergang, or edge-runner, which is a machine that can separate the fibers without shortening them, and by properly handling the paper machine.
The paper produced under favourable conditions in this direction is wonderfully tough and strong and may be[Pg 129] quoted as the most recent example of the fact that the latent possibilities of wood pulp have by no means been exhausted or even thoroughly investigated.
The paper made under ideal conditions is incredibly durable and sturdy and may be[Pg 129] cited as the latest example showing that the hidden potential of wood pulp is far from being fully tapped or even fully explored.
Imitation Kraft Paper.—If wood is boiled in water at high temperatures the fibre is softened and much of the resinous matter is removed. Such wood, if ground in the same way and by the same methods as ordinary mechanical wood pulp, is readily disintegrated, and a long-fibred pulp may be obtained. The process of boiling short 2 feet logs of wood in a digester under a pressure of 20-50 lbs. has long been known. The wood after boiling is partly washed and then worked up into pulp by the usual mechanical process. The wood is easily ground and yields pulp containing long fibres which in their physical properties closely resemble those of pure wood cellulose, but the original constituents of the wood are present almost unchanged, just as in mechanical pulp. The product obtained by grinding is a very tough flexible material of a brownish yellow colour, and the paper is known as Nature brown. It is chiefly used for the preparation of tough packing papers, for the covers of cheap pocket-books, and other miscellaneous purposes. When this brown mechanical wood pulp paper is glazed on both sides it is then known as ochre glazed, the word ochre referring to the colour. When made up into light weight papers it is sold as imitation kraft paper.
Imitation Kraft Paper.—When wood is boiled in water at high temperatures, the fibers soften and much of the resin is removed. If that wood is ground in the same way as regular mechanical wood pulp, it breaks down easily, producing a long-fiber pulp. The technique of boiling short 2-foot logs in a digester under a pressure of 20-50 lbs has been known for a long time. After boiling, the wood is partially washed and then turned into pulp using standard mechanical processes. The wood grinds easily and produces pulp with long fibers that closely resemble pure wood cellulose in their physical properties, but the original components of the wood remain mostly unchanged, similar to mechanical pulp. The result of grinding is a very tough, flexible material with a brownish-yellow color, and this paper is referred to as Nature brown. It is mainly used to make tough packing papers, covers for inexpensive pocketbooks, and for various other purposes. When this brown mechanical wood pulp paper is coated on both sides, it is known as ochre glazed, with "ochre" referring to its color. When made into lightweight papers, it is sold as imitation kraft paper.
A great variety of wrapping papers are now made from wood pulp, such as sealings, sulphite browns, manilas, sulphite caps, but the distinctions between these papers relate chiefly to the amount of finish, the colour and size of the sheet. The methods of manufacture only differ in small details as indicated by these distinctions.
A wide range of wrapping papers are now made from wood pulp, including sealings, sulphite browns, manilas, and sulphite caps. The differences among these papers mainly have to do with the level of finish, the color, and the sheet size. The manufacturing methods only vary in minor details, as highlighted by these distinctions.
Fine Wrappings.—The papers used for packing small goods such as silver ware and other delicate articles are[Pg 130] generally tissues, the better qualities of which are made from rag, and the cheaper qualities from wood pulp. These papers are known as tissue, crêpe, crinkled tissue, manila tissue, and by a variety of trade terms.
Fine Wrappings.—The papers used for packing small items like silverware and other delicate items are[Pg 130] typically tissues, with the higher quality ones made from rag, and the lower quality ones made from wood pulp. These papers are referred to as tissue, crêpe, crinkled tissue, manila tissue, and several different trade names.
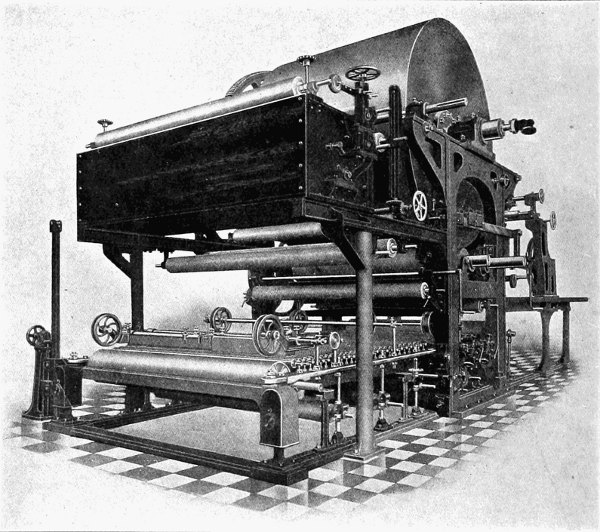
Many of the fine wrappings of the tissue class and the somewhat heavier papers known as M. G. Caps are manufactured on the single cylinder machine, which produces a paper having a highly polished surface on one side and a rough unglazed surface on the other side.
Many of the nice wrappers in the tissue category and the slightly thicker papers called M. G. Caps are made on a single-cylinder machine, which creates paper with a highly polished surface on one side and a rough, unglazed surface on the other.
In the single cylinder machine the beaten pulp passes[Pg 131] from the stuff-chest on to the wire of the ordinary Fourdrinier machine and through the press rolls, but instead of being dried over a number of cylinders the paper is led over one single cylinder of very large diameter which is heated internally with steam. The paper is usually pressed against the surface of the cylinder by means of a heavy felt, which is, however, sometimes omitted. The side of the paper coming into contact with the cylinder becomes highly polished, the surface in contact with the felt remaining in an unfinished rough condition. This paper is said to be machine glazed and is known as an M. G. paper.
In the single cylinder machine, the processed pulp moves[Pg 131] from the stuff-chest onto the wire of a standard Fourdrinier machine and through the press rolls. Instead of being dried over multiple cylinders, the paper is directed over one large diameter cylinder that is heated internally with steam. Typically, the paper is pressed against the surface of the cylinder using a heavy felt, although this step is sometimes skipped. The side of the paper that touches the cylinder gets highly polished, while the side in contact with the felt remains rough and unfinished. This type of paper is referred to as machine glazed and is known as M. G. paper.
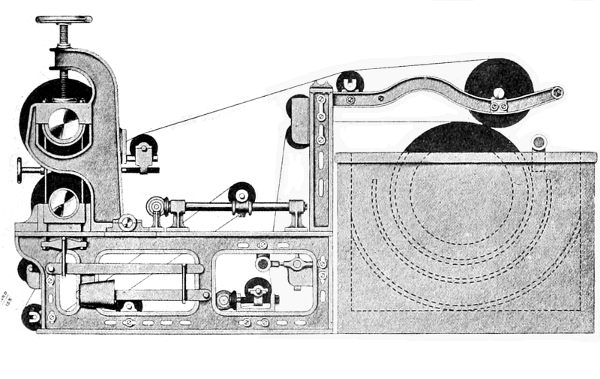
Fig. 41.—Section of Wet Press, or Board Machine.
Fig. 41.—Cross-section of Wet Press, or Board Machine.
Boards.—Cards, millboards, middles, boxboards, carriage panels, and similar paper products are manufactured either on a single board machine, by means of which single sheets of any required thickness can be obtained, or on a[Pg 132] continuous board machine, which is capable of producing cards and plain or duplex boards of moderate thickness.
Boards.—Cards, millboards, middles, boxboards, carriage panels, and similar paper products are made using either a single board machine, which can create single sheets of any thickness needed, or a continuous board machine, which can produce cards and plain or duplex boards of moderate thickness.
The raw material used consists, as in the case of browns and wrappers, of every conceivable fibrous substance mixed with mineral matter and then suitably coloured. The preliminary processes for the treatment of the pulp are exactly the same as those employed in the case of brown papers up to the point at which the beating has been effected.
The raw material used is, like with browns and wrappers, made up of every possible fibrous substance mixed with mineral matter and then properly colored. The initial steps for processing the pulp are exactly the same as those used for brown papers until the beating has been completed.
Single Board Machine.
The beaten pulp, diluted with large quantities of water, is pumped continuously into a large wooden vat of rectangular shape. Inside this vat revolves slowly a hollow cylindrical drum, the circumference of which is covered with wire gauze of fine mesh. The drum is not completely immersed in the mixture of pulp and water, so that as it revolves the water passes through the wire, while the pulp adheres to the surface. The water flows regularly into the interior of the drum and runs away through pipes fitted at each side of the vat near the axis of the drum, and the pulp is brought up out of the water until it comes into contact with a travelling felt. The thin moist sheet of pulp adheres to this felt, passes through squeezing rolls which remove part of the water, and is finally carried between two wooden or iron rollers of large diameter. The pulp adheres to, and is wound up on the upper roller, the felt being carried back by the lower roller to the vat. When the sheet on the upper roller has attained the desired thickness, it is immediately cut off and transferred to a pile of similar sheets, a piece of coarse sacking or canvas being interposed between every wet board. The dimensions of the full-sized board are determined by the diameter of the upper roller and its length. A roll 74 inches wide and 14 inches diameter will give a board 74 inches by 44 inches.
The processed pulp, mixed with a lot of water, is continuously pumped into a large rectangular wooden vat. Inside this vat, a hollow cylindrical drum slowly spins, and its circumference is covered with fine mesh wire. The drum isn't fully submerged in the pulp-water mixture, so as it turns, the water filters through the wire while the pulp sticks to the surface. The water flows into the drum's interior and drains out through pipes located on each side of the vat near the drum’s axis. The pulp is lifted out of the water and comes into contact with a moving felt. The thin, wet layer of pulp clings to this felt, passes through squeezing rollers that remove some water, and is finally transferred between two large rollers, made of wood or iron. The pulp sticks to and wraps around the upper roller while the felt is returned by the lower roller to the vat. When the sheet on the upper roller reaches the desired thickness, it’s quickly cut off and stacked with similar sheets, with a piece of coarse fabric or canvas placed between each wet sheet. The size of the finished board is determined by the diameter of the upper roller and its length. A roller that is 74 inches wide and 14 inches in diameter will produce a board measuring 74 inches by 44 inches.
As soon as a sufficient number of wet boards has been obtained they are submitted to pressure in order to remove the excess of water and at the same time compress the material into dense heavy boards. The pieces of sacking are then taken out and the boards dried by exposure to air at the ordinary temperature or in a heated chamber.
As soon as enough wet boards have been gathered, they are put under pressure to get rid of the extra water and also to compress the material into dense, heavy boards. The pieces of sacking are then removed, and the boards are dried by being left in the air at room temperature or in a heated chamber.
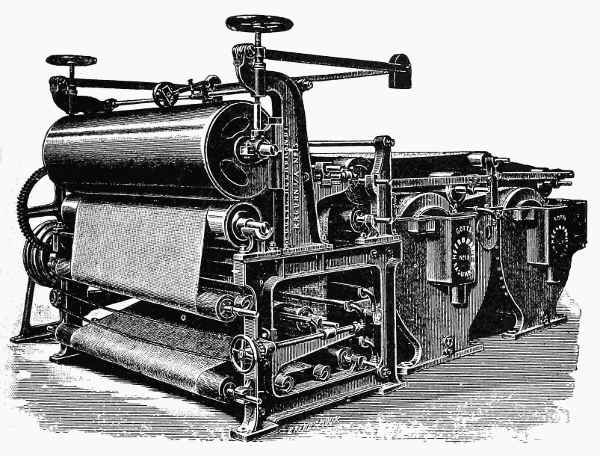
The dried boards are finished off by glazing rolls. These rolls compress the boards still further and impart a polished surface. The amount of “finish” may be varied by the pressure, number of rollings, temperature of the rolls, and by damping the surface of the dry boards just before they are glazed. The boards are cut to standard sizes before or after glazing.
The dried boards are polished using glazing rolls. These rolls compress the boards even more and give them a shiny surface. The level of “finishing” can be adjusted by changing the pressure, the number of times the boards go through the rolls, the temperature of the rolls, and by dampening the surface of the dry boards right before they are glazed. The boards are cut to standard sizes either before or after glazing.
Duplex Boards.—If the single board machine is fitted with two vats instead of one, it is possible to manufacture a board with different coloured surfaces. A board coloured red on one side and white on the other is manufactured by having one vat full of pulp coloured red and the second vat full of white pulp. The thin moist sheets from the two vats are brought together and passed through the glazing rolls, which cause the moist sheets to adhere closely to one another, the double sheet of pulp so formed being wound up on the rollers at the end of the machine. The board is then dried, glazed, and finished in the usual way.
Duplex Boards.—If the single board machine is equipped with two vats instead of one, it becomes possible to make a board with different colored surfaces. A board that is red on one side and white on the other is created by filling one vat with red pulp and the second vat with white pulp. The thin, damp sheets from both vats are brought together and passed through the glazing rolls, which helps the moist sheets stick closely to each other. The resulting double sheet of pulp is wound up on the rollers at the end of the machine. The board is then dried, glazed, and finished in the usual manner.
The same principle is occasionally adopted on the Fourdrinier machine for duplex wrappers. Thus a common brown pulp is worked up in conjunction with a dyed pulp to produce a brown paper having one surface of good paper suitably coloured. The brown pulp flows on to the wire of the paper machine, and after it has been deprived of part of the water at the suction boxes, a thin stream of coloured pulp, diluted to a proper consistency, flows from a shallow trough, placed across and above the wire, on to the wet brown web of paper in such a manner as to completely cover it as a thin even sheet of coloured pulp. The adhesion of the latter to the surface of the brown paper is practically perfect, and the weight of the couch and press rolls ensures uniform felting of the fibres.
The same principle is sometimes used on the Fourdrinier machine for duplex wrappers. A common brown pulp is combined with a dyed pulp to create brown paper with one side made of quality paper in a suitable color. The brown pulp flows onto the wire of the paper machine, and after it's partially drained of water at the suction boxes, a thin stream of colored pulp, mixed to the right consistency, flows from a shallow trough positioned across and above the wire onto the wet brown sheet of paper, completely covering it with a smooth layer of colored pulp. The bond between the colored pulp and the brown paper is nearly perfect, and the weight of the couch and press rolls ensures even felt formation of the fibers.
Middles.—This term is applied to a thin or thick cardboard made of common material, the colour and appearance of which is of little importance for inferior goods. Boards of this kind are covered subsequently with papers of all colours and qualities, and the origin of the word “middle” is easily seen. The manufacture of a board consisting of two outside papers of good material and a middle produced from common stuff is effected by the continuous boxboard machine, unless the board is too[Pg 135] thick to be passed over drying cylinders, calendered, and reeled, in which case the boards are produced on an ordinary wet machine and the paper pasted on the surface of the dry board.
Middles.—This term refers to a type of thin or thick cardboard made from ordinary materials, where the color and appearance are not significant for lower-quality products. These boards are later covered with papers of various colors and qualities, and the origin of the word “middle” is clear. The production of a board made of two outer papers of good quality and a middle layer made from common materials is done using a continuous boxboard machine, unless the board is too[Pg 135] thick to go through drying cylinders, be calendered, and rolled; in that case, the boards are made on a standard wet machine, with the paper glued onto the surface of the dry board.
The term is, however, now also applied to a common paper made of mechanical wood pulp with perhaps a little chemical pulp, used for tram tickets, cheap advertising circulars, common calendar cards, and similar purposes, to which no outer surface of a special character is added.
The term is now also used for a type of paper made from mainly mechanical wood pulp, with maybe a bit of chemical pulp, that is used for tram tickets, inexpensive advertising flyers, ordinary calendar cards, and similar items, which don't have any special outer coating.
Continuous Board Machine.
This machine differs from the single board machine in that the finished board can be produced from the pulp at one operation. It is used principally for cards and boards of moderate thickness which can be wound up in the form of a reel at the end of the machine.
This machine is different from the single board machine because it can produce the finished board from the pulp in a single operation. It's mainly used for cards and boards of moderate thickness, which can be rolled up into a reel at the end of the machine.
The mixture of pulp and water is pumped into two or more vats and formed into a number of thin sheets, which are all brought together between squeezing rolls and passed through heavy press rolls which compress the several layers into a compact mass. The thick sheet obtained is dried over steam-heated cylinders which are placed at the end of the press rolls, and calendered. The whole process, indeed, resembles that of ordinary paper-making, the main difference being the method of producing the wet sheet or card.
The mix of pulp and water is pumped into two or more vats and shaped into several thin sheets, which are all stacked between squeezing rolls and fed through heavy press rolls that compress the layers into a solid mass. The thick sheet produced is dried over steam-heated cylinders located at the end of the press rolls, then smoothed out. The entire process is similar to regular paper-making, with the primary difference being how the wet sheet or card is produced.
Some machines are constructed with six or seven vats and forty to fifty drying cylinders, and are capable of turning out a large quantity of finished material.
Some machines are built with six or seven vats and forty to fifty drying cylinders, and can produce a large amount of finished material.
The board can be made of uniform quality and texture throughout, or be finished off with high-grade paper on one or both sides. In the latter case the constituents of the “middle” part are waste papers and raw material of inferior quality, the outer surface of wood pulp, white or[Pg 136] coloured according to circumstances. The variety of papers and boards which can be produced is due to the fact that the several vats of pulp are independent of one another and can be filled with any kind of paper stock. The combined sheets forming the ultimate board are dried on the ordinary cylinders, calendered, and reeled up at the end of the machine.
The board can be made with a consistent quality and texture throughout, or it can be finished with high-quality paper on one or both sides. In the second case, the materials in the “middle” part are waste papers and lower-quality raw materials, while the outer surface is made of wood pulp, either white or[Pg 136] colored as needed. The variety of papers and boards that can be produced comes from the fact that the different vats of pulp are independent and can be filled with any type of paper stock. The combined sheets that make up the final board are dried on standard cylinders, calendered, and rolled up at the end of the machine.
CHAPTER VII
SPECIAL KINDS OF PAPER
There are many varieties of paper products obtained by submitting finished paper to a number of special processes. Of these only a few of the more important will be described.
There are many types of paper products created by subjecting finished paper to various special processes. Only a few of the more significant ones will be described.
These products can be divided approximately into three classes:—
These products can be roughly divided into three categories:—
(1) Papers coated on one side or both sides with various substances, such as “art,” photographic papers, etc.
(1) Papers coated on one side or both sides with different materials, like “art,” photographic papers, and so on.
(2) Papers impregnated with chemicals, such as blue print, medicated, and cheque papers.
(2) Papers treated with chemicals, like blueprint, medicated, and check papers.
(3) Paper pulp converted into modified products by chemical treatment, such as vulcanised board, viscoid, etc.
(3) Paper pulp changed into modified products through chemical treatment, like vulcanized board, viscoid, and so on.
Of the first class, the coated papers used for art and chromo illustrations are the most important.
Of the first class, the coated papers used for art and chromo illustrations are the most significant.
Of the second class, the blue prints and papers impregnated with chemicals, chiefly employed for the production of engineers' drawings, may be regarded as typical.
Of the second class, the blueprints and papers treated with chemicals, mainly used for creating engineering drawings, can be seen as typical.
In the third class, vegetable parchment and vulcanised board are the most familiar.
In the third class, vegetable parchment and vulcanized board are the most common.
Parchment Paper.—This is produced by the action of sulphuric acid upon ordinary paper, the most suitable for this purpose being made from unsized cotton rag, free from such additions as mechanical wood pulp. The presence of the latter substance should be avoided, as it is liable to char or burn, so that in the finished product it[Pg 138] shows itself in the form of small holes. The process depends upon the power of sulphuric acid to change the surface of the paper into a gelatinous mass, which has been shown to consist of a substance called amyloid.
Parchment Paper.—This is made by treating regular paper with sulfuric acid, with the best type being made from unsized cotton rags, without any additives like mechanical wood pulp. It's important to avoid the latter, as it can easily char or burn, leading to small holes in the final product. The process relies on sulfuric acid's ability to transform the paper's surface into a gelatinous mass, which has been identified as a substance called amyloid.
The best parchment is made from pure cellulose such as rag or chemical wood pulp. The quality of the parchment depends upon attention to the strength of the acid, the temperature of the acid bath, the period of immersion, the complete removal of the acid, and the careful drying of the wet parchment.
The best parchment is made from pure cellulose like cotton rags or chemical wood pulp. The quality of the parchment depends on how well the acid's strength is controlled, the temperature of the acid bath, the duration of immersion, the thorough removal of the acid, and the careful drying of the wet parchment.
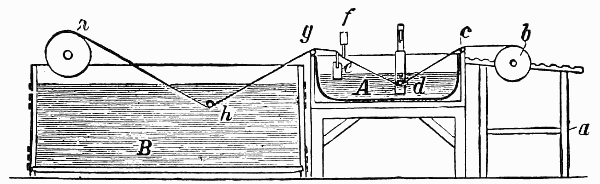
The acid is employed at a strength of 1·71 specific gravity, being prepared by diluting the commercial concentrated acid in a leaden vessel, with a sufficient quantity of water.
The acid is used at a strength of 1.71 specific gravity, made by diluting the commercial concentrated acid in a lead container with enough water.
The parchment is generally prepared by passing a continuous sheet of paper through a bath of acid of the proper strength at a speed which ensures the correct period of immersion. As the treated paper leaves the bath it passes through squeezing rolls which remove the excess of acid, and the paper is then led through a series of tanks containing fresh water, the last traces of acid being neutralised by small additions of ammonia, or some alkali, to the last washing tank. The wet parchment is then passed through suitable rollers and carefully dried over cylinders heated internally by steam. The paper is kept perfectly stretched as it dries, because it shrinks[Pg 139] enormously, and would otherwise become cockled and uneven.
The parchment is usually made by running a continuous sheet of paper through a bath of acid that's the right strength at a speed that ensures the proper immersion time. After the treated paper comes out of the bath, it goes through squeezing rollers that remove the extra acid, and then the paper is passed through a series of tanks filled with fresh water, where the last traces of acid are neutralized by adding a bit of ammonia or some alkali to the final washing tank. The wet parchment is then fed through rollers and carefully dried over cylinders heated with steam. The paper is kept perfectly stretched while it dries, because it shrinks a lot and would otherwise get wrinkled and uneven.
Thick sheets of parchment paper are frequently made by passing three sheets of paper through the acid bath and bringing them together between the rollers before washing. The sheets unite when pressed together; the remainder of the process being the same as that employed for single sheets.
Thick sheets of parchment paper are often made by sending three sheets of paper through an acid bath and pressing them together between rollers before washing. The sheets bond when squeezed together; the rest of the process is the same as that used for single sheets.
The parchment exhibits remarkable differences to the original paper, the strength being increased three or four times, the density about 30 per cent., the latter being shown by the shrinkage, which amounts to at least 30 per cent.
The parchment shows significant differences compared to the original paper, with its strength increasing by three to four times, and its density being about 30 percent, as evidenced by a shrinkage of at least 30 percent.
Vulcanised Paper.—Zinc chloride has the property of parchmentising paper in a manner similar to sulphuric acid. The product obtained when this reagent is used is generally termed vulcanised fibre. The paper is passed as a continuous sheet into a bath of strong zinc chloride, having a density of 160-170 Twaddell, which causes the cellulose to swell up and partly gelatinise. A very large excess of strong zinc chloride is necessary, and the process is only rendered commercially possible by careful recovery of the zinc from the washing waters, which are submitted to chemical treatment.
Vulcanised Paper.—Zinc chloride can treat paper in a way that's similar to sulfuric acid. The end product from using this chemical is commonly called vulcanised fibre. The paper is fed as a continuous sheet into a strong zinc chloride bath, with a density of 160-170 Twaddell, which causes the cellulose to expand and partially gelatinize. A significant surplus of strong zinc chloride is needed, and the process becomes commercially viable only through the careful recovery of zinc from the washing water, which undergoes chemical treatment.
The vulcanised product is subsequently treated with nitric acid or with a mixture of nitric and sulphuric acids to render them waterproof. Dextrin is frequently employed to retard the chemical action to permit of the necessary manipulation of the material before it is finally washed. The complete removal of the excess of zinc and acid is a necessary feature of the whole operation.
The vulcanized product is then treated with nitric acid or a mix of nitric and sulfuric acids to make it waterproof. Dextrin is often used to slow down the chemical reaction, allowing for the necessary handling of the material before it’s finally washed. Completely removing the excess zinc and acid is a crucial part of the entire process.
Willesden Paper.—When paper is passed through an ammoniacal solution of copper oxide, a superficial gelatinisation of the surface takes place, so that the paper when washed and dried is impregnated with copper oxide, which[Pg 140] helps to preserve it, and it becomes waterproof. Such material is well known as Willesden paper.
Willesden Paper.—When paper is soaked in an ammonia solution of copper oxide, its surface undergoes a gelatinization process. After being washed and dried, the paper is infused with copper oxide, which[Pg 140] helps preserve it and makes it waterproof. This material is commonly known as Willesden paper.
Blue Print or Cyanotype Papers.—This name is usually given to the process by means of which blue prints of engineers' and architects' plans can be reproduced. It was discovered in 1842 by Sir John Herschel. It is a useful method of reproducing drawings, and incidentally is of great value to the amateur photographer because of the facility with which it can be applied for getting proofs from negatives quickly and easily without special baths and chemicals. The process is based upon the reduction of a ferric salt to the ferrous condition by light, and the formation of Prussian blue by the action of potassium ferricyanide. The negative cyanotype gives white lines on a blue ground. Various formulæ are in common use.
Blue Print or Cyanotype Papers.—This term typically refers to the process used to reproduce blueprints of engineers' and architects' plans. It was discovered in 1842 by Sir John Herschel. This method is a practical way to reproduce drawings and is particularly valuable for amateur photographers because it allows for quick and easy proofs from negatives without the need for special baths and chemicals. The process works by reducing a ferric salt to a ferrous state using light, and it produces Prussian blue through the action of potassium ferricyanide. The negative cyanotype results in white lines on a blue background. Various formulas are commonly used.
| — | Herschel. | Clark. | Watt. | Rockwood. |
| Solution 1. | ||||
| Potassium ferricyanide | 16 | 27 | 48 | 10 |
| Water | 100 | 100 | 100 | 100 |
| Ammonia | — | 2·3 | — | — |
| Saturated solution of oxalic acid | — | 20 | — | — |
| Solution 2. | ||||
| Ammonia-citrate of iron | 20 | 30 | 50 | 30 |
| Water | 100 | 100 | 100 | 100 |
| Boric acid | — | — | 0·5 | — |
| Dextrin | — | — | — | 5 |
Equal parts of the two prepared solutions are mixed when required and spread evenly over well-sized paper. The paper is hung up, dried, and preserved in a dark dry place.
Equal parts of the two prepared solutions are mixed when needed and spread evenly over appropriately sized paper. The paper is hung up, dried, and kept in a dark, dry place.
The positive cyanotype gives blue lines on a white ground, being the reverse of the ordinary blue print. That is, no image is formed where the light acts, and the reaction is[Pg 141] the formation of blue due to the union of a ferrous salt with ferrocyanide of potassium.
The positive cyanotype produces blue lines on a white background, which is the opposite of a standard blueprint. This means that no image appears where the light hits, and the reaction is[Pg 141] the creation of blue from the combination of a ferrous salt and potassium ferrocyanide.
Pizzighelli in 1881 gave the following formula:—
Pizzighelli in 1881 provided the following formula:—
| — | Solution 1. | Solution 2. | Solution 3. | Solution 4. |
| Water | 100 | 100 | 100 | 100 |
| Gum arabic | 20 | — | — | — |
| Ammonia-citrate of iron | — | 50 | — | — |
| Ferric chloride | — | — | 50 | — |
| Potassium ferrocyanide | — | — | — | 20 |
Mix the first three solutions in the following order in the proportions stated:—
Mix the first three solutions in the following order and in the specified proportions:—
| Solution 1. | 20 | parts. |
| Solution 2. | 8 | „ |
| Solution 3. | 5 | „ |
As soon as the solution, which at first gets thick and cloudy, is clear and thin, it is spread over the surface of well-sized paper, which is then dried in a warm room.
As soon as the solution, which initially becomes thick and cloudy, is clear and thin, it is spread over the surface of properly prepared paper, which is then dried in a warm room.
The print, which appears yellow on a dark yellow ground, is treated with the developer (solution 4) by means of a brush dipped in the solution. When the image is deep blue in colour, the print is washed in water and then placed in dilute hydrochloric acid (1 part of acid to 10 parts of water) till the ground is quite white. A final washing with water is then necessary.
The print, which looks yellow on a dark yellow background, is developed using a brush dipped in solution 4. Once the image turns a deep blue, the print is rinsed in water and then put in a dilute hydrochloric acid solution (1 part acid to 10 parts water) until the background is completely white. A final rinse with water is required afterward.
Waterhouse gives the following formula:—
Waterhouse provides this formula:—
| — | Solution 1. | Solution 2. | Solution 3. | Solution 4. |
| Water | 650 | 150 | — | 100 |
| Gum arabic | 170 | — | — | — |
| Tartaric acid | — | 40 | — | — |
| Ferric chloride solution 45° Baumé | — | — | 150 | — |
| Ferrocyanide of potassium | — | — | — | 20 |
Solutions 1 and 2 are mixed and No. 3 added gradually with constant stirring. The mixture is left twenty-four hours, and diluted with water to a specific gravity of 1·100.
Solutions 1 and 2 are combined, and No. 3 is added slowly while stirring continuously. The mixture is left to sit for twenty-four hours and then diluted with water to achieve a specific gravity of 1.100.
The paper is coated with the solution and used as already directed, being developed in ferrocyanide of potassium solution and washed with water, treated with weak hydrochloric acid, and then finally cleaned from all traces of acid.
The paper is coated with the solution and used as instructed, developed in a potassium ferrocyanide solution, washed with water, treated with weak hydrochloric acid, and then thoroughly cleaned of any acid residue.
Black Lines on a White Ground.—This modification of the ordinary blue print is arrived at with the following formula:—
Black Lines on a White Ground.—This version of the standard blueprint is achieved using the following formula:—
| Water | 96·0 | parts. |
| Gelatine | 1·5 | „ |
| Perchloride of iron (in syrupy condition) | 6·0 | „ |
| Tartaric acid | 6·0 | „ |
| Sulphate of iron | 1·5 | „ |
The paper is coated with the solution. After printing, the image is developed with a solution containing
The paper is coated with the solution. After printing, the image is developed with a solution containing
| Gallic acid | 1 | part. |
| Alcohol | 10 | parts. |
| Water | 50 | „ |
A final washing of the print with water completes the operation.
A final rinse of the print with water finishes the process.
Coated Papers.
This term should properly include all the varieties of special papers which are coated with extraneous matter for particular purposes, such as art, chromo, tinfoil, gilt, emery, carbon, photographic, marble, and sand papers. In practice however, the term is almost entirely limited to “art” papers used for illustration work and half-tone printing.
This term should properly include all the types of special papers that are coated with added materials for specific purposes, such as art, chromo, tinfoil, gilt, emery, carbon, photographic, marble, and sand papers. In practice, however, the term is mostly used to refer to “art” papers used for illustration work and half-tone printing.
An “art” paper, using the definition given above, consists of an ordinary sheet of paper, one or both sides of[Pg 143] which have been coated by the application of a mixture of a mineral matter, such as china clay or satin white, and some adhesive, like casein or glue. The object of the coating is to impart to the paper a perfectly smooth surface, rendered necessary because of the conditions under which the printing of the illustrations is carried out.
An “art” paper, based on the definition provided earlier, is just a regular sheet of paper, one or both sides of[Pg 143] which have been treated with a mixture of a mineral substance, like china clay or satin white, and an adhesive, such as casein or glue. The purpose of this coating is to give the paper a perfectly smooth surface, which is essential due to the conditions in which the illustrations are printed.
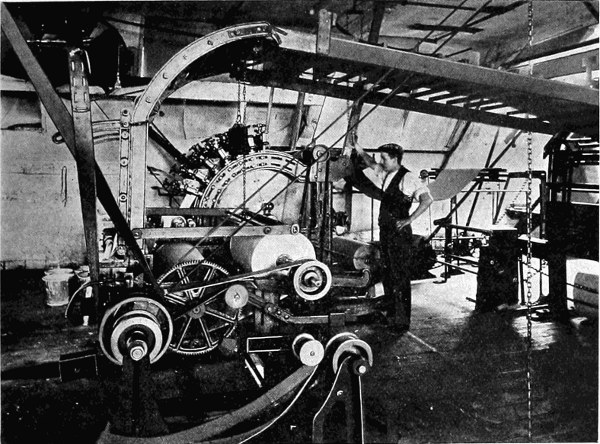
Fig. 44.—General arrangement of Plant for making “Art” Paper.
Fig. 44.—Overall layout of the facility for producing “Art” Paper.
The machine used for coating the paper consists of a large hollow drum about 40 inches diameter and 48 inches wide. The paper is brought over upon the drum in a continuous sheet, and the coating mixture applied to the surface by means of a revolving brush or an endless felt which rotates in a copper trough containing a coating mixture which is usually maintained at a temperature of 120° Fahr.
The machine used for coating the paper is a large hollow drum about 40 inches in diameter and 48 inches wide. The paper is fed continuously over the drum, and the coating mixture is applied to the surface using a revolving brush or an endless felt that rotates in a copper trough filled with a coating mixture, which is typically kept at a temperature of 120° Fahrenheit.
The amount of material put on to the surface of the[Pg 144] paper is varied by altering the proportion of water in the trough. As the wet coated paper is drawn over the drum it comes into contact with a number of flat brushes which move from side to side and brush the coating well into the paper.
The amount of material applied to the surface of the[Pg 144] paper changes by adjusting the amount of water in the trough. As the wet coated paper is pulled over the drum, it comes into contact with several flat brushes that move back and forth, effectively brushing the coating deep into the paper.
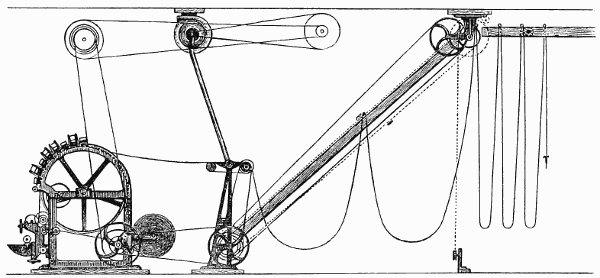
The last two or three brushes on the drum are made of very fine bristles, so that when the coated paper leaves the machine the surface is perfectly even and free from brush marks. The wet paper is then drawn up an inclined ladder by an ingenious device, which causes the paper to fall into festoons or loops, and these are carried bodily forward by means of travelling chains. The process, somewhat difficult to describe, is more easily understood by a study of the illustrations given.
The last two or three brushes on the drum have very fine bristles, so when the coated paper comes out of the machine, the surface is completely smooth and free from brush marks. The wet paper is then pulled up an inclined ladder by a clever device that allows the paper to fall into loops, and these are moved forward by traveling chains. The process is a bit hard to explain but is easier to understand by looking at the illustrations provided.
The paper is dried by a current of warm air which can be obtained by means of steam pipes placed below the festoons or with a special air blower. The dry paper is then led through guide rolls and wound up in the form of a reel.
The paper is dried using warm air, which can be provided by steam pipes located below the loops or by a special air blower. The dry paper is then guided through rollers and wound up into a reel.
The paper at this stage has a dull coated surface, which[Pg 145] is somewhat rough and unfinished, and a high polish is imparted to it by a machine known as a supercalender.
The paper at this stage has a dull coated surface, which[Pg 145] is somewhat rough and unfinished, and a high polish is added to it by a machine called a supercalender.
The supercalender consists of a number of alternate steel and cotton or paper rolls placed vertically in a stack one above the other. When the coated paper is led through this machine the friction of the alternate steel and cotton rolls produces a high finish on its surface.
The supercalender is made up of several alternating steel and cotton or paper rolls stacked vertically on top of each other. When the coated paper passes through this machine, the friction between the steel and cotton rolls creates a smooth finish on its surface.
An art paper coated on both sides is manufactured by passing the paper through the coating machine twice. Machines have been devised for coating both sides of the paper at one operation, but these are not in very general use.
An art paper coated on both sides is made by running the paper through the coating machine twice. There are machines designed to coat both sides of the paper in one go, but they aren't widely used.
Tinted art papers are prepared in the same manner, the desired colour being obtained by the addition of pigments or aniline dyes to the mixture in the trough containing the coating materials. When the two sides of such tinted papers are coloured differently, they are often described as duplex coated papers.
Tinted art papers are prepared the same way, with the desired color achieved by adding pigments or aniline dyes to the mixture in the trough holding the coating materials. When both sides of these tinted papers are colored differently, they are often referred to as duplex coated papers.
Imitation Art Papers are prepared by quite a different process, although they have the appearance, more or less, of the coated paper. They are merely esparto papers very heavily loaded, containing frequently as much as 25 to 30 per cent. of mineral matter prepared as follows:—
Imitation Art Papers are made using a different process, but they look similar to coated paper. They are essentially esparto papers that are heavily coated, often containing about 25 to 30 percent mineral content, prepared in the following way:—
Bleached esparto half-stuff is beaten together with any suitable proportion of chemical wood pulp in an ordinary beating engine, and a large quantity of china clay is added at the same time. The beating is carried out under conditions which favour the retention of as much china clay as the pulp will hold while being converted into paper on the Fourdrinier machine.
Bleached esparto half-stuff is mixed with the right amount of chemical wood pulp in a regular beating machine, and a significant amount of china clay is added at the same time. The beating process is done in a way that helps retain as much china clay as the pulp can hold while being made into paper on the Fourdrinier machine.
After the paper passes over the drying cylinders of the machine it is passed through the calenders in the usual way, but the surface of the paper is damped by means of a fine water spray just before it enters the calender rolls.[Pg 146] The result is that a “water-finish,” so called, is imparted to the paper, and a close imitation of the genuine art paper is obtained, the effect of this peculiar treatment being to compress the fibres and bring the clay up, as it were, to the surface.
After the paper goes through the drying cylinders of the machine, it moves through the calenders as usual, but the surface of the paper is misted with a fine spray of water just before it enters the calender rolls.[Pg 146] This creates a “water-finish” on the paper, closely mimicking genuine art paper. This unique treatment compresses the fibers and brings the clay to the surface.
A paper containing such a large proportion of mineral matter intimately mixed with the fibre is naturally very weak. It easily tears, and if moistened with water goes all to pieces. At the same time it is a cheap substitute for high-class art paper, being suitable for circulars, temporary catalogues, and similar printed matter.
A paper that has such a high amount of mineral content mixed in with the fibers is naturally very weak. It easily tears, and if it gets wet, it falls apart completely. At the same time, it’s a budget-friendly alternative to premium art paper, making it suitable for flyers, temporary catalogs, and similar printed materials.
In an “art” paper the nature of the fibrous constituents is too often regarded as a matter of secondary importance, because in the process of printing the ink does not come into contact at all with the paper, and an impression is produced merely on a layer of clay which is bound together by the glue.
In an “art” paper, the characteristics of the fibrous materials are often seen as a secondary concern, since during the printing process, the ink doesn't actually touch the paper at all, and an impression is created only on a layer of clay that’s held together by glue.
The illustrations are not absolutely permanent, and it is perfectly easy to remove the whole of the impression and the coating itself by immersing a sheet of the paper in warm water and rubbing the surface gently with the fingers, or with a camel-hair brush.
The illustrations aren't completely permanent, and it's really easy to take off the entire print and the coating by soaking a sheet of paper in warm water and gently rubbing the surface with your fingers or a camel-hair brush.
In fact the amount of coating matter which has been brushed on to a paper can be determined approximately by weighing a piece of the coated paper, removing the mineral matter and glue from both sides as indicated, allowing the paper to dry again, and then re-weighing, the loss in weight representing the amount of coating.
In fact, you can roughly determine the amount of coating material applied to a sheet of paper by weighing the coated paper, removing the mineral material and glue from both sides as described, letting the paper dry again, and then weighing it once more. The weight loss reflects the amount of coating.
It is not surprising to find that the true paper is merely regarded as a convenient means of producing, so to speak, a smooth surface of clay, and an examination of the material between the two clay surfaces often reveals a paper of very low quality.
It’s not surprising that the actual paper is just seen as a handy way to create, so to speak, a smooth layer of clay, and looking closely at the material between the two clay layers often shows a paper of very poor quality.
There are one or two empirical methods for testing the[Pg 147] condition of coating on an art paper. If the coating is firm and adherent, then on pressing the moistened thumb on to the surface none of the coating matter is removed, but in a badly-made art paper some of the coating adheres to the thumb.
There are one or two practical methods for testing the[Pg 147] condition of the coating on art paper. If the coating is strong and sticks well, then pressing a wet thumb onto the surface won't remove any of the coating. However, with poorly made art paper, some of the coating will stick to the thumb.
Another method is to crumple a sheet of paper between the fingers, and if any of the coating comes away easily the paper is considered of poor quality.
Another method is to crumple a sheet of paper between your fingers, and if any of the coating comes off easily, the paper is considered low quality.
The complete examination of an art paper, apart from the practical test of printing, involves the determination of the amount of coating matter added to the paper, the proportion of glue in the coating, and the usual analysis of the paper itself.
The thorough evaluation of an art paper, in addition to the hands-on printing test, includes figuring out the amount of coating material added to the paper, the ratio of glue in the coating, and the standard analysis of the paper itself.
Packing Papers.
This term may be applied to wrappings specially treated with substances which render the paper air and water proof. They are principally used for preserving food, or such articles as tobacco, which require to be kept slightly moist.
This term can refer to wrappings that have been specially treated with substances that make the paper air and water resistant. They are mainly used for preserving food or items like tobacco that need to be kept slightly moist.
Waxed Paper.—The paper in the form of a continuous sheet is passed through a bath of melted wax at a high temperature, any excess being removed by squeezing rolls through which the hot waxed paper is passed. The paper is led over skeleton drums and thoroughly cooled before being cut into sheets.
Waxed Paper.—The paper, in a continuous sheet form, is run through a bath of melted wax at a high temperature, with any excess removed by squeezing rolls that the hot waxed paper goes through. The paper is then passed over skeleton drums and cooled completely before being cut into sheets.
Butter Paper.—Ordinary parchment paper is generally used, but for special purposes a solution containing albumen and saltpetre is utilised for impregnating paper.
Butter Paper.—Regular parchment paper is typically used, but for specific needs, a solution with albumen and saltpeter is used to coat the paper.
Hardware Paper.—Needles and silver goods are frequently wrapped in paper impregnated or mixed with substances which are supposed to prevent deleterious fumes from coming into contact with them. The use of black papers[Pg 148] heavily loaded with pigment, sized with glue and an excess of alum, is commonly resorted to. For silver ware, paper dipped in a solution of caustic soda containing zinc oxide is used. A recent patent suggests the impregnation of paper with heavy hydrocarbon oils, which being slightly volatile cover the goods, such as needles, with a thin film.
Hardware Paper.—Needles and silver items are often wrapped in paper that is treated with substances designed to prevent harmful fumes from affecting them. People commonly use black papers[Pg 148] that are heavily pigmented, sized with glue, and contain a lot of alum. For silverware, paper soaked in a solution of caustic soda with zinc oxide is used. A recent patent proposes soaking paper in heavy hydrocarbon oils, which, being slightly volatile, create a thin film that protects items like needles.
Paraffin Paper.—Large quantities of this paper are consumed for packing food and other articles which need protection from air and moisture.
Paraffin Paper.—A lot of this paper is used for packing food and other items that require protection from air and moisture.
The paper is either passed through a bath of paraffin or passed over a roller which rotates in a trough of paraffin.
The paper is either soaked in a bath of paraffin or rolled over a rotating drum in a trough of paraffin.
If the paper is to be coated on both sides it is passed through the bath containing the paraffin in a melted condition, the excess of which is scraped from the paper as it leaves the bath. The paper is cooled by exposure to air, and when the paraffin has solidified upon the sheet the paper is wound up on a roller at the end of the machine.
If the paper needs to be coated on both sides, it goes through a bath of melted paraffin, and any extra paraffin is scraped off the paper as it exits the bath. The paper cools down in the air, and once the paraffin has solidified on the sheet, the paper gets rolled up on a roller at the end of the machine.
If the paper is to be coated on one side only it is passed over a heated roller which revolves in a bath of melted paraffin, the other operations of drying and finishing being the same as in the case of a paper coated on both sides.
If the paper is only going to be coated on one side, it goes over a heated roller that spins in a bath of melted paraffin, with the other processes of drying and finishing being the same as for paper coated on both sides.
Tinfoil Papers, required for packing tea, coffee, and similar foodstuffs, are prepared by coating cheap paper with a solution of gum and finely powdered tin. The manufacture of the fine powder is accomplished by melting tin at a low temperature and shaking it continually as it cools down, whereby a mixture of fine powder and large particles is produced, the latter being separated out by agitation of water.
Tinfoil Papers, used for packaging tea, coffee, and similar food items, are made by coating inexpensive paper with a mixture of glue and finely ground tin. The fine powder is created by melting tin at a low temperature and constantly shaking it as it cools, resulting in a mix of fine powder and larger particles, which are then separated by stirring in water.
Tin in a fine state of division can also be obtained by a[Pg 149] chemical process. Granulated tin is dissolved in strong hydrochloric acid, the solution diluted with water, and a stick of zinc introduced into the solution. The tin is gradually precipitated.
Tin in a fine state of division can also be obtained by a[Pg 149] chemical process. Granulated tin is dissolved in strong hydrochloric acid, the solution is diluted with water, and a stick of zinc is added to the solution. The tin is gradually precipitated.
The dried powder is coated on to the paper with gum, and when the paper is dry the necessary degree of brilliancy produced by suitable calendering.
The dried powder is applied to the paper with gum, and once the paper is dry, the required level of brightness is achieved through appropriate calendering.
Transfer Papers.—A number of important operations require the use of what are known as transfer papers, so that a design written or printed upon a specially prepared surface can be transferred to another surface from which duplicate copies may be obtained. The principle upon which all such operations are based is the coating of suitable paper with starch, flour, and gum, singly or mixed, so as to give a surface firm enough to take the design, but which readily breaks up when the printed side is pressed against the wood, stone, or metal object intended to receive the design.
Transfer Papers.—Several important processes require the use of what are called transfer papers, allowing a design written or printed on a specially prepared surface to be transferred to another surface for making duplicate copies. The principle behind all such operations is to coat suitable paper with starch, flour, and gum, either separately or in combination, to create a surface firm enough to hold the design, but that easily breaks apart when the printed side is pressed against the wood, stone, or metal object meant to receive the design.
Thus a paper may first be dusted over with dry starch, or coated with starch paste and then dried. A layer of dextrine may then be put over the starch coating, and the design printed upon the dextrine surface. When the paper is turned face downward on a sticky metal plate the design adheres to the metal, and the paper is easily pulled off, owing to the dry starch layer between it and the dextrine being non-adhesive.
Thus, a piece of paper can first be sprinkled with dry starch or coated with starch paste and then dried. A layer of dextrin can then be applied over the starch coating, and the design printed onto the dextrin surface. When the paper is flipped face down onto a sticky metal plate, the design sticks to the metal, and the paper is easily removed because the dry starch layer between it and the dextrin is non-adhesive.
This principle is utilised in producing designs upon tins used for packing, metal advertisement plates, domestic articles of every kind, stoneware and earthenware goods.
This principle is used to create designs on tins for packaging, metal advertising signs, all kinds of household items, and stoneware and earthenware products.
It is further applied in the preparation of lithographic stones required for printing.
It’s also used in making lithographic stones needed for printing.
Each class of work demands paper of a suitable character, but the principle of an easily detached surface-coating is the[Pg 150] same for all. The main difficulty experienced is the liability of paper to stretch when damped, and various methods are devised to obviate this, either by employing paper which stretches very little when damp, or by making the paper partially waterproof before use.
Each type of work needs paper that’s right for the job, but the idea of a surface coating that can be easily removed is the same across the board. The biggest challenge is that paper tends to stretch when it gets wet, and different techniques have been developed to prevent this. This can be done either by using paper that doesn’t stretch much when wet or by treating the paper to make it partially waterproof before using it.
Papier-mâché.—This name indicates a preparation of paper or paper pulp mixed with various mineral substances firmly cemented together by animal or vegetable adhesives.
Papier-mâché.—This term refers to a mixture of paper or paper pulp combined with different mineral substances, which are securely bonded together using animal or plant glue.
The paper pulp used for high-class goods consists of pure wood cellulose, while for the commoner qualities mechanical wood pulp, waste papers, and any similar fibrous material are employed.
The paper pulp used for premium products is made from pure wood cellulose, while lower-quality options use mechanical wood pulp, recycled papers, and other similar fibrous materials.
The mineral substances used are china clay, chalk, gypsum, barytes, ochre, sienna, and other mineral pigments.
The mineral substances used include china clay, chalk, gypsum, barytes, ochre, sienna, and various other mineral pigments.
The adhesive materials are glue, casein, gum, starch, paste, dextrine, Iceland moss, or wax.
The adhesive materials include glue, casein, gum, starch, paste, dextrine, Iceland moss, or wax.
For experimental purposes, small quantities of papier-mâché may be prepared in the following manner:—
For experimental purposes, small amounts of papier-mâché can be made using the following method:—
When old newspapers or brown papers are used as the fibrous basis of the papier-mâché, they are first torn up into small pieces, moistened with hot water, tied up in a small cloth bag or sack, which must only be half filled, and then immersed in a basin of warm water and thoroughly kneaded by hand, so that the paper is gradually reduced to the condition of pulp. If the kneading process is carried out thoroughly the paper is entirely reduced to pulp. The excess of water can be removed by pressure and the preparation of the final mixture completed by the incorporation of clay, pigment, and adhesive.
When old newspapers or brown paper are used as the fibrous base for papier-mâché, they are first torn into small pieces, soaked in hot water, placed in a small cloth bag or sack that should be only half full, and then submerged in a basin of warm water and thoroughly kneaded by hand until the paper breaks down into pulp. If the kneading is done properly, the paper will completely turn into pulp. The extra water can be squeezed out, and the final mixture can be prepared by adding clay, pigment, and adhesive.
In the preparation of papier-mâché for goods on a large scale a beating engine is used in order to break up the old paper or wood pulp into a fibrous condition.
In making papier-mâché for mass production, a beating machine is used to break down old paper or wood pulp into a fibrous state.
The following formulæ can be used for making papier-mâché:—
The following formulas can be used to make papier-mâché:—
| (1) | (2) | (3) | (4) | ||||
| Pulp | 22 | Pulp | 22 | Pulp | 12 | Pulp | 33 |
| Clay | 37 | Chalk | 30 | Rosin size | 22 | Starch | 9 |
| Casein | 37 | Glue | 4 | Flour | 11 | Clay | 9 |
| Water | 4 | Water | 44 | China clay | 11 | Water | 49 |
| Water | 44 | ||||||
| 100 | 100 | 100 | 100 | ||||
Plaster Moulds.—Plaster of Paris or gypsum is the main article used for moulds and pattern. The preparation of gypsum for casting is made as follows:—The gypsum is gradually worked up into a creamy paste with water, the mixing being done quickly yet thoroughly.
Plaster Moulds.—Plaster of Paris or gypsum is the primary material used for molds and patterns. To prepare gypsum for casting, follow these steps:—Gradually mix the gypsum with water to create a creamy paste, making sure to mix quickly but thoroughly.
The pattern of which it is desired to form a mould must be coated with oil. Around the pattern placed on a table a wall of wood or pasteboard is fixed, so that a basin will be formed of suitable depth, preventing the gypsum from flowing away. Patterns of figures or of curved articles have to be made in two or more parts. For that purpose the pattern is usually cut into two pieces. Two moulds are now readily obtainable by first oiling the pattern and by pouring the gypsum in a thin state gradually over the surface, to avoid the forming of air bubbles.
The pattern that needs to be molded should be coated with oil. A barrier made of wood or cardboard is secured around the pattern placed on a table, creating a basin with the right depth to keep the gypsum from spilling. Patterns with figures or curved shapes need to be made in two or more parts. For this, the pattern is typically split into two pieces. Two molds can now be easily created by first applying oil to the pattern and gradually pouring a thin layer of gypsum over the surface to prevent air bubbles from forming.
The rapid drying of the soaked gypsum is sometimes inconvenient, but the addition of a saturated solution of borax in water to the gypsum mixture can be resorted to as a check.
The quick drying of the wet gypsum can be a hassle, but adding a saturated borax solution in water to the gypsum mix can help control it.
Various means are employed for hardening and strengthening the plaster cast, such as the addition of coarse paper fibres, shreds of canvas, iron filings, or wire.
Various methods are used to harden and strengthen the plaster cast, including adding coarse paper fibers, bits of canvas, iron filings, or wire.
Colouring.—Usually a cheap water colour only is required; a light coating of a cheap varnish may be sufficient. In other cases a water colour serving as a filler for smoothing the surface may receive a finish of one or more coats of resinous solutions in alcohol or of copal varnish. Many goods are coated with asphaltum or Japan varnish and dried in cold or hot air.
Coloring.—Usually, just a cheap watercolor is needed; a light layer of inexpensive varnish might be enough. In some cases, a watercolor used as a filler to smooth the surface can be finished with one or more coats of resin solutions in alcohol or copal varnish. Many products are coated with asphaltum or Japan varnish and dried in either cold or hot air.
Some of the articles may be decorated with scrolls or arabesques in oil colours or enamels, or the lines may be covered with bronze powder, or with metal, gold, or aluminium leaf.
Some of the articles might be adorned with scrolls or intricate designs in oil colors or enamels, or the lines could be coated with bronze powder, metal, gold, or aluminum leaf.
Varnishing.—The following varnish recipes are suitable:—
Varnishing.—The following varnish recipes are appropriate:—
| (1) | (2) | (3) | (4) | ||||
| Shellac | 20 | Shellac | 10 | Shellac | 6 | Sandarac | 15 |
| Alcohol | 70 | Rosin | 10 | Sandarac | 3 | Mastic | 5 |
| Lamp black | 10 | Alcohol | 60 | Mastic | 18 | Turpentine | 5 |
| Lamp black | 20 | Alcohol | 73 | Alcohol | 75 | ||
| 100 | 100 | 100 | 100 | ||||
CHAPTER VIII
CHEMICALS USED IN PAPER-MAKING
The manufacture of paper is a highly technical industry, which requires a practical knowledge of mechanical engineering, as well as an intimate acquaintance with the many important chemical problems connected with the art.
