This is a modern-English version of Three textile raw materials and their manufacture, originally written by International Acceptance Bank.
It has been thoroughly updated, including changes to sentence structure, words, spelling,
and grammar—to ensure clarity for contemporary readers, while preserving the original spirit and nuance. If
you click on a paragraph, you will see the original text that we modified, and you can toggle between the two versions.
Scroll to the bottom of this page and you will find a free ePUB download link for this book.

THREE TEXTILE
RAW MATERIALS
AND
THEIR PRODUCTION

INTERNATIONAL ACCEPTANCE BANK, INC.
NEW YORK
INTERNATIONAL ACCEPTANCE BANK, INC.
NEW YORK
Copyright, 1924
International Acceptance Bank, Inc.
New York
Copyright, 1924
Int'l Acceptance Bank, Inc.
NYC
CONTENTS
| Part One | ||
| COTTON | ||
| Page | ||
| Chapter 1 | The Raw Material | 9 |
| Chapter 2 | The Manufacture of Cotton | 19 |
| Chapter 3 | From Mill to Consumer | 49 |
| Chapter 4 | The Position of the United States | 52 |
Part Two |
||
| WOOL | ||
| Chapter 1 | The Raw Material | 59 |
| Chapter 2 | Worsted Manufacture | 67 |
| Chapter 3 | Woolen Manufacture | 81 |
| Chapter 4 | The Economic Aspect | 89 |
Part Three |
||
| SILK | ||
| Chapter 1 | The Raw Material | 97 |
| Chapter 2 | Reeling | 104 |
| Chapter 3 | Marketing Raw Silk | 109 |
| Chapter 4 | The Manufacture of Thrown and Spun Silk | 115 |
| Chapter 5 | Weaving and Finishing | 120 |
| Chapter 6 | Artificial Silk | 123 |

Cotton Bolls
Cotton Bolls
PREFACE
The importance of the three main textiles in the civilized life of today is probably but vaguely realized by the majority of people. In this country we consume raw cotton alone at the rate of about twenty-six pounds per capita each year, which if translated to yards of cloth and other fabric, would make a strip longer than the distance from the earth to the moon, and a yard wide all the way. Add wool and silk to this and the picture becomes even more impressive. There is not a man, woman or child who does not use one or all three of these textiles in daily life. With this in mind we submit this brief description of how they are produced, emphasizing in particular the development of the raw material in each case.
The importance of the three main textiles in modern life is probably only vaguely understood by most people. In this country, we use raw cotton at a rate of about twenty-six pounds per person each year, which translates to a strip of cloth longer than the distance from the earth to the moon and a yard wide the whole way. When you add wool and silk to this, the picture becomes even more impressive. There isn’t a man, woman, or child who doesn’t use one or all three of these textiles in their daily lives. Keeping this in mind, we present this brief description of how they are produced, focusing in particular on the development of the raw material for each one.
Parts I and II are practically revised editions of “Cotton and Cotton Manufacture” and “Wool and Wool Manufacture” which were written by James Paul Warburg in 1921 and 1920, respectively, and published by the First National Bank of Boston, with whom he was then associated. We take this occasion to acknowledge the extreme courtesy of the First National Bank of Boston in allowing the use of this material. Part III, dealing with Silk, has been newly compiled by Benjamin Strong, Jr., of the International Acceptance Bank, Inc.
Parts I and II are essentially updated versions of “Cotton and Cotton Manufacture” and “Wool and Wool Manufacture,” written by James Paul Warburg in 1921 and 1920, respectively, and published by the First National Bank of Boston, where he was then affiliated. We want to take this opportunity to express our gratitude to the First National Bank of Boston for generously allowing us to use this material. Part III, which focuses on Silk, has been newly created by Benjamin Strong, Jr., of the International Acceptance Bank, Inc.
No attempt has been made in these studies to enter very deeply into the technical processes involved, the purpose being more to give a condensed outline of the subject from the layman’s point of view. While actual survey and observation were extensively made in each case, a great part of the material has of necessity been obtained from standard works on these subjects. In this connection we wish especially to render acknowledgment to Professor M. T. Copeland of Harvard University, whose studies were freely used by the author of Part I on Cotton. In the case of Silk, we are particularly grateful to Mr. W. D. Darby, whose “Silk, The Queen of Fabrics” has been of invaluable assistance. To the many friends in the textile trades who have provided opportunities for first hand observation, as well as a wealth of information, we tender our sincere thanks and grateful appreciation.
No effort has been made in these studies to dive deeply into the technical processes involved; the goal is more to provide a brief overview of the topic from a layperson’s perspective. While actual surveys and observations were conducted extensively in each instance, a significant portion of the material has necessarily been sourced from standard works on these subjects. In this regard, we especially want to acknowledge Professor M. T. Copeland from Harvard University, whose studies were widely used by the author of Part I on Cotton. For Silk, we are particularly thankful to Mr. W. D. Darby, whose “Silk, The Queen of Fabrics” has been incredibly helpful. To the many friends in the textile industry who have offered opportunities for direct observation, as well as a wealth of information, we extend our heartfelt thanks and appreciation.
INTERNATIONAL ACCEPTANCE BANK, INC.
INTERNATIONAL ACCEPTANCE BANK, INC.
New York, N. Y., October, 1924.
New York, NY, October 1924.
PART ONE
COTTON
By
James Paul Warburg
Vice-President
International Acceptance Bank, Inc.
Photographs by courtesy of the
Pacific Mills and
Keystone View Co.
PART ONE
COTTON
By
James P. Warburg
Vice-President
International Acceptance Bank, Inc.
Photos provided by the
Pacific Mills and
Keystone View Co.
[Pg 8]
[Pg 8]

Cotton Field
Cotton Field
[Pg 9]
[Pg 9]
CHAPTER I
THE RAW MATERIAL
1. The Cotton Plant
The word, “Cotton”, is said to be derived from an Arabic word, “Qutun”, originally meaning flax; and the botanical name of the plant, Gossypium, signifying the fleece worn, was first found in the writings of Pliny, and is derived from the Sanskrit. Thus, in the mere origins of the colloquial and scientific designations of the plant, we have ample proof of its antiquity.
The word “Cotton” is believed to come from the Arabic word “Qutun,” which originally meant flax. The plant’s botanical name, Gossypium, referring to the fleece it produces, was first mentioned in Pliny's writings and has roots in Sanskrit. So, just from the origins of both the common and scientific names of the plant, we have plenty of evidence of its ancient history.
The cotton plant belongs to the mallow family and is a native of the tropics. The genus has a great many botanical varieties, all of which, in the wild state, are perennial, but under cultivation tend to become annual. One variety, Gossypium Arboreum, which is found chiefly in Mexico and Brazil, attains a height of over fifteen feet. This tree cotton, however, has not been extensively cultivated because of the obvious expense of picking. Of the herbaceous varieties the most commonly known are the American and the long-staple Egyptian. G. Barbadense, known as Sea Island cotton, is another long staple variety which is grown only in certain counties of Georgia, South Carolina and Florida.
The cotton plant is part of the mallow family and originates from the tropics. There are many botanical varieties in the genus, all of which are perennials in the wild but tend to become annuals when cultivated. One variety, Gossypium Arboreum, primarily found in Mexico and Brazil, can grow over fifteen feet tall. However, this tree cotton has not been widely cultivated due to the high cost of harvesting it. Among the herbaceous varieties, the most well-known are American cotton and long-staple Egyptian cotton. G. Barbadense, known as Sea Island cotton, is another long-staple variety that is grown only in specific counties of Georgia, South Carolina, and Florida.
In all the cultivated species the plant attains a height of two to four feet. The leaves vary, but all have characteristic lobes. The blossoms also vary a good deal in color, but have this in common that the seeds are contained in a pod or boll which is filled with a floss not unlike that of the common milk-weed. In due course the boll bursts, exposing the mass of fluffy fibre from which the plant derives its extraordinary value. The superiority of cotton over other vegetable fibres, such as hemp or flax, is in the natural twist, which makes it inherently adaptable to spinning. The single fibre consists of a hollow tube having transverse joints at irregular intervals, and this tube, when dry, has a tendency to flatten out and curl. The more of this natural elasticity is found in the fibre the better it is for spinning purposes, and an immature fibre is for this reason unsatisfactory. Cotton is exceedingly susceptible to moisture, and a succession of violent atmospheric changes will cause such a rapid contraction and expansion in its fibre as to destroy its elasticity. From the point of view of the manufacturer there is very little difference between immature cotton and that which has suffered loss of vitality.
In all cultivated species, the plant grows to a height of two to four feet. The leaves vary, but they all have unique lobes. The flowers also differ significantly in color, yet they share one common trait: the seeds are found in a pod or boll filled with a fibrous material similar to that of common milkweed. Eventually, the boll bursts open, revealing a mass of fluffy fiber that gives the plant its incredible value. Cotton stands out over other plant fibers, like hemp or flax, due to its natural twist, which makes it easier to spin. Each fiber is a hollow tube with crosswise joints at irregular intervals, and when it dries, this tube tends to flatten and curl. The more natural elasticity the fiber has, the better it is for spinning, making immature fiber less desirable for that purpose. Cotton is very sensitive to moisture, and rapid changes in weather can cause the fiber to contract and expand quickly, ruining its elasticity. From a manufacturer's perspective, there's hardly any difference between immature cotton and cotton that has lost its quality.
Besides yielding a natural wool from which a tremendous number of products are derived, the seed of the plant gives forth a highly useful vegetable oil, and the stems and leaves are used for fodder.
Besides producing natural wool that can be turned into many products, the plant's seeds provide a very useful vegetable oil, and its stems and leaves are used as animal feed.
[Pg 10]
[Pg 10]
2. History and Distribution
The origin of the cultivation and commercial use of cotton is shrouded in the dim veils of antiquity. The records of India show that the plant was grown, and its fibre utilized, from the earliest times. The Phoenicians and the Hebrews are known to have made cotton clothing, and later the art was transmitted by them to the Greeks and Romans. The vague annals of China indicate a familiarity with this plant and its value extending back to the remote past, and the same is true of Japan. Cortez found a flourishing textile industry among the Aztecs in 1519, and in Peru, Pizarro found cotton garments said to antedate the civilization of the Incas. Again early Portuguese chroniclers relate the discovery of native cotton in Brazil.
The beginning of cotton cultivation and its commercial use is lost in the mists of ancient history. Records from India indicate that the plant was grown, and its fiber used, from very early times. The Phoenicians and the Hebrews are known to have made cotton clothing, and later passed this skill on to the Greeks and Romans. The vague historical accounts from China suggest that people were familiar with this plant and its importance long ago, and the same goes for Japan. When Cortez arrived in 1519, he found a thriving textile industry among the Aztecs, and in Peru, Pizarro encountered cotton clothing that was said to predate the Inca civilization. Additionally, early Portuguese explorers recorded the discovery of native cotton in Brazil.
The Arabs and Saracens were largely responsible for the introduction of the textile industries to western Europe in the ninth century, but it was not until about the middle of the seventeenth century that any great progress was made. During this time the British began to attempt the cultivation of cotton in their colonies, and it was about 1650 when the first Virginia plantations were begun. Since that time the United States has forged ahead until at present it grows over three-fifths of the world’s crop.
The Arabs and Saracens played a major role in bringing textile industries to western Europe in the ninth century, but significant progress didn't happen until around the mid-seventeenth century. During this period, the British started trying to grow cotton in their colonies, with the first plantations in Virginia starting around 1650. Since then, the United States has advanced rapidly and now produces over three-fifths of the world’s cotton crop.
The cultivation of cotton in Egypt was begun about 1821, American Sea Island seeds being imported at that time. The fertile alluvial soil of the Nile delta was found particularly adapted to this use, and extensive irrigation later expanded the area. The construction of the Great Assouan Dam late in the nineteenth century gave a tremendous impetus to the industry. Egyptian cotton is mostly of the long staple variety, the best, known as Sakellarides, averaging an inch and three-quarters.
The cultivation of cotton in Egypt started around 1821, when American Sea Island seeds were brought in. The rich alluvial soil of the Nile delta was found to be especially suitable for this crop, and extensive irrigation later increased the area of cultivation. The construction of the Great Assouan Dam in the late nineteenth century significantly boosted the industry. Egyptian cotton is primarily of the long staple variety, with the best known as Sakellarides, averaging one and three-quarters inches.
Cotton culture in India is perhaps the oldest of all, but Indian cotton is of the short staple variety, and can only be used by certain manufacturers most of which are located in Japan and Germany. About twenty-five million acres are said to be under cultivation, but statistics are very meagre.
Cotton farming in India is possibly the oldest in the world, but Indian cotton is of the short staple type and can only be processed by specific manufacturers, most of which are based in Japan and Germany. It's estimated that around twenty-five million acres are cultivated, but the available statistics are quite limited.
China has long been a large grower of cotton, but the native species are of a harsh, short fibre. Korea and the Yangtze and Wei basins are the chief sources, and American cotton has recently been introduced in the southern provinces.
China has been a major cotton producer for a long time, but the local varieties have tough, short fibers. The main sources are Korea and the Yangtze and Wei river basins, and American cotton has recently been brought in to the southern provinces.
Russia began to raise American cotton on a large scale in Turkestan only some twenty years ago, and bids fair to become a large producer. The plant is indigenous to almost all the Central and South American countries, and particularly in Mexico, Brazil and Peru, it has great potentialities. Peru has two kinds of native cotton known as the rough[Pg 11] and smooth varieties. The former is of a very long and tough fibre and is valuable because it can be blended with wool.
Russia started producing American cotton on a large scale in Turkestan only about twenty years ago and looks set to become a significant producer. The plant is native to nearly all Central and South American countries, with particularly great potential in Mexico, Brazil, and Peru. Peru has two types of native cotton known as the rough[Pg 11] and smooth varieties. The rough variety features very long and strong fibers, making it valuable because it can be blended with wool.
The greatest part of the American crop consists of the Upland variety, although, as we have noted, there is a small but important crop of Sea Island in the Southern Atlantic states. Another long staple species, known as Pimas, has recently been introduced in Arizona, and the alluvial soil of Mississippi, Arkansas, and Louisiana has produced still other desirable species, locally known as “Rivers,” “Peelers,” and “Benders.” Before we consider the relative manufacturing merits of the various kinds of cotton, it would perhaps be well to consider briefly how the crop is grown.
The majority of the American cotton crop is made up of the Upland variety, but as we mentioned, there's also a small but significant crop of Sea Island cotton in the Southern Atlantic states. Another type, called Pimas, has recently been introduced in Arizona, and the fertile soils of Mississippi, Arkansas, and Louisiana have yielded other desirable varieties, locally referred to as “Rivers,” “Peelers,” and “Benders.” Before we look at the manufacturing advantages of the different cotton types, it might be useful to briefly discuss how the crop is grown.
3. Farming
The cotton season of course varies in different latitudes, but the planting is done everywhere in the early spring months. The proper care and fertilization of the soil and its preparation to receive the seed is of the utmost importance. The plant ripens in about four months, so that the picking season in this country usually begins in August, and continues until the first killing frost. From the time of the opening of the first bolls the cotton continues to grow, unless killed by drought or insects, until the cold puts a stop to vegetation, and the same stalk frequently contains ripe and immature cotton at the same time. The cotton which matures first and has been least exposed to weather when picked is likely to be freer of spots and discolorations than that which is picked at the end of the season.
The cotton season varies in different regions, but planting takes place in early spring everywhere. Proper care, fertilization, and preparation of the soil for the seed are extremely important. The plant matures in about four months, so the picking season in this country typically starts in August and continues until the first hard frost. Once the first bolls open, the cotton keeps growing, unless it’s damaged by drought or pests, until the cold stops plant growth. It's common for the same stalk to have both ripe and unripe cotton at the same time. Cotton that matures early and has been less exposed to the elements when picked tends to be cleaner and less discolored than that harvested later in the season.
The two great enemies of the cotton plant are drought and insect depredations. Late frosts and the right quantity of rain and sunshine are what every cotton planter prays for, and praying is about all he can do in this respect. Not so, however, with insects. Unfortunately there are a great number of rapacious little creatures rendered particularly hardy by some caprice of Nature, to whom the growing cotton plant represents an especial delicacy. Against them the planters, under the guidance of the Department of Agriculture, are waging continuous warfare. It is said that insect depredation, at pre-war prices cost the country an annual sum of $60,000,000, more than half of which is attributable to the two worst offenders, the boll weevil and the boll worm. Coming in hordes across the Mexican border, the boll weevil has destroyed millions of bales of cotton annually, and as yet no very effective remedy has been found to exterminate it.
The two main threats to the cotton plant are drought and insect damage. Late frosts and just the right amount of rain and sunshine are what every cotton farmer hopes for, and hoping is pretty much all they can do about that. But when it comes to insects, it's a different story. Unfortunately, there are many greedy little pests that Nature has made especially resilient, and they see the growing cotton plant as a tasty treat. The farmers, with help from the Department of Agriculture, are in a constant battle against them. It’s estimated that insect damage cost the country about $60 million a year at pre-war prices, with more than half of that caused by the two biggest culprits: the boll weevil and the boll worm. The boll weevil, coming in swarms from the Mexican border, has wiped out millions of bales of cotton every year, and so far, no really effective way to get rid of it has been found.
Even at that, however, the planter’s greatest worry is perhaps not so much the growth as the harvesting of his crop. To get his cotton picked[Pg 12] rapidly and properly, an operation for which no successful machinery has yet been devised, and to have it properly ginned, presents his chief problem. If cotton is left too long on the stem it will be exposed to the detrimental effects of the weather. Coloring matter from the newly opened bolls, or from the soil, is washed into the floss by the rain, and while such spots or stains may be bleached out by the sun, the lustrous bloom never returns. Frost will make permanent tinges or stains, and the wind will frequently wrap the pendulous locks of fibre-covered seed about the stems of the plant or tangle them up in the leaves.
Even so, the planter’s biggest concern isn't just the growth of his crops but also the harvesting. Getting the cotton picked quickly and correctly is a task for which no effective machinery has been made, and ensuring it is ginned properly is his main challenge. If cotton stays on the stem too long, it risks being damaged by the weather. Rain can wash pigments from the newly opened bolls or the soil into the fibers, and although the sun can sometimes bleach out those spots or stains, the shiny bloom doesn’t come back. Frost can leave permanent discoloration, and the wind often tangles the hanging fibers around the plant's stems or into its leaves.[Pg 12]
When the pickers do not exercise proper care stem and leaves frequently get picked along with cotton, and a considerable quantity of dirt inevitably finds its way into their bags. Or else the cotton may be picked when it is damp, with the result that the teeth of the gin, instead of picking out the seeds and stems will cut the matted fibres, producing a class of cotton known as “Gin-cut”. Moreover the gin brushes will be unable to separate the matted tufts, and so they go into the bale as “naps” or “neps”. All these factors militate against the planter in his efforts to have his crop classified as high as possible.
When the pickers don’t take proper care, stems and leaves often get picked along with the cotton, and a lot of dirt inevitably ends up in their bags. Alternatively, cotton might be picked when it’s damp, which causes the gin’s teeth to cut the tangled fibers instead of removing the seeds and stems, resulting in a type of cotton called “Gin-cut.” Additionally, the gin brushes won’t be able to separate the tangled tufts, so they end up in the bale as “naps” or “neps.” All these issues work against the planter in his efforts to have his crop classified as highly as possible.
4. Grades and Staples
The classification of cotton into the standard grades fixed by the Government constitutes an exceedingly difficult art. There is absolutely no mechanical basis, and the classification is a purely relative one. The kind of plant has no bearing whatsoever, nor has the length or strength of staple. It is really a distinction based upon the condition of the cotton, rather than upon its inherent attributes.
The classification of cotton into the standard grades set by the government is an extremely challenging task. There’s no mechanical standard for it; the classification is entirely relative. The type of plant doesn't matter at all, nor does the length or strength of the fiber. It’s really a distinction based on the condition of the cotton, rather than its inherent qualities.
The grade “MIDDLING” is the basis upon which the market values of the other grades are quoted. There are eight full grades:
The grade "MIDDLING" is the standard used to determine the market values of the other grades. There are eight full grades:
| Fair | Low Middling |
| Middling Fair | Good Ordinary |
| Good Middling | Ordinary |
| Middling | Low Ordinary |
Between these full grades are the half grades, known as the Stricts, and some classers use quarter grades with which, however, we shall not concern ourselves here. The grades and half-grades are quoted for whites, tinges, and stains. A stain is a heavy discoloration while a tinge is a lighter hue, and partial discolorations, known as spots, are permissible in the lower grades of whites. The values of the various grades are always quoted as so many points on or off White Middling, a point being 1/100th. of a cent. Thus, if Middling White were quoted at 24c[Pg 13] and Ordinary as 300 points off, it would mean that Ordinary was worth 21c. An example is given below of a regular quotation sheet.
Between these full grades are the half grades, known as the Stricts, and some classers use quarter grades, but we won't focus on those here. The grades and half-grades are specified for whites, tinges, and stains. A stain is a significant discoloration, while a tinge is a lighter shade. Partial discolorations, referred to as spots, are acceptable in the lower grades of whites. The values of the various grades are always expressed as a certain number of points above or below White Middling, with a point being 1/100th of a cent. So, if Middling White were priced at 24c[Pg 13] and Ordinary was quoted as 300 points off, it would mean that Ordinary was valued at 21c. An example is provided below of a standard quotation sheet.
| U.S. Grades | [1]White | [2]Tints | [2]Marks |
| Middling Fair | 403 on | Nominal | Nominal |
| Strict Good Middling | 328 on | 49 off a | Nominal |
| Good Middling | 253 on | 152 off a | 447 off a |
| Strict Middling | 135 on | 300 off a | 618 off a |
| Middling | Basis | 456 off a | 809 off a |
| St. Low Middling | 305 off | 704 off a | Nominal |
| Low Middling | 843 off | 1064 off a | Nominal |
| Strict Good Ordinary | 1230 off | Nominal | Nominal |
| Good Ordinary | 1518 off | Nominal | Nominal |
FOOTNOTES:
Savannah or the Augusta exchanges.
It is obvious that in this classification the human element plays a great part. The difference between quarter grades, or even half grades, or between a tinge and a stain, are subject to a great variety of interpretations. While there is no definite standard, Middling must be cream or white, must show no soil evidence, no gin-cuts or naps, may have a few pieces of leaf (not powdered), and a few motes, (immature seeds). As the grades go up the cotton must be freer of impurities until the top grades have to show practically a perfect lustrous, silky, white, and clear fibre. On the lower side the impurities increase, until, in the Ordinaries, we find large and small leaf particles, sticks, hulls, dirt, sand naps, gin-cuts, and spots, together with a dingy color.
It’s clear that in this classification, the human element plays a significant role. The distinctions between quarter grades, or even half grades, or between a slight tint and a stain, can be interpreted in many ways. While there’s no set standard, Middling must be cream or white, should show no signs of soil, no gin cuts or naps, may have a few pieces of leaf (not ground up), and a few motes (immature seeds). As the grades improve, the cotton must be cleaner and less contaminated until the top grades are nearly perfect, with a shiny, silky, white, and clear fiber. On the lower end, impurities increase, and in the Ordinaries, we find large and small leaf fragments, sticks, hulls, dirt, sand naps, gin cuts, and spots, along with a dull color.
It is this classification that governs the trading on all the exchanges, and upon which the planter originally sells his crop. The exceptions are those varieties of cotton which are distinct from the crop as a whole. Sea Islands are sold as Fancy, Choice, Fine, Medium, and Common. Bolly or immature cotton is sold by separate agreements; and Linters, the fibres regained by the seed mills from reginning the seed, are not sold on this basis. Neither is what is known as the “City Crop” of loose cotton accumulated from taking samples, sold in this way.
This classification controls trading on all the exchanges and is the basis on which the planter first sells their crop. The exceptions are cotton varieties that are different from the overall crop. Sea Islands are sold as Fancy, Choice, Fine, Medium, and Common. Bolly or immature cotton is sold through separate agreements, and Linters, the fibers extracted by seed mills from re-processing the seed, aren’t sold this way either. The “City Crop” of loose cotton collected from sampling is also not sold in this manner.
Aside from grade there are two other qualifications which are of equal importance to the manufacturer: length, and strength. Lengths are quoted in eights of an inch, and cotton under 1⅛” is termed short, while that over 1⅛” is long. The normal lengths run from ¾” to 1⅞”, and it is noteworthy that, where a normal difference between grades would be 25 points, the difference of ⅛” would be about 250 points. “Pulling” for staple is another art where the individual’s judgment plays an important part.
Aside from grade, there are two other qualifications that are equally important to the manufacturer: length and strength. Lengths are measured in eighths of an inch, with cotton under 1⅛” considered short, while anything over 1⅛” is categorized as long. The typical lengths range from ¾” to 1⅞”, and it’s important to note that while a normal difference between grades might be 25 points, the difference of ⅛” would be around 250 points. “Pulling” for staple is another skill where the individual’s judgment is crucial.
[Pg 14]
[Pg 14]
Strength,—elasticity and tensile strength,—is again one of the mill’s prerequisites. The usual buyer’s test for fibre vitality is to compress a sample in the hand to see if it will return to its former shape. The importance of length is that it governs the fineness of the yarn to be spun, while grades affect the finish of the cloth. We shall see later that mills cannot buy mixed lots, but must have even-running grades of fixed staple.
Strength—elasticity and tensile strength—is again one of the mill’s essentials. The typical buyer’s test for fiber vitality is to squeeze a sample in the hand to check if it will bounce back to its original shape. The significance of length is that it determines the fineness of the yarn being spun, while grades influence the finish of the fabric. We will later see that mills cannot purchase mixed lots but must have consistent grades of fixed staple.
5. Raw Cotton Buyers
The small planters of the South are usually unable to finance themselves independently through the growing and picking seasons. Consequently the local store-keeper, from whom the planters buy their supplies, usually extends credit in the form of an open account and so becomes the first middleman. Not infrequently the store-keeper will accept cotton rather than money in settlement of his accounts, and where he follows this practice he becomes what is known as a local buyer. When he has accumulated sufficient cotton he sells either to an intermediate buyer, or to the buyer for some merchant or mill.
The small farmers in the South often can't support themselves financially during the growing and harvesting seasons. As a result, the local shopkeeper, from whom they purchase their supplies, typically offers credit through an open account, making him the first middleman. Sometimes, the shopkeeper will accept cotton instead of cash to settle accounts, and when he does this, he becomes known as a local buyer. After gathering enough cotton, he sells it either to an intermediate buyer or to a buyer for a merchant or mill.
In the case of the larger grower, or the syndicate of growers, the local buyer is usually eliminated. These planters obtain their credit from the large merchant buyers, who in turn are carried by their banks.
In the case of the larger growers, or the group of growers, the local buyer is typically cut out. These farmers get their credit from the big merchant buyers, who are supported by their banks.
Very frequently the local buyers are scattered so thickly through a neighborhood, and each accumulate such small and heterogeneous lots of cotton that an intermediate buyer finds his way into the natural order. Sometimes the intermediate is merely a “scalper” who buys from the local dealer and sells to merchant buyers. In other cases, notably in Texas, he acts as a concentrating agent, buying at local points from growers and selling, usually at compress points, to representatives of merchants or mills. In the latter case he is referred to as a “street buyer.”
Very often, local buyers are spread out across a neighborhood, and each gathers such small and diverse amounts of cotton that a middleman works his way into the natural process. Sometimes the middleman is just a “scalper” who buys from local dealers and sells to merchant buyers. In other situations, especially in Texas, he acts as a consolidator, purchasing directly from growers at local sites and selling, typically at compression points, to agents of merchants or mills. In this case, he's called a “street buyer.”
Where the grower surrenders his cotton to the local dealer the latter usually has it ginned, but in cases where the planter is able to finance himself he takes his cotton to the gin himself, pays for the ginning, and either sells in so-called gin bales, (before they are compressed) or, if a warehouse is available at the gin or compress point, holds his cotton until he can obtain a satisfactory price for it. The local banks perform a very important part of the crop financing at this stage, for, since the grower sells for cash, the buyers require advances. These are made by the Southern banks against buyers’ tickets, showing cotton purchased, against gin receipts, warehouse receipts, compress receipts, and finally when the cotton is shipped, against bills of lading.
When a farmer delivers his cotton to the local dealer, the dealer usually gets it ginned. However, if the farmer can finance it himself, he takes his cotton to the gin, pays for the ginning, and then either sells it in so-called gin bales (before they’re compressed) or, if there’s a warehouse at the gin or compress point, he holds onto his cotton until he can get a good price for it. Local banks play a crucial role in crop financing at this stage because the farmer sells for cash, and the buyers need upfront payments. These advances are provided by Southern banks based on buyers’ tickets showing the cotton purchased, gin receipts, warehouse receipts, compress receipts, and finally, when the cotton is shipped, against bills of lading.
[Pg 15]
[Pg 15]

