This is a modern-English version of Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical Appliances, originally written by Keene, E. S. (Edward Spencer).
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.
| Note: | Images of the original pages are available through Internet Archive. See https://archive.org/details/mechanicsofhouse00keen |
MECHANICS OF THE HOUSEHOLD
McGraw-Hill Book Co., Inc.
McGraw-Hill Education
PUBLISHERS OF BOOKS FOR
BOOK PUBLISHERS FOR
Coal Age ▼ Electric Railway Journal Electrical World ▼ Engineering News-Record American Machinist ▼ The Contractor Engineering & Mining Journal ▼ Power Metallurgical & Chemical Engineering Electrical Merchandising
Coal Age ▼ Electric Railway Journal Electrical World ▼ Engineering News-Record American Machinist ▼ The Contractor Engineering & Mining Journal ▼ Power Metallurgical & Chemical Engineering Electrical Merchandising
MECHANICS
OF THE
HOUSEHOLD
HOUSEHOLD
MECHANICS
OF THE
A COURSE OF STUDY DEVOTED TO
DOMESTIC MACHINERY AND
HOUSEHOLD MECHANICAL
APPLIANCES
A COURSE OF STUDY FOCUSED ON
HOME MACHINERY AND
HOUSEHOLD MECHANICAL
DEVICES
E. S. KEENE
E.S. Keene
DEAN OF MECHANIC ARTS
NORTH DAKOTA AGRICULTURAL COLLEGE
DEAN OF MECHANIC ARTS
NORTH DAKOTA AGRICULTURAL COLLEGE
First Edition
First Edition
McGRAW-HILL BOOK COMPANY, Inc.
239 WEST 39TH STREET. NEW YORK
McGraw-Hill Education
239 WEST 39TH STREET, NEW YORK
LONDON: HILL PUBLISHING CO., Ltd.
6 & 8 BOUVERIE ST., E. C.
LONDON: HILL PUBLISHING CO., Ltd.
6 & 8 Bouverie St., E.C.
1918
1918
Copyright, 1918, by the
McGraw-Hill Book Company, Inc.
Copyright, 1918, by the
McGraw-Hill Book Company, Inc.
INTRODUCTION
This book is intended to be a presentation of the physical principles and mechanism employed in the equipment that has been developed for domestic convenience. Its aim is to provide information relative to the general practice of domestic engineering. The scope of the work is such as to present: first, the use of household mechanical appliances; second, the principles involved and the mechanism employed. It is not exhaustive, neither does it touch many of the secondary topics that might be discussed in connection with the various subjects. It does, however, describe at least one representative piece of each type of household apparatus that is used in good practice.
This book is meant to showcase the physical principles and mechanisms used in the equipment developed for home convenience. Its goal is to provide information related to the general practice of home engineering. The scope of the work includes: first, the use of household mechanical appliances; second, the principles involved and the mechanisms used. It is not comprehensive, nor does it address many secondary topics that could be discussed in connection with the various subjects. However, it does describe at least one representative example of each type of household appliance that is considered standard practice.
The mechanism used in the equipment of a modern dwelling is worthy of greater attention, as a course of study, than it has been heretofore accorded. The fact that any house, rural or urban, may be provided with all domestic conveniences included in: furnace heating, mechanical temperature regulation, lighting facilities, water supply, sewage disposal and other appliances, indicates the general use of domestic machinery in great variety. To comprehend the application and adaptability of this mechanism requires a knowledge of its general plan of construction and principles of operation.
The systems used in today's homes deserve more focus as a subject of study than they've received in the past. The reality that any house, whether in the countryside or a city, can have all the modern conveniences like furnace heating, mechanical temperature control, lighting systems, water supply, sewage disposal, and other appliances shows the widespread use of household machinery in many forms. Understanding how this equipment works and how it can be applied requires knowledge of its general design and operating principles.
Heating systems in great variety utilize steam, hot water, or hot air as the vehicle of transfer of heat from the furnace, throughout the house. Each of these is made in the form of special heating plants that may be adapted, in some special advantage to the various conditions of use. A knowledge of their working principles and general mechanical arrangement furnishes a fund of information that is of every day application.
Heating systems come in various types, using steam, hot water, or hot air to transfer heat from the furnace throughout the house. Each system is designed as a specific heating plant that can be adapted to meet different needs effectively. Understanding how these systems work and their general mechanical setup provides useful information for everyday situations.
The systems available for household water distribution take advantage of natural laws, which aided by suitable mechanical devices and conveniently arranged systems of pipes, provide water-supply plants to satisfy any condition of service. They may be of simple form, to suit a cottage, or elaborated to the requirements of large residences and made entirely automatic in[vi] action. In each, the apparatus consists of parts that perform definite functions. The parts may be obtained from different makers and assembled as a working unit or the plant may be purchased complete as some special system of water supply. An acquaintance with domestic water supply apparatus may be of service in every condition of life.
The systems for distributing water in homes utilize natural laws, supported by appropriate mechanical devices and well-organized pipe systems, to create water supply solutions that meet various service needs. They can be simple for a small cottage or complex to meet the demands of large homes, operating completely automatically in[vi] action. In each case, the system consists of components that serve specific functions. These parts can be sourced from different manufacturers and assembled into a functional unit, or the entire system can be bought as a complete water supply solution. Understanding domestic water supply systems can be helpful in all aspects of life.
The type of illumination for a house or a group of buildings, may be selected from a variety of lighting systems. In rural homes, choice may be made between oil gas, gasolene, acetylene and electricity, each of which is used in a number of successful plants that differ only in the mechanism employed.
The type of lighting for a house or a group of buildings can be chosen from a variety of lighting systems. In rural homes, you can choose between oil, gas, gasoline, acetylene, and electricity, each of which is used in several successful setups that only differ in the mechanism used.
Any building arranged with toilet, kitchen and laundry conveniences must be provided with some form of sewage disposal. Private disposal plants are made to meet many conditions of service. The mechanical construction and principles of operation are not difficult to comprehend and their adaptation to a given service is only an intelligent conception of the possible conditions of disposal, dependent on the natural surroundings.
Any building that includes bathrooms, kitchens, and laundry facilities must have a proper sewage disposal system. Private disposal systems are designed to meet various service requirements. The mechanical setup and how they work are not hard to understand, and adapting them to specific needs is just about considering the possible disposal conditions based on the natural environment.
There are few communities where household equipment cannot be found to illustrate each of the subjects discussed. Most modern school houses are equipped for automatic control of temperature, ventilation and humidity. They are further provided with systems of gas, water and electric distribution and arrangements for sewage disposal. These facilities furnish demonstration apparatus that are also examples of their application. Additional examples of the various forms of plumbing and pipe fittings, valves, traps and water fixtures may be found in the shop of dealers in plumbers and steam-fitters supplies.
There are few communities where you can't find household equipment that illustrates each of the topics discussed. Most modern schools are set up for automatic control of temperature, ventilation, and humidity. They're also equipped with systems for distributing gas, water, and electricity, as well as arrangements for sewage disposal. These facilities provide demonstration tools that also serve as examples of their use. You can find additional examples of different types of plumbing, pipe fittings, valves, traps, and water fixtures at the shops of plumbing and steam-fitting supply dealers.
Attention is called to the value of observing houses in process of construction and the means employed for the placement of the pipes for the sewer, gas, water, electric conduits, etc. These are generally located by direction of the specifications provided by the architect but observation of their installation is necessary for a comprehension of actual working conditions. It is suggested that the work be made that of, first, acquiring an idea of established practice, and second, that of investigating the examples of its application.
Attention is drawn to the importance of watching houses being built and the methods used to install pipes for sewage, gas, water, electrical wiring, etc. These are usually located according to the specifications from the architect, but observing how they're installed is essential for understanding how things really work. It's recommended that the focus should be on, first, getting familiar with standard practices, and second, looking into real-life examples of how these practices are applied.
CONTENTS
| Introduction | v |
| CHAPTER I | |
| Page | |
| The Steam Heat Plant Heat of Vaporization—Steam Temperature—Gage Pressure—Absolute Pressure—Two-pipe System—Separate-return System—Overhead or Drop System—Water-filled Radiators—Air Vents—Automatic Air Vents—Steam Radiator Valves—The House-heating Steam Boiler—Boiler Trimmings—The Water Column—The Steam Gage—The Safety Valve—The Draft Regulator—Rule for Proportioning Radiators—Proportioning the Size of Mains—Forms of Radiators—Radiator Finishings—Pipe Coverings—Vapor-system Heating. |
1 |
| CHAPTER II | |
| The Hot Water Heating Plant The Low-pressure Hot-water System—The High-pressure Hot-water System—Heating-plant Design—Overhead System of Hot-water Heating—Expansion Tanks—Radiator Connection—Hot-water Radiators—Hot-water Radiator Valves—Air Vents—Automatic Hot-water Air Vents. |
37 |
| CHAPTER III | |
| The Hot Air Heater Construction—Furnace-gas Leaks—Location of the Furnace—Flues—Combination Hot-air and Hot-water Heater. |
51 |
| CHAPTER IV | |
| Temperature Control Hand Regulation—Damper Regulator for Steam Boiler—Damper Regulators for Hot-water Furnaces—The Thermostat Motor—Combined Thermostat and Damper Regulator—Thermostat-motor Connections. |
59 [viii] |
| CHAPTER V | |
| Heating Plant Management General Advice—The Economy of Good Draft—General Firing Rules—Weather and Time of Day—Night Firing—First-day Firing—Other Day Firing—Economy and Fuels—For Burning Soft Coal—For Burning Coke—Other Rules for Water Boilers—Air-vent Valves on Radiators—The Air Valves—End of the Season—The Right Chimney Flue—“Smokey” Chimneys. |
70 |
| CHAPTER VI | |
| Plumbing Services Water Supply—Water Cocks—Bibb-cocks—Self-closing Bibbs—Lever-handle Bibbs—Fuller Cocks—Wash-tray Bibbs—Basin Cocks—Pantry Cocks—Sill Cocks—Valves—Kitchen and Laundry Fixtures—The Bathroom—Bath Tubs—Wash Stands and Lavatories—Traps—Back-venting—Soil Pipe—Water Closets—Washout Closets—Washdown Closets—Siphon-jet Closet—Flush Tanks—Low-down Flush Tank—Opening Stopped Pipes—Sewer Gas—Range Boilers—The Water-back—Excessive Pressure—Blow-off Cock—Location of Range Boiler—Double Heater Connections—Horizontal Range Boilers—Tank Heaters—Overheater Water—Furnace Hot-water Heaters—Instantaneous Heaters. |
82 |
| CHAPTER VII | |
| Water Supply Water Analysis—Pokegama Water—River Water—Artesian Water—Medical Water—Organic Matter—Ammonia—Hardness in Water—Iron in Water—Water Softening With Hydrated Silicates—Chlorine—Polluted Water—Pollution of Wells—Safe Distance in the Location of Wells—Surface Pollution of Wells—Water Table—The Divining Rod—Selection of a Type of Well—Flowing Wells—Construction of Wells—Dug Wells—Open Wells—The Ideal Well—Coverings of Concrete—Artesian Wells—Driven Wells—Bored Wells—Cleaning Wells—Gases in Wells—Peculiarities of Wells—Breathing Well—Freezing Wells—Pumps—The Lift Pump—The Force Pump—Tank Pump—Well Pumps—Wooden Pump—Pumps for Driven Wells—Deep-well Pumps—Tubular Well Cylinders—Chain Pumps—Rain Water Cisterns—Filters—The Hydraulic Ram—Single-acting Hydraulic Ram—The Double-acting Hydraulic Ram—Domestic Water-supply Plants—Gravity Water Supply—Pressure-tank System of Water Supply—The Pressure Tank—Power Water-supply Plants—Electric Power Water Supply—The Water Lift. |
125 [ix] |
| CHAPTER VIII | |
| Waste Disposal The Septic Tank—The Septic Tank With a Sand-bed Filter—The Septic Tank and Anaerobic Filter—Limit of Efficiency. |
168 |
| CHAPTER IX | |
| Coal Oxidation of Hydrocarbons—Graphitic Anthracite—Cannel Coal—Lignite—Peat—Wood—Charcoal—Coke—Gas-coke—Briquettes —Comparative Value of Coal to Other Fuels—Price of Coal. | 182 |
| CHAPTER X | |
| Humidity Humidity of the Air—Relative Humidity—The Hygrometer—The Hygrodeik—Dial Hygrometers—The Swiss Cottage “Barometer”—Dew-point—To Determine the Dew-point—Frost Prediction—Prevention of Frost—Humidifying Apparatus. |
196 |
| CHAPTER XI | |
| Airflow 196 Quantity of Air Discharged by a Flue—Cost of Ventilation—The Wolpert Air Tester—Pneumatic Temperature Regulation—Mechanical Ventilation—The Plenum Method—Ventilation Apparatus—Air Conditioning—Humidifying Plants—Vaporization as a Cooling Agent—Air-cooling Plants—Humidity Control. |
219 |
| CHAPTER XII | |
| Gas and Liquid Fuels Gaseous and Liquid Fuels—Coal Gas—All-oil Water Gas—Pintsch Gas—Blau Gas—Water Gas—Measurement of Gas—Gas Meters How to Read the Index—Prepayment Meters—Gas-service Rules—Gas Ranges—Lighting and Heating with Gasoline—Gasoline—Kerosene—The Cold-process Gas Machine—The Hollow-wire System of Gasoline Lighting and Heating—Mantle Gas Lamps—Open-flame Gas Burners—The Inverted-mantle Gasoline Lamp—Portable Gasoline Lamp—Central Generator Plants—Central-generator Gas Lamps—Boulevard Lamps—Gasoline Sad Irons—Alcohol Sad Irons—Alcohol Table Stoves—Danger from Gaseous and Liquid Fuels—Acetylene-gas Machine—Types of Acetylene Generators—Gas Lighters—Acetylene Stoves. |
250 [x] |
| CHAPTER XIII | |
| Electricity Incandescent Electric Lamps—The Mazda Lamp—Candlepower—Lamp Labels—Illumination—The Foot-candle—The Lumen—Reflectors—Choice of Reflector—Lamp Transformers—Units of Electrical Measurements—Miniature Lamps—Effects of Voltage Variations—Turn-down Electric Lamps—The Dim-a-lite—Gas-filled Lamps—Daylight Lamps—Miniature Tungsten Lamps—Flash Lights—The Electric Flat-iron—The Electric Toaster—Motors, Fuse Plugs—Electric Heaters—Intercommunicating Telephones—Electric Signals—Buzzers—Burglar Alarms—Annunciators—Table Pushes—Bell-ringing Transformers—The Recording Wattmeter—To Read the Meter—State Regulation of Meter Service—Electric Batteries—Battery Formation—Battery Testers—Electric Conductors—Lamp Cord—Portable Cord—Annunciator Wire—Private Electric Generating Plants—Storage Batteries—The Pilot Cell—National Electrical Code—Electric Light Wiring—Outlet Boxes—Automatic Door Switch—Plug Receptacles—Heater Switch, Pilot and Receptacle—Service Switch—Local Switches—Pilot Lights—Wall and Ceiling Sockets—Drop Lights. |
305 |
| Index | 385 |
MECHANICS OF THE HOUSEHOLD
HOUSEHOLD MECHANICS
CHAPTER I
The steam heating system
The use of steam as a means of heating dwellings is common in every part of the civilized world. Plants of all sizes are constructed, that not only give satisfactory service but are efficient in the use of fuel, and require the minimum amount of attention.
The use of steam for heating homes is common everywhere in the civilized world. Systems of all sizes are built that not only provide reliable service but are also fuel-efficient and need minimal maintenance.
The manufacture of steam heating apparatus has come to be a distinct industry, and represents a special branch of engineering. Many manufacturing companies, pursue this line of business exclusively. The result has been the development of many distinctive features and systems of steam heating, that are very excellent for the purposes intended.
The production of steam heating systems has become a unique industry and represents a specific area of engineering. Many manufacturing companies focus solely on this line of business. As a result, various distinctive features and systems of steam heating have been developed, which are very effective for their intended purposes.
Practice has shown that large plants can be operated more economically than small ones. Steam may be carried through underground, insulated pipes to great distances with but small loss of heat. This has lead to the sale of exhaust steam, from the engines of manufacturing plants, for heating purposes and the establishment of community heating plants, where the dwellings of a neighborhood are heated from a central heating plant; each subscriber paying for his heat according to the number of square feet of radiating surface his house contains.
Practice has shown that large plants can operate more economically than small ones. Steam can be transported through underground insulated pipes over long distances with minimal heat loss. This has led to the sale of exhaust steam from manufacturing plants' engines for heating purposes and the creation of community heating plants, where the homes in a neighborhood are heated from a central source; each subscriber pays for heat based on the amount of square footage of radiating surface in their house.
In the practice most commonly followed, with small steam heating plants, the steam is generated in a boiler located at any convenient place, but commonly in the basement. The steam is distributed through insulated pipes to the rooms, where it gives up its heat to cast-iron radiators, and from them it is imparted to the air; partly by radiation but most of the heat is transmitted to the air in direct contact with the radiator surface.
In the usual setup for small steam heating systems, steam is created in a boiler situated in a convenient location, often in the basement. The steam travels through insulated pipes to the rooms, where it releases heat into cast-iron radiators. The radiators transfer heat to the air, mostly through direct contact with their surfaces, although some heat also radiates into the room.
The heating capacity of a radiator is determined by its outside surface area, and is commonly termed, radiating surface or heating surface. Radiators of different styles and sizes are listed by manufacturers, according to the amount of heating surface[2] each possesses. Radiators are sold at a definite amount per square foot, and may be made to contain any amount of heating surface, for different heights from 12 to 45 inches.
The heating capacity of a radiator depends on its outer surface area, often called radiating surface or heating surface. Manufacturers list radiators of various styles and sizes based on the amount of heating surface[2] they have. Radiators are sold at a specific rate per square foot and can be made to include any amount of heating surface, with heights ranging from 12 to 45 inches.
The widespread use of steam as a means of heating buildings is due to its remarkable heat content. When water is converted into vapor the change is attended by the absorption of a large amount of heat. No matter at what temperature water is evaporated, a definite quantity of heat is required to merely change the water into vapor without changing its temperature. The heat used to vaporize water in a steam boiler is given up in the radiators when the steam is condensed. It is because of this property that steam is such a convenient vehicle for transferring heat from the furnace—where it is generated—to the place to be warmed. This heat of vaporization is really the property which gives to steam its usefulness as a means of heating.
The widespread use of steam for heating buildings comes from its impressive heat content. When water turns into vapor, it absorbs a significant amount of heat. Regardless of the temperature at which water is evaporated, a specific amount of heat is needed just to convert the water into vapor without changing its temperature. The heat that vaporizes water in a steam boiler is released in the radiators when the steam condenses. This characteristic is what makes steam such an effective method for transferring heat from the furnace—where it’s generated—to the area that needs warming. The heat of vaporization is truly what makes steam so useful as a heating method.
Heat of Vaporization.
—The temperature of the steam is comparatively an unimportant factor in the amount of heat given up by the radiator. It is the heat liberated at the time the steam changes from vapor to water that produces the greatest effect in changing the temperature of the house. This evolution of heat by condensation is sometimes called the latent heat of vaporization. It is the heat that was used up in changing the water to vapor. The following table of the properties of steam shows the temperatures and exact amounts of latent heat that correspond to various pressures.
—The temperature of the steam is relatively unimportant when it comes to the amount of heat released by the radiator. It's the heat released when the steam condenses back into water that has the biggest impact on warming the house. This heat release during condensation is sometimes referred to as the latent heat of vaporization. It’s the heat that was consumed in turning the water into vapor. The following table of the properties of steam displays the temperatures and specific amounts of latent heat that correspond to different pressures.
When water at the boiling point is turned into steam at the same temperature, there are required 965.7 B.t.u. for each pound of water changed into steam. In the table, this is the latent heat of the vapor of water at 0, gage pressure. As the pressure and corresponding temperature rise, the latent heat becomes less. At 10 pounds gage pressure, the temperature of the steam is practically 240°F., but the heat of vaporization is 946 thermal units. When the steam is changed back into water, as it is when condensed in the radiators, this latent heat becomes sensible and is that which heats the rooms. The steam enters the radiators and, coming into contact with the relatively colder walls, is condensed. As condensation takes place, the latent heat of the steam becomes sensible heat and is absorbed by the radiators and then transferred to the air of the rooms.
When water reaches its boiling point and turns into steam at the same temperature, it requires 965.7 B.t.u. for every pound of water that transforms into steam. In the table, this is the latent heat of water vapor at 0 pounds of gauge pressure. As the pressure and corresponding temperature increase, the latent heat decreases. At 10 pounds of gauge pressure, the steam temperature is around 240°F, but the heat of vaporization drops to 946 thermal units. When the steam condenses back into water, like it does in the radiators, this latent heat becomes sensible heat, which warms the rooms. The steam enters the radiators and, upon contacting the cooler walls, condenses. As condensation occurs, the latent heat of the steam turns into sensible heat, which is absorbed by the radiators and then distributed to the room air.
Properties of Steam
Steam Characteristics
| Absolute pressure | Gage pressure | Temperature | Latent heat |
| 0 | 14.7 | 212.00 | 965.70 |
| 1 | 15.0 | 213.04 | 964.96 |
| 2 | 16.0 | 216.33 | 962.63 |
| 3 | 17.0 | 219.45 | 960.49 |
| 4 | 18.0 | 220.40 | 958.32 |
| 5 | 19.0 | 225.25 | 958.30 |
| 6 | 20.0 | 227.95 | 954.38 |
| 7 | 21.0 | 230.60 | 952.50 |
| 8 | 22.0 | 233.10 | 950.62 |
| 9 | 23.0 | 235.49 | 949.03 |
| 10 | 24.0 | 237.81 | 947.37 |
| 11 | 25.0 | 240.07 | 945.76 |
| 12 | 26.0 | 242.24 | 944.25 |
| 13 | 27.0 | 244.32 | 942.74 |
| 14 | 28.0 | 246.35 | 941.29 |
| 15 | 29.0 | 248.33 | 939.88 |
| 16 | 30.0 | 250.26 | 938.50 |
| 17 | 31.0 | 252.13 | 937.17 |
| 18 | 32.0 | 253.98 | 935.45 |
| 19 | 33.0 | 255.77 | 934.57 |
| 20 | 34.0 | 257.52 | 933.32 |
| 21 | 35.0 | 259.22 | 932.10 |
| 22 | 36.0 | 260.88 | 930.92 |
| 23 | 37.0 | 262.50 | 929.76 |
| 24 | 38.0 | 264.09 | 928.62 |
| 25 | 39.0 | 265.65 | 927.51 |
Whenever water is evaporated, heat is used up at a rate that in amount depends on its temperature and the quantity of water vaporized. This heat of vaporization is important, not only in problems which relate to steam heating but in all others where vapor of water exerts an influence—ventilation of buildings, atmospheric humidity, the formation of frost, refrigeration, and many other applications in practice; this factor is one of the important items in quantitative determinations of heat. It will appear repeatedly in considering ventilation and humidity.
Whenever water evaporates, heat is absorbed at a rate that depends on its temperature and the amount of water being vaporized. This heat of vaporization is crucial, not just in steam heating issues but in all situations where water vapor has an impact—like building ventilation, atmospheric humidity, frost formation, refrigeration, and many other practical applications; this factor is one of the key elements in calculating heat. It will come up often when discussing ventilation and humidity.
At temperatures below the boiling point of water, the heat of vaporization gradually increases until, at the freezing point, it is 1092 B.t.u. Water vaporizes at all temperatures—even ice evaporates—and the cooling effect produced by evaporation[4] from sprinkled streets in summer, or the chilling sensation brought about by the winds of winter are caused largely because of its effect. The evaporation of perspiration from the body is one of the means of keeping it cool. At the temperature of the body 98.6 the heat of vaporization is 1046 B.t.u.
At temperatures below the boiling point of water, the heat of vaporization gradually increases until, at the freezing point, it is 1092 B.t.u. Water can vaporize at all temperatures—even ice evaporates—and the cooling effect created by evaporation[4] from wet streets in summer, or the chilly feeling caused by winter winds, is mainly due to this effect. The evaporation of sweat from the body is one way to keep cool. At the body's temperature of 98.6 degrees, the heat of vaporization is 1046 B.t.u.
Steam Temperatures.
—While the temperature of steam is an unimportant factor in the heating of buildings there are many uses in which it is of the greatest consequence. When steam is employed for cooking or baking it is not the quantity of heat but its intensity that is necessary for the accomplishment of its purpose.
—While the temperature of steam isn’t a major factor in heating buildings, it’s really important in many other uses. When steam is used for cooking or baking, it’s not the amount of heat but its intensity that matters for getting the job done.
Steam cookers must work at a temperature suitable to the articles under preparation, and the length of time required in the process. Examination of the table on page 3, will show that steam at the pressure of the air or 0, gage pressure, has a temperature of 212°F., which for boiling is sufficiently intense for ordinary cooking; but for all conditions required of steam cooking, a pressure of 25 pounds gage pressure is required. The temperature corresponding to 25 pounds is shown in the table as 267°F. Baking temperatures for oven baking as for bread requires temperatures of 400°F. or higher. To bake by steam at that temperature would require a gage pressure of 185 pounds to the square inch.
Steam cookers need to operate at a temperature that’s suitable for the food being prepared, as well as for the necessary cooking time. Checking the table on page 3 will reveal that steam at atmospheric pressure, or 0 gage pressure, is at a temperature of 212°F, which is hot enough for regular cooking; however, for optimal steam cooking conditions, a pressure of 25 pounds gage pressure is needed. The temperature for 25 pounds is listed in the table as 267°F. For baking, such as bread, oven temperatures require at least 400°F or more. To steam-bake at that temperature would need a gage pressure of 185 pounds per square inch.
The British thermal unit is the English unit of measure of heat. It is the amount of heat required to raise the temperature of a pound of water 1°F. From the table it will be seen that steam at 10 pounds gage pressure, is only 27.4° hotter than it was at 0 pounds. In raising the pressure of a pound of steam from 0 to 10 pounds, the steam gained only 27.4 B.t.u. of heat. The amount of heat gained by raising the pressure to 10 pounds is small as compared with the heat it received on vaporizing. The extra fuel used up in raising the pressure is not well expended. It is customary, therefore, in heating plants, to use only enough pressure in the boiler to carry the steam through the system. This amount is rarely more than 10 pounds and oftener but 3 or 4 pounds pressure.
The British thermal unit is the unit of measurement for heat in the English system. It represents the amount of heat needed to raise the temperature of a pound of water by 1°F. From the table, it shows that steam at 10 pounds of gauge pressure is only 27.4° hotter than it was at 0 pounds. When increasing the pressure of a pound of steam from 0 to 10 pounds, the steam only gains 27.4 B.t.u. of heat. The heat gained by raising the pressure to 10 pounds is minimal compared to the heat received during vaporization. The additional fuel consumed to increase the pressure is not used efficiently. Therefore, in heating plants, it’s standard to use only enough pressure in the boiler to move the steam through the system. This amount is rarely more than 10 pounds and is often just 3 or 4 pounds of pressure.
Gage Pressure—Absolute Pressure.
—In the practice of engineering among English speaking people, pressures are stated in pounds per square inch, above the atmosphere. This is termed[5] gage pressure. It is that indicated by the gages of boilers, tanks, etc., subjected to internal pressure. Under ordinary conditions the term pressure is understood to mean gage pressure, the 0 point being that of the pressure of the atmosphere. This system requires pressures below that of the atmosphere to be expressed as a partial vacuum, a complete vacuum being 14.7 pounds below the normal atmospheric pressure.
—In engineering practices among English-speaking people, pressures are measured in pounds per square inch above atmospheric pressure. This is called[5] gage pressure. It's what the gauges of boilers, tanks, and similar equipment show when they are under internal pressure. Usually, when we say pressure, we mean gage pressure, with the baseline being atmospheric pressure. This system requires that pressures below atmospheric pressure be expressed as a partial vacuum, with a complete vacuum being 14.7 pounds below normal atmospheric pressure.
In order to measure positively all pressures above a vacuum, the normal atmosphere is 14.7 pounds; all pressures above that point are continued on the same scale, thus:
In order to measure all pressures above a vacuum accurately, the standard atmospheric pressure is 14.7 pounds; all pressures above that level are continued on the same scale, thus:
Gage pressure 0 = 14.7 absolute
Gage pressure 10 = 10 + 14.7 = 24.7 absolute
Gage pressure 20 = 20 + 14.7 = 34.7 absolute
Gage pressure 0 = 14.7 absolute
Gage pressure 10 = 10 + 14.7 = 24.7 absolute
Gage pressure 20 = 20 + 14.7 = 34.7 absolute
Absolute pressures are, therefore, those of the gage plus the additional amount due to the atmosphere. All references to pressure in this work are intended to indicate gage pressure unless specifically mentioned as absolute pressure.
Absolute pressures are, therefore, the gauge pressures plus the extra amount caused by the atmosphere. All references to pressure in this work are meant to indicate gauge pressure unless specifically stated as absolute pressure.
Steam heating as applied to buildings may be considered under two general methods: the pressure system in which steam under pressure above the atmosphere is utilized to procure circulation; and the vacuum system in which the steam is used at a pressure below that of the atmosphere. Each of these systems is used under a great variety of conditions, and to some is applied specific names but the principle of operation is very much the same in all of a single class.
Steam heating in buildings can be looked at in two general ways: the pressure system, where steam is used under pressure above atmospheric levels to create circulation, and the vacuum system, where steam operates at a pressure below atmospheric levels. Each of these systems is used in a wide range of situations and may have specific names assigned to them, but the basic principle behind how they work is quite similar across both types.
Steam heating plants are now seldom installed in the average home but they are very much employed in apartment houses and the larger residences. In large buildings and in groups of buildings heated from a central point, steam is used for heating almost exclusively. The type of plant employed for any given condition will depend on the architecture of the buildings and their surroundings. In very large buildings and in groups of buildings, the vacuum system is very generally employed. This system has, as a special field of heating, the elaborate plants required in large units.
Steam heating systems are rarely installed in typical homes today, but they are commonly used in apartment buildings and larger residences. In big buildings and clusters of buildings heated from a central location, steam is primarily used for heating. The type of system chosen will depend on the architecture of the buildings and their environment. In very large buildings and clusters of buildings, the vacuum system is widely used. This system is specifically designed for the complex heating needs of large units.
The low-pressure gravity system of heating is used in buildings of moderate size, large residences, schools, churches, apartment houses, and the like. Under this form of steam heating is[6] to be included vapor heating systems. This is the same as the low-pressure plant except that it operates under pressure only slightly above the atmosphere and possesses features that frequently recommend its use over any other form of steam heating. The term vapor heating is used to distinguish it from the low-pressure system.
The low-pressure gravity heating system is used in moderately sized buildings, large homes, schools, churches, apartment buildings, and similar structures. This type of steam heating also includes vapor heating systems. It's similar to the low-pressure system but operates at a pressure just slightly above atmospheric pressure and has advantages that often make it preferable to other kinds of steam heating. The term vapor heating is used to set it apart from the low-pressure system.
The low-pressure gravity system, with which we are most concerned, takes its name from the conditions under which it works. The low pressure refers to the pressure of the steam in the boiler, which is generally 3 or 4 pounds; and since the water of condensation flows back to the boiler by reason of gravity, it is a gravity system.
The low-pressure gravity system that we focus on gets its name from the conditions it operates under. The low pressure refers to the steam pressure in the boiler, usually around 3 or 4 pounds; and since the condensed water flows back to the boiler due to gravity, it's considered a gravity system.

The placing of the pipes which are to carry the steam to the radiators and return the water of condensation to the boiler may consist of one or both of two standard arrangements. They are known as the single-pipe system and the two-pipe system.
The installation of the pipes that will transport steam to the radiators and bring back the condensed water to the boiler can be done using one or both of two standard setups. These are called the single-pipe system and the two-pipe system.
Fig. 1 shows a diagram of a single-pipe system in its simplest form. In the figure the pipe marked supply and return, connects the boiler with the radiators. From the vertical pipe called a riser, the steam is taken to the radiators through branch pipes that all slope toward the riser, so that the water of condensation may readily flow back into the boiler. The water of condensation, returning to the boiler, must under this condition, flow in a direction contrary to the course of the steam supplying the radiators. In Fig. 2 is given a simple application of this system. A single pipe from the top of the boiler, in the basement, marked supply and return pipe, connects with one radiator on the floor above. The[7] radiator and all of the connecting pipes are set to drain the water of condensation into the boiler.
Fig. 1 shows a diagram of a single-pipe system in its simplest form. In the figure, the pipe labeled supply and return connects the boiler to the radiators. Steam is taken to the radiators through a vertical pipe called a riser, with branch pipes sloping toward the riser so that condensation water can easily flow back into the boiler. This condensation water, returning to the boiler, must flow in the opposite direction to that of the steam supplying the radiators. Fig. 2 presents a simple application of this system. A single pipe from the top of the boiler in the basement, labeled supply and return pipe, connects to one radiator on the floor above. The[7] radiator and all of the connecting pipes are arranged to drain the condensation water back into the boiler.

When the valve is opened to admit steam to the radiator, the air vent must also be opened to allow the escape of the contained air. The steam will not diffuse with the air in the radiator and unless the air is allowed to escape, the steam will not enter. As the steam enters the cold radiator, it is rapidly condensed, and collects on the walls in the form of dew, at the same time giving up its latent heat. The heat is liberated as condensation takes place, and as the dew forms on the radiator walls the heat is conducted directly to the iron. The water runs to the bottom of the radiator and then through the pipes; back to the boiler. The water occupies but relatively a little space and may return through the same pipe, while more steam is entering the radiator. As the steam condenses in the radiator, its reduction in volume tends to reduce the pressure and thus aids additional steam from the boiler to enter. In this manner a constant supply of heat enters the radiator in the form of steam which when condensed goes back to the boiler at a temperature very near the boiling point to be revaporized. It should be kept in mind that it is the[8] heat of vaporization, not the temperature of the steam that is utilized in the radiator, and that the heat of vaporization is the vehicle of transfer. The water returning to the boiler may be at the boiling point and the steam supplying the heat to the radiators may be at the same temperature.
When the valve is opened to let steam into the radiator, the air vent also needs to be opened to let out the trapped air. The steam won't mix with the air in the radiator, and if the air isn't allowed to escape, the steam can't get in. As the steam enters the cold radiator, it quickly condenses and collects on the walls as dew while releasing its latent heat. This heat is released as condensation occurs, and as the dew forms on the radiator walls, the heat is directly transferred to the metal. The water then flows to the bottom of the radiator and through the pipes back to the boiler. The water takes up only a small amount of space and can return through the same pipe while more steam enters the radiator. As the steam condenses in the radiator, its decrease in volume helps reduce the pressure, allowing more steam from the boiler to enter. This way, a continuous supply of heat enters the radiator as steam, which, when condensed, returns to the boiler at a temperature close to the boiling point to be turned back into vapor. It's important to remember that it's the heat of vaporization, not the temperature of the steam, that is used in the radiator, and the heat of vaporization is what facilitates the transfer. The water returning to the boiler might be at the boiling point, and the steam supplying heat to the radiators could be at the same temperature.

Fig. 3 is a slightly different arrangement of the same boiler as that shown in Fig. 2, connected with two radiators on different floors. The same riser supplies both radiators with steam and takes the water of condensation back to the boiler.
Fig. 3 shows a slightly different setup of the same boiler as in Fig. 2, connected to two radiators on different floors. The same riser delivers steam to both radiators and returns the condensed water back to the boiler.
Fig. 4 is an example of the single-pipe system applied to a small house. In the drawing, the boiler in the basement is shown connected with four radiators on the first floor and three on the second floor. The pipes connecting with the more distant radiators are only extensions of the pipes connecting the radiators near[9] the boiler. As in Figs. 1, 2 and 3, all of the pipes and radiators are set to drain back into the boiler. If at any place the pipe is so graded that a part of the water is retained, poor circulation will result, because of the restricted area of the pipe, and the radiators will not be properly heated. This lack of drainage is also a common cause of hammering and pounding in steam systems, known as water-hammer. The formation of water-hammer is caused by steam flowing through a water-restricted area, into a cold part of the system, where condensation takes place very rapidly. The condensation of the steam is so rapid and complete that the resulting vacuum draws the trapped water into the space with the force of a hammer stroke. The hammering will continue so long as the conditions exist. The pipes in the basement are suspended from the floor joists by hangers as shown in the drawing. In practice the pipes in the basement are covered with some form of insulating material to prevent loss of heat.
Fig. 4 shows a single-pipe heating system used in a small house. In the illustration, the boiler in the basement connects to four radiators on the first floor and three on the second floor. The pipes leading to the farther radiators are simply extensions of the pipes leading to the radiators closest to[9] the boiler. Like in Figs. 1, 2, and 3, all the pipes and radiators are designed to drain back into the boiler. If any section of the pipe is angled in a way that holds some water, poor circulation will occur due to the narrowed pipe area, causing the radiators to heat improperly. This drainage problem is also a frequent cause of hammering and pounding noises in steam systems, known as water-hammer. Water-hammer occurs when steam moves through an area where water is trapped, into a colder section of the system, leading to rapid condensation. The steam condenses so quickly and completely that the resulting vacuum pulls the trapped water into that space with the force of a hammer strike. The hammering noise will persist as long as these conditions are present. In the basement, the pipes are hung from the floor joists using hangers as shown in the drawing. In practice, the pipes in the basement are insulated with some material to prevent heat loss.

As stated above, the single-pipe system may be successfully used in all house-heating plants except those of large size. It[10] requires the least amount of pipe and labor for installation of the circulating system and when well constructed performs very satisfactorily all of the functions required in a small heating plant.
As mentioned earlier, the single-pipe system can be effectively used in all home heating systems except for those that are very large. It[10]needs the least amount of piping and labor for installing the circulation system, and when it's built properly, it performs all the necessary functions quite well in a small heating system.
One of the commonest causes of trouble in a single-pipe system is due to the radiator connections. The single radiator connection requires the entering steam and escaping water of condensation to pass through the same opening. Under ordinary conditions this double office of the radiator valve is accomplished with satisfaction but occasionally it is the cause of considerable noise. At any time the valve is left only partly open the steam will enter and condense because of the lower pressure inside the radiator but the condensed water will not be able to escape. The water has only the force of gravity to carry it out of the radiators and if it meets no opposition will flow back through the pipe to the boiler; but if it is required to pass a small opening through which steam is flowing in a contrary direction, the water will be retained in the radiators. Single-pipe radiators, therefore, work satisfactorily only under conditions which will permit the steam to enter and the water to leave as fast as it is formed. In ordinary use the valve at any time is apt to be left slightly open and this produces undesirable working conditions.
One of the most common issues in a single-pipe system comes from the radiator connections. The single radiator connection needs the incoming steam and the outgoing condensation water to pass through the same opening. Normally, the radiator valve handles this dual purpose effectively, but sometimes it can create a lot of noise. Whenever the valve is left partially open, steam will come in and condense due to the lower pressure inside the radiator, but the condensed water won’t be able to escape. The water relies solely on gravity to flow out of the radiators, and if there’s no resistance, it will flow back through the pipe to the boiler. However, if it has to pass through a small opening where steam is flowing in the opposite direction, the water will get stuck in the radiators. As a result, single-pipe radiators only function well when the steam can enter and the water can leave as quickly as it forms. In regular use, the valve is often left slightly open, leading to undesirable operating conditions.
In larger buildings, where greater distances require longer runs of pipe and more complicated connections, and where the volume of condensed steam is too great to be taken care of in a single pipe, this system does not work satisfactorily.
In larger buildings, where longer pipe runs and more complex connections are needed due to greater distances, and where the amount of condensed steam is too much to manage with just one pipe, this system is not effective.
Two-pipe System.
—Fig. 5 is a diagram of a two-pipe system. Here, each radiator has a supply pipe, through which the steam enters, and a return pipe which conducts the water away. The branch pipes from a common supply pipe or riser, carry steam to the various radiators and all of the return pipes empty into a single return pipe that takes the water back to its source. It will be noticed that in this case the riser also connects at the bottom with the return pipe. This connection is made for the purpose of conducting away the condensation that takes place in the connecting pipes. The water will always stand in these pipes, at the same height as the water in the boiler. The supply pipe from the boiler, and the branch pipes connecting the radiators all slope toward the riser. The condensation in the connecting pipes does not pass through the radiators as it returns to the boiler.
—Fig. 5 is a diagram of a two-pipe system. Here, each radiator has a supply pipe, where the steam enters, and a return pipe that carries the water away. The branch pipes from a common supply pipe or riser transport steam to the different radiators, and all of the return pipes lead into a single return pipe that sends the water back to its source. You'll notice that in this case, the riser also connects at the bottom with the return pipe. This connection is designed to remove the condensation that occurs in the connecting pipes. The water will always remain in these pipes at the same level as the water in the boiler. The supply pipe from the boiler and the branch pipes connecting to the radiators all slope toward the riser. The condensation in the connecting pipes doesn't go through the radiators as it returns to the boiler.
An exception to this general rule is shown in the radiator on the second floor. In this case the supply pipe slopes downward as it approaches the radiator. To prevent carrying water through the radiator, a small pipe under the left-hand valve connects with the return pipe and the water is thus conducted to the main return pipe.
An exception to this general rule can be seen in the radiator on the second floor. In this case, the supply pipe slopes down as it gets closer to the radiator. To avoid having water flow through the radiator, a small pipe under the left valve connects to the return pipe, allowing the water to be directed to the main return pipe.

Fig. 6 is a simple application of the arrangement shown in Fig. 5. The steam may be easily traced from the boiler to the radiators, and back through the return pipes to its source. The pipe marked R is the connection between the main supply pipe and the return pipe that takes away the condensation of the riser. It is connected to the main return pipe below the water line of the boiler and, therefore, does not interfere in any way with the passage of the steam. Each radiator empties its water of condensation into a common return pipe, that finally connects with the boiler below the water line.
Fig. 6 is a straightforward application of the setup shown in Fig. 5. You can easily trace the steam from the boiler to the radiators and back through the return pipes to its source. The pipe marked R links the main supply pipe to the return pipe that carries away the condensation from the riser. It connects to the main return pipe below the boiler's water line, so it doesn’t interfere with the steam flow. Each radiator drains its condensation water into a common return pipe, which ultimately connects with the boiler below the water line.

This arrangement may be elaborated to almost any extent and is an improvement over the single-pipe system. It is quite commonly used as a method of steam distribution, but it lacks the required elements necessary to a positive circulation. As an example: Suppose that the plant shown in Fig. 6 is working and that the radiator on the first floor is hot, but the valves of the radiator on the second floor are closed and it is cold. The steam entering at the valve A of the lower radiator is being condensed as fast as the heat is radiated. The steam will pass on through the valve B into the return pipe and as soon as the return pipe[12] becomes hot it will contain steam at practically the same pressure as that in the supply pipe. This is what takes place in every working steam plant. Now suppose that it is desired to heat the radiator on the floor above. The steam valve A of the upper radiator is opened to admit steam and the return valve is also opened to allow the water to escape. There is steam in both the supply and return pipes of the radiator below at the same pressure, each tending to send steam into the radiator above at opposite ends. This would make a condition exactly the same as a single-pipe system, with a supply pipe at both ends of the radiator and the result would, of course, be the same as in the single-pipe system. There being no place for the water to escape except against the incoming steam, the water will sometimes surge back and forth with the customary noises peculiar to such conditions. It must not be understood that this will always occur, because[13] systems of this kind are in use with fairly good results, but noisy radiators are not at all rare when working under this condition and the cause is from that described. To overcome this difficulty and change the system into one in which there would be a positive circulation from A to B, in each radiator, allowing the steam always to enter at the valve A and escape at B, the system must be changed to that of separate returns.
This setup can be expanded to a great extent and is an upgrade from the single-pipe system. It's often used for steam distribution, but it doesn't have the necessary components for effective circulation. For example, imagine the plant in Fig. 6 is running, and the radiator on the first floor is hot, but the valves on the second floor's radiator are closed and it's cold. The steam entering through valve A of the lower radiator is condensing as quickly as the heat is given off. The steam will flow through valve B into the return pipe, and once the return pipe[12] heats up, it will have steam at nearly the same pressure as the supply pipe. This is what happens in every operational steam plant. Now, suppose we want to heat the radiator on the upper floor. The steam valve A of the upper radiator is opened to let steam in, and the return valve is also opened to let the water out. Both the supply and return pipes of the lower radiator will have steam at the same pressure, each trying to push steam into the radiator above from opposite ends. This creates a situation identical to a single-pipe system, with a supply pipe at both ends of the radiator, and the outcome would be just like in the single-pipe system. Without a way for the water to escape except against the incoming steam, the water will sometimes move back and forth, creating the usual noises associated with this situation. It's important to note that this doesn't always happen, as[13] systems like this can operate successfully, but noisy radiators can be quite common under these conditions, and the cause is as described. To fix this issue and transform the system into one that ensures a positive circulation from A to B in each radiator, allowing steam to always enter through valve A and exit through B, the system needs to be changed to a setup with separate returns.

Separate-return System.
—A diagram of a separate-return system is shown in Fig. 7. In this figure, the radiator, boiler and supply pipes are the same as those of Fig. 5, but there is a separate return pipe from each of the radiators, connecting with the main return pipe at a point below the water line of the boiler. Examination of this diagram will show that there is an independent circuit for the steam through each radiator. The steam is taken from a common riser as before but after passing through the radiator the water is returned by a separate pipe to the main return pipe at the bottom of the boiler. Fig. 8 is an application of separate-return system. It is exactly the same as Fig. 6, except that each radiator has an independent return pipe. Steam must always enter the radiators at the valves A and leave at the valves B. This makes a positive circulation that renders each radiator independent of the others. There is no opportunity for steam to pass through one radiator and interfere with the return water of another; it, therefore, prevents the possibility of hammering or surging so common in poorly designed steam systems.
—A diagram of a separate-return system is shown in Fig. 7. In this figure, the radiator, boiler, and supply pipes are the same as those in Fig. 5, but there is a separate return pipe from each radiator that connects to the main return pipe at a point below the water line of the boiler. Looking at this diagram will show that there is an independent circuit for the steam in each radiator. The steam is taken from a common riser as before, but after passing through the radiator, the water is returned by a separate pipe to the main return pipe at the bottom of the boiler. Fig. 8 is an application of the separate-return system. It is exactly the same as Fig. 6, except that each radiator has its own return pipe. Steam must always enter the radiators at valves A and leave at valves B. This creates a positive circulation that makes each radiator independent of the others. There’s no chance for steam to pass through one radiator and interfere with the return water of another; this prevents the hammering or surging commonly found in poorly designed steam systems.
Of all the methods of steam heating where the water of condensation is returned to the boiler by reason of gravity this is the most satisfactory. This plant requires a larger amount of pipe than the other systems described and as a consequence the cost of installation is greater but it repays in excellence of service the extra expense incurred.
Of all the steam heating methods where the condensation water is sent back to the boiler by gravity, this one is the most effective. This system needs more piping than the other systems mentioned, so the installation cost is higher, but it makes up for the extra cost with superior service.

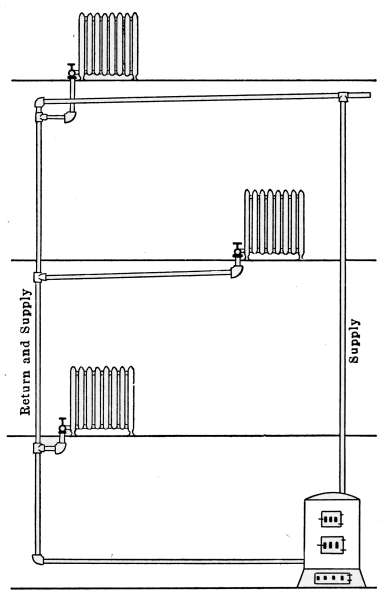
Overhead or Drop System.
—There is yet another gravity system of steam heating that is sometimes used in large buildings where economy in the use of pipe is desired; this is the overhead or drop system shown in Fig. 9. It is not a common method of piping and is given here only because of its occasional use. In the arrangement of the drop system, the supply pipe for the radiators rises from the boiler to the highest point of the system and the branch pipes for the radiators are taken off from the descending pipe. Its action is the same as that of a single-pipe[15] system but the advantage gained by the arrangement is that the steam in the main supply pipes travels in the same direction as the returning water of condensation; the cause of surging in long risers is thus eliminated.
—There is another steam heating system that is sometimes used in large buildings where saving on piping is important; this is the overhead or drop system shown in Fig. 9. It’s not a common piping method and is included here only because it’s used occasionally. In the drop system, the supply pipe for the radiators rises from the boiler to the highest point of the system, and the branch pipes for the radiators come off the descending pipe. Its operation is similar to that of a single-pipe[15] system, but the benefit of this arrangement is that the steam in the main supply pipes moves in the same direction as the returning condensation water, which eliminates the issue of surging in long risers.
The two-pipe systems of steam heating are more certain in action than the single-pipe methods because there is nothing to interfere with the progress of the steam on its way to the radiators. In long branch pipes of the single-pipe system, the returning water is frequently caught by the advancing steam and carried to the end of the pipe, when slugging and surging is the result.
The two-pipe steam heating systems work more reliably than single-pipe methods because nothing hinders the steam's journey to the radiators. In long branch pipes of the single-pipe system, the returning water often gets trapped by the incoming steam and pushed to the end of the pipe, causing slugging and surging.
Water-filled Radiators.
—Radiators frequently fill with water and are noisy because of the position of the valve. This may be true in any gravity system but particularly so in radiators having a single pipe. When the valve of a single-pipe radiator is opened a very small amount, the entering steam is immediately condensed but the water cannot escape because the incoming steam entirely fills the opening. Under this condition, the radiator may entirely fill with water. If the valve is then opened wide, the imprisoned water has an opportunity to escape while the steam is entering, but the entering steam and escaping water sets up a water-hammer that sometimes is terrific and lasts until the water is discharged from the radiator. The same condition may exist in a two-pipe system, if the steam valve is slightly opened while the escape valve is closed, but in a well-designed system the radiator will be immediately emptied when both valves are open.
—Radiators often fill with water and can be noisy due to the valve's position. This can happen in any gravity system, but it's especially true for radiators with a single pipe. When the valve of a single-pipe radiator is opened just a little, the incoming steam quickly condenses, but the water can't escape because the steam fills the opening completely. This can cause the radiator to fill up with water. If the valve is then opened fully, the trapped water can escape while the steam is coming in, but the mix of entering steam and escaping water can create a loud water-hammer that can be quite intense and continues until the water is released from the radiator. The same issue can occur in a two-pipe system if the steam valve is slightly opened while the escape valve is closed, but a well-designed system will ensure that the radiator empties immediately when both valves are open.
Air Vents.
—All radiators must be provided with air vents. The vent is placed near the top of the last loop of the radiator, at the end opposite from the entering steam, as indicated in Figs. 2, 3, 6, etc. The object of the vent is to allow the air to escape from the radiator as the steam enters. Steam will not diffuse with the air and, therefore, cannot enter the radiator until the air is discharged. The air vent may be a simple cock such as is shown in Fig. 10, that must be opened by hand when the steam is turned on, to allow the air to escape, and closed when the steam appears at the vent; or it may be an automatic vent, that opens when the radiator cools and closes automatically when the radiator is filled with steam. There are many makes of air vents of both hand-regulating and automatic types; of the former, Fig. 10 furnishes a common example. The part A, in the figure, is threaded and screws tightly into a hole made to receive it in the end loop of the radiator. The part B is a screw-plug that closes the passage C, leading to the inside of the radiator. When the steam is turned on, the vent must be opened until the air is discharged, after which it is closed by the hand-wheel D.
—All radiators must have air vents. The vent is located near the top of the last loop of the radiator, at the end opposite where the steam enters, as shown in Figs. 2, 3, 6, etc. The purpose of the vent is to let air escape from the radiator as steam enters. Steam won’t mix with air and, therefore, can’t enter the radiator until the air is released. The air vent can be a simple valve, like the one shown in Fig. 10, which has to be opened by hand when the steam is turned on to let the air escape and closed when steam starts to come out of the vent; or it might be an automatic vent that opens when the radiator cools down and closes automatically when the radiator is filled with steam. There are many types of air vents available, both manual and automatic; Fig. 10 provides a common example of the manual type. The part A, in the figure, is threaded and screws securely into a hole made for it in the end loop of the radiator. The part B is a screw-plug that seals off the passage C, which leads to the inside of the radiator. When the steam is turned on, the vent must be opened until the air is released, after which it is closed using the hand-wheel D.

Fig. 10.—A common form of air vent for radiators.
Fig. 11.—An inexpensive automatic radiator air vent.
Fig. 12.—Monash No. 16 automatic air vent.
Fig. 13.—The Allen float, radiator air vent.
Fig. 10.—A typical air vent for radiators.
Fig. 11.—An affordable automatic radiator air vent.
Fig. 12.—Monash No. 16 automatic air vent.
Fig. 13.—The Allen float, radiator air vent.
Automatic Air Vents.
—These vents depend for their action on the expansion of a part of the valve due to the temperature of the steam. The valve remains closed when hot and opens when cold. The difference in temperature between the steam and the expelled air from the radiator is the controlling factor. In the[17] automatic vent shown in Fig. 11, the part A is screwed into the radiator loop. The discharge C is open to the air or connected with a drip pipe, which returns the water to the basement. The cylinder D, which closes the passage B, is made of a material of a high coefficient of expansion. The piece D, when cool, is contracted sufficiently to leave the passage B open to the air. When the steam is turned on, the expelled air from the radiator escapes through B and C, but when the steam reaches D the heat quickly expands the piece and closes the vent.
—These vents work by expanding a part of the valve due to the steam's temperature. The valve stays closed when hot and opens when cold. The temperature difference between the steam and the air released from the radiator is what controls the action. In the[17] automatic vent shown in Fig. 11, part A is screwed into the radiator loop. The discharge C is open to the air or connected to a drip pipe that returns the water to the basement. The cylinder D, which closes passage B, is made of a material that expands a lot. When cool, piece D contracts enough to keep passage B open to the air. When the steam is turned on, the air from the radiator escapes through B and C, but when the steam reaches D, the heat quickly expands it and closes the vent.
Most automatic vents require adjusting when put in place and occasionally need readjustment. The cap O, of Fig. 11, may be removed with a wrench and a screw-driver used to adjust the piece D, so as to shut off the steam when the radiator is filled with steam. The expanding piece is simply screwed down until the steam ceases to escape.
Most automatic vents need to be adjusted when they're installed, and they might need to be tweaked from time to time. You can take off the cap O shown in Fig. 11 with a wrench, and then use a screwdriver to adjust the piece D to stop the steam from escaping when the radiator is full of steam. Just screw down the expanding piece until the steam stops escaping.
Fig. 12 is another style of automatic vent, constructed on the same principle as that of Fig. 11, but probably more positive in action. In this vent the part A attaches to the radiator. The expanding portion B is made in the form of a hollow cylinder, through which the air and steam escape to the atmosphere. It is longer than the corresponding piece in the other vent and is more sensitive because of its greater length and exposed surface. As the piece B elongates from expansion, the upper end makes a joint with the conical piece D. The shape of this latter piece gives better opportunity for a tight joint than in the other form of vent and in practice gives better service.
Fig. 12 shows another type of automatic vent, built on the same principle as Fig. 11, but likely more reliable in function. In this vent, part A connects to the radiator. The expanding section B has the shape of a hollow cylinder, allowing air and steam to escape into the atmosphere. It's longer than the corresponding part in the other vent and is more sensitive due to its greater length and exposed surface. As part B stretches from expansion, the upper end forms a connection with the conical piece D. The design of this piece allows for a tighter seal compared to the other type of vent, and in practice, it offers better performance.
Fig. 13 is a cross-section of the Allen vent. This is an example of a vent which depends for its action on a float. Whenever sufficient water accumulates in the body of the vent to raise the float, it closes the vent by means of its buoyancy. The body of the vent shown in Fig. 13 is composed of two concentric cylinders. The float E occupies the inner cylinder, while surrounding it is the outer cylinder D. The outer cylinder is entirely closed except a little hole at G. The float is made of light metal and fits loosely in the inner cylinder. The steam from the radiator condenses in the vent until the inner cylinder is filled with water, up to the opening A. The float by its buoyancy keeps the opening in B stopped, and no steam can escape. The air of the outer cylinder D is expanded by the heat of the steam and most of the[18] air escapes through the hole G. When the radiator cools, the rarefied air in D contracts and draws the water from the inner cylinder into the space D; this allows the float to fall and unstop the opening in B. When the steam again reaches the vent, the heat expands the air in D and forces the water into the inner cylinder; the float is again raised and stops the opening in B.
Fig. 13 is a cross-section of the Allen vent. This is an example of a vent that operates based on a float. Whenever enough water builds up in the vent to raise the float, it closes the vent due to its buoyancy. The vent shown in Fig. 13 consists of two concentric cylinders. The float E is located in the inner cylinder, while the outer cylinder D surrounds it. The outer cylinder is completely sealed except for a small hole at G. The float is made of lightweight metal and fits loosely in the inner cylinder. The steam from the radiator condenses in the vent until the inner cylinder fills with water, reaching the opening A. The float, due to its buoyancy, keeps the opening at B closed, preventing steam from escaping. The air in the outer cylinder D expands from the heat of the steam, and most of the air escapes through the hole G. When the radiator cools, the low-pressure air in D contracts and pulls the water from the inner cylinder into space D; this allows the float to drop and open the opening at B. When the steam reaches the vent again, the heat causes the air in D to expand and pushes the water back into the inner cylinder; the float rises again and blocks the opening at B.
Many other air vents are in common use but most of them operate on one or the other of the principles described. Fig. 11 is a relatively inexpensive vent, while Fig. 12 is higher-priced.
Many other air vents are commonly used, but most operate based on one of the principles described. Fig. 11 is a relatively affordable vent, while Fig. 12 is more expensive.

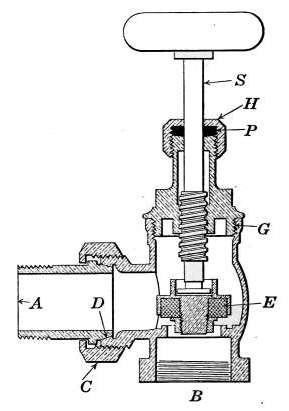
Steam Radiator Valves.
—Like most other mechanical appliances that are extensively used, radiator valves are made by a great number of manufacturers and in many different forms. Some possess special features that are intended to increase their working efficiency but the type of radiator valve most commonly used for ordinary construction is that illustrated in Figs. 14 and 15. It is a style of angle valve that takes the place of an elbow and being made with a union joint, also furnishes a means of disconnecting the radiator without disturbing the pipes. Fig. 14 is an outside view of the valve and Fig. 15 shows its mechanical construction. The part B screws onto the end of the steam pipe and A connects with the radiator. The part C-D is the union. The nut C screws onto the valve and makes a steam-tight[19] joint at D, between the parts. In case it is desired to remove the radiator, it furnishes an easy means of detaching the valve. The composition valve-disc E makes a seat on the brass ring directly under it, to shut off the steam. In case the valve leaks, the disc may be removed by taking the valve casing apart at G. The worn disc can then be replaced with a new one which may be obtained from the dealer who furnished the valve. The only moving part of the valve exposed to the air is at the point where the valve-stem S enters the casing. The joint is made steam-tight by the packing P. The packing is greased candle wicking that is wound around the stem and held tightly in place by the screw-cap H. If the valve leaks at this joint, a turn or two with a wrench will stop the escape of the steam.
—Like most other mechanical devices that are widely used, radiator valves are produced by many manufacturers and come in various designs. Some have special features aimed at enhancing their efficiency, but the most commonly used type for regular construction is the one shown in Figs. 14 and 15. This is an angle valve that acts as a replacement for an elbow and, featuring a union joint, allows for disconnecting the radiator without disturbing the pipes. Fig. 14 shows the external view of the valve, while Fig. 15 illustrates its internal structure. The part B attaches to the end of the steam pipe, and A connects to the radiator. The component C-D represents the union. The nut C screws onto the valve to create a steam-tight[19] joint at D between the parts. If you want to remove the radiator, this setup provides an easy way to detach the valve. The valve-disc made of composite material, E, creates a seat on the brass ring directly underneath it to stop the steam flow. If the valve leaks, the disc can be taken out by disassembling the valve casing at G. The worn disc can then be replaced with a new one, which can be obtained from the supplier who provided the valve. The only moving part of the valve exposed to air is where the valve-stem S enters the casing. This joint is sealed with packing P, which is greased candle wicking wrapped around the stem and secured by the screw-cap H. If the valve leaks at this juncture, a turn or two with a wrench will stop the steam from escaping.
THE HOUSE-HEATING STEAM BOILER
House-heating boilers were formerly made of sheet metal and are still so constructed to some extent, but by far the greater number are now made of cast iron. Sheet-metal boilers are constructed at the factory, ready to be installed, but the cast-iron type is made in sections and assembled to make a complete boiler, at the time the plant is erected. Sectional boilers are convenient to install, on account of the possibility of handling the parts in a limited space, that would not admit an assembled boiler without tearing down a part of the basement for admission.
House-heating boilers used to be made of sheet metal, and they still are to some extent, but most are now made of cast iron. Sheet-metal boilers are built at the factory and ready for installation, while cast-iron boilers are made in sections and assembled when the plant is set up. Sectional boilers are easier to install because the parts can be handled in smaller spaces that wouldn’t allow an entire assembled boiler without needing to tear down part of the basement to get it in.
Cast-iron boilers as commonly used for heating dwellings are made in two definite styles. The small sizes are cylindrical in form and are used for either steam or hot-water heating. The larger sizes are made as illustrated in Figs. 16 and 17, the former being an outside view, and the latter showing the internal arrangement of the same boiler. The fire-box, water space and smoke passages are easily recognized. Each division represents a separate section which assembled as that in the figures makes a complete boiler with a common opening as shown at the top of Fig. 17. These boilers are used for residences of large size and for buildings of less than 10,000 feet of radiating surface. For large buildings, the steam is most commonly generated in boilers built for high pressure.
Cast-iron boilers, commonly used for heating homes, come in two main styles. The smaller ones are cylindrical and can be used for either steam or hot-water heating. The larger ones are designed as shown in Figs. 16 and 17, with the first providing an exterior view and the second showing the internal layout of the same boiler. You can easily identify the firebox, water space, and smoke passages. Each section represents a distinct part, and when assembled as depicted in the figures, they create a complete boiler with a shared opening at the top of Fig. 17. These boilers are used in larger residences and buildings with less than 10,000 square feet of radiating surface. For extensive buildings, steam is typically generated in boilers designed for high pressure.
In small plants, intended for either steam or hot-water heating,[20] the cylindrical style of boiler shown in Fig. 18 is commonly used. As constructed by different manufacturers, the parts differ quite materially but Fig. 18 shows all of the essential features and serves to illustrate the different working parts. The sections into which the boiler is divided are indicated on the left-hand side of the figure by the numbers 1 to 6. The parts from 1 to 5 are screwed together with threaded nipples, joining the central column. The part 6 contains the grate and the ash-pit, with the draft and clean-out doors.
In small plants designed for steam or hot-water heating,[20] the cylindrical boiler style shown in Fig. 18 is commonly used. Although different manufacturers construct the parts differently, Fig. 18 illustrates all the essential features and the various working parts. The sections of the boiler are numbered 1 to 6 on the left side of the figure. Parts 1 to 5 are screwed together with threaded nipples that connect to the central column. Part 6 includes the grate and ash-pit, along with the draft and clean-out doors.

Fig. 16.—Sectional cast-iron boiler for steam or hot-water heating.
Fig. 17.—Interior view of the boiler shown in Fig. 16.
Fig. 16.—Sectional cast-iron boiler for steam or hot-water heating.
Fig. 17.—Interior view of the boiler shown in Fig. 16.
The drawing shows the boiler cut through the middle lengthwise and exposes to view all of the essential features. The fire-box and the spaces occupied by the steam and water are easily recognized. It will be seen that the water space surrounds the fire-box except at the bottom and that the space above the fire-box presents a large amount of heating surface to the flame and heated gases as they pass to the chimney. The arrows show their course; first through the openings near the center, then through those further away. The object being to keep the[21] heat as long as possible in contact with the heating surfaces without interfering with the draft.
The drawing shows the boiler sliced down the middle, allowing us to see all the key features. The firebox and the areas filled with steam and water are easy to identify. You'll notice that the water area surrounds the firebox except at the bottom, and the space above the firebox provides a large heating surface for the flame and hot gases as they move towards the chimney. The arrows indicate their path; first through the openings in the center, then through those further out. The goal is to keep the[21] heat in contact with the heating surfaces for as long as possible without disrupting the airflow.

There is no standard method of rating the heating capacity of boilers of this kind and as a consequence, boilers of different makes—for the same rating—are not the same in actual heating capacity. The boilers are sold by their makers in sizes that are intended to furnish heat sufficient to supply a definite number of square feet of radiating surface. The ratings are quite generally too high for the weather conditions of the Northwest. A common practice with contractors is to select boilers for a given plant 50 per cent. and even 100 per cent. larger than those rated by the manufacturers for the same amount of radiation.[22] Some manufacturers sell their boilers at honest ratings but they are exceptions.
There isn't a standard way to rate the heating capacity of boilers like these, so boilers from different brands with the same rating don't actually have the same heating power. Manufacturers sell boilers in sizes designed to provide enough heat for a specific number of square feet of radiating surface. However, these ratings are often too high for the weather conditions in the Northwest. It's common for contractors to choose boilers that are 50% to even 100% larger than what the manufacturers rate for the same amount of radiation.[22] A few manufacturers offer honest ratings, but they're the exception.
In specifying the capacity of a house-heating plant it is common practice to require the boiler to be of such size as will easily heat a definite number of square feet of radiating surface. The radiators are required to possess sufficient radiating surface to keep the house at 70°F. in any weather. In the absence of any rules or specifications for determining the heating capacity of the boiler, the only means of securing a satisfactory plant is to require a guarantee of the contractor to install a boiler such as will fulfil the conditions stated above.
In determining the size of a home heating system, it's standard to specify that the boiler should be large enough to comfortably heat a certain amount of radiator surface area. The radiators need to have enough surface area to maintain a temperature of 70°F in any weather conditions. If there aren’t any guidelines or specifications for figuring out the heating capacity of the boiler, the best way to ensure a reliable system is to ask the contractor for a guarantee that they will install a boiler that meets the stated requirements.
Boiler Trimmings.
—Attached to the boiler and required for its safe operation are a number of appliances that demand special attention. The office of each part should be thoroughly appreciated and the mechanical construction should be fully understood. An intimate acquaintance with the details of the plant, helps to make its operation satisfactory and adds to the efficiency with which it can be made to perform its duty.
—Attached to the boiler and necessary for its safe operation are several appliances that require special attention. It’s important to fully understand the function of each component and the mechanical design. A close familiarity with the details of the system helps ensure its operation runs smoothly and increases the efficiency with which it can fulfill its role.
The Water Column.
—In Fig. 18 the water column is shown at C. It is attached to the boiler by pipes at points above and below the water line, so as to allow a free passage of the water of the boiler to the interior. The water line should be 3 or 4 inches above the top heating surface. Attached to the water column is the gage-glass, the try-cocks T and T and the steam gage G.
—In Fig. 18, the water column is illustrated at C. It's connected to the boiler by pipes located above and below the water line, allowing free movement of the water between the boiler and the inside. The water line should be 3 to 4 inches above the top heating surface. Attached to the water column are the gage-glass, the try-cocks T and T, and the steam gage G.
The object of the gage-glass is to show the height of the water in the boiler. It is shown in place on the boiler in Figs. 16 and 18 and in detail in Fig. 19. The lower part of the gage-glass occupies a position on the boiler about 2 inches above the top heating surface. When the boiler is working, the level of the water should always be visible in the glass and should stand normally one-third to one-half full.
The purpose of the gage-glass is to indicate the water level in the boiler. It's shown installed on the boiler in Figs. 16 and 18 and in detail in Fig. 19. The bottom part of the gage-glass is positioned about 2 inches above the top heating surface of the boiler. When the boiler is in operation, the water level should always be visible in the glass and should typically be one-third to one-half full.

The water gage is attached to the water column by two brass valves V. The valves are provided so that in case the water[23] glass should be broken the openings may be closed. The ends of the glass are made tight by “stuffing-boxes” marked C, in the figure. The packing S is generally in the form of rubber rings but greased wicking may be used if necessary as in the case of valve-stems.
The water gauge is connected to the water column by two brass valves V. These valves are there in case the water glass breaks, allowing the openings to be sealed. The ends of the glass are secured with "stuffing-boxes" marked C in the figure. The packing S typically consists of rubber rings, but greased wicking can be used if needed, like with valve stems.
The try-cocks T and T (Fig. 18) are also intended to indicate the approximate height of the water in the boiler and should the water glass be broken may be used in its place. The openings of the try-cocks point toward the floor. When a cock is opened, should steam alone escape, it will be absorbed by the air, but if water is escaping, although much of it will be vaporized and look like steam, some of the water will be carried to the floor and produce a wet spot. When the cock is opened wide the escaping water from the lower cock should always wet the floor.
The try-cocks T and T (Fig. 18) are also meant to show the approximate water level in the boiler and can be used as a replacement if the water glass breaks. The openings of the try-cocks face downward. When a cock is opened, if only steam escapes, it will be absorbed by the air, but if water is escaping, although a lot of it will turn into vapor and look like steam, some will spill onto the floor, creating a wet spot. When the cock is fully opened, the water that escapes from the lower cock should always wet the floor.
The drip-cock P (Fig. 18) at the bottom of the gage-glass is for draining the water column and for blowing out any deposit that may collect in the opening of the column. This cock should be opened occasionally to assure the correctness of the gage-glass.
The drip-cock P (Fig. 18) at the bottom of the gage-glass is for draining the water column and clearing out any buildup that might collect in the opening of the column. This cock should be opened periodically to ensure the accuracy of the gage-glass.

The Steam Gage.
—Steam pressure is measured in pounds to the square inch above the pressure of the atmosphere. The gages used for indicating the pressure of the steam are made in several forms but the type most commonly used is that shown in Fig. 20. It is known as the Bourdon type of gage and takes its name from the bent tube A, which furnishes its active principle. The Bourdon barometer invented in 1849 employed this form of sensitive tube. In the drawing the face of the gage has been removed to show the working parts. The sensitive part is the flat elastic tube A, which is bent in the form of a circle. When the pressure of the steam enters at S the air in the tube is compressed and the tube tends to straighten. The movement of the tube caused by the steam pressure is communicated to the pointer by a link connection and gear as shown in the drawing. The amount of straightening of the tube will be in proportion to the steam pressure and is indicated by the numbers marked on the face of the gage. When the pressure is[24] released, the tube returns to its original position and the spiral spring C turns the hand back to its first position.
—Steam pressure is measured in pounds per square inch above atmospheric pressure. The gauges used to show steam pressure come in various designs, but the most commonly used type is the one shown in Fig. 20. It's called the Bourdon gauge, named after the bent tube A, which serves as its active component. The Bourdon barometer, invented in 1849, used this kind of sensitive tube. In the illustration, the face of the gauge has been removed to expose the working parts. The sensitive component is the flat elastic tube A, which is curved in a circular shape. When steam pressure enters at S, the air inside the tube is compressed, causing the tube to straighten. The movement of the tube due to steam pressure is transferred to the pointer through a link connection and gear, as shown in the drawing. The degree of straightening in the tube corresponds to the steam pressure and is indicated by the numbers on the gauge's face. When the pressure is released, the tube returns to its original position, and the spiral spring C moves the hand back to its initial position.

The Safety Valve.
—All steam boilers should be provided with safety valves as a safeguard against excessive steam pressures. Of the various types of safety valves, that known as the pop-valve is most commonly used on house-heating boilers. It is indicated at W in Fig. 18 and is shown in section in Fig. 21. The part A is screwed into the top of the boiler at any convenient place. The pressure of the spring C holds the valve B on its seat until the internal pressure reaches a certain intensity at which the valve is set, when it opens and allows the excess steam to escape. When the pressure is reduced, the spring forces the valve back on its seat. The handle D permits the valve to be lifted at any time as an assurance that it is in working order. This should be done occasionally, as the valve may stick to the seat after long standing and allow the pressure to rise above the point at which it should “pop.”
—All steam boilers should be equipped with safety valves to protect against excessive steam pressures. Among the different types of safety valves, the one known as the pop-valve is the most commonly used for house-heating boilers. It is indicated at W in Fig. 18 and shown in section in Fig. 21. The part A is screwed into the top of the boiler at a convenient location. The pressure from the spring C keeps the valve B closed until the internal pressure reaches a specific level, at which point the valve opens and lets the excess steam escape. When the pressure decreases, the spring pushes the valve back into place. The handle D allows the valve to be lifted at any time to ensure that it is functioning properly. This should be done occasionally, as the valve may stick to the seat after not being used for a while, allowing the pressure to rise above the point at which it should “pop.”
The valve may be set to “blow off” at any desired pressure by the adjusting piece E. House-heating boilers generally have their safety valves set to blow off at 8 or 10 pounds.
The valve can be adjusted to “blow off” at any desired pressure using the adjusting piece E. Home heating boilers usually have their safety valves set to blow off at 8 or 10 pounds.
The Draft Regulator.
—As a means of automatic control of the steam pressure, the draft regulator is frequently used to so govern the fire that when a certain steam pressure is reached, the direct draft will be automatically closed and the check-draft damper opened. The draft regulator is shown in place at D in Fig. 18, and will also be found in Fig. 16. A detailed description of the regulator will be found on pages 60 and 61.
—As a way to automatically control steam pressure, the draft regulator is often used to manage the fire so that when a specific steam pressure is reached, the direct draft will close automatically and the check-draft damper will open. The draft regulator is shown in position at D in Fig. 18, and it can also be seen in Fig. 16. A detailed description of the regulator can be found on pages 60 and 61.
RULE FOR PROPORTIONING RADIATORS
Rules for determining the amount of radiating surface that will be required to satisfactorily heat a building to 70°F. regardless of weather conditions are entirely empirical, that is, they are derived from experience. It is evident that no definite rule can[25] be established that will take into account the method of building construction, the kind and amount of materials that make up the walls and the quality of workmanship employed. These variable quantities coupled with the changing climatic conditions of temperature and wind velocity produce a complication that cannot be overcome in a formula that will give exact results.
Rules for figuring out how much radiating surface you need to effectively heat a building to 70°F, regardless of the weather, are entirely based on experience. It's clear that no specific rule can[25] be set that considers the method of construction, the type and amount of materials used for the walls, and the quality of the workmanship. These varying factors, combined with changing weather conditions like temperature and wind speed, create a complexity that can't be solved with a formula that provides precise results.
Many rules are in use for this purpose, no two of which give exactly the same results when applied to a problem. A common practice is to apply one of the rules in use and then under conditions of exceptional exposure, to add to the amount thus calculated as experience may dictate.
Many rules are used for this purpose, and no two produce exactly the same results when applied to a problem. A common practice is to use one of the existing rules and then, under conditions of exceptional exposure, to add to the calculated amount as experience may suggest.
The following rule by Professor R. G. Carpenter of Cornell University was taken from a handbook published by the J. L. Mott Iron Works of New York. This company manufactures and deals in all kinds of apparatus entering into steam and hot-water heating and the rule is given as one that has produced satisfactory results.
The following rule by Professor R. G. Carpenter of Cornell University was taken from a handbook published by the J. L. Mott Iron Works of New York. This company manufactures and sells all kinds of equipment used in steam and hot-water heating, and this rule is provided as one that has delivered good results.
Rule.—Add the area of the glass surface in the room to one-quarter of the exposed wall surface, and to this add from one-fifty-fifth to three-fifty-fifths of the cubical contents (one-fifty-fifth for rooms on upper floor, two-fifty-fifths for rooms on first floor and three-fifty-fifths for large halls); then for steam multiply by 0.25, and for hot water by 0.40.
Rule.—Calculate the area of the glass surface in the room and add it to one-quarter of the exposed wall surface. Then, add from one-fifty-fifth to three-fifty-fifths of the room's volume (one-fifty-fifth for upper floor rooms, two-fifty-fifths for first floor rooms, and three-fifty-fifths for large halls). For steam, multiply by 0.25, and for hot water, multiply by 0.40.
Example.—A room 20 by 12 by 10 feet with glass exposure of 48 feet, ¼ of wall exposure (two sides exposed) 320 feet = 80, 1⁄55 of 2400 = 44.
Example.—A room measuring 20 by 12 by 10 feet with glass exposure of 48 feet, ¼ of wall exposure (two sides exposed) 320 feet = 80, 1⁄55 of 2400 = 44.
48 + 80 + 44 = 172 × 0.25 = 43 feet.
If you add 2⁄55 the surface would be 54 feet.
If you add 3⁄55 the surface would be 65 feet.
48 + 80 + 44 = 172 × 0.25 = 43 feet.
If you add 2⁄55, the surface will be 54 feet.
If you add 3⁄55, the surface will be 65 feet.
PROPORTIONING THE SIZE OF MAINS
For any size system of steam or water heating the following rule will be found entirely satisfactory for mains 100 feet long; for each 100 feet additional use a size larger ratio.
For any size of steam or water heating system, the following rule will work perfectly for mains that are 100 feet long; for every additional 100 feet, use one size larger.
Rule.—
Rule.
r = (3.1416/d)R = a/r × 100.
r = (3.1416/d)R = a/r × 100.
r represents ratio of main in inches for each 100 feet of surface; d, diameter of pipe; R, quantity of radiation carried by size of pipe; a, area of pipe in inches.
r is the ratio of the main in inches for every 100 feet of surface; d is the diameter of the pipe; R is the amount of radiation carried by the size of the pipe; and a is the area of the pipe in inches.
From this the following table has been constructed:
From this, the following table has been created:
| Diameter of pipe | Area of pipe | Ratio to each 100 feet of surface |
Quantity of radiation, steam or water, on a given size pipe |
| 1½ | 1.767 | 2.10 | 84 |
| 2 | 3.141 | 1.57 | 200 |
| 2½ | 4.908 | 1.25 | 400 |
| 3 | 7.069 | 1.04 | 700 |
| 3½ | 9.621 | 0.90 | 1,062 |
| 4 | 12.566 | 0.78 | 1,590 |
| 4½ | 15.904 | 0.70 | 2,272 |
| 5 | 19.625 | 0.63 | 3,120 |
| 6 | 28.274 | 0.52 | 5,440 |
| 7 | 38.484 | 0.45 | 8,550 |
| 8 | 50.265 | 0.40 | 12,556 |
| 9 | 63.617 | 0.35 | 18,100 |
| 10 | 78.540 | 0.30 | 25,300 |
FORMS OF RADIATORS
Radiators are much the same in appearance for both steam and hot-water heating. They are hollow cast-iron columns so designed that they may be fastened together in units of any number of sections. The sections are made in size to present a definite number of square feet of outside surface that is spoken of as radiating surface. The amount of radiating surface in any radiator depends on its height and the contour of the cross-section. The radiator sections may be made in the form of a single column as Fig. 22 or they may be divided into two, three, four or more columns to increase their radiating surface.
Radiators look pretty much the same for both steam and hot-water heating. They are hollow cast-iron columns designed to be connected in units of any number of sections. The sections are made in sizes that provide a specific amount of square feet of outer surface, known as radiating surface. The amount of radiating surface in any radiator depends on its height and the shape of the cross-section. The radiator sections can be made as a single column, like in Fig. 22, or they can be split into two, three, four, or more columns to increase their radiating surface.
The following table, taken from a manufacturer’s catalogue, shows the method of rating the heating capacity of a particular design. In the table, the first column gives the number of sections in the radiator, the second column states the length of the radiator in inches. The columns headed heating surface give the heights of the sections in inches and the amount of radiating surface in various radiators of different heights and numbers of sections. As an example: This table refers to the three-column radiators of Fig. 23. Such a radiator 32 inches high with 10[27] sections would contain 45 square feet of radiating surface and would be 25 inches in length.
The following table, taken from a manufacturer’s catalog, shows how to rate the heating capacity of a specific design. In the table, the first column lists the number of sections in the radiator, and the second column indicates the length of the radiator in inches. The columns titled heating surface provide the heights of the sections in inches and the amount of radiating surface in various radiators with different heights and numbers of sections. For example: This table refers to the three-column radiators in Fig. 23. A radiator that is 32 inches high with 10[27] sections would have 45 square feet of radiating surface and would be 25 inches in length.
| No. of sections |
Length 2½ in. per section |
Heating surface—square feet | |||||
| 45 in. high, 6 sq. ft. per sec. |
38 in. high, 5 sq. ft. per sec. |
32 in. high, 4½ sq. ft. per sec. |
26 in. high, 3¾ sq. ft. per sec. |
23 in. high, 3¼ sq. ft. per sec. |
20 in. high, 2¾ sq. ft. per sec. | ||
| 2 | 5 | 12 | 10 | 9 | 7½ | 6½ | 5½ |
| 3 | 7½ | 18 | 15 | 13½ | 11¼ | 9¾ | 8¼ |
| 4 | 10 | 24 | 20 | 18 | 15 | 13 | 11 |
| 5 | 12½ | 30 | 25 | 22½ | 18¾ | 16¼ | 13¾ |
| 6 | 15 | 36 | 30 | 27 | 22½ | 19½ | 16½ |
| 7 | 17½ | 42 | 35 | 31½ | 26¼ | 22¾ | 19¼ |
| 8 | 20 | 48 | 40 | 36 | 30 | 26 | 22 |
| 9 | 22½ | 54 | 45 | 40½ | 33¾ | 29¼ | 24¾ |
| 10 | 25 | 60 | 50 | 45 | 37½ | 32½ | 27½ |
| 11 | 27½ | 66 | 55 | 49½ | 41¼ | 35¾ | 30¼ |
| 12 | 30 | 72 | 60 | 54 | 45 | 39 | 33 |
| 13 | 32½ | 78 | 65 | 58½ | 48¾ | 42¼ | 35¾ |
| 14 | 35 | 84 | 70 | 63 | 52½ | 45½ | 38½ |
| 15 | 37½ | 90 | 75 | 67½ | 56¼ | 48¾ | 41¼ |
| 16 | 40 | 96 | 80 | 72 | 60 | 52 | 44 |
| 17 | 42½ | 102 | 85 | 76½ | 63¾ | 55¼ | 46¾ |
| 18 | 45 | 108 | 90 | 81 | 67½ | 58½ | 49½ |
| 19 | 47½ | 114 | 95 | 85½ | 71¼ | 61¾ | 52¼ |
| 20 | 50 | 120 | 100 | 90 | 75 | 65 | 55 |
| 21 | 52½ | 126 | 105 | 94½ | 78¾ | 68¼ | 57¾ |
| 22 | 55 | 132 | 110 | 99 | 82½ | 71½ | 60½ |
| 23 | 57½ | 138 | 115 | 103½ | 86¼ | 74¾ | 63¼ |
| 24 | 60 | 144 | 120 | 108 | 90 | 78 | 66 |
| 25 | 62½ | 150 | 125 | 112½ | 93¾ | 81¼ | 68¾ |
| 26 | 65 | 156 | 130 | 117 | 97½ | 84½ | 71½ |
| 27 | 67½ | 162 | 135 | 121½ | 101¼ | 87¾ | 74¼ |
| 28 | 70 | 168 | 140 | 126 | 105 | 91 | 77 |
| 29 | 72½ | 174 | 145 | 130½ | 108¾ | 94¼ | 79¾ |
| 30 | 75 | 180 | 150 | 135 | 112½ | 97½ | 82½ |
| 31 | 77½ | 186 | 155 | 139½ | 116¼ | 100¾ | 85¼ |
| 32 | 80 | 192 | 160 | 140 | 120 | 104 | 88 |
Fig. 22 is a radiator made up of eight single-column sections.[28] In Fig. 23 is shown five three-column radiators, varying in height from 20 to 45 inches.
Fig. 22 is a radiator consisting of eight single-column sections.[28] In Fig. 23, there are five three-column radiators, ranging in height from 20 to 45 inches.
The sections of steam radiators are joined together at the bottom with close-nipples, so as to leave an opening from end to end. The sections of hot-water radiators are joined in the same manner, except that there is an opening at both top and bottom. Fig. 30 shows the openings of a hot-water radiator installed as direct-indirect heater. Fig. 24 illustrates a special form of radiator that is intended to be placed under windows and in other places that will not admit the high form. Such a radiator as that shown in the picture is often covered with a window seat and in cold weather becomes the favorite place of the sitting room. Another special form is that of Fig. 25. As a corner radiator this style is much to be preferred to the ordinary method of connection; here the angle is completely filled—there is no open space in the corner.
The sections of steam radiators are connected at the bottom with close-nipples, creating an opening from one end to the other. The sections of hot-water radiators are connected in the same way, except that there are openings at both the top and bottom. Fig. 30 shows the openings of a hot-water radiator set up as an direct-indirect heater. Fig. 24 illustrates a special type of radiator designed to fit under windows and in other spots that can't accommodate the taller style. A radiator like the one shown in the picture is often covered with a window seat and becomes a popular spot to sit in the living room during cold weather. Another special type is illustrated in Fig. 25. As a corner radiator, this design is much better than the typical connection method; here, the angle is completely filled—there's no open space in the corner.
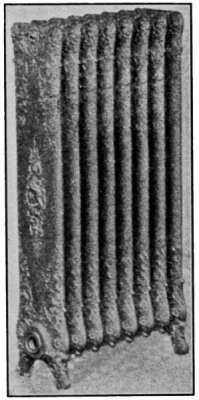
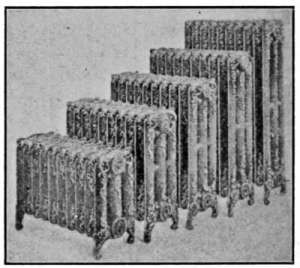
Fig. 22.—Single column steam radiator.
Fig. 23.—Three-column radiators of different heights; for steam or hot-water
heating.
Fig. 22.—Single-column steam radiator.
Fig. 23.—Three-column radiators of various heights; suitable for steam or hot-water heating.
Wall radiators such as shown in Fig. 26 are made to set close to the wall, where floor space is limited. They are particularly adapted for use in narrow halls, bathrooms and other places where the ordinary type could not be conveniently used.
Wall radiators like the one shown in Fig. 26 are designed to fit closely against the wall, where there isn't much floor space. They are especially suited for use in narrow hallways, bathrooms, and other areas where a standard type wouldn't be practical.
A radiator that will appeal to all neat housekeepers is that of Fig. 27. It does not stand on the floor as in the case of the[29] ordinary type, but is hung from the wall by concealed brackets. The difficulty of sweeping under this radiator is entirely avoided.
A radiator that will attract all tidy homeowners is the one shown in Fig. 27. Instead of sitting on the floor like a typical model, it’s mounted on the wall with hidden brackets. This completely eliminates the hassle of cleaning underneath the radiator.
Fig. 28 is a radiator designed to furnish a warming oven for plates and for heating the room at the same time. It is sometimes installed in dining rooms.
Fig. 28 is a radiator designed to provide a warming oven for plates while also heating the room. It is occasionally installed in dining rooms.


The ordinary method of heating by the use of radiators is known as the direct method. The air is heated by coming directly into contact with the radiators and distributed through the room by convection. If the arrangement is such that the air is brought from outdoors and heated by the radiator before entering the room, it is called the indirect method of heating. Such an arrangement is illustrated in Fig. 29. The radiator[30] is located beneath the floor, in a passage that takes the air from outdoors and after being heated, enters the room through a register located in the wall.
The common way to heat a space using radiators is called the direct method. The air heats up by coming into direct contact with the radiators and spreads through the room via convection. If the setup is designed to bring outdoor air in and heat it with the radiator before it enters the room, it’s referred to as the indirect method of heating. This setup is shown in Fig. 29. The radiator[30] is placed beneath the floor in a passage that draws air from outside, heats it, and then allows it to enter the room through a vent in the wall.
Fig. 30 is still another arrangement known as the direct-indirect method of heating. The radiator is placed in position, as for direct heating, but the air supply is taken from outdoors. The radiator base is enclosed and a double damper T regulates the amount of air that comes from the outside. When the inside damper is closed and the outside damper is open, as is shown in the drawing, the air comes from outdoors and is heated as it passes through the radiator on its way to the room. If the dampers are reversed, the air circulates through the radiator as in the case of direct radiation.
Fig. 30 shows another arrangement known as the direct-indirect method of heating. The radiator is set up for direct heating, but it pulls air from outside. The base of the radiator is enclosed, and a double damper T controls the amount of outside air that enters. When the inside damper is closed and the outside damper is open, as illustrated in the drawing, the air comes from outside and gets heated as it passes through the radiator to the room. If the dampers are switched, the air circulates through the radiator just like in direct radiation.


In the use of the direct or the direct-indirect method of heating the principal object to be attained is that of ventilation, but quite generally the passages are so arranged that the air may be taken from outdoors or, if desired, the air of the house may be sent through the radiators to be reheated. In extremely cold and windy weather it is sometimes difficult to keep the house at the desired temperature when all of the air supply comes from the outside. Under such conditions the outside air is used only occasionally. In mild weather it is common to use the outdoor air most of the time. The cost of heating, when these methods are used, is higher than by direct radiation, because the air is[31] being constantly changed in temperature from that of the outside to 70°.
In using the direct or direct-indirect heating methods, the main goal is ventilation, but usually, the systems are designed to allow air to be drawn in from outside or, if preferred, to recycle air from inside the house through the radiators for reheating. During extremely cold and windy weather, it can be tough to maintain the desired temperature when all the air comes from outside. In these cases, outside air is only used occasionally. In milder weather, it's typical to use outdoor air most of the time. The cost of heating with these methods is higher than with direct radiation because the air is[31] constantly changing temperature from outside to 70°.


Radiator Finishings.
—In steam and hot-water heating the decoration of the radiators is a much more important item than that of a good-looking surface or one which will harmonize with the setting. Until recently radiator finishing has been considered a minor detail and the familiar bronze has been looked upon as a standard covering, while painted radiators were considered only a matter of taste. The character of the surface is, however, the determining factor in the quantity of heat given out by radiators. This has been determined in the experimental laboratory of the University of Michigan by Professor John A. Allen. Comparison was made of bare cast-iron radiators with the same forms painted as indicated in the following table. The bare radiator was taken at 100 per cent.; the other finishes[32] are expressed in per cent. above or below that of the bare radiator.
—In steam and hot-water heating, the appearance of the radiators is much more important than just having a nice surface or one that matches the decor. Until recently, finishing radiators was seen as a minor detail, and the familiar bronze finish was considered standard, while painted radiators were only a matter of personal preference. However, the type of surface plays a key role in how much heat radiators emit. This was established in experiments conducted at the University of Michigan by Professor John A. Allen. They compared bare cast-iron radiators with painted ones, as shown in the following table. The bare radiator is set at 100 percent; the other finishes[32] are indicated as percentages above or below that of the bare radiator.
| Condensing capacity, per cent. | |
| No. 1, a cast-iron radiator, bare as received from the foundry | 100 |
| No. 2, a cast-iron radiator, coated with aluminum bronze | 78 |
| No. 3, a cast-iron radiator, three coats of white enamel paint | 102 |
| No. 4, a cast-iron radiator, coated with copper bronze | 80 |
| No. 5, a cast-iron radiator, three coats of green enamel paint | 101 |
| No. 6, a cast-iron radiator, three coats of black enamel paint | 101 |
The author has stated further that, “It might be said in general that all bronzes reduce the heating effect of the radiator about 25 per cent. while lead paints and enamels give off the same amount of heat as bare iron. The number of coats of paint on the radiator makes no difference. The last coat is always the determining factor in heat transmission.”
The author has also mentioned that, “In general, all bronzes reduce the heating effect of the radiator by about 25 percent, while lead paints and enamels release the same amount of heat as bare iron. The number of paint coats on the radiator doesn’t matter. The final coat is always the key factor in heat transmission.”
PIPE COVERINGS
All hot-water or steam pipes in the basement and in other places not intended to be used for heating should be covered with some form of insulating material. At ordinary working temperature a square foot of hot pipe surface will radiate about 15 B.t.u. of heat per minute. To prevent this loss of heat and the consequent waste of fuel the pipes should be covered with some form of insulating material.
All hot water or steam pipes in the basement and in other areas not meant for heating should be covered with some type of insulating material. At normal operating temperatures, a square foot of hot pipe surface will radiate about 15 B.t.u. of heat per minute. To avoid this heat loss and the resulting waste of fuel, the pipes should be insulated.
Pipe coverings are made of many kinds of material and some possess insulating properties that may reduce the loss to as low a point as 15 per cent. of the amount radiated by a bare pipe. Many good insulating materials do not give satisfactory results as pipe coverings because they do not keep their shape, some cannot be considered in the average plant because of high cost.
Pipe coverings are made from various materials, and some have insulating properties that can reduce heat loss to as low as 15% of what a bare pipe emits. Many effective insulating materials don't perform well as pipe coverings because they fail to maintain their shape, and some are just too expensive for most plants.
Wood-pulp paper is extensively used as a cheap covering; it is a good insulator and under ordinary conditions makes a satisfactory covering. A more efficient and also a more expensive covering that is extensively used is that made of magnesia carbonate and known as magnesia covering. Aside from these, other forms made of cork, hair-felt, asbestos and composition coverings are sometimes used in house-heating plants.
Wood-pulp paper is widely used as an inexpensive covering; it provides good insulation and typically serves as a decent cover under normal conditions. A more effective and also pricier option is the covering made of magnesia carbonate, known as magnesia covering. Besides these, other types made from cork, hair-felt, asbestos, and composite materials are occasionally utilized in home heating systems.
In selecting a pipe covering, there should be taken into account[33] not only its insulating properties but its ability to resist fire, dampness or breeding places for vermin. It rests entirely with the owner whether he covers the pipes with a combustible or an incombustible material when the insulating properties are about the same. Coverings made of animal or vegetable materials under some conditions furnish a breeding place for vermin.
In choosing a pipe insulation, you should consider[33] not just its insulating properties but also its fire resistance, protection against moisture, and prevention of pest infestations. It's up to the owner to decide whether to cover the pipes with a combustible or non-combustible material if the insulating qualities are similar. Insulation made from animal or plant materials can sometimes create a breeding ground for pests.
Pipe coverings are made in sections about 3 feet in length and from 1 to 13⁄8 inches in thickness. The sections are usually cut in halves lengthwise to permit being put in place. The sections are covered with common muslin to keep the material in place and sometimes are painted after being installed. Painting has nothing to do with their insulating capabilities, but it preserves the cloth and makes a neat appearance. The sections when put in place are secured by pasting one of the loose edges of the cloth to the surface. The ends of the sections are bound together with strips of metal. Fig. 31 shows the appearance of the pipe when the covering is in place.
Pipe coverings are made in sections that are about 3 feet long and between 1 to 1¾ inches thick. The sections are usually cut in half lengthwise to make installation easier. They are covered with regular muslin to keep everything secure and are sometimes painted after installation. The paint doesn’t affect how well they insulate, but it does protect the fabric and gives a tidy look. Once in place, the sections are secured by pasting one of the loose edges of the cloth to the surface. The ends of the sections are joined together with metal strips. Fig. 31 shows what the pipe looks like when the covering is applied.

Irregular surfaces like the body of the furnace, pipe connections, etc., are insulated by coverings made from a plaster that is made expressly for such work. It is known as asbestus plaster. The plaster may be purchased in bulk and put in place with a trowel. As it is found in the market the plaster requires only the addition of water to put into working form.
Irregular surfaces like the furnace body, pipe connections, etc., are insulated with coverings made from a special plaster designed for this purpose. It’s called asbestos plaster. The plaster can be bought in bulk and applied with a trowel. When purchased, the plaster only needs water added to make it ready for use.
The value of a pipe covering is not in proportion to its thickness. Experiments with pipe coverings have shown that a thickness of 13⁄8 inches will reduce the radiation 90 per cent., but doubling the thickness reduces the loss only 5 per cent. It, therefore, does not pay to make a covering more than 13⁄8 inches thick.
The effectiveness of pipe insulation isn't directly related to how thick it is. Tests with pipe insulation have demonstrated that a thickness of 13⁄8 inches can cut radiation losses by 90 percent, but increasing the thickness to double only decreases the loss by an additional 5 percent. Therefore, it doesn’t make sense to have insulation thicker than 13⁄8 inches.
Vapor-system Heating.
—This system of heating is not greatly different from the steam plants already described but it is operated under conditions which do not permit the steam in the[34] boiler to rise beyond a few ounces of pressure. Since the plant is intended to work at a pressure that is scarcely indicated by an ordinary steam gage, it has been termed a vapor system to distinguish it from the pressure systems which employ steam, up to 5 pounds or more to the square inch. The heat is transmitted to the radiators in the same manner as in the pressure systems. The heat of vaporization of steam is somewhat greater at the boiling point of water than at higher pressures, and the lack of pressure, therefore, increases its heating capacity. This is shown in the table, properties of steam, on page 3. The successful operation of such a plant rests in the delivery of the vapor to the radiators at only the slightest pressure and the return of the condensate to the boiler without noise or obstruction to the circulation at the same time ejecting the contained air.
—This heating system is pretty similar to the steam plants previously described, but it operates under conditions that prevent the steam in the [34] boiler from exceeding a few ounces of pressure. Because the system works at such low pressure that it barely registers on a standard steam gauge, it’s called a vapor system to differentiate it from pressure systems that use steam at 5 pounds or more per square inch. Heat is transferred to the radiators just like in the pressure systems. The heat from vaporization of steam is slightly higher at the boiling point of water than at elevated pressures, so the reduced pressure actually enhances its heating ability. This is illustrated in the table of steam properties on page 3. The effective operation of this type of plant relies on delivering vapor to the radiators with minimal pressure and returning the condensate to the boiler quietly and without hindering circulation while simultaneously removing the trapped air.
The excellence of the system depends in the greatest measure on good design and the employment of special facilities that allow all water to be discharged from the radiators and returned to the boiler without accumulation at any part of the circulating system. It requires, further, the discharge of the air from the system at atmospheric pressure. The system is, therefore, practically pressureless.
The effectiveness of the system largely relies on good design and the use of specific features that enable all water to be drained from the radiators and sent back to the boiler without any build-up in any part of the circulation system. Additionally, it requires that air is removed from the system at atmospheric pressure. Therefore, the system is essentially pressureless.
Various systems of vapor heating are sold under the names of their manufacturers. Each possesses special appliances for producing positive circulation that are advocated as features of particular excellence. The vapor system of heating has met with a great deal of favor as a more nearly universal form of heating than either the pressure-steam plant or the hot-water method of heating.
Various vapor heating systems are sold under their manufacturers' names. Each one comes with unique features designed to create positive circulation, which are promoted as exceptional qualities. The vapor heating system has become quite popular as a more versatile heating option compared to both pressure-steam systems and hot-water heating methods.
Fig. 31a is a diagram illustrating the C. A. Dunham system of vapor heating. It will be noticed that there are no air vents on the radiators. The air from the radiators is ejected through a special form of trap that is indicated in the drawing. These traps permit the water and air to pass from the radiators but close against the slightly higher temperature of the vapor. This assures the condensation of the vapor in the radiators and excludes it from the return pipes. The water returns to the boiler in much the same manner as in the pressure systems already described but the air escapes through the air eliminator as indicated in the drawing. The system is, therefore, under atmospheric[35] pressure at this point and only a slight amount greater in the boiler.
Fig. 31a is a diagram showing the C. A. Dunham system of vapor heating. You'll notice that there are no air vents on the radiators. The air from the radiators is expelled through a special type of trap shown in the drawing. These traps allow water and air to exit the radiators but close off when the vapor reaches a slightly higher temperature. This ensures the vapor condenses in the radiators and is kept out of the return pipes. The water returns to the boiler in a similar way to the pressure systems described earlier, but the air escapes through the air eliminator as shown in the drawing. Therefore, the system is under atmospheric[35] pressure at this point and only slightly higher in the boiler.

The water of condensation is returned to the boiler against the vapor pressure, by a force exerted by the column of water in the pipe connecting the air eliminator with the boiler. The main return is placed 24 inches or more above the water line of the boiler. It is the pressure of this column that forces the water into the boiler through the check valve, against the vapor pressure in the boiler.
The condensation water is pumped back to the boiler against the vapor pressure, using the force from the column of water in the pipe that connects the air eliminator to the boiler. The main return is positioned 24 inches or more above the boiler's water line. It's the pressure from this column that pushes the water into the boiler through the check valve, against the vapor pressure inside the boiler.
It might be imagined that the water in the boiler and that in the air-eliminator pipe formed a “U-tube,” the vapor pressure on the water surface in the boiler, and the atmospheric pressure on the water in the eliminator standpipe. The slight vapor pressure in the boiler is counterbalanced by a column of water in the eliminator pipe. It is this condition that fixes a distance of 24 inches from the water line to the return pipe; that is, the force exerted by a column of water 24 inches high is required to send the water into the boiler.
It can be thought of as if the water in the boiler and the water in the air-eliminator pipe created a “U-tube,” where the vapor pressure on the water surface in the boiler and the atmospheric pressure on the water in the eliminator standpipe balance each other out. The small vapor pressure in the boiler is offset by a column of water in the eliminator pipe. This situation determines that there needs to be a distance of 24 inches from the water line to the return pipe; in other words, the force needed to push the water into the boiler comes from a column of water that is 24 inches high.
The vapor pressure is controlled by means of the pressurestat, which is an electrified Bourdon spring pressure gage, connected up by simple wiring to the damper motor, which may be any form of damper regulator. In residential work, the pressurestat is so connected with a thermostat, that both pressure and temperature conditions operate and control this damper regulator, which in turn controls the draft and the fire.
The vapor pressure is managed using a pressurestat, which is an electric Bourdon spring pressure gauge, linked by simple wiring to the damper motor, which can be any type of damper regulator. In residential applications, the pressurestat is connected to a thermostat, so that both pressure and temperature conditions regulate this damper regulator, which in turn controls the draft and the fire.
The two instruments are so connected that if the pressure mounts to 8 ounces and the pressurestat caused the draft damper to close and the check to open, the thermostat cannot reverse the damper, regardless of the temperature in the room, until the pressure drops below the limiting 8-ounce pressure. Just so long as the pressure is below 8 ounces, the thermostat is the master in the control of the dampers. The minute that the pressure goes up to 8 ounces then the pressurestat takes control.
The two instruments are so linked that if the pressure rises to 8 ounces and the pressure switch causes the draft damper to close and the check to open, the thermostat can’t reverse the damper, no matter the room temperature, until the pressure falls below the maximum 8-ounce pressure. As long as the pressure is below 8 ounces, the thermostat controls the dampers. The moment the pressure reaches 8 ounces, the pressure switch takes over control.
CHAPTER II
The boiler room
Of the various systems of heating dwellings that by hot-water is considered by many to be the most satisfactory. On account of its high specific heat, water at a temperature much below the boiling point furnishes the heat necessary to keep the temperature of the house at the desired degree. The temperature of the radiators is generally much lower than those heated by steam but the amount of radiating surface is greater than for steam heating plants of the same capacity. It is because of the relatively low temperature at which the water is used, that the greater amount of heating surface is required.
Of the various heating systems for homes, hot-water heating is seen by many as the most effective. Due to its high specific heat, water at a temperature well below boiling provides the heat needed to maintain the desired temperature in the house. The temperature of the radiators is usually much lower than those heated by steam, but they have a larger radiating surface compared to steam heating systems of the same capacity. This need for a larger heating surface is due to the relatively low temperature at which the water is used.
One objection to the use of hot water as a means of heating is, that once the heat of the house is much reduced, the furnace is a long time in raising the temperature to normal. This is due to the fact that the temperature of the water of the entire system must be uniformly raised, because of its continuous passage through the heater. On the other hand, this uniformity of the temperature of the water prevents sudden changes in the temperature of the house. Water-heating plants work with perfect quiet and may be so regulated to suit the outside temperature that the heat of the water will just supply the amount to suit the prevailing conditions.
One drawback of using hot water for heating is that when the house cools down significantly, the furnace takes a long time to bring the temperature back to normal. This happens because the water needs to be heated evenly throughout the entire system as it continuously moves through the heater. However, this consistent water temperature helps avoid abrupt changes in the house's temperature. Water heating systems operate very quietly and can be adjusted to match the outside temperature so that the heat of the water provides just the right amount needed for the current conditions.
The care required in the management of the boiler is less than that required in the steam plant because of the fewer appliances necessary for its safe operation. Another advantage in the use of the hot-water plant is its adaptability to the temperature conditions during the chilly weather of early fall and late spring, when a very small amount of heat is required. At such times the temperature of the radiators is but a few degrees warmer than the outside air. The amount of attention necessary for maintaining the proper furnace fire under such conditions is less then for any other form of heating. The increasing use of[38] the hot-water plant for heating the average-sized dwelling attests to its excellence in service.
The care needed to manage the boiler is less than what's required for the steam plant because there are fewer devices needed for safe operation. Another benefit of using the hot-water system is its flexibility during the chilly weather of early fall and late spring, when only a small amount of heat is necessary. During these times, the radiators are only a few degrees warmer than the outside air. The amount of attention needed to keep the furnace fire at the right level in these conditions is less than for any other heating method. The increasing use of[38]the hot-water system in average-sized homes shows how great it is at providing service.
The Low-pressure Hot-water System.
—A hot-water system consists of a heater, in which the water receives its supply of heat, the circulating pipes for conducting the heated water to and from the radiators that supply heat to the rooms, and the expansion tank that receives the excess of water caused when the temperature is raised from normal to the working degree. In addition to the parts named there are a number of appliances to be described later, that are required to make the system complete.
—A hot-water system consists of a heater that supplies heat to the water, circulating pipes that carry the heated water to and from the radiators that warm the rooms, and an expansion tank that handles the extra water created when the temperature increases from normal to the working level. Besides the mentioned parts, there are several other appliances that will be described later, which are necessary to make the system complete.

A hot-water plant of the simplest form is shown in Fig. 32. The illustration presents each of the features mentioned above, as in a working plant. The different parts are shown cut across through the middle, the black portion representing water. Not only does the water fill the entire system but appears in the expansion tank when the plant is cold.
A hot-water system in its most basic form is shown in Fig. 32. The illustration displays all the features mentioned earlier, just like in a functioning system. The different components are shown sliced in half, with the black area representing water. The water fills the entire system and is also visible in the expansion tank when the system is cold.
Hot-water heaters are quite generally in the form of internally fired boilers. The fire-box occupies a place inside the boiler and is surrounded, except at the bottom, by the water space. Commonly, these boilers are made of cast iron and are constructed in sections, the same as the steam boiler shown in Fig. 16. Manufacturers sell a single style for either steam or hot-water heating. The boiler in Fig. 32 is cylindrical in form. It is made of wrought iron and contains a large number of vertical tubes through which the heat from the furnace must pass on its way to the chimney.
Hot water heaters usually come in the form of internally fired boilers. The firebox is located inside the boiler and is surrounded by the water space, except at the bottom. Typically, these boilers are made of cast iron and constructed in sections, just like the steam boiler shown in Fig. 16. Manufacturers offer a single design for both steam and hot water heating. The boiler in Fig. 32 is cylindrical and made of wrought iron, featuring many vertical tubes that the heat from the furnace must pass through on its way to the chimney.
As the water is heated it expands and rises to the top of the boiler because of its decreased weight. Since the water in the[39] radiator is really a part of the same body of water, the heated portion rises through the supply pipe to the top of the radiator. As the hot water rises in the radiator, it displaces an equal amount of cold water, which enters the boiler at the bottom. This displacement is constant and produces a circulation that begins as soon as the fire is started and varies with the difference in temperature between the hot water leaving the boiler at the top and the cold water entering at the bottom.
As the water heats up, it expands and moves to the top of the boiler because it becomes lighter. Since the water in the [39] radiator is actually part of the same water system, the heated water rises through the supply pipe to the top of the radiator. As the hot water rises in the radiator, it pushes an equal amount of cold water into the boiler at the bottom. This constant displacement creates a circulation that starts as soon as the fire is lit and changes based on the temperature difference between the hot water leaving the boiler at the top and the cold water entering at the bottom.
As the water in the system is heated and expands, there must be some provision made to receive the enlarging volume. In this arrangement a pipe connects the bottom of the boiler with the expansion tank located at a point above the radiator. Under the conditions represented in the drawing the water does not circulate through the tank and as a consequence the water it contains is always cold.
As the water in the system heats up and expands, there has to be a way to accommodate the increasing volume. In this setup, a pipe links the bottom of the boiler to the expansion tank placed above the radiator. In the scenario shown in the drawing, the water doesn't flow through the tank, so the water inside it always stays cold.
In raising its temperature, water absorbs more heat than any other fluid and on cooling it gives up an equal amount. As a consequence it furnishes an excellent vehicle for transmitting the heat of the furnace to the rooms to be heated. Water, however, is a poor conductor and receives its heat by coming directly into contact with the hot surfaces of the furnace, and gives it up by direct contact with the radiator walls. To transmit heat rapidly and maintain a high radiator temperature, the circulation of the water in the system must be the best possible. The connecting pipes between the boiler and the radiators must be as direct as circumstances will permit and the amount of radiating surface in each room must be sufficient to easily give up an ample supply of heat. Even though the furnace is able to furnish a plentiful supply of heat to warm the house, it cannot be transmitted to the rooms unless there is sufficient radiating surface. A plant might prove unsatisfactory either because of a furnace too small to furnish the necessary heat or from an insufficient amount of radiating surface. Yet another factor in the design of a plant is that of the conducting pipes. Both the boiler and the radiators might be in the right proportion to produce a good plant, but if the distributing pipes are too small to carry the water required, or the circulation is retarded by many turns and long runs, the plant may fail to give satisfaction.
In increasing its temperature, water absorbs more heat than any other liquid and when it cools, it releases the same amount. As a result, it serves as an excellent medium for transferring heat from the furnace to the rooms that need heating. However, water is not a good conductor and gets its heat by coming into direct contact with the hot surfaces of the furnace, and releases it by direct contact with the radiator walls. To transfer heat quickly and maintain a high radiator temperature, the water circulation in the system must be optimized. The pipes connecting the boiler to the radiators should be as direct as possible, and the amount of radiating surface in each room must be sufficient to easily release a good amount of heat. Even if the furnace can provide plenty of heat to warm the house, it can't be delivered to the rooms unless there is enough radiating surface. A heating system may not work well either because the furnace is too small to provide the required heat or because there isn't enough radiating surface. Additionally, the design of the system also depends on the piping. Both the boiler and the radiators might be well-sized for a good system, but if the distribution pipes are too small to carry the needed water, or if circulation is hindered by too many bends and long sections, the system may not perform satisfactorily.
Fig. 33 shows a complete hot-water plant adapted to a dwelling.[40] It is just such a plant as is commonly installed in the average-sized house but without any of the appliances used for automatic control of temperature. The regulation of the temperature is made entirely by hand, in so governing the fire as to provide the required amount of heat. In the drawing the supply and return pipes may be traced to the radiators as in the case of the simple plant. The supply pipe from the top of the boiler branches into two circuits to provide the water for the two groups of radiators at the right and left side of the house. To provide any radiator with hot water, a pipe is taken from the main supply pipe and passing through the radiator it is brought back and connected with the return pipe which conducts the water back to the boiler.
Fig. 33 shows a complete hot-water system designed for a home.[40] It's just like the systems typically installed in average-sized houses, but it doesn't include any of the devices for automatically controlling the temperature. Temperature regulation is done entirely by hand, with attention paid to managing the fire to produce the necessary heat. In the drawing, you can see the supply and return pipes leading to the radiators, similar to those in a basic system. The supply pipe from the top of the boiler splits into two circuits to provide water for two sets of radiators on the right and left sides of the house. To give hot water to any radiator, a pipe is taken from the main supply pipe, goes through the radiator, and then returns to connect with the return pipe that carries the water back to the boiler.

The expansion tank is located in the bathroom near the ceiling. It is connected with the circulating system by a single pipe which joins the supply pipe as it enters the radiator located in the kitchen. Like the expansion tank in Fig. 31 the water it contains is always cold. It is provided with a gage-glass which shows the level of the water in the tank and an overflow pipe which discharges into the bathtub, in case of an overflow. An overflow pipe must always be provided to take care of the surplus[41] when the water in the system becomes overheated. This does not often occur but the provision must be made for the emergency. The overflow pipe is frequently connected directly with the sewer or discharged at some convenient place in the basement.
The expansion tank is situated in the bathroom near the ceiling. It connects to the circulating system through a single pipe that joins the supply line as it enters the radiator in the kitchen. Just like the expansion tank in Fig. 31, the water it holds is always cold. It includes a gauge glass that displays the water level in the tank and an overflow pipe that drains into the bathtub if there is an overflow. An overflow pipe is necessary to manage any excess when the water in the system gets too hot. While this doesn't happen often, having a backup plan is essential for emergencies. The overflow pipe is usually linked directly to the sewer or discharges at a convenient location in the basement.
The High-pressure Hot-water System.
—In the hot-water plant described the expansion tank is open to the air and the water in the system is subjected to the pressure of the atmosphere alone. The heat of the furnace may be sufficiently great to bring the entire volume of water of the system to the boiling point and cause it to overflow but the temperature of the water cannot rise much above the boiling point due to the pressure of the atmosphere.
—In the hot-water plant described, the expansion tank is open to the air, and the water in the system is only under atmospheric pressure. The heat from the furnace can be enough to raise the entire volume of water in the system to the boiling point, causing it to overflow, but the water temperature can't rise much above the boiling point because of atmospheric pressure.
If the expansion tank is closed, the pressure generated by the expanding water and the formation of steam will permit the water to reach a much higher temperature. In the table of temperatures and pressures of water on page 3, it will be seen that should the pressure rise to 10 pounds, that is, 10 pounds above the pressure of the atmosphere, the temperature of the water would be very nearly 240°F. (239.4°F.). The difference in heating effect in hot-water heating plants under the two conditions is very marked. In the low-pressure system the temperature of the radiators cannot be above 212° but the high-pressure system set for 10 pounds pressure will heat the radiators to 240°, and a still higher pressure would give a correspondingly higher temperature. The amount of heat radiated by a hot body is in proportion to the difference in temperature between the body and the surrounding air. If we consider the surrounding air at 60° the difference in amount of heat-radiation capacity of the two radiators would be as 180 is to 132. The advantage of the high-pressure system lies in its ability to heat a given space with less radiating surface than the low-pressure system.
If the expansion tank is closed, the pressure created by the expanding water and steam will let the water reach a much higher temperature. In the table of temperatures and pressures of water on page 3, you'll see that if the pressure rises to 10 pounds, meaning 10 pounds above atmospheric pressure, the temperature of the water would be close to 240°F (239.4°F). The difference in heating effect in hot-water heating systems under the two conditions is quite significant. In the low-pressure system, the temperature of the radiators can't exceed 212°, but the high-pressure system set for 10 pounds will heat the radiators to 240°, and an even higher pressure will result in a correspondingly higher temperature. The amount of heat radiated by a hot body is relative to the temperature difference between the body and the surrounding air. If we consider the surrounding air at 60°, the heat-radiation capacity of the two radiators would be in the ratio of 180 to 132. The advantage of the high-pressure system is its ability to heat a space with less radiating surface than the low-pressure system.
In Fig. 34 is illustrated an application of a simple and efficient valve arrangement that converts a low-pressure hot-water system into a high-pressure system without changing in any way the piping or radiators. The drawing shows the boiler and two radiators connected as for a low-pressure system, but attached to the end of the pipe as it enters the expansion tank is a safety valve B and a check valve A, as indicated in the enlarged[42] figure of the valve. The safety valve is intended to allow the water to escape into the expansion tank when the pressure in the system reaches a certain point for which the valve is set. The check valve A permits the water to reënter the system from the tank whenever the pressure is restored to its normal amount.
In Fig. 34, there's an example of a simple and effective valve setup that transforms a low-pressure hot-water system into a high-pressure system without altering the pipes or radiators. The drawing shows the boiler and two radiators connected as they would be in a low-pressure system, but at the end of the pipe as it enters the expansion tank, there's a safety valve B and a check valve A, as shown in the enlarged[42] figure of the valve. The safety valve is designed to let water escape into the expansion tank when the pressure in the system reaches a specific level that the valve is set for. The check valve A allows the water to flow back into the system from the tank whenever the pressure returns to its normal level.

Suppose that such a system is working as a low-pressure plant. The hot water from the top of the boiler is flowing to the radiators through the supply pipe and the displaced cooler water is returning to the bottom of the boiler through the return pipe as in the other plants described. It is now found that the radiators are not sufficiently large to heat the rooms to the desired degree except when the furnace is fired very heavily. It is always[43] poor economy to keep a very hot fire in any kind of a heater, because a hot fire sends most of its heat up the chimney. If the radiators could be safely raised in temperature, they would, of course, give out more heat and as a result the rooms would be more quickly heated and kept at the required temperature with less effort by the furnace. The difficulty in this case lies solely in there being insufficient radiator surface to supply heat as fast as required.
Let's say this system is operating as a low-pressure plant. The hot water from the top of the boiler flows to the radiators through the supply pipe, and the cooler water returns to the bottom of the boiler through the return pipe, just like in the other plants described. It turns out that the radiators aren’t big enough to heat the rooms to the desired temperature unless the furnace is running very hard. It's always[43]inefficient to maintain an extremely hot fire in any kind of heater because a hot fire loses most of its heat up the chimney. If the radiators could be safely heated more, they would, of course, radiate more heat, and as a result, the rooms would warm up faster and maintain the desired temperature with less effort from the furnace. The problem here is purely that there isn’t enough radiator surface to supply heat as quickly as needed.
The increase in radiator temperature is accomplished by the pressure regulating valve B, attached to the end of the pipe as it enters the expansion tank. The expansion tank with the regulating valve is shown enlarged at the left of the figure. The valve B is kept closed by a weight marked W, that is intended to hold back a pressure of say 10 pounds to the square inch. A pressure of 10 pounds will require a temperature of practically 240°F. (see table on page 3). The check valve A is kept closed by the pressure from the inside of the system. When the pressure of the water goes above 10 pounds—or the amount of the weight is intended to hold back—the valve is lifted and an amount of water escapes through the valve B into the tank, sufficient to relieve the pressure. Should enough water be forced out of the system to fill the tank to the top of the overflow pipe, the overflow water is discharged through this pipe into the sink in the basement.
The rise in radiator temperature happens through the pressure regulating valve B, which is connected to the end of the pipe as it enters the expansion tank. The expansion tank with the regulating valve is shown in detail on the left side of the figure. The valve B is held closed by a weight marked W, designed to maintain a pressure of about 10 pounds per square inch. A pressure of 10 pounds corresponds to a temperature of nearly 240°F. (see table on page 3). The check valve A stays closed due to the pressure from within the system. When the water pressure exceeds 10 pounds— or the pressure the weight is meant to contain—the valve opens, allowing some water to escape through valve B into the tank, relieving the excess pressure. If enough water is pushed out of the system to fill the tank to the top of the overflow pipe, the overflow water is released through this pipe into the basement sink.
When the house has become thoroughly warmed, the demand for a high radiator temperature is reduced, the furnace drafts are closed, the water in the system cools and as it shrinks the system will not be completely filled. It is then necessary to take back from the tank the water that has been forced out by excess pressure. It is here that the check valve comes into use. So long as there is pressure on the pipes, this valve is held shut and no water can escape, but as the inside pressure is released by the cooling there will come a point where the water in the tank will flow back through the valve A and fill the system.
When the house is fully warmed up, the need for the radiator temperature to be high decreases, the furnace drafts are closed, and the water in the system cools down. As it cools, the water shrinks, so the system won’t be completely full. At this point, it’s necessary to draw back the water that was pushed out by excess pressure. This is where the check valve becomes useful. As long as there is pressure in the pipes, the valve stays closed and no water can escape. However, once the internal pressure decreases due to cooling, there will be a moment when the water in the tank will flow back through the valve A and refill the system.
This is the type of valve used by the Andrews Heating Co. and designated a regurgitating valve. In practice it gives excellent service. The only danger of excessive pressure in the use of this device is the possibility of the valve becoming stuck to the seat through disuse. Any possible danger from such an[44] occurrence may be eliminated by the occasional lifting of the valve by hand.
This is the type of valve used by the Andrews Heating Co. and is known as a regurgitating valve. In practice, it performs excellently. The only risk of excessive pressure with this device is that the valve could become stuck to the seat from lack of use. Any potential risk from such an [44] occurrence can be avoided by occasionally lifting the valve by hand.
Heating-plant Design.
—A heating plant should be designed by a person of experience. No set of rules has yet been devised that will meet every condition. Carpenter’s rules given on page 25 serve for hot water as well as for steam as a means of determining the radiating surface required for an ordinary building, but the rules do not take into account the method of construction of the house and the consequent extra radiation demanded for poorly constructed buildings. In many cases the designer must rely on experience as a guide where the rules will not apply. In the case usually encountered, however, the rules given will meet the conditions.
—A heating plant should be designed by someone with experience. No set of rules has been created that can cover every situation. Carpenter’s rules given on page 25 work for both hot water and steam as a way of figuring out the radiating surface needed for a typical building, but the rules don't consider the construction method of the house and the extra radiation needed for poorly built buildings. In many instances, the designer has to depend on experience as a guide when the rules don't fit. In most cases, however, the provided rules will suit the conditions.
What was said regarding the size of steam boilers required for definite amounts of heating surfaces, applies with equal force to hot-water boilers, because house-heating boilers are commonly used for either steam or hot-water heating. There are no established rules for determining the heating capacities of house-heating boilers. Manufacturers’ ratings are usually low. There are some manufacturers who make honest ratings for their boilers but they are in the minority. When the heating capacity of a boiler is not known from experience, the only safeguard against installing a boiler too small for the radiators to be heated, is to require a guarantee that the plant will give satisfaction when in operation and when considered necessary a certain percentage of the contract price should be withheld until the plant proves itself by actual trial.
What was said about the size of steam boilers needed for specific amounts of heating surface also applies to hot-water boilers since home heating boilers are often used for either steam or hot-water heating. There are no standard rules for figuring out the heating capacities of home heating boilers. Manufacturers' ratings are typically understated. While some manufacturers provide accurate ratings for their boilers, they are in the minority. If the heating capacity of a boiler is unknown based on experience, the best way to avoid installing a boiler that’s too small for the radiators is to get a guarantee that the system will perform well once in use. If necessary, a certain percentage of the contract price should be withheld until the system proves itself through actual testing.
Overhead System of Hot-water Heating.
—In Fig. 35 is illustrated another system of high-pressure hot-water heating that corresponds to the overhead system of steam heating. It differs from the high-pressure system already described in the method of distribution and in the radiator connections.
—In Fig. 35, another type of high-pressure hot-water heating is shown, which is similar to the overhead steam heating system. It differs from the previously described high-pressure system in how the heat is distributed and how the radiators are connected.
The flow pipe is taken to the attic and there joined to the expansion tank as a point of distribution. On the expansion tank is a safety valve set at 10 or more pounds pressure. The flow of the water is all downward toward the radiators. The circulation through the radiators is also different from the other plants described. The supply pipe joins directly to the return pipe and the connections to the radiators are made at the top and[45] bottom of the same end. The circulation through the radiators in this case is due to the difference in gravitational effect between the hot and colder water at the top and bottom of the radiator. The system requires no air vents on the radiators as all air that might collect in the system goes up to the expansion tank. The safety valve on the expansion tank in this case is the common lever type. The overflow should empty into the sewer and be pitched to prevent any water being retained in the discharge pipe. If water should be retained in this pipe and should freeze, the system would become dangerous, because of the possibility of high pressures from a hot fire.
The flow pipe is taken up to the attic and connected to the expansion tank as a distribution point. The expansion tank has a safety valve set at 10 or more pounds of pressure. The water flows downward toward the radiators. The circulation through the radiators is also different from the other systems described. The supply pipe connects directly to the return pipe, and the connections to the radiators are made at the top and bottom of the same end. The circulation through the radiators in this case is due to the difference in gravitational effect between the hot and cooler water at the top and bottom of the radiator. The system doesn’t need air vents on the radiators since any air that might accumulate in the system rises to the expansion tank. The safety valve on the expansion tank is the common lever type. The overflow should drain into the sewer and be sloped to prevent any water from being trapped in the discharge pipe. If water were to get trapped in this pipe and freeze, the system would become dangerous due to the risk of high pressures from a hot fire.

Expansion Tanks.
—Fig. 36 is a form of expansion tank in common use. It may be used for either the high-or low-pressure system. The body of the tank is made of galvanized iron and is made to stand a considerable amount of pressure. The gage-glass is attached at B, and the overflow at O. The pipe E connects the tank with the circulating system and D connects with the cold-water supply as a convenience for filling the system[46] with water. The object in placing the stop-cock D near the expansion tank is to avoid overflowing the system in filling. The overflow pipe, as stated above, is most conveniently connected with the sewer, into which the water will run in case of an overflow, but the other methods shown are commonly used. There should be no valve in this pipe nor in the pipe E.
—Fig. 36 shows a type of expansion tank that’s commonly used. It can work for both high-pressure and low-pressure systems. The tank is made of galvanized iron and can handle a significant amount of pressure. The gauge glass is attached at B, and the overflow is at O. The pipe E connects the tank to the circulating system, while D connects to the cold-water supply for easy filling of the system[46] with water. The reason for placing the stop-cock D close to the expansion tank is to prevent overflowing the system while filling it. The overflow pipe, as mentioned earlier, is ideally connected to the sewer, where any overflow water will drain, but other common methods are also used. There shouldn’t be any valve in this pipe or in pipe E.

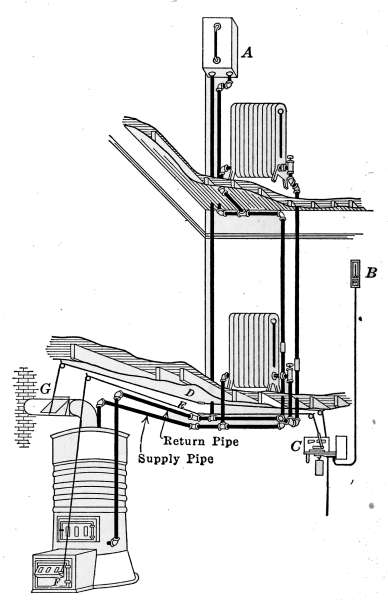
The expansion tank must be so located that there will be no danger of freezing. Should it be necessary to place the tank in the attic or where freezing is possible, the tank must be so connected as to become a part of the circulating system. Such an arrangement is shown in Fig. 37. The expansion tank is connected with a supply and return pipe as a radiator. This arrangement is sometimes used but it is not desirable. It is wasteful of heat and there is always a possibility of freezing in case the fire in[47] the furnace is extinguished a sufficient time to allow the water to grow cold.
The expansion tank should be placed in a location where it won’t freeze. If it’s necessary to put the tank in the attic or somewhere it could freeze, it must be connected as part of the circulating system. This setup is illustrated in Fig. 37. The expansion tank connects to a supply and return pipe like a radiator. While this arrangement is sometimes used, it’s not ideal. It wastes heat and there’s always a risk of freezing if the fire in[47] the furnace goes out long enough for the water to get cold.
Any possibility of danger from excessive pressures in either the low-pressure or the high-pressure system must originate in the expansion tank. It is, therefore, desired to again mention the possible causes of danger. Any closed-tank system is liable to become overheated. The expansive force of water is irresistible and unless some means is taken to prevent excessive pressure some part of the apparatus is apt to burst. No closed-tank system should be used without a safety valve.
Any risk of danger from excessive pressure in either the low-pressure or high-pressure system must come from the expansion tank. Therefore, it’s important to mention again the potential causes of danger. Any closed-tank system can overheat. The expanding force of water is unstoppable, and if measures aren’t taken to prevent excessive pressure, some part of the system is likely to rupture. No closed-tank system should be used without a safety valve.
The low-pressure or open-tank system requires no safety appliances. So long as there is open communication between the tank and the boiler the pressure cannot rise but slightly above that of the atmosphere. There is only one cause that will lead to high pressure in such a system. If the pipe connecting the expansion tank is stopped an excessive pressure might generate. There is little or no danger of this happening.
The low-pressure or open-tank system doesn't need any safety devices. As long as there's free communication between the tank and the boiler, the pressure won't rise much above atmospheric levels. The only situation that could cause high pressure in this type of system is if the pipe connecting the expansion tank gets blocked, which could create excessive pressure. However, this happening is very unlikely.
In the closed-tank system the expansion tank should be of greater capacity than for the open-tank system. Its size is commonly about one-ninth of the volume of water used. The larger tank is necessary to prevent too rapid rise of pressure as the temperature of the water rises. The air in the tank acts as a cushion against which the pressure of the expanding water is exerted.
In a closed-tank system, the expansion tank needs to be larger than in an open-tank system. It's typically around one-ninth the volume of the water used. A bigger tank is essential to avoid a rapid increase in pressure as the water temperature rises. The air in the tank serves as a cushion that absorbs the pressure from the expanding water.
The extended use of hot-water heating has led to the invention of many appliances for the improvement of the circulation and heating effects. Pulsation valves are used for retaining the water in the boiler until a definite pressure has been attained that will lift the valve long enough to dissipate the pressure. Many of these systems possess merit and some of them are great improvements over the simple plant.
The prolonged use of hot-water heating has resulted in the creation of various devices to enhance circulation and heating efficiency. Pulsation valves are utilized to keep the water in the boiler until a specific pressure is reached, which will lift the valve long enough to release the pressure. Many of these systems offer advantages, and some represent significant upgrades over traditional setups.
Radiator Connection.
—The method of connecting the radiators to the distributing pipes depends entirely on local conditions. In a well-balanced system any of the methods shown in Figs. 38, 39 or 40 might be used with good heating effects. The method of attaching the supply pipe to the radiator is, however, an important factor in case of accumulation of air. In Fig. 41 is shown the form of connection most commonly used. The drawing is intended to represent a cast-iron radiator with the valve[48] at D, and the air vent at B. Should air collect in the radiator it will rise to the top and displace the water. The water will continue to circulate and heat as much of the radiator as is in contact with the water, but that part not in contact will receive no heat from the water and will, therefore, fail to fulfill its function. As soon as the air vent is opened the air will escape and allow the water to entirely fill the space.
—The way radiators are connected to the distribution pipes depends entirely on local conditions. In a well-balanced system, any of the methods shown in Figs. 38, 39, or 40 can be used effectively for heating. However, how the supply pipe is attached to the radiator is crucial when it comes to air buildup. Fig. 41 shows the most commonly used type of connection. The drawing illustrates a cast-iron radiator with the valve[48] at D and the air vent at B. If air collects in the radiator, it will rise to the top and push the water down. The water will continue to circulate and heat the parts of the radiator in contact with it, but the areas not in contact will not receive any heat and will, therefore, not function properly. As soon as the air vent is opened, the air will escape, allowing the water to fill the space completely.

Figs. 38–40.—Various methods of attaching the supply and return pipes to hot-water radiators.

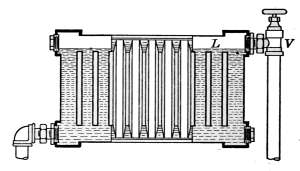
In Fig. 42 a much different condition exists, when air accumulates. In this mode of connection the water enters through the valve V, and escapes at the bottom of the opposite end. When air fills the radiator to the line L, the circulation is stopped and the radiator will grow cold.
In Fig. 42, a very different situation occurs when air builds up. In this connection setup, water flows in through the valve V and exits at the bottom on the opposite side. When air fills the radiator up to the line L, circulation stops, and the radiator will cool down.
The position of the valve on these radiators is of little consequence. The valve is intended merely to interrupt the flow of the water and may occupy a place on either end of the radiator with the same result.
The position of the valve on these radiators doesn’t really matter. The valve is just meant to stop the flow of water and can be placed at either end of the radiator with the same outcome.
Hot-water Radiators.
—Radiators for hot-water heating are most commonly of cast iron and in appearance are the same as those used for steam heating. The only difference in the two forms is in the openings between the sections. Those intended for steam have an opening at the bottom joining the sections; while those for hot water have openings at both top and bottom to permit circulation of the water.
—Radiators for hot-water heating are usually made of cast iron and look the same as those used for steam heating. The only difference between the two types is in the openings between the sections. Steam radiators have an opening at the bottom connecting the sections, while hot-water radiators have openings at both the top and bottom to allow for water circulation.