The production of paper is a very technical industry that requires practical knowledge of mechanical engineering, along with a close understanding of the various important chemical issues related to the process.
The following brief description of the various chemicals used in the manufacture of paper is divided into certain classes, based upon the order of the operations through which the raw material passes before its final conversion into paper:—
The following brief description of the different chemicals used in making paper is divided into specific categories, based on the sequence of operations that the raw material goes through before it is finally turned into paper:—
(1) The alkaline processes used for treating raw fibre: soda ash; caustic soda; lime; recovered ash.
(1) The alkaline methods used for treating raw fiber: soda ash; caustic soda; lime; recovered ash.
(2) The conversion of wood into sulphite pulp: sulphur; limestone.
(2) Turning wood into sulfite pulp: sulfur; limestone.
(3) The operation of bleaching: bleaching powder; antichlors; acids.
(3) The process of bleaching: bleaching powder; antichlors; acids.
(4) The sizing and loading of paper: casein; gelatine; rosin size; alum; starch; silicate of soda; pigments and soluble dyes; mordants.
(4) The sizing and loading of paper: casein; gelatin; rosin size; alum; starch; sodium silicate; pigments and soluble dyes; mordants.
Mineral substances for loading: clay, blanc fixe, etc.
Mineral substances for loading: clay, white earth, etc.
Carbonate of Soda.—This substance, also known under the trade names of alkali and soda ash, is used in the paper mill for the manufacture of caustic soda. It is purchased by the paper-maker from the chemical works, and used together with the recovered ash (see page 78) for the production of caustic soda solution, which is required in the treatment of raw fibres.
Carbonate of Soda.—This substance, also referred to as alkali and soda ash, is used in paper mills to make caustic soda. Paper makers buy it from chemical manufacturers and use it along with the recovered ash (see page 78) to produce a caustic soda solution, which is necessary for treating raw fibers.
It is also used for the preparation of rosin size (see “Rosin Size”) and in softening hard waters for steam-raising purposes.
It is also used to prepare rosin size (see “Rosin Size”) and to soften hard water for steam-raising purposes.
Sodium Carbonate Table.
Soda Ash Table.
Showing percentage by weight and pounds per 100 gallons in solutions of various densities.
Showing the percentage by weight and pounds per 100 gallons in solutions of different densities.
| Twaddell. | Percentage by Weight. | 100 gallons contain pounds of | |||
| Na2O. | Na2CO3. | Na2O. | Na2CO3. | 48 per cent. Ash. | |
| 1 | 0·28 | 0·47 | 2·76 | 4·72 | 5·74 |
| 2 | 0·56 | 0·95 | 5·61 | 9·60 | 11·68 |
| 3 | 0·84 | 1·42 | 8·42 | 14·41 | 17·56 |
| 4 | 1·11 | 1·90 | 11·34 | 19·38 | 23·64 |
| 5 | 1·39 | 2·38 | 14·26 | 24·40 | 29·73 |
| 6 | 1·67 | 2·85 | 17·10 | 29·36 | 35·77 |
| 7 | 1·95 | 3·33 | 20·16 | 34·46 | 42·00 |
| 8 | 2·22 | 3·80 | 23·12 | 39·52 | 48·15 |
| 9 | 2·50 | 4·28 | 26·17 | 44·72 | 54·50 |
| 10 | 2·78 | 4·76 | 29·71 | 50·00 | 60·90 |
| 11 | 3·06 | 5·23 | 32·27 | 55·18 | 67·22 |
| 12 | 3·34 | 5·71 | 35·36 | 60·50 | 73·72 |
| 13 | 3·61 | 6·17 | 38·43 | 65·72 | 80·07 |
| 14 | 3·88 | 6·64 | 41·57 | 71·06 | 86·58 |
| 15 | 4·16 | 7·10 | 44·65 | 76·33 | 93·03 |
| 16 | 4·42 | 7·57 | 47·80 | 81·77 | 99·61 |
| 17 | 4·70 | 8·04 | 51·02 | 87·24 | 106·31 |
| 18 | 4·97 | 8·51 | 54·25 | 92·74 | 113·10 |
| 19 | 5·24 | 8·97 | 57·45 | 98·26 | 119·70 |
| 20 | 5·52 | 9·43 | 60·67 | 103·70 | 126·42 |
| 21 | 5·79 | 9·90 | 63·98 | 109·40 | 133·45 |
| 22 | 6·06 | 10·37 | 67·32 | 115·10 | 140·12 |
| 23 | 6·33 | 10·83 | 70·63 | 120·81 | 147·10 |
| 24 | 6·61 | 11·30 | 74·00 | 126·62 | 154·20 |
| 25 | 6·88 | 11·76 | 77·38 | 132·30 | 161·12 |
| 26 | 7·15 | 12·23 | 80·83 | 138·20 | 168·51 |
| 27 | 7·42 | 12·70 | 84·31 | 144·12 | 175·70 |
| 28 | 7·70 | 13·16 | 87·67 | 150·20 | 182·70 |
| 29 | 7·97 | 13·63 | 91·28 | 156·15 | 190·14 |
| 30 | 8·24 | 14·09 | 94·77 | 162·00 | 197·40 |
Analysis.—The value of soda ash, carbonate of soda, and recovered ash depends on the amount of available alkali [Pg 155](Na2O) present.
Analysis.—The value of soda ash, sodium carbonate, and recovered ash depends on the amount of available alkali [Pg 155](Na2O) present.
A weighed quantity (15·5 grammes conveniently) is dissolved in a measured volume of distilled water (500 c.c.), and titrated with standard normal hydrochloric acid, methyl orange indicator being used.
A weighed amount (15.5 grams for convenience) is dissolved in a measured volume of distilled water (500 mL) and titrated with standard normal hydrochloric acid, using methyl orange as the indicator.
Caustic Soda.—Raw vegetable fibres may be reduced to the condition of paper pulp by treatment with caustic soda. In practice this process is largely resorted to for the manufacture of pulp from esparto, straw, and wood, the spent caustic soda being recovered and used again.
Caustic Soda.—Raw plant fibers can be turned into paper pulp by using caustic soda. In practice, this method is commonly used to make pulp from esparto, straw, and wood, with the used caustic soda being recovered and reused.
The paper-maker prepares the caustic required for digesting the raw material from recovered ash and carbonate of soda.
The paper-maker gets the chemicals needed to break down the raw material from recycled ash and baking soda.
A convenient volume of clear liquor obtained by lixiviating the recovered ash is boiled with lime in suitable causticising pans, the reaction being represented as follows:—
A handy amount of clear liquor obtained by leaching the recovered ash is boiled with lime in appropriate causticizing pans, the reaction being represented as follows:—
| Na2CO3 | + | CaO | + | H2O | = | 2 NaOH | + | CaCO3. |
| Soda ash | + | Lime | + | Water | = | Caustic soda | + | Chalk. |
According to this equation, 100 lbs. of soda ash require 53 lbs. of quicklime, but a slight excess is generally added, 58 or 60 lbs. being the usual amount actually employed. Several precautions should be observed in the process of causticising.
According to this equation, 100 lbs. of soda ash require 53 lbs. of quicklime, but a slight excess is usually added, with 58 or 60 lbs. being the typical amount actually used. Several precautions should be taken in the process of causticizing.
(1) The liquor from the recovered soda should be bright and clear, indicating complete incineration of the ash.
(1) The liquid from the filtered soda should be bright and clear, showing that the ash has been completely burned away.
(2) The liquor is best causticised at a density between 1·050 and 1·100 (10-20, Twaddell). With stronger solutions the reaction is complicated and the yield of caustic soda reduced. Lunge has shown that if the density of the solution is 1·025 the proportion of soda causticised is 99·5 per cent., whereas at a density of 1·150 it is only 94·5 per cent. In the latter case the caustic soda formed acts upon the chalk produced and is reconverted into carbonate.
(2) The best density for causticizing the liquor is between 1.050 and 1.100 (10-20, Twaddell). With stronger solutions, the reaction becomes more complicated and the yield of caustic soda decreases. Lunge demonstrated that when the density of the solution is 1.025, the percentage of soda that gets causticized is 99.5%, while at a density of 1.150, it drops to only 94.5%. In the latter case, the caustic soda that forms reacts with the chalk produced and is converted back into carbonate.
(3) The large quantities of chalk residue resulting from the reaction must be thoroughly and carefully washed. The economy of the whole process depends in no small measure upon this seemingly small detail.
(3) The large amounts of chalk residue produced by the reaction need to be washed thoroughly and carefully. The overall efficiency of the entire process relies significantly on this seemingly small detail.
Caustic Soda Tables.
Lye Tables.
Showing quantity of liquor obtained from 1 cwt. of caustic soda and the amount of caustic soda in 100 gallons of liquor (adapted from Lunge and others).
Showing the amount of liquor produced from 1 cwt. of caustic soda and the quantity of caustic soda in 100 gallons of liquor (adapted from Lunge and others).
| Twaddell. | Gallons obtained per hundredweight of Caustic. | Twaddell. | Pounds of Caustic Soda per 100 gallons Liquor. | |||
| 60 per cent. Caustic. | 77 per cent. Caustic Pure. | 60 per cent. Caustic. | 77 per cent. Caustic Pure. | |||
| 1 | 1,777 | 2,358 | 1 | 6·3 | 4·75 | |
| 2 | 896 | 1,179 | 2 | 12·5 | 9·5 | |
| 3 | 596 | 767 | 3 | 18·8 | 14·6 | |
| 4 | 448 | 574 | 4 | 25·0 | 19·5 | |
| 5 | 359 | 457 | 5 | 31·2 | 24·5 | |
| 6 | 298 | 384 | 6 | 37·6 | 29·2 | |
| 7 | 256 | 330 | 7 | 43·8 | 34·0 | |
| 8 | 223 | 287 | 8 | 50·1 | 39·0 | |
| 9 | 199 | 256 | 9 | 56·2 | 43·7 | |
| 10 | 178 | 229 | 10 | 62·9 | 48·9 | |
| 11 | 162 | 208 | 11 | 69·1 | 53·7 | |
| 12 | 148 | 190 | 12 | 75·7 | 58·7 | |
| 13 | 136 | 176 | 13 | 82·1 | 63·7 | |
| 14 | 126 | 166 | 14 | 88·5 | 67·5 | |
| 15 | 117·5 | 152 | 15 | 95·0 | 73·5 | |
| 16 | 110 | 141·5 | 16 | 101·5 | 79·0 | |
| 17 | 103·5 | 135 | 17 | 107·8 | 83·0 | |
| 18 | 98 | 125·5 | 18 | 114·4 | 89·0 | |
| 19 | 92·8 | 119·5 | 19 | 120·8 | 93·8 | |
| 20 | 88 | 114 | 20 | 127·2 | 98·0 | |
| 25 | 70 | 90·3 | 25 | 159·5 | 124·0 | |
| 30 | 56·5 | 73 | 30 | 197·3 | 153·0 | |
| 35 | 48 | 61·5 | 35 | 234·9 | 182·2 | |
| 40 | 41 | 53 | 40 | 272·6 | 211·6 | |
| 45 | 35·3 | 45·5 | 45 | 317·4 | 246·3 | |
| 50 | 31 | 40 | 50 | 362·1 | 281·0 | |
Dilution Table for Strong Liquors.
Dilution Chart for Strong Liquors.
Showing number of gallons of water required to reduce the density of 100 gallons of liquor from a higher density, D, to a lower density, d. (See page 163).
Showing the number of gallons of water needed to lower the density of 100 gallons of liquor from a higher density, D, to a lower density, d. (See page 163).
| Higher Density, D (Twaddell). | Lower Density, d. | ||||||||||
| 14. | 13. | 12. | 11. | 10. | 9. | 8. | 7. | 6. | 5. | 4. | |
| 42 | 200 | 223 | 250 | 281·8 | 320 | 367 | 425 | 500 | 600 | 740 | 950 |
| 40 | 185 | 207 | 233·3 | 263·6 | 300 | 344·4 | 400 | 471·4 | 566·6 | 700 | 900 |
| 38 | 171 | 192 | 216·6 | 245·5 | 280 | 322·2 | 375 | 442·8 | 533·3 | 660 | 850 |
| 36 | 157 | 177 | 200 | 227·3 | 260 | 300 | 350 | 414·3 | 500 | 620 | 800 |
| 34 | 143 | 161·5 | 183·3 | 209·1 | 240 | 277·7 | 325 | 385·7 | 466·6 | 580 | 750 |
| 32 | 128·6 | 146 | 166·6 | 191 | 220 | 255·5 | 300 | 357·1 | 433·3 | 540 | 700 |
| 30 | 114·3 | 130·6 | 150 | 172·8 | 200 | 233·3 | 275 | 328·5 | 400 | 500 | 650 |
| 28 | 100 | 115·3 | 133·3 | 154·6 | 180 | 211·1 | 250 | 300 | 366·6 | 460 | 600 |
| 26 | 85·7 | 100 | 116·6 | 136·4 | 160 | 188·8 | 225 | 271·4 | 333·3 | 420 | 550 |
| 24 | 71·4 | 84·6 | 100 | 118·2 | 140 | 166·6 | 200 | 243 | 300 | 380 | 500 |
| 22 | 57·1 | 69·2 | 83·3 | 100 | 120 | 144·4 | 175 | 214·4 | 266·6 | 340 | 450 |
| 20 | 43 | 53·6 | 66·6 | 81·8 | 100 | 122·2 | 150 | 185·7 | 233·3 | 300 | 400 |
| 18 | 28·6 | 38·4 | 50 | 63·7 | 80 | 100 | 125 | 157 | 200 | 260 | 350 |
| 16 | 14·3 | 23 | 33·3 | 45·5 | 60 | 77·7 | 100 | 128·5 | 166·6 | 220 | 300 |
Lime and Limestone.—Carbonate of soda and recovered ash are converted into caustic soda by means of lime. About sixty parts of lime are necessary for the conversion of 100 parts of carbonate of soda. Large quantities of insoluble carbonate of lime are produced in this operation, and great care is necessary to prevent a loss of caustic soda which occurs if the residue is not thoroughly washed. In some cases the residual chalk is drained by vacuum filters in order to remove all traces of soluble alkali. Processes have been devised for calcining the residue so as to convert the carbonate into caustic lime to be used over again, but no economical and practical method has yet been found. The treatment of the residual chalk with sulphuric acid for the production of calcium sulphate appears feasible, but the substance obtained is very impure, and therefore has little commercial value.
Lime and Limestone.—Sodium carbonate and recovered ash are turned into caustic soda using lime. About sixty parts of lime are needed to convert 100 parts of sodium carbonate. This process produces large amounts of insoluble calcium carbonate, and it's crucial to avoid losing caustic soda, which can happen if the leftover material isn't thoroughly washed. In some cases, the leftover chalk is filtered using vacuum filters to eliminate all traces of soluble alkali. Methods have been developed to heat the residue to turn the carbonate into caustic lime for reuse, but no cost-effective and practical solution has been discovered yet. Treating the leftover chalk with sulfuric acid to create calcium sulfate seems possible, but the resulting product is highly impure, giving it little commercial value.
Limestone is required in considerable quantity for the preparation of sulphite of lime for the manufacture of wood pulp.
Limestone is needed in large amounts to make lime sulfite for producing wood pulp.
Recovered Ash.—The black liquor obtained during the process of the boiling of straw, esparto, and other paper-making fibres contains a large proportion of non-fibrous organic constituents derived from the fibres, the quantity of which may be gauged from the fact that these fibres generally lose 50 per cent. of their weight when being boiled. The black liquor on evaporation yields a thick resinous mass, which is converted into carbonate of soda when burnt.
Recovered Ash.—The black liquid produced during the boiling of straw, esparto, and other paper-making fibers contains a significant amount of non-fibrous organic materials derived from the fibers. This can be seen in the fact that these fibers typically lose 50 percent of their weight while boiling. When the black liquid evaporates, it results in a thick, resinous substance that turns into sodium carbonate when burned.
Advantage is taken of this fact to carry out a process of incineration on a large scale, so that heat derived from the burning off of the resinous mass is utilised for evaporation of weaker liquors. The ash is drawn from special furnaces, put aside, and allowed to char quietly, so that the carbonaceous matter is more or less completely burnt away. The ash in this form contains about 40 per cent. of soda, its composition being determined by the nature of the fibre which has been treated. In the case of straw, the amount of silicate is considerable, as shown by the following typical analysis:—
Advantage is taken of this fact to carry out a large-scale incineration process, so that the heat from burning the resinous mass is used to evaporate weaker liquors. The ash is collected from special furnaces, set aside, and allowed to char slowly, ensuring that the carbon content is mostly burned away. The ash in this form contains around 40 percent soda, with its composition influenced by the type of fiber treated. In the case of straw, the silicate content is significant, as illustrated by the following typical analysis:—
| Sodium carbonate | 70·2 |
| Sodium hydrate | 2·3 |
| Sodium sulphate | 4·1 |
| Sodium chloride | 7·5 |
| Silica | 7·5 |
| Oxides of iron and alumina | 0·75 |
| Unburnt carbon, etc. | 7·65 |
| 100·00 | |
At the present time there is no process in general use for the recovery of the liquors used in the treatment of wood[Pg 159] by the sulphite process. Many schemes have been proposed, the most promising of which is that of Drewsen.
At this time, there isn’t a widely used method for recovering the chemicals used in the wood treatment process[Pg 159] with the sulphite process. Many ideas have been suggested, but the most promising one is Drewsen's.
Sulphur and Sulphites.—The pale yellow brittle substance known as sulphur is too familiar to require any detailed description. It unites with oxygen in various proportions, and these in contact with water form the various sulphur acids known to commerce. Sulphur burned with a limited quantity of air forms sulphurous acid gas, and this substance is the chief product of oxidation, which by further treatment can be converted into sulphites.
Sulfur and Sulfites.—The pale yellow brittle substance known as sulfur is well-known enough that it doesn't need a detailed description. It combines with oxygen in different amounts, and when it interacts with water, it creates various sulfur acids used in trade. When sulfur is burned with a limited supply of air, it produces sulfurous acid gas, which is the main product of oxidation and can be further processed into sulfites.
In the manufacture of the sulphur compounds required in the preparation of wood pulp, the furnace for burning the sulphur consists of a flat-bottomed cast iron retort which is very shallow, and provided with a curved top, to which a pipe is fixed, so that the sulphurous acid may be conveyed away from the furnace. In the most recent form of sulphur oven a small conical-shaped revolving furnace is employed, which produces a satisfactory gas of constant composition very economically.
In the production of the sulfur compounds needed for making wood pulp, the furnace used to burn sulfur is a shallow, flat-bottomed cast iron retort with a curved top, connected to a pipe that directs the sulfurous acid away from the furnace. In the latest version of the sulfur oven, a small conical-shaped rotating furnace is used, which efficiently generates a stable gas with a consistent composition.
Bisulphite of Lime.—This compound is obtained when the sulphurous acid gas is brought into contact with moistened limestone. In the manufacture of bisulphite of lime on a large scale the sulphurous acid gas is drawn or pumped up tall circular towers filled with blocks of limestone, kept moistened by a carefully regulated stream of water flowing from the top of the tower.
Bisulphite of Lime.—This compound is created when sulphurous acid gas interacts with wet limestone. In large-scale production of bisulphite of lime, the sulphurous acid gas is drawn or pumped into tall circular towers filled with limestone blocks, which are kept wet by a controlled stream of water flowing from the top of the tower.
In another system known as the acid tank process, the gas is forced into large circular vats containing milk of lime.
In another system called the acid tank process, the gas is pumped into large circular tanks filled with milk of lime.
In either case a solution is prepared containing bisulphite of lime, together with a certain proportion of free sulphurous acid, the object of the pulp manufacturer being to obtain a solution containing as large a proportion of free sulphurous acid as possible. The composition of a solution will vary[Pg 160] on this account, and the following may be quoted as being an example of such a liquor:—
In both cases, a solution is made that includes lime bisulphite along with a specific amount of free sulfurous acid. The goal for the pulp manufacturer is to get a solution with as much free sulfurous acid as possible. The composition of the solution will vary[Pg 160] for this reason, and the following can be given as an example of such a mixture:—
| Free sulphurous acid | 3·23 | per | cent. |
| Combined sulphurous acid | 0·77 | „ | „ |
| 4·00 | „ | „ | |
For experimental purposes the bisulphite of lime solution may be prepared by passing sulphurous acid gas into a mixture of water and sulphite of lime. The latter compound is insoluble in water, but gradually dissolves when the gas is absorbed. A known weight of sulphite of lime is added to a measured volume of water, and the sulphurous acid gas discharged into the mixture from a siphon of compressed sulphurous acid. The amount of gas absorbed is determined by weighing the siphon before and after use, the loss of weight representing the gas discharged.
For experimental purposes, you can prepare a lime bisulfite solution by passing sulfurous acid gas into a mix of water and lime sulfite. The lime sulfite is not soluble in water, but it gradually dissolves as the gas is absorbed. Start by adding a known weight of lime sulfite to a specific volume of water, then discharge sulfurous acid gas into the mixture using a siphon filled with compressed sulfurous acid. To find out how much gas was absorbed, weigh the siphon before and after use; the weight loss will show the amount of gas released.
The following figures may be quoted as an example:—
The following figures can be cited as an example:—
| Quantities | used. | |
| Calcium sulphite | 536 | grammes. |
| Water | 7100 | c.c. |
| Gas absorbed | 534 | grammes. |
| Density of solution | 18° | Twaddell. |
The composition of the solution prepared is—
The solution that was prepared consists of—
| Combined sulphurous acid | 3·50 |
| Free sulphurous acid | 6·54 |
| Lime | 3·06 |
| Water | 86·90 |
| 100·00 | |
Analysis.—The examination of sulphite liquors for free and combined sulphurous acid is made by means of standard iodine solution and normal caustic soda solution.
Analysis.—The testing of sulfite liquids for free and combined sulfurous acid is done using standard iodine solution and normal caustic soda solution.
A known volume of the sulphite liquor is first titrated with standard iodine solution, the number of cubic centimetres required being a measure of the total sulphurous acid.
A specific amount of the sulfite liquor is first titrated with a standard iodine solution, and the number of cubic centimeters needed serves as a measure of the total sulfurous acid.
Each cubic centimetre standard iodine solution = ·0032 grammes SO2. The titrated liquor is then treated with standard caustic soda in quantity sufficient to exactly neutralise the acid. The volume of caustic soda solution used minus the number of cubic centimetres of iodine first added is a measure of the free sulphurous acid.
Each cubic centimeter of standard iodine solution equals 0.0032 grams of SO2. The titrated liquid is then mixed with standard caustic soda in an amount that precisely neutralizes the acid. The volume of caustic soda solution used, minus the number of cubic centimeters of iodine initially added, measures the free sulphurous acid.
Bleaching Powder.—This substance is prepared on a large scale by allowing chlorine gas to act upon dry slaked lime. The lime absorbs nearly one-half its weight of chlorine and forms a dry white powder, having a very pungent odour. The best bleaching powder contains about 37 per cent. of what is termed “available chlorine.” The substance, on being treated with water, gives a greenish-coloured solution known as bleach liquor, and when raw paper-making material, after having been digested with caustic soda, is treated with this solution, it is gradually bleached to a white colour. The composition of the powder may be represented approximately as follows:—
Bleaching Powder.—This substance is made on a large scale by letting chlorine gas interact with dry slaked lime. The lime absorbs almost half its weight in chlorine and turns into a dry white powder with a very strong smell. The best bleaching powder contains about 37 percent of what is called “available chlorine.” When mixed with water, it produces a greenish solution known as bleach liquor, and when raw paper-making material, which has been processed with caustic soda, is treated with this solution, it gradually gets bleached to white. The powder's composition can be roughly represented as follows:—
| Available chlorine (combined with lime) | 36·00 |
| Chlorine in the form of chloride | 0·32 |
| Chlorine in the form of chlorate | 0·26 |
| Lime | 44·66 |
| Magnesia | 0·43 |
| Silica, iron oxides, etc. | 1·33 |
| Insoluble matter | 17·00 |
| 100·00 | |
Since the amount of bleach used for wood pulps varies from 8 per cent. to 25 per cent. of powder on the dry wood pulp, the cost of bleaching in some cases is considerable. The economy of the process depends in some measure[Pg 162] upon the care exercised in the purchase of bleaching powder of standard quality, the storage of same in a dark, cool place, and the efficient treatment or exhaustion of the powder when the bleach liquor is prepared.
Since the amount of bleach used for wood pulps varies from 8% to 25% of powder based on the dry wood pulp, the cost of bleaching can be significant in some instances. The efficiency of the process partly depends on being careful when purchasing bleaching powder of good quality, storing it in a cool, dark place, and effectively treating or using the powder when preparing the bleach solution.[Pg 162]
The powder is usually agitated for about an hour with water sufficient to produce a liquor of 13°-15° Twaddell. The undissolved powder is allowed to settle and the clear solution siphoned off, after which the sediment is washed once or twice to remove all the soluble matter completely.
The powder is usually stirred for about an hour with enough water to create a solution of 13°-15° Twaddell. The undissolved powder is allowed to settle, and the clear solution is siphoned off, after which the sediment is washed one or two times to completely remove all the soluble matter.
Bleach Liquor Table.
Bleach Liquid Chart.
Showing for bleaching powder solutions of known density the quantity of powder necessary to produce 100 gallons of liquor and the number of gallons obtained from 1 cwt. of powder (adapted from Lunge and Beichofen).
Showing for bleaching powder solutions of known density the amount of powder needed to make 100 gallons of solution and the number of gallons produced from 1 cwt. of powder (adapted from Lunge and Beichofen).
| Twaddell. | Available Chlorine Pounds per 100 gallons. | Number of Gallons obtained from 112 lbs. of Powder. | Pounds of Powder per 100 gallons of Liquor. | ||
| 34 per cent. Powder. | 35 per cent. Powder. | 34 per cent. Powder. | 35 per cent. Powder. | ||
| 0·25 | 0·70 | 5,464 | 5,600 | 2·05 | 2·00 |
| 0·50 | 1·40 | 2,725 | 2,800 | 4·11 | 4·00 |
| 1 | 2·71 | 1,405 | 1,445 | 7·97 | 7·74 |
| 2 | 5·58 | 681 | 702 | 16·41 | 15·94 |
| 3 | 8·48 | 448 | 462 | 24·95 | 24·23 |
| 4 | 11·41 | 334 | 340 | 33·55 | 32·60 |
| 5 | 14·47 | 264 | 270 | 42·58 | 41·34 |
| 6 | 17·36 | 219·5 | 225 | 51·06 | 49·60 |
| 7 | 20·44 | 186 | 191 | 60·11 | 58·40 |
| 8 | 23·75 | 160 | 165 | 69·85 | 67·85 |
| 9 | 26·62 | 141 | 147 | 78·30 | 76·57 |
| 10 | 29·60 | 129 | 132·5 | 87·06 | 84·54 |
| 11 | 32·68 | 116·5 | 120 | 96·11 | 93·37 |
| 12 | 35·81 | 106·5 | 109·5 | 105·32 | 102·31 |
| 13 | 39·10 | 98 | 100 | 115·00 | 111·70 |
| 14 | 42·31 | 90 | 92·5 | 124·45 | 120·90 |
| 15 | 45·70 | 84 | 86 | 134·41 | 130·56 |
| 16 | 48·96 | 78 | 80 | 143·80 | 139·71 |
| 17 | 52·27 | 73·5 | 75 | 153·53 | 149·34 |
| 18 | 55·18 | 69 | 71 | 162·30 | 157·65 |
| 19 | 58·40 | 65·5 | 67 | 171·00 | 166·86 |
| 20 | 61·50 | 61·5 | 64 | 180·88 | 175·71 |
The best method for extracting powder is to agitate the material with water for a short period, and to stop the mixing process directly the maximum density has been obtained, which usually takes place in 15 minutes. Prolonged agitating prevents the powder from settling readily.
The best way to extract powder is to mix the material with water for a short time and stop the mixing as soon as you reach the maximum density, which usually happens in about 15 minutes. Mixing for too long makes it harder for the powder to settle easily.
The maximum quantities of liquor which can be obtained from bleaching powder are shown on page 162. The following table is useful as showing the amount of water required for diluting strong liquors, the figures being applicable to any solution independent of the nature of the dissolved substance.
The maximum amounts of liquor that can be produced from bleaching powder are listed on page 162. The following table is helpful as it indicates the amount of water needed to dilute strong liquors, with the figures being relevant for any solution, regardless of the type of dissolved substance.
Dilution Table for Weak Liquors.
Dilution Table for Low-Alcohol Drinks.
Showing number of gallons of water required to reduce the density of 100 gallons of liquor from a higher density, D, to a lower density, d. (See page 157.)
Showing the number of gallons of water needed to lower the density of 100 gallons of liquor from a higher density, D, to a lower density, d. (See page 157.)
| Higher Density, D (Twaddell). | Lower Density, d. | |||||||||||
| 12. | 11. | 10. | 9. | 8. | 7. | 6. | 5. | 4. | 3. | 2. | 1. | |
| 16 | 33·3 | 45·4 | 60 | 77·7 | 100 | 128·5 | 166·6 | 220 | 300 | 433·3 | 700 | 1,500 |
| 15 | 25·0 | 36·4 | 50 | 66·6 | 87·5 | 114·3 | 150 | 200 | 275 | 400 | 650 | 1,400 |
| 14 | 16·6 | 27·3 | 40 | 55·5 | 75 | 100 | 133·3 | 180 | 250 | 366·6 | 600 | 1,300 |
| 13 | 8·3 | 18·2 | 30 | 44·4 | 62·5 | 85·7 | 116·6 | 160 | 225 | 333·3 | 550 | 1,200 |
| 12 | 9·1 | 20 | 33·3 | 50 | 71·4 | 100 | 140 | 200 | 300 | 500 | 1,100 | |
| 11 | 10 | 22·2 | 37·5 | 57·1 | 83·3 | 120 | 175 | 266·6 | 450 | 1,000 | ||
| 10 | 11·1 | 25 | 42·8 | 66·6 | 100 | 150 | 233·3 | 400 | 900 | |||
| 9 | 12·5 | 28·5 | 50 | 80 | 125 | 200 | 350 | 800 | ||||
| 8 | 14·2 | 33·3 | 60 | 100 | 166·6 | 300 | 700 | |||||
| 7 | 16·6 | 40 | 75 | 133·3 | 250 | 600 | ||||||
| 6 | 20 | 50 | 100 | 200 | 500 | |||||||
| 5 | 25 | 66·6 | 150 | 400 | ||||||||
| 4 | 33·3 | 100 | 300 | |||||||||
Antichlors.—The residues of chlorine which may be left in pulp after bleaching are frequently neutralised by the use of substances termed antichlors, which react with the calcium hypochlorite, converting it into chlorides.
Antichlors.—The leftover chlorine that can remain in pulp after bleaching is often neutralized using substances called antichlors, which react with the calcium hypochlorite, turning it into chlorides.
The sodium hyposulphite is the most frequently used[Pg 164] antichlor, the reaction between this and hypochlorite resulting in the formation of calcium sulphate and sodium chloride; 100 lbs. of commercial bleaching powder will require 30 lbs. of crystallised sodium hyposulphite.
The sodium hyposulphite is the most commonly used[Pg 164]antichlor, reacting with hypochlorite to produce calcium sulfate and sodium chloride; 100 lbs. of commercial bleaching powder will need 30 lbs. of crystallized sodium hyposulphite.
The sulphites of soda and lime also act as antichlors, reducing the hypochlorite of calcium into sulphate of lime or soda. The chief advantage of the use of sulphites is to be found in the fact that the substances obtained by the reaction are neutral.
The sulfites of soda and lime also work as dechlorinators, converting calcium hypochlorite into calcium or sodium sulfate. The main benefit of using sulfites is that the substances produced by the reaction are neutral.
The best practice in bleaching is to avoid the necessity for using any forms of antichlors by careful regulation of the bleaching process. It has already been suggested in previous references to bleaching that the desired results are obtained when the pulp and bleach are left in contact with one another in tanks or drainers until the bleach is completely exhausted, the residual salts in solution being removed by thorough washing.
The best way to bleach is to avoid using any form of antichlors by carefully managing the bleaching process. Previous discussions on bleaching have indicated that the best results are achieved when the pulp and bleach are allowed to stay in contact in tanks or drainers until the bleach is fully exhausted, with the remaining salts in solution being removed through thorough washing.
Gelatine.—For animal-sized or tub-sized papers gelatine is used. It can be prepared by the paper-maker from hide clippings, sheep skins, bone, etc., or can be purchased ready made.
Gelatine.—For papers the size of animals or tubs, gelatine is used. It can be made by the paper maker from hide scraps, sheep skins, bones, etc., or it can be bought pre-made.
Beadle gives the following interesting details as to the amount of gelatine which can be obtained from wet hide pieces:—
Beadle provides these interesting details about the amount of gelatin that can be extracted from wet hide pieces:—
Weight of Wet Hide Pieces, 2,128 lbs.
Weight of Wet Hide Pieces: 2,128 lbs.
| Draught. | Gallons. | Per cent. Gelatine in Solution. | Weight of Gelatine. Lbs. |
| 1 | 126·48 | 6·775 | 85·64 |
| 2 | 128·96 | 6·052 | 78·04 |
| 3 and 4 mixed | 135·20 | 9·446 | 127·63 |
| Total | 390·64 | 291·31 | |
Percentage of gelatine on weight of wet skins = 13·69.
Percentage of gelatin based on the weight of wet skins = 13.69.
A similar trial on the same class of wet hide pieces gave a yield of 13·23 per cent.
A similar test on the same type of wet hide pieces resulted in a yield of 13.23 percent.
Two trials, of a somewhat different class of wet hide pieces, gave respectively 13·11 and 12·8 per cent.
Two trials, involving a somewhat different type of wet hide pieces, resulted in 13.11% and 12.8%, respectively.
The temperature of the draught water should be approximately as follows:—
The temperature of the cold water should be about the following:—
| Draught. | At Beginning. | At End. |
| 1 | 120° F. | 150° F. |
| 2 | 130° F. | 160° F. |
| 3 and 4 | 140° F. | 180° F. |
In the final draught it is often necessary to use live steam at the finish, but this should be avoided if possible.
In the final draft, it's often necessary to use live steam at the finish, but this should be avoided if possible.
The water contained in wet hide pieces varies from 77 to 90 per cent. in the different pieces, but in the bulk the average may be taken at 85 per cent.
The water found in wet hide pieces ranges from 77 to 90 percent in different pieces, but overall, the average is around 85 percent.
Casein.—Casein is the nitrogenous principle of milk, and belongs to the class of proteids which are definite compounds of oxygen, hydrogen, carbon, and nitrogen, forming the basis of the most important constituents of all animal fibres, albumen, casein, and gluten. A very pure form of casein is cheese made from skimmed milk. Casein belongs to that class of albumens which are soluble in water, e.g., egg albumen, blood albumen or serum, and lactalbumen, or milk albumen; these are mostly precipitated from solution by saturation with sodium chloride (common salt) or magnesium sulphate; but they are all coagulated by heat.
Casein.—Casein is the nitrogen-containing component of milk and is part of the group of proteins made up of oxygen, hydrogen, carbon, and nitrogen. These proteins are crucial for the main elements of all animal tissues, such as albumen, casein, and gluten. A very pure form of casein is cheese made from skimmed milk. Casein is one of the types of albumen that dissolves in water, like egg albumen, blood albumen or serum, and lactalbumen, or milk albumen. These proteins usually precipitate from solution when saturated with sodium chloride (table salt) or magnesium sulfate; however, they all coagulate when heated.
By the action of rennet on milk the proteid or albumen principle is converted into a curd (casein). This curd, when freed from fats, is insoluble in water, but is soluble in dilute acids, or alkalies, or alkaline carbonates, from[Pg 166] which substances, however, it is reprecipitated by acidulation. Instead of the above method, casein may be precipitated from milk by saturation with sulphate of magnesia, and washing the precipitate with a solution of that salt until the washings contain no albumen, and then redissolving the prepared casein by adding water. The salt still adhering to the precipitate enables it to dissolve. On a large scale the casein is usually prepared by treating the milk with acid.
By using rennet on milk, the protein or albumen changes into curd (casein). This curd, once separated from fats, doesn't dissolve in water, but it does dissolve in weak acids, bases, or alkaline carbonates, from[Pg 166]. However, it can be re-precipitated by adding acid to these substances. Alternatively, casein can be separated from milk by adding magnesium sulfate until it's saturated, then washing the precipitate with a solution of that salt until the rinse water has no albumen, and finally redissolving the casein by adding water. The leftover salt helps it dissolve. On a larger scale, casein is typically made by adding acid to the milk.
Casein is readily dissolved by alkalies and alkaline carbonates, borax, boracic acid solution, caustic soda, and bicarbonate of soda.
Casein easily dissolves in alkalis and alkaline carbonates, borax, boric acid solution, caustic soda, and baking soda.
Starch.—This substance is used in many classes of paper for improving the surface and finish. It is added to the pulp in the beating engine in the dry form as powder, or in the form of starch paste, produced by boiling the starch in water.
Starch.—This material is used in various types of paper to enhance the surface and finish. It's incorporated into the pulp in the beating machine in dry powder form or as starch paste made by boiling the starch in water.
The viscosity of the starch paste is somewhat increased by the addition of a small quantity of alkali, but due care must be exercised in boiling, which should only be carried out sufficiently to cause the starch granules to burst, as any excessive boiling causes the starch paste to lose some of its viscosity.
The thickness of the starch paste increases slightly with the addition of a small amount of alkali, but it's important to be careful when boiling. You should only boil it enough to make the starch granules pop, because boiling too much will make the starch paste lose some of its thickness.
The presence of starch in paper is detected by the blue coloration produced when the paper is dipped into a weak solution of iodine. The determination of the exact percentage of starch in a paper is a matter of some difficulty.
The presence of starch in paper is identified by the blue color that appears when the paper is dipped in a weak iodine solution. Accurately determining the percentage of starch in paper can be quite challenging.
Silicate of Soda.—The precipitation of gelatinous silica upon the pulp in the beating engine is generally regarded as favourable to the production of a sheet of paper having what is known as a harder finish. The precipitation is effected by adding a solution of silicate of soda to the beating engine, with the subsequent addition of sufficient sulphate of alumina to react with the silicate of soda.
Sodium Silicate.—The formation of gelatinous silica on the pulp in the beating machine is usually seen as beneficial for creating a sheet of paper with what's called a harder finish. This formation occurs by adding a sodium silicate solution to the beating machine, followed by enough aluminum sulfate to react with the sodium silicate.
Analysis of Commercial Alums.
Analysis of Commercial Products.
(Griffin and Little.)
(Griffin and Little.)
| — | (1) | (2) | (3) | (4) |
| Insoluble in water | 0·05 | 10·61 | 0·11 | 0·56 |
| Alumina (Al2O3) | 15·47 | 14·96 | 11·64 | 16·58 |
| Iron protoxide (FeO) | 0·02 | 0·13 | 0·06 | — |
| Iron sesquioxide (Fe2O3) | 0·00 | 1·08 | 1·17 | 0·04 |
| Zinc oxide (ZnO) | — | — | — | — |
| Soda (Na2O) | 1·72 | 0·57 | 4·75 | 0·56 |
| Magnesia (MgO) | — | — | 0·45 | — |
| Sulphuric acid (SO3) combined | 37·26 | 37·36 | 35·98 | 39·17 |
| Sulphuric acid (SO3) free | — | 1·08 | 5·13 | — |
| Water by difference | 45·48 | 34·21 | 40·71 | 43·09 |
| 100·00 | 100·00 | 100·00 | 100·00 | |
| Sizing test (parts of dry neutral rosin size precipitated by one part of the alum) | 3·32 | 3·47 | 3·19 | 3·71 |
Table showing Value of Solutions of Aluminium Sulphate.
Table showing Value of Solutions of Aluminum Sulfate.
| Twaddell. | Pounds per 100 gallons. | ||
| Al2O3. | SO3. | Sulphate of Alumina containing 15 per cent. Al2O3. | |
| 1 | 1·4 | 3·3 | 9·0 |
| 2 | 2·8 | 6·5 | 19·0 |
| 3 | 4·2 | 9·8 | 28·0 |
| 4 | 5·6 | 13·0 | 37·0 |
| 5 | 7·0 | 16·3 | 47·0 |
| 6 | 8·4 | 19·6 | 56·0 |
| 7 | 9·8 | 22·8 | 65·0 |
| 8 | 11·2 | 26·1 | 75·0 |
| 9 | 12·6 | 29·4 | 84·0 |
| 10 | 14·0 | 32·6 | 93·0 |
| 11 | 15·4 | 35·9 | 103·0 |
| 12 | 16·8 | 39·1 | 112·0 |
| 14 | 20·3 | 47·3 | 135·0 |
| 16 | 23·1 | 53·8 | 155·0 |
| 18 | 26·2 | 60·3 | 172·0 |
| 20 | 29·4 | 68·5 | 196·0 |
| 25 | 37·1 | 86·5 | 247·0 |
| 30 | 44·8 | 104·4 | 299·0 |
| 35 | 53·2 | 124·0 | 355·0 |
| 40 | 60·9 | 142·0 | 405·0 |
| 45 | 68·6 | 159·9 | 456·0 |
| 50 | 77·7 | 181·0 | 578·0 |
| 55 | 86·1 | 200·6 | 575·0 |
| 60 | 95·2 | 221·8 | 635·0 |
Alum.—Alum is one of the most important substances required in the manufacture of paper, its chief function relating to the sizing of paper. Various forms are utilised for this purpose, the purest being sulphate of alumina, required for high grade papers, and the cheaper form known as alum cake, for news and common printing.
Alum.—Alum is one of the most essential materials used in paper production, primarily for sizing the paper. Different types are used for this purpose, with the purest being aluminum sulfate, needed for high-quality papers, and the less expensive version known as alum cake, used for newsprint and standard printing.
The alum is manufactured on a large scale by heating china clay or bauxite with sulphuric acid. This reaction gives sulphate of alumina together with silica. If the mass is heated to dryness, it is sold under the name of alum cake. If the mass is extracted with hot water and the insoluble silica filtered off, the solution can be evaporated down for the production of sulphate of alumina, which is sold in the form of large cakes or in the form of crystals.
The alum is produced in large quantities by heating china clay or bauxite with sulfuric acid. This reaction results in sulfate of alumina along with silica. If the mixture is heated until dry, it is sold as alum cake. If the mixture is treated with hot water and the insoluble silica is filtered out, the solution can be evaporated to create sulfate of alumina, which is available as large cakes or crystals.
By careful selection of raw material a sulphate of alumina can be prepared almost entirely free from iron. The presence of the latter is undesirable, since on exposure to air the sulphate of iron produced during the manufacture of the alum is slowly oxidised and turns brown. Ultimately this affects the colour of the finished paper.
By carefully choosing raw materials, a sulfate of alumina can be made almost completely free of iron. The presence of iron is not ideal, as it gets oxidized and turns brown when exposed to air after the alum is produced. In the end, this impacts the color of the finished paper.
Alum is added to solutions of animal size or gelatine in order to thicken the solution and render it more viscous. It also acts as a preservative, and is used for regulating the absorption of the gelatine by the paper, the penetration effects being materially varied by the extent to which the alum is utilised.
Alum is added to solutions of animal collagen or gelatin to thicken the solution and make it more viscous. It also serves as a preservative and helps control how the gelatin is absorbed by the paper, with the penetration effects significantly changing based on how much alum is used.
In the process of engine sizing, a term applied to the application of rosin size on account of the fact that the process is completed in the beating engine, alum plays an important part. The mere addition of the prepared rosin soap to the mixture of pulp and water in the beating engine does not size the paper, but the alum precipitates the rosin from its solution, producing a complex mixture said to consist of resinate of alumina and free rosin particles, and[Pg 169] subsequently the heat of the paper machine drying cylinders renders the paper more or less impermeable to moisture.
In the process of engine sizing, a term used for applying rosin size because it's done in the beating engine, alum plays a crucial role. Simply adding prepared rosin soap to the mixture of pulp and water in the beating engine doesn't size the paper. Instead, the alum causes the rosin to precipitate from its solution, creating a complex mixture made up of resinate of alumina and free rosin particles, and[Pg 169] afterward, the heat from the drying cylinders of the paper machine makes the paper more or less impermeable to moisture.
The appearance and tone of paper, more particularly of coloured papers, are brightened by the use of an excess of alum over and above that necessary to precipitate the rosin soap.
The look and feel of paper, especially colored papers, are enhanced by using more alum than what's needed to cause the rosin soap to settle.
Rosin Size.—This substance is used chiefly for the sizing of news and cheap printing papers, and is also employed together with gelatine for the commoner writing papers. It is prepared by boiling rosin with carbonate of soda under various conditions.
Rosin Size.—This substance is mainly used for sizing newsprint and inexpensive printing papers, and is also used with gelatin for standard writing papers. It is made by boiling rosin with sodium carbonate under different conditions.
Rosin, sometimes called colophony, is obtained from the sap of certain firs and pine trees. This on distillation yields spirits of turpentine, leaving behind as a residue the mixture of substances to which is given the name rosin. It behaves as an acid, and therefore will combine with certain alkaline oxides, producing soluble resinates.
Rosin, also known as colophony, is made from the sap of specific fir and pine trees. When distilled, it produces turpentine, leaving a residue of substances known as rosin. It acts like an acid, which means it can react with certain alkaline oxides to create soluble resinates.
The nature of the rosin soap used in the paper mill varies according to the conditions under which the size is prepared. If a large proportion of rosin is used, then the size obtained consists of a mixture of resinate of soda together with free rosin dissolved in the solution. If the proportion of rosin is small compared with the amount of carbonate of soda, the composition of the final mixture is quite different. The difference in treatment results in the formation of—
The type of rosin soap used in the paper mill depends on how the sizing is made. If a lot of rosin is used, the sizing consists of a mix of sodium resinate along with free rosin dissolved in the solution. If the amount of rosin is low compared to the carbonate of soda, the makeup of the final mixture is very different. The difference in treatment leads to the formation of—
(A) Neutral Size, prepared by boiling a known weight of rosin with sufficient alkali to combine with it and form a neutral resinate of soda. Theoretically this may be obtained by using 630 parts of rosin to 100 parts of soda ash. It is doubtful how far the reaction is completed so as to produce an exactly neutral solution containing only resinate of soda.
(A) Neutral Size, made by boiling a known weight of rosin with enough alkali to react with it and create a neutral resinate of soda. Theoretically, this can be achieved by using 630 parts of rosin to 100 parts of soda ash. It's uncertain how completely the reaction occurs to produce a perfectly neutral solution that contains only resinate of soda.
(B) Acid Size.—When the proportion of rosin is largely increased the soda becomes converted into the alkaline resinate, and the excess of rosin is gradually dissolved in the resinate formed.
(B) Acid Size.—When the amount of rosin is significantly increased, the soda turns into alkaline resinate, and the extra rosin is slowly dissolved in the resinate that is created.
The practical operations necessary for the preparation of the size are comparatively simple. In the case of size containing relatively small percentages of free rosin, the boiling is conducted in open vessels, but for the manufacture of rosin size containing large proportions of free rosin boiling under pressure in closed vessels must be resorted to.
The practical steps needed to prepare the size are fairly straightforward. When the size has low amounts of free rosin, boiling is done in open containers, but for producing rosin size with higher levels of free rosin, boiling under pressure in closed containers is required.
With the open pan process a steam jacketed pan is used, and the required quantity of alkali, dissolved in water, is placed therein and heated to boiling point. The rosin well powdered is added in small quantities from time to time, this being effected cautiously in order that the carbonic acid gas set free during the process may readily escape. The rosin is generally completely saponified after four or five hours' boiling. It is then passed through strainers into store tanks, from which it is drawn into the beating engines as required.
With the open pan process, a steam-jacketed pan is used, and the needed amount of alkali, dissolved in water, is added and heated to boiling. The finely powdered rosin is added in small amounts over time, carefully to allow the carbonic acid gas released during the process to escape easily. The rosin is typically fully saponified after four to five hours of boiling. It is then strained into storage tanks, from which it is drawn as needed into the beating engines.
In the case of rosin boiled under pressure a cylindrical vessel provided with a manhole at the top is used. The correct amounts of alkali and water are put into the digester, and also the rosin in a powdered form, the digester being fitted with a perforated plate placed about two feet above the bottom of the vessel in order to prevent the rosin forming into a hard mass at the bottom of the digester.
In the case of rosin boiled under pressure, a cylindrical vessel with a manhole at the top is used. The right amounts of alkali and water are added to the digester, along with the rosin in powdered form. The digester is equipped with a perforated plate positioned about two feet above the bottom of the vessel to prevent the rosin from forming a hard mass at the bottom of the digester.
It is possible in this way to manufacture a thick size containing 30 or 40 per cent. of free rosin and a comparatively small proportion of water. Many paper mill firms prefer to purchase such size ready made.
It’s possible to create a thick size that contains 30 to 40 percent free rosin and a relatively small amount of water. Many paper mill companies prefer to buy this size pre-made.
The most recent modification of the ordinary rosin size is a compound prepared by treating rosin with silicate of soda. This alkali dissolves rosin readily, and the soap[Pg 171] obtained when suitably diluted with water decomposes in the beating engine on the addition of aluminium sulphate, with the precipitation of a gelatinous silica which assists in hardening the paper.
The latest update to the regular rosin size is a mixture made by treating rosin with sodium silicate. This alkali easily dissolves rosin, and the soap[Pg 171] produced when properly diluted with water breaks down in the beating engine when aluminium sulfate is added, resulting in a gelatinous silica that helps to harden the paper.
Bacon has patented a process in which powdered rosin is melted down with dry crystalline silicate of soda. The resultant product is ground to a fine powder, which is then ready for use. It dissolves easily in water, and when decomposed with the proper proportion of alum gives a gelatinous viscous mass said to have excellent sizing properties.
Bacon has patented a method where powdered rosin is melted together with dry crystalline soda. The end product is ground into a fine powder, making it ready for use. It dissolves easily in water, and when decomposed with the right amount of alum, it produces a gelatinous, thick substance that is said to have excellent sizing properties.
The advantages of a dry powdered rosin size readily soluble in water are obvious.
The benefits of a dry powdered rosin size that easily dissolves in water are clear.
Loading.—The term “loading” is applied to the various substances which are employed for the purpose, as it is commonly supposed, of making paper heavy. But china clay and similar materials are not added simply in order to give weight to the paper, since they serve to produce opacity and to improve the surface of papers which could not be satisfactorily made unless such materials were used.
Loading.—The term “loading” refers to the different substances used, as people generally believe, to make paper heavier. However, china clay and similar materials aren't just added to increase the weight of the paper; they also provide opacity and enhance the surface of papers that couldn't be satisfactorily produced without these materials.
Examination of Paper for Loading.—If a piece of paper is crumpled up, placed in a small crucible, and then ignited until all the carbonaceous matter has been burnt off, a residue is left in the crucible which may be white or coloured. This is usually termed the ash of the paper. The amount of ash present is determined by taking a weighed quantity of paper and weighing the residue obtained. Special appliances can be obtained for making rapid determinations of the ash in paper, but for occasional analyses they are not required.
Examination of Paper for Loading.—If you take a piece of paper, crumple it up, put it in a small crucible, and then burn it until all the carbon has been consumed, you'll be left with a residue in the crucible that can be white or colored. This is commonly referred to as the ash of the paper. The amount of ash is found by weighing a specific amount of paper and then weighing the remaining residue. While there are special tools available for quickly measuring the ash in paper, they're not necessary for occasional analyses.
China Clay.—This is the best known and most commonly used loading. The purest form of this material is kaolin, a natural substance formed by the gradual decomposition[Pg 172] of felspathic rocks arising from exposure to the long-continued action of air and water. The clay occurs in great abundance in Dorset, Cornwall, and Devon, the southern counties in England, where the most famous deposits are found.
China Clay.—This is the most well-known and frequently used filler. The purest form of this material is kaolin, a natural substance created by the slow breakdown of feldspathic rocks due to prolonged exposure to air and water. The clay is found in large quantities in Dorset, Cornwall, and Devon, the southern counties of England, where the most famous deposits are located.
The natural mineral is levigated with water, and the mixture allowed to flow through a series of settling ponds, so that the clay gradually settles in the form of a fine deposit. The clay is dried and packed in bags. Its value is controlled largely by the purity of its colour and its freedom from grit and sand. It is essentially a silicate of alumina, having the approximate composition—
The natural mineral is mixed with water, and the mixture flows through a series of settling ponds, allowing the clay to gradually settle into a fine deposit. The clay is then dried and packed into bags. Its value is mainly determined by the purity of its color and its lack of grit and sand. It is essentially a silicate of alumina, having the approximate composition—
| Silica (SiO2) | 43·00 |
| Alumina (Al2O3) | 35·00 |
| Combined water | 10·00 |
| Moisture and impurities | 12·00 |
| 100·00 | |
The specific gravity of the dry substance is 2·50.
The specific gravity of the dry substance is 2.50.
It is utilised as a loading in all kinds of paper, and forms also the main ingredient in the coating found on ordinary art and chromo papers.
It is used as a filler in all types of paper and is also the main component in the coating found on standard art and chromo papers.
Ash containing China Clay.—In news, cheap printings, and common art papers the ash almost invariably contains china clay. This substance is insoluble in dilute acids, but is acted upon by concentrated sulphuric acid when digested for some time. A simple test for the presence of china clay in ash is the blue coloration which is obtained when the ash after being ignited is gradually heated with a few drops of solution of cobalt nitrate. China clay can be decomposed by fusion with carbonate of soda in a crucible. By this means silicate of alumina is decomposed, and the alumina goes into solution, the silica remaining as an[Pg 173] insoluble residue. The filtered solution is boiled with an excess of ammonia which gives a gelatinous precipitate of aluminium hydrate.