The Square Bale
The Square Bale
The large cotton merchants fulfill a very essential function in that they are responsible for the concentration of the raw material and for its redistribution into the proper channels of manufacture. They maintain branches and representatives throughout the entire cotton growing areas and are directly connected by wire with all the important exchanges. By far the bulk of their buying is done after the close of the New York Exchange from local and intermediate buyers who during the day have been acquiring mixed lots of all sorts. The merchant’s representative, known as the take-up man, goes over and classifies the cotton accumulated by the local buyers, takes a sample from each bale which he tags with a duplicate of the shipping tag he places on the bale itself,[Pg 16] and then ships the cotton to the concentration point and the samples to the office at that place. He pays the local buyer by draft or check.
The large cotton merchants play a crucial role as they are in charge of gathering the raw material and redistributing it into the right manufacturing channels. They have branches and representatives throughout all the cotton-growing regions and are directly connected by phone to all the major exchanges. Most of their purchasing happens after the New York Exchange closes, from local and intermediate buyers who have been collecting various mixed lots during the day. The merchant’s representative, known as the take-up man, reviews and classifies the cotton collected by the local buyers, takes a sample from each bale, tags it with a duplicate of the shipping tag placed on the bale itself,[Pg 16] and then ships the cotton to the main distribution point while sending the samples to the office at that location. He pays the local buyer with a draft or check.
The office at the concentration point, usually where there is a compress, has in the meantime received instructions from the head office as to how to make up the various lots. As the bales are compressed they are collected into even-running lots of certain grades for which the head office has received inquiries from mills, and are shipped out in this way. The branch office will ship according to instructions forwarding the bills of lading with invoices and sight drafts to the head office or to some bank.
The office at the collection point, typically where there is a compactor, has now gotten instructions from the main office on how to prepare the different batches. As the bales are compacted, they are organized into consistent batches of specific grades that the main office has received requests for from mills, and are shipped out accordingly. The branch office will ship based on the instructions, sending the bills of lading along with invoices and sight drafts to the main office or to a bank.
Since the war, and particularly in the last three years, the co-operative movement has in some sections developed to such an extent as to supplant in large part the old system of marketing. In Texas, Georgia, and other States, a large part of the crop is now concentrated, financed, and sold through these extensive organizations of growers either direct to mills, or to large merchants and exporters.
Since the war, especially over the last three years, the co-operative movement has really grown in some areas to the point where it has largely replaced the old marketing system. In Texas, Georgia, and other states, a significant portion of the crop is now gathered, funded, and sold through these large organizations of growers, either directly to mills or to major merchants and exporters.
Almost all cotton is bought on Middling Basis, but some is taken on sample with guarantees, (often a dangerous practice for both parties), and some is taken at a fixed price per bale.
Almost all cotton is purchased on a Middling Basis, but some is taken by sample with guarantees (which can often be a risky practice for both sides), and some is sold at a set price per bale.
A few Southern mills buy direct from nearby growers, but the preponderant majority and practically all the Northern mills obtain their cotton through merchants, or through brokers representing Southern merchants.
A few Southern mills buy directly from local growers, but the vast majority, and almost all the Northern mills, get their cotton through merchants or brokers who represent Southern merchants.
We have seen briefly how the cotton is grown and brought to market, but we have still to consider the all important question of what determines the price at which it changes hands.
We’ve briefly looked at how cotton is grown and sold, but we still need to discuss the crucial question of what decides the price at which it is traded.
6. The Cotton Exchanges
Cotton trading falls roughly into two categories: trading in cotton for immediate delivery, or spot cotton; and buying or selling for delivery at some future time. Purchases or sales of spot cotton mean that cotton actually will be delivered from vendor to purchaser, but, as we shall see, trading in futures does not necessarily mean that the contract will be fulfilled by delivery. The great cotton markets are New York, Liverpool, New Orleans, Bremen, and Havre. Of these New York is almost entirely a futures market, while New Orleans is chiefly a spot market. Liverpool, Bremen, and Havre trade in both spot and futures, but Liverpool is the European centre for trading in future contracts.
Cotton trading generally falls into two categories: trading in cotton for immediate delivery, known as spot cotton, and buying or selling for delivery at a later date. When you purchase or sell spot cotton, it means the cotton will actually be delivered from the seller to the buyer. However, as we will discuss, trading in futures doesn’t always mean the contract will result in delivery. The main cotton markets are New York, Liverpool, New Orleans, Bremen, and Havre. Among these, New York is almost exclusively a futures market, while New Orleans primarily operates as a spot market. Liverpool, Bremen, and Havre deal in both spot and futures, but Liverpool is the European hub for trading future contracts.
Only about 2% of the annual crop is sold spot in New York, and yet it is the prices on the New York Cotton Exchange which govern very largely the price paid to the grower in the South by the various buyers.[Pg 17] The New York Exchange is the barometer of the American, and to a large extent, of the world’s cotton trade, because its mechanism works out the equilibrium between demand and supply; and as this mechanism consists chiefly of the trading device called the “Hedge”, we shall digress for a moment to consider its operation.
Only about 2% of the annual crop is sold directly in New York, yet it’s the prices on the New York Cotton Exchange that mainly determine what buyers in the South pay to growers. [Pg 17] The New York Exchange serves as a barometer for the American, and to a large extent, the global cotton trade, because it balances demand and supply. Since this balance mainly relies on a trading strategy called the “Hedge,” let’s take a moment to look at how this works.
We might say that hedging is an insurance against fluctuations in cotton prices by purchase or sale of future contracts for cotton against sale or purchase made for actual delivery. It consists of nothing more than of neutralizing the gain or loss which will result from existing delivery contracts if the price rises or falls before delivery date, by creating an off-setting loss or gain.
We could describe hedging as a way to protect against changes in cotton prices by buying or selling future contracts for cotton in relation to actual sales or purchases for delivery. It’s simply about balancing out any gains or losses that will come from current delivery contracts if the price goes up or down before the delivery date, by creating a corresponding loss or gain.
Assume, for instance, that a merchant makes a contract with a mill in July for 100 bales October delivery. He sells at the current price of let us say 30 cents per pound plus his overhead and profit. In due course he will obtain his cotton from the South, but in the meantime he covers, or hedges his contract by buying 100 bales of October futures on the Exchange. If he has to pay the grower 31 cents for the cotton which he has sold to the mill for 30 cents, he will on the other hand, be able to sell his future contract which he bought at 30 cents for 31 cents, so that the loss on one is neutralized by the gain on the other. Vice versa, he will lose whatever extra profit he might have made from a falling price.
Let's say a merchant makes a contract with a mill in July for 100 bales to be delivered in October. He sells at the current price, which we'll say is 30 cents per pound, plus his overhead and profit. Eventually, he will get his cotton from the South, but in the meantime, he protects his contract by buying 100 bales of October futures on the Exchange. If he has to pay the grower 31 cents for the cotton that he sold to the mill for 30 cents, he can sell his future contract, which he bought at 30 cents, for 31 cents. This way, the loss on one side cancels out the gain on the other. On the flip side, he will miss out on any extra profit he could have made if the price falls.
In the same way a manufacturer may buy futures against orders he has accepted for goods, based on the price he expects to pay for his cotton. Or he may sell futures to protect himself on cotton he has bought but has not yet covered by cloth contracts. Hedging by manufacturers, however, particularly in the North, is not a common practice, because the cloth market is not elastic enough to follow accurately in the wake of cotton prices, and also because the mill treasurer rarely wants to hedge cotton in his warehouse, preferring to rely on his own judgment in matters of purchase.
In the same way a manufacturer might buy futures to secure orders he has accepted for goods, based on the price he expects to pay for his cotton. Or he might sell futures to protect himself for cotton he has bought but hasn’t yet covered with cloth contracts. However, hedging by manufacturers, especially in the North, isn’t common because the cloth market isn’t flexible enough to accurately follow cotton prices, and also because the mill treasurer usually prefers not to hedge the cotton in his warehouse, opting instead to trust his own judgment when it comes to purchasing.
Occasionally a grower may find it to his advantage to hedge his crop. If, for example, he is satisfied in August that the present price for December is likely to be higher than he will obtain later, he may sell December futures for a conservative percentage of his crop, thereby guaranteeing himself against a drop.
Occasionally, a farmer might find it beneficial to hedge their crop. For instance, if they believe in August that the current price for December will be higher than what they can get later, they may sell December futures for a cautious percentage of their crop, ensuring protection against a price drop.
By far the greatest part of the future trading, however, is done by merchants, because they are actually engaged in the business of selling cotton which they have not yet acquired or of carrying cotton for which they have no contracts. Speculation, of course, enters into the dealings on the exchanges as an important economic factor, in normal times tending to stabilize by discounting future trends, but in periods of extraordinary demand or supply frequently causing violent fluctuations in[Pg 18] prices. At such times there is always a good deal of agitation for preventive legislation, but it is unlikely that dealing in futures will ever be prohibited by law. The present regulations of the large exchanges eliminate abuse as far as possible, and the futures markets are really a factor of safety for the entire industry.
By far the majority of future trading is conducted by merchants, as they are actively involved in selling cotton that they haven't yet acquired or transporting cotton for which they don't have contracts. Speculation plays an important role in exchange dealings, usually helping to stabilize prices by anticipating future trends. However, during times of unusual demand or supply, it often leads to significant price fluctuations. During these times, there is often a strong push for preventive legislation, but it’s unlikely that trading in futures will ever be banned by law. The current regulations of major exchanges aim to minimize abuse as much as possible, and the futures markets actually serve as a safety net for the entire industry.
All the large merchants, as we have seen, have branch offices in the South, and all these offices have wire connections with the chief markets. On the basis of the Liverpool quotations and the New York opening prices the head offices will send out to their branches and representatives their daily limits, above which they are instructed not to buy. Inasmuch as most of the small growers are dependent for their news of the markets upon the buyers, they are at somewhat of a disadvantage, but the keenness of competition prevents their exploitation by unscrupulous buyers.
All the big merchants, as we've seen, have branch offices in the South, and all these offices are linked to the main markets via wires. Based on the Liverpool quotes and the New York opening prices, the main offices will send out their daily limits to their branches and representatives, instructing them not to buy above these limits. Since most of the small growers rely on the buyers for their market news, they are at a bit of a disadvantage, but the fierce competition stops unscrupulous buyers from taking advantage of them.
A contract on the New York Cotton Exchange calling for the delivery of 100 bales specifies Middling grade, but the seller may deliver any grades which are tenderable by the Exchange regulations. These grades are from Strict Low Middling to Middling Fair, but if tinged, not below Middling Tinged. Stains are not tenderable. The grades are determined and settlement made on the basis of so many points on or off Middling, which, as we have seen, is the basis for all quotations.
A contract on the New York Cotton Exchange that requires the delivery of 100 bales specifies Middling grade, but the seller can deliver any grades allowed by the Exchange rules. These grades range from Strict Low Middling to Middling Fair, but if there's any tint, they can't be below Middling Tinged. Stains aren't acceptable. The grades are determined and settled based on how many points they are on or off Middling, which, as we've discussed, is the standard for all price quotes.
It is evident that mills, which require certain even-running grades, could of course never buy their cotton on the Middling basis. For this reason, except in the few cases where they buy direct from the growers, mills purchase their requirements from dealers on the basis of samples. Selling to mills, as opposed to selling M/B, is known as selling on merit. Mills usually begin to buy in September and fill about 60% of their year’s requirements by January. Those manufacturers who use the high grades usually buy earliest because of the limited crop from which they must obtain their share. Cotton is ordinarily shipped soon after purchase and stored not by the merchant but at the mill. The recent growth of Southern warehouse companies, however, has caused mills to carry less cotton than formerly. Mills ordinarily pay for their cotton in three days.
It's clear that mills, which need consistent grades, could never buy their cotton based on the Middling standard. Because of this, unless they buy directly from growers, mills get their cotton from dealers based on samples. Selling to mills, as opposed to selling M/B, is referred to as selling on merit. Mills typically start buying in September and will have filled about 60% of their yearly needs by January. Manufacturers who need higher grades usually buy earlier due to the limited crop they must source from. Cotton is usually shipped soon after it’s purchased and stored at the mill, not by the merchant. However, the recent rise of Southern warehouse companies has led mills to hold less cotton than before. Mills usually pay for their cotton within three days.
We have now traced rapidly how the cotton is grown and marketed, and our next concern will be to follow what happens to it during the process of making it into goods. Deferring for the moment consideration of cotton export from the United States, we shall proceed in Chapter Two, to glance at the various aspects of Cotton Manufacture.
We have now quickly covered how cotton is grown and sold, and our next focus will be on what happens to it during the process of turning it into products. Putting aside the topic of cotton export from the United States for now, we will move on in Chapter Two to look at the different aspects of Cotton Manufacturing.
[Pg 19]
[Pg 19]
CHAPTER II
THE MANUFACTURE OF COTTON
1. U.S. History
Much has been written on the subject of the textile industry and perhaps even more still remains to be said. It is not the object of this brief survey to present a complete picture of all the stages of manufacture, but rather to place briefly before the reader a necessarily kaleidoscopic view of the various processes.
Much has been written about the textile industry, and there's probably even more to discuss. This brief overview doesn’t aim to give a complete picture of all the manufacturing stages, but rather to provide the reader with a quick, colorful snapshot of the different processes involved.
Although the first cotton mill in the United States was founded in Rhode Island by Samuel Slater in 1790, Whitney’s invention of the cotton gin in 1793 marked the real beginning of the cotton growing and manufacturing industries in this country, because it solved the hitherto vexatious problem of separating the fibre from the seed. Nevertheless, until the war of 1812, this country exported almost all of its cotton to Great Britain, and imported from there its cotton goods. The war stimulated the textile industry for two reasons: first, because no British goods were available; and second, because it brought about the transference of New England capital from ships and commerce to home manufacturing industries. The census figures for 1805 show 4,500 spindles in the country; in 1825 there were 800,000.
Although the first cotton mill in the United States was established in Rhode Island by Samuel Slater in 1790, Whitney’s invention of the cotton gin in 1793 truly marked the beginning of the cotton growing and manufacturing industries in the country, as it solved the frustrating problem of separating the fiber from the seed. Still, until the War of 1812, the U.S. exported almost all of its cotton to Great Britain and imported its cotton goods from there. The war boosted the textile industry for two reasons: first, because there were no British goods available, and second, because it led to New England capital shifting from shipping and trade to domestic manufacturing. Census figures from 1805 show there were 4,500 spindles in the country; by 1825, that number had grown to 800,000.
Various inventions, notably Lowell’s power loom in 1814, and Jenck’s ring spindle in 1830, made it possible for the New England manufacturer to compete with the skilled labor of England, and up to the time of the Civil War the industry made rapid strides. In 1831 795 establishments with 1,200,000 spindles used 77,800,000 pounds of cotton and manufactured $32,000,000 worth of goods. Thirty years later there were 1091 mills with 5,200,000 spindles using 422,700,000 pounds of cotton and making a product worth $115,700,000. At this time 570 of the mills were in New England, 340 in the Middle Atlantic States, 159 in the South, and 22 in the Western States. The New England mills, however, averaged twice as many spindles as the others, and Massachusetts and Rhode Island alone contained 48% of the total.
Various inventions, especially Lowell’s power loom in 1814 and Jenck’s ring spindle in 1830, enabled New England manufacturers to compete with the skilled labor in England. Up until the Civil War, the industry grew rapidly. In 1831, there were 795 establishments with 1,200,000 spindles that used 77,800,000 pounds of cotton and produced $32,000,000 worth of goods. Thirty years later, the number of mills increased to 1,091 with 5,200,000 spindles using 422,700,000 pounds of cotton and generating a product worth $115,700,000. At that time, 570 of the mills were in New England, 340 in the Middle Atlantic States, 159 in the South, and 22 in the Western States. However, the New England mills averaged twice as many spindles as the others, with Massachusetts and Rhode Island alone accounting for 48% of the total.
Home industries at this time supplied most of the coarse drills and sheetings, while the fine goods were imported from England. There was a small export trade of coarse goods to Asia. The Civil War cut off the industrial centers from their raw material so that for five years no progress was made, and when normal life was resumed a new tendency towards concentration became manifest. From then on the number of plants decreased and the individual establishment grew larger, so that[Pg 20] in 1880 there were fewer mills and four and one-half times as many spindles as twenty years before.
Home industries at this time provided most of the rough drills and sheetings, while the finer products were imported from England. There was a small export market for coarse goods to Asia. The Civil War cut off industrial centers from their raw materials, so no progress was made for five years. When normal life resumed, a new trend towards consolidation emerged. From that point on, the number of factories decreased, and individual establishments grew larger, so that[Pg 20] in 1880 there were fewer mills and four and a half times as many spindles as twenty years earlier.
While we shall discuss the geographical distribution of the industry in a later chapter, it is worthy of note here that the feature of the period beginning about 1880 and extending to the present time, was the gradual growth of the spinning and weaving industry in the South. The social and economic system in the Southern states before the abolition of slavery made those states entirely agrarian, but as soon as a recovery from the war was accomplished, manufacturing, and particularly cotton manufacturing, grew up surprisingly fast. A glance at the growth in spindlage in the United States from 1880 to 1923 will suffice to illustrate. Sixty per cent. of the increase since 1880 was in the South. The units represent millions of spindles.
While we will discuss the geographical distribution of the industry in a later chapter, it’s important to note here that a key feature of the period starting around 1880 and continuing to today was the gradual growth of the spinning and weaving industry in the South. Before the abolition of slavery, the social and economic system in the Southern states was entirely agrarian, but once the recovery from the war was underway, manufacturing—especially cotton manufacturing—grew surprisingly quickly. A look at the growth in spindle capacity in the United States from 1880 to 1923 clearly shows this. Sixty percent of the increase since 1880 occurred in the South. The units represent millions of spindles.
| 1880 | 1890 | 1900 | 1910 | 1923 | Inc. 43 yrs. | |
| North | 10.1 | 12.6 | 14.5 | 17.4 | 19.9 | 9.8 |
| South | .5 | 1.7 | 4.5 | 11.2 | 16.3 | 15.8 |
2. Making Cotton Thread
Almost all cotton comes to the mill in standard compress bales of five hundred pounds gross. The cotton is condensed to about 22 pounds per cubic foot at the compress, wrapped in coarse jute bagging, and circled with iron hoops. For some time there has been a movement to improve the so-called square bale, or to replace it with a different form of packing. Sea Island cotton is frequently packed in a smaller round bale, and there is much to be said for this practice. What we are concerned with here, however, is that the mill receives the cotton in a compressed form which must be loosened before anything can be done with it.
Almost all cotton comes to the mill in standard compressed bales weighing five hundred pounds. The cotton is compacted to about 22 pounds per cubic foot at the compress, wrapped in rough jute bagging, and held together with iron hoops. For some time, there has been a push to improve the so-called square bale or to switch it out for a different packing method. Sea Island cotton is often packed in a smaller round bale, and there are strong arguments in favor of this practice. However, what we’re focused on here is that the mill receives the cotton in a compressed state, which needs to be loosened before any processing can begin.
Accordingly, the first thing that happens is that the hoops are cut, the bagging removed, and the cotton thrown by hand into the feed-apron of the bale-breaker. This machine does nothing more than to pick the compressed cotton apart and deliver it in tufts about the size of a handfull on a belt conveyor.
Accordingly, the first thing that happens is that the hoops are cut, the bagging removed, and the cotton thrown by hand into the feed apron of the bale breaker. This machine only picks the compressed cotton apart and delivers it in tufts about the size of a handful on a belt conveyor.
The travelling belt or feeder delivers these bunches of cotton into machines called Openers, which simply repeat the operation of the bale-breaker on a more thorough scale, reducing the large tufts into many smaller ones. These small pieces are dropped into an air chute and drawn along parallel rods up to the picker room. During transit in the trunk much of the heavier dirt falls between the rods and is removed.
The conveyor belt or feeder sends these bunches of cotton into machines known as Openers, which essentially perform the same task as the bale-breaker but more thoroughly, breaking down the large clumps into many smaller ones. These smaller pieces are then dropped into an air chute and pulled along parallel rods up to the picker room. While moving through the trunk, most of the heavier dirt falls between the rods and gets removed.
In the most recent installations larger bale-breakers are used which reduce the cotton to small tufts and deliver through an air pipe to a[Pg 21] condenser in the picker-room. The condenser either empties into bins or else on to the automatic feed of the breaker-pickers.
In the latest setups, larger bale-breakers are used to break the cotton down into small tufts and deliver it through an air pipe to a[Pg 21] condenser in the picker room. The condenser either feeds into bins or onto the automatic feed of the breaker-pickers.

Bale Breakers
Bale Breakers
As the tufts come out of the chute they fall into the first of three machines known as Pickers, whose function is to beat out the coarser impurities and deliver the cotton in rolls of batting called laps. In the first, or breaker-picker the tufts are thoroughly whirled and pounded over grid-bars by rollers armed with short flail-like projections, and then compressed into a continuous sheet or lap of a given weight per yard, which is wound on a large spool and delivered to the second, or intermediate picker. This machine practically repeats the operation only that[Pg 22] it combines four laps from the first picker into one which it hands over to the last, or finisher picker. The latter again takes four intermediate laps and forms them into one sheet of fairly clean cotton, containing very little dirt or seed, but still fairly filled with small particles of leaf. In these preliminary operations the cotton has lost about five per cent. of its weight.
As the tufts come out of the chute, they drop into the first of three machines known as Pickers, which are designed to remove the coarser impurities and turn the cotton into rolls of batting called laps. In the first machine, or breaker-picker, the tufts are thoroughly whirled and pounded over grid-bars by rollers equipped with short flail-like projections, and then compressed into a continuous sheet or lap of a specified weight per yard. This is then wound onto a large spool and sent to the second machine, or intermediate picker. This machine essentially repeats the process, except it combines four laps from the first picker into one before passing it on to the final machine, or finisher picker. The finisher picker then takes four intermediate laps and forms them into one sheet of fairly clean cotton, which contains very little dirt or seeds but still has some small bits of leaves. Throughout these initial processes, the cotton has lost about five percent of its weight.

Picker Room
Selection Room
Before anything else can be done it is now necessary to remove the leaf particles, and to separate the individual fibres from their matted position. Both these functions are performed by the machine known as the Card, the principle of which is that of two surfaces armed with fine wire teeth revolving not quite tangent to each other. Originally carding[Pg 23] was performed by hand, but the Wellman carding machine was one of the earliest textile inventions. This was considerably improved by the revolving flat card in 1857, the operation of which is somewhat as follows.
Before we can do anything else, we need to get rid of the leaf particles and separate the individual fibers from their tangled position. Both of these tasks are done by the machine called the Card, which works on the principle of two surfaces equipped with fine wire teeth that rotate just shy of touching each other. Originally, carding[Pg 23] was done by hand, but the Wellman carding machine was one of the first inventions in textile technology. This was significantly enhanced by the revolving flat card in 1857, which operates in a manner that goes something like this.

PRINCIPLE OF THE FLAT CARD
FLAT CARD PRINCIPLE
The lap from the finisher picker is fed over a plate on to a revolving cylinder bearing wire teeth, which combs it over a set of knives, thereby removing coarse dirt, and passes it on to a large cylinder armed with millions of fine wire teeth. The latter carries the cotton past a slowly revolving endless chain of flats which remove the neps and fine dirt. The clean, separated fibres are then picked off the cylinder by a smaller rapidly revolving roller called the doffer, which carries them in a filmy sheet to be in turn removed by the doffing comb. The latter, working so rapidly that the eye fails to see it, lifts the sheet of fibres clear so that it may be passed through a funnel and condensed into a single untwisted rope a little under an inch in diameter. This rope is called a sliver, and is automatically coiled into a can like an umbrella-stand.
The lap from the finisher picker is placed on a plate that feeds it onto a spinning cylinder with wire teeth, which combs it over a set of knives to remove large dirt particles. It then moves to a large cylinder with millions of fine wire teeth. This cylinder takes the cotton past a slowly rotating endless chain of flats that eliminates neps and fine dirt. The clean, separated fibers are picked off the cylinder by a smaller, quickly spinning roller called the doffer, which carries them in a thin sheet to be removed by the doffing comb. The comb works so fast that it’s hard to see, lifting the sheet of fibers clear so it can be funneled and condensed into a single untwisted rope a little under an inch in diameter. This rope is called a sliver and is automatically coiled into a can like an umbrella stand.

Feed End of Card. Lap Entering
Feed End of Card. Lap Entering

Delivery of Sliver
Delivery of Silver
We have now for the first time reduced the raw material to a continuous strand, comparatively free from impurities. Up to this point, no matter what kind of yarn is to be spun, the operations are practically identical, but from here on the processes vary according to the product desired. A hank of yarn is 840 yards (not to be confused with the [Pg 25]worsted hank of 560 yards) and the number of hanks it takes to make a pound is the basis upon which yarn is classified. Thus a coarse yarn which weighs only twenty hanks to the pound, would be called 20s, while 80s would be a very fine yarn. Various fabrics require different grades of yarn, just as different finenesses of yarn must be spun from varying grades of cotton. The processes preparatory to spinning vary, not only with the counts to be spun, but with the use to which the yarn is to be put. Ordinary coarse and medium yarns for weaving usually follow one process, while fine counts for weaving, or knitting yarn, or coarse yarn made from long-staple cotton such as that used for tire-duck, go through a different preparation. The former are simply drawn and reduced, while the latter are in addition combed.
We have now, for the first time, turned the raw material into a continuous strand that is relatively free of impurities. Up until now, no matter what type of yarn is being spun, the steps are almost the same, but from this point forward, the processes differ depending on the desired product. A hank of yarn is 840 yards (not to be confused with the [Pg 25] worsted hank of 560 yards), and the number of hanks needed to make a pound is how yarn is classified. So, a coarse yarn that weighs twenty hanks to the pound is referred to as 20s, while 80s would be a very fine yarn. Different fabrics require various grades of yarn, just as different levels of fineness in yarn must be spun from different grades of cotton. The processes leading up to spinning vary not only based on the counts to be spun but also on the intended use of the yarn. Regular coarse and medium yarns for weaving generally follow one process, while fine counts for weaving, knitting yarn, or coarse yarn made from long-staple cotton, like that used for tire-duck, go through a different preparation. The former are simply drawn and reduced, while the latter are also combed.

Drawing
Sketching
In the ordinary process, which is by far the most commonly used, the sliver from the card is put through successive similar operations, known[Pg 26] as drawing, the object of which is to draw out the fibres and cause them to lie parallel to each other. Six card slivers are fed together between two pairs of rollers, the second of which is revolving faster than the first. The obvious result of this is the stretching of that portion of the slivers which is between the two sets of rollers. The operation is usually performed two or three times, in each case combining six strands into one. The sliver delivered by the third drawing machine will be of the same diameter as the original card sliver, but will contain more or less parallel fibres.
In the usual process, which is the most commonly used, the sliver from the card goes through a series of similar operations called drawing, aimed at pulling out the fibers and making them lie parallel to each other. Six card slivers are fed together between two pairs of rollers, with the second set spinning faster than the first. This results in the stretching of the part of the slivers located between the two sets of rollers. This operation is typically done two or three times, each time combining six strands into one. The sliver produced by the third drawing machine will have the same diameter as the original card sliver but will contain more or fewer parallel fibers.

Roving Frame
Roving Frame
There remains now only one series of operations before the yarn is ready to be spun. The sliver must be reduced in size and given a certain[Pg 27] amount of twist; these objects are accomplished by the roving frames, of which there are either three or four. The first, or slubber, passes the drawn sliver through rollers without combining, and winds it up on bobbins set in spindles. The sliver is twisted by being fed onto the bobbin by an arm, or flyer, which revolves a little more slowly than the spindle, being drawn around after it. The result is a slightly twisted sliver, now called a roving, about the diameter of a clothes-line.
Now there’s just one more step before the yarn is ready to be spun. The sliver needs to be reduced in size and given a certain amount of twist; these tasks are handled by the roving frames, which usually number three or four. The first one, called the slubber, passes the drawn sliver through rollers without combining it and winds it onto bobbins set in spindles. The sliver gets twisted as it’s fed onto the bobbin by an arm, or flyer, that rotates just a bit slower than the spindle, being pulled along after it. The result is a slightly twisted sliver, now known as a roving, about the thickness of a clothesline.[Pg 27]

Four Stages of Roving
Four Stages of Exploration
The intermediate, fine frame, and jack frame,—or, if there are only three roving boxes, the intermediate and fine frames,—combine two rovings into one of smaller size and more twist. The mechanism is much the same, except that in each successive frame the spindles are smaller and revolve faster, until finally the thread is small enough to spin.
The intermediate, fine frame, and jack frame—or, if there are only three roving boxes, the intermediate and fine frames—combine two rovings into one that's smaller and has more twist. The mechanism is pretty similar, except that in each successive frame, the spindles are smaller and spin faster, until finally the thread is thin enough to be spun.
[Pg 28]
[Pg 28]
Where it is desired to spin special kinds or very fine yarns twenty card slivers are usually combined in a machine similar to a drawing frame and known as a sliver-lapper. The twenty ends are drawn between rollers and delivered not as we should expect in one strand, but in a narrow band or lap, which is wound on spools. Four of these laps are again combined and drawn over a spiral surface in the ribbon lapper which delivers its product to the comb. The cotton is now in a band less than a foot wide, with fibres more or less parallel and practically clean. Since it is desired to spin a yarn which demands not only parallel but uniform fibres, the short fibres must be eliminated.
Where it’s needed to spin special types or very fine yarns, twenty card slivers are typically combined in a machine similar to a drawing frame, called a sliver-lapper. The twenty ends are drawn between rollers and produced not in one strand as we might expect, but in a narrow band or lap, which is wound onto spools. Four of these laps are then combined again and drawn over a spiral surface in the ribbon lapper, which delivers the product to the comb. The cotton is now in a band less than a foot wide, with fibers largely parallel and practically clean. Since the aim is to spin a yarn that requires not just parallel but uniform fibers, the short fibers must be removed.
There are a considerable number of combing machines in use at the present time, but their differences are mechanical rather than in the function they perform. The Heilmann principle is the most commonly used in this country. Eight rolls from the ribbon-lapper are placed in separate rests, or heads, end to end, and each lap is fed through rollers between teeth of a very fine and rapidly oscillating steel comb. Every back and forth motion, known as a nip, delivers about half an inch of filmy sheet from which the short fibres have been combed out. The eight combed sheets are then once more condensed into a single sliver and coiled into a cylindrical can.
There are a lot of combing machines in use today, but their differences are more about mechanics than the work they do. The Heilmann principle is the most widely used method in this country. Eight rolls from the ribbon-lapper are arranged in separate rests, or heads, in a line, and each lap is fed through rollers between the teeth of a very fine, quickly moving steel comb. Each back-and-forth motion, called a nip, produces about half an inch of thin sheet from which the short fibers have been removed. The eight combed sheets are then compressed back into a single sliver and rolled up into a cylindrical can.
Following the comb there are usually two drawing frames, each combining six slivers into one, and these are followed by the three or four roving frames as in the other process. In the ordinary process the last roving as it leaves the jack frame has been doubled 27,648 times; in the combed yarn there are 2,959,120 doublings before spinning begins.
Following the comb, there are typically two drawing frames, each merging six slivers into one. These are then followed by three or four roving frames, similar to the other process. In the standard process, the last roving as it exits the jack frame has been doubled 27,648 times; in the combed yarn, there are 2,959,120 doublings before spinning starts.
Spinning proper is done either on the mule or the ring spindle. Very little cotton is spun on mules in this country, although mules are extensively used in Europe. We shall concern ourselves here only with the ring spindle, and that in bare outline. (See also Part Two, Page 83).
Spinning properly is done either on the mule or the ring spindle. Very little cotton is spun on mules in this country, although mules are commonly used in Europe. Here, we'll focus only on the ring spindle, and just provide a basic overview. (See also Part Two, Page 83).
The principle of the ring frame is very similar to that of the roving operations which immediately precede it. The thread is again drawn through two or three sets of rollers running at successively higher rates of speed, and then passes as shown on the accompanying sketch through a guide to a small metal loop, called the traveller, which runs around on a metal track or ring within which the spindle with its bobbin is revolving. Since the spindle pulls the traveller around after it, the yarn is twisted or spun as it is wound on the bobbin. Sometimes two spools of roving are spun into a single thread, but more frequently there is no combination. All the rings on one frame, usually about 256, are moved up and down together on their spindles, so that yarn will be wound evenly on the bobbin.
The principle of the ring frame is quite similar to that of the roving operations that come right before it. The thread is once again pulled through two or three sets of rollers that run at progressively higher speeds, and then it goes as shown in the accompanying sketch through a guide to a small metal loop, called the traveler, which moves around on a metal track or ring that the spindle with its bobbin is spinning around. Since the spindle pulls the traveler along with it, the yarn gets twisted or spun as it's wound onto the bobbin. Sometimes, two spools of roving are combined into a single thread, but more often, there's no combination. All the rings on one frame, usually about 256, are moved up and down together on their spindles to ensure the yarn is wound evenly on the bobbin.
[Pg 29]
[Pg 29]

Ring Twister
Ring Twister

THE RING FRAME PRINCIPLE
The Ring Frame Principle
[Pg 30]
[Pg 30]

Yarn of Filling Bobbin, Warp Bobbin, and Spool
Yarn for Filling Bobbin, Warp Bobbin, and Spool
Not only is a different bobbin used for spinning warp and filling yarns, but they are also wound differently on the bobbin. Warp yarn is wound evenly up and down the whole length of the bobbin, while the filling bobbins, which go straight from the spindle into the shuttle of the loom, are wound on in sections to facilitate rapid unwinding.
Not only is a different bobbin used for spinning warp and filling yarns, but they are also wound differently on the bobbin. Warp yarn is wound evenly up and down the entire length of the bobbin, while the filling bobbins, which go directly from the spindle into the shuttle of the loom, are wound in sections to make unwinding faster.
We have now proceeded as far as the finished yarn. Sometimes, however, when a particularly strong thread is desired, or in case of fancy designs, it is desirable to twist two or more threads of yarn together, this being known as two-ply, three-ply, etc. Various effects are obtained by twisting different yarns together, and sometimes worsted and cotton strands are twisted together. The operation is done on a frame similar to the spinning frame.
We have now come to the point of the finished yarn. Sometimes, though, when we need a really strong thread or for special designs, it's best to twist two or more yarn threads together, known as two-ply, three-ply, etc. Different effects can be achieved by twisting different types of yarn together, and sometimes wool and cotton strands are twisted together. This process is carried out on a machine similar to the spinning frame.
[Pg 31]
[Pg 31]

The Barber Knotter
The Barber Knotter
In these and subsequent operations the Barber Knotter, a little device worn on the hand of the operative, has enormously increased efficiency. By a single motion an entirely unskilled girl can knot and cut off evenly the ends of two threads.
In these and later tasks, the Barber Knotter, a small device worn on the worker's hand, has significantly boosted efficiency. With just one motion, an entirely untrained girl can knot and neatly cut the ends of two threads.
3. Weaving Fabrics
The modern power loom represents one of the most remarkable achievements of industrial development. Into its perfection have gone the inventions and improvements of centuries, and volumes could, and[Pg 32] have been written on the subject of modern weaving. Nevertheless, the old-fashioned hand-loom has not yet gone out of existence, and still finds its use in the development of new designs.
The modern power loom is one of the most outstanding achievements of industrial progress. Its refinement includes inventions and enhancements from centuries of work, and countless volumes could and have been written about modern weaving. However, the traditional hand-loom is still around and continues to be used in creating new designs.
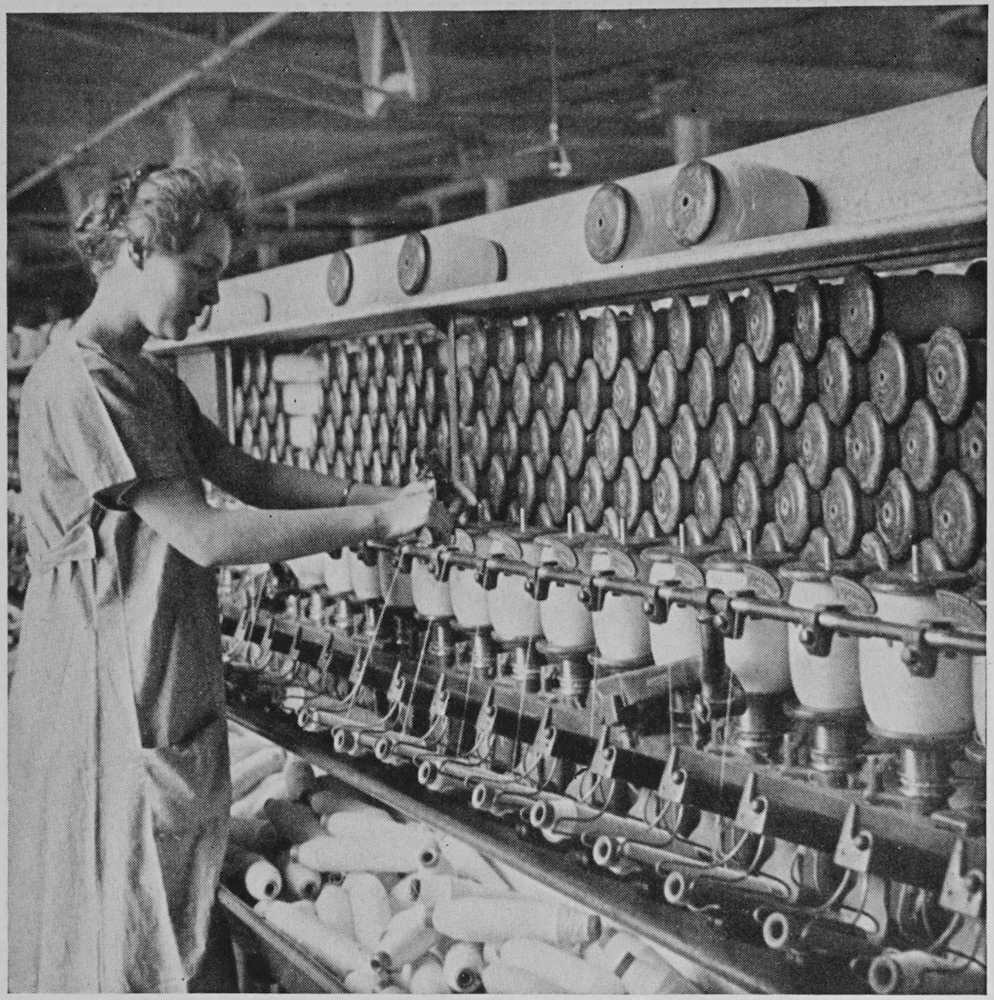
Spooling
Loading
Weaving is, of course, the process whereby yarn is made into cloth, and its fundamental principle is that of the warp and weft structure. In its simplest form this means that a series of threads are stretched parallel to each other, thereby forming a warp. A second thread, called the weft, is then passed over the odd and under the even warp threads, and back again under the odd and over the even. In this way a cloth fabric will gradually be built up. In most cases the process has become considerably more complicated than this, but there are even now certain materials,[Pg 33] such as calico, which retain the elementary weave. The actual weaving, that is, the passing of the shuttle carrying the weft thread over and under the warp threads, has now been reduced to an entirely automatic process, even with the most complicated designs, but the preparatory work still entails a large proportion of hand labor.
Weaving is, of course, the process of turning yarn into fabric, and its basic principle is the warp and weft structure. Simply put, a series of threads are stretched parallel to each other to create the warp. A second thread, called the weft, is then passed over the odd and under the even warp threads, and then back again under the odd and over the even. This way, a fabric will gradually be built up. In most cases, the process has become significantly more complex than this, but there are still certain materials, [Pg 33], like calico, that maintain the basic weave. The actual weaving, which involves passing the shuttle carrying the weft thread over and under the warp threads, has now been completely automated, even for the most intricate designs, but the preparatory work still requires a lot of manual labor.