Hot-water Radiator Valves.
—Valves for hot-water radiators differ materially from those used on steam radiators. Figs. 43 and 43a show the outside appearance and the mechanical arrangement of the parts of the Ohio hot-water valve. The part A in Fig. 43a is a hollow brass cylinder attached to the valve-stem, one side of which has been removed. When it is desired to shut off the supply of heat the handle of the valve is given one-quarter turn and the part A covers the opening to the inlet pipe. The supply of water being shut off, the radiator gradually cools. When the valve is closed a small amount of water is admitted to the radiator through a 1⁄8-inch hole in the piece A to prevent the possibility of freezing.
—Valves for hot-water radiators are quite different from those used on steam radiators. Figs. 43 and 43a show the external appearance and the mechanical setup of the Ohio hot-water valve. The part A in Fig. 43a is a hollow brass cylinder connected to the valve stem, one side of which is open. When you want to stop the heat supply, turn the valve handle a quarter turn, and part A will cover the opening to the inlet pipe. With the water supply turned off, the radiator will gradually cool down. When the valve is closed, a small amount of water enters the radiator through a 1⁄8-inch hole in piece A to prevent freezing.
Air Vents.
—In the use of the systems of hot-water heating described, every radiator must be supplied with an air vent of some kind to take away the trapped air which accumulates through use. Any kind of a valve will serve as a vent for hand[50] regulation and generally such a cock as is shown in Fig. 10 is employed.
—In the hot-water heating systems mentioned, every radiator needs to have an air vent to release the trapped air that builds up during use. Any type of valve can work as a vent for manual regulation, and typically, a valve like the one shown in Fig. 10 is used.

Automatic Hot-water Air Vents.
—It is sometimes desired to use automatic air vents on hot-water radiators. For such work a vent is used that remains closed as long as water is present and will open when the water is displaced by the accumulating air, but will again close when the air is discharged. In such vents the valve is controlled by a float, the buoyancy of the float when surrounded by water serving to keep the valve closed. These vents are not so positive in their action as automatic air vents for steam. The change in temperature which controls the steam vent does not take place with hot water. The automatic hot-water vents are not perfectly reliable. They may work with entire satisfaction for a long time and then fail from very slight cause. The failure of a hot-water vent is generally discovered by finding a pool of water on the floor or a wet spot on the ceiling or wall of the floor below.
—Sometimes it's useful to have automatic air vents on hot-water radiators. These vents stay closed as long as water is present and will open when the water is pushed out by accumulating air, but they will close again when the air is released. In these vents, the valve is operated by a float; the float's buoyancy keeps the valve closed when surrounded by water. However, these vents aren't as reliable as automatic air vents for steam. The temperature change that regulates the steam vent doesn't happen with hot water. Automatic hot-water vents aren't completely dependable. They might work perfectly for a long time and then suddenly fail due to a minor issue. You usually notice a hot-water vent failure when you find a puddle on the floor or a wet spot on the ceiling or wall of the floor below.
One type of the automatic hot-water vent that has proven quite successful is shown in Fig. 44. The threaded lug is screwed into the radiator at the proper point. As the water enters the radiator the air is discharged through the vent, escaping at the opening C. When the water has risen to a sufficient height it enters the openings G and H until enough is present to raise the float A. The pointed stem attached closed the hole C with sufficient force to make an air-tight joint. The float A is a very light copper cylinder. Its buoyancy supplies the force to close the vent and its weight opens the vent when the water is displaced by air. It will be readily seen that very slight cause might prevent the performance of its duty.
One type of automatic hot-water vent that has proven to be quite effective is shown in Fig. 44. The threaded piece is screwed into the radiator at the right spot. As the water flows into the radiator, the air is released through the vent, escaping at the opening C. When the water level rises high enough, it enters the openings G and H until there's enough to lift the float A. The pointed stem attached to it seals the hole C tightly enough to create an airtight connection. The float A is a lightweight copper cylinder. Its buoyancy provides the force to close the vent, and its weight opens the vent when the water is pushed out by air. It's clear that even a small issue could prevent it from working properly.
CHAPTER III
THE HEATER
Of the methods of heating dwellings other than by stoves, that of the hot-air furnace is the most common. Of the various modes of furnace heating it is the least expensive in first cost and most rapid in effect. In the use of steam heat, the water in the boiler must be vaporized before its heat is available. With hot-water heating, the whole mass of water in the entire system must be raised considerably in temperature before its heat can affect the temperature of the rooms, and consequently in first effect it is very slow. In the use of the hot-air furnace the heat from the register begins to warm the rooms when the fire is started.
Of the ways to heat homes besides using stoves, hot-air furnaces are the most popular. It's the least expensive option in terms of initial cost and has the quickest impact. With steam heating, the water in the boiler has to be turned into steam before it can provide heat. In hot-water heating systems, the entire volume of water needs to be heated significantly before it can warm up the rooms, making it slow to respond initially. But with a hot-air furnace, the heat from the vents starts warming up the rooms as soon as the fire is lit.
Hot-air furnaces are made by manufacturing companies in a great variety of styles and forms to suit purposes of every kind. In practice the furnace is built in sizes, to heat a definite amount of cubical space. The maker designs a furnace to heat a certain number of cubic feet of space contained in a building. It must be sufficiently large to keep the temperature at 70°F. on the coldest nights of winter when the wind is blowing a gale. It is evident that with the variable factors entering the problem, the designer must be a person of experience in order that the furnace meet the requirements.
Hot-air furnaces are produced by manufacturers in a wide range of styles and designs to meet various needs. In practice, the furnace is constructed in sizes to heat a specific amount of space. The manufacturer designs a furnace to warm a certain number of cubic feet within a building. It needs to be large enough to maintain a temperature of 70°F on the coldest winter nights when strong winds are blowing. It's clear that given the many factors involved, the designer must have experience to ensure that the furnace meets the requirements.
The following table taken from a manufacturer’s catalogue shows the method of adapting the product of the maker to any size of dwelling. The volume of the house is calculated in cubic feet and from this result the size of furnace most nearly suited is selected from the table.
The following table taken from a manufacturer’s catalog shows how to adjust the maker's product to fit any size of home. The house's volume is measured in cubic feet, and based on this, the most appropriate furnace size is chosen from the table.
| Furnace number | 1 | 2 | 3 | 4 | 5 |
| Weight without casing, lb. | 984 | 1,111 | 1,340 | 1,531 | 1,934 |
| Estimated capacities in cubic feet |
8,000 to 12,000 |
12,000 to 20,000 | 20,000 to 35,000 |
35,000 to 60,000 | 60,000 to 100,000 |
| Capacity in number of rooms of ordinary size in residence heating |
3 to 5 | 5 to 7 | 7 to 9 | 9 to 12 | 12 to 15 |
CONSTRUCTION

The furnace, in general construction, consists of a cast-iron fire-box with its heating surfaces, through which the flames and heated gases from the fire pass, on the way to the chimney; these with the passages and heating surfaces for heating the air compose the essential features. Fig. 45 shows such a furnace with the sides broken away to show the internal construction. The flames and gases from the fire-box F circulate through the cast-iron drum D and are discharged at C to the chimney. The drum D is made in such form that it presents to the heat from the fire a large amount of heating surface and at the same time offers as little opposition as possible to the furnace draft. The air to be heated enters the furnace through the cold air duct at the bottom, and after circulating through the drum, passes out at the openings R to the conducting pipes. The cast-iron box W is a water tank that should be attached to every hot-air furnace. The water contained in the tank is for humidifying the air as it passes through the furnace. In this furnace the outside casing is of sheet iron, reinforced with wrought-iron flanges. The front, which contains the doors of the fire-box, ash-pit, etc., are of cast iron of ornamented design.
The furnace, in general construction, consists of a cast-iron firebox with heating surfaces, through which the flames and hot gases from the fire pass on their way to the chimney; these, along with the passages and heating surfaces for warming the air, are the essential features. Fig. 45 shows such a furnace with the sides removed to illustrate the internal construction. The flames and gases from the firebox F circulate through the cast-iron drum D and are discharged at C to the chimney. The drum D is designed to provide a large amount of heating surface to the heat from the fire while minimizing resistance to the furnace draft. The air to be heated enters the furnace through the cold air duct at the bottom and, after circulating through the drum, exits through the openings R to the conducting pipes. The cast-iron box W is a water tank that should be attached to every hot-air furnace. The water in the tank is used to humidify the air as it passes through the furnace. In this furnace, the outer casing is made of sheet iron reinforced with wrought-iron flanges. The front, which includes the doors of the firebox, ash-pit, etc., is made of cast iron with an ornate design.
As the air to be heated passes through the furnace it receives part of its warmth by radiation but most of it is absorbed by coming directly into contact with the heating surfaces. Since air is a poor conductor of heat its temperature is raised very slowly;[53] it should, therefore, be kept in contact with the heating surfaces as long as possible to insure an economical furnace. In common practice the ratio of heating surface to grate surface average 35 to 1; that is, for each square foot of grate surface there is 35 square feet of heating surface to warm the passing air. Should this ratio be increased to 50 to 1 the efficiency of the furnace would be much improved.
As the air being heated moves through the furnace, it gets some of its warmth from radiation, but most of it comes from direct contact with the heating surfaces. Since air doesn't conduct heat very well, its temperature increases slowly;[53] so it should stay in contact with the heating surfaces as long as possible to ensure the furnace operates efficiently. In practice, the typical ratio of heating surface to grate surface is about 35 to 1; that means for every square foot of grate surface, there are 35 square feet of heating surface to warm the air that flows through. If this ratio were increased to 50 to 1, the furnace's efficiency would improve significantly.
If the ratio of heating surface to the grate surface is too small for its requirements, the temperature of the air-heating surfaces must be very high to provide the desired amount of heat. Under such a condition the efficiency of the furnace would be low, since in all cases where rapid combustion is required the available amount of heat per pound of coal consumed is low. With a large amount of heating surface, the air remains in contact with the hot surface a relatively longer period and the desired temperature is reached with the expenditure of a smaller amount of fuel. A momentary exposure of the air to a red-hot surface is far less effective than a prolonged contact with a surface having only a moderate temperature. Time is an element of great importance in heating air. In considering the relative merits of two furnaces with the same amount of grate surface, that with the larger amount of heating surface will evidently be the most efficient.
If the ratio of heating surface to grate surface is too small for what’s needed, the temperature of the air-heating surfaces has to be extremely high to provide the required amount of heat. In this situation, the furnace's efficiency would be low because, in cases where rapid combustion is necessary, the available heat per pound of coal burned is low. With a larger heating surface, the air stays in contact with the hot surface for a longer time, allowing the desired temperature to be reached with less fuel. A brief exposure of the air to a red-hot surface is much less effective than a longer contact with a surface at a moderate temperature. Time is a crucial factor in heating air. When comparing two furnaces with the same amount of grate surface, the one with the larger heating surface will clearly be the more efficient one.
The supply of heat comes primarily from the burning coal on the furnace grate. The grate surface should be large enough in area to permit the required quantity of heat to be generated by the burning fuel with a moderate fire. If the grate surface is too small for the required purpose, a hot fire will be necessary, when the normal amount of heat is demanded by the house. During extremely cold weather, particularly when accompanied by high wind, the extra heat demanded to keep the house at the desired temperature makes necessary the use of an amount of fuel that cannot be burned on the grate unless the fire is forced. Hot fires can be kept up only at the expense of a large amount of heat, and the resultant efficiency of the furnace is reduced.
The heat comes mainly from burning coal on the furnace grate. The grate surface should be large enough to generate the necessary amount of heat from the fuel with a moderate fire. If the grate is too small for this purpose, a hotter fire will be needed when the house requires its usual heat. During extremely cold weather, especially when it's windy, the additional heat needed to maintain the desired temperature in the house requires more fuel than can be burned on the grate without forcing the fire. Keeping a hotter fire can lead to significant heat loss and decreases the furnace's efficiency.
High furnace temperatures are always attended by a large loss of heat. The vastly greater quantity of air necessary to create the combustion, the high temperature of the chimney gases and the increased velocity of the heated gases through the furnace, all tend to increase the amount of heat that is sent up[54] the chimney, and to decrease the percentage of heat that is delivered by the furnace. In order to heat the house economically the furnace must be large enough to easily generate the required amount of heat demanded in the most severe weather.
High furnace temperatures always result in significant heat loss. The much larger amount of air needed for combustion, the high temperature of the exhaust gases, and the faster movement of the heated gases through the furnace all contribute to increasing the heat that escapes up[54] the chimney, while decreasing the percentage of heat delivered by the furnace. To heat the house economically, the furnace must be large enough to efficiently produce the necessary amount of heat during the coldest weather.
Furnace-gas Leaks.
—The presence of furnace gas in the atmosphere of a house is not only annoying but may be a source of danger. Gas leaks are commonly due to the imperfect union of the various parts of which the furnace is composed.
—The presence of furnace gas in the air of a house is not just annoying but can also be dangerous. Gas leaks usually happen because the different parts of the furnace aren't joined properly.
Cast-iron furnaces are constructed in sections that are assembled to form a complete plant. In assembling, the various parts of contact must be carefully joined to prevent the gases in the fire-box from escaping into the air-heating space. In the manufacture of cast-iron furnaces it is practically impossible to form gas-tight joints by the contact of the metal alone. In the erection of the furnace all doubtful joints are filled with stove putty. Furnaces of good design require the use of the least amount of this material.
Cast-iron furnaces are built in sections that are put together to create a complete system. When assembling, the different parts that come into contact need to be carefully connected to stop gases from the firebox from leaking into the air-heating area. In the production of cast-iron furnaces, it's nearly impossible to create gas-tight joints just by the metal making contact. When setting up the furnace, any questionable joints are sealed with stove putty. Well-designed furnaces need the least amount of this material.
Stove putty is composed of finely divided graphitic carbon that is made into a paste suitable for filling all imperfect joints. When the putty hardens it withstands the heat to which it is subjected, without shrinking. In the course of time, however, the putty may be displaced and leave openings through which the furnace gases may leak into heating space and thus enter the house. Leaks of the kind may be stopped by renewing the putty which may be obtained from any dealer in stoves.
Stove putty is made of finely ground graphitic carbon that forms a paste perfect for filling any imperfect joints. Once it hardens, it can handle the heat without shrinking. Over time, though, the putty might get displaced and create gaps that allow furnace gases to leak into the heating area and into the house. These leaks can be fixed by replacing the putty, which you can find at any stove dealer.
Location of the Furnace.
—The location of the furnace will generally be governed by the exposure of the house and the location of the chimney. In all exposed rooms on the windward side of the house the temperature will be lower and the air pressure higher than in other parts of the house. The increase in atmospheric pressure makes it necessary to supply to such rooms the hottest air practicable. The conducting pipes, therefore, should be most directly connected with the furnace and with the least run of horizontal pipe. The proper place for the furnace is as near as possible the coldest place of the house.
—The location of the furnace is usually determined by how the house is oriented and where the chimney is placed. Rooms that are exposed to the wind will generally be colder and have higher air pressure than other areas of the house. This increase in atmospheric pressure means that we need to supply the hottest air possible to those rooms. Therefore, the pipes should connect directly to the furnace with minimal horizontal piping. Ideally, the furnace should be located as close as possible to the coldest part of the house.
It is a common practice to place registers near the inner corner of the room, in order to economize in conducting pipe, in horizontal[55] runs. A small amount of economy in first cost is thus secured but the efficiency of the apparatus is sacrificed.
It’s common to put registers near the inner corner of the room to save on the piping for horizontal runs. This approach cuts some costs initially but compromises the efficiency of the system.
The greatest objection to placing the registers and conducting pipes in the outer walls of buildings is that of loss of heat, due to exposure to the outside cold and the resulting loss in circulation. Losses of this kind may be prevented by covering the ducts with the necessary non-conducting material. The registers should occupy a place in the room nearest the entering cold air.
The biggest issue with putting the vents and ducts in the outer walls of buildings is that they lose heat because they're exposed to the cold outside, which affects circulation. This kind of heat loss can be prevented by insulating the ducts with the right non-conductive material. The vents should be positioned in the room closest to where the cold air comes in.

Flues.
—It is customary to place the conducting pipes for the first floor in such a way as to use only the shortest connections. The flues used for the second floor produce, as in a chimney, a greater velocity of flow to the air and as a consequence larger horizontal pipes are used at the furnace. All horizontal pipes should have upward slant, as much as the basement will permit.
—It’s standard practice to arrange the conducting pipes for the first floor in a way that uses only the shortest connections. The flues used for the second floor create, like a chimney, a faster airflow, resulting in larger horizontal pipes being used at the furnace. All horizontal pipes should incline upward as much as the basement allows.
The velocity of the air in the conducting flues will depend on two factors: the height of the flue, and the temperature of the air. To prevent the loss of the temperature of the air, the flue should be covered with at least two layers of asbestus paper bound with wire. Wall flues are commonly flattened and occupy a place in the wall between the studding. Each flue should have a damper at the furnace, that will permit the heat to be shut off from any part of the house.
The speed of the air in the ducts will depend on two factors: the height of the duct and the temperature of the air. To avoid losing the air's temperature, the duct should be covered with at least two layers of asbestos paper secured with wire. Wall ducts are often flattened and fit between the studs. Each duct should have a damper at the furnace that allows you to shut off the heat to any part of the house.
Rules for proportioning of registers and conducting flues to suit rooms of various sizes are entirely empirical. The sizes of registers and flues found satisfactory in practice is generally a guide for the designer. The following table is taken from a manufacturer’s catalogue and gives a list of sizes that have proven satisfactory under a great variety of conditions and may be taken as good practice:
Rules for sizing registers and ductwork to fit rooms of different sizes are based entirely on practical experience. The sizes of registers and ducts that have worked well in real situations typically serve as a reference for designers. The table below is extracted from a manufacturer’s catalog and outlines sizes that have been effective in a wide range of conditions and can be considered standard practice:
| 1st Floor | |||
|---|---|---|---|
| Sizes of registers in inches |
Diameter of pipes in inches |
Size of rooms in feet |
Height of ceilings in feet |
| 12 by 15 | 12 | 18 by 20 | 11 |
| 10 by 14 | 10 | 15 by 15 | 10 |
| 9 by 12 | 9 | 14 by 15 | 9 |
| 8 by 12 | 9 | 13 by 13 | 9 |
| Second Floor | |||
| 10 by 14 | 10 | 18 by 20 | 10 |
| 9 by 12 | 9 | 16 by 16 | 9 |
| 8 by 12 | 8 | 13 by 13 | 8 |
| 8 by 10 | 7 | 12 by 12 | 8 |
The furnace is not only a means of heating the house but may be a means of ventilation as well; to this end it is desirable to arrange the air supply of the furnace to connect with the outside air. This arrangement assures a supply of oxygen even though no special means is arranged for discharging the vitiated air from the rooms.
The furnace isn't just for heating the house; it can also help with ventilation. To make this work, it's a good idea to set up the air supply for the furnace to connect with outside air. This setup ensures that there's a constant supply of oxygen, even if there isn't a specific system in place to remove stale air from the rooms.

Combination Hot-air and Hot-water Heater.
—In the case of large houses heated by hot air it is sometimes better to use two or more furnaces than to attempt to carry the heat long distances in the customary pipes. Where heat is required in rooms located at a distance more than 30 feet, it is advisable to use a combination hot-air and hot-water heater, the distant rooms being heated by hot-water radiators.
—In the case of large houses heated by hot air, it’s sometimes better to use two or more furnaces rather than trying to send heat over long distances through traditional pipes. If heat is needed in rooms more than 30 feet away, it’s best to use a combination hot-air and hot-water heater, with distant rooms heated by hot-water radiators.
A furnace arranged for such a combination is shown in Fig. 47.[57] This furnace contains, first, the essential features of a hot-air furnace; next, it includes a hot-water plant. The fire-box and air-heating surfaces are easily recognized. The arrows show the course of the air entering at the bottom of the furnace, which after being heated by passing over the heating surfaces, escapes at the openings marked warm air, to the distributing pipes.
A furnace designed for this combination is shown in Fig. 47.[57] This furnace has, first, the key components of a hot-air furnace; next, it includes a hot-water system. The firebox and air-heating surfaces are clearly visible. The arrows indicate the path of the air entering at the bottom of the furnace, which, after being heated by passing over the heating surfaces, exits through the openings labeled warm air to the distribution pipes.

Inside the air-heating surfaces are three hollow cast-iron pieces W, that form a part of the walls of the fire-box. These pieces, with their connecting pipes, form the water-heating part of the furnace, which supplies the hot water for the radiators. The pieces W, with the connecting pipes and radiators, form an independent heating plant, with a fire-box in common with the hot-air furnace.
Inside the air-heating surfaces, there are three hollow cast-iron pieces W that are part of the fire-box walls. These pieces, along with their connecting pipes, make up the water-heating section of the furnace, which provides hot water for the radiators. The pieces W, together with the connecting pipes and radiators, create a separate heating system, sharing a fire-box with the hot-air furnace.
The returning water from the radiators enters the heating surfaces W, through the pipe marked return pipe. The heated water is discharged from the heaters into that marked flow pipe which conducts it to the radiators. Such a furnace is, therefore, two independent systems, one for hot air and the other for hot water, but with a single fire-box. This furnace, like the simple hot-air furnace, is rated, first in the amount of space it will heat[58] with hot air and in addition, by the number of square feet of hot-water radiating surface that will be kept hot by the hot-water heater.
The returning water from the radiators flows into the heating surfaces W through the pipe labeled return pipe. The heated water is released from the heaters into the pipe labeled flow pipe, which carries it to the radiators. Therefore, this furnace consists of two separate systems: one for hot air and the other for hot water, but both share a single firebox. This furnace, similar to the basic hot-air furnace, is rated based on the amount of space it can heat[58] with hot air and also by the number of square feet of hot-water radiating surface that will be kept warm by the hot-water heater.
In Fig. 48 is shown the location of the furnace in a cottage with the conducting pipes to the various rooms. The registers in the first floor are generally set in the floor but if desired they may be placed in the walls. Those on the second floor are placed in the walls because of convenience. The conducting pipes pass through the partitions between the studding.
In Fig. 48, you can see where the furnace is located in a cottage, along with the pipes leading to different rooms. The vents on the first floor are usually installed in the floor, but if you prefer, they can be put in the walls. The vents on the second floor are installed in the walls for convenience. The pipes run through the partitions between the studs.

In all well-arranged hot-air heating plants provision is made so that the air for heating may be taken from the outside. It does not follow that the supply of fresh air should always come from outdoors; there are times during extremely cold weather, accompanied by high winds, when ventilation is ample without the outside source of supply. Since it is never desirable to take the air supply from the basement, such an arrangement as is shown in Fig. 49, or a modification of the same plan is commonly employed. The duct A from the outside and B from the rooms above connect with the air supply for the furnaces. A damper C arranged to move on a hinge, is so placed as to admit the air from either source as desired. The damper may be placed so as to take part or all of the air from the outside by adjusting the handle at the proper place.
In all well-designed hot-air heating systems, there’s a provision to draw air for heating from the outside. However, this doesn’t mean that fresh air always has to come from outdoors; there are times in extremely cold weather, especially during strong winds, when ventilation is sufficient without needing an outside supply. Since it’s never ideal to draw air from the basement, a setup like the one shown in Fig. 49, or a variation of it, is commonly used. The duct A brings in air from the outside, while B brings air from the rooms above to connect with the air supply for the furnaces. A damper C, which is hinged for movement, is positioned to allow air from either source as needed. The damper can be adjusted to take part or all of the air from outside by turning the handle to the appropriate position.
CHAPTER IV
Temperature Control
The method used for regulating the temperature of a house will depend on its size, the conditions under which it is to be used and the method of heating. In small houses the temperature may be satisfactorily governed entirely by hand, that is, the furnace drafts may be changed by hand to suit the varying conditions of temperature. A more satisfactory method is that of thermostatic regulation, in which a thermostatic governor and a motor automatically control the furnace dampers so as to keep a constant temperature at one point, generally the living room. Where hot-water or steam heating plants are used, another device is frequently employed to keep the temperature of the heat supply at a constant degree. This is known as the automatic damper regulator. The damper regulator is one of the boiler accessories which so governs the drafts of the furnace as to keep a constant water temperature in the hot-water heater or a constant steam pressure in the steam boiler.
The method for regulating a house's temperature depends on its size, how it's going to be used, and the heating method. In small homes, you can easily control the temperature by hand, adjusting the furnace drafts manually to match the changing temperatures. A better approach is thermostatic regulation, where a thermostat and a motor automatically adjust the furnace dampers to maintain a consistent temperature, usually in the living room. When using hot-water or steam heating systems, an additional device is often used to keep the heat supply at a steady level. This is called an automatic damper regulator. The damper regulator is one of the boiler accessories that manages the furnace drafts to maintain a consistent water temperature in the hot-water heater or a steady steam pressure in the steam boiler.
In some cases both the damper regulator and the thermostat are used as a more complete means of temperature control.
In some cases, both the damper regulator and the thermostat are used together for better temperature control.
Hand Regulation.
—As a means of changing the dampers of the furnace from the floor above, to suit the prevailing conditions, the arrangement shown in Fig. 49 does away with the necessity of a journey to the basement, to remedy each change of temperature.
—To adjust the furnace dampers from the floor above according to the current conditions, the setup illustrated in Fig. 49 eliminates the need to go down to the basement each time the temperature changes.
A plate is fastened to the wall at any convenient place, to which the end of a chain is attached as shown in the figure. This connects with a second chain, the ends of which are fastened, one to the direct draft or ash-pit damper F, and the other to the check draft E, in the chimney. As the furnace appears in the drawing, the direct draft is closed and the check draft is open. By changing the ring from G to H, the movement of the chain opens F, and closes E, admitting air to the furnace. When the[60] temperature of the room is raised sufficiently, the drafts are restored to their original position by replacing the ring at G. Sometimes one or more intermediate points are made on the plate between G and H, which permits both drafts to be kept partly open and fewer changes are required to keep the temperature approximately normal.
A plate is attached to the wall at a convenient spot, with one end of a chain connected to it, as shown in the figure. This chain connects to a second chain, with one end attached to the direct draft or ash-pit damper F, and the other to the check draft E in the chimney. In the current drawing of the furnace, the direct draft is closed and the check draft is open. By shifting the ring from G to H, the chain's movement opens F and closes E, allowing air into the furnace. When the[60] room temperature gets high enough, the drafts are returned to their original positions by moving the ring back to G. Sometimes, one or more intermediate points are marked on the plate between G and H, which allows both drafts to stay partially open, requiring fewer adjustments to keep the temperature around normal.


Damper Regulator for Steam Boiler.
—The damper regulator used on a steam boiler is a simple device that automatically controls the draft dampers by reason of the changing pressures of the steam. The object of the damper regulator is to prevent the generation of steam in the boiler beyond a certain pressure at which the valve is set. This point is usually 3 or 4 pounds below the pressure at which the safety valve would act. If in proper working order the damper regulator will so control the dampers that the boiler will always contain a supply of steam, but the pressure will not reach a point requiring the action of the safety valve. Fig. 51 illustrates its connections with the furnace dampers. In Fig. 18 the regulator appears at D. In external appearance and in operation of the dampers, it is the same as the regulator for a hot-water boiler but its internal construction is simpler. Fig. 50 shows its construction. It is attached to the steam space of the boiler at E. The steam pressure acts directly on the flexible metallic diaphragm B. As the pressure of the[61] steam approaches the desired amount the diaphragm is raised and with it the lever V. A chain D, attached to the end of the lever, opens the check draft, and another at C closes the draft damper. When the steam pressure falls, the diaphragm lowers the lever and the dampers are restored to their original position. The same movements are repeated with each rise and fall of the steam pressure.
—The damper regulator used on a steam boiler is a simple device that automatically controls the draft dampers based on the changing pressures of the steam. The purpose of the damper regulator is to prevent the generation of steam in the boiler from exceeding a certain pressure, which is set on the valve. This point is usually 3 or 4 pounds below the pressure at which the safety valve would activate. When working properly, the damper regulator will control the dampers so that the boiler maintains a supply of steam without reaching a pressure that would trigger the safety valve. Fig. 51 shows its connections with the furnace dampers. In Fig. 18, the regulator is shown at D. In terms of appearance and the operation of the dampers, it functions the same as the regulator for a hot-water boiler, but its internal design is simpler. Fig. 50 illustrates its construction. It is connected to the steam space of the boiler at E. The steam pressure directly acts on the flexible metallic diaphragm B. As the steam pressure approaches the desired level, the diaphragm rises, lifting the lever V. A chain D, attached to the end of the lever, opens the check draft, while another at C closes the draft damper. When the steam pressure decreases, the diaphragm lowers the lever, and the dampers return to their original position. This sequence of movements repeats with each rise and fall of the steam pressure.

Damper Regulators for Hot-water Furnaces.
—The damper regulator for a hot-water boiler automatically controls the dampers of the furnace so as to keep the water of the boiler approximately at a constant temperature. The regulator is shown in Fig. 52. The ends of the lever are connected to the direct-draft and check-draft dampers, as in the case of the damper regulator for the steam plant. A cross-section of the working parts shows the details of construction. The lever d is operated by a diaphragm g, which tightly covers a brass bowl, containing a mixture of alcohol and water, of such proportions as will produce a vapor pressure at the desired temperature, say 200°. The hot water from the boiler passes through the valve, entering at a and leaving at b. When the water reaches the desired temperature, the contained liquid vaporizes and a pressure is produced that is sufficient to lift the diaphragm and the lever. The chain attached to the right-hand end closes the direct-draft damper; at the same time the other end of the lever opens the check draft, and the supply of air to the furnace fire is entirely cut off. As soon as the water has cooled sufficiently,[62] the vapor pressure in the bowl is reduced, allowing the weight W to depress the diaphragm and the lever is restored to its first position. The weight W is for adjusting the valve to the desired temperature. The plug f tightly closes the orifice through which the liquid is introduced into the bowl.
—The damper regulator for a hot-water boiler automatically manages the dampers of the furnace to keep the water in the boiler at a nearly constant temperature. The regulator is shown in Fig. 52. The ends of the lever are linked to the direct-draft and check-draft dampers, like in the damper regulator for the steam plant. A cross-section of the working parts displays the construction details. The lever d is controlled by a diaphragm g, which completely covers a brass bowl filled with a mixture of alcohol and water in proportions that create a vapor pressure at the desired temperature, around 200°. Hot water from the boiler flows through the valve, entering at a and exiting at b. When the water reaches the target temperature, the liquid inside vaporizes, producing enough pressure to lift the diaphragm and the lever. The chain attached to the right-hand end closes the direct-draft damper; at the same time, the other end of the lever opens the check draft, completely cutting off the air supply to the furnace fire. Once the water cools down sufficiently,[62] the vapor pressure in the bowl decreases, allowing the weight W to push down the diaphragm and return the lever to its original position. The weight W is used to adjust the valve to the desired temperature. The plug f tightly seals the opening through which the liquid is added to the bowl.
The object of the damper regulator on a hot-water boiler is to govern the fire of the furnace so as to keep the water in the boiler at the desired temperature. In case there is a demand for heat at any part of the house, a supply of hot water will always be on hand. It has nothing to do with the regulation of the temperature of the house. The control of the house temperature is the office of the thermostat.
The purpose of the damper regulator on a hot-water boiler is to control the furnace fire to maintain the water in the boiler at the right temperature. Whenever there's a need for heat in any part of the house, hot water will always be available. It doesn't regulate the house temperature. That responsibility belongs to the thermostat.
The thermostat is a mechanical device for automatically regulating temperature. It may be arranged to operate the valve of a single radiator or register and so control the temperature of a room, or as commonly used in the average dwelling, the controller may be placed to govern the temperature of the living room and in so doing keep the furnace in condition to satisfactorily heat the remainder of the house.
The thermostat is a mechanical device that automatically regulates temperature. It can be set up to operate the valve of a single radiator or register, thus controlling the temperature of a room. More commonly in an average home, the thermostat is positioned to manage the temperature of the living room, which in turn ensures that the furnace can effectively heat the rest of the house.
Thermostats are made in a variety of forms by different manufacturers but they may be divided into two general classes: the electric, and the pneumatic types. The electric thermostat depends on an electric current as a means of controlling the action of the motor which in turn operates the furnace dampers so as to maintain a constant heat supply. The pneumatic thermostat regulates the supply of heat by means of pneumatic valves. It will be considered later in discussing mechanical ventilation. This type of temperature regulation is particularly adapted to large buildings.
Thermostats come in various styles from different manufacturers, but they can be grouped into two main types: electric and pneumatic. The electric thermostat relies on an electric current to control the motor that operates the furnace dampers, ensuring a steady heat supply. The pneumatic thermostat manages heat supply using pneumatic valves and will be discussed later when covering mechanical ventilation. This method of temperature control is especially suited for large buildings.
Fig. 53 illustrates one style of electric thermostat that is very generally used for temperature regulation in the average dwelling. It consists of three distinct parts—the controller, the electric battery and the motor. In the drawing the motor is shown connected with a steam valve, such as may be used for furnishing steam for a series of radiators. It may with equal facility be attached to the dampers of a furnace or other heating apparatus.
Fig. 53 shows a common type of electric thermostat that's widely used for temperature control in typical homes. It has three main components—the controller, the electric battery, and the motor. In the illustration, the motor is connected to a steam valve, which can be used to provide steam for multiple radiators. It can just as easily be connected to the dampers of a furnace or any other heating system.
The controller occupies a place on the wall of the room to be heated and makes electric connections between the battery and the motor. Whenever the temperature varies from the required[63] degree, a change of electric contact in the controller starts the motor, and the radiator valve or the furnace drafts are opened or closed as occasion requires.
The controller is mounted on the wall of the room that needs heating and establishes electrical connections between the battery and the motor. Whenever the temperature changes from the desired[63] level, a change in electrical contact within the controller activates the motor, and the radiator valve or the furnace vents are opened or closed as needed.
The controller appears in Fig. 54 as commonly seen in use. The upper part carries a thermometer and the pointer A indicates the temperature to be maintained in the room. The middle division indicates 70°F. Each division to the right of the middle point raises the temperature 5°. Each division to the left lowers the temperature a like amount.
The controller is shown in Fig. 54 as it's typically used. The top section has a thermometer, and the pointer A shows the temperature that should be kept in the room. The middle section indicates 70°F. Each section to the right of the middle point raises the temperature by 5°. Each section to the left lowers the temperature by the same amount.
In addition to the ordinary type this controller is furnished with a time attachment by means of which the controller may permit the temperature of the room to fall to any desired degree at night and raise it again in the morning at the time for which it is set.
In addition to the regular type, this controller comes with a time setting that allows it to let the room temperature drop to any chosen level at night and raise it again in the morning at the scheduled time.
This is accomplished by a little alarm clock shown at the bottom of the controller in Fig. 54. The indicator B is arranged to correspond with the indicator A; the middle point representing 70°F. To set the time attachment, the alarm is wound and set as in any alarm clock, ½ hour earlier than the desired time for rising. The indicator B is set for the day temperature and A is set for the temperature desired during the night. At the appointed time the alarm moves the indicator A to the desired point for the day and the controller raises the temperature accordingly.
This is done with a small alarm clock shown at the bottom of the controller in Fig. 54. The indicator B is aligned with the indicator A; the midpoint represents 70°F. To set the time attachment, the alarm is wound and set like any alarm clock, ½ hour earlier than the desired wake-up time. The indicator B is set for the daytime temperature and A is set for the desired nighttime temperature. At the designated time, the alarm moves the indicator A to the desired daytime level and the controller adjusts the temperature accordingly.
Fig. 55 shows the mechanism that is exposed to view when the cover of the controller is removed. The bent strip C is the part that is influenced by the change of temperature. It is made of two thin strips of metal, one of brass and the other of steel. The two strips are soldered firmly together. Any change in temperature will affect the strip and cause it to bend and touch the contact point—K or J. The bending of the strip is due to the unequal expansion of the brass and steel due to the change of temperature. Brass expands 2.4 times as much as steel with the same change of temperature. The amount of bending is sufficient to make an appreciable movement in a small fraction of a degree change. The brass part of C is on the left and since it expands the greater amount, a rising temperature causes C to come into contact with the point J. When this happens the motor is started and makes one-half cycle. In so[64] doing it shuts off the air supply of the furnace, opens the check draft and at the same time the motor changes the electric contact from J to K. When the temperature begins to fall, the brass contracts in the same ratio to the steel as it expands during the rising temperature and as a consequence the bar bends to the left. When the strip touches the point K the motor again makes one-half circle, admitting air once more to the furnace, closes the check draft and shifts the electric contact back to K. When properly started the thermostat will regulate the temperature within a degree of temperature.
Fig. 55 shows the mechanism that's visible when the cover of the controller is taken off. The bent strip C is the part affected by temperature changes. It's made from two thin metal strips, one of brass and the other of steel, which are soldered tightly together. Any temperature change will influence the strip, causing it to bend and touch the contact point—K or J. The bending happens because the brass and steel expand differently with temperature changes. Brass expands 2.4 times more than steel for the same temperature change. The amount of bending is enough to cause a noticeable movement with just a slight temperature change. The brass part of C is on the left, and since it expands more, a rise in temperature makes C touch point J. When this occurs, the motor starts and completes a half cycle. In doing so, it shuts off the air supply to the furnace, opens the draft, and simultaneously switches the electric contact from J to K. When the temperature starts to drop, the brass contracts at the same ratio to the steel as it expanded when the temperature rose, causing the bar to bend to the left. When the strip contacts point K, the motor makes another half turn, allowing air back into the furnace, closing the draft, and switching the electric contact back to K. When set up correctly, the thermostat will maintain the temperature within one degree.
The Thermostat Motor.
—The thermostat motor automatically opens and closes the furnace dampers or the valve that admits steam to the radiators as heat is demanded by the controller.
—The thermostat motor automatically opens and closes the furnace dampers or the valve that lets steam into the radiators as the controller needs heat.
The motor, as shown in Fig. 53, consists of a system of gears and a brake S, which regulates the speed, a cam M, and armature I, for starting and stopping the motor, and the electromagnet H-H which operates the bar I. Two lever arms L, one in front and the other at the back of the motor furnish means for attachment to the valve or furnace dampers. An emergency switch at D is shown in detail in Fig. 56. The battery B furnishes the current which energizes the magnets and an iron weight supplies the motive power for the motor.
The motor, as shown in Fig. 53, consists of a system of gears and a brake S that controls the speed, a cam M, and armature I for starting and stopping the motor, along with the electromagnet H-H that operates the bar I. Two lever arms L, one at the front and the other at the back of the motor, provide a way to attach to the valve or furnace dampers. An emergency switch at D is shown in detail in Fig. 56. The battery B supplies the current that powers the magnets, and an iron weight provides the driving force for the motor.
The description of the operation of the motor applies to the steam valve shown in Fig. 53. The same motor might be used for opening and closing of the dampers of the furnace in any kind of heat supply. The method of communicating the motion of the motor arms to the dampers of the furnace will be described later. The connections with the furnace drafts are shown in Figs. 3, 6, 8, 34, etc.
The description of how the motor works refers to the steam valve shown in Fig. 53. The same motor could be used to open and close the furnace dampers in any heating system. The way the motor arms transfer motion to the furnace dampers will be explained later. The connections with the furnace drafts are illustrated in Figs. 3, 6, 8, 34, etc.
Suppose that the valve for admitting steam to the radiators, as that in Fig. 53, is closed and that the temperature of the house is falling. The strip C of the thermostat controller is moving toward J. When contact is made, the current from the battery B energizes the magnets H-H and the bar I is lifted. As the bar I is raised the catch J is released and permits the motor to start. The bar I is held suspended by the cam M until the arm L has made one-half revolution, when the lug K drops into the depression in the cam made to receive it and the catch J engages with the brake and stops the motor.
Suppose the valve that lets steam into the radiators, like the one in Fig. 53, is closed and the house temperature is dropping. The strip C of the thermostat controller is moving toward J. When it makes contact, the current from the battery B powers the magnets H-H, lifting the bar I. As the bar I is raised, the catch J is released, allowing the motor to start. The bar I stays suspended by the cam M until the arm L has completed half a revolution, at which point the lug K drops into the depression in the cam designed for it, causing the catch J to engage with the brake and stop the motor.

During this movement the arm L has lifted the valve arm N and the valve admits steam to the radiators, at the same time the contact M has been shifted from the right-hand contact to the left, and the electric circuit is ready to be made in the controller at the point K. When the temperature has fallen a sufficient amount the controller bar C will make contact at K and the motor will again make a half cycle, changing the valve back to its original position. This process will be kept up so long as the motor is wound and there is sufficient fuel in the furnace to raise the temperature.
During this process, arm L has lifted valve arm N, allowing steam to flow into the radiators. At the same time, the contact M has moved from the right-hand contact to the left, and the electric circuit is set up to connect in the controller at point K. When the temperature drops enough, the controller bar C will connect at K, and the motor will complete another half cycle, shifting the valve back to its original position. This cycle will continue as long as the motor is wound and there’s enough fuel in the furnace to raise the temperature.

Fig. 55 shows the method of connecting the electric wires from the battery to the controller. A three-wire cable connects the battery, and makes contacts as indicated at H, K and J. The wires are shown attached to the motor as in Fig. 55. A wire is taken from either pole of the battery and attached to one of the ends of the magnet coil. Passing through the magnet the wire is attached to the frame of the motor. This makes the cam M a part of the electric circuit. The other two wires are attached to the brass strips on each side of the arm L. The strips are insulated from the frame. The electric circuit through the magnet is made alternately by contact with the strips at right and left of the arm L.
Fig. 55 shows how to connect the electric wires from the battery to the controller. A three-wire cable connects the battery and makes contacts as indicated at H, K, and J. The wires are shown connected to the motor as in Fig. 55. A wire is taken from either terminal of the battery and attached to one end of the magnet coil. Passing through the magnet, the wire is attached to the motor's frame. This integrates the cam M into the electric circuit. The other two wires are connected to the brass strips on each side of the arm L. These strips are insulated from the frame. The electric circuit through the magnet is completed alternately by contact with the strips on the right and left of the arm L.
In case the motor, through neglect, runs down, a safety switch at D (Fig. 53) disconnects the battery and keeps it from being discharged. This switch is shown in detail in Fig. 56. When the weight has reached its limit, the piece C on the chain comes into contact with D and lifting it out of contact, breaks the circuit. When the motor is again wound, C engages with E and restores the contact. The switch is so arranged that when open, the valve will always be closed.
If the motor runs down due to neglect, a safety switch at D (Fig. 53) disconnects the battery and prevents it from being drained. This switch is shown in detail in Fig. 56. When the weight reaches its limit, the piece C on the chain touches D and lifts it out of contact, breaking the circuit. When the motor is wound again, C connects with E and restores the contact. The switch is designed so that when it's open, the valve will always be closed.


Combined Thermostat and Damper Regulator.
—It is evident that, in heating a house by steam, the damper regulator governs only the steam pressure of the boiler. In the use of a thermostat alone, the regulation is that of the temperature of the rooms only, and has nothing to do with the steam pressure. As an example: Suppose that in cold weather the house is cold and that the gage of the steam boiler shows no pressure. The desire is to get up steam as soon as possible. In so doing a hot fire is made with a large amount of fuel. As soon as the steam begins to form, the pressure rises rapidly. When the radiators have become hot and the steam is no longer taken away as fast as it is formed, the pressure of the steam in the boiler keeps on rising. The thermostat will not close the furnace dampers until the temperature of the rooms is normal. This may require so great a length of time as to produce a great excess of steam that cannot be used at the time and the pressure will be relieved by the safety valve. This may not be dangerous but it is disagreeable. To prevent the safety valve from blowing except in case of emergency, a combined thermostat and draft regulator is used. In such a combination,[68] the draft regulator closes the draft as soon as the pressure reaches the desired point, after which the thermostat does the regulating according to suit the temperature of the house.
—It's clear that when heating a house with steam, the damper regulator only controls the steam pressure of the boiler. Using just a thermostat only manages the temperature of the rooms and has no impact on the steam pressure. For example: Imagine it's cold outside and the house isn’t warm, and the steam boiler's gauge shows no pressure. The goal is to generate steam as quickly as possible. To achieve this, a strong fire is made using a lot of fuel. Once steam starts forming, the pressure increases quickly. After the radiators heat up and steam isn’t being used as fast as it’s produced, the pressure in the boiler continues to climb. The thermostat won’t close the furnace dampers until the room temperature is normal. This might take so long that there’s a huge amount of steam that can't be used, and the pressure will be released through the safety valve. While this isn’t dangerous, it is inconvenient. To stop the safety valve from releasing except in emergencies, a combined thermostat and draft regulator is used. In this setup,[68] the draft regulator shuts the draft when the pressure hits the desired level, after which the thermostat takes over to regulate the temperature in the house.
In Fig. 2 is shown such a combination attached to a boiler. The cord from the regulator, instead of extending directly to the direct-draft damper, passes over the pulley P and connects to the thermostat cord. The regulator may now close the damper to suit the steam pressure, but after the temperature in the rooms is normal, the amount of heat necessary to maintain the desired degree is regulated entirely by the thermostat which opens and closes the dampers regardless of the position of the damper regulator.
In Fig. 2, a combination attached to a boiler is shown. The cord from the regulator doesn’t go straight to the direct-draft damper; instead, it goes over the pulley P and connects to the thermostat cord. The regulator can now close the damper based on the steam pressure, but once the temperature in the rooms is normal, the thermostat completely controls the amount of heat needed to maintain the desired temperature by opening and closing the dampers, no matter what the damper regulator is set to.
If occasion should require but a very slight amount of steam to keep the house at the desired temperature, the thermostat will govern the drafts aright. If the steam pressure is in danger of becoming excessive, the damper regulator will govern the drafts.
If the situation calls for only a small amount of steam to maintain the house at the right temperature, the thermostat will properly manage the drafts. If the steam pressure threatens to get too high, the damper regulator will control the drafts.

Thermostat-motor Connections.
—The arrangement of cords and pulleys used for attaching the thermostat motor to the furnace dampers will depend very much on local conditions. The motor can be placed in any convenient position so that the connecting cords will act most directly. The motor opens and closes the direct draft and check draft in accordance with the demand for heat. The connections for all kinds of furnaces are made in much the same manner. The pulleys supplied with the motor are placed to work as freely, and the cords to pull as directly as possible.
—The setup of cords and pulleys used to connect the thermostat motor to the furnace dampers will vary greatly depending on local conditions. The motor can be positioned anywhere convenient so that the connecting cords work most efficiently. The motor opens and closes the direct draft and check draft based on the need for heat. The connections for all types of furnaces are made in a similar way. The pulleys that come with the motor are positioned to move freely, and the cords are arranged to pull as directly as possible.
In Fig. 57 the motor is connected with a hot-air furnace. The cord D is attached to the front arm of the motor and connects with the direct-draft damper F. The cord C connects the rear arm of the motor with the check-draft damper at E. In the position of the dampers shown, the direct-draft damper is closed[69] and the air is entering the chimney through the check draft E. While this damper is open there is very little induced draft to supply the fire with air that might leak through the crevices around the ash-pit door, but the gases from the furnace are completely carried away to the chimney by the air entering at E.
In Fig. 57, the motor is connected to a hot-air furnace. The cord D is attached to the front arm of the motor and connects to the direct-draft damper F. The cord C connects the rear arm of the motor to the check-draft damper at E. In the position of the dampers shown, the direct-draft damper is closed[69] and air is entering the chimney through the check draft E. While this damper is open, there is very little induced draft to supply the fire with air that might leak through the gaps around the ash-pit door, but the gases from the furnace are completely carried away to the chimney by the air entering at E.

In Figs. 3, 6, 8, 34, etc., the same motor is connected with the furnaces of various other systems of heating. The object is the same in all; when less heat is required, the air supply is cut off and the furnace fire subsides; when more heat is demanded the air is again admitted to produce greater combustion. The check draft is an important feature as it checks the flow of air through the furnace regardless of the position of the direct-draft damper. Even should the direct draft be left open, the check draft when open would destroy in a great measure the supply of air entering the furnace.
In Figs. 3, 6, 8, 34, etc., the same motor is connected to the furnaces of various other heating systems. The goal is the same in all cases; when less heat is needed, the air supply is shut off and the furnace fire goes down; when more heat is needed, the air is allowed back in to create more combustion. The check draft is a key feature because it controls the flow of air through the furnace, no matter the position of the direct-draft damper. Even if the direct draft is left open, the check draft, when open, would significantly reduce the supply of air entering the furnace.
CHAPTER V
Heating Plant Management
The following instructions on the care and management of steam and hot-water heating plants is printed with permission of the American Radiator Co. They were prepared as a guide to the successful operation of the Ideal heating plants but apply with equal force to other plants of a similar character.
The following instructions on how to care for and manage steam and hot-water heating systems are printed with permission from the American Radiator Co. They were created as a guide to successfully operating Ideal heating systems but are equally applicable to other similar systems.
General Advice.
—No set rules can be given for caring for every boiler alike—chimney flues are not alike—some have strong draft, some are average and some are weak. There is much more difference in the heat-making qualities of coal than is commonly known, and it is important that the right size coal for the draft be used. These rules apply to most all fuels. A little trying of this way or that way of leaving the dampers (when regulators are not used) often discovers the better way. It is well to vary from the rules a little if any of them do not seem to bring about the best results.
—No specific rules apply to caring for every boiler in the same way—chimney flues aren’t the same—some have a strong draft, some are average, and some are weak. There are greater differences in the heat-producing qualities of coal than most people realize, so it's crucial to use the right size of coal for the draft. These guidelines apply to nearly all fuels. Experimenting with different ways of adjusting the dampers (when regulators aren't used) often reveals the best method. It's smart to deviate from the rules a bit if any of them don’t seem to yield the best results.
With good, average chimney flue draft and the right kind of fuel, these rules will govern the large majority of cases.
With a decent average chimney flue draft and the right type of fuel, these guidelines will apply to most situations.
The Economy of Good Draft.
—In many cases a boiler with sluggish draft will burn more coal than a boiler with good draft. In the first case the fuel may be said to “rot”—in lacking air supply the gases pass off unburned. The “nagging” which a boiler has to take under these conditions increases the waste of fuel. A boiler under sharp, strong draft maintains a clear intense fire and burns the gases—getting the larger amount of heat from the coal.
—In many cases, a boiler with poor airflow will consume more coal than a boiler with good airflow. In the first situation, the fuel may be said to “rot”—without enough air, the gases escape unburned. The “nagging” that a boiler experiences under these conditions increases fuel waste. A boiler with strong, clear airflow maintains a bright, intense fire and burns the gases—thus extracting more heat from the coal.
General Firing Rules.
—
Understood. Please provide the text you want to be modernized.
1. Put but little coal on a low fire.
1. Put only a small amount of coal on a low fire.
2. When adding coal to the boiler, open the smoke-pipe damper (inside the smoke pipe) and close the cold-air check damper. This will make a draft through the feed doorway inward and prevent the escape of dust or gas into the cellar when the feed door is open to take fuel. Put these parts back to their regular places after feeding.
2. When adding coal to the boiler, open the smoke-pipe damper (inside the smoke pipe) and close the cold-air check damper. This will create a draft through the feed doorway inward and prevent dust or gas from escaping into the cellar when the feed door is open to add fuel. Return these parts to their normal positions after feeding.
3. When it can be done, in feeding a large amount of coal (as for night) leave a part of the fire or flame exposed, so that the gases may be burned as they arise.
3. When possible, when you're adding a lot of coal (like for overnight), leave part of the fire or flame uncovered, so the gases can burn off as they come up.
4. When a regulator is not used, learn to use the dampers correctly and according to the force of the chimney draft. Learn to use cold-air check damper. Often, when closing, the ash-pit draft damper does not check the fire enough; opening the cold-air check damper will check it about right. Increasing or lessening the pressure of a steam boiler must be done by changing the weight on the regulator bar.
4. When you’re not using a regulator, make sure to use the dampers properly and based on the strength of the chimney draft. Know how to operate the cold-air check damper. Often, closing the ash-pit draft damper doesn't reduce the fire enough; opening the cold-air check damper will provide the right amount of control. To increase or decrease the pressure of a steam boiler, you need to adjust the weight on the regulator bar.
5. Carry a deep fire or a high fire; let the live coals come up to the feed door—even in mild weather when from 4 to 6 inches of ashes stand on the grate.
5. Keep a strong fire going; let the live coals get close to the feed door—even in mild weather when there's about 4 to 6 inches of ashes on the grate.

6. In severe weather give the heater the most careful attention the last thing at night.
6. In bad weather, pay close attention to the heater right before bedtime.
7. Do not overshake or poke the fire in mild weather; once in a while shake enough to give place for a little more fuel.
7. Don't shake or poke the fire too much in mild weather; occasionally shake it just enough to make room for a little more fuel.
8. Do not let ashes bank up under the grate in ash-pit. Grate bars are very hardy, but it is possible to warp them with carelessness. Taking up the ashes once a day is the best rule, even if but little has fallen into the pit.
8. Don't let ashes pile up under the grate in the ash-pit. The grate bars are pretty sturdy, but they can warp if you're not careful. It's best to empty the ashes once a day, even if only a little has collected in the pit.
9. Keep the boiler surfaces and flues clean; a crust of soot ¼ inch in thickness causes the boiler to require half as much more fuel than when the surfaces are clean.
9. Keep the boiler surfaces and flues clean; a layer of soot ¼ inch thick makes the boiler use twice as much fuel as it does when the surfaces are clean.
10. If convenient, have a water hose to spray the ashes when cleaning out the pit.
10. If it's easy, keep a water hose handy to spray down the ashes when cleaning out the pit.
11. Attend the boiler from two to four times per day. In mild weather, running with a checked fire, morning and night is usually often enough. In severe weather, once in early morning, again at mid-day, again at five or six o’clock and finally thorough attention at from nine to eleven o’clock in the evening.
11. Check the boiler two to four times a day. In mild weather, maintaining a steady fire in the morning and at night is usually enough. In severe weather, check it early in the morning, again at midday, once more around five or six o’clock, and give it a thorough check between nine and eleven in the evening.
12. If, through burning poor coal, the fire pot gets full of ashes, or slate and clinkers massed together, the quickest way to get a good active fire is to dump the grate and then build a new fire—from the kindling up.
12. If the fire pot fills up with ashes, slate, and clinkers from burning low-quality coal, the fastest way to revitalize the fire is to empty the grate and then start a new fire—from the kindling up.
13. If a hard clinker lodges between the grate bars, do not force the shaking, but first dislodge the mass with a poker or slicing bar. Then the grate will operate without damage.
13. If a hard clinker gets stuck between the grate bars, don’t force the shaking; instead, first remove the blockage with a poker or slicing bar. Then the grate will work without causing damage.
Weather and Time of Day.
—In severe weather keep the fire pot full of coal, and run the heater by the dampers or regulator (if one is used). Thoroughly clean the grate twice a day. Let the top of the fire in front be level with the feed door sill. Bank up the coal higher to the rear.
—In severe weather, keep the fireplace filled with coal, and operate the heater using the dampers or regulator (if you have one). Clean the grate thoroughly twice a day. Make sure the top of the fire in front is level with the feed door sill. Pile the coal up higher at the back.
In moderate weather there should be from 2 to 6 inches of ashes between the live coal and the grate. As the weather grows colder keep the grate and the fire pot a little cleaner—sometimes it helps to run the poker or slicing bar over it through the clinker door. With some fuels this is never necessary.
In moderate weather, there should be about 2 to 6 inches of ash between the burning coals and the grate. As the weather gets colder, keep the grate and the fire pot a bit cleaner—sometimes it helps to use the poker or slicing bar through the clinker door. With some fuels, this is never needed.
Night Firing.
—In very cold weather, when the house should be kept warm all night, clean the grate well at a late hour—the last thing. Clear the bottom of the fire pot of all ashes and clinkers so that the grate is covered with clear-burning, red-hot coals, then fill the pot full of fuel. If possible, leave some of the flame exposed to burn the gases. Leave the drafts on long enough to burn off some of the gas, then check the heater for the night.[73] Thus there is plenty of coal to burn during the night and some on which to commence early in the morning. Some drafts do not make it necessary to leave the dampers on to burn off the gas after feeding.
—In very cold weather, when you need to keep the house warm all night, clean the grate really well before bed—the last thing you do. Empty the bottom of the fire pot of all ashes and clinkers so the grate is covered with clean, red-hot coals, then fill the pot with fuel. If you can, leave some flames exposed to burn off the gases. Keep the drafts open long enough to clear out some of the gas, then check the heater for the night.[73] This way, there will be plenty of coal to burn through the night and some leftover to start with in the morning. Some drafts don't require leaving the dampers open to burn off the gas after fueling.
With the ash-pit draft damper closed and the cold-air check damper open at night, but part of the coal is burned and there is much of it not burned in the morning. So, by reversing the dampers in the early morning the fire starts up quickly and often the house may be well warmed before any coal is put into the fire pot.
With the ash-pit draft damper closed and the cold-air check damper open at night, some of the coal burns, but a lot of it remains unburned by morning. So, by changing the dampers in the early morning, the fire ignites quickly and often the house ends up warm before any coal is added to the fire pot.
Some boilers are run the other way—a very poor way. If the grate is cleared off in very cold weather and coal added at five or six o’clock in the afternoon, by eleven o’clock at night nearly one-half of the coal is burned and the grate is covered over with a mass of ashes and clinkers. With little coal remaining, to shake the grate will quite likely put out the remaining fire; to put fresh coal on a low fire reduces further its declining temperature. The result is a cold house that will grow colder until a new fire is started.
Some boilers operate the wrong way—a really inefficient way. If the grate is cleared in extremely cold weather and more coal is added around five or six in the evening, by eleven at night almost half of the coal is burned, leaving the grate covered in a pile of ashes and clinkers. With very little coal left, shaking the grate might put out the remaining fire; adding fresh coal to a low fire just drops the temperature even more. The end result is a cold house that will keep getting colder until a new fire is lit.
Often in cold weather with this poor way of night firing, it takes one or more hours of forced firing to warm the house in the morning, and all the coal saved the night before is more than used to get the house or building “heated up”—while the people who should be comfortable have to get up, bathe and take breakfast in chilly rooms. At no time in the day is heat more wanted than about the time of getting up and starting the day. A fire well cared for late in the evening makes a warm house all night. And so it follows that it is much easier to add a little more heat in the morning. And surely less coal is burned, for the forcing of a fire part of the time often overheats, and wastes coal.
Often in cold weather, using this inefficient night firing method requires one or more hours of intense firing to warm the house in the morning. All the coal saved the night before is used up just to get the house warm, while the people who should be comfortable have to get up, shower, and eat breakfast in chilly rooms. There's no time of day when heat is more needed than when getting up and starting the day. A fire that is well taken care of late in the evening keeps the house warm all night. Therefore, it’s much easier to add a little extra heat in the morning. Plus, less coal is burned this way, since forcing a fire part of the time often overheats and wastes coal.
First-day Firing.
—In the morning of moderate winter weather, with the ash-pit draft damper open, before adding any coal allow the fire to brighten up if it seems to be low; then (for such conditions) spread over a thin layer of fresh coal and set the drafts for a brisk fire. After the new fire is well started add as much coal as may be necessary to last until next firing. Do not shake much if any—just enough to give space for more coal. Then by setting the regulator (if one is used), or, by closing the ash-pit[74] draft damper and opening the cold-air check damper a little, the boiler should keep up its work until the next firing time.
—In the morning of mild winter weather, with the ash pit draft damper open, wait for the fire to brighten if it looks low before adding any coal. Then, for these conditions, spread a thin layer of fresh coal and adjust the drafts for a strong fire. Once the new fire is well established, add enough coal to last until the next firing. Don’t shake it too much—just enough to create space for more coal. Next, set the regulator (if you’re using one) or close the ash pit draft damper while slightly opening the cold-air check damper; this should keep the boiler working until it’s time for the next firing.
In severe weather, if the boiler has been attended to at night as directed in the section on “night firing,” the drafts can be turned on and the boiler run for half an hour before adding coal. Or, if more convenient to give it immediate attention, the grate can be thoroughly shaken and enough coal added to last until mid-day. Often the cold-air check damper will need to be entirely closed and the ash-pit draft damper partly open if the heater is a water boiler. If a steam boiler, the regulator should then be set to maintain the number of pounds of pressure wanted and so left.
In severe weather, if the boiler was checked at night as instructed in the section on “night firing,” the drafts can be opened and the boiler can run for half an hour before adding coal. Alternatively, if it's easier to address it right away, the grate can be shaken out thoroughly and enough coal added to last until midday. Often, the cold-air check damper will need to be completely closed, and the ash-pit draft damper partially open if the heater is a water boiler. If it's a steam boiler, the regulator should then be set to maintain the desired pressure and left as is.
Other-day Firing.
—In severe weather more coal should be added about noon, sometimes the draft may be left on for a few minutes and then checked. And in such weather it is often well to give the boiler further attention at five or six o’clock. In severest weather the boiler should not be attended more than four times a day; and generally not less than three times.
—In severe weather, more coal should be added around noon; sometimes the draft can be left on for a few minutes and then adjusted. During such weather, it's often a good idea to check the boiler again at five or six o’clock. In extreme weather, the boiler should be checked no more than four times a day, and generally no fewer than three times.
Often much coal is wasted by “nagging” the fire—poking, shaking and feeding it until it becomes “dyspeptic.” A sure cure is a little common sense in regular feeding, etc.
Often a lot of coal is wasted by "nagging" the fire—poking, shaking, and feeding it until it gets "irritable." A simple solution is using a bit of common sense with regular feeding, etc.
Economy and Fuels.
—In running many boilers for moderate weather better results follow if the grate is not shaken too much or too often. Sometimes in moderate weather a body of ashes on the grate checks the fire and there is enough heat without a useless burning of fuel. Many houses are overheated in moderate weather and too much coal burned by running the boiler as for zero weather.
—When operating many boilers in moderate weather, you get better results if the grate isn’t shaken too much or too often. Sometimes in moderate weather, a layer of ashes on the grate can help maintain the fire, providing enough heat without wastefully burning fuel. Many homes are overheated in moderate weather, leading to excessive coal consumption because the boiler is running as if it were zero weather.
So we repeat—it is not wise to overshake or overfeed a boiler in moderate weather. The fire should be in such shape that if a change comes at night there is a basis for a good fire to start on. When the grate is shaken but once during the 24 hours (during moderate weather) late at night is the best time.
So we say again—it's not smart to shake or overfeed a boiler too much in moderate weather. The fire should be maintained in such a way that if there’s a change at night, there’s a solid foundation for a good fire to ignite. When the grate is shaken only once every 24 hours (during moderate weather), late at night is the best time to do it.
When one stops to think that heating is needed during about 7 months out of the year, and that a greater portion of this time is usually moderate weather when a very little heat is needed, it must be seen that the science of running the heater to save coal is to apply common sense rules of limiting the feeding and the attention in such periods. In severe weather we believe in giving the boiler a liberal quantity of fuel regularly and at the right[75] time. The time to save coal is when there is no need for burning it. This is where a great many people make errors in running the boiler—in forgetting to “let up” on the shaking and feeding in moderate weather.
When you think about how heating is needed for about 7 months each year, and that a large part of this time is usually mild weather when only a little heat is required, it becomes clear that the key to operating the heater efficiently to save coal is applying common sense by limiting fuel and attention during these times. In harsh weather, we recommend regularly providing the boiler with a good amount of fuel at the right[75] time. The best time to save coal is when there’s no need to burn it. This is where many people go wrong with their boiler—by forgetting to ease up on the shaking and feeding during mild weather.
With some drafts and for boilers using hard coal or coke, good economical results often are secured by opening the feed door a little when it is desired to check the fire in moderate weather. This depends on the draft.
With some drafts and for boilers using hard coal or coke, good economical results are often achieved by slightly opening the feed door when you want to control the fire in moderate weather. This depends on the draft.
For Burning Soft Coal.
—Some types of boilers are made to burn soft coal with economy, with least work. Some types are made specially to burn the meaner grades of soft coal. Firing to prevent smoke is a source of economy and these ways of running should be followed—specially with large sectional boilers.
—Some types of boilers are designed to burn soft coal efficiently and with minimal effort. Some are specifically made to burn lower-quality soft coal. Firing methods that prevent smoke contribute to savings, and these practices should be adhered to—especially with large sectional boilers.
There are two types of soft coal, viz.: The free-burning coal, which breaks apart when burning, allowing the gases to freely escape; and the fusing-coking coal, which, when burning, first fuses into a solid burning mass with a hard crust over the top, slowly coking as it burns. The latter kind is most valuable for house-heating boilers because the gases are more thoroughly consumed. The fusing-coking coal is worth about 20 per cent. more for this purpose than the free-burning coal.
There are two types of soft coal: free-burning coal, which breaks apart while burning, letting the gases escape easily; and fusing-coking coal, which first melts into a solid mass with a hard crust on top, slowly turning into coke as it burns. The latter is more valuable for home heating boilers because it burns the gases more completely. Fusing-coking coal is worth about 20 percent more for this purpose than free-burning coal.
The gases should be allowed to pass off from the coal slowly. Leave air inlet on the feed door open if draft permits. If possible, use uniform sizes of coal. Avoid using coal having too much dust—the “run-of-the-mine” may be lower in price but its heat-making value is also low.
The gases should be allowed to escape from the coal slowly. Keep the air inlet on the feed door open if the draft allows. If you can, use uniform sizes of coal. Avoid using coal that has too much dust—the “run-of-the-mine” might be cheaper but its heat-generating value is also low.
For the purpose of slow burning of soft coal, it is well in feeding at night to let the fire burn up freely so that the coals are very live with heat. Then fill in enough coal to last all night—leaving some of the live coals uncovered if possible. With large sectional boilers this exposure should be at the rear of the fire so that the flame will pass over the live coals. Thus the gases coming off from the fresh coal are burned and a larger amount of the full heat-producing value of soft coal is made use of and with less smoke.
For slow burning of soft coal, it's a good idea at night to let the fire burn freely, so the coals are well heated. Then, add enough coal to last through the night—if possible, leave some of the hot coals exposed. With large sectional boilers, this exposure should be at the back of the fire, so the flames pass over the hot coals. This way, the gases released from the new coal are burned off, making better use of the full heat potential of soft coal and producing less smoke.
After a boiler is so fed, the dampers (unless an automatic regulator is used) should be left about as follows:
After a boiler is supplied with fuel, the dampers (unless an automatic regulator is in use) should be left roughly in the following position:
Ash-pit draft damper open a little or closed, as draft may require.
Ash-pit draft damper slightly open or closed, depending on the draft needed.
Cold-air check damper open about one-eighth to one-third distance of the opening.
Cold-air check damper open about one-eighth to one-third distance of the opening.
Smoke-pipe damper about one-half closed.
Smoke pipe damper about half closed.
A little experiment with the draft will usually tell the operator the best way of leaving these dampers.
A small experiment with the draft will usually show the operator the best way to adjust these dampers.
It will be found in the morning that the entire charge of coal is well burned or partly coked.
It will be found in the morning that the entire load of coal is either fully burned or partially coked.
The coked fuel, or that which sticks together in a mass, should be broken up by the poker and more added generally as by rules given in other sections.
The coked fuel, or the material that clumps together, should be broken apart with the poker, and more should be added as specified by the rules in other sections.
It must always be remembered that the soft coals mined in different parts of the country have widely varying heat-making capacities. To obtain satisfactory results brands must be selected which have an established reputation for excelling results in small boilers.
It’s important to remember that the soft coals mined in different regions of the country have very different heat-making abilities. To achieve good results, you must choose brands that have a proven reputation for performing well in small boilers.
For Burning Coke.
—It is best to keep the pot full of fuel—keeping a large body of coke under a low fire rather than a little fuel under a strong fire.
—It is best to keep the pot full of fuel—maintaining a large amount of coke under a low fire instead of a small amount of fuel under a strong fire.
It must be remembered that coke makes a very “hot fire” because the coke is free-burning. Care should be taken not to leave drafts on too long in boilers not having regulators.
It’s important to remember that coke burns really hot because it’s a free-burning material. Be careful not to leave drafts on too long in boilers that don’t have regulators.
Coke burns best for house-heating purposes with less draft than is required for coal, therefore to keep a low fire the ash-pit draft damper should be kept closed, and the smoke-pipe damper almost entirely closed. The regulator (when used) can be set to keep the dampers about as here advised. Coke is practically smokeless and its quick-burning character makes a cut-off damper in the smoke pipe (which will stay fixed as it may be set) quite necessary.
Coke burns better for heating a house with less draft than coal requires, so to maintain a low fire, you should keep the ash-pit draft damper closed and the smoke-pipe damper nearly closed. The regulator (if used) can be adjusted to keep the dampers as suggested here. Coke is almost smokeless, and its fast-burning nature makes a cut-off damper in the smoke pipe (which can be set to stay fixed) essential.
It is well to keep a layer of ashes on the grates and when shaking stop before red-hot coals come through the grate. The coke then burns more slowly, which increases its effectiveness.
It’s a good idea to keep a layer of ashes on the grates, and when you shake them, stop before red-hot coals fall through. This way, the coke burns more slowly, making it more effective.
With some drafts it may be well to “bank the fire” at night with coke—pea coal size. This is a matter of experiment, and depends on the character of the chimney draft.
With some drafts, it might be a good idea to “bank the fire” at night with coke—pea coal size. This is something to experiment with, and it depends on the type of chimney draft.
Fire should be tended regularly—two times a day, or four at the outside.
Fire should be monitored regularly—twice a day, or four times at most.
With an extra strong draft, at night the fuel should be packed down by tamping with the back of a shovel.
With a strong draft, at night the fuel should be compacted by pressing it down with the back of a shovel.
With ordinary condition of draft, crushed coke, small egg size, should be used.
With standard draft conditions, crushed coke of small egg size should be used.
Other Rules for Water Boilers
—To Fill System.—Open the feed-cock when the heater is connected with a city or town water supply; if not, fill by funnel at the expansion tank. Fill until the gage-glass on the expansion tank shows about half full of water. In filling the system see that all air cocks on the radiators are closed. Then beginning with the lower floor, open the air cocks on each radiator, one at a time, until each radiator is filled; then close the air cock and take the next radiators on upper floors until all are filled, after which let the water run until it shows in the gage-glass of the water tank. After the water is heated and in circulation, vent the radiators by opening the air valves as before. Then again allow the water to run into the system until it rises to the proper level in the expansion tank gage-glass.
—To Fill System.—Open the feed valve when the heater is connected to a city or town water supply; if not, fill it using a funnel at the expansion tank. Fill it until the gauge glass on the expansion tank shows about half full of water. When filling the system, make sure all air valves on the radiators are closed. Starting with the lower floor, open the air valves on each radiator one at a time until each radiator is filled; then close the air valve and move to the next radiators on upper floors until all are filled. After this, let the water run until it shows in the gauge glass of the water tank. Once the water is heated and circulating, vent the radiators by opening the air valves as before. Then let the water run into the system again until it reaches the proper level in the expansion tank gauge glass.
Always keep the apparatus full of water unless the building be vacated during the winter months, when the water should be drawn off to prevent freezing. Never draw water off with fire in the heater.
Always keep the apparatus full of water unless the building is unoccupied during the winter months, when the water should be drained to prevent freezing. Never drain water with the fire in the heater.
To draw off water, open the draw-off cock at the lowest point in the system, and then open air cocks on all radiators as fast as the water lowers beginning with the highest radiator.
To drain water, open the drain valve at the lowest point in the system, and then open the air vents on all radiators as the water level drops, starting with the highest radiator.
Air-vent Valves on Radiators.
—In order to secure the full benefit of the heating surface of a hot-water radiator, the inside of the section must be free of air. When a radiator is “air-bound” it means that parts of the sections are filled with air in pockets which remain until the air is allowed to pass off through the vent valve.
—To get the most out of the heating surface of a hot-water radiator, the inside of the section has to be free of air. When a radiator is “air-bound,” it means that some parts of the sections are filled with air pockets that stay there until the air is released through the vent valve.
Air will gather from time to time at the highest points inside the radiators, especially in those placed in the upper stories of the building. These air accumulations inside cut down the working power of a radiator exactly in proportion as they rob the inside of the casting of proper contact with heated water. Air pockets not only reduce effective heating surface, but they also prevent the circulation of hot water.
Air will occasionally collect at the highest points inside the radiators, especially in those located on the upper floors of the building. These air buildups reduce the effectiveness of a radiator since they interfere with the heating water's contact with the radiator's interior. Air pockets not only decrease the effective heating area, but they also obstruct the flow of hot water.
Therefore, it is well once in a while to take the little key provided by the heating contractor and open the air valves on radiators to allow the air (if any) to escape. When a radiator does not work as well as usual, open the air valves until the water[78] flows, which indicates that the air has been fully released. Then close the valve.
Therefore, it's a good idea every now and then to use the little key from the heating contractor to open the air valves on radiators and let any trapped air escape. If a radiator isn't working as well as it should, open the air valves until water[78] starts to flow, which means all the air has been released. Then, close the valve.
Valves on Cellar Mains.
—If cut-off valves have been placed on the main and return pipes in the cellar, see that the valves on one line of main and return pipes (at least) are open when the boiler is under operation. Be sure that the system is open to circulate water through the supply and return pipes before building a fire in the boiler.
—If shut-off valves have been installed on the main and return pipes in the basement, make sure that the valves on at least one line of main and return pipes are open when the boiler is running. Ensure that the system is open to allow water to flow through the supply and return pipes before starting a fire in the boiler.
End of the Season.
—At the close of the heating season clean all the fire and flue surfaces of the boiler. Let the water remain in the system during the summer months. No bad results will follow if the system is not refilled more often than once in 2 or 3 years. But, generally, it is thought that best results are secured by emptying the system once a year (after fire is out) and refilling with fresh water.
—At the end of the heating season, clean all the fire and flue surfaces of the boiler. Keep the water in the system during the summer months. There won’t be any negative effects if the system isn’t refilled more than once every 2 or 3 years. However, it's usually believed that the best results come from emptying the system once a year (after the fire is out) and refilling it with fresh water.
It is a very good idea to take down the smoke pipe in the spring, thoroughly clean and put it back in place. Leave all doors open on the boiler in the summer time.
It’s a great idea to take down the smoke pipe in the spring, clean it thoroughly, and put it back in place. Leave all the doors on the boiler open during the summer.
Other Rules for Steam Boilers
—To Fill Boiler.—Open the feed-cock when the heater is connected with city or town water supply; if not, fill through the funnel. Let the water run until the gage-glass shows about half full of water.
—To Fill Boiler.—Open the feed valve when the heater is connected to the city or town water supply; if not, fill it through the funnel. Let the water flow until the gauge glass indicates it is about half full.
In the first filling, after the water has boiled, get up a pressure of at least 10 pounds, draw the fire and blow off the boiler under pressure through draw-off cock to remove oil and sediment, after which refill with fresh water to the water line. This is best done usually by the steam-fitter.
In the first filling, after the water has boiled, reach a pressure of at least 10 pounds, turn off the heat, and release the pressure from the boiler through the draw-off cock to get rid of oil and sediment. Then, refill with fresh water up to the water line. It's usually best for a steam-fitter to do this.
The damper regulator will control the pressure of steam, closing the damper when the pressure is raised beyond the desired point and opening the damper when the pressure falls below that point. By removing the weight on the lever, different degrees of pressure can be kept up. The regulator should be allowed to control the drafts without interference.
The damper regulator will manage the steam pressure, shutting the damper when the pressure exceeds the desired level and opening it when the pressure drops below that level. By adjusting the weight on the lever, various pressure levels can be maintained. The regulator should be allowed to control the drafts independently.
Examine the water glass often to see that the water line is at the proper height. If lower than normal open the supply pipe until the water runs in and stands at the proper level. It is best when no water stands in the glass, nor shows at the bottom of the try-cock, to quickly dump the grate and do not put water into the boiler again until it is cooled off.
Examine the water glass regularly to ensure that the water line is at the correct height. If it’s lower than normal, open the supply pipe until the water flows in and reaches the right level. It's best to quickly dump the grate when no water is in the glass and none is visible at the bottom of the try-cock, and do not add water to the boiler again until it has cooled down.
If there is one or more shut-off valves on the main or return pipes, before starting a fire see that one line of piping at least (main and return) is open to circulate the steam.
If there are one or more shut-off valves on the main or return pipes, before starting a fire, make sure that at least one line of piping (either main or return) is open to allow the steam to circulate.
To Control Radiators.
—When it is desired to shut off steam from any radiator (if the regular radiator valves are used), close the valve tight, and when it is turned on see that the valve is wide open. A valve partly turned off will cause the radiator to fill with water. This rule applies only to one-pipe heating systems.
—When you want to shut off steam from any radiator (if you're using the regular radiator valves), close the valve tight, and when you turn it back on, make sure the valve is wide open. A valve that’s partially closed will cause the radiator to fill with water. This rule applies only to one-pipe heating systems.
The Air Valves.
—If little keyed air valves (sometimes called “pet-cocks”) are used, follow generally the same directions as outlined for hot-water radiators on page 49—only, of course, in releasing the air from the radiator open the valve with the key provided and close it just as soon as the steam unmixed with air comes through the nose of the valve.
—If small keyed air valves (sometimes called “pet-cocks”) are used, follow the same general instructions as outlined for hot-water radiators on page 49—only, of course, when releasing the air from the radiator, open the valve with the key provided and close it as soon as the steam without air comes through the valve’s opening.
If “automatic” air valves are used they must be carefully adjusted by the steam-fitter and then left to operate without undue interference.
If "automatic" air valves are used, they need to be carefully adjusted by the steam-fitter and then left to operate without unnecessary interference.
End of the Season.
—At the close of the heating season fill the steam boiler with water to the safety valve and let it thus stand through the summer.
—At the end of the heating season, fill the steam boiler with water up to the safety valve and let it stay like that throughout the summer.
Also thoroughly clean all the fire and flue surfaces of the boiler and at the opening of the next season withdraw the water and refill with fresh water to the water line, starting the boiler as before.
Also thoroughly clean all the fire and flue surfaces of the boiler, and at the start of the next season, drain the water and refill it with fresh water to the water line, starting the boiler as before.
It is advisable to have a competent steam-fitter blow off the boiler under pressure and thus give the inside a thorough cleaning when the boiler is first set up and ready for fire.
It’s a good idea to have a skilled steam-fitter blow off the boiler under pressure to thoroughly clean the inside when the boiler is first installed and ready to be fired up.
A low-pressure boiler, using good water, rarely needs blowing off after it is once cleaned at time of setting up.
A low-pressure boiler, using quality water, rarely needs to be drained once it’s cleaned during installation.
THE RIGHT CHIMNEY FLUE
The area of the flue should never be less than 8 inches in diameter if round, or 8 by 8 inches if square—unless for a very small heating boiler or tank heater. Nine or 10 inches round, or 8 by 12 rectangular is a good average size. The flue should generally have a little more area than that of the connecting smoke pipes.
The flue should never be less than 8 inches in diameter if it's round, or 8 by 8 inches if it's square—unless it's for a very small heating boiler or tank heater. A good average size is 9 or 10 inches round, or 8 by 12 rectangular. The flue should typically have slightly more area than the connecting smoke pipes.
Draft force depends very much on the height of the flue.
Draft force is largely influenced by the height of the flue.
The chimney top should run above the highest part of the roof[80] and should be so located with reference to any higher buildings nearby that the prevailing wind currents will not form eddies which will force the air downward in the shaft. Often a shifting cowl which will always turn the outlet away from the source of adverse currents will promote better draft.
The chimney should extend above the highest point of the roof[80] and should be positioned in relation to any taller nearby buildings to ensure that the prevailing wind does not create eddies that push air down the shaft. Using a rotating cowl that directs the outlet away from the direction of bad air currents can help improve the draft.
The flue should run as nearly straight up from the base to the top outlet as possible. It should have no other openings into it but the boiler smoke pipe. Sharp bends and offsets in the flue will often reduce the area and choke the draft. The flue must be free of any feature which prevents a free area for the passage of smoke. The outlet must not be capped with any device which makes the area of the outlet less than the area of the flue.
The flue should go almost straight up from the base to the top outlet. It should only have one opening for the boiler smoke pipe. Sharp bends and offsets in the flue can decrease the area and hinder the draft. The flue must be clear of any features that obstruct the flow of smoke. The outlet must not be capped with anything that reduces the outlet area compared to the flue area.
The best form of flue is a round tile—in such there is less friction than in the square form and the spiral ascent of the draft moves in the easiest and most natural manner.
The best type of flue is a round tile—it's less friction than the square shape, and the draft moves upward in the easiest and most natural way.
If the flue is made of brick only, the stack should be at least two 4-inch courses in thickness.
If the flue is made of just brick, the stack should be at least two 4-inch layers thick.
If there is a soot pocket in the flue below the smoke-pipe opening, the clean-out door should always be closed. If this soot pocket has other openings in it—from fireplaces or other connections—such arrangements are very liable to check the draft and prevent best action in the boiler.
If there's a soot pocket in the flue below the smoke-pipe opening, the clean-out door should always be shut. If this soot pocket has other openings—like from fireplaces or other connections—such setups can easily disrupt the draft and hinder optimal performance in the boiler.
The smoke pipe should not extend into the flue beyond the inside surface of the flue, otherwise the end of the pipe cuts down the area of the flue and injures its drawing capacity.
The smoke pipe shouldn't stick out into the flue past the inside surface of the flue; otherwise, the end of the pipe reduces the flue's area and hampers its ability to draw properly.
The inside of a flue should be smooth (pointed or plastered). When the courses are laid with the mortar bulging out from the joints the friction within the flue is very much increased. Often a troublesome flue is corrected by lowering some sharp-edged weight by a rope which should be worked against the sides of the flue until the clogging is scraped off.
The inside of a flue should be smooth (either pointed or plastered). When the layers are laid with the mortar sticking out from the joints, the friction inside the flue increases a lot. Often, a problematic flue is fixed by lowering a sharp-edged weight with a rope, which is then moved against the sides of the flue until the blockage is scraped off.
A new chimney when “green” will not have a good drawing capacity. Short use dries out the mortar and better results follow.
A new chimney when "fresh" won't have good draft capacity. Short use dries out the mortar, leading to better results.
“Smokey” Chimneys.
—The failure of draft in flues may be due to a variety of causes, one of which is illustrated in Fig. 57b. The short chimney on the left side of the roof shows the course of the wind as it passes over the ridge of the roof and why the draft in such a chimney is retarded whenever this condition exists.[81] The force of the wind, as it comes into contact with the roof, causes a compression of the air on the windward side and a rarification on the lee side. This inequality of pressure causes a downward sweep of the wind as indicated by the arrows. The effect on the low chimney is to retard the draft and sometimes the pressure is great enough to reverse the action of the flue and force the smoke into the house. The only remedy for such a condition is an extension of the chimney that will raise its top above the ridge.
—The failure of draft in chimneys can happen for various reasons, one of which is shown in Fig. 57b. The short chimney on the left side of the roof illustrates how the wind moves over the roof's ridge and explains why the draft in such a chimney is slowed down when this situation occurs.[81] When the wind hits the roof, it compresses the air on the side facing the wind and creates lower pressure on the opposite side. This difference in pressure causes the wind to sweep downward as indicated by the arrows. For the short chimney, this means the draft is slowed, and sometimes the pressure can be strong enough to push smoke back into the house. The only solution for this issue is to extend the chimney so that its top is higher than the roof ridge.

The same effect is often produced by a neighboring building or a border of trees that are higher than the chimney and dense enough to effect the wind pressure.
The same effect is often created by a nearby building or a line of trees that are taller than the chimney and thick enough to influence the wind pressure.
CHAPTER VI
PLUMBING
The term plumbing is usually understood to cover all piping and fixtures that carry water into the house and remove the waste material in the form of sewage. It does not include the pipes of the heating system. Although the work of installing heating plants is frequently done by plumbers, pipe fitting and plumbing are two distinct trades.
The term plumbing usually refers to all the pipes and fixtures that bring water into the house and carry away waste in the form of sewage. It doesn’t include the pipes for the heating system. While plumbers often install heating systems, pipe fitting and plumbing are two separate trades.
In the process of building a house the rough plumbing is put into place as soon as the structure is enclosed and the rough floors are laid. The rough plumbing includes the soil pipe, into which the waste pipes from the various fixtures empty, and those pipes which must occupy a position inside the partition walls and beneath the floors.
In the process of building a house, the rough plumbing is installed as soon as the structure is enclosed and the rough floors are laid. The rough plumbing consists of the soil pipe, which collects the waste pipes from the various fixtures, and the pipes that need to be positioned inside the partition walls and beneath the floors.
The connections here described are for a city dwelling and apply to the custom of local conditions. The same system might be used for a country residence except in regard to the water supply and method of sewage disposal. Plants of this type are discussed in the chapter on septic tanks.
The connections mentioned here are for a city home and are suited to local conditions. The same system could be applied to a country home, except for the water supply and sewage disposal methods. Plants of this type are covered in the chapter on septic tanks.
Fig. 58 shows a cross-section of the street, exposing the sewer S, the water main W, and the connections with the house. The side of the house has been removed to permit a view of the water and sewer pipes, connecting with the bathroom, kitchen, laundry and other basement fixtures.
Fig. 58 shows a cross-section of the street, revealing the sewer S, the water main W, and the connections to the house. The side of the house has been taken off to allow a view of the water and sewer pipes connecting to the bathroom, kitchen, laundry, and other basement fixtures.
The lateral sewer or house drain, which connects the house with the street sewer S, is provided with a trap G, located, in this case, just outside the basement wall. The house drain is made of vitrified tile, laid so as to grade into the street sewer with the greatest possible pitch. The sections are laid as true as conditions will permit and the joints are all carefully filled with cement mortar to prevent leakage. The object of the trap G is to prevent sewer gas from entering the house from the main sewer. The trap prevents the gas from passing because the water in the bend[83] of the trap forms a water seal, beyond which the polluted air from the sewer cannot travel.
The lateral sewer or house drain that connects the house to the street sewer S has a trap G, located just outside the basement wall in this case. The house drain is made of vitrified tile, installed with the steepest possible slope towards the street sewer. The sections are aligned as accurately as conditions allow, and the joints are carefully filled with cement mortar to prevent leaks. The purpose of the trap G is to stop sewer gas from entering the house from the main sewer. The trap keeps the gas from passing because the water in the bend[83] of the trap creates a water seal that prevents the contaminated air from the sewer from traveling further.

Next inside the trap is the vent pipe E, that extends to the surface of the ground. In this case it is just outside the basement[84] wall. The top is covered with a metal cap. Another arrangement often made to accomplish the same purpose is shown in Figs. 61 and 62, where a piece of soil pipe in the form of a bend is made to take the place of the cap. Inside the basement and extending up through the partition walls to the roof is the waste stack or soil pipe A. This pipe as is explained in detail later, is made of cast iron and is put together with calked lead joints. The top of the stack at the point where it passes through the roof is shown in Fig. 59. In extending through the roof the pipe A must make a water-tight joint to prevent water from leaking through. This is accomplished by means of the metal plate D, which is set under the shingles and the piece C, that is soldered to D. The joint between C and A is best made with lead the same as the other joints of the stack. In the case of very high stacks, the bottom should be supported by a pier or iron pipe rest. Besides being supported at the base the stack should be secured to the side walls or floor beams at each floor. This is to keep the pipe from moving out of place and the consequent opening of joints.
Next inside the trap is the vent pipe E, which extends to the surface of the ground. In this case, it's just outside the basement[84] wall. The top is covered with a metal cap. Another setup often used to achieve the same purpose is shown in Figs. 61 and 62, where a bend in a piece of soil pipe replaces the cap. Inside the basement, extending up through the partition walls to the roof, is the waste stack or soil pipe A. This pipe, as explained in detail later, is made of cast iron and is assembled with lead joints sealed with caulk. The top of the stack, where it passes through the roof, is shown in Fig. 59. To create a water-tight joint and prevent leaks, the pipe A must be sealed properly where it extends through the roof. This is done using a metal plate D, which is placed under the shingles, and the piece C, which is soldered to D. The connection between C and A is best made with lead, just like the other joints of the stack. For very tall stacks, the bottom should be supported by a pier or iron pipe rest. In addition to being supported at the base, the stack should be secured to the side walls or floor beams at each floor to prevent the pipe from shifting and causing the joints to open.

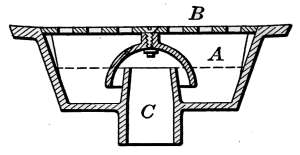
All of the waste pipes from the bathroom, kitchen and basement drain into the waste stack. The cellar drain for draining the basement is shown at T in Fig. 58. It also appears in detail in Fig. 60. The plate B, in the latter figure, is set flush to the surface of a depression in the floor that serves as a collecting point for water. The floor is constructed to drain toward this point. The plate is perforated to let the water through and is generally hinged so that in case of stoppage the cover may be raised. The bell-shaped piece under the cover surrounds the piece C, to form a water seal when the level of the water is at A.[85] In addition to this water seal there is generally a trap between the drain and the sewer as shown in the drawing.
All the waste pipes from the bathroom, kitchen, and basement drain into the waste stack. The cellar drain for draining the basement is shown at T in Fig. 58. It is also detailed in Fig. 60. The plate B in the latter figure is flush with the surface of a depression in the floor that acts as a collection point for water. The floor is designed to drain towards this point. The plate has holes to allow water to pass through and is usually hinged so that if it gets clogged, the cover can be lifted. The bell-shaped piece under the cover surrounds the piece C, creating a water seal when the water level is at A.[85] In addition to this water seal, there is usually a trap between the drain and the sewer as shown in the drawing.
The method of connecting the bathroom waste pipes with the stack is shown in Fig. 99 and will be described later. All of the sewage of the house is emptied into the stack by the most direct route, and from the stack it is conducted as directly as possible into the sewer. From the drawing it will be seen that all openings to the sewer are sealed in two separate places, once at the outlet to prevent the air from the street sewer entering the house drain G, and again at each opening to prevent escape of the sewer gas from the drain into the house.
The way the bathroom waste pipes connect to the stack is shown in Fig. 99 and will be explained later. All the sewage from the house flows into the stack through the most direct path, and from there, it moves as directly as possible into the sewer. From the diagram, you can see that all the openings to the sewer are sealed in two separate spots: first at the outlet to stop air from the street sewer from entering the house drain G, and then at each opening to prevent sewer gas from escaping into the house.

Fig. 61.—House drain with outside vent, and running trap placed inside the
basement wall.
Fig. 62.—House drain with outside vent, and running trap placed outside
the basement wall.
Fig. 61.—House drain with an outside vent and a running trap installed inside the basement wall.
Fig. 62.—House drain with an outside vent and a running trap installed outside the basement wall.
The openings at E and A at each end of the stack permit a constant circulation of air for ventilation. The length of the stack and its location causes it to act as a chimney and the draught produced takes the air in at E, and discharges it at the top. In large houses there is sometimes added a vent stack to produce further ventilation, but in the average dwelling the arrangement here shown covers the common practice.
The openings at E and A at both ends of the stack allow for a constant flow of air for ventilation. The length of the stack and its position enable it to function like a chimney, creating a draft that pulls in air at E and releases it at the top. In larger homes, a vent stack is sometimes added for extra ventilation, but in typical houses, the setup shown here represents common practice.
In Figs. 61 and 62 are shown in detail two methods of arranging the sewer connections in the basement to permit of the removal of obstructions in case the pipes at any time become stopped. The trap, vent, etc., are easily recognized. With the arrangement as shown in Fig. 62, the clean-out is so placed as to give access to the inside of the pipe. Should an accumulation or obstruction of any kind become lodged in the pipe, the stop in the clean-out[86] is removed and a flexible metal rod is used to remove the stoppage. The trap outside the wall has an opening through which the obstruction may be reached in case it cannot be removed from the first clean-out. The disadvantage in using the outside trap, as here shown, is that it can be reached only by excavation.
In Figs. 61 and 62, two detailed methods of arranging sewer connections in the basement are shown to allow for the removal of blockages if the pipes get clogged at any time. The trap, vent, etc., are easy to identify. In the setup shown in Fig. 62, the clean-out is positioned to provide access to the inside of the pipe. If something builds up or gets stuck in the pipe, the cap on the clean-out[86] is removed, and a flexible metal rod is used to clear the blockage. The trap outside the wall has an opening that allows the blockage to be accessed if it can’t be cleared from the first clean-out. The downside of using the outside trap, as shown here, is that it can only be reached by digging.
Fig. 61 shows another common method of installation. Here the trap is placed inside the basement wall. This gives an easier means of opening the trap than Fig. 62 affords and accomplishes the same purpose. The connections with the stack are the same as in Fig. 62. Obstructions in the sewer pipe are most likely to become lodged in the trap and for this reason the trap should occupy a position that is reasonably easy of access.
Fig. 61 shows another typical installation method. Here, the trap is placed inside the basement wall. This makes it easier to access the trap compared to what Fig. 62 shows and serves the same purpose. The connections to the stack are the same as in Fig. 62. Blockages in the sewer pipe are most likely to get stuck in the trap, so the trap should be positioned for reasonably easy access.
The outside trap as described above is quite generally installed in buildings of all kinds, but its use is by no means universal. In some communities it is not used at all, and many plumbers consider it only an added means of causing stoppage and an extra expense to install.
The outside trap mentioned earlier is commonly installed in various types of buildings, but it's not universally used. In some areas, it isn't used at all, and many plumbers see it as just another way to create clogs and an extra cost to install.
The object of the outside trap is to keep the air of the street sewer from entering the house drain. It is at once inferred that the air of the street sewer is more dangerous than that of the house drain. The street sewers, however, are ventilated at each street corner and at each manhole. There cannot then be much difference in the air of the two places. The traps on the fixtures that prevent sewer gas from entering the house would be just as efficient if the outside trap did not exist.
The purpose of the outside trap is to prevent air from the street sewer from getting into the house drain. It’s implied that the air from the street sewer is more harmful than that from the house drain. However, the street sewers are ventilated at every street corner and manhole. So, there shouldn't be much difference in the air quality of the two areas. The traps on the fixtures that stop sewer gas from entering the house would work just as well even without the outside trap.
While the methods shown in Figs. 61 and 62 are considered good practice, there is considerable objection to the vent being placed near the dwelling, because of the sewer gas that is forced out, whenever a sudden discharge of water goes into the drain. Each time a closet is flushed, a large volume of water enters the stack and completely fills the pipe. When this occurs, the descending water forces out the air of the pipe ahead of it, and a gush of offensive air filled with sewer gases is forced out of the vent. It is evident that such a vent, located near an open window or where it will reach the nostrils of the inhabitants is a thing not greatly to be desired.
While the methods shown in Figs. 61 and 62 are seen as good practice, there is a lot of concern about placing the vent close to the house due to the sewer gas that gets pushed out whenever there’s a sudden rush of water into the drain. Each time a toilet is flushed, a large amount of water flows into the stack and completely fills the pipe. When this happens, the descending water pushes out the air in the pipe ahead of it, causing a blast of foul air filled with sewer gases to be released from the vent. Clearly, having such a vent located near an open window or where it can be inhaled by the residents is not ideal.
Outside traps when placed near the surface sometimes freeze.[87] The circulation of air through the vent is occasionally sufficient in cold weather to freeze the water and stop the trap.
Outside traps, when positioned close to the surface, can sometimes freeze.[87] The flow of air through the vent is sometimes enough in cold weather to freeze the water and stop the trap.

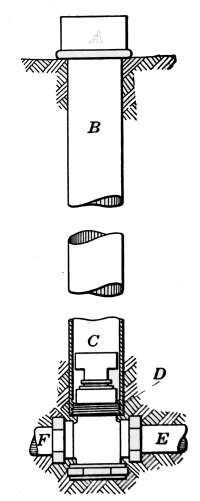
Water Supply.
—The water supply taken from the street main is conducted to the house by the pipe shown in Fig. 58, at C. This pipe is generally of lead as piping of that metal is the most durable for underground work. Iron used under the same conditions will last only a few years. The connection is made with the water main by use of a corporation cock. This is a special style of cock that is shown in Fig. 63. In the figure the cock is connected with a short piece of lead pipe that is used for making connection with the service pipe in the house.
—The water supply that comes from the main in the street is directed to the house through the pipe shown in Fig. 58, at C. This pipe is usually made of lead since lead piping is the most durable option for underground use. Iron, when used in the same conditions, will only last a few years. The connection to the water main is made using a corporation cock. This is a specific type of cock shown in Fig. 63. In the figure, the cock is linked to a short piece of lead pipe that connects to the service pipe inside the house.
Located at the left of C, in Fig. 58, is the curb-cock, used for shutting off the water from the city lot. The curb-cock, being underground, is reached through an iron tube by means of a wrench attached to a long iron rod. The curb-cock has a protective covering in the form of an iron pipe. The lower end of the pipe screws into the body of the cock. The top end comes just above the grade line of the curb and is covered with an iron screw-cap. The curb-cock is shown in detail in Fig. 64. The pipe B is fastened to the valve at D and A is the screw-cap. In opening and closing the wrench fits over the part C of the valve.
Located to the left of C, in Fig. 58, is the curb-cock, which is used to shut off the water from the city lot. The curb-cock is underground and is accessed through an iron tube using a wrench attached to a long iron rod. It has a protective cover made of an iron pipe. The lower end of the pipe screws into the body of the cock, while the top end extends just above the curb line and is covered with an iron screw-cap. The curb-cock is illustrated in detail in Fig. 64. The pipe B is connected to the valve at D, and A is the screw-cap. When opening and closing, the wrench fits over the part C of the valve.
On entering the building the supply pipe should be provided with a stop and waste-cock for shutting off the water from the house and draining the pipes that compose the system of circulation. At V, in Fig. 58, is indicated a stop and waste-cock with[88] the waste pipe B connected with the sewer. This cock is shown in detail in Figs. 65 and 66. The cock is so made that when closed there is a small opening at A, that allows the water from the system to escape through the waste pipe.
Upon entering the building, the supply pipe should be fitted with a stop and waste-cock to shut off the water from the house and drain the pipes in the circulation system. At V, in Fig. 58, there is a stop and waste-cock with[88] the waste pipe B connected to the sewer. This cock is detailed in Figs. 65 and 66. It’s designed so that when closed, there is a small opening at A that allows water from the system to flow out through the waste pipe.
From the water supply, the cold-water pipes may be traced in the drawing directly to each of the fixtures of the house. The hot-water pipe leaves the range boiler at the top and connects with each fixture using hot water, thus making the circuit complete. Details of the piping which provides hot water is described under range boiler, page 116.
From the water supply, you can trace the cold-water pipes in the diagram directly to each fixture in the house. The hot-water pipe exits the range boiler at the top and connects to each fixture that uses hot water, completing the circuit. Details about the piping that supplies hot water are covered under range boiler, page 116.


WATER COCKS
The development of modern plumbing has brought about the use of a great number of household mechanical appliances, that have received trade names little understood by the average person. The lack of distinguishing terms, or language in which to describe plumbing fixtures, often leads to embarrassment, when such articles are to be described to workmen. Common household valves and cocks are so classified by the trade, that mistakes are often made in their designation, because of a limited knowledge of the use of the various articles. A little consideration of the different classes of fixtures will make it possible to state to a tradesman the exact article in question.
The evolution of modern plumbing has led to the use of many household mechanical devices that typically have trade names that the average person might not understand. The lack of clear terms or language to describe plumbing fixtures often causes confusion when these items need to be explained to workers. Common household valves and faucets are categorized by the industry in a way that can lead to mistakes in their identification due to a limited understanding of the different items. Taking some time to consider the various types of fixtures will make it easier to tell a tradesperson exactly which item you're referring to.
The term valve is intended to define an appliance that is used to permit, or prevent, the passage of a liquid through the opening or port which it guards. The term is so general in its application that there are hundreds of different kinds of valves. Even for a single purpose there are many styles of a given kind.
The term valve refers to a device used to allow or block the flow of a liquid through the opening or port it controls. The term is quite broad in its use, resulting in hundreds of different types of valves. Even for one specific purpose, there are numerous designs of a particular kind.
A cock was originally a rotary valve or spigot used for drawing water. Today there are many kinds of cocks that are not rotary in their movement.
A cock was originally a rotary valve or faucet used for drawing water. Today there are many kinds of cocks that don't have rotary movement.
It would be impossible in this work to describe in detail all of the kinds of cocks and valves used in household plumbing. It will, therefore, be the aim to confine attention to one article of a type and to choose such examples as are in general use and that are good representatives of their classes.
It wouldn't be possible in this work to describe in detail all the types of faucets and valves used in household plumbing. Therefore, the goal will be to focus on one type of product and select examples that are commonly used and are good representatives of their categories.

Bibb-cocks.
—On the kitchen sink, the water faucets, such as those shown in Fig. 66a, are termed bibb-cocks by the plumber. If the nozzle is plain, it is a plain bibb. If the nozzle is threaded so that a hose connection may be attached as in Fig. 67, it is a hose bibb. Bibb-cocks are found in three general styles: compression bibbs, ground-key bibbs, and Fuller bibbs. The compression bibb takes its name from the method of closing the valve. Fig. 68 gives an example of its mechanical construction. This is a plain solder bibb because the shank A is to be attached by a solder joint. If the part A contained a thread to make a screw joint, such as Fig. 67, it would be a plain, compression, screw bibb. Fig. 68 is another style of compression bibb-cock, largely used on sinks; this cock, being finished with a flange, is a compression flange bibb.
—On the kitchen sink, the water faucets, like the ones shown in Fig. 66a, are called bibb-cocks by plumbers. If the nozzle is simple, it’s a plain bibb. If the nozzle is threaded so that a hose can be connected like in Fig. 67, it’s a hose bibb. Bibb-cocks come in three main styles: compression bibbs, ground-key bibbs, and Fuller bibbs. The compression bibb gets its name from how the valve is closed. Fig. 68 shows an example of its mechanical design. This is a plain solder bibb because the shank A is meant to be attached by a solder joint. If the part A had a thread for a screw joint, similar to Fig. 67, it would be a plain, compression, screw bibb. Fig. 68 is another type of compression bibb-cock, commonly used on sinks; this cock, having a flange finish, is a compression flange bibb.
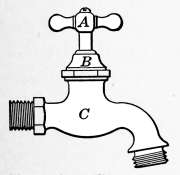
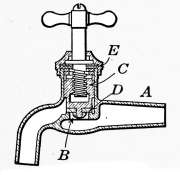

Fig. 69 shows quite clearly the mechanical arrangement of the compression cock. When the handle is turned the nut C lifts the valve from its seat B, allowing the water to escape. The piece D is generally made of composition rubber that may be bought at the dealers for a trifling amount but it may be replaced temporarily with a piece of leather. The part E is packing, to keep the water from leaking out around the stem. The packing may be obtained from the dealer especially for the purpose or it may be made of a disc of sheet rubber. In fact, anything that can be put into the space will answer the purpose temporarily. The valve is closed by compression, hence the name compression cock. All cocks made to open and close in the same manner are compression cocks.
Fig. 69 clearly shows how the compression cock is set up. When the handle is turned, the nut C lifts the valve off its seat B, allowing water to flow out. The part D is usually made of composition rubber, which can be bought from suppliers for a small price, but it can also be temporarily replaced with a piece of leather. The part E is packing, which prevents water from leaking around the stem. The packing can be purchased from suppliers specifically for this purpose, or it can be made from a disc of sheet rubber. Essentially, anything that fits into the space can serve the purpose temporarily. The valve operates by compression, which is why it's called a compression cock. All valves that open and close in the same way are referred to as compression cocks.

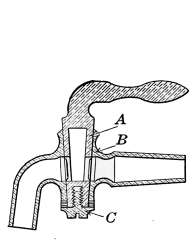
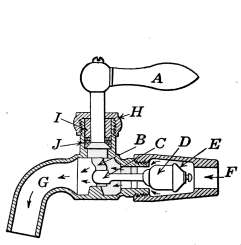
Self-closing Bibbs.
—In Fig. 70 is one example of the many styles of self-closing bibb-cocks. When the handle of this cock is turned, the steep-pitched screw A opens the valve and at the same time compresses the spiral spring B, when the handle is released, the valve is pressed back on its seat by the spring. Self-closing cocks are used to prevent the waste of water at drinking fountains, wash basins and other places where the water is apt to be left running through carelessness.
—In Fig. 70 is one example of the many styles of self-closing bibcocks. When the handle of this tap is turned, the steep-pitched screw A opens the valve and simultaneously compresses the spiral spring B. When the handle is released, the spring pushes the valve back into its seat. Self-closing taps are used to prevent water waste at drinking fountains, wash basins, and other places where water might be left running due to carelessness.
Lever-handle Bibbs.
—Fig. 71 is an example of the lever-handle, ground-key bibb-cock. The key is the piece A, which is tapered and forms a ground joint with the part B. The cock takes its name from the form of the handle. The term ground-key means that the key has been ground into place with emery dust. This cock is kept from leaking by adjustment of the screw C.
—Fig. 71 is an example of the lever-handle, ground-key bibb-cock. The key is the piece A, which is tapered and creates a ground joint with part B. The cock is named after the shape of the handle. The term ground-key means that the key has been ground into place with emery dust. This cock is kept from leaking by adjusting screw C.
Fuller Cocks.
—These cocks take their name from their inventor. They are made to suit every condition for which water cocks are used. Their universal use attests to their utility and excellence in service. Fig. 72 shows the principle on which all Fuller cocks work. The varying conditions under which the cocks are used require a great many forms, but the working principle is the same in all. In these cocks, the valve is a rubber plug or ball that is drawn into the opening by an eccentric piece attached to the handle. The piece D in the drawing is the rubber plug that is drawn against the opening by the crank B, which is worked by the lever handle A. This cock may be repaired, in case it leaks, by unscrewing it at the joint nearest the plug. A wrench and a pair of pliers are all the tools required. The pieces D must be obtained from the dealer. The part J is the packing that keeps the water from leaking out around the stem. The screw-cap H forces a collar I down on the packing to keep it water-tight.
—These faucets are named after their inventor. They're designed to fit every situation where water faucets are needed. Their widespread use proves their effectiveness and quality in performance. Fig. 72 illustrates the principle behind all Fuller faucets. The different situations in which the faucets are used require many variations, but the working principle is the same across the board. In these faucets, the valve is a rubber plug or ball that gets pulled into the opening by an eccentric piece attached to the handle. The piece D in the drawing is the rubber plug that is pressed against the opening by the crank B, which is operated by the lever handle A. This faucet can be repaired if it leaks by unscrewing it at the joint nearest the plug. A wrench and a pair of pliers are all the tools you need. The pieces D must be purchased from the dealer. The part J is the packing that prevents water from leaking out around the stem. The screw-cap H pushes a collar I down on the packing to keep it watertight.

The parts for the Fuller cock that may be obtained for repair are shown in detail on Fig. 73. The ball, which appears in Fig. 73 at D, is the part that receives the greatest amount of wear. If the cock at any time fails to stop the flow of water, a new ball may be put in place by the aid of a wrench and a pair of pliers. The water being first shut off from the system, the cock is unscrewed and the cap E removed with a pair of pliers. The worn ball is then removed and a new one substituted.
The parts for the Fuller cock that can be replaced for repairs are detailed in Fig. 73. The ball, shown in Fig. 73 at D, is the part that experiences the most wear. If the cock ever fails to stop the flow of water, you can replace the ball using a wrench and a pair of pliers. First, shut off the water supply, then unscrew the cock and remove the cap E with the pliers. After that, take out the worn ball and replace it with a new one.
Wash-tray Bibbs.
—A special style of cock is made for laundry wash trays in both the Fuller and compression types. Of these the Fuller type is the most convenient as the handle is placed on the side and but one movement is required to open the cock. This style of cock is used on the wash trays shown in Fig. 83.
—A special type of faucet is made for laundry wash trays in both the Fuller and compression styles. Of these, the Fuller style is the most convenient since the handle is on the side, and only one movement is needed to open the faucet. This type of faucet is used on the wash trays shown in Fig. 83.

Basin Cocks.
—Water cocks for wash basins are made in two general types—the compression and the Fuller types of cocks. Their mechanism is much the same as for other similar styles adapted to the use for basins. The self-closing cocks used so largely on wash basins are compression cocks. Fig. 74 is an example of Fuller basin cock in general use. Compression cocks for the same purpose are shown on the wash basin in Fig. 90.
—Water faucets for wash basins come in two main types—the compression and the Fuller types. Their mechanisms are similar to other styles designed for basins. The self-closing faucets commonly used on wash basins are compression faucets. Fig. 74 shows a typical Fuller basin faucet in use. Compression faucets for the same purpose are displayed on the wash basin in Fig. 90.
Pantry Cocks.
—In general form, pantry cocks are the same as those used for basins except that the outlet is elongated.
—In general, pantry cocks are similar to those used for basins, except that the outlet is longer.
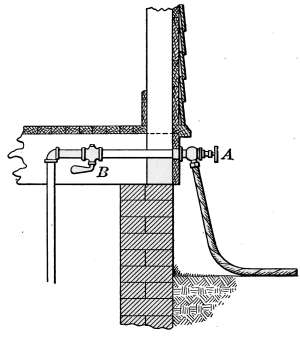
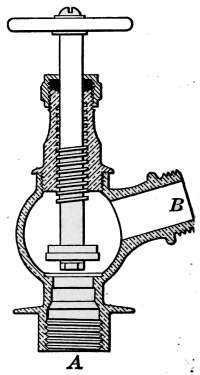
Sill Cocks.
—As a means of attaching garden hose or lawn sprinklers, sill cocks are placed on the side of the building at any place convenient for their use. Fig. 75 illustrates the method of attaching the cock to the water supply. Fig. 76 shows in cross-section its mechanical arrangement. The part A is screwed into the water supply, and B furnishes the hose attachment. The valve is operated the same as any other compression valve. In Fig. 75 the cock is shown at A with a garden hose attached. The[93] pipe to which A is attached passes into the basement and connects to the water supply. The stop-cock B is used to shut off the water. When the stop-cock B is closed, A should be opened, so that the pipe will drain. If this is neglected during freezing weather, the pipe is apt to freeze and burst.
—To connect a garden hose or lawn sprinklers, sill cocks are installed on the side of the building in a location that makes them easy to use. Fig. 75 shows how to connect the cock to the water supply. Fig. 76 displays its mechanical setup in cross-section. The part A screws into the water supply, and B provides the hose connection. The valve operates just like any other compression valve. In Fig. 75, the cock is illustrated at A with a garden hose connected. The[93] pipe that A connects to leads into the basement and links up with the water supply. The stop-cock B is used to turn off the water. When the stop-cock B is closed, A should be opened to allow the pipe to drain. If this is ignored during freezing temperatures, the pipe could freeze and burst.
Valves.
—The distinction between a cock and a valve is not at all definite. Custom has determined that in certain places a cock shall stop the flow of a liquid but in another place, perhaps of a similar nature, a valve shall accomplish the same purpose. The chief distinction between a cock and a valve is that of its external form.
—The difference between a cock and a valve isn’t very clear. Traditionally, in some areas, a cock is used to stop the flow of a liquid, while in other similar places, a valve serves the same function. The main difference between a cock and a valve is their outer shape.
In Figs. 77, 78 and 79 are three examples of valves that are very generally used on pipes carrying any kind of fluid. The valves are shown in cross-section to display the arrangement of the mechanism.
In Figs. 77, 78, and 79, there are three examples of valves that are widely used on pipes that carry any type of fluid. The valves are shown in cross-section to illustrate how the mechanism is arranged.



Fig. 77 is an example of the common globe-valve. The name was originally intended to define a valve the body of which was in the form of a globe. The hand-wheel H, attached to the screw-stem S, raises the valve A when desired. The valve makes close contact with the seat C, by means of a composition rubber disc B. The disc B may be renewed when worn out as in the case of the radiator valve already described.
Fig. 77 is an example of the common globe valve. The name was originally meant to describe a valve with a body shaped like a globe. The hand wheel H, connected to the screw stem S, lifts the valve A when needed. The valve fits tightly against the seat C, using a rubber disc B made of a composite material. The disc B can be replaced when it gets worn out, just like the radiator valve mentioned earlier.
Fig. 78 represents an angle globe-valve. In general construction it is quite similar to Figs. 14 and 15, but the valve V in this case is a cone-shaped piece of brass, which makes a seat in a depression provided for it. The valve V and the seat are formed as desired and then ground into contact with emery dust or other abrasive material, to assure a perfectly tight joint. When this valve becomes worn and begins to leak, it may be repaired by regrinding, but such work requires the services of a pipe-fitter. The tendency of modern practice is to use valves with the detachable discs, such as that of Fig. 77, because they are easily repaired.
Fig. 78 shows an angle globe-valve. Its overall construction is pretty similar to Figs. 14 and 15, but the valve V here is a cone-shaped brass piece that forms a seat in a designed depression. The valve V and the seat are shaped as needed and then ground together using emery dust or another abrasive material to ensure a perfectly tight fit. When this valve wears out and starts to leak, it can be repaired by regrinding, but this work requires a pipe-fitter's expertise. Nowadays, the trend is to use valves with detachable discs, like the one in Fig. 77, because they can be easily repaired.
The valve shown in Fig. 79 is known as a gate-valve. The upper part, including the screw and stem, is the same as the globe style but the valve proper is made in the form of two flat gates A-A. When the valve is closed, as it appears in the drawing, the gates are forced against the seats by the cone-shaped piece B, which acts as a wedge, to tightly close the opening. When the hand-wheel is turned to open the valve, the gates are raised and are taken entirely out of the path of the flowing liquid. Gate-valves are used in places where it is desired to obstruct the flow as little as possible. They are somewhat more expensive than globe-valves but are considered worth the extra expense in service.
The valve shown in Fig. 79 is called a gate valve. The top part, which includes the screw and stem, is similar to the globe style, but the valve itself consists of two flat gates A-A. When the valve is closed, as illustrated in the drawing, the gates are pressed against the seats by the cone-shaped piece B, which acts like a wedge, creating a tight seal to close the opening. When the hand-wheel is turned to open the valve, the gates are lifted completely out of the way of the flowing liquid. Gate valves are used in situations where it's important to restrict the flow as little as possible. They are slightly more expensive than globe valves, but the extra cost is generally considered worthwhile for the service they provide.
Kitchen and Laundry Fixtures.
—The development in modern plumbing has wrought many changes in the styles of household fixtures but none has been so great as that in the kitchen sink. The old style, insanitary, wooden sink has been almost entirely replaced by those made of pressed steel or enameled iron. They are made in every desired size and to suit all purposes. They may be plain or galvanized as occasion may require, or the enameled sink is obtainable at a very slight addition in price. The enameled sink has reached a degree of perfection where its durability is unquestioned, and as a consequence kitchen furniture is vastly improved at but little advance in cost.
—The advancements in modern plumbing have brought about many changes in household fixture styles, but none have been as significant as the transformation of the kitchen sink. The old, unsanitary wooden sink has mostly been replaced by options made of pressed steel or enameled iron. These sinks come in every size and can be tailored for all different uses. They can be simple or galvanized as needed, and you can also get an enameled sink for just a small extra cost. The enameled sink has reached a level of quality where its durability is beyond question, and as a result, kitchen furnishings are greatly improved at only a slight increase in price.

A modern kitchen in which gas is used as fuel is shown in Fig. 80. Simplicity and neatness of arrangement are the noticeable features. This kitchen is intended to suit the average-sized dwelling and contains all necessary plumbing, cooking and heating apparatus. The hot-water boiler is here shown attached to an instantaneous heater. The common kitchen sink is supplemented[95] with a slop sink and covered with a drain board. This simple kitchen may be elaborated to any extent. Fig. 81 shows a kitchen sink of white enamel with two enameled drain boards. The drain boards are sometimes covered with perforated rubber mats.
A modern kitchen that uses gas as fuel is shown in Fig. 80. The key features are its simplicity and neat layout. This kitchen is designed for an average-sized home and includes all the essential plumbing, cooking, and heating equipment. The hot-water boiler is connected to an instant heater. The standard kitchen sink is also accompanied by a slop sink and has a drain board. This basic kitchen can be customized in any way. Fig. 81 displays a white enamel kitchen sink with two enameled drain boards. The drain boards are sometimes topped with perforated rubber mats.


In Fig. 82 is shown an example of the modern basement laundry. The wash-boiler heater is shown on the left. An automatic instantaneous water heater is on the right. The stationary tubs or wash trays occupy the center of the picture. In detail[97] these wash trays appear in Fig. 83. These are enamel-covered ware and are provided with the wash-tray bibb-cocks described above. This type of plumbing represents the most modern of sanitary arrangements.
In Fig. 82, you can see an example of a modern basement laundry. The wash-boiler heater is on the left, and an automatic instantaneous water heater is on the right. The stationary tubs or wash trays are in the center of the picture. In detail[97], these wash trays are shown in Fig. 83. They are made of enamel-covered material and have the wash-tray faucets mentioned earlier. This type of plumbing represents the latest in sanitary arrangements.
THE BATHROOM
With the present-day improvements in plumbing, and the perfection in the manufacture of porcelain and enameled iron, the bathrooms of houses of moderate cost have become places of cleanliness, attractive, relatively free from offending odors and supplied with all necessary sanitary fixtures.
With today's advancements in plumbing and the improved manufacturing of porcelain and enameled iron, the bathrooms in affordable homes have become clean, appealing spaces that are mostly free from unpleasant odors and equipped with all the essential sanitary fixtures.

Enameled iron has reached a state of perfection where it rivals porcelain in beauty. The forms of the various bathroom pieces have been modeled for convenience in use and grace of form, at the same time the strife of the designer has been to produce articles that not only look well but are convenient and easily kept clean.
Enameled iron has achieved a level of perfection that competes with porcelain in beauty. The designs of the different bathroom pieces have been crafted for ease of use and aesthetic appeal, while designers have aimed to create products that not only look good but are also practical and easy to maintain.
Bathrooms need not be expensive in order to be convenient, attractive and useful. The bathroom shown in Fig. 84 is such as is installed in dwellings of moderate price. It possesses every feature necessary to usefulness and comfort. In this room the[98] furnishings are all of enameled iron. The floor is covered with linoleum and the wainscoting with enamel paint.
Bathrooms don't have to be pricey to be convenient, stylish, and functional. The bathroom shown in Fig. 84 is typical in moderately priced homes. It has all the features needed for comfort and practicality. In this room, the[98] furnishings are made of enameled iron. The floor is covered with linoleum, and the wainscoting is painted with enamel.
Bath Tubs.
—Bath tubs are made in sizes that vary in length from 4½ to 6 feet. They are constructed in a variety of forms and of materials to suit all conditions of service. For domestic use they are very generally made of enameled iron. This form of construction produces serviceable and handsome furnishings for the bathrooms of the modest house as well as for the sumptuous bath of the most pretentious residence. An elaboration of Fig. 84 might include the Sitz bath shown in Fig. 85 and the fittings may be chosen from a great variety of forms. The recent styles of enameled tubs are, in design, much handsomer than those with the roll rim and in form such as permits a clean room with the minimum of labor. They are also provided with more convenient water and drainage fixtures.
—Bathtubs come in sizes ranging from 4½ to 6 feet in length. They are made in various shapes and materials to fit different needs. For home use, they are commonly made of enamel-coated iron. This type of construction creates practical and attractive fixtures for the bathrooms of both modest homes and luxurious estates. A more detailed version of Fig. 84 might include the Sitz bath shown in Fig. 85, and the fittings can be selected from a wide range of styles. The latest designs of enamel tubs are much more stylish than the old roll rim types and are shaped to keep the room clean with minimal effort. They also come with more convenient water and drainage features.

The tub of Fig. 86 sets flat on the floor and makes a close joint with the wall. It thus prevents the accumulation of dust that is difficult to remove. In addition the fixtures are arranged in a more commodious manner and the general appearance is most pleasing. The arrangement of the fixtures in Fig. 87 gives still greater convenience and being arranged with a shower and protecting curtain, provides all of the conveniences of a luxurious bath without greatly increased cost over the simple tub. The fixtures in this design are all in position of greatest convenience and attached to pipes that are concealed in the wall.
The tub in Fig. 86 sits flat on the floor and fits snugly against the wall. This helps keep dust from building up in hard-to-reach spots. Plus, the fixtures are organized in a more convenient way, making the overall look very appealing. The layout of the fixtures in Fig. 87 offers even more convenience and includes a shower with a protective curtain, providing all the comforts of a luxurious bath without a significant increase in cost compared to a simple tub. The fixtures in this design are all positioned for maximum convenience and connected to pipes that are hidden in the wall.

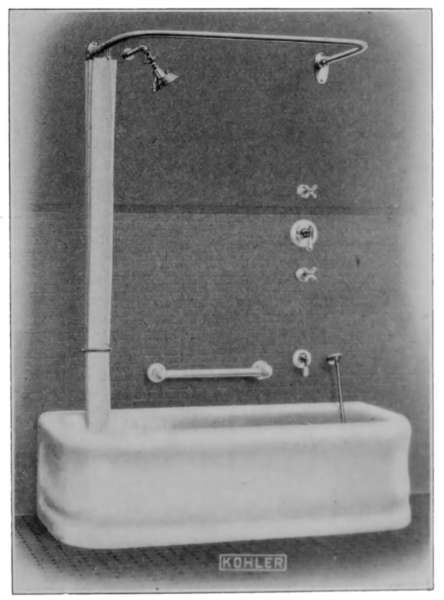
The fixtures usually provided with the tub are double Fuller or compression cocks for hot and cold water, the overflow and strainer, for the discharge of the water into the sewer in case the tub overflows, and a drain and bath plug.
The fixtures typically included with the tub are double Fuller or compression valves for hot and cold water, the overflow and strainer to drain water into the sewer if the tub overflows, and a drain and bath plug.

The overflow is shown in detail in Fig. 89. The part A appears inside the tub. It is made water-tight around the edge C by a rubber washer that is clamped tight to the surfaces by the nut B. In case of leakage, the overflow may be removed for repair by unscrewing the union attached to the piece D and removing the nut B.
The overflow is shown in detail in Fig. 89. The part A is inside the tub. It's sealed around the edge C with a rubber washer that is securely tightened against the surfaces by the nut B. If there is a leak, you can remove the overflow for repairs by unscrewing the union connected to the piece D and taking off the nut B.

Fig. 89.—Overflow attachment for bath tubs, lavatories, etc.
Fig. 89a.—Drain attachment for bath tubs, lavatories, etc., showing locknut
and union connection.
Fig. 89.—Overflow attachment for bathtubs, sinks, etc.
Fig. 89a.—Drain attachment for bathtubs, sinks, etc., showing locknut and union connection.
The drain-pipe connection is shown in Fig. 89a. The plug D and the flange A show inside the tub. The flange is made water-tight by a rubber washer that the nut B clamps tight to the tub. The part C is a union which permits the tub to be[101] detached from the drain pipe. Repairs to this joint may be made as in the overflow.
The drain-pipe connection is shown in Fig. 89a. The plug D and the flange A are located inside the tub. The flange is sealed with a rubber washer that the nut B tightens against the tub. The component C is a union that allows the tub to be[101] disconnected from the drain pipe. Repairs to this joint can be done similarly to the overflow.

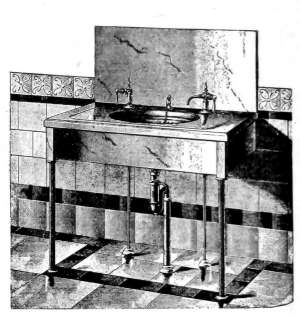
Wash Stands and Lavatories.
—Wash stands for bathrooms are obtainable in many forms, either plain or ornate, to suit every condition and style of architectural finish.
—Wash stands for bathrooms are available in many styles, either simple or fancy, to fit every situation and type of architectural design.


They are made in marble, porcelain and enameled iron, the last being the most commonly used. They are made to suit the part of the room to be occupied, whether that is against a wall,[102] a corner, or to stand on a pedestal on the floor. Those intended to fasten to the wall may be supported by brackets or suspended at the back from pieces secured in the wall.
They are made of marble, porcelain, and enameled iron, with the latter being the most frequently used. They are designed to fit the area of the room they will occupy, whether that’s against a wall,[102] in a corner, or raised on a pedestal on the floor. Those meant to attach to the wall can be supported by brackets or hung from pieces secured in the wall.
In Figs. 90 and 91 are shown samples of marble-finished wash basins. In former years basins of this type were very much in use, and until the introduction of the modern porcelain and enameled ware, it was the highest type of sanitary plumbing. The water cocks and traps are of the same style and grade as appear on the most modern examples of enameled ware of Figs. 92, 93 and 94. The water cocks used in Fig. 90 are of the compression type. All of the others are of the Fuller type. The basin in Fig. 93 is provided with extra shut-off cocks on the water pipe under the basin. They are added to the plumbing merely as a convenient means of shutting off the water for repair. The wash stand is usually provided with hot and cold water cocks, a waste pipe with its traps and overflow connections.
In Figs. 90 and 91, you can see examples of marble-finished wash basins. In the past, basins like these were very common, and until modern porcelain and enameled products came along, they represented the highest standard of sanitary plumbing. The water faucets and traps match the style and quality found in the most current examples of enameled products shown in Figs. 92, 93, and 94. The water faucets used in Fig. 90 are of the compression type, while the others are of the Fuller type. The basin in Fig. 93 comes with additional shut-off valves on the water pipe underneath the basin. These are included merely as a convenient way to turn off the water for repairs. The wash stand typically has hot and cold water faucets, a waste pipe with traps, and overflow connections.

Traps.
—The waste pipes from the wash basin and bath tub are always provided with some form of trap, to prevent air from entering the room from the sewer, charged with offending odors. Traps are made in many forms, but the purpose of all is to prevent the escape of sewer gas. The plain trap S, shown in Fig. 95, is that used under the basin in Fig. 91. It makes a tight joint by means of the nut B and a rubber washer as in the case of other joints of the kind. The parts C and E are unions that permit the pipe or bowl to be removed without disturbing the remainder of the plumbing. From the form of the trap it will be seen that the U-shaped part below the dotted line F will always remain full of water and so prevents the escape of air from the sewer. In case the trap becomes stopped the obstruction will likely become lodged in this part of the pipe. To clean the trap the screw-plug D is taken out with a pair of pliers and the obstruction removed with a wire.
—The waste pipes from the sink and bathtub always have some type of trap to stop air from coming into the room from the sewer, which could bring unpleasant odors. Traps come in various designs, but their main job is to block sewer gas from escaping. The standard trap S, shown in Fig. 95, is the one used under the sink in Fig. 91. It creates a tight seal using the nut B and a rubber washer, similar to other joints of this kind. The parts C and E are unions that let you remove the pipe or bowl without disrupting the rest of the plumbing. Looking at the shape of the trap, you can see that the U-shaped section below the dotted line F will always be filled with water, which stops air from escaping from the sewer. If the trap gets clogged, the blockage will most likely get stuck in this portion of the pipe. To clean the trap, just use pliers to take out the screw-plug D and remove the blockage with a wire.
The traps used in Figs. 90 and 92 are the same in principle as Fig. 95 but are made to discharge into a pipe placed in the wall instead of under the floor. The trap in Fig. 94 is a form known as the bottle-trap that is sometimes used in the more expensive plumbing.
The traps shown in Figs. 90 and 92 operate on the same principle as Fig. 95, but they are designed to empty into a pipe embedded in the wall instead of under the floor. The trap in Fig. 94 is a type called a bottle trap, which is occasionally used in more high-end plumbing.

Fig. 95.—The S trap of nickel-plated brass tubing.
Fig. 96.—The Bower non-siphoning trap.
Fig. 97.—The drum type of non-siphoning trap.
Fig. 98.—An S trap made of lead pipe.
Fig. 95.—The S trap made of nickel-plated brass tubing.
Fig. 96.—The Bower non-siphoning trap.
Fig. 97.—The drum-style non-siphoning trap.
Fig. 98.—An S trap made of lead pipe.
Another style much used with lavatories is the Bower trap shown in Fig. 96. In this trap the water comes down the pipe B and pushing aside the hollow rubber ball A, enters the space surrounding it and is discharged at C. The ball, being light, is held against the end of the pipe by the water and acts as a stopper to prevent evaporation from taking place. Open traps, such as Fig. 95, if left standing for a long time, may lose sufficient water by evaporation to destroy the water seal and allow the sewer gas to escape. In the use of the Bower trap such occurrence is much less likely to take place.
Another style commonly used with sinks is the Bower trap shown in Fig. 96. In this trap, water flows down the pipe B, pushing aside the hollow rubber ball A, and enters the space around it, then is discharged at C. Because the ball is lightweight, the water holds it against the end of the pipe, acting as a stopper to prevent evaporation. Open traps, like the one in Fig. 95, can lose enough water to evaporation if left standing for too long, which can break the water seal and allow sewer gas to escape. With the Bower trap, this issue is much less likely to occur.
Fig. 97 is another trap much used on sinks; it is known under the trade name of the Clean Sweep trap. The part C is much larger than the common trap and the water seal is less likely to[104] be broken. The clean-out is larger and the interior is easy of access in case of stoppage.
Fig. 97 is another trap commonly used on sinks; it's marketed as the Clean Sweep trap. The part C is significantly larger than the standard trap, and the water seal is less likely to[104] be compromised. The clean-out is larger, and the inside is easy to access in case of a blockage.
The simplest and most commonly used trap in cheap plumbing is that of Fig. 98. It is a lead pipe bent in the form of an S. It is the same in shape as Fig. 95 and performs its work as well but does not have the means of detachment shown in the latter. Traps of many other forms are in use but all have the same function to perform and the mechanical make-up is much the same as those described.
The most basic and frequently used trap in inexpensive plumbing is shown in Fig. 98. It’s a lead pipe shaped like an S. It has the same shape as Fig. 95 and works just as effectively, but it lacks the detachable features found in the latter. There are various other trap designs in use, but they all serve the same purpose, and their mechanical structure is quite similar to those described.

The plan of attachment of the various bathroom fixtures of the soil pipe must always depend on local conditions. The object is to conduct the waste water to the sewer in such a way as to give the least opportunity for stoppage and to prevent sewer gas from escaping into the house. To accomplish this purpose the pipes and traps are arranged according to a plan proposed by the architect, plumber or other person familiar with the principles of plumbing. Since these pipes are placed in the walls and under the floors, where they are not readily accessible, it is necessary that their arrangement be made with care and that the workmanship be such as to assure correct installation.
The layout for connecting the different bathroom fixtures to the sewer pipe always depends on the local situation. The goal is to direct the wastewater to the sewer in a way that minimizes blockages and prevents sewer gas from entering the house. To achieve this, the pipes and traps are set up according to a plan designed by the architect, plumber, or someone experienced with plumbing principles. Since these pipes are located within walls and under floors, making them hard to access, it's crucial that their arrangement is done carefully and that the workmanship ensures proper installation.
In Fig. 99 is shown a common method of connecting bathroom[105] fixtures with the sewer. The drawing shows a bathroom with the floor broken away to show the pipe connections with the bath tub, wash basin and closet. The overflow pipes O and V and the drain pipes D and R from the wash basin and bath tub empty into a large lead drum-trap T, set under the floor. This trap takes its name from its shape. It is set in position as dictated by the conditions under which it is used. The nickeled plate P, screwed into the top of the trap, comes just above the bathroom floor. This plate is easily removed in case of stoppage. It is made air-tight by a rubber ring placed under the cover and which makes a joint with the top edge of the drum.
In Fig. 99, you can see a common way to connect bathroom[105] fixtures to the sewer. The drawing shows a bathroom with the floor cut away to reveal the pipe connections for the bathtub, sink, and toilet. The overflow pipes O and V and the drain pipes D and R from the sink and bathtub lead into a large lead drum-trap T installed beneath the floor. This trap gets its name from its shape. It is positioned according to the requirements of its use. The nickel-plated cover P, screwed into the top of the trap, is just above the bathroom floor. This cover can be easily removed if there's a blockage. It is sealed tight by a rubber ring underneath the cover that creates a seal with the top edge of the drum.
It will be noticed that the waste pipes from the bath tub and wash basin enter the trap near the bottom and discharge at the opposite side near the top. The water will stand in the trap and pipes level with the bottom of the discharge pipe and thus form a seal that prevents the escape of sewer gas. This is a common form of non-siphoning trap. It is non-siphoning because it cannot lose its seal by reason of the siphoning effect of the water as it passes through the waste pipes on its way to the sewer. Another form of non-siphoning trap is the clean sweep trap shown in Fig. 97. Such traps as Figs. 95 and 98 are siphoning traps, since it is possible, in this form of trap, for the water to be so completely siphoned that not enough remains to form a seal. The small drawing, marked Detail L, is another method of connecting the same arrangement of fixtures. The waste pipe enters the trap as before but discharges immediately opposite. The level of the water stands in the pipes as indicated by the dotted line.
It will be observed that the waste pipes from the bathtub and sink enter the trap at the bottom and exit at the opposite side near the top. The water will sit in the trap and pipes at the same level as the bottom of the discharge pipe, creating a seal that stops sewer gas from escaping. This is a common type of non-siphoning trap. It is non-siphoning because it doesn’t lose its seal due to the siphoning effect of the water as it moves through the waste pipes to the sewer. Another type of non-siphoning trap is the clean sweep trap shown in Fig. 97. Traps like Figs. 95 and 98 are siphoning traps, as it is possible for the water in this type of trap to be siphoned out completely, leaving not enough to form a seal. The small drawing marked Detail L is another way to connect the same arrangement of fixtures. The waste pipe enters the trap as before but discharges immediately opposite. The water level in the pipes is indicated by the dotted line.
Back-venting.
—To prevent the possibility of loss of seal by siphoning and the escape of sewer gas, traps are back-vented to the main stack or to a separate vent stack. The venting is accomplished by joining a pipe to the top of the trap or to some point in its immediate neighborhood, and connecting this with the main stack or the vent stack. The water in a trap so vented will be open to the air from both sides and consequently can never be subject to siphonic action.
—To avoid losing the seal from siphoning and letting sewer gas escape, traps are back-vented to the main stack or a separate vent stack. This venting is done by attaching a pipe to the top of the trap or a nearby area and connecting it to the main stack or the vent stack. The water in a vented trap will have access to air from both sides and therefore can never be affected by siphoning.
In the average-sized dwelling where non-siphoning traps are used, back-venting is not necessary, but in large houses and[106] in plumbing where siphon traps are used, vent pipes must be attached to the traps to assure a satisfactory system.
In a typical home using non-siphoning traps, back-venting isn't needed. However, in larger houses and [106] in plumbing where siphon traps are used, vent pipes must be connected to the traps to ensure an effective system.
Fig. 100 furnishes an example of back-venting, applied to the bathroom shown in Fig. 99. In the former figure the bath tub and wash basin are connected with the waste pipe by siphon traps. A siphon trap may lose its seal in two ways: by self-siphonage, or by aspiration caused by the discharge of the water from other fixtures. In the discharge of the siphon trap, such as B, in Fig. 100, the long leg of the siphon, formed by the discharge pipe, may carry away the water so completely that not enough remains in the trap to form a seal. Again, the discharge of the water from the bath tub through the waste pipe tends to form a vacuum above it and in some cases the seal in B is destroyed by the water being drawn into the vertical pipe. The possibility of either of these occurrences is prevented by back-venting.
Fig. 100 provides an example of back-venting used in the bathroom shown in Fig. 99. In the previous figure, the bathtub and sink are connected to the waste pipe with siphon traps. A siphon trap can lose its seal in two ways: through self-siphonage or suction caused by the discharge of water from other fixtures. When the siphon trap, like B, in Fig. 100 discharges, the long leg of the siphon created by the discharge pipe might remove the water so thoroughly that not enough is left in the trap to maintain a seal. Additionally, the discharge of water from the bathtub through the waste pipe can create a vacuum above it, which may sometimes pull water out of the trap in B, breaking the seal. Back-venting prevents either of these issues from happening.