Ash containing China Clay.—In newsprint, inexpensive printings, and standard art papers, the ash almost always contains china clay. This material doesn’t dissolve in diluted acids but reacts with concentrated sulfuric acid when mixed for a while. A simple test to check for china clay in ash is the blue color that appears when the ash, after being burned, is gradually heated with a few drops of cobalt nitrate solution. China clay can be broken down by melting it with soda carbonate in a crucible. This method decomposes the silicate of alumina, with the alumina going into solution while the silica stays as an [Pg 173] insoluble residue. The filtered solution is boiled with excess ammonia to yield a gelatinous precipitate of aluminum hydrate.
Sulphate of Lime.—This compound is valued chiefly for its brilliancy of colour, being used in high-class papers. It is slightly soluble in water, to the extent of about 23 lbs. in 1,000 gallons, and this fact must be taken into account when the material is added to the pulp in the beating engine.
Gypsum.—This compound is mainly appreciated for its vibrant color, making it ideal for premium papers. It is slightly soluble in water, about 23 lbs. per 1,000 gallons, and this needs to be considered when it’s added to the pulp in the beating engine.
It occurs naturally in a variety of forms, such as gypsum, alabaster, selenite, the first of which when finely powdered is sold to the paper-maker as gypsum, powdered plaster, and under other fancy names.
It naturally exists in different forms, like gypsum, alabaster, and selenite. The first one, when finely ground, is sold to paper manufacturers as gypsum, powdered plaster, and other fancy names.
It can be prepared artificially by adding sulphuric acid to solutions of calcium salts; and the precipitated product so obtained is sold as terra alba, pearl hardening, satinite, mineral white, etc.
It can be made artificially by adding sulfuric acid to solutions of calcium salts, and the resulting precipitate is sold as terra alba, pearl hardening, satinite, mineral white, etc.
The tests for sulphate of lime in paper ash are based upon the following reactions:—
The tests for calcium sulfate in paper ash are based on the following reactions:—
Calcium sulphate is soluble in dilute hydrochloric acid. The addition of a few drops of barium chloride to the solution produces a dense heavy precipitate, indicating the sulphate. A small quantity of ammonium oxalate solution added to another portion of the dissolved calcium salt previously neutralised with ammonia produces a precipitate and indicates calcium.
Calcium sulfate dissolves in dilute hydrochloric acid. Adding a few drops of barium chloride to the solution creates a thick, heavy precipitate, which shows the presence of sulfate. A small amount of ammonium oxalate solution added to another part of the dissolved calcium salt, which was previously neutralized with ammonia, results in a precipitate and indicates calcium.
A microscopic test of paper for the presence of sulphate of lime is based upon the slight solubility of the salt in water. The paper is boiled with some distilled water. The water is evaporated to a small bulk and transferred to a glass slip, and the gradual formation of characteristic sulphate of lime crystals can be seen by means of the microscope as the water cools down.
A microscopic test of paper for the presence of calcium sulfate is based on the salt's slight solubility in water. The paper is boiled with some distilled water. The water is evaporated down to a small volume and transferred to a glass slide, and the gradual formation of characteristic calcium sulfate crystals can be seen under the microscope as the water cools down.
French Chalk.—This material is prepared by grinding[Pg 174] talc into a fine powder, and possesses a good colour and a somewhat soapy feel. It is a silicate of magnesia, having the approximate composition—
French Chalk.—This material is made by grinding[Pg 174] talc into a fine powder. It has a nice color and a somewhat soapy texture. It's a silicate of magnesia, with an approximate composition—
| Silica (SiO2) | 62·00 |
| Magnesia (MgO) | 33·00 |
| Water | 4·30 |
| Traces of oxides, etc. | 0·70 |
| 100·00 | |
Other silicates of magnesia used for paper-making are agalite and asbestine, the latter being a finely ground asbestos.
Other silicates of magnesium used in paper-making are agalite and asbestine, the latter being a finely ground form of asbestos.
The composition of asbestos is approximately—
The composition of asbestos is about—
| — | Italian. | Canadian. |
| Lime and magnesia | 38·0 | 33·0 |
| Silica | 42·0 | 41·0 |
| Oxides of iron and alumina | 5·0 | 12·0 |
| Total water | 13·0 | 12·0 |
| Traces of soda, etc | 2·0 | 3·0 |
| 100·00 | 100·00 | |
CHAPTER IX
THE PROCESS OF BEATING
Introduction.—The process of beating has for its object the complete breaking down of the bleached pulp to the condition of single fibres, and the further reduction of the fibres, when necessary, into smaller pieces. The disintegration of the material is essential for the production of a close even sheet of paper, and the amount of beating required varies greatly according to the nature of the raw material, and the class of paper to be produced.
Introduction.—The purpose of beating is to fully break down the bleached pulp into individual fibers and, if needed, to reduce those fibers into smaller pieces. Breaking down the material is crucial for creating a smooth, uniform sheet of paper, and the amount of beating needed can vary significantly depending on the type of raw material and the kind of paper being produced.
The textile trade, on the other hand, depends on a raw material composed of strong fibres, or of filaments characterised by great length, and any processes of treatment which tend to reduce the length of such fibres are carefully avoided, and it is therefore obvious that fibres which are of no value for textile purposes can be appropriated for paper-making.
The textile trade, on the other hand, relies on raw materials made up of strong fibers or long filaments, and any treatment processes that reduce the length of these fibers are avoided. Therefore, it’s clear that fibers that aren't useful for textiles can be used for paper-making.
Condition of Fibres.—The great differences in the physical characteristics and structure of the fibres employed for paper-making suggest that the possible variations in the final product obtained by beating are very numerous. This is a well-known fact, and it is further to be noted that this mechanical operation brings about not merely alterations of a physical order, but introduces some interesting and important chemical changes.
Condition of Fibres.—The significant differences in the physical traits and structure of the fibres used for making paper indicate that there are many possible variations in the final product resulting from beating. This is a well-known fact, and it's also important to note that this mechanical process causes not only physical changes but also introduces some fascinating and crucial chemical changes.
Of the better-known materials linen, with an average fibre length of 28 mm., the structure of which lends itself to considerable alteration by beating, is in marked contrast[Pg 176] to esparto, the fibre length of which is only 1·5 mm. If the process of beating a linen rag merely resulted in the cutting of all the fibres of 28 mm. long into short fragments of 1·5 mm., there would be nothing remarkable in it, but the changes which occur in reducing the long linen fibre to 1·5 or 2·0 mm. are of a far more important character than this.
Linen, which is well-known and has an average fiber length of 28 mm, can be significantly altered through beating. This is in sharp contrast[Pg 176] to esparto, which has a fiber length of only 1.5 mm. If beating a linen rag simply cut all the 28 mm fibers into short 1.5 mm fragments, it wouldn't be noteworthy. However, the changes that happen when reducing the long linen fiber to 1.5 or 2.0 mm are much more significant than that.
Early Methods.—In the early days of paper-making the disintegration of the half-stuff was effected by a true “beating” process, the rags being subjected to the action of heavy stampers, which broke up the mass of tangled fibre into a uniform pulp. The fibres for the most part retained their maximum length in this operation, which was exceedingly slow and tedious, though at the same time giving a sheet of paper of remarkable strength.
Early Methods.—In the early days of paper-making, the breakdown of the raw material was achieved through a genuine “beating” process. The rags were put through heavy stampers, which broke the tangled fibers into a uniform pulp. Most of the fibers kept their maximum length during this process, which was very slow and tedious, but it produced paper sheets of remarkable strength.
The nearest imitation of these old-time rag papers is to be seen in the well-known Japanese papers, which are extraordinarily strong. Some of these the writer has examined in order to determine the length of the fibre. The sheets when held up to the light appear “cloudy” and “wild” owing to the presence of the long fibres, which have only been separated or teased out by the primitive methods of beating used, and not completely disintegrated.
The closest resemblance to these old rag papers can be found in the well-known Japanese papers, which are incredibly strong. The author has looked at some of these papers to figure out the length of the fibers. When the sheets are held up to the light, they look "cloudy" and "wild" because of the long fibers, which have only been separated or teased out using traditional beating methods, not fully broken down.
Conditions of Beating.—About A.D. 1700 there began a great epoch in the history of paper-making. With the invention of the Hollander engine about A.D. 1670, the process of disintegration was greatly hastened, because it was possible to reduce the half-stuff much more readily. The substitution of the idea of plain “beating” by a principle which combined the gradual isolation of the individual fibres with a splitting up of those fibres lengthwise and crosswise was not only an advantage in point of economy of time and cost, but also a material advance in the possibilities of greater variations in the finished paper.
Conditions of Beating.—Around A.D. 1700, a significant era in paper-making began. With the invention of the Hollander engine around A.D. 1670, the process of breaking down materials was greatly speeded up, as it became much easier to refine the pulp. The shift from simple "beating" to a method that allowed for the gradual separation of individual fibers while also splitting those fibers both lengthwise and crosswise brought not only improvements in efficiency and cost but also a substantial enhancement in the range of variations possible in the finished paper.
The conditions of the process of beating carried out with a Hollander permit of considerable alteration, so that these changes in the fibre are not surprising when properly understood. In fact, it is now conceded that a close study of the theory and practice of beating is likely to bring about still more remarkable improvements in this important department of the paper-maker's work. The quality and character of the paper made may be varied with—
The process of beating with a Hollander allows for significant changes, so it's not surprising that these alterations in the fiber make sense when you understand them. In fact, it's now acknowledged that closely examining the theory and practice of beating could lead to even more impressive advancements in this essential area of the paper-making process. The quality and character of the paper produced can be adjusted with—
(1) The origin of the raw material, e.g., rags, esparto, or wood;
(1) The source of the raw materials, e.g., rags, esparto, or wood;
(2) The condition of the material, e.g., old or new rags, green or mature esparto, mechanical or chemical wood pulp;
(2) The state of the material, e.g., old or new rags, green or mature esparto, mechanical or chemical wood pulp;
(3) The time occupied in beating, e.g., four hours for an ordinary rag printing and twelve hours for a rag parchment;
(3) The time spent on beating, e.g., four hours for regular rag printing and twelve hours for rag parchment;
(4) The state of the beater knives, e.g., sharp tackle for blottings and dull tackle for cartridge papers;
(4) The condition of the beater knives, e.g., sharp tools for blottings and dull tools for cartridge papers;
(5) The speed of the beater roll, also its weight;
(5) The speed of the beater roll, as well as its weight;
(6) The rate at which the beater roll is lowered on to the bedplate;
(6) The speed at which the beater roll is lowered onto the bedplate;
(7) The temperature of the contents of the engine.
(7) The temperature of the engine's contents.
The Beater Roll.—If the beater roll is fitted with sharp knives, and this is put down close to the bedplate quickly, the fibres are cut up short, and they do not assimilate the water. If the roll is fitted with dull knives, or “tackle,” as it is sometimes called, and it is lowered gradually, the fibres are drawn and bruised out without being greatly shortened. In this condition the stuff becomes very “wet,” or “greasy,” as it is termed. The cellulose enters into association with water when beaten for many hours, and the pulp in the beating engine changes into a curious greasy-like mass of a semi-transparent character. Rag pulp beaten for a long time produces a hard, translucent, dense sheet of paper. Flax thread beaten 48 to 60 hours is used in practice[Pg 178] for the manufacture of gramophone horns and similar purposes.
The Beater Roll.—When the beater roll is equipped with sharp knives and is lowered quickly close to the bedplate, the fibers get chopped short and don't absorb water well. If the roll has dull knives, sometimes referred to as “tackle,” and it is lowered slowly, the fibers are drawn out and bruised without being too greatly shortened. In this state, the material becomes very “wet” or “greasy.” The cellulose starts to combine with water when beaten for many hours, transforming the pulp in the beating engine into a strange, greasy-like, semi-transparent mass. Rag pulp that is beaten for a long time creates a hard, translucent, dense sheet of paper. Flax thread beaten for 48 to 60 hours is practically used for making gramophone horns and similar products[Pg 178].
Soft porous papers like blottings, filtering papers, heavy chromos, litho papers, antiques, light printings, are made from pulps which are beaten quickly with the roll put down close to the bedplate soon after the stuff has been filled in.
Soft, absorbent papers like blotting paper, filter paper, heavy chromos, litho paper, antiques, and lightweight prints are made from pulps that are quickly processed using a roll positioned close to the bedplate right after the material has been filled in.
With strong, dense, hard papers, such as parchments, banks, greaseproofs and the like, the pulp is beaten slowly and the roll lowered gradually.
With thick, sturdy papers like parchment, bank paper, greaseproof paper, and similar types, the pulp is beaten slowly, and the roll is lowered gradually.
The nature of the pulp and the time occupied in beating are also important factors in producing these different papers, three to four hours being ample for an ordinary wood pulp printing, whereas a wood pulp parchment requires seven to eight hours.
The type of pulp and the time spent beating it are also crucial in making these different papers. Three to four hours is enough for standard wood pulp printing, while wood pulp parchment needs seven to eight hours.
Beating Pulps Separately.—The use of esparto and wood pulp in conjunction with one another, or blended with rag, has introduced new problems into the question of beating. Perhaps the most important of these is the advisability of beating the pulps separately and eventually passing them through a mixer of some kind before discharging into a stuff chest. The necessity for differentiating the amount of beating is already partly recognised when very dissimilar pulps, such as strong rag and esparto, are blended, but the whole subject ought to be carefully studied by the paper-maker and investigated on its merits from the standpoint of “beating effects,” apart from questions of cost and expediency. The former fully understood and exhaustively examined by practical tests would of course only be developed if proved to be advantageous.
Beating Pulps Separately.—Combining esparto and wood pulp, or mixing them with rag, has brought up new challenges in the beating process. One of the key issues is whether it's better to beat the pulps separately and then mix them before adding them to the stuff chest. The need to adjust the beating process is somewhat acknowledged when dealing with very different pulps, like strong rag and esparto, but this topic deserves careful consideration by the paper-maker, looking at the “beating effects” separately from concerns about cost and practicality. Understanding and thoroughly testing these effects should only lead to methods being adopted if they are shown to be beneficial.
The field of research in this direction has not yet been seriously explored. With the enormous consumption of wood pulps of varying quality made from many different species of wood by several processes, there is ample room for interesting and profitable enquiry, particularly as the[Pg 179] types of beating engine are so numerous. The effects produced by the Hollander, the refiner, the edge runner, the stone beater roll, and other mechanisms, are all of varying kinds.
The research in this area hasn't been thoroughly investigated yet. With the massive use of wood pulps of different qualities sourced from various types of wood through multiple processes, there's a lot of potential for fascinating and worthwhile study, especially since there are so many types of beating engines available. The effects generated by the Hollander, the refiner, the edge runner, the stone beater roll, and other mechanisms all differ significantly.
Effect of Prolonged Beating.
The importance of a knowledge of the precise effects produced by the beating of pulp cannot be emphasised too much, and any contributions to the subject along the lines of special research will be welcomed by all students of cellulose.
The importance of understanding the exact effects of pulp beating cannot be overstated, and any research contributions on this topic will be appreciated by all cellulose students.
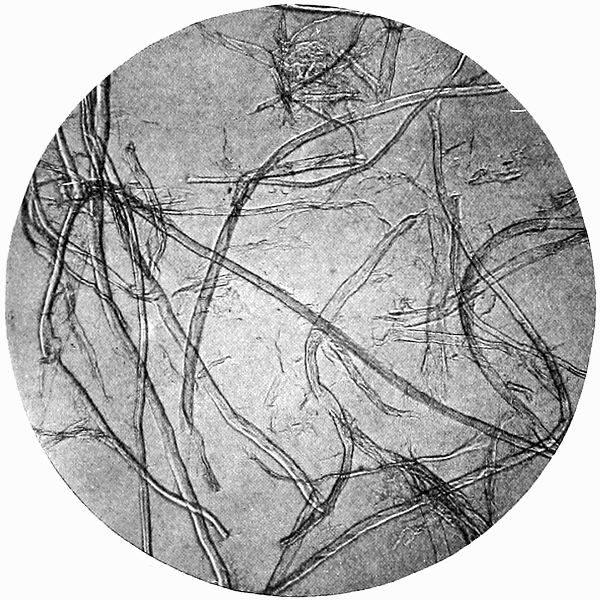
Some experiments were conducted by the writer in 1906 with cotton rags, in order to determine the results obtained[Pg 180] by beating the pulp for a prolonged period under exact and specific conditions.
Some experiments were done by the writer in 1906 with cotton rags to figure out the results of pounding the pulp for an extended time under precise and specific conditions.[Pg 180]

The cotton rags, of good quality, were boiled with caustic soda in the usual way for six or seven hours, at a pressure of 15 to 20 lbs., washed and partially broken down in the rag breaker, and finally bleached, made into half-stuff, and then transferred to a Hollander beating engine.
The high-quality cotton rags were boiled with caustic soda using the usual method for six or seven hours, at a pressure of 15 to 20 lbs., washed, partially broken down in the rag breaker, and finally bleached, made into half-stuff, and then sent to a Hollander beating engine.
The particular conditions specified for the beating operation were that the beaterman should manipulate the pulp according to his usual routine for the manufacture of the paper which he was accustomed to make from these rags. In this case the routine process meant beating for eight hours, by which time the pulp was ready for the paper machine. In the ordinary course the pulp would be[Pg 181] discharged into the stuff chest, and converted into a strong, thin, bank paper.
The specific conditions set for the beating process required the beaterman to handle the pulp following his standard procedure for the type of paper he usually produced from these rags. In this instance, the standard process involved beating for eight hours, at which point the pulp was ready for the paper machine. Typically, the pulp would be[Pg 181] discharged into the stuff chest and turned into a durable, thin bank paper.
During the prolonged beating the pulp became very soft and “greasy,” and when made up into sheets the paper as it dried exhibited remarkable differences in shrinkage, the dry sheets obtained from pulp beaten thirty-seven hours being much smaller than those obtained from pulp beaten only four or six hours. The actual shrinkage is shown in the following table:—
During the long beating, the pulp became very soft and "greasy," and when formed into sheets, the paper showed significant differences in shrinkage as it dried. The dry sheets made from pulp beaten for thirty-seven hours were much smaller than those made from pulp beaten for only four or six hours. The actual shrinkage is shown in the following table:—
| Hours. | Area of Sheet. Sq. mm. | Loss of Area. Sq. mm. | Relative Areas. Deckle 100 | Shrinkage per cent. |
| 0 | 26,384·0 | — | 100·0 | — |
| 4 | 26,076·0 | 308·0 | 98·9 | 1·1 |
| 6 | 25,520·1 | 863·9 | 96·7 | 3·3 |
| 8 | 25,160·0 | 1,224·0 | 95·4 | 4·6 |
| 10 | 24,794·8 | 1,589·2 | 93·9 | 6·1 |
| 13 | 24,467·4 | 1,916·6 | 92·8 | 7·2 |
| 15 | 24,215·2 | 2,168·8 | 91·8 | 8·2 |
| 17 | 24,024·0 | 2,360·0 | 90·9 | 9·1 |
| 19 | 23,616·2 | 2,767·8 | 89·6 | 10·4 |
| 21 | 23,616·0 | 2,768·0 | 89·6 | 10·4 |
| 23 | 23,535·7 | 2,848·3 | 89·3 | 10·7 |
| 25 | 23,329·9 | 3,054·1 | 88·5 | 11·5 |
| 27 | 22,920·5 | 3,463·5 | 86·9 | 13·1 |
| 29 | 22,831·2 | 3,552·8 | 86·5 | 13·5 |
| 31 | 22,492·9 | 3,891·1 | 85·3 | 14·7 |
| 33 | 21,917·2 | 4,466·8 | 83·1 | 16·9 |
| 35 | 21,226·1 | 5,157·9 | 80·5 | 19·5 |
| 37 | 20,778·8 | 5,605·2 | 78·8 | 21·2 |
If these results are plotted in the form of a curve the relation between the period of beating and the shrinkage in area is clearly shown. For the first twenty hours the shrinkage is proportional to the period of beating, after which the curve assumes an irregular shape, showing a tendency for shrinkage to proceed at a faster rate.
If you plot these results as a curve, the relationship between the beating period and the shrinkage in area becomes clear. For the first twenty hours, the shrinkage is proportional to the beating period, and after that, the curve takes on an irregular shape, indicating that shrinkage tends to happen at a faster rate.
Weight and Substance of the Paper.—The shrinkage of the paper after prolonged beating indicates a closer and denser sheet, so that for papers of equal thickness the weight per unit area was much greater in the case of the pulp beaten for the full period. The results obtained are very interesting, and the following summary for a few of the readings obtained will serve to show the alteration effected.
Weight and Substance of the Paper.—The decrease in paper size after extended beating shows a tighter and denser sheet, which means that for papers of the same thickness, the weight per unit area was significantly higher for the pulp that was beaten for the full duration. The results are quite intriguing, and the following summary of some of the readings will illustrate the changes made.
| Hours. | Weight of 20,000 sq. mm. Grams. | Thickness of Sheet. mm. | Grams per sq. metre. | Lbs. per ream 480 sheets, 20" × 30". |
| Class A 8-10 hrs. | 1·875 | ·183 | 93·75 | 38·23 |
| Class B 19-21 hrs. | 2·043 | ·189 | 102·15 | 41·65 |
| Class C 33-35 hrs. | 2·203 | ·189 | 110·15 | 44·93 |
Sizing and Glazing Effects.—The behaviour of the waterleaf paper after sizing and glazing gave some interesting results. In the first place, the effect of the altered density of the paper is strikingly shown by the amount of the size absorbed. Certain selected sheets were passed through a solution of ordinary gelatine in the usual way, and subsequently dried. The amount of gelatine absorbed differs in a remarkable degree, as shown in table.
Sizing and Glazing Effects.—The behavior of the waterleaf paper after sizing and glazing produced some interesting results. First of all, the impact of the changed density of the paper is clearly demonstrated by the amount of sizing absorbed. Certain selected sheets were soaked in a solution of regular gelatin as usual and then dried. The amount of gelatin absorbed varies significantly, as shown in the table.
Tensile Strength of the Paper.—It is interesting to note that the tensile strength of the waterleaf papers appears to remain fairly constant throughout the whole period of beating. But this uniformity is greatly altered by the operations of sizing and glazing.
Tensile Strength of the Paper.—It's interesting to observe that the tensile strength of the waterleaf papers seems to stay relatively stable during the entire beating process. However, this consistency is significantly affected by the processes of sizing and glazing.
Percentage of Air-dry Gelatine absorbed by the Waterleaf Sheets.
Percentage of air-dry gelatin absorbed by the waterleaf sheets.
| Hours. | Percentage of Size absorbed. | Mean. | ||
| 1st Trial. | 2nd Trial. | 3rd Trial. | ||
| 8 | 5·5 | 6·0 | 6·2 | 5·9 |
| 10 | 5·4 | 6·8 | 6·5 | 6·2 |
| 19 | 3·8 | 5·0 | 4·5 | 4·4 |
| 21 | 4·8 | 3·9 | 4·6 | 4·4 |
| 33 | 2·7 | 1·7 | 2·4 | 2·3 |
| 35 | 2·4 | 1·9 | 1·7 | 2·0 |
These results are rather remarkable. The prolonged beating does not seem to have affected the tensile strength of the waterleaf, and the practical loss of strength which actually occurs in the more completely finished paper does not manifest itself until after the sizing process. The importance of the gelatine as a factor in the ultimate strength is thus clearly and strikingly demonstrated.
These results are quite impressive. The extended beating doesn’t appear to have impacted the tensile strength of the waterleaf, and the noticeable loss of strength that happens in the more finalized paper only shows up after the sizing process. The role of gelatin in determining the final strength is therefore clearly and strikingly highlighted.
Tests for Strength on Original Waterleaf Paper.
Tests for Strength on Original Waterleaf Paper.
| Hours. | Mean result of Readings. Lbs. | Mean Strength of the Paper. Lbs. |
| 8 | a 14·1 | 12·1 |
| b 10·1 | ||
| 10 | a 15·4 | 13·2 |
| b 10·9 | ||
| 19 | a 16·5 | 14·0 |
| b 11·4 | ||
| 21 | a 15·2 | 14·0 |
| b 12·8 | ||
| 33 | a 13·4 | 12·4 |
| b 11·4 | ||
| 35 | a 14·5 | 13·6 |
| b 12·7 | ||
Tests for Strength on Papers, Sized only.
Tests for Strength on Papers, Sized Only.
| Hours. | Mean result of Readings. Lbs. | Mean Strength of the Paper. Lbs. |
| 8 | a 22·7 | 20·0 |
| b 17·3 | ||
| 10 | a 28·5 | 23·2 |
| b 18·0 | ||
| 19 | a 22·5 | 21·0 |
| b 19·5 | ||
| 21 | a 26·0 | 21·7 |
| b 17·5 | ||
| 33 | a 15·0 | 15·0 |
| b 15·0 | ||
| 35 | a 14·2 | 15·3 |
| b 16·5 | ||
Tests for Strength on Paper Sized and Glazed.
Tests for Strength on Paper Sized and Glazed.
| Hours. | Mean result of Readings. Lbs. | Mean Strength of the Paper. Lbs. |
| 8 | a 25·8 | 23·6 |
| b 21·4 | ||
| 10 | a 28·4 | 23·6 |
| b 18·9 | ||
| 19 | a 27·0 | 22·9 |
| b 18·9 | ||
| 21 | a 24·9 | 22·7 |
| b 20·6 | ||
| 33 | a 16·1 | 15·2 |
| b 14·4 | ||
| 35 | a 17·5 | 16·2 |
| b 15·0 | ||
It may also be noticed that the strength of the finished paper after twenty hours' beating, as in class B, is equal to that of the paper after nine hours' beating, as in class A. This is curious, especially in view of the fact that the percentage of gelatine in the papers of class B. is only 4·4 per cent. as against 6·0 per cent. in class A.
It can also be seen that the strength of the finished paper after twenty hours of beating, like in class B, is equal to that of the paper after nine hours of beating, like in class A. This is interesting, especially considering that the percentage of gelatin in the papers of class B is only 4.4 percent compared to 6.0 percent in class A.
The relation of the percentage of gelatine to the period of beating thus becomes a matter of interest, and well worth investigation. The figures are suggestive of further experimental research along definite lines.
The relationship between the percentage of gelatin and the beating time is quite interesting and deserves investigation. The numbers hint at more experimental research in specific areas.
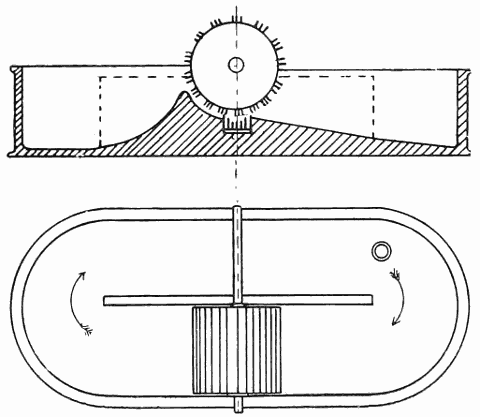
Fig. 48.—Plan and Sectional Elevation of a “Hollander.”
Fig. 48.—Plan and Sectional Elevation of a “Hollander.”
Developments in Beating Engines.—Since the introduction of the Hollander beating engine, about A.D. 1670, other types of beater almost too numerous to mention have been devised to supersede it, but the fact remains that the principle of the original Hollander and its general design are still adhered to in the engines used by paper-makers for high-class work.
Developments in Beating Engines.—Since the introduction of the Hollander beating engine, around A.D. 1670, many other types of beaters have been developed to take its place, but the truth is that the principle of the original Hollander and its overall design are still followed in the machines used by paper-makers for high-quality work.
The alterations and improvements which have taken[Pg 186] place during the last fifty years relate chiefly to the modifications naturally arising from the introduction of fibres not requiring such drastic treatment as rags.
The changes and improvements that have occurred[Pg 186] in the last fifty years mainly involve the updates that come from the use of fibers that don’t need the same intense processing as rags.
The machines now in use for reducing half-stuff to beaten pulp ready for the paper machine may be classified as follows:—
The machines currently used to turn half-finished materials into beaten pulp ready for the paper machine can be categorized as follows:—
(1) Beaters of the Hollander type, in which the circulation of the pulp in the engine and the actual beating process are both effected by the beater roll.
(1) Hollander-type beaters, where the circulation of the pulp in the machine and the actual beating process are both carried out by the beater roll.
(2) Beaters of the circulator type, in which the movement of the pulp is maintained by a special contrivance, and the beater roll used only for beating.
(2) Beaters of the circulator type, where the movement of the pulp is kept by a special device, and the beater roll is used only for beating.
(3) Beaters of the stone roll type in which the roll and bedplate are either or both composed of stone, granite, or similar non-metallic substance.
(3) Beaters of the stone roll type where the roll and bedplate are either or both made of stone, granite, or a similar non-metallic material.
(4) Refiners, containing conical shaped beater rolls working in a conical shell fitted with stationary knives.
(4) Refiners have conical-shaped beater rolls that operate inside a conical shell equipped with fixed knives.
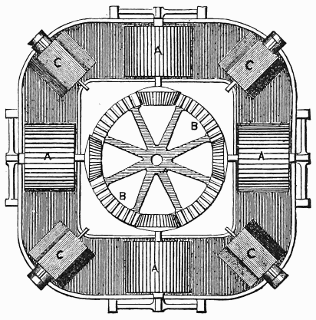
The Hollander.—This beating engine in its simplest form consists of an oval shaped trough, divided into two channels by a “midfeather,” which does not, however, reach completely from one end to the other.
The Hollander.—This beating engine in its simplest form consists of an oval-shaped trough, divided into two channels by a “midfeather,” which doesn’t, however, extend all the way from one end to the other.
In one of the channels the bed of the trough slopes up slightly to the place where the “bedplate” is fixed. The bedplate consists of a number of stout metal bars or knives firmly fastened into an iron frame, which lies across this[Pg 187] channel. The beater roll, a heavy cast-iron roll provided with projecting knives or blades arranged in clumps of three around the circumference, and supported on bearings at each side of the engine, revolves above the bedplate with the knives adjusted to any required distance from it, the raising or lowering of the beater roll for this purpose being effected by the use of adjustable bearings.
In one of the channels, the trough bed slopes slightly up to where the “bedplate” is installed. The bedplate is made up of several sturdy metal bars or knives securely attached to an iron frame that spans this[Pg 187] channel. The beater roll, a heavy cast-iron cylinder outfitted with protruding knives or blades grouped in clusters of three around its edge and supported by bearings on both sides of the engine, spins above the bedplate with the knives set at any desired distance from it. The adjustment of the beater roll's height is done using adjustable bearings.
The bed of the trough behind the beater roll rises sharply up from the bedplate and then falls away suddenly, as shown in the diagram, forming the “backfall.”
The bottom of the trough behind the beater roll rises steeply from the bedplate and then drops off abruptly, as illustrated in the diagram, creating the “backfall.”
When the engine is in operation the mixture of water and pulp is drawn between the knives and circulated round the trough. The material is disintegrated into fibres of the required condition, discharged over the backfall, and kept in a state of continual circulation, and the beating maintained until the stuff has been sufficiently treated.
When the engine is running, the mixture of water and pulp is pulled between the blades and circulated around the trough. The material is broken down into fibers of the desired consistency, released over the backfall, and kept continuously circulating, with the beating ongoing until the material is adequately processed.
The dimensions of the engine vary according to the capacity, which is usually expressed in terms of the amount of dry pulp the beater will hold, and the following figures may be taken as giving the average sizes:—
The engine sizes change based on capacity, which is typically measured by the amount of dry pulp the beater can hold, and the following numbers represent the average sizes:—
| — | 2 cwt. Engine. | 5 cwt. Engine. |
| Length | 11 ft. 0 in. | 16 ft. 0 in. |
| Width | 5 ft. 6 in. | 8 ft. 0 in. |
| Depth (average) | 2 ft. 3 in. | 2 ft. 9 in. |
| Diameter of roll | 3 ft. 6 in. | 3 ft. 6 in. |
Sundry modifications in the form and arrangement of the beater have been tried from time to time. In 1869 Granville patented the substitution of a second beater roll in place of the stationary bedplate for the purpose of hastening the operation. Repeated attempts have been made to construct a beating engine with two or more rolls, but it is evident that such a device could hardly succeed, since it would be[Pg 188] impossible to ensure proper adjustment of the rolls, and in that case one roll might be doing all the work.
Various changes in the design and setup of the beater have been attempted over the years. In 1869, Granville patented the use of a second beater roll instead of the fixed bedplate to speed up the process. There have been numerous efforts to create a beating engine with two or more rolls, but it’s clear that this would be difficult to manage because it would be impossible to properly adjust the rolls, which could result in one roll doing all the work.
The first machine of this type was patented in 1872 by Salt. Similar beaters were devised by Forbes in 1880, Macfarlane in 1886, Pickles in 1894, who proposed to use three rolls, and Partington in 1901. Hoffman describes a beating engine which was working in America containing four rolls, as shown in the diagram.
The first machine of this kind was patented in 1872 by Salt. Similar beaters were created by Forbes in 1880, Macfarlane in 1886, and Pickles in 1894, who suggested using three rolls, as well as Partington in 1901. Hoffman describes a beating engine that was operating in America, which had four rolls, as illustrated in the diagram.
The Umpherston.—A notable modification of the Hollander, having an arrangement by which the two channels of the engines are placed under one another, and one which is largely used for fibres, is the Umpherston. Several engines differing in detail, but embodying the same principle, have been built in imitation of this one.
The Umpherston.—A significant variation of the Hollander, featuring a layout where the two channels of the engines are stacked vertically, and one that is widely used for fibers, is the Umpherston. Several engines with different specifics, but following the same concept, have been built to mimic this design.
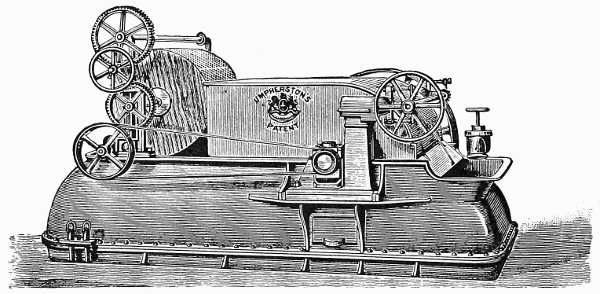
Bedplates of large working surface were first tried in England by Cooke and Hibbert, in 1878, but in practice it has been found that no serious deviations from the narrow type of plate are of much value. As a matter of fact it is held by some paper-makers that one or two knives would be sufficient if they could be relied on to keep true and in proper adjustment.
Bedplates with large working surfaces were first experimented with in England by Cooke and Hibbert in 1878. However, in practice, it has been found that significant deviations from the narrow type of plate are not very useful. In fact, some paper-makers believe that one or two knives would be enough if they could be trusted to stay true and properly adjusted.
The Circulating Type of Beater.—The addition of some device for keeping the pulp in circulation apart from the action of the roll has received considerable attention. The early experiments in this direction with the Hollander led ultimately to the construction of the engine of the circulator type mentioned in class 2.
The Circulating Type of Beater.—The addition of a device to keep the pulp moving independently from the roll's action has gotten a lot of focus. The initial experiments in this area with the Hollander eventually led to the development of the circulator-type engine mentioned in class 2.
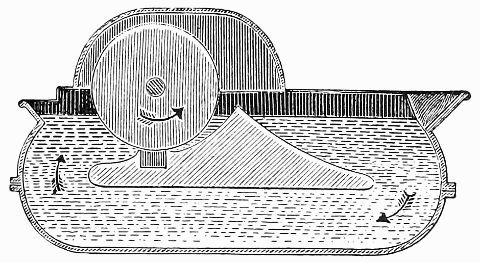
Thus, in 1872, Nugent patented a special paddle to be used in the Hollander, by which the pulp in the trough of the beater was impelled towards the roll. Many other plans were tried for this purpose, and details can be seen in the List of Patents (see page 192).
Thus, in 1872, Nugent patented a special paddle to be used in the Hollander, which pushed the pulp in the beater's trough toward the roll. Many other methods were attempted for this purpose, and details can be found in the List of Patents (see page 192).
The introduction of the beaters with special means of circulating the pulp was found to be of the greatest service in the treatment of stuff like esparto and wood pulp, since these materials did not require the drastic measures necessary with rag pulp. In 1890 several engines of this class were being adopted, amongst which may be mentioned Hemmer's, Reed's and Taylor's. The pulp discharged from the beater roll was drawn through an independent pipe or channel by means of an Archimedean screw, or a centrifugal pump.
The introduction of beaters with specialized methods for circulating the pulp proved to be extremely beneficial in processing materials like esparto and wood pulp, as these did not need the severe measures required for rag pulp. By 1890, several engines of this kind were being used, including those made by Hemmer, Reed, and Taylor. The pulp released from the beater roll was transported through a separate pipe or channel using an Archimedean screw or a centrifugal pump.
Stone Beater Rolls.—The substitution of stone for metal in the roll and bedplate of the engine brings about some[Pg 190] remarkable changes in the nature of the beaten stuff. The fibre is submitted to the action of rough surfaces rather than that due to the contact of sharp edges, with the result that the disintegration is much more rapid, and produces a “wet” working pulp suitable for imitation parchments and similar papers. The latest materials used for this purpose are basalt lava stone in Germany, and carborundum in America.
Stone Beater Rolls.—Using stone instead of metal for the roll and bedplate of the engine results in some[Pg 190] remarkable changes in the nature of the material being beaten. The fiber interacts with rough surfaces instead of sharp edges, leading to much faster disintegration and creating a “wet” working pulp that's suitable for imitation parchments and similar papers. The newest materials being used for this purpose are basalt lava stone in Germany and carborundum in America.
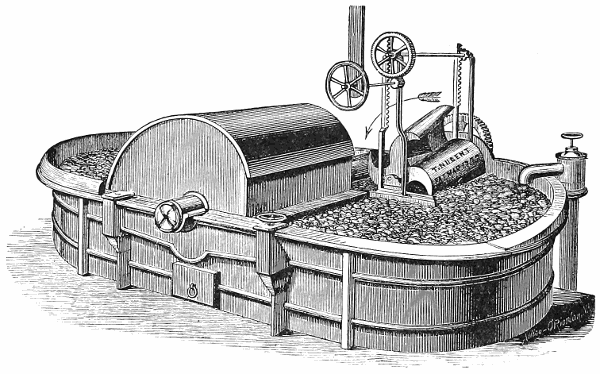
Fig. 52.—Nugent's Beating Engine with Paddles for Circulating the Pulp.
Fig. 52.—Nugent's Beating Engine with Paddles for Circulating the Pulp.
Care is necessary in the manipulation of these beaters to prevent fracture of the stone parts. In the Wagg Jordan engine this danger is materially reduced by the construction of the working parts.
Care is needed when using these beaters to avoid breaking the stone parts. In the Wagg Jordan engine, this risk is significantly lowered by the design of the working components.
Refiners.—In these engines the beater roll is a conical shaped drum carrying the knives, which revolve inside a conical shell completely lined with fixed knives. The fibres are thus cut up to the desired length, but before discharge from the engine they pass between two circular discs,[Pg 191] one stationary and the other revolving in a vertical position. The effect of the discs is to tear or bruise the fibres rather than to cut them.
Refiners.—In these machines, the beater roll is a cone-shaped drum that holds the knives, which spin inside a conical shell fully lined with fixed knives. The fibers are cut to the right length, but before being released from the machine, they go through two circular discs,[Pg 191] one stationary and the other spinning vertically. The purpose of the discs is to tear or crush the fibers instead of cutting them.
The refiner is best employed to clear or brush out the mass of pulp after a certain amount of preliminary treatment in the beater, as the refiner cannot produce the effects obtained by actual beating as in the Hollander.
The refiner is best used to clear or brush out the pulp after some initial treatment in the beater, since the refiner can't achieve the results produced by actual beating like the Hollander does.
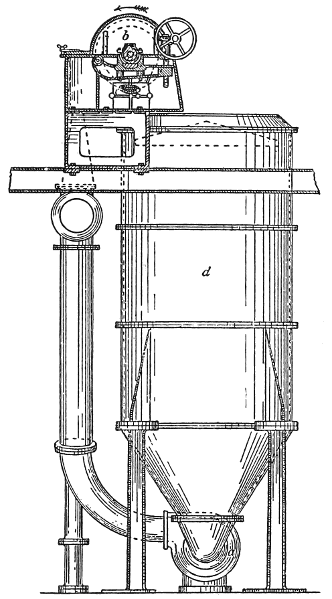
Fig. 53.—A “Tower” Beating Engine with Centrifugal Pump for Circulating Pulp.
Fig. 53.—A “Tower” Beating Engine with Centrifugal Pump for Circulating Pulp.
Power Consumption.—The long treatment required to thoroughly pulp a strong material demands a great amount of power. Engines differ considerably in their power consumption, and comparisons are frequently made in terms of the power required to beat a given weight of pulp. But this is not always a true criterion of efficient work. Some types of beater are suitable for producing certain[Pg 192] results, and the mere substitution of a beater consuming less power is worse than useless unless it can be shown that the same effects are being obtained. The efficiency of the Hollander for the beating of rag pulp, in spite of the high power consumption, is a case in point.
Power Consumption.—The long treatment needed to thoroughly break down a strong material requires a lot of power. Engines vary significantly in their power usage, and comparisons are often made based on the power needed to process a specific weight of pulp. However, this isn’t always a reliable measure of effective performance. Some types of beaters are best for achieving particular results, and simply replacing a beater that uses less power is counterproductive unless it can be proven that the same results are being achieved. The efficiency of the Hollander for processing rag pulp, despite its high power consumption, illustrates this point.
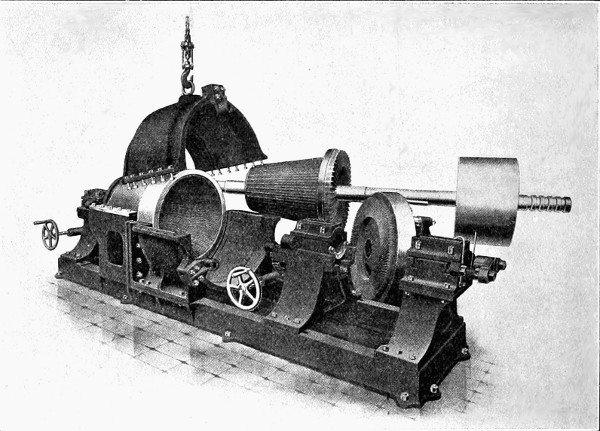
With this factor properly considered, the power required for beating becomes an interesting study. Many detailed experiments have been published from time to time, the most recent being those described by Beadle.
With this factor properly considered, the power needed for beating becomes an interesting subject to study. Numerous detailed experiments have been published over time, with the most recent ones described by Beadle.
Patents taken out in Connection with Beating Engines.
1855. Park (1170).—A small steam engine was attached to the shaft of the beater roll, so that it could be driven direct.
1855. Park (1170).—A small steam engine was connected directly to the shaft of the beater roll, allowing it to be driven directly.
1856. Kingsland (2828).—A form of refiner in which the pulp was beaten by a vertical disc rotating in an enclosed case.
1856. Kingsland (2828).—A type of refiner where the pulp was processed by a vertical disc spinning inside a closed chamber.
1860. Jordan (792).—A machine devised for mixing size with pulp, made like a conical refining engine, the rubbing surface being provided with teeth or cutters.
1860. Jordan (792).—A machine designed for mixing size with pulp, constructed similarly to a conical refining engine, with a rubbing surface equipped with teeth or cutters.
1860. Jordan (2019).—An engine of the refiner type, constructed with a conical drum rotating in a conical casing. The knives at the larger end of the drum are placed closer together than those on the smaller end.
1860. Jordan (2019).—A refining engine designed with a conical drum that spins inside a conical casing. The blades at the wider end of the drum are positioned more closely than those at the narrower end.
1863. Park (1138).—Two beaters placed side by side are driven by one steam engine placed between them, the operations being so timed that one rag engine is used for breaking while the other is finishing.
1863. Park (1138).—Two beaters positioned next to each other are powered by a single steam engine located between them, with the process timed in such a way that one rag engine is used for breaking while the other completes the finishing.
1864. Ibotson (2913).—The pulp is passed continuously from one engine roll to another, or from one part of a beater roll to another part of the same roll through slotted plates.
1864. Ibotson (2913).—The pulp flows continuously from one engine roll to another, or from one section of a beater roll to another section of the same roll through slotted plates.
1866. Roeckner (140).—A beating engine of the refiner type with conical drum and casing.
1866. Roeckner (140).—A refining machine with a conical drum and casing.
1866. Berham (3299).—A beating engine of the conical type with the beater roll rotating vertically instead of horizontally.
1866. Berham (3299).—A beating engine of the conical type with the beater roll rotating vertically instead of horizontally.
1867. Crompton (482).—Device for raising the bars in the beater roll as the edge of the plate wears away.
1867. Crompton (482).—A device for lifting the bars in the beater roll as the plate edge wears down.
1867. Wood (914).—Modification in the form of the beater bars (of little importance).
1867. Lumber (914).—Change in the design of the beater bars (not very significant).
1867. Edge (3673).—The knives of the beater roll distributed at equal distances apart all round the roll, alternated with strips of wood.
1867. Edge (3673).—The blades of the beater roll are spaced evenly around the roll, alternating with strips of wood.
1869. Granville (1041).—Substitution of a second beater roll for the stationary bed-plate, the knives being set spirally round the roller.
1869. Granville (1041).—Replacement of a second beater roll for the fixed bed-plate, with the knives arranged spirally around the roller.
1869. Newell (2905).—Weight of the beater roll counter[Pg 194]poised to allow of the exact regulation of the pressure on the stuff in the beating engine.
1869. Newell (2905).—The weight of the beater roll is balanced[Pg 194]to enable precise control over the pressure applied to the material in the beating engine.
1870. Rose (997).—An intercepting plate fixed to the cover of the beating engine which causes that part of the stuff which was usually carried right round by the roll to fall back behind the backfall.
1870. Rose (997).—A blocking plate attached to the cover of the beating engine that makes the material, which was typically moved all the way around by the roll, drop back behind the backfall.
1870. Bentley and Jackson (1633).—A beater roll having the same width as the engine, and provided with a cover fitted with a pipe which conducted the material back to the front of the roll.
1870. Bentley & Jackson (1633).—A beater roll that is the same width as the engine and has a cover equipped with a pipe that directs the material back to the front of the roll.
1871. Patton (1336).—Bottom of beating engine curved in order to prevent the stuff settling or accumulating at any portion of the machine.
1871. Patton (1336).—The bottom of the beating engine is curved to stop the material from settling or building up in any part of the machine.
1872. Salt (1901).—A beating engine of usual type, but having two beater rolls and two drum washers, one pair in each of the two channels.
1872. Salt (1901).—A standard beating engine, but with two beater rolls and two drum washers, one pair in each of the two channels.
1873. Gould (769).—A curious engine with horizontal shaft having a circular disc at the lower end, fitted with knives on the under-surface, which are in contact with fixed knives lying at the bottom of the vessel. The circulation of the pulp is effected by the centrifugal force generated.
1873. Gould (769).—An interesting machine with a horizontal shaft that has a circular disc at the bottom, equipped with blades on the underside that make contact with stationary blades located at the bottom of the container. The flow of the pulp is created by the centrifugal force produced.
1873. Martin (3751).—A beating engine with two rolls in the same trough, the first roll working in conjunction with a smooth surfaced beating roll, the other being in contact with a bedplate of the usual type, the object of the first roll being to partially disintegrate the material without danger of choking.
1873. Martin (3751).—A beating engine with two rolls in the same trough, the first roll working together with a smooth-surfaced beating roll, while the other is in contact with a standard bedplate. The purpose of the first roll is to partially break down the material without the risk of clogging.
1874. Johnstone (3708).—A pulping engine in which the rubbing action of two grindstones one upon the other is utilised as a means of beating.
1874. Johnstone (3708).—A pulping machine that uses the grinding action of two grindstones rubbing against each other as a way to beat the material.
1876. Gardner (307).—A beating engine in which the beater roll is conical in shape, working vertically in contact with the bottom of the beating engine, which is also conical in shape, the engine itself being circular.
1876. Gardner (307).—A beating engine where the beater roll is shaped like a cone, operating vertically while in contact with the bottom of the beating engine, which is also cone-shaped, and the engine itself is circular.
1878. Cooke and Hibbert (4068).—The bedplate constructed in the form of a circular segment with a much larger face than usual, and capable of adjustment, the beater roll itself being fixed in the bearings.
1878. Cooke and Hibbert (4068).—The bedplate is designed as a circular segment with a significantly larger surface than normal, and it can be adjusted, while the beater roll is fixed in the bearings.
1880. Forbes (692).—A long oval shaped beating engine divided into three channels instead of two. In the two outer channels are placed beater rolls and drum washers. The stuff discharged over the backfalls from the two beating engines flows down the central channel and is circulated by a special paddle constructed in such a manner as to deliver the pulp in two equal streams into the outer channels to each of the beater rolls.
1880. Forbes (692).—A long oval-shaped beating engine divided into three channels instead of two. The two outer channels contain beater rolls and drum washers. The material that flows over the backfalls from the two beating engines moves down the central channel and is churned by a specially designed paddle that delivers the pulp in two equal streams into the outer channels to each of the beater rolls.
1880. Umpherston (1150).—An engine constructed with a passage below the backfall so that the stuff circulates in a trough underneath the beater roll, the object being to ensure more effective treatment and to save floor space.
1880. Umpherston Sinkhole (1150).—A machine designed with a channel below the backfall that allows materials to flow in a trough under the beater roll, aimed at achieving more efficient processing and conserving floor space.
1883. Aitchison (5381).—A beating engine of usual form, but with the beater roll made conical in shape with the larger circumference outwards, and the bedplate placed on an incline parallel with the knives on the beater roll.
1883. Aitchison (5381).—A standard beating engine, but with the beater roll shaped like a cone, having the wider end facing outwards, and the bedplate positioned on a slope that runs parallel to the blades on the beater roll.
1884. Mayfield (2028).—The backfall of the beating engine is of entirely different construction to the ordinary machine, for the purpose of improving the circulation.
1884. Mayfield (2028).—The backfall of the beating engine is made in a completely different way compared to a regular machine, aiming to enhance the circulation.
1884. Hoyt (11177).—An engine resembling the Umpherston, but with a larger roll, the diameter of which is equal to the full depth of the engine, the backfall being in a line with the axis of the beater roll.
1884. Hoyt (11177).—An engine similar to the Umpherston, but with a larger roll, the diameter of which is equal to the full depth of the engine, with the backfall aligned with the axis of the beater roll.
1885. Jordan (7156).—Additions to the Jordan engine for admitting water and steam to the engine as required.
1885. Jordan (7156).—Updates to the Jordan engine for allowing water and steam into the engine as needed.
1885. Korschilgen (9433).—The beater roll made of stone or of metal with a stone casing furnished with ribs or knives placed close together.
1885. Korschilgen (9433).—The beater roll is made of stone or metal, with a stone casing that has closely spaced ribs or knives.
1886. Hibbert (4237).—A beating engine fitted with an ordinary beater roll, and having in addition a heavy disc[Pg 196] rotating vertically, the disc being fitted with knives on one surface which rotate in contact with knives fixed on a stationary disc.
1886. Hibbert (4237).—A beating machine equipped with a standard beater roll and also having a heavy disc[Pg 196] that spins vertically. The disc has knives on one side that rotate in contact with fixed knives on a stationary disc.
1886. Kron (9885).—A device for securing better circulation of the pulp, the stuff leaving the beater roll being divided into two streams which are brought together again in front of the roll.
1886. Kron (9885).—A device designed to improve the circulation of the pulp, with the material exiting the beater roll split into two streams that reunite in front of the roll.
1886. Horne (10237).—A long rectangular vessel with a large beater roll at one end, contrived so as to force the pulp leaving the beater roll to pass down a partition separating it from the pulp going towards the beater roll.
1886. Horne (10237).—A long rectangular container with a large beater roll at one end, designed to push the pulp coming from the beater roll down a partition that divides it from the pulp moving toward the beater roll.
1886. Macfarlane (11084).—An engine fitted with two beater rolls which rotate in opposite directions, the stuff being mixed between them.
1886. Macfarlane (11084).—A machine equipped with two beater rolls that spin in opposite directions, mixing the material between them.
1887. Nacke (746).—A centrifugal circulating wheel rotating horizontally in the centre of the beating engine is used in combination with a parallel cutting disc.
1887. Nacke (746).—A horizontal centrifugal pump wheel at the center of the beating engine works together with a parallel cutting disc.
1887. Marshall (1808).—A conical refiner having in addition at its large end a pair of grinding discs fitted with knives and rotating vertically.
1887. Marshall (1808).—A conical refiner that also has a pair of grinding discs with knives at its larger end, which rotate vertically.
1887. Voith (6174).—An alteration to the covers of the beater rolls which prevent stuff from being carried round the cylinder, and cause it to pass over the backfall freely.
1887. Voith (6174).—A change to the beater roll covers that stops material from being stuck around the cylinder, allowing it to flow over the backfall freely.
1890. Hemmer (17483).—A beating engine provided with a separate return channel for the pulp, the circulation through the channel being effected by a small centrifugal pump.
1890. Hemming (17483).—A beating engine with a separate return channel for the pulp, where circulation through the channel is done by a small centrifugal pump.
1890. A. E. Reed (19107).—A beating engine in which the pulp discharged over the backfall is delivered to the front of the beater roll by a screw propeller.
1890. A.E. Reed (19107).—A beating engine where the pulp that comes out over the backfall is sent to the front of the beater roll by a screw propeller.
