This is a modern-English version of A short history of the printing press and of the improvements in printing machinery from the time of Gutenberg up to the present day, originally written by Hoe, Robert.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.



A Brief History of
The Printing Press
A Short History of
The Printing Press
And of the Improvements in
Printing Machinery from the
Time of Gutenberg up
to the Present Day
A Short History of
The Printing Press
And of the Improvements in
Printing Machinery from the
Time of Gutenberg up
to Today

PRINTED AND PUBLISHED FOR
ROBERT HOE
NEW YORK
1902
Printed and published for
ROBERT HOE
NYC
1902
LIST OF ILLUSTRATIONS
| THE PRINTING PRESS | 5 |
| THE EARLIEST FORM OF THE PRINTING PRESS | 6 |
| THE BLAEW PRESS | 7 |
| STANHOPE PRESS | 8 |
| CLYMER’S COLUMBIAN PRESS | 8 |
| PETER SMITH HAND PRESS | 9 |
| WASHINGTON HAND PRESS | 10 |
| TREADWELL’S WOODEN-FRAME BED AND PLATEN POWER PRESS | 11 |
| ISAAC ADAM’S BED AND PLATEN PRESS | 14 |
| SINGLE SMALL CYLINDER PRESS | 18 |
| DOUBLE CYLINDER PRESS | 18 |
| SINGLE LARGE CYLINDER PRESS | 19 |
| STOP CYLINDER LITHOGRAPHIC PRESS | 26 |
| ROTARY ZINCOGRAPHIC OR ALUMINUM PRESS | 27 |
| TWO-COLOR ROTARY ZINCOGRAPHIC OR ALUMINUM PRESS | 30 |
| FOUR CYLINDER ROTARY TYPE-REVOLVING PRESS | 31 |
| TEN CYLINDER ROTARY TYPE-REVOLVING PRESS | 31 |
| APPLEGATH’S TYPE-REVOLVING PRESS | 40 |
| BULLOCK PRESS | 42 |
| LONDON TIMES ROTARY MACHINE | 46 |
| FIRST HOE WEB PRESS | 50 |
| DOUBLE SUPPLEMENT PRESS | 51 |
| QUADRUPLE PRESS | 59 |
| STRAIGHT-LINE PRESS | 59 |
| SEXTUPLE PRESS | 62 |
| APPLETON ROTARY BOOK PRESS | 68 |
| ROTARY TYPE-REVOLVING WEB PERFECTING PRESS | 69 |
| THREE PAGE WIDE PRESS | 70 |
| NEWSPAPER AND PAMPHLET PRESS | 71 |
| ROTARY ART PRESS | 75 |
| “TIT BITS” PRESS | 80 |
| OCTUPLE PRESS | 81 |
| DOUBLE SEXTUPLE PRESS BUILT FOR THE NEW YORK JOURNAL | 84 |
| “COLLIER’S WEEKLY” PRESS | 90 |

THE PRINTING PRESS
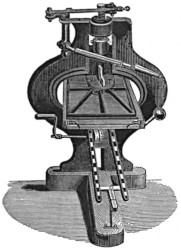
About the year 1450, Gutenberg was engaged in printing his first book from movable types. No method of taking the impressions simpler than that employed by him can be imagined, unless it be with a “buffer,” or by means of a brush rubbed over the paper laid upon the “form” of type, after the manner of the Chinese in printing from engraved blocks. His printing press consisted of two upright timbers, with cross pieces of wood to stay them together at the top and bottom. There were also intermediate cross timbers, one of which supported the flat “bed” upon which the type was placed, and through another a wooden screw passed, its lower point resting on the centre of a wooden “platen,” which was thus screwed down upon the type. After inking the form with a ball of leather stuffed with wool, the printer spread the paper over it, laying a piece of blanket upon the paper to soften the impression of the platen and remove inequalities. This was the machine which Gutenberg used. The mechanical principle embodied in it was found in the old cheese and linen presses ordinarily seen in the houses of medieval times.
Aabout the year 1450, Gutenberg was working on printing his first book using movable type. There’s no simpler method for making impressions than the one he used, except maybe using a “buffer” or a brush to rub ink over the paper placed on the type, similar to how the Chinese printed from engraved blocks. His printing press had two vertical timbers with wooden crosspieces at the top and bottom for support. There were also additional cross timbers, one of which held the flat “bed” where the type was set, and another had a wooden screw that rested on a wooden “platen.” This screw would press down on the type. After inking the form with a leather ball stuffed with wool, the printer laid the paper on top, putting a piece of blanket over it to cushion the impression from the platen and smooth out any unevenness. This was the machine Gutenberg used. The mechanical principle behind it was based on the old cheese and linen presses that were commonly found in medieval homes.

Were Gutenberg called upon to print his Bible to-day he would find virtually the same type ready for his purpose as that [Pg 6] made by him, no change having taken place in its general conformation; but he would be bewildered in the maze of printing machinery of the beginning of the twentieth century.
The simple form of wooden press, worked with a screw by means of a movable bar, continued in use for about one hundred and fifty years, or until the early part of the seventeenth century, without any material change. The forms of type were placed upon the same wooden and sometimes stone beds, incased in frames called “coffins,” moved in and out laboriously by hand, and after each impression the platen had to be screwed up with the bar so that the paper which had been printed upon it might be removed and hung up to dry.
The basic wooden printing press, operated by a screw with a movable bar, remained in use for about one hundred and fifty years, until the early seventeenth century, without significant changes. The type was laid out on the same wooden—and sometimes stone—beds, which were enclosed in frames called “coffins,” and moved in and out manually with great effort. After each print, the platen had to be tightened with the bar so the printed paper could be taken out and hung up to dry.

The first recorded improvements in this press were made by William Jensen Blaew, a printer of Amsterdam, some time about 1620. They consisted in passing the spindle of the screw through a square block which was guided in the wooden frame, and from this block the platen was suspended by wires or cords; the block, or box, preventing any twist in the platen, and insuring a more equal motion to the screw. He also placed a device upon the press for rolling in and out the bed, and added a new form of iron hand lever for turning the screw. Blaew’s press was introduced into England, and used there as well as on the continent, being substantially the [7] same as that Benjamin Franklin worked upon as a journeyman in London, early in the last century.
The first recorded improvements to this press were made by William Jensen Blaew, a printer from Amsterdam, around 1620. He designed a system that passed the spindle of the screw through a square block guided in a wooden frame, and from this block, the platen was hung by wires or cords. This block prevented any twisting of the platen and ensured a more even motion of the screw. He also added a device to the press for rolling the bed in and out, along with a new iron hand lever for turning the screw. Blaew’s press was brought to England and used there as well as on the continent, being essentially the same as the one Benjamin Franklin worked on as a journeyman in London early last century. [7]
Little further improvement was made in the printing press before the year 1798, when the Earl of Stanhope caused one to be made, the frame of which, instead of being of wood, was one piece of cast-iron. A necessity had arisen for greater power in giving the impression, especially in the printing of woodcuts, and the tendency was naturally toward larger forms of type, requiring greater exertion on the part of the printer; the labor in working one of the old screw presses was about equal to that of the plowman in the field. The Earl of Stanhope reserved the screw, but caused to be added a combination of levers to assist the pressman in gaining greater power, when giving the impression, with less expenditure of energy. These machines were very heavy and extremely cumbersome. They were the first iron printing presses ever constructed, and came into use to some extent. The printers, seizing upon this new idea of a combination of levers to increase the power, were induced to place them upon their wooden presses, the improvement resulting generally in the destruction of the latter, which were not adapted to stand the strain. The iron platen employed by the Earl of Stanhope had, however, previously been used upon the wooden presses.
Little further improvement was made in the printing press before 1798, when the Earl of Stanhope had one made with a frame made from a single piece of cast iron instead of wood. There was a need for more power to make impressions, especially for printing woodcuts, and naturally, there was a move towards larger types that required more effort from the printer; the labor involved in operating one of the old screw presses was roughly equivalent to that of a farmer in the field. The Earl of Stanhope kept the screw but added a combination of levers to help the pressman gain more power for making impressions while using less energy. These machines were very heavy and quite unwieldy. They were the first iron printing presses ever built and saw some use. Printers, excited by the idea of adding lever systems to increase power, began to attach them to their wooden presses, which often resulted in the destruction of the latter as they couldn’t handle the added strain. The iron platen used by the Earl of Stanhope had, however, already been used on wooden presses.

The next practical improvement was made by George Clymer of Philadelphia, who, about 1816, devised an iron machine, entirely dispensing with a screw. A long, heavy cast-iron lever was placed over the platen, one end attached to one of the uprights of the cast-iron frame, and the other susceptible of being raised and lowered by a combination of smaller levers, worked by the pressman after the manner of the ordinary hand press. The impression was given and the platen raised and lowered by a spindle, or pin, attached to the centre of the large cross lever at the top, this being properly balanced to facilitate its being raised with greater ease. Mr. Clymer carried his invention to England, where it was introduced to some extent and was known as the “Columbian” press.
The next practical improvement came from George Clymer of Philadelphia, who, around 1816, invented an iron machine that completely eliminated the need for a screw. A long, heavy cast-iron lever was positioned over the platen, with one end attached to one of the uprights of the cast-iron frame, and the other end able to be raised and lowered using a combination of smaller levers, operated by the pressman like a typical hand press. The impression was made and the platen was raised and lowered by a spindle or pin connected to the center of the large cross lever at the top, which was properly balanced to make it easier to lift. Mr. Clymer took his invention to England, where it was somewhat adopted and became known as the “Columbian” press.

In England there were iron hand presses made by Rutheven, by Brown and by others, all, more or less, improvements upon the Stanhope.
In England, there were iron hand presses made by Rutheven, Brown, and others, all of which were, more or less, improvements on the Stanhope.
In 1822 Peter Smith, an American, connected with the firm of R. Hoe & Co. in New York, devised a machine which was in many respects superior to any up to that time. The frame was of cast-iron, and in place of the screw with levers, he substituted a toggle joint, at once simple and effective.
In 1822, Peter Smith, an American, associated with the firm of R. Hoe & Co. in New York, created a machine that was, in many ways, better than any seen before. The frame was made of cast iron, and instead of using a screw with levers, he replaced it with a toggle joint, which was both simple and effective.
In 1827, however, Samuel Rust of New York, perfected an invention which was a great improvement on the Smith press. The frame, instead of being all of cast-iron, had the uprights at the sides hollowed for the admission of wrought-iron bars, which were [9] securely riveted at the top and bottom of the casting. This gave not only additional strength, but greatly diminished the amount of metal used in construction. This patent was purchased by R. Hoe & Co., who improved upon it, and proceeded with the manufacture of the presses, although the “Smith” continued to be used to some extent. The new invention was known as the “Washington” press, and in principle and construction has never been surpassed by any hand printing machine. They were manufactured in great numbers, and continue to be manufactured and sold at the present time for taking fine proofs, although the universal adoption of the cylinder press has almost entirely superseded them for other printing. The number made and sold by Hoe & Co. alone, a majority of which are now in use, is over six thousand. They have been sent all over the world. This style of press is made in seven sizes.
In 1827, however, Samuel Rust from New York perfected an invention that significantly improved the Smith press. Instead of being made entirely of cast iron, the frame had hollow uprights on the sides to accommodate wrought-iron bars, which were [9] securely riveted at the top and bottom of the castings. This design not only added extra strength but also greatly reduced the amount of metal needed for construction. R. Hoe & Co. purchased this patent, enhanced it, and began manufacturing the presses, although the “Smith” was still used to some extent. The new invention became known as the “Washington” press and has never been surpassed in principle and construction by any hand printing machine. These presses were produced in large quantities and are still manufactured and sold today for creating fine proofs, although the widespread use of the cylinder press has largely replaced them for other types of printing. Hoe & Co. alone has made and sold over six thousand of them, most of which are still in use, and they have been shipped around the globe. This type of press comes in seven sizes.

The following is a description of this press: The bed slides on [10] a track and is run in and out from under the platen by turning a crank which has belts attached to a pulley upon its shaft. The impression of the platen is given by means of a curved lever acting on a toggle joint, and the platen is lifted by springs on either side. Attached to the bed is a “tympan” frame covered with cloth, and standing inclined, to receive the sheet to be printed. Another frame, called the “frisket,” is attached to the tympan, and covered with a sheet of paper, having the parts which otherwise would be printed upon cut away, so as to prevent the “chase” and “furniture” from blacking or soiling the sheet. The frisket is turned down over the sheet and tympan and all are folded down when the impression is taken. Automatic inking rollers were attached to this machine, operated by a weight raised by the pull of the pressman, the descent of the weight drawing the rollers over the type and returning them to the inking cylinder while the pressman placed another sheet upon the tympan. Still further improvements in this inking apparatus were made and patented by Hoe & Co., in which the distribution of the ink on the rollers was effected by means of an apparatus driven by steam power and which also caused the inking rollers to move forward over the type at the will of the pressman.
The following is a description of this press: The bed slides on [10] a track and is moved in and out from under the platen by turning a crank connected to a pulley. The platen makes an impression through a curved lever that operates a toggle joint, and it is lifted by springs on either side. Attached to the bed is a “tympan” frame covered with cloth, angled to hold the sheet being printed. Another frame, called the “frisket,” is connected to the tympan, covered with paper, and has cut-out areas to prevent the “chase” and “furniture” from marking or dirtying the sheet. The frisket is lowered over the sheet and tympan, and everything is folded down when the impression is made. The machine came with automatic inking rollers that were operated by a weight lifted by the pressman's pull; when the weight descended, it moved the rollers over the type and returned them to the inking cylinder while the pressman placed another sheet onto the tympan. Further improvements to this inking system were patented by Hoe & Co., which used steam power to distribute ink on the rollers and allowed the pressman to control the rollers' movement over the type.

The bed and platen system of printing was, up to the middle of the nineteenth century, the favorite method of printing fine books and cuts. The first “power” or steam press upon this principle [11] was made by Daniel Treadwell, of Boston, in 1822. The frames were of wood, and it does not appear that more than three or four of these were ever constructed. The best machines of this description were those devised and patented by Isaac Adams, of Boston, in 1830 and 1836, and by Otis Tufts, of the same place, in 1834. They were first made with wooden and afterward with iron frames. In 1858 Adams’s business became the property of Hoe & Co., who continued to manufacture the machines with added improvements. In all more than a thousand, in no less than fifty-seven sizes, were sold for use in the United States, some being sent to other countries. In these machines, the type is placed upon an iron bed, after the usual manner of the hand press, and this bed is raised and lowered by straightening and bending a toggle joint by means of a cam, [12] thus giving the impression upon the iron platen fixed above it, and firmly held in position by upright iron rods secured to the bottom bar, a strong cross-piece, at the base of the machine. The ink fountain is at one end of the press; the inking rollers travel twice over the form, in a movable frisket frame, while the bed is down; the paper is taken in by grippers on the frisket and carried over the form, when the bed rises and the impression is given; and finally the sheets pass forward from the frisket by tapes to a sheet flier, which delivers them on the fly board. One thousand sheets per hour is the maximum speed of the larger sizes of the Adams press. Although many of these machines were made and great numbers are still used, and notwithstanding the fact that it was thought by many experienced printers that fine book and cut work could be done in no other way than by flat pressure, this system of printing has given place to that of the cylinder press.
The bed and platen printing system was, until the mid-nineteenth century, the preferred method for printing high-quality books and illustrations. The first “power” or steam press based on this design was made by Daniel Treadwell in Boston in 1822. These machines had wooden frames, and it seems that only about three or four of them were ever built. The best machines of this type were those invented and patented by Isaac Adams in Boston in 1830 and 1836, and by Otis Tufts in 1834. They were initially built with wooden frames, later switching to iron frames. In 1858, Adams’s business was acquired by Hoe & Co., which continued to produce the machines with further enhancements. In total, over a thousand of these machines, in at least fifty-seven sizes, were sold for use in the United States, with some exported to other countries. In these machines, the type is placed on an iron bed, similar to the traditional hand press, and this bed is raised and lowered by adjusting a toggle joint using a cam, [11] which then makes an impression on the iron platen above it, firmly held in place by upright iron rods attached to the bottom bar, a strong cross-piece at the base of the machine. The ink fountain is located at one end of the press; the inking rollers pass over the form twice within a movable frisket frame while the bed is down; the paper is taken in by grippers on the frisket and moved over the form when the bed rises to create the impression; finally, the sheets are carried forward from the frisket by tapes to a sheet flier, which delivers them onto the fly board. The maximum speed of the larger sizes of the Adams press is one thousand sheets per hour. Despite the large number of these machines that were produced and are still in use, and even though many experienced printers believed that fine book and illustration work could only be effectively done through flat pressure, this printing system has been replaced by the cylinder press. [12]