In Fig. 100, a pipe from the main stack is connected with the bend of the trap at B and also to the waste pipe outside the trap at T. A vent is also taken from the drain C, at a point just below the trap in the closet seat. The object of all of the vents is to prevent the tendency of the formation of a vacuum from any[107] cause that will carry away the water seal of the trap and allow sewer gas to enter the house.
In Fig. 100, a pipe from the main stack connects to the bend of the trap at B and also to the waste pipe outside the trap at T. There's also a vent taken from the drain C, just below the trap in the closet seat. The purpose of all these vents is to stop the formation of a vacuum from any[107] cause that would disturb the water seal of the trap and let sewer gas into the house.
The closet seat also contains a trap which will be described later. It connects with soil pipe S, leading to the sewer by a large lead pipe C.
The closet seat also has a trap that will be explained later. It connects to the soil pipe S, leading to the sewer through a large lead pipe C.
All of the pipes under the floor, leading to the soil pipe, should be of lead. The pipes above the floor are generally of iron or nickel-plated brass. All of the connections in the lead pipes are made with wiped joints; that is, the connections are made by wiping hot solder about the joint, in a manner peculiar to this kind of work, in such a way as to solder the pipes together. The joints made in this manner are perfectly and permanently tight. Lead pipes are used under such conditions, because lead is the least affected by corrosion of any of the metals that could be used for such work.
All the pipes under the floor that connect to the soil pipe should be made of lead. The pipes above the floor are usually made of iron or nickel-plated brass. All the connections in the lead pipes are created with wiped joints; that means the connections are formed by wiping hot solder around the joint in a specific way unique to this kind of work, sealing the pipes together. The joints made this way are completely and permanently leak-proof. Lead pipes are used in this situation because lead is the least affected by corrosion compared to other metals that could be used for this type of work.
Soil Pipe.
—The soil pipe, of which the waste stack or house drain is composed, is made of cast iron and comes from the factory covered with asphaltum paint. It may be obtained in two grades, the standard and extra heavy. The only difference is in the thickness of the pipe. The former is commonly used in the average dwelling. One end passes through the roof and the other end joins to the vitrified sewer tile under the basement floor. The joints must be perfectly tight, because a leak in this pipe would allow sewer gas to escape into the house. One end of each section is enlarged sufficiently to receive the small end of the next section. The joints are made with soft lead. The pipes are set in place and a roll of oakum is packed into the bottom of the joint, after which molten lead is poured into the joint, filling it completely. The oakum is used only to keep the lead in the joint until it cools. After the lead has cooled it is packed solidly into the joint with a hammer and calking tool. The calking is necessary because the lead shrinks on cooling and makes a joint that is not tight. Well-calked joints of this kind are air-tight and permanent. Detail N (Fig. 99) shows the arrangement of the parts of the joint as indicated at A. The blackened portion represents the lead as it appears in the joint.
—The soil pipe, which makes up the waste stack or house drain, is made of cast iron and comes from the factory coated with asphalt paint. It is available in two grades: standard and extra heavy. The only difference is the thickness of the pipe. The standard grade is commonly used in typical homes. One end goes through the roof while the other connects to the vitrified sewer tile beneath the basement floor. The joints must be completely tight because a leak in this pipe would let sewer gas escape into the house. One end of each section is widened enough to fit the smaller end of the next section. The joints are sealed with soft lead. The pipes are installed, and a roll of oakum is packed into the bottom of the joint, after which molten lead is poured in to fill it completely. The oakum is used just to hold the lead in place until it cools. After the lead cools, it's packed tightly into the joint with a hammer and caulking tool. The caulking is necessary because the lead shrinks as it cools, which can create a loose joint. Well-caulked joints like this are airtight and long-lasting. Detail N (Fig. 99) shows how the joints are arranged as indicated at A. The blackened area represents the lead in the joint.
Detail M (Fig. 99) shows the methods of attaching the closet seat to the lead waste pipe C. The end of the lead pipe is flanged at the level of the floor, as shown at C in the detail drawing.[108] The depression D, around the connection, is then filled with glazier’s putty and the seat is forced down tightly in place and fastened with lag screws.
Detail M (Fig. 99) illustrates how to attach the toilet seat to the lead waste pipe C. The end of the lead pipe is flared at floor level, as depicted at C in the detail drawing.[108] The dip D around the connection is then filled with glazing putty, and the seat is pressed down securely and secured with lag screws.
The pipe C, from the closet, and that from the trap T, being of lead, a special joint is necessary in connecting them with the soil pipe, because a wiped joint cannot be made with cast iron. To make such a connection the end of the lead pipe is “wiped” onto a brass thimble, heavy enough to allow it to be joined to the soil pipe by a calked lead joint. The brass thimble is then joined to the cast-iron pipe by a calked lead joint.
The pipe C, coming from the closet, and the one from the trap T, made of lead, need a special connection to the soil pipe because you can't create a wiped joint with cast iron. To connect them, the end of the lead pipe is “wiped” onto a brass thimble that's heavy enough to be attached to the soil pipe using a calked lead joint. Then, the brass thimble is connected to the cast-iron pipe with another calked lead joint.

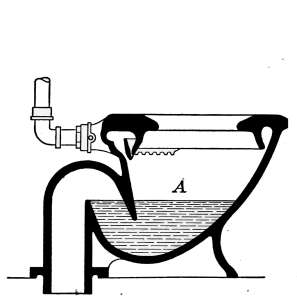
Water Closets.
—Water closets are made in a great number of styles to suit the architectural surroundings and the various conditions under which they are to be used. Many forms of water closets are manufactured to conform to special conditions, but those commonly used in the bathrooms of dwellings are of three general types. The mechanical construction of each is shown in the following drawings, Figs. 101, 102 and 103 showing respectively in cross-section the principle of operation of the washout closet, the washdown closet and the siphon-jet closet.
—Toilets are made in a wide variety of styles to fit the architectural environment and the different circumstances in which they will be used. Many types of toilets are designed for specific conditions, but the ones commonly found in residential bathrooms fall into three main categories. The mechanical construction of each type is illustrated in the following drawings, Figs. 101, 102, and 103, which show in cross-section the principle of operation of the washout toilet, the washdown toilet, and the siphon-jet toilet.
Washout Closets.—This type of closet has in the past been used to a very great extent. It does not perform the work it has to do, so perfectly as the others, because the shallowness of the water in the bowl allows it to give off odors, and because it is difficult to keep clean. The action of the closet is as follows: When the closet is flushed the water enters the rim at A, and the greater portion of it is washed downward at B to dislodge the contents of the bowl. A lighter flush is sent through the openings[109] in the side, which serves to wash the entire surface. The direction of discharge is forward, where it dashes against the front of the bowl and then falls into the trap. The only force received to carry the water to the trap is from falling through the distance from the point where it strikes the front. The flushing action is obtained from the use of a large volume of water. As the discharged matter is dashed against the front of the bowl, the flushing action of the water is not sufficient to remove all the stains; the result is an accumulation of filth. This part of the bowl is out of sight; hence, it is seldom kept clean. The name washout comes from the action of the water to wash out the contents of the bowl.
Washout Closets.—This type of closet has been widely used in the past. However, it doesn't work as effectively as others because the shallow water in the bowl can produce odors and makes it hard to keep clean. Here's how the closet functions: When the closet is flushed, water enters from the rim at A, and most of it flows downwards at B to push out the bowl's contents. A lighter flush is directed through openings[109] on the side, which helps wash the entire surface. The discharge moves forward, hitting the front of the bowl before falling into the trap. The only force moving the water to the trap is from its fall after it strikes the front. The flushing action relies on a large volume of water. As the waste hits the front of the bowl, the water flow isn't strong enough to remove all the stains, leading to a build-up of grime. This part of the bowl is hidden from view, so it rarely gets cleaned. The term washout comes from the action of the water washing out the bowl's contents.


Washdown Closets.
—As shown in Fig. 102, the action of this closet is to wash the contents of the bowl directly down the soil pipe. The depth of the water at A is much greater than at the corresponding point in the washout closets; as a consequence fecal matter is almost submerged. The main objection to this closet is that it is noisy. Fig. 104 shows another form of washdown closets. This closet is open to objection because of faulty design; the part A is difficult to keep clean because of its shape.
—As shown in Fig. 102, this toilet flushes the contents of the bowl directly down the sewage pipe. The water level at A is much deeper than at the same spot in the washout toilets; because of this, waste is nearly submerged. The main drawback to this toilet is that it’s noisy. Fig. 104 presents another type of washdown toilets. This design has issues due to poor design; the section A is hard to keep clean because of its shape.
Siphon-jet Closet.
—What is considered by many to be the most satisfactory closet yet designed, is that of the siphon-jet type shown in Fig. 103. The flushing action of this closet is entirely different from that of the others described. The flushing water enters at A and fills the rim B. Part of the water washes the sides of the bowl, while the remainder flows through the jet C, and is discharged directly into the outlet. The ejected water enters the outlet D, which, as soon as it fills, acts as a siphon to draw the water into the soil pipe. This closet is most[110] positive in its action, since the discharge is made by the siphon and also receives the additional momentum due to the water flowing through the jet. Its action is attended with but little noise.
—What many consider to be the best toilet design is the siphon-jet type shown in Fig. 103. The flushing mechanism of this toilet is completely different from the others described. The flushing water enters at A and fills the rim B. Some of the water washes the sides of the bowl, while the rest flows through the jet C and is discharged directly into the outlet. The expelled water enters the outlet D, which, once full, creates a siphon effect to pull the water into the soil pipe. This toilet operates very effectively since the discharge is driven by the siphon and also benefits from the extra push from the water flowing through the jet. It's also relatively quiet during operation.


Flush Tanks.
—The water closet depends for its action on one of two general types of flush tanks, the high and the low forms. The tank is automatically filled with water and when wanted, a large volume of water is suddenly discharged into the sewer, carrying with it the contents of the seat. The tank again fills and is ready for use when required.
—The toilet relies on one of two main types of flush tanks, which are either high or low. The tank automatically fills with water, and when needed, a large amount of water is quickly released into the sewer, taking the seat's contents with it. The tank then refills and is ready for use again when needed.
As illustrations of high flush tanks, those shown in Figs. 105 and 106 furnish examples of a simple and efficient form. The details of the mechanism of this type of tank are shown in Fig. 107. The pipe from the water supply is attached at G to the automatic valve F, which keeps the tank filled with water. The piece F of the valve is held against the opening by the pressure exerted through the float E. The float is a hollow copper ball.[111] As the ball is lifted it exerts a pressure in proportion to the amount it is submerged. When the water reaches the level A-A, the valve is tightly closed. As the water is discharged from the tank the ball follows the level of the water and opens the valve, allowing the water to enter and again fill the tank.
As examples of high flush tanks, those shown in Figs. 105 and 106 illustrate a simple and efficient design. The details of the mechanism for this type of tank are displayed in Fig. 107. The pipe from the water supply is connected at G to the automatic valve F, which keeps the tank filled with water. The part F of the valve is pushed against the opening by the pressure from the float E. The float is a hollow copper ball.[111] As the ball rises, it generates pressure based on how submerged it is. When the water reaches the level A-A, the valve closes tightly. As water is drained from the tank, the ball follows the water level and opens the valve, letting water in to refill the tank.

The siphon is made of cast iron, and in the figure is shown cut through the center. The lower end fits loosely in the piece K, and makes a water-tight joint around its outer edge, by resting on a rubber ring C-C. The right-hand side of the siphon is open at H, and when the tank is full, the level of the water is at A-A, which is almost at the top of the division plate. To discharge the tank, the chain L, attached to the lever B, is pulled down; this action raises the siphon from its seat. As soon as the siphon is lifted, the water rushes through the opening around C-C, into the pipe K; this causes a partial vacuum to form in D, and the water is lifted over the division plate K, and flows out at D, forming the siphon. As soon as the siphonic action begins the siphon may be dropped back on the seat and the water will continue to discharge until the tank is empty.
The siphon is made of cast iron, and the illustration shows it cut through the center. The lower end fits loosely into the piece K and creates a watertight seal around its outer edge by resting on a rubber ring C-C. The right side of the siphon is open at H, and when the tank is full, the water level is at A-A, which is nearly at the top of the division plate. To empty the tank, the chain L, which is attached to the lever B, is pulled down; this action lifts the siphon from its position. Once the siphon is raised, water rushes through the opening around C-C into the pipe K; this creates a partial vacuum in D, causing the water to go over the division plate K and flow out at D, creating the siphon effect. Once the siphoning begins, the siphon can be lowered back onto the seat, and the water will keep flowing out until the tank is empty.
Low-down Flush Tank.
—The low-down flush tank for water closets has met with so much favor that it has to a great extent displaced the high tank. The reason for this is because of its advantages over the other style. The low tank is more accessible, more easily kept clean, and better adapted to low ceilings. It is used successfully as a siphon tank, but other forms are in use with satisfactory results.
—The low-down flush tank for toilets has become so popular that it has largely replaced the high tank. This is due to its advantages over the other style. The low tank is more accessible, easier to clean, and better suited for low ceilings. It is effectively used as a siphon tank, but other types are also in use with good results.
Fig. 108 gives a perspective view of one style of this type of tank attached to a siphon-jet closet. Figs. 109 and 110 give the[112] details of the construction of two forms of this type of tank, both of which have given efficient service. The drawing shows the tanks with the front broken away to give a view of the working parts. The water enters the tank and is discharged at the points indicated. The float and supply valve works exactly as described in the high tank. The drawing in Fig. 109 shows the tank in the act of discharging. The discharge valve is raised as shown at E. When the water is completely discharged, the float occupies the position shown dotted. When the float reaches this dotted position, its weight pulls down the piece A. This releases the lever B, and the attached stopper E, which falls and closes the discharge orifice. While the tank is filling with water, a stream flows through the small pipe D, to replenish the water in the closet that has been discharged in siphoning. When the tank is full of water, the pieces A and B occupy the positions shown dotted. To discharge the tank the trip is pushed down. This action raises the lever to the position B, and with it the attached stopper E. The piece C falls and the opposite end A holds B suspended until the tank is completely discharged.
Fig. 108 shows a perspective view of one type of tank connected to a siphon-jet toilet. Figs. 109 and 110 provide the[112] details of how two versions of this tank are built, both of which have performed well. The illustration displays the tanks with the front section removed to reveal the working components. Water enters the tank and is released at the designated points. The float and supply valve operate just like those in the high tank. The drawing in Fig. 109 depicts the tank as it's discharging. The discharge valve is raised as indicated at E. When the water has completely drained, the float is in the position shown as dotted. When the float reaches this dotted position, its weight pulls down part A. This action releases lever B, which is connected to stopper E, causing it to drop and seal the discharge opening. While the tank fills with water, a stream flows through the small pipe D to refill the toilet that has emptied during siphoning. When the tank is full, pieces A and B are in the positions shown as dotted. To flush the tank, the trip is pressed down. This action lifts the lever to the position B, along with the attached stopper E. Part C falls, and the other end A keeps B raised until the tank is fully discharged.

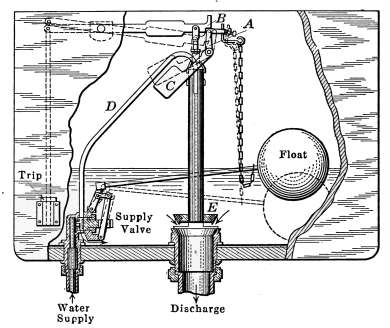
The action of the tank shown in Fig. 110 is the same as the others except that of the discharge mechanism. In the drawing, the tank is full of water ready to be discharged when required.[113] A hollow rubber ball E serves as a stopper for the discharge pipe. The ball is kept in place, when the tank is filling, by the pressure of the water above it. The discharge is started by pressing down the trip on the front of the tank. This raises the ball from its seat, and being lighter than water, it floats, thus leaving the discharge pipe open until the tank is empty, when the ball is again back on its seat. As the tank fills the pressure of the water above prevents the ball from again floating, until lifted from its seat. The supply valve and refilling pipe D is the same in action as in the other tank.
The action of the tank shown in Fig. 110 is the same as the others, except for the discharge mechanism. In the drawing, the tank is full of water and ready to be discharged when needed.[113] A hollow rubber ball E acts as a stopper for the discharge pipe. The ball stays in place while the tank is filling due to the pressure of the water above it. The discharge starts by pressing down the lever on the front of the tank. This lifts the ball from its seat, and since it's lighter than water, it floats, allowing the discharge pipe to stay open until the tank is empty, at which point the ball goes back to its seat. As the tank fills, the pressure of the water above keeps the ball from floating again until it’s lifted from its seat. The supply valve and refilling pipe D work the same way as in the other tank.


Opening Stopped Pipes.
—It occasionally happens that pipes leading from the various toilet fixtures become stopped because of accumulations or by articles that accidentally pass the entrance. In case the pipe has a trap connection the stoppage is most likely to occur at that point. Usually the obstruction may be removed by detaching the screw-plug of the trap and removing the accumulation with a wire.
—Sometimes, pipes connected to different bathroom fixtures get clogged due to buildup or items that accidentally enter. If the pipe has a trap connection, the clog is most likely to happen there. Typically, you can clear the blockage by unscrewing the trap's plug and removing the buildup with a wire.
Closet seats furnish an inviting receptacle for waste material of almost every kind. Stoppages are not uncommon and are generally found in the trap. One method of removing obstruction is by use of the plumbers’ friend. This device is shown at[114] P-R, in Fig. 111. It consists of a wooden handle P attached to a cup-shaped rubber piece R.
Closet seats provide a welcoming place for almost all types of waste. Clogs are pretty common and are usually located in the trap. One way to clear a blockage is by using a plumber's helper. This tool is shown at[114] P-R, in Fig. 111. It features a wooden handle P connected to a cup-shaped rubber part R.
The plumbers’ friend is shown in the figure, placed to remove an obstruction S that is lodged in the trap. A sudden downward thrust causes the rubber cap R to entirely fill the closet outlet and the resulting pressure to the water is generally sufficient to force the obstruction through the trap to the soil pipe.
The plumber's friend is shown in the figure, positioned to clear a blockage S stuck in the trap. A quick downward push causes the rubber cap R to completely seal the closet outlet, and the pressure created in the water is usually enough to push the blockage through the trap into the soil pipe.

The kitchen sink is another place that affords opportunity for accumulation that stops the waste pipe. Accumulation of grease in the trap is a common cause of trouble. This may be remedied to some extent by the use of potash or caustic soda. When the pipe is stopped and the trouble cannot be reached from the trap, a common method of removing the stoppage is that suggested in Fig. 112. A piece of heavy rubber tubing is forced over the water tap and the other end tightly wedged into the drain pipe; the water is then turned on and generally the pressure is sufficient to force the accumulation down the pipe.
The kitchen sink is another spot that tends to collect stuff, which can block the drain. A buildup of grease in the trap is a common issue. You can somewhat fix this by using potash or caustic soda. When the drain is clogged and you can't access it from the trap, a typical method for clearing the blockage is shown in Fig. 112. A piece of heavy rubber tubing is attached to the faucet, and the other end is securely pushed into the drain pipe. The water is then turned on, and usually, the pressure is enough to push the buildup down the pipe.
Sewer Gas.
—The prevalent fear of the deleterious effect of escaping sewer gas is one that has been magnified to an unwarrantable degree. Among bacteriologists it is very generally recognized that none of the dreaded diseases to which the human kind is susceptible are transmitted by gases. The one possible harmful effect recognized in sewer gas by scientists is that produced by carbon monoxide. Sewer gas often contains, from escaping illuminating gas, sufficient carbon monoxide to produce the poisoning effect characteristic of that gas but the possibility of danger is quite remote. The leakage of sewer gas is detected by the sense of smell sooner than in almost any other way. While leaks in sewer pipes are unhygienic in that they are conducive to undesirable atmospheric conditions, they should not be looked upon as the agents through which transmissible diseases are carried.
—The common fear of the harmful effects of escaping sewer gas has been blown out of proportion. Most bacteriologists agree that none of the feared diseases humans can catch are spread by gases. The only potential harmful effect of sewer gas recognized by scientists is from carbon monoxide. Sewer gas can contain enough carbon monoxide from leaking illuminating gas to cause poisoning, but the risk is very low. You can usually detect sewer gas leaks by smell before any other method. While leaks in sewer pipes are unsanitary and can create bad air quality, they shouldn't be seen as responsible for spreading contagious diseases.
To the average person the term sewer gas conveys the impression of a particularly loathsome form of vaporous contagion, capable of distributing every form of communicable disease. To the scientific mind it means no more than a bad odor. Sewer gas is really nothing but ill-smelling air.
To most people, the term sewer gas suggests a disgusting kind of toxic vapor that can spread all kinds of contagious diseases. To a scientist, it just means a foul smell. In reality, sewer gas is simply bad-smelling air.
RANGE BOILERS
The hot-water supply to the household is of so much importance, that the installation of the range boiler should be made with great care, and an understanding of the principle on which it works should be fully appreciated by all who have to do with its management. The ability of the boiler to supply the demands put upon it depends in a great measure on its size and the arrangement of its parts, but proper management is necessary to assure a supply of hot water when required.
The hot-water supply to the home is extremely important, so the installation of the range boiler should be done carefully, and everyone involved in its operation should understand how it works. The boiler's ability to meet the demand largely depends on its size and the way its parts are arranged, but proper management is essential to ensure a steady supply of hot water when it's needed.
Range boilers are used for storing hot water heated by the water-back of the kitchen range or other water heater, during a period when water is not drawn. It serves as a reserve supply where the heater is not of sufficient size to heat water as fast as is demanded.
Range boilers are used to store hot water heated by the water-back of the kitchen range or another water heater when water isn't being drawn. It acts as a backup supply when the heater isn't big enough to heat water fast enough to meet demand.
As commonly used, range boilers are galvanized-steel tanks made expressly for household use. They are standard in form and may be bought of any dealer in plumbing or household supplies. In capacity they range from 20 to 200 gallons and are made for either high-or low-pressure service. They are said to be tested at the factory to a pressure of 200 pounds to the square inch and are rated to stand a working pressure of 150 pounds. Range boilers are galvanized after they are made and coated both inside and out. The coating of zinc received in the galvanizing process helps to make their seams tight and at the same time renders the surface free from rust.
As commonly used, range boilers are galvanized steel tanks designed specifically for home use. They have a standard shape and can be purchased from any plumbing or household supply store. Their capacity ranges from 20 to 200 gallons and they are suitable for either high- or low-pressure systems. It is said that they are tested at the factory to withstand a pressure of 200 pounds per square inch and are rated for a working pressure of 150 pounds. Range boilers are galvanized after production and coated both inside and out. The zinc coating from the galvanizing process helps to create tight seams and keeps the surface rust-free.
There is no definite means of determining the size of tank to be used in any given case, because of the varying demands of a household but a common practice is to allow 5 gallons in capacity to each person the house is able to accommodate.
There’s no clear way to determine the size of the tank needed for any specific situation, due to the different needs of each household. However, a common rule of thumb is to allocate 5 gallons of capacity for each person that the house can accommodate.
The Water-back.
—The most common method of heating water for the range boiler is by use of the water-back or water-front of the kitchen range. The water-back is a hollow cast-iron piece[116] that is made to take the place of the back fire-box lining of the range. In some ranges the heater occupies the front of the fire-box instead of the back, in which case the heater becomes the water-front.
—The most common way to heat water for the range boiler is by using the water-back or water-front of the kitchen range. The water-back is a hollow cast-iron piece[116] designed to replace the back fire-box lining of the range. In some ranges, the heater is located at the front of the fire-box instead of the back, in which case it’s called the water-front.
The arrangement of pipes connecting the source of water supply with the boiler is such that cold water is constantly supplied to the tank as the hot water is drawn. If no water is drawn from the tank, it will continue to circulate through the tank and heater, the water becoming constantly hotter.
The layout of pipes linking the water supply to the boiler ensures that cold water is continuously fed into the tank while hot water is being used. If no water is taken from the tank, it will keep flowing through the tank and heater, with the water getting progressively hotter.
The connecting pipes are usually of iron but sometimes pipes of copper or brass are used. The joints should be reamed to remove the burr that is formed in cutting. The angles should be 45-degree bends or better still 90-degree bends in connecting the heater with the tank so as to cut down the amount of friction as much as possible.
The connecting pipes are typically made of iron, but sometimes copper or brass pipes are used. The joints should be smoothed out to remove the burr created during cutting. The angles should be 45-degree bends or, even better, 90-degree bends when connecting the heater to the tank to minimize friction as much as possible.
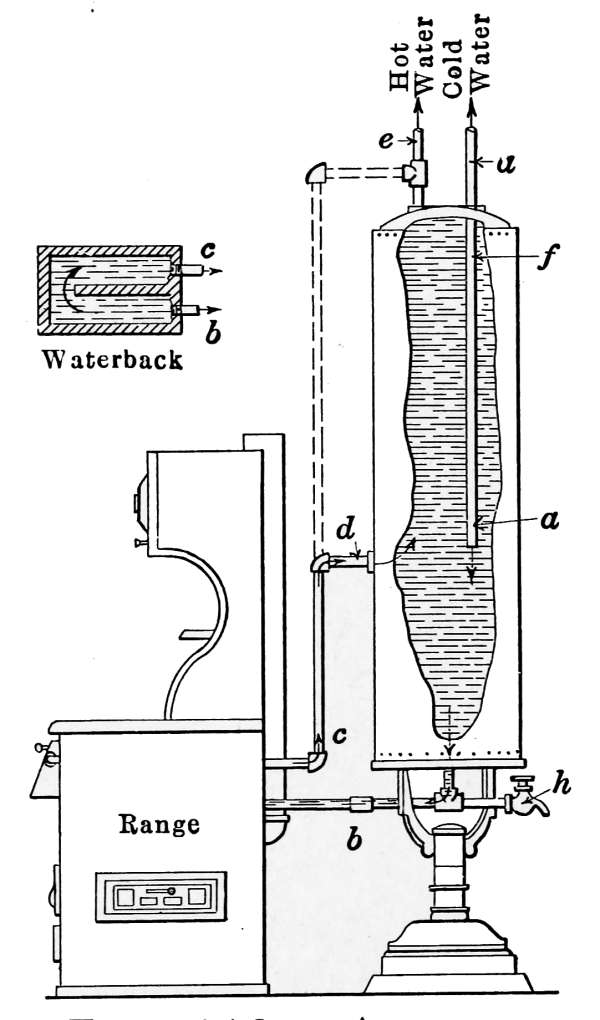
In Fig. 113 is shown a standard range boiler connected to the range. The water is brought into the top of the tank through the pipe a-a, and passing through it enters the water-back by means of the pipe b. After passing through the water-back the water again enters the tank through the pipes c and d, as indicated by the arrow. The flow pipe (carrying the out-going water) from the water-back may be connected with the tank at e, as shown dotted or in some cases the connections are made at both places. The velocity of circulation depends on the vertical height of the column of hot water and the greater height will, therefore, improve the circulation and thus increase the efficiency of the heater. The circulation of the water through the tank and heater is produced by its change in weight as the water is heated. As the hot water comes from the water-back it rises in the pipe because it is lighter in weight than the cooler water of the tank. In[117] the case of the pipe shown dotted in Fig. 113 the longer vertical rise will give a greater upward velocity of the hot water and consequently a better circulation through the entire circuit.
In Fig. 113, you can see a standard range boiler connected to the range. Water enters the top of the tank through the pipe a-a and flows into the water-back via pipe b. After passing through the water-back, the water re-enters the tank through pipes c and d, as indicated by the arrow. The flow pipe (which carries the outgoing water) from the water-back can connect to the tank at e, shown as dotted, or in some cases, connections are made at both points. The speed of circulation relies on the vertical height of the column of hot water; a greater height will improve circulation and increase the heater's efficiency. The circulation of the water through the tank and heater is driven by the change in weight as the water heats up. As hot water rises from the water-back, it moves up the pipe because it is lighter than the cooler water in the tank. In[117] the case of the dotted pipe shown in Fig. 113, the longer vertical rise will create a greater upward velocity for the hot water, leading to better circulation throughout the entire system.
The construction of the water-back is shown in the small drawing. The connections are made at b and c as before. A division plate in the water-back causes the water flowing in at b to follow the length of the heater at the bottom and return at the top as indicated by the arrow, when it is discharged at C.
The construction of the water-back is shown in the small drawing. The connections are made at b and c as before. A division plate in the water-back makes the water coming in at b travel along the bottom of the heater and return at the top, as indicated by the arrow, when it's discharged at C.
The hottest water is always at the top of the tank and the temperature grades uniformly from the hottest at the top to the coolest at the bottom. The reason for extending the pipe a so far down into the tank is that the cold water may not mingle with the hot water and reduce its temperature on entering the tank. Near the top of the pipe a is a small hole f that is intended to prevent the water from being siphoned from the tank in case a vacuum is formed in the cold-water pipe. In this arrangement the water enters and leaves at the top of the tank. In case the supply is shut off at any time the tank is left almost full of water, because the siphoning effect cannot extend below the small hole f.
The hottest water is always at the top of the tank, with the temperature gradually decreasing from the top to the bottom. The pipe a extends deep into the tank to prevent cold water from mixing with the hot water and cooling it down when it enters. Near the top of the pipe a, there’s a small hole f to stop water from being siphoned out of the tank if a vacuum forms in the cold-water pipe. In this setup, water flows in and out from the top of the tank. If the supply is ever turned off, the tank remains nearly full of water because the siphoning effect can’t reach below the small hole f.
Excessive Pressure.
—Accidents due to the explosion of hot-water backs are not at all rare and it should be borne in mind that there is danger of excessive pressure being formed should the pipes b and c become stopped. Under normal conditions the pressure generated by the heated water is relieved by the water in the tank being forced back into the supply pipe. The pressure in the tank, therefore, cannot become greater than that of the source of supply, but if b and c should become stopped with the water-back full of water a dangerous pressure might result. The greatest danger from this cause is that of freezing. It frequently happens that houses are closed during cold weather and the water-back is left undrained. The water freezes and when a fire is started in the range, the ice in the water-back is the first to melt. In a short time steam will be generated that will soon produce a sufficient pressure to burst the water-back. This has happened many times with disastrous results. Such dangers may be avoided by the exercise of a reasonable amount of care in the management of the range. To drain the water-back, the water is first shut off at the point where the supply[118] pipe enters the house. The water in the range boiler is then drawn off by means of the cock h.
—Accidents caused by the explosion of hot-water backs are quite common, and it's important to remember that excessive pressure can build up if the pipes b and c get clogged. Normally, the pressure created by the heated water is released when the water in the tank is pushed back into the supply pipe. So, the pressure in the tank can't exceed that of the supply source. However, if b and c become blocked while the water-back is full, dangerous pressure levels could occur. The biggest risk from this situation is freezing. It often happens that houses are closed off during the cold months, leaving the water-back undrained. The water freezes, and when a fire is lit in the range, the ice in the water-back is the first to melt. Soon, steam will be created that can generate enough pressure to burst the water-back. This has happened many times with serious consequences. Such risks can be avoided with a reasonable amount of care in managing the range. To drain the water-back, first, shut off the water where the supply[118] pipe enters the house. Then, draw off the water in the range boiler using the cock h.

Blow-off Cock.
—When a considerable amount of sediment is carried in the water the range boiler acts as a settling tank and the deposit accumulated at the bottom will in time amount to a source of trouble. The accumulation is shown in Fig. 114. The part W, which connects with B, is sometimes provided with a blow-off cock that will admit of a discharge of the sediment. More commonly the piping is arranged as shown in Fig. 113, when sediment is removed by occasionally drawing water from the cock h.
—When a significant amount of sediment is carried in the water, the range boiler acts like a settling tank, and over time, the deposit that builds up at the bottom can cause issues. The buildup is illustrated in Fig. 114. The section W, which connects to B, sometimes has a blow-off cock to allow for the discharge of sediment. More often, the piping is arranged as shown in Fig. 113, where sediment is removed by periodically drawing water from the cock h.
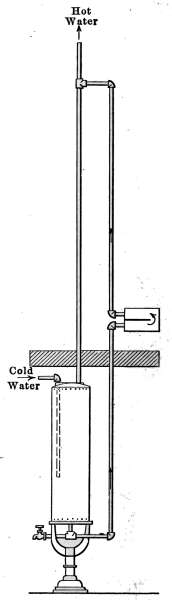
Location of Range Boiler.
—It is sometimes desired to place the range boiler on a different floor, either above or below the range. While such arrangements are entirely possible the circulation of the water is not so good as that described above. The weight of the two columns of water in the connecting pipes are so nearly balanced that good circulation is not always possible. In Fig. 115 the connections are shown, where the tank is located in the basement. In connecting the water-back to the tank under such conditions the piping is relatively the same as is shown in the dotted connections of Fig. 113, but the connections are longer. The circulating pipe comes from the bottom of the tank and leads to the bottom of the water-back. The flow pipe from the top of the water-back is extended up to a distance equal or greater than the distance from the water-back to the[119] bottom of the tank. The hot water is taken from the top of the flow pipe at any place above the tank.
—Sometimes, it's necessary to place the range boiler on a different floor, either above or below the range. While this is completely doable, the water circulation isn't as effective as described earlier. The weight of the two columns of water in the connecting pipes is so closely balanced that good circulation isn't always feasible. In Fig. 115, you can see the connections with the tank located in the basement. When connecting the water-back to the tank under these circumstances, the piping is similar to what's shown in the dotted connections of Fig. 113, but the connections are longer. The circulating pipe comes from the bottom of the tank and leads to the bottom of the water-back. The flow pipe from the top of the water-back is extended up to a distance that is equal to or greater than the distance from the water-back to the[119]bottom of the tank. Hot water is taken from the top of the flow pipe at any point above the tank.
Double Heater Connections.
—Two heaters are sometimes connected to one range boiler, each circuit being independent of the other. Under such conditions one or both heaters may be used. When the tank is connected as shown in Fig. 116 the pipe a, from the bottom of the tank, branches and leads to b and b´, at the bottom of each of the heaters. The flow pipes from the top of the heaters enter the tank at separate places, the lower heater sending its water into the side of the tank at c, and the upper heater flowing into the pipe d, at the top of the tank. It would be perfectly possible to reverse the connections for the flow pipes in the arrangement of Fig. 116 and attain the same results. In such combinations the heaters are sometimes piped tandem, the water flowing through each of the heaters in turn. This, however, is not the best method to employ, for if only one of the heaters is used the second acts to cool the water.
—Two heaters are sometimes connected to one range boiler, with each circuit functioning independently. In this setup, you can use one or both heaters. When the tank is connected as shown in Fig. 116, the pipe a from the bottom of the tank branches off and leads to b and b´ at the bottom of each heater. The flow pipes from the tops of the heaters enter the tank at different points, with the lower heater sending its water into the side of the tank at c, and the upper heater flowing into the pipe d at the top of the tank. It would be perfectly possible to reverse the connections for the flow pipes in the arrangement of Fig. 116 and achieve the same results. In such combinations, the heaters are sometimes piped in series, with water flowing through each heater in turn. However, this isn't the best method to use because if only one heater is utilized, the second one can cool the water down.

Horizontal Range Boilers.
—It occasionally happens that in a small kitchen there is no convenient floor space for the range boiler and it becomes necessary to suspend it from the ceiling. It is perfectly possible to station the ordinary range boiler in such a position and have it work fairly well but from the location of the cold-water inlet, only that part of the range boiler above the cold water pipe is actually used for storage. The water in the lower half constantly mixes with the entering cold water before it is heated by passing through the water-back. When hot water is drawn from the top of the range boiler, cold water enters by the cold-water pipe and reduces the temperature of most of the lower half. Fig. 117 illustrates such an arrangement. In this case the pipes connected with the water-back are those that correspond to the circulating pipes a and e in Fig. 113.
—Sometimes, in a small kitchen, there isn't enough floor space for the range boiler, and it's necessary to hang it from the ceiling. It's definitely possible to position a standard range boiler this way and have it function reasonably well, but due to the location of the cold-water inlet, only the part of the range boiler above the cold water pipe is actually used for storage. The water in the lower half always mixes with the incoming cold water before it gets heated by passing through the water-back. When hot water is taken from the top of the range boiler, cold water comes in through the cold-water pipe, lowering the temperature in most of the lower half. Fig. 117 shows this setup. In this instance, the pipes connected to the water-back are those that correspond to the circulating pipes a and e in Fig. 113.
Suppose the range boiler is full of water, and that it is being heated. The lower pipe at the left-hand end is conducting the water to the water-back and it is being returned to the range boiler by the upper pipe at the same end. When the hot water is drawn from the top of the range boiler by the hot-water pipe, the entering cold water mixes with hot water in most of the lower half of the range boiler before it has been heated by passing through the water-back and so reduces the temperature of most of the lower half of the tank.
Suppose the range boiler is filled with water and is being heated. The lower pipe on the left side is sending water to the water-back, and it's being returned to the range boiler through the upper pipe on the same side. When hot water is drawn from the top of the range boiler by the hot-water pipe, the incoming cold water mixes with the hot water in most of the lower half of the range boiler before it gets heated by flowing through the water-back, which lowers the temperature of most of the lower half of the tank.


A much better tank for the purpose is that indicated in Fig. 118. This is a tank made particularly for such a location. The cold water enters at the bottom of the tank and also leaves the bottom on its way to the water-back. Circulation takes place through the water-back as before but when hot water is drawn from the top of the tank, the entering cold water at the bottom mixes with only that at the lower part of the tank and so cools but a small amount of the hot water in storage. Hot-water tanks of this kind are tapped for pipe connections in two places on both the top and bottom sides and also at the ends as shown in the drawing.
A much better tank for this purpose is the one shown in Fig. 118. This tank is specifically designed for such a location. Cold water enters at the bottom of the tank and also exits from the bottom towards the water-back. Circulation happens through the water-back as before, but when hot water is drawn from the top of the tank, the incoming cold water at the bottom only mixes with the water in the lower part of the tank, so it cools just a small amount of the hot water stored there. Hot-water tanks like this are equipped with pipe connections in two places on both the top and bottom sides, as well as at the ends, as illustrated in the drawing.
Tank Heaters.
—When the demand for hot water is sufficient to warrant a separate hot-water heater the apparatus similar to Fig. 119 is used. With such a heater, the conditions of overheated water—to be described later—may be almost entirely avoided. In this case the connections are arranged similarly to those of the range boiler but a separate furnace takes the place of the water-back. The heater is simply a small furnace made expressly for heating water. Connected with the discharge pipe p is a draft-regulating valve which controls the drafts of the heater. The draft-regulator is set to so control the furnace that water at the desired temperature will always be in the tank. The mechanism of this regulator is the same as the draft-regulator described under hot-water heating plants.
—When the demand for hot water is high enough to require a separate hot water heater, a system like the one shown in Fig. 119 is used. With this type of heater, the issues of overheated water—discussed later—can be almost completely avoided. In this setup, the connections are arranged similarly to those of the range boiler, but a separate furnace replaces the water-back. The heater is simply a small furnace specifically designed for heating water. Attached to the discharge pipe p is a draft-regulating valve that controls the airflow of the heater. The draft regulator is set to ensure that water at the desired temperature is always available in the tank. The mechanism of this regulator is the same as the draft regulator described in hot water heating plants.
Overheated Water.
—Under ordinary conditions the water contained in the range boiler is below the atmospheric boiling point (212°F.) but at times when a hot fire is kept up in the range for a considerable period, the temperature will rise to a degree much above that amount. The temperature to which the water will rise will depend on the pressure of the water supply. As an example—suppose the gage pressure of the water supply is 25 pounds. The temperature corresponding to that pressure is 258°F. The temperature of the water in the tank will rise to that amount but not further because any additional temperature will produce a higher pressure, but a higher pressure would be greater than the pressure of the water supply and hence will back the water into the supply pipe. This condition of things, then, acts as a safety valve to the tank to prevent excessive pressures.
—Under normal conditions, the water in the range boiler is below the atmospheric boiling point (212°F). However, when there’s a hot fire burning in the range for a long time, the temperature can rise significantly above that point. The temperature the water will reach depends on the pressure of the water supply. For example, if the gauge pressure of the water supply is 25 pounds, the temperature corresponding to that pressure is 258°F. The temperature of the water in the tank will increase to that level but not beyond it because any extra heat would create a higher pressure. A higher pressure would exceed the water supply pressure and force the water back into the supply pipe. This situation effectively acts as a safety valve for the tank, preventing excessive pressures.

When the water at a high temperature is drawn from the tap a considerable part of it will instantly vaporize, because of the reduced pressure. If water at a pressure of 25 pounds is drawn from the faucet, the temperature, 258°F., is sufficient to send all of the water instantly into steam. This high temperature will scald at the slightest touch. The water drawn from the faucet[122] will continue to vaporize as it comes into the air until the water in the tank is cooled by the incoming cold water. The only means of relieving the overheated condition is to open the faucet a slight amount and allow a portion of the heated water to be drawn off.
When hot water is drawn from the tap, a significant amount of it instantly turns to steam because of the decreased pressure. If water at a pressure of 25 pounds is drawn from the faucet, the temperature of 258°F is enough to instantly turn all the water into steam. This high temperature can cause burns at the slightest contact. The water drawn from the faucet[122] will keep vaporizing as it meets the air until the water in the tank cools down with the inflow of cold water. The only way to alleviate the overheated situation is to slightly open the faucet and let some of the hot water flow out.
It is evident from what has been said of the range boiler that it operates under a variety of conditions. It is first a storage tank in which is accumulated the water, heated from a greater or less period of use of the range. Should the range fire be maintained through the day or night the supply of hot water will be excessive and superheating is the result. If the heater is to be used during short periods of time, the piping should be arranged to produce the best circulation; on the contrary, should the heater be used continuously—as in the case of a furnace coil—a slow circulation through the tank is most to be desired and the piping should be arranged for that purpose.
It’s clear from what we've discussed about the range boiler that it works under various conditions. First, it acts as a storage tank that holds the water, which is heated based on how often the range is used. If the range fire is kept going all day or night, there will be an excess of hot water, leading to superheating. If the heater is used for short periods, the piping should be set up to ensure the best circulation. On the other hand, if the heater is used continuously—like with a furnace coil—a slow circulation through the tank is preferable, and the piping should be arranged accordingly.
In the use of furnace heaters, superheating is likely to occur during cold weather when a hot fire must be used over a long period of time. In order to conserve the heat accumulated under such conditions a hot-water radiator is frequently connected with the range boiler through which to dispose of the excess heat. This radiator may be placed in any desired position and so connected by a valve as to discontinue its use at any time.
In using furnace heaters, superheating is likely to happen during cold weather when a hot fire needs to be maintained for a long time. To conserve the heat built up under these conditions, a hot-water radiator is often connected to the range boiler to release the excess heat. This radiator can be placed anywhere you want and can be connected with a valve to shut it off whenever needed.

Furnace Hot-water Heaters.
—It is sometimes more convenient to use the furnace as a means of heating water than the kitchen range. Such an arrangement is shown in Fig. 120, where a loop of pipe in the fire-box of the furnace takes the place[123] of the water-back. The arrangement of the pipes in the range boiler are as before, the water entering the tank through the pipe A, circulates through the pipes B and C, receiving its heat while passing through the loop in the furnace, in exactly the same way as in the water-back. It would be quite possible to also connect the kitchen range with the tank as shown by the dotted lines indicating the water-back. Such an arrangement would virtually be that shown in Fig. 116, where the two heaters on different floors are connected with the boiler.
—Sometimes it's more convenient to use the furnace to heat water instead of the kitchen range. This setup is illustrated in Fig. 120, where a loop of pipe in the furnace's fire-box replaces the water-back. The pipe arrangement in the range boiler remains the same, with water entering the tank through pipe A, circulating through pipes B and C, and absorbing heat as it passes through the furnace loop, just like with the water-back. It would also be possible to connect the kitchen range to the tank as indicated by the dotted lines showing the water-back. This setup would essentially be the same as in Fig. 116, where the two heaters on different floors are connected to the boiler.
Instantaneous Heaters.
—In isolated bathrooms where no constant supply of hot water is available, instantaneous hot-water heaters are much used. In many houses where a range fire is used intermittently, particularly during the summer months, a like method is used for the hot-water supply. These heaters are made in many forms to suit any condition. Some are very simple, being made of a gas heater, the heat from which is held against a long coil of pipe or a large amount of heating surface in other form, through which the water circulates on its way to the tap. Others are quite elaborate, being made entirely automatic in their action. The Ruud heater, for example, is so constructed that when the hot-water faucet is opened the reduced water pressure starts a gas heater in contact with a series of pipe coils through which the water circulates. As soon as the water faucet is closed the water pressure automatically closes the gas valve, cutting off the supply of gas. A little gas jet used for igniting the burner is left constantly burning, ready to light the gas whenever hot water is required.
—In standalone bathrooms where there's no consistent supply of hot water, instant hot-water heaters are commonly used. In many homes that use a stove intermittently, especially during the summer, a similar method is employed for hot water. These heaters come in various designs to fit different situations. Some are quite simple, consisting of a gas heater that provides heat to a long coil of pipe or other large heating surfaces, allowing water to flow through to the tap. Others are more complex and fully automatic. For instance, the Ruud heater is designed so that when the hot-water faucet is turned on, the lowered water pressure activates a gas heater in contact with a series of pipe coils where the water circulates. Once the faucet is turned off, the water pressure automatically shuts the gas valve, stopping the gas supply. A small gas jet for igniting the burner remains constantly lit, ready to start the gas flow whenever hot water is needed.
Fig. 121 illustrates a simple form of instantaneous heater that is relatively inexpensive and has met with a great deal of favor. A sheet-iron casing encloses a sinuous, multiple coil of pipes through which the water passes. The heat furnished by a Bunsen burner of a large number of small jets is evenly distributed over the bottom of the heater. The heating coils are arranged to interrupt the heat passing through the casing and absorb as much as possible. To do good work such a heater must be connected by a pipe to a chimney flue which furnishes a good draught.
Fig. 121 shows a straightforward type of instant heater that is fairly affordable and has gained a lot of popularity. A sheet metal casing surrounds a winding, multi-coil pipe system through which the water flows. The heat provided by a Bunsen burner with numerous small jets is evenly spread across the heater's bottom. The heating coils are designed to disrupt the heat flowing through the casing and capture as much as possible. To function effectively, this type of heater needs to be connected by a pipe to a chimney flue that provides a strong draft.
Instantaneous water heaters should not be used in bathrooms unless the products of combustion from the heater are carried[124] away by a chimney. The combustion of the required amount of gas produces a large volume of carbonic acid gas which if allowed to remain in the room is not only deleterious but may be a positive danger to life. Cases of asphyxiation from this cause are not at all rare.
Instant water heaters shouldn’t be used in bathrooms unless the exhaust from the heater is vented out through a chimney. Burning the necessary amount of gas creates a significant amount of carbon dioxide, which can be harmful and could pose a serious risk to life if it fills the room. Instances of suffocation from this reason are not uncommon.

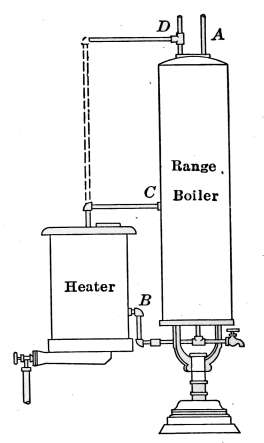
Fig. 122 shows the heater connected with a range boiler. In this case the heater may be considered as taking the place of the water-back. It may, however, be used as an auxiliary heater. In the picture of the kitchen shown in Fig. 80, an instantaneous heater is shown attached to the range boiler. It is located in this case between the kitchen range and the boiler.
Fig. 122 shows the heater connected to a range boiler. In this case, the heater can be seen as replacing the water-back. However, it can also be used as a supplementary heater. In the kitchen picture displayed in Fig. 80, an instantaneous heater is attached to the range boiler. It is positioned between the kitchen range and the boiler.
CHAPTER VII
Water Supply
The use of water enters into each detail of the affairs of everyday life and forms a part of every article of food; its quality has much to do with the health of the family, and its convenience of distribution lends greatly to the contentment of its members. The family water supply should be as carefully guarded as means will permit, and judicious care should be exercised to prevent the possibility of its pollution. Where the source of the water is known, it should be the subject of unremitting attention.
The use of water impacts every detail of daily life and is part of every food item; its quality greatly affects the family's health, and how easily it's supplied contributes significantly to their happiness. The family water supply should be protected as much as possible, and careful measures should be taken to avoid contamination. When the water source is known, it should always be closely monitored.
Water comes originally from rain or snow and as it falls, it is pure. Water, however, in falling through the air absorbs the contained vapors and washes the air free from suspended organic matter in the form of dust, so that when it reaches the earth rain water contains some impurities.
Water originally comes from rain or snow, and when it falls, it’s pure. However, as it drops through the air, it absorbs the vapors present and clears the air of suspended organic matter like dust, which means that by the time it reaches the ground, rainwater has some impurities.
As the water is absorbed by the earth, it comes into contact with the mineral matter and organic materials of animal and vegetable origin contained in the soil; and as water is a most wonderful solvent, it soon contains mineral salts and possibly the leachings from the organic substances through which it passes. The impurities usually found in well water are in the form of mineral salts that have been taken up from the earth, but other contaminating materials may come from the surface and be carried into the well by accidental drainage.
As water soaks into the ground, it interacts with the minerals and organic materials from plants and animals in the soil. Because water is an excellent solvent, it quickly picks up mineral salts and potentially leachates from the organic matter it flows through. The impurities commonly found in well water are mainly mineral salts absorbed from the earth, but other contaminants can also come from the surface and get washed into the well through runoff.
Water that is colorless and odorless is usually considered good for drinking and in the absence of more accurate means of determination may be used as a test of excellence; but it often happens that water possessing these qualities is so heavily freighted with mineral salts as to be the direct cause of impaired health. Again, water that appears pure may be polluted with disease-producing bacteria to such an extent as to endanger the lives of all who use it. The fact that a source of drinking[126] water bears a local reputation for purity, because of long usage, cannot be taken as a test of its actual purity until it has been subjected to chemical and bacterial examination.
Water that is colorless and odorless is usually seen as good for drinking, and without better ways to test it, people often use it as a measure of quality. However, it's common for water that looks and smells clean to be loaded with mineral salts that can actually harm your health. On the other hand, water that seems pure might be contaminated with harmful bacteria to a degree that puts anyone who drinks it at risk. Just because a source of drinking water is locally known for being pure due to its long-standing use doesn’t mean it’s genuinely safe until it has been tested for chemicals and bacteria.
It must not be inferred that all water is likely to be unsuitable for drinking; there is, however, a possibility of the water being polluted from natural sources and from accidental causes, that are sometimes preventable; and the only means of determining the purity of water is by chemical and bacterial examining.
It shouldn't be assumed that all water is likely unsafe to drink; however, there is a chance that the water could be contaminated from natural sources and accidental causes, some of which may be avoidable. The only way to determine the cleanliness of water is through chemical and bacterial testing.
Water Analysis.
—In order to be assured as to the quality of drinking water, it should be subjected to analysis and the result of the analysis inspected by a physician of good standing. Such analysis may usually be obtained free of charge from the State Board of Health and if asked, the Chief Chemist will usually give his opinion regarding the quality as drinking water.
—To ensure the quality of drinking water, it should be tested, and the results should be reviewed by a qualified physician. You can typically get this analysis for free from the State Board of Health, and upon request, the Chief Chemist will usually provide their opinion on the water's suitability for drinking.
In chemical water analysis, the total amount of solids, regardless of their nature is taken as indicative of its excellence for drinking purposes. These solids may be either in suspension and give the water a color or produce a turbidity, or they may be entirely in solution and the water appear colorless. English authorities on the subject place the allowable proportion of solids at 500 parts to the million. Any water that contains more than 500 parts to the million is condemned for drinking purposes. Water containing 500 parts or less to the million is considered good. The Standard of the American Board of Health permits the use of water for city supply that contains 1000 parts of solid matter to the million.
In chemical analysis of water, the total amount of solids, regardless of what they are, is seen as a key indicator of its quality for drinking. These solids can either be suspended, which can give the water a color or make it appear cloudy, or they can be completely dissolved, making the water look clear. Authorities in England set the acceptable level of solids at 500 parts per million. Any water with more than 500 parts per million is deemed unsuitable for drinking. Water with 500 parts or less per million is considered good. The American Board of Health allows for city water supplies that contain up to 1000 parts of solid matter per million.
The amount of solids contained in water is not at all a definite indication of its quality for drinking purposes, as may be inferred from the widely varying amounts permitted by the different authorities, but it gives an indication of its character because of the known physiological action of the contained solids.
The amount of solids in water isn’t a clear indicator of its quality for drinking, as seen in the different limits set by various authorities. However, it does give some insight into its nature due to the known health effects of those solids.
Chemical analysis alone cannot be taken as a complete indication of the character of water, because such analysis shows nothing of the bacteria that may be present. The organic matter may indicate the possible presence of bacteria, but microscopic examination will be required to determine its harmful properties.
Chemical analysis alone can't fully represent the quality of water because it doesn’t reveal the bacteria that might be present. Organic matter may suggest the possible presence of bacteria, but a microscopic examination is necessary to identify its harmful effects.
As examples of the chemical constituents of potable waters, the following furnish illustrations of different types of water in general use.
As examples of the chemical components of drinking water, the following provide illustrations of different types of water commonly used.
Pokegama Water.
—The water from Pokegama Spring at Detroit, Minn. is used widely through the Northwest as a table water. It is considered to be a very excellent drinking water because of the low amount of solids and the absence of any deleterious constituents. The complete chemical analysis as reported by the North Dakota Pure Food Laboratory is as follows:
—The water from Pokegama Spring in Detroit, Minn. is widely used across the Northwest as table water. It's regarded as excellent drinking water due to its low solids content and the absence of any harmful substances. The full chemical analysis reported by the North Dakota Pure Food Laboratory is as follows:
| Grains per gallon | |
| Sodium chloride | 0.0200 |
| Sodium sulphate | 0.0357 |
| Sodium carbonate | 3.9288 |
| Calcium carbonate | 11.3997 |
| Lime carbonate | 0.0016 |
| Magnesium carbonate | 3.8896 |
| Sodium phosphate | trace |
| Potassium sulphate | 0.4435 |
| Silica | 0.4416 |
| Organic matter | 0.1006 |
| ———— | |
| Total | 20.2611 |
The total solids, 20.2611 grains per gallon, equivalent to 346.85 parts per million, is very low and composed of carbonates of sodium, calcium and magnesium, none of which are in any way harmful even in much larger quantities. The amount of organic matter is practically nothing.
The total solids, 20.2611 grains per gallon, which is equivalent to 346.85 parts per million, are very low and made up of carbonates of sodium, calcium, and magnesium, none of which are harmful, even in much larger amounts. The amount of organic matter is basically zero.
River Water.
—The water supply of the city of Fargo, N. D., is taken from the Red River of the North, which after being filtered through a mechanical filtration plant is supplied to the water system of the city. The river water in its raw state is considered unfit for drinking because of the amount of organic matter present at different times of the year.
—The water supply for the city of Fargo, N.D., comes from the Red River of the North. After being filtered through a mechanical filtration plant, it's supplied to the city's water system. The river water in its natural state is deemed unsafe for drinking due to varying amounts of organic matter present at different times of the year.
Analysis of raw water from intake pipe, April 14, 1913:
Analysis of raw water from intake pipe, April 14, 1913:
| Parts per million | ||
| Chlorine | 10 | |
| Equivalent as sodium chloride, salt | 16 | |
| Volatile and organic matter | 80 | |
| Mineral solids | 180 | |
| —— | ||
| Total solids | 260 | |
In this water neither the solids nor the organic matter are at all high but during a part of each year there are many pathogenic[128] germs present, the contained typhoid bacillus being the most feared. The following is an analysis after the water has been filtered, April 14, 1913:
In this water, neither the solids nor the organic matter levels are very high, but at certain times of the year, there are many pathogenic[128] germs present, with the typhoid bacillus being the most concerning. The following is an analysis after the water has been filtered, April 14, 1913:
| Parts per million | ||
| Chlorine | 12 | |
| Equivalent as sodium chloride, salt | 18 | |
| Volatile and organic matter | 45 | |
| Mineral solids | 140 | |
| —— | ||
| Total solids | 185 | |
It will be noticed that in the process of filtration there has been removed from the water 35 parts to the million of organic matter and with probably 99 per cent. of the pathogenic bacteria. In addition there has been removed 40 parts to the million of mineral solids, the removal of which has changed a very hard water to that which is reasonably soft. The process of filtration has changed water that is generally condemned for drinking to one that is considered remarkably good.
It will be noted that during the filtration process, 35 parts per million of organic matter and about 99 percent of pathogenic bacteria have been removed from the water. Additionally, 40 parts per million of mineral solids have been removed, which has transformed very hard water into reasonably soft water. The filtration process has turned water that is typically deemed unsuitable for drinking into water that is considered remarkably good.
Artesian Water.
—The analysis of the sample of artesian water given below is an example of the water analysis made by the North Dakota Pure Food Laboratory. It furnishes an illustration of the type of reports that are returned from samples of water submitted for examination. This report was in the form of a letter which was taken at random from the files of the laboratory.
—The analysis of the artesian water sample shown below is an example of the water analysis conducted by the North Dakota Pure Food Laboratory. It provides an illustration of the kind of reports generated from water samples sent for testing. This report was in the format of a letter taken at random from the lab's files.
Sample of artesian water No. 1936 from Moorhead, Minn.:
Sample of artesian water No. 1936 from Moorhead, MN:
| Parts per million | ||
| Chlorine | 70 | |
| Equivalent as sodium chloride, salt | 116 | |
| Volatile and organic matter | 90 | |
| Mineral solids | 455 | |
| —— | ||
| Total solids | 545 | |
“The solids in this water are made up of sodium chloride, salt, 116 parts; volatile and organic matter, 90 parts; lime sulphate, a trace; lime carbonate, a slight amount; magnesium carbonate, a slight amount; and the balance of the solids are all wholly made up of sodium bicarbonate. This water is low in solids and of good quality.”
“The solids in this water consist of 116 parts sodium chloride (salt), 90 parts volatile and organic matter, a trace of lime sulfate, a small amount of lime carbonate, a small amount of magnesium carbonate, and the rest is entirely sodium bicarbonate. This water has low solid content and is of good quality.”
Medical Water.
—The solids that occur most commonly in spring and well water appear in the form of mineral salts. It[129] frequently happens that salts giving a cathartic action are present in sufficient quantity to render the water objectionable when used for drinking. Sodium chloride or common salt frequently occurs in quantity sufficient to be distinctly noticeable. Magnesium sulphate (Epsom salts) and sodium sulphate (Glauber salts), both of which are well-known laxative salts, very commonly occur in well water. The carbonates of calcium and sulphur also frequently found in well water are inert in physical action when taken in drinking water. The presence of laxative salts in spring water has given great celebrity to many springs both in Europe and America that are famous as cures for all manner of human ills. Such curative value as these springs possess is derived from the cathartic salts contained by the water.
—The solids that are most commonly found in spring and well water usually appear as mineral salts. It[129]often happens that salts with a laxative effect are present in enough quantity to make the water unpleasant for drinking. Sodium chloride, or common salt, often shows up in noticeable amounts. Magnesium sulfate (Epsom salts) and sodium sulfate (Glauber salts), both known as laxative salts, are also commonly found in well water. The carbonates of calcium and sulfur, which are frequently present in well water, do not have any noticeable effect when consumed. The presence of laxative salts in spring water has made many springs famous in both Europe and America for their supposed ability to cure various ailments. The healing properties of these springs come from the laxative salts found in the water.
The table of contents of the Saratoga Congress Water as given by Dr. Woods Hutchinson shows the solids of one of the most celebrated of America’s medicinal waters.
The table of contents of the Saratoga Congress Water, as presented by Dr. Woods Hutchinson, highlights the minerals in one of America’s most famous medicinal waters.
| Grains per gallon | ||
| Sodium chloride | 385 | |
| Magnesium carbonate | 56 | |
| Calcium carbonate and sulphate | 116 | |
| Sodium bicarbonate | 9 | |
| Sodium iodide | 4 | |
| Bromide, iron, silica | trace | |
| —— | ||
| Total solids | 570 | |
When reduced to ordinary measure and given their common names the mineral solids in a gallon of this water will be approximately:
When measured normally and known by their common names, the mineral solids in a gallon of this water will be roughly:
| Common salt | 8 teaspoonfuls |
| Magnesium | 1 teaspoonful |
| Lime and plaster of Paris | 2 teaspoonfuls |
| Baking soda | 1⁄6 teaspoonful |
| Bromides and iodides | 1⁄12 teaspoonful |
The total solids, 570 grains per gallon, contained in Saratoga water, gives the remarkably high content in total solids, of 9758 parts per million; this is almost ten times the limit of the American standard. While such water would not do for constant consumption, it is taken for considerable periods of time with beneficial results and is recommended by many authorities as a water of great medicinal potency.
The total solids, 570 grains per gallon, found in Saratoga water, results in a remarkably high total solids content of 9758 parts per million; this is nearly ten times the limit of the American standard. While this water isn’t suitable for regular consumption, it can be taken for extended periods with positive effects and is endorsed by many experts as a water with significant medicinal benefits.
While most medical authorities condemn the use of water high in solids, the ideal drinking water is neither soft water nor distilled water—that is, water that is perfectly free from any saltiness—but one that contains a moderate amount of the ordinary constituents of the earth. It is reasonably safe to assume that any unpolluted water containing as high percentage of solids as 1000 parts of total solids to the million, and that is agreeable to the taste, would be safe for drinking.
While most medical experts advise against using water that has a high solids content, the best drinking water isn’t soft water or distilled water—meaning it should have minimal saltiness—but rather water that has a moderate level of normal earth minerals. It’s fairly safe to assume that any clean water with a solids content up to 1000 parts per million, and that tastes good, would be safe to drink.
“Chemical analysis in general indicates the possible pollution of water. A relatively high content of organic substances, nitrate, chlorides and sulphates, might indicate contamination, particularly when ammonia is also present. On the other hand, a high content of just one of the above-mentioned substances, be it organic, chloride, nitrate or sulphate, may originate from the natural soil strata.”
“Chemical analysis generally suggests potential water pollution. A higher than normal level of organic substances, nitrates, chlorides, and sulfates could signal contamination, especially if ammonia is also detected. However, a high level of only one of these substances—whether it’s organic matter, chloride, nitrate, or sulfate—might come from natural soil layers.”
Organic Matter.
—Organic matter may come from peat swamps, decaying leaves and grasses; or it may come from decayed animal matter which finds its way into the soil; or worst of all it may come from cesspools or other sewage. While the presence of organic matter does not necessarily indicate the presence of disease-producing bacteria, it is a medium in which such germs live and multiply; for that reason it is an indicator of possible harm.
—Organic matter can come from peat swamps, decomposing leaves and grasses; or it can come from decayed animal remains that make their way into the soil; or, even worse, it can come from cesspools or other sewage. While having organic matter doesn’t necessarily mean that there are disease-causing bacteria present, it is a environment where such germs can live and multiply; for that reason, it serves as a warning of potential danger.
“Waters containing a high percentage of organic substances and among them products of putrefaction are frequently used without damage but they are capable of producing gastro-intestinal catarrh, phenomena of excitement and paralysis as well as death. Of the many pathogenic bacteria that sooner or later may get into the water, those of cholera and typhoid are of special importance.
“Waters with a high level of organic substances, including decaying matter, are often used without issue, but they can cause gastrointestinal inflammation, excitement and paralysis, and even death. Among the many harmful bacteria that might eventually contaminate the water, those responsible for cholera and typhoid are particularly significant.”
“Pathogenic bacteria occur but rarely and when once they find their way into a water, they generally do not multiply but remain for a greater or lesser period viable.
“Pathogenic bacteria are quite rare, and when they enter a body of water, they usually don’t multiply but can remain alive for varying lengths of time.”
“Bacteria enter wells by three different modes: first, from surface water that is washed from the soil by rain; second, from faulty construction of the curbing; and third, from bacteria entering the soil from vaults, etc.” (Van Es).
“Bacteria get into wells in three main ways: first, through surface water that washes off the soil during rain; second, due to poor construction of the curb; and third, from bacteria that enter the soil from septic tanks, etc.” (Van Es).
Ammonia.
—In the analysis of water the presence of ammonia is an indicator of organic matter. Ammonia is not of itself injurious but it indicates the presence of matter in which bacteria[131] find conditions suited to their growth. Free ammonia is usually considered an indicator of recent pollution, while albuminoid ammonia indicates the presence of nitrogenous matter that has not undergone sufficient decomposition to form ammonia compounds.
—In water analysis, the presence of ammonia signals organic matter. Ammonia itself isn’t harmful, but it suggests that there’s material where bacteria[131] can thrive. Free ammonia is typically seen as a sign of recent pollution, while albuminoid ammonia points to nitrogenous matter that hasn’t broken down enough to turn into ammonia compounds.
Hardness in Water.
—Water that holds no mineral matter in solution is “soft water” and when soap is added will readily form a lather. The presence of lime or magnesia is commonly the cause of “hardness” in water. Either of these minerals, when present form an insoluble curd when the soap is added to the water and the soap will not form a lather until enough soap has been added to unite with the mineral matter present. The hardening agents are usually in the form of bicarbonates and sulphates. All soap used in neutralizing the hardening agents is wasted, because a lather will not form until all of the hardening materials are neutralized. It is evident that the softening of water for domestic purposes is beneficial, both because of the less amount of soap required and because of the absence of the curd.
—Water that doesn’t have any minerals dissolved in it is called “soft water” and will easily create a lather when soap is added. The presence of lime or magnesia is usually what causes water to be “hard.” When these minerals are present, they form an insoluble curd when soap is added, meaning the soap won’t lather until there’s enough of it to react with the minerals. The hardening substances typically come as bicarbonates and sulfates. Any soap that’s used to counteract these hardening agents is essentially wasted, as lather will not form until all the hard materials are neutralized. It’s clear that softening water for home use is useful, both because it requires less soap and eliminates the curd.
Hardness in water may occur in two forms—as temporary hardness or as permanent hardness. When bicarbonate predominates as the hardening agent, the water is said to be temporarily hard because, when heated to boiling, the bicarbonate is precipitated and the water is thus softened. When softening of such water is to be done on a large scale, chemical treatment is more satisfactory. Water containing bicarbonate of lime may be softened by adding a pound of lime to 1000 gallons or 1 pound of lime to 165 cubic feet of the water. This quantity of lime is sufficient to remove 10 grains of the bicarbonate to the gallon.
Hardness in water can appear in two forms: temporary hardness and permanent hardness. When bicarbonate is the main hardening agent, the water is considered temporarily hard because, when boiled, the bicarbonate precipitates and the water becomes softened. For large-scale softening of such water, chemical treatment is more effective. Water that contains bicarbonate of lime can be softened by adding a pound of lime to 1000 gallons, or 1 pound of lime to 165 cubic feet of water. This amount of lime is enough to remove 10 grains of bicarbonate per gallon.
When the mineral matter is in the form of sulphates, mainly sulphate of lime or magnesia, the water is said to be permanently hard, because boiling will not soften it. Such water may be softened by adding soda ash or impure carbonate of soda. One pound to 1¼ pounds of “washing soda” to each 1000 gallons of water will render such water soft; by its action the sulphate of lime is precipitated and settles to the bottom of the container; the water may then be siphoned off leaving the precipitate in the bottom.
When the mineral content is in the form of sulfates, mainly calcium sulfate or magnesium sulfate, the water is considered permanently hard because boiling won't make it soft. You can soften this type of water by adding soda ash or impure sodium carbonate. Adding one to one and a quarter pounds of "washing soda" for every 1,000 gallons of water will make it soft; this process causes the calcium sulfate to be precipitated and settle at the bottom of the container. You can then siphon off the water, leaving the precipitate behind.
Iron in Water.
—Water containing iron is found in many wells and springs. While iron is not harmful, it is objectionable to[132] taste and stains most things with which it is long in contact. It may be precipitated with lime and removed as the sulphate of magnesia described in the preceding paragraph.
—Water with iron can be found in many wells and springs. Although iron isn’t harmful, it has an unpleasant taste and can stain most things it interacts with over time. It can be removed by using lime to precipitate it, similarly to how the sulfate of magnesia was described in the previous paragraph.
Water Softening with Hydrated Silicates.
—By W. L. Stockham, assistant chemist, North Dakota Experiment Station.
—By W. L. Stockham, assistant chemist, North Dakota Experiment Station.
“The use of chemicals in softening water requires the mechanical removal of the separated materials by skimming, settling or filtering and it is difficult to determine just how much chemical to add. A new process for softening water, and one that has awakened great interest because of its efficiency, employs hydrated silicates of aluminum or iron combined with soluble bases. This process softens water from practically any condition or hardness.
“The use of chemicals to soften water requires the mechanical removal of the separated materials through skimming, settling, or filtering, and it's hard to figure out how much chemical to add. A new method for softening water, which has generated significant interest due to its effectiveness, uses hydrated silicates of aluminum or iron combined with soluble bases. This method can soften water from almost any condition or hardness.”
“The form of apparatus in use varies from a portable jar, with an inlet at the top and an outlet at the bottom, to the more complex tanks for industrial and domestic purposes. A plant for domestic use might consist of a 20-gallon tank for containing the softening material and a second tank in which is prepared the salt solution for reactivating the softener. The two tanks with their valves and connections constitute the apparatus. The softener, supported by a porous plate, sieve, or layer of gravel, completely fills the first tank and the water to be treated passes through the interspaces between the granules. In some plants the water passes through a layer of marble chips before coming into contact with the softener. The apparatus may be attached temporarily to the faucet or connected permanently with the water system. A gravity system may be employed where the water pressure is lacking.
“The type of device used ranges from a portable jar with an inlet on top and an outlet on the bottom to more complex tanks for industrial and home use. A home system might include a 20-gallon tank for holding the softening material and a second tank for preparing the salt solution needed to reactivate the softener. The two tanks, along with their valves and connections, make up the system. The softener, supported by a porous plate, sieve, or gravel layer, completely fills the first tank, and the water that needs treatment flows through the spaces between the granules. In some systems, the water goes through a layer of marble chips before it meets the softener. The device can be temporarily attached to the faucet or permanently connected to the water supply. A gravity system may be used when there isn't enough water pressure.”
“The softener is put on the market in granular form and may be purchased and used with apparatus other than that furnished by manufacturers. The granules are about ¼ inch in diameter and permit a ready passage of the water through the interspaces. The material lasts indefinitely.
“The softener is sold in granular form and can be bought and used with devices other than those provided by the manufacturers. The granules are about ¼ inch in diameter, allowing water to flow easily through the spaces between them. The material lasts indefinitely.”
“As the water passes through the apparatus, the large exposed surface of the granules entirely absorbs the calcium and magnesium, which produce hardness, making it soft and ready for immediate use. The water does not require being in contact with the softener any longer than the time taken to pass through and it emerges almost as fast as from the faucet. The softener must be reactivated after it has softened a certain amount of water. This is accomplished by filling the tank with a common salt solution which is contained in the second tank. The water supply is temporarily shut off and the salt solution allowed to fill the softening tank. After remaining in contact[133] with the granules for a time the chemical action of the salt releases the calcium and magnesium, which are flushed out with the excess of salt solution, into the sewer. The softener thus renewed is ready for softening another supply of water. Since this renewal is a simple application of the law of mass action, an excess of the salt must be used. The renewal may be repeated indefinitely.
“As the water flows through the system, the large exposed surface of the granules completely absorbs the calcium and magnesium that cause hardness, making it soft and ready for immediate use. The water doesn’t need to stay in contact with the softener any longer than it takes to pass through, and it comes out almost as fast as it does from the faucet. The softener needs to be reactivated after it has softened a certain amount of water. This is done by filling the tank with a common salt solution found in the second tank. The water supply is temporarily shut off, and the salt solution is allowed to fill the softening tank. After it remains in contact[133] with the granules for a while, the chemical action of the salt releases the calcium and magnesium, which are flushed out with the excess salt solution into the sewer. The renewed softener is ready to soften another batch of water. Since this renewal is a straightforward application of the law of mass action, an excess of salt must be used. The renewal can be repeated indefinitely."
“The amount of any particular sample of water which can be softened before renewal depends on the amount of material in the apparatus and the hardness of the water. Five gallons of the water per pound of softener would not be far from the average capacity. Where a large amount of soft water is required at one time, it may be prepared in advance and accumulated in a tank or cistern.
“The amount of any specific sample of water that can be softened before needing to be renewed depends on the quantity of material in the system and the hardness of the water. An average capacity would be about five gallons of water per pound of softener. If a large amount of soft water is needed at once, it can be prepared in advance and stored in a tank or cistern."
“The cost of softening, aside from the original cost of the plant, is nominal, as the value of the salt solution is the only expense.
“The cost of softening, aside from the initial cost of the plant, is minimal, as the value of the salt solution is the only expense.”
“The water produced by this process is absolutely soft and suitable for drinking, domestic and industrial purposes. In the case of very hard water the saving in soap for washing is more than equal to the cost of operation. There are at least three firms manufacturing softening plants of the kind at the present time: The Permutite Co. of New York; the Cartright Co. of Chicago, whose product is called Borromite; and the Des Moines Refining Co., manufacturers of Refinite.
“The water produced by this process is completely soft and safe for drinking, as well as for home and industrial use. In cases of extremely hard water, the savings on soap for washing more than cover the operating costs. Currently, there are at least three companies making softening plants of this type: The Permutite Co. of New York; the Cartright Co. of Chicago, whose product is called Borromite; and the Des Moines Refining Co., makers of Refinite.”
“A comparative test of various forms of water-softening materials may be obtained from the Regulatory Department, North Dakota Agricultural College.”
“A comparative test of different types of water-softening materials can be obtained from the Regulatory Department at North Dakota Agricultural College.”
Chlorine.
—The presence of chlorine in water may indicate the presence of polluting matter in the form of sewage but only when the amount is considerably above the normal amount of chlorine that is contained in the soil in the community from which the water is taken. An increase of the chlorine in the water would indicate a probable pollution from sewage.
—The presence of chlorine in water could suggest that there is pollution, like sewage, but this only applies when the level is significantly higher than the usual amount of chlorine found in the local soil where the water comes from. An increase in chlorine in the water would likely indicate potential sewage pollution.
Polluted Water.
—Well water that is roily or that possesses objectionable taste or odor may be suspected of containing polluting matter and should be boiled before being used for drinking purposes until such time as may be required to have it examined. Sickness due to the use of polluted water does not necessarily develop as specific diseases, unless the water contains disease-producing bacteria. Typhoid fever, one of the commonest and most dreaded of diseases, is usually transmitted by water. Typhoid is a disease of human origin, the germ of which develops in the alimentary tract of the human kind alone. The germs may[134] be spread by the waste from the typhoid patient by being thrown on the ground where it is taken up by the water and passes into streams or it may enter wells from privies or cesspools. A single case of typhoid has been known to so pollute the water of a stream, as to produce an epidemic of the disease throughout the entire length of the stream, among the people who drank its water; while water from a polluted well often transmits disease to a neighborhood.
—Well water that is muddy or has an unpleasant taste or smell may be suspected of containing contaminants and should be boiled before being used for drinking until it can be tested. Getting sick from polluted water doesn’t always result in specific diseases unless the water has harmful bacteria. Typhoid fever, one of the most common and feared illnesses, is usually spread through water. Typhoid is a disease that originates in humans, and the germ develops only in the human digestive system. The germs can be spread through waste from a typhoid patient when it’s disposed of on the ground, where it gets into the water and flows into streams, or can enter wells from outhouses or cesspools. Just one case of typhoid has been known to contaminate the water of a stream so severely that it caused an epidemic among those who drank from it; meanwhile, water from a contaminated well often spreads illness in the surrounding area.

Pollution of Wells.
—The water from wells is often polluted by seepage through the earth from sources that might be prevented. Fig. 123 illustrates some of the commonest sources of contamination that through carelessness or ignorance are located in the neighborhood of the family water supply. The drainage from such sources of pollution is often directed toward the well and many cases of ill-health, disease or death are the direct consequences of drinking its water. It may be readily observed, in the case of the well illustrated, that the more water that is pumped from the well, the greater will be the tendency of the water from each of the sources of pollution to reach the well.
—The water from wells is often contaminated by seepage through the ground from sources that could be avoided. Fig. 123 shows some of the most common sources of pollution that, due to carelessness or lack of knowledge, are located near the family water supply. The runoff from these pollution sources is often directed toward the well, and many instances of illness, disease, or death are direct results of drinking this water. It's easy to see, in the case of the well shown, that the more water is pumped from the well, the more likely it is for water from each of the pollution sources to reach the well.
Another common cause of contamination of well water is that of imperfect well curbs that allow the waste water or surface water to flow into the well. The area about the well should be graded to allow no standing water, and the waste should be conducted away without permitting it to collect in standing pools.
Another common cause of well water contamination is poorly designed well curbs that let waste water or surface water seep into the well. The area around the well should be graded to prevent any standing water, and waste should be directed away without allowing it to gather in pools.
Drainage from manured fields or other places where disintegrating animal or vegetable matter may be absorbed by water is[135] often the cause of temporary pollution, where the water is carried to low-lying wells. Wells located in low areas that receive the drainage from such places may be suspected of pollution during the spring or early summer, when during the remainder of the year the water is pure.
Drainage from fields treated with manure or other areas where decaying animal or plant material can be absorbed by water is[135]often responsible for temporary pollution, especially when the water flows into lower wells. Wells situated in low-lying areas that receive drainage from these locations might be considered polluted in the spring or early summer, while the water is clean for the rest of the year.
In connection with any water suspected of pollution, it is well to remember that by boiling the water used for drinking, its harmful properties are entirely destroyed.
In cases where water might be contaminated, it's important to remember that boiling the water you drink completely eliminates its harmful substances.
Safe Distance in the Location of Wells.
—In the location of a well, the distance of safety from sources of pollution will depend, in a considerable measure, on the character of the soil and the quantity and concentration of the pollution material entering the ground water. When coming from the surface, the danger is usually neither great nor difficult to avoid; but when cesspools and privies in the neighborhood are sunk to a considerable depth in porous earth, from which the supply of water is drawn, the polluting material may reach the well undiluted. No absolute radius of safety can be given, but certain generalizations as to conditions may be made as to character of soil and the different topographical conditions which surround a safe location.
—In the area around a well, the safe distance from pollution sources largely depends on the type of soil and the amount and concentration of pollutants entering the groundwater. When pollution comes from the surface, it's usually not too serious or hard to avoid; however, if cesspools and toilets in the area are deep in porous soil from which water is drawn, pollutants may reach the well without any dilution. There's no exact safe radius that can be specified, but we can make some generalizations about the conditions related to soil type and the various landscape features surrounding a safe location.
In ordinary clay, or in clay mixed with pebbles and in soils of the same general nature, through which the water circulates by seepage, the pollution is not likely to be carried to a distance of 100 feet. Clay offers marked resistance to the passage of water, which in beds of 3 to 5 feet thick will act as protection from pollution from above. In sandy soils the movement of water is faster than in clayey soils, but 150 feet may be taken as a safe distance, unless the downward slope of the land carries the polluting material directly to the well.
In regular clay, or in clay mixed with pebbles and in soils with a similar general composition, water seeps through without carrying pollution very far—usually not beyond 100 feet. Clay significantly slows down the movement of water, so in layers that are 3 to 5 feet thick, it helps protect against pollution from above. In sandy soils, water moves more quickly than in clay soils, but it's safe to consider 150 feet as a safe distance unless the land slopes down and directs the pollution straight to the well.
Surface Pollution of Wells.
—In dug wells, pollution from the surface is due most commonly to careless construction and lack of care. In Fig. 124 is indicated the most common cause of surface pollution. The figure represents a well that has been curbed with planks. Through lack of care the earth has sunken at the top, permitting the surface water to flow into the well. The top of the well is on a level with the surface and covered with loosely laid boards which allow the waste water to drip through the joints. Such a well, even though the source of supply is good, will likely yield water of inferior quality.
—In dug wells, surface pollution usually results from careless construction and inadequate maintenance. In Fig. 124, the most common cause of surface pollution is illustrated. The figure shows a well that has been lined with planks. Due to a lack of care, the ground has sunk at the top, allowing surface water to flow into the well. The top of the well is level with the ground and covered with loosely placed boards that let wastewater drip through the gaps. Such a well, even if the water source is good, will likely produce water of poor quality.
In bored wells, polluting water may enter through the uncemented joints of the tiling or through the joints in the staves of wooden tubing; in drilled or driven wells, through leaky joints or holes eaten in the iron casing by corrosive waters. By cementing the interior surface of stone-or brick-curbed wells, by replacing wood with cement or other impervious curbs and by substituting new pipes for leaky iron casings, the entrance of polluting water may be prevented.
In bored wells, polluted water can seep in through the unsealed joints of the casing or through the joints in wooden tubing. In drilled or driven wells, it can come in through faulty joints or holes corroded into the iron casing by contaminated water. By sealing the interior surface of stone or brick-walled wells, replacing wood with cement or other waterproof materials, and using new pipes instead of leaky iron casings, we can stop polluted water from getting in.
In the average home the water supply is most commonly taken from a well, the water from which comes through the earth from unknown sources, and the character of chemical salts or organic matter the water contains will depend on the kind of soil through which it passes before reaching the well.
In a typical home, the water supply usually comes from a well, drawing water from the ground from various unknown sources. The types of chemical salts or organic matter found in the water will depend on the type of soil it passes through before it reaches the well.
The water from wells, whether deep or shallow, is generally of relatively local origin, it being absorbed by the soil and carried to the water stratum by percolation. If the soil contains soluble mineral salts the water will contain these materials in quantities depending on the amount of the salts present in the earth. If the earth contains organic matter as pathogenic bacteria the water is likely to contain these bacteria in like numbers as they are present in the soil through which the water filters.
The water from wells, whether deep or shallow, usually comes from a local source, as it is absorbed by the soil and moves down to the water layer through percolation. If the soil has soluble mineral salts, the water will have these substances in amounts that depend on how much salt is in the ground. If the earth has organic matter like harmful bacteria, the water will likely contain these bacteria in similar amounts as they are found in the soil that the water passes through.

As usually encountered, the water-bearing earth occurs in sheets rather than in veins or streams. The movement of the water in such areas follows the contour of the earth and is influenced by the varying amount of rain or snowfall and the atmospheric pressure. The lateral movement is often only a few inches a day and in some places no lateral movement occurs at all. Underground streams of any kind are not usually found except in limestone regions.
As is typically seen, groundwater appears in layers rather than in veins or streams. The flow of water in these areas follows the shape of the land and is affected by the amount of rain or snowfall and the air pressure. The sideways movement is often just a few inches per day, and in some spots, there’s no horizontal movement at all. Underground streams are generally only found in limestone areas.
As a rule, a well is formed by digging or boring into the earth[137] until a stratum of water-bearing soil is encountered, the type of the well being determined by the character of the earth and the location of the water-bearing soil. The water from the surrounding area fills the opening to the height of the saturated soil. As the water is pumped from the well it is replenished by the flow from the surrounding earth. If the soil is porous, as in the case of gravel, the water will refill the well almost as fast as it is taken away by the pump. If the soil is dense and the inward flow is slow, the well when once exhausted may be a long time in refilling.
As a general rule, a well is created by digging or drilling into the ground[137] until a layer of water-rich soil is reached, with the type of well being influenced by the nature of the soil and the location of the water-bearing layer. The water from the surrounding area fills the well up to the level of the saturated soil. When water is pumped out of the well, it is replenished by the flow from the surrounding ground. If the soil is porous, like gravel, the well will refill almost as quickly as water is removed by the pump. If the soil is dense and the inward flow is slow, it may take a long time for the well to refill once it’s been emptied.
Water Table.
—The upper level of the saturated portion of the soil is known as the water table. It has a definite surface that conforms to the broader surface irregularities. While a definite, determinable water table appears only in porous soil, it exists even in dense rocks. It rises and falls in wet seasons and in drought. In exceptionally wet seasons the water table may be at or above the surface. Under such conditions the opportunities for the pollution of wells is much increased. In particularly dry seasons the water table may sink below the bottom of the well, when it is said to “go dry.” The water table follows the surface contour in a manner depending on the character of the soil. It is flattest in sand or gravel areas but in clay it follows the contour of deep slopes with but slight variation.
—The upper level of the soaked part of the soil is called the water table. It has a clear surface that matches the larger surface unevenness. A clear, identifiable water table only shows up in porous soil, but it also exists in solid rocks. It rises and falls during wet seasons and droughts. In very wet seasons, the water table can be at or above the surface. Under these conditions, the risk of well pollution increases significantly. In particularly dry seasons, the water table can drop below the bottom of the well, which is when it’s referred to as “going dry.” The water table follows the surface shape based on the type of soil. It’s flattest in sandy or gravelly areas, but in clay, it follows deep slopes with only slight changes.
The Devining Rod.
—The use of the devining rod, for the purpose of locating suitable sites for wells, has been supposed by many to be a gift possessed by a chosen few. The devining rod is a forked branch of witch hazel, peach or other wood, which when held in the hands and carried over the ground, is supposed to indicate the presence of water by bending toward it.
—The use of a dowsing rod to find good spots for wells is thought by many to be a special skill held by only a select few. The dowsing rod is a Y-shaped branch from witch hazel, peach, or other types of wood, which, when held in the hands and moved over the ground, is believed to bend toward the presence of water.
In most cases the operators are entirely honest in their belief and in a large proportion of trial their efforts have been successful in locating desirable wells; but it has many times been proven that the movement of the rod is due to an unconscious muscular movement of the arms and hands, in places where the operator has previously suspected the presence of water. The operator of the devining rods is most successful in regions where water occurs in sheets, such as often occur in gravel or pebbly clay. The successful use of the devining rod cannot be explained by any scientific reasons. There have been invented a number of devining rods, claimed by their inventors to be based on[138] scientific laws; but the government has not yet granted patents to appliances of the kind.
In most cases, the operators genuinely believe in their abilities, and a significant number of trials have been successful in finding desirable wells. However, it has been shown many times that the movement of the rod is often a result of unconscious muscle movements in the arms and hands, particularly in areas where the operator has previously suspected the presence of water. Operators of dowsing rods tend to be most successful in regions where water is found in sheets, such as in gravel or pebbly clay. The successful use of the dowsing rod cannot be explained by any scientific reasoning. Several dowsing rods have been created, with inventors claiming they are based on[138] scientific laws, but the government has yet to grant patents for such devices.
Selection of a Type of Well.
—The chief factor which controls the selection of a type of well is the nature of the water-bearing earth, the amount of water required, the cost of construction and the care of the resulting supply.
—The main factor that determines the choice of well type is the type of water-bearing soil, the amount of water needed, the construction costs, and the maintenance of the resulting supply.
If a large amount of water is to be demanded of a well, to be dug in soil through which the water percolates slowly, the well must be large in diameter, in order that the necessary supply may be accumulated. If the earth is porous and yields its water readily, a small iron pipe driven into the ground may supply the desired amount.
If a lot of water is needed from a well dug in soil that lets water seep through slowly, the well needs to be wide enough in diameter to gather the required supply. If the ground is porous and easily gives up its water, a small iron pipe pushed into the ground can provide the needed amount.
The character of the water-bearing material is of the greatest importance in determining the yield of the well. In quicksand, water is usually present in ample quantities, yet owing to the extremely fine particles of which the quicksand is composed, its presence as a water-bearing soil is highly undesirable.
The quality of the water-bearing material is crucial in deciding how much water the well can provide. In quicksand, there is typically a lot of water, but due to the very fine particles that make up the quicksand, it's not a good water-bearing soil.
Flowing Wells.
—Flowing wells are obtained in places where water is confined in the earth, under sufficient pressure to lift it to the surface, through an opening made to the water-bearing stratum. These are known as artesian wells, from the fact that they were first used in Artois (anciently called Artesium) in France. In order that water may have sufficient head to lift it to the surface, it must be confined under impervious clay or other bed of earth, and with its source at a level considerably higher than its point of exit. The source of supply for flowing wells is often at a great distance. Because of the fact that flowing wells are shut off from the surface by an impervious layer of earth, the possibility of pollution from the surface is effectively prevented. Any contamination of the water must come from a distance and enter the water at its source. As pollution rarely extends through the ground to any great lateral distance, artesian waters are seldom polluted. The water from artesian wells often is heavy with mineral matter and in many cases is unfit for drinking on that account.
—Flowing wells are found in locations where water is trapped underground and under enough pressure to rise to the surface through an opening made in the water-bearing layer. These are called artesian wells, named after their first use in Artois (formerly known as Artesium) in France. For water to have enough pressure to reach the surface, it must be contained beneath a layer of impermeable clay or other earth material, with its source located at a significantly higher elevation than where it exits. The supply source for flowing wells can often be quite far away. Since flowing wells are isolated from the surface by an impermeable layer of earth, the risk of surface pollution is greatly reduced. Any contamination of the water must come from a distance and enter at the source. Because pollution rarely travels through the ground laterally for long distances, artesian waters are typically not polluted. However, the water from artesian wells often contains high levels of mineral content, making it unsuitable for drinking in many cases.
CONSTRUCTION OF WELLS
Wells are constructed by different methods, depending on the character of the soil in which they are sunk. Their excavation[139] is usually accomplished by one of three general methods: by digging; by driving a pipe into the earth until it penetrates the water-bearing stratum; or by boring a hole with an enlarged earth auger, into the water-bearing soil. Artesian wells are made by drilling with a device suitable for making a small and very deep hole.
Wells are built using different methods based on the type of soil they're in. They are usually dug out using one of three main techniques: by hand digging; by driving a pipe into the ground until it reaches the water layer; or by boring a hole with a large earth auger into the water-bearing soil. Artesian wells are created by drilling with a tool designed to make a small, very deep hole.
Dug Wells.
—In shallow wells the water seeps through the soil from local precipitation. Deep wells are those from which the water is brought to the surface through an impervious geologic formation, as a bed of clay or rock, and from a depth greater than that from which water may be lifted by atmospheric pressure. The fact that a deep well originates from a source that entirely differs from that of the shallow well accounts for the difference in chemical composition which frequently exists in the water from the two types of wells in the same neighborhood.
—In shallow wells, water seeps through the soil from local rainfall. Deep wells are those from which water is brought to the surface through an impermeable geological layer, like clay or rock, and from a depth greater than what can be reached by atmospheric pressure. The fact that a deep well comes from a source completely different from that of a shallow well explains the differences in chemical composition that often exist in the water from the two types of wells in the same area.
The form of the dug well is generally that of a cylindrical shaft 4 feet or more in diameter and of depth depending on the location of the water-bearing stratum. Where the character of the soil is such that the seepage is slow and the water does not flow into the well as fast as the pump will remove it, the well must contain a considerable volume to supply the period of greatest demand. Wells of this kind are commonly walled with brick or stone to keep the sides in place and to prevent the entrance of surface waters. The top of this curb should be brought above the surface of the ground and should be made water-tight to prevent the entrance of surface waters. The space around the curb, at the surface, should be graded to drain the water away from the well. There should be no chance for the water to collect in pools about the well; it should be conducted away in a gutter to the place of final disposal. The well should be covered with a platform of concrete or planking which will allow no water to enter from the surface.
The dug well is usually shaped like a cylindrical shaft that is at least 4 feet wide, with its depth depending on where the water-bearing layer is located. If the soil is such that the water seeps in slowly and doesn't fill the well as quickly as the pump removes it, the well needs to hold enough water to meet peak demand times. These wells are often lined with brick or stone to keep the walls stable and to stop surface water from getting in. The top of this lining should be above ground level and sealed to keep surface water out. The area around the top should be sloped to direct water away from the well. There shouldn’t be any standing water around the well; it should be funneled away in a gutter to its final disposal point. The well should also have a concrete or wooden platform on top that prevents any water from entering from the surface.
Wells of this order are sometimes dug to great depth before the water-bearing stratum is encountered; this may sometimes be reached only after a great amount of expense and labor. The historic Joseph Well, near Cairo, Egypt, is an open shaft, 18 by 24 feet in area, sunk through solid rock 160 feet.
Wells like this are sometimes dug really deep before hitting the water layer; this can often take a lot of money and effort. The famous Joseph Well, near Cairo, Egypt, is an open shaft, 18 by 24 feet wide, that goes down through solid rock for 160 feet.
Open Wells.
—Open wells have long been condemned as insanitary. The familiar open well of the “Old Oaken Bucket” type[140] is an inviting receptacle for the deposit of all manner of refuse, which once inside remains until it is disintegrated. These wells become the final resting place of many small animals and all manner of creeping things, in search of water. The open top receives wind-blown matter in the form of leaves and dust, much of which is in the nature of polluting material.
—Open wells have long been considered unsanitary. The typical open well, like the one in the “Old Oaken Bucket” type[140], is an attractive spot for all kinds of waste to collect, which, once in, stays put until it breaks down. These wells end up being the final resting place for many small animals and various crawling creatures searching for water. The open top allows windblown debris like leaves and dust to enter, much of which is polluting.

The Ideal Well.
—In the case of a well which yields pure water, every precaution should be taken to prevent its pollution. The ideal form of construction is that shown in Fig. 125. In this well, the curbing C is of heavy concrete that extends above the natural surface of the ground, to prevent the entrance of surface water, and that from seepage through the upper stratum of the soil. The reinforced-concrete top forms a close joint with the curb to prevent the entrance of waste water and all animal life. The pump is of iron, secured to the well cover by bolts, set in the concrete. The trough of concrete G conducts the waste water from the well to a safe distance. The earth about the well is so graded as to permit no water to stand in pools.
—In the case of a well that provides clean water, every effort should be made to keep it from being contaminated. The best construction method is the one shown in Fig. 125. In this well, the curbing C is made of heavy concrete that rises above the natural ground level to stop surface water and water from seeping through the top layer of soil from getting in. The reinforced-concrete top fits tightly with the curb to block any waste water and animal life from entering. The iron pump is attached to the well cover with bolts set in the concrete. The concrete trough G channels waste water from the well to a safe distance. The ground around the well is shaped so that there’s no standing water.
Coverings of Concrete.
—The use of concrete for the coverings of wells, cisterns and springs has become a recognized form of the best construction. It is not more expensive than other good materials and when properly executed it forms an imperishable protection and gives a neat appearance. The spring cover in Fig. 126, and the cistern top in Fig. 127 are illustrations of its application.
—Using concrete for covering wells, cisterns, and springs has become a standard practice in top-notch construction. It's not any pricier than other quality materials, and when done right, it provides lasting protection and a clean look. The spring cover in Fig. 126 and the cistern top in Fig. 127 illustrate this application.
Artesian Wells.
—Artesian wells are made by boring into the earth until the drill reaches the artesian stratum, the internal pressure forces the water through the opening to the surface. They are usually small in diameter and often of great depth. In some areas the artesian flow is found a few[141] feet below the surface, but generally it is much deeper and 3000 feet is not an unusual depth.
—Artesian wells are created by drilling into the ground until the drill hits the artesian layer, where the internal pressure pushes the water up through the opening to the surface. They are usually narrow and often very deep. In some places, the artesian flow can be found just a few[141] feet below the surface, but typically it is much deeper, and a depth of 3000 feet is not uncommon.
The pressure and amount of flow from these wells is sometimes sufficient to permit the water being used for the generation of power. Small waterwheels are not uncommonly driven in this way and the power used for the generation of electricity for lighting and running small household appliances.
The pressure and flow from these wells is sometimes strong enough to allow the water to be used for power generation. Small waterwheels are often powered this way, providing electricity for lighting and running small household appliances.
Driven Wells.
—In localities where the nature of the soil gives opportunity, wells are made by driving a pipe to the required depth. Wells of this character are usually made in places where the water-bearing soil is of sand or gravel. The pipe terminates in a sand-point such as that of Fig. 128. This sand-point is a perforated pipe with a pointed end, that facilitates driving. The perforations, as shown in the point P, form a strainer which allows the water to enter the pipe but prevents the sand from filling the opening.
—In areas where the soil type allows for it, wells are created by driving a pipe down to the necessary depth. These types of wells are typically found where the soil that holds water is made up of sand or gravel. The pipe ends with a sand-point, like the one shown in Fig. 128. This sand-point is a perforated pipe with a pointed end, making it easier to drive into the ground. The holes, as shown at point P, act as a filter that lets water into the pipe while keeping the sand from clogging the opening.

In the use of driven wells, the water-bearing soil must be sufficiently open to allow the water to flow into the pipe as fast as the pump takes it away.
In using driven wells, the soil that holds water must be open enough to let the water flow into the pipe as quickly as the pump removes it.
Bored Wells.
—In many localities the water-bearing stratum is of such nature as to give a ready flow of water but yet not sufficient to permit of the use of a sand-strainer; if, however, the opening is somewhat enlarged, the water will enter with sufficient rapidity to supply a pump. In such cases bored wells are quite generally used. They are made by boring a hole of the required size with an earth auger. These wells are made of any size up to 2 feet in diameter. They are often called tubular wells because[142] they are lined with iron tubing or tile, to prevent the earth from refilling the hole.
—In many places, the water-bearing layer is such that it provides a good flow of water, but not enough to allow for the use of a sand-strainer. However, if the opening is made a bit larger, the water will flow in quickly enough to supply a pump. In these situations, bored wells are commonly used. They are created by boring a hole of the necessary size with an earth auger. These wells can be made in any size up to 2 feet in diameter. They are often referred to as tubular wells because[142] they are lined with iron tubing or tile to stop the earth from filling the hole back in.

Cleaning of Wells.
—Very few dug wells are so constructed as to exclude dust and washings from the ground. It is, therefore, necessary that they be occasionally cleaned. Accumulations from these causes may be sufficient to hinder the entrance of the water to the well and thus lessen its capacity.
—Very few dug wells are built in a way that keeps out dust and dirt from the ground. Because of this, it's important to clean them regularly. Debris from these sources can build up enough to block the water from entering the well, reducing its capacity.
Gases in Wells.
—One of the commonest gases found in wells is carbon dioxide (carbonic acid gas). It may be detected by lowering a lighted candle or lantern to the bottom. If the gas[143] is present in dangerous quantity, the flame will be extinguished. Death from asphyxiation due to this gas is not an uncommon occurrence, to persons descending into wells. Before entering a well, the test described above should be applied, as a precaution against accident. Carbon dioxide is a colorless, odorless gas in which a person will drown as readily as in water.
—One of the most common gases found in wells is carbon dioxide (carbonic acid gas). You can detect it by lowering a lit candle or lantern to the bottom. If the gas[143] is present in dangerous amounts, the flame will go out. Death from asphyxiation due to this gas isn't rare for people going down into wells. Before entering a well, the test mentioned above should be done as a safety precaution. Carbon dioxide is a colorless, odorless gas in which a person can suffocate just as easily as in water.
Peculiarities of Wells.
—Owing to the formation of the water-bearing earths, from which they receive their water, many wells possess marked peculiarities of behavior that often give rise to local reputation because of their vagaries. These characteristics have been classified into breathing wells, blowing wells, sucking wells, etc. These effects are in almost every case due to variation of barometric pressure. The ordinary level of the water in a well is governed by the variation of rainfall, melting of snow or the release of water by the thawing of frozen ground. It often occurs, however, that the head of water is markedly influenced by storms, when a rise of the level of the water occurs at the time of low barometric pressure during the storm period. This effect is often noticed in flowing wells. Many wells, at the approach of storms, yield roily water to such an extent that where the water is normally clear it may become for a period entirely unfit to drink, because of the matter held in suspension. All of these effects are accounted for by the varying atmospheric pressure. At the time of high barometer, a well that ordinarily flows freely will have to be pumped, the additional pressure of the air holding back the water to an extent representing several feet of head. The change of an inch in the barometric pressure will produce slightly more than a foot in head of water. At the time of storms, the barometer is sometimes abnormally low which will produce a corresponding rise of water in the well. At such time the free flow of water into a dug well, from the usual source of supply, will cause such a rapid flow of water through the passages in the earth as to carry with the water the sediment that produces roily water in the well. This sediment will settle after a while and the water will again be clear.
—Due to the way the water-bearing soils are formed, from which they get their water, many wells have distinct behaviors that often lead to local notoriety because of their unpredictability. These traits are categorized as breathing wells, blowing wells, sucking wells, and so on. In almost every case, these effects are caused by changes in barometric pressure. The usual water level in a well is influenced by rainfall, melting snow, or the release of water from thawing frozen ground. However, it's common for the water level to be significantly affected by storms, when the water rises during periods of low barometric pressure. This phenomenon is often seen in flowing wells. Many wells, as a storm approaches, produce muddy water to such a degree that what is normally clear may become completely undrinkable for a time due to the suspended particles. All of these effects can be explained by the fluctuating atmospheric pressure. When the barometric pressure is high, a well that typically flows freely may require pumping, as the increased air pressure holds the water back by several feet. A one-inch change in barometric pressure can cause slightly more than a foot of water level change. During storms, the barometer can drop significantly low, which will cause the water level in the well to rise correspondingly. At this time, the unrestricted flow of water into a dug well from its usual supply causes a rapid influx of water through the earth, which carries along the sediment that makes the water muddy. Eventually, this sediment will settle, and the water will become clear again.
Breathing Well.
—Wells of this kind are most common in areas where the water-bearing earth is of rock formation; particularly in limestone areas, where caves and cavities are common. It sometimes happens that in the neighborhood of a well there is a[144] cavity in the earth of considerable volume, the only entrance to which is through the well and that being under usual conditions covered by water, a foot or more in depth. With such a formation the conditions are right for a breathing well. At times of high barometer the water is depressed and the air will flow into the cavity through the well, when the well is said to inhale. This inward flow of air will continue until the air pressure in the cavity is equal to that of the outer air; and if the cavity is large and the opening small, the inward flow of air may continue for hours, even for days. With a fall of barometric pressure, the air in the cavity, being at a higher pressure than the external air, the air will flow outward and the well is said to exhale.
—Wells like this are most common in areas where the water-bearing soil is made of rock, especially in limestone regions where caves and cavities are typical. Sometimes, near a well, there is a[144] large cavity in the ground, which is only accessible through the well, usually covered by water to a depth of a foot or more. With this kind of formation, the conditions are right for a breathing well. During periods of high barometric pressure, the water level drops, and air flows into the cavity through the well, causing the well to "inhale." This inward flow of air will keep going until the air pressure in the cavity matches that of the outside air; if the cavity is large and the opening is small, this inward air flow can last for hours or even days. When barometric pressure falls, the air in the cavity, being at a higher pressure than the outside air, will flow outward, and the well is said to "exhale."
Freezing Wells.
—In cold climates, particularly in territory possessing cavernous limestone deposits, breathing wells often freeze in winter. When large volumes of frigid air are drawn into a well, the amount of heat taken from the water is sufficient to freeze it, and stop the supply of water. This effect is sometimes remedied by plugging the well at the top, so that the influx of cold air is prevented and the water does not freeze.
—In cold climates, especially in areas with deep limestone deposits, breathing wells often freeze in winter. When large amounts of cold air are sucked into a well, it takes enough heat from the water to freeze it and cut off the water supply. This issue is sometimes fixed by sealing the well at the top to stop cold air from coming in, preventing the water from freezing.
PUMPS
Pumps for lifting and elevating water are made of both wood and iron in almost endless variety; but for domestic purposes they are of two general types—the lift pump and the force pump—which include features that are common to all. The lift pump is intended for use in lifting water from low-head cisterns and wells, the depth of which is not beyond the head furnished by atmospheric pressure. The force pump performs the work of a lift pump and in addition forces the water from the outlet at a pressure to suit any domestic application. These pumps are made by manufacturers in a great variety of forms, but the essential parts are the same in all pumps intended for a single purpose. The principle of operation is the same in all pumps of any type. The difference in mechanism of pumps intended for the same purpose is only in the form and arrangement of the parts.
Pumps for lifting and moving water come in a huge variety of designs, made from both wood and iron. For home use, there are two main types—the lift pump and the force pump—each sharing common features. The lift pump is designed to pull water from low cisterns and wells where the depth isn't greater than the height that atmospheric pressure can provide. The force pump works like a lift pump but also pushes the water out through a spout at a pressure that suits various household needs. Manufacturers create these pumps in many different styles, but the key components are the same for all pumps meant for a specific job. The way they work is consistent across all types of pumps. The differences in the mechanics of pumps designed for the same use lie only in the shape and arrangement of their parts.
The Lift Pump.
—The kitchen pump is an example of the lift pump. It is universally used for household purposes where water is to be raised from cisterns, etc., and is most commonly made[145] throughout of cast iron. Fig. 129 illustrates one form, sometimes called the pitcher pump, because of the slight resemblance to the article. It frequently carries the name cistern pump from the fact that it very generally is used to lift water from cisterns.
—The kitchen pump is an example of a lift pump. It's commonly used in households to raise water from cisterns and similar sources and is usually made[145] entirely of cast iron. Fig. 129 shows one type, often referred to as a pitcher pump due to its slight resemblance to the item. It's also commonly called a cistern pump because it's frequently used to lift water from cisterns.
Although water may be raised 34 feet with a theoretically perfect pump and with a barometric pressure of 30 inches the actual limit is much lower. In use, 20 feet is probably about the limit and 10 feet or less is that of common practice. A pump that requires “priming” would raise water 15 feet with considerable difficulty for reasons that will appear later. In Fig. 129 is shown a sectional view of the working parts of the kitchen pump, the action and general form of which apply to any lift pump. The body of the pump contains a cylinder, in which closely fits a piston P, containing a valve A. At the bottom of the cylinder is an additional valve B. The piston and two valves constitute the working parts of the pump. The water is lifted through the pipe S, and is discharged at D.
Although water can theoretically be pumped up to 34 feet with a perfect pump and a barometric pressure of 30 inches, the practical limit is much lower. In practice, 20 feet is probably the maximum, and 10 feet or less is common. A pump that needs "priming" would struggle to lift water 15 feet for reasons that will be explained later. In Fig. 129, a sectional view of the working parts of the kitchen pump is shown, and the action and general design apply to any lift pump. The pump's body includes a cylinder, where a piston P fits closely and has a valve A. At the bottom of the cylinder is another valve B. The piston and the two valves are the pump's working parts. Water is lifted through the pipe S and discharged at D.

The action of the pump is as follows: With the piston at the bottom of the cylinders and with no water in the pump, the handle is forced down, which action raised the piston. In so doing the air below it is rarefied. The reduction of pressure due to the rarefication of the air allows the water to rise in the pipe S correspondingly. After repeated strokes of the piston, the water reaches the valve B, which raises to let it pass, but immediately closes at the end of the upward stroke. When the space between the piston and the valve B is filled with water, each descent of the piston forces the water through the valve A; and when the piston is raised, the water is lifted out through the spout.
The pump works like this: When the piston is at the bottom of the cylinders and there’s no water in the pump, you push the handle down, which raises the piston. This lowers the air pressure below it. The decrease in pressure allows the water to rise in the pipe S accordingly. After several strokes of the piston, the water gets to the valve B, which opens to let it through, but quickly closes at the end of the upward stroke. Once the space between the piston and the valve B is filled with water, each time the piston goes down, it pushes the water through the valve A; and when the piston is pulled up, the water is lifted out through the spout.
The valve A is a loose piece of cast iron, surfaced on the lower side to make good contact with the piston. The valve B is of cast iron fastened to a piece of leather by a screw. The leather[146] makes a joint with the valve-seat and furnishes an excellent valve for its use. In order to keep the plunger P tight in the cylinder, it is surrounded with a leather gasket. Should this gasket become worn, as it will in time, the plunger fits loosely in the cylinder and the pump will lift the water with difficulty, because of the leakage around the gasket. Should the valve B leak, the water will gradually run back into the pipe S, and the pump when left idle will lose its “priming.” The plunger and the valve B are the parts most likely to get out of order. If the gasket around the piston P is very much worn, and there is no water in cylinder, the pump will require priming before the water can be raised. If the pump contains no water and is left standing for a considerable time, the leather parts of the valve dry out and shrink; when the pump is again put into use, the valves will fail to work properly, until the leathers are again water-soaked. Water is poured into the top of the pump until the cylinder is filled, and as soon as the leather becomes water-soaked and fills the cylinder, the piston will again perform its function.
The valve A is a loose piece of cast iron, smoothed on the bottom side to ensure good contact with the piston. The valve B is made of cast iron and is attached to a piece of leather with a screw. The leather[146] forms a seal with the valve seat and provides an excellent valve for its intended use. To keep the plunger P snug in the cylinder, it’s surrounded by a leather gasket. If this gasket wears down over time, the plunger will fit loosely in the cylinder, and the pump will struggle to lift water due to leakage around the gasket. If valve B leaks, water will slowly flow back into pipe S, causing the pump to lose its “priming” when not in use. The plunger and valve B are the components most likely to malfunction. If the gasket around piston P is significantly worn, and the cylinder is empty, the pump will need priming before it can raise water. If the pump is left without water for an extended period, the leather parts of the valve will dry out and shrink; when the pump is used again, the valves won’t function properly until the leather is soaked with water again. Water is poured into the top of the pump until the cylinder is filled, and as soon as the leather absorbs water and fills the cylinder, the piston will be able to function again.


The Force Pump.
—The house force pump is often used in place of the ordinary lift pump, when no other means is at hand for providing water under pressure. It furnishes a limited means[147] for lawn sprinkling and gives some degree of fire protection in isolated places. It may be made a part of the kitchen sink as shown in Fig. 130, by use of the attachment that appears in detail under the sink. This type of pump may be used in small water-supply plants, such as that of Fig. 143; or in connection with small pressure tanks for the same purpose. It differs somewhat in construction from the lift pump, in that it has no valve in the piston and is provided with a check valve and an air chamber for generating pressure to the discharged water.
—The house force pump is often used instead of a regular lift pump when there are no other options for providing pressurized water. It offers a limited way[147] for lawn sprinkling and provides some fire protection in remote areas. It can be integrated into the kitchen sink as shown in Fig. 130, using the attachment detailed under the sink. This type of pump may be utilized in small water supply systems, like the one in Fig. 143, or with small pressure tanks for the same purpose. Its construction differs somewhat from that of a lift pump because it doesn’t have a valve in the piston and includes a check valve and an air chamber to create pressure for the discharged water.

Fig. 131 shows the essential parts of the force pump and furnishes a means of describing its operation. All force pumps possess the same parts and the operation described applies with equal force to all. A valve A is located in the bottom of the cylinder and the check valve B prevents the return of the water to the cylinder after it has been forced out of the pump. The action of the pump in raising the water is the same as in the lift pump but when the water fills the cylinder and the piston descends, the water is forced through the valve B and out at D. If the outlet pipe is slightly smaller than the opening in the valve B, some of the water will enter the air chamber C and compress the air. The pressure thus generated will immediately tend to force the water out and in course of ordinary pumping will send out a steady stream instead of the intermittent flow of the lift pump. Without the air chamber, the flow from this pump will be a series of pulsations that attain maximum force with each descent of the piston.
Fig. 131 shows the key components of the force pump and explains how it works. All force pumps have the same parts, and the operation described applies equally to all of them. A valve A is located at the bottom of the cylinder, and the check valve B prevents water from returning to the cylinder after it's pumped out. The way the pump lifts water is similar to the lift pump, but when the cylinder fills with water and the piston goes down, the water is pushed through valve B and out at D. If the outlet pipe is slightly smaller than the opening in valve B, some of the water will flow into the air chamber C and compress the air. The pressure created will quickly push the water out, resulting in a steady stream during regular pumping, as opposed to the intermittent flow of the lift pump. Without the air chamber, the flow from this pump will be a series of pulses that reach maximum force with each downward movement of the piston.
Tank Pump.
—The type of pump used with a water-supply plant will depend entirely on the amount of water that is used. If the supply of water to be provided is for only one or two people the house force pump such as that of Fig. 130 will suffice; but when a greater number of people are to be supplied, a force pump of the type shown in Fig. 132 is quite generally used. These pumps are made in a variety of patterns and are commonly[148] termed tank pumps. The one shown in the Fig. 132 is a double-acting force pump in that the cylinder receives and discharges water at each stroke of the piston. The air chamber is located at A. Directly beneath the air chamber is the valve chest in which are located the valves which regulate the entrance and discharge of the water. As used in the average domestic plant the cylinders are 3 or 4 inches in diameter.
—The type of pump used with a water supply system will completely depend on how much water is needed. If the water supply is just for one or two people, a house force pump like the one in Fig. 130 will be enough; but if more people need to be supplied, a force pump of the kind shown in Fig. 132 is typically used. These pumps come in various designs and are commonly[148] referred to as tank pumps. The one shown in Fig. 132 is a double-acting force pump because the cylinder receives and pumps out water with every stroke of the piston. The air chamber is located at A. Directly below the air chamber is the valve chest, which contains the valves that control the intake and discharge of the water. In an average household system, the cylinders are 3 or 4 inches in diameter.
WELL PUMPS
The pumps intended for raising water from wells are practically the same in construction as the house pump, except that they are intended to deliver a greater volume of water and sometimes to work under a different condition, as that of the deep well pump. Well pumps have, therefore, assumed certain standard forms that differ only in the styles of mechanism employed by different manufacturers.
The pumps designed for drawing water from wells are essentially built the same as household pumps, with the main difference being that they are meant to deliver a larger volume of water and sometimes operate under different conditions, like in the case of deep well pumps. As a result, well pumps have developed into certain standard designs that vary only in the types of mechanisms used by different manufacturers.
The one shown in Fig. 133 furnishes a good example of a general-purpose iron pump which may be used either as a force pump or a lift pump. It represents also the general construction of a deep-well pump, where the water must be lifted from a level, below that at which a lift pump will work.
The one shown in Fig. 133 provides a good example of a versatile iron pump that can function as either a force pump or a lift pump. It also illustrates the typical design of a deep-well pump, where water needs to be raised from a level that is lower than what a lift pump can handle.
The piston and valves are enclosed in the cylinder C, placed below the surface of the water in the well. This cylinder also appears in section in the small drawing, showing the details of the valve. The operation of this pump is identical to that of the lift pump already described, but the addition of an air chamber gives it the necessary facility to produce a continuous flow of water. In order to prevent the air in the air chamber from escaping, the pump rod is surrounded with the necessary stuffing-box which is usually packed with candle wicking to assure a good joint. In deep wells the tube is elongated sufficiently to place the cylinder C below the surface of the water in the well. Such pumps are operated either by hand or by power.
The piston and valves are housed in the cylinder C, located beneath the water level in the well. This cylinder is also shown in a small drawing, which highlights the valve details. This pump works just like the lift pump described earlier, but with the added air chamber, it can create a steady flow of water. To keep the air in the air chamber from escaping, the pump rod is fitted with a stuffing box, which is typically filled with candle wicking to ensure a tight seal. In deep wells, the tube is extended long enough to position cylinder C below the water level. These pumps can be operated manually or powered.
Wooden Pump.
—The wooden pump of Fig. 134 furnishes a good illustration of a type that was formerly used in great numbers. It is an inexpensive and efficient pump made almost entirely of wood except the cylinder which is quite generally made of iron, lined with enamel. The valve and the piston[149] with its valves are made of wood, but faced with leather to insure tight joints. The piston is also provided with leather packing to make it tight in the cylinder. The action of the pump is the same as that already described. The wooden tube is made in sections joined together by taper joints that are driven into place.
—The wooden pump in Fig. 134 is a great example of a type that was once widely used. It's an affordable and effective pump mostly made from wood, except for the cylinder, which is usually made of iron and lined with enamel. The valve and the piston[149] and its valves are made of wood but are covered with leather to ensure a tight fit. The piston also has leather packing to make it snug in the cylinder. The pump operates in the same way as already described. The wooden tube is made in sections that are connected by tapered joints driven into place.


The piece at the side of the pump is provided to drain the water from above the piston, as a precaution against freezing during extremely cold weather. The rod, when raised, opens an orifice[150] that leads to the inside of the pump and permits the water to drain into the well.
The part next to the pump is there to drain the water from above the piston to prevent freezing during very cold weather. When the rod is lifted, it opens an orifice[150] that connects to the inside of the pump and lets the water drain into the well.
Pumps for Driven Wells.
—The method of constructing driven wells—that of driving a pipe into the earth to the water-bearing stratum of sand or gravel—requires a special end to prevent the pump tube from becoming stopped. In order that the fine material may not enter and fill the lower end of the tube, a sand-point is used, such as that shown in Fig. 128. It is made of perforated brass tubing and provided with a sharpened end to facilitate driving. The perforations act as a strainer that keeps out all but the fine particles which will pass the pump valves. Sand-points are made with strainers of various degrees of fineness to suit the different conditions of soils. These strainers may in the course of time become filled with particles of the soil that lodge in the perforations and the outside become so encrusted as to prevent the entrance of the water. In such case, the pipe must be pulled out of the ground and the point replaced by a new one. In Fig. 128 is shown a driven well with the sand-point in the water-bearing stratum. If the small particles of earth clog the strainer the pump will “work hard” and yield only a portion of the water the soil is capable of giving when the strainer is clear.
—The method of building driven wells—pushing a pipe into the ground until it reaches the water-bearing layer of sand or gravel—requires a special tip to prevent the pump tube from getting blocked. To keep fine material from entering and filling the bottom of the tube, a sand-point is used, like the one shown in Fig. 128. It’s made of perforated brass tubing and has a sharpened end to make driving it easier. The holes act as a filter that keeps out everything except the fine particles that can pass through the pump valves. Sand-points come with strainers of different levels of fineness to match various soil conditions. Over time, these strainers can fill with soil particles that get stuck in the holes, causing the outside to become so coated that water can’t get in. In such cases, the pipe has to be pulled out of the ground and replaced with a new point. Fig. 128 shows a driven well with the sand-point in the water-bearing layer. If small earth particles clog the strainer, the pump will "work hard" and only provide a fraction of the water that the soil could supply when the strainer is clear.
Deep-well Pumps.
—The principle of operation as described in the lift pump takes advantage of the atmospheric pressure to lift the water above the first valve. The limiting distance to which water can be lifted by the atmospheric pressure will depend on the altitude and the atmospheric pressure. With the normal atmospheric pressure at sea level, water can be lifted, theoretically, 34 feet, but in practice the limiting value is never even approximated. The pump is usually placed within 10 of 12 feet of the water and 20 feet is about the limit of distance. The reason for this is because of the impossibility of keeping the joints tight in the valve and tubing.
—The way the lift pump works uses atmospheric pressure to lift water above the first valve. The maximum height to which water can be lifted by atmospheric pressure depends on the altitude and the atmospheric pressure. At normal atmospheric pressure at sea level, water can be theoretically lifted 34 feet, but in practice, this limit is rarely reached. The pump is usually positioned within 10 to 12 feet of the water, and 20 feet is about the maximum distance. This limitation is due to the difficulty in keeping the joints tight in the valves and tubing.
Where water is to be raised from a deep well, the cylinder with its piston is placed near the water and the tube and rod, as that of Fig. 133, connects the cylinder with the pump stock. After the water has passed the valve in the piston, it may be readily lifted to the pump stock. In this way water is raised from wells of great depth.
Where water needs to be pumped from a deep well, the cylinder with its piston is positioned close to the water, and the tube and rod, like in Fig. 133, connect the cylinder to the pump body. Once the water has moved past the valve in the piston, it can easily be lifted to the pump body. This is how water is pumped from very deep wells.

Tubular-well Cylinders.
—Tubular wells that are cased with iron pipe are provided with a special type of pump cylinder that admits of deep-well operation. The casing of the well being in place, the cylinder shown in Fig. 135 is forced down the casing to its proper place, the spring S holding it in place until it is firmly secured. A special seating tool is now lowered into the casing and attaches at T to the coupling; as the tool is turned, rubber packing R is expanded, locking the cylinder firmly to the casing. This makes a complete pump cylinder, which with the piston P in place is operated as any other pump.
—Tubular wells that are lined with iron pipe come with a specific type of pump cylinder designed for deep-well operation. With the well casing already in place, the cylinder shown in Fig. 135 is pushed down the casing to its correct position, held in place by the spring S until it is securely fastened. A special seating tool is then lowered into the casing and connects at T to the coupling; as the tool is turned, the rubber packing R expands, locking the cylinder tightly to the casing. This creates a complete pump cylinder, which, with the piston P in place, functions like any other pump.
Chain Pumps.
—In shallow wells and other sources of supply, where water is to be lifted only a short distance, chain pumps have been used to a great extent, because of their quick action. This pump, as shown in Fig. 136, elevates the water by an endless chain being drawn through the tube, the lower end of which is below the surface of the water. The chain is provided at intervals with discs or rubber or iron, that fit the bore of the tube and form pistons which elevate the water as they ascend. The chain passes around a wheel in the upper part of the box and is worked by the crank. Chain pumps are not usually employed to elevate water a greater height than 20 feet. They are not efficient pumps and are not sanitary because of the opportunity they give for admitting polluting material to the well. Their one advantage is that of quick action in elevating water short distances.
—In shallow wells and other water sources where the water needs to be lifted only a short distance, chain pumps are commonly used due to their fast operation. This pump, as shown in Fig. 136, raises the water using an endless chain that moves through the tube, with the lower end submerged in the water. The chain has discs made of rubber or iron at intervals that fit snugly in the tube, acting as pistons that lift the water as they rise. The chain wraps around a wheel at the top of the box and is operated by a crank. Chain pumps typically aren't used to lift water more than 20 feet. They are not very efficient and can be unsanitary because they can allow contaminants to enter the well. Their main advantage is the ability to quickly elevate water over short distances.
RAIN-WATER CISTERNS
Cisterns for the storage of rain water have been used from the time immemorial and are constructed in a great variety of forms. For household use they are often made in the form of wooden or metal tanks, either elevated or placed in the basement; the greater number, however, are of the underground variety made of brick or concrete.
Cisterns for storing rainwater have been around for ages and come in many different designs. For home use, they’re often built as wooden or metal tanks, either raised up or located in the basement; however, most of them are underground types made from brick or concrete.
Wooden cisterns are made by manufacturers in different sizes and shipped to the user “knocked down;” that is, they are taken apart and the staves, bottom and hoops are shipped, packed in small space to save space in transportation. Under some conditions they give good service but are apt to leak at times and require attention on that account. In damp basements they give out the disagreeable odor of damp wood.
Wooden cisterns are produced by manufacturers in various sizes and are shipped to users "knocked down"; that is, they are disassembled, and the staves, bottom, and hoops are packed in a compact space to minimize transportation size. Under certain conditions, they can be effective, but they may leak occasionally and need maintenance for that reason. In damp basements, they can emit an unpleasant smell of wet wood.
Tanks made of galvanized iron are much used as cisterns for temporary use. They are inexpensive and give good service but are short-lived. Possibility of leakage is their greatest disadvantage. Underground cisterns are built either in the basement or outside the house. They are quite generally made jug-shaped, but are often constructed of concrete in square and rectangular form. When built of brick the walls are often made of a single course, but walls made of two courses of brick are considered better practice. The walls and floor are made water-tight by plastering with an inch or more of cement mortar.
Tanks made of galvanized iron are commonly used as temporary cisterns. They are affordable and provide good service, but they don't last long. Their biggest drawback is the risk of leaks. Underground cisterns can be built either in the basement or outside the house. Usually, they are shaped like jugs, but they can also be constructed from concrete in square or rectangular forms. When made from brick, the walls are often just a single layer, but walls with two layers of brick are considered a better practice. The walls and floor are made waterproof by applying an inch or more of cement mortar.
When cisterns are made of concrete, the floor should be put in 6 inches in depth and as soon after as possible the walls are put up. In good construction the walls are 8 inches in thickness of concrete, made of 1 part good Portland cement, 2 parts clean sand and 4 parts crushed stone. If the cistern is square or rectangular in form the walls should be reinforced with woven wire or steel rods, to prevent cracking.
When building concrete cisterns, the floor should be 6 inches deep, and as soon as possible, the walls should be constructed. For solid construction, the walls should be 8 inches thick, made from a mix of 1 part quality Portland cement, 2 parts clean sand, and 4 parts crushed stone. If the cistern has a square or rectangular shape, the walls should be reinforced with woven wire or steel rods to prevent cracking.
The curb of the cistern should extend above the surface of the ground sufficiently to prevent surface water from entering, and the top should be covered with a wood-lined sheet-metal cover to prevent freezing.
The edge of the cistern should rise above the ground enough to stop surface water from getting in, and the top should be covered with a wood-lined metal cover to keep it from freezing.
Filters.
—Unfiltered cistern water is not, as a rule, fit for drinking purposes because of pollution from dust and impurities washed from the roof, but for bathing and laundry work filtered rain water is greatly to be desired.
—Unfiltered cistern water generally isn't safe for drinking because it's contaminated with dust and impurities from the roof, but filtered rainwater is highly recommended for bathing and laundry.
As rain water comes from the roofs of buildings, there is washed into the cistern a considerable quantity of dust, leaves, bird droppings and other polluting materials which contaminate and discolor the water. This foreign matter is not injurious for the purposes intended, but to render the water clear it should be filtered before using.
As rainwater flows off the roofs of buildings, a significant amount of dust, leaves, bird droppings, and other contaminants gets washed into the cistern, which affects the clarity and color of the water. This foreign matter isn't harmful for the intended uses, but to make the water clear, it should be filtered before use.
Filters for cisterns are quite generally made of soft brick laid in[153] cement mortar, the face of the brick being left uncovered. Fig. 137 illustrates a simple and efficient form of filter made of a single course of brick. A space one-fourth to one-third of the volume of the cistern is left for the filtered water. The opening at the top of the wall must be large enough to admit a man, for some sediment will collect even in the filtered water and the filter must be occasionally cleaned.
Filters for cisterns are usually made from soft bricks set in[153] cement mortar, leaving the surface of the brick exposed. Fig. 137 shows a simple and effective type of filter made from a single layer of bricks. A space that is one-fourth to one-third of the cistern's volume is reserved for the filtered water. The opening at the top of the wall needs to be big enough for a person to fit through because some sediment will still accumulate in the filtered water, and the filter will need to be cleaned regularly.

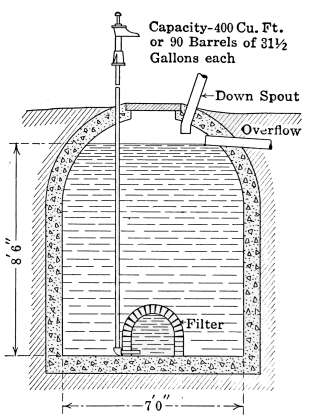
The filter shown in Fig. 138 is dome-shaped and built of brick. The water is pumped from inside the filter and the suction of pumping filters the water as it is used. In this case the filtering action is accelerated by reason of the reduced pressure inside the filter as the water is pumped. The chief disadvantage in this form of filter is the small area exposed for the filtering action and the relatively greater amount of work required for pumping the water, due to the partial vacuum formed as the water is pumped.
The filter shown in Fig. 138 is dome-shaped and made of brick. Water is pumped from inside the filter, and the suction from the pumping filters the water as it's used. In this case, the filtering action is sped up because of the lower pressure inside the filter while the water is pumped. The main drawback of this type of filter is the limited area available for the filtering action and the relatively higher amount of effort needed to pump the water, due to the partial vacuum created as the water is pumped.
The cistern in Fig. 139 is provided with a catch basin which acts as a strainer for removing leaves, etc., that would stain the water. It is made in the form of a concrete basin and partly filled with gravel. The filter in this case is formed by a depression in the cistern floor. A section of tile is placed on the floor,[154] and around it is filled the filtering material of gravel and sand. Filters of this kind are often filled with charcoal or other materials that are expected to purify the water. They are usually inefficient because their value as absorbers of polluting agents is short-lived and unless the materials are frequently renewed they are valueless and sometimes a detriment to rapid filtration.
The cistern in Fig. 139 has a catch basin that works as a strainer to remove leaves and other debris that could dirty the water. It's designed as a concrete basin and filled partially with gravel. The filter here is created by a dip in the cistern floor. A tile section is placed on the floor, [154] and the surrounding area is filled with filtering materials like gravel and sand. Filters like this are often filled with charcoal or other substances meant to purify the water. However, they tend to be ineffective because their ability to absorb pollutants is short-lived, and if the materials aren't replaced frequently, they become useless and can even hinder quick filtration.

THE HYDRAULIC RAM
In places where its use is possible, the hydraulic ram is a most convenient and inexpensive means of mechanical water supply. It is simple in construction, requires very little attention and its cost of operation is only the labor necessary to keep it in repair. Whenever a sufficient supply of water will admit of a fall of a few feet, the hydraulic ram may be used as a pump for forcing the water to a distant elevated point, where it may be utilized for all domestic purposes. The water may be used directly from the ram or stored in an elevated tank as a reserve supply; or accumulated in a pressure tank, where additional pressure is required.
In areas where it can be used, the hydraulic ram is a very convenient and cost-effective way to supply water mechanically. It has a straightforward design, needs minimal maintenance, and its operating cost is just the labor required to keep it in good condition. Whenever there’s a sufficient water supply with a drop of a few feet, the hydraulic ram can be used as a pump to move water to a distant higher location, where it can be used for all household purposes. The water can be taken directly from the ram or stored in a raised tank as a backup supply; or accumulated in a pressure tank if more pressure is needed.
The hydraulic ram has been used since 1796, when it was invented by Joseph de Montgolfier. The principle of its operation[155] is that of the utilization of the energy of flowing water. The running water is made to give up a portion of its momentum to elevate a part of the water, and transport it to a considerable distance. If the source of supply and the fall is sufficient, almost any amount may be elevated and carried to a great distance. Large rams are sometimes used as a means of water supply for small towns. In the use of the double-acting ram, one source of water may be used to operate the ram and water from an entirely different source may be delivered. It sometimes happens that a muddy stream and a clear spring are so located, that the water of the stream can be utilized to furnish the energy for conveying the spring water to a point where it is desired for use. This is accomplished by the double-acting ram in a most efficient manner.
The hydraulic ram has been in use since 1796 when it was invented by Joseph de Montgolfier. Its operation[155] works on the principle of using the energy of flowing water. Running water gives up some of its momentum to lift a portion of the water and move it over a considerable distance. If the water source and the drop are adequate, nearly any amount can be raised and transported far away. Large rams are sometimes used to supply water to small towns. With a double-acting ram, one water source can be used to power the ram while another, completely different source can be delivered. Sometimes, a muddy stream and a clear spring are positioned such that the stream's water can be used to provide the energy to carry the spring water to where it's needed. This is done efficiently by the double-acting ram.
Single-acting Hydraulic Ram.
—Fig. 140 represents the installation of a single-acting hydraulic ram, placed to take water from a spring E, and deliver it to an elevated tank at the house on the hill.
—Fig. 140 shows the setup of a single-acting hydraulic ram, positioned to draw water from a spring E, and deliver it to a raised tank at the house on the hill.