The Creels
The Creels
The first operation consists of winding the yarn from the bobbin on to spools, each containing the same length of yarn. This must be done with care or considerable waste will result.
The first step involves winding the yarn from the bobbin onto spools, with each spool holding the same length of yarn. This needs to be done carefully, or a lot of waste will occur.
The next step is to place these spools in a rack or creel where they fit on glass bearings so that they may be arranged in the proper order and run through the warper on to the section beam. The latter is a large roller several of which are combined to form a beam. The beam is the name given to the roller which is placed in the loom to deliver the warp threads.
The next step is to put these spools on a rack or creel where they sit on glass bearings so they can be organized in the right order and fed into the warper onto the section beam. The section beam is a large roller, with several of them combined to create a beam. The term "beam" refers to the roller that goes into the loom to supply the warp threads.
In order both to strengthen the warp threads and to make them smoother for weaving it is usual to apply some starchy or glutinous substance to them. This operation, which is performed in a machine called the Slasher, is termed yarn sizing, and consists of running the threads through a bath of preparation and then drying them quickly on a large steam-filled drum or can. One slasher will do enough work for 200 to 500 looms.
To make the warp threads stronger and smoother for weaving, it's common to use a starchy or glue-like substance on them. This process, done in a machine called the Slasher, is known as yarn sizing. It involves running the threads through a preparation bath and then quickly drying them on a large steam-filled drum or can. One slasher can handle enough work for 200 to 500 looms.
[Pg 34]
[Pg 34]

The Slasher
The Slasher
Since it is necessary that the warp threads may be lowered or raised in various combinations to allow the passage of the shuttle, each warp thread must be passed through an eye in the centre of a harness wire. Where, for instance, the warp is to be raised and depressed in three even sections there will be three harness frames, each fitted with enough heald-wires to accommodate one-third of the number of threads in the entire warp. In the Jacquard loom, used for intricate patterns, each warp-thread is separately controlled. The passing of the ends of the warp through their proper harness wires is a delicate and skilfull operation known as healding, or drawing-in. At the same time that this is done the threads are passed through individual stop-motion wires, relaxed tension on any one of which will bring the loom to a stop.
Since the warp threads need to be raised or lowered in different combinations to let the shuttle pass through, each warp thread has to go through a loop in the center of a harness wire. For example, if the warp needs to be raised and lowered in three even sections, there will be three harness frames, each equipped with enough heald wires to hold one-third of the total number of threads in the entire warp. In the Jacquard loom, which is used for complex patterns, each warp thread is controlled separately. The process of threading the warp ends through their designated harness wires is a delicate and skillful task known as healding or drawing-in. At the same time, the threads are passed through individual stop-motion wires, and if any one of these wires is relaxed, it will cause the loom to stop.
[Pg 35]
[Pg 35]

Drawing In
Getting Into It
Closely connected with drawing-in, is the final step in the preparation of the warp, and this is called reeding or sleying. In order to keep the warp threads in proper position during weaving they are passed through the wires of what looks like a comb with a strip across the open ends. This, the sley or reed, is attached to the batten on the loom and serves in addition to drive home each weft thread after the shuttle has passed.
Closely tied to drawing-in is the last step in preparing the warp, known as reeding or sleying. To keep the warp threads properly aligned during weaving, they are threaded through wires that resemble a comb with a strip across the ends. This tool, called the sley or reed, is attached to the batten on the loom and also helps push each weft thread into place after the shuttle has passed.
When the loom has devoured all the warp threads contained on one beam, all that is necessary, if the pattern is to be continued, is to tie the ends of the old warp to the ends of the new, and this is accomplished with marvelous accuracy by a little machine built on the same principle as the Barber Knotter. This avoids drawing-in a second time.
When the loom has used up all the warp threads on one beam, all you need to do, if you want to keep the pattern going, is to tie the ends of the old warp to the ends of the new one. This is done with amazing precision using a small machine that works on the same principle as the Barber Knotter. This prevents the need to thread it in again.
[Pg 36]
[Pg 36]

Weaving Shed of Power Looms
Power Loom Weaving Shed
[Pg 37]
[Pg 37]
When the preparatory processes have been completed the actual weaving is done, practically without human agency. The shuttle flies back and forth at the rate of from one to two hundred picks per minute, and when its thread is exhausted it drops out and, in the automatic loom, is immediately supplanted by a fresh one. The harness frames jerk up and down, forming and reforming the V shaped shed through which the shuttle passes; and after each pick the batten drives home the new thread into the ever-growing stretch of cloth. Like the film in a kodak, where a roller at one end gives out plain paper which is rolled up at the other end as a magic sheet of pictures, so in the loom the homely warp threads are rolled out at one end, while the roller at the other extreme winds up smooth gray cloth.
Once the preparation is finished, the actual weaving happens almost entirely without human involvement. The shuttle moves back and forth at a speed of one to two hundred picks per minute, and when its thread runs out, it drops out and is instantly replaced by a new one in the automatic loom. The harness frames move up and down, creating a V-shaped opening for the shuttle to pass through; after each pick, the batten pushes the new thread into the continuously growing fabric. Just like in a camera, where one roller dispenses plain paper that is rolled into a magic sheet of pictures at the other end, in the loom the simple warp threads come out at one end, while the roller at the other end collects smooth gray fabric.
We have now made yarn out of cotton, and unbleached cotton cloth, or gray goods, out of our yarn. All that remains before the fabric goes to the finisher is an inspection for imperfections and their removal where possible, usually by hand.
We have now turned cotton into yarn and created unbleached cotton fabric, or gray goods, from that yarn. The only thing left before the fabric goes to the finisher is to inspect it for flaws and fix them when possible, usually by hand.
4. Converting and Finishing
Cotton cloth as it comes from the loom has a gray or yellowish appearance due to the impurities it contains. The old-fashioned method of removing these consists in simply spreading the cloth in the sun for a few days until it is bleached white. Most cloth mills dispose of their goods in the gray and allow the finishing to be done by a separate establishment, although the large manufacturers of “fancies” sometimes do their own finishing.
Cotton fabric as it comes from the loom has a gray or yellowish look because of the impurities it contains. The traditional way to remove these is to lay the fabric out in the sun for a few days until it turns white. Most fabric mills sell their goods in the gray and let a separate company handle the finishing, although the larger manufacturers of “fancies” sometimes take care of their own finishing.
The first step in the finishing plant is to inspect the cloth and then to sew the ends of many pieces together into long strips. This greatly facilitates subsequent operations, because the cloth can now be run through various processes as a single unit.
The first step in the finishing plant is to check the cloth and then sew the ends of many pieces together into long strips. This makes the next steps much easier, because the cloth can now be processed as a single unit.
In order to obtain a smooth surface for later processes, the cloth is first run through a machine which brushes up the fibres and loose ends, much as a carpet-sweeper picks up the fibres of a carpet. Sometimes a bladed roller like a lawn-mower is used.
To get a smooth surface for later processes, the cloth is first run through a machine that brushes up the fibers and loose ends, just like a carpet sweeper picks up the fibers of a carpet. Sometimes a bladed roller, similar to a lawn mower, is used.
Removing the raised lint is a dangerous operation because it might easily damage the cloth, and this is usually done by the process of singeing. The cloth is run rapidly through gas flames or over hot plates and is quickly cooled. In this way the fuzz is burned off without injuring the cloth.
Removing the raised lint is a risky task because it can easily damage the fabric, and it's typically done through a process called singeing. The fabric is quickly passed through gas flames or over hot plates and then rapidly cooled. This method burns off the fuzz without harming the fabric.

Inspecting
Checking

Sewing Ends Together
Sewing Pieces Together
The next step is usually the bleaching process, except where the cloth is to be finished as a corduroy, velvet, or flannel. In the latter case it is [Pg 39]first run through the napper, a machine which brushes up the fibre with wire teeth in such a way as to leave a raised face or nap.
The next step is typically the bleaching process, unless the fabric is meant to be finished as corduroy, velvet, or flannel. In those cases, it is [Pg 39]first passed through the napper, a machine that brushes the fibers with wire teeth to create a raised surface or nap.

Singeing
Singeing
Bleaching is accomplished by boiling the cloth for several hours in large iron tanks known as kiers, which contain a solution of caustic soda. Next it is washed and scoured in dilute acid for several hours with the object of removing iron stains. Then it is again washed, boiled a second time, washed, run through a chemical solution of bleaching powder, and allowed to steep. After a last washing the cloth is dried by running over copper drums filled with steam, and is then rolled up in bundles about the size of a barrel.
Bleaching is done by boiling the fabric for several hours in large iron tanks called kiers, which hold a solution of caustic soda. After that, it is washed and treated in a dilute acid for several hours to remove any iron stains. Then it gets washed again, boiled a second time, washed, soaked in a chemical solution of bleaching powder, and left to steep. After one final wash, the fabric is dried by passing over steam-filled copper drums and then rolled up in bundles roughly the size of a barrel.
If the cloth is to be finished as plain white goods it is next starched and ironed (calendared), inspected, and put up in bolts for shipment.
If the fabric is going to be finished as plain white goods, it is then starched and ironed (calendared), checked for quality, and packaged in bolts for shipment.
If, however, it is desired either to dye or print the cloth with various colors and designs, it still has several treatments to pass through. White goods are sometimes mercerized, but more commonly this process is employed with cloth that is to be dyed. Mercerization is the treating of[Pg 40] cotton yarn or cloth to the action of caustic soda dissolved in water, the remaining soda being removed by a wash of dilute sulphuric acid. The result is an increased strength of fibre, loss of elasticity, silky appearance, and an affinity for certain dyes and mordants.
If you want to dye or print the fabric with different colors and designs, it still needs to go through several treatments. White fabric is sometimes mercerized, but this process is more commonly used on fabric that will be dyed. Mercerization involves treating[Pg 40] cotton yarn or fabric with a solution of caustic soda in water, and then washing away the remaining soda with a diluted sulfuric acid solution. This process increases the fiber's strength, decreases its elasticity, gives it a silky look, and enhances its ability to absorb certain dyes and mordants.

Napping
Napping
The subject of dyeing is one of intense interest and wide scope, but it is unfortunately beyond the field of this brief survey. Suffice it to say that various chemical processes and mechanical devices are employed to give a permanent color to the cloth. (Yarn and raw stock dyeing are less commonly employed in the cotton than in the woolen and worsted industries.)
The topic of dyeing is very interesting and covers a lot of ground, but it’s unfortunately outside the scope of this brief overview. It’s enough to mention that different chemical processes and mechanical tools are used to create a lasting color on the fabric. (Dyeing of yarn and raw materials is less common in the cotton industry compared to wool and worsted.)
Some cotton cloth is simply dyed with a solid color and finished, but frequently it is first dyed with one color and then printed with others, or with a chemical which will discharge the dye and leave white figures wherever it touches the cloth. In contrast to this discharge method, where it is desired to obtain white figures on a colored back-ground, it is also possible first to print the figures with a chemical that will resist[Pg 41] the subsequent action of the dye-stuff. Where a white ground is used and it is not essential that the colors and design appear on both sides of the cloth it is not necessary to dye at all.
Some cotton fabric is just dyed a solid color and finished, but often it's dyed one color first and then printed with others, or with a chemical that removes the dye and leaves white patterns wherever it touches the cloth. Unlike this discharge method, if you want to get white patterns on a colored background, you can also print the patterns first with a chemical that will resist the dye later on. If a white background is used and it isn't important for the colors and design to show on both sides of the fabric, then dyeing isn't necessary at all.[Pg 41]

Bleaching Kiers
Bleaching Kiers
The printing process is a very old one, and was employed centuries ago in China and India, where natives used to impregnate cloth with colored designs by pounding small wooden blocks carved and filled with color on its surface. The modern printing machine has a series of copper rollers in which the design to be printed is etched or sunk. Under each roller where it is fixed in the printing press is a trough filled with the particular coloring matter which that roller is to print on the cloth. As the mechanism revolves the roller is constantly supplied with new color, which is scraped off its surface except where the sunken design holds it, by a knife, called the doctor. If the design calls for six colors there will be six rollers at work, and so on up to fourteen colors at a single run through the press.
The printing process is very old and was used centuries ago in China and India, where people would imprint cloth with colorful designs by pounding small wooden blocks that were carved and filled with color onto its surface. The modern printing machine has a series of copper rollers where the design to be printed is etched or engraved. Beneath each roller, fixed in the printing press, is a trough filled with the specific color that roller is supposed to print on the cloth. As the mechanism turns, the roller is continuously supplied with fresh color, which gets scraped off its surface, except where the etched design retains it, by a knife called the doctor. If the design requires six colors, there will be six rollers working, and this can go up to fourteen colors in a single run through the press.
An infinite number of designs are printed, and the method of getting them etched on the copper roller is a fascinating one. A zinc plate is[Pg 42] carved by hand on a greatly enlarged scale from the original sketch, and from this plate the girls who operate the pantograph machines transfer the outlines of each color on to the copper rollers.
An endless variety of designs are printed, and the process of etching them onto the copper roller is truly captivating. A zinc plate is [Pg 42] hand-carved on a much larger scale from the original sketch, and from this plate, the girls operating the pantograph machines transfer the outlines of each color onto the copper rollers.

Printing Machine
Printer
When the roller is placed in the pantograph it is coated with varnish. As the girl traces the outlines of the design on her zinc plate with a little pointer, she presses a treddle which brings a number of little diamond points in contact with the roller. Each one of these points cuts through the varnish, reproducing the design in its original size. There will be as many points as the number of times the design is repeated across the roller. When the roller is finished it is given a bath in nitric acid which will eat into the copper where the varnish has been cut away, thus sinking the design so that it will hold color.
When the roller is placed in the pantograph, it's coated with varnish. As the girl traces the outline of the design on her zinc plate with a small pointer, she steps on a treadle that brings several tiny diamond points into contact with the roller. Each of these points cuts through the varnish, reproducing the design in its original size. There will be as many points as there are repetitions of the design across the roller. Once the roller is done, it's given a bath in nitric acid, which eats into the copper where the varnish has been removed, thus sinking the design so it can hold color.
[Pg 43]
[Pg 43]

A Battery of Forty-eight
A Battery of 48
There remain now only the finishing operations before the cloth is ready to be packed for the market. Usually, after printing, the cloth is steamed, or aged, to make the colors fast. Then it is fixed and soaped thoroughly, after which it is run through the drier.
There are just a few finishing steps left before the fabric is ready to be packed for sale. Typically, after printing, the cloth is steamed or aged to make the colors permanent. Then it is treated and washed thoroughly, followed by drying.
In order to give the cloth the proper “feel” an operation is next performed which closely resembles warp sizing. A certain amount of hot starch is pressed into the cloth, after which it is drawn through the tenter frames and not only dried but stretched back to its normal width. The tenter frame is about one hundred feet long and contains long lines of steam pipes. On each side an endless chain with clips grips the cloth and moving gradually further apart, these chains stretch the cloth, delivering[Pg 44] it dry and of even width. (Some goods, notably those made for Asiatic consumption in England, are not only starched but filled with China clay, which adds over 100% to their weight.)
To give the fabric the right “feel,” the next step is performed, which is similar to warp sizing. Hot starch is pressed into the fabric, and then it is pulled through the tenter frames, where it is not only dried but also stretched back to its normal width. The tenter frame is about one hundred feet long and has long lines of steam pipes. On each side, an endless chain with clips grips the fabric, and as these chains move gradually apart, they stretch the fabric, delivering it dry and of even width. (Some products, especially those made for Asian markets in England, are not only starched but also filled with China clay, which increases their weight by more than 100%.)

Engraving Plate
Engraving Plate
As it comes off the tenter the cloth goes through steel rollers and is pressed smooth, after which it is automatically folded and made ready for ticketing and packing.
As it comes off the tenter, the cloth goes through steel rollers and gets pressed smooth. After that, it's automatically folded and prepared for ticketing and packing.
5. The Knitting Industry
We have just seen by what processes cotton yarn becomes first gray cloth, and then finished goods. There is of course a tremendous variety[Pg 45] of woven fabric, ranging all the way from the coarsest sail cloth to the finest organdie. And there are certain finishes such as velveteen and corduroy which, for want of space, we have not even touched upon. There is, however, a whole class of cotton fabric which is not woven but knit; and since most of our hosiery and underwear are made in this way, it behooves us to take at least a brief glance at the knitting industry.
We’ve just seen how cotton yarn turns into gray cloth and eventually finished products. There’s a huge variety of woven fabric, from the roughest sailcloth to the finest organdy. There are also specific finishes like velveteen and corduroy that we haven’t covered due to space limitations. However, there’s an entire category of cotton fabric that isn’t woven but knitted, and since most of our hosiery and underwear is made this way, it’s important to take at least a brief look at the knitting industry.

Transferring Design to Copper Roller
Transferring Design to Copper Roller
The principle of knitting is so familiar to every one who is or has a mother or wife that no description of it is necessary. Curiously enough, although the original stocking frame was invented as far back as 1589, power was applied to the industry for the first time at Cohoes, N. Y., in 1832. This city is still the centre of underwear manufacture in this country.
The idea of knitting is so well-known to anyone who has a mother or wife that it doesn’t need explaining. Interestingly, although the first knitting machine was created back in 1589, power was first used in the industry in Cohoes, N.Y., in 1832. This city remains a key hub for underwear manufacturing in the country.
[Pg 46]
[Pg 46]

Cloth in Tenter-frame
Cloth on Tenter-frame
Knitting is now done on two general types of machines: the flat bed knitter, and the circular knitting machine. In the former the garment is knit in one flat piece and seamed afterwards. Underwear made in this way is described as full-fashioned. On the circular machine a seam is not necessary, for the complete cylinder of fabric is made at once. While it is possible to manufacture underwear on a circular frame, its use is far better adapted to the knitting of hosiery, and a very large industry for the manufacture of this product has grown up in and near Philadelphia.
Knitting is now done on two main types of machines: the flat bed knitter and the circular knitting machine. With the flat bed knitter, the garment is knitted as one flat piece and then sewn together afterward. Underwear made this way is known as full-fashioned. The circular machine doesn’t require a seam since it produces a complete cylinder of fabric in one go. While it’s possible to make underwear with a circular frame, it's much more suitable for knitting hosiery, and a significant industry for this product has developed in and around Philadelphia.
The Cotton Knitting Frame, invented in 1864, is still the basis of the modern flat-bed knitter. The product is a flat web which can be widened or narrowed by transferring the loops from the edge needles to a separate instrument, and then replacing them. In knitting stockings, the shaped legs are made on one machine, then transferred to a heeler, and then to a third machine which knits the feet. The stockings then must be seamed up the back. The largest machines are capable of knitting twenty-four garments at one time. The advantage of this type is that it[Pg 47] produces more elastic fabric, but it requires more operatives and more highly skilled labor than the circular machine.
The Cotton Knitting Frame, invented in 1864, is still the foundation of today's flat-bed knitting machines. The result is a flat web that can be made wider or narrower by moving the loops from the edge needles to a separate tool and then putting them back. When making stockings, the shaped legs are created on one machine, then moved to a heeler, and finally to a third machine that knits the feet. After that, the stockings need to be seamed up the back. The largest machines can knit twenty-four garments at once. The benefit of this method is that it produces more elastic fabric, but it requires more workers and more skilled labor compared to the circular machine.
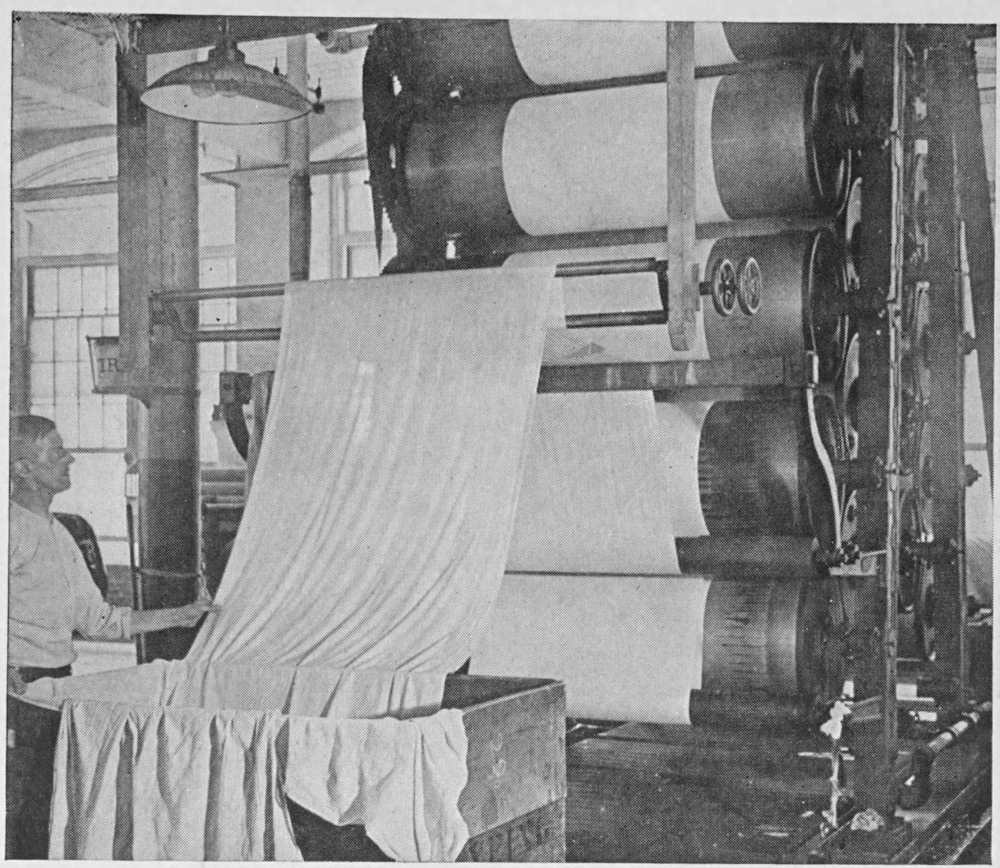
Calendar
Calendar
A series of inventions made in Philadelphia from 1867 to 1889 perfected the completely automatic circular machine of which there are now more than seven times as many in use in this country than there are full-fashioned knitters. The seamless machine goes on continuously and manufactures the entire garment at once. Narrowing is done by shortening the loops, and this accounts for the loss of elasticity.
A series of inventions developed in Philadelphia between 1867 and 1889 improved the fully automatic circular machine, which is now used more than seven times as much in this country compared to full-fashioned knitters. The seamless machine operates continuously and produces the entire garment in one go. Narrowing is achieved by shortening the loops, which leads to a loss of elasticity.
The finishing operations consist of seaming, where necessary, and removing imperfections.
The finishing processes include stitching where needed and fixing imperfections.
The growth and importance of the industry is perhaps best realized from the fact that in 1870 there were 5,625 machines in the country, in 1905, 88,374, and now well over one hundred thousand. In 1850 men wore hand-knitted socks and flannel underwear. From 1860 to 1910 the product of the country’s knitting machines rose from $7,300,000 to $200,100,000.
The growth and importance of the industry is perhaps best understood by looking at the numbers: in 1870, there were 5,625 machines in the country; by 1905, that number increased to 88,374; and now there are well over one hundred thousand. In 1850, people wore hand-knitted socks and flannel underwear. From 1860 to 1910, the output of the country's knitting machines skyrocketed from $7,300,000 to $200,100,000.
[Pg 48]
[Pg 48]