The idea of printing from plates or forms carried upon a flat bed beneath a cylinder was not a new one, having been employed by printers of copper-plate engravings in the fifteenth century. Their machines, however, were rude in form, and made of wood, the roller revolving in stationary bearings, while the bed, with the plate upon it and carrying the paper, covered by a blanket, on its surface, moved backward and forward under the roller. The inking was done by hand with balls. With the inauguration of this system of printing from type or forms placed upon a flat bed moved forwards and backwards under a revolving cylinder, commenced an entirely new era in the history of the printing press. It should be understood, however, that the vast number of patents granted for printing machines in which the cylinder is connected with the bed, or by the operation of two cylinders together, one holding the form and the other giving the impression, are almost all for improvements and devices of detail, the radical principles upon which these are founded remaining the same. Thus, Sir Rowland Hill, in the early [15] part of the nineteenth century, projected a machine for printing from an endless roll, or “web” of paper; and in 1790 an Englishman named William Nicholson (author, inventor, patent agent, editor and school teacher) took out a patent covering the idea of cylinder presses in which the forms should be placed upon either a flat bed or cylinder at will and receive the impression from a cylinder covered with cloth or some similar material. Between the bed and cylinder, or between the two cylinders, the sheet was to be fed in and printed. The ink was to be put on by a roller built up of cloth and covered with leather. There is, however, a great difference between an actual invention and a scheme. If the simple proposition advanced to make a machine upon this principle, without its consummation, or without any press being produced, can be considered an invention, then Nicholson may (as a writer on the subject states) have been “so far ahead of his time as to leap over three generations” by his invention. As a matter of fact, however, his patents were mostly schemes, and little more, as a moment’s reflection will convince. He did not know how to curve the plates to be put upon the cylinders, nor how to secure them properly for good work—in fact, he did not know how to make the plates in any practicable manner. All these questions remained to be solved in order that the printing press might be an invention. On this account, therefore, I do not give descriptions of proposals to make machines, but of presses that have been actually made, and used sufficiently to entitle them to recognition as practical improvements exemplifying the progressive evolution of the printing press.
The concept of printing from plates or forms placed on a flat surface under a cylinder wasn't new; it had been used by copper-plate engravers in the fifteenth century. However, those early machines were quite primitive, made of wood, with the roller turning in fixed bearings while the bed, which held the plate and paper (covered with a blanket), moved back and forth under the roller. Inking was done by hand using balls. The start of this system of printing from type or forms that moved back and forth beneath a rotating cylinder marked a completely new chapter in the history of the printing press. It's important to note that the many patents granted for printing machines with a cylinder connected to the bed, or using two cylinders together—one holding the form and the other applying the impression—mostly relate to improvements and details, while the fundamental principles behind them have remained unchanged. For example, Sir Rowland Hill, in the early nineteenth century, proposed a machine that would print from an endless roll or “web” of paper. In 1790, an Englishman named William Nicholson (who was a writer, inventor, patent agent, editor, and teacher) patented the concept of cylinder presses where the forms could be placed on either a flat bed or cylinder as needed to receive the impression from a cylinder wrapped in cloth or a similar material. The sheet was to be fed in and printed between the bed and cylinder, or between two cylinders. Ink would be applied with a roller made of cloth and covered in leather. However, there is a significant difference between an actual invention and just an idea. If simply proposing to create a machine based on this principle, without actually producing any working press, can count as an invention, then Nicholson may have been "ahead of his time by three generations," as some writers suggest. In reality, most of his patents were just ideas and not much more, as a little thought will reveal. He didn’t know how to curve the plates for the cylinders or how to secure them properly for effective use—in fact, he didn’t know how to make the plates in a workable way. All these issues needed to be addressed for the printing press to be considered a true invention. For this reason, I focus on describing presses that have actually been built and used sufficiently to be recognized as practical advancements illustrating the ongoing evolution of the printing press.
The foundation and growth of newspapers first published periodically, and finally each day, created a demand for machines which should print with rapidity, and fine work was delegated for the time being to the flat bed and platen press, most of it, as has been seen, being turned out upon the hand press.
The establishment and expansion of newspapers, which initially came out periodically and eventually daily, created a need for machines that could print quickly. For the time being, finer work was handled by the flatbed and platen press, with most of it, as previously noted, being produced on the hand press.
The credit of actually introducing into use a flat bed Cylinder [16] Press is due to a Saxon named Friederich Koenig, who visited England in 1806, and through the assistance of Thomas Bensley, a printer in London, devised a machine which in 1812-1813 was worked by him, and printed, among other publications, a part of “Clarkson’s Life of William Penn.” Koenig was assisted by a mechanic named Andrew Bauer, a fellow-countryman. The form of type was placed on a flat bed, the cylinder above it having a three-fold motion, or stopping three times; the first third of the turn receiving the sheet upon one of the tympans and securing it by the frisket; the second giving the impression and allowing the sheet to be removed by hand, and the third returning the tympan empty to receive another sheet.
The credit for actually bringing a flat bed Cylinder [16] Press into use goes to a Saxon named Friederich Koenig, who visited England in 1806. With help from Thomas Bensley, a printer in London, he created a machine that he operated between 1812 and 1813, printing, among other works, part of “Clarkson’s Life of William Penn.” Koenig was assisted by a mechanic named Andrew Bauer, who was also from Saxony. The type was placed on a flat bed, while the cylinder above it had a three-fold motion, or stopped three times; the first part of the turn would receive a sheet onto one of the tympans and secure it with the frisket; the second part would create the impression and allow the sheet to be taken off by hand, and the third would return the tympan empty to accept another sheet.
These men also devised what has proved, even to this day, to be a most efficient reciprocating motion of the type bed. It consists of a pinion carried on the inner end of a long shaft which is turned by gearing from the outside of the press frame and has in its length a universal joint, allowing an up-and-down motion of the pinion as it revolves. To the outer end of the shaft the wheel connecting with the impression cylinder is attached. Underneath the bed and fastened to it is a “rack,” or a row of teeth, with a crescent-shaped segment of hard metal at each end. In this rack, in addition to the teeth, are pins, or studs, at each end. The wheel before referred to, at the outer end of the shaft, being set in motion revolves the pinion and moves the bed by means of the teeth in this rack. At the proper moment, calling for the reversal of the bed, the pinion turns around over one of the pins or studs, against the segment on the rack, and immediately re-engages its teeth in the opposite side of the rack, so carrying the bed back again. This motion is repeated at the opposite end of the rack, and the bed again stopped and returned by the pinion revolving against the segment and again over the rack, thus giving a reciprocating motion to the bed.
These men also created what has proven to be a highly effective reciprocating motion for the type bed, which remains true even today. It consists of a pinion attached to the inner end of a long shaft that turns via gears from outside the press frame. This shaft has a universal joint along its length, allowing an up-and-down motion of the pinion as it rotates. A wheel that connects to the impression cylinder is attached to the outer end of the shaft. Underneath the bed, secured to it, is a “rack” or a row of teeth, with a crescent-shaped segment of hard metal at each end. In addition to the teeth, there are pins or studs at each end of the rack. When the previously mentioned wheel at the outer end of the shaft is set in motion, it rotates the pinion and moves the bed using the teeth in this rack. At the right moment, when the bed needs to reverse, the pinion rotates over one of the pins or studs, pushing against the segment on the rack, and then immediately re-engages its teeth on the opposite side of the rack, moving the bed back again. This motion repeats at the opposite end of the rack, stopping and returning the bed again by the pinion rotating against the segment and back over the rack, creating a reciprocating motion for the bed.
In 1814 Koenig patented a continuously revolving Cylinder [17] Press. The part of the periphery of the cylinder not used for giving the impression is slightly reduced in diameter, so as to allow the form to return under it freely after giving an impression. He showed designs adapting it for use as a single Cylinder Press, and also a two Cylinder Press, both for printing one side of the paper at a time; likewise a two Cylinder Press for printing both sides of the paper at one operation. In this later press, the two forms were placed one at each end of a long bed, and the paper after being printed on one side by one cylinder, was carried by tapes over a registering roller to the other cylinder, where it was printed upon the reverse side. This press, termed a “perfecting press,” was afterwards improved by Applegath & Cowper so as to be a very efficient machine.
In 1814, Koenig patented a continuously rotating Cylinder Press. [17] The portion of the cylinder's edge that isn’t used for printing is slightly smaller in diameter, allowing the form to move back freely after making an impression. He presented designs for use as a single Cylinder Press and a two Cylinder Press, both capable of printing one side of the paper at a time. There was also a two Cylinder Press designed to print both sides of the paper in a single run. In this later press, one form was positioned at each end of a long bed. After being printed on one side by one cylinder, the paper was moved by tapes over a registering roller to the other cylinder, where the opposite side was printed. This press, called a “perfecting press,” was later enhanced by Applegath & Cowper, making it a very efficient machine.
Koenig erected in the office of the London “Times” in 1814 two of the two Cylinder Presses mentioned above, which printed on one side of the paper only, at the rate of 800 sheets per hour.
Koenig set up two of the Cylinder Presses mentioned above in the office of the London "Times" in 1814. These presses printed only on one side of the paper, at a speed of 800 sheets per hour.
Koenig, however, was not alone in his efforts to perfect a Cylinder Press. Various patents were gotten out by Bacon & Donkin in 1813; by Cowper in 1816 and again in 1818; and by Applegath in 1818. But the most ingenious and practical device in connection with the movements of a flat bed and a cylinder for printing machines was patented by Napier in 1828 and 1830. He was the first who introduced “grippers,” or “fingers,” for the conveyance of the sheets around the cylinder during the impression, and for delivering them after printing. Tapes or strings had previously been employed for this purpose. He was also the first to manufacture presses in which the impression cylinders are of small size and make two or more revolutions to each sheet printed, and he devised the toggles for bringing the cylinders down to print on the form and for raising them to let the form run back without touching.
Koenig, however, wasn't the only one trying to improve the Cylinder Press. Various patents were issued by Bacon & Donkin in 1813, by Cowper in 1816 and again in 1818, and by Applegath in 1818. But the most clever and practical device related to the movements of a flat bed and a cylinder for printing machines was patented by Napier in 1828 and 1830. He was the first to introduce “grippers” or “fingers” to move the sheets around the cylinder during printing and to deliver them after. Before this, tapes or strings were used for the same purpose. He was also the first to create presses where the impression cylinders were smaller and made two or more revolutions for each sheet printed, and he designed the toggles to lower the cylinders for printing on the form and raise them to allow the form to return without making contact.


The news of these later inventions reached New York in due time, and in 1832 Robert Hoe, who had been some time established [18] in the manufacture of printing presses, sent a young man, Sereno Newton (whom he afterwards took in partnership with him), to England to investigate the subject and see what improvements were worthy of adoption. The result was the construction of the [19] machines known as the “Single Small Cylinder” and “Double Small Cylinder,” also the large Cylinder “Perfecting” Press, which have continued, with many alterations and improvements, to be manufactured up to the present time.
The news of these later inventions eventually reached New York, and in 1832, Robert Hoe, who had been in the printing press business for some time, sent a young man named Sereno Newton (whom he later took on as a partner) to England to explore the subject and see which improvements were worth adopting. This led to the development of the machines known as the “Single Small Cylinder” and “Double Small Cylinder,” as well as the large Cylinder “Perfecting” Press, which have been produced, with numerous updates and enhancements, ever since.

Hoe & Co. had previously made the first flat bed and cylinder press ever used in the United States. It was the pattern known as the “Single Large Cylinder,” the whole circumference of the cylinder being equivalent to the entire travel of the bed forwards and backwards, the cylinder making one revolution for each impression in printing, without stopping. Only a portion of the cylinder was employed to take the impression, the remainder of its circumference being [20] turned down small enough to allow the type on the bed to pass back under it without touching. Hundreds of these machines were made and are now in use, and they are still made at the present day, with patented sheet fliers and other devices and improvements in the methods of manufacture. Other similar presses were made later by the press-makers A. B. Taylor, A. Campbell, C. B. Cottrell, and C. Potter, Jr.
Hoe & Co. had previously created the first flatbed and cylinder press ever used in the United States. This model was known as the “Single Large Cylinder,” where the entire circumference of the cylinder matched the total travel of the bed moving forward and backward. The cylinder completed one revolution for each printed impression, without stopping. Only a section of the cylinder was used to make the impression, while the rest of its circumference was reduced in size to let the type on the bed pass underneath without touching it. Hundreds of these machines were produced and are still in use today, and they continue to be manufactured, now incorporating patented sheet fliers and various improvements in the manufacturing process. Other similar presses were later produced by manufacturers A. B. Taylor, A. Campbell, C. B. Cottrell, and C. Potter, Jr. [20]
The patented sheet flier before referred to, and which was used on the “Adams” bed and platen press, was greatly improved by Hoe & Co. and placed upon all their cylinder presses.
The patented sheet flier mentioned earlier, which was used on the “Adams” bed and platen press, was significantly enhanced by Hoe & Co. and applied to all their cylinder presses.
Before proceeding further with an account of the faster newspaper presses, it may be well to complete the history of machines employed up to this time for book, job and woodcut printing. For this purpose the “Single Large Cylinder,” already described, was first used. In England there were the “Napier” presses, the “Wharfdale” and many others, all involving the same general principle, and capable of turning out more or less satisfactory work, in proportion to the perfection of their construction and the skill of those operating them. Most of the English machines, however, show defects in mechanical construction. In fact, the supremacy of the American printing press is maintained in a large measure by the simplicity, accuracy and perfection of its mechanism. Foreign presses, made by the cheap labor of Europe, have been repeatedly brought to this country and introduced into printing offices. They have never, however, lasted long, most of them having perished in the using or been found unprofitable.
Before moving on to the faster newspaper presses, it’s a good idea to finish the history of the machines that have been used so far for book, job, and woodcut printing. To start, the “Single Large Cylinder” we already talked about was the first one used. In England, there were the “Napier” presses, the “Wharfdale” presses, and many others, all based on the same general principle and capable of producing work that was more or less satisfactory, depending on how well they were built and the skill of the operators. However, most of the English machines have flaws in their mechanical design. In fact, the dominance of the American printing press comes largely from the simplicity, accuracy, and perfect design of its mechanics. Foreign presses produced with cheap labor in Europe have often been brought to this country and used in print shops. However, they have generally not lasted long, with most either breaking down during use or being found unprofitable.
There have been various modifications of the principle underlying the Napier movement for flat-bed presses, i. e., having the driving wheel engage the rack at all times, reversing the movement by turning about the ends of the rack and driving the bed alternately in opposite directions.
There have been several changes to the principle behind the Napier movement for flat-bed presses, meaning having the drive wheel constantly engage with the rack, reversing the motion by rotating around the ends of the rack and alternately driving the bed in opposite directions.
As early as 1847 Hoe & Co. patented an entirely new bed [21] driving mechanism. To a hanger fixed on the lower side of the bed were attached two racks facing each other, but not in the same vertical plane, and separated by a distance equal to the diameter of the driving wheel, which was on a horizontal shaft and movable sideways so as to engage in either one or other of the racks. By this means, a uniform movement was obtained in each direction.
As early as 1847, Hoe & Co. patented a completely new bed [21] driving mechanism. Two racks facing each other were attached to a hanger fixed on the underside of the bed, but they were not aligned vertically and were spaced apart by a distance equal to the diameter of the driving wheel, which was mounted on a horizontal shaft and could move sideways to engage with either of the racks. This setup created a smooth movement in both directions.
The reversal of the bed was accomplished by a roller at either end of the bed entering a recess in a disc on the driving shaft, which in a half revolution brought the bed to a stop and started it in the opposite direction.
The bed was reversed by a roller at each end entering a notch in a disc on the driving shaft, which, after half a turn, stopped the bed and started it moving in the opposite direction.
This involved a new principle; a crank action operating directly upon the bed from a shaft having a fixed centre, and within recent years modifications of this patent have been successfully employed to drive the type bed at a high velocity and reverse it without shock or vibration.
This introduced a new principle: a crank action that works directly on the bed from a shaft with a fixed center. In recent years, updates to this patent have been effectively used to drive the type bed at high speeds and reverse it smoothly, without any shock or vibration.
The “Miehle” Press is a modified form of this movement; the crank pin or roller is attached to the side of the bed wheel, and at the ends of the uniform movement it is enclosed within the walls of a vertical guideway formed at each end of the rack supporting frame, and passes through the length of this guide as it performs its function of reversing the bed.
The “Miehle” Press is an updated version of this mechanism; the crank pin or roller is connected to the side of the bed wheel, and at the ends of the consistent movement, it is contained within the walls of a vertical guideway created at each end of the rack supporting frame, passing through the length of this guide as it carries out its role of reversing the bed.
An improvement in this class of bed motions has lately been made and patented by Hoe & Co. In this machine the crank pin, which controls the reversal of the motion of the type bed, moves in a rectilinear instead of a circular pathway. As the motion of the crank is thus directly in line with the travel of the bed, it is possible to lock the journal box, enclosing the pin, securely to the bed, while the bed is being controlled by the action of the crank, and thereby avoids the friction and consequent wear of parts that occur when the crank pin moves in a circular line. The movement of the crank is obtained from the rotatory motion of the bed wheel, and has the same varying velocities as would be derived from a crank [22] traveling in a circular pathway. It, therefore, checks the momentum of the bed with ease, brings the bed to rest, and returns it with an accelerating motion while under positive control. The wearing of parts is thus reduced to the minimum, insuring an accuracy of register and exactness of motion hitherto unattainable. A press with a bed measuring 48 × 65 inches runs without jar or vibration at a speed of 1,800 impressions an hour.
An improvement in this type of bed motion has recently been developed and patented by Hoe & Co. In this machine, the crank pin that controls the movement of the type bed travels in a straight line rather than a circular path. Since the crank's motion aligns directly with the bed's travel, it allows for the journal box, which holds the pin, to be securely locked onto the bed while the crank controls the bed's movement. This setup eliminates the friction and wear on parts that happens when the crank pin follows a circular path. The crank's movement is derived from the rotational motion of the bed wheel and varies in speed similar to that of a crank moving in a circular manner. As a result, it easily manages the bed's momentum, brings the bed to a stop, and returns it with increasing speed while maintaining precise control. The wear on parts is minimized, ensuring an accuracy of registration and precision of movement that has not been possible before. A press with a bed size of 48 × 65 inches operates smoothly without any jarring or vibration at a rate of 1,800 impressions per hour. [22]
The press of the present day from which the finest letterpress and woodcut work is turned off is known as the “Stop Cylinder.” This was devised and patented by a Frenchman named Dutartre, in 1852, and introduced into this country about 1853 by Hoe & Co., who have since patented many improvements upon it. It was a surprise to many printers to find that this machine could do work which heretofore it had been supposed the hand press only was capable of performing.
The modern printing press that produces the best letterpress and woodcut work is called the “Stop Cylinder.” This was invented and patented by a Frenchman named Dutartre in 1852 and brought to this country around 1853 by Hoe & Co., who have since patented many improvements on it. Many printers were surprised to discover that this machine could perform tasks that were previously thought to be possible only with a hand press.