In case the ram must be located at a considerable distance from the spring in order to attain the required fall, a standpipe D—slightly larger than the supply pipe—is used to take advantage of the full force of the water. In long pipes, the friction of the flowing water absorbs a considerable amount of the energy of flow and a standpipe, located as indicated at D, in the picture, will assure the full force of the flowing water in the ram.
If the ram needs to be placed far away from the spring to achieve the necessary drop, a standpipe D—which is a bit larger than the supply pipe—will help utilize the full pressure of the water. In long pipes, the friction of the moving water takes away a significant amount of the flow energy, and having a standpipe placed as shown at D in the picture will ensure that the ram gets the full pressure of the flowing water.
The ram is commonly placed in an underground pit as protection from freezing during cold weather, and a drain from the bottom of the pit conducts the waste water away. The supply[156] pipe or drive pipe B and delivery pipe C are buried underground below the frost line as a protection from freezing.
The ram is usually put in an underground pit to protect it from freezing in cold weather, and a drain at the bottom of the pit removes waste water. The supply[156] pipe or drive pipe B and delivery pipe C are buried underground below the frost line to keep them from freezing.
In Fig. 141 a sectional view of the ram shows all of the working parts. The air chamber G is shown partly filled with water; the impetus valve D is that part of the ram which checks the flow of the running water and forces a part of it through the valve E, at the bottom of the air chamber.
In Fig. 141, a sectional view of the ram displays all the working parts. The air chamber G is shown partly filled with water; the impetus valve D is the part of the ram that controls the flow of running water and pushes some of it through the valve E at the bottom of the air chamber.

When inactive the valve D stands open and as the water enters from the pipe A, it flows through the valve to the waste pipe but as soon as the full force of the water bears on the valve it will suddenly close. This sudden stop of the flowing water will lift the valve E, and the energy of flow, due to its sudden stopping, will force some of the water into the chamber G. As this action occurs the upward pressure against the valve D is released and it reopens but immediately closes again as the water begins to flow. This process is kept up, each closure of the valve sending a little water into the air chamber. As the water gradually fills the air chamber, it is subjected to the same action as was described in the pressure tank, the air above the surface being compressed and the pressure developed in the space G forces the water out through the delivery pipe where it attains a force that is a factor of the height of the original fall.
When not in use, the valve D remains open, allowing water from the pipe A to flow through the valve into the waste pipe. However, when the full force of the water hits the valve, it suddenly closes. This abrupt stop in the water flow lifts the valve E, and the energy from the sudden halt forces some water into the chamber G. As this happens, the upward pressure against valve D is released, causing it to reopen, but it quickly closes again as the water starts flowing. This cycle continues, with each closure of the valve pushing a bit of water into the air chamber. As the air chamber fills with water, it experiences the same process described for the pressure tank: the air above the water gets compressed, and the pressure created in space G forces the water out through the delivery pipe, giving it a force that relates to the height of the original fall.
The air in the chamber G, is subject to the same conditions[157] of loss as that of the pressure tank, and to be assured of a supply to give pressure to the water, some air must be carried into the chamber with the water. For this purpose the valve F provided. After the chamber is partially filled, there occurs a reaction in the flow of water at each closure of the valve, which causes a little air to be drawn in through the valve F with each impulse. This air bubbles up through the water and enters the chamber where it assures an elastic cushion for closing the valve E.
The air in chamber G is subject to the same loss conditions[157] as the pressure tank. To ensure there's a supply to pressurize the water, some air needs to be carried into the chamber along with the water. For this, the valve F is provided. Once the chamber is partially filled, a reaction occurs in the water flow each time the valve closes, causing a small amount of air to be drawn in through valve F with each pulse. This air bubbles up through the water and enters the chamber, creating an elastic cushion that helps close valve E.
The flow of water from the supply pipe is regulated at H by a nut on the stem of the impetus valve which permits its regulation. Closing the valve slightly causes a less supply of water to be delivered; opening the valve wider gives a greater supply.
The flow of water from the supply pipe is adjusted at H by a nut on the stem of the impulse valve that allows for regulation. Slightly closing the valve results in less water being delivered; opening the valve wider increases the supply.

The Double-acting Hydraulic Ram.
—The diagram of Fig. 142 illustrates the working principle of the double-acting hydraulic ram mentioned above; where the water from a muddy stream is used to drive the ram and that from a separate source, as a spring is delivered.
—The diagram of Fig. 142 illustrates how the double-acting hydraulic ram works as mentioned above; where water from a muddy stream is used to operate the ram, and water from a separate source, like a spring, is delivered.
The construction of the double-acting ram is similar to the single-acting ram, but a separate pipe S discharges spring water directly below the valve which acts just as though it had entered at the drive pipe. The ram in this case is receiving water from the drive pipe D, which operates the valve and furnishes power for elevating the spring water. The spring water enters the ram through the pipe S, to keep the space T filled, directly under the valve. The water which enters the air chamber is, therefore, only that from the spring.
The design of the double-acting ram is like that of the single-acting ram, but it has a separate pipe S that discharges spring water right below the valve, functioning as if it had come in through the drive pipe. In this case, the ram takes in water from the drive pipe D, which operates the valve and provides the power to lift the spring water. The spring water flows into the ram through the pipe S to keep the space T filled, situated directly under the valve. Therefore, the only water entering the air chamber is from the spring.
A standpipe is arranged as shown in the figure, with a check[158] valve to prevent the water in the ram from being forced back into the spring water pipe after entering the ram.
A standpipe is set up as shown in the figure, with a check[158] valve to stop water in the ram from being pushed back into the spring water pipe after it enters the ram.
DOMESTIC WATER-SUPPLY PLANTS
Until recent years, no thought was given to private water-supply plants, in any except the more pretentious residences. It was formerly supposed that the cost of machinery and installation of such plants prohibited the use of a water system in the average home. As an item of expense in building, a satisfactory water-supply system may be installed at a lower cost than is paid for plumbing and bathroom fixtures.
Until recently, there was little consideration for private water supply systems, except in more upscale homes. People used to think that the expense of the machinery and installation made it impractical for the average household. However, as a building expense, a good water supply system can be installed for less than what is typically spent on plumbing and bathroom fixtures.
In recent years much attention has been given to the design of small water-supply plants for isolated homes, such as are required for suburban and rural dwellings, with the result that the necessary apparatus to suit any conditions may be obtained of any enterprising dealer.
In recent years, there's been a lot of focus on designing small water supply systems for remote homes, like those needed for suburban and rural houses, so now you can find the right equipment for any situation from any proactive dealer.
The degree of completeness with which the plant is to be arranged will depend on the funds to be expended, but in the most modest dwelling some form of water-supply plant is possible. Where opportunity is given to make the plant complete, its appointments of construction may be elaborated to almost any extent. A suburban or country residence may be made as perfect in point of toilet, kitchen and laundry conveniences, as where city water and sewer service are available. The water-supply plant may be operated by hand or by power, and if so desired may be made completely automatic in action.
The level of detail in setting up the water supply system will depend on the available budget, but even the simplest homes can have some kind of water supply system. If the opportunity arises to fully equip the system, its features can be expanded to a great degree. A suburban or rural home can be just as functional in terms of bathrooms, kitchens, and laundry facilities as a home with city water and sewer services. The water supply system can be operated manually or powered, and it can also be completely automated if desired.
Gravity Water-supply Plant.
—In point of simplicity, the plant shown in Fig. 143 represents a water system that answers every purpose of a cottage and yet is only an elevated tank for storage of water, combined with a house force pump. The tank in this case may be made of wood or metal and is open at the top. The water is sent into the tank by the pump, and gravity furnishes the force for carrying it to the fixtures in the kitchen and bathroom.
—In terms of simplicity, the plant shown in Fig. 143 represents a water system that meets all the needs of a cottage, yet it is just an elevated tank for water storage paired with a home force pump. The tank can be made of wood or metal and is open at the top. The pump sends water into the tank, and gravity provides the pressure to deliver it to the fixtures in the kitchen and bathroom.
In using a tank of the kind shown in the drawing, provision should be made for the possibility of leakage. This is arranged for by having the tank set in a shallow pan, so constructed that in case of accident the water may be carried away without doing[159] damage. This type of plant is not usually employed in cold climates, unless some provision is made to prevent the water in the tank from freezing. Tanks of this kind are sometimes used in cold climates but a much more desirable plant for the purpose is described below. In Fig. 143 the water from the cistern W is raised by the pump P, which also forces it into the tank above the kitchen. The gravitational force given the water, because of its elevated position is all that is necessary to carry the water to the fixtures in the bathroom and kitchen sink. As shown in the drawing, it furnishes a complete water system that will perform all of the requirements of water distribution for a small family.
In using a tank like the one shown in the drawing, you should prepare for the chance of leaks. This is done by placing the tank in a shallow pan designed so that if there’s an accident, the water can be carried away without causing [159] damage. This type of setup is generally not used in cold climates unless there are measures in place to prevent the water in the tank from freezing. Tanks like this can be used in colder areas, but a much more suitable setup for that purpose is described below. In Fig. 143, the water from the cistern W is pumped up by the pump P, which also pushes it into the tank above the kitchen. The gravitational force from the elevated position of the water is all that's needed to carry it to the fixtures in the bathroom and kitchen sink. As shown in the drawing, it provides a complete water system that meets all the water distribution needs for a small family.

The pipes from the range boiler are attached to the water heater, which forms a part of the kitchen range as explained on pages 116 to 120. It receives the supply of cold water directly from the tank through the pipe marked C, and the hot water from the range boiler is supplied through the pipe H. Cold water is also taken from the tank directly to each of the cold-water taps.
The pipes from the range boiler are connected to the water heater, which is part of the kitchen range as discussed on pages 116 to 120. It gets a supply of cold water straight from the tank through the pipe marked C, and hot water from the range boiler is provided through the pipe H. Cold water is also supplied directly from the tank to each of the cold-water taps.
The pump P is a house pump, such as is shown in Fig. 130. It is a small force pump, designed to suit the conditions of domestic use and is made to send water into the sink or into the supply tank as desired.
The pump P is a household pump, as shown in Fig. 130. It's a compact force pump, designed for home use and made to deliver water into the sink or supply tank as needed.
Pressure-tank System of Water Supply.
—The water-supply plant shown in Fig. 144 is another simple construction, somewhat more elaborate than the last, so arranged that the danger of freezing is practically eliminated. This is a simple pressure-tank system in which a tightly built metal water tank takes the place of the elevated tank of the previous figure, and a tank pump is used for lifting and giving pressure to the water. It is a more complete plant than the first and intended to accommodate a larger dwelling. The drawing shows all of the fixtures and connecting pipes that are required in the average home. It shows all of the appliances for connecting the pressure tank and range boiler with the wash trays in the basement, with all of the fixtures in the bathroom and with the fixtures in the kitchen sink. The range boiler is the same as those previously described and connected to the heater in an identical manner.
—The water supply system shown in Fig. 144 is another simple design, a bit more advanced than the previous one, built in a way that mostly prevents freezing. This is a straightforward pressure tank system where a well-constructed metal water tank replaces the elevated tank from the last figure, and a tank pump is used to lift and pressurize the water. It is a more comprehensive setup than the first and is designed for a larger home. The drawing displays all the fixtures and connecting pipes needed for an average household. It includes everything necessary to connect the pressure tank and range boiler to the wash trays in the basement, as well as all the fixtures in the bathroom and kitchen sink. The range boiler is the same type as those described before and is connected to the heater in the same way.
The original source of supply in this case is a cistern, sunk below the basement floor. The water is lifted from the cistern by the pump and forced into the pressure tank through a pipe near the bottom where it furnishes the supply for the house.
The original source of water in this case is a cistern located below the basement floor. The pump lifts the water from the cistern and pushes it into the pressure tank through a pipe near the bottom, providing the water supply for the house.
The pressure tank may be of any size to suit the requirements of the house and may be placed in either a vertical or horizontal position. It is sometimes galvanized, as a precaution against rust, but this is not a necessary requirement. The pipe which conveys the water from the pump connects with the tank near the bottom. As the water enters, the contained air above its surface is compressed into smaller and smaller space. The pressure that is developed by the compressed air furnishes the force by which the water is driven out of the tank and through the distributing pipes to the various parts of the system.
The pressure tank can be any size that meets the needs of the house and can be installed either vertically or horizontally. It's sometimes galvanized to prevent rust, but that’s not a strictly required feature. The pipe that carries water from the pump connects to the tank near the bottom. As water flows in, the air above it gets compressed into a smaller space. The pressure created by the compressed air provides the force that pushes the water out of the tank and through the distribution pipes to different areas of the system.
If the air in the tank when empty is compressed to one-half its original volume, then the gage pressure will be about 15 pounds to the square inch; if the air is compressed to one-third its original volume, that is, when the tank is two-thirds full of water, the gage pressure will be about 30 pounds to the square[161] inch, which is enough to supply water at any point of a two-story building with ample force. By pumping more water into the tank, a pressure of 50 or 60 pounds may be obtained without difficulty; but 40 pounds is generally sufficient for all the demands of a house plant. This is an application of the Boyle’s law which as stated in text books of physics is: “The temperature remaining the same, the pressure on confined gas varies inversely as its volume.” As the volume of such a confined body of gas is made smaller, the pressure increases in like ratio. The desired pressures are easily attained with a hand force pump such as is shown in the drawing.
If the air in the tank is compressed to half its original volume when it's empty, the gauge pressure will be about 15 pounds per square inch. If the air is compressed to a third of its original volume, meaning the tank is two-thirds full of water, the gauge pressure will be about 30 pounds per square inch, which is enough to supply water to any point in a two-story building with sufficient force. By pumping more water into the tank, pressures of 50 or 60 pounds can be achieved easily; however, 40 pounds is generally enough for all the needs of a house. This illustrates Boyle’s law, which is defined in physics textbooks as: “The temperature remaining constant, the pressure on a confined gas varies inversely with its volume.” As the volume of a confined gas decreases, the pressure increases proportionally. The required pressures can be easily reached with a hand force pump like the one shown in the drawing.

The gage-glass G on the side of the tank is intended to show[162] the height of the water in the tank at any time, and the pressure gage attached to the supply pipe shows the amount of pressure sustained by the water.
The gauge glass G on the side of the tank is meant to display[162] the water level in the tank at any moment, and the pressure gauge connected to the supply pipe indicates the level of pressure maintained by the water.
The Pressure Tank.
—The water leaves the tank by a pipe attached near the bottom and branches to supply each fixture, to which the water is to be conducted. In the drawing, the pipe may be traced from the point where it leaves the tank to the various fixtures. The cold-water pipe terminates at the range boiler, for at that point the hot-water system begins. The range boiler is connected by two pipes to the water heater in the kitchen range. The water heater is a part of the fire-box of the kitchen range and so long as the fire is kept burning, water is heated and stored in the range boiler. Where the house is furnace-heated, the furnace fire is sometimes utilized for heating the water by use of a coil of pipe above the fire and which may take the place of the range heater. Various other means are also employed for heating the water as described under range boilers. In Fig. 145 is shown a nearer view of a pressure tank with the pump attached. The pump is in this case identical in its action to the one shown in Fig. 132, but differs slightly in mechanical design. The drawing shows the gage-glass G, for indicating the height of water; the pressure gage P, which indicates the pressure to which the water is subjected; the attachment of the supply pipe S, and the delivery pipe D. The water tap T is provided to draw off the water when the tank is to be emptied.
—The water flows out of the tank through a pipe connected near the bottom, branching off to supply each fixture that needs water. In the diagram, you can see the pipe running from where it exits the tank to the different fixtures. The cold-water pipe ends at the range boiler, marking the start of the hot-water system. The range boiler connects to the water heater in the kitchen range through two pipes. The water heater is part of the kitchen range's firebox, so as long as there's a fire burning, the water gets heated and stored in the range boiler. In houses with furnace heating, sometimes the furnace's fire is used to heat the water through a coil of pipe above the fire, which can replace the range heater. Other methods for heating water are also used, as described under range boilers. In Fig. 145, you can see a closer view of a pressure tank with an attached pump. In this case, the pump functions like the one shown in Fig. 132, though it has a slightly different mechanical design. The drawing includes the gage-glass G to show the water level; the pressure gauge P, which indicates the pressure of the water; the connection for the supply pipe S; and the delivery pipe D. There's also a water tap T for drawing off the water when the tank needs to be emptied.

In operation, the air in the pressure tank furnishes the force which sends the water through the pipes to the various points, and forces it through the taps at the desired rate. If for any reason the air in the tank escapes, the propelling force is destroyed. This may occur by reason of absorption of the air by the water, due to the pressure to which it is subjected; or to[163] small air leaks that may develop in the joints, which allow the air to escape. To overcome the possibility of these occurrences, arrangement is made whereby air may be pumped into the tank by the same pump as that which supplies the water. In this way, the air is introduced with the water, which bubbles up through it to the surface. If at any time the pressure in the tank is lost, it may be replaced by pumping air alone into the tank.
In operation, the air in the pressure tank provides the force that pushes the water through the pipes to various points and forces it out of the taps at the desired rate. If the air in the tank escapes for any reason, the driving force is eliminated. This can happen due to the water absorbing the air because of the pressure it's under, or due to small air leaks that may develop in the joints, allowing the air to escape. To prevent these issues, there is a setup that lets air be pumped into the tank by the same pump that supplies the water. This way, the air is introduced along with the water, which bubbles up to the surface. If the pressure in the tank is ever lost, it can be restored by pumping air into the tank by itself.
Power Water-supply Plants.
—Where the pump is expected to furnish water to any considerable amount beyond that for household use, it is desirable that the plant be power-driven. If the work of watering stock, lawn sprinkling, etc., is intended, the tank and pump must be enlarged to suit the desired amount of water, and a gasoline engine, windmill or electric motor will be used for power. Where local conditions will permit, a hydraulic ram may be substituted for the pump and the pressure tank used for additional pressure and storage.
—Where the pump is expected to supply water in amounts greater than just for household use, it’s preferable for the system to be powered. If the plan includes watering livestock, lawn sprinkling, etc., the tank and pump should be increased in size to meet the needed water capacity, and a gasoline engine, windmill, or electric motor will be used for power. If local conditions allow, a hydraulic ram can replace the pump, with a pressure tank used for added pressure and storage.

Fig. 146 shows a plant in which the pump is driven by a gasoline engine. In the figure, the engine E is shown connected by a belt to a speed-reducing device or “jack,” marked J. The object of this machine is to reduce the speed of rotation and charge it to the required motion for operating the pump. The[164] jack is connected to the pump by a rod attached to a large gear, so as to produce the desired crank motion; and the opposite end of the rod is attached to the pump handle. The rod may be detached at any time and the pump worked by hand.
Fig. 146 shows a plant where the pump is powered by a gasoline engine. In the figure, the engine E is connected by a belt to a speed-reducing device or “jack,” labeled J. The purpose of this machine is to slow down the rotation speed and adjust it to the necessary motion for operating the pump. The[164] jack is linked to the pump by a rod attached to a large gear, allowing for the desired crank motion; and the other end of the rod is connected to the pump handle. The rod can be easily detached, enabling the pump to be operated by hand.
Electric Power Water Supply.
—Fig. 147 shows another type of power plant in which an electric motor operates the pump. In this style of plant, the pulley on the electric motor M is connected by a belt to the large wheel W, from which the crank motion is secured for driving the pump P. This machine is provided with an automatic starting and stopping device, which automatically controls the supply of water in the system. Whenever the pressure in the tank falls to a certain point, the change of pressure produced on the diaphram valve A starts the motor, and the pump sends water into the tank until the pressure in the tank again reaches the amount for which the valve is set, at which time the valve disconnects the electric contact to the motor and the pump stops working.
—Fig. 147 shows another type of power plant where an electric motor drives the pump. In this design, the pulley on the electric motor M is linked by a belt to the large wheel W, which generates the crank motion needed to operate the pump P. This machine features an automatic start and stop system that manages the water supply in the system. Whenever the pressure in the tank drops to a certain level, the change in pressure triggers the diaphragm valve A to start the motor, and the pump fills the tank with water until the pressure rises back to the set level, at which point the valve disconnects the electric contact to the motor, and the pump stops operating.

Wind-power Water Supply.
—In Fig. 148 is shown a larger and more complete plant than the former, in which a windmill furnishes the power for pumping and a large underground tank is utilized for the main supply of water. The tank marked, Well Water Pressure Tank, in this case is so placed that the end is exposed in the well curb, where the height of the water may be observed at any time. The pump is operated as any other of its kind, but is provided with an automatic pressure cylinder, which controls the operation of the mill through the rise and fall of the water in the tank. At any time the water in the tank falls to a certain point, the pump is thrown into gear by the pressure cylinder, and the water is pumped into the tank until a definite height is reached; at this point the pump is automatically thrown out of gear and[165] remains inactive until an additional supply of water is required. The plant is therefore automatic in its action and requires only that the mill be kept oiled and in running order.
—In Fig. 148 is shown a larger and more complete plant than the previous one, where a windmill provides the power for pumping, and a large underground tank serves as the main water supply. The tank labeled, Well Water Pressure Tank, is positioned so that its end is visible at the well curb, allowing the water level to be checked at any time. The pump operates like any other of its type but includes an automatic pressure cylinder that manages the mill’s operation based on the water level in the tank. Whenever the water in the tank drops to a certain level, the pressure cylinder activates the pump, which then fills the tank until a set height is reached; at this point, the pump automatically shuts off and [165] remains idle until more water is needed. This plant is therefore automatic in its functionality and only requires the windmill to be kept oiled and in working order.
As shown in the drawing, the large tank receives its supply of water from the well and aside from providing a reserve supply furnishes power for pumping cistern water. The water from the large tank is piped into the house for use as required, and from the same pipe is taken a hydrant for lawn sprinkling; in addition, this water is piped to the barn where it is used for watering stock. A branch of the same pipe is intended to operate a water lift, which in turn furnishes the house with soft water from the rain-water cistern for bathing, laundry, and kitchen purposes.
As shown in the drawing, the big tank gets its water supply from the well and, besides providing a backup supply, powers the pumping of water into the cistern. The water from the large tank is piped into the house for use as needed, and from that same pipe, there’s a hydrant for watering the lawn. Additionally, this water is piped to the barn for watering the livestock. A branch of that same pipe is meant to operate a water lift, which, in turn, supplies the house with soft water from the rainwater cistern for bathing, laundry, and kitchen use.

The Water Lift.
—The water lift is a combined water engine and pump, the motive power for which is the pressure from the[166] well-water tank. The soft water, pumped by the water lift, is stored in the smaller pressure tank marked Soft Water Pressure Tank in the drawing, and furnishes a supply for the purposes mentioned. The water lift is so constructed that when the pressure in the soft-water tank equals the pressure in the well-water tank, the lift will stop working and will not start again until water has been drawn from the taps. Whenever water is drawn from any part of the system, the pressure will be reduced and the lift will immediately begin pumping more water and will continue until the pressure of the two tanks are the same. The system is entirely automatic, each part depending on the power originally supplied by the windmill. The plant could be just as successfully operated by substituting a gasoline engine or other source of power for the windmill. The machinery for such a plant is not at all complicated neither is it difficult to manage, yet it is complete in every particular and furnishes an almost ideal arrangement for a country or suburban home.
—The water lift is a combined water engine and pump, powered by the pressure from the[166] well-water tank. The soft water, pumped by the water lift, is stored in the smaller pressure tank labeled Soft Water Pressure Tank in the drawing and provides a supply for the mentioned purposes. The water lift is designed so that when the pressure in the soft-water tank matches the pressure in the well-water tank, the lift will stop working and won’t restart until water has been drawn from the taps. Whenever water is taken from any part of the system, the pressure will drop, and the lift will immediately start pumping more water until the pressures in the two tanks are equal again. The system is fully automatic, with each part relying on the power originally supplied by the windmill. The setup could also operate equally well with a gasoline engine or other power sources in place of the windmill. The machinery for this kind of system is not complicated or hard to manage, yet it is comprehensive and provides an almost ideal solution for a country or suburban home.

In order to be assured of a supply of water over periods of atmospheric quiet, the well-water tank must be sufficiently large to supply water for 3 or 4 days; but in case of emergency water may be pumped by hand.
In order to ensure a steady supply of water during calm weather, the well-water tank needs to be big enough to provide water for 3 to 4 days; however, in an emergency, water can be pumped by hand.
A nearer view of the water lift is shown in Fig. 149. In the[167] figure, the right-hand cylinder with its valve V is the water engine which furnishes the power for operating the pump, enclosed in the left-hand cylinder. The water pressure of the main supply furnishes the energy which drives the engine, the piston rod of which is attached to the pump piston. The engine receives its supply of water through the pipe marked Inlet and the waste water is discharged to the sewer by the waste pipe on the opposite side of the cylinder. The operation of the lift is governed by an automatic regulator which so controls the engine that it starts pumping whenever the pressure in the system falls to a certain point. The regulator marked Adjustable Regulator in the drawing may be adjusted to suit the water pressure desired in the distributing system.
A closer look at the water lift is shown in Fig. 149. In the [167] figure, the right cylinder with its valve V is the water engine that provides the power to operate the pump, which is inside the left cylinder. The water pressure from the main supply generates the energy that powers the engine, which has a piston rod connected to the pump piston. The engine gets its water supply through the pipe labeled Inlet, and the waste water is directed to the sewer through the waste pipe on the other side of the cylinder. The lift's operation is controlled by an automatic regulator that ensures the engine begins pumping whenever the pressure in the system drops to a specific level. The regulator marked Adjustable Regulator in the drawing can be adjusted to match the desired water pressure in the distribution system.

CHAPTER VIII
WASTE WATER DISPOSAL
The disposal of sewage, in a convenient and sanitary manner is a problem of serious importance in the equipment of isolated dwellings with modern household conveniences. The manner of heating, lighting and of water supply are questions of selection among a number of established systems, but the problem of sewage disposal must in a great measure be determined by local conditions. Unless the natural surroundings are such as will permit sewage to be emptied directly into a stream of considerable volume, the problem of its safe disposal becomes one of serious importance.
The disposal of sewage in a convenient and sanitary way is a seriously important issue when it comes to equipping isolated homes with modern conveniences. Heating, lighting, and water supply involve choosing from established systems, but the disposal of sewage largely depends on local conditions. If the natural surroundings don’t allow for sewage to be dumped directly into a sizable stream, then finding a safe way to dispose of it becomes a significant concern.
Sewage is understood to mean the fluid waste from the kitchen, toilet and laundry and has nothing whatever to do with garbage. Sewage disposal has to do with conducting away the house waste and disposing of it in a sanitary manner. Sewage disposal does not necessarily have anything to do with sewage purification; although a sewage disposal plant may be so constructed as to discharge a purified effluent, it usually is understood to have to do alone with its disposal in a manner that does not offend the aesthetic sense. A simple sewage plant is anything that will take the sewage away from the house in such a way as to produce no unsightly accumulations that will decay and produce offensive odors.
Sewage refers to the liquid waste from the kitchen, toilet, and laundry, and has nothing to do with trash. Sewage disposal involves removing household waste and getting rid of it in a hygienic way. Sewage disposal isn't necessarily about purifying sewage; while a sewage disposal facility may be designed to release clean effluent, it typically focuses only on disposing of it in a way that doesn’t offend the senses. A basic sewage plant is any system that effectively removes sewage from the home without creating unsightly build-up that could decay and cause unpleasant odors.
A sewage purification plant is one in which the raw sewage from the house drain is first liquefied, after which the liquid is passed into a filter where it undergoes a process of bacterial disintegration and the organic matter reduced to the inorganic state, where no further change is possible. The water which flows from such a filter is clear and sparkling, and is often taken for spring water. The degree of purification given to the sewage will depend on the style of filter and the length of time necessary for the water to pass through it.
A sewage treatment plant is where raw sewage from household drains is first liquefied, and then the liquid is sent through a filter where it gets broken down by bacteria, turning the organic matter into inorganic matter, where no further change can happen. The water that comes out of this filter is clear and sparkling, and is often mistaken for spring water. The level of purification of the sewage depends on the type of filter used and how long it takes for the water to flow through it.
Sewage is composed of organic matter in a fluid or part fluid condition, contained in a large volume of water. It is not usually the dark, heavy, foul-smelling fluid that is imagined by many, but a turbid liquid possessing only a few of the qualities usually ascribed to sewage. Under favorable conditions practically all of the organic matter will be readily dissolved and the sewage will become entirely liquid.
Sewage consists of organic matter in a liquid or partially liquid state, mixed in a large volume of water. It's not typically the dark, thick, foul-smelling fluid that many people picture; instead, it's a murky liquid that has only some of the characteristics commonly associated with sewage. When conditions are right, almost all of the organic matter will dissolve easily, and the sewage will turn completely liquid.
As a liquid, the raw sewage is in the most favorable condition for rapid decay and if left standing in the air it soon develops properties that render it highly objectionable.
As a liquid, raw sewage is in the best state for quick breakdown, and if it's left exposed to the air, it quickly takes on characteristics that make it very unpleasant.
The decay of all organic matter is a process of disintegration that ultimately ends in the elements from which it came. In the disposal of sewage, the aim is to permit this disintegration to take place under conditions that will be least offensive to the aesthetic sensibilities, and in some cases to render it free from harmful properties should there be present the bacteria of communicable disease.
The breakdown of all organic matter is a process of disintegration that ultimately returns to the elements it came from. In sewage disposal, the goal is to allow this disintegration to happen in a way that is the least offensive to our sense of aesthetics, and in some cases, to make it free from harmful properties in case there are bacteria that can spread disease.
The successful disposal of sewage from cities is accomplished under a great variety of conditions. It is much easier to arrange for sewage purification on a large scale than in a small way. The reason for this is that in the care of a city the sewage-disposal plant is under the supervision of a competent person, whose business it is to see that the conditions are kept at the highest efficiency. Private plants are left almost entirely without care, until they fail from causes that are usually preventable. Sewage may be successfully purified under a great many conditions, but no type of plant has as yet proven itself successful that does not receive intelligent attention.
The effective disposal of sewage in cities happens under a wide range of conditions. It's much easier to set up sewage treatment on a large scale than on a smaller one. This is because, in a city, the sewage treatment facility is overseen by a qualified professional whose job is to ensure that everything runs at top efficiency. Private facilities are often neglected until they break down due to issues that could usually be avoided. Sewage can be successfully treated in many situations, but no type of facility has yet demonstrated consistent success without receiving knowledgeable oversight.
The most successful of small sewage disposal plant is the septic tank system alone or in connection with an adequate form of bacterial filter. Cesspools are not to be countenanced by people of intelligence. The cesspool has been so universally condemned by authorities on sanitation, that all intelligent people look upon it as a thing filthy beyond description. Although the septic tank is little more than an improved cesspool, the condition under which it acts is entirely different from that which takes place in the latter and with care and watchfulness, it may be made to work to a degree of perfection that is surprising. The one great cause of the[170] failure of small sewage-disposal plants is the lack of proper care.
The most effective small sewage disposal system is the septic tank, whether used alone or with a suitable type of bacterial filter. Cesspools should not be accepted by sensible individuals. Authorities on sanitation have universally condemned cesspools, and all informed people see them as incredibly dirty. Although the septic tank is basically just an upgraded cesspool, it operates under very different conditions, and with proper care and attention, it can function surprisingly well. The primary reason small sewage disposal systems fail is the lack of proper maintenance.
The process of sewage purification as now practised in the most successful plants is largely mechanical, but bacterial action plays a part of great importance in the completion of the process. It consists of two stages: the tank treatment, in which the sewage is liquefied; and the process of filtration where the liquefied sewage—commonly called the effluent—from the septic tank undergoes a process of filtration and bacterial purification.
The sewage purification process used in the most effective treatment plants today is mainly mechanical, but bacteria also play a crucial role in completing the process. It includes two stages: the tank treatment, where the sewage is turned into liquid, and the filtration process, where the liquefied sewage—commonly referred to as the effluent—from the septic tank is filtered and undergoes bacterial purification.
The Septic Tank.
—The septic tank alone, as used for sewage disposal, is often termed a sewage purifying plant, when in reality it is only intended to change the sewage into a form in which it can be readily carried away. The word septic means putrifying, and when applied to sewage disposal it furnishes a convenient term but has nothing to do with purification. The septic tank furnishes only the first stage of the purifying process, and although its effluent may be clear and possess little odor, it is nevertheless unpurified. The septic tank discharges an effluent of more or less completely digested sewage, instead, as in the cesspool, of permitting it to remain a constantly festering mass, to be slowly absorbed by the earth.
—The septic tank, used for waste disposal, is often called a sewage treatment system, but it only converts waste into a form that can be easily removed. The term septic means rotting, and while it’s a convenient label for waste disposal, it doesn’t imply purification. The septic tank is just the first step in the treatment process, and although its outflow may look clear and have minimal odor, it’s still not purified. The septic tank releases effluent that’s more or less processed waste, unlike a cesspool, which allows waste to sit and rot while being gradually absorbed by the ground.
The sewage is first collected in a tank of sufficient size to contain the discharge from the house for 24 hours. In the process of digestion which the sewage undergoes while in the tank, it is rendered almost entirely liquid; at the same time it is acted upon by the bacteria that are developed, and that tend to reduce the sewage to its elemental form. The effluent liquid which passes out of the tank is almost colorless and possesses relatively little odor.
The sewage is initially collected in a tank that's large enough to hold the discharge from the house for 24 hours. During the digestion process that the sewage goes through while in the tank, it becomes almost entirely liquid; at the same time, bacteria that develop work to break down the sewage into its basic elements. The effluent liquid that exits the tank is nearly colorless and has a relatively mild odor.
The tendency of the change which takes place in the tank is to nitrify the organic matter but under ordinary conditions the action is not fully complete. The effluent sometimes undergoes but little change except to be reduced to a liquid. If the effluent is now allowed to flow into a ditch where it will stand in pools, further putrification will take place with its resulting annoyance. In case the septic tank is to be used alone, the effluent should be conducted to a stream for final disposal. A septic tank must be built to accommodate a certain number of people and of sufficient size to take care of the entering sewage. The action which goes[171] on in the tank will render the contents almost entirely fluid, and under good conditions the sewage will be completely digested. When working properly, a thick scum will form on the surface, through which filters the gases that are liberated in the process of disintegration. The formation of the scum is an indication that the filter is doing its best work. Should the tank be required to take care of more sewage than it can conveniently handle, the scum will not form and the effluent will be turbid because of the undigested matter.
The process that happens in the tank is meant to break down organic matter, but under normal conditions, it’s not fully effective. The effluent often doesn’t change much apart from becoming liquid. If this effluent is directed into a ditch where it can collect in pools, it will further decompose, causing unpleasant odors. If the septic tank is used on its own, the effluent should be directed to a stream for final disposal. A septic tank needs to be designed to accommodate a certain number of people and be large enough to handle incoming sewage. The process that occurs in the tank will make the contents mostly liquid, and under ideal conditions, the sewage will be fully digested. When functioning properly, a thick layer of scum will form on the surface, allowing gases released during the breakdown process to filter through. The presence of this scum indicates that the filter is working effectively. If the tank has to process more sewage than it can manage, scum won't form, and the effluent will be cloudy due to undigested materials.
The change that takes place in the sewage while it remains in the tank is first that of being liquefied and then disintegrated by bacterial action. That such a change does take place is evidenced by the residue that is found in the tank in the process of cleaning. This is a black granular substance, composed mostly of humus and commonly known as sludge. The amount of accumulated sludge is relatively small, and the operation of cleaning is not necessary more than twice a year and is not the disagreeable task one might suppose.
The change that happens to the sewage while it sits in the tank starts with it being liquefied and then broken down by bacteria. That this change does occur is shown by the residue found in the tank during cleaning. This residue is a black granular material, mostly made up of humus, and is commonly referred to as sludge. The amount of accumulated sludge is relatively small, so the cleaning process is usually needed only twice a year and isn't as unpleasant as one might think.
The Septic Tank With a Sand-bed Filter.
—In places where the use of the septic tank alone is not possible, it sometimes happens that the natural conditions are such as will permit the effluent to be drained directly into the soil. With such a condition, the effluent goes into a filter bed composed of gravel or other loose material, where it undergoes still further bacterial action and if the process is complete, the water which comes from the filter bed is clear and odorless. Under good conditions it is clear sparkling water and contains but a small amount of impurities.
—In situations where using just a septic tank isn't feasible, there are times when the natural conditions allow for the effluent to be drained directly into the soil. In this case, the effluent flows into a filter bed made of gravel or other loose materials, where it experiences additional bacterial treatment. If the process is effective, the water that comes out of the filter bed is clear and odorless. Under optimal conditions, it is clear, sparkling water with only a small amount of impurities.
Septic tanks are made in many forms but that illustrated in Figs. 151 and 152 is commonly used. In Fig. 151 the tank is shown in position to receive the sewage from the house drain, where it is to undergo the first treatment and then to be conducted to a filter bed made of porous tile, set in loose soil. The tank is shown in detail in Fig. 152. It is a cemented brick cistern with an opening to the surface that contains a double cover as a protection during cold weather. A brick partition divides the tank into spaces G and H, that contain volumes that are to each other as 1 to 2. The tank is of such size as will hold a volume of sewage equal to 24 hours’ use; that is, it is expected[172] that any portion of sewage will remain in the tank for that length of time. The sewage enters at A, in such a way as will give the least disturbance of the liquid of the tank. An opening C allows the liquid to pass from H into G, where any additional sewage entering H will displace an equal amount in G, which will pass out at B to the filter bed. The partition D is high enough so that the scum that forms on the surface will not pass directly into the space G. The entrance and exit pipes are made of vitrified sewer tile with the openings below the surface.
Septic tanks come in various designs, but the one shown in Figs. 151 and 152 is widely used. In Fig. 151, the tank is positioned to receive sewage from the house drain, where it undergoes initial treatment before being sent to a filter bed made of porous tile set in loose soil. Fig. 152 provides a detailed view of the tank. It’s a cemented brick cistern with a surface opening that has a double cover for protection during cold weather. A brick partition divides the tank into sections G and H, which hold volumes that have a 1 to 2 ratio. The tank is sized to hold a volume of sewage equivalent to 24 hours of use; that is, it’s expected[172] that any sewage will stay in the tank for that duration. Sewage enters at A in a way that minimizes disturbance to the liquid in the tank. An opening C allows liquid to flow from H into G, where any extra sewage entering H will push an equal amount out of G, which then flows out at B to the filter bed. The partition D is tall enough to prevent the scum forming on the surface from flowing directly into space G. The entrance and exit pipes are made of vitrified sewer tile, with their openings positioned below the surface.

As the sewage enters the tank A, a considerable portion will sink to the bottom, while some will float to the top where a thick scum will gather. By far the greatest portion of solids will be readily dissolved in the water and the remainder will be still further reduced to liquid form by bacterial solution. The process of disintegration that goes on evolves a considerable amount of carbon dioxide and ammonia which filters through the scum. The process that now goes on in the tank is that of liquefying the organic matter and changing it from organic to the inorganic state.
As the sewage enters tank A, a significant amount will settle at the bottom, while some will rise to the top and form a thick layer of scum. Most of the solids will dissolve in the water, and the rest will be further broken down into liquid by bacteria. This disintegration process produces a substantial amount of carbon dioxide and ammonia, which pass through the scum. The ongoing process in the tank involves liquefying the organic matter and transforming it from an organic to an inorganic state.
The bacteriologist recognizes in the process of sewage disintegration the work of two classes of bacteria, the aerobic or those[173] bacteria that work by reason of air and do their work only in its presence and the anaerobic or those that work in the absence of air. In the action of the sewage-disposal plant both kinds of bacteria are at work. If, in the final stage where the sewage passes into the filter, air can be carried into the earth the action will be hastened.
The bacteriologist identifies two types of bacteria involved in the sewage breakdown process: aerobic bacteria, which function in the presence of air, and anaerobic bacteria, which operate without air. In a sewage treatment plant, both types of bacteria are active. If air can be introduced into the ground during the final stage when the sewage moves to the filter, the breakdown process will speed up.

It is evident that, since the sewage entering the tank is almost entirely dissolved, under ideal action this system would give very little trouble, but actually as the sewage enters the tank the disturbance caused by the incoming water forces some of the undigested matter into the outlet and being carried into the filter bed it will be deposited at the first opportunity. This will cause the filter bed to fill up with undigested sewage at the point nearest the entrance, and in course of time it will stop the pipe because of this accumulation.
It’s clear that because the sewage coming into the tank is mostly dissolved, this system should ideally function quite smoothly. However, in reality, as the sewage flows in, the disturbance from the incoming water pushes some undigested material out of the tank and into the filter bed, where it eventually gets deposited. This will lead to the filter bed filling up with undigested sewage closest to the entrance, and over time, it will clog the pipe due to this buildup.
To avoid such an occurrence, tanks have been built in which an automatic siphon discharges the effluent whenever a certain quantity has collected. Such a tank is shown in Fig. 153. With this arrangement, the sewage enters the first tank at A, and passes[174] into the second tank at B. At S is shown an automatic siphon, so made that when the effluent has collected to the height of the water line, the siphon automatically discharges the contents of the tank. This is known as a dosage tank because periodically a dose of the effluent is discharged into the filter bed. The volume discharged is sufficient to fill the greater portion of the bed, and force out the air in the loose soil. As the water filters from the bed the air is drawn in to take its place and gives the bacteria which work in the presence of air an opportunity to do their work. The work done by this filter bed is first to filter out any suspended matter carried in the effluent which will lodge on the surface of the filter material and then to undergo the slow process of integration, and to permit the oxidation of the dissolved sewage. If this matter is deposited faster than it disintegrates then the filter will fill up and finally refuse to work.
To prevent this from happening, tanks have been designed with an automatic siphon that releases the wastewater whenever a specific amount has accumulated. This type of tank is illustrated in Fig. 153. In this setup, sewage enters the first tank at A and flows into the second tank at B. At S, you can see an automatic siphon that triggers when the wastewater reaches the water line, discharging the contents of the tank automatically. This is called a dosage tank because it periodically releases a dose of wastewater into the filter bed. The volume discharged is enough to fill most of the bed and push out the air in the loose soil. As the water filters through the bed, air is drawn in to take its place, allowing aerobic bacteria to do their job. The primary function of this filter bed is to remove any suspended particles in the wastewater, which settle on the surface of the filter material, and undergo a slow decomposition process while allowing the oxidation of the dissolved sewage. If the deposition of matter occurs faster than its breakdown, the filter will become clogged and eventually stop functioning.

The Septic Tank and Anaerobic Filter.
—In places where the use of the simple septic tank is not possible and where the character of the soil will not permit of a natural sand-bed filter, an anaerobic filter may be constructed through which to pass the effluent from the septic tank.
—In areas where a basic septic tank can't be used and where the type of soil doesn't allow for a natural sand-bed filter, an anaerobic filter can be built to process the effluent from the septic tank.
The anaerobic filter is one in which anaerobic bacterial action is given opportunity to reduce the organic matter in the sewage to its elemental condition. The filter may be constructed in any form that will permit the process of filtration to be carried out in a way that will afford good anaerobic action. The extent to[175] which the purification is to be carried will determine the form and size of the filter.
The anaerobic filter is designed to allow anaerobic bacteria to break down organic matter in sewage to its basic elements. It can be built in various shapes that facilitate the filtration process while supporting effective anaerobic action. The level of purification required will dictate the design and size of the filter.
In Fig. 154 is shown such a plant, where a combined septic tank and anaerobic filter discharges its effluent into a filter ditch in which the purifying process is continued through a bed of gravel of any desired length. The figure illustrates a plant that was designed for a country residence. The septic tank and anaerobic filter are located relatively as shown in the drawing, the filter ditch following the course of a roadway. The water is finally discharged into a little stream, where it mingles with the water from a spring, and flows through a meadow.
In Fig. 154, you can see a plant where a combined septic tank and anaerobic filter release their wastewater into a filter ditch, continuing the purification process through a gravel bed of any length. The figure represents a plant designed for a countryside home. The septic tank and anaerobic filter are positioned as shown in the drawing, with the filter ditch aligning along a roadway. The water eventually flows into a small stream, mixing with water from a spring and flowing through a meadow.

The septic tank in Fig. 154 is quite similar in construction to the others described except that a section of sewer tile takes the place of the brick wall between the two parts of the tank. The opening O, through which the effluent is discharged, is located a little above the center of the tank.
The septic tank in Fig. 154 is pretty much built the same way as the others described, except that a piece of sewer tile replaces the brick wall between the two parts of the tank. The opening O, where the effluent is discharged, is positioned slightly above the center of the tank.
The anaerobic filter is a tank, rectangular in cross-section, made with brick walls and cemented on the inside. The effluent from the septic tank enters the anaerobic filter in a chamber, that is separated from the main tank by a wooden grating against which rests the filter material. As indicated in the drawing, the bottom is filled with coarse material; stones or broken tiles[176] about 4 inches in diameter. Above this is a layer of material about 2 inches in diameter and above that another layer of 1-inch material; the top is made of gravel. This forms the anaerobic filter, in which takes place the bacterial action away from the presence of air. The interspaces in the filter material allows the effluent from the septic tank to seep through and deposit the particles of matter held in suspension. The arrangement is such as is best suited to the anaerobic action. Here, shut away from the light and air, the organic matter in the effluent undergoes disintegration just as would happen in the earth.
The anaerobic filter is a tank with a rectangular cross-section, built with brick walls and cemented on the inside. The wastewater from the septic tank enters the anaerobic filter through a chamber that is separated from the main tank by a wooden grate, which supports the filter material. As shown in the drawing, the bottom is filled with coarse materials like stones or broken tiles about 4 inches in diameter. Above this layer is material roughly 2 inches in diameter, and on top of that is another layer of 1-inch material; the very top consists of gravel. This setup creates the anaerobic filter, where bacterial action occurs without the presence of air. The gaps in the filter material allow the wastewater from the septic tank to flow through and deposit suspended particles. The arrangement is designed to optimize anaerobic action. Here, away from light and air, the organic matter in the effluent breaks down just as it would in the soil.
It is evident that some of the matter that should remain in the septic tank and be removed as sludge will be carried into the anaerobic filter. This will, of course, form an insoluble deposit that will accumulate and in the course of time the filter will become clogged. It should be expected that such a filter will ultimately need renewing, for this reason the top is made of a slab of reinforced concrete that may be raised to allow the removal and refilling of the filter material.
It’s clear that some material that should stay in the septic tank and be taken out as sludge will end up in the anaerobic filter. This will, of course, create an insoluble buildup that will accumulate, and over time, the filter will get clogged. It’s reasonable to expect that this filter will eventually need to be replaced; for this reason, the top is made of a reinforced concrete slab that can be lifted to allow for the removal and replacement of the filter material.
The automatic siphon discharges the water from the chamber S, whenever it fills. The discharged water from the siphon is conducted into a drain tile, placed in a ditch filled with gravel or other loose material, which serves as an additional filter and in which the water undergoes a still further purification. This filter ditch is constructed as indicated in longitudinal section. The water from the siphon enters the tile C and seeping through the filling is drained away in the tile shown at D.
The automatic siphon releases water from chamber S whenever it gets full. The water that flows out from the siphon goes into a drain tile, which is set in a gravel-filled ditch or other loose material to act as an extra filter, allowing the water to be further purified. This filter ditch is built as shown in the longitudinal section. Water from the siphon enters tile C and, after seeping through the fill, is drained away in the tile indicated at D.
The tiles are not set close together, but the joints are left open and covered by pieces of broken tile as shown in H. This is to prevent the filter material from entering the tile and thus stopping the ready flow of the water.
The tiles aren't placed tightly together; instead, the gaps are left open and filled with pieces of broken tile as shown in H. This helps keep the filter material from getting into the tile and blocking the water flow.
The filter ditch of the plant will be constructed according to the contour of the ground and will follow the natural drainage. The course of the ditch—if it is desired to use one—will accommodate itself to the character of the ground. The final discharge of the water will be determined by the natural drainage.
The filter ditch of the plant will be built to match the shape of the ground and will align with the natural drainage. The path of the ditch—if you choose to use one—will adjust to the terrain. The final discharge of the water will be dictated by the natural drainage.
That a plant of this kind will work perfectly when new is is beyond a doubt but that it will continue indefinitely to give perfect satisfaction is not reasonable to expect. The septic tank will require cleaning, probably once a year. The anaerobic filter[177] will require renewing at intervals, depending on the amount of sewage the filter is required to take care of and the rate at which the plant is worked, probably once in 4 or 5 years. If the septic tank is of insufficient size to readily digest the sewage, the accumulation of sludge in the anaerobic filter will be greater than should occur.
That a system like this will function well when it's new is without question, but expecting it to perform perfectly forever isn't realistic. The septic tank will need to be cleaned, likely once a year. The anaerobic filter[177] will need to be replaced periodically, depending on how much sewage it has to manage and how frequently the system is used, probably once every 4 or 5 years. If the septic tank is too small to effectively process the sewage, the buildup of sludge in the anaerobic filter will be more than it should be.
It would be only reasonable to suppose that the siphon will sometimes refuse to discharge. Even though it is an automatic siphon, circumstances may cause it at times to fail to act. For this reason the manhole is placed so that the siphon may be inspected and repaired, should it be necessary. It must not be supposed that once such a plant is in place that all of the work is over. The success of a good sewage-disposal plant of this kind demands eternal vigilance.
It’s only logical to think that the siphon might occasionally not work. Even though it’s an automatic siphon, certain situations can cause it to stop functioning at times. That’s why the manhole is positioned for easy inspection and repair of the siphon, if needed. One shouldn’t assume that once this system is set up, all the work is done. The success of a good sewage disposal system like this requires constant attention.

In the level areas where the possibilities of natural drainage is not good, it sometimes occurs that plants such as those described are not permissible. To overcome such conditions the plant in Fig. 155 represents an installation where the effluent is carried several hundred feet through a drain tile before it is finally discharged into an outlet. This plant is made up of two separate tanks, the first acting as a septic tank, while the second tank is a settling chamber. The water from the second chamber is[178] pumped by windmill power and discharged into a drain tile at the required height through which it is carried to the place of final deposit.
In flat areas where natural drainage isn’t great, it sometimes happens that plants like those mentioned aren’t allowed. To deal with these conditions, the plant in Fig. 155 shows a setup where the wastewater is transported several hundred feet through a drain tile before it’s finally released into an outlet. This system consists of two separate tanks: the first is a septic tank, and the second is a settling chamber. Water from the second chamber is [178] pumped using windmill power and released into a drain tile at the necessary height, which carries it to the final disposal point.
Limit of Efficiency.
—Much that has been written on the subject conveys the impression that the septic tank alone, used under various conditions, will eliminate disease germs and all offending features of sewage and render it a pure water with a small amount of residue remaining in the tank. That such is not the case is all too evident to many who have constructed plants expecting perfect results and have attained only partial success.
—A lot that’s been written on the subject gives the impression that a septic tank by itself, used in different conditions, will completely eliminate disease germs and all the unpleasant aspects of sewage, turning it into clean water with just a small amount of residue left in the tank. However, it’s clear to many who have built systems expecting perfect results that they’ve only achieved partial success.
It is not reasonable that a plant giving satisfaction under the usual conditions could accomplish its purpose under stress of work. It is quite evident that the amount of sewage from any source cannot be constant. It is equally evident that the effluent from the plant cannot always be the same; but with reasonable limits of variation, a suitably designed tank ought to take care of the sewage from a house at all times and discharge an effluent that is reasonably clear and without offending odor.
It doesn't make sense to expect a plant that works well under normal conditions to perform effectively under heavy demands. It's clear that the amount of sewage from any source can't be constant. It's also obvious that the plant's output won't always be the same; however, within reasonable limits of variation, a well-designed tank should be able to handle the sewage from a household at all times and release water that is relatively clear and free of unpleasant odors.
It should be kept in mind that, as commonly used, the chief office of the septic tank is to do away with the things that offend the senses, and not to make an effluent that might serve as drinking water. It must also be kept in mind that if the disease germs enter the plant because of sickness in the house that there is every possibility that the germs will be in the discharged water.
It’s important to remember that, as typically understood, the main purpose of a septic tank is to eliminate unpleasant substances, not to produce water that could be suitable for drinking. Also, keep in mind that if disease germs enter the system due to illness in the home, there is a strong likelihood that those germs will be present in the wastewater.
The plant must be located as is directed by the natural surroundings but the drainage must be away from buildings and particularly from wells.
The plant should be situated according to the natural environment, but the drainage needs to move away from buildings and especially from wells.
Small sewage plants are reasonably efficient and add immensely to the comfort and healthful conditions of the home. They are not perfect in their action but there is excellent reason to believe that the plant of ideal construction will yet be attained.
Small sewage plants work pretty well and greatly improve the comfort and health of a home. They’re not flawless, but there’s good reason to think that the ideal design will eventually be achieved.
In a flat country where drainage is difficult, the form of plant must be modified to suit the prevailing conditions but some form of working plant can always be devised. Small plants do not give so efficient results as those of large size but they do very acceptable work. To do good service they must receive attention but the actual amount of labor they demand is small. Small sewage-disposal plants are not expensive nor difficult to construct,[179] and for the amount of labor and money expended they give returns that cannot be estimated.
In a flat area where drainage is tough, the style of plants needs to be adapted to fit the local conditions, but some kind of functional plant can always be created. Smaller plants don’t operate as efficiently as larger ones, but they still get the job done quite well. To perform effectively, they require some attention, but the actual labor involved is minimal. Small sewage disposal plants are affordable and easy to build,[179] and for the amount of labor and money put in, they provide benefits that are hard to measure.
In determining the character of plant to be constructed, in any particular place, local conditions will in a great measure decide the type to be used. The degree of purity to which it will be necessary to reduce the effluent will depend on the location of the plant and the means of final disposal. If the effluent can be run into a stream of sufficient volume, the septic tank alone will probably answer the purpose.
In choosing the type of plant to build in a specific location, local conditions will largely determine the type you'll use. The level of purity needed for the effluent will depend on where the plant is located and how the final disposal will be managed. If the effluent can be released into a stream with enough volume, a septic tank alone will likely suffice.
The septic tank reduces sewage to a liquid form which has some odor. It may be carried away in an open ditch which has good flow, but if allowed to collect in pools it will undergo further putrescence and be objectionable.
The septic tank converts sewage into a liquid form that has a bit of an odor. It can be carried away in an open ditch that has good drainage, but if it pools up, it will start to break down further and become unpleasant.
It may be possible to use a small creek for final disposal but one in which the effluent from a septic tank alone would be objectionable. In such a case the use of the septic tank combined with an anaerobic filter would probably give a permissible degree of purity.
It might be possible to use a small creek for final disposal, but one where the wastewater from a septic tank alone would be unacceptable. In that situation, using the septic tank along with an anaerobic filter would likely provide an acceptable level of cleanliness.
With a plant composed of a septic tank and anaerobic filter, sewage is rendered almost free from odor and the effluent will not undergo further putrescence when collected in pools.
With a system that includes a septic tank and anaerobic filter, sewage is made nearly odorless, and the effluent won't decompose further when collected in pools.
In many cases it is desired to purify the effluent still further, either because of lack of means for final disposal or because the effluent would contaminate the water into which it is discharged. In such cases the plant will consist of the septic tank, an anaerobic filter and a filter ditch or sand-bed filter. The effluent from such a plant will be clear sparkling water that might be mistaken for spring water.
In many situations, there's a need to further purify the wastewater, either due to limited options for final disposal or because the wastewater could pollute the water it's released into. In these cases, the treatment system will include a septic tank, an anaerobic filter, and a filter ditch or sand-bed filter. The output from this system will be clear, sparkling water that could easily be mistaken for spring water.
The design and construction of sewage-disposal plants has been made a subject of investigation in a number of State engineering experiment stations. In addition, manufacturers of cement have prepared descriptive literature that is sent gratis on application. These bulletins contain detailed information as to the working properties and construction of private plants to suit the various conditions of disposal. The following is taken by permission of the Universal Portland Cement Co. from their bulletin on “Concrete Septic Tanks.”
The design and building of sewage disposal plants has been studied at several state engineering experiment stations. Additionally, cement manufacturers have created informative brochures that are offered for free upon request. These bulletins provide detailed information about the operational features and construction of private plants tailored to different disposal conditions. The following is reproduced with permission from the Universal Portland Cement Co.'s bulletin on “Concrete Septic Tanks.”

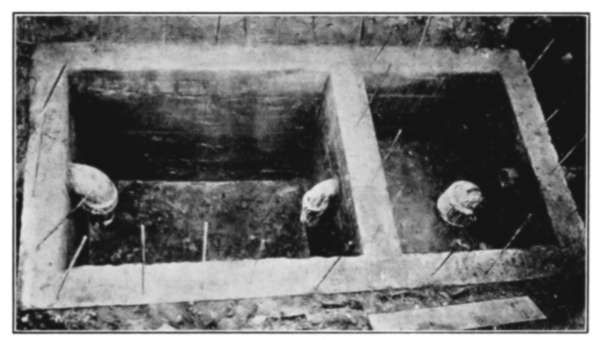
“The design in Fig. 156 shows a septic tank as it would appear if partly cut away to expose the interior to view, and as if cut in half[180] along a center line following its length. This type will be found to operate effectively where final disposal is accomplished by sub-surface irrigation. This system once started is self-operating due to the siphon shown in the second, or right-hand compartment, which at regular[181] intervals empties the contents and discharges them into the line of tile from which the liquids leach out through joints into the soil. In a tank constructed as shown in the design mentioned, it is very important to use a siphon to empty the second compartment at intervals instead of allowing a continuous outward flow of contents, because of the tendency for drains to become clogged when liquids are constantly trickling through.
“The design in Fig. 156 shows a septic tank as it would look if it was partly cut away to expose the interior, and as if it was sliced in half[180] along a center line along its length. This type works effectively when the final disposal is done through sub-surface irrigation. Once started, this system is self-operating thanks to the siphon in the second, or right-hand compartment, which regularly[181] empties the contents and releases them into the tile line, from which the liquids seep out through the joints into the soil. In a tank built as shown in the mentioned design, it’s crucial to use a siphon to empty the second compartment periodically instead of allowing a continuous outflow of contents, due to the risk of drains getting clogged when liquids are constantly dripping through.”
“The size of tank required for residence use depends upon the quantity of sewage to be handled in the first chamber during a day of 24 hours; therefore, this compartment should be large enough to contain an entire day’s flow. This frequently amounts to from 30 to 50 gallons per person per day, so the required capacity can readily be computed from these figures, although it must be remembered that the required depth for the tank should be figured from the top of the concrete baffle wall or partition which separates the first and second compartments. Another point to bear in mind is that the width of the first compartment should be about one-half its length.”
“The size of the tank needed for residential use depends on the amount of sewage that will be processed in the first chamber over a 24-hour period. Therefore, this compartment should be large enough to hold a full day’s flow. This typically amounts to 30 to 50 gallons per person per day, so you can easily calculate the required capacity based on these figures. It’s important to remember that the necessary depth of the tank should be measured from the top of the concrete baffle wall or partition that separates the first and second compartments. Additionally, the width of the first compartment should be about half of its length.”
CHAPTER IX
Coal
Coal is of prehistoric origin, formed from accumulation of vegetable matter, supposed to be the remains of immense forests. In past ages the deposits underwent destructive distillation from great heat and was subjected to pressure, sufficient to compress it into varying degrees of hardness. Coal is composed of carbon, hydrogen and oxygen, with small quantities of nitrogen and varying amounts of sulphur and ash.
Coal is prehistoric, created from the buildup of plant material, thought to be the remnants of huge forests. In ancient times, these deposits were exposed to extreme heat and pressure, which compressed them into different levels of hardness. Coal consists of carbon, hydrogen, and oxygen, along with small amounts of nitrogen and varying quantities of sulfur and ash.
The coals from different geological formations vary in quality from the hard dry anthracites to the soft wet lignites, with the intermediate bituminous coals; all of which furnish fuels that when burned will produce amounts of heat, depending on their composition, the quantity of moisture contained and the conditions of their combustion.
The coals from different geological formations vary in quality, ranging from hard dry anthracites to soft wet lignites, with the intermediate bituminous coals; all of which provide fuels that, when burned, produce varying amounts of heat based on their composition, moisture content, and the conditions of their combustion.
Carbon, of which coal is principally composed, exists in different combinations, depending on the condition of its formation. Part of the carbon is combined with hydrogen to form hydrocarbon that may be driven off when heated, and which forms the volatile portion of the coal. The remainder of the carbon appears in the form of coke—when the volatile matter is driven off—and is said to be fixed. The fixed carbon and volatile constituents together make up the combustible.
Carbon, which is mainly what coal is made of, exists in different forms based on how it was formed. Some of the carbon is mixed with hydrogen to create hydrocarbons that can be released when heated, which makes up the volatile part of the coal. The rest of the carbon shows up as coke—after the volatile substances are removed—and is referred to as fixed. The fixed carbon and volatile components together constitute the combustible materials.
Other ingredients of coal that require attention are the moisture, and the incombustible matter that forms ash. Moisture varies in quantity from as low as 0.75 per cent. in hard coal to 50 per cent. in lignite. The amounts of ash in different coals vary from 3 to 30 per cent. of the weights of the fuel.
Other ingredients of coal that need to be considered are the moisture and the non-combustible material that turns into ash. Moisture can range from as low as 0.75 percent in hard coal to 50 percent in lignite. The amount of ash in different types of coal varies from 3 to 30 percent of the fuel's weight.
The heating value of coals differs in amount by reason of the variable quantities of fixed and combined carbons, moisture and ash. Different coals are compared in value by the number of B.t.u. per pound of dry coal that can possibly be developed when burned, and with these factors are given the percentages of moisture and ash.
The heating value of coals varies because of the different amounts of fixed and combined carbons, moisture, and ash. Different coals are assessed in value based on the number of B.t.u. per pound of dry coal that can potentially be produced when burned, and along with these factors, the percentages of moisture and ash are provided.
There are no distinct demarkations between different grades of[183] coal. The classifications are made because of their chief characteristics and they commonly are graded as anthracites, semi-anthracites, semi-bituminous and bituminous coals. These classes comprehend the most common commercial coals of the United States. Aside from those named are forms of coal that are occasionally found, such as graphitic anthracite, cannel coal, etc., and the various lignites.
There are no clear boundaries between different grades of[183] coal. The classifications are based on their main characteristics, and they are usually categorized as anthracites, semi-anthracites, semi-bituminous, and bituminous coals. These classes cover the most common commercial coals in the United States. In addition to those mentioned, there are types of coal that are sometimes found, like graphitic anthracite and cannel coal, as well as various lignites.
The value of coal as a heat-producing agent is represented by the B.t.u. it is capable of turning to useful account. The price of coal should be based on the amount of heat it is capable of generating when burned. In considering the value of coal for any particular purpose, thought must be taken as to its characteristic properties, for coals that produce excellent results for one purpose may be very unsatisfactory in others. Soft coal containing a large percentage of volatile matter usually produces a great amount of smoke and unless carefully fired this will condense and form accumulations of soot that are objectionable. For reasons of this kind bituminous coals are often sold at a lower price than their rated heating value might indicate.
The value of coal as a source of heat is represented by the B.t.u. it can generate for practical use. The price of coal should be based on how much heat it can produce when burned. When assessing the value of coal for a specific purpose, it’s important to consider its unique properties, as coals that work well for one application may not be effective for others. Soft coal with a high percentage of volatile matter generally produces a lot of smoke, and if not burned carefully, this smoke can condense and create unsightly soot buildup. For these reasons, bituminous coals are often sold at a lower price than what their heating value might suggest.
Anthracite or hard coal
possesses bright lustrous surfaces when newly fractured, that when handled do not soil the hands. It contains a high percentage of carbon, a small amount of volatile matter and little moisture. It is greatly in demand as a domestic fuel because it burns slowly with an intense heat, practically without flame and produces no smoke. It invariably commands a higher price than soft coal, but in heating value is not superior to the better grades of soft coal. In furnaces for house heating the use of soft coal often gives better satisfaction than hard coal.
has shiny, bright surfaces when freshly broken, and it doesn't dirty your hands when you handle it. It has a high carbon content, a small amount of volatile substances, and little moisture. It's highly sought after as a home fuel because it burns slowly with intense heat, almost without flame, and produces no smoke. It consistently costs more than soft coal, but in terms of heating value, it's not better than the higher-quality types of soft coal. In home heating furnaces, using soft coal often provides better results than hard coal.
The grades of hard coal found in the market will vary with the demand in any locality but those recognized by the trade are:
The grades of hard coal available in the market will change based on the demand in any area, but the ones recognized by the industry are:
| Egg | Coal will pass through | 2¾-inch mesh screen. |
| Stove | Coal will pass through | 2-inch mesh screen. |
| Chestnut | Coal will pass through | 13⁄8-inch mesh screen. |
| Pea | Coal will pass through | ¾-inch mesh screen. |
| No. 1 Buckwheat | Coal will pass through | ½-inch mesh screen. |
| No. 2 Buckwheat | Coal will pass through | ¼-inch mesh screen. |
| No. 3 Buckwheat | Coal will pass through | 1⁄8-inch mesh screen. |
Hard coal of stove and chestnut sizes are those most commonly used for domestic heating, because they are well suited for[184] furnaces and heating stoves. Of the two sizes chestnut coal is most largely used and on account of the greater demand, the price for this size is usually somewhat in advance of the others; at the same time the smaller sizes—pea and buckwheat coals—are less in price for the same grade of coal. Under conditions that will permit their use the latter coals are an economical form of fuel.
Hard coal in stove and chestnut sizes are the most commonly used for home heating because they work well in[184] furnaces and heating stoves. Of the two sizes, chestnut coal is used more, and because of the higher demand, its price is usually a bit more than the others; meanwhile, the smaller sizes—pea and buckwheat coals—are cheaper for the same grade of coal. When conditions allow for their use, these smaller coals are a cost-effective fuel option.
Bituminous or soft coal
represents the chief fuel of commerce. The market prices of these coals are determined largely by reason of their reputation as desirable fuel. The variations in price depend on the physical qualities, rather than on the amount of heat evolved in combustion. The compositions of coals vary markedly in different localities and often in the same locality several grades are produced. It sometimes happens that from different parts of a mine the coal will differ very much in heat value.
represents the main fuel for trade. The market prices of these coals are mostly based on their reputation as preferred fuel. The price changes depend on physical characteristics, not on the amount of heat produced when burned. The makeup of coals varies significantly in different areas and often several grades are produced in the same area. Sometimes, coal from different sections of a mine can vary greatly in heat value.
Bituminous coals are roughly classified as coking and free-burning. The former is valuable for gas manufacture and for production of coke. The coking coals fuse on being heated, allowing the volatile portion to escape; and when the gas has been all distilled, the residue is coke. When used for gas making, the volatile portion forms the illuminating gas. When burned in a furnace, the gases from soft coal burn with a yellow flame and usually with considerable smoke. The classification of bituminous coals differ somewhat in the East from that of the West. Eastern bituminous coals are commonly graded:
Bituminous coals are generally categorized as coking and free-burning. The former is important for gas production and making coke. Coking coals melt when heated, allowing the volatile components to escape; once all the gas has been distilled, what’s left is coke. When used for gas production, the volatile parts produce illuminating gas. When burned in a furnace, the gases from soft coal burn with a yellow flame and often generate a lot of smoke. The classification of bituminous coals varies somewhat between the East and the West. Eastern bituminous coals are typically graded:
A. Run-of-mine coal = unscreened coal as taken from the mine.
A. Run-of-mine coal = coal that has just been removed from the mine without any screening.
B. Lump coal = that which passes over a bar screen with 1¼-inch openings.
B. Lump coal = coal that passes through a bar screen with 1¼-inch openings.
C. Nut coal = that which passes through a bar screen with 1¼-inch openings and over one with ¾-inch openings.
C. Nut coal = the kind that goes through a bar screen with 1¼-inch openings and over one with ¾-inch openings.
D. Slack = all that which passes through a ¾-inch bar screen.
D. Slack = everything that goes through a ¾-inch bar screen.
Western bituminous coal:
Western coal:
E. Run-of-mine coal = the unscreened coal as taken from the mine.
E. Run-of-mine coal = the raw coal directly extracted from the mine without any screening.
F. Lump coal—divides as 6-inch, 3-inch and 1¼-inch according to the diameter of the mesh through which the pieces pass the screens.
F. Lump coal—divided into 6-inch, 3-inch, and 1¼-inch sizes based on the diameter of the mesh that the pieces pass through in the screens.
G. Nut coal—varying from 1¼-inch size to ¾-inch in diameter.
G. Nut coal—ranging from 1¼-inch to ¾-inch in diameter.
H. Screening = all coal which passes a 1¼-inch screen including the dust.
H. Screening = all coal that goes through a 1¼-inch screen, including the dust.
Heat derived from coal—or any other fuel—in the process of combustion is due to oxidation. Combustion or burning is caused by rapid oxidation. When oxygen combines with[185] carbon in sufficient quantities, carbon dioxide is formed and at the same time heat is liberated. In burning fuel, if the carbon is completely oxidized and changed into carbon dioxide, the greatest amount of heat is produced. The required oxygen is furnished by the air, which through the dampers of the furnace regulates the rate of combustion.
Heat produced from coal—or any other fuel—during the combustion process comes from oxidation. Burning happens because of rapid oxidation. When oxygen mixes with [185] carbon in enough amounts, it creates carbon dioxide and releases heat at the same time. When fuel burns, if the carbon is fully oxidized to carbon dioxide, it generates the maximum amount of heat. The necessary oxygen comes from the air, which controls the combustion rate through the furnace dampers.
Oxidation of Hydrocarbons.
—In the oxidation of hydrocarbons, as that of burning coal gas, the combination of the elements forms carbon dioxide and water. The presence of the water, formed in combustion, is often shown in the formation of moisture on the bottom of a cold vessel when placed over a gas flame. The same effect is observed in a newly lighted kerosene lamp, when the film of moisture forms inside the cold lamp chimney. As soon as the surfaces become heated the moisture is evaporated. Occasionally, the accumulation of moisture in chimneys, from this cause, is sufficient during extremely cold weather to form ice in the part of the chimney exposed to the outside air. Chimneys have been known to become so stopped by accumulation of ice from this cause as to materially interfere with the draft.
—In the oxidation of hydrocarbons, like burning coal gas, the elements combine to create carbon dioxide and water. The water produced during combustion is often seen as moisture forming on the bottom of a cold container when it's placed over a gas flame. You can see the same effect in a newly lit kerosene lamp, where a film of moisture forms inside the cold lamp chimney. Once the surfaces heat up, the moisture evaporates. Sometimes, the moisture buildup in chimneys due to this can be enough in extremely cold weather to cause ice to form in the part of the chimney exposed to the outside air. There have been instances where chimneys became so blocked by ice that it significantly affected the draft.
The fixed carbon of the coal, when oxidized, has a constant heating value of 14,000 B.t.u. per pound. The volatile hydrocarbons develop amounts of heat when burned, depending on their composition, and differ in coals from different localities. The heat obtained from the volatile part of coal depends on its chemical composition and differs very materially; it may be as high as 21,000 B.t.u. per pound, or as low as 12,000 B.t.u. per pound.
The fixed carbon in coal, when burned, consistently produces a heating value of 14,000 B.t.u. per pound. The volatile hydrocarbons generate varying amounts of heat when burned, based on their composition, and these amounts differ in coals from different regions. The heat produced from the volatile portion of coal depends on its chemical makeup and can vary significantly; it might be as high as 21,000 B.t.u. per pound or as low as 12,000 B.t.u. per pound.
A high percentage of volatile matter usually indicates a fuel that will produce a large volume of smoke, which—unless the combustion is complete in the furnace—will deposit soot as soon as it is condensed, either in the chimney or in the outside air. The ash has no heating value, and the contained moisture has a negative heating effect, because considerable heat is required to evaporate and raise it to the temperature of the gases of the furnace. In burning fuel the moisture uses up the heat of combustion in proportion as it appears in the coal. The moisture is bought as coal but requires heat to get rid of it; so the percentage of water in coal should be considered very carefully.
A high percentage of volatile matter usually means that a fuel will produce a lot of smoke, which—unless the combustion is complete in the furnace—will create soot as soon as it cools down, either in the chimney or in the outdoor air. The ash has no heating value, and the moisture inside has a negative heating effect because it takes a lot of heat to evaporate it and bring it up to the temperature of the gases in the furnace. When burning fuel, the moisture absorbs the heat of combustion based on how much is in the coal. The moisture comes with the coal but needs heat to get rid of it; therefore, the percentage of water in coal should be taken into serious consideration.
It is customary in comparing the heating values of coals, to[186] state the proportionate parts of fixed carbon, volatile matter, moisture and ash as well as the B.t.u. per pound of dry coal. The heat value in B.t.u. per pound of fuel is usually obtained by burning samples in a calorimeter from which the heat per pound is calculated. The heat value of fuels used in power plants are often determined by careful tests of the amount of power derived for each pound of fuel burned in the furnace. This is done by weighing the fuel burned and measuring the water evaporated. The ashes are weighed and this weight together with the weight of moisture present is subtracted from that of the coal to determine the amount of combustible of the fuel. The final results are expressed by the number of pounds of water evaporated per pound of combustible and also the weight to water evaporated per pound of coal burned.
It’s common when comparing the heating values of coals to[186]state the percentage of fixed carbon, volatile matter, moisture, and ash, along with the B.t.u. per pound of dry coal. The heat value in B.t.u. per pound of fuel is typically determined by burning samples in a calorimeter, which calculates the heat per pound. The heat value of fuels used in power plants is often determined through careful tests measuring the amount of power produced for each pound of fuel burned in the furnace. This involves weighing the fuel burned and measuring the water evaporated. The ashes are weighed, and this weight, along with the moisture weight, is subtracted from that of the coal to find the amount of combustible fuel. The final results are presented as the number of pounds of water evaporated per pound of combustible and also the weight of water evaporated per pound of coal burned.
Semi-bituminous coal
represents a class between the hard and soft grades. It contains less carbon and more volatile matter than hard coal. It burns with a short flame with very little smoke and is valuable as a furnace fuel. The Pocahontas coal of West Virginia is an example of this class. Semi-bituminous coal is often called smokeless coal, because in burning it produces relatively little smoke. It will be noted in the table of heat values on page 192 that coal of this variety has high heat-producing properties. It is a very friable coal and for that reason is apt to contain considerable dust. As a furnace fuel it produces—when carefully fired—very satisfactory results.
represents a type of coal that falls between hard and soft grades. It has less carbon and more volatile matter than hard coal. It burns with a short flame and produces very little smoke, making it a valuable furnace fuel. The Pocahontas coal from West Virginia is an example of this type. Semi-bituminous coal is often referred to as smokeless coal because it generates relatively little smoke when burned. You'll see in the table of heat values on page 192 that this type of coal has high heat-producing capabilities. It is quite crumbly, which means it tends to produce a lot of dust. When carefully fired, it yields very satisfactory results as a furnace fuel.
Graphitic Anthracite.
—This is a type of coal found in Rhode Island and Massachusetts which resembles both graphite and anthracite coal. It is gray in color, very hard and burns with extreme difficulty.
—This is a type of coal found in Rhode Island and Massachusetts that looks like both graphite and anthracite coal. It is gray, very hard, and burns with great difficulty.
Cannel Coal.
—This is a variety of bituminous coal, rich in hydrocarbons. It burns with a bright flame without fusing and is often used for open fires.
—This is a type of bituminous coal, high in hydrocarbons. It burns with a bright flame and doesn’t fuse, making it great for open fires.
Lignite.
—This is a type of fuel that in point of geological formation represents the condition between true coal and peat. Lignite occurs in immense deposits throughout the middle portion of the western half of the United States, where beds 20 feet in depth are not uncommon. It varies in color from black to brown and in many localities is known as brown coal.
—This is a type of fuel that, in terms of geological formation, is in between true coal and peat. Lignite is found in large deposits throughout the central part of the western United States, where beds 20 feet deep are not unusual. It varies in color from black to brown and is often referred to as brown coal in many areas.
When newly mined, lignite contains a large percentage of water, sometimes as high as 50 per cent. On account of this[187] large moisture content it has a relatively low calorific value, but when dry the amount of heat evolved per pound compares very favorably with soft coal.
When it’s first mined, lignite has a high water content, sometimes reaching up to 50 percent. Because of this[187] high moisture level, it has a relatively low heat value, but when it’s dry, the heat produced per pound is quite comparable to that of soft coal.
Peat.
—As a fuel, peat has been used very little in the United States on account of the abundance of the better grades of fuel, but in many parts of the country it is used locally to a considerable extent. In peat bogs from which the fuel is taken, the peat is formed from grasses and sedges which in time produce a carbonaceous mass that becomes sufficiently dense to be taken out in sections, with a long narrow spade. The peat is then built into piles where after drying it is ready to be burned.
—As a fuel, peat has been used very little in the United States because there are plenty of better fuel options, but in many areas of the country, it is used locally to a significant extent. In peat bogs where the fuel is harvested, the peat forms from grasses and sedges over time, creating a carbon-rich material that becomes dense enough to be removed in sections with a long, narrow spade. The peat is then stacked in piles, and after it dries, it is ready to be burned.
Wood.
—On account of its relative scarcity and correspondingly high price, wood is no longer a commercial fuel of any consequence. The low heating value of wood as compared with coal makes it a prohibitive fuel except in forest localities. Wood is commonly sold by the cord and no attention is given by dealers to its value in heat-producing capacity.
—Due to its relative scarcity and high price, wood is no longer an important commercial fuel. The low heating value of wood compared to coal makes it an impractical fuel except in forest areas. Wood is usually sold by the cord, and dealers pay no attention to its heat-producing capacity.
The desirability of wood as a fuel is chiefly that of reputation. It is usually considered that hickory is the ideal fire wood, dry maple a close second and that oak is next in desirability as fuel; following which are ash, elm, beech, etc., depending on the density of the wood. The price of wood per cord depends on the nearness and abundance of supply.
The appeal of wood as a fuel mostly comes from its reputation. Hickory is often seen as the best firewood, with dry maple coming in a close second, and oak as the next most desirable fuel option. After that are ash, elm, beech, and others, depending on how dense the wood is. The cost of wood per cord is determined by how close and plentiful the supply is.
The actual heating values of different woods as determined by Gottlieb show that per pound of dry wood there is little difference in heat value between different kinds of hard woods, and that pine gives per pound the highest value of all. The table given below was taken from “Steam” published by the Babcock-Wilcox Co.
The actual heating values of different woods as determined by Gottlieb show that per pound of dry wood, there’s not much difference in heat value among various types of hardwoods, and that pine provides the highest value per pound of all. The table given below was taken from “Steam” published by the Babcock-Wilcox Co.
| Kinds of wood | Per cent. of ash |
B.t.u. per pound |
| Oak | 0.37 | 8,316 |
| Ash | 0.57 | 8,480 |
| Elm | 0.50 | 8,510 |
| Beech | 0.57 | 8,591 |
| Birch | 0.29 | 8,586 |
| Fir | 0.28 | 9,063 |
| Pine | 0.37 | 9,153 |
| Poplar | 1.86 | 7,834 |
| Willow | 3.37 | 7,926 |
In considering this table it must be kept in mind that the values are for dry wood per pound.
In looking at this table, remember that the values are for dry wood per pound.
As given in Kent’s “Engineer’s Pocket Book” the weights of different fuel woods per cord (thoroughly air-dried) are about as follows:
As stated in Kent’s “Engineer’s Pocket Book,” the weights of various fuel woods per cord (fully air-dried) are approximately:
| 1 cord hickory or hard maple | 4,500 pounds equal to | 1,800 pounds coal |
| 1 cord white oak | 3,850 pounds equal to | 1,540 pounds coal |
| 1 cord beech, red and black oak | 3,250 pounds equal to | 1,300 pounds coal |
| 1 cord poplar, chestnut and elm | 2,350 pounds equal to | 940 pounds coal |
| 1 cord average pine | 2,000 pounds equal to | 800 pounds coal |
The above values in pounds of coal may be taken to represent average bituminous coals. As given by Suplee’s “Mechanical Engineers’ Reference Book,” eight samples of coals representing bituminous coals from mines east of the Mississippi River give an average heating value of 13,755 B.t.u. per pound.
The values above in pounds of coal can be seen as representing average bituminous coals. According to Suplee’s “Mechanical Engineers’ Reference Book,” eight samples of coals from mines east of the Mississippi River show an average heating value of 13,755 B.t.u. per pound.
Charcoal.
—This is made from wood by driving off the volatile constituents; the residual carbon, which forms the charcoal is a fuel that burns without smoke or flame. Charcoal is made by piling wood in a heap, which is covered with earth. In the bottom of the heap a fire generates the necessary heat for distilling off the volatile matter. Charcoal holds to wood the same relation that coke bears to coal.
—This is made from wood by removing the volatile components; the leftover carbon, which turns into charcoal, is a fuel that burns without smoke or flame. Charcoal is created by stacking wood in a pile and covering it with dirt. At the bottom of the pile, a fire generates the heat needed to vaporize the volatile material. Charcoal is to wood what coke is to coal.
Coke.
—This is the residue from the distillation of coal. It comprises from 60 to 70 per cent. of the original coal and contains most of the carbon and all of the ash of the coal. Coke is gray in color and has a slightly metallic luster; it is porous, brittle and in handling gives out something of a metallic ring. It is often sold for fuel as a byproduct by gas factories. In heating value gas-coke gives about 14,000 B.t.u. per pound when dry and as a consequence is rated as an excellent fuel. Clean coke burns without flame and is capable of producing an intense heat. On account of its porous nature it occupies a relatively large volume per ton. It is most successfully burned in stoves and furnaces with large fire-boxes.
—This is the leftover material from coal distillation. It makes up about 60 to 70 percent of the original coal and contains most of the carbon and all of the ash from the coal. Coke is gray and has a slightly metallic shine; it’s porous, brittle, and produces a metallic sound when handled. It’s often sold for fuel as a byproduct by gas factories. In terms of heating value, gas-coke provides about 14,000 B.t.u. per pound when dry, making it an excellent fuel. Clean coke burns without flame and can create intense heat. Due to its porous nature, it occupies a relatively large volume per ton. It’s best burned in stoves and furnaces with large fireboxes.
Gas-coke,
which is the residue from the gas retorts, is somewhat inferior in heating value to coke made in ovens but it is an excellent fuel where furnaces are adapted to its use. Gas-coke is often stored, by piling it in heaps, in the open and on account[189] of its porous nature it absorbs considerable moisture. Where exposed to the weather the amount of contained moisture depends on the amount of rain or snow the coke has absorbed. This amount is easily determined by weighing a fair sample and driving off the moisture in an oven. The sample should be weighed several times until the weight remains constant.
which is the leftover material from gas production, has a slightly lower heating value than coke made in ovens, but it's a great fuel when furnaces are designed to use it. Gas-coke is often stored by stacking it in piles outside, and due to its porous nature, it takes in quite a bit of moisture. When it's exposed to the elements, the amount of moisture it holds depends on how much rain or snow it has absorbed. You can easily find out how much moisture is present by weighing a good sample and drying it in an oven. The sample should be weighed a few times until the weight stays the same.
Briquettes.
—Briquetted coal and other fuels are produced by compressing coal dust or other powdered fuel, mixed with coal tars or other bituminous binder in sufficient quantity to cause the adhesion of the particles when pressed into form under great pressure. Owing to the relative cheapness of fuel, briquettes have been used but very little in the United States. With the advance in the price of coal of the past few years, they have found a place on the market and have become a common form of fuel.
—Briquetted coal and other fuels are made by compressing coal dust or other powdered fuel, combined with coal tars or other bituminous binders in large enough amounts to make the particles stick together when pressed under high pressure. Because fuel has generally been inexpensive, briquettes have been used very little in the United States. However, with the recent rise in coal prices, they have gained traction in the market and have become a popular type of fuel.
The heat value of briquettes will depend on the kind and quality of material that enters into their composition. Quite generally, they produce heat equal to the average grade of soft coal. In the Northwest briquettes made of West Virginia semi-bituminous coal sell at the same price as run-of-mine coal of the same quality. Their use has proven satisfactory as a furnace fuel and they will very likely be sold in increasing quantities.
The heat value of briquettes will depend on the type and quality of materials used to make them. Generally, they produce heat comparable to the average grade of soft coal. In the Northwest, briquettes made from West Virginia semi-bituminous coal are sold at the same price as run-of-mine coal of the same quality. Their use as furnace fuel has been satisfactory, and they will likely be sold in greater quantities.
Comparative Value of Coal to Other Fuels.
—Until a comparatively recent time, coal has been sold by weight and reputation alone; but conditions are rapidly approaching, which will require it to be sold according to its composition and heating value. Among manufacturers and others using large quantities of fuel, the practice of contracting for coal by specification is becoming increasingly common. The determining factors are the amounts of moisture, ash, sulphur, carbon, and volatile matter the coal contains, as well as the size of the pieces and freedom from dust. In a few of the most progressive cities, coal dealers are required to supply coal for schools and other municipal uses, which has been subject to the approval of the City Engineer. The time is not far distant when dealers will be required to submit samples of all fuel, for sale to the public, to the examination of the municipal authorities.
—Until relatively recently, coal was sold based on weight and reputation alone; however, conditions are quickly changing, requiring it to be sold based on its composition and heating value. Among manufacturers and others who use large amounts of fuel, the practice of contracting for coal by specification is becoming more common. The key factors include the levels of moisture, ash, sulfur, carbon, and volatile matter in the coal, as well as the size of the pieces and the absence of dust. In a few of the most advanced cities, coal dealers are required to provide coal for schools and other municipal uses, which must be approved by the City Engineer. The time is not far off when dealers will have to submit samples of all fuel for public sale to municipal authorities for examination.
The following table of the heating values of various fuels is taken from Benson’s “Industrial Chemistry.”
The following table shows the heating values of different fuels, taken from Benson's "Industrial Chemistry."
British Thermal Units for One Cent from Different Fuels
British Thermal Units for One Cent from Different Fuels
| Acetylene, from carbide at 10 cents per pound | 600 |
| Denatured alcohol, at 40 cents per gallon | 2,000 |
| Air gas (from gasoline, 80°Bé at 25 cents per gallon) | 3,000 |
| Water gas, at $1 per 1000 cubic feet | 3,000 |
| Coal gas, at $1 per 1000 cubic feet | 6,500 |
| Gasoline, at 20 cents per gallon | 7,500 |
| Kerosene, at 15 cents per gallon | 11,000 |
| Natural gas, at 50 cents per 1000 cubic feet | 18,000 |
| Charcoal, at 10 cents per bushel (15 pounds) | 20,000 |
| Petroleum at 5 cents per gallon | 30,000 |
| Producer gas, from anthracite, $7 per ton | 30,000 |
| Producer gas, from coke, $5 per ton | 36,000 |
| Anthracite, at $7 per ton | 46,000 |
| Producer gas, from soft coal, at $3 per ton | 50,000 |
| Coke, at $5 per ton | 54,000 |
| Mond producer gas from soft coal, at $3 per ton | 65,000 |
| Soft coal, at $3 per ton | 80,000 |
Price of Coal.
—The value of coal as a fuel will depend on the amount of heat it is capable of producing when burned; its price should therefore be determined by the heating value per pound of fuel as purchased. Secondary determining factors in price are those of convenience of handling and the difficulty in burning the fuel such as the size and uniformity of the pieces, the formation of clinkers, smoke and accumulation of soot. Soft coals, containing a large amount of volatile matter, usually produce much soot and smoke and as a consequence sell for a lower price than coals that produce little smoke.
—The value of coal as fuel depends on how much heat it generates when burned; its price should therefore be based on the heating value per pound of the fuel. Other factors that affect the price include how easy it is to handle and burn the fuel, such as the size and consistency of the pieces, the formation of clinkers, and the amount of smoke and soot produced. Soft coals, which have a high amount of volatile matter, typically create a lot of soot and smoke, so they usually sell for a lower price compared to coals that produce less smoke.
The selection of fuels will depend on the type of heating plant in use, whether by stoves or by furnaces. If by stoves, whether it is possible to use soft coal as a fuel. The automatically fed stove, of the base-burner type, are usually designed for the use of hard coal and in such stoves the use of soft coal would not be possible. Other stoves and furnaces are usually capable of burning soft coal with varying degrees of satisfaction, depending on the design and surrounding conditions.
The choice of fuels will depend on the type of heating system being used, whether it's stoves or furnaces. If it's stoves, it's important to consider whether soft coal can be used as fuel. Automatically fed stoves, particularly base-burners, are typically designed for hard coal, and using soft coal in those stoves is usually not feasible. Other stoves and furnaces can often burn soft coal with varying levels of efficiency, depending on their design and the conditions around them.
The following prices, from the local market, show the usual ratings of various fuels in common use. These prices vary with the locality and somewhat with the season. It is usually possible to purchase coal at some reduction in price during the summer months when the demand for coal is light.
The following prices from the local market show the typical ratings of various commonly used fuels. These prices change based on location and somewhat with the season. It's usually possible to buy coal at a lower price during the summer months when the demand for coal is low.
| Hard coal—stove size | $10.25 per ton |
| Hard coal—nut size | 10.50 per ton |
| Semi-bituminous—run-of-the-mine | 9.00 per ton |
| Pennsylvania bituminous—run-of-the-mine | 7.50 per ton |
| Soft coal—Ohio—run-of-the-mine | 7.50 per ton |
| Soft coal—Illinois—bituminous—run-of-the-mine | 7.50 per ton |
| Soft coal—Iowa—bituminous—run-of-the-mine | 7.50 per ton |
| Briquettes-mixture semi-bituminous coal dust | 9.00 per ton |
| Wood (oak), sawed, stove length and split | 8.50 per cord |
The price of coal is determined in many localities by the distance from the sources of supply and the means of transportation. The fact that coals from all of the principal mining areas from Pennsylvania, west to Iowa, are sold at points in the Northwest for the same price, is due in greatest measure to transportation rates on the Great Lakes. The prices of Eastern coals at Duluth are such that in competition with Western coals they are sold at the same price as is shown by the table.
The price of coal is influenced in many places by how far it is from the supply sources and the transportation methods used. The reason coals from all the main mining regions, from Pennsylvania to Iowa, are sold for the same price in the Northwest is mostly due to transportation costs on the Great Lakes. The prices of Eastern coals in Duluth are set so that they compete with Western coals, which is evident in the table.
It is usually impossible for the average householder, or even the dealer, to determine definitely the exact locality from which his fuel is mined. Even when such information is obtainable, the quality is still in doubt, unless analysis is obtainable by sample. The data given in the following tables is such as will furnish a fair knowledge of the relative heating values of coals from the principal mining areas of the United States. The data was obtained from a considerable number of authorities but chiefly from the reports of the United States Geological Survey. The different items are not intended to be exact, they merely represent reliable average conditions.
It’s usually impossible for the average homeowner, or even the dealer, to know exactly where their fuel comes from. Even when that information is available, the quality remains uncertain unless a sample can be analyzed. The data in the following tables provides a good overview of the heating values of coals from the major mining regions in the United States. This information was gathered from numerous sources, mainly from reports by the United States Geological Survey. The various figures are not meant to be precise; they simply reflect reliable average conditions.
The varying conditions of available heat and percentage of moisture given in the following table are such as to be of little use to those unaccustomed to problems of this kind, unless a systematic method of comparison is made of the different fuels.
The different levels of available heat and moisture percentages shown in the table below are not very helpful for those unfamiliar with these issues, unless a structured method of comparing the various fuels is used.
Approximate Composition and Calorific Value of Typical American Coals
Estimated Composition and Caloric Value of Common American Coal
| 1 Locality |
2 Kind of coal |
3 Number, of samples examined |
Moisture | 5 Volatile matter |
6 Fixed carbon |
7 B.t.u. pound per dry coal |
8 Ash |
| Pa. | Anthracite | 12 | 5.05 | 5.52 | 82.54 | 12,682 | 11.53 |
| Md. | Semi- bituminous |
5 | 2.39 | 17.73 | 75.44 | 14,530 | 7.40 |
| Pa. | Semi- bituminous |
15 | 3.60 | 19.26 | 74.46 | 14,211 | 8.32 |
| W. Va. | Semi- bituminous |
12 | 2.50 | 19.00 | 75.70 | 14,758 | 5.24 |
| Ala. | Bituminous | 6 | 3.55 | 29.99 | 59.24 | 13,522 | 10.73 |
| Ark. | Bituminous | 2 | 1.42 | 16.58 | 73.37 | 14,205 | 10.05 |
| Colo. | Bituminous | 6 | 9.89 | 37.34 | 52.53 | 12,325 | 10.32 |
| Ill. | Bituminous | 22 | 10.31 | 36.73 | 50.52 | 11,504 | 12.73 |
| Ia. | Bituminous | 8 | 7.72 | 39.15 | 50.54 | 12,656 | 10.33 |
| Kan. | Bituminous | 3 | 4.25 | 32.20 | 51.17 | 12,031 | 13.75 |
| Ky. | Bituminous | 9 | 5.99 | 34.58 | 56.56 | 13,341 | 8.86 |
| Mo. | Bituminous | 9 | 11.52 | 37.85 | 48.11 | 12,398 | 14.04 |
| Ohio. | Bituminous | 14 | 5.65 | 38.51 | 50.59 | 12,839 | 10.65 |
| Okla. | Bituminous | 3 | 5.72 | 34.83 | 52.76 | 12,648 | 12.41 |
| N.M. | Bituminous | 1 | 12.17 | 36.31 | 51.17 | 12,126 | 12.52 |
| Pa. | Bituminous | 15 | 2.44 | 33.41 | 58.31 | 13,732 | 8.40 |
| Tenn. | Bituminous | 4 | 2.53 | 36.58 | 58.21 | 14,098 | 5.47 |
| Tex. | Bituminous | 3 | 3.84 | 35.05 | 48.99 | 12,302 | 15.96 |
| Va. | Bituminous | 5 | 2.71 | 31.32 | 62.47 | 14,025 | 6.92 |
| W. Va. | Bituminous | 10 | 2.61 | 33.92 | 58.80 | 14,094 | 7.27 |
| Colo. | Lignite | 6 | 19.75 | 45.21 | 45.85 | 10,799 | 8.93 |
| N. D. | Lignite | 5 | 35.93 | 44.33 | 43.21 | 10,420 | 12.45 |
| Tex. | Lignite | 6 | 30.86 | 44.06 | 39.21 | 10,297 | 16.76 |
| Wyo. | Lignite | 4 | 14.71 | 48.47 | 44.49 | 11,608 | 7.035 |
The following table was prepared from the date of that preceding combined with the prices of various coals to be obtained in the local market. The table is intended to present a method of comparing the values of fuels from different coal areas. The consumer is interested to know the amount of heat purchased in the form of fuel. The table shows in the column headed “Heat per $1,” the number of B.t.u. purchased for $1 in coal; the number of available B.t.u. in the different kinds of coal may be taken as a relative comparison of their values as fuel.
The following table was created using data from the previous one, combined with the prices of various coals available in the local market. The table is designed to provide a way to compare the value of fuels from different coal regions. Consumers want to know how much heat they are buying in the form of fuel. The table displays, in the column labeled “Heat per $1,” the number of B.t.u. that can be purchased for $1 in coal; the available B.t.u. in the different types of coal can be used as a relative comparison of their value as fuel.
The gas-coke in the table is that sold by the local gas company. The amount of moisture in this case is relatively high because of[193] the fact that the coke is stored in a yard exposed to the weather, where it absorbs all precipitated moisture. A less amount of moisture would give a higher value for the same fuel.
The gas-coke in the table is the one sold by the local gas company. The moisture level here is relatively high because of[193] the coke being stored in an outdoor yard, where it absorbs all the moisture from the weather. A lower moisture level would result in a higher value for the same fuel.
| Kind of coal | Price per ton |
Per cent., water |
B.t.u. per 100 pounds |
B.t.u. to evaporate water |
B.t.u. per 100 ÷ cost per 100 pounds |
Heat per $1 |
| Bituminous Pennsylvania |
$7.50 | 2.44 | 1,340,000 - 3,439 = | 1,336,565 ———— $0.375 |
= 3,564,000 B.t.u. | |
| Semi- bituminous West Virginia |
$9.00 | 3.06 | 1,420,000 - 4,315 = | 1,415,685 ———— $0.45 |
= 3,145,000 B.t.u. | |
| Gas-coke | $7.00 | 10.00 | 1,117,900 - 16,888 = | 1,101,012 ———— $0.35 |
= 3,145,000 B.t.u. | |
| North Dakota lignite |
$4.50 | 35.90 | 668,000 - 50,728 = | 607,282 ——— $0.225 |
= 2,703,000 B.t.u. | |
| Bituminous Illinois |
$7.50 | 10.31 | 1,032,000 - 14,398 = | 1,017,602 ———— $0.375 |
= 2,980,000 B.t.u. | |
| Bituminous Iowa |
$7.50 | 13.10 | 1,012,000 - 18,471 = | 994,529 ——— $0.375 |
= 2,652,000 B.t.u. | |
| Hard coal Pennsylvania |
$10.50 | 3.05 | 1,230,000 - 4,195 = | 1,225,905 ———— $0.525 |
= 2,335,000 B.t.u. | |
Semi-bituminous coal commands considerable favor as a house-heating fuel, because of the fact that it burns with much less smoke than bituminous coal. In available heat it is considerably above the Western bituminous coal and it sells at a price $1.50 higher per ton. The reason for the difference in price is not so much on account of its heating value, as because of relatively small amount of smoke produced in combustion. Other coals capable of producing more heat are sold at less price because of smoke and soot produced in burning.
Semi-bituminous coal is highly favored as a house-heating fuel because it burns with significantly less smoke than bituminous coal. In terms of available heat, it is much better than Western bituminous coal, and it sells for $1.50 more per ton. The price difference isn't mainly due to its heating value but rather because it produces relatively less smoke when burned. Other coals that can generate more heat are sold for a lower price because of the smoke and soot they produce during combustion.
Hard coal at $10.50 is the most expensive coal of all. The ratio of available heat units per $1 for hard coal, as compared with the best soft coal, is as 23 is to 35. This means that at the stated prices those who burn hard coal pay the additional price, because of the physical properties it possesses.
Hard coal at $10.50 is the priciest type of coal. The ratio of available heat units per dollar for hard coal, compared to the best soft coal, is 23 to 35. This means that at these prices, users of hard coal are paying extra due to its physical properties.
In constructing the above table, 100 pounds of coal was taken as a unit of comparison. The price per ton is that given in the table of local prices. The per cent. of moisture and the B.t.u. per pound of fuel was taken from table on page 192.
In creating the table above, 100 pounds of coal was used as a comparison unit. The price per ton is as shown in the local prices table. The percentage of moisture and the B.t.u. per pound of fuel were taken from the table on page 192.
In explaining the method by which the different items were obtained, it will be necessary to discuss briefly the condition of combustion and the heat losses that take place when fuel is burned.
In explaining the method of how the different items were obtained, it will be necessary to briefly discuss the process of combustion and the heat losses that occur when fuel is burned.
The moisture in the fuel is the undesirable part, because it requires a large amount of heat to dispose of it. It is looked upon as so much water, that must be raised in temperature from that in which it is taken from the coal bin to the temperature and condition of vapor in which it passes into the chimney. When the fuel enters the furnace the water is heated to the boiling point. In changing temperature it absorbs 1 B.t.u. for each pound of water, through each degree of change. Suppose that, as in the case of Pennsylvania bituminous coal which contains 2.44 pounds of water to each 100 pounds of coal, the coal entering the furnace was at 50°F. To raise its temperature to the boiling point (212°F.) required a change of 162°. The 2.44 pounds of water raised this amount
The moisture in the fuel is the unwanted part because it requires a lot of heat to get rid of it. It's seen as excess water that needs to be heated from the temperature it comes from in the coal bin to the temperature and condition of vapor as it goes into the chimney. When the fuel enters the furnace, the water is heated to the boiling point. As the temperature changes, it absorbs 1 B.t.u. for each pound of water for each degree of change. For example, take Pennsylvania bituminous coal, which contains 2.44 pounds of water for every 100 pounds of coal. If the coal entering the furnace is at 50°F, raising its temperature to the boiling point (212°F) requires a change of 162°. The 2.44 pounds of water heats up this amount.
162 × 2.44 = 395.28 B.t.u.
162 × 2.44 = 395.28 B.t.u.
To change the 2.44 pounds of water, into steam at the atmospheric pressure requires 969.7 B.t.u. (heat of vaporization), practically 970 B.t.u. per pound of water. The heat required to vaporize 2.44 pounds of water is
To turn 2.44 pounds of water into steam at atmospheric pressure takes 969.7 B.t.u. (heat of vaporization), so basically 970 B.t.u. for each pound of water. The heat needed to vaporize 2.44 pounds of water is
2.44 × 970 = 2366.80 B.t.u.
2.44 × 970 = 2366.80 B.t.u.
The vapor is now raised in temperature, to that of the furnace, which we may assume is 1200°F. The furnace being at atmospheric pressure the vapor merely expands in volume as a gas. The specific heat of steam at atmospheric pressure is 0.464; that is, 1 pound of steam requires only 0.464 B.t.u. to raise it a degree, and 2.44 pounds of water will absorb
The vapor has now heated up to the temperature of the furnace, which we can assume is 1200°F. Since the furnace is at atmospheric pressure, the vapor simply expands in volume as a gas. The specific heat of steam at atmospheric pressure is 0.464; this means that 1 pound of steam only needs 0.464 B.t.u. to raise its temperature by one degree, and 2.44 pounds of water will absorb
0.464 × 2.44 × 1200 = 1356.00 B.t.u.
0.464 × 2.44 × 1200 = 1356.00 B.t.u.
Of this last amount of heat, approximately 50 per cent. is recovered as the gases pass through the furnace. The total loss of heat due to the evaporation of the water is
Of this last amount of heat, about 50 percent is recovered as the gases move through the furnace. The total loss of heat from the evaporation of the water is
| Raising temperature from normal to 212° | 395 B.t.u. |
| Evaporation | 2,366 B.t.u. |
| Changing temperature of vapor, less 50 per cent. | 678 B.t.u. |
| ————— | |
| Total heat loss | 3,439 B.t.u. |
In the 100 pounds of coal under consideration, there is 100 pounds, less 2.44 pounds of water, or 97.56 of dry coal, each pound of which contains 13,732 B.t.u. as given by the table on page 193. This gives
In the 100 pounds of coal being examined, there is 100 pounds, minus 2.44 pounds of water, which results in 97.56 pounds of dry coal. Each pound of dry coal has 13,732 B.t.u., according to the table on page 193. This gives
97.56 × 12,682 = 1,339,753 = practically 1,340,000 B.t.u.
97.56 × 12,682 = 1,339,753 = about 1,340,000 B.t.u.
From this quantity is subtracted the loss of heat, 3439.
From this amount, we subtract the heat loss, which is 3439.
1,340,000 - 3439 = 1,336,561 B.t.u.
1,340,000 - 3439 = 1,336,561 B.t.u.
This represents the total available heat in 100 pounds of coal. If this quantity is now divided by the cost of 100 pounds of coal at $7.25 per ton, the result, 3,564,000 B.t.u., will be the available heat bought for $1 as given in column 7 of the table.
This shows the total heat available in 100 pounds of coal. If you divide this amount by the cost of 100 pounds of coal at $7.25 per ton, the result, 3,564,000 B.t.u., will be the available heat purchased for $1, as shown in column 7 of the table.
CHAPTER X
Humidity
The physical effect of atmospheric humidity has come to be recognized by all who deal in problems of house heating, sanitation and hygiene. The difference in effect of dry atmosphere, from that of air containing a desirable degree of moisture, is very noticeable in all buildings that are artificially heated. The effect of dry air is made apparent in the average home during the winter months by the shrinking of the woodwork and furniture. The absorption of the moisture from the building which is usually termed “drying out,” causes the joints in the floors and casements to open, doors to shrink until they fail to latch and drawers that have opened with difficulty during the summer then work freely.
The impact of humidity in the air is now acknowledged by everyone involved in issues related to heating, sanitation, and hygiene in homes. The difference between a dry atmosphere and one with a proper level of moisture is very noticeable in buildings that are heated artificially. In an average home during winter, the effects of dry air become clear through the shrinking of woodwork and furniture. The process of the building losing moisture, often referred to as "drying out," leads to gaps in the floors and window frames, doors that shrink so much they don't latch, and drawers that were tough to open in the summer suddenly working easily.
Winter time is the season of prevalent colds, chaps and roughness of the skin, not so much on account of cold weather as because of dry air. The skin which is normally moist is kept dry by constant evaporation with the attending discomfort of an irritated surface and the results which follow.
Winter is the time for a lot of colds, chapped skin, and rough patches, not just because of the cold weather, but mainly due to dry air. Skin that is usually moist becomes dry from constant evaporation, leading to discomfort from irritation and its resulting issues.
The humidity of the air in which we live and on which we depend for life has much to do with the bodily comfort we derive in existence, and is suspected of being the cause of many physical ailments. Ventilation engineers not only recognize this condition but have found means of controlling it. It is possible to so control atmosphere temperature and humidity of buildings as to produce any desired condition.
The humidity in the air we live in, which is essential for our survival, significantly affects our comfort and is believed to cause various physical issues. Ventilation engineers not only acknowledge this but have also figured out how to manage it. It's possible to control the temperature and humidity in buildings to create any specific conditions we want.
Humidity of the Air.
—The amount of water vapor in the air is called the humidity of the air. It may vary from a fraction of a grain per cubic foot in extremely cold weather, to 20 grains per cubic foot during the occasional hot weather of summer.
—The amount of water vapor in the air is called the humidity of the air. It can range from a tiny fraction of a grain per cubic foot in extremely cold weather to 20 grains per cubic foot during the occasional hot summer days.
Since the amounts of moisture that air will hold depends on its temperature, and as the air is ordinarily only partly saturated, the varying amount of moisture are expressed either as relative humidity and stated in per cent. saturation or in the actual weight of water in grains per cubic foot and known as absolute humidity.
Since the amount of moisture that air can hold depends on its temperature, and since the air is usually only partly saturated, the varying amounts of moisture are expressed either as relative humidity and stated in percentage saturation, or in the actual weight of water in grains per cubic foot, known as absolute humidity.
The relative humidity of the atmosphere is the amount of moisture contained in a given space as compared with the amount the same air could possibly hold at that temperature. Warm air will hold more moisture than the same air when cold. Air absorbs water like a sponge to a point of saturation. When the air is filled with moisture, any change which takes place to reduce the temperature also reduces its capacity to hold the water vapor and the excess is deposited as dew. This supersaturation ordinarily takes place near things which lose their heat faster than the surrounding air and the nearest colder surface acts as a condenser to receive the drops of dew. Grass being in convenient position is the commonest receptacle for dew formation. If the dew forms in the air it falls as rain, but if the temperature of the dew-point is below freezing, the dew immediately freezes and snow is the result.
The relative humidity in the atmosphere is the amount of moisture in a specific area compared to how much that air could hold at that temperature. Warm air can hold more moisture than the same air when it's cold. Air absorbs water like a sponge until it reaches saturation. When the air is full of moisture, any drop in temperature reduces its ability to hold water vapor, causing the excess to form dew. This excess moisture usually collects on surfaces that cool down faster than the surrounding air, with the nearest colder surface acting as a condenser for the dew drops. Grass, being conveniently located, is the most common place for dew to form. If the dew forms in the air, it falls as rain, but if the temperature at the dew point is below freezing, the dew freezes immediately, resulting in snow.
In the consideration of problems that involve atmospheric moisture, both relative and absolute humidity are factors of common use, that are capable of exact determination. The relative humidity of the air is most readily determined and as it expresses the state of the atmosphere in which plants and animals live and thrive, as opposed to other conditions of humidity in which they sometimes sicken and die, it is one of the indicators of the quality of atmospheric air.
In looking at issues related to atmospheric moisture, both relative and absolute humidity are commonly used factors that can be measured accurately. Relative humidity is the easiest to determine, and since it reflects the condition of the atmosphere where plants and animals live and thrive—compared to other humidity levels that can cause them to get sick or die—it's an important indicator of air quality.
In the subject of ventilation, which is undertaken later, it will be found that a definite knowledge of atmospheric humidity has much to do with the successful operation of ventilation apparatus. Most people recognize the “balmy air of June” without realizing just why at the same temperature other seasons are not so delightful. In reality it is the condition of atmospheric humidity combined with an agreeable temperature that gives the kind of air in which we find the greatest degree of comfort.
In the topic of ventilation, which will be discussed later, you'll see that understanding atmospheric humidity is crucial for the effective functioning of ventilation systems. Most people enjoy the "pleasant air of June" without knowing why air in other seasons isn’t as enjoyable at the same temperature. The truth is, it's the combination of atmospheric humidity with a comfortable temperature that creates the kind of air where we feel the most comfortable.
The effect of moderately warm humid air is that of higher temperature than the thermometer indicates. When the atmosphere is near the point of saturation, the evaporation which usually goes on, from the surface of the body, practically ceases. In summer time a temperature of 85°F. with relative humidity of 90 per cent. saturation seems warmer than a temperature of 100° at 40 per cent. saturation, because of the cooling effect produced by the increased evaporation due to the drier air.
The impact of moderately warm, humid air is that it feels warmer than what the thermometer shows. When the air is almost saturated, the usual evaporation from the body's surface stops. In the summer, a temperature of 85°F with 90% humidity feels hotter than 100°F at 40% humidity, because the drier air produces a cooling effect through increased evaporation.
In winter, when most of the time is spent indoors, in an atmosphere that is very dry, the sensation of discomfort produced by the lack of humidity oftentimes leads to physical derangements that would never appear under more desirable conditions. The cause of many ailments of the nose, throat and lungs during the winter months is attributed by physiologists to breathing almost constantly the dry vitiated indoor air. The cause of dry air in buildings is not difficult to explain; it is a great deal more difficult to realize that the lack of water breeds so much discomfort.
In winter, when we spend most of our time indoors in very dry conditions, the discomfort caused by low humidity often leads to physical issues that wouldn’t occur in more favorable circumstances. Physiologists attribute many problems with the nose, throat, and lungs during winter to the constant inhalation of dry, polluted indoor air. The reason for dry air in buildings is easy to understand; however, it’s much harder to grasp just how much discomfort the lack of moisture can cause.
In order to express the condition of humidity that may exist in the average dwelling, office or school-room during the winter, it is most convenient to refer to the results of varying atmospheric conditions that are given in Table 1—Properties of Air—which appears below. In the second column of the table, under the heading “Weight of vapor per cubic foot of saturated air,” will be found the amount of moisture in grains per cubic foot that will be required to humidify air at different temperatures. It will be seen that at 10° the air will contain, when fully saturated, only 1.11 grains of water, while at 70° temperature the same air would hold 8 grains of water. These amounts will be found in the column opposite the temperature readings. It is at once evident that when saturated air at 10° is raised to normal temperature 70°, the original amount of moisture is contained in an atmosphere capable of holding 8 grains of water. Its relative humidity will therefore be 1.11⁄8, practically 14 per cent. saturated. Unless moisture is received by the air from some other source this condition will produce a very dry atmosphere.
To describe the humidity levels that might be present in an average home, office, or classroom during the winter, it's easiest to look at the results from different atmospheric conditions shown in Table 1—Properties of Air—below. In the second column of the table, titled “Weight of vapor per cubic foot of saturated air,” you’ll find the amount of moisture in grains per cubic foot needed to humidify air at various temperatures. At 10°, fully saturated air contains just 1.11 grains of water, whereas at 70°, the same air can hold 8 grains of water. These figures are listed in the column next to the temperature readings. It’s clear that when saturated air at 10° is warmed up to a normal temperature of 70°, the same amount of moisture is now in an atmosphere that can hold 8 grains of water. Its relative humidity will therefore be 1.11⁄8, which is roughly 14 percent saturated. Unless the air picks up moisture from another source, this situation will lead to a very dry atmosphere.
The normal atmospheric temperature of 70°F. with a relative humidity of 50 to 60 per cent. saturation produces a condition that is one of agreeable warmth to the average person in health and is recognized as the atmosphere most desirable. To some, this state of temperature and humidity is that of too much warmth and a temperature of 68°, with the same humidity, is most agreeable. At the same temperature, a reduction of the humidity to 20 per cent. saturation will produce a feeling of discomfort and the sensation will be that of a lack of heat. The cause for this latter feeling is due to excessive evaporation of moisture from the body.
The normal temperature of 70°F with a relative humidity of 50 to 60 percent saturation creates a condition that most healthy people find pleasantly warm and is considered the most desirable atmosphere. For some, this level of temperature and humidity feels too warm, and they prefer a temperature of 68°F with the same humidity as being the most comfortable. At that same temperature, reducing the humidity to 20 percent saturation can lead to discomfort and a sensation of feeling cold. This feeling is caused by excessive moisture evaporating from the body.
Table I.—Properties of Air
Table I.—Air Properties
| Temperature of the air |
Weight of vapor per cubic foot of saturated air |
Weight of cubic foot of saturated air |
| Fahrenheit | Grains | Grains |
| 10° | 1.11 | 589.4 |
| 11 | 1.15 | 588.1 |
| 12 | 1.19 | 586.8 |
| 13 | 1.24 | 585.5 |
| 14 | 1.28 | 584.2 |
| 15 | 1.32 | 582.9 |
| 16 | 1.37 | 581.6 |
| 17 | 1.41 | 580.3 |
| 18 | 1.47 | 579.1 |
| 19 | 1.52 | 577.8 |
| 20 | 1.58 | 576.5 |
| 21 | 1.63 | 575.3 |
| 22 | 1.69 | 574.0 |
| 23 | 1.75 | 572.7 |
| 24 | 1.81 | 571.5 |
| 25 | 1.87 | 570.2 |
| 26 | 1.93 | 569.0 |
| 27 | 2.00 | 567.7 |
| 28 | 2.07 | 566.5 |
| 29 | 2.14 | 565.3 |
| 30 | 2.21 | 564.1 |
| 31 | 2.29 | 562.8 |
| 32 | 2.37 | 561.6 |
| 33 | 2.45 | 566.4 |
| 34 | 2.53 | 559.2 |
| 35 | 2.62 | 558.0 |
| 36 | 2.71 | 556.8 |
| 37 | 2.80 | 555.6 |
| 38 | 2.89 | 554.4 |
| 39 | 2.99 | 553.2 |
| 40 | 3.09 | 552.0 |
| 41 | 3.19 | 550.8 |
| 42 | 3.30 | 549.6 |
| 43 | 3.41 | 548.4 |
| 44 | 3.52 | 547.2 |
| 45 | 3.64 | 546.1 |
| 46 | 3.76 | 544.9 |
| 47 | 3.88 | 543.7 |
| 48 | 4.01 | 541.3 |
| 49 | 4.14 | 542.5 |
| 50 | 4.28 | 540.2 |
| 51 | 4.42 | 539.0 |
| 52 | 4.56 | 537.9 |
| 53 | 4.71 | 536.7 |
| 54 | 4.86 | 535.5 |
| 55 | 5.02 | 534.4 |
| 56 | 5.18 | 533.2 |
| 57 | 5.34 | 532.1 |
| 58 | 5.51 | 534.9 |
| 59 | 5.69 | 529.8 |
| 60 | 5.87 | 528.6 |
| 61 | 6.06 | 527.0 |
| 62 | 6.25 | 526.3 |
| 63 | 5.45 | 525.2 |
| 64 | 6.65 | 524.0 |
| 65 | 6.87 | 522.0 |
| 66 | 7.08 | 521.7 |
| 67 | 7.30 | 520.0 |
| 68 | 7.53 | 519.4 |
| 69 | 7.76 | 518.3 |
| 70 | 8.00 | 517.2 |
The evaporation of moisture is always accompanied with the loss of heat required to produce such change of condition. This is known as the heat of vaporization and represents a definite amount of heat that is used up whenever water is changed into vapor. No matter what its temperature may be—whether hot[200] or cold—when water is vaporized, a definite amount of heat is required to change the water into vapor.
The evaporation of moisture always comes with the loss of heat needed to create that change. This is called the heat of vaporization and refers to a specific amount of heat that is consumed whenever water turns into vapor. Regardless of its temperature—whether hot[200] or cold—when water vaporizes, a specific amount of heat is necessary to convert the water into vapor.
Water may be evaporated at any temperature; even ice evaporates. A common instance of the latter is that of wet clothes which “freeze dry” in winter weather when hung on the clothes line. The rate at which evaporation takes place depends on the dryness of the surrounding air and the rapidity of its motion. In dry windy weather evaporation is most rapid.
Water can evaporate at any temperature; even ice can turn into vapor. A typical example of this is wet clothes that "freeze dry" in winter when hung on the clothesline. The speed of evaporation depends on how dry the surrounding air is and how quickly it moves. Evaporation happens the fastest in dry, windy conditions.
As before stated, whenever water evaporates—at no matter what temperature—a definite quantity of heat is necessary to change the water into vapor. The exact amount of heat required to produce this change varies somewhat with the temperature and atmospheric pressure but it always represents a large loss of heat. At the boiling point of water (212°F.) the heat of vaporization is 970 B.t.u. for each pound of water evaporated, but at a lower temperature it is greater than that amount. At the temperature of the body (98.6°) the heat necessary to evaporate a pound of moisture from its surface is 1045 B.t.u.
As previously mentioned, whenever water evaporates—regardless of the temperature—a specific amount of heat is needed to turn the water into vapor. The exact amount of heat required for this change varies somewhat with the temperature and atmospheric pressure, but it always represents a significant loss of heat. At the boiling point of water (212°F), the heat of vaporization is 970 B.t.u. for each pound of water that evaporates, but at a lower temperature, it is greater than that. At body temperature (98.6°F), the heat needed to evaporate a pound of moisture from the surface is 1045 B.t.u.
It is the absorption of heat due to evaporation that cools the air of a sprinkled street. The more rapid the evaporation the more pronounced is the decline of temperature in the immediate vicinity. The same effect is produced when moisture is evaporated from the surface of the body. The acceleration of evaporation caused by a breeze or the blast of air from an electric fan is that which produces the chilling sensation to the body. During winter weather the effect of the cold wind is rendered more severe by evaporation of moisture from the body. In health, the body being in a slightly moist condition, the evaporation which goes on from its surface is what keeps it cool in warm weather, but if on account of excessive dryness of the surrounding air the evaporation is very rapid, a sensation of cold is the result.
It’s the heat absorption from evaporation that cools the air on a wet street. The quicker the evaporation, the greater the drop in temperature nearby. The same thing happens when moisture evaporates from our skin. A breeze or the airflow from a fan speeds up evaporation, creating a chilling feeling on our bodies. In winter, the cold wind makes this effect even worse by increasing moisture loss from our skin. When we’re healthy, our bodies are slightly moist, and the evaporation from our skin helps keep us cool in warm weather. However, if the surrounding air is too dry and evaporation happens too quickly, it makes us feel cold.
Not only does excessively dry air produce the sensation of chilliness but the loss of heat from the body due to sudden or long exposure effects the general health and is conducive to chills that are followed by fever. In health the temperature of the body is constant and normally 98.6°F.; any condition that reduces that temperature tends toward a lowering of vitality and the consequent inability to withstand the attack of disease. In a very dry atmosphere the skin, instead of being slightly moist, is[201] kept dry, the result of which is the irritation that produces chaps and roughness of the surface.
Not only does excessively dry air create a feeling of chilliness, but the loss of heat from the body due to sudden or prolonged exposure impacts overall health and can lead to chills followed by fever. In a healthy state, the body's temperature is stable and typically at 98.6°F. Any condition that lowers that temperature can reduce vitality and make it harder to fight off illness. In a very dry environment, the skin, instead of being slightly moist, is[201] kept dry, which leads to irritation that causes chapping and roughness on the surface.
Reports of the U. S. Weather Department show that the relative humidity of Death Valley, which is the driest and hottest known country, during the driest period of the year—between May and September—averages 15.5 per cent. saturation. In winter, many buildings, particularly offices and school buildings are not far from that atmospheric condition, constantly. Under the usual conditions of house heating, there is an almost absolute lack of means to give moisture to the air. Almost without exception steam-heating plants and hot-water heating plants in office buildings and dwellings are without any provision for changing the atmospheric humidity.
Reports from the U.S. Weather Department indicate that the relative humidity in Death Valley, the driest and hottest place known, averages 15.5% saturation during its driest period—from May to September. In winter, many buildings, especially offices and schools, are often close to that level of humidity all the time. Under typical heating conditions, there is almost no way to add moisture to the air. Almost all steam and hot-water heating systems in office buildings and homes lack any features to adjust the indoor humidity.
In school buildings that are not kept under a more desirable condition of temperature and humidity, the general health is impaired and the behavior of the pupils very markedly influenced. The tension of a school-room full of fidgety nervous children can be very promptly and greatly reduced by the introduction of water vapor into the air to 50 per cent. saturation.
In school buildings that aren't maintained at a more comfortable temperature and humidity, the overall health of the students suffers, and their behavior is noticeably affected. The stress level in a classroom full of restless, anxious kids can be significantly lowered by adding water vapor to the air until it reaches 50 percent saturation.
All modern school buildings, auditoriums, etc., are provided—aside from the heating plants—with means of ventilating in which the entering air is washed and humidified to the desired degree, before being sent into the rooms.
All modern school buildings, auditoriums, and so on, are equipped—besides the heating systems—with ventilation methods that wash and humidify the incoming air to the desired level before it's circulated into the rooms.
The popular conception of the hot-air furnace method of heating is that it produces particularly dry air, when in reality it is the only type of house-heating plant in which any provision is made for adding water to the air. These furnaces are usually furnished with a water reservoir by use of which the humidity may be raised to a desirable point.
The common belief about hot-air heating systems is that they create very dry air, but in fact, it's the only type of home heating system that actually has a way to add moisture to the air. These furnaces are typically equipped with a water reservoir that allows for increasing the humidity to a comfortable level.
Much of the water which enters the air of the average home, during winter weather, comes from the evaporation that goes on in the kitchen. Usually on wash days the humidity is raised to a marked degree and that day is commonly followed by a short period of agreeable atmospheric condition. The arrangement of many houses is such that a much-improved condition of humidity might be obtained from the kitchen by continuous evaporation of water from a tea-kettle.
Much of the water that enters the air in an average home during winter comes from evaporation happening in the kitchen. Typically, on laundry days, the humidity increases significantly, and that day is often followed by a brief period of pleasant weather. The layout of many houses is such that a better humidity level could be achieved from the kitchen through continuous evaporation of water from a kettle.
Relative Humidity
Depression of wet-bulb thermometer (t-t')
Relative Humidity
Drop in wet-bulb thermometer (t-t')
| Air temp. t | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 |
| 35 | 91 | 82 | 73 | 64 | 55 | 46 | 37 | 29 | 20 | 12 |
| 36 | 91 | 82 | 73 | 65 | 56 | 48 | 39 | 31 | 23 | 14 |
| 37 | 91 | 83 | 74 | 66 | 58 | 49 | 41 | 33 | 25 | 17 |
| 38 | 91 | 83 | 75 | 67 | 59 | 51 | 43 | 35 | 27 | 19 |
| 39 | 92 | 84 | 76 | 68 | 60 | 52 | 44 | 37 | 29 | 21 |
| 40 | 92 | 84 | 76 | 68 | 61 | 53 | 46 | 38 | 31 | 23 |
| 41 | 92 | 84 | 77 | 69 | 62 | 54 | 47 | 40 | 33 | 26 |
| 42 | 92 | 85 | 77 | 70 | 62 | 55 | 48 | 41 | 34 | 28 |
| 43 | 92 | 85 | 78 | 70 | 63 | 56 | 49 | 43 | 36 | 29 |
| 44 | 93 | 85 | 78 | 71 | 64 | 57 | 51 | 44 | 37 | 31 |
| 45 | 93 | 86 | 79 | 71 | 65 | 58 | 52 | 45 | 39 | 33 |
| 46 | 93 | 86 | 79 | 72 | 65 | 59 | 53 | 46 | 40 | 34 |
| 47 | 93 | 86 | 79 | 73 | 66 | 60 | 54 | 47 | 41 | 35 |
| 48 | 93 | 87 | 80 | 73 | 67 | 60 | 54 | 48 | 42 | 36 |
| 49 | 93 | 87 | 80 | 74 | 67 | 61 | 55 | 49 | 43 | 37 |
| 50 | 93 | 87 | 81 | 74 | 68 | 62 | 56 | 50 | 44 | 39 |
| 51 | 94 | 87 | 81 | 75 | 69 | 63 | 57 | 51 | 45 | 40 |
| 52 | 94 | 88 | 81 | 75 | 69 | 63 | 58 | 52 | 46 | 41 |
| 53 | 94 | 88 | 82 | 75 | 70 | 64 | 58 | 53 | 47 | 42 |
| 54 | 94 | 88 | 82 | 76 | 70 | 65 | 59 | 54 | 48 | 43 |
| 55 | 94 | 88 | 82 | 76 | 71 | 65 | 60 | 55 | 49 | 44 |
| 56 | 94 | 88 | 82 | 77 | 71 | 66 | 61 | 55 | 50 | 45 |
| 57 | 94 | 88 | 83 | 77 | 72 | 66 | 61 | 56 | 51 | 46 |
| 58 | 94 | 89 | 83 | 77 | 72 | 67 | 62 | 57 | 52 | 47 |
| 59 | 94 | 89 | 83 | 78 | 73 | 68 | 63 | 58 | 53 | 48 |
| 60 | 94 | 89 | 84 | 78 | 73 | 68 | 63 | 58 | 53 | 49 |
| 61 | 94 | 89 | 84 | 79 | 74 | 68 | 64 | 59 | 54 | 50 |
| 62 | 94 | 89 | 84 | 79 | 74 | 69 | 64 | 60 | 55 | 50 |
| 63 | 95 | 90 | 84 | 79 | 74 | 70 | 65 | 60 | 56 | 51 |
| 64 | 95 | 90 | 85 | 79 | 75 | 70 | 66 | 61 | 56 | 52 |
| Air temp. t | 11.0 | 12.0 | 13.0 | 14.0 | 15.0 | 16.0 | 17.0 | 18.0 | 19.0 | 20.0 |
| 35 | 4 | |||||||||
| 36 | 6 | |||||||||
| 37 | 9 | 1 | ||||||||
| 38 | 12 | 4 | ||||||||
| 39 | 14 | 7 | ||||||||
| 40 | 16 | 9 | 2 | |||||||
| 41 | 18 | 11 | 5 | |||||||
| 42 | 21 | 14 | 7 | 0 | ||||||
| 43 | 23 | 16 | 9 | 3 | ||||||
| 44 | 24 | 18 | 12 | 5 | ||||||
| 45 | 26 | 20 | 14 | 8 | 2 | |||||
| 46 | 28 | 22 | 16 | 10 | 4 | |||||
| 47 | 29 | 23 | 17 | 12 | 6 | 1 | ||||
| 48 | 31 | 25 | 19 | 14 | 8 | 3 | ||||
| 49 | 32 | 26 | 21 | 15 | 10 | 5 | ||||
| 50 | 33 | 28 | 22 | 17 | 12 | 7 | 2 | |||
| 51 | 35 | 29 | 24 | 19 | 14 | 9 | 4 | |||
| 52 | 36 | 30 | 25 | 20 | 15 | 10 | 6 | 0 | ||
| 53 | 37 | 32 | 27 | 22 | 17 | 12 | 7 | 3 | ||
| 54 | 38 | 33 | 28 | 23 | 18 | 14 | 9 | 5 | 0 | |
| 55 | 39 | 34 | 29 | 25 | 20 | 15 | 11 | 6 | 2 | |
| 56 | 40 | 35 | 31 | 26 | 21 | 17 | 12 | 8 | 4 | |
| 57 | 41 | 36 | 32 | 27 | 23 | 18 | 14 | 10 | 5 | 1 |
| 58 | 42 | 38 | 33 | 28 | 24 | 20 | 15 | 11 | 7 | 3 |
| 59 | 43 | 39 | 34 | 30 | 25 | 21 | 17 | 13 | 9 | 5 |
| 60 | 44 | 40 | 35 | 31 | 27 | 22 | 18 | 14 | 10 | 6 |
| 61 | 45 | 40 | 36 | 32 | 28 | 24 | 20 | 16 | 12 | 8 |
| 62 | 46 | 41 | 37 | 33 | 29 | 25 | 21 | 17 | 13 | 9 |
| 63 | 47 | 42 | 38 | 34 | 30 | 26 | 22 | 18 | 14 | 11 |
| 64 | 48 | 43 | 39 | 35 | 31 | 27 | 23 | 20 | 16 | 12 |
Relative Humidity (Continued)
Depression of wet-bulb thermometer (t-t´)
Humidity Level (Continued)
Drop in wet-bulb thermometer (t-t´)
| Air temp. t |
1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 11.0 |
| 65 | 95 | 90 | 85 | 80 | 75 | 70 | 66 | 62 | 57 | 53 | 48 |
| 66 | 95 | 90 | 85 | 80 | 76 | 71 | 66 | 62 | 58 | 53 | 49 |
| 67 | 95 | 90 | 85 | 80 | 76 | 71 | 67 | 62 | 58 | 54 | 50 |
| 68 | 95 | 90 | 85 | 81 | 76 | 72 | 67 | 63 | 59 | 55 | 51 |
| 69 | 95 | 90 | 86 | 81 | 77 | 72 | 68 | 64 | 59 | 55 | 51 |
| 70 | 95 | 90 | 86 | 81 | 77 | 72 | 68 | 64 | 60 | 56 | 52 |
| 71 | 95 | 90 | 86 | 82 | 77 | 73 | 69 | 64 | 60 | 56 | 53 |
| 72 | 95 | 91 | 86 | 82 | 78 | 73 | 69 | 65 | 61 | 57 | 53 |
| 73 | 95 | 91 | 86 | 82 | 78 | 73 | 69 | 65 | 61 | 58 | 54 |
| 74 | 95 | 91 | 86 | 82 | 78 | 74 | 70 | 66 | 62 | 58 | 54 |
| 75 | 96 | 91 | 87 | 82 | 78 | 74 | 70 | 66 | 63 | 59 | 55 |
| 76 | 96 | 91 | 87 | 83 | 78 | 74 | 70 | 67 | 63 | 59 | 55 |
| 77 | 96 | 91 | 87 | 83 | 79 | 75 | 71 | 67 | 63 | 59 | 56 |
| 78 | 96 | 91 | 87 | 83 | 79 | 75 | 71 | 67 | 64 | 60 | 57 |
| 79 | 96 | 91 | 87 | 83 | 79 | 75 | 71 | 68 | 64 | 60 | 57 |
| 80 | 96 | 91 | 87 | 83 | 79 | 76 | 72 | 68 | 64 | 61 | 57 |
| 82 | 96 | 92 | 88 | 84 | 80 | 76 | 72 | 69 | 65 | 62 | 58 |
| 84 | 96 | 92 | 88 | 84 | 80 | 77 | 73 | 70 | 66 | 63 | 59 |
| 86 | 96 | 92 | 88 | 85 | 81 | 77 | 74 | 70 | 67 | 63 | 60 |
| 88 | 96 | 92 | 88 | 85 | 81 | 78 | 74 | 71 | 67 | 64 | 61 |
| 90 | 96 | 92 | 89 | 85 | 81 | 78 | 75 | 71 | 68 | 65 | 62 |
| 92 | 96 | 92 | 89 | 85 | 82 | 78 | 75 | 72 | 69 | 65 | 62 |
| 94 | 96 | 93 | 89 | 86 | 82 | 79 | 75 | 72 | 69 | 66 | 63 |
| 96 | 96 | 93 | 89 | 86 | 82 | 79 | 76 | 73 | 70 | 67 | 64 |
| 98 | 96 | 93 | 89 | 86 | 83 | 79 | 76 | 73 | 70 | 67 | 64 |
| 100 | 96 | 93 | 90 | 86 | 83 | 80 | 77 | 74 | 71 | 68 | 65 |
| 102 | 96 | 93 | 90 | 86 | 83 | 80 | 77 | 74 | 71 | 68 | 65 |
| 104 | 97 | 93 | 90 | 87 | 84 | 80 | 77 | 74 | 72 | 69 | 66 |
| 106 | 97 | 95 | 90 | 87 | 84 | 81 | 78 | 75 | 72 | 69 | 66 |
| 108 | 97 | 93 | 90 | 87 | 84 | 81 | 78 | 75 | 72 | 70 | 67 |
| Air temp. t |
12.0 | 13.0 | 14.0 | 15.0 | 16.0 | 17.0 | 18.0 | 19.0 | 20.0 |
| 65 | 44 | 40 | 36 | 32 | 28 | 25 | 21 | 17 | 13 |
| 66 | 45 | 41 | 37 | 33 | 29 | 26 | 22 | 18 | 15 |
| 67 | 46 | 42 | 38 | 34 | 30 | 27 | 23 | 20 | 16 |
| 68 | 47 | 43 | 39 | 35 | 31 | 28 | 24 | 21 | 17 |
| 69 | 47 | 44 | 40 | 36 | 32 | 29 | 25 | 22 | 19 |
| 70 | 48 | 44 | 40 | 37 | 33 | 30 | 26 | 23 | 20 |
| 71 | 49 | 45 | 41 | 38 | 34 | 31 | 27 | 24 | 21 |
| 72 | 49 | 46 | 42 | 39 | 35 | 32 | 28 | 25 | 22 |
| 73 | 50 | 46 | 43 | 40 | 36 | 33 | 29 | 26 | 23 |
| 74 | 51 | 47 | 44 | 40 | 37 | 34 | 30 | 27 | 24 |
| 75 | 51 | 48 | 44 | 41 | 38 | 34 | 31 | 28 | 25 |
| 76 | 52 | 48 | 45 | 42 | 38 | 35 | 32 | 29 | 26 |
| 77 | 52 | 49 | 46 | 42 | 39 | 36 | 33 | 30 | 27 |
| 78 | 53 | 50 | 46 | 43 | 40 | 37 | 34 | 31 | 28 |
| 79 | 54 | 50 | 47 | 44 | 41 | 37 | 34 | 31 | 29 |
| 80 | 54 | 51 | 47 | 44 | 41 | 38 | 35 | 32 | 29 |
| 82 | 55 | 52 | 49 | 46 | 43 | 40 | 37 | 34 | 31 |
| 84 | 56 | 53 | 50 | 47 | 44 | 41 | 38 | 35 | 32 |
| 86 | 57 | 54 | 51 | 48 | 45 | 42 | 39 | 37 | 34 |
| 88 | 58 | 55 | 52 | 49 | 46 | 43 | 41 | 38 | 35 |
| 90 | 59 | 56 | 53 | 50 | 47 | 44 | 42 | 39 | 37 |
| 92 | 59 | 57 | 54 | 51 | 48 | 45 | 43 | 40 | 38 |
| 94 | 60 | 57 | 54 | 52 | 49 | 46 | 44 | 41 | 39 |
| 96 | 61 | 58 | 55 | 53 | 50 | 47 | 45 | 42 | 40 |
| 98 | 61 | 59 | 56 | 53 | 51 | 48 | 46 | 43 | 41 |
| 100 | 62 | 59 | 57 | 54 | 52 | 49 | 47 | 44 | 42 |
| 102 | 63 | 60 | 57 | 55 | 52 | 50 | 47 | 45 | 43 |
| 104 | 63 | 61 | 58 | 56 | 53 | 51 | 48 | 46 | 14 |
| 106 | 64 | 61 | 59 | 56 | 54 | 51 | 49 | 47 | 45 |
| 108 | 64 | 62 | 59 | 57 | 54 | 52 | 50 | 47 | 45 |
The prevailing impression seems to exist that when air is heated, it loses its moisture. In reality, air that is heated only attains a condition in which its capacity for containing moisture is increased. If after being heated to a high degree—and is relatively very dry—the air is reduced to its original temperature, the amount of moisture will be the same as was originally contained. In heating houses with hot air, the seemingly dry condition is usually due to temperature alone. When a hot-air furnace is provided with the customary reservoir for moistening the discharged air, it may be made to produce excellent conditions of atmospheric humidity. The heated air readily absorbs the water evaporated in the furnace from the water reservoir and enters the rooms as relatively dry air but containing more moisture than the outside air; when it has been reduced in temperature by mixing with the cooler air of the house, its moisture content remains unaltered and at the lower temperature its relative humidity is increased.
The common belief is that when air gets heated, it loses its moisture. In reality, heated air just gains the ability to hold more moisture. If this air is heated to a high temperature and is quite dry, and then brought back down to its original temperature, the amount of moisture it contains will still be the same as it was initially. In homes heated with hot air, the dry feeling is usually just because of the temperature. When a hot-air furnace is equipped with a typical reservoir to add moisture to the air it releases, it can create great humidity levels. The heated air easily absorbs the water that evaporates from the reservoir in the furnace and comes into the rooms as relatively dry air but with more moisture than the outside air. Once it mixes with the cooler air in the house and cools down, its moisture content stays the same, and at this lower temperature, its relative humidity increases.
Relative Humidity.
—Suppose that on a damp day the outside temperature is 50° and that the atmosphere is 90 per cent. saturated. The air that comes into the house at this temperature and humidity is heated to 70°. The rise of temperature gives the air the property of absorbing additional moisture so that the relative humidity which was 90 per cent. is now much less. From the table relative humidity, will be seen that at 50° temperature and 90 per cent. saturation the air contains 3.67 grains of moisture. When the air is heated to 70°, it still contains the original amount of moisture but its relative humidity has decreased with the change of temperature. It is really the amount of moisture present—3.67 grains—divided by the amount necessary to saturate the air at 70°, which is 8 grains; this gives approximately a relative humidity 40 per cent. saturation.
—Let's say that on a damp day the outside temperature is 50° and the humidity is at 90%. The air that enters the house at this temperature and humidity is warmed to 70°. This increase in temperature allows the air to hold more moisture, so the relative humidity that was 90% is now significantly lower. From the table of relative humidity, you can see that at 50° and 90% saturation, the air contains 3.67 grains of moisture. When the air is heated to 70°, it still has the same amount of moisture, but its relative humidity has dropped with the temperature change. The relative humidity is actually the amount of moisture present—3.67 grains—divided by the amount needed to saturate the air at 70°, which is 8 grains; this results in an approximate relative humidity of 40% saturation.
As the temperature goes lower, less and less moisture is required to saturate the air. If saturated air at 0°F., which contains 0.48 grain of water, is raised to 70°F.—where 8 grains of water is required for saturation—the percentage of saturation would be 0.48⁄8 or 6 per cent.
As the temperature decreases, less moisture is needed to fill the air to its saturation point. If air is saturated at 0°F, containing 0.48 grains of water, and is then heated to 70°F—where 8 grains of water are needed for saturation—the percentage of saturation would be 0.48⁄8 or 6 percent.
The Hygrometer.
—The instrument most commonly employed for determining atmospheric humidity is the hygrometer. This appliance is composed of two thermometers mounted in a frame with a vessel for holding water. One of the thermometers[205] is intended to register the temperature of the air and is called the dry-bulb thermometer. The bulb of the other—the wet-bulb thermometer—is covered with a piece of cloth or other porous material which is kept saturated with water, absorbed from the water holder. The dryness of the air is indicated in the wet-bulb thermometer by the decline of temperature due to evaporation.
—The device most often used to measure humidity in the air is the hygrometer. This tool consists of two thermometers mounted in a frame with a container for holding water. One of the thermometers[205] measures the air temperature and is known as the dry-bulb thermometer. The bulb of the other—called the wet-bulb thermometer—is wrapped in a piece of cloth or another absorbent material that stays wet with water from the container. The dryness of the air is shown on the wet-bulb thermometer by a drop in temperature caused by evaporation.