Folding
Folding
Cotton yarn is used more than woolen because it spins more cheaply and is less difficult to knit.
Cotton yarn is used more than wool yarn because it's cheaper to produce and easier to knit with.
6. Other Cotton Items
Before concluding this part of our survey which deals with the manufacture of cotton into finished goods, we must at least enumerate some of the by-products and minor fruits of the industry.
Before wrapping up this section of our survey on the production of cotton into finished products, we should at least mention some of the by-products and lesser outputs of the industry.
To begin with, at the time that the cotton is ginned the seeds are sold to the manufacturers of cotton oil. Without going into detail as to the process, we have here an annual product for this country worth $384,000,000. Seed mills regin the seed before they crush it and remove the short fibres which have hitherto adhered to the seed. This regained cotton is known as linters and amounts annually to about 800,000 bales.
To start, when cotton is ginned, the seeds are sold to manufacturers of cotton oil. Without getting into the specifics of the process, this results in an annual product worth $384 million for the country. Seed mills clean the seeds before crushing them and remove the short fibers that were previously attached to the seeds. This cleaned cotton is called linters and amounts to about 800,000 bales each year.
Being of very short staple this reginned cotton is adapted for the manufacture of felts and surgical dressings, both of which are important by-products.
Being of very short staple, this reginned cotton is suitable for making felts and surgical dressings, both of which are significant by-products.
The manufacture of small-wares and lace curtains is another minor branch of cotton manufacture. Here, however, domestic production is[Pg 49] comparatively small, and the bulk of the lace used is imported. Nevertheless probably over 75,000,000 yards[3] of the lace are made annually in this country.
The production of small items and lace curtains is another minor part of cotton manufacturing. However, domestic output is relatively low, and most of the lace used is imported. Still, it's estimated that over 75,000,000 yards of lace are made each year in this country.[Pg 49]
Gun-cotton, a highly explosive substance, is obtained by soaking cotton (usually linters) in nitric and sulphuric acids and then leaving it to dry. And again, gun-cotton dissolved in ether and alcohol yields the much used surgical adhesive known as collodion.
Gun cotton, a very explosive material, is made by soaking cotton (usually linters) in nitric and sulfuric acids and then letting it dry. Additionally, gun cotton dissolved in ether and alcohol produces the widely used surgical adhesive called collodion.
The stems and leaves of the cotton plant are used for fodder, the seed hulls for fertilizer, and there is in fact no part of the plant from which man has not learned to derive some useful product.
The stems and leaves of the cotton plant are used for animal feed, the seed hulls for fertilizer, and there’s really no part of the plant that people haven't figured out how to use in some beneficial way.
FOOTNOTES:
CHAPTER III
FROM MILL TO CONSUMER
1. Business Management
Before we proceed to discuss the various ways in which cotton goods are marketed we shall first take a cursory glance at the way in which the industry is subdivided.
Before we move on to discuss the different ways cotton products are sold, let's first take a quick look at how the industry is divided up.
The president of a cotton mill is usually not the active head of the business; his position corresponds to that of the chairman of the board of directors in the usual banking or mercantile corporation. The mill treasurer is, on the other hand, the chief directive force, and he performs the two all-important functions of buying the mill’s raw cotton and selling its product, either direct or through other channels. In the mills of New Bedford and Fall River, which make chiefly gray goods, the treasurer usually has his office at the mill. In most other New England mills the treasurer is usually a member of a selling house and is frequently the treasurer for more than one mill.
The president of a cotton mill typically isn't the hands-on leader of the business; his role is similar to that of the chairman of the board of directors in a regular bank or corporation. The mill treasurer, on the other hand, is the key decision-maker, handling the crucial tasks of purchasing the mill’s raw cotton and selling its products, either directly or through other channels. In the mills of New Bedford and Fall River, which primarily produce gray goods, the treasurer usually has an office at the mill. In most other New England mills, the treasurer is often part of a selling house and frequently serves as the treasurer for multiple mills.
Where the treasurer has his office in the mill the man who has charge of the actual operation is known as the mill superintendent. His functions include the general management of the plant and the purchasing of supplies other than cotton. Where the treasurer maintains his office in a selling house, the operating head is known as an Agent and enjoys a greater degree of responsibility and independence. There are of course a varying number of minor operating chiefs in charge of sundry departments.
Where the treasurer has his office in the mill, the person responsible for the actual operation is called the mill superintendent. His duties include overall management of the plant and purchasing supplies other than cotton. When the treasurer works from a sales office, the operating head is referred to as an Agent, who has more responsibility and independence. Naturally, there are various minor operating leaders in charge of different departments.
The average New England cotton mill contains about fifty thousand spindles, while the Southern mill runs about twenty-five thousand. The vast majority of mills do both spinning and weaving, although some Southern mills sell yarn and some Pennsylvania establishments do[Pg 50] nothing but weave. Of the entire number of spindles in the country, 83%, and of the looms 97%, are in mills which do both spinning and weaving.
The typical cotton mill in New England has around fifty thousand spindles, while Southern mills have about twenty-five thousand. Most mills handle both spinning and weaving, although some Southern mills focus on selling yarn and some mills in Pennsylvania do[Pg 50] only weaving. In total, 83% of the spindles in the country and 97% of the looms are in mills that do both spinning and weaving.
In contrast to the tendency towards unification in spinning and weaving is the ever-increasing segregation of the converting plants. The rise of the merchant-converter, the growing demand for a great variety of finishes, and the fact that converting is very much cheaper on a large scale, have all brought about an increasing tendency on the part of the mill to sell its cloth in the gray, or to have it finished on commission.
In contrast to the trend towards unification in spinning and weaving, there's an ongoing increase in the separation of the converting plants. The emergence of merchant converters, the rising demand for a wide range of finishes, and the reality that converting is much cheaper on a large scale have all led mills to increasingly sell their cloth in its raw state or to have it finished on a commission basis.
While a few large knitting mills spin their own yarn, this is the exception rather than the rule. On the other hand the knitting mills finish their product for the market themselves, and sell either direct or through a selling house.
While some large knitting mills spin their own yarn, this is more of an exception than the norm. In contrast, the knitting mills handle their own finishing processes for the market and sell either directly or through a sales agency.
2. Product Distribution
There are four general ways in which a cotton mill may dispose of its products: a. by selling direct, b. through a selling house, c. through a broker, d. through a converter.
There are four main ways a cotton mill can sell its products: a. by selling directly, b. through a sales agency, c. through a broker, d. through a converter.
a.
Selling
Direct
a.
Direct Sales
A few very large mills maintain selling offices of their own in the large centers of distribution through which they market their goods direct to the jobbers and retailers. In most cases where direct selling is done, however, the goods are sold in the gray by the mill treasurer at the mill. This practice is common with those mills which make staple gray goods and which, when not sold ahead, are able to manufacture for stock against spot sales. A few Southern yarn mills also sell direct.
A few very large mills have their own selling offices in major distribution centers where they sell their products directly to jobbers and retailers. However, in most cases of direct selling, the mill treasurer sells the goods in the gray right at the mill. This is common among mills that produce staple gray goods and can manufacture for stock against immediate sales when they aren’t sold in advance. A few Southern yarn mills also sell directly.
b.
Growth of
the Selling
House
b.
Expansion of the Selling House
The relation between the manufacturer and commercial banker or commission house is as old as the industry itself. Slater’s first mill in 1790 was financed by Almy & Brown of Boston, who undertook to market his goods and also to furnish him the credit he needed to buy cotton and supplies. In the early days the cloth was sold at auction by the selling house and the proceeds less commission credited to the mill. Later on the factors developed extensive selling organizations throughout the country by means of which they were able to market the products of a good many mills.
The relationship between manufacturers and commercial bankers or commission houses goes back to the origins of the industry. Slater’s first mill in 1790 was financed by Almy & Brown of Boston, who agreed to market his products and provide the credit he needed to purchase cotton and supplies. In the beginning, the cloth was sold at auction by the selling house, and the proceeds, minus the commission, were credited to the mill. Eventually, the factors built extensive selling teams across the country that allowed them to market products from many mills.
The distribution of fancy goods requires a great deal of skill. The Fall and Spring lines to be manufactured by the mills are sent out to the trade by the selling house about six months ahead, and orders are taken before manufacture begins so as to be sure that the line will “take”. Of course there is always the danger of cancellations even then, for which the selling house must bear most of the responsibility.
The distribution of luxury items requires a lot of expertise. The Fall and Spring collections produced by the mills are sent out to retailers by the selling house about six months in advance, and orders are taken before production starts to ensure that the collection will be popular. However, there is always the risk of cancellations even at that stage, for which the selling house has to take on most of the responsibility.
In addition to distributing the goods and guaranteeing the accounts,[Pg 51] the commission house renders financial assistance either by advancing on the mill’s product, or by indorsing its notes. In return it receives the sole agency for the mill’s products, interest on the money advanced and a commission. The latter varies with the amount of financial assistance required by the mill and the desirability of the risk.
In addition to distributing the products and managing the accounts,[Pg 51] the commission house provides financial support either by advancing money against the mill’s products or by endorsing its notes. In exchange, it gets exclusive rights to sell the mill’s products, interest on the money it advances, and a commission. The commission varies based on how much financial support the mill needs and how attractive the risk is.
As a general rule the Southern mills, because of their distance from the chief markets in New York, Boston, and Philadelphia, are more dependent upon their selling agents than the New England manufacturers.
As a general rule, Southern mills are more reliant on their sales agents than New England manufacturers due to their distance from the major markets in New York, Boston, and Philadelphia.
In New England a great number of manufacturers are amply able to finance themselves, and could if necessary sell their own products. Stock ownership, however, and old ties have frequently kept up the relationship with the selling houses after its usefulness was partly outworn. Nevertheless in the selling of fancy goods, even where the mill is supplied with plenty of capital, the commission house fulfills a very necessary function.
In New England, many manufacturers have the financial means to support themselves and could sell their own products if needed. However, stock ownership and longstanding connections often maintain the relationship with selling houses even after it has become less useful. Still, when it comes to selling luxury goods, even when the mill has ample capital, the commission house plays an essential role.
c.
The Broker
c.
The Broker
Gray goods are very often sold either by a mill or a selling house through the medium of a cloth broker. The latter is strictly a middle man in that he does nothing but bring together prospective purchaser and seller. In the event of sale he gets a commission of ½%, which he often more than earns by his efforts. These brokers are in touch with all the mills, converters, and consumers.
Gray goods are often sold either by a mill or a selling house through a cloth broker. The broker acts strictly as a middleman, bringing together potential buyers and sellers. When a sale occurs, he earns a commission of ½%, which he often justifies with his efforts. These brokers are connected with all the mills, converters, and consumers.
d.
Merchant
Converters
d.
Merchant Converters
While there are some independent finishing establishments, most of them operate on a commission basis for merchant converters. The latter are a class of merchants of comparatively recent origin, having appeared first about 1880, since which time they have practically taken control of the finishing industry. They buy gray goods either direct from the mill, or through a broker or selling house, and have them finished according to whatever they think the requirements of the market are. Inasmuch as they pay on short credit and carry the goods during conversion, frequently selling on several months’ credit to jobbers and retailers, they perform an important part of the financing of the cloth. Their recent rapid rise has been due largely to the growing demand for a multiplicity of seasonal designs.
While some independent finishing businesses exist, most operate on a commission basis for merchant converters. These converters are a relatively new type of merchant, emerging around 1880, and have since taken over the finishing industry. They purchase unfinished fabrics either directly from the mill or through a broker or selling house, and have them finished based on what they believe the market needs. Since they pay on short credit and hold the goods during the finishing process, often selling on several months’ credit to jobbers and retailers, they play a crucial role in financing the fabric. Their recent rapid growth has largely been driven by the increasing demand for a variety of seasonal designs.
Some large cutters-up, and a few big mail-order houses do their own finishing or have it done. As a rule they buy from converters and sell to the jobber, retailer, or consumer.
Some large cutters and a few big mail-order companies do their own finishing or have it done. Generally, they buy from converters and sell to the jobber, retailer, or consumer.
We have now traced the cotton from the seed through the various processes of manufacture and finishing, and followed the finished goods through the channels of distribution to the consumer. It remains only for us to compare briefly the position of the United States with that of other countries, and the position of the various sections within the United States.
We have now tracked the cotton from the seed through the different manufacturing and finishing processes and followed the finished products through the distribution channels to the consumer. Now, we just need to briefly compare the status of the United States with other countries and the status of the various regions within the United States.
[Pg 52]
[Pg 52]
CHAPTER IV
THE POSITION OF THE UNITED STATES
1. Cotton Production and Use
Ever since the Civil War the United States has produced more than half of the world’s cotton crop. From 1860 to 1900 about one-third of the annual crop was consumed by the domestic industries, and from that time domestic takings have increased, except for 1921, to an average of about 50% in the last few years. During the same period the actual size of the annual crops increased enormously. If we take the figures from the present back to 1790 it will give a rough idea of the progress since that time.
Ever since the Civil War, the United States has produced more than half of the world's cotton supply. From 1860 to 1900, about one-third of the annual crop was used by domestic industries, and since then, domestic consumption has increased, except for 1921, to an average of about 50% in recent years. During the same period, the actual size of the annual crops grew significantly. Looking at the figures from now back to 1790 gives a good sense of the progress made since then.
| Year | Crop in bales | Exports | % of dom. takings |
| (of 500 lbs.) | |||
| 1790 | 3 | 1 | 66 |
| 1850 | 2,136 | 1,854 | 13 |
| 1860 | 3,841 | 615 | 84 |
| 1870 | 4,024 | 2,922 | 28 |
| 1880 | 6,356 | 4,453 | 30 |
| 1890 | 8,562 | 5,850 | 32 |
| 1900 | 10,266 | 6,806 | 33 |
| 1910 | 12,005 | 8,205 | 32 |
| 1915 | 12,122 | 6,405 | 47 |
| 1917 | 12,428 | 4,587 | 64 |
| 1919 | 12,028 | 6,760 | 44 |
| 1921 | 8,351 | 6,479 | 23 |
| 1922 | 10,369 | 5,049 | 52 |
| (Expressed in thousands of bales) | |||
[Pg 53]
[Pg 53]

WORLD’S COTTON PRODUCTION
Global Cotton Production
1908
1908

WORLD’S COTTON PRODUCTION
Global Cotton Production
1922-3
1922-23

WORLD’S COTTON CONSUMPTION
Global Cotton Consumption
1908
1908

WORLD’S COTTON CONSUMPTION
Global Cotton Consumption
1922-3
1922-23
[Pg 55]
[Pg 55]
THE INTERNATIONAL ACCEPTANCE BANK, INC. AND THE COTTON TRADE
The International Acceptance Bank, Inc., offers to Cotton Exporters a unique service. It is not only equipped to finance shipments to all parts of the world, but, because of the fact that it has as shareholders the leading banks and bankers of Europe, it is in a position to obtain unusual service, advice, and information for its clients.
International Acceptance Bank, Inc. offers a unique service to Cotton Exporters. It can finance shipments to every corner of the globe, and because its shareholders include top banks and bankers in Europe, it can provide exceptional service, advice, and information for its clients.
The International Acceptance Bank, Inc., is constantly in touch with conditions abroad, and maintains extensive credit files on European cotton merchants and spinners. It not only finances millions of dollars of cotton exports every year for its domestic clients, but opens credits for an even larger amount in favor of American shippers by order of its clients abroad.
The Int'l Acceptance Bank, Inc. is always in tune with international conditions and keeps detailed credit records on European cotton merchants and spinners. It not only funds millions of dollars in cotton exports every year for its domestic clients but also approves even larger credit amounts for American shippers at the request of its clients overseas.
The International Acceptance Bank, Inc., deals actively in foreign exchange, and by reason of the large orders it receives from abroad, is often in a position to purchase foreign currency drafts of cotton shippers at exceptionally fine rates.
The International Acceptance Bank, Inc. is actively involved in foreign exchange, and because of the large orders it receives from overseas, it often has the ability to buy foreign currency drafts from cotton shippers at particularly favorable rates.
[Pg 57]
[Pg 57]
PART TWO
PART TWO
WOOL
WOOL
By
James Paul Warburg
Vice-President
International Acceptance Bank, Inc.
By
James P. Warburg
Vice President
International Acceptance Bank, Inc.
Photographs by courtesy of
The American Woolen Co.
Photographs courtesy of
The American Woolen Co.
[Pg 58]
[Pg 58]

Grading fleeces
Evaluating fleece quality
[Pg 59]
[Pg 59]
CHAPTER I
THE RAW MATERIAL
1. Raising Sheep
The raising of sheep goes so far back into primitive times that historians have been compelled to draw a veil over its origin. Whether sheep antedate man, or man existed before sheep, is a question that has never been authoritatively answered. For our purposes very little history will suffice. We know that sheep were raised in Biblical times, but we do not know much about them. We do know, however, that the old Romans practised sheep-breeding with great care and even went so far as to cover their animals with cloth in order to preserve the clean quality of the fleece. During the reign of the Roman Emperor, Claudius (A. D., 50), an Italian named Columella, took several Italian sheep to Spain and crossed them with the native Spanish Merino breed. It is said that the resulting type is the progenitor of all the Merino breeds which now form the basis of sheep-breeding. Under the rule of the Saracens, Spain became not only a great sheep-raising country, but a woolen manufacturing country as well. In the thirteenth century there were no less than sixteen thousand looms in the town of Seville alone.
The raising of sheep dates back to ancient times so far that historians have struggled to pinpoint its origins. It's unclear whether sheep existed before humans or vice versa, and that question has never been definitively answered. For our discussion, a little history will do. We know that sheep were raised in biblical times, but details are sparse. However, we do know that the ancient Romans practiced sheep breeding carefully and even covered their animals with cloth to keep the fleece clean. During the reign of Roman Emperor Claudius (A.D. 50), an Italian named Columella brought several Italian sheep to Spain and bred them with the local Spanish Merino breed. It's said that this new type is the ancestor of all the Merino breeds that are central to sheep breeding today. Under the rule of the Saracens, Spain became not only a leading sheep-raising nation but also a significant wool manufacturing hub. In the thirteenth century, there were as many as sixteen thousand looms in the city of Seville alone.
When the Saracens were driven out by Philip III. the textile industry disappeared from Spain, but sheep husbandry, which did not require skilled labor, remained, and Spanish wool continued to be the finest in the world.
When Philip III drove out the Saracens, the textile industry vanished from Spain, but sheep farming, which didn't need skilled labor, stayed, and Spanish wool remained the best in the world.
During the eighteenth century various European countries began to import merinos and cross them with their native breeds. This, because of the sturdy quality of some of the native types, frequently produced excellent results. In France we thus have the origin of the Rambouillet merino, in Germany and Austria of the Saxony and Silesian breeds. In 1810 merinos were first introduced into Australia with astonishing results both as to grade of wool and increase of flocks. About the same time South America, South Africa, and the United States imported Spanish sheep. Of all the highly civilized countries, England is the only one where merino breeding was not successful. This was due in part to the climate, but the chief cause was the fact that British sheep-raising was primarily for mutton purposes, and only secondarily for wool. The merino types are smaller, and hence do not yield as good mutton carcasses as some of the native “Down” and “Mountain” breeds. In many cases, however, the native English breeds, notably the Lincolns, have been imported to other countries and there crossed with merinos with very good success.
During the 18th century, various European countries started importing merinos and crossing them with their local breeds. This often led to great results due to the strong quality of some native types. In France, this is how the Rambouillet merino originated, while in Germany and Austria, it led to the Saxony and Silesian breeds. In 1810, merinos were first brought to Australia, resulting in remarkable improvements in both wool quality and flock size. Around the same time, South America, South Africa, and the United States imported Spanish sheep. Of all the highly developed countries, England is the only one where merino breeding didn’t succeed. This was partly because of the climate, but mainly because British sheep farming focused primarily on meat production rather than wool. Merino sheep are smaller and, therefore, don’t produce as good meat carcasses as some native “Down” and “Mountain” breeds. However, in many cases, native English breeds, especially the Lincolns, have been taken to other countries and successfully crossed with merinos.
It would not be possible to give in detail the various breeds of sheep existing in different countries. Merino sheep are now bred in many parts[Pg 60] of the world, and, together with the high crossbreds, are the source of all the fine wools known as merino, half-blood, and three-eighths wools. Long wools are derived from various native breeds, chiefly English, and from the lower crossbreds of merinos, such as quarter and low quarter bloods. Chinese, Siberian, and Turkish wools, as well as many other uncivilized types, are usually very long and coarse, and are known as carpet and braid wools.
It’s not possible to go into detail about the different breeds of sheep found in various countries. Merino sheep are now raised in many parts[Pg 60] of the world, and along with high crossbreds, they provide all the fine wools known as merino, half-blood, and three-eighths wools. Long wools come from various native breeds, mainly English, and from the lower crossbreds of merinos, such as quarter and low quarter bloods. Chinese, Siberian, and Turkish wools, along with many other less cultivated types, are usually very long and coarse, and are referred to as carpet and braid wools.
Most of the best merino wools come from Australia, the next best from South Africa, and from South America. The latter have one fault in that they contain many spiral burrs which are difficult to remove, and which frequently get through the machines and show up as imperfections in the cloth. Europe grows some very fine short wools, but these hardly ever leave the countries they are grown in.
Most of the best merino wools come from Australia, followed by South Africa and South America. The South American wools have a downside: they contain many spiral burrs that are hard to remove, often making it through the machines and appearing as flaws in the fabric. Europe produces some excellent short wools, but these rarely leave their home countries.
United States wools are known as “domestic” and “territory.” Domestic wools are those grown in the eastern and middle western states, notably in the Ohio valley. These contain the highest grades of merino wools grown in this country. It must be remembered that sheep raising began in the East, and as civilization expanded, was gradually crowded further and further westward. The opening of the Erie Canal in 1825 made available the fertile pasture lands of the Ohio valley. The Ohio Canal eight years later opened up still more territory, and in 1849 during the famous gold rush, sheep were first taken to California.
United States wools are referred to as “domestic” and “territory.” Domestic wools come from the eastern and midwestern states, especially in the Ohio Valley. These include the highest quality merino wools produced in this country. It’s important to note that sheep farming started in the East, and as civilization grew, it gradually moved westward. The opening of the Erie Canal in 1825 made the rich pasturelands of the Ohio Valley accessible. The Ohio Canal opened up even more land eight years later, and in 1849, during the famous gold rush, sheep were first brought to California.
The territory wools are those grown in the Rocky Mountain Plateau states. Recently, with improved methods and greater care in breeding, some very fine wools have been derived from Idaho, Wyoming, Nevada, and Montana, and from a few other states. The Texas and California wools are usually classed separately, because they are in most cases clipped twice a year. A little later we shall discuss the various grades and sorts of wool obtained from the different breeds, but as the wool is shorn or pulled before it is graded, we shall take up these processes first.
The territory wools come from the Rocky Mountain Plateau states. Recently, thanks to better methods and more careful breeding, some really high-quality wools have come from Idaho, Wyoming, Nevada, and Montana, along with a few other states. Texas and California wools are usually categorized separately because they are typically sheared twice a year. Later, we will talk about the different grades and types of wool produced by various breeds, but since the wool is sheared or pulled before it's graded, we'll cover those processes first.
AVERAGE WEIGHTS OF DIFFERENT BREEDS OF SHEEP WITH WEIGHTS OF FLEECES
| Breed | Ewes | Rams | Fleece | |
| Pounds | Pounds | Pounds | ||
| Leicester | 185 | 235 | 10 | |
| Cotswold | 200 | 285 | 12 | |
| Lincoln | 250 | 300 | 15 | |
| Southdown | 145 | 200 | 6 | English Breeds (Mutton) |
| Shropshire | 165 | 215 | 9 | |
| Oxford | 220 | 275 | 11 | |
| Hampshire | 200 | 275 | 8 | |
| Rambouillet Mer. | 155 | 235 | 18 | |
| Amer. Merino A. | 105 | 145 | 22 | |
| ” ” B. | 110 | 155 | 20 | Merino Breeds |
| ” ” C. | 125 | 175 | 18 | |
| (delaine) |
[Pg 61]
[Pg 61]
2. Shearing and Selling Fleece Wool
Wool is obtained from the sheep in two ways; it is either shorn from the live animal, or pulled from the skin of the slaughtered carcass.
Wool is obtained from sheep in two ways: it is either sheared from the live animal or taken from the skin of a slaughtered carcass.
Shearing was formerly done by hand. An expert was able to clip as many as one hundred head per day, but the average was less than half of that amount. The introduction of machine shearing has made it possible for one man to shear from 175 to 200 sheep in a day, and the fleece is very much more evenly clipped than formerly. Some merino breeds, known as type A, have so many folds of loose skin that machine shearing is not feasible, but except for these animals, and some of the type B or Rambouillet Merinos, almost all sheep are now shorn by machine, that is, where they are raised in numbers. Sheep raising in this country is not pursued with nearly so much care as, for instance, in Australia. There they have huge shearing sheds where the animals are first sweated and then carefully shorn. Whereas here the entire fleece is left in one piece, in Australia the belly is shorn separately and each fleece is carefully skirted, that is, the inferior parts such as the britch are torn off. Then each fleece is folded and tied up and the fleeces are put up in bales. Moreover, a bale usually contains fleeces of the same grade, so that practically nothing but sorting remains to be done by the purchaser. Here, on the other hand, fleeces are shorn in one piece and are folded up carelessly, without skirting. The tying up is frequently done in a slovenly manner, and a bag will very often contain all grades of wool from the finest to the coarsest. Of late years some attempt has been made to install the Australian system, but without much success.
Shearing used to be done by hand. An expert could clip up to one hundred sheep a day, but the average was less than half that number. With the introduction of machine shearing, one person can now shear between 175 and 200 sheep in a day, and the fleece is clipped much more evenly than before. Some merino breeds, known as type A, have so many folds of loose skin that machine shearing isn't practical, but aside from these animals, and a few type B or Rambouillet Merinos, almost all sheep are now sheared by machine, especially where they are raised in large numbers. Sheep farming in this country isn't done with as much care as it is in places like Australia. There, they have large shearing sheds where the animals are first sweated and then carefully shorn. While here the entire fleece is left in one piece, in Australia, the belly is shorn separately, and each fleece is carefully skirted, meaning the lower-quality parts like the britch are removed. Then, each fleece is folded and tied up, and the fleeces are packed into bales. Additionally, a bale usually contains fleeces of the same grade, so there's almost nothing left for the buyer to sort. Here, on the other hand, fleeces are shorn in one piece and folded carelessly, without skirting. The tying is often done in a sloppy way, and a bag can frequently contain all grades of wool, from the finest to the coarsest. Recently, there has been some effort to adopt the Australian system, but it hasn't been very successful.
The shearing season in the northern hemisphere is in the spring, in countries below the equator, except Australia, it is, of course, in our fall. In Texas and California, as well as in some other localities, shearing is frequently done twice a year.
The shearing season in the northern hemisphere happens in the spring, while in countries below the equator, except for Australia, it takes place in the fall. In Texas and California, as well as in some other areas, shearing often occurs twice a year.
Roughly speaking, there are seven ways in which the wool grower may dispose of his fleece wool:
Roughly speaking, there are seven ways that wool producers can sell their fleece wool:
1. He may sell it to buyers representing merchants. The merchant, while he is a middle man and therefore incurs the usual anathema, performs a variety of very essential services. At the time of the clip he sends his buyers to the wool producing centers and buys the clip for cash, then he ships it to his warehouse, grades it, and sells to the mills on credit. Obviously he finances a very important part of the production, and is furthermore essential, because he knows the demand, which the wool-grower does not, and the supply—of which the mill is usually ignorant.
1. He might sell it to buyers who work for merchants. The merchant, despite being a middleman and facing the usual criticism, provides a range of essential services. When the shearing season arrives, he sends his buyers to the wool-producing areas and purchases the wool for cash, then he takes it to his warehouse, grades it, and sells it to the mills on credit. Clearly, he finances a crucial part of the production process and is also essential because he understands the demand, which the wool-grower lacks, and the supply—of which the mill is often unaware.
2. The wool grower may also sell to buyers representing mills. He likes to do this because he eliminates the merchant’s profit, but, as a matter of fact, there are only very few mills large enough to stand the[Pg 62] buying expense, and even fewer that can afford to buy their whole season’s supply of raw material at one time and for cash. Also, mills can usually employ only certain grades of wool, and cannot therefore as a rule buy a whole clip.
2. The wool grower can also sell to buyers from mills. He prefers this approach because it cuts out the merchant's profit, but in reality, there are only a handful of mills that are large enough to handle the buying costs, and even fewer that can pay for their entire season's supply of raw material upfront in cash. Additionally, mills typically only need specific grades of wool, so they usually can't buy an entire clip.
3. If the grower thinks that he is not receiving fair offers from the visiting buyers, he will frequently consign his wool to a merchant to be sold on commission for his account. In this case he may or may not get a better price, but it costs him his carrying charges plus commission. There are some wool houses that make it a specialty to execute commission sales of this nature.
3. If the grower feels he's not getting fair offers from the buyers visiting him, he'll often send his wool to a merchant to sell on commission for him. In this situation, he might get a better price, but he'll also incur carrying charges plus the commission. There are some wool houses that specialize in handling commission sales like this.
4. Some wool is sold direct to nearby mills. This is done particularly in Ohio, where many of the smaller mills obtain their entire requirements in this manner.
4. Some wool is sold directly to nearby mills. This happens especially in Ohio, where many of the smaller mills get all their needs this way.
5. Wool growers sometimes sell to local dealers. This is particularly prevalent in regions where the individual grower’s production is small. In most eastern states there are a great number of small farmers who grow a certain amount of wool. The local dealers are in many cases also the general store-keepers, and, since they are the farmer’s creditor on other merchandise, and since the average farmer knows very little about the grades of wool, these individuals very frequently turn a handsome profit when they in turn sell to the visiting buyers.
5. Sheep farmers often sell their wool to local dealers. This is especially common in areas where individual farmers produce a small amount. In many eastern states, there are a lot of small farmers who raise some sheep for wool. The local dealers are often also the owners of general stores, and since they provide credit to the farmers for other goods, and since most farmers don’t know much about wool quality, these dealers frequently make a good profit when they sell to visiting buyers.
6. Some wool is sold through farmers’ co-operative sales agencies, but these organizations have in the past been so poorly administered, that, as a general rule they have not been successful. The movement is, however, gaining ground and has shown great progress during recent years.
6. Some wool is sold through farmers’ co-operative sales agencies, but these organizations have historically been poorly managed, so they generally haven’t been successful. However, the movement is gaining traction and has made significant progress in recent years.
7. Finally, there remains the method whereby almost all the British and colonial wools are sold, namely, by auction. Auction sales have been established for almost a century in London, Liverpool, Antwerp, Bremen, Hamburg, Marseilles, and recently in Australia. This method of disposing of their raw product does not, however, appeal to the American growers, because of the inherent American trading instinct. It is also not very feasible in this country, because the wool is not graded in the shearing sheds and because sheep-raising in not standardized.
7. Finally, there’s the method by which almost all British and colonial wool is sold, which is through auctions. Auction sales have been happening for nearly a century in London, Liverpool, Antwerp, Bremen, Hamburg, Marseilles, and recently in Australia. However, this way of selling their raw product doesn’t really attract American growers due to the natural American trading instinct. It's also not very practical here, since the wool isn’t graded in the shearing sheds and because sheep farming isn’t standardized.
The chief markets for wool in this country are Boston, Philadelphia, Chicago, New York and St. Louis.
The main markets for wool in this country are Boston, Philadelphia, Chicago, New York, and St. Louis.
3. Pulled Wool
We have above discussed the shearing and marketing of wool obtained from the living animal. There remains a large quantity of wool which is taken from the pelts of slaughtered sheep. In 1919 there were[Pg 63] produced 48,300,000 pounds of pulled wool in the U. S. as against 265,939,000 pounds of sheared wool.
We have already talked about the shearing and marketing of wool from living sheep. However, there is a significant amount of wool that comes from the pelts of slaughtered sheep. In 1919, the U.S. produced 48,300,000 pounds of pulled wool compared to 265,939,000 pounds of sheared wool.[Pg 63]
Skin wool, or tanner’s wool, as it is sometimes known, is used extensively for soft twist yarns, bed blankets, flannels, felts, etc. It is also used as an admixture in blends for top-making, as we shall see later.
Skin wool, also known as tanner’s wool, is widely used for soft twist yarns, bed blankets, flannels, felts, and more. It’s also used as an additive in blends for making tops, as we will explore later.
There are three methods whereby pulled wool is obtained.
There are three methods for getting pulled wool.
The oldest and simplest process is known as sweating, and consists simply in sweating the hides until the wool is loosened and can easily be pulled out. The disadvantage of this method is that it injures the hides.
The oldest and simplest process is called sweating, which involves soaking the hides until the wool comes loose and can easily be pulled out. The downside of this method is that it damages the hides.
The lime process consists in loosening the wool by painting the flesh side of the hide with lime. This also injures the hides somewhat and has a bad effect on the dyeing qualities of the wool.
The lime process involves softening the wool by applying lime to the flesh side of the hide. This also slightly damages the hides and negatively impacts the dyeing properties of the wool.
The depilatory process is the best, and varies from the lime process only in that a solution is used instead of lime. This mixture consists of sodium sulphate, sulphuric acid, and oyster shells.
The hair removal process is the best and differs from the lime method only in that a solution is used instead of lime. This mixture consists of sodium sulfate, sulfuric acid, and oyster shells.
By far the greatest pullery in the world is situated at Mazamet, France, where the industry has assumed gigantic proportions. The large packers in this country all operate their own pulleries, and the pulled wool is marketed largely by them. Most mills buy their pulled wool direct from the pulleries, but some is handled by merchants.
The biggest wool processing facility in the world is located in Mazamet, France, where the industry has grown to enormous size. The major packers in this country all have their own processing facilities, and they mainly sell the processed wool themselves. Most mills purchase their processed wool directly from these facilities, but some is sold through merchants.
4. What is wool?
We have now traced the wool from the sheep’s back as far as the bag, and may assume that the bag has travelled from the shearing shed to the merchant’s or mill’s warehouse. Some foreign wools, notably Australian and South American, are, as we have seen, skirted and roughly graded in the shearing shed, so that, when the bag is opened, there remains only the sorting to do. Grading is the separation of fleeces into classified groups. Skirting is the removal from each fleece of the worst parts, namely, the britch wool, manure locks (known as tags), and matted or kempy portions. Sorting is the dividing of the individual fleece into various classifications.
We have now followed the wool from the sheep's back all the way to the bag, and we can assume that the bag has made its journey from the shearing shed to the merchant's or mill's warehouse. Some foreign wools, especially Australian and South American, are, as we've seen, skirled and roughly graded in the shearing shed, so when the bag is opened, all that’s left is the sorting. Grading is the process of separating fleeces into different groups. Skirting involves removing the worst parts from each fleece, including britch wool, manure locks (called tags), and matted or kempy bits. Sorting is dividing each fleece into various classifications.
Before we take up the grades and sorts in detail, it will be well for us to inquire briefly into the nature of the wool fibre. In the first place, wool differs from hair in that its fibre consists of a core (medulla), a pulp (cortex), and an epidermis. A hair follicle consists of a medulla and an epidermis. Moreover, the epidermis of a hair is closely and evenly scaled, which makes it smooth and lustrous. The surface of a wool fibre is not evenly serrated, which accounts for the felting, or interlocking, quality. Wool in which there is insufficient moisture and natural grease (yolk) frequently becomes felted at the ends. Such wool is variously[Pg 64] referred to as cotted, cotty, or brashy. The tensile strength of a wool fibre is low, its elasticity high. The length of the fibre varies from one to over ten inches, and the diameter from .0018 to .004 inches. The better a wool the less like it is to a hair. Generally speaking, the finer the wool, the shorter the fibre, but length alone would not indicate the grade. Pure merino and high cross-bred wools have a close wave, known as crimp, which increases the elasticity and is therefore desirable from a spinning standpoint.
Before we dive into the different grades and types of wool, it's important to briefly explore the structure of wool fiber. First off, wool is different from hair in that its fiber has a core (medulla), a middle layer (cortex), and an outer layer (epidermis). A hair follicle only has a medulla and an epidermis. Additionally, the epidermis of hair is tightly and evenly scaled, which gives it a smooth and shiny appearance. In contrast, the surface of a wool fiber is not evenly serrated, which contributes to its ability to felt or interlock. Wool that lacks enough moisture and natural grease (yolk) often becomes felted at the ends. This type of wool is commonly referred to as cotted, cotty, or brashy. Wool fibers have low tensile strength and high elasticity. Their length can range from one inch to over ten inches, and their diameter varies from 0.0018 to 0.004 inches. The higher quality the wool, the less it resembles hair. Generally, finer wool has shorter fibers, but fiber length alone doesn’t determine the grade. Pure merino and high cross-bred wools have a tight wave, known as crimp, which enhances elasticity and is therefore desirable for spinning.
The chemical composition of wool is: carbon 50%, hydrogen 7%, nitrogen 18%, oxygen 22%, and sulphur 3%. It is soluble in alkalies, and at a temperature of 130° C. will reduce to powder.
The chemical makeup of wool is: 50% carbon, 7% hydrogen, 18% nitrogen, 22% oxygen, and 3% sulfur. It dissolves in alkaline solutions, and at a temperature of 130°C, it can be reduced to a powder.
Wool before it is scoured contains a large quantity of yolk, or natural grease, and also, besides dust and vegetable matter, a considerable amount of dried perspiration, or suint. The amount of weight lost through the removal of these substances when the wool is scoured is termed shrinkage. It will be readily appreciated that this is a very important factor in connection with the purchase of grease wool. The percentage of shrinkage varies from 20% to 80%. Nevertheless a good buyer will often be able to estimate within one or two per cent. The factors to be considered in this connection are the breed, the soil, the climate, and the care with which the sheep are raised, as well as the diligence with which the fleeces are put up. Fine wools always shrink more heavily than coarse; and pulled wools, since they are washed and brushed during the process, show a very much lower shrinkage than fleece wools. The average shrinkage of United States wools is about 55%. Fine domestics shrink about 60%. Lower grades about 45%. Fine territory wools about 65%; lower grades about 55%. Pulled wool averages about 27%. Fine Australian wools average 49%, for, although they are the finest, the fleeces contain less dirt. Cape wools about 62%, and South American about 51%.
Wool before it’s cleaned has a lot of natural grease, called yolk, along with dust, plant material, and a significant amount of dried sweat, known as suint. The weight lost during the cleaning process from removing these substances is called shrinkage. This is an important consideration when buying raw wool. The shrinkage percentage can range from 20% to 80%. However, a knowledgeable buyer can often estimate shrinkage within one or two percent. Factors that influence this include the sheep's breed, the soil they’re raised on, the climate, and how well the sheep are cared for, as well as how carefully the fleeces are processed. Fine wools typically shrink more than coarse wools. Pulled wools, which are washed and brushed during processing, show much less shrinkage than fleece wools. On average, U.S. wools shrink about 55%. Fine domestic wools shrink around 60%, while lower grades shrink about 45%. Fine territory wools shrink about 65%, and lower grades around 55%. Pulled wools average about 27%. Fine Australian wools have an average shrinkage of 49% because, although they are the finest, the fleeces have less dirt. Cape wools shrink about 62%, and South American wools about 51%.
The qualities looked for in wool are roughly six, and they vary according to the purpose for which the wool is to be used.
The qualities sought in wool are generally six, and they change based on the purpose for which the wool will be used.
1. It must be fine enough to spin the required number of counts.
1. It has to be good enough to spin the necessary number of counts.
2. It must be strong enough to withstand strain of manufacture.
2. It has to be strong enough to handle the stress of production.
3. It must have the proper staple (length).
3. It must have the right staple (length).
4. It must be of a certain softness or hardness.
4. It has to have a specific level of softness or hardness.
5. It must have the proper felting qualities if the material is to be fulled.
5. It needs to have the right felting qualities if the material is going to be felted.
6. It must either scour white, or else have sufficient lustre to take dyes.
6. It must either be thoroughly cleaned to a white finish or have enough shine to absorb dyes.
As we take up the manufacture of worsted and woolen yarns we shall see how these qualifications play a different part in the two processes.[Pg 65] At the outset the only important difference we are concerned with is staple length. Generally speaking, wools under two inches are too short to be combed and are classed as clothing wools. Clothing wools are used for woolens, combing wools for worsteds. This applies only to wools of fine fibre. The mere fact that a wool has long staple length does not make it a combing wool. As a rule, the coarser the wool the longer its staple, and the longest wools are the exceedingly coarse “common” or “braid” wools, which can only be used for carpet manufacture.
As we start producing worsted and woolen yarns, we'll see how these qualities play different roles in the two processes.[Pg 65] The main difference we need to focus on is staple length. Generally, wools that are under two inches are too short to be combed and are classified as clothing wools. Clothing wools are used for woolens, while combing wools are used for worsteds. This only applies to fine fiber wools. Just because a wool has a long staple length doesn't automatically make it a combing wool. Typically, the coarser the wool, the longer its staple, and the longest wools are the very coarse “common” or “braid” wools, which can only be used for making carpets.