The Stop Cylinder Press may be described as follows: The type is secured upon a traveling iron bed, which moves back and forth upon friction rollers of steel, the bed being driven by a simple crank motion, stopping and starting it without noise or jar. All the running portions of this bed are made of fine steel as hard as it can be worked. The cylinder is stopped by a cam motion pending the backward travel of the bed, and during the interval of rest the sheet is fed down against the guides and the grippers closed upon it before the cylinder starts, thus insuring the utmost accuracy of register. After the impression, the sheet is transferred to a skeleton cylinder, also containing grippers, which receives, and delivers it, over fine cords, upon the sheet flier, which in turn deposits it upon the table. The distribution of the ink is effected partly by a vibrating, polished, steel cylinder, and partly upon a flat table at the end of the traveling bed, the number of form-inking rollers varying from four to six. This is without doubt the most perfect flat bed cylinder printing machine that has ever been [27] devised. It is made in various sizes. The average output of one of these presses with a bed 36 × 54 inches is from 1,000 to 1,500 impressions per hour.
The Stop Cylinder Press can be described like this: The type is secured on a moving iron bed that shifts back and forth on steel friction rollers, powered by a simple crank motion that starts and stops it smoothly and quietly. All moving parts of this bed are crafted from high-quality steel, as tough as possible. A cam mechanism halts the cylinder while the bed moves backward, and during this pause, the sheet is fed down against guides, and the grippers close on it before the cylinder starts again, ensuring maximum registration accuracy. After the impression, the sheet is moved to a skeleton cylinder, which also has grippers. This cylinder receives and delivers the sheet over fine cords to the sheet flier, which then places it on the table. The ink distribution happens partly through a vibrating, polished steel cylinder and partly on a flat table at the end of the moving bed, with the number of inking rollers ranging from four to six. This is undoubtedly the most advanced flat bed cylinder printing machine ever created. It is available in different sizes. A standard press with a bed size of 36 × 54 inches can produce between 1,000 and 1,500 impressions per hour. [27]
The demand being constantly for machines taking on larger sized forms, there has been lately constructed and patented by R. Hoe & Co. an entirely new Stop Cylinder Press, having a bed 45 × 62 inches, and which can be run at a speed of 1,700 impressions an hour. The main points of difference between the Stop Cylinder Press for type forms and the Lithographic Press is in the form of the bed only, the other portions, including the driving apparatus, being almost identical; therefore the same general description applies to these new machines for both classes of work. A great objection to flat-bed presses of large size has always been the height of the cylinder from the floor, necessitated by the increased dimensions of the driving apparatus under the bed. In these new presses the bed is reciprocated as usual by a crank motion, but made exceptionally strong and compounded. This method of construction not only gives the increased speed but makes the bed of the machine low down, so that it is better under the hand and eye of the operator. The product of the machine is delivered printed side up, by a patented take-off apparatus, which takes the sheets from the impression cylinder by grippers in a reciprocating carriage and deposits them upon a table. No tapes or guides come in contact with the freshly printed ink.
The ongoing demand for larger machines has led to the recent construction and patenting by R. Hoe & Co. of a completely new Stop Cylinder Press, featuring a bed size of 45 × 62 inches and capable of running at a speed of 1,700 impressions per hour. The main differences between the Stop Cylinder Press for type forms and the Lithographic Press lie solely in the design of the bed; other components, including the driving mechanism, are almost identical. As a result, the same general description applies to these new machines for both types of work. A significant drawback of large flat-bed presses has always been the height of the cylinder from the floor, which is necessary due to the larger size of the driving apparatus beneath the bed. In these new presses, the bed is moved back and forth as usual by a crank motion, but it is exceptionally strong and designed for greater stability. This construction method not only allows for increased speed but also positions the bed lower, making it more accessible for the operator. The printed product is delivered with the printed side up, using a patented take-off system that removes sheets from the impression cylinder with grippers on a reciprocating carriage and places them on a table. No tapes or guides touch the freshly printed ink.

Keeping pace with the improved methods and machines employed in typographic printing, and influenced thereby, the lithographic and kindred branches of printing have also made progress, induced mainly, however, by the general striving for more rapid and economical production. This has been accomplished by using larger stones, paper and machines, and by employing rotary machines for some work. The use of curved stones for lithography being impracticable for many reasons, a substitute was found in [28] plates or sheets made of zinc or aluminum, which, when properly prepared, possess properties akin to those in lithographic stones. Being flexible, these sheets are easily stretched over the curved surface of a cylinder. Although the development of this branch of printing is due, chiefly, to the French and Germans, much has been done in this country toward its improvement, and work is produced upon Rotary Zincographic or Aluminum Presses that compares favorably with that produced from stones, and at double the speed. The smaller of these presses, printing only one color at a time, prints on sheets 30 × 44 inches, at a speed up to 2,000 impressions per hour; the larger presses of the same kind print on sheets 44 × 64 inches, at a speed up to 1,700 impressions per hour, although the machines may be run even faster, according to the dexterity of the feeder.
Keeping up with the advancements in methods and machinery used in typographic printing, the lithographic and related branches of printing have also progressed, primarily driven by the overall demand for faster and more cost-effective production. This has been achieved by utilizing larger stones, paper, and machines, along with the use of rotary machines for certain tasks. Since curved stones for lithography are impractical for various reasons, a substitute was found in [28] plates or sheets made from zinc or aluminum, which, when properly prepared, have properties similar to lithographic stones. Being flexible, these sheets can easily be stretched over the curved surface of a cylinder. While the development of this branch of printing is mainly credited to the French and Germans, significant improvements have also been made in this country, with work produced on Rotary Zincographic or Aluminum Presses that rivals that produced from stones, and at twice the speed. The smaller of these presses, which only print one color at a time, can print on sheets measuring 30 × 44 inches at speeds of up to 2,000 impressions per hour; the larger presses of the same type print on sheets measuring 44 × 64 inches at speeds of up to 1,700 impressions per hour, although the machines can run even faster depending on the skill of the feeder.

Two-Color Rotary Presses are in successful operation in different parts of this country. In these machines there are two plate cylinders and one impression cylinder, each of the plate cylinders having its own inking and dampening appliances. The sheet of paper, after being fed to the grippers of the impression cylinder, receives one printing from the first plate cylinder, and a second printing, in a different color, from the second plate cylinder, and is then released from the grippers and delivered in the usual manner by the sheet flier. The size of the sheets printed is 44 × 64 inches, and running at a speed of 1,700 revolutions per hour, the number of printings is 3,400, or double that obtained from the one-color machine of the same size.
Two-Color Rotary Presses are successfully operating in various parts of the country. These machines have two plate cylinders and one impression cylinder, with each plate cylinder having its own inking and dampening systems. The sheet of paper, after being fed into the grippers of the impression cylinder, gets printed once by the first plate cylinder and then printed again, in a different color, by the second plate cylinder. After that, it’s released from the grippers and delivered as usual by the sheet flier. The size of the printed sheets is 44 × 64 inches, and at a speed of 1,700 revolutions per hour, the number of printings is 3,400, which is double that produced by a one-color machine of the same size.
We now return to a further consideration of the newspaper press. The “Single Small Cylinder” and “Double Small Cylinder” machines heretofore described as primarily the invention of Napier, and perfected by Hoe & Co. and made by them, came into general use in the United States. In construction and for the quantity and quality of work produced they excelled any made in England; the [31] output of one of the “Single Cylinder” presses reaching 2,000 impressions per hour, or about as fast as the feeder could lay down the sheets. When still greater speed was required the “Double Cylinder” press was used, the travel of the bed being of such length that the form of type passed backward and forward under both cylinders. Two feeders accordingly put in the sheets; the maximum speed obtained being about 2,000 from each cylinder, or 4,000 from the two cylinders per hour, printed on one side. It was evident, both in England and America, that something faster must be devised. The growing demand for papers containing the latest news necessitated increasing effort on the part of the machine-makers. The presses of Dryden & Ford, Middleton, and others in England failed to meet the requirements there, as did the “Single” and “Double” Cylinders in America.
We now turn our attention to a deeper look at the newspaper press. The "Single Small Cylinder" and "Double Small Cylinder" machines previously described as mainly invented by Napier and refined by Hoe & Co., which manufactured them, became widely used in the United States. In terms of design, quantity, and quality of work produced, they surpassed any made in England; the output of one of the "Single Cylinder" presses reached 2,000 impressions per hour, almost as fast as the feeder could lay down the sheets. When even greater speed was needed, the "Double Cylinder" press was used, with the bed traveling such a distance that the type passed back and forth under both cylinders. Two feeders were therefore used to insert the sheets, achieving a maximum speed of about 2,000 impressions from each cylinder, or 4,000 from both cylinders per hour, printed on one side. It was clear, both in England and America, that something faster needed to be developed. The increasing demand for papers with the latest news required more effort from the machine-makers. The presses from Dryden & Ford, Middleton, and others in England couldn't meet the demands there, just as the "Single" and "Double" Cylinders in America fell short.
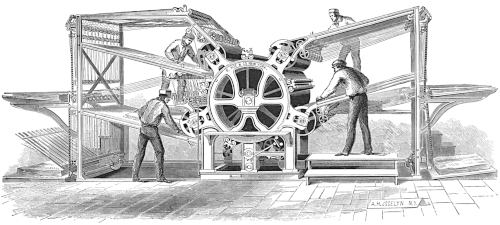