1891. Karger (11564).—A beater similar to the Umpherston, but provided with a circulating roll fitted with radial projections which delivers the stuff to the front of the beater roll.
1891. Karger (11564).—A beater like the Umpherston, but equipped with a circulating roll featuring radial projections that pushes the material to the front of the beater roll.
1892. Taylor (7397).—A beating engine in which the beater roll operates in a closed chamber above the vat full of pulp, the stuff being continually circulated by a centrifugal pump which draws the stock from the bottom of the vat and delivers it to the beater roll.
1892. Taylor (7397).—A beating engine where the beater roll works in a closed chamber above a vat filled with pulp, constantly circulating the material through a centrifugal pump that pulls the stock from the bottom of the vat and sends it to the beater roll.
1892. Annandale (9173).—A conical-shaped beating engine with the beater roll rotating in a vertical position; the larger end of the cone being downwards.
1892. Annandale (9173).—A cone-shaped beating engine with the beater roll spinning vertically; the wider end of the cone is at the bottom.
1892. Umpherston (15766).—An addition to the beating engine arranged so that two fixed bedplates are used instead of one.
1892. Umpherston Sinkhole (15766).—An enhancement to the beating engine designed to use two fixed bedplates instead of one.
1892. Miller (15947).—A machine in which two fixed bedplates are used, one below the beater roll and one above, the engine being fitted with suitable baffle plates to ensure proper circulation.
1892. Miller (15947).—A machine that uses two stationary bedplates, one positioned below the beater roll and one above, with the engine equipped with appropriate baffle plates to ensure proper circulation.
1893. Pearson and Bertram (11956).—A special form of refining engine in which the pulp is subjected to the action of discs rotating vertically, the knives being arranged radially on the disc.
1893. Pearson and Bertram (11956).—A specialized type of refining engine where the pulp is processed by vertically rotating discs, with knives positioned radially on the disc.
1893. Caldwell (15332).—A rotary beating engine in which the beating surfaces admit of accurate adjustment.
1893. Caldwell (15332).—A rotary beating engine that allows for precise adjustment of the beating surfaces.
1894. Cornett (945).—An outlet is fixed to the beater roll casing close to the discharge from the bedplate, so that the roll is not impeded by the weight of the pulp, which is subsequently pumped to the front of the beater roll.
1894. Cornet (945).—A drainage outlet is set up on the beater roll housing near the discharge from the bedplate, ensuring that the roll isn't hindered by the weight of the pulp, which is then pumped to the front of the beater roll.
1894. Shand and Bertram (4136).—A beating engine similar to the Umpherston beater in which the beater roll is raised up out of the pulp and the circulation effected by means of a worm which delivers the pulp to the front of the beater roll.
1894. Shand and Bertram (4136).—A beating engine similar to the Umpherston beater, where the beater roll is lifted out of the pulp, and circulation is achieved using a worm that delivers the pulp to the front of the beater roll.
1894. Pickles (20255).—A beating engine somewhat similar to an Umpherston, but fitted with three beater rolls and bedplates.
1894. Pickles (20255).—A beating engine that’s somewhat like an Umpherston, but equipped with three beater rolls and bedplates.
1894. Hibbert (25040).—A beating engine in which the[Pg 198] pulp is beaten between two discs rotating vertically, the pulp being brought between the discs through the hollow shaft of one of the discs.
1894. Hibbert (25040).—A beating engine where the[Pg 198] pulp is processed between two vertically rotating discs, with the pulp being fed into the discs through the hollow shaft of one of the discs.
1895. Brown (1615).—An engine in which the beater roll and bedplate both revolve, but in opposite directions, and at different speeds in order to draw out the fibres.
1895. Brown (1615).—A machine where the beater roll and bedplate rotate, but in opposite directions and at different speeds to pull out the fibers.
1895. Schmidt (24730).—A device by means of which the pulp discharged from the beater roll is diverted into supplementary channels on either side which come together again in front of the beater roll.
1895. Schmidt (24730).—A device that redirects the pulp coming from the beater roll into extra channels on both sides, which then merge again in front of the beater roll.
1900. Hadfield (2468).—An adjustable baffle board passing through the cover of the beater roll which prevents the pulp being carried round by the roll, more or less.
1900. Hadfield (2468).—An adjustable baffle board passing through the cover of the beater roll that mostly prevents the pulp from being carried around by the roll.
1900. Masson and Scott (5367).—An improved form of Taylor beating engine in which the chest of the engine is vertical instead of horizontal.
1900. Masson & Scott (5367).—A revamped version of the Taylor beating engine where the engine's chest is vertical instead of horizontal.
1901. Partington (24654).—A continuous elliptical trough provided with two beater rolls.
1901. Partington (24654).—A continuous elliptical trough equipped with two beater rolls.
1902. Picard (19635).—Improvements in the form of the propellers used for circulating the material.
1902. Picard (19635).—Upgrades in the design of the propellers used for moving the material.
1902. Pope and Mullen (22089).—Improvements in propellers for circulating the pulp.
1902. Pope & Mullen (22089).—Improvements in propellers for moving the pulp around.
1903. Annandale (26012).—A new form of beating engine somewhat on the principle of a steam turbine.
1903. Annandale (26012).—A new type of beating engine based somewhat on the principle of a steam turbine.
1905. Bertram (1727).—A beater similar to Masson's tower beater, but in which a pair of reciprocating wheels fitted with projecting knives are used instead of a centrifugal pump.
1905. Bertrand (1727).—A beater like Masson's tower beater, but instead of a centrifugal pump, it uses a pair of swinging wheels equipped with protruding knives.
1907. Wagg's Jordan Engine (6788).—A conical refiner fitted with specially arranged metal or stone knives.
1907. Wagg's Jordan Engine (6788).—A conical refiner equipped with uniquely arranged metal or stone blades.
CHAPTER X
THE DYEING AND COLOURING OF PAPER PULP
Nearly all papers, even those commonly regarded as white, are dyed with some proportion of colouring matter. With the ordinary writing and printing papers the process is usually confined to the addition of small quantities of pigments or soluble colours sufficient to tone the pulp and correct the yellow tint which the raw material possesses even after bleaching. In the case of cover papers, tissues, and similar coloured papers, the process is one of dyeing as it is generally understood.
Almost all paper, even those typically seen as white, are colored with some level of dye. For standard writing and printing paper, this usually involves adding small amounts of pigments or soluble colors to adjust the pulp and improve the yellow hue that the raw material has even after bleaching. For cover papers, tissues, and other similar colored papers, the process is more like traditional dyeing.
The colouring matters which have been employed by the paper-maker are—
The coloring materials that have been used by the paper maker are—
Pigments.
(A) Added to the pulp in the form of mineral in a finely divided state.
(A) Added to the pulp as a mineral in a finely ground form.
Yellow.—This colour is obtained by the use of ochres, which are natural earth colours of varying shades, from bright yellow to brown.
Yellow.—This color comes from using ochres, which are natural earth tones that range from bright yellow to brown.
Red.—Ordinary red lead.
Red.—Regular red lead.
Various oxides of iron, such as Indian red, Venetian red, red ochre, rouge.
Various iron oxides, like Indian red, Venetian red, red ochre, and rouge.
Blue.—Smalts—An expensive pigment prepared by grinding cobalt glass.
Blue.—Smalts—A pricey pigment made by grinding cobalt glass.
Ultramarine—A substance of complex composition prepared by heating a mixture of china clay, carbonate of soda, sulphate of soda, sulphur, [Pg 200]charcoal, and sometimes quartz, rosin and infusorial earth.
Ultramarine—A substance made of various ingredients created by heating a mixture of china clay, sodium carbonate, sodium sulfate, sulfur, [Pg 200]charcoal, and sometimes quartz, rosin, and diatomaceous earth.
Prussian Blue—A compound prepared by adding potassium ferrocyanide to a solution of ferrous sulphate.
Prussian Blue—A compound made by mixing potassium ferrocyanide with a solution of ferrous sulfate.
Brown.—Natural earth colours, such as sienna, umber, Vandyke brown.
Brown.—Natural earth tones like sienna, umber, and Vandyke brown.
Black.—Lamp-black, bone-black, Frankfort black.
Black.—Lampblack, bone black, Frankfurt black.
(B) Produced by the reaction of soluble salts upon one another when added to the pulp in the beating engine.
(B) Created by the reaction of soluble salts with each other when mixed into the pulp in the beating engine.
Yellow.—Chrome Yellow—The paper pulp is first impregnated with acetate of lead, and potassium or sodium bichromate added. This precipitates the chromate of lead as a yellow pigment.
Yellow.—Chrome Yellow—The paper pulp is first soaked in lead acetate, and potassium or sodium bichromate is added. This creates a yellow pigment called lead chromate.
Chrome Orange—The addition of caustic alkali to the bichromate solution converts the chrome yellow into an orange.
Chrome Orange—Adding caustic alkali to the bichromate solution changes the chrome yellow into an orange.
Blue.—Prussian Blue—The paper pulp impregnated with iron salts is treated with potassium ferrocyanide. The blue colour is at once obtained.
Blue.—Prussian Blue—The paper pulp soaked in iron salts is processed with potassium ferrocyanide. The blue color is instantly produced.
Brown.—Iron Buff—A light yellow-brown colour due to the precipitation of ferrous sulphate by means of an alkali.
Brown.—Iron Buff—A light yellow-brown color resulting from the reaction of ferrous sulfate with an alkali.
Bronze.—Manganese chloride followed by caustic soda.
Bronze.—Manganese chloride and then lye.
Soluble Colours.
(A) Natural Dyes. These colouring matters are now seldom used.
(A) Natural Dyes. These coloring agents are rarely used now.
Yellow and Brown.—The vegetable extracts, such as fustic, quercitron, cutch, turmeric, have practically all been replaced by aniline colours.
Yellow and Brown.—The vegetable extracts, like fustic, quercitron, cutch, and turmeric, have mostly been replaced by aniline dyes.
Red.—Madder (Turkey red), Brazilwood, cochineal (a dye obtained from dried cochineal insects). Safflower.
Red.—Madder (Turkey red), Brazilwood, cochineal (a dye made from dried cochineal insects). Safflower.
Black.—Logwood, used in conjunction with an iron salt. Cutch, used with an iron salt.
Black.—Logwood, used with an iron salt. Cutch, used with an iron salt.
(B) Coal Tar Dyes. The dyeing and colouring of paper pulp by means of the artificial organic substances has become a matter of daily routine, the expensive natural dyes and the ordinary pigments having been almost completely superseded. The numerous colouring matters available may be classified either by reference to their chemical constitution or simply on general lines, having regard to certain broad distinctions.
(B) Coal Tar Dyes. The dyeing and coloring of paper pulp using artificial organic substances has become a daily routine, with expensive natural dyes and regular pigments nearly completely replaced. The various coloring agents available can be categorized either based on their chemical makeup or simply according to general principles, considering certain broad distinctions.
If the latter classification is taken, then the dyes familiar to the paper-maker may be divided into—
If we go with the second classification, the dyes that paper-makers are familiar with can be divided into—
(a) Acid dyes, so called because the full effect of the colouring matter is best obtained in a bath showing an acid reaction.
(a) Acid dyes, named for the fact that the full impact of the color is best achieved in a bath with an acidic reaction.
(b) Basic dyes, so called because the colour is best developed in an alkaline solution, without any excess of mordant.
(b) Basic dyes, named for the fact that their color is best developed in an alkaline solution without any extra mordant.
(c) Substantive dyes, which do not require the use of a mordant, as the colour is fixed by the fibre without such reagents.
(c) Substantive dyes don’t need a mordant because the color bonds directly with the fiber without any extra chemicals.
Some of the most frequently used colouring matters are shown in the accompanying table on page 202.
Some of the most commonly used colorants are listed in the table on page 202.
The distinction between acid and basic dye-stuffs is largely due to certain characteristics possessed by many of them. Thus magenta, which is the salt of the base known as Rosaniline, belonging to the basic colouring matters, a group of dyes which do not possess the fastness of colour peculiar to acid dyes, has a limited application. But by treatment with sulphuric acid magenta is converted into an acid magenta, and this dye has wider application than the basic salt. Similarly the basic dye called aniline blue is insoluble in water, and therefore has only a limited use, but by treatment with sulphuric acid it is converted into alkali blue,[Pg 202] soluble blue and so on, which dissolve readily in water and are good fast colours. The acid dyes generally have a weaker colouring power than the basic dyes, but they produce very even shades.
The difference between acid and basic dyes mainly comes from the unique properties many of them have. For example, magenta, which is the salt of the base known as Rosaniline and falls under basic coloring agents, has a limited use because it doesn't hold color as well as acid dyes. However, when treated with sulfuric acid, magenta turns into acid magenta, which has a broader range of applications than the basic salt. Likewise, aniline blue, a basic dye, is insoluble in water, limiting its use, but when treated with sulfuric acid, it becomes alkali blue,[Pg 202] a soluble blue that dissolves easily in water and maintains good colorfastness. Generally, acid dyes have a weaker coloring ability than basic dyes, but they create very uniform shades.
| Colour. | Acid. | Basic. | Substantive. |
| Yellow | Metanil yellow. | Auramine. | Cotton yellow. |
| and | Paper yellow. | Chrysoidine. | Chrysophenine. |
| Orange. | Orange II. | ||
| Naphthol yellow S. | |||
| Quinoline yellow. | |||
| Red. | Fast red A. | Rhodamine. | Congo red. |
| Cotton scarlet. | Paper scarlet. | Benzopurpurin. | |
| Erythrine. | Safranine. | Oxamine red. | |
| Ponceau. | Magenta. | ||
| Blue | Water blue 1 N. | Methylene blue. | Azo blue. |
| and | Fast blue. | Victoria blue. | |
| Violet. | Acid violet. | New blue. | |
| Indoine blue. | |||
| Methyl violet. | |||
| Crystal violet. | |||
| Brown | Naphthylamine brown. | Bismarck brown. | |
| Vesuvine. | |||
| Black | Nigrosine. | Coal Black B. | |
| Brilliant black B. | |||
| Green | Diamond green. | ||
| Malachite green. | |||
The difference in the composition of the basic and acid dyes is taken advantage of in the dyeing of paper pulp to secure a complete distribution of the colouring matter upon the pulp, with the result that the intensity of colour is increased, its fastness strengthened, and the process of dyeing generally rendered more economical. This is effected by the judicious addition of a suitable acid dye to the pulp already coloured with the basic dye.
The difference in the makeup of basic and acid dyes is used in dyeing paper pulp to ensure an even distribution of color throughout the pulp. This results in a deeper color, improved colorfastness, and a more cost-effective dyeing process overall. This is achieved by carefully adding a suitable acid dye to pulp that has already been colored with the basic dye.
The direct colouring matters have but a very limited application for paper dyeing owing to their sensitiveness to acids and alkalies.
The direct coloring agents have very limited use for dyeing paper because they are sensitive to acids and bases.
In the colouring of paper pulp, attention is given to many important details, such as:—
In coloring paper pulp, attention is paid to many important details, such as:—
Fading of Colour.—Some loss of colour almost invariably occurs even with dyes generally looked upon as fast to light. The shade or tint of the paper is affected not only by exposure to light, but by contact of the coloured paper with common boards on which it is often pasted. The alkalinity of straw boards, for example, is frequently one source of serious alteration of colour, and the acidity of badly made pastes and adhesives another.
Fading of Color.—Some loss of color almost always happens even with dyes that are usually considered lightfast. The shade or tint of the paper is influenced not just by exposure to light, but also by contact with ordinary boards it is often glued to. The alkalinity of straw boards, for instance, is often a major cause of significant color change, and the acidity of poorly made pastes and adhesives is another factor.
In all such cases, the dyes must be carefully selected in order to obtain a coloured paper which will show a minimum alteration in tint by exposure to light or by contact with chemical substances. This is particularly necessary in coloured wrapping paper used for soap, tea, cotton yarn, and similar goods.
In these situations, the dyes need to be carefully chosen to create colored paper that will show minimal changes in color when exposed to light or when it comes into contact with chemicals. This is especially important for colored wrapping paper used for soap, tea, cotton yarn, and similar products.
Unevenness of Colour.—The different affinity of the various paper-making fibres for dyes is apt to produce an uneven colour in the finished paper. This is very noticeable in mixtures of chemical wood pulp or cellulose and mechanical wood pulp. The ligno-cellulose of the latter has a great affinity for basic dyes, and if the required amount of dye is added to a beater containing the mixed pulps in an insufficiently diluted form, the mechanical wood pulp becomes more deeply coloured than the cellulose. If the former is a finely ground pulp, the effect is not very noticeable, but if it is coarse, containing a large number of coarse fibres, then the paper appears mottled. The defect is still further aggravated when the paper is calendered, especially if calendered in a damp condition. In that case the strongly coloured fibres of mechanical wood are very prominent.
Unevenness of Colour.—The different affinity of the various paper-making fibers for dyes can lead to an uneven color in the finished paper. This is especially noticeable in mixtures of chemical wood pulp or cellulose and mechanical wood pulp. The ligno-cellulose in the latter has a strong affinity for basic dyes, and if the right amount of dye is added to a beater with the mixed pulps in a not adequately diluted form, the mechanical wood pulp ends up being more deeply colored than the cellulose. If the former is finely ground, the effect isn’t very noticeable, but if it’s coarse and has a lot of thick fibers, then the paper looks mottled. The problem worsens when the paper is calendered, particularly if it’s done while damp. In that case, the brightly colored fibers of the mechanical wood stand out significantly.
When dyes have been carelessly dissolved and added to the beating engine without being properly strained,[Pg 204] unevenness of colour may often be traced to the presence of undissolved particles of dye.
When dyes are carelessly dissolved and added to the beating engine without being properly strained,[Pg 204] uneven color can often be attributed to undissolved dye particles.
Irregular Colour of the two Sides.—Many papers exhibit a marked difference in the colour of the two sides. When heavy pigments are employed as the colouring medium, the under side of the sheet, that is, the side of the paper in contact with the machine wire, is often darker than the top side. The suction of the vacuum boxes is the main cause of this defect, though the amount of water flowing on to the wire, the “shake” of the wire, and the extent to which the paper is sized are all contributory causes. By careful regulation of these varying conditions the trouble is considerably minimised.
Uneven Color on Both Sides.—Many papers show a noticeable difference in color between the two sides. When using heavy pigments as the coloring medium, the underside of the sheet, which is the side that comes into contact with the machine wire, is often darker than the top side. The suction from the vacuum boxes is the main reason for this issue, although the amount of water that flows onto the wire, the “shake” of the wire, and how much the paper is sized also play a role. By carefully adjusting these different factors, the problem can be significantly reduced.
The under surface of the paper is not invariably darker than the top surface. With pigments of less specific gravity the reverse is found to be the case. This is probably to be explained by the fact that some of the colouring matter from the under side is drawn away from the paper by the suction boxes, and the pigment on the top side is not drawn away to any serious extent, because the layer of pulp below it acts as a filter and promotes a retention of colour on the top side.
The bottom side of the paper isn’t always darker than the top side. When using pigments with lower specific gravity, the opposite is true. This likely happens because some of the coloring material from the bottom side gets pulled away by the suction boxes, while the pigment on the top side isn't significantly removed, since the layer of pulp underneath it acts like a filter and helps keep the color on the top side.
It is interesting to notice that this irregularity sometimes occurs with soluble dyes, as for example in the case of auramine. The decomposition of this dye when heated to the temperature of boiling water is well known, and the contact of a damp sheet of paper coloured by auramine with the surfaces of steam-heated cylinders at a high temperature brings about a partial decomposition of the dye on one side of the paper. Generally speaking, acid dyes are more sensitive to heat than basic dyes.
It’s interesting to see that this irregularity can sometimes happen with soluble dyes, like auramine, for example. It's well known that this dye breaks down when heated to the boiling point of water, and when a damp sheet of paper colored with auramine comes into contact with the surfaces of steam-heated cylinders at high temperatures, it causes partial decomposition of the dye on one side of the paper. Generally, acid dyes are more sensitive to heat than basic dyes.
The presence of china clay in a coloured paper is also an explanation of this irregular appearance of the two sides. China clay readily forms an insoluble lake with basic[Pg 205] dyes, and when the suction boxes on the machine are worked with a high vacuum the paper is apt to be more deeply coloured one side than another.
The presence of china clay in colored paper also explains the uneven look of both sides. China clay easily creates an insoluble lake with basic[Pg 205] dyes, and when the suction boxes on the machine operate with a high vacuum, the paper tends to be more intensely colored on one side than the other.
The Machine Backwater.—Economy in the use of dyes to avoid a loss of the colouring matter in the “backwater,” or waste water from the paper machine, is only obtained by careful attention to details of manufacture on the one hand and by a knowledge of the chemistry of dyeing on the other. The loss is partly avoided by regulating the amount of water used on the machine, so that very little actually goes to waste, and further reduced by ensuring as complete a precipitation of the soluble dye as possible.
The Machine Backwater.—To save on dyes and prevent losing coloring material in the “backwater,” or waste water from the paper machine, it’s essential to carefully manage the manufacturing process and understand the chemistry of dyeing. Some loss can be minimized by controlling the amount of water used in the machine, ensuring that only a small amount goes to waste, and by maximizing the precipitation of any soluble dye.
The acid dyes generally do not give a colourless backwater, and all pulps require to be heavily sized when acid dyes are used.
The acid dyes usually don't produce a colorless wash, and all pulps need to be significantly sized when using acid dyes.
The basic dyes are more readily precipitated than the acid dyes, particularly if a suitable mordant is used, even with heavily coloured papers. The addition of an acid dye to pulp first coloured with a basic dye is frequently resorted to as a means of more complete precipitation.
The basic dyes are more easily precipitated than the acid dyes, especially when a suitable mordant is used, even with deeply colored papers. Adding an acid dye to pulp that is already colored with a basic dye is often used as a way to achieve more complete precipitation.
Dyeing to Sample.—The matching of colours has been greatly simplified through the publication of pattern books by the firms who manufacture dyes, in which books full details as to the composition of the paper, the proportion of colour and the conditions for maximum effects are fully set out. The precise results obtained by treating paper pulp with definite proportions of a certain dye, or a mixture of several dyes, is determined by experimental trials. A definite quantity of moist partially beaten and sized pulp, containing a known weight of air-dry fibre, is mixed with a suitable volume of water at a temperature of 80° to 90° F. and the dye-stuff added from a burette in the form of a 1 per cent. solution. If preferred a measured volume of a 1 per cent. solution of the dye can be placed in a mortar,[Pg 206] and the moist pulp, previously squeezed out by hand, added gradually and well triturated with the pestle.
Dyeing to Sample.—Matching colors has become much easier thanks to pattern books published by dye manufacturers. These books provide detailed information about the paper composition, color proportions, and conditions needed for the best results. The exact outcomes from treating paper pulp with specific amounts of a dye or a blend of dyes are determined by experimental trials. A certain amount of moistened, partially beaten, and sized pulp, containing a known weight of air-dry fiber, is mixed with an appropriate volume of water heated to 80° to 90° F. Then, a 1 percent solution of the dye is added from a burette. Alternatively, a measured volume of a 1 percent dye solution can be placed in a mortar,[Pg 206] and the moist pulp, which has been squeezed out by hand, can be gradually added and thoroughly mixed with a pestle.
The dyed mixture is then suitably diluted with water, made up into small sheets of paper on a hand mould or a siphon mould, and dried.
The dyed mixture is then properly diluted with water, shaped into small sheets of paper using a hand mold or a siphon mold, and dried.
The effect of small additions of colour to the contents of a beating engine is frequently examined in a rough and ready way by the beaterman, who pours a small quantity of the diluted pulp on the edge of the machine wire while the machine is running. This gives a little rough sheet of paper very quickly.
The impact of small amounts of color added to the contents of a beating engine is often tested in a straightforward manner by the beaterman, who spills a small quantity of the diluted pulp onto the edge of the machine wire while it’s running. This quickly produces a rough sheet of paper.
The comparison of the colour of a beaterfull of pulp with the sample paper which it is desired to match is also effected by reducing a portion of the paper to the condition of pulp, so that a handful of the latter can be compared with a quantity of pulp from the engine. This is not always a reliable process, especially with papers coloured by dyes which are sensitive to the heat of the paper machine drying cylinders.
The comparison of the color of a beater full of pulp with the sample paper that you want to match is also done by turning a portion of the paper into pulp, so that a handful of this can be compared with some pulp from the machine. This isn't always a reliable method, especially with papers colored by dyes that are sensitive to the heat of the drying cylinders on the paper machine.
Detection of Colours in Papers.—The examination of coloured papers for the purpose of determining what dyes have been employed is a difficult task. With white papers which have been merely toned the proportion of dye is exceedingly small, and a large bulk of paper has to be treated with suitable solvents in order to obtain an extract containing sufficient dye for investigation.
Detection of Colors in Papers.—Examining colored papers to figure out what dyes have been used is quite challenging. With white papers that have just been tinted, the amount of dye is very small, and it requires a significant amount of paper to be treated with appropriate solvents to get an extract that has enough dye for analysis.
With coloured papers dyed by means of pigments, the colour of the ash left on ignition is some guide to the substance used, a red ash indicating iron oxide, a yellow ash chromate of lead, and so on.
With colored papers dyed with pigments, the color of the ash left after burning can give some clues about the substance used: red ash indicates iron oxide, yellow ash shows chromate of lead, and so on.
With papers dyed by means of coal tar colours the nature of the colouring matter may be determined by the methods of analysis employed for the examination of textile fibres.
With papers dyed using coal tar colors, the type of dye can be identified by the analysis methods used to examine textile fibers.
The following hints given by Kollmann will be found useful:—
The following tips provided by Kollmann will be helpful:—
Tear up small about 100 grammes of paper, and boil it in alcohol, in a flask or a reflux condenser. This must be done before the stripping with water, so as to extract the size which would otherwise protect the dye from the water. Of course the alcohol treatment is omitted with unsized paper. The paper is now boiled with from three to five lots of water, taking each time only just enough to cover the paper. This is done in the same flask after pouring off any alcohol that may have been used, and also with the reflux condenser. The watery extract is mixed with the alcohol extract (if any). Three cases may occur:—(1) The dye is entirely stripped, or very nearly so. (2) The dye is partly stripped, what remains on the fibres showing the same colour as at first or not. (3) The dye is not stripped. To make sure of this the solution is filtered, as the presence in it of minute fragments of fibre deceive the eye as to the stripping action. In the first two cases the mixed solutions are evaporated down to one half on the water bath, filtered, evaporated further, and then precipitated by saturating it with common salt. The dye is thrown out at once, or after a time. It may precipitate slowly without any salt. The precipitated dye is filtered off and dried. To see whether it is a single dye or a mixture, make a not too dark solution of a little of it in water, and hang up a strip of filter paper so that it is partly immersed in the solution. If the latter contains more than one dye they will usually be absorbed to different heights, so that the strip will show bands of different colours crossing it. If it is found that there is only one dye, dissolve some of it in as little water as possible, and mix it with “tannin-reagent,” which is made by dissolving equal weights of tannin and sodium acetate in ten times the weight of either of water. If there is a[Pg 208] precipitate there is a basic dye, if not, an acid dye. In the former case mix the strong solution of the dye with concentrated hydrochloric acid and zinc dust, and boil till the colour is destroyed. Then neutralise exactly with caustic soda, filter, and put a drop of the filtrate on to white filter paper. If the original colour soon reappears on drying, we draw the following conclusions:—
Tear up about 100 grams of paper into small pieces and boil it in alcohol using a flask or a reflux condenser. This step should be done before rinsing with water to extract the sizing, which would otherwise protect the dye from the water. If you're using unsized paper, you can skip the alcohol treatment. Next, boil the paper with three to five batches of water, using just enough water to cover the paper each time. Do this in the same flask after pouring off any alcohol that may have been used, and still use the reflux condenser. Combine the liquid extract with the alcohol extract (if there is any). Three situations may arise: (1) The dye is completely removed or almost gone. (2) The dye is partially removed, with what remains either keeping the same color or changing. (3) The dye is not removed at all. To check this, filter the solution, as tiny bits of fiber can mislead you about the stripping progress. In the first two cases, combine the solutions and evaporate them down to half their volume on a water bath, then filter, further evaporate, and precipitate by adding common salt. The dye will either settle out immediately or take some time. It can precipitate slowly even without salt. Filter off and dry the precipitated dye. To determine if it's a single dye or a mixture, create a not-too-dark solution and hang a strip of filter paper so that it's partially immersed. If the solution contains multiple dyes, they will typically be absorbed to different heights, creating bands of various colors on the strip. If only one dye is present, dissolve some of it in as little water as possible and mix it with a “tannin-reagent,” made by dissolving equal weights of tannin and sodium acetate in ten times the weight of either in water. If there's a precipitate, it indicates a basic dye; if not, it’s an acid dye. In the case of a basic dye, mix the strong dye solution with concentrated hydrochloric acid and zinc dust, and boil until the color disappears. Then, neutralize it exactly with caustic soda, filter, and place a drop of the filtrate on white filter paper. If the original color quickly reappears as it dries, we can draw the following conclusions:—
(a) The colour is red; the dye is an oxazine, thiazine, azine, or acridine dye, e.g., safranine. (b) It is orange or yellow; the dye is as in (a), e.g., phosphine. (c) It is green; the dye is as in (a), e.g., azine green. (d) It is blue; the dye is as in (a), e.g., Nile blue, new blue, fast blue, or methylene blue. (e) It is violet; the dye is as in (a), e.g., mauveine. If the original colour does not reappear on drying, but does so if padded with a 1 per cent. solution of chromic acid, we draw the following conclusions:—
(a) The color is red; the dye is an oxazine, thiazine, azine, or acridine dye, e.g., safranine. (b) It is orange or yellow; the dye is similar to (a), e.g., phosphine. (c) It is green; the dye is similar to (a), e.g., azine green. (d) It is blue; the dye is similar to (a), e.g., Nile blue, new blue, fast blue, or methylene blue. (e) It is violet; the dye is similar to (a), e.g., mauveine. If the original color doesn't return after drying, but does so when treated with a 1 percent solution of chromic acid, we can draw the following conclusions:—
(a) The colour is red; the dye is rhodamine or fuchsine, or one of their allies. (b) It is green; the dye is malachite green, brilliant green, or one of their allies. (c) It is blue; the dye is night blue, Victoria blue, or one of their allies. (d) It is violet; the dye is methyl violet, crystal violet, or one of their allies.
(a) The color is red; the dye is rhodamine or fuchsine, or one of their counterparts. (b) It is green; the dye is malachite green, brilliant green, or one of their counterparts. (c) It is blue; the dye is night blue, Victoria blue, or one of their counterparts. (d) It is violet; the dye is methyl violet, crystal violet, or one of their counterparts.
If the original colour does not reappear even with chromic acid, it was in most cases a yellow or a brown, referable to auramine, chrysoidine, Bismarck brown, thioflavine, or one of their allies.
If the original color doesn't come back even with chromic acid, it's usually a yellow or brown shade, linked to auramine, chrysoidine, Bismarck brown, thioflavine, or one of their related compounds.
If the tannin reagent produces no precipitate, reduce with hydrochloric acid and zinc, or ammonia and zinc, and neutralise and filter as in the case of a basic dye. The solution when dropped on to white filter paper may be bleached (a), may have become a brownish red (b), may have been imperfectly and slowly bleached (c), or may have undergone no change (d).
If the tannin reagent doesn't create a precipitate, reduce it using hydrochloric acid and zinc, or ammonia and zinc, then neutralize and filter it like you would with a basic dye. When you drop the solution onto white filter paper, it might be bleached (a), may have turned a brownish-red color (b), could have been bleached imperfectly and slowly (c), or might show no change at all (d).
(a) If the colour quickly returns the dye is azurine,[Pg 209] indigo-carmine, nigrosine, or one of their allies. If it returns only on padding with a 1 per cent. solution of chromic acid, warming, and holding over ammonia, some of the dye is dissolved in water mixed with concentrated hydrochloric acid, and shaken up with ether. If the ether takes up the dye, we have aurine, eosine, erythrine, phloxine, erythrosine, or one of their allies. If it does not, we have acid fuchsine, acid green, fast green, water blue, patent blue, or one of their allies. If the colour never returns, heat some of the dye on platinum foil. If it deflagrates with coloured fumes, the dye is aurantia, naphthol yellow S., brilliant yellow, or one of their allies. If it does not deflagrate, or very slightly, dissolve a little of the dye in one hundred times its weight of water, and dye a cotton skein in it at the boil for about fifteen minutes. Then rinse and soap the skein vigorously. If the dyeing is fast with this treatment we have a substantive cotton yellow or thiazine red; if it is not, we have an ordinary azo dye. (b) The dye is an oxyketone, such as alizarine. (c) The dye is thiazol yellow, or one of its allies. (d) The dye is thioflavine S., quinoline yellow, or one of their allies.
(a) If the color quickly comes back, the dye is likely azurine, indigo-carmine, nigrosine, or something similar. If it returns only after treating with a 1 percent solution of chromic acid, warming, and exposing to ammonia, some of the dye dissolves in water mixed with concentrated hydrochloric acid and shaken with ether. If the ether dissolves the dye, we have aurine, eosine, erythrine, phloxine, erythrosine, or a related dye. If it doesn’t, we have acid fuchsine, acid green, fast green, water blue, patent blue, or a related dye. If the color never returns, heat some of the dye on platinum foil. If it ignites with colored fumes, the dye is likely aurantia, naphthol yellow S., brilliant yellow, or something similar. If it doesn’t ignite, or only slightly, dissolve a little of the dye in one hundred times its weight in water, and dye a cotton skein in it at boiling for about fifteen minutes. Then rinse and vigorously wash the skein with soap. If the dye holds up after this treatment, we have a substantive cotton yellow or thiazine red; if not, we have a standard azo dye. (b) The dye is an oxyketone, like alizarine. (c) The dye is thiazol yellow, or something similar. (d) The dye is thioflavine S., quinoline yellow, or something related.
If the dye is not stripped by alcohol and water, it is either inorganic or an adjective dye, such as logwood black, cutch, fustic, etc.; and we proceed according to the colour as follows:—
If the dye can't be removed with alcohol and water, it’s either inorganic or a type of dye, like logwood black, cutch, fustic, etc.; and we continue based on the color as follows:—
If it is red or brown, the dyed fibre is dried and divided into two parts. One is boiled with bleaching powder. If it is bleached entirely or to a large extent, the dye is cutch. If the bleach has no action, incinerate some of the dyed fibre in an iron crucible and heat the ash on charcoal before the blowpipe. If a globule of lead is formed, we have saturn red. The second portion is boiled with concentrated hydrochloric acid. If there is no action, we have Cologne[Pg 210] umber; if there is partial action, we have real umber; if the dye dissolves completely to a yellow solution, we have an ochre; if the solution is colourless instead of yellow, and chlorine is evolved during solution, we have manganese brown.
If it's red or brown, the dyed fiber is dried and split into two parts. One part is boiled with bleaching powder. If it gets completely or mostly bleached, the dye is cutch. If the bleach doesn't work, burn some of the dyed fiber in an iron crucible and heat the ash on charcoal with a blowpipe. If a globule of lead forms, we have saturn red. The second part is boiled with concentrated hydrochloric acid. If there's no reaction, we have Cologne[Pg 210] umber; if there's a partial reaction, we have real umber; if the dye dissolves completely to a yellow solution, we have an ochre; if the solution is colorless instead of yellow and chlorine is released during the process, we have manganese brown.
If the colour is yellow or orange, boil with concentrated hydrochloric acid. If we get a green solution and a white residue, we infer chrome yellow or orange. If we get a yellow solution, we boil it with a drop or two of nitric acid and then add some ammonium sulphocyanide. A red colour shows an ochre or Sienna earth.
If the color is yellow or orange, boil it with concentrated hydrochloric acid. If you get a green solution and a white residue, it indicates chrome yellow or orange. If you end up with a yellow solution, boil it with a drop or two of nitric acid, then add some ammonium thiocyanate. A red color suggests an ochre or Sienna earth.
If the colour is green, boil with caustic soda lye. If the fibre turns brown, we have chrome green. If no change takes place, boil with concentrated hydrochloric acid. A yellow solution shows green earth; a red colour logwood plus fustic.
If the color is green, boil with caustic soda lye. If the fiber turns brown, we have chrome green. If there’s no change, boil with concentrated hydrochloric acid. A yellow solution indicates green earth; a red color means logwood plus fustic.
If the colour is blue or violet, boil with caustic soda lye. If the fibre turns brown, we have Prussian blue. If no change takes place, boil with concentrated hydrochloric acid. A yellow solution shows smalts. If the colour is destroyed, and the smell of rotten eggs is developed, we have ultramarine.
If the color is blue or violet, boil it with caustic soda lye. If the fiber turns brown, we have Prussian blue. If nothing changes, boil it with concentrated hydrochloric acid. A yellow solution indicates smalts. If the color disappears and you smell rotten eggs, we have ultramarine.
If the colour is black, warm with concentrated hydrochloric acid containing a little tin salt. If the black is unchanged, we have a black pigment. If we get a pink to deep red solution we have logwood black.
If the color is black, warm it with concentrated hydrochloric acid that has a bit of tin salt. If the black stays the same, we have a black pigment. If we get a pink to deep red solution, we have logwood black.
By means of the tests above detailed at length the group to which the dye belongs is discovered, and often the actual dye itself. Once the group is known it is generally easy, by means of the special reactions given in many books, e.g., in Schultz and Julius's “Tabellarische Übersicht,” to identify the particular dye.
Through the tests described in detail above, the group that the dye belongs to is identified, and often the specific dye itself can also be determined. Once the group is identified, it's usually straightforward, using the unique reactions listed in many books, e.g., in Schultz and Julius's “Tabellarische Übersicht,” to identify the specific dye.
When one has to deal with a single dye and simply desires to determine its group, the following table, due to[Pg 211] J. Herzfeld, will suffice. Originally intended for textiles, it will serve, with some modifications here made in it, for the rapid testing of paper.
When you need to work with a single dye and just want to figure out its group, the following table, by[Pg 211] J. Herzfeld, will be enough. It was originally designed for textiles but can be used, with some adjustments made here, for quick testing of paper.
1.—Red and Reddish Brown Dyes.
Boil the paper with a mixture of alcohol and sulphate of alumina. If no dye is extracted or a fluorescent solution is formed, we have an inorganic pigment, or eosine, phloxine, rhodamine, safranine, or one of their allies. Add bleaching powder solution, and heat. If the paper is bleached, add concentrated hydrochloric acid. A violet colour shows safranine or an analogue. If there is no colour, but the fluorescence disappears, we have eosine, phloxine, rhodamine, or one of their allies. If the paper is not bleached test for inorganic colouring matters. Cutch brown is partly but not entirely bleached.
Boil the paper with a mix of alcohol and aluminum sulfate. If no dye comes out or if a fluorescent solution forms, we have an inorganic pigment or eosine, phloxine, rhodamine, safranine, or one of their counterparts. Add a solution of bleaching powder and heat it up. If the paper bleaches, add concentrated hydrochloric acid. A violet color indicates safranine or a similar compound. If there’s no color but the fluorescence disappears, we have eosine, phloxine, rhodamine, or one of their counterparts. If the paper doesn’t bleach, test for inorganic colorants. Cutch brown is partly but not completely bleached.
If the alumina solution gives a red or yellow solution without fluorescence, add to it concentrated sodium bisulphite. If bleaching takes place, heat a piece of the paper with dilute spirit. A red extract shows sandal wood, fuchsine, etc. If there is little or no extract, we have acid fuchsine or one of its allies. If the bisulphite causes no bleaching, boil a piece of the paper with very dilute hydrochloric acid. If the colour is unchanged, heat another piece of the paper with dilute acetate of lead. If no change takes place, we have an azo dye. If the colour turns to a dark brownish red, we have cochineal or the like. If the boiling with very dilute hydrochloric acid darkens the colour we have a substantive cotton dye.
If the alumina solution turns red or yellow without any fluorescence, add concentrated sodium bisulphite to it. If bleaching occurs, heat a piece of the paper with diluted alcohol. A red extract indicates the presence of sandalwood, fuchsine, etc. If there is little or no extract, we are dealing with acid fuchsine or something similar. If the bisulphite doesn’t cause any bleaching, boil a piece of the paper with very diluted hydrochloric acid. If the color remains unchanged, heat another piece of the paper with diluted lead acetate. If there’s no change, we have an azo dye. If the color changes to a dark brownish-red, we have cochineal or something similar. If boiling with very diluted hydrochloric acid darkens the color, we have a substantive cotton dye.
2.—Yellow and Orange Dyes.
Heat some of the paper with a not too dilute solution of tin salt in hydrochloric acid. If the colour is unchanged,[Pg 212] with a colourless or yellow solution, boil some more paper with milk of lime. A change to reddish or brown shows turmeric or a congener. Absence of change shows phosphine, quinoline yellow, or a natural dye-stuff. If the acid tin solution turns the paper red, and then quickly bleaches it to a pale yellow, we have fast yellow, orange IV., metanil yellow, brilliant yellow, or the like. If the tin turns the paper greyish, heat another portion with ammonium sulphide. A blackening shows a lead or iron yellow. If there is no change, we have naphthol yellow, auramine, azoflavine, orange II., chrysoidine, or one of their allies.
Heat some of the paper with a not too diluted solution of tin salt in hydrochloric acid. If the color remains the same,[Pg 212] with a colorless or yellow solution, boil some more paper with milk of lime. A change to reddish or brown indicates turmeric or a similar substance. If there's no change, it suggests phosphine, quinoline yellow, or a natural dye. If the acid tin solution turns the paper red and then quickly bleaches it to a pale yellow, we have fast yellow, orange IV, metanil yellow, brilliant yellow, or something similar. If the tin turns the paper grayish, heat another portion with ammonium sulfide. A darkening indicates a lead or iron yellow. If there's no change, we have naphthol yellow, auramine, azoflavine, orange II, chrysoidine, or one of their related compounds.
3.—Green Dyes.
Heat a sample of the paper in dilute spirit. If the spirit acquires no colour, warm for a short time with dilute sulphuric acid. If both paper and solution become brownish red, we have logwood plus fustic. If this fails, boil with concentrated hydrochloric acid. A yellow solution shows green earth. If this fails, boil with concentrated caustic soda. Browning shows chrome green. If the spirit becomes blue, it is a case of paper which has been topped with blue on a yellow, brown, or green ground. The solution and the insoluble part are separately tested. The case is probably one of an aniline blue dyed over a mineral pigment. If the spirit becomes green, heat with dilute hydrochloric acid. If the fibre is completely or nearly bleached, and the acid turns yellow, the dye is brilliant green, malachite green, or one of their allies.
Heat a sample of the paper in diluted alcohol. If the alcohol doesn't change color, warm it briefly with diluted sulfuric acid. If both the paper and the solution turn brownish-red, we have logwood plus fustic. If that doesn't work, boil with concentrated hydrochloric acid. A yellow solution indicates green earth. If that fails, boil with concentrated caustic soda. Browning indicates chrome green. If the alcohol turns blue, it’s a case of paper dyed blue over a yellow, brown, or green base. Test the solution and the insoluble part separately. It’s probably an aniline blue dyed over a mineral pigment. If the alcohol turns green, heat it with diluted hydrochloric acid. If the fiber is fully or mostly bleached and the acid turns yellow, the dye is brilliant green, malachite green, or a related dye.
4.—Blue and Violet Dyes.
Heat some of the paper with dilute spirit. If the alcohol remains colourless, we have Prussian blue or ultramarine. If it becomes blue or violet, shake some of the paper with[Pg 213] concentrated sulphuric acid. A dirty olive green shows methylene blue, and a brownish colour shows spirit blue, water blue, Victoria blue, methyl violet, etc. If the spirit turns yellow, and the colour of the paper changes, we have wood blue or wood violet.
Heat some of the paper with diluted alcohol. If the alcohol stays clear, we have Prussian blue or ultramarine. If it turns blue or violet, shake some of the paper with concentrated sulfuric acid. A muddy olive green indicates methylene blue, and a brownish color suggests spirit blue, water blue, Victoria blue, methyl violet, and so on. If the alcohol turns yellow and the color of the paper changes, we have wood blue or wood violet.
CHAPTER XI
PAPER MILL MACHINERY
In the case of common printings and writings, which form the great bulk of the paper made, the possibility of one mill competing against another, apart from the important factor of the cost of freight, coal, and labour, is almost entirely determined by the economy resulting from the introduction of modern machinery.
In the case of common printings and writings, which make up the majority of paper production, the ability of one mill to compete with another, aside from the significant factors of shipping, fuel, and labor costs, is largely influenced by the efficiencies gained from using modern machinery.
The equipment of an up-to-date paper mill, therefore, comprises all the latest devices for the efficient handling of large quantities of raw material, the economical production of steam, and the minimum consumption of coal, matters which are of course common to most industrial operations, together with the special machinery peculiar to the manufacture of paper.
The setup of a modern paper mill includes all the latest tools for efficiently managing large amounts of raw materials, cost-effective steam production, and minimal coal usage, which are typical in most industrial processes, along with the specialized machines unique to paper manufacturing.
The amount of material to be handled may be seen from the table on page 215, which gives the approximate quantities for the weekly output of a common news and a good printing paper.
The volume of material to be managed can be found in the table on page 215, which provides the estimated quantities for the weekly production of standard newsprint and quality printing paper.
Economy in Coal Consumption.—The reduction to a minimum of the amount of coal required for a ton of paper has been brought about by the use of appliances for the better and more regular combustion of the coal, such as mechanical stokers, forced and induced draught, the introduction of methods for utilising waste heat in flue gases by economisers, and the waste heat in exhaust steam and condensed water by feed-water heaters, the adoption of machines for securing the whole energy of the live steam[Pg 215] by means of superheaters, adequate insulation of steam mains and pipes, high pressure boilers, and engines of most recent design.
Economy in Coal Consumption.—The amount of coal needed for a ton of paper has been significantly reduced thanks to the use of better equipment for more effective and consistent combustion. This includes mechanical stokers, forced and induced draughts, methods for using waste heat from flue gases with economizers, and capturing waste heat from exhaust steam and condensed water through feed-water heaters. It also involves machines that capture the full energy of live steam using superheaters, proper insulation of steam mains and pipes, high-pressure boilers, and modern engine designs.[Pg 215]
The firing of steam boilers is now conducted on scientific principles, the coal being submitted regularly to proper analysis for calorific value, the evaporative power of the boilers being determined at intervals by adequate trials, the condition of the waste flue gases being automatically
The operation of steam boilers is now carried out based on scientific principles, with coal being routinely analyzed for its calorific value. The boilers' evaporative power is measured periodically through proper testing, and the state of the waste flue gases is monitored automatically.
Table showing the Materials required for News and Printings.
Table showing the materials needed for news and printing.
| — | Common News. | Good Printings. | ||
| Weekly output of paper, say | 600 | tons | 250 | tons |
| Mechanical wood pulp, moist, 50 per cent. dry | 800 | „ | Nil. | |
| Chemical wood pulp, dry | 200 | „ | 150 | tons |
| Esparto | Nil. | 200 | „ | |
| Soda ash | Nil. | 16 | „ | |
| Coal | 600 | tons | 800 | „ |
| Lime | Nil. | 45 | „ | |
| China clay | 60 | tons | 25 | „ |
| Bleach | Nil. | 30 | „ | |
| Alum, rosin, and chemicals | 20 | tons | 20 | „ |
| Water, per ton paper | 8,000 | gallons | 40,000 | gallons |
The Sarco Combustion Recorder.—This instrument is a device which automatically records the percentage of carbonic acid gas in the waste gases from boiler furnaces. The flue gases are analysed at frequent and regular intervals, and the results of the analysis can be seen on a chart immediately, so that it is possible to determine the effect of an alteration in the firing of the boilers within two minutes of its taking place. The apparatus is rather complicated, but the principle upon which it is based is simple.
The Sarco Combustion Recorder.—This device automatically tracks the percentage of carbon dioxide in the exhaust gases from boiler furnaces. The flue gases are analyzed regularly, and the results are displayed on a chart right away, allowing for the assessment of any changes in the boiler firing within two minutes of occurring. The equipment is somewhat complex, but the underlying principle is straightforward.
Measured quantities of the flue gases are drawn into graduated glass tubes and brought into contact with strong caustic soda solution, which absorbs all the carbonic acid gas. The remaining gases not absorbed by the caustic soda are automatically measured and the percentage of carbonic acid gas registered on the chart.
Measured amounts of the flue gases are pulled into graduated glass tubes and mixed with a strong caustic soda solution, which absorbs all the carbon dioxide. The leftover gases that aren’t absorbed by the caustic soda are automatically measured, and the percentage of carbon dioxide is recorded on the chart.
The use of suitable boiler feed-water is also an important factor in modern steam-raising plant. The hot condensed water from the paper machine drying cylinders, and exhaust steam from the engines and steam-pipes, is returned to the stoke-hole to be utilised in heating up the cold water which has been previously softened by chemical treatment.
The use of appropriate boiler feed-water is also a crucial factor in today's steam-raising plants. The hot condensed water from the drying cylinders of the paper machine, along with exhaust steam from the engines and steam pipes, is sent back to the stoke-hole to be used for heating the cold water that has been previously softened through chemical treatment.
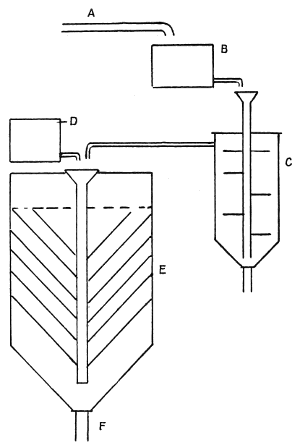
Fig. 55.—Conventional Diagram of a Water Softening Plant.
Fig. 55.—Standard Diagram of a Water Softening Facility.
A. Water supply.
B. Regulating tank.
C. Lime mixer.
D. Soda tank.
E. Settling tank and filter.
F. Outlet for softened water.
A. Water supply.
B. Regulating tank.
C. Lime mixer.
D. Soda tank.
E. Settling tank and filter.
F. Outlet for softened water.
Water Softening.—The water softeners available on the market are numerous, and as each possesses special advantages of its own, it would be almost invidious to select any one for particular notice.
Water Softening.—There are many water softeners available on the market, and since each has its own unique benefits, it would be unfair to highlight just one.
They are based upon the principle of mixing chemicals with the water to be treated, so as to precipitate the matters in solution and give a boiler feed-water free from carbonates and sulphates of lime and magnesia. The chemicals are[Pg 217] added in the form of solutions of carefully regulated strength to the water, which flow in a continuous stream into a tank. The flow of the water and chemical reagent is adjusted by previous analysis.
They are based on the principle of mixing chemicals with the water to be treated to remove the dissolved substances, resulting in boiler feed water that is free from carbonates and sulfates of lime and magnesia. The chemicals are [Pg 217] added as solutions of carefully controlled strength to the water, which flows in a continuous stream into a tank. The flow of the water and chemical reagent is adjusted based on prior analysis.
The various machines differ in details of construction, and in the methods by which the mixing of the water and reagents is effected. The object to be achieved is the complete precipitation of the dissolved salts and the production of a clear water, free from sediment, in an apparatus that will treat a maximum quantity of water at a cheap rate per 1,000 gallons.
The different machines vary in their construction details and in how they mix the water and chemicals. The goal is to completely remove the dissolved salts and produce clear water that's free of sediment, all in a system that can handle a large amount of water at a low cost per 1,000 gallons.
The process needs proper attention. The addition of reagents in wrong proportions will do more harm than good, and possibly result in hardening the water instead of softening it. The following may be quoted as an example:—
The process needs proper attention. Adding reagents in the wrong amounts will do more harm than good and could end up hardening the water instead of softening it. The following may be quoted as an example:—
| Composition of Water. | Before Treatment. | After Treatment. | Change. | |
| Calcium carbonate | 13·863 | 38·920 | 25·057 | gain |
| Calcium oxide (lime) | 0·0 | 14·300 | 14·300 | „ |
| Calcium silicate | 2·062 | 3·591 | 1·529 | „ |
| Calcium sulphate | 1·625 | 2·121 | 0·496 | „ |
| Magnesia | 0·0 | 0·266 | 0·266 | „ |
| Ferric oxide, etc. | 0·447 | 0·987 | 0·540 | „ |
| Scale forming mineral | 17·997 | 60·185 | 42·188 | gain |
| Calcium chloride | 1·331 | 2·114 | 0·783 | gain |
| Magnesium chloride | 0·672 | 0·0 | 0·672 | loss |
| Sodium chloride | 0·478 | 0·476 | 0·003 | „ |
| Soluble salts | 2·482 | 2·590 | 0·108 | gain |
| Total mineral matter | 20·479 | 62·776 | 42·297 | gain |
| Carbonic acid gas | 9·71 | 0·0 | 9·71 | loss |
| Oxygen gas | 0·66 | 0·66 | 0·0 | „ |
Treatment required: 1·8 lbs. of lime, 0·2 lbs. soda ash per 1,000 gallons. Apparently 5·5 lbs. of lime were being used and no soda (Stromeyer).
Treatment needed: 1.8 lbs. of lime, 0.2 lbs. of soda ash per 1,000 gallons. It seems that 5.5 lbs. of lime were being used and no soda (Stromeyer).