Sorting Wool
Sorting Wool
In grading and sorting, practically the only guide is the fineness of the individual fibre. The other qualifications just enumerated have a very important bearing on what the wool can be used for, but they have very little to do with its classification by grades.
In grading and sorting, the main factor is the quality of the individual fiber. The other qualifications mentioned are important for determining the applications of the wool, but they have minimal impact on its classification by grades.
Fleece wools are graded by two systems, one by bloods, the other by counts spun. (This means the number of hanks of 560 yards each to a pound of yarn.) Domestic and foreign wools are usually graded by bloods. U. S. Territory wools are graded a little differently, as per second column below, and pulled wool is only roughly graded into four[Pg 66] classes (third column). The blood classifications originated from the breeding of the sheep, but, as a matter of fact they have become arbitrary terms denoting a certain degree of fineness. The same fleece may, and frequently does, contain ½, ⅜, and ¼ blood wool.
Fleece wools are graded using two systems: one based on bloodlines and the other on counts spun. (This refers to the number of hanks of 560 yards each per pound of yarn.) Domestic and foreign wools are typically graded by bloodlines. U.S. Territory wools have a slightly different grading system as shown in the second column below, and pulled wool is generally only roughly classified into four[Pg 66] classes (third column). The blood classifications originated from the sheep's breeding, but they've become somewhat arbitrary terms that indicate a certain level of fineness. The same fleece may, and often does, contain ½, ⅜, and ¼ blood wool.
COMPARATIVE GRADES
| U. S. Domestic | U. S. Territory | Pulled | U. S. Counts Spun | Foreign Counts. |
| Full blood (XX) | Fine | AA | 60s | 66-74s |
| ¾ The text is empty. Please provide a phrase for modernization. (X) | ¾ | 50s | 60-66s | |
| ½ ” | ½ | A | 40s | 54-60s |
| ⅜ "” | ⅜ | B | 36s | 48-54s |
| ¼ ” | ¼ | B | 32s | 44-48s |
| Low ¼ | Low ¼ | C | 20s | 40-44s |
| Common | Common | C | 16s | 36-40s |
| Braid | Braid | C | 12s | 32-36s |
When a bag of domestic wool is opened the fleeces are taken out one by one and put into baskets according to the grades in the first column. The grader simply decides what the majority of the fleece is and puts it into that class. When he has filled a basket with, let us say, half-blood fleeces, this basket is given to a sorter. He takes each fleece, shakes it out, and, first of all, skirts it. Then he separates it into the various sorts it contains. Fleeces graded as half-blood will probably sort into mostly half, some fine (full-blood), and a considerable quantity of three-eighths blood. The best wool comes off the shoulders, then the sides, then the back, then the thighs, and finally the britch and belly. Usually a fleece will not contain more than three sorts.
When a bag of domestic wool is opened, the fleeces are taken out one by one and placed into baskets according to the grades in the first column. The grader decides what the majority of the fleece is and sorts it into that class. Once he fills a basket with, let's say, half-blood fleeces, this basket is handed over to a sorter. The sorter takes each fleece, shakes it out, and first removes any undesirable parts. Then, he divides it into the different kinds it contains. Fleeces graded as half-blood will likely sort into mostly half, some fine (full-blood), and a fair amount of three-eighths blood. The best wool comes from the shoulders, followed by the sides, then the back, then the thighs, and finally the britch and belly. Usually, a fleece will not have more than three different sorts.
If this were a bag of Australian, South American, or Cape wool, the fleeces would in all probability have been bagged according to grades, so that only the sorting operation would have to be performed by the merchant or the mill.
If this were a bag of Australian, South American, or Cape wool, the fleeces would likely have been packaged by grade, so the merchant or mill would only need to handle the sorting.
When the wool has been sorted it is put into bins, and may now be said to be ready for the first of the manufacturing processes for which it is destined. Sorting is sometimes done by the merchants, but more frequently by the manufacturers.
Once the wool has been sorted, it's placed into bins and can now be considered ready for the first manufacturing processes it's intended for. Sorting is sometimes done by the merchants, but more often by the manufacturers.
Kempy or cotted pieces, tags, stained or painty wool, etc., are called off-sorts, and these are put through a number of processes for the purpose of reclaiming as much of the wool as possible.
Kempy or cotted pieces, tags, stained or painted wool, etc., are called off-sorts, and these are put through several processes to reclaim as much of the wool as possible.
[Pg 67]
[Pg 67]

Scouring Machine
Cleaning Machine
CHAPTER II
WORSTED MANUFACTURE
1. Searching
When the wool has been graded it is sold either to worsted manufacturers or to makers of woolen goods. The two industries are entirely distinct and separate.
Once the wool has been graded, it is sold either to worsted manufacturers or to producers of woolen goods. The two industries are completely distinct and separate.
The first cog in the worsted machine is the wool comber, or top-maker. Sometimes he buys assorted grades, known as matchings, from a wool merchant; sometimes he buys and sorts his own wool; but most frequently he sorts and combs the wool on a commission basis. Many of the big worsted mills do their own sorting and combing.
The first piece in the worsted machine is the wool comber, or top-maker. Sometimes he buys different grades, called matchings, from a wool merchant; sometimes he buys and sorts his own wool; but most often he sorts and combs the wool on a commission basis. Many of the large worsted mills handle their own sorting and combing.
Tops are usually made from blends of various kinds of wool, and this blending is done after sorting, before the wool is scoured.
Tops are typically made from mixes of different types of wool, and this mixing happens after sorting, before the wool is cleaned.
Scouring is nothing more or less than a glorified washing. A machine closely akin to a gigantic laundry machine removes first the yolk or[Pg 68] grease in an alkaline solution, and then rinses out the dirt and suint in a series of soap and water baths. The last bath is pure water, and from this the wool is taken on a belt through the drier. From the drier it is usually blown through tubes to the carding room.
Scouring is basically just a fancy way of washing. A machine similar to a huge washing machine first removes the yolk or[Pg 68] grease using an alkaline solution, and then it rinses out the dirt and sweat in a series of soap and water baths. The final bath is just pure water, and from there, the wool is taken on a belt through the dryer. After the dryer, it’s usually blown through tubes to the carding room.

Worsted carding Machine
Worsted Carding Machine
Approximately 20% of the moisture is allowed to remain in the wool in order to facilitate subsequent processes. If the wool is still warm it is easier to card.
About 20% of the moisture is kept in the wool to help with the next steps. If the wool is still warm, it’s easier to card.
2. Carding
The purpose of the carding operation is to open out the fibres in the wool. Originally, carding was done by hand with two leather surfaces, much like butter pats, the inner faces of which were studded with wire nails. Between these two surfaces the wool was rubbed until all the fibres were opened out. In woolen manufacture carding is more violent and seeks to lay the fibres in all directions. Worsted carding aims to separate the fibres, but also to keep them as closely parallel as possible.
The purpose of the carding process is to separate the fibers in the wool. Initially, carding was done by hand using two leather surfaces, similar to butter paddles, with the insides covered in wire nails. The wool was rubbed between these two surfaces until all the fibers were opened up. In wool manufacturing, carding is more aggressive and aims to position the fibers in various directions. Worsted carding, on the other hand, seeks to separate the fibers while keeping them as parallel as possible.
[Pg 69]
[Pg 69]

Woolen card. Feed end
Wool sweater. Feed end

Woolen card. Condenser end
Wool sweater. Condenser end
[Pg 70]
[Pg 70]

Back Washing
Backwash
The carding machine is somewhat similar to that used for cotton (see page 22). The wool is automatically fed between the feed rollers, which revolve in opposite directions and are armed with heavy teeth. From the feed a roller known as the licker-in starts the wool on its course over a number of cylinders, each of which is surrounded by several toothed rollers known as workers. Each worker has a smaller companion roller, revolving at a higher speed, which derives its name of stripper from the fact that its function is to take the wool off the worker and deliver it to the next worker. The last roller, known as the fancy, raises the wool off the cylinder to be caught by the doffer. The doffing-comb lifts the wool in a filmy sheet of fibres, which is condensed into a thick untwisted rope by passing through a funnel on to the balling-head. This rope, which is about an inch and a half in diameter, is known as a sliver. A certain length of it is automatically rolled into balls and these are taken into the back-wash room. From a loose unrelated mass the wool has now been transformed into a continuous strand of more or less uniform diameter.
The carding machine is somewhat like the one used for cotton (see page 22). The wool is automatically fed between the feed rollers, which spin in opposite directions and have heavy teeth. From the feed, a roller called the licker-in starts the wool on its journey over several cylinders, each surrounded by multiple toothed rollers known as workers. Each worker has a smaller companion roller, spinning at a faster speed, called a stripper because its job is to pull the wool off the worker and pass it to the next worker. The last roller, known as the fancy, lifts the wool off the cylinder to be caught by the doffer. The doffing-comb lifts the wool in a thin sheet of fibers, which gets condensed into a thick untwisted rope by passing through a funnel onto the balling-head. This rope, about an inch and a half in diameter, is called a sliver. A specific length of it is automatically rolled into balls, which are taken into the back-wash room. The wool has now been transformed from a loose, unrelated mass into a continuous strand of fairly uniform diameter.
[Pg 71]
[Pg 71]

Gilling before combing
Combing before grooming
3. Backwashing and Gilling
A back-wash machine takes several of the carded slivers and combines them into one. The slivers pass through several baths which rinse them thoroughly and are then slowly drawn through a drier. The process is quite similar to scouring, except that it is very much less violent.
A back-wash machine takes several of the carded slivers and merges them into one. The slivers go through several baths that rinse them well and are then gently pulled through a dryer. The process is quite similar to scouring, but it's much less harsh.
As the slivers come out of the drier they are fed through a number of gill boxes. The gill box is the first of a long series of drawing operations. In this, and all the following stages of open drawing, there are always several slivers being combined into one and drawn out until the resulting sliver has about the same or a smaller diameter than the ones fed into the machine. The principle of the gill box is quite simple. Several slivers are fed in between rollers revolving at a comparatively low rate of speed. As they pass through they are flattened out over what is known as a faller. This is armed with very fine close wire teeth which come up through the fibres and the draft is imparted when the wool is taken off the faller by a final pair of rollers which are revolving considerably faster. The sheet of wool which emerges from these rollers is[Pg 72] again passed through a funnel and thereby condensed once more into a sliver. This operation is repeated from two to four times, according to the quality of the top desired, and the methods employed by the particular mill.
As the slivers come out of the dryer, they go through several gill boxes. The gill box is the first step in a long series of drawing processes. In this and all the next stages of open drawing, multiple slivers are combined into one and drawn out until the resulting sliver has about the same or a smaller diameter than the ones fed into the machine. The concept of the gill box is straightforward. Several slivers are fed between rollers that spin at a relatively slow speed. As they pass through, they get flattened out over a component known as a faller. This has very fine, closely spaced wire teeth that come up through the fibers, and the draft is applied when the wool is removed from the faller by a final pair of rollers that rotate much faster. The sheet of wool that comes out of these rollers is[Pg 72] once again passed through a funnel, condensing it into a sliver. This process is repeated two to four times, depending on the quality of the top desired and the techniques used by the specific mill.

Gilling the top
Trimming the top
Where very coarse long fibred wool is to be worked there is no carding, and the wool is prepared by straightening the fibres into a sliver through a series of gill-boxes.
Where very coarse long-fibered wool is being processed, there is no carding, and the wool is prepared by straightening the fibers into a sliver through a series of gill boxes.
At some point during the gilling process a slight amount of oil is usually dropped onto the sliver, as this facilitates combing.
At some point during the gilling process, a small amount of oil is usually dropped onto the sliver, as this helps with combing.
4. Combing hair
The next operation, namely that of combing, is again simple when viewed as the primitive manufacturing process. The old comber would take a short length of sliver, hang it on a nail by tying one end together and then proceed to comb out the short fibres much as one may comb out the dead short hairs from a dog’s coat. Combing is simply the removal from the sliver of the short fibres which would not spin properly.[Pg 73] These short fibres are known as noils and are the waste product of top-making. The top is a continuous untwisted strand of long wool fibres made parallel by the comb. (By long fibres we mean fibres which are relatively long. Some tops consist of fibres less than an inch and a half in length. In this case, which is very infrequent, the noil would be even shorter.)
The next step, which is combing, is straightforward when we look at it as a basic manufacturing process. The old comber would take a short piece of sliver, hang it on a nail by tying one end, and then comb out the short fibers much like how you would remove the dead short hairs from a dog’s coat. Combing is simply taking out the short fibers from the sliver that wouldn’t spin well.[Pg 73] These short fibers are called noils and are the byproduct of making top. The top is a continuous, untwisted strand of long wool fibers that are aligned by the comb. (When we say long fibers, we mean ones that are relatively long. Some tops have fibers that are less than an inch and a half in length. In this rare case, the noil would be even shorter.)

The Noble Comb
The Elegant Comb
Noils are sold either to woolen or knitting mills direct by the top-maker, or else to a merchant who disposes of them.
Noils are sold either directly by the top-maker to woolen or knitting mills, or to a merchant who sells them.
The Noble circular comb is the most generally used combing machine. Other types are the Lister, the Holden, and the Heilmann. The Noble comb is a compact circular structure standing at a height of about three feet from the floor, with a steam box underneath it. (Heat greatly facilitates the process.) There are two smaller circles inside the main circumference which are tangent to the outer circle at opposite points of its diameter. All rotate in the same direction. Seventy-two slivers are rolled up in creels on the outside of the main circle and are automatically fed on to the tangental points. A dabbing brush pushes the slivers[Pg 74] down between the points of the two circles. As the circles draw apart the long fibres are left protruding from the inner edge of the outer circle and the outer edge of the inner circles. They travel thus until they are gripped by vertical rollers set to catch them. After passing the rollers the wool is lifted off the pins of the circles by knives. The four ribbons of combed fibres (two from the outer and one from each of the inner circles) are condensed into a single beautiful even band which coils itself softly into a revolving can. What remains is the waste or noil.
The Noble circular comb is the most commonly used combing machine. Other types include the Lister, the Holden, and the Heilmann. The Noble comb has a compact circular design that stands about three feet tall, with a steam box beneath it. (Heat really speeds up the process.) Inside the main circle, there are two smaller circles that touch the outer circle at opposite points of its diameter. All of them rotate in the same direction. Seventy-two slivers are rolled up in creels on the outside of the main circle and are automatically fed onto the tangential points. A dabbing brush pushes the slivers[Pg 74] down between the points of the two circles. As the circles pull apart, the long fibers stick out from the inner edge of the outer circle and the outer edge of the inner circles. They continue this way until they're caught by vertical rollers designed to grab them. After passing through the rollers, the wool is lifted off the pins of the circles by knives. The four ribbons of combed fibers (two from the outer circle and one from each of the inner circles) are condensed into a single, beautiful, even band that coils smoothly into a revolving can. What's left over is the waste or noil.
The top, as it comes from the comb, is again put through a series of several gill boxes with the object of further drawing it out. Once again several slivers are combined into one in each process. At the end of this gilling the top is coiled in balls and allowed to rest.
The top, straight from the comb, goes through several gill boxes again to further stretch it out. Once more, several slivers are combined into one during each process. At the end of this gilling, the top is coiled into balls and left to rest.
We have now reduced the wool to its real worsted basis. The noils have been taken out, and the balls of top are ready to be sent to the spinner to be spun into worsted yarn.
We have now brought the wool down to its true worsted quality. The noils have been removed, and the bundles of top are ready to be sent to the spinner to be turned into worsted yarn.
5. Cycling
The first processes in a spinning mill very closely approximate the last operations in the combing plant. The tops are usually gilled several times before weighing, and then are put through several drawing machines in which, as heretofore, several slivers are condensed into one. In the last of these machines there are no fallers, the entire process consisting of two sets of rollers revolving at different speed. Each operation results in a slightly finer sliver, and the number of machines through which the material is drawn is determined by the fineness of the yarn desired.
The initial processes in a spinning mill closely resemble the final steps in the combing plant. The tops are typically gilled multiple times before being weighed, and then they go through several drawing machines where, like before, several slivers are merged into one. In the last of these machines, there are no fallers; the entire process involves two sets of rollers spinning at different speeds. Each step results in a slightly finer sliver, and the number of machines used to draw the material depends on how fine the yarn needs to be.
The last of the drawing processes is the so-called roving box, which, in most cases is a cone-drawing process. There is a difference here between French spinning and English spinning. According to the French system, which is employed in this country only for very soft fine yarns, no twist is given to the sliver until the actual spinning begins; and the spinning is then usually done on mules, which in this country are rarely used in the manufacture of worsted yarn. We shall discuss these machines when we come to woolens. According to the most common procedure in this country, the roving box not only draws, but imparts a certain amount of twist to the yarn. This is done by winding the yarn from horizontal spools on to vertical spindles. These spindles are set on long frames, similar to spinning frames, one frame containing about 200 spindles. The yarn is guided on the bobbin by an arm, known as the flyer, which draws the bobbin around after it.
The final step in the drawing process is called the roving box, which is usually a cone-drawing process. There is a distinction between French spinning and English spinning. In the French system, which is used here only for very soft fine yarns, no twist is added to the sliver until the actual spinning starts; and the spinning is generally done on mules, which are rarely used in the production of worsted yarn in this country. We will cover these machines when we discuss woolens. In the most common method used here, the roving box not only draws, but also adds a certain amount of twist to the yarn. This is achieved by winding the yarn from horizontal spools onto vertical spindles. These spindles are mounted on long frames, similar to spinning frames, with one frame holding about 200 spindles. The yarn is directed onto the bobbin by an arm called the flyer, which pulls the bobbin along with it.
There is very little difference between this last drawing operation and the actual spinning which immediately succeeds it. In both cases the[Pg 75] yarn is unwound from horizontal spools placed at the top of the frame through the inevitable two rollers going at different speeds, and guided on to the revolving spindle. Since the spindle revolves vertically the yarn is twisted. The amount of twist is regulated, as is also the amount of tension, and these two factors, together with the quality of the material, determine the quality of the yarn. Worsted yarn is graded according to the number of counts, which, as we have seen, is the number of hanks of 560 yards that make a pound avoirdupois.
There's very little difference between the last drawing operation and the actual spinning that follows it. In both cases, the yarn is unwound from horizontal spools located at the top of the frame through the necessary two rollers that move at different speeds, and it’s guided onto the revolving spindle. Since the spindle turns vertically, the yarn gets twisted. The amount of twist is controlled, along with the tension, and these two factors, along with the quality of the material, determine the overall quality of the yarn. Worsted yarn is classified by the number of counts, which, as we've seen, refers to the number of hanks of 560 yards that make up a pound avoirdupois.

Drawing
Sketching
Roughly speaking, there are three modern methods of spinning, namely, the flyer, cap, and ring frames. All of them are derived from Arkwright’s original water throstle, and, if we want to go further back, from the old-fashioned spinning wheel. The chief difference between the[Pg 76] three types lies in the method of driving the spindle and guiding the yarn on to the bobbin. The flyer arm we have described briefly above. In the cap system, the bobbin is moved up and down in a fixed metal cap, something like the front end of a two-inch shell-casing, and this method of guiding the yarn has the advantage that, because of its lower vibration, the spindles may be driven faster. It also causes considerably more friction on the yarn. For worsted spinning it is probably the most commonly employed. Ring spinning, the most frequently used for cotton, and described briefly on page 28, is very similar (to the layman) except that the spindle revolves in a metal sleeve, and that the yarn is guided by a metal ring with a traveller, instead of by the end of the cap.
Generally speaking, there are three modern spinning methods: flyer, cap, and ring frames. All of these are based on Arkwright’s original water throstle, and if we trace it back further, they come from the traditional spinning wheel. The main difference between the[Pg 76] three types lies in how the spindle is driven and how the yarn is guided onto the bobbin. We briefly described the flyer arm above. In the cap system, the bobbin moves up and down within a fixed metal cap, similar to the front end of a two-inch shell casing, and this yarn guiding method has the benefit of lower vibration, allowing the spindles to be run faster. However, it also creates significantly more friction on the yarn. For worsted spinning, this is probably the most commonly used method. Ring spinning, which is mostly used for cotton and is briefly described on page 28, is quite similar (to the casual observer) except that the spindle rotates within a metal sleeve and the yarn is guided by a metal ring with a traveler, rather than by the end of the cap.

Reducing
Cutting down
What follows now is merely an auxiliary process of spinning. The yarn has been completed, but it is rarely used for weaving, as it comes off the spindle. Several strands are usually twisted together, both to make it stronger and to give various effects of body and color. The number of strands in a yarn are designated as plys. Yarn consisting of two strands is called two-ply, three strands are three-ply, and so on. Yarns[Pg 77] of two or more colors, or yarns of varying counts, are frequently twisted together. It is possible also to twist worsted and cotton yarns.
What comes next is just an extra step in the spinning process. The yarn is finished, but it’s rarely used for weaving straight from the spindle. Usually, several strands are twisted together to make it stronger and to create different effects in thickness and color. The number of strands in a yarn is referred to as plys. Yarn made from two strands is called two-ply, three strands are three-ply, and so on. Yarns[Pg 77] of two or more colors, or yarns of different thicknesses, are often twisted together. It’s also possible to twist worsted and cotton yarns.

Cap spinning
Cap flipping
Twisting is done in a manner similar to spinning. A worsted spinning mill usually has about a third as many twisting spindles as spinning spindles, but it is important to remember that when speaking of a mill’s capacity in terms of spindles, it is only the spinning spindles that are counted.
Twisting is done in a way that's similar to spinning. A worsted spinning mill typically has about one-third as many twisting spindles as spinning spindles, but it’s important to note that when discussing a mill’s capacity in terms of spindles, only the spinning spindles are counted.
After the twisting is completed the finished yarn is wound on small spools, known as cheesers, to be weighed. Next it is wound on large spools in such a way that the large spool holds the contents of from ten to twenty cheesers, each wound in an adjacent space at the same time. Some of the yarn is shipped to weaving mills on these large spools; and some of it is taken off them and skeined.
After the twisting is finished, the completed yarn is wrapped onto small spools, called cheesers, to be weighed. Then, it's wound onto larger spools in a way that each large spool contains the contents of ten to twenty cheesers, all wound in adjacent spaces at the same time. Some of the yarn is shipped to weaving mills on these large spools, while some is removed and skeined.
We are now ready to weave the cloth, but there are a considerable number of very interesting details which we have been forced to omit. All the processes we have discussed produce a certain amount of waste material. The combing waste, known as noils, is the largest by-product[Pg 78] of the worsted industry, but there is also a considerable amount of yarn waste produced in the various drawing and spinning operations. Practically all of this material finds its way back, in one form or another, into the woolen industry. The subject of reclaiming waste is in itself so comprehensive that we can do no more than touch upon it here.
We’re now ready to start weaving the fabric, but there are quite a few interesting details we’ve had to leave out. All the processes we’ve discussed generate some waste material. The biggest by-product of the worsted industry is the combing waste, known as noils, but there’s also a significant amount of yarn waste created during the various drawing and spinning processes. Almost all of this material is reused, in some form, within the woolen industry. The topic of reclaiming waste is so extensive that we can only briefly mention it here.[Pg 78]
6. Coloring
Some yarns are dyed after they have been spun. In most cases, however, woolen yarns receive their color after the wool is scoured and before it goes into the carding machine. In worsted manufacture the common procedure is to dye the top after it has been combed. In this way a uniform color is obtained, whereas it is exceedingly difficult to obtain the same color from two vats in piece-dyeing. Some materials are both wool and piece-dyed, the second dye being given to the cloth. This is done in cases where a peculiarly fast color is desired, or where the cloth contains separate materials such as wool and cotton.
Some yarns are dyed after they’ve been spun. However, in most cases, woolen yarns get their color after the wool is cleaned and before it goes into the carding machine. In worsted manufacturing, the standard process is to dye the top after it has been combed. This method ensures a uniform color, while it’s really hard to achieve the same color from two vats in piece-dyeing. Some materials are dyed both in the wool stage and in piece-dyeing, with the second dye applied to the cloth. This happens when a particularly fast color is needed or when the fabric contains different materials like wool and cotton.
The operation of the loom has already been described in connection with the manufacture of cotton, but the preparatory processes, although somewhat similar, vary considerably because of the difference in the nature of the materials. In worsted manufacture the work which has to be done before the loom can begin to operate is usually referred to as loom-mounting, and consists of five stages.
The operation of the loom has already been explained in relation to cotton production, but the preparation processes, while somewhat alike, differ significantly due to the nature of the materials. In worsted production, the tasks that need to be completed before the loom can start working are typically called loom-mounting, and they include five stages.
1. Warping is the arranging of the warp threads in the order necessary to produce the desired cloth. This was formerly, and still is to a great extent, done entirely by hand on a sort of rack known as the woof. In the larger mills, however, warping is now done either on a sectional warping machine or on the warping mill. Both these devices are only partly automatic, and require highly-skilled labor.
1. Warping is the process of organizing the warp threads in the sequence needed to create the desired fabric. This was previously, and still largely is, done entirely by hand on a type of rack called the woof. In larger factories, though, warping is now done either on a sectional warping machine or on a warping mill. Both of these tools are only partially automatic and require highly skilled workers.
2. The mechanical structure of woolen or worsted yarns necessitates the application of some glutinous substance to their surfaces before subjecting them to the weaving process. No matter how even the worsted yarn, a microscopic examination would show certain fibres protruding from the surface. Sizing has the effect of smoothing the surface of the yarn, and at the same time distributing more evenly the strain of weaving. The sizing machine is rather like the back-washer used in the manufacturing of worsted yarn. The warp is run through the sizing bath and then compressed between rollers, after which it is dried by steam or fan.
2. The mechanical structure of woolen or worsted yarns requires the application of a sticky substance to their surfaces before they go through the weaving process. No matter how uniform the worsted yarn looks, a close examination would reveal some fibers sticking out from the surface. Sizing helps smooth out the yarn's surface and distributes the stress of weaving more evenly. The sizing machine is similar to the back-washer used in making worsted yarn. The warp is passed through the sizing bath and then compressed between rollers, after which it is dried using steam or a fan.
3. Beaming is the term applied to winding the warp upon the beam of the loom. (The beam is the roller from which the warp threads are unwound as the weaving progresses.) In order to keep the threads in their proper position an instrument known as a raddle is employed, and the raddling process is one which requires considerable care.
3. Beaming refers to the process of wrapping the warp around the beam of the loom. (The beam is the roller that the warp threads unwind from as the weaving moves along.) To ensure the threads stay in the right position, a tool called a raddle is used, and the raddling process requires a lot of careful attention.
[Pg 79]
[Pg 79]

Drawing in the warp threads
Weaving in the warp threads
4. The next step, healding, is the same as that described on page 34 and enables the warp threads to be lifted in sections in order that the shuttle may pass under some and over others. From the original weave of lifting alternate threads, a great many complicated designs have been evolved, which necessitate the lifting of the warp threads in many small series. In the elementary weave where there are only two groups, this work is done by heald-wires which raise the odd and depress the even threads, thus forming a V, known as the shed, through which the shuttle may pass. As the design becomes more intricate the healding process becomes more complicated, and the number of heald shafts increases.
4. The next step, healding, is the same as described on page 34 and allows the warp threads to be raised in sections so that the shuttle can pass under some and over others. From the basic method of lifting alternate threads, many complex designs have been created, which require raising the warp threads in many small groups. In the basic weave where there are only two groups, this is done using heald-wires that lift the odd threads and lower the even threads, creating a V shape called the shed, through which the shuttle can pass. As the designs get more complex, the healding process also becomes more complicated, and the number of heald shafts increases.
5. Sleying, or reeding, is the final preparatory process, and has the object of keeping the warp threads the proper distance apart during weaving. The sley is really nothing more than a fine comb with a strip across the ends of the teeth. The warp threads are passed between the wires (reeds) of the sley and are so compelled to keep their proper position.
5. Sleying, or reeding, is the last step in preparation and aims to keep the warp threads spaced correctly during weaving. The sley is essentially a fine comb with a bar across the ends of the teeth. The warp threads are threaded between the wires (reeds) of the sley, which helps ensure they stay in their proper place.
[Pg 80]
[Pg 80]