In 1845 and 1846 the firm of R. Hoe & Co. in New York were busily engaged upon plans and inventions for presses which should meet the increased requirements of the newspapers in America. The result was the construction of a press known as the “Hoe Type Revolving Machine,” embodying patents taken out by Richard M. Hoe. The first one of these machines was placed in the “Ledger” office in Philadelphia, in 1846. The basis of these inventions consisted in an apparatus for securely fastening the forms of type on a central cylinder placed in a horizontal position. This was accomplished by the construction of cast-iron beds, one for each page of the newspaper. The column rules were made “V” shaped; i. e., tapering toward the feet of the type. It was found that, with proper arrangement for locking up or securing the type upon these beds, it could be held firmly in position, the surface form a true circle, and the cylinder revolved at any speed required without danger of the type falling out. Around this central cylinder from four to ten impression cylinders, according to the output required, were grouped. The sheets were fed in by boys, and taken from the feed board [32] by automatic grippers, or fingers, operated by cams in the impression cylinders, and which conveyed them around against the revolving form [33] of the central cylinder. Here again a great advantage was gained by the use of the patented sheet flier, consisting of a row of long [34] wooden fingers fastened to the shaft, and operated by a cam and springs; the sheet after printing being conducted out underneath each [35] feed board by means of tapes to the sheet fliers, which laid them in piles on tables; the number of fliers and tables corresponding [36] to the number of impression cylinders. The inking was accomplished by the use of composition rollers placed between each of the impression cylinders; the fountain being below, underneath the main type cylinder. The portion of the surface of this type cylinder, not occupied by the type itself, was utilized as a distributing table, its surface being lower than that of the type, and the inking rollers rising and falling alternately to place the ink on the type and receive a new supply from the distributing surface. The first of these presses had only four impression cylinders, necessitating four boys to feed the sheets. The running speed obtained was about 2,000 sheets to each feeder per hour, thus giving, with what was called a “Four Feeder” or “Four Cylinder” machine, a running capacity of about 8,000 papers, per hour, printed upon one side. As the demands of the newspapers increased, more impression cylinders were added, until these machines were made with as many as ten grouped around the central cylinder, giving an aggregate speed of about 20,000 papers per hour printed upon one side. A revolution in newspaper printing took place. Journals which before had been limited in their circulation by their inability to furnish the papers rapidly increased their issues, and many new ones were started. The new presses were adopted not only throughout the United States, but also in Great Britain. The first one put up abroad was erected in 1848, in the office of “La Patrie” in Paris, but the downfall of the Republic and the re-imposition of a stamp duty, soon put [37] an end to all enterprise in French newspaper publishing. The English, always slow to adopt improvements, did not appreciate the value of these presses until the year 1856, when Edward Lloyd of “Lloyd’s Weekly Newspaper” in London, having seen the one in the office of “La Patrie,” ordered a “Six-Cylinder” machine. This was erected in his office in Salisbury Square, Fleet Street, London, in the following year. It was no sooner in operation and seen by the other newspaper proprietors than orders were received from the London “Times” for two “Ten-Cylinder” presses, to replace the Applegath machine they were then using. The order for these machines was a gratifying tribute to American ingenuity, for the “Times” in December, 1848, in an article on the starting of the Applegath vertical cylinder press, stated that “No art of packing could make the type adhere to a cylinder revolving around a horizontal axis and thereby aggravating centrifugal impulse by the intrinsic weight of the metal.” Eventually orders from almost all of the leading newspapers in Great Britain and Ireland were received.
In 1845 and 1846, the company R. Hoe & Co. in New York was busy working on plans and inventions for printing presses to meet the growing demands of newspapers in America. They developed a press known as the “Hoe Type Revolving Machine,” based on patents filed by Richard M. Hoe. The first of these machines was installed at the “Ledger” office in Philadelphia in 1846. The key to these inventions was a mechanism for securely fastening the type forms on a central cylinder that was positioned horizontally. This was achieved by creating cast-iron beds, one for each page of the newspaper. The column rules were shaped like a “V,” tapering toward the feet of the type. It was found that, with the right locking mechanism to secure the type on these beds, it could be held firmly in place, forming a true circle on the surface, while allowing the cylinder to revolve at any necessary speed without the type falling out. From the central cylinder, there were four to ten impression cylinders arranged based on the required output. Boys fed the sheets in and removed them from the feed board using automatic grippers, or fingers, that were activated by cams in the impression cylinders, conveying the sheets around to the revolving surface of the central cylinder. Here again, a significant advantage was gained through the patented sheet flier, which consisted of a row of long wooden fingers attached to the shaft and operated by a cam and springs; after printing, the sheets were directed out from under each feed board using tapes to the sheet fliers, which stacked them on tables, with the number of fliers and tables matching the number of impression cylinders. The inking was done using composition rollers placed between each of the impression cylinders, while the fountain was positioned below the main type cylinder. The part of the surface of the type cylinder not taken up by the type itself served as a distributing table, being lower than the type, allowing the inking rollers to alternately rise and fall to apply ink to the type and receive a new supply from the distributing surface. The first of these presses had only four impression cylinders and required four boys to feed the sheets. It achieved a running speed of about 2,000 sheets per feeder per hour, resulting in what was known as a “Four Feeder” or “Four Cylinder” machine printing around 8,000 papers per hour on one side. As newspaper demands increased, more impression cylinders were added, leading to machines with as many as ten cylinders around the central one, achieving a total speed of approximately 20,000 papers per hour on one side. This marked a revolution in newspaper printing. Journals that were previously limited in circulation due to their inability to quickly produce papers significantly increased their output, and many new publications were launched. The new presses were adopted not only across the United States but also in Great Britain. The first one set up abroad was installed in 1848 at the office of “La Patrie” in Paris, but the collapse of the Republic and the reintroduction of a stamp duty soon stalled any progress in French newspaper publishing. The English, always slow to embrace improvements, did not recognize the value of these presses until 1856, when Edward Lloyd of “Lloyd’s Weekly Newspaper” in London, after seeing one at “La Patrie,” ordered a “Six-Cylinder” machine, which was set up in his office in Salisbury Square, Fleet Street, London, the following year. As soon as it was operational and noticed by other newspaper owners, the London “Times” placed an order for two “Ten-Cylinder” presses to replace the Applegath machine they were currently using. This order was a satisfying acknowledgment of American ingenuity, as the “Times” had stated in a December 1848 article about the Applegath vertical cylinder press that “No art of packing could make the type adhere to a cylinder revolving around a horizontal axis, thereby worsening centrifugal force due to the metal’s intrinsic weight.” Eventually, almost all the leading newspapers in Great Britain and Ireland began to place orders.
In the meantime various experiments had demonstrated the possibility of casting stereotype plates on a curve. The process was brought to perfection by the use of flexible paper matrices, upon which the metal was cast in curved moulds to any circle desired, and these plates were placed upon the Hoe “Type Revolving Machine” upon beds adapted to receive them instead of the type forms. The newspaper publishers were thus enabled to duplicate the forms, and run several machines at the same time with a view of turning out the papers with greater rapidity. In some large offices, such as the New York “Herald,” London “Daily Telegraph,” and the London “Standard,” as many as five of these machines were in constant operation. About this time the stamp duty in England of one penny upon each sheet of printed matter was repealed. This in itself aided materially in the development of the newspaper press.
In the meantime, various experiments had shown that it was possible to create stereotype plates on a curve. The process was perfected by using flexible paper matrices, on which the metal was cast in curved molds to fit any desired circle. These plates were then placed on the Hoe “Type Revolving Machine” on customized beds designed to hold them instead of the usual type forms. As a result, newspaper publishers were able to duplicate the forms and operate multiple machines simultaneously to produce papers more quickly. In some large offices, like the New York “Herald,” London “Daily Telegraph,” and the London “Standard,” as many as five of these machines were running at the same time. Around this time, England repealed the stamp duty of one penny on each sheet of printed material, which significantly contributed to the growth of the newspaper press.

After the return of Koenig to Germany, an Englishman named Applegath, in connection with a machinist named Cowper, made various improvements, mostly in the way of simplifying Koenig’s presses. After many experiments, they in 1848 constructed for the London “Times” an elaborate machine, entirely upon the cylindrical principle. All of the cylinders of this machine instead of being horizontal, as in presses heretofore used, were vertical. The type was placed upon a large upright central cylinder, but the circumference instead of presenting a complete circle represented as many flat surfaces as there were columns in the newspaper, the forms thus being polygonal. Around this central or form cylinder were placed eight smaller vertical cylinders for taking the impression, inking rollers being introduced to ink the type as it passed alternately from one of these impression cylinders to another. The sheets were fed down by hand from eight flat horizontal feed-boards through tapes; then grasped by another set of tapes and passed sideways between the impression cylinder and the type cylinder, thus obtaining sheets printed upon one side. The impression cylinder delivered them, still in a vertical position, into the hands of boys, one stationed at each cylinder to receive them. The results obtained from this machine were in a measure satisfactory, as the number of papers printed per hour upon one side, from one form of type, was materially increased; not, however, in proportion to the number of impression cylinders placed around it, as the press at its best could produce but 8,000 impressions per hour, on one side of the sheets. Having devised no means to lock up the type other than in flat columns, the polygonal form was a necessity, and the irregularities in it were made up by underlaying the blankets on the impression cylinders to take up these inequalities. Although this press, used in the London “Times” office, was the only one of the kind ever made, its size and importance warrant some record and description of it. This [41] machine was taken out to make way for Hoe Type Revolving Presses.
After Koenig returned to Germany, an Englishman named Applegath, along with a machinist named Cowper, made several improvements, mostly focused on simplifying Koenig’s presses. After many experiments, they constructed a complex machine for the London “Times” in 1848, completely based on the cylindrical principle. All the cylinders of this machine were vertical instead of horizontal, as had been used before. The type was placed on a large upright central cylinder, but instead of having a complete circular shape, its circumference had as many flat surfaces as there were columns in the newspaper, making it polygonal. Surrounding this central or form cylinder were eight smaller vertical cylinders that took the impression, with inking rollers introduced to ink the type as it moved from one impression cylinder to another. Sheets were fed down by hand from eight flat horizontal feed boards through tapes; they were then picked up by another set of tapes and moved sideways between the impression cylinder and the type cylinder, which resulted in sheets printed on one side. The impression cylinder delivered the sheets, still vertical, into the hands of boys, with one assigned to each cylinder to catch them. The outcomes from this machine were somewhat satisfactory, as the number of papers printed per hour on one side from a single form of type significantly increased; however, it didn’t scale with the number of impression cylinders, since the press could at most produce only 8,000 impressions per hour on one side of the sheets. Because they had no method to lock up the type other than in flat columns, the polygonal shape was necessary, and the irregularities in it were compensated for by adding underlays to the blankets on the impression cylinders to smooth out these inconsistencies. Although this press, which was used in the London “Times” office, was the only one of its kind ever made, its size and significance merit some record and description. This [41] machine was eventually replaced by Hoe Type Revolving Presses.
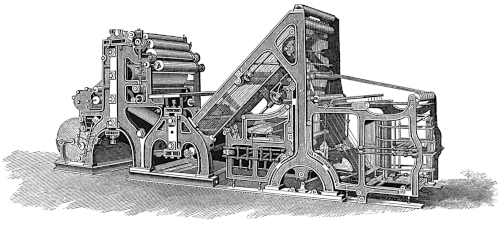
In 1835 Sir Rowland Hill had suggested the possibilities of a machine which should print both sides at once from a roll of paper. It is well known that for many years cotton cloths had been printed in this way, the cylinders being engraved and the cloth after printing being reeled up again. The suggestion, however, was accompanied by no practical knowledge as to the details, and, above all, no practical provision for the rapid cutting off and delivery of the paper either before or after it had been printed. It remained for an American, William Bullock, of Philadelphia, to construct, in 1865, the first printing machine to print from a continuous web or roll of paper. His machine consisted of two pairs of cylinders, i. e., two form or plate cylinders and two impression cylinders. The second impression cylinder was made of large size to provide additional tympan surface, to lessen the offset from the first printed side of the paper. The stereotype plates were not made to fill the whole circumference of each of the form cylinders, as the sheets were cut before printing. One difficulty he had to contend with was the cutting off of the sheets with sufficient accuracy and rapidity. This he accomplished by severing them by means of knives in cylinders. The sheets were then carried through the press by tapes and fingers, and delivery sought to be accomplished by means of a series of automatic metal nippers placed upon endless leather belts at such distance apart as to grasp each sheet successively as it came from the last printing cylinders. This machine was put up in several offices and rejected because of its unreliability, especially in the delivery of the papers, but it was finally so far perfected that it came into use to a considerable extent.
In 1835, Sir Rowland Hill suggested the idea of a machine that could print on both sides of a roll of paper simultaneously. It's well-known that for many years, cotton fabrics had been printed this way, using engraved cylinders to print the cloth, which was then rolled up again afterward. However, his suggestion lacked practical knowledge concerning the details and, most importantly, there was no effective method for quickly cutting and delivering the paper, either before or after printing. It was an American, William Bullock from Philadelphia, who built the first printing machine to print from a continuous web or roll of paper in 1865. His machine had two pairs of cylinders—two for the forms or plates and two for impressions. The second impression cylinder was larger to provide more surface area, reducing the offset from the first side of the printed paper. The stereotype plates didn't cover the entire circumference of the form cylinders since the sheets were cut before printing. One challenge he faced was cutting the sheets accurately and quickly. He solved this by using knives on cylinders to sever the sheets. They were then transported through the press by tapes and fingers, with delivery managed by a series of automatic metal nippers on endless leather belts spaced apart to grasp each sheet as it came from the last printing cylinders. This machine was installed in several print shops but was dismissed due to its unreliability, particularly in delivering the papers. Ultimately, it was improved enough to see considerable use.

Meanwhile the proprietors of the London “Times” inaugurated experiments with the view of making a rotary perfecting press, and finally started the first one in that office about 1868. It was [42] similar in construction to the “Bullock” press so far as the printing apparatus was concerned, excepting that the cylinders were all of one [43] size and placed one above the other. The sheets were severed after printing, brought up by tapes, and carried down to a sheet flier [44] which moved back and forth, and “flirted” the sheets alternately into the hands of two boys seated opposite one another on either side of [45] the sheet flier.
Meanwhile, the owners of the London “Times” started experiments to create a rotary perfecting press, and eventually launched the first one in that office around 1868. It was [42] similar in design to the “Bullock” press in terms of the printing mechanism, except that the cylinders were all the same [43] size and stacked one above the other. The sheets were cut after printing, lifted by tapes, and sent down to a sheet flier [44] that moved back and forth, “flirting” the sheets alternately into the hands of two boys sitting across from each other on either side of [45] the sheet flier.
Marinoni, of Paris, also devised a machine on a similar principle, making the impression and the form cylinder of one size, and placed them one above the other. The “Marinoni” machine had separate fly boards for the delivery of the sheets.
Marinoni, from Paris, also created a machine based on a similar principle, using a single size for both the impression and form cylinder, and stacked them one on top of the other. The “Marinoni” machine featured separate fly boards for delivering the sheets.
In 1871 R. Hoe & Co. also turned their attention to the construction of a rotary perfecting press to print from a roll or continuous web of paper.
In 1871, R. Hoe & Co. also focused on building a rotary perfecting press to print from a roll or continuous sheet of paper.
As before stated, the greatest difficulties to be encountered were:—
As mentioned earlier, the biggest challenges to face were:—
First. The set-off of the first side.
First. The offset of the first side.
Devices were used to overcome this and the ink-makers were induced to pay special attention to the manufacture of rapid-drying or non-setting-off inks.
Devices were used to solve this issue, and the ink manufacturers were encouraged to focus on producing quick-drying or non-smudging inks.
Second. The difficulties in obtaining paper in the roll of uniform perfection and strength. The paper-makers were led to make a study of producing large rolls of paper meeting these requirements, and became much more experienced in its manufacture. The “Walter” press in the “Times” office had necessitated a very strong and expensive paper, which could not be afforded by the cheap daily press.
Second. The challenges in getting rolls of paper that are consistently perfect and strong. The paper manufacturers started to focus on producing large rolls of paper that met these standards and gained a lot more experience in making it. The “Walter” press in the “Times” office required a very strong and costly paper, which was not affordable for the cheaper daily publications.
Third. The difficulty of the rapid severing of the sheets after printing.
Third. The challenge of quickly separating the sheets after printing.
Fourth. A reliable and accurate delivery of the printed papers.
Fourth. A trustworthy and precise delivery of the printed materials.
These last two operations were not accomplished satisfactorily [47] until the appearance of the Hoe machine. In this press the sheets were not entirely severed by the cutters, but simply perforated after the printing. They were then drawn by accelerating tapes, which completely separated them, onto a gathering cylinder so constructed that six perfect papers, or any other desired number, could be gathered one over the other. These, by means of a switch, were at the proper moment turned off onto one sheet flier, which deposited them on the receiving board. This gathering and delivery cylinder, patented by Stephen D. Tucker, a member of the firm of R. Hoe & Co., solved the problem of rapid flat delivery. The first of these machines was placed in the office of “Lloyd’s Weekly Newspaper,” in London, and the first one used in the United States in the “Tribune” office in New York. There was no limit to their capacity for printing excepting the ability of the paper to stand the strain of passing through the press, which produced, when put to its speed, 18,000 perfect papers an hour, delivered accurately on one feed-board. The average speed, however, in printing offices was 12,000, although in some offices they were run at about 14,000 per hour.
These last two operations were not completed successfully [47] until the Hoe machine was introduced. In this press, the sheets weren't completely cut by the blades; they were just perforated after printing. They were then pulled by fast-moving tapes, which fully separated them, onto a gathering cylinder designed to stack six perfect sheets, or any other desired number, on top of each other. At the right moment, these were diverted onto a single sheet flier that placed them on the receiving board. This gathering and delivery cylinder, patented by Stephen D. Tucker, a member of the R. Hoe & Co. firm, resolved the issue of fast flat delivery. The first of these machines was installed in the office of “Lloyd’s Weekly Newspaper” in London, and the first one in the United States was used in the “Tribune” office in New York. There was no limit to their printing capacity except for the paper's ability to withstand the pressure of passing through the press, which could produce 18,000 perfect sheets an hour when running at full speed, delivered accurately onto one feed board. However, the average speed in printing offices was 12,000, although in some places they operated at around 14,000 per hour.
The “Walter” press, made by the London “Times,” was used by it, and also by the London “Daily News” and by the New York “Times.” Further than that it made no progress and has now gone entirely out of use, the presses of this kind in the London “Times” office having been replaced by machines made by R. Hoe & Co. Meantime their machines were adopted by most of the large newspapers in the United States and Great Britain.
The “Walter” press, produced by the London “Times,” was used by them, as well as by the London “Daily News” and the New York “Times.” Beyond that, it didn't evolve much and has now completely fallen out of use, with the presses of this type in the London “Times” office being replaced by machines made by R. Hoe & Co. In the meantime, their machines were adopted by most of the major newspapers in the United States and Great Britain.
These new methods, of course, entirely superseded the “Hoe Type Revolving Machine,” which had reigned supreme in the newspaper world for over twenty years, and of which one hundred and seventy-five had been made, almost all of which have now disappeared.
These new methods completely replaced the “Hoe Type Revolving Machine,” which had been the dominant force in the newspaper industry for over twenty years. A total of one hundred and seventy-five of these machines were produced, and nearly all of them have since vanished.
Up to the middle of the last century the paper had been [48] made from rags, but as these became unobtainable in sufficient quantity some substitute had to be found. First straw and afterwards wood pulp was successfully employed, and paper made from the latter is now in universal use. Its cheapness (averaging now about three cents per pound) materially aided the newspapers, and stimulated the printing machine manufacturers to renewed efforts in devising presses of still greater speed and efficiency.
Up until the middle of the last century, paper was made from rags, but as those became hard to find in enough quantity, a substitute needed to be found. First, straw was used, and then wood pulp, which is now widely used for making paper. Its low cost (now averaging around three cents per pound) greatly helped newspapers and pushed printing machine manufacturers to work harder on creating presses that are even faster and more efficient.
It was desirable also that the papers should be delivered folded ready for the carrier or mail. The first apparatus to accomplish this was similar in design to the hand-fed folding machine in common use in printing offices. The sheets, fed separately into these machines, were carried by tapes running upon pulleys under striking blades, which forced them between pairs of folding rollers. After the first fold they were again carried in a similar manner under striking blades, placed at right angles to the first, and again struck down between rollers to receive a second fold. This action was continued until the desired number of folds had been secured. Folders of this description were attached to the fast presses, but none made could be worked at a greater speed than about 8,000 per hour, until in 1875 Stephen D. Tucker patented a rotating folding cylinder which folded papers as fast as they came from the press, or 15,000 in the hour. The striking blade folders were used in the “Bullock” press, in machines made by C. Potter, Jr., & Co. and others. Andrew Campbell, a printing press manufacturer, also constructed a rotary perfecting press, but his devices were not original. Four or five machines were made by him, and these soon went out of use.
It was also important that the papers be delivered folded and ready for the carrier or mailing. The first machine designed for this purpose was similar to the hand-fed folding machines commonly used in printing shops. The sheets were fed into these machines one by one and were moved by tapes running on pulleys beneath striking blades, which pressed them between pairs of folding rollers. After the first fold, the sheets were again moved in a similar way under striking blades set at right angles to the first, pressing them down again between rollers for a second fold. This process continued until the desired number of folds was achieved. Folders of this type were attached to fast presses, but none could operate at a speed greater than about 8,000 sheets per hour, until Stephen D. Tucker patented a rotating folding cylinder in 1875 that could fold papers as quickly as they came from the press, reaching speeds of 15,000 per hour. The striking blade folders were used in the “Bullock” press and in machines made by C. Potter, Jr., & Co. and others. Andrew Campbell, a printing press manufacturer, also built a rotary perfecting press, but his designs were not original. He made four or five machines, which quickly fell out of use.