Superheated Steam.—The effective application of the energy of the high pressure steam is probably one of the most important problems in paper mill economy. The use of superheated steam is being extended in every direction, and, in addition to the advantages obtained in the steam engine itself, its wider possibilities for the boiling of esparto, wood, and fibres generally have been noted. The following case may be quoted as the result of a trial at a paper mill, showing for stated conditions the advantages of superheated steam:—
Superheated Steam.—The effective use of high-pressure steam energy is likely one of the most important issues in the economics of paper mills. The use of superheated steam is expanding in all areas, and besides the benefits gained in the steam engine itself, its greater potential for boiling esparto, wood, and fibers in general has been recognized. The following example can be cited from a trial at a paper mill, demonstrating the benefits of superheated steam under specific conditions:—
| — | Superheated Steam. | Ordinary Steam. |
| Duration of test hours | 26 | 34 |
| Coal consumed (lbs.)— | ||
| Per hour | 610·5 | 661·5 |
| Per 1 h.-p. hour | 1·83 | 2·08 |
| Water evaporated (lbs.)— | ||
| Per hour | 4,832 | 5,679 |
| Per 1 h.-p. hour | 14·55 | 17·8 |
| From and at 212° F. | 8·7 | 8·94 |
| Steam, temperature F. | 464 | 334 |
| Pressure | 90·3 | 90·8 |
| Steam engine— | ||
| 1 h.-p. total | 331·5 | 323·2 |
| Temperature F. | 381·8 | 333·8 |
| Coal used per 1 h.-p.— | ||
| Per hour at boiler | 1·83 | 2·08 |
This appears to show a saving of 12 per cent.
This seems to indicate a savings of 12 percent.
Gas Producers.—The substitution of gas for steam in the paper mill has not yet proved a success. The fact that heat is required for the drying cylinders of a paper machine, and that the heat is most cheaply and readily obtained in the form of exhaust steam from the engines driving the paper machine, militates considerably against economies which might otherwise be possible. The difficulties of heating[Pg 219] such cylinders, or rather of properly controlling and regulating the temperature by any other means than steam, may easily be surmised.
Gas Producers.—Switching from steam to gas in the paper mill hasn't been successful yet. The need for heat in the drying cylinders of a paper machine, along with the fact that exhaust steam from the engines powering the paper machine is the most cost-effective and accessible heat source, significantly hinders potential savings. The challenges of heating[Pg 219] those cylinders, or effectively controlling and regulating the temperature using anything other than steam, can be easily imagined.
Gas engines of over 200 h.-p. seem to give considerable trouble at present, but no doubt in course of time the required improvements will be effected.
Gas engines with over 200 horsepower seem to have significant issues right now, but it’s likely that improvements will be made in due time.
It is generally supposed that gas producers can only be economical when utilised for the production of gas on a large scale, and for distribution to engines of smaller capacity than the main steam engine required in a paper mill. The peculiar conditions of the manufacture of paper do not appear to be favourable to the adoption of the gas producer system in its present form.
It is generally believed that gas producers are only cost-effective when used for large-scale gas production and then distributed to engines that are smaller than the main steam engine used in a paper mill. The unique conditions of paper manufacturing don't seem to support the use of the gas producer system in its current form.
Motive Power.—The paper-maker has taken advantage of every modern improvement in steam engines for the purpose of reducing the cost of motive power. Amongst other alterations in this direction the use of a high speed enclosed engine and the employment of the modern steam turbine may be noted.
Motive Power.—The paper-maker has utilized every modern advancement in steam engines to lower the cost of motive power. Notable changes in this area include the use of a high-speed enclosed engine and the adoption of the modern steam turbine.
In the enclosed engine the working parts are boxed in by a casing fitted with oil-tight doors. The cranks and connecting rods splash into the oil, which is thus thrown about in all directions, so as to ensure sufficient lubrication. Another feature of this engine is the variable speed, and it is possible to run the paper machine at speeds varying from 100 to 500 ft. per minute without the use of change wheels.
In the enclosed engine, the moving parts are enclosed in a casing with oil-tight doors. The cranks and connecting rods splash into the oil, which gets sprayed around in all directions to ensure proper lubrication. Another feature of this engine is its variable speed, allowing the paper machine to operate at speeds ranging from 100 to 500 feet per minute without needing to change gears.
Electrical Driving.—The application of electricity for motive power has made steady advances in the paper mill. At first it was limited to the driving of machinery in which variations of speed or load were not required to any large extent, but of recent years beating engines, calenders, and paper machines have all been fitted with electrical drives.
Electrical Driving.—The use of electricity for powering machinery has gradually progressed in the paper mill. Initially, it was restricted to operating machines where significant changes in speed or load weren't needed, but in recent years, beating engines, calenders, and paper machines have all been equipped with electric drives.
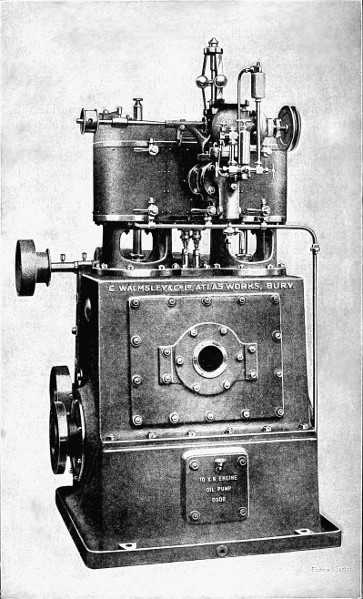
The following details relate to the installation at the Linwood Paper Mills:—
The following details are about the installation at the Linwood Paper Mills:—
The installation consists of 250-K.W. steam dynamos. The engines are Willan's high speed triple expansion, working with a boiler pressure of 250 lbs. per square inch at the stop valve, the steam being superheated to give a temperature of 500° Fahr. at the engine. By means of jet condensers a vacuum of 25 to 25½ inches is obtained on the engines. The two boilers are of the Babcock type, and have 3,580 square feet of heating surface each. The furnaces have chain grate stokers, and the boilers are arranged with their own superheaters. The motor equipment consists of eight 80, two 50, and ten 25 B.H.P. motors.
The installation includes 250-K.W. steam generators. The engines are Willan's high-speed triple expansion, operating at a boiler pressure of 250 lbs. per square inch at the stop valve, with superheated steam reaching a temperature of 500° F at the engine. Jet condensers create a vacuum of 25 to 25½ inches on the engines. The two boilers are of the Babcock type, each having 3,580 square feet of heating surface. The furnaces feature chain grate stokers, and the boilers have their own superheaters. The motor setup includes eight 80 B.H.P. motors, two 50 B.H.P. motors, and ten 25 B.H.P. motors.
Six of the 80 B.H.P. drive the beating engines, and it has been found that the motors readily respond to an overload of 50 per cent. without beating or other trouble. To remedy the excessive and sudden variation a belt drive was adopted. An 80 motor drives the pulp refining engine. The two paper-making machines have each two motors, one a 25 and a 50 and the other two 25 B.H.P. motors. The speed can be regulated with exactitude. The auxiliary plant of the paper-making machine, pumps, agitators, etc., is worked from lines of shafting driven by motors.
Six of the 80 B.H.P. power the beating engines, and it's been found that the motors easily handle a 50 percent overload without any issues like beating or other problems. To address the excessive and sudden fluctuations, a belt drive was used. An 80 motor operates the pulp refining engine. Each of the two paper-making machines has two motors: one with 25 B.H.P. and the other with 50 B.H.P., along with two additional 25 B.H.P. motors. The speed can be adjusted precisely. The auxiliary equipment for the paper-making machine, including pumps and agitators, is powered by lines of shafting driven by motors.
Calender motors are of the variable speed type, being designed to run from 100 revolutions per minute to 600 revolutions per minute. Variations from 300 to 600 revolutions per minute can be regulated by the shunts, the loss being negligible. Several of the motors are geared up to the various machines, as is the case with the calender.
Calender motors are variable speed motors, designed to operate between 100 and 600 revolutions per minute. Speed adjustments from 300 to 600 revolutions per minute can be made using shunts, with minimal loss. Many of the motors are geared to different machines, similar to how it's done with the calender.
As regards cost, the capital outlay on the 500-K.W. generating plant, including engines, dynamos, boilers, condensers, steam pipes, filters, etc., and all engine room accessories, was £9,500.
As for the cost, the total investment for the 500-K.W. generating plant, which includes engines, dynamos, boilers, condensers, steam pipes, filters, and all engine room accessories, was £9,500.
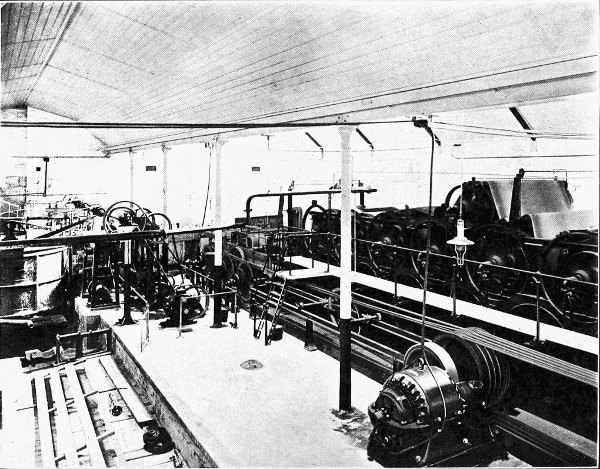
In addition to the above, the plant also contains a Parson's[Pg 223] steam turbine of 1,000 K.W., driving two continuous current dynamos.
In addition to the above, the plant also contains a Parson's[Pg 223] steam turbine with a capacity of 1,000 K.W., powering two continuous current dynamos.

The Eibel Patent.—One of the most important improvements in connection with the manufacture of newspaper is the Eibel process, designed to increase the speed of the machine and to reduce the amount of suction at the vacuum box. In the ordinary machine the wire has usually been arranged to move in a horizontal plane. In some machines means have been provided for adjusting the breast-roll end of the wire to different elevations to provide for dealing with different grades of stock, but the wire has never hitherto been so inclined as to cause the paper stock to travel at a speed, under the action of gravity, to equal or approximate the speed of the wire. In all previous methods of working, the wire has for a considerable portion of its length, starting from the breast-roll, drawn the stock along in consequence of the wire moving much faster than the stock, and the stock has waved, or rippled, badly near the breast-roll end of the wire. This has gradually diminished until an equilibrium has been established and an even surface obtained, but not until the waving or rippling has ceased at some considerable distance from the breast-roll have the fibres become laid uniformly, and the machines have therefore necessarily been run slowly to give ample time for the water to escape and for the fibres to lie down so as to make them a uniform sheet. In many cases the breast-roll has[Pg 224] been raised 14 or 15 inches, and the stock rushes, as it were, downhill.
The Eibel Patent.—One of the key advancements in newspaper manufacturing is the Eibel process, aimed at increasing machine speed and reducing suction at the vacuum box. In typical machines, the wire has generally been set to move in a horizontal plane. Some machines have features that adjust the breast-roll end of the wire to different heights for handling various grades of stock, but the wire has never before been tilted enough to let the paper stock move at a speed, due to gravity, that matches or comes close to the wire's speed. In all earlier methods, the wire, starting from the breast-roll, has pulled the stock along since it moves much faster than the stock, causing the stock to wave or ripple significantly near the breast-roll end of the wire. This effect eventually diminishes until an equilibrium is reached and a smooth surface is achieved, but not until the waving or rippling has stopped at a considerable distance from the breast-roll have the fibers become uniformly laid down. As a result, machines have had to operate slowly to allow enough time for water to escape and for the fibers to settle into a uniform sheet. In many instances, the breast-roll has[Pg 224]been raised 14 or 15 inches, causing the stock to rush downhill, so to speak.
As, during the formation of the paper, the stock and the wire practically do not move relatively to each other, there is no drag of the stock upon the wire; consequently there is a more rapid and uniform drainage of the water from the stock, the full influence of the “shake” is made effective to secure uniformity in the distribution and interlocking of the fibres, and the regularity of the formation of the paper is not disturbed by waves or currents, which would otherwise be caused by pull of the wire upon the stock.
As the paper is being formed, the pulp and the wire practically remain still relative to each other, so there’s no drag of the pulp on the wire; this means there's a faster and more even drainage of water from the pulp. The full effect of the “shake” works to ensure even distribution and interlocking of the fibers, and the consistency of the paper formation isn’t disrupted by waves or currents, which would otherwise be created by the wire pulling on the pulp.
This ingenious device is now working successfully in many paper mills.
This clever device is now operating effectively in many paper mills.
Machinery.—In setting out the plant necessary for a paper mill which is designed to produce a given quantity of finished paper, the manufacturer takes into consideration the class of paper to be made and the raw material to be employed. The following schedule has been prepared on such a basis:—
Machinery.—When planning the equipment needed for a paper mill that aims to produce a specific amount of finished paper, the manufacturer considers the type of paper to be made and the raw materials to be used. The following schedule has been prepared based on these factors:—
Plant and Machinery for High-class Printings.
Paper.
Document.
High-class printings made of wood pulp and esparto, used alone or blended in varying proportions as required. Quantity, 250 tons weekly.
High-quality prints made from wood pulp and esparto, used individually or mixed in different amounts as needed. Quantity: 250 tons per week.
Raw Material.
Raw Material.
Esparto; chemical wood pulp.
Esparto; chemical cellulose.
Quantity: esparto, about 200 tons; wood pulp, 150 to 160.
Quantity: esparto, around 200 tons; wood pulp, 150 to 160.
China clay and usual chemicals.
China clay and regular chemicals.
In the estimation of materials required for the production of about 250 tons of paper, it is assumed that the 200 tons of esparto fibre will yield 90 tons bleached esparto fibre, and[Pg 225] that the mechanical losses which take place during manufacture are counterbalanced by the weight of china clay added to the pulp. These conditions naturally vary in different mills, but such variations do not affect the schedule of machinery.
In estimating the materials needed to produce around 250 tons of paper, it is assumed that 200 tons of esparto fiber will produce 90 tons of bleached esparto fiber, and[Pg 225] that the mechanical losses that happen during manufacturing are offset by the weight of china clay added to the pulp. These conditions can vary in different mills, but such variations don't impact the machinery schedule.
Unloading Sheds.
Unloading Areas.
2 steam or electric cranes for handling fibre, clay, alum, bleach, rosin, coal, and finished paper.
2 steam or electric cranes for handling fiber, clay, alum, bleach, rosin, coal, and finished paper.
1 3-ton weighbridge.
3-ton weighbridge.
1 5-cwt. platform scales.
1 5-cwt. platform scales.
Steam Plant.
Steam Power Plant.
6 8-ft. by 30-ft. Lancashire boilers.
6 8-ft. by 30-ft. Lancashire boilers.
Fuel economiser.
Fuel saver.
Feed-water pump and tank.
Feed water pump and tank.
Water softening apparatus.
Water softener.
1 500-h.-p. main steam engine, for fibre departments and beater floor.
1 500-h.p. main steam engine, for fiber departments and beater floor.
Chemical Department.
Chemistry Department.
Hoist for clay, alum, bleach, lime, &c.
Hoist for clay, alum, bleach, lime, etc.
4 causticising pans, 9 ft. diameter, 9 ft. deep.
4 causticizing pans, 9 ft. in diameter, 9 ft. deep.
2 storage tanks.
2 storage tanks.
2 chalk sludge filter presses.
2 chalk slurry filter presses.
2 clay-mixing vats, 6 ft. diameter, 6 ft. deep.
2 clay-mixing vats, 6 ft. in diameter, 6 ft. deep.
1 starch mixer, 6 ft. diameter, 6 ft. deep.
1 starch mixer, 6 ft. wide, 6 ft. deep.
1 size boiler, 8 ft. diameter, 8 ft. deep.
1 size boiler, 8 ft. wide, 8 ft. deep.
3 size storage tanks, 1,000 gallons each.
3 storage tanks, each with a capacity of 1,000 gallons.
3 bleach-mixing vats.
3 bleach-mixing tanks.
3 bleach liquor settling tanks.
3 bleach liquor settling tanks.
2 clear bleach liquor storage tanks.
2 clear bleach liquor storage tanks.
1 alum dissolving tank.
1 alum dissolving tank.
Recovery Department:—
Recovery Department:—
Soda.
Soda.
1 multiple effect evaporating plant.
1 multiple effect evaporator system.
4 lixiviating tanks, 2,000 gallons each.
4 leaching tanks, 2,000 gallons each.
2 storage tanks for clear liquor from lixiviating tanks, 20,000 gallons capacity.
2 storage tanks for clear liquor from leaching tanks, 20,000 gallons capacity.
Fibre.
Fiber.
2 tanks for receiving machine backwater.
2 tanks for collecting machine backwater.
2 Fullner's stuff catchers, or some other system of treating backwater.
2 Fullner's stuff catchers, or some other method of handling stagnant water.
2 filter presses.
2 filter presses.
Esparto Department.
Esparto Department.
1 esparto duster.
esparto dust cloth.
Travelling conveyer for cleaned esparto.
Conveyor for cleaned esparto.
6 Sinclair vomiting boilers, each of 3 tons capacity.
6 Sinclair boilers, each with a capacity of 3 tons, are malfunctioning and leaking.
2 measuring tanks for caustic liquor.
2 measuring tanks for caustic solution.
4 washing engines, 15 cwt. capacity.
4 washing machines, 15 cwt. capacity.
6 Tower bleaching engines.
6 tower bleaching machines.
1 presse-pâte.
1 dough press.
10 galvanised iron trucks.
10 galvanized iron trucks.
Wood Pulp Department.
Wood Pulp Division.
4 pulp disintegrators and pumps.
4 pulp disintegrators and pumps.
4 Tower bleaching engines.
4 tower bleaching machines.
4 washing tanks or drainers.
4 washing tanks or strainers.
6 galvanised iron trucks.
6 galvanized iron trucks.
Beater Floor.
Floor Cleaner.
8 1,200-lbs. beating engines.
8 1,200-lb. beating engines.
2 Marshall refiners.
2 Marshall refiners.
6 galvanised iron trucks.
6 galvanized iron trucks.
Paper Machine Room.
Paper Machine Area.
2 paper machines, 106 in. wide, with stuff chests, strainers, and engines complete.
2 paper machines, 106 inches wide, with stock chests, strainers, and engines fully equipped.
1 paper machine, 120 in. wide, with stuff chests, strainers, and engines complete.
1 paper machine, 120 inches wide, equipped with stuff chests, strainers, and complete engines.
Patent dampers for each machine.
Patent dampers for every machine.
Calendering Room.
Calendar Room.
2 110-in. supercalenders. 4,2]
2 110-inch supercalenders. 4,2]
2 100-in. supercalenders.
2 100-inch supercalenders.
2 6-reel cutters.
2 six-reel cutters.
1 200-h.-p. main steam engine.
1 200-hp main steam engine.
Finishing Room.
Finishing Area.
Sorting tables.
Sort tables.
Packing press.
Packing machine.
Weighing machine.
Scale.
Repairs Department.
Repair Department.
Usual repair outfit, such as lathes, planing machine, drilling tools, etc.
Usual repair equipment, like lathes, planers, drilling tools, etc.
Blacksmith's shop outfit.
Blacksmith shop gear.
Carpenter's shop outfit.
Carpenter's workshop attire.
Calender roll grinder.
Calendar roll grinder.
Water Supply.
Water Supply.
Main storage tank, 50,000 gallons capacity.
50,000-gallon main storage tank.
Water pumps.
Water pumps.
Piping and connections to various departments.
Pipes and connections to different departments.
Bell's patent filters (if necessary).
Bell's patent filters (if needed).
CHAPTER XII
THE DETERIORATION OF PAPER
Recent complaints about the quality of paper and the rapid decay of manuscripts and papers have resulted in arousing some interest in the subject of the durability of paper used for books and legal documents, and in the equally important question of the ink employed. The Society of Arts and the Library Association in England and the Imperial Paper Testing Institute in Germany have already appointed special committees of inquiry, and from this it is evident that the subject is one of urgent importance.
Recent complaints about the quality of paper and the quick deterioration of manuscripts and documents have sparked some interest in the durability of paper used for books and legal papers, as well as the equally important issue of the ink used. The Society of Arts and the Library Association in England, along with the Imperial Paper Testing Institute in Germany, have already set up special inquiry committees, showing that this topic is critically important.
It is sometimes argued that the lack of durability is due to the want of care on the part of manufacturers in preserving the knowledge of paper-making as handed down by the early pioneers, but such an argument is superficial and utterly erroneous. The quality of paper, in common with the quality of many other articles of commerce, has suffered because the demand for a really good high-class material is so small. The general public has become accustomed to ask for something cheap, and since the reduction in price is only rendered possible by the use of cheap raw material and less expensive methods of manufacture, the paper of the present day, with certain exceptions, is inferior to that of fifty years ago.
It’s sometimes said that the lack of durability comes from manufacturers not caring enough to maintain the paper-making knowledge passed down by the early innovators, but that claim is superficial and completely wrong. The quality of paper, like that of many other products, has declined because there’s only a small demand for truly high-quality materials. The general public has grown used to asking for something cheap, and since lower prices are only possible through the use of cheaper raw materials and less costly manufacturing methods, today’s paper, with a few exceptions, is worse than it was fifty years ago.
The causes which favour the deterioration of paper are best understood by an inquiry into the nature of the fibres and other materials used and the methods of manufacture employed.
The reasons that contribute to the deterioration of paper are best understood by examining the types of fibers and other materials used, as well as the manufacturing methods employed.
The Fibres Used.—Cotton and linen rags stand preeminent amongst vegetable fibres as being the most suitable for the production of high-class paper capable of withstanding the ravages of time. This arises from the fact that cotton and linen require the least amount of chemical treatment to convert them into paper pulp, since they are almost pure cellulose, cotton containing 98·7 per cent. of air-dry cellulose, and flax 90·6 per cent. The processes through which the raw cotton and flax are passed for the manufacture of textile goods are of the simplest character, and the rags themselves can be converted into paper without chemical treatment if necessary. As a matter of fact certain papers, such as the O. W. S. and other drawing papers, are manufactured from rags without the aid of caustic soda, bleach, or chemicals. The rags are carefully selected, boiled for a long time in plain water, broken up and beaten into pulp, and made up into sheets by purely mechanical methods.
The Fibres Used.—Cotton and linen rags are the top choices among vegetable fibers for making high-quality paper that can endure the test of time. This is because cotton and linen need the least chemical treatment to turn them into paper pulp, as they are almost entirely made of cellulose—cotton has 98.7 percent air-dry cellulose, and linen has 90.6 percent. The processes used to turn raw cotton and linen into textiles are straightforward, and the rags themselves can be transformed into paper without any chemical treatment if needed. In fact, certain papers, like O.W.S. and other drawing papers, are made from rags without using caustic soda, bleach, or other chemicals. The rags are carefully chosen, boiled for an extended period in plain water, shredded, and beaten into pulp, then formed into sheets using purely mechanical methods.
The liability of papers to decay, in respect of the fibrous composition, is almost in direct proportion to the severity of the chemical treatment necessary to convert the raw material into cellulose, and the extent of the deviation of the fibre from pure cellulose is a measure of the degradation which is to be expected. The behaviour of the fibres towards caustic soda or any similar hydrolytic agent serves to distinguish the fibres of maximum durability from those of lesser resistance. It may be noted that in the former the raw materials, viz., cotton, linen, hemp, ramie, etc., contain a high percentage of pure cellulose, while in the latter the percentage of cellulose is very much lower, such fibres as esparto, straw, wood, bamboo, etc., giving only 40-50 per cent. of cellulose. The two extremes are represented by pure cotton rag and mechanical wood pulp. Other things being equal, the decay which may[Pg 230] take place in papers containing the fibre only, without the admixture of size or chemicals, may be considered as one of oxidation, which takes place slowly in cotton, and much more rapidly with mechanical wood pulp. Experimental evidence of this oxidation is afforded when thin sheets of paper made from these materials are exposed to a temperature of 100° to 110° C. in an air oven. The cotton paper is but little affected, while the mechanical wood pulp paper soon falls to pieces.
The tendency of paper to break down, based on its fiber composition, is almost directly related to how intense the chemical process needs to be to turn the raw materials into cellulose. The degree of difference between the fiber and pure cellulose indicates how much degradation can be expected. How the fibers react to caustic soda or similar hydrolytic agents helps distinguish the most durable fibers from those that are less resistant. It's worth noting that the more durable fibers, like cotton, linen, hemp, and ramie, have a high percentage of pure cellulose, while less durable options, such as esparto, straw, wood, and bamboo, have a much lower cellulose percentage, typically around 40-50%. The extremes here are pure cotton rags and mechanical wood pulp. If everything else is equal, the decay that may occur in papers made from fiber alone, without any added size or chemicals, can be seen as oxidation, which happens slowly in cotton but much faster in mechanical wood pulp. This oxidation is demonstrated when thin sheets of paper made from these materials are heated in an air oven at 100° to 110° C. The cotton paper shows little change, while the mechanical wood pulp paper quickly disintegrates.
The order of durability of various papers in relation to the fibrous constituents may be expressed thus: (1) rag cellulose; (2) chemical wood cellulose; (3) esparto, straw, and bamboo celluloses; (4) mechanical wood pulp. The rate and extent of oxidation is approximately shown by the effect of heat as described. The differences between the celluloses are also shown by heating strips of various papers in a weak solution of aniline sulphate, which has no effect on wood or rag cellulose, dyes esparto and straw a pinkish colour, and imparts a strong yellow colour to mechanical wood pulp and jute.
The durability order of different types of paper based on their fibrous components is as follows: (1) rag cellulose; (2) chemical wood cellulose; (3) esparto, straw, and bamboo celluloses; (4) mechanical wood pulp. The rate and level of oxidation are roughly indicated by the impact of heat as explained. The differences among the celluloses are also demonstrated by heating strips of various papers in a weak solution of aniline sulfate, which has no effect on wood or rag cellulose, gives esparto and straw a pinkish tint, and turns mechanical wood pulp and jute a strong yellow.
Physical Qualities.—The permanence of a paper depends not only upon the purity of the fibrous constituents and the freedom from chemicals likely to bring about deterioration, but also upon the general physical properties of the paper itself. Other things being equal, the more resistant a paper is to rough usage the longer will it last. The reason why rag papers are so permanent is that not only is the chemical condition of the cellulose of the highest order, but the physical structure of the fibre is such that the strength of the finished paper is also a maximum.
Physical Qualities.—The durability of paper depends not only on the quality of the fibers and the absence of harmful chemicals that can cause deterioration but also on the overall physical properties of the paper itself. Other factors being equal, the more durable a paper is against wear and tear, the longer it will last. The reason why rag papers are so durable is that not only is the chemical quality of the cellulose top-notch, but the physical structure of the fibers is also designed to provide maximum strength to the finished paper.
The methods of manufacture may be modified to almost any extent, giving on the one hand a paper of extraordinary toughness, or on the other hand a paper which falls to pieces after a very short time. Thus a strong bank-note[Pg 231] paper may be crumpled up between the fingers three or four hundred times without tearing, while an imitation art paper is broken up when crumpled three or four times.
The manufacturing processes can be changed in many ways, resulting in either extremely durable paper or paper that easily disintegrates in a short period. For example, a strong banknote[Pg 231] paper can be crumpled between your fingers three or four hundred times without tearing, while a fake art paper falls apart after being crumpled just three or four times.
A thorough study of the physical qualities of a paper is therefore necessary to an appreciation of the conditions for durability. The physical structure of the fibre, the modifications produced in it by beating, the effect of drying, sizing, and glazing upon the strength and elasticity of the finished paper, are some of the factors which need to be considered.
A detailed study of the physical properties of paper is essential for understanding what makes it durable. We need to consider the physical structure of the fibers, the changes caused by beating, and how drying, sizing, and glazing affect the strength and flexibility of the final paper.
Strength.—The strength of a paper as measured by the tensile strain required to fracture a strip of given width, and the percentage of elongation which the paper undergoes when submitted to tension, are properties of the utmost importance. The elasticity, that is, the amount of stretch under tension, has not received the attention from paper-makers that it deserves. If two papers of equal tensile strength differ in elasticity, it may be taken for granted that the paper showing a greater percentage of elongation under tension is the better of the two.
Strength.—The strength of a paper is determined by the tensile strain needed to break a strip of a specific width, along with the percentage of elongation the paper experiences when pulled. These are extremely important properties. The elasticity, or the degree of stretch under tension, hasn't gotten the attention from paper manufacturers that it deserves. If two papers have the same tensile strength but differ in elasticity, you can assume that the one with a higher percentage of elongation under tension is the superior option.
The strength of a paper, as already indicated, is greatly influenced by the conditions of manufacture. This has been explained in the chapter devoted to the subject of beating, and other examples are briefly given in the following paragraphs.
The strength of a paper, as already mentioned, is significantly affected by the manufacturing conditions. This has been explained in the chapter focused on beating, and more examples are briefly provided in the following paragraphs.
Bulk.—The manufacture during recent years of light bulky papers for book production has accentuated the problem in a marked degree, and the factor of bulk as one of the causes of deterioration is therefore a comparatively new one. It is interesting to notice that the rapid destruction of such books by frequent use is in no way related to the chemical purity of the cellulose of which it is composed, or to the influence of any chemical substance associated with the fibre. It is purely a mechanical question, to be explained by reference to the process of manufacture.
Bulk.—The recent production of lightweight bulky papers for books has significantly highlighted the issue, making bulk a relatively new factor contributing to deterioration. It's noteworthy that the rapid damage of such books from frequent use isn't connected to the chemical purity of the cellulose they're made from or any chemical substances linked to the fiber. It's purely a mechanical issue, which can be explained by looking at the manufacturing process.
This paper is made from esparto entirely, or from a mixture of esparto and wood pulp. The pulp is beaten quickly, and for as short a time as possible, little or no china clay being added, and only a very small percentage of rosin size. The wet sheet of paper is submitted to very light pressure at the press rolls, and the bulky nature is preserved by omitting the ordinary methods of calendering.
This paper is made entirely from esparto or from a mix of esparto and wood pulp. The pulp is beaten quickly and for a minimal time, with little or no china clay added and only a very small amount of rosin size. The wet sheet of paper is subjected to very light pressure at the press rolls, and its bulky nature is maintained by skipping the usual calendering methods.
The paper thus produced consists of fibres which are but little felted together. The physical condition and structure of the paper are readily noticeable to the eye, and when these peculiarities are reduced to numerical terms the effect of the conditions of manufacture is strikingly displayed.
The paper created this way is made up of fibers that aren't tightly pressed together. You can easily see the physical condition and structure of the paper, and when these characteristics are measured numerically, the impact of the manufacturing process is clearly shown.
The effect of this special treatment is best seen by contrasting the bulky esparto featherweight paper with the normal magazine paper made from esparto. In the latter case a smoother, heavier, stronger sheet of paper is made from identically the same raw material. But the pulp is beaten for a longer period, while mineral matter and size are added in suitable proportions. The press rolls and calenders are used to the fullest extent.
The impact of this special treatment is most evident when you compare the bulky esparto featherweight paper with regular magazine paper made from esparto. In the second case, a smoother, heavier, and stronger sheet of paper is produced from the exact same raw material. However, the pulp is processed for a longer time, and mineral matter and sizing agents are added in appropriate amounts. The press rolls and calenders are utilized to their maximum capacity.
The difference between these two papers, both consisting, as they do, of pure esparto with a small proportion of ash may be emphasised by comparing the analysis by weight with analysis by volume. The two papers in question when analysed by weight proved to have the following composition:—
The difference between these two papers, both made of pure esparto with a small amount of ash, can be highlighted by comparing the analysis by weight with the analysis by volume. When analyzed by weight, the two papers showed the following composition:—
| — | Parts by Weight. | |
| Featherweight. | Ordinary. | |
| Esparto fibre | 96·0 | 95·4 |
| Ash, etc | 4·0 | 4·6 |
| —— | —— | |
| 100·0 | 100·0 | |
But if the papers are compared in terms of the composition by volume, it will be found that the featherweight contains a large amount of air space.
But if the papers are compared in terms of the composition by volume, it will be found that the featherweight contains a large amount of air space.
| — | Composition by Volume. | |
| Featherweight. | Ordinary. | |
| Esparto fibre | 28·0 | 65·5 |
| Ash, etc | 0·7 | 1·8 |
| Air space | 71·3 | 32·7 |
| ——- | —— | |
| 100·0 | 100·0 | |
In other words, the conditions of manufacture for the bulky paper are such that the fibres are as far apart from one another as possible, and the cohesion of fibre to fibre is reduced to a minimum.
In other words, the way the thick paper is made keeps the fibers as separated as possible, and the connection between the fibers is minimized.
While paper of this description is agreeable to the printer, and probably to the general reading public, yet its strength and physical qualities, from the point of view of resistance to wear and tear, are of the lowest order. It is very difficult to rebind books made from it, which is not altogether to be wondered at, seeing that the bookbinder's stitches can hardly be expected to hold together sheets containing 60 to 70 per cent. of air space.
While paper like this is nice for printers and likely for the average reader, its durability and physical qualities are quite poor when it comes to resisting wear and tear. It's really hard to rebind books made from this paper, which isn't surprising since the bookbinder's stitches can hardly be expected to keep sheets with 60 to 70 percent air space together.
This concrete case emphasises the necessity for including in a schedule of standards of quality a classification of papers according to strength and bulk.
This specific case highlights the importance of including in a quality standards schedule a classification of papers based on their strength and thickness.
Surface.—The introduction of new methods of printing has brought about some changes in the process of glazing and finishing paper which are not altogether favourable to the manufacture of a sheet having maximum qualities of strength and elasticity, two conditions which are essential[Pg 234] to permanence. In other words, the very high finish and surface imparted to paper by plate-glazing, supercalendering, water finish, and other devices of a similar character is carried to excess.
Surface.—The introduction of new printing methods has resulted in some changes in the glazing and finishing process of paper that aren't entirely beneficial for producing sheets with optimal strength and flexibility, which are both essential for durability. In other words, the extremely high finish and surface applied to paper through plate-glazing, supercalendering, water finish, and similar techniques are taken to an extreme.
All papers are improved in strength by glazing up to a certain point, but over-glazing crushes the paper, renders it brittle and liable to crack. Unfortunately, the maximum strength of a paper is generally reached before the maximum of finish, with the result that the former is frequently sacrificed to the latter. The usual result of glazing is found in an increase of 8 to 10 per cent. in the tensile strength, but a diminution of elasticity to the extent of 8 to 10 per cent. With supercalendered magazine papers, the high surface is imparted for the sake of the illustrations which are produced by methods requiring it. The addition of considerable quantities of clay or mineral substances improves the finish, so that the question of the relation of glazing to strength, surface, and loading is one which affects the subject of deterioration of paper very materially. With writing paper the false standard of an “attractive” appearance is almost universally accepted by the public as the basis of purchase without any reference to actual quality.
All papers get stronger with glazing up to a certain point, but too much glazing crushes the paper, making it brittle and prone to cracking. Unfortunately, a paper usually reaches its maximum strength before achieving its best finish, leading to the sacrifice of strength for finish. Typically, glazing increases tensile strength by 8 to 10 percent but decreases elasticity by a similar amount. For supercalendered magazine papers, the smooth surface is created for the illustrations that require it. Adding large amounts of clay or mineral substances improves the finish, so the relationship between glazing, strength, surface, and loading significantly impacts paper deterioration. With writing paper, the misleading standard of an “attractive” appearance is widely accepted by the public as the main factor in purchasing, without considering actual quality.
Mineral Substances.—China clay, sulphate of lime, agalite and other inert mineral substances are important factors in lowering the quality of paper, not so much in promoting the actual deterioration of paper by any chemical reaction with the fibres, as in making the paper less capable of resistance to the influence of atmospheric conditions and ordinary usage. Clay in small, well-defined quantities serves a useful purpose, if added to some papers, because it favours the production of a smooth surface, but when the combination of mineral substances is carried to an extreme, then the result from the point of view of permanence is disastrous. This is well recognised by all[Pg 235] paper-makers, and in Germany the limits of the amount of clay or loading in high-grade paper have been rigidly fixed. In the case of imitation art paper, which contains 25 to 30 per cent. of its weight of clay, the strength and resistance of the sheet is reduced to a minimum. The paper falls to pieces if slightly damped, the felting power of the fibres being rendered of no effect owing to the weakening influence of excessive mineral matter. This paper is used chiefly for catalogues, programmes, circulars, and printed matter of a temporary and evanescent character, and so long as it is confined to such objects it serves a useful purpose, being cheap, and suitable for the production of illustrations by means of the half-tone process; but its lasting qualities are of the lowest order. The addition of 10 per cent. of any mineral substance must be regarded as the maximum allowance for papers intended for permanent and frequent use.
Mineral Substances.—China clay, gypsum, agalite, and other inert mineral substances are key contributors to the decline in paper quality, not primarily by causing chemical reactions with the fibers, but by making the paper less able to withstand environmental conditions and regular handling. Small, well-defined amounts of clay can be beneficial when added to certain papers, as it helps create a smooth surface. However, if the proportions of mineral substances are taken too far, the impact on longevity is disastrous. This is widely acknowledged by all[Pg 235] paper-makers, and in Germany, strict limits have been established on the amount of clay or filler in high-quality paper. For imitation art paper, which contains 25 to 30 percent clay by weight, the strength and durability of the sheet are minimized. The paper disintegrates if it becomes slightly damp, as the bonding ability of the fibers is compromised due to the excessive mineral content. This type of paper is primarily used for catalogs, programs, circulars, and other temporary print materials, and it serves a practical purpose as long as it’s limited to those uses, being inexpensive and effective for producing illustrations through the halftone process; however, its durability is very low. The inclusion of 10 percent of any mineral substance should be seen as the maximum for papers meant for long-term and frequent use.
Coating Material.—The ingenious method for producing an absolutely even surface on paper by the use of a mixture of clay or other mineral substance and an adhesive like glue or casein brushed on to the surface of the paper, is responsible for many of the complaints about the papers of the present day.
Coating Material.—The clever technique for creating a perfectly smooth surface on paper using a blend of clay or other mineral substances with an adhesive like glue or casein applied to the paper's surface has led to numerous complaints about today's papers.
The sole merit of this substance is the facility with which half-tone process blocks can be utilised for the purpose of picture production. Beyond this, nothing can be said. The paper is brittle, susceptible to the least suspicion of dampness, with a high polish which in artificial light produces fatigue of the reader's eye very quickly, heavy to handle, and liable to fall to pieces when bound up in book form.
The only advantage of this material is how easily half-tone process blocks can be used for picture production. Apart from that, there isn’t much to say. The paper is brittle, sensitive to even the slightest moisture, has a high polish that quickly causes eye fatigue under artificial light, is heavy to handle, and tends to fall apart when bound into book form.
As the fibrous material is completely covered by mineral substances, it is frequently considered of secondary importance, with the result that the “value” of the paper is[Pg 236] judged entirely by the surface coating, with little regard to the nature of the body paper. In such cases, with an inferior body paper, the pages of a book very quickly discolour, and the letterpress becomes blurred.
As the fibrous material is fully covered by mineral substances, it’s often seen as less important, which means that the “value” of the paper is[Pg 236] determined solely by the surface coating, with little attention paid to the quality of the body paper. In these instances, if the body paper is of poor quality, the pages of a book can quickly yellow, and the text becomes smudged.
Analysis of a Typical Art Paper.
Analysis of a Typical Art Paper.
| — | Per Cent. by Weight. | — | Volume Composition per Cent. |
| Fibre | 77·5 | Fibre | 68·3 |
| Ash, etc. | 22·5 | Ash | 12·0 |
| Air space | 19·7 | ||
| —— | —— | ||
| 100·0 | 100·0 | ||
Rosin.—The presence of an excess of rosin is a well-known factor in the disintegration of the paper, even when the fibrous composition is of the highest order. The decomposition is largely due to the action of light, many experiments having been made by Herzberg and others to determine the nature of the reactions taking place. One of the chief alterations is the change brought about in the ink-resisting qualities of the paper.
Rosin.—Having too much rosin is a well-known reason for paper breakdown, even if the fiber composition is top-notch. This breakdown is mainly caused by light exposure, with many experiments conducted by Herzberg and others to understand the reactions involved. One of the main changes is the alteration in the ink-resisting properties of the paper.
The actual character of the chemical reactions as far as the effect on the fibre is concerned is not accurately known. The degradation of a hard-sized rosin paper by exposure to strong sunlight, for example, is probably due to the alteration in the rosin size, and not to any material change in the cellulose. It is hardly conceivable that in a pure rag paper sized with rosin and yielding readily to ink penetration, after about one year's exposure to light, the cellulose itself had undergone any chemical changes capable of detection.
The exact nature of the chemical reactions affecting the fiber isn't clearly understood. For instance, the breakdown of a hard-sized rosin paper when exposed to intense sunlight is likely because of changes in the rosin size, not because of any significant change in the cellulose. It's almost impossible to think that in a pure rag paper sized with rosin, which easily absorbs ink, there would be any detectable chemical changes in the cellulose after about a year of being in the light.
Gelatine.—Papers properly sized with gelatine are preferable to those sized with rosin for the majority of books and documents preserved under normal circumstances. But the nature of a tub-sized paper may be, and often is, greatly altered by unusual climatic conditions. In hot, damp countries papers are quickly ruined, and high-class drawing papers sized with gelatine often rendered useless. The change is scarcely visible on the clean paper, and is only observed when the paper is used for water-colour work, the colour appearing blotchy in various parts of the sheet where the gelatine has been decomposed by the united action of heat and damp.
Gelatin.—Papers properly sized with gelatin are better than those sized with rosin for most books and documents kept under normal conditions. However, the characteristics of tub-sized paper can be, and often are, significantly affected by unusual weather conditions. In hot, humid countries, papers can deteriorate quickly, and high-quality drawing papers sized with gelatin often become unusable. The change is hardly noticeable on the clean paper and is only seen when the paper is used for watercolor work, where the color looks blotchy in different parts of the sheet due to the gelatin breaking down from the combined effects of heat and humidity.
The artist is frequently compelled in such cases to put a layer of heavy white colour on the sheet of paper before proceeding to paint the picture.
The artist often has to apply a thick layer of white paint on the paper before continuing to paint the picture.
The storage of books under favourable conditions has a great deal to do with the permanence of the paper, and the degradation of a paper in relation to the tub-sizing qualities is much hastened by the presence of moisture in the air.
The way books are stored in good conditions greatly impacts how long the paper lasts, and paper breaks down faster due to tub-sizing qualities when there's moisture in the air.
Starch.—The same is true of starch, which is largely employed as a binding or sizing material in paper. The degradation of gelatine, starch, and similar nitrogenous substances is due to the action of organisms, and the following experiments, suggested by Cross, are interesting in this connection.
Starch.—The same goes for starch, which is mainly used as a binding or sizing agent in paper. The breakdown of gelatin, starch, and other similar nitrogen-rich substances happens because of organisms, and the experiments proposed by Cross are noteworthy in this context.
If strips of paper are put into stoppered bottles with a small quantity of warm water and kept at a temperature of about 80° F., fungus growths will be noticed on some of them after the lapse of fourteen days. Rag papers sized with gelatine will show micro-organisms of all kinds. A pure cellulose paper, like filter paper, will not produce any such effects. The result in the first case is due to the nitrogenous substance, viz., the gelatine used in sizing,[Pg 238] since the two papers are identical as far as the cellulose fibres are concerned. High-class wood pulp papers, unless sized with gelatine, would not show similar results. The action of the organisms upon the nitrogenous material by a process of hydrolysis is in the direction of the production of soluble compounds allied to the starch sugars capable of being assimilated by organisms.
If you put strips of paper into sealed bottles with a small amount of warm water and keep them at about 80°F, you’ll notice fungus growths on some of them after fourteen days. Rag papers that are treated with gelatin will show various micro-organisms. A pure cellulose paper, like filter paper, won’t produce any such effects. The result in the first case is due to the nitrogenous substance, namely, the gelatin used in sizing, since the two papers are identical in terms of the cellulose fibers. High-quality wood pulp papers, unless they are sized with gelatin, wouldn’t show similar results. The action of the organisms on the nitrogenous material through a process of hydrolysis leads to the creation of soluble compounds related to starch sugars that can be absorbed by organisms.
The cellulose of esparto and straw are readily attacked, and it is on this account that the tissues of the various straws are digested more or less when eaten by animals. It is for this reason that the celluloses from straw and esparto are inferior to the cotton cellulose in producing a paper likely to be permanent.
The cellulose from esparto and straw is easily broken down, which is why the fibers of different straws are digested to some extent when animals eat them. This is also why the celluloses from straw and esparto are not as good as cotton cellulose for making paper that will last.
Chemical Residues.—The necessity for manufacturing a pure cellulose half-stuff is fully recognised by paper-makers. This was not the case in the early days of the manufacture of wood pulp, for it is a matter of common experience that many of the books printed on wood pulp paper between 1870 and 1880 are in a hopeless condition, and it is quite easy to find books and periodicals of that date the pages of which crumble to dust when handled. This serious defect has been proved to be due to the presence of traces of chemicals used in manufacture which have not been thoroughly removed from the pulp.
Chemical Residues.—Paper-makers fully recognize the importance of producing pure cellulose material. This wasn't always the case in the early days of wood pulp production, as it’s commonly known that many books printed on wood pulp paper between 1870 and 1880 are in terrible condition. It's quite easy to find books and magazines from that time whose pages crumble to dust when you handle them. This serious issue has been shown to result from the residual chemicals used in production that weren't completely eliminated from the pulp.
The precautions necessary in bleaching pulp by means of chloride of lime, in order to prevent (1) any action between the fibre and the calcium hypochlorite, (2) the presence of residual chlorine or soluble compounds derived from it, and (3) the presence of by-products arising from the use of an antichlor, are also well known to paper-makers. The subject has been closely studied by chemists, who have shown that the deterioration of many modern papers may be ascribed to carelessness in bleaching.
The precautions needed for bleaching pulp with calcium hypochlorite, to avoid (1) any reaction between the fiber and the chemical, (2) leftover chlorine or soluble compounds from it, and (3) by-products from using an antichlor, are also well known to paper manufacturers. Chemists have studied this topic in depth and have demonstrated that poor bleaching practices can lead to the deterioration of many modern papers.
The questions relating to the chemical residues of paper[Pg 239] can only be adequately dealt with by a discussion of actual cases which arise from time to time. There are certain conditions in manufacture, common to all papers, which may give rise to the presence of chemical residues, of which two have already been mentioned.
The questions about the chemical residues in paper[Pg 239] can only be effectively addressed by discussing actual cases that come up from time to time. There are specific manufacturing conditions, common to all types of paper, that can lead to the presence of chemical residues, two of which have already been mentioned.
The acidity of papers is frequently quoted as an instance. It is true that the presence of free acid in a paper is most undesirable, as it seriously attacks the cellulose, converting it into an oxidised form. This in course of time renders the paper so brittle as to destroy its fibrous character.
The acidity of paper is often cited as an example. It's true that having free acid in paper is really bad, as it seriously damages the cellulose, turning it into an oxidized form. Over time, this makes the paper so brittle that it loses its fibrous quality.
The change is brought about by the acid, which itself suffers no material alteration, so that the process of deterioration is continued almost indefinitely until the cellulose is completely oxidised. Most papers, however, show an acid reaction when tested with litmus, the usual reagent employed by those not familiar with the proper methods of testing paper. All papers which have been treated with an excess of alum for sizing purposes would show an acid reaction with litmus without necessarily containing any free acid.
The change is caused by the acid, which undergoes no significant alteration itself, allowing the deterioration process to continue almost endlessly until the cellulose is fully oxidized. However, most papers show an acidic reaction when tested with litmus, the typical reagent used by those unfamiliar with the correct methods of testing paper. All papers that have been treated with too much alum for sizing will show an acidic reaction with litmus, even if they don’t contain any free acid.
The presence of iron is undesirable, particularly in photographic papers, and since cellulose has a remarkable affinity for iron, the conditions of manufacture which tend to leave iron in the pulp have to be taken into consideration. The presence of minute quantities of iron in the form of impurities must not be confused with the presence of iron in large quantities derived from the toning and colouring of paper by means of iron salts.
The presence of iron is not ideal, especially in photographic papers, and since cellulose has a strong attraction to iron, the manufacturing conditions that leave iron in the pulp need to be considered. The existence of tiny amounts of iron as impurities should not be confused with large amounts of iron introduced through toning and coloring the paper using iron salts.
The fading of colour is frequently observed when coloured papers are tested on boxboards, particularly those made of straw. This fading may often be traced to the presence of alkali in the straw board which has not been completely removed in the process of manufacture.
The fading of color is often seen when colored papers are tested on boxboards, especially those made from straw. This fading is usually linked to the presence of alkali in the straw board that hasn't been completely eliminated during the manufacturing process.
The blurring of letterpress is a defect which often occurs with printing papers made of chemical wood pulp. The oil[Pg 240] in the ink seems to separate out on either side of the letter, producing a discoloration. In such cases the paper itself frequently exhibits an unpleasant smell.
The blurring of letterpress is a flaw that often happens with printing papers made from chemical wood pulp. The oil[Pg 240] in the ink appears to separate on either side of the letter, causing discoloration. In these cases, the paper itself often has an unpleasant odor.
These defects are usually determined by the presence of traces of sulphur compounds in the paper resulting from incomplete washing of the pulp in manufacture. The presence of sulphur compounds sometimes associates itself with papers which have been coloured by means of ultramarine, which in presence of alum is slightly decomposed by the heat of the drying cylinders.
These defects are typically identified by traces of sulfur compounds in the paper, which come from not washing the pulp thoroughly during production. The presence of sulfur compounds can also be linked to papers that have been dyed with ultramarine, which can slightly break down when heated in the drying cylinders, especially in the presence of alum.
Some knowledge of the effect of chemical residues in paper is important, not only in regard to the deterioration which takes place in the fibre itself, but also in relation to the fading of the ink which is used. The subject of the ink has received much attention from chemists on account of the serious difficulties which have been experienced by State departments in various countries.
Some understanding of how chemical residues affect paper is important, not just for the deterioration of the fiber itself but also for the fading of the ink used. The topic of ink has attracted a lot of attention from chemists due to the significant challenges faced by state departments in various countries.
The United States Department of Agriculture have devised certain methods for ascertaining the suitability of stamping ink used by the Government and suggest the qualities desirable in such an ink. The ink, first of all, must produce an indelible cancellation; that is, it must be relatively indelible as compared with the ink used for printing the postage stamps. The post-mark made with the ink must dry quickly in order that the mail matter may be handled immediately without any blurring or smearing of the post-mark.
The United States Department of Agriculture has developed specific methods to determine the suitability of the stamping ink used by the Government and recommends the desirable qualities for such ink. First and foremost, the ink must create a permanent cancellation; that is, it needs to be relatively permanent compared to the ink used for printing postage stamps. The postmark made with this ink must dry quickly so that mail can be handled immediately without any blurring or smearing of the postmark.
Both this property and the property of the indelibility involve the question of the rate at which the ink penetrates or is absorbed by the fibre of the paper. A satisfactory ink does not harden or form a crust on the ink-pad on exposure to air. There must be no deposition of solid matter on the bottom of the vessel in which the ink is stored, and the pigments on which the indelibility of the ink depends, if[Pg 241] insoluble, must not settle out in such a way as to make it possible to pour off from the top of the container a portion of the ink which contains little or none of the insoluble pigment or pigments.
Both this property and the property of indelibility involve how quickly the ink seeps into or is absorbed by the paper's fibers. Good ink doesn't harden or form a crust on the ink pad when exposed to air. There shouldn't be any solid material settling at the bottom of the container where the ink is stored, and if the pigments that give the ink its indelibility are insoluble, they shouldn't settle in a way that allows you to pour off a part of the ink from the top of the container that has little or no insoluble pigment.
Colour.—If the subject of deterioration of paper is to be considered in its broadest sense as including changes of any kind, the fading of colour must be taken into account. The use of aniline dyes which are not fast to light results in a loss of colour in paper just as with textiles, and the fading may be regarded as a function of the dye and not as arising from its combination with the paper.
Color.—If we look at the degradation of paper in the broadest sense to include any kind of changes, we need to consider color fading. The use of aniline dyes that aren’t lightfast leads to a loss of color in paper, similar to how it affects textiles, and the fading can be seen as a property of the dye itself rather than its interaction with the paper.
The gradual fading of some dyes, however, and of many water-colour pigments may be traced to the presence of residual chemicals in the paper and to the presence of moisture in an atmosphere impregnated with gaseous or suspended impurities. In fact the latter is a greater enemy to permanence of colour than light, since it has been proved by experiment that most colours do not fade when exposed to light in a vacuum. The oxygen of the air in combination with the moisture present is the principal agent in bringing about such changes. The dulling of bronze, or imitation gold leaf, on cover papers is a practical illustration of this, though this can hardly be quoted as an instance of actual deterioration of the paper.
The gradual fading of some dyes and many watercolor pigments can be linked to leftover chemicals in the paper and moisture in an atmosphere filled with gases or particles. In fact, the latter is a bigger threat to color durability than light, since experiments have shown that most colors don’t fade when exposed to light in a vacuum. The oxygen in the air, combined with the moisture present, is the main factor causing these changes. The dulling of bronze or imitation gold leaf on cover papers is a practical example of this, although it can't really be considered an actual deterioration of the paper.
The maintenance of the original colour can only be assured by the careful selection of pure fibrous material, the use of fast dyes, and the preservation of the book or painting from the conditions which favour the fading as described above. For common papers such precautions become impossible, but for water-colour drawings and valuable papers they are essential.
The original color can only be preserved by carefully choosing pure fiber materials, using fade-resistant dyes, and protecting the book or painting from conditions that promote fading as mentioned earlier. While these precautions are impossible for common papers, they are essential for watercolor drawings and valuable papers.
The demand for an abnormally white paper is indirectly the cause of deterioration in colour, but in this case the ultimate effect is not a fading but a discoloration of white[Pg 242] to a more or less distinct yellow or brown colour, due to changes in the fibre which may often be traced to excessive bleaching. In this case the fading of colour is directly due to deterioration of the paper itself, and may occur in celluloses of the best type. With lower-grade papers containing mechanical wood pulp the degradation of colour and fibre is inevitable.
The demand for an unusually white paper is indirectly causing a change in color, but in this case, the result isn’t fading; instead, it’s a discoloration from white[Pg 242] to a more or less distinct yellow or brown. This is due to changes in the fiber, often linked to excessive bleaching. Here, the fading of color is directly related to the paper's degradation and can happen even in high-quality cellulose papers. For lower-grade papers made from mechanical wood pulp, the loss of color and fiber is unavoidable.