Weaving
Weaving
The sley is attached to the batten, or fly, and as in the cotton loom performs the additional function of driving home each weft thread after the shuttle has passed.
The sley is connected to the batten, or fly, and like in the cotton loom, it also serves the extra purpose of pushing each weft thread into place after the shuttle has gone through.
Once these processes have been completed the remainder is almost entirely automatic. The shuttle flies back and forth without aid. The proper warp threads are raised and lowered to let it pass, and after each traverse, or pick, the batten automatically drives home the weft thread, into the growing stretch of cloth that is winding itself up on to the beam at one end, while the beam at the other end delivers the parallel warp threads. The average worsted loom makes about 100 picks per minute, which is only about half as fast as the calico loom, the reason being the lower tensile strength of the yarn.
Once these processes are done, everything else runs almost entirely on its own. The shuttle moves back and forth without assistance. The right warp threads are raised and lowered to let it pass, and after each pass, the batten automatically pushes the weft thread into the fabric that’s rolling up on one end of the beam, while the beam on the other end provides the straight warp threads. The typical worsted loom produces about 100 picks per minute, which is only about half the speed of the calico loom, due to the lower tensile strength of the yarn.
[Pg 81]
[Pg 81]
8. Worsted Finishing
While, as we shall see, finishing in the woolen industry is a very important stage of manufacture, worsted materials are practically unchanged after they come out of the loom. There is sometimes a certain amount of fulling and raising and cropping, but the net result does not in any way alter the cloth, except perhaps to impart a little smoother finish. We shall discuss finishing in a little more detail when we come to the last stage of woolen manufacture.
While finishing is a crucial step in the woolen industry, worsted materials remain largely the same after they leave the loom. There might be some fulling, raising, and cropping, but these processes don't significantly change the cloth, except maybe to give it a slightly smoother finish. We'll go into more detail about finishing when we reach the final stage of woolen manufacturing.
Our worsted cloth is now finished, and we have traced its origin, somewhat sketchily, from the back of the sheep up to the point where it takes only a tailor to put it on the back of a man.
Our worsted fabric is now complete, and we've roughly followed its journey from the sheep to the point where it just takes a tailor to put it on a person's back.
CHAPTER III
WOOLEN MANUFACTURE
1. The Production of Wool Yarn
We have taken the worsted industry first, not because it is necessarily any more important than woolen manufacture, but because its processes are more complicated, and therefor, if we have gained a certain amount of familiarity with them, we are able to take up the sister industry in a more abbreviated manner. Although, at the present time, the demand for worsted materials is a great deal heavier than the demand for woolens, the woolen industry is by far the older of the two, and may rightfully claim that the worsted branch is really an off-shoot of its tree. Moreover, while broadcloth and similar material no longer enjoy their erstwhile popularity, there is still a tremendous demand for other products of the woolen industry such as blankets, flannels, overcoatings, etc. And we must bear in mind that most of the cheaper clothing materials are woolens.
We started with the worsted industry not because it’s necessarily more important than woolen manufacturing, but because its processes are more complex. Once we have some familiarity with those, we can explore the related industry in a more concise way. Even though the current demand for worsted materials is much higher than for woolens, the woolen industry is much older and can rightfully claim that the worsted branch is really an offshoot of it. Additionally, while broadcloth and similar fabrics have lost their former popularity, there’s still a huge demand for other products from the woolen industry like blankets, flannels, overcoats, and so on. We also need to remember that most of the cheaper clothing materials are woolens.
In the sorting of wool we saw that the shorter staples were classed as clothing wools. To these must be added the noils from worsted combing, yarn waste, and wool reclaimed from off-sorts, as well as wool extract made from rags, before we have the raw material for the woolen industry.
In sorting wool, we noticed that the shorter fibers were categorized as clothing wools. We also need to include the noils from worsted combing, yarn waste, and wool reclaimed from off-sorts, along with wool extract made from rags, before we have the raw materials for the woolen industry.
Whereas we found that combing wool had to be left in the grease until it could be carded immediately after scouring, the maker of woolen yarn will buy wool that has been scoured months before. Most of the wool that is scoured by or near the growers finds its way into the woolen industry for this reason. The scouring given to clothing wool varies only in that it is more violent than that given to combing wool, and in that it is frequently augmented by carbonization to remove vegetable matter.
Whereas we found that combing wool had to be left in the grease until it could be carded right after washing, the producer of woolen yarn will buy wool that has been washed months earlier. Most of the wool that is washed by or near the growers ends up in the woolen industry for this reason. The washing process for clothing wool is just more intense than that for combing wool, and it's often enhanced with carbonization to get rid of plant materials.
[Pg 82]
[Pg 82]

Mule Spinning
Mule spinning
The first process after scouring is blending. When the desired mixture of various grades, kinds, and colors of wool, wool extract, or cotton has been effected, the resulting heterogeneous mass is put through the first of several carding processes.
The first step after cleaning is blending. Once the right mix of different grades, types, and colors of wool, wool extract, or cotton has been achieved, the resulting varied mass goes through the first of several carding processes.
From now on the desire of the woolen yarn manufacturer is diametrically opposed to that of the worsted comber. He wants to open out the fibres, but he wants them to lie in all directions. He does not want uniformity. He wants just the opposite. His yarn must have a certain amount of strength, but it must have, first of all, felting properties, so that when the cloth is finished the various threads will merge and interlock. As might be expected, therefore, the carding process is very much more violent.
From now on, the wool yarn manufacturer wants something totally different from what the worsted comber wants. He aims to open up the fibers, but he wants them to be positioned in all sorts of directions. He does not want them to be uniform. He actually wants the opposite. His yarn needs to have some strength, but most importantly, it must have felting properties so that when the cloth is finished, the different threads will blend and interlock. As you might expect, the carding process is therefore much more aggressive.
The blend is first put through a fearnought which might be described briefly as the most pitiless member of the card family. It is also known as a tenter-hook-willy, from the reversed position of its teeth. From this machine the wool goes through the card proper, which is similar to the worsted card except that the rollers go in opposite directions, instead of in the same directions. Here, again, the doffer lifts the wool off in a[Pg 83] continuous filmy sheet and delivers it to the condenser. The sheet is not simply drawn through a funnel into a single thick sliver, but is forced between rollers into two leather rubbing aprons which by pressure and friction reduce it to a series of small soft flabby slivers, having just enough adhesiveness to permit of mule spinning.
The blend is first processed through a fearnought, which could be described as the most relentless member of the card family. It's also called a tenter-hook-willy, due to the reversed position of its teeth. From this machine, the wool passes through the card proper, which is similar to the worsted card except that the rollers move in opposite directions rather than the same direction. Here, the doffer lifts the wool off in a[Pg 83] continuous thin sheet and delivers it to the condenser. The sheet is not simply drawn through a funnel into a single thick sliver but is forced between rollers into two leather rubbing aprons which, through pressure and friction, reduce it to a series of small soft, flabby slivers, having just enough stickiness to allow for mule spinning.

Burling and mending
Burling and mending
The fibres in these slivers may be of all lengths and degrees of fineness, and they lie in all directions.
The fibers in these slivers can vary in length and thickness, and they are positioned in all directions.
There are now no elaborate drawing or combing processes. All that remains to be done before we have a weavable woolen yarn is a certain amount of twisting and attenuation. Both these results are obtained at once in the mule.
There are no more complicated drawing or combing processes. All that’s left to do before we have a woolen yarn that can be woven is a bit of twisting and thinning. Both of these outcomes are achieved simultaneously in the mule.
In a woolen mule the spools of sliver are placed in a fixed frame, and the sliver passes between a pair of rollers to the spindles. These stand, slightly inclined backwards, in a long row upon the movable carriage. At first the spindle tips are close to the rollers. The sliver is paid out, and at the same time the carriage bearing the revolving spindles retreats.[Pg 84] During this time no yarn is wound on the bobbins, but the slivers are being twisted. Then the rollers cease to pay out sliver, the carriage moves out a little further, and the spindles rotate faster, so that the yarn is being twisted and stretched. When sufficient twist has been imparted the carriage moves back again and the spindles wind up the twisted yarn on to the bobbins. This, briefly, is the operation of the mule. There are a great many intricate devices in this machine which deserve attention, but which hardly fall within our scope. All that remains now is to wind the yarn on spools, or skein it, before it is ready for the weaver.
In a woolen mule, the spools of sliver are set in a fixed frame, and the sliver goes between a pair of rollers to the spindles. These spindles are slightly tilted backward and arranged in a long line on a movable carriage. Initially, the tips of the spindles are close to the rollers. The sliver is fed out while the carriage carrying the spinning spindles moves back. During this time, no yarn is wound onto the bobbins, but the slivers are being twisted. Then, the rollers stop feeding the sliver, the carriage moves a bit further, and the spindles spin faster, twisting and stretching the yarn. Once enough twist is added, the carriage moves back, and the spindles wind the twisted yarn onto the bobbins. This is a brief overview of how the mule operates. There are many complex parts in this machine that deserve attention, but they are beyond our focus. All that’s left to do is wind the yarn onto spools or skein it before it’s ready for the weaver.[Pg 84]
2. The Production of Woolen Fabric
There are many differences between weaving worsteds and woolens, but for our purposes we may consider the process the same, as in a general way it is. Some cloths are woven with a cotton warp and a woolen yarn filling, the warp being carefully concealed. Woolen cloths are more frequently woven with a backing than worsteds. This means that either there is a double warp, a double weft, or both. The object of backing is usually to add strength and warmth to the material, and the lower side is therefore often woven of coarser yarn. In some cases, however, notably in travelling rugs, the backing may be just as elaborate as the face, and this necessitates a rather intricate mounting process.
There are many differences between weaving worsteds and woolens, but for our purposes, we can consider the process the same, as it generally is. Some fabrics are woven with a cotton warp and a woolen yarn filling, with the warp being carefully hidden. Woolen fabrics are more often woven with a backing than worsteds. This means there could be a double warp, a double weft, or both. The purpose of backing is usually to add strength and warmth to the material, so the underside is often woven with coarser yarn. In some cases, like travel rugs, the backing can be just as detailed as the front, requiring a rather complex mounting process.
Carpet weaving is one of the large branches of the woolen industry, and for this purpose the coarsest and longest fibred wools (common, braid, and carpet wools) are usually employed. These wools readily lend themselves to the manufacture of a coarse thick yarn, which in turn produces a thick, durable material. The thickness of a carpet is known as the pile.
Carpet weaving is one of the major sectors of the wool industry, and for this, the coarsest and longest wool fibers (common, braid, and carpet wools) are typically used. These wools easily allow for the creation of a coarse, thick yarn, which in turn results in a sturdy, durable fabric. The thickness of a carpet is referred to as the pile.
Whereas we saw that the worsted cloth was practically finished when it left the loom, this is not the case with woolens. Oftentimes it would tax an expert to identify the finished goods with the loose and altogether different material produced by the weaver. Some fine woolens, it is true, are scarcely altered more than worsteds, but in most cases the finishing operations are in this industry a major rather than a subsidiary stage of manufacture. The reader may have been puzzled at the divergent lines along which woolen and worsted yarns are manufactured, and at a loss to account for the reasons. The cause is precisely this, that the worsted manufacturer aims to produce a cloth that is completed when woven, while the woolen maker wants his loom to turn out a material that will readily adopt a great variety of finishes.
Whereas we saw that the worsted cloth was practically finished when it left the loom, this isn’t the case with woolens. Often, even an expert would struggle to identify the finished products from the loose and completely different material produced by the weaver. Some fine woolens, it’s true, don’t change much more than worsteds, but in most cases, the finishing processes in this industry are a major stage of production rather than a minor one. You might be confused by the different ways woolen and worsted yarns are made and unsure why that is. The reason is exactly this: the worsted manufacturer aims to create a cloth that is complete once woven, while the woolen maker wants his loom to produce a material that can easily take on a wide variety of finishes.
The first finishing operation, which applies also to worsteds, is the examination of the piece for imperfections and the removing of them by[Pg 85] hand. The piece is then scoured to get rid of dirt, and, where the finish is complicated, this may be repeated several times.
The first finishing step, which also applies to worsteds, is checking the fabric for flaws and removing them by hand. Next, the fabric is cleaned to eliminate dirt, and if the finishing process is more complex, this may be done several times.

Fulling
Fulling
Fulling, the next and very important process, consists in passing the material through closed or partially enclosed boxes, in which the cloth is run through soap solutions and then forced through rollers. The result of fulling is to shrink the material and give more body to it. It is chiefly in order to be able to do this that the maker of woolens wants the fibres in his yarn to lie criss-cross, so that in the fulling mill their serrated edges will felt and interlock with each other. The amount of fulling done depends upon the shrinkage desired. It is possible to reduce the size of the cloth by half in this process. Some worsteds are slightly fulled, but in their case it simply serves to add a little body to the cloth,[Pg 86] without in any way sacrificing the design of the weaving. Long before the invention of even the earliest automatic textile machinery there were great numbers of water-driven fulling mills, in which the woolen cloth was pounded in fuller’s earth by wooden hammers. In those days the cloth was felted into a stiff thick mass which would resist wear almost indefinitely, but which would hardly adapt itself to the requirements of modern tailoring.
Fulling, the next crucial process, involves passing the material through closed or partially enclosed boxes where the cloth is treated with soap solutions and then forced through rollers. The goal of fulling is to shrink the material and give it more substance. The woolen maker wants the fibers in their yarn to lie criss-cross so that in the fulling mill, their serrated edges will felt and lock together. The extent of fulling depends on the desired shrinkage, and it’s possible to reduce the size of the cloth by half during this process. Some worsteds are slightly fulled, but in those cases, it only adds a bit of body to the cloth without sacrificing the design of the weave. Long before the earliest automatic textile machinery was invented, there were numerous water-driven fulling mills where the woolen cloth was pounded in fuller’s earth by wooden hammers. Back then, the cloth was felted into a stiff, thick mass that could withstand wear almost indefinitely, but it would hardly meet the needs of modern tailoring.[Pg 86]

Steaming
Steaming
The fulled piece is next made to revolve on a large drum set with teazle-heads. The object of this procedure is to open out the fibres, and the process is known as raising. In worsteds and fancy woolens, such as trouserings, raising is really nothing more than the brushing up of the loose fibres so that they may be cropped off, much as grass is cut on a lawn. This will of course have the effect of showing up the weave very plainly. In most woolens, however, the cloth is raised wet, and the teazle motion is more violent, so that the entire surface is covered with a thick nap of brushed up fibres which entirely conceal the weave. This is often very desirable where coarse backing threads are to be hidden, or where,[Pg 87] for other reasons, a thick nap is desired, as for instance in rough overcoatings. There may be several raisings and croppings, between which the material is boiled and pressed, all depending on the character of the face that is desired. In some cloths the finishing processes are exceedingly complicated, particularly where a smooth finish such as doeskin is sought. The variety of finishes is infinite and new ones are constantly being invented, many of which are closely guarded trade secrets. In most cases pressing completes the process.
The fulled piece is then placed on a large drum with teazle heads. The goal of this step is to open up the fibers, and this process is called raising. In worsteds and fancy woolens, like trouser fabrics, raising is essentially just brushing up the loose fibers so that they can be trimmed, similar to how grass is cut on a lawn. This naturally highlights the weave. In most woolens, though, the cloth is raised while wet, and the teazle action is more aggressive, resulting in the entire surface being covered with a thick layer of brushed fibers that completely hide the weave. This is often desirable when there are coarse backing threads to conceal, or when a thick nap is needed, such as in rough overcoatings. There may be several rounds of raising and cropping, during which the material is boiled and pressed, depending on the desired finish. In some fabrics, the finishing processes can be quite complex, especially when aiming for a smooth finish like doeskin. The variety of finishes is endless, and new ones are frequently being developed, many of which are closely kept trade secrets. In most cases, pressing finalizes the process.

Cropping
Cropping
We have now followed both the combing and the clothing wools through the process of manufacture into worsted and woolen yarns and cloths. Again, let us emphasize that the relative amount of space devoted here to the two industries is governed, not by their comparative importance,[Pg 88] but by what appeared to be the most concise method of approach. Many details, which loom up as tremendous problems to the manufacturer, have necessarily been treated here with scant respect, and others have not even been mentioned.
We have now explored both the combing and carding of wool through the manufacturing process into worsted and woolen yarns and fabrics. Again, it's important to highlight that the space allocated here to the two industries is determined, not by their relative importance,[Pg 88] but by what seemed to be the most straightforward way to present the information. Many details that present significant challenges for the manufacturer have been addressed here with minimal attention, and some have not been mentioned at all.
3. Mohair and Alpaca
There are two materials upon which we have not touched at all, although they are generally included in wool manufacture. Mohair is the hair of the Angora goat, and has many characteristics of both hair and Mohair wool. These animals are native to Asia Minor, but are now extensively raised in other parts of the world, notably in Africa and in this country. The hair averages about four inches in length, although it frequently grows much longer, is very smooth and fine, has considerable tensile strength, low elasticity, and practically no felting property. It is used primarily in the manufacture of plush, such as is used in railroad carriages, and makes very durable material. It is also woven into Palm Beach cloth, or mixed with worsted or cotton yarns in such fabrics as automobile tops.
There are two materials we haven’t covered yet, even though they’re usually included in wool production. Mohair comes from the Angora goat and has characteristics of both hair and wool. These goats are originally from Asia Minor but are now widely raised in other parts of the world, especially in Africa and the U.S. The hair is typically around four inches long, though it can often grow much longer. It’s very smooth and fine, has a good amount of tensile strength, low elasticity, and hardly any felting properties. It’s mainly used to make plush fabric for railroad carriages, resulting in very durable material. It’s also woven into Palm Beach cloth or blended with worsted or cotton yarns for things like automobile tops.
Alpaca is a similar fibre, obtained from an animal native to Bolivia and Peru. The fibre is finer than mohair, and a little more like wool. It comes in three natural colors; white, brown, and black, all of which are found on the same fleece. Alpaca is both light and soft, and therefore lends itself admirably to the manufacture of thin linings.
Alpaca is a similar fiber, sourced from an animal that comes from Bolivia and Peru. The fiber is finer than mohair and a bit more like wool. It naturally occurs in three colors: white, brown, and black, all of which can be found on the same fleece. Alpaca is both lightweight and soft, making it ideal for creating thin linings.
4. Knitting and Felt Production
Whereas most wool yarn is woven into cloth, there is also the knitting process, in which the individual threads are interlaced into a regular fabric without warp and weft structure. The work is performed on a sort of loom, called the stockinette frame, upon which the yarns are arranged in parallel order and uniform distances apart. The actual knitting closely resembles hand knitting, and is done entirely by automatic mechanism. A machine of this sort is capable of turning out a great length of material in a short time, and the fabric has the fine ribbed character seen in ordinary knitted goods. The article is soft, full, and elastic, but lacks the strength and firmness of woven fabrics. Stockinette cloths, sweaters, some underwear, and hosiery are products of the knitting machine, and the knitting mills are important consumers of noils and low-grade wools.
Whereas most wool yarn is woven into fabric, there's also the knitting process, where individual threads are interlaced into a regular fabric without a warp and weft structure. This work is done on a type of loom called the stockinette frame, where the yarns are arranged in parallel at uniform distances. The actual knitting resembles hand knitting and is done entirely by automatic machines. A machine like this can produce a long length of material quickly, and the fabric has the fine ribbed texture typical of regular knitted items. The resulting article is soft, full, and elastic, but it doesn't have the strength and firmness of woven fabrics. Stockinette cloths, sweaters, some underwear, and hosiery are products of the knitting machine, and knitting mills are significant consumers of noils and low-grade wools.
Besides being made into yarn, and woven or knit into goods, wool is also compressed into felts of various kinds. Space unfortunately is lacking for the consideration of this subject here, although a considerable quantity of wool goes into felt manufacture.
Besides being turned into yarn and woven or knit into products, wool is also pressed into different types of felt. Unfortunately, there's not enough space to cover this topic here, although a significant amount of wool is used in felt production.
[Pg 89]
[Pg 89]
CHAPTER IV
THE ECONOMIC ASPECT
1. Financial Risks
Bearing in mind the industrial structure we have just outlined, it might be well for us to glance briefly at its financial scaffolding. From the banker’s point of view there are many features which are distinctive of the wool trade, and which exercise an important bearing upon the judgment of a credit risk.
Keeping in mind the industrial structure we've just described, it would be good to take a quick look at its financial framework. From a banker’s perspective, there are several unique aspects of the wool trade that significantly impact the evaluation of credit risk.
To begin with the grower, we find here that in many instances the large raisers of sheep have built up their own banks. In Texas, for instance, there are a considerable number of banks whose chief business consists in financing the wool clips of their sections. On the other extreme we have the small grower of the East, who is frequently at the mercy of the local store-keeper. Where wool growing is practised on a large scale in this country the tendency is more and more to reduce the business to a scientifically standardized scale, in such a manner as is prevalent in Australia. The more this is done the more independent the grower becomes, and the easier it is for a bank to determine the strength of the individual risk. The sheep raiser has of course one primary asset, his flocks; and if he is compelled to borrow, the security behind his note rests upon his sheep. In making a loan to a sheep man a bank has to consider not only the market value of the animals, but the conditions under which they are being raised. Sheep are affected by droughts, for instance, and many flocks have been ravaged by predatory animals, or decimated by disease. Any one of these contingencies may at any moment destroy or depreciate the bank’s collateral, and for this reason borrowing of this sort is confined very largely to banks situated in sheep-growing sections which specialize in this form of loan.
To start with the grower, we see that in many cases, large sheep farmers have established their own banks. In Texas, for example, there are quite a few banks primarily focused on financing the wool production in their areas. On the other end of the spectrum, we have the small farmer from the East, who often finds himself at the mercy of the local store owner. Where wool production is done on a large scale in this country, the trend is increasingly toward standardizing the business scientifically, similar to what's common in Australia. The more this happens, the more independent the grower becomes, making it easier for a bank to assess the individual risk. The sheep farmer has one main asset: his flocks; if he needs to borrow money, the collateral for his loan is based on his sheep. When a bank considers lending to a sheep farmer, it has to look at not just the market value of the animals, but also the conditions in which they are raised. Sheep can be impacted by droughts, and many flocks have suffered from predatory animals or disease. Any of these situations could at any moment ruin or diminish the bank’s collateral, which is why this type of lending is mostly restricted to banks located in sheep-producing areas that specialize in these loans.
It would be of great interest to figure the average cost of production per pound of wool to the grower, but, with the varying conditions encountered in different parts of the country and with sundry breeds, an accurate estimate can hardly be arrived at. Even the cost of shearing is variously figured from ten to nearly thirty cents. Generally speaking, however, the grower needs very little financial assistance, because he is able to sell his entire clip for cash. The buyers representing merchants—or in a few cases, mills—are prepared to pay cash for their wool, and in some cases where they feel sure of a rising market, often go so far as to buy the wool on the sheep’s back before it is shorn. Provided the grower knows something about wool, and the existing demand, there is no reason why, from the proceeds of one clip, he should not be able to meet his costs up to the time of the next shearing.
It would be really interesting to determine the average production cost per pound of wool for the grower, but due to the different conditions in various parts of the country and the different breeds, it’s hard to get an accurate estimate. Even the cost of shearing varies, ranging from ten to nearly thirty cents. Generally speaking, though, growers don’t need much financial help because they can sell their entire clip for cash. Buyers, often representing merchants—or occasionally mills—are ready to pay cash for the wool, and in some cases, when they’re confident about a rising market, they even buy the wool right off the sheep before it’s shorn. As long as the grower knows something about wool and the current demand, there’s no reason he shouldn’t be able to cover his expenses from the proceeds of one clip until the next shearing.
[Pg 90]
[Pg 90]
The merchant is up against a very different proposition. As we have seen, he buys for cash, and not only sells on credit, but carries a large proportion of what he buys for several months, before he can dispose of it. There are so many kinds of wool merchants that it is almost impossible to make any general observations. One merchant, for example, may specialize entirely in domestic wools; in that case he would do all his buying in the spring months and would gradually dispose of his material, having first graded it, during the remainder of the year. Another house might do the bulk of its business in South American wools, which would mean a fall purchasing season. Still another would handle both domestic and South American, and a fourth might import from all parts of the world, so that buying and selling would be going on continuously and at the same time throughout the year. The credit requirements of the first two houses would be an easier demand upon the bank than those of the latter, but in all cases the judging of the risk involves certain primary considerations, each of which really necessitates the close study of the individual case.
The merchant faces a very different situation. As we’ve seen, he buys for cash, and not only sells on credit but also holds a significant portion of what he buys for several months before he can sell it. There are so many types of wool merchants that it’s almost impossible to make general statements. For instance, one merchant might specialize exclusively in domestic wools; in that case, he would do all his buying in the spring and gradually sell off his stock, having first graded it, throughout the rest of the year. Another business might focus mainly on South American wools, which would mean a buying season in the fall. Yet another might deal with both domestic and South American wools, and a fourth could import from all over the world, meaning buying and selling would happen continuously throughout the year. The credit needs of the first two businesses would be less demanding on the bank than those of the latter, but in every case, assessing the risk involves certain key factors, each of which requires a close examination of the individual situation.
A wool merchant’s business is largely based on his estimate of the future. There are no “future” markets for wool as there are for cotton and silk, and the wool dealer cannot therefore protect himself by hedging. Were it not for the fact that he assumes a risk which neither the grower nor, in most cases, the manufacturer is able to take, he could not maintain his position as the middleman. The merchant’s buyer must, as we have seen, be able to judge the amount of shrinkage within a very small fraction, he must know the demand for each quality of wool so that he may be sure not to pay more than he can sell for, and, what is more, he must be able to forecast the future with a certain amount of accuracy in order to make his profit. Furthermore, the merchant must be constantly on his guard against doing more business than his capital warrants, while at the same time, unless he makes every dollar work, his business will in normal times fail to show him a profit.
A wool merchant’s business relies heavily on his predictions about the future. There are no "futures" markets for wool like there are for cotton and silk, so the wool dealer can’t protect himself through hedging. If he didn’t take on a risk that neither the grower nor, in most cases, the manufacturer can shoulder, he wouldn’t be able to stay in his role as the middleman. The merchant’s buyer, as we’ve discussed, needs to gauge the shrinkage within a very small margin, understand the demand for each type of wool to ensure he doesn’t pay more than he can sell it for, and, importantly, be able to predict the future with a certain level of accuracy to make a profit. Additionally, the merchant has to be vigilant about not doing more business than his capital allows while also making sure every dollar counts; otherwise, he won’t show a profit in normal times.
Some wool dealers have become considerably more than middlemen, and have gone quite extensively into the first stages of manufacture. This is particularly true of some of the large houses which of recent years have established top manufacturing departments, and which therefore sell a large proportion of their goods not as raw wool but as tops and noil.
Some wool dealers have become much more than just middlemen and have gone deeply into the early stages of manufacturing. This is especially true for some of the larger companies that, in recent years, have created major manufacturing departments, and as a result, sell a significant portion of their products not as raw wool but as tops and noil.
Although the dealers do the bulk of the commission work in consignment sales, there are a great number of brokers whose function is primarily the buying and selling for account of others. These houses usually operate with a limited capital, and are not extensive seekers of credit.
Although the dealers handle most of the commission work in consignment sales, there are many brokers whose main job is buying and selling on behalf of others. These firms typically work with limited capital and aren’t big on seeking credit.
[Pg 91]
[Pg 91]
So far as the manufacturers, or mills of various sorts, are concerned, there is one striking difference about the paper of woolen and worsted mills as against cotton mill notes which appear in the open market; cotton mill paper, except in the case of the strongest mills, usually bears the endorsement of the commission house which sells the mill’s product, but this is not as a rule the case with woolen and worsted mill paper. The reason is that a large number of the wool manufacturing establishments sell direct to wholesalers and jobbers, and have no close affiliation with a selling-house.
When it comes to manufacturers or various types of mills, there’s a notable difference between the paper from woolen and worsted mills compared to cotton mill notes available in the open market. Cotton mill paper, except from the strongest mills, usually has the endorsement of the commission house that sells the mill’s products. However, this is generally not the case with woolen and worsted mill paper. The reason is that many wool manufacturing companies sell directly to wholesalers and jobbers, without a close connection to a selling house.
Trade terms vary a good deal. Raw wool is almost invariably sold for cash by the grower. Dealers make various terms to mills, the most usual being 1% ten days, sixty days net. The terms on which mills sell to jobbers also have a wide range; some sell thirty days net, some 10% thirty days, others 7% four months.
Trade terms vary quite a bit. Raw wool is usually sold for cash by the grower. Dealers offer different terms to mills, with the most common being 1% for ten days, net sixty days. The terms that mills use to sell to jobbers also vary widely; some sell with net thirty days, some offer 10% for thirty days, and others have 7% for four months.
2. Supply and Demand
Sheep raising is, as we have seen, chiefly carried on on the borderlines of civilization. As civilized life encroaches upon the pasture lands the flocks are driven gradually further and further into hitherto uninhabited regions. The population of the world is steadily increasing, and the available grazing acres are constantly being reduced as the world becomes more thickly populated. Also, as the population increases, the demand for clothing and food increases, so that, on the face of it, it would seem that the production of wool would decrease while the demand grew constantly larger. In a measure this is true; but there are several factors which tend to arrest this Malthusian spectre. In the first place, there are still vast areas of desert land which can be reclaimed for grazing purposes. In the second place the growing of wool in most countries is as yet practiced on a very crude and consequently uneconomical scale. And, finally, the use of shoddy and wool regained from rags, has only begun to be developed. Nor is it true that sheep must necessarily be raised in uncultivated regions; England, with her closely settled soil, supports about three-fifths as many sheep as the United States, on an area of only 121,377 square miles, as against the 3,026,789 square miles in this country.
Sheep farming mainly happens on the edges of civilization. As urban areas expand into grazing lands, flocks are gradually pushed further into previously uninhabited areas. The global population is consistently rising, and the amount of grazing land is shrinking as the world becomes more populated. Additionally, with more people, the demand for clothing and food increases, which suggests that wool production might decline while demand grows. This is somewhat true, but several factors counteract this Malthusian threat. First, there are still large areas of desert land that can be converted for grazing. Second, wool production in most countries is still practiced in a very basic and inefficient manner. Finally, the use of recycled wool from rags is just beginning to develop. It's also not the case that sheep must only be raised in uncultivated areas; England, with its dense population, supports about three-fifths as many sheep as the United States, despite having only 121,377 square miles of land compared to the 3,026,789 square miles in the U.S.
The world’s total output of wool in 1921 is estimated at three billion, three million pounds, as against two billion, eight hundred and ninety-four million pounds in 1918. The production of the 1921 crop was divided as follows: Europe 899 million pounds, Australia 718 million pounds, South America 592 million pounds, Asia 327 million pounds, North America 298 million pounds, Africa 169 million pounds.
The total wool production in the world in 1921 is estimated at 3.003 billion pounds, compared to 2.894 billion pounds in 1918. The production for the 1921 crop was distributed as follows: Europe 899 million pounds, Australia 718 million pounds, South America 592 million pounds, Asia 327 million pounds, North America 298 million pounds, and Africa 169 million pounds.
[Pg 92]
[Pg 92]
The following table will show the amount of wool produced and imported in the United States between the years of 1897 and 1922:
The following table will show the amount of wool produced and imported in the United States between the years of 1897 and 1922:
WOOL PRODUCT OF THE UNITED STATES
| Year | Pounds | Year | Lbs |
| 1897 | 259,153,251 | 1910 | 321,362,750 |
| 1898 | 266,720,684 | 1911 | 318,547,900 |
| 1899 | 272,191,330 | 1912 | 304,043,400 |
| 1900 | 288,636,621 | 1913 | 296,175,300 |
| 1901 | 302,502,382 | 1914 | 290,192,000 |
| 1902 | 316,341,032 | 1915 | 288,777,000 |
| 1903 | 287,450,000 | 1916 | 288,498,600 |
| 1904 | 291,783,032 | 1917 | 285,573,000 |
| 1905 | 295,488,438 | 1918 | 299,921,000 |
| 1906 | 298,715,130 | 1919 | 298,258,000 |
| 1907 | 298,294,750 | 1920 | 277,905,000 |
| 1908 | 311,138,321 | 1921 | 273,546,000 |
| 1909 | 328,110,749 | 1922 | 261,095,000 |
IMPORTS OF WOOL INTO THE UNITED STATES
| Year | Pounds | Year | Currency |
| 1897 | 350,852,026 | 1910 | 263,928,232 |
| 1898 | 132,795,302 | 1911 | 137,647,641 |
| 1899 | 76,736,209 | 1912 | 193,400,713 |
| 1900 | 155,918,455 | 1913 | 195,293,255 |
| 1901 | 103,583,505 | 1914 | 247,648,869 |
| 1902 | 166,576,966 | 1915 | 308,083,429 |
| 1903 | 177,137,796 | 1916 | 534,828,022 |
| 1904 | 173,742,834 | 1917 | 372,372,218 |
| 1905 | 249,135,746 | 1918 | 422,414,985 |
| 1906 | 201,688,668 | 1919 | 414,506,891 |
| 1907 | 203,847,545 | 1920 | 419,394,201 |
| 1908 | 125,980,524 | 1921 | 314,624,288 |
| 1909 | 266,409,304 | 1922 | 250,840,752 |
[Pg 93]
[Pg 93]
THE INTERNATIONAL ACCEPTANCE BANK, INC. AND THE WOOL TRADE
The International Acceptance Bank, Inc., opens commercial letters of credit in South America, Australia, and South Africa for the importation of raw Wool. It is particularly well equipped to handle this business because of its intimate connection with The First National Bank of Boston, which is not only the leading wool bank of the country, but also maintains a branch in Buenos Aires. The First National Bank of Boston is one of the most important stockholders of The International Acceptance Bank, Inc.
The International Acceptance Bank, Inc. opens commercial letters of credit in South America, Australia, and South Africa for importing raw Wool. It is particularly well-suited for this business due to its close relationship with The First National Bank of Boston, which is not only the leading wool bank in the country but also has a branch in Buenos Aires. The First National Bank of Boston is one of the major shareholders of The International Acceptance Bank, Inc.
By reason of its having as shareholders Messrs. N. M. Rothschild & Sons and The National Provincial Bank Ltd., London, as well as many other correspondents in that city, The International Acceptance Bank, Inc., is able to finance imports of wool by means of Sterling credits as well as through its own Dollar facilities.
Due to having shareholders like Messrs. N. M. Rothschild & Sons and The National Provincial Bank Ltd., London, along with many other contacts in that city, The International Acceptance Bank, Inc. can finance wool imports using Sterling credits as well as its own Dollar resources.
[Pg 95]
[Pg 95]
PART THREE
SILK
By
Benjamin Strong, Jr.
of the
International Acceptance Bank, Inc.
Photographs by courtesy of
William Skinner & Sons and
the Keystone View Co.
PART THREE
Silk
By
Ben Strong, Jr.
of the
Int'l Acceptance Bank, Inc.
Photos provided by
William Skinner & Sons and
the Keystone View Co.
[Pg 96]
[Pg 96]

Picking Mulberry Leaves
Harvesting Mulberry Leaves
[Pg 97]
[Pg 97]
CHAPTER I
THE RAW MATERIAL
1. History
Silk owes its position as one of the three leading textiles to its qualities of strength, elasticity and beauty—in which respects it surpasses all other fabrics. Its production dates far into antiquity; for centuries China was the seat of the industry, guarding the secret methods and processes with the utmost care. During the sixth and seventh centuries A. D. the secret began to leak out and sericulture gradually found root in the Near East and the Levant, whence it spread to Greece, Italy, France and Spain. Japan also took it up and developed it to a very high point.
Silk is one of the top three textiles because of its strength, flexibility, and beauty, which makes it better than any other fabric. Its production goes back to ancient times; for centuries, China was the center of the silk industry, carefully protecting its secret methods and processes. In the sixth and seventh centuries A.D., the secret started to get out, and silk farming gradually took hold in the Near East and the Levant, eventually spreading to Greece, Italy, France, and Spain. Japan also adopted it and took it to a very advanced level.
Attempts to establish the industry in America have been generally unsuccessful, high costs precluding the possibility of competing with foreign conditions. In addition, the raising of raw silk has been built up principally in countries where there is a system of home industry—a social and industrial system never developed in the United States. However, although America has never been a factor in the producing of the raw material, it has risen to a place of utmost importance in the manufacture of the finished textile. Immense quantities of raw silk are imported from abroad—principally Japan, Italy, and China—and its conversion into the finished products constitutes a most important part of our industry.
Attempts to establish the silk industry in America have been mostly unsuccessful, with high costs making it impossible to compete with foreign markets. Additionally, the production of raw silk has mainly taken place in countries that have a home industry system—a social and industrial framework that has never developed in the United States. However, while America has never been a significant player in raw silk production, it has become extremely important in the manufacturing of finished textiles. Huge amounts of raw silk are imported from countries like Japan, Italy, and China, and turning it into finished products is a vital part of our industry.
2. Silkworm
The textile fibre known as silk is a filament secreted by one of two general types of moth larvæ—the cultivated and the wild. The largest proportion is, of course, made up of the former, produced by the worm known as the Bombyx mori, while the most common type of wild silk worm is called the Tussah. The name Bombyx mori comes from the name of the family to which the silk worm belongs: the Bombycidoe (spinners), and mori, from the morus multicaulis or mulberry tree, on the leaves of which it feeds. The species Sericaria mori, or silk worm of the mulberry, belongs to the generic class of Lepidoptera or scaly-winged insects.
The textile fiber known as silk is a filament produced by one of two main types of moth larvae—the cultivated ones and the wild ones. Most of it comes from the cultivated type, which is made by the worm called Bombyx mori, while the most common wild silk worm is known as Tussah. The name Bombyx mori is derived from the family name of the silk worm: Bombycidoe (spinners), and mori comes from the morus multicaulis or mulberry tree, which the worm eats. The species Sericaria mori, or mulberry silk worm, fits into the broader category of Lepidoptera or scaly-winged insects.
The Bombyx mori, with which we are chiefly concerned, is divided into other groups according to the cycle of reproduction. The annuals reproduce once a year, and sixty per cent of the silk worms belong to[Pg 98] this class. The bivoltines reproduce twice a year, and the polyvoltines, several times during the year, the first crop being the best.
The Bombyx mori, which is our main focus, is categorized into different groups based on their reproduction cycles. The annuals reproduce once a year, with sixty percent of the silk worms falling into this category.[Pg 98] The bivoltines reproduce twice a year, while the polyvoltines reproduce several times throughout the year, with the first crop being the highest quality.