The first folders made by Hoe & Co. consisted of the combination of a “gathering cylinder” with a rotary folding cylinder and tapes conveying the printed sheets under horizontal folding blades, somewhat similar to those before described, which thrust them at the proper moment between folding rollers placed at alternate [51] angles, finally delivering them on travelling belts by a small flier. The first of these folding machines were put upon the presses made for the Philadelphia “Times” and operated in the Centennial Exhibition, in 1876.
The first folders made by Hoe & Co. combined a “gathering cylinder” with a rotary folding cylinder and tapes that moved the printed sheets under horizontal folding blades, similar to those described earlier, which pushed them at the right time between folding rollers positioned at alternating [51] angles, ultimately delivering them on conveyor belts via a small flier. The first of these folding machines were installed on the presses made for the Philadelphia “Times” and were in use at the Centennial Exhibition in 1876.
These folders, however, were only the commencement of a long series of experiments undertaken by the makers in the development of still faster printing and folding mechanisms, and from this time forward the progress made has been phenomenal. With great ingenuity, added to long experience, and by the acquisition and adaptation of every device which should aid them in their efforts, Hoe & Co. succeeded in providing machines of unrivalled designs, efficiency and speed.
These folders were just the beginning of a lengthy series of experiments by the creators aimed at developing even faster printing and folding machines. From that point on, the progress made has been incredible. With a lot of creativity, extensive experience, and the acquisition and adaptation of every tool that could help them, Hoe & Co. managed to produce machines with unmatched designs, efficiency, and speed.
About 1876 Messrs. Anthony & Taylor of England (the former one of the owners of a newspaper in Hereford) took out patents for devices by which the webs of paper could be turned over after printing on one side and the opposite or reversed side presented to the printing cylinder. Mr. Hoe, who was in England at the time, appreciating the possible use and development of these patents, became possessed of them for England and the United States.
About 1876, Anthony & Taylor from England (one of whom owned a newspaper in Hereford) obtained patents for devices that allowed paper webs to be flipped over after printing on one side, so the opposite or reversed side could be printed on. Mr. Hoe, who was in England at the time, recognized the potential for these patents and acquired them for both England and the United States.
E. L. Ford, engaged in the publication of a newspaper in New York, patented the uniting of the product of two or more printing mechanisms and thus producing (in restricted form) a multiple number of pages at one time. He was unable, however, to develop his plans to any practical result; but deserves the credit of being the first to patent, if not to conceive, the idea of the association of printed sheets for this purpose.
E. L. Ford, who was involved in publishing a newspaper in New York, patented a method for combining the output of two or more printing machines to produce multiple pages at once (in a limited form). However, he couldn't turn his plans into a practical reality; still, he deserves recognition for being the first to patent, if not to come up with, the idea of joining printed sheets for this purpose.

In the various experiments of Hoe & Co. bearing upon the manipulation of webs of paper some of their devices appeared to encroach upon patents secured by Luther C. Crowell, inventor, of Boston, who had made an ingenious machine for forming paper bags. These patents were immediately secured by purchase and the experimental work proceeded with the view of adapting some of them to [52] the requirements of the printing press. After many efforts, and the failure and destruction of several machines which had been [53] constructed at great expense, the Hoe “Double Supplement” machine was produced, the first one being purchased by James Gordon Bennett of [54] the New York “Herald” and put to work in his office. The result of these efforts has been, for a third time, a complete revolution of [55] the methods of fast newspaper printing. The most remarkable features of this machine are: Its extreme simplicity, considering the varied [56] work it performs, and its great speed, accuracy and efficiency. It turns out either four, six, eight, ten or twelve page papers at [57] 24,000 per hour, and sixteen page papers at 12,000 per hour; the odd pages being in every case accurately inserted and pasted in, and the [58] papers cut at top and delivered folded. This machine is constructed in two parts, the cylinders in one portion being twice the length of those in the other; the short cylinders being used for the supplements of the paper when it is desired to print more than eight pages. The plates being secured on the cylinders, the paper enters from the two rolls into the two portions of the machine, through each of which it is carried between the two pairs of type and impression cylinders, and printed on both sides, after which the two broad ribbons or “webs” pass over turning bars and other devices, by which they are laid evenly one over the other, and pasted together. The webs of paper then pass down upon a triangular “former,” which folds them along the center margin. They are then taken over a cylinder, from which they receive the final fold, a revolving blade within this cylinder projecting and thrusting the paper between folding rollers, while at the same moment a knife in the same cylinder severs the sheet, and a rapidly revolving mechanism, resembling in its motion the fingers of a hand, causes their accurate disposal upon traveling belts, which convey them on for final removal. From this rather summary description it will be apparent that the principle of retaining the paper in the web, or unsevered [59] form, up to the final fold and delivery, and performing all the operations without retarding the onward run of the paper, effectually prevents chokes or stoppages through any miscarriage of sheets severed before the folding. Several hundred of these machines have been made and put in operation by the United States; and in offices of the large newspapers in Great Britain and other countries.
In the various experiments conducted by Hoe & Co. regarding the manipulation of paper webs, some of their devices seemed to infringe on patents held by Luther C. Crowell, an inventor from Boston, who created an innovative machine for making paper bags. These patents were quickly acquired through purchase, and the experimental work continued with the aim of adapting some of them to [52] the needs of the printing press. After numerous attempts and the failure and destruction of several machines that were built at significant cost, the Hoe “Double Supplement” machine was developed. The first one was purchased by James Gordon Bennett of [53] the New York “Herald” and set up in his office. The outcome of these efforts has once again completely transformed [54] the methods of fast newspaper printing. The most notable features of this machine are its remarkable simplicity, given the variety of tasks it performs, along with its high speed, accuracy, and efficiency. It produces either four, six, eight, ten, or twelve-page newspapers at [55] 24,000 per hour, and sixteen-page papers at 12,000 per hour; the odd pages are always inserted and pasted accurately, and the papers are cut at the top and delivered folded. This machine is built in two parts, with the cylinders in one section being twice as long as those in the other; the shorter cylinders are used for the supplements when printing more than eight pages is needed. The plates are secured on the cylinders, and the paper comes in from the two rolls into the two sections of the machine, passing through pairs of type and impression cylinders, and printed on both sides. After that, the two wide ribbons or “webs” go over turning bars and other devices that lay them evenly on top of each other and paste them together. The paper webs then move down onto a triangular “former” that folds them along the center margin. They are then taken over a cylinder where they receive the final fold, as a revolving blade inside this cylinder projects and pushes the paper between folding rollers, while at the same time a knife in the same cylinder cuts the sheet, and a fast-moving mechanism that resembles the motion of fingers causes their accurate placement on traveling belts, which carry them away for final removal. From this rather concise description, it is clear that the principle of keeping the paper in web form, or uncut, until the final fold and delivery, while performing all operations without slowing the paper's forward movement, effectively prevents jams or stoppages due to any issues with sheets being cut before folding. Several hundred of these machines have been made and implemented by the United States, as well as in large newspaper offices in Great Britain and other countries.
Previous to the introduction of the “Double Supplement” press, however, Hoe & Co. had made what is known as the “Double Perfecting” machine. The success of this press, which embraces substantially the printing and folding devices embodied in the “Double Supplement” machine, was the connecting link between the ordinary “single” or two-page-wide press and the “Double Supplement” machine.
Before the introduction of the “Double Supplement” press, Hoe & Co. had developed what is called the “Double Perfecting” machine. The success of this press, which includes the printing and folding features found in the “Double Supplement” machine, served as the bridge between the standard “single” or two-page-wide press and the “Double Supplement” machine.

The next improvement in fast presses was the construction of the machine known as the “Quadruple” Newspaper Press. This was a step in advance of anything heretofore attempted. The first one was constructed in 1887 and placed in the office of the New York “World.” The same principles were embraced in this as in the “Double Supplement,” but developed to a greater extent. The supplement portion of the press was increased in width. By means of ingenious arrangements and manipulation of the webs of paper this press was made to produce eight-page papers at a running speed of 48,000 per hour; also 24,000 per hour of either ten, twelve, fourteen or sixteen page papers; all delivered with great exactness and perfection; cut at the top, pasted and folded ready for the carrier or the mails.
The next advancement in fast presses was the creation of the machine known as the “Quadruple” Newspaper Press. This was a significant improvement over anything attempted before. The first one was built in 1887 and installed in the New York “World” office. It used the same principles as the “Double Supplement,” but developed them further. The supplement part of the press was made wider. Through clever design and handling of the paper webs, this press could produce eight-page papers at a speed of 48,000 per hour, as well as 24,000 per hour of either ten, twelve, fourteen, or sixteen-page papers; all delivered with great accuracy and perfection, cut at the top, pasted, and folded, ready for delivery or the mail.