The rate of evaporation from the wet-bulb covering will vary with the humidity and if the air is very dry the wet-bulb thermometer will register a temperature several degrees below that of the other thermometer. If the air is saturated with moisture, no evaporation will take place and the thermometers will read alike. The relative humidity of the air as indicated by the readings of the thermometers is taken directly from a humidity table. The table is made to suit any condition of atmospheric humidity and the determinations require no calculation.
The rate of evaporation from the wet-bulb covering will change depending on the humidity, and if the air is very dry, the wet-bulb thermometer will show a temperature several degrees lower than the other thermometer. If the air is fully saturated with moisture, no evaporation will occur, and both thermometers will read the same. The relative humidity of the air, indicated by the readings of the thermometers, is taken directly from a humidity table. This table is designed for any level of atmospheric humidity, and no calculations are needed for the determinations.
Fig. 157 shows the U. S. Weather Bureau pattern hygrometer such as is used at the weather stations. The wet-bulb thermometer has a muslin or knitted silk covering which dips into a metal water cup as shown in the figure. It is important that the covering of the wet bulb be kept in good condition. The evaporation of the water from the covering leaves in the meshes particles of solid matter that were held in solution in the water. The accumulation of the solids ultimately prevent the water from thoroughly wetting the wick.
Fig. 157 shows the U.S. Weather Bureau pattern hygrometer used at weather stations. The wet-bulb thermometer has a muslin or knitted silk cover that dips into a metal water cup, as shown in the figure. It's essential to keep the covering of the wet bulb in good condition. The evaporation of the water from the covering leaves behind particles of solid matter that were dissolved in the water. Over time, the buildup of these solids prevents the water from thoroughly wetting the wick.
An observation consists in reading the two thermometers and from the difference between the wet-bulb reading and that of the dry-bulb, the relative humidity is taken directly from the table. To illustrate, suppose that the dry-bulb thermometer reads 60° and that the wet-bulb reads 56°. The difference between the two readings is 4°. In the table of relative humidity on page 202, 60° is found in the column headed, Air temp. t, and opposite[206] that number in the column headed 4 is 78, which indicates that under the observed conditions the air is 78 per cent. saturated with moisture. This table is suited for air temperatures from 35°F. to 80°F. and depressions of the wet-bulb thermometer from 1°F. to 20°F. The table, therefore, has a range of variations which will admit humidity determinations for all ordinary conditions.
An observation involves reading the two thermometers and determining the relative humidity directly from the difference between the wet-bulb reading and the dry-bulb reading using the table. For example, if the dry-bulb thermometer shows 60° and the wet-bulb shows 56°, the difference is 4°. In the relative humidity table on page 202, you find 60° in the column labeled Air temp. t, and directly opposite that number in the column for 4, you see 78. This means that under the observed conditions, the air is 78 percent saturated with moisture. This table is designed for air temperatures ranging from 35°F to 80°F and for wet-bulb thermometer depressions ranging from 1°F to 20°F. Therefore, the table covers a range of variations that can accommodate humidity determinations for all typical conditions.

The Hygrodeik.
—In Fig. 158 is shown a form of hygrometer known as a hygrodeik, by means of which atmospheric humidity may be determined without the use of the tables. In the figure the wet-bulb and dry-bulb thermometers are easily recognized. A glass water bottle W is held to the base of the instrument by spring clips which permit its removal to be filled with water. Between the thermometers is a diagram chart from which the atmospheric humidity is taken. An index arm, carrying a movable pointer P, permits the instrument to be set for any observed thermometer readings.
—In Fig. 158, you can see a type of hygrometer called a hygrodeik, which lets you determine atmospheric humidity without needing tables. The figure clearly shows the wet-bulb and dry-bulb thermometers. A glass water bottle W is attached to the base of the instrument with spring clips, making it easy to remove for filling with water. Between the thermometers is a chart from which you can read the atmospheric humidity. An index arm with a movable pointer P allows the instrument to be adjusted for any thermometer readings you take.
The index is really a graphical method of expressing the figures given in the table on pages 202-203. In the picture the wet-bulb thermometer reads 65°, the dry-bulb thermometer 77°. To determine the relative humidity under these conditions the movable arm is swung to the left and the pointer P placed on the left-hand scale at the line 65°. The arm is then swung to the right until the pointer touches the downward curving line beginning at 77°, the dry-bulb reading. The lower end of the arm H now points to the relative humidity, where 52 per cent. is indicated by the scale at the bottom of the index.
The index is essentially a visual way of showing the numbers provided in the table on pages 202-203. In the image, the wet-bulb thermometer shows 65°, while the dry-bulb thermometer is at 77°. To find the relative humidity in this situation, you swing the movable arm to the left and place the pointer P on the left-scale line at 65°. Then, move the arm to the right until the pointer touches the downward-curving line that starts at 77°, the dry-bulb reading. The lower end of the arm H now indicates the relative humidity, showing 52 percent on the scale at the bottom of the index.
The same result is obtained from the table of Relative Humidity. The readings of the thermometers in the figure give a difference in temperature of 12°, the dry-bulb thermometer[207] reads 77°. Referring this data to the humidity table, the column marked 12, for the depression of the wet-bulb thermometer and opposite 77° in the air temperature column, is found 53 which indicates the per cent. of saturation. The hygrodeik gives further the temperature of the dew-point, on the scale to the right; and the absolute humidity may be found by following the upward curving line nearest the pointer, at the end of which line is given the value in grains of moisture per cubic foot. The hygrodeik or other instrument of the kind is very largely used in places where relative humidity is regularly observed by those of limited experience, as in school-rooms, auditoriums, etc. Such records are not intended to be perfectly accurate and the readings of the hygrodeik are very well-suited for the purpose.
The same result can be seen from the Relative Humidity table. The thermometer readings in the figure show a temperature difference of 12°, with the dry-bulb thermometer[207] reading 77°. Looking at the humidity table, in the column marked 12 for the drop in the wet-bulb thermometer, and across from 77° in the air temperature column, we find 53, indicating the percentage of saturation. The hygrodeik also shows the dew-point temperature on the scale to the right, and you can find the absolute humidity by following the upward-curving line closest to the pointer, where the value in grains of moisture per cubic foot is indicated. The hygrodeik, or similar instruments, are commonly used in places where relative humidity is regularly monitored by those with limited experience, such as classrooms, auditoriums, and so on. These records are not meant to be perfectly accurate, and the readings from the hygrodeik are well-suited for this purpose.

In using the hygrometer and the hygrodeik the instruments are stationary; they are usually hung on the wall in a convenient location for observation and are placed to avoid accidental drafts in order that the conditions surrounding the observation may be the same at all times. The evaporation which takes place from the wet bulb is due to natural convection and does not always reach the maximum amount. The evaporation is furthermore influenced by accidental variations and consequently the results cannot be considered exact.
In using the hygrometer and the hygrodeik, the instruments are fixed in place; they are typically mounted on a wall in a suitable spot for easy viewing and are positioned to minimize accidental drafts, ensuring that the conditions around the measurements stay consistent at all times. The evaporation that occurs from the wet bulb is caused by natural convection and doesn’t always reach the maximum level. Additionally, the evaporation is affected by random variations, so the results can’t be deemed precise.
Under conditions that demand more exact humidity records than are obtainable with hygrometer, the psychrometer furnishes means of making more accurate observation. The psychrometer shown in Fig. 159 is of the form used by the U. S. Weather Department. Like the hygrometer, it is composed of a wet-bulb and a dry-bulb thermometer but no water cup is attached to the instrument for moistening the wick of the wet bulb. When ready for use the wick is wet with water before each observation.
Under situations that require more precise humidity measurements than can be provided by a hygrometer, the psychrometer offers a way to make more accurate observations. The psychrometer shown in Fig. 159 is the type used by the U.S. Weather Department. Similar to the hygrometer, it consists of a wet-bulb and a dry-bulb thermometer, but it doesn't have a water cup attached to moisten the wick of the wet bulb. Before each observation, the wick is moistened with water.
The greater accuracy to be attained by the use of this instrument[208] is on account of the maximum evaporation which is obtained from the wet bulb for any atmospheric condition. The evaporation which takes place from the wet-bulb thermometer in quiet air is not so great as that which occurs if the same air is in motion. In moving air, however, there is a certain maximum rate beyond which no further evaporation will take place.
The improved accuracy achieved by using this instrument[208] is due to the maximum evaporation obtained from the wet bulb under any atmospheric condition. The evaporation from the wet-bulb thermometer in still air is not as high as that in moving air. However, when air is moving, there is a certain maximum rate beyond which no additional evaporation occurs.
The motion of the air may be produced either by blowing on the bulb with a fan or air blast, or by whirling the thermometer. With the psychrometer the latter method is used. This instrument is provided with a handle which is pivoted to the frame and about which it is swung to produce a maximum evaporation from the wick. When a motion of the air is attained sufficient to produce a saturated atmosphere about the bulb, the temperature will remain constant.
The movement of air can happen either by blowing on the bulb with a fan or air blast, or by spinning the thermometer. The psychrometer uses the second method. This tool has a handle that is attached to the frame and is spun to create maximum evaporation from the wick. When the air is moving enough to create a saturated atmosphere around the bulb, the temperature will stay steady.

A velocity of air or the motion of the wet-bulb thermometer 10 feet per second is that usually taken as the rate for observation and the swinging is kept up 3 or 4 minutes or until the temperature of the wet-bulb thermometer remains stationary.
A speed of air or the movement of the wet-bulb thermometer at 10 feet per second is typically used as the rate for observation, and the swinging is maintained for 3 to 4 minutes or until the temperature of the wet-bulb thermometer becomes steady.
Then the temperature of each thermometer is read and the humidity found in the table. Relative humidity determinations may be made at temperatures below the freezing point if sufficient precaution is taken in the observations. When the instrument is not in use, it is kept in the metallic case shown in the picture, to protect it from injury.
Then the temperature of each thermometer is checked, and the humidity is found in the table. Relative humidity measurements can be taken at temperatures below freezing if proper precautions are observed during the readings. When the instrument is not in use, it's stored in the metallic case shown in the picture to protect it from damage.
Dial Hygrometers.
—Various forms of hygrometers are in use, in which a pointer is intended to indicate on a dial the percentage of atmospheric humidity. That shown in Fig. 160 is one of the common forms. Instruments of this kind depend for their action on the absorptive property of catgut or other materials that are sensitive to the moisture changes of the air.
—Different types of hygrometers are used, where a pointer shows the percentage of humidity in the air on a dial. The device pictured in Fig. 160 is one of the common types. These instruments operate based on the absorptive qualities of catgut or other materials that respond to changes in air moisture.
These instruments give fairly accurate readings in a small range for a limited time, but they are apt to go out of adjustment from causes that cannot be controlled. Unless they are occasionally compared with a standard humidity determination, their[209] readings cannot be relied upon for definite amounts of atmospheric moisture.
These instruments provide fairly accurate readings over a small range for a limited time, but they can easily go out of adjustment due to uncontrollable factors. Unless they are occasionally checked against a standard humidity measurement, their[209] readings can't be trusted for precise amounts of atmospheric moisture.
The Swiss Cottage “Barometer.”
—Fig. 161 is one of the instruments of absorptive class that are sometimes used as weather indicators. The images which occupy the openings in the cottage are so arranged that with the approach of damp weather the man comes outside and at the same time the woman moves back into the house. In fair weather the reverse movement takes place. The figures are mounted on the opposite ends of a light stick which is fastened to an upright pillar. The movement of the images is caused by the change in length of a piece of catgut which is secured to the pillar and also to the frame of the house. Any change in atmospheric humidity causes a contraction or elongation of the catgut which moves the pillar and with it the images.
—Fig. 161 is one of the absorptive instruments that are sometimes used as weather indicators. The figures that fill the openings in the cottage are arranged so that when damp weather approaches, the man steps outside while the woman retreats back into the house. In fair weather, the opposite movement occurs. The figures are attached to either end of a lightweight stick that is fixed to an upright pillar. The movement of the figures is triggered by the change in length of a piece of catgut that is secured to the pillar and also to the frame of the house. Any change in atmospheric humidity causes the catgut to contract or stretch, which moves the pillar and the figures along with it.

Since stormy weather is accompanied by a high degree of humidity and fair weather is attended with dry atmosphere, the movement of the images indicates in some degree the weather changes; but the device is not in any way influenced by atmospheric pressure and hence is not a barometer.
Since stormy weather comes with high humidity and fair weather is associated with a dry atmosphere, the movement of the images shows some indication of weather changes; however, the device is not influenced by atmospheric pressure and therefore is not a barometer.
Dew-point.
—Dew is formed whenever falling temperature of the air passes the point where saturation occurs. The reduction of the temperature of air raises the relative humidity because of the diminished capacity to contain moisture. As the temperature declines there will come a point at which the air is saturated and any further decrease of temperature will cause supersaturation. At this point the moisture will be deposited on the cooler surfaces in the form of drops. The temperature at which dew begins to form is known as the dew-point. The sweating of cold water pipes, the dew that forms on a water glass and other relatively cold surfaces is caused by a temperature below the dew-point of the air.
—Dew forms whenever the air temperature drops below the point of saturation. As the air cools, its relative humidity increases because it can't hold as much moisture. Eventually, the air reaches a point where it's saturated, and if the temperature continues to drop, it creates supersaturation. At this stage, moisture will condense on cooler surfaces as drops. The temperature at which dew starts to form is called the dew point. The condensation you see on cold water pipes, the droplets on a water glass, and other cool surfaces occurs because their temperature is below the air's dew point.
Dew-point Table
Dew-point in degrees Fahrenheit, barometer pressure 29 inches
Dew Point Table
Dew-point in degrees Fahrenheit, barometric pressure 29 inches
| Air temp. t | Vapor press. e |
Depression of wet-bulb thermometer (t-t´) | |||||||
| 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | ||
| 30 | 0.164 | 27 | 25 | 22 | 18 | 14 | 9 | +3 | -5 |
| 31 | 0.172 | 29 | 26 | 23 | 20 | 16 | 11 | 5 | -2 |
| 32 | 0.180 | 30 | 27 | 24 | 21 | 17 | 13 | 8 | +1 |
| 33 | 0.187 | 31 | 28 | 25 | 22 | 19 | 15 | 10 | 3 |
| 34 | 0.195 | 32 | 29 | 27 | 24 | 20 | 16 | 12 | 6 |
| 35 | 0.203 | 33 | 30 | 28 | 25 | 22 | 18 | 14 | 8 |
| 36 | 0.211 | 34 | 31 | 29 | 26 | 23 | 20 | 15 | 11 |
| 37 | 0.219 | 35 | 32 | 30 | 27 | 24 | 21 | 17 | 13 |
| 38 | 0.228 | 36 | 33 | 31 | 28 | 26 | 23 | 19 | 14 |
| 39 | 0.237 | 37 | 34 | 32 | 29 | 27 | 24 | 21 | 16 |
| 40 | 0.247 | 38 | 35 | 33 | 31 | 28 | 25 | 22 | 18 |
| 41 | 0.256 | 39 | 37 | 34 | 32 | 29 | 26 | 23 | 20 |
| 42 | 0.266 | 40 | 38 | 35 | 33 | 30 | 28 | 25 | 21 |
| 43 | 0.277 | 41 | 39 | 36 | 34 | 31 | 29 | 26 | 23 |
| 44 | 0.287 | 42 | 40 | 38 | 35 | 32 | 30 | 27 | 24 |
| 45 | 0.298 | 43 | 41 | 39 | 36 | 34 | 31 | 29 | 26 |
| 46 | 0.310 | 44 | 42 | 40 | 37 | 35 | 32 | 30 | 27 |
| 47 | 0.322 | 45 | 43 | 41 | 39 | 36 | 34 | 31 | 28 |
| 48 | 0.334 | 46 | 44 | 42 | 40 | 37 | 35 | 32 | 30 |
| 49 | 0.347 | 47 | 45 | 43 | 41 | 39 | 36 | 34 | 31 |
| 50 | 0.360 | 48 | 46 | 44 | 42 | 40 | 37 | 35 | 32 |
| 51 | 0.373 | 49 | 47 | 45 | 43 | 41 | 39 | 36 | 34 |
| 52 | 0.387 | 50 | 48 | 46 | 44 | 42 | 40 | 37 | 35 |
| 53 | 0.402 | 51 | 49 | 47 | 45 | 43 | 41 | 39 | 36 |
| 54 | 0.417 | 52 | 50 | 49 | 47 | 44 | 42 | 40 | 38 |
| 55 | 0.432 | 53 | 52 | 50 | 48 | 46 | 43 | 41 | 39 |
| 56 | 0.448 | 54 | 53 | 51 | 49 | 47 | 45 | 43 | 40 |
| 57 | 0.465 | 55 | 54 | 52 | 50 | 48 | 46 | 44 | 42 |
| 58 | 0.482 | 56 | 55 | 53 | 51 | 49 | 47 | 45 | 43 |
| 59 | 0.499 | 57 | 56 | 54 | 52 | 50 | 48 | 46 | 44 |
| 60 | 0.517 | 58 | 57 | 55 | 53 | 51 | 49 | 47 | 45 |
| 61 | 0.536 | 59 | 58 | 56 | 54 | 52 | 51 | 49 | 46 |
| 62 | 0.555 | 60 | 59 | 57 | 55 | 54 | 52 | 50 | 48 |
| 63 | 0.575 | 61 | 60 | 58 | 56 | 55 | 53 | 51 | 49 |
| 64 | 0.595 | 62 | 61 | 59 | 58 | 56 | 54 | 52 | 50 |
| 65 | 0.616 | 63 | 62 | 60 | 59 | 57 | 55 | 53 | 51 |
| 66 | 0.638 | 64 | 63 | 61 | 60 | 58 | 56 | 54 | 53 |
| 67 | 0.661 | 65 | 64 | 62 | 61 | 59 | 57 | 56 | 54 |
| 68 | 0.684 | 67 | 65 | 63 | 62 | 60 | 58 | 57 | 55 |
| 69 | 0.707 | 68 | 66 | 64 | 63 | 61 | 60 | 58 | 56 |
| 70 | 0.732 | 69 | 67 | 66 | 64 | 62 | 61 | 59 | 57 |
| 71 | 0.757 | 70 | 68 | 67 | 65 | 63 | 62 | 60 | 58 |
| 72 | 0.783 | 71 | 69 | 68 | 66 | 65 | 63 | 61 | 60 |
| 73 | 0.810 | 72 | 70 | 69 | 67 | 66 | 64 | 62 | 61 |
| 74 | 0.838 | 73 | 71 | 70 | 68 | 67 | 65 | 64 | 62 |
| 75 | 0.866 | 74 | 72 | 71 | 69 | 68 | 66 | 65 | 63 |
| 76 | 0.896 | 75 | 73 | 72 | 70 | 69 | 67 | 66 | 64 |
| 77 | 0.926 | 76 | 74 | 73 | 71 | 70 | 68 | 67 | 65 |
| 78 | 0.957 | 77 | 75 | 74 | 72 | 71 | 69 | 68 | 66 |
| 79 | 0.989 | 78 | 76 | 75 | 73 | 72 | 70 | 69 | 67 |
| 80 | 1.022 | 79 | 77 | 76 | 75 | 73 | 72 | 70 | 69 |
| Air temp. t |
Vapor press. e |
Depression of wet-bulb thermometer (t-t´) | |||||||
| 9.0 | 10.0 | 11.0 | 12.0 | 13.0 | 14.0 | 15.0 | 16.0 | ||
| 30 | 0.164 | -20 | |||||||
| 31 | 0.172 | -14 | -50 | ||||||
| 32 | 0.180 | -9 | -29 | ||||||
| 33 | 0.187 | -5 | -20 | ||||||
| 34 | 0.195 | -2 | -14 | -50 | |||||
| 35 | 0.203 | +1 | -8 | -28 | |||||
| 36 | 0.211 | 4 | -4 | -19 | |||||
| 37 | 0.219 | 7 | -1 | -12 | -44 | ||||
| 38 | 0.228 | 9 | +3 | -7 | -25 | ||||
| 39 | 0.237 | 12 | 6 | -3 | -16 | ||||
| 40 | 0.247 | 14 | 8 | +1 | -10 | -35 | |||
| 41 | 0.256 | 16 | 11 | 4 | -5 | -21 | |||
| 42 | 0.266 | 17 | 13 | 7 | -1 | -13 | -59 | ||
| 43 | 0.277 | 19 | 15 | 10 | +3 | -7 | -28 | ||
| 44 | 0.287 | 21 | 17 | 12 | 6 | -2 | -17 | ||
| 45 | 0.298 | 22 | 19 | 14 | 8 | +2 | -9 | -37 | |
| 46 | 0.310 | 24 | 20 | 16 | 11 | 5 | -4 | -20 | |
| 47 | 0.322 | 25 | 22 | 18 | 13 | 8 | +0 | -12 | -53 |
| 48 | 0.334 | 27 | 23 | 20 | 15 | 10 | +4 | -6 | -25 |
| 49 | 0.347 | 28 | 25 | 21 | 17 | 13 | 7 | -2 | -15 |
| 50 | 0.360 | 29 | 27 | 23 | 19 | 15 | 9 | +2 | -8 |
| 51 | 0.373 | 31 | 28 | 25 | 21 | 17 | 12 | 6 | -3 |
| 52 | 0.387 | 32 | 29 | 26 | 23 | 19 | 14 | 9 | +1 |
| 53 | 0.402 | 34 | 31 | 28 | 24 | 21 | 16 | 11 | 5 |
| 54 | 0.417 | 35 | 32 | 29 | 26 | 23 | 19 | 14 | 8 |
| 55 | 0.432 | 36 | 34 | 31 | 28 | 24 | 21 | 16 | 11 |
| 56 | 0.448 | 38 | 35 | 32 | 29 | 26 | 23 | 19 | 14 |
| 57 | 0.465 | 39 | 36 | 34 | 31 | 28 | 24 | 21 | 16 |
| 58 | 0.482 | 40 | 38 | 35 | 32 | 29 | 26 | 22 | 18 |
| 59 | 0.499 | 42 | 39 | 37 | 34 | 31 | 28 | 24 | 20 |
| 60 | 0.517 | 43 | 41 | 38 | 35 | 32 | 29 | 26 | 22 |
| 61 | 0.536 | 44 | 42 | 39 | 37 | 34 | 31 | 28 | 24 |
| 62 | 0.555 | 46 | 43 | 41 | 38 | 35 | 32 | 30 | 26 |
| 63 | 0.575 | 47 | 45 | 42 | 40 | 37 | 34 | 31 | 28 |
| 64 | 0.595 | 48 | 46 | 44 | 41 | 38 | 36 | 33 | 30 |
| 65 | 0.616 | 49 | 47 | 45 | 43 | 40 | 37 | 34 | 31 |
| 66 | 0.638 | 51 | 48 | 46 | 44 | 42 | 39 | 36 | 33 |
| 67 | 0.661 | 52 | 50 | 48 | 45 | 43 | 40 | 38 | 35 |
| 68 | 0.684 | 53 | 51 | 49 | 47 | 44 | 42 | 39 | 36 |
| 69 | 0.707 | 54 | 52 | 50 | 84 | 46 | 43 | 41 | 38 |
| 70 | 0.732 | 55 | 53 | 51 | 49 | 47 | 45 | 42 | 40 |
| 71 | 0.757 | 57 | 55 | 53 | 51 | 49 | 46 | 44 | 41 |
| 72 | 0.783 | 58 | 56 | 54 | 52 | 50 | 48 | 45 | 43 |
| 73 | 0.810 | 59 | 57 | 55 | 53 | 51 | 49 | 47 | 44 |
| 74 | 0.838 | 60 | 58 | 56 | 54 | 53 | 50 | 48 | 46 |
| 75 | 0.866 | 61 | 60 | 58 | 56 | 54 | 52 | 50 | 47 |
| 76 | 0.896 | 62 | 61 | 59 | 57 | 55 | 53 | 51 | 49 |
| 77 | 0.926 | 64 | 62 | 60 | 58 | 56 | 54 | 52 | 50 |
| 78 | 0.957 | 65 | 63 | 61 | 59 | 58 | 56 | 54 | 52 |
| 79 | 0.989 | 66 | 64 | 62 | 61 | 59 | 57 | 55 | 53 |
| 80 | 1.022 | 67 | 65 | 64 | 62 | 60 | 58 | 56 | 54 |
The temperature at which dew forms will depend on the amount of moisture present in the air, but with a definite humidity and air pressure it will always occur at the same temperature. If the dew-point is above freezing, the dew will form as drops of water, but if it is at or slightly below the freezing point, the dew will appear as frost. White frost is formed when the dew-point is only a few degrees below the freezing point. A Black frost occurs when the atmospheric humidity is so low that dew does not form until the temperature is much below the freezing point.
The temperature at which dew forms depends on the amount of moisture in the air, but with consistent humidity and air pressure, it will always happen at the same temperature. If the dew point is above freezing, dew will form as drops of water, but if it's at or slightly below freezing, dew will show up as frost. White frost forms when the dew point is just a few degrees below freezing. A black frost happens when the air is so dry that dew doesn’t form until the temperature drops significantly below freezing.
To Determine the Dew-point.
—The dew-point may be found by a number of methods, usually described in works on physics but practical determinations are made with a hygrometer or psychrometer and a dew-point table. Accurate determinations must be made by the use of the psychrometer; those made by the hygrometer are approximate. Suppose the reading of the dry-bulb thermometer is 68 and that this is designated as t; at the time the wet-bulb temperature is 57 and is called t´. The depression of the wet bulb for these temperatures (t-t´) is 11°. In the dew-point table above is found in the dry-bulb column, opposite this number in the column headed 11—under depression of the wet-bulb thermometer—is 49, which is the dew-point for the observed conditions.
—You can find the dew point using several methods, often explained in physics literature, but the practical measurements are usually taken with a hygrometer or psychrometer and a dew-point table. For accurate results, a psychrometer must be used; hygrometer readings are approximate. Let's say the dry-bulb thermometer reads 68, which we’ll call t; meanwhile, the wet-bulb temperature is 57, referred to as t´. The difference between these temperatures (t-t´) is 11°. In the dew-point table above, you’ll find in the dry-bulb column, corresponding to this number in the column headed 11—under the depression of the wet-bulb thermometer—is 49, which is the dew point for the observed conditions.
As another illustration, suppose the dry bulb of the psychrometer marks 65° and the wet bulb indicates 56°F.; then 65-56 equals 9° of the cold produced by evaporation. The dew-point is determined in exactly the same way as with the hygrometer. Opposite 65, in the dry-bulb column of the dew-point table, under the column of differences marked 9, is found the dew-point for the observed conditions. This is 49° at which temperature dew will begin to form.
As another example, let's say the dry bulb of the psychrometer reads 65° and the wet bulb reads 56°F. Then, 65 minus 56 equals 9°, which is the temperature drop caused by evaporation. The dew point is determined just like it is with the hygrometer. Opposite 65 in the dry-bulb section of the dew-point table, under the differences column marked 9, you'll find the dew point for the observed conditions. This is 49°, the temperature at which dew will start to form.
Frost Prediction.
—The formation of dew is always attended with a liberation of heat—the heat of vaporization—which tends to check the further decline of temperature. The heat thus developed is usually sufficient to prevent the fall of temperature beyond a very few degrees, but at times when there is little moisture in the air the fall of several degrees of temperature is necessary before the heat liberated by the forming dew balances the heat lost by radiation and the temperature remains stationary.
—The formation of dew is always accompanied by the release of heat—the heat of vaporization—which helps slow down the drop in temperature. The heat generated is typically enough to keep the temperature from falling more than just a few degrees. However, when there's not much moisture in the air, several degrees of temperature may need to drop before the heat released by forming dew can make up for the heat lost through radiation, and the temperature stabilizes.
This condition of things was pointed out many years ago by Tyndall, who in his book on “Heat” states: “The removal for a single summer’s night of the aqueous vapor which covers England would be attended by the destruction of every plant which a freezing temperature would kill.”
This situation was highlighted many years ago by Tyndall, who in his book on “Heat” says: “If we removed the moisture that blankets England for just one summer night, it would lead to the destruction of every plant that freezing temperatures would kill.”
The frosts of late spring and early fall which occur at times of dry air and cloudless sky are often caused by local conditions that are not forecasted by the weather department and often may be successfully combated.
The late spring and early fall frosts that happen during dry air and clear skies are often due to local conditions that the weather department doesn't predict and can often be effectively dealt with.
At the time of suspected frost, the temperature of the dew-point in relation to the freezing point determines the probability of a freezing temperature. If the dew-point occurs at 10° or more above the freezing point there will be little danger of a killing frost. As the difference in temperature between the dew-point and the frost point decreases, the danger of frost increases. If the dew-point falls at the freezing point, frost is a certainty.
At the time frost is suspected, the temperature of the dew point compared to the freezing point helps determine the likelihood of freezing temperatures. If the dew point is 10° or more above freezing, there's little risk of a damaging frost. As the gap between the dew point and the frost point narrows, the risk of frost goes up. If the dew point drops to the freezing point, frost is guaranteed.
In using the table on page 214, the open diagonal line may be considered the danger line and any dew-point falling below the temperature thus indicated will be considered dangerously near the frost point. This table differs from the other dew-point table only in the range of temperature. The dew-point is found in exactly the same way as before. In the use of the psychrometer and table as a means of frost prediction it is first necessary to make a reading of the wet-bulb and dry-bulb temperature described above. The dry-bulb reading is found in the left-hand column of the table; then follow the horizontal line opposite the figure, till the perpendicular column is reached indicating the difference in reading between the dry and wet bulb. The number at the meeting will be the temperature of the dew-point. For example, suppose the dry bulb stands at 65° and the wet bulb at 55°, the difference being 10° and dew-point under these conditions will be 47°.
In using the table on page 214, the open diagonal line can be seen as the danger line, and any dew point falling below the temperature indicated will be considered dangerously close to the frost point. This table is different from the other dew point table only in terms of the temperature range. The dew point is determined in exactly the same way as before. To use the psychrometer and table for frost prediction, it's first necessary to take readings of the wet-bulb and dry-bulb temperatures described earlier. The dry-bulb reading is found in the left-hand column of the table; then, follow the horizontal line across from the figure until you reach the vertical column showing the difference in readings between the dry and wet bulbs. The number where they meet will give you the dew point temperature. For example, if the dry bulb reads 65° and the wet bulb reads 55°, the difference is 10°, and the dew point in this case will be 47°.
If the dew-point is 10° or more above the freezing point there is no danger of a frost, but if the conditions are such as to give a temperature difference less than 10° above the freezing point there would be danger. If the dew-point falls below the open diagonal line of the table there is danger and that danger increases as the difference in degrees between the freezing point and the dew-point becomes less.
If the dew point is 10° or more above freezing, there's no risk of frost. However, if the temperature difference is less than 10° above freezing, there is a risk. If the dew point drops below the open diagonal line on the table, there is a risk, and that risk increases as the difference in degrees between the freezing point and the dew point narrows.
As another illustration, suppose that at sunset at the time of suspected frost the dry-bulb thermometer read 54 and the depression of the wet bulb showed 10°. Referring to the table it will be seen that for these conditions the dew-point falls at 33 which is only 1° above the freezing point. It is highly probable that frost would form.
As another example, let's say that at sunset when frost is suspected, the dry-bulb thermometer showed 54°F and the wet bulb was depressed by 10°F. Looking at the table, we can see that under these conditions the dew point is at 33°F, which is just 1°F above freezing. It's very likely that frost would occur.
Dew-point Table for Frost Prediction
Depression of the wet-bulb thermometer
Dew Point Table for Frost Prediction
Drop in the wet-bulb thermometer
| Dry-bulb temp. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 70 | 69 | 67 | 66 | 64 | 62 | 61 | 59 | 57 | 55 | 53 | 51 | 49 | 47 |
| 69 | 68 | 66 | 64 | 63 | 61 | 59 | 58 | 56 | 54 | 52 | 50 | 48 | 46 |
| 68 | 67 | 65 | 63 | 62 | 60 | 58 | 57 | 55 | 53 | 51 | 49 | 46 | 44 |
| 67 | 66 | 64 | 62 | 61 | 59 | 57 | 55 | 54 | 52 | 50 | 47 | 45 | 43 |
| 66 | 64 | 63 | 61 | 60 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | |
| 65 | 63 | 62 | 60 | 59 | 57 | 55 | 53 | 51 | 49 | 47 | 45 | 42 | 41 |
| 64 | 62 | 61 | 59 | 57 | 56 | 54 | 52 | 50 | 48 | 46 | 43 | 40 | |
| 63 | 61 | 60 | 58 | 56 | 55 | 53 | 51 | 49 | 47 | 44 | 42 | 41 | 38 |
| 62 | 60 | 59 | 57 | 55 | 53 | 52 | 50 | 48 | 45 | 43 | 39 | 37 | |
| 61 | 59 | 58 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 42 | 41 | 38 | 35 |
| 60 | 58 | 57 | 55 | 53 | 51 | 49 | 47 | 45 | 43 | 39 | 36 | 33 | |
| 59 | 57 | 56 | 54 | 52 | 50 | 48 | 46 | 44 | 40 | 38 | 43 | 32 | |
| 58 | 56 | 55 | 53 | 51 | 49 | 47 | 45 | 42 | 41 | 39 | 36 | 33 | 30 |
| 57 | 55 | 54 | 52 | 50 | 48 | 46 | 44 | 40 | 37 | 35 | 31 | 28 | |
| 56 | 54 | 53 | 51 | 49 | 47 | 44 | 42 | 41 | 39 | 36 | 33 | 30 | 26 |
| 55 | 53 | 52 | 50 | 48 | 46 | 43 | 40 | 37 | 34 | 31 | 28 | 25 | |
| 54 | 52 | 50 | 49 | 46 | 44 | 42 | 41 | 39 | 36 | 33 | 30 | 27 | 23 |
| 53 | 51 | 49 | 47 | 45 | 43 | 40 | 37 | 34 | 31 | 28 | 25 | 20 | |
| 52 | 50 | 48 | 46 | 44 | 42 | 41 | 38 | 36 | 33 | 30 | 27 | 23 | 18 |
| 51 | 49 | 47 | 45 | 43 | 40 | 37 | 34 | 31 | 28 | 25 | 21 | 16 | |
| 50 | 48 | 46 | 44 | 42 | 41 | 38 | 36 | 33 | 30 | 27 | 23 | 19 | 14 |
| 49 | 47 | 45 | 43 | 40 | 37 | 34 | 31 | 28 | 25 | 21 | 17 | 11 | |
| 48 | 46 | 44 | 42 | 41 | 38 | 36 | 33 | 30 | 27 | 23 | 19 | 14 | 9 |
| 47 | 45 | 43 | 40 | 37 | 35 | 32 | 29 | 25 | 22 | 17 | 12 | 6 | |
| 46 | 44 | 42 | 41 | 39 | 36 | 33 | 30 | 27 | 24 | 20 | 15 | 10 | 3 |
| 45 | 43 | 40 | 37 | 35 | 32 | 29 | 26 | 22 | 18 | 13 | 7 | -1 | |
| 44 | 42 | 41 | 39 | 36 | 33 | 30 | 27 | 24 | 20 | 16 | 11 | 4 | -5 |
| 40 | 37 | 35 | 32 | 29 | 26 | 23 | 19 | 14 | 8 | 1 | -9 | ||
| 43 | 41 | 39 | 36 | 34 | 31 | 28 | 25 | 21 | 17 | 12 | 6 | -2 | -15 |
| 42 | 40 | 38 | 35 | 33 | 29 | 26 | 23 | 19 | 15 | 9 | 3 | -6 | -22 |
| 41 | 39 | 36 | 34 | 31 | 28 | 25 | 22 | 17 | 13 | 7 | 0 | -11 | -32 |
| 40 | 38 | 35 | 33 | 30 | 27 | 24 | 20 | 16 | 11 | 4 | -4 | -16 | -74 |
| 39 | 37 | 34 | 32 | 29 | 26 | 22 | 18 | 14 | 8 | 2 | -8 | 23 | |
| 38 | 36 | 33 | 31 | 28 | 24 | 21 | 17 | 12 | -6 | -1 | -12 | -35 |
Prevention of Frost.
—From the discussion of frost formation it is evident that, the temperature of the dew-point being the determining factor in its probable occurrence, any expedient that may be used either to increase the humidity or to conserve the radiation of heat would prevent a dangerous decline of temperature. Frost prevention is practised in all fruit-growing regions and the method pursued depends on the kind of vegetation to be protected.
—From the discussion of frost formation it is clear that the dew-point temperature is the key factor in whether frost might occur. Any method used to either increase humidity or retain heat would help avoid a dangerous drop in temperature. Frost prevention is practiced in all fruit-growing areas, and the method used varies based on the type of plants being protected.
In the protection of orchards the use of smudge pots are probably the commonest means for preventing the loss of heat. The object is to create a cloud of smoke over and about the orchard so that it forms a protective covering which prevents the escape of the heat.
In protecting orchards, smudge pots are probably the most common method for preventing heat loss. The goal is to create a cloud of smoke over the orchard that acts as a protective layer, preventing heat from escaping.
In the case of a light frost—that is, where the temperature falls only a few degrees below the frost point—the plants in small gardens and flower beds may be prevented from freezing by liberal sprinkling with water. This is done to raise the humidity of the atmosphere surrounding the vegetation. Most vegetation withstands the temperature at the freezing point without particular injury, and the freezing of part of the water liberates heat in sufficient quantity to prevent a further decline of temperature. This heat liberated on the freezing of water is described in physics as the heat of fusion and in changing part of the water into ice sufficient heat is liberated to check the further fall of temperature.
In the case of a light frost, where the temperature drops just a few degrees below freezing, plants in small gardens and flower beds can be protected from freezing by being thoroughly watered. This helps increase the humidity in the air around the plants. Most plants can handle temperatures at freezing without too much damage, and when some of the water freezes, it releases heat that can stop the temperature from dropping further. This heat released during the freezing of water is known in physics as the heat of fusion, and when part of the water turns into ice, enough heat is given off to prevent the temperature from falling more.
Humidifying Apparatus.
—Opportunity for adding moisture, in the desired quantity, to the air of the average dwelling is limited to the evaporation of water in the heating plant, from vessels attached to the radiators or that which goes on in the kitchen. Household humidifying plants are within the range of possibility but there is not yet sufficient demand for their use to make attractive their manufacture.
—The chance to add moisture in the desired amount to the air of an average home is mostly limited to the evaporation of water in the heating system, from containers attached to the radiators, or what happens in the kitchen. Home humidifying devices are a possibility, but there isn't enough demand for them yet to make their production appealing.
In the hot-air furnace a water reservoir is usually a part of the chamber in which the air supply is heated. The water in the reservoir is heated to a greater or lesser degree, depending on the temperature of the furnace and vaporized both by heat and by the constantly changing air.
In the hot-air furnace, a water reservoir is typically included in the chamber where the air supply gets heated. The water in the reservoir is heated to varying degrees, based on the furnace's temperature, and it vaporizes due to the heat and the constantly changing air.
In the use of a steam plant or hot-water heating plant the opportunity of humidifying the air is very limited. One method is that of suspending water tanks to the back of the radiators[216] from which water is vaporized. While this method is fairly efficient as a humidifier it is inconvenient and therefore apt to be neglected. In houses heated by stoves there are sometimes water urns attached to the top of the frame which are intended for the evaporation of water but as a rule they are not of sufficient size to be of appreciable value.
In a steam or hot-water heating system, there’s not much opportunity to add moisture to the air. One approach is to hang water tanks behind the radiators[216] so that water can evaporate. Although this method works fairly well for humidifying, it’s not very convenient and often gets overlooked. In homes heated by stoves, there are sometimes water urns attached to the top of the frame meant for water evaporation, but generally, they’re not big enough to make a significant difference.
The quantity of water required to humidify the air of a house will depend first, on the temperature and humidity of the outside air; second, on the cubic contents of the building; third, on the rate of change of air in the building. If the ventilation is good the rate of atmospheric change is rapid and the amount of water in consequence must be correspondingly increased.
The amount of water needed to humidify the air in a house will depend first, on the temperature and humidity of the outside air; second, on the size of the building; third, on how quickly the air in the building changes. If the ventilation is good, the rate of air exchange is fast, and therefore the amount of water needed must be increased accordingly.
The data included in the following table showing the relative humidity and amount of water required were taken from a seven-room frame dwelling in Fargo, N. D., during particularly severe winter weather. The relative humidity determinations were made with a hygrodeik each day at noon. The house was heated by a hot-air furnace arranged to take its air supply from the outside.
The data in the following table showing the relative humidity and the amount of water needed were collected from a seven-room frame house in Fargo, N.D., during some extremely harsh winter weather. The relative humidity measurements were taken with a hygrometer each day at noon. The house was heated by a hot-air furnace that was set up to draw its air supply from outside.
The air supply is recorded under Cold-air intake. The furnace was provided with a water pan for humidifying the air supply. The amount of water evaporated each day is recorded in the column headed Evap. in 24 hours. The outside temperature ranged from -12°F. to -21°F. The weather was clear and calm except the last day, Jan. 12, which was windy. The higher humidity on that day was no doubt due to the greater amount of heat required from the furnace and the consequent evaporation of the water from the water pan.
The air supply is noted under Cold-air intake. The furnace had a water pan for humidifying the air supply. The amount of water that evaporated each day is recorded in the column labeled Evap. in 24 hours. The outside temperature ranged from -12°F to -21°F. The weather was clear and calm, except for the last day, Jan. 12, which was windy. The higher humidity that day was likely due to the increased heat needed from the furnace and the resulting evaporation of water from the water pan.
The humidity determinations made by a hygrodeik, as before explained, are only approximately correct but sufficiently exact for practical purposes. The temperature is given in degrees Fahrenheit.
The humidity measurements taken by a hygrometer, as explained earlier, are only roughly accurate but precise enough for practical use. The temperature is provided in degrees Fahrenheit.
In the table it will be noticed that the outside air was used only a part of the time because of the severity of the weather. Attention is called to the quantity of water required to keep the humidity at the amount shown. This averages 27½ quarts per day. At the time these observations were made the physics lecture-room at the North Dakota Agricultural College averaged 18 to 20 per cent. saturation during class hours, with observations[217] made from a similar instrument. This is a steam-heated room with only accidental means of adding water to the air. The result was an atmosphere 3½ per cent. above that of Death Valley.
In the table, you'll notice that outside air was only used part of the time due to the harsh weather. It's important to point out the amount of water needed to maintain the humidity at the specified level, which averages 27½ quarts per day. During the observations, the physics lecture room at North Dakota Agricultural College had an average humidity of 18 to 20 percent during class hours, based on readings taken from a similar instrument. This room is heated by steam and has only random methods of adding moisture to the air. The result was an atmosphere 3½ percent more humid than that of Death Valley.
Hot-air Furnace
Readings taken at 12 o’clock noon each day
Furnace
Readings taken at 12:00 PM each day
| Date | Temp. outside |
Wet bulb |
Dry bulb |
Per cent. saturated |
Evap. In 24 hours |
Cold-air intake | |
| quarts | pints | ||||||
| Dec. 13 | -13 | 54° | 63° | 53 | Closed 8 a.m. | ||
| Dec. 14 | -18 | 55 | 66 | 47 | Open | ||
| Dec. 15 | -20 | 57 | 68 | 49 | 21 | Closed 7 a.m. | |
| Dec. 16 | -18 | 57 | 67 | 51 | 20 | 1 | Closed 7 a.m. |
| Dec. 17 | -22 | 58 | 69 | 48 | 18 | 1 | Closed 7 a.m. |
| Dec. 18 | -16 | 55 | 65 | 51 | 17 | 1½ | Closed 6:30 a.m. |
| Dec. 19 | -10 | 57 | 68 | 47 | 20 | 1 | Closed 8 a.m. |
| Dec. 20 | 0 | 59 | 70 | 49 | 13 | ¾ | Not open at night |
| Jan. 8 | -12 | 58 | 71 | 43 | 18 | Closed | |
| Jan. 9 | -17 | 57 | 71 | 39 | 25 | Open 24 hours | |
| Jan. 10 | -16 | 58 | 69 | 45 | 27 | 1 | Open 10 hours |
| Jan. 11 | -21 | 60 | 75 | 40 | 30 | Closed | |
| Jan. 12 | -15 | 60 | 73 | 46 | 30 | Closed | |
The amounts of water evaporated may seem large to those who are unaccustomed to quantitatively consider problems in ventilation but the small amount of water in the air at -21° must produce a very dry atmosphere when it is raised to 70° in temperature.
The amount of water evaporated might seem significant to those who aren't used to thinking about ventilation problems quantitatively, but the small amount of water in the air at -21° creates a very dry atmosphere when it's heated up to 70°.
The amount of moisture in air at 20°F. and at 80 per cent. humidity is only 1.58 grains to the cubic foot. If this air is now raised to 70° the moisture will still be 1.58 grains where there should be 4 grains of water to make 50 per cent. humidity. It therefore will require the addition of practically 2.42 grains of water for each cubic foot of entering air in order to bring it up to 50 per cent. humidity.
The moisture level in the air at 20°F and 80 percent humidity is only 1.58 grains per cubic foot. If this air is heated to 70°F, the moisture will still be 1.58 grains when it should be 4 grains of water to achieve 50 percent humidity. Therefore, it will need an additional nearly 2.42 grains of water for every cubic foot of incoming air to reach 50 percent humidity.
In a case with the above conditions of atmosphere, suppose it is desired to know the amount of water that would be taken up in humidifying the air for a school-room of size to accommodate 40 pupils. The prescribed quantity of air for this purpose is[218] 30 cubic feet per minute for each pupil. The air is to be maintained at a humidity 50 per cent. saturated. The problem will be one of simple arithmetic. If each pupil is to receive 30 cubic feet of air per minute or 1800 cubic feet per hour, the 40 pupils receiving 1800 cubic feet per hour will require 40 × 1800 = 72,000 cubic feet of air per hour. To each cubic foot of the air is to be added 2.74 grains of water, 72,000 × 2.42 = 164,240 grains of water. Reducing this to pounds, 164,240 ÷ 7000 = 23.46 pounds or 2.77 gallons of water per hour.
In a situation with the conditions mentioned above, let's figure out how much water would be needed to humidify the air for a classroom designed for 40 students. The recommended amount of air for this purpose is[218] 30 cubic feet per minute for each student. The air should have a humidity level of 50 percent saturation. This problem can be solved with straightforward math. If each student gets 30 cubic feet of air per minute or 1,800 cubic feet per hour, then the 40 students will need 40 × 1,800 = 72,000 cubic feet of air each hour. For every cubic foot of air, we add 2.74 grains of water, so that becomes 72,000 × 2.42 = 164,240 grains of water. Converting this to pounds, we get 164,240 ÷ 7,000 = 23.46 pounds or 2.77 gallons of water per hour.
In practice the room will show a higher amount than 50 per cent. humidity with this addition of the amount of water, because of the water vapor that is exhaled from the lungs of the pupils. That a considerable amount of water vapor is added to the atmosphere by breath exhalation is made evident from the moisture condensed by breathing on a cold pane of glass. In any unventilated room occupied by a considerable number of people the humidity is thus increased a very noticeable amount.
In reality, the room will have more than 50 percent humidity due to the extra water from the students' breath. The significant amount of water vapor released when we exhale is clear when you see the moisture that forms on a cold window. In any unventilated room filled with a good number of people, the humidity increases noticeably.
The change in humidity of the air in a closed room filled with people is very pronounced. The constant exhalation of moisture from the lungs is sufficient to saturate the air in a short time. The heavy atmosphere of overcrowded, unventilated rooms is due to moisture exhalation, body odors and increased carbonic acid gas. As the humidity of the atmosphere is increased a sensation of uncomfortable warmth is the result of the lesser evaporation.
The change in humidity in a closed room full of people is very noticeable. The constant breathing out of moisture from our lungs quickly fills the air with humidity. The stuffy atmosphere in crowded, unventilated rooms is caused by the moisture we exhale, body odors, and higher levels of carbon dioxide. As the humidity in the air rises, it creates a feeling of uncomfortable warmth because evaporation decreases.
CHAPTER XI
Air circulation
The purity of air in any habitable enclosure is determined by the amount of CO2 (Carbonic acid gas) included in its composition. The process of ventilation is that of adding fresh air to the impure atmosphere of houses, until a desirable quality is attained. In the opinion of hygienists, when air does not exceed 6 to 8 parts of CO2, by volume in 10,000, the ventilation is desirable. Ordinary outdoor air contains about 4 parts of CO2 to 10,000, while very bad air may contain as high as 80 parts to the same quantity. The quantity of air required for the ventilation of a building is determined by the number of people to be provided. The amount of air required per individual per hour necessary to produce a desired condition of ventilation is determined by adopting a standard of purity to suit the prevailing circumstances.
The freshness of air in any livable space is determined by the level of CO2 (carbon dioxide) in its makeup. Ventilation involves bringing in fresh air to replace the stale air in homes until the quality meets acceptable standards. Health experts believe that when the CO2 levels don’t exceed 6 to 8 parts per 10,000, the ventilation is adequate. Regular outdoor air has about 4 parts of CO2 per 10,000, while extremely polluted air can contain up to 80 parts in the same amount. The amount of air needed to ventilate a building depends on the number of people occupying it. The air required per person per hour for proper ventilation is determined by setting a purity standard that fits the current conditions.
In hospitals where pure air is considered of greatest importance 4000 and 5000 cubic feet per inmate per hour is not uncommon. The practice of supplying 30 cubic feet of air per person per minute (1800 cubic feet per hour) seems to fulfill the average requirements. It is the amount commonly specified for school-rooms.
In hospitals where clean air is considered crucial, 4,000 to 5,000 cubic feet per inmate per hour is pretty standard. Providing 30 cubic feet of air per person per minute (1,800 cubic feet per hour) seems to meet the average needs. This is the amount typically recommended for classrooms.
The quantity of fresh air required per person to insure good ventilation will depend on the type of building to be supplied and varies somewhat with different authorities. The De Chaumont standard is that of 1 cubic foot of air per second or 3600 cubic feet per hour, for each person to be accommodated. De Chaumont assumed a condition of purity which will permit less than 2 parts in 10,000 of CO2 over that carried by country air. In considering the same problem from the basis of permissible CO2, if 6 parts of CO2 in 10,000 represents purity of the required air, then 3000 cubic feet per person per hour is necessary. Likewise, the varying amounts for different degrees of purity are[220] given by Kent in the following table. The upper line gives the permissible number of parts of CO2 per 10,000, while below each factor appears the number of cubic feet of air required per hour for each person supplied.
The amount of fresh air needed per person to ensure good ventilation depends on the type of building and can vary according to different experts. The De Chaumont standard is 1 cubic foot of air per second, or 3600 cubic feet per hour, for each person. De Chaumont based this on a standard of air purity that allows less than 2 parts of CO2 per 10,000, compared to rural air. If we look at the same issue using allowable CO2 levels, if 6 parts of CO2 in 10,000 signifies the purity level needed in the air, then 3000 cubic feet per person is required each hour. Similarly, the different amounts for various levels of air purity are[220] provided by Kent in the following table. The top line shows the allowable parts of CO2 per 10,000, while below each factor, the required cubic feet of air per person per hour is listed.
| 6 | 7 | 8 | 9 | 10 | 15 | 20 | = Parts of CO2 per 10,000 |
| 3,000 | 2,000 | 1,500 | 1,200 | 1,000 | 545 | 375 | = Cubic feet of pure air per hour |
It is generally recognized, that it is possible to live under conditions where no attempt is made to change the air in a building. It is also an established fact that the only preventive and cure for tuberculosis is that of living constantly in an atmosphere of the purest air. The greatest attainable degree of health is enjoyed by those who live in the open air, because oxidation is one of the most efficient forms of prevention and elimination of disease, and an abundance of pure air is the only assured means of sufficient oxidation.
It is widely acknowledged that it's possible to live in conditions where there's no effort to change the air inside a building. It's also a well-known fact that the only way to prevent and treat tuberculosis is by living consistently in an environment with the cleanest air. The highest level of health is achieved by those who live outdoors since oxygenation is one of the most effective ways to prevent and eliminate disease, and having plenty of clean air is the only reliable way to ensure sufficient oxygenation.
The De Chaumont standard is intended to represent the limit beyond which the sense of smell fails to detect body odors or “closeness” in an occupied room. The amount of CO2 that air contains is not an absolute index of its purity, but it gives a standard under ordinary conditions, makes possible the requirement of a definite quantity of air. If it were possible to express the amount of oxygen contained in the atmosphere, the same relative condition might be attained.
The De Chaumont standard is meant to represent the point where our sense of smell stops detecting body odors or “closeness” in a room that’s occupied. The level of CO2 in the air isn’t a perfect measure of its cleanliness, but it does provide a standard under normal conditions and allows for the need for a specific amount of air. If we could measure the amount of oxygen in the atmosphere, we could reach the same relative condition.
The ordinary man exhales 0.6 cubic foot of CO2 per hour. Some forms of lighting apparatus produces this gas in greater amounts. The ordinary kerosene lamp gives out 1 cubic foot of CO2 per hour. A gas light using 5 cubic feet of gas per hour produces 3.75 cubic feet of CO2 in the same time. Any form of combustion permitting the products to escape into the air of the room tends to lower the quality of the atmosphere by adding to its content of CO2.
The average person exhales 0.6 cubic feet of CO2 every hour. Some types of lighting produce this gas in larger amounts. A typical kerosene lamp emits 1 cubic foot of CO2 per hour. A gas light that consumes 5 cubic feet of gas each hour generates 3.75 cubic feet of CO2 in the same time frame. Any form of combustion that allows the byproducts to escape into the room's air reduces the air quality by increasing its CO2 levels.
The prevailing impression that impure air is heavy and settles to the floor is erroneous. Impurities in the form of gases and vapors (principally carbonic acid gas and odors) diffuse throughout[221] the entire space, and the entering fresh air tends to dilute the entire volume.
The common belief that dirty air is heavy and sinks to the ground is incorrect. Pollutants like gases and vapors (mainly carbon dioxide and smells) spread out [221] throughout the whole area, and incoming fresh air helps to mix with the entire volume.
As a quantative problem, ventilation consists in admitting pure air into an impure atmosphere in amount to give a definite degree of purity. This is accomplished by admitting sufficient air to completely change the atmosphere at stated intervals, or to provide a definite quantity for each inhabitant.
As a quantitative issue, ventilation involves bringing in fresh air into a contaminated environment in order to achieve a specific level of purity. This is done by introducing enough air to fully refresh the atmosphere at set intervals, or by ensuring a specific amount of air for each person.
The methods by which ventilation may be accomplished will depend on the type of building to be ventilated and the apparatus it is possible to use. When the use of mechanical ventilation appliances are permissible, any desired degree of atmospheric purity may be maintained at all times, under any condition of climate or change of weather.
The ways to achieve ventilation will depend on the type of building being ventilated and the equipment that can be used. When mechanical ventilation systems are allowed, any level of air quality can be maintained at all times, regardless of the climate or weather changes.
In buildings where mechanical ventilation cannot be considered as that of the average dwelling, the problem is one of producing an average condition of reasonably pure air by natural convection. In the average dwelling, ventilation is accomplished by the natural draft produced in chimneys or air flues, by partially opened windows and by the force produced by the movement of the outside air. In some buildings a better condition of ventilation is attained by ordinary means than at first sight seems possible.
In buildings where mechanical ventilation isn't typical, the challenge is to create a reasonably pure air quality through natural convection. In an average home, ventilation happens through the natural draft from chimneys or air ducts, partially opened windows, and the airflow from outside. In some buildings, better ventilation can be achieved through standard methods than initially appears possible.
The fact that it is difficult to keep a house at the desired temperature during cold weather indicates that a considerable quantity of outside air is constantly entering and heated air is leaving the building. It may be, however, that the ventilation under such condition is unsatisfactory, even though the amount of air which enters the building is sufficient in quantity to produce a desirable atmosphere. If the places of entrance and exit are so located that the entering air has no opportunity to mix with the air of the building, the advantage of its presence is lost.
The fact that it's hard to maintain a comfortable temperature in a house during cold weather shows that a lot of outside air is constantly coming in while heated air is escaping. However, the ventilation in such conditions may not be adequate, even if the amount of air coming in is enough to create a pleasant environment. If the entry and exit points are positioned in a way that the incoming air doesn't mix with the indoor air, then the benefits of that air are wasted.
In the burning of fuel in stoves and furnaces, the amount of oxygen necessary for combustion is supplied by the air which is first taken into the house and thus forms its atmosphere before it can enter the heater. Theoretically, about 12 pounds of air are required for the combustion of a pound of coal, but in practice a much larger amount actually passes through the heater. As given by Suplee, from 18 to 24 pounds of air are actually used[222] in burning 1 pound of coal. If 20 pounds of air per pound of fuel is taken as an average, there will be required 198 cubic feet of air per pound of coal consumed. In a building that requires 10 tons of coal to be used during the winter months, this would necessitate the average use of 1977 cubic feet of air per hour, which must be drawn into the house before it can enter the stoves. This air acts as a means of ventilation and if it is used to advantage would furnish a supply sufficient in amount to produce excellent ventilation, considerably more than enough for two people. The amount of air drawn into the house in this way is further increased by that which passes into the chimney flue through the check-draft dampers, when the fires are burning low.
In the burning of fuel in stoves and furnaces, the air needed for combustion comes from the atmosphere inside the house before it can reach the heater. Theoretically, about 12 pounds of air are necessary for burning a pound of coal, but in reality, a much larger amount goes through the heater. According to Suplee, between 18 to 24 pounds of air are actually used to burn 1 pound of coal[222]. If we take 20 pounds of air per pound of fuel as an average, that means 198 cubic feet of air are needed for every pound of coal consumed. In a building that uses 10 tons of coal during the winter, this would require an average of 1977 cubic feet of air per hour, which must be brought into the house before entering the stoves. This incoming air helps with ventilation and, if used properly, could provide more than enough for excellent airflow, significantly exceeding the needs of two people. The amount of air entering the house this way is further increased by what flows into the chimney flue through the check-draft dampers when the fires are burning low.

The aim of architects is to construct buildings as completely windproof as possible, but that such construction is attained in only a slight degree is sometimes very evident during cold weather. No matter how tightly constructed buildings may be, most of the contained air filters through the cracks and crevices of the walls or through the joints of the windows and door frames, because there is seldom any special provision made for its entrance. During extremely cold and windy weather the amount of air that enters the house in this way—because of the air pressure on the windward side—is sometimes sufficient to keep the temperature at an uncomfortably low degree. Under such conditions, the air drifts through the building faster than it can be raised to the desired temperature and the rooms on the windward side of the building cannot be kept comfortably warm.
The goal of architects is to create buildings that are as windproof as possible, but the reality is that this goal is often only partially achieved, especially during cold weather. No matter how well a building is constructed, most of the air inside leaks through cracks and crevices in the walls or around the joints of windows and doors, mainly because there are rarely any specific measures taken to prevent it. In extremely cold and windy conditions, the amount of air that enters the house this way—due to the air pressure on the side facing the wind—can sometimes be enough to keep the temperature uncomfortably low. In these situations, the air moves through the building faster than it can be warmed to a comfortable level, making it difficult to keep the rooms on the windward side warm.
The common method of ventilation in dwellings is that of partially open windows. The air thus admitted, being colder and consequently heavier than that at the temperature of the room, sinks to the lowest level. In so doing it creates drafts that produce discomfort and act only in the smallest degree to produce the desired effect of ventilation. The effect of window ventilation may be greatly improved by a simple expedient illustrated in Fig. 162. In this, the entering air meets a deflector[223] in the form of a board or pane of glass that directs the cold air upward where it mingles with the heated air with the least production of a noticeable draft. This is the most efficient method of house ventilating where no special provision is made for the admission of fresh air.
The usual way to ventilate homes is by keeping windows partially open. The incoming air, being colder and heavier than the room air, sinks to the bottom. This causes drafts that can be uncomfortable and only slightly help with proper ventilation. Window ventilation can be significantly improved with a simple solution shown in Fig. 162. In this method, the incoming air hits a deflector[223], which can be a board or a pane of glass, that directs the cold air upward. This allows it to mix with the warm air while minimizing noticeable drafts. This is the most effective way to ventilate a home when there isn't any special setup for fresh air intake.
The object sought in ventilating a room is to keep up the quality of the air by constant addition of fresh air, and in order to bring about a uniform purification of the entire atmosphere the entering air must be mixed with that already in the enclosure. If the discomforts of drafts are to be avoided, this mixing process must be brought about by admitting the cold air at the upper part of the room.
The goal of ventilating a room is to maintain good air quality by continuously adding fresh air. To achieve an even purification of the whole atmosphere, the incoming air needs to mix with the air that's already in the space. To avoid the discomfort of drafts, this mixing should happen by letting in the cold air at the top of the room.

Warm air rises to the top of the room because it is lighter than the colder air beneath it. The coldest air is always lowest in point of elevation and unless there is some means to stir up the entire volume this condition will always remain the same.
Warm air rises to the ceiling because it's lighter than the cooler air below it. The coldest air is always at the lowest level, and unless there’s something to mix up the whole space, this situation will stay the same.
When the easiest means of air for entering and leaving are near the floor, the cold entering air and that which goes out will always be in the lower part of the room, even when the supply[224] is amply large. If no opportunity is given for the fresh air to mix with that already in the room, a poor average quality will result.
When the easiest way for air to come in and out is close to the floor, the cold incoming air and the outgoing air will always stay near the bottom of the room, even if there's plenty of supply[224]. If fresh air isn't allowed to mix with the air already in the room, the overall air quality will be poor.
In the process of ventilation, the entering air should be admitted at, or directed toward, the highest part of the room, so that the pure cold air may have a chance to mix with that which is warmest. Air is not a good conductor of heat, and in mixing warm and cold air the cold particles will tend to float downward and take up heat from the warmer air with which it comes into contact, and thus produces a more uniform temperature.
In the ventilation process, the incoming air should be introduced at, or aimed towards, the highest point in the room so that the fresh, cold air can mix with the warmest air. Air doesn’t conduct heat well, and when warm and cold air mix, the cold particles will tend to sink and absorb heat from the warmer air they touch, resulting in a more even temperature.

The condition most to be desired is that of admitting cold air at a point where it will most readily mingle with the warm air from the source of heat. The reduction in temperature that must take place from this mixture will produce a gravitational circulation. Unfortunately this is not always possible to attain in an old building, but in the construction of a new building air[225] ducts placed to admit air at points near the ceiling and located with reference to the supply of heat will bring about the best effect of ventilation.
The ideal situation is to allow cold air to enter at a location where it can easily mix with the warm air coming from the heat source. The drop in temperature from this mixing will create a natural circulation of air. Sadly, this isn't always achievable in older buildings, but when building a new one, air ducts should be positioned to let in air near the ceiling and aligned with the heat supply to achieve optimal ventilation.
The air which enters a room should, therefore, be near the top or so directed that the entering shaft will carry it upward. The air which is taken out of the room should leave from a point near the floor. In so doing it will tend to produce a more uniform quality and a more even distributor of the heat.
The air that comes into a room should, therefore, enter near the top or be directed in a way that causes it to rise. The air being removed from the room should exit near the floor. This method will help create a more consistent quality and an even distribution of heat.
In order that the most desirable quality of atmosphere may be attained, there should be a constant supply of pure air entering and an equal amount discharging from the house. In the better-constructed dwelling such a condition is often provided through a ventilating flue that is a part of the chimney. This flue is arranged with registers placed to take air from the parts of the house requiring the greatest amount of air. Such an arrangement is shown in the picture in Fig. 163.
To achieve the best air quality, there should be a continuous inflow of fresh air and an equal outflow from the house. In well-built homes, this is often managed through a ventilation flue that's part of the chimney. This flue is designed with vents placed to pull air from the areas of the house that need it most. Such a setup is illustrated in the picture in Fig. 163.
Fig. 164 shows the method of Fig. 163 combined with a direct means of admitting fresh air from the inside. The fresh air ducts should be provided with dampers to control the effect of extreme cold and wind.
Fig. 164 shows the method in Fig. 163 combined with a direct way of bringing in fresh air from the inside. The fresh air ducts should have dampers to manage the impact of extreme cold and wind.
Quantity of Air Discharged by a Flue.
—Any change of temperature of air produces a change equal to 1⁄491 part of its volume, for each degree variation. If a cubic foot of air is raised in temperature 1°F., its volume is 1⁄491 part larger than the original volume, and its buoyancy in the surrounding air is increased correspondingly. Air that has a temperature higher than that surrounding it will tend to rise because it is lighter. The air rising from a hot-air register or from a heated surface are illustrations of this condition.
—Any change in air temperature causes a change equal to 1⁄491 of its volume for each degree variation. If a cubic foot of air is heated by 1°F, its volume increases by 1⁄491 of the original volume, and it becomes more buoyant in the surrounding air. Warmer air is lighter than the cooler air around it, which is why it rises. The air that rises from a hot-air register or a heated surface is an example of this.
Since the change of volume—or what is the same thing, its tendency to rise—increases 1⁄491 for each degree difference in temperature, the upward velocity of highly heated air will be very great. In warm air that fills a chimney flue or a room, the same tendency exists, the warmest air rises to the highest point and if the air can escape, as in the case of a chimney, a draft will result.
Since the increase in volume—or, in other words, its tendency to rise—grows by 1⁄491 for every degree difference in temperature, the upward speed of hot air will be quite high. In warm air that fills a chimney or a room, the same tendency applies: the hottest air rises to the highest point, and if the air can escape, like in a chimney, a draft will occur.
The draft of a chimney, in quiet air, is due to the difference in temperature between the air inside the flue above that outside the house. A chimney that does not “draw” and causes a stove to[226] “smoke,” will often produce sufficient draft after the flue has been warmed. The upward movement of the warmer air in the flue produces a constantly increasing velocity, until it reaches the top of the chimney. This is an accelerated velocity that may be calculated by use of the formula given in physics, to express the velocity of accelerated motion. The well-known formula V = √(2gh) may be modified to express the conditions existing in a flue and permit of the calculation of the quantity of air discharged.
The draft of a chimney, in calm air, is caused by the temperature difference between the air inside the flue and the air outside the house. A chimney that doesn't "draw" properly and makes a stove “smoke” can often create enough draft once the flue has been warmed up. The warm air in the flue rises, creating an increasing speed until it reaches the top of the chimney. This is a speed that can be calculated using a formula from physics that represents accelerated motion. The well-known formula V = √(2gh) can be adjusted to reflect the conditions in a flue and allows for calculating the amount of air discharged.
The upward flow of air in a chimney flue being due to the difference in temperature of the air in the flue over the outside air, the flow of air from the rooms will continue as long as the difference in temperature exists. Moreover, the air that is discharged from the rooms will be replenished from the outside, and for the air sent out of the flue a corresponding amount will be brought into the rooms through any openings that exist—door or windows or through cracks or crevices, depending on the completeness with which the house is closed. In no case is a house air-tight. The air pressure registered by the barometer is always the same inside as that outside the building. During cold weather, when the windows and doors are closed, the air is escaping through the chimney and also through every little crack and chink in the top of the rooms where the air is warmest. The colder air is entering at the same time through the joints about windows, door casings, through the crevices in the walls and particularly through the open joints made by the baseboards and the floor. This latter entrance of cold air is one of the commonest causes of cold floors. The shrinkage of the baseboards and floors from the quarter-round moulding which forms the joint leaves openings through which cold air is freely admitted from partitions and outside walls. The cold, heavier air remains near the floor because it can rise only when heated or forced upward by a draft. If the same air were permitted to enter at points near the ceiling and mingle with the warmest air in the room, a more uniform temperature would result, as well as better ventilation. The entering cold air, mixing with the warm air at the top of the room, would be reduced in its temperature and weight. The heavier air in falling would diffuse[227] with the air beneath it and thus improve the general quality of the atmosphere.
The upward movement of air in a chimney flue happens because of the difference in temperature between the air inside the flue and the outside air. The flow of air from the rooms will continue as long as this temperature difference remains. Additionally, the air that is expelled from the rooms will be replaced by outside air, and for every bit of air that leaves the flue, an equal amount will enter the rooms through any openings, like doors or windows or even cracks and crevices, depending on how well the house is sealed. No house is completely airtight. The air pressure indicated by the barometer is always the same inside and outside the building. In cold weather, when the windows and doors are shut, air escapes through the chimney and through every small crack and gap in the upper parts of the rooms where the air is warmest. At the same time, colder air enters through the gaps around windows, door frames, through cracks in the walls, and particularly through the open joints created by the baseboards and floor. This influx of cold air is one of the main causes of cold floors. The shrinkage of the baseboards and floors from the quarter-round molding that forms the joint creates openings where cold air can easily come in from partitions and outside walls. The cold, heavier air stays near the floor because it only rises when it's heated or pushed up by a draft. If this air could enter through points near the ceiling and mix with the warm air in the room, it would create a more even temperature and improve ventilation. The cold air entering would cool down and become lighter as it mixes with the warm air at the top of the room. The heavier air would then fall and mix with the air below, thus enhancing the overall quality of the atmosphere.
It is important to remember that the discharge of air through a chimney flue will depend, in considerable amount, on the rate the new air is able to enter the house. In a new, tightly constructed house, the flue is often capable of discharging air much faster than it can enter, when it must find its way in through accidental openings. In such cases an open door or window immediately improves the draft of the stove.
It’s important to remember that the airflow through a chimney flue largely depends on how quickly fresh air can get into the house. In a new, tightly built house, the flue can often discharge air much faster than new air can come in, which then must enter through unintended openings. In these situations, simply opening a door or window can immediately enhance the draft of the stove.
The ventilation in the average dwelling is and must be accomplished by natural draft that is generated through difference in temperature of the air. The possibility of providing an acceptable system of continuous ventilation is confined to the draft of the chimney or to a flue provided especially for that purpose. Such being the case, the dimensions of flues constructed for ventilation should be the subject of investigation. The work that a chimney or ventilating flue has to do is continuous and will last throughout its lifetime; its proportions should therefore be considered with more than passing care.
The ventilation in an average home happens naturally through the differences in air temperature. The ability to create an effective system for continuous ventilation relies on the chimney draft or a flue designed specifically for that purpose. Given this, the size of flues built for ventilation needs careful examination. The job of a chimney or ventilating flue is ongoing and continuous throughout its lifespan; therefore, its dimensions should be considered with serious attention.
It has been stated that the method of calculating volumes of air that will pass through a flue is based on the formula used to express the velocity of accelerated motion. The fundamental formula must be changed to suit the conditions produced when air is heated and made buoyant by expansion.
It has been said that the way to calculate the volumes of air that will flow through a flue relies on the formula for the velocity of accelerated motion. The basic formula needs to be adjusted to fit the conditions created when air is heated and becomes buoyant due to expansion.
As has been stated, the change in temperature of air 1°F. causes an increase or decrease 1⁄491 part of its volume for each degree change. Any portion of air, warmer than that which surrounds it, tends to rise because of its lighter weight; the tendency to rise increases with the difference in temperature. The draft of a flue is caused by this condition of difference in temperature between the air inside the flue and the outside atmosphere.
As mentioned, a change in air temperature of 1°F causes an increase or decrease of 1⁄491 of its volume for each degree change. Any air that is warmer than the surrounding air tends to rise because it’s lighter; this tendency to rise gets stronger as the temperature difference increases. The draft in a flue is created by this difference in temperature between the air inside the flue and the outside atmosphere.
In order that this general condition may be expressed in the simplest form let: T = the temperature inside the flue in degrees F.
In order to express this general condition in the simplest way, let: T = the temperature inside the flue in degrees F.
t = the temperature outside the flue in degrees F.
H = the height of the flue in feet.
t = the outside temperature of the flue in degrees F.
H = the height of the flue in feet.
The quantity (T-t)/491 expresses the difference in temperature in degrees, divided by the change of volume for each degree. This[228] gives the constant upward tendency of the air in passing through the flue. If this quantity is placed in the formula V = √(2gh), so as to exert its influence through the height of flue H, the condition may be expressed:
The quantity (T-t)/491 represents the difference in temperature in degrees, divided by the change in volume for each degree. This[228] shows the constant upward movement of the air as it goes through the flue. If this quantity is included in the formula V = √(2gh), allowing it to affect the height of flue H, the condition can be expressed:
V = √(2g((T-t)/491)H)
V = √(2g((T-t)/491)H)
The factor g, representing the acceleration of gravity, is constant and equal to 32 feet per second. The quantity 2g may be removed from under the radical and the formula becomes:
The factor g, representing the acceleration due to gravity, is constant and equals 32 feet per second. The quantity 2g can be taken out from under the square root, and the formula becomes:
V = 8√(((T-t)/491)H)
V = 8√(((T-t)/491)H)
The formula may now be used to express the volume of discharge of air from a flue. Suppose such a flue contains an area of 1 square foot in cross-section and that it is desired to estimate the air discharged from the flue per hour. The value of g is given in feet per second, and in order to make the formula express the volume of air discharged in cubic feet per hour, it must be multiplied by the number of seconds in an hour. Volume discharged in cubic feet per hour
The formula can now be used to calculate the airflow from a flue. Imagine that this flue has a cross-sectional area of 1 square foot, and we want to estimate how much air is discharged from the flue in an hour. The value of g is provided in feet per second, and to adjust the formula for calculating the volume of air discharged in cubic feet per hour, it needs to be multiplied by the number of seconds in an hour. Volume discharged in cubic feet per hour
= 60 × 60 × 8√(((T-t)/491)H) = 28,800√(((T-t)/491)H)
= 60 × 60 × 8√(((T-t)/491)H) = 28,800√(((T-t)/491)H)
This formula applies to conditions such as will permit uniform movement of the air in a straight flue, uninfluenced by irregular, odd-shaped passages and rough surfaces. Moreover, it is supposed that the air may enter the house as rapidly as it escapes. The theoretical discharge will, in most instances, be less than the calculated amount, because the air cannot enter the house as fast as it may be discharged by the flue. It is a common custom to consider the theoretical flue only 50 per cent. efficient. As applied to the formula, the constant 28,800 when reduced 50 per cent. will become 14,400, and will be so used in the calculations as follows.
This formula works for situations that allow for smooth air movement in a straight flue, without being affected by irregular, oddly shaped passages and rough surfaces. Additionally, it’s assumed that air can enter the house as quickly as it exits. The actual discharge will usually be less than the estimated amount because air can’t enter the house as fast as it’s being released by the flue. It’s common practice to consider the theoretical flue to be only 50 percent efficient. When applied to the formula, the constant 28,800, when reduced by 50 percent, becomes 14,400, and this will be used in the calculations as follows.
As an illustration of the application of the formula, suppose
that the temperature in the house and in the flue is 70°F. and that
the outside temperature is 20°F. The height of the chimney is
30 feet. The area of the flue is 1 square foot.
[229]Volume = 14,400 √(((T - t)/491)H)
= 14,400√(((70 - 20)/491) × 30)
= 25,140 cubic feet per hour.
As an example of how to use the formula, let's say the temperature inside the house and in the flue is 70°F, while the outside temperature is 20°F. The chimney height is 30 feet, and the flue area is 1 square foot.
[229]Volume = 14,400 √(((T - t)/491)H)
= 14,400√(((70 - 20)/491) × 30)
= 25,140 cubic feet per hour.
Such a ventilating flue would be sufficient in size, under the conditions given, to furnish air at the rate of 25,140 cubic feet per hour or 30 cubic feet per minute to 13 persons, provided of course that the air could enter the building at the rate demanded. Where no provision is made for the air to enter the building it must find its way by the accidental openings. A common illustration of this effect may be noticed in the rate at which the fire of a stove will burn in a tightly closed room. The opening of a door or window causes an immediate increase of combustion, because of the extra air supply. It is evident that in well-constructed houses other means should be provided for admitting air than that of accidental opening.
Such a ventilation shaft would be large enough, given the conditions, to provide air at a rate of 25,140 cubic feet per hour or 30 cubic feet per minute for 13 people, as long as there’s a way for the air to enter the building at that rate. If there’s no dedicated way for air to get in, it has to come in through random openings. A common example of this effect can be seen in how a stove burns in a sealed room. When a door or window is opened, the combustion rate increases immediately due to the extra air supply. It's clear that in well-built houses, there should be better options for bringing in air than relying on accidental gaps.
The following table calculated by the above formula gives the quantity of air in cubic feet per hour discharged through a flue of 1 square foot cross-section. The table shows the calculated discharge from flues of heights varying from 15 to 40 feet, and with temperature differences from 10° to 100° between the outside air and that of the house.
The table below, calculated using the formula above, shows the amount of air in cubic feet per hour that comes out of a flue with a cross-section of 1 square foot. It displays the estimated discharge from flues ranging in height from 15 to 40 feet, with temperature differences between the outside air and the house varying from 10° to 100°.
| Height of flue in feet | Temperature of air in the flue above that of external air | ||||||
| 10 | 15 | 20 | 25 | 30 | 50 | 100 | |
| 15 | 7,980 | 9,720 | 11,280 | 12,550 | 13,800 | 17,820 | 25,140 |
| 20 | 9,180 | 11,180 | 13,080 | 14,520 | 15,900 | 20,520 | 29,040 |
| 25 | 10,260 | 12,600 | 14,520 | 16,260 | 17,820 | 22,980 | 32,460 |
| 30 | 11,280 | 13,800 | 15,900 | 17,825 | 19,500 | 25,140 | 35,580 |
| 35 | 12,180 | 14,880 | 17,160 | 19,200 | 21,060 | 27,180 | 38,400 |
| 40 | 13,020 | 15,900 | 18,360 | 20,520 | 22,500 | 29,040 | 40,980 |
In Fig. 163 is illustrated the form of chimney that is often used for the ventilation of dwellings. This is built with three flues. The flue to the left—marked A at the top—is intended to carry away the smoke and gases from the kitchen range. The flue[230] to the right is that to which is connected the smoke pipe from the furnace. The flue in the middle marked B is for ventilation. Occupying as it does the space between the other two, it is kept warm by the heat of the other flues and the draft is thus increased. Openings to the flue are shown in the different floors at the points R and S. The openings are furnished with registers which may be regulated to suit the weather conditions.
In Fig. 163, you can see the type of chimney commonly used for ventilating homes. It is built with three flues. The flue on the left—marked A at the top—is designed to carry away smoke and gases from the kitchen stove. The flue on the right is where the smoke pipe from the furnace connects. The middle flue, marked B, is for ventilation. Since it occupies the space between the other two flues, it stays warm from their heat, which increases the draft. Openings for the flue are indicated on different floors at points R and S. These openings have registers that can be adjusted to match the weather conditions.
The dimensions of such a flue may be calculated by the formula given or the area may be taken from the table to correspond with required conditions. In all cases flues should be made ample in size, as they must often do their maximum work under the poorest conditions for the production of good draft.
The size of a flue can be calculated using the provided formula, or you can find the area in the table that matches the necessary conditions. In every case, flues should be large enough, as they often need to perform at their best even under the toughest conditions for creating a good draft.
The amount of air discharged from the flue as given in the table is due to the gravitational effect alone. The suction produced by the wind adds in a very large degree to the amount of air discharged. The quantity of air that will flow from a 30-foot flue, by reason of the suction of the wind, blowing 7 miles per hour is equal to the same flue working by gravity with a temperature difference of 20°. With a wind velocity of 7 miles per hour and a temperature as given, the capacity of the flue is doubled. It is easy, therefore, to understand why the rate at which fires burn is so greatly increased by high winds. At the time of very high winds, a chimney flue will carry away three and even four times the volume discharged at the time of atmospheric calm.
The amount of air vented from the flue, as shown in the table, is due solely to gravity. The suction created by the wind significantly increases the amount of air discharged. The volume of air that flows from a 30-foot flue because of wind suction at 7 miles per hour is equivalent to the same flue operating by gravity with a temperature difference of 20°. With a wind speed of 7 miles per hour and the stated temperature, the flue's capacity is doubled. This makes it clear why high winds greatly boost the rate at which fires burn. During very strong winds, a chimney flue can remove three to four times the amount of air compared to periods of calm weather.
Cost of Ventilation.
—The cost of good ventilation is often looked upon as prohibitive, because of the expense in heat necessary to keep the inside atmosphere at standard purity. Cost of ventilation is determined by analysis of the known conditions and calculations made of the amount of extra heat necessary to warm the greater volume of air.
—The cost of proper ventilation is often seen as too high, mainly due to the heating expenses required to maintain indoor air quality. The cost of ventilation is calculated by analyzing the existing conditions and estimating the extra heat needed to warm the larger volume of air.
The common practice of estimating the quantity of heat used in any form of heating or ventilation is by reference to the B.t.u. used in producing the desired condition. This unit, as has already been stated, is the amount of heat necessary to change a pound of water, 1°F.
The usual way to estimate the amount of heat used for any type of heating or ventilation is by looking at the B.t.u. needed to achieve the desired condition. This unit, as mentioned before, is the amount of heat required to raise the temperature of a pound of water by 1°F.
In considering the cost of heating the air for ventilation, it must be borne in mind that the heat used in raising the temperature of the air contained in an enclosure is only a part of that[231] necessary for warming the building. Most of the heat used goes to keep up the loss due to radiation and conduction which goes on from the windows, the walls and other parts of the building that are exposed to the outside cold. The material of which the building is composed must be heated and in turn radiates its heat to the colder outside air.
When thinking about the cost of heating air for ventilation, it's important to remember that the heat needed to raise the temperature of the air inside a space is just part of what’s required to warm the building. Most of the heat used is to compensate for the loss from radiation and conduction occurring through the windows, walls, and other areas of the building exposed to the cold outside. The materials that make up the building also have to be heated and then radiate their heat to the colder air outside.
The quantity of heat necessary to change the temperature of a definite amount of air is easy of calculation. The problem is that of determining the number of heat units required to warm the necessary air to suit the average condition of weather. We will assume that the house is heated to the normal temperature 70°, and that the additional cost of heating the air for ventilation over the amount thus expended is the cost of ventilation.
The amount of heat needed to raise the temperature of a specific volume of air can be easily calculated. The challenge lies in finding out how many heat units are needed to heat the air to match typical weather conditions. We'll assume that the house is heated to a comfortable temperature of 70°, and that the extra expense of heating the air for ventilation beyond what’s already spent is considered the cost of ventilation.
Assuming that the house is so constructed that it is possible to supply air at the rate of 1000 cubic feet per hour to each person of a family of five, this condition will necessitate 5000 cubic feet of air per hour or 120,000 cubic feet of air per day.
Assuming the house is built in a way that allows for an air supply of 1000 cubic feet per hour for each person in a family of five, this means it will require 5000 cubic feet of air per hour or 120,000 cubic feet of air per day.
The house is such that 10 tons of coal are required per year, at a cost of $10 per ton. The period of winter weather will be considered 5 months of 30 days each. This will be 150 days, during which the fuel for heating the house will cost 662⁄3 cents per day.
The house needs 10 tons of coal each year, at a price of $10 per ton. We'll consider the winter season to last for 5 months, with each month having 30 days. That totals 150 days, during which the heating fuel for the house will cost 662⁄3 cents per day.
The average temperature of the outdoor air during the entire period will be assumed to be 20°F., thus requiring the air for ventilation to be changed 50° in order to raise it to the normal temperature, 70°.
The average outdoor air temperature throughout the entire period will be assumed to be 20°F, so the ventilation air will need to be heated by 50° to reach the normal temperature of 70°.
The weight of a cubic foot of air at 70° is practically 0.075 pound. The 120,000 cubic feet of air used per day will, therefore, weigh 0.075 × 120,000 = 9000 pounds which must be raised 50° in temperature.
The weight of a cubic foot of air at 70° is about 0.075 pounds. The 120,000 cubic feet of air used each day will, therefore, weigh 0.075 × 120,000 = 9000 pounds that need to be raised by 50° in temperature.
In order to express in B.t.u. the necessary heat required to produce the change of air temperature, the quantity of air is best stated in an equivalent amount of water. The specific heat of air is 0.237; that is, the amount of heat necessary to change a pound of air 1° is 0.237 of the amount used in changing 1 pound of water 1°. The 9000 pounds of air expressed as an equivalent amount of water will then be:
In order to express the necessary heat required to change the temperature of the air in B.t.u., it's best to represent the amount of air as an equivalent amount of water. The specific heat of air is 0.237; that means the heat needed to raise the temperature of a pound of air by 1° is 0.237 of what is needed to raise 1 pound of water by 1°. The 9000 pounds of air, when expressed as an equivalent amount of water, will be:
9000 × 0.237 = 2133 pounds of water.
9000 × 0.237 = 2133 pounds of water.
This amount of water raised 1° is equivalent to raising 120,000 cubic feet of air 1°. Now the average change in the temperature of the air is 50°, so that 50 × 2133 will be the number of heat units used.
This amount of water raised by 1° is equal to raising 120,000 cubic feet of air by 1°. Now, the average change in air temperature is 50°, so 50 × 2133 will be the total number of heat units used.
50 × 2133 = 106,650 B.t.u.
50 × 2133 = 106,650 B.t.u.
That is, 106,650 B.t.u. will be required to heat the air for ventilation one day.
That is, 106,650 B.t.u. will be needed to heat the air for ventilation in one day.
In order to express this amount of heat in terms of fuel consumed, it will be assumed that the coal contained 14,000 B.t.u. per pound, this being a fair valuation of good coal. The average house-heating furnace will turn into available heat about 50 per cent. of the fuel burned. This value is taken from house-heating fuel tests made at the Iowa State College. The available heat in each pound of coal then will be 7000 B.t.u.
To express this amount of heat based on the fuel used, we’ll assume that the coal has 14,000 B.t.u. per pound, which is a reasonable estimate for quality coal. An average house heating furnace converts about 50 percent of the fuel burned into usable heat. This value comes from house heating fuel tests conducted at Iowa State College. Therefore, each pound of coal will provide 7,000 B.t.u. of usable heat.
106,650 ÷ 7000 = 15.2 pounds of coal.
106,650 ÷ 7000 = 15.2 pounds of coal.
That is, 15.2 pounds of coal per day must be burned in order to furnish 1000 cubic feet of air per person each hour at the desired temperature.
That means 15.2 pounds of coal need to be burned every day to provide 1000 cubic feet of air per person each hour at the desired temperature.
At $10 a ton of 2000 pounds, the fuel costs ½ cent per pound. The cost of ventilation is, therefore, ½ × 15.2 = 7.60 cents a day, not an extravagant amount for good air.
At $10 for a ton (2000 pounds), the fuel costs half a cent per pound. The ventilation cost is, therefore, 0.5 × 15.2 = 7.60 cents a day, which isn't a lot to pay for good air.
It is evident that with the use of hot-air furnaces which take their entire amount of air from outdoors, the extra amount of heat necessary for this improved quality of atmosphere is very well expended. The use of ventilating devices adds only a relatively small amount to the total cost of heating and provides for the well-being of the occupants of the house—in the form of good air—an amount of healthfulness impossible of calculation.
It's clear that using hot-air furnaces that draw all their air from outside makes the extra heat needed for this better air quality well worth it. Adding ventilation systems only adds a small increase to the overall heating costs and greatly benefits the health of the people living in the house—providing fresh air that contributes to their well-being in a way that's hard to quantify.
The best ventilation is attained where a constant supply of fresh air is admitted to the house at points from which the best circulation may be secured and equal quantities of vitiated air are removed from the different apartments.
The best ventilation is achieved when a steady flow of fresh air enters the house at places that allow for optimal circulation, while equal amounts of stale air are taken out from the various rooms.
It is understood that in the process of natural ventilation the desired condition can only be approximated and that the permissible ventilation appliances are so placed as to give results such as to permit the air to follow the natural laws that must prevail.
It is understood that in the process of natural ventilation, the desired condition can only be approximated, and that the allowed ventilation devices are arranged so they provide results that allow the air to follow the natural laws that must apply.
If the house is heated by stoves, the outside air is best admitted near the ceiling, so that the cold air on entering may come into contact and mingle with the warmest air in the room. The circulation will by this method be effected by gravity.
If the house is heated by stoves, it's best to bring in outside air near the ceiling, so that the cold air coming in can mix with the warmest air in the room. This method will allow circulation to occur naturally through gravity.
In the use of the hot-air furnace, the air supply—as has already been explained in the figures on pages 55 and 58—is brought from the outside, where after being heated it enters the rooms through the registers placed near the floor. Being warmer than the air in the room, it tends to quickly rise. The currents set up by its motion help to produce a uniform temperature and to diffuse the new air through the entire space. The more evenly the air is distributed the more uniform will be the condition of temperature of the room.
In the use of the hot-air furnace, the air supply—as already explained in the figures on pages 55 and 58—is drawn in from outside. After being heated, it enters the rooms through the vents located near the floor. Since it’s warmer than the air in the room, it tends to rise quickly. The airflow created by its movement helps to maintain an even temperature and spread the fresh air throughout the space. The more evenly the air is distributed, the more consistent the room temperature will be.

In hot-water and steam heating, the direct method of heating in Fig. 29 and the indirect method of Fig. 30 show two forms of apparatus for admitting air to buildings that are quite generally employed for ventilation of dwellings. In the use of all such devices for ventilation purposes, there should be provided means of escape of air corresponding in amount to the fresh air admitted. The exhaust air vent should be located near the floor to bring about the best results. The degree of success attending the use of such apparatus will depend on the amount of care taken, to suit the position of the dampers to the prevailing weather.
In hot-water and steam heating, the direct method of heating shown in Fig. 29 and the indirect method in Fig. 30 illustrate two types of equipment commonly used to allow air into buildings for ventilation in homes. When using these ventilation devices, there should be a way for the air to escape that matches the amount of fresh air coming in. The exhaust air vent should be positioned close to the floor for optimal results. The effectiveness of these systems will depend on how carefully the dampers are adjusted according to the current weather conditions.
The Wolpert Air Tester.
—The purity of air is expressed by quantity of carbonic acid gas included in its composition. In order to determine the degree of purity of any atmosphere the amount of contained gas must be determined. This is accomplished by use of simple apparatus that may be successfully operated by those who are unacquainted with chemical analytical methods. The process is due to chemical action but the manipulation of the required apparatus is purely mechanical.
—The purity of air is measured by the amount of carbon dioxide in its composition. To assess how pure an atmosphere is, you need to measure the gas it contains. This can be done using simple equipment that anyone can operate, even if they don't know much about chemical analysis. The process involves chemical reactions, but using the necessary equipment is completely mechanical.
Fig. 165 shows the Wolpert air tester which is a form of this[234] apparatus that has given general satisfaction. The results attained by its use are approximate but sufficiently exact for all practical purposes. The apparatus consists of a graduated glass tube in which fits a rubber piston mounted on a hollow glass rod, through which the sample of air is admitted to the tube. The chemicals used for absorbing the carbonic acid gas are furnished with the instrument but may be replenished without difficulty. Directions for its use are furnished with the tester that may be readily followed after a trial. The results obtained are read directly from the side of the tube. The tester may be obtained from any dealer in chemical or physical apparatus.
Fig. 165 shows the Wolpert air tester, which is a version of this[234] apparatus that has been well-received. The results achieved using it are approximate but accurate enough for all practical purposes. The device consists of a graduated glass tube containing a rubber piston mounted on a hollow glass rod, through which the air sample is introduced into the tube. The chemicals used to absorb carbon dioxide are included with the instrument but can be easily replaced. Instructions for using the tester are provided and can be followed after a trial run. The results are read directly from the side of the tube. You can purchase the tester from any dealer in chemical or physical equipment.

Pneumatic Temperature Regulation.
—Pneumatic temperature regulation is very generally used in large and complicated heating systems, because of its positive action and completeness of heat control. This method of heat regulation utilizes the energy of compressed air, with which to open and close the valves of the radiators. It may be adapted to any mode of heating and can be used with any size of plant, but is particularly suited to extended systems. The radiators, providing heat for any particular space, are under control of separate thermostats, which by means of motor valves admit heat only as required. A motor, operated by compressed air, is attached directly to[235] each radiator valve. Any change in temperature of the room causes the thermostat to correct in the radiator the required amount of heat.
—Pneumatic temperature regulation is widely used in large and complex heating systems due to its reliable performance and complete heat control. This method utilizes compressed air to open and close the radiator valves. It can be adapted to any heating method and is compatible with any size of plant, but it works particularly well for extensive systems. The radiators that heat specific areas are controlled by individual thermostats, which use motorized valves to provide heat only when needed. A motor, powered by compressed air, is directly connected to each radiator valve. Any change in the room's temperature prompts the thermostat to adjust the radiator to deliver the necessary amount of heat.
With this method of regulation the temperature-controlling element of the thermostat, like that of the electro-thermostatic system, is a sensitive part, which by expanding and contracting with the heat and cold directly controls the heat in any part of the building. The motive power for opening and closing the valves of steam or hot-water radiators or for operating the dampers in a hot-air system is supplied by compressed air. The air supply is furnished by an air compressor which automatically stores air under pressure in a pressure tank, from which is drawn the necessary energy, as occasion demands. The air is conducted to the motors through small pipes which are connected with the regulating elements and also with the motors. The function of the thermostat is to so govern the air which enters the motor as to correct any change in the temperature of the rooms. This it does by opening and closing the valves as occasion demands.
With this type of regulation, the temperature-controlling part of the thermostat, similar to the electro-thermostatic system, is a sensitive component that directly controls the heat in any area of the building by expanding and contracting with changes in temperature. Compressed air provides the power for opening and closing the valves of steam or hot-water radiators or for adjusting the dampers in a hot-air system. An air compressor automatically stores air under pressure in a pressure tank, supplying the necessary energy as needed. The air is sent to the motors through small pipes connected to both the regulating elements and the motors. The thermostat's job is to manage the air entering the motor to adjust for any temperature changes in the rooms. It accomplishes this by opening and closing the valves as required.
In Fig. 166 is shown the arrangement of the thermostat T as it appears on the wall. Air from the supply tank is conveyed by the pipe A through the thermostat T to the motor valve V attached to the radiator. The function of the thermostat is that of so controlling the radiator valve by means of the motor V that the radiator will give out just sufficient heat to keep the room at the desired temperature. A closer view of the thermostat is given in Fig. 167.
In Fig. 166, you can see how the thermostat T is set up on the wall. Air from the supply tank travels through the pipe A into the thermostat T, then to the motor valve V connected to the radiator. The thermostat's job is to control the radiator valve using the motor V, ensuring the radiator releases just enough heat to maintain the room at the preferred temperature. A detailed look at the thermostat can be found in Fig. 167.

The thermostat illustrated in Fig. 167 is that employed by the National Regulator Co. The drawing shows the exterior and interior construction of the parts enclosed in the previous illustration. The pipe C at the right and opening P at the left are the same as A in Fig. 169; likewise, the pipe D connects at the opening M of the motor valve in Fig. 169.
The thermostat shown in Fig. 167 is the one used by the National Regulator Co. The drawing displays the outside and inside structure of the components shown in the earlier illustration. The pipe C on the right and opening P on the left are the same as A in Fig. 169; similarly, the pipe D connects at the opening M of the motor valve in Fig. 169.
Referring again to Fig. 168, the sensitive part consists of a tube A of vulcanized rubber. It is the dark-shaded part in the left-hand drawing. Any change in the air temperature influences[236] the length of this tube. The changing length of the tube effects the air supply to close the radiator valve when the temperature rises above the desired amount and to reopen it when more heat is required. A finely threaded screw passes through the plug H at the top and to this is secured the indicating disc X. The bottom of this screw is cupped to receive the point of the rod K, which connects with the piece L. Any change in length of the sensitive tube moves the valve lever O, and thus opens or closes the air port G.
Referring again to Fig. 168, the sensitive part consists of a tube A made of vulcanized rubber. It is the dark-shaded area in the left-hand drawing. Any change in air temperature affects[236] the length of this tube. The changing length of the tube controls the air supply to close the radiator valve when the temperature exceeds the desired level and to reopen it when more heat is needed. A finely threaded screw goes through the plug H at the top, and to this, the indicating disc X is attached. The bottom of this screw is cupped to hold the point of the rod K, which connects with the piece L. Any change in the length of the sensitive tube moves the valve lever O, which either opens or closes the air port G.

Air under pressure is supplied by the pipe C, connected to the air supply, flowing into the thermostat through the filter P, the restriction S, the passage T, and the port G. The adjustment of the thermostat for different temperatures is provided for by the screw J through the top plug H, and the indicating disc X. The screw R in the connector Q at the base of the thermostat is a needle valve which opens or closes the connection with the air supply, and is used as an air shut-off valve when it is desired to remove the thermostat. The screw S is a restriction valve which controls the supply of air to the thermostat, and this screw is set so as to allow the air to pass in a restricted quantity.
Air under pressure comes from the pipe C, which is connected to the air supply. It flows into the thermostat through the filter P, the restriction S, the passage T, and the port G. You can adjust the thermostat for different temperatures using the screw J through the top plug H and the indicating disc X. The screw R in the connector Q at the bottom of the thermostat acts as a needle valve that opens or closes the connection with the air supply and serves as an air shut-off valve when you want to remove the thermostat. The screw S is a restriction valve that regulates the air supply to the thermostat, and it's set to allow only a limited amount of air to pass through.
When the temperature of the apartment has risen so as to expand the thermostatic element A, the pressure on K and L is relieved and the spring N closes the port G. The air admitted through the restriction screw S, since it cannot escape through the port G, accumulates in the passage Y and pipe D, filling the diaphragm and moving the valve into the position to decrease the supply of heat. When the temperature of the apartment has decreased so as to produce pressure on the connecting rod K, through the contraction of the thermostatic element A, the port G will be opened by the valve lever O, allowing the air in the pipe D, together with that which flows through the restriction S, to[237] escape through the passage W to the atmosphere, allowing no air to accumulate in the pipe D, and thus permitting the spring at the diaphragm to actuate the damper or valve for more heat. The amount of air released through the port G by the valve lever O varies the pressure accumulated in the pipe D and produces the graduated or intermediate action desired.
When the temperature of the apartment rises enough to expand the thermostatic element A, the pressure on K and L is relieved, and the spring N shuts the port G. The air that comes in through the restriction screw S, which can't escape through port G, builds up in the passage Y and pipe D, filling the diaphragm and moving the valve to reduce the heat supply. When the temperature of the apartment drops enough to create pressure on the connecting rod K, due to the contraction of the thermostatic element A, the valve lever O will open port G, allowing the air in pipe D and the air that flows through restriction S to [237] escape through passage W into the atmosphere, preventing air from building up in pipe D and enabling the spring at the diaphragm to adjust the damper or valve for more heat. The amount of air released through port G by the valve lever O changes the pressure accumulated in pipe D and creates the gradual or intermediate action desired.

A further application of air pressure in temperature regulation is that of the type of motor shown in Fig. 170. This device is intended to open and close dampers such as are used in the automatic regulation of temperature where heated air is used to warm the buildings. The operation of the motor is the same as that which controls the steam valve. The pressure exerted by the diaphragm is applied at A and the attachment to the damper is made at B. The motors indicated at V and N in Fig. 174 and D in Fig. 175 are examples of its application.
A further use of air pressure in regulating temperature is the type of motor shown in Fig. 170. This device is designed to open and close dampers that are used in the automatic temperature control where heated air warms the buildings. The motor operates the same way as the one that controls the steam valve. The pressure from the diaphragm is applied at A, and the connection to the damper is made at B. The motors shown at V and N in Fig. 174 and D in Fig. 175 are examples of this application.
Mechanical Ventilation.
—Draft ventilation produced by open windows, flues and chimneys is influenced by extremes of temperature and by the force and changing direction of the wind; it is, therefore, but imperfectly controlled. The superiority of mechanical ventilation is generally recognized because the amount of entering air may be regulated to suit any circumstance and its temperature and humidity varied to conform to any desired atmospheric conditions. Mechanical ventilating plants are seldom employed in any but the more pretentious dwellings, but their use has extended to a degree that they are occasionally installed in apartment buildings and their further[238] application is likely to grow. Neither the cost of installation nor the expense of operation is prohibitive in dwellings of the better types. Mechanical ventilation is quite generally employed in school buildings, auditoriums, hospitals, public buildings and others where means will permit, and there is a universal recognition of the effects of the agreeably conditioned air.
—Draft ventilation created by open windows, flues, and chimneys is affected by extreme temperatures and the strength and changing direction of the wind; therefore, it’s not perfectly controlled. The advantages of mechanical ventilation are widely acknowledged because it allows for regulation of the incoming air to fit any situation, and its temperature and humidity can be adjusted to match any desired atmospheric conditions. Mechanical ventilation systems are rarely found in anything other than more upscale homes, but their use has grown to the point that they are sometimes installed in apartment buildings, and their further implementation is expected to increase. The costs of installation and operation are not prohibitive for better-quality homes. Mechanical ventilation is commonly used in schools, auditoriums, hospitals, public buildings, and other spaces where resources allow, and there is widespread awareness of the benefits of having well-conditioned air.
Mechanical ventilation may be accomplished by power-driven fans, either by exhausting the air from the building or by forcing air into it, and under some conditions a combination of the two methods is used.
Mechanical ventilation can be achieved using powered fans, either by removing air from the building or by pushing air into it. In some cases, a combination of both methods is used.

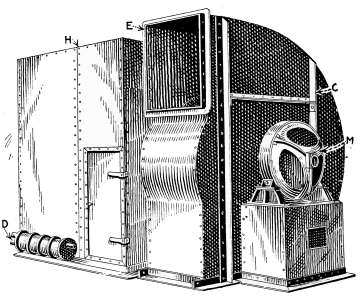
The exhaust method of ventilation is that in which air is blown out of the building by a fan; and the supply, to replenish that taken away, is conducted into the building through ducts prepared for the purpose. In some cases the induced air supply leaks into the rooms through the joints in the doors and windows, and through the accidental crevices. In Fig. 171 is shown a simple exhaust fan installed to produce such a change of air. It is suitable for kitchens and other places where it is desired to eliminate smoke or gases rather than to produce a supply of air. With this apparatus the air of the room is blown out by the rotating fan and new air to take the place of that exhausted is drawn in at any convenient opening.
The exhaust ventilation method involves using a fan to blow air out of the building, while the replacement air is drawn in through specially designed ducts. Sometimes, the incoming air seeps into the rooms through gaps in doors and windows, as well as other unintended openings. In Fig. 171, you can see a basic exhaust fan set up to facilitate this air exchange. It's ideal for kitchens and similar areas where the goal is to remove smoke or gases rather than to provide fresh air. With this system, the air from the room is expelled by the rotating fan, and fresh air comes in through any available opening to fill the space left behind.
The Plenum Method.
—That form of mechanical ventilation by means of which air is forced into the rooms is known as the plenum method. It is the most positive means of air supply because its action is attended by a slight pressure above the outside air; it is continuous in action and the amount of entering air is under control. The escape of the expelled air is made through vent flues especially constructed for the purpose.
—That method of mechanical ventilation which forces air into rooms is called the plenum method. It's the most effective way to supply air because it creates a slight pressure above the outside air; it's always in action, and the amount of incoming air can be controlled. The expelled air exits through specially designed vent flues.
Ventilation Apparatus.
—Fig. 172 illustrates the form of apparatus used for ventilating buildings where no attempt is made at washing or humidifying the air. Enclosed in a sheet-iron case C is a fan which is driven by the electric motor M. The capacity of the fan, for the delivery of air, is made to suit the requirements of the building. In this case the fan is secured to an extension of the armature shaft of the motor. Connecting with the case which encloses the fan is another sheet-iron box H, containg coils of heating pipe. The heating apparatus is designed to change the temperature of the entering air to suit the requirements of the building.
—Fig. 172 shows the type of equipment used for ventilating buildings where air is neither washed nor humidified. Inside a sheet-iron case C, there’s a fan powered by the electric motor M. The fan's capacity to deliver air is tailored to the building's needs. In this setup, the fan is attached to an extension of the motor's armature shaft. Connected to the case that holds the fan is another sheet-iron box H, which contains heating pipe coils. The heating system is designed to adjust the temperature of the incoming air to meet the building's requirements.
This represents the draw-through or induced-draft type of ventilation apparatus. The air delivered by the fan induces a flow of outside air which is drawn through the heating coils and discharged through the opening E. At this point it enters the main ventilation duct from which it is distributed by branch conduits throughout the building.
This shows the draw-through or induced-draft type of ventilation system. The air pushed by the fan creates a flow of outside air that’s pulled in through the heating coils and released through the opening E. From there, it enters the main ventilation duct and is spread out by branch conduits throughout the building.
The temperature of the air sent out from the fan is regulated by the steam valves of the heater coils to suit the prevailing conditions. Under some installations of this character the ventilating air is made to furnish the heat necessary to warm the building as well as to provide its air supply. As ordinarily used, however, the temperature of the ventilating air is the same as that of the room.
The temperature of the air coming from the fan is controlled by the steam valves in the heater coils to match the current conditions. In some setups like this, the ventilating air also provides the heat needed to warm the building, in addition to supplying air. However, in typical use, the temperature of the ventilating air is the same as the room temperature.
The method of conveying air to the various apartments depends entirely on local conditions. The conduits may be made of sheet iron, placed to suit the existing conditions; but when a building is constructed with a ventilating plant in view as a part of the building equipment, it is customary to make the ducts part of the partitions. In brick buildings the ducts are constructed, so far as it is practicable, in the walls. These ducts are made in size and arrangement to suit the amount of[240] air required for each room. When the plant is put into operation each duct is tested with an anemometer which indicates the velocity of the entering air. The calculated amount of air, determined by the velocity and area of the entering column, when compared with the necessary quantity demanded for good ventilation, gives the efficiency of the system.
The way air is delivered to different rooms depends completely on local conditions. The ducts can be made of sheet metal, arranged to fit the existing layout; however, when a building is designed with a ventilation system as part of its infrastructure, it’s common to integrate the ducts into the walls. In brick buildings, the ducts are constructed, as much as possible, within the walls. These ducts are sized and arranged based on the air needed for each room. Once the system is operational, each duct is tested with an anemometer that measures the speed of the incoming air. The calculated amount of air, determined by the speed and area of the incoming flow, when compared to the required amount for proper ventilation, shows how effective the system is.
Air Conditioning.
—In addition to the possibility of a constant supply of air, a combination of the exhaust and plenum methods admits of air purification. With such a plant, the air may be washed free from all suspended dust or gases and moistened to any degree of humidity. The process of washing and humidifying air is known as air conditioning. Apparatus for air conditioning is made in a variety of forms to produce any desired extent of air purification and any degree of humidity. The plant may be regulated by hand or it may be made entirely automatic in its action. Air-conditioning plants may be arranged to produce air that is purified, humidified and warmed during winter weather and in summer the hot humid atmosphere may be cooled and dehumidified to a temperature and percentage of moisture that is most agreeable.
—In addition to providing a constant supply of air, a combination of exhaust and plenum methods allows for air purification. With this system, air can be cleaned of all suspended dust and gases and adjusted to any level of humidity. The process of cleaning and humidifying air is called air conditioning. Air conditioning systems come in various designs to achieve the desired level of purification and humidity. The system can be manually controlled or fully automated. Air conditioning systems can be set up to deliver air that is purified, humidified, and warmed in winter, while in summer, the hot, humid air can be cooled and dehumidified to a temperature and humidity level that feels most comfortable.
Conditioned air is often used in manufactories, not for the purpose of supplying good air to the employees but because of the effect of the atmospheric air on the products. The manufacture of textile fabrics often demands a constant atmospheric humidity in order that the material produced may be uniform in grade; this is particularly true in the making of silks. Various manufactories require an atmosphere free from lint and dust in order that the best quality of material may be produced. The air for ventilation in such places is washed free from all suspended matter before being sent into the building.
Conditioned air is often used in factories, not to provide good air for the workers, but because of how the air affects the products. The production of textile fabrics often requires a consistent level of humidity to ensure the material is uniform in quality; this is especially true for silk. Different factories need an environment that's free from lint and dust to produce the highest quality materials. The air used for ventilation in these locations is cleaned of all particles before being released into the building.
In Fig. 173 is indicated an application of apparatus similar in construction to that just described. The arrangement of the parts is such as to produce a Plenum hot-air system of ventilation and temperature regulation.
In Fig. 173, there's an application of equipment similar in design to what was just described. The layout of the components is set up to create a Plenum hot-air system for ventilation and temperature control.
The plant occupies a room in the basement and the drawing shows the method of heating, together with the plan of distribution. The air duct leading to the room above furnishes an example of the manner of admitting the warmed air to the rooms. [241]The dampers C1, C2, etc., are controlled by separate motors. The motor M is under the control of the thermostat T in the room above. Any change of temperature in the room is corrected by the damper to admit cold or warm air as is desired.
The plant is located in a basement room, and the drawing illustrates the heating method along with the distribution plan. The air duct that leads to the room above shows how the warmed air is brought into the rooms. [241]The dampers C1, C2, and so on, are operated by separate motors. The motor M is controlled by the thermostat T in the room above. Any temperature changes in the room are adjusted by the damper to allow in cold or warm air as needed.

The power-driven fan F draws in outdoor air from an opening A, through a set of heater coils H1, in which it is raised considerably in temperature. The heater in this case is a coil of steam pipes. The air—after being warmed—is taken into the fan and from it may be sent through a second set of coils H2, to receive additional heat, or if already sufficiently warmed the air from the fan may pass under the second set of coils and receive no heat from them. Under the first heater coil is also a bypass which may be opened by the motor N to admit cold air that is drawn directly into the fan. The movement of the air through these bypasses is under control of the thermostat, which causes the motor N to open or close the bypass to suit the temperature of the room. When the bypass is opened the steam is shut off from the heater coils.
The power-driven fan F pulls in outdoor air through an opening A, passing it through a set of heater coils H1 that significantly raise its temperature. In this case, the heater consists of a coil of steam pipes. After getting warmed up, the air is taken into the fan and can either be sent through a second set of coils H2 for extra heating, or if it's already warm enough, the air from the fan can bypass the second set of coils and not receive any additional heat. There’s also a bypass under the first heater coil that the motor N can open to allow cold air to be drawn directly into the fan. The flow of air through these bypasses is managed by the thermostat, which tells the motor N to open or close the bypass based on the room temperature. When the bypass is open, the steam supply to the heater coils is shut off.
Examination of the drawing will show that the air from the fan may pass through a second heater H2, to the place marked warm air, or it may pass under the heater to the compartment marked cold air. The amount of warm and cold air which enters the duct is regulated by the position of the dampers C.
Examine the drawing, and you'll see that the air from the fan can either go through a second heater H2 to the area labeled warm air, or it can flow under the heater to the section marked cold air. The amount of warm and cold air that enters the duct is controlled by the position of the dampers C.
The position of the dampers C, which is controlled by the motors M, is made to take amounts of cold or warm air to produce the desired temperature in the rooms. The motors C1, etc., are under control of the thermostat in each room. Any change of temperature in the room will immediately affect the thermostat. The effect on the thermostat will so change the air pressure in the motor that the valve C is moved to correct the difference in room temperature. If warm air is demanded, the motor changes the damper C to close the cold-air supply and take air that must pass through the heater coils H2. If only cold air is desired the damper will turn to shut off the course through the heaters and admit air directly from outdoors.
The position of the dampers C, controlled by the motors M, is adjusted to let in the right amount of cold or warm air to achieve the desired temperature in the rooms. The motors C1, and so on, are managed by the thermostat in each room. Any change in the room's temperature will immediately impact the thermostat. This change will alter the air pressure in the motor, which will move the valve C to correct the temperature difference in the room. If warm air is needed, the motor will adjust the damper C to close off the cold-air supply and pull air through the heater coils H2. If only cold air is wanted, the damper will rotate to block the path through the heaters and allow outside air to flow in directly.
Humidifying Plants.
—Mechanical ventilation plants that are intended for washing the air may be made up of parts similar to that of Fig. 173, but in addition to the apparatus shown provision is made for the air to pass through a chamber filled with a spray of water. The air in passing through this spray is washed free of dust and at the same time absorbs water necessary for its desired humidity.
—Mechanical ventilation systems designed for air purification can be constructed with components similar to those in Fig. 173. However, in addition to the equipment shown, these systems include a chamber where air passes through a water spray. As the air moves through this spray, it gets cleaned of dust and simultaneously absorbs moisture essential for achieving the desired humidity.
The humidity of air may be increased by the addition of moisture or decreased (dehumidified) by raising its temperature, thereby increasing its capacity for containing moisture. Suppose that air at 50° is saturated with moisture; it will contain practically 4 grains of water per cubic foot. If now the temperature of the air is raised to 70°, the same amount of air is capable of containing 8 grains of water and is, therefore, only 50 per cent. saturated.
The humidity of the air can be increased by adding moisture or decreased (dehumidified) by raising its temperature, which boosts its ability to hold moisture. For example, if air is at 50° and fully saturated with moisture, it holds about 4 grains of water per cubic foot. If the temperature of that air is raised to 70°, the same amount of air can now hold 8 grains of water, making it only 50% saturated.
Humidification is accomplished in air-conditioning plants through one of two general methods: by the evaporation type of apparatus, in which the passing air absorbs moisture from contact with a large area of water; or the spray method, in which the water is broken into a very fine spray by a specially devised nozzle and thus rendered easy of absorption by the air to be moistened. A third method is sometimes employed, in which steam is introduced into the air supply. Steam is already vaporized water and immediately becomes a part of the air without further change. The steam type of humidifying plant possesses features that limit its application, in that the steam in some cases may possess objectionable odor or includes the vapor of grease, either of which would materially effect its use. Further, the[243] heat of vaporization liberated by the condensing steam is also a factor that influences the temperature of the air and in case of direct humidification must receive special attention.
Humidification in air conditioning systems is done using one of two main methods: the evaporation method, where air absorbs moisture from a large surface area of water; or the spray method, where water is turned into a fine mist by a specially designed nozzle, making it easier for the air to absorb it. There’s a third method sometimes used, where steam is added to the air supply. Steam is vaporized water and integrates into the air immediately without any additional changes. However, steam humidification systems have limitations because the steam may sometimes have an unpleasant odor or contain grease vapor, which can significantly affect its usability. Additionally, the heat released when the steam condenses also impacts the air temperature, and in cases of direct humidification, this needs to be carefully managed.
Vaporization as a Cooling Agent.
—The evaporation of water has a distinct value aside from humidifying the air, in that the cooling effect is in direct proportion to the added moisture. In the process of evaporation the heat necessary to change the water into vapor is taken from the surrounding air and the temperature is thus materially lowered.
—The evaporation of water has an important benefit beyond just adding humidity to the air; it cools the environment in direct relation to the moisture added. During evaporation, the heat required to transform water into vapor is drawn from the surrounding air, significantly lowering the temperature.
In practical air-conditioning apparatus, of the evaporative or spray types, the process consists of drawing the outside air into a chamber filled with falling water that is broken up into drops like rain or spray. In passing, every particle of the air comes into contact with the water drops; the almost invisible particles of dust adhere to the water and are carried away leaving the air washed clean. In addition to freeing the air from dust, the intimate mixture of the air permits of a ready absorption of the water, which is taken up to any per cent. of saturation. After leaving the spray chamber, the moisture-laden air passes through an eliminator in which any unabsorbed moisture is extracted. It is possible for air to become not only completely saturated with water under the conditions encountered in a humidifying plant, but in addition, the movement of the air may carry along unabsorbed particles that are precipitated directly after leaving the spray chamber. For this reason the air is passed through an eliminator.
In modern air-conditioning systems, like evaporative or spray types, the process involves pulling outside air into a chamber filled with falling water that breaks into droplets like rain or spray. As the air moves through, every particle comes into contact with the water droplets; tiny dust particles stick to the water and are removed, leaving the air clean. Besides removing dust, the close mix of air allows for easy absorption of water, which can reach any level of saturation. After exiting the spray chamber, the moisture-laden air goes through an eliminator to extract any moisture that wasn't absorbed. It's possible for the air to become completely saturated with water in a humidifying system, and the airflow can carry unabsorbed particles that are left behind right after leaving the spray chamber. That's why the air passes through an eliminator.
The eliminator is composed of a series of irregular sheet-metal surfaces so arranged that the air is required to abruptly change its direction several times in its passage of a short distance. The impact of the air against the surfaces and the centrifugal force exerted by the sudden changes of direction throw out the excess moisture and any remaining suspended matter the air may contain.
The eliminator consists of a series of uneven sheet-metal surfaces arranged so that the air must suddenly change direction several times over a short distance. The force of the air hitting the surfaces and the centrifugal force from these quick turns eject excess moisture and any remaining particles in the air.
The saturated air from the eliminator passes through a heater where the temperature is raised to that of the rooms. In the rise of temperature the air which is saturated is rendered capable of absorbing more moisture, and hence has been dehumidified. The rise of temperature and the corresponding decrease in relative humidity is intended to be such as to leave in the finished air the desired percentage of moisture.
The humid air from the eliminator goes through a heater where its temperature is increased to match that of the rooms. As the temperature rises, the saturated air can absorb more moisture, effectively reducing its humidity. The increase in temperature and the resulting drop in relative humidity are adjusted to ensure that the finished air contains the desired level of moisture.
Air-cooling Plants.
—The use of air-washing and humidifying plants so far mentioned has been confined to elimination of dust and the addition of moisture to air, under winter conditions. The same type of apparatus, used in summer, becomes a cooling plant, and by observance of the necessary requirements may be used to produce agreeable atmospheric conditions during hot weather.
—The air-washing and humidifying plants we've talked about so far have mostly been used to remove dust and add moisture to the air during winter. The same equipment, when used in the summer, acts as a cooling system and, if the necessary requirements are met, can create comfortable atmospheric conditions during hot weather.
When used for such purpose the air is washed, by passing it through falling water which frees it from dust and reduces its temperature. It is then further cooled by passing over cold surfaces that take the place of the heaters used in cold weather. The cooling surfaces are pipe coils kept cold by the contained water which comes from the water supply or from a refrigerating plant. The temperature and humidity are thus changed to suit the requirements of the conditioned air.
When used for this purpose, the air is cleaned by passing it through falling water, which removes dust and lowers its temperature. It is then further cooled by flowing over cold surfaces that replace the heaters used in colder weather. The cooling surfaces are pipe coils that stay cold due to the water inside them, which comes from the water supply or a refrigeration system. The temperature and humidity are adjusted to meet the needs of the conditioned air.
During the hot weather of summer the most disagreeable atmospheric condition is that caused by humidity near saturation, at a time of relatively high temperature. Under such conditions the cooling plant not only cools the air, but causes a precipitation of the moisture on the cold surfaces which are kept below the dew-point. The air is cooled and dehumidified to a point such that the conditioned air produces an agreeable atmosphere. The regulation of the degree to which the air is cooled is accomplished by the same general methods as are used in heating.
During the hot summer weather, the most unpleasant atmospheric condition is caused by humidity close to saturation when the temperature is relatively high. In these conditions, the cooling system not only cools the air but also causes moisture to condense on cold surfaces that are kept below the dew point. The air gets cooled and dehumidified to a point where the conditioned air creates a comfortable environment. The way we control how much the air is cooled is similar to the methods used in heating.
Humidity Control.
—The method of regulating atmospheric humidity in a humidifying plant will be determined by the conditions under which it is intended to work. There are a variety of means employed that may be used to bring about the same effects, each of which is particularly suited to certain requirements. The present object is to describe the essential features of airconditioning plants, by use of illustrations representing each of the three methods mentioned above. That of the ventilation of a school building under winter conditions will be taken as an example.
—The way to control humidity in a humidifying system will depend on the conditions it's meant to operate in. There are different methods available that can achieve the same results, each tailored to specific needs. The goal here is to outline the key aspects of air conditioning systems, using illustrations to show each of the three methods mentioned earlier. The ventilation of a school building during winter will be used as an example.
In Fig. 174 is shown a heating and ventilating system in which the air conditioning is accomplished by automatic regulators for both temperature and humidity. The plant occupies a room in the basement, and a room directly above illustrates the conditions that prevail in all of the other rooms of the building. The[245] principal features of the plant are the fan G, which supplies the air; the hot-air furnace H, which furnishes the heat; and the water spray S, which provides the moisture with which the air is humidified.
In Fig. 174, you can see a heating and ventilating system where air conditioning is managed by automatic regulators for both temperature and humidity. The system is located in a basement room, and a room directly above demonstrates the conditions that are present in all the other rooms of the building. The[245] main components of the system are the fan G, which delivers the air; the hot-air furnace H, which provides the heat; and the water spray S, which adds moisture to humidify the air.

The air is drawn in at A to a room in which a motor-driven fan G forces the supply through the heating apparatus into the building. The air after leaving the fan passes through a cold-air duct C to the heating surfaces H to be warmed. The air in passing over the heating surfaces is raised to a degree considerably above the temperature of the rooms. The hot air leaving the heater H enters the tempered air chamber T through the passage K. A damper M provides means for also admitting cold air to the chamber T directly from the fan. The thermostat, located at O, is connected with a pneumatic motor V (similar to Fig. 170) which regulates the supply of cold and hot air from K and M to suit the desired temperature of the air supply for the rooms above. The arm of the motor V is so arranged that an upward movement opens the cold-air and closes the hot-air passages; the downward movement produces the opposite effect. The motor V thus controls the temperature of the air.
The air is drawn in at A to a room where a motor-driven fan G pushes the supply through the heating system into the building. After leaving the fan, the air travels through a cold-air duct C to the heating surfaces H to get warmed up. As the air passes over the heating surfaces, its temperature rises significantly above that of the rooms. The hot air exiting the heater H enters the tempered air chamber T through the passage K. A damper M allows cold air to be admitted into the chamber T directly from the fan. The thermostat, located at O, is connected to a pneumatic motor V (similar to Fig. 170) that manages the flow of cold and hot air from K and M to achieve the desired temperature for the rooms above. The arm of the motor V is set up so that when it moves up, it opens the cold-air passage and closes the hot-air one; when it moves down, it does the opposite. The motor V thus regulates the air temperature.
In this system the air is humidified by a direct water spray[246] marked S in the drawing. A part of the hot air from the heater H may escape through the damper W and absorb water on its way to the duct D, which takes the air to the room above, where it enters through the register E. This air as it comes from the heater, being hot, will absorb a larger amount of water than the air could hold when cooled to room temperature; for this reason only a part of the air supply is humidified. The supply of the hot humid air is admitted to the duct D in such quantity as will produce the desired degree of humidity in the rooms.
In this system, the air is humidified by a direct water spray[246] marked S in the drawing. Some of the hot air from the heater H may escape through the damper W and pick up water on its way to the duct D, which directs the air to the room above, entering through the register E. Since this air comes from the heater and is hot, it can hold more moisture than air that has cooled to room temperature; that's why only part of the air supply is humidified. The amount of hot, humid air is controlled in the duct D to achieve the desired humidity level in the rooms.
The degree of room temperature is governed by the thermostat, in the room, which, by means of the motor N, controls the damper F. This damper admits hot humid air and the tempered air from the chamber T in proper proportion. At any time the humidity of the air in the room reaches the maximum amount for which it is set, the humidostat, through its motor, closes the valve R, which controls the water supply to the spray nozzle, and the moisture in the air is reduced until a further amount is demanded. With apparatus of this kind the temperature and humidity may be kept practically constant.
The room temperature is controlled by the thermostat, which uses motor N to manage the damper F. This damper allows the right amount of hot, humid air and conditioned air from chamber T into the room. Whenever the air humidity in the room hits the maximum level set on the humidistat, the humidistat, through its motor, closes the valve R, which controls the water supply to the spray nozzle, reducing the moisture in the air until more is needed. With this kind of system, both temperature and humidity can be kept nearly constant.

Fig. 175 shows another arrangement of a similarly controlled plant in which steam is used for humidifying the air. The air is[247] admitted at A, from whence it passes through a steam-heating coil S, which raises it to a predetermined temperature. The steam jets are arranged at H, for providing the necessary moisture. The humidostat through a motor valve V governs the amount of steam that is permitted to enter the humidifying chamber. A thermostat located in the air duct at B controls the temperature of the air sent to the rooms by regulating the amount of heat given out by the steam coils S. This control is made still more sensitive by use of a cold-air bypass. The damper D is opened by a motor valve to admit cold air at the same time the steam is shut off from the heater coils.
Fig. 175 shows another setup of a similarly controlled system where steam is used to humidify the air. The air is[247] taken in at A, and then it moves through a steam heating coil S, which heats it to a specific temperature. The steam jets are positioned at H to add the necessary moisture. The humidostat, through a motor valve V, regulates how much steam can enter the humidifying chamber. A thermostat located in the air duct at B manages the temperature of the air being sent to the rooms by controlling the heat output from the steam coils S. This regulation becomes even more precise with the addition of a cold air bypass. The damper D is opened by a motor valve to allow in cold air while the steam is turned off from the heater coils.
In this plant the ventilating air is not intended to supply all of the heat to the rooms. A thermostat on the wall controls the room temperature by regulating the amount of steam admitted to the radiators. In the ventilating plant previously described, all of the heat for the building is supplied through the ventilating system; in the plant shown in Fig. 175, the heating apparatus which warms the building is entirely separate and may be used when the ventilating system is inoperative.
In this system, the air circulation isn’t meant to provide all the heat for the rooms. A thermostat on the wall manages the room temperature by adjusting how much steam goes into the radiators. In the ventilation system described earlier, all the heat for the building comes from the ventilation system; in the system shown in Fig. 175, the heating equipment that warms the building is completely separate and can be used when the ventilation system isn’t working.
The humidity is controlled by admitting saturated air to the warmer air of the rooms in such quantity as will produce the desired mixture. The humidostat, on the left-hand wall, regulates the quantity of moisture by opening or closing the steam valve V as occasion requires.
The humidity is controlled by letting saturated air mix with the warmer air in the rooms in just the right amount to create the desired blend. The humidistat, located on the left-hand wall, manages the moisture level by opening or closing the steam valve V as needed.
Another example of air-conditioning plant similar in principle to that just described is often called the dew-point system. It depends for its action on a definite dew-point temperature at which the air is saturated with moisture, before being heated to room temperature. The air to be conditioned is first warmed, by passing through a set of tempering coils, to a degree at which it will contain the necessary moisture when saturated. After saturation the temperature is raised by a second set of heating coils to the room temperature, the moisture contained being right to give the desired humidity.
Another example of an air conditioning system that's similar in principle to the one just described is often called the dew-point system. It works based on a specific dew-point temperature at which the air is saturated with moisture before it's heated to room temperature. The air that needs to be conditioned is first warmed by passing through a set of tempering coils to a point where it will hold the necessary moisture when saturated. After reaching saturation, the temperature is increased by a second set of heating coils to the room temperature, and the moisture present is just right to achieve the desired humidity.
To illustrate, suppose that it is desired to maintain a constant humidity of 50 per cent. saturation at 70°F. in the building. The temperature at which the air must be saturated, to contain 4 grains of moisture per cubic foot, is found in the table on page 199 to be 48°F.
To illustrate, let's say we want to keep the humidity level constant at 50 percent saturation at 70°F in the building. The temperature at which the air needs to be saturated to hold 4 grains of moisture per cubic foot is listed in the table on page 199 as 48°F.
The entering air must first be raised to that temperature by the tempering coils. The air then enters the spray chamber where it absorbs moisture to saturation, by contact with a multitude of water particles. This saturated air now passes through a second set of heated coils and takes up heat sufficient to raise it to the finished temperature.
The incoming air first needs to be heated to that temperature by the tempering coils. Then, the air moves into the spray chamber, where it absorbs moisture to become saturated by coming into contact with many water particles. This saturated air then goes through a second set of heated coils and gains enough heat to reach the final temperature.
The dew-point temperature at which the air enters the spray chamber and the final temperature are kept constant by motor-operated valves which supply the heating coils with the necessary heat in the form of steam. The motors are controlled by thermostats, placed to measure the temperature of the air as it enters the saturator and the finished air as it enters the rooms. If these conditions are now kept constant, the finished air will be constantly 50 per cent. saturated.
The dew-point temperature of the air entering the spray chamber and the final temperature are maintained at a constant level by motor-operated valves that provide the heating coils with the necessary steam for warmth. The motors are managed by thermostats positioned to measure the temperature of the air as it enters the saturator and the conditioned air as it flows into the rooms. If these conditions remain consistent, the finished air will always be 50 percent saturated.