Full Grown Worms
Fully Grown Worms
The study and development of the various phases through which the silk worm passes, leading up to its production of the actual filament, have been a subject of intense research in many parts of the world for a great number of centuries. The present silk worm is nothing more than a highly specialized product of a long train of artificial cultivation.
The study and development of the different stages that the silk worm goes through to produce the actual filament have been a focus of intense research in many parts of the world for many centuries. Today’s silk worm is simply a highly specialized result of a long history of artificial cultivation.
The cultivated silk worm passes through four changes in its life of two months, i.e., egg, larva, chrysalis (or pupa), and adult—a cream-white moth which is about one inch in length. The moths live only a few days, during which mating takes place, and the female lays several hundred eggs; after about six months these eggs hatch into worms. The latter pass through what are known as four “molts,” or shedding of the skin, before the worm matures, spins its cocoon, becomes a chrysalis, and finally emerges as a moth. This, very briefly, is the life history of the silk worm.
The cultivated silkworm undergoes four stages in its two-month life cycle: egg, larva, pupa (or chrysalis), and adult—a cream-white moth about an inch long. The moths only live for a few days, during which they mate, and the female lays several hundred eggs; after about six months, these eggs hatch into worms. The worms go through four "molts," or shedding of their skin, before they mature, spin their cocoon, become a chrysalis, and finally emerge as a moth. This is a brief overview of the silkworm's life cycle.
3. Modern Silk Farming
Silk raising, or sericulture, has been a leading industry in Japan and China for a great many years, while the Near East and such countries[Pg 99] as France and Italy have also played a part in the industry—but to a lesser degree. A great deal of this work, particularly in Japan and China, has been carried on as a home industry, but with the growth of modern business methods more and more of the silk raising has come into the hands of companies operating on a highly scientific basis.
Silk farming, or sericulture, has been a major industry in Japan and China for many years, while the Near East and countries like France and Italy have also contributed to the industry, though to a lesser extent. Much of this work, especially in Japan and China, has traditionally been done at home, but with the rise of modern business practices, an increasing amount of silk farming is now managed by companies that operate on a highly scientific level.[Pg 99]

Cocoonery
Cocooning
After many years of experience and experimentation the breeding and care of the silk worm has been put on a very technical and closely regulated schedule that minimizes the chances of loss by waste or the spread of disease. In Japan the industry has been encouraged and fostered by the Government; a special division of the administration is devoted to its attention, and numerous organizations and associations conduct experimental stations for research and study. In fact since about the middle of the 19th century everything possible has been done to foster this highly profitable branch of the country’s industry.
After many years of experience and experimentation, the breeding and care of silkworms have been organized into a very technical and closely regulated schedule that reduces the chances of loss from waste or disease spread. In Japan, the government has supported and promoted the industry; a special division of the administration focuses on it, and numerous organizations and associations run experimental stations for research and study. In fact, since around the middle of the 19th century, everything possible has been done to support this highly profitable sector of the country's economy.
The merest outline of the modern methods of cultivation will show how highly they have been developed. To begin with, the eggs are placed on sheets of paper or muslin directly after they are laid. These sheets are hung for a few days in a damp atmosphere, and then placed in cold storage for about six months, the period of cold being advantageous for later hatching, which is done by heat.
The basic overview of today’s farming methods reveals just how advanced they are. First off, the eggs are laid on sheets of paper or muslin right after they come out. These sheets are kept in a humid environment for a few days and then moved to cold storage for about six months. This cold period helps improve the chances of successful hatching later on, which is done using heat.
[Pg 100]
[Pg 100]
After hatching, the worm sheds its skin four times. The periods between the “molts,” or ages, vary with different silk worms, but the total process takes about a month. Worms of different ages are always kept separate, being held on large cloth trays which are carried in tiers along the walls of the rearing rooms. The cocooneries where best results are obtained are quiet, spacious, well-ventilated rooms where an even temperature can be maintained. Each worm is kept absolutely clean and has plenty of room, as overcrowding brings disease. As a precaution mild fumigation is resorted to from time to time. Heavy odors or smoke of any sort are not allowed, as these are disturbing to the worms.
After hatching, the worm sheds its skin four times. The time between the “molts,” or stages, varies among different silkworms, but the whole process takes about a month. Worms of different ages are always kept separate, placed on large cloth trays that are stacked along the walls of the rearing rooms. The best cocooneries are quiet, spacious, well-ventilated rooms where a consistent temperature can be maintained. Each worm is kept completely clean and has plenty of space, as overcrowding can lead to disease. As a precaution, mild fumigation is done from time to time. Strong odors or smoke of any kind are not permitted, as these can disturb the worms.
Nourishment is, of course, a very important item for the growing worms, and the best form of food for the Bombyx mori is the leaf of the white mulberry, which must be young, fresh and dry, but never withered. For this purpose mulberry tree raising has become an important by-industry in itself. Three varieties are found, classified according to the time of budding—early, medium and late. The leaves, therefore, can be found in the correct condition for the various stages in the growth of the worm. The late budding trees are cultivated in more abundance, as the worms are larger at that time and consume more leaves. The soil in which the trees grow is important, as it has been found that one which is rich in certain minerals provides leaves that keep the worms in better physical condition. A cold winter followed by a warm spring develops the leaves well, and the condition of the leaves is one of the most important factors in the whole process.
Nourishment is, of course, crucial for the growing worms, and the best food for the Bombyx mori is fresh, young, and dry leaves from the white mulberry, never wilted. Because of this, raising mulberry trees has become an important side industry. There are three varieties, categorized by their budding times—early, medium, and late. This allows for leaves to be available in the right condition for the different stages of worm growth. Late-budding trees are grown more abundantly since the worms are larger and eat more leaves at that time. The type of soil the trees are grown in is significant, as it's been found that soil rich in certain minerals produces leaves that help the worms stay in better shape. A cold winter followed by a warm spring leads to healthy leaf development, and the condition of the leaves is one of the key factors in the entire process.
Careful selection of the eggs is another matter of prime importance. When the leaves are almost ready, the eggs are brought out of cold storage and subjected to heat for about a month before they hatch out. When the worm hatches it is about the diameter of a hair and less than three-fourths of an inch long. It gnaws a hole through the end of the egg from which it issues. Nourishment at first is taken by sucking the sap of the leaves, which are at this stage chopped into fine pieces; later the leaves are consumed without the necessity of their being chopped up.
Carefully choosing the eggs is another very important matter. When the leaves are almost ready, the eggs are taken out of cold storage and warmed up for about a month before they hatch. When the worm hatches, it is about the size of a hair and less than three-fourths of an inch long. It chews a hole through the end of the egg to get out. At first, it feeds by sucking the sap from the leaves, which are chopped into tiny pieces at this stage; later on, it eats the leaves without needing them to be chopped.
The development is very rapid, the worms consuming their own weight daily. During this period, as has been stated, they shed their skins four times, and after the fourth molt—about one month after hatching—they have assumed their full size. From then on hunger lessens, restlessness grows, and the lifting of the fore part of the body indicates the desire to climb and spin cocoons. For this purpose brush and twigs are provided in the trays, to which the worms attach themselves and begin the spinning process. The silk thread is expelled in a semi-liquid form from two openings underneath the mouth, hardening as it comes in contact with the air. The first threads issued are coarse and rough, having the necessary strength to serve as supports and guys[Pg 101] for the cocoon. Gradually the worm is enclosed in the cocoon after three days of continuous spinning, during one of which it is visible and then slowly disappears, though it can be heard working inside.
The development is very fast, with the worms consuming their own weight every day. During this time, as mentioned, they shed their skins four times, and after the fourth molt—about a month after hatching—they reach their full size. After that, their hunger decreases, restlessness increases, and lifting the front part of their body shows their desire to climb and spin cocoons. For this, brushes and twigs are provided in the trays, where the worms attach themselves and start spinning. The silk thread is released in a semi-liquid state from two openings beneath the mouth, hardening when it contacts the air. The first threads they produce are coarse and rough, providing the necessary strength to serve as supports and guides for the cocoon. Gradually, the worm is enclosed in the cocoon after three days of continuous spinning, during which it is visible for a moment before slowly disappearing, although you can hear it working inside.

Worms Feeding
Worms Eating
The worm wastes away as its silk glands are exhausted, and becomes a chrysalis, from which the moth escapes after fifteen to twenty days.
The worm gradually dies as its silk glands run out, and it transforms into a chrysalis, from which the moth emerges after fifteen to twenty days.
[Pg 102]
[Pg 102]

A Nest of Cocoons
A Nest of Cocoons
Cocoons to be used for silk manufacture must be submitted to heat soon after they are completed, in order to kill the chrysalis and prevent it from forcing its way out, thus breaking the fibres. A certain proportion of the cocoons of each crop, however, is allowed to go through the natural process, for reproductive purposes. There is an active market in these breeding cocoons, particularly in Japan and China, and a large quantity are exported annually to Europe and the Near East.
Cocoons intended for silk production must be heated shortly after they are finished to kill the chrysalis and stop it from emerging, which would break the fibers. However, a certain number of the cocoons from each harvest are permitted to undergo the natural process for reproduction. There is a strong demand for these breeding cocoons, especially in Japan and China, and a significant amount is exported each year to Europe and the Near East.
The female cocoon is oval and the male cocoon is peanut shaped. The silk itself consists of two parts: fibroin (the silk fibre) and sericin (the gum). The thread is made up of two strands of fibre held together by the gum, and the length of thread in a single cocoon varies from three hundred to fourteen hundred yards. The cocoons are white, yellowish, or greenish, but after the boiling process the color of the Bombyx mori silk is pure white.
The female cocoon is oval, while the male cocoon is peanut-shaped. The silk itself has two components: fibroin (the silk fiber) and sericin (the gum). The thread consists of two strands of fiber connected by the gum, and the length of thread in a single cocoon ranges from three hundred to fourteen hundred yards. The cocoons can be white, yellowish, or greenish, but after boiling, the color of the Bombyx mori silk is pure white.
[Pg 103]
[Pg 103]

Japanese Cocoon Market
Japanese Silkworm Market
The preceding description is concerned more particularly with the latter type, from which the largest proportion of the world’s silk supply is derived, but in a general way it applies to the other types also. The most important of these are the Tussah silk of India and China and the Japanese wild silk. The products are coarser and harsher than those of the Bombyx mori, and the natural color is brown.
The previous description focuses more on the latter type, which is where most of the world’s silk supply comes from, but it generally applies to other types as well. The most significant of these are Tussah silk from India and China and Japanese wild silk. These products are rougher and harsher than those from Bombyx mori, and their natural color is brown.
[Pg 104]
[Pg 104]

A Japanese Filature
A Japanese Silk Mill
CHAPTER II
REELING
1. Filature History
The next step in the production of silk is called reeling, and for this purpose the modern filature has been developed. The actual existence of reeling machines is by no means modern, however, for it is a well-known fact that the Chinese knew how to use raw silk as far back as 5000 years ago. Old prints dating back 3000 years show that the hand “reelers” then in use differed little in principle from the highly developed filatures of today. Although China knew how to reel and twist silk for several thousand years, it was only in the third, fourth, and fifth centuries A. D. that other countries, such as Japan and Eastern Europe, took it up. The first filatures were, of course, extremely simple, operated entirely by hand, and produced a very coarse thread. Although a little progress was made during the Middle Ages, the turning point came in 1750 when Vaucanson, a French engineer, invented the first real filature—which combined several reelers, giving the whole process more speed and turning out a product of considerably better quality. This marked the beginning of Europe’s interest in what had so long been an exclusively[Pg 105] Oriental industry, and from then on the French, Italians and Spanish in particular took up the study of sericulture and the reeling and manufacturing process. The result was to put the industry on a scientific basis which it had never reached in the East.
The next step in producing silk is called reeling, and for this purpose, modern filatures have been developed. However, reeling machines aren't a new invention; it's well-known that the Chinese were using raw silk as far back as 5000 years ago. Ancient prints from 3000 years ago show that the hand “reelers” used at that time were not much different in principle from today’s advanced filatures. While China had been reeling and twisting silk for thousands of years, it wasn't until the third, fourth, and fifth centuries A.D. that other countries, like Japan and Eastern Europe, began to adopt it. The first filatures were very basic, operated completely by hand, and produced a very coarse thread. Though some progress was made during the Middle Ages, a major breakthrough came in 1750 when Vaucanson, a French engineer, invented the first true filature, which combined several reelers. This increased speed and produced a much higher-quality product. This moment marked the beginning of Europe's interest in what had been an exclusive Oriental industry for so long, and after that, the French, Italians, and Spaniards particularly began to explore sericulture and the reeling and manufacturing processes. The outcome was that the industry was placed on a scientific foundation that had never been achieved in the East.

The Reeling Basins
The Reeling Basins
2. Getting Ready to Reel
The reeling process is the first step in which machinery plays an important part. When the cocoons are ready they must first be submitted to the “stoving” process, or stifling, in which they are exposed to heat sufficient to kill the chrysalis inside. This is followed by further drying, after which the cocoons are shipped in bags to the filatures and may be kept indefinitely without injuring the filament.
The reeling process is the first step where machinery plays a crucial role. Once the cocoons are ready, they must first go through the “stoving” process, or stifling, where they are exposed to enough heat to kill the chrysalis inside. This is followed by additional drying, after which the cocoons are packed into bags and shipped to the filatures, where they can be stored indefinitely without damaging the filament.
[Pg 106]
[Pg 106]
As a preliminary to reeling, the cocoons are immersed in boiling water to soften the gum that holds the fibre together. While in the water they are brushed with a coarse brush to remove the heavy outer strands of the cocoon—a process called “beating.” These outer strands are usually too harsh and broken to be reeled, but are afterwards utilized as so-called waste which is used for spun-silk manufacture.[4] This applies also to the innermost layers of the cocoon. About one-half of the thread on a cocoon actually finds its way into thrown silk. The remainder is “waste.” When, by brushing, the true threads are reached it is possible to start reeling, and barring occasional breaks these threads are continuous all the way down to the chrysalis.
As a first step in reeling, the cocoons are soaked in boiling water to loosen the gum that holds the fibers together. While they're in the water, they're brushed with a coarse brush to remove the thick outer strands of the cocoon—a process known as “beating.” These outer strands are typically too rough and broken to be reeled but are later used as so-called waste for spun-silk production. This also applies to the innermost layers of the cocoon. About half of the thread from a cocoon actually gets turned into thrown silk. The rest is considered “waste.” Once the true threads are exposed through brushing, reeling can begin, and aside from occasional breaks, these threads are continuous all the way down to the chrysalis.
3. Modern Fishing Techniques
While being reeled the cocoons are floated in basins of very hot water, each basin feeding a reeling machine. A single cocoon strand is too fine to use commercially, so several are taken at a time, varying from three to seven or eight according to the size of thread desired. The size used in this country most extensively is known as 13/15 deniers and is reeled from six or seven cocoons. During the reeling the water is kept at about 60° C., but if the cocoons are very dry a higher temperature is required. A heavy smoke issues from the basins and not only humidifies the room but also penetrates the silk, rendering it very gummy and hard. This is overcome by the use of steam-heated tubes running over and around the machines.
While being processed, the cocoons are floated in basins of very hot water, each basin feeding a reeling machine. A single cocoon strand is too fine for commercial use, so several are taken at a time, ranging from three to seven or eight depending on the desired thread size. The most commonly used size in this country is known as 13/15 deniers and is reeled from six or seven cocoons. During the reeling process, the water is kept at about 60° C., but if the cocoons are very dry, a higher temperature is needed. A heavy smoke rises from the basins, which not only humidifies the room but also seeps into the silk, making it very sticky and tough. This issue is resolved by using steam-heated tubes that run over and around the machines.
Each reeling machine and basin is in charge of a girl who is responsible for its operation and for the reeling of thread of correct size. She must keep careful watch that the filament comes off the cocoons steadily and that all breaks are immediately taken care of, exhausted cocoons being replaced by new ones at the proper time. In many filatures each girl is charged with so many cocoons and must turn in a proportionate amount of reeled silk at the end of the day.
Each reeling machine and basin is managed by a girl who is responsible for its operation and for reeling the correct size of thread. She must keep a close eye on the filament coming off the cocoons steadily and ensure that any breaks are immediately addressed, with exhausted cocoons being replaced by new ones at the right time. In many silk factories, each girl is assigned a certain number of cocoons and must deliver a proportional amount of reeled silk by the end of the day.
The twisting operation is an important part of the reeling process, for the raw silk threads, being composed of parallel cocoon filaments, cohering only by their natural gum, would, unless twisted, mat up and become unworkable. Various methods are used to obtain this torque, the general idea in each case being to run the separate cocoon threads through small rings or eyes and then unite them in one thread large enough to reel. In spite of the many mechanical devices and improvements brought out in the last few years, the success of the reeling operation still is dependent on the reeling girl’s ability and care. It is particularly important that she be able to judge the number of cocoons[Pg 107] of a certain size and texture needed to make a thread of the required denier.
The twisting process is a crucial part of the reeling procedure because the raw silk threads, made up of parallel cocoon filaments held together only by their natural gum, would clump together and become unusable without twisting. Various methods are used to add this twist, generally involving running the individual cocoon threads through small rings or eyes and then combining them into one thread thick enough to reel. Despite the many mechanical devices and advancements introduced in recent years, the success of the reeling process still relies on the skill and attention of the reeling worker. It's especially important for her to accurately determine the number of cocoons of a specific size and texture needed to create a thread with the desired denier.[Pg 107]

Rereeling Room
Reeling Room
The raw silk is reeled on travellers in hanks known as skeins and varying from 50 to 100 grams in weight, which are taken off by the reeling girl and the ends of the thread tied up to facilitate the work at the mill. Before leaving the filature it is also subjected to critical tests and examinations for size, winding, cleanliness, irregularities, etc. The color of raw silk as it comes off the cocoon and is reeled into skeins is either white or yellow, though some sorts have a brownish or greenish tinge. Tussah silks have a brownish-yellow color. The coloring matter in the cultivated silks is only in the gum and boils out with it, but the color in the tussah is in the fibre, rendering it very difficult to bleach.
The raw silk is wound onto spools in bundles called skeins, weighing between 50 to 100 grams, which are taken off by the reeling worker, and the ends of the thread are tied together to make it easier to work with at the mill. Before leaving the silk production facility, it also undergoes thorough tests and inspections for size, winding, cleanliness, and any irregularities. The color of the raw silk as it comes off the cocoon and is wound into skeins is either white or yellow, although some types have a brownish or greenish tint. Tussah silk has a brownish-yellow color. The coloring agents in cultivated silks are only found in the gum and dissolve during boiling, but the color in tussah silk is in the fiber itself, making it very difficult to bleach.
[Pg 108]
[Pg 108]

“Books” of Raw Silk Skeins
“Books” of Raw Silk Threads
Tussah, or wild silk, is not generally reeled by the wet reel process, as the cocoons are apt to be closed up at each end by gum. In China this gum is softened by burying the cocoons in manure instead of immersing[Pg 109] them in hot water. This is known as dry reeling. It very often happens that the tussah cocoons are unfit for reeling, due to being pierced or tangled. Silk from these imperfect cocoons is again classed as “waste,” along with the frisons, or outside and inmost layers of the cultivated cocoons, which, as has been stated, are used to make spun silk. In this country waste silk is often called schappe, although strictly speaking this name should only be applied to waste silk degummed by the French process of fermentation.
Tussah, or wild silk, isn't usually processed using the wet reeling method because the cocoons are often sealed at both ends with gum. In China, this gum is softened by burying the cocoons in manure instead of soaking them in hot water. This method is referred to as dry reeling. It's common for tussah cocoons to be unsuitable for reeling, as they may be pierced or tangled. Silk from these defective cocoons is classified as "waste," along with the frisons, which are the outer and inner layers of cultivated cocoons, and as mentioned earlier, are used to make spun silk. In this country, waste silk is often called schappe, although technically, this term should only apply to waste silk that has been degummed using the French fermentation process.
The raw silk, having been reeled and twisted into skeins, is next marked and tied together in bundles of skeins known as “books” each bearing the mark or “chop” of its grade. These are packed in bales for shipment, the weight of the bales varying in different countries. In Japan and China they are called picul bales and weigh 133⅓ pounds. Italian silks, on the other hand, are packed in shipping bales of about 200 pounds.
The raw silk, once it’s been reeled and twisted into skeins, is then marked and tied together in bundles of skeins called “books,” each showing a mark or “chop” indicating its grade. These are packed in bales for shipping, with the weight of the bales differing by country. In Japan and China, they’re referred to as picul bales and weigh 133⅓ pounds. Italian silks, however, are packed in shipping bales of around 200 pounds.
4. Sources of Raw Silk
Of the countries producing raw silk, Japan and China occupy the leading positions by a large margin, the former contributing roughly one half of the world’s supply, and the latter about one third. Italy ranks a poor third with about one tenth, and France, the Near East, India, Spain and the Balkans contribute the balance.
Of the countries that produce raw silk, Japan and China are the clear leaders by a wide margin, with Japan providing about half of the world's supply and China around one third. Italy comes in a distant third with about one tenth, while France, the Near East, India, Spain, and the Balkans make up the rest.
Although the greater part of the raw silk produced in the various countries is exported for manufacture abroad, a certain percentage is retained for home spinning and weaving. It is estimated that about 65 per cent of the Japanese output is exported, approximately 90 per cent. of which goes to the United States.
Although most of the raw silk produced in different countries is sent abroad for processing, a certain percentage is kept for domestic spinning and weaving. It's estimated that about 65 percent of Japan's production is exported, with roughly 90 percent of that going to the United States.
In China over one half of the output is held for domestic consumption, the remainder being divided about equally between Europe and America.
In China, more than half of the production is used for domestic consumption, with the rest split almost equally between Europe and America.
The Italian raw silk—a very high quality product—finds its largest market in France, principally in the city of Lyons, the silk center of Europe.
The Italian raw silk—a very high-quality product—finds its biggest market in France, mainly in the city of Lyon, the silk hub of Europe.
CHAPTER III
MARKETING RAW SILK
1. Marketing Strategies
The principal raw silk markets of the world are Yokohama, Lyons, New York, Milan and Canton. Of these, Yokohama is probably the largest and most important, due to the pre-eminent position of Japan in raw silk production.
The main raw silk markets in the world are Yokohama, Lyons, New York, Milan, and Canton. Among these, Yokohama is likely the biggest and most significant, thanks to Japan's leading role in raw silk production.
[Pg 110]
[Pg 110]
Raw Silk Production, Including Tussah Silk
Seasons 1917-1918 to 1922-1923
Seasons 1917-18 to 1922-23
| 1922-1923 | 1921-1922 | 1920-1921 | 1919-1920 | 1918-1919 | 1917-1918 | |
| Crops in Pounds | Pounds (currency) | Pounds sterling | Pounds | Pounds | Lbs | Pounds (currency) |
| Europe | 8,841,000 | 7,628,000 | 8,058,000 | 4,927,000 | 6,978,000 | 7,154,000 |
| See: | ||||||
| Italy | 8,234,000 | 7,066,000 | 7,330,000 | 4,045,000 | 5,942,000 | 6,217,000 |
| France | 437,000 | 430,000 | 551,000 | 397,000 | 540,000 | 452,000 |
| Austria | .... | .... | .... | [7]331,000 | [7]331,000 | [7]331,000 |
| Spain | 170,000 | 132,000 | 177,000 | 154,000 | 165,000 | 154,000 |
| Levant | 1,543,000 | 1,213,000 | 1,654,000 | [7]2,293,000 | [7]2,293,000 | [7]2,293,000 |
| Asia: Total Quantity Exported[5] | 57,439,000 | 53,941,000 | 35,138,500 | 51,860,000 | 45,475,000 | 48,026,000 |
| Viz: | ||||||
| Shanghai, China | [6]8,628,000 | [6]6,993,000 | [6]]6,518,500 | [6]10,225,000 | [6]9,209,000 | [6]8,563,000 |
| China, Guangzhou | 7,050,000 | 5,735,000 | 4,210,000 | 7,093,000 | 3,704,000 | 5,170,000 |
| Yokohama, Japan | 41,541,000 | 40,982,000 | 24,300,000 | 34,222,000 | 32,308,000 | 34,050,000 |
| India | 220,000 | 231,000 | 110,000 | 320,000 | 254,000 | 243,000 |
| Total, Pounds | 67,823,000 | 62,782,000 | 44,850,500 | 59,080,000 | 54,746,000 | 54,473,000 |
| Tussah | 2,034,000 | 1,856,000 | 1,650,000 | 1,960,000 | 1,561,000 | 1,534,000 |
| Grand Total, Pounds | 69,857,000 | 64,638,000 | 46,500,500 | 61,040,000 | 56,307,000 | 59,007,000 |
[6] Excludes Tussah silk.
__A_TAG_PLACEHOLDER_0__ Excludes Tussah silk.
Courtesy of The Silk Association of America
Courtesy of The Silk Association of America
[Pg 111]
[Pg 111]