Another form of the Double Supplement and Quadruple machines, embodying substantially the same principles, is what has been termed the “straight-line” press. In this form of construction the cylinders are arranged in horizontal rows, or tiers, one above the other, there being two pairs of cylinders in each tier, [60] with the folding and delivery apparatus at the end of the machine. Some of these presses, made under the patent of Joseph L. Firm, and [61] which belong to R. Hoe & Co., have been constructed.
Another version of the Double Supplement and Quadruple machines, which are based on the same fundamental principles, is known as the “straight-line” press. In this design, the cylinders are set up in horizontal rows, or tiers, stacked one above the other, with two pairs of cylinders in each tier, [60] and the folding and delivery system at the end of the machine. Some of these presses, produced under the patent of Joseph L. Firm, and [61] which are owned by R. Hoe & Co., have been built.
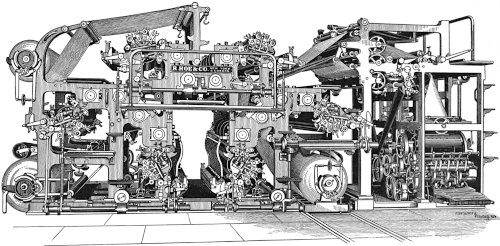
It was thought that the limit of printing capacity in one machine had been reached in this new invention, but in 1889 the same firm undertook the task of constructing a machine for Mr. Bennett of the “New York Herald,” which would even eclipse the “Quadruple” machine, which had, together with the “Double Supplement” press, superseded almost all others in the large offices of the United States, as well as in Great Britain and Australia. The press made for the “New York Herald” and known as the “Sextuple” machine, occupied about eighteen months in construction. It is composed of about sixteen thousand pieces. The general arrangement differs entirely from that of the “Quadruple” machine. The form and impression cylinders are all placed parallel, instead of any being at right angles as in the “Quadruple” and “Double Supplement” Presses. To give an idea of this machine, we cannot do better than to quote the description of it in the “New York Herald” of May 10th, 1891.
It was believed that the printing capacity limit of a single machine had been reached with this new invention, but in 1889, the same company took on the challenge of building a machine for Mr. Bennett of the “New York Herald,” which would exceed the “Quadruple” machine that, along with the “Double Supplement” press, had replaced nearly all other models in major offices in the United States, as well as in Great Britain and Australia. The press made for the “New York Herald,” called the “Sextuple” machine, took about eighteen months to construct. It consists of approximately sixteen thousand parts. The overall design is completely different from that of the “Quadruple” machine. The form and impression cylinders are all arranged parallel instead of any being at right angles as in the “Quadruple” and “Double Supplement” presses. To give you an idea of this machine, we can do no better than quote the description from the “New York Herald” on May 10th, 1891.
“The new Hoe press which is being set up in the ‘Herald,’ Building is nothing less than a miracle of mechanism. To say that it is the only one of the kind ever built and that it throws all previous inventions into the background are facts which the following figures abundantly prove.
“The new Hoe press being installed in the ‘Herald’ building is nothing short of a mechanical marvel. Claiming it’s the only one of its kind ever made and that it makes all previous inventions look outdated is something the following figures clearly demonstrate.”
“Its consumption of white paper is so astounding that even the imagination grows tired and sits down to catch its breath. It is fed from three rolls, each being more than five feet wide. When it settles down to show its best work it will use up in one hour nearly twenty-six miles of this paper, or to make the matter more significant, it will use up about fifty-two miles of paper the ordinary width of the ‘Herald’ every sixty minutes.
“Its consumption of white paper is so impressive that even the imagination gets exhausted and takes a break. It feeds from three rolls, each over five feet wide. When it really gets going, it uses nearly twenty-six miles of this paper in just one hour, or to put it another way, it consumes about fifty-two miles of the standard width paper used by the ‘Herald’ every sixty minutes.”
“Our readers will be startled to learn that it can print and fold [63] ninety thousand four-page ‘Heralds’ in an hour. This is, to the mind, which is not versed in the problem of rapid printing, a feat which makes Aladdin’s lamp an old woman’s fable. Ninety thousand per hour means fifteen hundred copies per minute, or twenty-five copies for every second of time ticked by the clock in Trinity’s steeple.
“Our readers will be surprised to find out that it can print and fold [63] ninety thousand four-page ‘Heralds’ in an hour. For anyone not familiar with the challenges of fast printing, this achievement makes Aladdin’s lamp seem like an old wives' tale. Ninety thousand per hour breaks down to fifteen hundred copies per minute, or twenty-five copies for every second that ticks by on the clock in Trinity’s steeple.
“It is, of course, the last and best result of modern invention—the highest attainment of genius at the present time.
“It is, of course, the latest and greatest result of modern invention—the highest achievement of genius today.”
“This new press will print, cut, paste, fold, count and deliver 72,000 eight-page ‘Heralds’ in one hour, which is equivalent to 1,200 a minute and 20 a second.
“This new press will print, cut, paste, fold, count, and deliver 72,000 eight-page ‘Heralds’ in one hour, which is the same as 1,200 a minute and 20 a second.
“It will print, cut, paste, fold, count and deliver complete 48,000 ten or twelve-page ‘Heralds’ in one hour, which is equivalent to 800 a minute and a fraction over 13 a second.
“It will print, cut, paste, fold, count, and deliver a full 48,000 ten or twelve-page ‘Heralds’ in one hour, which equals 800 per minute and just over 13 per second.”
“It will print, cut, paste, fold, count and deliver complete 36,000 sixteen-page ‘Heralds’ an hour, which is at the rate of 600 a minute or 10 a second.
“It will print, cut, paste, fold, count, and deliver a total of 36,000 sixteen-page ‘Heralds’ every hour, which breaks down to 600 per minute or 10 per second.
“It will print, cut, paste, fold, count and deliver complete 24,000 fourteen, twenty or twenty-four page ‘Heralds’ an hour, which is at the rate of 400 a minute, or very nearly seven a second.
“It will print, cut, paste, fold, count, and deliver a total of 24,000 fourteen, twenty, or twenty-four page ‘Heralds’ every hour, which is about 400 per minute, or nearly seven per second.
“This is lightning work with a vengeance and yet it is possible that there may be some who read this who will live to call it slow. That will probably be when they have found out all about how to put a harness on electricity. No one can predict when inventive genius will reach its limit in the printing press. But for the present this new press marks high water mark.
“This is lightning-fast work, and yet there might be some readers who will eventually call it slow. That will likely happen once they've figured out how to harness electricity. No one can say when human ingenuity will hit its peak with the printing press. But for now, this new press represents a significant achievement.”
“Before this press was built the fastest presses in the world were Hoe’s ‘Quadruple’ Presses, of which the ‘Herald’ has two. These presses turn out 48,000 four, six or eight-page papers an hour, 24,000 ten, twelve, fourteen or sixteen-page papers an hour, and 12,000 twenty or twenty-four-page papers an hour, all cut, pasted and folded.
“Before this press was built, the fastest presses in the world were Hoe’s ‘Quadruple’ Presses, two of which the ‘Herald’ owns. These presses produce 48,000 four, six, or eight-page papers an hour, 24,000 ten, twelve, fourteen, or sixteen-page papers an hour, and 12,000 twenty or twenty-four-page papers an hour, all cut, pasted, and folded.”
“This new press has a well-nigh insatiable appetite for white paper. To satisfy it, it is fed from three rolls at the same time, one roll being attached at either end of the press and the third suspended near the center. It is the only press that has ever been able to accomplish that feat. Each roll is sixty-three inches wide, or twice the width of the ‘Herald.’ When doing its best this press will consume 25⅞ miles of sixty-three-inch-wide paper—equivalent to 51¾ miles of paper the width of the ‘Herald’—in one hour, and eject it at the two deliveries in the shape of ‘Heralds,’ each copy containing an epitome of the news of the world for the preceding twenty-four hours, and each copy cut, pasted and folded ready for delivery to the ‘Herald’ readers. It is a sight worth seeing to see it done. Certainly we know of nothing else which affords such a striking example of the triumph of mechanical genius.
“This new press has an almost insatiable appetite for white paper. To keep up with it, it uses three rolls at the same time, with one roll connected at each end of the press and the third hanging near the center. It’s the only press that has ever achieved this. Each roll is sixty-three inches wide, or twice the width of the 'Herald.' At its best, this press can consume 25⅞ miles of sixty-three-inch-wide paper—equivalent to 51¾ miles of the width of the 'Herald'—in just one hour, producing 'Heralds' at two exits, each copy summarizing the news from the past twenty-four hours, and each copy cut, pasted, and folded, ready for delivery to 'Herald' readers. It's truly a sight to behold. There's nothing else that demonstrates such a remarkable triumph of mechanical ingenuity.”
“A man turns a lever, shafts and cylinders begin to revolve, the whirring noise settles into a steady roar, you see three streams of white paper pouring into the machine from the three huge rolls, and you pass around to the other side—it is literally snowing newspapers at each of the two delivery outlets. So fast does one paper follow the other that you catch only a momentary glitter from the deft steel fingers that seize the papers and cast them out.
“A man pulls a lever, and the shafts and cylinders start spinning, the whirring noise becomes a constant roar. You see three streams of white paper coming into the machine from the three large rolls, and you walk around to the other side—it’s literally snowing newspapers at each of the two delivery points. One paper follows another so quickly that you only catch a brief glimpse of the skillful steel fingers grabbing the papers and throwing them out.”
“The machine weighs about fifty-eight tons. It is massive and strong, with the strength of a thousand giants. And yet though its arms are of steel and its motions are all as rapid as lightning, its touch is as tender as that of a woman when she carries her babe. How else does the machine avoid tearing the paper? It tears very readily, as you often ascertain accidentally when turning over the leaves. Truly wonderful it is, and mysterious to anybody but an expert, how this huge machine can make newspapers at the rate of twenty-five a second without rending the paper all to shreds.
“The machine weighs about fifty-eight tons. It's massive and strong, with the power of a thousand giants. And even though its arms are made of steel and its movements are as quick as lightning, its touch is as gentle as a woman carrying her baby. How else does the machine manage to avoid ripping the paper? It can tear very easily, as you often find out when flipping through the pages. It's truly amazing and mysterious to anyone but an expert how this huge machine can produce newspapers at the rate of twenty-five a second without shredding the paper.”
“It has six plate cylinders, each cylinder carrying eight stereotype plates, which represent eight pages of the ‘Herald,’ and six [65] impression cylinders. These cylinders, when the press is working at full speed make 200 revolutions a minute. The period of contact between the paper and the plate cylinders is therefore inconceivably brief, and how in that fractional space of time a perfect impression is made, even to the reproduction of such fine lines as are shown in these illustrations, is one of those things which, to the man who is not ‘up’ in mechanics, must forever remain a mystery. But that it does it you know, because you have the evidence of your own eyes.
“It has six plate cylinders, with each cylinder holding eight stereotype plates that represent eight pages of the ‘Herald,’ and six [65] impression cylinders. When the press is operating at full speed, these cylinders make 200 revolutions per minute. The time the paper is in contact with the plate cylinders is remarkably short, and how a perfect impression is achieved in that tiny fraction of a second, even capturing fine lines like those seen in these illustrations, is something that will always remain a mystery to someone who isn't familiar with mechanics. But you know it works because you can see the results for yourself.”
“A double folder forms part of this machine. A single folder would not be equal to the task imposed upon it. As it is, this double folder has to exercise such celerity to keep up with the streams of printed paper that descend upon it that its operations are too quick for the eye to follow.
A double folder is part of this machine. A single folder wouldn't be capable of handling the demands placed on it. As it stands, this double folder has to move so fast to keep up with the continuous streams of printed paper coming its way that its actions are too quick for the eye to keep up with.
“The press has two delivery outlets. At each the papers are automatically counted in piles of fifty. No matter how rapidly the papers come out, there is never a mistake in the count. It is as sure as fate. By an ingenious contrivance—if I should attempt to describe it more definitely most people would be none the wiser—each fiftieth paper is shoved out an inch beyond the others that have been dropped onto the receiving tapes, thus serving as a sort of tally mark.
“The press has two delivery points. At each location, the papers are automatically counted in stacks of fifty. No matter how quickly the papers come out, the count is always accurate. It's a guarantee. Using an clever mechanism—if I tried to explain it in more detail, most people wouldn’t understand it—every fiftieth paper is pushed out an inch further than the others that have been dropped onto the receiving tapes, acting as a sort of tally mark.”
“Truly it is a marvelous machine—this Sextuple press. Nowhere will you find a more perfect adaption of means to ends; nowhere in any branch of industry a piece of mechanism which offers a finer example of what human skill and ingenuity is capable of. And it is free from that reproach which is sometimes brought against the greatest triumph of inventive genius in other departments of human activity—that they make mere automatons out of human beings.
“Honestly, it's an incredible machine—this Sextuple press. You won't find a better example of how well tools can serve their purpose; there's no other piece of equipment in any industry that showcases human skill and creativity as well as this does. Plus, it doesn’t carry the criticism that often comes with the greatest inventions in other areas of human endeavor—that they turn people into mere machines.”
“The printing press is synonymous with progress, with the diffusion of knowledge and the spread of ideas. Without the great [66] improvements that have been made in it within the memory of many men now living the modern newspaper, the best friend of liberty, and the [67] greatest foe of tyranny, would be an impossibility. It has more than kept pace with the advancement in other departments of industry. In [68] 1829 the Washington Hand Press was introduced and regarded as quite a mechanical triumph. At its best it printed 250 impressions an hour on one side, or 125 complete newspapers of insignificant dimensions. Now, a little over sixty years later, a machine is brought out which, when the number of papers alone is compared, does 150 times as much work in the same time, and which, if the comparison is extended to the actual amount of printing done, does over 2,000 times as much work.”
"The printing press represents progress, facilitating the spread of knowledge and ideas. Without the significant advancements made in it during the lifetime of many people today, the modern newspaper, which is a key ally of freedom and the biggest enemy of oppression, wouldn’t even exist. It has kept up remarkably well with advancements in other areas of industry. In [66] 1829, the Washington Hand Press was introduced and was seen as a major mechanical achievement. At its peak, it could print 250 impressions an hour on one side, or 125 complete newspapers of small size. Now, just over sixty years later, a new machine has been developed that, just when comparing the number of papers, does 150 times more work in the same timeframe, and when looking at the actual amount of printing, it performs over 2,000 times as much work." [67] [68]

About 1871 a machine called the “Prestonian” was made by Foster, a machinist of Preston, England, and two or three were set to work, but did not enjoy any great degree of favor. They embodied a combination of the “Hoe Type Revolving Machine” with the “endless sheet perfecting press.” The form of type for one side of the paper was placed upon one cylinder, with impression cylinders around it, in the manner of the Hoe press, and the form for the other side on another cylinder, and the paper passed from one set of impression cylinders to the other. The principal objection to this machine was its lack of speed. The same principle, however, had been developed years before in the “type revolving perfecting” presses (made by Hoe & Co.) which have two sets of type forms on separate large cylinders, the sheets being fed in by hand and conveyed from one impression cylinder to the other and against the forms by means of fingers or grippers. The sheets were then delivered on a sheet flier. These presses were especially designed for printing books, of which large numbers were required, such as text books and spelling books. The contents of a whole book could be placed on these cylinders and printed and delivered at one impression. One of these machines constructed in 1852 [69] (fifty years ago) is still in operation at Messrs. D. Appleton & Co.’s printing office in Brooklyn, as active and efficient as ever.
Around 1871, a machine called the “Prestonian” was created by Foster, a machinist from Preston, England. A few of these machines were put into operation, but they never gained much popularity. They combined features of the “Hoe Type Revolving Machine” with the “endless sheet perfecting press.” The type for one side of the paper was placed on one cylinder, with impression cylinders surrounding it, similar to the Hoe press, while the type for the other side was on another cylinder, and the paper moved from one set of impression cylinders to the other. The main issue with this machine was its slow speed. However, the same concept had been developed years earlier in the “type revolving perfecting” presses by Hoe & Co., which had two sets of type forms on separate large cylinders. The sheets were manually fed in and moved from one impression cylinder to the other using fingers or grippers. The sheets were then delivered using a flier. These presses were specifically designed for printing large quantities of books, such as textbooks and spelling books. The entire content of a book could fit on these cylinders and be printed and delivered in a single impression. One of these machines, built in 1852 [69] (fifty years ago), is still in use at Messrs. D. Appleton & Co.’s printing office in Brooklyn and remains as active and efficient as ever.

In 1881 Hoe & Co. turned their attention to the making of a machine which should print FROM ONE FORM OF TYPE at a greater speed than had ever yet been attained. The result was the “Rotary Type Endless-sheet Perfecting Press.” The principle of this machine was in a measure that of their “Type-Revolving” press. The forms of type for both sides of the paper were placed on a central cylinder, which was surrounded by impression cylinders and inking rollers.
In 1881, Hoe & Co. focused on creating a machine that could print FROM ONE TYPEFORM at a speed greater than anything achieved before. The outcome was the “Rotary Type Endless-sheet Perfecting Press.” The design of this machine was somewhat based on their “Type-Revolving” press. The type for both sides of the paper was positioned on a central cylinder, which was encircled by impression cylinders and inking rollers.
There, were, however, no feeders and no grippers. The roll of paper was placed at the end of the press, passed around the impression cylinders arranged at one side of the form cylinder, and then turned upside down at the lower part of the machine, thence being carried upwards. The opposite or unprinted side was presented in turn between each impression cylinder and the forms. If four impression [70] cylinders were placed around the central cylinder then at each revolution of the latter four perfect papers were printed. If eight impression cylinders were placed around the central cylinder then eight perfect papers were printed at one revolution of the main or form cylinder. The speed attained by this machine with four impression cylinders was about 12,000 per hour, and from machines with eight impression cylinders 24,000 copies per hour were printed. This press was especially adapted for afternoon papers when the time or expense necessarily involved in stereotyping could not be afforded. The majority of the machines made were provided with four impression cylinders only. In the machines with eight impression cylinders two rolls were used, one at either end of the machine, the paper from each roll passing under the two first impression cylinders on either side, each web then being turned over, and paper passed between the two remaining cylinders on either side to print the opposite sides of the sheets.
There were, however, no feeders and no grippers. The roll of paper was placed at the end of the press, went around the impression cylinders arranged on one side of the form cylinder, and then turned upside down at the lower part of the machine, where it was carried upwards. The unprinted side was presented in turn between each impression cylinder and the forms. If four impression cylinders were placed around the central cylinder, then at each revolution of the latter, four perfect papers were printed. If eight impression cylinders were placed around the central cylinder, then eight perfect papers were printed with one revolution of the main or form cylinder. The speed achieved by this machine with four impression cylinders was about 12,000 per hour, and machines with eight impression cylinders printed 24,000 copies per hour. This press was especially suited for afternoon papers when the time or expense involved in stereotyping couldn’t be afforded. Most of the machines made were equipped with only four impression cylinders. In the machines with eight impression cylinders, two rolls were used, one at each end of the machine, with the paper from each roll passing under the two first impression cylinders on either side, each web then being flipped over, and the paper passing between the two remaining cylinders on either side to print the opposite sides of the sheets. [70]
In this machine a folding apparatus was placed at each end to receive the product of the rolls, but in the machine with four impression cylinders only one folder was placed, at the end of the machine opposite that at which the paper entered.
In this machine, a folding device was installed at each end to handle the output from the rolls. However, in the machine with four impression cylinders, there was only one folder, located at the end of the machine opposite to where the paper entered.
The experience gained in the construction of these fast newspaper machines, and the accumulation of patented devices entering into them, which were numbered by the score, had their influence in the improvements which were made upon presses for the printing of weekly newspapers, periodicals and magazines.
The experience gained from building these fast newspaper machines, along with the many patented devices involved, significantly influenced the improvements made to presses for printing weekly newspapers, periodicals, and magazines.

In 1888 was introduced a patented Hoe machine called the “Three-page-wide Press.” It has a capacity of printing, perfecting and delivering two-page papers, with one fold, at the rate of 60,000 per hour; four-page papers, with two folds, at 24,000 per hour, six-page papers at 24,000 per hour; eight-page papers, folded twice, or to carrier size, at 12,000 per hour, and twelve-page papers, folded in the same manner as the eight-page, at the same speed, viz., 12,000 [71] per hour; all the supplement sheets being inset and pasted if desired.
In 1888, a patented Hoe machine called the “Three-page-wide Press” was introduced. It can print, perfect, and deliver two-page papers, with one fold, at a speed of 60,000 per hour; four-page papers, with two folds, at 24,000 per hour; six-page papers at 24,000 per hour; eight-page papers, folded twice or to carrier size, at 12,000 per hour; and twelve-page papers, folded in the same way as the eight-page, at the same speed, 12,000 per hour. All supplement sheets can be inset and pasted if desired. [71]
The prominent features of this machine are:
The main features of this machine are:
The outside pages may receive the first or the last impression at will, thus enabling large cuts and other similar work to be printed without offset.
The outer pages can get either the first or the last impression as needed, allowing for large cuts and similar projects to be printed without any offset.
Grippers and horizontal folding knives and all tapes but short leaders are done away with in the delivery and folding mechanisms, the movements being all rotary.
Grippers, horizontal folding knives, and all tapes except for short leaders have been removed from the delivery and folding mechanisms, with all movements being rotary.
The press occupies but a small space on the floor, being 6 feet 1 inch high, 8 feet wide and 15 feet 5 inches long over all.
The press takes up a small area on the floor, measuring 6 feet 1 inch high, 8 feet wide, and 15 feet 5 inches long in total.