Air and Moisture.—The exact effects produced on paper freely exposed, or in books as ordinarily stored, depend upon the condition of the atmosphere. Pure air has little or no action upon paper, cellulose being a remarkably inert substance, and even in impure mechanical wood pulp, if merely exposed to pure dry air, the signs of decay would be delayed considerably. The combined action of air and moisture is of a more vigorous character in promoting oxidation changes in the fibres, or a dissociation of the sizing and other chemical ingredients of the paper. The presence of moisture is, indeed, absolutely essential for the reaction of some substances upon one another, and it is easy to show that certain chemical compounds can be left in ultimate contact, if absolutely dry, for a lengthened period without reacting, but the addition of a little moisture at once produces chemical union. This may be shown by a simple experiment.
Air and Moisture.—The exact effects on paper that is freely exposed or stored in books depend on the atmosphere's condition. Clean air has little to no impact on paper, as cellulose is a surprisingly inert material, and even in impure mechanical wood pulp, if simply exposed to pure dry air, signs of deterioration would be significantly delayed. The combined effect of air and moisture is much more powerful in fostering oxidation changes in the fibers or breaking down the sizing and other chemical components of the paper. Moisture is, in fact, absolutely necessary for certain substances to react with one another, and it's easy to demonstrate that specific chemical compounds can remain in direct contact, if completely dry, for an extended time without reacting, but adding a bit of moisture immediately triggers a chemical reaction. This can be shown with a simple experiment.
Thus a piece of coloured paper which may be bleached immediately if suspended in an atmosphere of ordinary chlorine gas will remain unbleached for several hours if first thoroughly dried in an oven and exposed to dry gas.
Thus a piece of colored paper that can be bleached right away when placed in normal chlorine gas will stay unbleached for several hours if it’s first completely dried in an oven and then exposed to dry gas.
In the case of books and papers, these conditions which promote slow disintegration are aggravated by the presence of impurities in the air, such as the vapours of burning gas, the traces of acidity in the atmosphere of large manufacturing towns, the excessive dampness and perhaps heat of a climate favouring the growth of organisms. All these[Pg 243] factors are of varying degrees in different places, so that the deterioration of papers does not proceed in the same measure and at the same rate everywhere.
In the case of books and papers, the conditions that cause slow breakdown are worsened by pollutants in the air, like fumes from burning gas, acidity found in the atmosphere of large industrial cities, and high humidity and possibly heat in climates that encourage the growth of organisms. All these[Pg 243] factors vary in intensity depending on the location, so the deterioration of paper doesn't happen at the same level or speed everywhere.
Moisture.—It may not be out of place to discuss some important relations between moisture and the physical qualities of a sheet of paper. A paper in its normal condition always contains a certain proportion of water as one of its ingredients, and the presence of this moisture has much to do with the strength, elasticity, and use of the paper, the absence of moisture giving rise to defects and troubles in the use of the paper which to a certain extent lower its commercial value and deteriorate it, though not perhaps in the sense of permanent degradation of quality.
Moisture.—It makes sense to talk about the important connections between moisture and the physical properties of a sheet of paper. Normally, paper always has a certain amount of water as part of its composition, and this moisture significantly affects the paper's strength, flexibility, and usability. Without moisture, the paper can develop flaws and issues that, to some degree, reduce its market value and quality, although not necessarily in a way that causes lasting damage.
One trouble frequently experienced by stationers and others is that known as wavy edges. The edges of a stack containing sheets of paper piled upon one another frequently twist and curl, producing what are known as wavy edges. This arises from the fact that the paper when manufactured was deficient in natural moisture, and that when stacked it has gradually absorbed moisture, which is taken up first by the edges exposed to the air. This causes unequal expansion of the fibres with the production of the so-called wavy edges. The only remedy in such cases is the free exposure of the sheets before printing, so that the moisture is absorbed equally all over the sheet. The cracked edges of envelopes may be explained by reference to the same conditions. The paper is worked up into envelopes in an over-dry condition, and the fibres, being somewhat brittle, readily break apart from one another. If the paper is kept in stock for some time before use this defect can be very largely remedied.
One common issue faced by stationers and others is known as wavy edges. The edges of a stack of paper sheets often twist and curl, creating what are referred to as wavy edges. This happens because the paper was lacking natural moisture during production, and when stacked, it gradually absorbs moisture, starting with the edges exposed to the air. This leads to uneven expansion of the fibers, resulting in the so-called wavy edges. The only solution in these cases is to allow the sheets to breathe before printing so that moisture is absorbed evenly across the entire sheet. The cracked edges of envelopes can be explained by the same conditions. The paper is made into envelopes while still too dry, and the fibers, being somewhat brittle, easily break apart. If the paper is stored for a while before use, this problem can be largely fixed.
With supercalendered papers it is only possible to obtain the best results by allowing the paper to stand for several days after making before it is glazed.
With supercalendered papers, the best results can only be achieved by letting the paper sit for several days after it’s made before glazing it.
It is evident from these few examples that many of the troubles experienced by printers are due to the fact that orders for paper are frequently accompanied by an instruction for immediate delivery, under which circumstances it is impossible to obtain the best results. The expansion of papers used for lithography, and the bad register frequently seen in colour work, may be explained by reference to the behaviour of the individual fibres towards moisture. The expansion is usually greater in one direction of the paper than in the direction at right angles to it, and this is due to the fact that fibres have a greater ratio of expansion in the diameter than in the length.
It's clear from these few examples that many of the problems faced by printers stem from the fact that paper orders often come with a request for immediate delivery, which makes it impossible to achieve the best results. The expansion of papers used for lithography and the poor alignment often seen in color work can be explained by how individual fibers react to moisture. Typically, the expansion is greater in one direction of the paper than in the direction perpendicular to it, and this is because fibers expand more in their diameter than in their length.
The behaviour of papers when damped is a peculiarity well known to paper-makers and printers. For certain purposes it is desirable that paper should not show any material alteration when damped, since any expansion of the sheet is liable to throw the printing out of “register.” The liability of papers to such stretch or expansion is largely minimised by careful manipulation of the pulp during the process of beating, and also by a proper regulation of the web of paper as it passes from the wet end of the paper machine over the drying cylinders to the calenders. The paper which fulfils the necessary qualifications as to a minimum stretch is prepared from pulp which has not been beaten for too long a period, so that the pulp obtained is fairly light and bulky. By this means the expansion of the fibres takes place in the sheet itself without making any material alteration in its size. That is to say, as the sheet of paper is fairly open, there is sufficient room for expansion, which thus takes place with the least alteration of the total area of the sheet. The paper which is allowed to shrink on the machine during the process of drying, without undue tension, usually exhibits a minimum amount of expansion subsequently in printing.
The way paper behaves when it gets damp is something that paper makers and printers know well. For certain uses, it's important that paper doesn’t change much when it’s wet, because any stretching can mess up the print alignment. The tendency for paper to stretch or expand is mostly reduced by carefully handling the pulp during the beating process and by properly guiding the paper as it moves from the wet part of the paper machine over the drying cylinders to the calenders. Paper that meets the requirements for minimal stretching is made from pulp that hasn’t been beaten for too long, resulting in a lightweight and bulky pulp. This allows the fibers to expand within the sheet itself without significantly changing its size. In other words, since the sheet of paper is relatively open, there’s enough space for expansion, which occurs with minimal change to the total area of the sheet. Paper that shrinks on the machine during drying, without excessive tension, usually shows a minimal amount of expansion later during printing.
It is important to notice that the expansion of paper is different for the two directions, that is for the machine and cross directions.
It’s important to note that the expansion of paper varies in two directions: the machine direction and the cross direction.
This arises from the fact that in the machine-made paper the greater proportion of the fibres point in the direction of the machine while the paper is being made. In consequence of this the expansion of the paper is greatest in what is known as the cross direction of the paper, that is, in the direction at right angles to the flow of the pulp along the machine wire.
This comes from the fact that in machine-made paper, most of the fibers align in the direction the machine is moving during production. As a result, the paper expands the most in what's called the cross direction, meaning it's at a right angle to the flow of the pulp on the machine wire.
This is to be explained by reference to the behaviour of fibres when damped or brought into contact with an excess of water. The question of the exact changes in the dimensions of a fibre due to absorption of water has been dealt with in an interesting manner by Hohnel. He points out that the well-known peculiarity of the shrinkage of ropes which have been lying in the water can be explained by an examination of the behaviour of the single fibres. He relates in detail the experiment which can be carried out for the exact observation of the fibres when in contact with water. A dry fibre when soaked in water appears to become 20 to 30 per cent. greater in diameter, whereas in length it is usually only increased by one-tenth per cent.
This can be explained by looking at how fibers behave when they get damp or come into contact with extra water. Hohnel has addressed the question of how exactly the dimensions of a fiber change due to water absorption in an interesting way. He notes that the well-known phenomenon of ropes shrinking after being in water can be understood by examining the behavior of the individual fibers. He provides a detailed account of an experiment that can be conducted to closely observe the fibers when they come into contact with water. A dry fiber that is soaked in water seems to become 20 to 30 percent thicker, while its length typically only increases by about one-tenth of a percent.
The method adopted by Hohnel was to place a fibre of convenient length on a glass slip down the centre of which was a fine narrow groove capable of holding water, so that the fibre could be wetted. Over the fibre was a cover glass with a small scale marked on it. The loose end of the fibres passed over a small roller and was stretched by a light weight. The movements of the fibre were measured by means of an eye-piece micrometer.
The method used by Hohnel was to position a fiber of an appropriate length on a glass slide that had a fine narrow groove in the center capable of holding water, allowing the fiber to be moistened. A cover glass with a small scale marked on it was placed over the fiber. The loose end of the fiber went over a small roller and was pulled taut by a light weight. The movements of the fiber were measured using an eyepiece micrometer.
In this way it is possible to determine alterations in length to within 0·005 per cent., and this variation can be directly seen under the microscope.
In this way, it's possible to measure changes in length to within 0.005 percent, and this variation can be directly observed under the microscope.
Hohnel observes in his account of the experiments that[Pg 246] all fibres become thicker when wetted, that vegetable fibres are more susceptible than animal fibres.
Hohnel notes in his report on the experiments that[Pg 246] all fibers become thicker when wet, and that plant fibers are more sensitive than animal fibers.
Animal fibres expand about 10 to 14 per cent. in diameter, but vegetable fibres as much as 20 per cent., as shown in the following table:—
Animal fibers expand about 10 to 14 percent in diameter, but plant fibers can expand up to 20 percent, as shown in the following table:—
| Animal Fibre. | Per Cent. | Vegetable Fibre. | Per Cent. |
| Human hair | 10·67 | New Zealand flax | 20·0 |
| Angora wool | 10·2 | Aloe hemp | 25·8 |
| Alpaca wool | 13·7 | Hemp | 22·7 |
| Tussah silk | 11·0 | Cotton | 27·5 |
The reverse is the case when the expansion of the fibres in regard to length is considered, since animal fibres expand 0·50 to 1·00 per cent. of their length, and vegetable fibres only 0·05 to 0·10 per cent.
The opposite is true when looking at the length expansion of the fibers; animal fibers expand about 0.50 to 1.00 percent of their length, while plant fibers expand only about 0.05 to 0.10 percent.
The maximum amount of expansion in the case of the vegetable fibres is obtained by gently breathing upon them rather than by the use of an excess of water.
The most expansion of vegetable fibers is achieved by lightly breathing on them instead of using too much water.
These figures are important as explaining many of the peculiar characteristics of vegetable and animal fibres. Advantage is taken of the greater expansion of the latter in the manufacture of instruments for the measurement of moisture, such as the hair hygrometer, in which the elongation of a stretched hair registers the variation in the moisture of the atmosphere.
These numbers are important for explaining many of the unique features of plant and animal fibers. The greater expansion of the latter is utilized in making instruments to measure moisture, like the hair hygrometer, where the stretching of a hair indicates changes in humidity in the air.
Quality of Book Papers.—The Committee of the Society of Arts in dealing with the evidence as to the permanence of finished papers suggest the following classification as indicating the desired standards of quality:—
Quality of Book Papers.—The Committee of the Society of Arts, in reviewing the evidence regarding the durability of finished papers, recommends the following classification to reflect the desired standards of quality:—
(A) Classification as to Fibres.
A. Cotton, flax, and hemp.
A. Cotton, linen, and hemp.
B. Wood celluloses, (a) sulphite process, and (b) soda and sulphate process.
B. Wood celluloses, (a) sulfite process, and (b) soda and sulfate process.
C. Esparto and straw celluloses.
C. Esparto and straw fibers.
D. Mechanical wood pulp.
D. Mechanical wood pulp.
The Committee find little fault with the Principles which govern the trade in the manufacture of high-class papers, and limit the result of their investigation to the suggestion of a normal standard of quality for book papers required in documents of importance according to the following schedule:—
The Committee has few complaints about the Principles that guide the trade in the production of high-quality papers and focuses their investigation on suggesting a standard quality level for book papers needed in important documents, according to the following schedule:—
Fibres.—Not less than 70 per cent. of fibres of Class A.
Fibers.—At least 70 percent of Class A fibers.
Sizing.—Not more than 2 per cent. rosin, and finished with the normal acidity of pure alum.
Sizing.—No more than 2 percent rosin, and finished with the usual acidity of pure alum.
Loading.—Not more than 10 per cent. total mineral matter (ash).
Loading.—No more than 10 percent total mineral matter (ash).
With regard to written documents, it must be evident that the proper materials are those of Class A, and that the paper should be pure, sized with gelatine and not with rosin. All imitations of high-class writing papers, which are in fact merely disguised printing papers, should be carefully avoided.
When it comes to written documents, it's clear that the right materials are Class A, and the paper should be pure, sized with gelatin instead of rosin. Any imitations of premium writing papers that are really just disguised printing papers should be carefully avoided.
These recommendations are good as far as they go, but in order to establish the proper standards of quality some specifications must be laid down with regard to the strength of the paper and its physical properties, together with a reference to the use for which the paper is intended. The physical condition of the paper itself apart from the nature of the fibre has much to do with its resistance to wear and tear, and this is easily proved by comparing modern book papers made from esparto with book papers of an earlier date made from the same material.
These recommendations are useful, but to set the right quality standards, we need to establish some specific criteria regarding the strength of the paper and its physical properties, along with a reference to the intended use of the paper. The condition of the paper itself, aside from the type of fiber, significantly impacts its durability, which can be clearly demonstrated by comparing modern book papers made from esparto with older book papers made from the same material.
The only official schedule of requirements in relation to public documents is that issued by the Stationery Office.
The only official list of requirements for public documents is the one released by the Stationery Office.
The details set out relate chiefly to questions of weight and strength, the limits being expressed in definite form and not allowing much margin for variation in respect of strength[Pg 248] or fibrous constituents. Mechanical wood pulp is excluded in all papers except common material as stated in the schedule. The papers required for stock are divided into twelve classes. In each class the trade names of various sized papers are given, the size of the sheet and the weight of the ream, and, where required, any special characteristics are set out. The schedule is as follows:—
The details outlined mainly focus on questions of weight and strength, with limits presented clearly and not allowing much flexibility regarding strength[Pg 248] or fibrous content. Mechanical wood pulp is excluded from all papers except for the common materials listed in the schedule. The papers needed for stock are categorized into twelve classes. In each class, the trade names of different paper sizes are provided, along with the sheet size and the weight of the ream, and any special characteristics are noted where necessary. The schedule is as follows:—
Class 1. Hand-made or Mould-made.
Class 1. Handmade or Moulded.
General Specification.—Hand-made or mould-made. Animal tub-sized. (“Hand-made” or “Mould-made” to be marked on the wrapper.)
General Specification.—Handmade or mold-made. Animal tub-sized. (“Handmade” or “Mold-made” to be marked on the wrapper.)
Where special water-marking is required mould will be supplied by the Stationery Office for those papers made by hand.
Where special watermarks are needed, the Stationery Office will provide molds for those papers made by hand.
Class 2. Writings, Air-dried.
Class 2. Writings, Air-Dried.
General Specification.—Plate rolled. Machine made. Animal tub-sized. Air-dried. (Must bear ink after erasure.)
General Specification.—Plate rolled. Machine-made. Animal tub-sized. Air-dried. (Must show ink after erasure.)
Note.—The mean breaking strain and mean stretch required are given for each paper. The figures represent the mean of the results obtained for both directions of the sheet, and are calculated on a strip of paper five-eighths of an inch wide and having a free length of seven inches between the clips.
Note.—The average breaking strain and average stretch required are provided for each paper. The numbers represent the average of the results obtained from both directions of the sheet and are calculated on a strip of paper five-eighths of an inch wide, with a free length of seven inches between the clips.
Class 3. Writings, Ordinary.
Class 3. Everyday Writings.
General Specification.—Rolled. Machine-made. Animal tub-sized.
General Specification.—Rolled. Machine-made. Animal tub-sized.
Class 4. Writings, Coloured.
Class 4. Colorful Writings.
Specification.—Highly rolled. Machine-made. Animal tub-sized.
Specification.—Highly rolled. Machine-made. Animal tub-sized.
Class 5. Blotting Papers.
Grade 5. Blotting Papers.
Specification.—All rag. Machine-made. Free from loading.
Specification.—All rag. Machine-made. No loading.
Class 6. Printing and Lithographic Papers.
Class 6. Printing and Lithographic Papers.
General Specification.—Rolled. Machine-made. Engine-sized. Loading not to exceed 15 per cent.
General Specification.—Rolled. Machine-made. Engine-sized. Loading can't be more than 15 percent.
Class 7. Coloured Printings.
Class 7. Color Prints.
General Specification.—Rolled. Machine-made. Engine-sized.
General Specification.—Rolled. Manufactured. Engine-sized.
Class 8. Copying and Tissue Papers.
Class 8. Copying and Tissue Papers.
Specification.—Machine-made. Free from loading. (Copying papers are required to give three good copies.)
Specification.—Made by machine. No loading required. (Copying papers must produce three good copies.)
Class 9. Brown Papers, Air-dried.
Class 9. Brown Paper, Air-dried.
Specification.—Air-dried. Machine-made.
Specification.—Air-dried. Machine-made.
Note.—The mean breaking strain and mean stretch required are given for each paper. The figures represent the mean of the results obtained for both directions of the sheet, and are calculated on a strip of paper two inches wide and having a free length of seven inches between the clips.
Note.—The average breaking strain and average stretch required are provided for each paper. The numbers represent the average of the results obtained for both directions of the sheet and are calculated on a strip of paper two inches wide with a free length of seven inches between the clips.
In the case of papers indicating a larger breaking strain than the minimum required, a proportional increase in the stretch must also be shown.
In cases where papers show a breaking strain greater than the minimum needed, there should also be a corresponding increase in the stretch.
Class 10. Brown Paper, Cylinder-dried.
Class 10. Brown Paper, Cylinder-dried.
General Specification.—Machine-made.
General Specification.—Manufactured.
Note.—The mean breaking strain required is given for each paper. The figures represent the mean of the results obtained for both directions of the sheet, and are calculated on a strip of paper two inches wide and having a free length of seven inches between the clips.
Note.—The average breaking strain needed is provided for each paper. The numbers reflect the average of the results gathered from both directions of the sheet and are calculated based on a strip of paper two inches wide with a free length of seven inches between the clips.
Class 11. Smallhands.
Class 11. Small Hands.
General Specification.—Machine-made. Engine-sized.
General Specification.—Manufactured. Engine size.
Class 12. Buff Papers.
Class 12. Buff Papers.
Specification.—Highly finished both sides. Machine-made. Hard engine-sized.
Specification.—Smooth finish on both sides. Made by machine. Strong engine-sized.
Mechanical wood pulp must not be used in the manufacture of any papers, with the exception of engine-sized coloured printings, and buff papers, where an addition up to 25 per cent. will be allowed.
Mechanical wood pulp cannot be used in making any papers, except for engine-sized colored printings and buff papers, where an addition of up to 25 percent is permitted.
All animal tub-sized papers are required to be as far as possible free from earthy matter; and, except where specially stated, the amount of loading added to other papers must not exceed 6 per cent.
All animal tub-sized papers must be as free as possible from dirt; and, unless specifically mentioned, the amount of loading added to other papers can't be more than 6 percent.
When sulphite or soda pulps are used, either separately or conjointly, in the manufacture of printing papers, the quantity of neither material shall separately exceed 50 per cent.
When using sulfite or soda pulps, either on their own or together, in the production of printing papers, the amount of each material should not exceed 50 percent separately.
The most complete specification as to the requirements for standard papers is that published by the Paper Testing Institute in Germany, and used as the basis of most contracts, at least for public and official documents.
The most detailed specification for the requirements of standard papers is the one published by the Paper Testing Institute in Germany, which is used as the foundation for most contracts, especially for public and official documents.
Standards of Quality in Germany.—The classification of papers according to the raw materials used and the nature of the finished paper is very complete. The classification is made under three headings: (A) Raw Material; (B) Strength; (C) Uses.
Standards of Quality in Germany.—The classification of papers based on the raw materials used and the characteristics of the finished paper is very thorough. The classification is divided into three categories: (A) Raw Material; (B) Strength; (C) Uses.
(A) Classification according to Material.
(A) Classification by Material.
(1) Paper made from rags only (linen, hemp, and cotton).
(1) Paper made from rags only (linen, hemp, and cotton).
(2) Paper made from rags with a maximum of 25 per cent. of cellulose from wood, straw, esparto, manila, etc., but free from mechanical wood pulp.
(2) Paper made from rags containing no more than 25 percent cellulose from wood, straw, esparto, manila, etc., but free from mechanical wood pulp.
(3) Paper made from any fibrous material, but free from mechanical wood pulp.
(3) Paper made from any fibrous material but without mechanical wood pulp.
(4) Paper of any fibrous material.
(4) Paper made from any fibrous material.
(B) Classification according to Strength.
(B) Classification by Strength.
| Class | 1. | 2. | 3. | 4. | 5. | 6. |
| Mean tearing length in metres | 6,000 | 5,000 | 4,000 | 3,000 | 2,000 | 1,000 |
| Elasticity per cent. | 4 | 3·5 | 3 | 2·5 | 2 | 1·5 |
| Resistance to folding (Schoppers' method, number of foldings) | 190 | 190 | 80 | 40 | 20 | 3 |
The tests for tearing length, resistance to folding, elasticity, etc., are made in air showing relative humidity of 65 per cent. The calculations for tearing length are made on strips of paper dried at 100° C.
The tests for tear length, fold resistance, elasticity, etc., are conducted in an environment with a relative humidity of 65 percent. Calculations for tear length are performed on strips of paper dried at 100°C.
(C) Classification according to Use.
(C) Classification by Use.
| Class. | Uses. | Fibre. Class. | Strength. Class. | Size of Sheets. Cm. | Weight of | |
| 1,000 Sheets. Kg. | 1 Sq. Metre. Grms. | |||||
| 1 | Writing papers for important documents | 1 | 1 | 33 × 42 | 15 | — |
| Paper for State documents | 1 | 1 | 26·5 × 42 | 12 | — | |
| 2 | Paper for registers, account books, and ledgers— | |||||
| (a) First quality | 1 | 2 | 33 × 42 | 14 | — | |
| (b) Second quality | 1 | 3 | 33 × 42 | 13 | — | |
| 3 | Documents intended to be preserved longer than ten years— | |||||
| (a) Foolscap paper | 2 | 3 | 33 × 42 | 13 | — | |
| Letter paper (quarto size) | 2 | 3 | 26·5 × 42 | 10·4 | — | |
| [Pg 252] | Letter paper (octavo size) | 2 | 3 | 26·5 × 21 | 5·2 | — |
| Duplicating paper | 2 | 3 | 33 × 42 | 7 | — | |
| (b) Official writing paper | 2 | 4 | 33 × 42 | 13 | — | |
| 4 | Paper for documents of lesser importance— | |||||
| (a) Foolscap paper | 3 | — | 33 × 42 | 12 | — | |
| Letter paper (quarto size) | 3 | — | 26·5 × 42 | 9·6 | — | |
| Letter paper (octavo size) | 3 | — | 26·5 × 21 | 4·8 | — | |
| (b) Official writing paper | 3 | 4 | 33 × 42 | 12 | — | |
| 5 | Envelopes and wrappers— | |||||
| (a) First quality | — | 3 | — | — | — | |
| (b) Second quality | — | 5 | — | — | — | |
| 6 | Writing paper of medium quality | — | 5-6 | — | — | — |
| 7 | Covers for documents— | |||||
| (a) That required for frequent use | 1 | Tearing | 36 × 47 | 81·2 | 480 | |
| length 2,500 Elasticity 3·5% | ||||||
| (b) For other purposes | 3 | Tearing | 36 × 47 | 42·3 | 250 | |
| length 2,500 Elasticity 2·5% | ||||||
| 8 | Printing paper— | |||||
| (a) For important printed matter | 1 | 4 | — | — | — | |
| (b) For less important printed matter | 3 | 4 | — | — | — | |
| (c) For common use | — | 5-6 | — | — | — | |
CHAPTER XIII
BIBLIOGRAPHY
ANALYSIS, TECHNOLOGY, ETC.
ANALYSIS, TECH, ETC.
Abel, Dr. E. Hypochlorite und electrische Bleiche. Halle, 1905.
Dr. E. Abel Hypochlorite and Electric Bleaching. Halle, 1905.
Arabol Manufacturing Co.—Theory and Practice of the Sizing of Paper. New York, 8o, 1895.
Aarabol Manufacturing Co.—Theory and Practice of the Sizing of Paper. New York, 8o, 1895.
Behrens, H.—Anleitung zur mikrochemischen Analyse der wichtigsten Verbindungen. Heft 2. Die wichtigsten Faserstoffe. Hamburg und Leipzig, 1896.
Behrens, H.—Guide to Microchemical Analysis of the Most Important Compounds. Volume 2. The Most Important Fiber Materials. Hamburg and Leipzig, 1896.
Beveridge, J.—Paper-makers' Pocket Book. London, sm. 8o, 1901.
Beveridge, J.—Paper-makers' Pocket Book. London, small 8o, 1901.
Bourdillat, E. Die Entfärbung und das Bleichen der Hadern. Weimar, 1867.
Bourdillat, E. The Decolorization and Bleaching of Fabrics. Weimar, 1867.
Corput, E. Van den.—De la fabrication du papier au point de vue de la technologie chimique. 2e éd. Paris, 8o, 1861.
Corput, E. Van den.—On the Manufacture of Paper from the Perspective of Chemical Technology. 2e éd. Paris, 8o, 1861.
Cross, C. F. and Bevan, E. J.—A Text-book of Paper-making. London, sm. 8o, 1888.
Cross, C. F. and Bevan, E. J.—A Textbook of Paper-making. London, sm. 8o, 1888.
Ditto, 2nd edition. 1900.
Ditto, 2nd edition. 1900.
Ditto, 3rd edition. 1907.
Ditto, 3rd edition. 1907.
Cross and Bevan.—Manuel de la fabrication du papier. Traduit de la 2e édition Anglaise. Par L. Desmarest. 1902.
Cross and Bevan.—Manual on Paper Making. Translated from the 2e English Edition. By L. Desmarest. 1902.
Cross, Bevan, Beadle and Sindall.—The C.B.S. Units: a Book on Paper Testing. 1904.
Cross, Bevan, Beadle, and Sindall.—The C.B.S. Units: a Book on Paper Testing. 1904.
Deterioration of Paper.—Society of Arts Report. 1898.
Paper Deterioration.—Society of Arts Report. 1898.
Engelhardt, B. Hypochlorite und electrische Bleiche (Technisch-Constructiver Teil). Halle, 1904.
Engelhardt, B. Hypochlorite and Electric Bleaching (Technical-Constructive Part). Halle, 1904.
Engels, J. A.—Ueber Papier und einige andere Gegenstände der Technologie und Industrie. Duisburg, sm. 8o, 1808.
Engels, J. A.—On paper and some other topics in technology and industry. Duisburg, small 8o, 1808.
Engländer.—Technologie der Papierfabrikation. Lehrbuch für Spezialkurse an Handelsfachschulen u. fachlich. Fortbildungsschulen sowie Lehrbehelf zum Selbststudium. 1906.
English person.—Technology of Paper Manufacturing. Textbook for specialized courses at commercial schools and vocational training institutions, as well as a study aid for self-study. 1906.
Erfurt, J. Färben des Papierstoffs. Mit 145 Proben in Stoffgefärbten Papiere, 2te Aufl. Berlin, 8o, 1900.
Erfurt, J. Dyeing Paper Fabric. With 145 samples in fabric-dyed papers, 2nd ed. Berlin, 8o, 1900.
Erfurt, J. The Dyeing of Paper Pulp; from the 2nd German edition, by J. Hübner. London, 8o, 1901.
Erfurt, J. The Dyeing of Paper Pulp; from the 2nd German edition, by J. Hübner. London, 8o, 1901.
Finkener.—Ueber die quantitative Bestimmung des Holzschliffes in Papier nach Goddefroy und Coulon. 1892.
Finkener.—On the quantitative determination of wood pulp in paper according to Goddefroy and Coulon. 1892.
Flatters.—Microscopical Research. 1906.
Compliments.—Microscopical Research. 1906.
Griffin, R. B. and Little, A. D.—The Chemistry of Paper-making, with Principles of General Chemistry. New York, 8o, 1894.
Griffin, R. B. and Little, A. D.—The Chemistry of Paper-making, with Basics of General Chemistry. New York, 8o, 1894.
Hassak.—Wandtafeln für Warenkunde u. Mikroskopie. 1904.
Hassak.—Tables for Knowledge of Goods and Microscopy. 1904.
Haywood, J. K.—Arsenic in Papers and Fabrics. 1904. (U.S.A. Department of Agriculture.)
Haywood, J.K.—Arsenic in Papers and Fabrics. 1904. (U.S.A. Department of Agriculture.)
Herzberg, W.—Mikrosk. Untersuchung des Papiers. 1887.
Herzberg, W.—Microscopic investigation of paper. 1887.
Herzberg, W.—Papierprüfung. Leitf. bei d. Unters. v. Papier. 1888.
Herzberg, W.—Paper Testing. Guidelines for Examining Paper. 1888.
Ditto, 2nd edition. 1902.
Ditto, 2nd edition. 1902.
Ditto, 3rd edition. 1907.
Ditto, 3rd edition. 1907.
Herzberg, W.—Paper Testing as carried out in the Government Laboratory at Charlottenburg. From the German, by P. N. Evans, London, 8o, 1892.
Herzberg, William—Paper Testing conducted at the Government Laboratory in Charlottenburg. Translated from German by P. N. Evans, London, 8o, 1892.
Herzberg, W.—Mitteilungen aus den Königl. technischen Versuchsanstalten zu Berlin. 1887, et seq.
Herzberg, W.—Communications from the Royal Technical Testing Institutes in Berlin. 1887, et seq.
Höhnel, F. v.—Die Mikroskopie der technisch verwendeten Faserstoffe. 1905.
Höhnel, F. v.—The Microscopy of Technically Used Fiber Materials. 1905.
Hölbling, V.—Die Fabrikation der Bleichmaterialien. Berlin.
Hölbling, V.—The Production of Bleaching Agents. Berlin.
Hoyer, E.—Le papier; étude sur sa composition, analyses et essais. De l'Allemand. Paris, 8o, 1884.
Hoyer, E.—Paper; a study on its composition, analysis, and experiments. From German. Paris, 8o, 1884.
Hoyer-Kraft.—Die Spinnerei, Weberei und Papierfabrikation, 4 Aufl. 1904.
Hoyer-Kraft.—The spinning, weaving, and paper manufacturing, 4th ed. 1904.
Jagenberg, F.—Die thierische Leimung für endloses Papier. Berlin, 8o, 1878.
Jagenberg, F.—Animal Gluing for Endless Paper. Berlin, 8o, 1878.
Johannsen.—Mitteilungen über Mikrophotographie von Faserstoffen im durchfallenden und auffallenden Licht. 1906.
Johannsen.—Reports on Microphotography of Fiber Materials in Transmitted and Reflected Light. 1906.
Klemm, P.—Papier Industrie Kalender. 1898, et seq.
Klemm, P.—Paper Industry Calendar. 1898, and following.
Lauboeck.—Über die Saugfähigkeit der Löschpapiere. Mitteilungen des k.k. Technologischen Gewerbe-Museums. Wien, 1897.
Lauboeck.—On the Absorbency of Blotting Papers. Reports from the Imperial-Royal Technological Trade Museum. Vienna, 1897.
Leach, C. E.—On the Shrinkage of Paper (excerpt). Newcastle, 8o, 1884.
Leach, C.E.—On the Shrinkage of Paper (excerpt). Newcastle, 8o, 1884.
Martens, A.—Mitteilungen aus den Königl. Technischen Versuchsanstalten (jährlich). Erscheinen seit 1883. Die Jahrgänge[Pg 255] 1884 bis 1903 enthalten aus der Abteilung für Papierprüfung die im Jahrgang 1905, dieses Kalenders verzeichneten Arbeiten.
Martens, A.—Reports from the Royal Technical Testing Institutes (annually). Published since 1883. Volumes[Pg 255] from 1884 to 1903 include the works listed in the 1905 edition from the Paper Testing Department.
Martens, A.—Apparaten zur Untersuchung der Festigkeitseigenschaften von Papier. Königl. Techn. Versuchsanstalten. Mitteilungen. Ergänzungsheft. No. 3. 8o, 1887.
Martens, A.—Devices for Testing the Strength Properties of Paper. Royal Technical Testing Institutes. Reports. Supplement. No. 3. 8o, 1887.
Martens, A.—Ueber Druckpapier der Gegenwart. Königl. Techn. Versuchsanstalten. Mittheilungen. Ergänzungsheft. No. 4. 8o, 1887.
Martens, A.—On Modern Printing Paper. Royal Technical Testing Institute. Communications. Supplementary Edition. No. 4. 8o, 1887.
Martens, A.—Untersuchung Japanischer Papiere. Königl. Techn. Versuchsanstalten. Mittheilungen. Ergänzungsheft. No. 4. 8o, 1888.
Martens, A.—Study of Japanese Papers. Royal Tech. Testing Institutes. Reports. Supplementary Issue. No. 4. 8o, 1888.
Martens und Guth.—Das königliche Materialprüfungsamt der technischen Hochschule Berlin auf dem Gelände der Domäne Dahlem beim Bahnhof Gross-Lichterfelde West. Berlin, 1904.
Martens and Guth.—The Royal Materials Testing Office of the Technical University of Berlin located at the Dahlem estate near the Gross-Lichterfelde West station. Berlin, 1904.
Melnikoff, N.—Prüfung von Papier und Pappe nebst Adressbuch der russischen Papierfabriken. Petersburg, 1906.
Melnikoff, N.—Examination of Paper and Cardboard along with the Directory of Russian Paper Mills. Petersburg, 1906.
Müller, L.—Die Fabrikation d. Papiers in Sonderheit d. a. d. Maschine gefertigten. 2 Aufl. 1855.
Müller, L.—The production of paper, especially from machine-made sources. 2nd ed. 1855.
Müller und A. Haussner.—Die Herstellung u. Prüfung des Papiers. 1905.
Müller and A. Haussner.—The Production and Testing of Paper. 1905.
Müller, A.—Qualitative und quantitative Bestimmung des Holzschliffes im Papier. 1887.
Müller, A.—Qualitative and quantitative determination of wood pulp in paper. 1887.
Muth. Die Leimung der Papierfaser im Holländer und die Anfertigung fester Papiere. 1890.
Muth. The bonding of paper fibers in the Hollander and the production of sturdy papers. 1890.
Naylor, W.—Trades Waste. London, 1902.
Naylor, W.—Trade Waste. *London*, 1902.
Normalpapier.—Sammlung der Vorschriften für amtliche Papier- und Tintenprüfung. Berlin, 1892.
Standard Paper.—Collection of regulations for official paper and ink testing. Berlin, 1892.
Piette, L.—Traité de la coloration des pâtes à papier. Précédé d'un aperçu sur l'état actuel de la fabrication du papier. Avec échantillons de papiers colorés. Paris, 8o, 1863.
Piette, L.—Treatise on the Coloring of Paper Pulp. Followed by an Overview of the Current State of Paper Production. With Samples of Colored Papers. Paris, 8o, 1863.
Rejtö, A.—Anleitung für Private zur Durchführung der Papierprüfung. Budapest, 1893.
Rejtö, A.—Guide for Individuals on How to Conduct Paper Testing. Budapest, 1893.
Rossel.—Papiere und Papierprüfung mit Berücksichtigung der in der Schweiz verwendeten Schreib- und Druckpapiere. Biel, 1895.
Rossel.—Documents and paper testing considering the writing and printing papers used in Switzerland. Biel, 1895.
Schumann, Dr. G.—Welche Ursachen bedingen die Papierqualität. Biberach, 1901.
Dr. G. Schumann—What factors determine paper quality? Biberach, 1901.
Sindall, R. W.—Paper Technology. London, 1906.
Sindall, R. W.—Paper Technology. *London*, 1906.
Stevens, H. P.—The Paper Mill Chemist. London, 1907.
Stevens, H.P.—The Paper Mill Chemist. London, 1907.
Wiesner, J.—Mikroskopische Untersuchung des Papiers mit besonderer Berücksichtigung der ältesten orientalischen und europäischen Papiere. Wien, 1887.
Wiesner, J.—Microscopic Examination of Paper with Special Focus on the Oldest Oriental and European Papers. Vienna, 1887.
Wiesner, J.—Mikroskopische Untersuchung alter ostturkestanischer[Pg 256] und anderer asiatischer Papiere nebst histologischen Beiträgen zur mikroskopischen Papieruntersuchung. Wien, 1902.
Wiesner, J.—Microscopic examination of old East Turkestanian[Pg 256] and other Asian papers along with histological contributions to microscopic paper examination. Vienna, 1902.
Winkler, O.—Die Trockengehalts-Bestimmung d. Papierstoffe. 1902.
Winkler, O.—Determining the Dry Content of Paper Materials. 1902.
Winkler, O., und Karstens, H.—Papieruntersuchung. 1903.
Winkler, O., & Karstens, H.—Paper Study. 1903.
Wurster.—Le collage et la nature du papier. Paris, 1901.
Wurster.—The collage and the nature of paper. Paris, 1901.
Wurster, Dr. C.—Die neuen Reagentien auf Holzschliff und verholzte Pflanzenteile zur Bestimmung des Holzschliffs im Papier. Berlin.
Dr. C. Wurster—The new reagents for wood pulp and woody plant parts for identifying wood pulp in paper. Berlin.
Zirm, A.—Der Papierfärber. Tilsit, 1904.
Zirm, A.—The Paper Dyer. Tilsit, 1904.
CELLULOSE, ETC.
CELLULOSE, ETC.
Beadle, C.—Viscose and Viscoid. Franklin Institute reprint. 1896.
Beadle, C.—Viscose and Viscoid. Franklin Institute reprint. 1896.
Bersch, J.—Cellulose, Celluloseprodukte u. Kautschuksurrogate. 1903.
Bersch, J.—Cellulose, cellulose products, and rubber substitutes. 1903.
Bockmann, F.—Das Celluloid, sein Rohmaterial, Fabrikation, Eigenschaften u. technische Verwendung. 1880. 2te Aufl. 1894.
Bockmann, F.—Celluloid, its raw material, production, properties, and technical uses. 1880. 2nd ed. 1894.
Bornemann, Gr.—Ueber Cellulose and neuere Umwandlungsprodukte derselben. Biberach, 1901.
Bornemann, Gr.—On Cellulose and Its Recent Derivatives. Biberach, 1901.
Bottler, M.—Die vegetabilischen Faserstoffe—Hartleben's chemisch-technische Bibliothek. 1900.
Bottler, M.—The Vegetable Fibers—Hartleben's Chemical-Technical Library. 1900.
Butschli, O.—Untersuchgn. an Gerinnungsschaumen, Sphärokystallen u. d. Struktur v. Cellulose. 1894.
Butschli, O.—Investigations on coagulation foams, spheroidal cilia, and the structure of cellulose. 1894.
Cross, C. F., and Bevan, E. J.—Cellulose. London, 1885.
Cross, C. F., and Bevan, E. J.—Cellulose. London, 1885.
2nd edition. 1895.
2nd edition. 1895.
Cross and Bevan.—Researches on Cellulose. 1895-1900.
Cross and Bevan.—Studies on Cellulose. 1895-1900.
Ditto, 1900-1905.
Ditto, 1900-1905.
Margosches, Dr. B.—Die Viskose, ihre Herstellung, Eigenschaften und Anwendung. Leipzig, 1906.
Dr. B. Margosches—Viscose, its Production, Properties, and Applications. Leipzig, 1906.
Schlesinger.—Künstliche Seide (Zellstoff-Seide). Mechanisch-technologische Untersuchung der aus nitriertem Zellstoffs hergestellten Seide. 1895.
Schlesinger.—Artificial Silk (Cellulose Silk). Mechanical and technological study of silk made from nitrated cellulose. 1895.
FIBRES, ETC.
FIBERS, ETC.
Andés, L. E.—Die Verarbeitung des Strohes. Wien, 1898.
Andés, L. E.—The Processing of Straw. Vienna, 1898.
Bagshaw.—Photomicrography. Elementary.
Bagshaw. — Photomicrography. Basic.
Bengal Government.—Jute in Bengal, and on Indian Fibres available for the Manufacture of Paper. Report by H. Kerr. Calcutta, fol., 1874.
Bengal Government.—Jute in Bengal, and on Indian Fibres available for the Manufacture of Paper. Report by H. Kerr. Calcutta, fol., 1874.
Bleekrode, S.—Grondstoffen voor Papierbereiding, bijzonder in Neerlandsch-Indië (excerpt). 8o, 1859.
Bleekrode, S.—Raw Materials for Paper Production, particularly in the Netherlands Indies (excerpt). 8o, 1859.
Bottler, M.—Die animalischen Faserstoffe. 1901.
Bottler, M.—Animal Fibers. 1901.
Carter.—Spinning of Fibres. 1904.
Carter — Spinning of Fibers, 1904.
Cobbett.—A Treatise on Cobbett's Corn. 1828. (Printed on paper made of corn husks.)
Cobbett.—A Treatise on Cobbett's Corn. 1828. (Printed on paper made from corn husks.)
Christy.—Commercial Plants and Drugs. 1882.
Christy.—Commercial Plants and Drugs. 1882.
Cross and Bevan.—Report on Indian Fibres. 1887.
Cross and Bevan.—Report on Indian Fibres. 1887.
Cross, C. F.—Report on Miscellaneous Fibres. 1886.
Cross, C.F.—Report on Miscellaneous Fibres. 1886.
Cross, C. F.—Bast Fibres. Manchester, 1880.
Cross, C. F.—Bast Fibres. *Manchester*, 1880.
Dalen, G.—Jute. Manila, Adansonia. 1902.
Dalen, G.—Jute. Manila, Adansonia. 1902.
Dépierre, J.—Traité des apprêts et spécialement des tissus de coton, blancs, teints et imprimés.
Dépierre, J.—Guide to Finishing and Specifically Cotton Fabrics, White, Dyed, and Printed.
Dodge, C. R.—Leaf Fibres of the United States. 1903.
Dodge, C.R.—Leaf Fibers of the United States. 1903.
Garçon, Jules.—Bibliographie de la technologie chimique des fibres textiles. Paris, 1893.
Dude, Jules.—Bibliography of the Chemical Technology of Textile Fibers. Paris, 1893.
Gelder Zonen, van.—Een woord over nieuwe Grondstoffen voor Papier, met monsters van ded proeven, etc. Amsterdam, sm. 4o, 1866.
Gelder Zones, van.—A word about new Raw Materials for Paper, with samples of the tests, etc. Amsterdam, sm. 4o, 1866.
Georgievics, G. v.—Lehrbuch der chemischen Technologie der Gespinnstfasern. 1895-98.
Georgievics, G. v.—Textbook of Chemical Technology of Filament Fibers. 1895-98.
Georgievics, G. v.—Lehrbuch d. chemischen Technologie d. Gespinnstfasern. 2te Tle. 1898-1902.
Georgievics, G. v.—Textbook of Chemical Technology of Fibers. Volume 2. 1898-1902.
Georgievics, G. v.—Technology of Textile Fibres; from the German. 1902.
Georgievics, G. v.—Textile Fiber Technology; translated from German. 1902.
Grothe, H.—Die Technologie der Gespinnstfasern. 1876-82.
Grothe, H.—The Technology of Filament Fibers. 1876-82.
Goodale.—Physiological Botany. 1890.
Goodale. — Physiological Botany. 1890.
Hammarsten, O.—Untersuchungen über d. Faserstoffgewinnung, 1875.
Hammarsten, O.—Studies on Fiber Production, 1875.
Hannan, W. I.—Textile Fibres of Commerce. 1902.
Hannan, W.I.—Textile Fibres of Commerce. 1902.
Hoyer, E. von.—Die Verarbeitung der Faserstoffe. (Spinnerei, Papierfabrikation.) 3te Aufl. 1900.
Hoyer, E. von.—The Processing of Fiber Materials. (Spinning, Paper Manufacturing.) 3rd ed. 1900.
Johnstone.—Esparto. (Society of Arts Lecture.) 1870.
Johnstone.—Esparto. (Society of Arts Lecture.) 1870.
Kew Bulletin.—Vegetable Fibres. 1901.
Kew Bulletin—Vegetable Fibres. 1901.
Lecomte, H.—Les textiles végétaux; leur examen microchimique. Paris, 1891.
Lecomte, H.—Plant textiles; their microchemical examination. Paris, 1891.
Liotard.—Materials in India suitable for Paper-making. Calcutta, 1880.
Liotard.—Materials in India that are good for making paper. Calcutta, 1880.
Morris, Dr.—Commercial Fibres. (Cantor Lectures.) 1895.
Dr. Morris—Commercial Fibres. (Cantor Lectures.) 1895.
Müller, Hugo.—Pflanzenfaser. Leipzig, 1873.
Müller, Hugo.—Plant Fiber. Leipzig, 1873.
Payen, A.—Succédanés des chiffons. Paris Universal Exhibition. Rapports du Jury International, Classe 7, sect. ii. 8o, 1867.
Payen, A.—Substitutes for Rags. Paris Universal Exhibition. Reports of the International Jury, Class 7, sect. ii. 8o, 1867.
Pfuhl, E.—Papierstoffgarne, ihre Herstellung, Eigenschaften u. Verwendbarkeit. 1904.
Pfuhl, E.—Paper yarns, their production, properties, and uses. 1904.
Posselt, E. A.—The Structure of Fibres, Yarns, and Fabrics, being a Practical Treatise for the use of all persons employed in the Manufacture of Textile Fibres. 2 vols., 1902.
Posselt, E. A.—The Structure of Fibres, Yarns, and Fabrics, a Practical Guide for Everyone Involved in the Production of Textile Fibres. 2 vols., 1902.
Rostaing and Others.—Précis historique, descriptif, analytique et photomicrographique, des végétaux propres à la fabrication de la cellulose et du papier. Paris, 8o, 1900.
Rostaing and Others.—A historical, descriptive, analytical, and photomicrographic overview of plants suitable for producing cellulose and paper. Paris, 8o, 1900.
Routledge, T.—Bamboo considered as a Paper-making Material, with Remarks upon its Cultivation and Treatment. London, 8o, 1875.
Routledge, T.—Bamboo as a Paper-making Material, with Comments on its Growth and Care. London, 8o, 1875.
Routledge, T.—Bamboo and its Treatment. 1879.
Routledge, T.—Bamboo and its Treatment. 1879.
Silbermann, H.—Fortschritte auf dem Gebiete der chemischen Technologie d. Gespinnstfasern, 1885-1900. 2te Tle., 1902-03.
Silbermann, H.—Advancements in Chemical Technology of Spinning Fibers, 1885-1900. Volume 2, 1902-03.
Trabut.—Étude sur l'alfa. 1889.
Trabut. — Study on alfa. 1889.
Urbain, V.—Les succédanés du chiffon en papeterie. Paris, 16o, 1897.
Urbain, V.—Substitutes for cloth in papermaking. Paris, 16o, 1897.
Vétillart.—Études sur les Fibres Végétales. Paris, 1876.
Vétillart.—Research on Plant Fibers. Paris, 1876.
Wieck, F. G.—Bilder aus Gewerbskunst (aus Tomlinson's “Objects in Art Manufacture”), i. Papier. Leipzig, sm. 8o, 1855.
Wieck, F. G.—Images from Applied Art (from Tomlinson's “Objects in Art Manufacture”), vol. i. Paper. Leipzig, small 8o, 1855.
Witt, O. N.—Chemische Technologie der Gespinnstfasern, ihre Geschichte, Gewinnung, Verarbeitg. u. Veredlung. 1888-1902.
Witt, O. N.—Chemical Technology of Filament Fibers, Their History, Production, Processing, and Refinement. 1888-1902.
Zetzsche.—Die Wichtigsten Faserstoffe der europäischen Industrie. Anleitung zur Erkennung und Unterscheidung. 1905.
Zetzsche.—The Main Fiber Materials of the European Industry. Guide to Identification and Distinction. 1905.
Zimmermann, A.—Morphologie und Physiologie der Pflanzenzelle.
Zimmermann, A.—Morphology and Physiology of Plant Cells.
HISTORICAL.
HISTORY.
Blanchet, Augustin.—Essai sur l'histoire du papier et de sa fabrication. Paris, 1900.
Blanchet, Augustin.—Essay on the History of Paper and Its Production. Paris, 1900.
Breitkoff, J. G. J.—Ursprung der Spielkarten, die Einführung des Leinenpapieres, etc., in Europa. (Completed by J. G. F. Roch.) Leipzig, 2 vols., 4o, 1784-1801.
Breitkoff, J. G. J.—Origin of Playing Cards, the Introduction of Linen Paper, etc., in Europe. (Completed by J. G. F. Roch.) Leipzig, 2 vols., 4o, 1784-1801.
Briquet, C. M.—Bemerkungen über das Sammeln von Wasserzeichen oder Papiermarken, überreicht bei der Ausstellung der alten Papiermarkerkunst zu Paris. 1900.
Briquet, C. M.—Comments on Collecting Watermarks or Paper Marks, presented at the Exhibition of the Old Art of Paper Marks in Paris. 1900.
Briquet, C. M.—Papiers et filigranes des archives de Gênes 1154-1700. Geneva, 1888.
Briquet, C. M.—Papers and Watermarks from the Archives of Genoa 1154-1700. Geneva, 1888.
Briquet, C. M.—Geschichte der Papierzeichen von ihrem Erscheinen gegen 1282 bis 1600. Mit Beigabe von 15500. 1906.
Briquet, C.M.—History of Watermarks from their Appearance around 1282 to 1600. With the Addition of 15500. 1906.
Butler Paper Co.—The Story of Paper-making. Chicago, sm. 8o, 1901.
Butler Paper Company—The Story of Paper-making. Chicago, small 8o, 1901.
Collett, C. D.—History of Taxes on Knowledge. London, 1899.
Collett, C.D.—History of Taxes on Knowledge. London, 1899.
Congress.—International congress de fabricants de papier et carton, Antwerp. Comptes rendu des séances. Bruxelles, 8o, 1894.
Congress.—International Congress of Paper and Carton Manufacturers, Antwerp. Proceedings of the sessions. Brussels, 8o, 1894.
Dropisch, B.—Die Papiermaschine, ihre geschichtliche Entwicklung u. Construction. 1878.
Dropisch, B.—The Paper Machine, Its Historical Development and Construction. 1878.
Egger, E.—Le papier dans l'antiquité et dans les temps modernes. Paris, 16o, 1866.
Egger, E.—Paper in Antiquity and Modern Times. Paris, 16o, 1866.
Evans, L.—The Firm of John Dickinson & Co., with an Appendix on Ancient Paper-making. London, sm. 8o, 1896.
Evans, L.—The Firm of John Dickinson & Co., with an Appendix on Ancient Paper-making. London, small 8o, 1896.
Gamble, J.—Collection of Documents (Specifications, Official Reports, etc.) respecting the Claims of L. Robert as the Original Inventor, and of J. Gamble as the First Introducer of the French Paper-machine. Fol., 1801—58.
Gamble, J.—Collection of Documents (Specifications, Official Reports, etc.) regarding the Claims of L. Robert as the Original Inventor, and of J. Gamble as the First Introducer of the French Paper-machine. Fol., 1801—58.
Hoernle, A. F.—Who was the Inventor of Rag Paper? 1903.
Hoernle, A.F.—Who Invented Rag Paper? 1903.
Hössle, F. von.—Geschichte der alten Papiermühlen in ehemaligen Stift Kempten und in der Reichsstadt Kempten. 1901, 4o, 1900.
Hössle, F. von.—History of the Old Paper Mills in the Former Kempten Monastery and in the Imperial City of Kempten. 1901, 4o, 1900.
Hunter, J.—Specimen of Marks used by Early Manufacturers of Paper (Excerpt). London, 4o, 1858.
Hunter, J.—Sample of Marks used by Early Paper Manufacturers (Excerpt). London, 4o, 1858.
Imberdis, J.—Le papier ou l'art de fabriquer de papier. Traduction au Français de (papyrus sive ars conficiendæ papyri, 1693), par A. Blanchet. Avec le texte latin. 1899.
Imberdis, J.—The Paper or the Art of Making Paper. Translated into French from (papyrus sive ars conficiendæ papyri, 1693), by A. Blanchet. With the Latin text. 1899.
Jackson, J. B.—An Essay on the Invention of Engraving and Printing in Chiaro Oscuro, as practised by Durer, etc., and its Application to the Making of Paperhangings. London, sm. 4o, 1754.
Jackson, J.B.—An Essay on the Invention of Engraving and Printing in Light and Dark, as practiced by Durer, etc., and its Use in Creating Wallpaper. London, sm. 4o, 1754.