A plant of this character is illustrated in Fig. 176. The figure shows the exterior of the casings which enclose the tempering coils and saturator at A, the eliminator at B, and the heating coils at C. This is another draw-through type of plant where a fan, enclosed in D, draws the air through the conditioning apparatus and forces it through the sheet-iron ducts E. The passages in the walls—as indicated by the arrows—conduct the air through the register R, into the room. The register S[249] represents the discharge duct through which the vitiated air is forced from the room.
A plant like this is shown in Fig. 176. The figure displays the outside of the casings that protect the tempering coils and saturator at A, the eliminator at B, and the heating coils at C. This is another draw-through type of plant, where a fan, located in D, pulls the air through the conditioning system and pushes it through the sheet-iron ducts E. The passages in the walls—shown by the arrows—direct the air through the register R, into the room. The register S[249] is the discharge duct that removes the stale air from the room.
In this system of air conditioning, all of the ventilating air is to be saturated with moisture at a temperature such that when raised to room temperature will contain the desired percentage of humidity. The saturator occupies the space between A and B. A number of spray jets are arranged to fill the entire space with water drops that are moving in every direction. The air, as it passes, must come into contact with the drops again and again, until by repeated impact each particle is completely saturated and at the same time washed free from dust. It has already been explained that the movement of the saturated air through a mass of spray will carry with it a considerable amount of unabsorbed water that must be taken out by an eliminator. A section of the casing is broken out at B, showing the eliminator plates. The irregular surfaces of these plates repeatedly change the direction of the passing air, and the suspended water or remaining solid matter is thrown against the surfaces where they adhere. The moisture accumulates in drops of water that run down the plates to the bottom of the enclosure and finally into the sewer.
In this air conditioning system, all the air that’s being circulated is saturated with moisture at a temperature that, when raised to room temperature, will have the desired level of humidity. The saturator is located between A and B. Several spray jets are set up to fill the entire area with water droplets moving in every direction. As the air passes through, it continually hits these droplets until every particle is fully saturated and simultaneously cleaned of dust. It’s already been explained that the movement of the saturated air through the spray will carry a significant amount of unabsorbed water that needs to be removed by an eliminator. A section of the casing is cut out at B, revealing the eliminator plates. The uneven surfaces of these plates repeatedly change the direction of the air flow, causing any suspended water or remaining particles to hit these surfaces and stick to them. The moisture gathers into droplets that run down the plates to the bottom of the enclosure and eventually into the sewer.
From the eliminator the air passes through the heating coils enclosed in C, where it is heated to the necessary temperature for admission to the rooms.
From the eliminator, the air flows through the heating coils inside C, where it gets heated to the required temperature for entering the rooms.
The regulation of the temperature of the tempering coils and heating coils is accomplished as in the other plants described. The thermostats with their motors operate the valves of the heaters to admit steam sufficient to keep constant temperatures at the different parts. The humidity is maintained at a constant amount by saturating the air at a constant temperature and therefore no humidostat is required.
The temperature control for the tempering and heating coils works just like it does in the other plants mentioned. The thermostats and their motors control the valves of the heaters to let in enough steam to keep the temperatures steady in different areas. The humidity is kept constant by saturating the air at a set temperature, so there’s no need for a humidistat.
CHAPTER XII
Gas and liquid fuels
Gaseous and Liquid Fuels.
—Gaseous and liquid fuels used for domestic illumination and heating may be divided into three general classes—coal gas, including carburetted water gas and producer gas and their various mixtures; oil gas, acetylene and gasoline gas. Of these the first is the most important as an illuminating gas, while for industrial and domestic purposes producer gas is of no importance as a fuel gas. Gasoline, acetylene and oil gases are generated and used to a remarkable extent in isolated dwellings as fuel and for illumination.
—Gaseous and liquid fuels used for home lighting and heating can be grouped into three main categories—coal gas, which includes carburetted water gas and producer gas along with their different mixtures; oil gas, acetylene, and gasoline gas. Among these, the first category is the most significant for lighting, while producer gas is not important as a fuel source for industrial and home use. Gasoline, acetylene, and oil gases are produced and utilized extensively in standalone homes for fuel and lighting.
The value of any gas for domestic purposes will depend on the amount of heat that is produced when it is burned. In the earlier days of its use coal gas was employed entirely as an illuminant and its value was expressed in illuminating power; at the present time the standard often prescribed by regulation is that of its illuminating capability and is stated in candlepower. There is, however, a tendency to establish the more consistent standard of expressing the value of gas by its heat value. The reasons for this is the general use of mantle gas burners which depend on the heating value alone for their efficiency and the fact that coal gas is very extensively used for domestic fuel.
The value of any gas for home use depends on the amount of heat produced when it's burned. In the early days, coal gas was used mainly for lighting, and its value was measured by its illuminating power; nowadays, the standard often set by regulations is based on its ability to illuminate and is measured in candlepower. However, there’s a growing trend to adopt a more consistent standard of measuring gas value by its heat value. This is due to the widespread use of mantle gas burners, which rely solely on heating value for their efficiency, and the fact that coal gas is widely used as domestic fuel.
Coal Gas.
—Coal gas is derived from the solid hydrocarbons of coal transformed into the more convenient, gaseous form of fuel by means of distillation. Coal gas was first made by distilling coal from an iron pot over a fire and to some extent this is still the principle of the present practice. The gas as it comes from the retort is subjected to a refining process of washing and scrubbing to remove the undesirable properties when it is stored in a large gasometer for distribution through pipes to its places of use. Coal gas is now used largely for fuel as well as for lighting. Unless the heating value of gas is regulated by law in any community and determinations of its quality are made regularly[251] by some competent official, the amount of heat contained in coal gas is entirely at the option of the manufacturer and manager’s conscience. The value as given in the table on page 252 is the number of B.t.u. coal gas should contain. The heating value of any gas is determined by burning the gas in a calorimeter made expressly for the measurement of the heat of combustion for each foot of the gas consumed.
—Coal gas comes from the solid hydrocarbons in coal that are turned into a more convenient, gaseous form of fuel through distillation. Originally, coal gas was produced by distilling coal in an iron pot over a fire, and to some extent, this method is still used today. The gas that exits the retort undergoes a refining process involving washing and scrubbing to eliminate undesirable properties before being stored in a large gasometer for distribution via pipes to its end users. Nowadays, coal gas is primarily used for heating as well as lighting. If the heating value of gas isn't regulated by law in a community and its quality isn't regularly checked by a qualified official, the amount of heat in coal gas is entirely up to the conscience of the manufacturer and manager. The value listed in the table on page 252 indicates the number of B.t.u. that coal gas should contain. The heating value of any gas is determined by burning it in a calorimeter designed specifically to measure the heat of combustion for every cubic foot of gas consumed.
All-oil Water Gas.
—In places where an abundant supply of cheap oil is available, all-oil water gas has met with a great deal of favor. It is made by atomizing crude oil by a blast of steam in a heated chamber where a combination of the vaporized oil and steam form a gas. In general the gas resembles coal gas and as given in the table on page 252 is slightly higher in heating value.
—In areas where there is a plentiful supply of cheap oil, all-oil water gas has become quite popular. It's created by spraying crude oil with steam in a heated chamber, where the vaporized oil and steam combine to form a gas. Overall, the gas is similar to coal gas and, as shown in the table on page 252, has a slightly higher heating value.
Pintsch Gas.
—One of the commercial adaptations of oil gas is that of the Pintsch process of compressing the gas in tanks for transportation. In the Pintsch process, the gas is subjected to a pressure of 10 atmospheres—about 150 pounds. This condensation permits a sufficiently large volume of gas to be stored in tanks as to make possible the lighting of railroad trains, etc., by gaslight. The pressure of the gas is reduced by an automatic regulating valve to that required by the burner. The flame is very much the same as that produced by coal gas.
—One of the commercial uses of oil gas is the Pintsch process, which compresses the gas in tanks for transportation. In the Pintsch process, the gas is pressurized to 10 atmospheres—around 150 pounds. This compression allows a large volume of gas to be stored in tanks, making it possible to light railroad trains and similar applications with gaslight. The gas pressure is reduced by an automatic regulating valve to the level needed for the burner. The flame is quite similar to that produced by coal gas.
Blau Gas.
—Another commercial adaptation of oil gas is that known as Blau gas. In this process of storage the gas is subjected to 100 atmospheres of pressure—about 1500 pounds. This pressure is sufficient to liquefy the gas and as a result a large amount can be transported in a relatively small space. According to Fulweiler 1 gallon of the liquefied gas will yield about 28 cubic feet of the expanded gas and there will remain a residue that may run up to 9 per cent.
—Another commercial adaptation of oil gas is something called Blau gas. In this storage process, the gas is placed under 100 atmospheres of pressure—around 1500 pounds. This pressure is enough to liquefy the gas, allowing a large amount to be transported in a relatively small space. According to Fulweiler, 1 gallon of the liquefied gas will produce about 28 cubic feet of the expanded gas, and there may be a residue of up to 9 percent.
Water Gas.
—When the vapor of water is brought into contact with incandescent carbon, the water is decomposed and sufficient carbon is absorbed to produce a fuel gas. Its manufacture depends on the decomposition that takes place when steam is blown into a bed of incandescent coal. The gas made by this reaction is a water gas, but due to the fact that when burned it gives a blue flame, it is known as “blue gas.” It has a heating value of about 300 B.t.u. per cubic foot, and as compared[252] with coal gas which gives 622 B.t.u. per cubic foot, would be reckoned at about one-half its value as a heating agent. Blue gas may be rendered luminous by the addition of some hydrocarbon that will liberate free carbon in the flame when burned. This is accomplished in the process of manufacture by the addition of vaporized oil.
—When water vapor comes into contact with hot carbon, the water breaks down, and enough carbon is absorbed to create a fuel gas. Its production relies on the breakdown that occurs when steam is forced into a bed of glowing coal. The gas produced by this reaction is water gas, but because it burns with a blue flame, it’s called “blue gas.” It has a heating value of about 300 B.t.u. per cubic foot, and compared[252] to coal gas, which gives 622 B.t.u. per cubic foot, it’s considered to be worth about half as much as a heating source. Blue gas can be made luminous by adding some hydrocarbon that releases free carbon in the flame when burned. This is achieved during production by adding vaporized oil.
The following table as stated by Fulweiler gives the heating values of the gases commonly used for domestic purposes in British thermal units per cubic foot.
The table below, according to Fulweiler, shows the heating values of gases typically used for home purposes in British thermal units per cubic foot.
| Coal gas. | 622 B.t.u. |
| Carburetted water gas | 643 B.t.u. |
| Pintsch gas. | 1,276 B.t.u. |
| Blau gas. | 1,704 B.t.u. |
| All-oil water gas | 680 B.t.u. |
| Acetylene gas | 1,350 B.t.u. |
| Gasoline gas. | 514 B.t.u. |
| Oil gas | 1,320 B.t.u. |
| Blue water gas | 300 B.t.u. |
The cost and calorific values as computed by Dr. Willard of the State Agricultural College of Kansas, given below, shows the relative values of various kinds of domestic fuels.
The cost and calorie values calculated by Dr. Willard from the State Agricultural College of Kansas, listed below, demonstrate the relative values of different types of household fuels.
| Cost per pound cents |
Cal. per Gram |
Cal. for 1 cent | ||
| Wood, 20 per cent. H.O. | $ 5.00 per cord | 0.167 | 2.3 | 7,620 |
| Bitu. coal | $ 4.25 per ton. | 0.213 | 7.5 | 16,009 |
| Ant. coal | $12.50 per ton | 0.625 | 6.0 | 4,354 |
| Gasoline, sp. gr. 68 | $ 0.14 per gallon, 5⅔ pounds. | 2.470 | 10.0 | 1,846 |
| Kerosene, sp. gr. 80 | $ 0.11 per gallon, 6⅔ pounds. | 1.650 | 10.0 | 2,753 |
| Coal gas, 1.50 per 1000 cubic feet. | 3.100 | 20.0 | 2,927 | |
| Alcohol, 90 per cent., 50 per gallon, 7 pounds | 7.140 | 6.4 | 404 | |
| Electricity, 0.15 per kilowatt-hour | 57.4 | |||
The relatively high heat value of Blau gas (1704 B.t.u.) and the fact that it may be reduced to a liquid form for transportation has resulted in the manufacture of small lighting plants that may be used in places where other forms of liquid or gaseous fuel are not desirable.
The fairly high heat value of Blau gas (1704 B.t.u.) and the ability to convert it into a liquid for transportation has led to the creation of small lighting systems that can be used in locations where other types of liquid or gas fuel are not ideal.
For transportation the gas is compressed in seamless, steel bottles that contain about 20 pounds of liquid. The charged[253] bottles are shipped to the consumer and when empty are returned to the manufacturers to be refilled.
For transportation, the gas is compressed in seamless steel bottles that hold about 20 pounds of liquid. The filled[253] bottles are sent to the customer, and when they're empty, they're returned to the manufacturers to be refilled.
The entire plant—ready to be attached to the distributing pipes in the house—is contained in a steel cabinet. The charged tanks are attached to a larger tank into which the liquid gas is first expanded. This expansion is accomplished by an automatic valve that maintains a constant pressure in the large tank. With this plant the lamps and burners of the stoves are operated as with city gas—no generating or preliminary preparation being necessary. As soon as the bottles are exhausted they are replaced by others and the empty bottles are shipped to the factory to be refilled.
The whole system—ready to connect to the home's distribution pipes—is housed in a steel cabinet. The filled tanks connect to a larger tank where the liquid gas is initially expanded. This expansion happens through an automatic valve that keeps a steady pressure in the large tank. With this system, the lamps and stove burners work just like they do with city gas—there’s no need for generating or any extra preparation. Once the bottles are empty, they’re swapped out for full ones, and the empty bottles are sent back to the factory to be refilled.
Measurement of Gas.
—When gas of any kind is purchased from a manufacturing company, the amount used is measured by a gas meter, located at the point where the gas main enters the building. The readings of the meter are taken by the company at stated intervals and the amount registered is charged to the account of the consumer. Gas is sold in cubic feet and is so registered by the meter. The price is quoted by the manufacturers at a definite rate per thousand cubic feet. The difference between the last two readings of the meter furnishes the amount from which the gas bill is reckoned.
—When any type of gas is bought from a manufacturing company, the amount used is measured by a gas meter that’s installed where the gas main enters the building. The company takes meter readings at regular intervals, and the recorded amount is charged to the consumer's account. Gas is sold in cubic feet, and the meter logs this quantity. The manufacturers quote a specific price per thousand cubic feet. The difference between the last two meter readings indicates the amount used, which is then used to calculate the gas bill.
The occupants of a building are responsible for all gas registered by the meter and, therefore, should be acquainted with the conditions under which the gas is sold. Gas bills are often the subject of dispute because of failure to understand the period of time covered by the amount claimed; again, the varying length of days due to the season of the year has a pronounced effect on the amount of gas consumed. Lack of care in the economical use of gas is probably the most prolific cause of disputed bills.
The people living in a building are responsible for all the gas recorded by the meter and should therefore understand the terms under which the gas is sold. Gas bills often lead to disputes because people don't realize the time period that the amount charged covers; additionally, the different lengths of days throughout the year significantly affect gas consumption. Carelessness in using gas efficiently is likely the biggest reason for disputed bills.
The amount due for gas may at any time be checked by the consumer who keeps a record of the meter readings. At any time the correctness of a meter is doubted, arrangement may be made with the gas company to have it tested for accuracy. This is done in the office of the company, by attaching the meter to a measuring device—called a meter prover—in which a definite measured amount of gas is passed through the meter and comparison made with meter registration. If it is found that the meter does not register correctly, the gas company is in duty bound[254] to make good the difference. If, however, the meter is found to be correct, it is customary to charge for the services of proving the meter.
The amount owed for gas can be checked at any time by the consumer who keeps track of the meter readings. If there are any doubts about the accuracy of a meter, arrangements can be made with the gas company to have it tested. This takes place at the company's office, where the meter is connected to a measuring device known as a meter prover. A specific amount of gas is passed through the meter, and the reading is compared to the meter's registration. If the meter is found to be inaccurate, the gas company is obligated[254] to correct the difference. However, if the meter is accurate, it's standard practice to charge for the service of testing the meter.
Gas Meters.
—The gas meter as ordinarily used is shown in Fig. 177. In Fig. 178 the same meter is shown with the top and front exposed.
—The gas meter commonly used is shown in Fig. 177. In Fig. 178, the same meter is displayed with the top and front exposed.


The meter is operated by the pressure of the gas which enters at the inlet pipe on the left-hand side of the meter as you face the index. The gas from this pipe comes into the valve chamber and passes alternately into the diaphragms and their chambers, as the valve ports V are opened and closed by the action of the meter. The movement of the valve in opening the port which admits gas to the diaphragm closes the port to the chamber which has filled. The gas entering the diaphragm expands it like a bellows and forces the gas out of the chamber, through the middle part of the valve into the outlet pipe F. While this action is going on, the gas is entering the case compartment on the opposite side of the meter and also forcing the gas from its diaphragm through the opening F.
The meter is controlled by the pressure of the gas that enters through the inlet pipe on the left side of the meter when you face the index. The gas from this pipe goes into the valve chamber and alternately moves into the diaphragms and their chambers as the valve ports V are opened and closed by the meter's operation. When the valve opens the port that allows gas into the diaphragm, it closes the port to the chamber that has just filled. The gas entering the diaphragm expands it like a bellows, pushing the gas out of the chamber through the middle part of the valve and into the outlet pipe F. While this is happening, gas is also entering the case compartment on the opposite side of the meter and pushing gas from its diaphragm through the opening F.
While the meter is in operation, one of the diaphragms and one of the case compartments are filling while the others are emptying. The movement of the diaphragm discs is transformed to the recording dial by the connecting levers shown at the top[255] of the figure. The movement of these levers is such as to produce a rotary motion to a tangent which is attached to a shaft that operates the recording dial. The tangent is carried around in a circle by the action of the arms and its movement is registered on the index of each cycle of the diaphragms.
While the meter is running, one of the diaphragms and one of the compartments in the case are filling up while the others are emptying. The movement of the diaphragm discs is transmitted to the recording dial through the connecting levers shown at the top[255] of the figure. The way these levers move creates a rotary motion for a tangent that is linked to a shaft that drives the recording dial. The tangent moves in a circular motion due to the action of the arms, and its movement is recorded on the index for each cycle of the diaphragms.
The measurement is accomplished by the displacement of a definite amount of gas with each movement of the discs; first, from the chamber and then from the diaphragms.
The measurement is done by displacing a specific amount of gas with each movement of the discs; first, from the chamber and then from the diaphragms.
HOW TO READ THE INDEX
The index of a gas meter looks quite complicated, but it is really a very simple contrivance. The small circle on the top in Fig. 177 is for testing purposes only and need not be considered. The dial of Fig. 177 is shown in Fig. 177A. The first circle, marked 1 thousand, registers 100 feet for each figure, 1000 feet for the entire circle. If the pointer stood on 9 it would mean 900 cubic feet. The second circle registers 1000 for each figure, or 10,000 for the entire circle. When the pointer of the first circle has been around once, it reaches 0 on that circle, but the hand on the second has moved to figure 1, showing 1000 feet used. The process goes on until the pointer of the second circle has traveled around and stands at zero. The pointer on the third circle, however, has moved to 1, indicating 10,000. This explanation shows the general plan of the index. A few minutes study of it will render the index as easy to read as the face of a clock. Of course, the pointers do not always stand exactly on the figures as they move from figure to figure as the gas is used.
The index on a gas meter may look complicated, but it’s actually pretty simple. The small circle at the top in Fig. 177 is just for testing and can be ignored. The dial shown in Fig. 177 is depicted in Fig. 177A. The first circle, labeled 1 thousand, registers 100 feet for each number, totaling 1000 feet for the whole circle. If the pointer is on 9, that means 900 cubic feet. The second circle tracks 1000 for each number, or 10,000 for the entire circle. When the pointer on the first circle has made a full turn and reaches 0, the hand on the second circle will have moved to 1, indicating 1000 feet used. This continues until the pointer on the second circle completes a full turn and points to zero. However, the pointer on the third circle will have moved to 1, showing 10,000. This explanation covers how the index works. After studying it for a few minutes, you’ll find it as easy to read as a clock face. Keep in mind, the pointers don’t always land exactly on the numbers as they shift from one to another as gas is consumed.
Suppose your index stood like this:
Suppose your index looked like this:

Take the figure 3 on the 100 thousand circle, the figure 8 on the 10 thousand, and the figure 6 on the 1 thousand, and you have[256] 30,000, 8000, and 600, or 38,600 feet. To ascertain the quantity of gas used in the time elapsing between the readings of the meter, subtract the quantity registered at the previous reading. Thus, if the previous reading was 38,600 feet, and the next reading 40,100 feet, the pointers standing thus:
Take the figure 3 from the 100-thousand circle, 8 from the 10-thousand, and 6 from the 1-thousand, and you have[256] 30,000, 8,000, and 600, which totals 38,600 feet. To find out how much gas was used between the meter readings, subtract the amount recorded at the last reading. So, if the last reading was 38,600 feet and the next reading is 40,100 feet, the dials read like this:

| You have | 40,100 |
| Subtract your last reading | 38,600 and you find |
| ——— | |
| that your bill should be for | 1,500 feet |
When 100,000 feet have been passed, the index is at zero; that is, all the pointers stand at 0, and the registration begins all over again.
When 100,000 feet have been exceeded, the index resets to zero; that is, all the indicators are at 0, and the recording starts fresh.
Prepayment Meters.
—In many places it is desirable to sell gas in small quantities and to prepay the amount for a given supply of gas. This is accomplished by a meter such as that of Fig. 179. The meter is constructed much the same as the former but provided with a mechanism such that when a coin—usually 25 cents—is deposited, according to the printed directions in the instrument, an amount of gas representing the proportional current rate is allowed to pass the meter. The supply is cut off as soon as the amount paid for is used; when in order to receive more gas, another coin must be deposited as before.
—In many places, it's convenient to sell gas in small amounts and require prepayment for a specific supply of gas. This is done using a meter like the one shown in Fig. 179. The meter is built similarly to the previous one but includes a mechanism that allows gas to flow when a coin—usually 25 cents—is inserted, following the printed instructions on the device. The gas supply stops as soon as the paid amount is used up; to get more gas, another coin must be inserted as before.

Gas-service Rules.
—The rules for the regulation of gas service are in many States under the control of a board or commission whose duty it is to form codes prescribing the measurement and sale of all public utilities. The following form, General Order No. 20, State Public Utilities Commission of Illinois,[257] gives an idea of the requirements in that State for the sale of coal gas.
—The rules for regulating gas service in many states are managed by a board or commission responsible for creating guidelines on how to measure and sell all public utilities. The following form, General Order No. 20, State Public Utilities Commission of Illinois,[257] provides an overview of the requirements in that state for selling coal gas.
Rule 3. Request Tests.—Each utility furnishing metered service shall make a test of the accuracy of any meter, upon written request by a consumer: Provided, first, that the meter in question has not been tested by the utility or by the commission within 6 months previous to such request; and second, that the consumer will agree to accept the result of the test made by the utility as determining the basis for settling the difference claimed. No charge shall be made to the consumer for any such test. A report, giving the result of every such test, shall be made to the consumer.
Rule 3. Test Requests.—Every utility providing metered service must test the accuracy of any meter when a consumer makes a written request: Provided, first, that the meter in question has not been tested by the utility or by the commission within the past 6 months; and second, that the consumer agrees to accept the results of the test conducted by the utility as the basis for resolving any disputes. There will be no charge to the consumer for any such test. A report detailing the results of each test will be given to the consumer.
Rule 4. Adjustment of Bills for Meter Error.—If on any test of a service meter, either by the utility or by the commission, such meter shall be found to have a percentage of error greater than that allowed in Rule 11 (see below) for gas meters, the following provisions for the adjustment of bills shall be observed.
Rule 4. Correction of Bills for Meter Errors.—If a service meter is tested, either by the utility or by the commission, and it shows an error percentage higher than what is allowed in Rule 11 (see below) for gas meters, the following guidelines for adjusting bills must be followed.
(a) Fast Meters.—If the meter is faster than allowable, the utility shall refund to the consumer a percentage of the amount of his bills for the 6 months previous to the test or for the time the meter was installed, not exceeding 6 months, corresponding to the percentage of error of the meter. No part of a minimum, service or demand charge need be refunded.
(a) Fast Meters.—If the meter is running faster than it should, the utility will refund the consumer a percentage of their bill from the six months before the test or for the duration the meter has been in use, up to a maximum of six months, based on the meter's error percentage. No part of a minimum, service, or demand charge needs to be refunded.
(b) Slow Meters.—If the meter is found not to register or to run slow, the utility may render a bill to the consumer for the estimated consumption during the preceding 6 months, not covered by bills previously rendered, but such action shall be taken only in cases of substantial importance where the utility is not at fault for allowing the incorrect meter to be in service.
(b) Slow Meters.—If the meter is found to not register correctly or to run slow, the utility may issue a bill to the consumer for the estimated usage over the past 6 months that hasn’t been covered by previous bills. However, this action should only be taken in significant cases where the utility is not responsible for the faulty meter being used.
Rule 11. Gas-meter Accuracy.—(a) Method of Testing.—All tests to determine the accuracy of registration of a gas service meter shall be made with a suitable meter prover. At least two test runs shall be made on each meter, the results of which shall agree with each other within one-half per cent. (½%).
Rule 11. Gas Meter Accuracy.—(a) Method of Testing.—All tests to determine how accurately a gas service meter registers shall be done using an appropriate meter prover. At least two test runs shall be conducted on each meter, and the results must match within half a percent (½%).
(c) Allowable Error.—Whenever a meter is tested to determine the accuracy with which it has been registering in service, it may be considered as correct if found not more than two per cent. (2%) in error, and no adjustment of charges shall be entailed unless the error is greater than this amount.
(c) Allowable Error.—Whenever a meter is tested to check how accurately it's been measuring while in service, it can be deemed correct if it has no more than a two percent (2%) error. No adjustments to charges will be made unless the error exceeds this amount.
Rule 15. Heating Value.—Each utility furnishing manufactured gas shall supply gas which at any point at least 1 mile from the plant, and tested in the place where it is consumed, shall have a monthly average total heating value of not less than 565 B.t.u. per cubic foot, and at no time shall the total heating value of the gas at such point be less than 530 B.t.u. per cubic foot.
Rule 15. Heat Value.—Every utility that provides manufactured gas must ensure that at any location at least 1 mile from the plant, tested where it's used, the monthly average total heating value is no less than 565 B.t.u. per cubic foot, and at no point should the total heating value of the gas at that location drop below 530 B.t.u. per cubic foot.
To arrive at the monthly average total heating value, the results of all tests made on any one day shall be averaged and the average of all such daily averages shall be taken as the monthly average.
To find the monthly average total heating value, average the results of all tests conducted on a single day, and then take the average of all those daily averages to get the monthly average.
Rule 8. Railroad Commission of Wisconsin.—Each utility furnishing gas service must supply gas giving a monthly average of not less than 600 B.t.u. total heating value per cubic foot, as referred to standard conditions of temperature and pressure. The minimum heating value shall never[258] fall below 550. The tests to determine the heating value of the gas shall be made anywhere within a 1-mile radius of the center of distribution.
Rule 8. Wisconsin Railroad Commission.—Every utility providing gas service must supply gas that has a monthly average heating value of at least 600 B.t.u. per cubic foot, based on standard temperature and pressure conditions. The minimum heating value must never be less than 550. Tests to measure the heating value of the gas should be conducted anywhere within a 1-mile radius of the distribution center.

Gas Ranges.
—Gas ranges and all other heaters using gas as a fuel are constructed to utilize the principle of the Bunsen burner. Fig. 180 illustrates the type of burner used in the Jewel gas range. This represents the form adapted to the top burners for all direct-contact cooking or heating. The burners are of different sizes and arranged as they appear in Fig. 181. This picture shows the top of the range as seen from above, looking directly downward. The gas supply pipe and individual valves for each burner are in position as they appear in front of the range.
—Gas stoves and all other heaters that use gas as fuel are designed based on the principle of the Bunsen burner. Fig. 180 shows the type of burner used in the Jewel gas range. This design is for the top burners used for direct-contact cooking or heating. The burners come in various sizes and are arranged as shown in Fig. 181. This image displays the top of the range from above, looking straight down. The gas supply pipe and individual valves for each burner are positioned as they appear in front of the range.

Fig. 181.—Showing top burners and valve attachment of a gas stove.
Fig. 182.—Section showing arrangement of oven burners and lighter of a gas
oven.
Fig. 181.—Showing the top burners and valve connection of a gas stove.
Fig. 182.—Section showing the setup of oven burners and igniter of a gas oven.
In operation, the nozzles of the gas valves stand directly in front of the opening G, in Fig. 180. The stream of gas in passing into the burner induces a flow of air through the opening A. The mixture of gas and air is such as will burn with the characteristic Bunsen flame without smoke.
In operation, the nozzles of the gas valves are positioned directly in front of the opening G, in Fig. 180. As the gas flows into the burner, it creates a flow of air through the opening A. The mixture of gas and air is designed to burn with the distinctive Bunsen flame without producing smoke.
The oven burners are different in form but the individual flames are the same as those of the top burners. They extend across the oven as shown in Fig. 182. In this the top of the oven is removed and burners as seen are viewed from above.
The oven burners have different shapes, but the individual flames are the same as those on the top burners. They run across the oven as shown in Fig. 182. In this figure, the top of the oven is taken off, and the burners are seen from above.
The top burners are lighted by direct application of a burning match but the oven burners must be lighted by first igniting a special torch or “pilot lighter.” The middle gas valve of Fig. 182 is turned and the torch lighted, then the other valves are opened and the jets are instantly ignited. As soon as they are burning the pilot lighter is extinguished by turning its valve.
The top burners are lit by directly applying a burning match, but the oven burners need to be lit by first igniting a special torch or “pilot lighter.” The middle gas valve in Fig. 182 is turned, and then the torch is lit. After that, the other valves are opened, and the jets are instantly ignited. Once they are burning, the pilot lighter is turned off by closing its valve.
The reason for this special lighter is because of the possibility of explosion at the time of lighting. The gas from the jets is mixed with air at the proper proportion to be violently explosive and if by chance the gas should be turned on a sufficient time to fill the oven with this explosive mixture and then lighted, an explosion would be certain, with every possibility of disastrous consequences. All gas ovens should be lighted in a manner similar to that described.
The reason for this special lighter is due to the risk of explosion when lighting. The gas from the jets mixes with air in the right proportion to become highly explosive, and if the gas happens to be left on long enough to fill the oven with this explosive mixture before being lit, an explosion is guaranteed, with a high chance of terrible consequences. All gas ovens should be lit in a way similar to what’s described.
Lighting and Heating with Gasoline.
—The remarkable growth of modern cities, the building of small towns in the west, and the improvement in suburban and rural homes has created a demand for efficient means of illumination in the form of small household lighting plants. The development and improvement in electric lighting has induced an equal, if not greater, improvement in gas lighting. Up to the year 1875, the open-flame gas jet represented the most improved form of city lighting. Then came electricity, which for a time bade fair to supplant all other forms of illumination; but the relative high cost of electric lighting, even with the advantages it afforded, was a stimulus to improvement in less expensive forms of illuminants.
—The remarkable growth of modern cities, the development of small towns in the west, and the enhancement of suburban and rural homes have created a demand for efficient lighting solutions in the form of small household lighting systems. The progress and enhancement in electric lighting have also led to significant improvements in gas lighting. Up until 1875, the open-flame gas jet was the most advanced form of city lighting. Then came electricity, which for a while looked like it would replace all other lighting methods; however, the relatively high cost of electric lighting, despite its benefits, encouraged advancements in more affordable lighting options.
The invention of the incandescent-mantle gas burner enormously increased the opportunities for gas lighting and opened an inviting field of endeavor. In a relatively short time, three distinct types of gasoline lighting plants for household illumination came into common use, with a great number of different systems in each type. As a means of economical illumination the only rival of any consequence to the small gasoline-gas plant of today is acetylene. The dangers attending the use of these agents of illumination have been rapidly eliminated, until today—when[260] intelligently managed—they are fully as safe as any other means of artificial lighting. Gasoline plants are now in common use in cities where competition with all other forms of illumination require excellence in service to hold an established place.
The invention of the incandescent-mantle gas burner greatly expanded the possibilities for gas lighting and opened up an attractive area for development. In a relatively short time, three different types of gasoline lighting systems for household use became widely adopted, each with many variations. As a cost-effective lighting solution, the only serious competitor to today’s small gasoline-gas plants is acetylene. The hazards associated with these lighting methods have been quickly resolved, so that today—when[260]managed wisely—they are just as safe as any other form of artificial lighting. Gasoline plants are now commonly used in cities where they must compete with all other lighting methods, demanding high-quality service to maintain their place in the market.
In order that any mechanical appliance may be used with the best results, its principle of operation and mechanism must be thoroughly understood. In the case of gasoline plants, not only familiarity with the mechanism should be acquired but an intimate knowledge of gasoline and its characteristic properties should be gained, that the peculiarities of the plant may be more fully comprehended.
To achieve the best results with any mechanical appliance, its operation and mechanisms must be well understood. With gasoline plants, it's essential not only to be familiar with the mechanics but also to have a deep understanding of gasoline and its unique properties, so that the specific features of the plant can be fully grasped.
Gasoline
is the first distillate of crude petroleum; that is, in the process of separation, the crude petroleum is distilled from a retort and the condensed vapors at different degrees of temperature form the various grades of gasoline, kerosene, lubricating oil, paraffin, etc. The crude oil is placed in the still and heated; the distillate that first comes from the condenser, at the lowest temperature of the still, is gasoline of a light spiritous nature. As the process of distillation continues, this part of the petroleum is entirely driven off and it is necessary to raise the temperature of the still in order to vaporize an additional portion of the oil. There is no distinct line of separation between the gasoline that first comes from the condenser and that which comes over after the temperature is raised, except that it is less of a spiritous nature and contains more oily matter. As the temperature of the retort is gradually raised, the distillate contains less and less of the spiritous and constantly more of the oily matter.
is the first product obtained from crude oil; that is, during the separation process, the crude oil is heated in a still, and the resulting vapors condense at different temperatures to create various types of gasoline, kerosene, lubricating oil, paraffin, and more. The crude oil goes into the still and is heated; the first distillate that comes from the condenser at the lowest temperature is gasoline with a light, spirit-like quality. As distillation continues, this part of the petroleum is completely vaporized, and the temperature of the still must be increased to extract more of the oil. There isn’t a clear division between the initial gasoline from the condenser and the gasoline that follows after raising the temperature, other than that the latter is less spirit-like and has a higher oil content. As the temperature of the still rises, the distillate increasingly contains less of the spirit-like substances and more oily material.
In order to grade gasoline for the market, the standard adopted was that of relative density. The distillations produced at various temperatures are mixed to produce various densities which form definite grades of gasoline. The Beaumé hydrometer is a scale of relative specific gravities in which the different densities are expressed in degrees. The highest grade of gasoline produced by the first distillation is 90°Bé.; that is, the hydrometer will sink in the gasoline to 90° on the scale. As the temperature of the retort is gradually raised, the distillate becomes heavier and the next commercial grade is 86° gasoline. The 86° gasoline contains a greater proportion of oily matter and a less amount of that of a spiritous nature. The next commercial[261] grade that is produced, as the temperature is raised, is 76° gasoline, a still highly volatile spirit but containing more oil than the last. This process is kept up until there is an amount of oil in the distillate that can no longer be termed gasoline, when kerosene is distilled from the retort.
To grade gasoline for the market, the standard used is relative density. Distillations at different temperatures are mixed to create various densities, which define specific grades of gasoline. The Beaumé hydrometer is a scale of relative specific gravities that expresses these densities in degrees. The highest grade of gasoline produced from the first distillation is 90°Bé; meaning the hydrometer will sink to 90° on the scale. As the temperature of the retort is gradually increased, the distillate becomes heavier, resulting in the next commercial grade of 86° gasoline. This 86° gasoline has a higher proportion of oily matter and less of a spirit-like nature. The next commercial grade that is produced as the temperature rises is 76° gasoline, which is still a highly volatile spirit but contains more oil than the previous grade. This process continues until the amount of oil in the distillate can no longer be classified as gasoline, at which point kerosene is distilled from the retort.
The following descriptions of gasoline and kerosene by B. L. Smith, State Oil Inspection Chemist of North Dakota, gives a definite idea of their properties and the requirements of the law in their regulation and sale.
The following descriptions of gasoline and kerosene by B. L. Smith, State Oil Inspection Chemist of North Dakota, provide a clear understanding of their properties and the legal requirements for their regulation and sale.
“Gasoline is formed by the condensation of vapor that passes off at comparatively low temperatures during the distillation of crude petroleum. It has been common practice among refiners to collect as ‘straight’ gasoline all that distillate having a specific gravity above 60°Bé. At present, the name applies broadly to all the lighter products of petroleum above 50°Bé. in gravity, including products obtained from the ‘casing-head’ gases of oil wells, by methods of compression and cooling, and also the ‘cracked’ gasoline formed by the decomposition of heavier oils when subjected to high temperature and pressure.
“Gasoline is created when vapor condenses at relatively low temperatures during the distillation of crude oil. Refiners typically gather all distillate with a specific gravity above 60°Bé and label it as 'straight' gasoline. Nowadays, the term broadly refers to all lighter petroleum products with a gravity above 50°Bé, including those obtained from the 'casing-head' gases of oil wells using compression and cooling methods, as well as 'cracked' gasoline produced by breaking down heavier oils under high temperature and pressure.”
“It has been the custom to grade and sell gasoline according to ‘high’ or ‘low’ gravity test. Recent study and investigation has shown that specific gravity in itself is of very little value in determining the quality of a gasoline. It may be taken as an index of other properties, particularly its volatility, if information as to its source and method of production are at hand; but under present market conditions a specific-gravity determination is entirely inadequate. The specific-gravity test alone may give a high rating to a poor gasoline and a low rating to a good one. It has been discarded as a standard of comparison by the U. S. Bureau of Mines. It indicates nothing definite about the quality of a gasoline and in many cases it does not even approximate relative values. Volatility, that is, the ease with which it vaporizes, is the fundamental property that determines the grade, quality, and usefulness of gasoline. The Beaumé test, however, must remain the standard for grading gasolene until a more definite measure is adopted.
“It’s been standard practice to grade and sell gasoline based on ‘high’ or ‘low’ gravity tests. Recent studies and investigations have shown that specific gravity alone has very little value in assessing gasoline quality. It can hint at other properties, especially its volatility, if you know its source and how it was produced; however, given the current market conditions, relying on specific gravity is completely insufficient. The specific-gravity test by itself might give a high rating to subpar gasoline and a low rating to high-quality gasoline. The U.S. Bureau of Mines has dropped it as a standard for comparison. It provides no clear indication of gasoline quality and often doesn’t come close to representing relative values. Volatility, meaning how easily it vaporizes, is the key property that defines the grade, quality, and usefulness of gasoline. However, the Beaumé test will still serve as the standard for grading gasoline until a more precise measure is put in place.”
“The Oil Inspection Law (1917) for the State of North Dakota, states, that: ‘all gasolines, sold or offered for sale in this State for household use, shall, when one hundred cubic centimeters are subjected to a distillation in a flask—as described for distilling of oil—show not less than three (3) per cent. distilling at one hundred and fifty-eight (158) degrees Fahrenheit, and there shall not be more than six (6) per cent. residue at two hundred and eighty-four (284) degrees Fahrenheit,[262] which shall be known as the chemical test for gasoline sold or offered for sale in this State for domestic purposes.’
“The Oil Inspection Law (1917) for the State of North Dakota states that: ‘All gasolines sold or offered for sale in this State for household use must show at least three (3) percent distillation when one hundred cubic centimeters are subjected to distillation in a flask—as described for distilling oil—at one hundred and fifty-eight (158) degrees Fahrenheit, and there shall not be more than six (6) percent residue at two hundred and eighty-four (284) degrees Fahrenheit,[262] which will be known as the chemical test for gasoline sold or offered for sale in this State for domestic purposes.’”
“Gasoline for household purposes, as for use in cold-process lighting systems should contain not more than a very slight amount of constituents that do not vaporize readily. It is obvious that a gasoline for cleaning or drying purpose should contain no oily or kerosene distillate. On the other hand, the gasoline for use in a gasoline stove or other generator, where heat is employed in its vaporization, may contain a considerable amount of the less volatile oils. The amount of gasoline sold for household use is in very minor proportion to the immense quantity used for motor purposes.
“Gasoline for household use, especially for cold-process lighting systems, should have only a small amount of ingredients that do not evaporate easily. It's clear that gasoline meant for cleaning or drying should not have any oily or kerosene-like substances. However, gasoline used in a gasoline stove or other devices, where heat helps it vaporize, can have a significant amount of the less volatile oils. The quantity of gasoline sold for household purposes is very small compared to the huge amount used for motor vehicles.”
“No hard and fast line differentiates good motor gasoline from bad. In fact standards of quality seem to be varying with advances in engine design, so that what once was poor gasoline can now be successfully used. Improvement in carburetors seem to be keeping pace with the ever increasing amount of kerosene in the ordinary motor gasoline.
“No strict line separates good motor gasoline from bad. In fact, quality standards appear to change with advancements in engine design, so what was once considered poor gasoline can now be used successfully. Improvements in carburetors seem to be keeping up with the growing amount of kerosene in regular motor gasoline.”
“Gravity test cannot be relied upon as indicating the kerosene content. In the laboratories of the Oil Inspection Department for the State of North Dakota, there have been examined two gasolines of the same gravity, 56.2°Bé. at 60°F., but which contains 31 per cent. and 62 per cent. of kerosene respectively, and their distillation range is quite different. On the other hand, there are other gasolines whose boiling range is nearly parallel and similar, yet whose gravities are 50.2°Bé. and 59.2°Bé. respectively. Also a gasoline and a kerosene having a difference in gravity of but 1°Bé. and a difference of nearly 100°F. in the temperature at which they begin to boil and a difference at 200°F. in the temperature at which all had distilled over. The so-called ‘low’-test gasolines average between 35 per cent. and 40 per cent. kerosene. The chief element of advantage in the so-called ‘high’-test gasolines seems to be that they yield a maximum efficiency over a larger range of engine conditions.
“Gravity tests cannot be relied upon to indicate kerosene content. In the labs of the Oil Inspection Department for the State of North Dakota, two gasolines were examined that had the same gravity of 56.2°Bé at 60°F, but contained 31 percent and 62 percent of kerosene, respectively, and their distillation ranges were quite different. On the other hand, there are other gasolines with nearly parallel and similar boiling ranges, yet their gravities are 50.2°Bé and 59.2°Bé, respectively. Additionally, one gasoline and one kerosene had only a 1°Bé difference in gravity, but nearly a 100°F difference in the temperature at which they begin to boil, as well as a difference at 200°F in the temperature at which all had distilled over. The so-called ‘low-test’ gasolines average between 35 percent and 40 percent kerosene. The main advantage of the so-called ‘high-test’ gasolines appears to be that they provide maximum efficiency over a wider range of engine conditions.”
“We have a sample of gasoline sold as ‘high’-test gasoline which contains 29 per cent. of kerosene. Indeed it has a high Beaumé gravity (63.70) compared to the average low-gravity gasolines on the market, and it also contains a large amount (14 per cent.) of very easily volatile constituents. Such a product seems to be a blend of very light ‘casing-head’ stock with kerosene of low boiling range to give the ‘high’ gravity.
“We have a sample of gasoline marketed as ‘high’-test gasoline that contains 29 percent kerosene. In fact, it has a high Beaumé gravity (63.70) compared to the average low-gravity gasolines available today, and it also has a significant amount (14 percent) of very volatile components. This product appears to be a mix of very light 'casing-head' stock with low boiling range kerosene to achieve the ‘high’ gravity.”
“It is desirable that a gasoline should contain a certain percentage of very low-boiling constituents, so that engines may start more readily, especially in unfavorable conditions of weather or climate; but a large proportion would be undesirable because of loss through evaporation[263] and the liability of accidental ignition and explosion. A reasonable amount of light volatile material would probably be about 3½ per cent. Again a reasonably low percentage of the very less volatile constituents is desirable to insure complete vaporization at a not too high temperature, say not more than 10 per cent.; but such a gasoline would be expensive. The producers and refiners claim that the present immense demand necessitates the mixture of low-boiling kerosene constituents with the true gasoline fraction.
“It’s important for gasoline to have a certain percentage of low-boiling components so that engines can start easily, especially in bad weather; however, having too much of these components is not ideal due to evaporation loss[263] and the risk of accidental ignition and explosions. A reasonable amount of light volatile material is likely around 3.5 percent. Additionally, a somewhat low percentage of the less volatile components is desirable to ensure complete vaporization at a moderate temperature, ideally no more than 10 percent; but gasoline with these characteristics could be expensive. Producers and refiners argue that the current high demand requires mixing low-boiling kerosene components with the pure gasoline fraction.”
“Kerosene.
—The character of this fuel is best understood by comparing it with gasoline, which it in general resembles, except that it is much less volatile. It is obtained from crude petroleum at a temperature just above that (300°F.) at which gasoline passes off. Its chief use is as an illuminant in lamps. It is also increasingly used as a fuel in cooking stoves, small portable heaters, and as a motor fuel for engines and tractors.
—The nature of this fuel is best understood by comparing it to gasoline, which it generally resembles, except that it's much less volatile. It's obtained from crude oil at a temperature just above that (300°F.) at which gasoline evaporates. Its main use is as a light source in lamps. It's also being used more and more as fuel for cooking stoves, small portable heaters, and as a motor fuel for engines and tractors.
“The laws of most States stipulate certain tests which kerosene must meet in order to be approved for general sale. These tests include color, flash point, fire test, sulphur determination, and candlepower tests. The North Dakota Oil Inspection Law (1917) specifies that the color shall be water-white when viewed by transmitted light through a layer of oil 4 inches deep. It shall not give a flash test below 100°F. and shall not have a fire test below 125°F. Such illuminating oils shall not contain water or tar-like matter, nor shall they contain more than a trace of any sulphur compound. The photometric test, when burning under normal conditions, shall not show a fall of more than 25 per cent. in candlepower in a burning test of not less than 6 hours nor more than 8 hours’ duration, consuming 95 per cent. of the oil.
“The laws of most states require certain tests that kerosene must pass to be approved for general sale. These tests include color, flash point, fire test, sulfur content, and candlepower tests. The North Dakota Oil Inspection Law (1917) states that the color should be water-white when viewed by transmitted light through a 4-inch layer of oil. It should not have a flash test below 100°F and should not have a fire test below 125°F. Such illuminating oils should not contain water or tar-like substances, nor should they have more than a trace of any sulfur compound. The photometric test, when burned under normal conditions, should not show a drop of more than 25 percent in candlepower during a burning test lasting no less than 6 hours and no more than 8 hours, consuming 95 percent of the oil.”
“The flash point of an oil is the lowest temperature at which vapors arising therefrom ignite, without setting fire to the oil itself, when a small test flame is quickly approached near the surface in a test cup and quickly removed.
“The flash point of an oil is the lowest temperature at which its vapors ignite without igniting the oil itself when a small test flame is quickly brought near the surface in a test cup and then quickly removed."
“The fire test of an oil is the lowest temperature at which the oil itself ignites from its vapors and continues to burn when a test flame is quickly approached near its surface and quickly removed.
“The fire test of an oil is the lowest temperature at which the oil ignites from its vapors and keeps burning when a test flame is quickly brought close to its surface and then quickly taken away.
“When oils containing sulphur are burned, the sulphur is thrown off in the form of gaseous sulphur compounds. Because of their poisonous nature and their bleaching and disintegrating action on clothing, hangings, wall coverings, etc., it is obvious that to safeguard the health and preserve the furnishings of the home, illuminating oils should contain not more than a trace of sulphur compounds, and that their flash and fire limits should be high enough to insure safety in ordinary use in lamps and stoves.
“When oils with sulfur are burned, the sulfur is released as gas. Because these gases are toxic and can bleach or damage fabrics, wall coverings, and other items, it’s clear that to protect health and keep home furnishings intact, lighting oils should have only a tiny amount of sulfur compounds, and their flash and fire limits should be high enough to ensure safety during normal use in lamps and stoves.”
“The law further specifies as to the boiling limits of kerosene: ‘It shall be the duty of the State Oil Inspector ... to have chemical tests made ... demonstrating whether or no such oils contain more than 4 per cent. residue after being distilled at a temperature of 570°F., and shall not contain more than 6 per cent. of oil distilling at 310°F., when one hundred cubic centimeters of the oil is distilled from a side-neck distilling flask’ of certain specified dimensions.
“The law further clarifies the boiling limits of kerosene: ‘It is the responsibility of the State Oil Inspector ... to conduct chemical tests ... to show whether these oils have more than 4 percent residue after being distilled at a temperature of 570°F, and must not contain more than 6 percent of oil distilling at 310°F, when one hundred cubic centimeters of the oil is distilled from a side-neck distilling flask’ of specific dimensions.”
“This is to insure the kerosene against an excess of easily inflammable material of the gasoline range and thus render it dangerous to the user. In addition it is to insure against an undue proportion of heavy constituent of lubricating oil distillate, which would clog the wick and reduce the efficiency, heating and illuminating value of the oil.”
“This is to protect the kerosene from an excess of easily flammable gasoline materials, which could make it dangerous for the user. Additionally, it aims to safeguard against having too much heavy component from lubricating oil distillate, which would block the wick and lower the efficiency, heating, and lighting capabilities of the oil.”
LIGHTING AND HEATING WITH GASOLINE
The extended use of gasoline as a lighting and heating agent, has brought about the development of a great number of mechanical devices that are intended to furnish the house with an efficient source of illumination and at the same time provide the kitchen with a convenient and relatively inexpensive fuel. These machines are generally simple in mechanical construction and so designed as to eliminate most of the dangers involved in the use of gasoline. In operation, they require a minimum amount of attention when suited to the purpose for which they are intended. That the object of the plants is attained is attested by the great number in use and the degree of satisfaction afforded the users.
The long-term use of gasoline for lighting and heating has led to the development of many devices aimed at providing homes with an effective source of light while also offering the kitchen a convenient and relatively cheap fuel option. These machines are typically straightforward in their design and built to minimize most of the risks associated with using gasoline. When used for their intended purpose, they need very little attention. The success of these devices is proven by the large number in use and the satisfaction they provide to users.
The three systems of gasoline lighting referred to above are known commercially by terms which are characteristic of the process involved:
The three systems of gasoline lighting mentioned earlier are commonly known by terms that reflect the process involved:
1. The cold-process system, in which the gasoline is vaporized, at the temperature of an underground supply tank, and after being mixed with the required amount of air is sent through the building in ordinary gas pipes exactly as in the case of city gas.
1. The cold-process system, where gasoline is vaporized at the temperature of an underground storage tank, is mixed with the right amount of air and delivered through the building in regular gas pipes, just like city gas.
2. The hollow-wire system, in which the gasoline is sent from the supply tank to the burners in a liquid form, where it is vaporized by heat and the vapor mixed with the necessary air to afford complete combustion.
2. The hollow-wire system, where gasoline is transported from the supply tank to the burners in liquid form, is heated to vaporize it, and the vapor is mixed with the required air for complete combustion.
3. The central-generator or tube system, in which the gasoline is sent to a central generator from a supply tank and there vaporized[265] by heat, at the same time being mixed with air in sufficient amounts to render it a completely combustible gas without further dilution.
3. The central-generator or tube system, where the gasoline is sent to a central generator from a supply tank and then vaporized[265] by heat, while being mixed with enough air to make it a fully combustible gas without any further dilution.
THE COLD-PROCESS GAS MACHINE
The gas machine of the cold-process type is so constructed that air is forced through a tank or carburetor, containing gasoline and remains in its presence until saturated with gasoline vapor. This saturated air is afterward diluted with additional air, to produce a quality of gas that contains proportions of air and gasoline vapor which will produce complete combustion when burned with an open flame.
The cold-process gas machine is designed so that air is pushed through a tank or carburetor filled with gasoline and stays there until it absorbs gasoline vapor. This saturated air is then mixed with extra air to create a gas mixture that has the right balance of air and gasoline vapor, ensuring it burns completely when lit with an open flame.
Combustion is a rapid chemical change in which heat is evolved due to the union of carbon and oxygen. If the carbon is completely oxidized, the combination produces carbon dioxide (CO2) and the greatest amount of heat is evolved.
Combustion is a fast chemical reaction that produces heat when carbon and oxygen combine. If the carbon is fully oxidized, the result is carbon dioxide (CO2), and the maximum amount of heat is released.
Gasoline being a highly volatile liquid will vaporize at temperatures as low as -10°F., but as the temperature is higher vaporization will be more rapid. In a confined space, at relatively low temperature, such as the carburetor of a gas machine, the vaporization will at first be very rapid; but after the more highly spiritous portion has been evaporated, a considerable part, even of the lighter grades, will be vaporized very slowly. In the cold-process machines, only the lighter grades can be used with success and even then, in inefficient machines, a portion of the lesser volatile gasoline will have to be thrown away. For this reason and for others that will appear later, it is advisable to consider very closely the working properties of the entire plant.
Gasoline is a highly volatile liquid that can vaporize at temperatures as low as -10°F. However, as the temperature increases, the vaporization becomes faster. In a confined space, like the carburetor of a gas-powered machine, vaporization initially happens very quickly. Once the more volatile components have evaporated, even the lighter grades will vaporize much more slowly. In cold-process machines, only the lighter grades work well, and even then, inefficient machines may require some of the less volatile gasoline to be discarded. For this reason, and for others that will be discussed later, it's important to carefully consider the working properties of the entire system.
In order to obtain gas that will always be of the same quality and at the same time use gasoline in an efficient manner, the gas machine must be composed of three essential parts: the blower, the carburetor and the mixer.
To get gas that’s always the same quality and to use gasoline efficiently, the gas machine needs to have three key parts: the blower, the carburetor, and the mixer.
The blower is that part of the machine which supplies air for absorbing the gasoline vapor and maintaining a constant pressure on the system. It is usually made in the form of a rotary pump, the motive power for which is a heavy weight. The pump may, however, be driven by water pressure furnished by city water pipes or other water supply.
The blower is the component of the machine that provides air to absorb the gasoline vapor and keep a consistent pressure in the system. It's typically designed as a rotary pump, powered by a heavy weight. However, the pump can also be operated by water pressure from city water pipes or other water sources.
The carburetor is a tank which contains the supply of gasoline and is so constructed as to permit the air from the blower to most readily take up the gasoline vapor. It should be so arranged that when the contained gasoline becomes old and less volatile, the air may remain in its presence a sufficient time to become saturated by slow absorption.
The carburetor is a tank that holds the gasoline and is designed to allow air from the blower to easily mix with the gasoline vapor. It should be set up so that when the gasoline inside gets old and less volatile, the air can stay in contact long enough to become saturated through slow absorption.
The mixer is that part of the machine which regulates the amount of gasoline vapor contained in the gas entering the distributing pipes. In order to satisfactorily perform its function, it should be so arranged as to permit a constant amount of gasoline vapor to enter the mixture which composes the finished gas. This amount should be such as to produce a bright clear flame in an open gas jet. If the gas contains too great an amount of gasoline vapor, the flame will smoke. If too little gasoline vapor is present, the flames will be pale and lacking in heat.
The mixer is the part of the machine that controls how much gasoline vapor is in the gas going into the distribution pipes. To do its job properly, it needs to be set up to allow a steady amount of gasoline vapor into the mix that makes up the final gas. This amount should be enough to create a bright, clear flame in an open gas jet. If there's too much gasoline vapor, the flame will be smoky. If there's not enough gasoline vapor, the flames will be weak and won't generate much heat.

In Fig. 183, the entire plant is shown in place. It occupies a place inside the building, usually in the basement. In the[267] figure the carburetor is marked 1; the mixer 2 stands at the end of the blower, which is numbered 3. The motive power of the blower is furnished by a heavy weight, which is raised by a block and tackle, the cord of which is attached to the drum and fastened to the shaft of the blower. The force furnished by the weight 4 drives the blower and maintains a constant pressure on the gas in the system. The pipe 8 conducts the air from the blower to the carburetor, which is located underground, below the frost line and 25 or 30 feet away from the building.
In Fig. 183, you can see the whole plant set up. It’s typically located inside the building, usually in the basement. In the[267]figure, the carburetor is labeled 1; the mixer 2 is at the end of the blower, which is labeled 3. The blower gets its power from a heavy weight that’s lifted by a block and tackle, with the cord attached to the drum and secured to the blower's shaft. The force from the weight 4 drives the blower and keeps a constant pressure on the gas in the system. The pipe 8 carries air from the blower to the carburetor, which is buried underground, below the frost line and 25 or 30 feet away from the building.

The carburetor in this case is also the storage tank, as shown in detail in Fig. 184. The carburetor is divided laterally into two or more compartments, depending on the size of the plant to be accommodated. That shown in Fig. 184 contains four compartments and is intended for a large plant. The construction is such that the compartments are only partly filled with gasoline, and arranged to permit the air from the blower, which enters at the pipe marked air, to pass through each compartment in succession, beginning at the bottom, in order that it may become completely saturated with gasoline vapor. As an additional means of aiding the saturation of the passing air, the compartments in this carburetor are provided with spiral passages through which the air must pass, so that when it reaches the outlet pipe, marked gas, the air is completely filled with gasoline vapor.
The carburetor in this case also serves as the storage tank, as shown in detail in Fig. 184. The carburetor is divided laterally into two or more compartments, depending on the size of the plant being accommodated. The version shown in Fig. 184 has four compartments and is designed for a large plant. The construction allows the compartments to be only partly filled with gasoline and is arranged to let the air from the blower, entering through the pipe marked "air," flow through each compartment in order from the bottom, so it becomes fully saturated with gasoline vapor. To further assist with the saturation of the passing air, the compartments in this carburetor feature spiral passages that the air must go through, ensuring that by the time it reaches the outlet pipe marked "gas," the air is completely filled with gasoline vapor.
The vapor-saturated air now leaves the carburetor by pipe 9, in Fig. 183, and enters the mixing chamber 2, where it is mixed with the required amount of atmospheric air, to make it completely combustible when burned at the burner.
The vapor-saturated air now exits the carburetor through pipe 9, in Fig. 183, and enters the mixing chamber 2, where it mixes with the necessary amount of atmospheric air to ensure it is fully combustible when burned at the burner.
The mixing chamber is shown in detail in Fig. 185. The mixing is done automatically and the quality of the gas is[268] uniform, regardless of the varying conditions of the attending temperature and the quality of the gasoline in the carburetor.
The mixing chamber is shown in detail in Fig. 185. The mixing happens automatically, and the gas quality is[268] consistent, no matter the changing temperature conditions or the quality of the gasoline in the carburetor.
The vitally important feature of any gas machine is, that a constant amount of gasoline vapor be carried to the burners. If the gas contains too great an amount of gasoline vapor, a smoky flame will be the result; if an insufficient amount of gasoline is present, the flame will be pale and give out little light. When freshly charged, the gasoline in the carburetor will vaporize very readily, and a large amount of air must be added to the gas to reduce it to the proper consistency; but from old gasoline, which has lost most of the highly volatile matter, a smaller proportion of atmospheric air will be demanded. For this reason, a mixing regulator that will always deliver gas containing the same amount of gasoline vapor is necessary to give satisfactory service. The mixer shown in Fig. 185 accomplishes this office by reason of the specific gravity of the gas.
The most important feature of any gas machine is that a consistent amount of gasoline vapor is delivered to the burners. If the gas has too much gasoline vapor, it will produce a smoky flame; if there isn't enough gasoline, the flame will be weak and provide little light. When the carburetor is freshly filled, the gasoline vaporizes easily, requiring a large amount of air to achieve the right mixture; however, with old gasoline that has lost most of its volatile components, less atmospheric air is needed. Because of this, a mixing regulator that consistently delivers gas with the same amount of gasoline vapor is essential for effective operation. The mixer shown in Fig. 185 achieves this by utilizing the specific gravity of the gas.
As the air in the carburetor takes up gasoline vapor, its specific gravity is increased until the air is saturated; and by adding the amount of atmospheric air necessary for complete combustion the weight is reduced to a definite amount which will be constant. The required mixture will, therefore, always weigh the same amount. The principle on which this mixer works is that described in physics as the principle of Archimedes: “that a body immersed in a fluid will lose in weight an amount equal to the liquid displaced.” In the application of the law, the gas in the mixer is the fluid, and the float—to be described—is the displacing body.
As the air in the carburetor absorbs gasoline vapor, its density increases until the air is full. By adding the right amount of atmospheric air needed for complete combustion, the overall weight is reduced to a specific constant amount. Therefore, the required mixture will always weigh the same. The principle behind how this mixer operates is what physics calls Archimedes' principle: “a body immersed in a fluid will lose weight equal to the amount of liquid it displaces.” In this case, the gas in the mixer acts as the fluid, and the float—which will be described—is the object that displaces it.

The mixer in Fig. 185, is shown cut across lengthwise. The outside casing is indicated by the heavy black lines. The gas which leaves the opening at the top—marked gas outlet—is a mixture of gasoline and air that may be used for exactly the same[269] purpose and in the same manner as coal gas. It may be used in open-flame gas jets or in the mantle gas lamps for lighting purposes and also as fuel gas for domestic heating. The gas is distributed through the building in ordinary gas pipes which are installed as for any other kind of gas. In Fig. 183 the distributing pipes are indicated by the heavy lines.
The mixer in Fig. 185 is shown cut lengthwise. The outer casing is marked by the heavy black lines. The gas that comes out of the opening at the top—labeled gas outlet—is a mixture of gasoline and air that can be used for the same[269] purposes and in the same way as coal gas. It can be used in open-flame gas jets or mantle gas lamps for lighting and also as fuel gas for domestic heating. The gas is distributed throughout the building using standard gas pipes installed like any other type of gas. In Fig. 183, the distribution pipes are shown by the heavy lines.
The valve in the air inlet, in the bottom of the mixer, controls the amount of air to be admitted. The entering gas from the carburetor being heavier than the desired mixture, will raise the float and in so doing will open the air valve and allow the air from the blower to enter. The float and valve are so adjusted that the desired mixture is attained when the balance beam is level. Any variation in the mixture will change its weight and the valve corrects the change whether it be too much or too little air.
The valve in the air inlet at the bottom of the mixer controls how much air gets in. The gas coming in from the carburetor is heavier than the desired mixture, which raises the float and opens the air valve, letting in air from the blower. The float and valve are adjusted so that the desired mixture is achieved when the balance beam is level. Any change in the mixture will affect its weight, and the valve adjusts to correct the imbalance, whether there’s too much or too little air.
The openings at the bottom, marked gas inlet and air inlet, are intended for the admission of the saturated vapor from the carburetor, and the atmospheric air, as required. The float which fills the greater part of the inner space is a light sheet-metal drum, that is tightly sealed and nicely balanced by a counterweight on the opposite end of the suspending bar. The counterweight is made adjustable by the device marked movable adjusting weight—in the drawing—which permits the quantity of entering gas to be slightly changed as the gasoline in the carburetor grows old.
The openings at the bottom, labeled gas inlet and air inlet, are designed for letting in the saturated vapor from the carburetor and the atmospheric air as needed. The float that fills most of the inner space is a lightweight metal drum that is tightly sealed and balanced by a counterweight on the opposite end of the suspension bar. The counterweight is adjustable via the device marked movable adjusting weight—in the drawing—which allows for some variation in the amount of gas entering as the gasoline in the carburetor ages.
The adjustment of the counterweight to suit the gas given off from old gasoline in the carburetor, and the occasional rewinding, to elevate the blower weight, is practically all the attention this plant requires. It is a real gas plant which gives every service that may be obtained from coal gas.
The adjustment of the counterweight to match the gas released from old gasoline in the carburetor, along with occasional rewinding to lift the blower weight, is basically all the maintenance this plant needs. It's a true gas plant that provides all the services you can get from coal gas.
THE HOLLOW-WIRE SYSTEM OF GASOLINE LIGHTING AND HEATING
The hollow-wire system of gasoline lighting possesses the advantage of simplicity in construction and ease of installation that makes it attractive, particularly for use in small dwellings. The ease with which plants of this character are installed in buildings already constructed and its relatively low cost has[270] made it a popular means of lighting. The same principle as that used in the hollow-wire system is applied to portable gasoline lamps in which a remarkably convenient and brilliant lamp is made to take the place of the customary kerosene lamp. Small portable gasoline lamps are now extensively used for the same purpose as ordinary oil lanterns. These lamps are convenient as a source of light, make a handsome appearance and are relatively inexpensive to operate.
The hollow-wire system of gasoline lighting is simple to construct and easy to install, which makes it appealing, especially for small homes. Its straightforward installation in already built structures and relatively low cost has[270] made it a popular lighting option. The same principle used in the hollow-wire system is applied to portable gasoline lamps, creating a very handy and bright lamp that replaces the usual kerosene lamp. Small portable gasoline lamps are now widely used for the same purposes as regular oil lanterns. These lamps provide a convenient light source, look good, and are relatively cheap to run.

The hollow-wire system as commonly employed is illustrated in Figs. 186 and 187. In the gravity type of the system as illustrated in Fig. 186, the supply of gasoline is stored in the upper part of the house in a tank T and conducted to the burners below, through a system of small copper tubes as indicated by the heavy lines in the drawing. The same tank is used to supply the gasoline for the stove R in the kitchen and the lamps L in the different apartments. The gasoline supply in this case, is obtained entirely by gravity. This type of plant is not approved by the National Board of Underwriters but its use is quite generally permitted. The storage of gasoline in this form should be done with caution as carelessness or accident might lead to[271] serious results. With an arrangement of this kind the force of gravity gives the pressure which supplies the burners below but it would not be possible to use the lamps on the same floor with the tank.
The hollow-wire system commonly used is shown in Figs. 186 and 187. In the gravity type of system illustrated in Fig. 186, gasoline is stored in a tank T located at the upper part of the house and is directed to the burners below through a network of small copper tubes as indicated by the bold lines in the drawing. This same tank supplies gasoline for the stove R in the kitchen and the lamps L in various rooms. The gasoline supply in this case is completely gravity-fed. This type of system is not approved by the National Board of Underwriters, but its use is generally allowed. Gasoline storage in this manner should be done carefully, as negligence or accidents could lead to[271] serious consequences. With this setup, gravity provides the pressure to supply the burners below, but it wouldn't be possible to use the lamps on the same floor as the tank.
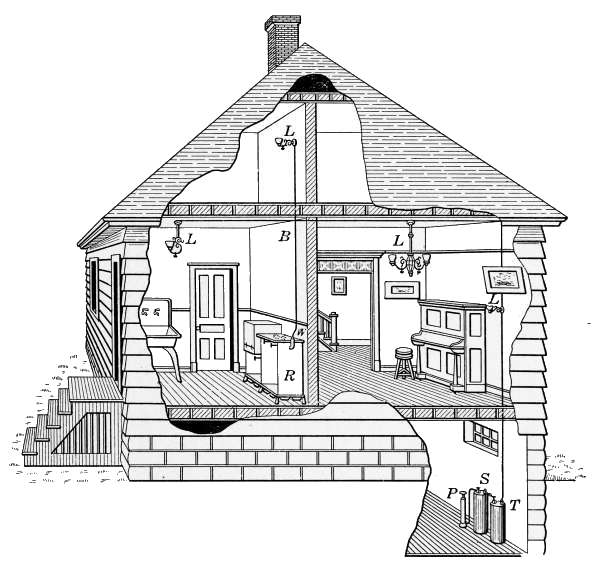
Where it is desired to use lamps on both floors, a pressure tank is employed for supplying the gasoline to the lamps, as indicated in Fig. 187. In this plant the pressure tanks S, T in the basement, furnish the pressure which forces the supply of gasoline through the small tubes to the lamps L in the different rooms and also to the stove R in the kitchen.
Where there is a need to use lamps on both floors, a pressure tank is used to provide gasoline to the lamps, as shown in Fig. 187. In this setup, the pressure tanks S and T in the basement supply the pressure that pushes gasoline through the small tubes to the lamps L in various rooms and also to the stove R in the kitchen.
The means of furnishing the pressure for supplying the gasoline to the burners may be a simple tank as that in Fig. 188, or the more elaborate apparatus shown in the double tank of Fig. 189. Either style will give good results but the double tank requires the least attention in operation and is therefore more satisfactory in use.
The way to provide pressure for delivering gasoline to the burners can be a basic tank like the one in Fig. 188, or a more complex setup shown in the double tank of Fig. 189. Both options will perform well, but the double tank needs less maintenance during operation, making it a more convenient choice.
The tank in Fig. 188 is made of sheet metal of such weight as[272] will safely withstand the pressure necessary in its use. It is arranged with an opening E, for filling with gasoline, a pressure gage for indicating the air pressure to which the gasoline is subjected, and two needle valves; C, for attaching an air pump and D, to which the hollow wire is attached for distributing the gasoline to the places of use. The tank is filled with gasoline to about the line A, and then air pressure is applied with an ordinary air pump to say 20 pounds to the square inch. This pressure will be much more than will be necessary to force the gasoline through the tubes but it is intended to last for a considerable length of time.
The tank in Fig. 188 is made of sheet metal that is heavy enough[272] to safely handle the pressure needed for its use. It has an opening E for filling with gasoline, a pressure gauge to show the air pressure the gasoline is under, and two needle valves; C, for connecting an air pump, and D, which connects to the hollow wire used to distribute the gasoline where it's needed. The tank is filled with gasoline up to about the line A, and then air pressure is applied using a regular air pump to about 20 pounds per square inch. This pressure will be much more than required to push the gasoline through the tubes, but it is designed to last for a good amount of time.

Fig. 188.—Simple gasoline pressure-tank.
Fig. 189.—Double-pressure tank for constant pressure service in gasoline lighting
systems.
Fig. 188.—Basic gasoline pressure tank.
Fig. 189.—Dual-pressure tank for steady pressure in gasoline lighting systems.
The principle of operation is that known in physics as Boyle’s law, that “the temperature being constant, the pressure of a confined gas will be inversely as its volume.” That is, if the tank is perfectly tight, the pressure above the line A, in the tank, will gradually become less as the gasoline is used and when its level is at the line B, where the volume is twice the original amount, the pressure will be one-half what it was originally, and will still be sufficient to force the gasoline through the tubes to the lamps. It is evident that once the tank is charged and the air pressure applied it will require no further attention until a considerable part of the gasoline is consumed. If at[273] any time the pressure in the tank becomes too low to feed the lamps, a few strokes of the pump will raise it to the required amount.
The principle behind this is what we know in physics as Boyle's law, which states that “at constant temperature, the pressure of a confined gas is inversely proportional to its volume.” In other words, if the tank is sealed tight, the pressure above the line A in the tank will gradually decrease as gasoline is used. When the gasoline level reaches line B, where the volume is double the original amount, the pressure will be half of what it was initially, but it will still be enough to push the gasoline through the tubes to the lamps. Clearly, once the tank is filled and the air pressure is applied, no further action will be needed until a significant portion of the gasoline is used up. If at [273] any point the pressure in the tank drops too low to supply the lamps, a few pumps will bring it back up to the necessary level.
While the single tank does the required work, its use is not perfect because the pressure is constantly varying. If a lamp is set to burn at a definite pressure, any decrease in the gasoline supply due to falling pressure will change the amount of light given by the lamp; while the variation in the pressure of the single supply tank is not great, a more perfect effect is attained in the double type of tank as that of Fig. 189.
While the single tank does the necessary job, its use isn't ideal because the pressure keeps changing. If a lamp is designed to burn at a specific pressure, any drop in the gasoline supply due to decreasing pressure will affect the amount of light produced by the lamp. Even though the pressure variation in the single supply tank isn't significant, a better result is achieved with the double type of tank, like the one shown in Fig. 189.
The object attained in the use of two tanks differs with different manufacturers. The tank shown in Fig. 183, being intended to maintain a constant pressure on the gasoline, is quite different from those described in Fig. 197 in use with the central-generator system of lighting, to be described later. In Fig. 189 tank No. 1 is for air supply alone and tank No. 2 is the storage tank for gasoline. Between the two tanks is a pressure-regulating valve 6-7, which keeps a constant pressure on tank No. 2 so long as the air pressure of the tank No. 1 is equal or greater than the other. The gasoline in tank No. 2 will therefore be always under the same pressure and when the lamps are once burning the gasoline supply to each lamp will be a constant amount.
The purpose of using two tanks varies among different manufacturers. The tank shown in Fig. 183, designed to maintain a constant pressure on the gasoline, is quite different from those depicted in Fig. 197 that are used with the central-generator lighting system, which will be explained later. In Fig. 189, tank No. 1 is solely for air supply, while tank No. 2 is the storage tank for gasoline. A pressure-regulating valve 6-7 is placed between the two tanks, which maintains a constant pressure in tank No. 2 as long as the air pressure in tank No. 1 is equal to or greater than that in tank No. 2. As a result, the gasoline in tank No. 2 is always under the same pressure, ensuring that once the lamps are lit, the gasoline supply to each lamp remains constant.
Tank No. 2 is separated by the head 13 into two compartments, marked 18 and 19. The connection between the two compartments is made by the valve 15 and the connection 16. The gasoline supply for the lighting system is taken from the lower chamber at the valve marked 17.
Tank No. 2 is divided by the head 13 into two sections, labeled 18 and 19. The link between these two sections is through valve 15 and connection 16. The gasoline supply for the lighting system is sourced from the lower chamber at the valve marked 17.
It is possible to refill this tank with gasoline while the system is working. To accomplish this, the air supply is cut off from tank No. 1, by closing valve 9 and the valve 15 is closed to retain the pressure on the lower chamber of tank No. 2. The screw-plug is then taken from the tube 12 and the tank refilled. The screw-plug is then returned to its place, the valves 9 and 15 are again opened and the regulating valve immediately restores the desired pressure.
It is possible to refill this tank with gasoline while the system is operating. To do this, cut off the air supply from tank No. 1 by closing valve 9, and close valve 15 to keep the pressure in the lower chamber of tank No. 2. Then, remove the screw-plug from tube 12 and refill the tank. After that, return the screw-plug to its place, reopen valves 9 and 15, and the regulating valve will quickly restore the desired pressure.
The amount of pressure required on the system will depend on the height to which the gasoline is carried within the building. The pressure is generally 1 pound to each foot in height and to do the best work the pressure must be constant.
The amount of pressure needed for the system will depend on how high the gasoline is carried within the building. The pressure is typically 1 pound for each foot of height, and to perform effectively, the pressure must remain constant.
These plants may serve as a fuel supply for gasoline stove as indicated at R or any other source of domestic heating. The usual gravity supply tank is replaced by the hollow wire through which is the gasoline from the tank in the basement.
These plants can be used as a fuel source for the gasoline stove as noted at R or any other form of home heating. The standard gravity supply tank is substituted with the hollow wire that carries gasoline from the tank in the basement.
Mantle Gas Lamps.
—Mantle lamps that are intended for using city gas are much the same in construction as those using the cold-process gasoline gas; the styles of mechanism differ somewhat with manufacturers but all lamps of this kind possess the essential features that are common to all. Either of these gases may be used with open-flame burners, such as Fig. 193, but since the introduction of mantle lamps, the open-flame burners are rarely used for household illumination.
—Mantle lamps designed for city gas are constructed similarly to those that use cold-process gasoline gas; while the mechanism styles vary slightly between manufacturers, all lamps of this type share the essential features that are common to all. Both gases can be used with open-flame burners, like Fig. 193, but since mantle lamps were introduced, open-flame burners are rarely used for home lighting.
In the incandescent-mantle lamp, the light is produced by heating to incandescence a filmy mantle of highly refractory material. The higher the temperature to which the mantle of a lamp is raised, the greater is the quantity of light produced. The office of the burner is to produce a uniform heat throughout the mantle with the use of the least amount of gas. As ordinarily furnished from the mains, coal gas or gasoline gas is too rich in carbon to be used in mantle lamps without dilution. When gas is burned in a mantle lamp, it must contain sufficient oxygen—which is supplied by the air—to combine completely with the contained carbon and reduce it to carbon dioxide. If insufficient air is supplied, the lamp will smoke and the mantle will soon be filled with soot.
In the incandescent mantle lamp, light is generated by heating a thin mantle made of highly heat-resistant material until it glows. The higher the temperature of the mantle, the more light it produces. The purpose of the burner is to create consistent heat across the mantle while using the least amount of gas possible. Usually, coal gas or gasoline gas comes from the mains is too rich in carbon to be used in mantle lamps without being diluted. For gas to burn efficiently in a mantle lamp, it needs to have enough oxygen—which comes from the air—to fully combine with the carbon and turn it into carbon dioxide. If there isn't enough air, the lamp will produce smoke, and the mantle will quickly get coated in soot.
In the use of the various gases—made from coal, gasoline, kerosene, alcohol, etc.—as a fuel for the production of either heat or light, the form of the burner in which the gas is consumed is the most important factor of the system. Without burners in which to generate a satisfactory supply of heat for the desired purposes, mantle gas lamps would never have come into common use. An understanding of the mechanism of the burners of a system is of first importance because of the possibility of the failure of the entire plant through an improper adjustment of the lamps.
In using different gases—made from coal, gasoline, kerosene, alcohol, etc.—as fuel for producing heat or light, the design of the burner where the gas is used is the most crucial part of the system. Without burners that can create an adequate supply of heat for the intended purposes, mantle gas lamps would never have become widely used. Understanding how the burners work in a system is essential because improper adjustment of the lamps can lead to the failure of the entire setup.
If complete combustion of the gas is attained in the burner, the greatest amount of heat will be evolved and the residue [275]will be an odorless gas, carbon dioxide (CO2). If the gas is not completely burned the odor of the gas is noticeable in the air. Incomplete combustion may be caused by an insufficient air supply, which causes a smoky flame; or if a larger flame is used than the burner is designed to carry, some of the gas will escape unburned. In either case the greatest amount of heat is not developed by the burner.
If the gas burns completely in the burner, it will produce the most heat, and the byproduct will be an odorless gas, carbon dioxide (CO2). If the gas isn’t fully burned, you can smell it in the air. Incomplete combustion can happen if there isn't enough air supply, resulting in a smoky flame; or if a larger flame is used than what the burner can handle, some of the gas will escape without burning. In both situations, the burner doesn't generate the maximum amount of heat.
In most burners, whether for heating or lighting—in which gas, gasoline or alcohol is used as a fuel—the principle of operation is that of the Bunsen tube. One noticeable exception to this rule is the burners used with the central-generating systems where the Bunsen tube is a part of the generator.
In most burners, whether for heating or lighting—using gas, gasoline, or alcohol as fuel—the principle of operation is based on the Bunsen tube. A notable exception to this rule is the burners used with central-generating systems, where the Bunsen tube is part of the generator.
The gas generated from any hydrocarbon will burn completely, only after being mixed with air or other incombustible gas, in proportions such as will completely oxidize the carbon contained in the fuel.
The gas produced from any hydrocarbon will burn fully only after being mixed with air or another non-flammable gas, in amounts that will fully oxidize the carbon in the fuel.
In Fig. 190 the familiar laboratory Bunsen burner affords an excellent illustration of the Bunsen principle which forms a part of all burners using gas as a fuel. The gas from the supply pipe issues from a small opening A into a tube B and by the force of its velocity the entering gas carries into the tube above it a quantity of air that may be regulated by the size of the opening. If the gas is burned without being first mixed with air, the flame will be dull and smoky but if air is admitted to mix with the gas, an entirely different flame is produced, the characteristic shape of which is shown in the figure.
In Fig. 190, the well-known laboratory Bunsen burner provides a great example of the Bunsen principle, which is essential for all burners that use gas as fuel. The gas from the supply pipe flows out of a small opening A into a tube B, and due to its speed, the incoming gas pulls in a specific amount of air that can be adjusted based on the size of the opening. If the gas is burned without mixing with air first, the flame will be dull and smoky. However, when air is mixed in with the gas, a completely different flame is created, which is represented in the figure.

The upper part of the flame C is known as the reducing flame; it is blue in color and intensely hot. The portion D is the oxidizing flame; it is pale blue, sometimes light green in color. The lower part E is the gas before it begins to burn. When burning in air, the Bunsen flame gives scarcely any light, all of the energy being expended in heat. In the gas stove where the burners are made up of a great number of small jets, it will be seen that each jet shows the characteristic features of the Bunsen flame.
The upper part of the flame C is called the reducing flame; it's blue and super hot. The section D is the oxidizing flame; it's pale blue, sometimes even light green. The lower part E is the gas before it starts to burn. When it burns in air, the Bunsen flame hardly gives off any light, with all the energy used for heat. In the gas stove, where the burners have many small jets, you’ll see that each jet shows the same characteristics as the Bunsen flame.
The incandescent-mantle gaslight takes advantage of the heat[276] generated by the Bunsen flame and produces an incandescent light that has revolutionized gas lighting. The flame of the Bunsen tube is burned inside a mantle which is rendered incandescent by the heat.
The incandescent-mantle gaslight uses the heat[276] generated by the Bunsen flame to create a bright light that has transformed gas lighting. The flame from the Bunsen tube burns inside a mantle that becomes glowing hot from the heat.
The incandescent mantle was invented by Dr. Auer von Welsbach and was known for a long time as the Welsbach light; but improvements in the process of making the mantles, brought other lamps of the same type on the market, when it became known as the mantle lamp. The first serviceable mantles were made in 1891 and from that time there has been a steady development in the gas-lighting industry.
The incandescent mantle was invented by Dr. Auer von Welsbach and was long referred to as the Welsbach light; however, improvements in the method of making the mantles led to other lamps of the same type appearing on the market, and it became known as the mantle lamp. The first practical mantles were produced in 1891, and since then, there has been a continuous advancement in the gas-lighting industry.
The original mantles were made of knitted cotton yarn, impregnated with rare earths and are still so made; but the most durable mantles are now constructed from ramie or china grass. After being knitted, the mantles are impregnated with thorium nitrate, with the addition of a small quantity of cerium nitrate, and occasionally other nitrates. The mantles are then shaped and mounted; the fiber is burned out and the mantles are dipped in collodion to give them stability for transportation. When placed in the lamp for use, the collodion is first burned off and the remaining oxide of thorium forms the incandescent mantle. One style of mantle is now being made in which the fiber is not burned out until it is placed in the lamp. They are commonly used with gasoline lamps and give very good results.
The original mantles were made of knitted cotton yarn, treated with rare earths, and they still are; however, the most durable mantles are now made from ramie or china grass. After being knitted, the mantles are treated with thorium nitrate, along with a small amount of cerium nitrate, and sometimes other nitrates. The mantles are then shaped and mounted; the fiber is burned away and the mantles are dipped in collodion to make them stable for transportation. When put in the lamp for use, the collodion is burned off first, and the remaining thorium oxide creates the glowing mantle. There is now a style of mantle being made where the fiber isn’t burned away until it’s in the lamp. They are commonly used with gasoline lamps and perform very well.

The first incandescent-mantle gas lamps to be used were of the upright type, such as is shown in Fig. 191, and for a long time they were the only mantle lamps in use. While the upright mantle was a great improvement over the open-flame gas jet, the lamp was not satisfactory because of the shadows cast by the fixture and from the fact that a large amount of the light was lost by being directed upward from the incandescent mantle.
The first incandescent-mantle gas lamps used were of the upright type, like the one shown in Fig. 191, and for a long time, they were the only mantle lamps available. Although the upright mantle was a significant upgrade from the open-flame gas jet, the lamp didn't work well because it created shadows from the fixture and a lot of the light was wasted as it was directed upward from the incandescent mantle.
With the development of the inverted type, the mantle lamp was greatly improved. In the use of lamps of any kind, the desired position of the illumination is that in which the light is directed downward. In the inverted type of mantle lamp this feature is accomplished and adds materially to the efficiency of[277] the light, because the rays are sent in the direction of greatest service. The upright mantle lamps are still sold but by far the greater number offered for sale are of the inverted type.
With the introduction of the inverted type, the mantle lamp saw significant improvements. When using lamps of any kind, the ideal position for lighting is one where the light points downward. The inverted type of mantle lamp achieves this feature and greatly enhances the efficiency of[277] the light, as the rays are directed where they are most useful. While upright mantle lamps are still available, the vast majority of those sold today are of the inverted type.
The essential features of all gas lamps used under these conditions are shown in Fig. 192, which represents the common bracket type of lamp. The gas-cock C, connects the lamp with the gas supply G. The gas escapes into the Bunsen tube, through an opening in the tip P, which is so constructed that the amount of gas may be varied to suit the required conditions. The brass screw nut N may be raised or lowered and thus increase or diminish the amount of escaping gas by reason of the position of the pin P. If the nut is screwed completely down the pin closes the opening and the gas is entirely shut off. When the lamp is put in place, the burner is adjusted to admit the proper amount of gas and so long as the quality of the gas remains the same, no further adjustment will be necessary. Any change to a richer or poorer gas will, however, require an adjustment of the burner to suit the mantle. The amount of gas admitted is only that which will produce complete combustion in the mantle when combined with the required amount of air. Each burner must, therefore, be designed for the mantle in use.
The main features of all gas lamps used in these situations are shown in Fig. 192, which depicts the standard bracket-style lamp. The gas valve C connects the lamp to the gas supply G. The gas flows into the Bunsen tube through an opening at the tip P, which is designed to adjust the amount of gas based on the required conditions. The brass screw nut N can be raised or lowered to increase or decrease the amount of gas released, depending on the position of the pin P. If the nut is fully tightened, the pin closes the opening and the gas flow is completely stopped. When the lamp is installed, the burner is set to allow the right amount of gas, and as long as the gas quality stays consistent, no further adjustments will be needed. However, any switch to a richer or poorer gas will necessitate adjusting the burner to match the mantle. The gas flow is only what is needed to ensure complete combustion in the mantle when mixed with the required amount of air. Each burner must be specifically designed for the mantle used.

As the gas leaves the opening above the pin P, it enters the mixing chamber of the Bunsen tube and air is drawn at the openings A-A. The mixture of the gas and air is accomplished in the tube leading to the mantle M, where it is burned. In all lamps of this kind, there is a wire screen placed relatively as S, the object of which is to prevent the mixture in the tube from exploding—in case of low pressure—and thus cause the gas to ignite and burn at the point of entrance to the tube.
As the gas exits the opening above the pin P, it enters the mixing chamber of the Bunsen tube, and air is drawn in through the openings A-A. The gas and air mix in the tube leading to the mantle M, where it is ignited. In all lamps of this type, there is a wire screen positioned like S, which is designed to prevent an explosion in the tube in case of low pressure, and thus stop the gas from igniting and burning at the tube's entrance.
At any time the pressure is insufficient to send a steady flow of gas into the tube, the flame may “flash back” and ignite the gas at the point of entrance where it will continue to burn. If,[278] however, the screen is interposed between the gas supply and the burner, the flame of explosion will not pass the screen.
At any time the pressure isn’t enough to create a steady flow of gas into the tube, the flame may “flash back” and ignite the gas at the entrance point, where it will keep burning. If,[278] however, there’s a screen placed between the gas supply and the burner, the flame from the explosion won't go past the screen.
In lighting the lamp, the gas is turned on and a lighted match is held under the mantle, the explosive mixture of gas and air fills the mantle and escapes into the globe, in which it is usually inclosed. As soon as ignition takes place the gas outside the mantle explodes with the effect that is startling but not necessarily dangerous. The escaping gas continues to burn and heats the mantle to incandescence.
In lighting the lamp, the gas is turned on and a lit match is held under the mantle. The explosive mix of gas and air fills the mantle and escapes into the globe, where it’s usually sealed. As soon as it ignites, the gas outside the mantle explodes, creating a startling but not necessarily dangerous effect. The escaping gas keeps burning and heats the mantle until it glows.
The amount of escaping gas is regulated by turning the gas-cock to produce the greatest brilliance with the least flame outside the mantle. When used for household illumination, the intensity of the light is such as to be objectionable, when used directly; but when surrounded by an opal glass globe to diffuse the light, this is a highly satisfactory and economical means of lighting.
The amount of gas that escapes is controlled by adjusting the gas valve to create the brightest light with the smallest flame outside the mantle. When used for home lighting, the brightness can be annoying when exposed directly; however, when surrounded by an opal glass globe to soften the light, it becomes a very effective and cost-efficient lighting solution.
Open-flame Gas Burners.
—Gas jets of the open-flame type continue to be used to some extent but the more efficient mantle lamp has very largely supplanted lights of this kind. In the past, these gas lights were made in a great many styles and were known under a variety of trade names—the fish-tail burner, the bats-wing burner and the Argand burner—and were at times very generally used for gas lighting.
—Gas jets with open flames are still used to some degree, but the more efficient mantle lamp has largely replaced this type of lighting. In the past, these gas lights came in many styles and were known by various trade names—like the fish-tail burner, the bats-wing burner, and the Argand burner—and were at times widely used for gas lighting.

The common gas jet is illustrated in Fig. 193. The figure shows a bracket fixture which is generally fastened to a pipe in the wall. A swing-joint at A permits the flame F to be moved into different positions. The annular opening A permits the gas to pass to the jet in any position to which the light is moved. The gas-cock C is a cone-shaped plug, which has been ground to perfectly fit its socket. It should move with perfect freedom, and yet prevent the escape of the gas. A slotted screw N permits the joint to be readjusted, should the plug become loose in the socket.
The common gas jet is shown in Fig. 193. The figure displays a bracket fixture that is usually attached to a pipe in the wall. A swing-joint at A allows the flame F to be adjusted to different positions. The annular opening A lets the gas flow to the jet no matter where the light is positioned. The gas-cock C is a cone-shaped plug that has been precisely shaped to fit its socket. It should move smoothly while also preventing any gas from escaping. A slotted screw N allows for readjustment of the joint if the plug becomes loose in the socket.
The gas-tips T are made of a number of different kinds of[279] materials and are commonly termed lava-tips but tips for gas and gasoline are frequently made of metal. The bottom of the tip is cone-shaped, which permits it to be forced into place in the end of the tube with a pair of pliers. In size the tips are graded by the amount of gas which they will allow to escape in cubic feet per hour. For example—a 4-foot tip will use approximately 4 cubic feet of gas per hour. They are made in a number of sizes to suit the varying requirements.
The gas tips T are made from various types of[279] materials and are often called lava tips, but gas and gasoline tips are usually made of metal. The bottom of the tip is cone-shaped, allowing it to be easily fitted into the end of the tube with a pair of pliers. The tips are sized based on the amount of gas they can release, measured in cubic feet per hour. For example, a 4-foot tip will use about 4 cubic feet of gas each hour. They come in different sizes to meet different needs.
The Inverted-mantle Gasoline Lamp.
—The inverted-mantle gasoline-gas lamp shown in Fig. 194, furnishes a good example of mechanism and principle of operation, when used with the hollow-wire system. This is the bracket style of lamp but the same mechanism is used in other forms of fixtures. Lamps of similar construction are suspended from the ceiling, either singly or in clusters; they are also used in portable form.
—The inverted-mantle gasoline gas lamp shown in Fig. 194 provides a great example of the mechanism and how it works when used with the hollow-wire system. This is the bracket style of lamp, but the same mechanism is used in other types of fixtures. Lamps with a similar design are hung from the ceiling, either individually or in groups; they are also available in a portable version.

In Fig. 194 the lamp consists of a bracket H, which is secured to the wall and through the stem of which the gasoline is conducted to the generator by the pipe W. The arrows show the course of the gasoline and its vapor as it passes through the lamp. On entering the generator the gasoline first passes, the percolation, through an asbestos wick B, the object of which is to prevent the vapor pressure from acting directly on the gasoline in the supply tube. The gasoline passes through the wick B, largely by capillary action, as it must enter the generator against a pressure greater than that afforded by the pressure tank. The[280] vaporization of the gasoline takes place in the tube above the mantle T, from the flame of which it receives the necessary heat.
In Fig. 194, the lamp features a bracket H that is attached to the wall, and through its stem, gasoline is directed to the generator via the pipe W. The arrows indicate the path of the gasoline and its vapor as it moves through the lamp. When the gasoline enters the generator, it first goes through an asbestos wick B, which prevents the vapor pressure from directly impacting the gasoline in the supply tube. The gasoline travels through the wick B mainly due to capillary action, since it has to enter the generator against a pressure that’s higher than what the pressure tank provides. The[280] vaporization of the gasoline occurs in the tube above the mantle T, where it receives the necessary heat from the flame.
In lighting the lamp an asbestos torch saturated with alcohol is ignited and hung on the frame, so that the flame may heat the generating casting N. This process usually requires less than a minute, generally about 40 or 50 seconds. The torch supplies heat sufficient to generate the vapor for lighting the lamp, but as soon as lighted the heat from the glowing mantle keeps the generator at the required temperature for continuous supply of vapor.
In lighting the lamp, an asbestos torch soaked in alcohol is ignited and hung on the frame, allowing the flame to heat the generating casting N. This process typically takes less than a minute, usually around 40 or 50 seconds. The torch provides enough heat to create the vapor needed to light the lamp, but once it’s lit, the heat from the glowing mantle maintains the generator at the necessary temperature for a continuous supply of vapor.
When the generator is sufficiently heated by the generating torch, the needle valve N is opened by pulling the chain P. This allows the gasoline vapor from the generating tube to escape at G into the induction tube R. As the vapor enters the induction tube at a high velocity, it carries with it the atmospheric air in quantity sufficient to render it completely combustible. The opening G and the tube together form a Bunsen burner. The lamp is so proportioned as to give a mixture of gasoline vapor and air that will produce complete combustion in the mantle T. The portion of the burner Z, through which the gas enters the mantle, is a brass tip, filled with a fluted strip of German silver, so arranged that the gas on entering the mantle will be uniformly distributed and that the heat generated will render the entire mantle uniformly brilliant.
When the generator is heated enough by the generating torch, the needle valve N is opened by pulling the chain P. This allows the gasoline vapor from the generating tube to escape at G into the induction tube R. As the vapor rushes into the induction tube at a high speed, it carries in enough atmospheric air to make it completely combustible. The opening G and the tube together act like a Bunsen burner. The lamp is designed to create a mixture of gasoline vapor and air that will ensure complete combustion in the mantle T. The part of the burner Z, through which the gas enters the mantle, has a brass tip filled with a fluted strip of German silver, arranged so that the gas entering the mantle is distributed evenly and the heat produced makes the entire mantle uniformly bright.
One feature of the lamp that requires special attention is the opening G, through which the vapor from the generator is discharged into the induction tube. This is a very small opening and occasionally becomes stopped or partly closed. When this occurs the lamp fails to receive the necessary amount of gas, and the light is unsatisfactory. In this lamp, the cleaning needle Q is provided for removing the stoppage. The needle is simply screwed into the opening and forces out the obstruction; when it is withdrawn, the opening is left free. A more convenient device for accomplishing the same purpose is described in the portable lamp, Figs. 195 and 196.
One important feature of the lamp that needs special attention is the opening G, through which the vapor from the generator flows into the induction tube. This opening is very small and can occasionally get blocked or partially closed. When this happens, the lamp doesn’t get enough gas, and the light quality suffers. In this lamp, the cleaning needle Q is used to clear the blockage. The needle simply screws into the opening and pushes out the obstruction; once it's removed, the opening is left clear. A more convenient tool for the same function is described in the portable lamp, Figs. 195 and 196.
Portable Gasoline Lamps.
—The portable form of desk and reading lamps for the use of gasoline is made in a great variety of styles. They are sometimes constructed to feed by gravity, but by far the greater number are operated by the pressure[281] method. The portable lamp must be a complete gas plant, with storage tank for the gasoline, pipe system for conducting the gasoline to the lamp, generator and burner. To give satisfactory results, the lamp must be capable of being lighted with the least degree of trouble and operated with the least amount of care. The immense number of lamps of this kind that are sold shows that they meet all of these requirements and have proven satisfactory in operation. Their greatest attractiveness is their capability of giving a very large amount of light at relatively low cost.
—The portable desk and reading lamps that use gasoline come in a wide range of styles. Some are designed to operate by gravity, but most work with a pressure[281] system. A portable lamp needs to be a complete gas setup, including a storage tank for the gasoline, a piping system to deliver the gasoline to the lamp, a generator, and a burner. To perform well, the lamp should be easy to light and manageable with minimal upkeep. The large volume of these lamps sold indicates they fulfill these needs and have proven reliable. Their main appeal lies in their ability to provide a significant amount of light at a relatively low cost.
Fig. 195 illustrates a portable gasoline lamp in which a convenient and efficient form of generating mechanism is combined with an attractively proportioned exterior. The lamp works on the principle of the hollow-wire system, the base serving as a storage and pressure tank, the frame of the lamp acting as the tube for supplying the lamp with gasoline, and the canopy containing the generating mechanism.
Fig. 195 shows a portable gasoline lamp that features a practical and effective way to generate light, all wrapped up in a stylish design. The lamp operates on the hollow-wire system, with the base functioning as a tank for storage and pressure, the lamp's frame serving as the tube that delivers gasoline to the lamp, and the canopy housing the generating mechanism.

The tank in the base is filled with gasoline at the opening E, which is made air-tight by a screw-plug. The plug also contains an attachment piece for the air pump, which furnishes the pressure to the gasoline. The hollow standard reaches to the bottom of the tank and through it the gasoline is forced to the point marked A, where the gasoline enters the generating mechanism. This part of the lamp, which is entirely concealed by the lamp canopy, is shown in detail in Fig. 196. The reference letters in Fig. 195 apply to the same parts in the detail drawing.
The tank at the base is filled with gasoline at the opening E, which is sealed with a screw-plug. The plug also has an attachment for the air pump that provides pressure to the gasoline. The hollow standard extends to the bottom of the tank, and through it, the gasoline is pushed to the point marked A, where it enters the generating mechanism. This part of the lamp, which is completely covered by the lamp canopy, is shown in detail in Fig. 196. The reference letters in Fig. 195 correspond to the same parts in the detailed drawing.
The gasoline enters an asbestos-packed tube F at the point A, and after percolating through the tube, reaches the regulating valve at the point G. The hand-wheel B opens and closes the valve, and thus controls the entrance of the gasoline to the generating tube H, where it is converted into the vapor. The vapor now needs only the addition of air to make it the desired gas for illuminating the mantle.
The gasoline enters an asbestos-filled tube F at point A, and after flowing through the tube, it arrives at the regulating valve at point G. The hand-wheel B opens and closes the valve, controlling the flow of gasoline into the generating tube H, where it turns into vapor. The vapor now just needs air added to make it the gas needed for lighting the mantle.
The vapor from the generating tube escapes at the small hole K, located directly under the mixing chamber M. The supply of air is received through the tube C, provided with a regulator,[282] which is readily accessible from the outside of the lamp. The mixture of gasoline vapor and air is accomplished as in the other lamps described, through the Bunsen tube N. In this case, the Bunsen tube is extended and increased in size to produce a mixing chamber of considerable volume. The mantle is attached to the tip O. The tip, like the one already described, is made of German silver and constructed to produce a flame that will entirely fill the mantle.
The vapor from the generating tube escapes through the small hole K, which is directly beneath the mixing chamber M. Air is supplied through the tube C, which has a regulator that is easy to access from outside the lamp.[282] The mixture of gasoline vapor and air is created just like in the other lamps described, using the Bunsen tube N. In this case, the Bunsen tube is longer and larger to create a mixing chamber with a significant volume. The mantle is attached to the tip O. The tip, similar to the one already described, is made of German silver and designed to produce a flame that completely fills the mantle.
This lamp is provided with a special means of keeping the opening K free from accumulations. The opening K, through which the gasoline vapor escapes from the generator, is very small and a slight stoppage will materially interfere with the flow of the vapor and thus impair the illuminating effect of the light. A lever D operates an eccentric which engages the piece P, to which is attached a pin that readily enters an opening K, when the lever is turned. Any accumulation which may lodge in the opening is instantly removed and the needle returned to its place by a turn of the lever D.
This lamp has a special system to keep the opening K clear of build-up. The opening K, through which the gasoline vapor escapes from the generator, is very small, and even a minor blockage can seriously disrupt the vapor flow and reduce the light's brightness. A lever D controls an eccentric that engages the piece P, which has a pin that easily fits into the opening K when the lever is turned. Any build-up that might collect in the opening is quickly cleared away, and the needle is put back in place with a turn of the lever D.

Central-generator Plants.
—The central-generator or tube system of lighting with gasoline, differs from the other methods described, in the manner of generating and distributing the supply of gas to the lamps. In the hollow-wire system each lamp generates its own gas supply. With the central-generator system the gas for all of the lamps is generated and properly mixed with air in a central generator, and the finished gas distributed through tubes to the different burners and there burned in incandescent mantles. The gas as it leaves the generator[283] requires no further mixing with air and therefore the burners are not of the Bunsen type.
—The central generator or tube lighting system using gasoline is different from the other methods mentioned in how it creates and supplies gas to the lamps. In the hollow-wire system, each lamp produces its own gas supply. With the central generator system, gas for all lamps is created and properly mixed with air in a central generator, and the finished gas is distributed through tubes to different burners, where it is burned in incandescent mantles. The gas that leaves the generator[283] doesn't need any further mixing with air, so the burners are not of the Bunsen type.
Central-generator gas machines are made in a number of different forms by different manufacturers, all of which are intended to perform the same work but differ in the mechanism employed. The machines are simple in construction and as in the hollow-wire system are capable of using lower grades of gasoline than can be used with the cold-process plants. The gas from a central generator may be used for all purposes for which gasoline gas is employed, either for lighting or heating. One difficulty in the use of the machine is the lack of flexibility when required for only a few lamps or varying number of lights. Although these plants are sometimes used for lighting and heating dwellings, their use is limited, for the reason that variation of the number of lights requires the generator to be regulated to suit the change in the gas supply. The plants cannot be conveniently cut down to one light. Their most general use is that of lighting churches, stores, halls, auditoriums, etc., where a variable amount of light is not demanded. Plants of this character are quite generally used for street lighting and for other outside illumination.
Central-generator gas machines come in various forms from different manufacturers, all designed to do the same job but differing in the mechanisms used. These machines are simple in design and, like the hollow-wire system, can operate with lower grades of gasoline compared to cold-process plants. The gas produced by a central generator can be used for any application that gasoline gas serves, including lighting and heating. However, one downside of using these machines is their lack of flexibility when only a few lamps or a changing number of lights are needed. While these systems are sometimes utilized for lighting and heating homes, their usage is restricted because adjusting the number of lights requires the generator to be recalibrated for the gas supply changes. They can’t be easily adjusted down to just one light. Their most common applications are for lighting churches, stores, halls, auditoriums, and similar spaces where consistent lighting levels are required. These types of plants are also widely used for street lighting and other outdoor illumination.
An efficient and simple plant of the central-generator type is shown in Fig. 197. The supply of gasoline is stored in a tank similar to that used with the hollow-wire system and placed in any convenient location. The gasoline is conducted to the generator G, through a hollow wire marked W. The generator is inclosed in a sheet-iron box, which is located at any convenient place in the building. From the generator the gas is conducted through the tube to the lamps L.
An efficient and straightforward central-generator type plant is shown in Fig. 197. The gasoline supply is stored in a tank similar to what’s used with the hollow-wire system and can be placed in any convenient location. The gasoline is directed to the generator G through a hollow wire labeled W. The generator is housed in a sheet-iron box, which can be located anywhere convenient in the building. From the generator, the gas is transmitted through the tube to the lamps L.
In Fig. 198 is shown a diagram of the generator, cut through the middle lengthwise, in which all of the working parts are shown in their relative positions. The reference figures designate the same parts of the generator in Figs. 197 and 198.
In Fig. 198, there's a diagram of the generator, sliced down the middle lengthwise, showing all the working parts in their relative positions. The reference numbers identify the same parts of the generator in Figs. 197 and 198.
In the process of generation the tank is filled with gasoline and pressure applied with the air pump. The tanks described in Fig. 189 might be used to advantage with this plant but the one shown in Fig. 197 is so constructed that the larger tank is used for storage of gasoline. The gasoline is pumped directly into the smaller tank which alone is kept under pressure. The[284] pump P is enclosed in the large tank; at any time it is desired to replenish the supply of gasoline, it is only necessary to open the valve V and pump the necessary supply into the small tank. This transfer may be done at any time without danger from escaping gasoline vapor.
In the generation process, the tank is filled with gasoline and pressure is applied using an air pump. The tanks shown in Fig. 189 could be beneficial for this system, but the one in Fig. 197 is designed so that the larger tank is used for gasoline storage. Gasoline is pumped directly into the smaller tank, which is the only one kept under pressure. The[284] pump P is housed in the larger tank; whenever there’s a need to refill the gasoline supply, you just need to open the valve V and pump the required amount into the smaller tank. This transfer can be done at any time without the risk of gasoline vapor escaping.

The process of generating the gas is best understood by reference to Fig. 198, which shows the internal construction of the generator. The liquid gasoline is admitted at the bottom through the small pipe W, and then enters the space 4, where it is vaporized. The initial flow of gas is generated by heating the generator with an alcohol flame from the iron cup 1, which surrounds the generator. When the generator is heated the gasoline admitted to the generator is immediately vaporized; when, by turning the handle 6, the needle valve 5 opens a small[285] orifice through which the heated gasoline vapor escapes into the tube 7, above.
The process of generating the gas is best understood by looking at Fig. 198, which shows the internal design of the generator. Liquid gasoline enters from the bottom through the small pipe W and then moves into space 4, where it is vaporized. The initial gas flow is created by heating the generator with an alcohol flame from the iron cup 1 that surrounds it. Once the generator is heated, the gasoline that enters is quickly vaporized; when you turn the handle 6, the needle valve 5 opens a small [285] orifice, allowing the heated gasoline vapor to escape into the tube 7 above.
The blast of vapor issuing from the orifice carries with it air of sufficient volume to render the gasoline vapor an explosive mixture that when burned in the mantle will be reduced to CO2 gas.
The burst of vapor coming from the opening carries enough air to turn the gasoline vapor into an explosive mixture that, when ignited in the mantle, will be transformed into CO2 gas.
When the initial heating by the alcohol flame is exhausted, sufficient gas has been generated so that part of it may be used as a sub-flame in the gas burner 9, to keep the generator heated. The gas is conducted to the burner from the main tube 11, through the pipe 12-14, as indicated by the arrows. The burner 9 surrounds the generator and the size of the flame is regulated by the valve 15, which is opened an amount sufficient to admit the necessary gas to the burner.
When the initial heating from the alcohol flame is done, enough gas has been produced so that some of it can be used as a sub-flame in gas burner 9 to keep the generator warm. The gas is sent to the burner from the main tube 11, through pipe 12-14, as shown by the arrows. The burner 9 surrounds the generator, and the flame size is adjusted by valve 15, which is opened just enough to allow the required gas into the burner.
To start the generator, the cup 1 is filled with alcohol and ignited. The needle valve 2 is now opened by turning the hand-wheel 3, admitting gasoline into the generator chamber 4, where the vaporization of the gasoline takes place. The flame from the burning alcohol will heat the generator in about a minute. When the generator is hot, the needle valve 5 is opened slightly, by turning the lever 6, and the gasoline vapor under high pressure blows into the tube 7. As the gasoline vapor is blown into the tube 7, air is drawn in through the opening 8, as indicated by the arrows. The generator is practically a large Bunsen tube from which the mixture of gasoline vapor and air is conducted to the burners by a connecting pipe.
To start the generator, fill the cup 1 with alcohol and light it. Then, open the needle valve 2 by turning the hand-wheel 3 to allow gasoline into the generator chamber 4, where the gasoline vaporizes. The flame from the burning alcohol will heat the generator in about a minute. Once the generator is hot, slightly open the needle valve 5 by turning the lever 6, allowing the high-pressure gasoline vapor to flow into tube 7. As the gasoline vapor enters tube 7, air is drawn in through opening 8, as shown by the arrows. The generator essentially works like a large Bunsen tube, sending a mixture of gasoline vapor and air to the burners through a connecting pipe.

Gas machines operated on this principle are made to accommodate a definite number of lamps. After the lamps are lighted, the amount of gas is regulated to suit the number in use. If at any time it is desired to reduce the number of lamps in operation,[286] the gas supply must be regulated to suit the lights left burning.
Gas machines designed on this principle are built to support a specific number of lamps. Once the lamps are lit, the gas flow is adjusted to match the number in use. If, at any point, there's a need to decrease the number of lamps operating,[286] the gas supply must be adjusted to fit the lights that remain on.
As an illustration, suppose that a plant of ten lamps had been burning and that it was desired to reduce the number to six; four of the lamps are extinguished by turning the levers C, which control the gas-cocks. The generator which had been supplying sufficient gas for ten lights will continue to produce the same amount until the lever 6 is turned to reduce the supply of gasoline to the required amount for six lamps. This is done by gradually closing the valve 5 until the lamps again burn brightly.
As an example, let's say a plant with ten lamps was operating but the goal is to reduce the count to six. Four of the lamps are turned off by adjusting the levers C, which control the gas valves. The generator that was providing enough gas for ten lamps will keep producing the same amount until lever 6 is adjusted to lower the supply of gas to what's needed for six lamps. This is achieved by slowly closing valve 5 until the lamps shine brightly again.
In small plants the least number of lamps that will work satisfactorily at one time is three. Automatic regulators are made for plants of considerable size but do not satisfactorily control the gas when the lamps are reduced below three in number. The gas from these plants may readily be used in kitchen ranges, water heaters and other domestic purposes. Individual plants for operating ranges in restaurants and hotels are in common use. The plants are subject to minor derangements that require correcting as they occur, but as soon as the mechanism and characteristic properties of the plant are known, the correction of any difficulty that may present itself is easily accomplished.
In small plants, the minimum number of lamps that work well at one time is three. Automatic regulators exist for larger plants, but they don't effectively control the gas when the number of lamps is reduced to fewer than three. The gas produced by these plants can easily be used for kitchen ranges, water heaters, and other household needs. Individual plants for powering ranges in restaurants and hotels are commonly used. These plants can experience minor issues that need fixing as they come up, but once you understand the mechanics and characteristics of the plant, it’s easy to resolve any problems that arise.

Central-generator Gas Lamps.
—Fig. 199 shows the general construction and arrangement of the parts of the inverted-mantle lamp used with the central-generator system. In outward appearance the lamp is much like any other inverted-mantle gas lamp, but in arrangement of parts it is markedly different. The gas-cock C is larger than that used with the ordinary fixture, because the opening O must carry a larger volume of gas than that for supplying gas to lamps using the Bunsen tube. In the use of lamps with the Bunsen tube, the gas from the mains is mixed with approximately twenty times its volume of air;[287] with a lamp like that of Fig. 199, where the mixture has already been made in the generator, the conducting tubes and the gas-cock must be relatively very large.
—Fig. 199 shows the general construction and arrangement of the parts of the inverted-mantle lamp used with the central-generator system. On the outside, the lamp looks a lot like other inverted-mantle gas lamps, but the arrangement of its parts is quite different. The gas-cock C is larger than the one used with typical fixtures, because the opening O needs to handle a larger volume of gas compared to those supplying gas to lamps using the Bunsen tube. In lamps with the Bunsen tube, the gas from the mains is mixed with about twenty times its volume of air;[287] with a lamp like the one in Fig. 199, where the mixture has already been prepared in the generator, the conducting tubes and the gas-cock must be relatively much larger.
The screen S, which corresponds to the screen S in Fig. 192, is quite as necessary as in the other lamp. It not only assures a uniform distribution of the gas in the tube but it prevents the mantle from being broken when the burner is lighted. If this screen is punctured, the explosion which takes place when the burner is lighted will be sufficient to blow out the bottom of the mantle. The burner tip T is practically the same as that used with other mantle lamps.
The screen S, which matches the screen S in Fig. 192, is just as essential as in the other lamp. It not only ensures an even distribution of gas in the tube but also protects the mantle from breaking when the burner is lit. If this screen is damaged, the explosion that occurs when the burner is ignited will likely blow out the bottom of the mantle. The burner tip T is essentially the same as the one used with other mantle lamps.
Boulevard Lamps.
—Gasoline lamps for outside illumination may be constructed to operate with any of the systems described, but the hollow-wire and the generator systems are most conveniently used, because each post may be arranged as an independent plant. For illuminating private grounds or public thoroughfares, lamps such as are illustrated in Figs. 200 and 201 are very generally used.
—Gasoline lamps for outdoor lighting can be built to work with any of the systems described, but the hollow-wire and generator systems are the easiest to use, as each post can function as a standalone unit. For lighting private property or public roads, lamps like those shown in Figs. 200 and 201 are commonly used.
The lamp shown in Fig. 200 is of the central generator type in which the storage tank and generator mechanism are located in the base of the post. These lamps are also sometimes constructed with a time attachment in the base of the post, arranged with a clock mechanism so that the light may be automatically extinguished at any desired time.
The lamp shown in Fig. 200 is of the central generator type, where the storage tank and generator mechanism are placed in the base of the post. These lamps are sometimes designed with a timer in the base of the post, featuring a clock mechanism that allows the light to be automatically turned off at a set time.

In Fig. 201 the lamp is of the hollow-wire type and as in the case of the other, the supply tank is in the base of the post. With this system it would be possible to supply several lamps from a common supply tank, provided the hollow wire was protected against damage. The lamps arranged to work on either system,[288] require the same amount of attention and are subject to the same derangements as those for inside service.
In Fig. 201, the lamp is of the hollow-wire type, and like the other one, the supply tank is located in the base of the post. With this system, it would be possible to supply multiple lamps from a shared supply tank, as long as the hollow wire was protected from damage. The lamps, designed to work on either system,[288] require the same level of attention and can experience the same issues as those used indoors.
Burners for gasoline stoves
are made in a great variety of forms, each having some special points of excellence that are used to recommend the sale of the stove. The most essential feature of a gasoline stove is the burner, since on its successful performance will depend the satisfaction given by the stove. Many self-generating burners have been devised which have met with a great deal of favor, but the type of burner most widely used and the first to be devised for the purpose is the generating burner similar in principle to the generating gasoline lamp.
are made in a wide range of forms, each with specific advantages that promote the sale of the stove. The most important feature of a gasoline stove is the burner, as its effective performance determines how satisfied users will be with the stove. Many self-generating burners have been created that have gained popularity, but the type of burner most commonly used and the first designed for this purpose is the generating burner, which works similarly to the generating gasoline lamp.
The burner is first heated from an outside source, in order to generate sufficient gas to start the flame, after which the heat from the burner will develop the gas supply. With gasoline stoves of this kind, the supply tank is elevated, in order that the force of gravity may give sufficient pressure to send the gasoline into the generator while the flame is burning. In the hollow-wire system the same type of burner is used, but the gasoline is forced into the burner by the pressure in the tank.
The burner is first heated from an external source to create enough gas to ignite the flame, after which the heat from the burner will produce the gas supply. With gasoline stoves like this, the supply tank is raised so that gravity can provide enough pressure to send the gasoline into the generator while the flame is on. In the hollow-wire system, the same type of burner is used, but the gasoline is pushed into the burner by the pressure in the tank.

In Fig. 202 is shown a sectional view of the burner as it appears in the stove. The supply tank, or hollow wire from the pressure tank, sends the gasoline into the tube A at the bottom of the stove, to which several burners may be attached. The tube B, through which the gasoline percolates on its way to the generator, is filled with moderately coarse sand, or other material that is intended to prevent the gasoline from being forced out of the pipe by the pressure that is developed in the generator. The[289] pieces C-C are perforated metal plugs that prevent the escape of the particles of which B is composed.
In Fig. 202, you can see a sectional view of the burner as it looks in the stove. The supply tank, or hollow tube from the pressure tank, sends gasoline into tube A at the bottom of the stove, where multiple burners can be connected. Tube B, through which the gasoline flows toward the generator, is packed with moderately coarse sand or another material designed to stop the gasoline from being forced out of the pipe by the pressure that builds up in the generator. The[289] pieces C-C are perforated metal plugs that keep the particles found in B from escaping.
The generator is a brass casting D-D which is firmly screwed to the top of the tube B. A needle-valve E governs the discharge of the gasoline vapor at G, where the vapor enters the tube H, as indicated at K-K. The gasoline vapor enters the open Bunsen tube H, and with it is carried the air necessary to produce the required gas for complete combustion. The piece N is the generating cup in which is burned the generating fluid—either gasoline or alcohol. The gasoline from the pipe A percolates through the material in B and flows into the generator. The needle-valve being closed, the space D-D fills with gasoline.
The generator is a brass casting D-D that is securely attached to the top of the tube B. A needle valve E controls the release of gasoline vapor at G, where the vapor enters the tube H, as shown at K-K. The gasoline vapor flows into the open Bunsen tube H, along with the air needed to create the gas for complete combustion. The piece N is the generating cup where the generating fluid—either gasoline or alcohol—is burned. The gasoline from the pipe A permeates through the material in B and flows into the generator. With the needle valve closed, the space D-D fills with gasoline.
To light the burner, the hand-wheel J is turned, opening the needle-valve a sufficient length of time to allow the gasoline to fill the cup N with fuel for generating the initial volume of vapor. A still better way is to fill the cup with alcohol, because the burning alcohol does not fill the air with smoke and odors, as in the case of gasoline, when used for generating purposes. The generating material having been ignited and burned out, the generator is hot and filled with vapor. The heated generator vaporizes a portion of the contained gasoline and forms sufficient pressure to force the remaining gasoline back through B into the supply tank. The material of the tube B permits only a slow movement of the gasoline and prevents the possibility of surging in the generator.
To light the burner, turn the hand-wheel J to open the needle-valve long enough for the gasoline to fill the cup N with fuel to create the initial volume of vapor. An even better option is to fill the cup with alcohol because burning alcohol doesn’t produce smoke and odors like gasoline does when used for generating. Once the generating material has been ignited and burned out, the generator is hot and filled with vapor. The heated generator vaporizes some of the gasoline inside and creates enough pressure to push the remaining gasoline back through B into the supply tank. The material of the tube B allows only a slow flow of gasoline, preventing any surging in the generator.
The initial supply of vapor being generated, the needle-valve may be opened and the gas lighted above the burner I-I, where it should burn in little jets at each opening with the characteristic Bunsen flame. It sometimes happens that the generator is not heated sufficiently, by the generating flame, to vaporize the necessary gasoline for starting the burner; in this case liquid gasoline will be forced from the opening G, and the burner will flare up intermittently in a red smoky flame. When this occurs the burners must be regenerated.
The initial vapor supply is being produced, so you can open the needle valve and light the gas above burner I-I, where it should burn in small jets at each opening with the typical Bunsen flame. Sometimes, the generator isn't heated enough by the flame to vaporize the gasoline needed to start the burner; in this situation, liquid gasoline will leak from opening G, causing the burner to flare up erratically with a red, smoky flame. When this happens, the burners need to be regenerated.
Gasoline Sad Irons.
—The use of gaseous or liquid fuel is always attended by an element of danger, because of the possibility of accidental explosion. The use of gasoline, the most highly volatile of all liquid fuels, has, however, come to be very generally used as a source of heat for domestic purposes. The[290] danger of accident in the use of gasoline as a fuel for heating sad irons is largely due to ignorance of the involved mechanism or carelessness in manipulation. A knowledge of the principle included in their operation, together with an observance of the possible cause of accident, will reduce the element of danger to a negligible quantity.
—The use of gas or liquid fuel always comes with some risk due to the chance of accidental explosions. Gasoline, the most volatile of all liquid fuels, has become widely used for heating in homes. The[290] risk of accidents when using gasoline to heat sad irons is mostly due to a lack of understanding of how they work or careless handling. Knowing how they operate and being aware of potential hazards will greatly reduce the risk to a minimal level.
The use of gasoline sad irons has come into favor because of their convenience and economy in operation. These irons, in common with the use of gasoline in its other applications of heating and lighting, are made in a great many forms but the principle of operation is confined to two types.
The use of gas-powered irons has become popular due to their convenience and cost-effectiveness. Like gasoline's other uses for heating and lighting, these irons come in many different designs, but their operation is based on just two types.

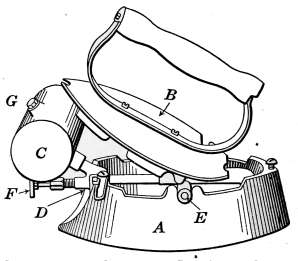
First, those in which the gasoline is forced into the generator by the vapor pressure, from the heated supply tank; and second those in which the pressure is caused by pumping air into the supply tank after the manner of the hollow-wire system of lighting.
First, those where gasoline is pushed into the generator by vapor pressure from the heated supply tank; and second those where the pressure is created by pumping air into the supply tank, similar to the hollow-wire lighting system.
The first type of iron is illustrated in Fig. 203. The same iron is shown in Fig. 204, with the top in position for generating vapor pressure necessary to start the burner. The body of the iron A is a hollow casting, designed to receive the generator and burner in such position that the bottom portion of the iron may be uniformly heated. The generator and burner are shown in detail in Fig. 205, in which a sectional view is given of the parts, cut across lengthwise of the iron.
The first type of iron is shown in Fig. 203. The same iron is depicted in Fig. 204, with the top in place to create the vapor pressure needed to ignite the burner. The body of the iron A is a hollow cast designed to hold the generator and burner in a position that allows the bottom part of the iron to be heated evenly. The generator and burner are detailed in Fig. 205, featuring a sectional view of the components cut lengthwise through the iron.
In starting the burner for use, the tank is first filled—not quite full—of strained gasoline. The precaution of straining the gasoline[291] should be taken, to prevent putting into the tank anything that will possibly choke the needle-valve. Alcohol is used for generating the vapor supply, because the flame does not black the iron and fill the room with smoke as in the case when gasoline is used for the purpose. When the alcohol is ignited, the cover is placed in position as shown in Fig. 204, so that the flame may heat not only the generator but also the tank. The object of heating the tank is that the heated gasoline may furnish pressure with which to force the gasoline into the generator. When the alcohol used for generating is almost burned out, the valve F is slightly opened and the burner lighted.
To start the burner, first fill the tank with strained gasoline—not all the way full. Make sure to strain the gasoline[291] to avoid clogging the needle-valve. Alcohol is used to create the vapor supply because it doesn’t blacken the iron or fill the room with smoke like gasoline does. Once the alcohol is ignited, place the cover in position as shown in Fig. 204 so that the flame can heat both the generator and the tank. The purpose of heating the tank is to make the gasoline hot enough to create pressure that pushes it into the generator. When the alcohol used for generating is almost burned out, slightly open valve F and light the burner.

As shown in Fig. 205, the generator G is a brass tube, inclosing the valve-stem G, which terminates in the needle-valve V. This valve regulates the supply of gas admitted to the burner and is operated by the hand-wheel F. When the gasoline in the tank has been heated the necessary amount, the vapor in G is allowed to escape through the valve V. The vapor is discharged into the Bunsen tube, and with it the air is carried in through the openings E, from both sides of the iron. The burner is a brass tube, slotted as shown at H, through which the gas escapes, forming a short flame of large area close to the part of the iron to be heated. The size of the flame is regulated by the hand-wheel F.
As shown in Fig. 205, the generator G is a brass tube that houses the valve-stem G, which ends in the needle-valve V. This valve controls the flow of gas to the burner and is operated by the hand-wheel F. Once the gasoline in the tank has been heated enough, the vapor in G is allowed to escape through the valve V. The vapor is released into the Bunsen tube, and air is drawn in through the openings E from both sides of the iron. The burner is a brass tube with slots as shown at H, through which the gas flows out, creating a short flame with a large area close to the part of the iron that needs to be heated. The size of the flame is adjusted using the hand-wheel F.
The tank is entirely closed, the plug P being provided with a lead washer to insure a tight joint. The plug is further provided with a soft metal center which acts as a “safety-plug” in case of[292] overheating. Should the iron at any time become too hot, the soft metal center will melt and the released pressure in the tank will put out the burner flame. The soft metal center may be renewed with a drop of solder. In case the safety-plug at any time is melted, the hot gasoline will spurt from the opening and immediately vaporize. This of course would, in a short time, produce an explosive atmosphere which if ignited would be dangerous. In case of accident the iron should be carried to the open air and the flame smothered with a cloth.
The tank is completely sealed, with the plug P having a lead washer to ensure a tight fit. The plug also includes a soft metal center that serves as a “safety-plug” in case of[292] overheating. If the iron ever gets too hot, the soft metal center will melt, and the released pressure in the tank will extinguish the burner flame. The soft metal center can be replaced with a bit of solder. If the safety-plug melts, the hot gasoline will spray from the opening and quickly vaporize. This could quickly create an explosive atmosphere, which would be dangerous if ignited. In the event of an accident, the iron should be taken outside, and the flame should be smothered with a cloth.
Alcohol Sad Irons.
—Irons of the same style are also made in which alcohol is used as a fuel. The alcohol irons differ in construction from those using gasoline only in the amount of air that is mixed with the vapor. In general appearance the two styles look very much alike, but in the alcohol iron one of the intakes E is entirely closed and the other opening is partially closed.
—Irons of the same style are also made that use alcohol as fuel. The alcohol irons differ in design from those that use gasoline only in how much air is mixed with the vapor. Overall, the two styles look very similar, but in the alcohol iron, one of the intakes E is completely closed, and the other opening is partially closed.
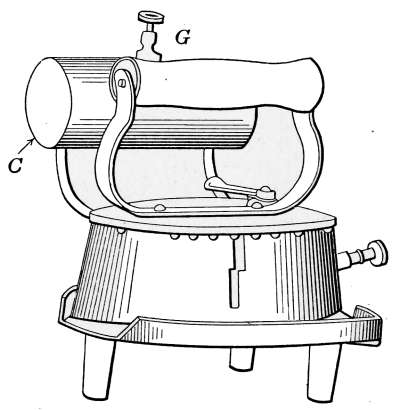
The operation of these irons is identical to those using gasoline, but they are preferred by those who fear the use of that fuel. In reality there is little difference in the danger attending the use of the two liquids. It is only fair to say, however, that the use of any highly volatile fuel is attended with some danger when used carelessly, but with a reasonable amount of care and a knowledge of the mechanism of the machine in use the danger is of minor consequence.
The way these irons work is the same as those that use gasoline, but they are favored by people who are concerned about using that type of fuel. In reality, there isn't much difference in the risks associated with using the two types of fuel. However, it's important to note that using any highly volatile fuel carries some risk if used carelessly, but with a reasonable amount of caution and an understanding of how the machine operates, the danger is minimal.
In Fig. 206 is illustrated another style of gasoline sad iron, the working principle of which is the same as those already described but the supply tank is not heated to give pressure to the gasoline in the tank. In this iron the tank is located at one side of the iron and pressure is applied with an air pump as in the hollow-wire system of lighting. The burner is generated after the manner of the others and operated in exactly the same manner. The chief difference is that the possibility of excessive pressure through overheating is eliminated.
In Fig. 206, you can see another type of gasoline sad iron, which works on the same principle as the ones already mentioned, but the supply tank isn't heated to create pressure in the tank. In this iron, the tank is positioned on one side and pressure is applied using an air pump, similar to the hollow-wire lighting system. The burner functions like the others and is operated in the same way. The main difference is that the risk of excessive pressure from overheating is removed.
Alcohol Table Stoves.
—In the United States the use of alcohol as a fuel has never been extensively employed because of the duty imposed on its manufacture by the Federal Government. In 1896 this duty was removed from denatured alcohol and the cost was sufficiently reduced to permit a great extension in its use as a fuel.
—In the United States, the use of alcohol as fuel has never been widely adopted due to the tax imposed on its production by the Federal Government. In 1896, this tax was lifted from denatured alcohol, and the cost was lowered enough to allow for a significant increase in its use as fuel.