In 1889 Hoe & Co. constructed a patented perfecting machine in which the plates, or forms, for both sides are placed upon one cylinder, one side of the form of matter being placed upon one end, [72] or half of the cylinder, and the other side upon the opposite portion of the cylinder. One impression cylinder only is used, and the inking apparatus is greatly extended. This machine is remarkable for the great variety of work it will do. At a high rate of speed, sheets of eight, sixteen, twenty-four and so on up to ninety-six or one hundred and twenty-eight pages may be printed and delivered folded in either 12mo, 8vo, 4to or folio sizes, ready for the binder. The press does the work of ten flat-bed cylinder presses and ten hand-feed folding machines. The paper is supplied to the machine from the roll, and after printing passes over the “former” into the folding machine, where the folding and cutting cylinders produce the required number of pages in the form desired. Curved electrotypes are now made successfully and this press was the first to bring the printing of the average book and catalogue within the range of web press work. While in general principles this machine is similar to the large newspaper perfecting presses, though very much smaller in bulk, it has increased facilities for distribution, and finer adjustments throughout. The plates admit of underlays and overlays the same as on a flat-bed press. There are no tapes, the folding being done on rollers and small cylinders without smutting the printing. In the folding apparatus there are knives which cut the sheet into the right size for folding, after which they are automatically delivered counted in lots of fifty each. The speed on a thirty-two page form is about 16,000 copies per hour. This style of machine is probably destined to revolutionize book and pamphlet printing, as it combines the finest construction and facility of operation with the greatest speed.
In 1889, Hoe & Co. created a patented perfecting machine that places the plates, or forms, for both sides on a single cylinder. One side of the form is positioned at one end, or half of the cylinder, while the other side is on the opposite portion of the cylinder. Only one impression cylinder is used, and the inking apparatus is significantly expanded. This machine is notable for its ability to perform a wide range of tasks. At a high speed, it can print and deliver sheets of eight, sixteen, twenty-four, and up to ninety-six or one hundred twenty-eight pages, all folded in 12mo, 8vo, 4to, or folio sizes, ready for binding. The press accomplishes the work of ten flat-bed cylinder presses and ten hand-feed folding machines. Paper is supplied to the machine from a roll, and after printing, it passes over the “former” into the folding machine, where the folding and cutting cylinders create the necessary number of pages in the desired format. Curved electrotypes are now produced successfully, and this press was the first to make the printing of standard books and catalogs possible using web press technology. While it shares general principles with larger newspaper perfecting presses, it is much more compact and offers better distribution capabilities and finer adjustments. The plates allow for underlays and overlays just like a flat-bed press. There are no tapes; the folding is done on rollers and small cylinders without smudging the print. In the folding apparatus, knives cut the sheet to the proper size for folding, and then they are automatically delivered in counts of fifty each. The speed for a thirty-two-page form is about 16,000 copies per hour. This type of machine is likely to revolutionize book and pamphlet printing due to its superb construction, ease of operation, and incredible speed.
In 1886 a further advance was made toward perfection in the rotary system of printing as adapted to doing fine work, in the construction for Theodore L. De Vinne, the printer of the “Century” Magazine, by Hoe & Co., of a perfecting press to do the plain forms of that periodical. The machine was described in the [73] magazine, in an article written by Mr. De Vinne, here quoted from:
In 1886, a significant improvement was made in the rotary printing system for fine work, with the construction of a perfecting press by Hoe & Co. for Theodore L. De Vinne, the printer of “Century” Magazine, to handle the straightforward forms of that publication. The machine was described in the [73] magazine, in an article written by Mr. De Vinne, which is quoted here:
(Extract from article published in the “Century” Magazine, November, 1890.)
(Extract from article published in the “Century” Magazine, November, 1890.)
“At the end of a long row of machinery stands the web press—a massive and complicated construction, especially built by Hoe & Co. for printing, cutting and folding the plain and advertising pages of the ‘Century.’ Web presses for newspapers are common enough, but this press has distinction as the first, and for three years the only, web press used in this country, for good book work. At one end of the machine is a great roll of paper more than two miles long when unwound, and weighing about 750 pounds. As the paper unwinds it passes first over a jet of steam which slightly dampens and softens its hard surface and fits it for receiving impressions, without leaving it wet or sodden. It passes under a plate cylinder, on which are thirty-two curved plates, inked by seven large rollers, which print thirty-two pages on one side. Then it passes around a reversing cylinder [74] which presents the other side of the paper to another plate cylinder, on which are thirty-two plates which print exactly on the back the proper pages for the thirty-two previously printed. This is done quickly—in less than two seconds—but with exactness. But the web of paper is still uncut. To do this it is drawn upward under a small cylinder containing a concealed knife, which cuts the printed web in strips two leaves wide and four leaves long. As soon as cut the sheets are thrown forward on endless belts of tape. An ingenious but undetectable mechanism gives to every alternate sheet a quicker movement, so that it falls exactly over its predecessor, making two lapped strips of paper. Busy little adjusters now come in play, placing these lapped sheets of paper accurately up to a head and a side guide. Without an instant of delay down comes a strong creasing blade over the long center of the sheet, and pushes it out of sight. Pulleys at once seize the creased sheet and press it flat, in which shape it is hurried forward to meet three circular knives on one shaft, which cut it across in four equal pieces. Disappearing for an instant from view, it comes out on the other side of the upper end of the tail of the press in the form of four folded sections of eight pages each. Immediately after, at the lower end of the tail of the press, out come four entirely different sections of eight pages each. This duplicate delivery shows the product of the press to be at every revolution of the cylinder sixty-four pages, neatly printed, truly cut, and accurately registered and folded, ready for the binder. Two boys are kept fully employed in seizing the folded sections and putting them in box trucks, by which they are rolled out to the elevator, and on these sent to the bindery. This web press is not so fast as the web press of daily newspapers, but it performs more operations and does more accurate work. It is not a large machine, nor is it noisy, nor does it seem to be moving fast, but the paper goes through the cylinders at the rate of nearly two hundred feet a minute. It does ten times as much work as the noisier and more bustling presses by its side.”
“At the end of a long line of machinery stands the web press—a huge and complex setup, specially built by Hoe & Co. for printing, cutting, and folding the regular and advertising pages of the ‘Century.’ While web presses for newspapers are pretty common, this one stands out as the first, and for three years, the only, web press used in this country for quality book work. At one end of the machine is a massive roll of paper that’s over two miles long when unwound and weighs about 750 pounds. As the paper unwinds, it first passes over a jet of steam that slightly dampens and softens its hard surface, preparing it to receive impressions without making it wet or soggy. It then goes under a plate cylinder, which has thirty-two curved plates inked by seven large rollers, printing thirty-two pages on one side. After that, it wraps around a reversing cylinder which presents the other side of the paper to another plate cylinder, featuring thirty-two plates that print exactly on the back the correct pages for the thirty-two previously printed. This happens quickly—in less than two seconds—but with precision. However, the web of paper is still uncut. To fix this, it’s pulled up under a small cylinder with a hidden knife that cuts the printed web into strips two leaves wide and four leaves long. Once cut, the sheets are ejected forward onto endless tape belts. An ingenious but hidden mechanism gives every alternate sheet a quicker movement, allowing it to fall perfectly over its predecessor, creating two overlapping strips of paper. Busy little adjusters now come into play, placing these overlapped sheets accurately up to a head and side guide. Without any delay, a strong creasing blade comes down over the long center of the sheet and pushes it out of sight. Pulleys immediately grab the creased sheet and press it flat, quickly sending it forward to meet three circular knives on one shaft, which cut it into four equal pieces. It disappears from view for a moment before coming out the other side of the upper end of the tail of the press as four folded sections of eight pages each. Almost immediately after, at the lower end of the tail of the press, come four entirely different sections of eight pages each. This duplicate delivery shows that with every revolution of the cylinder, the press produces sixty-four pages that are neatly printed, precisely cut, and accurately registered and folded, ready for the binder. Two boys are kept busy catching the folded sections and placing them in box trucks, which are then rolled out to the elevator and sent to the bindery. This web press may not be as fast as the web press for daily newspapers, but it performs more operations and delivers more precise work. It isn't a large machine, nor is it noisy, and it doesn’t seem to be moving fast, yet the paper goes through the cylinders at nearly two hundred feet a minute. It does ten times the work of noisier and more hectic presses next to it.”

The success of this perfecting press induced the makers to devise a machine on the rotary principle adapted for the finest kind of illustrations—in short, to make a press which should do work as fine as it was possible to do on the hand press or the stop cylinder. The result was the setting up, in 1890, at the De Vinne Press, of a machine known as the “Rotary Art” press. This machine is described in the “Century” of November, 1890, as follows:—“Sixty-four plates of the ‘Century’ truly bent to the proper curve, are firmly fastened on one cylinder sixty inches long, and about thirty inches in diameter; sixteen inking rollers, supplied with ink from two fountains, successfully ink these sixty-four plates with a delicacy and yet with a fullness of color never before attained. The shafts of the impression cylinder and the plate cylinders, 4½ inches in diameter, do not give or spring under the strongest impression. [76] Although rigid in every part, in the hands of an expert pressman it can be made responsive to the slightest overlay. This machine is [77] fed by four feeders from single sheets in the usual manner, and does the work of four stop cylinders in superior style. The gain in [78] performance is not as great as the gain in quality of presswork, but quality was considered more than speed. The performance of the [79] machine could have been more than doubled by adding to it other cylinders which would print on both sides of the paper; but careful [80] experiment has proved that the finest woodcuts cannot be properly printed with this rapidity. To get the best results the ink on one side of the paper must be dry before it is printed on the other side.”
The success of this perfecting press led its creators to design a rotary machine for high-quality illustrations—in other words, to create a press that could produce work as fine as what could be done on a hand press or stop-cylinder press. The result was the installation of the “Rotary Art” press at the De Vinne Press in 1890. This machine was described in the “Century” magazine in November 1890 as follows: “Sixty-four plates of the ‘Century’ are accurately shaped to the proper curve and securely attached to a cylinder that is sixty inches long and about thirty inches in diameter; sixteen inking rollers, fed with ink from two fountains, effectively ink these sixty-four plates with a delicacy and fullness of color that has never before been achieved. The shafts of the impression cylinder and the plate cylinders, each 4½ inches in diameter, do not give or bend under even the strongest impression. [76] Despite being rigid in every part, an expert pressman can adjust it to respond to the slightest overlay. This machine is [77] fed by four feeders using single sheets in the usual way, and it performs the work of four stop cylinders with superior quality. The improvement in [78] performance isn't as significant as the enhancement in print quality, but quality was prioritized over speed. The machine's output could have been more than doubled by adding additional cylinders to print on both sides of the paper; however, careful [79] experimentation has shown that the finest woodcuts cannot be printed accurately at such a fast pace. To achieve the best results, the ink on one side of the paper must dry before printing on the other side.”

Among the most interesting modern printing machines are those constructed by Hoe & Co. at their London works, after drawings and patterns sent from New York, for weekly English journals, such as “Tit-Bits,” “Sunday Stories,” and similar periodicals. These machines embody to a certain extent the principles of the “Double Supplement” press before referred to. Double sets of plates are placed upon the main machine, which is capable of taking on an aggregate of twenty-four pages; and by using narrower rolls the number of pages of the body of the journal may be reduced to sixteen or twenty, so that the publisher may have the option of printing his paper either sixteen, twenty or twenty-four pages. In addition to this it prints a cover on a different colored paper, and all at the rate of 24,000 copies per hour; the whole product, including the cover, being cut on the edges and pasted together at the back. The supplement or cover of the press portion, however, instead of having two pairs of cylinders, as in the “Double Supplement” machine, consists of one form cylinder and one impression cylinder. This portion of the machine prints the cover, which is fed from a narrower roll, and, as before stated, of an entirely different color or quality of paper from the body of the journal. The form for one side of the cover is placed on one end of the form cylinder, and [81] that for the other side on the other end of the cylinder. This ingenious combination results in the printing of one cover to every copy of the journal issued and no more.
Among the most fascinating modern printing machines are those made by Hoe & Co. at their London factory, based on designs and patterns sent from New York, for weekly English magazines like “Tit-Bits,” “Sunday Stories,” and similar publications. These machines incorporate some of the principles of the previously mentioned “Double Supplement” press. Double sets of plates are placed on the main machine, which can handle a total of twenty-four pages; by using narrower rolls, the number of pages for the main content of the journal can be reduced to sixteen or twenty, allowing the publisher to choose to print his paper in either sixteen, twenty, or twenty-four pages. Additionally, it prints a cover on differently colored paper, all at a speed of 24,000 copies per hour; the entire product, including the cover, is trimmed on the edges and glued at the back. However, the supplement or cover of the press section, instead of having two pairs of cylinders like in the “Double Supplement” machine, has one form cylinder and one impression cylinder. This part of the machine prints the cover, which is supplied from a narrower roll and, as mentioned earlier, is made from a completely different color or type of paper than the body of the journal. The form for one side of the cover is placed on one end of the form cylinder, and [81] the form for the other side is on the opposite end of the cylinder. This clever setup results in printing one cover for each copy of the journal produced and no more.
The demand for printed matter seems to increase with the ability to furnish it, and much attention is now being directed to the subject of color printing on the rotary system. From present appearances, and from the enterprise displayed by the publisher, the artist and the press maker, it would seem as though the day is not far distant when this subject alone would furnish matter for a new chapter in the history of the printing press.
The demand for printed materials seems to grow with the ability to produce them, and a lot of attention is now focused on color printing using the rotary system. Based on current trends and the efforts shown by publishers, artists, and press manufacturers, it looks like we won’t have to wait long until this topic alone could inspire a new chapter in the history of printing.
It is very difficult to give in a short article even a summary of the various kinds of machines to print newspapers of various sizes, in black as well as in colors, weekly periodicals, magazines, books, pamphlets, in short every class of printing, in connection with folding, which have been evolved and perfected up to the present time. The work still goes on, one step in advance leading to another, until now a printer can obtain a great variety of machines to print from the roll or fed from separate sheets, and which, especially in the production of large numbers, economize both time and labor. Nor is this constant advance in mechanical construction confined to the machines themselves or the manipulation of the paper. It extends to the manufacture of the paper and the inks, although the manufacturers of the latter have not advanced in the same proportion as the paper-maker, who every year produces finer paper in the roll and in greater quantities than ever before.
It’s really challenging to provide even a brief overview of the different types of machines used to print newspapers in various sizes, both in black and color, as well as weekly publications, magazines, books, and pamphlets—basically, every type of printing—along with folding techniques that have developed and improved over time. The progress continues, with each advancement building on the last, so that today, printers have access to a wide range of machines that can print from rolls or individual sheets, significantly saving time and labor, especially when producing large quantities. This ongoing progress in mechanical design isn’t limited to the machines or how the paper is handled; it also encompasses the production of paper and inks, although ink manufacturers haven’t advanced at the same pace as paper manufacturers, who each year produce higher quality paper in larger amounts than ever before.

The latest and most elaborate newspaper machine is the Octuple Perfecting Press with Folders, which prints from four rolls, each four pages wide, and gives (from the four deliveries) a running speed per hour of: 96,000 4, 6 or 8-page papers; 72,000 10-page papers; 60,000 12-page papers; 48,000 14 or 16-page papers; 42,000 18-page papers; 36,000 20-page papers; 24,000 24-page papers.
The newest and most sophisticated newspaper machine is the Octuple Perfecting Press with Folders, which prints from four rolls, each four pages wide, and produces (from the four outputs) a speed of: 96,000 4, 6, or 8-page papers per hour; 72,000 10-page papers; 60,000 12-page papers; 48,000 14 or 16-page papers; 42,000 18-page papers; 36,000 20-page papers; and 24,000 24-page papers.
This machine has been further developed into the Improved Combination Octuple (or Double Quadruple) and Color Machine, lately patented by R. Hoe & Co., which, in addition to giving the above mentioned output when printing in black only, will also produce papers in colors at the rate per hour of: 96,000 4-pages; 48,000 6, 8, 10, 12, 14 or 16 pages; 24,000 18, 20, 24 or 28 pages.
This machine has been further improved into the Enhanced Combination Octuple (or Double Quadruple) and Color Machine, recently patented by R. Hoe & Co. In addition to delivering the previously mentioned output when printing in black only, it can also produce colored papers at the following rates per hour: 96,000 4-page prints; 48,000 6, 8, 10, 12, 14, or 16-page prints; and 24,000 18, 20, 24, or 28-page prints.