Unpacking Bales of Raw Silk
Unpacking Bales of Raw Silk
The Yokohama Raw Silk Exchange operates on a basis similar to that of the various cotton exchanges, and transactions are carried on in “futures” as far ahead as five months. The speculative element is very active and its influence is often felt extensively throughout all phases of the industry. On several occasions it has been necessary to close the exchange to avert real disaster after the quotations have been manipulated to an unbelievable extent. During the last few years the Japanese Government and various silk organizations have, by law and regulation, succeeded in improving this situation to a very great degree, and the benefit has been felt throughout the industry.
The Yokohama Raw Silk Exchange operates in a way similar to various cotton exchanges, with transactions occurring on “futures” up to five months in advance. The speculative aspect is very active, and its impact is often felt throughout all parts of the industry. Several times, it has been necessary to close the exchange to prevent real disaster after the prices have been manipulated to unbelievable levels. In recent years, the Japanese Government and various silk organizations have successfully improved the situation through law and regulation, and this benefit has been felt throughout the industry.
Raw silk is sold by weight—in Yokohama, by net weight, that is, less wrappings, etc. Of recent years in most countries it has been the custom to deal by conditioned weight, and as a result the conditioning process has become an important side line in the industry.
Raw silk is sold by weight—in Yokohama, that means net weight, so it's the weight without any wrappings, etc. Recently, in many countries, it's become common to deal with conditioned weight, and because of this, the conditioning process has turned into an important side business in the industry.
[Pg 112]
[Pg 112]
2. Training
Conditioning is desirable principally on account of the fact that raw silk absorbs considerable moisture. A careless buyer may find after delivery that he has purchased more water than he has silk. To avoid this possibility, Asiatic and European markets in particular have adopted the conditioned weight basis—absolute dry weight plus 11 per cent moisture. Quotations are often given on invoice weight, which is conditioned weight plus a 2% margin for variation.
Conditioning is important mainly because raw silk holds a lot of moisture. A careless buyer might discover after delivery that they've bought more water than actual silk. To prevent this issue, markets in Asia and Europe especially have adopted the conditioned weight standard—absolute dry weight plus 11 percent moisture. Prices are often quoted based on invoice weight, which is conditioned weight plus a 2% cushion for variation.
A conditioning house, besides examining for weight, also conducts numerous other tests necessary to conditioned silk. The main factors taken into consideration, besides weight, are size, color, cleanliness, boil-off, winding strength, elasticity, and general uniformity.
A conditioning house, in addition to checking weight, also performs many other tests required for conditioned silk. The main factors considered, besides weight, are size, color, cleanliness, boil-off, winding strength, elasticity, and overall uniformity.
As regards size, the unit is the denier, an ancient French weight equal to .05 gram; the size is measured by the weight in deniers of 450 meters of the thread. As previously stated, the 13/15 denier size is the standard used in the United States, although the larger and smaller grades are dealt in to some extent for special types of products. Size is always given as averaging between certain deniers (such as 13 to 15) as it is impossible to attain absolute accuracy in reeling, and slight variations cannot be avoided, either within the bales or within the skeins themselves.
When it comes to size, the unit is the denier, an old French weight equal to .05 grams; the size is measured by the weight in deniers of 450 meters of the thread. As mentioned earlier, the 13/15 denier size is the standard used in the United States, although both larger and smaller grades are also used to some extent for specific types of products. Size is always expressed as averaging between certain deniers (like 13 to 15) because achieving absolute accuracy in winding is impossible, and slight variations are unavoidable, both within the bales and within the skeins themselves.
The color test is concerned merely with uniformity in shade, which makes accurate dyeing possible. The cultivated silks are either pure white or yellow, according to the variety of cocoon from which they are derived.
The color test is only focused on having a consistent shade, which allows for precise dyeing. The cultivated silks are either pure white or yellow, depending on the type of cocoon they come from.
The term “boil off” refers to the amount or percentage of gum on the filament. As explained before, the individual strands of fibre adhere together through a gummy substance secreted by the worm. The amount found in the reeled silk varies with different kinds from 10 to 25 per cent by weight—which is brought down to a minimum by the boiling process.
The term “boil off” refers to the amount or percentage of gum on the filament. As explained before, the individual strands of fiber stick together because of a gummy substance produced by the worm. The amount found in the reeled silk varies with different types from 10 to 25 percent by weight—which is reduced to a minimum by the boiling process.
Winding strength is measured by the breaks that occur in winding. In this country the test is based on the number of breaks occurring in 30 or more skeins wound at the rate of about 120 yards per minute. This test is extremely important since a weak thread can do much to hinder an efficient re-reeling process, inasmuch as each break stops the machine and must be tied by the operator.
Winding strength is measured by the breaks that happen during winding. In this country, the test is based on the number of breaks occurring in 30 or more skeins wound at a speed of about 120 yards per minute. This test is very important because a weak thread can significantly impact an efficient re-reeling process, as each break stops the machine and needs to be tied by the operator.
3. Grading and Quotes
The question of classification of raw silk for market and the various terms used for its purchase and sale is a complicated one. Standardization[Pg 113] has been sought after for a good many years and committees both here and abroad have studied the problem on various occasions—but without entirely satisfactory results. The chief source of trouble appears to lie the many types of variation that may occur, not only on account of the great number of qualities required in the product, but also due to the varying conditions under which the silk is produced. In the early days of the industry, when farm production was the chief source of supply, particularly in Japan and China, satisfactory grading was almost an impossibility. However, now that sericulture and reeling has come more and more into the hands of the large companies and filatures, a greater degree of standardization can be reached.
The classification of raw silk for the market and the different terms used for buying and selling it is quite complicated. There has been a push for standardization for many years, with committees both locally and internationally examining the issue on multiple occasions—but without entirely satisfactory outcomes. The main problem seems to stem from the numerous variations that can occur, not only due to the wide range of qualities needed in the product but also because of the different conditions under which the silk is produced. In the early days of the industry, when farm production was the primary source of supply, especially in Japan and China, satisfactory grading was nearly impossible. However, now that sericulture and reeling have increasingly shifted to larger companies and filatures, a greater level of standardization can be achieved.
The following is an actual example of a recent quotation list in the New York market as it appeared in a commercial paper:—
The following is a real example of a recent quote list in the New York market as it appeared in a business publication:—
JAPAN
JAPAN
(Ninety Days’ Basis, 13-15 Denies)
(Ninety Days’ Basis, 13-15 Denies)
| Kansai | Double Extra Cracks | $6.15 @ | $6.20 |
| Kansai | Double Extra “A” | 6.05 @ | 6.10 |
| Kansai | Double Extra “B” | 6.00 @ | 6.07 |
| Kansai | Best Extra | 5.95 @ | 6.02 |
| Kansai | Extra | 5.90 @ | 5.97 |
| Kansai | Best No. 1 to Extra | 5.87 @ | 5.95 |
| Kansai | Best No. 1 | 5.85 @ | 5.92 |
| Kansai | No. 1 | 5.82 @ | 5.90 |
| Sinshiu | No. 1 | 5.77 @ | 5.85 |
CANTON
Canton
(Ninety Days’ Basis)
(Ninety Days Basis)
| King Seng gr. 14-16 | $6.40 |
| Favorite—Double Extra 20-22 | 6.00 |
| Favorite—Double Extra 22-26 | 5.90 |
SHANGHAI
SHANGHAI
(Ninety Days’ Basis)
(Ninety Days' Basis)
| CHINA STEAM FILATURE | |
| Gold Double Deer, new crop | $7.50 |
| Geranium, new crop | 7.25 |
| Comet | 6.60 |
| Tsatless Blue Dragon and Flying Horse | 5.60 |
| Black Lion, Issues 1-2 | 5.10 |
| Tussah—Best chops | 3.90 |
ITALIAN
ITALIAN
| Grand Extra Classical | $7.00 |
| Extra Classical | 6.80 |
| Best Classical | 6.70 |
[Pg 114]
[Pg 114]

RAW SILK PRICES
NEW YORK MARKET
1913-1923
Raw Silk Prices New York Market 1913-1923
Courtesy of The Silk Association of America
Courtesy of The Silk Association of America
[Pg 115]
[Pg 115]
In the Japanese classification, Kansai and Sinshiu originally indicated the section of Japan where the silk originated, but of recent years they have come to mean hard or soft natured silks respectively. The “Sinshiu No. 1” is usually considered the standard quotation to use in judging the market trend.
In Japanese classification, Kansai and Sinshiu originally referred to the regions in Japan where the silk came from, but in recent years, they have come to signify hard or soft silks, respectively. “Sinshiu No. 1” is generally seen as the standard reference for assessing market trends.
The Chinese quotations are probably the most difficult to understand since they go almost entirely by “chop”—that is, well-known brands which are marked in some distinctive way, as shown on the above list of quotations.
The Chinese quotes are probably the hardest to understand since they rely almost entirely on “chop”—that is, well-known symbols that are marked in some unique way, as shown in the list of quotes above.
CHAPTER IV
MANUFACTURE OF THROWN AND SPUN SILK
We have covered in the preceding chapters the culture of raw silk, its reeling, and finally its marketing in the countries where it is to be manufactured into the finished textile. We now come to the mechanical phases of the industry, by which raw silk is made first into yarn and then into fabric. Whereas, in the case of cotton and wool, we have seen that yarn is manufactured by various modifications of the spinning process, this is not true in the case of silk. The spinning process is here supplanted by an operation known as “throwing,” and is resorted to only in the manufacture of yarn from the various kinds of silk waste.
We have discussed in the previous chapters the culture of raw silk, how it's reeled, and finally its marketing in the countries where it will be made into finished textiles. Now, we move on to the mechanical aspects of the industry, where raw silk is first turned into yarn and then into fabric. While we’ve seen that cotton and wool yarn is produced through various spinning processes, that’s not the case for silk. Instead, the spinning process is replaced by an operation known as “throwing,” which is only used in the production of yarn from different types of silk waste.
1. Thrown Silk
The ordinary raw silk, as it comes from the filature and is sold in the market, is composed of from two to eight filaments adhering together by virtue of the natural gum secreted by the worm. This thread is too thin and delicate for many uses and so must be submitted to further twisting and doubling—a process called “throwing.” It must be borne in mind, however, that there are several types of fabrics in which raw silk is used without going through the throwing operation. This is usually the case, for example, with the warp threads for crepes, charmeuse, and messaline.
The regular raw silk, straight from the silk mill and sold in stores, is made up of two to eight filaments stuck together by the natural gum produced by the silkworm. This thread is too thin and delicate for many applications, so it needs to be twisted and doubled more—this process is called “throwing.” However, it’s important to note that there are several types of fabrics where raw silk is used without going through the throwing process. This is typically the case with the warp threads for crepes, charmeuse, and messaline, for example.
Although some of the larger silk mills have their own departments for this process, as a general rule it is done by independent concerns known as “throwsters”—who specialize in this particular operation. Machinery of a very complicated and accurate type is necessary, capable of operating at very high speed. It has been found that the investment called for to equip such a mill is too large in most cases to allow the manufacturers to incorporate this operation in their factories, particularly[Pg 116] if it happens that the spindles are not fully employed during the whole of the year.
Although some of the larger silk mills have their own departments for this process, generally speaking, it's handled by independent companies known as “throwsters,” who specialize in this specific task. Highly complicated and precise machinery is required, capable of running at very high speeds. It turns out that the investment needed to equip such a mill is too large in most cases for manufacturers to include this operation in their factories, especially if the spindles aren’t fully used throughout the entire year. [Pg 116]

Throwing Machines
Shooting Machines
There are two main classes of thrown silk—organzine and tram—the former has a heavy twist and is used for the warp; while the latter is given only a light twist and is used for filling. Within these two general types there are many special grades, according to the type of material for which they are to be used, such as crepe, chiffon, sewing thread, floss silk, embroidery silk, etc.
There are two main types of thrown silk—organzine and tram. Organza has a tight twist and is used for the warp, while tram has a loose twist and is used for filling. Within these two general categories, there are many specific grades based on the type of material they're intended for, such as crepe, chiffon, sewing thread, floss silk, embroidery silk, and so on.
The raw silk as it comes to the throwing mill is done up in books of skeins and packed in bales, as described in a previous chapter. The skeins, after being weighed and examined, are first soaked for about twelve hours in warm soapy water, which softens the natural gum, after which they are thoroughly dried. This, of course, reduces the moisture content below the customary 11 per cent, which is later restored by natural absorption.
The raw silk that arrives at the throwing mill is bundled in books of skeins and packed into bales, as mentioned in a previous chapter. The skeins, after being weighed and checked, are soaked for about twelve hours in warm soapy water to soften the natural gum, and then they are completely dried. This process lowers the moisture content below the usual 11 percent, which is later restored through natural absorption.
The first step in the actual throwing is the winding of the thread on bobbins. The skeins are put on swifts—a light type of reel—and wound[Pg 117] at a very high rate of speed on the proper size of bobbin. It is here that the winding strength of the silk meets its severest test, for constant breaks during the winding involve considerable expense when speed is such an important factor.
The first step in the actual throwing is winding the thread onto bobbins. The skeins are placed on swifts—a type of lightweight reel—and wound[Pg 117] at a very fast pace onto the appropriate size of bobbin. This is where the winding strength of the silk faces its toughest challenge, as frequent breaks during winding incur significant costs when speed is a crucial factor.
The bobbins of silk are next taken to the twister, which combines two or more strands and gives the thread the necessary amount of twist for the special type that is desired. In the case of tram a very light twist is given, about two or three turns to the inch. For organzine the single threads are first given sixteen turns to an inch in one direction, then doubled and twisted fourteen turns in the other direction.
The silk bobbins are then taken to the twister, which combines two or more strands and adds the right amount of twist for the specific type needed. For tram, a very light twist is added, about two or three turns per inch. For organzine, the individual threads are first twisted sixteen turns per inch in one direction, then doubled and twisted fourteen turns in the opposite direction.
Twisting is the basis of the manufacture of the various kinds of crepe. The filling or tram used is given a very hard twist, about sixty-five turns to the inch—either in right or left-hand direction. These threads are later woven alternately and so produce the crinkled effect.
Twisting is the foundation for creating different types of crepe. The filling or tram used is given a very tight twist, about sixty-five turns per inch—either in a clockwise or counterclockwise direction. These threads are then woven alternately, resulting in the crinkled effect.
Thrown silk is classified in a similar way to raw silk, except that usually market quotations on thrown silks mention not only the classification but also the purpose for which it is to be used (tram or organzine), the size in deniers, the number of threads and twists to the inch.
Thrown silk is categorized similarly to raw silk, but market quotes for thrown silks usually include not just the classification but also the intended use (tram or organzine), the size in deniers, and the number of threads and twists per inch.
2. Silk Thread
The above processes refer only to throwing of raw silk. In the case of waste, schappe, frisons, etc., an entirely different method must be used, comprising a series of operations very similar to the carding, combing and spinning of wool.[8] The gum, of which silk waste contains a very large proportion, must first be boiled off in a hot soapy bath or allowed to ferment in vats, the latter method being used more generally in Europe. After degumming, the waste silk is next washed and dried and allowed to absorb the 11 per cent moisture content, as in the case of the thrown silk. This is followed by picking, combing, and dressing to remove any dirt or other foreign matter and to separate the fibres and arrange them in parallel order.
The processes discussed above refer only to spinning raw silk. For waste materials like schappe, frisons, etc., a completely different method must be applied, which involves a series of steps very similar to the carding, combing, and spinning of wool.[8] The gum, which is found in a high proportion in silk waste, needs to be boiled off in a hot soapy bath or fermented in vats, with the latter method being more commonly used in Europe. After removing the gum, the waste silk is washed and dried, allowing it to absorb the 11 percent moisture content, just like with raw silk. Then, it undergoes picking, combing, and dressing to eliminate any dirt or other impurities and to align the fibers in parallel order.
The silk is next separated into short laps, then drawn out into thin slivers by means of drawing frames, and thoroughly combed to make the fibres smooth and uniform. These slivers are finally made suitable for winding on bobbins by being passed through roving frames. Then follows the actual spinning process, which twists the roving into yarn. Different types of yarn are produced by varying the amount of twist and the number of strands used. Single yarn is made by twisting a single strand on itself, while for 2-ply, two yarns are twisted together, and so forth, as in the case of cotton or wool.
The silk is then separated into short strands, drawn out into thin pieces using drawing frames, and thoroughly combed to make the fibers smooth and even. These strands are finally prepared for winding onto bobbins by passing them through roving frames. Next comes the actual spinning process, which twists the roving into yarn. Different types of yarn are created by adjusting the amount of twist and the number of strands used. Single yarn is made by twisting one strand onto itself, while 2-ply yarn is created by twisting two strands together, and so on, similar to cotton or wool.
[Pg 118]
[Pg 118]
After being cleaned and examined, the yarn is wound into skeins of about 5 ounces.
After being cleaned and checked, the yarn is wrapped into skeins of about 5 ounces.
The principal use of spun silk is in mixed fabrics, in conjunction with wool, cotton, or raw silk, the spun silk thread generally being used as filling rather than warp. The better grades are made into velvet and plush and various types of knit goods. Although high quality spun silk often has the strength and wearing quality of thrown silk, it never can compete with the latter in regard to lustre.
The main use of spun silk is in blended fabrics, combined with wool, cotton, or raw silk, where the spun silk thread is usually used as filling rather than warp. The higher quality grades are made into velvet, plush, and various kinds of knitwear. While high-quality spun silk often has the strength and durability of thrown silk, it can never match it in terms of shine.
Spun silk is described as to size in one of two general ways. In the English system the number of the yarn is the number of hanks of 840 yards weighing a pound, with a second number indicating the ply. Thus, size “20-2” would designate a 2-ply yarn, a pound of which contained 16,800 yards. The French system is more or less on the same principle, the main difference being that the number of the yarn indicates the thousands of metres weighing a kilogram.
Spun silk is categorized in one of two general ways. In the English system, the yarn number represents the number of hanks of 840 yards that weigh a pound, with a second number showing the ply. So, a size “20-2” would mean a 2-ply yarn, where a pound contains 16,800 yards. The French system works on a similar principle, with the key difference being that the yarn number indicates the thousands of meters that weigh a kilogram.
FOOTNOTES:
3. Marketing Thrown and Spun Silk
Thrown and spun silk are bought and sold in very much the same way as is raw silk, although the market is not as extensive nor is the volume of trading as large. The following tables of quotations are from a recent silk journal. A comparison with the quotations given in Chapter III will show the appreciation in value of the various gradings through the throwing and spinning processes.
Thrown and spun silk are bought and sold in a similar way to raw silk, although the market isn't as large, and the trading volume isn't as high. The following tables of quotes come from a recent silk journal. Comparing these quotes with those in Chapter III will highlight the increase in value of the various grades due to the throwing and spinning processes.
THROWN SILK
Silk thrown
| Organize | |
| Double Extra Crunch | $7.30 |
| Double Extra | 7.20 |
| Extra | 7.10 |
| Trolley | |
| Extra | $6.85 |
| Best #1 | 6.75 |
| Kansai #1 | 6.70 |
| Japan Crepe Twist, 2 threads, 75 twists | 7.80 |
| Japan Crepe Twist, 3 and 4 threads, 60-65 turns | 7.25 |
| Canton Crepe Twist, 3 and 4 threads, 60-65 turns | 7.20 |
| Stockings Tram | 6.75 |
SPUN SILK
Silk thread
| 2% net 30 days | |
| 6/2 | $4.25 |
| 10/2 | 4.35 |
| 20/2 | 4.75 |
| 30/2 | 5.15 |
| 40/2 | 5.35 |
| 50/2 | 5.50 |
| 60/1 | 4.45 |
| 60/2 | 5.60 |
[Pg 119]
[Pg 119]

Twisting on New Warp Threads
Spinning on New Warp Threads

Modern British Loom
Modern British Weaving
Shown at the British Empire Exposition
Shown at the British Empire Exhibition
Wembley, 1924
Wembley, 1924
[Pg 120]
[Pg 120]
Although far from approaching raw silk, the importations of silk waste to this country reach quite substantial figures, as the following table shows:
Although they're nowhere near the level of raw silk, the imports of silk waste to this country are still quite significant, as the following table shows:
| Raw Silk | Waste Silk | |
| 1920 | 30,058,374 | 9,400,985 |
| 1921 | 45,355,095 | 6,849,369 |
| 1922 | 50,711,826 | 7,638,317 |
| 1923 | 49,505,581 | 12,101,420 |
(Courtesy of Silk Association of America)
(Courtesy of Silk Association of America)
CHAPTER V
WEAVING AND FINISHING
1. Weaving
The manufacture of thrown and spun silk into the finished material, whether by weaving or knitting, varies with the different types of fabric desired. But the several processes are based on the same general principle and are very similar to those used for cotton and wool. To avoid repetition we would refer to Pages twenty-six to twenty-nine and Pages thirty-one to thirty-five, where full descriptions will be found.
The process of turning thrown and spun silk into the final material, whether through weaving or knitting, depends on the specific types of fabric being created. However, the various methods are grounded in the same basic principles and are quite similar to those used for cotton and wool. To avoid repeating ourselves, please see Pages twenty-six to twenty-nine and Pages thirty-one to thirty-five for detailed descriptions.
2. Wrapping up
The first step in the finishing of fabrics is dyeing—unless it has already been done before weaving. A considerable proportion of silk is dyed in skein or yarn form before weaving, but in either case the methods of dyeing are practically the same. Preparatory to dyeing it is necessary to boil off the natural gum by means of hot soap baths. If the silk is to be dyed in dark colors a considerable amount of the gum is allowed to remain. Such silk is known as souple silk and is used principally for filling. If all the gum has been removed, it is called bright silk.
The first step in finishing fabrics is dyeing—unless it has already been done before weaving. A significant amount of silk is dyed in skein or yarn form before weaving, but in either case, the dyeing methods are mostly the same. Before dyeing, it’s necessary to boil off the natural gum using hot soap baths. If the silk is going to be dyed dark colors, a good amount of the gum is left in. This type of silk is called souple silk and is mainly used for filling. If all the gum has been removed, it’s referred to as bright silk.
All silk, after boiling off, should be nearly pure white. Raw silk, as mentioned in a previous chapter, is often bright yellow, but as this color is entirely in the gum, it is lost by boiling off. In the case of uneven coloration in the raw silk, it is necessary to resort to bleaching before dyeing in order to get uniformity in the finished product. This applies particularly to wild silks, such as Tussah, which are bleached by being placed in an air-tight room filled with a chemical preparation, such as sulphur gas or sodium or hydrogen peroxide. A further washing and drying is then necessary before the skeins or goods can be dyed.
All silk, after boiling, should be almost pure white. Raw silk, as mentioned in a previous chapter, is often bright yellow, but this color comes from the gum and is removed during the boiling process. If there are uneven colors in the raw silk, bleaching is required before dyeing to achieve uniformity in the final product. This is especially true for wild silks, like Tussah, which are bleached by placing them in an airtight room filled with chemical substances, such as sulfur gas or sodium or hydrogen peroxide. After that, further washing and drying are needed before the skeins or goods can be dyed.
[Pg 121]
[Pg 121]
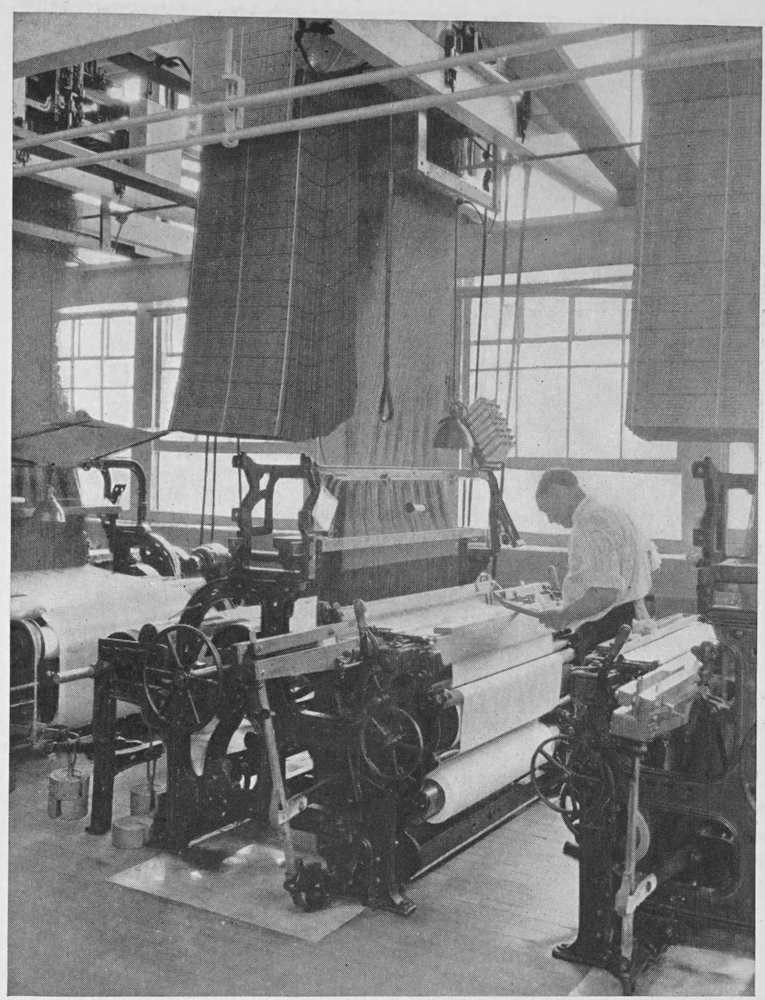
Jacquard Loom
Jacquard Loom
There is no standard dye used for silk, some manufacturers preferring one type and others, another. It may be said, however, that as a general rule silk is dyed by the direct method, without the use of an intermediate or mordant agent as in the case of cotton. This is made[Pg 122] possible through the natural absorptive powers of silk fibre. Mordant dyes are sometimes used, it is true, salts of tin or iron being employed as the agent; but this method is useful principally when it is desired to weight the silk and restore what was lost in boiling off. As this loss generally amounts to about 20 or 25 per cent and as raw silk is sold by weight, it is easy to see that this, unless recovered in some way, would reduce the manufacturer’s profit considerably.
There isn't a single standard dye for silk; different manufacturers prefer different types. Generally speaking, silk is dyed using the direct method, without any intermediate or mordant agents like those used for cotton. This is possible because of the natural absorbent qualities of silk fibers. Although mordant dyes are sometimes used, with salts of tin or iron acting as the agents, this approach is mainly helpful when there's a need to add weight to the silk and recover what was lost during the boiling process. Since this loss often amounts to about 20 or 25 percent and raw silk is sold by weight, it’s clear that if this loss isn't compensated in some way, it could significantly cut into the manufacturer's profits. [Pg 122]

Winding Thrown Silk into Skeins for Dyeing
Winding Thrown Silk into Skeins for Dyeing
The process of weighting silk has been greatly abused, as it is comparatively simple to adulterate it, without discovery, to such an extent that the properties of the fibre are seriously impaired. Weighted silk never has the strength or wearing quality of the unadulterated product. However, a certain amount of weighting—to restore a part of the degumming loss—is generally recognized as legitimate, although the percentage permissible is often a matter for discussion.
The practice of weighting silk has been widely misused because it's relatively easy to contaminate it without being caught, to the point that the fiber's qualities are significantly compromised. Weighted silk lacks the strength or durability of the untainted version. Nonetheless, some weighting is typically seen as acceptable to compensate for the loss of gum from the silk, although the allowable percentage is often a topic of debate.
Both skein and piece silk are dyed by being immersed in vats containing the hot dye solution. The silk is run over rollers which insure even coloration throughout. After dyeing it is dried, stretched on a tenter[Pg 123] frame and then submitted to dry heat which sets the dye and adds luster to the silk.
Both skein and piece silk are dyed by being dipped in vats filled with hot dye solution. The silk is run over rollers that ensure even coloring throughout. After dyeing, it is dried, stretched on a tenter[Pg 123] frame, and then treated with dry heat to set the dye and enhance the silk's shine.
Printing is also used for coloring and pattern effects in very much the same way as for cotton goods. After printing the goods are submitted to a dry steam heat which sets the colors.
Printing is also used for coloring and pattern effects just like it is for cotton products. After printing, the goods are exposed to dry steam heat, which sets the colors.
Beyond dyeing or printing, silk goods require very little finishing other than calendaring by passing through rollers. Some types of fabric require softening and others, hardening—accomplished in a variety of ways too numerous to describe. Many of these are secret processes perfected and patented by individual companies. A multitude of different effects can be obtained by these various treatments of the surface of the goods.
Beyond dyeing or printing, silk products need very little finishing aside from smoothing by passing through rollers. Some fabrics need to be softened while others need to be made stiffer—this can be done in many ways that are too numerous to mention. Many of these methods are secret techniques perfected and patented by specific companies. A wide range of effects can be achieved through these different treatments of the fabric's surface.
CHAPTER VI
ARTIFICIAL SILK
1. Early Growth
The discovery of what is known as “artificial silk” is generally attributed to a Frenchman, Count Hilaire de Chardonnet, who after many years of research and experimentation, between 1840 and 1890, finally perfected a fibre that possessed the necessary qualities for practical weaving. He introduced his discovery to the public in 1891 at the Paris Exposition, and in addition to winning the “Grand Prix” was also made a knight of the Legion of Honor in recognition of his contribution to science and industry.
The discovery of what we now call “artificial silk” is usually credited to a Frenchman, Count Hilaire de Chardonnet, who spent many years researching and experimenting, between 1840 and 1890, and eventually perfected a fiber that had the essential qualities for practical weaving. He presented his discovery to the public in 1891 at the Paris Exposition, where he not only won the “Grand Prix” but was also knighted in the Legion of Honor in acknowledgment of his contributions to science and industry.
Since that time others have contributed to the development of the new fibre and discovered other methods of production—all, however, based on the same general principle as the Chardonnet process. Despaisses and Panly, two Frenchmen, and Stearn, Cross and Bevan, Englishmen, are the outstanding names in this work.
Since then, others have helped develop the new fiber and found different ways to produce it—all still based on the same general idea as the Chardonnet process. Despaisses and Panly, two Frenchmen, along with Stearn, Cross, and Bevan, who are Englishmen, are the key figures in this work.
2. Different Processes
All the processes that have met with any success are based on the use of cellulose in some form, as a foundation. The two sources that have proved most successful are wood-pulp and cotton and it may be said that the bulk of the artificial silk on the market comes from one or the other of these two raw materials.
All the successful processes are based on using cellulose in some form as a foundation. The two sources that have been the most successful are wood pulp and cotton, and it's fair to say that most of the artificial silk available comes from one or the other of these raw materials.
The Chardonnet process uses cotton as its base. It is first bleached, then by chemical treatment is changed to nitro-cellulose, which is dissolved in alcohol and ether and thus made ready for “spinning.”
The Chardonnet process uses cotton as its base. It is first bleached, then through chemical treatment, it is transformed into nitrocellulose, which is dissolved in alcohol and ether and prepared for "spinning."
[Pg 124]
[Pg 124]
The Viscose process, which has made great strides in recent years, makes use of a pure grade of sulphite wood-pulp. This pulp is in sheet form and is first treated with a solution of caustic soda, then shredded very fine and put through several more chemical treatments, finally being dissolved in water preparatory to the “spinning.”
The Viscose process, which has advanced significantly in recent years, uses a high-quality sulphite wood pulp. This pulp comes in sheet form and is initially treated with a caustic soda solution, then finely shredded and subjected to several additional chemical treatments, ultimately being dissolved in water in preparation for spinning.
In both of the above methods the production of the thread is the same. The solution, whether it be based on cotton or wood-pulp, is forced through minute holes and comes out in a thread-like stream, which solidifies when subjected to a setting bath. It is then washed, dried, and put through processes, such as twisting, reeling, etc., very similar to those which natural silks undergo.
In both of the methods mentioned above, the thread production process is the same. The solution, whether made from cotton or wood pulp, is pushed through tiny holes and emerges as a thread-like stream, which hardens when placed in a setting bath. Afterward, it is washed, dried, and undergoes processes like twisting and reeling, much like the way natural silks are treated.
3. Uses of Artificial Silk
The uses of artificial silk are many and are not entirely confined to combinations with other textiles. Of recent years the knitting trade has adopted it extensively, particularly in hosiery, sweater and underwear manufacture. In weaving, it has proven very successful in combination with silk or cotton. Large quantities are used in ribbon, electric cord covering, yarns, threads, etc. It is generally felt that the new fibre does not directly compete with or replace natural silk, but rather occupies its own place in the trade on the same basis as the other textiles.
The uses of artificial silk are numerous and not limited to combinations with other textiles. In recent years, the knitting industry has widely adopted it, especially for making hosiery, sweaters, and underwear. In weaving, it has shown great success when combined with silk or cotton. Large amounts are used in ribbons, electric cord coverings, yarns, threads, and more. It is generally accepted that the new fiber does not directly compete with or replace natural silk but instead finds its own niche in the market alongside other textiles.
It has only been during the last fifteen years that artificial silk has been a very important factor commercially, although for a few years before that time, small quantities were produced in Europe. Since about 1910 its use has been steadily growing in this country, the importations from Europe increasing in 1912 from about one and one-half million pounds to nearly three million pounds in 1914. Since 1910 domestic production has also become a factor in the market and numerous factories have been established, the figures for 1923 showing about 33,000,000 pounds output. It is estimated that in 1922 the combined importations and domestic production amounted to around 20,000,000 pounds, about 50% of the total consumption of natural silk for that year.
Artificial silk has only become a significant commercial factor in the last fifteen years, although small amounts were produced in Europe a few years prior. Since around 1910, its use has steadily increased in this country, with imports from Europe rising from about one and a half million pounds in 1912 to nearly three million pounds by 1914. Since 1910, domestic production has also played a role in the market, leading to the establishment of numerous factories, with production figures in 1923 showing about 33,000,000 pounds. It's estimated that in 1922, combined imports and domestic production reached around 20,000,000 pounds, which accounted for about 50% of the total natural silk consumption for that year.
The following figures show the production of artificial silk in the United States in 1913 and between 1920 and 1923:
The following figures show the production of artificial silk in the United States in 1913 and between 1920 and 1923:
| 1913 | 1,566,000 | pounds |
| 1920 | 8,000,000 | ” |
| 1921 | 15,000,000 | ” |
| 1922 | 24,000,000 | ” |
| 1923 | 33,000,000 | ” |
[Pg 125]
[Pg 125]

IMPORTS OF RAW SILK
Into the
UNITED STATES OF AMERICA
Calendar Year 1914-1923
Courtesy of The Silk Association of America
IMPORTS OF RAW SILK
Into the
UNITED STATES OF AMERICA
Calendar Year 1914-1923
Thanks to The Silk Association of America
[Pg 127]
[Pg 127]
THE INTERNATIONAL ACCEPTANCE BANK, INC. AND THE SILK TRADE
The International Acceptance Bank, Inc., finances annually the importation of millions of dollars worth of Silk from China, Japan, and Italy.
The International Acceptance Bank, Inc. finances the import of millions of dollars worth of Silk from China, Japan, and Italy each year.
The International Acceptance Bank, Inc., can offer exceptional facilities for opening commercial letters of credit in the Far East by reason of its large net-work of correspondents, and particularly because of its close relation to the Netherlands Trading Society, with branches throughout the Far East, which is one of its leading shareholders. Through its close relationship with this institution, and with many other Eastern banks, The International Acceptance Bank, Inc., can obtain for its clients a highly efficient service and can give them the benefit of the confidential information which it receives.
The Int'l Acceptance Bank, Inc. offers outstanding services for opening commercial letters of credit in the Far East due to its extensive network of partners, especially its strong connection with the Dutch Trading Society, which has branches across the Far East and is one of its major shareholders. Because of its close ties with this institution and many other Eastern banks, The International Acceptance Bank, Inc. can provide its clients with highly efficient service and share valuable confidential information it receives.
Transcriber’s Notes
- pg 74 Changed: from horizonal spools on to vertical spindles
from horizontal spools to vertical spindles - pg 78 Changed: then compressed betweeen rollers
to: then squeezed between rollers - pg 91 Changed: further into hitherto uninhabitated
to: deeper into previously uninhabited - pg 124 Changed: It is then washed, dryed
It is then washed and dried.
Download ePUB
If you like this ebook, consider a donation!