Denatured alcohol is any alcohol to which has been added any of the list of prescribed volatile fluids that will render the alcohol unfit for use in beverages and not materially change its heating value. Denatured alcohol is sold at a price that will permit its use in small flat-irons, table stoves and other forms of burners where small amounts of heat are generated for convenience. At the price of denatured alcohol as generally sold, it cannot compete with gasoline and kerosene as a fuel.
Denatured alcohol is any alcohol that has had certain volatile substances added to make it unsuitable for drinking, while not significantly altering its heating value. It's sold at a price that allows for use in small flat-irons, table stoves, and other types of burners where small amounts of heat are needed for convenience. At the typical price of denatured alcohol, it can't compete with gasoline and kerosene as a fuel source.
In Fig. 207 is shown a convenient and inexpensive form of table stove, in which the vapor of alcohol is burned in practically the same manner as the vapor of gasoline in the burners already described. The supply of alcohol is stored in a tank A, and fed by gravity to the burner B, the flame from which resembles that of the ordinary gasoline burner.
In Fig. 207, there’s a simple and affordable type of table stove, where the vapor of alcohol burns almost the same way as the vapor of gasoline in the burners mentioned earlier. The alcohol is kept in a tank A and is fed by gravity to the burner B, which produces a flame similar to that of a regular gasoline burner.
The generator G with the other essential parts are shown in detail in Fig. 208. The reference letters indicate the same parts in the detail drawing as in Fig. 207.
The generator G and the other essential components are displayed in detail in Fig. 208. The reference letters identify the same parts in the detailed drawing as in Fig. 207.
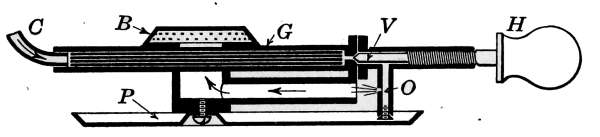
The alcohol flows from the supply tank through the pipe C to the generator G, which is a brass tube filled with copper wires.[294] The vapor for starting the burner is generated by opening the valve V and allowing a small amount of alcohol to flow through the orifice C into the pan P directly below the generator. The valve is then closed and the alcohol ignited. When the generating flame has burned out, the valve V is again opened and the vapor which has generated in the tube escapes at the orifice C and enters the Bunsen tube T, (Fig. 207) carrying with it the proper amount of air to produce the Bunsen flame at each of the holes of the burner.
The alcohol flows from the supply tank through pipe C to the generator G, which is a brass tube filled with copper wires.[294] The vapor needed to start the burner is created by opening valve V and letting a small amount of alcohol flow through the orifice C into the pan P directly beneath the generator. The valve is then closed and the alcohol is ignited. Once the generating flame has gone out, valve V is opened again, allowing the vapor generated in the tube to escape through the orifice C and enter the Bunsen tube T, (Fig. 207), carrying the right amount of air to create the Bunsen flame at each of the holes in the burner.
As in the case of the gasoline burners the orifice C sometimes becomes clogged and it is necessary to insert a small wire to clear the opening. With the stove is provided a tool for this purpose. With stoves of this kind, the supply tank must not be tightly closed, because any pressure in the tank would cause it to become dangerous. The alcohol is fed to the generator entirely by gravity. The stopper of the tank contains a small hole at the top which should be kept open to avoid the generation of pressure should the tank become accidentally heated.
As with gasoline burners, the orifice C can sometimes get clogged, and you’ll need to use a small wire to clear it out. A tool for this is included with the stove. For stoves like this, the supply tank should not be tightly closed, as any pressure buildup in the tank could be dangerous. The alcohol is supplied to the generator solely by gravity. The tank stopper has a small hole at the top that should remain open to prevent pressure from building up if the tank accidentally heats up.
Stoves of this kind may be conveniently used for a great variety of household purposes, and when intelligently handled are relatively free from danger.
Stoves like these can be easily used for many household tasks, and when used wisely, they're relatively safe.
Danger from Gaseous and Liquid Fuels.
—All combustible gases or vapors, when mixed within definite amounts, are explosive. The violence of the explosion will be in proportion to the volumes of the gas and the condition of confinement.
—All combustible gases or vapors, when mixed in specific amounts, can be explosive. The force of the explosion will depend on the volumes of the gas and how confined they are.
When gasoline or other volatile fuel is vaporized in a closed room, there is danger of an explosion, should the mixture of the vapor and air reach explosive proportions. It is dangerous to enter a room with a lighted match or open-flame lamp, where gaseous odor is markedly noticeable. In case of danger of this kind the windows and doors should be immediately opened to produce the most rapid ventilation.
When gasoline or other flammable fuel is vaporized in a closed room, there's a risk of an explosion if the mixture of vapor and air becomes explosive. It's risky to enter a room with a lit match or open-flame lamp where the smell of gas is strong. If this situation arises, you should immediately open the windows and doors to allow for quick ventilation.
In the act of igniting the flame in a gas or vapor stove, the lighter should be made ready before the gas is turned on. Explosions in gas and vapor stoves are usually due to carelessness in igniting the fuel. It should be kept constantly in mind that, if a combustible gas is allowed to escape and mix with air in any space and then ignited, an explosion of more or less violence is sure to occur.
In the process of lighting a gas or vapor stove, you should prepare the lighter before turning on the gas. Explosions in gas and vapor stoves often happen because of carelessness when igniting the fuel. It's important to remember that if a flammable gas escapes and mixes with air in any area, then gets ignited, an explosion will definitely occur, varying in intensity.
Gasoline and kerosene are lighter than water and will float on its surface. The flames from these oils are aggravated when water is used in attempting to extinguish them. The burning oil floating on the surface of the water increases the burning surface.
Gasoline and kerosene are lighter than water and will float on its surface. The flames from these oils get worse when water is used to try to put them out. The burning oil floating on the water increases the burning surface.
Burning oil must be either removed to a place where danger will not result or the flames must be smothered. In case of a small blaze, the fire may be extinguished with a cloth, preferably of wool, or if circumstances will permit, with ashes sand or earth.
Burning oil needs to be either taken to a safe location or the flames need to be smothered. For a small fire, you can put it out with a cloth, preferably made of wool, or if it's possible, with ashes, sand, or dirt.
Alcohol dissolves in water and may, therefore, be diluted to a point where it will no longer burn.
Alcohol dissolves in water and can, therefore, be diluted to a point where it won't burn anymore.
ACETYLENE-GAS MACHINES
Acetylene is a gas that is generated when water is absorbed by calcium carbide, after the manner in which carbonic acid gas is evolved when lime slakes with water, but with the liberation of a larger amount of the combustible gas.
Acetylene is a gas produced when water is absorbed by calcium carbide, similar to how carbonic acid gas is released when lime reacts with water, but it releases a greater amount of the flammable gas.
Calcium carbide is a product resulting from the union of lime and coke, fused in an electric furnace to form a grayish-brown mass. It is brittle and more or less crystalline in structure and looks much like stone. It will not burn except when heated with oxygen. A cubic foot of the crushed calcium carbide weighs 160 pounds.
Calcium carbide is made from the combination of lime and coke, melted together in an electric furnace to create a grayish-brown mass. It’s brittle, has a somewhat crystalline structure, and resembles stone. It won’t catch fire unless heated with oxygen. A cubic foot of crushed calcium carbide weighs 160 pounds.
Calcium carbide—or carbide as it is ordinarily termed—may be preserved for any length of time if kept sealed from the air, but the ordinary moisture of the atmosphere gradually slakes it and after exposure for a considerable time it changes into slaked lime. The carbide itself has no odor, but in the air it is always attended by the penetrating odor of acetylene, because of the gas liberated by the moisture absorbed from the air.
Calcium carbide—commonly known as carbide—can be stored indefinitely if it's kept sealed from air. However, the usual moisture in the atmosphere slowly hydrates it, and after being exposed for a long period, it turns into slaked lime. The carbide itself doesn't have any smell, but in the presence of air, it always carries the strong scent of acetylene due to the gas released from the moisture it absorbs.
If protected from moisture, calcium carbide cannot take fire, being like lime in this respect; it is therefore a safe substance to store. It is transported under the same classification as hardware, and will keep indefinitely if properly sealed.
If kept dry, calcium carbide won't catch fire, similar to lime in that way; so it's a safe material to store. It is shipped under the same category as hardware, and it can last a long time if it's sealed correctly.
A pound of pure carbide yields 5½ cubic feet of acetylene, but in commercial form, as rated by the National Board of Fire Underwriters, lump carbide is estimated at 4½ cubic feet per pound. In the generation of acetylene, exact weights of carbide[296] and water always enter into combination, i.e., 64 parts of carbide to 34 parts of water, and a definite amount of heat is evolved for each part of carbide consumed.
A pound of pure carbide produces 5½ cubic feet of acetylene, but in its commercial form, according to the National Board of Fire Underwriters, lump carbide is estimated to yield 4½ cubic feet per pound. When generating acetylene, specific weights of carbide[296] and water are always combined, meaning 64 parts of carbide to 34 parts of water, and a certain amount of heat is released for each part of carbide used.
Uncontrolled, the gas burns with a bright but not brilliant flame and with a great deal of smoke, but when used in a burner suited for its combustion it burns with a clear brilliant flame of a quality approaching sunlight. While carbide is not explosive nor inflammable, it may, if it finds access to water, create a pressure such as to burst its container, and it is not impossible that heat might be generated sufficient to ignite the gas under such conditions. That such condition would often occur is not at all probable. When water is sprinkled upon carbide, in quantity such that it will all be taken up, the resultant slaked lime is left dry and dusty, and occupies more space than the original carbide. When more than enough water is employed, the remaining mixture of lime and water is whitewash.
Uncontrolled, the gas burns with a bright but not intense flame and produces a lot of smoke. However, when used in a burner designed for its combustion, it burns with a clear, bright flame that approaches the quality of sunlight. While carbide is neither explosive nor flammable, it can create enough pressure to burst its container if it comes into contact with water. There's also a chance that heat could build up enough to ignite the gas in such situations, although it's unlikely that these conditions would happen frequently. When water is sprinkled on carbide in a quantity that it can fully absorb, the resulting slaked lime is left dry and dusty and takes up more space than the original carbide. If too much water is used, the leftover mixture of lime and water turns into whitewash.
Chemically considered, acetylene is C2H2; it is composed of carbon and hydrogen and belongs to a class of compounds known as hydrocarbons, represented in nature by petroleum, natural gas, etc. It is composed of 92.3 per cent. carbon and 7.7 per cent. of hydrogen, both combustible gases. It is a non-poisonous, colorless gas, with a persistent and penetrating odor. Its presence in the air, to the extent of 1 part in 1000 is distinctly perceptible. When burning brightly in a jet, there is no perceptible odor. When completely burned it requires for its combustion 2½ times its volume of oxygen.
Chemically speaking, acetylene is C2H2; it's made up of carbon and hydrogen and falls into a category of compounds called hydrocarbons, which includes substances like petroleum and natural gas. It consists of 92.3 percent carbon and 7.7 percent hydrogen, both of which are flammable gases. It's a non-toxic, colorless gas with a strong and noticeable odor. You can easily smell it in the air at a concentration of 1 part in 1000. When it burns brightly in a jet, there's no noticeable smell. To completely burn it, you need 2½ times its volume of oxygen.
All combustible gases, when mixed with air and ignited, produce more or less violent explosions. Acetylene is no exception to the rule, and when allowed to escape into any enclosed space it will quickly produce a violently explosive mixture, so that it is always dangerous to enter a room or basement with a lamp or flame of any kind where the odor of gas is perceptible. This is quite true with a combustible gas of any kind, but with acetylene all mixtures from 3 to 30 per cent. are capable of being exploded with greater or less violence.
All combustible gases, when mixed with air and ignited, create explosions that can be more or less violent. Acetylene is no different, and if it escapes into an enclosed space, it can quickly create a dangerously explosive mixture. Therefore, it’s always risky to enter a room or basement with a lamp or any kind of flame if you can smell gas. This is true for any combustible gas, but with acetylene, mixtures ranging from 3 to 30 percent can explode with varying levels of force.
The kindling point of acetylene is lower than coal gas or gasoline gas. To ignite either of the latter gases, a flame is necessary to start the combustion, but a spark or a glowing cigar is sufficient to ignite acetylene. It should therefore be borne in[297] mind that acetylene is not only explosive when mixed with air but that it is very easy to ignite. Under ordinary pressures pure acetylene is not explosive, but at pressure above 15 pounds to the square inch explosions sometimes occur where proper precautions are not observed. At all pressures such as are required for household purposes acetylene is as safe for use as any other gas.
The ignition point of acetylene is lower than that of coal gas or gasoline gas. To light either of those gases, you need a flame to start the combustion, but a spark or a lit cigar is enough to ignite acetylene. It should be kept in[297] mind that acetylene is not only explosive when mixed with air, but it's also very easy to ignite. Under normal pressures, pure acetylene isn’t explosive, but at pressures above 15 pounds per square inch, explosions can happen if proper precautions aren't taken. At all pressures needed for household use, acetylene is as safe to use as any other gas.
Although acetylene is in danger of exploding when under pressure, it is perfectly safe, when the proper conditions are observed, in tanks for a great many kinds of portable lights.
Although acetylene can be explosive when under pressure, it is completely safe in tanks for many types of portable lights, as long as the proper conditions are followed.
Where acetylene is used in portable tanks under pressure, advantage is taken of its solubility in acetone. This is a product of the distillation of wood which possesses the property of absorbing acetylene to a remarkable degree. In addition to this property is the more important one of rendering the acetylene non-explosive when under pressure. The tanks for its storage are filled with asbestos or other absorbent material that is saturated with acetone. The acetylene is then forced into the tanks under pressure and is absorbed by the acetone. The safety of this means of storage lies in the degree of perfection to which the tanks are filled with the absorbent material. There must be no space anywhere in the tank where undissolved acetylene can exist. Its freedom from danger under such conditions has been thoroughly demonstrated in its use for railroad and automobile lamps.
Where acetylene is stored in portable tanks under pressure, its solubility in acetone is utilized. Acetone, a product of wood distillation, has an impressive ability to absorb acetylene. More importantly, it makes acetylene non-explosive when under pressure. The storage tanks are filled with asbestos or other absorbent materials that are saturated with acetone. Acetylene is then pumped into the tanks under pressure, where it gets absorbed by the acetone. The safety of this storage method depends on how well the tanks are filled with the absorbent material, ensuring there are no spaces where undissolved acetylene can remain. Its safety under these conditions has been well-established in applications like railroad and automobile lamps.
The use of acetylene as a fuel for cooking and for the various other purposes of domestic use is successfully accomplished in burners that give the blue flame desired for such purposes. Complete cooking ranges and various other heating and cooking devices are regularly sold by dealers in heating appliances, while water-heaters, hot-plates, chafing-dish heaters, etc., are as much a possibility as with any other of gaseous fuel and in as reasonably an inexpensive way.
The use of acetylene as a cooking fuel and for other household purposes is effectively achieved with burners that produce the desired blue flame. Full cooking ranges and different heating and cooking appliances are commonly available from dealers in heating equipment, while water heaters, hot plates, chafing dish heaters, and more can be just as feasible and cost-effective as with any other gas fuel.
Coal gas, containing as it does sufficient carbon monoxide to render it poisonous, will cause death when inhaled for any length of time, but acetylene under the same conditions will have no deleterious effect.
Coal gas, which has enough carbon monoxide to make it poisonous, can cause death if inhaled for too long, but acetylene under the same conditions will not have any harmful effects.
Types of Acetylene Generators.
—There are two general methods of generating acetylene for domestic illuminating and[298] heating purposes: that of adding carbide to water, and that in which the water is mixed with carbide. The two types are illustrated in the diagrams shown in Figs. 209 and 210. The first method, that in which the carbide is dropped into water, is shown in Fig. 209. The tank A is the generator and B is the receiver or gas-holder. The tank A holds a considerable quantity of water and is provided with a container C for holding the supply of carbide. The tank A is connected with the gas-holders by a pipe which extends above the water line in the tank B, where the gas is allowed to collect in the gas-holder G. A charge of carbide, sufficient to fill the holder with gas, is pushed into the tank A by raising the lever H. Immediately the water begins to combine with the carbide and the bubbles of gas pass up through the water and are conducted into the tank B. The holder G is lifted by the gas and its weight furnishes the pressure necessary to force the gas into the pipes, which conduct it to the burners. If this machine were provided with the proper mechanism to feed into the generator a supply of carbide whenever the gas in the holder is exhausted, the machine would represent the modern “carbide to water” generator.
—There are two main ways to produce acetylene for household lighting and heating: by adding carbide to water, and by mixing water with carbide. The two methods are shown in the diagrams in Figs. 209 and 210. The first method, where the carbide is dropped into water, is illustrated in Fig. 209. The tank A is the generator and B is the receiver or gas-holder. The tank A contains a large amount of water and has a container C for storing the carbide supply. A pipe connects tank A to the gas-holder, extending above the water level in tank B, where the gas collects in the gas-holder G. A sufficient amount of carbide to fill the holder with gas is pushed into tank A by raising the lever H. As soon as the water starts to react with the carbide, bubbles of gas rise through the water and flow into tank B. The gas lifts holder G, and its weight creates the pressure needed to push the gas into the pipes, which carry it to the burners. If this machine had the right mechanism to automatically feed carbide into the generator whenever the gas in the holder runs low, it would be a modern “carbide to water” generator.

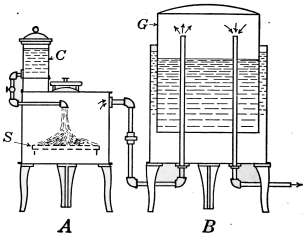
The “water to carbide” generator is shown diagrammatically in Fig. 210. As in the other figure, A is the generator and B is the gas-holder. A supply of carbide S is placed in the generator and water from a tank C is allowed to drip or spray onto the carbide. The gas collects in the gas-holder as before. This apparatus represents in principle the parts of a machine for generating acetylene by this process. The actual machines are[299] arranged to perform the functions necessary to make the machines automatic in their action.
The “water to carbide” generator is illustrated in Fig. 210. As shown in the other figure, A is the generator and B is the gas-holder. A supply of carbide S is placed in the generator while water from a tank C drips or sprays onto the carbide. The gas gathers in the gas-holder, just like before. This setup essentially represents the components of a machine that generates acetylene through this process. The actual machines are [299] designed to perform the necessary functions to automate their operation.
Whatever the type of the machine, the object is to keep in the holders a sufficient amount of gas with which to supply the demand made on the plant. Machines representing each of the types described are to be obtained, but the greater number of those manufactured are of the “carbide to water” form.
Whatever type of machine it is, the goal is to maintain enough gas in the holders to meet the demand placed on the system. Machines of each of the types mentioned can be found, but the majority of those produced are of the “carbide to water” design.
In the formative period of acetylene generators many accidents of serious consequence resulted from imperfect mechanism. Imperfections have been gradually eliminated until the machines which have survived are efficient in action and mechanically free from dangerous eccentricities.
During the early days of acetylene generators, many serious accidents occurred due to flawed mechanisms. These imperfections have been progressively removed, and now the machines that remain are efficient in operation and mechanically free from hazardous issues.
The qualities demanded of a good generator are: There must be no possibility of an explosive mixture in any of the parts; it must insure a cool generation of gas; it must be well-constructed and simple to operate; it should create no pressure above a few ounces; it should be provided with an indicator to show how low the charge of carbide has become in order that it may be recharged in due season, and it must use up the carbide completely.
The qualities needed in a good generator are: There should be no chance of an explosive mix in any of its parts; it must ensure that gas is generated coolly; it should be well-built and easy to operate; it should not create pressure above a few ounces; it should have an indicator that shows how low the carbide charge is so it can be recharged in a timely manner, and it must use up the carbide completely.
Because of the fact that the greater number of acetylene-gas machines of today are of the “carbide to water” type, in the description to follow that type of machine is used. They are generally made in two parts, one part containing the generating apparatus and the other acting as gasometer (gas-holder), but some machines are made in which one cell contains both the generator and gasometer.
Because most of today’s acetylene gas machines are the “carbide to water” type, the description to follow focuses on that type of machine. They are typically built in two parts: one part holds the generating apparatus, while the other serves as a gasometer (gas holder). However, some machines are designed with one cell that includes both the generator and the gasometer.
In Fig. 211 is shown a two-part, gravity-fed machine, in which all of the internal working parts are exposed to view. The tank (a), as in the diagram, is the generator and the tank (b) contains the gasometer marked G. Each tank possesses a number of appliances which are necessary to make the machine automatic in its action. The part C of the generator contains the supply of carbide, broken into small pieces, a portion of which is dropped into the water whenever additional gas is required. The feed mechanism F is controlled by the gasometer bell G, which is buoyed up by the gas it contains. When the supply of gas becomes low, the descending bell carries with it the end of the lever F, which is attached to the feed valve; this motion raises the feed valve and allows some of the carbide[300] to fall into the water. The gas that is immediately generated passes into the gasometer through the pipe P, and as the bell is raised by the accumulating gas the valve V is closed.
In Fig. 211, you can see a two-part, gravity-fed machine where all the internal parts are visible. The tank (a) is the generator, and the tank (b) contains the gasometer marked G. Each tank has several devices needed to make the machine operate automatically. Part C of the generator holds a supply of carbide, broken into small pieces, a portion of which is released into the water whenever more gas is needed. The feed mechanism F is operated by the gasometer bell G, which floats due to the gas it holds. When the gas supply is low, the descending bell pulls down the end of lever F, which is connected to the feed valve; this action raises the feed valve and allows some carbide[300] to drop into the water. The gas generated immediately flows into the gasometer through pipe P, and as the bell rises with the accumulating gas, the valve V closes.
The gas as it enters the gasometer passes through a hollow device W, that looks like an inverted T, the lower edge of which is tooth-shaped and extends below the surface of the water. The gas, in passing this irregular surface, is broken up and comes through the water in little bubbles, in order that it may be washed clean of dust. This device also prevents the return of the gas to the generator tank during the process of charging.
The gas, as it flows into the gasometer, goes through a hollow device W, which looks like an upside-down T. The bottom edge is jagged and dips below the water's surface. As the gas passes over this uneven surface, it breaks up into small bubbles, allowing it to be cleaned of dust. This device also stops the gas from going back into the generator tank while it's being charged.

The gas escapes from the bell through the pipe S to the filter D, where any dust that may have escaped the washing process is removed by a felt filter. It finally leaves the machine by the pipe L, at which point it enters the system through which it is conveyed to the different lighting fixtures.
The gas exits the bell through the pipe S to the filter D, where any dust that might have passed through the washing process is captured by a felt filter. It ultimately leaves the machine via the pipe L, at which point it enters the system that transports it to the various lighting fixtures.
It will be noticed that the tank (b) is divided into two compartments, the upper portion containing the water in which the gasometer floats. The lower compartment is also partly filled with water which acts as a safety valve to prevent any escape of[301] gas into the room in which the generator is located. The lower end of the pipes P and S are immersed in the water at the bottom chamber of the tank, from which the gas could escape in case too much is generated and finally exit through the vent pipe U to the outside air.
It can be observed that the tank (b) is split into two sections, with the upper part holding the water in which the gasometer floats. The lower section is also partially filled with water, which serves as a safety measure to prevent any gas from escaping into the room where the generator is located. The lower ends of the pipes P and S are submerged in the water at the bottom chamber of the tank, allowing gas to escape if too much is produced and eventually exit through the vent pipe U to the outside air.
The float A in the tank (a) is a safety device that prevents the introduction of carbide unless the tank contains a full supply of water. The float is a hollow metal cylinder connected by a rod to a hinged cup under the bottom opening of the carbide holder. When the water is withdrawn from the generator, the float falls and the cup shuts off the carbide outlet.
The float A in the tank (a) is a safety device that stops carbide from being added unless the tank is completely full of water. The float is a hollow metal cylinder linked by a rod to a hinged cup beneath the bottom opening of the carbide holder. When the water is removed from the generator, the float drops, and the cup closes off the carbide outlet.
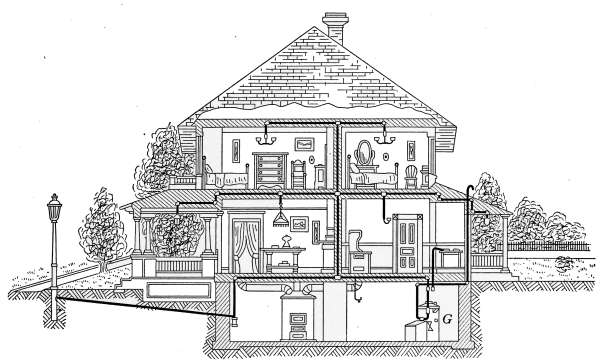
The accumulation of lime, from the disintegrated carbide, requires occasional removal from the tank (a); the valve K is provided for this purpose. The lever S is used to stir up the lime which is deposited on the bottom of the tank, that it may be carried out with the discharged water.
The buildup of lime from the broken-down carbide needs to be removed from the tank every now and then (a); the valve K is there for this purpose. The lever S is used to mix up the lime that settles at the bottom of the tank so it can be carried out with the drained water.
Machines of this kind that are safeguarded against leakage of gas or the possibility of accumulated pressure are practically free from danger in the use of acetylene. The accidental leakage of gas from defective pipes and fixtures produce only the element of risk that is assumed with the use of any other form of gas for illuminating purposes.
Machines like these that are protected against gas leaks or the chance of pressure buildup are basically safe when using acetylene. Accidental gas leaks from faulty pipes and fixtures only create the same level of risk that comes with using any other type of gas for lighting.
Acetylene is distributed through the house in pipes in the same manner as for ordinary illuminating gas. The sizes of the pipes to suit the varying conditions of use are regulated by rules provided by the National Board of Fire Underwriters. These rules state definitely the sizes of pipes required for machines of different capacities. Rules of this kind and others that specify all matters relating to the use of acetylene may be obtained from any fire insurance agent.
Acetylene is delivered throughout the house via pipes, just like regular gas for lighting. The pipe sizes that accommodate different usage conditions are determined by guidelines from the National Board of Fire Underwriters. These guidelines clearly outline the required pipe sizes for machines with varying capacities. You can get these types of rules and other information related to the use of acetylene from any fire insurance agent.
The general plan of piping is shown in Fig. 212. The generator G is in this case a “water to carbide” machine and is shown connected to the kitchen range, as well as the pipe system which may be traced to the lamps in the different rooms, to the porch lights and to the boulevard lamp in front of the building.
The overall layout of the piping is shown in Fig. 212. The generator G is a "water to carbide" machine and is connected to the kitchen range, along with the pipe system that leads to the lamps in various rooms, the porch lights, and the street lamp in front of the building.


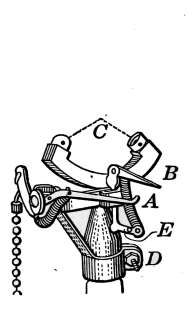
The type of burner used in acetylene lamps is shown in Fig. 213. The gas issues from two openings to form the jet as it appears in the engraving. These burners are made in sizes to consume ¼, ½, ¾, and 1 foot per hour depending on the amount of light demanded.
The type of burner used in acetylene lamps is shown in Fig. 213. The gas comes out of two openings to create the jet as it appears in the engraving. These burners are available in sizes that consume ¼, ½, ¾, and 1 foot per hour depending on the amount of light needed.
Gas Lighters.
—The acetylene gas jets are lighted ordinarily with a match or taper but electric igniters are often used for that purpose. Electric lighters for acetylene lamps are practically the same as those used with ordinary gas lamps but they must be adapted to the type of burner on which they are used. Electric igniters that are intended to be used with lamps placed in inaccessible places are different in construction from those within reach. In Figs. 214 and 215 are illustrated two forms of igniters that are intended to be used on bracket or pendent lamps. They[303] differ in mechanical construction to suit two different conditions. Fig. 214 is an igniter in which is also included the gas-cock. The gas is lighted by pulling a cord or chain attached to the lever L. The movement of this lever turns on the gas and at the same time brings the piece C in contact with the wire A to complete an electric circuit. As the contact between these two pieces is broken, a spark is formed that ignites the gas escaping from the burner at B. On releasing the lever a spring returns the piece C to its original position. The light is extinguished by a second pull of the lever.
—Acetylene gas jets are usually lit with a match or a taper, but electric igniters are also commonly used for this purpose. Electric lighters for acetylene lamps are pretty much the same as those used with regular gas lamps, but they need to be modified to fit the type of burner they're used with. Electric igniters designed for lamps in hard-to-reach places are built differently than those for accessible locations. Figures 214 and 215 show two types of igniters meant for bracket or pendant lamps. They are constructed differently to accommodate two different situations. Figure 214 is an igniter that also includes the gas cock. The gas is ignited by pulling a cord or chain connected to lever L. Moving this lever turns on the gas and simultaneously brings piece C into contact with wire A to complete the electric circuit. When the contact between these two pieces is broken, a spark is created that ignites the gas escaping from the burner at B. Releasing the lever lets a spring return piece C to its original position. The light is turned off by pulling the lever a second time.
Fig. 215 illustrates a style of igniter which may be attached to an ordinary gas-cock. It is attached to the stem of the burner by a clamp D. The gas is turned on by the usual gas-cock and by pulling the chain at the left the jet is lighted. In pulling the chain the arm A is raised and carries with it the arm B. When the arms A and B touch, an electric circuit is formed with a battery and spark coil. When the desired position of the arms is reached, the points separate to form an electric flash which lights the gas.
Fig. 215 shows a type of igniter that can be connected to a regular gas valve. It’s secured to the burner stem using a clamp D. The gas is turned on using the standard gas valve, and by pulling the chain on the left, the jet ignites. Pulling the chain raises the arm A, which also lifts arm B. When arms A and B touch, an electric circuit is completed with a battery and spark coil. Once the arms reach the right position, the points separate to create an electric spark that ignites the gas.

Fig. 216 illustrates in A the method of installing electric igniters like those described. A battery B and a spark coil S are joined in circuit as shown. The gas pipe acts as one of the wires of the circuit. A battery of four dry cells is commonly used for the purpose. The spark coil is a simple coil of wire wound on a heavy iron core, which serves to intensify the spark when the circuit is broken. In using the igniter, it is only necessary to see that the cells are joined in series with the coil and attached to the insulated part of the igniter. As already explained the action of the igniter is to close the circuit and immediately break the contact at a point where the spark will ignite the gas. On being released the igniter returns to its original position.
Fig. 216 shows in A how to install electric igniters like the ones described. A battery B and a spark coil S are connected in the circuit as illustrated. The gas pipe serves as one of the wires in the circuit. A battery made up of four dry cells is typically used for this purpose. The spark coil is just a simple coil of wire wrapped around a heavy iron core, which helps increase the spark when the circuit is interrupted. When using the igniter, you just need to ensure that the cells are connected in series with the coil and attached to the insulated part of the igniter. As explained before, the igniter works by closing the circuit and then immediately breaking the contact at a spot where the spark will ignite the gas. Once released, the igniter goes back to its original position.
In the fixture shown at C is an igniter such as is used in places that cannot be conveniently reached. To light the jet, the circuit[304] is completed by turning the switch at W. As soon as the gas is lighted the switch is again turned to break the igniter-circuit. In this device the current passes through a magnet coil in the igniter which acts to open and close the circuit with the same effect as in the others.
In the device shown at C, there is an igniter that is used in hard-to-reach places. To light the jet, you complete the circuit[304] by turning the switch at W. As soon as the gas lights up, you turn the switch again to break the igniter circuit. In this setup, the current flows through a magnet coil in the igniter, which opens and closes the circuit, just like in the other devices.
Acetylene Stoves.
—Stoves in which acetylene is used as a fuel are quite similar in construction to those which burn coal gas. The principle of operation is that of mixing the acetylene with air in proper proportion so as to produce complete combustion when burned.
—Stoves that use acetylene as fuel are quite similar in design to those that burn coal gas. The way they work is by mixing acetylene with air in the right ratio to ensure complete combustion when ignited.
CHAPTER XIII
ELECTRICITY
The adaptability of electricity to household use for lighting, heating and the generation of power has brought into use a host of mechanical devices that have found a permanent place in every community where electricity may be obtained at a reasonable rate, or where it can be generated to advantage in small plants.
The ability of electricity to be used in homes for lighting, heating, and generating power has led to the widespread use of many mechanical devices that have become a permanent part of every community that can access electricity at a fair price, or where it can be efficiently generated in small plants.
Because of its cleanliness and convenience, electricity is used in preference to other forms of lighting, even though its cost is relatively high. Electric power for household purposes is constantly finding new applications and will continue to increase in favor because its use as compared with hand power is remarkably inexpensive. Small motors adapted to most of the ordinary household uses are made in convenient sizes and sold at prices that are conducive to their greater use. Human energy is far too precious to be expended in household drudgery where mechanical power can be used in its place and often to greater advantage.
Because it's clean and convenient, electricity is preferred over other forms of lighting, even though it's relatively expensive. Electric power for home use is constantly discovering new applications and will continue to grow in popularity because it's much cheaper compared to manual labor. Small motors designed for common household tasks come in handy sizes and are sold at prices that encourage their wider use. Human energy is far too valuable to be wasted on household chores when mechanical power can be used instead, often with better results.
Electric heating devices compete favorably with many of the established forms of household heating appliances, the electric flat-iron being a notable example. In all applications where small amounts of heat are required for short periods of time, electricity is used at a cost that permits its use, in competition with other forms of heating.
Electric heating devices stack up well against many traditional household heating appliances, with the electric flat iron being a prime example. Whenever you need just a little bit of heat for a short time, electricity is cost-effective and competes well with other heating options.
The remarkable advance that has taken place in electric transmission in the past few years tends to an enormous increase in its use. The constant increase in its use for lighting, heating and power purposes is due in a great measure to the development of efficient electric generating plants from which this energy may be obtained at the least cost. In those communities where[306] hydro-electric generation is possible its field of application is almost without end.
The impressive progress in electric transmission over the past few years has led to a huge rise in its usage. The steady increase in its application for lighting, heating, and power largely stems from the development of efficient electric generating plants that provide this energy at the lowest cost. In communities where[306] hydro-electric generation is feasible, the potential applications are virtually limitless.
Incandescent Electric Lamps.
—Anything made in the form of an illuminating device, in which the lighting element is rendered incandescent by electricity, may properly be called an incandescent lamp, whether the medium is incandescent gas as in the Moore lamp, an incandescent vapor as the Cooper Hewitt mercury-vapor lamp, or the incandescent filament of carbon or metal such as is universally used for lighting.
—Anything designed as a lighting device, where the light source is heated to produce illumination using electricity, can be accurately referred to as an incandescent lamp. This applies whether the light source is incandescent gas, like in the Moore lamp, incandescent vapor, such as the Cooper Hewitt mercury-vapor lamp, or the incandescent filament made of carbon or metal, which is commonly used for lighting.
From the year 1879, when Mr. Edison announced the perfection of the incandescent electric lamp, until 1903, when for a short period tantalum lamps were used, very little improvement had been made in the carbon-filament lamp. Immediately following the introduction of the tantalum lamp came the tungsten lamp, which because of its wonderfully increased capability for producing light has extended artificial illumination to a degree almost beyond comprehension. The influence of the tungsten lamp has induced a new era of illumination that has affected the entire civilized world. The development of the high-efficiency incandescent lamp has brought about a revolution in electric lighting. Its use is universal and its application is made in every form of electric illumination.
From the year 1879, when Mr. Edison announced the perfection of the incandescent electric lamp, until 1903, when tantalum lamps were briefly used, there was very little improvement in the carbon-filament lamp. After the introduction of the tantalum lamp, the tungsten lamp came next, and because of its incredible ability to produce light, it has expanded artificial lighting to a level almost unimaginable. The impact of the tungsten lamp has ushered in a new era of illumination that has influenced the whole civilized world. The development of the high-efficiency incandescent lamp has created a revolution in electric lighting. Its use is widespread, and it is applied in every form of electric illumination.
Regardless of the immense number of tungsten lamps in use, the carbon-filament lamp is still employed in great numbers and will probably continue in use for a long time to come. In places where lamps are required for occasional use and for short intervals of time, the carbon filament still finds efficient use. In one form of manufacture the carbon filament is subjected to a metalizing process that materially increases its efficiency. This form, known commercially as the GEM lamp, fills an important place in electric lighting.
Regardless of the large number of tungsten lamps in use, the carbon-filament lamp is still used extensively and will likely remain in use for a long time. In situations where lamps are needed for occasional use and for short periods, the carbon filament remains effective. In one method of production, the carbon filament undergoes a metalizing process that significantly enhances its efficiency. This version, known commercially as the GEM lamp, plays an important role in electric lighting.
Of the rare-metal filament lamps, those using tungsten and tantalum are in general use, but the tungsten lamps give results so much superior in point of economy in current consumed that the future filament lamps will beyond doubt be of that type unless some other material is found that will give better results.
Of the rare-metal filament lamps, those using tungsten and tantalum are commonly used, but tungsten lamps are much more efficient in terms of energy consumption. It's highly likely that future filament lamps will be of that type unless a different material is discovered that offers better results.
The filaments of the first tungsten lamps were very fragile and were so easily broken that their use was limited, but in a[307] very short time methods were found for producing filaments capable of withstanding general usage and having an average life of 1000 hours of service. These lamps give an efficiency of 1.1 to 1.25 watts per candlepower of light, as will be later more fully explained. This, as compared with the carbon-filament lamps which average 3.1 to 4.5 watts per candlepower, gives a remarkable advantage to the former. The tungsten lamp has a useful life that for cost of light is practically one-third that of the carbon-filament lamp.
The filaments of the first tungsten lamps were very fragile and broke easily, limiting their use. However, in a[307] short time, techniques were developed to create filaments that could withstand regular use and had an average lifespan of 1000 hours. These lamps provide an efficiency of 1.1 to 1.25 watts per candlepower of light, which will be explained in more detail later. In contrast, carbon-filament lamps average 3.1 to 4.5 watts per candlepower, giving tungsten lamps a significant advantage. The tungsten lamp's cost of light is effectively about one-third that of the carbon-filament lamp.
The metal tungsten, from which the lamp filament is made, was discovered in 1871. It is not found in the metallic state but occurs as tungstate of iron and manganese and as calcium tungstate. Up to 1906 it was known only in laboratories and on account of its rarity the price was very high. As greater bodies of ore were found and the process of extraction became better known, the price soon dropped to a point permitting its use for lamp filaments in a commercial scale.
The metal tungsten, which is used for lamp filaments, was discovered in 1871. It doesn't occur in its metallic form but is found as tungstate of iron and manganese and as calcium tungstate. Until 1906, it was only known in labs, and because it was rare, the price was extremely high. As more ore deposits were discovered and extraction methods improved, the price quickly fell to a level that made it viable for commercial use in lamp filaments.
Pure tungsten is hard enough to scratch glass. Its fusing point is higher than any other known metal; under ordinary conditions it is almost impossible to melt it and this property gives its value as an incandescent filament. One of the laws that affect the lighting properties of incandescent lamps is: “the higher the temperature of the glowing filament, the greater will be the amount of light furnished for a given amount of current consumed.” The high melting point permits the tungsten filament to be used at a higher temperature than any other known material. Tungsten is not ductile, and in ordinary form cannot be drawn into wire. Because of this fact, the filaments of the first lamps were made by the “paste” process, which consisted of mixing the powdered metal with a binding material, in the form of gums, until the mass acquired a consistency in which it might be squirted through a minute orifice in a diamond dye. The resulting thread was dried, after which it was heated, and finally placed in an atmosphere of gases which attacked the binding material without affecting the metal. When heated by electricity in this condition, the particles of metal fused together to form a filament of tungsten. While the “paste” filaments were never satisfactory in general use, their efficiency as a light-producing[308] agent inspired a greater diligence in the search for a more durable form.
Pure tungsten is hard enough to scratch glass. Its melting point is higher than any other known metal; under normal conditions, it's almost impossible to melt it, which is why it's valuable as an incandescent filament. One key principle affecting the lighting efficiency of incandescent lamps is: “the higher the temperature of the glowing filament, the more light it will produce for a given amount of current consumed.” The high melting point allows the tungsten filament to operate at a higher temperature than any other known material. Tungsten isn’t ductile and, in its normal form, can’t be drawn into wire. Because of this, the filaments in the earliest lamps were made using the “paste” process, which involved mixing the powdered metal with a binding material, like gums, until the mixture became thick enough to be extruded through a tiny opening in a diamond die. The resulting thread was dried, heated, and then placed in a gas atmosphere that would break down the binding material without harming the metal. When heated with electricity in this state, the metal particles fused to create a tungsten filament. Although “paste” filaments were never truly satisfactory for general use, their effectiveness as a light source drove further efforts to find a more durable alternative.[308]
Although tungsten in ordinary condition is not at all ductile, methods were soon found for making tungsten wire and the wire-filament lamps are now those of general use. One process of producing the drawn wire is that of filling a molten mass of a ductile metal with powdered tungsten after which wire is drawn from the mixture in the usual way. The enclosing metal is then removed by chemical means or volatilized by heat.
Although tungsten isn't ductile in its natural state, people quickly discovered ways to make tungsten wire, and now wire-filament lamps are commonly used. One method for producing drawn wire involves filling a molten mass of a ductile metal with powdered tungsten, and then wire is drawn from the mixture as usual. The metal surrounding the tungsten is then removed chemically or evaporated using heat.
Of the difficulties encountered in the use of metal-filament lamps that of the low resistance offered by the wire was overcome by using filaments very small in cross-section and of as great length as could be conveniently handled. The long tungsten filament requires a method of support very different from the carbon lamp. The characteristic form of tungsten lamps is shown in Fig. 217, in which the various parts of the lamp are named.
Of the challenges faced with metal-filament lamps, the issue of low resistance from the wire was solved by using filaments that were very small in cross-section and as long as could be easily managed. The long tungsten filament needs a support method that's quite different from that of the carbon lamp. The typical design of tungsten lamps is illustrated in Fig. 217, where the different components of the lamp are labeled.

The filament of an incandescent lamp is heated because of the current which passes through it. The electric pressure furnished by the voltage, forces current through the filament in as great an amount as the resistance will permit. A 16-candlepower carbon lamp attached to a 110-volt circuit requires practically ½ ampere of current to render the filament incandescent; the filament resistance must, therefore, allow the passage of ½ ampere. With a given size of filament, its length must be such as will produce the desired resistance. A greater length of this filament would give more resistance and a correspondingly less amount of current would give a dim light because of its lower temperature. Likewise, a shorter filament would allow more current to pass and a brighter light would result. When the size and length of filament is once found that will permit the right amount of current to pass, if the voltage is kept constant, the filaments will always[309] burn with the same brightness. This is in accordance with Ohm’s law which as stated in a formula is
The filament of an incandescent lamp gets heated from the current flowing through it. The electric pressure supplied by the voltage forces the current through the filament in as much quantity as the resistance allows. A 16-candlepower carbon lamp connected to a 110-volt circuit needs about ½ ampere of current to make the filament glow; therefore, the filament's resistance must allow the flow of ½ ampere. With a specific filament size, its length must be adjusted to create the required resistance. A longer filament would increase resistance, causing less current to flow and resulting in dimmer light due to lower temperature. Conversely, a shorter filament would permit more current, producing a brighter light. Once the correct size and length of the filament are determined to allow the right amount of current, if the voltage remains constant, the filaments will always[309] emit the same brightness. This aligns with Ohm’s law, which is stated in a formula as
E = RC
E = RC
that is E, the electromotive force in volts, is always equal to the product of the resistance R, in ohms, and the current C, in amperes.
that is E, the electromotive force in volts, is always equal to the product of the resistance R, in ohms, and the current C, in amperes.
In the incandescent lamp, if the electromotive force is 110 volts and the current is ½ ampere, the resistance will be 220 ohms and as expressed by the law
In the incandescent lamp, if the voltage is 110 volts and the current is ½ ampere, the resistance will be 220 ohms, as described by the law.
110 = 220 × 0.5
110 = 220 × 0.5
From this it is seen that any change in the voltage will produce a corresponding change in the current to keep an equality in the equation. If the voltage increases, the current also increases and the lamp burns brighter. Should the voltage decrease the current will decrease and the lamp will burn dim. This dimming effect is noticeable in any lighting system whenever there occurs a change in voltage.
From this, we can see that any change in voltage will create a corresponding change in current to maintain balance in the equation. If the voltage goes up, the current also goes up, and the lamp shines brighter. If the voltage goes down, the current will decrease, and the lamp will shine dimmer. This dimming effect is noticeable in any lighting system whenever there's a change in voltage.
The quantity of electricity used up in such a lamp is expressed in watts, which is the product of the volts and amperes of the circuit. In the lamp described, the product of the voltage (110) by the amount of passing current (½ ampere) is 55 watts. With the above conditions the 16 candlepower of light will require 3.43 watts in the production of each candlepower. The best performance of carbon-filament lamps give a candlepower for each 3.1 watts of energy.
The amount of electricity consumed by a lamp is measured in watts, which is the result of multiplying the volts and amperes of the circuit. In the mentioned lamp, multiplying the voltage (110) by the current flow (½ ampere) gives 55 watts. Under these conditions, 16 candlepower of light will need 3.43 watts to produce each candlepower. The best carbon-filament lamps provide one candlepower for every 3.1 watts of energy.
The filament of the tungsten lamp must offer a resistance sufficient to prevent only enough current to pass as will raise its temperature to a point giving the greatest permissible amount of light, and yet not destroy the wire. The high fusing point and the low specific heat of tungsten permits the filament to be heated to a higher temperature than the carbon filament and with a less amount of electric energy. These are the properties that give to the tungsten lamp its value over the carbon lamp.
The filament of the tungsten lamp needs to have a resistance that allows just enough current to flow to heat it to a temperature that produces the maximum light, without damaging the wire. The high melting point and low specific heat of tungsten allow the filament to be heated to a higher temperature than a carbon filament while using less electrical energy. These characteristics make the tungsten lamp more valuable than the carbon lamp.
The exact advantage of the tungsten lamp has been investigated with great care and its behavior under general working conditions is definitely known. In light-giving properties where the carbon-filament lamp requires 3.1 watts to produce a candlepower[310] of light, in the tungsten filament only 1.1 watts are necessary to cause the same effect. The tungsten lamp therefore gives almost three times as much light as the carbon lamp for the same energy expended. The manufacturers aim to make lamps that give the greatest efficiency for a definite number of hours of service. It has been agreed that 1000 working hours shall be the life of the lamps and in that period the filament should give its greatest amount of light for the energy consumed.
The specific advantages of the tungsten lamp have been carefully studied, and its performance under typical working conditions is well understood. In terms of light output, where a carbon-filament lamp needs 3.1 watts to produce one candlepower[310] of light, a tungsten filament only requires 1.1 watts for the same result. This means that the tungsten lamp provides nearly three times as much light as the carbon lamp for the same amount of energy used. Manufacturers aim to create lamps that offer the highest efficiency for a set number of service hours. It has been established that the lifespan of the lamps will be 1000 working hours, during which the filament should deliver its maximum light output for the energy consumed.
The Mazda Lamp.
—The trade name for the lamp giving the greatest efficiency is Mazda. The term is taken as a symbol of efficiency in electric incandescent lighting. At present the Mazda is the tungsten-filament lamp, but should there be found some other more efficient means of lighting, which can take its place to greater advantage, that will become the Mazda lamp.
—The brand name for the lamp that offers the best efficiency is Mazda. This term has become synonymous with efficiency in electric incandescent lighting. Currently, the Mazda refers to the tungsten-filament lamp, but if a more efficient lighting solution is discovered that can replace it more effectively, that will then be known as the Mazda lamp.
Candlepower.
—The incandescent lamps are usually rated in light-giving properties by their value in horizontal candlepower. This represents the mean value of the light of the lamp which comes from a horizontal plane passing through the center of illumination and perpendicular to the long axis of the lamp. Candlepower in this connection originally referred to the English standard candle which is made of spermaceti. The standard candle is 0.9 inch in diameter at the base, 0.8 inch in diameter at the top and 10 inches long. It burns 120 grains of spermaceti and wick per hour. This candle is not satisfactory as a standard because of the variable conditions that must surround its use. The American or International standard is equal to 1.11 Hefner candles. The Hefner candle (which is the standard in continental Europe and South American countries) is produced by a lamp burning amylacetate. This lamp consists of a reservoir and wick of standard dimensions which gives a constant quantity of light. The light from this lamp has proven much more satisfactory as a means of measurement of light than the English standard and therefore its use has been very generally adopted.
—Incandescent lamps are typically rated for their light output based on their horizontal candlepower. This indicates the average light produced by the lamp that comes from a horizontal plane cutting through the center of illumination and perpendicular to the lamp's long axis. Candlepower in this context originally referred to the English standard candle made from spermaceti. The standard candle measures 0.9 inch in diameter at the base, 0.8 inch in diameter at the top, and is 10 inches long. It burns 120 grains of spermaceti and wick each hour. This candle isn’t a reliable standard due to the varying conditions that affect its use. The American or International standard is equivalent to 1.11 Hefner candles. The Hefner candle, which is the standard in continental Europe and South America, is created by a lamp burning amylacetate. This lamp has a reservoir and wick of standard sizes that produce a consistent amount of light. The light from this lamp has proven to be a much more reliable measurement of light than the English standard, and as a result, its use has become widely accepted.
The light given out by an incandescent lamp is not the same in all directions. In making comparisons it is necessary to define the position from which the light of the lamps is taken. The horizontal candlepower affords a fairly exact means of comparing lamps which have the same shape of filament, but for different kinds of lamps it does not give a true comparison. The[311] spherical candlepower is used to compare lamps of different construction as this gives the mean value at all points of a sphere surrounding the lamp. The candlepower is measured at various positions about the lamp with the use of a photometer, and the mean of these values is taken as the mean spherical candlepower.
The light emitted by an incandescent bulb isn’t consistent in all directions. When making comparisons, it's important to specify the position from which the bulb's light is measured. The horizontal candlepower provides a fairly accurate way to compare bulbs that have the same filament shape, but it doesn’t offer a true comparison for different types of bulbs. The spherical candlepower is used to compare bulbs with different designs since it gives the average value at all points on a sphere surrounding the bulb. The candlepower is measured at various locations around the bulb using a photometer, and the average of these measurements is considered the mean spherical candlepower.
At their best, carbon-filament lamps require in electricity 3.1 w.p.c. (watts per candlepower). As the lamp grows old the number of watts per candle power increases, until in very old lamps the amount of electricity used to produce a given amount of light may become excessively large. According to a bulletin issued by the Illinois Engineering Experiment Station on the efficiency of carbon-filament incandescent lamps, the amount of electrical energy per candlepower varied from 3.1 w.p.c., when new, to 4.2 w.p.c., after burning 800 hours.
At their best, carbon-filament lamps need 3.1 watts per candlepower (w.p.c.) of electricity. As the lamp ages, the watts per candlepower increase, and in very old lamps, the electricity used to produce a certain amount of light can become excessively high. According to a bulletin from the Illinois Engineering Experiment Station about the efficiency of carbon-filament incandescent lamps, the amount of electrical energy required per candlepower ranged from 3.1 w.p.c. when new to 4.2 w.p.c. after 800 hours of use.
A common practice in the use of carbon-filament lamps is to consider that the period of useful life ends at a point where the amount of electricity, per candlepower, reaches 20 per cent. in excess of the original amount. This point (sometimes termed the smashing point) would be reached after 800 working hours, according to the Illinois Station, and at about 1000 hours as stated by the bulletins of the General Electric Co. If a carbon-filament lamp burns for an average period of 3 hours a day for a year, it ought to be replaced.
A common practice when using carbon-filament lamps is to consider their useful life to end when the electricity consumed per candlepower increases by 20% over the original amount. This point, sometimes called the smashing point, is typically reached after 800 working hours according to the Illinois Station, and around 1000 hours according to bulletins from General Electric Co. If a carbon-filament lamp runs for an average of 3 hours a day for a year, it should be replaced.
The Edison screw base as shown in Fig. 217 is now generally used in all makes of incandescent lamps for attaching the lamp to the socket. When screwed into place this base forms in the socket the connections with the supply wires, to produce a circuit through the lamp. One end of the filament is attached to the brass cap contact; the opposite end connects with the brass screw shell of the base. When the current is turned on, the contact made in the switch is such as to form a complete circuit between the supply wires; the voltage sending a constant current through the lamp produces a steady incandescence of the filament.
The Edison screw base, shown in Fig. 217, is now commonly used in all brands of incandescent lamps to attach the lamp to the socket. When it’s screwed in, this base connects with the supply wires in the socket, creating a circuit through the lamp. One end of the filament is connected to the brass cap contact, while the other end connects to the brass screw shell of the base. When the current is turned on, the contact made in the switch creates a complete circuit between the supply wires; the voltage sends a steady current through the lamp, resulting in a consistent glow of the filament.
In Fig. 218 is shown a carbon-filament lamp attached to an ordinary socket. The lamp base and socket are shown in section to expose all of the parts that comprise the mechanism. The insulated wires of the lamp cord enter the top of the socket and the ends attach to the binding screws A and B, which are insulated from each other and form the brass shell which encases the socket.[312] The lamp base is shown screwed into the socket, the brass cap contact F making connection at G; the screw shell joins the socket at D. To the key S is attached a brass rod R, on which is fastened E, the contact-maker. The rod R passes through a supportary frame which is secured to the lamp socket at G. As shown in the figures the piece E makes contact with a brass spring attached to A, and this completes a circuit through the filament. The brass cap contact of the lamp base makes connection at one end of the filament H, the other end of the filament K is attached to the brass screw shell of the base, which in turn connects with the screw shell of the socket and this shell is connected with the piece containing the binding screw B by the rod C to complete the circuit. When the key S turns, the contact above E is broken and the lamp ceases to burn.
In Fig. 218, you can see a carbon-filament lamp connected to a standard socket. The lamp base and socket are shown in cross-section to reveal all the components that make up the mechanism. The insulated wires of the lamp cord enter the top of the socket and attach to the binding screws A and B, which are insulated from each other and form the brass shell encasing the socket.[312] The lamp base is shown screwed into the socket, with the brass cap contact F making a connection at G; the screw shell connects to the socket at D. A brass rod R is attached to the key S, on which the contact-maker E is fastened. The rod R passes through a support frame that's secured to the lamp socket at G. As shown in the figures, the piece E makes contact with a brass spring attached to A, completing the circuit through the filament. The brass cap contact of the lamp base connects at one end of the filament H, and the other end of the filament K is attached to the brass screw shell of the base, which in turn connects with the screw shell of the socket. This shell is connected to the piece containing the binding screw B by the rod C to complete the circuit. When the key S is turned, the contact above E is broken, and the lamp stops burning.

Fig. 118 shows the use of an adapter that is sometimes encountered in old electric fixtures, the use of which requires explanation. Mention has already been made of the various forms of lamp sockets in use before the Edison base became a standard. In order to use an Edison lamp in a socket intended for another form of base an adapter must be employed to suit the new base to the old socket. In the figure the piece P1, is the adapter. This is intended to adapt the standard lamp base to a socket that was formerly in use on the Thompson-Houston system of electric lighting. The adapter is joined to the old socket by the screw at G and the circuit formed as already described.
Fig. 118 shows an adapter that you sometimes find in old light fixtures, and it needs some explanation. We've already talked about the different types of lamp sockets that were used before the Edison base became the standard. To use an Edison lamp in a socket made for a different type of base, you need an adapter to fit the new base into the old socket. In the figure, the piece P1 is the adapter. This is designed to connect the standard lamp base to a socket that used to be common with the Thompson-Houston electric lighting system. The adapter attaches to the old socket with the screw at G and completes the circuit as previously described.
Lamp Labels.
—For many years all incandescent lamps were rated in candlepower and were made in sizes 8, 16, 32, etc., candlepower. On the label was printed the voltage at which the lamp was intended to operate, and also the candlepower it was supposed to develop. Thus 110 v., 16 cp. indicated that when used on 110-volt circuit, the lamp would give 16 candlepower of light. This label in no way indicated the amount of energy expended.[313] With the development of the more efficient filaments came a tendency to label lamps in the amount of energy consumed. This has resulted in all lamps being labeled to show the voltage of the circuit suited to the lamp, and the watts of electricity consumed when working at that voltage. At present a lamp label may be marked 110 v., 40 w., which indicates that it is intended to develop its best performance at 110 volts and will consume 40 watts at that voltage.
—For many years, all incandescent bulbs were rated in candlepower and were available in sizes like 8, 16, 32, etc., candlepower. The label displayed the voltage at which the bulb was meant to operate and the candlepower it was expected to produce. For example, 110 v., 16 cp. meant that when used on a 110-volt circuit, the bulb would emit 16 candlepower of light. This label didn’t indicate the amount of energy used.[313] With the advent of more efficient filaments, there was a shift towards labeling bulbs by the amount of energy they consumed. This change resulted in all bulbs being labeled to show the circuit voltage suitable for the bulb and the watts of electricity used when operating at that voltage. Currently, a bulb label might read 110 v., 40 w., indicating that it is designed to perform best at 110 volts and will use 40 watts at that voltage.
Commercial lamps are now manufactured in sizes of 10, 15, 25, 40, 60, 75, and 100 watts capacity for ordinary use. Of these the 40-watt lamp probably fulfills the greatest number of conditions and is most commonly used. Besides these there are the high-efficiency lamps of the gas-filled variety that are made in larger sizes and the miniature lamps in great variety. All are labeled to show the volts and the watts consumed.
Commercial lamps are now made in sizes of 10, 15, 25, 40, 60, 75, and 100 watts for everyday use. Among these, the 40-watt lamp probably meets the most needs and is the most commonly used. In addition to these, there are high-efficiency gas-filled lamps available in larger sizes, as well as a wide variety of miniature lamps. All of them are labeled to indicate the voltage and wattage used.
Illumination.
—The development of high-efficiency lamps has caused a radical change in the methods of illumination. With cheaper light came the desire to more nearly approximate the effect of daylight in illumination. This has brought into use indirect illumination, in which the light from the lamp is diffused by reflection from the ceiling and walls of the room. Illuminating engineering is now a business that has to do with placing of lamps to the greatest advantage in lighting any desired space. In large and complicated schemes of lighting professional services are necessary, but in household lighting the required number of lamps for the various apartments are almost self-evident. The lighting of large rooms, however, requires thoughtful consideration and in many cases the only definite solution of the problem is that of calculation.
—The development of high-efficiency lamps has completely transformed how we illuminate spaces. With the availability of cheaper light, there's been a push to better mimic the effects of natural daylight in our lighting. This has led to the use of indirect lighting, where lamp light is spread out by reflecting off the ceiling and walls of a room. Lighting design is now a field focused on optimizing lamp placement for the best illumination in any specific area. For large and complex lighting setups, professional help is typically needed, but for home lighting, it's usually pretty clear how many lamps are needed for the different rooms. However, lighting large spaces requires careful thought, and often the best solution involves some calculations.
The Foot-candle.
—The amount of illumination produced over a given area depends not only on the number of lamps and their candlepower, but upon their distribution and the color of the walls and furnishings. In the calculation of problems in illumination, units of measure are necessary to express the amount of light that will be furnished at any point from its source. The units adopted for such purposes are the foot-candle and the lumen.
—The amount of light produced over a certain area depends not just on how many lamps there are and how bright they are, but also on how they are arranged and the colors of the walls and furniture. When solving illumination problems, we need units of measurement to express how much light will be provided at any spot from its source. The units used for this are the foot-candle and the lumen.
The Lumen.
—A light giving 1 candlepower, placed in the center of a sphere of 1 foot radius illuminates a sphere, the area[314] of which is 4 × 3.1416 or 12.57 square feet. The intensity of light on each square foot is denoted as a candle-foot. The candle-foot is the standard of illumination on any surface. The quantity of light used in illuminating each square foot of the sphere is called a lumen. A light of 1 candlepower will therefore produce an intensity of 1 candle-foot over 12.57 square feet and give 12.57 lumens. Therefore, if all of the light is effective on a plane to be illuminated, a lamp rated at 400 lumens would light an area of 400 square feet to an average intensity of 1 candle-foot.
—A light emitting 1 candlepower, positioned at the center of a sphere with a 1-foot radius, illuminates a sphere with an area[314] of 4 × 3.1416 or 12.57 square feet. The intensity of light on each square foot is referred to as a candle-foot. The candle-foot serves as the standard measurement of illumination on any surface. The quantity of light used to illuminate each square foot of the sphere is called a lumen. Therefore, a light of 1 candlepower will produce an intensity of 1 candle-foot over 12.57 square feet, resulting in 12.57 lumens. Consequently, if all the light effectively reaches the area to be illuminated, a lamp rated at 400 lumens would light up an area of 400 square feet to an average intensity of 1 candle-foot.
To find the number of lamps required for lighting any space, the area in square feet is multiplied by the required intensity in foot-candles, to obtain the total necessary lumens, and the amount thus obtained is divided by the effective lumens per lamp.
To determine how many lamps are needed to light a space, you multiply the area in square feet by the required intensity in foot-candles to get the total lumens needed, and then divide that number by the effective lumens per lamp.
The bulletins of the Columbia Incandescent Lamp Works gives the following method of calculating the number of lamps required to light a given space:
The bulletins of the Columbia Incandescent Lamp Works provide the following method for calculating how many lamps are needed to light a specific area:
Number of lamps = (S × I)/(Effective lumens per lamp)
S (square feet) × I (required illumination in foot-candles)
= total lumens.
Number of lamps = (S × I)/(Effective lumens per lamp)
S (square feet) × I (required illumination in foot-candles) = total lumens.
The total lumens divided by the number of effective lumens per lamp gives the number of lamps required. In using the formula the effective lumens per lamp is taken from the following table:
The total lumens divided by the number of effective lumens per lamp gives the number of lamps needed. When using this formula, the effective lumens per lamp is taken from the following table:
| Watts per lamp | 25 | 40 | 60 | 160 | 150 | 250 |
| Effective lumens per lamp | 95 | 160 | 250 | 420 | 630 | 1090 |
| Lumens per watt | 3.8 | 4.0 | 4.2 | 4.2 | 4.2 | 4.3 |
The size of the units is a matter of choice since six 400-lumen units are equal to four 600-lumen units in illuminating power, etc. In deciding upon the proper size of lamps to use, consideration must be taken of the outlets if the building is already wired. In general the fewest units consistent with good distribution will be the most economical. The table shows the lumens effective for ordinary lighting with Mazda lamps and clear high-efficiency reflectors with dark walls and ceiling. Where both ceiling and walls are very light these figures may be increased by 25 per cent.
The size of the units is a matter of choice since six 400-lumen units are equivalent to four 600-lumen units in terms of lighting power, etc. When deciding on the right size of lamps to use, you need to consider the outlets if the building is already wired. Generally, using the fewest units that still provide good distribution will be the most cost-effective. The table shows the effective lumens for regular lighting with Mazda lamps and clear high-efficiency reflectors on dark walls and ceilings. If both the ceiling and walls are very light, these figures can be increased by 25 percent.
To illustrate the use of the table, take an average room 16 by 24 to be lighted with Mazda lamps to an intensity of 3.5 foot-candles. If clear Holoplane reflectors are used, the values for lumens effective on the plane may be increased 10 per cent. due to reflection from fairly light walls. The lamps in this case are to be of the 40-watt type which in the table are rated at 160 lumens. To this amount 10 per cent. is added on account of the reflectors and walls. This data applied to the formula gives:
To show how to use the table, consider a standard room that measures 16 by 24 feet and is lit with Mazda lamps to achieve an intensity of 3.5 foot-candles. If clear Holoplane reflectors are used, the effective lumens on the plane can be increased by 10 percent because of the reflection from relatively light walls. In this case, the lamps should be 40-watt type, which are rated at 160 lumens in the table. Adding 10 percent for the reflectors and walls gives this total amount. Applying this data to the formula results in:
s = 16 by 24 feet
I = 3.5
Lumens per lamp = 160
((16 × 24) × 3.5)/176 = eight 40-watt lamps.
s = 16 x 24 feet
I = 3.5
Lumens per lamp = 160
((16 × 24) × 3.5)/176 = eight 40-watt lamps.

Reflectors.
—The character and form of reflectors have much to do with the effective distribution of the light produced by the lamp. The most efficient form of reflectors are made of glass and designed to project the light in the desired direction. The illustration in Fig. 219, marked open reflector, shows the characteristic features of reflectors designed for special purposes. They are made of prismatic glass fashioned into such form as will produce the desired effect and at the same time transmit[316] and diffuse a part of the light to all parts of the space to be lighted. The greater portion of the light is sent in the direction in which the highest illumination is desired. The reflectors are made to concentrate the light on a small space or to spread it over a large area as is desired. They are, therefore, designated as intensive or extensive reflectors and made in a variety of forms.
—The shape and design of reflectors play a significant role in how effectively the light produced by the lamp is distributed. The most effective reflectors are made from glass and are crafted to direct the light where it's needed. The illustration in Fig. 219, labeled open reflector, highlights the unique features of reflectors created for specific purposes. They are made of prismatic glass shaped in a way that achieves the desired effect while also transmitting[316] and diffusing some of the light throughout the entire space that needs to be illuminated. Most of the light is directed towards the area where the brightest illumination is required. Reflectors can be designed to focus light tightly or to spread it broadly, depending on what's needed. Accordingly, they are classified as intensive or extensive reflectors and are available in various shapes.
Choice of Reflector.
—Where the light from a single lamp must spread over a relatively great area, it is advisable to use an extensive form of reflector. This reflector is applicable to general residence lighting, also uniform lighting of large areas where low ceilings or widely spaced outlets demand a wide distribution of light. Where the area to be lighted by one lamp is smaller, the intensive reflector is used. Such cases include brilliant local illumination, as for reading tables, single-unit lighting or rooms with high ceilings as pantries or halls.
—Where the light from a single lamp needs to cover a larger area, it’s best to use a widespread type of reflector. This reflector works well for general home lighting and for evenly lighting large spaces where low ceilings or far-apart outlets require a broad light distribution. When the area lit by one lamp is smaller, the focused reflector is used. This is ideal for bright local lighting, such as reading tables, single fixtures, or rooms with high ceilings like pantries or halls.
Where an intense light on a small area directly below the lamp is desired, a focusing reflector is used. The diameter of the circle thus intensely lighted is about one-half the height of the lamp above the plane considered. Focusing reflectors are used in vestibules or rooms of unusually high ceilings.
Where a bright light on a small area right below the lamp is needed, a focusing reflector is used. The diameter of the brightly lit circle is about half the height of the lamp above the surface in question. Focusing reflectors are used in entryways or rooms with particularly high ceilings.
| Type | Height above plane to be lighted |
| Extensive | 1⁄2 D |
| Intensive | 4⁄5 D |
| Focusing | 4⁄3 D |
| D = distance between sides of room to be illuminated. | |
The various other fixtures of Fig. 219 that are designated as reflectors are in some cases only a means of diffusion of light. In the use of the high-efficiency gas-filled lamps the light is too bright to be used directly for ordinary illumination. When these lamps are placed in opal screens of the indirect or the semi-indirect form the light produced for general illumination is very satisfactory. Considerable light is lost in passing through the translucent glass but this is compensated by the use of the high-efficiency lamps and the general satisfaction of light distribution.
The other fixtures in Fig. 219 labeled as reflectors are sometimes just a way to spread light. With high-efficiency gas-filled lamps, the light is too intense for regular lighting. When these lamps are placed behind opal screens in indirect or semi-indirect styles, the light they produce for general use is quite good. Some light is lost when it passes through the translucent glass, but this is balanced out by the effectiveness of the high-efficiency lamps and the overall satisfaction with how the light is distributed.
Lamp Transformers.
—Lamps of the Mazda type, constructed to work at the usual commercial voltages, are made in low-power forms to consume as little as 10 watts; but owing to the difficulty of arranging a suitable filament for the smaller sizes of lamps,[317] less voltage is required to insure successful operation. The lamps for this purpose are of the type used in connection with batteries and require 1 or more volts to produce the desired illumination. When these little lamps are used on a commercial circuit, the reduction of the voltage is accomplished by small transformers, located in the lamp socket. The operating principle and further use of the transformers will be explained later under doorbell transformers. The lamp transformer, although miniature in design, is constructed as any other of its kind but designed to reduce the usual voltage of the circuit to 6 volts of pressure. The socket is that intended for the use of the Mazda automobile lamp giving 2 candlepower. This lamp used with electricity at the average rate per kilowatt can be burned for 10 hours at less than half a cent. In bedrooms, sickrooms and other places where a small amount of light is necessary but where a considerable quantity is objectionable, the miniature lamp transformer serves an admirable purpose in adapting the voltage of the commercial alternating circuit to that required for lamps of small illuminating power. Such a transformer is shown in Fig. 220.
—Mazda-type lamps, designed to operate at typical commercial voltages, come in low-power versions that use as little as 10 watts. However, due to the challenge of fitting a suitable filament into smaller lamp sizes,[317] a lower voltage is needed for successful operation. The lamps for this application are similar to those used with batteries and require 1 or more volts to achieve the desired brightness. When these small lamps are connected to a commercial circuit, the voltage reduction is handled by small transformers located in the lamp socket. The working principle and further use of these transformers will be explained later under doorbell transformers. The lamp transformer, though compact, is made like any standard transformer but is specifically designed to step down the circuit voltage to 6 volts. The socket used is for the Mazda automobile lamp, which provides 2 candlepower. This lamp, powered by electricity at the average rate per kilowatt, can run for 10 hours at under half a cent. In bedrooms, sickrooms, and other areas where only a little light is needed but too much light is undesirable, the miniature lamp transformer effectively adapts the voltage from the commercial alternating circuit to what is required for low-power lamps. Such a transformer is shown in Fig. 220.

The figure shows in A the assembled attachment with the lamp bulb in place. The part B, the transformer, changes the line voltage to that of a battery lamp. A line voltage of 110 may be transformed to suit a 6-volt miniature lamp. The parts C and D compose the screw base and the cover, in which is fitted the transformer B.
The figure shows in A the assembled attachment with the light bulb in place. The part B, the transformer, converts the line voltage to that of a battery lamp. A line voltage of 110 can be converted to work with a 6-volt miniature lamp. The parts C and D make up the screw base and the cover, which houses the transformer B.
Units of Electrical Measurement.
—The general application of electricity has brought into common use the terms necessary in its measurement and units of quantity by which it is sold. The volt, ampere and ohm are terms that are used to express the conditions[318] of the electric circuit; the watt and the kilowatt are units that are employed in measuring its quantity in commercial usage. The use of these units in actual problems is the most satisfactory method of appreciating their application.
—The widespread use of electricity has made common the terms needed to measure it and the units of quantity by which it is sold. The volt, ampere, and ohm are terms used to describe the conditions[318] of the electric circuit; the watt and the kilowatt are units used to measure its quantity in commercial contexts. Applying these units to real problems is the best way to understand their usage.
As already explained the volt is the unit of electric pressure which causes current to be sent through any circuit. The electric circuits of houses are intended to be under constant voltage—commonly 110 or 220—but the voltage may be any amount for which the generating system is designed. Independent lighting systems such as are used in house-lighting plants—to be described later—commonly employ 32 volts of electric pressure.
As explained earlier, the volt is the unit of electric pressure that drives current through any circuit. The electrical circuits in homes are designed to maintain a constant voltage—typically 110 or 220 volts—but the voltage can vary depending on the specifications of the generating system. Standalone lighting systems, like those used in home lighting setups—which will be discussed later—usually operate at 32 volts of electric pressure.
Opposed to the effect of the volts of electromotive force is the resistance of the circuit, which is measured in ohms. Resistance has been called electric friction; it expresses itself as heat and tends to diminish the flow of current. Every circuit offers resistance depending on the length, the kind and the size of wire used. Since the wires of commercial lighting systems are made of copper, it can be said that the resistance of the circuit increases as the size of the conducting wire decreases. In large wires the resistance is small but as the size of the wire is reduced the resistance is increased. A long attachment cord of a flat-iron, may offer sufficient resistance to prevent the iron from heating properly.
Opposing the effect of the volts of electromotive force is the resistance of the circuit, which is measured in ohms. Resistance has been referred to as electric friction; it manifests as heat and tends to reduce the flow of current. Each circuit has resistance based on the length, type, and size of the wire used. Since the wires in commercial lighting systems are made of copper, it's accurate to say that the circuit's resistance increases as the size of the conducting wire decreases. Larger wires have low resistance, but as the wire size gets smaller, the resistance increases. A long extension cord for a flat iron may have enough resistance to stop the iron from heating up properly.
The ampere is the unit which measures the amount of current. The amperes of current determine the rate at which the electricity is being used in any circuit. The wires of a house must be of a size sufficient to carry the necessary current without heating. Any house wire which becomes noticeably warm is too small for the current it carries and should be replaced by one that is larger.
The ampere is the unit that measures the amount of current. The amperes of current determine how quickly electricity is being used in any circuit. The wires in a house must be sized adequately to carry the required current without overheating. Any house wire that gets noticeably warm is too small for the current it carries and should be replaced with one that is larger.
The watt is the unit of electric quantity. The quantity of electricity being used in any circuit is the product of the volts of pressure and amperes of current flowing through the wires. The amount of current—in amperes—sent through the circuit is the direct result of the volts of pressure; the quantity of electricity is therefore the product of these two factors. A 25-watt lamp on a circuit of 110 volts uses 0.227 ampere of current.
The watt is the unit of electric power. The amount of electricity being used in any circuit is the result of the volts of pressure and the amperes of current flowing through the wires. The amount of current—in amperes—sent through the circuit is directly related to the volts of pressure; therefore, the quantity of electricity is the product of these two factors. A 25-watt lamp on a 110-volt circuit uses 0.227 amperes of current.
25 watts = 110 volts × 0.227 amperes.
25 watts = 110 volts × 0.227 amps.
Ten such lamps use
Ten of these lamps use
10 × 0.227 amperes = 2.27 amperes.
10 × 0.227 amps = 2.27 amps.
The product of 110 volts and 2.27 amperes is 250 watts.
The result of multiplying 110 volts by 2.27 amperes is 250 watts.
In order to express quantity of energy, it is necessary to state the length of time the energy is to act and originally the watt represented the energy of a volt-ampere for one second. For commercial purposes this quantity is too small for convenient use and the hour of time was taken instead. The watt of commercial measurement is the watt-hour and in the purchase of electricity the watt is always understood as that quantity.
To express the amount of energy, you need to specify how long the energy will be applied, and originally, a watt represented the energy of a volt-ampere for one second. For practical reasons, this amount is too small for convenient use, so the hour was used instead. The commercial watt measurement is the watt-hour, and when buying electricity, the watt always refers to that quantity.
Even as a watt-hour the measure is so small as to require a large number to express ordinary amounts and a still larger unit of 1000 watt-hours or the kilowatt-hour was adopted and has become the accepted unit of commercial electric measurement. Just as a dollar in money conveniently represents 1000 mills so does a kilowatt of electricity represent a convenient quantity.
Even as a watt-hour, the measure is so small that you need a large number to express regular amounts, which is why a larger unit of 1000 watt-hours, or the kilowatt-hour, was adopted and has become the standard unit for commercial electricity measurement. Just like a dollar represents 1000 mills, a kilowatt of electricity represents a convenient quantity.
In the purchase of electricity, the consumer pays a definite amount, say 10 cents per kilowatt. This represents an exact quantity of energy, that may be expended in light, in heat, or in the generation of power, all of which may be expressed as definite quantities.
In buying electricity, the consumer pays a specific amount, like 10 cents per kilowatt. This represents a precise quantity of energy that can be used for lighting, heating, or generating power, all of which can be quantified exactly.
As light, it indicates in the electric lamp the number of candle-power-hours that may be obtained for 10 cents. At this rate a single watt costs 0.01 cent an hour. A 25-watt electric lamp will therefore cost 0.25 (¼) cent for each hour of use; a 60-watt lamp costs 0.6 cent per hour; the ten 25-watt lamp mentioned above using 250 watts costs 2.5 cents per hour.
As light, it shows in the electric lamp the number of candle-power-hours that can be obtained for 10 cents. At this rate, a single watt costs 0.01 cent per hour. A 25-watt electric lamp will therefore cost 0.25 (¼) cent for each hour of use; a 60-watt lamp costs 0.6 cent per hour; the ten 25-watt lamp mentioned above, using 250 watts, costs 2.5 cents per hour.
As heat, it is expressed in English-speaking countries as British thermal units, 1 kilowatt-hour representing 3412 B.t.u. per hour. One cent’s worth of electricity at the rate given yields 341.2 B.t.u. of heat.
As heat, it's referred to in English-speaking countries as British thermal units, with 1 kilowatt-hour equaling 3412 B.t.u. per hour. One cent’s worth of electricity at the given rate produces 341.2 B.t.u. of heat.
As power, it represents an exact amount of work. So expressed, a watt represents 1⁄746 horsepower; therefore a kilowatt is represented in power as 1000⁄746 = 1.3 horsepower. Since the kilowatt purchased for 10 cents is a kilowatt-hour, the equivalent horsepower is for the same length of time. At the assumed rate, 10 cents buys 1.3 horsepower for one hour. When used as work[320] it represents 2,544,000 foot-pounds or 255,400 foot-pounds of work for 1 cent. This work when expended in a motor, to do the family washing or perform any other household drudgery, represents the greatest value to be derived from its use. A ½-horsepower motor is amply large to operate a family washing machine. Even though the motor is only 50 per cent. efficient its cost of operation is less than 7 cents per hour.
As power, it indicates a specific amount of work. So expressed, a watt is equal to 1⁄746 horsepower; thus, a kilowatt is equal to 1000⁄746 = 1.3 horsepower. Since the kilowatt bought for 10 cents is a kilowatt-hour, the equivalent horsepower is for the same duration. At this rate, 10 cents buys 1.3 horsepower for one hour. When utilized as work[320], it represents 2,544,000 foot-pounds or 255,400 foot-pounds of work for 1 cent. This work, when used in a motor to do the family laundry or handle any other household task, provides significant value. A ½-horsepower motor is more than enough to run a family washing machine. Even with the motor being only 50% efficient, its operating cost is under 7 cents per hour.
Miniature Lamps.
—Miniature electric lamps include all that are not used for general illuminating purposes. The term applies more particularly to the form of the base than to the voltage or candlepower of the filament. There are three general classes of these lamps: candelabra and decorative, that operate on lighting circuits of 100 to 130 volts and are usually intended for decorative purposes; general battery lamps used for flash lights; and lamps for automobiles and electric-vehicle service.
—Miniature electric lamps are those that aren’t used for general lighting. The term mainly refers to the style of the base rather than the voltage or brightness of the filament. There are three main types of these lamps: candelabra and decorative lamps that work on circuits of 100 to 130 volts and are typically meant for decorative use; general battery lamps used in flashlights; and lamps for cars and electric vehicles.

Candelabra screw base
Miniature screw base
Double-contact bayonet candelabra base
Single-contact bayonet candelabra base
Candelabra screw base
Mini screw base
Double-contact bayonet candelabra base
Single-contact bayonet candelabra base
The term miniature lamp applies more particularly to the base than to the voltage or candlepower. The style of base is characteristic of the service for which the lamp is designed rather than the size or number of watts consumed. There are two general styles of bases: the screw type of the Edison construction of which there are two sizes; and the bayonet type of which there are two styles of construction.
The term "miniature lamp" refers more to the base than to the voltage or brightness. The style of the base reflects the purpose for which the lamp is designed, rather than its size or wattage. There are two main styles of bases: the screw type based on Edison’s design, which comes in two sizes; and the bayonet type, which has two styles of construction.
Bases for miniature lamps are made in form to suit the conditions of their use. The styles at present are shown in Fig. 221. Of these the screw bases at the left are those attached to small flash-lamp bulbs and others of the smaller sizes of lamps. The two at the right of the figure are the bayonet style used under conditions not suited to the screw contact. In the case of automobile lamps and in places where vibration will cause loss of contact the bayonet base is generally in use. The lamp is held in place by the projecting lugs that engage with openings in the[321] socket and kept in place by the pressure of a spring. The contact with the lamp filament is made by two terminals that make connection directly with the terminals of the lamp filament. The single contact base is kept in place similarly to that of the other but makes a single contact at the end of the socket while the other but makes a single contact at the end of the socket while the circuit is completed through the pressure exerted between the projecting lugs and the socket.
Bases for miniature lamps are designed to fit their intended use. The current styles are shown in Fig. 221. The screw bases on the left are meant for small flash-lamp bulbs and other smaller lamp sizes. The two on the right are bayonet-style used in situations where screw contacts aren't suitable. Bayonet bases are commonly used in automobile lamps and areas where vibrations can disrupt the connection. The lamp is secured by lugs that fit into openings in the[321] socket and held in place by a spring's pressure. Contact with the lamp filament is achieved through two terminals that connect directly to the filament's terminals. The single contact base is held in place like the others but makes a single contact at the end of the socket, while the circuit is completed through the pressure between the lugs and the socket.
Effect of Voltage Variations.
—Voltage variation may be temporary, due to changing load in the circuit, or in constantly overloaded circuits the voltage may be constantly below normal. The change in electric pressure affects in a considerable degree the amount of light given by the lamp. As an example, a 5 per cent. drop from the normal voltage will cause a decrease of 31 per cent. in the amount of light given. This means that if a lamp is working on a circuit of 110 volts and the voltage from any cause were to drop to 104½ volts, the light would decrease 6.8, almost 7 candlepower. Drop in voltage may also be due to the resistance of wires that are too small for the service. Lamps attached to such a circuit will constantly burn dim.
—Voltage variation may be temporary, due to changes in the load on the circuit, or in constantly overloaded circuits, the voltage might consistently be below normal. The change in electrical pressure significantly affects the amount of light produced by the lamp. For instance, a 5 percent drop from the normal voltage will cause a 31 percent decrease in light output. This means that if a lamp is operating on a circuit of 110 volts and the voltage drops to 104½ volts for any reason, the light output will decrease by 6.8, almost 7 candlepower. A drop in voltage may also be caused by wires that are too small for the service. Lamps connected to such a circuit will always burn dim.
Turn-down Electric Lamps.
—The ordinary incandescent lamp lacks the flexibility of gas and oil lamp, in that the amount of light cannot be varied at will. This feature is attained in the electric turn-down lamp either by resistance added to the lamp circuit or by the use of two separate filaments in a single globe; one of ordinary lamp size and the other of such size that it consumes only a fraction as much energy as the normal lamp.
—The ordinary incandescent lamp doesn't have the flexibility of gas and oil lamps because you can't adjust the light level freely. This capability is achieved in the electric turn-down lamp either by adding resistance to the lamp circuit or by using two separate filaments in one globe; one is the regular lamp size and the other is sized to consume only a fraction of the energy of the normal lamp.

Turn-down lamps of the latter form are made in several styles, the chief points of difference being in the method of changing the contact from the high-to the low-power filament. In Fig. 222[322] a sectional view shows the “pull-string” form of lamp in which the parts are exposed. The long filament H and the smaller one L represent two individual lamps of different lighting power. The change in light is made from one to the other by pulling the string which is attached to a switch in the socket and which changes the contact to send the current through the filament giving the desired amount of light. The figure shows a carbon-filament lamp, but tungsten lamps are made to accomplish the same purpose. The difficulty of manufacturing a 1-candlepower tungsten lamp for direct operation on a 110-volt circuit requires the filaments to work in series. The figure is arranged on the same plan as for a tungsten lamp.
Turn-down lamps of this type come in various styles, with the main differences in how the connection shifts from the high-power filament to the low-power one. In Fig. 222[322], a cross-sectional view illustrates the “pull-string” design of the lamp where the components are visible. The long filament H and the shorter one L each represent distinct bulbs with different light outputs. You switch from one to the other by pulling the string connected to a switch in the socket, which alters the connection to direct the current through the filament to provide the desired light level. The figure depicts a carbon-filament lamp, but tungsten lamps are also available for the same function. The challenge of producing a 1-candlepower tungsten lamp for direct use on a 110-volt circuit requires the filaments to operate in series. The layout is designed similarly to that of a tungsten lamp.
The lamp base when screwed into the socket makes contact with the two service wires of the circuit at A and at E, which are part of the screw base. To light the lamp the current is switched on as in any lamp. The current enters at A and passes down the connecting piece to the contact B. The piece B is moved by the cord to light either the large or the small filament. In the position shown the current enters the small filament at C and in order to complete the circuit to E must traverse both the large and the small filament. The resistance of the small filament is such that the passing current raises it to a temperature of incandescence but the large filament does not heat sufficiently to give an appreciable amount of light. When the cord is pulled to light the large filament, the contact is made at D and the current passes directly through the large filament to complete the circuit at E.
The lamp base, when screwed into the socket, connects with the two service wires of the circuit at A and E, which are part of the screw base. To turn on the lamp, the current is activated like in any lamp. The current enters at A and travels down the connecting piece to the contact B. The piece B is adjusted by the cord to light either the large or the small filament. In the position shown, the current flows into the small filament at C and to complete the circuit at E, it must go through both the large and the small filament. The resistance of the small filament is such that the flowing current heats it to a temperature of incandescence, but the large filament doesn’t heat enough to produce a noticeable amount of light. When the cord is pulled to light the large filament, contact is made at D and the current goes directly through the large filament to complete the circuit at E.
Turn-down lamps are especially adapted to the home. Their use in a child’s bedroom or sick chamber is a great convenience. The lamps are often constructed with a long-distance cord extending from a fixture to the bedside. By this means a dim or bright light is given as desired, with the least inconvenience. Turn-down lamps are made in a variety of sizes. The large filaments are arranged to give 8, 16, and 32 candlepower. With the 8-candlepower lamp the small filament gives ½ candlepower and with the 16-and 32-candlepower the small filament gives 1 candlepower.
Turn-down lamps are especially designed for home use. They're really convenient for a child's bedroom or a sickroom. These lamps usually come with a long cord that connects from a fixture to the bedside. This allows you to have dim or bright light as needed, with minimal hassle. Turn-down lamps come in various sizes. The large filaments provide 8, 16, and 32 candlepower. With the 8-candlepower lamp, the small filament gives off ½ candlepower, and for the 16- and 32-candlepower lamps, the small filament provides 1 candlepower.
With the lamps described, the variation in amount of light is attained by changing the contacts, to bring into action filaments[323] of different resistances. They admit of only two changes, either the lamp burns at full capacity or at the least light the lamp will give. The heat liberated by the large filament, when the small light is in use, takes place inside the lamp globe.
With the lamps mentioned, you can change the amount of light by adjusting the contacts to activate filaments[323] with different resistances. There are only two settings: either the lamp is at full brightness or it gives off the minimum amount of light. The heat generated by the larger filament, when the smaller light is on, occurs inside the lamp's globe.
The Dim-a-lite.
—In another form of turn-down lamp the change in amount of light is produced by external resistance in the circuit. The resistance is furnished by a coil of wire which is enclosed in a special lamp socket. It possesses the advantage as a turn-down lamp in a number of changes of light. The added resistance in a socket decreases the flow of current and, therefore, the filament gives less light. The resistance wire is divided into a number of sections and contact with the terminals of these sections decreases the light with each addition of resistance. The heat generated in the resistance coils is dissipated by the brass covering of the socket.
—In another type of dimmable lamp, the change in light intensity is caused by external resistance in the circuit. The resistance is provided by a coil of wire that is housed in a special lamp socket. This type of dimmable lamp has the advantage of offering multiple levels of light. The extra resistance in the socket reduces the flow of current, which in turn lowers the brightness of the filament. The resistance wire is split into several sections, and making contact with the terminals of these sections decreases the light with each additional resistance. The heat produced in the resistance coils is dissipated through the brass covering of the socket.

An illustration of a turn-down lamp using a separate resistance is that of Fig. 223, known commercially as the Dim-a-lite, which is an excellent example. The Dim-a-lite attachment is a lamp socket in which is enclosed a miniature rheostat or resistance unit. The lamp, when placed on the Dim-a-lite, makes electrical contact as in an ordinary socket but with the difference that in series with the lamp filament is the rheostat, by means of which additional resistance may be added to change the current flowing in the lamp. The rheostat is so arranged that contact may be made at four different points in the resistance coil, through which the electricity may be varied from 100 to 20 per cent. of the normal quantity. The resistance in any case permits current to pass through the filament in amounts of 70, 30 and 20 per cent. of the normal amount. In use, the variation is made by pulling one string to add resistance and thus dim the light; or by pulling the other string, the resistance is decreased and more electricity passes through the filament to produce a brighter light. The quantity of light given out by the filament does not vary in the ratio of the added resistance but a variable light is obtained at the expense of a small amount of electricity which is changed[324] into heat. When the light is burning at its dimmest only 20 per cent. of the normal current is used. Under this condition the light given out by filament does not express the high efficiency attained when the lamp is burning at its full power but it does give a convenient form of light regulation with the minimum waste of energy.
An example of a dimmable lamp using a separate resistance is shown in Fig. 223, commonly called the Dim-a-lite, which is a great example. The Dim-a-lite attachment is a lamp socket that contains a small rheostat or resistance unit. When a lamp is placed on the Dim-a-lite, it connects electrically like a regular socket, but with the key difference that in series with the lamp filament is the rheostat, which allows you to add extra resistance to change the current flowing to the lamp. The rheostat is designed to make contact at four different points on the resistance coil, letting you adjust the electricity from 100 to 20 percent of the normal amount. In any case, the resistance allows current to flow through the filament at amounts of 70, 30, and 20 percent of the usual level. To use it, you pull one string to add resistance and dim the light, or pull the other string to reduce resistance and allow more electricity to flow through the filament for a brighter light. The amount of light produced by the filament doesn’t change in direct proportion to the added resistance, but you get variable light at the cost of a small amount of electricity turned into heat. When the light is at its dimmest, only 20 percent of the normal current is used. In this state, the light output from the filament is less efficient than when the lamp is at full power, but it provides a practical way to regulate light with minimal energy waste.

Gas-filled Lamps.
—Until 1913 the filaments of all Mazda lamps operated in a vacuum. The vacuum serving the purpose of preventing oxidation and at the same time it reduced the energy loss to the least amount. It was found, however, under some conditions of construction that lamps filled with inert gas gave a higher efficiency and more satisfactory service than those of the vacuum type. In this construction, the filament is operated at a temperature much higher than that of the vacuum lamp and as a consequence gives light at a less cost per candlepower. Mazda vacuum lamps are now designated by the General Electric Co. as Mazda B lamps, Fig. 224, and those of the gas-filled variety, Fig. 225, are designated as Mazda C lamps.
—Until 1913, all Mazda lamp filaments operated in a vacuum. The vacuum prevented oxidation and also minimized energy loss. However, under certain construction conditions, it was discovered that lamps filled with inert gas provided higher efficiency and better performance than vacuum types. In this design, the filament operates at a much higher temperature than that of the vacuum lamp, resulting in light production at a lower cost per candlepower. Mazda vacuum lamps are now labeled as Mazda B lamps by the General Electric Co., Fig. 224, while gas-filled lamps, Fig. 225, are labeled as Mazda C lamps.
The filaments of the gas-filled lamps are intensely brilliant and where they come within the line of vision should be screened from the eyes. The high efficiency of these lamps permit the use of opal shades to produce a desired illumination at a rate of cost that compares favorably with the unscreened light of the vacuum lamps.
The filaments of the gas-filled lamps are extremely bright, and where they are in direct view, they should be shielded from the eyes. The high efficiency of these lamps allows for the use of opal shades to create the desired illumination at a cost that is competitive with the unshielded light of the vacuum lamps.
Daylight Lamps.
—The color of the light from an incandescent electric lamp depends on the temperature of the filament. In the case of the gas-filled Mazda lamp the high filament temperature produces a light that differs markedly from the vacuum lamps in that it contains a greater amount of blue and green rays. It is therefore possible to produce light that is the same as average daylight. Gas-filled lamps with globes colored to produce light of noonday quality are produced at an expenditure of 1.2 watts per candlepower.
—The color of the light from an incandescent electric lamp depends on the temperature of the filament. In the case of the gas-filled Mazda lamp, the high filament temperature creates light that is quite different from vacuum lamps because it emits more blue and green rays. This makes it possible to produce light that resembles average daylight. Gas-filled lamps with colored globes designed to emit light similar to midday quality operate at 1.2 watts per candlepower.
In the matching of colors, it should be kept in mind that the[325] tint of any color is influenced by the kind of light by which it is viewed. Colors matched by ordinary incandescent light containing a large percentage of red rays cannot produce the same effect when the same articles are seen in light of different quality. The daylight lamps are therefore intended to be used under conditions that require daylight quality.
In matching colors, it's important to remember that the[325] shade of any color is affected by the type of light it's seen in. Colors matched under standard incandescent light, which has a high percentage of red rays, won't look the same when viewed in a different kind of light. That's why daylight lamps are designed to be used in situations that need daylight quality.
Miniature Tungsten Lamps.
—The wonderful light-giving properties of tungsten has made possible the use of miniature incandescent lamps for an almost infinite variety of usages. The miniature lamps are similar in action to other incandescent electric lamps except that they are operated on voltages lower than is used on commercial circuits. When used on commercial circuits, incandescent tungsten lamps of less than 10 watts capacity require filaments that are too delicate to withstand the conditions of ordinary use. The properties of tungsten are such that the passage of only a small amount of current is required to render the filament incandescent. In the case of a 110-volt circuit, a 10-watt lamp requires only 0.09+ ampere to produce the desired incandescence. It will be remembered that the watt is a volt-ampere and the 10-watt lamp will then require
—The amazing light-giving properties of tungsten have made it possible to use miniature incandescent lamps for nearly endless applications. These miniature lamps work similarly to other incandescent electric lamps but operate on lower voltages than what is used in commercial circuits. When used on commercial circuits, incandescent tungsten lamps with less than 10 watts of capacity have filaments that are too fragile to handle everyday use. The properties of tungsten are such that only a small amount of current is needed to make the filament glow. For a 110-volt circuit, a 10-watt lamp requires just 0.09+ ampere to create the desired brightness. It should be noted that a watt is a volt-ampere, so the 10-watt lamp will then require
110 volts × 0.09 + ampere = 10 watts.
110 volts × 0.09 + amp = 10 watts.
Since 10-watt lamps are the smallest units that may be used on 110-volt circuits, their employment in smaller sizes must be such as will give more stable filaments. This is possible when the lamps are used at lower voltage. A 10-watt lamp on a 10-volt circuit will require an ampere of current.
Since 10-watt bulbs are the smallest units that can be used on 110-volt circuits, their usage in smaller sizes must be designed to provide more stable filaments. This can be achieved when the bulbs are operated at a lower voltage. A 10-watt bulb on a 10-volt circuit will need one amp of current.
10 volts × 1 ampere = 10 watts.
10 volts × 1 amp = 10 watts.
A filament suitable for an ampere of current is shorter and heavier than that of the 110-volt lamp and therefore furnishes a good form of construction. Still lower voltages may be used with filaments suited to the quantity of light desired.
A filament that can handle an ampere of current is shorter and heavier than that of a 110-volt lamp, making it a solid construction choice. Even lower voltages can be used with filaments that match the amount of light needed.
In the case of battery lamps that are intended to operate on 1 or more volts, the filaments are made in size and length to suit the condition of action. In all cases the product of the volts and amperes give the capacity of the lamp in watts.
In the case of battery lamps designed to operate on 1 or more volts, the filaments are sized and shaped to match the working conditions. In every instance, the product of volts and amperes determines the lamp's capacity in watts.
Miniature lamps are ordinarily marked to show the voltage on which they are intended to operate. A 6-volt battery lamp is[326] intended to be used with a primary battery of four to six cells depending on the condition of usage, or three cells of storage battery, each cell of which gives 2 volts of pressure.
Miniature lamps usually have a label indicating the voltage they’re designed to work with. A 6-volt battery lamp is[326] intended for use with a primary battery that has four to six cells, depending on how it's used, or with a three-cell storage battery, with each cell providing 2 volts of power.
Flash Lights.
—These are portable electric lamps composed of a miniature incandescent bulb, which with one or more dry cells are enclosed in a frame to suit the purpose of their use. They are made in pocket sizes or in form to be conveniently carried in the hand and are convenient and efficient lamps wherever a small amount of light is required for a short time. The electricity for operating the lamp is supplied by a battery of dry cells (to be described later), or by a single dry cell. In each case the incandescent bulb is suited to the voltage of the battery.
—These are portable electric lamps that consist of a small incandescent bulb, enclosed in a frame along with one or more dry cells for practical use. They come in pocket sizes or in a shape that's easy to carry in your hand, and they provide convenient and efficient lighting whenever a small amount of light is needed temporarily. The power for the lamp comes from a battery of dry cells (which will be explained later) or a single dry cell. In both cases, the incandescent bulb is matched to the voltage of the battery.
In replacing the bulbs care must be taken to see that the voltage is that suited to the battery. The voltage is usually stamped on the lamp base or marked on the bulb. In case a lamp intended for a single cell is used with a battery of three or four cells, the lamp filament will soon be destroyed. The reverse will be true should a lamp intended for a battery be used with a single cell. The single cell giving not much more than a volt of electromotive force will not send sufficient current through the lamp filament to render it incandescent.
In replacing the bulbs, it's important to ensure that the voltage matches the battery. The voltage is usually printed on the lamp base or marked on the bulb. If you use a lamp designed for a single cell with a battery of three or four cells, the lamp filament will quickly burn out. Conversely, if you use a lamp designed for a battery with a single cell, the single cell, providing only about a volt of electrical force, won't supply enough current to make the lamp filament glow.
The Electric Flat-iron.
—The changes that have been made in domestic appliances by the extended use of electricity have brought many innovations but none are more pronounced than the improvements made in the domestic flat-iron. It was the first of the household heating devices to receive universal recognition and its place as a domestic utility is firmly established.
—The changes brought about by the widespread use of electricity in home appliances have introduced many innovations, but none are as noticeable as the advancements made in the household iron. It was the first household heating device to gain universal recognition, and its role as a home utility is well established.
The relatively high cost of heat as generated through electric energy is in a great measure counterbalanced in the flat-iron by high efficiency in its use. In the electric iron, the heat is developed in the place where it can be used to the greatest advantage, and transmitted to the face of the iron with but very little loss. Because of this direct application the cost of operation is but slightly in excess of the other methods of heating.
The relatively high cost of heat generated through electric energy is largely offset in the flat iron by its high efficiency in use. In the electric iron, heat is produced exactly where it's most needed and transferred to the surface of the iron with minimal loss. Because of this direct application, the operating cost is only a bit higher than other heating methods.
The electric flat-iron has now become a part of the equipment of every commercial laundry, where electricity can be obtained at a reasonable rate. The popularity of the electric iron is due to its cleanliness and to the increased amount of work that may be accomplished through its use. Because of the time saved in[327] changing irons and the comfort of the room by reason of its lower temperature, a sufficiently greater amount of work is accomplished to more than compensate for the greater cost of heat.
The electric flat iron is now standard equipment in every commercial laundry where electricity is affordable. Its popularity comes from its cleanliness and the higher volume of work that can be done with it. The time saved in switching out irons and the comfort of the room due to its lower temperature allow for significantly more work to be completed, more than making up for the higher heating costs.
The electric current is conducted to the flat-iron from the house circuit by wires made into the form of a flexible cord. The cord attaches to the electric-lamp fixture by a screw-plug and connects with the iron by a special attachment piece as indicated at P and R in Fig. 226. Connection is made to an incandescent lamp socket at any convenient place. The only precaution necessary in attaching the iron is to see that the fuse and the wires, which form the circuit, are of size sufficient to transmit the amount of current the iron is rated to use. As explained later, the fuse which is a part of every electric house circuit, and the conducting wires which form the heater circuit, must be sufficient in size to transmit the necessary current without material heating.
The electric current is carried to the flat iron from the house circuit by wires shaped into a flexible cord. The cord connects to the electric lamp fixture with a screw plug and connects to the iron with a special attachment piece as shown at P and R in Fig. 226. You can plug it into an incandescent lamp socket at any convenient spot. The only precaution you need to take when connecting the iron is to ensure that the fuse and the wires that make up the circuit are large enough to handle the amount of current the iron is designed to use. As explained later, the fuse that is part of every electric house circuit and the wires that form the heater circuit must be adequate in size to carry the necessary current without significant heating.

The cord connects with the socket at P, and the current turned on. It is attached with the iron by a piece R, made of non-conducting and heat-resisting material and arranged to make contact with the heater terminals by two brass plugs that are insulated from the body of the iron and afford easy means of making electric contact. The contact plugs are shown in Fig. 227. To make electric connection, the contact piece is simply pushed over the plugs, where it is held in place by friction. Instructions which accompany a flat-iron when purchased advise that the attachment piece be used in turning off the current. The reason for this is because of the flash that accompanies the break in the circuit when disconnection is made in the socket. This flash is really a small electric arc, that forms as the circuit is broken and which burns away the switch at the point of disconnection. The arc so formed[328] burns away the contact pieces in the switch and it is soon destroyed. The attachment piece will stand this wear more readily than the socket switch and hence is preferable for disconnecting. The irons are frequently provided with a special switch for the service required in the flat-iron.
The cord connects to the socket at P, and the power is turned on. It's attached to the iron by a piece R, made of non-conductive and heat-resistant material, designed to connect with the heater terminals using two brass plugs that are insulated from the body of the iron, making it easy to create an electric connection. The contact plugs are shown in Fig. 227. To establish an electric connection, the contact piece is simply pushed over the plugs, where it stays in place thanks to friction. Instructions that come with a flat iron when you buy it recommend using the attachment piece to turn off the power. This is because a flash occurs when breaking the circuit in the socket. This flash is actually a small electric arc that forms as the circuit is interrupted, which can damage the switch at the point of disconnection. The arc that forms[328] wears away the contact pieces in the switch, leading to its quick destruction. The attachment piece can handle this wear better than the socket switch, making it the preferred method for disconnecting. Flat irons often come with a special switch for this specific purpose.

A spiral spring connected to the attachment cord prevents it from kinking when in use and thus breaking the conducting wires. The attachment cord is made of stranded wires to make it flexible. The strands of fine copper wire are made to correspond to the gage numbers by which the various sizes of wire are designated. In use the constant movement of the iron tends to kink the cord and thus breaks the strands. This action is most pronounced at the point where the cord attaches to the iron. For this reason a spiral spring wire encloses the cord for a short distance above the attachment piece. After long usage the cord is apt to break in this vicinity. It may usually be repaired by cutting off the ends of the cords and new connections made in the attachment piece. When the iron is in use the slack portion of the cord is kept from interfering with the work by the[329] coiled wire S, which connects with the cord at any convenient place.
A spiral spring attached to the cord stops it from kinking during use, preventing the conducting wires from breaking. The cord is made from stranded wires to keep it flexible. The fine copper wire strands match the gauge numbers that identify different wire sizes. When in use, the constant movement of the iron can kink the cord and break the strands, especially where the cord is connected to the iron. To prevent this, a spiral spring wire wraps around the cord for a short distance above the connection point. After prolonged use, the cord may tend to break in this area. Typically, it can be fixed by cutting the ends of the cords and making new connections at the attachment piece. While the iron is in operation, the slack part of the cord is kept from interfering with the work by the [329] coiled wire S, which connects to the cord at a convenient spot.
Electric flat-irons are made in a variety of styles and forms, the mechanism of each possessing some particular advantage, but all are provided with the same essential parts, chief of which is the heater with its electric attachment piece. In Fig. 228 is shown very clearly the construction of an example in which attention is called to the points of excellence that are required in a particularly serviceable iron. The form of the heating element which is recognized in the iron is also shown in Fig. 228.
Electric flat irons come in various styles and designs, each with its own specific advantages. However, they all include the same essential components, the most important being the heater with its electric attachment. Figure 228 clearly illustrates the design of a model that highlights the key qualities needed in a particularly effective iron. The shape of the heating element found in this iron is also displayed in Figure 228.

In the figure the heater is made of coils of resistance wire, wound on a suitable frame of mica. The heating element is insulated from the body of the iron with sheets of mica, this being a material that makes an excellent insulator and is not materially affected by the heat to which it is subjected. The resistance wire of which the element is composed is especially prepared to resist the corroding action common to metal when heated in air. The form of the element is such as to permit the least movement of the turns of wire—in their constant heating and cooling—that will allow the different spires to make contact and thus change the resistance. Should the spires of wire come together, the current would be shunted across the contact and the resistance of the element decreased. The effect of such a reduction of resistance would be an increased flow of current and a corresponding increase of heat. In this, as in the electric lamp and all other electric circuits, the current, voltage and resistance follow the conditions of Ohm’s law.
In the figure, the heater consists of coils of resistance wire wound around a suitable mica frame. The heating element is insulated from the iron body using sheets of mica, which is a material that serves as an excellent insulator and is not significantly affected by the heat it endures. The resistance wire that makes up the element is specially treated to resist the corrosive effects that metals typically experience when heated in air. The design of the element minimizes the movement of the wire turns during their constant heating and cooling, preventing the different loops from contacting each other and changing the resistance. If the wire loops were to touch, the current would bypass the contact point, decreasing the element's resistance. This reduction in resistance would lead to an increased current flow and a corresponding rise in heat. In this case, as with electric lamps and all other electric circuits, current, voltage, and resistance adhere to the principles of Ohm's law.
Different sizes of irons will, of course, require different amounts of current. A 6-pound iron, such as is commonly used for household work, will take about 5 amperes of current at 110 volts pressure. The amount of electricity the iron is intended to consume is generally stamped on the nameplate of the manufacturer. This is specified by the number of volts and amperes of current the iron is rated to use. As an example, the iron may be marked, Volts 105-115, Amperes 2-3. This indicates that the iron is intended to be used on circuits that carry electric pressure varying from 105 to 115 volts and that the heater will use from 2 to 3 amperes of current, depending on the voltage.
Different sizes of irons will obviously need different amounts of current. A 6-pound iron, which is commonly used for household tasks, will draw about 5 amperes of current at 110 volts. The amount of electricity the iron is designed to consume is usually printed on the manufacturer’s nameplate. This includes the specified number of volts and amperes the iron is rated to use. For example, the iron might be labeled with Volts 105-115, Amperes 2-3. This means the iron is meant to be used on circuits with electric pressure ranging from 105 to 115 volts and that the heater will consume between 2 to 3 amperes of current, depending on the voltage.
To estimate the cost of operating such an iron, it is necessary to determine the number of watts of electric energy consumed. The number of watts of energy developed under any condition will be the product of the volts times the amperes. Suppose that in the above example the iron was used on a circuit of 110 volts. Under this condition the current required to keep the iron hot would be 2.5 amperes. The product of these two qualities, 110 × 2.5 is 275 watts. If the cost of electricity is 10 cents per kilowatt-hour (1000 watts) the cost of operating the iron would be
To figure out the cost of running an iron, you need to find out how many watts of electricity it uses. The number of watts used in any situation is calculated by multiplying the volts by the amperes. Let's say in this example the iron is plugged into a 110-volt circuit. In this case, the current needed to keep the iron hot would be 2.5 amperes. The result of these two numbers, 110 × 2.5, equals 275 watts. If electricity costs 10 cents per kilowatt-hour (1000 watts), then the cost to operate the iron would be
275⁄1000 × 10 cents = 2¾ cents an hour.
275⁄1000 × 10 cents = 2.75 cents an hour.
Since the electric iron requires a much larger amount of current than is usually required for ordinary lighting, the circuit on which it is used should receive more than passing attention. The wires should be of size amply large to carry without heating the current necessary for its operation. This topic will be discussed later but it is well here to call attention to the necessity for a circuit suited to the required current. If an iron requiring 5 amperes of current is attached to a circuit that is intended to carry only 3 amperes the conducting wires will be overheated and may be the cause of serious results.
Since the electric iron uses a lot more current than what is typically needed for regular lighting, the circuit it’s connected to deserves careful consideration. The wires should be big enough to handle the current without overheating. We'll talk about this more later, but it’s important to note that the circuit must match the current needs. If you connect an iron that requires 5 amperes to a circuit meant for only 3 amperes, the wires will overheat, which could lead to serious problems.
The Electric Toaster.
—As shown in Fig. 229 the toaster is made of a series of heating elements mounted on mica frames and supported on a porcelain base. It is an example of heating by exposed wires and direct radiation. The heaters H are coils of[331] flat resistance wire that are wound on wedge-shaped pieces of mica. They are supported on a wire frame that is formed to receive slices of bread on each side of the heaters. The attachment piece A and the material of the heater is similar in construction to that of the flat-iron. The electric circuit may be traced from the contacts at A and B in the attachment plug by the dotted lines which indicate the wires in the porcelain base. The current traverses each coil in turn and connects with the next, alternately at the top and bottom. The resistance is such as will permit the voltage of the circuit to send through the coils current sufficient to raise the heaters to a red heat. The added resistance of the hot wires decreases the flow of current to keep the temperature at the desired degree.
—As shown in Fig. 229, the toaster consists of a series of heating elements mounted on mica frames and supported by a porcelain base. It demonstrates heating through exposed wires and direct radiation. The heaters H are coils of[331] flat resistance wire wound around wedge-shaped pieces of mica. They are supported on a wire frame designed to hold slices of bread on each side of the heaters. The attachment piece A and the heater's material are similar in construction to that of a flat iron. The electric circuit can be traced from the contacts at A and B in the attachment plug using the dotted lines that represent the wires in the porcelain base. The current flows through each coil in sequence, connecting alternately at the top and bottom. The resistance is configured to allow the circuit's voltage to send enough current through the coils to heat the heaters to a red glow. The additional resistance of the hot wires reduces the current flow to maintain the temperature at the desired level.

In a heater of this kind the resistance of the wire may increase with age and the coils fail to glow with a sufficient brightness. The reason for the lack of heat is that of decrease in current, due to the increased resistance of the wires. This condition may be corrected by the removal of a little of the heater coils. If a turn or two of the heater wire is removed, the resistance of the circuit is reduced and the effect of the increased current will produce a higher temperature in the heater.
In a heater like this, the resistance of the wire can go up over time, causing the coils to not glow as brightly as they should. The reason for the lower heat output is the reduced current caused by the increased wire resistance. This issue can be fixed by removing some of the heater coils. If you take out a turn or two of the heater wire, the resistance of the circuit decreases, and the resulting increased current will raise the temperature in the heater.
Motors.
—As a means of developing mechanical power in small units, the electric motor has made possible its application in many household uses that were formerly performed entirely by manual labor. As a domestic utility electrical power is generated at a cost that is the least expensive of all its applications. As a means of lighting and heating electricity has had to compete with established methods and has won place because of the advantages it possesses over that of cost. In the development of domestic power it has practically no opponent. There is no other form of power that can be so successfully utilized in delivering mechanical work for the purposes required. A kilowatt of electric energy, for which 10 cents is a common price, will furnish a surprising amount of manual labor. Theoretically, 746 watts is equal to 1 horsepower. The commercial kilowatt is rated at an hour of time, and is, therefore, equal theoretically to 11⁄3 horsepower for one hour. While motors cannot be expected to transform all of this energy into actual work without loss, even at the low rate of efficiency attained by the small electric motor, they furnish power at a relatively small cost.
—To develop mechanical power in small units, the electric motor has enabled its use in many household tasks that used to rely completely on manual labor. As a home utility, electrical power is produced at a cost that is the lowest among all its applications. In terms of lighting and heating, electricity has had to compete with traditional methods and has gained popularity due to its cost advantages. In the realm of home power, it essentially has no rivals. There isn't any other form of power that can be as effectively used to provide mechanical work for the needed purposes. A kilowatt of electric energy, which typically costs around 10 cents, can deliver an impressive amount of manual labor. Theoretically, 746 watts equals 1 horsepower. The commercial kilowatt is based on an hour of usage and is, therefore, theoretically equivalent to 11⁄3 horsepower for one hour. While motors can't be expected to convert all of this energy into actual work without some loss, even at the lower efficiency rates of small electric motors, they provide power at a relatively low cost.
The first applications of electric power were those for sewing machines, fans, washing machines, etc. Its use has made possible the vacuum cleaner, automatic pumping, refrigeration, ventilation, and many other minor uses as the turning of ice-cream freezers, churning and rocking the cradle.
The first uses of electric power were for sewing machines, fans, washing machines, and more. It has enabled the vacuum cleaner, automatic pumping, refrigeration, ventilation, and many other smaller uses like turning ice cream freezers, churning, and rocking the cradle.
Electric motors are made in many sizes for power generation and in forms to suit any application. They are made to develop 1⁄30 horsepower and in other fractional sizes for both direct and alternating current.
Electric motors come in various sizes for power generation and are designed for any application. They can produce 1⁄30 horsepower and other fractional sizes for both direct and alternating current.
In applying mechanical power to any particular purpose special appliances must be made to adopt electric motors to the required work. This is accomplished in all household requirements. The motors are made to run at a high rate of speed and must be reduced in motion by pulleys or gears to suit their condition of operation. As in the case of electric lamps they must be suited to the voltage and type of current of the circuit on which they are to be used.
In using mechanical power for specific tasks, special devices need to be created to adapt electric motors for the job. This is done for all household needs. The motors operate at high speeds and need to be slowed down using pulleys or gears to fit their operating conditions. Just like with electric lamps, they must be compatible with the voltage and type of current in the circuit where they will be used.
Commercial electric circuits furnish electricity in two types, direct current, ordinarily termed D.C., and A.C. or alternating current. The terms direct and alternating current apply to the[333] direction of the electric impulses which constitute the transmitted energy. In the electric dynamo, the generation of the current is due to impulses that are induced in the wires of the dynamo armature as they pass through a magnetic field of great intensity. These electric impulses are directed by the manner in which the wires cut across the lines of force which make up the magnetic field. In the case of the direct current the impulses are always in the same direction through the circuit, while in the other they are induced alternately to and fro and so produce alternating current.
Commercial electric circuits provide electricity in two forms: direct current, usually called D.C., and alternating current, or A.C. The terms direct and alternating current refer to the[333] direction of the electric impulses that make up the transmitted energy. In an electric dynamo, the current is generated by impulses induced in the wires of the dynamo armature as they move through a strong magnetic field. These electric impulses are guided by how the wires intersect the lines of force in the magnetic field. In direct current, the impulses always flow in the same direction through the circuit, whereas in alternating current, they switch back and forth, creating the alternating flow.
The term electric current is used only for convenience of expressing a directed form of energy. Since nothing really passes through the wires but a wave of energy, the effect is the same whether the electric impulses are in the same or in opposite directions. An incandescent lamp will work equally well on an A.C. or a D.C. circuit of the proper voltage; but in the case of motors the form of construction must be suited to the kind of current. Both A.C. and D.C. commercial circuits are in common use, the units of measurement are the same for each but in ordering a motor it is necessary to state the type of current and the voltage, in order that the dealer may supply the required machine. In the case of an alternating motor it is further necessary to state the number of cycles of changes of direction made per second in the A.C. circuit. All of this information may be obtained by inquiring of a local electrician or of the power station from which the current is obtained.
The term electric current is used just for convenience when describing a directed form of energy. Since only a wave of energy actually travels through the wires, the effect is the same whether the electric impulses are going in the same direction or opposite directions. An incandescent lamp will work equally well on an A.C. or a D.C. circuit with the proper voltage; however, motors need to be constructed specifically for the type of current. Both A.C. and D.C. commercial circuits are commonly used, and the units of measurement are the same for each. But when ordering a motor, it’s important to specify the type of current and the voltage so that the dealer can provide the right machine. For an alternating motor, you also need to specify the number of cycles of direction changes per second in the A.C. circuit. You can get all this information by asking a local electrician or the power station supplying the current.
There is still another item of information necessary to be supplied with an order for a motor, other than those of fractional horsepower. With motors of a horsepower or more it is necessary to state the number of phases included in the circuit. This information to be complete must state whether the motor is to operate on a single-phase, two-phase, or three-phase circuit. These terms apply to a condition made possible in A.C. generation that permits one, two, or three complete impulses to be developed in a circuit at the same time. These phases are transmitted by three wires, any two of which will form a circuit and give a supply of energy at the same voltage. Either one phase or all may be used at the same time and for this reason the phase of an A.C. motor should be given in an order. To make the information complete there should be included the number of cycles or complete[334] electric impulses per second produced in the circuit. Suppose that a 1-horsepower motor is required to work on an A.C. circuit of 110 volts. Inquiry of the electric company reveals that the circuit is three-phase at 60 cycles per second. The dealer on receiving this information will be able to send a motor to suit your conditions. Most A.C. motors of 1 horsepower or less are of the single-phase variety. In the case of D.C. motors it is necessary only to state the voltage of the circuit to make the required information complete.
There’s one more piece of information needed when ordering a motor that's more than fractional horsepower. For motors that are one horsepower or greater, you need to specify how many phases are in the circuit. This information should indicate whether the motor will run on a single-phase, two-phase, or three-phase circuit. These terms refer to a condition possible in A.C. generation, which allows for one, two, or three complete impulses to be generated in a circuit simultaneously. These phases are carried by three wires, any two of which can create a circuit and provide energy at the same voltage. You can use either one phase or all of them at once, so the phase of an A.C. motor should be included in the order. To complete the information, you should also include the number of cycles or complete[334] electric impulses per second that the circuit produces. For example, if you need a 1-horsepower motor to work on an A.C. circuit of 110 volts, checking with the electric company might reveal that the circuit is three-phase at 60 cycles per second. Once the dealer has this information, they can send a motor that fits your needs. Most A.C. motors of 1 horsepower or less are single-phase. For D.C. motors, you simply need to specify the voltage of the circuit to provide all the necessary information.
Fuse Plugs.
—Every electric circuit is liable to occurrences known as short-circuiting or “shorting.” This is a technical term describing a condition where, by accident or design, the wires of a circuit are in any way connected by a low-resistance conductor or by coming directly into contact with each other. In case of shorting, the resistance is practically all removed and the amount of current which flows through the circuit is so great as to produce a dangerous amount of heat in the wires. If the covering of a lamp cord becomes worn so as to permit the bare wire of the two strands to come together, a “short” is produced. Immediately, the reduced resistance permits the electric pressure to send an amount of current through the wires, greater than they are intended to carry. When this occurs an electric arc will form at the point of contact with the accompanying flash of vaporizing metal and the wire will finally burn off. Fires started from this cause are not uncommon.
—Every electric circuit can experience something called short-circuiting or “shorting.” This technical term refers to a situation where, whether by accident or on purpose, the wires of a circuit are connected by a low-resistance conductor or come into direct contact with each other. When shorting occurs, the resistance is nearly eliminated, allowing a massive amount of current to flow through the circuit, which can generate dangerously high heat in the wires. If the insulation on a lamp cord wears down enough for the bare wires of the two strands to touch, a “short” is created. This causes the reduced resistance to let a greater amount of current flow through the wires than they’re designed to handle. When this happens, an electric arc forms at the contact point, accompanied by a flash of vaporizing metal, and eventually, the wire will burn off. Fires caused by this issue are not uncommon.
To guard against accidents from short-circuiting, every electric circuit should be provided with fuses which, in cases of emergency, are intended to melt and thus break the circuit. Fuses are made of lead-composition or aluminum and are used in the form of wire or ribbon-like strips, of sizes that will carry a definite amount of current. They are designated by their carrying capacity in amperes. As an example: a 2-ampere fuse will carry 2 amperes of current without noticeable heating, but at a dangerous overload the fuse will melt and the circuit be broken. Should a short-circuit be formed at any time, the rush of current through the fuse will cause it almost immediately to melt, and stop the flow of current. They are, therefore, the safeguard of the circuit against undue heating of the conducting wires.
To prevent accidents from short circuits, every electrical circuit should have fuses that are designed to melt and break the circuit in emergencies. Fuses are made from a mixture of lead or aluminum and come in the form of wire or ribbon-like strips, sized to handle a specific amount of current. They are labeled by their current capacity in amperes. For example, a 2-ampere fuse can handle 2 amperes of current without excessive heating, but if there’s too much load, the fuse will melt and break the circuit. If a short circuit occurs, the surge of current through the fuse will quickly cause it to melt, stopping the current flow. Thus, fuses serve as a protective measure for the circuit against overheating of the wires.
When an open fuse blows (melts), the heat generated by the[335] arc, formed at the breaking circuit, is so sudden that there is frequently an explosive effect that throws the melted metal in all directions, and in case it comes into contact with combustible material a fire may result. To do away with this danger, fire insurance companies in their specifications of electric fixtures state what forms of fuses will be acceptable in the buildings to be insured. These specifications are known as the Underwriters Rules and may be obtained from any fire insurance company. The fuses, or fuse plug, as they are commonly called, generally occupy a place in a cabinet or distributing panel, near the point where the lead wires enter the building. The cabinet contains the porcelain cutouts for sending the current through the different circuits; the fuse plugs form a part of the cutouts, one fuse to each wire. The cabinet contains besides the cutouts a double-poled switch to be used for shutting off the current from the building when desired.
When an open fuse blows (melts), the heat produced by the[335] arc, created when the circuit breaks, is so intense that it often results in an explosive effect, scattering melted metal in all directions. If this metal comes into contact with flammable materials, it could start a fire. To eliminate this risk, fire insurance companies specify which types of fuses are acceptable for buildings they insure. These specifications are known as the Underwriters Rules and can be obtained from any fire insurance company. The fuses, or fuse plugs, as they are commonly called, typically are located in a cabinet or distributing panel close to where the lead wires enter the building. The cabinet includes porcelain cutouts for directing the current through the various circuits; each cutout has a fuse plug, with one fuse for each wire. Additionally, the cabinet contains a double-pole switch that can be used to turn off the current to the building when needed.

Cabinets for this purpose are made in standard form of wood or steel to suit the condition of service. These cabinets may be obtained from any dealers in electrical supplies or the cabinet may be made a part of the house since they are only small shallow closets. Fig. 230 represents such a cabinet as is used in the average dwelling. It is made of a light wooden frame set between the studding of a partition at any convenient place. The bottom of the cabinet is made sloping to prevent its being used as a place of storage for articles that might lead to trouble. The cabinet is sometimes lined with asbestos paper as a prevention from fire but this is not necessary as the fuse plugs and their receptacles, when of approved design, are sufficient to prevent accident.
Cabinets for this purpose are made from standard materials like wood or steel to fit the service conditions. You can find these cabinets from electrical supply dealers, or they can be built into the house since they are just small, shallow closets. Fig. 230 shows a cabinet typically used in an average home. It has a lightweight wooden frame set between the studs of a partition at a convenient location. The bottom of the cabinet is sloped to stop it from being used for storage, which could cause issues. Sometimes, the cabinet is lined with asbestos paper for fire prevention, but this isn't necessary since properly designed fuse plugs and their receptacles are enough to prevent accidents.
The main wires which supply the house with electricity—marked lead wires—are brought into the cabinet as shown in Fig. 231 and attached to the poles of the switch S. In passing through the switch the lead wires each contain a mica-covered fuse plug F, that will be described later. The current at any time may be entirely cut off from the house by pulling the handle H,[336] which is connected by an insulating bar and the contacts N of the switch. When the handle H is pulled to separate the contact pieces, all electric connection is severed at that point.
The main wires that supply electricity to the house—called lead wires—enter the cabinet as shown in Fig. 231 and are connected to the poles of the switch S. As they pass through the switch, the lead wires each have a mica-covered fuse plug F, which will be explained later. The current can be completely turned off from the house by pulling the handle H,[336] which is connected by an insulating bar and the contacts N of the switch. When the handle H is pulled to separate the contact pieces, all electrical connections are cut off at that point.

The wattmeter for measuring the current is placed at the points marked meter, as a part of the main circuit. The main wires in the cabinet terminate in the porcelain cutouts, from which are taken off the various circuits of the house. In the figure, three such cutouts are shown making three circuits marked 1, 2, and 3. In circuit No. 1, the fuses are marked F. These wires are joined to the main wires at the points marked C and C´. The number of circuits the house will contain depends on the number of lights and the manner in which they are placed. The circuits are intended to be arranged so that in case of a short, no part of the house will be left entirely in darkness.
The wattmeter for measuring current is located at the points labeled meter, as part of the main circuit. The main wires in the cabinet end at the porcelain cutouts, which distribute the various circuits throughout the house. In the diagram, three cutouts are shown, creating three circuits labeled 1, 2, and 3. In circuit No. 1, the fuses are labeled F. These wires connect to the main wires at the points marked C and C´. The number of circuits in the house depends on the number of lights and how they are arranged. The circuits are designed so that if there is a short, no section of the house will be left completely in the dark.
Fuses for general use are made in two different types—the plug type and the cartridge type—each of which conforms to the rules of the Underwriters Association. Those most commonly[337] used for house wiring are the plug type shown in Fig. 232 and indicated in the figure just described. These plugs are made of porcelain and provided with a screw base which permits their being screwed into place like an incandescent lamp. The front of the plug is arranged with a mica window which allows inspection to be made in case of a short, the blown fuse indicating the circuit in which the trouble is located. Another style of the same type of plug, known as the re-fusable fuse plug, permits the fuse to be replaced after the wire has been destroyed by a short.
Fuses for general use come in two types—the plug type and the cartridge type—both of which meet the standards set by the Underwriters Association. The plug type shown in Fig. 232 is the most commonly used for house wiring, as indicated in the figure just mentioned. These plugs are made of porcelain and have a screw base, allowing them to be screwed into place like an incandescent light bulb. The front of the plug features a mica window for inspection in case of a short circuit, with the blown fuse showing which circuit has the issue. Another version of the same plug, called the re-fusable fuse plug, allows the fuse to be replaced after the wire has been damaged by a short.


The second type is commonly known as the cartridge fuse plug from its general appearance. This fuse is shown in Fig. 233. The fusable wire is enclosed in a composition fiber tube, the ends of which are covered by brass caps which afford contact pieces in the fuse receptacle and to which are fastened the ends of the fuse wire. These fuses are very generally employed in power circuits and others of large current capacity. The small circle in the center of the label is the indicator. When the fuse burns out, a black spot will appear in the circle. It is sometimes desirable to use the cartridge fuse plug in receptacles intended for the mica-covered type. The use of the cartridge fuses under this condition is effected by use of a porcelain receptacle such as is shown in Fig. 234; the cartridge fuse is simply inserted into the receptacle which is then screwed into the socket in place of the mica fuse.
The second type is commonly known as the cartridge fuse plug, based on its general appearance. This fuse is shown in Fig. 233. The fuse wire is enclosed in a composite fiber tube, with brass caps on the ends that serve as contact points in the fuse receptacle, to which the ends of the fuse wire are attached. These fuses are widely used in power circuits and other setups that require high current capacity. The small circle in the center of the label acts as an indicator. When the fuse burns out, a black spot will appear in the circle. Sometimes, it's useful to use the cartridge fuse plug in receptacles meant for the mica-covered type. This can be done by using a porcelain receptacle like the one shown in Fig. 234; the cartridge fuse is simply inserted into the receptacle, which is then screwed into the socket in place of the mica fuse.
In order to avoid any possible chance of overloading the wires of a circuit, fuses are installed which are suited to the work to be performed. Suppose that there are ten 40-watt lamps that may[338] be used on a circuit, each lamp of which requires 4⁄11 ampere of current.
To prevent any chance of overloading the circuit wires, fuses are installed that are appropriate for the tasks at hand. For example, if there are ten 40-watt lamps that may[338] be used on a circuit, each lamp requires 4⁄11 ampere of current.
110 × C = 40 watts
C = 40⁄110 = 4⁄11 ampere per lamp.
110 × C = 40 watts
C = 40⁄110 = 4⁄11 amp per lamp.
Ten such lamps require ten times 4⁄11 ampere or 40⁄11 = 3.7 amperes to supply the lamps.
Ten of these lamps need ten times 4⁄11 ampere or 40⁄11 = 3.7 amperes to power them.
A fuse that will carry 3.7 amperes of current will supply the circuit but a 5-ampere fuse will permit an increase in the size of the lamp and will fulfill all the necessary conditions. If, however, an electric heater requiring 7 amperes were attached to the circuit, the fuse being intended for only 5 amperes would soon burn out. When a fuse burns out it must be replaced either with an entirely new receptacle or the fuse wire must be replaced.
A fuse that can handle 3.7 amperes of current will support the circuit, but a 5-ampere fuse will allow for a larger lamp and meet all necessary requirements. However, if an electric heater that needs 7 amperes is connected to the circuit, the 5-ampere fuse will quickly blow. When a fuse blows, it must either be replaced with a completely new unit or the fuse wire needs to be swapped out.
It sometimes happens that in case of a blown fuse there is no extra part at hand and a wire of much greater carrying capacity is used in its place. It should be remembered that in this practice of “coppering” a blown fuse, has taken away the protection against short-circuiting with its possibility of mischief.
It sometimes happens that when a fuse blows, there's no extra one available, so a wire with a much higher carrying capacity is used instead. It's important to remember that this practice of “coppering” a blown fuse removes the protection against short-circuiting, along with its potential dangers.
When a short occurs, the cause should be sought for. It cannot be located and on being replaced a second fuse blows, the services of an electrician should be secured.
When a short circuit happens, you should look for the cause. If you can't find it and a second fuse blows when you replace it, you should call an electrician.
Electric Heaters.
—All electric heating devices—whether in the form of hot plates, ovens, stoves or other domestic heating apparatus-possess heating elements somewhat similar to the flat-iron or the toaster. The construction of the heating element will depend on the use for which the heater is intended and the temperature to be maintained. Hot plates similar to that of Fig. 235 are made singly or two or more in combination. When the heat is to be transmitted directly by radiation the heating coils are open, as with the toaster. Under other conditions the coils are embedded in enamel that is fused to a metal plate. In elements of this kind the heat is transmitted to the plate entirely by conduction from which it is utilized in any manner requiring a heated surface. The form of the heating element will, therefore, depend on the application of the heat, whether it is by direct radiation or by a combination of radiation and conduction.
—All electric heating devices—whether they are hot plates, ovens, stoves, or other household heating appliances—have heating elements that are somewhat similar to those found in a flat iron or a toaster. The design of the heating element will depend on the intended use of the heater and the temperature that needs to be maintained. Hot plates like the one shown in Fig. 235 can be made individually or in combinations of two or more. When heat needs to be transferred directly through radiation, the heating coils are exposed, like in a toaster. In other situations, the coils are embedded in enamel that is fused to a metal plate. In these types of elements, heat is transferred to the plate entirely through conduction, from which it can be used in any manner that requires a heated surface. Therefore, the shape of the heating element will depend on how the heat is applied, whether by direct radiation or by a mix of radiation and conduction.
Electric ovens are constructed to utilize electric heat in an insulated enclosure. Heat derived from electricity is more[339] expensive than from other sources but when used in insulated ovens it may be made to conveniently perform the service of that derived from other fuels. In electric ovens the heaters are attached to inside walls. As in other heating elements they are arranged to suit the conditions for which the oven is to be used. The heaters are usually so divided as to permit either all of the heaters to be used at the same time to quickly produce a high temperature, or only a portion of the heat to be used in keeping up the temperature lost by radiation. Ovens of this kind may be provided with regulators by means of which the heat may be automatically kept at any desired temperature. Such heating and temperature regulation may be used to produce any desired condition, but in practice the cost of the heat is the factor which determines its use. Unless electric heat is conserved by insulation it cannot become a competitor with other forms of heating.
Electric ovens are designed to use electric heat within an insulated enclosure. Electricity is often more expensive than other heating sources, but when used in insulated ovens, it can effectively serve the same purpose as heat from other fuels. In electric ovens, the heaters are attached to the interior walls. Like other heating elements, they are arranged according to the oven's intended use. The heaters are usually divided to allow either all of them to be used at once for fast heating or just a portion to maintain the temperature lost through radiation. These ovens can be equipped with regulators that automatically keep the heat at any desired temperature. While this heating and temperature control can create specific conditions, the cost of electricity is the key factor in determining its use. Without insulation to conserve electric heat, it struggles to compete with other heating methods.

Electric cooking stoves and ranges are made for every form of domestic and culinary service. They fulfill many purposes that may be obtained in no other way. As conveniences, the cost of heat becomes of secondary consideration and their use is constantly increasing. In Fig. 236 is an example of a time-controlled and automatically regulated electric range. In the picture is shown separately all of the heaters for the ovens and stove top. The part S shows the switches attached to the heaters of the stove top, which is raised to show the connecting wires. In the larger oven there are two heaters of 1000 watts each, and in the smaller oven one heater of 850 watts. Each heater may be controlled separately with a switch giving three regulations of heat—high, medium and low. The advantage of this arrangement lies in the fact that one can set the two heaters in the oven at different temperatures which will permit either a slow or quick[340] heat, but when the predetermined temperature is reached the current will be automatically cut off by the circuit-breakers. Such flexibility of heat control in the ovens permits the operator to apply heat at both top and bottom for baking and roasting at just the desired temperature. This arrangement also avoids the danger of scorching food from concentration of heat, and warping utensils or the linings of the oven. All oven heaters on the automatic ranges are further controlled and mastered by the circuit-breakers.
Electric cooking stoves and ranges are designed for all types of home and culinary needs. They serve many functions that you can't achieve in any other way. As conveniences, the cost of heat becomes less important, and their usage is continually growing. In Fig. 236, you can see an example of a time-controlled and automatically regulated electric range. The image shows all the heaters for the ovens and stovetop individually. The part S displays the switches connected to the stovetop heaters, which is lifted to reveal the connecting wires. The larger oven has two 1000-watt heaters, while the smaller oven has one 850-watt heater. Each heater can be controlled separately with a switch that offers three heat settings—high, medium, and low. The benefit of this setup is that you can set the two heaters in the oven at different temperatures to allow for either slow or quick heating, but once the desired temperature is reached, the current will automatically shut off thanks to the circuit-breakers. This flexibility in heat control for the ovens allows the operator to apply heat from both the top and bottom for baking and roasting at the exact temperature needed. This setup also prevents the risk of burning food due to concentrated heat and protects utensils and the oven lining from warping. All oven heaters on these automatic ranges are further controlled and managed by the circuit-breakers.

Intercommunicating Telephones.
—This form of telephone is used over short distances such as from room to room in buildings or for connecting the house with the stable, garage, etc. It is complete, in that it possesses the same features as any other telephone but the signal is an electric call-bell instead of the polarized electric bell used in commercial telephone service.
—This type of telephone is used for short distances, like from room to room in buildings or for connecting the house with the stable, garage, etc. It is complete, as it has the same features as any other telephone, but the signal is an electric call bell instead of the polarized electric bell used in commercial telephone service.
Any telephone is made to perform two functions: (1) that of a signal with which to call attention; and (2) the apparatus required to transmit spoken words. In the intercommunicating telephone or interphone, the signal is made like any call-bell and parts are similar to those described under electric signals. The bell-ringing mechanism is included in the box with the transmitting apparatus and the signal is made by pressing a push button. It is not suitable for connecting with public telephones. Telephone companies, as a rule, do not permit connection with their lines any apparatus which they do not control.
Any telephone is designed to do two things: (1) serve as a signal to get attention; and (2) act as the device needed to send spoken words. In an intercom or interphone system, the signal functions like a regular doorbell, and its components are similar to those mentioned under electric signals. The bell-ringing mechanism is built into the box along with the transmitting equipment, and the signal is activated by pressing a button. It’s not meant to connect with public telephones. Generally, telephone companies don’t allow any devices they don’t control to be connected to their lines.
The interphone of Fig. 237 shows the instrument complete except the battery. This form of instrument is inexpensive, easy to put in, simple to operate and supplies a most excellent means of intercommunication. Complete directions for installation are supplied with the phones by the manufacturers.
The intercom in Fig. 237 shows the device fully assembled except for the battery. This type of device is affordable, easy to install, straightforward to use, and provides an excellent way to communicate. Complete installation instructions are provided with the phones by the manufacturers.