Jansen, H.—Essai sur l'origine de la gravure, etc. Paris, 2 vols., 8o, 1808.
Jansen, H.—Essay on the Origin of Engraving, etc. Paris, 2 vols., 8o, 1808.
Jenkins, R.—Paper-making in England, 1495, etc., from the Library Association Record, September, 1900-April, 1902. London, 8o.
Jenkins, R.—Paper-making in England, 1495, etc., from the Library Association Record, September 1900-April 1902. London, 8o.
Karabacek, J.—Das arabische Papier. Wien, 1887.
Karabacek, J.—The Arabic Paper. Vienna, 1887.
Kent & Co.—Paper and Paper-making Chronology. London, 8o, 1875.
Kent & Co.—Paper and Paper-making Timeline. London, 8o, 1875.
Kirchner, E.—Die Papiere des XIV. Jahrhunderts im Stadtarchive zu Frankfurt a. M. 1893.
Kirchner, E.—The Documents of the 14th Century in the City Archives of Frankfurt a. M. 1893.
Kirchner, E.—Das Papier. Die Geschichte d. Papierindustrie; die Rohstofflehre d. Papierindustrie. 3 Bde., 1897-99.
Kirchner, E.—The Paper. The History of the Paper Industry; the Raw Material Science of the Paper Industry. 3 Volumes, 1897-99.
Kirchner, E.—Das Papier. Historisch-technologische Skizzen. Jahresbericht der Techn. Lehranstalten in Chemnitz. 1903.
Kirchner, E.—The Paper. Historical-Technical Sketches. Annual Report of the Technical Institutions in Chemnitz. 1903.
Klein, A.—Entwicklung und Aufgaben der Papierindustrie. Biberach, 1906.
Klein, A.—Development and Responsibilities of the Paper Industry. Biberach, 1906.
Klemm, P.—Papier-warenzeichen ... vom 1 Okt., 1894, bis Ende 1902, für Klasse 27, umfassend Papier, etc., eingetragenen Wort- und Bildzeichen. Leipzig, sm. 8o, 1903.
Klemm, P.—Paper trademarks ... from October 1, 1894, to the end of 1902, for Class 27, including paper, etc., registered word and image marks. Leipzig, sm. 8o, 1903.
Koops, M.—Historical Account of Paper, and of Substances used prior to its Invention (printed on paper made from straw and wood). London, 8o, 1800.
Koops, M.—A Historical Overview of Paper and Materials Used Before Its Invention (printed on paper made from straw and wood). London, 8o, 1800.
Ditto, 2nd edition, 1801.
Ditto, 2nd edition, 1801.
Lacroix, A.—Historique de la papeterie d'Angoulême suivi d'observations sur le commerce de chiffons en France. Paris, 8o, 1863.
Lacroix, A.—History of the Paper Industry in Angoulême, followed by observations on the rag trade in France. Paris, 8o, 1863.
Lalande, J. J. Le F. de.—L'art de faire le papier. Acad. Roy. des sciences. Description des Arts et Métiers, vol. 1. Fol., 1761.
Lalande, J. J. Le F. de.—The Art of Making Paper. Royal Academy of Sciences. Description of Arts and Trades, vol. 1. Folio, 1761.
Lettre sur les découvertes de M. Didot aîné dans les arts de ... la papeterie (l'invention du papier-vélin). Paris, 12o, 1783.
Message about Mr. Didot senior's discoveries in the arts of ... papermaking (the invention of parchment paper). Paris, 12o, 1783.
Leuchs, J. C.—Beschreibung der in den letzten acht Jahren in der Papierfabrikation gemachten Verbesserungen. Nachtrag. Nürnberg, 8o, 1828.
Leuchs, J.C.—Description of the improvements made in paper manufacturing over the last eight years. Supplement. Nuremberg, 8o, 1828.
Marabini.—Bayrische Papiergeschichte. 1 Teil. Die Papiermühlen im Gebiete der weiland freien Reichsstadt Nürnberg. Nürnberg, 1894.
Marabini.—Bavarian Paper History. Part 1. The Paper Mills in the Area of the Former Free Imperial City of Nuremberg. Nuremberg, 1894.
Maurel, F.—Le papier japonais. Histoire et fabrication d'après les documents Anglais et indigènes (excerpt). Paris, 4o, 1871.
Maurel, F.—Japanese Paper. History and Production Based on English and Indigenous Documents (excerpt). Paris, 4o, 1871.
Meerman, G., and others.—Epistolæ, etc., de chartæ vulgaris lineæ origine. Ed. J. Van Vassen, Hagæ Com. Sm. 8o, 1767.
Meerman, G., et al.—Letters, etc., on the origin of common paper. Ed. J. Van Vassen, The Hague. Sm. 8o, 1767.
Midoux, E., and Matton, A.—Étude sur les filigranes des papiers employés en France aux 14e et 15e siècles. Paris, 8o, 1868.
Midoux, E., and Matton, A.—Study on the watermarks of papers used in France during the 14th and 15th centuries. Paris, 8o, 1868.
Millar, O.—Papier-Industrie. Schweizerische Landesausstellung, 1883. Berichte, Gruppe 8, 1884.
Millar, O.—Paper Industry. Swiss National Exhibition, 1883. Reports, Group 8, 1884.
Murray, J.—Practical Remarks on Modern Paper, etc., with an Introductory Account of its Former Substitute. Edinburgh, 8o, 1829.
Murray, J.—Practical Comments on Modern Paper, etc., with an Introductory Overview of its Earlier Replacement. Edinburgh, 8o, 1829.
Parlatore, P.—Mémoire sur le papyrus des Anciens et sur le papyrus de Sicile, Acad. des Sciences. Paris. Mèm. par divers Savans.... 2e Serie, Tome 12. 4o, 1854.
Parlatore, P.—Memoir on the papyrus of the Ancients and on the papyrus of Sicily, Acad. des Sciences. Paris. Memoirs by various Scholars.... 2e Series, Volume 12. 4o, 1854.
Peignot, E. G.—Essai sur l'histoire du parchemin et du vélin. Paris, 8o, 1812.
Peignot, E.G.—Essay on the History of Parchment and Vellum. Paris, 8o, 1812.
Penig.—(Patentpapierfabrik zu Penig.) Ein Beitrag z. Geschichte d. Papiers, 1897.
Penig.—(Papermaking factory in Penig.) A contribution to the history of paper, 1897.
Robert, N. L.—Le centenaire de la machine a papier continu. Son[Pg 261] invention par N. L. Robert en 1799. Biographie de l'inventeur, par J. Breville. Historique des divers perfectionnements ... par Didot Saint-Leger, 1800-1818. Paris, 8o, 1901.
Robert, N. L.—The centenary of the continuous paper machine. Its[Pg 261] invention by N. L. Robert in 1799. Biography of the inventor, by J. Breville. History of various improvements ... by Didot Saint-Leger, 1800-1818. Paris, 8o, 1901.
Robertson.—Fifty Years' Experience in Paper-making. Leith.
Robertson.—50 Years of Paper-making. Leith.
Schaeffer, J. C.—Proefnemingen en Monster-Bladen om Papier te maaken zonder Lumpen of met een gering Byvoegzel derzelven. Uit het Hoogduits vertaald. Deel 1-2. Amsterdam, 2 vols., sm. 4o, 1770.
Schaeffer, J.C.—Experiments and Sample Sheets for Making Paper without Rags or with a Small Addition of Them. Translated from German. Volume 1-2. Amsterdam, 2 vols., sm. 4o, 1770.
Schaeffer, J. C.—Sämtliche Papierversuche, 2te Aufl. Nebst 81 Mustern und 13 Kupfertafeln. Regensburg, 6 vols. in one, sm. 4o, 1772.
Schaeffer, J.C.—All Paper Experiments, 2nd ed. Including 81 Samples and 13 Copper Plates. Regensburg, 6 vols. in one, sm. 4o, 1772.
Schaeffer, J. C.—Erweis in Musterbogen dass die neuen Papierarten ... sich allerdings auch zu Tapeten übermahlen und gebrauchen lassen. Regensburg, fol.
Schaeffer, J.C.—Evidence in the sample sheet that the new types of paper ... can also be used for wallpapers. Regensburg, fol.
Smith, J. E. A.—History of Paper, Genesis and Revelations. Holyoke, Mass., U.S.A., 1882.
Smith, J.E.A.—History of Paper, Genesis and Revelations. Holyoke, Mass., U.S.A., 1882.
Sotheby, S. L.—The Typography of the 15th Century ... Exemplified in a Collection of Facsimiles from 100 Works, with their Watermarks. London, fol. 1845.
Sotheby's, S. L.—The Typography of the 15th Century ... Showcased in a Collection of Facsimiles from 100 Works, with their Watermarks. London, fol. 1845.
Sotheby, S. L.—Principia Typographica. An Attempt to Elucidate the Paper Marks of the Period. London, 3 vols., fol. 1858.
Sotheby's, S. L.—Principia Typographica. An Attempt to Clarify the Paper Marks of the Period. London, 3 vols., fol. 1858.
Spechthausen.—Hundert Jahre der Papierfabrik Spechthausen. Festschrift, z. 1887.
Spechthausen.—One hundred years of the Spechthausen paper factory. Anniversary publication, 1887.
Spicer, A.—The Paper Trade. London, 1907.
Spicer, A.—The Paper Trade. London, 1907.
Stoppelaar, J. H. de.—Het Papier in de Nederlanden gedurende de middeleeuwen, inzonderheid in Zeeland. Middelburg, 8o, 1869.
Stoppelaar, J. H. de.—Paper in the Netherlands during the Middle Ages, especially in Zeeland. Middelburg, 8o, 1869.
Tomlinson, C.—Illustrations of the Useful Arts. No. 3, Paper. London, 32o, 1859.
Tomlinson, C.—Illustrations of the Useful Arts. No. 3, Paper. London, 32o, 1859.
Villette, C. Marquis de.—Œuvres, with Specimens of Paper. Londres, 16o, 1786.
Villette, C. de Marquis.—Works, with Examples of Paper. London, 16o, 1786.
Willkomm, M.—Über den Lotos und Papyros der alten Ägypter und die Papiererzeugung in Altertume. Prag, 1892.
Willkommen, M.—On the Lotus and Papyrus of Ancient Egyptians and the Production of Paper in Antiquity. Prague, 1892.
PAPER MANUFACTURE.
Paper Production.
Archer, T. C.—The Manufacture of Paper. Bevan. British Manufacturing Industries, viii. Sm. 8o, 1876.
Archer, T.C.—The Manufacture of Paper. Bevan. British Manufacturing Industries, viii. Sm. 8o, 1876.
Arnot.—Technology of the Paper Trade (Cantor Lecture, Society of Arts). London, 1877.
Arnot.—Technology of the Paper Trade (Cantor Lecture, Society of Arts). London, 1877.
Barse, J.—Études comparées sur l'industrie Française, ii. La[Pg 262] fabrication et le commerce du papier en 1860 et en 1864. Paris, l. 8o, 1864.
Barse, J.—Comparative Studies on French Industry, ii. The[Pg 262] production and trade of paper in 1860 and 1864. Paris, 1. 8o, 1864.
Beadle, C.—Paper Manufacture—Lectures. 1901.
Beadle, C.—Paper Manufacturing—Lectures. 1901.
Beadle, C.—Chapters on Paper-making. Vol. 1. London, 1904.
Beadle, C.—Chapters on Paper-making. Vol. 1. London, 1904.
Vol. 2, Answers to Technological Questions. 1906.
Vol. 2, Answers to Technological Questions. 1906.
Vol. 3, Practical Points in Paper Manufacture. 1907.
Vol. 3, Practical Points in Paper Manufacture. 1907.
Vol. 4, Ditto. 1907.
Vol. 4, Ditto. 1907.
Beaumont, F.—Report on Apparatus and Processes used in Paper-making, etc. Paris Universal Exhibition, 1867. British Commercial Reports, Vol. 4. 8o, 1867.
Beaumont, F.—Report on Equipment and Methods used in Paper-making, etc. Paris Universal Exhibition, 1867. British Commercial Reports, Vol. 4. 8o, 1867.
Bennett, J. B.—Paper-making Processes and Machinery, with Illustrations of Paper-making Machinery constructed by Bertrams, Ltd. Edinburgh, 8o, 1892.
Bennett, J.B.—Paper-making Processes and Machinery, featuring illustrations of paper-making machines built by Bertrams, Ltd. Edinburgh, 8o, 1892.
Bertrams, Ltd.—Specimens of Paper. Edinburgh, obl. 16o, 1892.
Bertrams, LLC—Samples of Paper. Edinburgh, obl. 16o, 1892.
Blanchet, A.—Fabrication du papier. Rapports, Paris Universal Exhibition, 1900.
Blanchet, A.—Paper Manufacturing. Reports, Paris Universal Exhibition, 1900.
Brown, H. T.—The Manufacture of Paper from Wood in the United States. 1886.
Brown, H.T.—The Production of Paper from Wood in the United States. 1886.
Burot.—Note sur la fabrication du papier de paille. Paris, 8o, 1883.
Burot.—A note on straw paper production. Paris, 8o, 1883.
Campredon, E.—Le Papier. Étude monographique sur la papeterie Française et en particulier sur la papeterie Charentaise. i. Historical; ii. Descriptive of Modern Paper-making; iii. Co-operative Paper-making. Paris, 8o, 1901.
Campredon, E.—Le Papier. A monographic study on French paper production, specifically focusing on Charentais papermaking. i. Historical; ii. Descriptive of Modern Paper-making; iii. Co-operative Paper-making. Paris, 8o, 1901.
Charpentier, P.—Le Papier. Fremy, E. Encycl. Chim., Tome X. 8o (83), 1890.
Charpentier, P.—Le Papier. Fremy, E. Encycl. Chim., Volume X. 8o (83), 1890.
Clapperton, G.—Practical Paper-making. London, sm. 8o, 1894.
Clapperton, G.—Practical Paper-making. London, small 8o, 1894.
Ditto, 2nd edition, 1907.
Ditto, 2nd edition, 1907.
Coney, E.—Paper-making Machinery and Fibres. Philadelphia International Exhibition, 1876. U.S.A. Centennial Commission Reports and Awards, Group xiii. 8o, 1876.
Coney, E.—Paper-making Machinery and Fibres. Philadelphia International Exhibition, 1876. U.S.A. Centennial Commission Reports and Awards, Group xiii. 8o, 1876.
Dalheim, C. F.—Taschenbuch f. d. prakt. Papierfabrikanten. 3te Aufl. 1896.
Dalheim, C.F.—Pocket Book for Practical Paper Manufacturers. 3rd edition. 1896.
Dammer, O.—Papierfabrikation.
Dammer, O.—Paper Manufacturing.
Davis, C. T.—The Manufacture of Paper. Philadelphia, 8o, 1886.
Davis, C.T.—The Manufacture of Paper. Philadelphia, 8o, 1886.
Doumerc and others.—Matériel et procédés de la papeterie, etc. Paris Univ. Exhibition, 1867. Rapports du Jury International, Classe 59. 8o, 1867.
Doumerc and others.—Materials and processes of the paper industry, etc. Paris University Exhibition, 1867. Reports of the International Jury, Class 59. 8o, 1867.
Doyle, P.—Paper-making in India, being Notes of a Visit to the [Pg 263]Lucknow Paper Mill. Lucknow, 8o, 1885.
Doyle, P.—Paper-making in India, notes from a visit to the [Pg 263]Lucknow Paper Mill. Lucknow, 8o, 1885.
Dropisch, B.—Handb. d. Papierfabrikation. 3e Aufl. 31 Taf. in fol. 1881.
Dropisch, B.—Handbook of Papermaking. 3rd ed. 31 plates in folio. 1881.
Dunbar, J.—The Practical Papermaker. Leith, 12o, 1881.
Dunbar, J.—The Practical Papermaker. Leith, 12o, 1881.
Hartmann, C.—Handb. d. Papierfabrikation. Taf. 1842.
Hartmann, C.—Handbook of Paper Manufacturing. Plate 1842.
Hassak, K.—Die Erzeugung des Papieres.
Hassak, K.—The Production of Paper.
Hausner, A.—Der Holländer. Eine kritische Betrachtung seiner Arbeitsweise mit Bezug auf die Einzelabmessungen seiner Teile und die verarbeiteten Fasern. 1901.
Hausner, A.—The Dutchman. A Critical Examination of His Working Method Regarding the Specific Dimensions of His Parts and the Fibers Used. 1901.
Herring, R.—Paper and Paper-making, Ancient and Modern. London, 8o, 1854.
Herring, R.—Paper and Paper-making, Ancient and Modern. London, 8o, 1854.
Ditto, 2nd edition, 1855.
Ditto, 2nd edition, 1855.
Ditto, 3rd edition, 1863.
Ditto, 3rd edition, 1863.
Hofmann, C.—A Practical Treatise on the Manufacture of Paper in All its Branches. Philadelphia, 4o, 1873.
Hofmann, C.—A Practical Guide to Making Paper in All Its Forms. Philadelphia, 4o, 1873.
Hofmann, C.—Praktisches Handbuch d. Papierfabrikation. 1873.
Hofmann, C.—Practical Handbook of Papermaking. 1873.
Hoffmann, Th.—Papierprägung. Berlin.
Hoffmann, Th.—Paper Embossing. Berlin.
Hoyer, E.—Das Papier, seine Beschaffenheit und deren Prüfung. München, 1882.
Hoyer, E.—Paper, its composition and how to test it. Munich, 1882.
Hoyer, E.—Über die Entstehung und Bedeutung der Papiernormalien, sowie deren Einfluss auf die Fabrikation des Papieres. München, 1888.
Hoyer, E.—On the origin and significance of paper standards, as well as their impact on paper manufacturing. Munich, 1888.
Hoyer, E.—Die Fabrikation des Papiers. 1900.
Hoyer, E.—The Production of Paper. 1900.
Hoyer, E.—Die Fabrikation des Papiers, nebst Gewinnung d. Fasern. 1887.
Hoyer, E.—The Production of Paper, along with the Extraction of Fibers. 1887.
Hübner, J.—Paper Manufacture (Cantor Lectures to the Society of Arts). 1903.
Hübner, J.—Paper Production (Cantor Lectures to the Society of Arts). 1903.
Jagenberg, F.—Das Holländergeschirr. Remscheid. 1894.
Jagenberg, F.—Dutch Pottery. Remscheid. 1894.
Kirchner-Strohbach.—Holländer-Theorie. Biberach. 1904.
Kirchner-Strohbach.—Dutch Theory. Biberach. 1904.
Klemm, Dr. P.—Über Papier. Klimsch's Graphische Bibliothek Bd. 3 (Farbe und Papier im Druckgewerbe). 2 Teil. Frankfurt a. M. 1900.
Dr. P. Klemm—About Paper. Klimsch's Graphic Library Vol. 3 (Color and Paper in the Printing Industry). Part 2. Frankfurt a. M. 1900.
Korschilgen und Selleger.—Technik und Praxis der Papierfabrikation. Berlin, 1906.
Korschilgen and Selleger.—Technique and Practice of Paper Manufacturing. Berlin, 1906.
Kraft, M.—Grundriss der mechanischen Technologie. Abt. ii. Spinnerei, Weberei, und Papierfabrikation. 2te Aufl. Wiesbaden, 8o, 1895.
Kraft, M.—Outline of Mechanical Technology. Part II. Spinning, Weaving, and Paper Manufacturing. 2nd Edition. Wiesbaden, 8o, 1895.
Lenormand, L. S.—Manuel du fabricant de papier. Paris, 2 vols., 18o, 1833.
Lenormand, L.S.—Manual for the Paper Manufacturer. Paris, 2 vols., 18o, 1833.
Ditto, 2nd edition. 1834.
Ditto, 2nd edition. 1834.
Lenormand, L. S.—Nouveau manuel complet du ... fabricant de papiers peints. Nouv. ed. par Vergnand. Paris, 18o, 1854.
Lenormand, L.S.—New complete manual of ... wallpaper manufacturing. New ed. by Vergnand. Paris, 18o, 1854.
Lenormand, L. S.—Handbuch der gesammten Papierfabrikation, 2te Aufl., von C. Hartmann. Weimar, 2 vols., 12o, 1862.
Lenormand, L.S.—Handbook of Paper Manufacturing, 2nd ed., by C. Hartmann. Weimar, 2 vols., 12o, 1862.
Merz.—Behandlung der Papiermaschine.
Merz. — Treatment of the paper machine.
Meynier, H.—Papier und Papier-Fabrikate. Paris Univ. Exhibition, 1867. Austrian Comm. Berichte. Heft 8. 8o, 1867.
Meynier, H.—Paper and Paper Products. Paris University Exhibition, 1867. Austrian Commission Reports. Issue 8. 8o, 1867.
Mierzinski, St.—Handbuch d. Papierfabrikation. 3 Bde. 1886.
Mierzinski, Saint.—Handbook of Paper Manufacturing. 3 Volumes. 1886.
Müller, F. A. L.—Die Fabrikation des Papiers, in Sonderheit der auf der Maschinen gefertigten, etc. 3te Aufl. Berlin, 8o, 1862.
Müller, F.A.L.—The Production of Paper, especially that made by machines, etc. 3rd ed. Berlin, 8o, 1862.
Müller, Dr. L.—Die Fabrikation des Papiers. Berlin, 1877.
Dr. L. Müller—The Production of Paper. Berlin, 1877.
Olmer, Georges.—Du papier mécanique.
Olmer, Georges.—On mechanical paper.
Onfroy.—L'art du papier et le papier d'Arches. 1907.
Onfroy.—The art of paper and Arches paper. 1907.
Paper-Making.—Paper-making, by the Editor of the Paper Mills Directory, London. 2nd edition. 8o, 1876.
Paper Production.—Paper-making, by the Editor of the Paper Mills Directory, London. 2nd edition. 8o, 1876.
Paper-Maker.—The Paper-makers' Handbook and Guide to Paper-making, by a Practical Paper-maker. London, sm. 8o, 1878.
Paper Maker.—The Paper-makers' Handbook and Guide to Paper-making, by a Practical Paper-maker. London, sm. 8o, 1878.
Paper-Manufacture.—Essays by a Society of Gentlemen. No. vi., pp. 21-27. 1717.
Paper Production.—Essays by a Group of Gentlemen. No. vi., pp. 21-27. 1717.
Parkinson, R.—Treatise on Paper, with Outline of Manufacture. 1886.
Parkinson, R.—Guide to Paper, Including the Manufacturing Process. 1886.
Ditto, 2nd edition, 1896.
Ditto, 2nd edition, 1896.
Payen, A., and others.—La fabrication du papier et du carton. 3e ed. Paris, 8o, 1881.
Payen, A., et al.—The production of paper and cardboard. 3e ed. Paris, 8o, 1881.
Payen, A., and Vigreux, L.—La papeterie. Études sur l'Exposition de 1867. Vol. 8. 8o, 1867.
Payen, A. and Vigreux, L.—Paper Manufacturing. Studies on the 1867 Exhibition. Vol. 8. 8o, 1867.
Pfau, F.—Der junge Papierhändler. Berlin, 1902.
Pfau, F.—The Young Paper Merchant. Berlin, 1902.
Piette, L.—Manuel ... de papeterie et les succédanés (des chiffons). Paris, 2 vols., 8o, 1861.
Piette, L.—Manual ... of paper and its substitutes (from rags). Paris, 2 vols., 8o, 1861.
Planche, G.—De l'industrie de la papeterie. Paris, 8o, 1853.
Planche, G.—On the paper industry. Paris, 8o, 1853.
Planche, G.—Der Papierfabrikation. Bearbeitet von C. Hartmann. Weimar, 12o, 1853.
Planche, G.—On Paper Manufacturing. Edited by C. Hartmann. Weimar, 12o, 1853.
Planche, G.—Bericht über die Reinigung der Stoffe zur Papierfabrikation. Uebersetzt und vervollständigt durch eine chronologische Skizze der Papier-Erzeugung und der Verbesserungen an den Maschinen zur Reinigung des Papier-Stoffs von A. Rudel. Leipzig, 8o, 1862.
Planche, G.—Report on the cleaning of materials for paper production. Translated and supplemented by a chronological outline of paper production and improvements in machines for cleaning paper materials by A. Rudel. Leipzig, 8o, 1862.
Prouteaux, A.—Practical Guide for the Manufacture of Paper and (Paper) Boards. With a chapter on Wood Paper in the U.S. by H. T. [Pg 265]Brown. Philadelphia, 8o, 1866.
Prouteaux, A.—Practical Guide for Making Paper and (Paper) Boards. With a chapter on Wood Paper in the U.S. by H. T. [Pg 265]Brown. Philadelphia, 8o, 1866.
Prouteaux, A.—Guide de la fabrication du papier et du carton. Paris, 12o, 1864.
Prouteaux, A.—Guide to Paper and Cardboard Manufacturing. Paris, 12o, 1864.
Raab, R.—Die Schreibmaterialen und die gesamte Papierindustrie. Hamburg, 1888.
Raab, R.—The Writing Materials and the Entire Paper Industry. Hamburg, 1888.
Reed, A. E.—Paper Manufacture. Society for the Promotion of Scientific Industry. Artisans' Reports upon the Vienna Exhibition. 8o, 1873.
Reed, A. E.—Paper Manufacturing. Society for the Promotion of Scientific Industry. Artisans' Reports on the Vienna Exhibition. 8o, 1873.
Richardson, W. H.—The Industrial Resources of the Tyne ... [Paper]. 1864.
Richardson, W.H.—The Industrial Resources of the Tyne ... [Paper]. 1864.
Schubert, M.—Traité pratique de la fabrication de la cellulose. Trad. p. E. Bibas. Toile. 1893.
Schubert, M.—Practical Guide to Cellulose Production. Translated by E. Bibas. Hardcover. 1893.
Schubert, M.—Die Praxis der Papierfabrikation mit besond. Berücksichtigung der Stoffmischungen und deren Calculationen. 1897.
Schubert, M.—The Practice of Paper Manufacturing with Special Consideration of Material Mixtures and Their Calculations. 1897.
Schubert, M.—Die Papierverarbeitung. 2 Bde. 1900-1901.
Schubert, M.—Paper Processing. 2 Volumes. 1900-1901.
Bd. I. Die Kartonnagen-Industrie.
Bd. I. The Carton Industry.
Bd. II. Die Buntpapierfabrikation.
Vol. II. The Colored Paper Production.
Sindall, R. W.—The Manufacture of Paper Pulp in Burma. Government Press. Rangoon, 1907.
Sindall, R.W.—The Production of Paper Pulp in Burma. Government Press. Rangoon, 1907.
Sindall, R. W.—The Manufacture of Paper. 1908. Constable & Co. London.
Sindall, R.W.—The Manufacture of Paper. 1908. Constable & Co. London.
Twerdy, E.—Papier industrie. Berichte. Wien, 1873.
Twerdy, E.—Paper industry. Reports. Vienna, 1873.
Vachon, M.—Les arts et les industries du papier. France, 1871-1894.
Vachon, M.—The Arts and Industries of Paper. France, 1871-1894.
Valenta, E.—Das Papier, seine Herstellung, Eigenschaften, Prüfung. 1904.
Valenta, E.—Paper, its production, properties, testing. 1904.
Wanderley, G.—Die Papierfabrikation und Papierfabrikanlage. Leipzig, 1876.
Wanderley, G.—The Manufacture of Paper and Paper Factory Equipment. Leipzig, 1876.
Watt, A.—The Art of Paper-making, with the Recovery of Soda from Waste Liquors. London, sm. 8o, 1890.
Watt, A.—The Art of Paper-making, with the Recovery of Soda from Waste Liquors. London, small 8o, 1890.
Weber, R.—Papier-Industrie. Vienna Universal Exhibition, 1873.
Weber, R.—Paper Industry. Vienna World Expo, 1873.
Wehrs, G. F.—Vom Papier, den vor der Erfindung desselben üblich gewesenen Schreibmassen und sonstigen Schreibmaterialien. Halle, 8o, 1789.
Wehrs, G.F.—On paper, the writing materials and other writing supplies that were commonly used before its invention. Halle, 8o, 1789.
Winkler, O.—Der Papierkenner. 1887.
Winkler, O.—The Paper Expert. 1887.
PAPER, SPECIAL KINDS.
SPECIALTY PAPER.
Andés, L. E.—Papier-Spezialitäten, praktische Anleitung zur Herstellung. 1896.
Andés, L.E.—Paper Specialties, A Practical Guide to Production. 1896.
Andés, L. E.—Treatment of Paper for Special Purposes. Translated from German. 1907.
Andés, L. E.—Treatment of Paper for Special Purposes. Translated from German. 1907.
Andés, L. E.—Die Fabrikation der Papiermaché und Papierstoff-Waren. Leipzig, 1900.
Andés, L.E.—The Manufacture of Paper Mâché and Paper Products. Leipzig, 1900.
Andés, L. E.—Blattmetalle, Bronzen und Metallpapiere, deren Herstellung und Anwendung. Wien, sm. 8o, 1902.
Andés, L. E.—Sheet metals, bronzes, and metallic papers, their production and use. Vienna, sm. 8o, 1902.
Boeck, J. P.—Die Marmorirkunst für Buchbindereien, Buntpapierfabriken. Wien, sm. 8o, 1880.
Boeck, J.P.—The Marble Paper Art for Bookbinders, Colored Paper Factories. Vienna, small 8o, 1880.
Briquet, M.—De quelques industries nouvelles dont le papier est la base. Genève, 1885.
Briquet, M.—About some new industries that are based on paper. Geneva, 1885.
Exner, W. F.—Tapeten- und Buntpapier-Industrie. Paris Univ. Exhibition, 1867. Austrian Comm. Berichte. Heft 8. 1867.
Exner, W. F.—Wallpaper and Color Paper Industry. Paris Univ. Exhibition, 1867. Austrian Comm. Reports. Issue 8. 1867.
Exner, W. F.—Tapeten- und Buntpapier. Vienna Universal Exhibition, 1873. Officieller Ausstellungs-Bericht. Heft 53. 8o, 1873.
Exner, W. F.—Wallpaper and Decorative Paper. Vienna Universal Exhibition, 1873. Official Exhibition Report. Issue 53. 8o, 1873.
Fichtenberg.—Nouveau manuel complet du fabricant de papiers de fantaisie, papiers marbrés, etc. Paris, 18o, 1852.
Fichtenberg.—New complete manual for the manufacturer of decorative papers, marbled papers, etc. Paris, 18o, 1852.
Herring, R.—Guide to Varieties and Value of Paper. 1860.
Herring, R.—Guide to Different Types and Worth of Paper. 1860.
Hofmann, A. W.—Report on Vegetable Parchment (Gaine's Patent, No. 2834 of 1853). London, 8o, 1858.
Hofmann, A.W.—Report on Vegetable Parchment (Gaine's Patent, No. 2834 of 1853). London, 8o, 1858.
Kaeppelin, D.—Fabrication des papiers peints. Lacroix E., Études sur l'exposition de 1867. Vol. 1. 8o, 1867.
Kaeppelin, D.—Making Wallpaper. Lacroix E., Studies on the 1867 Exhibition. Vol. 1. 8o, 1867.
Kaeppelin, D.—Fabrication des papiers peints. 1881.
Kaeppelin, D.—Making Wallpaper. 1881.
Lindsey, G.—Pens and Papiermaché. Bevan, G. P., Brit. Manufacturing Industries (iii.). 12o, 1876.
Lindsey, G.—Pens and Paper Mache. Bevan, G. P., British Manufacturing Industries (iii.). 12o, 1876.
Morton, G. H.—The History of Paper-hangings, with Review of other Modes of Mural Decoration. Liverpool, 8o, 1875.
Morton, G.H.—The History of Wallpaper, with a Look at Other Ways to Decorate Walls. Liverpool, 8o, 1875.
Sanborn, K.—Old Time Wall Papers. 1905.
Sanborn, K.—Classic Wallpaper. 1905.
Schmidt, C. H.—Die Benutzung des Papiermaché. Weimar, 12o, 1847.
Schmidt, C.H.—The Use of Paper Mache. Weimar, 12o, 1847.
Schmidt, C. H.—Die Papier-Tapetenfabrikation. 3te Aufl. Weimar, 12o, 1856.
Schmidt, C.H.—The Production of Wallpaper. 3rd ed. Weimar, 12o, 1856.
Schmidt, C. H.—The Book of Papiermaché and Japanning. London, 1850.
Schmidt, C. H.—The Book of Papier-mâché and Japanning. London, 1850.
Seeman, Th.—Die Tapete, ihre aesthetische Bedeutung u. Techn. Darstellung, sowie kurze Beschreibung der Buntpapierfabrik. 1882.
Seeman, Th.—The Wallpaper, its Aesthetic Importance and Technical Presentation, along with a Brief Description of the Colored Paper Factory. 1882.
Silcox.—Manufacture of Paper Barrels. Vienna Exhibition, 1873. U.S.A. Reports, ii.
Silcox.—Making Paper Barrels. Vienna Exhibition, 1873. U.S.A. Reports, ii.
Smee, A.—Report on Vegetable Parchment (Gaine's Patent, No. 2834 [Pg 267]of 1853). London, 8o, 1858.
Smee, A.—Report on Vegetable Parchment (Gaine's Patent, No. 2834 [Pg 267]of 1853). London, 8o, 1858.
Thon, C. F. G.—Der Fabrikant bunter Papiere, 3te Aufl. Weimar, 12o, 1844.
Thon, C. F. G.—The manufacturer of colorful papers, 3rd ed. Weimar, 12o, 1844.
Weichelt, A.—Buntpapier-Fabrikation. Berlin, 8o, 1903.
Weichelt, A.—Colored Paper Manufacturing. Berlin, 8o, 1903.
Whiting Paper Co.—How Paper is Made. Holyoke, Mass., 32o, 1893.
Whiting Paper Company—How Paper is Made. Holyoke, Mass., 32o, 1893.
Winzer, A.—Die Bereitung und Benutzung der Papiermaché und ähnlicher Kompositionen, 3te Aufl. Weimar, 12o, 1884.
Winzer, A.—The Preparation and Use of Papier-Mâché and Similar Compositions, 3rd Edition. Weimar, 12o, 1884.
Ditto, 4th edition, 1907.
Ditto, 4th edition, 1907.
Woolnough, C. W.—The Whole Art of Marbling, as applied to Paper, Book Edges, etc. London, 8o, 1881.
Woolnough, C.W.—The Complete Guide to Marbling, for Paper, Book Edging, and More. London, 8o, 1881.
Wyatt, Sir M. D.—Report on Paper-hangings. Paris Univ. Exhibition, 1867. Brit. Comm. Report, Vol. II. 8o, 1867.
Wyatt, Sir M.D.—Report on Wallpaper. Paris University Exhibition, 1867. British Commission Report, Vol. II. 8o, 1867.
STATISTICS AND VARIOUS.
STATS AND MORE.
Akesson.—Lexikon der Papier-Industrie. Deutsch-Englisch-Französisch, 2te Aufl. 1905.
Akesson.—Dictionary of Paper Industry. German-English-French, 2nd edition. 1905.
Archer, T. C.—British Manufacturing Industries. Vol. 15. Industrial Statistics. London.
Archer, T.C.—British Manufacturing Industries. Vol. 15. Industrial Statistics. London.
Barth, E.—Arbeitsregeln für Fabriken mit besonderer Berücksichtigung von Papierfabriken. Karlsruhe, 1897.
Barth, E.—Guidelines for Factories with Special Consideration for Paper Factories. Karlsruhe, 1897.
Baudisch, J.—Einige ins Papierfach schlagende Berechnungen. Biberach, 1893.
Baudisch, J.—Some striking calculations in paper science. Biberach, 1893.
Dyson.—Mosely Commission Report. Manchester, 1903.
Dyson. — Mosely Commission Report. *Manchester*, 1903.
Ermel.—Rapport sur le matériel et les procédés de la papeterie, etc. Paris Univ. Exhibition, 1878. Rapports. Classe 60. 8o, 1881.
Ermel.—Report on the equipment and processes of the paper industry, etc. Paris University Exhibition, 1878. Reports. Class 60. 8o, 1881.
Foreign Office, No. 4 (1871).—Reports on the Manufacture of Paper in Japan. London, fol., 1871.
Foreign Ministry, No. 4 (1871).—Reports on the Production of Paper in Japan. London, fol., 1871.
Geyer, A.—Registry of Water-marks and Trade-marks. Compiled from the American Paper Trade (2nd edition). New York, 1898.
Geyer, A.—Registry of Watermarks and Trademarks. Compiled from the American Paper Trade (2nd edition). New York, 1898.
Ditto, 5th edition, 1903.
Ditto, 5th edition, 1903.
Gratiot, A.—Description de la papeterie d'Essonnes, London International Exhibition of 1851, Prospectuses of Exhibitors. Vol. 2. 8o, 1851.
Gratiot, A.—Description of the Essonnes Paper Factory, London International Exhibition of 1851, Exhibitor Brochures. Vol. 2. 8o, 1851.
Krawany, F.—Warte der Papier-Halbstoff- und Pappenfabriken Oesterreich-Ungarns. 1905.
Krawany, F.—The Value of Paper Semi-Finished Products and Cardboard Factories in Austria-Hungary. 1905.
Landgraf, J.—Papier-Holzschliff und seine Zollpolitische Würdigung. Mannheim.
Landgraf, J.—Paper-wood pulp and its customs policy evaluation. Mannheim.
Lockwood & Co.—American Dictionary of Printing and Bookmaking. New York, 1895.
Lockwood & Co.—American Dictionary of Printing and Bookmaking. New York, 1895.
Ludwig, G.—Trockengehalts-Tabellen. Pirna, 1897.
Ludwig, G.—Dry Matter Tables. Pirna, 1897.
MacNaughton, J.—Factory Book-keeping for Paper Mills. 1900.
MacNaughton, J.—Factory Bookkeeping for Paper Mills. 1900.
Mahrlen.—Papierfabrikation, im Königr. Württemberg (im Jahre 1860). Stuttgart, 8o, 1861.
Mahrlen.—Paper production in the Kingdom of Württemberg (in the year 1860). Stuttgart, 8o, 1861.
Marr, D.—Kosten der Betriebskräfte bei 1-24 stündiger Arbeitszeit täglich und unter Berücksichtigung des Aufwandes für die Heizung. München u. Berlin.
Marr, D.—Costs of Operating Personnel for 1-24 Hour Workdays Daily, Considering Heating Expenses. Munich and Berlin.
Melnikoff, N.—Lehrbuch der Papier-Holzschliff, Zellstoff und Pappenfabrikation. Petersburg, 1905.
Melnikoff, N.—Textbook on Paper, Wood Pulp, and Cardboard Manufacturing. Saint Petersburg, 1905.
Melnikoff, N.—Kleines Handbuch Papierfabrikation. Petersburg, 1906.
Melnikoff, N.—Small Handbook of Paper Making. Petersburg, 1906.
Melnikoff, N.—Geschichte, Statistik u. Literatur der Papierindustrie nebst russischen Wasserzeichen. Petersburg, 1906.
Melnikoff, N.—History, Statistics, and Literature of the Paper Industry along with Russian Watermarks. St. Petersburg, 1906.
Munsell, J.—Chronology of Paper-making. Albany, 8o, 1857.
Munsell, J.—Timeline of Paper-making. Albany, 8o, 1857.
Ditto, 4th edition, 1870.
Ditto, 4th edition, 1870.
Munsell, J.—Chronology of the Origin and Progress of Paper and Paper-making. Albany, 1876.
Munsell, J.—Timeline of the Origins and Development of Paper and Paper-making. Albany, 1876.
Munsell, J.—Observations Illustrative of the Operation of the Duties on Paper. London, 8o, 1836.
Munsell, J.—Observations Illustrating How the Duties on Paper Work. London, 8o, 1836.
Munsell, J.—Matériel et procédés de la papeterie, etc., 1889. Rapports du Jury. Classe 58. 8o, 1889.
Munsell, J.—Materials and Processes of Papermaking, etc., 1889. Jury Reports. Class 58. 8o, 1889.
Paris Univ. Exhibition.—Papiers peints, 1889. Rapports du Jury. Classe 21. 8o, 1891.
Paris University Exhibition.—Wallpaper, 1889. Jury Reports. Class 21. 8o, 1891.
Passerat, A. L.—Barème complet pour papeteries. Paris.
Passerat, A.L.—Complete pricing guide for paper mills. Paris.
Patents.—Patent Abridgments. Class 96. Patent Office Abstracts on Paper-making. From 1855 to date.
Patents.—Patent Summaries. Class 96. Patent Office Abstracts on Paper-making. From 1855 to present.
Roulhac.—Papeterie. Paris Univ. Exhibition, 1867. Rapports du Jury. Classe 7, sect. 1. 8o, 1868.
Roulhac.—Paper. Paris University Exhibition, 1867. Jury Reports. Class 7, section 1. 8o, 1868.
Sampson, J. T.—Paper-staining. Mansion House Committee. Artisans' Reports, Paris Exhibition. 8o, 1889.
Sampson, J.T.—Paper-staining. Mansion House Committee. Artisans' Reports, Paris Exhibition. 8o, 1889.
Treasury.—Report of the Excise Commission. 1835.
Treasury Department.—Report of the Excise Commission. 1835.
Vogel, K.—Papierindustrie, etc., Auf der Weltausstellung in Chicago. Chicago Exhibition, 1893. Austrian Central Committee. Officieller Bericht. Heft iv. 8o, 1894.
Vogel, K.—Paper Industry, etc., At the World's Fair in Chicago. Chicago Exhibition, 1893. Austrian Central Committee. Official Report. Volume iv. 8o, 1894.
Voigt, G.—Papiergewichtstabellen. Merseburg, 1894.
Voigt, G.—Paperweight tables. Merseburg, 1894.
Ward, Sir W.—Report on German Paper-making Industry. Parliamentary Paper, 1905.
Ward, Sir William.—Report on the German Paper-making Industry. Parliamentary Paper, 1905.
Water-marks.—Water-marks and Trade-marks Registry (2nd ed.). [Pg 269]New York, 16o, 1898.
Watermarks.—Water-marks and Trade-marks Registry (2nd ed.). [Pg 269]New York, 16o, 1898.
WOOD PULP AND PULP WOOD.
Wood pulp and pulpwood.
British and Colonial Printer.—History of Wood Pulp. Vol. 8. 1882.
UK and Colonial Printer.—History of Wood Pulp. Vol. 8. 1882.
Dunbar.—Wood Pulp and Wood Pulp Papers.
Dunbar.—Wood Pulp and Wood Pulp Papers.
Fittica, Dr. F.—Geschichte der Sulfitzellstoff-Fabrikation. Leipzig, 1901.
Dr. Fittica—History of Sulfite Pulp Production. Leipzig, 1901.
Fittica, Dr. F.—Forestry and Forest Products. [Edinburgh Forestry Exhibition. 1884.]
Dr. Fittica—Forestry and Forest Products. [Edinburgh Forestry Exhibition. 1884.]
Gottstein.—Holzzellstoff in seiner Anwendung für die Papier- und Textil-Industrie und die bei seiner Herstellung entstehenden Abwässer. 1904.
Gottstein.—Wood pulp in its application for the paper and textile industries and the wastewater produced during its manufacture. 1904.
Griffin, M. L.—Sulphite Processes. American Society C. E. 417. 1889.
Griffin, M.L.—Sulphite Processes. American Society C. E. 417. 1889.
Harper, W.—Utilisation of Wood Waste by Distillation. U.S.A., 1907.
Harper W.—Using Wood Waste through Distillation. U.S.A., 1907.
Harpf, A.—Die Erzeugung von Holzschliff und Zellstoff. Wien, 1901.
Harpf, A.—The Production of Wood Pulp and Cellulose. Vienna, 1901.
Harpf, A.—Flüssiges Schwefeldioxyd. Stuttgart, 1901.
Harpf, A.—Liquid Sulfur Dioxide. Stuttgart, 1901.
Hubbard.—Utilisation of Wood Waste. 1902.
Hubbard.—Use of Wood Waste. 1902.
Johnson, G.—Wood Pulp of Canada. 1902-08. Yearly.
Johnson, G.—Wood Pulp of Canada. 1902-08. Yearly.
Michaelis, O. E.—Lime Sulphite Fibre Manufacture in the United States. With Remarks on the Chemistry of the Processes, by M. L. Griffin (excerpt). New York, 8o, 1889.
Michaelis, O.E.—Lime Sulphite Fiber Production in the United States. With Comments on the Chemistry of the Processes, by M. L. Griffin (excerpt). New York, 8o, 1889.
Phillips, S. C.—Uses of Wood Pulp. 1904.
Phillips, S.C.—Uses of Wood Pulp. 1904.
Rosenheim, G. M.—Die Holzcellulose. Berlin, 1878.
Rosenheim, G. M.—Wood Cellulose. Berlin, 1878.
Schubert, M.—Die Holzstoff oder Holzschliff-Fabrikation. 1898.
Schubert, M.—The Manufacture of Wood Pulp or Wood Fiber. 1898.
Schubert, M.—Die Cellulosefabrikation (Zellstofffabrikation). Praktisches Handbuch für Papier- u. Cellulosetechniker. 1906.
Schubert, M.—Cellulose Manufacturing (Pulp Manufacturing). Practical Handbook for Paper and Cellulose Technicians. 1906.
Sindall, R. W.—The Sampling of Wood Pulp. London, 8o, 1901.
Sindall, R.W.—The Sampling of Wood Pulp. London, 8o, 1901.
Veitch, L. P.—Chemical Methods for Utilising Wood. U.S.A. Department of Agriculture. 1907.
Veitch, L.P.—Chemical Methods for Using Wood. U.S.A. Department of Agriculture. 1907.
Veitch, L. P.—Wood Pulp, Uses of. U.S.A. Consular Reports, vol. xix.
Veitch, L.P.—Wood Pulp, Uses of. U.S.A. Consular Reports, vol. xix.
Banks and Crate.—Pulpwood Problems. Letters to the Globe, Toronto, Canada. 1907.
Banks and Crate.—Pulpwood Issues. Letters to the Globe, Toronto, Canada. 1907.
Gamble, J.—Indian Timbers.
Gamble, J.—Indian woods.
Graves.—The Woodsman's Handbook. U.S.A.
Graves.—The Woodsman's Guide. U.S.A.
Pinchott, G.—Forestry Primer. U.S.A., 1900.
Pinchott, G.—Forestry Primer. *U.S.A.*, 1900.
Pinchott, G.—The Adirondack Spruce. U.S.A.
Pinchott, G.—The Adirondack Spruce. USA
Rattray, J., and Mill, H. R.—Forestry and Forestry Products. Edinburgh, 1885.
Rattray, J., and Mill, H. R.—Forestry and Forestry Products. Edinburgh, 1885.
Schlich.—Forestry Manual.
Schlich.—Forestry Guide.
Some more or less interesting articles on “Paper” will be found in the following encyclopædias, etc.:—
Some interesting articles on "Paper" can be found in the following encyclopedias, etc.:—
DATE.
1738. Chambers's Encyclopædia.
1757. Barrow. Dictionary of Arts.
1759. New. Universal History of Arts.
1770. Royal Dictionary of Arts.
1788. Howard. A Royal Encyclopædia.
1806. Gregory. A Dictionary of Arts and Sciences.
1807. Encyclopædia Perthensis.
1809. Nicholson. The British Encyclopædia.
1813. Martin. Circle of the Mechanical Arts.
1813. Pantologia.
1819. Rees' Cyclopædia.
1821. Encyclopædia Londoniensis.
1827. Jamieson's Dictionary.
1828. Oxford Encyclopædia.
1829. The London Encyclopædia.
1830. Edinburgh Encyclopædia.
1833. Phillip's Dictionary of Arts.
1835. Partington. British Cyclopædia.
1836. Archæologia, vol. xxvi.
1836. Barlow. Encyclopædia of Arts.
1840. The Penny Encyclopædia.
1845. Encyclopædia Metropolitana.
1848. Useful Arts of Great Britain. S.P.C.K
1851. Knight's Cyclopædia of Industry.
1855. Appleton's Dictionary of Mechanics.
1860. Hebert. Mechanic's Encyclopædia.
1861. Knight's English Cyclopædia.
1861. New American Cyclopædia.
1866. Tomlinson's Dictionary of Arts.
1871. Yeats. The Technical History of Commerce.
1874. Clarke's Practical Magazine.
[Pg 271]1875. Ure's Dictionary of Arts.
1875. Globe Cyclopædia.
1876. American Mechanical Dictionary.
1877. Johnson's Universal Cyclopædia.
1880. Wylde. Industries of the World.
1882. Spon's Encyclopædia of Manufactures.
1886. Encyclopædia Britannica.
1889. Chambers's Encyclopædia.
1889. Blaikie. Modern Cyclopædia.
1890. Popular Encyclopædia.
1892. Spon's Workshop Receipts.
1903. Gilman. International Encyclopædia.
1904. Encyclopædia Americana.
1904. Tweney's Technological Dictionary.
DATE.
1738. Chambers's Encyclopedia.
1757. Barrow. Dictionary of Arts.
1759. New. Universal History of Arts.
1770. Royal Dictionary of Arts.
1788. Howard. A Royal Encyclopedia.
1806. Gregory. A Dictionary of Arts and Sciences.
1807. Encyclopedia Perthensis.
1809. Nicholson. The British Encyclopedia.
1813. Martin. Circle of the Mechanical Arts.
1813. Pantologia.
1819. Rees' Cyclopedia.
1821. Encyclopedia Londoniensis.
1827. Jamieson's Dictionary.
1828. Oxford Encyclopedia.
1829. The London Encyclopedia.
1830. Edinburgh Encyclopedia.
1833. Phillip's Dictionary of Arts.
1835. Partington. British Cyclopedia.
1836. Archaeologia, vol. xxvi.
1836. Barlow. Encyclopedia of Arts.
1840. The Penny Encyclopedia.
1845. Encyclopedia Metropolitana.
1848. Useful Arts of Great Britain. S.P.C.K
1851. Knight's Cyclopedia of Industry.
1855. Appleton's Dictionary of Mechanics.
1860. Hebert. Mechanic's Encyclopedia.
1861. Knight's English Cyclopedia.
1861. New American Cyclopedia.
1866. Tomlinson's Dictionary of Arts.
1871. Yeats. The Technical History of Commerce.
1874. Clarke's Practical Magazine.
[Pg 271]1875. Ure's Dictionary of Arts.
1875. Globe Cyclopedia.
1876. American Mechanical Dictionary.
1877. Johnson's Universal Cyclopedia.
1880. Wylde. Industries of the World.
1882. Spon's Encyclopedia of Manufactures.
1886. Encyclopedia Britannica.
1889. Chambers's Encyclopedia.
1889. Blaikie. Modern Cyclopedia.
1890. Popular Encyclopedia.
1892. Spon's Workshop Receipts.
1903. Gilman. International Encyclopedia.
1904. Encyclopedia Americana.
1904. Tweney's Technological Dictionary.
Newspapers.
News articles.
England.
UK.
Papermaker and British Paper Trade Journal. S. C. Phillips, London.
Papermaker and British Paper Trade Journal. S. C. Phillips, London.
Papermakers' Circular. Dean & Son, London.
Papermakers' Circular. Dean & Son, London.
Papermakers' Monthly Journal. Marchant, Singer & Co., London.
Papermakers' Monthly Journal. Marchant, Singer & Co., London.
Paper Box and Bag Maker. S. C. Phillips, London.
Paper Box and Bag Maker. S. C. Phillips, London.
Papermaking. London.
Papermaking in London.
The Paper and Printing Trades' Journal. London.
The Paper and Printing Trades' Journal. London.
World's Paper Trade Review. W. J. Stonhill, London.
World's Paper Trade Review. W. J. Stonhill, London.
Canada.
Canada.
Pulp and Paper Magazine. Biggar-Wilson, Ltd., Toronto.
Pulp and Paper Magazine. Biggar-Wilson, Ltd., Toronto.
United States of America.
United States.
American Bookmaker. Howard Lockwood & Co., New York.
American Bookmaker. Howard Lockwood & Co., New York.
The Paper Trade. Chicago.
The Paper Trade. Chicago.
The Stationer. Howard Lockwood & Co., New York.
The Stationer. Howard Lockwood & Co., New York.
Paper Mill and Wood Pulp News. L. D. Post & Co., New York.
Paper Mill and Wood Pulp News. L. D. Post & Co., New York.
Paper Trade Journal. Howard Lockwood & Co., New York.
Paper Trade Journal. Howard Lockwood & Co., New York.
The Paper World. C. W. Bryan & Co., Holyoke, Mass.
The Paper World. C. W. Bryan & Co., Holyoke, MA.
France.
France.
Bulletin Journal des Fabricants de Papier. Paris.
Bulletin Journal of Paper Manufacturers. Paris.
Journal des Papetiers. M. Edmond Rousset, Paris.
Journal of Paper Makers. Mr. Edmond Rousset, Paris.
Le Moniteur de la Papeterie Française. Paris.
Le Moniteur de la Papeterie Française. Paris.
La Papeterie. Paris.
The Paper Store. Paris.
La Revue de la Papeterie Française et Étrangère. M. Edmond Rousset, Paris.
La Revue de la Papeterie Française et Étrangère. M. Edmond Rousset, Paris.
Le Papier. H. Everling, Paris.
Le Papier. H. Everling, Paris.
Germany.
Germany.
Centralblatt für die Österreichisch-Ungarische Papierindustrie. Adolf Hladufka, Wien.
Central Bulletin for the Austrian-Hungarian Paper Industry. Adolf Hladufka, Vienna.
Der Papierfabrikant. Otto Elsner, Berlin.
The Paper Manufacturer. Otto Elsner, Berlin.
Der Papier-Markt. Carl Dobler, Frankfurt a. Main.
Der Papier-Markt. Carl Dobler, Frankfurt am Main.
Deutsche Papier- und Schreibwarenzeitung. S. Richter, Berlin.
Deutsche Papier- und Schreibwarenzeitung. S. Richter, Berlin.