R. Hoe & Co. have now in process of construction four mammoth printing machines, which will give a greater product and a greater variety of products than any machines that have hitherto been devised. They are Double Sextuple Presses and so called, but in reality are much more than this, inasmuch as they combine the ability to do printing in colors as well as in black. This machine is composed, so to speak, of two separate, complete printing mechanisms, each fed from three four-page-wide rolls of paper; the apparatus for the gathering and folding of these webs of paper after printing being in the centre between the two sections of the machine. The “formers” and folders (placed back to back) enable a manipulation or gathering of the webs which could not be readily obtained in any other way. All these devices and methods have been patented by Hoe & Co. The following is a summary description of these new machines and what they will accomplish. The two sections may be used separately if desired, as independent machines.
R. Hoe & Co. are currently building four massive printing machines that will produce more and a wider variety of products than any machines made before. They are known as Double Sextuple Presses, but they actually do much more because they can print in both color and black. This machine consists of two complete printing mechanisms, each using three rolls of paper that are four pages wide. The system for gathering and folding the printed rolls is located in the middle between the two sections of the machine. The “formers” and folders, arranged back to back, allow for a manipulation or gathering of the rolls that isn’t easy to achieve in any other way. All these designs and methods have been patented by Hoe & Co. Below is a brief overview of these new machines and what they will achieve. The two sections can also be used separately if needed, functioning as independent machines.
Each of the two portions of the machine is composed of six pairs of cylinders, arranged, with their axles parallel, in three tiers of two pairs each and printing on both sides (or perfecting) three webs of paper from separate rolls, each four pages wide. One of the sections is also arranged so that all six sets of cylinders will print upon a single web in colors and black, this web being associated with the three webs from the other portion to form a colored cover for the products, when required.
Each part of the machine consists of six pairs of cylinders, lined up with their axles parallel in three tiers of two pairs each, printing on both sides (or perfecting) three sheets of paper from separate rolls, each four pages wide. One section is also set up so that all six sets of cylinders will print on a single sheet in colors and black, which will be combined with the three sheets from the other part to create a colored cover for the products when needed.
The rolls of paper are placed at the end of the machine—three [85] at each end—and the two folders for each portion are placed back to back midway in the length of the machine. The runs of all the webs are therefore approximately the same and as short as it is possible to have them—a matter of much importance in the running of multiple webs.
The rolls of paper are set at the ends of the machine—three [85] on each side—and the two folders for each section are positioned back to back in the middle of the machine. This setup means that the lengths of all the webs are roughly equal and as short as they can be, which is really important for operating multiple webs efficiently.
Altogether there are twelve plate cylinders in the machine, each carrying eight plates the size of a newspaper page. Either stereotype or electrotype plates may be used. To receive the latter, which are much thinner than stereotype plates, special base or jacket plates are secured to the cylinders. The ink is applied to the plates by four form rollers, after having been thoroughly distributed by vibrating rollers and cylinders.
Altogether, there are twelve plate cylinders in the machine, each holding eight plates the size of a newspaper page. You can use either stereotype or electrotype plates. For the latter, which are much thinner than stereotype plates, special base or jacket plates are attached to the cylinders. The ink is applied to the plates by four form rollers, after being evenly spread by vibrating rollers and cylinders.
The full capacity of the machine, when printing all black, on six rolls, is 96,000 twelve-page papers per hour, and other numbers of pages at proportionate speeds, namely, four, six, eight and ten-page papers, at the same speed as twelve-page; fourteen and sixteen-page papers at 72,000 per hour; eighteen, twenty, twenty-two and twenty-four page papers at 48,000 per hour. The three webs from each portion of the machine are led to the top of the folders, where they are divided along their centre line into webs two pages wide, and then run down each of the four “formers,” by which they are folded along their centre. They are then led through cylinders which cut them into page lengths and give them a fold across the page to half-page size. In this way twenty-four page papers may be obtained at the rate of 48,000 copies per hour, by collecting two twelve-page sections on the cylinder just before the half-page fold is made. Another method of running twenty-four page papers is to associate the six webs, from both portions of the machine, and run them over one pair of “formers,” thus folding all six webs together, or insetting them, in the first fold.
The machine can print up to 96,000 twelve-page papers per hour when using six rolls of all black ink. It can also print other page counts at similar speeds: four, six, eight, and ten-page papers at the same speed as twelve-page papers; fourteen and sixteen-page papers at 72,000 per hour; and eighteen, twenty, twenty-two, and twenty-four-page papers at 48,000 per hour. The three webs from each part of the machine go to the top of the folders, where they’re split down the middle into two-page wide webs and then fed down each of the four “formers” that folds them in half. They are then passed through cylinders that cut them to page length and create a fold across the page to make them half-page size. This process allows for twenty-four page papers to be produced at a rate of 48,000 copies per hour by combining two twelve-page sections right before the half-page fold. Another way to produce twenty-four page papers is by joining the six webs from both parts of the machine and running them over one pair of “formers,” folding all six webs together in the first fold.
The maximum product of the machine when running as a color press is 48,000 sixteen-page papers per hour, with the two outside pages printed in four colors and black; the other pages in black only. If, however, it is not desired to have so many colors on the outside pages, it is possible to obtain twenty-page papers, at the rate of 48,000 per hour, with the two outside pages in two colors and black; all the other pages in black only. Papers with any number of pages from four to sixteen, with four colors and black on the outside pages, the other pages in black only, can be obtained at a speed of 48,000 per hour. By running the full product of the color section of the machine into one folder and associating therewith webs of paper from the other section of the machine, papers with any number of pages from eight to twenty-four, with the two outside pages and two of the inside pages printed in four colors and black, the other pages in black only, can be produced at a speed of 24,000 per hour.
The maximum output of the machine when operating as a color press is 48,000 sixteen-page papers per hour, with the two outer pages printed in four colors plus black; the rest of the pages are printed in black only. If fewer colors are preferred on the outer pages, it's possible to produce twenty-page papers at a rate of 48,000 per hour, with the two outer pages in two colors plus black, while all other pages remain in black only. Papers with any number of pages from four to sixteen, featuring four colors plus black on the outer pages and black only on the other pages, can be produced at a speed of 48,000 per hour. By running the full output of the color section of the machine into one folder and coordinating that with paper webs from the other section, it's possible to produce papers with any number of pages from eight to twenty-four, with the two outer pages and two inner pages printed in four colors plus black, while the other pages are printed in black only, at a speed of 24,000 per hour.
The dimensions of this machine are as follows: Length, 35 feet; height, 17 feet; width, 9 feet; the weight, about 225,000 pounds; and the number of parts of which it is composed, approximately 50,000.
The dimensions of this machine are as follows: Length, 35 feet; height, 17 feet; width, 9 feet; weight, about 225,000 pounds; and the number of parts it consists of is around 50,000.
The last three or four years have also witnessed an immense advance in the art of color printing. The magazine without an elaborate color cover, or perhaps colored illustrations, is now an exception, whereas it was the reverse not long ago. After satisfactory experiments it was ascertained by the writer that, with the inks properly prepared, and suitable plates to print from, colors could be printed almost simultaneously upon the paper, without mingling; in short that the supposed necessity, in much of the work done, of drying the sheets after the impression of each color on the paper, was not necessary [87] for the production of a good quality of printing. Further experiments also proved the mechanical possibility of obtaining most accurate register in printing from a roll and that the number of impressions, or colors, could be increased to advantage. These various experiments resulted in the construction by Hoe & Co. of color presses which were almost simultaneously installed by the proprietors of the New York “Herald” and the New York “World,” who commenced the publication of colored supplements, upon a system which has been adopted by the papers in most of the large cities, and which they have never discontinued. The practicability of printing in colors has been so fully demonstrated that color attachments are being added to very many of the large newspaper presses throughout the country.
The last three or four years have seen a huge leap in the art of color printing. Now, a magazine without a flashy color cover or colored illustrations is the exception, while just a short time ago, it was the opposite. After successful trials, the writer found that, with properly prepared inks and suitable printing plates, colors could be printed almost simultaneously on the paper without mixing. In short, the need to dry the sheets after printing each color wasn't necessary for producing high-quality prints. [87] Further experiments also showed that it was mechanically possible to achieve very precise registration when printing from a roll, and that increasing the number of impressions or colors could be beneficial. These various experiments led to the creation of color presses by Hoe & Co., which were quickly adopted by the owners of the New York “Herald” and the New York “World,” who started publishing colored supplements using a system that has been taken on by newspapers in most large cities and has never been dropped. The feasibility of color printing has been so clearly demonstrated that many large newspaper presses across the country are now being equipped with color attachments.
The most extensive of the color presses, and the largest printing machine ever constructed, is the color press made by Hoe & Co. for the New York “Journal” and now used in printing portions of the Sunday editions of that paper, although others of approximate proportions and capacity have been made for the New York “World,” the New York “Herald,” the Chicago “Tribune,” the Boston “Post” and other newspapers. This machine gives as many as eleven separate impressions, or colors, on a single copy of the paper; that is, it will print in six colors on one side of the sheet and five on the other, or it may be arranged to print three colors on one side and six on the other, giving a speed of about 16,000 eight-page papers an hour, or at every revolution of the cylinders the equivalent of two perfect eight-page papers printed in colors. Four, six, eight, ten, twelve, fourteen, sixteen, twenty, twenty-four, twenty-eight or thirty-two-page papers may be printed on this machine, as required, from one, two or three double-width (or four-page-wide) rolls of paper. It will also produce magazine forms (with pages half the size of those of the regular issue of the paper) at from 16,000 to 24,000 an hour, either 16, 20, 24, 28, 32, 40 or 48 pages, delivered folded, [88] cut, and automatically wire-stitched, with all the pages printed in colors or half-tones.
The largest color press ever built, and the most extensive of its kind, is the one made by Hoe & Co. for the New York “Journal,” which is currently used to print parts of the Sunday editions of that paper. Similar machines of comparable size and capacity have been made for the New York “World,” the New York “Herald,” the Chicago “Tribune,” the Boston “Post,” and other newspapers. This machine can produce as many as eleven separate impressions, or colors, on a single copy of the paper; it can print six colors on one side and five on the other, or be configured to print three colors on one side and six on the other. It operates at a speed of about 16,000 eight-page papers per hour, effectively printing two perfect eight-page papers in colors with each revolution of the cylinders. This machine can print four, six, eight, ten, twelve, fourteen, sixteen, twenty, twenty-four, twenty-eight, or thirty-two-page papers as needed, using one, two, or three double-width (or four-page-wide) rolls of paper. It can also produce magazine formats (with pages half the size of those in the regular issue of the paper) at speeds ranging from 16,000 to 24,000 per hour, with options for 16, 20, 24, 28, 32, 40, or 48 pages, all delivered folded, [88] cut, and automatically wire-stitched, with all pages printed in color or half-tones.
Such a development of the art of printing, especially in colors, in which accurate register is not only necessary, but must be maintained, would have seemed incredible a few years ago, but this is now a daily occurrence and many newspaper offices produce colored supplements in the same manner and with the same results, having additions placed upon their quadruple, sextuple and other presses for the purpose.
Such an advancement in printing technology, especially in color, where precise registration is not only essential but must be consistently achieved, would have seemed unbelievable just a few years ago. However, this is now a regular practice, and many newspaper offices produce color supplements using similar methods and achieving the same results, often adding extra units to their quadruple, sextuple, and other presses to do so.
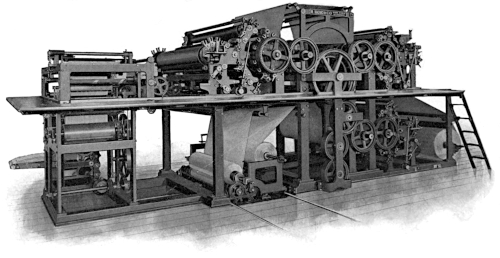
Nor has this development of colors been confined entirely to the demands of the newspaper world. It is gradually finding its way into the weekly periodical and the monthly magazines. It had been considered impossible to print half-tone illustrations on both sides of the sheet at one operation and deliver them flat, without smutting. Not only has this difficulty been overcome, but in the latest presses, such as used by Collier’s Weekly, the finest half-tone work is done on a perfecting press printing on a roll of paper. The periodical is printed in multiple pages, as required, and delivered from the machine folded, cut apart and pasted, ready for the binder. It is not desirable, of course, when using fine inks, to make immediate delivery from the press; therefore the papers, after having been perfected, folded and pasted, are left to stand for some hours before they are distributed to the readers. Satisfactory methods of doing this have also been devised. The capacity for printing fine half-tone illustrations on a rotary press having thus been demonstrated the next step is evidently the production of colored half-tones, and the time is undoubtedly near at hand when the monthly magazine as well as the weekly periodical will appear, instead of in black half-tones, now so popular, with these same illustrations printed in the most delicate manner in colors and all delivered in perfection from rotary presses, folded in entirety, or in signatures, ready for the binder.
Nor has this development of colors been limited solely to the needs of the newspaper industry. It's gradually making its way into weekly publications and monthly magazines. It was previously thought impossible to print half-tone images on both sides of a sheet in one go and deliver them flat without smudging. Not only has this challenge been overcome, but in the latest presses, like those used by Collier’s Weekly, high-quality half-tone work is done on a perfecting press that prints on a roll of paper. The publication is printed in multiple pages as necessary and is delivered from the machine already folded, cut, and glued, ready for binding. It isn't advisable, of course, to deliver right from the press when using fine inks, so the papers, after being perfected, folded, and glued, are allowed to sit for several hours before being distributed to readers. Effective methods for doing this have also been developed. With the ability to print fine half-tone images on a rotary press successfully demonstrated, the next logical step is the production of colored half-tones, and it's certainly not far off when monthly magazines, as well as weekly publications, will feature these same illustrations not just in popular black half-tones, but printed delicately in colors, all perfectly delivered from rotary presses, folded completely, or in signatures, ready for binding.
It must now be evident to every experienced observer that the time has arrived when printing upon the rotary system will in a large measure supersede that now done upon flat-bed cylinder presses, although the latter will always be retained for some kinds of work. Satisfactory methods will be devised for attaching upon the cylinders electrotype or stereotype plates of varying sizes. In addition to this, new and improved methods are constantly being brought forward for the transferring of type forms, photographs and illustrations of every description, upon prepared sheets of metal, which receive the ink and give impressions either from a raised surface, as in the ordinary letter-press printing, or in the manner of lithographic printing. These and other new methods of making plates will undoubtedly lead in the future to great economy, as well as to important improvements in the process of printing.
It’s now clear to every experienced observer that the time has come when printing using the rotary system will largely replace the current method using flat-bed cylinder presses, although the latter will still be kept for certain types of work. Effective methods will be developed to attach electrotype or stereotype plates of different sizes to the cylinders. Additionally, new and improved techniques are continuously emerging for transferring type forms, photographs, and illustrations of all kinds onto treated metal sheets, which absorb ink and produce images either from a raised surface, like in traditional letterpress printing, or in a lithographic style. These and other innovative plate-making methods will certainly lead to significant cost savings and important advancements in the printing process in the future.
ROBERT HOE.
ROBERT HOE.


Transcriber’s Notes
Transcription Notes
- The List of Illustrations at the beginning of the book was created by the transcriber.
- Placement of Illustrations have been slightly adjusted to better coordinate with the text.
- Inconsistencies in hyphenation and spelling such as “flat-bed/flat bed” and “letter-press/letterpress” have been maintained.
- Page 31: Added double quote to “Double”.
Download ePUB
If you like this ebook, consider a donation!