Electric Signals.
—Electrical signaling devices for household use, in the form of bells and buzzers, are made in a great variety of forms and sizes to suit every condition of requirement. The vibrating mechanism of the doorbell is used in all other household signals except that of the magneto telephone. It is an application of the electromagnet, in which the magnetism is applied to vibrate a tapper against the rim of a bell.
—Electrical signaling devices for home use, like bells and buzzers, come in many different styles and sizes to meet various needs. The vibrating mechanism of the doorbell is used in all other home signals except for the magneto telephone. It uses an electromagnet to make a tapper strike the rim of a bell.
A bell system consists of the gong with its mechanism for vibrating the armature, an electric battery or A.C. transformer connected to the magnet coils to form an electric circuit and a push button which serves to close the circuit whenever the bell is to be sounded. The bell system is an open-circuit form of apparatus; that is, the circuit is not complete except during the time the bell is ringing. By pressing the push button the circuit is closed and the electric current from the battery flows through the magnet and causes the tapper to vibrate. When the push button is released the circuit is broken and the circuit stands open until the bell is to be again used. The parts of the bell mechanism are shown in Fig. 238 where with the battery,[342] the push button and the connecting wires is shown a complete doorbell outfit. These parts may be placed in different parts of the building and connected by wires as shown in the Fig. 239. The bell is located at R, in the kitchen. The battery is placed in the closet at B, the connecting wires are indicated by the heavy lines; they are secured to any convenient part of the wall and extend into the basement and are fastened to the joists. The wires terminate in the push button P, where they pass through the frame of the front door. The wires are secured by staples to keep them in place. Each wire is fastened separately to avoid the danger of short-circuiting. If both wires are secured with a single staple there is a possibility of the insulation being cut and a short produced across the staple.
A bell system consists of the gong and its mechanism for vibrating the armature, an electric battery or A.C. transformer connected to the magnet coils to create an electric circuit, and a push button that closes the circuit when the bell rings. The bell system operates as an open circuit; the circuit is incomplete except when the bell is ringing. Pressing the push button closes the circuit, allowing electric current from the battery to flow through the magnet and make the tapper vibrate. When the push button is released, the circuit breaks, leaving it open until the bell is needed again. The components of the bell mechanism are shown in Fig. 238, where, along with the battery,[342] the push button and connection wires form a complete doorbell setup. These parts can be placed in different areas of the building and connected by wires as shown in Fig. 239. The bell is located at R in the kitchen, the battery is stored in the closet at B, and the connecting wires are indicated by the heavy lines; they are secured to a suitable part of the wall, extending into the basement and fastened to the joists. The wires end at the push button P, where they pass through the frame of the front door. The wires are secured with staples to keep them in place, with each wire fastened separately to prevent the risk of short-circuiting. If both wires are secured with one staple, there is a chance the insulation could be damaged, causing a short circuit across the staple.
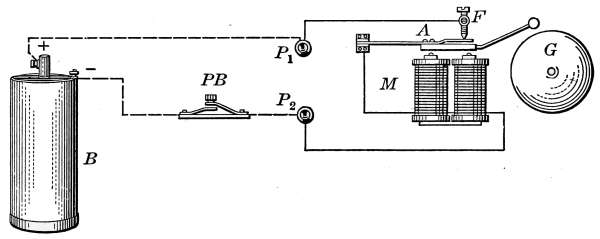
The battery B, in Fig. 238, is a single dry cell but more commonly it is composed of two dry cells joined in series. It is connected, as shown in the figure, to the binding posts P1 and P2 of the vibrating mechanism, the push button PB serving to make contact when the circuit is to be closed. When the button is pressed the circuit is complete from the + pole of the battery cell through the binding post P1, across the contact F, through the spring A, through the magnet coils M, across the binding post P2 and push button to the-pole of the cell. The vibration of the tapper is caused by the magnetized cores of the coils M. When the electric current flows through the coils of wire, the iron cores become temporary magnets. This magnetism attracts the iron armature attached to the spring A, and it is suddenly pulled forward with energy sufficient to cause the tapper to strike the gong. As the armature moves forward, the spring contact at F is broken and the current stops flowing through the magnet[343] coils. When the current ceases to flow in the magnet coils, the cores are demagnetized and the armature is drawn back by the spring A to the original position. As soon as the contact is restored at F a new impulse is received only to be broken as before. In this manner the bell continues ringing so long as the push button makes contact. The screw at F is adjusted to suit the contact with the spring attached to the armature. The motion of the armature may be regulated to a considerable degree by this adjustment. When properly set the screw is locked in place by a nut and should require no further attention.
The battery B, in Fig. 238, is a single dry cell, but it's more commonly made up of two dry cells connected in series. It is connected, as shown in the figure, to the binding posts P1 and P2 of the vibrating mechanism, with the push button PB used to complete the circuit when it's pressed. When the button is pressed, the circuit is completed from the positive pole of the battery cell through binding post P1, across contact F, through spring A, through the magnet coils M, across binding post P2, and back to the negative pole of the cell. The vibration of the tapper is created by the magnetized cores of the coils M. When electric current flows through the wire coils, the iron cores become temporary magnets. This magnetism attracts the iron armature attached to spring A, pulling it forward with enough force to make the tapper strike the gong. As the armature moves forward, the spring contact at F breaks, stopping the current from flowing through the magnet coils. When the current stops in the magnet coils, the cores lose their magnetism, and the spring A pulls the armature back to its original position. Once contact is restored at F, a new impulse occurs, only to be interrupted as before. This way, the bell keeps ringing as long as the push button is pressed. The screw at F is adjusted to ensure proper contact with the spring attached to the armature. This adjustment can significantly regulate the motion of the armature. When set correctly, the screw is secured in place with a nut and should need no further adjustments.

Electric bells vary in price according to design and workmanship. A bell outfit may be purchased complete for $1 but it is advisable to install a bell of better construction, as few pieces of household mechanism repay their cost in service so often as a well-made bell. The bell should be rigid, well-constructed, and the contact piece F should be adjustable. This part F, being[344] the most important of the moving parts of the bell, is shown separately in Fig. 240. Only the ends of the magnet coils with their cores are shown in the figure. The contact is made at A, by the pressure of the spring against the end of the adjustable screw D. When the screw is properly adjusted it is locked securely in place by the nut G. The screw D is held with a screw-driver and the nut G forced into position to prevent any movement. If the screw is moved, so that contact is lost at A, the bell will not ring. In the better class of bells the point of the screw and its contact at A are made of platinum to insure long life. With each movement of the armature a spark forms at the contact which wears away the point, so that to insure good service these points must be made of refractory material.
Electric bells vary in price based on their design and quality. A complete bell setup can be bought for $1, but it's better to install a well-made bell, as few household gadgets provide better value for their cost than a durable bell. The bell should be sturdy and well-made, and the contact piece F should be adjustable. This part F, which is the most crucial moving part of the bell, is shown separately in Fig. 240. Only the ends of the magnet coils with their cores are depicted in the figure. The contact is made at A, through the pressure of the spring against the end of the adjustable screw D. When the screw is adjusted correctly, it is securely locked in place by the nut G. The screw D is held with a screwdriver while the nut G is tightened into position to prevent any movement. If the screw is adjusted and contact is lost at A, the bell won't ring. In higher-quality bells, the tip of the screw and its contact at A are made of platinum to ensure lasting durability. With each movement of the armature, a spark forms at the contact, which gradually wears down the point, so to ensure good performance, these points must be made of durable material.

Buzzers.
—Electric bells are often objectionable as signal calls because of their clamor, but with the removal of the bell the vibrating armature serves equally well as a signal but without the undesirable noise. With the bell and tapper removed the operating mechanism of such a device works with a sound that has given to them the name of buzzers. Fig. 241 illustrates the form of an iron-cased buzzer for ordinary duty. The working parts are enclosed by a stamped steel cover that may be easily removed. The mechanism is quite similar to that already described in the doorbell and Fig. 240 shows in detail the working parts. The noise, from which the device takes its name, is produced by the armature and spring in making and breaking contact.
—Electric bells are often seen as annoying signal calls because of their loud noise, but if you remove the bell, the vibrating armature works just as well as a signal without the unwanted sound. Without the bell and tapper, the operating mechanism of this kind of device produces a sound that has earned it the name buzzers. Fig. 241 shows an iron-cased buzzer designed for regular use. The working parts are covered by a stamped steel cover that can be easily taken off. The mechanism is quite similar to what we've already described in the doorbell, and Fig. 240 provides a detailed view of the working parts. The noise that gives the device its name is created by the armature and spring making and breaking contact.
Burglar Alarms.
—A burglar alarm is any device that will give notice of the attempted entrance of an intruder. It is[345] usually in the form of a bell or buzzer placed in circuit with a battery, as a doorbell system, in which the contact piece is placed to detect the opening of a door or window. The contact is arranged to start the alarm whenever the window or door is opened beyond a certain point. The attachment shown in Fig. 242 is intended to form the contact for a window. It is set in the window frame so that the lug C will be depressed and close the alarm circuit in case the sash is raised sufficiently to admit a man. Each window may be furnished with a similar device and the doors provided with suitable contacts which together form a system to operate in a single alarm. During the time when the alarm is not needed it is disconnected by a switch. The windows and doors are sometimes connected with an annunciator which will indicate the place from which an alarm is given. An annunciator used for this purpose designates the exact point at which the contact is made and removes the necessity of searching for the place of attempted entrance.
—A burglar alarm is any device that alerts you when someone tries to break in. It usually consists of a bell or buzzer connected to a battery, similar to a doorbell system, where the contact piece is set up to detect the opening of a door or window. The contact is designed to trigger the alarm whenever the window or door is opened beyond a certain point. The attachment shown in Fig. 242 is meant to serve as the contact for a window. It’s installed in the window frame so that the lug C is pushed down and closes the alarm circuit if the sash is raised enough to let someone in. Each window can have a similar device, and the doors can be equipped with appropriate contacts to form a system that triggers a single alarm. When the alarm isn’t needed, it can be turned off with a switch. The windows and doors are sometimes connected to an annunciator that indicates where the alarm originated. An annunciator used for this purpose shows the exact point where the contact was made, eliminating the need to search for where the intrusion occurred.

Fig. 241.—The electric buzzer.
Fig. 242.—Contact for a window burglar alarm.
Fig. 243.—Trip contact which announces the opening of a door.
Fig. 244.—Contact for a door alarm.
Fig. 245.—Doorway or hall matting with contacts for electric alarm.
Fig. 241.—The electric buzzer.
Fig. 242.—Window burglar alarm contact.
Fig. 243.—Trip contact that signals when a door is opened.
Fig. 244.—Door alarm contact.
Fig. 245.—Doorway or hallway mat with contacts for electric alarm.
In Fig. 243 is illustrated one form of door trip which may be used on a door to announce its opening. This trip makes electric connection in the alarm circuit when the opening door comes into contact with the swinging piece T, but no contact is made as the door closes. The trip is fastened with screws at D to the frame above the door. The opening door comes into contact with T and moves it forward until the electric circuit is formed at C; after the door has passed, a spring returns it to place. As the[346] door is closed, the part T is moved aside without making electric contact.
In Fig. 243, there’s an example of a door trip that can be installed on a door to signal its opening. This trip creates an electric connection in the alarm circuit when the door opens and touches the swinging piece T, but doesn’t make contact as the door closes. The trip is secured with screws at D to the frame above the door. When the door opens, it presses against T, pushing it forward until the electric circuit is completed at C; after the door moves past, a spring pushes it back into place. As the door closes, the piece T is moved aside without creating any electric contact.
Fig. 244 is another form of door alarm that makes contact when the door is opened and remains in contact until the door is closed. The part P is set into the door frame of the door in such position that the contact at C is held open when the door is closed. When the door is opened a spring in C closes the contact and causes the alarm to sound. It continues to sound until the door is closed and the contact is broken. When the use of the alarm is not required, the contact-maker is turned to one side and the contact is held open by a catch. It is put out of use by pressing the plunger to one side.
Fig. 244 shows another type of door alarm that activates when the door is opened and stays active until the door is closed. The part P is installed in the door frame so that the contact at C remains open when the door closes. When the door opens, a spring in C closes the contact, triggering the alarm to sound. It keeps sounding until the door is closed and the contact is interrupted. When the alarm isn’t needed, the contact-maker is turned to the side, and a catch keeps the contact open. It can be disabled by pressing the plunger to the side.
The matting shown in Fig. 245 is provided with spring contacts so placed that no part may be stepped upon without sounding the alarm. When placed in a doorway and properly connected with a signal, no person can enter without starting an alarm. The matting is attached to the alarm by the wires C and contacts are set at close intervals so that a footstep on the mat must close at least one contact.
The matting shown in Fig. 245 has spring contacts arranged so that any part of it will trigger the alarm when stepped on. When set up in a doorway and correctly connected to a signal, no one can walk through without setting off the alarm. The matting connects to the alarm through the wires C, and the contacts are positioned close together so that a footstep on the mat will definitely close at least one contact.
Annunciators.
—It is often convenient for a bell or buzzer to serve two or more push buttons placed in different parts of the house. In order that there may be means of designating the push button used—when the bell is rung—an annunciator is provided. This is a box arranged with an electric bell and the required number of pointers and fingers corresponding to the push buttons. In Fig. 246 is shown an annunciator with which two push buttons are served by the single bell. The annunciator is placed at the most convenient place of observation, usually in the kitchen. When the bell rings the pointer indicates the push button that has last been used. In hotels or apartment houses an annunciator with a single bell may thus serve any number of push buttons. In a burglar-alarm system the annunciator numbers are arranged to indicate the windows and other openings at which entrance might be made. When the alarm sounds the annunciator indicates the place from which the alarm is made.
—It’s often helpful for a bell or buzzer to be connected to two or more push buttons located in different areas of the house. To identify which push button was used when the bell rings, an annunciator is included. This is a box equipped with an electric bell and the necessary number of indicators corresponding to the push buttons. In Fig. 246, an annunciator is shown that connects two push buttons to a single bell. The annunciator is positioned in the most convenient place for observation, usually in the kitchen. When the bell rings, the indicator shows which push button was last pressed. In hotels or apartment buildings, an annunciator with one bell can serve multiple push buttons. In a burglar alarm system, the annunciator numbers are set up to indicate the windows and other entrances that could be accessed. When the alarm goes off, the annunciator shows the location from which the alarm was triggered.
Table Pushes.
—Call bells to be rung from the dining-room table are connected with an annunciator or to a separate bell. The table pushes may be temporarily clamped on the edge of the[347] table and connected by a cord to an attachment set in the floor or the connection may be made by a foot plate set on the floor. In Fig. 247 is shown a form of push P which is intended to be clamped to the edge of the table under the cloth. The plate F forms the floor connection. It is set permanently with the upper edge flush with the surface of the floor. The part S, in which the connecting cord terminates, when inserted in the floor plate, makes contact at the points C to form an electric circuit with the battery. The foot plate shown in Fig. 248 is only an enlarged push button which is set under the table in convenient positions to be pressed with the foot. Its connection might be made as indicated or with the same floor connection as that of the preceding figure. Fig. 249 is a simpler form of floor push in which a metallic plug is inserted in the floor plate. When the plug R is pressed, contact is made at the points C to form the circuit with the battery and bell.
—Call bells to be rung from the dining room table are connected to an annunciator or a separate bell. The table push buttons may be temporarily clamped to the edge of the[347] table and linked by a cord to an attachment set in the floor, or the connection can be made using a foot plate placed on the floor. In Fig. 247, a type of push P is shown, designed to be clamped to the edge of the table beneath the cloth. The plate F creates the floor connection and is set in place so the upper edge is flush with the floor surface. The part S, where the connecting cord ends, makes contact at the points C when inserted into the floor plate, completing an electric circuit with the battery. The foot plate depicted in Fig. 248 is simply a larger push button placed under the table in convenient spots to be pressed with the foot. Its connection could be made as shown or with the same floor connection as the previous figure. Fig. 249 illustrates a simpler version of a floor push, where a metallic plug is inserted into the floor plate. When the plug R is pressed, it creates contact at the points C to complete the circuit with the battery and bell.

Fig. 246.—A kitchen annunciator.
Fig. 247.—Plug attachment and table
push for a dining table.
Fig. 248.—Foot plate and contact for table bell.
Fig. 249.—Call bell attachment with detachable
contact piece.
Fig. 246.—A kitchen notification system.
Fig. 247.—Plug and push button for a dining table.
Fig. 248.—Foot plate and contact for the table bell.
Fig. 249.—Call bell attachment with a removable contact piece.
Bell-ringing Transformers.
—The general employment of alternating electricity for all commercial service requiring distant transmission is because of the possibility of changing the voltage to suit any condition. The energy transmitted is determined by the amperes of current carried by the wires and the[348] volts of pressure by which it is impelled. The product of these two factors determines the watts of energy transmitted.
—The widespread use of alternating electricity for all commercial services that need long-distance transmission is due to the ability to adjust the voltage according to the situation. The energy transmitted depends on the amperes of current carried by the wires and the[348] volts of pressure that drive it. The combination of these two factors determines the watts of energy transmitted.
110 volts × 1 ampere = 110 watts.
110 volts × 1 ampere = 110 watts.
If the voltage is raised to say ten times the original intensity with the same current, the quantity of energy is ten times the original amount.
If the voltage is increased to ten times the original level while keeping the current the same, the amount of energy becomes ten times the original amount.
1100 volts × 1 ampere = 1100 watts.
1100 volts × 1 amp = 1100 watts.
The carrying capacity of wires is determined by the amperes of current that can be transmitted without heating.
The carrying capacity of wires is based on the amount of current in amperes that can be transmitted without causing overheating.
The cost of copper wire is such that the expense of large wires for carrying a large current is unnecessary where by raising the voltage a small wire will perform the same service; therefore, it is desirable to transmit electric energy at a high voltage and then transform it to suit the condition of usage.
The cost of copper wire is such that using large wires to carry a high current is unnecessary because raising the voltage allows a smaller wire to do the same job. Therefore, it's better to transmit electric energy at a high voltage and then adjust it to fit the specific usage needs.
Alternating current may be transformed to a higher or a lower voltage to suit any condition by using step-up or step-down transformers.
Alternating current can be changed to a higher or lower voltage to fit any situation by using step-up or step-down transformers.
A transformer is a simple device composed of two coils of wire wound on a closed core of iron. The coil into which is sent the inducing current is the primary. That in which the current is induced is the secondary coil. The change in voltage between primary and secondary coils vary as the number of turns of wire which compose the coils. The house circuit may be stepped down from the customary 110 volts to a voltage such as is furnished by a single dry cell, or a battery of cells.
A transformer is a simple device made up of two coils of wire wrapped around a closed iron core. The coil that receives the incoming current is called the primary, while the one that has the induced current is the secondary coil. The change in voltage between the primary and secondary coils depends on the number of wire turns in each coil. The home circuit can be reduced from the usual 110 volts to a lower voltage, like the one provided by a single dry cell or a battery of cells.
In principle, the action of the transformer is the same as that of the induction coil, a detailed explanation of which will be found in any text-book of physics. Each impulse of current in the primary coil of the transformer magnetizes its core and the magnetism thus excited induces a corresponding current in the secondary coil. Since alternating current in the primary coil constantly changes the polarity of the core, each change of magnetism induces current in the secondary coil.
In essence, the way a transformer works is similar to how an induction coil operates, which you can find explained in any physics textbook. Every pulse of current in the transformer's primary coil magnetizes its core, and the resulting magnetism generates a corresponding current in the secondary coil. Since alternating current in the primary coil constantly reverses the core's polarity, each shift in magnetism induces current in the secondary coil.
Small transformers are frequently used for operating doorbells, annunciators, etc., in place of primary batteries. These transformers are also used to supply current for lighting low-power tungsten lamps that cannot be used with the ordinary voltages[349] employed in house lighting. The primary wires of the transformer are attached to the service wires in the house and from the secondary wires voltages are taken to suit the desired purposes.
Small transformers are often used to power doorbells, annunciators, and similar devices instead of regular batteries. They're also used to supply electricity for low-power tungsten lamps that aren't compatible with the standard voltages[349] used in home lighting. The primary wires of the transformer connect to the service wires in the house, and the secondary wires provide the appropriate voltages for different uses.


Fig. 250 shows such a transformer with the cover partly broken away to expose the interior construction. The wires from house mains MM lead the current to the primary coil P which is a large number of turns of fine wire wound about a soft-iron core. The induced current in the secondary coil S is taken from the contact points 1, 2, 3 and 4. The construction of the transformer coils shown in Fig. 250 indicates the primary wires at LL of Fig. 251. The wires of the primary coil are permanently attached to house wires. The reactive effect of the magnetism in the coil permits only enough current to flow as will keep the core excited. This is a step-down transformer and the secondary coil contains fewer turns of wire than the primary coil. Since the voltage induced in the secondary coil is determined by the number of turns of wire in action, this coil is so arranged that circuits formed by attachment with different contacts give a variety of voltages. The numbers on the front of Fig. 250 correspond to those of Fig. 251. The coils between contact 1 and the others 2, 3 and 4, represent different number of turns of wire and in them is induced voltages corresponding with the number of turns of wire in each.
Fig. 250 shows a transformer with part of the cover removed to reveal its internal structure. The wires from the house mains MM carry current to the primary coil P, which consists of many turns of fine wire wrapped around a soft-iron core. The induced current in the secondary coil S is drawn from contact points 1, 2, 3, and 4. The design of the transformer coils in Fig. 250 highlights the primary wires at LL of Fig. 251. The primary coil wires are permanently connected to the house wires. The reactive magnetic effect in the coil allows only enough current to flow to keep the core energized. This is a step-down transformer, meaning the secondary coil has fewer turns of wire than the primary coil. Since the voltage generated in the secondary coil depends on the number of wire turns in operation, this coil is set up so that circuits made by connecting to different contacts produce a range of voltages. The numbers on the front of Fig. 250 match those in Fig. 251. The coils between contact 1 and the others 2, 3, and 4 represent different numbers of wire turns, inducing voltages corresponding to the turns of wire in each coil.
The Recording Wattmeter.
—To determine the amount of electricity used by consumers, each circuit is provided with some form of wattmeter. These meters might be more correctly called watt-hour meters since they register the watt-hours of electrical energy that pass through the circuit.
—To find out how much electricity consumers use, each circuit is equipped with a wattmeter. These meters are more accurately called watt-hour meters because they measure the watt-hours of electrical energy that flow through the circuit.

In the common type of meter, the recording apparatus in composed of a motor and a registering dial. The motor is intended to rotate at a rate that is proportional to the amount of passing current. An example of this device is the Thompson induction meter of Fig. 252. The motion of the aluminum disc seen through the window in front indicates at any time the rate at which electricity is being used. This constitutes the rotating part of the motor. It is propelled by the magnetism, created by the passing current, and is sensitive to every change that takes place in the electric circuit. Each lamp, heater or motor that is brought into use or turned off produces a change of current in the conducting wires and this change is indicated by the rate of rotation of the disc. Each rotation of the disc represents the passage of a definite amount of electricity that is recorded on the registering dials.
In the typical type of meter, the recording device is made up of a motor and a display dial. The motor is designed to rotate in proportion to the amount of current flowing through. An example of this device is the Thompson induction meter shown in Fig. 252. The movement of the aluminum disc visible through the front window shows the rate at which electricity is being consumed at any given time. This is the rotating part of the motor. It is driven by the magnetism created by the current flow and is responsive to every change in the electrical circuit. Each lamp, heater, or motor that is turned on or off alters the current in the wires, and this change is reflected in the rotation speed of the disc. Each complete rotation of the disc represents a specific quantity of electricity that gets recorded on the display dials.
The shaft on which the disc is mounted is connected with the recording mechanism by a screw which engages with the first of a train of gears. These gears have, to each other, a ratio of 10 to 1; that is, ten rotations of any right-hand gear, causes one rotation of the gear next to the left. The pointers on the dial are attached to the gear spindles. One rotation of the right-hand dial will move the pointer next to the left one division on its dial. Each dial in succession will move in like ratio.
The shaft that holds the disc is connected to the recording mechanism by a screw that links to the first in a series of gears. These gears have a ratio of 10 to 1, meaning ten turns of any right-hand gear results in one turn of the gear next to the left. The pointers on the dial are connected to the gear spindles. One full turn of the right-hand dial will shift the pointer next to the left by one division on its dial. Each subsequent dial will move in the same ratio.
The meters are carefully calibrated and usually record with truthfulness the amount of electricity used. They are, however, subject to derangement that produces incorrect registration.
The meters are carefully calibrated and usually record the amount of electricity used accurately. However, they can sometimes malfunction, leading to incorrect readings.
To Read the Meter.
—First, note carefully the unit in which the dial of the meter reads. The figures above the dial circle indicate the value of one complete revolution of the pointer in that circle. Therefore, each division indicates one-tenth of the amount marked above or below the circle.
—First, take note of the unit that the meter's dial is displaying. The numbers above the dial indicate the value of one full revolution of the pointer in that circle. So, each division represents one-tenth of the amount shown above or below the circle.
Second, in reading, note the direction of rotation of the pointers.[351] Commencing at the right, the first pointer rotates in the direction of the hands of a clock (clockwise); the second rotates counter-clockwise; the third, clockwise; etc., alternately. The direction of rotation of any one pointer may easily be determined by noting the direction of the sequence of figures placed around each division. The arrows (shown above) indicate the direction of rotation of the pointers when the meter is in operation.
Second, when reading, pay attention to the rotation direction of the pointers.[351] Starting from the right, the first pointer moves in the same direction as the hands of a clock (clockwise); the second moves counter-clockwise; the third, clockwise; and so on, alternately. You can easily figure out the rotation direction of any pointer by looking at the sequence of numbers around each section. The arrows (shown above) show the rotation direction of the pointers when the meter is running.
Third, read the figures indicated by the pointers from right to left, setting down the figures as they are read, i.e., in a position relative to the position of the pointers. Note: One revolution of the first or right-hand pointer makes one-tenth of a revolution of the pointer next to it on the left. One revolution of this second pointer makes one-tenth of a revolution of the pointer next to it on the left, etc. Therefore, if, when reading the dial, it is found that the second pointer rests very nearly over one of the tenth divisions and it is doubtful as to whether it has passed that mark, it is only necessary to refer to the pointer next to it on the right. If this pointer on the right has not completed its revolution, it shows that the second pointer has not yet reached the division in question. If it has completed its revolution, that is, passed the zero, it indicates that the second pointer has reached the division and the figure corresponding is to be set down for the reading.
Third, read the numbers indicated by the pointers from right to left, writing down the numbers as you read them, i.e., in a position relative to where the pointers are. Note: One full turn of the first or right-hand pointer equals one-tenth of a turn of the next pointer on the left. One full turn of this second pointer equals one-tenth of a turn of the pointer next to it on the left, and so on. Therefore, if, while reading the dial, you notice that the second pointer is almost at one of the tenths and you’re unsure if it has gone past that mark, just check the pointer on the right. If this pointer on the right hasn’t completed its full turn, it means the second pointer hasn’t reached that division yet. If it has completed its turn—meaning it has passed zero—it indicates that the second pointer has reached the division, and you should record the corresponding number for the reading.

The foregoing also applies to the remaining pointers. When it is desired to know whether a pointer has passed a tenth division mark, it is necessary to refer only to the next pointer to the right of it.
The same goes for the other pointers. If you want to see if a pointer has crossed a tenth division mark, you only need to check the next pointer to its right.
Fourth, see if the register is direct-reading, i.e., has no multiplying constant. Some registers are not direct-reading in that they require multiplying the dial reading by a constant such as 10 or 100 in order to obtain the true reading. If the register bears some notation such as “Multiply by 100,” the reading as indicated by the pointers should be multiplied by 10 or 100 as the case may be to determine the true amount of energy consumed.
Fourth, check if the register is direct-reading, i.e., it has no multiplying constant. Some registers are not direct-reading because they need you to multiply the dial reading by a constant like 10 or 100 to get the actual reading. If the register has a note like "Multiply by 100," the reading shown by the pointers should be multiplied by 10 or 100, depending on the situation, to find out the true amount of energy used.
Some of the earlier forms of meters were equipped with what[352] is known as a “non-direct-reading register.” In this case, the reading must be multiplied by the figure appearing on the dial as just explained, but the dial differs from those just described in that the multiplying constant is generally a fraction such as ½, etc., and the dial has five pointers. This older style of register reads in “watt-hours” of “kilowatt-hours.”
Some of the earlier types of meters had what[352] is called a “non-direct-reading register.” In this situation, you need to multiply the reading by the number shown on the dial, as explained earlier. However, this dial is different from those previously mentioned because the multiplying constant is usually a fraction like ½, and the dial has five pointers. This older style of register measures in “watt-hours” or “kilowatt-hours.”
Fifth, the reading of the dial does not necessarily show the watt-hours used during the past month. In other words, the pointers do not always start from zero. To determine the number of watt-hours used during a certain period it is necessary to read the dial at the beginning of a period and again at the end of that period. By subtracting the first reading from the second, the number of watt-hours or kilowatt-hours used during the period is obtained.
Fifth, the reading on the dial doesn't always reflect the watt-hours used over the past month. In other words, the pointers don't always start at zero. To find out how many watt-hours were used during a specific time, you need to check the dial at the beginning of that period and then again at the end. By subtracting the first reading from the second, you can get the number of watt-hours or kilowatt-hours used during that time.
The meter man, having in his possession a record of the readings of each customer’s meter for the preceding months, is thus able to determine the amount of energy consumed monthly.
The meter reader, holding a record of each customer’s meter readings from the previous months, can now calculate the monthly energy consumption.
EXAMPLES OF METER READINGS
Fig. 253a shows an example of an ordinary dial reading. Commencing at the first right-hand pointer, Fig. 253c, it is noted that the last figure passed over by the pointer is 1. The next circle to the left shows the figure last passed to be 2, bearing in mind that the direction of the rotation of this pointer is counter-clockwise. The last figure passed by the next pointer to the left is 1, while that passed by the last pointer to the left is obviously 9. The reading to be set down, therefore, is 9121.
Fig. 253a shows an example of a typical dial reading. Starting with the first pointer on the right, Fig. 253c, we see that the last number it passed is 1. The next circle to the left shows the last number passed to be 2, keeping in mind that this pointer rotates counter-clockwise. The last number passed by the next pointer to the left is 1, while the last pointer on the far left clearly shows 9. Consequently, the reading to record is 9121.

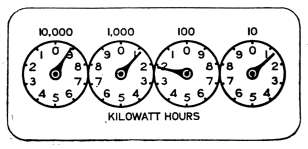
In a similar manner the dial shown in Fig. 253b may be read. In this case, however, three of the pointers rest nearly[353] over the divisions and care must be used to follow the direction to avoid error. Commencing at the right, the first pointer indicates 7. The second pointer has passed 9 and is approaching 0. The third pointer appears to rest directly over 0, but since the second pointer reads but 9, the third cannot have completed its revolution and hence the figure last passed is set down which in this case is 9. Similarly, the fourth or left-hand pointer appears to rest directly over 1 but by referring to the pointer next to it on the right, we find that its indication is 9 as just explained. Therefore, the fourth pointer cannot have reached 1, and so the figure last passed which is 0 is set down, which in this case is 9. Similarly, the fourth or left-hand pointer appears to rest directly over 1, but by referring to the pointer next to it on the right we find that its indication is 9 as just explained. Therefore, the fourth pointer cannot have reached 1, and so we set down the figure last passed which is 0. The figures as they have been set down, therefore, are 0997, which indicates that 997 kilowatt-hours of electricity have been used.
In a similar way, the dial shown in Fig. 253b can be read. However, in this case, three of the pointers are almost[353] over the divisions, so you need to be careful to follow the direction to avoid mistakes. Starting from the right, the first pointer shows 7. The second pointer has passed 9 and is nearing 0. The third pointer seems to be directly over 0, but since the second pointer reads only 9, the third pointer can't have completed its revolution, so the last figure it passed is noted, which is 9 in this case. Likewise, the fourth or left-hand pointer looks like it’s directly over 1, but by looking at the pointer next to it on the right, we see that it indicates 9 as just mentioned. Therefore, the fourth pointer can't have reached 1, and the last figure it passed, which is 0, is noted, resulting in 9. Thus, the numbers recorded are 0997, which means that 997 kilowatt-hours of electricity have been consumed.
If, for example, the reading of this meter for the preceding month was 976 kilowatt-hours, the number of kilowatt-hours used during that month would be 997-976 = 21 kilowatt-hours.
If, for example, the reading of this meter for the previous month was 976 kilowatt-hours, the amount of kilowatt-hours used during that month would be 997-976 = 21 kilowatt-hours.
State Regulation of Meter Service.
—Electric wattmeters are subject to errors that may cause them to run either fast or slow. Complaints made of inaccurate records or readings are usually rectified by the electric company. In many States all public utilities are governed by laws that are formulated by public utilities commissions or other bodies from which may be obtained bulletins fully describing the conditions required of public service corporations or owners of public utilities. The following quotation from Bulletin No. V., 233 of the Railroad Commission of Wisconsin, will give an illustration of the requirement in that State.
—Electric wattmeters can have errors that cause them to run either too fast or too slow. When customers complain about inaccurate records or readings, the electric company typically corrects the issues. In many states, all public utilities are regulated by laws set by public utilities commissions or other organizations, which provide bulletins that fully outline the requirements for public service corporations or utility owners. The following quote from Bulletin No. V., 233 of the Railroad Commission of Wisconsin illustrates the requirements in that state.
Rule 14.—Creeping Meters.—No electric meter which registers upon “no load” shall be placed in service or allowed to remain in service.
Rule 14.—Creeping Meters.—No electric meter that registers on “no load” shall be put into use or allowed to stay in service.
This means that when no electricity is being used in the system the motor disc should remain stationary and if it shows any motion under such condition it is not recording accurately.
This means that when no electricity is being used in the system, the motor disc should stay still, and if it shows any movement under those conditions, it is not recording accurately.
PERIODIC TESTS
Rule 17.—Each watt-hour meter shall be tested according to the following schedule and adjusted whenever it is found to be in error more than 1 per cent., the tests both before and after adjustment being made at approximately three-quarters and one-tenth of the rated capacity of the meter. Meters operated at low power-factor shall also be tested at approximately the minimum power-factor under which they will be required to operate. The tests shall be made by comparing the meter, while connected in its permanent position, on the consumer’s premises with approved, suitable standards, making at least two test runs at each load, of at least 30 seconds each, which agree within 1 per cent.
Rule 17.—Every watt-hour meter must be tested according to the following schedule and adjusted whenever it shows an error greater than 1 percent. The tests, both before and after the adjustment, should be conducted at approximately three-quarters and one-tenth of the meter's rated capacity. Meters operating at low power factors must also be tested at around the minimum power factor they will need to operate. The tests should be done by comparing the meter, while it's permanently installed on the consumer's premises, with approved and suitable standards, conducting at least two test runs at each load, each lasting at least 30 seconds, which must agree within 1 percent.
Single-phase, induction-type meters having current capacities not exceeding 50 amperes shall be tested at least once every 4 months and as much oftener as the results obtained shall warrant.
Single-phase induction meters with current capacities not exceeding 50 amperes should be tested at least once every 4 months and more often if the results justify it.
All single-phase induction-type meters having current capacities exceeding 50 amperes and all polyphase and commutator-type meters having voltage ratings not exceeding 250 volts and current capacities not exceeding 50 amperes shall be tested at least once every 12 months.
All single-phase induction-type meters with current capacities over 50 amps and all polyphase and commutator-type meters with voltage ratings of 250 volts or less and current capacities of 50 amps or less must be tested at least once a year.
All other watt-hour meters shall be tested at least once every 6 months.
All other watt-hour meters should be tested at least once every 6 months.
Rule 20.—Request Tests.—Each utility furnishing metered electric service shall make a test of the accuracy of any electricity meter upon request of the consumer, provided the consumer does not request such test more frequently than once in 6 months. A report giving the results of each request test shall be made to the consumer and the complete, original record kept on file in the office of the utility.
Rule 20.—Request Tests.—Every utility providing metered electric service must test the accuracy of any electricity meter if the consumer requests it, as long as the consumer doesn't ask for such a test more than once every 6 months. A report detailing the results of each request test will be given to the consumer, and the complete original record will be kept on file in the utility's office.
Electric Batteries.
—Electric batteries are composed of electric cells that are made in two general types: the primary cell, in which electricity is generated by the decomposition of zinc; and the secondary cell or storage cell in which electricity from a dynamo may be accumulated and thus stored. Electric cells are the elements of which electric batteries are made; a single electric cell is often called a battery but the battery is really two or more cells combined to produce effects that cannot be attained by a single element.
—Electric batteries are made up of electric cells, which come in two main types: the primary cell, where electricity is generated by breaking down zinc; and the secondary cell or storage cell, where electricity from a dynamo can be collected and stored. Electric cells are the components that make electric batteries; a single electric cell is often referred to as a battery, but a battery is actually two or more cells combined to create effects that a single cell alone cannot achieve.
Both primary and secondary batteries form a part of the household equipment but the work of the secondary battery is used more particularly for electric lighting, the operation of small motors and for other purposes where continuous current is required. It will, therefore, be considered in another place.
Both primary and secondary batteries are part of household equipment, but secondary batteries are mainly used for electric lighting, running small motors, and other situations where a continuous current is needed. It will be discussed further in another section.
Primary batteries are used to operate call-bells, table pushes, buzzers, night latches and various other forms of electric alarms besides which they are used in gas lighters, thermostat motors[355] and for many special forms, all of which form an important part in the affairs of everyday life. Primary battery cells for household use are made to be used in the wet and dry form, but the dry cell is now more extensively used than any other kind and for most purposes has supplanted the wet form.
Primary batteries are used to operate call bells, table pushes, buzzers, night latches, and various other types of electric alarms. They are also found in gas lighters, thermostat motors[355], and many special applications, all of which play an important role in daily life. Primary battery cells for home use can be wet or dry, but the dry cell is now more widely used than any other type and has replaced the wet form for most purposes.
Formerly all primary cells were made of zinc and copper plates placed in a solution called an electrolite, that dissolved the zinc and thus generated electricity, the electrolite acting as a conductor of the electricity to the opposite plate. In later electric cells the copper was replaced by plates of carbon and from the zinc and carbon cell was finally evolved the present-day dry cell. When the use of electric cells reached a point where portable batteries were required, a form was demanded from which the solution could not be lost accidentally. The first electric cells in which the electrolite was not fluid was, therefore, called a dry cell. These cells are not completely dry. The electrolite is made in the form of a paste that acts in the same manner as the fluid electrolite and is only dry in that it is not fluid.
Previously, all primary cells were made from zinc and copper plates placed in a solution known as an electrolyte, which dissolved the zinc and generated electricity, with the electrolyte serving as a conductor of electricity to the opposite plate. In later electric cells, the copper was replaced by carbon plates, and from the zinc and carbon cell, the modern-day dry cell eventually emerged. When the demand for portable batteries increased, a design was needed that wouldn’t accidentally spill the solution. Therefore, the first electric cells that didn’t have a liquid electrolyte were called dry cells. These cells aren't completely dry; the electrolyte is formulated as a paste that functions similarly to the liquid electrolyte and is considered dry only in that it isn't a liquid.

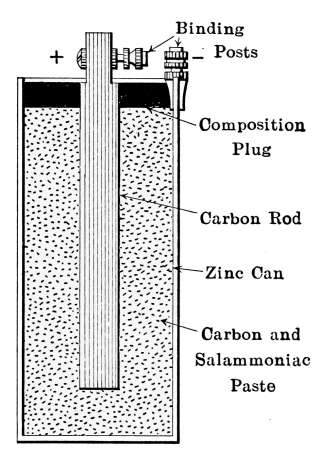
In construction the dry cell is shown in Figs. 254 and 255, the former showing its exterior and the latter exposing its internal construction. The container is a zinc can which is lined with porous paper to prevent the filler from coming into contact with the zinc. The zinc further is the active electrode, the[356] chemical destruction of which generates the electricity. The parts enclosed in the container are: a carbon rod, which acts as the positive pole; and the filler, composed of finely divided carbon mixed with manganese dioxide and wet with a solution of salammoniac. The composition plug, made of coal-tar products and rosin, is intended to keep the contents of the can in place and prevent the evaporation of the moisture. Binding posts attached to the carbon rod and soldered to the can furnish the + and-poles.
In the construction of the dry cell, illustrated in Figs. 254 and 255, the first image shows its outer appearance while the second reveals its internal structure. The container is a zinc can lined with porous paper to keep the filler from touching the zinc. The zinc serves as the active electrode, and its chemical breakdown generates electricity. Inside the container, there are a carbon rod that acts as the positive pole and a filler made of finely divided carbon mixed with manganese dioxide, soaked in a salammoniac solution. The composition plug, made from coal-tar products and rosin, helps keep the contents of the can stable and prevents moisture from evaporating. Binding posts attached to the carbon rod and soldered to the can provide the positive and negative poles.
In the action of cell, the salammoniac attacks the zinc in which chemical action electricity is evolved. The electricity is conducted to the carbon pole through the carbon and the salammoniac solution which in this case is the electrolite. In the dissolution of the zinc, hydrogen gas is liberated which adds to the resistance of the cell and thus reduces the current. The presence of the hydrogen is increased when the action of the cell is rapid and the decrease in current is said to be due to polarization. The manganese dioxide is mixed with the filler in order that the free hydrogen may combine with the oxide and thus reduce the resistance. This process is known as depolarization. The combination between the hydrogen and the oxide is slow and for this reason the depolarization of batteries sometimes require several hours. Dry cells are usually contained in paper cartons to prevent the surfaces from coming into contact and thus destroying their electrical action.
In the operation of a battery, ammonium chloride reacts with zinc, generating electricity through a chemical reaction. This electricity travels to the carbon pole via the carbon and the ammonium chloride solution, which acts as the electrolyte. As the zinc dissolves, hydrogen gas is released, which increases the resistance of the battery and reduces the current. The amount of hydrogen produced increases when the battery operates quickly, and the decrease in current is referred to as polarization. Manganese dioxide is mixed with the filler so that the free hydrogen can react with the oxide, thereby lowering the resistance. This process is called depolarization. The reaction between hydrogen and the oxide is slow, which is why depolarization of batteries can sometimes take several hours. Dry cells are typically placed in paper cartons to prevent their surfaces from touching, which would disrupt their electrical function.
The best cell is that which gives the greatest amount of current for the longest time. Under any condition the working value of a cell is determined by the number of amperes of current it can furnish. The current is measured by a battery tester such as Fig. 257. The + connection of the tester is placed in contact with the + pole of the cell or battery and the other connection placed on the-pole. The pointer will immediately indicate the current given out by the battery. A new dry cell will give 20 or more amperes of current for a short time but if used continuously the quantity of current will be reduced by polarizing until but a very small amount is generated. A cell that indicates less than 5 amperes should be replaced. If short-circuited, that is if the poles are connected without any intervening resistance, a large amount of current will be given but the[357] cell will soon wear out and possibly be ruined. A cell should, therefore, never be allowed to become short-circuited. The voltage of a cell is practically continuous and should be from 1.5 to 1 volt. It is quite possible that a cell may possess its normal voltage and yet deliver little current; the voltage of a cell does not indicate its working property. In order to be assured of active cells they should be tested at the time of purchase with an ammeter.
The best battery is the one that provides the most current for the longest time. The effective value of a battery is determined by how many amperes of current it can supply. You can measure the current with a battery tester like the one shown in Fig. 257. Connect the positive (+) end of the tester to the positive pole of the battery and the other end to the negative (-) pole. The needle will immediately show the current output from the battery. A new dry cell can deliver 20 or more amperes for a short period, but if used continuously, the current will decrease due to polarization until only a tiny amount is produced. A battery that shows less than 5 amperes should be replaced. If short-circuited, meaning the poles are connected without any resistance in between, a large amount of current will flow, but the battery will quickly drain and may even be damaged. Therefore, a battery should never be allowed to short-circuit. The voltage of a battery is pretty stable and should be between 1.5 to 1 volt. It's also possible for a battery to have its normal voltage but produce very little current; the voltage alone doesn't reflect its performance. To ensure you have functioning batteries, they should be tested with an ammeter at the time of purchase.
The moisture in the paste of a cell is that which forms the circuit between the zinc and the carbon elements. If the paste has dried out its resistance is increased and the cell generates little current. The voltage of such a cell may be normal while the amperage is very low. Cells in this condition may be revived by adding moisture to the paste as a temporary remedy. This may be accomplished by puncturing the can with a nail and adding water. A solution of salammoniac may be used instead of water and the cell soaked to accomplish the same purpose; this, however, is only a temporary expedient.
The moisture in the paste of a cell creates the circuit between the zinc and carbon elements. If the paste has dried out, its resistance increases, and the cell generates very little current. The cell's voltage may be normal, but the amperage will be very low. Cells in this condition can be revived by adding moisture to the paste as a temporary fix. This can be done by puncturing the can with a nail and adding water. Instead of water, a solution of salammoniac can be used and the cell soaked to achieve the same result; however, this is only a temporary solution.
Temperature influences the working properties of an electric cell in pronounced manner. The moisture contained in the cell is composed of ammonium chloride and zinc chloride and consequently the resistance of the cell increases with the fall of temperature; the effect of the resistance thus added is a decrease in the flow of current. Batteries should be kept in a temperature as nearly as possible that of 70°F. The battery regains its normal rate of discharge when the temperature is restored.
Temperature significantly affects how an electric cell functions. The moisture inside the cell consists of ammonium chloride and zinc chloride, so as the temperature drops, the cell's resistance increases. This added resistance reduces the flow of current. Batteries should be stored at a temperature close to 70°F. When the temperature returns to this level, the battery will regain its normal discharge rate.
The normal voltage and amperage for a given make of cell is practically the same for all. The size of the cell does not in any way influence the voltage. Small cells and large cells are the same. The large cells are advantageous only in that they give out a greater number of ampere-hours of energy. All batteries are rated in the number of ampere-hours of current they are capable of furnishing. The ampere-hour represents an ampere of current for one hour. On this basis all batteries are rated for the total amount of energy they are capable of producing. If the battery is worked at a high current, its life is short; if however, it is discharged at a low rate, its life should be long. In all cases the product of the number of amperes and the number of hours constitute the ampere-hours of energy produced.
The normal voltage and amperage for a specific type of battery cell is basically the same across the board. The size of the cell doesn’t affect the voltage at all. Whether it’s a small cell or a large one, the voltage remains consistent. The larger cells are only beneficial because they provide a higher number of ampere-hours of energy. All batteries are rated based on the number of ampere-hours of current they can supply. An ampere-hour represents one ampere of current used for one hour. Using this system, all batteries are rated for the total energy they can generate. If the battery is used at a high current, its lifespan is shortened; however, if it’s discharged at a lower rate, it should last longer. In all situations, the product of the number of amperes and the number of hours equals the ampere-hours of energy produced.
Battery Formation.
—For ordinary household work as that of operating doorbells, etc., the cells which form a battery are joined in series, that is the positive or carbon pole of one cell is joined to the zinc or negative pole of the next. The cells so connected are placed in circuit with the bell and push button. If by accident the two cells of a battery are joined with both carbon poles or both zinc poles together the battery will give out no current because the voltage is opposed.
—For ordinary household tasks like operating doorbells, the cells that make up a battery are connected in series. This means the positive or carbon pole of one cell is connected to the zinc or negative pole of the next. These connected cells are then placed in a circuit with the bell and push button. If by accident the two cells of a battery are connected with both carbon poles or both zinc poles together, the battery won’t produce any current because the voltage cancels each other out.

In the use of batteries for ignition as for gasoline engines, automobiles, etc., the arrangement of the cells has frequently a decided influence on the effect produced. In Fig. 256 A is represented four cells joined in series, that is the carbon or + poles are joined with the zinc or-poles, alternately. Connected in this manner if each cell gives 1.5 volts the battery will give 4 × 1.5 = 6 volts; the current, however, will remain as that of a single cell. If the cells singly give 20 amperes, the battery will give 20 amperes. When cells are connected in this form the current passes[359] through each cell in turn and is as much a part of the circuit as the wires. Should one of the cells be “dead”—that is delivering no current—it will act as additional resistance and the current is reduced.
When using batteries for ignition, like in gasoline engines, cars, etc., the way the cells are arranged can significantly impact the results. In Fig. 256, A shows four cells connected in series, meaning the carbon (+) and zinc (-) poles are alternated. If each cell produces 1.5 volts, the battery will provide 4 × 1.5 = 6 volts; however, the current will still be that of a single cell. If each cell provides 20 amperes, the battery will still output 20 amperes. When cells are arranged this way, the current flows through each cell in sequence and is just as much a part of the circuit as the wires. If one of the cells is “dead”—meaning it’s not providing any current—it will create extra resistance and reduce the overall current.
When joined in multiple or parallel connection as in Fig. 256 B, in which all similar binding posts are connected, the effect is decidedly different. In the multiple connection all of the zincs are joined to act as a single zinc and all of the carbons are likewise joined and act as a single carbon. In such a combination the voltage will be that of a single cell 1.5 volts, but the amperage will be four times that of a single cell or 80 amperes.
When connected in multiple or parallel, as shown in Fig. 256 B, where all the similar binding posts are linked together, the result is quite different. In the multiple connection, all the zincs are connected to function as a single zinc, and all the carbons are also connected to act as one single carbon. In this setup, the voltage will be that of a single cell, which is 1.5 volts, but the amperage will be four times that of a single cell, reaching 80 amperes.
The diagrams and following descriptions of possible combinations were taken from a bulletin on battery connections issued by the French Battery and Carbon Co.
The diagrams and descriptions of possible combinations that follow were taken from a bulletin on battery connections published by the French Battery and Carbon Co.
By combining the series and multiple connections, as shown in Fig. C, both the voltage and current can be increased over that delivered by one cell. Referring to the figure, it is seen that in each of the two rows of four cells the cells are connected in series. This would produce 6 volts and 20 amperes for the series of four which may now be assumed as a unit, so that the two rows can be imagined as two large cells, each of which has a normal output of 20 amperes at 6 volts. Now by connecting the similar poles of two such large cells they are in multiple and we get an increased current or 40 amperes and 6 volts, which is the capacity of the eight cells connected as shown in the figure. This is commonly designated as a multiple-series battery.
By combining the series and parallel connections, as shown in Fig. C, both the voltage and current can be increased beyond what one cell delivers. Looking at the figure, you can see that in each of the two rows of four cells, the cells are connected in series. This setup would produce 6 volts and 20 amperes for the series of four, which can now be viewed as a single unit, allowing us to envision the two rows as two large cells, each with a normal output of 20 amperes at 6 volts. When connecting the same poles of two such large cells in parallel, we increase the current to 40 amperes while maintaining 6 volts, which represents the capacity of the eight cells connected as shown in the figure. This is commonly referred to as a multiple-series battery.
Fig. 256 D illustrates a multiple-series connection made in a different manner, but which produces the same voltage and current as the above mentioned. In Fig. D, two cells at a time are connected in multiple, and these sets are then connected in series. The capacity of each set of two is 40 amperes at 1½ volts, and as these four sets are connected in series the total output of the eight cells combined is 6 volts and 40 amperes, the same as that produced by the connections shown in Fig. C.
Fig. 256 D shows a different way to connect multiple cells, but it results in the same voltage and current as described earlier. In Fig. D, two cells are connected together in parallel, and those pairs are then linked in series. Each pair has a capacity of 40 amperes at 1½ volts, so when these four pairs are connected in series, the total output from the eight cells is 6 volts and 40 amperes, just like the setup shown in Fig. C.
Fig. E shows the multiple-series connection illustrated in Fig. D, applied to twelve cells in which four sets of three cells each are wired in series, the three cells of a set being in multiple so that the capacity of a set is 1½ volts and 60 amperes. By connecting[360] the four sets in series as shown, the total capacity will be 60 amperes at 6 volts.
Fig. E shows the multiple-series connection illustrated in Fig. D, applied to twelve cells where four sets of three cells each are connected in series. The three cells in each set are connected in parallel, giving each set a capacity of 1½ volts and 60 amperes. By connecting[360] the four sets in series as shown, the total capacity will be 60 amperes at 6 volts.
The use of the series-multiple connection is a distinct step forward in dry-cell use. The arrangement of cells shown in Figs. C or D is better than the arrangement in Fig. A, in just the same way that a team of horses is better than a single horse. One horse pulling a load of 2 tons may become exhausted in one hour, but two horses pulling that same load may work continuously for six hours. It is true that in Fig. C there are twice as many cells used as in Fig. A, but the eight cells in Fig. C will do from three to four times as much work as the four cells in Fig. A. In other words, while more cells are used in the multiple-series arrangement, the amount of service per cell is greater and the service is, therefore, cheaper in the multiple-series arrangement.
The use of the series-multiple connection is a significant improvement in dry-cell usage. The layout of cells shown in Figs. C or D is more effective than the setup in Fig. A, much like how a team of horses is better than a single horse. One horse pulling a load of 2 tons might wear out in an hour, but two horses can pull that same load for six hours straight. It's true that Fig. C has twice as many cells as Fig. A, but the eight cells in Fig. C can produce three to four times the amount of work as the four cells in Fig. A. In other words, although more cells are utilized in the multiple-series arrangement, each cell provides greater service, making the service more cost-effective in this setup.
Some battery manufacturers sell their batteries put up in boxes, the cells being connected up in multiple-series and surrounded by pitch or tar to keep out the moisture. This has certain advantages as well as certain disadvantages. One of the objections to this method of putting up dry cells is that if by any chance one cell out of the eight or twelve which are buried in the pitch is defective it will run all of the cells down, and being buried offers no means of detection or removal. It is not possible to guarantee absolutely that a weak cell will not be occasionally included in a large number, so dry cells may be expected to vary to some degree among themselves.
Some battery manufacturers package their batteries in boxes, connecting the cells in multiple series and surrounding them with pitch or tar to keep out moisture. This approach has both advantages and disadvantages. One major issue with this method of packaging dry cells is that if any one cell out of the eight or twelve enclosed in the pitch is defective, it can drain all of the cells. Since they are enclosed, there's no way to detect or remove the faulty cell. It’s impossible to guarantee that a weak cell won't occasionally be part of a larger batch, so dry cells may be expected to vary somewhat in performance.
It is interesting to know the effect of one weak cell on a series-multiple arrangement. If, for example, in Fig. C or Fig. D, the dotted line connecting (a) and (b) be used to indicate a cell which is partly short-circuited by internal weakness or external defect the result is as follows:
It’s interesting to understand how one weak cell affects a series-multiple setup. For instance, in Fig. C or Fig. D, if the dotted line connecting (a) and (b) shows a cell that is partially short-circuited due to internal weakness or an external defect, the outcome is as follows:
In the arrangement shown in Fig. C, where one cell of the upper four is short-circuited, the lower four will discharge through the upper four even though the external circuit is not closed; that is, one short-circuited cell will cause a run-down in all of the cells. In Fig. D, however, one short-circuited cell will influence not the entire set but the other one to which it is directly connected. There is thus seen to be an advantage in the arrangement of Fig. D and Fig. E, over the arrangement in Fig. C.
In the setup shown in Fig. C, when one of the upper four cells is short-circuited, the lower four will discharge through the upper four even if the external circuit isn’t closed; in other words, one short-circuited cell will drain all the cells. In Fig. D, though, one short-circuited cell will only affect the cell it's directly connected to, not the entire set. This means that the arrangements in Fig. D and Fig. E have an advantage over the arrangement in Fig. C.
In making connections between cells insulated wire should be[361] used, or special battery connectors are preferably employed. The ends of the wires or connectors and the binding posts must be scraped clean so that good electrical connection can be made between the two, and the knurled nuts should be screwed tight into place. Care must also be taken that the pasteboard covering around the battery is not torn. This would allow contact between the zinc containers, and thus short-circuit the cells. The batteries should be placed so that the zinc cans and the binding posts of any cell do not come into contact with any other cell. Vibration might cause enough motion for the brass terminal to wear through the pasteboard of the neighboring cell and make contact with the zinc can.
When connecting cells, insulated wire should be [361] used, or it's better to use special battery connectors. The ends of the wires or connectors and the binding posts must be scraped clean to ensure a good electrical connection between the two, and the knurled nuts should be screwed tightly in place. It's also important to make sure that the pasteboard covering around the battery isn't torn. A tear could allow contact between the zinc containers, leading to a short circuit in the cells. The batteries should be arranged so that the zinc cans and the binding posts of any cell do not touch any other cell. Vibration could cause enough movement for the brass terminal to wear through the pasteboard of the neighboring cell and make contact with the zinc can.
Different classes of work require different amounts of current at different voltages and by choosing the proper combination of series, multiple, or series-multiple connections practically every requirement can be fulfilled. For electric bells, telegraph instruments, miniature lights, toy motors with fine wire windings, etc., series connection is recommended for the reason that the resistance of the external circuit is high and a large voltage is necessary. For spark coils, magnets and toy motors with large wire windings, multiple or series-multiple connection of batteries should be used as a high voltage is not required.
Different types of work need varying amounts of current at different voltages, and by selecting the right combination of series, parallel, or series-parallel connections, almost every requirement can be met. For electric bells, telegraph instruments, small lights, and toy motors with fine wire windings, a series connection is recommended because the resistance of the external circuit is high, thus requiring a larger voltage. For spark coils, magnets, and toy motors with thicker wire windings, a parallel or series-parallel connection of batteries should be used since high voltage is not necessary.
For some work, gas-engine ignition especially, it is economical to have two complete sets of batteries, either of which can be thrown into the circuit at will, so that while one set is delivering current the other is recuperating. It has been estimated that by using two sets of batteries, properly connected to give the desired current, the life of each set is increased about four times. Thus it is seen that a saving of 50 per cent. is effected in the cost of the batteries.
For certain tasks, especially with gas-engine ignition, it's cost-effective to have two full sets of batteries that can be switched into the circuit as needed. This way, while one set is supplying current, the other is recharging. It's estimated that using two properly connected battery sets to provide the required current can extend the life of each set by about four times. This shows that you can save around 50 percent on battery costs.
Battery Testers.
—The “strength” of a cell is determined by the amperes of current it is capable of producing; therefore, a meter that will indicate the amount of current being produced is used to test the current strength of the cell. Battery testers are made to indicate voltage or amperage and sometimes the instrument is made to indicate both volts and amperes. As explained[362] above, the voltage of a cell is not a true indicator of its strength. The ampere meter or ammeter, as it is termed, is the proper indicator of the strength of the cell.
—The “strength” of a cell is defined by the amount of current it can generate in amperes; therefore, a meter that shows the current being produced is used to test the cell's current strength. Battery testers are designed to measure either voltage or amperage, and sometimes they can measure both volts and amperes. As explained[362] above, the voltage of a cell isn’t a reliable indicator of its strength. The ampere meter, or ammeter, is the correct tool for measuring the strength of the cell.

The common battery tester does not always give the exact number of amperes of current, but it indicates the relative strength which is really the thing desired. When the current from an active cell is once shown on the dial of the tester, any other cell of the same intensity will be indicated in like amount.
The typical battery tester doesn't always show the exact number of amps, but it does indicate the relative strength, which is what we actually want. When the current from an active cell is displayed on the tester's dial, any other cell with the same intensity will show a similar reading.
Electric Conductors.
—Covered wire for carrying electricity is made in a great variety of forms and designated by names that have been suggested by their use. These wires are made of a single strand or in cables, where several wires are collected, insulated and formed into a single piece. Cables may contain any number of insulated wires.
—Covered wire for carrying electricity is available in many different forms and is named based on how it's used. These wires can be a single strand or bundled together in cables, where several wires are insulated and combined into one piece. Cables can include any number of insulated wires.
The sizes of wires are determined by a wire gage. In the United States the B. & S. gage is used as the standard for all wires and sheet metal. The gage originated with the Brown & Sharp Mfg. Co. of Providence, R. I., and has become a national standard by common consent. The numbers range from No. 0000 to No. 60. The size of wire for household electrical service ranges from No. 18 which is 0.04 inch in diameter to No. 8 which is 0.128 inch across. The carrying capacities in amperes of wires, as given by the Underwriters’ table of sizes from No. 8 to No. 18, are as follows:
The sizes of wires are determined by a wire gauge. In the United States, the B. & S. gauge is used as the standard for all wires and sheet metal. The gauge originated with the Brown & Sharp Manufacturing Company in Providence, R.I., and has become a national standard by common agreement. The numbers range from No. 0000 to No. 60. The size of wire for household electrical service ranges from No. 18, which is 0.04 inch in diameter, to No. 8, which is 0.128 inch across. The carrying capacities in amperes of wires, as listed in the Underwriters’ table of sizes from No. 8 to No. 18, are as follows:
| Wire gage No. |
Rubber insulation, amperes |
Other insulation, amperes |
| 8 | 35 | 50 |
| 10 | 25 | 30 |
| 12 | 20 | 25 |
| 14 | 15 | 20 |
| 16 | 6 | 10 |
| 18 | 3 | 5 |
Lamp Cord.
—The flexible cord used for drop lights, connectors, portable lamps, extensions, etc., is made of two cords twisted together or two cords laid parallel and covered with braided silk or cotton. The conductors consist of a number of No. 30 B. & S. gage, unannealed copper wires twisted into a cable of required capacity. The conductor is wound with fine cotton thread over which is a layer of seamless rubber, and the whole is covered with[363] braided cotton or silk. Lamp cord is sold in three grades, old code, new code, and commercial, which vary only in the thickness and quality of rubber which encloses the conductor.
—The flexible cord used for drop lights, connectors, portable lamps, extensions, etc., is made of two cords twisted together or two cords laid parallel and covered with braided silk or cotton. The conductors consist of several No. 30 B. & S. gauge, unannealed copper wires twisted into a cable of the required capacity. The conductor is wrapped with fine cotton thread, over which is a layer of seamless rubber, and the whole thing is covered with[363] braided cotton or silk. Lamp cord is sold in three grades: old code, new code, and commercial, which vary only in the thickness and quality of rubber that encloses the conductor.
The new code lamp cord is identical with the old code form except that it is required by the National Board of Fire Underwriters to be covered with a higher quality of rubber insulation than was used in the old form. The commercial cord is not recognized by the National Board of Underwriters. It is practically the same as that described but does not conform to the tests prescribed for the new code cord.
The new code lamp cord is the same as the old code form, except that the National Board of Fire Underwriters requires it to have a higher quality of rubber insulation than what was used before. The commercial cord isn’t recognized by the National Board of Underwriters. It’s almost identical to the one described but doesn’t meet the tests established for the new code cord.
The sizes of the conductors enclosed in the lamp cord are made equal in carrying capacity to the standard wire gage numbers. The sizes ordinarily used are No. 18 and 20 gage but they are made in sizes from No. 10 to No. 22 of the Brown & Sharp gage.
The sizes of the wires inside the lamp cord are matched to the carrying capacity of standard wire gauge numbers. The usual sizes are No. 18 and 20 gauge, but they come in sizes ranging from No. 10 to No. 22 of the Brown & Sharp gauge.
Portable Cord.
—This is a term used to designate reinforced lamp cord. The wires are laid parallel and are covered as with a supplementary insulation of rubber. The additional insulation and the braided covering assumes a cylindrical form. The covering is saturated with weatherproof compound, waxed and polished.
—This is a term used to refer to reinforced lamp cord. The wires are arranged in parallel and are encased in an extra layer of rubber insulation. The additional insulation and braided covering take on a cylindrical shape. The covering is treated with a weatherproof compound, waxed, and polished.
Annunciator Wire.
—This wire is made in the usual sizes and covered with two layers of cotton thread saturated with a special wax and highly polished. As the name implies it is used for annunciators, door bells and other purposes of like importance.
—This wire is made in standard sizes and covered with two layers of cotton thread soaked in a special wax and highly polished. As the name suggests, it is used for annunciators, doorbells, and other similarly important purposes.
Private Electric Generating Plants.
—The conveniences to be derived from the use of electricity were for many years available only by those who lived in distributing areas covered by commercial electrical generating plants. Except in towns of sufficient size to warrant the erection of expensive light and power systems or along the lines of electric power transmission, current for domestic purposes was not obtainable.
—For many years, the benefits of using electricity were only accessible to those living in areas serviced by commercial power plants. Unless you were in a town large enough to justify the installation of costly lighting and power systems, or along electric power transmission lines, you couldn’t get electricity for home use.
Within a comparatively few years there have been developed a number of small electric generating systems that are suitable for supplying the average household with the electric energy for all domestic conveniences. The combination of the gasoline engine, the electric dynamo and the storage battery have made possible generating apparatus that is operated with the minimum of difficulty and which supplies all of the electric appliances that were formerly served only from commercial electric circuits.
In just a few years, several small electric generating systems have been created that can provide enough electricity for an average household to power all its appliances. The combination of the gasoline engine, electric generator, and storage battery has made it possible to have equipment that is easy to use and can power all the electrical devices that used to rely solely on commercial power sources.
An electric generating system is commonly termed an electric plant. It consists of an engine for the development of power, a dynamo for changing the power into electricity and—to be of the greatest service—a storage battery for the accumulation of a supply of energy to be used at such times as are not convenient to keep the dynamo in active operation.
An electric generating system is usually called an electric plant. It includes a motor for producing power, a generator for converting that power into electricity, and— to be most useful— a storage battery for storing energy to be used when it’s not convenient to keep the generator running.
Such a combination, each part comprised of mechanism with which the average householder is unfamiliar, seems at first too great a complication to put into successful practice. Such, however, is not the case. The operation of small electric generating plants is no longer an experiment. Their general use testifies to their successful service. The working principles are in most cases those of elementary physics combined with mechanism, the management of which is not difficult to comprehend. Such plants are made to suit every condition of application and at a cost that is condusive to general employment.
Such a combination, with each part being a mechanism that most homeowners don't know about, might initially seem too complicated to implement successfully. However, that's not true. Running small electric generating plants is no longer an experiment. Their widespread use proves they work well. The basic principles involved are mostly elementary physics mixed with mechanisms that are easy to understand. These plants can be adapted to fit different situations and are priced reasonably for general use.
In a brief space it is not possible to enter into a detailed discussion of the gasoline engine, the electric dynamo, and the storage battery with the various appliances necessary for their operation; it is, therefore, intended to give only a general description of the leading features of each. The manufacturers of such plants furnish to their customers and to others who are interested detailed information with explicit instructions for their successful management.
In a short amount of space, it's not feasible to provide an in-depth discussion of the gasoline engine, the electric dynamo, and the storage battery along with the various tools needed for their operation; therefore, this will only offer a general overview of the main features of each. Manufacturers of these systems provide their customers and others interested with detailed information and clear instructions for effective management.
The first private lighting plants were made up of parts built by different manufacturers and assembled to form generating systems with little regard to their adaptability. A gasoline engine belted to a dynamo of the proper generating capacity supplied the electricity. Neither the engines nor the dynamos were particularly suited to the work to be performed, yet these combinations were sufficiently successful to command a ready sale. The energy thus generated was accumulated in a storage battery from which was taken the current for a lighting and heating device. Besides the generating and storage apparatus there is required in such a system, a switchboard, to which are attached the necessary meters and switches that are required to measure and direct the current to the various electric circuits.
The first private lighting plants were made up of parts created by different manufacturers and assembled to create generating systems with little consideration for their compatibility. A gasoline engine connected to a dynamo with the right generating capacity produced the electricity. Neither the engines nor the dynamos were particularly well-suited for the intended job, yet these combinations were successful enough to sell easily. The energy generated was stored in a battery, which provided the current for lighting and heating devices. Along with the generating and storage equipment, such a system also needs a switchboard, where the necessary meters and switches are connected to measure and direct the current to various electric circuits.
Foresighted manufacturers, comprehending the probable future demand, began the construction of the various parts, suited to[365] the work and the conditions under which they were to be employed. The manufacture of apparatus, designed for the special service and composed of the fewest possible parts, has reduced the operating difficulty to a point of relative simplicity. Experience in the use of a large number of these plants has revealed to the maker the course of many minor difficulties of operation and the means of their correction. The mechanism has been improved to prevent possible derangement and to simplify the means of control, until the private electric plant is successfully employed by those who have had no former experience with power-generating machines.
Foresighted manufacturers, understanding the likely future demand, started building the various parts suited to[365] the work and the conditions they would be used in. Creating equipment designed for specific tasks and made with the fewest parts possible has made operation relatively simple. Experience with a wide range of these plants has shown manufacturers many minor operational issues and how to fix them. The mechanism has been enhanced to prevent potential malfunctions and simplify control methods, allowing private electric plants to be successfully used by people without any previous experience with power-generating machines.

As an example of the private electric plant Fig. 258 shows the apparatus included in a combined engine, dynamo and switchboard, connected with a storage battery. The relative size of the machine is shown by comparison with the girl in the act of starting the motor. This plant is of capacity suitable for supplying an average home with electricity for all ordinary domestic uses. A nearer view of the generating apparatus is given in Fig. 259 in which all of the exterior parts are named. An[366] interior view of the generating apparatus is given in Fig. 260, in which is exposed all of the working parts. The right-hand side of the picture shows all of the parts of the gasoline engine that furnishes the power for driving the generator. This is an example of an air-cooled gasoline engine in which the excess heat developed in the cylinder is carried away by a drought of air. The air draft is induced by the flywheel of the engine, which is constructed as a fan. The blades of the fan, when in motion, are so set as to draw air into the top of the engine casing and exhaust it from the rim of the wheel. The air in passing takes up the heat in excess of that necessary for the proper cylinder temperature. This form of cylinder cooling takes the place of the customary water circulation and thus eliminates its attending sources of trouble. In principle the engine is the same as is employed in automobiles and other power generation.
As an example of a private electric plant, Fig. 258 shows the equipment included in a combined engine, generator, and switchboard, connected to a storage battery. The relative size of the machine is illustrated by comparing it to the girl starting the motor. This plant is sized to provide electricity for an average home for all standard domestic uses. A closer view of the generating equipment is provided in Fig. 259, where all the exterior components are labeled. An[366] interior view of the generating equipment is shown in Fig. 260, which exposes all of the working parts. The right side of the image displays all the components of the gasoline engine that powers the generator. This is an example of an air-cooled gasoline engine, where excess heat from the cylinder is removed by a flow of air. The airflow is created by the engine's flywheel, which is designed as a fan. The fan blades, when spinning, are positioned to pull air into the top of the engine casing and expel it from the edge of the wheel. As the air moves through, it absorbs the excess heat that exceeds the necessary temperature for the cylinder. This type of cylinder cooling replaces the traditional water circulation, thus eliminating related issues. In principle, the engine operates the same way as those used in cars and other power generation systems.

On the left-hand side is seen the dynamo and switchboard.[367] The dynamo armature is attached to the crankshaft of the engine by which it is rotated in a magnetic field to produce the desired amount of electricity. The brushes, in contact with the commutator, conduct the electricity as it is generated in the armature, which after passing through the switchboard is made available from the two wires at the top of the board marked “light and power wires.” These wires are connected with the storage battery and also to the house circuits through which the current is to be sent.
On the left side, you can see the dynamo and switchboard.[367] The dynamo armature is connected to the engine's crankshaft, which rotates it in a magnetic field to generate the required amount of electricity. The brushes, touching the commutator, carry the electricity as it's produced in the armature. After passing through the switchboard, it's available from the two wires at the top of the board labeled “light and power wires.” These wires link to the storage battery and also connect to the house circuits through which the current will be sent.

Referring to the switchboard of Fig. 259, the three switches and the ammeter comprise the necessary accessories. The starting switch is so arranged that by pressing the lever a current of electricity from the storage battery is sent through the dynamo. The dynamo acting as a motor starts the engine. When the engine has attained its proper speed its function as a dynamo overcomes the current pressure from the battery and sends electricity into the cells to restore the expended energy, or if so desired the current may be used directly from the dynamo for any[368] household purpose. The box enclosing the switch contains a magnetic circuit-breaker so constructed that when the battery is completely charged the switch automatically releases its contact and stops the engine.
Referring to the switchboard in Fig. 259, the three switches and the ammeter are the essential components. The starting switch is set up so that pressing the lever sends an electric current from the storage battery through the dynamo. The dynamo, acting as a motor, starts the engine. Once the engine reaches its optimal speed, its role as a dynamo overrides the current pressure from the battery and sends electricity to the cells to recharge the used energy, or if preferred, the current can be used directly from the dynamo for any[368] household purpose. The box holding the switch includes a magnetic circuit-breaker that is designed to automatically release its contact and stop the engine when the battery is fully charged.
The “stopping switch” at the right of the board and the “switch for light and circuit” on the left are used respectively for stopping the engine and for opening and closing the house circuits.
The “stop switch” on the right side of the board and the “light and circuit switch” on the left are used to stop the engine and to open and close the house circuits, respectively.
The meter performs a multiple function, in that it shows at any time the condition of charge in the storage battery, the rate at which current is entering or leaving the battery and also acts to stop the engine when the battery is charged. At any time the pointer reaches the mark indicated in the picture, the ignition circuit is automatically broken and the engine stops. The fuses on the board in this case perform the same function as those already described.
The meter serves several purposes. It shows the current charge level of the storage battery, the rate at which current is entering or leaving the battery, and it also stops the engine when the battery is fully charged. Whenever the pointer hits the marked spot shown in the picture, the ignition circuit automatically breaks, causing the engine to stop. The fuses on the board work the same way as those described earlier.
Storage Batteries.
—These batteries have already been mentioned as secondary batteries. They are sometimes called electric accumulators. The electricity is stored or accumulated, not by reason of the destruction of an electrode as in the primary cell but by the chemical change that takes place in the plates as the charging current is sent through the cell. When the battery is discharged, the current from the dynamo is sent through the battery circuit in the reverse direction to that of the discharge and the plates are restored to their original condition. The action that takes place in charging and discharging is due to chemical changes that take place in the plates and also in the solution or electrolyte in which the plates are immersed.
—These batteries have already been referred to as secondary batteries. They are sometimes called electric accumulators. The electricity is stored or accumulated, not by means of the destruction of an electrode like in a primary cell, but through the chemical changes that occur in the plates when the charging current flows through the cell. When the battery is discharged, the current from the generator flows through the battery circuit in the opposite direction of the discharge, restoring the plates to their original condition. The processes that occur during charging and discharging are due to chemical changes that happen in the plates and also in the solution or electrolyte in which the plates are immersed.
There are two types of storage batteries, those made of lead plates immersed in an acid electrolyte and the Edison battery which is composed of iron-nickel cells immersed in a caustic potash electrolyte. The former type is most commonly used and is the one to be described.
There are two types of storage batteries: those made of lead plates immersed in an acid electrolyte and the Edison battery, which consists of iron-nickel cells immersed in a caustic potash electrolyte. The first type is the most commonly used and will be described.
The lead-plate cell illustrated in Fig. 262 shows all of the parts of a working element. The plates are made in the form of lead grids which when filled to suit the requirements of their action, form the positive and negative electrodes. The negative plates are filled with finely divided metallic lead which when charged are slate gray in color. The positive plates are filled[369] with lead oxide. When charged they are chocolate brown in color. In the figure there are three positive and four negative plates which together form the element, then with their separators are placed in a solution of sulphuric acid electrolyte. The separators are thin pieces of wood and perforated rubber plates that keep the positive and negative plates from touching each other and keep in place the disintegration produced by the electro-chemical action of the cell.
The lead-plate cell shown in Fig. 262 displays all the parts of a functioning element. The plates are designed as lead grids that, when filled according to their operational needs, create the positive and negative electrodes. The negative plates are filled with finely divided metallic lead, which appears slate gray when charged. The positive plates are filled[369] with lead oxide and turn chocolate brown when charged. In the figure, there are three positive and four negative plates that together form the element, which, along with their separators, is placed in a solution of sulfuric acid electrolyte. The separators are thin pieces of wood and perforated rubber plates that prevent the positive and negative plates from touching each other and maintain the separation caused by the electrochemical action of the cell.
The unit of electric capacity in batteries is the ampere-hour. The cell illustrated will accumulate 80 ampere-hours of energy. It will discharge an ampere of current for 80 hours. If desired it may be discharged at the rate of two amperes for 40 hours, or four amperes for 20 hours, or at any other rate of amperes and hours, the product of which is 80. The number of ampere-hours a cell will accumulate will depend on the area of the positive and negative plates; large cells will store a greater number of ampere-hours than those of small size.
The unit of electric capacity in batteries is the ampere-hour. The cell shown will gather 80 ampere-hours of energy. It can provide a current of one ampere for 80 hours. If needed, it can also be discharged at a rate of two amperes for 40 hours, or four amperes for 20 hours, or at any other combination of amperes and hours that multiplies to 80. The number of ampere-hours a cell can store depends on the size of the positive and negative plates; larger cells will hold more ampere-hours than smaller ones.
The cells, no matter what size, give an average electric pressure of 2 volts.
The cells, regardless of size, generate an average electric voltage of 2 volts.
The plates are joined by heavy plate-straps connecting all of the positives on one end and all of the negative kind on the opposite end. To insure rigidity the two sets are secured to the rubber cover by locknuts. In this cell the plates are suspended from the cover. The plate terminals are made of heavy lead connectors that when formed into a battery are joined together with lead bolts and nuts.
The plates are connected by strong straps that link all the positive ends on one side and all the negative ends on the other side. To ensure stability, the two sets are attached to the rubber cover with locknuts. In this cell, the plates hang from the cover. The plate terminals are made of thick lead connectors that, when assembled into a battery, are fastened together with lead bolts and nuts.

The electrolyte is a solution of pure sulphuric acid in distilled water and on its purity depends, in a great measure, its action and length of life. The electrolyte is made of a definite density which is expressed as its specific gravity. When fully charged the electrolyte will test 1220 by the hydrometer. That is, it will be 1.220 heavier than water. When discharged it will test by the hydrometer 1185. This means that in discharging the density has been reduced to 1.185 that of water. The chemical change in the electrolyte is, therefore, an important part of the[370] charge and discharge of the cell. The density of an electrolyte may be determined by a hydrometer such as Fig. 261. This is an ordinary glass hydrometer such as is used for determining the density of fluids, enclosed in a glass tube, to which is attached a rubber bulb. The point of the tube is inserted into the opening at the top of the cell and the electrolyte drawn into the tube by the reopening of the collapsed bulb. The density is then read from the stem of the hydrometer.
The electrolyte is a solution of pure sulfuric acid in distilled water, and its effectiveness and lifespan rely heavily on its purity. The electrolyte has a specific density, which is indicated by its specific gravity. When fully charged, the electrolyte tests at 1220 on the hydrometer, meaning it is 1.220 times heavier than water. When discharged, it reads 1185 on the hydrometer. This indicates that, during discharge, the density has decreased to 1.185 that of water. Therefore, the chemical change in the electrolyte is a crucial aspect of the[370] charge and discharge of the cell. The density of an electrolyte can be measured using a hydrometer like the one in Fig. 261. This is a standard glass hydrometer commonly used to determine the density of liquids, contained within a glass tube, to which a rubber bulb is attached. The tip of the tube is placed into the opening at the top of the cell, and the electrolyte is drawn into the tube by releasing the collapsed bulb. The density is then read from the stem of the hydrometer.
The Pilot Cell.
—In order to make apparent this density of the electrolyte without the necessity of its measurement with a hydrometer, one cell of the battery is provided with a gage as that of Fig. 262. This is an enlargement of the end of the jar in which floats a hollow glass ball of such weight that it will at any time indicate by its position the relative density of the solution. When the cell is charged the ball stands at the top of the gage and indicates a density 1220; when discharged it is at the bottom and expressed by its position a density of 1185. The electrolyte densities are the indicators of the conditions of charge. The ball by its position shows at a glance the quantity of electricity in the battery.
—To clearly show the density of the electrolyte without needing to use a hydrometer, one cell of the battery is fitted with a gauge like the one in Fig. 262. This is an enlarged view of the end of the jar, which holds a hollow glass ball that is weighted to indicate the relative density of the solution based on its position. When the cell is charged, the ball rests at the top of the gauge and indicates a density of 1220; when it's discharged, it sinks to the bottom, showing a density of 1185. The electrolyte densities reveal the charging conditions. The ball's position quickly shows the amount of electricity in the battery.
The voltage usually employed in household electric plants is that of a battery composed of 16 cells. Since the normal voltage of a storage cell is 2 volts such a battery joined in series is 32 volts. This voltage for the purpose fulfills all ordinary conditions and is generally employed. A battery of 16 cells, of 80-ampere-hour capacity, will deliver current of 1 ampere for 80 hours at 32 volts intensity. A 20-watt lamp on a 32-volt circuit requires 2⁄3 ampere for its operation. The battery will, therefore, keep lighted one such lamp for 96 hours, or four 20-watt lamps may be lighted continuously for 24 hours, or eight lamps for 12 hours, before recharging.
The voltage typically used in home electrical systems comes from a battery made up of 16 cells. Since a standard storage cell has a voltage of 2 volts, when connected in series, this battery produces 32 volts. This voltage is sufficient for all typical uses and is widely used. A battery of 16 cells with an 80-ampere-hour capacity can provide a current of 1 ampere for 80 hours at 32 volts. A 20-watt bulb on a 32-volt circuit requires 2⁄3 ampere to operate. Therefore, this battery can power one such bulb for 96 hours, or four 20-watt bulbs for 24 hours continuously, or eight bulbs for 12 hours, before needing a recharge.
Aside from its ability to supply the required light for the average home, it furnishes energy sufficient for heating a flat-iron or other heating apparatus, to operate motors for pumping water, driving a washing machine or any other of the domestic requirements.
Aside from providing enough light for an average home, it also generates enough energy to heat a flat iron or other heating devices, power motors for pumping water, run a washing machine, or meet any other household needs.
Such plants are made in sizes to suit any condition of requirement. In large establishments a larger motor generator and battery will be necessary with which to generate and store the[371] required electricity but in any case suitable apparatus is to be obtained to meet any requirement of light, heat or power developed.
Such plants are designed in sizes to fit any need. In bigger organizations, a larger motor generator and battery will be needed to generate and store the[371] necessary electricity, but in any situation, appropriate equipment should be available to meet any demand for light, heat, or power.

National Electrical Code.
—The details governing the size, the manner of placing and securing wires in buildings is included in the regulations published by the National Board of Fire Underwriters as the National Electric Code. Likewise the mechanical construction of all apparatus dealing with electric distribution is definitely specified so that manufacturers furnish reliable materials for all requirements. In the specifications for furnishing[372] buildings with the use of electricity, descriptions are made of the desired types and styles of the switches and various other fixtures to suit the requirements.
—The guidelines for the size, placement, and securing of wires in buildings are included in the regulations published by the National Board of Fire Underwriters as the National Electric Code. Similarly, the construction details for all equipment related to electric distribution are clearly specified so that manufacturers can provide reliable materials for all needs. In the guidelines for supplying[372] buildings with electricity, descriptions are provided for the desired types and styles of switches and other fixtures to meet the requirements.
Electric Light Wiring.
—In the equipment of a house for the use of electricity, the wiring, together with distributing panel, the various outlets, receptacles, switches, and other appliances that make up the system, is of more than passing consequence. In the construction of the electric system it is important that the wires and their installation be done in a manner to meet every contingency.
—In setting up a house for electricity use, the wiring, along with the distribution panel, various outlets, receptacles, switches, and other appliances that form the system, is very important. When constructing the electric system, it’s crucial that the wires and their installation are done in a way that prepares for every situation.
The following descriptions for electric house wiring were taken from a set of specifications published by the Bryant Electric Co. as applying to buildings of wood frame construction. The specifications serve as explanations for the appliances required in an ordinary dwelling. The specifications are for the least expensive form of good practice in wiring for frame buildings. They would not be permitted in large cities where further protection from fire is required and where more rigid rules are demanded by the Board of Fire Underwriters.
The following descriptions for electric house wiring were taken from a set of specifications published by the Bryant Electric Co. that apply to wood frame buildings. These specifications explain the appliances needed for a typical home. They represent the most affordable version of good wiring practices for frame buildings. They would not be allowed in large cities, where stricter fire safety measures are needed and where the Board of Fire Underwriters enforces tougher regulations.
1. System.—The circuit wiring shall be installed as a two-wire direct current or alternating system. Not more than 16 outlets or a maximum of 660 watts shall be placed on any one circuit, allowing 110 watts for each baseboard plug connection or extension outlet and 55 watts for each 16 candlepower lamp indicated at the various wall and ceiling outlets on plans. All wiring shall be installed as a concealed knob-and-tube system.
1. System.—The circuit wiring must be set up as a two-wire direct current or alternating system. No more than 16 outlets or a maximum of 660 watts should be on any single circuit, allowing 110 watts for each baseboard plug connection or extension outlet, and 55 watts for each 16 candlepower lamp shown at the different wall and ceiling outlets in the plans. All wiring should be installed as a concealed knob-and-tube system.
The type of wiring is designated as a two-wire direct or alternating current system in order that there shall be no doubt as to the method of wiring to be used. There are other methods that might be employed that need not be discussed here.
The type of wiring is identified as a two-wire direct or alternating current system to eliminate any uncertainty about the wiring method to be used. There are other methods that could be used, but those don't need to be discussed here.
The 16 outlets mentioned are intended to cover all lamps or plug attachments that are to be used for heaters, fans, motors, or any other electric device. The 660 watts at 110 volts pressure will require 6 amperes in the main wires of the circuit, which is the maximum current the wires are intended to carry. This does not mean that 110-watt lamps might not be used but that no single circuit shall carry lamps that will aggregate more than 660 watts.
The 16 outlets mentioned are meant to support all lamps or plug attachments used for heaters, fans, motors, or any other electrical devices. The 660 watts at 110 volts will require 6 amperes in the main wires of the circuit, which is the maximum current the wires can handle. This doesn’t mean that 110-watt lamps can’t be used, but that no single circuit should carry lamps that add up to more than 660 watts.
The concealed knob-and-tube system mentioned is illustrated in Figs. 263 and 264, in which the wires which pass through joists[373] and studding are to be insulated by porcelain tubes and those wires which lay parallel to these members are to be fastened to porcelain knobs which are secured by screws to the wood pieces to prevent any possibility of coming into contact with electric conducting materials.
The hidden knob-and-tube system described is shown in Figs. 263 and 264, where the wires running through joists[373] and studs are insulated with porcelain tubes. The wires that run parallel to these structures are secured to porcelain knobs, which are attached with screws to the wooden components to ensure they don't touch any electrical conducting materials.

2. Outlets.—At each and every switch, wall, ceiling, receptacle or other outlet shown on plans, install a metal outlet box of a style most suitable for the purpose of the outlet. All outlet boxes must be rigidly secured in place by approved method and those intended for fixtures shall be provided with a fixture stud, or in the case of large fixtures, a hanger to furnish support independent of the outlet box.
2. Stores.—At every switch, wall, ceiling, receptacle, or any other outlet shown in the plans, install a metal outlet box that is best suited for the outlet's purpose. All outlet boxes must be securely fixed in place using an approved method, and those meant for fixtures should include a fixture stud or, in the case of larger fixtures, a hanger to provide support that is independent of the outlet box.
Outlet Boxes.
—For the safe and convenient accommodation of switches, receptacles or other connections in the walls and ceilings of a building, outlet boxes are used as a means of securing the wire terminals to the receptacles. These boxes are made in a number of forms for general application. One style is shown in Fig. 265. The boxes are made of sheet steel and arranged to be secured in place with screws. The box is further provided with screw fastenings to which the switch or receptacle may be firmly attached.
—For the safe and convenient housing of switches, outlets, or other connections in the walls and ceilings of a building, outlet boxes are used to secure the wire terminals to the outlets. These boxes come in various designs for general use. One style is shown in Fig. 265. The boxes are made of sheet metal and designed to be secured in place with screws. The box is also equipped with screw fastenings to which the switch or outlet can be firmly attached.

3. Installation of Wires, Etc.—All wires shall be rigidly supported on porcelain insulators which separate the wire at least 1 inch from the surface[374] wired over. Wires passing through floors, studding, etc., shall be protected with porcelain tubes, and where wires pass vertically through bottom plates, bridging, etc., of partitions, an extra tube shall be used to protect wires from plaster droppings. Wires must be supported at least every 4 feet and where near gas or water pipes extra supports shall be used. All porcelain material shall be non-absorptive and broken or damaged pieces must be replaced. Tubes shall be of sufficient length to bush entire length of hole. At outlets the wires shall be protected by flexible tubing, the same to be continuous from nearest wire support to inside of outlet box. Wires installed in masonry work shall be protected by approved rigid iron conduit which shall be continuous from outlet to outlet.
3. Wire Installation, etc.—All wires must be securely held in place using porcelain insulators that keep the wire at least 1 inch away from the surface[374] they’re wired over. Wires that go through floors, studs, etc., need to be protected with porcelain tubes, and when wires go vertically through bottom plates, bridging, etc., an additional tube must be used to shield the wires from plaster droppings. Wires should be supported at least every 4 feet, and if they’re near gas or water pipes, extra supports are required. All porcelain materials must not absorb moisture, and any broken or damaged pieces need to be replaced. Tubes must be long enough to cover the entire length of the hole. At outlets, the wires should be protected by flexible tubing that runs continuously from the nearest wire support to the inside of the outlet box. Wires that are installed in masonry work must be protected by approved rigid iron conduit, which should run continuously from one outlet to another.
The method and reasons for supporting the wires described above are as have already been mentioned under item 1. The reason for extra supports near gas pipes and water pipes is as a precaution against the possibility of short-circuiting.
The method and reasons for supporting the wires mentioned earlier are the same as those outlined in item 1. The reason for additional supports near gas pipes and water pipes is to prevent the possibility of short-circuiting.

4. Conductors.—Conductors shall be continuous from outlet to outlet and no splices shall be made except in outlet boxes. No wire smaller than No. 14 B. & S. gage shall be used and for all circuits of 100 feet or longer, No. 12, B. & S. gage or larger shall be used. All conductors of No. 8 B. & S. gage or larger shall be stranded. Wires shall be of sufficient length at outlets to make connection to apparatus without straining connections. Splices shall be made both mechanically and electrically perfect, and the proper thickness of rubber and friction tape shall be then applied.
4. Conductors.—Conductors must run continuously from outlet to outlet, and no splices are allowed except in outlet boxes. No wire smaller than No. 14 B. & S. gauge can be used, and for all circuits that are 100 feet or longer, No. 12 B. & S. gauge or larger must be used. All conductors of No. 8 B. & S. gauge or larger must be stranded. Wires should be long enough at the outlets to connect to the equipment without putting stress on the connections. Splices must be made perfectly both mechanically and electrically, and the appropriate thickness of rubber and friction tape must then be applied.
Continuous conductors are required because of the possibility of defects in the joints of spliced wire.
Continuous conductors are needed because there may be defects in the joints where wire is spliced.
5. Position of Outlets.—Unless otherwise indicated or directed, plug receptacles shall be located just above baseboard; wall brackets, 5 feet above finished floor in bedrooms, and 5 feet 6 inches in all other rooms; wall switches, 4 feet above finished floors. All outlets shall be centered with regard to panelling, furring, trim, etc., and any outlet which is improperly located on account of above conditions must be corrected at the contractor’s expense. All outlets must be set plumb and extend to finish of wall, ceiling or floor, as the case may be, without projecting beyond same.
5. Outlet Placement.—Unless stated otherwise, plug outlets should be placed just above the baseboard; wall brackets, 5 feet above the finished floor in bedrooms, and 5 feet 6 inches in all other rooms; wall switches, 4 feet above the finished floors. All outlets should be centered with respect to paneling, furring, trim, etc., and any outlet that is incorrectly placed due to these conditions must be fixed at the contractor’s expense. All outlets must be level and flush with the finish of the wall, ceiling, or floor, as applicable, without sticking out beyond the surface.
6. Materials.—All materials used in carrying out these specifications shall be acceptable to the National Board of Fire Underwriters and to the local department having jurisdiction. Where the make or brand is specified or where the expression “equal to” is used, the contractor must notify the architect of the make or brand to be used and receive his approval before any of said material is installed. Where a particular brand or make is distinctly specified, no substitution will be permitted.
6. Materials.—All materials used in following these specifications must be approved by the National Board of Fire Underwriters and the local authority in charge. If a specific make or brand is mentioned, or if the term “equal to” is used, the contractor must inform the architect of the make or brand they plan to use and get their approval before installing any of that material. If a particular brand or make is clearly specified, no substitutions will be allowed.
7. Grade of Wire.—The insulation of all conductors shall be rubber, with protecting braids, which shall be N.E.C. Standard (National Electrical Code Standard).
7. Wire Gauge.—The insulation of all conductors must be rubber, with protective braids that comply with N.E.C. Standard (National Electrical Code Standard).
8. Outlet Boxes.—Outlet boxes shall be standard pressed steel, knock-out type and shall be enameled.
8. Outlet Boxes.—Outlet boxes must be standard pressed steel, knock-out type, and should be painted.
9. Local Switches.—Local wall switches shall be two-button flush type completely enclosed in a box of non-breakable insulating material with brass beveled-edge cover plate finished to match surrounding hardware.
9. Local Switches.—Local wall switches should be two-button flush types, fully enclosed in a box made of non-breakable insulating material, with a brass beveled-edge cover plate that matches the surrounding hardware.
Fig. 269 shows the various forms and grades of switches that there are on the market. The screws which attach the plate to the switch enter bushings that are under spring tension thereby preventing defacement of the plate by overtightening of the screws. Single-pole is to be used where the load will not be in excess of 660 watts; double-pole to be used where the load is more then 660 watts or where for any other reason it is desirable to break the current at both wires. Three-point switches are to be used when a light or group of lights is to be controlled, as hall lights that may be lighted or extinguished, from either the top or at the bottom of a stairway. Four-point switches are to be used between and two, three-point switches to control additional lights. Where two or more switches are placed together an approved gang plate is to be provided which designates the use of each switch. Where indicated on the plan, clothes closets shall be equipped with automatic door switch to connect the light when the door is open.
Fig. 269 shows the different types and variations of switches available on the market. The screws that attach the plate to the switch go into bushings that are under spring tension, preventing damage to the plate from overtightening the screws. A single-pole switch should be used where the load does not exceed 660 watts; a double-pole switch should be used for loads greater than 660 watts or when it’s necessary to break the current at both wires for any reason. Three-way switches are to be used when a light or group of lights needs to be controlled, such as hallway lights that can be turned on or off from either the top or the bottom of a staircase. Four-way switches are to be used between two three-way switches to control additional lights. When two or more switches are placed together, an approved gang plate must be provided to indicate the function of each switch. As indicated on the plan, clothes closets should be equipped with an automatic door switch to turn on the light when the door is open.
10. Pilot Lights.—Switches controlling cellar, attic and porch lights shall have pilot lamp in parallel on the load side of the switch. The switch in Fig. 3 requires for its installation a two-gang outlet box. The ruby bull’s-eye which covers the lamp is practically flush, extending from the wall no further than the buttons of the switch.
10. Pilot Lights.—Switches that control cellar, attic, and porch lights need to have a pilot lamp connected in parallel on the load side of the switch. The switch shown in Fig. 3 needs a two-gang outlet box for installation. The ruby bull’s-eye covering the lamp is almost flush, extending from the wall no farther than the buttons on the switch.
Pilot lights are intended to indicate the operation of other lights or apparatus that cannot be directly observed.
Pilot lights are meant to show the functioning of other lights or devices that can't be seen directly.
The term bull’s-eye applies to a colored-glass button covering a miniature lamp which burns whenever a light is used which is apt to be forgotten and allowed to burn for a longer time than necessary.
The term bull’s-eye refers to a colored-glass button that covers a small lamp that stays lit whenever a light is used, often getting overlooked and burning longer than needed.
11. Plug Receptacles.—Plug receptacles shall be of the disappearing-door type, with beveled-edge brass cover plate finished to match surrounding hardware (see Fig. 266). In this receptacle the doors are pushed inward by the insertion of the plug and upon its withdrawal close automatically,[376] effectually excluding dirt and concealing the live terminals. It is the latest and best plug receptacle obtainable.
11. Power Outlets.—Plug receptacles should be of the disappearing-door type, featuring a beveled-edge brass cover plate that matches the surrounding hardware (see Fig. 266). In this receptacle, the doors are pushed inward when the plug is inserted, and they close automatically when the plug is removed, [376] effectively keeping out dirt and hiding the live terminals. This is the latest and best plug receptacle available.
Plug receptacles are the attachments for the terminal pieces of plugs, which temporarily connect portable lamps, electric fans or other devices, they are made in many forms.
Plug receptacles are the sockets for the prongs of plugs, which temporarily connect portable lamps, electric fans, or other devices. They come in many shapes and designs.
12. Wall and Ceiling Sockets.—One-light ceiling receptacles shall be of a type to fit standard 3¼-inch or 4-inch outlet boxes. Wall sockets shall be of the insulated base type. Sockets in cellars shall be made entirely of porcelain and of the pull type. All lamp sockets used in fulfilling these specifications shall have an approved rating of 660 watts, 250 volts.
12. Wall and ceiling outlets.—Single-light ceiling fixtures must be compatible with standard 3¼-inch or 4-inch outlet boxes. Wall sockets should be of the insulated base type. Sockets in basements must be made entirely of porcelain and be of the pull type. All lamp sockets used to meet these specifications must have an approved rating of 660 watts, 250 volts.
13. Drop Lights.—Drop lights shall consist of the necessary length of reinforced cord supported by an insulated rosette with brass base and cover; the latter to cover 4-inch outlet box, and furnished with a key socket complete with a 2¼-inch shade-holder. Each drop cord shall have an adjuster.
13. Drop Lights.—Drop lights should include a reinforced cord of the required length, supported by an insulated rosette with a brass base and cover. The cover should fit over a 4-inch outlet box and come with a key socket that includes a 2¼-inch shade holder. Each drop cord should also have an adjustable feature.
14. Heater Switch, Pilot and Receptacle.—Heating device outlets shall be equipped with combination of switch, pilot light and receptacle with plug and spare pilot lamp.
14. Heater Switch, Pilot, and Outlet.—Heating device outlets must have a combination of a switch, a pilot light, and a receptacle with a plug and a spare pilot lamp.
15. Service Switch.—The service-entrance switch shall be 30 amperes, porcelain base with connections for plug fuses.
15. Service Change.—The service entrance switch must be 30 amperes, with a porcelain base and connections for plug fuses.
Installation of Service Switch.—Service switch shall be installed in a moisture-proof metal box with hinged door.
Service Switch Installation.—The service switch must be installed in a moisture-proof metal box with a hinged door.
Panel Cabinet.—The distributing panel cabinet shall be of steel not less than No. 12 gage reinforced with angle iron frames, which shall be securely riveted in place. Cabinet shall be larger than panel to give at least 4-inch wire space around panel and shall be given at least two coats of moisture-repellant paint.
Panel Cabinet.—The distribution panel cabinet should be made of steel that's at least No. 12 gauge, reinforced with angle iron frames that are securely riveted in place. The cabinet must be larger than the panel to allow for at least a 4-inch space for wiring around the panel and should receive at least two coats of moisture-repellent paint.
Distributing Panel.—The distributing panel shall consist of two-wire 125-volt branch cutouts, two-wire 125-volt porcelain-base panel-board units, two-wire 125-volt porcelain-base deadfront panel-board units. The distributing panel shall be surrounded with an ebony asbestos or slate partition ½ inch thick which will form a wire space around panel.
Distribution Panel.—The distributing panel will have two-wire 125-volt branch cutouts, two-wire 125-volt porcelain-base panel-board units, and two-wire 125-volt porcelain-base deadfront panel-board units. The distributing panel will be surrounded by a ½ inch thick ebony asbestos or slate partition that will create a space for the wiring around the panel.
Fuses.—All fuses for branch circuits shall be not more than 10 amperes capacity. The contractor shall furnish the owner with 150 per cent. of required number of 125-volt plug-type fuses for complete installation.
Fuses.—All fuses for branch circuits must have a maximum capacity of 10 amperes. The contractor must provide the owner with 150 percent of the required number of 125-volt plug-type fuses for a complete installation.
Panel Trim and Door.—The panel trim and door shall be of steel, with brass cylinder lock and concealed hinges, all furnished under this contract. A directory of circuits and outlets served by panel shall be enclosed in glass with metal frame, mounted on inside of panel door.
Panel Trim and Door.—The panel trim and door will be made of steel, featuring a brass cylinder lock and hidden hinges, all provided under this contract. A directory of the circuits and outlets connected to the panel will be enclosed in glass with a metal frame, mounted on the inside of the panel door.
Hardware.—All hardware furnished under this contract shall match in quality and finish other adjacent hardware.
Tech gear.—All hardware provided under this contract must match the quality and finish of other nearby hardware.
Three-way Control.—The nearest outlet at top and bottom of all stairs and in entrance hall shall be controlled by three-way switches located on separate floors where directed.
Triple Control.—The closest outlet at the top and bottom of all stairs and in the entrance hall will be controlled by three-way switches positioned on different floors as indicated.
Electrolier Control.—Wherever there are ceiling outlets for fixtures having three or more sockets controlled by wall switches three wires shall[377] be run between the switch box and the outlet to permit the use of electrolier switches.
Light Fixture Control.—Wherever there are ceiling outlets for fixtures with three or more sockets controlled by wall switches, three wires should[377] be run between the switch box and the outlet to allow for the use of electrolier switches.
Dining-room Circuit.—Furnish and install in dining-room, where indicated on plans, an approved floor box containing an approved 25-ampere plug receptacle. The wires connecting this receptacle to the center of distribution shall be No. 10 B. & S. gage. Furnish and deliver to whom directed an approved multiple-connection block consisting of three individually fused plug receptacles. The connection between the plug receptacle and this block shall be made by means of 10 feet of No. 10 B. & S. approved silk-covered portable cord with an approved 20-ampere cord connector 2 feet from the multiple block.
Dining Room Circuit.—Install a floor box in the dining room as shown in the plans, containing an approved 25-amp plug receptacle. The wires connecting this receptacle to the distribution center must be No. 10 B. & S. gauge. Provide and deliver to the designated person an approved multi-connection block that includes three separately fused plug receptacles. The connection between the plug receptacle and this block will be made using a 10-foot length of No. 10 B. & S. approved silk-covered portable cord, with an approved 20-amp cord connector placed 2 feet from the multi-block.
House Feeders.—The size of the feeder from the service switch to the panel board shall be figured in accordance with the National Code rules for carrying capacity, allowing for all circuits being fully loaded. The feeder shall be of sufficient size, however, to confine the drop in voltage with all lights in circuit to 1 per cent. of the line voltage.
Home Feeders.—The size of the feeder from the service switch to the panel board should be calculated according to the National Code rules for carrying capacity, taking into account all circuits being fully loaded. However, the feeder must be large enough to keep the voltage drop for all lights in the circuit to 1 percent of the line voltage.
Service Connection.—Make extension of house feeder overhead to lighting company’s mains and make all connections complete to the satisfaction of the light company and the architect. Furnish and install the necessary frame or backboard for meter.
Service Link.—Extend the house feeder overhead to the lighting company’s mains and complete all connections to the satisfaction of the lighting company and the architect. Provide and install the required frame or backboard for the meter.
Call Bells.—The contractor shall furnish, install and connect all push buttons, bells, buzzers and annunciators, as shown on plans or therein described. All wiring shall be cleated in joists, studs, etc., with insulated staples. Damp places, metal pipes of all descriptions, flues, etc., must be avoided and wire fastenings must be applied in such a way that insulation is not damaged. No splices shall be made where same will not be accessible at any time after completion of building. Wires shall not be smaller than No. 18 B. & S. gage and shall be damp-proof insulated. Bells, buzzers, buttons, etc., shall be of approved make. Push button for main entrance door shall be provided with ornamental place with approved finish. Push button in dining-room shall consist of combination floor push, with necessary length of flexible cord and approved portable foot push. Furnish and install where directed three cells of carbon cylinder battery in a substantial cabinet.
Call Buttons.—The contractor will provide, install, and connect all push buttons, bells, buzzers, and annunciators as indicated in the plans or described within. All wiring must be secured in joists, studs, etc., using insulated staples. Avoid damp areas, metal pipes of any kind, flues, etc., and ensure wire fastenings are applied without damaging the insulation. No splices should be made where they won't be accessible after the building is completed. Wires should be no smaller than No. 18 B. & S. gauge and must be damp-proof insulated. Bells, buzzers, buttons, etc., must be from an approved manufacturer. The push button for the main entrance door should have an ornamental plate with an approved finish. The push button in the dining room should consist of a combination floor push, with a necessary length of flexible cord and an approved portable foot push. Supply and install three cells of carbon cylinder batteries in a durable cabinet as directed.
Burglar Alarm.—Furnish and install complete burglar alarm system consisting of the necessary wires, window springs, door springs, night latch cutout for front door, bell, batteries, cabinet, interconnection strip, etc., and everything required for a complete open-circuit system. Each window sash and door throughout the building shall be equipped with contact spring of approved make and all springs on same side of building on each floor shall be wired on one circuit and terminated on single-pole knife switch on interconnection strip. The interconnection strip shall be located as directed and shall have cutout switches for each circuit as well as a double-pole battery switch. The battery shall consist of at least three dry cells in suitable cabinet placed where directed and both positive and negative leads shall be carried direct to interconnection strip. The burglar-alarm wires shall be not less than No. 16 B. & S. gage, insulated and installed as specified for call bells.
Security System.—Provide and install a complete burglar alarm system that includes all necessary wires, window springs, door springs, a night latch cutout for the front door, a bell, batteries, a cabinet, an interconnection strip, and everything else needed for a fully operational open-circuit system. Each window sash and door in the building should be fitted with a contact spring from a recognized manufacturer, and all springs on the same side of the building on each floor must be wired on a single circuit, terminated on a single-pole knife switch on the interconnection strip. The interconnection strip should be placed as instructed and will include cutout switches for each circuit as well as a double-pole battery switch. The battery should consist of at least three dry cells housed in an appropriate cabinet positioned as directed, with both positive and negative leads running directly to the interconnection strip. The burglar alarm wires must be no less than No. 16 B. & S. gauge, insulated, and installed according to specifications for call bells.
Intercommunicating Telephones.—Furnish and install an intercommunicating telephone system complete with all telephone sets, wiring, batteries, etc. All wires to be cables containing one pair of No. 22 B. & S. gage conductors for each station and a pair of No. 16 B. & S. gage conductors for talking and ringing battery respectively. Each pair of wires shall be twisted and all pairs shall be twisted around each other to eliminate cross talk and inductive noises. The wires shall be silk insulated, with a moisture repellent of beeswax or varnish and the whole covered with a lead sheath at least 1⁄64 inch in thickness. Where cables terminate in outlet boxes they shall be fanned out and laced in an orderly manner and secured to connecting terminals, one of which shall be provided for each wire. Install where directed in an approved cabinet at least four cells of dry battery each, for talking and ringing purposes.
Intercoms.—Provide and set up an intercommunicating telephone system that includes all phone sets, wiring, batteries, etc. All wires should be cables with one pair of No. 22 B. & S. gauge conductors for each station and a pair of No. 16 B. & S. gauge conductors for talking and ringing battery, respectively. Each pair of wires should be twisted, and all pairs should be twisted around each other to reduce cross talk and electrical noise. The wires must be silk insulated and coated with a moisture repellent made of beeswax or varnish, with the entire assembly covered by a lead sheath that is at least 1⁄64 inch thick. Where cables end in outlet boxes, they should be fanned out and organized neatly, secured to connecting terminals, with one terminal provided for each wire. Install, as directed, in an approved cabinet with at least four dry battery cells for talking and ringing purposes.
Installation of Interphone Cable.—Intercommunicating cables shall be supported with pipe straps and liberal clearance shall be observed where near steam or other pipes.
Interphone Cable Installation.—Intercom cables should be secured with pipe straps, and there should be plenty of space where they are close to steam or other pipes.
Automatic Door Switch.
—Where indicated on the plan, clothes closets shall be equipped with automatic door switch to connect the light when the door is open.
—Where indicated on the plan, closets will be equipped with an automatic switch that turns on the light when the door is open.
Fig. 266 is placed in the door frame in such position that electric contact is made by release of the projecting pin as the door is opened. When the door is closed, the pin is depressed and the light is extinguished
Fig. 266 is positioned in the door frame so that electric contact is made when the projecting pin releases as the door opens. When the door is closed, the pin gets pressed down and the light goes off.
Plug Receptacles.
—Plug receptacles shall be selected from the styles shown in Figs. 267,a, b, c or d.
—Plug receptacles should be selected from the styles shown in Figs. 267,a, b, c or d.

Fig. 267,a is the disappearing-door type with beveled-edge brass cover plate finished to match surrounding hardware. In this receptacle the doors are pushed inward by the insertion of the plug and upon its withdrawal close automatically, effectually excluding dirt and concealing the live terminals. It is the latest and best plug receptacle obtainable.
Fig. 267,a is the disappearing-door type with a beveled-edge brass cover plate that matches the surrounding hardware. In this outlet, the doors are pushed in when the plug is inserted, and they close automatically when the plug is removed, effectively keeping out dirt and hiding the live terminals. It’s the latest and best plug outlet available.
Fig. 267,b is of the Chapman type with beveled-edge brass cover plate finished to match surrounding hardware. In this receptacle the doors open outward but are flush whether the plug is in or out.
Fig. 267,b is the Chapman type with a beveled-edge brass cover plate that matches the surrounding hardware. In this receptacle, the doors open outward but stay flush whether the plug is in or out.

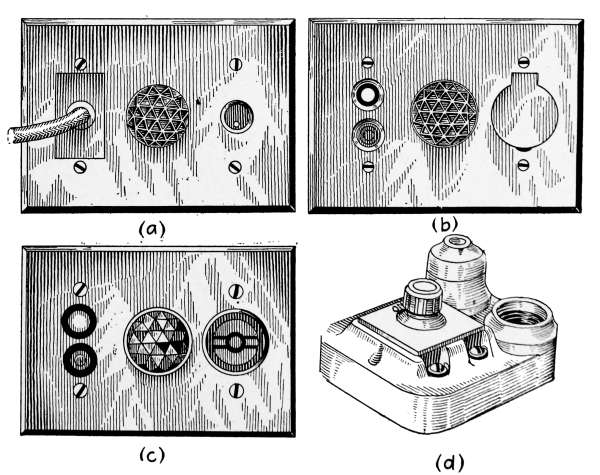
Fig. 267,c is of the screw-plug type with beveled-edge brass cover plate finished to match surrounding hardware. By many[380] this is preferred for apartment use as it will receive any style of Edison attachment plug.
Fig. 267,c is a screw-plug type with a beveled-edge brass cover plate that matches the surrounding hardware. Many[380] prefer this for apartment use because it can accommodate any style of Edison attachment plug.

Fig. 267,d is of the removable-mechanism type with beveled-edge brass cover plate finished to match surrounding hardware. The mechanism of this receptacle is exchangeable with the mechanism of the double-pole switch as shown in Fig. 270,c.
Fig. 267,d is a removable mechanism type with a beveled-edge brass cover plate that matches the surrounding hardware. The mechanism of this receptacle can be swapped with the mechanism of the double-pole switch as shown in Fig. 270,c.
Heater Switch, Pilot and Receptacle.
—Heating-device outlets shall be equipped with combination of switch, pilot light and receptacle with plug and spare pilot lamp. Figs. 268,a, b, c and d, represent various forms from which selection may be made. All are adapted for the same purpose and differ only in mechanical arrangement.
—Heating-device outlets must have a combination of a switch, a pilot light, and a receptacle with a plug and an extra pilot lamp. Figs. 268,a, b, c, and d show different forms from which you can choose. All are designed for the same purpose and only differ in their mechanical setup.

Service Switch.
—The service entrance switch may be selected from the three styles shown in Figs. 269,a, b, and c.
—You can choose the service entrance switch from the three styles shown in Figs. 269,a, b, and c.


Fig. 269,a is composed of a 30-ampere porcelain base with connections for plug fuses.
Fig. 269,a consists of a 30-amp porcelain base with connections for plug fuses.
Fig. 269,b is a slate base with connections for cartridge fuses.
Fig. 269,b is a slate base with connections for cartridge fuses.
Fig. 269,c is a slate base with connections for open-link fuses
Fig. 269,c is a slate base with connections for open-link fuses.
Local Switches.
—Local wall switches may be selected from the various styles shown in Figs. 270,a, b, c, d and e.
—You can choose local wall switches from the different styles shown in Figs. 270,a, b, c, d, and e.
Fig. 270,a is the two-button flush type completely enclosed in a box of non-breakable insulating material with brass beveled cover plate finished to match surrounding hardware.
Fig. 270,a is the two-button flush type fully enclosed in a box made of durable insulating material, featuring a brass beveled cover plate that is finished to match the surrounding hardware.

Fig. 270,b is a two-button flush type with brass beveled-edge cover plate finished to match surrounding hardware.
Fig. 270,b is a two-button flush type that features a brass beveled-edge cover plate, designed to match the surrounding hardware.
Fig. 270,c is of the removable-mechanism type with brass beveled-edge cover plate finished to match surrounding hardware.
Fig. 270,c is a removable mechanism type with a brass beveled-edge cover plate that matches the surrounding hardware.
Fig. 270,d is the single-button flush type with brass beveled-edge cover plate finished to match surrounding hardware.
Fig. 270,d is the single-button flush type with a brass beveled-edge cover plate that matches the surrounding hardware.
Fig. 270,e is the rotary-flush type with brass beveled-edge cover plate finished to match surrounding hardware.
Fig. 270,e is the rotary-flush type with a brass beveled-edge cover plate that matches the surrounding hardware.
Pilot Lights.
—Switches controlling cellar, attic and porch lights may be either Fig. 270,a or b.
—Switches for controlling the lights in the cellar, attic, and porch can be either Fig. 270,a or b.
Fig. 270,a requires for its installation a two-gang outlet box. The ruby bull’s-eye which covers the lamp is practically flush, extending from the wall no further than the buttons of the switch.
Fig. 270,a requires a two-gang outlet box for its installation. The ruby bull’s-eye that covers the lamp is almost flush, extending from the wall no further than the switches’ buttons.
Fig. 270,b is installed in a single-gang box. The lamp extends through the plate and is protected by a perforated cage which extends about an inch from the plate.
Fig. 270,b is installed in a single-gang box. The lamp goes through the plate and is safeguarded by a perforated cage that sticks out about an inch from the plate.
Wall and Ceiling Sockets.
—One-light ceiling receptacles may be selected from the types shown in Figs. 272,a, b, c, d and e.
—One-light ceiling fixtures can be chosen from the types shown in Figs. 272,a, b, c, d and e.
Fig. 272,a is of a type to fit standard 3¼-inch or 4-inch outlet boxes.
Fig. 272,a is designed to fit standard 3¼-inch or 4-inch outlet boxes.
Fig. 272,b is of the small concealed-base type.
Fig. 272,b is a small hidden-base type.
Fig. 272,c is of the large concealed-base type.
Fig. 272,c is of the large hidden-base type.
Fig. 272,d is of the insulated-base type.
Fig. 272,d is of the insulated base type.
Fig. 272,e is of the porcelain-base type.
Fig. 272,e is of the porcelain base type.
Sockets in cellars shall be made entirely of porcelain. Those in bathrooms shall be entirely of porcelain and of the pull type.
Sockets in cellars must be made completely of porcelain. Those in bathrooms should also be made entirely of porcelain and be of the pull type.
Drop Lights.
—Drop lights shall consist of the necessary length of reinforced cord supported by either brass or porcelain bases. Each drop cord to have an adjuster. Figs. 273,a, b, c, d, e, f, g, illustrate the various styles. Fig. 273,h is a shade holder to be used with the drop lights.
—Drop lights shall consist of the necessary length of reinforced cord supported by either brass or porcelain bases. Each drop cord should have an adjuster. Figs. 273,a, b, c, d, e, f, g, illustrate the various styles. Fig. 273,h is a shade holder to be used with the drop lights.
INDEX
- A
- Acetylene, gas burner, 302
- gas machine, the Colt, 300
- machines, 295
- generators, types of, 297
- stoves, 304
- Air conditioning, 240
- cooling plants, 244
- discharged by a flue, 225
- eliminators, 35, 36
- properties of, table, 199
- tester, the Wolpert, 233
- valves, 19
- Alcohol, sad irons, 289
- table stoves, 293
- Annunciators, 346
- Anthracite, graphitic, 186
- Atmospheric humidity, 196
- B
- Backventing, of plumbing, 105
- Bathroom, 97
- Bathtubs, 98
- fixtures for, 100
- Bibb, compression flange, 89
- flange, 89
- Fuller, 89
- hose, 89
- lever handle, 90
- screw, 89
- self-closing, 90
- solder, 89
- wash-tray, 91
- Boiler, at end of season, 79
- cast-iron, 19, 20, 38
- cylindrical form of, 38
- house heating, 19, 24
- rules for management of, 77
- sheet-metal, 19
- Boiler, steam, rules for management of, 78
- the house-heating steam, 19
- Boyle’s law, definition, 161, 272
- Briquettes, 189
- British thermal units, 4
- for one cent, 190
- B.t.u., 2, 32, 182, 185
- Burglar alarms, 344
- Buzzers, 344
- C
- Candle, foot, 313
- Hefner, 310
- power, 310
- horizontal, 310
- spherical, 311
- Cellar drain, 84
- Cell, Pilot, storage battery, 370
- Cesspools, 169
- Charcoal, 188
- Check-draft damper, 24
- Chimney flue, the right, 79
- Chimneys, “smokey,” 80, 81
- Cisterns, filters for, 152, 153
- galvanized iron tanks as, 152
- rain-water, 151
- wooden, 152
- Clinkers, 72, 73
- Close-nipples, 28
- Coal, 182
- anthracite or hard, 183, 193
- bituminous or soft, 184
- burning soft, 75
- calorific value of typical American, 192, 193
- cannel, 186
- coking, 184
- comparative value of, 189
- free burning, 75[386]
- Coal, fusing-coking, 75
- grades of soft, 184
- pea size, 76
- price of, 190, 191
- semi-bituminous, 186, 193
- Cocks, basin, 92
- bibb, 88
- corporation, 87
- curb, 87
- Fuller, 91
- bibb, 89
- repairs for, 91
- pantry, 93
- sill, 93
- stop and drain, 88
- stop and waste, 87
- Code, national electric, 371
- Coke, 76, 188
- gas, 188
- Column, the water, 22
- Condensation, water of, 6, 10, 11, 15, 35
- Conductors, 374
- Cord, lamp, 363
- portable, 363
- Current, alternating, 332
- direct, 332
- D
- Damper, ash-pit, 59
- check-draft, 24, 67, 69, 70
- direct-draft, 59, 61, 67
- regulator, 59, 60
- combined thermostat and, 67
- for hot-water furnaces, 61, 62
- for steam boiler, 60, 78
- Design, heating plant, 44
- Devining rod, 137
- Dew-point, 209
- to determine the, 212
- Dim-a-lite, 323
- Door bells, 342
- Draft, economy of good furnace, 70
- hand, regulation, 59
- induced, 69
- Drip-cock, 23
- Dry cells, 354
- E
- Electric annunciators, 346
- batteries, 354
- battery formation, 358
- testers, 360
- burglar alarms, 344
- buzzers, 344
- conductors, 362
- door bell, 342
- dry cell, 355
- flat-iron, 326
- fuse plugs, 334, 337
- generating plants, 363
- heaters, 338
- heating devices, 305
- lamp cord, 362
- lamps, Gem, 306
- incandescent, 306
- motors, 332
- panel, 336
- range, 340
- signals, 341
- stoves, 339
- table pushes, 346
- toaster, 330
- Electrical measurements, units of, 317
- Electricity, 305
- Eliminator, air, 35, 36
- Evaporation as a cooling agent, 243
- F
- Filaments, carbon, 308
- incandescent lamp, 306, 307
- tungsten, 307
- Fire-box, 19, 20, 54
- Firing, first day, 73
- in moderate weather, 74
- in severe weather, 74
- night, 72
- Fixtures, bathroom, 105
- kitchen and laundry, 94
- Flat-iron, electric, 326
- Flues, furnace, 55[387]
- Flush tanks, 110
- details of construction, 112, 113
- low down, 111
- Foot-candle, 313
- Frost prediction, 212
- Fuels, comparative value of coal to other, 189
- danger from gaseous and liquid, 294
- heating values of domestic, 252
- moisture in, 194
- Furnace, cast-iron, 54
- firing, general rules for, 70
- times of day for, 72
- location of, 54
- the hot-air, 51, 52
- construction of, 52
- Furnace-gas leaks, 54
- Fuse plugs, 334
- G
- Gage, Bourdon type of, 23
- electrified Bourdon spring pressure, 36
- glass, 22, 40, 161, 162
- steam, 22
- water, 22
- Gas, acetylene, machines, 295
- all-oil water, 251
- Blau, 251
- burner, Bunsen, 275
- open-flame, 278
- coal, 250
- lamps, mantle, 274, 276, 277
- lighters, 302
- measurements of, 253
- meter dials, reading of, 255, 256
- meters, 254
- prepayment, 256
- Pintsch, 251
- service rules, 256, 257
- ranges, 258
- water, 251
- Gases, heating values of, 252
- Gasoline, 250
- Beaumé test of, 261
- Gasoline, boulevard lamp, 287
- central generator plants for use of, 282
- cold process system of lighting with, 264, 265
- gas lamps, 286
- gravity test of, 262
- hollow-wire system of lighting and heating with, 269
- lamps, inverted mantle, 279
- portable, 280, 281
- lighting and heating with, 259, 264
- regulation and sale of, 261
- sad irons, 289
- stoves, burners for, 288
- Gate valve, 94
- Globe valve, 93
- angle, 94
- Grate surface, 53
- Gravity system, low pressure, 6, 15
- H
- Heaters, combination hot-air and hot-water, 56
- direct and indirect, 28
- furnace hot-water, 122
- instantaneous, 123
- tank, 121
- wash boilers, 96
- Heating, C. A. Dunham’s system of vapor, 34, 35
- direct indirect, 30
- hot-water, 26
- indirect method of, 29, 30
- low pressure system of, 5, 6
- overhead or drop system of steam, 14
- system of hot water, 44
- plants, management of, 70
- separate return system of steam, 13
- single pipe system of steam, 6, 12, 15
- steam, 26
- surface of furnaces, 56[388]
- Heating, radiators, 26
- two pipe system of steam, 6, 10, 11, 15
- Heat, of vaporization, 2
- specific, 37
- Hot-air furnace, 61
- Hot-water heaters, 38
- House drain, 82
- Humidifying apparatus, 215
- plants, 242
- Humidity, absolute, 196
- atmospheric, 196
- control, 244
- of the air, 196
- relative, 197, 204
- Hydraulic ram, 154
- double acting, 157
- single acting, 155
- Hydrometer, storage battery, 368
- Hygrodeik, 206
- Hygrometer, 204
- dial, 208
- I
- Illumination, 313
- intensity of, 314
- quantity of, 314
- K
- Kerosene, 263
- legal tests for, 263
- L
- Lamp, base, the Edison, 311
- cord, 363
- labels, 312
- Lamps, boulevard, 287
- carbon filament, 311
- central-generator gas, 286
- daylight, electric, 324
- gas-filled electric, 324
- incandescent electric, 306
- mantle, 276
- inverted-mantle gasoline, 279
- Lamps, Mazda, 310
- miniature electric, 320, 325
- portable, gasoline, 280
- tantalum, 306
- tungsten-filament, 306
- turn-down electric, 321
- Lights, drop, 383
- flash, 326
- pilot, 383
- Lignite, 186
- Lumen, 313
- O
- Outlet boxes, 373
- Overflow pipe, 45
- Overheated water, 47
- P
- Peat, 187
- Pilot light, 375
- Pipes, covering, 33
- eliminator, 36
- flow, 57
- openings stopped, 113
- overflow, 40, 41
- return, 6, 10, 57
- supply, 6, 10
- Plant, hot-water heating, 37
- steam heating, 1, 5
- Plug receptacles, 378
- Plumbers friend, 113
- Plumbing, 81
- rough, 82
- Pneumatic motor valve, 237
- radiator valve, 237
- Polluted water, 134
- Pollution of wells, 134
- Pressure, absolute, 4
- gage, 4
- tank, 162
- vapor, 35, 36
- Properties of steam, 3
- Psychrometer, 207
- Pump, force, the, 146
- lift, the, 144
- tank, 146[389]
- Pumps, 144
- chain, 151
- deep well, 150
- for driven wells, 150
- priming of, 145
- well, 148
- wooden, 148
- R
- Radiating surface, 1, 21, 22, 27
- Radiators, air vent on, 77
- connections, 10, 47
- corner, 28
- finishings, 31
- forms of, 26
- hot-water, 28, 49
- rules for proportioning, 24, 25
- single column, 28
- pipe, 10, 15
- three column, 28
- to control, 79
- wall, 28
- water-filled, 15
- Range boilers, 115
- blow-off cock, 118
- double heater connections for, 119
- excessive pressure in, 117
- horizontal, 119
- location, 118
- Reflectors, 315
- choice of, 316
- focusing, 316
- holoplane, 315
- intensive, 316
- Registers, rules for proportioning, 55
- Regulator, combined thermostat and damper, 67
- damper, 59, 60, 67
- draft, 24
- temperature, 59, 67
- Riser, 6, 10
- S
- Sad irons, alcohol, 292
- gasoline, 289
- Safety valve, 24, 44, 47, 67
- Septic tank, 170
- and anaerobic filter, 174
- automatic siphon for, 176
- concrete, 179
- limit of efficiency of, 178
- Universal Portland Cement Co., 179
- with sand-bed filter, 171
- Sewage, 168
- disposal, 168
- purification, 168
- Sewer, 82, 85
- gas,114
- Short circuiting, 334
- Sitz bath, 98
- Slicing bar, 72
- Slugging, 15
- Soil pipe, 84, 107
- Soot pocket, 80
- Stand pipe eliminator, 36
- Steam temperatures, 4
- Stop-cock, 46
- Stove, acetylene, 292
- gasoline, 288
- putty, 54
- Surface, grate, 53
- air-heating, 53
- Surging, 15
- Switch, automatic door, 378
- heater, 380
- local, 382
- service, 381
- System, high-pressure hot-water, 41
- low-pressure gravity, 6
- hot-water, 38
- overhead or drop, 14
- separate return, 13
- single pipe, 8
- two pipe, 10
- T
- Table, air discharged from flues, 229
- required for ventilation, 220
- calorific value of American coals, 192[390]
- Table, dew-point, 210, 211
- frost prediction, 214
- heating values of coals, 93
- gases, 252
- wood, 187, 188
- hot-air furnaces, 51
- registers, 51
- lumens per watt, 314
- prices of fuels, 191
- properties of air, 199
- steam, 3
- radiators, sizes of, 27
- record of evaporation from hot-air furnace, 217
- relative heating values of domestic fuel, 252
- humidity, 202, 203
- sizes of hard coal, 183
- heating mains, 26
- hot-air furnaces, 51
- soft coal, 184
- thermal units for one cent, 190
- Table pushes, 346
- Tank heaters, 121
- expansion, 38, 40, 41, 45, 46, 47
- Telephones, intercommunicating, 340
- Temperature regulation, 59
- hand, 59
- pneumatic, 234
- Thermostats, 62, 67
- controllers, 62, 63
- electric, 62
- motor, 64
- National Regulator Co., 235, 236
- pneumatic, 62
- time attachment, 63
- Transformers, bell-ringing, 347
- lamp, 316
- Traps, Bower, 103
- clean sweep, 103
- drum, 103, 105
- for bathroom fixture, 102, 103
- inside, 83
- non-siphoning, 105
- outside, 83
- sewer for house drains, 82
- siphoning, 106
- S, 103, 104
- Try-cocks, 22, 23
- Tungsten, 307
- U
- Union joint, 18
- V
- Vacuum, 5
- Valve, air, 79
- angle, 18
- check, 42, 43
- definition of, 88, 93
- disc, 19
- globe, 93
- hot-water radiator, 49
- Ohio hot-water, 49
- on cellar mains, 78
- safety, 24, 44, 47
- steam radiator, 18
- stem, 19
- Valves, definition of, 93
- globe, 93
- Vaporization, heat of, 2
- Ventilation, 219
- apparatus, 239
- by direct method of heating, 31
- by indirect method of heating, 31
- cost of, 230
- De Chaumont standard of, 219
- mechanical, 237
- of dwellings, 222, 223, 224
- Plenum method of, 239
- quantity of air required for, 220
- Vents, air, 16, 45, 48, 49
- automatic air, 16
- hot-water air, 50
- Monash No. 16 air, 16
- pipe, 83
- radiator, 16
- sewer, 85
- the Allen float, 16[391]
- Voltage variation, effect of, 321
- W
- Wash stands and lavatories, 101
- Waste stack, 84, 85
- Water, ammonia in, 130
- analyses, 126
- artesian, 128
- back, 115
- chlorine in, 133
- closets, 108
- siphon-jet, 108
- washdown, 109
- washout, 108
- frost, 115
- hammer, 9, 15
- hardness in, 131
- iron in, 131
- lift, 165
- medical, 128
- of condensation, 11
- organic matter in, 130
- overheated, 121
- Pokegama, 127
- polluted, 133
- river, 127
- seal, 83
- softening with hydrated silicates, 132
- supply, 87, 125
- electric power, 164
- plants, domestic, 158
- gravity, 158
- power, 163[392]
- pressure tank system of, 160
- wind power, 164
- table, 137
- Wattmeter, periodic tests of, 354
- readings, 352
- recording, 350
- state regulation of, 353
- to read the, 350
- Well, the ideal, 140
- Wells, artesian, 140
- bored, 141
- breathing, 143
- cleaning of, 142
- concrete coverings for, 140
- construction of, 138
- curbing of, 136, 140
- cylinders for tubular, 151
- driven, 141
- dug, 139
- flowing, 138
- freezing, 144
- gases in, 142
- open, 139
- peculiarities of, 143
- safe distance in the location of, 135
- selection of the type of, 138
- surface pollution of, 135
- Wiped joints, 107
- Wire annunciator, 353
- Wiring, electric light, 372
- Wood, 187
- heating value of, 187
Transcriber's Note
The book cover image was created by the transcriber and is placed in the public domain.
The book cover image was made by the transcriber and is available in the public domain.
Minor punctuation errors e.g. missing "." in "Fig." have been corrected.
Minor punctuation errors, like a missing "." in "Fig.", have been corrected.
Inconsistent hyphenation and use of ligatures has been left e.g. cast-iron and cast iron. (Often the difference is between the hyphenation in the text, that used in captions to illustrations and that used in the index.)
Inconsistent hyphenation and the use of ligatures have been left e.g. cast-iron and cast iron. (Often the difference is between the hyphenation in the text, that used in captions to illustrations and that used in the index.)
Both gasolene and gasoline are used in the text
Both gasolene and gasoline are used in the text.
Both carburator and carburetor are used in the text
Both carburator and carburetor are used in the text.
Many of the table values have errors which can be shown by graphing the results, these have been left as printed but are noted here:
Many of the table values contain errors that can be revealed by graphing the results. These have been left as printed but are noted here:
- p.5. Absolute Pressure 5, Latent heat of 958.30 should be 956.30
- p.199.
Air temperature 33 degF. Weight of cu. ft. air 566.4 should be 560.4
Air temperature 43 degF. Weight of cu. ft. air 548.4 should be 542.4
Air temperature 49 degF. Weight of cu. ft. air 542.5 should be 541.5
Air temperature 58 degF. Weight of cu. ft. air 534.9 should be 530.9
Air temperature 63 degF. Weight of vapor/cu. ft. air should be 6.45 - p.203. Air Temp. 106, 2 deg. depression of wet-bulb thermometer 95 should be 93
- p.211. Dew point. 69, 12 deg. depression of wet-bulb thermometer 84 should be 48
- p.214.
Dry-bulb temp. 39, 12 deg. depression of wet-bulb thermometer 23 should be -23
Dry-bulb temp. 38 9 deg. depression of wet-bulb thermometer -6 should be 6 - p.314. Column heading should read
Watts per lamp 25 40 60 100 150 250
Other errors found:
Other issues detected:
| Page number | Original text | Corrected text |
|---|---|---|
| 33 | asbestus plaster | Asbetos is used elsewhere but this could be a trade name so it has been left as printed. |
| 55 | two layers of asbestus paper | As above. |
| 56 | heating the house | The "us" in house was upside-down. |
| 93 | pipe to which A is attached | A should be in italics. |
| 100 | bath tubs, avatories | bath tubs, lavatories |
| 133 | drinking porposes | drinking purposes |
| 133 | elementary tract | alimentary tract |
| 137 | It is flatest | It is flattest |
| 161 | Boyles | Boyle's |
| 162 | wtih the pump | with the pump |
| 180 | its legnth | its length |
| 181 | hould | should |
| 188 | As given by Suplees | As given by Suplee's |
| 216 | hydrodeik | hygrodeik |
| 220 | Cubic feet or pure air | Cubic feet of pure air |
| 239 | containg coils | containing coils |
| 243 | sheet-met a surfaces | sheet-metal surfaces |
| 259 | and explosion | an explosion |
| 268 | The vitally improtant | The vitally important |
| 269 | end of the supending bar | end of the suspending bar |
| 269 | gasoline in the caburetor | gasoline in the carburetor |
| 270 | gasoline for the stove S | gasoline for the stove R |
| 272 | Boyles law | Boyle's law |
| 279 | Inverted-mantel Gasoline Lamp | Inverted-mantle Gasoline Lamp |
| 281 | percolating trough the tube | percolating through the tube |
| 305 | elect ic transmission | electric transmission |
| 309 | the electrotromotive force | electromotive force |
| 319 | 1000 746 = 1.3 horsepower | 1000/746 = 1.3 horsepower |
| 320 | Minature screw base | Miniature screw base |
| 329 | also shown in Fig. 288 | also shown in Fig. 228 |
| 343 | the contact peice | the contact piece |
| 345 | window burgler alarm | window burglar alarm |
| 347 | inserted in the floor place | inserted in the floor plate |
| 352 | at the begining | at the beginning |
| 356 | require severals hours | require several hours |
| 357 | The amper-hour | The ampere-hour |
| 358 | If the cells singly give 20 volts, the battery will give 20 volts | If the cells singly give 20 amperes, the battery will give 20 amperes |
| 385 | Boyles' law, definition | Boyle's law, definition |
| 387 | blau, 251 | Blau, 251 |
| 390 | DeChaumont | De Chaumont |
Download ePUB
If you like this ebook, consider a donation!