Die Postkarte. Gustav Fahrig, Leipzig.
The postcard. Gustav Fahrig, Leipzig.
Export-Journal. G. Hedeler, Leipzig.
Export Journal. G. Hedeler, Leipzig.
Holzstoff-Zeitung. Camillo Drache, Dresden.
Wood Material Journal. Camillo Drache, Dresden.
Papierhändler Zeitung für Österreich-Ungarn. Wien.
Paper merchant newspaper for Austria-Hungary. Vienna.
Papier-Industrie. Berlin.
Paper Industry. Berlin.
Papier- und Schreibwaren-Zeitung. Wien.
Paper and Stationery Journal. Vienna.
Papier-Zeitung. C. Hofmann, Berlin.
Paper newspaper. C. Hofmann, Berlin.
Schweizer Graphischer Central-Anzeiger. H. Keller, Luzern.
Schweizer Graphischer Central-Anzeiger. H. Keller, Lucerne.
Wochenblatt für Papierfabrikation. Guntter-Staib Biberach (Württ).
Wochenblatt für Papierfabrikation. Guntter-Staib Biberach (Württ).
Wochenschrift für den Papier- und Schreibwarenhandel. Dr. H. Hirschberg, Berlin.
Wochenschrift für den Papier- und Schreibwarenhandel. Dr. H. Hirschberg, Berlin.
ANALYSIS, TECHNOLOGY.
Analysis, Technology.
Beadle and Stevens.—Blotting paper, nature of absorbency. 1905.
Beadle & Stevens.—Blotting paper, type of absorbency. 1905.
Winkler.—Estimation of Moisture in Wood-pulp. 1902. Translated by Dr. H. P. Stevens.
Winkler.—Measuring Moisture in Wood Pulp. 1902. Translated by Dr. H. P. Stevens.
Hauptversammlung.—Published annually by the Verein der Zellstoff- und Papier-Chemiker. Berlin, 1907 et.
Annual Meeting.—Published each year by the Association of Wood Pulp and Paper Chemists. Berlin, 1907 et.
FIBRES, etc.
FIBERS, etc.
Dodge, C. R.—Catalogue of useful Fibre-plants of the World. Report No. 9. Dept. of Agriculture. U.S.A., 1897.
Dodge, C.R.—Catalog of Useful Fiber Plants of the World. Report No. 9. Dept. of Agriculture. U.S.A., 1897.
Duchesne, E. A.—Répertoire des plantes utiles et des plantes vénéneuses du globe, etc. Bruxelles, 1846.
Duchesne, E.A.—Directory of Useful and Poisonous Plants of the World, etc. Brussels, 1846.
Gabalde, B.—Essai sur le bananier et ses applications à la fabrication de papier. 1843.
Gabalde, B.—Essay on the Banana Plant and Its Uses in Paper Production. 1843.
Montessus de Ballore.—Alfa et papier d'Alfa. 1908.
Montessus de Ballore.—Alfa and Alfa paper. 1908.
Pecheux.—Les textiles, les tissus, le papier. 6 pp. Paris, 1907.
Pecheux.—Fabrics, textiles, paper. 6 pp. Paris, 1907.
Renouard.—Études sur les fibres textiles. Paris.
Renouard.—Studies on textile fibers. Paris.
Renouard.—Les fibres textiles de l'Algérie. Paris.
Renouard. - Textile fibers of Algeria. Paris.
Riviere, Auguste et Charles.—“Les Bambous.” Société d'Acclimatation. Paris.
Riviere, Auguste & Charles.—“The Bamboos.” Acclimatization Society. Paris.
Richmond, G. F.—Philippine Fibres and Fibrous Substances. Manila, Bureau of Printing, 1906.
Richmond, G.F.—Philippine Fibres and Fibrous Substances. Manila, Bureau of Printing, 1906.
HISTORICAL.
HISTORY.
Briquet, C. M.—Recherches sur les premiers Papiers employés du Xe au XIVe siècle. pp. 77. Paris, 1886.
Briquet, C. M.—Research on the earliest papers used from the 10th to the 14th century. pp. 77. Paris, 1886.
Briquet, C. M.—De la valeur des Filigranes du Papier comme moyen de déterminer l'âge de documents. pp. 13. Genève, 1892.
Briquet, C. M.—On the Value of Paper Watermarks as a Means to Determine the Age of Documents. pp. 13. Geneva, 1892.
Briquet, C. M.—La Légende paléographique du Papier de Coton. pp. 18. Genève, 1884.
Briquet, C. M.—The Paleographic Legend of Cotton Paper. pp. 18. Geneva, 1884.
Briquet, C. M.—Lettre sur les Papiers usités en Sicile à l'occasion de deux manuscrits en papier dit le coton. 16 pp. Palermo, 1892.
Briquet, C. M.—Letter on the Papers Used in Sicily Regarding Two Manuscripts on Cotton Paper. 16 pp. Palermo, 1892.
Desmarest, N.—Art de la Papeterie. Paris, 1879.
Desmarest, N.—The Art of Papermaking. Paris, 1879.
Delon, C.—Histoire d'un livre. Paris, 1879.
Delon, C.—History of a book. Paris, 1879.
Didot, A. F.—Le centenaire de la Machine à Papier continu. pp. 79. Paris, 1900.
Didot, A.F.—The Century of the Continuous Paper Machine. pp. 79. Paris, 1900.
Dickinson, J.—Dickinson's Paper Mills. Calcutta, 1884.
Dickinson, J.—Dickinson's Paper Mills. Calcutta, 1884.
Girard, A.—Le Papier. Ses ancêtres. Son histoire. Lille, 1892.
Girard, A.—Paper. Its ancestors. Its history. Lille, 1892.
Julien, S.—Description des procédés chinois pour la fabrication du papier. Traduit de l'ouvrage chinois par Thien-Kong-Kha-We. 1840.
Julien, S.—Description of Chinese Methods for Paper Making. Translated from the Chinese work by Thien-Kong-Kha-We. 1840.
Kay, J.—Paper, its history. pp. 100. London, 1893.
Kay, J.—Paper, its history. pp. 100. London, 1893.
Lempertz, H.—Beiträge zur Geschichte des Leinen-Papiers. Köln, 1891.
Lempertz, H.—Contributions to the History of Linen Paper. Cologne, 1891.
PAPER MANUFACTURE.
Paper Production.
Bory, P.—Les Métamorphoses d'un Chiffon. Abbeville, 1897.
Bory, P.—The Transformations of a Rag. Abbeville, 1897.
Chabrol, L.—La Réglementation du Travail dans l'industrie du papier. pp. 168. Paris, 1901.
Chabrol, L.—The Regulation of Labor in the Paper Industry. pp. 168. Paris, 1901.
Demuth, F.—Die Papier-Fabrikation. 1903.
Demuth, F. — Paper Manufacturing. 1903.
Demuth, F.—Die Störungen im deutschen Wirtschaftsleben 1900. Leipzig, 1903.
Demuth, F.—Disruptions in the German Economy 1900. Leipzig, 1903.
Limoge.—Cercles d'Études commerciales, Le Papier. pp. 140. Limoge, 1892.
Limoges.—Business Study Groups, The Paper. pp. 140. Limoge, 1892.
PAPER, SPECIAL KINDS.
SPECIALTY PAPER.
Spalding and Hodge.—Printing papers; a handbook. London, 1905.
Spalding & Hodge.—Printing papers; a handbook. London, 1905.
STATISTICS, etc.
STATS, etc.
Beadle, C.—Development of Water-marking. London, 1906 (Society of Arts).
Beadle, C.—Development of Water-marking. London, 1906 (Society of Arts).
Dumercy.—Bibliographie de la Papeterie. pp. 28. Bruxelles, 1888.
Dumercy.—Bibliography of Paper. pp. 28. Brussels, 1888.
Bruce, H.—Gladstone and Paper Duties. Edinburgh, 1885.
Bruce, H.—Gladstone and Paper Duties. Edinburgh, 1885.
Ellis, J. B.—Hints for the Paper Warehouse. Leeds, 1887.
Ellis J. B.—Tips for the Paper Warehouse. Leeds, 1887.
Webster, J.—Synopsis of Sizes of Paper. Southport, 1889.
Webster, J.—Overview of Paper Sizes. Southport, 1889.
Whitson, W.—The Concise Paper Calculator. Edinburgh, 1903.
Whitson, W.—The Concise Paper Calculator. Edinburgh, 1903.
WOOD PULP, etc.
WOOD PULP, etc.
Dropisch, B.—Holzstoff und Holzcellulose. Weimar, 1879.
Dropisch, B.—Wood fiber and cellulose. Weimar, 1879.
INDEX
Acid dyes, 201
in papers, 239
size, 170
Agave, 40
Alum, 167, 168
Aniline dyes, 201
sulphate, 121
Animal size, 63, 164
Antichlors, 163
Art paper, 142
imitation, 145
testing, 147
Asbestos, 174
Ash in paper, 171
Backwater, 120, 205
Bagasse, 41
Bamboo, 43
Barker, 97
Beating engines, 186
patents, 192
power consumed, 191
Beating, conditions of, 197
early methods of, 176
experiments in, 179
process of, 58, 175
Bibliography, 253
Bisulphite of lime, 159
Bleaching, 57, 83
powder, 161
Blue prints, 140
Board machine, 132, 135
Boards, manufacture of, 131
duplex, 132, 134
Book papers, quality of, 246
Books, decay of, 237
Brown papers, 127
Carbonic acid recorder, 215
Casein, 165, 235
Caustic soda, 81, 155
Cellulose, 21
derivatives of, 29
hydrolysis of, 27, 229
oxidation of, 28
percentage of, in plants, 23
properties of, 26
Chemical residues in paper, 238
wood pulp, 104
Chemicals, 153
China clay, 117, 150, 171, 204, 234
Coal consumption, 214
Coated paper, 142
Cold ground pulp, 100
Colophony, 169
Colour of paper, fading of, 203, 241
matching, 205
unevenness of, 203
Colouring of paper pulp, 199
analysis of, 206
[Pg 274]
Cotton, 22, 69
Cyanotype papers, 140
Cylinder machine, 131
Density of paper, 181
Deterioration of paper, 228, 246
Digesters, 52, 89, 109
Dilution tables, 157, 163
Duplex boards, 134
Dyeing of paper, 199
Eibel patent, 223
Electrical power, 219
Electrolytic bleaching, 57
Engine sizing, 117, 167
Esparto, 72
bleaching of, 83
composition of, 73
test for, in papers, 87
yield of, 77
Evaporation apparatus, 76, 79
tables, 81
Featherweight papers, 232
Fibres for paper-making, 38
examination of, 43
reagents for staining, 71
Flax, 40
Fourdrinier machine, early, 16
French chalk, 173
Gas producer, 218
Gelatine, 63, 164, 237
Glue, 137, 142, 235
Grinders, 100
History of paper, 1
Hoernle, 7
Hollander, 16, 59, 176, 185
Hot ground pulp, 100
Imitation art paper, 145, 235
Kraft paper, 129
parchment, 137
Improvements in paper-making, 214
Iron in paper, 229
Kraft papers, 128
Laid papers, 66
Lime, 52, 157
bisulphite, 159
sulphate, 173
Linen fibre, 70
Loading, 171
M. G. caps, 130
Machinery, 214, 224
Manila paper, 127
Mechanical pulp, 95
detection of, 121
Metanil yellow, 122
Middles, 134
Mitscherlich pulp, 107
Moisture, influence of, 243
Multiple effect evaporation, 79
Neutral size, 169
Newspaper, 116, 215
Output of a paper machine, 122
Paper, art, 142
ash in, 171
brown, 127
bulk of, 231
chemical residues in, 238
clay in, 234
colour of, 199, 241
colour in, analysis of, 207
deterioration of, 229
fibres for, 38
history of, 1, 5
iron in, 239
[Pg 275]
permanence of, 230
rags used for, 47
sizing of, 63
special kinds of, 137
standards of quality, 246
strength, of, 184, 231
surface of, 233
volume composition of, 233
Paper machine, early, 16
output of, 122
Papier-maché, 150
Papyrus, 2, 42
Paraffin paper, 148
Parchment, 4
paper, 137
Peat, 41
Phloroglucine, 121
Pigments, 199
Porion evaporator, 76
Presse-pâte, 86
Prussian blue, 200
Rag paper, manufacture of, 47
origin of, 5
Rags, bleaching, 55
boiling, 51
classification, 48
sorting, 48
Ramie, 40
Records, early, 1
Recovered ash, 158
Recovery processes, 78, 113
Refiners, 90
Rope browns, 127
Rosin size, 117, 169, 236
Screens, 102
Sealings, 129
Shrinkage of paper, 181
Sizing of paper, 63, 117, 167
Society of Arts, 246
Soda, 153
Soda pulp, 107, 113
recovery, 78
silicate of, 166, 171
Softening of water, 216
Spent liquors, 78, 113
Staining reagents for fibres, 71
Standards of quality, 246, 248, 250
Starch, 166, 237
Stationery Office, 248
Stone beater rolls, 189
Straw, 88
Sulphate pulp, 107
Sulphite pulp, 107
Sulphites, 159, 163
Supercalender, 65
Superheated steam, 218
Tinfoil paper, 148
Transfer paper, 149
Ultramarine, 199
Volume composition of paper, 233
Vulcanised fibre, 139
Water softening, 216
Watermarks, 67
Wavy edges, 243
Waxed paper, 147
Wet press machine, 103
Wiesner, 6
Willesden paper, 139
Wood, 22
pulp, 95
chemical, 104
mechanical, 95
soda, 107, 113
sulphite, 107
Wove papers, 66
Wrappers, 127
Acid dyes, 201
in papers, 239
size, 170
Agave, 40
Alum, 167, 168
Aniline dyes, 201
sulfate, 121
Animal size, 63, 164
Antichlors, 163
Art paper, 142
imitation, 145
testing, 147
Asbestos, 174
Ash in paper, 171
Backwater, 120, 205
Bagasse, 41
Bamboo, 43
Barker, 97
Beating machines, 186
patents, 192
power consumed, 191
Beating, conditions of, 197
early methods of, 176
experiments in, 179
process of, 58, 175
Bibliography, 253
Bisulfite of lime, 159
Bleaching, 57, 83
powder, 161
Blueprints, 140
Board machine, 132, 135
Boards, manufacture of, 131
duplex, 132, 134
Book papers, quality of, 246
Books, decay of, 237
Brown papers, 127
Carbonic acid recorder, 215
Casein, 165, 235
Caustic soda, 81, 155
Cellulose, 21
derivatives of, 29
hydrolysis of, 27, 229
oxidation of, 28
percentage of, in plants, 23
properties of, 26
Chemical residues in paper, 238
wood pulp, 104
Chemicals, 153
China clay, 117, 150, 171, 204, 234
Coal consumption, 214
Coated paper, 142
Cold ground pulp, 100
Colophony, 169
Color of paper, fading of, 203, 241
matching, 205
unevenness of, 203
Coloring of paper pulp, 199
analysis of, 206
[Pg 274]
Cotton, 22, 69
Cyanotype papers, 140
Cylinder machine, 131
Density of paper, 181
Deterioration of paper, 228, 246
Digesters, 52, 89, 109
Dilution tables, 157, 163
Duplex boards, 134
Dyeing of paper, 199
Eibel patent, 223
Electrical power, 219
Electrolytic bleaching, 57
Engine sizing, 117, 167
Esparto, 72
bleaching of, 83
composition of, 73
test for, in papers, 87
yield of, 77
Evaporation apparatus, 76, 79
tables, 81
Featherweight papers, 232
Fibers for paper-making, 38
examination of, 43
reagents for staining, 71
Flax, 40
Fourdrinier machine, early, 16
French chalk, 173
Gas producer, 218
Gelatine, 63, 164, 237
Glue, 137, 142, 235
Grinders, 100
History of paper, 1
Hoernle, 7
Hollander, 16, 59, 176, 185
Hot ground pulp, 100
Imitation art paper, 145, 235
Kraft paper, 129
parchment, 137
Improvements in paper-making, 214
Iron in paper, 229
Kraft papers, 128
Laid papers, 66
Lime, 52, 157
bisulfite, 159
sulfate, 173
Linen fiber, 70
Loading, 171
M. G. caps, 130
Machinery, 214, 224
Manila paper, 127
Mechanical pulp, 95
detection of, 121
Metanil yellow, 122
Middles, 134
Mitscherlich pulp, 107
Moisture, influence of, 243
Multiple effect evaporation, 79
Neutral size, 169
Newspaper, 116, 215
Output of a paper machine, 122
Paper, art, 142
ash in, 171
brown, 127
bulk of, 231
chemical residues in, 238
clay in, 234
color of, 199, 241
color in, analysis of, 207
deterioration of, 229
fibers for, 38
history of, 1, 5
iron in, 239
[Pg 275]
permanence of, 230
rags used for, 47
sizing of, 63
special kinds of, 137
standards of quality, 246
strength, of, 184, 231
surface of, 233
volume composition of, 233
Paper machine, early, 16
output of, 122
Papier-maché, 150
Papyrus, 2, 42
Paraffin paper, 148
Parchment, 4
paper, 137
Peat, 41
Phloroglucine, 121
Pigments, 199
Porion evaporator, 76
Presse-pâte, 86
Prussian blue, 200
Rag paper, manufacture of, 47
origin of, 5
Rags, bleaching, 55
boiling, 51
classification, 48
sorting, 48
Ramie, 40
Records, early, 1
Recovered ash, 158
Recovery processes, 78, 113
Refiners, 90
Rope browns, 127
Rosin size, 117, 169, 236
Screens, 102
Sealings, 129
Shrinkage of paper, 181
Sizing of paper, 63, 117, 167
Society of Arts, 246
Soda, 153
Soda pulp, 107, 113
recovery, 78
silicate of, 166, 171
Softening of water, 216
Spent liquors, 78, 113
Staining reagents for fibers, 71
Standards of quality, 246, 248, 250
Starch, 166, 237
Stationery Office, 248
Stone beater rolls, 189
Straw, 88
Sulfate pulp, 107
Sulfite pulp, 107
Sulfites, 159, 163
Supercalender, 65
Superheated steam, 218
Tinfoil paper, 148
Transfer paper, 149
Ultramarine, 199
Volume composition of paper, 233
Vulcanized fiber, 139
Water softening, 216
Watermarks, 67
Wavy edges, 243
Waxed paper, 147
Wet press machine, 103
Wiesner, 6
Willesden paper, 139
Wood, 22
pulp, 95
chemical, 104
mechanical, 95
soda, 107, 113
sulfite, 107
Wove papers, 66
Wrappers, 127
BRADBURY, AGNEW, & CO. LD., PRINTERS, LONDON AND TONBRIDGE.
BRADBURY, AGNEW, & CO. LD., PRINTERS, LONDON AND TONBRIDGE.
VAN NOSTRAND'S
“Westminster” Series
Bound in uniform style. Fully Illustrated. Price $2·00 net each.
VAN NOSTRAND'S
“Westminster” Series
All in a consistent style. Fully Illustrated. Price $2.00 each, net.
The Volumes in the “Westminster” Series have been designed to meet the growing demand for books on practical subjects; to bring within the ken of the non-technical reader an accurate knowledge of manufacturing processes and the practical application of modern science to industries. Each volume is written by an expert to the end that practical readers and all who are engaged in the numerous allied branches of the engineering and technical trades may have reliable works of reference. The series provides for a class not hitherto reached in published works. The volumes can be easily read by the general public, and make excellent handbooks at a moderate price for the student.
The books in the “Westminster” Series are designed to meet the increasing demand for practical subject matter. They aim to provide non-technical readers with an accurate understanding of manufacturing processes and the real-world applications of modern science in various industries. Each volume is authored by an expert, ensuring that practical readers and anyone involved in the many related fields of engineering and technical trades have access to reliable reference materials. This series caters to an audience that hasn’t been well served by existing publications. The volumes are accessible to the general public and serve as excellent, affordable handbooks for students.
The series is well suited to public libraries and will be found valuable for libraries in engineering shops and factories.
The series is perfect for public libraries and will be useful for libraries in engineering shops and factories.
D. VAN NOSTRAND COMPANY
Publishers and Booksellers
23, Murray and 27, Warren Streets, New York.
D. Van Nostrand Company
Publishers and Booksellers
23 Murray St. and 27 Warren St., New York.
Coal. By James Tonge, M.I.M.E., F.G.S., etc. (Lecturer on Mining at Victoria University, Manchester). With 46 Illustrations, many of them showing the Fossils found in the Coal Measures.
Coal. By James Tonge, M.I.M.E., F.G.S., etc. (Lecturer on Mining at Victoria University, Manchester). With 46 illustrations, many of which display the fossils found in the coal measures.
List of Contents: History. Occurrence. Mode of Formation of Coal Seams. Fossils of the Coal Measures. Botany of the Coal-Measure Plants. Coalfields of the British Isles. Foreign Coalfields. The Classification of Coals. The Valuation of Coal. Foreign Coals and their Values. Uses of Coal. The Production of Heat from Coal. Waste of Coal. The Preparation of Coal for the Market. Coaling Stations of the World. Index.
Table of Contents: History. Occurrence. How Coal Seams Form. Fossils of the Coal Measures. Plants Found in Coal Measures. Coalfields in the British Isles. International Coalfields. Types of Coal. Assessing the Value of Coal. Imported Coals and Their Values. Uses of Coal. Generating Heat from Coal. Coal Waste. Preparing Coal for Sale. Global Coaling Stations. Index.
This book on a momentous subject is provided for the general reader who wishes accurate knowledge of Coal, its origin, position and extent, and its economical utilization and application.
This book on an important topic is provided for the general reader who wants accurate information about coal, including its origin, location, size, and practical uses.
Iron and Steel. By J. H. Stansbie, B.Sc. (Lond.), F.I.C. With 86 Illustrations.
Iron and Steel. By J.H. Stansbie, B.Sc. (Lond.), F.I.C. With 86 Illustrations.
List of Contents: Introductory. Iron Ores. Combustible and other materials used in Iron and Steel Manufacture. Primitive Methods of Iron and Steel Production. Pig Iron and its Manufacture. The Refining of Pig Iron in Small Charges. Crucible and Weld Steel. The Bessemer Process. The Open Hearth Process. Mechanical Treatment of Iron and Steel. Physical and Mechanical Properties of Iron and Steel. Iron and Steel under the Microscope. Heat Treatment of Iron and Steel. Electric Smelting. Special Steels. Index.
Table of Contents: Introductory. Iron Ores. Combustible and other materials used in Iron and Steel Manufacture. Primitive Methods of Iron and Steel Production. Pig Iron and its Manufacture. The Refining of Pig Iron in Small Charges. Crucible and Weld Steel. The Bessemer Process. The Open Hearth Process. Mechanical Treatment of Iron and Steel. Physical and Mechanical Properties of Iron and Steel. Iron and Steel under the Microscope. Heat Treatment of Iron and Steel. Electric Smelting. Special Steels. Index.
The aim of this book is to give a comprehensive view of the modern aspects of iron and steel, together with a sufficient account of its history to enable the reader to follow its march of progress. The methods of producing varieties of the metal suitable to the requirements of the engineer, foundryman and mechanician are described so that the worker may learn the history of the material he is handling.
The goal of this book is to provide a complete overview of the modern aspects of iron and steel, along with enough historical context for the reader to understand its evolution. It explains the methods of producing different types of the metal that meet the needs of engineers, foundry workers, and machinists, allowing them to appreciate the history of the material they work with.
Natural Sources of Power. By Robert S. Ball, B.Sc., A.M.Inst.C.E. With 104 Diagrams and Illustrations.
Natural Energy Sources. By Robert S. Ball, B.Sc., A.M.Inst.C.E. With 104 Diagrams and Illustrations.
Contents: Preface. Units with Metric Equivalents and Abbreviations. Length and Distance. Surface and Area. Volumes. Weights or Measures. Pressures. Linear Velocities, Angular Velocities. Acceleration. Energy. Power. Introductory Water Power and Methods of Measuring. Application of Water Power to the Propulsion of Machinery. The Hydraulic Turbine. Various Types of Turbine. Construction of Water Power Plants. Water Power Installations. The Regulation of Turbines. Wind Pressure, Velocity, and Methods of Measuring. The Application of Wind Power to Industry. The Modern Windmill. Constructional Details. Power of Modern Windmills. Appendices A, B, C. Index.
Contents: Preface. Units with Metric Equivalents and Abbreviations. Length and Distance. Surface and Area. Volumes. Weights or Measures. Pressures. Linear Velocities, Angular Velocities. Acceleration. Energy. Power. Introductory Water Power and Methods of Measuring. Application of Water Power to the Propulsion of Machinery. The Hydraulic Turbine. Various Types of Turbine. Construction of Water Power Plants. Water Power Installations. The Regulation of Turbines. Wind Pressure, Velocity, and Methods of Measuring. The Application of Wind Power to Industry. The Modern Windmill. Constructional Details. Power of Modern Windmills. Appendices A, B, C. Index.
Two departments of Engineering and their applications to industry form the subject of this volume: the “natural” sources of water(3) and wind power which supply mechanical energy without any intermediate stage of transformation. Most people will be surprised at the extent to which these natural power producers are used. The widespread application of water power is generally known, but it is interesting to learn that the demand for windmills was never so great as it is to-day, and there are signs of abnormal expansion in the direction of their useful application in the great agricultural countries of the world. Though primarily of importance to the engineer, this work will be of great interest to every manufacturer who in economizing his means of power production can take the natural forces that lie to his hand and harness them in his service. The author is the son of Sir Robert Ball, the eminent mathematician and astronomer.
Two engineering departments and their applications to industry are the focus of this volume: the “natural” sources of water(3) and wind power that provide mechanical energy without any intermediate transformation stage. Many people will be surprised by how extensively these natural power sources are utilized. While the extensive use of water power is generally recognized, it's fascinating to note that the demand for windmills has never been higher than it is today, and there are indications of significant growth in their practical use in major agricultural nations around the world. Though this work is primarily aimed at engineers, it will also greatly interest any manufacturer who can economize on power production by harnessing the natural forces available to them. The author is the son of Sir Robert Ball, the renowned mathematician and astronomer.
Liquid and Gaseous Fuels, and the Part they play in Modern Power Production. By Professor Vivian B. Lewes, F.I.C., F.C.S., Prof. of Chemistry, Royal Naval College, Greenwich. With 54 Illustrations.
Liquid and Gaseous Fuels and Their Role in Today's Power Generation. By Professor Vivian B. Lewes, F.I.C., F.C.S., Professor of Chemistry, Royal Naval College, Greenwich. With 54 Illustrations.
List of Contents: Lavoisier's Discovery of the Nature of Combustion, etc. The Cycle of Animal and Vegetable Life. Method of determining Calorific Value. The Discovery of Petroleum in America. Oil Lamps, etc. The History of Coal Gas. Calorific Value of Coal Gas and its Constituents. The History of Water Gas. Incomplete Combustion. Comparison of the Thermal Values of our Fuels, etc. Appendix. Bibliography. Index.
Table of Contents: Lavoisier's Discovery of the Nature of Combustion, etc. The Cycle of Animal and Vegetable Life. Method of determining Calorific Value. The Discovery of Petroleum in America. Oil Lamps, etc. The History of Coal Gas. Calorific Value of Coal Gas and its Components. The History of Water Gas. Incomplete Combustion. Comparison of the Thermal Values of our Fuels, etc. Appendix. Bibliography. Index.
The subject of this book has, during the last decade, assumed such importance that it is hoped this account of the history and development of the use of various forms of combustible liquids and gases for the generation of energy may do some service in its advancement.
The topic of this book has become so important over the last ten years that it is hoped this account of the history and development of using different types of flammable liquids and gases for energy generation may contribute to its progress.
Electric Power and Traction. By F. H. Davies, A.M.I.E.E. With 66 Illustrations.
Electric Power and Traction. By F.H. Davies, A.M.I.E.E. With 66 Illustrations.
List of Contents: Introduction. The Generation and Distribution of Power. The Electric Motor. The Application of Electric Power. Electric Power in Collieries. Electric Power in Engineering Workshops. Electric Power in Textile Factories. Electric Power in the Printing Trade. Electric Power at Sea. Electric Power on Canals. Electric Traction. The Overhead System and Track Work. The Conduit System. The Surface Contact System. Car Building and Equipment. Electric Railways. Glossary. Index.
Table of Contents: Introduction. The Generation and Distribution of Power. The Electric Motor. The Use of Electric Power. Electric Power in Mines. Electric Power in Engineering Workshops. Electric Power in Textile Factories. Electric Power in the Printing Industry. Electric Power at Sea. Electric Power on Canals. Electric Traction. The Overhead System and Track Work. The Conduit System. The Surface Contact System. Car Building and Equipment. Electric Railways. Glossary. Index.
The majority of the allied trades that cluster round the business of electrical engineering are connected in some way or other with its power and traction branches. To members of such trades and callings, to whom some knowledge of applied electrical engineering is desirable if not strictly essential, the book is particularly intended to appeal. It deals almost entirely with practical matters, and enters to some extent into those commercial considerations which in the long run must overrule all others.
Most of the related trades surrounding electrical engineering are linked to its power and traction sectors in one way or another. This book is specifically aimed at those in these trades and professions, for whom a basic understanding of applied electrical engineering is beneficial, if not absolutely necessary. It focuses mainly on practical issues and also touches on the commercial factors that ultimately take precedence over everything else.
Town Gas and its Uses for the Production of Light, Heat, and Motive Power. By W. H. Y. Webber, C.E. With 71 Illustrations.
Town Gas and Its Uses for Generating Light, Heat, and Energy. By W. H. Y. Webber, C.E. With 71 Illustrations.
List of Contents: The Nature and Properties of Town Gas. The History and Manufacture of Town Gas. The By-Products of Coal Gas Manufacture. Gas Lights and Lighting. Practical Gas Lighting. The Cost of Gas Lighting. Heating and Warming by Gas. Cooking by Gas. The Healthfulness and Safety of Gas in all its uses. Town Gas for Power Generation, including Private Electricity Supply. The Legal Relations of Gas Suppliers, Consumers, and the Public. Index.
Table of Contents: The Nature and Properties of Town Gas. The History and Production of Town Gas. The By-Products of Coal Gas Production. Gas Lights and Lighting. Practical Gas Lighting. The Cost of Gas Lighting. Heating and Warming with Gas. Cooking with Gas. The Healthiness and Safety of Gas in all its uses. Town Gas for Power Generation, including Private Electricity Supply. The Legal Relations of Gas Suppliers, Consumers, and the Public. Index.
The “country,” as opposed to the “town,” has been defined as “the parts beyond the gas lamps.” This book provides accurate knowledge regarding the manufacture and supply of town gas and its uses for domestic and industrial purposes. Few people realize the extent to which this great industry can be utilized. The author has produced a volume which will instruct and interest the generally well informed but not technically instructed reader.
The “country,” as opposed to the “town,” has been defined as “the areas beyond the streetlights.” This book offers clear information about the production and distribution of town gas and its applications for home and industrial use. Few people understand how much this significant industry can be leveraged. The author has created a book that will educate and engage the generally knowledgeable but non-technical reader.
Electro-Metallurgy. By J. B. C. Kershaw, F.I.C. With 61 Illustrations.
Electro metallurgy. By J.B.C. Kershaw, F.I.C. With 61 Illustrations.
Contents: Introduction and Historical Survey. Aluminium. Production. Details of Processes and Works. Costs. Utilization. Future of the Metal. Bullion and Gold. Silver Refining Process. Gold Refining Processes. Gold Extraction Processes. Calcium Carbide and Acetylene Gas. The Carbide Furnace and Process. Production. Utilization. Carborundum. Details of Manufacture. Properties and Uses. Copper. Copper Refining. Descriptions of Refineries. Costs. Properties and Utilization. The Elmore and similar Processes. Electrolytic Extraction Processes. Electro-Metallurgical Concentration Processes. Ferro-alloys. Descriptions of Works. Utilization. Glass and Quartz Glass. Graphite. Details of Process. Utilization. Iron and Steel. Descriptions of Furnaces and Processes. Yields and Costs. Comparative Costs. Lead. The Salom Process. The Betts Refining Process. The Betts Reduction Process. White Lead Processes. Miscellaneous Products. Calcium. Carbon Bisulphide. Carbon Tetra-Chloride. Diamantine. Magnesium. Phosphorus. Silicon and its Compounds. Nickel. Wet Processes. Dry Processes. Sodium. Descriptions of Cells and Processes. Tin. Alkaline Processes for Tin Stripping. Acid Processes for Tin Stripping. Salt Processes for Tin Stripping. Zinc. Wet Processes. Dry Processes. Electro-Thermal Processes. Electro-Galvanizing. Glossary. Name Index.
Contents: Introduction and Historical Overview. Aluminum. Production. Details of Processes and Facilities. Costs. Usage. Future of the Metal. Bullion and Gold. Silver Refining Process. Gold Refining Techniques. Gold Extraction Methods. Calcium Carbide and Acetylene Gas. The Carbide Furnace and Process. Production. Usage. Carborundum. Details of Manufacturing. Properties and Applications. Copper. Copper Refining. Descriptions of Refineries. Costs. Properties and Usage. The Elmore and Similar Processes. Electrolytic Extraction Methods. Electro-Metallurgical Concentration Methods. Ferro-alloys. Descriptions of Facilities. Usage. Glass and Quartz Glass. Graphite. Details of Process. Usage. Iron and Steel. Descriptions of Furnaces and Processes. Yields and Costs. Comparative Costs. Lead. The Salom Process. The Betts Refining Method. The Betts Reduction Method. White Lead Processes. Miscellaneous Products. Calcium. Carbon Disulfide. Carbon Tetrachloride. Diamantine. Magnesium. Phosphorus. Silicon and Its Compounds. Nickel. Wet Methods. Dry Methods. Sodium. Descriptions of Cells and Methods. Tin. Alkaline Methods for Tin Stripping. Acid Methods for Tin Stripping. Salt Methods for Tin Stripping. Zinc. Wet Methods. Dry Methods. Electro-Thermal Methods. Electro-Galvanizing. Glossary. Name Index.
The subject of this volume, the branch of metallurgy which deals with the extraction and refining of metals by aid of electricity, is becoming of great importance. The author gives a brief and clear account of the industrial developments of electro-metallurgy, in language that can be understood by those whose acquaintance with either(5) chemical or electrical science may be but slight. It is a thoroughly practical work descriptive of apparatus and processes, and commends itself to all practical men engaged, in metallurgical operations, as well as to business men, financiers, and investors.
The topic of this book, the field of metallurgy that focuses on extracting and refining metals using electricity, is becoming increasingly significant. The author provides a concise and clear overview of industrial advancements in electro-metallurgy, in language that is accessible to those with limited knowledge of chemistry or electrical science. This is a completely practical work that describes tools and processes and is valuable to all professionals involved in metallurgical operations, as well as to businesspeople, financiers, and investors.
Radio-Telegraphy. By C. C. F. Monckton, M.I.E.E. With 173 Diagrams and Illustrations.
Radio Telecommunciations. By C.C.F. Monckton, M.I.E.E. With 173 Diagrams and Illustrations.
Contents: Preface. Electric Phenomena. Electric Vibrations. Electro-Magnetic Waves. Modified Hertz Waves used in Radio-Telegraphy. Apparatus used for Charging the Oscillator. The Electric Oscillator: Methods of Arrangement, Practical Details. The Receiver: Methods of Arrangement, The Detecting Apparatus, and other details. Measurements in Radio-Telegraphy. The Experimental Station at Elmers End: Lodge-Muirhead System. Radio-Telegraph Station at Nauen: Telefunken System. Station at Lyngby: Poulsen System. The Lodge-Muirhead System, the Marconi System, Telefunken System, and Poulsen System. Portable Stations. Radio-Telephony. Appendices: The Morse Alphabet. Electrical Units used in this Book. International Control of Radio-Telegraphy. Index.
Contents: Preface. Electric Phenomena. Electric Vibrations. Electro-Magnetic Waves. Modified Hertz Waves used in Radio-Telegraphy. Equipment for Charging the Oscillator. The Electric Oscillator: Setup Methods, Practical Details. The Receiver: Setup Methods, The Detection Equipment, and Other Details. Measurements in Radio-Telegraphy. The Experimental Station at Elmers End: Lodge-Muirhead System. Radio-Telegraph Station at Nauen: Telefunken System. Station at Lyngby: Poulsen System. The Lodge-Muirhead System, the Marconi System, Telefunken System, and Poulsen System. Portable Stations. Radio-Telephony. Appendices: The Morse Alphabet. Electrical Units used in this Book. International Control of Radio-Telegraphy. Index.
The startling discovery twelve years ago of what is popularly known as Wireless Telegraphy has received many no less startling additions since then. The official name now given to this branch of electrical practice is Radio-Telegraphy. The subject has now reached a thoroughly practicable stage, and this book presents it in clear, concise form. The various services for which Radio-Telegraphy is or may be used are indicated by the author. Every stage of the subject is illustrated by diagrams or photographs of apparatus, so that, while an elementary knowledge of electricity is presupposed, the bearings of the subject can be grasped by every reader. No subject is fraught with so many possibilities of development for the future relationships of the peoples of the world.
The shocking discovery twelve years ago of what is commonly known as Wireless Telegraphy has since led to many equally surprising advancements. The official term now used for this field of electrical practice is Radio-Telegraphy. The topic has now become entirely practical, and this book presents it in a clear, concise manner. The author points out the various services that Radio-Telegraphy can be used for. Each aspect of the subject is shown with diagrams or photographs of equipment, so that, while a basic understanding of electricity is assumed, every reader can grasp the key concepts. No subject holds as many possibilities for future development in the relationships between the peoples of the world.
India-Rubber and its Manufacture, with Chapters on Gutta-Percha and Balata. By H. L. Terry, F.I.C., Assoc.Inst.M.M. With Illustrations.
India Rubber and Its Production, with Sections on Gutta-Percha and Balata. By H.L. Terry, F.I.C., Assoc.Inst.M.M. With Illustrations.
List of Contents: Preface. Introduction: Historical and General. Raw Rubber. Botanical Origin. Tapping the Trees. Coagulation. Principal Raw Rubbers of Commerce. Pseudo-Rubbers. Congo Rubber. General Considerations. Chemical and Physical Properties. Vulcanization. India-rubber Plantations. India-rubber Substitutes. Reclaimed Rubber. Washing and Drying of Raw Rubber. Compounding of Rubber. Rubber Solvents and their Recovery. Rubber Solution. Fine Cut Sheet and Articles made therefrom. Elastic Thread. Mechanical Rubber Goods. Sundry Rubber Articles. India-rubber Proofed Textures. Tyres. India-rubber Boots and Shoes. Rubber for Insulated Wires. Vulcanite Contracts for India-rubber Goods. (6)The Testing of Rubber Goods. Gutta-Percha. Balata. Bibliography. Index.
Table of Contents: Preface. Introduction: Historical and General. Raw Rubber. Botanical Origin. Tapping the Trees. Coagulation. Main Raw Rubbers of Commerce. Pseudo-Rubbers. Congo Rubber. General Considerations. Chemical and Physical Properties. Vulcanization. Rubber Plantations in India. Rubber Substitutes. Reclaimed Rubber. Washing and Drying Raw Rubber. Rubber Compounding. Rubber Solvents and Their Recovery. Rubber Solution. Fine Cut Sheets and Products Made from Them. Elastic Thread. Mechanical Rubber Products. Various Rubber Items. Waterproofed Textiles. Tires. Rubber Boots and Shoes. Rubber for Insulated Wires. Vulcanite Contracts for Rubber Products. (6)The Testing of Rubber Products. Gutta-Percha. Balata. Bibliography. Index.
Tells all about a material which has grown immensely in commercial importance in recent years. It has been expressly written for the general reader and for the technologist in other branches of industry.
Tells all about a material that has become extremely important in business recently. It has been specifically written for the general reader and for professionals in other fields of industry.
Glass Manufacture. By Walter Rosenhain, Superintendent of the Department of Metallurgy in the National Physical Laboratory, late Scientific Adviser in the Glass Works of Messrs. Chance Bros. and Co. With Illustrations.
Glass Production. By Walter Rosenhain, Head of the Metallurgy Department at the National Physical Laboratory, and former Scientific Advisor at the Glass Works of Chance Bros. and Co. With Illustrations.
Contents: Preface. Definitions. Physical and Chemical Qualities. Mechanical, Thermal, and Electrical Properties. Transparency and Colour. Raw materials of manufacture. Crucibles and Furnaces for Fusion. Process of Fusion. Processes used in Working of Glass. Bottle. Blown and Pressed. Rolled or Plate. Sheet and Crown. Coloured. Optical Glass: Nature and Properties, Manufacture. Miscellaneous Products. Appendix. Bibliography of Glass Manufacture. Index.
Contents: Preface. Definitions. Physical and Chemical Properties. Mechanical, Thermal, and Electrical Characteristics. Transparency and Color. Raw Materials for Production. Crucibles and Furnaces for Melting. Melting Process. Techniques Used in Glass Working. Bottle. Blown and Pressed. Rolled or Plate. Sheet and Crown. Colored. Optical Glass: Nature and Properties, Production. Miscellaneous Products. Appendix. Bibliography of Glass Production. Index.
This volume is for users of glass, and makes no claim to be an adequate guide or help to those engaged in glass manufacture itself. For this reason the account of manufacturing processes has been kept as non-technical as possible. In describing each process the object in view has been to give an insight into the rationale of each step, so far as it is known or understood, from the point of view of principles and methods rather than as mere rule of thumb description of manufacturing manipulations. The processes described are, with the exception of those described as obsolete, to the author's definite knowledge, in commercial use at the present time.
This book is for people who use glass and doesn’t claim to be a complete guide for those involved in glass manufacturing. For this reason, the description of manufacturing processes is kept as simple as possible. When explaining each process, the goal is to provide insight into the reasoning behind each step, based on principles and methods rather than just a basic description of how things are done. The processes mentioned are, except for those labeled as obsolete, definitely known to the author to be currently in commercial use.
Precious Stones. By W. Goodchild, M.B., B.Ch. With 42 Illustrations. With a Chapter on Artificial Stones. By Robert Dykes.
Gemstones. By W. Goodchild, M.B., B.Ch. With 42 Illustrations. Including a Chapter on Synthetic Stones. By Robert Dykes.
List of Contents: Introductory and Historical. Genesis of Precious Stones. Physical Properties. The Cutting and Polishing of Gems. Imitation Gems and the Artificial Production of Precious Stones. The Diamond. Fluor Spar and the Forms of Silica. Corundum, including Ruby and Sapphire. Spinel and Chrysoberyl. The Carbonates and the Felspars. The Pyroxene and Amphibole Groups. Beryl, Cordierite, Lapis Lazuli and the Garnets. Olivine, Topaz, Tourmaline and other Silicates. Phosphates, Sulphates, and Carbon Compounds.
Table of Contents: Introduction and History. The Origins of Precious Stones. Physical Properties. How Gems are Cut and Polished. Imitation Gems and the Creation of Artificial Precious Stones. The Diamond. Fluorite and Silica Varieties. Corundum, including Ruby and Sapphire. Spinel and Chrysoberyl. Carbonates and Felspars. The Pyroxene and Amphibole Groups. Beryl, Cordierite, Lapis Lazuli, and Garnets. Olivine, Topaz, Tourmaline, and Other Silicates. Phosphates, Sulfates, and Carbon Compounds.
An admirable guide to a fascinating subject.
An impressive guide to an interesting topic.
Patents, Designs and Trade Marks: The Law and Commercial Usage. By Kenneth R. Swan, B.A. (Oxon.), of the Inner Temple, Barrister-at-Law.
Patents, Designs, and Trademarks: The Law and Business Use. By Kenneth R. Swan, B.A. (Oxon.), of the Inner Temple, Barrister-at-Law.
Contents: Table of Cases Cited—Part I.—Letters Patent. Introduction. General. Historical. I., II., III. Invention, Novelty, Subject Matter, and Utility the Essentials of Patentable Invention. IV. Specification. V. Construction of Specification. VI. Who May Apply for a Patent. VII. Application and Grant. VIII. Opposition. IX. Patent Rights. Legal Value. Commercial Value. X. Amendment. XI. Infringement of Patent. XII. Action for Infringement. XIII. Action to Restrain Threats. XIV. Negotiation of Patents by Sale and Licence. XV. Limitations on Patent Right. XVI. Revocation. XVII. Prolongation. XVIII. Miscellaneous. XIX. Foreign Patents. XX. Foreign Patent Laws: United States of America. Germany. France. Table of Cost, etc., of Foreign Patents. Appendix A.—1. Table of Forms and Fees. 2. Cost of Obtaining a British Patent. 3. Convention Countries. Part II.—Copyright in Design. Introduction. I. Registrable Designs. II. Registration. III. Marking. IV. Infringement. Appendix B.—1. Table of Forms and Fees. 2. Classification of Goods. Part III.—Trade Marks. Introduction. I. Meaning of Trade Mark. II. Qualification for Registration. III. Restrictions on Registration. IV. Registration. V. Effect of Registration. VI. Miscellaneous. Appendix C.—Table of Forms and Fees. Indices. 1. Patents. 2. Designs. 3. Trade Marks.
Contents: Table of Cases Cited—Part I.—Letters Patent. Introduction. General. Historical. I., II., III. Invention, Novelty, Subject Matter, and Utility are the Essentials of Patentable Invention. IV. Specification. V. Construction of Specification. VI. Who Can Apply for a Patent. VII. Application and Grant. VIII. Opposition. IX. Patent Rights. Legal Value. Commercial Value. X. Amendment. XI. Infringement of Patent. XII. Action for Infringement. XIII. Action to Restrain Threats. XIV. Negotiation of Patents by Sale and License. XV. Limitations on Patent Rights. XVI. Revocation. XVII. Extension. XVIII. Miscellaneous. XIX. Foreign Patents. XX. Foreign Patent Laws: United States of America. Germany. France. Table of Costs, etc., of Foreign Patents. Appendix A.—1. Table of Forms and Fees. 2. Cost of Obtaining a British Patent. 3. Convention Countries. Part II.—Copyright in Design. Introduction. I. Registrable Designs. II. Registration. III. Marking. IV. Infringement. Appendix B.—1. Table of Forms and Fees. 2. Classification of Goods. Part III.—Trade Marks. Introduction. I. Meaning of Trade Mark. II. Qualification for Registration. III. Restrictions on Registration. IV. Registration. V. Effects of Registration. VI. Miscellaneous. Appendix C.—Table of Forms and Fees. Indexes. 1. Patents. 2. Designs. 3. Trade Marks.
This is the first book on the subject since the New Patents Act. Its aim is not only to present the existing law accurately and as fully as possible, but also to cast it in a form readily comprehensible to the layman unfamiliar with legal phraseology. It will be of value to those engaged in trades and industries where a knowledge of the patenting of inventions and the registration of trade marks is important. Full information is given regarding patents in foreign countries.
This is the first book on the topic since the New Patents Act. Its goal is not just to present the current law accurately and thoroughly but also to explain it in a way that’s easy to understand for people who aren’t familiar with legal jargon. It will be useful for those working in trades and industries where understanding patenting inventions and registering trademarks is crucial. Comprehensive information is provided about patents in other countries.
The Book; Its History and Development. By Cyril Davenport, V.D., F.S.A. With 7 Plates and 126 Figures in the text.
The Book: Its History and Development. By Cyril Davenport, V.D., F.S.A. With 7 Plates and 126 Figures in the text.
List of Contents: Early Records. Rolls, Books and Book bindings. Paper. Printing. Illustrations. Miscellanea. Leathers. The Ornamentation of Leather Bookbindings without Gold. The Ornamentation of Leather Bookbindings with Gold, Bibliography. Index.
Table of Contents: Early Records. Rolls, Books, and Book Bindings. Paper. Printing. Illustrations. Miscellaneous. Leathers. The Decoration of Leather Bookbindings without Gold. The Decoration of Leather Bookbindings with Gold. Bibliography. Index.
The romance of the Book and its development from the rude inscriptions on stone to the magnificent de Luxe tomes of to-day have never been so excellently discoursed upon as in this volume. The history of the Book is the history of the preservation of human thought. This work should be in the possession of every book lover.
The story of the Book and its evolution from crude stone inscriptions to the stunning deluxe editions of today has never been discussed as thoroughly as it is in this volume. The history of the Book reflects the preservation of human thought. Every book lover should own this work.
Van Nostrand's “Westminster” Series
Van Nostrand's "Westminster" Series
LIST OF NEW AND FORTHCOMING VOLUMES.
LIST OF NEW AND FORTHCOMING VOLUMES.
Timber. By J. R. Baterden, A.M.I.C.E.
Wood. By J. R. Baterden, A.M.I.C.E.
Steam Engines. By J. T. Rossiter, M.I.E.E., A.M.I.M.E.
Steam Engines. By J.T. Rossiter, M.I.E.E., A.M.I.M.E.
Electric Lamps. By Maurice Solomon, A.C.G.I., A.M.I.E.E.
Electric Lamps. By Maurice Solomon, A.C.G.I., A.M.I.E.E.
The Railway Locomotive. By Vaughan Pendred, M.I.Mech.E.
The Train Engine. By Vaughan Pendred, M.I.Mech.E.
Leather. By H. Garner Bennett.
Leather. By H. Garner Bennett.
Pumps and Pumping Machinery. By James W. Rossiter, A.M.I.M.E.
Pumps and Pumping Machinery. By James W. Rossiter, A.M.I.M.E.
Workshop Practice. By Professor G. F. Charnock, A.M.I.C.E., M.I.M.E.
Workshop Practice. By Professor G.F. Charnock, A.M.I.C.E., M.I.M.E.
Textiles and their Manufacture. By Aldred Barker, M.Sc.
Textiles and Their Manufacture. By Aldred Barker, M.Sc.
Gold and Precious Metals. By Thomas K. Rose, D.Sc., of the Royal Mint.
Gold and Precious Metals. By Thomas K. Rose, D.Sc., of the Royal Mint.
Photography. By Alfred Watkins, Past President of the Photographic Convention.
Photography. By Alfred Watkins, Former President of the Photographic Convention.
Commercial Paints and Painting. By A. S. Jennings, Hon. Consulting Examiner, City and Guilds of London Institute.
Commercial Paints and Painting. By A.S. Jennings, Hon. Consulting Examiner, City and Guilds of London Institute.
Ornamental Window Glass Work. By A. L. Duthie.
Decorative Window Glass Work. By A. L. Duthie.
Brewing and Distilling. By James Grant, F.C.S.
Brewing and Distilling. By James Grant, F.C.S.
Wood Pulp and Its Applications. By C. F. Cross, E. J. Bevan and R. W. Sindall.
Wood Pulp and Its Applications. By C. F. Cross, E.J. Bevan and R.W. Sindall.
The Manufacture of Paper. By R. W. Sindall.
The Manufacture of Paper. By R.W. Sindall.
D. VAN NOSTRAND COMPANY
Publishers and Booksellers
23, MURRAY AND 27, WARREN STREETS, NEW YORK.
D. VAN NOSTRAND COMPANY
Publishers and Booksellers
23 MURRAY AND 27 WARREN STREETS, NEW YORK.
Transcriber's Notes
The following inconsistencies were kept:- 500-K.W. -- 1000 K.W.
- back-water -- backwater
- bed-plate -- bedplate
- Buntpapier-Fabrikation -- Buntpapierfabrikation
- cc. -- c.c.
- coloration -- colouring
- conical-shaped -- conical shaped
- Cwts. -- cwts.
- Darthford (cited) -- Dartford
- drum washers -- drum-washer
- economiser -- economizing
- edge runner -- edge-runner
- gesamte -- gesammten
- grams -- grammes
- h.p. -- h.-p.
- Holzschliffes -- Holzschliffs
- Hydral-Cellulose -- hydra-cellulose
- India-Rubber -- India-rubber
- midfeather -- mid-feather
- Mitteilungen -- Mittheilungen
- oval shaped -- oval-shaped
- Oxy-Cellulose -- Oxy-cellulose
- oxy-cellulose -- oxycellulose
- Paper-maker -- Papermaker
- Papiererzeugung -- Papier-Erzeugung
- Papierfabrikation -- Papier-Fabrikation
- per cent. -- per Cent.
- realise -- realize
- Schreibwarenzeitung -- Schreibwaren-Zeitung
- sugarcane -- sugar-cane
- utilisation -- utilization
- utilised -- utilized
- Vulcanised -- Vulcanization
- Watermarks -- Water-marks
- workman -- work-woman
- p. iii "versâ" replaced by "versa"
- p. ix "PRESSE-PÀTE" replaced by "PRESSE-PÂTE"
- p. 10 "Kulturhistorischen" replaced by "Kulturhistorisches" (caption Fig. 2)
- p. 16 "Vollstandige Muhlen" replaced by "Vollständige Mühlen"
- p. 19 "couch-rolls" replaced by "couch rolls"
- p. 54 "back-fall" replaced by "backfall"
- p. 57 "Beaume" replaced by "Baumé"
- p. 84 "tes" replaced by "test"
- p. 141 "Beaume" replaced by "Baumé"
- p. 203 "lignocellulose" replaced by "ligno-cellulose"
- p. 210 "Ubersicht" replaced by "Übersicht"
- p. 226 "press-pâte" replaced by "presse-pâte"
- p. 238 "paper makers" replaced by "paper-makers"
- p. 256 "Andes" replaced by "Andés"
- p. 257 "Muller" replaced by "Müller"
- p. 259 "Hoessle" replaced by "Hössle"
- p. 260 "Paralatore" replaced by "Parlatore"
- p. 264 "Muller" replaced by "Müller"
- p. 267 "Bookbinding" replaced by "Bookmaking"
- p. 268 "Parish" replaced by "Paris"
- p. 253 - 272B Further 97 corrections in German, Dutch and French book titles without separate notices.
- (4) "Bye-Products" replaced by "By-Products"
- (7) "evey" replaced by "every"
Download ePUB
If you like this ebook, consider a donation!